/



































































































































































































Текст
METAL AND INORGANIC
WASTE RECLAIMING
ENCYCLOPEDIA
v.__
by
Marshall Sittig
NOYES DATA CORPORATION
Park Ridge, New Jersey, U.S.A;
1980
м.ситтиг
ИЗВЛЕЧЕНИЕ
МЕТАЛЛОВ
И НЕОРГАНИЧЕСКИХ
СОЕДИНЕНИЙ
ИЗ ОТХОДОВ
авмв
Перевод с английского
канд. хим. наук С.А.МАСЛОВА
под редакцией
академика Н.М.ЭМАНУЭЛЯ
&
МОСКВА ’’МЕТАЛЛУРГИЯ” 1985
а.
УДК 669.054.8 (083) (430.1)
УДК 669.054.8 (083) (430.1)
Извлечение металлов и неорганических соединений из отходов: Справ, изд. Сит-
тиг М./Пер. с англ. Под ред. Эмануэля Н. М. М.: Металлургия. 1985. 408 с.
Впервые предпринята попытка классифицировать отходы и систематизировать
существующие и разрабатываемые процессы их переработки. Объяснено происхож-
дение отходов. Описано свыше 300 процессов извлечения металлов и неорганических
соединений из отходов. Приведена технология каждого специфического процесса
извлечения и рециклинга и изложены возможные варианты утилизации отходов.
Для инженерно-технических работников всех отраслей промышленности.
Ил. 179. Библиогр. список: 17 назв.
С
2601000000—083
040(01)—86
17-85
© Noyes data corporation, U. S. A. 1980
© Перевод на русский язык. Издательство «Металлургия», J9§5
Ч-
СОДЕРЖАНИЕ
Предисловие к русскому изданию......................................... 10
Введение............................................................... 12
Абразивные материалы из отходов огневой зачистки поверхностей.......... 14
Абразивные материалы из отработанных катализаторов..................... 14
Алюминия оксид из отходов производства по восстановлению оксида алю-
миния ....................................................... 16
Алюминия оксид из «красного шлама» процесса фирмы «Байер».............. 17
Алюминий из растворов мокрой очистки ацетилена........................ 19
Алюминий из остатков на стеклоткани, образующихся в процессе фильтро-
вания ....................................................... 20
Алюминий из отходов электропроводящих материалов...................... 22
Алюминий из зольной пыли.............................................. 22
Алюминий из шлаковых съемов плавильных печей.................. . . . 25
Алюминий из отходов городского хозяйства.............................. 30
Алюминий из осадков цветных металлов................................. 30
Алюминий из алюминиевого лома...............................f . . . . '30
Алюминий из отходов твердого ракетного топлива.......................... 42
Алюминия фторид из отходов производства алюминия методом восстано-
вления ....................................................... 42
Алюминиевая фольга из ^бумажно-металлических слоистых материалов ... 44
Аммиак из сточных вод производства соды по аммиачно-хлоридному методу . 45
Аммиак из отходов процесса окислительного аммонолиза.................... 47 z
Аммиак из сточных вод текстильного производства......................... 47 -
Аммиак из стоков производства мочевины.................................. 51 -,/
Аммиачный варочный раствор из отработанного варочного раствора .... 53
Аммония нитрат из отходов производства яДерного топлива ........ 56
Аммония перхлорат из отходов твердого ракетного топлива ........ 56
Аммония сульфат из стоков производства акрилонитрила ......... 57
Аммония сульфат из отходов процесса производства капролактама........... 58
Аммония’сульфат из’промывных вод производства аккумуляторных батарей 58
Сурьма из кубовых остатков производства полиэфиров 61
Сурьма из сурьмяного лома............................................ 63
Сурьмы пентахлорид из отработанных катализаторов ....................... 63
Мышьяк из колошниковой пыли медеплавильных печей ...................... 63
Асбест из отходов, содержащих суспендированный асбест......... 64
Барит из бурового раствора ...................... 65
Бериллий из бериллиевого лома ......................................... 65
Бериллий из травильных растворов для нержавеющих сталей................ 65
Висмут из шлака, образующегося в процессе девисмутизации................ 65
Обесцвечивающие и фиксирующие растворы из отработанных фотографи-
ческих растворов ... ........................................... 67
Отбеливающая жидкость из сточных вод отбеливающих установок....... 69
Борная кислота из отходов процесса окисления циклогексана............... 70
Строительный кирпич из «красного шлама» процесса фирмы «Байер».... 71
Кадмий из лома аккумуляторных батарей................................... 71
Кадмий из колошниковой пыли установок для рафинирования циика .... 74
Кальция фторид из фосфатсодержащих сточных вод.......................... 76
Кальция фторид из сточных вод процесса производства UO2................. 80
Чугун из автомобильного лома............................................ 80
Каустик из каустических осадков......................................... 80
Цемент из обжиговой пыли................................................ 81
Цемент из остатков товарного бетона................................... 82
Хлорсодержащий катализатор иа оксиде алюминия из отработанного ката-
лизатора ........................................................ 84
Хлор при электролизе хлорида алюминия................................ 84
Хлор из пыли, образующейся при хлорировании ильменита................. 86
Хлор из сточных род 86
5
Хромовая кислота из отработанных травильных растворов................
Хромовая кислота из сточных вод, содержащих хромовую кислоту ....
Хром из отходов производства хромового ангидрида.....................
Хро.м из воды, используемой в градирнях..............................
Хром из промывных вод процессов гальваностегии.......................
Хром из осадков цветных металлов.....................................
Хром из хромового лома...............................................
Хром из стоков кожевенного производства.............'................
Катализаторы на основе оксифторидов хрома из отработанных катализа-
торов ...............................................................
Кобальт из кобальтового лома.........................................
Кобальт из агломерированных карбидов металлов........................
Кобальт из отработанных катализаторов................................
Цветное стекло из стеклянных отходов смешанного состава..............
Ниобий из ниобиевого лома,/..........................................
Ниобий из отработанных катализаторов.................................
Медь из растворов для промывки ацетилена.............................
Медь из пыли, образующейся при переработке латуни....................
Медь из анодных лпламов процессов очистки меди . . .................
♦Медь из лома электрических проводов.................................
Медь из лома смешанного состава......................................
Медь из осадков цветных металлов.....................................
Медь иаС автомобильного лома.........................................
Медь из колошниковой пыли плавильных печей...........................
Медь из плавильных шлаков............................................
Медь из отработанных катализаторов...................................
/Медь из отработанных травильных растворов...........................
/ Медный катализатор из отходов производства адипиновой кислоты . . . .
/ Криолит из частиц, извлекаемых в процессе производства алюминия . . .
Дикальцийфосфат из фосфатсодержащих сточных вод......................
Азота оксид (N2O) из отходящих газов процесса производства адипиновой
кислоты .............................................................
Железа хлорид из отработанных травильных растворов...................
Ферросплавы из шламов, образующихся в гальваностегии.................
Ферроникель из отработанных катализаторов...................
Черные металлы из отходов городского хозяйства.......................
Железа сульфат из отработанных травильных растворов..................
Феррованадий нз ванадийсодержащего чугуна............................
Удобрения нз шлама, образующегося при очистке топочных газов в скруб-
берах ...............................................................
Удобрения из отходов городского хозяйства............................
Удобрения из отработанной серной кислоты.............................
/ Флокулирующие агенты из «красного шлама» процесса фирмы «Байер» . . .
Фторсульфоиовая кислота нз отработанных катализаторов...................
Кремнефтористоводородная кислота из процесса производства фосфорной
кислоты .............................................................
Формовочный песок из использованных литейных форм....................
* Гадолиний из отходов производства запоминающих устройств..............
Галлий из сточных вод процесса получения оксида алюминия.............
Галлий из отходов производства запоминающих устройств................
Галлий из колошниковой пыли печей для производства фосфора...........
Германий из колошниковой пыли цинковых плавильных печей..............
Стекло из использованной стеклотары..................................
Стекло из отходов слоистого стекла...................................
Стекло из отходов городского хозяйства ..............................
Стекло из автомобильного лома .......................................
Стекло из телевизионных трубок цветных телевизоров...................
Стекловолокно из отходов стекловолокна , , , ............... . . , ,
87
88
89
90
91
95
96
96
100
100
101
101
103
103
104
104
104
105
117
117
117
119
121
123
125
125
127
127
128
130
132
132
135
135
136
138
141
142
143
145
147
154
155
156»
156
161
162
167/
169
175
175V
176
Золото из отвалов щахт, .............................................. 177
Золото вд отработанных растворов гальванических производств 178
6
Золото из лома золота................................................. l/’S
Золото из шлама процесса рафинирования серебра......................... 179
Золото из сточных вод.................................................. 180
Плавиковая кислота из отработанных травильных жидкостей................• 182
Хлористый водород из процессов хлорирования органических соединений 182
Хлористый водород из разбавленных растворов соляной кислоты.......... 185
Хлористый водород из газов, получаемых при сжигании.................. 186
Хлористый водород из отходящих газов процесса оксихлорирования , . . 190
Хлористый водород из отработанной травильной жидкости.................. 192
Фтористый водород из процессов алкилирования......................... 193
Фтористый водород из футеровки печей................................. 198
Иод из отходов процесса ацетоксилирования.............................. 201
Иод из отходов процесса дегидрогенирования............................. 202
Иридий из отработанных катализаторов................................... 203
Железо из кислородно-конверторных шлаков............................... 207
Железо из «красного шЛама» процесса фирмы «Байер»...................... 208
Железо из прокатной окалины............................................ 208
Железо из железного ломау.............................................. 208
Железо из использованных автомобильных шин............................. 209
Железо из отработанных травильных растворов............................ 209
Железо из печной пыли сталеплавильных заводов.......................... 211
Железа оксид из пыли реактора для хлорирования ильменита............... 220
Железа оксид из шлама, образующегося на прокатных станах............... 222
Железный порошок из отходов механической обработки..................... 224
Свинец из стрельбищных почв............................................ 227
Свинец из дросса; образующегося при рафинировании свинца............... 229
Свинец из свинцового лома.............................................. 229
Свинец из съемов с припоя.............................................. 230
Свинец из лома аккумуляторных батарей................................ 2311
Свинец из отходов производства тетраэтилсвинца......................... 244
Свинец из колошниковой пыли процесса рафинирования цинка............... 245
Свинца карбонат из процесса производства аккумуляторных батарей . . . 246
Свинца оксид из колошниковой пыли...................................... 246
Известь из остатков, получаемых при сжигании отстоя сточных вод .... 248
Магния оксид из лома огнеупорного кирпича для футеровки печей .... 250
Магний из реакторных шламов............................................ 250
Магний из магниевого лома.............................................. 251
Магний из трассирующих боеприпасов..................................... 254
Ртуть из рассола установок по производству хлора и щелочи.............. 255
Ртуть из шламов процесса производства хлора и щелочи . ... '.......... 257
Ртуть из ртутного скрапа............................................... 260
Ртуть из отработанных катализаторов.................................... 260
Металлы из металлических шламов смешанного состава................. 263
Металлы из замасленного металлического лома............................ 265
Металлы из пластмассово-металлических деталей.......................... 266
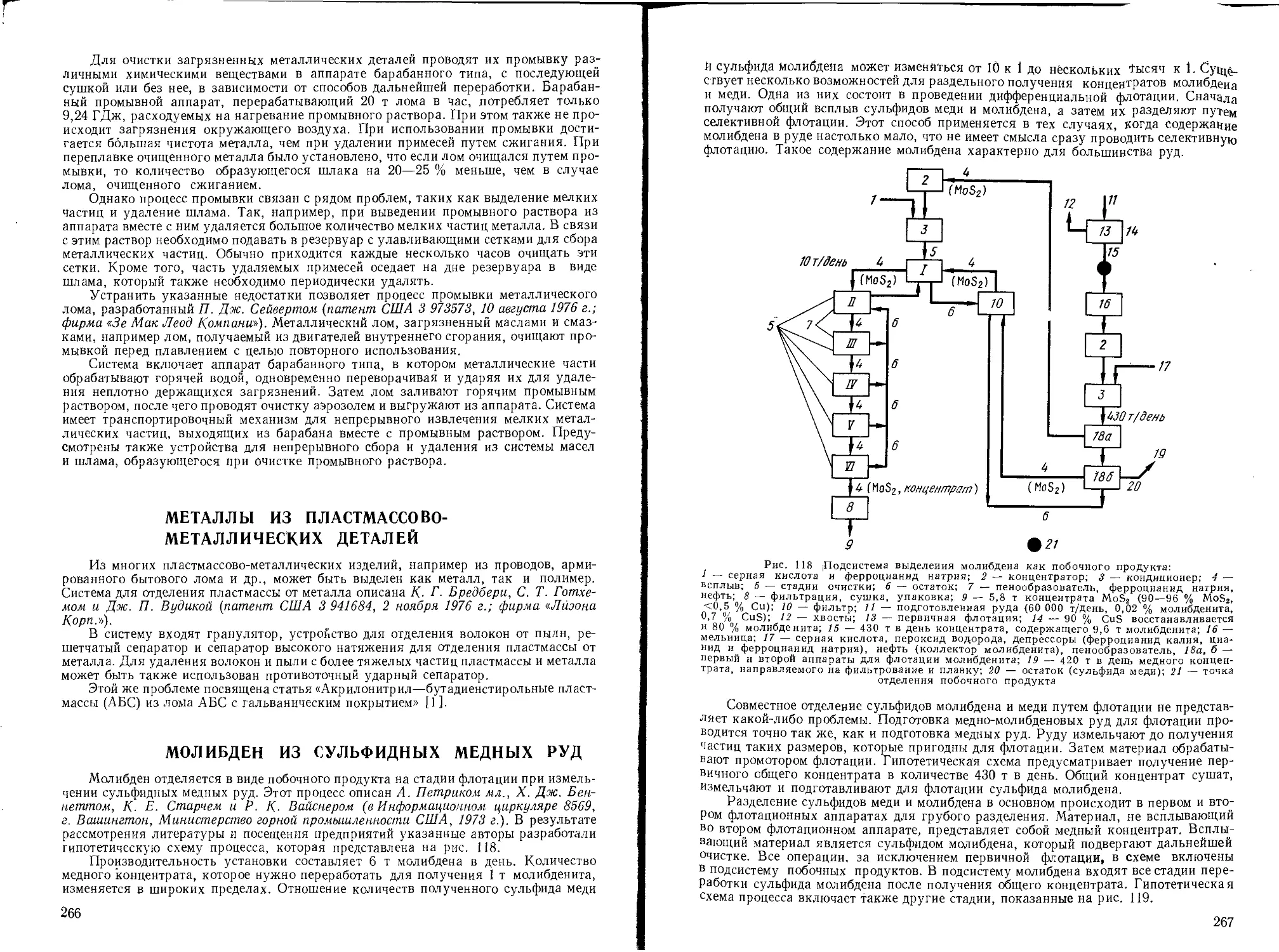
Молибден из сульфидных медных руд...................................... 266
Молибден из молибденового лома......................................... 268
Молибден из колошниковой пыли плавильных печей......................... 268
Молибден из отработанных катализаторов................................. 268
Молибден из отходов процесса производства вольфрамовых ламп накали-
вания ............................................................ 270
Никель из лома аккумуляторных батарей.................................. 271
Никель из полировальных ванн для никелирования......................... 271
Никель из шламов цветных металлов...................................... 273
Никель из промывных вод гальваностегии............................... 274
Никель из никелевого лома............................................ 276
Никель из отработанных катализаторов................................ 277
Никель из лома специальных сплавов................................... 280
Азотная кислота из отработанных растворов для прядения акриловых во-
локон ............................................................ 282
Азота тетраксид из растворов для прядения целлюлозы.................... 282
7
Цветные металлы из городских отходов................................... 282
Цветные металлы из автомобильного лома................................. 282
Раствор для обработки маслин из отходов обработки маслин............... 285
Палладий из сточных вод гальваностегии................................. 286
Палладий из отработанных катализаторов................................. 286
Материал для дорожных покрытий из зольной пыли и шламов процесса
водоподготовки .................................................... 287
Платина из сточных вод гальваностегии.................................. 287
Платина из стоков процесса рафинирования металлов платиновой группы . 287
Платина из отработанных катализаторов.................................. 288
Металлы платиновой группы иЭ лома благородных металлов................. 289
Плутония оксид из скрапа процессов переработки ядерного топлива .... 290
Пористая керамика из летучей пыли...................................... 290
Портланд-цемент из зольного шлака...................................... 291
Портланд-цемент из кислородно-конверториых шлаков...................... 293
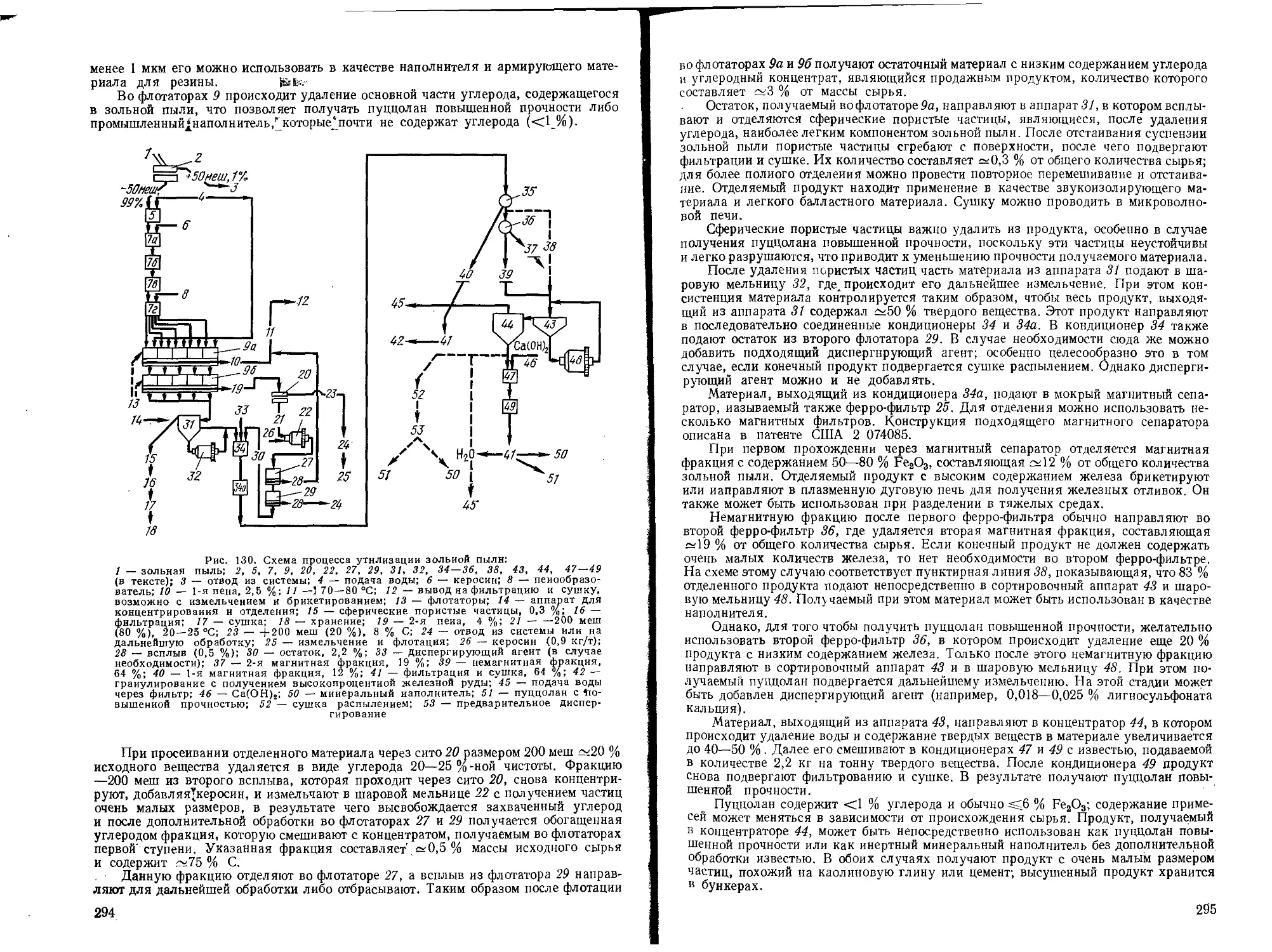
Пуццолан из зольной пыли............................................... 293
Рений из газов процесса обжига сульфида молибдена...................... 296
Рений из CTOHHpii вод.................................................. 297
Родий из сточнЦх вод процесса гальваностегии........................... 297
Родий из отработанных катализаторов.................................... 297
Рутений из/бтработаиных катализаторов и (или) электродного лома .... 300
Соли из остатка, образующегося в процессе рафинирования алюминия . . 300
Скапдий из шламов, образующихся в процессе производства урана .... 303
Селен i/з анодного шлама процесса рафинирования меди................... 304
Селен рз реакционной смеси процесса получения уретанов................. 308
Селен/из утильного ксерографического оборудования...................... 309
Серебйо из анодных шламов процесса рафинирования меди.................. 313
Серебро из отходов процесса гальваностегии............................. 314
Серебро из отвалов пустой рудной породы................................ 315
Серебро из отработанной фотографической пленки ........................ 315
Серебро из серебряного лома............................................ 322
^Серебро из лома нержавеющей стали с серебряной пайкой................ 322
Серебро из отработанных фотографических растворов...................... 323
Серебро из сточных вод................................................. 329
Ферроцианид натрия из шламов, образующихся при гальваническом лужении
с использованием галогенидов олова................................. 329
Натрия гидроксид из отработанного варочного раствора................... 330
Натрия нитрат из процессов термической обработки....................... 333
Натрия нитрит из абсорбционной жидкости................................ 337
Натрия сульфит из отработанного варочного раствора..................... 338
Натрия сульфит из отходов процесса производства тринитротолуола .... 343
Натрия тиоцианат из отработанных растворов для прядения акрилового
волокна ........................................................... 344
Модификаторы почвы из отходов процесса производства диоксида титана . . 345
Нержавеющая сталь из лома нержавеющей стали............................ 345
Сталь из скрапа, получаемого при механической обработке................ 346
Сталь из автомобильного лома.......................................... 346
Сталь из стального лома................................................ 349
Сталь из использованных автомобильных шин.............................. 352
Стронция нитрат из трассирующих боеприпасов............................ 352
Сульфатный варочный раствор из отработанного варочного раствора . . . 352
Сера из отходов процесса гидрокрекинга................................. 355
Сернистый газ из отработанной серной кислоты........................... 355
Серная кислота из отработанного травильного раствора .................. 357
Серная кислота из отработанной серной кислоты.......................... 361
Серная кислота из отходов процесса производства диоксида титана .... 363
Тантал из отработанных катализаторов................................... 365
Теллур из анодных шламов процесса рафинирования меди................... 365
Таллий из колошниковой пыли печей для выплавки цинка................... 365
Олово из дросса, образующегося в процессе нанесения покрытия методом го-
рячего погружения................................................. 366
8
Олово из отходов гальванического галогенидного лужения................. 367
Олово из оловянного лома............................................. 369
Олово из шлаков........................................................ 370
Оловянноалюминиевый сплав из многослойных подшипников.................. 370
Титан из титанового лома............................................. 370
Тринатрийфосфат из отходов процесса полировки алюминия путем погру-
жения в раствор.................................................... 371
Вольфрам из карбидов металлов, получаемых путем спекания............... 374
Вольфрам из отработанных катализаторов................................. 375
Вольфрам из вольфрамового лома......................................... 376
Карбид вольфрама из лома буровых инструментов.......................... 376
Уран из сточных вод процесса переработки UO2........................... 377
Урана диоксид из скрапа, образующегося при обработке ядерного топлива . 379
Катализатор, содержащий оксиды ванадия и титана из отработанного ката-
лизатора процесса удаления оксидов азота........................... 381
Ванадий из отработанных катализаторов.................................. 381
Ванадиевый катализатор из отходов процесса производства адипиновой
кислоты ........................................................... 384
Материал для водоподготовки из отработанного катализатора крекинга . . 385
Раствор для промывки шерсти из отработанных моющих растворов .... 386
Иттрия оксисульфид из процесса производства кинескопов цветных теле-
визоров ........................................................... 386
Цинк из пыли, образующейся при производстве латуни..................... 389
Цинк из съемов с латуни.............................................. 389
Цинк из отходов процесса нанесения электропокрытия................... 392
Цинк из отходов процесса гальваностегии.............................. 393
Цинк из шламов цветных металлов..................................... 394
Цинк из автомобильного лома............................................ 394
Цинк из печной пыли сталеплавильного производства...................... 395
Цинк из цинкового лома................................................. 3Q8
Цинка хлорид из отработанных катализаторов............................. 398
Цинк<? хлорид из отработанных прядильных растворов для получения акри-
ловых волокон...................................................... 400
Цирконий из отработанных травильных растворов.......................... 400
Библиографический список............................................... 402
Предметный указатель................................................... 403
"=. Н= ПРЕДИСЛОВИЕ к РУССКОМУ ИЗДАНИЮ
Слишком длительное время человечество не заботилось должным образом
о максимально полном использовании сырьевых ресурсов. Главенствующее
внимание обычно привлекали первичные изделия из материала: турбины, дви-
гатели и моторы, маШины и станки, котлы и трубы, кабели и провода, фермы
и рельсы, приборы /и детали — все те объекты и элементы, которые состав-
ляют структуру новой техники, современной промышленности, транспорта,
строительства и Индустрии научных исследований.
Конечно, BQfipoc об экономии исходного материала при производстве
изделия учитывался всегда. Однако интерес к судьбе уже отработавшего
свой срок изделия — дело сравнительно новое. Между тем каждое вывезенное
на свалку изделие это почти готовый для нового использования материал,
прошедший, значительную часть пути от исходной руды или иного сырьевого
источник^ Эти простые истины сегодня настолько очевидны и столь широко
реализованы на практике, что можно лишь сравнивать, насколько полно та
или иная страна использует вторичные ресурсы для выработки стали, цвет-
ных металлов, бумаги и картона, полимерных материалов.
Важность проблемы эффективного использования вторичных- ресурсов
приобрела дополнительную остроту в связи еще и с тем, что к началу послед-
ней четверти нашего столетия со всей определенностью стало ясно, что запасы
минерального и добываемого из недр органического сырья на Земле четко
ограничены. Международный союз теоретической и прикладной химии
(ИЮПАК), членом которого является также СССР, выразил свое отношение
к вопросу о рациональном использовании сырья тем, что образовал специаль-
ный комитет КЭМРОН (CHEMRAWN), призванный заниматься химическими
исследованиями, направленными на удовлетворение первостепенных нужд
человечества. Первая конференция КЭМРОН, которая была проведена
в 1978 г. в Канаде, в Торонто, была посвящена источникам органического
сырья. В 1984 г. иа третьей конференции КЭМРОН в Гааге обсуждались
опытные и промышленные химические и биологические процессы использо-
вания нетрадиционного сырья, побочных продуктов и отходов. Серьезно
обсуждались проблемы концентрирования и экстрагирования таких ценных
элементов как уран, торий, марганец, золото из разбавленных растворов,
в частности нз морской воды. В дальнейшем предполагается проведение новых
конференций КЭМРОН по перспективным химическим материалам будущего
в Японии и источникам неорганического сырья — в Индии.
Предлагаемая вниманию читателей книга «Извлечение металлов и неорга-
нических материалов из отходов» представляет собой весьма полный крити-
ческий обзор американской патентной литературы по комплексному исполь-
зованию вторичных ресурсов, содержащихся в промышленных и бытовых
отходах.
Одним из важнейших направлений научно-технического прогресса на
современном этапе является разработка во всех отраслях промышленности
безотходных ресурсосберегающих и малоотходных технологических процес-
сов, обеспечивающих максимально полное и комплексное использование
сырья, экономию трудовых, материальных и энергетических ресурсов, ути-
лизацию отходов, включающих замкнутые циклы. Широкое вовлечение вто-
ричных ресурсов в народнохозяйственную деятельность обеспечивает зпачн-
10
ГеЛьную экономию сырья, материалов, топливно-энергетических запасов.
Использование вторичных ресурсов характеризуется высокими показателями
экономической эффективности. Во многих случаях при выделении материалов
из отходов выход и степень извлечения целевого продукта выше, чем при
использовании первичного сырья; процесс включает меньшее число стадий,
уменьшается расход энергии, сокращаются производственные площади и
территории, отводимые под отвалы, снижаются трудовые затраты. Следует
отметить, что добыча полезных ископаемых с течением времени смещается
во все более трудно достигаемые географические зоны, вследствие чего стои-
мость первичного сырья постоянно растет.
Важным аспектом проблемы комплексной переработки отходов является
охрана окружающей среды — предмет внимания всего человечества. В СССР
работы по мониторингу загрязнений, а главное по борьбе со всеми видами
загрязнений, ведутся широким фронтом, в государственном масштабе. Стро-
жайшие требования предъявляются к тому, чтобы содержание вредных ве-
ществ было ниже предельно допустимых концентраций, установлены строгие
нормы для предельно допустимых выбросов.
Очевидно, что настоящее энциклопедическое издание имеет большое
практическое значение. В большинстве описанных в книге процессов серьез-
ное внимание уделяется предотвращению выбросов продуктов, наносящих
вред окружающей среде. Экологический аспект книги выражен достаточно
сильно и она может сыграть определенную роль в пропаганде экологических
знаний среди специалистов различных отраслей народного хозяйства. Этот
момент.является весьма важным, поскольку одних лишь технологических
усовершенствований, без должного экологического воспитания и надлежа-
- щего изменения производственной психологии, недостаточно для решения
всех проблем, связанных с предотвращением загрязнения окружающей среды
промышленными выбросами.
Достоинством книги является широкий охват патентного материала
США, фонд которого в настоящее время достиг весьма больших масштабов.
В книге рассмотрены практически все процессы утилизации вторичных источ-
ников металлов и неорганических продуктов, которые могут быть исполь-
зованы практикой. Промышленная реализация этих процессов будет иметь
серьезное значение для решения сырьевой проблемы.
Редактору и переводчику книги понадобилось устранить в ряде случаев
тривиальный характер изложения и стилистическую неоднородность. В целом
выход издания «Извлечение металлов и неорганических соединений из отхо-
дов» представляется своевременным и полезным. Книга, несомненно, найдет
своего читателя среди инженерно-технических работников различных отраслей
промышленности, сотрудников научно-исследовательских и проектных учре-
ждений, студентов и аспирантов технических вузов.
Академик Н. М. Эмануэль
Яя= = === ВЁЕДЕНИЁ
Выделение и повторное использование материалов из про-
мышленных отходов приобретают все большее значение. При-
чины следующие:
1. Уменьшение запасов некоторых руд (таких, разработка
которых является экономически оправданной).
2. Расширение национальных и международных усилий
по стабилизации и контролю цен на минеральное сырье.
3. Необходимость для многих стран обходиться собствен-
ными источниками некоторых видов сырья, в особенности стра-
тегического.
4. Все возрастающие требования контроля за состоянием
окружающей среды и выбросом вредных веществ, что делает уда-
ление отходов все более затруднительным.
5. Быстрое увеличение цен на источники энергии, что во
многих случаях делает рецикл отработанных продуктов более_
эффективным, чем использование нового сырья.
В настоящей книге рассматривается только технологический
аспект утилизации промышленных отходов. Экономика про-
цессов не обсуждается, что обусловлено:
а. Быстрым изменением цен на некоторые виды сырья
и товаров.
б. Резким возрастанием цен на источники энергии, что
не позволяет проводить экономические расчеты, которые были бы
действительны в течение достаточно длительного времени.
в. Быстрым ростом инфляции в большинстве стран, что
также затрудняет экономическую оценку на более или менее
длительную перспективу.
Во многих случаях, помимо описания технологии авторы
старались привести сведения, касающиеся происхождения отхо-
дов, проблем, обусловленных возникновением отходов, обсу-
дить возможные альтернативные процессы утилизации.
В книге основное внимание уделено переработке именно
промышленных отходов, а значительно меньшее — бытовым отхо-
дам, таким как макулатура, использованная стеклотара и т. п.
Однако во многих случаях очень трудно провести четкое разли-
чие между промышленными и бытовыми отходами.
По возможности приводятся ссылки на другие статьи'дан-
ной книги, а также на статьи (в книге «Энциклопедия по пере-
работке органических и полимерных отходов» [1].
Большинство приведенных ссылок относится к патентам
США. В качестве вторичного источника используется публи-
кация Горного министерства США. В конце книги приведен
общий список публикаций, цитированных в тексте.
Вместе с «Энциклопедией по переработке органических
и полимерных отходов» данная книга может рассматриваться
как продолжение вышедшего в 1975 г. «Справочника по выде-
лению и использованию материалов из промышленных отхо-
дов» [3]. Для читателя также могут представить интерес и дру-
гие публикации, в том числе книга Бартона [4], ежемесячные
публикации Горного министерства США [2], прогноз по исполь-
зованию вторичных источников сырья до 1.990 г., сделанный
в 1975 г. [5], обсуждение энергетических проблем рециклиза-
ции металлов [6], обзор технических возможностей в деле эко-
номии металлов [7], а также библиографические серии по пере-
работке твердых отходов, издаваемые Национальной службой
технической информации, охватывающие период с 1964 по
июль 1979 г. и касающиеся:
упаковок и контейнеров [8], пластмасс [9], металлов [10],
12
стекла [11], бумаги [12] и автомобильных шин [13]. Подробное
рассмотрение процессов переработки металлического лома и
их влияние на окружающую среду проведено в работе [15],
Ниже приводится импорт в США некоторых минералов
и металлов в 1978 г. (по данным [2]);
Импорт Импорт
Вид сырья от общего Вид сырья от общего
потребле- потребле-
НИЯ, % НИЯ, %
Ниобий 100 Вольфрам 50
Листовая слюда 100 Сурьма 48
Стронций 100 Серебро 41
Марганец 98 Барий 40
Тантал 97 Титан (ильменит) 39
Кобальт 97 Гипс 34
Бокситы и алюминий 93 Железная руда 29
Хром 92 Ванадий 27.
Платиновые металлы 91 Медь 19
Асбест 84 Изделия из железа 13
Фтор 82 и стали
Олово 81 Свинец 11
Никель 77 Алюминий 10
Кадмий 66 Сера 10
Цинк 62 Соль 9
Калий 61 Цемент 7
Селен 61 Пемза и вулканиче- 5
Ртуть 57 ский пепел
Золото 54 Железный и стальной лом * —
• Только экспортируется в количестве 17 %.
- = АБРАЗИВНЫЕ МАТЕРИАЛЫ ИЗ ОТХОДОВ
ОГНЕВОЙ ЗАЧИСТКИ ПОВЕРХНОСТЕЙ
Огневая зачистка поверхности стальных заготовок, болванок, брусков и плит,
проводимая для удаления дефектов поверхности сопровождается образованием отхо-
дов. Огневая зачистка состоит в быстром удалении поверхностного слоя стали при
сжигании топлива в кислороде, подводимого к поверхности с помощью одной или
нескольких горелок. Кислород окисляет часть стали, причем происходит выделение
тепла и повышение температуры, приводящее к плавлению поверхностного слоя.
Образующиеся при этом отходы представляют собой частично окисленные частицы
стали, главным образом сферической формы.
Отходы огневой зачистки охлаждают, смывают с поверхности стали струей
воды под высоким давлением и собирают в бассейне. Размер частиц не менее чем 0,15
и не более 50,8 мм в диаметре. Частицы состоят из внешней оболочки из окиси железа,
окружающей внутреннее металлическое ядро, которое имеет химический состав,
аналогичный обрабатываемой стали.
Отходы огневой зачистки не находят специального применения. В последнее
время предпринимают попытки их переработки в стальных дробилках для выделе-
ния железа, которое содержится в частицах. Отходы смешивают с окалиной, сталь-
ной стружкой и подобными материалами и смесь добавляют к агломерату, из кото-
рого выделяют железо. Однако для этого могут быть использованы только крупные
частицы. Из этого следует, что большинство крупных частиц необходимо удалять
из мельниц и складировать. В последние годы широкое распространение поверх-
ностной зачистки стали привело к росту использования автоматических машин
для огневой зачистки поверхностей. В результате возросло количество отходов,
что требует увеличения времени на транспортировку и объема хранилищ.
Процесс, разработанный X. В. Хитцротом мл. (патент США 4.190422,
26 февраля 1980 г.; фирма «Бетлехем стал Корпорейшт) имеет своей целью исполь-
зование отходов огневой зачистки — в автоматическом или ручном воздухоструй-
ном чистящем оборудовании для дробеструйной очистки металлических и неметал-
лических поверхностей. Процесс позволяет получать материал с твердостью
HRC 20—35, который может быть использован в качестве градуированного по раз-
меру металлического абразива, обладающего хорошей жесткостью, временем службы
и повышенной чистящей способностью по сравнению с продажными градуирован-
ными стальными абразивами (сферическая дробь, стальная остроугольная дробь).
Отходы просеивают для отделения частиц от посторонних материалов и делят
на фракции, содержащие частицы диаметром менее 6,35 и более 6,35 мм. Фракция
>6,35 мм возвращается в процесс производства стали. Фракция <6,35 мм поме-
щается в дробильные мельницы и дробится до тех пор, пока наружная оболочка
частиц не разрушится на мелкие куски и не отделится полностью от внутреннего
металлического ядра. Обломки оболочки и металлические ядра отделяют друг от
друга просеиванием. Металлическую дробь разделяют иа фракции просеиванием
на ситах разных размеров.
Металлическая дробь имеет микроструктуру неотпущенного мартенсита с чисто-
той поверхности токарной обработки, она ь значительной степени свободна от меж-
зеренного и внутризеренного раскалывания, обладает твердостью около HRC 20—35
и характеризуется хорошей ударной прочностью и увеличенным временем службы.
АБРАЗИВНЫЕ МАТЕРИАЛЫ
ИЗ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ
В последние несколько десятилетий наблюдается резкий рост в промышленном
использовании гетерогенных каталитических процессов. Резкое увеличение исполь-
зования нефти-сырца и продуктов ее переработки, которые необходимо десульфу-
рировать с целью защиты окружающей среды, привело к значительному увеличению
использования катализаторов этих реакций. В одном из наиболее распространенных
процессов десульфурации исходный углеводородный материал подают иа Мо—Со-
14
катализатор, нанесенный на оксид алюминия (А1аО3), в результате чего выделяется
сероводород. В других случаях используются Mo—Ni- и W—Ni-катализаторы или
комбинации других металлов.
В ходе каталитической реакции катализатор адсорбирует или абсорбирует
различные химические элементы или соединения из реакционной массы и постепенно
теряет активность. Хотя катализатор и может быть регеиерироваи, ио в ходе про-
цесса он постепенно расходуется и со временем должен быть заменен новым. С эко-
номической точки зрения важно утилизировать хотя бы часть использованных ката-
лизаторов.
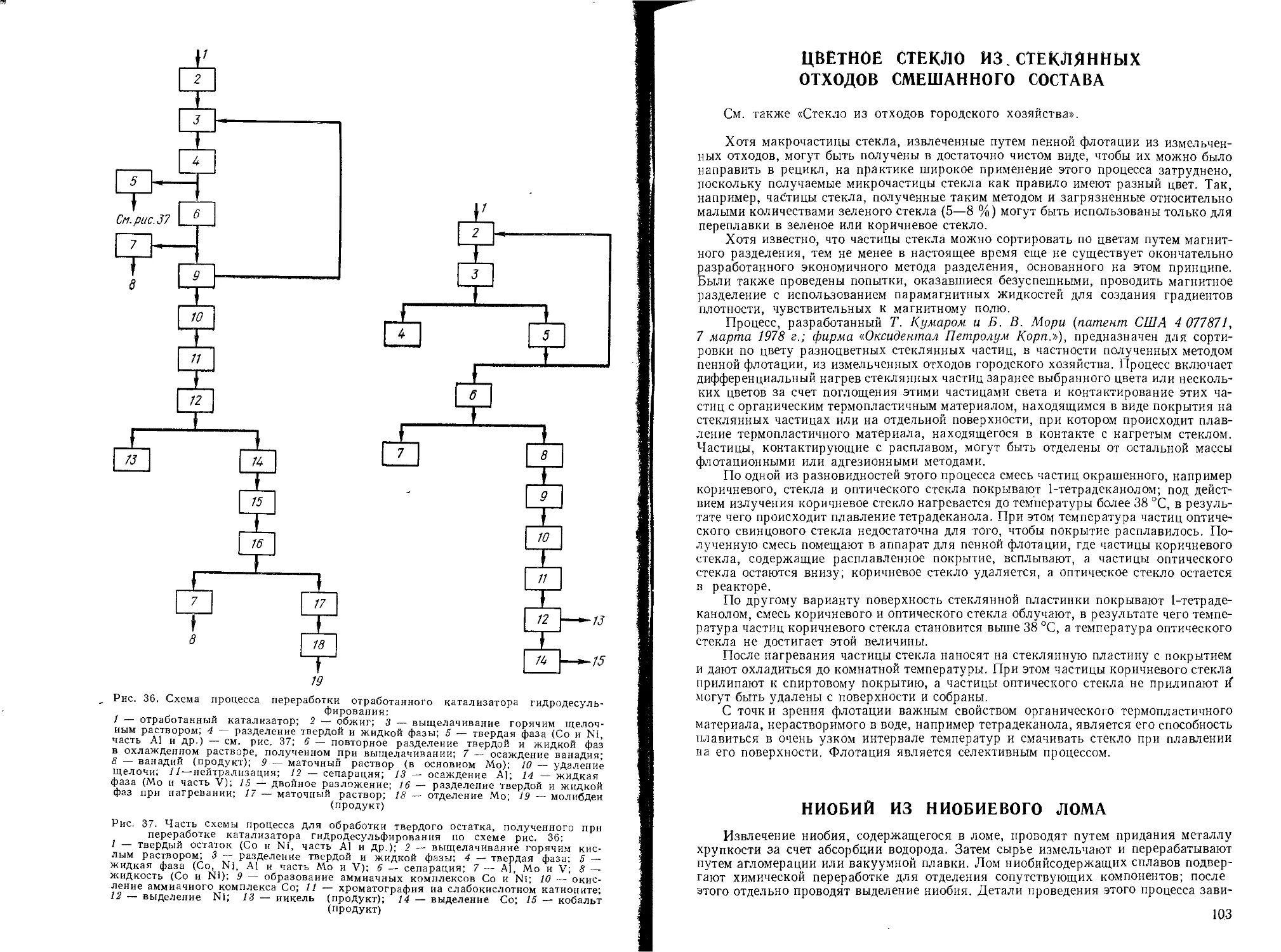
Различные процессы были предложены для переработки отработанных ката-
лизаторов гидродесульфирования. Один из иих включает обжиг катализаторов с хло-
ридом натрия (NaCl) после предварительного кальцинирования с последующей
экстракцией соединений молибдена, ванадия, алюминия, никеля и (или) кобальта
с получением аммонийных солей молибдена и ванадия и гидроксида алюминия
А1(ОН)3. Кобальт и никель, содержащиеся в остатке после экстракции, выделяют
в дополнительных стадиях экстракции.
Другой процесс осуществляется с использованием соды (карбоната натрия)
вместо хлорида натрия. Все известные процессы дорогостоящи и сложны как с хими-
ческой точки зрения, так и в техническом отношении. Кроме того, достаточно трудно
отделить соединения молибдена от ванадия и кобальта от никеля.
Основная цель процесса, разработанного X. Цайрингером (патент США
4142871, 6 марта 1979 г.; фирма чТрайбахер Хемшие Верке АГъ, Австрия} — полу-
чение абразивных материалов из использованных катализаторов. Носитель катали-
затора — оксид алюминия — является абразивным материалом, а металлические
компоненты катализатора используют для получения сплавов, которые могут быть
использованы (непосредственно или после очистки) в сталелитейной промышлен-
ности, или легко могут быть подвергнуты химическому разделению на исходные
элементы.
Абразивный материал получают из исходного продукта — отработанного ме-
таллического катализатора на оксиде алюминия — путем плавления исходного
материала с восстанавливающими агентами с целью получения расплава, содержа-
щего оксид алюминия, охлаждения расплава со скоростью, определяемой требова-
ниями к размерам кристаллов получаемого абразивного материала, и последующим
механическим отделением расплавленных компонентов от остатков сплава до или
после отверждения; при этом в расплаве содержится абразивный материал.
Размер получаемых корундовых кристаллов изменяется в широких пределах
в зависимости от скорости охлаждения расплава. Размеры кристаллов абразива
определяют области их использования. Кристаллы, сильно отличающиеся по раз-
мерам, могут быть получены, например, очень медленным отверждением расплава
в блоке, с одной стороны, и быстрым охлаждением при литье на поверхность метал-
лических шаров, с другой. Размеры получаемых корундовых кристаллов, таким
образом, могут меняться, в зависимости от метода охлаждения, от 1 до 0,001 мм.
Конечный продукт — твердый оксид алюминия — является прекрасным абрази-
вом, получаемым после тонкого измельчения и градуирования по размерам, с исполь-
зованием термической обработки или без нее. В зависимости от типа й количества
добавок и размера кристаллов, эти абразивы могут быть использованы для поли-
ровки стали, прецизионной полировки при пизких усилиях нажима или полировки
дерева.
Расплав компонентов катализатора, собирающийся на дне плавильной печи
перерабатывают путем литья или отверждения. В зависимости от типа катализа-
тора, сплав может состоять в основном из МоСо, WNi, MoCoVNi и различных при-
месей, таких как сера, углерод, железо, титан и хром. После того как сплав механи-
чески отделяется от абразивного компонента, он может непосредственно использо-
ваться в сталелитейном производстве или в производстве сплавов. Если примеси —
сера, кремний, углерод — присутствуют в нежелательных количествах, сплав можно
очищать любым подходящим способом.
АЛЮМИНИЯ оксид из отходов
ПРОИЗВОДСТВ ПО ВОССТАНОВЛЕНИЮ ОКСИДА
АЛЮМИНИЯ
В производстве металлического алюминия путем электролиза А1аО3 электро-
лиз как правило проводят в электролизерах, футерованных углеродсодержащимн
материалами. В процессе их эксплуатации покрытия разрушаются при проникнове-
нии в них компонентов электролита, например металлического алюминия, крио-
лита~и оксида’алюминия. Кроме того, в результате высокой температуры в процессе
электролитического восстановления имеет место постепенное старение углерод-
содержащей футеровки.
Суммарный результат проникновения материалов н старения может привести
к тому, что дальнейшая эксплуатация электролизера становится экономически невы-
годной и требуется замена углеродсодержащей футеровки. Использованная футе-
ровка удаляется и складируется. В большинстве установок по восстановлению
оксида алюминия замена футеровки проводится регулярно и количество склади-
рованных отходов футеровки возрастает день ото дня.
В установках по восстановлению, в которых металлический алюминий произ-
водится путем электролиза А1аО3 в присутствии фторсодержащих электролитов,
таких как криолит (Na3AlF6), электролиз приводит к образованию отходящих газов
с высоким содержанием фторидов, а также газообразных и взвешенных твердых
примесей, например, летучих металлических и органических соединений, вместе
с твердыми продуктами и нелетучими углеродсодержащими соединениями. Коли-
чество летучих и твердых соединений углерода в газах изменяется в широких пре-
делах в зависимости от типа анода, используемого в системе восстановления. Сёдер-
берговские углеродные аноды генерируют значительно больше этих продуктов, чем
предварительно прокаленные углеродные аноды.
Для защиты окружающей среды и улучшения условий работы персонала из
отходящих газов необходимо удалять вредные примеси. Распространенный про-
цесс очистки включает обработку газов в сухих скрубберах, при этом эффективно
удаляются все вредные для окружающей среды примеси. В сухих скрубберах обычно
используют оксид алюминия, который эффективно абсорбирует фторсодержащие
компоненты абгазов и захватывает твердые взвешенные примеси. При этом удаляются
также вредные производные углерода с высокой молекулярной массой. Таким обра-
зом, сухая очистка газов процесса восстановления с использованием оксида алю-
миния является эффективным процессом: очищенные газы содержат только эколо-
гически безвредные соединения. Однако при сухой очистке отходящих газов до-
вольно трудно удалять отработанный материал. Использованный оксид алюминия
из скрубберов содержит много поглощенных продуктов и не может использоваться
непосредственно как загрузочный материал электролитических ванн, так как при
этом в состав получаемого металла вводятся нежелательные компоненты и снижается
эффективность работы электролизеров. Естественно, отработанный оксид алюми-
ния не может повторно использоваться для процесса очистки без проведения его
регенерации.
В производстве металлического алюминия путем электролитического восста-
новления А1аО3 в последовательно соединенных электролизерах значительное коли-
чество загрязненного металла и загрязненного оксида алюминия накапливается
в желобах и полостях. Эти материалы в силу их высокой загрязненности не могут
быть использованы для получения чистого металлического алюминия. Обычно
их либо смешивают с чистым загрузочным материалом, либо удаляют в виде отходов.
Таким образом, из сказанного становится очевидным, что производители алю-
миния путем электролитического восстановления сталкиваются с рядом проблем,
связанных с удалением использованных покрытий электролизеров, загрязненного
оксида алюминия из сухих скрубберов и загрязненных металлических отходов.
Эти проблемы остро стоят во всех странах и для их частичного преодоления пред-
ложен ряд технических решений.
Однако по-прежнему существует потребность в процессе комплексной перера-
ботки всех использованных материалов, обеспечивающем выделение всех ценных
компонентов.
16
Такой процесс был предложен Н. Беллом, Дж. В. Андерсеном и Х.-К. X. Лэнон
(патент США 4.113832, 12 сентября 1978 г.; фирма «Кайзер Алюминиум анд Кеми-
кал Корпорейшн»).
Отходы всех видов объединяют и подвергают пирогндролизу при повышенной
температуре. Соединения фтора, такие как HF и NaF, могут быть выведены нз газов,
образующихся при пирогидролизе, в то время как оксид алюминия и Na2O, либо
алюминат извлекают из твердого остатка пирогидролиза.
Получаемые фториды могут быть использованы в качестве электролитов в алю-
миниевых электролизерах, а также для производства безводной HF. Оксид алюми-
ния из пирогидролитического остатка подвергают выщелачиванию раствором кау-
стической соды для выделения высокочистого оксида£алюминия,_который_можно
Рис. 1. Схема процесса утили-
зации отходов, образующихся
при электролитическом вос-
становлении окиси алюминия:
1 — электролизер; 2 — А12О3 •
• Н2О; 3 — абгаз; 4 — скруб-
бер сухой очистки; 5 — исполь-
зованная футеровка; 6 — от-
ходы в желобах и полостях;
7 — окалина; 8 — использован-
ная А12О3; 9 — безводный HF;
10 — выделение A1F3; 11 — вы-
деление NaF; 12 — измельче-
ние и просеивание; 13 — мел-
кая фракция (<1—2 мм); 14 —
формование; 15 — охлажде-
ние; 16 — выделение HF; 17 —
выделение А12О3; 18 — клин-
кер; 19 — алюминат натрия;
20 — установка пирогидролнза;
21 — вода; 22 — вода; 23 —
топливо; 24 — грубая фракция
(2—6 мм), подача иа пироги-
дролиз
использовать в качестве сырья для электролитического получения алюминия или
для загрузки в скрубберы очистки отходящих газов. Если твердый остаток пиро-
гидролиза содержит значительные количества алюмината натрия, то его можно
сразу использовать для сухой очистки абгазов или для производства высокочистого
оксида алюминия. Схема процесса представлена на рис. 1.
АЛЮМИНИЯ ОКСИД ИЗ «КРАСНОГО ШЛАМА»
ПРОЦЕССА ФИРМЫ «БАЙЕР»
Бокситы, оксидные осадочные руды различного состава, содержащие в основ-
ном оксиды алюминия, железа, кремния, титана, являются основным исходным
материалом для получения оксида алюминия.
^Выщелачивание бокситов гидроксидом натрия по известному процессу фирмы
«Байер» приводит к селективному растворению амфотерного оксида алюминия с обра-
зованием алюмината, который подвергается дальнейшей переработке с образова-
нием оксида алюминия, в свою очередь являющимся исходным материалом для
получения металлического алюминия путем электролиза расплава в присутствии
криолита. Мелкодисперсный осадок, образующийся в ходе процесса «Байер», содер-
жит, помимо других оксидов, также оксид железа Fe2O3 и имеет поэтому красный
Цвет; по этой причине его называют «красный шлам». Красный шлам обычно имеет
следующий состав, %: (по массе к сухому материалу): А12О3 22—39; FeaO3 20—38;
17
TiO2 7—25; SiO2 7—15; Na2O 6—11; CaO 1—2; потери при горячей сушке (Н2О
и т. д.) 8—12.
Хотя высокое содержание алюминия, железа, титана предполагает использо-
вание красного шлама в качестве вторичной руды, до сих пор не удалось достичь
эффективного извлечения отдельных элементов, таким образом красный шлам яв-
ляется главным побочным продуктом производства алюминия, накапливающимся
в огромном количестве в отвалах.
В обычном процессе «Байер» алюминатный раствор после обработки каусти-
ческой содой отделяют от красного шлама и подвергают осаждению с целью выде-
ления оксида алюминия. Красный шлам, который также содержит окклюдирован-
ный растворимый алюминат натрия, обычно промывают для повышения выхода
процесса.
Однако во многих случаях-красный шлам также содержит значительные коли-
чества оксида алюминия, который в условиях процесса «Байер» не подвергается
выщелачиванию. Это, в основном, имеет место тогда, когда исходная руда содержит
значительное количество кремния, поскольку кремнезем и оксид алюминия взаимо-
действуют в ходе процесса с образованием нерастворимого продукта, что приводит
к потерям оксида алюминия и каустической соды. В связи с этим было предложено
подвергать алюминиевожелезистые руды с небольшим содержанием железа, вклю-
чая упомянутый красный шлам, так называемому содово-известковому спеканию.
В этом процессе соединения щелочноземельных металлов, например известь, и сое-
динение щелочного металла, например сода, смешиваются с красным шламом и спе-
каются. Функция соединения щелочноземельного металла заключается во взаимо-
действии с кремнеземом с образованием нерастворимого соединения кальция и крем-
ния. Функция соединения щелочного металла заключается во взаимодействии с окси-
дом алюминия с последующим образованием растворимого алюмината щелочного
металла. После того как спекание полностью заканчивается, спек выщелачивается
с целью выделения растворимого соединения алюминия и каустика. Хотя метод
содо-известкового спекания известен уже давно, существует много проблем, свя-
занных с его недостаточной экономичностью. Имеются итакже технические проблемы,
в частности повышение выхода целевых продуктов. Так, например, операция спе-
кания должна проводиться таким образом, чтобы спекание частиц происходило
без заметного расплавления смеси, что позволяет уменьшить потери значительной
массы ценных продуктов на последующей стадии выщелачивания.
Существуют различные методы для обработки алюминиевожелезных руд, име-
ющих высокое содержание железа. Однако наличие высокого содержания оксида
железа в руде приводит к невосполнимым потерям извести и соды. Для того, чтобы
уменьшить содержание оксида железа в руде обычно проводят специальную обра-
ботку. Так, например, известно использование в известково-щелочном методе доба-
вок углеродсодержащих материалов, которые реагируют с оксидом железа с об-,
разованием магнитного железа; последнее может быть отделено другими ме-
тодами.
Известны также методы, включающие стадию кислотной экстракции, в которой
образуется оксид алюминия, загрязненный соединениями железа, но с малым со-
держанием кремнезема. Этот продукт далее подвергается известково-содовому
спеканию. Совершенно очевидно, что комбинация кислотной экстракции со щелоч-
ным спеканием приводит к дополнительному удорожанию процесса. Эксперимен-
тальных данных, касающихся процесса переработки красного шлама с высоким
содержанием железа, нет, однако очевидно, что кислотный процесс связан с повы-
шенным расходом соды, а метод магнитного выделения, как полагают, будет слиш-
ком дорогим.
Процесс, разработанный Л. Г. Хршиикесаном (патент США 4.045537,
30 августа 1977 г.; фирма «.Рейнольдс Металс Компании), предназначен для выде-
ления каустика и оксида алюминия из красного шлама, получаемого в том случае,
когда шлам или руда содержат значительные количества соединений железа и
кремния, а также соды. Было найдено, что если массовое отношение Fe2O3/SiO2
в шламе, подвергаемом обработке, превышает 0,4, степень выделения соды и оксида
алюминия из шлака сильно уменьшается.
По причинам, которые до конца не выяснены, количество регенерированного
оксида алюминия и каустика уменьшается с увеличением отношения количества
железа к кремнезему в шламе, подвергаемом переработке.
18
Очень высокий выход как соды, так и оксида алюминия может быть получен
при добавлении углеродсодержащих веществ в сырье с высоким содержанием железа
и последующем известково-содовом спекании и экстракции образующегося агло-
мерата.
В процессе, разработанном Е. Циммером, А. Нафисси и Г. Винкхауэом (патент
США, 4.119698, 10 октября, 1978 г.; фирма «.Кернфоршунгсанлаге Юлих Гмбх»
и чФерайнигте Алюминум-Верке АГ», ФРГ), красный шлам вываривается с серной
кислотой или обрабатывается триоксидом серы с образованием сульфатов, кото-
рые экстрагируются из получающейся массы водой. Раствор затем нагревается
лри pH — 1 для осаждения гидроксида титана в результате гидролиза. Остаю-
щиеся в растворе сульфаты выделяют в твердом состоянии выпариванием или оса-
ждением с помощью ацетона. Твердый остаток прокаливают для перевода алюми-
ния и железа в оксиды. После выщелачивания сульфата натрия водой оксиды алю-
миния н железа разделяют по способу фирмы «Байер».
Оксид алюминия, остающийся после последней стадии выщелачивания, в кото-
рой сульфат натрия отделяется от смеси оксидов алюминия и железа, показал высо-
кую растворимость в условиях выделения оксида железа из руды по процессу
«Байер». Этот результат является неожиданным, поскольку данные рентгенострук-
турного анализа образцов показывают, что оксид алюминия присутствует главным
образом в виде альфа-оксида, который не выщелачивается в байеровском процессе
при обычных температурах. Оксид алюминия, полученный таким способом, однако
поддается успешной обработке по процессу «Байер» без существенного повышения
температуры.
АЛЮМИНИЙ ИЗ РАСТВОРОВ МОКРОЙ
ОЧИСТКИ АЦЕТИЛЕНА
Биметаллические солевые комплексы, имеющие общую формулу (MiMuAn>
•Ароматика], как известно, используются для выделения из газовых смесей таких
комплексообразующих лигандов как олефины, ацетилены, ароматические соедине-
ния и оксид углерода. Например, патент США 3.651159 описывает процесс, в кото-
ром жидкий сорбент, являющийся раствором медно-алюминиевого тетрагалогенида
в толуоле, использовался для выделения этилена, пропилена, и других комплексо-
образующих лигандов из газового потока за счет лигандного обмена с толуолом.
Образующийся раствор комплекса медь—алюминий—тетрагалогенид—толуол воз-
вращается в цикл и снова используется для отделения комплексообразующих
лигандов из подающегося потока. В патенте США 3647843 описан процесс, в кото-
ром углеводородный газ, образующийся при пиролизе, контактирует с раствором
медь—алюминий—тетрахлорида в толуоле для выделения ацетилена в виде рас-
твора комплекса (НС = СН-СиА1С14] в толуоле. Ацетилен вытесняется из этого
комплекса толуолом, и медно-алюминиевый тетрахлоридный комплекс с толуолом
возвращается в технологический цикл.
В процессе описанного типа, в которых жидкий сорбент, содержащий биме-
таллический солевой комплекс, возвращается в цикл без очистки и используется
в течение длительного времени, имеет место постоянное увеличение количеств побоч-
ных продуктов реакции и других примесей до тех пор пока присутствующие при-
меси не начинают оказывать влияние на эффективность операций. Например, когда
Жидкий сорбент контактирует с газовым потоком, который содержит олефин с коли-
чеством атомов углерода от 2 до 4, некоторое количество олефина взаимодействует
с ароматическим углеводородом или галогенированным ароматическим углеводо-
родом в сорбенте с образованием алкилированных ароматических соединений,
а также происходит частичная полимеризация с образованием олигомеров.
Незначительные количества воды, присутствующие в газовом потоке, реаги-
руют с биметаллическим солевым комплексом с образованием комплекса состава
(AljAluA’n-Ароматика], который имеет ограниченную растворимость
в жидком сорбенте. Когда сорбент содержит примеси этого комплекса в количест-
вах, достаточных для образования покрытий в теплообменниках, засорения линий,
и другой порчи оборудования, его необходимо очищать, например, путем охлажде-
19
йия для осаждения шлама, содержащего труднорастворимые биметаллические
солевые комплексы, и отделения этого шлама, или заменять на свежий жидкий
сорбент.
Когда тетрагалогенид металлов группы I-Б реагирует с тетрагалогенидом метал-
лов группы Ш-А в среде ароматического углеводорода с образованием жидкого
сорбента, обычно наблюдается образование в небольших количествах нераствори-
мого осадка, состоящего главным образом из биметаллического солевого комплекса
Л41Л1цХП' МцОХ, что связано с присутствием примесей типа МцОХ и воды. Оса-
док, малорастворимый в жидком сорбенте, отделяется до использования сорбента.
Отработанный жидкий сорбент и шламы, образующиеся в процессе приготов-
ления и эксплуатации и содержащие большие количества соединений металлов,
не могут сбрасываться вместе со сточными водами поскольку при этом возникают
серьезные проблемы охраны окружающей среды. С экономической точки зрения
также желательно осуществлять выделение металлов, в частности меди и алюминия.
Было предложено несколько процессов для выделения металлов из шламов
и отработанного жидкого сорбента, содержащего комплексы состава [М^МцХп-
Ароматика].
В патенте 3845188 США предлагается способ выделения металлов группы 1-Б
из использованного сорбента при помощи безводного аммиака с отделением осажда-
ющегося галогенида металла. Предложено также сжигать отработанные материалы,
при содержании в них около 30 % солей металлов. В результате образуется зна-
чительное количество зольного остатка, удаление которого должно осуществляться
в соответствии с требованиями защиты окружающей среды. Эти процессы весьма
неэкономичны, неудобны с практической точки зрения при реализации в промыш-
ленных масштабах и загрязняют окружающую среду.
Усовершенствованный процесс для выделения такого типа комплексов разра-
ботан Д. А. Кивортом и Ж. Р. Саддусом (патент, 4.153452, США, 8 мая 1979,
фирма '/.Тен не ко Кемикам Инк.К). При помощи этого метода выделяют металлы из
отработанных материалов, содержащих органический компонент и биметаллические
солевые комплексы состава [Л1 Ароматика] и (или) (ДЦ/ИцАл-ЛГц • ОХ-
•Ароматика], где ЛЦ— металл группы I-Б, Л41Г — металл группы Ш-А, X —
галоген, п — сумма валентностей металлов ЛЦ и Л4ц, Ароматика — моноцикли-
ческие ароматические углеводороды или галогенированные ароматические угле-
водороды с числом атомов углерода 6—12.
Процесс проводится путем гидролиза отработанных материалов разбавленным
раствором соляной кислоты с образованием органического и водного слоев и после-
дующим отделением органического слоя и добавлением к водной фазе достаточного
количества алюминия или другого восстанавливающего металла для осаждения
металлов группы I-Б. После их удаления из водного раствора при добавлении
достаточного количества оснований осаждают металлы группы Ш-А в виде гидро-
ксидов. Этот процесс, в частности может использоваться для выделения меди и алю-
миния из отходов, содержащих комплексы СиАЬСЦ’ толуол и (или) СиА1СЦ
• А1ОС1-толуол.
АЛЮМИНИЙ ИЗ ОСТАТКОВ НА СТЕКЛОТКАНИ,
ОБРАЗУЮЩИХСЯ В ПРОЦЕССЕ ФИЛЬТРОВАНИЯ
При разливке расплавленного алюминия в формы, расплав алюминия про-
пускается через фильтры из стеклоткани. Цель такого фильтрования заключается
в уменьшении количества твердых частиц, например, боридов и оксидов алюминия,
содержащихся в расплавленном металле, в получаемом твердом алюминии. Метод
с использованием фильтров из стеклоткани для указанных целей описан в патенте
Канады 554853.
Метод фильтрования широко используется в алюминиевой промышленности
и значительные количества металла застывают и остаются на фильтре после каждой
разливки расплава. Обычный метод регенерации оставшегося на фильтрах алюми-
ния заключается в дифференциальном плавлении. При этом фильтры с остатками
металла нагреваются до температуры, при которой происходит плавление алюми-
20
НИЯ, но ниже температуры плавления фильтров. Разделение компонентов происхб*
дит за счет различия в плотностях, при этом фильтры всплывают к поверхности
плавильной ванны и удаляются как часть образующегося шлака. Для плавления
можно использовать ту же самую печь, в которой проводилось первоначальное плав-
ление алюминия, или же любую другую плавильную печь.
Усовершенствованный простой способ механического разделения разработан
Д. П. Скелтоном (патент США 4044955, 30 августа 1977 г.). Метод включает ста-
лии лпобления отхлплп ио ----- - между твердыми поверх-
сжимающим
,г ' - ----J iwiaunrfiDnytU печь
Усовершенствованный простой способ механического
достаточным
давлением
х ______ W. л XV w , OU liUt- ^LZ/IU J J/ /
дии дробления отходов на мелкие куски, сплющивания их
костями пары вращающихся цилиндров с
Рис. 2. Установка для выделения алюминия из остатков на стеклоткани
для разрушения поверхностного слоя алюминия и обнажения внутренних волокон
по всей длине каждого образца, а также отделения стеклянных волокон от остав-
шихся кусочков алюминия воздушной сепарацией. Выделенный кусковой алюминий
находит разнообразное применение в промышленности. Схема технологического
процесса приведена на рис. 2.
Как видно из схемы, использованные стеклянные фильтры 1, покрытые метал-
лическим алюминием, направляют по конвейеру 2 в загрузочный бункер 3, из
которого они доставляются к пункту измельчения 4, состоящему из вращающегося
цилиндрического барабана 5 с фасонным резаком 5а, Барабан приводится в движе-
ние с помощью мотора 6.
Окружающий барабан экран 7 имеет отверстия размером ^2,5 см, через кото-
рые проходят раздробленные куски стеклянных фильтров.
Куски 8, прошедшие через отверстия экрана, подаются на транспортер 9 и затем
в бункер 10. На втором пункте измельчения 11 куски еще более измельчаются.
Устройство 11 включает приводимый в действие мотором 16 барабан 12 с реза-
ками 14, проходящими фиксированный нож 13. И в этом случае резак окружен
экраном 15 с размерами отверстий 9 мм. Таким образом происходит раздробление
материала до получения частиц 18 достаточно малого размера, проходящих через
отверстия экрана 15 и попадающих на транспортер 17.
2]
Йзмельченпые остатки алюминия и стекЛофильтров доставляются в бункер 19
и проходят через расширяющийся желоб 20 в виде рассеивающихся пластинок,
что обеспечивает их более равномерное распределение на большой площади. Эти
частицы падают между вращающимися барабанами 21 и 22, имеющими достаточно
твердые поверхности.
Истирающие барабаны изготавливают из закаленной стали. Они обеспечи-
вают фрикционное истирание частиц и раздробление алюминия, покрывающего
поверхность стекловолокна фильтров. Барабаны приводятся в движение электро-
мотором 23 со скоростью вращения около 200 об/мин.
После барабанов 21 и 22 получается смесь кусков алюминия и измельченного
стекловолокна. Для достижения 100 %-ного разделения алюминия и волокон филь-
тров дополнительно проводят ударное разделение разнородных частиц. Для этого
используется лопастной барабан 24 с лопатками 25, отбрасывающими частицы на
пластину 26. Частицы алюминия и стекловолокна, отделенные друг от друга, соби-
рают в бункере 28 и далее подают вибрационным дозирующим транспортером 27
на стадию разделения, где разделение компонентов происходит с использованием
вибростола 29 и продувки воздухом. В результате достигается полное отделение
алюминия, который по желобу 30 выводится в приемник 31, от остатков фильтров,
которые выносятся воздухом по трубопроводам 32 и 33. В том случае, если не достиг-
нуто полное разделение можно проводить дополнительное разделение на вибрацион-
ном столе с использованием промежуточных желобов 34 и 35.
АЛЮМИНИЙ ИЗ ОТХОДОВ
ЭЛЕКТРОПРОВОДЯЩИХ МАТЕРИАЛОВ
В США ежегодно производится около 680 тыс. т изолированных проводов раз-
личных типов. Считается, что 4 % производимой проволоки является некондицион-
ной вследствие нарушения изоляции. Однако сам по себе провод является качествен-
ным материалом и может быть использован при условии удаления покрытия без
повреждения алюминиевого проводника.
Известны, в частности, следующие методы для снятия изоляции с изолирован-
ных проводов:
1) механическое удаление с использованием абразивных материалов или путем
срезания;
2) термическое удаление путем разрушения изоляции при повышенной или
при пониженной температуре;
3) химическое удаление изолирующего покрытия.
Принципиально могут использоваться все перечисленные методы, однако ни
один из них не обеспечивает полной сохранности металлического провода. Недо-
статком этих методов является изменение структуры и проводящих свойств провод-
ника при снятии изоляции. Повреждения заключаются в нарушении поверхности
(появление вмятин и царапин) стальными ножами при механической обрезке,
изменении металлургических и поверхностных свойств при использовании высокой
температуры для снятия изоляции. Недостатком является также высокая стоимость
проводимых операций.
АЛЮМИНИЙ ИЗ ЗОЛЬНОЙ пыли
Значительные количества зольной пыли получаются в результате сжигания
измельченного угля в топках тепловых электростанций. Удаление этой пыли —
серьезная проблема. Зольная пыль представляет собой отход с высоким содержа-
нием металлов, особенно алюминия; стандартная зола содержит до 14 % А1 (по
массе). В меньших количествах присутствуют железо, титан и другие металлы.
На сегодняшний день не существует достаточно экономичного способа выде-
ления металлического алюминия требуемой чистоты из золы вследствие трудности
его отделения от других металлов, особенно железа. Выделение алюминия из смеси
22
путем хлорирования с образованием хлористого алюминия является эффективным
процессом, но только в том случае, когда получается хлорид алюминия достаточно
высокой чистоты. Например, при переработке хлорида алюминия в электролизерах
типа «Алкоа» содержание FeaO3 должно быть ^0,03 %. Далее, в процессе хлори-
рования возможно образование побочных продуктов, например SiCl4; эти процессы
необходимо подавлять с целью уменьшения расхода хлора, иначе процесс становится
неэкономичен. Другая проблема заключается в удалении накапливающихся хло-
ридов щелочных и щелочноземельных металлов.
Рис. 3. Процесс выделения алюми-
ния и других металлов из зольной
пыли:
1 — бойлерные топки; 2 — бункер
для зольной пыли; 3 — грануля-
ция; 4 — окислительное хлори-
рование; 5 — холодильник; 6 —
хлорид железа, продукт; 7 — фрак-
ционная дистилляция; 8 — пар;
9 — хранилище хлорида кремния;
10 — бункер для сухого продукта;
11 ~ магнитное разделение; 12 —
магнетит; 13 — сушка гранул; 14 —
подача воздуха; 15 — подача то-
плива; 16 — хранилище пакетиро-
ванных гранул; 17 — восстанови-
тельное хлорирование; 18 — кокс;
19 — кислород; 20 — генератор
оксида углерода; 21 — серная кис-
лота; 22 — выщелачивание остат-
ка; 23 — разделение фаз; 24 — твер-
дая фаза в отвал; 25 — перегонка
под давлением; 26 — товарный
продукт; 27 — связующий раствор;
28 — многоцелевой испаритель;
29 — подача хлора; 30 — возврат
СО и СО2; 31 — возврат тетрахло-
рида кремния; 32 — подача воды;
33 — хранилище хлорида алюми-
ния; 34 — камера для дожигания
Процесс, предложенный Дж. Е. Рейнольдсом, А. Р. Вильямсом (патент
США 4159310, 2 июня 1979 г., фирма «.Паблик Сервис Компани оф Нью Мек-
сика»), для выделения алюминия из зольной пыли, содержащей железо, кремний
и читан, включает следующие операции:
а) хлорирование золы в атмосфере кислорода и отгонка парообразного хлорида
железа из образовавшейся смеси;
б) хлорирование остатка стадии а в восстановительной атмосфере (в присут-
ствии оксида углерода) с добавкой хлорида кремния для подавления реакции хло-
рирования кремния и отгонкой парообразных хлоридов алюминия, кремния, титана
и остаточного хлорида железа;
в) разделение и извлечение индивидуальных отогнанных хлоридов селектив-
ной конденсацией; обработка остатка стадии б серной кислотой с превращением хло-
рида кальция в гипс и регенерацией хлорирующего и связующего раствора для
гранулирования подаваемой зольной пыли.
Этот процесс схематически показан на рис. 3. Зольная пыль вместе с продук-
тами сгорания из бойлеров, обогреваемых углем, собирается в бункере. В частности,
Для переработки использовалась зольная пыль тепловых станций, работающих
на Сан-Хуанском угле, добываемом в районе Фор-Корнер, США. Содержание
Металла в зольной пыли существенно меняется в зависимости от места добычи угля.
23
Собираемая зола периодически транспортируется в накопительный бункер.
Сухая зольная пыль может подвергаться магнитной сепарации. Как правило, при
этом отделяется 50—60 % магнетитового железа. Далее зола подается на стадию
грануляции, где добавляется солянокислый связующий раствор; при этом получают
тяжелые прочные гранулы. Гранулы далее высушиваются при 300 °C в туннель-
ных печах при непосредственном контакте с пламенем. Сухие гранулы используются
в качестве исходного материала для хлорирования. Зольная пыль может измель-
чаться перед гранулированием, однако измельчение не влияет на выход выделяе-
мого металла. Гранулирование является обязательным при использовании шахт-
ных реакторов.
Соляная и серная кислоты представляют собой подходящие связующие ком-
поненты для гранулирования без добавок углерода. В отсутствие связующих ком-
понентов в результате спекания при 300 °C зольная пыль дает гранулы с малой
прочностью. Наличие углеродсодержащих материалов также снижает прочность
гранул. Гранулы высушиваются в форсуночных печах или за счет использования
тепла высокотемпературных отходящих газов окислительных хлораторов.
Как видно из рис. 3, за стадией окислительного хлорирования следует восста-
новительное хлорирование. Установлено, что наиболее эффективно удаление железа
путем селективного хлорирования на стадии окислительного хлорирования с после-
дующей отгонкой и конденсацией образующегося хлорида железа. До 98 % железа
отгоняется без заметного хлорирования и отгонки других металлов. Весьма важно,
что на этой стадии не образуется и не отгоняется хлорид алюминия. В процессе
хлорирования для уменьшения расхода хлора необходимо подавить хлорирование
других металлов, в первую очередь кремния, содержание которого в золе может
быть > 25 %.
Установлено, что степень хлорирования диоксида кремния в процессе восста-
новительного хлорирования значительно уменьшается при использовании в каче-
стве восстановителя одного оксида углерода вместо смеси углеродсодержащих
материалов. Оксид углерода значительно повышает селективность хлорирования
алюминия по сравнению с кремнием. Введение хлорида кремния в реакционную
газовую смесь оксида углерода и хлора приводит к практически полному подавле-
нию процесса хлорирования кремния (например, при 950 °C).
В процессе хлорирования происходит также хлорирование щелочных и щелоч-
ноземельных металлов. Подавлению хлорирования этих металлов не уделяется спе-
циального внимания, так как найдены эффективные способы переработки остатка,
содержащего хлориды этих металлов. Оптимальные условия для уменьшения хло-
рирования натрия и магния реализуются при проведении хлорирования в отсут-
ствие углерода и температуре 950 °C.
Окислительное хлорирование с целью селективного выделения железа пред-
почтительно проводить в шахтных хлораторах при использовании в качестве сырья
гранул со связующим компонентом. Попытки удалить железо из гранул путем
перхлорирования в восстановительных или нейтральных условиях оказались неосу-
ществимыми вследствие одновременного хлорирования избытка оксида алюминия.
Для реализации процесса целесообразно использовать несколько периоди-
ческих шахтных хлораторов, работающих в циклическом режиме, обеспечивающем
максимальную рекуперацию тепла. Сырье предварительно нагревают до требуемой
температуры горячими нейтральными газами угольных топок. Смесь хлора и кисло-
рода затем циркулирует через реактор в течение 3 ч, в результате чего 90—95 %
содержащегося железа удаляется в виде паров хлорида. Летучий хлорид железа
собирается в воздушном конденсаторе. Затем следует стадия восстановительного
хлорирования.
В реактор добавляется оксид углерода; реакция в ее присутствии достаточно
экзотермична и не требует наружного обогрева. Хлорирование продолжается 4—
8 ч, причем остаточный хлорид железа собирают в конденсаторе первой стадии,
а высокочистый хлорид алюминия — в конденсаторе второй стадии.
Около 3 % (объемн.) хлорида кремния вводится в реактор в процессе восста-
новления с целью подавления хлорирования кремния. В конденсаторе третьей ста-
дии собирают хлориды титана и кремния. Хлоратор охлаждается и очищается от
остатков хлора путем продувки воздухом, а выходящие газы поступают в следу-
ющий хлоратор для нагревания и взаимодействия с остаточным хлором и хло-
ристым кремнием.
§4
Для Введения хлорида кремния предпочтительно пропускать хЛор, подаваемый
в реактор через жидкий хлорид кремния. Охлажденные выработанные гранулы
подаются на стадию выщелачивания, где отделяются водорастворимые хлориды и
кальциевые соли переводятся в гипс под действием серной кислоты. Твердый осадок
отфильтровывают, моют и удаляют в виде отходов. Солянокислый раствор выпари-
вают и возвращают на стадию грануляции для использования в качестве связую-
щего компонента и хлорирующего агента.
АЛЮМИНИЙ ИЗ ШЛАКОВЫХ СЪЕМОВ
ПЛАВИЛЬНЫХ ПЕЧЕЙ
В процессе плавления металлического алюминия на поверхности образуется
пенистый шлак, представляющий собой смесь продуктов взаимодействия алюми-
ния с воздухом. Смесь включает оксид и нитриды алюминия, некоторые другие ком-
поненты. Перед выпуском плавки и разливкой шлак удаляется.
В процессе удаления шлака с поверхности он уплотняется в грязеобразные
комки, которые могут представлять собой как маленькие куски (не более 2,5 см
в диаметре) так и агломераты с диаметром ~30 см. Содержание чистого металла
(или сплава) в шлаке может меняться от 30 до 95 % (по массе) в зависимости от мно-
гих факторов: состава сплава, метода получения расплава, аккуратности удаления
шлака. Считается, что в шлаке остается 1—2 % общего количества расплавленного
алюминия.
В силу высокого содержания алюминия в шлаке и постоянного характера потерь
делаются попытки перерабатывать шлак с целью максимального выделения алюми-
ния. Обычно применяемые методы включают сбор, измельчение, сортировку и после-
дующее плавление с использованием солевых флюсов.
Флюсы как правило представляют собой смесь хлористого натрия и хлористого
калия с небольшим количеством (1—5 %) криолита. Флюс смешивается со шлаком,
загружается во вращающиеся печи, нагреваемые выше температуры плавления алю-
миния и флюса. Солевой флюс эффективно смачивает неметаллические компоненты
шлака и способствует отделению алюминия от неметаллических фракций. Расплав-
ленный металл сливается из печей, а остаток направляется в отвал. Практикуется
выброс остатков в тех местах, где позволяет рельеф местности.
Заводы по производству и переработке алюминия в США в результате перера-
ботки алюминийсодержащих шлаков производят более 200 000 т солевого остатка
ежегодно. Выброс этих остатков в окружающую среду вызывает серьезную кри-
тику, так как грунтовые воды выщелачивают соли из остатка. Кроме того, исполь-
зование солевых флюсов приводит к образованию корродирующих паров, которые
необходимо подвергать очистке.
Предложены различные процессы для выделения алюминия из печного шлака:
процессы с использованием флюсования, бесфлюсовые процессы выделения; про-
цессы, в которых шлаковые съемы используются без дополнительной переработки
в различных металлургических процессах.
Процесс, предложенный Д. Монтанья (патент США 3999980, 28 декабря 1976г.,
Министерство внутренних дел США), предназначен для выделения алюминия из
отходов производства, например шлаков, а также консервных банок и другой упа-
ковки, без использования флюсов путем нагревания выше температуры плавле-
ния алюминия, но ниже 800 °C в атмосфере, инертной к расплавленному алюминию.
После полного расплавления алюминия нагреваемые материалы аккуратно пере-
мешиваются для агломерации расплавленного алюминия и осаждения его на дне
сосуда. После этого алюминий удаляется, в печи остается инертный остаток. В каче-
стве инертного газа обычно используют аргон. Схема такого процесса показана на
Шлак, получаемый при переработке расплавленного алюминия 1, подвергается
размельчению в устройстве 2 (например, в барабанном измельчителе). Эта стадия
может быть опущена, если шлак находится в виде мелких гранул, без больших
комков, которые могут затруднить проведение последующих операций. Размоло-
ыи шлак с размером частиц около 5 см подается по линии 3 в плавильную
25
Рис. 4. Процесс бесфлюсового вы-
деления алюминия из отходов
Лечь 4. Печь может обогреваться любым типом топок, обеспечивающих температуру
т750 °C, и должна иметь конструкцию, позволяющую создавать защитный слой
инертного газа — аргона, вводимого по линии 5 в процессе нагревания.
Кроме того, печь должна иметь устройство для аккуратного перемешивания
шлака после расплавления алюминия. Перемешивание может осуществляться
лопастной мешалкой из стали, покрытой защитным слоем карбида кремния, пере-
мещающейся вертикально от верхней к нижней части печи. При использовании
такой конструкции скорость вращения составляет 5—20 об/мин.
Возможно противоположное решение, когда перемешивание создается враще-
нием самой печи. Перемешивание должно продолжаться до полной агломерации
алюминия в расплавленную глобулу и сбора всей массы металла на дне печи. Как
правило достаточно 2—15 мин для выполнения этой операции.
После окончания перемешивания алюминий разливается в соответствующие
формы. Нет необходимости оставлять определенное количество расплавленного
металла в печи до следующей загрузки, как это
обычно делается при использовании флюсов.
Твердый остаток после разливки алюминия
представляет собой шлак с низким содержа-
нием алюминия, он направляется по линии 7
в измельчительное устройство 8. Желательно,
чтобы это устройство обеспечивало достаточное
истирающее действие для освобождения частиц
металлического алюминия от окиси алюминия.
После измельчения и истирания по линии
9 шлак подается на просеивание 10, где делится
на мелкую и крупную фракции. Мелкая фрак-
ция, представляющая собой в основном оксид
алюминия, удаляется из процесса. Грубая
фракция 12 содержит значительное количество
алюминия и возвращается в печь для допол-
нительного выделения металла. Можно проводить этот процесс без размола, про-
сеивания и стадии рециклизации, но это снижает общий выход алюминия.
В процессе, предложенном П. Н. Папафингосом и Р. Т. Лэнсом (патент
США 4030914, 21 июня 1977 г., фирма «Алумакс Милл Продакте Инк.»), алюминие-
вый шлак, окалина и съемы с расплава подвергают плавлению в присутствии флю-
сов, содержащих хлориды натрия или калия, или их смесь в комбинации с хло-
ридом кальция, доля которого в составе флюса может изменяться от 1 до 50%.
Удаление алюминиевого шлака происходит вместе со значительным количеством
расплавленного алюминия, большая часть которого включена в массу шлака и пре-
дохраняется от дальнейшего окисления. Часть металлического алюминия, однако,
находится на поверхности комков и подвержена действию воздуха. В процессе
удаления шлака из печи при температуре 650 °C металлический алюминий, всту-
пающий в контакт с воздухом, подвергается быстрому окислению. Так как в про-
цессе окисления выделяется тепло, при работе с расплавленным и полурасплавлен-
иым алюминием возникает пламя, эта реакция называется алюминотермией.
Существующие методы работы с алюминием включают процессы, использую-
щие алюминотермию для создания высокой температуры. При этом создаются бла-
гоприятные условия для стекания алюминия и отделения его от массы шлака.
Известны также процессы, в которых используется охлаждение, позволяющее осво-
бодить включения металлического алюминия из массы шлака.
При использовании методов алюминотермии, помимо значительных потерь
металла в результате его окисления происходит выделение большого количества
«дыма» — мелких частиц оксида алюминия, диспергированных в воздухе — пред-
ставляющего опасность для здоровья работающих.
Согласно методу П. Н. Папафингоса и Р. Т. Лэнса, (патент США 4039173,
2 июля 1977 г., фирма «Алумакс Милл Продакте Инк:»), шлак, в основном оксиды
и нитриды алюминия, и вкрапленный металлический алюминий быстро переносят
из плавильной печи в охлаждаемый барабан; температура менее чем за 3 мин падает
ниже 200 °C, выделение алюминия происходит после полного охлаждения.
В большом числе известных способов для выделения металлического алюми-
ния из алюминиевого шлака проводится нагрев под флюсом, состоящим из различ-
26
лих солеи или их смесей, обычно хлоридов щелочных и щелочноземельных метал-
лов. В ряде стран используются фториды.
При флюсовании металлический алюминий, защищенный флюсом, удаляется
из шлака путем стекания или с использованием соответствующих разделяющих
устройств. Остающаяся солевая масса состоит из флюсов, основных компонентов
алюминиевого шлака — оксидов алюминия, частиц или кусков металлического
алюминия, а также большого числа примесей, плотность которых меньше плотности
алюминия и образуют частицы с большим количеством пор и незначительной плот-
ностью. Обычно солевой остаток охлаждается с образованием больших кусков,
очень твердых и трудно поддающихся переработке.
Рис. 5. Выделение алюминия и солей
в процессе переработки печного шлака:
1 — подача алюминия; 2 — плавильная
печь; <5 — металлический алюминий;
4 — алюминий, продукт; 5 — шлак; 6 —
охлаждение шлака; 7 — флюс; 8 — ротор-
ный сепаратор; 9 — охлаждение солевого
остатка; 10 — солевой остаток; 11 — вода:
12 — автоклав; 13 — суспензия; 14 —
просеивание; 15 — рассол; 16 — испари-
тель: 17 — солевая суспензия; 18 — раз-
делитель; 19 — мелкие фракции
Куски солевого остатка размалываются специальными машинами или вручную
Для выделения включений металлического алюминия. Обычно алюминий присут-
ствует в виде вкраплений, от совсем небольших до имеющих толщину as 10 см. После
выделения алюминия, остаток обычно направляют в отвал, поскольку сам он не
находит никакого применения, а выделение содержащихся в нем солей очень тру-
доемко и экономически иеоправдано.
Отвалы солевых остатков приводят к возникновению серьезных экологических
проблем. В условиях действия влаги создается опасность выщелачивания солей
и попадания их в сельскохозяйственные, промышленные и питьевые воды. Сброс
солей в карьер и другие естественные хранилища не может считаться безопасным
методом удаления, так как есть возможность попадания солей в грунтовые и поверх-
ностные воды.
Процесс, разработанный П. Н. Папафингосом и Р. Т. Лэнсом (патент. США
4073644, 14 февраля 1978 г.; фирма «.Алумакс Милл Продакте Инк.»), обеспечивает
не только выделение алюминия из солевого остатка, но н выделение и использо-
вание солевых флюсовых компонентов. Процесс схематически показан на рис. 5.
Процесс, разработанный П. Дж. Кромвелем (патент США 4126673,
41 ноября 1978 г., фирма «Кромвель Мепгалз, Инки), представлен на рис. 6.
Шлак, предварительно размолотый до частиц размером от 0,25 до 0,6 см,
помещают в бункер /нс помощью ковшового подъемника 2 подают на двухъярус-
ное сито 3. Очевидно, что предлагаемый метод более эффективен, когда в бункер /
загружают сырье, предварительно отсортированное по размеру. При размерах
Частиц шлака 5 См и менее (в диаметре), размер частиц, попадаемых в бункер 1,
27
может варьироваться, см: 0,06—0,12, 0,12—0,25, 0,25—0,6, 0,6—1,2, 1,2—2,5,
2,5—3,7, 3,7—5,0. Эти соотношения могут изменяться.
Окись и алюминиевая пыль, имеющие размеры, например, <0,12 см, прохо-
дят через двойное сито 3 в бункер 4 и собираются как конечный товарный про-
дукт — порошкообразный оксид алюминия с низким содержанием металлов.
Порошок, собираемый в бункере 4, содержит различный процент алюминия.
Контейнер 4а предназначен для приема порошка оксида алюминия из бункера 4.
Остающийся на ситах шлак подается на магнитный сепаратор 5, где удаляются
железосодержащие материалы, после чего шлак подается в бункер 6. Далее по
Рис. 6. Процесс бесфлюсового выделения алюминия из печного шлака или окалины
транспортеру 7 шлак поступает к вибрационному дозатору 8, затем к первой паре
размалывающих барабанов 9. Барабаны смонтированы с определенным усилием
сжатия друг относительно друга, создаваемым пружиной 10.
Барабаны имеют определенный зазор, который меньше размера проходящих
частиц; при прохождении шлака барабана могут упруго раздвигаться.
Например, для шлака с размером частиц от 0,25 до 0,6 см, подающегося иа
барабаны, зазор между роликами должен быть порядка 0,12 см. Зазор может соот-
ветствующим образом изменяться, чтобы быть меньше размера самых небольших
проходящих частиц. Барабаны сжимают проходящий шлак и обеспечивают разру-
шение связей между металлом и неметаллическими компонентами. Давление пру-
жины может регулироваться независимо от зазора и должно увеличиваться или
уменьшаться пропорционально размеру частиц шлака.
Размолотый шлак из барабанов подается по наклонному транспортеру 11
в бункер 12, питающий ковшевой подъемник 13, далее шлак поступает на одинар-
ное вибрационное сито 14, где отсеиваются алюминиевая и неметаллическая пыль.
Порошок с сита 14 попадает в нижележащий бункер 15 и контейнер 15а, затем
подается в молотковую мельницу 16 для отбивки от металла остатков оксида алю-
миния. В этом отношении предварительное сжатие шлака барабанами 9 очень важно,
так как оно способствует отделению оксида от металла в молотковой мельнице,
28
На этой стадии нет необходимости разрушать поступающие частицы, цель
заключается в получении частиц шлака с более высоким содержанием алюминия,
в которых на поверхности металла практически не содержится оксида алюминия.
Воздушный сепаратор 17, соединен с нижней частью корпуса мельницы 16
и отводит часть порошка из мельницы в отдельно расположенный пылеуловитель
с тканевыми фильтрами 16а.
Шлак из молотковой мельницы по транспортеру 18 подается в бункер 19, из
которого подъемником транспортируется алюминиевый концентрат и оксид не выве-
денный воздушным сепаратором 17, на одинарное вибрационное сито 21. Образу-
ющийся относительно богатый металлом концентрат может подаваться на другой
магнитный сепаратор (не показан) и далее в вибрационный питатель 22.
Размолотые неметаллические вещества и мелкие частицы алюминия (если они
присутствуют) просеиваются через чито 21 в бункер 20 и в качестве готового про-
дукта, поступают в контейнер 20а. В процессе эксплуатации установлено, что при
умеренном сжатии барабанами удаляется 7—8 % исходного оксида алюминия, а
при дальнейшем размоле на мельнице 16, дополнительно удаляется значительное
количество неметаллических компонентов (оксидов)— 11—12 % от исходного.
Шлак или алюминиевый концентрат, подаваемые к вибрационному питателю 22
являются товарным продуктом, не требующим дальнейшей переработки. После-
дующая очистка повышает чистоту, однако удорожает стоимость материала. Полу-
чаемая на этой стадии чистота достаточна для выплавления металла в слитках.
Использование стружечных печей заменяет применявшийся ранее способ выплавки
металла с загрузкой более бедных алюминием фракций во вращающиеся печи;
для последнего характерны все отмеченные выше недостатки.
Концентрат из дозатора 22 может направляться в валки 23, где частицы кон-
центрата превращаются в пластинки.
Валки 23, имеющие фиксированные крепления, прессуют концентрат в пла-
стинки толщиной 0,15 см. Зазор между валками 23 выбирается соответствующим
образом и может изменяться в зависимости от размера частиц в бункере 1. Пла-
стинки падают на расположенное снизу сито 24, при этом отсеиваемый порошок
алюминия и оксида попадает в бункер 25 и контейнер 25а.
На этом этапе пластинки содержат больше металла, чем концентрат в доза-
торе 22. После сита 24 они могут использоваться как готовый продукт, не требую-
щий дальнейшей переработки. Для приготовления слитков пластинки более пред-
почтительны, чем концентрат, так как имеют большую плотность и при загрузке
в стружечную печь быстрее погружаются ниже ее верхнего уровня, Это важно для
предотвращения возгорания металла при контакте с воздухом.
При необходимости дополнительной очистки продукта иа сите 24, пластинки
подаются в молотковую мельницу 26, где они размалываются и по линии 27
подаются иа разделение в циклон 28, Циклон является широко известным устрой-
ством, куда частицы помола подаются таким образом, что создают в центре область
низкого давления. Выпадающие здесь алюминий и оксид проходят по линии 31
к отдельно расположенному пылеуловителю с тканевыми фильтрами 34, соединен-
ному с контейнером 84а, аналогичным 20а, 25а и др. Более тяжелые металлические
частицы из циклона попадают иа мельницу 29, откуда продукт по линии 30 подается
ко второму циклону 32, аналогичному 28. Оттуда алюминиевая и оксидная пыль
попадают в линию 31 и в камеру пылеуловителя 34.
Металлический концентрат, который может иметь вид гранул, из циклона 32
подается иа сито 33. Гранулы алюминия на сите имеют более высокую чистоту по
сравнению с пластинками, подаваемыми в мельницу 26, так как прошли разде-
ление компонентов в циклонах 28 и 32, и в результате отделения порошка алюми-
ния и оксида на сите 33, направляемых в бункер 35 и контейнер 35а. Гранулы
алюминия с сита 33 подаются в бункер 36, затем в контейнер 36а в качестве
конечного продукта.
Гранулы концентрата, собираемые в контейнер 36а, являются наиболее цен-
ным из всех продуктов вследствие их высокой чистоты. Однако их получение
наиболее трудоемко,
АЛЮМИНИЙ из отходов городского
ХОЗЯЙСТВА
См. патент США 3945575 в главе «Стекло из городских отбросов» См. также
патенты США 4113185 и 4129440 в главе «Железо из отходов городского хозяйства».
Алюминий составляет менее 1 % (по массе) от общего количества твердых
городских отходов, однако представляет собой значительную часть от общего коли-
чества цветных металлов. Оценочное количество алюминия в отходах городского
хозяйства составляет 800 000 т в год. Выделение алюминия из отходов достигает
в настоящее время 80 000 т в год. Большое количество алюминия выделяется из
отходов в соответствии с промышленными программами раздельного сбора, пред-
полагающими создание специальных устройств.
Алюминий из отходов является ценным материалом для производства вторич-
ного алюминия. Рыночная цена для вторичного алюминия в несколько раз выше
чем для других материалов в смеси отходов.
Попытки выделения вторичного алюминия самими потребителями в некоторых
случаях были успешными и после нескольких лет такой практики очевидно, что
эти успехи становятся постоянными и будут продолжаться. Выделение алюминия
предусматривается во многих разрабатываемых системах выделения, однако реаль-
ный процесс разделения (в большинстве случаев разделение в тяжелых средах)
до сих пор не был осуществлен.
Процессы выделения алюминия будут испытаны в рамках системы выделения
вторичных ресурсов, разработанные Агентством по защите окружающей среды
ЕРА. Количество выделяемого алюминия в значительной степени будет зависеть от
количества упаковок для напитков, изготовляемых без применения алюминия.
Исследование «Алюминий как компонент твердых отбросов и ресурсы для выде-
ления» было подготовлено национальным центром по исследованию окружающей
среды», Цинцинатти, Огайо, № РВ 235 770, Спрингфилд, Вайоминг, Националь-
ная информационно-техническая служба, сентябрь 1974 г.
Некоторые аспекты выделения алюминия из смешанных городских отходов,
особенно из смесей со стеклом, были обсуждены В. Гербертом и В. А. Флауэром
в «Public Works», 102, [8] 70, ПО, 112 (август 1971 г.)
АЛЮМИНИЙ ИЗ ОСАДКОВ ЦВЕТНЫХ
МЕТАЛЛОВ
См. «Хром из осадков цветных металлов».
АЛЮМИНИЙ ИЗ АЛЮМИНИЕВОГО ЛОМА
Термин «алюминиевый лом» обычно относится к сплавам, содержащим мини-
мум 70 % А1, и которые не могут использоваться как товарный продукт ввиду
высокого содержания примесей, таких как железо, медь, марганец, титаи, каль-
ций, хром, фосфор, цинк, никель и других, менее распространенных.
Как правило чистота хорошо отделенного алюминиевого лома составляет 99 %
и более, однако часто встречается лом, загрязненный другими материалами. Нержа-
веющая сталь является особенно вредной примесью, так как она не отделяется
магнитным методом, трудно определяется визуально и растворяется в расплавлен-
ном алюминии гораздо быстрее обычной стали. Чистый цинк присутствует в некото-
рых видах стружки, литья и в баночных крышках. Примеси магния, чистого или
в виде сплава, также нежелательны, так как лом используют в основном для изго-
товления форм и кокильного литья, где требуется низкое содержание магния.
Неметаллические компоненты лома, например краски, масла, пластмассы, изоля-
ция и резина — основные источники загрязнения воздушной атмосферы при плавке
лома, и если таких материалов слишком много, выделение металла становится
невыгодным [14].
30
Алюминиевый лом обычно плавят с целью выделения Металла, иногда с добав-
лением слитков первичного алюминия. Очистка алюминиевого лома заключается
только в удалении магния путем пропускания хлора через расплав металла, или
обработкой различными флюсами — хлоридом алюминия или смесью хлоридов
калия и натрия.
Для облегчения переработки значительная доля старого алюминиевого лома
и небольшая доля нового сплавляются в слитки, которые в дальнейшем исполь-
зуются для производства заготовок специальных марок. Металлический алюминий
выделяется из шлака и окалины выщелачиванием в виде растворимых солей для
отделения от небольших частиц металла, обычно остающихся в таких материалах,
или сухим методом, при котором продукт измельчается, просеивается для удаления
мелкодисперсных фракций, а затем следует стадия магнитного разделения.
Установлено, что в США от 10 до 20 % А1, выпускаемого в обращение в виде
промышленных или потребительских изделий, возвращается в переработку в каче-
стве лома. Время рецикла для старого лома, который практически полностью ску-
пается для переработки, в значительной степени зависит от формы продукта и его
назначения, но в любом случае значительно дольше, чем для нового лома. Некото-
рые изделия находятся в употреблении 10—30 лет до момента возврата в пере-
работку. Алюминиевые консервные упаковки и некоторые типы фольги являются
исключением и могут возвращаться в переработку через несколько месяцев после
того, как металл поставлен производителю данного изделия. Большинство произ-
водителей алюминия и некоторые фирмы по изготовлению консервных упаковок
осуществляют широкие программы по вторичному использованию алюминиевых
емкостей.
Процесс, разработанный X. Мартином (патент США 3900313, 19 августа
1975 г.), обеспечивает экономичный метод удаления излишков железа и других
элементов из алюминиевого лома без введения других нежелательных элементов,
изменения физических свойств и загрязнения. Основным исходным сырьем могут
быть отходы любого типа, содержащие кусковой алюминий.
Присутствие значительных количеств примесей, таких как железо, нежела-
тельно, так как при этом в алюминии образуются хрупкие интерметаллиды, что
приводит к ухудшению механической прочности, антикоррозионной стойкости
и т. д. Сплавы алюминия применяемые для изготовления штамповки должны, однако,
содержать некоторое количество железа (от 0,60 до 1,20 %) для уменьшения износа
материала штампа. Вредное действие хрупких интерметаллидов в этом случае не
проявляется благодаря тому, что при быстром затвердевании в ходе литьевой штам-
повки образуются кристаллы малых размеров.
В настоящее время промышленность производит все более возрастающее коли-
чество алюминиевого лома, загрязненного нежелательными примесями. Например,
Поршни автомобильных двигателей имеют стальные кольца и соединены с другими
неалюминиевыми деталями; при плавке поршней алюминий загрязняется избыточ-
ным железом и другими металлами. Аналогичная ситуация возникает при перера-
ботке лома из домашних отходов. Экономичный процесс переработки лома, таким
образом, крайне необходим. Создание такого процесса имеет также и экологиче-
ский аспект. Для первичной выплавки алюминия из руды требуется электроэнер-
гии по крайней мере 13 кВт-ч/кг, тогда как на выделение алюминия из лома тре-
буется менее 2 кВт-ч/кг. Такой процесс экономит сырье и энергию.
Алюминиевый лом с высоким содержанием железа (более 1,5 %) наиболее
часто используется в сталелитейной промышленности в качестве раскислителя.
Небольшие количества такого лома добавляют при получении товарных алюминие-
вых сплавов. Высокое содержание железа ограничивает их широкое использова-
ние в качестве добавок к сплавам.
На сегодняшний день не существует полностью приемлемого в экономическом
отношении метода для удаления избытка железа из алюминиевого лома.
Рассматриваемый процесс предназначен для получения литейных сплавов
путем растворения кремния в расплаве лома, последующего охлаждения расплава
с образованием фазы, состоящей из частиц с высоким содержанием железа, укруп-
нения, этих частиц и отделения их от жидкости при температуре близкой к эвтекти-
ческой температуре A1S1.
При добавлении кремния решаются три задачи. Во-первых, кремний понижает
растворимость других элементов в алюминии и в процессе охлаждения они выде-
31
Ляются из расплава с образованием твердых частиц. Ёо-вторых, бинарная эвтекти-
ческая смесь AlSi отверждается при 580 °C, в то время как чистый алюминий при
660 °C. Многофазные эвтектические композиции с AlSi имеют еще более низкие'
эвтектические температуры. При температурах ниже 580 °C растворимость многих;
нежелательных элементов в жидком алюминии, которая зависит от состава раство-'
ряющей среды и температуры, уменьшается. Ё третьих, кремний является наибо-1
лее подходящим элементом для всех сплавов, используемых для получения кокиль-
ного литья.
Существующие форсуночные пламенные печи для плавления алюминия дей-
ствуют по принципу непосредственного нагрева пламенем и отработанные газы
имеют относительно высокую температуру. Ё обычных плавильных печах может;
быть использовано тепло горячих газов, образующихся при сгорании углеродсо-1
Рис. 7. Высокоэффективная
установка для плавления
алюминиевого лома
держащих материалов, например*топливной£нефти, натурального газа, измельчен-
ного угля и других/обеспечивающих температуру в области 1650—1875 °C; выхо-
дящие в дымоход топочные", газы имеют температуру в интервале 1100—1375 °C.
При использовании обычных печей с непосредственным обогревом расход топ-
лива составляет 1100—2000 ккал/(ч-кг) расплава алюминия, тепловой к. п. д. этой
операции достаточно низок, менее 30 %, во многих случаях он составляет 10—20 %.
Алюминиевые отходы, образующиеся при металлообработке, например, токар-
ная и сверлильная стружка, опилки и др., содержат смазочные масла и другие
углеводородные примеси, которые необходимо удалять для предотвращения загряз-
нения окружающей среды в процессе плавки. Сырье сначала подвергают высуши-
ванию, а затем подают в камеры сгорания с целью сжигания углеводородов, выде-
ляемых из лома при просушке.
Тепловой к. п. д. процесса можно повысить до 40—50 % при использовании
интегральных плавильных систем, разработанных В. Е. Стефенсом (патент США
4010935, 8 марта 1977 г.; фирма «Алюмакс Инк.у>).
Высокоэффективная система плавки включает рециркуляцию части горячих
газов, осуществляющих плавление алюминия в рабочем пространстве печи на ста-
дии предварительного нагрева лома: остальная часть горячих газов используется
в рекуператорах для предварительного нагрева воздуха, подаваемого для сжига-
ния углеводородного топлива. Таким образом теплосодержание горючих примесей
также используется в данной системе.
Схема процесса показана на рис. 7. Камера сгорания 1 включает секции сго-
рания 3 и дожигания 2. Топливо 4 и воздух 5 подают в определенных соотношениях,
вместе с рециклируемым потоком горячих газов оии попадают в зону дожигания.
32
Выходящие газы, нагретые до температуры 1100—1375°С, подаются далее в плавиль-
ную печь 10 для расплавления алюминиевого лома, доставляемого из камеры предва-
рительного нагрева 12 или 12а. Камера предварительного нагрева 12 состоит из
вращающейся сушильной печи, используемой для размельченных материалов и
камеры 12а для приема прессованного лома.
Часть отходящих горючих газов 11 из плавильной печи проходит через устрой-
ство для предварительного нагрева лома (до 480 °C) перед подачей в печь; газы
вентилятором 13а возвращаются в секцию дожигания 2. Остаток выходящих
газов подается в рекуператор 8 через байпасную линию с заслонкой 9 и по
линии 7 направляется в дымоход. По мере образования расплавленный алюминий
выпускается из печи через отверстие 10а. Заслонка 13 позволяет регулировать
подачу газов в камеру 12 для поддержания постоянного температурного режима.
Для полной утилизации тепла целесообразно отводить горячий газовый поток
из печи непосредственно в рекуператор 8 для обогревания трубок 6 с целью пред-
варительного нагрева воздуха 5, питающего горелку 3 камеры сгорания. Газы,
направляемые в дымоход по линии 7, имеют температуру порядка 650—820 °C.
При плавлении алюминия требуется около 462 кДж/кг алюминия для пред-
варительного нагрева до температуры 480 °C. Примерно 714 кДж/кг алюминия
передаются загруженной массе путем контакта с расплавом. В результате тепло-
обмена температура отходящих газов снижается до 650—820 вместо 1100—1375 °C,
характерных для плавильных печей с непосредственным обогревом пламенем.
Изделия из алюминия или из его сплавов широко используются как конструк-
ционные элементы, например в строительстве, благодаря их малой массе и корро-
зионной стойкости. По этой причине количество механически обрабатываемого алю-
миния увеличивается из года в год. Увеличение количества продукции, произво-
димой методом экструзии, приводит также к росту отходов и обрезков алюминия.
Значительное количество лома образуется при холодной обработке алюминия дав-
лением и сборке. Общее количество алюминиевого лома, образующегося при произ-
водстве и сборке конструкционных элементов, может достигать 20—30 % от массы
исходного сырья.
Таким образом, возникает необходимость в разработке методов эффективной
переработки таких отходов.
Известные процессы переработки лома включают стадии плавления и формова-
ния заготовок с последующей штамповкой. Однако этот метод требует добавления
первичного металла на стадии плавления для обеспечения необходимых формовоч-
ных качеств. Кроме того, недостатком таких процессов является их высокая энер-
гоемкость и большие потери металла.
Было предложено подвергать штамповке непосредственно лом алюминия и его
сплавов (см. патенты США 2391752 и 2302980). В патентах указывается, что одной
из главных проблем прямой штамповки алюминиевого лома является наличие
оксидного покрытия или оксидных пленок, покрывающих поверхность алюминие-
вого лома. Если давление в ходе переработки недостаточно для их разрушения,
пленки предотвращают плотный контакт металлических поверхностей, что приво-
дит к получению неоднородных изделий с низкой механической прочностью.
Предлагается подвергать алюминиевый лом давлению 0,4—1 т/см2 в экструдере
при температуре 300 °C с целью разрушения оксидных пленок и далее штамповать
лом и отходы при давлении 2,2—5 т/см2 при температуре 350—450 °C. Установлено,
что такой технологический процесс эффективен в решении проблемы оксидных пле-
нок, однако при этом остаются проблемы, связанные с наличием воздуха в экстру-
дере.
Наличие воздуха в обрабатываемой массе создает сопротивление движению
пуансона и приводит к появлению раковин в полученных изделиях, т. е. к сниже-
нию их качества, в частности прочности. Далее, в реальных условиях производства
довольно трудно загружать мелкоизмельченный лом в экструдер и точно регули-
ровать его количество, необходимое для каждой нагрузки. Такой процесс загрузки
требует значительного времени и приводит к тому, что температура сырья падает
ниже температуры, требуемой для штамповки.
Т. Такахаши, Т. Нагано, К. Накамура, М. Кикучи (патент США 4028795.
74 июня 1977 г.; фирма иРикен Кейкензоку Кргио К К», Япония) разработали усо-
вершенствованный процесс, в котором лом, отходы алюминия или его сплавов под-
вергаются измельчению и превращаются в цилиндрические заготовки с последую-
2 Ситтиг М.
33
щей их штамповкой при соответствующей температуре. Особенностью метода
является вакуумирование до или в процессе штамповки для удаления воздуха,
присутствующего в сырье.
Аналогичный процесс разработан Т. Таханаши, Т. Нагано, К. Накамура
и др. (патент США, 4033024, 5 июля 1977 г.) и Т. Такахаши, Т. Нагано, С. Игучи
и др. (патент США 4050142, 27 сентября 1977 г. и 4117703, 3 октября 1978 г.;
фирма «Рикен Кеикензоку Когио КК«, Япония).
Недостатком проведения штамповки в вакууме является ограниченная скорость
откачивания газов вакуумными насосами. Следовательно, необходимость вакууми-
рования сильно уменьшает коэффициент использования пресса.
Хорошо известно, что алюминий представляет собой металл с относительно
высокой способностью к уплотнению. Такое его свойство должно быть большим
преимуществом при переработке штампованием, однако на практике оно создает
много проблем, связанных с получением изделий, свободных от раковин и пустот,
достаточно плотных и без наростов на поверхности.
При сжатии частиц, составляющих лом, они деформируются. Повышение дав-
ления приводит к контакту отдельных частиц и их уплотнению в единое тело.
На этой стадии объединение отдельных частиц в общую массу завершается очень
быстро в силу высокой способности алюминия к уплотнению. При этом воздух захва-
тывается частицами лома и не может выйти из металла, что приводит к образо-
ванию раковин в готовом продукте. Раковины и сквозные отверстия обусловливают
ухудшение таких механических свойств как прочность и коррозионная устойчи-
вость.
Вследствие этих дефектов в ходе штамповки вблизи поверхности образуются
вспученные участки, что значительно ухудшает виешиий вид изделия. Эти участки
вспучивания называются наростами. Продажная стоимость таких изделий значи-
тельно снижается.
Таким образом, теоретически, штамповка алюминиевого лома в вакууме или
проведение вакуумирования после сжатия алюминиевого лома в сплошную массу,
по плотности близкую к теоретически возможной плотности металлического алю-
миния, обладает заметными преимуществами. Такой метод позволяет устранить
образование раковин или сквозных отверстий в процессе обработки лома путем
сжатия, нагрева и штампования. Однако его недостатками является большой рас-
ход энергии и необходимость создания крупногабаритных установок.
Необычайно трудно получить изделия, свободные от раковин и наростов
с использованием простой аппаратуры и низкими энергозатратами. Для устране-
ния этих дефектов требуется сложная многоступенчатая технология.
Такой усовершенствованный процесс предложен А. Асари и К. Татсуно (патент
США 4059896, 29 ноября 1977 г.; фирма «Кобе Стил Лтд'», Япония), процесс пред-
назначен для переработки алюминиевого лома в конечные изделия путем сжатия,
нагревания и штамповки.
Процесс включает стадию прессования алюминиевого лома при обычной тем-
пературе в заготовки, имеющие плотность 1,8—2,4 г/см3, с последующим нагре-
ванием при 350—550 °C, прессованием нагретых заготовок в плотную массу плот-
ностью около 2,4 г/см3 в пресс-формах при соблюдении условия, что давление
воздуха по периферии слитка ниже чем в центральной его части. Затем заготовки
подвергают штамповке при соблюдении вышеуказанных условий. В результате по-
лучается конечное изделие без раковин и наростов, хорошего качества; вследствие
малых размеров установки расход энергии невелик.
Системы рециклизации металлического лома, как правило, должны быть по
крайней мере конкурентноспособны с промышленными способами производства
данного металла. Конкурентноспособность обеспечивается за счет высокой эффек-
тивности переработки, что требует специальных конструктивных решений для
переработки лома определенного типа. Следует отметить, что для лома легких
металлов, в частности алюминия, характерно значительное разнообразие компо-
нентов, входящих в его состав (от отходов переработки металлического алюминия
на ранних стадиях до готовых изделий, например алюминиевых емкостей).
Лом алюминия может представлять, например, обдирную крошку. Она полу-
чается при подготовке поверхности заготовок для прокатки, плакировки или любой
операции, при которой требуется устранение неровности поверхности. Срезаемая
с поверхности крошка может при этом составить до 6 % от массы исходной заго-
34
товки. Другая разновидность лома состоит из алюминиевых упаковок напитков
и других банок. Их утилизация служит сохранению природных ресурсов и предот-
вращению загрязнения окружающей среды.
Для переработки этих двух типов лома характерны проблемы разного типа.
Например, упаковки и банки обычно имеют широкий разброс размеров — от отно-
сительно небольших кусков до деформированных полых емкостей. Часто банки имеют
отверстия, сделанные для удаления лака и краски с помощью растворителей.
Эти отверстия способствуют прохождению массы растворителя через внутренние
части емкостей, однако приводят к образованию зазубренных краев, что вместе
с разнородностью форм и размеров банок делают такой лом относительно нете-
кучим при перемещении. Кроме того, такой лом имеет тенденцию всплывать в пла-
вящей среде, и требуются специальные устройства для его погружения с достаточ-
ным усилием. Особый тип оборудования для работы с таким ломом разработан
в патенте США 3873305, где вращающаяся воронка клинообразной формы с силой
погружает лом в среду плавления. В этой системе предусмотрено дополнительное
оборудование для рециркуляции расплава.
Что касается обдирной крошки или лома, обладающего способностью к те-
кучему перемещению — стружек, обрезков или даже небольших кусков металла,
то они не представляют больших трудностей для погружения в жидкую среду,
в отличие от описанного выше контейнерного лома. Тем не менее, крайне необ-
ходимо, чтобы этот всплывающий лом расплавлялся и утилизировался с высокой
эффективностью, обеспечивающей конкурентноспособность процесса вторичного
использования по сравнению с промышленными методами получения самого алю-
миния.
Для легкоокисляемых металлов, например алюминия, которые используются
для изготовления упомянутых выше жестяных банок для напитков и консервных
банок, важно обеспечить в плавильной системе максимальную теплопередачу. Также
важно подвергать погруженный лом интенсивному перемешиванию в расплаве
для уменьшения окисления расплава. Окисление приводит к образованию шлака,
что всегда является проблемой при утилизации легко окисляющихся металлов,
каким является алюминий.
Шлак состоит из оксида алюминия, А12О3 и расплавленного алюминия, вкрап-
ленного в шлак. Количество этого нежелательного продукта должно быть сведено
к минимуму не только для уменьшения потерь металла, а также в силу его свой-
ства действовать как теплоизолятор. При отдаче тепла нагретыми газами поверх-
ности расплава плавающий шлак снижает теплопередачу и уменьшает нагрев
среды плавления. Кроме того, плавающий шлак при отражении тепла значительно
укорачивает время эксплуатации оборудования в силу его постоянного пере-
грева.
Усовершенствованное оборудование разработали Дж. X. Л. ван Линден,
Р. Дж. Клакстон, Дж. Р. Харрик и Р. Дж. Ор.чшер (патент США 4128415,
5 декабря 1978 г.; фирма чАлюминиум Компани оф Америка»). Устройство (рис. 8)
предназначено для плавления металлического лома в среде расплава, цилиндриче-
ский корпус имеет верхний и нижний отсеки. Металлический лом вводится в рас-
плав, находящийся в верхней части камеры. Расплав подается под действием тур-
бинной мешалки, расположенной в нижней части и смонтированной иа вертикаль-
ном приводе.
Расплав циркулирует из ванны нагрева 2 по линии 4 в камеру 5 с помощью
насоса, загрузка лома и плавление проводятся непрерывно. Затем расплав направ-
ляется назад в ванну нагрева по линии 6, которая может включать камеру флю-
сования 7. Ванна нагрева может иметь линию вывода 3, через которую в про-
цессе^ циркуляции может выводиться расплавленный металл со скоростью, соизме-
римой со скоростью загрузки лома в камеру 5. Этот тип циркуляционной системы
(позиция 1) очень эффективен в использовании подводимого тепла, особенно в том
случае, когда в процесс включена камера флюсования и образования шлака
не происходит.
Плавильная среда может нагреваться в результате сгорания топлива и пере-
дачи тепла поверхности. Можно также использовать электронагреватели, погру-
женные в расплав.
Плавильной средой может быть расплавленный металл того же состава, что
и подаваемое сырье, либо расплавленная соль. При использовании соли, как
2* 35
правило, необходимо осуществлять операцию разделения соль—металл для вы де
ления чистого алюминия. В случае использования в качестве плавильной среда
металлического алюминия температура массы после ванны нагрева обычно состав
ляет около 760 °C, температура может изменяться в пределах 720—800 °C, одна»
при более высоких температурах наблюдается сильная тенденция к шлакообра
зованию. Обычно температура расплава на входе в ванну нагрева составляет окол<
700 °C. Падение температуры на 60 °C происходит в основном в камере плавления
тепло идет на расплавление алюминиевого лома.
Камера 5 предназначена для загрузки металлического лома 9, циркуляци!
плавильной среды 8 и плавления лома, все эти операции проводятся непрерывно.
Рис. 8. Установка для переработки алюминиевого лома в плавильной
ванне
Как было отмечено, камера 5 является круглой в поперечном сечении и чаще всего
изготавливается цилиндрической формы или в виде сходящегося вниз конуса,
как это показано на рис. 9.
В ходе работы установки расплав циркулирует из ванны нагрева в камеру 5
и возвращается назад с помощью вращающейся турбинной мешалки, обозначен-
ной 15. Работа мешалки, расположенной в нижней части 16, обеспечивает цирку-
ляцию в системе, поднимает плавильную массу в верхнюю часть 18 камеры 5.
Таким образом, мешалка непрерывно пополняет массу плавильной среды.
Лом 9 подается в камеру 5 по транспортеру 10, где он захватывается пла-
вильной средой. Смесь плавильной среды и расплавленного металла выходит через
отверстие в верхней части 18 камеры 5 со скоростью, соизмеримой со скоростью
подачи. Эта смесь может подаваться в зону флюсования для удаления шлака.
Металлический лом плавится в камере 5, при этом не возникает проблем
с возможным заклиниванием лома в мешалке или застреванием предметов между
мешалкой и стенкой 13. При подаче расплава из нижней части 16 устройства 5
поток регулируется таким образом, чтобы образовывались завихрения 12. Эти
завихрении эффективно обеспечивают погружение и затягивание лома в плавиль-
ную среду. Поток плавильной среды, подаваемый мешалкой 15, регулируется
лопатками 17, выступающими от подвижного вала 19. Лопатки 17 смонтированы
на валу и непосредственно примыкают к турбинной мешалке.
Следует отметить, что лопатки могут монтироваться так, чтобы они радиально
расходились от турбины. Вращение вала мотором 20 обеспечивает заполнение пла-
36
вильной средой камеры 5 и эффективное погружение и плавление металлического
лома.
Плавильная среда в камере 5 с силой отбрасывается вниз под действием ло-
паток и выталкивается вверх вблизи стенки 11. Необходимо отметить, что подобное
описание является упрощенным представлением о движении частиц расплава в за-
вихрениях. Очевидно, что помимо потоков вверх и вниз имеется еще и значительное
круговое движение, возникающее под действием турбины и лопаток.
В металлургической практике и особенно в алюминиевой промышленности одна
из главных проблем при обработке лома состоит в удалении масел, остающихся
на поверхности после машинной обработки. Большое количество листового лома
и отходов фольги образуется при производстве листового алюминия и калиброван-
ной по толщине алюминиевой фольги. Эти отходы сильно загрязнены маслом
и различными добавками, имеющими широкий диапазон температур кипения —
от 65 до 600 °C.
В процессе прокатки образуется два типа маслосодержащего лома: обрезки
и так называемый машинный лом. Первый возникает при обрезке кромок ли-
стов при прокатке и намотке в рулоны или в процессе продольной резки рулонной
полосы. Машинный лом в основном состоит из нестандартных и бракованных ма-
териалов. Лом может состоять из ненужных отходов — проволоки, кабелей, деталей
автомобилей и станков, стружки любой формы и размера. Лом обычно брикетируется
в удобной для переработки форме с обрезками и машинным ломом; плотность
брикетов составляет от 30—40 до 60 % от плотности металлического алюминия.
При помещении загрязненных брикетов в печь масло воспламеняется и в про-
цессе плавления выделяется черный дым. Пламя при горении масла повышает
поверхностную температуру брикетов и приводит к образованию дополнительного
количества окислов, что обусловливает образование шлака и потери расплава.
Потери происходят не только в результате превращения части металла в шлаки,
но и за счет вкрапления металлического алюминия в шлак. Количество шлака
может меняться, в среднем оно составляет 20 % (по массе) от количества перера-
батываемого алюминия. По этой причине очистка лома от масла крайне важна,
поскольку она значительно повышает выход алюминия. Кроме того, при предва-
рительном удалении масел требования по качеству воздуха, установленные Аген-
тством по защите окружающей среды (ЕРА), могут быть соблюдены, поскольку
количество дыма, выделяемого при плавлении, значительно уменьшается.
Усовершенствованный метод разработан Дж. М. Картансом u Р. М. Ни-
лом (патент США 4141373, 27 февраля 1979 г.; фирма «РДжейр Эрчер, Инк.»), для
удаления масел из металлического лома. Он включает стадию загрузки загрязнен-
ного лома в герметическую камеру, вакуумирование, нагрев массы до испарения
масла и удаление испаренного масла из камеры.
Хорошо известно, что покрытия, например лаки, и другие поверхностные
загрязнения алюминиевых консервных упаковок необходимо удалять до плав-
ления с целью уменьшения последующих потерь металла. В одном из методов
предварительной очистки используется растворитель ацетон, удаляющий значи-
тельную долю лака, масла и других загрязнений.
Однако наиболее распространенный метод очистки заключается в использо-
вании печей для удаления лака, в которых изделия непрерывно проходят через
зоны с повышающейся температурой постепенно достигающей 550 °C, при этом
загрязнения испаряются и удаляются. После пребывания лома в печи в течение
Достаточно длительного времени он содержит очень небольшое остаточное коли-
чество лака.
Для лома, состоящего из алюминиевых консервных упаковок, процесс удале-
ния лака значительно повышает стоимость регенерируемого алюминия. Кроме того,
Удаление лака в печах требует постоянного обслуживания и дополнительного вре-
мени для ремонта. Например, если температура в печи превысит 565 °C, поверх-
ностные покрытия могут воспламениться с образованием пламени, распространя-
ющегося по печи. Для предотвращения таких явлений необходим тщательный кон-
троль, что в свою очередь также удорожает процесс выделения алюминия.
Усовершенствованный процесс, разработанный Р. Е. Миллером (патент США
4147531, 3 апреля 1979 г.; фирма «Алюминиум Компани оф Америка»), включает
Слсдующие стадии: непрерывную подачу загрязненного лома на поверхность по-
тока расплавленного металла; прямолинейное продвижение плавающего лома по
37
поверхности расплава в течение времени, достаточного для его нагрева н обеспвче-|
иия полного удаления загрязнений из лома; принудительное погружение очшцен-1
иого лома в поток расплава. 1
Система, обеспечивающая удаление загрязнений с поверхности лома, включает!
желоб для движения расплавленного металла, приспособление для продвижения I
расплава по желобу, устройство для продвижения плавающего лома по поверх-!
ности расплава и для погружения лома в расплав после полного удаления при-1
месей. ]
Рис. 9. Установка для переработки алюминиевого лома с выжиганием при-
месей с поверхности расплава
Установка для осуществления этого процесса показана иа рис. 9. Двухка-
мерная плавильная печь 1 включает камеру для сбора шлака 4 и камеру на-
грева 2, разделенные стенкой 3; однако расплавленный металл может свободно
перетекать по печи из камеры сбора шлака в камеру иагрева.
Печь включает также боковую емкость — желоб 12, через который может
циркулировать расплавленный металл, с узкой секцией 7, в которой в основном
реализуется процесс.
Насосом 5 обеспечивается непрерывная циркуляция расплавленного металла
через боковой желоб и печь.
На рис. 9 показаны также расположенный в верхней части бункер 11, вибра-
ционный транспортер 10 и скат 9. В бункере может храниться большое количество
лома, который по вибрационному транспортеру подается иа обработку. Скат 9
расширяется книзу к поверхности 16 расплавленного металла 18. Предпочтительно
38
располагать скат под таким углом наклона (достаточно малом), чтобы предотвра-
тить погружение падающего иа расплавленную поверхность лома.
Скорость вибрации транспортера определяется скоростью подачи и, как след-
ствие, количеством лома, непрерывно подающегося иа поверхность расплавленного
металла, а также толщиной слоя плавающего лома. Как будет подробно рассмотрено,
толщина слоя лома иа поверхности должна быть такой, чтобы горючие вещества
на поверхности лома непрерывно сгорали или испарялись до иасоса 5, создающего
погружающий поток.
В этом процессе могут использоваться различные типы загрязиеииого лома,
включая каркасный лом, лакированные емкости, покрытую маслами алюминие-
вую крошку, стружки и опилки. Так как каждый из указанных типов лома
может иметь различную плотность, размер, массу, различные количества загряз-
няющих веществ, то можно изменять режим работы вибрационного транспортера 10,
высоту и угол наклона ската 9 для регулирования (увеличения или уменьшения)
поверхностной турбулентности и погружаемости различных видов лома, подавае-
мого иа поверхность расплавленного металла 16.
Процесс реализуется в зоне лако- или маслоудаления, предпочтительно в ли-
нейной секции 7 открытого желоба 12.
В конце нисходящего ската 9 расположен вращающийся цилиндр 8, так назы-
ваемый питатель — воспламенитель, который направляет лом иа поверхность рас-
плавленного металла 18, прижимает лом достаточно плотно к расплаву с целью
поджога горючих материалов в ломе и продвигает слой лома прямолинейно по
поверхности потока расплава с заранее заданной скоростью, не зависящей от
скорости движения расплавлеииого металла.
Как правило, питатель-воспламенитель представляет собой вращающийся
огнеупорный цилиндр, практически такой же ширины как и желоб, ось которого
перпендикулярна направлению потока металла. Цилиндр расположен в нижней
части ската таким образом, что лом со ската попадает иа поверхность расплава
под внешнюю периферию рабочей поверхности цилиндра. Это устройство пред-
назначено для контроля за скоростью движения лома по поверхности расплава;
оио также обеспечивает создание плотного контакта лома с поверхностью расплава.
Цилиндр расположен таким образом, что ие касается расплава, ио оказывает
иажим внешней периферической частью. Цилиндр 8 может подниматься в слу-
чаях, когда увеличивается подача лома. Цилиндр вращается иа оси против ча-
совой стрелки и направляет лом к создающему погружающий поток иасосу 5 со
скоростью, независимой от скорости движения расплава.
Выводящее устройство 6 расположено ниже по течению расплава относи-
тельно 8. Оио может также представлять собой огнеупорный вращающийся цилиндр.
Скорости вращения цилиндров 8 и 6 могут ие синхронизоваться, так как при про-
хождении зоны между входом и выходом по мере плавления лома его количе-
ство постепенно уменьшается. Как правило, при любом поперечном сечеиин
массы лома иа поверхности в зоне удаления лака при времени прохождения от
30 до 2 мии по крайней мере 30 % (по массе) алюминия расплавляется.
Время прохождения зоны удаления лака зависит не только от типа и количе-
ства лома, ио и пропорционально скорости загрузки. При больших загрузках
плавающего вещества больше, слой толще. Большая толщина требует большего
времени для удаления примесей, так как источником тепла в зоне удаления лака
является циркулирующий расплавленный металл, проходящий под массой лома
на поверхности. Показанная иа рисунке зона Z представляет собой часть желоба,
в которой сгорают загрязнения; ее длина определяется по уменьшению высоты пла-
мени по мере движения лома по поверхности потока. Выводящее устройство 6
в первую очередь служит для задержки частей лома, из которых выгорели ие
все вещества, до их попадания в зону действия иасоса 5, иначе погруженные несго-
Ревшие примеси могут привести к излишней потере металла и повышенному шла-
кообразованию.
Устройства 8 и 6 периодически могут входить в контакт с расплавленным ме-
таллом. При плавлении алюминия расплав циркулирует при температуре 700—
'60 °C; устройства 8 и 6, особенно 8, подвергаются воздействию высокой темпе-
ратуры при сгорании горючих веществ из лома. В связи с этим цилиндры надо
изготавливать из долговечного огнеупорного материала. Нержавеющая сталь
является приемлемым материалом, препятствием может служить ее дороговизна.
39
Огнеупорные материалы неметаллической природы также приемлемы для кон*
струирования. Хотя 8, как правило, имеет вид цилиндра, возможны также уст*
ройства типа лопастного колеса.
Цилиндры 8 и 6 могут приводиться во вращение любыми приемлемыми спо*
собами: с помощью моторов и ручных валов, при помощи зубчатых передач. Оле?
дует отметить, что устройства для вращения должны быть стойкими к высоким
температурам или защищены от нежелательных тепловых воздействий и выдели*
ющихся углеводородов, мешающих работе.
В описываемом процессе расплав алюминия 18 циркулирует из камеры для
сбора шлака 4 в камеру нагрева 2 через боковой желоб 2, и назад в камеру для
сбора шлака 4. Циркуляция расплавленного металла 18 и одновременно необходи-
мые завихрения в потоке для погружения лома могут создаваться под действием
центробежного насоса. В описываемой схеме процесса работа центробежного иасоса
(100 об/мин) или вертикальной проточной помпы (200 об/мин) должны обеспечивать
циркуляцию расплавленного металла со скоростью ПО т/ч. Скорость прохождения
расплава по желобу 7 должна быть достаточно большой для предотвращения
отверждения металла и поддержания необходимой температуры для удаления
загрязнений с поверхности лома. В большинстве случаев скорость составляет 0,9—
1,0 кг/с.
По ходу процесса металлический лом непрерывно подается на поверхность
расплава. Ломом могут быть вскрытые консервные упаковки, каркасный лом,
стружки, замасленные опилки и прессованные брикеты. Такой лом может содер-
жать лаковые покрытия, резиновые и пластиковые прокладки, консистентную
смазку и масла, а также другие загрязнения, которые должны удаляться по ходу
процесса до момента погружения лома, чтобы предотвратить потери металла и об-
разование шлака. Характер и количество этих загрязнений зависят от происхожде-
ния лома.
Из этого следует, что время, необходимое для испарения и сжигания, может
меняться для каждого типа лома, а также и для каждой загрузки одного типа.
Предпочтительно проводить загрузку непрерывно, однотипным ломом (во всяком
случае в течение определенного периода) для достижения максимальной стабиль-
ности процесса плавления.
Бункер 11 должен заполняться достаточным количеством перерабатываемого
сырья для непрерывной его подачи. В зависимости от заполнения бункера может
возникать необходимость его догрузки в ходе подачи. Лом может подаваться из
буикера на скат 9 с помощью вибрационного транспортера 10 или другим извест-
ным способом.
Лом со ската 9 падает на поверхность 16 расплава 18 вверх по течению потока
перед питателем 8. Боковины металлического желоба и питатель 8 служат есте-
ственным ограничением загрузочной площади 14 для лома. Эта площадь в сово-
купности со скоростью подачи определяет толщину слоя лома, подающегося на
желоб и продвигаемого устройством 8. Расстояние между цилиндром и поверх-
ностью расплава 16 может быть переменным, что позволяет контролировать тол-
щину слоя лома. Она должна быть достаточной для подведения окружающего
воздуха к лому, находящемуся в нижней части слоя и обеспечения процесса сго-
рания примесей. При большой толщине горения в нижней части слоя не проис-
ходит. Установлено, что при толщине менее 15 см обеспечивается хорошая глубина
сгорания по всей толщине перемещающегося слоя.
В описываемом устройстве цилиндр 8, расположенный над поверхностью рас-
плавленного металла 18, используется для подачи сырья в зону сгорания. Враще-
ние цилиндра приводит к сцеплению и сжатию лома 13 в загрузочной зоне 14
под цилиндром без его погружения в расплав. Плавающий слой находится под
давлением цилиндра 8 короткий период времени и не преодолевает силы поверх-
ностного натяжения расплавленного металла; поверхность лишь несколько про-
гибается под цилиндром.
Если загрязненный лом преждевременно погружается в расплав металла, оксиды
и летучие вещества выделяются в массу расплава н захватывают некоторое коли-
чество алюминия при всплытии к поверхности. Это явление отрицательно влияет
на процесс плавления и приводит к потерям металла. Чтобы избежать этого, необ-
ходимо уменьшить скорость подачи лома или приподнять цилиндр 8 над рас-
плавом 16.
40
В описываемом процессе слой плавающего лома хотя и не погружается в поток
расплавленного металла 18, все же находится ниже уровня поверхности при про-
хождении под цилиндром 8. Такое погружение создает достаточный гидростатиче-
ский напор для обеспечения движения всего слоя лома вниз по потоку относи-
тельно точки 19.
Основной причиной движения лома является воздействие на него устройства 8.
По мере продвижения по расплаву слоя лома с его поверхности удаляются
посторонние вещества и происходит его частичное плавление. При плавлении
лома используется дополнительное тепло,
выделяемое при сгорании загрязняющих мате-
риалов. Плавление сопровождается агломера-
цией лома.
Увеличение количества непрерывно пода-
ваемого лома 13 приводит к почти полному
отсутствию пустот между блоками лома в го-
ризонтальном направлении до завершения его
подачи. Небольшие паузы в подаче лома допу-
стимы, но в этом случае выходное устройство 6
можно использовать для остановки блоков лома
до заполнения разрывов и пустот, обусловлен-
ных прерывистостью в загрузке, новыми пор-
циями.
Возможно, что при больших паузах ме-
жду загрузками лома разных типов, особенно
в процессе подачи холодного лома,температура
циркулирующего расплава станет ниже требуе-
мой. В этом случае подачу можно прерывать до
достижения требуемой температуры. Используя
устройство, представленное на рис. 9, темпе-
ратуру расплава можно восстановить за 5—
10 мин, пропустив расплав через камеру на-
грева 2.
Температура плавления алюминия —660 °C,
однако для достижения оптимальных условий
плавления необходима t = 700н-760°С. Но лак
удаляется и при более низких (—590 °C) тем-
пературах. Определяющим является процесс
плавки. Следует отметить, что можно снимать
лак, нанося лом на поверхность солевого рас-
плава с температурой --590 °C.
При движении лома происходит воспла-
менение горючих загрязнений. Большая часть
сгорает при движении к насосу 5 или ана-
логичному устройству. Кривая интенсивности
Рис. 10. Схема процесса перера-
ботки алюминиевого лома:
1 — алюминиевый лом; 2 — первое
измельчение; 3 — отделение ино-
родных частиц; 4 — обрезкн бумаги
и краска; 5 — второе размельче-
ние; 6 — магнитная сепарация; 7 —
отделенное железо; 8 — прессова-
ние при давлении, равном или
превосходящем предел текучести
материала; 9 — прессованная мас-
са алюминия; 10 — введение массы
в плавильную печь; 11 — плавиль-
ная печь
сгорания примесей за время продвижения лома пропорциональна высоте пла-
меня на этом участке, что показано пунктирной линией на рис. 9. Высота
пламени хорошо наблюдается визуально.
Даже при постоянной толщине слоя лома тип горения меняется в зависимости
от содержания горючих компонентов в ломе. Высота пламени при сгорании умень-
шается равномерно, например при обработке размельченного лома с лаковым по-
крытием. Для других видов алюминиевого лома высота пламени остается постоян-
ной до момента спада, например, это наблюдается для замасленной стружки. В слу-
чаях, например каркасного лома, высота пламени быстро уменьшается. Таким
образом, высота пламени служит определенным индикатором момента, когда летучие
примеси полностью удаляются.
Предпочтительное время для принудительного погружения очищенного лома
составляет около 20 с. после исчезновения пламени, что соответствует полному
Сгоранию или испарению примесей. Время полного сгорания легко определяется
визуально. Установлено, что наблюдаются значительные различия для различных
типов лома. При этом более высокое пламя, чем обычно, наблюдается в нижней
по потоку части желоба 7. В этом случае выходное устройство 6 используют для оста-
41
новки лома на более длительный период, достаточный для полного тушения
пламени.
Как уже отмечалось, высота пламени 15 зависит от количества загрязнений.
Пламя, как правило, исчезает в области выходного устройства 6. Однако может
возникать ситуация, при которой некоторое количество лома с несгоревшими при-
месями и остатками пламени попадают в завихрения насоса 5 и принудительно
погружаются; обычно это наблюдается в случае лома предварительно очищенного
в печах для удаления лака.
Следует отметить, что агломераты лома на поверхности 16 расплава 18 ча-
стично закрывают открытый желоб 7. Сгорание загрязнений на поверхности позво-
ляет уменьшить потери тепла при циркуляции расплава алюминия. Целесообразно
иметь над желобом вытяжной зонт для улавливания продуктов испарения и сгора-
ния. Такой зонт препятствует уносу углеводородов в атмосферу, пары и газы могут
направляться в камеру сгорания и там сжигаться.
Метод, разработанный К. Амино (патент США 4159907, 3 июля 1979 г.; фирма
«Амино Алюминиум Индастриз Ко, Лтд.,») является примером процесса плав-
ления алюминиевого лома с первоначальным прессованием при давлениях, пре-
вышающих предел текучести материала используемого лома и дающих прессо-
ванную массу плотностью, превышающей плотность алюминиевого сплава, с по-
следующим введением спрессованной массы в плавильную ванну. Схема этого
процесса показана на рис. 10.
По этому способу лом измельчается дважды. Сначала он подвергается первой
стадии измельчения после отделения инородных частиц, таких как обрезки бу-
маги и краска, и направляется на повторное измельчение, после чего следует ма-
гнитное разделение для удаления частиц железа из лома алюминия.
Тщательность операций измельчения и разделения зависит от типа подвергае-
мого переработке лома и вида инородных частиц в его составе. В любом случае
требуется, чтобы после второго измельчения исходный лом на 80 % состоял из
частиц с диаметром от 2 до 20 мм.
Частицы, полученные таким образом, затем прессуются под давлением, соиз-
меримым или значительно превышающим предел текучести материала, из которого
состоит лом. Для этих целей может использоваться гидравлический формовочный
пресс двойного действия или формовочный пресс обратного хода.
АЛЮМИНИЙ ИЗ ОТХОДОВ ТВЕРДОГО
РАКЕТНОГО ТОПЛИВА
См. «Аммония перхлорат из отходов твердого ракетного топлива».
АЛЮМИНИЯ ФТОРИД
ИЗ ОТХОДОВ ПРОИЗВОДСТВА АЛЮМИНИЯ
МЕТОДОМ ВОССТАНОВЛЕНИЯ
В одном из процессов выделения HF (см. «Фтористый водород из футеровки
электролитических ванн») проводится также и выделение A1F3.
Содержание HF в отходящих газах пирогидролиза может быть значительно
увеличено путем проведения процесса в ожиженном слое при использовании для
сжигания углеродсодержащего материала и газа с содержанием кислорода не
менее 90 % (объемн.). Отсутствие азота в подаваемом потоке в совокупности с рас-
ширенной зоной реакции, где мелко размолотый материал, содержащий А12О3,
контактирует с парами соединений Na из отходящих газов, приводит к увеличению
на 300 % содержания HF в отходящих газах; из газов одновременно удаляется
натрий. Эти газы можно использовать для производства A1F3 (с содержанием не
менее 85 %) или высококонцентрированной HF при снижении энергоемкости по
сравнению с известными процессами.
42
Схема процесса Дж. Н. Андерсена и Н. Белла (патент США 4160809, 10 июля
1979; фирма «Кайзер Алюминиум энд Кемикал Корпорейшн»), представлена на
рис. 11.
Как видно из рис. 11, отходы футеровки загружаются в реактор пирогидро-
лиза, куда подается кислород (не менее 90 об. % в газовой смеси) и пар. В нем про-
исходит сгорание углеродсодержащего материала и выделение газов, содержащих
HF. Реакция протекает при температуре выше 900 °C, обычно в интервале 900—
1300 °C. Для связывания летучих натрийсодержащих соединений источник А12О3
вводится или в ожиженный слой, или вблизи него.
Рис. 11. Схема усовершенствованного процесса пнрогндролнза для производства
A1F8 из отходов футеровки электрических ванн:
1 — отходы футеровки; 2 — смешанное сырье; 3 — подготовка сырья; 4 — мелкая
фракция оксида алюминия; 5 — реакционная зона; 6 — подача кислорода; 7 —
нагреватель; 8 — сепараторы Для отделения пыли; 9, 16 — подача на стадию за-
грузки; Ю — реактор; 11 — свободный объем реактора; 12 — ожиженный слой;
13 — подача пара в установку пирогидролиза; 14 — прямой контактный холодиль-
ник; 15 — резервуар с кислотой; 17 — гидроксида алюминия; 18 — реактор с ожи-
женным слоем для получения A1FS; 19 — СО2 4- пар; 20 — вода; 21 — хвостовой
газовый скруббер; 22 — вентилятор; 23 — конечный продукт с концентрацией A1F*
более 85 %; 24 — пар
Образующиеся при горении и пирогидролизе газы содержат, кроме HF, также
водяной пар, СО2 и захваченные твердые частицы. При использовании кислорода
разбавляющий эффект азота сводится к минимуму и содержание HF в абгазах
составляете—12 % (объемн.). После отделения твердых частиц абгазы охлаждаются.
Выходящие из реактора горячие газы могут охлаждаться непосредственно холодным
потоком газа, содержащего HF, как показано пунктирной линией на рис. 11.
Поскольку тепло не отводится из системы, количество используемого охлаждающего
газа влияет на промежуточную концентрацию HF, но не влияет на его концентра-
цию в конечном газовом потоке. Последующее охлаждение в прямом контактном
холодильнике потоком концентрированной HF, подаваемым, например, из хвосто-
вого газового скруббера, может увеличивать концентрацию HF до 13—16 %. Охлаж-
денный газовый поток вводится далее в скруббер, где в качестве промывочной среды
применяется вода. В результате промывки газы освобождаются от HF и содержат
в основном воду, и СО2. Выводимый из скруббера водный раствор HF имеет концен-
43
трацию около 25%. Часть пара из скруббера может быть возвращена в процессе
пирогидролиза.
Водный раствор HF из скруббера может использоваться для приготовления
безводной HF, а также для охлаждения отходящих газов. Повышенное содержа-
ние HF в водном растворе облегчает получение из него безводного HF. Если вод-
ный раствор используется для прямого охлаждения горючих абгазов, то получается
газообразный продукт с повышенным содержанием HF — 13—16 % (объемн.).
Этот продукт при желании можно использовать для производства A1F3. В то
время как в известных процессах гидроксид алюминия не используется для про-
изводства A1F3, в данном процессе он является подходящим сырьем. В известных
процессах вода, содержащаяся в гидроксиде, осложняет производство, так как тепла
реакции, генерируемого при низкой концентрации HF в газовом потоке, недоста-
точно для ее испарения и поддержания требуемой температуры газообразных и
твердых реагентов.
В данном процессе побочный продукт образования A1F3— водяной пар — также
подвергается утилизации. Пар из реактора получения фтористого алюминия в ожи-
женном слое используется в реакторе пирогидролиза; при этом обеспечивается
оптимальный тепловой и энергетический баланс и устраняются недостатки извест-
ного процесса. Использование отходящих газов из реактора получения A1F3 в каче-
стве источника пара приводит также к рециклизации остаточного HF, что позво-
ляет увеличить выход HF и устранить возможность загрязнения окружающей среды.
Кроме того, гидроксид алюминия является более дешевым исходным продуктом,
чем кальцинированный А12О3, а получаемый A1F3 в силу высокой чистоты (более
85 %) представляет собой более дорогой продукт, чем 15 %-ный A1F3, получаемый
по известному способу.
Таким образом, при использовании ожиженного слоя и окисляющего газа с со-
держанием Оа 90 % процесс переработки отходов футеровки электролитических
ваии становится более эффективным с технологической и экономической точек
зрения.
АЛЮМИНИЕВАЯ ФОЛЬГА ИЗ БУМАЖНО-
МЕТАЛЛИЧЕСКИХ СЛОИСТЫХ МАТЕРИАЛОВ
Облицованная фольгой бумага и картон находят все возрастающее использо-
вание во влагонепроницаемых упаковках. Наиболее распространенным материалом
для изготовления фольги является металлический алюминий; фольга наносится
одним или несколькими слоями на целлюлозные волокна. Такие слоистые материалы
используются для упаковки различных пищевых продуктов, а также таких изде-
лий как сигареты.
Целлюлозные компоненты многослойной фольги часто изготавливают из вы-
сокосортных материалов, которые являются ценным вторичным сырьем, используе-
мым в бумажной промышленности.
Переработка отходов многослойной фольги осуществляется при интенсивном
механическом перемешивании в устройствах типа гидропульпера. При такой об-
работке фольга быстро измельчается под действием турбинной мешалки гидропуль-
пера. Отделяемые целлюлозные волокна загрязнены чешуйками металла, которые
трудно отделить от целлюлозы на последующих стадиях переработки.
Полученная таким образом бумажная масса, загрязненная металлом, направ-
ляется в производство бумажных изделий, качество которых ниже, чем в случае
бумажной массы, очищенной от частиц фольги.
Процесс, разработанный X. Мамерса. и'Дж. Е. Роуни (патент США 4168199
18 сентября 1979 г.), предназначен для выделения целлюлозных волокон для про-
изводства бумаги из многослойной фольги. При этом исходное сырье нагревается
под давлением в присутствии водного раствора, после чего быстро перемещается
в камеру с низким давлением при механическом перемешивании массы в случае
необходимости. Такая переработка обеспечивает получение смеси, из которой могут
быть выделены целлюлозные волокна для производства бумажных изделий и метал-
лическая фольга для переработки в металлические изделия.
44
АММИАК ИЗ СТОЧНЫХ ВОД ПРОИЗВОДСТВА
СОДЫ ПО АММИАЧНО-ХЛОРИДНОМУ МЕТОДУ
Известно, что по аммиачно-хлоридному способу производства соды раствор
хлористого натрия, насыщенный аммиаком, подвергается карбонизации с помощью
двуокиси углерода, что приводит к образованию бикарбоната натрия, который
выпадает в осадок и отделяется фильтрацией. Бикарбонат далее прокаливается
для получения карбоната натрия, в то время как маточный раствор после кристал-
лизации бикарбоната подвергается переработке с целью регенерации аммиака.
Водный маточный раствор содержит в основном хлорид аммония, но если конвер-
сия хлористого натрия неполная, то он также присутствует в растворе в доста-
точно большом количестве. В маточном растворе присутствует в незначительном
количестве свободный аммиак и его летучие соединения, например бикарбонат
и карбонат аммония, а также некоторые примеси из исходного раствора.
Операция по выделению аммиака из маточного раствора называется дистил-
ляцией. Она проводится на установке, состоящей из колонны, в которой верхняя
часть функционирует как нагреватель и нижняя часть как перегонный куб, резер-
вуара с мешалкой, называемого предварительным известкователем, и предназна-
ченного для введения добавок основания, например извести или известкового
молока. Пар подается на дно куба и выполняет роль нагревающего агента и носи-
теля. В этой установке летучие соединения аммиака разлагаются в нагревателе,
а продукты распада (аммиак и углекислый газ) вместе со свободным аммиаком
уносятся восходящим потоком пара.
В известкователе хлористый аммоний разлагается под действием щелочи
с образованием аммиака и хлорида металла, входящего в состав основания (хло-
ристый кальций в случае использования извести). Куб служит для полного за-
вершения процесса разложения хлористого аммония и перевода в паровой поток
газообразных компонентов раствора.
Для обеспечения полного выделения аммиака щелочной агент всегда исполь-
зуется в избытке по отношению к стехио-метрическому количеству требуемому
для разложения хлористого аммония.
Таким образом, метод предполагает постоянное использование избытка из-
вести для полного удаления из маточного раствора хлористого аммония. При ис-
пользовании извести с малой реакционной способностью избыток составляет около
10 %: это количество полностью теряется при удалении шлама из нижней части
куба. Количество шлама тем больше, чем больше берется избытка извести. Если
остаток от дистилляции сбрасывается в естественные водоемы, избыток щелочи
создает в них повышенное значение pH, приводя к загрязнению окружающей
среды.
Усовершенствованный процесс разработан Дж. Ферлатеном и П. Демили
(патент США 4061718, 6 декабря 1977 г.; фирма «Сольвей энд Сай», Бельгия).
По этому методу раствор нагревается для удаления свободного аммиака, остаток
раствора обрабатывается в известкователе известью в количестве, недостаточном для
полного разложения хлористого аммония, и в кубе подвергается воздействию пара
и гидроксида щелочного металла в количестве, достаточном для полного разло-
жения остающегося количества хлористого аммония. На рис. 12 приведены схемы
известного и усовершенствованного процесса.
Цифрой 1 обозначен нагреватель, 2 и 2' — куб (или кубы); 3 — известко-
ватель; 4 и 5 — трубопроводы для подачи раствора из нагревателя в известко-
ватель и оттуда в куб; 6 — подача фильтрованного раствора с установки получения
соды, 13 — пластина, отделяющая зону нагрева и куб; 14 — вывод газов и паров
из нагревателя; 7 — подача изверги или известкового молока; 8 — ввод пара
в ннжнюю часть куба; 9 — выход раствора и шлама из куба; 10 — подача раствора
гидроксида щелочного металла; 11, 12 — система рН-метррв, контрольное обо-
рудование, регулирующее подачу гидроксида щелочного металла по линии 10.
При работе устройства по усовершенствованному методу раствор с фильтров
Установки по производству соды, содержащий в основном растворенный в воде
хлористый аммоний, свободный аммиак и хлористый натрий, проходит по ли-
нии 6 в нагреватель, где аммиак и углекислый газ захватываются восходящим
потоком пара и подаются в верхнюю часть колонны 14. Из нижней части нагрева-
45
теля раствор поступает по трубе 4 в известкователь 3, где он перемешивается
с известью или известковым молоком, поступающим по линии 7. Количество
добавляемой на этой стадии извести всегда меньше стехиометрического, требуе-
мого для выделения аммиака, содержащегося в хлористом аммонии, например
составляет 75—99 % от стехиометрического.
Контроль за этой операцией производится посредством измерения pH устрой-
ством 12 по методу, описанному в патенте США 2781244. Затем раствор из извест-
кователя 3 по трубе 5 подают в верхнюю часть дистилляционной колонны 2,
где происходит разложение хлористого аммония и захват газов потоком пара,
Рис. 12. Схемы известного (о) н усовершенствованного (б) процессов
для выделения аммиака из отходов производства соды по аммначно-
, хлоридному способу
вводимого по линии 8. Раствор, освобожденный от аммиака и шлам выходят из
куба по линии 9. Для полного разложения хлористого аммония по линии 10,
подается дополнительное количество щелочи, например, электролитической кау-
стической соды.
Расчет количества добавляемого в куб гидроксида щелочного металла про-
водится непрерывно и автоматически путем измерения pH в двух точках дистил-
ляционной колонны. Одна из них 11 расположена рядом с местом выхода рас-
твора, а точка 12 находится перед местом ввода остатка гидроксида в колонну.
Согласованный результат двух измерений используется как сигнал для откры-
вания клапана и подачи требуемого количества нейтрализующего агента по ли-
нии 10.
Как видно из рис. 12, если одного куба 2 недостаточно, то можно после-
довательно подсоединить второй куб 2'. Пар вводится в основание колонны 2'
по линии 8, а остаточное количество щелочи подается в верхнюю часть этой ко-
лонны по линии 10. рН-Метры 11 и 12 помещаются соответственно на дно этих
колонн, а прибор, контролирующий введение щелочи, размещается в верхней
части второй колонны.
АММИАК ИЗ ОТХОДОВ ПРОЦЕССА
ОКИСЛИТЕЛЬНОГО АММОНОЛИЗА
См. «Синильная кислота из отходов процесса окислительного аммонолиза» [1].
АММИАК ИЗ СТОЧНЫХ ВОД
ТЕКСТИЛЬНОГО ПРОИЗВОДСТВА
Ткани, производимые из целлюлозы (полностью или частично), обычно подвер-
гают обработке в жидком аммиаке для уменьшения усадки и обеспечения большего
сродства ткани к действию других химических реагентов. В соответствии с обще-
принятой технологией ткань подвергается кратковременному воздействию жидкого
аммиака, например при погружении в ванну. После истечения необходимого вре-
мени, составляющего обычно г<9 с, ткань нагревается для удаления аммиака и
остановки реакции на нужной глубине.
В последние годы с разработкой тканей, не требующих утюжки, и специаль-
ных тканей возросло значение аммиачной обработки тканей. В производстве исполь-
зуются большие количества аммиака, вследствие чего возникает проблема утили-
зации или удаления образующихся сточных вод.
В ходе процесса только небольшая часть, около 5 %, исходного аммиака,
действительно расходуется в реакции или составляет потери. Остаток находится
в виде паров аммиака. В силу потенциальной вредности, неприятного запаха
аммиачных паров и по экономическим причинам необходимо проводить выделение
паров аммиака для сжижения и повторного использования.
К сожалению, ие существует эффективных методов выделения аммиака при
обработке тканей. Недостатками известных процессов являются взрывоопасность,
ненадежность, отрицательные воздействия на процесс первичной обработки ткани.
Немаловажным фактором является высокая стоимость. Поэтому процесс выде-
ления аммиака из сточных вод должен быть достаточно экономичен и техноло-
гичен.
Во многих случаях при использовании больших объемов аммиака его выделе-
ние и повторное использование становятся экономически целесообразными при
степени выделения 90 %. При меньшей эффективности выделения процесс прово-
дить невыгодно. В ситуациях, когда используются небольшие количества аммиака
и когда он находится в смеси с большими объемами воздуха и водяного пара, выде-
ление аммиака экономически нецелесообразно. В таких случаях отходы, содержа-
щие аммиак, выбрасывают в атмосферу или сжигают.
Таким образом, существует потребность в разработке методов и устройств для
выделения аммиака в соответствии с техническими и экономическими требованиями
текстильного производства.
Как указывает Дж. Лоуренс (патент США 4058375, 15 ноября 1977 г.; фирма
'Клютт, Пиболи энд Ко, Инк»), в промышленности существует значительная
потребность в водном растворе аммиака с концентрацией 20—30 %. Обычно такие
растворы получают растворением газообразного аммиака в воде. В то же время
выделение аммиака из отходов с достаточно высоким содержанием его может
привести к новым путям получения таких растворов.
Предлагаемый процесс предназначен для выделения аммиака из отходящих
газов, содержащих также воздух и водяной пар. Газы барботируются через водя-
ную ванну холодильника и затем проходят через скруббер при прямом контакте
с разбрызгиваемой свежей водой. Скруббер и холодильник объединены в единый
комплекс таким образом, что водный раствор аммиака из скруббера попадает сразу
в водяную ванну холодильника. Температура водяной ванны контролируется
с помощью температурного датчика, регулирующего скорость подачи охлажда-
ющей жидкости.
Водный раствор аммиака из ванны, отбираемый в качестве продукта, может воз-
вращаться в ванну, если концентрация аммиака недостаточна. На рис. 13 пока-
зана установка для проведения этого процесса.
47
Отходящие газы, содержащие аммиак, вместе с парами воды и воздухом, по-
даются в систему по линии /, проходят через фильтр 2, воздушный насос 3, регу-
лятор скорости подачи 4 и демпфер 5. Насос 3 доводит давление до »700 Па,
при этом поддерживается скорость газа, обеспечивающая постоянство уровня вод-
ного раствора и уменьшение захвата капель газовым потоком. Линия 1 разде-
ляется на линии 6 и 10, ведущие в холодильник 23. Холодильник состоит из
трубной части и корпуса. Трубная часть связана с линиями 27 и 26, по которым
циркулирует охлаждающий агент (обычно используется вода). В корпусе нахо-
дится водяная ванна 9.
Отходящие газы по линиям 6, 10 поступают в камеру 7 и 11 соответственно
(границы камер определяются перегородками 8 и 12). Камеры распространяются по
Рис. 13. Установка для выделения водных растворов аммиака с использованием
промывки и конденсации
всей длине холодильника 23 и служат для барботажа газа через ванну 9, где
происходит абсорбция части аммиака. После этого газ 16 с пониженной концен-
трацией аммиака (около 10 %) проходит в скруббер 17, расположенный над хо-
лодильником 23.
В скруббере 17 газ омывается свежей водой, которая подается по линии 13
через вентиль 14 и распыляющее сопло 20. Дополнительное распылительное уст-
ройство 19 обеспечивает распыление воды на мельчайшие капли 18. Капли движутся
вниз по скрубберу, взаимодействуя с поступающим газом. При этом аммиак прак-
тически полностью поглощается водой, а выходящий газовый поток с содержанием
аммиака около 0,5 % выпускается через вентиль 22. Водный поток 18, поглотив-
ший аммиак из газа 16, стекает вниз и объединяется с содержимым ванны 9 в. кор-
пусной части холодильника 23.
Водный раствор аммиака с содержанием 20—30 % или более выводится из
холодильника 23 через скважину 29, линию 30 с вентилем 31 и насосом 32 и тру-
бопровод 37 в емкость для хранения 38. Поток охлаждающей жидкости, цирку-
лирующий по линии 27, трубчатой части холодильника и линии 26, регулируется
клапаном 27, который в свою очередь управляется датчиком температуры 28. Тем-
пература в ванне 9 поддерживается в интервале 10—25 °C.
Датчик концентрации 33 связан с линией 31 и измеряет электропроводящие
свойства раствора как функцию концентрации аммиака в растворе. Датчик осу-
ществляет контроль за работой трехходового клапана 34, направляющего продукт
или по линии 37 в емкость для хранения 38 или по линиям 35 и 1 в ванну 9 для
создания требуемой концентрации аммиака.
48
Данный метод предназначен для выделения аммиака из газовых смесей с его
небольшим содержанием; получающиеся водные растворы имеют концентрацию
20—30 %, достаточную для многих практических приложений.
Ранее такие растворы получались пропусканием безводного аммиака через
воду. Описываемый процесс решает две важные задачи — обеспечивает получение
полезного продукта из отходящих газов, переработка которых ранее считалась
экономически невыгодной, и устраняет вредные выбросы в атмосферу.
Скорость подачи свежей воды по линии 13 (через жиклер 20) регулируется
вентилем 14, управляемым уровнемером 36, связанным с холодильником 23.
Скруббер 17 и холодильник 23 предпочтительно располагать в одном кор-
пусе 24. Холодильник имеет форму горизонтально расположенного цилиндра,
скруббер находится в средней по длине его части и расположен над ним. Скруб-
бер обычно расположен вертикально и в верхней части 15 имеет выходной вен-
тиль 22. Колодец 29 регулирует глубину заполнения ванны 9 так, что насыщение
аммиаком происходит по мере отбора водного раствора по линии 30 в резервуар 38-
Способ, описанный Дж. Лоуренсом (патент США 4074969, 21 февраля 1978 г.;
фирма «Клютт, Пибоди энд Ко, Инк.»), предназначен для выделения отработан-
ного аммиака в ходе процесса обработки тканей жидким аммиаком и удаления'
из выделяемого аммиака нежелательной влаги.
С экономической точки зрения в процессе обработки ткани жидким аммиаком
необходима его регенерация и повторное использование. Во время технологических
операций аммиак в любом случае загрязняется водой. Теоретически в условиях
периодического процесса отделение воды от аммиака реализуется довольно просто
с использованием выпаривания или других подобных методов. Однако в условиях
непрерывного производства при -использовании больших количеств аммиака в ка-
честве реакционной жидкости вода быстро накапливается ие только в процессе
обработки ткани, но и в результате проникновения атмосферного воздуха в систему.
Так как вода накапливается в системе непрерывно, она должна непрерывно
удаляться по ходу процесса. Предлагаемый процесс обеспечивает высокую эффектив-
ность удаления воды в результате конденсации паров воды и аммиака из отходящих
газов в охлаждающей камере, где абгазы контактируют с низкотемпературной мас-
сой жидкого аммиака. Охлаждение аммиаком производится после предварительного
охлаждения газа в бесконтактных теплообменниках.
Сконденсировавшаяся масса жидкого аммиака с примесью воды смешивается
со свежим жидким аммиаком и возвращается в процесс. Как правило, часть воды,
поступающей на обработку, удаляется вместе с тканью, а остаток выводится в виде
пара, подвергающегося рециркуляции.
Существенным приемом здесь является то, что жидкий аммиак не сразу возвра-
щается в процесс, а подается в охлаждающую камеру, где смешивается с отходящими
продуктами. Эта смесь, которая содержит небольшие количества воды, возвра-
щается в процесс. В силу этого, содержание воды в реакционном растворе под-
держивается иа постоянном низком уровне, обычно 2—3 % при максимальной
нагрузке. При эксплуатации в более мягких условиях количество воды может быть
еще более снижено.
Общая схема процесса обработки ткани и выделения аммиака представлена
на рис. 14.
Целлюлозная ткань 10 из подающего устройства проходит ролики контроля
натяжения 2 и пропускается через один или несколько нагревательных валов, обра-
зующих секцию предварительной сушки. На этой стадии обработки ткань теряет
значительное количество влаги; после нее материал содержит от 7 до 10 % воды
(от массы ткани). Избыточное количество воды в материале может ингибировать
реакцию с участием жидкого аммиака. Обычно такой процесс проводится в среде
аммиака с содержанием воды не более 10 %.
Соотношение массы аммиака к массе обрабатываемой ткани может менятьси
в широких пределах, однако отношение 1 : 1 (одна часть раствора аммиака к одной
части ткани) является широко распространенным. В таком случае при содержа-
нии 10 % воды в подаваемой ткани в процессе смешивания с аммиаком содержание
в нем воды составит также около 10 %. Этот уровень нежелателен, поскольку
сам аммиак также содержит некоторое количество влаги. Поэтому на стадии пред-
варительной просушки достигается остаточное содержание влаги 3—5%. Если
ткань приходит достаточно сухой, эти операции могут быть опущены.
49
После секции предварительной сушки ткань имеет высокую температуру и
охлаждается перед подачей в камеру обработки аммиаком 16 струей воздуха от вен-
тилятора 4; при этом ткань приобретает температуру окружающего воздуха.
После просушки, охлаждения и прохождения дополнительного натягивающего
ролика 5 ткань вводится в реактор 16 через герметическое подающее устройство 6.
Как правило, давление в реакторе 16 поддерживается несколько ниже атмосферного
и устройство 6 представляет собой двойной герметический затвор. Промежуточ-
ная камера между затворами функционирует при несколько меньшем давлении,
чем в реакторе, так что при наличии негерметичности протечки будут направлены
внутрь промежуточной камеры и потеря аммиака сводится к минимуму. Обычно
реакционная камера работает при разрежении 120 Па, в то время как в про-
межуточной камере затвора поддерживается разрежение ~190 Па.
Рис. 14. Схема процесса выделения и вторичного использования аммиака
в процессе обработки ткани
В варианте, показанном на схеме, аммиак в реакторе 16 обрабатывается
с помощью устройства 8. Оно снабжается жидким аммиаком, подаваемым в кон-
тролируемом режиме по трубопроводу 17'. Контроль осуществляется с помощью
поплавкового клапана, поддерживающего постоянный уровень жидкого аммиака.
В устройстве 8 ткань обрабатывается жидким аммиаком при температуре
—33 °C. Далее ткань проходит через валки 7 для отжима избытка аммиака и
затем через серию барабанов с регулируемой скоростью вращения 9. Через опре-
деленное время ткань подвергается нагреванию для отгонки жидкого аммиака.
Для просушки используются сушильные барабаны 10, 13 пальмеровского
типа. Каждый из них состоит из большого нагревательного барабана 11, вокруг
которого наматывается просушиваемая ткань; оба барабана соединены последова-
тельно. В соответствии с технологией реакция взаимодействия аммиака с тканью
практически прекращается прн установлении контакта ткани с первым барабаном.
Интервал времени между началом погружения ткани в жидкий аммиак и началом
контакта с поверхностью сушильного барабана обычно составляет от 0,6 до 9 с.
Достижение необходимого времени осуществляется изменением длины пути ткани
между устройством 8 н первым барабаном 10, например с помощью изменения-ско-
рости вращения валков 9.
После окончания просушки на втором барабане 13 ткань выходит из камеры 16
через выходной затвор 15. Это устройство аналогично 6 и обеспечивает перепад
давлений, исключающий утечку аммиака.
« В процессе прохождения тканью главной камеры только 5 % жидкого аммиака,
подаваемого в устройство 8, расходуется в реакции, остальное количество отду-
50
вается в виде газообразного аммиака. Эти пары представляют опасность для
здоровья; их повторное использование имеет большое значение для обеспечения
экономичности непрерывного производства. Выделенке аммиака осуществляется
путем его отбора из камеры, сжатием паров и их конденсацией. Обычно в смеси
содержится большое количество воздуха, однако воздух легко отделяется от аммиака,
поскольку он конденсируется гораздо хуже. Газовая смесь из камеры 16 содержит
также некоторое количество воды из подаваемой тканн и влаги воздуха. Несмотря
на наличие герметических устройств ввода и вывода, в реактор попадает воздух,
содержащийся в межволоконных полостях тканн.
Присутствие воды в аммиаке еще недавно представляло значительные труд-
ности для его очистки и получаемый разбавленный раствор мог использоваться
только в качестве низкосортного сырья в других производствах, например при
изготовлении удобрений. Предлагаемый процесс позволяет эффективно отделять
воду в непрерывном режиме; прн этом вода не ингибирует реакции и получается
довольно чистый безводный аммиак.
В показанном упрощенном варианте процесса для непрерывного отвода га-
зовой смеси из главной камеры обработки используется всасывающая линия 17.
Газовый поток вначале направляется в секцию выделения 18, в которой газы
подвергаются сжатию и конденсации и жидкий аммиак отделяется от воздуха.
Емкость 19 обеспечивает временное хранение аммиака. Линия 17', посредством
которой жидкий аммиак подается в устройство 8, не связана непосредственно
с 19, а выходит из секции выделения 18. При этом жидкий аммиак из емкости 19
подается сначала в секцию 18, где он используется в качестве охлаждающей
жидкости и только после этого направляется в устройство 8 вместе с избыточной
влагой из рециркулируемых газов.
В соответствии со сложившейся практикой выделяемый воздух идет на сжи-
гание или в систему удаления отходов 20. Аналогичным образом смесь воздуха
и пара из паровой камеры 14, содержащая также некоторое количество аммиака,
по линии 21 удаляется в виде отходов. Из-за низкой концентрации аммиака в этой
смеси его выделение неэкономично.
АММИАК из СТОКОВ <1РОИЗВОДСТВА
МОЧЕВИНЫ
Хорошо известно, что мочевина является продуктом промышленного синтеза,
получаемым по реакции аммиака и диоксида углерода при высокой температуре
и давлении. Из реактора реакционная масса направляется на стадию вакуумной
кристаллизации, после которой отбирается целевой продукт, например в виде
74 %-кого раствора мочевины. В процессе синтеза образуется значительное количе-
ство воды, которая в виде паров удаляется на стадии вакуумной кристаллизации
вместе с загрязняющими примесями — аммиаком, углекислым газом н мочевиной.
Обычно эти пары конденсируются и сбрасываются. Однако это приводит к загряз-
нению водоемов, поэтому конденсат необходимо подвергать соответствующей очистке.
До сих пор попытки такой очистки не далн удовлетворительных результатов, что
связано с увеличением стоимости процесса и (нли) с большими расходами на до-
полнительное оборудование. Таким образом, проблема экономичного выделения
мочевины из сточных вод весьма актуальна.
Процесс, разработанный В. X. Ван Морзеном (патент США 3922222, 25 ноября
1975 г., фирма «УФ Индастриз, Инк.ъ), предусматривает подачу конденсата из
кристаллизатора в бойлер низкого давления или теплообменник с целью полного
разложения мочевниы и других биуретовых соединений в аммиак и углекислый
газ, которые возвращают в производство мочевины. Полученная в результате
переработки вода не содержит загрязняющих веществ, и ее состав соответствует
требованиям защиты окружающей среды; она также может использоваться для
питания бойлеров. Схема процесса показана на рнс. 15.
В схему также входит установка по производству мочевины. Она включает
Реактор 1, куда подаются углекислый газ н аммиак по линиям 2 и 3. Угле-
кислый газ и аммиак взаимодействуют при высокой температуре и давлении около
21 МПа в реакторе 1 с образованием мочевины н воды.
51
Продукты из реактора 1 направляются через трубопровод 5 в вакуумный кри-
сталлизатор 6 общепринятой конструкции; 74 %-ный раствор мочевины отбирается
по линии 7. Пары воды с относительно небольшими примесями углекислого газа
аммиака и мочевины выходят из реактора и по трубопроводу 8 подаются в хо-
лодильник 9 для конденсации паров.
Конденсат из холодильника 9 выводится по линии 10. Он состоит в основном
из воды, но содержит также примеси аммиака и мочевины. Например, при полной
нагрузке установки в вакуумном кристаллизаторе 6 поддерживаются давление
0,01 МПа и температура 52 °C. В состав конденсата входят вода (3200 кг/ч),
аммиак (32 кг/ч) и мочевина (3,2 кг/ч). Этот конденсат направляется иа перера-
ботку для выделения аммиака и мочевины из воды. Из холодильника конденсат
по трубопроводу 10 направляется в бойлер низкого давления или другой тепло-
обменник 11, где он нагревается и выпускается в виде пара по трубопроводу 12.
Рнс. 15. Схема процесса
выделения аммиака из
отходов производства
мочевины
Бойлер или теплообменник 11 имеют общепринятую конструкцию, детали, на-
ходящиеся в контакте с конденсатом, изготавливаются из нержавеющей стали
или других подходящих материалов, коррозионно устойчивых по отношению к вод-
ному раствору аммиака и мочевины. Как уже указывалось, теплообменник 11
функционирует при достаточно низкой температуре и давлении, например 0,06 МПа
и 85 °C. Конденсат упаривается, при этом мочевина разлагается на аммиак и угле-
кислый газ, так что для рассматриваемого примера поток в трубопроводах 12 и
17 состоит из воды 3200 (кг/ч), аммиака (34 кг/ч) и углекислого газа (1,35 кг/ч).
Значительная доля паров воды (3000 кг/ч для данного примера) и пропор-
циональные количества аммиака и углекислого газа подаются по линии 13 в хо-
лодильник 14 и оттуда по трубопроводу 15 в разделительную колонну 16 стан-
дартной конструкции. Остаток пара подается по побочной линии 17 к иижней
части разделительной колонны. Разделительная колонна может конструироваться
по любому известному типу и предназначена для отделения основного количества
аммиака и углекислого газа от воды.
Например, для ранее приведенной скорости газового потока из колонны вы-
ходит ~29 кг/ч аммиака и соответствующее количество углекислого газа, а также
~230 кг/ч воды (по линии 18). Вещества выделяются в виде паров, проходят
через холодильник 19 и по линии 4 направляются в реактор установки по произ-
водству мочевины.
Вода выходит из разделительной колонны по трубопроводу 20. В силу высокой
концентрации аммиака в исходной смеси вода в трубопроводе 20 также содержит
незначительное количество его. В рассматриваемом примере по линии 20 подается
=3000 кг/ч воды и 4,5 кг/ч аммиака. Конденсат большей частью направляется
в деаэратор 21. Это устройство стандартной конструкции, в котором испаряется
большая часть аммиака и некоторое количество жидкости и по линии 22 пары
52
выбрасываются в атмосферу, в то время как основная часть воды с очень не-
большими примесями аммиака отводится по линии 23.
Эта вода практически не содержит загрязнений и может при желании сбра-
сываться, одиако более предпочтительно использовать ее для питания бойлера
высокого давления 24. В данном примере около 450 кг/ч паров воды и 3,9 кг/ч
аммиака выходит из деаэратора, который работает при 0,45 МПа и 148 °C; при
этом 2500 кг/ч (и более) воды и 0,7 кг/ч аммиака направляют в бойлер высокого
давления.
Пар из бойлера высокого давления может использоваться для любых целей.
Например, часть пара из бойлера может направляться по линии 25 для исполь-
зования в теплообменниках установки по производству мочевины и в других
устройствах. Другая часть перегретого пара по трубопроводу 26 и затем через
эжектор выпускается в атмосферу для создания вакуума в различных стадиях про-
изводства мочевины. Концентрация аммиака в паре составляет для равновесного
состояния около 300 ppm и при принятой здесь скорости потока около НО кг/день
аммиака выбрасывается в атмосферу из деаэратора и через эжектор.
Усовершенствованный процесс, предложенный И. Маврович (патент США
4088684, 9 мая 1978 г.), для синтеза мочевины с рециклизацией жидкого карбамата,
предусматривает, что выходящий из реактора поток делится на две линии —глав-
ную и побочную. Поток основной линии подвергается иагреву при пониженном
давлении, при этом карбамат практически полностью разлагается на аммиак и
диоксид углерода. Другой поток при пониженном давлении взаимодействует с от-
ходящими газами основного потока и свежим диоксидом углерода, с предшеству-
ющим отделением аммиака или без. Далее смесь направляется в теплообменник,
охлаждаемый жидким хладагентом, в котором образуется карбамат аммония и
получаемый водный раствор подается в реактор синтеза мочевины.
АММИАЧНЫЙ ВАРОЧНЫЙ РАСТВОР
ИЗ ОТРАБОТАННОГО ВАРОЧНОГО РАСТВОРА
В процессе получения целлюлозы по бисульфитно-аммиачиому методу измель-
ченную древесину вываривают с бисульфитом аммония. После проведения процесса
образуется отработанный раствор с содержанием 50—60 % исходной древесины и
значительных количеств соединений серы и аммиака. Кроме того, он содержит 5—
15 % твердых компонентов. Сера и аммиак находятся в растворе в основном
в виде аммиачной соли лигносульфоновой кислоты, обычно называемой лигиосуль-
фонатом аммония.
Удаление отработанных аммиачно-бисульфитных растворов представляет серьез-
ную проблему вследствие загрязнения воды и атмосферы при сбрасывании стоков
в водоемы. В связи с этим возникает необходимость в создании метода обработки
таких растворов, позволяющего устранить загрязнение окружающей среды, и
выделять по крайней мере некоторые из ценных химических реагентов для повтор-
ного использования при приготовлении свежих аммиачно-бисульфитных варочных
растворов.
Процесс, разработанный Г. Г. Копеландом (патент США 3864192, 4 февраля
1975 г.; фирма «-Копеланд Систем Инкорпорейтед»), предусматривает, что отра-
ботанный аммиачно-бисульфитный раствор обрабатывается оксидом магния с вы-
делением аммиака и образованием разбавленного раствора, содержащего бисульфит
магния. Смесь концентрируется с использованием горячих отходящих газов реак-
тора с ожиженным слоем.
Сконцентрированный магниево-бисульфитный раствор подается в реактор
с ожиженным слоем оксида магния, и там сгорает. Горячие газы используются для
концентрирования дополнительных количеств магниево-бисульфитного раствора,
получаемого из аммиачного раствора.
Схема проведения этого процесса представлена на рис. 16. Аммиачио-бисуль-
фитный отработанный раствор подается по трубопроводу 1 с помощью насоса 2
и далее по линии 3 в колонну разделения 5 башни 4 с промежуточной охлади-
тельной колонной 6 и-верхней абсорбционной колонной 7.
53
Отработанный раствор отбирается из колонны 5 по трубопроводу 8 с насосом 9
в линию 10, которая питает раствором аппарат 11, представляющий собой скруб-
бер со смачивающимися стенками и трубкой Вентури. Горячие газы, содержащие
сернистый газ и частицы оксида магния, из реактора по трубопроводу 13 подаются
в аппарат 11. В реакторе происходит сгорание магниево-бисульфитного раствора,
содержащего лигносульфонат магния.
Отходящие газы имеют температуру ~870°С или выше, когда они попадают
в скруббер 11. Раствор подается в 11 по линии 10 при 93 °C и при контакте с го-
рячими газами образуется большое количество пара. Кроме того, в скруббере
происходят химические реакции; при этом ионы магния замещают ионы аммония
в лигносульфонатных соединениях, присутствующих в отработанном растворе.
Таким способом освобождается аммиак и раствор целиком или частично из аммиачно-
Рис. 16. Установка для приготовления аммиачно-бисульфитных растворов
из отходов производства целлюлозы
бисульфитного превращается в магниево-бисульфитный, содержащий лигносульфо-
иат и другие соединения магния.
Отработанный раствор и отходящие газы, включающие аммиак, сернистый газ
и пар, из аппарата 11 подаются по трубопроводу 12 в колонну разделения 5, где
жидкая фаза отделяется от газов и паров. Испарение воды приводит к концен-
трированию раствора от исходной концентрации твердых веществ 15 до 25—40 %.
При многократной циркуляции раствора по замкнутому циклу, включая трубо-
провод 8, насос 9, трубопровод 10, скруббер 11, линию 12.и колонну разделения 5,
раствор может концентрироваться, причем концентрация твердых веществ, опре-
деляется теплосодержанием отходящих газов.
Отработанный раствор, выводимый по линии 10, представляет собой магниево-
бисульфитный раствор, он может быть смешан с аммиачно-бисульфитным раствором.
На практике часто получается смесь с соотношением этих растворов 1 : 1. В про-
цессе концентрирования, эффективность которого определяется теплосодержанием
отходящих газов, концентрация твердых веществ в растворе составляет 1>25 %.
Часть этого раствора относится по линии 14 и разбрызгивается в камере 16 реак-
тора 15. Раствор попадает на ожиженный слой оксида магния 17, где он сгорает.
При концентрации твердых веществ ^35 % сгорание происходит без приме-
нения дополнительного топлива.
Воздух по трубопроводу 18 подается к насосу 19, который прокачивает его по
линии 20 в воздушную камеру 21. Оттуда под давлением воздух через форсунки 22
в днище 23 подается в реактор, что приводит к образованию взвешенного слоя оксида
магния. В воздухе отработанный раствор сгорает при 760—1100 °C с образованием
отходящих горячих газов, содержащих сернистый газ и порошок оксида магния,
которые попадают в трубопровод 13. Для разогрева реактора до температуры
горения используется дополнительная система нагрева.
54
Часть оксида магния из отработанного раствора спекается в ожиженном слое 17.
Для поддержания постоянного объема слоя и постоянного размера частиц целесооб-
разно периодически отбирать некоторое количество оксида магния по линии 24
и направлять его в измельчитель 25. Оттуда частицы оксида магния попадают по
трубопроводу 26 в резервуар 27, куда подается вода по трубопроводу 28. Водная
суспензия гидроксида магния по трубе 29 подается в нижнюю часть колонны раз-
деления 5 с целью введения, в случае необходимости, дополнительного количества
оксида магния для нейтрализации аммиачно-бисульфитного раствора.
Принято считать, что по крайней мере 60 %, а желательно 12=75 % необходимого
оксида магния должно обеспечиваться использованием отходящих газов, подавае-
мых по линии 13 в аппарат 11. Недостающее количество оксида магния для ней-
трализации аммиачно-бисульфитного раствора можно обеспечить другими путями,
одним из которых является отбор оксида магния из реактора 15 и подача его в ко-
лонну разделения.
Отделенные газы, содержащие аммиак и сернистый газ, при температуре 82—
93 °C проходят из нижней части колонны 5 в колонну охлаждения 6, где они
контактируют с охлажденной водой, подающейся по трубопроводу 33 при 10—
38 °C. Охлаждающая вода конденсирует пар и растворяет некоторое количество
сернистого газа и аммиака. Получающийся водный раствор отбирается из колонны
охлаждения по линии 34 (при 32—65 °C) и подается в теплообменник 36 для охлаж-
дения; затем он выводится по линии 33. Линия 35 питает теплообменник холодной
водой или другой охлаждающей жидкостью, которая выводится по линии 37.
Водный раствор аммиака по трубопроводу 30 направляется в верхнюю часть
абсорбционной колонны 7. Раствор бисульфита аммония отбирается из нижней
части абсорбционной колонны и по трубопроводу 39 подается в кислотный отстой-
ник 42. Кислота рециркулирует из отстойника по линии 41 к насосу 40 и назад
по линии 38 в среднюю часть абсорбционной колонны. Некоторое количество охлаж-
дающей воды, содержащей сернистый газ и аммиак, отделяют от трубопровода 33
в линию 32 и подают в трубопровод 38 для смешения с потоком жидкости, пи-
тающим абсорбционную колонну.
Раствор гидроксида аммония смешивается с охлаждающим водным раствором
и смесь подается противотоком относительно сернистого газа и аммиака, которые
при этом абсорбируются с образованием дополнительного количества водного рас-
твора бисульфита аммония. По трубопроводу 43 свежий бисульфит аммония уда-
ляется из отстойника 42 и направляется на стадию варки по мере необходимости.
Неабсорбировавшиеся газы выпускаются из колонны 7 по линии 31 в атмосферу.
Они безвредны, поскольку содержат углекислый газ, пары воды, азот, другие
инертные газы и ничтожно малые количества сернистого газа.
Ниже приводится конкретный пример проведения этого процесса. Аммиачно-
бисульфитный перерабатываемый раствор с общим содержанием твердых веществ
12, 25 % подается при 71 °C по линии 3 в разделительную колонну 5 со ско-
ростью 125 т/ч (расход твердого компонента 15 т, воды ПО т/ч). Оксид магния
подается в сепаратор 5 по линии 29 со скоростью 62 кг/ч в виде водной суспензии.
Воздух при 65 °C подается в воздушную камеру 21 реактора 15 при давлении
около 0,035 МПа со скоростью 112 т/ч. Магниево-бисульфитный раствор с содер-
жанием твердых растворенных веществ 31 % по трубопроводам 10 и 14 со ско-
ростью 55 т (расход твердых веществ 17, воды 38 т/ч) подается в зону 16 реактора.
Самоподдерживающийся процесс горения протекает в реакторе за счет присут-
ствующих органических компонентов при температуре 870 °C.
Отходящие газы, содержащие частицы оксида магния, выпускаются из реак-
тора со скоростью 160 т/ч (масса, т: 85,75 N2, 4,25 О2, 22 СО2, 22,5 SO2, 0,245 MgO
и 45,5 пара; % (объемн): 48,9 N2, 21,1 О2, 8 СО2, 0,6 SO2, 40,4 Н2О) в скруб-
бер 11, где они промываются смесью аммиачно-бисульфитного и магниево-бисуль-
фитного раствора, подающегося по линии 10. Горячая смесь отработанного раствора
и газов подается по линии 12 из скруббера в сепаратор, где происходит выделе-
ние аммиака и получается разбавленный магниево-бисульфитный раствор.
Общее количество газов 230 т/ч при 87 °C поступает из сепаратора в охлажда-
ющую колонну 6.
Состав газов (проценты объемные): NH3 — 220 кг, 0,2 %; N2 — 85,75т, 29,9 %;
О2 — 4,25 т, 1,3 % О2; СО2 — 22 т, 4,9 %; SO2 — 2,25 т, 0,3 %; Н2О — 117 т,
63,4 %.
56
Газы охлаждаются в колонне 6 до 65 °C и подаются в колонну абсорбции 7.
Часть охлажденного водного раствора, содержащего растворенные сернистый газ
и аммиак, из линии 33 направляется по линии 38 в 7. Образовавшийся 25 %-ный
водный раствор аммиака по линии 30 со скоростью 1,27 т/ч подается в верхнюю
часть колонны 7.
Получающийся аммиачно-бисульфитный варочный раствор отбирается из 7
по линии 39 со скоростью 9,35 т/ч (2,0 т SO2; 0,55 т NH3; 9,35 т Н2О). Газы с со-
держанием SO2 менее 0,1 % (объемн.) выпускают в атмосферу по линии 31.
АММОНИЯ НИТРАТ ИЗ ОТХОДОВ
ПРОИЗВОДСТВА ЯДЕРНОГО ТОПЛИВА
В большинстве способов получения ядерного топлива в качестве побочного
продукта образуется нитрат аммония. Например, для процесса, описываемого при-
веденными ниже уравнениями, растворы уранилнитрата или нитрата тория обра-
батываются водным раствором аммиака с осаждением пироураната аммония или
гидроксида тория и образованием нитрата аммония
2UO2(NO3)2 + 6NH4OH—> (NH4)2U2O71 + 4NH4NO3 + ЗН2О
Th(NO3)4 + 4NH4OH—> Th(OH)4 J. + 4NH4NO3.
Осажденные соединения урана или тория подвергаются дальнейшей обработке
для получения оксидного топлива или материалов ядерного деления в форме, необ-
ходимой для загрузки в ядерный реактор.
Образовавшийся в соответствии с приведенными уравнениями нитрат аммония
загрязнен радиоактивными компонентами, поэтому его использование в промышлен-
ных целях, например для производства удобрений, невозможно. Также исключена
возможность вывода этих растворов через сточные системы и трубопроводы ввиду
возможной утечки и загрязнения среды радиоактивными компонентами. При обыч-
ном методе очистки воды путем ее испарения и последующей конденсации наличие
нитрата аммония является сильно усложняющим фактором, прежде всего из-за
повышенной взрывоопасности при упаривании и его сильных окислительных
свойств.
Процесс, разработанный П. Моршлом и Е. Циммером (патент США 4187280,
5 февраля 1980 г.; фирма «Кернфоршунгсанлаге Юлих ГМБХ-», ФРГ), заключается
в нагревании растворов нитрата аммония, загрязненных радиоактивными компонен-
тами, до 100 °C в присутствии порошка оксида кальция или гидроксида лития.
Аммиак и пары воды отгоняются, образовавшиеся нитраты щелочного или щелочно-
земельного металла в безопасных условиях разлагаются прокаливанием с образо-
ванием оксида металла и оксидов азота.
Оксид металла возвращается в'цикл производства. Оксиды азота могут барбо-
тироваться через воду с образованием азотной кислоты, потребляемой для растворе-
ния оксидов расщепляющихся материалов; аммиак в виде водного раствора исполь-
зуется для взаимодействия с нитратами радиоактивных элементов в описанном
выше процессе, где в качестве побочного продукта образуется нитрат аммония.
Таким образом, все побочные продукты и реагенты могут быть выделены и возвра-
щены в процесс производства.
АММОНИЯ ПЕРХЛОРАТ ИЗ ОТХОДОВ
ТВЕРДОГО РАКЕТНОГО ТОПЛИВА
Пиротехнические составы, в особенности композиции содержащие связующие
полимеры, неорганические окислители, тонкоизмельченные металлические порошки,
регуляторы горения и другие компоненты, используются главным образом в про-
цессе приготовления ракетных и реактивных топлив, дымовых и газовых шашек,
осветительных средств.
56
Наиболее распространенный метод уничтожения таких составов, срок действия
которых истек, или их излишков, заключается в сжигании в открытых шахтах.
Этот метод относительно безопасен, но его недостаток заключается в сильном атмо-
сферном загрязнении и полном уничтожении топлив, содержащих ценные химиче-
ские и конструкционные компоненты.
Метод, разработанный Г. Шоу, Е. А. Лоутоном и Л. Л. Джонсом, (патент
США 4057442, 8 ноября 1977 г.; фирма «Тиокол Дорпорейшен»), позволяет исклю-
чить атмосферные загрязнения и потери ценных компонентов при сжигании соста-
вов в шахтах. Этот метод позволяет выделять окислители, металлические порошки
топлива и металлические конструкционные компоненты и не требует предвари-
тельного извлечения составов из металлических оболочек, в которых они находятся,
и дополнительных энергетических затрат на их измельчение. В общих чертах про-
цесс состоит из следующих стадий-
а) разрушения структурной основы связующего полимера путем обработки
пиротехнического состава химическими реагентами, обеспечивающими набухание
и деполимеризацию, неактивными по отношению к неорганическим окислителям и
металлическим составляющим топлива; б) отделение неорганического окислителя
и металлических составляющих от разрушенной полимерной основы; в) взаимодей-
ствие неорганического окислителя и металлических составляющих после стадии б
с неводными растворителями или с жидкостью имеющей плотность, среднюю
между значениями плотности неорганического окислителя и металла, при
этом жидкость инертна к каждому из компонентов; г) разделение смеси, полу-
ченной после стадии в.
Ниже приводится конкретный пример такого процесса. Высокоактивное топливо
с содержанием твердых веществ 88 %, содержащее в качестве связующего компо-
нента полибутадиен с концевыми гидроксильными группами, отвержденный изо-
форондиизоцианатом, обрабатывается хлористым алюминием и тетрагидрофураном
в количестве 1—15%. Смесь кипятят с обратным холодильником в течение 4 ч
нли выдерживают длительный период, обычно 18—40 ч при комнатной температуре.
После растворения связующего агента оставшаяся смесь фильтруется, промывается
свежим тетрагидрофураном и высушивается.
Выделение смеси алюминиевых компонентов и перхлората аммония происходит
количественно. Обработка смеси водой приводит к образованию раствора перхло-
рата аммония, который отделяется от нерастворившегося алюминия и подвергается
перекристаллизации. Порошкообразный алюминий получается в виде, пригодном
для повторного использования.
АММОНИЯ СУЛЬФАТ
ИЗ СТОКОВ ПРОИЗВОДСТВА АКРИЛОНИТРИЛА
Процесс, разработанный А. Т. Гутманом, М. Г. Доничеком и А. Дж. Григсби
(патент США 3576607, 27 апреля 1971 г.; фирма «Стандарт Ойл Дом пани»),
предназначен для выделения аммонийных солей, являющихся удобрениями, с вы-
сокими выходами при обработке сточных вод производства акрилонитрила, содержа-
щих водорастворимые органические смолы. Удаление воды и летучих органических
соединений проводится в присутствии растворителей, смешивающихся с водой.
Из оставшейся смеси аммонийная соль — растворитель—смола выделяют твердую
аммонийную соль с одновременным выделением растворителя для повторного
использования.
Процесс, предложенный Дж. Боннема и X. Дж. X. Симоном (патент США
4015946, 5 апреля 1977 г.; фирма «Стамикарбон НВ», Нидерланды), предназначен
для выделения сульфата аммония из его водных растворов, содержащих органиче-
ские примеси. Водный раствор смешивается с органическим веществом, раствори-
мым в воде; в присутствии насыщенного водного раствора сульфата аммония обра-
зуются два слоя. Обычно такими веществами являются лактамы с содержанием
атомов углерода от 4 до 20, или их смеси. Образовавшиеся два слоя разделяются,
водный слой содержит сульфат аммония, органический слой помимо экстрагиру-
ющего вещества содержит органические примеси.
57
Органические примеси, как правило, представляют собой акрилонитрил, обра-
зовавшийся из пропилена, метилметакрилат из ацетонциангидрина и метилметакри-
лат из акрилонитрила. Сульфат аммония легко выкристаллизовывается из водного
слоя. Сульфат аммония может также кристаллизоваться непосредственно из вод-
ного раствора при его контакте с органическим веществом.
См. также «Акрилонитрил из отходов производства акрилонитрила» [1].
АММОНИЯ СУЛЬФАТ
ИЗ ОТХОДОВ ПРОЦЕССА ПРОИЗВОДСТВА
КАПРОЛАКТАМА
В результате известной перегруппировки Бекмана, оксим циклогексанона
превращается в капролактам, мономер для производства найлона-6. В производ-
ственной практике после завершения перегруппировки реакционная смесь нейтра-
лизуется и лактам выделяется из смеси экстракцией или другими подходящими
методами. Наиболее часто используемым нейтрализующим агентом является гидро-
ксид аммония. В этом случае при использовании серной кислоты в качестве ката-
лизатора перегруппировки побочным продуктом является сульфат аммония, который
не может быть повторно использован в процессе производства. Сульфат аммония
можно направлять на продажу в качестве удобрения, однако этот продукт обычно
в достаточном количестве поставляется на рынок и имеет низкую цену.
Кроме того, на 1 т произведенного капролактама образуется 3 т сульфата
аммония, что создает проблемы с его удалением, так как производство капролак-
тама постоянно растет, а цены на побочный продукт низки. Процесс нейтрализации
потребляет большое количество воды; он является экзотермическим и выделяющееся
тепло отводится в виде горячей воды и пара для поддержания температурного ре-
жима процесса. Большие объемы реакционной массы на стадии нейтрализации
обуславливают высокую стоимость отделения лактама от побочного продукта и
получения сульфата аммония.
Нейтрализация серной кислоты другими основаниями приводит к образованию
еще более дешевых или малоиспользуемых продуктов. Например, гидроксид каль-
ция — дешевый реагент — дает на стадии нейтрализации сульфат кальция, кото-
рый имеет низкую рыночную цену, нерастворим и склонен к образованию отло-
жений и забивке трубопроводов. Таким образом, желательная альтернатива суще-
ствующему производству заключается не в новых способах нейтрализации и выделе-
ния сульфата аммония, а в разработке процесса полностью исключающего эту
проблему.
Дискуссия по поводу производства капролактама без одновременного образова-
ния сульфата аммония представлена Р. Маттоне, Г. Сиоли и Л. /Кифрэ, фирма
«Сниа Вискоза», см. «Hydrocarbon. Processing», январь 1975.
См. также описание патента США 4015946 «Сульфат аммония из сточных вод
производства акрилонитрила», где обсуждаются проблемы переработки отходов
производства капролактама.
АММОНИЯ СУЛЬФАТ ИЗ ПРОМЫВНЫХ вод
ПРОИЗВОДСТВА АККУМУЛЯТОРНЫХ БАТАРЕЙ
Процесс 3. Л. Бурке (патент США 3882919, 6 мая 1974; фирма «Хилл Бразерс
Кэмикал Ко., Инк».) заключается в обработке промывных вод, загрязненных свин-
цом и серной кислотой, с получением воды, пригодной для повторного использо-
вания в процессе производства аккумуляторных батарей. Процесс обработки вклю-
чает на первой стадии добавку в сточные воды карбоната свинца при перемешивании
с образованием воды, углекислого газа и нерастворимого сульфата свинца и после-
дующую фильтрацию для отделения воды от сульфата свинца с возвратом воды
в производство. Отфильтрованный сульфат свинца добавляется в раствор аммиака,
58
сульфата аммония, углекислого газа и воды во втором реакторе для образования
сульфата аммония и карбоната свинца.
Раствор сульфата аммония отфильтровывается от карбоната свинца и подается
в резервуар для последующего использования во втором реакторе. Отфильтрованный
карбонат свинца высушивается для удаления остаточного аммиака, после чего
в порошкообразном виде подается в первый реактор. Углекислый газ и аммиак из
сушилки могут возвращаться в резервуар для раствора сульфата аммония. Избыточ-
ное количество раствора сульфата аммония может подаваться в кристаллизатор
для получения кристаллического сульфата аммония. Схема этого процесса пред-
ставлена на рис. 17.
,--7
^16
Рнс. 17, Схема процесса очистки сточных
вод н выделения сульфата аммония в про-
цессе производства аккумуляторных
батарей:
1 — 14, 17 — 40 (в тексте); 15 — процесс
производства аккумуляторных батарей;
16 — сточные воды, загрязненные свин-
цом и серной кислотой; 41 — кристалли-
ческий сульфат аммония; 42 — товарный
продукт
Производство аккумуляторов требует большого количества воды, загрязня-
ющейся в процессе производства свинцом и серной кислотой. Загрязненная вода,
содержащая свинец в различных формах и серную кислоту, по трубопроводу 1
подается на фильтр грубой очистки 2. Фильтр предназначен для удаления крупных
твердых частиц, например металлического свинца и других соединений. После филь-
трации вода содержит серную кислоту и растворенные соединения свинца и по
трубопроводу 3 подается в резервуар 4. Поскольку последующий процесс происхо-
дит с периодической загрузкой, резервуар позволяет накапливать воду в период
питания реактора из другой аналогичной емкости. В соответствующий момент вре-
мени выходной трубопровод резервуара 4 подключается к реакционному сосуду 6.
Реактор 6 может представлять собой большой резервуар с мешалкой 7, связанной
через вал 8 с мотором 9. После заполнения реактора 6 водой из емкости 4, порошко-
образный карбонат свинца подается в 6 из бункера 29 и масса интенсивно переме-
шивается.
Карбонат свинца растворим в водном растворе серной кислоты и превращается
в сульфат свинца, который выпадает из раствора вследствие его низкой раствори-
мости (на этой стадии происходит отделение сульфат-ионов от молекул воды). Другим
продуктом реакции является углекислый газ. Реакция описывается уравнением
РЬСО3 + H2SO4^ PbSO4 + Н2О + СО2.
Количество карбоната свинца, необходимого для добавления в реактор 6, эквива-
лентно суммарному количеству растворенных веществ (СРВ) в подаваемой воде.
59
Например, если в воде после фильтра грубой очистки СРВ составляет 15 000 ppm
или 15 г/л, то для проведения реакции требуется также 15 г/л карбоната свинца.
Хотя достаточно отношения реагентов 1:1, любое увеличение количеств РЬСО3
выше этой величины пропорционально увеличивает скорость реакции.
В характерном примере, когда в подаваемой воде содержится 15 000 ppm СРВ,
25 ppm свинца и pH ~ 2,3, уже после 10 мин pH возрастает до 6 и суммарное коли-
чество растворенных веществ составляет 1200 ppm, а количество свинца умень-
шается до 3 ppm. В течение последующих 30 мин pH достигает значения равного 7
и концентрация растворенных веществ составляет 1000 ppm или менее. Из получен-
ных данных видно, что уже после десятиминутной обработки в реакторе 6 качество
воды позволяет возвращать ее в цикл производства. При открывании выходного
вентиля 10 раствор подается на фильтр 11.
Фильтр может быть вращающимся барабанным фильтром, центрифугой или лю-
бым другим аналогичным устройством для отделения твердого осадка от раствора,
в данном случае воды от сульфата свинца. Отфильтрованная вода содержит 1000
(или менее) СРВ и 3 ppm (или менее) свинца и проходит по трубопроводу 12
к фильтру 13 для последующего отделения твердых частиц. После выхода из 13
вода подается назад в цикл основного производства.
Хотя требуется около 40 мин для достижения pH = 7 в реакторе 6, реакция
протекает и после остановки мешалки до тех пор, пока в смеси остается карбонат
свинца и серная кислота. Поэтому раствор перемешивается в реакторе только 10 ми-
нут, что вместе с реакциями на последующих стадиях обеспечивает достаточную
глубину реакции и достижение удовлетворительного качества оборотной воды.
Газообразный диоксид углерода из реактора 6 подается по трубопроводу 17
в сборник 18. Влажный сульфат свинца с фильтра 11 добавляется к раствору ам-
миака, сульфата аммония и СО2, находящемуся во втором реакторе 19. Реактор 19
идентичен по своему устройству реактору 6 и также имеет лопастную мешалку 20,
связанную посредством вала 21 с мотором 22. Реактор 19 заполняется сначала рас-
твором сульфата аммония, аммиаком и углекислым газом из резервуара 26. Сульфат
свинца легко растворим в растворе сульфата аммония, но в присутствии СО2 свинец
моментально реагирует с образованием нерастворимого карбоната свинца. Реакция
описывается уравнением
PbSO4 + СО2 + 2NH3—>- РЬСОз + (NH4)2SO4.
Реакция наиболее легко протекает в избытке сульфата аммония.
Взвесь, содержащая около 15 г PbSO4 в литре раствора сульфата аммония,
аммиак и СО2, подвергается реакции в течение 10—15 минут. Раствор должен со-
держать 15—100 г/л сульфата аммония, минимум 2 г/л СО2 и достаточное количество
аммиака для поддержания щелочной среды. Реактор 19 может заполняться по линии
ведущей с фильтра 11, в то время как по другой линии раствор с фильтра поступает
в реактор 6. Примерно через 10 мин открывается выходной вентиль 23 реактора 19
и реакционная масса направляется на фильтр 24, идентичный фильтру 11 для отде-
ления твердых частиц от раствора. На фильтре 24 происходит отделение раствора
сульфата аммония от выпавшего карбоната свинца. Раствор сульфата аммония по
линии 25 подается в резервуар 26.
Влажный карбонат свинца, выделенный на фильтре 24, подается в сушилку 27.
Необходимость проведения этой операции обусловлена тем, что при фильтрации за-
хватывается аммиак, загрязняющий карбонат свинца. В сушилки 27 осадок нагре-
вается до температуры около 100°C, при этом аммиак отгоняется по трубопроводу 32
в сборник 18. Сухой порошкообразный карбонат свинца из сушилки 27 по трубопро-
воду 28 отправляется назад в бункер 29 для повторного использования в реакторе 6.
Если количество карбоната свинца, выделенного в сушилке 27, соответствует
количеству этого соединения необходимому для реакции в реакторе 6, то в этом случае
карбонат свинца просто рециркулирует образуя замкнутый цикл в рамках полной
системы очистки. Однако может возникнуть ситуация, при которой количество карбо-
ната свинца из сушилки недостаточно или избыточно относительно требуемого коли-
чества для реакции в 6. В случае недостатка некоторое количество его дополнительно
вводится в бункер 29 из внешнего источника по линии 30. Избыток РЬСО3 удаляется
по линии 31 в качестве товарного продукта.
Сульфат-анионы, отделяемые от водного раствора в 6 и соединяющиеся со свин-
цом с образованием PbSO4, затем снова отделяются в реакторе 19 и накапливаются
60
в резервуаре 26 в виде водного раствора сульфата аммония. Щелочная реакция
раствора в 26 поддерживается за счет подачн дополнительных количеств углекислого
газа и аммиака из емкостей 34 и 35 соответственно. Аммиак по линии 32 из сушилки 27
и СО2 по линии 17 из реактора 6 также подаются в сборник 18 и по трубопроводу 33
возвращаются в 26 для регулирования pH содержащегося там раствора.
При стабильном проведении процесса раствор в емкости 26 становится настолько
концентрированным, что начинают выпадать кристаллы сульфата аммония, заби-
вающие трубопроводы. Избыточный сульфат аммония из 26 частично отбирается
по линии 37 в кристаллизатор 38, где непрерывно протекает процесс кристаллиза-
ции. Кристаллический сульфат аммония постепенно удаляется через выпускное
отверстие 40 в виде товарного продукта. Остающийся маточный раствор по трубо-
проводу 39 подается в сборник 18 для последующего возврата по трубопроводу 33
в резервуар 26.
Таким образом, процесс очистки сточных вод осуществляется без сброса за-
грязненного раствора, подаваемого по трубопроводу 1. Принципиально важно, что
большие количества воды, загрязненной свинцом и серной кислотой, очищаются
и возвращаются в основной процесс, создавая замкнутый цикл производства. Побоч-
ные продукты процесса очистки — кристаллический сульфат аммония и карбонат
свинца — представляют интерес с экономической точки зрения. При использовании
этого метода тысячи тонн загрязненной воды ежедневно не выбрасываются в виде
отходов в окружающую среду и все содержащиеся загрязнения выделяются в виде
полезных продуктов.
Просушка мокрого остатка с фильтра 24 в сушилке 27 с целью удаления аммиака
является принципиально важной операцией, поскольку в противном случае аммиак
попадает вместе с карбонатом свинца в реактор 6 с последующим образованием
сульфата аммония в трубопроводе 12. Это делает воду непригодной для повторного
использования.
Времена проведения процесса в реакторах 6 и 19 сравнимы, и обе эти стадии
могут осуществляться одновременно. Например, слив из обеих емкостей происходит
одиовремеиио, раствор с фильтра 24 подается в резервуар 26, а раствор с фильтра 11
проходит фильтр тонкой очистки 13 и возвращается в основное производство. В мо-
мент полного опорожнения реакторов 6 и 19 вентили 10 и 23 закрываются и реакторы
снова заполняются исходными компонентами — реактор 6 промывными водами по
трубопроводу 5 из емкости 4 и реактор 19 раствором сульфата аммония, аммиаком
и углекислым газом по линии 36 из емкости 26. В момент полного заполнения в реак-
тор 6 подается определенное количество карбоната хвинца из бункера 29, а в реак-
тор 19 — сульфат свинца из фильтра 11. В это же время мокрый остаток с фильтра 24
может загружаться в сушилку 27, что позволяет реакторам 6 и 19 и сушилке 27
работать синхронно.
СУРЬМА ИЗ КУБОВЫХ ОСТАТКОВ
ПРОИЗВОДСТВА ПОЛИЭФИРОВ
Промышленное производство полиэтилентерефталата осуществляется различ-
ными способами, однако они имеют много общего. Обычно диметилтерефталат
(ДМТФ) или терефталевая кислота (ТФК) конденсируется с этиленгликолем с обра-
зованием сложного полиэфира. Обычно процесс производства полиэтилентерефта-
лата ведется в присутствии катализаторов, при повышенных температуре и давлении.
Реакция конденсации сопровождается отщеплением метанола или воды. Одним из
наиболее распространенных катализаторов является трехокись сурьмы.
Характерной чертой большинства процессов является выделение непрореаги-
ровавшего гликоля путем перегонки остатка, загрязненного полиэтилентерефталатом
с низким молекулярным весом, трехокисью сурьмы, ДМТФ и ТФК.
В ходе отгонки этиленгликоля (в виде моно-, ди- и тримера) большинство при-
месей остается на дне перегонной колонны в виде воскообразной гранулированной
массы, удаляемой как отход.
Типичный состав такого остатка, включая добавленную воду и небольшое коли-
чество гидроксида натрия следующий, %: воды 26; твердого остатка 32; этилеигли-
61
коля 36; диэтиленгликоля 4,25; триэтиленгликоля 0,75; сурьмы 7,2 ppm; натрия
4,3 ppm.
Практика прошлых лет по захоронению или сбросу этого остатка в водоемы
инне считается Агентством по защите окружающей среды опасной для здоровья.
Установлено предельное содержание сурьмы в промышленных сбросах в водостоки
5 ppm.
Захоронение отходов не является решением проблемы, так как вредные металлы
выщелачиваются и уносятся грунтовыми водами. Предварительная обработка по
предотвращению выщелачивания или капсулирование экономически неприемлемы.
Сжигание остатка без использования дорогостоящего пылеулавливающего
оборудования приводит к вредным выбросам в атмосферу. Аналогично не решает
проблему и сброс остатка в воды океанов.
Процесс, разработанный Б. Н. Хоппером и А. Бергхаузеном (патент США
4013519, 22 марта 1977 г.; фирма «Сейфтех, Инк.»), предназначен для отделения
соединений сурьмы от кубового остатка. Достоинством метода является возможность
выделения соединений сурьмы в виде, пригодном для использования, и мономера
для получения полиэфиров.
Процесс состоит из следующих стадий:
1. Предварительная обработка кубового остатка определенным количеством
воды с последующим щелочным гидролизом при температуре 85—100 °C для рас-
щепления полимера с низкой молекулярной массой и получения соли терефталевой
кислоты и этиленгликоля (общее название для смеси моно-, ди-, и триэтиленгликоля).
2. Обработка смеси, образовавшейся на стадии 1, кислотой до значений pH =
= 6,2—6,5 с выпадением из раствора сурьмы (или соединения сурьмы), которые
отделяются и используются в установках по производству сурьмы.
3. Фильтрат после стадии 2 подвергается операции осветления, например
активированным углем.
4. Фильтрат после стадии 3, нагретый до ^76 °C, подкисляется до значений
pH = 1ч-3 для осаждения терефталевой кислоты, которая отфильтровывается,
промывается и сушится. Она имеет достаточную чистоту и может использоваться
как товарный продукт, или возвращаться в цикл производства полиэтилентере-
фталата.
5. К фидьтрату после стадии 4 при температуре 76—100 °C добавляются мате-
риалы типа тиосульфата натрия для перевода сурьмы или ее соединений в сульфид
сурьмы.
6. Смесь подвергается фильтрованию для отделения выпавшего сульфида сурьмы;
фильтрат содержит в основном этиленгликоль, воду, сульфит натрия, и вероятно,
бисульфат натрия.
7. Стадия удаления некоторого количества воды после операции 5.
8. К фильтрату после стадии 7 добавляется щелочь для создания значений
pH = 6,5ч-8. На этой стадии при необходимости возможно повторение операции 3.
9. Один из традиционных методов отделения и очистки этиленгликоля заклю-
чается в добавлении растворителя к смеси после операции 8 для осаждения сульфата
натрия.
10. Сульфат натрия отфильтровывается, промывается растворителем и выво-
дится из процесса в виде товарного продукта.
11. Фильтрат после стадии 10, содержащий в основном растворитель, этилен-
гликоль и воду, упаривается.
12. Остаток после стадии И, представляющий собой смесь воды и этиленгли-
коля’, подвергается перегонке с целью отделения этиленгликоля от воды. Получен-
ный этиленгликоль является товарным продуктом. Если не ставится цель выделения
этиленгликоля, процесс прекращается после выполнения операции 7.
Процесс, предложенный С. Дж. Дохерти и К. Дж. Гарска (патент США
4100253 11 июля 1978 г.; фирма «Юнион Карбайд Корп.»), может использоваться для
выделения соединений сурьмы и натрия из содержащего примеси сурьмы и этилен-
гликоль остатка, образующегося в процессе получения полиэтилентерефталата.
Остаток подвергается сжиганию с образованием золы, которую обрабатывают водой
с образованием водной фазы и твердого осадка. Водорастворимые соединения натрия
находятся в водной фазе, соединения сурьмы находятся в твердом осадке. Фазы
затем разделяются для выделения содержащихся там соединений. &
См. также «Этиленгликоль из отходов процесса производства полиэфиров» [1].
62
СУРЬМА ИЗ СУРЬМЯНОГО ЛОМА
Около 50 % всей производимой сурьмы получается путем переработки сурьмя-
ного лома. Количество вторичной сурьмы составило в 1977 г. 30 600 т. От этого коли-
чества 84 % составила сурьма, полученная при переработке использованных пластин
аккумуляторов [16], 8% —сурьма из типографских сплавов, остальное коли-
чество сурьмы получено при переработке материалов подшипников и другого сме-
шанного лома.
В США используется большое количество изделий из сурьмяных сплавов;
изделия, вышедшие из употребления, постоянно подвергаются переработке. По про-
веденным оценкам, количество сурьмы в автомобилях, потенциально пригодной для
вторичного использования, составляет 91 000 т.
СУРЬМЫ ПЕНТАХЛОРИД
ИЗ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ
Процесс, разработанный Е. Ерхелем [и Р. Колхаасом (патент США 3784671,
8 января 1974 г.; фирма «Фарбверке Хехст АГъ, ФРГ), предназначен для выделения
пентахлорида сурьмы из каталитических растворов, используемых для фторирования
хлорсодержащих углеводородов, и основан на термическом распаде пентахлорида
сурьмы с образованием треххлористой сурьмы и выделением хлора при температурах
60—300 °C.
Органические примеси экстрагируются из выпавшей треххлористой сурьмы
посредством галогенированных углеводородов. Отделенный трихлорид сурьмы
окисляется хлором при 60—150 °C и давлениях 0—0,5 МПа с образованием пяти-
хлористой сурьмы, которая затем очищается перегонкой.
Процесс, разработанный Й. Осака и Т. Тозука (патент США 4070439 24 ян-
варя 1978 г.; фирма «.Дайкин Когио Ко. ЛТД», Япония), предусматривает выделение
пентахлорида сурьмы из смеси использованных сурьмяных катализаторов путем
барботажа через смесь катализаторов в растворе трифтортрихлорэтана инертного
газа для превращения веществ с высокой точкой плавления в вещества с низкой тем-
пературой плавления и возгонки летучих веществ. Процесс происходит при повы-
шенной температуре. Далее процесс включает стадии превращения фторированной
сурьмы в хлорпроизводное путем хлорирования с использованием хлорирующих
агентов типа СС14, переводом трехвалентной сурьмы в соединения пятивалентной
сурьмы окислением хлором и выделением полученной пятихлористой сурьмы пере-
гонкой. Полученный продукт может непосредственно использоваться в качестве
катализатора для фторирования хлорированных углеводородов фтористым водо-
родом.
мышьяк из КОЛОШНИКОВОЙ пыли
МЕДЕПЛАВИЛЬНЫХ ПЕЧЕЙ
Как описано в работе А. Патрика, X. Дж. Беннетта, К. Е. Старча и
Р. С. Вейснера [17 ], мышьяк выделяется в виде побочного продукта при переработке
колошниковой пыли медеплавильных печей.
Процесс выделения мышьяка начинается с обжига пыли и сбора образующейся
неочищенной трехокиси мышьяка. Эта операция осуществляется в последовательно
соединенных обжиговых печах и сборных камерах. Печи работают при —350 °C.
Более высокие температуры приводят к плавлению продуктов в холодильниках.
Мощность печей по загрузке составляет 50 т/ч.
Рафинация проводится в печах отражательного типа, изготовленных из огне-
упорного материала с литым железным подом, каждая производительностью
30 т/день. Сырье непрерывно подается в печь в течение трех смен, а остаток удаляется
раз в 2—3 дня. Конденсационные камеры состоят из серии подкамер, работающих
в различных температурных режимах.
63
Первая из них действует при температуре выше температуры конденсации
белого мышьяка (чистая кристаллическая As2O3) и поэтому там собираются продукты
немышьякового характера. Другие подкамеры вблизи печи осаждают черный аморф-
ный мышьяк (95 % As2O3), который затем очищается. Последующие камеры оса-
1
8
75
77
/8
Рис. 18. Производство мышьяка из пыли
отходящих газов:
1 — пыль из печей обжига и плавления
медной руды со средним содержанием
мышьяка 1—2%; 2 — электрофильтры
для сбора пыли из дымов печей для об-
жига и отражательных печей для пла-
вления медной руды; 3 — пыль с содер-
жанием 10—30 % As; 4 — расфасовка,
погрузка и транспортировка; 5 — то-
пливо; 6 — пыль, содержащая мышьяк;
7 — печь для обжига мышьяка; 8 —
остаток в медеплавильную печь; 9 —
мышьяковистый ангидрид (90 %); 10 —
конденсация; И — очистные отража-
тельные печи; 12 — штейн в плавильные
печи; 13 — вторичная очистка черного
аморфного мышьяка (95 % As2O8) из вы-
сокотемпературных камер; 14 — газы
из очистных печей; 15 — конденсацион-
ные камеры (ряд последовательных под-
камер с понижающейся температурой);
16 — пыль немышьякового характера
из первой камеры; 17 — в отходы; 18 —
белый мышьяк (99,9 % As2O3) — товар-
ный продукт; 19 — точка выделения по-
бочных продуктов
ждают белый кристаллический триоксид мышьяка с чистотой 99 %, которая расфа-
совывается в качестве товарного продукта.
Схема процесса производства мышьяка из колошниковой пыли медеплавильного
производства показана на рис. 18.
АСБЕСТ ИЗ ОТХОДОВ, СОДЕРЖАЩИХ
СУСПЕНДИРОВАННЫЙ АСБЕСТ
Известно, что макроскопические частицы природного асбеста, в особенности
хризотила-А, переходят в коллоидное состояние при обработке водным раствором
органических поверхностно-активных веществ (ПАВ).
Известно также, что разбавленные суспензии могут быть переведены в твердое
состояние путем их контакта с химическими агентами, делающие поверхностно-
активные вещества нерастворимыми. Во многих промышленных процессах суспензии
пропускаются через фильеры или другие формирующие каналы в ванны с водными
растворами ионов двух- или трехвалентных металлов, например кальция, магиия,
алюминия и др. Ионы металла взаимодействуют с поверхностно-активным веществом,;
при этом суспензия превращается в твердые нити, которые можно производить"
непрерывным способом и собираются в .связки аналогично обычным волокнам.
Связки волокон сушатся, очищаются от нерастворимых остатков ПАВ и далее исполь-
зуются на ткацких производствах или в других отраслях промышленности.
После воздействия на суспензию осаждающего агента и до процесса очистки
проводится несколько технологических операций, в ходе которых образуются от-
ходы. Например, нити рвутся в процессе сбора, сушки, скручивания, прядения,
что приводит к потерям асбестовых минеральных волокон и накоплению отходов,
опасных для здоровья.
Потери асбеста, содержащего нерастворимые ПАВ, снижают эффективность
производства и повышают цену готовой продукции. Кроме того, как уже отмечалось,
периодически возникает проблема удаления и утилизации вредных отходов.
В процессе, разработанном Е. К- Спитцем и Л. Е. Коксом (патент США ;
4131661, 26 декабря 1978 г.; фирма «Райбестос Манхеттен Инк.,), отходы асбеста,;
64 ;
возникающие в процессе его производства с использованием коагулянтов для пере-
вода суспензий в твердое состояние, обрабатываются неорганическими кислотами
с целью перевода ионов, содержащихся в осадке, в раствор.
Нерастворимый остаток, содержащий асбест и ПАВ, обрабатывают щелочью
для получения суспензии асбеста, которая перерабатывается известными способами.
Следует отметить, что волокна асбеста, входящие в состав готовых изделий,
в ходе эксплуатации претерпевают значительные физические и химические измене-
ния, что приводит к ухудшению их качества и делает их выделение экономически
нецелесообразным.
Таким образом, асбест является необратимо расходуемым природным сырьем.
БАРИТ ИЗ БУРОВОГО РАСТВОРА
В большинстве случаев применяемый барит необратимо расходуется или пере-
ходит в состав продуктов. Однако при его использовании в качестве бурового рас-
твора большая часть барита возвращается в резервуар для раствора, находящийся
на поверхности, где обезвоживается и снова заканчивается в скважину. По окончании
бурения раствор выпускают из резервуара, поскольку низкая стоимость барита де-
лает экономически невыгодным его использование на новом месте.
БЕРИЛЛИЙ ИЗ БЕРИЛЛИЕВОГО ЛОМА
Бериллиевый лом обрабатывают пирометаллургическими методами для полу-
чения чистого металла. Обычно используют вакуумную плавку с последующим
горячим прессованием и дроблением. В случае необходимости для предотвращения
потерь бериллия применяют высокоэффективные мешочные и колпачковые фильтры.
Бериллий, попадая в дыхательные пути, вызывает заболевание подобное силикозу,
и поэтому необходимо принимать меры для снижения его концентрации в помеще-
ниях и в окружающей среде.
БЕРИЛЛИЙ ИЗ ТРАВИЛЬНЫХ РАСТВОРОВ
для НЕРЖАВЕЮЩИХ сталей
См. «Медь из азотнокислых травильных жидкостей».
ВИСМУТ ИЗ ШЛАКА, ОБРАЗУЮЩЕГОСЯ
В ПРОЦЕССЕ ДЕВИСМУТИЗАЦИИ
Известен способ удаления висмута из свинца путем обработки свинца в жидкой
ванне подходящим девисмутизирующим агентом — щелочноземельным или щелоч-
ным металлом. При этом на поверхности жидкой ванны образуется шлак, состоящий
из висмутидов щелочных металлов, который обычно называют «шлаком девисмутиза-
ции». Помимо висмутидов в нем содержатся значительные количества свиица. Для
Девисмутизации свинца чаще всего используют кальций и магний, хотя ранее для
этой цели применяли натрий и калий. Шлак удаляют с поверхности свинца, напри-
мер путем сгребания.
При извлечении висмута из шлака девисмутизации перед стадией очистки необ-
ходимо проводить концентрирование висмутидов в шлаке. При этом содержание
висмута в шлаке должно быть по меньшей мере удвоено. Так, если шлак содержит
6 % висмута в виде висмутидов, то необходимо проводить концентрирование висму-
тидов до тех пор пока содержание висмута не достигнет 12 % или более.
3 Сипиг М.
’ 65
Ранее концентрирование висмутиДов проводилось либо путем Механического
прессования шлака либо ожижением с использованием флюса. При прессовании
шлака стальными пластинами гидравлического пресса происходит выдавливание
некоторого количества расплавленного свинца из частиц висмутида. Однако, в ре-
зультате сильного сжатия поры твердой массы спекшихся висмутидов скоро ока-
зываются блокированными и дальнейшее удаление свинца становится невозможным.
В результате этого в спеке висмутидов остаются значительные количества расплавлен-
ного свинца, частично или полностью
Рис. 19. Схема процесса^выделения висмута
из шлаков девисмутизации
окружающего частицы висмутида.
Кроме того, прессованный спек
является практически непроницаемым
для воздуха, хотя последующее из-
влечение висмута по процессу фирмы
«Азарко» требует подачи воздуха во
внутреннюю часть спека щелочных
висмутидов. При использовании ме-
тода ожижения необходимо считаться
с большими расходами, поскольку
значительные количества висмута воз-
вращаются в свинец, а применяемый
хлоридный флюс является дорогостоя-
щим. Кроме того, в этом случае воз-
никает проблема удаления образую-
щихся солевых шлаков, которая до-
вольно трудно разрешима. Процесс
ожижения также требует применения
высоких температур — около 700 °C.
В процессе, разработанном
К. Р. Ди Мартини и В. Л. Скот-
том (патент США 4039323, 2 августа
1977, фирма «Азарко Инкорпорейтедъ),
висмут извлекают в виде металла или
сплава со свинцом из сконцентриро-
ванного спека шлаков девисмутизации
путем нагревания спека до темпера-
туры воспламенения в атмосфере воз-
духа. Воспламенившаяся смесь сгора-
ет аутогенно, как правило без образо-
вания пламени; при этом происходит
окисление щелочных металлов и части
свинца. Образовавшийся при сгора-
нии порошкообразный остаток состоит
из висмута, свинца, оксида свинца и
оксидов щелочных металлов.
Затем оксиды свинца и щелочных металлов селективно растворяют в подходящем
флюсе, например расплавленном хлориде свинца, и флюс, содержащий оксиды,
сгребают с поверхности образовавшегося сплава свинца с висмутом. В случае необ-
ходимости выделения элементарного висмута свинец, находящийся в сплаве, может
быть отделен, например путем взаимодействия взвешенных капель или макрочастиц
расплавленного сплава с С12, приводящего к образованию РЬС12. С той же целью
можно применить метод электролиза или продувать расплавленный в тигле РЬ—Bi-
сплав воздухом, в результате чего образуется глет, который может быть удален.
Схема процесса показана на рис. 19. Воздухопроницаемый спек, содержащий
висмутиды щелочных металлов, например висмутид кальция-магния CaMg2Bi2
и свинец, воспламеняют, нагревая до температуры воспламенения в открытом сосуде
в присутствии воздуха; обычно нагрев проводят до температуры ~450—490 °C
(в случае висмутида кальция-магния). Воспламенившийся спек сгорает с образова-
нием порошкообразного остатка металлического висмута, металлического свинца,
оксида свинца РЬО и оксидов щелочных металлов, например СаО и MgO. Природа
висмутидного спека такова, что она позволяет воздуху проникать в его внутреннюю
часть и поддерживать процесс горения до полного сгорания и образования порошко-
образного остатка.
66
Затем остаток смешивают с флюсом, растворяющим оксиды, например хлори-
дом свинца РЬС12 и растворяют оксиды свинца и оксиды щелочных металлов, выде-
ляя таким образом металлический висмут и свинец. Флюс, растворяющий оксиды,
можно добавлять как в твердом, так и в расплавленном состоянии. При смешивании
с остатком от сгорания твердый флюс подвергают плавлению, нагревая до темпе-
ратуры выше точки плавления флюса (в случае хлорида свинца выше 501 °C). Рас-
плавленный флюс, содержащий растворенный оксид свинца и оксиды щелочных
металлов, образует отдельную шлаковую фазу на поверхности расплавленной жидкой
фазы, содержащей свинец и висмут в виде сплава.
Шлаковую фазу, содержащую флюс и оксиды, удаляют из сплава РЬ—Bi,
например путем сгребания слоя шлака с поверхности расплавленного сплава.
Если необходимо получить элементарный висмут, то его отделяют от свинца,
содержащегося в сплаве, путем обработки газообразным хлором. В этом случае С12
подают в иижнюю часть закрытой камеры, а расплав РЬ—Bi сплава орошает про-
ходящий газ обычным образом. Хлор селективно реагирует со свинцом, образуя
РЬС12, который образует отдельный слой на поверхности расплавленного висмута
и удаляется путем сгребания. Свинец также может быть отделен от висмута путем
электролиза или при продувании через расплав кислородсодержащего газа, обычно
воздуха, в результате чего происходит селективное окисление свинца с образованием
глета. Глет удаляют с поверхности расплавленного висмута путем сгребания.
ОБЕСЦВЕЧИВАЮЩИЕ И ФИКСИРУЮЩИЕ
РАСТВОРЫ ИЗ ОТРАБОТАННЫХ
ФОТОГРАФИЧЕСКИХ РАСТВОРОВ
Обработка цветных фотографических материалов на основе галогенида серебра
включает две стадии: цветопроявлеиия и удаления серебра. На стадии цветопрояв-
ления галогенид серебра восстанавливается до серебра и одновременно окисленный
цветопроявляющий агент (окисленный ароматический первичный амин) сочетается
со вторым компонентом и образует окраску. Серебро, образующееся на стадии про-
явления, окисляют обесцвечивающим (окисляющим) агентом на стадии удаления
серебра, где серебро превращается в галогенид серебра, который затем растворяют
и удаляют.
Таким образом, удаление серебра включает две стадии: обесцвечивание и фикса-
цию. В известных методах обработки фотоматериалов обе эти стадии проводят как
раздельно, так и одновременно.
Хелатное соединение железа (III), присутствующее в обеспвечивающе-фиксиру-
ющем растворе, окисляет проявленное серебро, а само восстанавливается в соль
двухвалентного железа. В то же время ион серебра, образовавшийся при окислении,
растворяется фиксирующим агентом. В результате этого в процессе обработки
в обесцвечивающе-фиксирующем растворе происходит постепенное накопление
соли железа (II) и комплексной соли серебра. Поэтому активность обесцвечивающе-
фиксирующего раствора снижается.
Для предотвращения этого в процессе проявления к раствору добавляют све-
жий обесцвечивающе-фиксирующий раствор, а использованный раствор выпускают
через сливную трубу. Выброс использованного раствора в виде отходов нежелателен
как с точки зрения защиты окружающей среды, так и из соображений экономичности.
Гораздо более целесообразно восстанавливать активность этих растворов и исполь-
зовать их повторно.
Процесс, разработанный X. К- Баденом, К. К- Бердом и Д. Дж. Браггером
(патент. США 4036715, 19 июля 1977 г., фирма «Истмен Кодак Компани»), представ-
ляет собой практичный и высокоэффективный электролитический метод для извле-
чения серебра из фотографических обесцвечивающе-фиксирующих растворов, со-
держащих железо, и регенерации этих растворов для повторного использования.
Значительное увеличение выхода по току при малых плотностях тока достигается
за счет: а) добавления перед электролизом восстановителя, такого как дитиоиит
натрия, который восстанавливает ионы железа, присутствующие в растворе, б) созда-
ние в реакторе бескислородной атмосферы и в) наличия между катодом и анодом
3* 67
электролизера катион-проницаемой мембраны или пористой алундовой мембраны,
которая отделяет обесцвечивающе-фиксирующий раствор в катодном пространстве
от раствора различных солей, таких как карбонат натрия, находящихся в анодном
пространстве.
Схема процесса приведена на рис. 20. Отработанный обесцвечивающе-фикси-
рующий раствор из резервуара для обработки пленки поступает в электролизер для
выделения серебра, после чего происходит регенерация раствора и регенерирован-
ный раствор направляется обратно в резервуар для обработки.
Для регенерации обесцвечивающе-фиксирующий раствор из резервуара для
фотографической обработки 1 непрерывно подают в отстойник 2, а затем в верхнюю
часть ячейки 3. Перед поступлением раствора в электролизер к нему добавляется
из емкости 4 водный раствор восстановителя, содержащий ионы железа (III). Вос-
Рис. 20. Схема извлечения серебра из
фотографических отбеливающе-фи-
ксирующих растворов при одновре-
менной регенерации раствора: 1
1—5 (в тексте); 6 — Fe3+ (сухой вос-
становитель); 7 — Fe3+ (раствор вос-
становителя); 8 — свежий анолит;
9 — воздух; 10 — Добавки
Рис. 21. Электролизер для регенера-
ции отбеливающе-фиксирующего рас-
твора
становитель можно добавлять и в виде порошка непосредственно в электролизер;
такой метод более предпочтителен при использовании дитионита натрия, который
склонен к разложению в воде.
Условия электролиза поддерживаются постоянными; раствор, из которого из-
влечено серебро, непрерывно выводится в отстойник 5, из которого он по мере необ-
ходимости может подаваться в резервуар для обработки.
Регенерация как в периодических так и в непрерывных условиях завершается
пропусканием воздуха через обесцвечивающе-фиксирующий раствор по окончании
электролиза для перевода железа (II) в железо (III), как это описано в патенте США
3634088. Воздух можно подавать, например, в линию, связывающую электролизер 3
и резервуар 1, или в отстойник 5. Для поддержания оптимального уровня концен-
траций каждого компонента обесцвечивающе-фиксирующего раствора в систему
могут дополнительно вводиться соответствующие химические вещества.
Процесс, разработанный Ю. Идота (патент США 4128464, 5 декабря 1978 г.;
фирма «.Фуджи Фото Филм Ко Лтд.ъ, Япония), предназначен для электролитиче-
ской регенерации отработанных обесцвечивающе-фиксирующих растворов, образу-
ющихся при обработке проявленных цветных фотоматериалов и содержащих хелат-
ное соединение железа (III) и растворитель для галогенида серебра. Способ преду-
сматривает электролиз отработанного раствора, находящегося в анодном отделении
электролизера, при одновременном пропускании через него кислородсодержащего
газа. Конструкция электролизера для проведения такого процесса показана на
рис. 21.
Электролизер 1 состоит из катодного отделения 2, анодного отделения 3, ка-
тода 4, анодов 5 и 6, диафрагмы 7, разделяющей катодное и анодное пространства и
трубки 8 для подачи кислородсодержащего газа. Катод и анод соединены с источни-
ком постоянного тока свинцовыми проводами 9 и 10. Анод 6 выполнен из графитового
волокна (войлочного типа). Выход 12 и вход 11 электролизера имеют запорные
68
краны 13 и 14. Стрелки на рис. 21 показывают направление вращения катода и на-
правление движения раствора.
Отработанный обесцвечивающе-фиксирующий раствор из резервуара 16 через
вход И поступает в катодное отделение 2. Серебро из комплексного соединения, со-
держащегося в этом растворе, осаждается на катоде и таким образом выделяется
из раствора. Затем раствор через диафрагму 7 переводят в анодное отделение 3.
Там раствор, взаимодействуя с кислородсодержащим газом, окисляется и регене-
рируется. Регенерированный раствор через выход 12 выводят в емкость 17; процесс
регенерации заканчивается.
ОТБЕЛИВАЮЩАЯ ЖИДКОСТЬ ИЗ СТОЧНЫХ
ВОД ОТБЕЛИВАЮЩИХ УСТАНОВОК
На бумажных фабриках, перерабатывающих бумажную массу и изготавлива-
ющих высокосортную бумагу, существуют такие операции как варка древесины,
промывание бумажной массы, ее отбелка и производство бумаги. Каждая из этих
операций требует большого количества воды и образующиеся сточные воды содержат
загрязняющие вещества. Ввиду этого сточные воды нуждаются в очистке перед их
возвращением для повторного использования или перед сбросом в водоемы.
Наибольшее количество загрязнений попадает в сточные воды на стадии от-
белки. Количество сточных вод, образующихся на этой стадии, составляет около
40 % от всех сточных вод бумажной фабрики. Говоря другими словами, при отбелке
с использованием хлора сточные воды стадии отбелки содержат большую часть хло-
ридов, сбрасываемых фабрикой, основную часть всех цветных стоков (более 60 %) и
вносят значительный вклад в суммарную биохимическую потребность в кислороде
(БПК). Эти стоки являются также основным источником первичных жидких[отбро-
сов, выделяемых из сточных вод.
Очистку сточных вод стадии отбелки проводят для того, чтобы уменьшить коли-
чество некоторых’из загрязняющих веществ, в частности тех, которые обусловливают
Рис. 22. Обработка сточных вод от-
беливающих установок, использу-
ющих хлор, Для регенерации отбели-
вающего раствора:
/ — стадия отбеливания; 2 — сточные
воды; 3 — удаление органических и
суспендированных твердых матери-
алов; 4 — электролиз; 5 — NaCl (5 —
Ю %); 6 —вода (600 ppm NaCl); 7 —
подпитка NaCl; 8 — испаритель;
9 — NaCl (25 %); 10 — электролизер;
11 — С12; 12 — NaOH; 13 — NaOCl;
14 —• отработанный рассол; 15 —
фильтр
высокие значения БПК. Однако при этом не происходит уменьшения содержания
хлоридов или снижение цветности до приемлемого уровня. Нормативные акты по
защите окружающей среды требуют, чтобы содержание хлоридов в сбрасываемых
сточных водах не превышало 250 частей на миллион (ppm). Для выполнения этих
требований необходимо проводить извлечение соединений, содержащихся в сточных
водах и обеспечить повторное использование воды для изготовления бумаги. Это
позволит уменьшить количество воды, потребляемой бумажной промышленностью,
а также снизить расход энергии.
' Процесс, разработанный Г. А. Фремонтом, (патент США 3986951. 19 октября
1976 г.; фирма «Чемпион Интернейшнел Корпорейшнч), предназначен для удаления
нежелательных компонентов, выделения ценных составных частей и уменьшения
количества первичных жидких отбросов в сточных водах стадии отбеливания с ис-
пользованием хлора; в результате обработки достигается возможность повторного
использования воды.
Процесс предназначен для сточных вод, образующихся при отбелке с исполь-
зованием только хлора (газообразный С12 или С1Оа) и натриевых солей. Сточные
69
воды обрабатывают ионами алюминия для осаждения органических соединений и
взвешенных твердых веществ. Твердая фаза отделяется, а жидкость подвергают
электролизу в результате чего получают сточные воды, содержащие 200—600 ppm
хлорида натрия, которые могут быть возвращены для использования на стадии
отбелки, а также другую фракцию сточных вод, в которой содержание NaCl состав-
ляет 5—10 %. Эту вторую фракцию упаривают до получения содержания хлорида
натрия 25 % (по массе) и раствор подвергают электролизу для получения газообраз-
ного хлора, гипохлорита натрия и гидроксида натрия, которые находят применение
при отбелке. Схема этого процесса приведена на рис. 22.
БОРНАЯ КИСЛОТА ИЗ ОТХОДОВ ПРОЦЕССА
ОКИСЛЕНИЯ ЦИКЛОГЕКСАНА
В сточных водах промышленного процесса получения циклогексанола и цикло-
гексанона путем окисления циклогексана, катализированного борной кислотой,
содержатся значительные количества борной кислоты и горючих органических
соединений. Наличие борной кислоты в сточных водах недопустимо с точки зрения
охраны окружающей среды. Известные способы выделения борной кислоты вклю-
чают процесс жидкофазного окисления воздухом при высоком давлении, являющийся
весьма дорогостоящим. Система удаления и выделения бориой кислоты при атмо-
сферном давлении разработана в процессе
О. А. Мейера (патент США 4183904, 15 января
1980 г.; фирма «Монсанто Компани-»).
Процесс включает сжигание горючих орга-
нических соединений и дегидрирование борной
кислоты в борный ангидрид. При его взаимо-
действии с водой, в зависимости от темпера-
туры и содержания воды, образуется ортобор-
ная и (или) метаборная кислота в газовой фазе
и полиборная кислота в жидкой фазе. Послед-
нюю охлаждают вместе с продуктами сгорания
органических материалов и в присутствии
воды превращают в смесь борных кислот, на-
ходящихся в твердой и жидкой фазах; продукты
сгорания при этом остаются в газовой фазе.
Смесь борных кислот отделяют от продуктов
сгорания.
Расположение аппаратуры для проведения
этого процесса показано на рис. 23.
Сточные воды, содержащие борную кислоту
и горючие органические соединения, подаются
Рис. 23. Схема выделения борных из питателя 1 по линиям 2 м 4 через насос 3
соединений из сточных вод про- в трубчатый реактор 5, заключенный в труб-
цесса окисления циклогексана чатую печь 7, температура которой контроли-
руется регулятором б. Воздух подается в си-
стему через линию 8 воздуходувкой 9, создающей давление. Продукты сгора-
ния и превращенные борные соединения выходят из трубчатого реактора по
линии 10 в скруббер 11, в который по линии 12 подается холодная вода.
Пары, содержащие большую часть продуктов сгорания из скруббера 11, выводятся
в атмосферу по линии 13 за счет искусственной тяги, создаваемой вентилятором 14.
Жидкая фаза выходит из скруббера по линии 15 и рециркуляционный насос 16
подает ее для охлаждения в теплообменник 17. Часть жидкости из рециркуляционной
системы отбирается из линии 15 в линию 18, по которой она попадает в емкость
для сбора выделенных продуктов 19.
Охлажденный раствор, полученный при тушении водой, также подается в ли-
нию 20 для удаления борных соединений и продуктов сгорания из нижней части
реактора и из линии 10. Вода для подпитки подается через линию 12. Наличие тепло-
обменника 17 не обязательно, но желательно, поскольку он позволяет использовать
70
'часть тепла; израсходованного па сжигание, а также используется для контроля
температуры с тем, чтобы не допустить загрязнения атмосферы летучей борной
кислотой. Для более эффективного использования тепла в линию 10 также могут
быть включены теплообменники.
Горючие органические материалы сгорают в трубчатом реакторе и ортоборная
кислота превращается в борный ангидрид и воду в обратимой газофазной реакции.
В основание трубчатого реактора впрыскивается вода, которая уносит сточные
воды по линии 10 в скруббер. В скруббере большая часть метаборной и полиборной
кислот снова превращается в ортоборную кислоту. Газообразные продукты сгорания
выводятся через линию 13.
СТРОИТЕЛЬНЫЙ КИРПИЧ из «красного
ШЛАМА» ПРОЦЕССА ФИРМЫ «БАЙЕР»
При получении оксида алюминия из бокситов по способу фирмы «Байер» на
каждую тонну оксида алюминия производится до двух тонн влажного красного
шлама, содержащего 40—50 % воды. Количество получаемого красного шлама
.зависит от свойств применяемого боксита, т. е. от места его добычи.
Образование таких значительных количеств побочного продукта — красного
шлама делает актуальным вопрос о возможностях его использования. Помимо других
способов предпринимались попытки изготовления из красного шлама кирпичей.
•Однако эти попытки не имели успеха, поскольку высушенный красный шлам содер-
жит до 10 % щелочи и получающиеся кирпичи весьма склонны к выветриванию.
Кроме того, значительные трудности возникали даже на стадии формовки сырых
(еще необожженных) кирпичей. Так, например, неудовлетворительной оказалась
способность сырых кирпичей сохранять приданную им форму. При сушке и обжиге
в результате усадки наблюдалось образование большого числа трещин.
Сообщалось, что малые количества красного шлама можно добавлять к глине,
чтобы придать желаемый цвет получаемым из нее кирпичам. Однако это не является
решением проблемы использования огромных количеств красного шлама процесса
фирмы «Байер».
Процесс, предложенный Г. Байером, Е. Хердроном, М. Хертером и Е. Хехтом
(патент США 3886245, 27 мая 1975 г.; фирма «Бр. Джулини ГМБХ», ФРГ), для
производства кирпичей из красного шлама включает смешивание красного шлама,
содержащего 15—35 % воды, с глиной для получения смеси с содержанием 50—92 %
(в пересчете на сухое вещество) красного шлама, формование из полученной смеси
сырых кирпичей при содержании воды 18—25 %, сушку кирпичей горячими газами
при температуре до 70 °C и обжиг при 900—1000 ° С.
В аналогичном процессе Г. Байера, Е. Хердрона, М. Хертера и Е. Хехта
(патент США 3886244, 27 мая 1975 г.; фирма «Бр. Джулини ГМБХ», ФРГ) красный
шлам перед смешиванием с глиной предварительно смешивают с неорганическими и
(или) органическими веществами, связывающими воду. В качестве таких веществ
могут быть использованы бентонит, силикагель, алюмогель и т. п. Предпочтительно
использовать для этой цели торф, древесные опилки, пробку, угольную пыль, бу-
мажные и текстильные отходы или смесь этих продуктов. В качестве материала,
связывающего воду можно также использовать высушенный красный шлам.
В процессе, разработанном Г. О. Иву (патент США 3985567, 12 октября 1976 г.1
Университет Гайаны, Гайана), отходы красного шлама, полученные при производ-
стве оксида алюминия, обрабатывают соляной кислотой для растворения только
натрийсодержащих соединений. Обработанный материал смешивают с каолиновой
глиной и используют для формовки строительных кирпичей.
КАДМИЙ ИЗ ЛОМА АККУМУЛЯТОРНЫХ БАТАРЕЙ
Процесс, разработанный Д. А. Вилсоном и Б. Дж. Вигардом мл., (сообщение
Р. J. 7566, Вашингтон, Горное министерство США, 1971), предназначен для из-
влечения кадмия и никеля из лома аккумуляторных батарей. Отходы, содержащие
71
кадмий, и батарейный лом образуются в процессе производства щелочных никель-
кадмиевых батарей. В них содержатся главным образом металлические кадмий,
никель и железо, но также и небольшие количества других металлов. На рис. 24
представлена общая схема процесса извлечения.
Для селективного извлечения кадмия из лома никель—кадмиевых батарей
применяют циклическое выщелачивание. Процесс состоит из шести основных ста-
дий: промывание пластин для удаления электролита, содержащего КОН; прокали-
Рис. 24. Схема процесса выд.ления кадмия и никеля из лома аккумуляторных
батарей
вание при 550—600 °C для окисления металлического кадмия и разложения кадмие-
вых и никелевых солей; выщелачивание раствором нитрата аммония; осаждение вы-
щелоченного кадмия в виде карбоната кадмия с использованием газообразного СО2;
удаление СО2 из экстракционного раствора путем установления pH = 4,5, нагрева-
ния и вакуумирования; удаление из экстракционного раствора малых количеств
никеля путем экстракции растворителем. Регенерированный экстракционный рас-
твор возвращается на стадию выщелачивания. Степень извлечения кадмия состав-
ляет 94 %; в карбонате кадмия содержатся примеси 0,14 % Ni и 0,12 % Со. Пла-
стины после выщелачивания подвергают плавлению с получением сплава, имеющего
высокое содержание никеля, малое содержание железа и не содержащего кадмия.
Недостатком описанного метода, помимо применения дорогостоящего оборудо-
вания (печей), является недостаточно высокая (94 %) степень извлечения кадмия
и невозможность отделить от железа большую часть ценного элемента — никеля.
Применяемый СО2 также безвозвратно теряется, что увеличивает стоимость про-
цесса.
72
Улучшенный вариант этого процесса был предложен X. Райнхардтом, X. Д. От-
тертуном и Дж. X. А. Ридбергом (патент США 4053553, 11 октября 1977 г., фирма
«Райф Джангнер А Би, Швеция).
Этот процесс включает следующие стадии:
а) выщелачивание отходов аммиачным карбонатным раствором с получением
водного раствора, содержащего кадмий, никель и кобальт (II) в виде амминных
комплексов, а также остатка, в котором находится все железо, содержавшееся
в исходном материале;
б) пропускание воздуха в полученный раствор для окисления амминного ком-
плекса кобальта (II) в соответствующий комплекс кобальта (III);
в) обработка полученного водного раствора нерастворимым в воде органиче-
ским раствором, содержащим гидроксиоксим, который селективно экстрагирует
соединение никеля, отделяя его таким образом от кадмия и кобальта (III);
г) осаждение кадмия в виде карбоната путем удаления аммиака из полученного
водного раствора и отделение карбоната кадмия;
д) осаждение кобальта путем удаления аммиака из части раствора, полученного
на предыдущей стадии (после осаждения кадмия);
е) возврат аммиака с предыдущей стадии в раствор стадии г; не содержащей
кадмия и введение дополнительных количеств газообразного СО2 для компенсации
убыли карбонат-ионов. Полученный при этом раствор может быть снова исполь-
зован на стадии а;
ж) отделение соединения никеля, извлеченного на стадии в, в виде сульфата
никеля при действии водного раствора серной кислоты. Органический раствор,
после удаления никеля, снова может быть использован на стадии «в».
Схема процесса приведена на рис. 25. Кадмийсодержащие отходы 1 выщела-
чивают в реакторе 2 аммиачным карбонатным раствором 3, состав которого регу-
лируется путем добавления NH3 и СО2. Измельчение материала желательно прово-
дить под поверхностью жидкости, используя подходящее дробильное устройство 4,
с тем, чтобы не допустить его контакта с воздухом. В случае необходимости прово-
дится предварительная промывка водой для удаления накопившегося гидроксида
калия.
Необходимость проведения этой стадии определяется относительными коли-
чествами гидроксида калия в выщелачиваемом материале по сравнению с содержа-
нием никеля и кадмия.
На стадии выщелачивания никель и кадмий переходят в раствор, в то время
как железо остается в выщелачиваемом материале. При оптимальных условиях
достигается выход никеля >95 % и кадмия >99 %.
Реактор для выщелачивания 2 соединен с ситом 5, на котором отделяются круп-
ные частицы в остатке от выщелачивания, и с фильтрпрессом 6. Остаток от фильтро-
вания 7, состоящий главным образом из гидроксида железа, промывают свежим
выщелачивающим раствором. Выщелачивающий раствор через буферную емкость 8
и трубопровод 9 поступает на стадию жидкостной экстракции, где в экстракторе 10
никель селективно экстрагируется реагентом LIX64N или Келекс 120, растворенном
в органическом растворителе. Оба реагента LIX64N и Келекс 120 представляют собой
хелатные соединения.
В процессе используют экстракторы типа смеситель-отстойник, состоящие из
смесительной камеры 11, в которой выщелачивающий раствор смешивается с орга-
ническим раствором, и разделительной камеры 12, 13, в которой происходит разде-
ление двух несмешивающихся жидких фаз благодаря их разной плотности. Более
легкая фаза, обычно органический раствор, собирается в верхней части 12, а более
тяжелая фаза — в нижней части 13. Экстрактор состоит из нескольких смесителей —
отстойников. При многостадийной экстракции используется принцип противотока.
Экстрактор 10 трубопроводами 14 и 15 соединен с разделительным аппаратом 16,
в котором также используются смесители-отстойники такие же как и в экстракторе.
Разделение также можно проводить в одну или в несколько стадий. В сепараторе 16
органический раствор 14 со стадии экстракции смешивается с раствором серной
кислоты 17, содержащим 10—800 г/л свободной серной кислоты. Под действием
серной кислоты происходит расщепление металлорганического соединения NiR2
и никель переходит в сернокислый раствор.
Раствор серной кислоты должен подаваться таким образом, чтобы из раздели-
тельной камеры по линии 18 выходил концентрированный раствор сульфата никеля.
73
Органический раствор, из которого удален никель, по линии 15 возвращается в экс-
трактор 10, rjjfi снова смешивается с выщелачивающим раствором и используется
для экстракции никеля. На всех описанных стадиях отстойники могут быть заменены
центрифугами.
Выщелачивающий раствор, выходящий из экстрактора 10, содержит только один
металл — кадмий и по линии 19 подается на стадию осаждения CdCO3. Выщелачи-
вающий раствор желательно нагревать в теплообменнике 20. Осаждение происходит
в аммиачном сепараторе 21, где производится отдувка NH3 нагретым водяным па-
ром 22. Выделившийся аммиак поступает в конденсатор 23. Конденсат содержит
главным образом NH3 и небольшие количества СО2; он подается на рециркуляцию
через абсорбционную башню 24. Дальнейшее использование конденсата зависит от
суммарного баланса воды в процессе; в случае необходимости часть конденсата может
быть слита через трубку 25.
Раствор, содержащий карбонат кадмия, выходя из аммиачного сепаратора 21
по линии 26 поступает на фильтр 27, где CdCO3 отфильтровывается. После фильтра-
ции фильтрат 29 охлаждают в теплообменнике 30 для отделения осаждающегося
продукта 28 и через абсорбционную башню 24 возвращают на стадию выщелачи-
вания.
Описанный выше способ осуществления процесса обеспечивает высокую чистоту
извлекаемого кадмия. В то же время осаждение кадмия из выщелачивающего рас-
твора можно проводить перед стадией жидкостной экстракции, что позволит обеспе-
чить повышение чистоты выделяемого никеля.
КАДМИЙ ИЗ КОЛОШНИКОВОЙ пыли
УСТАНОВОК для РАФИНИРОВАНИЯ ЦИНКА
К числу кадмийсодержащих материалов, получаемых в качестве побочных
продуктов при переработке цинка, свинца и меди, относится пыль, образующаяся
в печах для обжига, в сушильных печах и в установках для спекания. Сюда же от-
носятся цинковая цыль, получаемая при дистилляции цинка, кадмиевая фракция
74
процесса ректификации цинка, а также содержащий кадмий и медь осадок после
фильтрации на стадии очистки сульфатов методом цементации. Гидрометаллургиче-
ский процесс, схема которого показана на рис. 26 может быть использован для об-
работки любого из упомянутых материалов.
В гидрометаллургическом процессе извлечения кадмия проводится выщелачи-
вание кадмийсодержащих материалов серной кислотой, в результате чего кадмий
переходит в раствор. Затем раствор сульфата кадмия обрабатывают для удаления
примесей, таких как мышьяк, сурьма и железо. Затем кадмий высаживают из рас-
твора в виде губчатого осадка, обычно действуя цинком, или электрохимическим мето-
дом. Осадок далее обрабатывают электролитическим или дистилляционным методом,
Рис. 26. Схема подсистемы для выделе-
ния побочного продукта — кадмия:
1 — Дым, образующийся при обжиге и
спекании 540 т в день цинкового концен-
трата, содержащего 0,25 % Cd; 2 — от-
деление колошниковой пыли в мешочных
фильтрах или в электрофильтрах; 3 —
отвод SO2 к установке для получения кис-
лоты; 4 — 12 т колошниковой пыли, со-
держащей 9,6 % Cd, при удалении 95 %
Cd при обжиге и спекании и улавливании
90 % Дыма в пылесборииках; 5 — уплот-
нение, упаковка и транспортировка ко-
лошниковой пыли; 6 — вода; 7 — измель-
чение; 8 — сериая кислота —- 2 части
H2SO4 иа 1 часть (по массе) Cd; 9— вы-
щелачивание для растворения Cd; 10 —
взвесь сульфата кадмия; 11 — фильтро-
вание; 12 — сульфат свинца иа плавку для
выделения свинца, серебра и золота; 13 —
раствор сульфата кадмия; 14 — хлорат
натрия (Fe2+, Fe3+) — I часть иа 2 части
(по массе) Cd; 15 — оксид цинка — 0,75
части на 1 часть (по массе) Cd; 16 — оса-
ждение примесей (медь, мышьяк, сурьма,
железо, никель, кобальт, таллий, сереб-
ро); 17 — цинковая пыль — 1 часть иа
I часть (по массе) Cd; 18 — очищенный
раствор сульфата кадмия; 19 — осажде-
ние кадмия; 20 — товарный раствор суль-
фата цинка; 21 — губчатый кадмий; 22 —
центрифугирование; 23 — промывка; 24 —
брикетирование; 25 — дистилляция;
26 — производится 1 кг в день металли-
ческого кадмия (99,97 %) при степени
извлечения кадмия из колошниковой ныли
95 %; 27 — место отделения побочных
продуктов
получая конечный продукт — кадмий высокой чистоты. Кадмий высокой чистоты
для специальных целей может быть получен при использовании методов вакуумной
дистилляции, зонной рекристаллизации, ионного обмена и других.
Возможно, следует упомянуть о том, что стадия металлургической обработки
кадмия играет очень важную роль при принятии решения о целесообразности пере-
работки кадмисодержащих остатков в пылеуловителях. Процесс переработки должен
быть экономически оправданным и требуемые дополнительные расходы должны
компенсироваться стоимостью получаемого металлического кадмия. Однако данная
стадия обработки не является независимой от предыдущих стадий. Количество кад-
мия в цинковом концентрате определяется не только содержанием кадмия в рудах,
но и характером предыдущих металлургических процессов.
Метод селективной флотации позволяет определить какое количество кадмия
переходит в цинковый концентрат при гидратации свинцово-цинковых руд. Для
максимального перевода кадмия в цинковый концентрат необходимо добиваться
возможно более эффективного оседания цинк-кадмиевых минералов в цикле флота-
ции свинца.
Кроме того, необходимо проводить длительную и эффективную активацию
пеРеД флотацией цинка. Концентрация кадмия в продукте после флотационного раз-
деления зависит от степени насыщения индивидуальных частиц в процессе флотации.
75
Таким образом, процесс гидратации существенно влияет на экономичность процесса
извлечения кадмия, хотя решение о выделении кадмия принимается на плавильных
или рафинировочных заводах.
Первой стадией переработки кадмийсодержащих материалов в процессе, пока-
занном на рис. 27, является конденсация паров кадмия с последующей упаковкой
и транспортировкой осадка. Эта стадия не всегда является необходимой, поскольку
многие установки по производству кадмия находятся рядом с источником сырья.
Однако известны и случаи транспортировки колошниковой пыли. Так, кадмиевая
пыль, полученная на цинкоплавильном заводе Нью Джерси в г. Депью, штат Илли-
нойс транспортировались для извлечения кадмия в г. Пальмертон, штат Пенсиль-
вания. Значительная часть кадмия, производимого в Соединенных Штатах, полу-
чается из колошниковой пыли, импортированной с мексиканских плавильных заводов.
Колошниковую пыль, содержащую кадмий, обрабатывают серной кислотой для
растворения кадмия. Серную кислоту добавляют в таких количествах, чтобы обеспе-
чить полную экстракцию кадмия и других компонентов, растворимых в кислоте.
Свинец остается в виде осадка сульфата, который отфильтровывается и направляется
на плавильный завод для извлечения свинца, золота, серебра, а в случае наличия —
также и селена, теллура и индия.
Раствор сульфата кадмия очищают нейтрализацией. Нейтрализация приводит
к осаждению железа, мышьяка и некоторых других элементов. В качестве нейтрали-
зующего агента на схеме приведен оксид цинка, который осаждает железо в виде
гидроксида. Соединения железа (II) переводят в железо (III) путем окисления хло-
ратом натрия; это необходимо для более полного осаждения железа. Оксид цинка
также осаждает мышьяк, сурьму, индий, галлий, германий и таллий, если они
присутствуют в смеси. Наличие других примесей может потребовать дополнитель-
ной обработки. Так, например, медь можно осадить цинковой пылью.
После очистки раствора сульфата кадмия кадмий осаждают, добавляя пыль
металлического цинка. Осадок кадмия представляет собой пористую массу, которая
может быть отделена от раствора сульфата цинка центрифугированием или фильтро-
ванием. В некоторых случаях осадок кадмия необходимо заново растворить в серной
кислоте и осадить повторно для получения более чистого продукта пригодного для
дистилляции. Цинк остается в растворе в виде сульфата цинка. В схеме, показанной
на рис. 26, при проведении этой стадии процесса добавляют цинковую пыль. В не-
которых производствах применяют гранулированный цинк, однако широкого рас-
пространения он не получил.
В кадмиевой подсистеме осадок кадмия очищают, причем для этой цели чаще
используется дистилляция, чем электролитические методы. Осадок кадмия промы-
вают, прессуют в брикеты и помещают в обогреваемые реторты. На выходе из ре-
торты помещен чугунный цилиндр, в котором конденсируются пары кадмия. Дистил-
ляция является периодическим процессом и проводится циклами по 20 ч. Остаток
в количестве 10 % от загрузки направляется на редистилляцию.
На схеме показана подсистема, предназначенная для переработки в день 12 т
колошниковой пыли, содержащей 1050 кг кадмия. Эта колошниковая пыль полу-
чается при обжиге и спекании 540 т цинковых концентратов, содержащих 1225 кг
кадмия. Наибольшие потери кадмия в описанной системе происходят на стадии
выделения кадмия из концентратов (извлечение кадмия 95 %) и при улавливании
кадмийсодержащих материалов пылеуловительной системой (извлечение кадмия
90 %). Таким образом, суммарная степень извлечения кадмия на первой стадии
составляет 85 %. Основным фактором, влияющим на степень извлечения, является
эффективность пылеуловительной системы.
Считается, что степень извлечения в самой системе переработки кадмия равна
95 %; эта величина достигается, очевидно, и в промышленных установках.
КАЛЬЦИЯ ФТОРИД ИЗ ФОСФАТСОДЕРЖАЩИХ
СТОЧНЫХ ВОД
На установках производства фосфорной кислоты по мокрому методу, исполь-
зующих дигидратный способ, ежедневно на тонну получаемого Р2О5 образуется
до 5,5 м3 сточных вод. Эти воды содержат ~0,1—5 % F, 0,1—5 % РаО5, 0,1—2,5 %
76
SiOa, 0,1—0,5 % растворенного кальция и ~0,1—0,5 % растворимых сульфатов.
Серьезную проблему представляет наличие в сточных водах фтора, который может
быть источником экологических опасностей. То же самое относится и к Р2О5; помимо
экологических соображений важную роль здесь играют и экономические, поскольку
потери ценного продукта Р2О6 нежелательны.
Обычно сточные воды направлялись в отстойники, откуда затем сливались в при-
родные водоемы. В настоящее время распространена обработка известняком и из-
вестью для осаждения фтора и других соединений, для того чтобы сбрасываемые воды
удовлетворяли требованиям контроля за загрязнениями. В отстойниках содержание
таких компонентов как F, Р2О6, Са и других существенно снижается, однако сбрасы-
ваемые сточные воды содержат еще достаточно большие количества этих соединений.
Рис. 27. Схема процесса выделения фторида кальция из фосфатсодержащих сточ-
ных вод
Сбрасываемые воды не только вносят химические соединения в естественные водоемы,
но и приводят к уменьшению величины их pH. Как правило сточные воды являются
кислыми и имеют pH = 1-г-З.
Для повышения экономичности производственного процесса и решения эколо-
гических проблем разработаны методы обработки сточных вод. Однако, по-види-
мому, ни один из этих методов не является достаточно экономичным или легко осу-
ществимым, поскольку ни один из них не нашел промышленного применения в США.
Процесс, разработанный Р. Дж. Хирко и X. Е. Миллсом (патент США 4171342,
16 октября 1979 г.; фирма «Оксидентал Кемикал Компании), предназначен для из-
влечения фторида кальция и ортофосфата кальция из фосфатных сточных вод и
основан на нейтрализации сточных вод в результате чего они могут быть сброшены
в природные водоемы без их загрязнения или возвращены в процесс производства
фосфорной кислоты. Схема этого процесса показана на рис. 27.
Сточная вода подается в реактор первой стадии 1. Одновременно в реактор по
линии 2 подается карбонат кальция, например в виде взвеси, которая получается
в смесителе 3 из измельченного материала, содержащего карбонат кальция, например
известняка, и чистой воды (нельзя использовать сточные или промышленные воды,
содержащие соединения F или Р2О6). Карбонат кальция измельчают до размера по
меньшей мере 10 меш; предпочтительно, чтобы 90 % материала имело размер частиц
200 меш. Взвесь карбоната кальция содержит ~5—50 % твердого вещества, предпоч-
тительно 10—35 %. Взвесь карбоната кальция и сточные воды перемешивают в реак-
торе 1 около 5 мин; в случае необходимости время реакции может быть сокращено
или увеличено. Количество карбоната кальция, введенное в реактор обозначают Z±,
эта величина равна числу эквивалентов кальция, добавленных к сточным водам на
один эквивалент фтора в воде. Обычно Zx ~ 0,3-j-0,8; предпочтительным является
значение ~0,4. В результате реакции, происходящей в реакторе, обычно образуются
77
рас!воримые соединения кальция, такие например как CaSiFe, Хотя 6 некоторых
случаях могут образовываться и нерастворимые соединения. Желательно, чтобы
в реакторе 1 не образовывалось твердых веществ.
Реакционную смесь из реактора 1 по линии 4 подают во второй реактор 6, где
она смешивается с добавочным количеством карбоната кальция, например со взвесью,
подаваемой по линии 7, эта взвесь также получается в смесителе 5.
Реакционную смесь в реакторе 6 перемешивают в течение ~30 мин; время реак-
ции также может быть сокращено или увеличено в случае необходимости. Количество
карбоната кальция, введенное в реактор 6 обозначают Z2. Величина Z2 не может
быть меньше, чем разность Z^ и Zr. Zu обозначает минимальное количество экви-
валентов кальция, которое необходимо добавить в реакторы 1 и 6 для того, чтобы
удалить ~85—100 % фторсодержащих соединений из подаваемых сточных вод.
Величина Zr, рассчитываемая для случая отсутствия минеральных кислот, состав-
ляет 1 0,1927Pjj7, где Rw представляет собой отношение массовых долей Р2О6
и фтора в сточных водах. Обычно величина Zu ~ 14-2. Величина Z2 ~ 0,14-2;
предпочтительно 0,4—1,4; наиболее желательным является интервал 1—1,4.
Теоретически количества кальция, равного Zu, должно быть достаточно для
удаления основной массы фтора из сточных вод. Однако, как было упомянуто выше,
сточные воды помимо фтора содержат и другие соединения, такие как Р2О6 и суль-
фаты, которые способны образовывать соединения с кальцием, уменьшая количество
кальция, вступающего в реакцию с фторсодержащими соединениями. Величина Zr
учитывает наличие этих соединений. Однако желательно добавлять несколько
больше кальция, примерно 5 %-ный избыток по сравнению с величиной Zr. Однако
не следует добавлять слишком много кальция, так как это будет мешать на стадии
кислотной промывки, описанной ниже.
Сухой оксид кальция или его взвесь может быть использован для полной или
частичной замены карбоната кальция, подаваемого в реактор первой стадии 1 и
(или) реактор второй стадии 6. Однако использование карбоната кальция более
предпочтительно, поскольку он дешевле, чем оксид кальция и позволяет легче кон-
тролировать величину pH в реакторе. Последнее обстоятельство обусловлено буфер-
ным действием карбонат-иона.
Реакционная смесь из реактора 6 по линии 8 подается на сепаратор первой ста-
дии 9. Основная часть фторсодержащих соединений в потоке 8 представляет собой
твердый фторид кальция; желательно, чтобы не менее 95 % фторсодержащих соеди-
нений находились в виде фторида кальция. Кроме того, почти все соединения железа
и алюминия в потоке 8 представляют собой твердые вещества; твердыми веществами
являются также ~50 % сульфатов и ~25—50 % соединений Р2О6.
В качестве сепаратора 9 может быть использовано любое обычное устройство
для отделения жидкости от твердых веществ, например фильтр, центрифуга или
декантационная емкость. Предпочтительно выполнять сепаратор 9 в виде непре-
рывного механического концентратора с устройством для очищения жидких отходов.
Для облегчения разделения твердых веществ, содержащих фторид кальция, и жид-
кости в него можно добавить флоккулент, например Доу АР 30 или АР 273.
Твердый фторид кальция отделяется от жидкости в сепараторе 9 и по линии 10
подается в кислотный промыватель 11. Твердые вещества, содержащие ~15—35 % F,
промывают подаваемым по линии 12 разбавленным водным раствором сильной ми-
неральной кислоты, например серной кислоты, соляной кислоты, азотной или другой
кислоты, в промывателе 11. Концентрация промывной кислоты составляет 1—50 %,
предпочтительно 5—25 %. Желательно промывать твердый фторид кальция таким
количеством минеральной кислоты, чтобы оно было эквивалентно суммарному
количеству Р2О6 и СО2, содержащемуся в твердом веществе (в интервале
+ Ю %)•
Концентрация кислоты и температура промывки выбираются таким образом,
чтобы свести к минимуму реакцию фторсодержащих соединений с кислотой и предот-
вратить таким образом выделение фтористого водорода. Максимальная температура
промывки около 82 °C. Хотя для промывки можно использовать любую'сильную
минеральную кислоту, например соляную, хлорную, азотную, серную, фтористово-
дородную и другие, предпочтительно применять серную кислоту. На стадии кислот-
ной промывки значительное количество Р2О6 удаляется из твердого продукта. Кроме
того, происходит удаление различных количеств других твердых соединений таких
как СаСОа, MgO, Fe2Oa, А12Оа.
78
Взвесь, получающаяся после промывки, по линии 13 подается в сепаратор 14,
где происходит разделение твердой и жидкой фазы. Предпочтительно в качестве
сепаратора использовать концентратор такого же типа как сепаратор 9. Твердая
фаза из сепаратора 14 по линии 15 поступает в промыватель 16, где фторид кальция
промывается свежей водой (нельзя использовать сточные или производственные
воды). Твердое вещество промывается по меньшей мере эквивалентным по массе
количеством воды, желательно примерно двукратным избытком воды; можно исполь-
зовать для промывания и большие количества воды. При промывке водой из твердой
фазы удаляются соединения Р2О6, растворимые в воде.
В результате промывки кислотой и водой в твердом фториде кальция повышается
содержание фтора и массовое отношение F/P2O6. Твердое вещество, обогащенное
фтором, может быть превращено в HF обычными методами с применением обычной
аппаратуры.
Взвесь промытого твердого вещества по линии 17 поступает в сепаратор третьей
стадии 18, такой же как описанный выше сепаратор 9. В сепараторе 18 происходит
отделение твердой фазы, содержащей до 45 % F в виде фторида кальция. Твердое
вещество может быть обычными методами переработано во фтористый водород или
высушено при 90—150 °C для дальнейшего хранения или транспортировки в виде
сухого твердого вещества (стадии переработки и сушки на схеме не показаны).
Основным компонентом упомянутой твердой фазы является фторид кальция;
однако в ней могут содержаться также небольшие количества соединений Р2О6
(<5 %), соединения диоксида кремния (<3 %) и сульфаты.
Твердый фторид кальция, полученный описываемым методом, может быть
использован в качестве осадителя для осаждения примесей в фосфорной кислоте.
Чистота получаемого фторида кальция достаточна для того, чтобы непосредственно
из него получать фтористый водород путем нагревания и обработки твердого ве-
щества в присутствии серной кислоты обычными методами. Если концентрация Р2О6
превышает 5—10 % или если концентрация диоксида кремния превышает 5 %, то
из такого фторида кальция трудно получить фтористый водород высокого качества
при обработке серной кислотой.
При высоких температурах в кислой среде фосфор и кремний будут реагировать
с фтором с образованием газообразных соединений фтора таких как PF3O и SiF4,
которые загрязняют получаемый фтористый водород и с трудом поддаются удалению.
Одним из преимуществ описанного метода является то, что получаемый фторид каль-
ция может быть непосредственно использован для получения фтористого водорода
обычными методами.
Водные фазы из сепараторов 9, 14 и 18 поступают в смеситель 19 по линиям 20,
21 и 22 соответственно. В смесителе 19 все три потока интенсивно перемешиваются
и подаются в реактор третьей стадии 23 по линии 24. В смесителе 19 может проис-
ходить выпадение некоторого количества твердых веществ, главным образом гипса;
они выводятся по линии 25 в виде твердых отходов.
В реакторе 23 смесь, поступающая по линии 24, реагирует со взвесью оксида
кальция, поступающей по линии 26, из смесителя 27, где смешиваются измельченный
материал, содержащий оксид кальция, например известь, и вода. Материал, содер-
жащий оксид кальция, измельчается до размеров не крупнее 10 меш; желательно,
чтобы не менее 90 % материала имело размеры частиц 200 меш. Взвесь оксида каль-
ция, получаемая в смесителе 27, содержит 5—50 % твердого вещества, предпочти-
тельно содержание твердого вещества 10—35 %. Для получения взвеси окиси каль-
ция используют чистую воду, не следует применять сточные или промышленные
воды.
Смесь, поступающая по линии 24, имеет pH = 1,8ч-2,6. Вследствие подачи
в реактор 23 оксида кальция величина pH образующейся смеси должна повыситься
до 3—4, предпочтительно до 3,6—3,8. Время пребывания смеси 24 в реакторе 23
составляет 0,5—60 мин, предпочтительно около 15 мин.
Температура в реакторе 23 может изменяться от температуры замерзания до
температуры кипения реакционной смеси; предпочтительно использовать комнатную
температуру. Реакционная смесь содержит 0,01—0,2 % F, значительная часть
которого выпадает в виде фторида кальция при добавлении оксида кальция.
Реакционная смесь из реактора 23 поступает по линии 29 в сепаратор четвертой
стадии 28, представляющий собой обычный сепаратор для разделения твердой и
жидкой фазы, такой же как сепаратор 9. Твердая фаза, отделенная в сепараторе 28,
79
состоит из фторида кальция и фосфатных соединений, которые по линии 30 возвра-
щаются в линию 10, после чего подвергаются кислотной и водной промывке вместе
с потоком 10 как было описано выше.
Водная фаза из сепаратора 28 поступает в реактор четвертой стадии 31 по ли-
нии 32. В реакторе 31 происходит обработка взвесью окиси кальция, поступающей
по линии 33 из смесителя 27. Температура реакции и время пребывания в реакторе 31
такие же как в реакторе 23. Поток 32 имеет величину pH = Зч-4. В реактор 31
добавляется такое количество оксида кальция, чтобы повысить величину pH реак-
ционной смеси до 5—7, что необходимо для осаждения дикаля (ортофосфат кальция
или дикальций фосфат).
Взвесь, выходящая из реактора 31, поступает в сепаратор пятой стадии 34
по линии 35. Сепаратор 34 является обычным устройством, таким же как сепаратор 9,
описанный выше. Твердая фаза, отделяемая в сепараторе 34 состоит главным обра-
зом из дикаля. Дикаль, получаемый данным способом, имеет достаточную чистоту
для использования в качестве корма для животных. Весовое отношение P/F в дикале
превышает 100.
Водная фаза из сепаратора 34 по линии 37 поступает в реактор пятой стадии 36,
где взаимодействует с оксидом кальция, подаваемым по линии 38 из смесителя 27.
В реактор 36 вводятся такие количества оксида кальция, чтобы увеличить значе-
ния pH реакционной смеси до 8—11, что необходимо для осаждения основного коли-
чества остаточных растворимых минералов, таких как соединения диоксида крем-
ния и др.
Реакционная смесь из реактора 36 поступает в сепаратор шестой стадии 39
по линии 40. Сепаратор 39 аналогичен сепаратору 9. Твердая фаза, отделенная в сепа-
раторе 39, состоит главным образом из соединений диоксида кремния; по линии 41
оиа выводится в виде твердых отходов. Водная фаза, полученная в сепараторе 39,
представляет собой воду, ие содержащую кислот и практически не содержащую
соединений кальция, фтора, Р2О6 и сульфатов. Эта вода выводится по линии 42
и может быть использована в качестве заменителя свежей воды для промышленных
установок или сброшена в водоемы.
По другой разновидности процесса в реакционную смесь до линии 35, предпочти-
тельно в линию 5 или реактор 1 добавляется аммиак. Его концентрация должна
составлять 10—5000 ppm, предпочтительно 600—800 ppm. Присутствие аммиака
приводит к повышению выхода фторида кальция и увеличению отношения P/F
в дикале, получаемом в реакторе 31.
Причина такого увеличения ие вполне ясна. Предполагается, что аммиак взаимо-
действует с фторсодержащими веществами, образуя растворимые соединения, кото-
рые способны быстро реагировать с растворимыми соединениями кальция, образуя
нерастворимый фторид кальция. Таким образом, добавление аммиака не только
повышает качество дикаля, ио и увеличивает степень удаления фтора из сточных
вод и общий выход фторида кальция.
КАЛЬЦИЯ ФТОРИД ИЗ СТОЧНЫХ вод
ПРОЦЕССА ПРОИЗВОДСТВА U02
См. «Урай из сточных вод процесса производства UO2».
ЧУГУН ИЗ АВТОМОБИЛЬНОГО ЛОМА
См. «Сталь из автомобильного лома».
КАУСТИК ИЗ КАУСТИЧЕСКИХ ОСАДКОВ
См. «Ртуть из каустических осадков»,
80
ЦЕМЕНТ ИЗ ОБЖИГОВОЙ ПЫЛИ
Как отмечает М. Ситтиг в книге «Контроль за загрязнениями в производстве
асбеста, цемента и стекла» (Нойес Дэйта Корпорейши, Парк Ридж, Нью Йорк,
1975), образование пыли является основной проблемой в производстве цемента,
а регенерация пыли — экономически необходимой. Упомянутая книга может быть
рекомендована читателю для детального знакомства с оборудованием для контроля
загрязнения воздуха, применяемым в цементной промышленности.
В публикации Т. Е. К райхелъта, Д, А. Кемнитца и С. Т. Даффа (999—АР—17,
Общественная служба здравоохранения, Цинциннатти, Огайо, США) указано,
что экономический эффект, получаемый при повторном использовании уловленной
пыли, недостаточен, чтобы полностью покрыть стоимость пылеулавливающего
оборудования. Одиако удаление пыли необходимо для выполнения требований зако-
нодательства по охране окружающей среды и для предотвращения загрязнения
близлежащей местности. Осуществление этого процесса является ие простой проб-
лемой.
Попытки использования цементной пыли путем ее возвращения на стадию
обжига в том виде, в каком оиа была уловлена, нельзя признать успешными по двум
основным причинам.
Эта пыль настолько мелкая, что значительная часть ее снова выносится отхо-
дящими газами еще до поступления иа стадию цемеитообразоваиия. Помимо больших
потерь это приводит также к большому увеличению нагрузки иа трубчатую пыле-
улавливающую систему.
Еще более существенной причиной является присутствие в пыли значительных
количеств сульфатов и хлоридов щелочных металлов, которые ие позволяют получать
цемент достаточно хорошего качества. Поскольку требования охраны окружающей
среды становятся все более жесткими, а пылеулавливающее оборудование все более
совершенным, то происходит улавливание все более мелких частиц пыли. Чем меньше
размеры частиц, тем, как правило, выше содержание щелочных элементов в пыли.
Таким образом, упомянутая проблема качества становится все более серьезной.
Известные способы, предназначенные для изменения физического состояния
и (или) уменьшения содержания щелочных элементов в цементной пыли, ие находят
практического применения по экономическим или другим причинам.
Например, более 50 лет назад в патентах США 1354642 и 1402173 было пред-
ложено обрабатывать обжиговую пыль раствором хлорида кальция, чтобы пере-
вести сульфаты щелочных металлов в хлориды, отделить раствор от твердой фазы,
а из него выделить хлорид калия. Одиако эти способы никогда ие были использованы
главным образом вследствие их низкой экономической эффективности, трудностей
связанных с отделением твердых веществ от жидких стоков и проблем удаления
большого количества сточных вод, загрязняющих окружающую среду.
Усовершенствованный метод, относящийся к экономичному способу перера-
ботки цементной обжиговой пыли с любым размером частиц и содержанием щелочных
металлов был предложен А. Т. Мак-К орд ом (патент США 4031184, 21 июня 1977 г.).
Пыли придается такое физическое состояние и химический состав, который позво-
ляет повторно использовать ее для изготовления цемента. При этом хлорид калия
может быть достаточно легко выделен в кристаллическом виде с хорошей степенью
чистоты.
Усовершенствованный процесс включает: 1) обработку цементной обжиговой
пыли водным раствором хлорида калия при повышенной температуре; 2) добавление
к полученной взвеси цементной пыли небольших количеств масла и жирных кислот,
хлопьеобразоваиие и комкование твердой фазы; 3) удаление хлопьев и комков твер-
дого вещества из жидкой фазы; 4) легкую промывку твердого материала для даль-
нейшего снижения содержания щелочных металлов; 5) охлаждение раствора для
кристаллизации хлорида калия и 6) отделение полученного кристаллического ве-
щества. Остаточный раствор после удаления основного количества кристаллического
хлорида калия все еще насыщен солью и после нагревания может быть направлен
На стадии обработки новых порций цементной пыли.
ЦЕМЕНТ ИЗ ОСТАТКОВ ТОВАРНОГО БЕТОНА
Некоторое время назад бетонные конструкции изготовляли путем смешивания
индивидуальных компонентов — наполнителя, песка, цемента и воды — на месте,
в стационарном смесителе. Затем бетон наливали в контейнер, а оттуда переносили
в соответствующие формы. В конце каждого рабочего дня или периодически в тече-
ние дня смеситель и контейнеры промывали водой, чтобы предотвратить засыхание
находящихся в них остатков бетона. Промывная вода с содержащимися в ней твер-
дыми частицами направлялась в сток.
Затем стационарные смесители были заменены так называемыми транзитными
миксерами на грузовиках, которые на центральном предприятии загружались
сырьем, которое перемешивалось за время перевозки и по прибытии на место выгру-
жался готовый бетон. По возвращении из каждой поездки грузовик промывался во-
дой с той же целью, что и в предыдущем случае.
Еще более недавно были построены очень крупные промышленные предприятия,
единственной продукцией которых являются сборные бетонные конструкции, начи-
ная от небольших бетонных блоков для индивидуальных застройщиков и кончая
конструкционными элементами и облицовочными панелями для больших зданий.
И в этом случае все устройства, контактирующие с сырым бетоном, необходимо ре-
гулярно промывать водой, чтобы предотвратить затвердевание бетона и поломку
оборудования.
Возвращаясь к вопросу о транзитных миксерах, рассмотрим работу завода сред-
него размера, использующего около 150 грузовиков. Предположим, что каждый гру-
зовик в конце рабочего дня покрыт отложениями толщиной от 0,5 до 1—1,5 м. Этот
слой должен быть сброшен с грузовика и удален, а грузовик вымыт к следующему
рабочему дню.
Если 75 грузовиков имеют отложения в среднем толщиной 1 м, то это означает,
что необходимо удалить 75 м бетона и вымыть 150 грузовиков.
Раньше на многих заводах грузовики просто промывали большим количеством
воды, сбрасывая сточные воды в канализацию. Местные власти выступали против
такой практики и сейчас во многих районах это запрещено законом.
В некоторых местностях, где это позволяют условия рельефа, грузовики с цемен-
том в конце дня направляются к ближайшему карьеру или другому подходящему
месту, где можно сбросить бетон, а затем возвращаются в гараж, где их моют так,
как описано выше. Однако такая процедура является дорогостоящей, поскольку при-
ходится платить за холостой пробег грузовика к месту сброса и обратно, а также до-
полнительно оплачивать время и работу водителя. Совершенно очевидно, что такой
метод очистки является убыточным для предприятия, производящего бетон. К тому
же, хотя этот метод и кажется очень простым, большинству производителей стано-
вится все труднее найти подходящие места для сброса бетона.
Очевидно, что щебень, песок, цемент и вода, входящие в состав остатков бетона,
превращаются в отходы, недоступные для повторного использования, что также при-
водит к увеличению стоимости производства. Поскольку ежегодно сбрасывается
очень большое количество отходов бетона, то бетонная промышленность начинает
испытывать нехватку мест, которые могут быть использованы с этой целью. Сброс
бетона в неподходящих местах приводит к загрязнению природных ресурсов, борьба
с такими загрязнениями должна вестись не только во всей стране, но и в мировом
масштабе.
Метод, разработанный И. П. Макали мл. (патент США 3 997 434, 14 декабря
1976 г.; фирма «Джетаматик Системе, Инк.и), может быть применен как для тран-
зитных миксеров, так и для заводов сборного бетона; различия состоят только в не-
существенных деталях.
Метод основан на том, что загустевший (например, осажденный) цементный рас-
твор использовать практически невозможно. Это означает, что цементный раствор
необходимо перемешивать, чтобы не допустить осаждения. Оборудование для работы
с цементным раствором должно функционировать непрерывно до тех пор, пока оно
не будет покрыто цементом и его работа блокирована. Этот метод позволяет решать
также технические вопросы приспособления непрерывно действующей системы ре-
цикла цементного раствора к периодическому процессу производства бетона.
На рис. 28 показано применение такой системы для бетонного завода, исполь-
зующего транзистные миксерц. На площадке для мойки грузовиков 1 имеется одиИ
82
иди несколько боксов для грузовиков 2. В каждом боксе имеется форсунка 3, черей
которую грузовик моют, а промывная вода с грузовика по стокам 4 сливается в во-
ронку 5. Затем стекающая вода попадает па грохоты или другие отделительные уст-
ройства, обозначенные цифрой 6 и представляющие собой обычные устройства такого
рода. Самая крупная фракция — щебень — забирается транспортером 7 на первую
стадию выделения, а фракция, содержащая песок, аналогичным образом по транс-
портеру 8 поступает на другой участок выделения. Последняя фракция (водно-це-
ментная взвесь) стекает по желобу 9 в емкость 10. Можно использовать и вторую ем-
кость 11, соединенную с емкостью 10 через перелив.
В резервуарах 10, 11 имеются мешалки 13, 14, насос для перекачки взвеси 16 и
трубопровод 17, ведущий к участку производства бетона, а также линия возврата
взвеси 18 и линия подачи воды 19, имеющая выход в каждую из емкостей.
Наличие второй емкости 11 позволяет обеспечить замкнутость цикла источника
промывной воды для грузовиков 2 с помощью линии 20. Вместо мешалки 14 можно
использовать рециркуляцию исходного раствора, для чего применяется перекачива-
ющий нассс 15, который перекачивает более плотную взвесь со дна отстойной емкости
И в емкость с мешалкой 10.
Описанная система может также применяться на заводах по производству сбор-
ного бетона; для разделения песка и гравия могут быть применены и более простые
технические средства, например грязевые насосы.
Аппарат, разработанный В. Ф. Миллером (патент США 4127478, 28 ноября
1978 г. фирма «Хай Вей Хит Системе, Инк.»), предназначен для удаления бетонных
смесей из грузовиков, перевозящих товарный бетон. Он состоит из приемной воронки,
устройства, извлекающего материал из грузовика, и направляющего его во вращаю-
щийся калибрующий барабан со спиральным транспортером, в который во время
работы впрыскивается вода. Второй транспортер и грязеотстойник расположены под
барабаном таким образом, что отделенный песок, наполнитель и другие материалы,
входящие в состав бетонных остатков, попадают в отстойник и в отдельную отстой-
ную емкость, из которых может быть извлечен мелкий песок и подобные материалы.
Система, разработанная А. Р. Борджесом (патент США 4154671, 15 мая 1979 г.),
позволяет повторно использовать отходы цемента, остающиеся в грузовиках. В конце
рабочего дня остатки цемента сбрасывают на виброгрохот, где под действием струи
воды, выходящей под давлением, большие куски наполнителя увлекаются на первый
ленточный транспортер. Песок, цемент и вода проходят через первый грохот на вто-
рой, на котором песок уносится сильной струей воды на второй ленточный транспор-
ТеР> по которому он попадает к месту сбора песка. Оставшиеся цемент, вода и взвесь
| побираются в лотке откуда их перекачивают в отстойник, имеющий шнек для перио-
дического перемешивания цемента и воды, чтобы предотвратить затвердевание*
83
ПеноснимаТеЛЬ, расположенный в верхней части отстойника, собирает чистую воду!
которая используется для промывки наполнителя и цемента на предыдущей стадии!
Цемент, вода и взвесь, собранные в отстойнике, вместе со свежими порциями сыры)
поступают на загрузку цементных грузовиков. Таким образом, песок, цемент, вода и
Наполнитель, которые ранее направлялись в отходы, теперь включены в рецикл и
подвергаются повторному использованию. .
ХЛОРСОДЕРЖАЩИЙ КАТАЛИЗАТОР НА ОКСИДЕ
АЛЮМИНИЯ ИЗ ОТРАБОТАННОГО
КАТАЛИЗАТОРА
Хлорсодержащие катализаторы на оксиде алюминия находят применение в про-
цессе алкилирования предельных углеводородов олефинами, например для алкили-
рования изобутана бутеном-2 с получением присадок к высокооктановым бензинам.
Такие катализаторы процессов алкилирования описаны в патентах США 3240840
и 3523142, где сказано, что свежеприготовленный катализатор обладает высокой на-
чальной активностью. К сожалению, активность катализатора снижается после до-
вольно короткого периода работы, что делает используемый процесс недостаточно
экономически эффективным. Такая дезактивация катализатора связана с отложением
на его поверхности коксообразных продуктов, а также с некоторой потерей хлора,
связанного с активной поверхностью катализатора.
Кокс, откладывающийся на поверхности катализатора, взаимодействует с актив-
ными центрами катализатора, уменьшая активность катализатора, селективность
процесса и суммарный выход целевого продукта. Для частичного уменьшения дезак-
тивирующего действия кокса и поддержания постоянной скорости алкилирования
реакцию проводят при более жестких условиях, в частности, повышают температуру
Н добавляют в сырье хлорирующие агенты.
Хотя это и требует дополнительных затрат, но таким образом удается достичь
более продолжительного времени работы катализатора. Однако реакцию алкилиро-
вания желательно проводить при низких температурах, при которых обеспечиваются
более высокая конверсия и селективность. Таким образом, повышение температуры
позволяет задержать дезактивацию катализатора, но в тоже время приводит к сни-
жению производительности процесса. По мере накопления отложений кокса катали-
затор постепенно дезактивируется; при этом наблюдается уменьшение конверсии и
снижение селективности образования целевых продуктов.
Процесс, разработанный С. Хербстманом и Дж. X. Эстесом (патент США
4083800, 11 апреля 1978 г.; фирма «Тексако Инк.»), предназначен для получения реге-
нерированного катализатора, имеющего улучшенную активность. Катализатор реге-
нерируют, выдерживая его в неокислительной атмосфере при температуре 200—
650 °C с последующим выдерживанием катализатора в окисляющей атмосфере при
температуре 370—650 °C и рехлорированием катализатора при температуре 90—
430 °C. .1
, j
п
ХЛОР ПРИ ЭЛЕКТРОЛИЗЕ ХЛОРИДА jj
АЛЮМИНИЯ *
Получение алюминия путем электролиза хлорида алюминия в расплаве или
в присутствии электролита представляет большой интерес и теоретически вполне
возможно. Однако этот экономически выгодный процесс никогда не был реализован
на практике. Это связано с наличием многих нерешенных практических проблем,
например высокой коррозионной активностью электролита, содержащего галоге-
ниды щелочных и (или) щелочноземельных металлов, необходимостью использования
хлорида алюминия определенной степени чистоты поддержания точной его концен-
трации в электролизере и других. j
84 ]]
Для осуществлений этого процесса имеются препятствий Пак Технического так И
экономического характера. Одной из многих проблем является переработка и уда-
ление газов, выходящих из электролизера.
Эта проблема становится особенно острой в тех случаях, когда в качестве элек-
тролита используют галогениды щелочноземельных или щелочных металлов или их
смеси, содержащие хлорид алюминия, поскольку при этом выделяющийся газ состоит
главным образом из хлорида. Хлор обладает высокой реакционной способностью,
является коррозионным агентом и ядовитым веществом. Кроме него в газе содержатся
небольшие количества таких компонентов как азот, СО2 и следы компонентов рас-
плава, таких как натрийалюминий хлорид, хлорид алюминия и комбинации хлорида
алюминия с галогенидами щелочных и (или) щелочноземельных металлов; последние
находятся в виде конденсируемого газа.
Рис. 29. Схема рециркуляции и обработки отходящих газов процесса
электролитического получения алюминия из хлористого алюминия
Присутствие этих компонентов в отходящем газе приводит не только к нежела-
тельным потерям компонентов расплава, но и обусловливает высокую коррозионную
активность газа, что препятствует его повторному использованию без дополнитель-
ной обработки. Кроме того, здесь возникают проблемы, связанные с засорением труб,
через которые проходят отходящие газы, например в результате конденсации в них
галогенидов щелочных и (или) щелочноземельных металлов или других вышеупомя-
нутых соединений.
Переработка отходящих газов связана и с другими проблемами, в частности с труд-
ностями при конденсации таких газов для использования их в химических реакциях
или хранения в жидком виде.
Усовершенствованный процесс выделения и рециркуляции разработай
С. К. Якобсоном и Р. К. Шенером (патент США 3904494, 9 сентября 1975 г.; фирма
«Алюминиум Компани оф Америка»); его схема приведена на рис. 29.
Алюминий получают в электролизере 3 путем электролиза хлорида алюминия,
Растворенного в расплаве хлоридов щелочных или щелочноземельных металлов или
их смеси; температура внутри электролизера обычно составляет около 700 °C. При
работе электролизера алюминий удаляется в расплавленном виде как показано
стрелкой 1, а отходящие газы, состоящие в основном из хлора с малыми количествами
азота и хлоридов щелочных и (или) щелочноземельных металлов, а также хлорида
алюминия, унесенных из расплава, удаляются из электролизера как показано стрел-
. Типичный состав отходящих газов, %: С1 91,5 сл., N 1,8, хлоридов щелочных и
(или) щелочноземельных металлов 4,8, хлорида алюминия 1,9 сл., кислорода; хло-
Риды щелочных и щелочноземельных металлов находятся в газообразном состоянии
или в виде очень мелких частиц, образующих дым.
85
После выделения и удаления из электролизера <У отходящий газ приведенного
состава, находящийся при температуре около 700 °C, охлаждают, обычно пропуская
через теплообменник 4, до заданной температуры при которой будет происходить
селективная конденсация всех хлоридов щелочных и щелочноземельных металлов,
не сопровождающаяся конденсацией или десублимацией хлорида алюминия.
В теплообменнике температура отходящего газа снижается примерно до 150—
200 °C, в результате происходящей конденсации образуются маленькие капли жид-
кости или туман. Охлажденные отходящие газы по линии 5 подаются в зону коа-
лесценции, которая на схеме представлена противозапотевающим устройством 6.
В нем происходит коалесценция сконденсировавшихся капель хлоридов щелочных и
щелочноземельных металлов, а также части хлорида алюминия; жидкая фаза отде-
ляется от отходящего газа.
Коалесцированная жидкая фаза, обычно содержащая 0, 16 — 3,3 г/л растворен-
ного хлорида алюминия при стандартных условиях (0,1 МПа, 25 °C), по линии 22
возвращается непосредственно в электролизер 3 для возмещения потерь компонен-
тов расплава.
Обедненные отходящие газы, содержащие 0,06 г/л. газообразного хлорида алю-
миния, по линии 8 подаются в зону конденсации с конденсатором 9, который может
представлять собой трубчатый теплообменник или псевдоожиженный слой хлорида
алюминия, работающий при более низких температурах, которые часто ниже 100 °C.
При этом происходит десублимация остаточного хлорида алюминия и его предвари-
тельное отделение, после чего он по линии 10 направляется в сборник 11, где соби-
рается в кристаллическом виде.
Полученный таким образом хлорид алюминия по линии 12 может быть снова по-
дан на электролиз в тот же самый или в другой электролизер. Оставшиеся относи-
тельно чистые отходящие газы по линии 13 направляют в мешочные фильтры или
в фильтровальные узлы, в которых происходит улавливание всех оставшихся твер-
дых примесей, в особенности имеющих малые размеры.
Твердая фаза, отделенная в мешочных фильтрах 14, состоит главным образом
из хлорида алюминия. Если он имеет достаточную чистоту, то по линии 15 он может
быть подан в сборник 11, а оттуда в случае необходимости возвращен в электроли-
зер 3.
Отходящие газы после фильтра 14 содержат относительно чистый газообразный
хлор и некоторые количества азота; по линии 16 их направляют к месту утилизации.
Такой газообразный хлор, возможно содержащий другие хлористые соединения,
может быть направлен в зону получения хлорида алюминия 17, где он реагирует
с алюминийсодержащим материалом в присутствии восстановителя, например угля.
По меньшей мере часть хлора и углерода в этой реакции может быть в связанном со-
стоянии например в виде четыреххлористого углерода или карбонилхлорида.
В другом варианте газообразный хлор по линии 17а можно направить в конденсатор
18 и полученный жидкий хлор по линии 17 транспортировать к месту хранения 19.
Наличие линии 20, позволяет использовать хлорид алюминия, полученный в зоне 17,
в том же самом или в другом электролизере 3.
ХЛОР ИЗ ПЫЛИ, ОБРАЗУЮЩЕЙСЯ
ПРИ ХЛОРИРОВАНИИ ИЛЬМЕНИТА
См. «Железа оксид из пыли реактора для хлорирования ильменита».
ХЛОР из сточных вод
Процесс, разработанный Р. В. Линчем {патент США 4 196140, 1 апреля 1980 г.;
фирма «Олин Корпорейшю), предназначен для выделения хлора из сточных вод хи-
мических производств, содержащих соединения щелочноземельных металлов.
Хлорсодержащие сточные воды реагируют с гидроксидом щелочного металла,
например гидроксидом натрия, с образованием суспензии твердых частиц гидроксида
86
щелочноземельного металла, например гидроксида кальция. Гидроксид кальция:
отфильтровывают или отделяют от жидкой фазы другими способами.
Жидкую фазу смешивают с органическим спиртом, получая водно-спиртовый:
раствор. Этот раствор взаимодействует с галогенирующим агентом, например молеку-
лярным хлором, с образованием органического гипохлорита как в водной, так и:
в органической фазе.
Раствор органического гипохлорита расслаивается с образованием водной н ор-
ганической фаз. Водная фаза, содержащая хлорид натрия, может быть возвращена:
для использования в качестве реагента в хлор-щелочной электролизер.
Органическая фаза, содержащая гипохлорит, может быть использована в каче-
стве хлорирующего агента. При обработке ее кислотой, например соляной, может
быть выделен свободный хлор.
ХРОМОВАЯ КИСЛОТА ИЗ ОТРАБОТАННЫХ
ТРАВИЛЬНЫХ РАСТВОРОВ
В процессе, разработанном Р. Р. Дохерти (патент США 3 531262, 29 сентября
1970 г.; фирма «Контрол Дэйта Корп.Р), отработанные водные травильные растворы,
содержащие хромовую кислоту, обрабатывают для отделения хромовой кислоты от
побочных продуктов и ее повторного использования. Побочные продукты подвергают
концентрированию или выделению; они могут быть использованы для извлечения
содержащихся в них металлов или удалены в виде отходов.
Обычно хромовую кислоту и воду отделяют от побочных продуктов путем экст-
ракции ацетоном. Из экстракта затем отгоняют ацетон и получают водный раствор
хромовой кислоты, который может быть снова использован для травления. Фракция,
оставшаяся после экстракции, содержит в высоких концентрациях побочные про-
дукты травильного процесса.
Водный раствор серной кислоты и соединения шестивалентного хрома часто ис-
пользуют в качестве травильной жидкости для удаления металлов. Особенно широко
такие растворы используют для растворения медных покрытий при изготовлении
печатных плат в электронике. Во время травления шестивалентный хром превра-
щается в трехвалентный, а в результате растворения меди в жидкости накапливается
сульфат меди. При длительном использовании раствора скорость удаления меди
уменьшается вследствие увеличения концентрации меди в растворе и восстановления
шестивалентного хрома и ь конце концов травильную жидкость приходится заменять
свежей. Удаление отработанных травильных растворов представляет собой серьез-
ную проблему, поскольку медь и хром ядовиты.
Метод, разработанный Г. К. Хиксом, мл. (патент США 4 073708, 14 февраля
1978 г.; фирма «Боинг Ко»), предназначен для регенерации хромово-сернокислотных
жидкостей для травления меди в травильной емкости с проницаемой диафрагмой,
делящей сосуд на отделение для травильного раствора и отделение для серной кис-
лоты. Между анодом, находящимся в травильном отделении и катодом, расположен-
ным в отделении для серной кислоты, протекает электрический ток, в результате
чего в анодном отделении регенерируется травильный раствор, а на катоде осаж-
дается медь.
Устройство для осуществления этого процесса показано на рис. 30. Устройство 1
состоит из резервуара 2, разделенного на два отделения 3 и 4. В отделении 3 нахо-
дится водный травильный раствор 5, содержащий оксид шестивалентного хрома и
серную кислоту. Источником шестивалентного хрома является бихромат щелочного
металла или хромовая кислота, предпочтительно бихромат натрия. В отделении 4
находится водный раствор 6 серной кислоты или сульфата щелочного металла.
Резервуар разделен на два отделения перегородкой 7, в которой закреплена
проницаемая мембрана или диафрагма. Ион-селективную мембрану предпочтительно
изготавливать из полиэфиров или из перфторсульфоновой кислоты, однако ее можно
изготовить и из любого другого материала устойчивого к применяемым химикалиям.
Диафрагму предпочтительно изготавливать из нетканого материала, имеющего
Достаточные размеры отверстий, чтобы при подаче напряжения обеспечить прохож-
дение црнов хромд в количестве от 0,22 до 200 г/(м2-ч). Анод 9 находится в отделении
57
3 для травильного раствора, а катод 10 — в отделении 4, содержащем водный рас-
твор серной кислоты.
Напряжение на электроды подается от источника постоянного тока 11 по про-
водам 12 и 13. Медная или медьсодержащая деталь, например плата 14, тросом 15
закреплена на подъемнике 16, расположенном над резервуаром.
В процессе работы деталь опускают в травильный раствор 5 на определенное
время, достаточное для того, чтобы удалить необходимое количество меди. При рас-
творении меди протекает следующая химическая реакция:
ЗСи 4- 6H2SO4 4- 2СгО3 -4- 3CuSO4 4- Cr2(SO,)s 4- 6Н2О.
Травильный раствор можно регенерировать после того как плата удалена из него
или же регенерация может проводиться одновременно с процессом травления. Пред-
S.
1-
V
Рис. 30. Аппарат Для реге-
нерации травильных рас-
творов, содержащих хром
и серную кислоту
почтительно осуществлять оба процесса одновременно, поскольку это дает возмож-
ность поддерживать скорость травления приблизительно постоянной и позволяет
лучше контролировать процесс травления. В любом случае желательно проводить
процессы травления и регенерации в одном и том же сосуде. При регенерации через
электроды протекает постоянный ток в результате чего происходят следующие реак-
ции:
Cr2(SO4)3 4- 6Н2О -4- 2СгО3 4- 3H2SO4 4- ЗН2
2CuSO4 4- 2Н2О -4- 2Си 4- 2H2SO4 4- О2.
Во время регенерации трехвалентный хром снова переходит в шестивалентное со-
стояние, снова образуется серная кислота, а медь растворившаяся в анодном отде-
лении 3, проходит через мембрану и осаждается На катоде 10. Желательно, чтобы
плотность тока на диафрагме составляла 1000—1500 А/м2.
ХРОМОВАЯ КИСЛОТА из сточных вод,
содержащих хромовую кислоту
Процесс, разработанный М. Ватанабе и С. Нишимурой (патент США 4 144145,
13 марта 1970 г.; фирма «Солеке Ресерч Карп», Япония), показан на рис. 31.
Этот процесс позволяет извлекать соединения шестивалентного хрома из водных
растворов, содержащих соединения трехвалентного хрома и ионы тяжелых металлов
и включает следующие стадии:
88 4
а. Электродиализ водного раствора с помещением раствора, содержащего соеди-
нения шестивалентного хрома, в катодное отделение; при этом свободные ионы шести-
валентного хрома переносятся в анодное отделение процесса.
б. Удаление жидкости из катодного отделения с добавлением к ней серной кис-
лоты в количествах по меньшей мере стехиометрически эквивалентных количеству
содержащихся в жидкости ионов тяжелых металлов.
в. Экстракцию соединений шестивалентного хрома в подкисленном растворе
органическим растворителем А, состоящим из одного или более эфиров фосфорной
Выделение Н2 Сг2 07
Рис. 31. Схема процесса выделения хромовой кислоты из сточных вод,
содержащих хромовую кислоту и примеси
кислоты, совместно с углеводородом нефти, используемым в качестве разбавителя;
при этом получают органическую фазу, содержащую соединения шестивалентного
хрома, и водный остаток.
г. Экстракцию остаточных количеств шестивалентного хрома из водного остатка
органическим экстрагентом В, состоящим из одного или более первичных, вторичных,
третичных и четвертичных аминов, совместно с углеводородом нефти, используемым
в качестве разбавителя.
Д. Регенерацию экстрагентов А и В путем дистилляции органической фазы.
ХРОМ ИЗ ОТХОДОВ ПРОИЗВОДСТВА
ХРОМОВОГО АНГИДРИДА
Хорошо известно, что при производстве хромового ангидрида СгО3 из бихромата
натрия и серной кислоты образуются отходы, загрязняющие окружающую среду, и
Которые очень трудно удалить. Они в основном состоят нз бисульфата натрия, сер-
89
ной Жй'сЛОТьТ «больших иЛй М&йЬШИХ количеств соединений трех-и шестивалентного
хрома.
При обработке этого остатка водой образуется суспензия, представляющая собой
раствор бисульфата натрия, серной кислоты, хромовой кислоты и плохо раствори-
мого соединения трехвалентного хрома переменного состава, который в дальнейшем
будем называть бисульфатом хрома.
Поскольку эта суспензия имеет высокую кислотность, содержит серную кислоту
и бисульфат натрия ее можно было бы использовать для подкисления в процессе пре-
вращения хромата натрия, получаемого при обычной переработке хромитов, в би-
хромат натрия.
Однако такому использованию мешает присутствие водорастворимых соединений
трехвалентного хрома. Даже при наличии экономичного фильтрационного метода
отделения нерастворимой фракции (бисульфата хрома) остающийся раствор, содер-
жащий трехвалентный хром, будет приводить к загрязнению получаемого бихро-
мата натрия, обусловливая снижение его качества и затруднения на стадии фильтра-
ции.
Решить указанные проблемы позволяет способ, разработанный Д. Перроном
(патент США 4 045340, 30 августа 1977 г.; фирма «Луиджи Стоппани ди П. Стоп-
пани и Ко»), Этот способ обеспечивает полное выделение трехвалентного хрома из
сточных вод путем осаждения в виде соединения, имеющего формулу
х СгО3-у Сг2О3-п Н2О,
и называемого хроматом хрома. Это соединение легко может быть полностью отфиль-
тровано и подвергнуто промывке водой; его можно растворить, в частности в кис-
. лотах.
Водная суспензия, содержащая остатки твердых отходов производства хромо-
вого ангидрида, вместе с раствором хромата натрия подается в реактор первой стадии.
Плотность смеси должна быть такой, чтобы не происходило осаждение сульфата
натрия; за счет изменения скорости подачи суспензии поддерживается величина
pH = 2-н8. Осадок хромата хрома, образующийся из растворов бихромата натрия
и сульфата натрия, отделяется фильтрованием.
ХРОМ ИЗ ВОДЫ, ИСПОЛЬЗУЕМОЙ
В ГРАДИРНЯХ
Во многих промышленных процессах приходится отводить большие количества
тепла. Для этой цели в качестве теплоносителя обычно применяют воду, циркули-
рующую в системе. К этой воде обычно добавляются различные химические соеди-
нения, в том числе и различные хроматы, являющиеся ингибиторами коррозии. Охла-
ждающая вода, содержащая добавки, проходит через теплообменник, нагревается,
а затем поступает в градирню, где охлаждается и снова подается в теплообменник.
Поскольку в градирне происходит испарение, концентрация различных добавок
и других твердых веществ, растворенных в охлаждающей воде, повышается. Чтобы
поддерживать концентрацию растворенных веществ на допустимом уровне некоторая
часть охлаждающей воды постоянно отводится из градирни и сбрасывается в сток.
Эти сточные воды обычно называют сбросовым потоком. Естественно, что в си-
стему необходимо добавлять свежую воду, чтобы компенсировать уменьшение объема
охлаждающего агента за счет испарения и сброса. К свежей воде также необходимо
добавлять хроматы и другие химические агенты, так как часть их была удалена из
системы вместе со сбросовой водой.
Необходимость дополнительного введения относительно дорогостоящих ингиби-
торов коррозии приводит к повышению стоимости процесса охлаждения. Кроме того,
Наличие относительно высоких концентраций этих веществ в сбросовых водах вызы-
вает трудности при их удалении. Это связано с тем, что шестивалентный хром токси-
чен и его сброс в канализации и водоемы строго регламентируется законодательством
по охране окружающей среды.
Процесс, предложенный А. Гейнополосом, М. К. Гуптой и В. Дж. КатщеМ
{патент США 3 625885, 7 декабря 1971 г.; фирма «Рекс Чейнбелт Инк.»), предусма-
90
тривает предварительную обработку охлаждающей воды, содержащей шестивалент-
ный хром, в результате которой последний в основном превращается в бихроматы.
После этого раствор подвергают обратимому осмосу через пористую мембрану, позво-
ляющую проходить ионам бихромата. В результате этого процесса происходит зна-
чительное уменьшение жесткости воды и снижения концентрации растворенных
твердых веществ. Умягченная охлаждающая вода, содержащая ионы бихромата, мо-
жет быть направлена для повторного использования в процессе. Вода, сбрасываемая
в сток, содержит значительно меньшие количества вредных соединений хрома.
Процесс, разработанный Т. А. Орофино (патент США 3 986950, 19 октября
1976 г.; фирма «Монсанто Ко»), представляет собой метод диализа для селективного
удаления хроматов из сбросовых вод градирен, содержащих также соединения каль-
ция и магния. Предпочтительный перенос хроматов через стенки пористых мембран
достигается путем воздействия на обратимую реакцию диссоциации хромовой кислоты
за счет подбора соответствующих значений pH. Желательно, чтобы сбросовые воды
контактировали с внешней поверхностью мембраны, при одновременной циркуляции
свежей воды, не содержащей хроматов, через отверстия мембраны. Циркулирующая
вода собирает частицы, проникающие через мембрану, которые могут быть повторно
использованы для ингибирования коррозии,
ХРОМ ИЗ ПРОМЫВНЫХ ВОД ПРОЦЕССОВ
ГАЛЬВАНОСТЕГИИ
Строгие требования органов охраны окружающей среды не позволяют сбрасы-
вать непосредственно в водоемы или канализацию сточные воды, содержащие хром,
например в виде хромовой кислоты, хроматов металлов и т. п. Кроме того, хром яв-
ляется дорогостоящим металлом и его извлечение из хромсодержащих растворов
является желательным и с экономической точки зрения. Уже длительное время
существует потребность в экономичном и эффективном способе удаления хрома из
сточных вод и его регенерации.
Процесс, разработанный Е. Дж. Фелтцем и Р. Каннигхемом (патент США
3 969246,13 июля 1976 г.), предназначен для удаления и извлечения хрома из сточных
вод в виде хромовой кислоты и (или) хроматов металлов путем непосредственного
осаждения хрома карбонатом бария. Процесс проводится в водных растворах, со-
держащих ледяную уксусную кислоту, предпочтительно при pH = 4,5-4-4,7; полу-
чающийся хромсодержащий материал отфильтровывают через кислотоустойчивый
фильтр, предпочтительно с размером пор 2—4мкм при pH ~ 2-4-5. Предпочтительно
использовать массовое отношение карбоната бария к хромсодержащим соединениям,
находящимся в растворе, 2 : 1 и карбоната бария к уксусной кислоте 3:1. Карбонат
бария и уксусную кислоту смешивают в водной среде непосредственно перед упо-
треблением. Эту смесь добавляют к хромсодержащим сточным водам; можно поступать
и наоборот, т. е. приливать сточные воды к данной смеси.
Схема процесса представлена на рис. 32. В результате процесса хромирования
получают хромированные детали, которые промывают в одном или нескольких про-
мывных резервуарах; в последнем из них обычно проводится промывка горячей во-
дой.
При промывке деталей в резервуарах 1 происходит увеличение концентрации
ионов хрома в растворе. Загрязненная жидкость из промывных резервуаров направ-
ляется на обработку по линии 2; в другом варианте жидкость свободно стекает из
промывного резервуара в резервуар для обработки. Туда подается смесь карбоната
бария и уксусной кислоты, количества которых зависят от содержания хрома в про-
мывных водах и определяются как было описано выше.
В резервуаре для обработки 3 предусматриваются обычные перемешивающие
устройства; предпочтительно перемешивание с помощью воздуха. После перемеши-
вания в резервуаре 3 раствор по линии 4 подается на фильтр 5 с размером пор 2—
4 мкм. В случае необходимости дальнейшей обработки фильтрат по линии 6 направ-
ляют в дополнительный резервуар 7 или в автономную фильтрующую систему как
показано на схеме стрелками. В резервуар 7 добавляют серную кислоту или аналогич-
ные соединения для осаждения остаточных количеств бария, например в виде суль-
фата бария.
-91
НгО - в канализацию
Рис. 32. Схема процесса из-
влечения хрома из сточных
вод установок для нанесе-
ния гальванического по-
крытия путем осаждения
барием
Затем смесь подается по линии 8 на фильтр 9 с размером пор 1—3 мкм, где про-
исходит улавливание сульфата бария. Фильтрат по линии 10 может быть непосред-
ственно сброшен в канализацию или в водоем, а при непрерывном процессе по ли-
нии 11 направлен для повторного использования в промывной резервуар 1.
Процесс, разработанный Ю. Сеноо (патент США 3 961029, 1 июня 1976 г.;
фирма «Токико Лтд», Лиония), предназначен для извлечения ионов хромата
в виде хромовой кислоты. Процесс включает стадии добавки восстановителя к сточ-
ным хроматсодержащим водам для осаждения хрома в виде гидроксида хрома (III);
добавления к осадку щелочи и водного раствора пероксида водорода для получения
хроматсодержащего водного раствора и пропускание полученного раствора через
кислотную катионообменную смолу в Н-форме.
Процесс, предложенный С. Такадой и К. Сато (патент США 4 049772, 20 сен-
тября 1977 г.; фирма «Токико Лтд»., Лиония), предназначен для выделения раствора
хромовой кислоты из сточных вод. Сточные воды под-
вергают деионизации, последовательно пропуская че-
рез две или более колонны с анионообменной смолой.
В ходе обработки ионообменная способность смо-
лы в первой колонне уменьшается. Когда концентра-
ция ионов хрома в подаваемом и выходящем из ко-
лонны растворе становится одинаковой, проводят
промывку колонны обратным потоком.
Во время регенерации первой колонны сточные
воды подаются на вход второй колонны с анионитом.
После окончания регенерации колонна снова подклю-
чается к очистной анионообменной системе, однако
уже в качестве последней колонны.
Этот процесс регенерации затем последовательно
повторяется, каждый раз для той колонны, которая
является первой в очистной системе; такой метод работы
позволяет проводить непрерывную очистку поступаю-
щих сточных вод. Раствор, образующийся в резуль-
тате регенерации, пригоден для повторного использо-
вания в качестве раствора хромата.
Процесс, разработанный Т. Хаияши (патент
США 4 012318, 15 марта 1977 г.; фирма «Кайба-
коио—Кабушики—Кайша», Лиония), предназначен
для обработки хромсодержащих сточных вод, полу-
чаемых при промывке хромированных изделий, с помощью ионообменных смол.
Для увеличения скорости извлечения хромовой кислоты, повышения срока службы
ионообменной смолы и предотвращения образования осадка, к сточным водам до-
бавляют щелочные соединения до получения приблизительно нейтральной реакции;
ионы металлов, содержащиеся в растворе, при этом осаждаются в виде гидрокси-
дов, которые затем удаляют на стадии фильтрования.
Получаемый фильтрат, реакция которого поддерживается нейтральной, направ-
ляется в башню предварительной обработки, наполненную катионообменной смолой,
где в результате адсорбции происходит удаление щелочных компонентов. Получае-
мый разбавленный раствор двухромовой кислоты концентрируют в адсорбционной
башне, заполненной анионообменной смолой, и подвергают очистке в башне с катио-
нообменной смолой в результате чего получают чистый раствор двухромовой кис-
лоты. Башни предварительной обработки и очистки регенерируют, обрабатывая
серной кислотой.
Схема процесса представлена на рис. 33. Детали, хромированные в резервуаре 1,
сначала промывают водой в емкости для первичной промывки 2, а затем снова промы-
вают водой в следующем резервуаре 3. Вода, подаваемая на промывку, сначала на-
правляется во второй промывной резервуар 3, а затем после того как в ней раствори-
лись значительные количества хромовой кислоты, она подается в резервуар для пер-
вичной промывки 2; из резервуара 2 воду направляют на хранение в резервуар 4.
Как правило сточные воды процесса хромирования, хранящиеся в резервуаре 4,
имеют кислую реакцию (pH = 2,3ч-3).
Сточные воды из резервуара 16 подают для нейтрализации в резервуар 5, куда
из резервуара подают водный раствор гидроксида натрия до получения приблизи-
92
тельно нейтральной реакции (pH = 7+9). При этом происходит осаждение железа,
меди и других металлов в виде гидроксидов. Смесь проходит через фильтр 7, распо-
ложенный под резервуаром 5; фильтрат направляют в резервуар 8. В результате
такой обработки в сточных водах процесса хромирования происходит замена ионов
металлов на ионы натрия.
Реакция раствора в резервуаре 8 близка к нейтральной (pH = 7+8). Этот рас-
твор направляют для предварительной обработки в башни 9а и 96, заполненные ка-
тионообменной смолой, где происходит удаление ионов натрия в результате адсорб-
ции. В результате очистки получают разбавленный раствор двухромовой кислоты,
который временно хранится в резервуаре 10.
Цель снижения pH разбавленного раствора двухромовой кислоты и удаления
ионов натрия из фильтрата, находящегося в резервуаре 8, состоит в том, чтобы уве-
личить эффективность последующей адсорбции ионов хромовой кислоты анионооб-
менной смолой. В частности, если величина pH будет менее 3,5 ион хромовой кислоты
Рис. 33. Схема процесса обработки сточных вод, образующихся при хромиро-
вании, с помощью ионного обмена
превращается из СгО4~ в Сг2ОД,что приводит к увеличению эффективности адсорб-
ции на анионообменной смоле примерно на 30 %.
Разбавленный раствор двухромовой кислоты, имеющий pH менее 3,5, из резер-
вуара 10 подают в адсорбционные башни 11а и 116, заполненные анионообмениой
смолой, для удаления ионов бихромата; получаемый при этом раствор хранится в ре-
зервуаре 12. Очищенные таким образом сточные воды могут быть направлены в резер-
вуар 13, а оттуда — на повторное использование.
После того, как адсорбционная емкость башеи 11а и 116 исчерпана, проводят
следующие операции:
1. Продувка. Вода, оставшаяся в частицах анионообмениой смолы, сначала
выдувается током воздуха.
2. Предварительная промывка. Аиионит промывают, пропуская через него
воду в прямом и обратном направлениях в 20-кратном объемном избытке по отноше-
нию к количеству анионита. Для промывки используют воду, хранящуюся в резер-
вуаре 12.
3. Продувка. Снова продувают анионит воздухом для удаления остатков воды;
вся выделяющаяся при этом вода возвращается на хранение в резервуар 4.
4. Впрыскивание реагента. Из емкости 14 впрыскивается водный раствор гидро-
оксида натрия, объем которого равен объему анионита. При этом происходит десорб-
ция адсорбированных на анионите ионов двухромовой кислоты и образуется раствор
хромата натрия.
5. Продувка. Для удаления из анионита остатков раствора хромата натрия про-
Лувают воздухом, а выделившийся раствор направляют на хранение в резервуар 15.
6. Дополнительная промывка. Так же как и при предварительной промывке
промывают анионит примерно 20-кратным (по объему) избытком воды из резервуара
пропуская ее в прямом и обратном направлениях.
93
7. Продувка. Продувают воздухом для удаления из анионита остаточной водц’
которую вместе с промывной водой возвращают на хранение в резервуар 4.
8. Заполнение водой. Добавляют воду в таком количестве, чтобы она покрыла
анионит, находящийся в адсорбционных башнях 11а и 116.
В результате описанной обработки ионы двухромовой кислоты, адсорбированные
на анионите, удаляются в виде раствора хромата натрия, а используемый анионит
регенерируется. Раствор хромата натрия из резервуара 15 направляют в очистную
башню 16, заполненную катионообменной смолой аналогично башням 9а и 96, для
адсорбции ионов натрия и получения чистого раствора двухромовой кислоты. Послед-
ний направляют в резервуар 17 и используют для хромирования в реакторе 1.
При достижении адсорбционной емкости башен предварительной обработки 9а
и 96 и очистной башни 16 проводят следующие операции, так же как и в случае ад-
сорбционных башен Па и 116.
1. Продувка. Продувают воздухом для удаления остатков раствора двухромовой
кислоты из частиц катионита.
2. Предварительная промывка. Через катионит пропускают воду в прямом и
обратной} направлениях в 20-кратном (по объему) избытке по отношению к количеству
катионита. Для промывки используют раствор, хранящийся в резервуаре 15.
3. Продувка. Снова продувают воздухом для удаления остатков воды из катио-
нита; промывную воду и упомянутые выше остатки раствора двухромовой кис юты
возвращают в резервуар 4.
4. Впрыскивание реагента. Из емкости 18 впрыскивается серная кислота, объем
которой эквивалентен количеству катионита. При этом происходит десорбция ионов
натрия, адсорбированных на катионите; образующийся раствор сульфата натрия
удаляют.
5. Продувка. Продувают воздухом для удаления из катионита остатков раствора
сульфата натрия.
6. Дополнительная промывка. Так же как и при предварительной промывке
промывают катионит примерно 20-кратным (по объему) избытком воды из резер-
вуара 12, пропуская ее в прямом и обратном направлениях.
7. Продувка. Продувают воздухом для удаления из катионита остатков промыв-
ной воды; промывные воды и раствор сульфата натрия хранят в резервуаре 19. Его
содержимое направляют на выброс после установления величины pH в контрольной
емкости 20.
8. Заполнение водой. Добавляют воду в таком количестве, чтобы она покрыла
катионит, находящийся в башнях предварительной обработки 9а и 96 и в очистной
башне 16.
В результате такой обработки ионы натрия, адсорбированные на катионите,
удаляются в виде раствора сульфата натрия и происходит регенерация катионита
в башнях предварительной обработки 9а и 96 и в очистной башне 16.
В приведенном примере башни предварительной обработки 9а и 96 включены
параллельно, что позволяет проводить непрерывный процесс, осуществляя адсорбцию
в одной из башен в то время как другая башня регенерируется. Реакции, протекаю-
щие в башнях 9а и 96, адсорбционных башнях 11а и 116 и в очистной башне 16, при-
ведены ниже (ионообменная смола обозначена как /?; уравнение а относится к башне
предварительной обработки, б — к адсорбционной башне, в — к адсорбционной
башне при регенерации, г — к очистной башне и д — к регенерации башен предва-
рительной обработки и очистки):
a 2R — Н + Na2Cr2O7-> 2R — Na + HaCr2O7
б 27? — ОН + Н2Сг2О7—> R2 — СгаО7 + 2НаО
в 7?а — СгаО7 + 2NaOH-> 27? — ОН + NaaCraO7
г 27? — Н + Na2Cr2O7—>- 27? — Na + H2CraO7
- д 27? — Na + H2SO4-> 27? — H + NaaSO4.
Процесс, разработанный Ф. Тужником и А. Лисом (патент США 4 171255,
16 октября 1979 г.; Институт точной механики, Польша), предназначен для ней-
трализации всех растворов и стоков, образующихся при нанесении гальванических
Покрытий, а также для полного извлечения используемых при этом металлов. Шести-
валентный хром восстанавливают до трехвалеитиого с образованием гидроксида
94
хрома. Такие металлы как Цинк и кадмий также выделяют в виде гидроксидов; сер'ё-
бро и медь извлекают в виде свободных металлов. В этом процессе происходит также
нейтрализация дыма, выделяющегося из регенерационных резервуаров и содержа-
щего цианиды и хром.
Согласно данному способу детали после покрытия погружают в регенерационный
раствор, содержащий альдегид пли вещество способное превращаться в альдегид и,
в случае необходимости, окисляющий агент. При этом происходит осаждение избытка
металла из остатка раствора, используемого для гальванопокрытия, в виде свобод-
ного металла или его гидроксида, а также разложение цианидов и восстановление'
шестивалентного хрома в трехвалентный. В этом процессе могут быть регенерированы
как раствор для гальванопокрытия, так и регенерирующий раствор.
ХРОМ ИЗ ОСАДКОВ ЦВЕТНЫХ МЕТАЛЛОВ
См. также «Металлы нз смешанных металлических шламов».
Процесс, разработанный К- О. Вайсом (патент США 3 552917, 5 января 197Г г\р
фирма «М энд Т Хемикалс Инкм), предназначен для выделения хромсодержащих
соединений из осадков, получаемых при осаждении твердых частиц в сточных водах,
процессов чистовой обработки металлов; хром в этих осадках находится в виде хро-
мата бария. В этом случае осадок переводят в водную суспензию, добавляют сернук»
кислоту, перемешивают некоторое время при комнатной температуре, отделяют не-
растворившуюся часть, добавляют к полученному при разделении фильтрату карбо-
нат одного из следующих элементов: Са2+, Sr2+,Ba2+ иРЬ2+, в результате чего проис-
ходит осаждение значительной части сульфат-ионов, содержащихся в растворе.
Снова отделяют нерастворившуюся часть, к получаемому фильтрату добавляют кар-
бонат стронция для осаждения остатков сульфат-ионов и еще раз отделяют осадок,
получая раствор, который содержит все количество СгО3, находившееся в первона-
чально полученном растворе.
Пример. Было приготовлено 55 кг осадка, содержащего 40 % ВаСгО4 и 60 %
ВаСО3. Осадок перемешивали с водой для получения суспензии. Затем было добав-
лено 25,1 кг (13,9 л) H2SO4 и общий объем смеси доведен до 85 л. Смесь перемешивали
без дополнительного нагревания в течение 2,5 ч.
Затем нерастворившуюся часть отфильтровали и осадок несколько раз промы-
вали водой до получения раствора с содержанием 5,5 г/100 мл СгО3 и 7,8 г/100 мл
H2SO4. Затем к раствору добавляли 8,0 кг СаСО3 и перемешивали ~10 мин при ком-
натной температуре. Нерастворившуюся часть отфильтровали и осадок промывали:
водой как описано выше; общий объем полученного раствора был ~115 л. В этом:
растворе еще содержалось 2,0 кг H2SO4; к нему было добавлено 4,5 кг SrCO3 и пере-
мешивалось ~15 мин при комнатной температуре.
Нерастворившуюся часть отфильтровали, осадок промывали водой до получе-
ния общего объема раствора 130 л. Полученный раствор содержал все количество'
СгО3, находившееся в первоначально полученном растворе, и был свободен от H2SO4..
Этот процесс позволяет эффективно извлекать весь хром, содержащийся в сме-
шанных осадках в виде хромата бария, причем получаемый раствор не содержит’
серной кислоты и может быть рециркулирован для повторного использования в про-
цессе гальванического хромирования.
Извлечение проводят при обычных температурах, не требующих применения
Дорогостоящего оборудования; при этом на всех стадиях используются относи-
тельно разбавленные растворы, что позволяет отказаться от использования спе-
циальной коррозионностойкой аппаратуры и, тем самым, повысить экономичность
процесса.
Процесс, разработанный В. Мюллером и Л. Витцке (патент США 4 151257,
24 апреля 1979 г.; фирма «Т. Голдшмидт АГ», ФРГ), предназначен для разделения
металлов, содержащихся в осадках в виде смесей гидроксидов. Согласно данному
способу сначала проводят хлорирование в водной фазе для окисления содержаще-
гося в осадке хрома, затем отделяют нерастворившуюся часть и обрабатывают по-
дучаемый раствор Сг (VI) в закрепленном слое анионита для удаления Cr (VI) из
Раствора. Затем путем жидкостной экстракции выделяют из водного раствора медь,
а после удаления меди — таким же образом и цинк. Из раствора, не содержащего
95
цинка,
удаляют алюминии,
осаждая его в виде гидроксида,
а после этого выделяют
из раствора никель путем жидкостной экстракции. Все цветные металлы могут быть
извлечены из соответствующих растворов и осадков обычными методами.
Другой процесс, предназначенный для разделения осадков, содержащих гидро-
ксиды цветных металлов, и выделения металлов описан Л. Витцке и В. Мюллером
(патент США 4 162294, 24 июля 1979 г.; фирма: «Т. Голдшмидт АГ», ФРГ). Оса-
док, представляющий собой отход производства, сначала смешивают с гидроксидом
или карбонатом щелочного металла, сушат и подвергают обжигу. Водонераствори-
мую часть обожженного материала обрабатывают серной кислотой в результате чего
получают нерастворимый остаток и сернокислый раствор, содержащий медь, алюми-
ний, и хром. Медь выделяют из этого раствора путем жидкостной экстракции и из
оставшегося раствора выделяют на
миний, хром, цинк и никель.
отдельных стадиях жидкостной экстракции
алю-
ХРОМ ИЗ ХРОМОВОГО ЛОМА
Хромсодержащие сплавы и промышленные отходы являются сырьем для извле-
чения хрома, который в небольших количествах вновь поступает на рынок. Наиболее
бущественным источником вторичного хрома является нержавеющая сталь. В 1974 г.
из этого сырья было извлечено 63 % общего количества хрома. Постоянным источни-
ком вторичного хрома является лом предметов домашнего обихода, который большей
частью направляют на переплавку. За счет хромового лома в 1974 г. было удовлетво-
рено 10 % спроса на хром для домашнего обихода. Большая часть этого сырья была
получена в виде отходов, образующихся при производстве изделий, или в виде вто-
ричного сырья.
ХРОМ ИЗ СТОКОВ КОЖЕВЕННОГО
ПРОИЗВОДСТВА
Для сохранения структуры кожи и предотвращения гниения кожу подвергают
обработке различными дубильными веществами. Для этой цели широко используют
трехвалентный хром, обычно гидрат основного сульфата хрома. Трехвалентный хром
часто приготовляют на кожевенной фабрике восстановлением шестивалентного
хрома сахаром и серной кислотой.
В течение нескольких лет потери растворимых соединений в стоках кожевенного
производства постепенно возрастали, поскольку было дешевле покупать хромсо-
держащие вещества заново, чем проводить выделение хрома.
Другим фактором, способствующим направлению солей хрома в отходы, явля-
лось желание увеличить скорость дубления за счет усиления проникновения хромо-
вых солей в кожу при использовании более высоких концентраций хрома. Увели-
чение скорости дубления позволяет уменьшить износ оборудования и повысить про-
изводительность труда. Однако при этом происходит значительное увеличение кон-
центрации хрома, в сточных водах, а также потерь хрома, используемого для дубле-
ния.
Рядом проведенных исследований было установлено, что на наиболее эффективно
работающих кожевенных фабриках около 1/3 закупаемого количества соединений
хрома выбрасывается со сточными водами: на некоторых производствах допускается
выброс даже половины всего закупаемого хрома.
Большие количества хрома выбрасываются также вместе с отходами кожи, об-
разующимися на стадиях обрезки, скобления, лощения и т. п. Такие потери могут
достигать 2/3 от общего количества хрома, введенного в процесс. Это представляет
значительную опасность для окружающей среды, поскольку ионы хрома, в особен-
ности шестивалентного, ядовиты. Средняя кожевенная фабрика, обрабатывающая
2000—3000 кож в день ежедневно сбрасывает около 1000 кг хрома в расчете на Сг2О3.
Из этого количества 50—60 % удаляются со сточными водами и 40—50 % с отходами
кожи.
96
Непрерывный процесс выделения хрома из сточных вод кожевенных производств
разработан Г. Г. Янгом (патент США 3 950131, 13 апреля 1976 г.; фирма «Хофф-
ман—Стаффорд Таннинг Кои). Этот метод включает непрерывное перемешивание
х ромсодержащего осадка с непрерывной фильтрацией и прохождением через последо-
вательно расположенные зоны фильтрования. Метод является экономически эффек-
тивным и привлекательным с точки зрения экологии. Выделяемые соединения хрома
могут быть использованы для приготовления свежих дубильных растворов.
Схема процесса приведена на рис. 34. Отработанные жидкости, содержащие
хром, со всех участков производства собирают в отстойнике 1, откуда насосом 2 их
прокачивают через каскад 3. Отсеянные твердые частицы попадают на бесконечный
Рис. 34. Схема непрерывного процесса выделения гидроокиси хрома из отработан-
ных хромсодержащих дубильных жидкостей и его повторного использования для
дубления
ленточный транспортер 4 и направляются в приемную камеру, которая на рисунке
не показана. Жидкая фаза направляется в сепаратор 5, в котором жиры и смазкн со-
бираются на поверхности и сливаются с частью жидкости через отверстие 6. Все
твердые частицы оседают в конической нижней части 7, откуда они с помощью насоса
26 выводятся по линии 8 н направляются для повторного разделения в отстойник 1.
Прозрачный хромсодержащий раствор из средней части резервуара 5, проходя
под отражателем 10, поступает в смеситель У/, в который из резервуара 12 подается
каустическая сода или какой-либо другой щелочной раствор для того, чтобы поддер-
живать величину pH в резервуаре 11 равной 8,0—9,5. Если концентрация осажден-
ного гидроксида хрома достаточно высока, то отстаивание в осветлителе 13 можно не
проводить; в этом случае смесь непосредственно поступает на фильтр 14 для непре-
рывной фильтрации под давлением. Если же суспензия гидроксида хрома достаточно
разбавлена, то перед фильтрованием ее направляют в отстойник 13, где осадок соби-
рается в конической нижней части.
Одновременно чистый раствор, находящийся над осадком, декантируют из от-
стойника на определенной высоте, уменьшая таким образом до минимума объем
суспензии гидроксида хрома, которую необходимо фильтровать. Суспензию перека-
чивают под давлением насосом 15 на непрерывную фильтрацию на фильтре 14, где
Поддерживается постоянная толщина слоя осадка и происходит концентрирование
Гидроксида хрома до заранее определенной концентрации.
4 Ситтиг М. 97
При достижении этой желаемой концентрации (14—15 %) концентрированней
пасту гидроксида хрома направляют в резервуар 16, куда из емкости 17 подает®
для смешения серная кислота до тех пор пока не будет достигнута требуемая основ
ность и произойдет растворение осадка. Прозрачный фильтрат с фильтра 14 по ли-
ниям 18 и 19 направляется в сток; суммарное содержание хрома в нем составляет
менее 2 ppm.
В нижней части рис. 34 проиллюстрирована работа фильтра 14. Этот многосег-
ментный фильтр для непрерывного фильтрования под давлением имеет входное от-
верстие 20, ведущее в корпус 21. Внутри корпуса размещены вращающиеся фильтро-
вальные пластины 22, состоящие из металлического диска 23, прилегающего к филь-
трующей
поверхности 24. Жидкость
Гис. 35. Схема процесса выделения
хрома из отходов дубильных произ-
водств смешанного состава, включа-
ющих отходы кожи
проходит через фильтр 24 и выводится через
коллекторную трубу 25. Стационарные пла-
стины 26 закреплены внутри корпуса и со-
стоят из круглых полых каркасов, с филь-
тровальными поверхностями 27, через кото-
рые проходит фильтрат, вытекающий далее
через коллекторную линию 28. По линиям
18 и 19 фильтрат отводится в сток. Осадок,
образующийся при фильтровании, выбрасы-
вается по линии 29, на которой имеется пне-
вматический клапан, срабатывающий, когда
давление достигает определенного уровня.
Процесс, предназначенный для o6pa6oi-
ки как жидких так и твердых отходов ко-
жевенного производства и позволяющий
повысить степень извлечения хрома, раз-
работан Б. Г. Джонсом (патент США
4 086319, 25 апреля 1978 г.). Он позволяет
свести к минимуму вред, причиняемый ок-
ружающей среде, довольно экономичен,
позволяет использовать горючие органиче- ।
ские соединения, содержащиеся в обраба-1
тываемых отходах, а также обеспечивает вы-1
сокую степень извлечения хрома, пригод-1
ного для повторного использования или дляи
хранения в устойчивой форме с уменьше-Я
нием объема на 90—95 %. 1
Схема этого процесса показана на рис. 1
35. Сточные воды 1 направляют в отстой- I
ник или флотатор 2. Стоки 1 могут состоять только из одних отработанных дубильных
жидкостей, однако предпочтительно смешивать эти жидкости со сточными водами
процесса щелочного удаления шерсти, в котором образуется осадок Сг(ОН)3. Хотя
хром содержится только в стоках дубильного производства, целесообразно обрабаты-
вать сточные жидкости обеих стадий в одной и той же системе, поскольку кислые
сточные воды стадии дубления по меньшей мере частично нейтрализуются щелоч-
ными водами со стадии удаления шерсти.
Осаждение взвешенных частиц и некоторых растворенных веществ происходит
в сепараторе при добавлении коагулирующих и осаждающих агентов, таких как из-
мельченные отходы кожи, обозначенные пунктирной линией 7, или полимеры, приме-
нение которых для этих целей широко известно. Возможно также разделение с ис-
пользованием принципа флотации.
После разделения осадок удаляют. Жидкую фазу 3 отводят; желательно перед
сбросом подвергнуть ее дополнительной очистке. Вторичная и третичная обработка
проводится с использованием хорошо известных способов. Необходимость в такой
обработке может быть уменьшена или устранена вовсе, если жидкость профильтро-
вать через фильтр 4, состоящий из переработанных, измельченных или карбонизи-
рованных отходов кожи. '
Шлам, первоначально отделенный в отстойнике 2, обычно содержит 85—95 %
воды и не может поддерживать горение. Его сушка в печи требует дополнительного
расходования топлива, поэтому предпочтительно проводить его концентрирование]
еще до подачи в печь. Концентрирование можно проводить путем упаривания или, 1
98
что предпочтительно, путем механического удаления воды с помощью центрифугиро-
вания, уплотнения и т. п.
Уплотнение предпочтительно проводить с использованием фильтрпресса или лен-
точного пресса. Такое концентрирование шлама или его смеси с измельченными от-
ходами кожи приводит к получению материала способного поддерживать горение и
содержащего твердого вещества 20—45 %, а еще предпочтительнее 30—45 %.
Концентрированный шлам 5 так же как и отходы кожи, обычно содержащие 40—
50 ?6 извлекаемого хрома и обладающие высокой калорийностью, могут направ-
ляться на сжигание раздельно. Однако предпочтительно перед сжиганием смешивать
кислые отходы кожи со щелочным шламом, используя один из способов, описанных
выше.
Твердые отходы дубильного производства 8 подаются в печь 9. Печь работает
при относительно низких температурах — до 650 °C, предпочтительно при 425—
650 °C, лучше всего при ~540 °C. Негорючие материалы, в том числе трехвалентиый
хром превращаются в золу, а органические соединения сгорают с образованием газо-
образных продуктов и углерода.
Поскольку температура в печи не высока, образующиеся газы не являются пол-
ностью окисленными; их необходимо удалять из зоны горения и направлять на даль-
нейшую обработку для полного окисления. Дополнительная обработка может также
потребоваться для удаления некоторых вредных примесей. Применение низкой тем-
пературы в совокупности с наличием по меньшей мере двух стадий окислительной
обработки образующихся газов позволяет свести к минимуму содержание хрома в га-
зовой фазе. Конечный газообразный продукт состоит в основном из Н2О и СО2 и мо-
жет быть выброшен в атмосферу. Стадия вторичного окисления печных газов на схеме
обозначена как 10.
Зола 11, содержащая трехвалентный или шестивалентный хром, удаляется из
печи. Шестивалентный хром может быть направлен на стадию выщелачивания 12, где
образуется хромсодержащий раствор 13. Раствор может быть получен различных
концентраций, в зависимости оттого какая концентрация требуется для использова-
ния в данном конкретном дубильном производстве. В качестве выщелачивающего
агента могут быть применены вода, кислоты или их смеси, такие как азотная кислота
HNO3 или серная кислота H2SO4.
Полученный раствор хрома может быть использован при дублении в качестве ис-
точника бихромата. В то же время он может быть подвергнут и дальнейшей обработке,
например путем концентрирования при нагревании или очистке методами фильтра-
ции, осаждения, промывания, перекристаллизации и т. п. Обычно для этой цели
используется фильтрование; возможно использование тепла, выделяемого печью.
Метод выделения хрома из различных источников, в том числе и из отходов ко-
жевенного производства, включающий осаждение оксидом магния описан Д. К. Хем-
мингом, Р. Е. Ханом и Дж. В. Робинсоном мл. (патент США 4 108596, 22 августа
1978 г.; фирма «Ревере Коппер энд Брасс, ИнкХ).
Процесс включает контактирование кислого раствора, содержащего сульфат-
ионы и трехвалентный хром не менее чем с 4 молярными эквивалентами MgO или
Mg (ОН)2 на три молярных эквивалента трехвалентного хрома дополнительно к тому
количеству MgO, которое требуется для нейтрализации свободной кислоты и полу-
чения pH раствора ~4. При этом образуется плотный зернистый аморфный хром-
содержащий осадок, который легко оседает. Его образование описывается уравне-
нием:
3Cr2(SO4)3 + 8MgO->- Cr2(OH)4SO4-4Cr(OH)3-4H2O + 8MgSO4.
Продукт, содержащий трехвалентный хром, может быть легко отделен от жидкой
фазы и использован в качестве источника хрома для дальнейшей переработки. Вод-
ная фаза, получаемая после отделения осадка содержит менее 0,5 мг/л хрома.
Ниже приводится пример осуществления этого процесса. Отработанная дубиль-
ная жидкость объемом 4 л, содержащая 4,66 г/л хрома и имеющая pH = 3,6 филь-
труется для удаления чужеродных твердых частиц. При постоянном перемешивании
добавляют 21,6 г MgO (10 %-ный избыток). Значение pH раствора достигает 9,5,
причем происходит быстрое образование и осаждение зернистого осадка. Осадок
легко фильтруется в вакууме (х 1,07 МПа), фильтрат содержит 0,062 мг/л Сг. Осадок
от фильтрования переносят в сосуд емкостью 1 л и растворяют в H2SO4. Концентри-
рованный кислый раствор хрома объемом 290 мл имеет pH = 2,5. При упаривании
раствора до конечного объема 233 мл в нем содержится 82,1 г/л Сг и 1,2 г/л Mg.
4* 99
КАТАЛИЗАТОРЫ НА ОСНОВЕ ОКСИФТОРИДОВ
ХРОМА ИЗ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ
Катализаторы на основе оксифторидов хрома могут быть, в частности, получены
путем фторирования гидратированных оксидов хрома фтористым водородом или на-
греванием трехфтористого хрома в присутствии воды в атмосфере кислорода. Эти
катализаторы очень эффективны в процессах фторирования хлорированных и (или)
бронированных алифатических углеводородов в газовой фазе.
Недостатком таких катализаторов является постепенное уменьшение их актив-
ности при продолжительном контакте с галогенсодержащими соединениями углерода,
в особенности с такими соединениями, в молекуле которых дополнительно содержатся
атомы водорода и (или) кислорода. При этом происходит увеличение количества фто-
ристого водорода, требуемого для регенерации катализаторов.
При регенерации катализаторов кислородом их активность восстанавливается
лишь на непродолжительное время. Регенерация хлором требует применения очень
высоких температур, которые повреждают структуру катализатора. Регенерация
под действием HF требует высоких температур; снижение активности регенерирован-
ного катализатора происходит постепенно.
В процессе, разработанном С. П. фон Халасем и Дж. Коринтом (патент США
4 145311, 20 марта 1979 г.; фирма «Хёхст АГ», ФРГ), для регенерации используют
фтор. Процесс может проводиться при умеренных температурах.
Этот метод позволяет без больших затрат регенерировать даже сильно дезакти-
вированные катализаторы, которые ранее удавалось регенерировать лишь с большим
трудом. Катализатор может быть снова использован в процессе фторирования: реге-
нерация требует малых расходов материала и энергии.
КОБАЛЬТ ИЗ КОБАЛЬТОВОГО ЛОМА
В ряде стран значительные количества кобальта извлекают из лома смешанного
состава. Ввиду повышения цен на кобальт в США также возрос интерес к его выделе-
нию, однако источников кобальтсодержащего лома не так много. Одним из основных
являются отходы материала, образующиеся при производстве и формовке кобальт-
содержащих специальных сплавов. Другим источником являются детали авиацион-
ных двигателей, изготовленные из высокотемпературных сплавов, которые периоди-
чески подвергаются замене.
Существенным новым источником вторичного материала может явиться отрабо-
танный катализатор нефтехимических производств, применяемый для десульфирова-
ния нефти-сырца. В 1978 г. одна из фирм США предприняла попытку извлекать ко-
бальт из таких катализаторов, однако безуспешно. Другая фирма приступила к про-
изводству значительных количеств оксида кобальта из отходов химических произ-
водств.
В 1977 г. фирма «ГТЕ Сильвания» объявила о планах производства сверхчи-
стого порошка кобальта по собственному методу для изготовления режущих инстру-
ментов из цементированного карбида. Новая установка, использующая в качестве
сырья вторичный материал, построена на заводе этой фирмы в Тованде, штат Пенн-
сильвания, где занимает площадь 2300 м2. Производство начато в 1978 г.
Ранее основным производителем кобальтового порошка являлась фирма «Метал-
лурги Хобокен Оверпелт»,'Бельгия. Небольшие количества производились также во
Франции и ФРГ. Некоторые фирмы используют процесс, разработанный и запатен-
тованный Горным министерством США, который позволяет извлекать кобальтсодер-
жащие связующее вещество из лома цементированных карбидов. В этом процессе
для растворения кобальта используют расплавленный цинк, который затем выде-
ляется путем дистилляции, а тугоплавкий кобальт и карбиды остаются в виде массы,
которая может быть направлена в рецикл. Одна из фирм использовала этот процесс
для переработки 340 кг лома в день в специально сконструированной печи [16].
КОБАЛЬТ ИЗ АГЛОМЕРИРОВАННЫХ
КАРБИДОВ МЕТАЛЛОВ
См, «Вольфрам из агломерированных карбидов металлов».
КОБАЛЬТ ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ
Процесс, разработанный Ю. Ихикавой (патент США 3 525762, 25 августа 1970 г.;
фирма «Тейджин Лимитед», Япония), включает извлечение из катализаторов ко-
бальтовой соли низших алифатических монокарбоновых кислот, содержащих 2—4
атома углерода, путем нагревания катализаторов при температуре 50—300 °C в при-
сутствии водного раствора низшей алифатической монокарбоновой кислоты, содер-
жащей 2—4 атома углерода, причем на один моль кобальта берется не менее 2 молей
алифатической монокарбоновой кислоты и не менее 4 молей воды, и концентрация
алифатической монокарбоновой кислоты во всем водном растворе составляет 0,2 —
80 % (мол.).
Такие кобальтовые солевые катализаторы обычно используются для окис-
ления углеводородов или их кислородсодержащих производных молекулярным
кислородом.
В отработанном катализаторе кобальт находится в трехвалентном со-
стоянии.
В процессе, разработанном П. Дж. В. Джонсом (патент США 4 162991, 31 июля
1979 г.; фирма «Империал Кемикал Индастриз Лтд.», Англия), компоненты кобаль-
тового катализатора выделяются из маточного раствора, получаемого при окислении
ароматических углеводородов в моно- или поликарбоновые кислоты, например при
окислении ксилола в терефталевую кислоту в среде низших алифатических моно-
карбоновых кислот в присутствии катализаторов, содержащих ионы кобальта и
бромидов.
При проведении процесса: 1) в случае необходимости устанавливают такие зна-
чения концентраций кобальта и бромида, чтобы они находились в пределах опреде-
ленного требуемого интервала; 2) адсорбируют ионы кобальта и бромида по отдель-
ности на сильно основной анионообменной смоле и 3) десорбируют ионы кобальта и
бромида, действуя низшей алифатической монокарбоновой кислотой, содержащей
более 10 % (по массе) воды.
Процесс, С. Тоиды, А. Охно и К. Хигучи (патент США 4 145397, 20 марта
1979 г.; фирмы «Марубени Корп.» и «Фуджи Файн Кемикал Ко. Лтд.», Япония)
позволяет легко извлекать такие ценные элементы как молибден, ванадий, кобальт
и никель из продуктов обжига отработанных катализаторов гидродесульфирования;
при этом применяют простые химические приемы и недорогие реактивы и достигается
высокая степень извлечения.
Выделенные соединения металлов могут быть использованы для приготовле-
ния новых катализаторов и для других целей.
На рис. 36 представлена часть схемы этого процесса, включающая стадии выще-
лачивания горячей водой в щелочной среде обожженных отработанных катализато-
ров процесса гидросульфирования нефти, отделения от выщелачивающей жидкости
маточного раствора, содержащего основную часть молибдена и некоторые ко-
личества ванадия и алюминия, а также твердой фазы, в которой содержатся,
основные количества кобальта и никеля, а также некоторая часть алюминия, и
стадию выделения молибден- и ванадийсодержащих компонентов из маточного
раствора.
На рис. 37 представлена схема, описывающая остальные стадии про-
цесса — выщелачивание горячей водой в кислой среде твердых продуктов,
содержащих основную часть кобальта и никеля, а также некоторые количества
алюминия и отделение кобальт- и никельсодержащих компонентов от маточного
раствора.
101
19
Рис. 36. Схема процесса переработки отработанного катализатора гидродесуль-
фирования:
1 — отработанный катализатор; 2 — обжиг; 3 — выщелачивание горячим щелоч-
ным раствором; 4 — разделение твердой и жидкой фазы; 5 — твердая фаза (Со и Ni,
часть А1 и др.) — см. рис. 37; 6 — повторное разделение твердой и жидкой фаз
в охлажденном растворе, полученном при выщелачивании; 7 — осаждение ванадия;
8 •— ванадий (продукт); 9 — маточный раствор (в основном Мо); 10 — удаление
щелочи; 11— нейтрализация; 12 — сепарация; 13 — осаждение А1; 14 — жидкая
фаза (Мо и часть V); 15_— двойное разложение; 16 — разделение твердой и жидкой
фаз при нагревании; 17 — маточный раствор; 18 — отделение Мо; 19 — молибден
(продукт)
Рис. 37. Часть схемы процесса для обработки твердого остатка, полученного при
переработке катализатора гидродесульфирования по схеме рис. 36:
1 — твердый остаток (Со н Ni, часть А1 и др.); 2 — выщелачивание горячим кис-
лым раствором; 3 — разделение твердой и жидкой фазы; 4 — твердая фаза; 5 —
жидкая фаза (Со, Ni, Al и часть Мо и V); 6 — сепарация; 7 — А1, Мо и V; 8 —
жидкость (Со и Ni); 9 — образование аммиачных комплексов Со и Ni; 10 — окис-
ление аммиачного комплекса Со; 11 — хроматография иа слабокислотном катионите;
12 — выделение Ni; 13 — никель (продукт); 14 — выделение Со; 15 — кобальт
(продукт)
ЦВЕТНОЕ СТЕКЛО ИЗ. СТЕКЛЯННЫХ
ОТХОДОВ СМЕШАННОГО СОСТАВА
См. также «Стекло из отходов городского хозяйства».
Хотя макрочастицы стекла, извлеченные путем пенной флотации из измельчен-
ных отходов, могут быть получены в достаточно чистом виде, чтобы их можно было
направить в рецикл, на практике широкое применение этого процесса затруднено,
поскольку получаемые микрочастицы стекла как правило имеют разный цвет. Так,
например, частицы стекла, полученные таким методом и загрязненные относительно
малыми количествами зеленого стекла (5—8 %) могут быть использованы только для
переплавки в зеленое или коричневое стекло.
Хотя известно, что частицы стекла можно сортировать по цветам путем магнит-
ного разделения, тем не менее в настоящее время еще не существует окончательно
разработанного экономичного метода разделения, основанного на этом принципе.
Были также проведены попытки, оказавшиеся безуспешными, проводить магнитное
разделение с использованием парамагнитных жидкостей для создания градиентов
плотности, чувствительных к магнитному полю.
Процесс, разработанный Т. Кумаром и Б. В. Мори (патент США 4 077871,
7 марта 1978 г.; фирма «Оксидентал Петролум Корп.»), предназначен для сорти-
ровки по цвету разноцветных стеклянных частиц, в частности полученных методом
пенной флотации, из измельченных отходов городского хозяйства. Процесс включает
дифференциальный нагрев стеклянных частиц заранее выбранного цвета или несколь-
ких цветов за счет поглощения этими частицами света и контактирование этих ча-
стиц с органическим термопластичным материалом, находящимся в виде покрытия на
стеклянных частицах или на отдельной поверхности, при котором происходит плав-
ление термопластичного материала, находящегося в контакте с нагретым стеклом.
Частицы, контактирующие с расплавом, могут быть отделены от остальной массы
флотационными или адгезионными методами.
По одной из разновидностей этого процесса смесь частиц окрашенного, например
коричневого, стекла и оптического стекла покрывают 1-тетрадеканолом; под дейст-
вием излучения коричневое стекло нагревается до температуры более 38 °C, в резуль-
тате чего происходит плавление тетрадеканола. При этом температура частиц оптиче-
ского свинцового стекла недостаточна для того, чтобы покрытие расплавилось. По-
лученную смесь помещают в аппарат для пенной флотации, где частицы коричневого
стекла, содержащие расплавленное покрытие, всплывают, а частицы оптического
стекла остаются внизу; коричневое стекло удаляется, а оптическое стекло остается
в реакторе.
По другому варианту поверхность стеклянной пластинки покрывают 1-тетраде-
канолом, смесь коричневого и оптического стекла облучают, в результате чего темпе-
ратура частиц коричневого стекла становится выше 38 °C, а температура оптического
стекла не достигает этой величины.
После нагревания частицы стекла наносят на стеклянную пластину с покрытием
и дают охладиться до комнатной температуры. При этом частицы коричневого стекла
прилипают к спиртовому покрытию, а частицы оптического стекла не прилипают и
могут быть удалены с поверхности и собраны.
С точк и зрения флотации важным свойством органического термопластичного
материала, нерастворимого в воде, например тетрадеканола, является его способность
плавиться в очень узком интервале температур и смачивать стекло при плавлении
на его поверхности. Флотация является селективным процессом.
НИОБИЙ ИЗ НИОБИЕВОГО ЛОМА
Извлечение ниобия, содержащегося в ломе, проводят путем придания металлу
хрупкости за счет абсорбции водорода. Затем сырье измельчают и перерабатывают
путем агломерации или вакуумной плавки. Лом ниобийсодержащих сплавов подвер-
гают химической переработке для отделения сопутствующих компонентов; после
этого отдельно проводят выделение ниобия. Детали проведения этого процесса зави-
103
Сят от состава конкретных сплавов. В настоящее врёмя извлечение из лома не может
рассматриваться как существенный источник получения; ежегодно в рецикл направ-
ляется всего около 45 т ниобиевого лома.
НИОБИЙ ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ
См. «Тантал из отработанных катализаторов».
МЕДЬ ИЗ РАСТВОРОВ ДЛЯ ПРОМЫВКИ
АЦЕТИЛЕНА
См. «Алюминий из растворов для промывки ацетилена», а также упомянутый
в этой статье патент США 4 153452.
МЕДЬ ИЗ ПЫЛИ, ОБРАЗУЮЩЕЙСЯ
ПРИ ПЕРЕРАБОТКЕ ЛАТУНИ
Процесс, разработанный Р. Н. Кустом (патент США 4 149945,17 апреля 1979 г.;
фирма ч-Кеннекотт Коппер Корп.»), предназначен для извлечения меди и цинка из
отходов, образующихся при переработке латуни, в которых содержатся в окисной
форме медь, а также цинк, железо, никель или кобальт. Сырье обрабатывают серной
кислотой, нейтрализуют до получения pH = 2,5<-3,0 и обрабатывают металличе-
ским цинком для высаживания меди. После отделения полученной меди остаточную
медь, а также железо и кобальт удаляют на второй стадии путем высаживания на ме-
таллическом цинке в отсутствие кислорода. Затем доводят pH раствора до 4,0 и более
и продувают кислородом для осаждения железа. Очищенный таким образом электро-
лит направляют на стадию электровыделения цинка, где получают достаточно чистый
цинк и регенерируют серную кислоту.
Схема такого процесса представлена на рис. 38. В реактор для обработки кисло-
той 1 по линии 6 подается водный раствор серной кислоты, по линии 7 — воздух, а по
линиям 8 и 9 — обрабатываемое сырье. Раствор, подаваемый полиции 6, имеет pH <
< 1,0. Оксид цинка, оксиды одно- и двухвалентной меди, а также небольшие коли-
чества оксидов железа, никеля и кобальта, поступающие по линии 8, в реакторе 1
реагируют при температуре, например 80 °C, в результате чего образуется раствор
сульфатов Zna+, Cua+, Fe31', Nia+ и Coa+. Состав твердого сырья, подаваемого по линии
9, примерно такой же, что и в линии 8, однако содержание оксида цинка в нем зна-
чительно ниже, что связано с реакцией нейтрализации, протекающей в экстракторе 2.
После удаления нерастворившихся твердых остатков в сепараторе 11 жидкую
фазу по линии 12 подают для нейтрализации в резервуар 2, где в результате реакции
кислоты с оксидом цинка pH раствора возрастает до 2,5—3,0. Оксид цинка, также
как и оксид меди подается по линии 10.
Поскольку при данных значениях pH значительные количества соединений
металлов, представляющих интерес, находятся в твердой фазе, твердый остаток по
линии 9 направляют в реактор 1 для дальнейшей обработки. Жидкую фазу из резер-
вуара 2 контролируют на pH и направляют по линии 13 и реактор 3 для высажива-
ния меди.
В реактор 3 по линии 14 подается металлический цинк в виде нарезанного ку-
сочками цинкового катода. При использовании 10 %-ного молярного избытка цинка
по отношению к меди величина pH раствора составляет 2,5—3,0; поскольку приме-
няемый цинк имеет относительно низкую удельную поверхность (в частности по
сравнению с цинковой пылью), то выделение водорода довольно незначительно. Вы-
саживание никеля, кобальта и железа в сколько-нибудь значительных количествах
104
не происходит, гидроксид меди не выпадает и более 90 % всей меди извлекается в виде
продукта высаживания, имеющего достаточную чистоту. В реакторе 3 работа прово-
дится в отсутствие кислорода.
Высаженная медь отделяется от других компонентов в сепараторе 15 и по ли-
нии 16 направляется для очистки и выделения меди известными способами, например
переосаждением или электрохимическими методами. Жидкую фазу с пониженным со-
держанием меди по линии 17 направляют в реактор для высаживания 4.
В реактор 4 вводят цинковую пыль, желательно в значительном молярном из-
бытке по отношению к количеству требуемому для высаживания всего присутствую-
щего никеля, кобальта, железа, остаточной меди и других металлов, менее активных
чем цинк, остающихся в растворе. В присутствии двухвалентного железа концен-
Рис. 38. Схема процесса гидрометаллургической переработки латун-
ной пыли:
1 — 23, 26 (в тексте); 24 — очистка электролита; 25 — очистка и вы-
деление меди
трации никеля и кобальта снижаются до 1,0 мг/л: концентрации других высаживае-
мых металлов также значительно снижаются.
После отделения твердой фазы в сепараторе 18 жидкость, содержащую железо и
цинк, по линии 19 направляют в реактор осаждения железа 5. Оксид цинка (не со-
держащий примесей, которые могут загрязнить раствор) подается по линии 20 для
увеличения величины pH до значений, при которых железо осаждается в виде окси-
дов, гидроксидов или ярозита. Чтобы облегчить окисление железа по линии 21 пода-
ется воздух. Обычно осаждение протекает в интервале pH = 4,04-5,0.
Очищенный таким образом раствор по линии 22 подают в реактор для электро-
выделения цинка 23, где известным образом происходит высаживание цинка и обра-
зование серной кислоты. После очистки (в случае необходимости) оставшегося элек-
тролита образующуюся кислоту по линии 6 направляют в реактор 1. Часть цинкового
катода измельчают в аппарате 26 и используют для высаживания меди в реакторе 3.
МЕДЬ ИЗ АНОДНЫХ ШЛАМОВ ПРОЦЕССА
ОЧИСТКИ МЕДИ
В процессе электролитической очистки меди на аноде скапливаются загряз-
няющие вещества, количество которых составляет 0,5—3 % и даже более исход-
ной массы анода. Состав образующегося шлама существенно зависит от природы
компонентов анода, не растворимых в электролите. Образующийся шлам мелкодис-
105
персный, с размером частиц ~200 меш, обычно он имеет серовато-черный цвет.
Как правило в нем содержатся различные количества меди, серебра, золота, серы,
селена, теллура, сурьмы, мышьяка, никеля, железа, кремния, висмута и т. п.
Обычно основным компонентом шлама является медь, составляющая 15—
30 % или даже более от массы шлама. Помимо меди в шламе содержатся значи-
тельные количества драгоценных металлов, таких как серебро и золото, а также
другие металлы, представляющие экономический интерес, такие как селен и теллур.
В связи с этим было разработано значительное количество способов, предназ-
наченных для выделения упомянутых элементов из анодного шлама. Однако ни
один из них не нашел промышленного применения вследствие их высокой стои-
мости и затруднений, возникающих при выделении драгоценных металлов.
Один тип процессов выделения включает непосредственную плавку шламов.
При этом образуются значительные количества штейна и шлака, что затрудняет
выделение драгоценных металлов, в особенности серебра. Эти методы включают
также обжиг для перевода меди в оксид с последующим выщелачиванием обож-
женного шлама серной кислотой. Остаток после выщелачивания плавят в небольшой
отражательной печи, в которой происходит окисление и удаление примесей: золото
и серебро остаются в расплаве.
Из расплава затем выделяют чистое золото, чистое серебро, а также другие дра-
гоценные металлы, присутствовавшие в исходном шламе. Как уже было сказано,
данный метод не находит применения вследствие образования избыточных коли-
честв штейна и шлака.
Использовались и другие пирометаллургические методы в комбинации с
процессом выщелачивания кислотой, однако они также оказались непригодными,
главным образом ввиду невозможности выделения на первой стадии практически
всего количества меди, содержащегося в шламе. Как было установлено, наличие
всего % меди в обрабатываемом материале в значительной степени препят-
ствует проведению известных способов выделения селена и драгоценных металлов,
в частности серебра.
Кроме того, при выщелачивании шламов даже концентрированными растворами
серной кислоты (400 г/л) время реакции при перемешивании достигает 72 ч. При
этом необходимо периодически выключать перемешивание, прекращать нагрев и
подачу воздуха для того, чтобы дать осесть твердой фазе и декантировать прозрач-
ный раствор. После декантации добавляется свежий выщелачивающий раствор,
кислота и вода, а затем снова начинается подача воздуха, нагрев и перемешивание.
Такой способ работы требует больших расходов материалов, помещения, рабочей
силы и времени.
Усовершенствованный процесс извлечения меди из анодных шламов разра-
ботал Э. А. Билсон (патент США 4 076605, 28 февраля 1978 г.; фирма «Инспи-
рейшн Консолидейтед Коппер Ко»), Он включает стадии выщелачивания шлама
раствором, содержащим 20—200 г/л H2SO4 и 2—25 г/л шестивалентного хрома,
при температурах не выше 80 °C, в результате чего растворяются значительные
количества меди, а растворение селена и серебра сведено к минимуму; отделения
раствора от нерастворившегося остатка, осаждения селена из раствора при дейст-
вии металлической меди, а также электровыделения меди из очищенного раствора.
Схема этого процесса представлена на рис. 39.
При выщелачивании шлама в непрерывном режиме с электровыделением меди
и регенерацией Сг6+ необходимо обращать внимание на баланс воды в процессе. По-
этому шлам, подаваемый на стадию выщелачивания необходимо, по меньшей мере,
профильтровать, а еще лучше предварительно высушить.
Шлам добавляют на стадию выщелачивания с постоянной скоростью, так чтобы
общее время реакции составляло 1—3 ч.
Для того, чтобы свести к минимуму растворение селена, выщелачивающий
раствор, содержащий Сг6+, добавляют во все резервуары, в которых проводится
выщелачивание, кроме последнего. Так, при непрерывном проведении процесса в че-
тырех резервуарах половину общего количества выщелачивающего раствора добав-
ляют в первый резервуар, одну треть — во второй и одну шестую — в третий
резервуар. В четвертом резервуаре происходит окончательное ргстворение меди.
Желательно на стадии выщелачивания поддерживать температуру 75 "С. На
заключительной стадии, т. е. в резервуарах 3 и 4 может возникнуть необходимость
в небольшом нагреве.
106
Раствор, подаваемый на стадию выщелачивания, имеет следующий примерный
состав:
Компонент . . .
Концентрация, г/л
Си Сг CrG+ H2SO4
25 40 20 150
Se
0,05
Компонент ............
Концентрация, гл/л . .
Те As Sb Bi Fe Ag
0,2 0,02 0,02 0,02 0,1 Сл.
Суспензия, образующаяся при выщелачивании, перед фильтрованием может
быть сконцентрирована или отфильтрована без концентрирования. В любом случае
твердый остаток промывают, сушат и придают товарный вид. Твердое вещество имеет
следующий примерный состав:
Компонент .............. Си Se
Концентрация, % ... 4,0 35,0
Компонент ...............СаО РЬ
Концентрация, % . . . 2 1,5
Ag Au SiO2 А1аО3 As
170 кг/т 1,8 кг/т 30 2 0,1
S Со Те Sb Fe Zn
3,0 Сл. 0,6 0,1 0,1 0,1
Рис. 39. Схема процесса выделения меди из анодных шламов путем выщелачивания рас-
твором бихромата:
1 — анодные шламы; 2 — выщелачивание меди; 3 — фильтр; 4 — твердый материал; 5 —
сушка; 6 — отработанный анодный шлам; 7 — выщелачивающий раствор, содержащий
Сг6+; 8 — раствор; 9 — медь для высаживания; 19 — медные катоды; 11 — кислотное вы-
щелачивание; 12 — осаждение селена; 13 — католит (электровыделение меди); 14 — аиолит
(регенерация Crt + ); 15 — аиолит (дополнительная регенерация Сг6+); 16 — католит
Рис. 40. Вариант процесса переработки анодных шламов, позволяющий одновременно
выделять медь и селен:
1 — анодные шламы; 2 — первое выщелачивание; 3 — фильтр; 4 — раствор; 5 — второе
выщелачивание; 6 — сушка; 7 — отработанный анодный шлам; 8 — анолит (дополнитель-
ная регенерация Сг6 + ); 9 — католит; 10 — подпитка H2SO4; 11 — кислотное выщелачивание;
12 — твердый материал; 13 — хлорид натрия; 14 — фильтрат; 15 — осаждение серебра;
16 — хлорид серебра; 17 — аиолит (регенерация Сге+); 18 — католит (электровыделеиие
Se); 19 — электролитный селен; 20 — медные катоды; 21 — медь для высаживания; 22 —
осаждение селена; 23 — католит (электровыделение меди)
107
Фильтрат имеет следующий примерный состав:
Компонент Си Сг Сгй+ H2SO4 Se Те
Концентрация, г/л 55 40 3 20 3 0,4
Компонент As Ag Sb Bi Fe
Концентрация, г/л 0,02 Сл. 0,02 0,02 0,2
Осветленный или профильтрованный раствор очищают, добавляя достаточно
чистую медь. Очистку можно осуществлять в периодическом режиме или непрерывно,
так же как и стадию выщелачивания. Реакцию проводят в течение 1 ч при тем-
пературе кипения.
Суспензию, полученную на стадии очистки, отфильтровывают. Твердую фазу,
содержащую растворенные на предыдущих стадиях селен и теллур, можно подверг-
нуть обычной обработке серной кислотой при нагревании в присутствии воздуха
для того, чтобы растворить медь и теллур. При попытках добавлять селенсодер-
жащий осадок к выщелачивающему раствору, содержащему бихромат, наблюда-
лось полное растворение селена и теллура.
Раствор серной кислоты растворяет медь и теллур, а в остатке получается
селенсодержащий продукт, который может быть возвращен в процесс переработки
шламов или отправлен на продажу.
Выщелачивающий раствор хромовой кислоты растворяет менее 10 % от об-
щего количества селена, подаваемого на выщелачивание. Продукт, содержащий медь
и селен, который получается при очистке раствора, может быть направлен на пе-
реплавку для последующего изготовления анодов.
Очищенный раствор направляют в электролизер с диафрагмой, в котором про-
исходит выделение меди. Раствор имеет следующий примерный состав:
Компонент Си Сг Сг6 + H2SO4 Те
Концентрация, г/л 60 40 0 5 0,2
Компонент As Ag Sb Bi Fe
Концентрация, г/л . . 0,02 Сл. 0,02 0,02 0,2
Качество меди, получаемой при электролизе очищенного раствора, недостаточно
для производства из нее чистых катодов. Обычно содержания теллура, сурьмы и
мышьяка превышают допустимые значения. Ниже приведен примерный состав при-
месей в меди, ppm:
Компонент
Концентрация
Ag Fe Se Pb Zn Sn
1,0 1,0 2,6 1,0 3,0 1,2
Компонент ... Ni Bi Sb As Те
Концентрация . . 1,0 0,9 15,2 4,8 4,6
После выделения нужного количества меди состав раствора становится сле-
дующим:
Компонент.......... Си Сг Сг6+ H2SO4 Se Те
Концентрация, г/л 25 40 0 50 0,01 0,1
Этот раствор подготовлен для регенерации Сг6+. Для этого раствор пропу-
скают через анодное отделение того же самого диафрагменного электролизера,
в котором проводится выделение меди. Обычно при этом регенерируется достаточное
количество CrG+. Однако в тех случаях, когда расход хрома значительно превышает
теоретически требуемое количество хрома (VI), может понадобиться дополни-
тельный электролизер для регенерации Сг6+. Как правило эту реакцию совмещают
с получением водорода на катоде. Для этой цели могут быть использованы раз-
личные растворы, в том числе и раствор, полученный при выщелачивании селенида
меди, образующегося на стадии очистки раствора перед электровыделением меди.
Регенерированный раствор имеет следующий примерный состав и может быть
использован для выщелачивания новых порций шлама:
Компонент.................. Си Сг Сг6+ H2SO4
Концентрация, г/л .... 25 40 20 150
108
Условия процесса выбираются таким образом, чтобы поддерживать определен-
ную концентрацию меди и свести к минимуму растворение селена. При выщелачи-
вании серной кислотой с концентрацией 200 г/л при 80 °C растворение серебра не
происходит.
Один из вариантов процесса, позволяющий извлекать и селен и медь, пока-
зан на рис. 40. Этот процесс включает две стадии выщелачивания с использова-
нием отдельных растворов. »
|;.?1 Первая стадия аналогична выщелачиванию меди, описанному выше, которое
проводилось в непрерывном режиме с электровыделением меди и регенерацией Сг6+.
В результате выщелачивания образуется остаток с содержанием меди 2—5 %.
В рассматриваемом сейчас варианте необходимо, чтобы содержание меди было до-
ведено до минимально возможного, т. е. практически до 0,2—0,5 %. С этой целью
выщелачивание проводят при температуре кипения раствора.
За исключением более высокой температуры выщелачивание меди протекает
так же, как было описано выше. Вследствие более высокой температуры селен рас-
творяется в более значительных количествах, до 20 % его содержания в сырье.
Выщелачивание продолжается до 2 ч. Суспензия может быть сконцентрирована
или отфильтрована без концентрирования. Отфильтрованный и (или) осветленный
раствор очищают, добавляя медь, и очищенный раствор направляют на электровы-
деление меди. Если стадия очистки проводится при температуре кипения, то содер-
жание селена становится весьма низким.
Твердая фаза, получаемая на стадии очистки, содержит селениды меди, а также
непрореагировавшую металлическую медь. При выщелачивании этого продукта
раствором серной кислоты с концентрацией 200—300 г/л в присутствии воздуха и
при температурах до 100 °C происходит растворение основного количества меди и
остается достаточно чистый элементарный селен. Происходит растворение осадка
теллура, образовавшегося на стадии очистки; селен растворяется незначительно.
Остаток после выщелачивания селенида меди со стадии очистки соединяют
с остатком после первой стадии выщелачивания хромовой кислотой. До сих пор
не было предложено никаких других методов переработки продукта, содержащего
селенид меди. Продукт полностью растворяется в растворах хромовой кислоты
даже при комнатной температуре.
Соединенные остатки выщелачивания подвергают повторному выщелачиванию
хромовой кислотой. Подаваемая на эту стадию твердая фаза имеет следующий при-
мерный состав:
Компонент .
Концентрация
Компонент .
Концентрация
Си
0,2 г/л
SiO2
30%
Se Те
32,1 г/л 0,14 г/л
СаО А12О3
0,8 г/л 2,4 г/л
Ag Аи
175 кг/т 1,95 кг/т
Pb S
1,7 г/л 3,8 г/л
Раствор, подаваемый на выщелачивание, имеет следующий примерный состав:
Компонент.......... Си Se Сг Сг6+ H2SO4 Те
Концентрация, г/л 0,2 14,0 40 25 350 0,1
Основное отличие этого раствора от раствора, применяемого для растворения
меди, состоит в концентрации серной кислоты. В то время как 150—200 г/л
H2SO4 достаточно, чтобы растворить медь, для растворения серебра и селена необ-
ходима концентрация 350 г/л H2SO4. Применяемый метод выделения селена требует,
чтобы количество меди в растворе, а следовательно и в сырье, подаваемом на вы-
щелачивание, было минимальным.
Выщелачивание проводят при температуре кипения раствора в течение 4 ч.
Процесс может проводиться периодически, с добавлением твердой фазы (отфильтро-
ванной от раствора на стадии выщелачивания меди) ко всему выщелачивающему
раствору. Возможен также непрерывный режим работы, когда весь раствор и вся
твердая фаза подаются в первый из трех или четырех реакторов с мешалкой. В ходе
выщелачивания происходит растворение 99 % Se и 92 % Ag.
Образующуюся суспензию необходимо фильтровать в горячем состоянии, чтобы
свести к минимуму образование комплексного соединения — хромата селенита се-
ребра. Горячий отфильтрованный раствор, но не кипящий, обрабатывают хлори-
109
дом натрия для осаждения серебра в виде хлорида серебра. Избыток хлорида неже-
лателен, поскольку он оказывает отрицательное действие при регенерации Сг6 .
Суспензию хлорида серебра охлаждают и осадок отфильтровывают от раствора.
Получаемый хлорид серебра имеет достаточную чистоту и может быть направлен
на переработку для получения металлического серебра известными методами. Вы-
деленный хлорид серебра содержит ~92 % всего серебра, находящегося в шламе.
Раствор, подаваемый на стадию удаления серебра, имеет следующий примерный
состав:
Компонент.......... Си Se Сг Сге+ H2SO4 Ag Те
Концентрация, г/л 0,4 30,0 40 3 250 5,5 0,2
Раствор после удаления серебра, который подается в катодное отделение
электролизера для электровыделения элементарного селена, имеет следующий
примерный состав:
Компонент................ Си Se Сг H2SO4 Ag С1_ СгЕ+ Те
Концентрация, г/л .... 0,4 30 40 250 Сл. Сл. 3 0,2
Рекомендуется использовать титановый катод, поскольку в этом случае по-
лучается более чистый селен. Получаемый элементарный селен имеет следующий
состав:
Компонент......... Se
Концентрация . . . 97,25 %
Компонент......... РЬ
Концентрация . . . Сл.
Си Сг Fe Cl
0,8 % 0,1 % 0,1 % 0,3%
SQ2- Те Ag
0,6 % 0,04 % 1,3 кг/т
Получающийся селен представляет собой осадок, который неплотно держится
на катоде и легко всплывает на поверхность электролизера. Поэтому для извле-
чения селена нет необходимости вынимать титановый катод из электролизера. Если
скорость подачи раствора достаточно велика, селен будет сливаться с поверхности,
поступая в концентратор или непосредственно на стадию фильтрации.
После удаления из раствора основного количества селена, его направляют
на регенерацию Сге+ в анодном отделении того же самого электролизера. Необ-
ходима также стадия дополнительной регенерации, которую проводят в дополни-
тельном электролизере с диафрагмой; при этом на катоде образуется водород. Ре-
генерированный раствор может быть снова использован для выщелачивания шлама
и имеет следующий примерный состав:
Компонент................. Си Se Сг Сге+ H2SO4 Те
Концентрация, г/л .... 0,2 15,0 40,0 25 350 0,1
В процессе электролиза селена происходит образование других элементов и
соединений, которые необходимо удалять для получения селена высокой чистоты.
Удаление проводится известными методами, например дистилляцией в атмосфере
инертного газа. При получении достаточно больших количеств селена может быть
применен метод экстракции растворителем, который извлекает селен, но не раство-
ряет примеси. Растворитель может быть удален путем дистилляции, при этом полу-
чается селен высокой чистоты.
Остаток от экстракции селена и серебра имеет следующий примерный состав:
Компонент . .
Концентрация .
Компонент . .
Концентрации .
Ag Au
. 30,5 кг/т 3,9 кг/т
Fe S
. 0,5 % 2,3 %
Си Se
0,13% 0,1 %
Sb As
0,05 % Сл.
SiO2 Те
57 % Сл.
Bi Pb
Сл. 5 %
Этот продукт готов для выделения благородных металлов известными ме-
тодами. Шлам, обрабатываемый в любом из вышеприведенных примеров, имел сле-
дующий состав:
Компонент
Концентрация
Компонент
Концентрация
Компонент
Концентрация
Си Se Ag
34,98 % 23,04 % 97 кг/т
CaO Pb S Со
1,0% 0,7 % 5,5 % 0,1 %
Fe Zn
0,08 % 0,02 %
Au SiO2 A12O3
,05 кг/т 16,2 % 1,1 %
Те As Sb
0,5% 0,075 % 0,13%
Ni Cr Bi
Сл. Сл. Сл.
110
МЕДЬ ИЗ ЛОМА ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ
См. «Алюминий из лома электрических проводов», в частности патент СНТ А
3 582004.
Хотя в большинстве случаев медь извлекают из отработавших электрических
проводов путем химической обработки или разрушением изоляции (например вы-
жиганием ее), отделение изоляции и извлечение меди возможно также с помощью
механического процесса разделения (см. «Поливинилхлорид из лома электриче-
ских проводов»). Разделение меди и изоляции может быть также проведено с ис-
пользованием криогенной обработки.
Процесс,^разработанный Б. Дж. Вестоном (патент США 3 990641, 9 ноября
1976 г.; фирма «Джено Инк.»), предназначен для криогенного разделения метал-
лической проволоки и изоляции провода. Обрывки изолированного провода разного
размерами-массы подают во вращающийся барабан, имеющий спиральные отража-
Рис. 41. Схема процесса криогенной обработки лома электротоваров для отделения
металла от изоляции
тели на внутренней поверхности. Куски провода, непрерывно подаваемые в барабан,
подвергаются там действию охладителя, в результате чего они замерзают'и стано-
вятси хрупкими.
Отражатели непрерывно переворачивают замерзшую массу, для того чтобы
добиться охлаждения по всему объему сырья. В результате вращения барабана
и действия отражателей замороженное сырье постепенно продвигается к выходу
из барабана.Оттуда переохлажденная хрупкая масса направляется на дробление,
в результате которого образуются мелкие частицы металла и изоляционного мате-
риала. После этого смесь направляют на стадию разделения металла и изоляции.
Барабан закреплен в кожухе, образованном лонжеронами, проходящими вдоль
барабана, и поперечными стойками, соединяющими лонжероны с внешней поверх-
ностью барабана. Таким образом, физическое взаимодействие между барабаном и
кожухом минимально и осуществляется только на концах стоек.
Минимальная связь между барабаном и кожухом создает условия для очень
сильного расширения и сжатия барабана, происходящего при введении в него кри-
огенного материала, без каких-либо помех для механической работы барабана.
На рис. 41 показаны основные стадии этого процесса.
Процесс, разработанный Дж. X. Витом (патент США 4 022638, 10 мая
1977 г.; фирма «.Дарт Индастриз, Инк».), является основой для непрерывного про-
мышленного способа выделения цветных металлов, таких как медь или алюми-
ний, в виде чистых, блестящих кусков металла, а также различных цветных метал-
лов, используемых для покрытия, таких как свинец, олово или их сплавов. Процесс
может проводиться в присутствии полимерных изоляционных покрытий.
Провод в механических режущих устройствах измельчают, после этого удаляют
посторонние магнитные частицы. Содержание полимерного изоляционного матери-
ала не должно превышать 2% в сухих условиях.
Предварительная стадия для уменьшения содержания полимерного покры-
тия включает пропускание сырья, представляющего собой сухую текучую массу
приблизительно одинаковой толщины, вверх по встряхиваемому спиральному же-
лобу. В результате этого происходит разделение материала на более тяжелую и
на более легкую фракции, причем более легкая фракция направляется на дальней-
шее концентрирование металла с одновременным уменьшением содержания поли-
мера в ней.
111
После увеличения концентрации металла и снижения содержания полимера
смесь снова направляют вверх по встряхиваемому спиральному желобу, по ко-
торому противотоком подается раствор химического соединения таким образом,
чтобы обеспечить возможно более полный контакт движущихся частиц металла
с раствором.
Процесс, описанный Ф. В. Еггерсом III, Р. О. Виггером и Р. Л. Коаном
(патент США 4 040865, 9 августа 1977 г.; фирма «Черро Корпорешин»), представ-
ляет собой непрерывный метод удаления изоляции из поливинилхлорида или дру-
гих материалов, которые могут быть превращены в газ, с медной проволоки без
образования нежелательных побочных продуктов.
Рис. 42. Процесс отделения изоляции из поливинилхлорида от медного "провода путем
пиролиза и получения хлорида кальция при пропускании выделяющегося хлора через
карбонат кальция
Метод включает пиролиз изоляции в пиролизной камере и подачу продуктов
пиролиза на стадию дожигания, а затем в реактор с псевдоожиженным слоем СаСО3
для удаления всех хлорсодержащих соединений из продуктов сжигания.
Карбонат кальция реагирует с образовавшимся из изоляции хлором в резуль-
тате чего получается хлорид кальция, который может быть использован для удаления
снега, при проведении дорожных работ и т. п. Схема этого процесса представлена
на рис. 42.
Система состоит из пиролизной камеры 1, включающей дожигатель 10, реак-
тора с ожиженным слоем 14, пылесборника 15 и вентилятора 17. Мелко порублен-
ное сырье (обычно медная проволока с изоляцией из поливинилхлорида) непрерывно
подается с контролируемой скоростью транспортером 3 через водоотделитель 2
в камеру 1.
Измельченное сырье с помощью транспортера 4а передвигается по плите 4 через
пиролизную камеру 1, где оно воспламеняется и разлагается в атмосфере, состав
которой контролируется и которая не содержит избытка кислорода; требуемая тем-
пература обеспечивается горелкой 5 и также контролируется. Обычно сырье нагре-
вают до температуры 315—650 °C, при которой достигается наиболее полное раз-
ложение.
В пиролизной камере 1 происходит разложение и сгорание изоляции, содержа-
щейся в сырье. Чистая медная проволока выводится из камеры через гидравличе-
ский затвор 6, в котором также происходит охлаждение выходящей проволоки и
его дальнейшая очистка. Продукт из гидрозатвора 6 собирается в приемнике 7 или
в байлере для дальнейшей обработки.
112
Газы и дым, образующиеся в процессе разложения, которые содержат хлор,
поступают в дожигатель 10, где происходит удаление всех оставшихся горючих про-
дуктов .
Дожигатель имеет горелку 8 и отверстие для дополнительной подачи воздуха 9.
Дожигание проводят при температуре 760—1100 °C. Газы после дожигания 10 все
еще содержат хлор и продукты сгорания. Эти продукты, содержащие хлор, про-
пускают через реактор с ожиженным слоем 14, в котором находится вещество, со-
держащее кальций, в виде гранул размером 10—200 меш. Предпочтительно исполь-
зовать карбонат кальция СаСО3.
Псевдоожиженный слой создается с помощью газов, поступающих из дожи-
гателя 10. В результате контакта отходящих газов с карбонатом кальция происходит
химическое взаимодействие, при котором хлор реагирует с карбонатом кальция и
образуется хлорид кальция,
Щ Карбонат кальция транспортером 11 подается к загрузочному бункеру 12 и
через питатель с воздушным затвором подается в реактор с ожиженным слоем 14.
Карбонат кальция, находясь в псевдоожиженном состоянии, перемещается по ре-
актору к выходному воздушному затвору. Скорость подачи свежего карбоната каль-
ция в реактор 14 регулируется питателем 13.
Из реактора 14 газы, освобожденные от хлора, проходят через механический
пылесборник 15 и затем удаляются вентилятором 17, создающим разность давлений.
Одним из видов сырья, пригодного для извлечения металла, являются подзем-
ные или подвесные кабели, заполненные петролатумом. В таком кабеле содержится
большое количество индивидуальных медных проволочек, изолированных полиуре-
таном. Индивидуальные проволоки, покрытые изоляцией, собирают вместе и экра-
нируют медной оболочкой. Полученный провод снаружи изолируют полиуретаном,
а оставшееся пустое пространство заполняют петролатумом. Отходы таких кабе-
лей можно перерабатывать с помощью процесса, разработанного Э. Б. Бейкером
{патент США 4 091825, 30 мая 1978 г.; фирма чИнтернейшнл Рисайклинг Энтер-
прайзес, Лтд»),
При переработке отходов кабеля извлекают чистый неокисленный металл и
различные органические побочные продукты, которые получаются в результате
термического разложения органических материалов под давлением в герметичном
реакторе с наружным обогревом. Летучие продукты разложения периодически
выпускают в систему, служащую для извлечения паров, а нелетучие продукты раз-
ложения, прежде всего уголь, прилипающий к чистой поверхности металла, удаляют
механическими способами, например при действии вибрации или полировкой в ба-
рабане.
МЕДЬ ИЗ ЛОМА СМЕШАННОГО СОСТАВА
При извлечении металлов из металлического лома сырье как правило содер-
жит большое количество различных металлов и неметаллов, находящихся в виде
механических ассоциатов друг с другом и с трудом поддающихся разделению. Кри-
огенные процессы очень эффективны при обработке некоторых типов металлического
лома, который в ходе обработки становится хрупким и легко поддается фрагмента-
ции. Однако если в ломе содержатся значительные количества металлов, сохраня-
ющих пластичность при температуре криогенной обработки, то при его переработке
приходится решать ряд проблем. Так, например, в материале, содержащем медь
и железо, медь после криогенного охлаждения не становится хрупкой и ломкой.
Напротив, она проявляет склонность к сплющиванию, сжатию, растяжению и дру-
гим видам плагтической деформации при проведении процесса дробления. Как
следствие этого, значительные количества железа не удается выделить и направить
на повторное использование. Механическое улавливание железа частицами цветного
металла делает, таким образом, невозможным разделение обычными методами.
Процесс, разработанный Д. Дж. Дрейгом {патент США 3 905556, 16 сен-
тября 1975 г.; фирма чЭйр Продакте энд Кеми кале, Инк.»), применяется для об-
работки металлического лома самого разного состава. Здесь он будет описан приме-
нительно к лому, имеющему относительно высокое содержание меди. В нем могут
присутствовать и другие цветные металлы, такие как алюминий, цинк или драго-
113
ценные металлы. Типичным сырьем, перерабатываемым по данному способу, является
смесь, получаемая при первичной фрагментации непригодных к эксплуатации авто-
мобильных генераторов, регуляторов напряжения, электромоторов, арматуры, ста-
торов, электрических проводов, электронных устройств, реле и т. п., в которой со-
держатся относительно большие количества меди, существенные количества алю-
миния, органический изоляционный материал, а также железосодержащие матери-
алы и, как правило, малые количества других металлов.
Рис. 43. Схема процесса выделения меди
и Других металлов из лома смешанного
состава:
1 — 6, 8—13, 15—18, 20 — 22, 24, 25,
27 — 38 (в тексте); 7 — магнитный продукт;
14 — пылесборник; 19 — неметаллы; 25 —
алюминий; 26 — медь и Другие металлы
Исходное сырье первоначально под-
вергают криогенному охлаждению, и,
когда железо и органические компоненты
становятся хрупкими, разбивают его на
куски, минимальный размер которых со-
ставляет 7—8 см.
После этого материал разделяют на
легкую и тяжелую фракции; тяжелую
фракцию разделяют в магнитном поле на
магнитную и немагнитную часть. Немаг-
нитные материалы соединяют с легкой
фракцией, полученной на первой стадии
разделения, и снова подвергают дробле-
нию, причем получают частицы с мини-
мальным размером ~5 см.
Затем сырье снова подвергают раз-
делению с помощью воздуха; более тя-
желую фракцию направляют на магнит-
ное разделение и полученную немагнит-
ную фракцию возвращают во вторую дро-
бильную мельницу. Легкую фракцию,
полученную при разделении, измельчают
для получения частиц с минимальным
диаметром ~2,5 см и полученный мате-
риал освобождают от магнитных компо-
нентов в одной или нескольких стадиях
магнитного разделения. Оставшаяся нема-
гнитная фракция может быть использо-
вана для выделения индивидуальных
металлов.
Схема стадии выделения металла пред-
ставлена на рис. 43. Материал по линии 8
подается в гранулятор или на нож для
проволоки 9. Материал представляет собой
маленькие куски лома, полученные ра-
нее путем последовательного измельчения
в молотковых или им подобных мельницах,
и содержит различные металлы при вы-
соком содержании меди. Хотя кусочки сырья и не должны обязательно иметь точ-
ные размеры, однако наиболее подходящими для переработки являются частицы
диаметром ~1,2 см м длиной ~2,5 см; величина частиц зависит от размеров от-
верстий в грохоте последней из молотковых мельниц.
Фракции, состоящие в основном из ковких металлов и содержащие также не-
металлы, значительно труднее подвергаются измельчению с. получением частиц
контролируемого размера, чем хрупкие материалы. В связи с этим для получения
частиц приблизительно одинакового размера, что облегчает дальнейшую перера-
ботку, сырье, состоящее из металлических кусочков, по линии 8 подается на нож
для проволоки или в гранулятор 9.
В грануляторе 9 получают частицы, размеры которых в основном составляют
0,65 см, и менее либо 0,8 см и менее. Пыль удаляют через верх гранулятора и
по линии 10 направляют в пылесборную трубу 13, ведущую к коллекторной системе.
Пыль, собираемая в циклонах, мешочных и других фильтрах, может быть использо-
вана для выделения металлических и неметаллических компонентов, содержащихся
в ней.
114
Измельченный продукт из гранулятора 9 направляют на просеивание, в резуль-
тате которого получают три или более фракций с разным размером частиц. В рассма-
триваемом случае используют обычное трехъярусное сито 11, с помощью которого
получают четыре фракции. Хотя размеры частиц в каждой фракции не должны вы-
держиваться очень точно, в данном примере можно указать следующие желатель-
ные размеры частиц во фракциях: 1 — крупная, более 0,65 см; 2 — первая средняя,
0,32—0,65 см; 3— вторая средняя, 0,15—0,32 см; 4 — мелкая, менее 0,15 см.
Частицы пыли, образующейся при просеивании, по линии 12 попадают в пы-
лесборную систему. Крупная фракция 1 по линии 15возвращается на ножРдля
дальнейшего измельчения. Если сырьем в линии 15 захвачены значительные коли-
чества магнитных материалов, желательно удалить их с помощью магнитного раз-
деления до того, как смесь попадает на нож 9. Каждую из оставшихся фракций 2,
3 и 4 по отдельности подвергают разделению по плотностям.
Применение многоярусных сит необходимо для того, чтобы предохранить резцы
гранулятора 9 от возможных повреждений частицами больших размеров. После из-
мельчения исходного сырья (последняя стадия измельчения обозначена цифрой 1
на схеме) оно подается на разделение в воздушный сепаратор 2. Там падающие ча-
стицы разделяются на легкую и тяжелую фракции при действии потока воздуха,
подаваемого в поперечном направлении.
Тяжелая фракция выводится из сепаратора 2 по линии 3 и может быть возвра-
щена на стадию измельчения — с предварительным добавочным разделением этой
фракции или без такового. Пыль собирается в пылесборной системе, попадая по ли-
нии 4 в пылесборную трубу 13, в то время как легкая фракция по линии 5 посту-
пает в гранулятор 9. Хотя частицы лома, поступающие на последнюю стадию дроб-
ления 1, являются в основном немагнитными, однако после механической обработки
на стадии 1 и сепарации 2 возможно появление магнитных частиц, которые ранее
были покрыты оболочкой из немагнитных метериалов. Эти магнитные частицы могут
быть удалены из сырья по линии 5 с помощью магнитной сепарации, обозначенной
на схеме цифрой 6. Сырье, не содержащее более магнитных частиц, по линии 8 на-
правляется в гранулятор 9.
Перейдем к описанию обработки трех фракций, образующихся на стадии сор-
тировки 11. Наиболее грубые фракции подвергают разделению по плотности частиц.
Так, фракцию с наибольшим размером частиц, которая после сортировки отводится
по линии 16, направляют в сухой сепаратор 17, в котором происходит удаление не-
металлических частиц и материалов более легких (меньшей плотности) чем алю-
миний.
Удаление этих частиц может быть проведено, например, с помощью устрой-
ства известного под названием «дестонер». В нем сухой гранулированный материал
подается на наклонный виброгрохот. Через грохот и слой материала над ним проду-
вается или прокачивается воздух. Постоянный ток воздуха приводит к разделению
материала на отдельные слои, причем более легкий материал, перемещающийся
вниз по поверхности виброгрохота, находится в верхнем слое. Более тяжелый ма-
териал перемещается к верхней части грохота и затем выводится из системы.
На практике при работе таких сепараторов тяжелая фракция обычно содержит
камни, стекло и т. п. — отсюда английское название «дестонер». Дестонер может эф-
фективно разделять любые два компонента, которые отличаются по плотности не
менее, чем на 100 %. Наиболее легкие частицы выносятся проходящим воздухом
из верхнего слоя и попадают в пылесборную систему. Более легкая фракция выво-
дится в нижней части грохота, где может быть расположен нож для соскабливания
и удаления верхнего слоя (содержащего относительно более легкий материал) с ни-
жнего слоя, в котором находится более тяжелый материал.
Из материала, подаваемого по линии 16, в сепараторе 17 удаляется пыль и ма-
териалы более легкие чем алюминий, которые выводятся по линии 18. Более
тяжелые материалы по линии 20 подаются во второй сепаратор 21. В качестве
сепаратора 17 может быть использован вакуумный дестонер Форсберга модели
Н-2 или любой другой подобный аппарат, предназначенный для разделения по
плотности сухих гранулированных материалов с приблизительно одинаковым раз-
мером частиц.
Сепаратор 21 может быть такого же типа как и 17, но он работает при не-
сколько измененных условиях, таких как наклон грохота, скорость вибрации,
интенсивность потока воздуха, для того чтобы обеспечить отделение алюминия
115
от более тяжелых металлов. Поскольку плотность алюминия значительно ниже,
чем у большинства других металлов, содержащихся в ломе (разница в плот-
ности не менее 100 %) его удается легко выделить в сепараторе 21 в очень чи-
стом виде; из сепаратора его выводят по линии 22. Оставшиеся металлы, многие
из которых близки друг к другу по плотности, неудовлетворительно разделя-
ются в аппаратах типа дестонер.
Для четкого разделения оставшихся металлических компонентов материал
из сепаратора 21 по линии 24 направляют на сепаратор типа концентрационного
стола, который позволяет разделять частицы одинакового размера, различающиеся
по плотности на 25 % и более. Обычно такое устройство представляет собой яче-
истый грохот, наклоненный в двух направлениях. Ток воздуха проходит через
проницаемую поверхность, в результате чего находящийся на грохоте материал
разделяется на слои. Более легкий материал находится в верхнем слое, а более
тяжелый материал, который перемещается вверх по рифленой поверхности гро-
хота, в нижнем слое. Таким образом, подаваемое сырье разделяется на грохоте
на несколько фракций с постепенно увеличивающейся плотностью. Путем соответ-
ствующего размещения перемещаемых делителей может быть достигнуто четкое
разделение сырья на фракции одинаковой плотности. Таким образом из смеси могут
быть выделены три или более продукта, каждый из которых содержит в основном
одно вещество.
При разделении образуются также продукты, представляющие собой смесь
отдельных фракций. Такие смеси снова возвращают на грохот для повторного раз-
деления. Поток воздуха через грохот создается воздуходувкой, расположенной внизу,
в случае концентрационных столов, работающих под давлением, или путем отсасы-
вания воздуха сверху — в вакуумных столах.
• Продукт, выводимый по линии 24, содержит медь, а также может содержать
один или более других обычных цветных металлов или сплавов, таких как латунь,
бронза, свинец и (или) цинк и т. п.; возможно также наличие небольших количеств
серебра. Названные цветные металлы по возрастающей плотности располагаются
в следующий ряд;
Al < Zn < Си < Ag < Pb.
На концентрационном столе 25 легко достигается выделение цинка, который
отделяется от меди и более тяжелых металлов. В зависимости от относительного
содержания других металлов и желаемой чистоты выделяемого элемента после уда-
ления цинка и большей части меди в 25, оставшиеся металлы можно выделять на
том же столе или направить их на другой аналогичный концентрационный стол, для
выделения индивидуальных металлов. В случае необходимости выделенные индиви-
дуальные фракции могут быть далее подвергнуты очистке химическими или другими
известными методами, которые, однако, не являются частью рассматриваемого про-
цесса.
Средняя фракция, получаемая иа грохоте 11, отводится по линии 27 в се-
паратор 28, устройство и работа которого такие же как у сепаратора 17. Материалы,
которые легче алюминия, отделяются и выводятся по линии 29; оставшиеся ме-
таллические компоненты по линии 30 направляются в сепаратор 31, который ана-
логичен сепаратору 21.
Из сепаратора 31 алюминий отводится по линии 32, а оставшиеся металлы по
линии 33 направляются на один или более концентрационный стол 34, где происходит
такая же обработка как в сепараторе 25. В смеси, подаваемой в сепаратор 34, могут
присутствовать также остаточные количества алюминия. В этом случае он быстро
отделяется в виде самой легкой фракции.
Самая мелкая фракция, полученная на грохоте 11, по линии 35 подается в се-
паратор, который может быть аналогичен ранее описанным сепараторам 17 и 28,
или концентрационным столам 25 и 34. Как и в предыдущих случаях, неметалли-
ческие материалы отделяют от металлов и выводят по линии 37. Оставшийся металли-
ческий продукт представляет собой в основном медь, которая может быть выделена
без дополнительного разделения. Однако в случае экономической целесообразности
этот металлический остаток по линии 38 может быть направлен на дальнейшее раз-
деление для получения индивидуальных металлических компонентов. Такое разде-
ление может быть проведено таким же способом как и разделение смесей металлов,
выводимых по линиям 20 и 30, или каким-либо другим методом.
116
Каждый из сепараторов 17, 21, 25, 28, 31, 34 и 36 может быть оборудован
средствами для сбора пыли и удаления ее в общую пылесборную систему. Неметал-
лические материалы, выводимые из системы по линиям 18, 29 и 37 после объеди-
нения могут быть утилизированы.
МЕДЬ ИЗ ОСАДКОВ ЦВЕТНЫХ МЕТАЛЛОВ
См. «Хром из осадков цветных металлов», а также «Металлы из смешаных ме-
таллических шламов».
Согласно способу, предложенному М. Кавасаки, С. Мицумото и X. Нава-
фуне (патент США 4 064022, 20 декабря 1977 г.; фирма сЭбара Удилите Ко, Лтд:»,
Япония), медь может быть выделена из осадков, содержащих цветные металлы, с ис-
пользованием аппаратуры, описанной в статье «Никель из осадков цветных ме-
таллов». >-
Ниже приводится пример осуществления такого процесса. Осадок гидроксида
двухвалентной меди (частично содержащий оксид меди), полученный при ней-
трализации раствора, содержащего ионы Cli2+ , подвергают электролитической об-
работке для выделения меди.
Один литр водного раствора сульфата меди (II) с концентрацией 1 моль/л,
в котором растворено 10 г серной кислоты, использован в качестве электролити-
ческого раствора. Осадок гидроксида меди (частично содержащий оксид меди),
имеющий влажность 90 % подают в анодное отделение со скоростью 120—•
150 г/ч. Электролиз проводят при силе тока 5,4 А; при этом на поверхности катода
со скоростью 6,3 г/ч осаждается чистая металлическая медь, которая прочно держи-
тся на катоде. Для создания достаточной концентрации ионов меди в катодном от-
делении необходимо, чтобы происходило быстрое растворение осадка гидроксида.
Поскольку растворение происходит в результате реакции гидроксида с серной ки-
слотой и ускоряется кислородом, образующимся в анодном отделении, то для рас-
творения меди, содержащейся в осадке, требуется количество электричества
значительно меньшее, чем теоретически рассчитанное. Согласно данному методу
для выделения 1 кг меди требуется затратить всего 3 кВт.
МЕДЬ ИЗ АВТОМОБИЛЬНОГО ЛОМА
См. «С1аль из автомобильного лома».
МЕДЬ ИЗ КОЛОШНИКОВОЙ пыли
ПЛАВИЛЬНЫХ ПЕЧЕЙ
Согласно процессу, разработанному Дж. Д. Пратером и Б. А. Веллсом
(патент США 4 149880, 17 апреля 1979 г.; фирма «Кеннекотт Коппер Корп.»),
высокотоксичные отходы металлургических производств, образующиеся при плав-
лении и (или) очистке меди подвергаются циклической переработке с целью выде-
ления меди при одновременном предохранении окружающей среды от загряз-
нения.
Отходы, обычно колошниковая пыль плавильных печей и (или) осадки, обра-
зующиеся при очистке и содержащие медь и такие токсичные элементы как мышьяк,
висмут, свинец, сурьму и кадмий, подвергают реакции в автоклаве при повышенном
давлении кислорода, с добавлением или без добавления серной кислоты. Образую-
щийся раствор с высоким содержанием меди и все еще содержащий значительные
количества мышьяка (от 0,5 до 2,0 г/л) направляют для высаживания меди на ме-
таллическом железе. При этом в раствор переходят ионы железа и значительно
снижается остаточное содержание токсичных компонентов. Довольно неожиданно,
что при этом не происходит выделения ядовитого газа арсина.
117
Раствор, нз которого удалена медь и который содержит ионы железа, возвра-
щается на стадию выщелачивания. Высаженную медь подвергают плавлению вместе
с концентратами медной руды, а твердый нерастворимый остаток со стадии выще-
лачивания, который не представляет опасности для окружающей среды, сбрасывают
в специальный резервуар. Схема этого процесса представлена на рис. 44.
Обычно колошниковая пыль имеет следующий состав, %: Си 13,6; Мо 0 9-
Zn 2,1; As 13,5; Bi 1,71; Pb 14,7; Sb 0,2; Cd 0,2; Fe 3,8.
Колошниковую пыль и осадки процесса очистки можно перерабатывать в виде
суспензии, которая образуется при добавлении к ним в смесительном аппарате
Рнс. 44. Схема процесса выделения меди из отходов металлургических
производств, содержащих мышьяк:
1 — плавильная печь; 2 — металлическая медь; 3 — колошниковая
пыль; 4 — шлам, образующийся при очистке; 5 — серная кислота;
6 — получение суспензии пыли; 7 — суспензия; 8 — кислород; 9 —
выщелачивание в автоклаве; 10, 20 — разделение твердой и жидкой
фазы; 11 — As, Pb, Bi, Sb и благородные металлы: 12 — экстракция
молибдена; 13 — рафинат; 14 — отделение молибдена; 15 — гидра-
тированная известь; 16 — осаждение молибдена; 17 — молибдат каль-
ция; 18 — высаживание меди; 19 — металлическое железо; 21 — ре-
циркулируемый раствор; 22 — разбавитель; 23 — медьсодержащие
осадки; 24 — осаждение цинка и кадмия; 25 — на установку водопод-
готовки; 26 — гидроксид цинка
водного раствора, возвращаемого со стадии высаживания меди. Получаемая сус-
пензия обычно содержит 15—36 г/л железа. Поскольку в используемом растворе
содержится кислота, и кроме того кислота образуется при добавлении раствора
к сырью, то суспензия имеет величину pH менее 2. В случае необходимости
к суспензии можно также дополнительно добавить серную кислоту для лучшего
выделения меди.
Кислую водную суспензию направляют в автоклав. Выщелачивание в ав-
токлаве проводят при температурах, лежащих в нижней части рабочего темпе-
ратурного интервала, обычно при 140 °C, и при небольшом избыточном давлении
кислорода, как правило ~35 Па. После выщелачивания суспензию направляют
на стадию разделения, которое обычно осуществляют фильтрацией. В результате
происходит отделение медьсодержащего раствора от твердого остатка, в котором
содержатся благородные металлы, а также нерастворимые соединения мышьяка,
висмута, свинца и сурьмы. Остаток промывают и отводят в резервуар для отходов
с целью последующего извлечения благородных металлов известными способами.
Поскольку содержащиеся в отходах элементы нерастворимы в воде, опасности .
загрязнения окружающей среды не существует.
118
Желательно, хотя и не обязательно, проводить выделение соединений молибдена
из медьсодержащего раствора, как это показано на схеме (см. патент США
4 026988). В любом случае раствор затем направляют на стадию высаживания меди
на металлическом железе. Неожиданным при этом является то, что несмотря на
значительное содержание в получаемом растворе соединения мышьяка (0,5—2,0 г/л,
обычно 1,0 г/л) на стадии высаживания меди не происходит выделения сильно
ядовитого газа арсина.
Некоторая часть остаточного мышьяка высаживается из раствора вместе с
медью. Однако обычно медь высаживается быстрее, чем мышьяк и при высажи-
вании до с^95 % меди удается получать продукт с очень низким содержанием мы-
шьяка. Общий выход меди при этом не снижается, поскольку медьсодержащий ра-
створ направляют в рецикл.
После разделения твердой и жидкой фаз, которое обычно проводят с помощью
фильтрации, выделенную медь как правило возвращают на стадию плавления, а
раствор направляют для получения суспензии колошниковой пыли, а также исполь-
зуют в качестве разбавителя для медьсодержащего раствора, подаваемого на стадию
высаживания. Следует заметить, что при этом происходит желательный процесс
увеличения содержания железа в сырье, подаваемом в автоклав.
Для того, чтобы контролировать образование примесей, а также для выделения
соединений цинка и кадмия желательно устанавливать малую величину спускного
потока обедненного раствора и проводить его нейтрализацию, добавляя карбонат
или гидроксид натрия. При этом цинк осаждается в виде гидроксида цинка: соеди-
нения кадмия выделяются вместе с цинком. После фильтрации жидкая фаза может
быть направлена в сток или на установку для очистки воды.
МЕДЬ ИЗ ПЛАВИЛЬНЫХ ШЛАКОВ
Шлаки, образующиеся при плавлении руды, например руды, состоящей из
сульфида меди, обычно рассматриваются как отходы. Шлаки обычно содержат зна-
чительные количества различных металлов, в том числе (в зависимости от состава
руды) меди, железа, цинка, свинца и др., а также щелочноземельных металлов
совместно с металлическими и неметаллическими силикатами. До настоящего вре-
мени извлечение этих металлов считалось нецелесообразным из-за сложного состава
шлаков и их склонности в процессе переработки образовывать гелеобразные про-
дукты.
Усовершенствованный способ выделения меди из плавильных шлаков разра-
ботали К. О. Линдблад и Р. Е. Дюфресн (патент США 3 868440, 25 февраля
1975 г.; фирма «Анаконда Компании). Гидрометаллургический процесс обра-
ботки шлаков, в частности шлаков, образующихся при плавлении меди, включает
интенсивное перемешивание шлака с серной кислотой и водой (соотношение по
массе 1:1:1). В результате происходящих в смеси реакций получают сухой
твердый материал, в котором находившиеся в шлаке металлы присутствуют в водо-
растворимой форме. Эти растворимые соединения металлов могут быть отделены
от нерастворимого силикатного остатка путем обработки полученного твердого ма-
териала растворителем. Схема такого процесса представлена на рис. 45.
Дж. В. Дональдсон, С. Н. Шарма и Н. Дж. Темелис (патент США 4 032327
28 июня 1977 г.; фирма «Кеннекотт Коппер Корпорейшн»), разработали цикличе-
ский двухстадийный процесс для пирометаллургического выделения меди из расплав-
ленного шлака, содержащего растворенные и (или) унесенные соединения меди,
в виде высокопроцентного штейна. На первой стадии медьсодержащий шлак обра-
батывают во вращающейся печи, например в реакторе с дутьем подаваемым сверху,
вращающемся со скоростью 10 об/мин, восстановителем, содержащим ионы гидро-
карбоната или водорода. В результате образуется высокопроцентный медный штейн
и остаток шлака с пониженным содержанием меди.
Вращение реактора прекращают и отделяют медный штейн от шлаковой фазы,
после чего его удаляют из реактора. Вращение реактора с оставшимся в нем шлаком
возобновляют с той же скоростью, добавляя на второй стадии процесса сульфид
железа (пирит). В результате такой обработки получают низкопроцентный штейн,
а шлаковая фаза практически больше не содержит медц,
119
гидрометаллургиче-
Рис. 45. Схема
ского процесса для выделения металла
из медьсодержащего шлака
Реактор снова останавливают и отделяют низкопроцентный штейн от шлака.
Оставшийся шлак удаляют из реактора, а полученный низкопроцентный штейн
оставляют, смешивая его со свежей порцией шлакового сырья для проведения сле-
дующего цикла процесса. На рис. 46 показана конструкция аппарата для про-
ведения такого процесса.
Предпочтительно использовать вращающийся реактор с подачей дутья сверху,
такой который используется в калдо-процессе производства стали. На рис. 46
показан вид реактора сбоку. Он состоит из сосуда 1 с цилиндрической стенкой 2,
круглой торцовой стенкой 6 и открытым про-
тивоположным концом 14 в форме усечен-
ного конуса. Реактор обычно изготавливают
из стали и футеруют огнеупорным кирпичом
как показано на рисунке. На цилиндричес-
кой стенке 2 расположены кольцевые на-
правляющие 3, поддерживающие ролики 9,
приводимые в движение мотором. Эти ролики
закреплены на раме 4, идущей вокруг цилин-
дрической стенки 2. Прижимные ролики 5
расположены на раме 4 таким образом, что
они зацепляются за ближайшую к торцовой
стенке 6 часть направляющей 3. Реактор 1
может вращаться вокруг цилиндрической
оси с помощью роликов 9.
Рама 4 может быть отклонена от гори-
зонтальной оси вращения 11, таким образом
реактор 1 может на небольшой угол откло-
няться вверх и вниз от горизонтального по-
ложения. Реактор имеет необходимые устрой-
ства для нагрева сосуда и его содержимого.
Вблизи горловины 12 реактора 1 располо-
жена горелка 13, в которой происходит сго-
рание жидкого или мелкодиспергированного
топлива над поверхностью материала, на-
ходящегося в сосуде 1. Во время работы
вращающийся реактор наклоняется таким
образом, что его горловина на 15—20° откло-
няется от горизонтальной оси вверх. Ско-
рость вращения обычно составляет 10—
40 об/мин.
По окончании первой стадии про-
цесса реактор останавливают и высокопро-
центный штейн 7 быстро отделяют от всплыв-
шего шлака 8. Штейн 7 удаляют из реак-
тора, а шлаковую фазу 8 оставляют для
обработки в следующей стадии процесса.
Удаление высокопроцентного штейна 7 из реактора может быть осуществ-
лено различными способами. Так, сосуд 1 может быть наклонен горловиной вниз,
в результате чего шлак будет стекать в ковш (на рисунке не показан). После этого
штейн 7 сливают в предназначенный для него сосуд, а шлак из ковша возвращают
в реактор 1. Переливания шлака можно избежать, если реакционный сосуд 1 имеет
в усеченной конической части 14 реактора спускное отверстие 10, которое обычно
закрыто и во время вращения реактора расплав в него не попадает. При необхо-
димости удаления штейна 7 реактор наклоняют таким образом, чтобы отверстие 10
оказалось покрыто штейном.
В случае необходимости вокруг горловины реактора 12 может быть предусмо-
трено ограждение из огнеупорного материала для того, чтобы предотвратить выли-
вание расплавленного шлака. При удалении огнеупорного материала, закрывающего
спускное отверстие, штейн 7, находящийся под слоем шлака, выводится из реактора.
После удаления штейна 7 спускное отверстие 10 снова закрывают и реактор 1,
в котором содержится только шлак 8, возвращают в нормальное рабочее по-
ложение.
120
Реакционный сосуд 1 может быть оборудован шиберным затвором (на рисунке
не показан) или другим механическим клапанным устройством, позволяющим из-
бежать удаления шлака из реактора после окончания первой стадии процесса. Такое
устройство предпочтительно располагать в цилиндрической стенке 2 вблизи тор-
цового конца 6. Шиберные затворы широко применяют в сталеплавильной промыш-
ленности для разгрузки ковшей и других аналогичных емкостей. В процессе работы
Рис. 46. Аппарат для пирометаллургического выделения меди из шлака
реактор 1 вращают до тех пор пока затвор или другое устройство не окажется
в нижней части реактора. Затем клапан открывают и штейн 7 выводят из реак-
тора /; после этого клапан закрывают в результате чего шлаковая фаза 8 остается
в реакторе для дальнейшей обработки.
МЕДЬ ИЗ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ
Окисление этилена в гомогенном растворе, содержащем соляную кислоту'; и
хлориды меди и палладия, является важным ^’процессом, приводящим^ получе-
нию ацетальдегида. Этот процесс является высокоэкономичным и технически эф-
фективным, однако серьезным недостатком его является образование твердого
осадка в результате превращений катализатора.
Выпадение осадка приводит к дезактивации каталитического раствора, в ре-
зультате чего раствор приходится периодически отделять от металлсодержащего
121
Осадка путем фильтрования или декантации. Кроме того, к раствору необходимо S
добавлять дополнительные количества солей металлов, чтобы восполнить потери
катализатора. Особенно серьезным недостатком процесса является потеря дорого- t
стоящего благородного металла. ?>
Процесс, разработанный Р. Тилем, К. Цинзштагом и Г. Фашингером (па- |
тент США 3 947543, 30 марта 1976 г.; фирма «ЛонзаЛтд:», Швейцария), предна-
значен для выделения меди и благородных металлов из органических осадков, остат-
ков и продуктов полимеризации и заключается в проведении медленных, низкотем-
пературных процессов карбонизации органических компонентов без использования '%
каких-либо дополнительных источников энергии. Металлы остаются в золе в виде v
солей. Обычно металлы, содержащиеся в получаемом растворе, не выделяют, а не-
посредственно возвращают в процесс окисления.
Рис. 47. Схема переработки жидких отходов, содержащих медный ката-
лизатор, образующихся при изомеризации дихлорбутена:
а — периодический; б — непрерывный процесс
При осуществлении процесса не используются никакие дополнительные ком- |
поненты. Обычно процесс сжигания протекает со скоростью ~1 %/ч. Желательно *
проводить сжигание при температуре 300—500 °C. Образующаяся зола почти пол-
ностью растворяется в кислотах, в частности в соляной кислоте. Наиболее пред-
почтительным является использование данного процесса для сжигания хлоридов
меди и палладия, содержащихся в остатках, образующихся в процессе окисления -
этилена в ацетальдегид.
Процесс, разработанный Р. Баатцем, Г. Байлышпайном, Д. Греннером,
В. Келлером и Д. Штайнбахом (патент США 4 070405, 24 января 1978 г.; фирма
«Байер АГ», ФРГ), предназначен для обработки сточных вод, содержащих комплек-
сный медный катализатор, образующихся в реакции изомеризации дихлорбутена.
Согласно этому процессу комплекс меди, растворенный в дихлорбутене, осаждают
при температуре 0—250 °C путем добавления к сточным водам неполярного раство-
рителя и осажденный комплекс меди выделяют путем фильтрования.
Схема процесса в периодическом и непрерывном вариантах представлена на
рис. 47. В случае периодического процесса сточные воды 1, содержащие комплекс
меди, смешивают с 2 — 20-кратным избытком неполярного растворителя 3 в сме-
сителе 2, который может быть оборудован мешалкой. При этом выпадает осадок,
содержащий весь присутствующий комплекс меди, а также значительные количества
адсорбированных высококипящих фракций. Осадок отфильтровывают на фильтре 4
и твердый остаток от фильтрования либо отбрасывают, либо подвергают обработке
для выделения содержащейся в нем меди.
Фильтрат 6 практически не содержит меди. Его направляют в куб дестилляци-
онной колонны 7 на ректификацию. Весь петролейный эфир отбирается сверху
колонны и собирается в приемнике 8, откуда его направляют на осаждение в ре-
актор 2. Присутствие любых количеств дихлорбутена не влияет на проведение про-
цесса. Помимо дихлорбутенов остаток от дистилляции 9 содержит более высококи-
122
пящие компоненты, которые отделяют от дихлорбутенов и направляют на уста-
новку, в которой проводят их разложение. Их количество составляет ~1—10 %
от исходных сточных вод и они не содержат меди.
В непрерывном варианте комплекс меди осаждают из сточных вод 1 в контей-
нере 2, добавляя неполярный растворитель таким же образом как описано выше.
Осадок 5 выводят из непрерывно работающего фильтра 4 или из батареи фильтров,
которые работают попеременно. Фильтрат 6 направляют в среднюю часть дистил-
ляционной -колонны 7. Петролейный эфир 3 отбирают с верха колонны 7; его
снова используют на стадии осаждения. Высококипящий остаток в смеси с дих-
лорбутенами 9 накапливается в кубе колонны. Дихлорбутены выделяют путем ди-
стилляции, а высококипящий остаток не содержащий меди удаляют и разрушают.
Описанный процесс дает возможность уменьшить накопление остатков, ко-
торые необходимо разрушать, в процессе изомеризации дихлорбутенов, катализи-
рованной медью, до 1—10 % от исходного количества и в то же время удалить из
них медь (содержание меди <5 ppm).Тем самым вносится значительный вклад в под-
держание чистоты воздуха и водной среды. Медный катализатор выделяется в таком
виде, в котором его несложно транспортировать и в котором он может быть далее
использован, например для производства меди. Высокая экономичность процесса
обусловливается тем обстоятельством, что большая часть дихлорбутена, использу-
емого для растворения медного комплекса, возвращается в процесс изомеризации,
МЕДЬ ИЗ ОТРАБОТАННЫХ ТРАВИЛЬНЫХ
РАСТВОРОВ
Растворы, содержащие соединения меди, образуются при травлении металли-
ческой меди щелочными травильными растворами. В последнее время предпринима-
ются усилия для удаления соединений меди, присутствующих в отработанных тра-
вильных растворах. При этом желательной является регенерация этих растворов
для их повторного использования, либо выделение соединений металлов, либо до-
стижение обеих этих целей одновременно.
Хотя преимущества регенерации травильных растворов и выделения содержа-
щейся в ней меди достаточно очевидно, в процессе производства электронных печат-
ных плат значительные количества медьсодержащих аммиачных травильных раство-
ров сбрасываются в виде сточных вод. Это приводит к загрязнению окружающей
среды и повышает стоимость производства. Хотя в ряде случаев проводят осаждение
меди известью с получением оксидов меди, применяемых в пищевой и деревообраба-
тывающей промышленности, это не может быть признано полностью удовлетвори-
тельным решением существующих проблем.
Процесс, разработанный В. Д. Хемби и М. Д. Слейдом (патент США
4 083758, 11 апреля 1978 г.; фирма чДритериот), предназначен для выделения ме-
таллической меди из растворов, содержащих медь и ионы хлоридов. По этому методу
сначала проводят селективное удаление хлоридов из раствора, а затем электровы-
деление меди. Процесс, в частности, может быть применен для выделения металли-
ческой меди из травильных растворов, причем качество получаемой меди соответ-
ствует требованиям, предъявляемым при производстве медных проводов.
Предпочтительно использовать процесс для обработки аммиачных травильных
растворов, применяемых при производстве электронных печатных плат. Селек-
тивное удаление хлорид-ионов проводят путем жидкостной экстракции, в результате
которой образуется медьсодержащий кислый раствор свободный от хлоридов. Этот
раствор подвергают электролизу для выделения металлической меди. Водный ра-
финат со стадии экстракции подвергают обработке с целью удаления остаточных
органических соединений и после добавления аммиака для получения требуемой кон-
центрации вновь используют в качестве травильного раствора. Схема этого процесса
представлена на рис. 48.
Основные компоненты исходного раствора — гидроксид и хлорид аммония;
содержание меди обычно составляет 120—180 г/л, присутствуют также 50—20 ppm
свинца и следы олова.
Исходный аммиачный травильный раствор, содержащий медь и ионы хлорида,
через фильтр подается в обычный аппарат типа смесителя—отстойника для прове-
123
дения жидкостной экстракции. На этой стадии используется обычное оборудование
широко применяемое в различных процессах экстракции и разделения; на схеме
две стадии экстракции обозначены как £1 и £2, а две стадии разделения соот-
ветственно как 31 и 32.
В качестве органической фазы при экстракции применяется альфа—гидрокси
оксим LJX64N фирмы «Дженерал Миллс Кемикалс, Инк.», в растворителе, описан-
ном в патенте США 3 224873. Подаваемый водный раствор контактирует с органи-
ческим экстрагентом в аппаратах £1 и £2 с образованием дисперсии.
При экстракции в органическую фазу переходят как соединения меди, так и
хлорид-ионы; последние могут быть селективно удалены путем промывания органи-
Рис. 48. Схема процесса выделения металлической меди из хлорсодержащих тра-
вильных растворов:
1 — исходный раствор; 2 — фильтр; 3 — смеситель; 4 — отстойник; 5 — водный
раствор; 6 — экстрагент LJX-64N; 7 — рафинат; 8 — резервуар для отстаивания;
9 — органическая фаза; 10 — аппарат для коалесценции; П — колонка с углем;
12 — Добавки аммиака; 13 — регенерированный аммиачный травильный раствор;
14 — органический экстрагент, содержащий ионы меди и хлориды; 15 — скруббер;
16 — слабый водный раствор кислоты; 17 — сточные воды, содержащие хлориды;
18 — органический экстрагент, содержащий медь и свободный от хлоридов; 19 —
водный раствор, содержащий медь; 20 — металлическая медь; 21 — электровыделе-
иие; 22 — раствор серной кислоты; 23 — рецикл
ческой фазы разбавленным раствором серной кислоты. Промывку проводят в скруб-
бере обычного типа; образующийся при этом водный раствор обычно направляют
в сток. Органический экстракт, содержащий медь и освобожденный от хлорид-ионов,
направляют на первую стадию разделения S1. Получаемый на этой стадии вод-
ный рафинат, содержащий медь, подается в электролизер для выделения меди в ка-
честве электролита.
Для разделения используют достаточно концентрированный раствор серной
кислоты, отбираемый из электролизера и смешанный с промытым и не содержащим
хлоридов органическим экстрактом со стадий разделения S1 и S2. Этот раствор
сериой кислоты (отработанный электролит) частично может быть рециркулирован
непосредственно в электролизер стадии выделения для повышения концентрации
серной кислоты. Конечным продуктом стадии электровыделения является металли-
ческая медь, качество которой соответствует требованиям, предъявляемым при про-
изводстве медных проводов.
Водная фаза, образующаяся на стадиях экстракции £1 и £2, содержит ам-
миачный травильный раствор и может содержать остаточные количества органиче-
ского экстрагента. Окончательная регенерация достигается путем обработки этого
раствора с целью удаления органических остатков. Такая обработка может быть про-
ведена различными способами. <
124 |
'i
1
Как показано на схеме водный раствор со стадии экстракции Е2 (рафинат)
проходит через несколько отстойников, в результате чего все органические соеди-
нения отделяются от водной фазы и возвращаются на стадию экстракции. Для окон-
чательного удаления следов органических соединений желательно провести коалес-
ценцию водного раствора в устройстве обычного типа, а затем пропустить раствор
через одну или несколько колонок с углем. В результате этого можно считать
аммиачный травильный раствор, содержащийся в водной фазе, полностью регенери-
рованным.
Поскольку регенерированный травильный раствор обычно имеет пониженную
концентрацию аммиака, к нему необходимо добавить свежий аммиак до получения
требуемой для травления концентрации. Конечным продуктом процесса является
регенерированный травильный раствор пригодный для повторного использования.
МЕДНЫЙ КАТАЛИЗАТОР ИЗ ОТХОДОВ
ПРОИЗВОДСТВА АДИПИНОВОЙ кислоты
См. «Ванадиевый катализатор из отходов производства адипиновой кислоты».
КРИОЛИТ ИЗ ЧАСТИЦ, ИЗВЛЕКАЕМЫХ
В ПРОЦЕССЕ ПРОИЗВОДСТВА АЛЮМИНИЯ
Алюминий получают путем электролитического восстановления чистой окиси
алюминия в ванне из расплавленного криолита (3NaF-AlF3). Реакцию проводят
в специальном электролизере, в результате получают металлический алюминий.
Получаемый алюминий тяжелее используемого электролита и образует расплав-
ленный слой на дне электролизера, которое выполняет роль катода. В ванну поме-
щены угольные аноды и образующийся на аноде кислород приводит к окислению
углерода.
Контроль состава электролита играет важную роль в процессе производства
алюминия. Электролит содержит криолит и плавиковый шпат (фторид кальция CaF2).
В нем также присутствует некоторое избыточное количество фторида алюминия,
который вместе с растворенным оксидом алюминия снижает температуру ликвидуса
таким образом, что рабочая температура электролизера составляет 940—980 °C.
Электролизеры выделяют большое количество газа, уносящего с собой ча-
стицы пыли. В состав газа входят углекислый газ, летучие фториды и газообразный
HF. Твердые частицы оксида алюминия, криолита, углерода и органических соеди-
нений выносятся из электролизера вместе с газами. В газовом потоке присутствуют
также малые количества твердых частиц, содержащих такие элементы как литий,
кальций, кремний, железо, магний и сульфат натрия.
Летучие фториды и HF совместно с другими газами и твердыми частицами улав-
ливаются в газовых коллекторах и по трубам подаются на установку централизо-
ванной обработки. Унос твердых материалов вызывает необходимость периодического
добавления фторида алюминия для поддержания требуемого состава электролита.
В некоторых случаях газообразные продукты с уносимыми твердыми частицами
просто выбрасывают в атмосферу, считая, что выделение этих частиц слишком трудо-
емко ввиду их малого размера (менее 2 мкм) и наличия примесей. Однако требования
предъявляемые в настоящее время к охране окружающей среды делают невозмож-
ным дальнейший выброс отходящих газов процесса производства алюминия в ат-
мосферу.
В связи с этим на многих предприятиях применяют довольно сложное и дорого-
стоящее оборудование для обработки газа, включающее систему промывки жид-
костью. Промывка жидкостью является очень эффективной в процессе удаления
твердых частиц из газового потока. При этом получаются значительные количества
мелкодисперсного твердого продукта, который содержит ценные компоненты, но
загрязнен примесями. Этот продукт необходимо удалять или каким-либо образом
утилизировать.
125
Процесс, разработанный Е. Дж. Робертсом, С. Банком и П. А. Анжевином
(патент США 4 053375, 11 октября 1977 г.; фирма «Дорр—Оливер»), предусматри-
вает окисление взвеси, содержащей оксид алюминия и криолит и образующейся
в качестве отходов в процессе производства алюминия, в реакторе с ожиженным
слоем, в результате чего происходит удаление углерода и органических примесеи.
В ожиженном слое происходит агломерация продукта и получается зернистый
продукт пригодный для возвращения в процесс производства алюминия. Реактор
для этого процесса показан на рйс. 49.
Реактор состоит из корпуса 8 с крышкой 3. В нижней части реактора находится
выводной канал 16. Стягивающая пластина 24 делит внутреннюю часть реактора 1
на камеру для обработки 2, расположенную в верхней части и охлаждающую ка-
Рис. 49. Реактор Для переработки от-
ходов процесса производства алюми-
ния, содержащих оксид алюминия
и криолит
меру 23 в нижней части реактора. Стягива-
ющая пластина 13 отделяет охлаждающую
камеру 23 от воздушной коробки 18, нахо-
дящейся между стягивающей пластиной 13
и конической частью 19. На стягивающей
пластине 24 находится ожиженный слой,
состоящий из твердых частиц. Сырьевой тру-
бопровод 25 проходит к обработочной каме-
ре 2, а через стенку 8 проходят несколько
топливных форсунок, расположенных над
стягивающей пластиной 24. У верха обрабо-
точной камеры 2 находится трубопровод для
отходящих газов 4, который связан с цикло-
ном 6, имеющим трубопровод для отходящих
газов 5 и трубопровод 7 для отвода снизу
твердой фракции.
На стягивающей пластине 13 находится
ожиженный слой 22. Трубопровод 11, име-
ющий контрольный клапан 12, связывает
ожиженный слой 9 в обработочной камере
2 с ожиженным слоем 22 в охлаждающей
камере 23. Трубопровод для продукта 21
связан с ожиженным слоем 22 и снабжен
контрольным клапаном 20. Вентилятор 14
связан с воздушной коробкой 18 воздушным
трубопроводом 15. В процессе работы ожи-
женный слой в обработочной камере 2 и в
охлаждающей камере 23 поддерживается воздухом, подаваемым вентилятором 14
по трубопроводу 15. Сырье, представляющее собой частицы твердых отходов,
выделенных из отходящих газов производства алюминия, подается в сыром или
влажном состоянии по трубопроводу 25 в обработочную камеру 2. Здесь из сырья
быстро удаляется влага и твердое вещество нагревается до температуры обработки
в условиях сильного встряхивания, происходящего в ожиженном слое 9. Темпе-
ратура реакции составляет 770—800 °C, предпочтительно 790 Т- 5 °C.
Зачастую такая температура достигается уже за счет горения углерода и ор-
ганических примесей, имеющихся в сырье. Иногда в ожиженный слой 9 приходится
подавать дополнительное топливо через форсунки 10. Требуемый для горения ки-
слород поступает вместе с воздухом, используемым для создания ожиженного слоя.
Отходящие из реактора газы состоят из HF, СО2 и водяного пара и могут быть
отведены в газосборную систему производства алюминия.
Установлено, что при рабочих температурах в частицах ожиженного слоя
всегда присутствуют хотя бы малые количества жидких компонентов и очень сильно
проявляется тенденция малых твердых частиц спекаться и образовывать гранулы.
Гранулы из ожиженного слоя 9 отводятся по трубопроводу И вниз в охлаждающий
слой 22.
В охлаждающей камере 23 гранулы, образующие ожиженный слой 22, охла-
ждаются до температуры ~93—121 °C и непрерывно выводятся из реактора 1 через
трубку 21 с вентилем 20. Воздух, подаваемый вентилятором 14, не только охлаждает
гранулы продукта в камере 23, но и сам при этом нагревается до температуры
93—121 °C, а затем проходит через стягивающую пластину 24, образуя ожиженный
126
слой в обработочной камере 2. Охлаждающий ожиженный слой представляет собой
удобное техническое решение, но не является обязательно необходимым в процессе.
Вполне приемлемыми являются для этой цели и другие типы процессов охла-
ждения.
Для иллюстрации преимуществ процесса приводится следующий пример.
Сырье, представляющее собой твердые отходы процесса производства алюминия,
имеет следующий состав, % (по массе сухого): криолит 49,2; углерод, органика
26,3; А12О3 12,0; Na2SO4 5,5; CaF2 1,8; A1F3 1,5; Na2CO3 1,0; Fe2O3 0,7; LiF 0,4;
SiO2 0,3; P2O5 0,04; NiO 0,2; MgO 0,2; остальное <1 %.
Сырье подают в реактор с ожиженным слоем, работающий при 790 =F 5 °C.
Исходный ожиженный слой состоит из частиц оксида алюминия. Продукт, выво-
димый из ожиженного слоя, имеет такой средний размер частиц, что не менее
90 % полученных частиц задерживаются на сите размером 65 меш (по Тайлеру),
т. е. размер этих частиц составляет >0,4 мм. Продукт имеет следующий со-
став, % (по массе сухого): криолит 50,4; А12О3 30,4; NaF 7,5; Na2SO4 6,6;
CaF 1,9; Fe2O3 1,0; LiF 0,5; SiO2 0,4; Na2COs 0,2; MgO 0,2; остальное <1 %.
Продукт представляет собой правильные сферические гранулы, которые могут
быть использованы в качестве сырья для процесса производства алюминия.
ДИКАЛЬЦИЙФОСФАТ
ИЗ ФОСФАТСОДЕРЖАЩИХ СТОЧНЫХ ВОД
См. «Фторид кальция из фосфатсодержащих сточных вод».
АЗОТА ОКСИД (N2O) из отходящих ГАЗОВ
ПРОЦЕССА ПРОИЗВОДСТВА АДИПИНОВОЙ
кислоты
Отходящие газы, образующиеся в процессах получения дикарбоновых кислот,
например адипиновой кислоты, путем окисления соответствующих циклоалкано-
лов и (или) циклоалканонов, помимо закиси азота содержат также другие газо-
образные компоненты, такие как оксид азота, диоксид азота, азот, диоксид углерода
и водяной пар.
Для выделения закиси азота, широко применяемой, например как анестетик,
из отходящих газов процесса окисления циклоалканолов и циклоалканонов, после
удаления основных количеств оксида и диоксида азота может быть проведена про-
мывка отходящих газов под давлением.
Однако этот процесс не является достаточно эффективным, поскольку закись
азота плохо растворима в воде. Даже при высоких давлениях в воде растворяется
лишь несколько процентов закиси азота, в результате чего для абсорбции требуются
большие количества воды. Применение больших количеств циркулирующей воды
делает процесс неэкономичным.
Улучшенный вариант процесса для выделения закиси азота разработал
Х.-Х. Шварц (патент США 4 177645, 11 декабря 1979 г.; фирма «Байер АГ», ФРГ).
Этот процесс включает следующие стадии:
сушку отходящих газов процесса окисления и, в случае необходимости, удале-
ние оксида и диоксида азота и диоксида углерода;
сжатие сухого отходящего газа до давления 1,5—30,0 МПа и охлаждение его
до температуры 0 — минус 88 °C;
удаление жидкой фазы, получаемой в результате сжатия и охлаждения;
охлаждение получаемого газа за счет расширения и его контактирование в теп-
лообменнике с отходящим газом, поступаемым со стадии сушки.
ЖЕЛЕЗА ХЛОРИД ИЗ ОТРАБОТАННЫХ
ТРАВИЛЬНЫХ РАСТВОРОВ
Хлорное железо используется в больших количествах, в частности для очистки
питьевых, промышленных и сточных вод. Для этих целей требуется хлорное железо
высокой степени чистоты, так как возможные примеси могут загрязнять воду.
Известны способы производства безводного хлорного железа воздействием
хлора на раскаленное гранулированное железо, или хлорированием оксида железа
или фосфата железа при температуре около 1000°С, либо при взаимодействии оксида
железа и соляной кислоты.
Существуют аналогичные процессы получения водных растворов растворением
гранулированного железа в соляной кислоте с последующим окислением двухва-
лентного хлорида железа хлором или азотной кислотой в присутствии соляной ки-
слоты.
Существуют также процессы аналогичного типа, где исходным продуктом явля-
ется двухвалентное хлористое железо, которое окисляется газообразным хлором
при высокой температуре или в водной среде.
Представляет интерес экономичный метод получения хлорного железа из от-
работанных травильных растворов с высоким содержанием хлористого железа,
обычно около 20—25 %. Недостатком этого процесса является высокая степень за-
грязнения растворов, особенно соляной кислотой, а также многими веществами,
используемыми в металлообработке — пассивирующими агентами, маслами и кон-
систентными смазками, смолами и др. Таким образом, непременным условием полу-
чения хлорного железа из такого сырья является разработка методов выделения за-
грязняющих примесей. В этом случае получаемый водный раствор хлорного железа
высокой степени чистоты может непосредственно использоваться для очистки воды.
Процесс, предложенный Дж.—М. Лиетаром и Г. Матиссом, (патент США
4 066748, 3 января 1978 г.; фирмачУКБ, СА»,Бельгия), позволяет получать готовый
к употреблению в очистных сооружениях водный раствор хлорного железа из от-
работанных травильных растворов, содержащих хлористое железо. Процесс включает
следующие стадии: 1) непрерывное концентрирование раствора путем выпаривания
до содержания хлористого железа не менее 34,25 %; 2) непрерывную нейтрализацию
полученного концентрата, содержащего соляную кислоту, в ожиженном слое оксида
железа; 3) непрерывное противоточное хлорирование полученного нейтрального
раствора в двух последовательных реакционных зонах; в первой зоне до конверсии
73—86 % при 35—75 °C и до полного перевода двухвалентного железа в трех-
валентное во второй реакционной зоне при 40—100 °C.
В результате получается водный раствор, содержащий не менее 40 % хлор-
ного железа, менее 0,1 % хлористого железа и менее 0,1 % хлористого водорода.
Реакция хлорирования протекает количественно.
Схема процесса приведена на рис. 50, более детальное описание процесса да-
ется в соответствии с этой схемой.
Из резервуара, содержащего травильный раствор состава 24,2 % FeCl3 и 0,60 %
НС1, 4,0 мл (4,960 г.) раствора дозирующим насосом 2 непрерывно подается в ис-
паритель 3. В час испаряется 1,504 г Н2О и 4,5 г НС1. Пары, выходящие из верх-
ней части испарителя, конденсируются в скруббере 4 под действием холодной воды.
Вода из скруббера 4 подается в емкость 5, где она нейтрализуется 30 %-ным раст-
вором NaOH из резервуара 6. После этого из верхней части нейтрализатора 5 вода
отводится в водосток.
На дне испарителя 3 в час образуется 2550 мл (3450 г) раствора, содержа-
щего 34,75 % FeCl2 и 0,74 % НС1, он подается по трубопроводу 7 в емкость 8.
Трубопровод и емкость имеют теплоизоляцию для поддержания высокой темпера-
туры раствора. Горячий (80 °C) раствор насосом 9 направляется в реактор (с тепло-
изоляцией) нейтрализации 10, где он проходит снизу вверх через взвесь мелкоиз-
мельченного оксида железа (высота реактора 40 см, оксида железа 650 г) с объем-
ной скоростью около 42,5 см3/мин. При такой скорости потока по крайней мере
часть мелкоизмельченного оксида железа находится во взвешенном состоянии.
В верхней расширяющейся части реактора скорость уменьшается в 15 раз, что при-
водит к сильному уменьшению количества взвешенных частиц в растворе, отводя-
щемся по стоку, расположенному несколько ниже уровня жидкости.
128
Измельченный порошок из емкости 11 со скоростью 27,5 г/ч подается в нейтра-
лизатор 10. Масла, смазки и часть остальных примесей всплывают на поверхность
раствора в расширенной части реактора, откуда они периодически снимаются.
Нейтрализованный реактор на этой стадии содержит некоторое количество твердых
мелких частиц, которые удаляются при пропускании раствора через два фильтра 12
из стекловолокна, используемые поочередно. После этого раствор подается в термо-
изолированный резервуар 13. Температура раствора в резервуаре поддерживается
около 60 °C. Типичный состав раствора: 35,25 % FeCl2, 0,47 % FeCl3, НС1 0,0.
Выход на стадии нейтрализации составляет 87,5 % от количества измельченного
порошка и 94,3 % по содержащемуся в нем оксиду железа. Остальной оксид железа,
удаляемый в виде пены с поверхности раствора в реакторе 10 и осаждающийся
на фильтрах, не используется.
Рис. 50. Схема непрерывного процесса производства водного раствора хлори-
стого железа из отработанных травильных растворов
Из резервуара 13 нейтрализованный раствор хлористого железа со скоростью
100 л/ч насосом 14 по линии 15 подается в абсорбционную колонну, заполненную
кольцами Рашига 16, и возвращается в резервуар 13 по трубопроводу 17. Из этого
цикла 2675 мл раствора FeCl2—FeCl3 в час подается дозирующим насосом 18 в верх-
нюю часть реактора окончательного окисления 19, наполненного кольцами Рашига,
в который противотоком подается газообразный хлор (из баллона 20 по линии 21).
Избыток непрореагировавшего хлора выходит из верхней части реактора 19 по ли-
нии 22 подается в нижнюю часть реактора 16, где он полностью поглощается раство-
ром.
При запуске установки, раствор FeCl2—FeCl3 не подается в реактор 19 и весь
хлор направляется в абсорбционную башню. После того как 50 % FeCl2 преврати-
лось в FeCl3, начинается подача раствора в реактор 19. Скорость подачи хлора вы-
бирается таким образом, чтобы на первой стадии хлорирования в абсорбционной
колонне 75—80 % FeCl2 превращалось в FeCI3. Когда процесс выходит на стацио-
нарный режим, скорость подачи хлора составляет 107 л/ч (342,5 г), а количество
раствора FeCl2—FeCl3, подаваемого в реактор 19, составляет 2675 мл/ч (3746 г).
Раствор из реактора 19 (3814 г или 2680 мл/ч) поступает в емкость для хра-
нения 24 по линии 23. Средний состав: 41,45 % FeCl3, 0,02 % FeCl2, 0,05 % НС1,
Cl2 0,0. Реакция хлорирования протекает количественно. Все линии установки
термоизолированы для поддержания высокой температуры раствора, обеспечиваю-
щей высокую скорость хлорирования (50—70 °C).
5 Ситтиг м. 129
ФЕРРОСПЛАВЫ ИЗ ШЛАМОВ,
ОБРАЗУЮЩИХСЯ В ГАЛЬВАНОСТЕГИИ
В процессе переработки отработанных растворов, используемых для нане-
сения гальванических покрытий, после стадии нейтрализации раствор подверга-
ется выпариванию и сушке; при этом происходит отделение образовавшегося шлама.
К сожалению, не существует эффективных методов его переработки и практически
весь получаемый шлам направляется в отвалы.
Такой способ утилизации отходов является не-
приемлемым и предлагаются различные методы
для решения этой проблемы. Однако все методы
обладают серьезными недостатками при их реа-
лизации в промышленном масштабе, и поэтому
практически все получаемое количество отхо-
дов складируется в штабели и остается в таком
виде или отверждается бетоном и используется
для засыпки неровностей рельефа.
Кроме того, шлам содержит большое ко-
личество ценных металлов, например никеля,
хрома, железа и др., и с точки зрения эконо-
мии природных ресурсов нецелесообразно вы-
брасывать эти соединения в виде отходов. В свя-
зи с этим крайне необходима разработка эффек-
тивного метода для переработки шлама и вы-
деления соединений ценных металлов.
Процесс, разработанный X. Фукуока, Т. Ка-
мейяма, Е. Танака и др. (патент США 4
123257, 31 октября 1978 г.; фирма <iH истин
Стил Компани, Лтд.» и чДжапан Металз энд
Кэмикалз Ко, Лтд.», Япония), предусматри-
вает, что шлам с содержанием воды не более
10 % смешивается с окалиной и пылью, обра-
зующимися в процессе производства стали,
связующим материалом, углеродсодержащим
материалом и водой, количество которой
в смеси должно составлять от 7 до 30%.
Полученная масса хорошо перемешивается и
формуется в брикеты, которые подвергаются об-
работке для повышения их прочности.
Получающиеся брикеты могут использо-
ваться в качестве исходного сырья при изготов-
лении ферросплавов. В случае их использо-
вания для восстановительной плавки и полу-
Рис. 51. Схема процесса перера-
ботки отработанных шламов, об-
разующихся при иаиесеиии ме-
таллических покрытий, в ферро-
сплавы (ИМ — исходные матери-
алы Для получения ферросплавов)
чения металла, он может далее использоваться
как исходный материал для получения легированной стали. Схема процесса пред-
ставлена на рис 51. Если мокрый шлам 1, образующийся в процессе нейтрали-
зации отработанных растворов для нанесения гальванических покрытий и при
агломерации полученного осадка, сразу же высушивать, то в сушилке 3 необ-
ходимо использовать большое количество топлива и возникают трудности
при прямой подаче шлама 1 сразу в сушилку 3. Для устранения этих недостатков
шлам сначала подвергается дегидратации в аппарате 2 для уменьшения коли-
чества влаги примерно до 50 % и после этого поступает в сушилку 3, где из
него получают порошок или гранулы с содержанием воды не более 10 %.
К 100 % частям (по массе) полученного материала добавляется 10—200 ча-
стей золы 4 и 10—100 частей окалины 5, которые образуются на стадиях
производства легированных сталей. Есть несколько причин для приготовления
таких смесей. Первая причина заключается в том, что шлам содержит не только
металлы, но и незначительные количества соединений цинка, серы, фосфора
и др., которые вредны для процесса последующей переработки шлама в сплавы.
Поэтому шлам из отходов электропокрытия не может в чистом виде использо-
J30
ваться для производства ферросплавов и вредные элементы должны разбавляться
добавками до допустимых концентраций.
Вторая причина состоит в том, что высушенный шлам представляет собой мел-
кие частицы, состоящие из гидроксида металлов. Эти гидроксиды получаются на
стадии нейтрализации отходов и получающийся шлам непригоден для проведения
процесса формования и получения прочных брикетов. Таким образом, шлам сме-
шивается с окалиной и золой для получения более равномерного распределения по
размерам частиц в смеси, что повышает прочность получаемых брикетов.
При проведении операций смешения используют сухую золу с содержанием
влаги не более 10 %; дополнительная сушка золы не требуется. Содержание воды
в окалине может быть легко уменьшено до 10 % простым фильтрованием, без до-
полнительной сушки. При большем содержании воды трудно регулировать ее коли-
чество воды на стадии замешивания и последующая операция формования становится
трудно контролируемой.
В соответствии с указанными требованиями в смесителе 8 смешиваются шлам,
сухая зола и окалина углеродсодержащий материал 6 и связующее 7. Далее до-
бавляется вода до получения ее содержания 7—30 % и полученная масса тщательно
перемешивается. На этой стадии в смесителе 8 можно также смешивать шлам, об-
разующийся при нанесении электропокрытий, а также при травлении металлов.
В том случае, когда шлам электропокрытия имеет высокое содержание фосфора, его
можно смешивать с шламом травления с невысоким содержанием фосфора. Сушка
шлама травления до содержания воды не более 10 % проводится аналогично обра-
ботке шлама 1.
Возможен противоположный вариант, при котором оба типа шлама смешиваются
и полученная смесь обезвоживается в дегидраторе 2 и далее обрабатывается в су-
шилке 3 до содержания воды не более 10 %. При проведении смешения количество
добавляемого шлама процесса травления определяется содержанием фосфоросодер-
жащих соединений в шламе процесса гальваностегии.
Окалина добавляется в количестве от 10 до 100 частей (по массе) на 100 частей
шлама, подаваемого в смеситель 8. При добавках окалины менее 10 частей получа-
ющиеся при формовке брикеты обладают недостаточной прочностью и свойства ока-
лины не проявляются. При количествах окалины более 100 частей количество до-
бавки уже более не влияет на прочность брикетов.
Зола 4 добавляется в пределах 100—200 частей на 100 частей шлама, пода-
ваемого в смеситель 8. При количестве золы менее 10 частей брикеты не имеют до-
статочной плотности и обладают недостаточной прочностью. Однако при добавке
более 200 частей полученная смесь плохо поддается процессу формования и начинает
снижаться прочность брикетов.
Как правило, углеродсодержащий материал 6 представляет собой угольную или
коксовую пыль и предназначен для повышения прочности получаемых брикетов и
повышения реакционной способности брикетов в процессе восстановительного плав-
ления.
Его добавляемое количество обычно не превышает 40 частей на 100 частей
шлама, вводимого в смеситель 8. Единственным фактором, определяющим пре-
дельное количество вводимого углеродсодержащего материала является прочность
получаемых брикетов.
Связующее вещество 7 используется для повышения внутреннего сцепления
брикетов. Его количество изменяется в пределах 10—100 частей на 100 частей
шлама в смесителе 8. При меньших количествах связующего компонента связующий
эффект не проявляется в должной степени, формование протекает неэффективно и
прочность брикетов невысокая. При количествах связующего вещества более 100
частей операция формования производится с большими трудностями и связующий
эффект уже не растет, однако при этом растут затраты и, следовательно, исполь-
зование больших количеств связующего вещества нецелесообразно.
Вода 9 предназначена для повышения эффективности замеса и улучшения фор-
мовочных качеств смеси. Обычно используется 10—200 частей на 100 частей шлама,
прн этом в готовой смесн содержится 7—30 % воды. В этом интервале содержания
воды смесь обладает необходимыми адгезионными и прочностными характеристиками
для формования брикетов.
При содержании воды менее 7 % смесь плохо перемешивается и брикеты с недо-
статочной прочностью дают много отходов. При содержании воды более 30 % смесь
5* 131
активно прилипает к поверхности вращающихся барабанов формовочной машины
10, что затрудняет работу и приводит к получению непрочных брикетов.
Форма брикетов определяется блоком прессования в машине 10. В ходе формо-
вания брикеты частично подсушиваются, однако, как правило, содержат 7—30 %
воды. Для повышения прочности брикетов используется специальное устройство 11,
поскольку прочность важна при использовании брикетов в качестве исходного
сырья для получения ферросплавов и для устранения трудностей при проведении
плавки в печах восстановительного плавления 13, которые возникают при ломке
брикетов в результате быстрого испарения воды при выделении металла /5
в печи 13.
Прочность брикетов в 11 повышают следующими способами. Если в каче-
стве свизующего агента используют отработанный варочный раствор, бентонит
или мелассу, то прочность брикетов увеличивается только за счет их просуши-
вания. Когда используется цемент, брикеты отверждаются естественным путем
при невысокой- температуре, или обработкой паром в туннельных печах, также
при обычных температурах.
После обработки в устройстве 11 содержание воды в брикетах составляет не
более 2 %, и усилие раздавления брикета составляет 60 кг. При этом не возникает
трудностей с использованием брикетов на последующих стадиях.
Полученные упрочненные брикеты являются исходным сырьем для получения
ферросплавов. Брикеты могут загружаться в печи восстановительного плавле-
ния 13 совместно с углеродсодержащим материалом 12\ в процессе сухой вос-
становительной плавки выделяется металл 15 и образуется шлак 16. В процессе
восстановительной плавки наряду с углеродсодержащим материалом 12 предпо-
чтительно использовать флюс 14, например диоксид кремния, негашеную известь
и подобные материалы. В качестве углеродсодержащего компонента 12 в печах
13 может использоваться кокс, древесный уголь и их аналоги.
ФЕРРОНИКЕЛЬ ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ
См. «Никель из отработанных катализаторов», в частности патент США
4 120698.
ЧЕРНЫЕ МЕТАЛЛЫ ИЗ ОТХОДОВ
ГОРОДСКОГО ХОЗЯЙСТВА
См. также «Бумага из отходов городского хозяйства».
На рис. 52 представлена схема процесса, разработанного П. Г. Маршем и
Д. X. Коулхеппем (патент США 4 113185, 12 сентября 1978 г.; фирма «.Блэк. Клау-
сон Фибреклейм, Инк.ъ), для производства котельного топлива и одновременного
выделения черных металлов из отходов городского хозяйства.
Грузовики-мусоросборщики разгружают в люк 2, откуда мусор поступает в пуль-
пер 3, оборудованный устройством 4, подающим смесь в сепаратор 5 для удале-
ния железосодержащих материалов 6 и возврата легких компонентов по линии 7
в пульпер 3.
Суспензия из пульпера 3 по линии 8 с помощью насоса 9 подается в циклон 10,
из которого отделяемые тяжелые фракции идут в устройство для переработки ми-
нерального сырья 11. Легкие фракции из 10 поступают в клеть 12, уплотняются
в 13 и направляются в бункер для хранения 14.
Часть твердых отходов, отделяемых от мусора, первоначально направляется
в устройство 15, например транспортер, где происходит разделение на обогащенную
металлом фракцию 17 и обогащенную органическими материалами фракцию 24,
например с использованием ручной сортировки, устройств типа грохотов или ана-
логичных. Обогащенная металлом фракция подается в устройство для измельче-
ния 18, после чего продукт идет на первый магнитный сепаратор 19. Тяжелая фрак-
132
иия после 19 по линии 20 поступает на второе магнитное разделение в магнитный се-
паратор 21, после которого тяжелая фракция направляется на установку выделения
черных металлов 23.
Немагнитные материалы, отделенные в сепараторах 19 и 21 по линии 22 воз-
вращаются в загрузочный люк 2, в который первоначально подавалось исходное
сырье.
Обогащенная органическими материалами фракция после установки 15 по-
ступает в устройство для измельчения 25, а затем в воздушный сепаратор 26. Тя-
желые компоненты после 26 поступают по линиям 27 и 20 на магнитную сепара-
цию 19 и 21, так что захваченные немагнитные материалы, отделяются в сепара-
торе 21 и возвращаются в загрузочный люк 2.
рис- 52. Схема процесса выделения железосодержащих материалов
и производства топлива из отходов городского хозяйства:
1 — подача мусора; 2 —15, 17 — 28 (в тексте); 16 — подача
отходов
Легкие компоненты после воздушного разделителя 26 подаются по линии 2в
в бункер 14 для смешивания с топливом, полученным в уплотнителе 13.
В процессе, разработанном Д. Е. Гарреттом (патент США 4 129440, 12 де-
кабря 1978 г.; фирма «Оксидентэл Петролеум Корп.»), твердые отходы тонко измель-
чаются и разделяются на органическую и металло-неорганическую фракции. Орга-
ническая фракция используется для производства бумажной массы, остаток пиро-
лизуется. Металлонеорганическая фракция используется для выделения метал-
лов и неорганических соединений. Схема процесса показана на рис. 53.
В соответствии со схемой, твердые отходы подаются на первый измельчитель 3,
который может представлять собой ударную дробилку; при этом происходит разрых-
ление сырья и уменьшение размера частиц. Выходящий из 3 материал попадает
в поток газа, как правило, подаваемого из другой части того же производства, где
получаются горячие топочные газы. Горячий газ подсушивает измельченные отходы,
захватывает большую часть сырой бумаги и уносит ее в камеру сбора 4. В этом
случае степень измельчения в мельнице 3 невелика и в сборнике 4 скапливаются от-
носительно крупные частицы бумаги в значительной степени свободной от загрязне-
ний, которые могут быть превращены в бумажную массу в чане 6.
Материалы, не превратившиеся в волокна в чане 6, отделяются в циклоне, отсеи-
ваются или удаляются другими способами в устройстве 7 и направляются во вто-
рой чаи 8, или проходят в аппаратуру для дополнительного разделения, напри-
мер для удаления полимерных материалов на основе разности плотностей. Размель-
ченная бумажная масса направляется затем на второй разделитель, где она про-
133
мывается и обрабатывается в прессе для отжима влаги 11, откуда продукт идет на
продажу, или отбеливается и подвергается стандартным операциям по обработке
бумажных отходов. Отходы после стадии очистки 9 направляются во второй вароч-
ный чан 8.
Твердые частицы, не захваченные газовым потоком в сборник 4, проходят во
второй размельчитель 15 (типа ударной мельницы) для дальнейшего размола частиц,
а затем в сепаратор 14, где разделение происходит на основе разницы в плотностях.
Отсюда частицы проходят в отстойник-разделитель 16, где отделяется органиче-
ская фракция плотностью равной или меньше, чем у направляемой снизу вверх
Рис. 53. Схема процесса выделения железосодержащих металлических компонентов и дру-
гих ценных материалов из отходов городского хозяйства:
1 — твердые отходы (мусор и др.); 2 — газовый поток; 3, 4, 6 — 9, 11, 14 — 20, 25, 26, 28,
29, 31, 35, 36, 40, 42 (в тексте); 5 — поток газа в дымоход; 10 — подача химических ре-
агентов; 12 — подача воды; 13 — бумажная пульпа; 21 — подача угля; 22 — газ на хими-
ческую переработку; 23 — твердые продукты пиролиза; 24 — горячий газ или рецикл твер-
дых веществ; 27 — железосодержащие материалы; 30 — подача смеси стекла и алюминия;
32 — песок, грязь, смесь твердых компонентов; 33 — алюминий; 34 — стекло; 37 — фрак-
ция легких металлов; 38 — мелкие фракции легких металлов; 39 — фракция тяжелых ме-
таллов; 41 — устройство Для удаления воды
воды, т. е. достаточно легкой для того, чтобы захватываться восходящим потоком воды
в чане. Органическая фракция, содержащая остатки бумажной массы и других ма-
териалов, направляется в чан 8, где варится вместе с отходами, поступающими из
разделителя 7 и очистного устройства 9. После прохождения циклона, фильтра 30
для удаления грубых примесей и устройства для вторичной очистки 32 бумажная
масса поступает на продажу или на дополнительную очистку, или возвращается
в чан 6 для переработки вместе с бумажной массой со Стадии сухого разделения.
Органические остатки, включая ненужную бумажную массу, обезвоживаются
В 19 и направляются в печь пирогидролиза 20 (с предварительным подсушиванием
или без него). Печь для многостадийного пиролиза служит для получения газа, со-
держащего выделяемые химические соединения.
Предпочтительно использовать печи для обжига во взвешенном состоянии или
вращающиеся обжиговые печи; в другом варианте органический остаток, после раз-
134
делителя 16 направляют на фильтр или сито 19, а затем в пиролизную печь 20, лийо
сразу в печь 20.
Тяжелую фракцию из разделителя 16 сначала просеивают для отделения мелких
частиц от металл-неорганической фракции. Остаток проходит через магнитный сепа-
ратор 26, где отделяются железосодержащие материалы, используемые в качестве
металлического лома. Остающиеся металлы и неорганические примеси проходят че-
рез сепаратор 28, где неорганические материалы и металлы, плотность которых ниже
плотности магния, собираются в верхней части, а более тяжелые металлы оседают
на дне. Эффективность разделения металлических предметов в тяжелых средах мо-
жет точно регулироваться добавлением водной суспензии оксида железа или подоб-
ного материала. При правильном подборе плотности среды более легкие вещества
всплывают, а более тяжелые погружаются.
Вещества, собирающиеся в верхней части сепаратора 28, пропускаются через
сито 29, где осколки стекла и алюминия отделяются от песка и грязи из-за разницы
в размерах.
Стекло далее может отделяться от алюминия путем дробления и просеивания
в 31. Если исходные частицы имеют примерно одинаковый размер, то используется
предварительный размол в шаровых мельницах или подобных устройствах, при этом
частицы алюминия или магния сплющиваются в чешуйки, а стекло превращается
в порошок. Выделяемое просеиванием стекло может использоваться для производства
стеклянной тары.
Если в смесях присутствует магний, то он может отделяться от неорганических
материалов и алюминия в сепараторах с использованием тяжелых сред.
Фракции тяжелых металлов из нижней части потока сепаратора 28 могут затем
разделяться в одном или нескольких сепараторах 35. Разделение основано также на
разнице в плотностях. После разделения легкие металлы просеиваются на сите 36
для удаления мелких частиц.
Для разделения металлов можно также использовать операции плавления, вы-
щелачивания и флотационного разделения.
Растворы, содержащие шлам, из разных линий процесса, направляются в кон-
центратор 40, где удаляется вода, а затем поступают в циклон 42 для отделения не-
органических материалов, возвращаемых в систему разделения.
Вода по мере загрязнения растворенными веществами сбрасывается или испа-
ряется и конденсируется для повторного использования.
ЖЕЛЕЗА СУЛЬФАТ ИЗ ОТРАБОТАННЫХ
ТРАВИЛЬНЫХ РАСТВОРОВ
См. «Серная кислота из отработанных травильных растворов», в частности, па-
тенты США 3 900955 и 4 153628.
ФЕРРОВАНАДИЙ ИЗ ВАНАДИЙСОДЕРЖАЩЕГО
ЧУГУНА
Ванадий в виде его сплавов с железом с низкими температурами плавления
широко используется в качестве компонента для придания высокой ударной вяз-
кости и других качеств чугуну и стали. Среди используемых ванадипсодержащих
сплавов наиболее распространены сплавы, получаемые по методу Раттмана и Рас-
муссена (патент. США 3 420659, 7 января 1969 г.). Этот процесс проводится в две ста-
дии. На первом этапе ванадийсодержащие материалы сплавляются с флюсом (диок-
сидом кремния) и углеродсодержащим восстанавливающим агентом с целью полу-
чения первичного продукта — силицида ванадия — с содержанием кремния 25—
60 %.
Ввиду того, что такое содержание кремния слишком велико для добавки к чу-
гуну или стали, силицид подвергается сплавлению с известью и ванадийсодержащим
135
Материалом для повышения содержания ванадия в сплаве и уменьшения Содержа-
ния кремния до 20 %. При использовании в качестве ванадийсодержащего ком-
понента пентаксида ванадия процесс становится неэкономичным, так как само про-
изводство пентаксида ванадия является дорогим. По этой причине желательно исполь-
зовать другие источники ванадия, такие как отработанные катализаторы, нефтяные
остатки или ванадийсодержащие шлаки, образующиеся при рафинировании чугуна.
Материал, используемый для рафинирования, должен содержать >8 % вана-
дия; предпочтительно содержание ванадия до 34 %. Можно использовать и мате-
риалы с содержанием ванадия >34 % и <8 %, приготовляя из них смеси с требуе-
мой концентрацией ванадия.
Предпочтительным ингредиентом для получения сплавов по Раттману является
ванадийсодержащий шлак процесса рафинирования ванадийсодержащего чугуна.
Такой шлак образуется в больших количествах и содержит более 8 % ванадия.
Однако необходимо, чтобы соотношение ванадия и железа в шлаке (по массе) состав-
ляло около 0,5, предпочтительно 0,75—1,0. В этом случае шлак используется без до-
полнительного отделения избытка железа. Такой шлак, как правило, встречается
довольно редко.
Процесс, разработанный Дж. О. Стаггерсом (патент США 4 071355, 31 ян-
варя 1978 г., фирма «.Фут. Минерал Компани»), предназначен для рафинирования
чугуна с содержанием ванадия ^=0,5 % с целью получения шлака с содержанием
ванадия >8 % и отношением содержания ванадия к железу i>0,5.
Процесс состоит в одновременной подаче окисляющего газа и защитной жид-
кости под поверхность расплавленного металла, имеющего температуру 1430—
1600 °C. Предпочтительно проводить процесс до получения содержания углерода
0,02—2 %, что приводит к более эффективному выделению ванадия и повышению
отношения ванадий: железо в шлаке и делает его пригодным для процесса рафиниро-
вания без необходимости обогащения ванадием и удаления избыточного железа.
УДОБРЕНИЯ ИЗ ШЛАМА, ОБРАЗУЮЩЕГОСЯ
ПРИ ОЧИСТКЕ ТОПОЧНЫХ ГАЗОВ
В СКРУББЕРАХ
При очистке топочных газов в скрубберах, использующих в качестве поглоти-
теля известь или известковое молоко, удаление из скруббера образующегося шлама
представляет серьезную проблему и требует больших расходов. При использовании
извести для очистки газов, содержащих сернистый газ, в состав образующегося шлама
входят смесь продуктов реакции, непрореагировавшее соединение кальция и золь-
ная пыль.
Упаривание или вакуумная фильтрация обеспечивают удаление влаги до полу-
чения 40—60 % твердых веществ. Обезвоженный щлам обладает тиксотропными
свойствами и не может подвергаться обработке в аппаратах, используемых для
сухих продуктов. Однако шлам легко взмучивается при перемешивании и может
быть перекачан насосом по трубопроводам.
Обезвоженный шлам не высыхает и не затвердевает в процессе хранения. В силу
этого для удаления и хранения шлама широко практикуется строительство отстой-
ников. Ежедневно около 7000 т обезвоженного шлама (с содержанием твердых веществ
около50%) образуется в скрубберах, обслуживающих тепловую станцию мощностью
1000 МВт, работающую на угле с содержанием 4—5 % S и около 20 % золы.
Стабилизация (отверждение) шлама осуществляется в промышленных масшта-
бах с использованием извести, портланд-цемента, зольной пыли и других агентов
(Минник и др., патент США 3 785840). Стабилизированный шлам исключает необхо-
димость строительства отстойников и материал может накапливаться в отвалах. Од-
нако процесс стабилизации дорог, поскольку требует большого количества оборудо-
вания и рабочих площадей, а также использования достаточно дорогих добавок.
Стабилизированный шлам практически не имеет товарной ценности.
Процесс, разработанный Дж. Дж. Шультцем и В. Дж. Ван Пелтом (патент
США 4 028077, 7 июня 1977 г.; фирма «Теннесси Вэлли Ауторити»), предназначен
для производства гранулированных удобрений из шлама, образующегося в скруббе-
136
pax при очистке топочных газов. Этот шлам часто содержит большие количества
кальция и серы и в меньших количествах другие соединения, необходимые для пи-
тания растений. Шлам обрабатывается кислотами (фосфорная, серная или азотная)
или их смесью, и аммиаком. Образующуюся смесь объединяют с рециркулируемым
подсушенным твердым материалом в горизонтально вращающихся печах. Дополни-
тельные количества аммиака или кислоты могут добавляться в печь для отверждения
смеси и ее гранулирования. Другие вещества, необходимые для питания растений,
также могут вводиться на этой стадии. Полученные гранулы отправляются на сушку,
охлаждение и просеивание для получения частиц необходимого размера и влажности.
Схема процесса показана на рис. 54.
Рис. 54. Схема процесса производства твердых гранулированных удобрений
из шлама скрубберов:
1 —18, 23 (в тексте); 19 — измельчение; 20 — топливо; 21 — газ; 22 — газо-
вый скруббер; 24 — вентиляторы для удаления газа; 25 — вывод в дымоход;
26 — циклоны; 27 — система отработки отходящего газа
Образующийся шлам подается по линии 1 в резервуар для предварительной
нейтрализации 2 вместе с аммиаком, поступающим по линии 3 и фосфорной кисло-
той (по линии 4) и (или) серной кислотой (по линии 5). Экзотермическая реакция
шлама с кислотами и аммиаком приводит к образованию большого количества воды,
которая испаряется и отводится из реактора по линии 6. Разложение кальциево-
сернистых соединений, в частности сульфита кальция, приводит к выделению сер-
нистого газа. Этот процесс подавляется введением кислот и аммиака в нейтрализа-
тор 2.
Мольное отношение аммиака к фосфорной кислоте (N/P) поддерживается в преде-
лах 0,5—0,7 или 1,4—1,5 с целью получения в резервуаре 2 взвеси, которая может
легко подаваться по линии 7 во вращающийся аммиачный гранулятор 8. Частично
высушенный рециркулируемый твердый материал вместе со взвесью из резервуара 2
подается по линии 9 в аммиачный гранулятор 8.
Дополнительное количество аммиака для увеличения отношения (N/P) до 1,0—
2,0 (в зависимости от желаемого продукта) подается по линии 8. Добавление аммиака
к суспензии и рециркулируемому материалу приводит к отверждению и грануляции
смеси. Другие необходимые питательные вещества, например соли калия, могут пода-
ваться по линии 11 в процессе грануляции в реакторе 8.
Гранулированный продукт выводится по линии 12, просушивается в сушилке 13,
охлаждается в холодильнике 14 и просеивается через сита 15 для получения частиц
определенного размера. Часть некондиционного по размеру продукта возвращается
по линии 17 в поток щлама, подающегося в гранулятор 8. Готовый продукт после
137
просеивания выводится по линии 16. Отходящие газы из аммиачного гранулятора 8,
сушилки 13 и холодильника 14 по линии 18 (а—в) подаются на очистку от загрязняю-
щих веществ перед выбросом в атмосферу. Таким образом, все отходы производства
возвращаются в процесс грануляции либо очищаются перед выводом из системы.
Описываемый процесс является непрерывным. Он также может проводиться и
в периодическом режиме.
Количество рециркулируемого материала, добавляемого к суспензии, выводи-
мой со стадии предварительной нейтрализации, зависит от мольного отношения
(N/P) в суспензии и желаемого отношения (N/P) в конечном продукте — удобрении.
Другим фактором, определяющим величину рецикла является количество свободной
воды в шламе и соотношение между количествами шлама, аммиака и кислоты.
УДОБРЕНИЯ ИЗ ОТХОДОВ ГОРОДСКОГО
ХОЗЯЙСТВА
Процесс, разработанный Р. А. Пенком (патент США 3 933577, 20 января
1976 г. и 4 006006, 1 февраля 1977 г.; фирма «Биоселл Корам), предназначен для об-
работки твердых городских отходов с минимальным загрязнением окружающей
среды. Длинноволокнистая бумажная масса и удобрения с контролируемым време-
нем подачи питательных элементов в почву могут быть получены по этому методу
с высокой эффективностью и экономичностью.
Твердые отходы после удаления железосодержащих материалов, стекла н дру-
гих предметов подвергаются звуковой обработке, не приводящей к разрушению во-
локон. Процесс идет с использованием химикатов, которыз затем фосфатируются
или ксантогенируются и в результате осаждения солей удаляют из бумажной массы
чернила, восковые и другие покрытия, что позволяет получить удобрения с ценным
набором питательных веществ н контролируемым временем выхода их в почву, а
в качестве второго основного продукта — высококачественную бумажную массу.
Как показано на рис. 55, верхний поток из отстойника (не показан), содержащий
около 40 % исходного перерабатываемого отхода, в состав которого входит около
88 % бумаги и около 2 % других горючих веществ, например полимерных пленок
и пластмасс, обрабатывается в нескольких последовательных и параллельных стадиях
с образованием удобрений и длинноволокнистой бумажной массы.
Поток сырья подается в реакторы, в которых чернила, восковые покрытия и
масла всплывают, отделяются от волокон и осаждаются при взаимодействии с добав-
ками химических реагентов. Разрушение массы бумаги осуществляется в результате
генерации ударных волн в реакторе 1. Реактор представляет собой вертикальный ци-
линдр, открытый в верхней части, куда подается сырье, химические добавки и вода.
Вблизи его дна находится большой вращающийся диск с лопатками по периметру.
При вращении диска с большой скоростью в жидкости возникает кавитация. Мини-
мальная скорость движения лопатки по окружности составляет 43,5 м/с. Возмож-
ность разрыва волокон сводится к минимуму, так как лопатки имеют относительно
малые размеры. При высокой скорости вращения диска создаются ударные волны,
которые разрушают бумагу без разрыва волокон. Эта аппаратура описана в патенте
США 3 420454. В ходе процесса не происходит разрушения неволокнистых материа-
лов (полимерных пленок, пластмасс), что облегчает разделение волокнистой бумаж-
ной массы и полимерных материалов.
Химические добавки в этом процессе выполняют двойную функцию: удаляют
чернила, восковые покрытия, смазки и другие загрязнения, а также при последую-
щем взаимодействии с фосфатами образует осадки, являющиеся компонентами удоб-
рений.
Осуществление данного способа иллюстрируется следующим примером. В ре-
актор 1 загружается 1350 кг жидкости из верхней части отстойника, содержащей
около 61,3 % от общего количества перерабатываемых отходов, из них более 95 %
составляет бумага и изделия нз нее.
В реактор также вводят: 420 кг доломитового молока (325 меш), 303 кг гидро-
ксида аммония (28 %), 90 кг гипохлорита кальция, 225 кг метнлпирролидона, 11,5 кг
тергитола 15 S-9 (фирмы «Униоя Карбайд»)— линейного этоксилата, в состав кото-
рого входит 9 молекул окиси этилена и 27 т возвратной воды.
138
Величина pH этой смеси около 12 за счет доломитового молока и может быть
понижена до pH — 9,5ч- 10 добавлением кислот (серной, фосфорной, азотиой).
В реактор сначала добавляется вода, затем вводится сырье (верхний слой из от-
стойника) и начинается перемешивание, через некоторое время вводятся химические
добавки. Реактор работает около 12 мин. В последние 2 мин в реактор вводится 180 т
воды и одновременно открывается расположенное в нижней части отверстие, в ре-
зультате чего вся масса выпускается в резервуар 2. Начальная консистентность по-
даваемой массы равна примерно 5 %, в емкости 2 она составляет около 3 %.
Затем добавляется дополнительное количество воды для снижения коисистент-
ности до 0,5 % и суспензия проходит через сито 16 с отверстиями 2 меш, где удаляются
ткани, пленки, резина, кожа (общее количество около 31 кг). Прошедший через сито
Рис. 55. Схема процесса ультра-
звуковой обработки отходов го-
родского хозяйства для получе-
ния высококачественной бумаж-
ной массы и удобрений:
1—10, 12, 13, 18, 20, 22 — 24
(в тексте); 11 — доломитовое мо-
локо, раствор аммиака (0,1 — 10 %),
увлажняющий агент (0,01—2 %);
14 — содержание твердых компо-
нентов (консистенция) 3,5—10%;
15 — консистенция 0,5 —3,5 %;
16 — ткани, полимерные пленки,
резина, кожа и др.; 17 — частицы
стекла, песка, пластмасса, ке-
рамика, волокна и др.; 19 — об-
ломки, металлические опилки,
иеразмельчеииая бумага; 21 —
КОН; Cs2, Н2О — бумажная масса;
25 — удобрение
материал направляется для предварительной очистки в циклон 18, где удаляются
частицы стекла, песок, термопласты, керамика и другие компоненты, которые вы-
падают на дно. Далее поток проходит под давлением через сито 5 для удаления
крупнозернистых порошков и небольших количеств неразмельченной бумаги. За-
тем по линии 18 раствор подается на шнековый пресс, где его консистенция увеличи-
вается до 40 %, а отделяемая жидкость направляется в резервуар температура в ко-
тором составляет 60 °C.
В резервуар вводится 850 кг фосфорной кислоты (52 % раствор), что приводит к
снижению pH до 7,5 и вызывает интенсивное выпадение осадка. Содержимое резерву-
ара перекачивается в отстойник со шнековым выводом для удаления твердого осадка,
который вместе с осадком, отделенным на стадии центрифугирования, направляется
по лнпин 22 в смеситель 6. Туда же добавляется 120 кг сульфата калия; смеситель
обогревается паром для сушки продукта.
Содержимое смесителя далее измельчается в мельнице 24 до размера ~20 меш,
в результате чего получается 930 кг готового удобрения со средним содержанием эле-
ментов: 7 % N2, 40 % Р3О5, 6 % К, 15 % MgO, 1,67 % S. Удобрение содержит также
около 6,5 % чернил, восков, покрытий, адгезионные добавки, которые выпадают
при осаждении вместе с основным осадком; ни один из этих компонентов не загряз-
няет почву.
Вместо смесителя 30 для сушки могут использоваться и другие устройства.
Вместо доломитового молока (эквимолекулярная смесь карбонатов кальция и
магния) можно использовать CaO, MgO, СаСО3 или их смеси.
139
Стехиометрические количества КОН, К2СО3, КНСО3 или любых других калий-
ных солей можно добавлять непосредственно в реактор 1, в этом случае K2SO4
или другие соли в смеситель 6 не вводятся. Калиевые соли могут использоваться
вместе с кальциевыми или магниевыми солями, в этом случае выпадают двойные
соли СаКРО4 и MgKPO4. С технической точки зрения щелочные калийные соли могут
полностью заменить аммиак. Однако азот необходим в удобрениях и поэтому целе-
сообразно добавлять аммиак на заключительных стадиях процесса.
Источником азота могут служить (NH4)2CO3, NH4HCO3, NH4C1, NH4NO3,
(NH4)2SO4, NH4COOCH3 и другие соли, за исключением таких, которые создают pH
меньше 7; pH раствора должна оставаться щелочной (до 10,5). Эта цель достигается
добавлением КОН, одновременно в продукт вводятся ионы калия.
Требования, предъявляемые к растворителям, определяются их способностью
растворяться в воде и растворять водоперастворимые полимеры, асфальтены, лио-
фильные загрязнения волокон. Апротонные растворители типа диметилформамида,
диметил сульфоксида, метилпирролидона обладают хорошей растворяющей способ-
ностью и могут использоваться в концентрации 0,1—10%; растворитель загру-
жается в реактор 1. Другими используемыми растворителями являются метиловый,
этиловый и изопропиловый спирт, водорастворимые эфиры гликолей, этоксиспирты
типа целлозольва.
Действие растворителей заключается в проникновении в межволоконное про-
странство и извлечение оттуда чернил, покрытий, восков, адгезионных и других до-
бавок, включая гниющие фрагменты, которые при этом остаются в эмульгированном
состоянии и могут подвергаться действию смачивающих агентов.
Можно использовать различные смачивающие агенты, особенно те, которые не
вызывают осаждения ПАВ и устойчивы к высоким pH, например неионные этоксили-
рованные нонил- и октилфенблы, поступающие в продажу под названиями «Тритон
X-100», «Тергитол NPX» и «Тергитол 15 S-9», а также алкиларилсульфонаты с 4—
30 атомами углерода в алкильном заместителе, например додецилбензилсульфонат
натрия, соединения на основе сорбитола и др. Эти соединения, используемые в кон-
центрации 0,01—2 %, образуют устойчивые эмульсии водонерастворимых компонен-
тов перерабатываемых бумажных отходов — асфальтенов полимерных покрытий,
восков, масел и др. Они также обладают способностью диспергировать такие мате-
риалы как глина, сажа, чернильные пигменты и т. д.
Добавки окислителей предназначены для разложения и перевода в растворенное
и эмульгированное состояние, органических материалов, например протеиновых
клеев, крахмала, камеди, природных смол, которые обычно не растворяются в воде
и применяемых растворителях. Кроме того, окислители убивают микроорганизмы и
обесцвечивают пигменты. Обычно окислителями являются гипогалогениты, например
гипохлорит кальция, гипобромид натрия, пероксиды типа Н2О2, Na2O2, К2О2, перо-
ксид мочевины, персульфаты, пербораты и другие водорастворимые агенты, окисляю-
щие в щелочных средах.
Из целей экономии гипохлорит кальция используется чаще всего. Однако, в не-
которых случаях при переработке массы с высоким содержанием мелкоизмельченной
древесины использование гипохлорита кальция невозможно, так как происходящие
хромофорные превращения в лигнине приводят к окрашиванию бумажной массы.
В этом случае хороший эффект получается с использованием таких оснований как
MgO, CaO, NH4OH (при их введении в размельчитель). Экономичность процесса
может быть повышена при использовании части доломитового молока для получе-
ния гипохлорита на месте.
Оптимальная область концентраций гипохлорита или других окислителей со-
ставляет 0,2—2 % от массы волокон.
Окислители могут добавляться не только в измельчитель, но и на других ста-
диях процесса в соответствии с требованиями к качеству получаемых продуктов.
Однако надо помнить, что окислительный агент является единственным нерегенери-
руемым компонентом в системе и поэтому использование избыточных количеств его
повышает стоимость процесса.
Особенно эффективно использование пероксида мочевины, при котором проис-
ходит диссоциация на пероксид водорода и мочевину; в ходе окисления Н2О2 превра-
щается в воду, и мочевина увеличивает содержание азота в удобрении.
Ксантогенирование может проводиться в промежутке между стадиями просеи-
вания под давлением 5 и подачей вещества в ленточный смеситель 6, в реакторе 7
140
При добавлении КОН, что приводит к одновременному увеличению содержания ка-
лия в удобрении.
Материал подается нагнетательным насосом 8 в экструдер и непосредственно пе-
ред входом в него в линию подачи добавляется кислота до получения кислой среды,
что приводит к образованию альфа-целлюлозы, являющейся в получаемом удобре-
нии связующим и капсулирующим веществом. Полученная масса подается в экстру-
дер 9 и разрезается в устройстве 10 на короткие стержни или частицы другой формы,
содержащие заданные количества питательных элементов N, Р, К, Mg и S.
Из смесителя 6 часть материала может непосредственно направляться в мель-
ницу 32, а другая часть подается через экструдер. С практической точки зрения целе-
сообразно, как это показано на схеме пунктирными линиями, во время проведения
ксантогенирования материал из смесителя 6 направлять в экструдер, а не в мель-
ницу 24.
Ксантогенирование позволяет использовать фракции крупных размеров, пода-
ваемые по линии 20. Путем варьирования количества ксантогената и плотности полу-
чаемого удобрения (изменением давления в экструдере) может изменяться скорость
выхода питательных веществ из получаемого удобрения в почву.
УДОБРЕНИЯ ИЗ ОТРАБОТАННОЙ СЕРНОЙ
КИСЛОТЫ
Рис. 56. Схема процесса производства
удобрений из отработанной серной кис-
лоты
Процесс, разработанный С. Дж. Ширле (патент США 3 888653, 10 июня 1975 г.;
фирма «Шамрок Кэмикалз Лимшп.ъ, Канада), предназначен для получения удобре-
ния на основе сульфата калия из загрязненной серной кислоты.Процесс включает ста-
дии: а) подачу первого исходного материа-
ла — отработанной серной кислоты; б) по-
дачу второго исходного материала, состоя-
щего в основном их хлорида калия; в) сме-
шивание двух исходных материалов;
г) нагревание при повышенной темпера-
туре (более 150 °C) с образованием мел-
кокристаллического порошка сульфата
калия; д) смешивание кристаллического
сульфата калия с гранулирующими
агентами и небольшим количеством воды
до получения мелких гранул; е) сорти-
ровку гранул по размеру.
Схема процесса приведена на рис. 56.
Аппаратура состоит нз большой вращаю-
щейся обжиговой печи 1, гранулятора 9
и ротационного холодильника 12. Пода-
ваемые материалы — вода 2, отработан-
ная серная кислота H2SO4 3, хлористый
калий КС1 4. Вращающаяся печь длиной
около 10 м имеет диаметр около 180 см и
отапливается натуральным газом (12,5—
17 кДж/ч). Печь I вращается с помощью
привода; при протекании химической ре-
акции в печи образуется сульфат калия K2SO4, который по линии 6 направляется
в гранулятор 9. Газообразный хлористый водород выходит из печи по линии 5.
Реакция может быть представлена уравнением
H2SO4 + 2КС1 K2SO4 + 2НС1 f
Выводимое по линии 16 удобрение K2SO4 представляет собой сухой мелкокристалли-
ческий порошок. Для придания ему товарных качеств и для удобства упаковки и
транспортировки он превращается в гранулы в грануляторе 9.-Сульфат калия сме-
шивается в грануляторе с водой 7 и гранулирующим агентом 8 и процесс проводится
141
по известной технологии. Гранулы выгружаются по линии 10 размер их 6—10 меш
и содержат влагу. Далее гранулы пропускают через барабанную сушилку 10’, вы-
водят по линии 11 и охлаждают во вращающемся барабане 12. После этого гранулиро-
ванное удобрение собирается в накопительную емкость 13 для отправки в качестве
готового продукта.
ФЛОКУЛИРУЮЩИЕ АГЕНТЫ ИЗ
«КРАСНОГО ШЛАМА» ПРОЦЕССА ФИРМЫ
«БАЙЕР»
В процессе производства оксида алюминия фирмы «Байер» на 1 т продукта обра-
зуется ~2 т остающегося на фильтрах влажного осадка с содержанием воды 40—
50 %. По оценкам ежегодно накапливается более 5 Мт этого продукта.
Остаток от фильтрования представляет собой темноокрашенное глинообразное
вещество и состоит в основном из неорганических соединений железа и алюминия,
в меньшем количестве присутствуют щелочные и другие металлы. Благодаря его
цвету и консистенции это вещество традиционно называют «красным шламом».
Значительные количества отхода производства оксида алюминия создают боль-
шие экологические и экономические проблемы, для решения которых потребуются
многие годы. Предложено большое количество методов для промышленного исполь-
зования красного шлама, однако ни один из них ие может быть признан удовлетво-
рительным.
В процессе, разработанном Г. Байером и Е. Хердроном (патент США 3 986975,
19 октября 1976 г., фирма «Бр. Джулини, ГМБХ», ФРГ), красный шлам используется
для получения флокулирующих агентов. Шлам обрабатывают серной кислотой, про-
дукты реакции высушивают горячими топочными газами или в теплообменнике.
Образующееся твердое вещество представляет собой смесь водорастворимых сульфа-
тов железа и алюминия с незначительным содержанием других водорастворимых
сульфатов, находящуюся в виде дисперсного сыпучего порошка.
Установка для проведения такого процесса представлена на рис. 57.
Красный шлам и серная кислота подаются в смеситель 1 по трубопроводам 2
и 3; образовавшаяся масса проходит в сушильную печь 4, продукт реакции в сухом
виде выходит через 8 и собирается в контейнере 12.
Смесительная труба 1 изготавливается из кислотоупорной легированной стали
или аналогичного материала, красный шлам подается по линии 2, а серная кислота —
по трубопроводу 3 с помощью насосов и дозирующих устройств, не показанных
на схеме.
Большое количество тепла от смешения реагентов и протекающей реакции при-
водит к обильному образованию пара, который обеспечивает выброс реагирующей
142
массы в печь обжига 4 через входное отверстие 9. Печь обжига представляет собой
вращающийся барабан с подвесными цепями 5 и горелками 6, создающими поток горя-
чих газов 10, за счет которых происходит испарение воды. Отработанные газы
вместе с парами воды выходят из печи через отверстие 7 в противоположном конце
барабана. Температура в обжиговой печи составляет от 120 до 180 °C; оптималь-
ная температура 130—150 °C.
По мере прохождения массы через печь она высушивается и растирается в ре-
зультате перемешивания и контакта с горячими газами и нагретыми цепями. Полу-
ченный продукт выгружается через 8 и собирается в 12.
Цепи 5 служат для перемешивания и предотвращения спекания массы на стенах
барабана и одновременно для облегчения теплопередачи. Во время прохождения об-
жиговой печи реакционная масса превращается в дисперсный порошок, наиболее
подходящий по своим размерам для обработки природных и сточных вод. Размер
частиц может легко контролироваться путем регулировки скорости вращения бара-
бана и интенсивности нагрева. Процесс проводится в непрерывном режиме.
Реакция между красным шламом и серной кислотой начинается сразу же после
смешения компонентов, и в зависимости от скорости подачи реагентов и длины смеси-
теля 1 реакция может уже в смесителе полностью завершаться. Если часть непроре-
агировавшей массы попадает в печь4, то там реакция продолжается до полного завер-
шения.
Вместо использования принципа противотока реакционной массы и горячих
газов, как описано выше, топочные газы могут подаваться в барабан параллельно
с реакционной массой.
ФТОРСУЛЬФОНОВАЯ КИСЛОТА
ИЗ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ
Алкилирование парафинов олефинами с целью получения бензина можно про
водить с использованием различных катализаторов, в том числе серной кислоты,
хлористого алюминия и фтор сульфоновой кислоты.
Процесс, разработанный И. Майером (патент США 4 096197, 29 июня 1978 г.,
фирма «Экссон Рисёрч энд Инжиниеринг, Ко»), предназначен для регенерации ката-
лизаторов, содержащих фторсульфоновую кислоту. В ходе процесса алкилирования
катализатор частично или полностью дезактивируется в результате образования
стабильных каталитических неактивных соединений при контакте с исходным угле-
водородом.
Хорошо известно, что по мере протекания реакции алкилирования в катал'иза-
торе HSO3F накапливаются образующиеся органические материалы. Получаемый
загрязненный продукт имеет несколько названий — красное масло, органический
шлам, кислое масло и др. Процесс очистки катализатора состоит из следующих ста-
дий:
1) удаление части кислоты HSO3F путем контакта с предельным углеводородом
с образованием жидкой фазы, содержащей HSO3F, и отделением органического шлама
и газовой фазы — смеси углеводорода с HSO3F;
2) взаимодействие жидкой кислой фазы, полученной на стадии 1, с водой с об-
разованием кислотно-водной смеси, при этом по крайней мере часть кислоты HSO3F
разлагается с образованием фтористого водорода и серной кислоты;
3) удаление по крайней мере части фтористого водорода из кислотно-водной
смеси стадии 2 при ее контакте с углеводородом в результате чего образуется газо-
образная смесь углеводорода и фтористого водорода;
4) обработка газовых смесей со стадий 1 и 3 серным ангидридом для регенера-
ции фторсульфоновой кислоты.
Проведение такого процесса позволяет выделять на первой стадии часть HSO3F
из дезактивированного или частично дезактивированного катализатора до разложе-
ния смеси водой (стадия 2). Это приводит к уменьшению расхода дорогостоящего сер-
ного ангидрида, так как экономится 1 моль ангидрида на 1 моль HSO3F, выделив-
шейся в газовую фазу на стадии 1 и не вошедшей в реакцию разложения водой на
стадии 2; в результате этого значительно снижается стоимость процесса. Б этом про-
143
цессе по крайней мере часть кислотного катализатора выделяется и возвращается
в процесс. Схема процесса показана на рис. 58.
Поток олефина по линии 1 смешивается с парафином, подаваемым по трубопро-
воду 2, и образовавшаяся смесь вводится в реактор алкилирования 3, однако при
необходимости оба соединения могут подаваться непосредственно в реактор. Концен-
трация олефина в исходной смеси варьируется в пределах 0,5—25 % (объемн.),
предпочтительно <10 % (объемн.).
Катализатор, содержащий HSO3F и одну или несколько регулирующих добавок,
вводится в реактор алкилирования 3 по линии 4. Регуляторы, как правило, представ-
ляют собой органические соединения по крайней мере с одним атомом кислорода в мо-
лекуле; могут быть использованы вода, алифатические и циклоалифатические спирты
и эфиры, алифатические, циклоалифатические и ароматические сульфокислоты, кар-
боксикислоты и их производные, неорганические кислоты и другие кислородсодержа-
щие органические соединения. Под термином регулятор подразумевается соедине-
ние, которое в комбинации с HSO3F, образует каталитическую систему с меньшей
кислотностью, чем у самой HSO3F. В результате этого снижается вероятность проте-
кания конкурентных нежелательных процессов, отрицательно влияющих на каче-
ство продукции, и резко повышается селективность катализатора относительно вы-
сокоразветвленных предельных углеводородов.
По истечении определенного промежутка времени (от 1 мин до 1 ч или более)
реакционная смесь, содержащая углеводород и полностью или частично дезактиви-
рованный катализатор (обычно называемый эмульсионной смесью), отбирается из
реактора 3 по линии 5 и поступает далее в отстойник 6.
В отстойнике 6 реакционная масса образует два слоя; тяжелый кислотный слой
содержит HSO3F, серную кислоту, фтористый водород и регулятор (например, воду),
и органический шлам, получающийся в ходе реакции. Углеводородный слой содер-
жит продукты реакции алкилирования с небольшими количествами HSO3F, HF
и Н2О, которые диспергированы или растворены в продуктах реакции.
Кислотная фаза отбирается из аппарата 6 по линии 7 и по крайней мере часть
ее может возвращаться в реактор 3 по линии 4 или подаваться в другой реактор, если
это необходимо. Углеводородный слой отбирается из реактора 6 по линии 8.
Часть кислотной фазы по линии 9 отбирается из трубопровода 7 для регенерации
катализатора и направляется в зону предварительного разделения 10, где подвер-
гается воздействию паров углеводорода, вводимых по трубопроводу 11. Обычно ис-
пользуются парафины с числом атомов углерода от 3 до 6, наиболее предпочтительны
парафины С4, например нормальный бутан. В результате этого контакта значитель-
ная доля (от 60 до 90 %) HF и HSO3F отделяется в виде газовой фазы, содержащей
также углеводород; остающаяся жидкая фаза содержит HSO3F, органический шлам,
серную кислоту и следы HF.
Количество отделяющего реагента определяется количеством выделяемой HF.
Следует отметить, что HF и серная кислота содержатся в потоках 7 и 9, поскольку
HSO3F частично разлагается при взаимодействии катализатора с регулятором, т. е.
водой. Если регулятор не используется, небольшие количества воды обычно попа-
дают в реактор вместе с исходным углеводородом.
144
Жидкая фаза из зоны предварительного разделения 10 по линии 12 подается
в реактор 14, где она взаимодействует с подаваемой по линии 15 водой в количестве,
необходимом для получения требуемого количества фтористого водорода и серной
кислоты по реакции
Н2О + HSO3F H2SO4 + HF f + q.
Вода может добавляться в избыточном количестве, например 1 моль дополни-
тельно к стехиометрическому количеству. Как правило, добавляется около 0,5 моля
избытка воды. Образовавшиеся пары воды, HF, серная кислота и органический шлам
направляются из 14 по линии 16 в зону разделения 17 и контактируют с углеводо-
родом, вводимым по линии 18, для отделения из смеси основного количества
(>95 %) фтористого водорода. Газовая фаза из зоны предварительного разделения 10
проходит в верхнюю часть 19 зоны разделения 17 по линии 20, в этом потоке содер-
жится HF, выделяющийся из нижней части реактора. В зоне 19 происходит реакция
HF со стехиометрическим количеством серного ангидрида с образованием HSO3F
по реакции
HF + SO3 -> HSO3F + q.
Серный ангидрид, подаваемый по линии 21, регенерирует кислотный катализатор
HSO3F, который вместе с углеводородом и, возможно, следами влаги выходит по
линии 22 и конденсируется в холодильнике 23 и далее проходит в зону разделения 24,
где HSO3F отделяется от углеводорода.
Поток регенерированного кислотного катализатора с незначительным содержа-
нием воды(<100 ppm, так как вся вода взаимодействует с серным ангидридом с обра-
зованием серной кислоты) отбирается из зоны разделения 24 по линии 25 и по крайней
мере часть его может объединяться с возвратным потоком 7 для последующей подачи
в реактор алкилирования по линии 4.
Поток парафина удаляется из зоны разделения 24 по линии 26. Если необходимо,
часть парафина может возвращаться в реактор 14 и зону 19 для поддержания темпера-
турного режима или использоваться в зоне разделения 10. Серная кислота и шлам
процесса алкилирования удаляются из 17 по линии 27 и подаются на выделение сер-
ной кислоты (на схеме не показано), где проводится концентрирование и удаление
шлама или сбрасываются как отходы. В то же время серная кислота может исполь-
зоваться для удаления растворенной или диспергированной фторсульфоновой кис-
лоты из углеводородного слоя 8.
КРЕМНЕФТОРИСТОВОДОРОДНАЯ КИСЛОТА
ИЗ ПРОЦЕССА ПРОИЗВОДСТВА ФОСФОРНОЙ
кислоты
В процессе производства концентрированных фосфатных удобрений фосфорсодер-
жащая руда подвергается экстракции раствором серной кислоты. Полученная раз-
бавленная фосфорная кислота концентрируется упариванием и затем используется
для получения концентрированных жидких и гранулированных фосфорсодержащих
удобрений. В процессе экстракции фосфорной кислоты из руды серной кислотой об-
разуется фтористый водород. При наличии диоксида кремния образуется кремнефто-
ристоводородная кислота.
Большое количество фтористых соединений остается в разбавленной фосфорной
кислоте в виде фтористого водорода и кремнефтористоводородной кислоты. В про-
цессе концентрирования упариванием большинство фтора выделяется вместе с па-
ром в виде HF и четырехфтористого кремния в различных количествах, определяе-
мых составом исходных руд. Токсичность этих соединений требует очистки отходя-
щих газов. В то же время газы содержат ценный химический материал для получе-
ния фторсодержащих неорганических солей. На отдельных заводах от 10
до 30 тыс. т/год фторсодержащих соединений может быть получено в результате
очистки отходящих газов.
Процесс, разработанный А. В. Петерсеном и Дж. М. Стюартом (патент
США 4 152405, 1 мая 1979 г., и 3 893830, 8 июля 1975 г.; фирма «Стауффер Кэми-
145
кел Компани»), использует прямоточный абсорбер для выделения фтора в виде крем-
нефтористоводородной кислоты с невысоким содержанием фосфора из отходов про-
изводства фосфатов. Аппарат представляет собой усовершенствованный прямоточ-
ный абсорбер, использующий многократное циклонное разделение, прямоток и мно-
гократное капельное рассекание потока. Абсорбер и его место в общем процессе по-
казаны на рис. 59.
При начале работы системы нагреватель 9, испаритель 13 и циркуляционный
трубопровод 12 заполняются до требуемого уровня фосфорной кислотой. Уровень
кислоты в испарителе 13 поддерживается постоянным и регулируется сливной тру-
бой 5 (барометрическая труба). Далее в холодильник 28 подается’ вода и с помощью
вакуумного насоса (не показан) в системе создается вакуум.
Рис. 59. Схема процесса вы-
деления кремнефтористоводо-
родной кислоты с небольшим
содержанием фосфора из стоков
производства фосфатов:
1 — разбавленная фосфорная
кислота; 2 — 28, 30 — 33 (в тек-
сте); 29 — вывод к вакуумному
насосу
Включается циркуляционный насос 11 для подачи фосфорной кислоты и начи-
нается подача пара в нагреватель 9. При этом кислотный раствор в трубках нагрева-
теля перегревается и образуется паро-кислотная смесь, которая непрерывным по-
током подается из 9 в испаритель 13. В испарителе 13 пары выходят по линии 14,
а жидкость стекает в трубу 12. Таким образом осуществляется непрерывное циркули-
рование кислоты через линию 12 в нагреватель 9, через насос 11 и трубопровод 8,
затем в испаритель 13 по линии 8 и из испарителя и циркуляционную трубу 12,
после этого процесс повторяется.
Когда кислота в 12 достигает необходимой концентрации начинается непре-
рывная подача в систему разбавленной кислоты из резервуара 2 по линиям 3 и 7
с помощью насоса 4.
Концентрированная кислота при превышении уровня сливается из испарителя 13
по трубе 5 в резервуар для сбора концентрированной кислоты 6. В известном способе
пары из 13 подавались в конденсатор 28 с помощью вакуумного насоса, при этом
получалась кремнефтористоводородная кислота, загрязненная фосфорной кислотой.
Для выделения фторсодержащих соединений из паров дополнительно исполь-
зуется прямоточный абсорбер 19, который помещается между испарителем 13 и кон-
денсатором 28. Пары из испарителя 13 по линии 14 проходят в верхнюю часть абсор-
бера 19 через ввод 26 и контактируют с рециркулируемым раствором. Затем пары
выходят из 19 по линии 27 и конденсируются в конденсаторе 28. В нем поддержи-
вается температура достаточно низкая для конденсации всех паров. Таким образом
исключается возможность загрязнения воздуха.
При включении системы резервуар 22 заполняется водой и приводится в дейст-
вие насос 32. Абсорбер 19 орошается раствором, подаваемым через ввод 17 насосом 32
по линии 15 из резервуара 22. При этом происходит промывка паров, поступающих
146
из испарителя 13 через ввод 26. Водорастворимые компоненты паров поглощаются
циркулирующим раствором.
В случае переработки абгазов производства фосфорной кислоты мокрым спосо-
бом происходит реакция взаимодействия тетрафторида кремния с водой в соответ-
ствии с уравнением
2SiF4 + 2Н2О =₽ь 2H2SiF6 + SiO2.
Фтористый водород взаимодействует с диоксидом кремния с образованием кремне-
фтористоводородной кислоты
6HF + SiO2 H2SiF6 + 2Н2О.
Жидкость из абсорбера 19 проходит по трубе 23 в резервуар 22, откуда снова подается
для орошения абсорбера насосом 32. По мере достижения концентрации кремнефто-
ристоводородной кислоты ~30 %, раствор из 22 по линии 30 отводится в резервуар
для хранения получаемого раствора кремнефтористоводородной кислоты 31.
Температура в аппарате для выделения фтористых соединений соответствует
равновесной температуре пара при данном используемом давлении. Абсорбер 19
работает при давлении 13,5—98,5 КПа, температура пара при этих условиях состав-
ляет 20—95° С.
В верхней части абсорбера находится сливное отверстие 18 для удаления по
линии 20 в резервуар 21 любых жидкостей, конденсирующихся перед подачей в аб-
сорбер. В нижней части находится выходное отверстие 25 для удаления по линии 27
паров, остающихся после прохождения через абсорбер. В нижней части также на-
ходится отверстие 24 для вывода жидкости по линии 23 в резервуар для циркулирую-
щей жидкости 22.
ФОРМОВОЧНЫЙ ПЕСОК
ИЗ ИСПОЛЬЗОВАННЫХ ЛИТЕЙНЫХ ФОРМ
В литейном производстве для изготовления литейных форм традиционно исполь-
зуется песок. Обычно формовочная смесь включает песок и смолы (или песок и дру-
гие связующие компоненты); она формуется для получения отливок требуемой формы.
После получения отливки форма разбивается для извлечения изделия.
Как правило, остатки форм не выбрасываются, а используются для регенерации
песка и повторного его использования в литейном производстве.
Связующие компоненты, например силикат натрия (жидкое стекло), использу-
ются в процессе изготовления форм для придания им необходимой прочности и по-
верхностных свойств требуемых при литье в песчаные формы. Использование сили-
ката натрия позволяет уменьшить допуски при получении отливок. Относительно
высокая прочность дает возможность использовать формы без дополнительных кон-
струкционных элементов, таких как опоки и т. п. Смеси с добавками силиката на-
трия и СО2 широко используются для получения стержней; процесс протекает от-
носительно быстро и не требует дополнительной сушки изделий.
Стержни для одноразового использования получают по этому способу с высо-
кой точностью размеров изделий. Процесс пригоден практически для всех сплавов,
включая сплавы магния и алюминия. Однако наиболее часто эта технология приме-
няется для получения отливок из стали, чугуна и медных сплавов.
Стоимость операций формования может быть снижена за счет регенерации ис-
пользованного песка и его повторного использования для приготовления формовоч-
ных смесей. Установлено, что при этом основная трудность заключается в удалении
смол, покрывающих поверхность песка (в том случае когда используются связующие
компоненты органического происхождения).
Один из методов заключается в выжигании смол при термической обработке
песка во вращающихся обжиговых печах. Этот метод имеет ряд недостатков — воз-
можность взаимодействия песка с компонентами топочных газов, использование
движущихся механических устройств в атмосфере, загрязненной песком, высокую
температуру процесса и необходимость охлаждения после обжига.
Процесс, разработанный В. Девэ (патент США 3 685165, 22 августа 1972 г.;
фирма «Комбасчен Инженеринг Инк.»), предназначен для термического удаления
147
смол, покрывающих песок, и осуществляется в нескольких вертикальных камерах,
в которых песок находится в псевдоожиженном состоянии. Камеры соединены после-
довательно: входная камера — камера нагрева — выходная камера. Промежуточная
камера нагрева и выходная камера имеют общую стенку для передачи тепла от про-
шедшего термическую обработку песка к поступающему в систему. Степень нагрева
камеры термической обработки зависит от температуры песка в ней.
Процесс регулируется изменением скорости подачи воздуха во входную и выход-
ную камеры для создания обожженного слоя песка и поддержания в нем требуемой
температуры. Входная камера разделена на сегменты для периодического удале-
ния тяжелых частиц, присутствующих в подаваемом сырье.
Процесс, разработанный X. Якобом (патент США 3 857201, 31 декабря 1974 г.),
включает стадию смешивания отработанного литейного песка, содержащего загряз-
нения, со свежим песком с последующим механическим перемешиванием, при ко-
тором поверхность отработанного песка очищается и он становится пригодным для
возврата в процесс.
В процессе, разработанном Е. А. Сирсом (патент США 4 008856, 22 февраля
1977 г.), используется система для регенерации формовочного песка, содержащего
в качестве связующего компонента силикат натрия; процесс проводится в непрерыв-
ном режиме и обладает высокой экономичностью. Возможность регенерации такого
песка позволяет использовать силикат натрия в качестве связующего компонента
для решения большого круга задач литейного производства.
Известные системы для мокрого выделения песка дороги и в некоторых отно-
шениях неэффективны. Их использование целесообразно в тех случаях, когда стои-
мость нового песка перекрывает стоимость процесса его выделения.
В этом процессе агломераты частиц песка и связующих компонентов подвер-
гаются механическому разрушению в водной среде. Суспензия частиц песка и свя-
зующего компонента подается в отстойник для отделения песка, которые удаляются
по наклонному транспортеру, при этом вода стекает по мере подъема песка. Песок
затем просушивается во вращающихся барабанных сушилках, обогреваемых горячим
воздухом.
Остаток, содержащий частицы связующего компонента, направляется на разде-
ление центрифугированием, где происходит отделение твердых частиц от жидкости.
Жидкость возвращается в систему.
Аппаратура, предложенная Е. А. Мюллером, Т. X. Пейнтером и
М. К. Херродом (патент США 4 050635, 27 сентября 1977 г.; фирма «Верл-
Эйр-Флоу Корпорейшен»), предназначена для регенерации песка из отработанных
литейных форм. Барабан смонтирован на раме для вращения вокруг горизонталь-
ной оси; специальное устройство позволяет регулировать наклон барабана
относительно этой оси. В барабане имеются две зоны для разрушения агломера-
тов песка.
В первой зоне расположены продольные ребра со штырями, во второй зоне мон-
тируются только ребра. Перфорированная перегородка препятствует прохож-
дению частиц из первой зоны во вторую до достижения нужной степени измель-
чения.
Дальнейшее измельчение частиц происходит в зоне размола с использованием
шаровых мелющих элементов с последующим просеиванием измельченной массы для
выделения частиц песка нужного размера.
Метод, предложенный Г. Й. Ришаром (патент США 4 113510, 12 сентября
1978 г.; фирма «SAP1C», Франция}, предназначен для химического удаления связую-
щих компонентов в процессе регенерации песка.
Песок из отработанных форм подвергается воздействию растворов пероксидов
или других окислителей для удаления смол, покрывающих поверхность очищае-
мого песка.
Процесс, разработанный Д. В. Хаузером и Ф. Менценбергом (патент США
4 130436, 19 декабря 1978 г.; фирма «Эдв. С. Леви Ко.»), предназначен для переработки
отходов литейного песка с возвратом очищенного песка в процесс изготовления стерж-
ней. Метод заключается в постепенном нагревании песка до 1000—1400 °C и последую-
щем охлаждении. Метод нагрева уменьшает потребность в кислоте (ПК) по сравне-
нию с той, которая достигается при простом нагреве до температур —800 °C. Пони-
жение ПК позволяет при приготовлении смесей нового и рециркулированного песка
достичь большего постоянства свойств сырья.
148
Процесс нагрева приводит также к плавлению керамических добавок и к потере
ими абсорбционных свойств. Это позволяет избежать дополнительной стадии меха-
нического удаления керамики, которая в противном случае будет поглощать боль-
шое количество смол в процессе изготовления стержней. Кроме того, при проведе-
нии данного процесса сгорание смол не приводит к загрязнению атмосферы.
Процесс будет описан сначала применительно к выделению песка из смеси для
литья стержней, затем из формовочных смесей и, наконец, из смеси этих материалов.
Смесь для литья стержней. В качестве связующего для этих смесей используется
силикат натрия, или органические смолы. Силикаты не поддаются обработке по дан-
ному методу. Песок с органическими смолами сначала обжигается с целью выжига-
ния связующего компонента при температуре около 800 °C. Однако при этой опера-
ции карбонаты кальция и магния, присутствующие в песке, превращаются в соот-
ветствующие оксиды кальция и магния, что резко повышает величину ПК.
При остановке процесса на этой стадии возникают сложности с контролем за
действием катализаторов отверждения связующими компонентами при повторном
использовании песка. Эффективность действия катализаторов будет разной в новом
и в регенерированном песке. Такое различие в свойствах исходных продуктов недо-
пустимо.
Повышенные значения ПК в регенерированном песке могут быть понижены при
последующей термической обработке песка при температуре 1200—1400 °C. В ходе
обработки при этой температуре ранее образовавшиеся оксиды кальция и магния
плавятся с образованием менее реакционноспособных форм, имеющих меньшую рас-
творимость и меньшую ПК.
Дальнейшее повышение температуры выше 1400 °C приводит к протеканию хи-
мических реакций на поверхности гранул песка с образованием алюминатов и сили-
катов аналогично процессам при получении цемента. Это приводит к уменьшению
ПК практически до нуля и алюминаты и силикаты полностью покрывают поверх-
ность частиц песка. После этого проводится охлаждение.
Следует отметить, что при переработке стержневых смесей, не содержащих
в своем составе глины, исключается возможность ее взаимодействия с оксидами каль-
ция и магния при относительно низких температурах и для понижения ПК, необхо-
дима высокотемпературная обработка.
Формовочные смеси. Этот материал содержит в своем составе глинистые связую-
щие компоненты и углеродсодержащие добавки, которые должны удаляться или де-
зактивироваться в случае дальнейшего использования очищенного песка в произ-
водстве стержней. Иначе углеродсодержащие компоненты и глина будут обусловли-
вать ухудшение механических свойств стержней вследствие плохой адгезии смол
к песку. Глина также абсорбирует большое количество добавляемых смол, что при-
водит к снижению механических свойств стержней и удорожанию процесса. Песок
из литейных форм при многократном использовании в формовочных операциях под-
вергается разрушению и в нем накапливается большое количество мелких
частиц.
Первоначально литейный песок подвергается нагреву до 750—900 °C для сжи-
гания в воздушной атмосфере углеродсодержащих материалов. Такой нагрев также
приводит к ослаблению связей между глиной и песком. При остановке процесса иа
этой стадии возникает ряд проблем: высокое значениеПК, неполное удаление глины,
что приводит к повышенной абсорбции смол и т. д.
Поэтому на второй стадии процесса продолжают нагрев до температуры 1000—
1200 °C. При этом происходит плавление глины с потерей абсорбционных свойств и
ее равномерное распределение по поверхности песчаных гранул.
На третьей стадии, если ПК еще достаточно высока, нагрев продолжают при
1200—1400 °C, при этом происходят химические превращения окислов кальция и
магния как это описывалось выше, кроме того просходит их реакция с расплавленной
глиной и песком с образованием алюминатов и силикатов. При такой температуре
обжига обеспечивается требуемое низкое значение ПК. Затем песок охлаждают.
Перегрев песка может привести к разлому гранул песка. Разрушение может про-
исходить при температурах выше 1350 °C в зависимости от типа песка и скорости
нагрева и охлаждения.
Совместная переработка стержневых и формовочных смесей. В большинстве слу-
чаев на производстве присутствует смесь отходов стержней и литейных форм, в раз-
личных пропорциях. Предпочтителен следующий способ их переработки.
149
1. Обработка отходов литейных форм нагреванием до 750—900 °C в атмосфере
воздуха выжиганием углеродсодержащих компонентов, как это описано выше.
2. Ввод песка для литья стержней в горячий песок литейных форм, что при-
водит к сгоранию дополнительного количества смол и экономии энергии. Сгорание
смол является полным и не приводит к загрязнению атмосферы.
В известных способах (см. патент США 2 478461) существует проблема атмосфер-
ных загрязнений.
3. На третьей стадии проходит дополнительная термическая обработка при
1000—1200 °C, как это имеет место для песка литейных форм, и далее, в случае не-
обходимости при 1200—1400 °C. Полученная смесь подвергается охлаждению.
Оборудование для проведения процесса может включать вращающиеся и по-
довые обжиговые печи, печи для кальцинирования в кипящем слое, которые широко
используются в практике переработки природных минералов.
Получающийся продукт аналогичен по свойствам исходному первичному песку,
используемому для формования. Охлажденный продукт может просеиваться и сорти-
роваться по размерам для удаления слишком мелких или крупных частиц. Если на-
блюдается спекание частиц, требуется проводить размельчение агломератов.
Аппаратура, разработанная Р. А. Чина и А. Д. Клюге (патент США
4 137675, 6 февраля 1979 г., фирма ''Робертс Корпорейшен»), представляет собой ци-
линдрический барабан для удаления примесей связующих веществ из формовочного
песка. Цилиндр вращается вокруг продольной оси и находится под углом к гори-
зонтальной плоскости. Барабан имеет приемное устройство в верхней части для
приема загрязненного песка; процесс заключается в прохождении материала через
серию последовательных отсеков с находящимися в них сферическими или куби-
ческими истирающими элементами.
Отсеки образуются дисками, закрепляемыми на валу перпендикулярно к оси
цилиндра. В каждом отсеке происходит разделение частиц по размерам — одни про-
ходят через отверстия в барабане наружу и остальная часть в следующий отсек
через перфорированную перегородку с отверстиями определенного диаметра. От-
верстия барабана в каждом последующем отсеке постепенно уменьшаются. Преду-
сматривается возможность введения в каждый отсек через специальные отверстия
истирающих наполнителей. В результате прохождения через последовательные от-
секи происходит отделение примесей и получаются фракции песка требуемых раз-
меров.
Процесс, разработанный В. Л. Адамсом (патент США 4 144088, 13 марта
1979 г., фирма «Кенцлер Инжинеринг Компани, Инк.»), предназначен для выделения
песка из отработанных литейных форм и смешивания его с новыми порциями песка.
Образующаяся смесь может быть покрыта связующими материалами типа смол.
Во время проводимых операций размеры частиц песка не изменяются, что позволяет
избежать дефектов в отливках, так называемых дефектов расширения.
При многократном прохождении песка через операции, приводящие к расши-
рению частиц и их быстрому сжатию, его способность к расширению и прочность зна-
чительно уменьшаются. Процесс обеспечивает высокую экономичность и хорошее
качество получаемого песка. Кроме того, получаемый материал обладает высокой
однородностью частиц и требует значительно меньше связующего материала для до-
стижения необходимой прочности форм. Схема установки показана на рис. 60.
Вновь используемый песок из емкостей для хранения 1 по транспортеру подается
в бункер для песка 17, а оттуда в смеситель 19.
В системе используется несколько транспортеров для доставки материалов от
одной операции к другой. Обычно используется система пневмотранспорта. Песок
перемещается невысокой скоростью под давлением воздуха, подаваемого в тран-
спортер.
Измельчение. Использованный песок, подвергаемый регенерации, хранится в ем-
кости 2 и по мере необходимости по транспортеру 3 доставляется в размельчитель 4.
Размельчитель представляет устройство барабанного типа и предназначен для раз-
мельчения кусков, комков использованных форм и последующей подачи размельчен-
ного материала на транспортер 5.
В системе используется несколько вибрационных транспортеров на пружинных
подвесках 3, За, 5, 16, 18, 25 и 25, одного и того же типа.
Магнитное разделение. Транспортер 5 подает измельченный материал на магнит-
ное разделение. Магнитный сепаратор может представлять собой ленточный транспор-
150
тер с укрепленными магнитами, в котором лента проходит над измельченным мате-
риалом и захватывает металлические предметы, которые выводятся на другом конце
транспортера.
Отделение неметаллов. Освобожденный от металлических предметов материал
проходит через сепаратор с ожиженным слоем 7, где из песка удаляются все посторон-
ние предметы путем перевода массы во взвешенное состояние и отделения более
легких инородных предметов на последовательных наклонных ситах от более
тяжелых частиц песка. Отделяемые предметы выводятся по линии 8.
3 За 156 156 15 г 156
Рис. 60. Схема процесса
утилизации
отработанного песка литейного производства
Нагревание. После прохождения сепаратора 7 масса подается в печь или на обо-
греваемый транспортер 2, который может обогреваться углем, газом, нефтяным топ-
ливом и др. Происходит нагрев песка и других материалов, например глины, угле-
родсодержащих соединений и других органических примесей, до температуры около
950 °C. Во время нахождения в печи материалы органического происхождения сго-
рают. Процесс сгорания сопровождается изменением размера гранул песка вслед-
ствие образования трещин и разломов; при этом происходит также отделение инород-
ных предметов от поверхности песка.
Воздушное разделение. После печи 9 горячий песок охлаждается водой до 210—
270 °C в устройстве Q. Это охлаждение также способствует удалению покрытий из
инородных материалов с поверхности песка. Затем песок по трубопроводу 11 попа-
дает в воздушный разделитель 10. Воздух через входное отверстие подается вверх,
проходя через параллельно расположенные сита, а загрязненный посторонними ча-
стицами воздух выходит через отверстие 12а. Пульсирующая подача воздуха приводит
к подбрасыванию частиц песка на ситах и лучшему просеиванию. Нагретый песок
поступает далее на наклонное сито грубого разделения, после чего крупные гранулы
проходят в трубопровод S3 для транспортировки в холодильник с ожиженным
слоем 1 (ХОС-1).
Мелкие частицы, прошедшие через сито, достаточно очищены после предшествую-
щих операций размельчения, магнитного разделения, отделения примесей в потоке
151
воздуха и др., что по трубопроводу 14 направляются в бункер для регенерированного
песка 15.
Различные приемные отсеки 12, 12в, 12г, 12д предназначены для приема различ-
ных по размеру фракций песка, поступающих с разных сит разделителя. Эти фрак-
ции затем поочередно транспортируются в соответствующие емкости 15 б—д с исполь-
зованием трубопровода 14. Оттуда фракции отбираются для смешивания с пор-
циями нового песка при приготовлении формовочных смесей.
В сепараторе 10 происходит дальнейшее охлаждение и песок в трубопроводе 13
имеет температуру около 280 °C.
Порция песка, имеющего большие размеры и сразу направляющегося в ХОС-1,
имеет температуру около 150 °C.
Система регенерации включает несколько холодильников с ожиженным слоем
(ХОС-1, ХОС-2, ХОС-3). Холодильник снабжен теплообменной трубчатой спиралью,
охлаждаемой водой и контактирующей со взвешенным песком. Вода и сжатый воздух
подаются соответственно от градирни и турбокомпрессора (на схеме не показаны).
Охлажденный песок выводится по линии 32.
Пневматическое выделение (скруббер для промывки песка).
После воздушного разделения 10 и холодильника ХОС-1 масса направляется
в пневматический разделитель PR. Он позволяет объединить два процесса — терми-
ческой и мокрой обработки массы для очистки поверхности гранул. Устройство ис-
пользует подающийся сжатый воздух в качестве движущей силы и частицы песка
как абразивный материал.
Смешивание. Выделенный песок из бункера 15 направляется по транспортеру 16
в сборник 13, расположенный над смесителем 19. Новый песок из емкости 1 также
доставляется в сборник 18. Смеситель 19 обеспечивает эффективное непрерывное
перемешивание порций песка с помощью медленно вращающегося шнекового устрой-
ства и дополнительной вибрацией массы песка. Через короткое время достигается
высокая однородность массы, состав которой пропорционален количествам внесен-
ных порций старого и нового песка.
Масса песка движется через смеситель под действием силы тяжести. Смешанный
материал затем проходит из выходного отверстия 21 в желоба 22 и 23, которые на-
правляют массу песка по транспортерам 24 или 25 соответственно в холодильник со
взвешенным слоем ХОС-2 или на установку для нанесения поверхностного покры-
тия CS. Смесь песка после ХОС-2 подается по транспортеру через трубопровод 37
в бункер для хранения 38.
Нагревание—покрытие—охлаждение. Смесь подается транспортером 25 в бун-
кер 26 и затем в нагреватель 31.
Нагреватель 31 обогревается теплом печи 9. Теплообмен производится с помощью
теплообменника 27, связанного воздушным трубопроводом 27а с печью и посредством
трубопровода 276, связывающего теплообменник с устройством 28. Такая система
обеспечивает чистоту подводимого горячего воздуха. Подвергаемый покрытию
песок предварительно нагревается до температуры около 240 °C. Затем песок посту-
пает в устройство для нанесения покрытия 28, где смешивается с покрывающим ма-
териалом. Смешение проводится шнековым устройством 29.
Покрытый пленкой песок поступает далее на охлаждающее сито 30, где масса
полностью охлаждается и по транспортеру и трубопроводу 33 подается в уравни-
тельный резервуар 34, который приспособлен к различным скоростям потоков в си-
стеме.
После этого песок проходит через холодильник ХОС-3, описанный ранее, и по
трубопроводу 35 поступает в бункер для хранения 36, откуда может подаваться на
формовку.
Процесс литья является потенциально опасным для здоровья, в частности из-за
образования пыли при проведении формования, особенно иа стадии выбивания го-
товой отливки из формы. По этой причине производство обычно включает пылесбор-
ную систему.
Однако улавливание пыли ставит новые проблемы, в частности проблему уда-
ления собранной пыли. Одним из путей решения этой проблемы может быть промывка
отходящего загрязненного пылью воздуха с образованием влажного шлама, однако
и здесь существуют сложности с удалением шлама.
Усовершенствованный процесс, разработанный Б. В. Адкинсом и Т. Е. Верденом
(патент США4 195581, 17 апреля 1979 г.; фирма «Коул Мануфэкчу ринг Компани»),
152
Предназначен для Переработки влажного шлама, образующегося при промывке от-
ходящих газов литейного производства. Шлам подается на вальцы для смешивания
с песком и водой и получения формовочного материала. На рис. 61 представлена схема
такого процесса.
Стадия приготовления формовочного матепиала путем смешения ила, песка и
воды обозначена 21- детали этого известного процесса здесь не обсуждаются. Инфор-
мация о работе вальцового смесителя может быть получена из описания стандарт-
ной продажной аппаратуры. Полученный в 21 формовочный материал направляется
!Рис. 61. Схема процесса выделения мелкораздроблеииых
Дчастиц при утилизации отработанного песка литейного про-’
изводства:
1-~П, 19, 21 (в тексте); 18 — свежая вода; 20 — подача
воды для формования; '22 — формование и отливка
на стадию ручного или автоматического приготовления формы и заливки металла 22.
Форма с отливкой направляется в устройство 13 для_ выбивания готовой отливки
и отделения использованной формы.
Для улавливания пыли проводится отсос загрязненного воздуха с использова-
нием вентилятора 10, соединенного с вытяжным зонтом 16, расположенным над уст-
ройством 13- Таким образом частицы пыли захватываются потоком воздуха и выно-
сятся из рабочего пространства.
После^того поток воздуха с частицами пыли попадает'во влажный ^коллектор 9,
являющийся широко распространенным устройством для очистки загрязненного
воздуха. Часть его изображена в разрезе на нижней части рисунка. Коллектор со-
стоит из кожуха 11, выполненного в виде закрытого резервуара, наполовину напол-
ненного водой 12, Загрязненный воздух проходит через слой воды 12 внутри бака 11
для удаления твердых частиц. Твердый материал оседает на дне резервуара с образо-
ванием шлама, который непрерывно удаляется из резервуара посредством скреб-
ков 14, смонтированных иа движущихся цепях (одна из них показана 8) по желобу 7.
Шлам собирается в резервуаре 17.
153
Система’работаем таким образом, что получающийся шлаМ непрерывно посту-
пает в устройство / для смешивания с песком и водой. Это позволяет решить проб-
лему утилизации шлама без ухудшения качества формовочного материала.
По трубопроводу 2 шлам насосом диафрагменного типа 3 подается из бункера 17
в смеситель 1. Бункер 17 имеет наклонное дно 4 нижняя часть которого расположена
в месте выхода трубопровода 2. Целесообразно проводить перемешивание массы
шлама в 17 пропеллерной мешалкой 5 для поддержания частиц во взвешенном со-
стоянии. Перед подачей в 1 шлам в 17 разбавляется водой.
Вода поступает в 17 из коллектора 9. Уровень воды в коллекторе 9 поддержи-
вается постоянным, Для этого служит сливная труба 15, по которой избыточная вода
из 9 сливается в 17.
Свежая вода из любого источника подается в 9 посредством поплавкового кла-
пана 6, ответственного за поддержание постоянного уровня воды в 17.
В соответствии с описанной схемой шлам из 17 с помощью насоса 3 подается
в смеситель 1. Количество подаваемого шлама регулируется с помощью реле вре-
мени 19, связанного с насосом 3 для периодической подачи части шлама в смеситель.
Как правило, количество жидкости, подаваемой вместе со шламом из 17, состав-
ляет 75—90 % от общего количества воды, требуемого для приготовления смеси.
Необходимое количество воды может добавляться по другим линиям, например из
водопроводной сети.
На практике необходимо периодически проводить промывку трубопровода 2
в обратном направлении для того, чтобы предотвратить забивку насоса 3 и трубопро-
вода 2 мелкими частицами шлама.
Качество формовочного материала, полученного по данному способу не ниже,
чем у первичного сырья, в отличие от смесей, в которых отработанный песок
используется без предварительной обработки.
ГАДОЛИНИЙ ИЗ ОТХОДОВ ПРОИЗВОДСТВА
ЗАПОМИНАЮЩИХ УСТРОЙСТВ
Гадолиниево-галлиевые гранаты (ГГГ) формулы Gd3Ga60i2 используются в про-
изводстве компонентов запоминающих устройств. В ходе обработки около 80 %
исходного материала превращается в отходы или отбраковывается. ГГГ имеют высо-
кую стоимость и их выделение из отходов представляет интерес с экономической точки
зрения.
Если процесс выделения приводит к достаточно чистым продуктам, то они могут
повторно использоваться в качестве исходного материала. При этом значительно
повышается экономичность производства заготовок из ГГГ. Под термином отходы
подразумеваются кристаллические остатки (остатки среды для роста кристаллов,
части кристаллов, образующиеся на разных стадиях производства), а также мелкий
порошок, получающийся при резке, шлифовке и полировке кристаллов граната или
подобных материалов.
Переработка этих отходов в течение ряда последних лет вызывает трудности и
не решена до сих пор. Все предыдущие попытки были безуспешными из-за низкой рас-
творимости этих сложных оксидов.
Усовершенствованный процесс, разработанный Е. Гуссетом (патент США
4 198231, 15 апреля 1980 г.; фирма «Свисс Алюминиум Лтдл, Швейцария), предназна-
чен для выделения галлия и гадолиния из отходов, содержащих оба эти элемента
в виде оксидов или соединений, переводимых в оксиды.
Отходы мелко измельчаются и затем растворяются в сильных минеральных кис-
лотах. Гадолиний осаждается из очищенных растворов в виде оксалата, галлий вы-
деляется в металлическом виде электролитически. Электролитическое выделение гал-
лия может проводиться до выделения гадолиния в виде оксалата из раствора.
Ниже приводится пример проведения такого процесса. Отходы, подвергаемые
переработке, представляют собой остатки загрузки в устройства для роста кристал-
лов, расколотые части кристаллов со всех стадий переработки, мелкозернистые
порошки и пудры после операций резки, шлифовки и полировки гранатов
Gd3Ga50j2. Мелкоизмельченный порошок после обработки кристаллов ГГГ высушн-
154
вается при 120 °C и затем нагревается при 600 °C в течение нескольких часов для раз-
ложения летучих загрязнений.
Мелкозернистые отходы в количестве 1000 г размером <40 мкм, содержащих
34 % галлия и 46 % гадолиния кипятятся с обратным холодильником в течение 2 ч
в 2100 мл. 35 %-ной соляной кислоты. Это соответствует 99 % загрузки. После ки-
пячения нерастворившаяся часть отходов отфильтровывается и промывается. После
высушивания остаток весит 20 г. Остатки такого типа объединяются и подвергаются
повторной обработке кипячением. Фильтрат, включающий промывные воды, объе-
мом 2300 мл, обрабатывается 4000 г металлического галлия при 50 °C в течение 45 мин.
Металл должен быть максимально диспергирован.
В ходе этой операции более благородные элементы, присутствующие в растворе,
выделяются и частично растворяются в галлии до его насыщения и далее осаждаются
в виде интерметаллических включений или в элементарной форме. Высаживание
можно проводить с меньшими количествами галлия. Металл может периодически за-
меняться на новую порцию до достижения необходимой степени очистки. В резуль-
тате процесса очистки получается раствор с содержанием галлия 140 г/л и гадоли-
ния 190 г/л.
Устанавливается величина рН=1 путем добавления 900 мл 4 н раствора КОН
при перемешивании с последующим добавлением 20 мл 30 %-ного раствора перекиси
водорода для окисления примесей железа. Осаждение гадолиния проводится при
50 °C путем добавления 1500 г кристаллической технической щавелевой кислоты
С2О4Н2-2Н2О; суспензия аккуратно перемешивается 12 ч для полного осаждения
оксалата гадолиния.
Оксалат гадолиния Gd2 (С2О4)3- ЮН2О отделяется центрифугированием, промы-
вается 200 мл разбавленной щавелевой кислоты (6 г/л) и высушивается при 130 °C;
превращение в оксид гадолиния достигается прокаливанием при 800 °C. Последую-
щая очистка может проводиться растворением в кислоте и осаждением в виде оксалата
гадолиния.
К жидкости после центрифугирования и промывки осадка (3300 мл) добавляют
2300 г КОН при интенсивном перемешивании до рН=12. 6000 мл раствора с содержа-
нием галлия 55 г/л и гадолиния 1 г/л подвергается электролизу при 60 °C с исполь-
зованием катода из нержавеющей стали и графитового анода при плотности тока около
0,1 А/см2. После 48 ч осаждается 325 г галлия и остается раствор с содержанием 0,4 г/л
галлия, не подвергаемый дальнейшей переработке.
Осажденный металл имеет чистоту 99,99% и может быть непосредственно пре-
вращен в оксид. Содержание гадолиния находится ниже фиксируемого количества —
(0,3 ppm), определяемого методом масс-спектрометрии.
ГАЛЛИЙ ИЗ СТОЧНЫХ ВОД ПРОЦЕССА
ПОЛУЧЕНИЯ ОКСИДА АЛЮМИНИЯ
Галлий, побочный продукт переработки алюминиевых соединений, получается
из части так называемого зеленого раствора, образующегося в процессе производства
оксида алюминия А12О3. Оксид галлия Ga2O3, присутствующий в бокситах, раство-
ряется вместе с оксидом алюминия при вываривании руды. Растворимый оксид гал-
лия накапливается в циркулирующем растворе до концентрации ~0,2 г/л, после чего
происходит его частичное осаждение. После насыщения раствора оксидом галлия его
концентрация остается относительно постоянной, остальное количество выводится
из процесса вместе с красным шламом.
Оксид галлия выделяется из небольшой части раствора путем осаждения. При
этом теряется небольшое количество оксида алюминия (~ 100 частей на 1 часть произ-
водимого оксида галлия). После того как получен осадок, содержащий оксид галлия
и оксид алюминия, галлнй отделяется электролитически. Очистка его в лаборатор-
ных условиях включает 16 стадий.
Песок, отделяемый в сепараторе перед фильтрацией зеленого раствора, является
одним Из минеральных компонентов, содержащихся в растворе. Черный песок счи-
тается отходом, однако через какое-то время он будет, возможно, рассматриваться
как побочный продукт. Если песок, полученный после сепарации, подвергнуть магни-
тному разделению, то можно отделить черную (магнитную) фракцию от общей массы.
4 55
Образцы такого песка одного из заводов в Арканзасе содержат 40 % оксида железа
и 3,8 % диоксида титана, а также некоторое количество примесей оксидов цирко-
ния, марганца, магния, ванадия, ниобия, галлия, хрома, молибдена, никеля, свинца
и меди.
Схема, представленная на рис. 62, описывает работу завода по получению
оксида алюминия фирмы «Алюминиум Компани оф Америка» в г. Боксит, Арканзас.
Оксид галлия получается обработкой незначительной доли потока раствора,
циркулирующего в производстве со скоростью ИЗО м3/мин. Трудовые затраты со-
ставляют основную часть стоимости получаемого продукта. Даже методы расфасовки
Рис. 62. Схема выделения соединений гал-
лия в качестве побочных продуктов полу-
чения оксида алюминия:
1 — добыча руды; 2 — бокситы, содержа-
щие галлий; 3 — дробление, хранение,
размол, приготовление смесей; 4 — про-
цесс фирмы «Байер»; 5 — осветление и
промывка; 6 — сортировка; 7 — красный
шлам; 8 — размол, агломерация, выще-
лачивание, фильтрация; 9 — отходы
красного шлама; 10 — зеленый раствор;
11 — черный песок; 12 — высушивание,
магнитная сепарация; 13 — магнитный
песок; 14 — немагнитный песок; 15 —
фильтрация; 16 — отходы красного шла-
ма; 17 — отделение зеленого раствора;
18 — зеленый раствор; 19 — точка отделе-
ния зеленого раствора; 20 — осаждение
оксида галлия; 21 — осаждение оксида
алюминия — оксида галлия; 22 — элек-
тролитическое разделение и лаборатор-
ная очистка; 23 — галлий (продукт);
24 — выпадение оксида алюминия; 25 —
рециклизация отработанного раствора;
26 — прокаливание; 27 — оксид алюми-
ния для отправки на заводы с целью по-
лучения металлического алюминия
и отправки продукта повышают его стоимость. Следует отметить, что выделение
галлия, не представляет собой постоянного отдельного производства. Работающие
на этой операции обычно заняты также получением других разнообразных продук-
тов. Рынок для сбыта галлия ограничен, поэтому большое его количество сбрасы-
вается в отходы вместе с красным шламом. Как известно, бокситы содержат до 0,01%
галлия. При степени выделения 50 % получают 50 г из тонны, а при 90 % — 90 г
галлия из тонны сырья.
ГАЛЛИЙ ИЗ ОТХОДОВ ПРОИЗВОДСТВА
ЗАПОМИНАЮЩИХ УСТРОЙСТВ
См. «Гадолиний из отходов производства запоминающих устройств».
ГАЛЛИЙ ИЗ КОЛОШНИКОВОЙ ПЫЛИ ПЕЧЕЙ
ДЛЯ ПРОИЗВОДСТВА ФОСФОРА
Галлий в природе находится в виде смеси с соединениями цинка, германия,
алюминия и меди, значительное его количество присутствует в углях. Хотя в при-
роде галлий имеется в достаточном количестве, он сильно рассеян и в природных
рудах он встречается в концентрации 0,001—0,02 %.
156
Галлий также содержится в незначительных количествах в фосфатных минера-
лах и в значительной мере концентрируется в процессе переработки руды для полу-
чения элементарного фосфора. В этом производстве абгазы электропечей направ-
ляются в осадители для выделения и сбора пыли, которая содержит наряду с дру-
гими элементами галлий. Из других элементов наибольший интерес представляют
цинк, серебро, кадмий, алюминий, фосфор, натрий, калий, кальций, фтор, хлор,
кремний и углерод.
Выделение галлия и германия из зольной пыли, образующейся при сгорании
угля, и из колошниковой пыли фосфорного производства описано Р. Ф. Уотерсом
и X. Кенворси в сообщении № 6940, Горное министерство США (апрель 1967).
В этом издании описаны методы лабораторного селективного выпаривания для
выделения германия и галлия. В лучших экспериментах выделяется от 85 до 98 %
германия в виде низших оксидов и сульфидов, и от 75 до 97 % галлия в виде низ-
ших оксидов и трехлорида галлия. Концентрация получаемых концентратов непо-
стоянна и содержание выделяемых соединений изменяется от нескольких сотых
до 8 % в зависимости от использованного метода. При первичной экстракции одно-
го германия коэффициент экстракции превышает 100, для галлия он равен ~30.
Обогащение концентрата может быть проведено путем упаривания, выщелачивания
и осаждения.
Процесс, разработанный Т. Л. Чарльтоном, Р. Ф. Реддером, X. Е. Хиршем
и С. С. Лиангом (патент США 4 071422, 31 января 1978 г., фирма ч. Ко минко Лтдъ,
Канада), предназначен для выделения галлия и других ценных компонентов из дым-
ной пыли фосфорного производства путем обработки ее серной кислотой с образо-
ванием раствора и твердого остатка. Цинк осаждается из раствора в виде аммонийно-
цинкового сульфата (гексагидрат) и щелочные добавки используются для осаждения
концентрата галлия с получением свободного от галлия раствора, обработкой ко-
торого можно получать сульфаты и фосфаты других металлов.
Таллиевый концентрат можно обогатить добавлением извести, осаждающей фос-
фат кальция, с последующим введением гидроксида натрия для растворения соосаж-
денных соединений галлия и алюминия. Твердый остаток рециркулируется, а раствор
нейтрализуется для осаждения обогащенного концентрата. Алюминий может отде-
ляться в виде алюмината кальция. Обогащенный концентрат можно растворять в ще-
лочах и проводить электролитическое выделение галлия. Такой процесс схематически
представлен на рис. 63.
Исходная пыль из электропечей производства элементарного фосфора имеет раз-
личный состав в соответствии с составом используемых природных фосфатов. Она
может содержать, например, %: Ga0,02—0,05, Zn 5—15, Cd 0,5, Ag 280—700 г/т,
A12O3 1—4, Na2O 1—3, K2O 5—25, CaO 7—12, P2O6 25—35, Cl 0,3—1, SiO2 13—19,
F 1—5, H2O 5—20. После удаления из пылеуловителя при контакте с воздухом пыль
сгорает и при этом частично плавится с образованием агломератов различного раз-
мера. Агломерат может достигать величины 30—45 см. При таком комковании про-
дукт не может направляться на переработку.
На стадии предварительной обработки 1 (рис. 63) размер частиц может быть
уменьшен до требуемого для последующих операций значения — 1 см или менее.
Материал подается в соответствующее устройство — молотковую мельницу и затем
просеивается. Частицы с большим размером чем это необходимо возвращаются
в повторное измельчение. Удовлетворяющий требованиям мелкозернистый материал
подается на обработку серной кислотой.
Другой вариант заключается во влажном измельчении дымной пыли в виде вод-
ной суспензии, после чего следует стадия отделения твердых частиц от раствора.
Такой метод обработки предпочтителен при наличии в пыли большого количества
водорастворимых компонентов. При мокром размоле не только достигается умень-
шение размера частиц, но и происходит растворение значительного количества ве-
ществ. Полученный водный раствор содержит определенное количество соединений
калия и фосфатов металлов, что делает экономически выгодным процесс переработки
этого раствора в удобрения. После отделения водного раствора твердые частицы
подсушиваются, если это необходимо, перед подачей на обработку серной кислотой
(стадия 2).
На стадии 2 предварительно обработанная пыль обрабатывается серной кисло-
той для перевода металлов в соответствующие сульфаты и для удаления, по край-
ней мере частично, фтора. Пыль смешивается с серной кислотой, нагревается до
157
повышенной температуры и масса перемешивается в течение времени, достаточного
для достижения необходимой степени перевода соединений в раствор.
По одному из методов сернокислотной обработки пыль смешивается с кислотой
в количестве, достаточном для создания в смеси концентрации свободной кислоты
15—25
%, что обеспечивает полную экс-
тракцию металлов.
Реакция проводится при температуре
60—100 °C и перемешивании в течение
0,5—6 ч. Параллельно с переводом соедине-
ний металлов в сульфаты выделяющийся
фтор вступает в реакцию с кислотой и крем-
неземом с образованием четырехфтористого
кремния, который выделяется из реакцион-
ной смеси. Для полного удаления летучих
фтористых соединений из раствора над ним
может быть создано разрежение. Раствор от-
деляется от выщелоченного остатка в сепа-
раторе 4.
Высокая концентрация свободной кисло-
ты в растворе приводит к коррозии аппара-
туры на стадии 2 и последующих этапах.
Использование специальных кислотостойких
сталей устраняет эту проблему, однако су-
щественно удорожает процесс.
Высокий коэффициент экстракции и эф-
фективное удаление фтористых соединений
могут быть получены при поддержании
уменьшенной концентрации кислоты в рас-
творе для уменьшения коррозии. При этом
пыль подвергается двустадийной обработке,
сначала минимальным количеством концен-
трированной серной кислоты, а далее прово-
дится выщелачивание сульфатов водой. Ис-
пользуется такое количество 94 %-ной серной
кислоты, которое достаточно для перевода
соединений металлов в сульфаты и создания
концентрации свободной кислоты в получа-
ющемся растворе около 1—4 %. При этом
полностью устраняется необходимость ис-
пользовать специальную коррозионноустой-
чивую аппаратуру.
Температура и время смешения регули-
руются таким образом, чтобы обеспечить
эффективность обоих процессов — получения
сульфатов и удаления фтористых соеди-
нений. Кроме того, эти факторы опреде-
ляют текучесть получаемой кислой массы.
Для поддержания хорошей текучести тем-
пература должна поддерживаться ^100 °C,
Рис. 63. Процесс концентрирования и выделения
галлия из колошниковой пыли фосфорного про-
изводства:
1—17 (в тексте); 18 — остаток выщелачивания,
промывной раствор; 19 — остаток (серебро, цинк,
гипс, оксид кремния); 20 —* цинк, аммоний, сулъ-
фатгексагидрат; 21 — раствор № I без соединен
имя галлия; 22 — таллиевый концентрат № 1;
23 — известь NaOH; 24 — выделившийся осаДок;
25 — известь; 26 — алюминат кальция; 27 — рас-
твор № 2 бев соединений галлия; 28 — концен-
трат, обогащенный галлием; 29 — отработан-
ный электролит
158
Предпочтительно в интервале 100—250 °C. По крайней мере 15 мин требуется для
проведения полного смешения и перевода соединений в сульфаты. Предпочтительно
проводить процесс в течение 1—2 ч.
Обработка серной кислотой по указанному выше способу проводится в специаль-
ных устройствах, например, в глиномялке. Для поддержания необходимой темпе-
ратуры используется наружный обогрев. Отходящие газы промывают в скруббере;
после окончания реакции масса выгружается и направляется в стадию выщелачива-
ния 3, где она смешивается с подкисленными промывными водами со стадии промывки
твердых остатков выщелачивания. При этом происходит растворение сульфатов ме-
таллов и образование кристаллов гипса, легко отделяемых от раствора. Выщелачива-
ние проводится или в одном реакторе или в двух соединенных последовательно.
Смесь сульфатов и промывных вод подается в первый реактор, а полученный раствор
и остаток отбираются из второго.
Выщелачивание проводится при температуре 60—100 °C. Обогрев проводится,
например с помощью пара. Для сохранения продуктов выщелачивания в растворен-
ном состоянии и для предотвращения коррозии аппаратуры концентрация свободной
серной кислоты поддерживается постоянной в интервале 1—4 %. Концентрация
кислоты определяется ее количеством, добавленным на стадии кислотной обработки 2,
и далее зависит от содержания кислоты в промывных водах. Изменение концентра-
ции кислоты может проводиться упариванием раствора или его разбавлением водой.
Твердый остаток после выщелачивания отделяется в сепараторе 4. Разделение
и промывка осадка производятся с помощью стандартных методов и аппаратуры.
Тщательная промывка обеспечивает более полное отделение ценных компонентов.
Для уменьшения потерь галлия, цинка и фосфатов вместе с твердым остатком
он промывается водой в противоточных (как минимум в две стадии) устройствах.
После сепарации и промывки подкисленный промывочный раствор подается в вы-
щелачиватель 3. Перед подачей в 3 промывные воды в случае необходимости упари-
ваются или разбавляются для изменения удельного веса раствора.
Твердый остаток, содержащий серебро, цинк, гипс и диоксид кремния, может
подвергаться дальнейшей переработке для выделения соединений металлов. На
стадии осаждения 5 проводится удаление из полученного в 3 раствора главным
образом соединений цинка. Цинк с высокой эффективностью осаждается в виде
гексагидрата цинк—аммоний сульфата (ЦАС), (МНаЦгп/ЗОаЦ-бНзО. Это соединение
незначительно растворимо в растворах, содержащих >100 г/л сульфата аммония;
для проведения процесса предпочтительна концентрация сульфата аммония в интер-
вале 100—200 г/л.
Необходимая концентрация сульфата аммония может создаваться на стадии 5
добавлением его в необходимом количестве, или добавлением определенных коли-
честв аммиака и серной кислоты. Значения pH как правило должны составлять 1—2,
предпочтительно значение pH = 1,5; величина pH регулируется добавлением ам-
миака или кислоты. Добавление аммиака и кислоты ведется до достижения кон-
центрации сульфата аммония 100—200 г/л.
Для обеспечения более полного осаждения ЦАС температура должна поддер-
живаться максимально низкой, например 25°C или ниже. В случае добавления
сульфата аммония и понижения растворимости ЦАС раствор может нагреваться
до 60 °C и затем охлаждаться для обеспечения наиболее благоприятных условий
для роста кристаллов. В зависимости от состава исходной колошниковой пыли удель-
ный вес раствора регулируется таким образом, чтобы наиболее легко осуществ-
лялось отделение оставшегося раствора от выпавших кристаллов ЦАС. Плотность
раствора, получаемого при выщелачивании, должна составлять 1,2—1,5.
Кристаллы ЦАС, не содержащие соединений галлия, отделяются от раствора
в сепараторе 6, промываются раствором с содержанием сульфата аммония >100 г/л,
выделяются и могут в дальнейшем использоваться для приготовления цинксодер-
жащих удобрений.
При наличии кадмия в исходной пыли он соосаждается вместе с ЦАС. Отделе-
ние кадмия производится путем растворения кристаллов ЦАС и высаживания его
цинковой пылью. После этого из отделенного раствора проводится повторная кри-
сталлизация ЦАС, не содержащего кадмия.
При таком методе осаждения цинка его концентрация в растворе становится
равной около 1 г/л. Полученный раствор обрабатывается в первом осадителе 7
щелочью для осаждения первого галлийсодержащего концентрата. Концентрат
159
является сложным продуктом переменного состава и Содержит практически весь
галлий, алюминий и фтор, присутствовавшие в исходном растворе, значительное
количество фосфатов, а также суЛ1фаты калия, натрия и аммония.
Перед добавлением щелочи плотность раствора регулируется в зависимости от
состава исходной пыли таким образом, чтобы предотвратить осаждение фосфатов.
Плотность должна быть в интервале значений 1,1—1,3. Затем раствор нагревается
до температуры 60—100 °C при увеличении pH до 3,54-5,0, за счет добавления
аммиака или гидроксида аммония. Осаждение происходит полностью после переме-
шивания получившейся суспензии в течение 1 ч.
Так как для данного количества алюминия масса фосфатов, содержащихся
в первом концентрате, прямо пропорциональна массе фтора в растворе, важно уда-
лить как можно больше фтора из перерабатываемого сырья до осаждения первого
концентрата. Удаление фтора проходит достаточно эффективно на стадии серно-
кислотной обработки 2, описанной выше, при проведении операции при максимально
допустимых температуре и времени реакции.
Первый таллиевый концентрат отделяется от первого, не содержащего галлия,
раствора в сепараторе 8 и далее концентрат промывает водой для удаления раство-
римых соединений. Раствор после отделения в 8 и промывные воды содержат
главным образом сульфаты натрия, калия и аммония, которые могут перерабаты-
ваться в удобрения. Раствор практически не содержит соединений галлия (s~;l—
2 г/л). После первой промывки таллиевый концентрат содержит около 1 % галлия,
то есть в 20—50 раз больше, чем его содержалось в исходной пыли. Содержание
галлия может быть повышено, используя методы, описываемые во второй части про-
цесса.
Концентрат подается на стадию щелочного осаждения и выщелачивания 9,
где его суспендируют с водой и известью, добавляемой для осаждения и удаления
фосфатов в виде фосфата кальция. Все ионы 8О4' осаждаются в виде гипса. Из-
весть предварительно смешивается с водой и затем добавляется к концентрату.
Количество добавляемой извести определяется содержанием фосфатов в кон-
центрате, которое может достигать 50 % Р2О6; известь добавляется по крайней
мере в стехиометрическом количестве. Фосфаты осаждаются, при этом возможно
соосаждение галлия и алюминия. Суспензия перемешивается в течение 1 ч или
более и выдерживается при температуре 60—100 °C.
После промежутка времени достаточного для получения фосфата кальция
добавляют требуемое количество щелочного материала, например гидроксида на-
трия или калия, для растворения присутствующих в осадке соединений галлия и
алюминия. Гидроксид добавляется в количестве, достаточном для создания по-
стоянного значения pH = И.
На стадии 9 обе операции — осаждение и выщелачивание — могут проводиться
в одном и том же реакторе, но для получения хорошего разделения галлия и фос-
фатов необходимо операции проводить строго последовательно: сначала осаждать
фосфаты известью, а затем добавлять щелочь для растворения галлия. Перемешива-
ние массы в течение 1 часа или более приводит к полному растворению галлия
и алюминия, фосфат кальция остается в виде осадка.
После выхода со стадии 9 смесь подвергается разделению в сепараторе 10. Твер-
дая фракция, т. е. осадок, промывается и используется для выделения ценных ком-
понентов. Как правило, она направляется в начало процесса, на стадию кислот-
ной обработки 2. Если необходимо, часть остатка может направляться в выщела-
чиватель 3.
Жидкая фракция из сепаратора 10, представляет собой смесь галлатов и алюми-
натов и может сразу подвергаться обработке на стадии 13 для получения обогащен-
ного таллиевого концентрата. Раствор нейтрализуется кислотой. Обычно исполь-
зуется 93 %-ная серная кислота для понижения pH до значения 6, при котором
осадок галлия наименее растворим.
Осаждение проводится при температуре 60—100 °C в течение времени доста-
точного для получения осадка, легко отделяемого от раствора. Полученный обо-
гащенный таллиевый концентрат отделяется от жидкости в 14 с получением второго
раствора, не содержащего галлия. Твердый остаток промывают и высушивают.
Если необходимо, алюминий отделяется от обогащенного концентрата путем
его растворения, добавления подходящего соединения кальция для осаждения алю-
мината кальция, удаления остатка (на схеме не показано) и образовавшийся рас-
160
твор используется для повторного получения обогащенного концентрата, как это
описано выше.
В предпочтительном варианте процесса жидкая фракция после стадии разделе-
ния 10 первоначально подвергается обработке для осаждения алюминия (стадия 11),
после чего проводится разделение жидкости и твердого остатка 12. На стадии 11
алюминий осаждается в виде алюмината кальция. Кальциевое соединение добав-
ляется к жидкости после операции 10 в виде известкового молока или гидроксида
кальция, обычно в количестве, в 1—2 раза превышающем стехиометрическое.
Значение pH должно поддерживаться ~11 для предотвращения осаждения галлия.
Температура должна составлять 60—100 °C. Смесь перемешивается в течение 2 ч
или более для полного завершения реакции и затем подвергается разделению на
стадии 12. Твердый остаток отделяется и промывается, затем выводится из процесса;
раствор галлата обрабатывается в осадителе 13 для получения обогащенного тал-
лиевого концентрата, после чего проводится разделение на стадии 14 так же как
описано выше.
Обогащенный концентрат, содержащий например 20 % галлия, аккумулирует
70—90 % галлия, присутствовавшего в исходной пыли. Обогащенный концентрат
далее используется для получения металлического галлия.
В третьем варианте процесса исходная пыль обрабатывается как описано выше
для получения обогащенного таллиевого концентрата, после чего он растворяется
на стадии 15 в щелочном растворе. Можно также разбавить концентрат водой и до-
бавить твердую щелочь. Растворенный концентрат подвергается электролизу 15,
который проводится в соответствии с известной технологией.
После выделения металлического галлия электролитический раствор может
возвращаться на стадию 9. В случае необходимости часть электролита может по-
даваться на стадию 15, как показано прерывистой линией иа рис. 63.
Выделенный описанным способом металлический галлий имеет чистоту около
99 %, основной примесью является цинк. В случае необходимости галлий подвер-
гается дальнейшей очистке для получения особо чистого металла, используемого
в электронике.
ГЕРМАНИЙ ИЗ колошниковой ПЫЛИ
ЦИНКОВЫХ ПЛАВИЛЬНЫХ ПЕЧЕЙ
Производство германия в качестве побочного продукта описано А. Петриком,
X. Дж. Беннетом, К. Е. Старчем и Р. С. Вайснером 117]. Сведения, касающиеся
германия, содержатся в статье А. П. Томпсона и Дж. Р. Мусгрейва (J. Metal,
4, 1132—37, ноябрь 1952).
Наиболее целесообразным является выделение германия при переработке
германийсодержащего осадка, получаемого при высаживании цинковой пылью и
отделяемого от кадмийсодержащего раствора. Производство германия может рас-
сматриваться в качестве побочного процесса получения кадмия, если получение
кадмия является основным процессом.
Схема на рис. 64 основана главным образом на данных статьи Томпсона и Мус-
грейва, напечатанной в 1952 г. Принципиально процесс ие изменен, только исполь-
зованы некоторые дополнительные технические данные из современной практики.
Процесс, в соответствии с рис. 64, начинается с улавливания германиево- и кад-
мийсодержащих дымов, образующихся в процессе обжига и плавления при пере-
работке рудных концентратов на основе сульфида цинка.
Подсистема выделения германия формируется на стадии, когда после первич-
ной обработки дымной пыли германийсодержащий осадок отделяется от кадмий-
содержащего раствора. Частичное осаждение соединений из раствора достигается
путем добавления к нему цинковой пыли в количестве достаточном для высажива-
ния меди и германия без выделения соединений кадмия.
Другие примеси, например мышьяк, также осаждаются вместе с медью'и герма-
нием. С этого момента дальнейшая обработка осадка с содержанием германия 1 %
всегда протекает одинаково независимо от его происхождения — из отходов или
колошниковой пыли производства цинка или из золы, получаемой при сгорании
6 Ситтит м. 161
угля. Шлам, содержащий германий, снова растворяется в серной кислоте и концен-
трация германия увеличивается при повторном осаждении.
Полученный концентрат германия высушивается, прокаливается и растворя-
ется в концентрированной соляной кислоте.
Получающиеся при этом тетрахлорид германия и треххлористый мышьяк отго-
няются от раствора и направляются на дальнейшую очистку. Очистка проводится
путем многократной перегонки четыреххлористого германия, гидролиза водой,
Рис. 64. Подсистема выделения германия
в виде побочного продукта:
1 — РУДа (сульфид цинка с содержанием
германия 0,01—0,015 %); 2 — обжиг и
спекание рудного концентрата; 3 — SO2
иа завод по производству серной кисло-
ты; 4 — оксид цинка для дальнейшего
производства; 5 — дым; 6 — вода, серная
кислота; 7 — сбор, выщелачивание и
фильтрация кадмиево-германиевого рас-
твора; 8 — сульфат свинца на плавление;
9 — отделение кадмиево-германиевого
раствора; 10 — точка отделения; 11 —•
цинковая пыль; 12 — осаждение германия
(вместе с медью, мышьяком и другими
примесями в небольших количествах);
13 — фильтрация; 14 — раствор кадмия
в дальнейшее производство; 15 — осадок
(1 % Ge); 16 — серная кислота; 17 — по-
вторное растворение; 18 — цинковая
пыль; 19 — осаждение; 20 — бедный кад-
мием раствор в цикл получения кадмия;
21 — фильтрация; 22 — концентрат гер-
мания (10—15 %); 23 — высушивание и
прокаливание; 24 — концентрированная
соляная кислота; 25 — растворение; 26 —
тетрахлорид германия; 27 — перегонка;
28 — отработанный раствор; 29 — не-
очищенный тетрахлорид германия (с при-
месями мышьяка и др. веществ); 30 —
фракционная перегонка; 31 — медь; 32 —
нагрев с вертикальным холодильником;
33 —- арсенид меди; 34 — перегонка; 35 —
чистый тетрахлорид германия; 36 — вода;
37 — гидролиз Ge(OH)4, фильтрование,
вакуумная сушка; 38 — чистый диоксид
германия; 39 — водород; 40 — восстано-
вление водородом в трубчатой печи; 41 —
порошок германия; 42 — азот или аргон;
43 — плавление и отливка в формы
(1000 °C); 44 — стержни из германия;
45 — повторная плавка и кристаллиза-
ция (зонная плавка); 46 — высокочи-
стый германий для целей электроники
( <1 ppm примесей)
и прокаливанием с образованием чистого диоксида германия. Металлический герма-
ний получают восстановлением диоксида германия водородом в трубчатых печах.
Полученный металлический германий в порошкообразном состоянии подвер-
гается плавке и разливается в формы. Плавление проводится в атмосфере инерт-
ного газа для предотвращения окисления. На этой стадии металл не обладает
достаточной чистотой для использования в электронной промышленности. Допол-
нительная очистка проводится методом зонной плавки.
СТЕКЛО ИЗ ИСПОЛЬЗОВАННОЙ СТЕКЛОТАРЫ
Собираемые отходы стеклянной тары содержат пластмассовые и алюминиевые
крышки для стеклянных бутылок и алюминиевые прокладки для крышек. Отходы
также могут содержать пустые металлические емкости для напитков. В последние
годы большое количество крышек и пробок изготавливается из алюминия, однако
.162
в отходах могут быть также стальные, пластмассовые, корковые пробки и т. д.
Металлические банки как правило изготавливаются из алюминия и железа.
Использование такого сырья для производства приводит к наличию в стеклян-
ной массе пузырей и нерасплавившихся предметов, что приводит к изменению
цвета и ухудшению прозрачности стекла. Такие дефекты приводят к уменьшению
прочности, ухудшению внешнего вида изделий и сильно снижают цену продукции.
Из этого следует, что инородные предметы обязательно должны удаляться.
Однако они сильно различаются по форме и свойствам и разделение далеко не всегда
эффективно. Относительно престо отделение инородных предметов осуществляется
только в методе магнитной сепарации, где удаляются изделия из железа и консерв-
ные банки. Такие методы как просеивание или флотационное разделение, которые
основаны на различие предметов по размерам, форме и удельному весу, пригодны
только для переработки однотипных отходов.
По этой причине используется много сложных и неэффективных методов с ис-
пользованием различных типов разделения, которые часто сопровождаются ручным
разделением. Однако даже ручная выборка не приводит к полному отделению при-
месей.
В процессе, разработанном Дж. Шимойзака, А. Доносу, Д. Марита, А. Су-
гие и Д. Ишиока (патент США 4 083776, 11 апреля 1978 г., фирма ч.Дмамура
Гласс ДД», Япония), используется наклонный барабан со спиральной перегородкой,
идущей по внутренней поверхности барабана. Поток воды перетекает через спираль-
ную перегородку по внутренней поверхности при ее движении сверху вниз.
Отходы стекла подаются во вращающийся с высокой скоростью барабан. Раз-
деление осуществляется методом противотока — вода подается в верхнюю часть
барабана, отходы стекла с примесями — в нижнюю часть. Под действием спи-
ральной стенки вращающегося барабана отходы направляются вверх и вступают
в контакт с движущимся навстречу потоком воды. Частицы отходов находятся в воде
во взвешенном состоянии. Из-за разницы в сопротивлении напору воды частицы
стекла под действием спиральной стенки перемещаются вверх и выгружаются из
барабана, в то время как примеси захватываются водой и выходят с противополож-
ной стороны.
Помимо вращающегося барабана, устройство имеет приспособления для подачи
воды и загрузки отходов. Спиральная перегородка имеет переменную высоту.
Схема установки представлена на рис. 65. Она состоит из барабана 1, смонти-
рованном в наклонном положении и расположенном на четырех роликах 2. Бара-
бан 1 имеет ровную внутреннюю поверхность, на которой расположена спиральная
перегородка 3, имеющая вид скрученной ленты. Когда барабан 1 вращается на
роликах 2, отходы стекла подаются питающим устройством 4 в нижнюю часть 1а
барабана 1 и под действием спиральной стенки 3 перемещаются из нижней части
в верхнюю часть 16 барабана. Барабан открыт с обеих сторон.
В барабан посредством устройства 5 подается вода с образованием потока,
движущегося от 16 к 1а. Барабан оснащен также дополнительным устройством 5'
для создания сильного динамического потока, который поддерживает в виде суспен-
зии частицы посторонних предметов, имеющих тенденцию осаждаться на дно по-
тока. Поток воды из 5' направлен перпендикулярно к поверхности барабана. При-
вод 7 на ролики 2 имеет регулятор скорости 6.
Спиральная стенка барабана 3 имеет высоту 15—40 мм. Вода из 5 должна обеспе-
чивать поток, способный переносить инородные предметы в нижнюю часть бара-
бана над спиральной перегородкой. Барабан вращается со скоростью 80—300 м/мин
(линейная скорость по окружности). Битое стекло подается в барабан посредством
питающего устройства 4.
Отходы попадают на поток воды 8. Посторонние предметы, не обладающие повы-
шенной хрупкостью, не разрушаются и не подвергаются деформации, в то время
как частицы стекла крошатся под действием удара при подаче из питающего устрой-
ства 4 в барабан. По этой причине инородные предметы сохраняют свою простран-
ственную форму (крышки, пробки и подобные предметы) и имеют малый удельный
вес, так что они легко всплывают на поверхность и уносятся потоком. Это же про-
исходит с крышками и упаковками из пластмасс и другими предметами с небольшим
удельным весом.
Такие предметы как металлические крышки и прокладки имеют большую тен-
денцию к погружению, ио они все-таки более плавучи по сравнению с осколками
6* 163
6
Рис. 65. Установка Для удаления посторонних предметов нз использованного стекла
164
стекла. Кроме того, эти предметы обладают способностью застревать между ча-
стицами стекла и оседать вместе с ними на внутренней поверхности барабана.
По мере продвижения стекла в верхнюю часть оно очищается и выгружается
через верхнюю часть барабана 16.
Транспортеры 9 и 10 принимают и транспортируют выгружаемые отходы и очи-
щенное от примесей стекло. Они представляют собой ленточные транспортеры с от-
верстиями для стока воды в приемники 11. Вода подается в 5 и 5'с помощью насо-
сов Рг и Р2.
В процессе, разработанном Дж. Шимойзака, А. Доносу, Й. Хаяши и др. {па-
тент. США 4 084755, 18 апреля 1978 г., фирма «Дмамура Гласс К.К>>, Япония),
отходы стекла вместе с инородными объемными предметами, подлежащими удале-
нию, подаются на грохот, при этом разбиваются и разделяются на мелкую фракцию
плоских частиц стекла и посторонних предметов и крупную фракцию, состоящую
из объемных кусков стекла большой величины и неразрушенных посторонних
предметов.
Фракция, не прошедшая через грохот, направляется на повторную операцию,
при этом новые порции стекла дробятся при падении и проходят вниз. Для про-
сеивания можно использовать вращающийся барабанный грохот; несколько гро-
хотов может быть соединено последовательно.
Способ, предложенный К. Морита, А. Сугие и К. Ишиока {патенты США
4 069979, 24 января 1978 г. и 4 136832, 30 января 1979 г., фирма ц-Ямамура
Гласс КД», Япония), включает дробление и отделение стекла от посторонних при-
месей с использованием колосниковой решетки с параллельными прутьями, расстоя-
ние между которыми меньше, чем проекция минимального по размеру трехмерного
инородного предмета, и дополнительной решетки, расположенной над поверх-
ностью грохота; прутья грохота и дополнительной решетки расположены под
прямым углом. Длина диагонали окна получающейся решетки меньше чем про-
екция наименьших плоских посторонних частиц.
Метод заключается в подаче отходов на поверхность грохота (основной решетки),
при этом сырье разбивается. Фракция, проходящая через решетку, представляет
собой исходный материал для получения стекла. На решетке остается нераз-
дроблениое стекло и инородные предметы.
Грохот выполнен в виде вращающегося барабана с колосником, расположен-
ным на внутренней поверхности периферической части. В нем имеются поднима-
ющие лопасти, а также входное отверстие для подачи отходов и выходное для
вывода посторонних предметов.
Это устройство изображено на рис. 66. Она включает колосниковый грохот 6,
изготовленный из параллельных прутьев 1 и дополнительных прутков 2 распо-
ложенных над грохотом 6 под прямым углом к пруткам грохота. На рис. 67 по-
казаны поднимающие пластины 3, прикрепленные к внутренней периферической
поверхности барабана, а также входное 10 н выводное отверстие 8, направляющие
ролики 9, направляющие рельсы 5 и шестерни 7 и 4.
Во время вращения барабана масса захватывается лопатками 3 и при повора-
чивании барабана ссыпается вниз на прутки грохота. При этом происходит дроб-
ление стекла. Большие куски размельчаются быстрее, мелкие подвергаются раз-
рушению в меньшей степени. Плоские куски стекла — имеющие такую форму
в исходном состоянии или после разрушения, легко проходят через прутки 6 и
попадают на дополнительные прутки 2. Они падают ниже только в том случае,
если диагональ окошка решетки больше длины плоского куска стекла.
В отличие от стекла посторонние предметы падают с меньшей скоростью и
в силу эластичности не разрушаются. Эти предметы, например пустые металличе-
ские упаковки, не проходят через прутки 6. Прокладки, крышки и др. аналогич-
ные предметы могут пройти через прутки грохота 6, но не пропускаются прут-
ками 2.
Таким образом, только небольшие куски стекла просеиваются через решетку.
Лопатки 3 ритмично поднимают и сбрасывают массу, остающуюся в грохоте, при
этом стекло разрушается и постепенно превращается в очищенный материал для
переработки.
Частицы стекла, прошедшие через прутки 1 грохота падают на дополнительные
прутки 2. При этом втором падении стекло уже не может разрушаться в силу не-
значительной силы удара. Однако оно может размельчаться, находясь в вертикаль-
165
Рис. 66. Установка для размельчения использованных стеклянных емкостей
166
ном положента, вращающимися прутками 7 и после этого проходит через окно
решетки. Таким образом частицы очищенного стекла более однородны по размеру
чем при использовании одного грохота без дополнительной решетки.
Одним из путей выделения стекла из отходов заключается в разработке упа-
ковок из стекла, которые могут быть переработаны по методу Л. Дж. Тейлора
и X. Н. Троя (патенты США 4 053666, 11 октября 1977 г. и 4 055411, 25 октября
1977 г., фирма «Овенс-Иллинойс, Инк:»).
Упаковки такого типа изготавливаются на основе стекла, причем по крайней
мере часть внешней поверхности после отжига стекла покрывают пленкой защит-
ного декоративного водорастворимого органического полимера. После удаления
покрытия в водной среде эти упаковки из отожженного стекла могут использо-
ваться вторично.
СТЕКЛО ИЗ ОТХОДОВ СЛОИСТОГО СТЕКЛА
В процессе изготовления безопасных ветровых стекол два стеклянных листа
Соединяются вместе через промежуточный слой. В процессе производства обра-
зуются отходы. Учитывая рост цен на исходные материалы для выработки стекла
и уменьшение количеств стеклянного боя, целесообразно перерабатывать отходы
слоистого стекла для получения стекла.
Процесс, разработанный Д. Дж. Гурта (патент США 3 912534, 14 октября
1975 г., фирма «.Форд Мотор Компани»), предназначен для получения стеклянного
боя из отходов многослойного стекла. Первоначально отходы подвергают дроб-
лению, при этом частицы стекла сохраняют контакт с промежуточным слоем.
Размельченные отходы перемешиваются при повышении температуры, в резуль-
тате чего промежуточный скрепляющий слой размягчается и частицы стекла отде-
ляются друг от друга. Такое более размельченное сырье подвергается действию повы-
шенной температуры, при которой происходит сгорание остатков промежуточного
скрепляющего слоя. При этом происходит сгорание всех оставшихся углеродсо-
держащих материалов. После этого смесь охлаждают и выгружают стеклянную
крошку.
На рис. 67 показана установка для реализации такого процесса 1. Транспор-
тер 19 подает отходы слоистого стекла 20, например с поточных линий для про-
изводства автомобильных стекол. Подаваемые отходы представляют собой брако-
ванные многослойные стекла, в которых два стекла склеены слоем скрепляющего
материала, например поливинилбутираля. Способ производства таких.стекол хо-
рошо известен.
Исходное сырье подается в измельчитель 21. При измельчении стекла не про-
исходит нарушения контакта стекла с промежуточным слоем. Стекло размельчается
до образования частиц площадью около 13 см2.
Измельченное стекло 14 посредством вращающегося ролика 18 подается загру-
зочным устройством 17 во вращающуюся печь 4. Вращение печи производится с по-
мощью стандартного устройства (не показано). Скорость вращения составляет около
7 об/мин. Печь имеет диаметр около 120 см; она смонтирована в наклонном положе-
нии, величина наклона составляет 4 см на метр длины печи. В процессе враще-
ния стеклянные отходы перемешиваются и медленно перемещаются по длине печи.
В начале печи в зоне 16 сырье проходит стадию предварительного нагрева.
Во время нахождения в этой зоне промежуточный слой размягчается с отделенйем
частиц, ранее скрепленных, друг от друга, при этом размер таких довольно круп-
ных частиц уменьшается. В то же время небольшие частицы стекла соединяются
друг с другом за счет материала склеивавшего стекла. Как видно на внутренней
поверхности печи монтируются лопатки 2 для поднимания и смешивания частиц
в процессе вращения печи. Печь для сжигания установлена на блоках 15, 13 и 9.
В процессе работы печи лом медленно перемещается по длине печи 4 от на-
чальной зоны нагрева 16 к зоне сгорания 12. При прохождении расстояния между
зонами лом медленно нагревается с одновременным уменьшением размера частиц
из-за размягчения промежуточного слоя и разделения частиц, как это описано
выше. В момент достижения зоны 12 сырье настолько нагрето, что промежуточ-
ный слой сгорает. Зона сгорания в начале работы печи обогревается горелкой 3,
167
Рис. 67. Установка для выделения стекломассы из листового стеклянного лома
168
после необходимого разогрева процесс сгорания протекает с самоподдержанием
теплового режима. Горелка питается смесью топлива и воздуха, которая подается
по трубопроводу 5.
Склеивающий промежуточный слой сгорает с образованием индивидуальных
частиц стекла, ранее скрепленных. При сгорании на поверхности стекла может
оставаться некоторое количество углерода, который далее полностью сгорает в зоне
распространения пламени 11. После этого частицы стекла проходят в зону охлаж-
дения 10. После выхода из печи частицы стекла 6 собираются в сборнике 7.
Воздух, необходимый для сгорания, подается в печь методом противотока и
успевает нагреться до входа в зону сгорания 4. Стрелка А указывает направле-
ние движения воздуха в печи. Продукты сгорания выбрасываются в атмосферу
через дымоход 8. Дымоход может иметь камеру дожигания 22, предназначенную
для очистки выходящих газов от несгоревших частиц. Абгазы могут также кон-
денсироваться с целью выделения некоторых количеств склеивающего материала,
который не сгорел в печи, а перешел в газообразное состояние.
СТЕКЛО ИЗ ОТХОДОВ ГОРОДСКОГО
ХОЗЯЙСТВА
См. «Железосодержащие материалы из отходов городского хозяйства».
См. также процессы, описанные в статье «Бумага из отходов городского хозяй-
ства». Процесс, разработанный П. Г. Маршем (патент США 3 934575, 23 марта
1976 г., фирма «Блэк Клаусон Фибреклейм Инс.»), предназначен для переработки
смешанных отходов, в частности городского мусора. Исходная масса подвергается
измельчению с получением частиц стеклянных и металлических предметов примерно
одинакового размера. При этом литые алюминиевые изделия и алюминиевая фольга
превращаются в куски и гранулы, в то время как предметы из сплавов алюми-
ния — банки и другие упаковки для жидкостей — в хлопьеобразные частицы.
После этого полученная смесь высушивается и подвергается встряхиванию, при
этом хлопья алюминия собираются на поверхности и удаляются снятием верхнего
слоя.
Оставшаяся смесь стекла, гранул алюминия и других материалов подвергается
электростатической обработке с использованием высокого напряжения для эффек-
тивного отделения стекла от других компонентов.
Такой процесс схематически приведен на рис. 68. Твердые отходы загружаются
в реактор 1, куда также добавляется вода до концентрации твердых веществ от
4 до 6 %. После этого компоненты подвергаются механическому и гидравлическому
воздействию для разрушения предметов до частиц нужного размера. Это дости-
гается в результате действия ротора 4, вращающегося над пластиной 6 с отвер-
стиями определенного диаметра. При достижении частицами соответствующих
размеров в ходе размельчения они проходят в отверстия пластины и по выходной
линии 7 насосом 8 в виде водной или другой суспензии подаются на дальнейшую
обработку.
Патент США 3 595488 описывает аппаратуру, предназначенную для выполнения
указанных выше задач, причем ротор снабжен молотковыми или др. измельчитель-
ными устройствами, работающими в контакте с неподвижной станиной статора,
на которой расположены истирающие стержни. Такая система производит резку и
измельчение твердых предметов, попадающих в зазор между ними, в частности алю-
миниевых изделий. Этот патент также описывает выбор размера отверстий в экстрак-
ционной пластине; для целей обсуждаемого процесса хорошие результаты полу-
чаются при цилиндрических отверстиях в плите диаметром 2,5—5 см.
Реактор 1 имеет также выходное отверстие 45, расположенное в его нижней
части по направлению радиуса статора 2 и связанное с устройством для удаления
лома 45. Лом представляет собой смесь неразрушенных твердых предметов, в том
числе основное количество материалов изготовленных из железа. Такое устройство
подробно описано в патенте США 3 549092 и включает транспортер 46 для подачи
вверх твердых предметов из 45 на гравитационное разделение под действием силы
тяжести в сепараторе 48. Сепаратор включает в себя магнитное устройство для отде-
169
ления железосодержащих материалов от других компонентов, а также устройство
для отделения мелких частиц и жидкости, возвращаемых в реактор 1 по линии 49.
Наилучшие результаты получаются при такой регулировке системы, когда сепа-
ратор 48 по линиям 50 и 51 выводит частицы с размерами не более 10—15 см. По
линии 51 для вывода немагнитных материалов удаляе'зся смесь, содержащая алю-
миний, по линии 52 алюминий возвращается в 1 для дальнейшего уменьшения раз-
меров частиц.
Рис. 68. Схема процесса выде-
ления стекла и других ценных
материалов из отходов город-
ского хозяйства:
1 — 3, 5 — 52 (в тексте); 4 — смесь
твердых отходов
Целесообразно подавать воду прямо в устройство для удаления лома 47, при
этом создается поток жидкости через отверстие 45, направленный противоположно
удаляемым оттуда тяжелым предметам.
Этот поток не только позволяет отмывать волокна и другие мелкие частицы
от твердого материала, выходящего через отверстие 45, но он также играет боль-
шую роль для возврата в реактор частиц относительно легких металлов, которые
иначе уносились бы вместе с тяжелыми предметами. Это в частности относится к алю-
миниевым банкам, тарелкам и др. предметам, которые при наличии потока остаются
в реакторе 1 для дальнейшего измельчения.
Таким образом алюминий остается в реакторе 1 до его полного измельчения
элементами 3 при вращении ротора 4 до размеров обеспечивающих прохождение
через пластину 6. На эффективность процесса размельчения и уменьшения разме-
ров частиц сильное влияние могут оказывать процессы сбивания и скатывания при-
сутствующих частиц алюминиевой фольги в шарики и гранулы, в то время как
изделия из литого алюминия вместе с другими цветными металлами дробятся и
режутся на куски, аналогичные по размеру гранулам,
170
Кованые алюминиевые сплавы толще фольги, они более жесткие и имеют боль-
шую сопротивляемость к сминанию и скручиванию по сравнению с фольгой.
Они легче разрезаются устройствами 2 и 3 на плоские хлопья, которые соизме-
римы по длине и ширине с гранулами и кусочками, но толщина которых сравнима
с толщиной исходного сырья.
Наиболее эффективно процесс проводится с использованием экстракционной
пластины 6 с размером отверстий около 2,5 см в диаметре. Установлено, что
через такие отверстия проходят частицы с максимальным размером не более
3,7 см, средний размер частиц кованого алюминия около 1,25 см. Стекло
и другие материалы, выводимые по линии 7, после обработки в 1 имеют аналогич-
ные размеры.
На следующем этапе переработки органические фракции и другие легкие
компоненты отделяются как можно полнее от стекла, алюминия и других пред-
метов неорганического характера, выходящих по линии 7. На рис. 68 эта стадия
представлена двумя жидкостными циклонами 9 и 12, соединенными последова-
тельно, так что легкие фракции из первого по линии 10 доставляются на вход
второго циклона 12. Легкие фракции из второго циклона содержат большую часть
волокон, содержавшихся в исходной загрузке и органические материалы остатки
овощей, мусор и др. Эта фракция по линии 11 поступает на дальнейшую перера-
ботку, например для получения волокон по методу, описанному в патенте
США 3 736223.
Стекло, алюминий, тяжелые металлы и неметаллические частицы, выгружаемые
из циклонов 9 и 12, собираются на транспортере 13, который доставляет материал
в башню 16 для максимального удаления оставшихся органических примесей
и других легких фракций. Материал с транспортера 13 поступает в нижнюю часть
башни и затем твердая масса поднимается под действием шнека 15 к выходному
отверстию и линии вывода 18.
Вода или другая промывная жидкость добавляется по линии 17 для промывки
противотоком поднимаемых шнеком тяжелых частиц и выходит из башни по
линии 14. Как видно из рис. 68, точка ввода 17 находится ниже уровня подачи
материала на выгрузку по линии 18, но выше точки выхода воды 14, так что
тяжелые материалы промываются и выходят достаточно сухими.
По линии 18 полученный материал поступает из башни 14 к ситу 20,
где общая масса тяжелых фракций уменьшается за счет отделения мелких ча-
стиц, имеющих максимальную величину 3—4,5 мм, что позволяет уменьшить
нагрузку на аппаратуру в последующих операциях. Обычно проводится магнит-
ное отделение железосодержащих материалов в устройстве 46 до подачи общей
массы на просеивание. Хорошие результаты достигаются при отделении на сите 20
15—25 % общей массы, поступающей по линии 18; отделенная фракция выводится
по линии 21, оставшийся на сите 20 материал по линии 22 подается в сушилку 23.
Для отделения остатков железа используется вторая магнитная сепарация 24;
обработке подвергается материал, выходящий по линии 25 из сушилки 23. На-
значение сушилки 23 заключается в подготовке материала для сухого разделения
в аппарате 27, где удаляются плоские кусочки алюминия.
Удовлетворительные результаты получаются в том случае, когда устройство 27
представляет собой гравитационный сепаратор с вибрирующим ситом и дополни-
тельным устройством для подачи воздуха, струя которого поступает.снизу вверх,
в то время как частицы подвергаются вибрации на сите. На схеме это устрой-
ство обозначено цифрой 26 куда по линии 25 доставляется сырье, а по линии 30
подается воздух.
В процессе разделения на поверхности скапливается слой хлопьев алюминия,
который легко сгребается или сливается через слив 29 и удаляется по линии 28.
Отделение достигается за счет того, что хлопья обладают относительно большой
поверхностью для данного объема и массы, и вибрация приводит к их подъему иа
поверхность смеси.
Как уже упоминалось, эта процедура может проводиться только с использова-
нием вибрации, однако она сильно ускоряется при подаче восходящего потока воз-
духа по линии 30. Примером стандартной аппаратуры такого типа является вибра-
ционный сепаратор фирмы «Бауэр».
Отделяемые таким образом хлопья ковкого алюминия имеют достаточную
чистоту, из них удалены не только частицы стекла и других подобных материа-
171
лов, но также и другие формы алюминия, находившиеся в исходной загрузке, на-
пример гранулы и кусочки, а также частицы других цветных металлов. Получен-
ный ковкий алюминий, выделенный таким образом, обладает такой чистотой, что
может непосредственно направляться для повторного использования.
Оставшийся материал содержит в основном стекло, алюминий в виде гранул
и кусочков, другие металлы и сплавы: латунь, бронзу, медь, цинк, свинец, остатки
керамики и камней. Этот остаток доставляется по линии 31 на следующий этап —
электростатическое разделение. Система разделения включает заземленный бара-
бан 32 и высоковольтный электрод 33, который обеспечивает прилипание стеклян-
ных частиц и других непроводников к барабану с последующим их удалением
устройством 34, в то время как проводящие материалы слетают с поверхности
барабана в бункер 35. Следует отметить, что эффективность разделения в значи-
тельной мере повышается за счет удаления крупных частиц на предшествующих
стадиях, например в 27. Материал, поступающий в 32, представляет собой мелко-
зернистый порошок, более легко поддающийся электростатическим воздействиям.
Собираемое после барабана 32 стекло направляется по линии 36 для сорти-
ровки по цвету с использованием оптического сепаратора 37 в соответствии с па-
тентом США 3 650396.
Материал, собранный в бункере 35, сначала доставляется по линии 38 на
второй сепаратор с вибрационным ситом 39, который аналогичен сепаратору 27.
Здесь также осуществляется подача воздуха по линии 42 для отделения остатков
ковкого алюминия, не отделившегося в 27. Отделенный продукт не обладает доста-
точной чистотой по основному компоненту — алюминию— и поэтому по линии 44
возвращается в 27.
Материал, оставшийся на сите 39, доставляется на устройство 41 по линии 40.
Устройство 41 представляет собой два валка для измельчения керамики, мелких
камней, и других твердых предметов неметаллического характера, которые затем
разделяют просеиванием в 43. Отделенные частицы металла могут продаваться
как смесь, или обрабатываться химическими методами и выделяться в виде инди-
видуальных металлов.
Другой процесс предложен П. Дж. Маршем (патент США 3 970254, 20 июля
1976 г., фирма «Блэк Клаусон Фибреклейм, Инк.-») для выделения стеклянного
боя из отходов, содержащих стекло вместе с частицами металла и другими устой-
чивыми к нагреву материалами. По этому методу смесь подвергается резким
температурным воздействиям — повышению или понижению температуры — что
вызывает разлом и растрескивание стекла, в то время как структура других компо-
нентов не меняется.
Перед последующей механической обработкой, предпочтительно даже перед
термической обработкой, смесь просеивается или обрабатывается другим методом
для отделения мелких частиц. После механической обработки смесь снова просеи-
вается для выделения проходящих через сито мелких стеклянных частиц, в то время
как предметы нестеклянного происхождения, сохранившие свои размеры и струк-
туру, остаются на сите.
Схема процесса показана на рис. 69. На ней представлено отделение стекла и
его сортировка с использованием оптического сепаратора.
По линии подачи 1 смесь стекла и примесей, устойчивых к температурному воз-
действию, поддется на первую ступень разделения 2. Установка представляет собой
сито с относительно большим размером отверстий, примерно 6,5 мм; частицы круп-
ного размера выводятся по линии 3. Полученная мелкая фракция подается на пов-
торное просеивание в 4, в этом случае сито имеет более мелкие отверстия (около
3 мм) и получаемая мелкая фракция удаляется по линии 5. Полученная в резуль-
тате двух просеиваний промежуточная по размеру фракция проходит установку
воздействия тепловым ударом 6, механическую обработку 7, и транспортером 8
доставляется на установку для сортировки 9. Она представляет собой просеивающее
устройство с размером отверстий как в установке 4, или несколько меньшим, и слу-
жит для отделения примесей 10 от частиц стекла 11.
В приведенной схеме процесса для указанных размеров сит фракция, удаляе-
мая с первого сита по линии 3, может подвергаться сортировке с использованием
оптических свойств. В то же время может использоваться и обработка в устройствах
аналогичных устройствам 6, 7, 9\ на последней стадии используются сита с таким
же или несколько меньшим размером ячеек по сравнению с устройством 2. В резуль-
172
тате Этих операций производится отделение стекла от примесей. На стадии 2 целе-
сообразно проводить первое просеивание с использованием наскольких последова-
тельных сит с уменьшающимися размерами для получения нескольких фракций.
Процесс, разработанный Б. Уэббом (патент США 4 116882, 26 сентября
1978 г., фирма «Карпко Инк.»), предназначен для отделения стекла от отходов с ис-
пользованием электростатических методов с
Отходы подвергаются сортировке для
выделения фракции размером 3—
37 мм, просушиваются до содержания
влаги не более 2%, направляются
на воздушный сепаратор для отделе-
ния легких частиц и затем подверга-
ются магнитному разделению для от-
деления железосодержащих частиц.
После этого с помощью вибрационного
транспортера масса подается на верх-
нюю часть вращающегося заземленного
применением высокого напряжения.
Рнс. 69. Схема процесса отделения стекла от термоизоляционных материалов
Рис. 70. Схема процесса селективного выделения стекла из отходов с использованием элек-
трического разряда:
1 — подача отходов; 2 — размельчение; 3 — возврат материалов с недостаточной степенью
дисперсности; 4 — повторное измельчение; 5 — вывод мелких частиц; 6 — разделение воз-
душным потоком; 7 — пыль, бумага, пластмассы и Др.; 8 — высушивание; 9 — магнитная
сепарация; 10 — металлические предметы; 11 — вибрационный питатель; 12 — источник
высокого напряжения, 31 кВ (—); 13 — зона 1-ой ионной бомбардировки; 14 — зона 2-ого
электростатического воздействия; 15 — отсекатель; 16 — зона ослабления электростати-
ческого действия; 17 — щетка; 18 — сбор стекла; 19 — отходы неметаллического проис-
хождения (щебень, керамика, толченый кирпич, древесная щепа, кости)
барабана и последовательно подвергается ионным бомбардировкам за счет коронного
разряда на электродах и воздействию электростатического поля, создаваемого
статическим электродом. Стекло остается на поверхности барабана, в то время как
другие примеси отделяются в статическом поле.
На рис. 70 представлена схема проведения такого процесса.
Процесс, разработанный 5. В, Мори (патент США 4 070273, 24января 1978 г.,
фирма «Оксидентэл Петролеум Корпорейшенъ), предназначен для выделения очи-
щенного стекла из твердых отходов, которые разделяются на фракцию с преобла-
данием органических материалов и фракцию с преобладанием неорганических при-
месей, причем обе фракции содержат стекло. Фракция с преобладанием неорганиче-
ских материалов далее разделяется на обогащенную стеклом массу, неорганические
материалы и органические компоненты. Последние отделяются в первую очередь.
Фракция с большим содержанием органических материалов сначала тонко
измельчается и просеивается для удаления грубых частиц. Остаток затем подвер-
173
Рис. 71. Схема процесса выде-
ления стекла из отходов город-
ского хозяйства с помощью
воздушного потока
гается повторному просеиванию для удаления наиболее мелких частиц. Оставшаяся
промежуточная фракция посде удаления слишком крупных и слишком мелких
частиц подвергается пениой флотации для отделения стекла, пригодного для повтор-
ного использования.
Детали процесса флотационного выделения стекла описаны в литературе. Так,
5. В. Мори и У. Р. Уайт (патент США 4 067502, 10 января 1978 г., фирма
«Оксидентэл Петролеум Корпорейшен») описывают процесс, в котором стекло
отделяется от массы неорганических примесей такого же размера флотацией с ис-
пользованием в качестве эффективного флотационного агента по крайней мере одного
амина, содержащего как минимум один алкильный заместитель Cg—С22.
Предпочтительно использовать первичные амины и смеси первичных и вторич-
ных аминов.
Другой метод флотационного выделения стекла описан У. Р. Уайтом и Г. П. Ван
Тигхемом (патент США 4 122950, 31 октября 1978 г., фирма «.Оксидентэл Петро-
леум Корпорейшен»), По этой технологии частицы
стекла, содержащиеся в конечной неорганической
фракции после измельчения городских отходов и
имеющие размер 200—20 меш, выделяются пенной
флотацией при активации поверхности стеклянных
частиц ионами двух- или трехвалентных металлов,
с использованием водорастворимых алкилсульфо-
натов.
Еще один процесс для выделения стекла
из городских отходов описан Б. В. Мори (па-
тент США 4 065282, 27 декабря 1977 г., фирма
«Оксидентэл Петролеум Корпорейшен»), Он вклю-
чает измельчение отходов и воздушную сепарацию,
при которой удаляется верхний взвешенный слой
с размером частиц стекла менее 6 меш; значитель-
ную долю собранной фракции составляют частицы
размером менее 20 меш.
Полученная фракция просеивается для обога-
щения стеклянными частицами, далее очищается и
обогащается на пневматическом столе в результате
чего выделяется мелкозернистый продукт с малым содержанием органических при-
месей и размером частиц менее 6 меш при наличии значительной доли частиц раз-
мером менее 20 меш.
Этот продукт может смешиваться с асфальтом для получения герметизирующих
материалов, использоваться для производства листового материала для обшивки,
в других отраслях строительства, или может направляться на дальнейшую очистку
для получения исходного материала для производства стекла.
На рис, 71 приведена схема процесса. Отходы 1, содержащие от 7 до 10 %
стекла, направляются в измельчитель, где стекло дробится на частицы размером
менее 12 мм, причем 1>80 % других компонентов исходной смеси размельчается
на частицы размером от пылинок по 30 см. Этими компонентами являются камни,
металлы, бумага, картон, дерево, пластмассы и другие.
Измельченный материал по линии 3 подается в воздушный сепаратор 4, верхний
слой материала 6 отделяется. Он представляет собой смесь 4—6 % мелкораздроблен-
ного стекла, 2—4 % неорганических материалов (каменная и кирпичная крошка
и др.), 60—70 % горючих органических материалов (бумага, картон, пластмассы
и др.), остаток — вода. В воздушном сепараторе отделяются частицы стекла разме-
ром не более 28 меш.
Более тяжелая фракция после воздушного разделения, обозначенная как 5,
содержит примерно 70 % стекла, содержащегося в исходной загрузке /; частицы
имеют размер более 28 меш. В смеси присутствуют также кирпичная и каменная
крошка, металлы и другие материалы.
Фракция менее 28 меш, содержащая до 30 % стекла исходной загрузки 1,
по линии 6 подается на сито 7; сито рассчитано на прохождение частиц в 28 меш.
Полученный продукт просеивания представляет собой порошок с более высоким
содержанием стекла (около 50 %) размером менее 28 меш., он содержит также
20 % других неорганических материалов, включая остатки кирпичной и каменной
174
крошки, и 30 % горючих материалов (бумаги, пластиков и др.). На сите остаются
частицы размером более 28 меш., в основном органических материалов, которые
удаляются по линии 8.
Обогащенный стеклом порошок 9 подается на воздушный стол 10. Более тя-
желые частицы стекла отделяются в виде фракции чистого стекла 11', выделяются
также пыль, легкие неорганические продукты и органические продукты. Продукт 11
содержит около 90 % стекла, пыль содержит менее 1 % стекла, и легкая неоргани-
ческая фракция — 13 % стекла.
Степень извлечения из смеси подаваемой по линии 9, составляет ~80 %.
СТЕКЛО ИЗ АВТОМОБИЛЬНОГО ЛОМА
См. «Сталь из автомобильного лома».
СТЕКЛО ИЗ ТЕЛЕВИЗИОННЫХ ТРУБОК
ЦВЕТНЫХ ТЕЛЕВИЗОРОВ
Экран телевизионных трубок цветного изображения обычно изготавливается
следующим образом. На внутреннюю поверхность экрана равномерно наносится
слой фоторезистентного материала. Далее она подвергается попеременно действию
трех основных цветов: зеленого (3), голубого (Г) и красного (К) через теневую маску
изображения. После проявления на поверхности остаются рельефные изображения
из фоторезистентного материала, соответствующие трем основным цветам 3, Г и К.
После этого вся поверхность равномерно покрывается нелюминесцирующим свето-
поглощающим веществом.
Далее панель обрабатывается водным раствором окисляющего агента для уда-
ления оставшейся фоторезистентной пленки и нелюминесцирующего светопогло-
щающего вещества, нанесенного на фоторезистентную пленку, с -целью получения
так называемых матричных отверстий, соответствующих трем основным цветам.
Далее эти участки покрываются определенными люминофорами 3, Г и К свечения.
В качестве фоторезистентного материала обычно используется система поли-
виниловый спирт—бихромат аммония, а в последнее время — поливинил—пирроли-
дон—водорастворимые азиды. В качестве нелюминесцирующего светопоглощающего
вещества обычно используется черный графит.
В процессе производства при получении бракованных изделий, не обладающих
нужными характеристиками, возникает необходимость удалить фоторезистентный
материал, и другие покрытия, чтобы очистить поверхность для проведения повтор-
ной операции.
В процессе чистки экрана используется водный раствор, содержащий несколько
процентов, иногда до 12—15%, фтористоводородной кислоты и фторида аммония,
при этом время обработки при комнатной температуре составляет несколько минут.
Однако при этом не всегда осуществляется полное удаление пленки с панели, что
делает невозможным получение хорошего качества при повторной обработке экрана.
Процесс, разработанный Ю. Оба, С. Ноногаки, М. Ойкава, К. Миура,.
Ю. Томита (патент США 3 876468, 8 апреля 1975 г., фирма «.Хитачи, Лтд.'»,
Япония'}, направлен на ликвидацию указанных недостатков и обеспечивает высо-
кое качество очистки панелей; он позволяет также улучшить условия труда, по-
скольку предлагаемая химическая композиция эффективно действует в течение
короткого промежутка времени.
В этом процессе используется водный раствор, содержащий фтористоводород-
ную кислоту и танину, обладающий хорошим очищающим действием. Применяемая
композиция обладает также большим преимуществом в том отношении, что менее
опасна для работающих, так как используется невысокая концентрация кислоты
И обработка проводится при пониженных температурах,
175
СТЕКЛОВОЛОКНО из отходов
СТЕКЛОВОЛОКНА
Рис. 72. Установка для приго-
товления стеклянного сырья
для производства стекло-
волокна
лучаемого продукта. В этом
Во многих случаях стекловолокно перерабатывается в изолирующие коврики,
при этом волокна скрепляются связующими материалами, например фенольного
типа. Связующие компоненты добавляются по мере подачи волокна по транспор-
теру. Стекловолокно также производится в виде непрерывных нитей путем выдав-
ливания расплава стекла через фильеры с вытягиванием нити и наматыванием
ее на барабан. Из получаемых таким образом нитей изготовляют стеклоткань, ис-
пользуя для получения штапельных волокон фор-
мирующий газовый поток.
Во всех этих процессах образуется большое
количество отходов. Например, при получении
ковриков их концы обрезаются для придания
нужного размера; отрезанная кромка идет в от-
ходы. Во время получения нитей вытягиванием
часть нити идет в отход при начале ее намотки на
барабан или при завершении намотки, или в ре-
зультате ломки нити пока она не достигла нуж-
ной толщины.
Ранее считалось, что сбор этих материалов и
регенерация в виде стеклянной крошки с после-
дующим использованием в процессе плавления
нецелесообразен и неэкономичен ввиду низкой
объемной плотности материала из-за присутствия
органических полимеров и смол. Однако с увели-
чением стоимости сырья и необходимостью нара-
щивать производства стекловаты для производства
изоляционных материалов было обращено особое
внимание на уменьшение потерь исходных мате-
риалов.
В соответствии с процессом, разработанным
Дж. С. Томасом и А. Ф. Мэсоном (патент США
4 054434, 18 октября 1977 г., фирма «Фибрегласс
Лимитед», Великобритания), отходы производ-
ства волокна могут подвергаться измельчению
для повышения объемной плотности и использо-
ваться непосредственно для загрузки в плавиль-
ную печь с целью получения волокна без ка-
ких-либо нежелательных изменений в качестве по-
процессе отходы волокна, содержащие органические
примеси с количеством углерода 0,4—0,04 %, добавляются в плавильную печь к
основному количеству сырья для получения волокна, прн этом доля лома соста-
вляет 5—25 % от общей загрузки. Плавление происходит в окислительных усло-
виях и полученный расплав используется для получения волокна.
На рис. 72 представлена схема процесса.
В соответствии со схемой, отходы волокна 1 подаются в измельчитель, где во-
локна разрезаются на кусочки достаточно малых размеров для прохождения через
сито 3. Частицы нужного размера затем попадают из измельчителя 2 через урав-
нительный бункер 4 в валки дробилки 5. Прн этом материал размельчается далее
и поступает на стадию сжигания 6, где происходит выгорание связующего компо-
нента и других веществ органического происхождения. Полученный продукт из 6
по трубопроводу 7 проходит в бункер для хранения 8, из которого он по мере
необходимости отбирается для смешения с основным компонентом загрузки печи.
Процесс, разработанный С. Ф. Бржозовски (патент США 4 188228, 12 февраля
1980 г., фирма «ППГ Индастриз, Инк.»), предназначен для получения волокон из
стеклянных гранул, при этом значительная часть гранул получается из отходов
волокон. Содержание стеклянного боя в загрузке печи составляет 5—35%. Стек-
лянные отходы волокон используются в виде толченого стекла или коротких во-
локон (0,158—1,27 см).
176
ЗОЛОТО ИЗ ОТВАЛОВ ШАХТ
Эксперименты по выщелачиванию золота из отвалов шахт были описаны
X. Дж. Зейненом и Б. Портером в сообщении № 7250 Горного министерства США
(Вашингтон, апрель 1969 г.). Высокий выход был достигнут в лабораторных испы-
таниях по извлечению золота из отвалов открытых карьеров в северо-восточной
Неваде.
Была использована система, по которой раствор цианида калия вводился во
внутреннюю часть отвала в определенной точке. Растворение золота, содержание
которого составило 1,7 г/т, достигалось достаточно быстро, поскольку золото
находится в виде мельчайших частиц в порах породы. Степень выделения около
80 % была достигнута в течение 11 дней, при размерах раздробленного материала
до 2,5 см; выделение составило 90 % через 21 день.
Рис. 73. Схема процесса выделения золота и серебра из ша'хтиой по-
роды или измельченной руды с использованием передвижных ионо-
обменных установок
Процесс, разработанный Р. М. Дарра (патент США 4 056261, 1 ноября
1977 г.), предназначен для выделения по крайней мере одного из металлов — золота
или серебра — из отвалов шахт или раздробленной руды. Используемое оборудо-
вание включает наклонную поверхность, на которую наносится порода или измель-
ченная руда, устройство для разбрызгивания водного раствора щелочи и цианида
калия на поверхность руды, резервуар для сбора обогащенного раствора, стекающего
с наклонной поверхности, серию емкостей с активированным углем, трубопроводы
для подачи раствора на стадию отделения золота и серебра и трубопроводы для
подачи очищенного раствора в зоне разбрызгивания.
Схема установки приведена иа рис. 73.
Она включает устройство 1 ддя разбрызгивания разбавленного раствора циа-
нида калия и каустической соды на поверхность породы или измельченной руды 2,
при этом раствор просачивается через слой руды 2 до достижения прочного слоя 3,
образованного уплотненной почвой или измельченным утрамбованным материалом.
Естественный наклон направляет раствор в желоб 4, облицованный под-
ходящим материалом, например резиной 5. Раствор под действием силы тяжести
стекает в резервуар 6, также с непроницаемой поверхностью в результате уплот-
нения почвы или покрытия ее пленкой поливинилхлорида.
Раствор золота и серебра перекачивается к ионообменным установкам, запол-
ненным активированным углем, которые установлены на трех передвижных плат-
формах 7, 8, 9. Каждая из емкостей 10—14, установленных на платформах 7
н 8, имеет в нижней части распределительную плиту с отверстиями 15. Раствор
подается в нижнюю часть резервуара, заполненного гранулированным активиро-
ванным углем. Масса активированного угля расположена на распределительной
плите 15-
Раствор последовательно проходит емкости, попадая в каждой из них в рас-
пределитель и далее поднимаясь снизу вверх. Движение потока вверх поддер-
живает гранулированный активированный уголь в виде стабильной суспензии.
Активированный уголь поглощает растворенное в растворе серебро и золото. Эта
процедура повторяется в емкостях 10—14 до поглощения определенного количества
ценных компонентов.
Для достижения максимальной эффективности периодически производится
смена последовательности прохождения емкостей потоком. При смене порядка про-
хождения активированный уголь с наименьшим поглощением ценных компонентов
подвергается воздействию входящего потока с максимальным содержанием серебра
и золота. Перенос активированного угля может осуществляться перекачиванием,
отделением на ситах или при эжектировании. Предпочтительно использовать эжек-
тор, так как он может подключаться к реле времени для автоматизации процесса
переноса активированного угля. Раствор, переливающийся через желоб в послед-
ней емкости, направляется на сито для удаления захваченных потоком частиц
активированного угля и попадает в уравнительный резервуар 16. Растворы кау-
стической соды и цианида калия добавляются к обработанному раствору из емко-
стей 17 и 18 с использованием дозаторов, после чего раствор снова направляется
по трубопроводу 20 для разбрызгивания на слой руды. Свежая вода обычно
добавляется из емкости 19, расположенной на платформе 9. При использовании
этого процесса в больших масштабах свежая вода может добавляться в отстойники,
где происходит осаждение частиц активированного угля.
Время проведения вышеуказанного процесса существенно зависит от качества
руды и скорости экстракции золота и серебра рабочим раствором.
ЗОЛОТО ИЗ ОТРАБОТАННЫХ РАСТВОРОВ
ГАЛЬВАНИЧЕСКИХ ПРОИЗВОДСТВ
Большие количества благородных металлов, таких как золото, палладий,
родий, платина, а также медь и цинк, используемых в гальванических ваннах,
теряются в процессе производства. В связи с возрастающей стоимостью этих ме-
таллов и сокращением их добычи необходима разработка недорогих эффективных
способов их выделения из отработанных растворов.
Для того, чтобы процесс удовлетворял этим требованиям, он должен обладать
высокой эффективностью в выделении всех металлов из раствора путем восстанов-
ления их в металлическое состояние. Металлы должны выделяться в чистом виде
и легко отделяться друг от друга.
Раствор, образовавшийся после выделения металла, необходимо использовать,
а не выбрасывать его, так как в нем содержится большое количество химических
реагентов, использующихся в электрохимических производствах.
Кроме того, желательно, чтобы при восстановлении металла окисленная форма
восстановителя снова восстанавливалась в виде пригодном для повторного исполь-
зования.
Процесс, удовлетворяющий всем этим требованиям, разработан Р. А. Уоллесом
(патент США 4 082546, 4 апреля 1978 г.). Этот процесс предназначен для выде-
ления драгоценных металлов таких как золото, палладий, родий, платина, а также
меди и цинка из отработанных растворов, содержащих эти металлы.
К раствору добавляют мелкие полоски резаной алюминиевой фольги или алю-
миниевой стружки, покрытые пленкой окиси алюминия толщиной в несколько
микронов. Остающийся раствор свободный от примесей металлов может исполь-
зоваться повторно.
Метод обеспечивает высокую эффективность выделения металлов и отличается
небольшими эксплуатационными расходами.
ЗОЛОТО ИЗ ЛОМА ЗОЛОТА
Специалисты по очистке получают лом в различных формах и должны опреде-
лять способ переработки, исходя из общего содержания золота, среднего содержания
и набора примесей, подлежащих отделению. Специалисты по переработке лома
178
могут частично проводить очистку и продавать обогащенный материал для даль-
нейшей полной обработки и очистки. Лом как правило закупается или перераба-
тывается за определенную плату. Основная масса лома образуется непосредственно
в процессе переработки, и в силу строгого контроля за от «одами ценных металлов
в таких производствах практически весь произведенный лом собирается и исполь-
зуется. Некоторые потери золота имеют место в производствах, где из некоторых
продуктов не удается выделить все золото £14].
Две трети вторичного золота производят из собственного лома. Вероятно,
наибольшие потери золота имеют место на заводах по нанесению золотых покры-
тий, где загрязненные или отработанные растворы могут направляться в сбросы.
Лом, образующийся в военных отраслях промышленности является значительным
источником вторичного золота; правительственные организации создали разветвлен-
ную сеть для его сбора.
ЗОЛОТО ИЗ ШЛАМА ПРОЦЕССА
РАФИНИРОВАНИЯ СЕРЕБРА
Схема выделения золота в качестве побочного продукта показана на рис. 74.
Электролитический процесс используется для выделения золота из остатков в элек-
тролизерах для получения серебра после того как избыток серебра удален вы-
щелачиванием под действием горячей серной кислоты. В процессе электролиза
раствора (горячего) хлорида серебра используются золотые аноды. Катод представ-
Рис. 74. Золото из серебросодержащего рафини-
рованнсго шлама:
1 — аноды из металла Дорэ (32,2 т серебра,
0,65 т золота и 0,45 т других материалов; 2 —
электролитическое разделение серебра и золота;
3 — кристаллическое серебро (32 т) со следами
золота для дальнейшего предела; 4 — 1,1 т зо-
лотого шлама, содержащего 0,65 т золота, се-
ребре, палладий и платину; 5 — промывка и про-
сеивание; 6 — раствор нитрата серебра для элек-
тролиза; 7 — твердая фаза; 8 — частичное выде-
ление серебра и золота высаживанием; 9 — рас-
твор на выщелачивание горячей водой, фильтра-
цию, выщелачивание горячей серной кислотой,
промывку водой; 10 — 0,67 т промытого песка,
содержащего 0,65 т золота; 6,8 кг серебра, 6,8 кг
палладия и платины; 11 — индукционные печи
для плавки золотосодержащего песка; 12 —
золотые аноды (около 14 шт, масса каждого
около 45 кг); 13 — электролитическое разделение
золота и металлов платиновой группы; 14 —
шлам; 15 — палладий и платина для дальнейшей
переработки; 16 — лом золотых анодов; 17 —
золотые катоды; 18 — плавка в индукционных
печах и отливка в слитки; 19 — 0,65 т золота
О 99,9 %)
19
ляет собой тонкую ленту из золота. Вещество, осаждающееся на поверхности
катода, — золото исключительно высокой чистоты (в среднем 99,975 % Au с не-
значительными примесями палладия и платины).
В процессе проведения очистки меди и серебра перед последующим выделе-
нием золота, большинство благородных металлов осаждается из раствора с обра-
зованием шлама. Процесс повторяется, как видно из схемы, при электровыделении
золота и металлов платиновой группы; при этом палладий и платина дополни-
тельно накапливаются в отработанном шламе. Таким образом, они становятся по-
бочными продуктами при переработке побочных продуктов.
Число операций, проводимых в подсистеме для очистки золота, значительно
меньше, чем в предшествующем процессе выделения серебра. Для показанной
системы только 28,3 г золота вырабатывается на каждые 1415 г серебра. Процесс
179
проводится с использованием относительно простого оборудования и при неболь-
ших затратах труда. Скорость проведения операций поддерживается достаточно
высокой для достижения минимально возможной остаточной концентрации золота
в перерабатываемом серебре.
Рис. 75. Схема процесса выделения
благородных металлов из сточных
вод
ЗОЛОТО из сточных вод
Технология, разработанная М. Маркелсом (патент США 4 033763, 5 июля
1977 г., фирма «Ворлд Ресорс Компани»), предназначена для выделения металлов,
в частности благородных металлов, и$ сточных вод, представляющих собой смесь
природной воды, промышленных стоков и ор-
ганических отходов. В этих растворах ценные
металлы присутствуют в концентрации меньшей,
чем считалось ранее целесообразным для их
выделения с комерческой точки зрения.
Процесс включает стадии концентрации
ценных металлов, содержащихся в сточных
водах, посредством бактериальной обработки
для поглощения и осаждения металлов из
раствора в виде шлама, коагуляции и отде-
ления шлама от воды, обезвоживания шлама
и последующее сжигание органического мате-
риала с выделением металла.
Схема процесса представлена на рис. 75.
Сточные воды 1, содержащие ценные ме-
таллы, перерабатываются с целью их выделе-
ния. Эти растворы вводятся в систему вместе
с добавленными ранее органическими отходами
в количестве, достаточном для поддержания
роста бактерий. Источником органического ма-
териала могут служить сточные городские воды.
Поток вводимой жидкости подвергается
бактериальному воздействию в аппарате 2,
проходит через устройство предварительного
разделения 3, предназначенное для удаления
твердых веществ, сразу выпадающих из рас-
твора после реактора 2. Этот твердый оста-
ток направляется в устройство для удаления
воды 4, которое представляет собой стандартное оборудование для этих целей.
В случае усовершенствованного процесса основной поток сточных вод про-
ходит из устройства предварительного отделения 3 в камеру бактериальной об-
работки 6. Эта стадия может быть аэробной или анаэробной. В случае исполь-
зования аэробных бактерий масса в камере 6 насыщается воздухом по трубо-
проводу 5. Шлам циркулирует в камере 6 в течение длительного периода вре-
мени. Масса затем проходит в сепаратор 7, откуда выходит осветленная вода и
концентрированный шлам по раздельным каналам. Шлам, содержащий как пра-
вило около 5 % твердого вещества, также направляется в устройство для отделе-
ния воды 4, где он смешивается с твердым остатком после стадии предварительного
разделения 3. После удаления влаги концентрация твердых частиц в шламе повы-
шается до 16 %.
На схеме показаны две возможности проведения процесса: одна включает отде-
ление шлама по линии За, а другая — бактериальную обработку в камере 6 (аэроб-
ную или анаэробную), после чего масса шлама направляется в 4 по линии 7а.
После удаления влаги твердые материалы из устройства 4 направляются
в печь 8, где они сжигаются и образуется зола 9, которая представляет собой смесь
различных металлов, как правило в виде оксидов. Зола по массе составляет 15—
50 % от массы вошедшего в печь шлама, при условии его предварительной про-
сушки. После этого зола подвергается стадии выделения металлов 10', выделенные
металлы обозначены 11.
180
По другому способу обезвоженный шлам из 4 смешивается (линия 4а) с измель-
ченной рудой и сплавляется в 10, При этом стадия сжигания 8 не проводится,
и сгорание органических компонентов происходит в ходе сплавления ила и руды.
Подаваемая смесь руды для смешения включает не только необработанную руду,
но и часть продуктов выделяемых при ее обогащении.
В качестве примера приведем процесс переработки смеси природных вод,
промышленных сточных вод, органических стоков, например санитарных сбросов
с ежедневной подачей 105 000 м3. Температура составляет около 20° С и pH = 7.
Поток содержит от 500 до 1500 ppm твердых примесей, из них благородных метал-
лов: серебра 20—100, золота 1—5, платины 0,03—0,16 ppm. Благородные металлы
присутствуют в смеси с большим количеством обычных металлов, которые в дан-
ном случае рассматриваются как примеси.
В процессе бактериальной обработки требуется от 3 до 24 ч для размноже-
ния бактерий в органической среде и поглощения ими ценных металлов с целью
их иммобилизации в осаждающемся шламе, при этом температура остается около
20 °C и pH около 7.
После этого шлам коагулируется и разделяется с выводом осветленной воды
и мокрого шлама, в котором содержание твердых веществ составляет около 5 %.
Мокрый шлам затем обезвоживается, при этом полное содержание твердых
веществ возрастает до 16 % перед стадией сжигания. Однако при добавлении
шлама в руду для сплавления требуется дополнительное отделение влаги и просушка.
В любом случае шлам далее сжигается для удаления органических состав-
ляющих.
При сжигании образуется зола, содержащая неорганические соединения и
ценные металлы примерно в следующих количествах: в % — Р2О6 20, NO3 5, SiO2 7,
Са 3,4, Mg 0,5; в ppm—Fe 48 000; Al 31 600; Zn 11 400; Cu 10 900, Cr2180; Ni 1900;
Pb 1450; Mn 472; Ga 300; Cd 190; Ag 600; Au 30; Pd 4, Pt 1; T1 10.
По физическим свойствам зола представляет собой мелкодисперсный красный
порошок с плотностью около 0,65 г/см3, в котором ценные металлы находятся
в виде оксидов в однородном состоянии.
Зольный остаток производится в количестве 3600 кг в день, при этом отно-
шение золы к массе обработанной воды составляет 30 000 : 1. Выход осветленной
воды составляет 102 тыс. м3 в день. Процесс сжигания проводится с дополни-
тельной подачей воздуха в течение около получаса и выходящая зола имеет тем-
пературу около 350 °C.
При использовании метода сплавления получены следующие результаты: сте-
пень выделения серебра и золота составляет 90 %, производство золота в день
164 г, серебра 1640 в день.
Содержание ценных продуктов в золе существенным образом может меняться
в зависимости от состава обрабатываемой воды. Содержание минеральных веществ
в природных водах, промышленных сбросах также важно для состава получаемых
продуктов.
Существует множество процессов для выделения ценных металлов из зол 9
в устройстве, схематически обозначенном 10, Среди них пирометаллургические спо-
собы, включая плавление спекание, или гидрометаллургия. Эти два метода могут
использоваться в зависимости от условий.
Как указано ранее, зольный остаток помимо благородных металлов содержит
большое количество других распространенных металлов, в силу этого проведе-
ние цианидной экстракции нецелесообразно ввиду большого расхода цианида.
Кроме того, цианид образует комплексы с другими металлами (помимо благород-
ных), которые также экстрагируются из массы; при этом не обеспечивается должная
селективность экстракции. Поэтому используется предварительная обработка
зольного остатка концентрированной серной кислотой.
Практически это проводится в трех или более емкостях кислотной обработки.
Значение pH поддерживается в ваннах менее pH = 2,5 и зольный остаток перено-
сится из одной ванны в другую примерно через сутки, причем по мере последова-
тельного переноса концентрация кислоты возрастает. По истечении трех суток пред-
варительная обработка завершена и оставшийся зольный остаток готов для цианид-
ной экстракции. Основные распространенные металлы удаляются из ванн в виде
раствора вместе с оставшейся кислотой и практически вся масса ценных металлов
остается в золе, так как они практически не растворимы в серной кислоте.
181
Для работы кислотных ванн требуется около 180 кг концентрированной сер-
ной кислоты на тонну золы. Около 2 т воды необходимо для разбавления колоты.
Отделенный после стадии кислотной обработки зольный остаток, содержащий
ценные металлы промывается водой и нейтрализуется добавлением 2—4 процентов
по массе водного раствора извести для повышения значения pH в ванне и для
предотвращения образования синильной кислоты при введении остатка в установки
цианидной экстракции, в которых проводится непрерывное перемешивание и барбо-
таж воздуха. В установках количество цианистого натрия составляет 1—6 % от
массы золы, туда же добавляется зола со стадии предварительной обработки
и активированный уголь в количестве 1 т на 28 кг.
При концентрации цианистого натрия 1 кг на 100 кг золы за 24—72 ч выде-
ление серебра путем адсорбции на активированном угле составляет 85—90 %,
золота 90 %. Дальнейшее увеличение концентрации цианида не приводит к уве-
личению экстракции.
Активированный уголь с адсорбированными комплексами ценных металлов
извлекается из ванны и металлы отделяются, например, сжиганием угля. После
этого металлы выделяются и очищаются известными методами, например электро-
литически.
ПЛАВИКОВАЯ КИСЛОТА
ИЗ ОТРАБОТАННЫХ ТРАВИЛЬНЫХ
ЖИДКОСТЕЙ
См. Цирконий из отработанных травильных жидкостей»
ХЛОРИСТЫЙ ВОДОРОД ИЗ ПРОЦЕССОВ
ХЛОРИРОВАНИЯ ОРГАНИЧЕСКИХ
СОЕДИНЕНИЙ
Газообразный хлористый водород и его водные растворы, т. е. соляная кислота,
являются ценными продуктами, находящими широкое применение, в том числе
для получения хлорсодержащих органических соединений, например хлористого
метила путем гидрохлорирования метанола. Они применяются также в других
реакциях хлорирования, изомеризации, полимеризации, алкилирования и нитро-
вания: в производстве пищевых продуктов, например кукурузной патоки и глю-
тамата натрия; в металлургии, например для травления и очистки металлов; в неф-
тяной промышленности, например для подкисления нефтеносных пластов. Они
находят также различные другие применения, в частности используются для чистки
промышленного оборудования.
Хлористый водород и соляная кислота могут быть получены разными спосо-
бами. В частности, они образуются в качестве побочного продукта в ряде органи-
ческих синтезов, таких как термическое хлорирование хлористого метила для
получения более высокохлорированных метанов — метиленхлорида, хлороформа
и четыреххлористого углерода.
В процессе, разработанном С. Шефером, А. Огородником, К- Германном и
А. Маински (патент США 4 003723, 18 января 1977 г., фирма «Хехст АГ», ФРГ),
подвергается очистке хлористый водород, полученный в виде газа-сырца в процессе
производства хлоруксусных кислот путем каталитического хлорирования уксусной
кислоты газообразным хлором в присутствии уксусного ангидрида и (или) ацетил-
хлорида, и содержащий 0,6—3 % (объемн). ацетилхлорида. С этой целью газ-сы-
рец направляют в нижнюю часть промывной зоны, где промывают охлажденной
промывной жидкостью, подаваемой противотоком. Промывная жидкость состоит
из 20—80 % (по массе) концентрированной H2SO4, 15—60 % (по массе ^уксусной
кислоты и 5—50 % (по массе) воды; ее количество составляет 0,5—20 г/м3 (нор-
мальный) газообразного хлористого водорода.
182
Получаемый очищенный влажный газообразный хлористый водород отбирают
из верхней части промывной зоны и направляют в нижнюю часть зоны сушки, где
промывают циркулирующей охлажденной серной кислотой, подаваемой противо-
током. Один из вариантов размещения аппаратуры для проведения такого про-
цесса показан на рис. 76.
Неочищенный газообразный хлористый водород по трубопроводу 1 подают
в нижнюю часть промывной колонны 2, где промывают жидкостью, подаваемой
противотоком и состоящей, например, из 30—60 % H2SO4, 20—50 % уксусной кис-
лоты и 10 — 40 % воды.
В промывной колонне 2 могут иметься, например, барботажные тарелки или
помещена насадка; эффективность должна составлять 10—15 теоретических тарелок.
Промывная жидкость, выходящая в ниж-
ней части промывной колонны 2, воз-
вращается в верхнюю часть колонны 2
по трубопроводу 3 с помощью насоса 4.
Количество циркулирующей промывной
жидкости измеряется с помощью регистри-
Рис. 76. Схема процесса очистки хлористого водорода-сырца, образующегося при произ-
водстве хлоруксусной кислоты
Рис. 77. Схема процесса выделения хлористого водорода из производства хлорированных
углеводородов, иапример хлорметанов
рующего расходомера 5. Трубопровод 3 также проходит через теплообменник 6,
отводящий тепло, выделившееся при промывании.
Хлористый водород, освобожденный от хлоридов карбоновых кислот, выводится
из верхней части колонны 2 по трубопроводу 7 и подается в нижнюю часть осуши-
тельной колонны 8, в качестве которой также может быть использована тарельча-
тая колонна с эффективностью не менее 10—15 теоретических тарелок. Поступа-
ющий газ в колонне 8 промывают концентрированной серной кислотой, подавае-
мой противотоком; в результате этого происходит его осушка. Серная кислота, на-
капливающаяся в нижней части колонны 8, непрерывно выводится оттуда и по тру-
бопроводу 9 возвращается в осушительную колонну. В трубопроводе 9 находится
насос 10, регистрирующий расходомер 11 и теплообменник 12 для охлаждения
серной кислоты. Очищенный сухой газообразный хлористый водород выводится
из колонны 8 по трубопроводу 13.
Определенные количества циркулирующей в колонне 8 серной кислоты не-
прерывно заменяются на свежую серную кислоту, подаваемую из резервуара 14
по трубопроводу 15 с помощью насоса 16. Часть серной кислоты отводится из ниж-
ней части колонны 8 по трубопроводу 9 и возвращается в промывную колонну 2
по трубопроводу 3. Серная кислота, подаваемая- в линию 3 по трубопроводам 9
и 17, разбавляется определенным количеством воды, отмеряемым регистрирующим
расходомером 21. Вода поступает из резервуара 22, откуда насос 20 по трубопро-
воду 19 перекачивает ее в линию 3,
183
Объем жидкости, подаваемой по линии 3 для циркуляции в промывной ко-
лонне 2, поддерживается постоянным. С этой целью часть промывной жидкости
выводится из нижней части промывной колонны 2 через трубопроводы 3 и 23,
а в линию 3 одновременно подаются такие же количества свежей серной кислоты
и воды; такой процесс осуществляется непрерывно.
Данный процесс позволяет проводить экономически эффективную очистку
газообразного хлористого водорода-сырца, образующегося в качестве побочного
продукта в процессе хлорирования уксусной кислоты газообразным хлором при
повышенной температуре в присутствии уксусного ангидрида и (или) ацетил-
хлорида. Этот процесс является более экономичным, чем известные методы. Полу-
чаемый газообразный хлористый водород после очистки содержит очень малые
количества примесей — менее 10 ppm воды и менее 200 ppm уксусной кислоты и
может быть использован, например, в качестве реагента в процессе оксихлориро-
вания.
Состав промывной жидкости имеет очень большое значение для успешного
проведения процесса. Промывная жидкость должна быть такой, чтобы в ней могли
раствориться хлориды карбоновых кислот, содержащиеся в газе—сырце. В связи
с этим следует учитывать, что хлориды карбоновых кислот обладают недостаточной
растворимостью лишь в концентрированной серной кислоте, поэтому она не может
быть использована в качестве промывной жидкости без каких-либо добавок.
При выделении хлористого водорода из процессов хлорирования углеводородов
его обычно отделяют от органической фазы путем частичной конденсации газооб-
разного потока при давлении близком к атмосферному. Это требует сильного
охлаждения, в частности использования сжиженных газов, таких как жидкий
этилен, при низких температурах, например — 504—85 °C.
Необходимость использования низкотемпературного охлаждения обусловли-
вает высокий расход энергии. Кроме того, при таком охлаждении может появиться
необходимость в размораживании, поскольку лед и замерзший гидрат хлористого
водорода накапливаются в оборудовании, затрудняя его работу и обусловливая
возникновение проблем, связанных с повышенной коррозией. Операция размора-
живания как правило требует полной остановки оборудования для удаления из
него замерзшего материала. При этом может произойти некоторое снижение вы-
хода продукта.
В процессе, разработанном Дж. Е. Лойлессом (патент США 4 010017, 1 марта
1977 г., фирма «.Вулкан Материале Компани»), хлористый водород высокой чистоты
выделяют из газообразного продукта, состоящего главным образом из хлористого
водорода и по меньшей мере из одного хлорированного углеводорода, содержащего
один или два атома углерода, например хлорметанов. Этот процесс требует зна-
чительно меньшего охлаждения, что позволяет экономить энергию и материалы.
Процесс включает стадии:
конденсации основной части газообразной смеси с образованием жидкой фазы,
состоящей в основном из хлористого водорода и одного или более хлорированного
углеводорода;
пропускания полученной жидкой фазы через зону разделения;
поддержания в зоне разделения таких температур и давлений, которые обес-
печивают нахождение основной части хлорированных углеводородов в жидкой
фазе при переходе основной части хлористого водорода в газовую фазу;
удаления газовой фазы, содержащей хлористый водород высокой чистоты, из
зоны разделения;
удаления жидкой фазы, состоящей из хлорированных углеводородов, из зоны
разделения.
Обычно в качестве сырья используют газообразный продукт, образующийся
в процессе термического хлорирования хлористого метила, состоящий в основном
из хлористого водорода и смеси хлорметанов. Это продукт полностью конденсируют
и охлаждают при температурах —30 4 10°С и направляют в зону разделения,
давление в которой составляет 1,4—1,75 МПа. Расположение оборудования в таком
процессе показано на рис. 77; ниже будет приведен пример осуществления процесса
со ссылкой на эту схему.
**'1 Пример относится к выделению хлористого водорода высокой чистоты из газо-
образного продукта, образующегося при термическом хлорировании хлористого
метила и состоящего в основном из хлористого водорода и смеси хлорметанов,
184
а именно хлористого метила, метиленхлорида, хлороформа и четыреххлористого
углерода.
Газообразный продукт из реактора хлорирования (на схеме ие показан) пода-
ется по трубопроводу 1. Его давление составляет ~0,55МПа, а температура ~73°С;
он имеет следующий состав в массовых долях: хлористый водород 6270, хлористый
метил 35 000, метиленхлорид 29 500, хлороформ 10 400, четыреххлористый углерод
1370, тяжелая фракция, содержащая другие хлорированные органические соеди-
нения с более высоким молекулярным весом 50.
Газообразная смесь проходит теплообменник 2, охлаждаемый водой, и по ли-
нии 3 поступает в разделительную колонну 4. Затем газообразный материал при
давлении 0,55 МПа и температуре ~43 °C по линии 5 проходит через теплообмен-
ник 6 и другой теплообменник 7, в который подается охладитель R500, состоящий
из смеси фторированных углеводородов и имеющий температуру —30 °C. В резуль-
тате этого газовый поток конденсируют, охлаждая его до температуры —18 °C при
давлении ~0,55 МПа; образующаяся жидкая фаза в основном содержит хлористый
водород и хлорметаны. После выхода из теплообменника 7 жидкая фаза подается
в барабанный питатель 8, а затем по линии 9 к насосу 10.
Конденсированная жидкая фаза под давлением перекачивается в зону разделе-
ния 12. Последняя состоит из отпарной колонны 13, работающей при давлении
1,65 МПа, верх которой охлаждается охладителем R500, состоящим из смеси фтори-
рованных углеводородов, который подается в зону разделения 12 по линии 14 при
температуре —20 °C и отводитси оттуда по линии 15. Отпарная колонна 13 обычного
типа выполнена из монеля, имеет высоту 14,3 м, внутренний диаметр 90 см, в ней
размещено 30 тарелок из монеля и имеется испаритель 16, который обеспечивает
температуру ~ 105 °C в нижней части и ~25°С в средней части отпарной колонны.
Выделяемый газообразный продукт содержит 5950 массовых долей хлористого
водорода и выводится из зоны разделения по линии 19 при температуре примерно
—15 °C, после чего проходит через теплообменник 20 и другой теплообменник 21,
охлаждаемый водой, а затем поступает в зону вывода 22. Жидкая фаза из аппарата 7
по линии 23 подается к насосу 24, а затем по линии 25 в теплообменник 20. Жид-
кая фаза содержит (в массовых долях): хлористого водорода ~65, хлористого ме-
тила 1970, метиленхлорида 3980, хлороформа 1540 и четыреххлористого углерода
225. В теплообменнике жидкая смесь контактирует с продуктом, содержащим хло-
ристый водород и подаваемым по линии 19, а затем по линии 27 направляется на
смешивание с газовым потоком, поступающим по линии 5.
Жидкая фаза, состоящая из хлорметанов, выводится из зоны разделения 12
по линии 17 при температуре ~ 105 °C и проходит через зону вывода 18. Эта жид-
кая фаза практически не содержит хлористого водорода и имеет следующий состав
(в массовых долях): хлористого метила 25 000, метиленхлорида 9500, хлороформа
2700, четыреххлористого углерода 270, высококипящих компонентов 10. По ли-
нии 25 через линию 26 также выводится смесь хлорметанов, которая поступает в зону
охлаждения на выходе из реактора хлорирования. Она имеет следующий состав
(в массовых долях): метиленхлорида 20 000, хлороформа 7700, четыреххлористого
углерода 1100, высококипящих компонентов 40, хлористого водорода 300.
ХЛОРИСТЫЙ ВОДОРОД ИЗ РАЗБАВЛЕННЫХ
РАСТВОРОВ соляной кислоты
Известно, что во многих промышленных процессах образуются отходы, состоя
щие из разбавленных водных растворов соляной кислоты, а также из смесей хлори
стого водорода с другими газами. Для промышленного предприятия имеются две
принципиальные возможности: либо не регенерировать такие растворы и газы,
либо попытаться выделить из них кислоту. В первом случае все равно приходится
проводить дорогостоящую операцию нейтрализации отходов. Выделение кислоты
является сложной операцией, поскольку водные растворы образуют с газообразным
хлористым водородом азеотропные смеси с концентрацией 20 % соляной кислоты.
При использовании исходных растворов соляной кислоты с более низкой концентра-
цией при обычной дистилляции получают водяной пар и азеотропную смесь, кон-
185
центрация которой недостаточна для промышленного применения н большом мае»
штабе.
Однако существуют различные методы, позволяющие получать газообразный
хлористый водород или его концентрированные водные растворы. Первый из этих
методов состоит в дистилляции раствора после смещения азеотропной точки путем
добавления хлорида. Этот метод включает отгонку всей воды, содержащейся в ис-
ходном растворе соляной кислоты, при температуре 140—150 °C и требует большого
расхода тепла, что обусловливает его высокую стоимость.
По другому методу соляную кислоту экстрагируют органическим растворите-
лем. Поскольку одновременно происходит экстракция и некоторого количества
воды, в систему добавляют третий компонент, что приводит к отделению концен-
трированного водного раствора соляной кислоты от органической фазы, состоящей
из двух растворителей и практически не содержащей соляной кислоты или воды.
Этот метод позволяет получить растворы соляной кислоты с концентрацией 25 %,
которые подвергают дистилляции для получения сухого газообразного НС1. Перед
рециркуляцией растворителей их смесь также необходимо дистиллировать.
Недостатком известных процессов является их высокая энергоемкость. Более
экономичный процесс предложен Дж. Дюайоном, М. Дж. Жаком, П. Мишелем,
М. Тарнеро и Е. Целлънером (патент США 4036939, 19 июля 1977 г., Комиссариат
Атомной Энергии, Франция). Процесс предназначен для выделения газообраз-
ного хлористого водорода из органического растворителя, содержащего соляную
кислоту, причем перед дистилляцией проводят дегидратацию органического раство-
рителя в дегидратационном экстракторе, в котором раствор циркулирует противо-
током к концентрированному водному раствору соляной кислоты.
Процесс, разработанный А. Кененом, К- Коссвигом и Г. Промински (патент
США 4 115530, 19 сентября 1978 г., фирма «Хюльс АГ», ФРГ), предназначен для
производства газообразного хлористого водорода путем экстракции разбавленных
растворов соляной кислоты аминами и состоит из следующих стадий:
1. Водный раствор соляной кислоты экстрагируют амином или смесью амина
и инертного органического растворителя, не смешивающегося с водой и имеющего
более низкую температуру кипения, чем используемый амин. Для экстракции при-
меняют третичные алкиламины, третичные арилдиалкиламины, вторичные арил-
акиламины, первичные арилалкиламины, или их смеси, имеющие от 14 до 32 атомов
углерода в цепи, связанной с азотом. Эти амины имеют не более одной метильной
группы, связанной с атомом азота и не менее одного алифатического остатка, вклю-
чающего как минимум 6 атомов углерода, константа кислотности Ка аминов не
превышает 10~3.
2. Инертный органический растворитель, не смешивающийся с водой и име-
ющий более низкую температуру кипения, чем используемый амин, добавляют
к экстракту в том случае, если растворитель уже не был добавлен на предыдущей
стадии.
3. Экстракт дистиллируют, образующиеся при этом пары конденсируют, воду
непрерывно выделяют из конденсата содержащего две фазы, а органическую фазу
возвращают в процесс дистилляции.
После удаления воды экстракт кипятят с обратным холодильником при тем-
пературах 100—250 °C и выделяющийся при этом газообразный хлористый водород
отводят с верха колонны.
ХЛОРИСТЫЙ ВОДОРОД ИЗ ГАЗОВ,
ПОЛУЧАЕМЫХ ПРИ СЖИГАНИИ
Промышленные предприятия, потребляющие хлор в качестве исходного сырья,
производят большие количества побочных органических хлорсодержащих продук-
тов, которые будут далее называться хлорными отходами. Удаление хлорных отхо-
дов связано с техническими, экономическими и экологическими проблемами. Обыч-
ный и наименее вредный для окружающей среды метод удаления хлорных отходов
заключается в их взаимодействии с кислородом при повышенных температурах,
т. е. в сжигании.
186
При горении хлорных отходов содержащийся в них углерод в основном пре-
вращается в диоксид углерода, водород — в воду; оба эти продукта не представляют
опасности для окружающей среды. Хлор, содержащийся в отходах, при сжигании
частично превращается в хлористый водород, а частично — в газообразный хлор.
Эти два продукта, присутствующие в газах, образующихся при сгорании, и яв-
ляются источником упомянутых выше проблем.
Обычно газообразные продукты сжигания подвергают восстановлению, для-
того чтобы превратить хлор в хлористый водород либо удаляют хлор каким-нибудь
другим путем, а затем проводят абсорбцию хлористого водорода водой, получая
водные растворы соляной кислоты, как правило низкой концентрации. Хотя с рас-
творами соляной кислоты легче работать, чем с хлористым водородом, находящимся
в смеси с другими газообразными продуктами сжигания, тем не менее они также
представляют собой нежелательные побочные продукты, удаление которых также
связано с рядом проблем. Таким образом существует необходимость в более эффек-
тивном способе выделения хлора и хлористого водорода из продуктов сжигания
хлорных отходов, чем абсорбция водой.
Согласно процессу, разработанному В. Опитирм и X. Хенненом, (патент
США 4 115531, 19 сентября 1978 г., фирма «Хёхст АГъ, ФРГ), непрерывно полу-
чают соляную кислоту, имеющую содержание 20—36 % НС1, путем удаления хло-
ристого водорода из горячих газообразных продуктов сжигания. Горячий газ,
полученный при сжигании отходящих газов, содержащих хлорированные угле-
водороды, и жидких остатков хлорированных углеводородов, имеющий в своем
составе 1—10% (объемн.) НС1 и водяной пар, вводят в зону охлаждения и охла-
ждают до температуры, лежащей ниже точки росы, охлажденной соляной кислотой
с концентрацией 20—36 %. Концентрация охлаждающей соляной кислоты соот-
ветствует концентрации кислоты, которую желательно получить.
Получаемую смесь газа и жидкости разделяют в зоне абсорбционного охлажде-
ния на охлажденную соляную кислоту и охлажденные продукты сжигания, содер-
жащие 0,1—1 % (объемн.) НС1. Охлажденную соляную кислоту направляют в ре-
зервуар, объем которого достаточен для того, чтобы принять количества соляной
кислоты производимой за несколько часов: из него кислота возвращается в зону
охлаждения. Дополнительно образовавшаяся соляная кислота с концентрацией
20'—36 % выводится из охлаждающего цикла. Процесс, схема которого показана на
рис. 78, будет далее рассмотрен несколько более подробно.
Газообразные продукты сжигания с температурой ~1000°С, содержащие хло-
ристый водород, вводят в охлаждающее устройство 1, в котором его температура
снижается до 60°C, т. е. существенно ниже точки росы, с помощью охлаждающей
жидкости (соляной кислоты), которую насос 4 перекачивает через абсорбционный
холодильник 2 и резервуар 3. Охлаждающая жидкость поступает в зону охлажде-
ния 1 через по меньшей мере три трубопровода 5 (на схеме показан только один
из них); все точки подачи расположены в одной плоскости.
Газообразные продукты далее охлаждаются в холодильнике 2, причем большая
часть хлористого водорода абсорбируется, в результате чего образуется дополни-
тельное количество соляной кислоты. Циркулирующая соляная кислота, концен-
трация которой такая же, какая должна быть у получаемой соляной кислоты, по-
дается на охлаждающую поверхность холодильника 2 таким образом, что жидкость,
выходящая из холодильника 2, имеет температуру 15—20 °C, например 17 °C. Кис-
лота снова подается в зону охлаждения 1 с помощью трубопроводов 5. Такая про-
цедура дает возможность получить соляную кислоту с концентрацией, например,
30%. Резервуар 3 служит для промежуточного хранения 20—36 %-ной соляной
кислоты.
Желательно, чтобы концентрация соляной кислоты в резервуаре 3 составляла
29—30 %; такое значение достигается с помощью регистратора плотности 30, свя-
занного с зоной охлаждения. Регистратор 30 управляет клапаном 7 и для того, чтобы
не допустить превышения желаемой концентрации в случае необходимости по тру-
бопроводу 6 через клапан 7 из первого промывного цикла подается соляная кислота
с концентрацией 3—19%, предпочтительно 5—15 %. При поддержании желаемой
концентрации кислоты регистратор 30 управляет также клапаном 8, который, кроме
того, управляется автоматическим индикатором уровня 9.
Таким образом, из цикла охлаждения может быть отобрана непрерывно обра-
зующаяся концентрированная (29—30 %-ная) соляная кислота, которая может быть
187
использована для любых целей. Ее выводят по трубопроводу 10 до тех пор, пока
уровень соляной кислоты в резервуаре 3 не снизится ниже определенного минималь-
ного уровня, контролируемого индикатором 9.
Компоненты газовой смеси, полученной при сжигании, которые не конденси-
руются в холодильнике 2 — обычно азот и диоксид углерода, содержащие небольшие
количества водорода, кислорода и хлористого водорода — при температуре =зЗО°С
подаются по трубопроводу 11 через капельный сепаратор 12 в промывную башню 13.
В башне 13 газ далее охлаждается до 20 °C в результате промывания охлажденной
соляной кислотой, имеющей концентрацию 3—19%, предпочтительно 5—15%.
При этом содержание хлористого водорода в газе еще более уменьшается.
Промывная жидкость циркулирует через насос 14 по трубопроводу 15, второй
резервуар 16 для временного хранения упомянутой кислоты с концентрацией 3—
Рис. 78. Схема процесса производства соляной кислоты при удалении хлористого
водорода из газов, образующихся при сгорании
19 %, предпочтительно 5—15 %, через трубопровод 17 и башню 13. Трубопровод 17
отходит от трубопровода 6 с клапаном 7, по нему в случае необходимости разбавлен-
ная соляная кислота из первого цикла промывки может быть введена в резервуар 3.
Переливная линия 18 связывает верхнюю часть резервуара 3 с резервуаром 16,
ее используют в тех случаях когда образуются избыточные количества соляной
кислоты, имеющей более низкую концентрацию, чем необходимо для кислоты,
подаваемой в резервуар 3. Избыточное количество недостаточно концентрирован-
ной соляной кислоты, т. е. имеющей концентрацию менее 30 % (по массе), временно
хранится в резервуаре 16, входящем в первый цикл промывки.
Газ, промываемый в башне 13, по трубопроводу 19 через второй капельный
сепаратор 20 направляют в промывную башню 21, входящую во второй цикл про-
мывки: в верхней трети этой башни имеются барботажные тарелки. В башне 21 газ
промывается охлажденной соляной кислотой с концентрацией 0,5—2%, при этом
содержание хлористого водорода в газе еще более снижается. Во втором цикле
промывки промывная жидкость циркулирует через насос 22 по трубопроводу 23,
третий резервуар 24 для временного хранения кислоты с концентрацией 0,5—2%,
трубопровод 25, башню 21. Для того, чтобы барботажные тарелки в башне 21 по-
стоянно были покрыты водой и чтобы обеспечить концентрацию промывной кислоты
во втором цикле промывки не более 2 %, в голову колонны 21 постоянно подается
свежая вода. Поступление ноды в башню 2/_контролируется вторым регистратором
плотности 31.
От трубопровода 25 отходит труба 26 с клапаном 27, через которую может быть
проведено дальнейшее разбавление кислоты в резервуаре 16. Индикатор уровня 28
вызывает открывание клапана 27, если уровень кислоты в резервуаре 16 падает
188
ниже определенного минимального уровня. Вторая переливная линия 29 связывает
верхнюю часть резервуара 16 с резервуаром 24. Эта линия используется при нали-
чии избыточных количеств разбавленной кислоты, поступающих в резервуар 16.
Этот избыток кислоты направляется на временное хранение в резервуар 24, входя-
щий во второй цикл промывки. Избыточные количества соляной кислоты с концен-
трацией 0,5—2 % выводят из резервуара 24 по трубопроводу 36, находящемуся
за перегородкой 37, как показано на схеме.
Газ, промываемый в башне 21, по трубопроводу 32 через сепаратор 33 посту-
пает в брызгальную градирню 34. В сепараторе 33, заполненном насадкой из ме-
таллической стружки (железной или медной), на которую сверху разбрызгивается
вода, происходит химическое связывание очень малых количеств хлора и хлори-
стого водорода все еще находящихся в газе; удаление остающихся после этого следов
указанных компонентов описано ниже. Растворенные хлориды металлов стекают
вниз по трубопроводу 35 и выводятся из системы по трубопроводу 36.
В брызгальной градирне 34 сверху подается разбавленный (~1 %) раствор
гидроксида натрия, который удаляет из газа следы хлора и хлористого водорода.
Очищенный отходящий газ (N2, СО2, О2, Н2О) выходит из системы по трубопро-
воду 38. Раствор гидроксида натрия рециркулируется с помощью насоса 41 через
нижний выход 39, емкость 40, трубопровод 42 и брызгальную градирню 34 и выво-
дится как сток через трубопровод 43 и может быть затем использован для нейтра-
лизации соляной кислоты, вытекающей по трубопроводу 36.
Процесс, разработанный В. X. Пралем (патент США 4 157380 , 5 июня 1979 г),
предназначен для удаления хлора и хлористого водорода из газообразных продук-
тов сжигания, образующихся в частности при сжигании хлорсодержащих органи-
ческих материалов. Он включает следующие стадии;
1. Охлаждение газа до температуры меньшей, чем температура плавления хло-
рида меди или его смеси с другими солями.
2. Контактирование охлажденного газа со стадии 1, в присутствии кислорода
с соединениями меди, в которых ее валентность меньше двух, например с соедине-
ниями одновалентной меди, взятыми в количествах достаточных для абсорбции
хлора и хлористого водорода, присутствующих в газе. При этом соединения одно-
валентной меди переходят в СиС12 (для того, чтобы абсорбировать практически весь
НС1 и С12 желательно добавлять стехиометрический избыток соединений однова-
лентной меди).
3. Контактирование хлорида меди (II) с восстановителем, в результате чего
СиС12 превращается в CuCl или в эквивалентное ему соединение с валентностью
меди, меньшей двух, а восстановитель превращается в хлорированный продукт.
Продукты, образующиеся из восстановителя на стадии 3, могут быть удалены,
a CuCl, полученный на стадии 3, вновь может быть использован на стадии 2.
Одним из таких восстанавливающих агентов может являться водород. Продук-
том его превращения является хлористый водород, образующийся по уравнению
2CuC12+ Н2 = 2CuCl + 2НС1. В этом случае преимущество процесса заключается
в том, что хлор и хлористый водород могут быть выделены из газообразной смеси
в виде концентрированного газообразного хлористого водорода, что предпочтитель-
нее, чем получение разбавленных водных растворов соляной кислоты.
Другими восстанавливающими агентами могут быть алифатические или аро-
матические углеводороды. Они превращаются в соответствующие хлорированные
углеводороды, например в случае метана и бензола в соответствии с уравнениями:
2CuC12 + СН4 = 2CuCl + НС1 + СН3С1;
2CuC12 + С6Н6 = 2СиС1 + СеН6С1 + НС1.
В подобных процессах — реакциях замещения — только половина количеств
хлора и хлористого водорода, выделяемых из газообразных продуктов сжигания,
переходит в хлорсодержащий продукт. Другая половина все еще находится в виде
хлористого водорода (концентрированного газа).
Восстанавливающими агентами, способными связывать все количество хлора
и хлористого водорода, находящееся в газе, являются соединения способные к ре-
акциям присоединения. Примером таких соединений является этилен, который
восстанавливает СиС12 в соответствии с уравнением 2СиС12 + С2Н4 = 2СиС1 +
+ С2Н4С12 с образованием достаточно чистого дихлорэтана без каких-либо побоч-
ных продуктов. Дихлорэтан является важным полупродуктом в производстве хло-
ристого винила.
189
ХЛОРИСТЫЙ ВОДОРОД из отходящих
ГАЗОВ ПРОЦЕССА ОКСИХЛОРИРОВАНИЯ
Расплавленная смесь, содержащая высшие и низшие валентные формы хлори-
дов металлов переменной валентности (в частности хлоридов одно- и двухвалентной
меди) подвергается контакту с кислородом и водным хлористым водородом. При
этом происходит образование хлорида металла в высшем валентном состоянии,
а также окисление расплава с образованием оксихлорида. Газ, выходящий со ста-
дии окисления, содержит хлористый водород, хлор и водяной пар. Хлористый во-
Рис. 79. Схема процесса выделения хлористого водорода из отходящих
газов, образующихся при окислении в расплаве
дород выделяется из газа в виде водного раствора и возвращается на стадию оки-
сления. Хлор и водяной пар, содержащиеся в газе, контактируют с активированным
углем, в результате чего образуется хлористый водород, который выделяется в виде
водного раствора и также возвращается на стадию окисления.
Схема этого процесса приведена на рис. 79 в соответствии с данными X. Д. Ри-
геля, X. Д. Шиндлера и В. А. Странджио (патент США 4 036776, 19 июля 1977 г.,
фирма «Зе Луммус Компании).
Расплав хлоридов, например смесь хлорида калия, а также хлоридов одно-
и двухвалентной меди по линии 1 подается в верхнюю часть реактора окисления 2.
температура в котором составляет 400—475 °C, давление 0,1—2,0 МПа. Сжатый
газ, содержащий молекулярный кислород, например воздух, из линии 3, водный
раствор хлористого водорода, получаемый из линий 4 и 5, побочный продукт сжи-
гания, содержащий хлор, хлористый водород, а также окислы углерода, водяной
пар, азот и, возможно, непрореагировавший кислород, из линии 6 смешиваются и
по линии 7 подаются в реактор 2. Введение сырья может осуществляться и другими
способами.
В результате контактирования сырья, поступающего по линии 7, со смесью
расплавленных солей, подаваемой противотоком по линии 1, происходит окисление
соли с образованием оксилхлорида меди, а хлористый водород и хлор селективно
190
реагируют с расплавленной солью с образованием СиС12. Вода, содержащаяся в вод*
ном растворе хлористого водорода, при этом испаряется. Количество кислорода
в газе, подаваемом по линии 3, превышает количество, требуемое для реакции с хло-
ристым водородом, что позволяет дополнительно получать оксихлорид меди.
Отходящий газ, содержащий водяной пар, азот, окислы углерода, хлор и хло-
ристый водород, подают в верхнюю часть реактора 2, где он смешивается с подни-
мающимся газом, поступающим по линии 8, как описано ниже. Смешанный газ непо-
средственно контактирует в верхней части реактора 2 с разбрызгиваемым охла-
ждающим водным раствором хлористого водорода, подаваемым по линии 9. При
этом газ охлаждается и из него удаляются присутствующие в нем остатки солей.
Охлаждение газа проводят до температуры, при которой соли все еще остаются
в расплаве и способны стекать обратно в реактор 2.
Охлажденный газовый поток, выводимый из реактора 2 по линии 10, подают
в охлаждающий сосуд И, где он непосредственно контактирует с водным раствором
хлористого водорода, подаваемым по линии 12. В процессе охлаждения охлажда-
ющая жидкость частично испаряется, в результате чего концентрация хлористого
водорода в жидкости несколько возрастает. При охлаждении из газовой фазы также
удаляются остатки солей. Охлаждают газ обычно до температуры 93—121 °C. Охла-
ждающая жидкость с растворившимися остатками солей выводится из сосуда И
по линии 4 и рециркулируется в реактор 2.
Отходящий газ, в состав которого также входит испарившаяся охлаждающая
жидкость, выводится из сосуда И по линии 13 и поступает в охлаждающую башню 14,
в которой газ охлаждается за счет прямого контакта с охлаждающим водным раство-
ром хлористого водорода, подаваемым по линии 15. Охлаждение в башне 14 про-
водят таким образом, чтобы извлекалось не все количество хлористого водорода,
содержащееся в отходящем газе, поскольку при полном извлечении будут образо-
вываться слишком большие количества конденсирующейся воды.
Предпочтительно проводить охлаждение таким образом, чтобы получался вод-
ный раствор хлористого водорода с концентрацией 8—20 %, предпочтительно 10—
18 %. Обычно это достигается охлаждением газа в башне 14 до температуры 49—
121 °C.
Водный раствор хлористого водорода выводится из башни 14 по линии 16-,
первая порция его по линии 17 через холодильник 18 возвращается в охлаждающую
башню по линии 15. Вторая порция раствора по линии 9 направляется для охла-
ждения реактора 2, а по линии 12 — в сосуд 11.
Газ, выходящий из башни 14 по линии 20, содержит инертные газы, водяной пар,
некоторое количество хлористого водорода и хлора. Его подают в реактор 21а,
который так же как и реактор 216 содержит слой активированного угля. В случае,
показанном на схеме реактор 21а работает, а реактор 316 отключен для заполнения
свежим активированным углем. В результате контакта с активированным углем
происходит превращение хлора, содержащегося в газе, в хлористый водород. Газ,
выходящий из реактора 21а по линии 22, практически не содержит хлора и состоит
из хлористого водорода, водяного пара, окислов углерода и азота. Он может также
содержать некоторое количество кислорода. Газ по линии 22 подается в охлажда-
ющую башню 23, в которой он охлаждается за счет непосредственного контакта
с охлаждающим водным раствором хлористого водорода, подаваемым по линии 24.
Охлаждение в башне 23 проводится таким образом, чтобы выделялось не все
количество хлористого водорода, содержащееся в газе, по той же причине, что и
при работе башни 14. Конденсацию проводят так, чтобы образовавшийся водный
раствор хлористого водорода имел концентрацию 8—20%, предпочтительно 10—
18 %. Это достигается охлаждением газа в башне 23 до температуры 38—121 °C.
Водный раствор хлористого водорода выводится из башни 23 по линии 25.
Первая порция раствора по линии 26 через холодильник 27 вводится в охлажда-
ющую башню по линии 24. Вторая порция раствора по линии 5 направляется в ре-
актор 2 для извлечения хлорсодержащих соединений. Раствор, подаваемый по ли-
нии 5 можно сконцентрировать, например путем отгонки воды перед подачей в ре-
актор 2.
Газ, выходящий из башни 23 по линии 28 промывается каустиком и водой в зоне
промывки 29 для удаления остатков хлористого водорода и часть его выбрасывается
в атмосферу по линии 30. Оставшаяся часть газа по линии 31 поступает в компрес»
сор 32; его температура регулируется теплообменником 33, после которого по ли-
191
ниям 34 и 35 он направляется для транспортировки расплавленных солей как опи-
сано ниже.
Часть сжатого газа по линии 36 или 38 (в зависимости от температурных усло-
вий) проходит через реактор 216, содержащий активированный уголь, ранее исполь-
зованный для удаления хлора из газа, поступившего по линии 20. Это делается для
того, чтобы выдуть остатки хлора и хлористого водорода перед добавлением све-
жего активированного угля. Газ, выходящий из реактора 216 по линии 37, содер-
жит компоненты, десорбированные с активированного угля, в частности, хлор
и (или) хлористый водород. Его смешивают с газом, поступающим по линии 20.
В другом варианте транспортирующий газ, содержащий хлор и (или) хлори-
стый водород, можно смешать с транспортирующим газом из линии 34, что обеспе-
чивает полное повторное использование хлорсодержащих соединений. После доба-
вления свежего активированного угля реактор 216 нагревают до рабочей темпера-
туры с помощью части транспортирующего газа, поступающего по линиям 36 и 38.
Расплав солей, содержащий оксихлорид меди и имеющий повышенное содер-
жание СиС12, отводят из нижней части реактора 2 по линии 39 и с помощью транс-
портирующего газа направляют по линии 35 в сепаратор 40, расположенный рядом
с верхней частью реактора хлорирования 41. В сепараторе 40 расплав солей отде-
ляется от транспортирующего газа и по линии 42 подается в верхнюю часть реак-
тора хлорирования 41. Транспортирующий газ выходит из сепаратора 40 по линии 43
и смешивается с газом, используемым для транспортировки солей в реактор оки-
сления 2. Смесь газов вводится в зону охлаждения реактора 2 по линии 8 для отде-
ления содержащихся примесей соли.
Вновь подаваемый метан по линии 44, вновь подаваемый хлористый водород
и (или) хлор по линии 45 и рециркулируемые компоненты по линии 46 вводятся
в нижнюю часть реактора 41, в котором они контактируют с подаваемым снизу
солевым расплавом, в результате чего происходит хлорирование метана и рецир-
кулируемых компонентов.
Солевой расплав, выводимый из реактора 41 по линии 47, подается транспор-
тирующим газом в сепаратор 48, расположенный рядом с верхней частью реактора 2.
В сепараторе 48 солевой расплав отделяется от транспортирующего газа и по линии 1
подается в реактор 2. Транспортирующий газ выходит из сепаратора 48 по линии 49
и смешивается с транспортирующим газом, поступающим по линии 43. Смесь газов
по линии 8 подается в верхнюю часть зоны охлаждения реактора 2.
Поток, выходящий из реактора 41 по линии 50, подают в отделение сепарации
и выделения 51, рециркулируемые компоненты выделяются и возвращаются в ре-
актор 41 по линии 46. Продукты хлорирования метана выводятся из зоны разделе-
ния 51 по линии 52.
Хлорированные углеводороды, не выделяемые в качестве продуктов реакции
и непригодные для рециркулирования в реактор хлорирования, выводятся из зоны
выделения 5/ по линии 53 и вместе с молекулярным кислородом по линии 54 посту-
пают в зону сжигания 55, где их сжигают для выделения хлора. Смесь продуктов
сжигания, содержащая хлористый водород, хлор, окислы углерода, водяной пар
и азот, а также, возможно, кислород, выводится, из камеры сгорания 55 по линии 6
и направляется в реактор 2 как описано выше.
ХЛОРИСТЫЙ ВОДОРОД ИЗ ОТРАБОТАННОЙ
ТРАВИЛЬНОЙ ЖИДКОСТИ
Процесс, разработанный Л. Дж. Хансеном (патент США 4 107267, 15 авгу-
ста 1978 г., фирма «Толедо Пиклинг энд Стил Сервис, Инк.1>), предназначен для
регенерации отходов кислот, в частности таких, как соляная кислота, из травиль-
ной жидкости с получением водных растворов соляной кислоты такой концентра-
ции, что они могут быть использованы для травления, а также окиси железа, в том
числе и такой, которая может быть использована для производства пигмента. Про-
цесс включает следующие стадии: 1) концентрирование отработанной жидкости;
2) взаимодействие сконцентрированного раствора с кислородом и газообразными
продуктами сжигания углеводородов при температурах до 540 °C в движущемся
192
слое рециркулируемых частиц без вибрации дна реактора; 3) охлаждение газов;
4) абсорбция хлористого водорода из охлажденного газа водным раствором; 5) про-
мывание оставшегося газа водой для абсорбции остаточных количеств хлористого
водорода; 6) конденсация все еще остающихся в газе НС1 и других компонентов
перед выбросом газа в атмосферу с возвратом конденсата на стадию концентриро-
вания.
См. также «Железо из отработанных травильных растворов» и, в частности,
патенты США 4 113158 и 4 177119.
ФТОРИСТЫЙ ВОДОРОД ИЗ ПРОЦЕССОВ
АЛКИЛИРОВАНИЯ
Обычным приемом, применяемым в нефтеперерабатывающей промышленности
для получения высокооктанового моторного топлива, является алкилирование
изопарафинов олефинами в присутствии катализатора, предпочтительно плавиковой
кислоты или фтористого водорода (HF). Поток, выходящий из реактора алкилиро-
вания, обычно проходит через отстойник, где углеводородная фаза отделяется от
кислотной фазы. Углеводородную фазу подвергают фракционированию для отделе-
ния низкокипящих углеводородов от продуктов алкилирования. Кислую фазу
охлаждают и возвращают в реактор алкилирования. Однако рециркулируемую
кислую фазу необходимо подвергать частичной очистке, чтобы предотвратить обра-
зование в системе кислоторастворимых масел (КРМ) и воды.
Как правило, такую очистку проводят, направляя поток из отстойника, со-
держащий HF, в колонну четкой ректификации, где HF отделяют от КРМ с помощью
газообразного углеводорода, предпочтительно изобутана. При этом получают очи-
щенную кислую фазу, которая может быть направлена на повторное использование.
В то же время выделяемые на этой стадии КРМ содержат недопустимо высокие коли-
чества HF, что приводит как к потерям ценного продукта HF, так и к возникнове-
нию экологических проблем. В связи с этим требуется дополнительная стадия очи-
стки для удаления HF перед дальнейшей переработкой КРМ, например перед воз-
вращением на нефтеперерабатывающий завод в качестве топлива, или перед их
удалением.
Процесс, разработанный Ф. В. Скрабой (патент США 4 199409, 22 апреля
1980 г., фирма «Филипс Петролеум Компани;.'), предназначен для выделения HF,
используемого в качестве катализатора реакции алкилирования, из кислой фазы,
содержащей КРМ, путем обработки фракции, выводимой из нижней части колонны
четкой ректификации и состоящей из HF, КРМ и небольших количеств воды. Ука-
занную смесь охлаждают в теплообменнике до температуры достаточной для того,
чтобы отделить HF от КРМ, а затем смесь направляют в сепаратор для разделения.
Внутри сепаратора создается градиент концентраций HF и КРМ с высоким
содержанием HF и КРМ, практически не содержащие HF, выводятся в виде отдель-
ных потоков. Схема такого процесса представлена на рис. 80.
Цифрой 1 обозначен в целом аппарат, используемый для выделения HF из
процесса алкилирования. В его состав входят колонна четкой ректификации 2,
которая имеет общеизвестную конструкцию и не описывается здесь более подробно.
Линия 3 связывает колонну 2 с реактором алкилирования (на схеме не пока-
зан), конструкция и способ работы которого являются общеизвестными. По линии 3
в колонну 2 подается смесь, состоящая из HF, КРМ, воды и изобутана. Содержание
воды в исходной смеси очень мало — обычно менее 3 %, поскольку используемые
в качестве сырья олефин и изобутан подвергаются предварительной осушке. Для
контроля температуры смеси желательно в линии 3 иметь теплообменник 4 и регу-
лятор температуры 5. Последний управляет имеющимся в линии 3 клапаном 6,
открывая или закрывая его в зависимости от температуры подаваемой смеси.
Клапан 6 регулирует подачу теплоносителя, поступающего к теплообменнику 4
по линии 7. Предпочтительно, чтобы линия 3 была связана с верхней частью колон-
ны 2 и весь отработанный катализатор подавался в парообразном состоянии.
Трубопровод 8 в верхней части колонны 2 предназначен для вывода газообраз-
ного HF и отгоняемых, а также используемых в качестве флегмы углеводородов,
7 Ситтиг М. 193
Таких как изобутан. По трубопроводу 8 отгоняемые продукты Из колонны 2 воз*
вращаются в реактор алкилирования. Предпочтительно вводить углеводород в ко-
лонну 2 в нескольких местах, для того, чтобы достичь наилучшего выделения HF.
Как было указано выше, подаваемая на выделение смесь помимо HF содержит также
КРМ и воду.
Газообразный углеводород подается в нижнюю часть колонны 2 по линии 9.
Предпочтительно, чтобы точка ввода находилась ниже уровня жидкости, собира-
ющейся в нижней части колонны 2. Предпочтительно подавать углеводород при
температуре ~200—230 °C. Упомянутая жидкая фаза, накапливающаяся в колонне,
Рис. 80. Схема выделения HF из кйслых сточных вод процесса алкилирования,
содержащих кислоторасгворимые масла
представляет собой исходную смесь, из которой в результате отгонки вместе с угле-
водородом удалена основная часть HF. Жидкий углеводород, применяемый в ка-
честве флегмы, например изобутан, обычно вводится в верхнюю часть колонны 2
по трубопроводу 10.
Поскольку по трубопроводу 10 поступает жидкий углеводород, имеющий более
низкую температуру, чем смесь газов и паров, подаваемых по линии 3, его подача
приводит к конденсации высококипящих компонентов, содержащихся в газовой
фазе. Эта операция общеизвестна и более подробно описана не будет.
Тяжелые фракции выходят из нижней части колонны 2 по линии 11 к посту-
пают в отстойник 13 обычной конструкции. Для контроля уровня жидкой фазы
в колонне 2 желательно предусмотреть регулятор уровня, управляющий работой
клапана 14. Клапан 14 связан с выводной линией 15, которая в свою очередь соеди-
нена с верхней частью отстойника 13, в результате чего при превышении требуемого
уровня жидкой фазы происходит более полное открывание клапана 14 и снижение
уровня жидкости в колонне 2 до нормального значения.
Жидкая фаза выводится из колонны 2 при температуре ~ 150—200 °C и чем
выше температура жидкости, тем больше взаимная растворимость ее компонентов,
т. е. чем выше температура, тем больше КРМ будет растворено в HF и наоборот.
194
Следует заметить, что в некоторых случаях при алкилировании получаются
легкие КРМ. В этом случае в кубе колонны поддерживается более низкая темпера-
тура (135—150 °C). В результате этого достигается, что легкие КРМ не удаляются
с верха колонны, а выводятся вместе с остальной жидкой фазой. После того как все
легкие КРМ удалены температура куба колонны можно снова повысить до нормаль-
ной температуры, приведенной выше. Эта часть процесса является общеизвестной.
Теплообменник 12 расположен в линии 11 между колонной 2 и отстойником 13
и служит для охлаждения жидкой фракции, выходящей из колонны 2 в отстойник 13.
Теплообменник 12 связан с резервуаром для охлаждающей жидкости. Желательно,
чтобы теплообменник 12 был связан линией 17 с линией 10 так, чтобы охлажденный
жидкий углеводород из линии 10 можно было подавать в теплообменник в качестве
охлаждающей жидкости. В линиях 9, 10 и 17 имеются регуляторы потока — соот-
ветственно 9', 10' и 17'. Для контроля температуры жидкости, поступающей в остой-
ник 13 предусмотрен регулятор температуры 18, связанный с линией 11 и с клапа-
ном, регулирующим скорость потока /9; клапан в свою очередь связан с байпас-
ной линией 20.
Линия 20 связывает линию 19 и выходной трубопровод минуя теплообменник 12.
Регулятор температуры 18 управляет работой клапана /9; например если жидкость,
поступающая в отстойник 13 имеет слишком высокую температуру, регулятор 18
закроет клапан 19, давая возможность охлаждающей жидкости в теплообменнике 12
охладить жидкий продукт до требуемой температуры. Желательно, чтобы жидкая
фракция, поступающая в отстойник 13 имела температуру менее 52 °C, предпочти-
тельно 24—52 °C или, еще лучше, 32—46 °C.
Жидкий углеводород, используемый в качестве охлаждающей жидкости, на-
гревается в теплообменнике 12 и выходит из него с температурой 55—-80 °C, обычно
~63 °C. Однако в ходе процесса температура жидкости может изменяться.
Материал в отстойнике 13 представляет собой КРМ, в котором диспергированы
маленькие капли HF. Через некоторое время большинство капель HF осядут на дне
отстойника. При отборе материала из нижней части отстойника получают КРМ с вы-
соким содержанием HF, а в верхней части находится фракция КРМ с малым содер-
жанием HF.
Линия 28 предназначена для вывода из иижией части отстойника 13 КРМ с вы-
соким содержанием HF, а линия 15 в верхней части отстойника 13 — для отбора
КРМ с малым содержанием HF. Более тяжелую фазу, выделенную в отстойнике 13,
обычно возвращают в колонну 2. Для этой цели линия 28 связана с эжектором 30,
а эжектирующей жидкостью является углеводород, подаваемый по линии 21. Воз-
врат тяжелой фазы, содержащей HF, в колонну 2 может быть осуществлен и
другими способами. Линия 21 связана с теплообменником 22, в который по линии
23 подается охлаждающая жидкость. В линии 23 имеется клапан, связанный с
регулятором температуры 25, который, в свою очередь, связан с колонной 2 и ко-
нтролирует в ней температуру.
Углеводород из линии 21 после выхода из теплообменника 22 поступает в ко-
лонну 2. При этом температура углеводорода регулируется таким образом, чтобы
обеспечить создание в колонне 2 определенной, заранее заданной температуры.
Для этой цели используется теплообменник 2 и связанные с ним регуляторы.
Желательно, чтобы в линии 21 был расположен регулятор потока 29. Линия 32
связана с эжектором 30, а также с линией 34, связанной с колонной 2. Углеводород
и эжектируемая тяжелая фракция из отстойника 13 по этим линиям возвращаются
в колонну 2. Регулятор потока 29 связан с контрольным клапаном потока 26, кото-
рый в свою очередь связан с байпасной линией 27, соединяющей линии 21 и 34.
Скорость потока углеводорода через эжектор 30 контролируется регулятором 29,
который также регулирует количества углеводорода, подаваемые через байпасную
линию 27 в обход эжектора 30. Предпочтительно, чтобы в линии 34 между эжекто-
ром и местом соединения линий 34 и 27 находился клапан 33, контролирующий ко-
личества эжектирующей жидкости и эжектированной тяжелой фазы, возвращаемые
в заранее выбранное место в колонне 2. Клапан может управляться как вручную,
так и автоматически. Следует заметить, что эжектируемая тяжелая фракция при
контакте с эжектирующей жидкостью нагревается.
Ниже будет описано осуществление данного процесса. Выходящий из реактора
алкилирования поток, содержащий HF, по линии 3 подается в колонну четкой рек-
тификации 2. Температура подаваемого сырья регулируется с помощью теплообмеи-
7* 195
ника 4 и регуляторов температуры 5. Кислые сточные воды контактируют в колонне
с парами подаваемого туда по линии 9 летучего углеводорода и при этом большая
часть HF, содержащегося в отходах, удаляется с верха колонны вместе с углеводо-
родом по линии 8, а часть углеводорода возвращается в колонну в качестве флегмы
по линии 10.
Предпочтительно подавать флегму в верхнюю часть колонны, чтобы обеспечить
контакт с парами более тяжелых компонентов, вызывая их конденсацию и накопле-
ние жидких продуктов в кубе колонны.
Регулятор уровня 16 предназначен для контроля уровня жидкости в нижней
части колонны 2 путем выделения КРМ с малым содержанием HF из отстойника 13
по линии 15. Предпочтительно, чтобы количество КРМ, выводимое по линии 15
составляло ~25 % или менее от количества материала, добавляемого по трубопро-
воду 11. Жидкая фракция из колонны 2 направляется по линии 11 в отстойник 13,
предварительно охлаждаясь как описано выше до температуры ~52°С.
Охлажденная жидкая фракция находится в остойнике достаточно длительное
время, в течение которого происходит разделение КРМ и HF, имеющих различную
плотность. В нижней части отстойника накапливается HF, который выводится в виде
маслянистой фазы с высоким содержанием HF через линию 28. Разделение стано-
вится возможным, поскольку взаимная растворимость компонентов существенно
снижается при охлаждении жидкости перед отстойником 13.
Фракция КРМ, выводимая по линии 15, должна содержать не более 1 % HF,
предпочтительно <0,5 %, а еще лучше <0,1 %. По линии 28 вместе с КРМ с высо-
ким содержанием HF выводится также небольшое количество воды. Ее количество
не превышает 0,5 % (следы).
До 90 % КРМ, содержащих HF, поступивших в отстойник 13, может быть ре-
циркулировано в колонну 2 в виде тяжелой фазы, содержащей HF и воду, выводи-
мой из отстойника по линии 28. Следует заметить, что рециркулировать в колонну 2
можно 0—90 % КРМ, поданных в колонну 2. Предпочтительно рециркулировать
75—90 % КРМ.
Наличие рециркуляции позволяет не проводить полное разделение фаз КРМ
и HF (с водой). Однако в остойнике 13 может быть проведено и полное разделение
фаз, в результате чего фракция, выводимая по линии 28, не будет содержать КРМ
или будет содержать его в очень малых количествах. Однако для этой цели необ-
ходимо использовать остойник очень больших размеров и проводить разделение
очень длительное время.
Линия 36 может быть связана с линией 32 и линией 3 таким образом, что часть
выделенной тяжелой фазы может быть возвращена в верхнюю часть колонны 2.
Желательно, чтобы в линии 36 имелся клапан контроля потока, регулирующий
количество материала, подаваемого по линии 36. Необходимо заметить, что могут
осуществляться и другие варианты процесса, при которых линия 36 и клапан 35
могут быть исключены из схемы. Фракция КРМ, выводимая по линии 15, направ-
ляется в аппаратуру для дальнейшей обработки КРМ (на схеме не показана). Тяже-
лая фаза, выводимая по линии 28, эжектируется в колонну 2. Таким образом, часть
КРМ постоянно рециркулируется в колонну 2, нагреваясь перед подачей в колонну;
в результате этого повышается эффективность работы колонны 2.
При отдувке неконденсирующихся газов на стадии депропанизации, как изве-
стно, происходит загрязнение воздуха парами HF и легких углеводородов. Отдувка
проводится непрерывно и отходящий газ нейтрализуется в замкнутой системе гидро-
окисью калия или натрия или другими подходящими реагентами. Осуществление
этого процесса связано с необходимостью выделения HF, а также удаления отрабо-
танного каустика, содержащего соединения фтора.
Процесс, разработанный К. О. Картером (патент США 3 886220, 27 мая
1975 г., фирма «.Филипс Петролеум Компани»), позволяет выделять HF из таких
отходящих газов с использованием для этой цели растворов, образующихся в про-
цессе каталитического алкилирования.
На первой стадии происходит отделение КРМ в результате отгонки HF с лету-
чим углеводородом, например изобутаном. На второй стадии выделенный HF и
изобутан подвергают дистилляции. В результате этого образуется очищенная фрак-
ция, состоящая из HF и изобутана, а также водная фракция, содержащая HF.
Последняя может быть использована для реакции с олефином, в результате которой
получается смесь, содержащая алкилфториды. Эта смесь может быть направлена
196
в один из реакторов алкилирования или использована в процессе каким-либо дру-
гим образом.
Водная фракция, содержащая HF, используется в качестве абсорбента для
промывки отходящих газов процесса алкилирования. При этом HF, содержащийся
в газе абсорбируется и очищенный газ может быть выброшен в атмосферу или ис-
пользован в качестве топливного газа. Водная фаза с повышенным содержанием HF
подвергается реакции с олефином в результате чего образуется смесь, содержащая
алкилфториды. Схема этого процесса показана на рис. 81.
Для удобства схема разделена на три части, обозначенные А, В и С. Часть А
относится к обычному процессу алкилирования изобутана олефином; в нее входят
Рис. 81. Схема процесса выделения HF из реакции алкилирования
обычная отпарная колонна и колонна для выделения HF ти пропана; в части В
находится колонная четкой ректификации для выделения Hi. а в части С — устрой-
ства для промывки отходящих газов, образующихся в аппаратах частей А и В.
Изобутан и олефин подаются в систему по линиям 1 и 2. Изобутан, рециркули-
руемый по линии 3 смешивается со свежим изобутаном и по линии 4 поступает в ли-
нию 5, куда также поступает олефин из линии 2. Смесь подается в вертикальный
трубчатый реактор б, где она известным образом контактирует с потоком катали-
затора, содержащего HF. Катализатор обычно циркулирует из отстойника 7 по ли-
ниям 8 и 9 через холодильники 10 и 6 и снова в отстойник. Основная реакция проте-
кает в реакторе 6. Образующаяся в остойнике 7 верхняя углеводородная фаза по
линии 11 подается в отпарную колонну 12, а нижняя фаза, содержащая отработан-
ный HF, направляется в рецикл как описано.
Отпарная колонна 12 работает обычным образом. Из куба по линии 13 удаляется
продукт, содержащий алкилаты, по линии 14 — фракция, содержащая нормальный
бутан, а с верха колонны по линии 15 — пары, состоящие главным образом из IIF,
пропана и неконденсирующихся компонентов. Паровая фаза поступает в холодиль-
ник-конденсатор 16. Поток в линии 15, охлажденный насколько это возможно с по-
мощью обычной воды, по линии 17 поступает в накопитель 18, из которого образо-
вавшаяся при конденсации углеводородная фаза частично направляется в качестве
флегмы в отпарную колонну по линии 19, а частично — по линии 20 в колонну для
выделения HF 21. Кислотная фракция 22 рециркулируется по линии 23 в верхнюю
197
часть отстойника 7. Отпарная колонна и колонна для выделения HF нагреваются
обычным способом, как это показано на схеме.
Из куба колонны 21 по линии 8 выводится фракция, состоящая главным образом
из пропана и практически не содержащая HF. Легкая фракция, выходящая по ли-
нии 24, поступает в холодильник — конденсатор 16 и рециркулируется в накопи-
тель 18. Неконденсирующиеся газы по линии 25 поступают в зону С, где располо-
жены скруббер 26, реактор 49 и отстойник 50.
В' скруббере 26 проводится промывка жидкостью, поступающей из зоны В.
Промывная жидкость в зоне С обогащается HF и поступает в реактор 49 для полу-
чения алкилфторидов.
Часть кислоты из нижней части остойника 7 по линии 27 подается в отпарную
колонну 28. Последняя нагревается горячими парами изобутана, подаваемого по
линии 29, а также обычным нагревателем 31. Отработанный катализатор, содержа-
щий HF, направляется сверху вниз и контактирует с поднимающимися вверх па-
рами изобутана таким образом, что по линии 30 выводится остаток, содержащий
практически только КРМ. Легкая фракция, содержащая HF, пары углеводорода
и воды, по линии 32 поступает во вторую отпарную колонну 33. В качестве флегмы
в колонне 33 используется часть легкой фракции, выходящей с верха этой колонны
и сконденсированной в конденсаторе 35. Для нагрева колонны 33 часть фрак-
ции, отбираемой из ее куба, содержащей воду и HF, выводится по линии 38 и по
линии 39 подается в нагреватель 40. Оттуда нагретая жидкость по линии 41 снова
возвращается в куб колонны 33.
Вода и HF по линии 42 направляются в верхнюю часть скруббера 26 в части С.
Место ввода воды, содержащей HF, выбирается таким образом, чтобы обеспечить
максимальное удаление HF из отходящих газов, покидающих систему по линии 44.
Абсорбирующая жидкость, поступающая по линии 43, выводится по линии 45 и
может быть рециркулирована по линии 46 в 43 и оттуда в верхнюю часть скруб-
бера 26. Дополнительные количества промывной жидкости в случае необходимо-
сти могут быть добавлены непосредственно в скруббер 26. Добавочная промывная
жидкость, например вода, может быть также введена^по линии 47 в линию рецикла 46.
Жидкая фракция 45 поступает в реактор 49, в который также подается часть
олефина, подаваемого в систему по линии 2. Олефин поступает в реактор 49 по ли-
нии 48. В реакторе происходит взаимодействие олефина с HF в водной среде. В остой-
нике 50 происходит разделение фаз; нижняя водная фаза, выводимая по линии 51,
возвращается в реактор 49 и (или) по линиям 52 и 53 в линию 42, т. е. в скруббер.
Условия процесса в реакторе 49 выбирают таким образом, чтобы достичь минималь-
ного содержания HF в водной фазе. Для этой цели обычно используют не один, а
несколько контактных аппаратов, работающих по принципу противотока.
Вода, накапливающаяся в системе, удаляется по линиям 54 и 60. Удаляемое
количество жидкой воды в сумме с парами воды, выводимыми по линии 44, равно
количеству воды, подаваемой в систему вместе с сырьем. Вода образуется в относи-
тельно малых количествах. Алкилфторид из отстойника 50 направляют в реактор
алкилирования 6 по линиям 54а, 58 и 5.
ФТОРИСТЫЙ ВОДОРОД ИЗ ФУТЕРОВКИ
ПЕЧЕЙ
Катодные камеры электролитических печей, применяемых в производстве
алюминия, на дне и на боковых стенках имеют футеровку из электропроводных
углеродных композиций. Дно обычно футеруется калиброванными частицами ан-
трацита и кокса, связанными с помощью смолы. В процессе электролиза криолит
с высоким содержанием натрия и фтора постепенно абсорбируется футеровкой.
В какой-то момент возникает необходимость замены футеровки. В отработанной
футеровке содержатся значительные количества соединений фтора, алюминий в виде
алюминатов, фторид натрия и абсорбированный металлический натрий, который
контактируя с атмосферной влагой превращается в каустик. Ценность представляют
также и другие материалы, такие как антрацитный уголь, содержащийся в монолите
футеровки.
198
Монолит футеровки состоит из боковых стенок и дна, причем в дне содержится
антрацитный уголь, а его масса составляет ~2/3 от общей массы футеровки. При
удалении отработанной футеровки возникают проблемы, связанные с вымыванием
фторидов и других примесей грунтовыми водами.
Известны методы выделения криолита из отработанной катодной футеровки.
В этих методах обычно используется каустик (гидроксид натрия), карбонат натрия
или вода для экстракции фторсодержащих соединений из футеровки.
Процесс, разработанный Е.К. Далем (патент США 4 065551, 27 декабря
1977 г., фирма «Элькем—Спигерферкат А/С», Норвегия), предназначен для выделе-
ния фтора из твердых углеродсодержащих отходов, образующихся в печах для
электролитического производства алюминия. Такими отходами могут быть отрабо-
танная футеровка печей, сажа или окалина, пыль из циклонов и электрофильтров.
В отработанной футеровке алюминиевых печей обычно содержится 10—15 % фтора,
а в окалине и пыли из циклонов ~30 % фтора.
4
Рис. 82. Схема процесса выделения фтора из углеродсодержащих отходов футеровки ’печей
и пыли, образующихся при производстве алюминия
Рис. 83. Схема процесса выделения фторида натрия и других продуктов из отработанной
углеродсодержащей футеровки:
1 — измельченная футеровка; 2 — футеровка после выщелачивания — на сушку; 3 — вы-
щелачивающий раствор; 4 — NaF на сушку; 5 — аммиак; 6 — нагрев; 7 — дополнитель-
ный нагрев; 8 — возврат растворителя (2 % NaOH); I — выщелачивание противотоком;
II — осаждение фторида натрия; /// — выделение аммиака; IV — удаление алюминия
По данному процессу частицы твердого углеродсодержащего материала, содер-
жащего фтор, суспендируют в токе газа, состоящего из смеси водяного пара и воз-
духа, таким образом, что в реакционной реторте образуется псевдоожиженный слой.
Частицы нагревают до температуры не ниже 1000 °C в результате чего происходит
пирогидролиз и выделение газообразного фтористого водорода с высокой скоростью.
Схема процесса представлена на рис. 82.
В реакторе 1 имеется пластина 3 с маленькими отверстиями, распределенными
по всей ее поверхности. Пластина 3 представляет собой керамическую решетку,
однако она может быть выполнена из любого пористого материала, выдерживающего
температуры при которых проводится пирогидролиз. Реактор имеет диаметр 25 см
около решетки и 65 см в верхней цилиндрической части. Высота реактора 200 см.
Частицы углеродсодержащего материала, содержащего фтор, подаются в реак-
тор по сырьевому трубопроводу 2 из загрузочного бункера (на схеме не показан),
в котором содержится слой сырья достаточной высоты; сырье также можно подавать
в реактор под действием небольшого избыточного давления. Скорость подачи сырья
регулируется обычным клапаном (на схеме не показан).
Смесь водяного пара и воздуха для создания ожиженного слоя подается в ниж-
нюю часть реактора по трубопроводу 4. Объем газов и скорость их подачи должны
быть достаточными для поддержания ожиженного слоя частиц в конической части
реактора под сырьевым трубопроводом 2.
В ходе реакции в нижней части реактора 1 происходит накопление золы. Эта
зола постоянно удаляется отдельными порциями через переливную линию 5, снаб-
женную запорным устройством обычного типа. Для удаления порции золы давле-
ние в реакторе снижают, однако нет необходимости в полной остановке реактора.
199
Газ, содержащий фтористый водород и пыль, а таюке легкие частиць! зОЛь!,
выходит из верхней части реактора по трубопроводу 6 и поступает в накопитель 7,
где пыль и легкие частицы золы осаждаются и удаляются по трубопроводу 8. Газ
отводится через теплообменник 9, в котором он нагревает смесь водяного пара и воз-
духа, поступающих в реактор по трубопроводу 4. После этого газ подают в нижнюю
часть обычной промывной башни 12 по трубопроводу 10. В башне газ промывают во-
дой, поступающей по трубопроводу 13. Инертные газы выводятся из промывной
башни по линии 14, а вода, абсорбировавшая газообразный фтористый водород,
по линии 11 — в виде плавиковой кислоты.
Процесс, разработанный Г. О. Ортом мл. и Р. Д. Ортом (патент США
4 113831, 12 сентября 1978 г., фирма «Нэйшнел Флюориде энд Кемикал Дорпо-
рейшнч), предназначен для выделения соединений фтора и алюминия, а также угле-
рода из отработанной катодной футеровки электролитического реактора для произ-
Рис. 84. Схема процесса пирогидролиза
для переработки фторсодержащих от-
ходов:
1 — отходы; 2 — измельчение; 3 — сор-
тировка; 4 — крупная фракция; 5 —
мелкая фракция; 6 — отходящие газы —
на выделение HF; 7 — отделение твердой
фракции; 8 —- зона ожижения (разбавлен-
ная фаза); 9 — зона ожижения (фаза с вы-
сокой плотностью); 10 — воздух; И —
ожижающий газ ф- вода; 12 — продукт
Na2O.xAl2Os; 13 — источник А12О3
водства алюминия путем выщелачивания сырья при обычной температуре щелочным
раствором с последующим осаждением фторида натрия за счет насыщения выщела-
чивающего раствора соединением, уменьшающим растворимость фторида натрия.
В качестве такого соединения предпочтительно использовать аммиак.
По данному способу извлекают также соединения алюминия и углерода. Про-
цесс в основном протекает по замкнутому циклу без существенных выбросов в окру-
жающую среду. Схема его представлена на рис. 83.
Процесс, разработанный Дж. Н. Андерсоном и Н. Беллом (патент США
4 158701, 19 июня 1979 г., фирма «.Кайзер Алюминиум энд Кемикал Корпорейшн»),
предусматривает использование пирогидролиза для выделения ценных компонен-
тов из отходов и отработанных материалов, образующихся в процессе электролити-
ческого получения алюминия.
Система включает две реакционные зоны, в которых процесс проводится в псев-
доожиженном слое. В одном реакторе обработке подвергаются грубые частицы
сырья, а в другом реакторе — мелкодисперсные частицы, причем обе эти зоны
связаны между собой и частично перекрываются.
Отходящие газы после удаления твердых частиц в зоне для мелкодисперсного
сырья контактируют с частицами материала, содержащего А12О3, для удаления оста-
точных количеств натрия с получением HF, не содержащего натрия. Твердая фаза
из первой реакционной зоны, имеющая требуемое высокое соотношение Na : Al,
может быть смешана с клинкером, образующимся во второй реакционной зоне.
Отходящие газы, содержащие А12О3, направляют на отделение твердых частиц,
в результате чего получают HF, не содержащий твердых примесей и натрия. Твер-
дый материал с низким соотношением Na : Al возвращается на стадию удаления на-
трия. Схема этого процесса показана на рис. 84.
Очень похожий процесс описан Дж. Н. Андерсеном и Н. Беллом в патенте США
4 160808, 10 июля 1979 г.
200
ИОД ИЗ ОТХОДОВ ПРОЦЕССА
АЦЕТОКСИЛИРОВАНИЯ
Известно, что сложные эфиры гликолей, являются полупродуктами в синтезе
ряда важных продуктов химической промышленности. Так, например, в соответ-
ствии с патентом США 3 586716, при гидролизе эфиров, таких как моно- и диаце-
татов этиленгликоля, получают этиленгликоль; в заявке ФРГ № 2 412136 описан
метод расщепления моноацетата пропиленгликоля с получением окиси пропилена.
Указанные эфиры получают путем ацетоксилирования олефинов под действием
кислорода и карбоновой кислоты в жидкой фазе в присутствии гомогенного катали-
затора, обычно содержащего галоген, большей частью иод. Иод, входящий в состав
катализатора, вступает в химические реакции с образованием различных соединений,
большинство из которых органические. Получаемые эфиры перед дальнейшим ис-
пользованием должны быть практически полностью очищены от иода, а сам иод необ-
ходимо возвращать в реактор в активной форме для повторного использования
с возможно меньшими потерями.
Большая установка для производства эфиров потребует 2300—13 500 кг иода
в час. При эффективности извлечения иода 95 % для возмещения потерь требуется
дополнительно 0,9—5,5 млн. кг иода в год. При эффективности извлечения иода
99 % для этой же цели необходимо 0,18—1,1 млн. кг иода в год. Однако иод доста-
точно редко встречаемый элемент (в 1974 г. в США было израсходовано 4,1 млн. кг
иода, из них 80 % импортировано); кроме того, он дорог.
Если из получаемого сырца эфиров вицинальных гликолей не удалить иод,
то он будет загрязнять конечные продукты, получаемые из этих эфиров. Так, напри-
мер, этиленгликоль, производимый из ацетатов этиленгликоля, полученных с иод-
содержащим катализатором и не подвергнутых очистке, имеет слишком высокое
содержание иода для того, чтобы быть использованным в производстве синтетиче-
ских волокон. Таким образом, при проведении процесса ацетоксилирования, ката-
лизированного иодом, возникает как техническая, так и экономическая целесооб-
разность в получении продукта высокой чистоты и выделении иодсодержащего ка-
тализатора с очень высокой степенью эффективности.
Процесс, разработанный М. Б. Шервином и Р. Хансеном (патент США
4 087623, 2 мая 1978 г., фирма «Кем Систем, Инк.-»), предназначен для обработки
продуктов, выходящих из реактора ацетоксилирования, с получением высоко-
чистых эфиров и выделением для повторного использования иодсодержащего ката-
лизатора с очень высокой эффективностью. Процесс состоит из пяти стадий.
1. Продукты, выходящие из реактора ацетоксилирования фракционируют с по-
лучением нескольких фракций, одна из которых представляет собой эфир-сырец,
содержащий некоторую часть (приблизительно 1/3—1/12) общего количества иода,
подаваемого в реактор ацетоксилирования. Даже в результате дополнительного
фракционирования невозможно добиться полного удаления этого остаточного иода
(в основном органических соединений иода), ввиду большой близости температур
кипения. Другие получаемые фракции, возвращают в реактор.
2. Фракцию эфира-сырца, выделенную на первой стадии, подвергают взаимодей-
ствию в жидкой фазе с основанием, для того, чтобы перевести присутствующие
соединения иода в неорганические иодные соли.
3. Эфиры отделяют от солей и направляют на дальнейшую переработку (напри-
мер, крекинг или гидролиз).
4. Из получаемых солей выделяют элементарный иод путем взаимодействия
с перекисями; при этом также образуются основания.
5. Элементарный иод выделяют из реакционной смеси предыдущей стадии и
возвращают в реактор ацетоксилирования. Основание, получаемое на стадии 4
может быть возвращено на стадию 2.
ИОД ИЗ ОТХОДОВ ПРОЦЕССА
ДЕГИДРОГЕНИРОВАНИЯ
Процессы, в которых углеводороды превращают в другие углеводороды с мень-
шей степенью насыщения путем дегидрогенирирования в присутствии иода, распро-
странены весьма широко. К таким процессам относятся, например, превращение
парафиновых углеводородов в олефины и диены, олефинов в диены, некоторых
парафиновых углеводородов в ароматические (дегидроциклизация), а также алкил-
ароматических углеводородов в винилароматические соединения в результате деги-
дродимеризации, например превращение толуола в стильбен. Для проведения таких
процессов используется элементарный иод. При проведении реакции в присутствии
кислорода элементарный иод может также образовываться из йодистого водорода,
являющегося одним из продуктов реакции.
В некоторых случаях происходит образование органических и неорганических
иодидов, являющихся нежелательными побочными продуктами. Для того, чтобы эти
Рис. 85. Схема процесса выделения
кода из нодсодержащнх отходов
процессы были достаточно экономически эф-
фективными необходимо достичь высокой
степени извлечения иода, который затем по-
ступает для повторного использования в ре-
акции.
Таким образом, в некоторых случаях
удаление иода из смеси, выходящей из ре-
актора, приобретает очень важное значение.
Так, при производстве стильбена путем де-
гидродимеризации толуола в присутствии
иода удаление неорганических соединений
иода из реакционной смеси дает возмож-
ность после дистилляции получать стильбен
с чистотой >99 %, практически не содер-
жащий иода.
Хорошо известно также, что при попадании в организм человека иод может
вызвать отравления и что соединения иода, такие как иодистый метил и иодистый
этил, которые обычно образуются в ходе различных химических реакций в присут-
ствии иода, являются ядовитыми.
Таким образом, при работе химических предприятий, использующих иод в ка-
честве катализатора превращений органических соединений, возникает ряд про-
блем, требующих немедленного решения. В частности, необходимо проводить эко-
номически эффективное выделение иода из реакционной смеси. В результате этого
может быть также уменьшено загрязнение окружающей среды.
Процесс, разработанный М. М. Мак-Лейном и Р. А. Ньюсоном (патент США
4 036940, 19 июля 1977 г., фирма «Монсанто Компани»), предназначен для выделе-
ния иода из реакционной смеси, содержащей элементарный иод или его соединения.
С этой целью реакционная смесь, находящаяся в газообразном состоянии, контак-
тирует с твердым соединением или адсорбентом, в состав которого входит окись
алюминия импрегнированная окислами меди и хрома, а твердое соединение по окон-
чании реакции нагревают до 400—600 °C в токе кислородсодержащего газа, напри-
мер воздуха. Образующийся газовый поток, содержащий иод, может быть непосред-
ственно возвращен в реактор или же- подвергнут какой-либо другой обработке,
например сублимации.
Процесс, разработанный М. Ишигами, К. Аримото, Ю. Иноуе и Р. Фуджии
(патент США 3 992510, 16 ноября 1976 г., фирма «Харима Кемикалс, Инк», Япо-
ния), предназначен для выделения иода из отходов, содержащих элементарный иод
или его соединения. Он включает стадии сжигания отходов в камере для сжигания
и вымывание водным раствором тиосульфата натрия иода или его соединений из
образующегося при сгорании газа.
Такой процесс представлен на рис. 85. Отходы в виде масла 5, или воды 6,
или газа 7, содержащие иод или соединения иода подают иа сжигание в камеру
сгорания 1. Если маслянистые отходы негорючи или недостаточно горючи, то к ним
подмешивают топливо и сжигают при температуре в камере сгорания 1 более 500 (5,
предпочтительно при “800 JC. Отходы 5 можно сжигать в смеси с определенными
202
Количествами сточных вод 6 и (или) отходящего газа 7, содержащих соединений
иода или иод. При сжигании происходит окислительное разложение соединений
иода с образованием свободного иода.
Образующийся при сжигании газ 8, содержащий свободный иод, направляют
в абсорбционную камеру 2, заполненную абсорбционной жидкостью 11, которая
в основном состоит из водного раствора тиосульфата натрия. Свободный иод, содер-
жащийся в газе 8, абсорбируется и, реагируя с тиосульфатом, превращается в иодид
натрия. В случае необходимости абсорбционную жидкость в камере 2 можно охла-
ждать до оптимальной температуры с помощью холодильника 4. После абсорбции
в камере 2 неабсорбированный газ 8 поступает в абсорбционную башню 3 для выде-
ления остаточного иода, а оставшийся после этого газ может быть выведен из башни 3
в виде выхлопного газа 9 в окружающую атмосферу.
Абсорбционная жидкость 12 непрерывно подается в абсорбционную башню 3
из резервуара (на схеме не показан) и после циркуляции в башне 3 направляется
в абсорбционную камеру 2. Таким образом, абсорбционная жидкость сначала кон-
тактирует с непрореагировавшим газом из камеры 2, а затем поступает в камеру 2
для первичной реакции. После абсорбции иода в абсорбционной камере 2 жидкость
непрерывно выводится из камеры 2 в накопитель 10 для выделения иодида натрия.
Концентрация иодида натрия в выводимой жидкости поддерживается на приблизи-
тельно постоянном уровне.
Поскольку иод необратимо абсорбируется тиосульфатом натрия, содержа-
щимся в абсорбирующей жидкости, то в абсорбционной камере 2 и в абсорбцион-
ной башне 3 присутствует очень мало свободного иода и его потери с выхлопным
газом 9 невелики. Было найдено, что содержание иода в газе 9 не превышает 1 мг/м3,
т. е. достигается превосходное выделение.
Жидкость, получаемая после реакции с иодом, содержит в основном сульфат
и иодид натрия, а также малые количества карбоната и бикарбоната натрия и непро-
реагировавшего тиосульфата натрия. Иод может быть выделен из этого раствора по
любому известному обычному способу. Например, после подкисления раствора в него
можно продуть газообразный хлор для осаждения свободного иода; этот процесс
является простым и дешевым.
ИРИДИЙ ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ
Хорошо известно, что некоторые катализаторы, в частности катализаторы ри-
форминга, имеют в своем составе один или несколько каталитически активных
металлов, и в частности металлов платиновой группы, среди которых наиболее ши-
роко используются платина и иридий. Для этих катализаторов обычно используют
носители, содержащие алюминий, чаще всего активную окись алюминия.
Совершенно очевидно, что отходы, образующиеся при производстве таких
катализаторов, а также отработанные катализаторы необходимо подвергать обработке
для возможно более полного извлечения из них по крайней мере благородных ме-
таллов.
Известные методы обработки таких катализаторов заключаются либо в раство-
рении носителя, в результате чего благородные металлы остаются в виде суспензии,
которую затем обрабатывают кислотами, либо в возможно более полном растворе-
нии всего катализатора с последующим разделением полученных растворов. В каче-
стве растворяющих агентов можно использовать растворы каустической соды,
проводя процесс как под давлением, так и без: для обработки можно применять
как индивидуальные кислоты, так и их смеси.
Существующие методы как правило состоят из очень большого числа операций,
в ходе которых несмотря на все принимаемые меры происходит значительная потеря
благородных металлов. Кроме того присутствующие благородные металлы часто
неудовлетворительно отделяются один от другого, что требует их дальнейшей очистки
в результате чего выход металлов еще более снижается.
Процесс, разработанный Т. Тома и Дж. Кросбуа (патент США 4 069040, 17 ян-
варя 1978 г., фирма «Рон-Пуленк Индастриз», Франция), предназначен для выделе-
203
Рис. 86. Аппаратура для концентрирования и
выделения металлов платиновой группы из
керамических материалов
1 л 58 % азотной кислоты и кипятят 1 ч с
ния компонентов катализатора, содержащего благородные металлы, такие как пла-
тина и иридий, нанесенные на алюминийсодержащие носители. По этому способу
проводят практически полное растворение катализатора в соляной кислоте с после-
дующей экстракцией, например с помощью ионообменных смол. Процесс обеспечи-
вает хорошее разделение платины и иридия.
Ниже приводится конкретный пример осуществления данного процесса. Обра-
зец катализатора массой 5 кг кальцинируют при 400 °C в течение 2 ч для разру-
шения органических соединений, а затем кипятят с обратным холодильником с 50 л
20 % 6 н. соляной кислоты и 0,1 л 58 % азотной кислоты в реакторе с наружным
обогревом и со стеклянными вну-
тренними стенками. После З-ч ки-
пячения при ~110°С добавляют
0,25 л муравьиной кислоты и про-
должают нагревание еще в течение
1 ч. Затем раствор отфильтровы-
вают.
Получают сухой остаток" мас-
сой 10,5 г, состоящий в основном
из двухокиси кремния и альфа-
окиси алюминия и содержащий
следы платины и иридия. Вслед-
ствие малой массы этого остатка
можно считать, что драгоценные
элементы практически полностью
переведены в раствор.
Полученный прозрачный рас-
твор выдерживают при темпера-
туре 70 °C, а затем пропускают
через слой анионита «Дуолит
А 101 D», который прочно адсор-
бирует платину, в то время как
соединения алюминия и практичес-
ки весь иридий остаются в рас-
творе.
Анионит, содержащий плати-
ну, промывают 0,1 М водным рас-
твором соляной кислоты, затем
сушат и прокаливают, постепенно
повышая температуру до 800 °C,
в окислительной атмосфере. В ре-
зультате этого получают 17,6 г
металла, состоящего в основном
из платины и содержащего толь-
ко очень малые количества ири-
дия. К раствору, полученному
на стадии адсорбции, добавляют
обратным холодильником. Этот рас-
твор, в котором иридий переведен в четырехвалентное состояние, снова пропускают
через слой анионита при тех же условиях, что и на стадии адсорбции платины.
После прокаливания смолы при 800 °C последовательно в окислительной и в вос-
становительной атмосфере получают 2,35 г металлического иридия, не содержа-
щего платины. Выделение благородных металлов является практически полным.
Процесс, разработанный Р. Ф. Белтом, Р. К- Путтбахом и К- Т. Шрайбе-
ром (патент США 3 022443, 10 мая 1977 г., фирма «Литтон Системе Инкорпо-
рейтед»), предназначен для концентрирования и выделения металлов платиновой
группы из керамических материалов. Керамический материал сначала подвергают
действию температурного градиента в специальной печи, в результате чего проис-
ходит испарение окислов выделяемых металлов. Летучие окислы оседают на поверх-
ности для образования центров кристаллизации. В процессе охлаждения печи их
восстанавливают до металлов водородом. Аппарат для проведения такого процесса
показан на рис. 86.
204
Печь для концентрирования й выделения Металлов платиновой группы, в том
числе металлического иридия (1г) и (или) окиси иридия (1гО2) имеет внешнюю изо-
ляционную оболочку 1 из керамического волокна. Диаметр оболочки 1 обычно
равен 80 см, а высота 100 см; она выполнена в виде трубки, окружающей внутрен-
нюю изоляционную оболочку 46 из огнеупорного кирпича, имеющую нижний фла-
нец 39 и верхний фланец 2, которые образуют внутреннюю камеру 45.
Внутренняя камера 45 футерована цилиндрической отливкой из окиси алюми-
ния 42 с закрытыми концами, которая также является внутренним опорным эле-
ментом печи. На одной вертикальной оси с опорным элементом 42 центрированы
верхний и нижний трубчатые выступы 3 и 40 и трубчатый стержень 16, проходящий
по всей высоте печи и закрывающий внутреннюю камеру 45. Выступы 3 и 40 и стер-
жень 16 выполнены из окиси алюминия.
Стержень из окиси алюминия 16 прикреплен к внутреннему отверстию сталь-
ной прокладки 37, которая, в свою очередь, закреплена на стальном основании 35
стойками 36. Основание 35 укреплено на раме 34. Вторая прокладка 38 из огнеупор-
ного материала маронита отделена от основания 35 стойками 21, также выполнен-
ными из маронита. Стойки 21 закрепляются круглыми стальными болтами, прохо-
дящими через нижнюю поверхность прокладки 37 и стойки 21 к прокладке 38. Вну-
тренняя изоляционная оболочка 46 и опорный элемент 42 укреплены на проклад-
ке 38.
Через центр стержня 16 проходит, выступая за его концы, трубка 19, обычно
изготавливаемая из огнеупорного материала, например муллита. Ее длина состав-
ляет 150 см, а внутренний диаметр может меняться от 7 до 16 см. Трубка из мул-
лита 19 отделена от стержня 9 керамическим волокном 17, помещенным на концах
стержня 16 между внутренней поверхностью стержня и внешней поверхностью
трубки 19.
Трубка 19 соединена с основанием 35 и центрирована с отверстием 33, располо-
женным в середине плиты 35 и закрытым задвижкой 32. Задвижка крепится бол-
тами 31, проходящими через основание 35, между задвижкой и плитой 35 располо-
жено резиновое кольцо 30.
Верхняя прокладка 13, выполненная из маронита, туго охватывает стержень 16
у верхнего фланца 2. Верхний конец трубки из муллита 19 закрыт колпачком 7
из огнеупорного кирпича.
Шесть нагревательных элементов из карбида кремния 20 укреплены на пла-
стине 37 и проходят через пластину 38, нижний фланец 39, внутренний опорный
элемент 42, верхний фланец 2 и верхнюю закрывающую плиту 13. Нагревательные
элементы проходят параллельно стержню 16 и огнеупорной трубке 19 через внутрен-
нюю камеру 45. Они нагреваются от источника тока 10, контролируемого термо-
парой 17. Термопара заключается в карман 18, проходящий через внешнюю изоля-
ционную оболочку 1, внутреннюю изоляционную оболочку 46 и внутренний опор-
ный элемент 42, и подводится к конической трубке 16. Термопара 17 соединена с ис-
точником тока 10 проводами 15.
Может быть предусмотрена и вторая термопара 12, находящаяся в кармане 14,
проходящем через внешнюю изоляционную оболочку 1 и верхний фланец 2 вну-
тренней изоляционной оболочки 46. Термопара 12 соединяется с источником тока 10
проводами 11 и предназначена для контроля температурного градиента между горя-
чей и холодной зонами.
Так называемая горячая зона расположена внутри опорного элемента 42 неда-
леко от термопары 17, а холодная зона находится в области прохождения огнеупор-
ной трубки 19 через верхний фланец 2. Температурный градиент необходим для
переноса окиси иридия или других летучих окислов металлов платиновой группы.
Можно использовать и другой метод для проверки температурного градиента вну-
три печи. Для этого снимают огнеупорный колпачок 7 и медленно вводят керамиче-
скую трубку с термопарой вдоль вертикальной оси трубки 19.
Сжатый кислород подается из резервуара 28 в камеру, образованную огнеупор-
ной трубкой 19, задвижкой 32 и колпачком 7 по трубопроводу 29, имеющему кон-
трольный клапан 27, расходомер 24 и манометр 25. Смесь сжатого азота и водорода
из резервуара 26 подается через задвижку 32 по трубке 23, также имеющей контроль-
ный клапан 27, расходомер 24 и манометр 25. Состав подаваемой смеси может быть
различным, однако предпочтительно использовать смесь 85 % (объемн.) азота и
15 % (объемн.) водорода.
205
Скорость подачи газоб регулируется клапанами 27 и показывается расходо-
мерами 24. Попадая в трубку 19 газы проходят вокруг трубки для образования
зародышей 4, помещенной на вертикальной оси трубки 19 внутри огнеупорного кол-
пачка 7. На трубке 4 имеется диск 5, который практически полностью закрывает
все сечение трубки 19. После прохождения газов вокруг диска 5 они проходят через
колпачок 7 и выводятся из системы через вытяжное устройство 6.
Огнеупорная трубка 19 покрыта чистой окисью циркония (ZrO2) 41 на глубину
~5 см внутрь камеры, образуемой опорным элементом 42. Керамический мате-
риал 44, содержащий металлы платиновой группы, помещают в бумажную трубку 43,
обозначенную пунктирной линией, и вводят в огнеупорную трубку 19 вдоль ее вер-
тикальной оси. Затем помещают чистую окись циркония 41 между внешней поверх-
ностью бумажной трубки и внутренней поверхностью огнеупорной трубки; на этом
загрузка печи заканчивается.
Затем печь закрывают, помещая колпачок 7 вместе с трубкой 4 и диском 5 на
верхний конец трубки 19. Трубка 4 и диск 5 выполнены из муллита. Для наблюде-
ния за переносом металлов платиновой группы, содержащихся в керамическом
материале 44, из горячей зоны печи в холодную через колпачок 7 и диск 5 может
быть пропущен стержень из окиси алюминия 8.
Керамический материал 44 загружают в измельченном виде. Он может состоять
из окиси алюминия, окиси циркония, их смеси и других керамических продуктов.
Он содержит металлы платиновой группы, окислы которых обладают летучестью,
такие как иридий (1г), рутений (Ru), родий (Rh) и осмий (Os). Окислы всех этих
элементов летучи при температурах ниже 1200 °C. Керамический материал 44 по-
мещают в зону высокой температуры, создаваемой нагревательными элементами 20.
Температура в этой зоне повышается и достигает 1200—1475 °C. При этом происхо-
дит окисление платиновых металлов, присутствующих в измельченном керамиче-
ском материале, например иридия, содержащегося в окиси алюминия. Образую-
щиеся окислы испаряются и уносятся током кислорода из нижней в верхнюю чгсть
трубки 19.
Пары окиси иридия попадают в зону образования зародышей, где располо-
жены трубка 4 и диск 5. Поскольку температура в этой зоне относительно низкая,
окись иридия осаждается на трубке 4 и диске 5. Диск 5 может перемещаться вверх
и вниз по холодной зоне, тем самым дополнительно повышая или снижая темпера-
туру в холодной зоне. Конфигурация горячей зоны остается в основном неизменной,
однако она несколько зависит от размера трубки, объема и формы загружаемого
сырья.
Для проведения процесса печь загружают как описано выше. Помещают колпа-
чок 7 с трубкой 4 и диском 5 и начинают нагрев со скоростью 30—40°С/ч до темпе-
ратуры ~ 1350 °C. Бумажная трубка 43 сгорает еще задолго до достижения этой
температуры и поступающий кислород получает доступ к металлам платиновой
группы. Температуру в печи измеряют с помощью термопар 17 и 12.
При достижении внутри горячей зоны температуры ~800 °C начинают подачу
кислорода, открывая контрольный клапан; скорость подачи составляет 0,2—
1,8 м3/ч. Одновременно проводят контроль температурного градиента внутри печи.
После достижения температуры 1200—1475 °C в горячен зоне температуру ре-
гулярно контролируют в ходе процесса. Стержень из окиси алюминия 8 и (или)
трубку 4 и диск 5 ежедневно вынимают для наблюдения за переносом летучих оки-
слов. Когда стержни и диск вынуты, то любое количество иридия или окиси ири-
дия, перенесенное на поверхность, расположенную в холодной зоне, может быть
удалено с нее путем соскабливания и собрано в контейнер.
После переноса иридия в виде его оксида из материала 44 подачу кислорода
прекращают и начинают подачу смеси азота и водорода, открывая второй контроль-
ный клапан 27; скорость подачи составляет 0,1—0,45 м3/ч. После этого печь охла-
ждают со скоростью 30—40°С/ч. Из охлажденной печи вынимают трубку 4 и диск 5
и извлекают осажденный из них иридий. Иридий получают в виде чистого металла,
а кислород, входящий в состав оксида, в процессе восстановления переходит в водя-
ной пар и выводится из системы.
Открывают нижнюю задвижку 32 и удаляют материал из печи. Задвижку 32
заменяют плоской металлической тарелкой (на схеме не показана). Стержнем из
окиси алюминия соскабливают иридий со стенок трубки 19 и собирают его в тарелку,
расположенную у нижнего конца трубки 19.
206
ЖЕЛЕЗО ИЗ КИСЛОРОДНО-КОНВЕРТОРНЫХ
ШЛАКОВ
При производстве стали в кислородных коверторах происходит образование
значительных количеств шлака. В отличие от шлаков доменных печей этот шлак
не обладает гидравлическими свойствами и не представляет большой ценности.
Возможности рециркуляции шлака в доменную печь весьма ограничены, поскольку
в нем содержатся различные нежелательные примеси. Удаление шлака в виде от-
ходов наносит вред окружающей среде. Конверторный шлак имеет следующий ти-
пичный состав, % (по массе): SiO2 7—18; А12О3 0,3—2; СаО 35—55; MgO 2 6—6;
Fe+FeO.x 15—40; MnOx 2—6,5; Р2О8 1—2,5.
Высокое содержание железа в шлаке делает целесообразным его выделение.
Выделение железа путем простого восстановления затруднительно и экономически
неэффективно. Хотя при температурах ~ 1200 °C в
и происходит образование металличес-
кого железа, однако оно образуется
в виде мелкодисперсного материала,
находящегося в порах шлакового мате-
риала, поскольку при восстановлении
соединений железа температура плавле-
ния шлака значительно повышается.
Такое железо очень трудно выделить из
остатков шлака.
Метод, разработанный А. Г. Дж.
Вольфсом иЛ.Х. Гёссенсом (патент США
4 174961, 20 ноября 1979 г., фирмы
«Эрсте Недерландсе Цемент Индустри
ENCJ НВ», Нидерланды и «C.B.R Це-
менбедрийвен НВ», Бельгия), предназна-
чен для выделения металлических железа
восстановительной атмосфере
Рис. 87. Схема процесса одновременного
выделения железа н цементного клинкера
из шлаков кислородного конвертора
и марганца, присутствующих в виде окислов в шлаке, получаемом при производ-
стве стали с применением кислорода. Окислы металлов подвергают восстановле-
нию в присутствии углерода или его смеси с отходами, образующимися в уголь-
ных шахтах, и А12О3, содержащей силикатные добавки,
Схема такого процесса показана на рис.87.Шлак подается по линии/, а отходы,
образующиеся в угольных шахтах, или другой углеродсодержащий материал — по
линии 2 в устройство для измельчения сырья 3. Затем измельченное сырье по ли-
нии 4 подается во вращающуюся обжиговую печь 5, где происходит восстановление
соединений железа имеющимся, а в случае необходимости дополнительно вводи-
мым углеродом. Нагрев печи осуществляют нагревающим газом, подаваемым по
линии 8. При достижении тс зратуры 1400 °C происходит плавление сырья и отде-
лившееся от расплава желе .уводится по линии 6. Оставшийся после удаления
железа шлак сливается через отверстие 7 и по линии 9 подается в смеситель 10
в жидком виде или после охлаждения — в твердом виде.
По линии 18 влажный или сухой мелкоизмельченный известняк или мел пода-
ется в теплообменник 17 для предварительного нагрева. Для этого могут быть ис-
пользованы газы, выходящие из обжиговой печи 5 и агломерационной печи 12;
эти газы подаются по линии 16. Теплообменник 17 снабжен устройством для вывода
пыли 19, вентилятором 20 и электрофильтром 21 для улавливания мельчайших
частиц пыли; выходящие газы выбрасываются в атмосферу через дымовую
трубу 22.
Предварительно нагретое измельченное сырье из теплообменника 17 также по-
дается в смеситель 10 (в случае необходимости с отделением пыли в 19 и 21), где
смешивается со шлаком, поданным по линии 7, и далее направляется в агломераци-
онную печь 12, по линии 11. В печи 12 смесь нагревается приблизительно до
2=11400 °C нагревающим газом, подаваемым по линии 15. Получаемый в_ результате
агломерации продукт охлаждают в холодильнике 13 и по линии 14 клинкер портланд-
цемента выводят для дальнейшей переработки в цемент.
Процесс, разработанный П. Р. Парком (патент США 4 177062 , 4 декабря
1979 г., фирма «.Харско Дорпорейшт), предусматривает контактирование зама-
207
еденной прокатной окалины с горячим шлаком, получаемым при производстве
стали. При этом масло выгорает, а смесь шлака с окалиной может быть направлена
для дальнейшей переработки с выделением металлов или возвращена в процесс
производства стали.
ЖЕЛЕЗО ИЗ «КРАСНОГО ШЛАМА»
ПРОЦЕССА ФИРМЫ «БАЙЕР»
Для очистки бокситов в настоящее время широкое применение находит про-
цесс фирмы «Байер». Согласно этому процессу добываемые бокситы мелко измель-
чают и обрабатывают в автоклавах горячим раствором каустической соды, в ре-
зультате чего алюминий переходит в раствор в виде алюмината натрия. Каустик и
растворимый алюминат натрия отделяют от нерастворимого остатка путем отстаи-
вания и фильтрации. Остаток, так называемый красный шлам, образуется в количе-
стве 3 т на каждую тонну получаемого алюминия. Частицы шлама имеют очень
малые размеры (менее микрометра).
Красный шлам, из которого удалена окись алюминия, загрязнен щелочью и
поэтому его удаление представляет опасность для окружающей среды. Для хране-
ния его отходов необходимо создание больших отстойных водоемов. В состав крас-
ного шлама обычно входят окиси алюминия, железа, кремния, титана, кальция и
натрия. Попытки утилизации красного шлама обычно оставались безус-
пешными.
Процесс, разработанный Г. Дебошем, 3. Фельфёльди, Г. Хорватом, Г. Даптаи,
3. Освальдом и К. Шоймаром (патент США 3 989513, 2 ноября 1976 г., «Мадьяр
Алюминиумипари Трости, Венгрия), предусматривает добавление к красному шламу
известняка, гидратированной извести или других материалов, содержащих СаО,
в определенных молярных соотношениях. Полученную смесь затем смешивают с вос-
становителем и нагревают, в результате чего смесь размягчается или пла-
вится.
Железо от шлака можно отделять или пока смесь находится в расплавленном
состоянии или после ее охлаждения. Соединений Na и А], содержащиеся в шлаке,
экстрагируют раствором карбоната натрия, содержащим каустик, или последова-
тельно карбонатом натрия и раствором каустика.
ЖЕЛЕЗО ИЗ ПРОКАТНОЙ ОКАЛИНЫ
См. «Железо из кислородно-конверторных шлаков».
ЖЕЛЕЗО ИЗ ЖЕЛЕЗНОГО ЛОМА
Около 5 % от общего количества железной руды и агломератов, потребляемого
в металлургической промышленности США, получают из вторичных материалов,
таких как колошниковая пыль доменных печей, прокатная окалина и шлаки стале-
плавильных печей. Пыль обычно рециркулируют через агломерационные установки.
Прокатная окалина и шлак могут возвращаться в печи как после агломерации так
и непосредственно. Для загрузки в доменные печи используют также и металличе-
ский лом. Использование различных материалов в металлургической промышлен-
ности США по данным за 1976 г. иллюстрируется рис. 88. В 1976 г. было рециркули-
ровано следующее количество вторичных материалов, %, колошниковой пыли 50,
прокатной окалины 65,5, шлака 23, металлического лома 53,
208
Рис. 88. Схема потребления первичных н вторичных железосодержащих материалов при
производстве железа и стали в США в 1976 г. (в миллионах американских тонн железа,
1 т = 907,2 кг):
1 — установка для агломерации железной руды; 2 — колошниковая пыль (доменных печей);
3 — шлак (сталеплавильных печей); 4 — окалина (прокатных станов); 5 — первичная руда5
6 — установка прямого восстановления; 7 — шлаковый скрап (сталеплавильных печей);
8 — другой скрап (сталеплавильных печей и прокатных станов); 9 — доменные печи; 10 —
сталеплавильные печи
ЖЕЛЕЗО ИЗ ИСПОЛЬЗОВАННЫХ
АВТОМОБИЛЬНЫХ ШИН
См. «Топливо для доменных печей из использованных автомобильных шин» [1].
ЖЕЛЕЗО ИЗ ОТРАБОТАННЫХ ТРАВИЛЬНЫХ
РАСТВОРОВ
См. также «Серная кислота из отработанных травильных растворов».
Процесс, разработанный М. Ватанабе, и С. Нишимура (патент США
4 177119, 4 декабря 1979 г. и патент США 4 113588, 12 сентября 1978 г., фирма
«Солеке Рисерч Корпорейшн оф Джапан»), предназначен для извлечения железа и
H2SO4 или НС1 из отработанных травильных растворов с высоким содержанием
ионов железа.
Процесс включает обработку H2SO4 или НС1, содержащих большие количества
ионов Fe, с регенерацией кислоты и получением высокочистого электролитного же-
леза или гидроокиси железа, с применением методов экстракции или диафрагмен-
ного электролиза. Поскольку большая часть железа, содержащегося в кислых сточ-
ных водах, находится в виде ионов Fe2+, широкое применение находит окисление ио-
нов Fe2+ в Fe34- сжатым воздухом или кислородом или Н2О2.
В случае выделения из сточных вод НС1 процесс включает следующие стадии:
1. Превращение ионов Fe2+ в Fe34 в окислительно-восстановительном электро-
лизере, в котором отработанный раствор является анолитом, а католитом является
раствор НС1, содержащий ионы Fe3+; таким образом в отработанном католите содер-
жатся ионы Fe3+.
2. Экстракцию ионов Fe3; из анолита,полученного на стадии 1, органическим рас-
творителем С с образованием комплекса между растворителем и FeCl3 в органиче-
ской фазе и получением водного раффината.
3. Регенерацию растворителя С при контактировании его с водным экстрак-
тантом для извлечения из него ионов Fe34. Экстрактант, содержащий ионы Fe3+,
используют в качестве католита на стадии 1,
209
210
4. Выделение соединений железа из отработанного католита со стадии 1 пу-
тем диафрагменного электролиза.
5. Диафрагменный электролиз (стадия 4) рафината, получаемого на стадии 2,
для выделения из него НС1.
Схема процесса для случая отработанного раствора, содержащего относительно
небольшие количества НС1, показана на рис. 89, соответствующая схема для случая,
когда раствор содержит высокие концентрации НС1 и ионов С1 приведена на рис. 90.
Органический растворитель А представляет собой раствор соединения, выбран-
ного из группы, состоящей из диалкилфосфорной кислоты, смесей диалкилфосфор-
Рнс. 91. Схема процесса выделения железа и H2SO4 нз травильных жидкостей
ной кислоты с нафтеновой кислотой или оксима и 3—15 % высшего спирта, имею-
щего 5—15 атомов углерода, в качестве модификатора в углеводороде нефти, являю-
щемся растворителем.
Органический растворитель В представляет собой эфир фосфорной кислоты
или амин, растворенный в углеводороде нефти.
Органический растворитель С представляет собой эфир фосфорной кислоты или
амин, растворенный в углеводороде нефти.
На рис. 91 показана схема процесса выделения H2SO4 из отработанного раствора,
содержащего серную кислоту.
ЖЕЛЕЗО ИЗ ПЕЧНОЙ ПЫЛИ
СТАЛЕПЛАВИЛЬНЫХ ЗАВОДОВ
Производство чугуна и стали, где в качестве сырья используют в качестве сырья
железную руду, кокс, флюс, сопровождается образованием большого количества
твердых отходов, которые необходимо удалять, для повышения экономичности
процесса, извлекая содержащиеся в них металлы. Ранее удаление отходов произво-
211
ДйЛй с применением процесса агломерации, в результате чего происходило загрязне-
ние окружающей среды и потери значительной части углерода, содержащегося в от-
ходах.
В типичном металлургическом процессе железную окисную руду, флюс и вос-
становитель-кокс загружают в домну, где сырье плавится и в результате восстанов-
ления окислов железа получается жидкий чугун и шлак. В результате высокой тем-
пературы и большой скорости подачи воздуха (более 3 м/с) наблюдается большой унос
мелкодисперсных частиц, которые улавливаются пылеулавливающей системой в су-
хом виде или в виде шлама.
Пыль, уносимая из доменных печей, состоит из смесн окислов железа, углерода,
извести и золы. Ее удаление представляет собой серьезную проблему, поскольку
иа каждые 100 т произведенного железа образуется ~2,5 т пыли.
При переделке чугуна в сталь в мартеновской печи или в кислородном конвер-
торе образуется пыль с высоким содержанием окислов железа. Однако ее удаление
тоже связано с определенными проблемами, поскольку большинство частиц имеют
размеры менее 1 мкм, а количество пыли составляет ~1,5 т иа каждые 100 т стали.
Отходы получаются и в процессе разливки стали. Стальные слитки, сутунки
и другие полупродукты подвергают повторному нагреванию в печах и из них полу-
чают листы, полосы и другие структурные формы на непрерывных прокатных ста-
нах. В процессе прокатки происходит образование горячих окисленных частиц, из-
вестных как окалина. Эта прокатная окалина в основном состоит из магнитной окиси
железа (Fe3O4) и содержит различные количества масла и смазки, т. е. ее удаление
также представляет собой проблему.
Окислы металлов и органические соединения, входящие в состав этих отходов,
являются ценными продуктами. Кроме того, свалка таких отходов все более ограни-
чивается законодательством. Как уже упоминалось выше, применяющиеся методы
агломерации наносят вред окружающей среде и поэтому требуют больших расходов
на создание устройств, предотвращающих загрязнение. При спекании также проис-
ходит сгорание большого количества органических соединений, в результате чего
снижается теплотворная способность получаемого продукта. Широко обсуждае-
мый метод горячего брикетирования ие показал высокой экономической эффектив-
ности, он очень дорог и не позволяет агломерировать мелкие частицы углерода.
В некоторых процессах с целью получения цемента к отходам добавляют шлако-
образующие компоненты, одиако все получаемые продукты обладают недостаточной
связывающей способностью при высоких температурах. Очевидно, что для предотвра-
щения загрязнения окружающей среды необходимо использовать процесс агломера-
ции, протекающий при низких температурах и в котором ие используются большие
количества газов. Процесс должен давать возможность извлекать все ценные про-
дукты, а получаемый агломерат—быть стабильным при высоких температурах,
обладать хорошей прочностью и состоять из частиц примерно одинаковых размеров.
Процесс, разработанный X. В. Морисом и Дж. К. Пирсом (патент США
3 948644, 6 апреля 1976 г., фирма «Пеннсильвания Инженеринг Корпорейиш»), пре-
дусматривает подачу газов, отходящих из печи для рафинирования стали, в газо-
очистную систему, в которой пыль удаляется и собирается в виде суспензии. Сус-
пензию подвергают сушке, снова получая пыль, которую подают иа хранение в на-
копитель.
Из накопителя пыль пневматически транспортируется к печи для рафинирова-
ния стали и через фурмы подается в расплавленный металл. Пыль с высоким содер-
жанием окиси железа позволяет увеличить выход стали в печи для рафинирования.
Схема этого процесса представлена иа рис. 92.
Новый процесс для использования пыли и соответствующая аппаратура могут
быть использованы совместно с различными конверторными реакторами и печами,
такими как кислородные конверторы с верхним и с иижиим дутьем, мартеновские
печи и др. Для краткости будет описан только процесс, связанный с кислородным
конвертором с нижним дутьем, который на схеме обозначен цифрой 1. Конвертор 1
имеет металлическую оболочку 2, футерованную огнеупорным материалом.
В нижней части конвертора 1 находится камера 5, имеющая два различных пи-
тателя (на схеме не показаны), по которым газы, в том числе содержащие мелкодис-
персные частицы, подаются к фурмам (иа схеме ие показаны), выступающим со
дна реактора. Конструкция с расположением фурм в дне реактора общеизвестна и
ие требует дальнейших пояснений. Достаточно указать, что каждая фурма состоит
212
из двух концентрических трубок. Через Одну из них в расплавленный металл подается
кислород, содержащий мелкодиспергироваиные материалы. Через другую трубку
в расплав инжектируется углеводородный газ.
При контактировании с поверхностью расплавленного металла поступающий
углеводород подвергается крекингу, являющемуся эндотермическим процессом и
приводящим к охлаждению фурмы, которая сильно нагревается в результате реак-
ции кислорода с компонентами расплава.
Кислород, содержащий мелкодисперсные частицы, подается к фурмам по трубо-
проводу 4, который проходит вдоль боковой стеики реактора к питателю, находяще-
муся в камере 5. Трубопровод 4 выходит из шарнирного сочленения 3, связанного
со стационарным трубопроводом 7, который в свою очередь соединен с одним или
Рис. 92. Схема процесса переработки пыли из печей для рафинирова-
ния стали
несколькими источниками газов. Углеводородный газ может подаваться к фурмам
по трубопроводу 6, отходящему от шарнирного сочленения (иа схеме не показано)
на задней стейке реактора 1, соединенного с источником сжатого углеводородного
газа, например пропана (иа схеме не показан).
Реактор 1 закреплен на цапфенном кольце, позволяющем реакционному сосуду
отклоняться от горизонтальной оси. Детали и привод отклоняющего механизма на
схеме не показаны, поскольку они общеизвестны.
Превращение чугуна в сталь в конверторе происходит в результате инжектиро-
вания в горячий расплавленный металл кислорода совместно с другими газами и
твердыми веществами, необходимыми для эффективного протекания металлурги-
ческих реакций. В результате протекания процесса из реактора выделяются боль-
шие количества газов и дыма, которые поступают в вытяжной зонт, расположенный
над выходным отверстием реактора. Зонт 8 соединен с трубой 9, по которой отходя-
щие газы поступают в мокрый скруббер 10.
Применяемый скруббер имеет общеизвестную конструкцию. В нем происходит
отделение твердых частиц, содержащихся в газе и их осаждение в виде суспензии
в нижней части И скруббера. Газы выходят из скруббера по трубопроводу 12 и уда-
ляются вентилятором 13 по трубопроводу 14 через дымовую трубу 15. В дымовой трубе
имеется горелка 16 для сжигания окиси углерода и других горючих газов перед их
выбросом в атмосферу. В некоторых установках вентилятор 13 направляет газы в газ-
гольдеры с целью последующего использования в качестве топлива.'
Суспензия из нижней части 11 скруббера 10 с высоким содержанием мелкодис-
персной окиси железа подается иа фильтр 17 известной конструкции. Там происходит
отделение основной части воды, а сконцентрированная суспензия перекачивается
насосом 19 по трубопроводам 18 и 20 иа вакуумный фильтр 21.
213
Конструкция вакуумного фильтра общеизвестна. В нем происходит удаление
остаточных количеств воды из суспензии, после чего подсушенный материал по тру-
бопроводу 22 подается в сушитель 23 для окончательной сушки. Сушитель 2,3 обогре-
вается с помощью горючего и может иметь различные конструкции.
Материал после сушки по трубопроводу 24 подается в сепаратор 25. В данном
случае может быть использован сепаратор циклонного типа, в котором помимо
дальнейшей сушки материала происходит разделение частиц различной массы. В рас-
сматриваемом примере, однако, производить разделение не требуется и мелкодис-
персный материал из сепаратора 25 по трубопроводу подается в емкость для хране-
ния 31. Этот материал является конечным продуктом для той части системы. Между
сепаратором 25 и емкостью 31 в случае необходимости могут быть размещены допол-
нительные бункеры или другие емкости для хранения материала.
Мелкодисперсный материал с высоким содержанием окиси железа поступает в ем-
кость 31 через газозатворный клапан 30, расположенный в верхней части сосуда.
Во время поступления материала емкость 31 находится при атмосферном давлении.
Давление в емкости для хранения 31 может быть создано путем подачи сжатого газа
(источник его на схеме не показан) по трубопроводу 34. Обычно для этой цели ис-
пользуют сжатый кислород. Газ проходит через регулировочный вентиль 35 и по
трубопроводу 36 поступает в емкость 31.
По ответвлению 33 сжатый газ подается в камеру 32, в которую из емкости для
хранения по линии 37 поступают также частицы мелкодисперсного материала. Газ
захватывает мелкодисперсные частицы с высоким содержанием окиси железа и по
трубопроводу 7 через шарнирное сочленение 3 поступает к фурмам в нижней части
конвертора где происходит инжектирование мелкодисперсного материала в расплав-
ленный металл.
Значительная часть инжектируемой окиси железа восстанавливается до чистого
железа, что приводит к увеличению выхода стали. Таким образом, окись железа,
выходящая из конвертора после предыдущей плавки в виде дымовых частиц, воз-
вращается для повторного использования в последующей плавке.
Для сушки материала, проходящего между скруббером 10 и емкостью для хра-
нения 31, могут быть использованы самые различные устройства, их конструкция
не имеет большого значения. Они должны обеспечивать достижение только одной
цели — получение сухого мелкодисперсного материала, который может быть легко
инжектирован в конвертор для повторного использования. Описанный метод мо-
жет быть использован для конверторов или печей любого типа, в которых имеется
возможность для инжектирования порошкообразного материала.
Более того, такой мелкодисперсный материал может быть получен при работе
другого типа агрегата для рафинирования, такого как мартеновская печь, домна
или кислородный конвертор с верхним дутьем. Он подается через клапан 27, трубо-
провод 26 и бункер 28 в емкость для хранения 31, а оттуда может быть направлен
к фурмам для подачи в реактор 1.
Таким образом, важным преимуществом этого процесса является удаление пыли,
образующейся в ходе металлургических процессов, без загрязнения окружающей
среды, путем ее рециркуляции в реактор через заглубленные фурмы. Данный спо-
соб может быть применен для любых типов металлургических реакторов, которые
могут быть оборудованы такими фурмами.
Процесс, разработанный Дж. В. Драйвером и К. Е. Яблонски (патент США
4 003736, 18 января 1977 г.; фирма «Бетлехем Стил Корпорейшн1>'), предназначен
для производства прочных, стабильных комков шарообразной формы из сухих ды-
мовых частиц, содержащих железо и не менее ~8 % связанной извести (СаО) и окиси
магния (MgO). Дымовые частицы поступают в комкующее устройство где к ним до-
бавляют воду в количестве достаточном для полной гидратации извести и окиси маг-
ния и для получения комков с содержанием влаги 7—12 %. Время пребывания ды-
мовых частиц в комкующем устройстве составляет не менее ~8 мин. Продукт пред-
ставляет собой прочные стабильные круглые комки, пригодные для загрузки в стале-
плавильные печи.
Аппарат для осуществления такого процесса показан на рис. 93. Окомковаль-
ное устройство 1, закрепленное на основании 3, имеет привод 4 и диск 2; диск вра-
щается по направлению часовой стрелки. Дымовые частицы, содержащие железо 8,
подаются транспортером 11 на диск 2. Часть дымовых частиц попадает непосредст-
214
Рис. 93. Окомкователь, служащий для переработки пыли сталеплавильных
заводов с целью ее повторного использования в печах
венно в зазор между дном 5 и боковых стенок 6, а остальные падают на диск и прили-
пают к маленьким окатышам, образованным из частиц, попавших на диск ранее.
При вращении диска 2 с находящимися на нем частицами и маленькими окаты-
шами происходит их опрыскивание водой из жиклеров 7, расположенных в различ-
ных местах над диском 2. При непрерывном опрыскивании водой происходит после-
довательное отложение одного слоя дымовых частиц на другом и в конце концов аг-
ломерация частиц с образованием комков. Подаваемая вода также гидратирует из-
весть и окись магния. Время пребывания дымовых частиц на диске зависит от ряда
параметров таких как угол наклона диска, скорость его вращения, скорость подачи
дымовых частиц, желаемый размер комков и др.
Для достижения требуемой цели может быть использован любой известный ме-
тод комкования при условии, что к дымовым частицам будет добавлена вода в коли-
чествах достаточных для гидратации извести и окиси магния и для создания влаж-
ности получаемого продукта 7—12 %. Кроме того, дымовые частицы должны нахо-
диться на комковальном диске не менее ~8 мин. В результате соблюдения выше-
упомянутых условий могут быть получены прочные, стабильные круглые комки 9,
которые выводятся с диска 2 по транспортеру 10.
Процесс, разработанный Дж. В. Драйвером (патент США 4 004916, 25 января
1977 г.; фирма «Бетлехем Стил Дорпорейшн»), предназначен для выделения железа,
содержащегося во влажных дымовых частицах, образующихся в процессе произ-
водства стали. Дымовые частицы концентрируют, подвергают очень быстрой сушке,
дроблению под действием удара и окомкованию. В окомковальное устройство добав-
ляется влага, что позволяет получить комки устойчивые при транспортировке и об-
работке, необходимых для повторной загрузки полученных комков в сталеплавиль-
ную печь.
Схема этого процесса представлена на рис. 94. Влажные дымовые частицы,
содержащие железо, концентрируют в аппаратах 7 и 8, а сухие дымовые частицы из
осадителя мартеновской печи обрабатывают водой для уменьшения содержания серы
и концентрируют в аппарате 6. Дымовые частицы, выходящие из кислородного кон-
вертора, также обрабатывают водой и направляют в аппарат 8. Сконцентрированное
сырье из аппаратов 6, 7 и 8 смешивается в резервуаре 9, в результате чего получается
водная суспензия дымовых частиц, содержащая 35—55 % твердого вещества.
Суспензию из резервуара 9 направляют для сушки в сушитель-распылитель 10.
Скорость подачи сырья в сушитель составляет 300—380 л/мин. При подаче в быстро
вращающуюся распылительную головку 11, находящуюся в верхней части сушителя,
происходит распыление супензии, которая падает вниз в виде очень мелких капель.
Размер этих капель зависит от диаметра отверстий и скорости вращения распыли-
тельной головки. Навстречу падающим каплям вентилятором 13 по трубе 14 подается
горячий воздух с температурой 650 °C.
215
При контактировании с горячим воздухом происходит мгновенное испарение
воды из капель и образование маленьких затвердевших сфероидов с более или менее
гладкой поверхностью, состоящих из дымовых частиц. В результате процессов теп-
лообмена и испарения воды температура дымовых частиц обычно повышается до
~ 138 °C; до этой же температуры охлаждается горячий воздух. Образующиеся твер-
дые сфероиды сохраняют свою форму и выводятся из нижней части распылителя
вместе с дымовыми частицами, не вошедшими в состав сфероидов, и подаются в цик-
лон или другой подобный аппарат 16 для отделения сфероидов и дымовых частиц от
Рис. 94. Метод агломерации улавливаемого дыма для использования его в ме-
таллургических печах:
1 — дым подовых печей, улавливаемый в сухих фильтрах; 2 — дым подовых пе-
чей, улавливаемых мокрым скруббером; 3 — дым кислородных конверторов, ула-
вливаемый мокрым скруббером; 4 — дым кислородных конверторов, улавлива-
емый сухим способом; 5 — обработка водой; 6—11, 13, 14, 16, 18 — 22 (в тексте);
12 — горячий воздух; 15 — отходящий газ; 17 — дым; 23 — вода
газовой фазы. В результате образования сфероидов удельная поверхность дымовых
частиц уменьшается до 0,8 м2/г.
Сухие дымовые частицы направляют в ударное устройство 18, где они подаются
на горизонтальный вращающийся диск 20. Скорость его вращения составляет
~3500 об/мин и попадающие на него сфероиды и часть более крупных дымовых ча-
стиц сбрасываются с вращающегося диска и ударяются о мишень 19, расположенную
на определенном расстоянии от края диска. Скорость, получаемая частицами сырья,
достаточна для их дробления.
В результате дробления происходит образование новых сухих чистых ступенча-
тых поверхностей разрыва. Частицы средних размеров также частично дробятся,
а дробление мелких дымовых частиц при ударе не происходит. Образование новых
поверхностей разрыва повышает величину удельной поверхности дымовых частиц
по Блэйну до 0,8—1,2 м2/г.
Полученные раздробленные дымовые частицы направляют в бункер 21 или
другую емкость для хранения. По мере необходимости дымовые частицы выводят из
этих емкостей для подачи в окомковальное устройство 22, например, в коническое
или дисковое окомковальное устройство. Для получения комков в окомковальном
устройстве предусмотрено добавление влаги. Продуктом являются круглые комкц
216
ДйамеТром 1—3 мм, которое могут быть возвращены для загрузки в сталеплавйЛЬ*
ную печь.
Процесс, разработанный Б. Е. Кэссом, Д. В. Коатом и Дж. Р. Квайгли, патент
США 4 119455, 10 октября 1978 г.; фирма «Карад, Инкорпорейтед», предназначен
для повторного использования железосодержащей пыли, образующейся в ходе ме-
таллургических процессов и улавливаемой в сухом виде или в виде шлама. В улов-
ленной пыли создается такая влажность, чтобы сделать материал пластичным и под-
дающимся формовке с получением агломератов (обычно содержание влаги 8—16 %).
Рис. 95. Схема процесса переработки сухой пыли и пылевых суспензий образующихся
при выплавке стали, для получения сухого порошка, пригодного для брикетирова-
ния, с последующим возвратом в процесс производства стали
К сухой пыли добавляется вода; при использовании влажной пыли содержание
воды в материале может регулироваться путем добавления сухого вещества.
К смеси добавляют гидравлический цемент в количестве ~4—15 % и проводят фор-
мование агломератов, которые затем направляют для повторного использования
в металлургических печах.
Процесс, разработанный И. Араи, Ю. Дмада, А. Митсута и К. Кадота (па-
тент США 4 133756, 9 января 1979 г.; фирмы «Сумитомо Хеви Индастриз, Лтд.*
и «Сумитомо Метал Индастриз, Лтд.*, Япония), предусматривает подачу постоян-
ного количества осадка от фильтрования в сушитель с получением порошка, имею-
щего заданную влажность, который далее подвергается гранулированию. Схема
процесса для обработки пыли, выходящей из различных типов металлургических
печей, представлена на рис. 95.
Суспензии пыли, улавливаемой из доменной печи и из конвертора, по трубопро-
водам 1 и 2 поступают в смеситель 4. Для того, чтобы обеспечить содержание твердых
веществ в получаемой суспензии 34—45 % в смеситель 4 по транспортеру 3 подается
сухая пыль и вся смесь перемешивается мешалкой 5. Затем смесь по трубопроводу 6
направляют в резервуар 8.
В резервуаре 8 также имеется мешалка, например вращающаяся мешалка 7,
поддерживающая гомогенность суспензии. Далее смесь по трубопроводу 9 подается
217
в резервуар 10, где расположен барабанный ленточный фильтр 11. Фильтр может
вращаться с переменной скоростью благодаря приводу 12. В результате фильтро-
вания образуется твердый осадок, имеющий заданную влажность в том случае, если
исходная взвесь также имела заданное содержание воды.
Остаток от фильтрования 15 по транспортеру 13 попадает в желоб 16, а затем в ро-
тационный сушитель 17. Над транспортером имеется датчик 14, с помощью которого
контролируется количество сырья, находящегося иа транспортере и регулируется
через привод с переменной скоростью 12 скорость вращения фильтра 11. В суши-
тель 17 поступает горячий воздух из генератора 26. В результате сушки получается
сухой порошок 19, который выводится транспортером 18 для дальнейшей обработки.
Температура газов, отходящих по трубе
20, измеряется с помощью температурного
детектора 21. В зависимости от температуры
отходящих газов и скорости подачи сырья
в сушитель регулируется количество топли-
ва, подаваемого в генератор горячего воздуха
по трубопроводу 23. Для этого в трубопро-
воде имеется регулировочный вентиль 24
с приводом 22.
Привод 22 получает сигнал от контроль-
ного прибора 28, связанного с температур-
ным детектором, и в зависимости от него
регулирует открывание вентиля 24. Две
впускные трубы 25 и 27 соединены с генера-
тором горячего воздуха. По трубе 25 пода-
ется воздух для горения топлива, а по трубе
27 — свежий воздух для регулировки тем-
пературы горячего воздуха.
Процесс, разработанный К. Маедой
(патент США 4 134755, 16 января 1979 г.),
предназначен для рециркуляции железосо-
держащих компонентов пыли, выходящий из
металлургических печей, в частности от до-
менных печей и конверторов. При этом из
пыли удаляются соединения металлов группы
цинка и сами эти металлы, что позволяет
предотвратить их отложение и накопление иа
стейках печи.
Отделение железосодержащих компо-
нентов и удаление соединений металлов
группы цинка проводится мокрым методом.
Для отделения цинксодержащие частицы
должны иметь меньшие размеры, чем желе-
зосодержащие; разделение проводится с использованием вакуума. Выделенный
железосодержащий материал возвращается в печь. Схема процесса представлена
иа рис. 96.
Обычная доменная печь 1 через выхлопную трубу 2 соединена с электрофиль-
тром 3 обычной конструкции, Такой же фильтр применяется и в случае конвертора
или электропечи Г. Электрофильтр 3 соединен трубопроводом 4 со скруббером Вен-
тури мокрой очистки 5. Фильтр 3 и скруббер 5 связаны с концентрирующим аппара-
том 7 трубопроводами 6 и 6'. Сливная труба 8 соединяет концентрирующий аппарат
7 с аппаратом для обработки сточных вод 9, который в свою очередь связан трубо-
проводом 10 с аппаратом для повторной обработки 11.
Аппарат А для удаления металлов группы цинка и их соединений связан со
сливной трубой 12 концентрирующего аппарата 7. В аппарат А входит дробилка 13,
в которой сырье, подаваемое по трубопроводу 12, подвергается селективной пульве-
ризации. При этом более мягкие цииксодержащие компоненты дробятся иа более
мелкие частицы, чем соединения железа. Выходное отверстие дробилки 13 через
трубопровод 14 связано с вакуумным мокрым циклоном 15.
В тех случаях, когда частицы железа и цинка имеют различные размеры уже
в концентрирующем аппарате, то материал по сливной трубе 12 и второй трубе 12'
218
непосредственно поступает в вакуумный циклон 15. В тех случаях, когда частицы
пыли в аппарате 7 покрыты шламом, то вместо дробилки 13 применяют смеситель
для предотвращения слипания частиц, из которого сырье подается в вакуумный цик-
лон 15.
Всасывающая труба 16 вакуумного циклона 15 соединена с заполненным водой
резервуаром 17 таким образом, что под действием столба воды образуется вакуумная
сифонная трубка. В верхней части трубы 16 расположен сифонный регулятор 18
для регулировки давления. Резервуар 17 соединен трубопроводом 19 с обычным ап-
паратом для обработки сточных вод 20, который в свою очередь трубопроводом 21
соединен с аппаратом 22, в котором производится обработка металлов группы
цинка и их соединений.
Сливная труба 23 вакуумного циклона 15 соединена с фильтрпрессом 24, сливная
труба которого 25 связана с аппаратом для обработки сточных вод 9. Транспортер 26
связывает фильтрпресс 24 с сушилкой 27, а транспортер 28 подает продукт из су-
шилки 27 в барабанный смеситель 29. Загрузочный бункер для сухого порошкообраз-
ного сырья 30 соединен со смесителем 29 транспортером 31.
Гранулятор 33 соедииеи со смесителем 29 транспортером 32, с аппаратом для
кальцинирования 35 — транспортером 34 и с агломерационным устройством — транс-
портером 36. Агломерационный аппарат 37 с помощью транспортера 38 связан с до-
менной печью 1 или конвертором Г,
В описанной выше системе пыль, выходящая из доменной печи 1 или конвертора
или электропечи Г, содержащая ZnO, Zn, Fe8O3 и т. п., сначала осаждается в виде
грубых частиц в электрофильтре 3, а затем собирается в виде мелких частиц в скруб-
бере мокрой очистки 5.
Твердая фаза по пылесбориым трубам 6 и 6' поступает в концентрирующий ап-
парат 7, где происходит седиментация и отделение твердой фазы от жидкости. Жид-
кая фаза через сливную трубу 8 поступает в аппарат для обработки сточных вод 9.
Остаток твердой фазы отводится из этого аппарата по трубопроводу 10 в аппарат
для повторной обработки 11.
Твердая фаза из концентрирующего аппарата по сливной трубе 12 подается иа
дробилку 13 механизма А для удаления металлов группы цинка и их соединений.
Различия в твердости, хрупкости и др. свойствах Pb, Zn, ZnO и Fe2O3 позволяют
осуществлять в дробилке 13 селективную пульверизацию. В результате частицы,
содержащие РЬ и Zn, имеют минимально возможные размеры, a Fe2O3 ие пульвери-
зуется и остается в виде крупных частиц. Сырье после дробилки 13 с помощью пи-
тателя подается в вакуумный сепаратор 15. В том случае, если разделение частиц
разных материалов по размерам было достигнуто еще иа стадии транспортировки
в аппарат 7, то частицы пыли оттуда непосредственно подают в вакуумный сепара-
тор 15.
Всасывающая труба сепаратора 15 связана с расположенным иа более низком
уровне резервуаром 17, в результате чего образуется сифонная трубка и поддер-
живается отрицательное давление в сепараторе, которое контролируется регулято-
ром 18. Сепаратор всасывает более мелкие частицы, содержащие РЬ и Zn, более сильно
в результате чего они отделяются от грубых частиц Fe2O3; они оседают в сепараторе
а затем поступают в резервуар 17 по сливной трубе 16. Оттуда их направляют в ап-
парат для обработки сточных вод 20 по трубопроводу 19. После разделения твердой
и жидкой фазы твердые металлы группы цинка и их соединения обрабатывают в ап-
парате 22, в результате чего становится возможным их повторное исполь-
зование.
Грубые частицы железосодержащего материала по сливной трубе 23 поступают
на фильтрпресс 24 для разделения жидкой и твердой фазы. Жидкую фазу направ-
ляют по трубопроводу 25 в аппарат для обработки сточных вод. Твердый материал
из аппарата 9 подается для повторной обработки в аппарат 11. Твердые железосо-
держащие компоненты из фильтрпресса 24 транспортером 26 подаются в сушиль-
ный аппарат 27. Оттуда их по транспортеру 28 направляют в смеситель 29. В некото-
рых случаях в смеситель добавляют исходное сырье в виде порошка; в результате
перемешивания получается гомогенный материал. Этот материал по транспортеру 32
поступает в гранулятор 33, откуда полученные гранулы по транспортеру 34 посту-
пают в аппарат 35, где происходит их кальцинирование и формование. Полученный
продукт по транспортеру 36 подается в аппарат 37 для агломерации. Агломерат из
аппарата 37 возвращают в доменную печь 1 или в конвертор или электропечь Г.
219
Процесс, разработанный Л. Фиге, X. В. Хёле, В. Дж. П. Янсеном и К.-Х. Уль-
рихом (патент США 4 189314, 19 февраля 1980 г.; фирма «Фрид. Крупп Хюттен-
верке АГ», ФРГ), предназначен для утилизации пыли и шлама, образующихся в
доменных печах, с целью повторного использования в производстве стали.
Процесс включает формование из пыли и шлама гранул, в состав которых вхо-
дит основная рудная порода и большое количество серусодержащих соединений;
содержание металлов в гранулах превышает 80 %. Гранулы, в количестве до 10 %
(по массе) добавляют к жидкому чугуну. Добавку гранул проводят в загрузочный
ковш для чугуна перед или одновременно с переносом жидкого чугуна в загрузочный
ковш. В результате этого происходит удаление шлаков из чугуна, после чего его пере-
ливают в реактор для рафинирования.
ЖЕЛЕЗА оксид из ПЫЛИ РЕАКТОРА
ДЛЯ ХЛОРИРОВАНИЯ ИЛЬМЕНИТА
В процессе хлорирования материалов, содержащих титан и железо, например
таких титансодержащих руд как ильменит, путем контактирования руды с хлором
и углеродом при повышенных температурах основным продуктом является четырех-
хлористый титан. При этом образуется также большое количество пыли, частицы ко-
торой в основном состоят из FeCl2, загрязненного ТЮ2, коксом и другими оксидами
и хлоридами металлов, например хлоридами магния и марганца.
Поскольку эта пыль является вредной для окружающей среды, желательно под-
вергать ее переработке с целью получения полезных продуктов, например оксида
железа и газообразного хлора; последний, в частности, может быть вновь использо-
ван для хлорирования титаножелезных руд. Известен ряд процессов для выделения
оксида железа и хлора путем окисления хлоридов железа.
Усовершенствованный процесс для извлечения хлора и оксида железа разра-
ботан А. Хартманном, А. Куллингом и X. Туммом (патент США 4 060584,
28 ноября 1977 г.; фирма «Кронос Титан ГмбХ», ФРГ). Согласно этому процессу
пыль, образующаяся в процессе хлорирования титаножелезных руд и состоящая
в основном из частиц FeCl2 и таких примесей как кокс, различные хлориды и оксиды
металлов, подвергается окислению при относительно низких температурах с целью
выделения оксида железа и газообразного хлора. Процесс включает следующие
стадии:
1. Пыль из реактора хлорирования, в состав которой в основном входят ионы
Fe2+ сначала взаимодействует при температурах 500—800 °C ровно с таким количе-
ством кислорода, которое необходимо для образования твердой Fe2O3 и иона Fe3+
в газовой фазе. При этом практически не образуется хлора;
2. Полученная Fe2O3 может содержать кокс и другие примеси. Эту твердую фазу
отделяют от газообразных продуктов, также полученных на стадии 1;
3. Газообразный продукт реакции, состоящий из FeCl3 и, возможно, СО2, реа-
гирует с дополнительным количеством кислорода с образованием газообразного
хлора и твердой Fe2O3. Реакцию начинают при температуре 600—800 °C и температуру
постепенно снижают до 600 °C и менее:
4. Твердую Fe2O3 отделяют от газообразных продуктов также полученных на
стадии 3.
Данный способ позволяет устранить ряд недостатков, характерных для извест-
ных способов. Схема процесса представлена на рис. 97.
Реакция окисления протекает главным образом в соответствии с уравнением (1):
6FeCl2 + 1,5О2 -> Fe2Q. + 4FeCl3. (1)
Поскольку реакцию проводят при относительно низких температурах (500—800°C),
горючие примеси, содержащиеся в пыли, такие как углерод, не подвергаются окис-
лению. Вследствие этого не происходит перегрева или спекания оксида железа и
процесс легко поддается контролю. Твердый оксид железа образуется в виде относи-
тельно крупных частиц, не прилипающих к стенкам реактора. Таким образом оксид
железа вместе с примесями, содержащимися в пыли, такими как кокс, легко отде-
ляется от газовой фазы, основным компонентом которой является газообразный FeCl3.
220
Для окисления используется кислород в стехиометрическом количестве и поэ-
тому при окислении не происходит образования хлора. Количество кислорода, не-
обходимое для реакции, рассчитывают по уравнению (1) с учетом состава используе-
мого сырья. Отделение оксида железа и других твердых соединений от газовой смеси
(стадия 2) проводят при температурах 500—800 °C обычными способами. Газовая
смесь, содержащая FeCl3, может быть подвергнута дальнейшей переработке без до-
полнительных затрат энергии.
Так, газообразный FeCl3, полученный на стадии 2, можно сконденсировать и от-
делить от других компонентов газовой смеси. Чистота получаемого продукта позво-
ляет использовать его в различных областях, например для очистки воды. Однако
предпочтительно подвергнуть газовую смесь, содержащую FeCl3, взаимодействию
FeCl2
Пыль
Кислород
а
FeC13 Fe2O3 С02
Кокс и инертные
материалы
b
Сепаратор
FeC13 С0г
Кокс,{ег®з,
инертные
материалы
FeCl3
d
Сепаратор
~т~
FB2O3 Feci3 Cl2 С02 О2
Отходы (дисперсия)
P
Окисление (П)
Fe203 (продукт)
Кислород
I
С12 FeC13 С02 О2
В реактор хлорирования ильменита
Рис. 97. Схема процесса окисления пыли, образующейся в реакторе хло-
рирования
с кислородом (стадия 3), в результате чего происходит образование твердой Fe2O3
и газообразного хлора в соответствии с уравнением (2):
2FeCl3 + 1,5О2 Fe2O3 + ЗС12. (2)
Затем на стадии 4 отделяют образовавшуюся Fe2O3, имеющую достаточную степень
чистоты, от газообразной смеси, содержащей хлор.
Большим преимуществом данного процесса является то, что твердая оксид
железа, получаемая в результате стадий 3 и 4, почти не содержит примесей и непо-
средственно может быть направлена для дальнейшей переработки, например на плав-
ление или для производства пигмента на основе оксида железа. Если на стадии 3
полностью протекает реакция, описываемая уравнением (2), то оксида железа обра-
зуется вдвое больше, чем на стадии 1. Таким образом, большая часть извлекаемого
оксида железа получается в чистом виде и пригодна для дальнейшего использования.
Реакция на стадии 3 протекает с большей или меньшей степенью полноты в за-
висимости от температуры окисления. Предпочтительно проводить эту реакцию та-
ким образом, чтобы в начальный момент температура составляла 600—800 °C, а за-
тем постепенно снижалась ниже 600 °C. В частности, желательно снизить температуру
даже до 350 °C. Г азообразная смесь, содержащая FeCl3 вводится со стадии 2 в реактор
окисления стадии 3 без дополнительного нагревания или охлаждения, что облегчает
контроль за протеканием реакции и упрощает аппаратурно-технологическое оформ-
ление.
При понижении температуры равновесие реакции (2) смещается в направлении
образования Fe2O3 и при этом через какое-то время достигается почти полное образо-
вание оксида железа. Дальнейшее снижение температуры, например ниже 350 °C,
нежелательно, поскольку при этом может произойти конденсация непрореагиро-
вавшего газообразного FeCl3.
Поскольку реакция, протекающая на стадии 1, слабо экзотермична, то требуется
дополнительный подвод энергии для нагрева сырья до температуры реакции и для
компенсации потерь в результате излучения. Для этого подвергают предваритель-
ному нагреву один или оба компонента реакции. Предпочтительно перед проведением
221
реакции нагревать кислород путем сжигания подходящего топлива. Топливо может
непосредственно сжигаться в токе кислорода до его поступления в реактор. Кисло-
род можно также смешать с продуктами сгорания или нагревать в теплообменнике.
В качестве топлива может быть использован любой имеющийся материал, ко-
торый не образует продуктов, оказывающих нежелательное действие на процесс
окисления хлоридов железа. Это значит, что такое топливо не должно содержать
атомов водорода. Подходящими материалами являются, например, углерод или ок-
сид углерода. В тех случаях, когда используемая пыль имеет в своем составе кокс,
он может быть использован в качестве топлива.
Более того, если твердый материал, выделенный на стадии 2, содержит кокс,
то этот материал или часть его может быть подвергнут взаимодействию с избытком
кислорода или кислородсодержащего газа при температурах выше точки воспламе-
нения кокса. В результате этого происходит нагрев кислородсодержащего газа, ко-
торый отделяют от твердой фазы и подают на стадию 1.
В реакции с кислородом может принимать участие либо весь твердый продукт,
выделенный на стадии 2, либо часть этого продукта. Детали проведения процесса
зависят от температуры предварительного нагрева кислорода, от размера частиц и
содержания кокса в твердом материале, а также от допустимой степени разбавления
предварительно нагретого кислородсодержащего газа продуктами сгорания. Слиш-
ком большое разбавление газовой смеси нежелательно потому что в этом случае газо-
образный хлор, получаемый на стадии 4 также будет сильно разбавленным.
Непрореагировавший FeCla, присутствующий в хлорсодержащем газе, выходя-
щем со стадии 4, может быть выделен из газовой фазы известными методами. Про-
цесс можно проводить при нормальном давлении. Однако более предпочтительно
применять повышенные давления. Помимо других преимуществ (меньший объем ап-
паратов, большая производительность и т. п.) проведение процесса под давлением
позволяет по окончании стадии 4 не проводить удаление непрореагировавшего FeCl3
из газовой смеси и последняя может быть непосредственно направлена в реактор
хлорирования без какой-либо дополнительной обработки.
ЖЕЛЕЗА ОКСИД ИЗ ШЛАМА,
ОБРАЗУЮЩЕГОСЯ НА ПРОКАТНЫХ СТАНАХ
При подготовке сырья для получения агломерата к измельченной железной руде
обычно добавляют небольшие количества окалины или металлической стружки.
В связи со значительным увеличением в последнее время производства чугуна зна-
чительно возрастает потребность в агломерате, являющемся сырьем металлургиче-
ской промышленности. Для этого проводится строительство крупных агломерацион-
ных установок. Это обстоятельство приводит к тому, что увеличивается использова-
ние окалины и металлических стружек как источников железа, при этом исполь-
зуется также и такой материал, который содержит значительные количества смазоч-
ных материалов. С другой стороны, для охраны окружающей среды стало общепри-
нятым использование электрофильтров для улавливания пыли из отходящих газов
агломерационных установок.
Однако в том случае, если сырье для получения агломерата содержит значитель-
ные количества смазок, в процессе горения может происходить испарение смазки и
образующиеся пары вместе с выхлопными газами попадают в электрофильтр. В ре-
зультате этого содержание смазок в пыли, осажденной в электрофильтре, может до-
стигать 0,1—10 %. Если большое количество смазки осаждается на электродах элек-
трофильтра, то при появлении искры между электродами или под действием горячих
отходящих газов может произойти загорание фильтра.
Шлам, осаждающийся в отстойнике для сточных вод прокатных станов, имеет
влажность ~20—30 % и содержание смазок 2—3 % даже после удаления воды в филь-
трпрессе. Содержание железа в шламе составляет 60—70 %, поэтому целесообразно
использовать шлам в качестве железосодержащего сырья. Существуют следующие
пути использования: 1) после удаления остатков смазки путем промывания химиче-
скими реагентами и 2) после выжигания имеющейся в нем смазки.
Малый размер частиц и высокая влажность (~20—30 %) даже после удаления
влаги на фильтрпрессе обусловливают высокую вязкость шлама. Поэтому обработка
222
шлама Сопряжена с рядом Трудностей. Кроме того, метод 1 ограничен в своем приме-
нении вследствие очень затруднительного отделения смазки. Метод 2 требует дорого-
стоящего оборудования, такого как печь с ожиженным слоем, вращающаяся обжи-
говая печь, печь для многостадийного сжигания и т. п. и связан с высокими экс-
плуатационными расходами. Обработка окалины прокатных станов во всех этих пе-
чах происходит при температурах 700—800 °C, при которых происходит агломерация
шлама, что является недостатком данного метода. Кроме того, для улавливания
пыли из отходящих газообразных продуктов сгорания требуется установка электро-
фильтра. В связи с этими причинами применение описанных методов до сих пор не
приводило к удовлетворительным результатам.
Усовершенствованный процесс разработали Т. Изава, С. Кайикава и др. (па-
тент США 4 091545, 30 мая 1978 г.; фирма «Ниппон Кокан Кабушики Кайта»,
Рис. 98. Схема процесса удаления воды и смазки из шлама прокатных станов
с целью выделения оксида железа
Япония]. При использовании в качестве сырья для производства агломерата шлама
прокатных станов, имеющего высокую влажность и содержащего смазочные материалы,
снижают влажность шлама до ~1—10 % путем сушки при температуре 120—200 °C,
предпочтительно при 140—150 °C, для чего используется тепло, выделяемое в холо-
дильнике агломерационного устройства, либо шлам смешивается с горячей прокат-
ной окалиной.
Шлам с уменьшенным содержанием влаги непрерывно подается порциями в зону
вывода продукта агломерационного устройства, откуда транспортером направляется
на обогреваемое сито и затем в возвратный бункер агломерационного устройства.
В результате этого процесса большая часть содержащейся в шламе смазки удаляется
за счет испарения.
Аппарат для проведения процесса представлен на рис. 98. Сырье дл я производ-
ства агломерата 2 стандартного состава подается сырьевым питателем 3 на транс-
портер 1 агломерационного устройства А; проходя под зажигательным горном 4
шихта зажигается и по мере его прохождения по устройству А (на схеме — справа
налево) происходит ее спекание. Питатель для шлама 5 подает подсушенный как опи-
сано выше шлам 6 в зону вывода продукта В агломерационного устройства А, перио-
дически направляя одинаковые порции шлама на транспортер 1. Шлам нагревается
за счет тепла агломерата, вместе с которым он направляется на подогреваемое сито 10,
проходя через дробитель 9. В результате горения или испарения в ходе этих про-
цессов содержание смазки в шламе значительно снижается.
Шлам 6, из которого удалено основное количество смазки, проходит через обо-
греваемое сито 10 и по транспортеру 11 поступает в возвратный бункер 12 для вре-
менного хранения. Часть агломерата, оставшаяся на сите 10, подается для охлажде-
ния в холодильник 14.
22з
Часть охлаждающего газа (воздуха), нагрейаёмогов теплообменнике 14, подается
вентилятором 7 в сушилку (например, сушилка с ожиженным слоем) для шлама 16,
в которой загружаемый шлам сушится горячим газом. Шлам с высокой влажностью,
содержащий смазки, образуется в отстойнике для сточных вод прокатных станов.
Например, если шлам, подаваемый в сушилку 16, содержит 28,0 % влаги и 2,0 %
смазки, то после сушки при температуре 140—150 °C в течение 15—20 мин получают
шлам, содержащий 1,13 % влаги и 2,5 % смазки. При температуре в сушилке 16
более 200 °C происходит испарение смазки, в этом случае требуется установка обору-
дования для улавливания паров смазки.
Если температура сушки ниже 120 °C, то сушка шлама длится слишком долго.
Следовательно, температура сушки должна составлять 120—200 °C, предпочтительно
140—150 °C. Для сушки шлама используется часть охлаждающего газа, нагретого
в теплообменнике.
С целью уменьшения вязкости шлама желательно проводить его сушку до влаж-
ности не более 10 %, что обеспечивает беспрепятственную подачу шлама питателем 5.
Однако не следует снижать влажность ниже 1 %. Высушенный шлам 6, все еще ча-
стично содержащий смазки, подается питателем 5 в агломерационную установку, как
описано выше.
Выхлопные газы, содержащие пыль, газообразные продукты горения смазки
и пары смазки, образующиеся при прохождении продуктов между зоной В и обо-
греваемым ситом 10, собирают вытяжным зонтом 7 и направляют в мокрый пыле-
сборник (на схеме не показан), где происходит очистка газов, после чего оии выводятся
из системы. Дегидратированный и дегазированный шлам и мелкие частицы агломе-
рата из возвратного бункера 12 смешивают с сырьем для производства агломерата
из сырьевого бункера (на схеме не показан) в известных соотношениях в смесителе 13.
Из смеси получают гранулы в грануляторе (на схеме не показан), которые подают
в сырьевой питатель 3.
ЖЕЛЕЗНЫЙ ПОРОШОК ИЗ ОТХОДОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Как с точки зрения экономической, так и экологической существует потреб-
ность в разработке процесса прямого превращения отходов механической обработки,
таких как мелкая стружка, в порошок, который может быть использован в порош-
ковой металлургии железа. По оценке одна только фирма «Форд Мотор Ко» произво-
дит на разных заводах 105 000 т стружки низколегированной стали, которая посту-
пает в продажу на рынок в качестве скрапа, используемого для загрузки в печь
при некоторых процессах плавления. Однако применимость такого сырья ограничи-
вается высоким соотношением его объема к массе и присутствием остатков машин-
ного масла.
Различные компоненты сплавов, присутствующие в стружке, представляют со-
бой источник ценных элементов, конечно в том случае, если имеются экономичные ме-
тоды их извлечения. В процессе плавления большинство компонентов сплавов окис-
ляется и теряется со шлаком. Непосредственное превращение опилок в порошок без
промежуточной плавки является более чистым процессом, не загрязняющим окружаю-
щую среду и позволяющим достигать 100 % выделения ценных компонентов. Этот
процесс является также более экономичным, поскольку при существующих рыноч-
ных ценах производство порошка из опилок приводит к получению значительной
прибыли. Однако предпринимавшиеся до сих пор попытки применения железного
порошка, произведенного из опилок, в стандартных процессах порошковой металлур-
гии не увенчались успехом.
Для решения указанной проблемы предназначен способ, разработанный
С. М. Кауфманом (патент США 4 129443, 12 декабря 1978 г.; фирма «.Форд Мотор
Компани»). Этот процесс заключается в воздействии удара на металлургическую
стружку при температурах ниже температуры перехода от пластичного к хруп-
кому состоянию, в результате чего происходит образование металлического по-
рошка. Металлическую стружку подвергают воздействию удара на двух стадиях
(например с использованием шаровой мельницы). Первую стадию проводят одновре-
224
менно с введением криогенного вещества, а вторую — при обычной температуре,
подвергая охлажденное ранее сырье обработке в шаровой мельнице с .получением
порошка.
При проведении второй стадии поверхности практически всех частиц порошка
покрываются антиокисляющим агентом, таким' как медь или железо. Порошок, по
Рис. 99. Процесс для улучшения спекаемостн железного порошка, по-
лучаемого нз измельченного металлического лома;
1 —12 (в тексте); 13 — термическая обработка; 14 — продукт после охла-
ждения и отпуска
крытый антиокислителем, затем прессуют и спекают. Получаемый при этом продукт
в случае необходимости подвергают закалке и отпуску.
Схема процесса показана на рис. 99. В качестве исходного материала применяют
стружку 1, из низколегированной стали. В состав стружки помимо железа входят
такие компоненты как марганец, кремний, хром, никель и молибден.
8 Ситтиг м 225
Обычно в качестве сырья используют стружку С отношением площади поверх-
ности к объему не менее 60 : 1. В качестве сырья может быть также использован
и мелкий скрап—частицы шириной 0,25—2,5 см, толщиной 0,15—0,8 мм и длиной
2,5—250 см. Стружку, имеющую высокое отношение поверхности к объему, как пра-
вило, в электрической печи не плавят ввиду низкой эффективности этого процесса.
По описываемому способу можно также перерабатывать скрап с большим раз-
мером частиц, хотя при толщине металла более 0,8 мм возникают существенные труд-
ности при измельчении, приводящие к повышению капиталовложений в процесс.
Используемые частицы скрапа должны иметь приблизительно одинаковый химиче-
ский состав; лучше всего использовать скрап, получаемый в результате обработки
одной и той же партии металла.
Частицы сырья 1 по линии 4 подают в шаровую мельницу 3 или в другое устрой-
ство для измельчения. При подаче сырья добавляется замораживающий агент 5,
например жидкий азот, который разбрызгивается непосредственно на частицы ме-
талла. В результате контакта с жидким азотом металлические частицы мгновенно
замерзают. Подача жидкого азота на сырье осуществляется равномерно на всем его
пути до места измельчения.
При вращении корпуса мельницы 2 железные шары разбивают замороженные
частицы металла 7 и измельчают их в порошок. Этот процесс достаточно длительный.
Получаемый порошок 8 обычно состоит из мелкой и более грубой фракций. Частицы
в обеих фракциях имеют конфигурацию зерен или пластинок.
Вторую стадию измельчения как правило также проводят в шаровой мельнице,
но при комнатной температуре. Мелющие элементы 9 представляют собой твердые
шары диаметром ~ 1,2 см с антиокислительным железным или медным покрытием.
Покрытия должны отвечать следующим требованиям: 1) иметь меньшую твердость,
чем покрываемый порошок, чтобы при ударе частицы шаровых элементов перехо-
дили на порошок; 2) полностью растворяться в металле, из которого состоят частицы
порошка; 3) легко очищаться; 4) обладать антиокислительными свойствами.
Были проведены эксперименты с использованием цилиндрической камеры
7,5Х 15 см; объем загружаемого порошка составлял ~15 см3, время измельчения 48 ч.
Время и скорость измельчения зависят от объема мельницы, диаметра железных
или медных мелющих элементов и скорости вращения. На второй стадии измельче-
ния достигаются две цели: создается антиокислительное покрытие на каждой частице
порошка и проводится холодная обработка крупных частиц. При ударе частицы
меди или железа, входящие в состав шаровых мелющих элементов 9, переносятся
практически на каждую частицу порошка 8, создавая на ней защитную оболочку.
Мелкие частицы порошка при трении о шаровые элементы соскребают с них |медь
или железо и таким образом также приобретают защитную оболочку. Диаметр ша-
ров 9 должен по меньшей мере в 50 раз превышать максимальный размер любой из
частиц криогенного порошка 8.
В результате измельчения также происходит искусственное образование дефек-
тов кристаллической решетки практически во всех частицах порошка, имеющих
размер более 124 мкм. Измельчение следует проводить таким образом, чтобы практи-
чески каждая крупная частица имела хотя бы один дефект кристаллической решетки.
Эта цель достигается вращением корпуса 2 с такой скоростью, чтобы истирающая
сила, действующая на шаровые элементы, имела определенное заданное значение.
Порошок, полученный на второй стадии измельчения, прессуют обычным прес-
сом 10 до получения заданной плотности, желательно 6,6 г/см3. Для этого необходимо
прессующее усилие 3,3—3,9 МПа. Наличие медной или железной оболочки на части-
цах порошка облегчает прессование. Для получения плотности 6,4 г/м3 при прессо-
вании порошка без покрытия требуется усилие 4,3 МПа; при прессовании порошка
с покрытием при действии той же силы достигается плотность 6,6 г/см3.
Форма для прессования 11 изготавливается с соответствующим допуском на
усадку продукта прессования. Величина усадки может контролироваться в преде-
лах 0—15 %. Форма для прессования 11 подается в печь 12 для спекания, где нагре-
вается при высокой температуре, например в случае криогенного порошка на основе
железа до 1100—1150 °C. Температура, до которой нагревается порошок, должна
по меньшей мере находиться в области пластичности металлических компонентов
порошка (обычно нагревание проводят до температуры спекания). В печи желательно
создавать защитную атмосферу, используя для этой цели инертные газы или газы-
восстановители.
226
При температуре спекания происходит диффузия атомов между частицами по-
рошка, особенно в местах контакта твердых частиц. Атомы одной частицы переходят
и заполняют дефекты кристаллической решетки в другой контактриуемой с ней ча-
стице. Дефекты кристаллической решетки образуются в результате холодной обра-
ботки на предыдущей стадии. Наличие дефектов увеличивает скорость диффузии
более чем в 100 раз. Подсчитано, что по меньшей мере 60 % общего улучшения фи-
зических свойств в результате спекания обусловлено предварительной контролируе-
мой холодной обработкой грубых частиц порошка. Повышение скорости диффузии
приводит к увеличению усадки.
Оболочка из железа или меди, создаваемая на частицах порошка, препятствует
окислению содержащихся в них компонентов, в частности таких как марганец и
кремний. При использовании шаровых мельниц со стандартными параметрами (раз-
меры мельницы и шаров, скорость вращения), как показывают расчеты, практически
каждая частица криогенного порошка будет покрыта непроницаемой оболочкой из
меди или железа. Однако для улучшения свойств получаемого продукта нет необхо-
димости в том, чтобы эта оболочка была полностью непроницаемой.
СВИНЕЦ ИЗ СТРЕЛЬБИЩНЫХ ПОЧВ
Свинцовый лом находит весьма широкое применение. Одним из редко используе-
мых вторичных источников свинца является земля на стрельбищах, особенно в ме-
стах для стрельбы по летящим мишеням. В течение многих лет на стрельбищах
расходуются значительные количества свинца, входящего в состав пулевых гильз.
Выбрасываемые гильзы обычно располагаются иа расстоянии 200—300 м от огне-
вого рубежа и могут находиться на глубине до 15 см.
Извлечение свинцовых гильз успешно проводят в случае относительно рыхлых
или песчаных почв; однако и в этом случае извлечение связано с большими расходами
и значительными трудностями. Извлекаемый свинец при этом сильно загрязнен и
его необходимо промывать. Попытки выделения свинца из почвы, содержащей зна-
чительное количество глины, или из плотных почв оказываются безуспешными.
Процесс, разработанный Ф. К. Петерсоном (патент США 4 039433, 2 августа
1977 г.; фирма «К. Хагер энд Сонс Хиндж Мануфжчуринг Компани»), который мо-
жет быть применен и в случае плотных и глинистых почв, является экономичным и
позволяет получать промытый продукт, содержащий свинец.
Процесс предусматривает смешивание почвы, содержащей свинец, с водой та-
ким образом, чтобы почва суспендировалась в воде и образовывалась грязь, в которой
металл оседает под действием силы тяжести и после оседания может быть удален из
воды. Для проведения процесса необходим резервуар, устройство для введения воды
в резервуар в виде турбулентного потока и устройство для вывода осевшего на дно
металла из резервуара. На рис. 100 изображена аппаратура для проведения этого
процесса.
Первой стадией процесса является сбор почвы, содержащей свинец. Для этого
снимают верхний слой почвы толщиной 15 см обычным скрепером, используемым
для земляных работ, земля снимается на полосе шириной 100 м, в которой находятся
гильзы. После этого землю направляют для измельчения в обычное измельчающее
устройство А. Вращающиеся ножи или молотки устройства А разбивают большие
куски и измельчают землю с получением относительно малых частиц. Измельченная
почва из устройства А сбрасывается на транспортер В, который подает ее в сепара-
тор С.
В сепараторе С почву смешивают с турбулентным потоком воды, в результате
чего быстро происходит образование грязеобразной суспензии. Через дно сепара-
тора С в него непрерывно подается свежая вода, поток которой выносит частицы
грязи наверх, где она выливается из сепаратора. Свинцовые гильзы, которые намного
тяжелее земли, оседают навстречу поступающей чистой воде и собираются на дне
сепаратора. При этом происходит интенсивная промывка гильз, в результате чего
собираемый материал полностью очищается от земли. Он может быть снова исполь-
зован для производства пулевых гильз или направлен на продажу как свинцовый
лом.
Грязь, вытекающая из верхней части сепаратора, направляется в отстойник Д,
где оседает, а затем откачивается. Она может быть возвращена на то место, откуда
8* 227
она была взята или использована как засыпочный материал в других местах. Воду
из отстойника Д снова перекачивают в сепаратор С, где она используется как свежая
вода. Другими словами вода циркулирует между отстойником Д и сепаратором С
и нет необходимости в постоянной подаче свежей воды.
Измельчающее устройство А обычного типа состоит из корпуса 1 с отверстием 3
наверху. В корпусе 1 находится ротор 5 с ножами или молотками 4, которые при вра-
щении проходят вплотную к внутренней стороне отверстия 3 и к решетке 2, находя-
щейся на дне корпуса 1. Собранную почву засыпают в отверстие 3, после чего она по-
падает на быстро вращающиеся ножи или молотки 4, где измельчается. Все частицы
почвы, выходящие из измельчающего устройства А, должны проходить через сито
с размером ячеек 1,25 см. Измельченная почва сбрасывается на транспортер В,
который подает ее в сепаратор С, установленный на раме 9.
Вокруг верхней части сепаратора расположен сборный лоток 6. Вода, перетекаю-
щая через верхний край резервуара, собирается в лотке 6. На раме 9 находится ре-
зервуар 8, где происходит перемешивание, имеющий форму перевернутой пирамиды.
Загрузочная воронка 7 также имеет форму усеченной пирамиды.
Вибраторы 10 вызывают вибрацию стенок резервуара, воздействуя с силой от О
до 450 кг; частота вибрации может изменяться от 0 до 2500. Все четыре виб-
ратора 10 не должны быть синхронизированы; они даже не должны работать с оди-
наковой частотой.
Выходная труба соединена со шнековым транспортером 11, который наклонно
расположен между двумя стойками рамы 9. Выпускное отверстие лотка 6 через трубо-
провод 15 соединено с отстойником Д. Суспензия к отстойнику Д поднимается при
помощи насоса 16.
Отстойник Д состоит из рамы 24, на которой расположен резервуар 17, имеющий
форму пирамиды, открытое основание которой находится наверху. Резервуар об-
разован четырьмя треугольными стенками 20, соединенными между собой при по-
мощи сварки. Верхний край одной из стенок имеет удлиненное углубление 19, ко-
торое находится несколько ниже, чем верхние края остальных стенок и около ко-
торого расположен переливной желоб 20, который также укреплен на раме 24.
Трубопровод 15 оканчивается в резервуаре 17 около стенки, противоположной
стенке с желобом. Между этими двумя стенками расположены отражательные пере-
городки 18, пересекающие внутреннюю часть резервуара 17 параллельно желобу 20.
Перегородки 18 расположены вертикально и их верхние края находятся на такой же
высоте как и верхние края резервуара 17. Однако их нижние края не доходят до дна
резервуара 17 и вода может проходить под перегородками 18. Сливное отверстие ре-
зервуара соединено со шнековым транспортером 22. Переливной желоб 20 соединен
228
с накопительным резервуаром трубопроводом 23 в результате чего вода, перетекаю-
щая через углубление 19 в стенке соседней со стенкой имеющей желоб, собирается
в резервуаре 14. Накопительный резервуар 14 через трубопровод 12 соединен с не-
сколькими входными трубами сепаратора С. В трубопроводе 12 расположен насос 13.
СВИНЕЦ ИЗ ДРОССА, ОБРАЗУЮЩЕГОСЯ
ПРИ РАФИНИРОВАНИИ СВИНЦА
Большинство свинцовых руд помимо других примесей содержит значительные
количества мышьяка и сурьмы. Свинцовый веркблей получают путем обжига руды
с последующим плавлением ее в шахтной печи. Расплавленный веркблей из печи
подают в первичный котел для удаления дросса, в котором окислы и другие нерас-
творимые примеси всплывают на поверхность расплавленного свинца. После этого
в расплав присаживают серу в результате чего происходит образование сульфидов
меди и других примесей.
При проведении так называемой стадии удаления меди расплавленный свинец
перемешивают, чтобы добиться полного протекания реакции между серой и медью.
По окончании этой реакции образовавшиеся сульфиды всплывают на поверхность
расплава, после чего проводят отделение очищенного веркблея и сернистого дросса.
Полученный сульфидный дросс может быть возвращен в шахтную печь или в котел
для удаления дросса. Дросс, образующийся в котле для первичного удаления, обычно
подвергают плавлению в отражательной печи для выделения дополнительных коли-
честв свинца, а также меди и других металлов в виде штейна и (или) шпейзы, которые
могут быть направлены для выплавки меди.
Свинцовые руды, добываемые в юго-западной части штата Миссури, отличаются
от других руд наличием значительных количеств никеля и кобальта, а также мышьяка
и меди. Ввиду этого при переработке таких руд возникают проблемы с обработкой
образующихся’дроссов. Наличие значительных количеств никеля и кобальта приводит
к образованию на стенках печи осадка тугоплавкой шпейзы, содержащей кобальт
и никель. Постоянное отложение этого осадка в отражательной печи для плавки
дросса приводит к постепенному уменьшению производительности печи и в конце
концов требует ее остановки для удаления осадка.
Процесс, разработанный Д. К. Кузанелли, В. Р. Опайе и М. Два реки (патент
США 4 168155, 18 сентября 1979 г.; фирма '/.Амане, Инк.»), предусматривает подачу
дроссов процесса рафинирования свинца в печь, содержащую расплавленный шлак
при температуре не менее 1200 °C. Нагревание происходит за счет протекания элек-
трического тока между как минимум двумя электродами, погруженными в шлак.
В печи происходит плавление дросса с разделением штейна и металлической фазы,
которая сливается из печи.
Особые преимущества данный процесс имеет при плавлении дроссов, содержа-
щих значительные количества никеля или кобальта и мышьяка, которые реагируют
с образованием шпейзы. Шпейза имеет промежуточную плотность между плотно-
стями штейна и металла, а температура плавления ее выше, чем у штейна и металла.
Нагрев шлака с помощью электричества позволяет поддерживать всю образовав-
шуюся шпейзу в расплавленном состоянии, сводя к минимуму ее осаждение на стен-
ках печи
СВИНЕЦ ИЗ СВИНЦОВОГО ЛОМА
Вторичный свинец представляет собой металл, извлеченный из лома, дроссов,
отходов и остатков. Основным источником вторичного свинца являются такие изно-
шенные, поврежденные или морально устаревшие изделия как пластины аккумуля-
торных батарей, изоляция кабелей, трубы. Кроме того вторичный свинец извлекают
из скрапа, главным образом из дроссов и остатков, образующихся при изготовлении
свинцовых изделий и возвращаемых на переплавку для получения очищенного свинца.
Некоторые источники вторичного свинца после плавки используют без дополнитель-
229
ного рафинирования, однако большая часть сырья в соответствии с требованиями
потребителя подвергается рафинированию. За счет вторичных ресурсов удовлетво-
ряется до 35—40 % общей мировой потребности в свинце.
Основным источником вторичного свинца являются использованные аккумуля-
торные автомобильные батареи. В США ~80 % свинца, используемого в производ-
стве аккумуляторных батарей, подвергается вторичному использованию; в некоторых
других промышленно развитых странах процент рециркуляции свинца еще выше.
О важности использования вторичного свинца свидетельствует тот факт, что в США
в 1976 г. производство свинца из свинцового лома составило 580000 т, а в рудника?:
было добыто 610000 т. За период 1967—1976 гг. использование свинца из вторичных
источников составило 37 % от общего потребления свинца в США.
Большая часть вторичного свинца производится в виде свинцовых сплавов,
в особенности в тех случаях, когда используется свинец, извлеченный из аккуму-
ляторных батарей и кабельной изоляции, который содержит небольшие количества
сурьмы и других металлов. Большая часть вторичного свинца, содержащего сурьму,
используется для производства аккумуляторных батарей. Вторичный свинец, со-
держащий олово, в основном используется для производства припоев, подшипни-
ковых сплавов и других свинцовооловянных сплавов. При использовании соответ-
ствующих методов рафинирования из свинцового лома могут быть также получены
бруски мягкого свинца, качество которого соответствует требованиям, предъявляе-
мым к первичному свинцу. Большая часть вторичного свинца производится в виде
мягкого свинца, металла содержащего сурьму и в виде других свинцовых и медных
сплавов.
За период с 1970 по 1975 гг. из общего количества извлеченного вторичного
свинца 55 % составлял свинец, содержащий сурьму, 30 % мягкий свинец и 15 %
свинец в виде свинцовых и медных сплавов. С 1973 г. количество извлекаемого свинца,
содержащего сурьму, снизилось с 57 до 49 %, полученных в 1976 г. Количество извле-
ченного мягкого свинца увеличилось с 1973 по 1976 г. с 28 до 44 %. Такие изменения
связаны с возросшим производством аккумуляторных батарей, не требующих техни-
ческого обслуживания, для изготовления которых используются свинцовые сплавы,
ие содержащие сурьму или содержащие малые количества ее. Основными видами
продуктов, из которых свинец не может быть извлечен, являются бензин и краси-
тели. Не извлекается также значительная часть свинца, входящего в состав боепри-
пасов, фольги, припоев, а также используемого в процессах отжига в свинцовой ванне
и гальванизации. Более подробно процессы извлечения свинца из лома и их влияние
на окружающую среду рассмотрены в обзоре Нака и др. [15].
СВИНЕЦ ИЗ СЪЕМОВ С ПРИПОЯ
Ванны с припоем, используемые в производстве консервных банок, покрыты
слоем флюса из хлорида аммония, который предотвращает окисление припоя.
К флюсу добавляют хлористый цинк для уменьшения испарений хлорида аммония.
Оксид свинца, входящий в состав припоя, реагирует с хлоридами с образованием
хлорида свинца. При сгребании образующегося в процессе шлака удаляется также
некоторое количество флюса и припоя. Затвердевшие съемы содержат куски припоя
и гранулы хлористого свинца, находящиеся в твердой матрице хлоридов аммония
и цинка.
Существующий процесс для извлечения припоя из съемов включает плавление
съемов в газовой печи и сливание расплавленного припоя с отбрасыванием верх-
него слоя, состоящего из хлоридов цинка, аммония и свинца. При проведении обра-
ботки в печй Происходит выделение паров хлорида аммония в количествах, которые
значительно превышают уровни допустимые для выброса в окружающую среду.
Оборудование для очистки отходящих газов является дорогостоящим. При исполь-
зовании для очистки мокрых скрубберов не удается достичь прозрачности выпускае-
мого дыма, требуемой законодательством по охране окружающей среды. Применение
электрофильтров требует очень больших расходов, поскольку их элементы должны
быть коррозионно устойчивы к действию кислых паров.
Указанные недостатки делают необходимым разработку нового экономичного
и практичного способа извлечения припоя из съемов, соответствующего требованиям
230
6Xf)^hbt окружающей среды. Такой способ разработан Дж. Е. Рейнольдсом (патёндг
США 4 108635, 22 августа 1978 г.; фирма «Хазен Рисерч Инк.ъ) и включает измель-
чение съемов, выщелачивание их водой для растворения хлоридов цинка и аммония,
просеивание оставшегося осадка для выделения припоя, отделение растворов хлори-
Рис. 101. Схема процесса для выделе-
ния свинца из съемов с припоя:
1 — измельченные съемы; 2 — вы-
щелачивание водой; 3 — сито; 4 —
промывная вода; 5 — фильтрат; 6 —
фильтр; 7 — остаток от фильтрования;
8 — зола; 9 — уголь; 10 — брикетиро-
вание; И — сушка; 12 — вода; 13 —
печь; 14 — смеситель; 15 — отходя-
щий газ; 16 — шлак; 17 — товарный
очищенный припой; 18 — барабанная
сушилка; 19 — рафинированный сви-
нец (товарный продукт)
дов аммония и цинка от хлорида свинца и контактирование хлорида свинца с щелоч-
ным флюсом, восстановителем и кислородсодержащим газом при нагревании для
выделения свинца из хлорида свинца. Схема этого процесса представлена рис. 101.
СВИНЕЦ ИЗ ЛОМА АККУМУЛЯТОРНЫХ
БАТАРЕЙ
См. также «Полипропилен из лома аккумуляторных батарей» в источнике [1].
Известные процессы для извлечения свинца из лома аккумуляторных батарей
предусматривают использование отражательной печи или шахтной печи для плавки
свинца. При осуществлении этих процессов происходит образование больших коли-
честв SO2, что представляет опасность для окружающей среды. Усиление контроля
за составом отходящих газов приводит к значительному удорожанию процесса.
Было установлено, что проблема охраны окружающей среды может быть в зна-
чительной мере решена с помощью процесса, в котором проводится гидрометаллур-
гическое превращение PbSO4 в легко восстанавливаемое соединение РЬО без выде-
ления значительных количеств SO2. В начальной стадии этого процесса батарейный
лом, основным компонентом которого является PbSO4, реагирует с суспензией гидро-
окиси кальция. Образующийся при этом продукт представляет собой водную суспен-
зию РЬО и CaSO4-211,0, которую подвергают фильтрованию и сушке.
Следующей стадией процесса является восстановление РЬО до металлического
свинца под действием углерода при температурах 600—650 °C. Одпако было установ-
лено, что наличие частиц сульфата кальция, попадающих с первой стадии про-
цесса, препятствует коалесценции капель расплавленного свинца с образованием
легко отделимой жидкой фазы, состоящей из свинца высокой чистоты.
Однако, как установил Д. А. Вилсон (патент США 3 940265, 24 февраля
1976 г.; Министерство внутренних дел США), сульфат кальция может быть обрабо-
тан смесью КС1 и NaCl в результате чего он переходит в жидкое состояние и не пре-
пятствует образованию фазы расплавленного свинца.
231
Схема процесса представлена на рис. 102. Сырье 1 представляет собой обыч-
ный лом свинцовых батарей, как правило содержащий ~61 % пастообразного ма-
териала и 39 % пластин из свинца, содержащего сурьму. В состав пасты входит
~41 % PbSO4, а также РЬО2 и мелкодисперсный металлический свинец.
Использованные аккумуляторы сначала измельчают в шаровой мельнице 2,
мокрой или сухой, для высвобождения пасты и уменьшения размеров ее частиц
до =^100 меш. При этом материал металлических пластин остается в виде кусков
металла. Из шаровой мельницы продукт подают в реактор 3, где его смешивают
с суспензией Са (ОН)2 — 4. В качестве реактора может быть использован любой под-
ходящий реактор или смеситель, например вращающийся барабан или двойной ко-
нический смеситель. Водная суспензия Са (ОН)2 содержит 15—20 % СаО и добавля-
ется к батарейному лому в таких количе-
ствах, чтобы обеспечить приблизительно
стехиометрическую концентрацию Са (ОН)2,
соответствующую уравнению PbSO4 +
+ Са (ОН)2+ Н2О-^РЬО+CaSO4-2H2O.
Получаемую смесь оставляют на 2—5 мин;
этого времени обычно бывает достаточно для
практически полного протекания реакции.
Реакцию обычно проводят при комнатной
температуре, однако для сокращения вре-
мени реакции температуру можно повысить
до 50 °C.
Затем реакционную смесь фильтруют иа
фильтре 5, либо воду 6 удаляют каким-ни-
будь другим способом и остаток подают в су-
шилку /, температура в которой составляет
150—200 °C и где происходит практически
полное удаление остаточной влаги. Сухой
продукт подают в смеситель 8, представляю-
щий собой обычный смесительный аппарат,
где происходит смешивание с углеродсодер-
жащим восстановителем 9 и флюсом 10, со-
стоящим из КС1 и NaCl.
Затем смесь направляют в печь 11, в
которой одновременно протекает взаимо-
действие с флюсом и восстановление. Углерод
для восстановления может быть использован
в любом удобном виде, например в виде
Предпочтительно применять его в виде мелкого
Рис. 102. Схема процесса выделения
свинца нз лома аккумуляторных ба-
тарей
древесного угля, кокса, сажи и т. п.
порошка, однако можно использовать и в виде гранул. Углерод добавляют в при-
близительно стехиометрических количествах, требуемых для восстановления об-
разовавшейся окиси свинца.
Смесь КС1 и NaCl добавляют в количестве достаточном для перевода в жидкое
состояние образовавшегося сульфата кальция. В результате взаимодействия обра-
зуется жидкая смесь, из которой легко может быть выделен расплавленный свинец.
Желательно, чтобы добавляемые количества КС1 и NaCl были достаточны для обра-
зования тройной'эвтектической смеси с сульфатом кальция. Эта смесь содержит,
% (мол.): КС1 38,5, CaSO4 19,0 и NaCl 42,5; температура ее плавления составляет
605 °C. Однако для ожижения сульфата кальция, позволяющего проводить эффектив-
ное выделение свинца, как правило пригодны смеси, содержащие, % (мол.): КС1
32—54, CaSO4 21—19 и NaCl 48—25.
Печь 11 представляет собой реактор обычной конструкции, позволяющий дости-
гать требуемой температуры и устойчивый к действию применяемых реагентов. Ра-
бочая температура составляет 605—700 °C, причем предпочтительно работать при
650 °C. Оптимальное время контакта зависит от специфических характеристик и ко-
личеств применяемых реагентов, а также от температуры реакции. Обычно время
1—2 ч является достаточным для практически полного превращения РЬО в расплав-
ленный металлический свинец. Поскольку плотность углерода ниже, чем у флюса,
в ходе реакции необходимо перемешивание падающей мешалкой для того, чтобы
обеспечить эффективное восстановление РЬО. Образующийся расплавленный сви-
232
нец 13 собирается на дне печи и может быть легко отделен от шлака 12 обычными ме-
тодами, например сливанием, или с помощью насоса для расплавленных металлов.
В процессе производства аккумуляторных батарей неизбежно образуются де-
фектные или поврежденные готовые сухие пластины или элементы, которые попадают
в отходы. Для снижения стоимости производства желательно проводить извлечение
свинца и из этого материала. Известен способ для переработки дефектных или по-
врежденных пластин и элементов, в соответствии с которым последние подвергают
плавлению в котле при температуре близкой к температуре плавления свинца.
Около 50 % металла или ~20 % от общей массы пластины или элемента могут быть
выделены по этому методу в виде металлического свинца. Остающиеся 50 % металла
вместе с неметаллическими компонентами пластин собираются в виде шлака, который
для дальнейшего выделения свинца подвергают дорогостоящему переплаву. В ре-
зультате этого извлекается ~85 % РЬ, содержащегося в шлаке. После проведения
двух стадий обработки ~12 % от массы исходного лома остаются перегенерирован-
ными.
Рнс. 103. Горизонтальный н вертикальный разрез аппарата для разделения ме-
таллических и неметаллических компонентов в пластинах утильных аккумуля-
торных батарей
Помимо этого недостатка следует также отметить, что стоимость переплава со-
ставляет ~50 % общей стоимости исходных пластин и элементов. Таким образом
возможность проводить выделение свинца без переплава является очень ценной для
повышения экономичности этого процесса.
Процесс, разработанный Т. Д. Литтом, Р. К. Шелтоном и Е. Дж. Колвеллом
(патент США 4 009833, 1 марта 1977 г.; фирма «ИСБ Инкорпорейтед»), предназна-
чен для выделения свинца из батарейных пластин без использования процессов плав-
ления и переплавки. Достоинствами процесса являются его малая трудоемкость и
возможность выделения активного материала из пластин в виде мелких гранул или
порошка, пригодного для повторного использования путем непосредственного до-
бавления в смесители для приготовления пасты.
Согласно этому процессу пластины кислотных аккумуляторов, поврежденные
в процессе их производства, помещают в вибрирующий наклонный желоб. В резуль-
тате вибрации происходит отделение металлических компонентов пластин от неме-
таллических, а также измельчение неметаллических компонентов. Последние выво-
дятся из желоба в виде мелкого порошка через донные отверстия, а металлические
компоненты поднимаются по желобу и выводятся с его верхнего конца. Горизонталь-
ный и вертикальный разрез используемого аппарата приведены на рис. 103.
Спиральный желоб 1 имеет вертикальные стенки 2 и дно 10. Желоб 1 укреплен
на раме 11, которая поддерживается пружинами 12 и основаниями 13. На раме 11
также укреплен мотор 14 с вертикальной осью 16, с которой соединены два эксцен-
трических груза 15. При работе мотора 14 грузы 15 придают круговую вибрацию
желобу 1. Дно желоба имеет равномерный наклон за исключением короткого кру-
того участка 8 у верхнего конца желоба. С этого крутого участка сырье попадает
в выходной желоб 6. Через два отверстия 9, закрытые ситом с маленькими отвер-
стиями, активный материал — в сухом или мокром виде — выходит из желоба.
По желобам 17 активный материал попадает в поддон 18, в котором его собирают для
233
Повторного использования. Во втором поддоне 19 собирают частицы пластин, выхо-
дящие через выходной конец 3 желоба 6.
В процессе работы поврежденные пластины батарей и другой лом подают в же-
лоб 1 на участке, отмеченном цифрой 20. Пластины медленно перемещаются по же-
лобу в направлении, указанном стрелкой и при этом из них вытрясается весь неме-
таллический материал. Перед наклонным участком 8 пластины распадаются на части,
которые поднимаются по крутому участку 8 и через желоб 6 выходят в поддон 19.
Частицы неметаллических материалов при движении сырья оседают и через отвер-
стия 9 по желобам 17 попадают в поддон 18. При трении частиц неметаллического
материала друг о друга и о металлические частицы происходит их измельчение
с образованием порошка. Самые крупные частицы порошка имеют диаметр не
более 500 мкм.
Было установлено, что процесс разделения пригоден как для мокрых, так и
для сухих пластин, независимо от того, придана им правильная форма или нет.
Однако при обработке сухих пластин наблюдается нежелательный процесс выделе-
ния пыли из аппарата. Небольшие добавки в желоб воды, место ввода которой отме-
чено цифрой 4, позволяют устранить проблему пылеобразования и повышают эффек-
тивность процесса.
Разделительный желоб не обязательно должен быть круглым. В некоторых слу-
чаях удобнее использовать прямой желоб. На схеме показаны отверстия 9 для вы-
вода выделенного активного материала из желоба. В то же время дно 10 желоба мо-
жет быть полностью или частично выполнено в виде сита с соответствующим разме-
ром отверстий.
Для повышения эффективности процесса разделения за счет уменьшения вре-
мени обработки в желобе 1 могут быть помещены измельчающие элементы, которые
на схеме обозначены цифрой 5. Эти элементы могут быть выполнены из любого ма-
териала, твердость которого выше, чем у используемого сырья; в частности могут
быть использованы шары или цилиндры из стали или оксида алюминия. Использова-
ние элементов из оксида алюминия более предпочтительно, поскольку они не вносят
загрязнений. Измельчающие элементы позволяют ускорить превращение активного
материала батарейных пластин в порошок и облегчают его отделение от пластин
свинца.
Измельчающие элементы 5 поднимаются по крутому участку 8 вместе с частями
пластин. Они проходят через сито 4, имеющееся в переднем конце 7 желоба 6 и воз-
вращаются в нижнюю часть желоба 1. Металлические частицы, собранные в под-
доне 19, могут быть поданы в тигель для отливки пластин или в другое устройство
для плавления свинца, а неметаллические продукты из поддона 18 могут быть на-
правлены на стадию смешивания пасты.
Обычно желоб имеет наклон 2,4°. Спиральный желоб шириной 35 см, глубиной
41 см и средним диаметром 155 см с амплитудой вибрации 3 мм, работающий с мото-
ром мощностью 14,72 кВт при 1750 об/мин позволяет разделять на металлические и
неметаллические компоненты до 900 кг батарейных пластин в час.
Процесс, разработанный А. Е. Лапойнтом (патент США 4 018567, 19 апреля
1977 г.), предусматривает непрерывную подачу целых или измельчённых кислотных
аккумуляторов вместе с карбонатом натрия и водой во вращающийся барабанный
сепаратор, в котором находятся шаровые измельчающие элементы. Перемешивание
сырья, которому способствуют конструкционные элементы внутри барабана, приво-
дит к дальнейшему измельчению и разрушению частей аккумулятора, нейтрализации
привнесенного электролита и превращению мелких частиц сульфата свинца в карбо-
нат свинца. В результате образуется тяжелая суспензия активного материала,
в которой плавают органические фрагменты аккумуляторов.
Суспензия активного материала постоянно вытекает из одного конца барабана
и вместе с органическими фрагментами поступает в первый промывочный барабан,
а тяжелые части металлических пластин вместе с другими частями аккумуляторов,
состоящими из свинцовых сплавов с малым содержанием сурьмы, тонут в суспен-
зии и удаляются с противоположного конца барабана во второй промывочный ба-
рабан. Часть вытекающей суспензии перекачивается назад в барабан, куда подается
также определенное количество воды. Оставшаяся часть суспензии подается в кон-
центрирующий аппарат для дальнейшей переработки.
Процесс, разработанный Г. Тремолада (патент США 4 026477,31 мая 1977 г.;
фирма «Л. Тонолли энд Ко. СпАъ, Италия), предназначен для разделения
234
КОмйойентов лома аккумуляторных батарей и включает йх разбивание на части,
термическую обработку полученных кусков в барабане и отделение на сите пасты от
остаточных материалов. После отделения и промывки активный материал выводят,
а оставшийся шлам и промывную жидкость возвращают в систему. Схема процесса
представлена на рис. 104.
Установка состоит из обычного мокрого сепаратора 1, представляющего собой
вращающийся барабан со спиралью 2, выходным отверстием 3, лопастями 4, жело-
бом 5 и загрузочным отверстием 6. Вращающийся барабан 7, ось которого несколько
наклонена относительно горизонтального направления, имеет несколько отверстий
в стенках и разделен на две части 8 и 9; в нем также имеются трубки с отверстиями 10
для промывной воды, два бункера 18 и 19 для сбора и транспортировки жидкостей,
Рнс. 105. Схема процесса выделения свинца из свинцового лома
вытекающих из секций 8 и 9. Установка также включает сито 11, концентрирующий
аппарат 12, резервуар 13 для сбора воды декантируемой из аппарата 12, резервуар 14
для сбора шлама, с мешалкой (на схеме ие показана), а также насосы 15, 16 и 17.
Свинцовые аккумуляторные батареи загружают в барабанную дробилку, в которую
противотоком подается горячий газ. Куски разбитых батарей размером 2—15 см
освобождаются от пасты на сите, имеющемся в дробилке, размер отверстий в кото-
ром составляет 2—30 мм. Затем куски сырья вместе со шламом в точке А подаются
в загрузочное отверстие 6 сепаратора 1. Шлам вместе с плавающим неактивным ма-
териалом вытекает из сепаратора через отверстие 6, а металлические компоненты
транспортируются с помощью спирали 2 к отверстию 3 и с помощью лопастей 4
выводятся по желобу 5.
Неактивные материалы и шлам, выходящие из сепаратора 1, подают в барабан 7,
выделенный шлам направляют в резервуар 14, а неактивный материал после про-
мывки водой, подаваемой с помощью насоса 16 по трубке 10, выводится в точке Д.
Металлические компоненты направляют на сито 11 и после промывки водой рецир-
кулируемой из резервуара 13 и свежей водой В выводятся в точке С. Промывные
воды из секции 9 барабана 7 и с сита 11 подаются в концентрирующий аппарат не-
прерывного действия 12, откуда жидкость стекает в резервуар 13, а сконцентрирован-
ный шлам возвращается насосом 15 в резервуар 14. Возможно присутствующий из-
быток пасты удаляют в точке Е, например путем фильтрования части сконцентриро-
ванного шлама, выходящего из аппарата 12.
235
Очевидно, что при использовании достаточно производительного концентрирую-
щего аппарата 12, регулируя поток перекачиваемый насосом 16, можно в широком
интервале изменять количество подаваемой промывной воды и таким образом в слу-
чае необходимости снижать количества активного вещества, прилипающего к то-
нущим и всплывающим продуктам.
Процесс, разработанный М. Линтером (патент США 4 030916, 21 июня 1977 г.),
предусматривает выделение свинца из шлама, получаемого из отработанных аккуму-
ляторов путем нагревания его до 100—150 °C для удаления воды с последующим вза-
имодействием при температуре ~1000°С с порошком углерода в закрытой электри-
ческой печи. В процессе образуется относительно небольшой объем безводного от-
ходящего газа, что позволяет заметно снизить энергоемкость процесса выделения.
Пыль и SO2 могут быть легко удалены из отходящих газов.
Процесс, разработанный Дж. Р. Бирком (патент США 4 058396, 15 ноября
1977 г.; фирма «Электрик Пауер Рисерч Институт, Инк.»), предназначен для вы-
деления свинца из аккумуляторов при контактировании измельченного сырья с рас-
плавом соли щелочного металла с последующим восстановлением соединений свинца
до элементарного свинца, отделением расплавленного свинца от расплава соли и транс-
портировкой расплавленной соли вместе с продуктами обугливания в зону горения,
где соль снова нагревается до требуемой температуры и вновь возвращается на кон-
тактирование с аккумуляторами. Часть соли щелочного металла выводится из
системы и подвергается очистке для того, чтобы поддерживать приблизительно оди-
наковый состав соли в течение процесса.
Процесс, разработанный X. Ахоненом, Дж. Линдроосом, В. Сарккиненом и
Р. Сеппаненом (патент США 4 096045, 20 июня 1978 г.; фирма «Лийювалкоистех-
дас Гранберг Оу-Блюеит.тфабрикен Гранберг А Б», Финляндия), предназначен для
выделения свинца из лома аккумуляторных батарей путем обработки последнего
водным раствором хлорида щелочного металла и соляной кислотой при повышенной
температуре. При этом происходит растворение свинца, содержащегося в сырье,
с образованием хлорида свинца. Процесс включает также стадии отделения водного
раствора хлористого свинца от нерастворимого гартблея, кристаллизации хлористого
свинца из охлажденного раствора и отделения кристаллов от жидкости, а также элек-
тролиза хлористого свинца с получением металлического свинца. Схема этого про-
цесса представлена на рис. 105.
Отработанные аккумуляторы разбивают в устройстве 1 и корпуса аккумулято-
ров, перегородки и другие подобные материалы с малой плотностью отделяют от
свинцовых деталей, используя разницу в их скоростях оседания в водной суспензии.
После отделения материалов, содержащих свинец, оксид свинца и сульфат свинца
их подвергают измельчению в ударной дробилке с получением кусков, размеры ко-
торых позволяют проводить их выщелачивание. Измельченный материал подают
в горизонтальный реактор 2 для выщелачивания, оборудованный вращающийся
мешалкой. В реактор противотоком подается водный раствор NaCl и НС1.
Эксперименты показали, что эффективность выщелачивания при использова-
нии смеси NaCl и НС1 значительно выше, чем при использовании какого-либо из
этих веществ в отдельности. Добавки серной кислоты существенно увеличивают эф-
фективность процесса выщелачивания. Наиболее эффективным при выщелачивании
является водный раствор, содержащий ~80 г/л соляной кислоты, ~160 г/л NaCl
и ~20—70 г/л серной кислоты. Оптимальной температурой проведения процесса
является 70—80 °C.
В результате восстановления РЬО2, присутствующая в массе превращается в
РЬО, которая переходит в раствор в виде хлорного комплекса; PbSO4 также раство-
ряется в виде хлорного комплекса. В процессе восстановления РЬО2 происходит
выделение хлора. При проведении данного процесса большая часть образующегося
хлора может быть использована для окисления поверхности металлического свинца,
которая постоянно обновляется благодаря эффективному механическому перемеши-
ванию; в результате этого увеличивается выход хлористого свинца.
Непрореагировавший хлор из реактора 2 направляют на стадию сжигания 10,
где при сжигании в водороде образуется хлористый водород, возвращаемый в реак-
тор 2. При эффективном проведении выщелачивания концентрация хлористого свинца
в смеси составляет не менее 37 г/л, и достигается растворение 99 % сульфата и окиси
свинца. Часть металлического свинца, присутствующего в исходном сырье, также
превращается в хлорид свинца.
236
В процессе выщелачивания, несмотря на кислую реакцию среды, происходит
частичное высаживание растворенных примесей (металлов, менее активных, чем сви-
нец) на поверхности свинца. В результате этого достигается двойной эффект: полу-
чается очень чистый хлористый свинец и металлический гартблей, имеющий такое
высокое содержание, например сурьмы, что после стадии плавления 6 он может быть
использован для изготовления сплавов.
Поскольку в процессе получается концентрированный раствор хлорида свинца,
а растворимость РЬС12 сильно зависит от температуры, то большая часть РЬС12
может быть осаждена на стадии 3 в виде очень чистых кристаллов в результате сни-
жения температуры до ~18 °C. Степень осаждения свинца в виде кристаллов в этом
случае составляет ~84 %. После кристаллизации маточный раствор отфильтровы-
вают и возвращают в процесс для дальнейшей переработки.
Полученные кристаллы РЬС12 сушат и сплавляют на стадии 4 с NaCl, КС1
или LiCl. При этом получается легкоплавкая смесь солей, из которой свинец может
быть выделен на стадии электролиза 5 по известному методу. В результате электро-
лиза получается свинец с чистотой 99,99 %. Маточный раствор, возвращаемый
в процесс со стадии кристаллизации 3, содержащий примеси металлов и серной
кислоты, перед рециркуляцией направляется для очистки на стадию 7.
На стадии 7 проводится экстракция из раствора ионов бисульфата и сульфата,
например с помощью нерастворимого в воде третичного амина, в частности три-
октиламина. Установлено, что при быстром и эффективном контакте выход в про-
цессе экстракции выше, чем при длительном контакте, приводящем в конце кон-
цов к установлению равновесия. Для уменьшения вязкости и лучшего разделения
фаз экстрагент разбавляют растворителем, например керосином или ксилолом.
Для экстракции могут быть использованы не только третичные, но и другие амины.
Раствор третичного или другого амина, содержащий бисульфат, может быть
регенерирован на стадиях 8, 9 для повторного использования на стадии экстрак-
ции. Для этой цели применяют Са(ОН)2, NaOH или NH4OH, добавляя СаС12
для поддержания в процессе требуемой концентрации хлоридов.
В состав металлических примесей в маточном растворе, получаемом после кри-
сталлизации РЬС12. входят Fe3+, Си2 +, Sb3+, Sb6+, Sn2+, Sn4+, Ass+, As5+, Bi3+,
Bi6+, Ag+ и Ni2+. Из этих ионов по меньшей мере Fe3+, Ag+ и Ni2+ в значитель-
ных количествах переходят в органическую фазу. Ионы Си, Sb и Bi высаживаются
на поверхности металлического свинца в процессе выщелачивания свинцовых со-
лей. Одновременно с высаживанием происходит переход соответствующих коли-
честв чистого свинца в раствор.
Рециркулируемый раствор после вышеописанной очистки возвращается вместе
с добавляемым свежим раствором на стадию выщелачивания 2. Выделение хлора
происходит на стадии выщелачивания 2 и в особенности в процессе электролиза
хлористого свинца 5. Хлор сжигают на стадии 10 с получением соляной кислоты,
которая рециркулируется в процесс.
Процесс, разработанный Е. В. Акерлоу и К. М. Вуххольцем (патент США
4 098685, 4 июля 1978 г.; фирма «Акерлоу Индастриз, Инк.), предусматривает об-
работку компонентов свинцовых аккумуляторов, таких как металлические пластины
и паста, в барабане, в котором между входом и выходом расположены сита, через
которые мелкие частицы пасты выходят из барабана и попадают в окружающий его
кожух, в который подается вода.
В кожухе и в самом барабане создается разрежение. Водная суспензия ча-
стиц пасты собирается в резервуаре, представляющем собой единое целое с нижней
частью кожуха. Суспензия проходит через сепаратор циклонного типа. Водная фаза
из сепаратора возвращается в барабан по трубопроводу, ведущему к жиклерам.
Все отверстия в барабане находятся под разрежением.
Известные методы извлечения компонентов аккумуляторных пластин отли-
чаются неудовлетворительными условиями труда, являются опасными и вред-
ными для здоровья работающих. В результате расплескивания и разбрызгивания
на рабочем месте всегда присутствует вода, содержащая частицы оксида свинца.
Известно, что соединения свинца вредны для здоровья. Даже если рабочие исполь-
зуют водонепроницаемую одежду, на ней происходит отложение соединений свинца,
что представляет опасность для здоровья.
Еще большую опасность представляют частицы оксида свинца, неизбежно по-
падающие в воздух даже при мокром проведении процесса. Размер частиц оксида
237
Свинца составляет 0,1—0,5 мкм, а размеры большинства частиц <0,3 мкм, некото-
рые частицы имеют размер даже <0,1 мкм. Такие мелкие частицы легко уносятся
газом и парами [в атмосферу. Вдыхание соединений свинца является еще более
опасным, чем их контакт с кожей. У многих работающих симптомы отравления
свинцом проявляются уже через очень короткое время работы. Описанный выше про-
цесс позволяет решить указанные проблемы и обеспечить безопасность работающих.
Л. X. Джекуэй патент США 4 102676, 25 июля 1978 г. и 4 180251, 25 де-
кабря 1979 г.; фирма «Драво Корпорейшн») разработал аппарат, в который током
воздуха, проходящим через трубки Вентури инжектируется мелкодисперсный
высушенный батарейный шлам. Через отверстия в стенках трубопровода в поток
последовательно вводятся восстанавливающий газ и кислород в количествах, ко-
Рнс. 106. Схема процесса выделения свинца нз батарейного шлама путем окис-
лительной плавки
торые обеспечивают поддержание стабильного восстанавливающего пламени. Капли
металлического свинца и шлака, падающие из восстанавливающего пламени, со-
бираются в камере, футерованной огнеупорным материалом и подвергаются разде-
лению обычными способами.
Схема данного аппарата представлена на рис. 106. Воздух подается по тру-
бопроводу 1 с трубкой Вентури 19. Питательная трубка 3 с коническим кон-
цом 4 для подачи мелкодисперсного сушеного батарейного шлама соединяется
с трубопроводом 1 через отверстие 5 в трубке Вентури 19. Мелкодисперсный высу-
шенный батарейный шлам, подаваемый по питательной трубке 3, вносится потоком
воздуха, подаваемого в трубку 1 в направлении стрелки 2.
За трубкой Вентури 19 находится патрубок для подачи топлива 6 с цилиндри-
ческой камерой 17, окружающей трубку и сообщающейся с ней через отвер-
стия 18 в стенке трубопровода 1. Природный газ или какой-либо другой подходя-
щий восстанавливающий газ подается в цилиндрическую камеру 17 по трубо-
проводу 7.
После патрубка 6 расположен патрубок для кислорода 8, который также имеет
цилиндрическую камеру 15, окружающую трубопровод и сообщающуюся с ней
через отверстия 16 в стенке трубопровода. Кислород с чистотой не менее 90 %
подается в кислородный патрубок по трубопроводу 9 в количествах, достаточных
для поддержания устойчивого пламени и создания температуры, необходимой для
восстановления шлама (~1150—1370 °C).
238
Расстояние м жду отверстиями в топливном и кислородном патрубках, а также
число и диаметр отверстий в каждом патрубке выбирают таким образом, чтобы в тот
момент, когда смесь достигает отверстий в кислородном патрубке, у стенки го-
релки образовывался слой с высокой концентрацией топлива. При впрыскивании
кислорода в этот слой происходит распространение горения с высокой скоростью.
При этом достигается высокая температура и стабильность наружной зоны пла-
мени, что позволяет проводить реакции восстановления в центральной зоне пламени.
Для горелки с трубкой диаметром 5 см указанные условия достигаются при рас-
положении отверстий для топлива 18 в ~ 5 см после отверстия 5 трубки Вен-
тури 19, а отверстий для кислорода — еще через ~5 см после отверстий для топ-
лива.
Для предохранения конца 10 трубки 1 от действия высокой температуры вос-
станавливающего пламени концевая часть 10 окружена цилиндрической каме-
рой 14, в которой циркулирует охлаждающая вода. Чтобы предотвратить разрушение
конца горелки расстояние между отверстиями для подачи кислорода 16 и кон-
цевой частью 10 должно быть небольшим, порядка 1,3 см.
Пламя горелки 11 с мелкодисперсными частицами высушенного батарейного
шлама попадает в камеру 13 реактора 12, футерованного огнеупорным материа-
лом. Капли металлического свинца и шлака подают в резервуар на дне камеры 13,
где происходит их расслаивание. Каждый из слоев может быть выведен из реактора
обычным образом.
Примерные параметры пилотной установки для проведения данного процесса
таковы: 35—55 кг/мин высушенного и просеянного батарейного шлама, 17,5 —
20 м3/мин воздуха, 2,0—3,2 м3/мии природного газа и 0,4—0,65 м3/мин кислорода
с чистотой не менее 90 %. При подаче таких количеств газов в трубку горелки ди-
аметром 5 см обеспечивается стабильное пламя с температурой достаточной для
полного восстановления соединений свинца, находящихся в пламени в виде сус-
пензии.
Метод, разработанный А. Ф. Гойманном и В. Данчилович-Матуласом (па-
тент США 4 107007, 15 августа 1978 г.; «Общество поддержки исследовательских
работ в гугенотской Высшей технической школе», Швейцария), предназначен для
выделения свинца из отработанных свинцовых аккумуляторов и предусматривает
механическое измельчение аккумуляторов и удаление из них кислоты. После
этого батарейный лом обрабатывают раствором щелочного реагента для растворе-
ния оксида и сульфата свинца. При электролизе полученного раствора выделяют
чистый свинец. Металлический свинец, присутствующий в исходном сырье, после
стадии растворения отделяют от других компонентов физическими методами.
Процесс, разработанный К- Д. Либшем и М. В. Рао (патент США 4 115109,
19 сентября 1978 г.; фирма «ИЛ Индастриз, ИНк.»), предназначен для получения
металлического свинца из пластин свинцовых аккумуляторов и других видов свин-
цового лома путем вторичной плавки свинца. Этот процесс включает добавление
1—8 % влаги и 0,5—5 % кислорода к воздуху, который используют для реакции
с углеродсодержащим материалом, например коксом, чтобы поддерживать темпера-
туру в зоне плавления 1100—1300 °C. В результате добавления влаги происходит
взаимодействие с коксом с образованием оксида углерода и водорода: кислород до-
бавляют для поддержания требуемой температуры. Введение влаги и кислорода
позволяет также повысить выход свинца при использовании меныних количеств
кокса и железа.
Процесс для выделения свинца и других компонентов из утильных аккумуля-
торов описан М. Е. Эльмором и Дж. К- Клангом (патент США 4 118219, 3 ок-
тября 1978 г.; фирма «Гоулд Инк.-»). Этот гидрометаллургический процесс для из-
влечения пасты и электролита из утильных свинцовых аккумуляторов начинается
с отделения пасты и электролита от других компонентов. Затем пасту подвергают
реакции с электролитом для того, чтобы повысить содержание сульфата свинца в
пасте и уменьшить содержание кислоты в электролите. После этого из реакционной
смеси удаляют избыток жидкости, а пасту смешивают с водно-аммиачным раствором
сульфата аммония, в результате чего происходит растворение большей части суль-
фата свинца, присутствующего в пасте.
Полученный концентрированный раствор соли свинца отделяют от оставшихся
твердых материалов и осаждают карбонат свинца, добавляя карбонат или бикарбо-
нат аммония или углекислый газ. Осадок карбоната свинца отделяют от жидкой
239
фазы и либо переводят в оксид свинца путем кальцинирования, либо обрабатывают
серной кислотой с последующим кальцинированием или подвергают взаимодейст-
вию с восстановителем для перевода диоксида свинца в оксид свинца и полученный
материал обрабатывают серной кислотой для увеличения содержания в нем сульфата
Рнс. 107. Схема процесса переработки утильных свинцовокислотных акку-
муляторов
свинца. Получаемый продукт смешивают с водно-аммиачным раствором сульфата
аммония для растворения сульфата свинца. При этом образуется концентрированный
раствор, который отделяют от твердой фазы и осаждают в нем карбонат свинца.
Схема такого процесса показана на рис. 107. Отработанные аккумуляторы
разбивают в механической дробилке 1 на куски размером 2—6 см; при этом большая
часть жидкого электролита стекает из дробилки по линии 2. Дробилка 1 пред-
ставляет собой обычное устройство подобного типа. Твердые компоненты, в том числе
аккумуляторная паста подаются из дробилки 1 в отстойник 3, где мокрый свинец-
240
содержащий материал образует фазу с высокой плотностью, на которой всплывают
материалы с меньшей плотностью, например части корпуса и перегородок акку-
мулятора; последние могут быть легко отделены от фазы, содержащей металл.
Материалы с меньшей плотностью сгребают с поверхности отстойника 3 и
направляют в резервуар с водой 4, в котором материалы не тонущие в воде, такие
как полипропилен из корпусов аккумуляторов, отделяются от материалов, тонущих
в воде; например, от кусков эбонитовых корпусов аккумуляторов и частей аккуму-
ляторных перегородок. Пластмассы, собираемые с поверхности резервуара 4, обы-
чно направляют на переработку, а материалы, оседающие на дне резервуара,
представляют собой отходы и отбрасываются.
В состав фазы с высокой плотностью в отстойнике 3 входят как свинцовая паста
так и конструкционный металл исходных аккумуляторов. Разделение этих двух
материалов проводят в сепараторе 5, представляющем собой грохот или вибромель-
ницу. Получаемая при разделении твердая металлическая фаза подается на стадию
рафинирования 6, где металл сушат и подвергают плавке с получением свинцовых
сплавов, которые могут быть использованы для производства новых аккумуляторов.
Влажную пасту из сепаратора 5 подвергают измельчению в устройстве 7, в резуль-
тате чего происходит увеличение поверхности и повышается способность к выщела-
чиванию у пасты, которая далее подается в реактор сульфатирования 8.
Пасту и электролит, выделенные из утильных батарей, подвергают взаимодей-
ствию друг с другом для увеличения содержания сульфата свинца в пасте и умень-
шения содержания кислоты в электролите. Образующуюся пасту смешивают с вод-
но-аммиачным раствором сульфата аммония для растворения большей части суль-
фата свинца, присутствующего в пасте. В рассматриваемом варианте процесса
влажная паста из измельчающего устройства 7 и жидкий электролит из дроби-
лки 1 смешивают в реакторе сульфатирования 8. В нем паста реагирует при уме-
ренном перемешивании с серной кислотой, содержащейся в электролите, в резуль-
тате чего значительно увеличивается содержание сульфата свинца в пасте и умень-
шается концентрация кислоты в электролите.
В состав пасты до реакции входят сульфат свинца PbSO4, диоксида свинца
РЬО2, оксид свинца РЬО и небольшие количества металлического свинца РЬ.
Оксиды свинца реагируют с серной кислотой, содержащейся в электролите, с об-
разованием сульфата свинца и воды. Кроме того, в присутствии серной кислоты
двуокись свинца и металлический свинец взаимодействуют с образованием сульфата
свинца и воды. Использование электролита на стадии сульфатирования позволяет
решить проблему удаления отработанного электролита.
В отличие от PbSO4 и РЬО, РЬО2 не растворяется в водно-аммиачном рас-
творе сульфата аммония и не реагирует с серной кислотой с образованием PbSO4
до тех пор пока она не восстановлена до РЬО. Некоторое количество восстанав-
ливается металлическим свинцом, присутствующим в пасте, однако количество РЬ
(производимого отрицательными пластинами аккумулятора) меньше, чем РЬО2
(производимой положительными пластинами аккумулятора). Вследствие этого для
восстановления избытка РЬО2 приходится проводить дополнительную обработку,
например путем кальцинирования или добавки восстановителей, таких как перекись
водорода, формальдегид, РЬ и т. п. В случае необходимости восстановитель
можно вводить в реактор сульфатирования 8 по линии 8а или можно добавлять
его позднее, на стадии вторичного извлечения. В любом случае перед добавлением
восстановителя пасту желательно измельчать, поскольку присутствие PbSO4 и
РЬО затрудняет восстановление РЬО2.
При восстановлении РЬО2 путем кальцинирования (за счет диссоциации) каль-
цинирование смеси можно проводить после ее выхода со стадии измельчения 7 пе-
ред подачей в реактор сульфатирования. После восстановления РЬО2 окисел мо-
жет быть легко сульфатирован и растворен в водно-аммиачном растворе сульфата
аммония.
Для полного протекания реакции сульфатирования в реакторе 8 требуется
несколько дней (в случае умеренного перемешивания и комнатной температуры).
Однако в данном процессе не требуется полного протекания реакции. Обычно реак-
цию проводят только в течение нескольких часов, например 3—5 ч. В случае необ-
ходимости реакцию можно ускорить за счет повышения температуры в реакторе 8,
максимально до ~ 100 °C. По линии 86 в реактор может быть добавлена серная ки-
слота для компенсации потерь электролита, реагирующего с РЬО, входящей в со-
241
став пасты. Вместо электролита для той же цели может быть использована серная
кислота, однако такая замена нежелательна, поскольку электролит из отработанных
аккумуляторов необходимо утилизировать.
Для удаления избытка жидкости из продукта, образующегося в реакторе суль-
фатирования 8, продукт направляют в концентрирующий аппарат 9, где суль-
фатированная паста оседает и отделяется от основной части жидкой фазы (главным
образом воды). Из получаемого осадка дополнительно удаляют воду с тем, чтобы ее
содержание не превышало 20%, предпочтительно менее 10%. Вода или раз-
бавленный электролит, выделяемые из сульфатированной пасты в аппарате 8, вы-
водятся по линии 10 и могут быть возвращены для использования на стадии промы-
вки 24, которая будет описана ниже, или в резервуар 4, или на какую-либо другую
стадию процесса, в которой не требуется вода высокой чистоты.
Для выщелачивания сульфата свинца из концентрированной сульфатирован-
ной пасты последнюю из концентрирующего аппарата 9 направляют в реактор 11,
в котором находится водно-аммиачный раствор сульфата аммония. В состав этого
раствора входит 2—25 % аммиака и 10—15 % сульфата аммония. Предпочтитель-
ным содержанием является 10—15 % аммиака и 20—35 % сульфата аммония. От-
относительно высокие концентрации аммиака и сульфата аммония необходимы для
достижения высокой эффективности выщелачивания сульфата свинца из пасты.
Значительные количества сульфата свинца быстро растворяются в выщелачива-
ющем растворе, однако растворения диоксида свинца и металлического свинца,
содержащихся в пасте, не происходит. Не растворяются также такие компоненты,
которые обычно присутствуют в материалах свинцовых аккумуляторов, как сурьма,
барий, висмут, мышьяк, олово и железо.
Таким образом, в результате процесса выщелачивания происходит значитель-
ное увеличение чистоты сульфата свинца, извлекаемого из пасты. Среди элементов,
переходящих в выщелачивающий раствор, находятся медь, серебро, кадмий и ще-
лочные металлы. Процесс выщелачивания протекает довольно быстро и при умерен-
ном перемешивании и комнатной температуре заканчивается за время менее 1 ч,
обычно даже менее чем за 5 мин. При комнатной температуре выщелачивающий раст-
вор способен растворить до 10 % свинца, однако на практике содержание свинца
в растворе не превышает 5 %. При повышении температуры раствора увеличива-
ется его растворяющая способность, однако при этом возрастает давление паров
аммиака и уменьшается стабильность комплексов свинца в растворе. Оптимальное
время пребывания в реакторе выщелачивания 11 выбирается таким образом, чтобы
в растворе достигалась концентрация свинца 5—10 % (по массе).
Для отделения нерастворившихся материалов, в состав которых входят примеси
и нерастворимые соединения свинца, от концентрированного раствора, получаемого
в реакторе 11, смесь из реактора направляют на фильтр 12. Получаемый фильтрат —
концентрированный раствор соединений свияца — подают для осаждения в реак-
тор 13, в котором происходит образование карбоната свинца, например основ-
ного карбоната свинца, который выпадает в виде мелкокристаллического
осадка.
Наилучшими реагентами для эффективного осаждения являются карбонат и
бикарбонат аммония, а также углекислый газ. При осаждении карбоната свинца
происходит дальнейшая очистка выделяемого свинца, поскольку карбонаты таких
металлов, присутствующих в материале аккумуляторов, как медь, серебро и кадмий
являются растворимыми и в осадок вместе с карбонатом свинца не выпадают. Для
отделения осадка карбоната свинца от раствора, суспензию, образующуюся в ре-
акторе осаждения, пропускают через фильтр 14, отделяемую твердую фазу промы-
вают и сушат (стадии 15 и 16). Фильтрат с фильтра 14 возвращают в реактор
выщелачивания 11, в который по линиям 17 и 18 вводят дополнительные коли-
чества аммиака и сульфата аммония, необходимые для поддержания требуемого
состава выщелачивающего раствора.
Аммиак добавляют в таких количествах, чтобы его содержание в растворе
находилось в требуемом интервале, а добавление сульфата аммония проводят при
слишком сильном разбавлении выщелачивающего раствора водой. Необходимое
количество аммиака непосредственно добавляется к раствору, после чего раствор
пропускают через слой сульфата аммония. Такой метод обеспечивает получение на-
сыщенного раствора аммиака и сульфата аммония, обладающего необходимой вы-
щелачивающей способностью.
212
Для того, чтобы поддерживать примерно постоянный объем раствора в реакторё
Выщелачивания 11, часть раствора с фильтра 14 возвращают в реактор 11, а осталь-
ной раствор выводят из системы. Происходящее при этом уменьшение объема ком-
пенсируют за счет добавок свежего аммиака и сульфата аммония, а также за счет
жидкости, содержащейся в пасте, поступающей в реактор. Так, в рассматрива-
емом варианте процесса часть фильтрата с фильтра 14 поступает в реактор для
осаждения тяжелых металлов 19, где происходит осаждение таких металлов как
медь, серебро, кадмий и свинец в виде сульфидов в результате добавления серо-
водорода или сульфида аммония. Образующиеся осадки сульфидов металлов могут
быть отделены от раствора фильтрованием. Если в растворе содержится избыточное
количество свинца, его можно пропустить через слой карбоната аммония в резуль-
тате чего образуется карбонат свинца, который может быть удален путем фильтро-
вания. Оставшийся раствор сульфата аммония, обычно содержащий 20—30 %
сульфата аммония и 5—15 % аммиака, для нейтрализации аммиака может быть об-
работан концентрированной серной кислотой, в результате чего увеличивается
содержание сульфата аммония. В отличие от растворов сульфата аммония, полу-
чаемых при проведении других процессов выделения свинца, например при плавке,
растворы получаемые в данном случае являются достаточно концентрированными,
не содержат примесей и могут быть использованы в качестве сырья для установок
производства сульфата аммония.
Карбонат свинца, отделенный на фильтре 14, промытый от остатков выщелачи-
вающего раствора и высушенный, может быть подвергнут дальнейшей переработке
несколькими методами. На схеме показаны три различные возможности превраще-
ния карбоната свинца в оксид свинца, основной сульфат свинца и в металлический
свинец, соответственно. Для получения оксида свинца карбонат свинца нагревают
в печи 20 при температурах 400—800 °C, где в результате диссоциации карбоната
свинца образуется оксид свинца, углекислый газ и вода; из остаточных соединений
аммония выделяется аммиак.
Оксид свинца, полученный в результате процесса кальцинирования, представ-
ляет собой мелкий порошок с большой удельной поверхностью. Обычно в оксиде
свинца присутствуют небольшие количества сульфата свинца, обычно менее 10 %.
Образование сульфата свинца происходит главным образом в результате включения
ионов сульфата в кристаллическую структуру основного карбоната свинца. Для
превращения карбоната свинца в оксид свинца обычно требуется несколько часов;
время реакции зависит от температуры и особенностей применяемого обору-
дования.
Для превращения карбоната свинца в основной сульфат свинца проводят его
взаимодействие с серной кислотой в реакторе сульфатирования 21, после чего
смесь кальцинируют в печи 22 в течение нескольких часов при 400—800 °C. Об-
разующийся продукт представляет собой основные сульфаты свинца, например
смесь четырехосновного сульфата свинца, моноосновного сульфата свинца и нор-
мального сульфата свинца. Тип образующегося сульфата свинца определяется коли-
чеством добавляемой серной кислоты.
Для перевода карбоната свинца в металлический свинец его подвергают восста-
новительной плавке в печи 23 при температуре 800—1200 °C. При этом образуется
металлический свинец очень высокой чистоты. При проведении плавки предпочти-
тельно смешивать карбонат свинца с углеродсодержащими восстановителями и обыч-
ными флюсами.
В соответствии с данным процессом проводится дополнительное выделение
свинца из нерастворимых материалов, остающихся после выщелачивания, путем
превращения содержащегося в них диоксида свинца в оксид свинца, последующей
обработки серной кислотой для перевода оксида свинца в сульфат свинца и смеши-
вания полученного продукта с водно-аммиачным раствором сульфата аммония, в ре-
зультате чего происходит растворение большей части сульфата свинца. Нераство-
римый материал отделяют от выщелачивающего раствора на фильтре 12, а затем
промывают и удаляют из него воду в аппарате 24.
Полученный материал подвергают мокрому измельчению в мельнице 25, су-
шат и кальцинируют в печи 26 при 300—800 °C. При этом происходит диссоциация
диоксида свинца и образование оксида свинца, а в случае присутствия сульфата —
основных сульфатов свинца. Остаточные количества металлического свинца окис-
ляются до оксида свинца или образуют основные сульфаты свинца. В процессе каль-
243
цииирбванйя происходит также уничтожение частей корпуса аккумуляторов, Пере-
городок и других органических материалов, присутствующих в сырье.
Для превращения оксида свинца, содержащегося в кальцинированном проду-
кте, выводимом из печи 26, в сульфат свинца продукт измельчают в мельнице 27
и подают в реактор вторичного сульфатирования 28, где он реагирует с раствором
серной кислоты и (или) отработанным электролитом. Реакция сульфатирования
протекает относительно медленно, ее скорость зависит от состава и величины удель-
ной поверхности кальцинированного материала. Для полного протекания реакции
при комнатной температуре обычно требуется несколько дней. При повышении тем-
пературы в реакторе 28 до 60 °C или выше реакция протекает практически пол-
ностью в течение нескольких часов.
Для удаления избытка жидкости раствор из реактора 28 подают в концентри-
рующий аппарат 29, где происходит отстаивание пасты. Отделяющуюся воду сливают;
содержание жидкости в пасте должно быть менее 20%, предпочтительно менее
10%. Получаемую пасту подают в реактор вторичного выщелачивания 30, где
ее обрабатывают водно-аммиачным раствором сульфата аммония, имеющим такой
же состав как и раствор применяемый для первичного выщелачивания в реакторе 11.
Нерастворимые материалы отделяют от получаемого раствора на фильтре 31, а
концентрированный раствор свинца подают в резервуар 32, где проводят осаждение
свинца в виде карбоната свинца при действии карбоната или бикарбоната аммонця
или углекислого газа.
Нерастворимые материалы с фильтра 31 могут, быть подвергнуты восстанови-
тельной плавке в шахтной печи 33 или направлены для выделения содержащихся
в них металлов какими-либо другими методами.
Вместо проведения описанного процесса вторичного выделения с использованием
кальцинирования можно перевести диоксид свинца, содержащийся в нераствори-
мых материалах, отделенных на фильтре 12, в оксид свинца путем измельчения
и последующей обработки восстановителем. Получающийся оксид свинца может
быть непосредственно направлен в реактор сульфатирования 28. Если пасту, по-
лучаемую в механическом сепараторе 5, подвергают кальцинированию или об-
рабатывают восстановителем для перевода РЬО2 в РЬО перед подачей в реактор
сульфатирования 8, то содержание соединений свинца в нерастворимом материале,
отделяемом на фильтре 12, будет настолько малым, что отпадает необходимость
в проведении вторичного выделения свинца. В этом случае нерастворимый материал
подвергают обработке с целью выделения других содержащихся в нем ценных эле-
ментов.
Независимо от того проводится ли восстановление РЬО2 до РЬО на первичной
или на вторичной стадии выделения, его предпочтительнее проводить с использо-
ванием восстановителя, а не путем кальцинирования. В этом случае процесс можно
проводить в непрерывном режиме, кроме того отпадает необходимость в стадиях
сушки и измельчения и не происходит образования сухой пыли, загрязняющей окру-
жающую среду.
СВИНЕЦ ИЗ ОТХОДОВ ПРОИЗВОДСТВА
ТЕТРАЭТИЛСВИНЦА
Тетраэтилсвинец в течение многих лет производят в промышленном масштабе
путем взаимодействия избытка хлористого этила со свинцовонатриевым сплавом.
В результате реакции натрий, содержащийся в сплаве, в основном превращается
в хлористый натрий, а =±25 % свинца превращается в тетраэтилсвинец. Почти весь
остальной свинец из сплава переходит в мелкодисперсный металлический свинец.
По окончании реакции избыток хлористого этила отгоняют, реакционную массу
погружают в воду и выделяют тетраэтилсвинец путем перегонки с паром в при-
сутствии добавок, препятствующих агломерации частиц мелкодисперсного свинца.
Остаток от дистилляции представляет собой суспензию частиц свинца в раз-
бавленном растворе хлористого натрия. Суспензию направляют в отстойник, где
при расслаивании образуется верхний слой — раствор соли и нижний слой, пред-
ставляющий собой влажный шлам, в состав которого входит мелкодисперсный сви-
244
ней и 8—20 % водного раствора соли. Водный слой сливают, а шлам промывают
водой для удаления остатков соли и сушат.
Высушенный свинцовый шлам содержит такие примеси как хлористый натрий,
хлористый свинец, гидроксид натрия, а в некоторых случаях еще и сульфат, суль-
фид и хромат свинца (образующиеся в результате реакции свинца с Добавками,
вводимыми при дистилляции); содержание последних обычно не превышает 1 %.
Кроме того, частицы свинца покрыты оксидом свинца, содержание которой обычно
достигает 2—10 %, а в ряде случаев 20 и даже 30 % . В некоторых случаях удается
поддерживать содержание оксида свинца на уровне 0,1—0,2 %. Иногда в свинцо-
вом шламе содержатся соли железа, такие как хлорид и сульфат трехвалентного
железа и сульфид железа. Образование этих соединений происходит в тех случаях,
когда при дистилляции добавляют соединения железа, обычно сульфат двухвалент-
ного железа.
Выделение чистого свинца из свинцового шлама представляет собой трудную
задачу и включает ряд сложных и дорогостоящих стадий. Обычно свинцовый шлам
подвергают плавке в отражательной печи при температуре 700—900 °C, в результате
чего образуется верхний шлаковый слой и нижний расплавленный слой, в состав
которого входит практически весь свинец, содержавшийся в шламе. Для выплавки
свинца температура в печи должна быть не ниже 700 °C. Расплавленный свинец
сливают в нагнетательный ковш. При этом обычно происходит образование дросса,
который снимают с поверхности и возвращают на стадию плавки. Шлак из отража-
тельной печи подвергают дальнейшей обработке для выделения содержащегося в нем
свинца.
При производстве тетраэтилсвинца образуется и другой отход — смесь ще-
лочного и щелочноземельного металлов, в частности металлического натрия с ме-
таллическим кальцием и его солями. Натрий, применяемый для получения свинцово-
натриевого сплава, производят путем электролиза расплава смеси солей, например
хлоридов натрия и кальция. Добавки соединений кальция вводят для снижения тем-
пературы плавления натрия. На катоде образуется расплавленный натрий, кото-
рый при температуре электролиза находится в жидком состоянии. Одновременно
с натрием на катоде также образуется металлический кальций. Получаемый про-
дукт-сырец охлаждают и фильтруют для выделения натрия. Остаток от фильтрова-
ния содержит значительные количества натрия и кальция и его удаление пред-
ставляет собой серьезную проблему В состав остатка в среднем входит 90—95 % на-
трия и кальция, а также различные соли и оксиды этих металлов и другие примеси.
Содержание натрия составляет ~70 %, а кальция 5—30%. Остаток представ-
ляет собой кристаллы металлического кальция в смеси с электролитом, заключен-
ным в натриевую матрицу.
Процесс, разработанный Л. Т. Кастро, Р. X. Джонсом и Дж. К. Клоком,
(патент США 4 153451, 8 мая 1979 г.; фирма «Этил Корпорейшн»), предназначен
для выделения свинца из шлака, образующегося в отражательной печи, с использо-
ванием остатка от фильтрования, содержащего натрий и кальций, в качестве вос-
становителя. Этот процесс включает следующие стадии:
1) загрузку свинецсодержащего материала во вращающуюся печь;
2) нагревание сырья при 300—650 °C до полного удаления остаточной влаги;
3) добавку к расплавившемуся сырью смеси, содержащей щелочной металл
в количестве 5—25 % от массы сырья;
4) плавление смеси в присутствии щелочного металла до получения отдельной
фазы металлического свинца и остатка;
5) удаление металлического свинца из печи.
СВИНЕЦ ИЗ КОЛОШНИКОВОЙ пыли
ПРОЦЕССА РАФИНИРОВАНИЯ ЦИНКА
См. также «Кадмий из колошниковой пыли процесса рафинирования цинка».
Процесс, разработанный И. Г. Мэттью, Р. В. Пикерингом, Т. Сузуки и
X. Учида (патент США 4 135912, 23 января 1979 г.; фирмы «Электролитик Цинк
Компани оф Австралия Лимитед'», Австралия и «Мицубиши метал Корпорейшн»,
Япония), предназначен для обработки свинецсодержащих остатков, получа-
245
ющихся при выщелачвайиИ конверторной и другой пыли, образующейся при пиромс-
таллургическом производстве меди, разбавленным раствором серной кислоты. Этот
процесс может быть также использован для обработки остатков, образующихся в
процессе электролитического производства цинка при выщелачивании твердых фер-
ритов цинка, меди и кадмия горячей серной кислотой.
Процесс предназначен для обработки остатков, содержащих свинец в относи-
тельно низких концентрациях и главным образом в виде сульфата свинца. Пре-
имуществами процесса является то, что он не требует предварительного спекания
материала и может осуществляться непрерывно. Основными продуктами являются
высокочистый свинцовый веркблей с высоким содержанием свинца, серебра и золота,
а также шлак, содержащий все остальные компоненты исходного остатка за исклю-
чением серы. Этот шлак является инертным и после охлаждения может быть легко
удален, не причиняя вреда окружающей среде.
В ходе процесса происходит выделение газов, основными компонентами которых
являются оксиды углерода и серы. Эти газы подвергают обычным процедурам улав-
ливания пыли и дыма, а также удаления оксидов серы.
Процесс проводят в электрической печи, электроды которой частично погру-
жены в шлаковую фазу. Целесообразно использовать печи Херо (Heroult) с тремя
или более электродами. Скорость подачи сырья и подаваемая мощность выбира-
ются таким образом, чтобы температура расплавленного шлака составляла 1000—
1500 °C, предпочтительно 1100—1350 °C.
СВИНЦА КАРБОНАТ ИЗ ПРОЦЕССА
ПРОИЗВОДСТВА АККУМУЛЯТОРНЫХ
БАТАРЕЙ
См. «Аммония сульфат из воды для промывки пластин аккумуляторных ба-
тарей».
СВИНЦА оксид ИЗ КОЛОШНИКОВОЙ пыли
Процесс, разработанный Дж. Е. Алленом (патент США 3 850613, 26 ноября
1974 г.; фирма «.Ферро—Карб Аггломерейшн, Лтд., Инк.»), предназначен для бри-
кетирования пыли, образующейся в сталеплавильном и литейном производстве
и содержащей оксиды цинка и (или) свинца, а также оксиды железа. Брикети-
рование проводят при добавлении углеродсодержащего связующего вещества и та-
кого количества углерода, которого достаточно для восстановления по крайней мере
оксидов свинца и цинка до металлов.
Брикеты подвергают действию кислородсодержащего газа при температуре
175—315 °C, в результате чего происходит селективное окисление связующего ве-
щества и брикеты становятся прочными. После этого их нагревают при темпера-
туре 980—1370 °C для восстановления соединений цинка и свинца и испарения полу-
чаемых при этом металлов, которые затем окисляют в газовой фазе до РЬО и ZnO.
Оксиды свинца и цинка отделяют от отходящих газов в пылесборнике, а брикеты,
содержащие железо, охлаждают в отсутствие кислорода после чего используют для
загрузки в сталеплавильные печи.
При плавлении свинцового лома, например получаемого из аккумуляторов,
в металлургических печах для выделения свинца и других компонентов в качестве
побочного продукта образуется пыль, содержащая металлы. Эта так называемая
колошниковая пыль выносится горячими отходящими газами и после охлаждения
собирается в электрофильтрах, мешочных фильтрах или других устройствах и воз-
вращается в металлургическую печь или направляется на выделение содержащихся
в ней металлов.
В состав пыли входит главным образом оксид свинца, а также небольшие коли-
чества оксидов других металлов, присутствовавших в исходном сырье в качестве
компонентов сплавов или в виде примесей. В пыли содержатся также и другие
246
химические соединения металлов, в частности хлориды, сульфиды и сульфаты.
При плавлении и восстановлении колошниковой пыли в металлургической печи
как таковой или в смеси с другими материалами снова происходит унос части пыли
с отходящими газами. В результате испарения и последующей конденсации соеди-
нений металлов происходит образование новых количеств пыли.
Даже при добавлении к сырью, загружаемому в печь, восстановителей и флю-
сов достигается лишь частичное восстановление возвращаемой колошниковой пыли.
В ходе проведения процесса количество циркулирующей колошниковой пыли
будет постоянно возрастать. Одновременно с этим происходят неблагоприятные из-
менения в ее составе, поскольку увеличивается содержание трудно восстанавлива-
емых хлоридов, сульфидов и суль-
фатов и уменьшается доля окси-
дов, т. е. происходит уменьшение
содержания металла.
Процесс, разработанный С. Бе-
ргсое (патент США 4 013456,
22 марта 1977 г.; фирма «Пауль
Бергсое энд Сон А!С», Дания),
позволяет устранить указанные
недостатки и получить материал
пригодный для обработки в ме-
таллургических печах. При этом
достигается значительное, увели-
чение выхода металла по срав-
нению с известным методом.
Согласно этому процессу ко-
лошниковую пыль плавят при
относительно низкой температуре,
при которой практически не про-
исходит восстановления. Образу-
ющийся при этом шлак охлаждают
до затвердевания. Для повышения
эффективности процесса в сырье
вводят добавки, такие как флюсы,
повышающие температуру плав-
ления и восстановитель, содер-
жащий железо.
Схема аппарата для прове- Рис 108< Схема
процесса для переработки сви-
дения процесса представлена на нецсодержащей колошниковой пыли
рис. 108. Пыль 2, содержащая
свинец, собирается в газоочистном сепараторе 1 и подается в плавильную
печь 7 транспортером 3, например шнековым транспортером. В пыль могут
быть введены добавки 4, такие как карбонат натрия или бура. Они подаются
на транспортер 3 дозирующим устройством 5 в количествах, пропорциональных
количеству пыли, подаваемой транспортером 3 в каждый момент времени. В этом
случае транспортер выполняет также роль смесителя для пыли и добавок. Обра-
зующаяся при этом смесь 6 подается на наклонное рабочее пространство пла-
вильной печи 7, где она нагревается пламенем 9 горелки 18, находящейся напротив
рабочего пространства.
Расплавленная масса 10 стекает по поверхности 8 к выходному отверстию 17,
через которое также могут быть введены добавки 16, например мелкие гранулы
железосодержащего материала, дозируемые устройством 15 таким же образом, как
и в случае дозатора 5. Образующийся шлак 13 стекает в сборник, где он на-
гревается горелкой 12 при постоянном перемешивании мешалкой 14. После запол-
нения сборника 11 мешалку 14 удаляют и содержимое сборника переливают в дру-
гую емкость, либо заменяют его пустым сборником. В любом случае шлак 13 ох-
лаждают и после затвердевания возвращают в металлургическую плавильную
печь.
247
ИЗВЕСТЬ ИЗ ОСТАТКОВ, ПОЛУЧАЕМЫХ
ПРИ СЖИГАНИИ ОТСТОЯ сточных вод
В процессах водоподготовки и обработки сточных вод часто получают отстой,
содержащие соединения кальция. Они образуются, в частности при третичной об-
работке сточных вод, при которой удаляют фосфор путем осаждения известью.
В состав таких отстоев входят твердые фосфорсодержащие соединения общей фор-
мулы Сах (РО,;);/, где х и у — целые числа. Эти соединения обычно называют апа-
титами. Подобные отстой образуются также при добавлении извести и (или) га-
шеной извести к сточным водам в качестве флокулирующего агента или для химиче-
ского умягчения воды. В этом случае в отстоях содержатся значительные коли-
чества карбоната кальция. Отстой, содержащие кальций, получают также в про-
цессе рафинирования сахара и в некоторых системах для очистки сильно мутных
вод.
Известно, что органические материалы, входящие в состав таких отстоев, могут
быть удалены путем сжигания. При сжигании образуется зола, газы и пары, состоя-
щие в основном из углекислого газа и воды. Известно также, что отстой можно под-
вергать кальцинированию, в результате которого карбонат кальция превращается
в оксид кальция. В случае фосфорсодержащих отстоев после сжигания образуется
однородная смесь апатитов с золой и оксидом кальция.
При наличии экономичного способа выделения извести из остатков, получае-
мых при сжигании отстоев, содержащих кальций, экономическая эффективность
процесса обработки сточных вод может быть значительно повышена благодаря тому,
что извлеченная известь может быть вновь использована для обработки.
Процесс, разработанный О. Е. Альбертсоном (патент США 3 996133, 7 де-
кабря 1976 г.; фирма «Энвайротех Корпорейшт), предназначен для выделения
соединений кальция из твердых остатков, получаемых при сжигании или кальцини-
ровании отстоев сточных вод, содержащих кальций. Процесс включает • следу-
ющие стадии:
1) разделение частиц остатка по величине и плотности на две фазы, в первую
из которых входят относительно крупные твердые частицы и которая имеет относи-
тельно низкую концентрацию, кальция, а вторая имеет более высокую концентра-
цию кальция;
2) смешение частиц первой фазы с водой с образованием водного раствора гид-
роксида кальция;
3) отстаивание водного раствора с получением осадка с относительно высо-
кой концентрацией нерастворимых инертных твердых веществ и жидкой фазы с от-
носительно высокой концентрацией кальция.
Схема этого процесса представлена на рис. 109. Отстой по трубопроводу 2
направляют на сжигание в печь 1. На схеме показана обычная подовая печь, од-
нако можно использовать и вращающуюся обжиговую печь или печь с ожиженным
слоем. Газы, образующиеся при сжигании (в основном азот, кислород, углекислый
газ и водяной пар) выходят из печи по трубопроводу 3. Твердый остаток от сжига-
ния выводят из печи по трубопроводу 4.
Если сжиганию подвергают отстой, полученный при третичной обработке сточ-
ных вод, то в его состав обычно входят апатиты, органические соединения, инерт-
ные вещества и карбонаты кальция. При сжигании органические соединения пре-
вращаются в золу, а карбонаты кальция — в оксид кальция. Такой процесс опи-
сан, например, в патенте США 3 623975.
Поскольку некоторая часть твердого остатка, получаемого при сжигании уно-
сится с отходящими газами, в трубопроводе 3 предусмотрен коллектор 6. Отходя-
щие газы подают в коллектор через входное отверстие 5, а очищенные газы выводят
по трубопроводу 8 и отделенные твердые частицы — по трубопроводу 10. Для по-
дачи газов используется обычный вентилятор 9.
Коллектор 6 может быть сухим (типа циклона) или мокрым (скруббер). В слу-
чае сухого коллектора собранные частицы выводят по трубопроводу 10 и через
соединение 11 подают в трубопровод для твердого материала 4. При использова-
нии скруббера вода или другая промывная жидкость подается в него по линии 7,
а отделенные мокрые частицы выводят по байпасной линии 10а для дальнейшей об-
работки.
248
Если печь 1 представляет собой обычную печь с ожиженным слоем, то все
твердые продукты сжигания выносятся из печи с отходящими газами и трубопро-
вод 4 становится ненужным. В таком случае коллектор 6 должен обязательно быть
сухим, чтобы не происходило превращения СаО в СаСО3, которое возможно при
контактировании окиси кальция с СО2 в водной среде.
При использовании сухого коллектора совместно с печью с ожиженным слоем,
а также при использовании обжиговой или подовой печи сухой твердый остаток от
сжигания через соединение 11 по трубопроводу 12 поступает в устройство для раз-
деления 14. Для того, чтобы разделить твердые частицы по их величине и плотности
Рис. 109. Схема процесса выделения соединений кальция из шламов
может быть использован, например, циклонный сепаратор. Для улучшения раз-
деления можно использовать два или более сепараторов, соединенных последо-
вательно. Для этой же цели можно использовать и обычный гидравлический се-
паратор. В этом случае после разделения кальций будет находиться в растворе в ос-
новном в виде гидроксида кальция.
Из сепаратора 14 выходят два трубопровода 13 и 15. По трубопроводу 15
выходят относительно крупные частицы, а по трубопроводу 13 — более мелкие ча-
стицы. Размер этих частиц обычно не превышает 50 мкм, в то время как в пер-
вой фазе размер частиц достигает 250 мкм. Было установлено, что вторая фаза имеет
относительно большую концентрацию оксида кальция и меньшее содержание
золы, чем первая фаза; обычно во второй фазе присутствует 40—75 % от общего
количества оксида кальция.
По трубопроводу 15 первая фаза поступает в обычный смеситель-раствори-
тель 18, в который по линии 16 подается вода для растворения или гашения ок-
сида кальция с образованием гидроксида кальция Са(ОН)2. Если используется
мокрый сепаратор 6, то вышеупомянутый трубопровод 10а используется для непо-
средственной подачи в смеситель 18.
Раствор из смесителя 18 по трубопроводу 19 подается в обычный отстойник 24,
который состоит из большого резервуара 22 и сливного желоба 20 для вывода
отстоявшейся воды из резервуара. Осевшие твердые частицы выводятся через
донное отверстие 23. Нерастворимая зола и частицы, содержащие кальций и фо-
249
сфат, быстро оседают в рёзёрйуйре И такйм образом по линии 23 из системы вы-
водится основное количество золы и апатитов. Соединения кальция находятся в рас-
творе и сливаются из отстойника в виде гидроксида кальция, который по трубопро-
воду 21 возвращается на установку для обработки.
В другом варианте процесса, к которому относится пунктирная линия 23а,
часть потока, отводимого по трубопроводу 23, возвращается в смеситель 18 для
лучшего растворения труднорастворимых соединений кальция, осевших в резерву-
аре 22.
МАГНИЯ ОКСИД ИЗ ЛОМА ОГНЕУПОРНОГО
КИРПИЧА ДЛЯ ФУТЕРОВКИ ПЕЧЕЙ
Огнеупорные материалы для футеровки печей на основе оксида магния имеют
ограниченный срок службы. Под действием расплавленного шлака и оксида железа,
высокой температуры и существенных изменений температуры, характерных для
работающих печей, происходит коррозия и снижение механической прочности
огнеупорного материала в результате чего футеровку приходится заменять на но-
вую. Удаляемый из печи футеровочный материал, например куски огнеупорного
кирпича, главным образом состоит из MgO, частично загрязненной шлаком и дру-
гими примесями. Выделение MgO из этого материала делает возможным повтор-
ное использование данного ценного сырья, например в производстве магнезитного
кирпича или других продуктов, в особенности в том случае, если извлеченная MgO
имеет достаточно высокое качество и не содержит большого количества примесей,
прежде всего SiO2 и оксидов железа.
Предварительные эксперименты показали, что некоторые минералы с высоким
содержанием оксида магния, например брусит (MgO-H2O), нерастворимые в чи-
стой воде, до некоторой степени растворяются в воде содержащей СО2 при давле-
нии СО2 в несколько атмосфер без сильного повышения температуры. Были та-
кже проведены эксперименты по выщелачиванию под давлением СО2 загрязненных
магнезитных материалов подвергавшихся действию температуры 600—650 °C.
Однако результаты этих экспериментов не могут явиться основой для разработки
промышленного метода, поскольку в обоих случаях получаемые при выщелачивании
растворы слишком разбавлены. Как правило содержание MgO в этих растворах
составляет только 3—9 г/л.
В отличие от продуктов, содержащих MgO, кальцинированных при низкой
температуре, товарный магнезитный кирпич, обожженный при высоких тем-
пературах и соответствующий расплавленный магнезитный материал является
более устойчивым к действию воды и выщелачивание его водой при давлении СО2
также не привело к получению каких-либо положительных результатов.
Процесс, разработанный X. Е. Б. Хасслером и П. Г. Килышпедтом (патент
США 4 140745, 20 февраля 1979 г.; фирма «Эдзенсед Минерал Рисерч А Б»,
Швеция), предусматривает выделение оксида магния из лома футеровочного мате-
риала с высоким содержанием оксида магния путем выщелачивания материала
водой в присутствии углекислого газа под давлением, отделение получаемого раст-
вора от твердого остатка, осаждение гидрокарбонатов магния из раствора и прокали-
вание осадка с получением оксида магния. Для лучшего выщелачивания и полу-
чения более концентрированного раствора перед выщелачиванием исходный мате-
риал обрабатывают водяным паром при температуре 100—300 °C и соответствующем
давлении насыщенных паров в течение 1—50 ч.
МАГНИЙ ИЗ РЕАКТОРНЫХ ШЛАМОВ
Твердые круглые частицы металлического магния, находящиеся в твердой и
хрупкой матрице соли или смеси солей, образуются в виде реакторного шлама при
проведении электролиза расплавленного MgCl2, а также в виде шлаков в про-
цессах литья магния и магниевых сплавов. При выделении металлического магния
250
из этих материалов желательно, чтобы на каждой выделяемой круглой частице
сохранялась тонкая предохранитатьная пленка из материала солевой матрицы.
Попытки выделения магния путем дробления или измельчения в шаровой мель-
нице приводили к разламыванию или расплющиванию большей части частиц ме-
талла. Такие деформированные частицы могут быть использованы в том случае,
если извлекаемый магний направляется на переплавку.
Однако во многих случаях желательно выделять магний в виде круглых частиц,
каждая из которых имеет тонкую предохранительную пленку из материала соле-
вой матрицы. Такой материал, в частности, требуется для модификации расплавлен-
ных металлов, например для удаления серы из стали. Предохранительная пленка на
поверхности магния позволяет избежать гидролиза магния или его окисления воз-
духом. Расплющенные или вытянутые частицы магния нельзя использовать в таких
процессах, где частицы металла инжектируют по трубке под поверхность расплав-
ленного железа или стали. Для подобных операций лучше всего использовать ча-
стицы магния с одинаковыми размерами, одинаковым содержанием металла и при-
мерно одинаковой формы; в результате этого достигается большая стабильность
процесса.
Процесс, разработанный В. М. Гольдбергером, Б. К- Пареком и Б. П. Фол-
кнером (патент США 4 182498, 8 января 1980 г.; фирма «Доу Кемикал Компани»),
позволяет выделять круглые частицы металлического магния или магниевых сплаво в
правильной формы из матрицы хрупкого материала при сохранении на каждой ча-
стице тонкой защитной пленки, состоящей из ингредиентов шлама или шлака.
Процесс включает следующие стадии: первичное измельчение хрупкой матрицы в мо-
лотковой или ударной мельнице; просеивание материала для выделения фракции
с требуемым размером частиц; вторичное измельчение в мягких условиях в ре-
зультате которого измельчается материал, окружающий частицы металла; отделе-
ние круглых частиц от порошкообразного материала матрицы, например с использо-
ванием наклонного качающегося концентрационного стола. Исходный материал
также может быть подвергнут предварительной обработке, включающей его пла-
вление, добавление при перемешивании флюса или эмульгатора с получением
дисперсии с приблизительно одинаковыми размерами частиц и последующее за-
мораживание расплавленной смеси.
МАГНИЙ ИЗ МАГНИЕВОГО ЛОМА
В течение многих лет в промышленности используют большие количества маг-
ния — как в практически чистом виде, так и в виде сплавов с высоким содержа-
нием магния. Хотя магний и его сплавы являются очень огнеопасными, хорошо
известны приемы работы с ними и соответствующее оборудование, позволяющие
избежать загорания. Магниевые отливки и детали механизмов находят широкое при-
менение в тех случаях, когда требуются такие специальные свойства материала
как легкость и высокое отношение прочности к массе материала. Однако несмотря
на такое широкое применение магния до последнего времени не существовало удов-
летворительного метода утилизации мелких частиц и стружек магния и выделения
из них чистого металла.
Г. Т. Робертс, Д. В. Оуэнс и Р. Ф. Гудспид разработали процесс (патент
США 4 065299, 27 декабря 1977 г.; фирма «.Теледайн Индастриз, Инк.») для вы-
деления и переплавки магния из мелких частиц и стружек. Процесс включает ста-
дии брикетирования магния путем прессования с использованием пресса низкого
давления с удалением большей части присутствующего воздуха и последующего
прессования с использованием пресса высокого давления. Получаемые брикеты
затем плавят либо укладывая их на дно холодного тигля и затем нагревая в атмо-
сфере определенного состава, либо погружая в ковш с предварительно нагретым рас-
плавом. Для плавления можно также использовать индукционную плавильную
печь с медленным повышением температуры. Давление, при котором проводится
брикетирование, примерно находится в интервале между давлением текучести и
давлением холодной сварки обрабатываемого материала. Брикетирование обычно
проводят в атмосфере 20 % SFe и 80 % СО2, а плавку — в атмосфере 98 % СО2
и 2 % SFe.
251
Аппаратура для проведения этого процесса представлена на рис. НО. Уплотни-
тель состоит из корпуса 1 и цилиндрической камеры 3 в которую загружают
мелкие частицы и стружки магния через отверстия 18 при вытягивании поршня 2
гидравлическим цилиндром 27. Заслонка 8, укрепленная на шарнирах 10, закры-
вает противоположный конец камеры 3, причем заслонка удерживается в закрытом
положении запирающим устройством 7, укрепленном на шарнире 6. В запирающее
устройство 7 входит рычаг 5, приводимый маленьким гидравлическим цилинд-
ром 4, который может поворачивать запирающее устройство 7 из закрытого поло-
жения, показанного на рисунке в нижнее, открытое положение. Сама заслонка также
может вращаться с помощью третьего гидравлического цилиндра 12, расположен-
ного между корпусом 1 и заслонкой 8 над шарниром 10.
Рис. 110. Аппаратура для выделения магния из магниевого лома
Рядом с заслонкой 8 расположен вентиль 9, связанный с линией 13 для созда-
ния определенного состава атмосферы в камере 3. Желательно рядом с вентилем 9
расположить одноходовой клапан 11 (например шаровой) для того чтобы предот-
вратить протекание по линии потока в обратном направлении.
Брикетирование является трехстадийным процессом. После загрузки аппа-
рата сырьем через отверстие 18 гидравлический цилиндр 27 приводится в дейст-
вие и частицы магния при низком давлении смещаются в тот конец камеры, где рас-
положена заслонка 8. При этом происходит начальное сжатие наиболее хрупких
фрагментов сырья и из Камеры удаляется большая часть воздуха. Необходимо заме-
тить, что хотя заслонка 8 и закрывает выход, но камера не является герметичной
и при движении поршня воздух может выходить через зазоры между заслонкой и
корпусом камеры. В случае необходимости в заслонке 8 можно установить вентили
для сброса давления, хотя было установлено, что как правило нет необходимости
в наличии таких вентилей.
Цель первой стадии сжатия заключается в удалении основного количества
воздуха из камеры и перемещения всех частиц сырья в один конец цилиндра. По-
скольку эта стадия осуществляется в атмосфере воздуха, ее следует проводить без
нагревания и по возможности избегать трения между частицами. Давление не дол-
жно превышать 105 МПа, достаточным является давление 35 МПа.
Когда давление в гидравлической линии 28, связанной с гидравлическим ци-
линдром 27, достигнет заданного значения, поршень 2 начинает движение в об-
252
ратном направлении и в камеру 3 по линии 13 поступает инертный газ. В качестве
инертного газа используют смесь SFe и СО2, оптимальным является ее состав 20
и 80 % (объемн.) соответственно. Для получения такой смеси можно использо-
вать стандартные баллоны 25 и 26, содержащие упомянутые газы, с редуктором 24
для снижения давления и регулирования скорости потока.
Скорость потока более тонко регулируется вентилями 20 и 21; включение и
выключение газов производится соленоидными контрольными клапанами 22 и
23, расположенными в каждой газовой линии. Оба газа поступают в смесительный
резервуар 16, а оттуда через регулятор 15 и главный соленоидный клапан 14 по-
даются в камеру 3. Для регулирования давления в смесителе 16 желательно устано-
вить реле давления 17; давление должно составлять 0,6—0,8 МПа. На регуляторе 15
должно быть задано давление ~0,2 МПа. Главный соленоидный клапан 14 связан
с регулятором 33.
После начального сжатия поршень вытягивается и в камеру поступает инерт-
ный газ. Поршень отходит от такого положения, в котором он несколько прикрывает
отверстие 18, не позволяя проникнуть в камеру окружающему воздуху. Поскольку
смесь SFe и СО2 тяжелее воздуха, то небольшие количества воздуха все равно
будут попадать в камеру. После того как поршень дойдет до упомянутого положения
он снова начинает двигаться в обратном направлении, в сторону заслонки 8. При
этом ток газа отключается главным соленоидным клапаном 14. Во время движения
поршня происходит увеличение давления газа в камере 3. Поскольку клапан 11 не
дает возможности газу уходить обратно по линии 13, то газ проходит через магний-
содержащее сырье к заслонке 8 и частично выходит из камеры. Таким образом когда
начнется сжатие магния при высоком давлении воздух в камере будет заменен
смесью SFe и СО2 и дальнейшее сжатие можно проводить не опасаясь возникнове-
ния загорания.
Для получения устойчивых брикетов давление сжатия должно быть выше,
чем предел текучести магния. Было установлено, что желаемый результат достига-
ется при использовании давления 280 МПа. Можно использовать и более высокие
давления, однако не следует превышать величины давления холодной сварки для
магния, поскольку обработке подвергается магниевое сырье различного состава и
происхождения и в соответствии с этим и степень холодной сварки будет недостаточ-
ной и нерегулируемой. Отрицательное влияние при этом оказывают оксиды, смазки
и другие примеси, присутствующие в сырье.
По окончании сжатия при высоком давлении сила, действующая на поршень 2,
уменьшается, запирающее устройство открывает заслонку 8. Поршень 2 выталкивает
полученный брикет и отводится в исходное положение при котором проводится за-
грузка следующей порции сырья.
Обычно цилиндрическая камера имеет внутренний диаметр ^7,5 см; в резуль-
тате процесса получаются плотные однородные брикеты длиной до 7,5 см. При боль-
шей длине устойчивость брикетов уменьшается и они становятся неоднородными по
плотности. Таким образом, наилучшие результаты достигаются, по крайней мере,
при используемых давлениях, если длина получаемого брикета не превышает его
диаметр. Хотя получаемые брикеты и являются устойчивыми они имеют не особенно
прочную структуру.
При выталкивании брикета из камеры в результате трения между брикетом и
стенками камеры возможно повреждение поверхности брикета. Для устранения или
уменьшения вероятности этого явления цилиндрическая камера может быть выпол-
нена слегка расширяющейся в направлении заслонки 8 и (или) стенки цилиндра
можно смазывать незагрязняющей смазкой, например силиконовым маслом. Ме-
сто расположения вентиля 9, а также место в котором начинается расширение ци-
линдрической камеры, определяются в зависимости от желаемой длины брикета.
Наилучшие результаты достигаются, если количество магния в каждом брикете при-
близительно одинаково. В связи с этим желательно, чтобы масса или объем сырья
в каждой загрузке были примерно одними и теми же.
Работа аппарата может управляться автоматически с помощью устройства 33,
связанного с выходом гидравлического насоса 32 клапанами 29, 30 и 31, которые
регулируют работу главного цилиндра 27 и привод заслонки 12 и 4. Устройство 33
также управляет работой главного соленоидного клапана 14, обеспечивая авто-
матический контроль состава подаваемой газовой смеси. Поскольку SFe является
дорогостоящим газом и должен подаваться в количествах исключающих возник-
253
новение загорания, возможность автоматического контроля является очень важ-
ной, поскольку позволяет избежать перерасхода SFe. Один цикл брикетирования
продолжается ~20 с, т. е. за минуту обычно получают два брикета размером
~7,5X7,5 см. Описанный процесс не только позволяет решить проблему удаления
отходов, но и обеспечивает повторное использование содержащегося в них маг-
ния.
МАГНИЙ ИЗ ТРАССИРУЮЩИХ БОЕПРИПАСОВ
В состав большинства трассирующих боеприпасов входит ряд основных мате-
риалов, которые приводятся далее в порядке убывания их содержания: нитрат
стронция, пероксид магния и стронция, поливинилхлорид, резинат кальция,
пероксид бария, оксамид, стеарат цинка, полиэтилен, оксалат стронция, диоксид
свинца. Нитраты стронция и магния составляют ~60 % от общего количества.
Использованный пиротехнический материал обычно сжигают или подвергают хи-
мическому разложению, что приводит к загрязнению окружающей атмосферы и
водоемов.
В зависимости от того, на какой стадии производства пиротехнический ма-
териал попадает в отходы, для его обработки используются разные методы. Го-
товые бракованные патроны сжигают в металлических контейнерах в специально
отведенных местах. Если непригодным оказывается часть сырья, ее помещают
в масло и сжигают. Сухие отходы, образующиеся в процессе сборки патронов,
собираются вакуумной системой в воду. Вакуумные сборники периодически опо-
рожняются, а их содержимое обрабатывается каустиком, водой и водяным паром
в системе отстойников. Отходы из отстойников вывозят в специальные резервуары,
находящиеся на возвышенных местах, где они постепенно впитываются в почву.
Все эти методы приводят к загрязнению окружающей среды и их дальнейшее при-
менение нежелательно.
Процесс, разработанный ТС Ф. Парришем, Дж. Е. Шортом, мл. и ТС С. Хор-
релом (патент США 3 930844, 6 января 1976 г.; Министерство военно-морского
флота США), предназначен для обработки пиротехнического трассирующего ма-
териала, содержащего нитраты стронция и магния, пероксид стронция, поливинил-
хлорид, резинат кальция, пероксид бария, оксамид, стеарат цинка, полиэтилен,
оксалат стронция и диоксид свинца, в котором ~60 % от общего количества ма-
териала составляют нитраты стронция и магния. Сначала из материала удаляют
нитрат стронция, растворяя его в холодной воде. Получаемый раствор отфильтро-
вывают и упаривают для выделения нитрата стронция. Оставшийся материал по-
следовательно промывают горячей водой, этиловым спиртом, и метиленхлоридом
для удаления всех других материалов за исключением магния. Оставшийся магний
сушат и выделяют в виде товарного продукта. Схема процесса представлена на
рис. 111.
Отходы трассирующих патронов измельчают и просеивают. Пиротехнический
материал подают в резервуар с мешалкой 1. Отходы пиротехнического материала
уже находящиеся в измельченном виде подаются непосредственно в резервуар 1.
В резервуар сначала поступает холодная вода, в которой растворяется нитрат
стронция. После вывода раствора из резервуара на дне его остается нераство-
рившийся твердый материал. Раствор проходит через фильтрпресс 2, в котором
удаляются примеси, такие как резинат кальция и продукты разложения оксидов.
Очищенный раствор собирают в резервуаре 3 и сушат в сушителе-распылителе 4,
в результате чего получается сухой порошок, который снова может быть исполь-
зован в производстве трассирующих боеприпасов.
Затем в резервуар 1 подают горячую воду, в которой происходит растворение
других оставшихся материалов. Горячую воду декантируют, фильтруют и жид-
кость отбрасывают. Затем из резервуара 9 в резервуар 1 подают этиловый спирт.
После растворения спирт декантируют, фильтруют и собирают в резервуаре 5 для
повторного использования. Помимо растворения этиловый спирт предотвращает
окомкование материала, которое происходит, если после промывки водой сразу
проводить промывку метиленхлоридом.
Далее в резервуар 1 подают метиленхлорид из резервуара 10 для растворе-
ния еще остающихся в магнии примесей. Затем метиленхлорид декантируют, филь-
254
труют и собирают в резервуаре 6 для повторного использования. Через вентиль
в дне резервуара 1 сливают оставшийся магнийсодержащий продукт, который тран-
спортером 7 подается для сушки в печь 8. Осадок, отделенный на фильтрпрессе 2,
промывают водой и направляют на установку для окисления в водной фазе.
Данный метод пригоден для обработки пиротехнического материала из различ-
ных видов боеприпасов одновременно. Это приводит к снижению затрат работай силы
и облегчает работу оператора, которому не приходится делать выбор между раз-
ными видами сырья и различными способами переработки.
Аналогичный процесс выделения магния описан В. Е. Додсом, Дж. Е. Шор-
том мл. и К С. Хоррелом (патент США 3 982930, 28 сентября 1976 г.; Министер-
Рис. 111. Схема процесса выделения магния из трассирующих боеприпасов:
1 —10 (в тексте); И — горячая вода; 12 — холодная вода; 13 — измельчение; 14 —
боеприпасы (сырье); 15 — сито; 16 — выделенная латунь; 17 — твердый материал,
направляемый на окисление в водной фазе; 18 — сухой порошок
ство военно-морского флота США). Он предназначен для переработки трассирующих
пуль, которые содержат в стальной гильзе пиротехнический материал, в состав
которого входят нитраты стронция и магния и другие компоненты.
Пиротехнический материал извлекают из пули путем сверления, а стальные
гильзы используют в качестве скрапа. Эффективность процесса такая же, как у опи-
санного в рассмотренном выше патенте США 3 930844.
РТУТЬ ИЗ РАССОЛА УСТАНОВОК
ПО ПРОИЗВОДСТВУ ХЛОРА И ЩЕЛОЧИ
Электролизеры для производства хлора и щелочи, в которых используется
ртутная амальгама, находят широкое применение благодаря возможности полу-
чения концентрированных растворов щелочи. Однако в отходящих сточных водах
таких электролизеров содержатся примеси ртути, что создает серьезные эколо-
гические проблемы. Кроме того, потери значительных количеств ртути повышают
стоимость производства. Указанные обстоятельства приводят к необходимости из-
влечения ртути и (или) других ионов тяжелых металлов как из твердых, так и из
жидких отходов производства.
255
Процесс, разработанный Дж. X. Энтайвислом и В. В. Гриффитсом (патент.
США 3 718457, 27 февраля 1973 г.; фирма «Империал Кемикал Индастриз, Лтдл,
Англия), предназначен для выделения ртути из рассола, образующегося в электро-
лизерах. Способ включает стадии: осаждение ртути из рассола в виде сульфида
ртути при добавлении ионов сульфида или гидросульфида; отделение сульфида
ртути на фильтре, у которого в последовательно наложенных слоях материала сред-
ний размер частиц уменьшается, а плотность частиц увеличивается от поверхности
к нижней части фильтра; удаление сульфида ртути с фильтра путем промывки водой;
отделение сульфида ртути от жидкой фазы и обработка сульфида с получением ме-
таллической ртути.
Процесс, разработанный Е. И. Валко, В. Ф. Шмиттом и С. Д. Аргаде
(патент США 4 012297, 15 марта 1977 г.; фирма «БАСФ Виандотт Корпорейшн»),
предусматривает экстракцию ртути из сточных вод с последующим ее выделением
путем восстановления в электролизере.
Рис. 112. Схема процесса выделения и рециркуляции ртути из отходов, об-
разующихся в ртутных электролизерах
Схема этого процесса приведена на рис. 112. Поток рассола 12, прошедший через
ртутный электролизер 3, из которого в аппарате 4 удален хлор, насыщается, про-
ходя через слой каменной соли в резервуаре 1. К рассолу добавляют раствор кар-
боната натрия 13, после чего смесь подают в отстойник 2, в который добавляется
раствор гидроксида натрия 14 и где происходит осаждение нерастворимых приме-
сей, которые отводят в сборник 5 вместе с частью рассола (25—50 л/мин). Рассол 12
подается в ртутный электролизер 3, проходит через дехлоратор 4 и снова воз-
вращается для насыщения в резервуар 1.
Суспензия из сборника 5 подается в смеситель 6, где она реагирует с отрабо-
танной серной кислотой, поступающей со стадии осушки хлора (на схеме не пока-
зана). При этом происходит растворение ртути и нейтрализация кислоты. Углеки-
слый газ, образующийся при нейтрализации, выводится по линии 17. Полученную
смесь переносят в реактор 7, устанавливают pH = 6,04-9,0 и добавляют окисли-
тель 19 в количестве достаточном для окисления всей металлической ртути и нераст-
воримых ртутных солей до растворимого двухвалентного состояния. В качестве
окислителя можно использовать гипохлорит натрия, содержащий свободную NaOH,
или газообразный хлор. Во втором случае в смесь вводится дополнительное коли-
чество NaOH. Затем суспензию фильтруют на фильтре 8 через полипропиленовую
ткань.
Остаток от фильтрования промывают водой и твердый материал 20 удаляют
в виде отходов. Фильтрат и промывные воды собирают в резервуаре 11, где к ним
добавляют другие сточные воды 28, например промывные воды, содержащие раст-
воренную ртуть и воду из отстойников. Для разрушения остатков окислителя до-
бавляют тиосульфат или бисульфат натрия 29. Устанавливают pH раствора 2,5—
6, предпочтительно pH = 3, добавляя раствор соляной кислоты 30, после чего
прибавляют избыток NaHS 27 для осаждения ртути в виде сульфида. Осадок от-
фильтровывают через бумажный фильтр 10\ для облегчения фильтрования добав-
ляют остатки целлюлозного фильтра.
Фильтрат 26 практически не содержит ртути и сливается в канализацию. Твер-
дый остаток, отделенный на фильтре 10, смешивают с рассолом 23 в резервуаре
256
с мешалкой 9. Можно использовать обычную мешалку, однако для получения наи-
лучших результатов желательно применять специальный дисперсионный миксер
с высоким значением действующей поперечной силы. Устанавливают pH получен-
ной суспензии 8—10, предпочтительно pH = 9, добавляя гидроокись натрия 24,
а затем вводят окислитель 25.
При использовании гипохлорита натрия количество добавляемого окислителя
составляет 3—6 молей на 1 моль сульфида ртути; предпочтительно использовать
5-кратный избыток. Если pH среды намного меньше 8, возможны потери окисли-
теля за счет его реакции с остатками целлюлозного фильтра, а при pH сущест-
венно выше 10 может происходить выпадение осадка окиси двухвалентной ртути.
Получаемая смесь, содержащая частицы целлюлозного фильтра, диспергированные
в растворе хлоридов натрия и двухвалентной ртути, инжектируется в поток рас-
сола между резервуаром 1 и отстойником 2 (точка 15). Весь процесс выделения
ртути может быть изолирован от процесса производства хлора и щелочи путем за-
крывания вентилей 16, 21 и 22.
В качестве окислителя в данном процессе можно использовать гипохлорит
натрия или хлорноватистую кислоту, которая получается при добавлении газооб-
разного хлора в щелочной или кислый рассол. Хлор вводится до тех пор пока его
концентрация в растворе не станет достаточной для окисления всей присутствующей
ртути.
Экстракция ртути из осадка, образующегося в сборнике 5, проводится при
pH среды 6,0—9,0, предпочтительно при pH = 6,Од-6,5. Описанный процесс поз-
воляет проводить одновременную переработку всех твердых и жидких отходов,
образующихся в процессе производства хлора в ртутном электролизере. Основными
преимуществами этого процесса по сравнению с известными являются следующие:
1. Он обеспечивает очистку циркулирующего рассола и удаление из него вред-
ных примесей, таких как ионы сульфата.
2. Хорошо применим в случае солей с относительно высоким содержанием
примесей (0,5—5 %).
3. Обеспечивает удаление соединений ртути и нейтрализацию отработанной
серной кислоты, образующейся при сушке хлора.
4. Позволяет удалять ртуть из всех сточных вод, образующихся в процессе
производства, в частности промывных вод и воды из отстойников, без какой-либо их
дополнительной обработки.
5. Не требует отдельной стадии очистки растворимых соединений ртути, воз-
вращаемых в рассол.
6. Обеспечивает эффективную экстракцию ртути из остатков, получаемых
при отстаивании рассола; при фильтровании получается осадок, который может
быть легко отделен и подвергнут дальнейшей переработке.
РТУТЬ ИЗ ШЛАМОВ ПРОЦЕССА ПРОИЗВОДСТВА
ХЛОРА И ЩЕЛОЧИ
При производстве хлора и гидроксидов щелочных металлов путем электро -
лиза растворов хлоридов щелочных металлов в электролизерах с ртутным катодом
происходит накопление отходов с высоким содержанием гидроксида щелочного ме-
талла и металлической ртути; эти отходы представляют собой влажный осадок или
шлам.
До настоящего времени эти отходы сбрасываются в специальные карьеры.
Такой метод удаления отходов не только является вредным для окружающей среды,
но и значительно снижает экономичность процесса электролиза, приводя к потерям
сырья и готового продукта. Кроме того этот метод опасен для работающих, по-
скольку они подвергаются отравляющему действию ртути и могут получить ще-
лочные ожоги. Шламы с высокой концентрацией щелочи имеют высокую темпера-
туру замерзания (например, ~10°С для шлама, содержащего 50 % NaOH), что
создает дополнительные проблемы с оборудованием, используемым для переработки
и хранения таких отходов.
Широко распространенным методом переработки отходов, содержащих ртуть,
является их нагревание в муфеле, в результате чего выделяется металлическая
9 Ситтиг М. 257
ртуть. Однако обработка в муфеле щелочных шламов, в частности получаемых при
фильтровании концентрированных щелочных растворов или при разложении амаль-
гамы, приводит к значительной коррозии оборудования. Таким образом существу-
ющие способы обработки ртутьсодержащих отходов являются экономически не-
эффективными и неприемлемыми с точки зрения экологии.
Рис. 113. Аппаратура для удаления ртути из шламов путем
нагревания и конденсации
Процесс, разработанный Г. Дженерики (патент США 4 087276, 2 мая 1978 г.;
фирма «АНИК СпАъ, Италия), предназначен для удаления ртути из ртутьсо-
держащих шламов и включает предварительную сушку и обжиг шламов при по-
ниженном давлении. Способ обеспечивает высокую эффективность выделения
ртути. Схема аппаратуры для проведения этого процесса показана на рис. 113.
Метод по существу осуществляется в две стадии в двух отдельных секциях —
в печи для непрерывного обжига шлама и в системе конденсации при понижен-
ном давлении.
Печь непрерывного типа нагревается с помощью электрических сопротив-
лений. Она состоит из горизонтального цилиндрического корпуса 1, который
снаружи обогревается сопротивлениями 3, независимыми друг от друга, что дает
возможность создавать несколько степеней нагрева в зависимости от величины
загрузки печи, концентрации воды и ртути.
258
На одном конце цилиндрического корпуса расположено отверстие 18 для за-
грузки шлама, а на другом конце имеется колпак 4, через который удаляются га-
зообразные продукты, и выпускное отверстие 5, диаметр которого равен диаметру
печи и через которое выводится зола. В разрезе А—А показано устройство типа
нажимного винта 24 с уменьшающимся шагом для загрузки шлама. Оно имеет вы-
талкивающую головку с ножами и приводится от электрического мотора с бес-
ступенчатым редуктором 23.
Описанная конструкция позволяет хорошо поддерживать вакуум в системе во
время работ. В зависимости от температуры в выходной части печи происходит
автоматическое изменение скорости вращения шнекового питателя. Шлам, подава-
емый в печь, должен иметь содержание влаги не более 45—50 %; в случае необ-
ходимости его подвергают нейтрализации до получения pH = 84-9. Внутри цилинд-
рического корпуса печи вращается вал 22 со шнеком 17 для подачи сырья. Шнек
оборудован специальными ножами 2, которые осуществляют перемешивание шлама
в процессе обжига и исключают возможность заклинивания шнека.
Шнек вращается электрическим мотором 20, расположенным на конце корпуса
печи, с которым он соединен с помощью редуктора 21. Мотор 20 имеет две скорости
вращения и передача крутящего момента осуществляется с помощью магнитного де-
тандера, что гарантирует совершенно полное сохранение вакуума. Редуктор 21
может быть расположен в вакуумной камере 19 и отделен от рабочей камеры печи
сальником. Работа печи полностью автоматизирована; устройство просто в эксплу-
атации.
Шлам, загруженный в печь, перемещается с помощью шнека. При этом проис-
ходит дегидрирование материала, начинается его обжиг и дистилляция содержа-
щейся в нем ртути. Рабочее давление составляет 6 кПа при 250 °C; при этих ус-
ловиях вся присутствующая ртуть переходит в парообразное состояние. Указанные
условия поддерживаются автоматически за счет изменения скорости подачи сырья,
скорости вращения шнекового питателя (2 скорости) и установки нескольких
комплектов электрических нагревательных элементов. Зола, образующаяся в ре-
зультате процесса, совершенно не содержит ртути.
Из системы, работающей в вакууме, непрерывно выводится образующаяся зола
и отходящие газы, которые направляют в систему конденсации. Зола, выталкивае-
мая шнеком, падает в трубу 6, которая также обогревается электрическими со-
противлениями. Затем зола поступает в контейнер 9, который до определен-
ного уровня наполнен водой 8.
Автоматическая система поддерживает температуру этой воды постоянной
(~37°С), что несколько выше температуры, соответствующей давлению паров
воды при проведении процесса при давлении 6 кПа (35,8 °C). В результате этого
при попадании горячей золы в воду образуется водяной пар, количество которого
зависит от температуры золы и ее удельной теплоемкости. Образующийся пар пе-
регревается горячими стенками трубы до 250 °C и, двигаясь противотоком к золе,
предотвращает конденсацию ртути и таким образом ее потери с золой. Для ускорения
растворения золы в воде предусмотрен насос 10, который обеспечивает интен-
сивную циркуляцию смеси в контейнере 9.
После выпуска растворенной золы система автоматического контроля уровня
снова наполняет контейнер 9 водой с заданной температурой до требуемого уровня.
Пары, выходящие из печи при температуре 250 °C через колпак 4, содер-
жат перегретый водяной пар, образующийся из воды имевшейся в сырье и
при взаимодействии горячей золы с водой, а также пары ртути. Отходящие
газы направляют в вертикальный трубчатый конденсатор 7, охлаждаемый
водой.
Конденсат собирается в нижней части накопителя 6, оборудованного гидро-
затвором, выход которого непосредственно сообщается со сборником 13, находя-
щимся при атмосферном давлении. В состав конденсата входят вода и ртуть: вода
стекает по сливной трубе 11, а ртуть автоматически выводится из нижней части
сосуда по сифону?12.
Паровая фаза из накопителя 16 представляет собой водяной пар, содержащий
следы ртути и неконденсируемые фракции; последние практически полностью со-
стоят из воздуха, который был растворен в воде, используемой для обработки золы,
или был окклюдирован в сырье. Эти пары удаляются вакуумным насосом 14, ко-
торый обеспечивает поддержание в системе давления 6 кПа.
9*
259
Содержание ртути в парах, поступающих в насос, зависит от температуры
охлаждающей воды в теплообменнике 7. Для того, чтобы концентрация ртути
в газе, выбрасываемом в атмосферу, не превышала 0,1 мг/м3, пары, выходящие
из насоса, поступают в конденсатор 15, где происходит дополнительная конден-
сация при давлении 0,1—0,3 МПа. В другом варианте процесса, если вакуумный
насос не приспособлен для очень больших перепадов давления, охлаждающая жид-
кость, используемая в конденсаторе 15, также может охлаждаться хотя бы до 4—
6 °C водой, подаваемой из небольшой сепаратной холодильной системы.
В любом случае количесто газа, выбрасываемого в атмосферу, составляет не-
сколько десятых литра в час, а содержание ртути в нем превышает 0,1 мг/м3 при
нормальных условиях.
Еще один процесс обработки шламов разработан В. М. Лоо (патент США
4 149879, 17 апреля 1979 г.; фирма «Олин Корпорейшн»). Он включает стадии сме-
шивания щелочного шлама с жидкостью под давлением с образованием щелочной
Рис. 114. Схема процесса
выделения ртути и щелочи
из щелочных шламов
суспензии, разделение последней на щелочной раствор, металлическую ртуть и ос-
таточный шлам, который направляют на обжиг в
муфель, где выделяется более 99 % ртути, содержа-
щейся в остаточном шламе.
Процесс позволяет извлекать ртуть и щелочь и
не приводит к загрязнению окружающей среды. Он
обеспечивает безопасность работающих “и не требует
введения химических реагентов, приводящих к об-
разованию нежелательных побочных продуктов и
повышению стоимости обработки. Схема процесса
приведена на рис. 115.
Щелочной шлам загружают в реактор 1. Жид-
кость подают через отверстие в нижней части реак-
тора, она поднимается вверх и, проходя через шлам,
образует суспензию, содержащую металлическую
ртуть, раствор щелочи и твердые частицы. После
разделения металлическая ртуть выводится из реактора и поступает в резер-
вуар 2. Щелочной раствор выводится через отверстие в верхней части реактора 1.
Остаточный шлам подают в сепаратор 3, где происходит отделение остаточного
щелочного раствора, который возвращается в реактор 1. Твердая фаза из сепара-
тора 3 подается в муфель 4 для выделения остаточной ртути.
РТУТЬ ИЗ РТУТНОГО СКРАПА
Практически весь металл может быть регенерирован из ртутных электроли-
зеров, электрических аппаратов и контрольно-измерительных приборов в слу-
чае демонтажа установки или оборудования. Основными поставщиками ртутного
скрапа являются инструментальное производство, электропромышленность, на-
учно-исследовательские лаборатории и предприятия по производству ртутных ак-
кумуляторных батарей. Одним из важных источников ртути являются амальгамы,
применяемые в зубоврачебной практике. В течение последних лет произошло силь-
ное падение цены на ртуть, что делает нецелесообразным извлечение ртути из мате-
риалов, в которых ее содержание мало. Одиако одновременно возросли требования
к удалению ртути из отходов, выбрасываемых в окружающую среду. На многих
предприятиях проводится переработка собственного ртутного скрапа и выделяемая
ртуть возвращается в процесс производства.
РТУТЬ ИЗ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ
Известно, что хлористый винил получают из ацетилена и хлористого водорода
в присутствии катализатора — активированного угля, обычно содержащего 10 %
(по массе) хлорида двухвалентной ртути. Реакция начинается при температуре
80 °C, в процессе реакции происходит разогрев и температура в реакторе поддер-
живается 120—150 °C. В процессе работы происходит постепенная сублимация
260
Рис. 115. Схема процесса выделения со-
единений ртути из ртутьсодержащих ка-
тализаторов
115. Отоаботанный катализатов из
хлорида ртути, а также уменьшение поверхности активированного угля в резуль-
тате накопления продуктов конденсации и полимеризации, которые проникаюг
в поры катализатора.
В большинстве случаев катализатор теряет свою активность через 8—15 мес.
работы. В отработанном катализаторе содержится 2,2—5,8 % хлорида ртути. Ее
содержание зависит от срока службы катализатора и условий эксплуатации. Неак-
тивный катализатор выгружают из реактора в сосуд с известью. Выброс отработан-
ного катализатора в окружающую среду нежелателен как из экологических, так и
из экономических соображений.
Процесс, разработанный А. Якобовски (патент США 3 537843, 3 ноября
1970 г.; фирма «Кнапэак АГ», ФРГ), предназначен для выделения ртути из отрабо-
танного катализатора — хлорида ртути на
активированном угле, содержащего при-
меси, путем сжигания активированного
угля при недостатке кислорода или воз-
духа. В состав образующихся продуктов
сгорания входят пары ртути и хлориды
одно- и двухвалентной ртути. При охлаж-
дении газообразных продуктов происходит
их конденсация, после чего добавляют
восстановитель, который переводит хло-
риды ртути в металлическую ртуть.
Процесс, разработанный X. Май-
вальдом, Г. Хокеле и X. Зауэром (па-
тент США 3 981967, 21 сентября
1976 г.; фирма чХемише Верке Хюльс
АГ», (ФРГ), предназначен для выделения
соединений ртути, в частности хлорида
двухвалентной ртути, из отработанных
катализаторов, содержащих ртуть. Со-
гласно этому процессу, катализатор на-
гревают при температуре 270—600 °C,
пропуская через него газ-носитель, ко-
торый затем собирается вместе с содер-
жащимися в нем продуктами десорбции
и охлаждается. Процесс в частности
включает предварительную обработку
отработанного катализатора хлором при
100—300 °C, предпочтительно при 150—
270 °C. В ходе процесса не происходит
образования сажи, твердых органических
продуктов, а также осаждения ртути и не-
растворимого хлорида одновалентной рту-
ти. Схема процесса представлена на ри .
накопительного резервуара 1 по трубопроводу 2 подается в трубу 4, кото-
рая нагревается снаружи до температуры 300—500 °C, предпочтительно до
350—450 °C нагревательным устройством 5. В нижней части питательной
трубы 2 находится трубка для подачи азота 3. В пространстве между труб-
кой 3 и зоной предварительного нагрева, находящейся на уровне нагреватель-
ного устройства 5, по линии Па подается хлор для предварительной обработки ката-
лизатора, которая осуществляется при температуре 100—300 °C, предпочтительно
при 150—270 °C. Требуемая температура предварительной обработки может под-
держиваться путем разбавления хлора инертным газом, например азотом. Разбав-
ление приводит к уменьшению скорости сильно экзотермической реакции хлора
с примесями различных органических соединений, присутствующими в катализа-
торе, что позволяет снизить температуру в реакторе.
Предварительно обработанный катализатор поступает в трубу 6 и по ией
в реактор хлорирования 12, в который по линии 11 подается хлор и которая подо-
гревается нагревательным устройством 13. В реактор десорбции 7 по линии 8 пода-
ется кислород или воздух, а по линии 9 азот; скорость подачи газов контролируется
расходомером 10. Реактор 7 соединен с конденсатором 14, который имеет выгружа-
261
ющее устройство для вывода сконденсировавшегося HgCl2. Для удаления остаточ-
ного HgCl2 имеется скруббер 16 с циркулирующим раствором соляной кислоты 17.
Азот выводится из скруббера 16 с помощью насоса 18, который рециркулирует
разбавленный раствор щелочи 19, и удаляется из системы вентилятором 20.
Процесс, разработанный X. Мюллером (патент США 4 059438, 22 ноября
1977 г.; фирма «Хёхст АГ», ФРГ), предусматривает сжигание активного угля в та-
ком количестве кислорода или воздуха, чтобы обеспечить получение продуктов сго-
рания, содержащих пары металлической ртути, в состав которых входят 0,5—5 %
(объемн.) кислорода и 2—15 % (объемн.) оксида углерода. Продукты сгорания об-
рабатывают в зоне конденсации водой, в результате чего происходит отделение при-
сутствующей ртути. Газы, выходящие из зоны конденсации, поступают в скруббер,
орошаемый щелочным раствором, а затем выбрасываются в атмосферу.
Рис. 116. Схема процесса переработки отработанного катализатора
хлорида ртути (II) — на активированном угле
Аппарат для проведения этого процесса состоит из шахтной печи с решеткой
и клапаном в нижней части, а также из башенного скруббера, орошаемого раство-
ром щелочи. В нижней части шахтной печи, над клапаном, имеется трубопровод
для подачи катализатора. Между печью и скруббером расположена зона конденса-
ции, в которую подается вода. В верхней части скруббера имеется выходная труба
с вентилятором.
Схема аппарата показана на рис. 116. Отработанный катализатор, содержащий
примеси, подается из резервуара 1 по транспортеру 2 и трубе 3 на решетку 5, распо-
ложенную в нижней части шахтной печи 4. Желательно подавать на решетку 5 от-
носительно небольшие количества катализатора. Между решеткой 5 и отверстием
трубы 3 расположен клапан 6. В печи 4 имеется также трубопровод для подачи воз-
духа 7 с запорным вентилем 8 и труба для вывода отходящих газов 9.
Трубопровод 8 соединен с нижней частью конденсатора 10, в котором распо-
ложены жиклеры 11. Жидкость из нижней части конденсатора 10 подается насо-
сом 12 через теплообменник 13 в жиклеры 11. В нижней части конденсатора 10
находится вентиль 15 для слива конденсирующейся металлической ртути. Ниже
места входа трубы 9 расположена S-образная отводная трубка, соединенная с резер-
вуаром для нейтрализации 16. В верхней части конденсатора 10 находится труба
для отходящих газов 17.
По трубопроводу 17 отходящие газы поступают в нижнюю часть скруббера 19,
заполненного насадкой 18, в котором имеются жиклеры 20, расположенные
в верхней части по центру скруббера один над одним. Насос 21 подает к жик-
лерам раствор гидроксида натрия из резервуара 22. Насос 21 также обеспечивает
262
рециркуляцию Щелочного раствора из Нижней части скруббера 19 через тепло-
обменник 23 к жиклерам. Ниже места входа трубы 17 находится S-образная от-
водная трубка 24, которая соединена с резервуаром 25. В верхней части скруб-
бера 19 находится труба 27 с вентилятором 26, который выбрасывает в атмосферу
газы с содержанием ртути 1—2 мг/м3.
МЕТАЛЛЫ ИЗ МЕТАЛЛИЧЕСКИХ ШЛАМОВ
СМЕШАННОГО СОСТАВА
Металлические шламы, содержащие оксиды или гидроксиды металлов, обра-
зуются, например, в процессах травления металлов кислотой, в установках для
электропокрытия металлов, а также в других процессах обработки поверхности.
Особый интерес представляет выделение из шламов железа и цинка, а также про-
цесс отделения железа от цинка. Процесс выделения металлов из отходов должен
быть достаточно экономичным, чтобы явиться практической альтернативой широко
распространенному методу сброса отходов в водоемы.
Процесс, разработанный X. Райнхардтом и X. Д. Оттертуном (патент
США 3 966569 , 29 июня 1976 г.; фирма «МХ Просессор Райнхард энд Ко АБ»,
Швеция), предназначен для выделения металлов из металлсодержащих отходов
с помощью жидкостной экстракции. Отходы обрабатывают серной кислотой. Полу-
чаемый раствор сульфатов металлов контактируют с органическим раствором реа-
гента, экстрагирующего железо и цинк. Органический раствор затем промывают
серной кислотой в две стадии. На первой стадии используют разбавленную ки-
слоту; здесь цинк переходит в промывной раствор. На второй стадии применяется
концентрированная кислота и в промывной раствор переходит железо. Таким
образом достигается отделение цинка от железа; оба компонента могут быть выде-
лены из промывных растворов известными методами, например кристаллизацией.
Если отходы содержат другие металлы, помимо цинка и железа, необходимо про-
водить дополнительные процессы жидкостной экстракции — либо до, либо после
экстракции железа и цинка.
На рис. 117 показана схема процесса выделения металлов из шлама, содержа-
щего помимо цинка и железа также медь, никель и хром. В состав установки вхо-
дит реактор для выщелачивания 1 с линией 2 для подачи шлама, серной кислоты
и воды, мешалкой 3 и выходной линией 4, связанной с фильтром 5. С фильтра 5
остаток от выщелачивания выводится по линии 6, а раствор — по линии 7 через
резервуар 44 в первый экстрактор 8. Экстрактор состоит из нескольких аппаратов
типа смеситель-отстойник и смесительной камеры 9, в которой раствор, полученный
при выщелачивании, смешивается с органическим раствором с помощью мешалки
10, в результате чего медь переходит в органический раствор. В сепараторах 11,
12 происходит расслаивание и разделение двух жидких фаз. Более легкая фаза
(обычно органический раствор) собирается в верхней части камеры 11, а более
тяжелая фаза — в нижей части камеры 12.
Экстрактор может состоять из одного или нескольких смесителей-отстойни-
ков. В случае многостадийной экстракции она проводится противотоком. Трубо-
проводы 13 и 14 соединяют экстрактор 8 с промывным устройством 15, которое
также состоит из отдельных аппаратов типа смеситель-отстойник (одного или не-
скольких). В устройстве 15 медь из органического раствора переходит в водный
промывной раствор. По трубопроводам 16 и 17 раствор поступает в аппарат 18
для удаления меди из промывного раствора.
Нижняя часть 12 сепаратора соединена трубопроводом 19 со вторым экстрак-
том 20, в котором проводится экстракция железа и цинка. Экстрактор 20 соединен
трубопроводами 21 и 22 с промывным устройством 23, состоящим из двух уст-
ройств 23а и 23b, в состав каждого устройства входят аппараты типа смеситель-
отстойник. Устройство 23а соединено трубопроводами 24 и 25 с аппаратом 26 для
удаления цинка. Устройство 23в соединено трубопроводами 27 н 28 с аппаратом 29
для удаления железа.
Нижняя часть разделительной камеры экстрактора 20 соединена трубопрово-
дом 30 с третьим экстрактором 31, в котором проводится экстракция никеля. Экс-
263
Трактор S1 связан трубопроводами 32 и 33 с промывным устройством 34, которое
в свою очередь соединено трубопроводами 35 и 36 с аппаратом 37 для удаления ни-
келя из промывного раствора. Нижняя часть разделительной камеры в экстракторе
31 соединена трубопроводом 38 с резервуаром 39, в который по линии 40 подается
гидроокись натрия для нейтрализации кислого раствора. Выпадающий при этом
осадок гидроокиси хрома отфильтровывают на фильтре 41. Твердую фазу выводят
с фильтра по линии 42, а фильтрат — по линии 43.
Ниже приводится конкретный пример осуществления описанного процесса.
Шлам, состоящий из гидроксидов металлов, образуется в процессе нанесения цинко-
вых покрытий. Шлам имеет следующий средний состав твердой части, % (по массе):
Zn 6,6; Fe 15,4; Си 1,8; Ni 2,4; Сг 4,4. В реактор для выщелачивания загружают
300 кг шлама и 9 л воды. Добавляют водный 40 % (по массе) раствор серной кислоты
в количествах, обеспечивающих установление величины pH = 0,5. При температуре
20—25 °C процесс выщелачивания продолжается 20 ч при перемешивании. Затем
раствор отфильтровывают и анализируют. Он содержит, г/л: Zn 4,17; Fe 9,33; Си 0,90;
Ni 2,67; Сг 0,34.
Рис.
117. Схема процесса
выделения металлов из отходов
Раствор подвергают противоточной экстракции в аппарате, состоящем из четы-
рех смесителей-отстойников органическим раствором, состоящим из 10 % (объемн.)
реагента LIX 64N (фирма «Дженерал Миллс, Инк.») и 90 % (объемн.) керосина.
Объемное отношение органического раствора к водному составляет 2,5 : [.Получае-
мый органический раствор содержит 0,36 г/л меди, а содержание цинка и железа в
нем составляет менее 0,001 г/л. В получаемом водном растворе содержится г/л:
Zn 4,16; Fe 9,3; Си < 0,001; Ni 1,9; Сг 2,7.
Органический раствор промывают противотоком^вТустройстве, состоящем из
трех смесителей-отстойников, водным раствором, подаваемым со стадии электролиза
меди, который содержит 30 % серной кислоты и^15 г/л меди. Объемное отношение
органического раствора к раствору серной кислоты составляет 30 : 1. Медь, содержа-
щаяся в органическом растворе, переходит в раствор серной кислоты, в результате
чего содержание меди в нем повышается до 28 г/л. В каждом цикле медь выделяют
из раствора в количестве 15 г/л путем электролиза. Органический раствор со стадии
промывки снова возвращают на стадию экстракции.
Водный раствор после экстракции меди экстрагируют противотоком в аппарате,
состоящем из трех смесителей-отстойников, органическим раствором, состоящим из
25 % (объемн.) ди (2-этилгексил)-фосфорной кислоты, 5 % (объемн.) додеканола и
70 % (объемн.) керосина. Объемное отношение органического раствора к водному
составляет 10 : 1. В получаемом водном растворе содержится, г/л- Zn 0 04- Fe 1 3;
Ni 1,9; Си 2,7. ’ ’
Органический раствор промывают противотоком в устройстве, состоящем из двух
смесителей-отстойников, водным раствором, содержащим 14 % серной кислоты, в ре-
зультате чего цинк переходит из органического раствора в раствор серной кислоты.
Объемное отношение органического раствора к раствору серной кислоты составляет
20 : 1. В результате органический раствор содержит цинка 0,01 и железа 0,05 г/л,
а раствор серной кислоты 2,8 и 0,001 г/л соответственно. Сульфат цинка выделяют
из раствора серной кислоты путем кристаллизации; выделяемое количество состав-
ляет 5 г/л Zn. К раствору добавляют серную кислоту для поддержания требуемой
концентрации 14 % (по массе) и раствор снова используют для промывки. Органиче-
ский раствор направляют для следующей экстракции железа и цинка.
264
Водный раствор после экстракции железа и цинка подают в третий экстракцион-
ный аппарат, состоящий из двух смесителей-отстойников. Раствор экстрагируют
противотоком, подавая органический раствор,содержащий 25 % (объемн.) диоктил-
дитиофосфорной кислоты и 75 % (объемн.) керосина. Объемное отношение органиче-
ского раствора к водному составляет 2:1. Получаемый органический раствор со-
держит 0,95 г/л никеля. В водном растворе содержится 0,02 г/л никеля и 2,7 г/л
хрома.
Органический раствор промывают противотоком в устройстве, состоящем из
трех смесителей-отстойников, водным раствором серной кислоты — 50 % (по массе).
Время пребывания в аппарате больше, чем на предыдущих стадиях. Объемное отноше-
ние органического раствора к раствору серной кислоты составляет 90 : 1. В резуль-
тате промывки никель и небольшие количества цинка и железа из органического
раствора переходят в раствор серной кислоты. Раствор серной кислоты содержит
86 г/л никеля. Сульфат никеля выделяют из раствора путем кристаллизации в количе-
стве 50 г/л Ni. К раствору добавляют серную кислоту до получения требуемой кон-
центрации 50 % (по массе), после чего его снова используют для промывки. Орга-
нический раствор возвращают на стадию экстракции.
Водный раствор после экстракции никеля содержит хром и небольшие количе-
ства других металлов. Его нейтрализуют 45 %-ным раствором гидроксида натрия до
получения величины pH = 8ч-9. При этом выпадает осадок гидроксида хрома,
который отделяют фильтрованием.
МЕТАЛЛЫ ИЗ ЗАМАСЛЕННОГО
МЕТАЛЛИЧЕСКОГО ЛОМА
Плавление металлического лома для повторного использования является хорошо
известной процедурой. Однако металлический лом часто загрязнен маслами, в част-
ности смазочными маслами. При нагревании металлов происходит испарение масел,
что приводит к нежелательному загрязнению окружающей атмосферы. Основными
загрязняющими продуктами являются углеводороды, входящие в состав масел.
Существуют различные системы для сбора таких испарений, препятствующие
их попаданию в атмосферу. Однако все эти системы являются весьма дорогостоящими
и недостаточно эффективными. Ниже будут описаны две различные схемы сбора.
Одна из них включает усовершенствованный процесс сжигания, не приводящий к за-
грязнению атмосферы, а вторая — процесс промывки растворителем, который позво-
ляет устранить многие проблемы, возникающие при сжигании.
Усовершенствованный аппарат для сжигания описан А. М. Хабайебом (патент
США 3 869112, 4 марта 1975 г.; фирма «Вабаш Эллойс Инк.»). Выделяющиеся угле-
водороды поступают в аппарат и направляются в зону сжигания. Сжигание может,
в частности, осуществляться с помощью горелки, которая обогревает плавильную
печь или какой-либо другой горелкой.
Конструкция печи для плавки металла такова,что плавильная камера выступает
из корпуса печи, образуя загрузочное отверстие. Это отверстие окружено стенками
печи, которые в верхней части образуют колпак для сбора и отвода газообразных
продуктов, выделяющихся при нагревании металла. Желательно обогревать печь
газовой горелкой и подавать выделяющиеся газы на сжигание в ту же самую горелку.
Если количество выделяющихся углеводородов превышает производительность
горелки, то часть газа из газового колпака отводится к другой горелке, например
обогревающей вторую печь или транспортировочный ковш, в который выливается
расплавленный металл. Сжигание выделяющихся газов можно также проводить,
инжектируя их в печь.
В результате такого сжигания количество выделяющихся из плавильной печи
углеводородов снижается и не превышает уровень, требуемый законодательством
по охране окружающей среды. При этом также повышается экономичность процесса,
поскольку выделяющиеся газы используются в качестве топлива для нагревания пла-
вильной печи. Для сжигания примесей требуется значительное количество топлива.
Так, установка, перерабатывающая 20 тонн металлического лома в час, расходует
для этой цели 56,7 ГДж.
265
Для очистки загрязненных металлических деталей проводят их промывку раз-
личными химическими веществами в аппарате барабанного типа, с последующей
сушкой или без нее, в зависимости от способов дальнейшей переработки. Барабан-
ный промывной аппарат, перерабатывающий 20 т лома в час, потребляет только
9,24 ГДж, расходуемых на нагревание промывного раствора. При этом также не про-
исходит загрязнения окружающего воздуха. При использовании промывки дости-
гается большая чистота металла, чем при удалении примесей путем сжигания. При
переплавке очищенного металла было установлено, что если лом очищался путем про-
мывки, то количество образующегося шлака на 20—25 % меньше, чем в случае
лома, очищенного сжиганием.
Однако процесс промывки связан с рядом проблем, таких как выделение мелких
частиц и удаление шлама. Так, например, при выведении промывного раствора из
аппарата вместе с ним удаляется большое количество мелких частиц металла. В связи
с этим раствор необходимо подавать в резервуар с улавливающими сетками для сбора
металлических частиц. Обычно приходится каждые несколько часов очищать эти
сетки. Кроме того, часть удаляемых примесей оседает на дне резервуара в виде
шлама, который также необходимо периодически удалять.
Устранить указанные недостатки позволяет процесс промывки металлического
лома, разработанный П. Дж. Сейвертом (патент США 3 973573, 10 августа 1976 г.;
фирма «Зе Мак Леод Компани»), Металлический лом, загрязненный маслами и смаз-
ками, например лом, получаемый из двигателей внутреннего сгорания, очищают про-
мывкой перед плавлением с целью повторного использования.
Система включает аппарат барабанного типа, в котором металлические части
обрабатывают горячей водой, одновременно переворачивая и ударяя их для удале-
ния неплотно держащихся загрязнений. Затем лом заливают горячим промывным
раствором, после чего проводят очистку аэрозолем и выгружают из аппарата. Система
имеет транспортировочный механизм для непрерывного извлечения мелких метал-
лических частиц, выходящих из барабана вместе с промывным раствором. Преду-
смотрены также устройства для непрерывного сбора и удаления из системы масел
и шлама, образующегося при очистке промывного раствора.
МЕТАЛЛЫ ИЗ ПЛАСТМАССОВО-
МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
Из многих пластмассово-металлических изделий, например из проводов, арми-
рованного бытового лома и др., может быть выделен как металл, так и полимер.
Система для отделения пластмассы от металла описана К- Г. Бредбери, С. Т. Готхе-
мом и Дж. П. Вудикой (патент США 3 941684, 2 ноября 1976 г.; фирма «Лйэона
Корпл).
В систему входят гранулятор, устройство для отделения волокон от пылн, ре-
шетчатый сепаратор и сепаратор высокого натяжения для отделения пластмассы от
металла. Для удаления волокон и пыли с более тяжелых частиц пластмассы и металла
может быть также использован противоточный ударный сепаратор.
Этой же проблеме посвящена статья «Акрилонитрил—бутадиенстирольные пласт-
массы (АБС) из лома АБС с гальваническим покрытием» [1 ].
МОЛИБДЕН ИЗ СУЛЬФИДНЫХ МЕДНЫХ РУД
Молибден отделяется в виде побочного продукта на стадии флотации при измель-
чении сульфидных медных руд. Этот процесс описан А. Петриком мл., X. Дж. Бен-
неттом, К. Е. Старцем и Р. К. Вайснером (в Информационном циркуляре 8569,
г. Вашингтон, Министерство горной промышленности США, 1973 г.). В результате
рассмотрения литературы и посещения предприятий указанные авторы разработали
гипотетическую схему процесса, которая представлена на рис. 118.
Производительность установки составляет 6 т молибдена в день. Количество
медного концентрата, которое нужно переработать для получения 1 т молибденита,
изменяется в широких пределах. Отношение количеств полученного сульфида меди
266
й сульфида молибдена может изменяться от 10 к 1 до нескольких 4ысяч к 1. Суще-
ствует несколько возможностей для раздельного получения концентратов молибдена
и меди. Одна из них состоит в проведении дифференциальной флотации. Сначала
получают общий всплыв сульфидов меди и молибдена, а затем их разделяют путем
селективной флотации. Этот способ применяется в тех случаях, когда содержание
молибдена в руде настолько мало, что не имеет смысла сразу проводить селективную
флотацию. Такое содержание молибдена характерно для большинства руд.
Рис. 118 Додсистема выделения молибдена как побочного продукта:
1 — серная кислота и ферроцианид натрия; 2 — концентратор; 3 — кондиционер; 4 —
всплыв; 5 — стадии очистки; 6 — остаток; 7 — пенообразователь, ферроцианид натрия,
нефть; 8 — фильтрация, сушка, упаковка; 5 — 5,8 т концентрата MoS2 (90—96 % MoS2,
<0,5 % Си); 10 — фильтр; 11 — подготовленная руда (60 000 т/День, 0,02 % молибденита,
0,7 % CuS); 12 — хвосты; 13 — первичная флотация; 14 — 90 % CuS восстанавливается
и 80 % молибденита; 15 — 430 т в день концентрата, содержащего 9,6 т молибденита; 16 —
мельница; 17 — серная кислота, пероксид водорода, депрессоры (ферроцианид калия, циа-
нид и ферроцианид натрия), нефть (коллектор молибденита), пенообразователь, 18а, б —
первый н второй аппараты для флотации молибденита; 19 — 420 т в день медного концен-
трата, направляемого на фильтрование и плавку; 20 — остаток (сульфида меди); 21 — точка
отделения побочного продукта
Совместное отделение сульфидов молибдена и меди путем флотации не представ-
ляет какой-либо проблемы. Подготовка медно-молибденовых руд для флотации про-
водится точно так же, как и подготовка медных руд. Руду измельчают до получения
частиц таких размеров, которые пригодны для флотации. Затем материал обрабаты-
вают промотором флотации. Гипотетическая схема предусматривает получение пер-
вичного общего концентрата в количестве 430 т в день. Общий концентрат сушат,
измельчают и подготавливают для флотации сульфида молибдена.
Разделение сульфидов меди и молибдена в основном происходит в первом и вто-
ром флотационных аппаратах для грубого разделения. Материал, не всплывающий
во втором флотационном аппарате, представляет собой медный концентрат. Всплы-
вающий материал является сульфидом молибдена, который подвергают дальнейшей
очистке. Все операции, за исключением первичной флотации, в схеме включены
в подсистему побочных продуктов. В подсистему молибдена входят все стадии пере-
работки сульфида молибдена после получения общего концентрата. Гипотетическая
схема процесса включает также другие стадии, показанные на рис. 119.
267
К таким стадиям относятся сушка, измельчение и подготовка к первой флотаций,
а также шестистадийная очистка молибденового концентрата. Предполагается, что
степень выделения сульфида молибдена при первичной флотации составляет 80 %,
а выход молибденовой подсистемы составляет 60 %. В результате переработки полу-
чается 5,8 т сульфида молибдена в день из 60 000 т медной руды, содержащей в сред-
нем 0,02 % сульфида молибдена.
МОЛИБДЕН ИЗ МОЛИБДЕНОВОГО ЛОМА
Некоторое количество вторичного молибдена извлекают при производстве леги-
рованных сталей, специальных сплавов и металлов. Большая часть выделяемого ма-
териала используется на тех же металлургических предприятиях, где он получается.
Очень малое количество молибдена извлекают из молибденсодержащих изделий,
вышедших из употребления.
Молибден из лома легированных сталей обычно не рассматривают как источник
молибдена. Все больше молибдена извлекают из отработанных катализаторов и хими-
ческих остатков [16].
МОЛИБДЕН ИЗ КОЛОШНИКОВОЙ пыли
ПЛАВИЛЬНЫХ ПЕЧЕЙ
См. «Медь из колошниковой пыли плавильных печей».
МОЛИБДЕН ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ
См. также «Кобальт из отработанных катализаторов», в частности, патент США
4 145397.
Процесс, разработанный X. Кастанья, Г. Грави и А. Ротом (патент США
4 075277, 21 февраля 1978 г.; фирма «.Мето Спесио СЛ», Франция), предназначен для
выделения молибдена в виде молибденовой кислоты из отходов, в частности, из отра-
ботанных катализаторов, содержащих носитель — у-оксид алюминия и молибден
в виде оксида или сульфида. Процесс включает обработку отходов карбонатом на-
трия и нагревание для перевода молибдена в молибдат натрия. Последний превра-
щают в молибденовую кислоту, обрабатывая концентрированной азотной кислотой.
При этом получается очень чистая молибденовая кислота, которая может быть ис-
пользована как для производства соединений молибдена, так и для выделения чистого
металла. Схема этого процесса представлена на рис. 119.
Отработанный катализатор предварительно обжигают в окислительной атмо-
сфере при температуре ~500 °C, в результате чего происходит удаление основных
количеств летучих продуктов, углерода, а также части серы. Катализатор находится
в виде небольших цилиндрических нли круглых гранул. В его состав входит 8 % Мо,
1,5 % S и ~2 % Со; носителем является у-оксид алюминия. Далее катализатор об-
рабатывают во вращающемся смесителе водным раствором, содержащим 400 г/л
Na2CO3, при температуре 70 °C. Обработку проводят в периодическом режиме, загру-
жая по 100 кг сырья, которые в течение 30 мин обрабатывают 37,5 л раствора. На об-
работку 1 кг сырья расходуется 150 г Na2CO3.
Расчет показывает, что количество Na2CO3, теоретически необходимое для пере-
вода содержащихся 8 % Мо в молибдат натрия составляет ~87 г/кг сырья. Для пере-
вода 1,5 % Sb сульфат натрия требуется 44 г Na2CO3 на 1 кг сырья. Таким образом,
избыток Na2CO3 составляет 19 г/кг сырья, т. е. 1,9 %.
Обработку проводят в двух смесителях, соединенных параллельно, таким обра-
зом, чтобы во время выгрузки сырья из одного смесителя в другом смесителе прово-
дилась обработка следующей порции сырья.
Сырье из смесителя подается во вращающуюся печь длиной ~4,2 м и внутренним
диаметром 630 мм, нагреваемую пропановой горелкой до температуры 650—750 °C.
Сырье поступает непрерывно со скоростью ~100 кг/ч. Время пребывания сырья в го-
рячей зоне печи составляет ~1 ч. На выходе из печи продукт охлаждается до 70—
268
80 °C в холодильнике, стенкй которого охлаждаются циркулирующей водой. Около
95 % молибдена, содержащегося в катализаторе, находится в виде молибдата натрия.
Молибдат натрия растворяют, промывая продукт (слой толщиной ~10 см) на
непрерывном ленточном фильтре с фильтрующей поверхностью I м2. Промывка про-
водится в шесть стадий. На последней стадии подают горячую воду (80 °C) со ско-
ростью ~ 120 л/ч. С первой стадии выводится концентрированный раствор молибдата
натрия, содержащий 45—50 г/л Мо, со скоростью ~ 104 л/ч. Твердый продукт после
промывки на последней стадии чистой водой удаляют с фильтра. Он содержит
~0,27 % Мо. Выход на стадии промывки составляет — 97 %.
Рис. 119. Схема процесса выделе-
ния молибдена нз отработанных
катализаторов:
/ — раствор Na2CO3; 2 — нмпрег-
нирование; 3 — спекание; 4 —
горячая вода; 5 — растворение;
6 — концеитрнроваиная HNO3;
7 — нейтрализация; 8 отстаива-
ние; 9 — осаждение; 10 — 2 %-ный
раствор HNO3; 11 — фильтрация
и промывание; 12 — сушка; 13 —
сухая молибденовая кислота;
14 — отходы; 15 — удаленный твер-
дый продукт; 16 — промывная
вода
12
13
Раствор, содержащий молибден, подают с постоянной скоростью ~ 104 л/ч в пер-
вый реактор нейтрализации. Одновременно насосом через расходомер в реактор
подается 53 %-ный раствор HNO3. Реактор снабжен охлаждающей рубашкой, по
которой циркулирует вода, в результате чего температура в нем не превышает 20 °C.
Объем реактора составляет ~ 150 л, а время пребывания раствора несколько более 1 ч.
В реакторе непрерывно проводится контроль величины pH, которая должна состав-
лять 5,2—5,5. Для достижения такой величины средняя производительность кислот-
ного насоса должна составлять 8 л/ч.
Раствор, в котором начинается осаждение частиц оксида алюминия, далее посту-
пает во второй реактор такого же объема как и предыдущий, в который таким же об-
разом подается такое же количество того же самого раствора азотной кислоты, что и
в первый реактор. Температура во втором реакторе в результате охлаждения водой
не превышает 30 °C. В этих условиях происходит растворение выпадающих частиц
оксида алюминия и раствор становится прозрачным. Затем раствор подают в третий
реактор, такого же объема, который нагревают до 100 °C циркулирующим водяным
паром.
В этом реакторе происходит осаждение молибденовой кислоты, в то время как
большая часть алюминия остается в растворе. Осадок поддерживается в виде суспен-
зии с помощью мешалки. Суспензию направляют на вращающийся фильтр, на кото-
ром осадок отделяют и непрерывно промывают деминерализованной водой, содержа-
щей 2 % (объемн.) концентрированной HNO3. Затем осадок сушат горячим воздухом
при ~ ЮО °C. Осадок состоит в основном из молибденовой кислоты и среднее содер-
жание Мо в нем составляет 61,2 %, а содержание алюминия — только 0,004 %; его
269
Средняя плотность равна 2. Выход Мо в виде молибденовой кислоты, в расчете на Мо,
содержащийся в отработанном катализаторе, составляет ~85 %.
Сходный процесс описан Г. Граш, П. Гролла и А. Ротом (патент США
4 075278, 21 февраля 1978 г.; фирма Мето Спесио СЛ», Франция}. Этот процесс
включает смешивание катализатора с порошкообразным карбонатом натрия, добав-
ление воды и повторное перемешивание для того, чтобы частицы катализатора аб-
сорбировали воду. Затем смесь нагревают для превращения присутствующего мо-
либдена в молибдат натрия, обрабатывают при комнатной температуре углекислым
газом, добавляют горячую воду для растворения молибдата натрия, нейтрализуют
азотной кислотой и осаждением выделяют молибденовую кислоту высокой чистоты,
которая может быть использована для производства соединений молибдена и для вы-
деления чистого металла.
МОЛИБДЕН ИЗ ОТХОДОВ ПРОЦЕССА
ПРОИЗВОДСТВА ВОЛЬФРАМОВЫХ ЛАМП
НАКАЛИВАНИЯ
При производстве вольфрамовых нитей накала, в особенности спиральных и
биспиральных, для получения первой спирали очень тонкую вольфрамовую нить
наматывают на маленький молибденовый сердечник. Вольфрамовую спираль и молиб-
деновый сердечник затем наматывают на второй сердечник таким образом, что полу-
чается двойная вольфрамовая спираль. Ее снимают со второго сердечника, а первый
молибденовый сердечник остается внутри витков маленькой вольфрамовой спирали.
После срезания до требуемых размеров спираль погружают в смесь серной и азотной
кислот, в которой происходит растворение молибденового сердечника, который та-
ким образом удаляется из вольфрамовой спирали.
Получаемая спираль используется в лампах накаливания. При изготовлении
односпиральных нитей накаливания также используются молибденовые сердечники.
Для растворения можно использовать смесь серной и азотной кислот различного
состава. Хорошие результаты достигаются со смесью 13 и. серной кислоты и 7 н.
Рис. 120. Схема процесса выделения молиб-
дена из отработанных кислых растворов, об-
разующихся при производстве вольфрамо-
вых нитей накаливания:
1 — раствор 40 — 75 г/л молибдена в 15 и. кис-
лоте; 2 — аммиак; 3 — установка pH = 2-1-3
и перемешивание в течение 10 ч при темпе-
ратуре 70—80 °C; 4 — промывная вода; 5 —
декантирование; 6 — промывка; 7 — маточ-
ный раствор; 8 — фильтр; 9 — высокочнстый
продукт
азотной кислоты. При растворении в кислоте достаточно большого количества мо-
либдена (~40—75 г/л) скорость растворения молибдена значительно снижается и
раствор кислот рассматривается как отработанный. До последнего времени не су-
ществовало экономичного процесса выделения молибдена из этого раствора и по-
этому он, после соответствующей обработки, направляется в сток.
Процесс для выделения молибдена разработан А. Д. Кулькарни (патент США
3 963823, 15 июня 1976 г.; фирмачВестингхауз Электрик Корпорейшн»). Этот процесс,
схема которого представлена на рис. 120, предусматривает выделение молибдена из
отработанных растворов серной и азотной кислоты путем добавления гидрооксида
аммония до установления величины pH раствора 1,5—3, предпочтительно 2—3.
Затем раствор перемешивают, одновременно нагревая до температуры не превы-
шающей 95 °C до тех пор, пока практически весь растворенный молибден не выпадает
в виде осадка комплекса молибдата аммония. После этого осадок отделяют от рас-
твора.
270
НИКЕЛЬ ИЗ ЛОМА АККУМУЛЯТОРНЫХ
БАТАРЕЙ
См. «Кадмий из лома аккумуляторных батарей».
НИКЕЛЬ ИЗ ПОЛИРОВАЛЬНЫХ ВАНН
ДЛЯ НИКЕЛИРОВАНИЯ
При нанесении декоративных хромовых покрытий на деталь для защиты от кор-
розии сначала наносят слой никеля. Для получения гладкой и блестящей поверх-
ности, необходимой для хромирования, наносят еще один или несколько слоев ни-
келя. Этот процесс проводят в так называемых полировальных ваннах, наполненных
водным раствором никелевых солей, содержащих полирующие добавки — сераорга-
нические соединения. После нанесения слоев никеля деталь промывают водой для
удаления никелирующего раствора и проводят хромирование. В результате на поли-
рованный слой никеля наносится декоративный внешний слой хрома.
При проведении обычного процесса нанесения электропокрытий в ваннах с рас-
творами никелевых солей, таких как хлорид и сульфат никеля, в реактор приходится
периодически вводить дополнительные количества этих солей, особенно в полуполи-
ровальные ванны. Это связано с тем, что при переносе деталей из одной ванны в дру-
гую и на стадию промывки перед хромированием некоторое количество раствора
уносится вместе с деталями и утекает. Эта часть никелевого раствора, а также рас-
твор, остающийся в промывной воде в гальваностегии обычно не регенерируется.
Эти растворы также не могут быть использованы в полуполировальных ваннах, по-
тому что они содержат такое количество серы (из полирующих добавок), которое
значительно снижает коррозионную устойчивость никелевого покрытия. Таким об-
разом, промывные воды процессов гальваностегии удаляются в виде отходов, обычно
после соответствующей предварительной обработки. Необходимость обработки сточ-
ных вод, а также возникающие потери никелевых солей приводят к увеличению стои-
мости процесса.
Процесс, разработанный Л. С. Райт мл. (патент США 4 197167, 8 апреля 1980г.},
позволяет извлекать никелировальный раствор из промывных воде целью повторного
использования как в полуполировальных, так и в полировальных никелевых ваннах.
Он позволяет упростить, а в ряде случаев и исключить обработку сточных вод, вы-
водимых из системы. При этом также уменьшается количество полирующих добавок
при никелировании и снижается количество электроэнергии, необходимое для на-
несения покрытия. В результате процесс покрытия становится более экономичным и
простым и обеспечивает более высокое качество наносимого хромового покрытия.
Процесс включает стадии добавления кислоты к промывным водам, пропускания
получаемой смеси через угольный фильтр для удаления полирующих добавок и сни-
жения содержания серы и возврата отфильтрованного раствора для повторного ис-
пользования в полуполировальной и полировальной никелевых ваннах.
Схема процесса представлена на рис. 121. Процесс проводят в аппарате 1, свя-
занном с отделением никелирования 2. В состав отделения никелирования входят
полуполировальная ванна 3, полировальная ванна 4 и три промывных резервуара 5,
6 и 7; каждая деталь последовательно проходит через все эти резервуары. Аноды
в ваннах 3 и 4 на схеме не показаны. Никелировальный раствор, уносимый из ванн 3
и 4 вместе с обрабатываемыми деталями, смывается водой в промывных резервуа-
рах 5, 6 и 7.
При этом вода, стекающая из резервуара 7, попадает в резервуар 6, а вода из
резервуара 6 стекает в резервуар 5. Аппарат 1 состоит из резервуара 10, в который
насосом 9 по трубопроводу 8 подается часть водного промывного раствора из резер-
вуара 5. В резервуар 10 добавляется кислота и полученная смесь пропускается через
фильтр для улавливания твердых частиц 12 и угольный фильтр 11; циркуляция
осуществляется по трубопроводу 14 с помощью насоса 13. Отфильтрованные кислые
промывные воды подаются насосом 15 через трубопровод 16 с вентилями 17 и 18
обратно в никелировальные ванны 3 и 4.
271
Желательно, чтобы промывные воды из резервуара 5 подавались в резервуар 10
насосом 9 непрерывно или через определенные интервалы со скоростью равной ско-
рости поступления в резервуар 5 никелевого раствора из ванн 3 и 4 и скорости по-
дачи раствора из резервуара 6. В этом случае обеспечивается практически постоян-
ный уровень промывной жидкости в резервуаре 5.
Желательно, чтобы отфильтрованные кислые промывные воды подавались из
резервуара 10 в никелировальные ванны 3 и 4 насосом 15 через вентили 17 и 18 не-
прерывно или через определенные интервалы со скоростью равной скорости вывода
никелпровального раствора из ванн 3 и 4. В этом случае уровень жидкости в ваннах
3 и 4 будет оставаться практически постоянным, а химический состав и величина pH
раствора будут практически одинаковыми в течение всего процесса.
Рис. 121. Схема процесса выделения и повторного использования никелирующих
растворов из полировальных ванн, уносимых с обрабатываемыми деталями
Для лучшего фильтрования смеси промывных вод и кислоты из резервуара 10
предпочтительно, чтобы смесь рециркулировалась насосом 13 через фильтры 11 и 12
со значительно большей скоростью, чем скорость удаления смеси из резервуара на-
сосом 11. В результате этого смесь перед возвращением в ванны 3 и 4 может несколько
раз пройти через фильтры 11 и 12.
В случае необходимости можно использовать устройство для автоматического
поддержания постоянного значения pH в резервуаре 10 путем добавления небольших
количеств кислоты. Фильтр 12 представляет собой бумажный фильтр или специаль-
ный патрон фирмы «Саммит Сайентифик оф Резерфорд, Ныо Джерси». Фильтр 17 вы-
полнен из активированного угля; например может быть использован импрегниро-
ванный фильтр из активированного угля «Карбо Клир» сечением 25 см, содержащий
~ 115 г угля. Этот фильтр также производится вышеупомянутой фирмой.
Ванны 3 и 4 заполняются обычными никелировальными растворами, содержа-
щими 300—550 г/л хлорида и сульфата никеля и 30—40 г/л борной кислоты. Величина
pH раствора должна составлять 2—5, предпочтительно 3—4. Процесс обычно прово-
дят при температуре 21—82 °C, предпочтительно при 55—65 °C. Для повышения
коррозионной стойкости покрытия в растворе в полуполировальной ванне низкое со-
держание серы и обычно не содержится органических полирующих добавок.
В полировальной ванне в растворе содержатся различные полирующие добавки,
являющиеся органическими веществами, по меньшей мере часть из которых со-
держит серу. В результате этого содержание серы здесь значительно выше, чем в по-
луполировальной ванне. Некоторые из полирующих добавок описаны в патенте США
3 288574 и в приведенных в нем ссылках. Кислый водный раствор в промывных ре-
зервуарах 5, 6 и 7 имеет величину pH = 1,5-г- 2,5 и температуру 15—30 °C.
Промышленность выпускает готовые составы для никелировальных ванн, кото-
рые позволяют успешно проводить процесс. Фирма «Хершоу Кемикал Компани
272
оф Кливленд», Огайо производит для полуполировальных ванн смеси «Перфлоу»
и № 701, а для полировальных ванн смеси «Зодиак» и «Гэлэкси». Фирма «Юдилайт
Компани оф Детройт», Мичиган выпускает смесь N2E для полуполировальных и № 66
и 724 для полировальных ванн.
В процессе работы часть водной смеси выводится из промывного резервуара 5
насосом 9 с малой скоростью и подается в резервуар 10, где ее смешивают с соляной
или серной кислотой в количествах, достаточных для поддержания величины pH
смеси = 3,0, предпочтительно 2,0—2,5. Смесь из резервуара 10 циркулируется насо-
сом 13 через фильтры 11 и 12, проходя через них несколько раз и возвращаясь в ре-
зервуар 10. На фильтре 12 происходит удаление твердых частиц, а на фильтре И
абсорбция органических полирующих добавок. После фильтрования очищенный рас-
твор может быть возвращен как в полуполировальную, так и в полировальную
ванны 3 и 4. В случае необходимости в полуполировальную ванну 3 добавляют соли
никеля, а в ванну 4 полирующие добавки.
Описанный способ позволяет наносить на металлические или пластмассовые из-
делия полуполированный слой никеля толщиной 0,012 мм и полированный слой ни-
келя толщиной 0,075 мм. Процесс достаточно производителен. При площади покрытия
на каждом изделии ~ 1,8 м2 за час обрабатывается ~ 100 изделий. Раствор в полупо-
лировальной ванне содержит 240 г/л NiSO4, 45 г/л NiCl2 и 53 г/л борной кислоты;
pH = 3,2. Раствор в полировальной ванне содержит ~240 г/л NiSO4, 75 г/л NiCl2
и 53 г/л борной кислоты; pH ~ 3,6. Температура никелировальных ванн составляет
~63 °C, а температура на первой стадии промывки ~27 °C.
Потенциал, подаваемый на изделие в полуполировальной ванне составляет 7 В,
плотность тока ~450 А/м2. В полировальной ванне также подается потенциал 7 В,
а плотность тока составляет ~560 А/м2. Смесь из первого промывного резервуара
непрерывно подается в резервуар 10 со скоростью ~750 л/ч, циркулирует через
фильтры 12 а 11 с такой же скоростью и после фильтрования направляется в полу-
полировальную ванну 3со скоростью ~280 л/ч и в полировальную ванну со скоростью
~ 115 л/ч. Вместимость резервуара 10 составляет ~11 500 л. В резервуар подается
достаточное количество кислоты для поддержания величины pH = 1,5-ь2,5, в сред-
нем ~2,0.
Описанный способ позволяет значительно снизить расходы на обработку в ре-
зультате значительного снижения количества никельсодержащих отходов, исполь-
зуемых никелевых солей и полирующих добавок, а также затрат на обработку сточ-
ных вод. Данный способ делает экономически целесообразным увеличение концен-
трации никелевых солей в никелировальных растворах, что позволяет повысить ка-
чество никелирования, уменьшить количество полирующих добавок и снизить рас-
ход энергии при той же толщине никелевого покрытия.
В результате подачи смеси со станции фильтрования в никелировальные ванны
маленькими порциями через небольшие промежутки времени в значительной степени
устраняются колебания в химическом составе и величине pH никелировальных рас-
творов, что делает процесс покрытия более надежным и повышает качество никели-
рованных изделий.
НИКЕЛЬ ИЗ ШЛАМОВ ЦВЕТНЫХ МЕТАЛЛОВ
См. также «Металлы из металлических шламов смешанного состава».
Процесс, разработанный Л. Е. Леней (патент США 3 953306, 27 апреля 1976 г.;
фирма «Дарт Энвайронмент энд Сервисес Компани»), представляет собой усовершен-
ствованный высокоскоростной процесс для получения высококонцентрированных
растворов солей металлов высокой чистоты из металлических шламов.
Процесс включает стадии подготовки, концентрирования и промывки шлама,
содержащего нерастворимый гидроксид металла, в условиях, исключающих контакт
твердого вещества с воздухом и его высыхание. Затем мокрый шлам растворяют в раз-
бавленной кислоте. Получаемый раствор может быть использован как таковой, на-
пример для добавления в электролитический раствор процессов отделки металлов,
или подвергнут электролизу с применением нерастворимых анодов для выделения
металла. Этот процесс также может быть использован для получения коагулянтов,
содержащих сульфат алюминия.
273
Процесс, разработанный М. Кавасаки, С. Мицумото и X. Навафуне (патент
США 4 064022 , 20 декабря 1977 г.; фирма ч.Эбара—Юдилайт Ко, Лтд.и, Япония),
предусматривает электролиз шламов, содержащих труднорастворимые соединения
металлов, например карбоната никеля в анодном отделении или в промежуточном
отделении электролизера, имеющего анодное и катодное отделения, или состоящего
из анодного, промежуточного и катодного отделений, отделенных друг от Друга филь-
трующей или ионообменной мембраной.
По окончании электролиза с
катода металл, например никель
Рис. 122. Аппарат Для непосред-
ственного извлечения никеля из
шлама путем электролиза
использованием нерастворимого анода и обычного
осаждается на катоде. Способ обеспечивает высо-
кую эффективность выделения металла из
шлама. Схема применяемого аппарата приве-
дена на рис. 122.
Ниже приводится пример осуществления
процесса. В электролизере 1 анодное отделение
представляет собой кубический контейнер 2 из
поливинилхлорида, в котором одна из стенок
заменена войлоком 5 и который погружен в
электролитический раствор 6. Остальная часть
электролизера 1 представляет собой катодное
отделение 8. В качестве электролитического
раствора 6 используют 1 л водного раствора
сульфата никеля с концентрацией 1 моль/л, в ко-
тором растворено 30 г борной кислоты.
Каландрированная медная пластина, одна
сторона которой покрыта изоляционным мате-
, риалом, и платиновая пластина используются
в качестве катода 7 и анода ify соответственно. При температуре раствора 45 °C
шлам, содержащий карбонат никеля со средней влажностью 85 %, подают в анод-
ное отделение 3 со скоростью 100—150 г/ч. Электролиз проводят при силе тока
6,25 А, израсходованное количество электричества составляет 0,6 МКл. На каж-
дые 0,03 МКл электричества получают 8,90 г осажденного никеля.
НИКЕЛЬ ИЗ ПРОМЫВНЫХ вод
ГАЛЬВАНОСТЕГИИ
В существующих способах обработки сточных вод процесса никелирования сточ-
ные воды пропускают через катионообменную рмолу для адсорбации ионов никеля,
а после насыщения катионита адсорбированные ионы никеля элюируют, пропуская
минеральные кислоты, в частности серную кислоту; при этом происходит регенера-
ция катионита и получается раствор никелевой соли. В результате присутствия из-
бытка серной кислоты получаемые растворы никелевой соли не могут быть непосред-
ственно использованы в качестве никелировальных растворов, а должны быть про-
пущены через анионообменную смолу для удаления избытка кислоты.
Однако при удалении из раствора избытка кислоты на анионите концентрация
никеля в растворе снижается ~ на 20 % и к раствору приходится добавлять соедине-
ния никеля. Кроме того, значительное количество никеля содержится в промывной
воде и его необходимо удалять, пропуская раствор через катионит. В результате
этого возрастает нагрузка на катионит, а количество щелочи для регенерации анио-
нита в несколько раз превышает теоретическое, что приводит к повышенному загряз-
нению окружающей среды.
Указанные недостатки позволяют устранить процесс, разработанный Т. Хаияши
(патент США 4 009101, 22 февраля 1977 г.; фирма «Кайябакогио КК>>, Япония).
Согласно этому процессу, сточные воды процесса никелирования, образующиеся при
промывке' изделий, осаждают водным раствором щелочи с образованием гидрокси-
дов примесей металлов, присутствующих в растворе помимо никеля. Полученный
фильтрат пропускают через ионообменную смолу, получая водный раствор никеле-
вых солей, содержащий избыток свободной серной кислоты. Часть этого раствора
обрабатывают щелочью для осаждения гидроксида никеля, который отделяют от
раствора путем фильтрования или центрифугирования.
274
Полученный гидроксид никеля затем добавляют к оставшейся части Водного
раствора никелевой соли для нейтрализации ее остаточной серной кислотой с образо-
ванием сульфата никеля. При этом образуется высококонцентрированный раствор
сульфата никеля и происходит удаление серной кислоты из раствора. Схема процесса
представлена на рис. 123.
Изделия, никелированные в ванне 1, сначала промывают в промывной ванне 2,
а затем во второй ванне 3. Вода для промывки сначала подается в ванну 3 и после уве-
личения в ней концентрации солей никеля поступает в первую промывную ванну 1,
где в ней дополнительно растворяются соли никеля; после этого ее направляют в ре-
зервуар 4. Как правило, промывные воды в резервуаре 4 имеют величину pH = 3,5-5-
-5-4,5.
Рис. 123. Схема циклической ионообменной обработки сточных вод процесса
никелирования
Промывные воды из резервуара 4 направляют в резервуар 5, куда из резервуара
17 подается водный раствор гидроксида натрия для установления pH раствора ~7,5.
В этих условиях происходит осаждение ионов металлов, присутствующих в растворе
кроме никеля, таких как железо, медь и др., в виде гидроксидов. Получаемую смесь
фильтруют на фильтре 22 и фильтрат направляют в резервуар 7.
Фильтрат далее подают в адсорбционные башни 8а и 86, заполненные катиони-
том, для адсорбции ионов никеля и раствор, выходящий из адсорбционных башен,
направляют на хранение в резервуар 9. В результате этой обработки происходит
обезвреживание сточных вод, которые могут быть снова использованы в качестве
промывной воды, которая подается в резервуар 18. После установления требуемой
величины pH в резервуаре 10 вода из резервуара 9 может быть также сброшена
в сток. После того как адсорбционная способность катионита в башнях 8а и 86 ис-
черпана, подачу фильтрата прекращают и производят регенерацию адсорбционных
башен следующим образом:
1. Продувают воздухом для удаления остатков фильтрата из частиц катионита.
2. Пропускают через катионит в прямом и обратном направлениях воду в коли-
честве ~20 объемов на один объем катионита. Для обработки используют воду из
резервуара 9.
3. Снова продувают воздухом для удаления остатков воды из катионита. Филь-
трат и воду, удаляемую из катионита, возвращают на хранение в резервуар 4.
4. Из резервуара 16 подают водный раствор серной кислоты, объем которой
равен объему катионита. В результате происходит десорбция ионов никеля и регене-
рация катионита с выделением раствора сульфата никеля.
275
5. Снова продувают воздухом для удаления остатков раствора сульфата никеля
из катионита. Выделяющиеся растворы соли никеля направляют на хранение в ре-
зервуар 11.
В результате описанной обработки происходит удаление из катионита адсор-
бированных ионов никеля и образуется раствор сульфата никеля; адсорбционные
башни 8а и 86 при этом регенерируются.
Выделяющийся раствор сульфата никеля, содержащий свободную серную кис-
лоту и очень малые количества натрия, хранится в резервуаре 11. Часть этого рас-
твора направляют в резервуар 12 для обработки водным раствором гидроксида на-
трия, подаваемым из резервуара 15, для осаждения гидроксида никеля, который от-
деляют от раствора фильтрацией на фильтрпрессе 14. Фильтрат возвращают в резер-
вуар 4, а фильтрпресс промывают водой для выделения гидроксида никеля. Остаток
раствора из резервуара 11 направляют в резервуар 13, где смешивают отдельный
гидроксид никеля с раствором, находящимся в резервуаре 13. Гидроксид никеля
реагирует с избытком серной кислоты, содержащимся в элюированном растворе,
в результате чего образуется сульфат никеля и снижается содержание серной кис-
лоты в растворе. Получаемый раствор никелевых солей с требуемой концентрацией
возвращается для повторного использования в гальваническую ванну 1.
НИКЕЛЬ ИЗ НИКЕЛЕВОГО ЛОМА
Никелевый лом является важным источником металлического никеля. Он об-
разуется при формовке в процессе первичной переработки, а также при изготовле-
нии изделий из никельсодержащих материалов, таких как нержавеющая сталь и
специальные сплавы. Вышедшие из употребления предметы домашнего обихода, из-
готовленные из материалов, содержащих никель, также могут рассматриваться как
никелевый лом.
Примерно одна треть потребляемого никелевого лома перерабатывается по
той же схеме, что и первичный никель, т. е. проходит стадии измельчения, плавле-
ния, рафинации и литья. Исключением является лом сплава монеля, который на-
ходит применение только на сталеплавильных заводах, производящих специальные
коррозионноустойчивые высокопрочные медноникелевые стали.
Лом нержавеющей и высокопрочной стали и специальных сплавов используется
на предприятиях, производящих эти же материалы. Практически всегда лом нержа-
веющих сталей используют при производстве нержавеющих сталей, лом никельсо-
держащих сплавов — в производстве никельсодержащих сплавов, а лом специаль-
ных сплавов на основе никеля — в производстве специальных сплавов. Значитель-
ная часть никеля, потребляемого при производстве нержавеющей стали, происходит
из обработанного лома сталеплавильных заводов.
Собственный никелевый лом образуется на сталеплавильных заводах при плав-
лении цветных металлов, на установках для рафинации и при литье. Обычно этот
лом не попадает на открытый рынок. Свободный никелевый лом сталеплавильные
заводы и заводы, производящие рафинацию, покупают у предприятий, на которых
он образуется, либо непосредственно, либо через сборщиков лома. Основная часть
никелевого лома, получаемого из устаревшего оборудования через сборщиков лома,
возвращается на сталеплавильные и литейные заводы. Обычно сборщики продают
лом нержавеющей стали и сплавов сталеплавильным заводам, а другой никелевый
лом — предприятиям по рафинированию и плавлению цветных металлов. Сборщики
также могут продавать сортированный никелевый лом непосредственно литейным
заводам.
Количество лома, образующегося при производстве большинства никелевых
сплавов, намного выше, чем при производстве стали и сплавов, содержащих медь,
свинец, цинк и серебро. При производстве и переработке нержавеющих и легиро-
ванных сталей выход в среднем не превышает 60 %, а для сплавов с высоким содер-
жанием никеля выход часто составляет лишь 20 % . Поскольку отходы производства
рециркулируются внутри одного и того же предприятия, потери никеля не очень
велики. Однако если никельсодержащий материал выходит с первичного предприя-
тия, то потери никеля в виде лома могут составить 30 % и более. Большинство спла-
вов с высоким содержанием никеля обладает свойствами огнеупоров и поэтому про-
276
изводсТво из них отдельных деталей является технически затруднительным и доро-
гостоящим. В США лом сплавов с высоким содержанием никеля утилизируют только
в тех случаях, когда состав лома известен очень точно и позволяет использовать его
как таковой в качестве сплава. В противном случае такой лом обычно экспортируют
в Японию и ФРГ, где его подвергают переработке с целью выделения содержащихся
в нем компонентов в виде пригодном для повторного использования [16].
НИКЕЛЬ ИЗ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ
Катализаторы, содержащие никель, находят широкое применение, в частности
в таких реакциях как гидрирование, алкилирование, гидроалкилирование, в про-
цессах крекинга и др. Эти катализаторы обладают высокой активностью, которая
в процессе работы падает. Через какое-то время активность катализатора снижается
до такой степени, что его дальнейшее использование в промышленном процессе ста-
новится нецелесообразным.
В литературе описано большое количество никелевых катализаторов и их мо-
дификаций. Эти катализаторы применяются в реакциях гидрирования, в частности
при гидрировании ненасыщенных органических соединений. Катализаторы, приме-
няемые в процессах гидроалкилирования, помимо никеля обычно содержат другие
металлы, например вольфрам. В никелевых катализаторах, применяемых при кре-
кинге, часто содержатся молибден и другие элементы.
Никель является дорогостоящим металлом, а отходы, содержащие его, предста-
вляют опасность для окружающей среды. Ввиду этого большое внимание уделяется
разработке методов регенерации отработанных катализаторов и (или) выделения ни-
келя из отработанных катализаторов и других никельсодержащих отходов.
См. также «Кобальт из отработанных катализаторов», в частности патент США
4 145397.
См. также «Триарилбораны из отработанных катализаторов [1].
Процесс, разработанный Ю. Хираяма (патент США 4 029495, 14 июня 1977 г.),
предусматривает нагревание катализатора на носителе, загрязненного органическими
соединениями, или смеси такого катализатора с флюсом во вращающейся или ка-
чающейся печи или в градиентной печи. В результате нагревания и перемешивания
сырье спекается или переходит в полурасплавленное состояние. После этого смесь
отверждают, охлаждают и распыляют. Тяжелые металлы выделяют путем гравита-
ционного обогащения или магнитного разделения. В другом варианте спекшуюся или
полурасплавленную смесь можно подвергнуть плавлению при высокой темпера-
туре с последующим разделением компонентов на основе различия в их плотностях.
Схема процесса представлена на рис. 124. Ниже приводится конкретный при-
мер осуществления процесса. 100 частей отработанного катализатора, содержащего
50 % масел и (или) жиров, 35 % кизельгура и 15 % никеля, смешивают с 5 частями
щелочи (пластинки). Из смеси формуют гранулы диаметром 30 и высотой 50 мм. Гра-
нулы помещают в предварительно нагретую вращающуюся печь и плавят в восста-
новительной атмосфере при 1000—1300 °C. Смесь выгружают из печи, охлаждают и
измельчают. Шлак превращают в мелкий порошок и выделяют порошкообразный
никель с помощью магнитного сепаратора; степень выделения никеля 95 %. Полу-
ченный никель имеет следующий состав, % : С 0,3; Р 0,024; S 0,502; SiO2 (свободная)
1,8; А12О3 0,5 %; Ni 97.
Процесс, разработанный В. Д. Атчисоном, А. Энглишем и Д. Хальтером (па-
тент США 4 120698, 17 октября 1978 г.; фирма «Зе Ханна Майнинг Компани»),
включает окисление смеси отработанного катализатора и никелевой руды при по-
вышенных температурах; плавление окисленной смеси; восстановление полученного
расплава и выделение никеля.
Этот экономичный метод предназначен для увеличения содержания никеля и
(или) получения ферроникеля из никельсодержащих руд с использованием отходов,
содержащих никель, таких как отработанные никелевые катализаторы. Процесс
позволяет выделять никель из отработанных катализаторов, используя энтальпию
органических примесей, присутствующих в сырье.
Схема процесса представлена на рис. 125. Никелевую руду и отработанный ка-
тализатор подают в смеситель А по линиям 1 и 5 соответственно. Руда обычно по-
277
дается влажной и измельченной до требуемых размеров частиц. Никелевая руда по
линии 2 поступает в сушитель F, затем по линии 3 в дробилку G и по линии 4 в сме-
ситель А. Можно использовать смеситель любого типа для сухих порошков.
Никелевую руду и отработанный никелевый катализатор смешивают в смесителе
Л и по линии 7 направляют в обжиговую печь 8, в которой создана окислительная
атмосфера. Обычно на стадии обжига добавляют древесные опилки (вместе с рудой
или отдельно). Количество добавляемых
опилок определяется температурой в печи.
Для обжига используют подовые печи Хер-
решафт. По линии 8 в печь подают кисло-
родсодержащий газ — воздух или чистый
кислород и топливо. Обжиг происходит
при температуре 925—955 °C в условиях
окисления.
В другом варианте отработанный ка-
тализатор по линии 6 подают с заданной
скоростью непосредственно в обжиговую
печь, где происходит смешивание с рудой
и окисление. Этот вариант предпочти-
телен в том случае, когда в никелевом
Рис. 124. Схема процесса выделения тяжелых металлов из отработанного катали-
затора:
1 — флюс; 2 — катализатор; 3 — смеситель; 4 — мялка; 5 — шнековый питатель; 6 —
печь; 7 — обработка отходящих газов; 8 — измельчение; 9 — пылесборник; 10 — шаровая
мельница; 11 — магнитный сепаратор грубого разделения; 12 — шлак; 13 — магнитный
сепаратор четкого разделения; 14 — тяжелые металлы для производства сплавов; 15 —
тяжелый металл высокой чистоты
Рис. 125. Схема процесса извлечения никеля из катализаторов с одновременным произ-
водством ферроникеля
материале содержатся горючие примеси; при этом происходит спонтанное увеличение
температуры в обжиговой печи. В результате этого может быть уменьшено количество
топлива, подаваемого извне, что позволяет снизить расходы на выделение никеля.
Различные количества никельсодержащих отходов можно смешивать с никелевой
рудой как в смесителе, так и в обжиговой печи. Как правило приготовляют смеси,
в которых содержится 1—10 % никельсодержащих отходов.
Окисленную смесь по линии Р направляют в плавильную печь С, где ее нагре-
вают до температуры 1600—1700 °C. Для плавления используют электрические печи.
Расплавленную руду по линии 10 подают в реактор восстановления Д; последний
представляет собой один или несколько больших ковшей. По линии 11 в реактор
подают восстановитель. Смесь энергично перемешивают для улучшения контакта
между восстановителем и расплавленной рудой. В качестве восстановителей могут
быть использованы, например, кремний или ферросилиций. Можно также использо-
вать углерод, особенно при применении печей с погружением. Обычно используют
278
ферросилиций 45—55 % Si. По окончании процесса перемешивание прекращают.
Никель оседает на дне реактора, а шлак сгребают с поверхности и выводят по ли-
нии 12. Шлак направляют либо на гранулирование по линии 14, либо на переработку
с целью выделения компонентов по линии 15.
В процессе восстановления происходит накопление никеля в ковше; его выводят
оттуда по линии 13. Примеси, присутствующие в получаемом никеле, такие как фос-
фор, удаляют на последующих стадиях очистки в виде шлаков. Если в процессе ис-
пользуются железоникелевые руды, например латерит, то в результате получается
ферроникель. При добавлении никельсодержащих отходов, таких как отработанные
катализаторы, в смеситель А и (или) обжиговую печь В увеличивается количество
получаемого ферроникеля и (или) ферроникеля с повышенным содержанием никеля.
Увеличение производительности зависит от природы и количества добавляемых ни-
кельсодержащих отходов. Как правило в ферроникеле содержится 45—55 % Ni.
При добавлении никельсодержащих отходе
никеле может быть увеличено на 4—5 %.
При использовании низкопроцентных руд
может быть получен ферроникель с обыч-
ным содержанием никеля.
В промышленных процессах, в кото-
рых используются соединения никеля, ча-
сто образуются отходы с низким содер-
жанием никеля, из которых он все же мо-
жет быть извлечен. Типичным примером
является каталитический процесс произ-
водства акрилатов с использованием кар-
бонила никеля. В сточных водах этого
процесса содержится ~ 4% Ni. Для повы-
шения экономичности процесса этот ни-
кель необходимо выделять. Аналогичным
образом извлечение никеля необходимо и
в случае других процессов, в которых об-
разуются отходы с низким содержанием
никеля.
Выделение никеля из таких материа-
лов связано с рядом проблем. Поскольку
количестве никеля в^получаемом ферро-
Рис. 126. Схема процесса выделения ни-
келя нз отходов катализатора с малым
содержанием карбонила никеля
никель присутствует в малых количествах, необходимо достичь возможно более пол-
ной степени извлечения. Так как в материале содержатся другие элементы, например
железо, медь и сера, а также различные органические соединения, то никель необхо-
димо отделять от них. Никель должен быть выделен в таком виде, в котором его
можно сразу использовать или хотя бы в виде, требующем минимальной дополнитель-
ной обработки. Все реагенты, используемые в процессе выделения, должны быть ре-
генерируемыми, если они не расходуются в процессе полностью. Стоимость процесса
выделения должна быть достаточно низкой, по крайней мере сравнимой со стои-
мостью никеля аналогичного качества, имеющегося в продаже. В процессе выделения
не должно образовываться отходов, загрязняющих атмосферу или водоемы. В идеале
процесс должен быть непрерывным, с рециклом всех компонентов.
Всем этим требованиям удовлетворяет процесс, разработанный М. С. Брауном,
Р. М.. Барчем и Г. М.. Вартом (патент США 4 131641, 26 декабря 1978 г.; фирма
"Ром энд Хаас Компаний). Схема этого процесса показана на рис. 126.
Сточные воды, содержащие никель, 1 подают в фильтрационный аппарат 2, где
после фильтрования остаток промывают водой 3. Промывку проводят до получения
в остатке постоянной максимальной концентрации никеля. При этом в промывных
водах будет содержаться постоянная минимальная концентрация растворимых ком-
понентов, таких как соединения меди, железа и др. Остаток от фильтрования по ли-
нии 4 направляют в резервуар 5, где его суспендируют в подаваемом туда же концен-
трированном растворе хлорида никеля. Последний частично рециркулируется из си-
стемы по линиям 21 и 22.
’ Полученную суспензию по линии 6 подают в реактор 9. В реактор последова-
тельно добавляют раствор окислителя по линии 7, раствор для абсорбции газов,
насыщенный хлористым водородом, по линии 18 и безводный хлористый водород по
линии 8. Реакция протекает с выделением тепла и заканчивается в тот момент, когда
279
смесь приобретает зеленую окраску. Перед изменением окраски происходит увеличе-
ние скорости возрастания температуры. Время реакции можно регулировать путем
изменения скорости подачи хлористого водорода и скорости отвода хлористого водо-
рода в абсорбер для отходящих газов 17. Углекислый газ и избыток хлористого во-
дорода из реактора через скруббер по линии И подается в абсорбер 17, откуда угле-
кислый газ выбрасывается в атмосферу.
После охлаждения реакционной смеси устанавливают величину pH = 0,34-2,5,
добавляя основание по линии 10. После этого смесь по линии 12 подают на фильтр 13.
Осадки, содержащие железо и серу, удаляют, а фильтрат по линии 19 подают на
фильтр 20 для окончательной фильтрации и установления pH.
На этой стадии нз получаемого концентрированного раствора хлорида никеля
можно удалить медь, использовав подходящий комплексующий агент. Конечный
продукт выводят по линии 21, часть раствора хлорида никеля по линии 22 возвра-
щается в резервуар 5 для приготовления суспензии. Остаток от фильтрования промы-
вают водой 14, жидкую фазу по линии 16 направляют в абсорбер 17, где ее исполь-
зуют для промывки избыточного хлористого водорода, выходящего из реактора 9.
Описанный процесс позволяет чрезвычайно эффективно проводить выделение
никеля из отходов промышленности с низким содержанием никеля. При непрерыв-
ном проведении процесса из системы выводятся только промывная вода со стадии
первичной промывки и промытый остаток от фильтрования.
НИКЕЛЬ ИЗ ЛОМА СПЕЦИАЛЬНЫХ
СПЛАВОВ
В последние годы сильно возросло потребление так называемых специальных
сплавов, из которых изготавливаются изделия, обладающие такими свойствами как
высокотемпературная прочность, устойчивость к окислению при высоких темпера-
турах, коррозионная стойкость и т. п. Одновременно с этим увеличилось количество
лома и других отходов специальных сплавов. Лом специальных сплавов состоит из
таких разных компонентов как вышедшие из употребления и бракованные изделия,
стружки, остатки от шлифования, отходы от литья и сварки, а также таких продук-
тов как шламы, осадки и шлаки.
Очевидно, что упомянутые выше материалы необходимо подвергать переработке
с тем, чтобы выделить из них хотя бы часть содержащихся металлов в виде, пригодном
для дальнейшего использования. В ломе специальных сплавов обычно содержатся
значительные количества никеля и (или) кобальта. Для выделения этих металлов су-
ществуют различные способы.
Процесс, разработанный В. X. Рософом (патент США 4 138249, 6 февраля
1979 г. и 4 173467, 6 ноября 1979 г.; фирма «Кэбот Корпорейшн»), предназначен для
выделения металлов из лома специальных сплавов. Процесс, описанный в первом из
указанных патентов, предусматривает выщелачивание аммиачным раствором. Во
втором патенте описан способ, включающий стадии плавления исходного сырья, на-
углероживание расплава, отверждение его и выделение металлов из получаемого
материала путем обработки кислотой. Последний вариант процесса схематически
представлен на рис. 127.
В типичном примере осуществления процесса исходный металлический лом
подвергали плавке в дуговой электрической печи. Сырье состоит из 454 кг смешан-
ного твердого металлического лома, 4900 кг остатков от шлифования, 410 кг других
смешанных материалов, 218 кг жженой извести (СаО) и 136 кг плавикового шпата
(CaF2). Остатки от шлифования представляют собой смесь частиц металла и обломков
шлифовального круга.
На первой стадии процесса весь твердый лом и часть остатков от шлифования
загружаются в печь до начала нагревания. Оставшуюся часть продуктов шлифова-
ния, известь и плавиковый шпат добавляют в печь в процессе плавления загружен-
ного ранее сырья. В получаемом расплаве металла содержится 0,63 % С. Большую
часть образовавшегося шлака удаляют. Обычно при плавлении происходит частич-
ное окисление легко окисляющихся элементов, содержащихся в сырье; образую-
щиеся при этом оксиды удаляются со шлаком.Температура расплава составляет
280
~1670°С, кислород инжектируется в расплав при давлении ~0,5 МПа в течение
5 мин через железную трубку диаметром 1,2 см, покрытую огнеупорным мате-
риалом. После этого содержание углерода в металле составляет 0,33 % .
Затем в расплав инжектируют ~ 160 кг порошкообразного графита, используя
железную трубку с керамическим покрытием и газ-носитель аргон. Затем добавляют
небольшое количество плавикового шпата
для лучшего сжижения шлака.
Содержание углерода в расплаве ме-
талла составляет 2,78%. Дополнительно
инжектируют еще 34 кг порошкообраз-
ного графита. Содержание углерода при
этом повышается до 3,21 %. После этого
устанавливают температуру расплава
~ 1600 °C и расплав сливают в разливоч-
ный ковш, добавляя в ковш в процессе
слива еще 9 кг графита.
Расплав выливают в литейную яму,
наполненную водой; образующийся при
этом пар разбивают струями воды. По-
лучаемую дробь углеродистого металли-
ческого лома промывают, сушат и про-
сеивают. При просеивании получают
1070 кг мелких частиц и 3500 кг круп-
ной дроби. Потери загруженного металла
составляют ~41 кг в виде отходов от раз-
ливки и ~91 кг со шлаковыми остатками.
Общее количество твердого металли-
ческого лома, остатков от шлифования,
других смешанных материалов и графита,
не считая жженой извести и плавикового
шпата, составило 6050 кг. Общее коли-
чество полученной металлической дроби
в сумме с отходами от разливки и шлако-
выми остатками составляет 4700 кг. Раз-
ница между этими двумя величинами свя-
зана с наличием обломков шлифовального
круга, которые учитываются в массе
сырья, с потерями углерода при окисле-
нии, с выводом в шлак легко окисляемых
компонентов сырья, таких как алюминий
и кремний, с включениями металла
в шлак, а также с другими видами по-
терь и с ошибками измерения.
Состав получаемой металлической
дроби, который определялся в пробе раз-
ливаемого продукта, приводится ниже.
Низкое содержание кремния свидетель-
ствует о том, что обработка металличес-
кого лома на начальной стадии процесса
позволяет эффективно удалять присут-
ствующие в сырье легко окисляемые эле-
Рис. 127. Схема процесса выделения ме-
таллов из лома специальных сплавов:
/ — предпочтительный вариант; 2 — воз-
можный вариант; 3 —- лом; 4 —- в случае
необходимости добавление шлакообразо-
вателей; 5 — расплав; 6 — окисление;
7 — удаление шлаков; 8 — добавление
шлакообразователей; 9 — науглерожи-
вание; 10 — шлаковые отходы; 11 — отвер-
ждение; 12 — в случае необходимости из-
мельчение; 13 — выщелачивание; 14 —
сепарация; 15 — остаток; 16 — выщела-
чивающий раствор; 17 — лом + углерод
менты, такие как кремний и алюминий.
Состав просеянной металлической
Дроби, % : С 3,37; Nb < 0,10; Со 5,15; Сг
Н,35; Си 1,19; Fe 23,69; Мп0,30; Мо 10,00;
N1 42,47; Р 0,023; S0,115; Si 0,01; W 1,50.
100 г просеянной дроби кипятят в
колбе с обратным холодильником с 400 мл
20 %-ной водной НС1 в течение 24 ч.
Затем содержимое фильтруют и к филь-
трату добавляют дистиллированную воду
281
до объема ~500 мл. Этот разбавленный раствор, Полученный при выщелачивании,
анализируют. Результаты анализа приводятся ниже, г/л: Fe 21,80; Ni 72,60;
Со 8,58; Сг 4,35; Мо 0,24; W 0,10.
Зная состав металлической дроби и раствора, получаемого при выщелачивании,
можно вычислить процент перехода в раствор для различных элементов, содер-
жащихся в исходном металлическом ломе. Процент перехода элементов, содержа-
щихся в исходном металлическом ломе, в раствор:
Элемент г/100 г дроби Количество в выщела- чивающем растворе, г/500 мл Переход элемента в вы- щелачивающий раствор, %
Fe 23,69 10,9 46,0
Ni 42,47 36,3 85,5
Со 5,15 4,29 83,3
Сг 11,35 2,18 19,2
Мо 10,00 0,12 1,2
W 1,50 0,05 3,3
Из приведенных данных видно, что никель и кобальт переходят в раствор в зна-
чительно большей степени, чем хром, молибден или вольфрам.
АЗОТНАЯ КИСЛОТА ИЗ ОТРАБОТАННЫХ
РАСТВОРОВ ДЛЯ ПРЯДЕНИЯ АКРИЛОВЫХ
ВОЛОКОН
См. «Натрия тиоцианат из отработанных растворов для прядения акриловых
волокон».
АЗОТА ТЕТРАКСИД ИЗ РАСТВОРОВ
ДЛЯ ПРЯДЕНИЯ ЦЕЛЛЮЛОЗЫ
См. «Диметилформамид из растворов для прядения целлюлозы» в ссылке [1 ]
ЦВЕТНЫЕ МЕТАЛЛЫ ИЗ ГОРОДСКИХ
ОТХОДОВ
См. также процессы, описанные в статье «Бумага из городских отходов» [1].
ЦВЕТНЫЕ МЕТАЛЛЫ ИЗ АВТОМОБИЛЬНОГО
ЛОМА
Процесс, разработанный Ф. Дж. Фонтейном и X. X. Драйссеном (патент США
4 034861, 12 июля 1977 г.; фирма «Стамикарбон БВ», Нидерланды}, предназначен
для выделения ценных материалов из лома, в частности из автомобильного лома и
включает отделение цветных металлов от неметаллов в гидроциклоне с водной раз-
деляющей средой. Суспензия частиц металлического лома в воде инжектируется
в цилиндрическую часть гидроциклона; из верхней части циклона отбирается фрак-
ция, состоящая в основном из неметаллов, а фракция, содержащая цветные металлы,
282
выводится снизу. В случае необходимости исходное сырье перед обработкой распы-
ляют и отделяют присутствующие черные металлы.
Похожий способ разработан А. Т. Бастаном и X. X. Драйссеном (патент США
4 036441, 19 июля 1977 г.; фирма «Стамикарбон БВ«, Нидерланды.) Он предназна-
чен для переработки лома, в состав которого входят в основном неферромагнитные
металлы и позволяет разделить материал по плотности на несколько фракций с ис-
пользованием только одной тяжелой разделяющей среды.
Для выделения металлического лома из отходов, состоящих из металлов и неме-
таллов, проводят измельчение отходов с получением частиц с размерами менее
Рис. 128. Схема процесса выделения цветных металлов из автомобильного
лома
50 мм; минимальный размер частиц составляет 0,5 мм. Из измельченных отходов
с помощью магнитной сепарации выделяют ферромагнитные материалы, а остаток
подают в первичный сепаратор, где происходит разделение на металлические и не-
металлические компоненты. Фракцию, содержащую металлические компоненты,
подвергают дальнейшему разделению по плотности в одном или нескольких следую-
щих сепараторах.
Схема этого процесса представлена на рис. 128. Автомобиль 1 сплющивается
вальцами 2 и 3 с получением заготовки 4 таким образом, что двигатель автомобиля
практически не подвергается деформации. Заготовку 4 направляют в измельчитель 5
и получаемый лом по транспортеру 6 поступает в магнитный сепаратор 7, в котором
происходит отделение ферромагнитных компонентов от остального лома. Ферро-
магнитные компоненты затем выводят по линии 8 к месту сбора (на схеме не показано).
Эта фракция в основном состоит из ферросплавов и может быть использована в ка-
честве сырья для производства стали.
После отделения лом, в состав которого входят неферромагнитные металлы,
пластмассы и т. п. просеивают на грохоте 9. Фрагменты больших размеров, напри-
мер более 70 мм, возвращают в измельчитель 5 с помощью транспортера 10. Более
мелкие фрагменты проходят грохот 9 и поступают в резервуар 11, в который по ли-
нии 12 может подаваться вода. Смесь твердых материалов и воды по линии 13 по-
дается из резервуара 11 в первичный гидроциклон 14. Резервуар 11 расположен
283
~ на 10 м выше, чем гидроциклон 14, в результате чего смесь твердых материалов и
воды поступает в гидроциклон по питателю 15 с достаточной скоростью.
В гидроциклоне происходит разделение компонентов по удельному весу. Пер-
вая, более тяжелая фракция, состоящая в основном из металлов, например медных
и алюминиевых сплавов, выходит из гидроциклона через спускное отверстие 18 и
поступает в сетчатый аппарат 19 для удаления воды. Вторая, более легкая фракция,
состоящая, например, из пластмасс и резины выходит из гидроциклона по трубам 21
и 21', подается для удаления воды в коленчатое сито 22 и затем выводится из системы
по линии 23. Вода, отделяемая в аппаратах 19 и 22 собирается в отстойнике с насосом
33 и по линии 25 насосом 24 направляется обратно в резервуар И.
В резервуаре И имеется сливная труба 26, позволяющая поддерживать постоян-
ное давление воды, подаваемой в циклон. Резервуар разделен перегородкой 27 на два
отделения 28 и 29, которые соединены друг с другом отверстием 30. Часть воды с
с твердым материалом, рециркулируемой по линии 25, подается в отделение 28,
а другая часть — в отделение 29. Отношение этих подаваемых количеств таково,
что обеспечивает высокую скорость прохождения воды через отверстие 30. В резуль-
тате этого становится невозможным поступление легких материалов в сливную
трубу 26, связанную с отделением 29.
В рециркулируемой воде происходит накопление мелких твердых частиц. Для
того, чтобы концентрация этих частиц на стала слишком большой, часть рецирку-
лируемой воды пропускают через концентратор циклонного типа 31. Очищенную
воду снова используют, а концентрат выводят по линии 32.
Предпочтительно использовать первичный гидроциклон такого типа, в кото-
ром возможно перемещение конической части 16 по отношению в оси цилиндриче-
ской части 17. Первая фракция, выходящая из аппарата 19 по линии 20, поступает
в смеситель 34, где суспендируется в тяжелой среде, представляющей собой взвесь
мелких частиц ферросилиция в воде и имеющей плотность ~2,45. Образующуюся
суспензию насосом 35 перекачивают во второй гидроциклон 36, в котором вели-
чина угла конической части составляет 60°. Диаметр циклона 36 составляет 600 мм,
диаметр трубы для подачи сырья 150 мм и диаметр вихревого всасывателя
210 мм.
Более тяжелая фракция (в основном медь и медные сплавы) плотностью >1,15
вместе с суспендирующей средой выводится через отверстие в нижней части 37 цик-
лона. В сетчатом аппарате 38 из смеси отделяется вода, затем ее промывают в аппа-
рате 39 и выводят по линии 40. Фракция меньшей плотности выводится из гидро-
циклона 36 по линии 58. Выводимая вместе с ней суспендирующая среда отделяется
в коленчатом сите 41. Более легкая фракция вместе с суспендирующей средой из
аппарата 38 и коленчатого сита подается в резервуар 42, а из него поступает в тре-
тий гидроциклон 43.
В гидроциклоне 43 величина угла конической части составляет 20°. Здесь про-
исходит разделение легкой фракции из предыдущего циклона на среднюю металли-
ческую фракцию массой >2,65, которая выводится вместе с суспендирующей средой
по линии 44 и на легкую металлическую фракцию, имеющую массу <2,65, которая
выводится из циклона по линии 45. Средняя фракция состоит в основном из алюми-
ния; суспендирующая среда отделяется от алюминия в сетчатом аппарате 46. Затем
материал промывают в аппарате 47 и выводят по линии 48. Легкая фракция, состоя-
щая из легких металлов и сплавов, отделяется от суспендирующей среды в сетчатом
аппарате 49, промывается в аппарате 50 и выводится по линии 51.
Резервуар 42 расположен ~ на 10 м выше гидроциклона 43, что вместе с нали-
чием сливной трубы 52 обеспечивает требуемое постоянное давление жидкости на
входе в гидроциклон 43. Резервуары 11 и 42 имеют конструкцию, описанную в па-
тенте Нидерландов 96726, и резервуар 42 функционирует так же как и описанный
выше резервуар 11. Резервуар 42 разделен перегородкой 53 на два отделения 54 и
55. Легкая фракция, выходящая из коленчатого сита 41 поступает в отделение 54,
а суспендирующая среда, отделенная на сите 41 и в аппарате 38 распределяется между
отделениями 54 и 55 в таком отношении, что плавающие частицы не попадают в слив-
ную трубу 52. Суспендирующая среда, подаваемая в отделения 54 и 55, не должна
содержать твердых частиц; последние отделяются в коленчатом сите 41. Суспенди-
рующая среда, выходящая из сетчатых аппаратов 46 и 49 и из сливной трубы 52, воз-
вращается в смеситель 34. Очищенная вода, выходящая из циклона-концентратора
31, используется для промывки в аппаратах 39, 47 и 50.
284
Разбавленная суспендирующая среда из промывных аппаратов 39, 47 и 50, ре-
генерируется в двух последовательно соединенных магнитных сепараторах 56 и 57.
Регенерированная магнитная фракция подается в смеситель 34, а отделенная вода
поступает в отстойник 33 с насосом и далее используется в первом гидроциклоне 14.
Таким образом часть воды непрерывно выводится из контура суспендирующей жид-
кости и поступает в водяной контур первичного циклона. Часть воды из этого кон-
тура пропускается через циклон-концентратор. Таким образом предотвращается
накопление мелких твердых частиц в циркулирующей суспендирующей жидкости.
Ниже приведено распределение по плотности неферромагнитной части автомо-
бильного лома, которое может считаться типичным для этого вида сырья:
Фракция Плотность, г/см3 Содержание, %
А (неметаллическая) <1,78 20
В (легкая) 1,78—2,65 23
С (средняя) 2,65—2,79 14
D (тяжелая) >3,32 39
Фракция А в основном состоит из неметаллов, фракция В — из легких метал-
лов и сплавов, а фракция С — практически только из алюминия. В состав фракции
D входят более тяжелые металлы, в основном медь и медные сплавы. Материал с
с плотностью 2,79—3,32 присутствует в очень малых количествах.
См. также «Сталь из автомобильного лома».
г
РАСТВОР ДЛЯ ОБРАБОТКИ МАСЛИН
ИЗ ОТХОДОВ ОБРАБОТКИ МАСЛИН
Свежие спелые маслины имеют исключительно горький вкус и перед употребле-
нием в пищу их необходимо подвергать обработке. Для удаления компонентов, обус-
ловливающих горечь, маслины в течение долгого времени вымачивают в водном
растворе щелочи. Затем их промывают водой, нейтрализуют уксусной кислотой и
вымачивают в водном растворе поваренной соли для придания аромата.
Щелочной раствор, используемый для вымачивания, загрязняется органиче-
скими соединениями. В результате этого он приобретает темно-коричневый, почти
черный цвет и очень неприятный запах. Этот раствор имеет очень высокое значение
биологической потребности в кислороде и его нельзя сливать в канализационные си-
стемы не разбавив предварительно очень большим количеством воды.
В настоящее время сточные воды процесса обработки маслин сливают в спе-
циальные резервуары, в которых происходит испарение воды и остаются щелочные
шламы, загрязненные органическими соединениями. Поскольку сточные воды обла-
дают неприятным запахом, их приходится транспортировать по трубопроводам или
на грузовиках на значительные расстояния от населенных пунктов. Щелочь, естест-
венно, отравляет почву вокруг резервуаров. Описанный способ удаления отходов
требует расхода значительных средств как на саму транспортировку, так и на при-
обретение земельных участков для оборудования резервуаров. В последнее время
также произошло значительное повышение цен на щелочь. Указанные обстоятельства
приводят к такому значительному увеличению расходов, которое может привести
к закрытию ряда предприятий по обработке маслин.
Процесс, разработанный Р. Тераниши и Д. Дж. Стерном (патент США
3 975270, 17 августа 1976 г.; Министерство сельского хозяйства США}, предназна-
чен для выделения жидкости для обработки маслин из сточных вод этого процесса.
Он предусматривает последовательную обработку сточных вод известью, древесным
Углем и карбонатом кальция с последующим отстаиванием образующейся смеси.
Затем жидкость отделяют от осадка и возвращают для обработки новой порции
маслин.
285
ПАЛЛАДИЙ ИЗ СТОЧНЫХ ВОД
ГАЛЬВАНОСТЕГИИ
См. «Золото из сточных вод гальваностегии».
ПАЛЛАДИЙ ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ
В состав отработанных палладиевых катализаторов обычно входит до 2 % Pd;
остальное количество составляют активированный уголь, оксид алюминия и различ-
ные примеси, такие как очень мелкий песок, металлические мыла и высокомолеку-
лярные вещества.
Одним из наиболее распространенных способов извлечения палладия из отра-
ботанных катализаторов является сжигание катализатора в печи с образованием
золы, в которой концентрация палладия достигает 15—20 %, и небольшого количе-
ства углерода, часто в виде графита. Присутствие углерода ухудшает растворимость
золы в кислотах и поэтому его необходимо предварительно удалять. Обычно это
достигается путем отжига золы при температурах 600—1000 °C. Однако при этом
часть углерода все же остается в золе, препятствуя количественному растворению
палладия в царской водке или смеси соляной кислоты с перекисью водорода.
После растворения полученному раствору дают отстояться и жидкость затем
декантируют. Осадок подвергают повторному растворению, жидкость декантируют и
соединяют с полученным ранее раствором. Твердый остаток отфильтровывают, про-
мывают, сушат и обрабатывают серной кислотой. Затем разбавляют водой, жидкость
декантируют и фильтруют. Полученные фильтраты восстанавливают цинком для
получения палладия-сырца, который растворяют в кислоте. Из получаемого при
этом концентрированного раствора палладия с помощью двухстадийного процесса
выделяют губчатый палладий. Губчатый материал затем промывают, растворяют и
раствор разбавляют до концентрации палладия 120 г/л. Таким образом удается из-
влечь ~99 % палладия, содержащегося в золе.
Описанный выше процесс является очень длительным, трудоемким и не может
считаться удовлетворяющим требованиям техники безопасности и гигиены. Кроме
того, этот процесс не обеспечивает полного извлечения палладия, содержащегося
в отработанных катализаторах.
См. «Медь из отработанных катализаторов» и, в частности, патент США 3 947543.
Усовершенствованный процесс разработан Л. Водичкой, И. Пекой и В. Сухи
(патент США 4 072508, 7 февраля 1978 г.; Высшая химико-технологическая школа,
Чехословакия). Он включает фторирование отработанного катализатора или полу-
ченной из него золы элементарным фтором или смесью фтора с фтористым водородом
при постепенном повышении температуры от 200 до 500 °C. При этом образуется фто-
ристый палладий и происходит разложение карбидов и силикатов, присутствующих
в катализаторе. Затем фтористый палладий разлагают, действуя минеральной кисло-
той при температуре 90—100 °C.
Данный процесс позволяет достичь практически полного извлечения палладия
из отработанного катализатора. Он требует значительно меньших затрат времени
по сравнению с известным способом и является более простым.
Процесс, разработанный Г. Дж. К. Акресом и А. Дж. Бардом (патент США
4 123500, 31 октября 1978 г.; фирма «Джонсон, Мэттью энд Ко, Лимитедс, Англия),
предназначен для выделения металла из углеродсодержащего остатка или носителя
катализатора. Он предусматривает обработку водной суспензии материала металл-
содержащего катализатора при температуре >200 °C и давлении >7,5 МПа в атмо-
сфере, содержащей кислород в достаточном для окисления практически всего присут-
ствующего углерода количестве; окисление проводится в жидкой водной фазе.
Следующий пример иллюстрирует выделение палладия по этому способу. Про-
водилось извлечение палладия на 10 г образца катализатора палладий иа угле, со-
держащего 5 % Pd. Обработка водной суспензии, содержащей 250 мл воды, прово-
дилась в течение 4 ч при температуре 200 °C и давлении кислорода 7,5 МПа. Выход
палладия составил 97,7 %.
286
МАТЕРИАЛ ДЛЯ ДОРОЖНЫХ ПОКРЫТИЙ
ИЗ ЗОЛЬНОЙ ПЫЛИ И ШЛАМОВ
ПРОЦЕССА ВОДОПОДГОТОВКИ
Д. И. Ангельбек (патент США 4 105463, 8 августа 1978 г., Университет То-
ледо), разработал усовершенствованную пуццолановую композицию на основе из-
вести и зольной пыли (ИЗП). Данный материал применяется в качестве фундамента
при строительстве дорог, взлетно-посадочных полос, автомобильных стоянок и т. п.
Вследствие увеличения цен на сырье значительно возрос интерес к использо-
ванию отходов. Значительную роль играют также трудности в удалении отходов,
поскольку требования по охране окружающей среды стали более строгими. Кроме
того, использование отходов позволяет сохранить природные ресурсы.
Очень показательным примером использования отходов является утилизация
зольной пыли, образующейся при сгорании порошкообразного угля, которая выде-
ляется из отходящих газов путем механического и (или) электростатического осаж-
дения. Одним из экономически эффективных путей использования зольной пыли
является ее применение в ИЗП.
Композицию приготовляют путем смешения извести, зольной пыли, сортиро-
ванного наполнителя, воды и 0,5—4 % от общей массы сухого вещества шлама с уста-
новок водоподготовки. Смесь равномерно распределяют по поверхности подготовлен-
ного земляного полотна и уплотняют до получения материала с высокой плотностью.
Таким образом получается фундамент для строительства дорог, взлетно-посадочных
полос, автомобильных стоянок и т. п.
ПЛАТИНА ИЗ СТОЧНЫХ ВОД ГАЛЬВАНОСТЕГИИ
См. «Золото из сточных
вод гальваностегии».
ПЛАТИНА ИЗ СТОКОВ ПРОЦЕССА
РАФИНИРОВАНИЯ МЕТАЛЛОВ ПЛАТИНОВОЙ
ГРУППЫ
В ходе работ по выделению ценных элементов из стоков процесса рафинации
платиновых металлов было установлено, что все возможные методы, дающие отлич-
ные результаты при использовании синтетических модельных растворов, оказываются
непригодными для обработки реальных стоков процесса рафинации. Химический
анализ обработанных стоков не показывает присутствия значительных количеств
элементов, однако при выпаривании раствора досуха спектрографическое исследо-
вание остатка позволяет установить, что в растворе содержится до 100 мг/л различ-
ных металлов. Поскольку не существует методов для выделения этих соединений,
их структура не может быть установлена. Эти соединения разлагаются с малой ско-
ростью, выделяя аммиак. Имеются доказательства того, что в их состав входят ста-
бильные гидроксильные группы.
Усовершенствованный процесс выделения разработан Дж. Дж. Мак Грегором
(патент США 4 127458, 28 ноября 1978 г. и 4 162950, 31 июля 1979 г.; фирма
«Мэттью Растенберг Рефайнерс Проприетери Лимитед», ЮАР). Процесс включает
следующие стадии выделения металлов платиновой группы, присутствующих в виде
растворимых стабильных комплексов в водных стоках процесса рафинирования пла-
тиновых металлов: 1) установление в случае необходимости величины pH раствора
^10; 2) нагревание раствора до температуры более 60 °C; 3) электролиз раствора,
с использованием электрода, в состав которого входит по крайней мере один металл,
выбранный из группы, включающей Ru, Rh, Pd, Ir, Pt и их сплавы при анодном по-
тенциале Э=7,5 В и плотности тока 0,2 А/см2; в результате анодного окисления
происходит разложение комплекса и осаждение содержащегося в нем металла; 4) от-
деление осажденного металла от раствора путем фильтрации.
287
ПЛАТИНА ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ
См. также «Иридий из отработанных катализаторов».
Наибольшее применение платиновые катализаторы находят в нефтехимической ,
промышленности. Так, платиновые катализаторы, обычно нанесенные на носитель, \
например оксид алюминия, широко используются в процессах гидрирования и деги-
дрирования, крекинга, очистки, удаления отравляющих примесей из отходящих
газов и др.
В процессе использования происходит снижение эффективности платиновых
катализаторов, что связано с отложением на катализаторе осадков, образующихся j
в результате протекания вторичных реакций, либо с действием каталитических
ядов, содержащихся в исходном сырье. В результате этого возникает необходимость ,
в регенерации катализаторов, которая включает стадии отжига при повышенной
температуре для удаления органических соединений, насыщения катализатора рас-
твором нитрата или хлорида аммония и последующего нагревания при 400—500 °C.
Однако после проведения такого процесса регенерации несколько раз катализа- 1
тор теряет эффективность. При этом его дальнейшее использование становится неце-
лесообразным и возникает необходимость выделения содержащегося в нем драго- ।
ценного металла. Для этого обычно используют методы хлорирования или Выщела-
чивания.
При использовании метода хлорирования отработанный катализатор обжигают
на воздухе при температурах до 870 °C и обрабатывают при той же температуре хло-
рирующим агентом, таким как хлорид алюминия, четыреххлористый кремний, кар-
бонил хлорид и т. п. Образующиеся соединения платины абсорбируют водой и из J
полученного раствора выделяют платину путем восстановления алюминием, цинком
и т. п. ;
Метод выщелачивания может быть основан на использовании как кислых, так и
щелочных растворов. При использовании кислоты отработанный катализатор также
обжигают при температуре >800 °C для .удаления органических веществ, а затем t
в течение нескольких часов выщелачивают 20—60 % раствором серной кислоты или
20—50 % раствором соляной кислоты при 100—140 °C. Часто эту реакцию прово-
дят при повышенных давлениях — до 5,0 МПа. Из полученного шлама выделяют ;
платину. 1
В щелочном процессе отработанный катализатор, отожженный либо неотожжен-
ный, подвергают плавлению с избытком гидроксида натрия, образующийся расплав j
выщелачивают водей и из платинового концентрата выделяют платину. Растворение
неотожженного катализатора обычно проводят в 40 % растворе гидроксида натрия ,
при температурах 120—145 °C. ;
К сожалению каждый из описанных процессов связан со значительными ограни- ;
чениями. Удаление органических соединений из катализатора проводится при темпе- j
ратурах 800—1200 °C, что требует значительных расходов энергии и усложняет про- j
ведение процесса. Вследствие наличия большого числа стадий процесса, таких как ;
обжиг, плавление, осаждение, декантация, фильтрование и др. потери платины до- ,
стигают 3—5 %. При проведении щелочного процесса возникает необходимость j
в переработке образующегося раствора алюмината, а в случае кислого процесса тре- ’
буется применение больших количеств кислоты. Наличие указанных недостатков .
требует дальнейшего усовершенствования процессов.
При использовании катализаторов на основе драгоценных или платиновых
металлов металлы на носитель могут быть нанесены т. н. методом покрытия тонким ,
слоем. Обычно в катализаторе количество металла составляет относительно незначи-
тельную часть от общей массы катализатора. Например, в катализаторах для очистки
выхлопных газов автомобилей содержание металлов составляет всего 0,1—0,4 %
от общей массы катализатора. Выделение металлов, находящихся на носителе в та-
ких малых концентрациях, химическими методами, например кислотным выщелачи-
ванием, требует очень высоких расходов, обусловленных размерами установки и ко-
личествами используемых реагентов.
Один из методов нанесения металла на катализатор включает покрытие носителя
кордиерита тонким слоем оксида алюминия, импрегнированного или последовательно '
покрытого слоями платиновых металлов или сплавов, например платиновой, родием
288
или сплавами. Процесс, разработанный А. Гиббоном (патент США 4 074865, 21 фев-
раля, 1978 г.; фирма ^Джонсон, Мэттью анд Ко Лимитед», Англия'), предназначен
для извлечения металлов из катализатора, в котором металлы нанесены путем по-
крытия тонким слоем. Ниже приведены конкретные примеры проведения этого
процесса.
Пример 1. Образец (6 г) отработанного катализатора для очистки выхлопных
газов автомобилей, номинально содержащий 0,85 % Pt и 0,03 % Rh, измельчают
в мельнице «Теша» до тех пор пока 50 % частиц не будет иметь размеры —400 меш
«36 мкм). Материал подвергают обработке в мокром сепараторе «Superpanner»
фирмы «Инфрасайзерс Лтд». Масса полученного концентрата составляет 27,1 %,
а масса отходов 72,9 % от массы исходного материала. Концентрат содержит 1,054 %
Pt и 0,044 % Rh, а отходы 0,041 % Pt и 0,002 % Rh. Таким образом, 90 % Pt и 89,1 %
Rh извлечены с концентратом.
Пример 2. Образец (30,2 г) отработанного катализатора для очистки выхлопных
газов автомобилей, номинально содержащий 0,22 % Pt + Rh пропускают через
лабораторную молотковую мельницу «Glen Creston», на выходе из которой располо-
жено сито с размером ячеек 16 меш. На сепараторе «Superpanner» было получено
12,5% концентрата, содержащего 1,11 % Pt и 0,082 % Rh. Отходы в течение 20 с из-
мельчали в мельнице «Теша» и снова направляли в «Superpanner» в результате чего
получали 14,5 % концентрата, содержащего 0,20 % Pt, 0,013 % Rh и 73,0 % отхо-
дов, содержащих 0,03 % Pt и 0,002 % Rh. Таким образом 88,5 % Pt и 89,3 % Rh
были извлечены с концентратом; оба концентрата в сумме составляют 27 % от массы
исходного материала.
Процесс, разработанный И. Пекой, Л. Водичкой, И. Ульрихом и И. Гаеком
(патент США 4 077800, 7 марта 1978 г., Высшая химико-технологическая школа,
Чехословакия), предназначен для извлечения платины из отработанного катализатора
и заключается в фторировании катализатора элементарным фтором или его смесью
с фтористым водородом при температурах 100—600 °C. Образующийся фторид пла-
тины затем превращают в элементарную платину.
МЕТАЛЛЫ ПЛАТИНОВОЙ ГРУППЫ
ИЗ ЛОМА БЛАГОРОДНЫХ МЕТАЛЛОВ
Потребление металлов платиновой группы обычно не сопровождается их поте-
рями. В большинстве случаев платиновые металлы не подвергаются разрушению.
Высокая стоимость этих металлов требует их экономного использования и регенера-
ции. Относительная легкость, с которой они могут быть отделены от других хими-
чески более активных материалов, позволяет достичь практически полного извлече-
ния платины. Кроме того, не менее 97 % от общего количества металлов платиновой
группы, потребляемого в США, покупается не индивидуальными потребителями,
а промышленными организациями, которые систематически занимаются вопросами
их экономии и регенерации. Однако, металлы платиновой группы, используемые
в электронном оборудовании, расходуются необратимо, поскольку извлечение драго-
ценных металлов из утиля электронного оборудования хотя и возможно, но как пра-
вило неэкономично. Небольшие количества платиновых металлов расходуются не-
обратимо и при использовании для некоторых других целей. По-видимому, некоторая
часть платины и палладия, входящих в состав катализатора для очистки выхлопных
газов, не поддается извлечению.
При повторном использовании металлов платиновой группы проводят пере-
плавку изношенных металлических деталей или покрытий, либо подвергают содер-
жащиеся в них платиновые металлы полному процессу повторной рафинации. Потре-
бители металла редко сами занимаются извлечением. Некоторые отрасли промышлен-
ности, такие как химическая, нефтеперерабатывающая и стекольная обычно сохра-
няют собственность на металл и оплачивают предприятиям, проводящим рафинацию
и повторное изготовление изделий, стоимость этих операций. Количество платино-
вых металлов, подвергаемых рафинации за специальную плату весьма велико —
в 1974 г. оно составило =;28 т. Количество металлов, рафинацию которых произво-
дили сами потребители, было значительно меньшим — всего 9 т [14].
10 Снттиг М.
289
ПЛУТОНИЯ ОКСИД ИЗ СКРАПА ПРОЦЕССОВ
ПЕРЕРАБОТКИ ЯДЕРНОГО ТОПЛИВА
См. «Окись урана из скрапа процессов переработки ядерного топлива».
ПОРИСТАЯ КЕРАМИКА ИЗ ЛЕТУЧЕЙ ПЫЛИ
Мелкие частицы материала, уносимые с отходящими газами различных промыш-
ленных процессов и через дымовые трубы попадающие в окружающую атмосферу,
создают серьезные экологические проблемы. В связи с этим в настоящее время суще-
ствует общее требование, что эти твердые частицы перед выбросом газов в атмосферу
должны улавливаться фильтрами. Твердые частицы, образующиеся в процессах
производства стали и других металлов, улавливаются электрофильтрами или дру-
гими фильтрами и их удаление представляет собой серьезную проблему. До настоя-
щего времени для этих отходов не было найдено никакого полезного применения.
Описанный ниже процесс позволяет использовать некоторые из таких продуктов.
Упомянутые продукты, обычно называемые летучей пылью, характеризуются
исключительно малым размером частиц и очень большой величиной удельной поверх-
ности, часто >20 м2/г. Они имеют высокое содержание диоксида кремния (SiO2—•
75—92 %), а также содержат различные оксиды металлов, таких как MgO, Сг2О3,
FeO, FeaOs, А12О3, ZnO, Ni2O3, ТЮ2, CuO, РЬО, а часто и небольшие количества С или
S, причем все частицы материала имеют один и тот же состав. Можно привести сле-
дующие примеры летучих пылей:
1. Летучая пыль (пары диоксида кремния) получаемая в процессе производства
ферросилиция; содержит 75—92 % SiO2 и различные количества MgO, Сг2О3 и FeO
вместе с небольшими количествами С и возможно также S. Эта пыль имеет удельную
поверхность >20 м2/г и является аморфной.
2. Летучая пыль, получаемая в процессе производства силицида хрома; ее
состав и свойства такие же, как у летучей пыли, описанной выше.
3. Летучая пыль, получаемая в качестве отходов процесса обработки перлита;
содержит ~70—75 % SiO2, 12—15 % А12О3, 6—10 % оксидов щелочных металлов,
остаток — оксиды различных других металлов.
4. Летучая пыль, получаемая при измельчении кварца, кварцита или других
камней (во многих странах очень мелкая пыль, образующаяся при измельчении кам-
ней, например при строительстве дорог, обязательно собирается, поскольку ее вы-
брос в атмосферу запрещен).
Процесс, разработанный Ф. В. Курцем и X. Рудмарком (патент США 4 071369,
31 января 1978 г.), предназначен для производства пористых керамических продук-
тов путем смешения керамического материала с летучей пылью, содержащей диоксид
кремния и оксиды металлов и имеющей большую удельную поверхность
020 м2/г). Смесь нагревают до температуры >800 °C, в результате чего получается
пористый керамический материал. Процесс проводится таким образом, чтобы либо
получать продукт главным образом с закрытыми порами (нагревание при температу-
рах спекания), либо продукт главным образом с открытыми порами (нагревание
при температурах затвердевания). Смесь может быть заключена в лист материала,
который удерживает газы, образующиеся при нагревании смеси при низких темпе-
ратурах, но разрывается при высоких температурах в результате чего смесь
контактирует с окислительной атмосферой.
Ниже приводится конкретный пример проведения данного процесса: 100 частей
(массовых) глины смешивают с 10 частями летучей пыли, полученной в процессе
производства ферросилиция. К смеси добавляют 10 частей 20 %-ной сульфитной
сточной жидкости, в результате чего достигается гомогенизация смеси. Гомогенизи-
рованную смесь делят на мелкие кусочки, которые после сушки помещают в литей-
ную форму или на транспортер с боковыми стенками и-нагревают.
Кусочки сырья можно вводить в обжиговую печь при комнатной температуре
либо при температурах 300—400 °C или выше. Время достижения максимальной тем-
пературы, которая в зависимости от состава глины составляет 1100—1200 °C и даже
выше в случае огнеупорной глины, равно 1—5 ч и также зависит от типа глины. Ку-
290
сочки материала выдерживают при этой температуре примерно 30 мин, прк этом про-
исходит расширение и образование корки; время выдержки также зависит от типа
глины. В зависимости от состава используемых компонентов, количество летучей
пыли может быть уменьшено до 6 частей и к смеси может быть дополнительно до-
бавлено 3 части пыли, осаждаемой в фильтрах процесса производства стали.
кации угля
питатель 1. На установках для полу-
ПОРТЛАНД-ЦЕМЕНТ ИЗ ЗОЛЬНОГО ШЛАКА
Процесс газификации угля включает высокотемпературные реакции угля с кис-
лородсодержащим газом и водяным паром, в результате чего образуется газ, состоя-
щий в основном из СО и Н2, который может быть использован в качестве топлива.
Побочным продуктом газификации является зольный шлак, который необходимо
удалять из системы. Проблема удаления
связана с тем, что шлак имеет ограничен-
ное применение в качестве строительного
материала, а количества образующегося
шлака очень велики. В зависимости от
типа и происхождения угля количество
зольного шлака может составлять 5—
50 %. Такие концентрации шлака стано-
вятся значительными для установок га-
зификации производительностью ~45 т/ч.
Ранее шлак главным образом сбра-
сывался в отвалы и не находил ника-
кого полезного применения. Однако не-
обходимость использования больших ко-
личеств шлака является очевидной. Про-
цесс, разработанный Ф. Ф. Фондристом
(патент США 4 174974, 20 ноября 1979 г.;
фирма «Стандард Ойл Компани, Индиа-
на»), предназначен для производства порт-
ланд-цемента из зольного шлака процесса
газификации угля. Он предусматривает
перенос расплавленного шлака из уста-
новки для газификации в реактор, в ко-
тором происходит взаимодействие с мине-
ралом, содержащим известь, например
оксидом, гидроксидом или карбонатом
кальция; в результате образуется гомо-
генная цементная масса. Последнюю ох-
лаждают в специальной камере, где она
затвердевает с образованием клинкера,
который затем превращают в порошко-
образный цемент.
Этот процесс производства портланд-
цемента обладает низкой энергоемко-
стью и обеспечивает эффективную и эко-
номичную переработку отходов процесса
газификации угля, что повышает эко-
номичность этого процесса. Процесс про-
изводства представлен на рис. 129; уголь
подается в реактор газификации 3 через
чения синтез-газа обычно производят сжигание или пиролиз некоксующихся
жирных и бурых углей. Причина этого состоит в том, что коксующиеся угли,
например такие, которые используются в качестве восстановителя при
производстве железа, дорого стоят, обладают низкой летучестью, а запасы их
ограничены. Как правило для газификации используют угли такого же качества
как для производства водяного пара и электроэнергии на тепловых электро-
станциях.
10*
291
Уголь, подаваемый на газификацию, сначала очищают и промывают для того,
чтобы снизить содержание золы, уменьшить коксуемость и удалить загрязнения и
примеси, такие например как пирит. Подготовленный уголь, подаваемый питателем 1,
накапливается в закрывающемся загрузочном бункере 2, находящемся под давле-
нием. По мере необходимости уголь подается в реактор 3, где происходит его сгора-
ние или пиролиз под давлением и образуется синтез-газ. В ходе этого процесса
тяжелые углеводороды, в которых атомное содержание С/Н равно 1 : 2 или выше,
превращаются в метан, в котором соотношение С/Н равно 1 : 4.
Получаемый синтез-газ содержит водород, оксид углерода и диоксид углерода
и процесс проводят таким образом, чтобы достичь соотношения Н2/СО требуемого
для данного конкретного синтеза. Газ, который выводится из реактора через вен-
тиль 5, используется для производства аммиака, метанола, оксоспиртов и (или)
синтетических углеводородов.
Зольный шлак 4 постепенно оседает в нижней части реактора 5, где находится
устройство для вывода шлака 6. Последнее представляет собой вентиль специальной
конструкции, позволяющий регулировать отвод жидкого шлака из реактора, нахо-
дящегося под давлением. Отвод шлака позволяет обеспечить полное сгорание или
пиролиз поступающего угля. Горячий расплавленный шлак, имеющий температуру
=И550—2000 °C, через вентиль 6 поступает в резервуар 7, где реагирует с минералом,
содержащим известь, например оксидом, гидроксидом или карбонатом кальция.
В результате образуется гомогенная паста, температура которой составляет ~ 1200—
1550 °C.
Минерал, содержащий известь, перед подачей в резервуар 7 накапливается
в загрузочном бункере 13, куда он поступает по линии 14. Там его подвергают подо-
греву горячим воздухом, выходящим из охлаждающей камеры 10 по линии 19.
Горячий воздух проходит через материал, находящийся в бункере 13 и выходит по
линии 20 со всасывающим насосом 21. Нагретый минерал, содержащий известь,
под действием собственной массы поступает по питательной трубе 12 к золотнику 11,
который регулирует скорость подачи сырья таким образом, что крыльчатки 22,
находящиеся в резервуаре 7, обеспечивают полное смешивание шлака и минерала,
содержащего известь.
В ходе реакции происходит выделение углекислого газа, который удаляется
из резервуара 7 по линии 8. Относительные количества шлака и минерала, содержа-
щего известь, составляют 1 : 1,24-4; предпочтительным является отношение 1 : 2,5.
Перемешивание смеси продолжают до получения гомогенной пасты, которую через
выпускное отверстие 9 выводят из резервуара в охлаждающую камеру 10.
В холодильной камере 10 происходит охлаждение и отверждение пасты с обра-
зованием клинкера, диаметр частиц которого может составлять 0,6—5 см; предпочти-
тельным является диаметр частиц <2,5 см. Желательно, чтобы конструкция охла-
ждающей камеры 10 давала возможность транспортировать клинкер к месту хране-
ния в процессе его охлаждения. Для этой цели можно использовать ленточный
транспортер или вращающийся шнек, а для охлаждения применять воду или, что
предпочтительнее, воздух. Охлаждающий воздух подают в камеру вместе с пастой.
Нагретый воздух выходит из камеры по линии 19 и возвращается в загрузочный
бункер 13, где используется для подогрева минерала, содержащего известь.
Клинкер из камеры 10 направляют на хранение в бункер 15. По мере необхо-
димости клинкер смешивают с добавками, регулирующими схватываем ость, напри-
мер ангидридом или гипсом, другими соединениями, такими как оксид алюминия,
сульфат алюминия, сульфаты калия и натрия, карбонат калия или бура. Эти соеди-
нения добавляются в достаточных количествах, чтобы обеспечить требуемые свойства
цемента. Клинкер, добавки, регулирующие схватываемость, а также другие добавки
измельчаются в порошок в мельнице 16. Порошкообразный цемент, который готов
к применению, направляют на хранение в бункер 17.
ПОРТЛАНД-ЦЕМЕНТ ИЗ КИСЛОРОДНО-
КОНВЕРТОРНЫХ ШЛАКОВ
См. «Железо из кислородно-конверторных шлаков».
ПУЦЦОЛАН ИЗ ЗОЛЬНОЙ пыли
См. также «Материал для дорожных покрытий из зольной пыли и шламов про-
цесса водоподготовки».
Процесс, разработанный В. Дж. Хёрстом и Р. В. Стайроном (патент США
4121945, 24 октября 1978 г.; фирма «Эмекс Ресорс Рековери Системе, Инк».), пред-
назначен для мокрой переработки зольной пыли с получением из нее ряда продуктов,
имеющих большую стоимость, чем исходная зольная пыль, в том числе углеродного
концентрата, фракции сферических пористых частиц, концентрата железа, пуццолана
повышенной прочности и инертного минерального наполнителя.
Схема процесса приведена на рис. 130. Электростатическую зольную пыль,
в мокром или сухом виде, подают на сито 2, где задерживаются и удаляются частицы
более крупные чем 50 меш. Здесь, в частности, происходит удаление больших кусков
углерода и других агломерированных частиц. Минерал, проходящий через сито раз-
мером 50 меш, подается в глиномялку 5, в которую добавляют воду до получений
содержания твердого вещества 55 % или выше. Далее материал проходит через
серию кондиционирующих или смесительных резервуаров 7а—7г. К суспензии в ре-
зервуаре 7а добавляют керосин в количестве 0,9 кг на тонну зольной пыли, что
облегчает отделение углерода на следующей стадии пенной флотации.
Зольная пыль контактирует с керосином в резервуарах 7а—7г в общей сложности
в течение 30 мин или более. Добавление пенообразователей в последний из резер-
вуаров 7г позволяет улучшить выделение углерода из смеси. Пенообразователь можно
добавлять в количестве 150 г на тонну зольной пыли.
Кондиционированный материал, содержащий керосин и частицы пенообразова-
теля, подается в параллельно соединенные флотаторы 9а, где частицы углерода
всплывают и отделяются. Отделение проводят обычным методом пенной флотации
с использованием воздуха. В флотаторы добавляют воду для получения содержания
твердого вещества не более 25 %. В первом всплыве, который может составлять
=±2,5 % от общей массы сырья, выделяется 75—80 % всего имеющегося углерода.
Получаемый продукт может быть использован в виде сажи. Для получения товарного
продукта можно проводить сушку или фильтрование, измельчение и брикетирование.
Далее удаление угля проводят во флотаторах 96, которые последовательно
соединены с 9а. При этом отделяется второй всплыв, который может составлять
=:4 % от массы сырья. Эта фракция отбрасывается либо подвергается дальнейшей
переработке. В процессе дальнейшего пенообразования частицы углеродного кон-
центрата становятся все более мелкими, а содержание углерода снижается. В ре-
зультате просеивания и разделения каждой фракции на магнитную и немагнитную
часть (с помощью ручного магнита) получаются следующие углеродсодержащие фракции:
Фракция Содержание углерода, % Фракция Содержание углерода, %
+30 меш 74,6 —100+200 меш
—30+100 меш магнитная 46,1
магнитная 45,5 немагнитная 61,6
немагнитная 62,0 —200 меш 24,6
При добавлении на стадии подготовки к флотации диспергирующего агента
гексаметафосфата натрия достигается более четкое отделение углерода. Однако неко-
торые другие обычные диспергирующие агенты оказывают обратное, действие на
процесс отделения углерода. Так, например, для этой цели нельзя применять «Ор-
зан S», поскольку он также является депрессором углерода.
Углерод, удаляемый из зольной пыли, в основном представляет собой пористый
материал, который легко размалывается. При измельчении до величины частиц
293
менее 1 мкм его можно использовать в качестве наполнителя и армирующего мате-
риала для резины. ifefc
Во флотаторах 9 происходит удаление основной части углерода, содержащегося
в зольной пыли, что позволяет получать пуццолан повышенной прочности либо
промышленный^наполнитель/которые'почти не содержат углерода (<1%).
Рис. 130. Схема процесса утилизации зольной пыли:
1 — зольная пыль; 2, 5, 7, 9, 20, 22, 27, 29, 31, 32, 34 — 36, 38, 43, 44, 47—49
(в тексте); 3 — отвод из системы; 4 — подача воды; 6 — керосин; 8 — пенообразо-
ватель; 10 — 1-я пена, 2,5 %; 11 —J 70 — 80 °C; 12 — вывод на фильтрацию и сушку,
возможно с измельчением и брикетированием; 13 — флотаторы; 14 — аппарат для
концентрирования н отделения; 15 — сферические пористые частицы, 0,3 %; 16 —
фильтрация; 17 — сушка; 18 — хранение; 19 — 2-я пеиа, 4 %; 21 — —200 меш
(80 %), 20 —25 °C; 23--j-200 меш (20 %), 8 % С; 24 — отвод из системы или на
дальнейшую обработку; 25 — измельчение и флотация; 26 — керосин (0,9 кг/т);
28 — всплыв (0,5 %); 30 — остаток, 2,2 %; 33 — диспергирующий агент (в случае
необходимости); 37 — 2-я магнитная фракция, 19 %; 39 — немагнитная фракция,
64 %; 40 — 1-я магнитная фракция, 12 %; 41 — фильтрация и сушка, 64 %; 42 —
гранулирование с получением высокопроцентной железной руды; 45 — подача воды
через фильтр; 46 — Са(ОН)2; 50 — минеральный наполнитель; 51 — пуццолан с По-
вышенной прочностью; 52 — сушка распылением; 53 — предварительное диспер-
гирование
При просеивании отделенного материала Через сито 20 размером 200 меш ~20 %
исходного вещества удаляется в виде углерода 20—25 %-ной чистоты. Фракцию
—200 меш из второго всплыва, которая проходит через сито 20, снова концентри-
руют, добавляяТкеросин, и измельчают в шаровой мельнице 22 с получением частиц
очень малых размеров, в результате чего высвобождается захваченный углерод
и после дополнительной обработки во флотаторах 27 и 29 получается обогащенная
углеродом фракция, которую смешивают с концентратом, получаемым во флотаторах
первой' ступени. Указанная фракция составляет' —0,5 % массы исходного сырья
и содержит ~75 % С.
Данную фракцию отделяют во флотаторе 27, а всплыв из флотатора 29 направ-
ляют для дальнейшей обработки либо отбрасывают. Таким образом после флотации
294
во флотаторах 9а и 96 получают остаточный материал с низким содержанием углерода
и углеродный концентрат, являющийся продажным продуктом, количество которого
составляет ~3 % от массы сырья.
Остаток, получаемый во флотаторе 9а, направляют в аппарат 31, в котором всплы-
вают и отделяются сферические пористые частицы, являющиеся, после удаления
углерода, наиболее легким компонентом зольной пыли. После отстаивания суспензии
зольной пыли пористые частицы сгребают с поверхности, после чего подвергают
фильтрации и сушке. Их количество составляет ~0,3 % от общего количества сырья;
для более полного отделения можно провести повторное перемешивание и отстаива-
ние. Отделяемый продукт находит применение в качестве звукоизолирующего ма-
териала и легкого балластного материала. Сушку можно проводить в микроволно-
вой печи.
Сферические пористые частицы важно удалить из продукта, особенно в случае
получения пуццолана повышенной прочности, поскольку эти частицы неустойчивы
и легко разрушаются, что приводит к уменьшению прочности получаемого материала.
После удаления перистых частиц часть материала из аппарата 31 подают в ша-
ровую мельницу 32, где. происходит его дальнейшее измельчение. При этом кон-
систенция материала контролируется таким образом, чтобы весь продукт, выходя-
щий из аппарата 31 содержал ~50 % твердого вещества. Этот продукт направляют
в последовательно соединенные кондиционеры 34 и 34а. В кондиционер 34 также
подают остаток из второго флотатора 29. В случае необходимости сюда же можно
добавить подходящий диспергирующий агент; особенно целесообразно это в том
случае, если конечный продукт подвергается сушке распылением. Однако дисперги-
рующий агент можно и не добавлять.
Материал, выходящий из кондиционера 34а, подают в мокрый магнитный сепа-
ратор, называемый также ферро-фильтр 25. Для отделения можно использовать не-
сколько магнитных фильтров. Конструкция подходящего магнитного сепаратора
описана в патенте США 2 074085.
При первом прохождении через магнитный сепаратор отделяется магнитная
фракция с содержанием 50—80 % Fe2O3, составляющая ~12 % от общего количества
зольной пыли. Отделяемый продукт с высоким содержанием железа брикетируют
или направляют в плазменную дуговую печь для получения железных отливок. Он
также может быть использован при разделении в тяжелых средах.
Немагнитную фракцию после первого ферро-фильтра обычно направляют во
второй ферро-фильтр 36, где удаляется вторая магнитная фракция, составляющая
~ 19 % от общего количества сырья. Если конечный продукт не должен содержать
очень малых количеств железа, то нет необходимости во втором ферро-фильтре.
На схеме этому случаю соответствует пунктирная линия 38, показывающая, что 83 %
отделенного продукта подают непосредственно в сортировочный аппарат 43 и шаро-
вую мельницу 48. Получаемый при этом материал может быть использован в качестве
наполнителя.
Однако, для того чтобы получить пуццолан повышенной прочности, желательно
использовать второй ферро-фильтр 36, в котором происходит удаление еще 20 %
продукта с низким содержанием железа. Только после этого немагнитную фракцию
направляют в сортировочный аппарат 43 и в шаровую мельницу 48. При этом по-
лучаемый пуццолан подвергается дальнейшему измельчению. На этой стадии может
быть добавлен диспергирующий агент (например, 0,018—0,025 % лигносульфоната
кальция).
Материал, выходящий из аппарата 43, направляют в концентратор 44, в котором
происходит удаление воды и содержание твердых веществ в материале увеличивается
до 40—50 % . Далее его смешивают в кондиционерах 47 и 49 с известью, подаваемой
в количестве 2,2 кг на тонну твердого вещества. После кондиционера 49 продукт
снова подвергают фильтрованию и сушке. В результате получают пуццолан повы-
шенной прочности.
Пуццолан содержит <1 % углерода и обычно -Сб % Fe2O3; содержание приме-
сей может меняться в зависимости от происхождения сырья. Продукт, получаемый
в концентраторе 44, может быть непосредственно использован как пуццолан повы-
шенной прочности или как инертный минеральный наполнитель без дополнительной
обработки известью. В обоих случаях получают продукт с очень малым размером
частиц, похожий на каолиновую глину или цемент; высушенный продукт хранится
в бункерах.
295
РЕНИЙ ИЗ ГАЗОВ ПРОЦЕССА ОБЖИГА
СУЛЬФИДА МОЛИБДЕНА
Рений, являющийся относительно редким материалом, в последние годы находит
применение в качестве технологического материала в различных областях. Он при-
меняется для изготовления электрических контактов, термопар, катодов для элек-
тронных устройств, в качестве добавки, повышающей пластичность молибдена и
вольфрама, используемых в электронике, а также как катализатор в процессах
нефтепереработки.
Рис. 131. Подсистема выделения рения в ка-
честве побочного продукта:
1 — пероксид водорода; 2 — газообразный
аммиак; 3 — автоклавный реактор; 4 — тка-
невый фильтр; 5 — избыток аммиака; 6 —
кристаллизатор периодического действия;
7 — сушилка; 8 — кристаллы перрената ам-
мония; 9 — упаковка, транспортировка и по-
грузка; 10 — водород; 11 — вода и аммиак;
12 — трубчатая печь (атмосфера водорода);
13 — порошкообразный металлический ре-
ний (чистота 99,99 %); 14 — на стадии прессо-
вания, спекания и изготовления изделий;
15 — концентрат молибденита; 16 — две
многокамерных подовых обжиговых печи;
17 — молибденовая кислота на продажу и
(или) иа дальнейшую переработку; 18 —
испарение 90 % рения; 19 — охлаждение и
отделение капель; 20 — выделение молиб-
дена; 21 — концентратор 0,6—0,75 г/л рения;
22 — слив; 23 — гидроксид натрия, хлор
и карбонат натрия; 24 — контактные резер-
вуары; 25 — отходы шлама; 26 — фильтр;
27 — резервуар для обрабатываемого сырья;
28 — четыре колонны для ионного обмена;
29 — раствор, содержащий 10—12 г/л рения;
30 — сероводород; 31 — реактор для полу-
чения сульфида; 32 — фильтрат в отходы;
33 — твердый сульфид рения (62 % Re); 34 —
место отделения побочного продукта
Содержание рения в рудах и минералах обычно не превышает 1 % (например
до 0,5 %) и наибольшие количества рения содержатся в некоторых сульфидных
рудах. В процессе окислительного обжига сульфидных руд, таких как сульфиды
молибдена и меди, значительная часть рения превращается в окисел Re2O7, который
будучи легко летучим уносится с отходящими газами, образующимися при обжиге.
В состав этих газов могут входить N2, О2, Н2О, SO2, SO3 и т. и. В отходящих газах
также содержатся суспендированные твердые частицы, например сульфида моли-
бдена, оксида молибдена, кремнезема и других материалов, которые могут быть
удалены в фильтрах, скрубберах и др. Основные характеристики процесса фирмы
«Кеннекоттэнд Чейз Брэсс» приведены на рис. 131 (17]. Схема, за исключением стадии
восстановления водородом, соответствует применяемой на установке по производству
оксида молибдена фирмы «Кеннекотт Коппер Корп.», г. Солт Лейк Сити, штат Ута.
Процесс включает стадии обжига молибденитовых концентратов в подовых
обжиговых печах с получением оксида молибдена. Часть присутствующего рения
при этом испаряется и уносится отходящими газами, содержащими частицы молибде-
нита. При снижении содержания серы в молибдените до 0,2—0,4 % происходит
испарение ^50 % рения. Образующийся оксид рения растворяют в жидком раство-
рителе, отделяют от растворителя методом ионного обмена и затем выделяют из
ионообменной смолы в виде рениевых солей.
296
РЕНИЙ ИЗ СТОЧНЫХ вод
Процесс, разработанный А. Дж. Ричардсом и Д. Н. Райтом (патент США
3 894866, 15 июля 1975 г.; фирма «.Деннекотт Доппер Дорт), предусматривает из-
влечение соединений рения из разбавленных растворов, содержащих 0,00001—1 г/л
рения. Процесс включает следующие стадии:
Добавку к раствору частиц основного металла, более электроположительного,
чем медь; в результате реакции происходит осаждение растворимых соединений
рения.
Введение в раствор, одновременно или перед добавлением основного металла,
частиц металла-коллектора, выбранного из группы, включающей медь и серебро,
для сбора осажденных соединений рения; частицы металла-коллектора должны иметь
достаточную величину поверхности для того, чтобы удерживать и переносить оса-
жденные соединения рения.
Рис. 132. Схема процесса извлечения рения
из промышленных растворов сложного со-
става:
1 — раствор, содержащий рений; 2 — отходя-
щие газы; 3 — сульфид; 4 — H2SO4; 5 — же-
лезо; б — иепрореагировавшее железо; 7 —
суспензия (обедненный раствор, содержа-
щий осажденный рений); 8 — фильтрат (в от-
ходы); 9 — остаток от фильтрования (твердое
вещество, содержащее рений)
Процесс, разработанный Д. Н. Райтом и Д. Дж. Ричардсом (патент США
3 870779, 11 марта 1975 г.; фирма «Деннекотт Доппер Дорп.ъ), предназначен для
выделения соединений рения из разбавленных растворов путем добавления раство-
римого сульфида и взаимодействия соединений рения с основным металлом в при-
сутствии сульфида с образованием осадка, который легко отделяется от раствора.
Рений выделяют из осадка обычными методами. Схема этого процесса представлена
на рис. 132. - •
РОДИЙ ИЗ СТОЧНЫХ ВОД ПРОЦЕССА
ГАЛЬВАНОСТЕГИИ
См. «Золото из сточных вод процесса гальваностегии».
РОДИЙ ИЗ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ
См. также «Платина из отработанных катализаторов» и, в частности патент США
4 074865, в котором описывается выделение родия из отработанных катализаторов
для очистки выхлопных газов. йк
Значительные количества родия используются в катализаторах процессов
гидроформилирования (оксосинтеза). Этот процесс заключается во взаимодействии
олефинов с окисью углерода и водородом при повышенных температурах и давлениях
в присутствии некоторых карбонилов металлов; продуктом реакции являются аль-
дегиды:
R-CH-CH2 R-CH2-CH2-CHO+ r--ch-ch3
сно
н-альдегпд изо-альдегид
В этом уравнении R означает органический радикал.
297
Для проведения этой реакции часто используются кобальтсодержащие катали-
заторы; при этом процесс проводят при относительно высоких температурах, что
приводит к увеличению образования изо-альдегидов, как правило являющихся
нежелательными продуктами. Применение родийсодержащего катализатора позво-
ляет проводить процесс при значительно более мягких условиях с получением более
высоких выходов н-альдегидов. Однако в промышленности эти катализаторы нахо-
дят лишь ограниченное применение, поскольку извлечение и регенерация дорого-
стоящего металла связаны со значительными трудностями.
Как в периодическом, так и в непрерывном процессе более легко летучие ком-
поненты реакционной смеси, в том числе и продукты реакции, отделяют путем дистил-
ляции; при этом катализатор накапливается в высококипящем остатке от дистилля-
ции. Этот остаток в принципе может быть возвращен в процесс гидроформилирова-
ния. Однако не удается рециркулировать весь остаток, поскольку его количество
в ходе процесса постепенно возрастает, а активность катализатора постепенно сни-
жается. Таким образом извлечение и регенерация дорогостоящих родиевых катали-
заторов являются весьма важными для повышения экономичности процессов; однако
применявшиеся до настоящего времени методы извлечения не могут считаться удо-
влетворительными.
Усовершенствованный процесс разработан Р. Куммером, X. В. Шнайдером
и К. Швиртеном (патент США 4 113754, 12 сентября 1978 г.; фирма «Басф АГ»,
ФРГ). Он Предусматривает выделение и регенерацию катализаторов типа I
{ClRh(CO)(PR3)2] или типа II [HRh(CO)(PR3)3], где R означают одинаковые или
разные углеводородные радикалы.
Процесс включает обработку остатков дистилляции процесса гидроформилиро-
вания кислородсодержащими минеральными кислотами и перекисями, в результате
чего получается водный раствор родиевой соли. Этот водный раствор обрабатывают
катионитом, последний отделяют от раствора и абсорбированные ионы родия десор-
бируют соляной кислотой. Растворы гексахлорродината, содержащие соляную
кислоту, подвергают в присутствии водорастворимого органического растворителя
и третичного фосфина PR3 взаимодействию с оксидом углерода или с соединениями,
отщепляющими оксид углерода, при температурах 0—150 °C и давлениях 0,1—
0,5 МПа. В результате получают комплексы I или, если процесс проводят в условиях
гидрирования, комплексы II, которые выделяют из смеси.
Процесс, разработанный Н. фон Кутеповым, Ф. Дж. Мюллером и П. Ройтером
(патент США 4 131640, 26 декабря 1978 г.; фирма «.БАСФ АГ», ФРГ), предназначен
для выделения родия из раствора, содержащего карбонильный комплекс родия,
образующийся при карбонилировании спиртов, олефиновых или ацетиленовых соеди-
нений окисью углерода и водой. Процесс включает перевод выделенного родия в рас-
творимый карбонильный комплекс родия и обработку полученного раствора водоро-
дом в присутствии носителя при температуре 25—300 °C и давлении 0,1—70,0 МПа.
После удаления родия раствор отделяют, а родий, осажденный на носителе,
переводят в растворимый родиевый карбонильный комплекс действием оксида угле-
рода в присутствии растворителя и соединения, которое может заменять оксид угле-
рода в качестве лиганда; реакцию проводят при температуре 20—300 °C и давлении
0,1—70,0 МПа.
Процесс, разработанный Дж. Л. Бальматом (патент США 4 135911, 23 января
1979 г.; фирма «Е. И. Дюпон де Немурэнд Компани»), предназначен для выделения
родия, присутствующего в кубовых остатках процесса гидроформилирования нена-
сыщенных углеводородов, в котором используется родий и триарилфосфит в качестве
лиганда. Процесс выделения включает следующие стадии:
1. Предварительную обработку кубовых остатков совместно органическим рас-
творителем или смесью растворителей, водой в количестве не менее 5 мл 'на 100 г
кубового остатка, газообразным кислородом или соединением, выделяющим кисло-
род и основанием в количестве достаточном для получения величины pH реакционной
смеси после осаждения родия на стадиях 2—7. .
2. Нагревание до температуры 0—80 °C с целью окисления триарилфосфитного
лиганда в соответствующее фосфатное соединение.
3. Нагревание смеси, полученной на стадии 2, в течение 15—120 мин при 115—
175 °C для осаждения металлического родия; в случае необходимости очистка полу-
ченного осадка родия на следующих стадиях.
4. Отделение осадка родия.
298
Рис. 133. Лабораторный аппарат
для выделения родия из отра-
ботанного катализатора
5. Промывка осадка родия кислотным растворителем при pH = 3-1-4.
6. Обработка осадка родия щелочным раствором восстановителя для восста-
новления примесей трехвалентного родия в металл.
7. Обработка родия ледяной^уксусной кислотой. <
31 8. Отделение родия.
'9 . Промывка,родия_ кислым раствором при pH = З-т-4.
10. Сушка родия вйшертной атмосфере при 250—400°C.
11. Окисление родия при температуре 300—900 °C, в результате чего родий пре-
вращается в RhjOg.
Процесс, разработанный Б. Феллом и
В. Долькемейером (патент США 4188363,
12 февраля 1980 г.; фирма «Байер АГ», ФРГ),
предназначен для выделения родиевых катали-
заторов из высококипящих смолистых остат-
ков дистилляции, получаемых при переработке
реакционных смесей, образующихся при превра-
щении органических соединений в присутствии
гомогенных комплексных родиевых катализа-
торов. В качестве примера таких реакций могут
быть упомянуты ^гидроформилирование, гидро-
карбоксилирование, изомеризация, димеризация
или олигомеризация. Выделение катализатора
проводят путем пропускания тока не окисляю-
щего, предпочтительно восстанавливающего газа,
например водорода или J водородсодержащего
газа, через остатки от дистилляции при повы-
шенной температуре. В результате достигается
селективное удаление органических компонен-
тов и получается гетерогенный остаток, содер-
жащий родий. Этот остаток растворяют в неор-
ганической кислоте, получая водорастворимое
соединение родия, которое может быть исполь-
зовано для приготовления комплексного родие-
вого катализатора. Предпочтительно в качестве
неорганической кислоты применять олеум и по-
сле его смешивания с гетерогенным остатком
проводить частичное упаривание. На рис. 133
представлен лабораторный аппарат, который
может быть использован для проведения этого
процесса.
Гомогенный раствор, в состав которого
входит родиевый комплекс, и высококипящие
остатки от дистилляции, нагревают в реакторе,
через который непрерывно проходит поток
газа. На схеме применены следующие обозначения: 1 — верхняя часть стеклян-
ного реактора; 2 — нижняя часть стеклянного реактора; 3 — нагреватель; 4 —
термопара; 5а— металлический капилляр со стеклянной входной трубкой; 56 —
стеклянный капилляр; 6 — трубка для выхода продуктов. Все компоненты
кубового остатка и продукты, образующиеся в результате пиролиза; выно-
сятся из реактора током газа, а получающийся металл остается в реакционной
камере.
Ниже приводится конкретный пример осуществления данного процесса. Нагре-
вают 500 г н-валерь я нового альдегида при 300 °C в течение 72 ч в автоклаве с поршне-
вой мешалкой. Затем отгоняют низкокипящие продукты поликонденсации в вы-
соком вакууме. Растворяют 300 мг HRh(CO)(PRs)s и 1200 мг PPh3 в 15 мл остатка,
образовавшегося при дистилляции, при =±100 °C с пропусканием водорода. Водо-
род подают с постоянной скоростью 0,4 л/мин.
После выхода из реакционной камеры газовый поток пропускают через две
последовательно соединенные промывные склянки — с вышеупомянутыми продук-
тами поликонденсации и с толуолом. Реактор нагревают при температуре 300 °C
в течение 90 мин и затем охлаждают. В реакторе образуется 169 мг твердого остатка.
299
Ни в одной из промывных склянок родий не обнаруживается; таким образом
весь имеющийся родий входит в состав твердого остатка.
В реактор добавляют 15 г 10 %-ного олеума и 25 % этого количества выпари-
вают при =;300°С. Образующиеся пары отводят при небольшом вакууме, про-
пуская их через промывную склянку с водой. Промывная вода не содержит ро-
дия. Оставшуюся кислоту, содержащую металл, разбавляют 162 мл воды с полу-
чением 7 %-ной серной кислоты. Полученный раствор имеет темно-коричневую
окраску. Здесь родий, введенный в систему, находится в растворе.
РУТЕНИЙ ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ И (ИЛИ) ЭЛЕКТРОДНОГО
ЛОМА
Известно, что различные соли рутения находят широкое применение в каче-
стве катализаторов. Обычно соль рутения или ее смесь с одной или несколькими
солями других металлов наносят на носитель, например оксид алюминия, оксид
титана, оксид циркония или диоксид кремния.
В последнее время рутений находит значительное применение в качестве покры-
тия электродов, в особенности так называемых пространственно стабильных анодов.
В этом случае рутений наносят путем гальваностегии или другими способами
в виде металла или подходящей соли на материал электрода, такой например как
титан, тантал и т. п.
Такие электроды имеют значительные преимущества перед обычными электро-
дами и их производство организовано в промышленном масштабе. С момента их
появления эти электроды нашли почти универсальное применение в тех областях,
для которых они были разработаны. Более того, в результате некоторых моди-
фикаций стало возможным их использование и в целом ряде других областей. Такое
широкое использование электродов с рутениевым покрытием приводит к необхо-
димости выделения Ru из дефектных и отслуживших положенный срок анодов.
Способ выделения разработан Р. С. Де Пабло, Д. Е. Харрингтоном и В. Р. Брем-
стедтом (патент США 4 132569, 2 января 1979 г.; фирма «Даймонд Шемрок Кор-
порейшн»). По этому способу рутений отделяют от катализатора или от материала
электрода путем погружения в раствор фторборной кислоты. При этом происходит
образование окиси рутения, которую затем превращают в а-треххлористый рутений,
который используют для приготовления свежего катализатора и (или) покрытия
электродов.
СОЛИ ИЗ ОСТАТКА, ОБРАЗУЮЩЕГОСЯ
В ПРОЦЕССЕ РАФИНИРОВАНИЯ АЛЮМИНИЯ
См. «Алюминий из печной окалнны или дросса», в частности, патент США 4 073644.
В известных до настоящего времени процессах выделения соединений алюминия
из алюминиевого дросса, дросс нагревают вместе с флюсом, состоящим из различных
солей, обычно хлоридов щелочных и щелочноземельных металлов или их смесей.
Металлический алюминий, защищенный флюсом, удаляют из дросса путем сливания,
либо методами гравитационной или механической сепарации. В результате остается
продукт, называемый солевым остатком, в состав которого входит смесь солей,
используемых в качестве флюса, алюминиевый дросс (главным образом оксида алю-
миния с унесенными частицами и кусочками металлического алюминия) и другие
примеси, имеющие меньшую плотность, чем алюминий, или обладающие пористой
структурой. г 4
Обычно солевой остаток подвергают охлаждению, в результате чего образуются
куски больших размеров. Эти куски соли обладают очень высокой твердостью и
чрезвычайно трудно поддаются обработке. Обычно их измельчают с помощью спе-
циальных массивных механизмов или вручную, что требует больших трудовых за-
300
трат. В результате измельчения выделяют металлический алюминий с различными
размерами частиц — от очень мелких до кусков толщиной ~10 см. После выделения
металлического алюминия солевой остаток обычно сбрасывали в отвалы, поскольку
выделение из него индивидуальных солевых компонентов рассматривалось как
слишком дорогостоящее и трудоемкое.
Удаление солевого остатка связано со значительными трудностями и зачастую
приводит к возникновению серьезных экологических проблем. При достаточно дли-
тельном контакте солевого остатка с влагой происходит выщелачивание солей, кото-
рые попадают в водоемы. Раньше солевой остаток обычно просто сбрасывали
в карьеры или подобные места, находящиеся в отдалении от населенных пунктов.
Вследствие упомянутых выше причин такой метод удаления солевого остатка не
может считаться приемлемым.
Процесс, разработанный П. Н. Папафингосом и Р. Т. Лэнсом (патент США
4 060118, 29 ноября 1977 г.; фирма «Алюмакс Милл Продакте, Инк:»), предназначен
для выделения солевого флюса и его повторного использования в процессе рафина-
ции алюминия. Данный метод предусматривает введение раствора соли вместе с горя-
чим газом в цилиндрический испаритель, контактирование раствора с газом при вра-
щении испарителя и удаление образующейся суспензии из испарителя.
Аппарат для осуществления этого процесса показан па рис. 134. Испаритель 1
состоит из цилиндрического барабана 3, вращающегося с помощью пары колес 23
и 4. Колесо 23 движется на паре цапф 26 и 18, закрепленных на осях 25 и 17 крон-
штейнами, расположенными на вертикальном стояке 24\ способ крепления является
обычным для вращающихся барабанных агрегатов. Колесо 4 аналогичным образом
помещено на паре цапф, одна из которых обозначена цифрой 11. Как видно из
рис. 134, барабан имеет некоторый наклон относительно горизонтальной оси.
Барабан имеет зубчатую шестерню 2, которая приводится в движение цепью 15
и зубчатой шестерней меньших размеров 14, в свою очередь приводящейся в действие
через зубчатую передачу 12 и пару шкивов и ремней, обозначенных как 13. Мотор 12
реверсивный с переменной скоростью и обратным ходом. Может быть также исполь-
зован мотор с постоянной скоростью вращения, оборудованный приводом с перемен-
ной скоростью и шестернями обратного хода.
В левой части барабана имеется входное отверстие 19 для подачи нагретого газа.
Противоположный конец барабана соединен с цилиндрической скважиной большого
диаметра, через которую подается концентрированный раствор соли с суспенди-
рованными в нем кристаллами. В центре скважины 5 расположено отверстие 8,
окруженное обтекателем 7, который в свою очередь соединен с вытяжной трубой 6,
через которую выводятся газообразные продукты испарения (в основном водяной
пар). Отходящие газы выбрасываются в атмосферу, либо подаются, в случае необ-
ходимости, в системы для очистки и улавливания газов.
Водно-солевая суспензия может быть выведена из системы через отверстие 8
по линии 9. Труба 9 имеет L-образную форму, причем часть, находящаяся в сква-
жине, несколько отклонена от вертикального положения, чтобы компенсировать
смещение солевой суспензии в скважине, происходящее в результате вращения бара-
бана. Величина отклонения может изменяться с тем, чтобы достичь максимального
погружения трубы в жидкость, находящуюся в скважине.
В обогреваемой газом печи 21 имеется жиклер 22, проходящий через входное
отверстие 19, через который по трубопроводу 20 подается горячий воздух, обеспе-
чивающий испарение и удаление образовавшегося водяного пара. В предпочтитель-
ном варианте процесса трубопровод 20 соединен с выводной трубой одной или не-
скольких печей для плавления или выделения алюминия.
Специально разработанное внутреннее устройство испарителя позволяет достичь
полного испарения за счет подачи в испаритель горячего газа. По всей внутренней
поверхности стенки барабана приварены или другим образом прикреплены ребра,
одно из которых показано на схеме и обозначено как 27. Однако эти ребра не при-
крепляются непосредственно к стенке, а крепятся к двум или более лапкам, кото-
рые своим другим концом крепятся к стенке. Таким образом, между стенкой и краем
ребра остается небольшой зазор.
Ребра расположены группами по внутренней окружности и по всей длине ба-
рабана, причем у выходного конца барабана расположены более широкие ребра 10,
ребра средней ширины находятся в центральной части барабана, а наиболее узкие
ребра 16 — у входного конца барабана.
301
Ни в одной из промывных склянок родий не обнаруживается; таким образом
весь имеющийся родий входит в состав твердого остатка.
В реактор добавляют 15 г 10 %-ного олеума и 25 % этого количества выпари-
вают при ~300 °C. Образующиеся пары отводят прн небольшом вакууме, про-
пуская их через промывную склянку с водой. Промывная вода не содержит ро-
дия. Оставшуюся кислоту, содержащую металл, разбавляют 162 мл воды с полу-
чением 7 %-ной серной кислоты. Полученный раствор имеет темно-коричневую
окраску. Здесь родий, введенный в систему, находится в растворе.
РУТЕНИЙ ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ И (ИЛИ) ЭЛЕКТРОДНОГО
ЛОМА
Известно, что различные соли рутения находят широкое применение в каче-
стве катализаторов. Обычно соль рутения или ее смесь с одной или несколькими
солями других металлов наносят на носитель, например оксид алюминия, оксид
титана, оксид циркония или диоксид кремния.
В последнее время рутений находит значительное применение в качестве покры-
тия электродов, в особенности так называемых пространственно стабильных анодов.
В этом случае рутений наносят путем гальваностегии или другими способами
в виде металла илн подходящей соли на материал электрода, такой например как
титан, тантал и т. п.
Такие электроды имеют значительные преимущества перед обычными электро-
дами и их производство организовано в промышленном масштабе. С момента их
появления эти электроды нашли почти универсальное применение в тех областях,
для которых они были разработаны. Более того, в результате некоторых моди-
фикаций стало возможным их использование и в целом ряде других областей. Такое
широкое использование электродов с рутениевым покрытием приводит к необхо-
димости выделения Ru нз дефектных и отслуживших положенный срок анодов.
Способ выделения разработан Р. С. Де Пабло, Д. Е. Харрингтоном и В. Р. Брем-
стедтом (патент США 4 132569, 2 января 1979 г.; фирма «.Даймонд Шемрок Кор-
порейшн»). По этому способу рутений отделяют от катализатора или от материала
электрода путем погружения в раствор фторборной кислоты. При этом происходит
образование окиси рутения, которую затем превращают в а-треххлорнстый рутений,
который используют для приготовления свежего катализатора и (или) покрытия
электродов.
СОЛИ ИЗ ОСТАТКА, ОБРАЗУЮЩЕГОСЯ
В ПРОЦЕССЕ РАФИНИРОВАНИЯ АЛЮМИНИЯ
См. «Алюминий из печной окалины или дросса», в частности, патент США 4 073644.
В известных до настоящего времени процессах выделения соединений алюминия
из алюминиевого дросса, дросс нагревают вместе с флюсом, состоящим из различных
солей, обычно хлоридов щелочных и щелочноземельных металлов или их смесей.
Металлический алюминий, защищенный флюсом, удаляют из дросса путем сливания,
либо методами гравитационной или механической сепарации. В результате остается
продукт, называемый солевым остатком, в состав которого входит смесь солей,
используемых в качестве флюса, алюминиевый дросс (главным образом оксида алю-
миния с унесенными частицами и кусочками металлического алюминия) и другие
примеси, имеющие меньшую плотность, чем алюминий, или обладающие пористой
структурой. 4
Обычно солевой остаток подвергают охлаждению, в результате чего образуются
куски больших размеров. Эти куски соли обладают очень высокой твердостью и
чрезвычайно трудно поддаются обработке. Обычно их измельчают с помощью спе-
циальных массивных механизмов или вручную, что требует больших трудовых за-
300
трат. В результате измельчения выделяют металлический алюминий с различными
размерами частиц — от очень мелких до кусков толщиной ~10 см. После выделения
металлического алюминия солевой остаток обычно сбрасывали в отвалы, поскольку
выделение из него индивидуальных солевых компонентов рассматривалось как
слишком дорогостоящее и трудоемкое.
Удаление солевого остатка связано со значительными трудностями и зачастую
приводит к возникновению серьезных экологических проблем. При достаточно дли-
тельном контакте солевого остатка с влагой происходит выщелачивание солей, кото-
рые попадают в водоемы. Раньше солевой остаток обычно просто сбрасывали
в карьеры или подобные места, находящиеся в отдалении от населенных пунктов.
Вследствие упомянутых выше причин такой метод удаления солевого остатка не
может считаться приемлемым.
Процесс, разработанный П. Н. Папафингосом и Р. Т. Лэнсом (патент США
4 060118, 29 ноября 1977 г.; фирма «Алюмакс Милл Продакте, Инк.ъ), предназначен
для выделения солевого флюса н его повторного использования в процессе рафина-
ции алюминия. Данный метод предусматривает введение раствора соли вместе с горя-
чим газом в цилиндрический испаритель, контактирование раствора с газом при вра-
щении испарителя и удаление образующейся суспензии из испарителя.
Аппарат для осуществления этого процесса показан на рис. 134. Испаритель 1
состоит из цилиндрического барабана 3, вращающегося с помощью пары колес 23
и 4. Колесо 23 движется на паре цапф 26 и 18, закрепленных на осях 25 и 17 крон-
штейнами, расположенными на вертикальном стояке 24-, способ крепления является
обычным для вращающихся барабанных агрегатов. Колесо 4 аналогичным образом
помещено на паре цапф, одна из которых обозначена цифрой 11. Как видно из
рис. 134, барабан имеет некоторый наклон относительно горизонтальной оси.
Барабан имеет зубчатую шестерню 2, которая приводится в движение цепью 15
и зубчатой шестерней меньших размеров 14, в свою очередь приводящейся в действие
через зубчатую передачу 12 и пару шкивов и ремней, обозначенных как 13. Мотор 12
реверсивный с переменной скоростью и обратным ходом. Может быть также исполь-
зован мотор с постоянной скоростью вращения, оборудованный приводом с перемен-
ной скоростью и шестернями обратного хода.
В левой части барабана имеется входное отверстие 19 для подачи нагретого газа.
Противоположный конец барабана соединен с цилиндрической скважиной большого
диаметра, через которую подается концентрированный раствор соли с суспенди-
рованными в нем кристаллами. В центре скважины 5 расположено отверстие 8,
окруженное обтекателем 7, который в свою очередь соединен с вытяжной трубой 6,
через которую выводятся газообразные продукты испарения (в основном водяной
пар). Отходящие газы выбрасываются в атмосферу, либо подаются, в случае необ-
ходимости, в системы для очистки и улавливания газов.
Водно-солевая суспензия может быть выведена из системы через отверстие 8
по линии 9. Труба 9 имеет L-образную форму, причем часть, находящаяся в сква-
жине, несколько отклонена от вертикального положения, чтобы компенсировать
смещение солевой суспензии в скважине, происходящее в результате вращения бара-
бана. Величина отклонения может изменяться с тем, чтобы достичь максимального
погружения трубы в жидкость, находящуюся в скважине.
В обогреваемой газом печи 21 имеется жиклер 22, проходящий через входное
отверстие 19, через который по трубопроводу 20 подается горячий воздух, обеспе-
чивающий испарение и удаление образовавшегося водяного пара. В предпочтитель-
ном варианте процесса трубопровод 20 соединен с выводной трубой одной или не-
скольких печей для плавления или выделения алюминия.
Специально разработанное внутреннее устройство испарителя позволяет достичь
полного испарения за счет подачи в испаритель горячего газа. По всей внутренней
поверхности стенки барабана приварены или другим образом прикреплены ребра,
одно из которых показано на схеме и обозначено как 27. Однако эти ребра не при-
крепляются непосредственно к стенке, а крепятся к двум или более лапкам, кото-
рые своим другим концом крепятся к стенке. Таким образом, между стенкой н краем
ребра остается небольшой зазор.
Ребра расположены группами по внутренней окружности и по всей длине ба-
рабана, причем у выходного конца барабана расположены более широкие ребра 10,
ребра средней ширины находятся в центральной части барабана, а наиболее узкие
ребра 16 — у входного конца барабана.
301
302
В одном из вариантов исполнения барабан имеет длину 11—12 и диаметр ~2 м.
Толщина стенки барабана составляет 9 мм. Однако, барабан может иметь любые
размеры, делающие его удобным в работе. Барабан укреплен с наклоном 1—10°,
предпочтительно 2—5° относительно горизонтальной оси. Величина наклона выби-
рается в зависимости от типа используемой соли и желаемой скорости прохождения
солевой суспензии через испаритель. Было установлено, что угол наклона 2—5°
позволяет обеспечить достаточно высокую скорость процесса при достижении опти-
мального испарения.
Водно-солевая суспензия, образующаяся при частичном упаривании рассола,
располагается по барабану на различной глубине, причем глубина залегания на
выходе больше, чем у входной части. Ширина ребер выбирается таким образом, чтобы
в тот момент, когда при вращении барабана ребра оказываются в нижней части, оии
были полностью погружены в рассол.
Прохождение ребер через жидкость обеспечивает постоянное перемешивание
и увеличивает тем самым скорость испарения за счет уменьшения поверхностного
натяжения и предотвращения образования солевой пленки на поверхности жидкости.
Таким образом, соль и рассол подаются во входную часть испарителя по трубо-
проводу или каким-либо другим образом, перемещаются по испарителю к выходу,
где оставшаяся жидкость и кристаллы соли удаляются через скважину, а пар вы-
ходит через отверстие в центре барабана и выбрасывается в атмосферу либо, в случае
необходимости, направляется на очистку.
СКАНДИЙ ИЗ ШЛАМОВ, ОБРАЗУЮЩИХСЯ
В ПРОЦЕССЕ ПРОИЗВОДСТВА УРАНА
Согласно данным А. Петрик мл., X. Дж. Беннетта, К. Е. Старча и Р. %. Вайс-
нера [17], скандий может быть извлечен из шламов, образующихся при производстве
урана. Схема выделения скандия в качестве побочного продукта производства урана,
основанная на процессе фирмы «Витро Кемикал Ко», представлена на рис. 135.
Рис. 135. Подсистема выделения скандия
в качестве побочного продукта:
1 — подготовка урановой руды (измель-
чение); 2 — разбавленная серная кис-
лота; 3 — хлорат натрия; 4 — кислотное
выщелачивание урановой руды; 5 —
концентрирование; 6 — концентрирован-
ный раствор; 7 — керосин, растворитель
на основе додецилфосфорной кислоты;
8 — экстракция; 9 — органический рас-
творитель с экстрагированным веще-
ством; 10 — соляная кислота; 11 — от-
деление U3O8 от растворителя; 12 — рас-
твор после отделения; 13 — фильтрация;
14 — точки отделения побочных продук-
тов; 15 — осаждение аммиаком и филь-
трация; 16 — твердый U3O8; 17 — Ую об-
щего количества органических жидко-
стей на стадию обработки плавиковой
кислотой; 18 — вываривание в плавико-
вой кислоте (удаление тория, титана и
скандия); 19 — осадок тория и скандия
(10 % Sc2O3), при очистке которого по-
лучают оксид скандия высокой чистоты;
20 — рецикл органического растворителя;
21 — шлам, содержащий скандий, титаи,
торий, уран и железо (0,14 % Sc, 0,14 %
Th, 24,0 % U3O8, 38,2 % Fe, 0,33 % Ti);
22 — кальцинирование; 23 — серная
кислота; 24 — выщелачивание; 25 —
вода; 26 — фильтрация н промывка; 27 —
Диоксид серы, углерод; 28 — восстановле-
ние железа; 29 — отделение; 30 — отде-
ленные органические соединения; 31 — соляная кислота, содержащая 3,0 % Sc; 32 —
очистка скандия путем селективного осаждения и растворения, ионного обмена н экстрак-
ции; 33 — оксид скандия (99,6 % Sc2O3) как товарный продукт или сырье для дальнейшей
переработки
303
На ней имеются две точки отделения побочного продукта — скандия. Согласно
этому процессу торнй, титан н скандий, накапливающиеся в органической фазе на
стадии экстракции урана, селективно отделяют с использованием плавиковой
кислоты.
Получаемый белый осадок содержит 10 % оксида скандия и подвергается даль-
нейшей очистке для получения высокочистого оксида скандия. Система также вклю-
чает переработку железистого шлама, содержащего скандий, титан, торий, уран и
железо. Этот шлам отфильтровывают от раствора, получающегося на стадии отделе-
ния урана, и либо рециркулируют для извлечения урана, либо, как показано на
схеме, используют в качестве сырья для выделения скандия.
СЕЛЕН ИЗ АНОДНОГО ШЛАМА ПРОЦЕССА
РАФИНИРОВАНИЯ МЕДИ
См. также «Медь из анодного шлама процесса рафинирования меди». Как описано
А. Петрик мл., X. Дж. Беннетом, К. Е. Старчем и Р. К. Вайснером [17], имеются
три основных метода выделения селена нз медьсодержащих шламов: обжиг с содой,
обжнг с кислотой, и сплавление с содой и селитрой; схема последнего метода пред-
ставлена на рнс. 136. Металлургические и экономические вопросы производства
селена и теллура тесно связаны между собой.
При рафинировании благородных металлов газы, отходящие из тигельной печи,
в которых содержатся летучие соединения селена, собирают в воду, в результате
чего образуется кислый раствор. Прн добавлении в печь щелочных флюсов образуется
содовый шлак, в котором содержатся как селен, так и теллур. При взаимодействии
селенсодержащего раствора с высокой концентрацией кислоты и содового шлака
и резервуаре для нейтрализации происходит осаждение ТеО2, а нейтрализованный
раствор подвергают дальнейшей обработке для выделения селена. Металлургические
и экономические аспекты производства индивидуально селена будут рассмотрены
при описании процессов переработки отходящих газов и содового шлака, образу-
ющихся в тигельных печах.
Схема на рнс. 136 описывает производство 870 кг селена из сырья, в котором
содержится 910 кг селена, что соответствует степени выделения селена 95 %. Схема
включает частичную рециркуляцию селена, при которой осажденный продукт с низ-
ким содержанием селена возвращается в тигельную печь. В результате этого может
быть достигнута степень выделения более 95 %.
Процесс, разработанный К. Н. Субраманяном, А. Иллисом и Н. К. Ниссеном
(патент США 4 163046, 31 июля 1979 г.; фирма «Зе Интернейшнел Никель Компани,
Инкл>), предназначен для гидрометаллургической переработки анодных шламов
процесса рафинирования меди, содержащих селен, свинец и благородные металлы.
Способ позволяет получать селен с чистотой >99,7%, а образующийся остаток
может быть использован для переплавки и производства анодов для процесса рафи-
нирования серебра. Схема этого процесса представлена на рнс. 137.
После удаления теллура и медн шламы имеют следующий примерный состав, %:
Se 35, Те 1, Си 3, Ni 2, Ag 30, Au 0,5, Pt 0,5, Pd 1,0 и рудной породы, содержащей
SiO2 30. Шлам смешивают с 1 кг каустической соды на 1 кг шлама с получением
массы, содержащей 15 % твердого вещества, а затем с известью в количестве 5 %
от массы шлама.
Шламы подвергают выщелачиванию при температуре 180—220 °C, например
при 200 °C, в течение 3—7 ч, например 5 ч при парциальном давлении кислорода
0,03—0,10 МПа, например 0,07 МПа. Для полного окисления требуется температура
не менее 180 °C. Предпочтительно использовать каустическую соду, поскольку она
дешевле, чем другие гидроксиды щелочных металлов, например гидроксида калия
или лития.
Необходимое количество гидроксида щелочного металла может изменяться
в зависимости от состава обрабатываемого шлама. Как правило, применяют избыток
30—100 % от стехнометрнческого количества. В процессе может использоваться
кислород обычного качества пли воздух, находящийся под давлением, например
0,22 МПа.
304
Окисление селена до шестивалентного состояния имеет то преимущество, что
может быть получен щелочным раствор, практически не содержащий теллура, и не
происходит существенных потерь селена при осаждении свинца, которые имеют
место в том случае, когда свинец удаляют из раствора, содержащего селениты.
Добавки извести на стадии выщелачивания облегчают последующее фильтрование
Рис. 136. Подсистема выделения селена в качестве побочного продукта
1 — тигельная печь, перерабатывающая 10 т в неделю шлама, обра-
зующегося прн электролитической рафинации меди, содержащего 2,1 т
Ag, 42 кг Au, 900 кг Se и 180 кг Те; 2 — металл Доре; 3 — газы и
пыль; 4 — содово-нитратный шлак; 5 — точки отделения побочных про-
дуктов; 6 — вентилятор; 7 — бункер для пыли; 8 — газы; 9 — пыль;
10 — башенные скрубберы; 11 — выщелачивание водой; 12 — цир-
куляция кислого раствора селена; 13 — шлам иа фильтрование; 14 —
раствор; 15 — азотная кислота; 16 — аппарат для осаждения по Котт-
релю; 17 — выброс в атмосферу; 18 — шлам; 19 — отстойник; 20 —
фильтр; 21 — возврат шлама в тигельную печь; 22 — концентриро-
ванная кислота; 23 — растворенные соединения селена; 24 — испа-
ритель; 25 — мокрый помол; 26 — горячая вода; 27 — резервуары
для выщелачивания; 28 — резервуар для нейтрализации; 29 — вывод
теллура; 30 — нейтральный раствор, содержащий селен; 31 — соля-
ная кислота, серная кислота, водяной пар, диоксид серы; 32 — резер-
вуар для осаждения селена; 33 — отработанный раствор; 34 — элемен-
тарный селен; 35 — возврат низкопроцентного селена в тигельную
печь; 36 — осаждение низкопроцентного селена; 37 — загрязненный
раствор; 38 — фильтрация, центрифугирование, сушка, упаковка,
отбор проб, взвешивание; 39 — 860 кг селена (99,5 %) в внДе товар-
ного продукта или сырья для дальнейшей очистки
получаемой суспензии. В результате окислительного щелочного выщелачивания
извлекается >98 % Se, а получаемый раствор содержит =^5 мг/л теллура. В том
случае, если выщелачивание проводится прн температуре ~200 °C, парциальном
давлении О2 0,07 МПа и содержании твердого вещества в сырье ~15 %, около
50 % свинца, 60 % диоксида кремния, 2—10 % платины и 1—3 % палладия экстра-
гируются вместе с селеном за время реакции ~4 ч.
На разных стадиях описываемого процесса протекает большое коли-
чество сложных химических реакций. Можно полагать, что основные типы про-
305
текающих химических процессов могут быть описаны следующими уравнениями:
2Se + 4NaOH + ЗО2-> 2Na2SeO4 + 2Н2О, (1)
2Ag2Se + 4NaOH + ЗО2-> 4Ag + 2Na2SeO4 + 2H2O, (2)
2Te 4- 4NaOH + ЗО2-> 2Na2TeO4 + 2Н2О, (3)
2Cu + NaOH + O2 + 2H2O-> 2Cu(OH)2 + NaOH, (4)
2Cu + NaOH + O2-> 2CuO + NaOH, (5)
PbSO4 + 4NaOH^» Na^bO-j + Na2SO4 + 2H2O, (6)
SiO2 + 2NaOH—> Na2O- SiO2 + H2O, (7)
C + 2NaOH + O2-> Na2CO3 + H2O. (8)
В реакции (8) С обозначает органические соединения. Осаждение Na2TeO4 (реак-
ция 3) происходит практически количественно.
Раствор, полученный в результате ^щелочной обработки, нейтрализуют при тем-
пературе 30—70 °C, например при 50 °C, добавляя серную кислоту до получения
величины pH раствора 7—9, например 7,5, а затем добавляют гидросульфид натрия
NaSH в количестве 1—7 % от массы шлама. При pH = 7+ 9 происходит осаждение
соединений свинца и диоксида кремния. В различной степени происходит также
Рис. 137. Схема процесса извлечения селена
из анодных шламов, образующихся при ра-
финации меди:
1 — суспензия исходного шлама; 2 — экс-
тракция селена путем окислительного вы-
щелачивания под Давлением; 3 — нейтра-
лизация до pH = 74-9, осаждение SiOa и
PbSO4; 4 — разделение твердой и жидкой
фазы; 5 — жидкость; 6 — твердые вещества;
7 — подкисление; 3 — осветление (удаление
PbSO4); 9 — осаждение селена; 10 — селен
(продукт); 11 — сточные воды иа обработку;
12 — выщелачивание разбавленной кислотой;
13 — твердые вещества в печь Доре; 14 —
раствор иа дальнейшую обработку
осаждение платины и палладия; в любом случае при добавлении NaSH содержание
платины и палладия в очищенном растворе снижается до <5 мг/л.
Вместо NaSH могут быть использованы другие сульфиды щелочных и щелочно-
земельных металлов, сульфид аммония, а также полисульфиды. Применение суль-
фидов позволяет улучшить очистку селена, а также облегчает отделение и увеличивает
степень извлечения драгоценных металлов, в том числе серебра. В результате этого
удается исключить некоторые другие стадии обработки, например дорогостоящее
извлечение благородных металлов путем ионного обмена для снижения содержания
благородных металлов в селене. Например, без добавления NaSH получаемый
селен содержит до 500 ррш платины и палладия, а при добавлении соответствующих
количеств NaSH содержание платины и палладия может быть уменьшено до 5 ррш.
Продукт, получающийся при нейтрализации щелочного раствора, имеет очень
сложный состав.
306
Для удобства количества добавляемого сульфида выражают в процентах от
массы шлама. Сульфид необходимо добавлять в таких количествах, чтобы обеспе-
чить максимальное осаждение благородных металлов из нейтрализованного щелоч-
ного раствора, одновременно не приводя к снижению чистоты селена и ухудшению
экстракции теллура на последующей стадии кислотного выщелачивания.
Основные реакции, протекающие на стадии нейтрализации, могут быть описаны
следующими уравнениями:
2NaOH + H2SO4-> Na2SO4 + 2Н2О, (9j
Na2PbO2 + 2H2SO4—> PbSO4 + Na2SO4 + 2H2O, (10)
Na2O-SiO2 4~ H2SO4—> SiO2 Na2SO4 -f- H2O. (11)
После нейтрализации серной кислотой раствор отделяют от остатка, например
путем фильтрования. Как было указано, для облегчения фильтрования к раствору
добавляют известь. При вакуумном фильтровании при температуре 75 °C достигается
скорость фильтрования 300—600 л/(м2-ч), например 400 л/(м2-ч). Остаток от выще-
лачивания тщательно промывают, чтобы удалить растворимые соединения селена,
загрязняющие теллур, благородные металлы или другие компоненты, содержащиеся
в остатке.
Отделенный и нейтрализованный раствор, полученный при выщелачивании,
содержит ~2 % свинца, <5 мг/л теллура и <70 мг/л меди. Его подкисляют серной
кислотой до получения кислотности ~ 100 г/л при температуре 50—60 °C. При этом
дополнительно осаждается сульфат свинца, который отделяют от раствора. Уста-
новлено, что для получения удовлетворительных скоростей и степени превращения
селената в элементарный селен содержание серной кислоты в растворе должно быть
не менее 100 г/л.
Подкисленный раствор содержит селен главным образом в виде селената натрия
(Se6+), а также небольшие количества селенита натрия (Se4+). Восстановление до
элементарного селена проводят, действуя SO2 в присутствии галогенида и ионов
двухвалентного железа. Обычно галогенид, например хлорид, добавляют в коли-
чествах эквивалентных 30—70 г/л хлорида натрия, например 50 г/л NaCl, а ионы
двухвалентного железа (в виде сульфата) — в количестве 5—20 г/л,например 10 г/л.
Смесь нагревают до 90—100 °C, например до 95 °C, и подают SO2 со скоростью 0,1—
0,3 л/мин на литр раствора для осаждения элементарного селена.
За 4 ч достигается практически полное осаждение селена, содержащегося в рас-
творе. Протекающие при этом реакции могут быть представлены следующими урав-
нениями:
Na2SeO4 + 2НС1-> Na2SeO3 + Н2О + С12, (12)
H2SeO3 + 2SO2 + Н2О-> Se + 2H2SO4, (13)
3H2SeO4 + 6HC1 + 6FeSO4—> 3H2SeO3 + 2FeCl3 + 2Fe2(SO4)3 + 3H2O, (14)
H2SeO4 + 2HC1—>• H2SeO3 + Cl2 + H2O, (15
6FeSO4 + 3Cl2-> 2FeCl3 + 2Fe2(SO4)3, ’ (16
Fe2(SO4)3 + SO2 + 2H2O—> 2FeSO4 + 2H2SO4, (17)
2FeCl3 + SO2 + H2SO4 + 2H2O-> 2FeSO4 + 6HC1. (18)
В этих реакциях железо попеременно переходит из двухвалентного в трех-
валентное состояние и наоборот. Элементарный селен отделяют, например путем
фильтрации, а оставшийся раствор нейтрализуют известью до получения величины
pH = 8-Т-9. Чистота получаемого селена составляет >99,7 %.
Нейтрализованный и обработанный сульфидом остаток от выщелачивания
содержит практически все количество меди и теллура, содержавшееся в исходном
сырье. Значительную часть этих элементов экстрагируют, обрабатывая остаток
серной кислотой при 40—70 °C, например при 50 °C, и при pH = 1,5н-3,0, например
при pH = 2,0. При этом экстрагируется ~50—80 % теллура и меди. Получаемый
раствор отделяют от остатка, содержащего благородные металлы, и направляют на
установку для извлечения теллура.
307
Как видно из рис. 137, остаток после обработки серной кислотой и отделения
раствора, содержащего теллур, направляют в печь Доре для выделения благородных
металлов. В состав этого остатка обычно входит 30—45 % Ag, 1—2 % Си, ~1 % Те,
например 0,5—0,6 % Те, до ~4 % Se, например 1 % Se и ~5 % Ni.
СЕЛЕН ИЗ РЕАКЦИОННОЙ СМЕСИ
ПРОЦЕССА ПОЛУЧЕНИЯ УРЕТАНОВ
Уретановые соединения могут быть получены путем взаимодействия органиче-
ского соединения, содержащего как минимум одну гидроксильную группу, например
этилового спирта, с оксидом углерода и азотсодержащим органическим соединением
при повышенных температурах и давлениях в присутствии селенового катализатора
и основания и (или) воды.
Вследствие высокой реакционной способности селена, используемого в качестве
катализатора указанного процесса, при его контактировании с органическими соеди-
нениями часто происходит образование селенорганических соединений, таких как
бензоселеназол и диэтил диселенид, которые остаются в растворе вместе с получаемым
уретановым продуктом. Кроме того, в растворе могут также содержаться неоргани-
ческие соединения селена, используемые в качестве катализатора или образующиеся
в ходе реакции.
Вследствие высокой стоимости и токсичности селена необходимо обеспечить
возможно более полное выделение селена из реакционной смеси производства урета-
нов и его получение в виде, пригодном для использования в качестве катализатора.
Известен ряд процессов, предназначенных для извлечения селена из некоторых
смесей органических продуктов, а также из водных или кислых растворов. Однако
эти процессы находят весьма узкое применение и мало применимы для извлечения
селена из реакционных смесей процесса производства уретанов.
Процесс, разработанный Дж. X. Ворачеком и Т. А. Вошаллом (патент США
4 038375, 26 июля 1977 г.; фирма «Атлантик Ричфилд Компани»), предназначен для
извлечения селена из уретановых растворов, содержащих соединения селена, путем
контактирования указанных растворов при подходящих температурах с водным
раствором солей двухвалентной ртути; в результате происходит образование не-
растворимого осадка ртутно-селеновых соединений или комплексов. Селен и ртуть
могут быть выделены из полученного осадка в виде, пригодном для повторного
использования — соответственно в производстве уретанов и для удаления селена.
Процесс, разработанный Дж. Дж. Мак Доем и Дж. Г. Заячеком (патент США
4 038376, 26 июля 1977 г.; фирма «Атлантик Ричфилд Компани»), предусматривает
контактирование уретанового раствора, содержащего селен, с металлом или смесью
металлов и (или) их оксидов, нанесенных на носитель. Металлы выбираются из
побочных подгрупп периодической системы элементов, в частности для этой цели
используется медь и смеси меди с другими металлами и окислами.
Селен, захваченный металлами и (илн) оксидами металлов, нанесенными на
носитель, затем выделяют в виде, пригодном для повторного использования в ка-
честве катализатора. Для этой цели используют, например реакцию с окислителем,
таким как воздух, при повышенной температуре. Металлы и (или) их оксиды на но-
сителе регенерируют в восстановительной атмосфере, после чего они снова могут
быть использованы для удаления селена.
Аналогичный процесс описан Дж. Дж. Мак Коем и Дж. Г. Заячеком в патенте
США 4 055630, 25 октября 1977 г.; фирма «Атлантик Ричфилд Компани».
Процесс, разработанный Т. А. Вошаллом и X. Морганом (патент США 4 038377,
26 июля 1977 г.; фирма «Атлантик Ричфилд Компани»), предусматривает взаимо-
действие углеводородного раствора уретана, содержащего селен, с водным раствором
аммиака или гидроксида щелочного металла с последующим извлечением селена
из получаемого водного щелочного раствора с повышенной концентрацией селена.
Уретан, освобожденный от примесей селена, остается в углеводородной фазе.
Процесс, разработанный Т. А. Вошаллом (патент США 4 041139, 9 августа
1977 г.; фирма «Атлантик Ричфилд Компани»), включает контактирование раствора
уретана, содержащего селен, с водой и с насыщенным алифатическим или алицикли-
308
ческим углеводородом или их смесью. Селен может быть выделен из получаемой
углеводородной фазы в виде элементарного селена или диоксида селена и снова
использован в процессе производства уретанов.
Процесс, разработанный Р. Розенталем и Е. Т. Шоулом (патент США 4 055629,
25 октября 1977 г.; фирма «Атлантик Ричфилд Компани»), включает взаимодей-
ствие селенсодержащего уретанового раствора при соответствующих температурах
с хлоридом одновалентной меди, кислородом или кислородсодержащим газом, на-
пример воздухом и с комплексующим растворителем, таким как амины или нитрилы,
в результате чего образуется нерастворимый осадок медноселеновых соединений или
комплексов. Селен и медь могут быть выделены из этого комплекса в виде, пригодном
для повторного использования — соответственно в производстве уретанов и для
удаления селена.
Процесс, разработанный Е. Т. Шоулом, М. Н. Шенгом и Дж. Г. Заячеком (па-
тент США 4 130633, 19 декабря 1978 г.; фирма «Атлантик Ричфилд Компани»),
основан на контактировании уретанового раствора, содержащего селен, с водным
раствором перекиси водорода с последующим выделением селена из получаемой вод-
ной фазы с повышенным содержанием селена в виде, пригодном для повторного
использования в производстве уретанов. Уретан, освобожденный от примесей се-
лена, остается в углеводородной и (или) органической фазе.
СЕЛЕН ИЗ УТИЛЬНОГО КСЕРОГРАФИЧЕСКОГО
ОБОРУДОВАНИЯ
В процессе ксерографии применяются фотопроводящие элементы, выполненные
в виде цилиндров или пластин, поверхность которых равномерно заряжена стати-
ческим электричеством. Пластины затем подвергают действию активирующего
электромагнитного излучения, при попадании которого на пластинку фотопроводя-
щего материала происходит селективное рассеивание заряда. В тех частях пластинок,
которые не подверглись действию излучения, остается скрытое электростатическое
изображение. Это изображение может быть проявлено путем нанесения мелкодисперс-
ного электроскопического проявляющего материала на поверхность фотопроводника.
Данный метод впервые был описан в патенте США 2 297691, а также более детально
разработан и усовершенствован в ряде других патентов. /
Используемый фотопроводящий материал обладает высоким электрическим со-
противлением в темноте, которое значительно снижается при воздействии на него
активирующего излучения. Было найдено, что аморфный селен является эффек-
тивным неорганическим фотопроводником; он находит широкое применение в неко-
торых типах копировальных аппаратов.
В последнее время практическое применение в качестве неорганических фото-
проводников нашли сплавы мышьяка с селеном. Эти сплавы обладают рядом пре-
имуществ по сравнению с чистым селеном. Прежде всего они имеют большую ско-
рость фоторазряда; они также более чувствительны к длинноволновой области
спектра, чем чистый селен, что позволяет использовать их для копирования самых
различных материалов. Кроме того, твердость мышьяковоселенистых сплавов выше,
чем у чистого селена, поэтому они более износостойки. Несмотря иа повышенную
износостойкость, фоточувствительные устройства, использующие фотопроводники
из сплавов мышьяка и селена, постепенно срабатываются и их приходится заменять
на новые.
Очевидно, что экономические соображения требуют выделения и повторного
использования сплавов мышьяка и селена, остающихся в утильных фоточувстви-
тельных устройствах. Для выделения сплав удаляют с носителя, на котором он на-
ходится, и подвергают очистке для получения такой степени чистоты, которая позво-
ляет повторное использование в качестве фотопроводящего сплава. Для удаления
сплавов с носителя используются различные методы. Один из методов основан на
применении теплового удара. Однако, поскольку в последнее время прочность соеди-
нения сплава с носителем была значительно улучшена, указанный метод стал не-
достаточно эффективным. Другой метод включает гидравлическую обдирку; он
приводит к хорошим результатам в случае гибких носителей, например для беско-
309
нечной гибкой ленты. Однако его нецелесообразно использовать в устройствах,
в которых носитель имеет значительную толщину и малую гибкость.
В этом случае для удаления слоя сплава с носителя может быть использована
механическая зачистка. Этот метод обеспечивает эффективное удаление мышьяково-
селенового сплава с носителя, однако при этом получают сплав, загрязненный при-
месями металла, в частности алюминия; удаление металлических загрязнений свя-
зано с большими трудностями. Так, при дистилляции образуется остаток селенидов
металла; при растворении металла в кислоте выделяются токсические газы —• арсин
и селенистый водород. При растворении сплавов в водном растворе гидроксида на-
трия они также подвергаются загрязнению примесями.
Процесс, разработанный К. А. Вэнером и А. Т. Джаммаризе (патент США
3 992511, 16 ноября 1976 г.; фирма «Ксерокс Корпорейшн»), предназначен для выде-
ления чистого селена из металлических носителей, покрытых слоем селена без ухуд-
шения свойств носителя, который может быть подвергнут повторному использова-
нию. Процесс включает превращение селена, содержащегося в покрытии, в водо-
растворимый селеноцианат путем погружения носителя с покрытием в водный рас-
твор цианида щелочного металла, удаления носителя из образующегося раствора
и обработки раствора кислотой для осаждения содержащегося в нем селена.
В последнее время в процессе ксерографии стала использоваться бесконечная
ксерографическая лента. Ксерографическая лента должна быть гибкой и предпочти-
тельно бесшовной. Она имеет весьма малую толщину и очень гладкую поверхность,
что позволяет получать изображения высокого качества. Кроме того, лента должна
обладать высокой прочностью на разрыв. Ленты удовлетворительного качества могут
быть получены путем электропокрытия ковких металлических сердечников, например
изготовленных из нержавеющей стали, латуни, алюминия или никеля; при этом
образуется тонкий равномерный слой металла. При съеме металлического слоя
с сердечника образуется носитель, который для получения ксерографической ленты
покрывают фотопроводящим материалом.
Ксерографические фоторецепторы, как цилиндрические, так и в виде ленты,
обычно имеют между носителем и слоем фотопроводящего материала промежуточный
слой, который препятствует темновому рассеиванию заряда с проводящего носителя.
При использовании в качестве носителя алюминиевого цилиндра для блокировки
используют тонкий слой оксида алюминия, образующийся при окислении поверх-
ности цилиндра. Если носитель представляет собой бесконечную ленту, то с этой же
целью может быть использован тонкий, толщиной менее микрометра, слой изоли-
рующей органической смолы. Обычно используют смесь поликарбонатных и поли-
уретановых смол в весовом соотношении поликарбоната к полиуретану 7:1. После
нанесения на носитель органического блокирующего материала на него проводят
вакуумное нанесение аморфного селена или его сплава.
Полученные таким образом ленты хорошо зарекомендовали себя в высокоско-
ростных ксерографических устройствах, но и они, естественно, изнашиваются через
определенный период времени. Селен и его сплавы из утильных ксерографических
лент необходимо извлекать и подвергать повторному использованию. Для снятия
слоя селена с носителя имеются различные методы, например термическая обдирка,
резкое охлаждение водой, ультразвуковая и струйная отбойка. Однако все эти методы
не очень пригодны для обработки вышеописанной ксерографической ленты, поскольку
на гибком металлическом носителе имеется промежуточный органический слой.
При использовании этих методов вместе с селеном снимается и часть органического
слоя, что приводит к загрязнению получаемого селена. При резком охлаждении
ленты, например при опускании ее в жидкий азот, происходит удаление селена без
затрагивания органического слоя; однако недостатком этого метода является его
двухстадийность: погружение в жидкий азот на первой стадии и механическая
обработка, например вибрацией, на второй стадии.
Таким образом, существует необходимость в разработке методов выделения
селена или селенового сплава с поверхности ксерографической ленты, в состав кото-
рой входит носитель из ковкого металла, покрытый тонким слоем органического
полимерного материала, который в свою очередь покрыт селеном. Такой метод
был разработан Дж. К. Вильямсом (патент США 4 047973, 13 сентября 1977 г.;
фирма «Ксерокс Корпорейшт). Процесс включает следующие стадии:
1. Накручивание ленты на прочный сердечник с рифленой наружной поверх-
ностью;
310
2. Обработку поверхности ленты одной или несколькими струями воды, подавае-
мой под высоким давлением из одного илн нескольких жиклеров; давление воды
составляет 56,0—77,0 МПа, что обеспечивает сдирание селена или селенового сплава
с ленты, практически не затрагивая слой органического полимерного материала.
В результате получается водная суспензия селена или селенового сплава;
3. Отделение водной суспензии и удаление воды с получением чистого селена
или селенового сплава.
Процесс, разработанный В. X. X. Гунтером (патент США 4 097273, 27 июня
1978 г.; фирма «Ксерокс КорпорейшнГ), предназначен для выделения и очистки
мышьяковоселеновых сплавов, загрязненных органическими и неорганическими
материалами. Метод включает следующие стадии:
1. Растворение сплава в водном растворе морфолина, пиперидина или низшего
алифатического первичного или вторичного амина; содержащиеся в сплаве примеси
в этих растворителях не растворяются;
2. Отделение получаемого раствора от нерастворившихся примесей и выпари-
вание раствора досуха с выделением сплава.
Так, например, ряд цилиндрических ксерографических фоторецепторов с фото-
электрическим активным слоем из мышьяково-селенового сплава погружали
в 40 %-ный водный раствор метиламина. Растворение сплава начинается немедленно
и полностью заканчивается через 1—2 ч в зависимости от скорости перемешивания,
свежести используемого растворителя, температуры и т. п. После этого цилиндриче-
ские носители вынимают из раствора, промывают 5 %-ным водным раствором ме-
тиламина, затем деионизированной водой и сушат. После сушки цилиндры могут
быть повторно использованы для нанесения сплавов.
Раствор, получаемый после обработки достаточно большого количества цилин-
дрических фоторецепторов, фильтруют для удаления твердых примесей, а затем
подвергают дистилляции для выделения мышьяковоселенового сплава. Полученный
сплав возвращают в процесс производства, а отогнанный водный раствор метиламина
направляют для повторного использования на стадии растворения сплава.
Процесс, разработанный Г. П. Ваккаро и Дж. Ф. Сейтцем (патент США
4 097267, 27 июня 1978 г.; фирма «Ксерокс Корпорейшн1>), предназначен для пере-
работки селенового лома, содержащего мышьяк и включает отделение лома от раз-
личных примесей, содержащихся в нем, путем фракционной дистилляции с получе-
нием селена высокой чистоты. Извлеченный селен подвергают переплавке вместе
с мышьяковоселеновой лигатурой, содержащей 10—20 % As, которую получают
смешиванием мышьяка и селена в газовой и жидкой фазе.
На рис. 138 представлен аппарат для проведения этого процесса. На нижней
части более подробно показано устройство реактора для переплавки 13 и грануля-
тора 14. Как видно, лом мышьяковоселенового сплава из бункера 1 подается
гравитационным питателем 2 для предварительной плавки в индукционную
печь 3.
Температура в печи 3 составляет ~450 °C и сплав переходит в жидкое состояние.
Жидкий сплав выходит из печи через резервуар 4 и поступает в дистилляционную
колонну 5, имея температуру более 450 °C. Поступающее сырье должно представлять
собой по крайней мере свободно текущую жидкость. Его можно также нагреть до
температуры, превышающей температуру кипения и подавать в виде пара.
В дистилляционной колонне происходит испарение жидкой смеси мышьяка,
селена и примесей и выделяется селен достаточно высокой чистоты. В колонне могут
быть помещены дырчатые тарелки, на которых нисходящий жидкий поток контакти-
рует с поднимающимися парами. На каждой из этих тарелок достигается состояние
равновесия и происходит разделение продуктов. Дистилляцию можно также прово-
дить в колонне с насадкой. В то время как в тарельчатой колонне на каждой стадии
разделения достигается равновесие, в колонне с насадкой жидкость и пар никогда
не приходят в равновесие и очень большое значение имеет соотношение состава
контактирующих фаз в каждой точке контакта.
Предпочтительно использовать колонны, заполненные кольцами Рашига, так
как они имеют простую конструкцию и позволяют изменять производительность
процесса в широком интервале. В колонне также имеется рибойлер 6 и конденса-
тор 8. Коллектор для мышьяка 7 соединен с рибойлером линией 9. Коллектор 7
необходим для удаления избыточных количеств мышьяка с тем, чтобы предотвра-
тить образование значительных количеств As2Se3.
311
Для обеспечения эффективности процесса дистилляции концентрация мышьяка
в рибойлере и колонне поддерживается не более 25 %. Летучие компоненты, вклю-
чающие селей, оксиды мышьяка (As2O3), хлориды (AsCl3/SeClx), хлориды металлов,
например FeCl3 и углеводороды движутся по колонне снизу вверх, а тяжелые ма-
териалы, состоящие в основном из мышьяка (в виде триселенйда мышьяка) и метал-
лических примесей, движутся к низу колонны. Селен конденсируется в конденсаторе
Рис. 138. Схемы процесса очистки и переплавки сплавов мышьяка и селена
при ~680 °C. При этой температуре другие летучие продукты не конденсируются
и выводятся с верха колонны. Чистый селей частично отводится из колонны по ли-
нии 10, а оставшаяся часть его возвращается в колонну в качестве флегмы. Металли-
ческие, примеси накапливаются в рибойлере бис нижней тарелки рибойлера выво-
дятся сточные воды, содержащие селен и значительные количества мышьяка. Отвод
сточных вод может производиться непрерывно или периодически. Дистилляционную
колонну обычно футеруют кварцем, хотя для этой цели могут быть также использо-
ваны оксид алюминия или муллит.
Конденсат селена (с чистотой 99,999 %) собирается в двух пирексовых реакто -
рах 13, температура в которых составляет 300 “С. В процессе работы сбор конденсат а
312
проводится в обоих реакторах попеременно. Получаемый селен переплавляют,
добавляя мышьяковоселеновую лигатуру (сплав с высоким содержанием мышьяка),
а в некоторых случаях также газообразный хлор. Аппарат для переплавки изобра-
жен в нижней части рис. 138.
Лигатура, содержащая 10—20 % As, подается из загрузочного бункера (на
схеме не показан) в индукционную печь для предварительной плавки 16. Расплавлен-
ный сплав по линии 25 поступает в пирексовый реактор 20, скорость подачи регу-
лируется вентилем 11. Расплавленная мышьяковоселеновая лигатура и расплавлен-
ный селен, получаемый при дистилляции, смешиваются в соотношениях, необходи-
мых для получения сплава требуемого состава; перемешивание проводится с помощью
мешалки 17.
В другом варианте перемешивание проводится с помощью газообразного азота,
который впрыскивается в расплав мышьяка и селена по трубке 21. При этом азот
также покрывает поверхность расплава и предотвращает окисление. Газообразный
хлор подается по трубке 18. Обычно эту стадию проводят при температуре ~300°С
в течение ~20 мин; время подачи зависит от желаемого содержания хлора в смеси.
Образовавшийся сплав требуемого состава откачивают по линии 19 в грануля-
тор 12. Для того, чтобы в ходе этой операции держать сплав в жидком состоянии,
применяют нагревательные рубашки 13. В грануляторе жидкий сплав мелко диспер-
гируется и частицы падают в резервуар 14, наполненный дистиллированной деиони-
зированной водой. Жидкие капли при этом затвердевают и направляются на даль-
нейшую переработк у по транспортеру 15.
СЕРЕБРО ИЗ АНОДНЫХ ШЛАМОВ ПРОЦЕССА
РАФИНИРОВАНИЯ МЕДИ
См. также «Медь из анодных шламов процесса рафинирования меди».
Серебро может быть получено путем переработки анодных шламов и осадков,
образующихся в процессе электролитического рафинирования меди. Как описано
А. Петриком мл., X. Дж. Беннеттом, К- Е. Старчем и Р. К. Вайснером [17], началь-
ной точкой для схемы производства серебра является стадия отделения материала,
содержащего серебро, от меди; в результате процесса получают, в соответствии
со схемой, представленной на рис. 139, кристаллы или бруски металлического
серебра.
Производство серебра поданному способу, как правило, является экономически
оправданным, поскольку стоимость получаемого продукта обычно превышает допол-
нительные расходы на выделение. В то же время другие продукты, такие как селей,
теллур, золото и платиновые металлы, следует скорее рассматривать как побочные
продукты, чем как целевые продукты подсистемы выделения серебра. Таким сбразом,
экономичность выделения отдельных побочных продуктов зависит от эффективности
извлечения других продуктов данной подсистемы.
При рассмотрении гипотетической системы, представленной на рис. 139, пред-
полагается ее использование для переработки 10 т выщелоченных шламов прсцесса
электролитического рафинирования меди в неделю. Предполагается, что 1 т шлама
содержит 210 кг Ag и 4,2 кг Au, а также 10 % Se и 2 % Те. Поступающий шлам
сначала промывают, сушат, перемешивают и в упакованном виде доставляют с уста-
новки электролитического рафинирования меди на установку для выделения бла-
городных металлов. Приведенный состав шламов основан на рассмотрении лите-
ратурных данных, приведенных различными предприятиями по электролитическому
рафинированию меди.
На установке выделения получаемые шламы загружают в тигельную печь ем-
костью 15 т и добавляют к ним флюсы. Тигель представляет собой отражательную
печь со стальными стенками, футерованную основными огнеупорными материалами;
свод печи футерован кирпичами из оксида алюминия. Печь обогревается нефтью
илн газом. Процесс является периодическим и протекает в течение 5—8 сут; плавле-
ние и рафинация проводятся в одной и той же печи. Продолжительность пребывания
в печи зависит от состава примесей, которые необходимо удалить. Селен и теллур,
выделяемые из газов, пыли и шлака следует рассматривать как продукты для пере-
313
работки в отдельных подсистемах, не связанных с выделением серебра. Целесообраз-
ность извлечения селена и теллура будет определяться экономичностью этих процессов.
Из получаемого в тигельной печи продукта отливают аноды (сплав золота и
серебра), которые направляют в электролизер Вальбаха—Тума для отделения золота
от серебра. Степень извлечения серебра в тигельной печи оценивается в 95 %. Элек-
тролизер Вальбаха—Тума представляет собой резервуар, изготовленный из стекло-
волокна и пластмассы размером 55X35 см глубиной 15 см. Применяемые плоские
металлические аноды имеют размеры 30X30 см и толщину 2,5 см. Масса каждого
анода составляет =^450 кг и он располагается параллельно дну электролизера на
11
12
2Ь
16
17
процесса электроли-
— возврат меди иа
— выщелачивание
меди; 4 — 10 т в ие-
содержащего
в
Рис. 139. Подсистема выделения серебра
в качестве побочного продукта:
1 — анодный шлам
тической рафинации меди (2,2 —11 кг/т
получаемой меди); 2
рафинирование; 3
шлама для удаления
делю анодного шлама, .. .
2,1 т Ag, 42 кг Ап, 900 кг Se и 180 кг Те;
5 — точки отделения побочных продук-
тов; 6 — промывка, сушка, смешивание,
упаковка и (или) транспортировка; 7 —
грязь и шлам (10 т); 8 — флюсы (железо,
кремнезем и известняк); 9 — газы и пыль
иа выделение селена и теллура; 10 — от-
ражательная тигельная печь емкостью
15 т; 11 — первый (свинцовый) шлак,
содержащий свинец, висмут, серебро, зо-
лото и сурьму, на выделение свинца пу-
тем плавления; 12 — содовый шлак, со-
держащий селен, теллур, серебро и зо-
лото, иа стадию выделения селена и тел-
лура; 13 — отливка анодов; 14 — аноды
из металла Доре, содержащие 2 т серебра,
4 0 кг золота (в предположении степени
извлечения в тигельной печи 95 %); 15 —
приготовление электролита; 16 — азот-
ная кислота; 17 — медь; 18 — раствор
нитратов серебра и меди; 19 — электро-
лизеры Мёбиуса или Вальбаха — Тума;
отделение золота и серебра; 20 — песок, содержащий золото, платину и палладий, на даль-
нейшую переработку; 21 — лом серебряных анодов; 22 — кристаллы серебра; 23 — про-
мывка, плавление, отливка, взвешивание и штамповка; 24 — серебряные стержни (>99,9 %),
1,98 т в неделю (в предположении степени электролитического извлечения 99 %)
расстоянии 7,5—10 см от него. Дно электролизера является катодом. Электролит
представляет собой смесь нитратов меди и серебра; электролит не циркулирует и не
подвергается наружному нагреву.
Анодная сетка представляет собой оболочку из фильтрующей ткани, закреплен-
ную на стеклянных стержнях. Кристаллы серебра, осаждающиеся на катоде, соскре-
бают с него через каждые 3—4 ч. Выделенные кри '1аллы промывают, плавят в ин-
дукционной печи и отливают в серебряные бруски. Шлам, собирающийся на фильтро-
вальной ткани в процессе электролиза серебра, содержит золото и платиновые
металлы. Его удаляют с фильтра и подвергают дальнейшей переработке. Степень
извлечения серебра в электролизере Вальбаха—Тума оценивается в 99%.
СЕРЕБРО ИЗ ОТХОДОВ ПРОЦЕССА
ГАЛЬВАНОСТЕГИИ
Процесс, разработанный Р. А. Уоллесом (патент США 4 008077, 15 февраля
1977 г.), предназначен для извлечения металлического серебра из растворов, содер-
жащих серебро, таких как отработанные фотографические растворы, стабилиза-
торы, отходы электролитов, а также растворы, пролитые при извлечении электродов
и промывные растворы.
314
Растворы, содержащие серебро, обрабатывают алюминием в виде металлических
полосок или кусочков, поверхность которых в основном покрытя слоем оксида
алюминия толщиной несколько микрометров. После перемешивания в течение опре-
деленного времени раствор более не содержит ионов серебра. Этот раствор можно
обработать подходящим хелатообразующим агентом в результате чего получают
регенерированный раствор, пригодный для повторного использования. Метод обес-
печивает извлечение серебра с высокой эффективностью, не требует больших эксплуа-
тационных расходов и' делает возможным повторное использование различных
растворов, содержащих серебро.
Процесс, разработанный А. Е. X. Дж. Кремерсом, А. П. А. Маесом и
Дж. Л. Плейсиром (патент США 4 051026, 27 сентября 1977 г.; фирма «Л'ёйвен
Рисерч анд Девелопмент ФЗВи, Бельгия), предназначен для выделения серебра из
растворов, содержащих серебро, таких как сточные воды фотографических процессов
и установок для электропокрытия. Способ предусматривает обработку таких раство-
ров катионообменной смолой в присутствии тиомочевины или ее производных.
Катионит может быть выбран из группы, включающей каркасные и филлитные сили-
каты, а также органические катиониты.
Экспериментально установлено, что добавки тиомочевины в раствор, содержа-
щий серебро, оказывают значительное синергетическое действие на адсорбцию се-
ребра катионитами. Это явление, по-видимому, связано с образованием комплекса
между серебром и тиомочевиной, который легче адсорбируется катионитом чем
свободное серебро. В частности, было установлено, что коэффициент распределения
между ионообменным материалом и водой для комплекса серебра с тиомочевиной на
несколько порядков превышает коэффициент распределения для свободных ионов
серебра. Таким образом, серебро легко извлекается из водных растворов с выходом
99 % и более независимо от начального содержания серебра в растворе (которое
может изменяться от нескольких грамм до нескольких миллиграмм на литр).
СЕРЕБРО ИЗ ОТВАЛОВ ПУСТОЙ РУДНОЙ
ПОРОДЫ
См. «Золото из отвалов пустой рудной породы».
СЕРЕБРО ИЗ ОТРАБОТАННОЙ
ФОТОГРАФИЧЕСКОЙ ПЛЕНКИ
См. также «Терефталевая кислота из отходов фотографической пленки».
Процесс, разработанный В. Дж. Ван Слайком (патент США 3 899323, 12 ав-
густа 1975 г.; фирма «.Виттель Девелопмент Корпорейшн;,), предназначен для
переработки органических материалов, содержащих серебро, таких как фотографи-
ческая пленка, фотобумага, электронные печатные платы и т. п. Согласно данному
способу органический материал загружают в восстановительную зону ретортной
печи и подвергают пиролизу в атмосфере неокисляющих газов, которые получают
в находящейся в той же печи зоне окисления путем сжигания остатков пиролизован-
ных ранее органических материалов.
Углеродсодержащие остатки окисляют, подавая смесь горячего воздуха и водя-
ного пара. Скорость пиролиза регулируется таким образом, чтобы пленка, пода-
ющаяся в реторту, контактировала с неокисляющими газами и парами, имеющими
температуру ^200 °C. Отходящие газы процесса пиролиза сжигают, для того чтобы
нагревать смесь воздуха и водяного пара.
Схема аппарата для осуществления этого процесса приведена на рис. 140. Вер-
тикально расположенная ретортная печь 1 имеет футерованную камеру 24 с решет-
кой 20 в ее нижней части, на которой располагается твердый материал. Боковые
стенки реторты 7 служат для того, чтобы направлять подаваемую фотографическую
пленку к решетке 20 в нижней части печи.
315
Устройство для удаления твердых частиц 18 расположено в нижней части ре-
торты; оно также препятствует попаданию в печь воздуха. Такое устройство полу-
чило название вращающегося воздушного затвора. Аналогичный затвор 3 располо-
жен в верхней части реторты; через него происходит подача сырья в камеру без
доступа воздуха. Транспортер 2 предназначен для непрерывной или периодической
подачи пленки в ретортную печь.
Рис. 140. Схема процесса выделения серебра из горючих отходов,
содержащих серебро
В камере 24 имеется две реакционных зоны — зона окисления 8 и зона восста-
новления 6, причем последняя расположена непосредственно над зоной окисления 8
и соприкасается с ней. Линия 17 предназначена для подачи газа в зону окисления
реторты или под решетку (на схеме показана подача газа под решетку). Линия 4
для отвода отходящих газов начинается из пространства, расположенного над зоной
восстановления. Она служит для удаления газообразных продуктов, образующихся
в результате пиролитического разложения пленки.
Необходимую для сжигания смесь нагретого воздуха (содержащего свободный
кислород) и водяного пара подают в реторту по линии 17 при соответствующей тем-
пературе и в количествах, обеспечивающих сжигание углеродного остатка, содержа-
щего серебро. Образующаяся зола, содержащая серебро, стекает через решетку
и выводится из печи через устройство 18. Под ретортой расположен приемный резер-
вуар 19 для улавливания золы. Собираемую золу подвергают дальнейшей перера-
ботке для извлечения из нее серебра обычными методами с использованием флюсов
или путем флотации.
316
Отходящие газы процесса пиролиза используют для подогрева воздуха и водя-
ного пара до температуры 300—800 °C. К отходящим газам по линии 15 добавляют
кислород или воздух и подвергают их сжиганию, в результате чего образуется очень
горячая смесь газов, содержащая азот, диоксид углерода и водяной пар, темпера-
тура которой составляет ~1350 °C.
Горячую газовую смесь направляют в теплообменник 14, где происходит нагрев
воздуха и водяного пара, подаваемых по линии 17. Затем горячие продукты сгорания
по линии 13 выводят в атмосферу; отходящие газы не содержат сажи или дымовых
частиц. Количество воздуха, добавляемого к отходящим газам процесса пиролиза,
регулируется вентилем 16. Для регулирования температуры газовой смеси можно
добавлять избыточное количество воздуха.
Для наблюдения за ходом процесса в ретортной печи имеются температурные
датчики. Они связаны с вентилями 12 и 11, которые регулируют скорость подачи и
отношение кислорода и водяного пара в смеси. Датчик 5, расположенный в реторте
около линии для отходящих газов 4, предназначен для контроля температуры отхо-
дящих газов процесса пиролиза. Процесс проводится таким образом, чтобы темпе-
ратура, показываемая датчиком 5, не превышала 200 °C.
В камере 24 расположены термопары 21, 22 и 23 для измерения температуры
сырья, проходящего через печь. Термопара 21 находится вблизи решетки и показы-
вает температуру слоя углеродсодержащего остатка. Термопара 22 расположена на
границе зоны окисления и зоны восстановления, а термопара 23 в верхней части
зоны восстановления.
Показания термопар 22 и 23 позволяют достаточно точно определять скорость
пиролиза, происходящего в зоне восстановления. Желательно, чтобы температура
находилась в пределах от 700 °C в нижней части зоны 6 до ^200 °C в верхней части
зоны восстановления, что обеспечивает спокойное протекание пиролитической реак-
ции без уноса серебра с отходящими газами.
Хотя имеется несколько методов для начального инициирования процесса,
наиболее предпочтительным является помещение углеродсодержащего материала
в зоне окисления с последующей подачей фотографической пленки в верхнюю часть
зоны восстановления. Топливо, например природный газ, подается в камеру 14 по
линии 9 и, сгорая в воздухе, поступающем по линии 15, нагревает воздух и водяной
пар до температуры достаточной для сжигания углеродсодержащего материала.
Горячие газы, образующиеся при сжигании, пиролизуют фотографическую
пленку с образованием углеродного остатка, содержащего серебро, и отходящих
газов. После этого вентиль 9 закрывают и процесс протекает в самоподдержива-
ющемся режиме с добавлением воздуха по линии 15. В ходе процесса решетка 20
подвергается вибрации, либо периодически открывается и закрывается, обеспечивая
более эффективное перемещение твердых частиц через реакционные зоны.
Процесс, разработанный В. М. Фасселом и Д. В. Брайджесом (патент США
3 956088, 11 мая 1976 г.; фирма «Барбар-Колман Компани»), предусматривает окисле-
ние фотографической пленки в жидкой фазе при повышенных температурах и давле-
ниях в присутствии катализатора окисления и вещества, образующего комплекс
с серебром. Из раствора, получаемого на стадии окисления, выделяют растворимые
соединения серебра, а компоненты, перешедшие в жидкую фазу из материала пленки,
остаются в растворе. Схема этого процесса представлена на рис. 141.
Ниже приводится конкретный пример осуществления процесса. Непроявленную
фотографическую пленку в количестве 30,8 г, содержащую 1,14 % Ag, находящегося
в эмульсионном слое, нанесенном на миларовую основу, разрезают на мелкие ку-
сочки и загружают в реактор окисления, куда также подаются 150 г сульфата аммо-
ния, 10-3 моля сульфата меди и вода до объема 1,5 л.
Реактор окисления автоклавного типа оборудован высокоскоростной мешалкой
и трубкой для подачи воздуха в непосредственной близости от мешалки, что обеспе-
чивает быстрое и равномерное распределение частиц поступающего воздуха в жид-
кости и способствует повышению растворимости кислорода в жидкой фазе. Окисление
проводят при постоянной скорости подачи воздуха и скорости перемешивания.
Температура раствора составляет 240 °C, давление 7,0 МПа; реакцию проводят до
практически полного растворения исходного материала или в течение 1—2 ч. Хими-
ческая потребность в кислороде отводимого раствора составляет 812 мг/л О2.
Отводимый раствор возвращают в реактор окисления, добавляя к нему 32,8 г
измельченной пленки. Реакцию проводят в/тех же условиях, что и ранее за исключе-
317
нием давления, которое составляет 6,8 МПа. Раствор, отводимый после окисления
второй загрузки, имеет химическую потребность в кислороде 685 мг/л О2.
Отходящий раствор снова возвращают в реактор окисления, добавляя к нему
32,5 г измельченной пленки и проводят окисление при 240 °C и давлении 7,25 МПа.
Отводимый раствор, имеющий химическую потребность в кислороде 869 мг/л О2, опять
возвращают на стадию окисления, добавляя к нему 34,9 г пленки, и окисляют при
240 °C и давлении 4,9 МПа. Получаемый в результате раствор, который на схеме
обозначен как раствор с высоким содержанием комплекса серебра, имеет химическую
потребность в кислороде 897 мг/л О2. Содержание Ag в этом растворе 1,246 г/л.
Рнс. 141. Схема процесса выделения про-
дуктов из проявленной и иепроявлеииой
фоточувствительной пленки:
1 — фотопленка и аналогичные матери-
алы, содержащие серебро; 2 — водный
раствор аммиака; 3 — периодическая за-
грузка; 4 — воздух; 5 —реактор жидко-
фазного окисления I; 6 — жидкая фаза;
7 — реактор жидкофазного окисления II;
8 — газовая фаза; 9 — конденсатор; 10 —
вывод отходов; 11 — концентрированный
раствор комплекса серебра; 12 — под-
кисление; 13 — осаждение терефталевой
кислоты; 14 — восстановление водородом
в жидкой фазе; 15 — раствор; 16 — элек-
тровыделение; 17 — высаживание; 18 —
фильтр
Серебро может быть извлечено из получаемого раствора несколькими методами
в том числе:
1. Добавлением серной кислоты с образованием сульфата серебра, осадок
которого может быть отделен от раствора с использованием обычных методов фазо-
вого разделения.
2. Добавлением азотной кислоты для перевода аминного комплекса серебра
в нитрат серебра, с последующим электровыделением, например по методу Мёбиуса.
3. Осаждением серебра из раствора в виде хлорида путем добавления хлорид-
ионов с последующим восстановлением водородом.
4. Прямым восстановлением раствора аминного комплекса серебра газообраз-
ным водородом при повышенной температуре и давлении.
5. Прямым восстановлением серебра, присутствующего в растворе действием
таких восстановителей как глюкоза и формальдегид.
В описанном примере было использовано прямое восстановление путем подачи
водорода при высоком давлении в тот же самый автоклав, в котором проводилось
окисление. Восстановление водородом проводили при температуре 215—260 °C и
давлении 4,9—7,0 МПа. Образующийся осадок металлического серебра отделяют
от раствора путем фильтрования, центрифугирования, декантации и т. п.
После удаления серебра в растворе остается терефталат(в виде амина или амида),
перешедший из миларовой основы фотографической пленки. Раствор подкисляют
минеральной кислотой, например азотной или серной, до величины pH = 2 -г- 5,
в результате чего выпадает осадок терефталевой кислоты, который отделяют от рас-
твора. Для подкисления предпочтительно использовать азотную кислоту, так как
в этом случае малые количества серебра, возможно присутствующие в растворе,
318
будут оставаться в жидкой фазе и снова рециркулируются на стадию выделения
серебра.
Процесс, разработанный В. Л. Дузенберри (патент США 3 960550, 1 июня
1976 г.), предназначен для выделения серебра из фотографических материалов.
В частности, он описывает метод, в соответствии с которым материалы, например
пластмассовая пленка, покрытые слоем галогенида серебра, обрабатывают отбели-
вающим раствором для удаления с материала эмульсии, содержащей серебро. Сня-
тую эмульсию помещают в отстойник, где обрабатывают гидроокисью натрия, до-
бавляя флокулирующий агент. В результате образуется хлопьевидный осадок
содержащий серебро.
Осадок серебра удаляют из отстойника, помещают в марлевые мешки и отжи-
мают из них жидкость, причем благодаря присутствию флоккулирующего агента
осадок остается в марле. Затем его сушат до получения грязеобразной консистенции
и помещают в горячую печь, где происходит полное удаление жидкости; при этом
получают сухой твердый остаток. Последний подвергают распылению и помещают
в тигель, засыпая сверху гранулированным флюсом, состоящим из карбоната натрия
и борной кислоты. Тигель нагревают до температуры, достаточной для выделения
расплавленного серебра из порошкообразного остатка. Расплавленное серебро сли-
вают в тигель, получая первичную отливку.
Первичные отливки могут быть затем перенесены в другой тигель, где их по-
крывают слоем древесного угля и подвергают переплавке. При этом древесный
уголь адсорбирует примеси, содержащиеся в расплавленном серебре, и из очищенного
серебра получают вторичные отливки высокочистого металла.
Процесс, разработанный А. X. Гербером и Е. Вайнером (патент США 4 078916,
14 марта 1978 г.; фирма «Хоризонс Рисерч Инкорпорейтед»), предназначен для
переработки использованной фотографической пленки, в состав которой входят
по меньшей мере четыре компонента: основа из полиалкилентерефталата; связующий
полимерный слой (в основном поливинилиденхлорид); желатиновая эмульсия, со-
держащая металлическое серебро или его соединение и различные примеси — за-
грязнения, красители и т. п. Фотографическую пленку подвергают разложению
для выделения ценных компонентов, таких как серебро, поливинилиденхлоридный
полимер и полиэфиры.
Процесс включает обработку измельченной фотографической пленки при повы-
шенных температурах растворителем, который растворяет как полиэфиры, так и
поливинилиденхлорид и в котором не растворяются желатин и соединения серебра.
Условия процесса выбираются таким образом, чтобы обеспечить количественное
извлечение серебра.
Процесс, разработанный Н. Г. Бранибаром (патент США 4 093532, 6 июня
1978 г.; фирма «Анкен Индастриз»), предусматривает прохождение фотографиче-
ской пленки через несколько резервуаров, в которых содержатся растворы, воздей-
ствующие на компоненты покрытия пленки. В одном из резервуаров находится рас-
твор комплекса серебра; в этом же резервуаре расположен реактор для осаждгния
серебра. Последний состоит из анода и катода, соединенных с источником тока;
серебро осаждается на электродах Схема аппарата для проведения данного процесса
представлена на рис. 142.
Аппарат для выделения серебра 1 представляет собой устройство для обработки
пленки обычного типа, например такое, которое используется для проявления
пленки в автоматических наборных машинах. Аппарат состоит из трех отделений 2,
3 н 4, через которые проходит обрабатываемая пленка 5. Как видно из схемы, пленка
подается в аппарат с левой стороны и выходит из него справа; движение пленки яв-
ляется автоматическим.
В каждом из отделений находится раствор, который воздействует на составные
части покрытия пленки. В автоматических буквопечатающих устройствах жидкости
предназначены для проявления экспонированной пленки. В процессе выделения
серебра из экспонированной или уже проявленной пленки применяются растворы,
превращающие содержащееся в пленке серебро в галогенид серебра и растворяющие
галогенид для последующего электровыделения серебра из раствора.
В первом отделении 2 находится, в частности, водный раствор хлорида же-
леза (III). К этому раствору может быть добавлено некоторое количество соляной
кислоты. Можно также использовать солянокислый раствор хлорида железа. В этом
отделении происходит превращение серебра, содержащегося в пленке, в хлорид
319
серебра. В отделении 3 может быть использован раствор сульфита натрия, необхо-
димый для нейтрализации хлорида железа. В отделении 4 используются типичные
закрепляющие растворы, например тиосульфат, которые переводят галогенид се-
ребра в растворимый комплекс серебра, такой как тиосульфат серебра.
В последнем отделении 4 расположено устройство для осаждения серебра 6.
В него поступает раствор из отделения 4, подаваемый через ввод 7. Раствор, пода-
ющийся насосом, выходит из устройства 6 по линии 8, в которой может иметься
фильтр 9. В аппарате 9 происходит электровыделение серебра. Фотографическая
пленка выходит из аппарата 1 через отверстие, обозначенное 5а; все содержавшееся
в ией серебро удалено и осаждено в устройстве 6.
Процесс, разработанный Д. Л. Хиггинсом (патент США 4 127465, 28 ноября
1978 г.; фирма «Аг-Мет. Инк.»), предназначен для выделения серебра из использо-
Рис. 142. Аппарат Для выделения серебра из фотографической пленки
ванных фотопластинок путем обработки их раствором, в котором растворяется слой*
содержащий серебро, с последующим электровыделеиием серебра из раствора.
Наличие дополнительных электрических контуров позволяет увеличивать силу тока
в зависимости от скорости подачи пленки и содержания в ией серебра, либо, в случае
необходимости, уменьшать силу тока.
Процесс, разработанный И. А. Филипсом (патент США 4 150977, 24 апреля
1979 г.; фирма «Келтек Процессинг, Инк.»), предназначен для обработки фотографи-
ческой пленки с целью выделения и повторного использования серебра и полимерной
основы пленки. В промывном резервуаре содержится теплая вода с величиной pH,
близкой к 7, к которой добавлен по меньшей мере один энзим, выбранный из группы:
протеаза, амилаза или липаза.
При перемешивании жидкости в промывном резервуаре энзимы взаимодей-
ствуют со связующим и органическим слоями, нанесенными на основу, для того,
чтобы разрыхлить и удалить эти материалы. Затем в другом резервуаре пленку про-
мывают разбавленным водным раствором гликоля либо разбавленным раствором
каустика при перемешивании. Затем пленку удаляют из промывного резервуара
и сушат. Жидкость подвергают дальнейшей обработке с целью извлечения серебра.
Схема процесса представлена на рис. 143. Промывной резервуар 2 может иметь
вместимость ~4,5 м3. Он заполнен горячей водой с температурой 30—60 °C, содер-
жащей энзим или смесь энзимов. Вода в промывном резервуаре непрерывно цирку-
лирует и перемешивается с помощью насоса 3. Использованная или неиспользован-
ная фотографическая пленка, помещенная в сетчатый контейнер (на схеме не пока-
зан), погружается на несколько минут в промывной резервуар 2. Время пребывания
зависит от количества обрабатываемой пленки, концентрации добавленного энзима
и от интенсивности перемешивания раствора.
320
Энзимы, содержащиеся в промывном резервуаре, взаимодействуют с белком,
желатином и связующим материалом, нанесенными на основу пленки, и разрыл*
ляют эти материалы таким образом, что при перемешивании они смываются с пленки
водой. Естественно, что резервуар 2 должен быть снабжен нагревающим устрой*
ством и регулятором температуры, которые на схеме не показаны.
После удаления белка, желатина и связующего материала с полимерной основы
пленки сетчатый контейнер с остатками пленки вынимают из резервуара и погру*
жают в следующий промывной резервуар, в котором содержится разбавленный
раствор гликоля (~10 % в воде) либо разбавленный раствор каустика (~1 %).
Оба этих вещества могут быть использованы для удаления остатков связую-
щего материала.
Вода в промывном резервуаре циркулирует и перемешивается с помощью
насоса 7, что обеспечивает полное удаление остатков белка, желатина и связующего
материала, которые могли остаться после первичной обработки. По окончании
Рис. 143. Схема процесса обра-
ботки фотографической пленки
для извлечения серебра и основы
пленки:
1 — подача пленки; 2, 3, 5 — 8, 10,
11 (в тексте); 4 — вывод жидкости;
9 — твердые продукты; 12 — вывод
пленки
этого Процесса пленку уДаЛяЮт Из резервуара И направляют для^сушкй в воздуш-
ную сушилку 6. После сушки пленка*|может быть возвращена для повтор погожи с-
пользования.
Естественно, что в растворе, находящемся в промывном резервуаре, посте-
пенно происходит накопление все больших количеств белка, желатина и связующего
материала, удаленных с пленки. Активность энзимов через некоторое время сни-
жается. В связи с этим необходимо удалять жидкость из резервуара (периодически
или постоянно с небольшой скоростью), направляя ее в центрифугу 8, где раствор
отделяют от твердых частиц, в частности от частиц серебра, суспендированных
в жидкости. По линии 10 в резервуар подается свежий раствор, что позволяет
поддерживать в кем необходимее количество раствора и концентрацию
энзима.
Во втором промывном резервуаре 5 также будет происходить постепенное
накопление белка, желатина и связующего материала, удаленных с пленки, однако
с меньшей скоростью, чем в первом промывном резервуаре. В связи с этим жид-
кость из резервуара 5 периодически удаляют и центрифугируют. Для обоих ре-
зервуаров может быть использована одна и та же центрифуга. Потери жид-
кости время от времени компенсируют свежим раствором, подаваемым по
линии 11.
Выходные патрубки насосов 3 и 7 могут быть расположены в соответствующих
резервуарах таким образом, чтобы обеспечить наиболее полное удаление мате-
риалов, находящихся на полимерной основе пленки. Экспериментально было уста-
новлено, что при использовании в промывном резервуаре 2 энзимов из семейства
протеазы они обеспечивают удовлетворительное протекание процесса при поддер-
жании величины pH =5-1-9, предпочтительно в интервале 6,5—7,5. Чем ближе
реакция раствора к нейтральной, тем выше эффективность процесса. В связи с этим
особенно предпочтительным интервалом для величины pH является 6,8—7,2. По-
мимо протеазы для проведения процесса с удовлетворительными результатами
могут быть использованы энзимы семейства амилазы и липазы. Энзимы этих трех
семейств могут применяться как по отдельности, так и в любых комбинациях
ДРУГ с другом.
1 /211 Ситтиг М.
СЕРЕБРО ИЗ СЕРЕБРЯНОГО ЛОМА
О важности использования серебряного лома свидетельствует тот факт, что ко-
личество серебра, извлеченное из лома, на 25 % превышало добычу серебра в США
в 1977 г. Увеличение количеств выделяемого вторичного серебра в последние годы
связано прежде всего, с увеличением рыночных цен на серебро, а также с появле-
нием более совершенных методов сбора отходов и извлечения. Значительное количе-
ство серебра, поступающего на рафинирование, извлекается из серебряного лома;
за период 1973—1977 гг. доля такого серебра составляла в США ~44 % от общего
рафинируемого количества. Извлечение серебра проводят из отработанных продук-
тов, таких как фотографические материалы, растворы для электропокрытия, сереб-
ряные изделия, в частности украшения, гальванические элементы, монеты и лом
электронных приборов. Количество извлеченного вторичного серебра в 1977 г.
составило 2,8 тыс. т, в том числе 1,35 тыс. т— из старого лома.
СЕРЕБРО ИЗ ЛОМА НЕРЖАВЕЮЩЕЙ СТАЛИ
С СЕРЕБРЯНОЙ ПАЙКОЙ
Некоторые части военных сверхзвуковых самолетов, в частности закрылки,
элероны и элементы крепления двигателя изготовляют не из обычно применяемых
в авиации металлов и сплавов, в основном алюминиевых, а из нержавеющей стали.
Эти детали, которые подвергаются действию высоких температур и нагрузок,
состоят из наружной оболочки и внутренней несущей конструкции, выполненной
в виде сот. Несущая конструкция припаивается к наружной оболочке с помощью
серебряного припоя.
Когда устаревшие военные самолеты направляют на слом, детали из нержаве-
ющей стали с серебряной пайкой отделяют от остальной части самолета и направ-
ляют на выделение содержащихся в них металлов. В деталях из нержавеющей стали
с серебряной пайкой содержится 5—30 % Ag и 2—15 % Си; остаток составляет не-
ржавеющая сталь.
Известные в настоящее время методы электролитического выделения серебра
неприменимы для системы с малым содержанием серебра. Например, при исполь-
зовании электролизера Мёбиуса концентрация серебра в сырье (т. е. в аноде)
должна быть >95 %. В аппарате Тума и Вальбаха может быть приведено извлече-
ние серебра при его содержании в металле >75 %. В последнем случае недостатком
является также то, что применяемые сеточные аноды должны быть экранированы
тканью, которая улавливает анодный шлам. Вследствие этого происходит увели-
чение напряжения в электролизере и часть нержавеющей стали будет растворяться
вместе с серебром.
Поскольку в сверхзвуковом военном самолете содержится ~135 кг серебра,
важное значение имеет разработка эффективного и экономичного метода для его
извлечения. В существовавших ранее дозвуковых военных самолетах, как пра-
вило, не имелось деталей с таким содержанием серебра. Исключение представ-
ляют конические сопла, имеющиеся на некоторых реактивных двигателях.
Процесс для извлечения серебра был разработан Б. В. Даннингом, мл., и
Д. X. Чемберсом (патент США 4 090935, 23 мая 1978 г.; Министерство внутрен-
них дел США). Способ предназначен для электролитического выделения серебра,
меди и нержавеющей стали из деталей военных самолетов, выполненных из нержа-
веющей стали с серебряной пайкой. Указанные детали содержат 5—30 % Ag, 2—
15 % Си, остальное — нержавеющая сталь. Схема данного процесса представлена
на рис. 144.
Ниже приводится конкретный пример осуществления процесса. Элерон сверх-
звукового военного самолета, выполненный из нержавеющей стали с серебряной
пайкой, разрезают с получением кусков максимального размера 30 см, которые
затем снова подвергают резке до получения кусков с максимальным размером 4 см.
Полученный материал просеивают на сите размером 30 меш и куски, оставшиеся
иа сите, загружают в сеточный контейнер, являющийся анодом в процессе электро-
литической рафинации.
322
Сетчатый анод имеет цилиндрическую форму и изготовлен из нержавеющей
стали с размером отверстий 30 меш. Вокруг сетчатого анода в электролизере по-
мещен цилиндрический катод из нержавеющей стали, находящийся на расстоя-
нии 2,5 см от стенок сетчатого анода. В качестве электролита в процессе рафинации
используется раствор нитрата меди с концентрацией 20 г/л и нитрата серебра
с концентрацией 30 г/л.
Рафинирование проводится при катодной плотности постоянного тока 0,03 А/сма
и напряжении на электролизере 0,1—5 В. Для перемешивания электролита сетча-
тый анод вращается со скоростью 0,5—5 об/мин. При вращении сетчатого аиода
он вращает деревянную лопатку с пластиковым покрытием, которая соскабливает
Рис. 144. Схема процесса выделения се-
ребра, меди из стальных деталей с сереб-
ряной пайкой:
1 — ячеистые элементы из нержавеющей
стали; 2 — гильотинные ножницы; 3 —
первичное измельчение; 4 — барабанный
грохот; 5 — крупные частицы; 6 — вто-
ричное измельчение; 7 — добавка кон-
центрированной HNO3; 8 — свежий элек-
тролит; 9 — электролизеры Для рафина-
ции; 10 — промывка и сушка кристалли-
ческого серебра; 11 — плавление н от-
ливка слитков или анодов; 12 — анод-
ный шлам на очистку драгоценных метал-
лов; 13 — промывка, сушка, плавление
и отлнвка серебра с получением слитков,
содержащих 99,99 % Ag; 14 — добавка
медного лома; 15 — отработанный элек-
тролит; 16 — промывка высаженного се-
ребра; 17 — раствор нитрата меди; 18 —
электролизер для разделения; 19 — раз-
бавленная HNO3; 20 — медные катоды;
21 — чистый лом нержавеющей стали
кристаллы серебра с катода. Кристаллы падают в сетку, находящуюся па дне элек-
тролизера. Собранные кристаллы промывают, сушат и подвергают магнитному
отделению от примесей нержавеющей стали, которые также могут попасть в сетку.
Чистота кристаллов серебра составляет 95—99 %; при дальнейшей очистке обыч-
ными методами достигается чистота 99,9 % • Нержавеющую сталь в сетчатом аноде
промывают и сушат.
К отработанному электролиту добавляют медный лом для высаживания серебра;
при этом в растворе остается нитрат меди. Этот раствор используется в качестве
электролита в процессе рафинации и медь выделяется на катоде. Анодный шлам,
собирающийся в процессе рафинирования на дне электролизера под сеткой для
сбора серебра, очищают и направляют для выделения палладия, серебра и мелких
частиц нержавеющей стали.
СЕРЕБРО ИЗ ОТРАБОТАННЫХ
ФОТОГРАФИЧЕСКИХ РАСТВОРОВ
В процессе фиксации фотографической пленки для удаления невосстановившегося
серебра с пленки применяют тиосульфат натрия илн аналогичные реактивы, найри-
мер тиосульфат калия, тиосульфат аммония или их смеси. Удаляемое серебро на-
капливается в растворе, а также и в воде, используемой для последующего промы-
1/3ц* 323
вания пленки. Необходимость извлечения серебра из фотографических растворов об-
условливается рядом причин. Прежде всего, выделяемое серебро не только само по
себе является ценным продуктом, по и позволяет экономить природные ресурсы. Еже-
годно только 65 % общего количества серебра, используемого промышленностью, до-
бывается в рудниках. Остальное количество серебра поступает из других источни-
ков, в том числе извлекается из промышленных отходов. По оценкам фотографичес-
кая промышленность потребляет ~1/3 всего промышленного потребления серебра.
Таким образом, извлечение серебра из отходов фотографической промышленности
имеет большое значение для экономии серебра. Оценка также показывает, что на
фотообработку, производство рентгенограмм и в полиграфической промышленности
только в США в течение года расходуется ~2000 т серебра. Можно предполо-
жить, что половина этого количества остается в фотографической пленке или бумаге.
В таком случае ~ 1000 т серебра растворяются в фотографических растворах и должны
быть извлечены оттуда.
Второй очень важной причиной для извлечения серебра из фотографических
отходов является тот факт, что серебро загрязняет водоемы, а его соли оказывают
очень значительный отрицательный эффект на организм человека. Так, в «Хи-
мическом справочнике» Ланга указывается, что токсичность серебра такая же как
у хрома, мышьяка или свинца и содержание любого из этих элементов в количе-
ствах >0,05 ppm делает воду непригодной для питья.
Известны различные процессы для выделения серебра из отработанных фикси-
рующих фотографических растворов. Некоторые из этих способов не находят
применения в практике вследствие их низкой экономичности. Недостатком других
способов является малая степень извлечения серебра, не превышающая 90 %.
Вследствие этого в США потери серебра достигают ~100 т в год. Если учесть,
что присутствие в воде 0,05 ppm серебра делает ее не пригодной для питья,
становится очевидным, к какому значительному загрязнению окружающей среды
приводят упомянутые потери серебра. Имеется еще ряд процессов, которые не
нашли практического применения, поскольку они требуют очень высоких началь-
ных инвестиций, либо связаны с высокой стоимостью производства или их малой
производительностью.
Кроме того, упомянутые методы извлечения серебра не обеспечивают эффек-
тивного разрушения сернистых соединений, содержащихся в фиксирующем рас-
творе. Эти соединения оказывают отрицательное влияние на окружающую среду,
поскольку в процессе их медленного окисления они поглощают кислород, а при
определенных условиях подвергаются химическим превращениям с образованием
плохо пахнущих и опасных соединений. Таким образом, учитывая, что в фиксиру-
ющих растворах содержится по меньшей мере 1000 т серебра, в них должно содер-
жаться эквивалентное количество сернистых соединений, которые при сбросе без
дополнительной обработки, загрязняют окружающую среду.
Устройство, разработанное Дж. С. Бентли, (патент США 3 901777, 26 августа
1975 г.; фирма «Фотографик Сильвер Рековери Лимитед», Англия), представляет
собой электролизер, работающий в прерывистом режиме, предназначенный для
извлечения серебра из отработанных фотографических отбеливающе-фиксирующих
растворов. Катодная часть и раствор автоматически отделяются друг от друга в мо-
мент выключения тока. Буферный резервуар, находящийся над электролизером,
из которого в ходе процесса раствор непрерывно подается насосом с расходомером
в электролизер, снабжен нижним датчиком-уровнемером, который включает элек-
тролизер и подачу сырья и включает насос, который перекачивает раствор из элек-
тролизера обратно в буферный резервуар. Выключение этого насоса производится
с помощью нижнего датчика-уровнемера, имеющегося в электролизере. При этом
одновременно включается (от верхнего датчика буферного резервуара) наполняющий
насос, подающий раствор в электролизер, а также сам электролизер. Наполня-
ющий насос выключается верхним датчиком—уровнемером электролизера. Слив
раствора из катодной части происходит автоматически.
Процесс, разработанный Д. Г. Бёрджесом (патент США 3 926768, 16 декабря
1975 г.; фирма «Гидроспейс Индастриз, Инк.»), предназначен для извлечения се-
ребра из отработанных фотографических растворов путем подачи этих растворов
в резервуар, в котором он накапливается до достижения определенного объема.
После этого раствор автоматически выводится с помощью сифона в электролизер
и происходит автоматическое включение постоянного тока между катодом и анодом
324
на ойределенный заданный промежуток времени; при прохождении тока серебро
высаживается на катоде. Электролизер снабжен магнитной мешалкой, которая
также приводится в действие автоматически.
Аналогичный процесс описан К. Г. Бёрджесом (патент США 3 959110, 25 мая
1976 г.; фирма «Гидроспейс Индастриз, Инк.»). Серебро из фотографических раство-
ров выделяют путем электролиза. Раствор, например отработанный фиксаж,
подается в мерный резервуар, где накапливается до достижения определенного
объема. После этого он автоматически, с помощью сифона с триггерным устрой-
ством, подается в электролизер большего объема, чем объем мерного резервуара.
Одновременно автоматически включается постоянный ток между катодом и анодом
и происходит высаживание серебра на катоде. Раствор в ходе электролиза переме-
шивается мешалкой, предпочтительно магнитной, что позволяет достигать макси-
мальной степени выделения серебра.
Процесс, разработанный М. Короли (патент США 3 982934, 28 сентября
1976 г.; фирма «Истмен Кодак Компани»), предназначен для выделения серебра
7 Z 3 4 5
Рис. 145. Схема процесса извлечения' серебра из отходов фотографических
материалов, содержащих желатин:
1 — водяной пар; 2 — сточные воды, содержащие желатин н серебро; 3 —
кислота; 4 — щелочь; 5 — энзим; 6, 7, 10, 11 (в тексте); 8 — декантация;
9 — суспензия, содержащая серебро; 12 — в канализацию; 13 — на сжигание
из отработанных фотографических растворов, содержащих эмульгированное се-
ребро, соединения серебра и желатина путем взаимодействия с протеолетическими
энзимами в щелочной среде. По окончании реакции устанавливают величину pH
раствора s;:4,2, например добавляя НС1 или H2SO4.
При подкислении происходит осаждение серебра, связанного с желатином и
соединений серебра; выпадение осадка Происходит в отстойнике. Жидкость сли-
вают с осадка, нейтрализуют и сбрасывают в канализацию. Осадок удаляют из
резервуара и выделяют из него серебро, например путем сжигания. Процесс можно
проводить как в периодическом, так и в непрерывном режиме. На рис. 145
представлена схема периодического варианта этого процесса. Сточные промывные
воды процесса производства фотографической эмульсии или желатиновая фото-
графическая эмульсия, снятая с отработанной пленки, подвергается обработке
протеолитическими энзимами в реакторе 6, содержащем 9,5 м3 жидкости. В жид-
кость подают водяной пар до тех пор, пока ее температура не достигнет 50 °C.
Затем устанавливают величину pH раствора ~8, добавляя водный раствор ще-
лочи, например КОН или NaOH. Добавляют ~5 ppm (по массе) протеолитического
энзима и смесь вываривают ~30 мин при 50 °C. Обработка является особенно эффек-
тивной при использовании энзимов, активных в щелочной среде, например Био-
празы. Можно использовать различные протеолитические энзимы. В каждом случае
необходимо устанавливать величину pH среды, оптимальную для данного энзима.
Величину pH реакционной смеси, содержащей Биопразу и находящейся в реак-
торе 6, снижают до 4,2, например до 2,5—4,2, предпочтительно до 3,5, добав-
ляя кислоту, например 98 % серную кислоту в количестве 0,5—1 л на 9,5 м
жидкости. При добавлении кислоты содержимое реактора непрерывно перемеши-
вается с помощью насоса. Через 1 мин образуется мелкий осадок; в результате
коалесценции размеры хлопьев осадка постепенно увеличиваются. Время осажде-
ния составляет ~10 мин; затем содержимое реактора перекачивается насосом в от-
стойник 7 емкостью 50 м3. Полный цикл обработки материала в реакторе про-
должается ~1,5 ч.
11 Ситтиг М. 325
Можно использовать несколько реакторов и отстойников — как последова-
тельно, так и попеременно. При осуществлении данного процесса седиментация про-
исходит довольно быстро. После отстаивания в течение 4 ч остаточное содержание
серебра в жидкости над осадком редко превышает 4 ppm, после отстаивания в тече-
ние ночи оно обычно <2 ppm, а в ряде случаев серебра в растворе настолько
мало, что оно не поддается определению. Жидкость декантируют с осадка и сбра-
сывают в канализацию, предварительно доводя величину его pH до ~7 путем
добавления водных растворов щелочи, например КОН или NaOH. Последнюю
операцию, требуемую правилами по охране окружающей среды, проводят в реак-
торе 10 с капельной подачей реагентов. Как правило раствор, сбрасываемый в ка-
нализацию содержит ~0,2 % желатина, 0,1 % солей и <1 ppm серебра.
Влажный осадок выводится из нижней части отстойника 7 (а также из реак-
тора 6, если он там присутствует) в отстойник 11 после того как осадок нако-
пился в достаточном количестве. Затем влажный осадок инжектируют в камеру
прокаливания для выделения серебра. Твердая часть осадка, подаваемого на про-
каливание, содержит 33 % серебра, в виде металла или галогенида, и ~60 % же-
латина.
Отходы эмульсии, удаленные с использованной пленки, могут быть смешаны
со сточными промывными водами в реакторе 6 в любых желаемых соотношениях,
например 100 частей (объемн.) эмульсии добавляют к 2000 частей жидкости, находя-
щейся в реакторе. Установку величины pH в реакторе 6 в начале процесса можно
проводить, добавляя 46 % водный раствор гидроксида натрия. Нейтрализацию сто-
ков в реакторе 10 можно проводить с помощью 35 % водного раствора гидро-
ксида натрия, разбавленного водой в объемном отношении 3:1. На каждую за-
грузку жидкости в 9,5 м3 в реакторе 6 добавляют 1—2 л щелочи, а на 50 м3 жид-
кости, сбрасываемой в канализацию ~ 3 л щелочи.
Количество энзима, добавляемого к сточным промывным водам, составляет
5—10 ppm в том случае, когда к 20 частям сточных вод добавлена 1 часть эмуль-
сии. Предпочтительными условиями являются температура 48—52 °C и величина
pH = 7,0-:-10,6. Объем осадка может составлять 1/200 от объема исходных сточ-
ных вод.
Ниже приводится конкретный пример осуществления данного процесса. В реак-
тор 6 заливают 9,5 м3 сточных промывных вод процесса производства фотографиче-
ской эмульсии с содержанием серебра 130 ppm и подают водяной пар до достиже-
ния температуры 50 °C. Затем добавляют 46 % раствор гидроокиси натрия до
величины pH = 8, после чего вводят 5 ppm водного раствора Биопразы PN-10 и
проводят вываривание в течение 15 мин.
Далее в реактор добавляют 98 % серную кислоту до тех пор пока при ве-
личине pH = 3,5 не достигается изоэлектрическая точка и через =; 1 мин на-
чинается выпадение мелких частиц осадка. Через 10 мин содержимое реактора
перекачивают в отстойник 7. Через 24 ч содержание серебра в жидкости над
осадком составляет <1 ppm. Жидкость перекачивают в резервуар 10, где ее ней-
трализуют водным раствором NaOH До величины pH = 7 и направляют в сток.
Осадок на дне резервуара 7 содержит, в пересчете на сухое вещество, 23 % Ag
(в виде металла и галогенида) и 60% желатина. Его перекачивают в отстойник 11,
откуда подают в камеру для прокаливания, где происходит испарение воды и обра-
зуется зола, содержащая серебро.
Процесс, разработанный Л. Мёглихом (патент. США 4 021319, 3 мая 1977 г.;
фирма '.'Сильрек Системе, Инк.»}, представляет собой усовершенствованный про-
цесс, обеспечивающий 100 %-ное извлечение серебра, содержащегося в фотографиче-
ских фиксирующих растворах. Способ является довольно простым и позволяет
также удалять из раствора элементарную серу в количествах, эквивалентных ко-
личеству извлеченного серебра. Таким образом, удается не только извлекать до-
полнительное количество серебра, которое не могло быть выделено с помощью
известных ранее методов, а также удалять из раствора элементарную серу. В резуль-
тате этого достигается дополнительный экономический эффект и ликвидируется
вредное воздействие на окружающую среду, поскольку серебро является ядовитым,
а соединения серы, окисляясь, приводят к поглощению кислорода.
Усовершенствованный процесс включает стадии обработки фиксирующего фото-
графического раствора в электролизере, имеющем анодное и катодное отделения,
разделенные диафрагмой с размером пор 1—500 мкм при пропускании постоянного
326
тока с катодной плотностью тока 0,011 —55 А/м2. При этом на катоде осаждается
оксид серебра, а иа аноде — эквивалентное количество элементарной серы. Пред-
почтительная температура проведения процесса 20—60 °C. Процесс электро-
лиза может производиться в проточном режиме путем создания гидравлического
напора между отделениями, обеспечивающего прохождение через диафрагму. В этом
случае необходимо минимизировать количества фиксирующего фотографического
раствора, подаваемого в электролизер, для того, чтобы предотвратить окисление
серы и образование газообразного SO2.
На рис. 146 приведена схема аппарата для осуществления этого процесса.
Аппарат состоит из электролизера 1 с катодным отделением 2, отделенным от анод-
ного отделения 7 проницаемой диафрагмой 11. Сосуд 1 предпочтительно изготав-
ливать из инертного изолирующего материала, например из стекла, пластмассы
или керамики. В резервуаре 14 хранится отработанный фиксирующий фотографи-
ческий раствор 15, откуда он подается в катодное отделение 2 при открывании вен-
тиля 16. Отработанный фиксирующий раствор содержит ионы натрия, аммония,
тиосульфата, серебра и бромида.
После того как электролизер 1 заполняют отработанным фиксирующим фотогра-
фическим раствором, например тиосульфатом натрия, аммония или калия или их
смесью, к аноду 9 и катоду 12 подается постоянный электрический ток. В результате
электролиза в катодном отделении 2 осаждается оксид серебра 3, а в анодном
отделении 7 — эквивалентное количество элементарной серы 5. При проведении
процесса в периодическом режиме предпочтительно загружать фиксирующий рас-
твор в катодное отделение, а в анодное отделение заливать воду. Однако и в этом
случае в оба отделения можно загружать фиксирующий раствор; но следует учи-
тывать, что при этом может происходить образование нежелательных побочных
продуктов, таких как SO2 или Ag2S в анодном отделении.
После удаления желаемого количества серебра в виде оксида серебра из раствора
(предпочтительно 100 %-ное выделение) открывают вентиль 4 для слива жидкости
из катодного отделения и вентиль 6 — для слива из анодного отделения. Осадки S
и AgO отделяют от раствора путем фильтрования или другим способом; отделен-
ные растворы отбрасывают. Затем открывают вентиль 16 и из резервуара 14 в элек-
тролизер 1 подают новую порцию фиксирующего раствора. Таким образом, про-
исходит извлечение серебра по периодическому процессу.
В периодическом процессе гидравлический напор h между отделениями электро-
лизера отсутствует и слив из трубки 8 не происходит. В таком варианте процесса
существует возможность, что при использовании недостаточно разбавленного рас-
твора из него будет происходить выделение SO2, либо могут образовываться другие
нежелательные побочные продукты.
Предпочтительно проводить процесс в электролизере 10 в проточном режиме
при такой скорости подачи раствора, которая обеспечивает 100 %-ное извлечение
серебра, содержащегося в фиксирующем растворе, в виде оксида серебра. При
работе в непрерывном проточном режиме вентиль 16 открывают настолько, чтобы
обеспечить требуемую скорость подачи раствора в анодное либо в катодное отделе-
ние. При наличии достаточного гидравлического напора на диафрагме 11 раствор
будет проникать через нее в другое отделение с желаемой скоростью; после обработки
раствор выводят из аппарата по сливной трубке 8.
На приведенной схеме показан предпочтительный вариант, при котором обра-
батываемый раствор подается в катодное отделение. Можно также подавать рас-
твор в анодное отделение и выводить обработанный раствор из катодного отделе-
ния (с соответствующей заменой трубопроводов для подачи и слива раствора). Не-
обходимо также иметь в виду, что между центральным отделением и наружными
отделениями существует гидравлический напор h.
Эффективность процесса в описанном электролизере может быть увеличена
за счет введения в катодное отделение дополнительного электрода 17 и пропу-
скания переменного тока между электродами 12 и 17, как показано на схеме.
В результате этого повышается степень извлечения серебра. Постоянный ток на
электроды 9 и 12 подается от батареи 10, а переменный ток на электроды 17
и 12 от источника тока 13.
Источники постоянного и переменного тока электрически изолированы друг
от друга. Частота переменного тока может составлять 1—800 Гц, предпочтительно
10—120 Гц при наиболее предпочтительном для практических целей значении =±60 Гц.
I।* 327
Плотность нерешённого Тока может составлять 1,1—215 А/м2, предпочтительно
11—ПО А/м2 н особенно предпочтительно 32—81 А/м2.
Похожая конструкция электролизера и процесс выделения описаны А. Мёгли-
хом (патент США 4 021320, 3 мая 1977 г.; фирма «Сильрек Системе, Инк.'»). Спо-
соб обеспечивает электрохимическое извлечение серебра в виде AgO из фотогра-
фических фиксирующих растворов, содержащих ионы серебра с сохранением свойств
раствора. Для осуществления способа на электроды подают переменный ток с ча-
стотой 0,5—800 Гц при плотности тока 11—215 А/м2, в результате чего на элек-
тродах, погруженных в раствор происходит выделение AgO. Электролиз можно
проводить и при плотностях тока более 215 А/м2, однако в этом случае будет также
происходить и разложение раствора, препятствующее его повторному использо-
ванию. Этот метод может быть использован также и для извлечения серебра в виде
AgO из других растворов.
Рие. 146. Процесс электролитического выделения серебра из фотографических фнксиру-
» ющих растворов
Рис. 147. Схема процесса выделения серебра из фиксирующих растворов
Процесс, разработанный Ю. Идота и X. Шибаока (патент США 4 111766,
5 сентября 1978 г.; фирма «Фуджи Фото Филм Ко, Лтд, Япония), предназначен для
выделения серебра из фотографических фиксирующих растворов, применяемых для
обработки светочувствительных материалов, содержащих галогенид серебра. Про-
цесс проводят в электролизере, имеющем анодное и катодное отделения, разделен-
ные диафрагмой. Выделение серебра из отработанного фиксирующего раствора
происходит в катодном отделении, а в анодное отделение заливают отработанный
или свежий фиксирующий раствор, либо раствор уже подвергнутый электролизу.
На рис. 147 представлена схема аппарата для осуществления этого процесса.
Электролизер 1 состоит из катодного отделения 3, анодного отделения 5, катода 18,
анода 2 и диафрагмы, отделяющей катодное отделение 3 от анодного отделения 5.
Отработанный фиксирующий раствор перекачивают из резервуара 24 в циркуля-
ционный резервуар 9 с помощью насосов 14 (необходимо отметить, что линия,
идущая от насоса 14, далее разделяется на две линии; по одной раствор подается
в катодйое отделение 3, а по другой в резервуар 9); из резервуара 9 раствор
поступает в катодное отделение 3. Отработанный фиксирующий раствор перете-
кает в резервуар 24 из резервуара 22 по линии 23. Резервуар 22 предназначен
для проведения фиксажа и фактически не относится к аппаратуре для проведения
описываемого процесса.
Отработанный фиксирующий раствор из циркуляционного резервуара 9 по-
дается насосом 6 по линии 7 в катодное отделение 3, а возвращается из катод-
ного отделения в резервуар 9 по линии 8. Таким образом, отработанный фикси-
рующий раствор циркулирует между циркуляционным резервуаром 9 и катодным
отделением 3. Анодное отделение 5 предварительно заполняют фиксирующим рас-
твором. После того, как введено определенное количество отработанного фиксиру-
ющего раствора включается циркуляционный насос 6 и подготовка к электролизу
на этом заканчивается.
328
Как уже было сказано, циркуляционный насос 6 предназначен для циркуляции
отработанного фиксирующего раствора между катодным отделением 3 и циркуля-
ционным резервуаром 9. Если объем катодного отделения 3 меньше, чем объем
фиксирующего раствора, подаваемого на электролиз, насос 6 используют для ре-
гулирования количества раствора, подаваемого из циркуляционного резервуара 9
в катодное отделение 3. С другой стороны, если объем катодного отделения 3
больше, чем объем фиксирующего раствора, подаваемого на электролиз, в исполь-
зовании насоса 6 нет необходимости.
При пропускании через систему электрического тока в катодном отделении 3
происходит выделение серебра и регенерация раствора. После проведения электро-
лиза в течение определенного периода времени (предпочтительно до тех пор пока
остаточное содержание серебра в растворе не составит 0,5 г/л) раствор из анодного
отделения выводят из системы в виде отхода. Раствор из катодного отделения по
линии 13 возвращается в резервуар с постоянным уровнем жидкости 12, а оттуда
по линии 11 в циркуляционный резервуар 9.
Объем резервуара 12 с постоянным уровнем жидкости определяется количеством
раствора, выводимого из системы, объемом анодного отделения, концентрацией
ионов сернистой кислоты в фиксирующем растворе, продолжительностью электро-
лиза и плотностью электрического тока. В связи с этим необходимо отметить, что
постоянная скорость подачи дополнительного раствора достигается в том случае,
когда объем, выводимый из анодного отделения, объем резервуара 12, объем реге-
нерирующего раствора из резервуара 20 и объем анолнта — все равны между собой.
Фиксирующий раствор может использоваться в качестве анолита до тех пор
пока в ходе электролиза количество ионов сульфита (стабилизатор) не снизится
до нуля, а ионы тиосульфата не превратятся в серу. Минимальный объем анодного
отделения должен быть ^0,5 л, а его максимальный объем составляет 50 % от
объема отработанного фиксирующего раствора, подаваемого на электролиз. Прак-
тически минимальный объем раствора электролита, выводимого в виде отходов,
равен минимальному объему анодного отделения, т. е. 0,5 л. При использовании
меньших объемов аппаратура будет слишком маленькой для практического исполь-
зования в переработке больших количеств фиксирующего раствора. Таким образом
минимальный объем анодного отделения должен быть равным минимальному объему
отходов, выводимых нз системы.
Фиксирующий раствор, оставшийся в резервуаре 12, перекачивают в анодное
отделение 5, где он может быть подвергнут электролизу. Если фиксирующий раствор
(анодный раствор) не содержит ионов сульфита, ионы тиосульфата превращаются
в серу. Продолжительность использования фиксирующего раствора в качестве ано-
лита зависит от плотности тока н объема анодного раствора. Фиксирующий раствор,
остающийся в резервуаре 12, перекачивают в анодное отделение 5 иасосом 17
по линии 15.
Регенерированный фиксирующий раствор откачивается из циркуляционного
резервуара 9 иасосом 19. Регенерирующий агент добавляется к раствору из резер-
вуара 20, а регенерированный раствор направляется на хранение в резервуар 21,
откуда по мере необходимости его подают в резервуар для фиксации 22. Таким
образом, процесс регенерации заканчивается.
СЕРЕБРО ИЗ СТОЧНЫХ ВОД
См. «Золото из сточных вод».
ФЕРРОЦИАНИД НАТРИЯ ИЗ ШЛАМОВ,
ОБРАЗУЮЩИХСЯ ПРИ ГАЛЬВАНИЧЕСКОМ
ЛУЖЕНИИ С ИСПОЛЬЗОВАНИЕМ
ГАЛОГЕНИДОВ ОЛОВА
См. «Олово из шламов, образующихся при гальваническом лужении с исполь-
зованием галогенидов олова».
339
НАТРИЯ ГИДРОКСИД ИЗ ОТРАБОТАННОГО
ВАРОЧНОГО РАСТВОРА
В обычном бумагоделательном крафт-процессе волокнистое целлюлозное сырье,
обычно древесные стружки, подвергается варке в варочном растворе, так называе-
мом белом растворе, содержащем сульфид и гидроксид натрия. В результате полу-
чают бумажную массу и отработанный варочный раствор, так называемый черный
раствор. Отработанный раствор отделяют от бумажной массы путем промывки
в промывном аппарате для небеленой массы и бумажную массу направляют на ста-
дию отбеливания. Н
Отработанный раствор проходит через системы выделения и регенерации, где
его сначала концентрируют, обычно путем упаривания, а затем сжигают в печи
с получением твердого остатка, состоящего в основном из карбоната и сульфида
натрия. Обычно перед сжиганием к сконцентрированному отработанному раствору
добавляют соединение, содержащее натрий и серу, как правило, сульфат натрия.
Добавление сульфата натрия можно проводить и на других стадиях процесса, на-
пример к варочному раствору на стадии вываривания; таким образом компенсируются
потери натрия и серы в системе выделения.
Остаток, полученный при сжигании, растворяют в воде, получая зеленоватый
раствор, из которого затем удаляют нерастворившиеся твердые частицы. К освет-
ленному раствору добавляют гашеную известь, в результате чего карбонат натрия
превращается в гидроксид натрия. Получаемый раствор может быть возвращен на
стадию варки для использования в качестве свежего варочного раствора.
Известен также другой способ варки, так называемый содовый процесс. В этом
процессе варочная жидкость состоит в основном из водного раствора гидроксида
натрия. Отработанный варочный раствор подвергают обработке в системе выделе-
ния и регенерации таким же образом, как и в крафт-процессе. В этом случае остаток,
образующийся после сжигания раствора в печи, состоит в основном из карбоната
натрия, который после перевода в водный раствор обрабатывают каустиком для
регенерации раствора гидроксида натрия, используемого в качестве свежего вароч-
ного раствора.
Сточные воды, образующиеся при промывке на стадии отбеливания, обычно
сбрасываются в водоемы и не предпринимается каких-либо попыток выделения
химических соединений, содержащихся в них. Лишь в некоторых случаях прово-
дится выделение твердых частиц, содержащихся в жидкости. Основной причиной
этого является то, что сточные воды представляют собой очень разбавленные рас-
творы, а содержащиеся компоненты имеют малую стоимость. На стадии отбелива-
ния образуются также сточные воды, содержащие отработанный отбеливающий рас-
твор и отработанный раствор экстрагента-каустика. Эти сточные воды имеют тем-
ный цвет, токсичны и приводят к загрязнению водоемов, поскольку они содержат
волокна и материалы, поглощающие кислород, содержащийся в воде. Требования
охраны окружающей среды не допускают сброс этих сточных вод в водоемы без
предварительной обработки.
В процессе, разработанном Дж. А. Дьюксом (патент США 3 909344, 30 сен-
тября 1975 г.; фирма «Эрко Энвайротех Лтд», Канада), сточные воды со стадии
отбеливания бумаги добавляют к отработанному варочному раствору, обрабаты-
ваемому в системе выделения и регенерации. Таким образом, эти сточные воды не
сбрасываются, а остаются в производственном цикле. Согласно данному процессу,
остаток от сжигания растворов содержит карбонат и хлорид натрия, а также другие
компоненты, состав которых зависит от технологии варки. Твердый остаток раство-
ряют в горячей воде, упаривают, охлаждают получая при этом осадок кристалло-
гидрата карбоната натрия; хлорид натрия при этом остается в водном растворе.
После отделения кристаллов карбоната натрия и других кристаллических
солей, например сульфида и сульфата натрия, если варка проводится по крафт-
процессу, маточный раствор упаривают, в результате чего получают хлорид натрия
в достаточно чистом виде. Карбонат натрия может быть превращен в химические
соединения, являющиеся компонентами варочного раствора и возвращен на стадию
варки; обычно его превращают в гидроксид натрия путем обработки каустиком.
Общая схема процесса представлена на рис. 148, Древесные стружки или дру-
гое волокнистое целлюлозное сырье подается по линии / р варочный аппарат 2,
330
где проводится варка в варочном растворе, подаваемым по линии 3, в составе
которого, в случае содового процесса, действующим веществом является' гидроксид
натрия. Образующуюся бумажную массу и отработанный варочный раствор раз-
деляют и бумажную массу промывают в аппарате 4, предназначенном для про-
мывки небеленой массы. "В соответствии с приведенной схемой для промывки
используют промывные воды со стадии отбелки, подаваемые по линии 11. В дру-
гом варианте для промывки можно использовать обычную воду или конденсат,
содержащий примеси, а сточные воды процесса отбелки использовать на других
стадиях данного процесса, как будет описано ниже, или вывести их из системы.
Промытая небеленая масса по линии 5 подается на установку отбеливания 6,
где она подвергается ряду операций отбеливания и очистки с применением одного
или нескольких хлорсодержащих отбели-
вающих веществ. Обычно стадии отбели-
вания и очистки включают обработку
хлором, диоксидом хлора или их смесью,
подаваемым по линии 7 и щелочную экс-
тракцию с использованием водного рас-
твора гидроксида натрия, подаваемого по
линии 8. Обычно применяют следующую
последовательность обработки: хлор —
экстракция — диоксид хлора—экстрак-
ция—диоксид хлора.
В процессе отбеливания бумажная
масса подвергается промывке, обычно по-
сле каждой стадии отбеливания или ще-
лочной экстракции, водой, подаваемой по
линии 9. Отработанные промывные воды
со стадии отбелки вместе с отработанными
растворами, образующимися при отбелке
и щелочной экстракции, выводятся как
сточные воды по линии 11.
Предпочтительно проводить промыв-
ку, подавая бумажную массу и воду про-
тивотоком. Желательно, чтобы количе-
процесса выделения гн-
из отработанного вароч-
сточных вод процесса
Рис. 148. Схема
дрокснда натрия
кого раствора н
отбеливания
ство гидроксида натрия на стадии экс-
тракции бумажной массы несколько пре-
вышало стехиометрическое количество,
т. е. один атом натрия на один атом хло-
ра, содержащийся в отбеливающих веще-
ствах. При этом сточные воды, выводимые по линии 11, будут иметь щелочную
реакцию. Бумажную массу, отделенную и очищенную до получения необходимого
качества, выводят из отбеливающей установки 6 по линии 10 и направляют на
продажу как таковую или на стадию производства бумаги.
В случае необходимости, сточные воды из линии 11 можно непосредственно
добавлять к отработанному варочному раствору, поступающему по линии 12.
Последний упаривают в испарителе 13, а затем по линии 15 подают в печь 16,
имеющую любую подходящую для данной цели конструкцию. Сточные воды про-
цесса отбеливания в линии 11 содержат значительные количества хлорида натрия.
Вода, удаляемая из испарителя 13 по линии 14, может быть снова использована
в системе, например для подачи в отбеливающую систему по линии 9; в случае
необходимости эту воду подвергают дополнительной очистке.
При сжигании растворов в печи 16 образуются твердый остаток, содержащий
карбонат натрия, а также непрореагировавшие компоненты, главным образом хло-
рид натрия. Таким образом, после сжигания получают твердый остаток, содержа-
щий карбонат и хлорид натрия. Его растворяют в аппарате 17, в который по
линии 18 подается вода.
Подаваемая вода может представлять собой промывные воды процесса
отбелки, конденсат из испарителя или промывные воды, образующиеся после
растворения гидратированного карбоната натрия в аппарате 23. По линии 18
может подаваться часть сточных вод из линии 11, особенно в том случае, если в уст*
ройство для промывки небеленой ма?СИ 4 подают свежую воду или конденсат. По-
831
лучаемый горячий водный раствор отводят по линии 19; в нем также содержатся
рециркулируемые химические соединения, что будет подробно описано ниже.
В случае необходимости можно в воде, поступающей по линии 18, растворять
не весь твердый остаток, а обрабатывать его так, чтобы растворить основное ко-
личество хлорида натрия и часть карбоната натрия, оставляя в твердом виде кар-
бонат натрия достаточной степени чистоты. Проведение процесса таким образом
позволяет уменьшить потребление воды и сократить выпариваемые объемы. Полу-
чаемый твердый карбонат натрия может быть использован для приготовления ва-
рочного раствора вместе с карбонатом натрия, который на последующих стадиях
процесса выделяется из горячего раствора, полученного при описанном выше ча-
стичном растворении.
Горячий водный раствор охлаждают в кристаллизаторе 20 для выделения
кристаллогидрата карбоната натрия, предпочтительно в виде Na2CO3- ЮН2О; при
этом основное количество хлорида натрия остается в растворе. Предпочтительно
проводить охлаждение за счет выпаривания воды из горячего раствора в вакууме.
Упариваемую воду отводят по линии 21.
Горячий водный раствор, отводимый по линии 19, обычно имеющий темпера-
туру 82—99 °C, может быть подвергнут предварительному охлаждению, как с вы-
париванием воды, так и без него, для того чтобы уменьшить нагрузку на кристалли-
затор 20, в котором выделяется карбонат натрия. В случае необходимости предва-
рительное охлаждение можно проводить в несколько стадий. Процесс можно также
проводить и без предварительного охлаждения. Как правило, горячий водный
раствор, имеющий температуру ~93Г'С, охлаждают до ~49 °C за счет испарения
некоторого количества воды, а затем раствор охлаждают при испарении до тем-
пературы ниже 21 °C, предпочтительно до 15 °C, в результате чего происходит
кристаллизация декагидрата карбоната натрия. Выделение карбоната натрия в виде
декагидрата позволяет удалить из раствора большие количества воды.
Охлаждение раствора и кристаллизацию карбоната натрия желательно про-
водить до получения маточного раствора почти насыщенного хлоридом натрия.
Получаемую суспензию для облегчения переработки разбавляют рециркулируемым
маточным раствором и карбонат натрия, отделяемый от маточного раствора и прак-
тически не содержащий примесей хлорида натрия, выводят по линии 22. На схеме
для упрощения показано, что кристаллизация карбоната натрия и его отделение
от маточного раствора происходят в одном и том же аппарате. В действительности
для этих целей используются два отдельных аппарата.
Карбонат натрия по линии 22 поступает в резервуар 23, где его растворяют
в воде илн в другом подходящем водном растворе, предпочтительно в промывных
водах, подаваемых по линии 24, с образованием водного раствора карбоната натрия.
Этот раствор по линии 25 направляют в аппарат для подщелачивания 26. В этот
аппарат из печи для обжига извести 28 по линии 29 подается известь, под действием
которой карбонат натрия, находящийся в растворе, практически полностью пре-
вращается в гидроксид иатрия. Шлам карбоната кальция, осаждающийся в аппа-
рате 26, после промывки для удаления щелочных примесей по линии , возвра-
щается для использования в печь для обжига извести 28. Промывные воды, образу-
ющиеся при промывке шлама карбоната кальция, могут быть использованы зля
растворения твердого остатка от сжигания, куда они подаются по линии 18.
Водный раствор гидроксида иатрия, получаемый в аппарате 26, возвращается
по линии 30 для соедииеиия с варочным раствором, подаваемым в варочный аппа-
рат 2 по линии 3. Маточный раствор, получаемый после отделения карбоната иа-
трия и содержащий хлорид и некоторое количество карбоната натрия, по линии 31
подают в испаритель 32. Там из него при нагревании выпаривают воду и выделяют
твердый хлорид натрия, причем присутствующий карбонат натрия остается в рас-
творе. Обычно испарение воды в аппарате 32 проводят путем кипячения раствора
при пониженном давлении, предпочтительно до получения насыщенного раствора
карбоната натрия. Выделяющаяся в испарителе вода удаляется по линии 34. Тем-
пература, до которой нагревается маточный раствор для достижения желаемой
степени испарения и кристаллизации хлорида натрия, зависит от температуры,
при которой происходит кристаллизация карбоната натрия в аппарате 20 и от
относительных концентраций карбоната и хлорида натрия в маточном растворе.
Применяемая температура должна быть выше температуры, при которой будет кри-
сталлизоваться карбонат натрия (можно цспользовать температуры до 104 °C),
§32
что позволяет выделять хлорид натрия в достаточно чистом виде. При этом для кри-
сталлизации гидратированного карбоната натрия горячий водный раствор необ-
ходимо охлаждать до весьма низких температур, как правило 0—10 °C. Обычно
работают в интервале температур 38—60 °C.
При проведении описанного выше процесса, в котором горячий водный раствор
для кристаллизации гидратированного карбоната натрия охлаждают до ~15°С,
маточный раствор можно нагревать для кристаллизации хлорида натрия до ~49°С.
Выпадающие' кристаллы хлорида натрия имеют достаточную степень чистоты и
выводятся по линии 33. Предпочтительно, чтобы количество удаляемого хлорида
натрия в сумме с количеством хлорида, циркулируемого по линии 35, было примерно
равно общему количеству хлорида натрия, содержащемуся в горячем водном рас-
творе, который затем подвергается охлаждению для выделения кристаллогидрата
карбоната натрия.
Хлорид натрия, выводимый по линии 33, может найти различные применения.
Обычно его используют для регенерации химических агентов на стадии отбелива-
ния. Например, водный раствор хлорида натрия можно подвергнуть электролизу
для получения гидроксида натрия, йодаваемой на стадию отбеливания по ли-
нии 8. Его можно также использовать для получения диоксида хлора и хлора
путем взаимодействия с хлоратом натрия и серной кислотой. Получаемые диоксид
хлора и хлор подаются на стадию отбеливания по линии 7. Кроме того, при
электролизе водного раствора хлорида натрия может быть получен хлорат натрия,
применяемый для получения диоксида хлора путем восстановления в кислой среде.
На схеме показано, что упаривание маточного раствора, полученного после
отделения карбоната натрия, и отделение выпадающих из него кристаллов хлорида
натрия проходят в одном и том же аппарате 32. В действительности обычно исполь-
зуют два отдельных аппарата, причем суспензию, образующуюся при выпарива-
нии, переносят во второй аппарат, где и происходит отделение твердого хлорида
натрия.
Маточный раствор, получаемый после выделения хлорида натрия, обычно еще
содержит некоторые количества хлорида и карбоната натрия. По линии 35 его
возвращают в аппарат для растворения остатка 17, либо соединяют с горячим вод-
ным раствором, подаваемым по линии 19. В маточном растворе по линии 35 могут
содержаться малые количества гидроксида натрия, которые не были удалены с по-
мощью описанного процесса. Присутствие гидроксида натрия может быть связано
с использованием промывных вод со стадии промывки шлама карбоната кальция
в аппарате для растворения 17, куда они подаются с водой по линии 18. Гидроксид
натрия может также образовываться вследствие наличия малых количеств окси-
дов натрия в остатке от сжигания.
Маточный раствор из линии 35 может быть обработан диоксидом углерода или
другими реагентами для превращения присутствующего гидроксида иатрия в карбо-
нат натрия до того, как маточный раствор из линии 35 соединяют с горячим водным
раствором в линии 19. Таким образом можно предотвратить накопление гидро-
ксида иатрия в маточном растворе, рециркулируемом по линии 35. В случае необ-
ходимости, после выделения хлорида иатрия маточный раствор может быть снова
подвергнут охлаждению для осаждения дополнительных количеств гидрата карбо-
ната иатрия.
Таким образом, описанный процесс позволяет разделить карбонат иатрия и
хлорид иатрия, содержащиеся в остатке от сжигания и получить их в достаточно
чистом виде со степенью извлечения из остатка близкой к количественной.
НАТРИЯ НИТРАТ ИЗ ПРОЦЕССА
ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Применяемые в промышленности методы закалки черных металлов обычно вклю-
чают стадии нагревания изделия в печи или в ванне расплавленной соли, например
хлорида, охлаждение в ванне другой расплавленной соли, например нитрата, ни-
трита или их смеси, а затем промывку в нескольких промывных ваннах для удале-
ния солей, Захваченных изделием в предыдущих ваннах. Уиос некоторого количе-
333
ства расплавленных солей в промывные ванны делает необходимым периодическое
добавление соли к расплаву и замену воды в промывных ваннах.
Соли, накапливающиеся в промывной воде, желательно выделять и возвращать
для использования в ваннах термической обработки. Однако процесс такого выделе-
ния связан с рядом серьезных трудностей. Во-первых, установка дополнительной
аппаратуры для выделения становится экономически оправданной только при дости-
жении очень высокой степени извлечения солей и лишь в том случае, когда процесс
выделения может быть проведен без остановки аппаратуры для термической об-
работки.
Во-вторых, было установлено, что примеси, обычно всегда присутствующие
в ваннах для термической обработки, особенно быстро накапливаются до недо-
пустимо высоких содержаний при рециркуляции солей, выделенных из промывных
вод, на стадию термической обработки. Так, например, хлориды из ванны терми-
ческой обработки уносятся в охлаждающую ванну, а оттуда в промывные ванны,
где их выделяют и рециркулируют. В результате этого количество хлоридов
в охлаждающей ванне быстро достигает такого значения, при котором они начинают
кристаллизоваться, образуя осадок, который время от времени необходимо удалять
из ванны. Кроме того, присутствие хлоридов значительно снижает охлаждающую
эффективность ванны из нитрата и нитрита, что также требует удаления хлоридов
из охлаждающей ванны.
Другой быстро накапливающейся примесью при использовании рецикла яв-
ляется карбонат, образующийся в результате разложения самой соли. Например
смесь нитрата и нитрита натрия имеет склонность к образованию Na2CO3 при
взаимодействии с СО2, присутствующим в воздухе. Карбонат натрия хорошо рас-
творяется в промывных водах, но недостаточно растворим в охлаждающей ванне
из нитрата и нитрита, в результате чего в ней образуется осадок, который покры-
вает механические детали и ухудшает эффективность охлаждения.
Примеси хлоридов и карбонатов так же, как и многие другие примеси, напри-
мер ионы, содержащиеся в жесткой воде, всегда присутствуют в составе ванн для
термической обработки всех известных систем. Однако концентрации таких приме-
сей поддерживаются на достаточно низком уровне, позволяющем эксплуатацию
в течение достаточно длительного времени, благодаря тому, что вместе с основными
солями из ванны постоянно уносятся также и примеси. Унос солей, естественно,
компенсируется добавлением свежих солей, которые не содержат примесей. В том
случае, когда осуществляется рецикл соли, нежелательные примеси, унесенные
в промывные воды и растворенные в них, остаются в рециркулируемых материалах
и через короткое время их концентрация в ванне становится недопустимо высокой.
Процесс, разработанный Р. В. Форменом и Г. П. Дюбалом (патенты США
4 149702, 17 апреля 1979 г. и 4 158579, 19 июня 1979 г.; фирма <<Парк Кемикал
Компани»), предназначен для рецикла водорастворимых солей, используемых для
термической обработки путем выделения этих солей из промывных растворов и
возврата их на стадию термической обработки в таком виде, который не приводит
к накоплению нежелательных примесей, например хлоридов, и продуктов разложе-
ния исходных солей.
Схема этого процесса представлена на рис. 149. На схеме изображена обычная
установка для термической обработки, предназначенная для закалки деталей из
черных металлов, а также система выделения и рецикла нитрата и нитрита, исполь-
зуемых в охлаждающей ванне. Детали нагревают путем погружения в расплавлен-
ный хлорид, находящийся в печи из огнеупорного материала 2, обогреваемой газом.
После нагревания в хлоридной ванне до =^800 °C детали переносят в печь для охлаж-
дения 3, также выполненную из огнеупорного материала и содержащую смесь рас-
плавленных солей — нитрата и нитрита натрия; температура расплава составляет
250—400 °C. Печь 3 также обогревается газом. Влияние термической обработки
и охлаждения на структуру и свойства обрабатываемых деталей хорошо известно
и не нуждается в специальном обсуждении.
Детали из охлаждающей ванны 3 переносят в открытый промывной резервуар 5,
содержащий воду при температуре ~65 °C, где происходит отмывка солей, прине-
сенных с обрабатываемыми деталями из охлаждающей ванны 3. Обычно охлажда-
ющая ванна и промывной резервуар находятся в непосредственной близости и зна-
чительная часть расплавленной соли, уносимой деталями из охлаждающей ванны 3,
попадает в промывной резервуар 5, Далее детали могут быть подвергнуты дополни^
354
Рис. 149. Схема процесса для рециклизации солей, используемых для термической обработки:
подача обрабатываемых изделий; 2, 3, 5 — 14, 16—21, 24 — 33, 35 — 37, 39 — 45 (в тексте); 4 — шлам; 15 — вывод из-
делий; 22 — флокулирующие добавки; 23 — регулирующее устройство; 34 — электролиз; 38 — карбонат
Э35
тельной промывке в последовательно соединенных открытых промывных резер-
вуарах 9 н 13, содержащих воду при температуре 52 и 42 °C соответственно. В ре-
зультате такой промывки достигается полное удаление остатков солей с детали.
Как видно из схемы, содержание соли в воде промывных ванн 5, 9 н 13 постепенно
уменьшается.
Некоторое количество хлорида из нагревательной печн 2 уносится в ннтрат-
нитритную охлаждающую ванну, где хлорид рассматривается как нежелательная
примесь. Хлориды вместе с другими примесями переносятся в промывной резер-
вуар 5 и растворяются в промывной воде вместе с нитратом и нитритом.
Первая стадия процесса выделения солей включает концентрирование промыв-
ных вод, загрязненных солями. С этой целью прежде всего подача растворов между
промывными резервуарами 5, 9 и 13 производится противотоком и наибольшая
концентрация выделяемой соли поддерживается в резервуаре 5. Свежая вода по-
дается в резервуар 13 через деионизатор 18. Из резервуара 13 жидкость перетекает
в резервуар 9, а из него в резервуар 5. Для транспортировки жидкости в описывае-
мом варианте применяются электронные детекторы уровня, управляющие насосами,
более подробно описанные ниже. Для этой же цели может быть применена система
водосливов, по которым вода переливается под действием силы тяжести.
После достижения в резервуаре 5 концентрации выделяемой соли ~20 % рас-
твор из резервуара 5 подают в уравнительный резервуар 21, предпочтительно за-
крытого типа, имеющего по меньшей мере такую же емкость как и резервуар 5.
Из резервуара 21 промывная вода, содержащая соли, по трубопроводу 26 посту-
пает в концентрирующий аппарат 28, где происходит дальнейшее концентрирование
за счет выпаривания промывной воды. При поддержании температуры раствора
115—120°C может быть получен концентрат с содержанием соли ~50 %. Для на-
гревания используют нагреватель 31, помещенный над дном аппарата, а равномер-
ное распределение температур по раствору достигается с помощью мешалки 30.
Трубопровод 26 выполнен из коррозиониостойкого материала, например из сплава
инконеля; в него включен насос 24 и фильтр 25 для удаления чужеродных примесей,
например частиц накипи.
После получения раствора с концентрацией соли 50 % в аппарате 28 раствор
подают во второй закрытый уравнительный резервуар 33, объем которого в 3—
4 раза превышает объем аппарата 28, для дальнейшего концентрирования путем
выпаривания промывной воды. Из резервуара 33 раствор по трубопроводу 36 с по-
мощью насоса 35 подается к плавильному аппарату 37, который по конструкции
аналогичен аппарату 28, но работает при более высокой температуре. В аппарате 37
имеется электрический нагреватель 45, который погружен в жидкость, н мешалка 44
с пневматическим приводом, которая обеспечивает равномерное распределение тем-
ператур по содержимому аппарата.
Аппарат 37 соедииеи с охлаждающей ванной 3 посредством трубопровода 46
с вентилем, по которому расплавленная соль может быть возвращена в ванну 3.
Транспортировку расплавленной соли в печь 3 предпочтительно проводить вруч-
ную с использованием насоса 43, имеющегося в линии 46.
Поскольку при нагревании происходит отгонка азотной кислоты, транспорти-
ровку соли осуществляют после окончания отгонки. Температуру расплавленной
соли устанавливают примерно равной температуре ванны 3. Момент готовности
солевого расплава к транспортировке определяют с помощью температурного дат-
чика 41, погруженного в расплав, который соединен со звуковым или другим под-
ходящим индикатором 40.
После начала транспортировки расплава из аппарата 37 в печь 3 уровень
расплава в аппарате 37 начинает снижаться. Уровень расплава контролируется
датчиком уровня 42, погруженным в жидкость,который соединен с цепью управле-
ния 39. Когда уровень опустится до конца наиболее длинного датчика, устрой-
ство 39 включает насос 35, находящийся в трубопроводе 36, который перекачи-
вает 50 %-ный солевой раствор нз уравнительного резервуара 33 в аппарат 37.
Детектор уровня 42 желательно устанавливать в аппарате 37 таким образом, чтобы
остаточный уровень расплава покрывал нагревательный элемент 45. Когда в ре-
зультате перекачки раствора будет достигнута верхняя граница уровня жидкости
устройство 39, по сигналу датчика 42 выключает насос 35.
Транспортировка 50 %-кого раствора солн из концентратора 28 в уравни-
тельный резервуар 33 производится с помощью насоса 32, включаемого темщ-
336
ратурным детектором 29. Естественно, Что в тех случаях, когда возможно транспорти-
ровать жидкость путем перетекания под действием собственной массы, насосы могут
быть заменены обыкновенными вентилями. Насос 32 выключают вручную, когда
аппарат 28 становится почти пустым. При снижении уровня раствора в концентра-
торе 28 детектор уровня 27 через контрольное устройство 20 включает насос 19,
периодически выключая его, чтобы поддерживать требуемый уровень раствора в кон-
центраторе 28. Прн транспортировке 20 %-ного солевого раствора из уравнительного
резервуара 21 в концентратор 28 температура снижается до ~65°С. Нагреватель-
ный элемент 31 постепенно повышает температуру раствора, а мешалка 30 обеспе-
чивает равномерное распределение температур. При испарении воды температура
медленно повышается до 115—120 °C, что свидетельствует о достижении концентра-
ции солевого раствора 50 %. После этого температурный датчик 29 приводит в дей-
ствие насос 32, как описано ранее, который перекачивает содержимое концентра-
тора 28 в уравнительный резервуар 33.
Для проведения процесса промывки противотоком промывные резервуары 5,
9 н 13 снабжены датчиками уровня жидкости, цепями управления и насосами, рас-
положенными в линиях, связывающих резервуары между собой. Так, в промыв-
ном резервуаре 5 имеется детектор уровня 6, через устройство 7 управляющий
насосом 8. Резервуар 9 имеет детектор уровня 10, управляющий через устрой-
ство И насосом 12. Наконец, резервуар 13 снабжен детектором уровня 14, через
устройство 16 управляющим клапаном 17, находящимся между резервуаром 13
и источником воды под давлением. В результате как только уровень жидкости
в каком-либо резервуаре снижается до минимального, включается подача жидко-
сти, что обеспечивает поддержание в резервуаре заданного уровня жидкости.
НАТРИЯ НИТРИТ ИЗ АБСОРБЦИОННОЙ
жидкости
Хорошо известно, что при контактировании азотсодержащих газов, т. е. таких,
в состав которых входят окснд н днокснд азота, с водными растворами щелочи оксиды
азота абсорбируются с образованием нитритов н нитратов. Подобные газы обра-
зуются в большом количестве различных процессов, например при фиксации азота
в электрической дуге, при окнсленнн воздухом аммиака или при абсорбции реак-
ционных смесей, в которых первичным продуктом является азотная кислота.
Регулируя соотношение между оксидом и диоксидом азота таким образом, чтобы
основным компонентом подаваемого газа был окснд азота, образование нитратов
можно свести к минимуму н достичь максимального превращения оксида азота
в нитриты.
Процесс разработанный К. Ф. Хеклингером и Д. Е. Друком (патент. США
3 965247, 22 июня 1976 г.; фирма «Эллиед Кемикал Корпорейшнъ), предназначен
для выделения нитрита натрия нз водного раствора, содержащего нитрит н хло-
рид натрия.
Процесс включает следующие стадии. Кристаллизацию раствора в первой
зоне кристаллизации при условиях, обеспечивающих кристаллизацию хлорида
натрия — прн температурах НО—130 °C; в результате образуется первая суспен-
зия, содержащая кристаллы хлорида натрия. Отделение кристаллов из первой су-
спензии с получением раствора, содержащего нитрит натрия. Кристаллизацию рас-
твора нитрита натрия во второй зоне кристаллизации в условиях, обеспечивающих
эффективную кристаллизацию нитрита натрия — при температурах 10—60 °C;
при этом образуется вторая суспензия, содержащая кристаллы нитрита натрия.
Выделение кристаллического нитрита натрия из второй суспензии.
НАТРИЯ СУЛЬФИТ ИЗ ОТРАБОТАННОГО
ВАРОЧНОГО РАСТВОРА
В отработанном варочном растворе на основе сульфита натрия содержатся
значительные количества соединений натрия, которые желательно извлекать из
раствора. С этой целью отработанный раствор концентрируют путем упаривания,
а затем подвергают сжиганию. При сжигании образуются отходящие газы, содер-
жащие диоксид серы и диоксид углерода и твердый остаток, который растворяют
в воде с получением так называемого «зеленого раствора», содержащего сульфид
натрия. Диоксид серы удаляют из отходящих газов путем промывки раствором
карбоната натрия, для приготовления которого используют зеленый раствор. Полу-
чаемый сульфит натрия может быть использован для приготовления варочного
раствора.
Вследствие необходимости высоких капитальных вложений и трудностей,
обусловленных протеканием побочных реакций с образованием тиосульфата натрия,
отрицательно влияющего на процесс варки, существующие методы извлечения хими-
ческих продуктов из варочных растворов на основе сульфита и бисульфита на-
трия не могут считаться достаточно эффективными. Существует необходимость
в разработке усовершенствованных, более дешевых методов выделения компонен-
тов, содержащих натрий и серу, с целью их повторного использования в операции
варки.
В патенте США 3 787283 описывается процесс и аппаратура для выделения
соединений натрия из отработанных варочных растворов путем сжигания скон-
центрированного отработанного раствора не в виде вязкой массы, а в форме твер-
дых гранул. Этот способ обладает рядом преимуществ перед известными, в част-
ности процесс можно проводить с использованием относительно недорогого обо-
рудования, например вращающегося обжигового барабана, который значительно
дешевле чем крафт-печи или стекловаренные печи, которые применяют для сжи-
гания вязкой расплавленной массы. Кроме того, этот способ позволяет выделять
непосредственно сульфит натрия, в то время как по известным способам получается
остаток, основными компонентами которого являются карбонат и сульфид натрия.
Эти соединения необходимо далее различными способами перерабатывать,чтобы
получить сульфит натрия.
Процесс, разработанный Д. Р. Шили и Дж. X. Рионом (патент США
4 035228, 12 июля 1977 г.; фирма «Соноко Продакте Компании), относится к даль-
нейшему усовершенствованию описанного метода. Согласно этому способу кон-
центрированный отработанный раствор, содержащий соединения щелочных ме-
таллов, смешивают с оксидом алюминия, к полученной смеси добавляют рецирку-
лируемую из печи золу, содержащую алюминат щелочного металла, и формуют
твердые гранулы. Последние загружают в печь, рабочая температура которой ниже,
чем температура плавления алюмината. В печи происходит сгорание органической
части гранул и взаимодействие щелочных металлов с оксидом алюминия с обра-
зованием золы, содержащей алюминат щелочного металла.
Часть золы из печи возвращается на стадию формовки гранул, а остальную
золу растворяют в воде с получением раствора алюмината щелочного металла.
Этот раствор смешивают с суспензией, рециркулируемой с последующей стадии про-
цесса, для инициирования частичного осаждения оксида алюминия из алюмината.
Затем смесь взаимодействует с газообразным диоксидом серы для дополнительного
осаждения оксида алюминия и получения суспензии оксида алюминия в растворе,
содержащем щелочной металл. Раствор выделяют из смеси, а отделенный оксид
алюминия направляют для повторного использования в процессе формовки
гранул.
Процесс, разработанный С. Мицугучи, И. Номура, Т. Наито и др. (патент
США 4 141785, 27 февраля 1979 г.; фирма «Эбара Мануфэкчуринг Ко, Лтд.ъ,
Япония) предназначен для выделения химических соединений из отработанных
варочных растворов на основе сульфита натрия. Согласно этому способу остаток
от сжигания отработанного раствора добавляют к водной суспензии этого остатка,
одновременно добавляя свежую воду таким образом, чтобы обеспечить частичное
растворение подаваемого остатка. В результате содержание твердого вещества в сус-
пензии, так же, как и ее температура, поддерживается постоянным.
338
Получаемую водную суспензию направляют на стадию разделения твердой
и жидкой фазы, где получают влажный твердый остаток, в котором соотношение
S/Na2O такое же, как и в остатке от сжигания. Влажный остаток смешивают с горя-
чими частицами карбоната и сульфита натрия, одновременно подавая горячий
воздух для окисления сульфида натрия в сульфит, а затем окисленный продукт
растворяют в водном растворе.
Полученный раствор контактируют с газом, содержащим диоксид серы, пред-
почтительно с отходящими газами, образующимися при сжигании, для превраще-
ния карбоната натрия в сульфит натрия. Весь процесс проводится в замкнутой
системе и соединения серы и натрия, содержащиеся в отработанном растворе, вы-
деляются и регенерируются с получением свежего варочного раствора.
Рис. 150. Схема процесса выделения химических соединений нз варочного
раствора на основе сульфита натрия
Схема данного процесса приведена на рис. 150. Концентрированный отработан-
ный раствор сжигают в печи /; образующийся твердый остаток по линии 2 непре-
рывно подают в бункер 3. По линии 4 в бункер подают водяной пар или воздух
под давлением, в результате чего происходит охлаждение смеси и выделение
нз него мелких частиц. Водную суспензию, возвращаемую из циркуляционного
резервуара 6, подают в бункер так, что она стекает вниз по его внутренней стенке,
предотвращая накопление на ней твердого остатка. Скорость подачи суспензии
в 100 раз превышает скорость подачи остатка от сжигания (по массе). Частицы твер-
дого остатка падают на сито 5, где мелкие частицы отделяются от крупных. Мелкие
частицы отводят в циркуляционный резервуар 6, а крупные направляют в ре-
зервуар для зеленого раствора 7. В резервуаре 7 крупные частицы при пере-
мешивании растворяются в воде, подаваемой из скруббера 8, в котором промы-
ваются газы, отходящие из бункера 3. Образующийся в резервуаре 7 разбавленный
зеленый раствор перекачивают в циркуляционный резервуар 6.
Хотя концентрация получаемого зеленого раствора может изменяться в зави-
симости от количества подаваемой воды, которое в свою очередь зависит от общего
водного баланса процесса, обычно ее поддерживают на уровне ~10%. При про-
ведении процесса необходимо постоянно поддерживать баланс между следующими
количествами воды: 1) суммарным количеством воды, подаваемой на стадию окис-
ления и воды, выводимой вместе с воздухом из бункера 3 и 2) количеством воды,
подаваемым из резервуара для зеленого раствора. В результате этого содержание
твердых веществ в резервуаре для зеленого раствора поддерживается постоянным.
Зеленый раствор смешивают в циркуляционном резервуаре 6 с водной суспен-
зией, частицами твердого остатка и разбавленной водной суспензией рециркулируе-
мой со второй стадии, в результате чего получают суспензию с многокомпонентной
водной фазой, в состав которой входят в основном сульфид натрия, а также ги-
339
дроксйд натрия, полисульфиды натрия й Другие натриевое соли, такие как тио-
сульфат, карбонат и хлорид натрия. Твердая фаза суспензии состоит в основном
из карбоната натрия и других нерастворенных компонентов, упомянутых выше
и их различных производных.
Молярное отношение S/Na2O в твердой части суспензии значительно выше,
чем в остатке от сжигания. Например, в остатке это отношение составляет ~0,5,
а в суспензии 0,8—1,0. Температуру суспензии поддерживают равной 55—90 °C,
предпочтительно 75—83 °C. Для этой цели может быть использовано пропускание
воды через охлаждающую рубашку, температура которой на 5—40 °C, предпочти-
тельно на 10—20 °C ниже, чем температура суспензии. Использование охлажда-
ющей воды со слишком низкой температурой может привести к осаждению твердых
веществ на охлаждающей поверхности и к снижению эффективности охлаждения.
В случае необходимости дополнительно к водяному охлаждению можно использо-
вать охлаждение путем пропускания через суспензию холодного воздуха. В этом
случае происходит окисление некоторого количества сульфида натрия.
Общее содержание химических соединений в суспензии поддерживается в интер-
вале 35—70 %, предпочтительно 45—60 %. При концентрациях менее 35 % хотя
и улучшается эффективность охлаждения, влажный остаток, получаемый на вто-
рой стадии, содержит больше карбоната натрия чем необходимо для поддержания
требуемого молярного соотношения S/Na2O. Далее, если суспензию или фильтрат
охлаждают на барабанном аппарате с образованием хлопьев, то' отверждение будет
проходить с недостаточной скоростью, либо получаемые хлопья будут содержать
слишком много воды, что приводит к снижению температуры окисления при их
последующей обработке в реакторе окисления. С другой стороны, при концен-
трациях более 70 % становится довольно трудно поддерживать температуру <90 °C
и происходит забивка трубопроводов.
Суспензию перекачивают через напорный бак 9 в шнековое декантирующее
устройство 10. Благодаря наличию напорного бака подача суспензии может про-
водиться непрерывно при постоянном давлении. В декантаторе 10 происходит
отделение части твердой фазы, которая в виде влажного осадка удаляется из вод-
ной суспензии и подается в реактор окисления 11, в то время как оставшаяся
смесь возвращается в циркуляционный резервуар в виде разбавленной водной
суспензии.
В том случае, если в остатке от сжигания содержание сульфида натрия состав-
ляет <40%, особенно <30%, то молярное соотношение S/Na2O во влажном
осадке легко может быть установлено таким же как в остатке от сжигания. С другой
стороны, если содержание сульфида натрия в остатке от сжигания >30%, осо-
бенно >40 %, то необходимо увеличить содержание серы в водной суспензии для
того, чтобы получить молярное отношение S/Na2O во влажном осадке такое же
как и в остатке от сжигания. При возрастании концентрации сульфида натрия
в водной суспензии, эффективность охлаждения суспензии уменьшается в резуль-
тате осаждения сульфида натрия на охлаждающей поверхности и снизить темпера-
туру водной суспензии до требуемого значения становится довольно трудно. В этом
случае часть суспензии, выводимой из напорного бака, направляют в барабанный
аппарат для образования хлопьев /2; в другом варианте в аппарат 12 подают
часть фильтрата из декантатора 10.
В аппарате 12 химические соединения, присутствующие в суспензии или в филь-
трате, отверждаются на барабане, который обычно охлаждают до температуры
<70 °C, предпочтительно до 30—50 °C, образующиеся хлопья удаляют и подают
в основной реактор окисления. Хлопья имеют состав аналогичный составу подавае-
мой водной суспензии. Для упрощения желательно подвергать отверждению только
часть водной суспензии, а оставшуюся суспензию рециркулировать в циркуляцион-
ный резервуар. Контролируя количество хлопьев, подаваемых в реактор, можно
регулировать молярное соотношение S/Na2O в сырье, поступающем на оки-
сление.
Основной реактор окисления представляет собой месильную машину с двумя
валами, в нижней части которой находится большое количество твердых частиц
окисленного продукта, содержащих небольшое количество воды, например до
5 %. После подачи в реактор влажного осадка и хлопьев они непосредственно сме-
шиваются с частицами окисленного продукта при одновременной подаче горячего
воздуха (100—200 °C, предпочтительно 150—185 °C).
340
Поскольку даже при подаче в реактор малых количеств воздуха выходящие
из реактора окисления газы содержат значительное количество влаги, то на по-
верхности различных частей, например циклонного сепаратора и трубопровода,
будет происходить конденсация капель воды. Образующиеся капли захватывают
твердые частицы, уносимые газами, что приводит к забивке аппаратуры. Поскольку
вводимый в реактор воздух также способствует перемешиванию реакционной смеси
скорость его подачи должна быть достаточно велика. В то же время подача
слишком больших количеств воздуха требует большого расхода энергии для на-
грева воздуха и его подачи и, кроме того, приводит к увеличению уноса твердых
частиц из реактора. Оптимальное количество подаваемого воздуха должно в 2___
20 раз, предпочтительно в 10 раз, превышать стехиометрическое количество, необхо-
димое для полного окисления всего количества сульфида натрия, содержащегося
в остатке от сжигания.
Отходящий газ из реактора подается в циклон 14, где унесенные твердые
частицы отделяются и возвращаются в реактор. Окисленный продукт, который
содержит неокисленные химические соединения и промежуточные продукты окис-
ления, выводят из реактора по сливному желобу и подают в реактор доокисле-
ния 13. Реактор 13 предназначен для проведения реакции окисления с возможно
большей степенью полноты. Неокисленные химические соединения и промежуточ-
ные продукты при попадании в последующие стадии процесса будут реагировать
с диоксидом серы, образуя газообразный сероводород, который загрязняет окру-
жающую среду и тиосульфат натрия, оказывающий отрицательное действие в про-
цессе приготовления бумажной массы.
В реактор доокисления подается воздух с температурой 100—300 °C, предпоч-
тительно 150—250 °C. В твердых частицах, выведенных из основного реактора,
присутствует до 5 % воды; этого количества достаточно для проведения превраще-
ния остаточного сульфида натрия в сульфит натрия. Однако если вода присут-
ствует в недостаточном количестве, в реактор для облегчения реакции окисления
можно добавить воду. Отходящий газ из реактора доокисления поступает в цик-
лон 14, в котором отделяются твердые частицы, уносимые газом.
Если в циклоне не достигается полного удаления твердых частиц, то отходя-
щие газы подвергают обработке в скруббере 16, в который подается свежая вода
или разбавленный водный раствор химических соединений; в скруббере проис-
ходит растворение твердых частиц с максимально возможной полнотой.
Окисленный продукт из реактора доокисления подают в резервуар для раство-
рения 15, в который поступает водный раствор, выводимый из скруббера /6;
в результате образуется водный раствор, содержащий карбонат и сульфит натрия.
Количество водного раствора, подаваемого в резервуар для растворения, регули-
руется таким образом, что получаемый водный раствор имеет концентрацию ~20 %.
При концентрациях выше 20 % возникают трудности при обработке водного рас-
твора диоксидом серы для получения варочного раствора. С другой стороны,
если раствор слишком разбавлен, то невозможно получить варочный раствор с тре-
буемой концентрацией.
Водный раствор подают в отстойник 17, в котором нерастворимые материалы
отделяют в виде шлама, а осветленную жидкость направляют в абсорбер 18.
В абсорбере происходит контактирование осветленного раствора с газами, выходя-
щими из печи для сжигания, в результате чего происходит превращение карбо-
ната натрия в сульфит натрия в той степени, которая необходима для получения
варочного раствора требуемого состава. Газ, выходящий из абсорбера, не содержит
Диоксида серы и выводится в атмосферу. Полученный таким образом варочный
раствор осветляют в концентраторе 19 и используют для получения бумажной
массы. Шлам, выделенный из концентратора, соединяют со шламом, полученным
в отстойнике, промывают водой, фильтруют и выводят из процесса. Промывные
воды и фильтрат рециркулируют в скруббер и (или) в резервуар для растворения.
Усовершенствованный метод выделения соединений, содержащих натрий и
серу, из отходов процесса варки с использованием сульфита и бисульфита натрия
описаны В. Г. Фарином (патент США 4 148684, 10 апреля 1979 г.; фирма «МЕИ
Системе Инк.»). Метод включает восстановительное сжигание отработанного рас-
твора и обработку получаемого при этом остатка в ряде последовательных операций,
приводящих к ускоренному образованию гидросульфида натрия, сероводорода,
Диоксида серы, карбоната натрия и бикарбоната натрия без одновременного обра-
341
зования тиосульфата натрия. Способ обеспечивает выделение сульфита натрия,
бисульфита натрия, карбоната натрия и (или) гидроксида натрия.
Данный метод включает: 1) добавку к предварительно карбонизированному
раствору возвратного раствора бикарбоната натрия в количествах достаточных
для того, чтобы поддерживать давление диоксида углерода более высоким, чем
давление диоксида углерода в газе, используемом для выдувания сероводорода;
2) выделение диоксида углерода и водяного пара, используемых для выдувания
и предварительной карбонизации, путем разложения бикарбоната натрия и 3) вы-
деление путем декарбонизации и нейтрализации под давлением диоксида углерода,
которая используется для высокотемпературной
карбонизации с получением бикарбоната иатрия.
Аппарат, разработанный П. К. Римпи (па-
тент США 4 187279, 5 февраля 1980 г.; фирма
«ОУ Тампелла АБ1», Финляндия), состоит из реак-
тора для предварительной карбонизации, колонны
для отпарки H2S, реактора карбонизации, башни
для промывки отходящих газов и башни для ох-
лаждения промытых отходящих газов.
Реактор для карбонизации и башни для ох-
лаждения и промывки расположены одна над дру-
гой в одной и той же колонне с тарелками. Подача
отходящих газов из промывной башни в охлаж-
дающую башню и далее в реактор карбонизации
осуществляется через отверстия в тарелках; газы
движутся по колонне снизу вверх. Транспорти-
ровка газов через описанные аппараты и реактор
предварительной карбонизации осуществляется
с помощью обычного вентилятора. Устройство
для вывода раствора, содержащего карбонат и
бикарбонат натрия, из отпарной колонны соеди-
нено с устройством для непосредственной подачи
этого раствора в реактор карбонизации и про-
мывную башню.
Схема аппаратуры приведена на рис. 151. При
сжигании сконцентрированного раствора в печи,
образуется твердый остаток, при растворении ко-
торого в воде получают зеленый раствор. От этого
раствора отделяют твердые частицы путем отстаи-
Рис. 151. Схема аппаратуры
для выделения соединений
натрия из зеленого варочного
раствора и отходящих газов
вания. Осветленный зеленый раствор 25 перека-
чивают в самую верхнюю часть 1 колонны, где он контактирует с отходящими
газами 23, подаваемыми противотоком. Процесс на стадии предварительной
карбонизации 1 можно проводить в тарельчатом реакторе, а также в реакторе
с насадкой и с орошением. Сульфид натрия, содержащийся в зеленом растворе,
реагирует с диоксидом углерода из отходящих газов и частично или полностью
превращается в гидросульфид натрия. Выходящий со стадии предварительной
карбонизации газ 26 выводится из верхней части колонны.
Зеленый раствор после предварительной карбонизации 24 подают в следующий
аппарат 3, где его обрабатывают большим избытком (2—4 раза по сравнению со
стехиометрическим количеством^ бикарбоната натрия. Выделяющийся газообразный
сероводород 2 выносится из колонны с помощью транспортирующего газа 22, на-
пример водяного пара, отходящих газов или другого инертного газа. Раствор 4,
выходящий из аппарата 3, содержит главным образом карбонат и бикарбонат на-
трия, а также небольшие количества сульфата и тиосульфата натрия. Сульфид
натрия в растворе отсутствует, либо его содержание настолько мало, что оно не
мешает дальнейшему использованию раствора в данном процессе. Отделенный се-
роводород 2 направляют для дальнейшей обработки, например на сжигание в го-
релке с получением серы.
Поток 4 раствора, содержащего карбонат и бикарбонат натрия, разделяют
на два потока 6 и 7. Поток 6 направляют в следующий аппарат 9, тж он взаи-
модействует с отходящими газами 10, охлажденными до 20—40 °C. Карбонат на-
трия реагирует с диоксидом углерода из отходящих газов и превращается в би-
342-
карбонат натрия. Смесь 21 бикарбоната и карбоната натрия возвращается на ста-
дию отделения H2S 3. Отходящий газ 5 выводится из колонны и из процесса.
Стадия карбонизации 9 может осуществляться, например в тарельчатом реакторе
с подачей реагентов противотоком.
Поток 7, содержащий карбонат и бикарбонат натрия, далее разделяется на
два потока 8 и 11. Поток 8 выводят из колонны и из процесса, а поток 11 на-
правляют на стадию промывки отходящих газов 16. Газы 15, содержащие диоксид
углерода и (или) диоксид серы, подают в самую нижнюю часть колонны, где осу-
ществляется стадия промывки отходящих газов 16. В результате промывки из
газов, поступающих из печи или из другого оборудования, удаляется основное ко-
личество диоксида серы, а в некоторых случаях также сероводород, НС1 и твердые
частицы сульфата натрия. Промывку в колонне можно проводить в одну или
в несколько стадий, используя тарельчатый реактор либо реактор с орошением
или с насадкой.
Поток жидкости 14, выводимый со стадии промывки 16, представляет собой
раствор сульфита натрия, который может быть использован для приготовления
варочного раствора либо для других целей. Газы 13, выходящие со стадии про-
мывки, подают на стадию охлаждения 18, где они охлаждаются водой, подаваемой
противотоком в реактор с насадкой. Теплую воду, выходящую со стадии 18, вы-
водят из процесса; ее можно использовать для различных целей. Охлажденные
отходящие газы по линиям 23 и 10 направляют на стадии предварительной карбо-
низации 1 и карбонизации 9.
НАТРИЯ СУЛЬФИТ ИЗ ОТХОДОВ ПРОЦЕССА
ПРОИЗВОДСТВА ТРИНИТРОТОЛУОЛА
Сточные воды процесса производства тринитротолуола (ТНТ), окрашенные
в красный цвет, содержат сульфит натрия, который может быть выделен из рас-
твора. Согласно процессу, разработанному В. Р. Куком, Д. Р. Шили и Дж. А. Ти-
кером (патент США 4 154643, 15 мая 1979 г.; фирма f-Соноко Продакте Компании},
эти сточные воды подвергают обработке для выделения соединений натрия без
рецикла золы, образующейся при сжигании, и без формования из нее твердых
гранул.
Смесь гидроксида алюминия и сточных вод, содержащих щелочной металл,
пропускают чрез горячую печь, где происходит их сушка и образование гранул.
При сгорании органических компонентов гранул протекает химическая реакция
и получается гранулированная зола, содержащая алюминат щелочного металла.
Алюминат натрия взаимодействует с отходящими газами, содержащими SO2> в ре-
зультате чего образуется сульфит натрия и гидроксид алюминия, который возвра-
щают в процесс.
При обработке многих видов сточных вод, например отработанных варочных
растворов, в жидкости содержится достаточное количество органических соедине-
ний для того, чтобы поддерживать горение и обеспечивать создание в печи восста-
новительной атмосферы, необходимой для восстановления соединений щелочных
металлов. Однако в некоторых случаях, как например при переработке сточных
вод процесса производства ТНТ, содержащих соединения натрия и серы, при-
ходится добавлять дополнительное количество углерода. Для этой цели в сырье
можно вводить порошкообразный уголь, топливную нефть или любой другой угле-
родсодержащий материал перед подачей раствора в печь. Количество добавляе-
мого углерода зависит от содержания углерода в сточных водах и от некоторых
других факторов, которые легко учитываются опытным путем.
Ниже приводится конкретный пример осуществления процесса. Проводят
концентрирование 4500 кг/ч сточных вод процесса производства ТНТ, содержа-
щих 10 % твердых веществ до получения 900 кг/ч раствора с содерЯ&наем твердых
веществ 50 %. Этот раствор содержит 145 кг натрия и 100 кг серы (в час). Рас-
твор смешивают с 320 кг/ч порошкообразного угля, и смесь подают во вторую сек-
цию многосекционной подовой печи, куда также добавляют 490 кг/ч гидроксида
алюминия, предварительно высушенного в первой секции печи. Во второй секции
343
Происходит окончательная сушка, а сжигание проводят в остальных секция^
печи, где температура достигает 930 °C и выше.
Из нижней части печи выводят золу (550 кг/ч), которую охлаждают до 200°C
воздухом, подаваемым в холодильник противотоком. Золу затем измельчают и
через уравнительный бункер направляют в резервуар для растворения, куда по-
дается'вода (1500 л/ч); в результате получают 25%-ный раствор алюмината натрия.
Горячие газы, выходящие из печи, проходят через циклон, охлаждаются до 70 °C
и подаются в абсорбер. При контактировании в абсорбере раствора алюмината
натрия с охлажденными отходящими газами происходит осаждение гидроксида
алюминия и образование сульфита натрия. Из абсорбера выводят суспензию гидро-
ксида алюминия в растворе сульфита натрия при величине pH 8,5. Ее промы-
вают на ленточном фильтре; остаток от фильтрования удаляют и возвращают в пер-
вую секцию подовой печи для сушки. Фильтрат содержит ~385 кг сульфита
натрия; после отстаивания его отводят в резервуар для хранения.
НАТРИЯ ТИОЦИАНАТ ИЗ ОТРАБОТАННЫХ
РАСТВОРОВ ДЛЯ ПРЯДЕНИЯ АКРИЛОВОГО
ВОЛОКНА
В процессе производства акриловых волокон, включающем стадии полимери-
зации, растворения и прядения, в систему вводятся различные виды органических
и неорганических соединений, являющихся катализаторами полимеризации, анти-
окрашивающими агентами, промоторами окрашивания, красителями, хелатирующими
соединениями, диспергирующими агентами, пластификаторами, УФ-абсорберами,
агентами для передачи цепи, ингибиторами горения, синергистами ингибиторов
горения, антистатиками, мягчителями, присадками для повышения износостой-
кости и т. п. Все или некоторые из этих соединений, а также продукты их раз-
ложения и превращения переходят в прядильный раствор, в результате чего
происходит загрязнение растворителя.
Помимо этого растворитель может загрязняться низкомолекулярными поли-
мерами, присутствующими в сырье. Для повторного использования растворителя,
применяемого в процессе прядения волокон, его необходимо очищать от указан-
ных примесей. Неорганические растворители для прядения акриловых волокон
могут быть очищены дистилляцией. Для очистки органических растворителей, на-
против, необходимо применять довольно сложные методы, такие как осаждение,
фильтрация через адсорбирующий слой, перекристаллизация и др. Процесс адсорб-
ционной фильтрации с использованием активированного угля не позволяет уда-
лять ионизируемые примеси. Процесс осаждения и фильтрации, основанный на
различной растворимости веществ, позволяет удалять только малорастворимые
примеси. Применение перекристаллизации тоже имеет различные недостатки, в част-
ности недостаточно полное удаление примесей, большое количество неорганиче-
ского растворителя, остающегося в маточном растворе и невысокий выход выделяе-
мого материала. Указанные недостатки делают этот процесс неприменимым на
практике.
При очистке органических растворителей путем дистилляции наблюдаются
большие потери растворителя в результате его разложения. Кроме того, этот
процесс является очень энергоемким, что связано с высокой температурой кипении
растворителя и с образованием азеотропных смесей с примесями. Таким образом,
очевидна необходимость в разработке более экономичного и эффективного про-
цесса очистки растворителей.
Усовершенствованный процесс разработан М. Озаки и С. Накаджима (патент
США 4 079000, 14 мая 1978 г.; фирма «Джапан Екслан Компани Лимитед»,
Япония). Этот процесс включает: 1) Подачу растворителя акриловых волокон, со-
держащего примеси, или его смеси с водой на слой насадки из полимера, состоя-
щего из одного или нескольких видов сложноэфирных мономеров, содержащих
по меиьшей мере одну полимеризуемую двойную связь и один фрагмент оксида
этилена на молекулу полимера и одного или нескольких видов мономеров, содер-
жащих по меньшей мере одну полимеризуемую двойную связь в каждой моле-
344
куле; эта насадка поглощает как примеси, так и сам растворитель, 2) Пропускание
через насадку элюэнта, вымывающего из нее примеси. 3) Пропускание дополни-
тельного количества элюэнта, вместе с которым из насадки удаляется раство-
ритель для волокон. С помощью этого процесса следующие растворы были очищены
от специфических примесей.
Растворитель для волокон Примеси
5 %-иый водный раствор тиоцианата натрия 1 н. водный раствор азотной кислоты 5 %-ный водный раствор хлорида цинка 40 %-ный водный раствор днметил- формамида 43 %-ный водный раствор диметил- сульфоксида Полиэтиленгликоль 600, полиэтиленгли- коль 6000 и этиленгликоль, с концентра- цией 0,1 % соответственно Сульфат натрия и Р-сульфопропионитрил натрия, в концентрации 1 % соответствен- но Сульфат натрия в концентрации 1 % Сульфат натрия в концентрации 1 % Сульфит натрия в концентрации 1 %
МОДИФИКАТОРЫ почвы
ИЗ ОТХОДОВ ПРОЦЕССА ПРОИЗВОДСТВА
ДИОКСИДА ТИТАНА
Известно, что в процессе производства диоксида титана из ильменита или
ильменитных шлаков по сульфатному методу одна из основных проблем заключается
в образовании большого количества отходов. Эти отходы не находят практического
применения, а их сброс в отвалы приводит к загрязнению окружающей среды, по-
скольку они токсичны и обладают восстановительными свойствами. В связи с этим
важное значение имеет разработка методов, позволяющих превратить эти отходы
в продукты, представляющие практическую ценность и не влияющие на окружающую
среду.
Процесс, разработанный Л. Пикколо и А. Паолинелли (патент США
4 077794, 7 марта 1978 г.; фирма '.'Сочьета Италиана Резине С. И. Р. СпА»,
Италия), направлен на достижение указанной цели. Согласно предложенному спо-
собу, смесь отходов, полученных при производстве диоксида титана по сульфатному
методу с материалом на основе сульфата и (или) оксида трехвалентного железа
(в количестве ^20 % от массы отходов) кальцинируют в окислительной атмосфере
при температуре 500—600 °C. В результате получают продукт, 80—95 % от массы
которого представляет собой смесь оксида и сульфата трехвалентного железа, при-
чем массовое соотношение оксид/сульфат в смеси составляет от 0,25 : 1 до 1 : 1.
Получаемый продукт может быть использован в качестве модификатора почв. Про-
цесс кальцинирования проводится непрерывно при постоянных условиях с рецик-
лом части выводимого продукта.
НЕРЖАВЕЮЩАЯ сталь из лома
нержавеющей стали
См. «Серебро из лома нержавеющей стали с серебряной пайкой».
12 Ситтиг М.
345
СТАЛЬ ИЗ СКРАПА, ПОЛУЧАЕМОГО
ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Процесс, разработанный Г. Матерном, Дж. Лефевром, Р. Трико и А. Гюссье
(патент США 4 077108, 7 марта 1978 г.; фирма ’Южин Асьерс», Франция), пред-
назначен для утилизации металлических продуктов очень часто рассматриваемых
как отходы; остатки металлических листов, стружки, обрезки и т. п. Данный про-
цесс позволяет получать сталь с улучшенной способностью к механической обработке.
Укрупненнэ мелких металлических частиц достигается без плавления за счет их
соединения с образованием дисперсных фаз. Способ чаще всего применяют для пе-
реработки остатков листов или стружек, которые смешивают с требуемыми количе-
ствами добавок, таких например как сера или свинец. После сжатия смеси Она штам-
пуется выдавливанием на прессе с получением брусков или других деталей. Про-
цесс особенно эффективен для производства нержавеющих сталей, содержащих серу
или свинец. Свинцовая нержавеющая сталь, получаемая этим способом, помимо хоро-
шей механической обрабатываемости имеет превосходную коррозионную устойчи-
вость.
СТАЛЬ ИЗ АВТОМОБИЛЬНОГО ЛОМА
Сталеплавильным заводам требуется высокопроцентный металлический лом
с высокой плотностью, который используется для загрузки в сталеплавильные
печи. Однако большая часть высокопроцентного лома содержит значительное коли-
чество загрязнений, которые оказывают отрицательное воздействие на физические и
химические свойства сталей, получаемых с использованием такого лома.
Одним из основных источников низкопроцентного стального лома являются
старые автомобили, которые перед использованием подвергают механическому
уплотнению. Обычно с автомобиля сначала снимают двери, крышку багажника и
капот, а оставшийся кузов и (или) раму разрезают с образованием относительно
больших панелей или секций, которые в свою очередь обрабатывают в каландрирую-
щем устройстве, получая металлические фрагменты небольших размеров. Иногда
полученное таким образом сырье подвергают магнитной сепарации для грубого раз-
деления черных и цветных металлов. Затем материал сжимают прессом или с по-
мощью падающего молота для получения листов, которые затем режут на полосы и
пакетируют. Иногда пакетирование проводят сразу после каландрирования, а в не-
которых случаях пакетируют и крупные части без предварительного разрезания.
В любом случае в результате описанных процессов получают металлический лом
с относительно низкой плотностью и высоким содержанием примесей.
Существует значительное число предприятий по переработке корпусов автомо-
билей в металлический лом или для получения из автомобилей стали. Однако
этим предприятиям свойственен ряд недостатков. Так, например, на них часто ис-
пользуется очень доростоящее топливо, а тепло, выделяющееся в плавильных печах,
используется неэффективно. Кроме того, в соответствии с требованиями охраны
окружающей среды, такие предприятия должны быть оборудованы эффективными
средствами для очистки отходящих газов от содержащихся в них загрязняющих
веществ.
В некоторых случаях для уменьшения содержания примесей проводят их выжи-
гание из корпусов автомобилей. Однако при этом не удалось достичь удовлетвори-
тельных результатов, поскольку горение на открытом воздухе происходит при от-
носительно низких температурах. Кроме того, во многих районах проведение такого
процесса выжигания запрещено законодательством по охране окружающей среды.
Лом, получаемый из автомобилей описанными выше способами, не находит широкого
применения и спрос на старые автомобили для получения металлолома невелик.
В результате этого все большее количество брошенных утильных автомобилей скап-
ливается на улицах и дорогах некоторых районов. Ввиду большого количества
таких автомобилей удаление их на свалку, после демонтажа деталей, которые могут
быть использованы повторно, становится серьезной проблемой.
Более подробно выделение различных материалов из утильных автомобилей опи-
сано в работе [3] и в приведенных в ней ссылках, в частности: «Процесс переработки
346
автомобилей в лом и потребности штата Мэриленд», сообщение SW—10d фирмы
«Менеджмент Текнолоджи, Инк.», г. Вашингтон, Служба здравоохранения США,
1970 г., а также Дж. В. Сойер мл. «Рецикл автомобильного лома — процессы,
цены и перспективы», Балтимор, Издательство университета им. Джона Гопкинса,
1974 г.; и «Рецикл автомобилей — проблема окружающей среды и использования
вторичного сырья», г. Вашингтон, Агенство по охране окружающей среды США,
1972 г.
Со времени опубликования работы [3] не было разработано принципиально
новой технологии; краткое описание известного уровня техники приводится ниже.
Процесс, разработанный П. Е. Райнхартом (патент США 3 917239, 4 но-
ября 1975 г.), осуществляется на установке по переработке автомобилей, где авто-
мобили по крайней мере частично разбирают, перерабатывают и превращают в про-
Рис. 152. Схема процесса с уменьшенным расходом энергии Для выделения стали из транс-
портных средств
дукты. Установка предназначена для переработки корпусов и частей автомобилей
с использованием дешевых источников топлива при эффективном использовании ос-
таточного тепла, образующегося в процессе горения. Установка для переработки
автомобилей позволяет максимально использовать тепло, выделяющееся при плав-
лении автомобилей, и не вызывает существенного загрязнения окружающей атмос-
феры.
Расположение оборудования, используемого для проведения такого процесса,
показано на рис. 152. Установка состоит из печи 1, в которую через люк 3 пода-
ются использованные автомобильные шины, являющиеся источником топлива.
Для загрузки шин в печь может быть использован ленточный транспортер 4. В печи
находится несколько горелок 5, которые служат для воспламенения шин в печи, а
также для дополнительного нагрева. Горелки могут работать на любом известном
топливе.
Нижняя часть печи выполнена в виде наклонной поверхности 6 с отверсти-
ями 7, предназначенными для удаления золы из печи. Таким путем из системы
удаляется не только зола, но и стальные шипы, которые накапливаются при сжига-
нии шипованных шин. Стальные шипы удаляют через центральное отверстие 8, рас-
положенное на гребне наклонной поверхности. Желательно расположить в нижней
части печи вибратор 6, способствующий удалению золы и стальных шипов из печи.
Под отверстием 8 находится контейнер 9 для сбора стальных шипов. Сталь,
извлекаемая из шипованных шин, может быть направлена на дальнейшую перера-
ботку и использована для производства других деталей. Непосредственно над печью,
под некоторым углом к ней расположена транспортировочная система 10 для подачи
утильных автомобилей 11 в реактор для переработки автомобилей. Транспортер
находится в непосредственной близости от печи и благодаря этому тепло, излучае-
мое печью, может быть эффективно использовано для выжигания нежелательных
материалов и инициирования процесса плавления автомобилей.
12» 347
Предпочтительно, чтобы транспортировочная система и подаваемые по ней ав-
томобили были расположены в трубе 12 для того, чтобы излучаемое тепло, поступа-
ющее к автомобилям, не рассеивалось в окружающую атмосферу. Хотя на схеме
транспортер 10 изображен практически параллельным к верхней части печи, он мо-
жет быть установлен под некоторым наклоном к печи.
Горячий газ выходит из печи через отверстие 13 и контактирует с вагранкой
примерно в том месте, где в нее подаются автомобили. Таким образом, подаваемые
автомобили сначала подвергаются нагреву во время транспортировки над печью,
а затем действию газа с очень высокой температурой, выходящего из печи.
В результате этого достигается эффективное плавление поступающих автомо-
билей.
Поскольку газ, выходящий из печи, сообщается с вагранкой, он является одним
из основных источников ее обогрева. Однако для проведения процесса плавления
во многих случаях требуется дополнительный нагрев. Для этой цели могут быть
использованы угольные электроды 14, выделяющие мощность, например 3200 кВ-А.
Электроды установлены таким образом, что их можно погружать в расплавленную
сталь для полного переведения ее в жидкое состояние. Применение угольных элект-
родов позволяет повысить температуру в вагранке до 1650 °C и даже выше. Элект-
роды могут автоматически перемещаться в вертикальном направлении, причем может
быть задано любое расстояние между поверхностью расплавленного металла и элект-
родами. После полного перевода стали, помещенной в вагранку, в расплавленное
состояние, угольные электроды автоматически удаляются из вагранки. Нижняя
часть вагранки 15 имеет наклон, который позволяет легко удалять из нее расплав-
ленную сталь.
После полного перевода стали, находящейся в вагранке, в расплавленное со-
стояние, сталь выводят через отверстие 16, находящееся в нижней части вагранки,
и подают в баки-сборники 17, расположенные на ленточном транспортере 18.
В баке-сборнике происходит расслаивание расплавленной стали на более тяже-
лый слой стали 19, находящийся внизу и на более легкий слой шлака, находящийся
над сталью. Через некоторое время, после того как происходит достаточное разде-
ление шлака и стали, сталь сливают из бака-сборника через имеющееся в нем отвер-
стие и подают для дальнейшей переработки, например на прокатный стан, для произ-
водства легких строительных конструкций, таких как армирующие стержни, стойки
оград и т. п. Оставшийся шлак может быть утилизирован любым из известных спо-
собов. Баки-сборники могут быть закреплены на транспортере и после удаления
содержимого транспортер снова возвращает их к вагранке для повторного использо-
вания.
Как уже было сказано, образование расплава в вагранке происходит за счет
горячих печных газов и нагрева угольных электродов. Горячие газы, выходящие
из печи и из вагранки, непрерывно удаляются из системы через горизонтальный га-
зоход 21, в котором расположен ряд устройств, позволяющих эффективно использо-
вать тепло отходящих газов. Например, в газоходе 21 находятся плавильные аппа-
раты 22, 23 и 24, в которых может проводиться плавка отдельных деталей, кото-
рые предварительно были сняты с автомобиля. При этом части, для плавления кото-
рых необходима наиболее высокая температура, подают на плавление в аппарат,
ближайший к вагранке. Так, например, в аппарате 22 для выплавки меди перера-
батывают генераторы переменного тока, радиаторы, стартеры, регуляторы напря-
жения и т. п. Другой плавильный аппарат, не показанный на схеме, может быть
использован для переработки моторного блока автомобилей. После разборки мотора
и отделения стальных частей, чугунные части мотора загружают в плавильный ап-
парат, где получают расплав, который продают литейным заводам.
В аппарате для выплавки цинка 23 можно перерабатывать коробки передач,
карбюраторы и т. п., а в аппарате для плавки стекла — плавить все стеклянные
детали автомобиля. В газоходе 21 могут быть установлены и другие плавильные ап-
параты, а также другие устройства для утилизации тепла, например элементы 25,
26 и 27, производящие водяной пар для паровых котлов. После прохождения через
все описанные выше устройства газ, выходящий по газоходу, подвергают дальней-
шему охлаждению и очистке перед выбросом в атмосферу. Для этой цели газоход 21
выполнен с расширенной частью 28, причем между внутренней стенкой расширен-
ной части и наружной стенкой газохода имеется зазор 29, через который в си-
стему попадает холодный окружающий воздух.
348
В расширенной части газохода имеются также вентиляционные отверстия 30,
расположенные под углом к потоку отходящих газов. Поступающий через них воз-
дух эффективно смешивается с проходящим горячим газом, в результате чего про-
исходит равномерное охлаждение отходящих газов. После вентиляционных отверстий
в расширенной части газохода находятся распыляющие форсунки 31, служащие
для удаления из газов оставшихся примесей. С помощью насоса 32, который распо-
ложен в конце горизонтального газохода и создает разрежение, газ выводят в ат-
мосферу при значительно пониженной температуре, причем он практически не со-
держит примесей. Описанная выше установка для переработки автомобилей позво-
ляет достичь максимального использования производимого тепла и эффективно пе-
рерабатывать практически все части автомобиля, в частности такие как изношенные
Рис. 153. Схема процесса выделения стали и других компонентов из автомобильного
лома:
1 — автомобильный лом; 2 — разборка; 3 — резина (шины); 4 — сталь (кузов и
рама); 5 — литье (моторный блок); 6 — запасные части иа продажу; 7 — оконное
стекло; 3 — циик (трансмиссии, карбюраторы); 9 — медь (генераторы, стартер);
10 — сжигание шин; 11 — электрическая печь (плавление); 12 — сталь; 13 — литье;
14 — зола; 15 — стальные накладки иа колеса; 16 — электрическая печь (выдержка);
17 — печь; 18 — литье на продажу; 19 — прокатный стан; 20 — конструкционные
материалы — армирующие стержни, стойки оград; 21 — печь Для удаления сло-
истого покрытия; 22 — плавильная печь; 23 — товарный продукт
шины, используемые в качестве дешевого топлива. Преимуществом такого топлива
является возможность создания в печи очень высоких температур, поскольку в ма-
териале шин содержится сера.
Для решения той же технической задачи предназначен способ, разработанный
77. Е. Райнхартом (патент США 4 014681, 29 марта 1977 г.). На рис. 153 пред-
ставлена блок-схема этого процесса.
СТАЛЬ ИЗ СТАЛЬНОГО ЛОМА
В металлургии, в частности в литейном производстве, при получении чугуна
и стали, в плавильные печи загружают металлический лом. На литейных заводах
металлолом является главным источником сырья, используемого для получения ме-
таллических отливок. При производстве стали и чугуна в печь загружают большие
количества лома в смеси с железной рудой. Применение находят различные типы
металлолома, в частности листовые обрезки, остатки от штамповки, стружки, за-
слонки, стояки и лом отливок. Все более широкое использование находит лом авто-
мобильных частей, таких как разбитые моторные блоки, коробки передач и диф-
ференциалы.
349
Одной из серьезных проблем при использовании металлического лома является
то, что он содержит различные загрязнения, такие как масла и смазки, в особен-
ности в случае автомобильного лома. При хранении лома на открытом воздухе он
захватывает влагу. Загрузка такого загрязненного металлолома в печь нежела-
тельна, поскольку влага и другие легко летучие материалы, в частности смазки, бы-
стро переходят в объем печи и могут привести к взрыву. Кроме того, масла и смазки,
которые не улетучились при нагревании, будут загрязнять расплавленный металл.
При загрузке в печь холодного металлолома время достижения температуры
плавления сырья и нагрузка на печь будут выше чем при использовании предвари-
тельно нагретого лома. Поэтому на многих литейных заводах для увеличения произ-
водительности печи и эффективности процесса лом подвергают предварительному
нагреву. Для нагрева металлолома и для удаления из него влаги смазок или масел
разработаны различные типы оборудования. В частности для предварительного
нагрева используют транспортер, по которому металлолом перемещается под ко-
жухом. В кожухе размещены горелки, пламя которых направлено на металлолом,
находящийся на транспортере; таким образом выжигаются смазки и влага и проис-
ходит подогрев лома.
Использование систем данного типа для подогрева металла связано с загряз-
нением окружающей среды выделяющимся дымом и несгоревшими углеводородами.
Одним из путей уменьшения количества несгоревших углеводородов является по-
дача в кожух избыточного количества воздуха для полного сжигания смазок и ма-
сел, содержащихся в ломе. Избыток воздуха может подаваться в горелки, либо
окружающий воздух может быть впущен под кожух. Однако при наличии избы-
точного количества воздуха происходит нежелательное окисление металла. Для
того, чтобы избежать окисления, описываемые системы подогрева обычно работают
в восстановительной атмосфере. Образующийся газ с высокой концентрацией несго-
ревших углеводородов в некоторых случаях выбрасывают в атмосферу. В других
процессах газы, выходящие из печи, перед выбросом в атмосферу подают для очистки
в дожигатели.
Еще одним недостатком системы подогрева в кожухе является неравномерный
подогрев металлолома. Толщина слоя лома может изменяться по длине тран-
спортера. Кроме того, поскольку горелки расположены на некотором расстоянии
друг от друга, лом, расположенный непосредственно под горелками, будет нагре-
ваться сильнее, чем сырье, находящееся в промежутках между ними. Горелки наи-
более сильно нагревают верхнюю поверхность лома. Боковые и нижняя часть сырья
получают меньше энергии и в результате неравномерности нагрева находящиеся
на этих частях загрязнения удаляются в меньшей степени.
Усовершенствованная система для предварительного подогрева металлолома
была разработана Дж. Р. Фелнором и Т. Дж. Дзаковичем (патент США 4 083675,
11 апреля 1978 г.; фирма «Мелтинг Системе, Инк.»). Она включает в себя транспор-
тер, на котором находится лом и который окружен удлиненным кожухом; внутри
кожуха расположены горелки, пламя которых непосредственно направлено на по-
даваемый лом.
В боковых стенках кожуха имеется удлиненная камера сгорания и каналы,
расположенные между камерой сгорания и внутренней частью кожуха. С помощью
вентилятора несгоревшие углеводороды из внутренней части кожуха по каналам за-
сасываются в камеру сгорания. В пространство между транспортером и боковыми
стенками кожуха подается воздух, который по боковым каналам также поступает
в камеру сгорания, где происходит полное сгорание углеводородов, позволяющее
уменьшить загрязнение окружающей атмосферы. Длина кожуха с расположенными
на нем горелками превышает протяженность металлолома, расположенного на
транспортере.
В процессе работы транспортер периодически передвигается на небольшое рас-
стояние, в результате чего происходит перемещение и перемешивание сырья.
В процессе перемещения работают только те горелки, которые расположены над
металлоломом. Сначала горелки дают окисляющее пламя, а после выгорания угле-
водородов, присутствующих в ломе, создается восстанавливающее пламя для того,
чтобы предотвратить сильное окисление металла.
Электротермическая выплавка стали из металлолома обычно проводится с по-
мощью электродуговых печей. Однако в определенных случаях может быть приме-
нено и другое плавильное оборудование, например индукционные печи. Преиму-
350
ионизацию в дуге и аосороцню азота,
Рн?. 15-1. Усовершенствованная электри-
ческая печь для плавления стального
лома
ществами электродуговой печи является возможность концентрации больших коли-
честв энергии и, следовательно, высокая производительность, независимость от
физических свойств подаваемого сырья (хотя эти свойства будут существенно вли-
ять на расход энергии), а также возможность контроля за шлакообразованием. Од-
нако этн печи имеют и ряд недостатков, в частности создают значительный шум
в процессе плавки и сильные флуктуации в потребляемом напряжении, что приводит
к необходимости большого числа линий электропередачи. Кроме того, наблюда-
ются значительные потери металла, обусловленные непосредственным действием
электрической дуги на металлолом на стадии плавления и на расплавленную сталь
на стадии рафинирования. Потери железа также связаны с образованием относи-
тельно большого количества шлака, имеющего значительное содержание железа.
Электродуговая печь имеет также недостаточно высокий тепловой к. п. д. В ка-
честве других недостатков можно отметить
присутствующего в газовой фазе, необ-
ходимость использования дорогостоящих
графитовых электродов и ограниченную
емкость печн, связанную с ограничен-
ными размерами графитовых электродов.
Помимо этого в процессе работы печн
происходит сильный износ огнеупорной
футеровки, обусловленный как сильны-
ми температурными воздействиями, так
и механическими и химическими фак-
торами.
Процесс, разработанный Г. Ратом
(патент США 4 119454, 10 октября
1978 г.; фирма «Демаг АГ», ФРГ), пред-
назначен для устранения указанных
выше недостатков при сохранении всех
преимуществ, характерных для электро-
дуговых печей. Целью процесса является
. улучшение расходных коэффициентов н
технологических параметров, а также
достижение наибольшей термической и
металлургической эффективности исполь-
зуемой аппаратуры. Для устранения недостатков проводят непрерывное плав-
ление металлолома в ванне, постоянно покрытой слоем шлака, причем нагрев
производится с помощью электродов, погруженных в слой шлака.
Схема аппарата для проведения такого процесса представлена на рис. 154.
Стационарная электродуговая печь нагревается с помощью электродов 1, предпо-
чтительно отожже шых угольных электродов, например электродов Сёдерберга.
В крышке печи 3 имеется устройство 8 для непрерывной подачн измельченного ме-
таллолома. Через устройство 2 в печь подаются крупные порции лома, в которых
отдельные части соединены, например сваркой.
Внутри печи толстый слой шлака 4 постоянно покрывает расплав металла 6,
причем электроды погружены в слой шлака 4. Отвод шлака производится через
сливную трубу 7. Ниже расположена труба 5 для слива металла; место ее распо-
ложения зависит от минимальной толщины слоя шлака.
Применяемый метод предусматривает получение в печи непрерывного слоя
шлака, имеющего определенную толщину и температуру, погружение электродов
печи в шлаковый слой, предварительный подогрев подаваемого сырья до требу-
емой температуры и регулирование скорости подачн лома в соответствии со ско-
ростью процесса.
Поскольку электроды погружены в слой шлака и не контактируют с подава-
емым сырьем, то теплопередача от шлакового слоя к сырью осуществляется непре-
рывно, при прохождении металлолома через слой шлака. В результате этого
удается избежать протекания химических реакций на поверхности раздела сырье—
шлак н потерь тепла за счет излучения, а также обеспечить постоянное протека-
ние процессов декарбонизации, десульфурации и дефосфорации подаваемого сырья.
351
СТАЛЬ ИЗ ИСПОЛЬЗОВАННЫХ
АВТОМОБИЛЬНЫХ ШИН
См. «Извлечение резины из использованных автомобильных шин» [1] и «Топ-
ливо для доменных печей из использованных шин» [2[.
СТРОНЦИЯ НИТРАТ ИЗ ТРАССИРУЮЩИХ
БОЕПРИПАСОВ
См. «Магний из трассирующих боеприпасов».
СУЛЬФАТНЫЙ ВАРОЧНЫЙ РАСТВОР
ИЗ ОТРАБОТАННОГО ВАРОЧНОГО РАСТВОРА
В современных целлюлозных заводах бойлер для регенерации химических
растворов является наиболее дорогостоящим аппаратом.Черный отработанный ва-
рочный раствор и коричневый раствор, получаемый при промывке бумажной массы,
в бойлере подвергают упариванию до получения содержания твердых веществ 55—
65 %, а затем распыляют и сжигают. В результате выделяется тепло и получаются
химические соединения, входившие в состав растворов.
Процесс, разработанный К. О. Хенриксоном (патент США 4 093508, 6 июня
1978 г.; фирма «А. Альстрём Осакейхтш», Финляндия), предназначен для извле-
чения химических соединений из отработанных сульфатных растворов для варки
целлюлозы и из сточных вод процесса отбеливания.
Расплав из печи для кальцинирования соды, состоящий в основном из суль-
фида и карбоната натрия и содержащий также хлорид натрия, растворяют и ос-
ветляют с получением зеленого раствора, содержащего карбонат, сульфид и хло-
риды. Карбонат отделяют от сульфида и хлоридов. По меньшей мере часть хлорида
натрия отделяют от раствора сульфида; по меньшей мере часть карбоната действием
щелочи превращают в гидроксид и растворы гидроксида и сульфида смешивают
друг с другом в соотношении, необходимом для получения варочного раствора
с требуемым содержанием сульфида.
Схема такого процесса в общем виде приведена на рис. 155. Отработанный рас-
твор подают в обжиговую печь 1 и полученный расплав, состоящий в основном из
карбоната и сульфида натрия, растворяют в аппарате 2, получая зеленый раствор.
Сточные воды со стадии отбеливания по линии 20 подаются в аппарат 2. Зеленый
раствор осветляют в отстойнике 3 и подают в сепаратор для карбоната натрия 4.
Карбонат натрия выделяют из зеленого раствора 10 путем кристаллизации, которая
проводится таким образом, что хлориды остаются в маточном растворе. Кристалли-
зацию лучше всего проводить путем охлаждения, поскольку в этом случае карбонат
осаждается в виде декагидрата, что позволяет снизить количество выпариваемой
воды.
Из содового сепаратора смесь, содержащая большое количество сульфида,
по линии 11 подается в аппарат для подщелачивания 5, в котором происходит
удаление остатков карбоната, хотя эта стадия и не является обязательно необ-
ходимой. Обычно в аппарате 5 сульфидный раствор обрабатывают известью; при
добавлении больших количеств извести достигается полное протекание реакции.
Кристаллический карбонат натрия, полученный в сепараторе 4, растворяют
в аппарате 6 и подают в аппарат для подщелачивания 9. В результате получают
раствор 18, содержащий в основном гидроксид натрия; в нем могут присутствовать
и некоторые количества примесей. Раствор гидроксида натрия используют для при-
готовления варочного раствора, однако он может найти применение в любой стадии
процесса, в которой используется гидроксид натрия.
По линии 11 поступает раствор сульфида, в котором могут содержаться неко-
торые количества примесей, прежде всего хлорида натрия. В этом растворе нахо-
352
дится лишь малая часть от общего количества карбоната натрия, поскольку основная
часть его была отделена в сепараторе 4. При обработке раствора 11 щелочью боль-
шая часть карбоната натрия превращается в гидроксид натрия и в растворе, вы-
ходящем из аппарата для подщелачивания по линии 12, содержатся очень малые
количества карбоната.
Сульфидный раствор, выходящий по линии 12, подают для выпаривания в кри-
сталлизационный аппарат 7, в котором происходит осаждение кристаллического
хлорида натрия. В сульфидном растворе 14, выходящем из кристаллизационного
аппарата, концентрация хлорида натрия может быть снижена до ^4 %; при этом
концентрация сульфида натрия возрастает до >25 % и осаждения кристаллов
сульфида натрия не происходит. Кристаллический материал 13 содержит ряд при-
месей, прежде всего карбонат и сульфат натрия. Однако их количества настолько
СаС03
Са(0Н)2
5
ii'
Na2C03 Na2SO4'
~ZZ 75
10
NaC03
12
/4
NaCl
Na2S
NaCl
19 NaOH
"*~Na2S
4
JZ7
Н20
NaCl
] H20
о
jNaCOj
Ca(0H)2—- 9
18
3
7
/J МагЗ
8
Са СО 3
NaOH
Рис. 155. Схема процесса выделения химических соединений из отработанного суль-
фатного раствора для варкн целлюлозы и из сточных вод процесса отбеливания
малы, что обычно они могут быть выведены из процесса вместе с хлоридом натрия.
Если в ходе процесса возникают большие потери вещества, то может быть проведено
извлечение карбоната и сульфата натрия путем выщелачивания кристаллического
материала в аппарате 8. Извлеченные вещества 15 могут быть возвращены на одну
из стадий процесса до содового сепаратора 4.
Варочный раствор приготовляют смешиванием растворов 14 и 18 в необхо-
димых соотношениях, позволяющих получить в растворе требуемое содержание
сульфида. Избыток соединений натрия, присутствующий в системе, легко может
быть удален из линии 17 в виде кристаллического карбоната натрия. Избыток соеди-
нений серы может быть удален из линии 14 в виде концентрированного раствора
сульфида натрия. Избыток соединений хлора удаляют из линий 13 и 16 в виде
кристаллического хлорида натрия.
Процесс, разработанный Г. К. Дехаасом (патент США 4 135968, 23 января
1979 г.; фирма ДЗейерхойзер Компании), позволяет значительно увеличить про-
изводительность существующих регенерационных бойлеров при уменьшении за-
грязнения окружающей среды.
Отработанный раствор концентрируют до получения содержания твердых ве-
ществ 55—65 % и разделяют на две части. Одну часть, содержащую 10—65 %
твердых веществ, подвергают пиролизу в результате чего исходная калорийность
этого раствора снижается на 25—70 % . Остаток, в который входят углеродсодержа-
щая смола и неорганический материал, направляют в регенерационную печь. Дру-
гую часть раствора непосредственно подают в печь без предварительной обработки.
Перед подачей в печь обе порции исходного раствора могут быть смешаны. В этом
случае содержание твердых веществ в полученной смеси не должно превышать 80 % .
353
Схема этого процесса представлена па рис. 155. Материал 1 со стадии варки
подается на стадию сепарации, в которой происходит отделение бумажной массы 3
от отработанного раствора 4. Отработанный раствор подают на стадию упаривания 5,
где происходит удаление воды 6 и содержание твердых веществ в растворе по-
вышается до 40—65 %. После упаривания может быть проведено концентрирование
раствора (эта стадия на схеме не показана), которое позволяет повысить содержа-
ние твердых веществ до 55—65 %.
Часть концентрированного раствора может быть подана на стадию сушки 8
для дополнительного удаления воды 9. Для этой цели могут быть использованы лю-
бые известные сушильные аппараты, в частности аппараты для быстрой сушки
или для сушки распылением. Высокой эф-
фективностью обладает модифицированная
система для сушки распылением, в которой
раствор распыляется в перегретый водяной
пар. Отработанный пар, выходящий из су-
шителя, может быть использован на различ-
ных стадиях процесса, например на стадии
упаривания. Оставшуюся часть сконцентри-
рованного отработанного раствора 16 не-
посредственно направляют в регенераци-
онный бойлер 17.
После сушки отработанный раствор
10 с предпочтительным содержанием твер-
дых веществ ~'~90—100 % подают для пи-
ролиза в реактор 11, в котором органиче-
ский материал, содержащийся в растворе,
частично превращается в горючий газ 12.
Этот газ может быть пропущен через аппа-
рат для удаления серы /3; очищенный го-
рючий газ 14 можно использовать в каче-
стве топлива.
Остаток 15 из реактора пиролиза, со-
держащий как органические, так и неор-
ганические материалы, направляют в обыч-
ный регенерационный бойлер 17. Если его
не смешивают с раствором 16 и он подается
в твердом виде, то он может быть подан
в бойлер в разных точках — как в окисли-
тельную, так и в промежуточную либо в вос-
становительную зоны. Предпочтительно по-
Рис. 156. Схема процесса переработки
отработанного сульфатного вароч-
ного раствора, позволяющего повы-
сить производительность и уменьшить
загрязнение окружающей среды
давать пиролитический остаток непосред-
ственно на слой расплава, что позволяет вводить материал в зону относительно
низких температур и скоростей газа. Таким образом уменьшается вероятность
уноса твердых частиц отходящими газами 20 в зону пароперегревателя и от-
туда — в атмосферу. Отходящие газы проходят через систему для удаления
твердых частиц 21, после чего очищенный газ 22 выходит в атмосферу. Тепло,
генерируемое в регенерационной печи, используют для испарения поступающей
воды 18 с получением в зоне пароперегревания водяного пара высокого давле-
ния 19.
Неорганический материал 23 из регенерационной печи подают в резервуар 24,
где при обработке водой 25 получается зеленый раствор 26. Последний в аппарате 27
обрабатывают негашеной известью 28, в результате чего карбонат натрия пре-
вращается в гидроксид натрия. Раствор 30, выводимый из аппарата 27, возвраща-
ется для использования в качестве варочного раствора. Карбонат кальция, образу-
ющийся в процессе подщелачивания, направляют в печь для обжига извести и
последующего повторного использования.
СЕРА ИЗ ОТХОДОВ ПРОЦЕССА
ГИДРОКРЕКИНГА
См. «Хлорид цинка из отработанных катализаторов».
СЕРНИСТЫЙ ГАЗ ИЗ ОТРАБОТАННОЙ СЕРНОЙ
КИСЛОТЫ
В различных промышленных процессах в качестве побочного продукта образу-
ется отработанная серная кислота разной концентрации, содержащая органиче-
ские и неорганические примеси. Отработанная кислота, содержащая органические
примеси, получается, например из серной кислоты, используемой в процессах ал-
килирования при нефтепереработке, а также из серной кислоты, применяемой для
сульфирования, сульфонирования и нитрования.
Отработанная серная кислота, содержащая неорганические примеси, получа-
ется, например, при гидрометаллургическом выщелачивании, травлении метал-
лов, в процессе производства пигмента на основе диоксида титана и т. п. Отрабо-
танная серная кислота образуется в больших количествах и при ее удалении воз-
никают серьезные проблемы. Одним из путей утилизации таких] отработанных рас-
творов является получение из них сернистого газа.
Процесс, разработанный Т. С. Хар ре ром, В. И. Керсеем и Р. Л. Cmypme-
вантом (патент США 4 053573, 11 октября 1977 г.; фирма «Эллиед Кемикал
Корпорейшт), предназначен для извлечения серы в виде сернистого газа из отра-
ботанной серной кислоты путем разложения последней при повышенной темпе-
ратуре в присутствии элементарной серы.
Процесс включает следующие стадии: 1. Введение отработанной серной ки-
слоты в расплав серы, имеющий температуру >-250 °C, в результате чего образуется
газовая смесь, состоящая из сернистого газа, паров элементарной серы и воды.
2. Охлаждение газовой смеси до температуры, превышающей температуру плав-
ления серы, но ниже 160 °C, для конденсации элементарной серы, отделение скон-
денсировавшейся серы и возврат ее в резервуар с расплавленной серой. 3. Даль-
нейшее охлаждение газовой смеси для конденсации воды и отделение сконденсиро-
вавшейся воды.
Схема процесса представлена на рис. 157. Применяемая аппаратура состоит
из реактора 2, конденсатора серы 5, сепаратора серы 10, вентилей для регулировки
давления 12 и 12а, сушильной башни 13, колонны 16 для отпарки сернистого газа
с обратным холодильником 19, дополнительного реактора 21, циркуляционного
насоса 22, нагревателя серы 24 и горелки для сжигания серы 28, а также соответ-
ствующих трубопроводов и дополнительного оборудования. Вся аппаратура вы-
полнена из коррозионноустойчивых материалов.
Реактор 2 представляет собой закрытый сосуд с мешалкой и внутренними пе-
регородками и содержит 30000 частей (по массе) расплавленной серы, имеющей
температуру 370 °C. Отработанная кислота из процесса алкилирования подается
в реактор 2 по линии 1 со скоростью 9840 частей/ч, что соответствует количеству
серной кислоты 9212 частей/ч; кроме того, поступает 314 частей/ч органических
материалов и 314 частей/ч воды.
Одновременно по линии 3 в реактор подается 4480 частей/ч расплавленной серы.
В реакторе 2 и сообщающемся с ним оборудовании поддерживается давление
~0,7 МПа. Отработанная кислота, поступающая в реактор, разлагается, причем
образуется, частей/ч: сернистого газа 8350; воды 2360 и углерода 269.
Газообразный продукт из реактора 2 по линии 4 подается в конденсатор
серы 5, представляющий собой трубчатый теплообменник, в котором газовый по-
ток охлаждается до ~ 140 °C, в результате чего конденсируется 2668 частей/ч
серы. Образовавшуюся серу отделяют от газового потока в сепараторе 6, после чего
ее возвращают в реактор 2 по линии 7. Сепаратор серы 6 представляет собой по-
лый сосуд, из иижней части которого отводится жидкая сера, а газ выходит че-
рез верх сосуда.
355
После конденсации серы газовый поток, содержащий сернистый газ, по линии 8
направляют в водный конденсатор 9, также представляющий собой трубчатый теп-
лообменник, в котором газ охлаждается до температуры ~35°С. Вода конденсиру-
ется со скоростью 2019 частей/ч. Вместе с водой из конденсатора 9 выводится
с~-220 частей/ч растворенного сернистого газа.
Воду и газ из конденсатора 9 подают в сепаратор 10, где происходит разде-
ление водной и газовой фазы. Газовая фаза, выводимая из сепаратора 10 через
вентиль 12, содержит 90—100 % SO2; остальное количество приходится на оксид
и диоксид углерода и водяной пар. В случае необходимости газ, выходящий
через вентиль 12 по линии 11, может быть подвергнут сушке, например концентри-
рованной серной кислотой в башне 13, а затем выведен из системы по линии 14.
Рис. 157. Схема процесса выделения сернистых соединений, содержа-
щихся в отработанной серной кислоте, в виде диоксида серы
Воду, отделенную в сепараторе 10, выводят из него через вентиль 12а и по
линии 15 подают в колонну для отпарки сернистого газа 16, соединенную
линией 18 с обратным холодильником 19. После удаления сернистого газа воду
из колонны 16 по линии 17 сбрасывают в канализацию. Сернистый газ, отделен-
ный в отпарной колонне 16, проходит через обратный холодильник 19 и может
быть смешан с газовым потоком, выходящим через вентиль 12.
Расплавленная сера непрерывно отводится из реактора 2 по линии 20 со ско-
ростью ^290400 частей/ч и поступает в дополнительный реактор 21 емкостью
^290400 частей; таким образом, время пребывания серы в реакторе 21 составляет
1 ч. Сернистый газ,образующийся в реакторе 21, по линии 8а подается в линию 8,
где смешивается с потоком газа, проходящим из реактора 2 в водный конден-
сатор 9.
Сера из реактора 21 выводится с помощью циркуляционного насоса 22, после ко-
торого поток серы разделяется на два потока.
Первый поток, содержащий 287108 частей/ч серы, по линии 23 подают в на-
греватель серы 24, представляющий собой трубчатый теплообменник, где сера на-
гревается горячими газами, образующимися при сгорании серы в горелке 28, до тем-
пературы ~425 °C, а затем возвращается в реактор 2 по линии 25.
Второй поток, содержащий 3300 частей/ч серы, по линии 26 подают к го-
релке 28, где происходит сжигание в токе воздуха, поступающего по линии 27.
В продуктах сгорания содержится ~ 13,4 % (объемн.) сернистого газа. Газообраз-
ный продукт по линии 29 направляют в теплообменник 24, где он используется
для нагревания серы. Из теплообменника газ выходит но линии 30-, он может быть
356
использован в качестве сырья для производства серной кислоты контактным
методом.
Сжигание серы, выводимой из реактора 2, способствует удалению углерод-
содержащего остатка, который накапливается в ходе процесса в расплаве серы, на-
ходящемся в реакторе 2. При проведении процесса давление в системе (до венти-
лей 12 и 12а) составляет 0,7 МПа.
СЕРНАЯ КИСЛОТА ИЗ ОТРАБОТАННОГО
ТРАВИЛЬНОГО РАСТВОРА
В процессе удаления окалины или травления серной кислотой железных и
стальных деталей, например листов, полос или проволоки, железо растворяется
в сернокислом травильном растворе с образованием сульфата двухвалентного
железа. При продолжительном использовании содержание серной кислоты в травиль-
ном растворе уменьшается, а концентрация двухвалентного железа возрастает
и в какой-то момент скорость травления становится настолько малой, что отрабо-
танный травильный раствор приходится заменять.
В отработанном травильном растворе содержится 0,5—10 % серной кислоты
и до 10 % или более сульфата двухвалентного железа. Практичные методы выделе-
ния как серной кислоты, так и соединений железа из отработанных травильных
растворов представляют большой интерес как по экономическим причинам, так и
для защиты окружающей среды.
Известен ряд процессов, предназначенных для обработки отработанных тра-
вильных растворов. Одна группа таких процессов включает применение кристал-
лизации гептагидрата сульфата двухвалентного железа из раствора путем охла-
ждения и (или ) упаривания отработанного раствора. Такие процессы связаны
с большим расходом энергии и приводят к получению соединений железа в таком
виде, в котором они не могут найти применения.
Процесс, разработанный Дж. К. Петерсоном (патент США 3 900955, 26 ав-
густа 1975 г.), предназначен для выделения из отработанного водно-сернокислот-
ного травильного раствора серной кислоты и кристаллического сульфата двухва-
лентного железа путем кристаллизации. Применяемая аппаратура включает резер-
вуар для обработки, отстойник и сетчатый фильтр. Для облегчения сбора кристаллов
резервуары имеют наклонное дно, а в отстойнике имеются пластинчатые перего-
родки, способствующие осаждению кристаллов. Сетчатый фильтр работает в непре-
рывном режиме; весь процесс контролируется автоматически.
Процесс, разработанный Р. Н. Смитом (патент США 4 128465, 5 декабря
1978 г.; фирма «Сиброн Корпорейшн»), использует электродиализ (ЭД) для пере-
вода растворимых сульфатов металлов, содержащихся в травильном растворе,
в нерастворимые окислы металлов. Турбулентный поток отработанного травиль-
ного раствора, поступающий в соответствующую камеру аппарата ЭД, подверга-
ется воздействию акустической энергии, благодаря чему нерастворимые оксиды
остаются в суспензии и не происходит образования осадка на мембране.
Схема этого процесса представлена на рис. 158. На схеме показан обычный ап-
парат 13 для электродиализа, устойчивый к действию кислот и щелочей, который
разделен на камеры 37, 35, 33, 31 и 28 ион-проницаемыми мембранами 22, 23,
24 и 25 соответственно. Для сборки аппаратуры могут быть использованы хо-
рошо известные конструкционные элементы и материалы, которые не показаны на
схеме.
Между анионообменной мембраной 25 и катодом находится пластиковая пе-
регородка с отверстиями, имеющая многофункциональное назначение. Она, в част-
ности, предназначена для создания гидравлического напора на поверхности мем-
бран и обеспечивает максимальное 'прохождение травильного раствора через ка-
меру для отработанного раствора 20, выполненную в виде извилистого канала,
уменьшая количество раствора, проникающего другими путями. Аналогичные пе-
регородки имеются и в других камерах.
Показанные на схеме мембраны 22, 23, 24 и 25 представляют собой анион-
проницаемые мембраны. В анодной камере 37 помещен анод, а в катодной ка-
357
мере 28 — катод. Камера для травильного раствора 31 расположена рядом с катод-
ной камерой 28 и отделена от нее мембраной 25. Две концентрационные ка-
меры 33 и 35 находятся между анодной камерой 37 и камерой для травильного рас-
твора 31. Первая концентрационная камера образована ионпроницаемыми мембра-
нами 23 и 24, а вторая — ионпроницаемыми мембранами 22 и 23. В качестве
мембран 22, 23 и 24 могут быть использованы любые мембраны, через которые
проникают анионы. Анод и катод 26 соединены с источником постоянного тока,
не показанным на схеме. Цифрой 2 обозначено устройство для вывода твердых
веществ.
Рис. 158. Схема процесса выделения серной кислоты из травильного раствора
с помощью электролиза:
/ — твердый оксид железа; 2 — 5, 9 — 13, 15 — 17, 21 — 38 (в тексте); 6 — 1 н. NaOH;
7 — рецикл травильного раствора; 8 — рецикл католита; 14а, 14б — концен-
трирующие камеры I и П; 18 — подача свежей воды или концентратора II;
? 9 — 5 — 6 н. H2SO4 или полисульфонат; 20 — выделенная серная кислота, воз-
вращаемая на стадию травления; 39 — рецикл из концентрирующей камеры II;
40 — рецикл из концентрирующей камеры I; 41 — рецикл анолита
К каждой из камер подходят линии для подачи и вывода растворов. Входная
линия 36 и выходная линия 21 позволяют проводить циркуляцию анолита в анод-
ной камере 37. Линии 34 и 17 предназначены для циркуляции электролита в кон-
центрационной камере 35. По линии 16 выводится выделенный товарный продукт —
серная кислота. Линии 32 и 15 предназначены для циркуляции электролита в кон-
центрационной камере 33, а линии 30 и 12 — для циркуляции раствора в ка-
мере для отработанного раствора 31. Указанные линии трубопроводами соеди-
нены с устройством для вывода твердых веществ 2.
По трубопроводу 3 в систему подается отработанный травильный раствор,
а по трубопроводу 4 в случае необходимости подается хелатирующий агент. Циф-
рой 5 обозначен уравнительный резервуар для смеси травильного раствора с хе-
латирующим агентом. По трубопроводу 11 в травильный раствор подается газ,
например воздух; цифрой 10 обозначено устройство для оказания вибрационного
или пульсационного воздействия на сырье перед тем как оно по трубопроводу 12
358
поступит в камеру для травильного раствора 31. Линии 27 и 9 предназначены для
циркуляции католита в катодной камере 28.
В ходе проведения процесса отработанный травильный раствор вместе с хелати-
рующим агентом циркулирует в камере 31, а водный раствор с повышенной кон-
центрацией серной кислоты циркулирует в анодной камере 37. Водный раствор ка-
толита, предпочтительно гидроксида щелочного металла, циркулирует в катодной
камере 28, а электролит, предпочтительно водный раствор серной кислоты или
обедненный травильный раствор, циркулирует в первой концентрационной ка-
мере 33.
Обедненный травильный раствор представляет собой исходный раствор, из ко-
торого путем предварительной обработки удалена свободная кислота и основная
часть соединений железа. Такой раствор, в частности, выводится из камеры для от-
работанного раствора 31. Раствор из концентрационной камеры 33 выходит по ли-
нии 32 и по линии 17 подается -во вторую концентрационную камеру 35.
Замкнутая пятикамерная система позволяет проводить концентрирование, ре-
генерацию и выделение серной кислоты из отработанного травильного раствора.
Сернокислотный травильный раствор, используемый для обработки железных и
стальных изделий и содержащий ионы металлов, циркулирует в камере 31. Католит
в камере 28 представляет собой 1 н. водный раствор гидроксида натрия, а ано-
лит в камере 37 — водный раствор серной кислоты.
Циркуляция во всех камерах проводится по трубопроводам с помощью насоса.
Через систему протекает постоянный ток, подаваемый на анод и катод 26. Катионы
и анионы, содержащиеся в растворе мигрируют к катоду и аноду соответственно.
Анионы сульфата и гидроксила направляются к аноду, а катионы водорода и железа
из камеры для травильного раствора направляются к катоду. В ходе всего про-
цесса система остается электрически нейтральной.
В анодной камере 37, содержащей разбавленный раствор серной кислоты, про-
исходит образование ионов водорода
Н2О-> 2Н+ + 1/2О2 + 2е,
которые перемещаются по направлению к катоду 26 до тех пор, пока они не до-
стигнут анионпроницаемой мембраны 22, которая препятствует прохождению ка-
тионов. Тем не менее значительная часть ионов водорода, образующихся на аноде,
проникает через мембрану 22 и попадает во вторую концентрационную камеру 35.
Аналогичным образом часть ионов водорода из камеры 35 будет перемещаться по
направлению к катоду и попадать в первую концентрационную камеру 33, а часть
ионов водорода из камеры 33 с небольшой скоростью проникает в камеру для от-
работанного раствора 31; в отработанном растворе содержатся в основном ка-
тионы железа, водорода и анионы сульфата.
Из камеры 31 анионы сульфата мигрируют по направлению к аноду и, про-
ходя через анионпроницаемую мембрану 24, попадают в первую концентрацион-
ную камеру 33. При соединении этих анионов с присутствующими в камере 33
ионами водорода происходит образование серной кислоты. Аналогичным образом
происходит обогащение раствора серной кислотой и во второй концентрационной
камере. За исключением части ионов водорода катионы, образующиеся в камере 31,
не могут проникнуть через мембрану 25 и остаются в камере 31.
В катодной камере 28, содержащей водный щелочный раствор католита, пред-
почтительно гидроксид щелочного металла, например гидроксид натрия или
калия, происходит образование анионов гидроксила
2Н2О + 2е-> 2ОН + Н2.
Ионы гидроксила мигрируют по направлению к аноду и через анионпроницаемую
мембрану 25 попадают в камеру для травильного раствора 31.
После удаления из травильного раствора основного количества свободной ки-
слоты в результате миграции ионов в камере 31 происходит соединение катионов
железа и анионов гидроксила с образованием осадка гидроксида и (или) оксидов
железа. Осадок вместе с циркулирующими растворами выводится по линии 30
в устройство для вывода твердых веществ 2 и удаляется из системы в виде магне-
тита высокой чистоты.
Анионы сульфата мигрируют из первой концентрационной камеры через ме-
мбрану 23 и попадают во вторую концентрационную камеру 35. Несвязанные ани-
359
оны из камеры 35 через ионпроницаемую мембрану 22 поступают в анодную ка-
меру 37, где связываются с ионами водорода, образующимися на аноде и мигрирую-
щими по направлению к катоду 26. Таким образом, в анодной камере 37 происходит
образование серной кислоты. Серная кислота образуется также в концентраци-
онных камерах 33 и 35 н соответствующие анолит н электролиты имеют повышен-
ное содержание серной кислоты.
В описанной схеме циркуляции раствор, выходящий из камеры 31 по ли-
нии 30, проходящий через устройство 2, и имеющий пониженное содержание ки-
слоты, соединений железа и сульфатов, обогащается серной кислотой в первой
концентрационной камере 33, во
1
5
второй концентрационной камере 35 и в анод-
ной камере 31, в которой концентрация
серной кислоты в растворе становится мак-
симальной.
На рис. 159 показана камера для тра-
вильного раствора в разрезе. Разрез по ли-
нии А—А на рис. 159.
Процесс, разработанный 3. Л. Бур-
ком (патент США 4 149946, 17 апреля
1979 г.; фирма «.Дэвис Уокер Корпорейшн»),
предназначен для регенерации отработанного
2
Рис. 159. Вид камеры для травильного раствора в разрезе (разрез выполнен по линии А—А
на рис. 158)
Рис. 160. Схема процесса регенерации отработанного травильного раствора и выделения
металлического железа
сернокислотного травильного раствора, содержащего ионы двухвалентного
железа, и для выделения из него металлического железа путем электролиза
в электролизере, имеющем анодную и катодную камеры, разделенные катион-
селективной мембраной.
В катодную камеру загружают отработанный травильный раствор, а в анод-
ную камеру — водный раствор сульфата аммония; через систему пропускают элект-
рический ток. На катоде происходит осаждение железа. Ион аммония проникает
через мембрану в катодную камеру, где образуется раствор сульфата аммония.
Сульфат аммония в анодной камере превращается в серную кислоту, которая может
быть использована для травления. Раствор сульфата аммония из катодной ка-
меры возвращается в анодную камеру и после добавления свежей порции отработан-
ного травильного раствора процесс повторяется.
Процесс можно проводить в электролизерах различной конструкции. При
этом может быть использован любой кислотостойкий материал, например пластмассы
или стекловолокно. Электролизер наиболее, простой конструкции состоит из анод-
ной и катодной камер, разделенных катионселективной мембраной. Другая кон-
струкция показана на рис. 160. Электролизер 7 состоит из центральной катодной
камеры 17 с катодом 13 и двух боковых анодных камер 5 и 16 с анодами 6 и 15.
Катодная камера отделена от анодных камер катнонселективиыми мембранами 11
и 14. В резервуаре для католита 4 находится отработанный травильный раствор,
который циркулирует через катодную камеру с помощью.насоса 3. В резервуаре для
анолита 1 находится раствор сульфата аммония, который циркулирует через
анодные камеры с помощью насоса 2. На катоде осаждается железо 12.
360
Несколько электролизеров могут быть соединены последовательно или па-
раллельно. Описанная конструкция электролизера позволяет использовать обе
стороны катода. Можно использовать несколько последовательно соединенных
комбинаций из анодных и катодных камер; прн этом каждая пара соседних камер
разделяется катнон-селектнвной мембраной. В этом случае у всех электродов за
исключением концевых используются обе стороны н требуется меньшее число ано-
дов, чем в случае использования трехкамерных электролизеров с тем же общим
числом катодов.
Отработанный травильный раствор, содержащий сульфат двухвалентного железа
н сульфат аммония, непрерывно подается в катодную камеру первого электролизера
и через все катодные камеры проходит в катодную камеру последнего электролизера.
Регенерированный раствор серной кислоты непрерывно выводится из анодной ка-
меры последнего электролизера.
Процесс, разработанный Р. Геркеном, X. Гутом, К. Мукке, В. Потесом
и X. Вшивном (патент США 4 153628, 8 мая 1979 г.; фирмы «Байер АГ» и
«Металлгезелльшафт Л Г», ФРГ), предназначен для регенерации отработанной сер-
ной кислоты, содержащей или не содержащей соли металлов, например гептагидрат
сульфата железа. Свежий раствор кислоты получается в результате контакта, с по-
даваемыми противотоком газами содержащими SO3, которые образуются при раз-
ложении сульфатов. Образующийся раствор с повышенным содержанием кислоты
затем упаривают для получения чистой кислоты. Твердые сульфаты металлов под-
вергают высокотемпературному расщеплению, в результате чего образуется SO3,
а также некоторые количества SO2, который превращают в SO3 путем жидкофазного
каталитического окисления.
СЕРНАЯ КИСЛОТА ИЗ ОТРАБОТАННОЙ
СЕРНОЙ КИСЛОТЫ
В промышленности успешно применяется ряд процессов для переработки раз-
бавленной серной кислоты. В частности, по методу Полннга проводится концентри-
рование кислоты в реакторе с наружным обогревом, соединенном с дефлегматором.
Концентрирование осуществляют и путем непосредственного контакта с горячими
газами. Однако проведение этих процессов сопряжено с рядом трудностей в тех слу-
чаях, когда в серной кислоте помимо воды и газов содержатся также другие при-
меси. Примеси органических соединений, таких как например ароматических со-
единений в количестве до 2 %, образующихся при нитровании производных бензола
или нафталина, обычно удаляют путем днстнлляцин или окисления.
Минеральные солн, такие как сульфаты медн, железа, аммония, щелочнозе- •
мельных металлов н натрия, при такой обработке удаляются лишь частично. При
повторном использовании сконцентрированной кислоты минеральные солн могут
накапливаться в системе, что в конце концов делает регенерированную кислоту не-
пригодной для дальнейшего использования.
Процесс, разработанный Ж- Алаги, К. Буссоном и М. Чессу (патент США
3 935100, 27 января 1976 г., Французский нефтяной институт, Франция), пред-
назначен для обработки сточных вод, содержащих серную кислоту и (нли) суль-
фат аммония. Способ включает следующие стадии: 1) взаимодействие воды с суль-
фидом бария н образование сульфата бария; 2) взаимодействие последнего с угле-
родсодержащими неорганическими примесями при высокой температуре с обра-
зованием сульфида бария, большая часть которого возвращается на стадию 1,
а также газа, который выводится нз системы; 3) растворение в воде оставшейся
части сульфида бария, образовавшегося на стадии 2, отделение нерастворимых при-
месей н возврат по меньшей мере части полученного очищенного раствора на
стадию 1.
Процесс, разработанный X. фон Плессеном и С. Шисслером (патент США
3 972987, 3 августа 1976 г.; фирма «Хёхст АГ», ФРГ), представляет собой двух-
стадийный процесс для регенерации разбавленной серной кислоты, которая может
содержать органические и неорганические примеси, такие как соли тяжелых ме-
таллов. На первой стадии загрязненную кислоту дистиллируют в вакууме, а на вто-
рой стадии концентрируют в аппарате Полинга.
361
Процесс, разработанный К. Боденбеннером, Г. Мюллером и X. Мюллером
(патент США 4 157381, 5 июня 1979 г.; фирма «Хёхст АГъ, ФРГ), предназначен
для регенерации разбавленной серной кислоты, содержащей органические при-
меси и, возможно, также неорганическую соль.
Способ является многостадийным. На первой стадии серную кислоту кон-
центрируют в теплообменнике, нагреваемом парами, образующимися на второй ста-
дии. Во второй стадии процесса кислоту концентрируют путем непосредственного
контакта со смесью водяного пара и паров кислоты, подаваемых противотоком
с третьей стадии процесса. На третьей стадии кислоту, выходящую со второй ста-
дии, смешивают с перегретым водяным паром. Регенерированную сериую кислоту
Вова
Рис. 161. Схема процесса регенерации серной кислоты
выделяют из этой смеси, а пары воды и кислоты направляют на вторую стадию.
В том случае, когда разбавленная кислота содержит органические примеси, по
меньшей мере на одной из стадий процесса добавляется окислитель.
Схема этого процесса представлена на рис. 161. Серная кислота с. концентра-
цией 20 %, содержащая соль и органические примеси, с температурой 20 °C пода-
ется в теплообменник 1, где она подогревается конденсатом из циркуляционного
испарителя' 2, а затем поступает в испаритель. Пары, поднимающиеся из куба
колонны 3, конденсируются в конденсаторе 4\ инертные газы выводятся с помощью
вакуумного насоса 5, который обеспечивает пониженное давление в процессе упа-
ривания. Часть кислоты, выходящей из куба колонны 3, смешивается с кислотой,
выходящей из теплообменника, и подается в циркуляционный испаритель. Ос-
тальная часть кислоты, выходящей из куба (равная количеству кислоты, подавае-
мой из теплообменника 1 в испаритель 2) в случае присутствия в ней неоргани-
ческих солей насосом 6 перекачивается в резервуар с мешалкой 7, снабженный ох-
лаждающей рубашкой. Выпавший осадок неорганической соли отделяется на цен-
трифуге 8. Выходящая из центрифуги кислота поступает через насос 9 в тепло-
обменник 10, а затем по трубопроводу 21 в колонну 11.
Кислота, подаваемая в верхнюю часть колонны 11, взаимодействует с поступа-
ющей противотоком смесью водяного пара и паров кислоты. Кислота, выходящая
из куба колонны 11, по трубопроводу 22 подается в струйный смеситель 12, где
происходит смешение с перегретым водяным паром предварительно нагретым в на-
362
гревателе 13 до температуры 600—700 °C. В результате образуется двухфазная
смесь, которая при температуре ~290—300 °C находится во временном состоянии
равновесия.
Эту смесь по трубопроводу 23 подают в сепаратор 14, где отделяется кислота.
Смесь водяного пара и паров кислоты, выходящая из верхней части сепаратора 14,
по трубопроводу 24 поступает в нижнюю часть колонны 11. Пары, выходящие из
верхней части колонны 11, с помощью вентилятора 18 подаются в циркуляционный
испаритель 2, где используются для нагревания сырья. Кислота из сепаратора 14
поступает в устройство для декомпрессии, например в импульсную камеру 19,
которая соединена с выходом циркуляционного испарителя 2 трубопроводом 25.
Водяной пар, образующийся на стадии декомпрессии, используется для наг-
рева на первой стадии. Жидкая фаза насосом 20 подается в теплообменник 10, где
он отдает основную часть своего тепла; остаточная теплота утилизируется в тепло-
обменнике 15. В результате декомпрессии в импульсной камере 19 получается сер-
ная кислота с концентрацией 97 %. Окислитель добавляется в процесс с помощью
насосов 16 и 17. Трубопровод 26 предназначен для подачи водяного пара низкого
давления, а трубопровод 27 — для подачи топлива.
Пример 1. 422 кг/ч 23,4 %-кого раствора серной кислоты, имеющего черный
цвет и содержащего органические примеси и 0,6 % углерода, при температуре 20 °C
подается в аппаратуру, описанную выше, но без резервуара с мешалкой 7, центри-
фуги 8 и импульсной камеры 19. В циркуляционном испарителе, давление в кото-
ром составляет 5,7 кПа, отгоняется 255 кг/ч воды.
Раствор из куба испарителя, имеющий температуру 83 °C и содержащий 59 %
H2SO4 в теплообменнике 10 за счет контакта с горячей 94 %-ной серной кисло-
той нагревают до 110—120 °C и подают в верхнюю часть колонны 11, откуда выходят
пары с температурой 135 °C. Кислоту, выходящую из куба колонны 11, смешивают
в струйном миксере 12 с 263 кг/ч перегретого водяного пара, имеющего темпе-
ратуру 620 °C.
Температура смеси в сепараторе 14 составляет 290 °C. В качестве окислителя
в сепаратор добавляют 4,6 кг/ч100 %-ной HNO3 (4,4 % от количества концентриро-
ванной кислоты). Содержание углерода в 94 %-ной кислоте составляет с±0,5 %.
Кислота практически не имеет окраски. При использовании импульсной камеры 19,
концентрация получаемой кислоты возрастает до 96 %, а температура снижается
до 205 °C.
Пример 2. Разбавленный раствор серной кислоты имеет следующий состав:
31 % H2SO4; 65,4 % Н2О и 3,6 % FeSO4. После упаривания в соответствии с при-
мером 1 (в состав аппаратуры входят резервуар 7 и центрифуга 8, но отсутствует им-
пульсная камера 19) получают горячую кислоту, содержащую 70 % H2SO4; 22,7 %
Н2О и 7,3 % соли. После охлаждения и отделения осадка сульфата железа кис-
лоту дегидрируют действием горячего водяного пара и получают раствор кислоты
с концентрацией 94 %.
СЕРНАЯ КИСЛОТА ИЗ ОТХОДОВ ПРОЦЕССА
ПРОИЗВОДСТВА ДИОКСИДА ТИТАНА
Процесс, разработанный К. X. Дёрром, Г. Дарадимосом, X. Гриммом и др.
{патент США 4 163047, 31 июля 1979 г.; фирмы Металлгезелльщафт АГ» и
«Байер АГ», ФРГ), предназначен для выделения серной кислоты из отработанной
серной кислоты, содержащей сульфат железа и из твердого сульфата железа, со-
держащего значительные количества кристаллизационной воды. Процесс включает
следующие стадии: 1) концентрирование отработанной серной кислоты до полу-
чения концентрации кислоты 25—55 % в расчете на суспензию; 2) смешение скон-
центрированной кислоты со стадии 1 с возвратной концентрированной серной
кислотой, подаваемой со стадии 5, в результате чего получается смесь с концентра-
цией кислоты 30—65 % в расчете на суспензию; 3) добавление твердого сульфата
железа с высоким содержанием кристаллизационной воды к смеси, полученной иа
стадии 2, в результате чего получается сульфат железа с низким содержанием
кристаллизационной воды; 4) отделение раствора серной кислоты от сульфата
363
Нагрев
процесса производства
отработанной кислоты
Рис. 162. Схема
серной кислоты нз
н сульфата железа
железа, получаемого на стадии 3; концентрирование раствора серной кислоты, по-
лученного на стадии 4, до получения концентрации кислоты 45—70 % в расчете
на кислоту, не содержащую соли, и возврат части полученного раствора на ста-
дию 2; 5) термическое разложение сульфата железа, полученного на стадии 4,
с получением оксида железа и сернистого газа.
Схема процесса представлена на рис. 162. Отработанный раствор кислоты из
. резервуара 2 по линии 2а подается в концентратор 3, где происходит удаление
воды. Концентрированный раствор серной кислоты выходит из концентратора по
линии За и поступает в смеситель 4.
Сульфат железа («зеленая соль») из резервуара 1 по линии 1а подается в зону
дегидратации 5, в которую также по линии 4а из резервуара 4 поступает кислотная
смесь. Эта смесь состоит из сконцентрированной отработанной кислоты из аппарата <3
и из сконцентрированного фильтрата из аппарата 8.
В зоне дегидратации 5 сульфат железа с высоким содержанием кристалли-
зационной воды превращается в сульфат железа с пониженным содержанием воды
за счет обработки кислотой. По линии
5а смесь поступает в зону фильтрации 6,
где сульфат двухвалентного железа с по-
ниженным содержанием воды отделяется
от раствора и по линии 66 поступает на
стадию термической диссоциации 7.
Фильтрат, содержащий серную ки-
слоту, выводится из зоны фильтрации 6
по линии 6а и подается в концентратор
8, в котором происходит удаление воды.
Часть получаемой при этом концентри-
рованной кислоты по линии 8а подается
в смеситель 4, а другая часть выводится
по линии 86 и может быть снова использо-
вана на стадии растворения Т1О2 9.
Ниже приводится конкретный пример
проведения процесса. В результате рас-
творения норвежского ильменита в серной кислоте на 1 т ТЮ2 получают 4 т зе-
леной соли и 8 т отработанной серной кислоты. В состав зеленой соли входит 90 %
FeSO4-7H2O, 5 % адсорбированной влаги, остаток — гидраты сульфатов метал-
лов. Отработанная серная кислота имеет следующий примерный состав, %:
MeSOi 15; H2SO421; Н2О 64.
Отработанная серная кислота из резервуара 2 со скоростью 8000 кг/ч подается
по трубопроводу 2а в концентратор 3, где концентрация H2SO4 повышается до
30,4 % в расчете на суспензию. Суспензия в количестве 5520 кг/ч подается по
трубопроводу За на стадию смешения 4. Туда же в количестве 4480 кг/ч подается
из концентратора 8 раствор отработанной кислоты, содержащий 65 % H2SO4.
Со стадии смешения по трубопроводу 4а выводят 10000 кг/ч серной кислоты .
с концентрацией 45,9%, которую подают на стадию дегидратации 5; туда же
из резервуара 1 по трубопроводу 1а поступает 4000 кг/ч зеленой соли. Таким
образом, на стадию дегидратации 5 поступает 14000 кг/ч сырья, представляющего
собой кислотную смесь и зеленую соль в соотношении 2,5 : 1. Образующаяся в ре-
зультате суспензия имеет концентрацию серной кислоты 32,8 %, в расчете на сус-
пензию, и содержит AfeSO4 в количестве 230 г/кг. ;
Суспензию подают на стадию фильтрования 6. Твердый остаток от фильтрова-
ния, образующийся в количестве 5200 кг/ч, содержит AfeSO4-H2O и 30 % раствора
серной кислоты с концентрацией H2SO4 44,3 %. Остаток направляют на стадию
диссоциации 7. Фильтрат в количестве 8800 кг/ч концентрируют в концентраторе 8
путем упаривания до получения концентрации H2SO4 65 %. Из общего количества
фильтрата 6000 кг/ч по трубопроводу 8а на стадию смешения подают 4480 кг/ч.
Оставшееся количество (1520 кг/ч), содержащее ~990 кг/ч серной кислоты, мо-
жет быть использовано для растворения ТЮ2. Такое количество кислоты составляет
~50 % от количества свободной кислоты, содержащейся в отработанной серной
кислоте. На стадии фильтрования температура повышается до 40—50 °C.
364
ТАНТАЛ ИЗ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ
Процесс, разработанный Р. Хульмом (патент США 4 065405, 27 декабря
1977 г.; фирма «.Экссон Рисерч энд Инженеринг Компани»), предназначен для из-
влечения пентафторидов тантала и (или) ниобия' из дезактивированного или части-
чно дезактивированного катализатора переработки углеводородов. В состав данного
катализатора входят: а) пентафторид металла, выбранный из группы, включа-
ющей пентафторид тантала, пентафторид ниобия и их смеси, и б) фтористый водород.
Для извлечения металлов катализатор дистиллируют в присутствии кислоты Лью-
иса, не содержащей упомянутых металлов V группы. При этом происходит вы-
теснение пентагалогенидов тантала и (или) ниобия в газовую фазу. При последу-
ющем добавлении фтористого водорода пентагалогениды превращаются в пентафто-
риды.
Добавки кислоты Льюиса служат для вытеснения пентафторидов металлов из
их неактивных комплексов. Если применяемая кислота Льюиса сама не является
фторидом, то происходит обмен галогена и образуются пентагалогениды тантала и
(или) ниобия. В предпочтительном варианте процесса фтористый водород удаляют
из отработанного катализатора до проведения процесса дистилляции, т. е. до нагре-
вания и конденсации катализатора с кислотой Льюиса. До проведения дистилляции
из катализатора может быть также удален пентафторид металла, не связанный
в комплекс.
ТЕЛЛУР ИЗ АНОДНЫХ ШЛАМОВ ПРОЦЕССА
РАФИНИРОВАНИЯ МЕДИ
В соответствии сданными А. Петрика мл., X. Дж. Беннетта, К- Е. Старча
и Р. К- Вайснера [17], подсистема выделения теллура в качестве побочного про-
дукта частично дублирует подсистему выделения селена на начальных стадиях про-
цесса. Это связано с тем обстоятельством, что в содово-селитренном шлаке тигель-
ных печей содержится весь теллур, подлежащий выделению, и ~50 % подлежащего
выделению селена.
Разделение обоих элементов происходит в резервуаре для нейтрализации, где
выпадает осадок диоксида теллура, и нейтрализованный селен содержащий раст-
вор направляется на дальнейшую переработку. Таким образом, подсистема теллура
предназначена для переработки шлама диоксида теллура, осаждающегося в резер-
вуаре для нейтрализации. Эта подсистема схематически представлена на рис. 163.
В предположении 90 % извлечения теллура в тигельной печи и 90 % извле-
чения в остальной части подсистемы из 180 кг теллура, содержащегося в анодном
шламе, получают 147 кг металлического теллура.
См. также «Селен из анодных шламов процесса рафинирования меди» и,
в частности, патент США 4 163046.
ТАЛЛИЙ ИЗ КОЛОШНИКОВОЙ ПЫЛИ ПЕЧЕЙ
ДЛЯ ВЫПЛАВКИ ЦИНКА
В США таллий в основном производится путем переработки цинковых кон-
центратов. В течение многих лет единственным производителем таллия в стране была
фирма «Америкен Смелтинг энд Рифайнинг Компани» в г. Денвер. В промышленно-
сти таллий обычно производят из колошниковой пыли, образующейся при обжиге
сульфидов или кадмиевых концентратов, получаемых из цинковых руд. Первые
стадии процесса выделения таллия являются частью подсистемы выделения кадмия.
Заключительные стадии процесса выделения таллия включают осаждение цинком,
очистку путем переосаждения и последующее электролитическое выделение ме-
талла.
365
Рис. 163. Подсистема выделения теллура
в виде побочного продукта:
1 — тигельная печь, перерабатывающая 10 т
в неделю шлама, образующегося в процессе
электролитического рафинирования меди
и содержащего 2,1 т Ag, 42 кг Au, 900 кг Se
и 180 кг Те; 2 — металл Доре; 3 — содово-
питратный шлак, содержащий 160 кг Те
(в предположении степени выделения 90 %);
4 — измельчение, выщелачивание горячей
воды, отстаивание и фильтрация раствора,
содержащего селен и теллур; 5 — подача
остатка в тигельную печь; 6 — кислый рас-
твор, содержащий селен; 7 — резервуар для
нейтрализации; 8 — нейтральный раствор,
содержащий селен; 9 — на дальнейшую пере-
работку; 10 — шлам диоксида теллура; 11 —
точка отделения побочного продукта; 12 —
накопительный резервуар; 13 — фильтр-
пресс; 14 — раствор, рециркулируемый иа
стадию измельчения шлака; 15 — гидроксид
натрия; 16 — загрязненный диоксид тел-
лура; 17 — выщелачивание каустиком; 18 —
медный шлам; 19 — серная кислота; 20 —
щелочной раствор, содержащий теллур;
21 — вода; 22 — осадок диоксида теллура;
23 — промывка; 24 — дополнительная про-
мывка и центрифугирование; 25 — диоксид
теллура (товарный продукт) — альтернатива
производству металла; 26 — теллурсодержа-
щий раствор; 27 — электролизеры; 28 —
отработанный электролит; 29 — металличе-
ский теллур; 30 — плавление, литье, распыле-
ние в порошок, упаковка, отбор проб, взве-
шивание, транспортировка; 31 — металли-
ческий теллур (99,9 %), 147 кг в неделю
(в предположении степени выделения из шла-
кового щелочного раствора 90 %)
ОЛОВО ИЗ ДРОССА, ОБРАЗУЮЩЕГОСЯ
В ПРОЦЕССЕ НАНЕСЕНИЯ ПОКРЫТИЯ
МЕТОДОМ ГОРЯЧЕГО ПОГРУЖЕНИЯ
При лужении медных изделий методом горячего погружения происходит об-
разование дросса с высоким содержанием олова. С целью повышения экономичности
процесса желательно проводить извлечение олова из этого металлсодержащего ос-
татка. В течение ряда лет в промышленности проводятся эксперименты, направлен-
ные на снижение расхода олова, используемого для нанесения покрытий. Однако
удовлетворительные результаты до сих пор не получены. Все предлагаемые методы
являются неэкономичными и создают серьезные проблемы при их реализации.
Усовершенствованный метод выделения олова из оловянного дросса разработал
Р. М. Ганкарц ст. (патент США 4 119136, 10 октября 1978 г.). Согласно данному
методу, цилиндрический сосуд, в дне которого имеются отверстия, заполняют оло-
вянным дроссом и помещают над секционной литейной формой. Собранную таким
образом аппаратуру устанавливают в печь, нагретую до ~370°С, где оставляют
в течение 5—6 ч. Плавящееся олово через отверстия в сосуде стекает в форму. После
охлаждения формы из нее извлекают прутковое олово.
366
ОЛОВО ИЗ ОТХОДОВ ГАЛЬВАНИЧЕСКОГО
ГАЛОГЕНИДНОГО ЛУЖЕНИЯ
Одним из промышленных процессов, используемых для лужения стальных
изделий, является так называемое гальваническое галогенидное лужение. По этому
процессу травленые и промытые стальные полосы помещают в ванну, в состав кото-
рой входит комплексный анион фторида олова, гексафторстанната (II) очевидно
формулы SnFg~, бифторид натрия, соляная кислота и небольшие количества раз-
личных общеизвестных добавок, например соединений, уменьшающих зернистость.
Стальная полоса выполняет роль катода, а анод выполнен из металлического
олова и также погружен в ванну. При пропускании электрического тока комплекс-
ный ион фторида олова направляется к стальному катоду, на поверхности которого
происходит его восстановление до металлического олова, в результате чего стальная
полоса покрывается слоем олова.
Одним из недостатков данного процесса является накопление в растворе значи-
тельных количеств шлама, основным компонентом которого является гексафтор-
станнат (IV) натрия Na2SnFe и который также содержит гидратированный диоксид
олова SnO2-xH2O. Гексафторстаннат (IV) образуется при окислении воздухом
гексафторстанната (II). В этой реакции принимает участие воздух, захваченный
рабочим раствором в результате сильного перемешивания раствора, обусловленного
высокой линейной скоростью подачи стальных полос. Хотя реакция окисления про-
текает с малой скоростью, она может быть ускорена в присутствии ионов железа, ко-
торые могут оказаться в растворе при недостаточно тщательной промывке стальной
полосы после стадии кислотного травления.
Для уменьшения содержания в растворе ионов двухвалентного железа, катали-
зирующих окисление гексафторстанната (II) в гексафторстаннат (IV), в систему
периодически добавляют ферроцианид натрия Na4 [Fe(CN6)]-ЮН2О. Последний
реагирует с ионами двухвалентного железа с образованием комплексного соедине-
ния Fe2[Fe(CN)6], выпадающего в осадок. Под действием воздуха он также медленно
окисляется с образованием ферриферроцианида Fe4[Fe(CN)6]3, который также
входит в состав вышеупомянутого шлама, периодически удаляемого из си-
стемы.
Образующийся шлам имеет высокое содержание олова. Для его выделения
используется широко распространенный процесс, основанный на выщелачивании
Na2SnF8 из шлама большими количествами горячей воды. Остающийся нераствори-
мый остаток, называемый вторичным шламом, в зависимости от содержания в нем
олова отбрасывается либо продается плавильным заводам. Полученный прозрачный
раствор подвергают дальнейшей переработке с целью получения металлического
олова или его соединений.
Процесс, разработанный Р. Е. Хорном и Д. В. Гренда (патент США
3 926759, 16 декабря 1975 г.; фирма «Питт Метало энд Кемикалс, Инк.',>), преду-
сматривает первичное фильтрование сточных вод процесса гальванического гало-
генидного лужения для удаления нерастворимых материалов, например ферроциа-
нидов железа. Фильтрат затем подвергают обработке для удаления остаточных
органических соединений и помещают в аппарат для электродиализа. В этом
аппарате камера для раствора отделена от анодной камеры одной или несколькими
анионными мембранами, а от катодной камеры — катионной мембраной.
Анодная камера и камеры, расположенные между ней и камерой для раствора,
содержат раствор кислоты, предпочтительно плавиковой кислоты. В катодной ка-
мере находится щелочной раствор, предпочтительно раствор гидроксида натрия.
В анодной камере помещен нерастворимый инертный анод; через систему протекает
электрический ток. Ионы галогена из камеры для раствора через анионную мембрану
проникают в промежуточную камеру, в результате чего в ней увеличивается кон-
центрация кислоты. Ионы натрия через катионную мембрану проникают в катодную
камеру, увеличивая в ней концентрацию гидроксида натрия.
Очищенная сточная вода, из которой удален избыток галогена, выводится
из аппарата и подвергается концентрированию, например с помощью обратимого
осмоса, для получения раствора требуемой концентрации, который снова может
быть использован в процессе лужения. Щелочь, выводимую из катодной камеры и
кислоту, выводимую из промежуточной камеры, смешивают, в результате чего об-
367
разуется бифторид натрия, который используется в процессе лужения. Схема этого
процесса представлена на рис. 164.
Сточные промывные воды, а также отходы растворов, используемых при лу-
жении, по трубопроводу 1 подаются на обычный фильтр 2, где отделяются не-
растворимые материалы, в частности ферроцианиды железа. Твердый материал по
транспортеру 3 направляется на стадию выделения ферроцианида. Получаемый рас-
твор по трубопроводу 4 направляется в резервуар или колонну 5, в которой помещен
слой активированного угля. В результате прохождения через этот слой из раствора
удаляются остаточные органические соединения. Затем раствор по трубопроводу 6
направляют в аппарат для электродиализа 7.
Сточные воды поступают в камеру для раствора аппарата 7. В катодную и про-
межуточную камеры аппарата 7 дополнительно подается вода. В результате обра-
ботки отношение количеств фтора и олова, которое в исходном растворе составляло
204-25 : 1, снижается до 64-7 : 1. Очищен-
ную воду выводят из аппарата 7 по трубо-
проводу 8 и подают в концентратор 9, кото-
рый может представлять собой аппарат для
обратимого осмоса или для электродиализа.
Раствор HF выводят из аппарата 7 по
трубопроводу 10 и подают в резервуар 11.
Гидроксид натрия выводят из аппарата 7 по
трубопроводу 12 и подают также в резервуар
11, где она реагирует с HF с образованием
бифторида натрия. Последний выводят из
резервуара 11 по трубопроводу 13; его можно
использовать в качестве добавки к промыв-
ной воде для предотвращения гидролиза ра-
бочего раствора в промывном резервуаре.
Он может также быть выделен в кристалли-
Рис. 164. Схема процесса выделения со-
лей олова из сточных промывных вод
процесса гальванического галогенид-
ного лужения
ческом виде. В случае необходимости в ап-
парате 7 может быть предусмотрено не-
сколько последовательных промежуточных
камер, что позволяет получать раствор фто-
рида, не содержащий олова.
Воду удаляют из концентратора по трубопроводу 14 и возвращают в промывной
резервуар либо направляют в сток. Раствор, содержащий натрий и фтор в требуемом
молярном отношении, выводят из концентратора 9 по трубопроводу 15 и направляют
для использования на стадии лужения.
" Процесс, разработанный Т. В. Фишером, С. Е. Раухом мл. и Р. Н. Штайнби-
кером (патент США 4 006213, 1 февраля 1977 г.; фирма «Бетлехем Стил Корпо-
рейшт}, предназначен для экстракции и извлечения гидратированного оксида олова
и ферроцианида щелочного металла из шлама, образующегося в процессе
гальванического галогенидного лужения. Процесс включает стадии растворения
ферроцианидов и соединений четырехвалентного олова, присутствующих в шламе,
в щелочном растворителе; удаления нерастворимых материалов; осаждения гидра-
тированного оксида олова путем нейтрализации раствора и его отделения от раст-
вора, содержащего ион ферроцианида. Схема процесса представлена на
рис. 165.
Шлам, первичный или вторичный, содержащий Na2SnF6, SnO2, Fe2 [Fe (CN)6]
и Fe4[Fe(CN)6]3, помещают в суспензионную камеру 1. Воду и раствор гидроксида
щелочного металла подают в камеру 1 по линиям 2 и 3 соответственно. Образую-
щуюся суспензию по линии 4 подают в реактор 5, снабженный мешалкой 6 и на-
гревательным элементом 7.
После окончания реакции суспензию по линии 8 направляют в центрифугу 10,
где оксиды железа и другие нерастворимые материалы отделяются от раствора, со-
держащего соединения олова и ионы ферроцианида. Этот раствор по линии 12 по-
дают в реактор 13. Отделенный твердый остаток прямо в центрифуге промывают
водой, подаваемой по линии 9, снова центрифугируют и раствор направляют в ре-
актор 13 по линии 12. Твердый материал затем удаляют из центрифуги и либо
отбрасывают либо используют в качестве высокопроцентного железного концент-
рата.
368
Остывший раствор в реакторе 13 обрабатывают раствором HF или НО, по-
даваемым по линии 14. Добавление кислоты проводят до получения величины pH
раствора 6,5—7,5. Полученный раствор, содержащий SnO2-xH2O, по линии 14
направляют в центрифугу 16. Полученный центрифугат с помощью насоса 19 по
линиям 18 и 20 подают в испаритель 21. Гидратированный оксид олова, остав-
шийся в центрифуге, промывают водой, подаваемой по линии 15, и промывную
воду также перекачивают в испаритель 21. Промытый твердый остаток выводят по
линии 17 и используют в качестве высокопроцентного оловянного концентрата.
Раствор в испарителе 21, обогреваемом спиралью 24, упаривают при переме-
шивании мешалкой 23 до получения концентрации ферроцианида не менее
Siti. Рис/1165. Схема процесса переработки шлама, образующегося в процессе галь-
г л ваннческого галогеиидиого лужения:
еЗ 1—Ю, 12—25 (в тексте); И — нерастворимые вещества, FeO, Fe2Og
10 г/л в расчете на Na4[Fe(CN)6]-10H2O. Концентрированный раствор выводят по
линии 25. Он может быть использован для непосредственного добавления к рабо-
чему раствору на стадии лужения в качестве источника ферроцианида. Его можно
также подвергнуть дальнейшей обработке, например путем упаривания, фрак-
ционной кристаллизации или ионного обмена для выделения чистого ферроцианида
щелочного металла. Водяной пар, образующийся при упаривании, по линии22 от-
водится в конденсатор (на схеме не показан).
олово из оловянного ЛОМА
Из общего количества вторичного олова, полученного в 1974 г., 86 % было
использовано в качестве компонента сплавов — бронз, латуней, припоев, а также
сплавов используемых в подшипниковой промышленности и в полиграфии. Только
11 % вторичного олова, в основном из нового лома, поступило на рынок в виде
металла. Небольшие количества были также использованы в виде химических со-
единений олова. Хотя на специальных предприятиях извлекается некоторое коли-
чество олова из использованных консервных банок, этот вид сырья используется
весьма редко ввиду больших расходов, связанных со сбором, транспортировкой
369
и чисткой банок. Повышение цен на стальной лом явилось стимулом для некоторого
увеличения количества олова, извлекаемого из консервных банок.
Почти все первичное олово в США является импортным. Количество вторичного
олова составляет ~1/3 от общего потребления ол«а в США. Таким образом, пе-
реработка лома имеет большое значение для промышленности, производящей олово.
олово из шлаков
Процесс, разработанный Дж. М. Флойдом (патент США 3 905807, 16 сен-
тября 1975 г.; Организация по научным и промышленным исследованиям Британ-
ского содружества, Австралия), предназначен для получения олова из низкопро-
центного оловянного концентрата и включает следующие стадии: 1. Плавление
и частичное восстановление смеси концентрата с флюсом, в результате чего образу-
ется жидкий концентратный шлак с высоким содержанием олова. 2. Взаимодей-
ствие полученного шлака с жидким оловожелезным сплавом (гартлинг), имеющим
высокое содержание железа, с образованием жидкого металлического олова-сы-
рца, содержащего примеси железа, и жидкого промежуточного шлака с высоким
содержанием олова. 3. Восстановление олова, содержащегося в жидком промежу-
точном шлаке, с получением жидкого оловожелезного сплава, возвращаемого на
стадию (2) и жидкого шлака с низким содержанием свинца, который отбрасывается.
Процесс может быть Осуществлен как в непрерывном, так и в периодическом
режиме.
ОЛОВЯННОАЛЮМИНИЕВЫЙ СПЛАВ
из многослойных подшипников
Многослойный материал для подшипников состоит из относительно недоро-
гой прочной стальной основы, покрытой более дорогим материалом, например,
оловоалюминиевым сплавом или материалом, в состав которого входит платина.
При изготовлении таких материалов чаще прибегают к склеиванию слоев, чем к ме-
тодам спекания или сплавления. Однако и в этом случае извлечение верхнего слоя
является экономически оправданным только если он достаточно легко отделяется от
основы, и выход материала приближается к 100 %.
Процесс, разработанный А. Д. Михаэлем, Дж. А. Уайтом и Г. Л. Гриф-
фином (патент США 4 086083, 25 апреля 1978 г.; фирма «Зе Гласьер Метал Ком-
пани, Лимитед-», Англия), предназначен для извлечения дорогостоящего верхнего
слоя из многослойного подшипникового материала, в котором слой сплава закреплен
на стальной основе, возможно, с использованием фольги из чистого алюминия.
Материал нагревают до температуры, при которой начинается отделение компо-
нентов, а затем подвергают повторному механическому воздействию для полного
разделения компонентов, которые далее отделяют друг от друга магнитным или гра-
витационным методом.
ТИТАН ИЗ ТИТАНОВОГО ЛОМА
При использовании титанового сырья, пигментов, сварочных флюсов, ферро-
сплавов, режущих инструментов и большинства других продуктов титан необ-
ратимо теряется, и его извлечение не производится. Значительную роль переработка
титанового лома играет только при производстве слитков, прокатных изделий и
металлических деталей.
Из титанового лома производится 1/3 всех титановых слитков. Незагрязненный
и хорошо сортированный лом, который в значительных количествах образуется
при производстве слитков и прокатных изделий, смешивают с губчатым металлом и
сплавами и переплавляют в слитки. Большое количество лома образуется при пе-
370
реработке прокатных изделий в готовые детали. Около 1/3 такого лома возвращается
в процесс производства слитков. По оценке 75—80 % металла, входящего в сли-
ток, в процессе изготовления готовых изделий превращается в лом. Определенные
виды обрезков и стружки, а также некоторые другие отходы используются для из-
влечения титана.
Значительная часть лома, однако, состоит из смешанных сплавов и содержит
примеси. Некоторая часть такого сырья используется» в производстве ферротитана,
другая часть находит применение при производстве стали — в качестве добавки,
уменьшающей зернистость, а также раскислителя; кроме того, его используют н
при плавке алюминия. Ежегодно несколько тысяч тонн такого лома экспортируется
из США, однако некоторое его количество и ввозится в страну. Наконец, остаю-
щийся титановый лом либо выбрасывается, либо хранится в ожидании появления
новой технологии переработки. Титановая пыль и мелкие стружки могут обус-
ловить загорание, поэтому переработка и хранение такого типа отходов являются
нежелательными с точки зрения техники безопасности.
Процесс, разработанный Дж. Диксоном (патент США 3 933473, 20 ян-
варя 1976 г.; фирма чЭйрко, Инк.»), предназначен для извлечения нз титанового
лома сплава, содержащего 2,5—3,5 % алюминия, 1,7—2,50% олова и вкачестве
остального компонента титан. Способ предусматривает очистку лома, обработку его
в электронно-лучевой печи и рафинирование продукта в высоком вакууме с полу-
чением продукта заданного состава.
ТРИНАТРИЙФОСФАТ ИЗ ОТХОДОВ
ПРОЦЕССА ПОЛИРОВКИ АЛЮМИНИЯ
ПУТЕМ ПОГРУЖЕНИЯ В РАСТВОР
Полировка путем погружения в раствор широко используется в промышлен-
ности для химической отделки алюминия. В этом процессе используются растворы
на основе фосфорной кислоты. Чистые алюминиевые изделия погружают на не-
сколько минут в горячий водный раствор, содержащий точно заданные количества
фосфорной кислоты, фосфата алюминия и азотной кислоты. Этот раствор активно
взаимодействует с алюминием, в результате чего происходит выделение азота и ок-
сидов азота, а поверхность алюминия в результате такой полировки становится бле-
стящей. Для получения высокого качества отделки при минимальном расходе реа-
гентов обычно используют полировальные растворы следующего состава, %: фос-
форной кислоты (НЭРО4) 64—70; фосфата алюминия (А1РО4) 10—14; азотной кислоты
(HNO3) 2,8—3,2; воды (Н2О) 17—23; меди (Си) 0,01—0,02. Применение находят и
другие полировальные растворы на основе фосфорной и азотной кислот.
В процессе полировки путем погружения очень важным является контроль за
составом раствора. Изменение концентрации любого компонента с выходом из за-
данного интервала приводит к значительному снижению качества изделий. Часть
полировального раствора постоянно уносится с обрабатываемыми деталями в про-
мывной резервуар. При нормальном уносе и достаточно частом добавлении свежих
порций кислот в растворе поддерживается равновесная концентрация алюминия;
количество алюминия, перешедшего в раствор из обрабатываемого изделия, равно
количеству алюминия унесенного из ванны. Хотя при таком проведении процесса
обеспечивается непрерывность обработки, недостатком его является большое коли-
чество отходов. На практике это означает, что только 10—15 % фосфорной кислоты,
введенной в полировальный раствор, расходуется на химическую обработку поверх-
ности. Остальное количество кислоты теряется на следующих стадиях промывки.
Другим недостатком рассматриваемого процесса является образование сточ-
ных вод, содержащих фосфат, который является одним из материалов, наиболее
сильно загрязняющих водоемы. Известны химические методы для нейтрализации и
обработки кислых и промывных вод, однако ни один из них не получил широкого
распространения вследствие сложности аппаратурного оформления, больших ка-
питальных затрат и высокого расхода химических реактивов. Наиболее распростра-
ненным приемом является промывка противотоком с использованием нескольких
промывных резёрвуаров. При этом в первом резервуаре получают кислоту с кон-
371
центрацией 30—40 %. Кислота с содержанием > 30 % Н3РО4 может быть непо-
средственно использована в качестве сырья для производства жидких удобрений.
Однако цена на этот продукт является весьма низкой и вследствие сезонного ха-
рактера работы промышленности, производящей удобрения, для его хранения
требуются большие складские помещения.
В усовершенствованном варианте кислоту, получаемую при промывке, концен-
трируют путем упаривания до получения, например 75 % Н3РО4. Хотя хранение и
транспортировка 75 %-ной кислоты требуют меньших расходов, чем в случае 30 %-
ной кислоты, в этом случае возникают дополнительные расходы, связанные с кон-
центрированием. Разработаны также другие способы для выделения кислоты из про-
Рис. 166. Схема процесса выделения фосфата натрия из полироваль-
ных растворов:
1 — 12, 14, 15, 17—20 (в тексте); 13 — нерастворимые вещества; 16 —
кристаллический трииатрийфосфат; 21 — очищенные сточные воды
мывных вод, однако все они обладают существенными недостатками, являются трудно
осуществимыми или дорогостоящими.
Процесс, разработанный А. Ю.-Х. Фангом (патент США 4 044106, 23 августа
12677 г.), предусматривает обработку кислых промывных вод процесса химической
полировки алюминия щелочными реагентами при температуре 80 °C или выше. В ре-
зультате получается раствор, содержащий тринатрийфосфат Na3PO4, алюминат
натрия NaAlO2, нитрат натрия NaNO3 и следы нерастворимых веществ. Горячий
раствор быстро подвергают фильтрованию для удаления нерастворимых примесей,
а затем охлаждают, в результате чего выпадает кристаллический тринатрийфосфат.
Его отфильтровывают от маточного раствора, содержащего остаточное количество
тринатрийфосфата и растворимые примеси, такие как алюминат и нитрат натрия.
Для повышения выхода фосфата маточный раствор используют для обработки свежей
порции кислых промывных вод. Схема этого процесса представлена на рис. 166.
Обычно алюминиевые изделия сначала очищают в резервуаре 1, содержащем
разбавленный горячий раствор щелочи, промывают холодной водой в резервуаре 2,
очищают в резервуаре с горячей кислотой 3 и снова промывают в одном или несколь-
ких резервуарах, обозначенных цифрой 4. После этого изделия погружают в полиро-
вальный раствор, находящийся в резервуаре 5. Компонентами полировального рас-
твора могут являться фосфорная и азотная кислота, вода, а также растворенные
соединения алюминия фосфат алюминия и следовые количества компонентов алюми-
ниевых сплавов и других добавок, таких как медь.
372
После полировки в резервуаре 5 изделия подвергают трехстадийной промывке 6,
а затем подают в обычный резервуар для анодирования и на стадии дополнительной
обработки, промывки и сушки, обозначенные цифрой 7. Часть полировального рас-
твора из резервуара 5 уносится в промывные резервуары 6. При трехстадийной про-
тивоточной промывке на первой стадии поддерживается максимальная концентра-
ция фосфорной кислоты 35 % ; концентрация фосфорной кислоты на второй и третьей
стадиях промывки составляет 10 и 1 % соответственно.
Когда концентрация кислоты на первой стадии становится выше 35 %, кислоту
выводят из резервуара и заменяют ее 10 %-ной кислотой со второй стадии промывки,
которая в свою очередь заменяется 1 %-ной кислотой с третьей стадии. Хотя обычно
на первой стадии промывки поддерживается максимальная концентрация кислоты
35 %, содержание фосфорной кислоты может повышаться до 40 % без оказания ка-
ких-либо отрицательных воздействий на обрабатываемое изделие (при проведении
промывки при достаточно низких температурах и не слишком большом времени кон-
такта). На некоторых предприятиях максимальную концентрацию фосфорной кис-
лоты поддерживают на уровне 30 %. Это позволяет снизить потери кислоты на по-
следующих стадиях промывки. Таким образом, концентрация кислоты в промывном
резервуаре поддерживается в интервале 30—40 %, предпочтительно ~35%.
Кислые промывные воды такого типа с концентрацией 30—40% (предпочтительно
35 %, хотя на практике в промышленности используются даже и 10 % растворы)
легко могут быть переведены в тринатрийфосфат, который хорошо отделяется от рас-
твора и в тех случаях, когда в нем содержатся большие количества алюминия. Кис-
лые промывные воды периодически выводят со стадии промывки 6 и через накопи-
тельный резервуар подают в реактор 10, куда по линии 9 добавляется каустическая
сода (NaOH). В результате образуются тринатрийфосфат, алюминат и нитрат на-
трия — в соответствии с уравнениями реакций, приведенными на схеме.
В ходе реакции алюминий может быть осажден при величине pH среды 3—10.
Однако при осаждении алюминия в виде фосфата значительное количество фосфатов
теряется. Величина pH в реакторе 10 превышает 13 и алюминий полностью находится
в виде растворимого алюмината натрия NaAlO2, образующегося в избытке щелочи.
В зависимости от концентрации кислоты в используемых промывных водах и коли-
чества рециркулируемого маточного раствора будет изменяться количество воды,
добавляемой к каустической соде.
Реакция нейтрализации кислых вод каустической содой является экзотермиче-
ской и температура реакционной смеси значительно превышает комнатную. Горя-
чий щелочной раствор из реактора 10 подают на фильтр 11 для удаления нераство-
римых материалов, таких как гидроксиды тяжелых металлов, в том числе образую-
щихся из компонентов, входящих в состав обрабатываемого алюминиевого сплава.
После фильтрации раствор направляют в низкотемпературный кристаллизатор 12.
Фильтрации необходимо подвергать горячий раствор, так как при этом трина-
трийфосфат будет находиться в растворе и исключаются его потери с примесями.
В результате фильтрации повышается чистота получаемого тринатрийфосфата.
Следует отметить, что экзотермическая реакция может быть использована для на-
грева щелочного раствора перед фильтрованием. Однако в зависимости от конкрет-
ных параметров процесса для обеспечения растворимости тринатрийфосфата в про-
цессе фильтрования может оказаться необходимым нагревание раствора как перед,
так и в ходе самого процесса фильтрования.
Другая важная особенность процесса связана с тем, что алюминат натрия очень
хорошо растворим как в горячей, так и в холодной воде. В то же время тринатрий-
фосфат в холодной воде растворяется значительно хуже, чем в горячей, а нитрат на-
трия значительно более растворим, чем тринатрийфосфат.
Кристаллы тринатрийфосфата, выпавшие при охлаждении щелочного раствора,
отделяют на вакуумном фильтре 14 или с помощью другого подходящего устройства
и сушат во вращающейся сушилке 15 с получением кристаллического тринатрийфос-
фата. Маточный раствор из фильтра 14 направляют на хранение в резервуар 17,
откуда он может быть возвращен в реактор 10, где смешивается со свежими порциями
кислых промывных вод и каустической соды.
В состав маточного раствора как правило входят нитрат и алюминат натрия, оста-
точные количества тринатрийфосфата и некоторый избыток каустической соды. Хотя
раствор предпочтительно охлаждать до ~25 °C, однако процесс может быть эффек-
тивно осуществлен и при других температурах охлаждения. Естественно, выход полу-
373
чаемого фосфата будет возрастать с понижением температуры, и выбор конкретной
температуры охлаждения будет связан с экономичностью процесса рециркуляции
маточного раствора. Хотя охлаждение является наиболее предпочтительным способом
для проведения кристаллизации, могут быть использованы и другие способы, на-
пример упаривание или осаждение.
При выводе маточного раствора с фильтра 14 в сток может возникнуть необхо-
димость в снижении содержания фосфора в нем до 1 мг/л. В этом растворе обычно со-
держится 2—5 % Na3PO4; его количество зависит от конечной температуры кристал-
лизации. Фосфорные соединения могут быть легко удалены из раствора, поскольку
присутствующий здесь же в больших количествах алюминат натрия является наи-
более эффективным коагулянтом для осаждения фосфора. Таким образом, маточный
раствор с фильтра 14 можно периодически подавать в нейтрализационный резер-
вуар 18, в который добавляется серная кислота 19 в количествах, позволяющих сни-
зить величину pH до 6—9.
В процессе нейтрализации происходит осаждение фосфата в виде гидрокси-
фосфата алюминия или другого комплекса. Протекающие при этом химические реак-
ции могут быть описаны следующими уравнениями:
NasPO4 + NaA102 + 2H2SO4 -> А1РО4 + 2Na2SO4 + 2Н2О,
2NaA102 + H2SO4 + 2Н2О 2А1 (ОН)3 + Na2SO4.
Нерастворимые соединения удаляют на фильтре 20, получая сточные воды с мини-
мальным содержанием фосфора.
Рис. 167. Аппарат для выделения
металлов из карбидов, получен-
ных путем спекания
ВОЛЬФРАМ ИЗ КАРБИДОВ МЕТАЛЛОВ,
ПОЛУЧАЕМЫХ ПУТЕМ СПЕКАНИЯ
В настоящее время для извлечения металлов из лома карбидов металлов, полу-
ченных путем спекания и содержащих, например WC и Со, карбиды подвергают об-
жигу при температуре > 1700 °C (что значительно превышает обычную температуру
спекания, составляющую 1400— 1450 °C), а за-
тем охлаждают. После этого обрабатываемый
продукт, который становится хрупким, измель-
чают в порошок. При использовании этого ме-
тода для отделения карбида вольфрама от ко-
бальта требуется очень сложная дополнительная
обработка.
Ю. Кабанкова (патент США 4 140597,
20 февраля 1979 г., фирма «Тохо Кинзоли Ко,
Лтд.», Япония) разработал усовершенствован-
ный процесс, позволяющий просто и эконо-
мично выделять металлические компоненты из
карбидов металлов, полученных путем спека-
ния. Согласно этому способу, электролиз про-
водят в кислом растворе, используя карбид
в качестве анода. Карбид металла, например
WC, растворяется и металл осаждается в виде
гидроксида. Одновременно металл, например Со,
являющийся связующим веществом, осажда-
ется на поверхности катода. Гидроксид ме-
талла промывают, прокаливают и восстанавли-
вают в токе водорода с получением чистого металлического порошка. Аппара-
тура для проведения данного процесса показана на рис. 167.
Лом карбидов металлов, в состав которого входят, например карбид WC и свя-
зующий металл, например Со, опускают в кислый электролит 1, предпочтительно
HNO3, причем карбид выполняет роль анода 2. Катод 3 является нерастворимым;
для этой цели можно использовать вольфрамовый стержень. При проведении элек-
тролиза WC растворяется, и образуется H2WO4, которая осаждается на дне сосуда 4.
374
Протекающие химические реакции описываются следующими уравнениями’.
WC + 6Н2О IIAVOj СО2 н- 5Н2 (10 %-ный раствор HNO3),
WC + 6Н2О WO3-H2O(wih WO3-2H2O) СО2 (в общем виде).
Осадок H2WO4 или WO3-2H2O собирают, промывают водой и прокаливают. Для
получения чистого порошка вольфрама проводят восстановление в токе водорода.
На поверхности катода осаждается металлический кобальт, который соскабливают
с катода, промывают и выделяют в чистом виде.
ВОЛЬФРАМ ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ
Известно, что при эпоксидировании или гидроксилировании водорастворимых
ненасыщенных соединений, например аллилового или кротилового спиртов, перо-
ксидом водорода в качестве катализаторов применяют металлы переменной валент-
ности. В частности, для этой цели используют соединения ванадия, молибдена и
вольфрама; особенно предпочтительно использование вольфрамовых катализаторов.
Поскольку катализаторы являются дорогостоящими, разработано значительное число
процессов для регенерации катализаторов, содержащих вольфрам. В частности, об-
работке подвергают водные реакционные смеси, образующиеся при эпоксидирова-
нии или гидроксилировании аллилового спирта до глицидола или глицерина.
Процесс, описанный X. Фридрихом, В. Хаймом, А. Клееманом и др. (патент
США 4 197161, 8 апреля 1980 г., фирма «Дойче Гольд унд Зильбер Шайдеанштальт»,
бывшая «Рёсслер», ФРГ), предназначен для
выделения катализатора из кубового остатка.
Кубовый' остаток, получаемый при дистилля-
ции, в турбулентном режиме пропускают через
слой твердого инертного материала. Одновремен-
но подается кислород или кислородсодержащий
газ, в котором сгорают органические соедине-
ния, присутствующие в остатке. Катализатор,
отделяемый в слое инертного материала, вместе
с катализатором, улавливаемым в сепараторе,
соединенном с выходом реактора, растворяют
в воде. Полученный раствор снова используют
в процессе эпоксидирования или гидроксили-
рования. Схема процесса представлена на
рис. 168.
Кубовый остаток, содержащий катализатор,
в случае необходимости переводят в состояние,
в котором его можно перекачивать насосом — А
путем нагревания либо добавлением воды или •
промывного раствора со стадии мокрой про-Л.
мывки. Затем сырье по линии 1 перекачивают^
в нижнюю часть реактора 3. Одновременно.
чтобы предотвратить забивку аппаратуры, по линии 2 подают воздух. Смесь'поступает
в реактор по линии 3. Основное количество воздуха, необходимого для сжигания и
создания сжиженного слоя, подают по линии 4\ в случае необходимости воздух пред-
168. Схема процесса пере-
' работки вольфрамовых каталнза-
1 торов, используемых для эпокси-
it дирования и гидроксилирования
непредельных соединений
варительно подогревают.
Реактор нагревают до требуемой температуры (Д±500°С). Для нагрева можно
использовать пусковой нагреватель. При этом реактор обогревается либо непосред-
ственно газом, образующимся при сгорании, либо воздухом, нагретым в теплообмен-
нике, соединенном с пусковым нагревателем. После начала горения в реакторе с ожи-
женным слоем твердого материала избыточную теплоту реакции снимают с помощью
охлаждающей системы.
Предпочтительно использовать для разогрева реактора солевую баню, например,
нитрат-нитритный расплав (нитрат натрия — нитрит натрия). В этом случае после
375
начала реакции солевая баня выполняет роль охладителя, позволяя поддерживать
постоянную температуру реактора.
Инертный твердый материал для создания ожиженного слоя подается по линии7.
Из реактора он выводится вместе с катализатором по линии 5 и направляется в резер-
вуар 13, где его промывают водой, поступающей по линии 14. Водный раствор ката-
лизатора отделяют от твердого материала и по линии 15 направляют для повторного
использования в процессе эпоксидирования или гидроксилирования. Высушенный
инертный материал по линии 16 возвращают в реактор 6.
Отходящие газы, которые должны иметь низкое содержание оксида углерода,
по линии 8 подают в циклон 9, где происходит отделение твердых частиц. Твердая
фаза по линии 10 поступает в промывной резервуар 13 для отмывки от катализатора.
Отходящий газ после дополнительной очистки в устройстве 12, например, путем филь-
трования или промывки, выбрасывают в атмосферу.
ВОЛЬФРАМ ИЗ ВОЛЬФРАМОВОГО ЛОМА
Вольфрам, получаемый из лома,составляет значительную часть от общего коли-
чества потребляемого вольфрама. Однако данные о выделении вольфрама из лома яв-
ляются неполными. Большинство вольфрамосодержащего лома подвергается рециклу
на тех предприятиях, где они образуются. Специальные вольфрамовые сплавы ис-
пользуются повторно без выделения их составных частей. Лом металлического вольф-
рама образуется при производстве проволочных сеток. Его направляют в продажу
либо подвергают химической переработке. Значительные количества карбида вольф-
рама из шламов, образующихся при обработке металлов резанием, не перерабаты-
ваются ввиду низкого содержания вольфрама и высокой стоимости процесса хими-
ческой переработки. Сообщается, что в 1974 г. фирма «Металлурджикал Интер-
нейшнел Инк.» произвела ~360 т порошкообразного карбида вольфрама, используя
в качестве сырья исключительно лом, купленный на открытом рынке.
Исследования, проведенные фирмой «Швойдер Кемикал Металлурджи Корп.»
показывают, что ежемесячно несколько тонн вольфрама теряются в виде отходов от
сварочных вольфрамовых электродов, покрытых 1—2 % тория. Значительное коли-
чество отходов из карбидных режущих инструментов, образующееся при обработке
металлов резанием, обусловило интенсивное развитие работ по разработке экономич-
ных методов извлечения карбида вольфрама.Относительная стоимость-карбида вольф-
рама, изготовленного из первичного порошкообразного металлического вольфрама,
и карбида, извлеченного из лома, составляет ~4 : 1.
Обрезки высокочистой вольфрамовой проволоки составляют ~75 % сырья,
используемого для получения дробленого и литого карбида вольфрама. Некоторое
количество шлама с высоким содержанием вольфрама образуется в охлаждающих
системах шлифовальных установок для обработки контактных поверхностей из вольф-
рама. После сушки эти шламы непосредственно добавляют в расплавы стали [14].
КАРБИД ВОЛЬФРАМА ИЗ ЛОМА БУРОВЫХ
ИНСТРУМЕНТОВ
В буровых головках для разработки породы используются цилиндрические вкла
дыши из карбида вольфрама, помещенные в стальной корпус и частично выступающие
из него. Через определенный период времени в результате износа вкладыши из кар-
бида вольфрама теряют свою эффективность и подлежат замене.
В изношенных буровых головках содержатся еще значительные количества кар-
бида вольфрама. Поскольку он является дорогостоящим продуктом, его извлечение
из лома буровых инструментов является весьма желательным. Процесс, разработан-
ный Ф. Дж. Пике (патент США 4 170513, 9 октября 1979 г.; фирма «Фернан Пике
Энтерпрайсез Лимитед», Канада), предназначен для выделения карбида вольфрама
излома буровых инструментов. Способ предусматривает обработку раствором сер-
ной кислоты для растворения стального корпуса, в котором находится вкладыш,
376
и последующее нагревание при одновременном вибрационном воздействии, в резуль-
тате чего вкладыши извлекаются из корпуса. В случае крестообразных буровых го-
ловок применяют модифицирова.шый вариант процесса, включающий только нагре-
вание и вибрационное воздействие.
УРАН ИЗ СТОЧНЫХ ВОД ПРОЦЕССА
ПЕРЕРАБОТКИ UO2
Для изготовления топливных элементов ядерных реакторов используется UO2.
Широко распространенным методом является переработка UF6 с получением ди-
ураната аммония (ДУА), который затем прокаливают и восстанавливают до UO2.
В процессе получения ДУА газ с повышенным содержанием UF6 реагирует в водой,
образуя водный раствор уранилфторида UO2F2, который затем обрабатывают избыт-
ком гидроксида аммония для осаждения ДУА, который выделяют в виде водной сус-
пензии. Осадок можно отфильтровать или отделить от водной части суспензии путем
центрифугирования. Получающиеся сточные воды содержат большие количества
фторидов, прежде всего NH4F, избыток аммиака и небольшие количества растворен-
ного урана.
Удаление этих сточных вод связано с серьезными проблемами, обусловленными
токсичностью фторидов и присутствием аммиака и, хотя и небольших, но заметных
количеств радиоактивного урана. Для решения этих проблем желательно проводить
полное извлечение урана из сточных вод, что позволит устранить опасность для ок-
ружающей среды и получить дополнительные количества урана, стоимость которого
очень высока.
Процесс, разработанный Т. Дж. Кроссли (патент США 3961027, 1 июня 1976 г.,
фирма «Вестингхауз Электрик Корпорейшн»), предназначен для обработки сточных
вод с высокой концентрацией фторидов и аммиака, содержащих следы урана, кото-
рые образуются при гидролизе и обработке гидроксидом аммония гексафторида
урана UF6 с получением ДУА. Сначала сточные воды обрабатывают достаточным ко-
личеством извести для осаждения основного количества присутствующих фторидов
в виде малорастворимого CaF2.
Обработанный таким образом раствор дистиллируют для удаления аммиака,
который повторно используется на стадии осаждения ДУА. Осадок CaF2 отделяют
от водного раствора, а последний обрабатывают катионитом, в результате чего из
него удаляются основные количества кальция и других ионов металлов. Получае-
мая таким образом вода содержит небольшие количества урана, фторид и аммиак,
и возвращается для взаимодействия с UF6 либо смешивается с отгоняемым гидрокси-
дом аммония и свежим концентрированным раствором гидроксида аммония для полу-
чения раствора с требуемой концентрацией NH3, который используется для осажде-
ния ДУА. Осуществление такого рецикла повышает экономичность процесса и поз-
воляет устранить вредные воздействия на окружающую среду и здоровье людей.
Схема этого процесса представлена на рис. 169. Отмеренные количества гашеной
извести Са(ОН)2 из резервуара 1 шнековым транспортером 22 подаются в резервуар
для суспензии 4. В случае необходимости известь взвешивают отдельными порциями,
которые подают в резервуар 4. Воду в количестве, необходимом для получения сус-
пензии, подают по трубопроводу 3 с регулировочным вентилем. Хотя с гашеной из-
вестью проще работать, но ее можно заменить окисью кальция или другими реак-
ционноспособными соединениями щелочноземельных металлов.
Продажная гашеная известь содержит различные примеси, например, соедине-
ния магния, алюминия, железа, а также кремнезем. Желательно использовать воз-
можно более чистую известь, содержание примесей в которой не превышает 5 %.
Поскольку фторид магния имеет лишь немного большую растворимость, чем фторид
кальция, его допустимая концентрация выше, чем для других примесей. В продаже
имеется гашеная известь, в которой общее содержание гидроксидов кальция и маг-
ния превышает 98 %. В резервуар подают 2—20 частей извести и 100 частей воды и
перемешивают мешалкой 5, в результате чего образуется однородная суспензия.
В резервуар 7 с мешалкой 8 по линии 9 подают сточные воды со стадии центри-
фугирования ДУА. После введения определенного количества сточных вод, имеющих
13 Спттиг М. 377
величину pH ~ 9,5, в реактор 7 из резервуара 4 по линии 6 добавляют рассчитанное
количество суспензии извести, обеспечивающее небольшой избыток гидроксида каль-
ция (и магния) по отношению к количеству, требуемому для полного взаимодействия
с фторидами, содержащимися в сточных водах. Так, например при содержании
в 1800 кг сточных вод 34 кг NHiF к смеси добавляют несколько более 34 кг суспендиро-
ванной извести. В случае суспензии, содержащей 15 % извести, для полного взаимо-
действия с фторидами и создания небольшого избытка необходима добавить ~260 кг
суспензии.
Добавление к сточным водам извести в стехиометрическом количестве или в из-
бытке нс является обязательно необходимым. Можно добавлять известь и в несколько
Рис. 169. Схема процесса рециклизации сточных вод, образующихся при
производстве UO2
меньших (например, на 1—5 %) количествах, чем стехиометрические, поскольку в ре-
циркулируемых водах допустимо присутствие небольших количеств фторида.
После тщательного перемешивания мешалкой 8, способствующего полному про-
теканию реакции извести с фторидом, содержащимся в сточных водах, происходит
выпадение крупных кристаллов фторида кальция. Суспензию из реактора 7 по трубо-
проводу 10 перекачивают в дистилляционную колонну //, куда по трубопроводу 12
подается водяной пар. В колонне происходит отпарка аммиака, который вместе с во-
дяным паром по трубопроводу 13 поступает в конденсатор 14, где смесь охлаждается
и конденсируется с получением, например 25 % раствора NH4OH, который по трубо-
проводу 17 направляют на храпение в резервуар 18.
Из куба колонны 11 кубовый остаток, содержащий осадок фторида кальция и
некоторое количество иерастворившейся извести и примесей, суспендированных
в воде, подают на центрифугу 16. Оттуда пастообразный шлам 24, содержащий фто-
рид 1: гидроксид кальция и твердые примеси, а также небольшое количество воды, по
линии 22 подают в резервуар для отходов 25. Фторид кальция и другие компоненты
остатка можно удалять из сточных вод до стадии дистилляции, однако это менее
предпочтительный вариант, поскольку он связан с потерями некоторого количества
аммиака.
Жидкую фазу из сепаратора 16 по трубопроводу 20 подают в дополнительный
фильтр 21 для удаления последних следов присутствующих мелкодисперсных ма-
териалов. Небольшое количество твердой фазы из фильтра 21 по линии 23 также на-
правляют в резервуар для отходов 25. Поскольку в твердых отходах практически
не содержится урана, они могут найти применение в качестве сырья, содержащего
378
фторид кальция, например в производстве стекла. Осветленный водный раствор, вы-
ходящий из фильтра, содержит ~200 мг/л свободного аммиака, ^50 мг/л фторидов,
кальция, магния, железа и других растворимых примесей и практически все коли-
чество урана, содержащееся в сточных водах, поступивших по трубопроводу 9.
По линии 26 этот раствор подают в колонну 27, заполненную катионитом, который аб-
сорбирует кальций, магний, железо и примеси других металлов. В случае необхо-
димости может быть присоединена вторая колонна с ионообменной смолой, в которой
удаляются анионы, в частности хлориды. Кальций является особенно вредной при-
месью в производстве ДУА. Ионообменные смолы могут быть регенерированы и вы-
деляющиеся катионы по линии 28 поступают в резервуар для обработки кислотой
с целью регенерации и повторного использования. В качестве катионитов исполь-
зуют известные продукты-смолы на основе сополимеров дивинилбензола и стирола,
обработанные сульфоновой кислотой.
Относительно чистая вода, содержащая небольшое количество аммиака, из
ионообменной колонны 27 по трубопроводу 29 направляется в резервуар 30, откуда
по линии 31 она может быть подана в реактор для растворения UF6 или в резервуар
для получения суспензии извести. Ее также можно подать по трубопроводу 32 в ре-
зервуар для свежего аммиака 33, куда по трубопроводу 35 также подается концентри-
рованный аммиак из резервуара 34. Оба раствора смешивают в требуемых соотноше-
ниях, необходимых для получения раствора с концентрацией 24—29 % NH3, исполь-
зуемого на стадии осаждения ДУА. Малые количества фтора в воде, находящейся
в резервуаре 30, не оказывают отрицательного влияния на процесс. Присутствие не-
больших количеств урана в воде позволяет избежать его выброса в виде отходов.
Таким образом, помимо твердого фторида кальция, являющегося товарным про-
дуктом, в результате переработки и рециркуляции сточных вод процесса производ-
ства ДУА не образуется никаких отходов, требующих удаления. При осуществле-
нии описанного процесса не требуется добавления воды, либо в систему вводятся
только небольшие количества свежей воды. Единственные потери воды в ходе про-
цесса связаны с образованием шламов ДУА и CaF2. Эти потери приблизительно ком-
пенсируются водой, содержащейся в свежем аммиаке, добавляемом на стадии полу-
чения ДУА. В связи с этим процесс протекает практически без сброса сточных вод.
УРАНА ДИОКСИД ИЗ СКРАПА,
ОБРАЗУЮЩЕГОСЯ ПРИ ОБРАБОТКЕ ЯДЕРНОГО
ТОПЛИВА
Остатки, образующиеся на различных стадиях обработки ядерного топлива,
обозначаемые как «скрап», имеют достаточно высокое содержание ядерного топлива,
что делает целесообразным его извлечение. Обычно одной из предварительных ста-
дий в процессе извлечения ядерного топлива является кальцинирование скрапа
для удаления летучих веществ с последующим растворением остатка в кислоте.
Известны также процессы сухого извлечения ядерного топлива из скрапа. По
одному из них скрап сначала окисляют в ожиженном слое, затем измельчают и ма-
териал восстанавливают с получением исходных химических соединений с улучшен-
ными характеристиками.
Известные процессы неприменимы для эффективного извлечения обогащенного
ядерного топлива, в частности, соединений урана из фильтрующего материала, ис-
пользуемого для фильтрования воздуха, отводимого из процесса переработки ядер-
ного топлива. Обычно такие фильтры, например т. н. ЯЕРА-фильтр, изготавливают
из стекловолокна или из материалов, в состав которых входит стекловолокно. При
прокаливании из стекловолокна образуется клинкер с включениями соединений
урана, который не растворяется в большинстве обычно применяемых кислог.
До настоящего времени отработанные'фильтры отправляли на захоронение или
в целом виде обрабатывали кислотой в большом резервуаре. Обработка кислотой не
обеспечивает полного выделения ядерного топлива. Кроме того, такая обработка тре-
бует больших трудовых затрат и использования больших количеств кислоты.
Обычно, при переработке обогащенного ядерного топлива с получением соеди-
нений, как правило оксидов или карбидов, используемых в ядерных реакторах, об-
13* 379
разуются и другие отходы, содержащие небольшие количества ядерного топлива,та-
кие как ветошь, спецодежда, рукавицы, пластмассы, масла и др. Твердый остаток,
образующийся при их сжигании, состоит из крупных комков, которые необходимо
измельчать для повышения эффективности кислотной обработки.
Процесс, разработанный Л. А. Дивиксом и Л. Е. Шортом (патент США 4
177241, 4 декабря 1979 г.; фирма «Дженерал Электрик Компании), является особенно
эффективным в тех случаях, когда ядерное топливо представляет собой оксид урана
или смесь оксидов урана и плутония. В результате обработки получается кислый
раствор ядерного топлива. Скрап, за исключением отработанного фильтрующего ма-
териала, прокаливают с получением окисленного материала, который измельчают
14
Рис. 170. Схема процесса выделения ядер-
ного топлива из скрапа:
/ — скрап, содержащий ядерное топливо;
2 — кальцинирование с образованием
окисленного материала; 3 — просеива-
ние (в случае необходимости); 4 — мате-
риал фильтров, содержащий ядерное то-
пливо; 5 — отделение фильтрующего
материала от носителя; 6 — измельчение
отработанного фильтрующего материала;
7 — измельченный материал; 8 — измель-
чение крупных частиц окисленного мате-
риала; 9 — обработка измельченного
материала кислотой с получением кислого
раствора; 10 — контактирование измель-
ченного фильтрующего материала с кис-
лым раствором; 11 — фильтрация твердых
частиц, оставшихся в кислом растворе;
12 — отстаивание кислого раствора; 13 —
возврат части кислого раствора на стадию
контактирования; 14 — подача кислого
раствора на выделение растворенных ком-
понентов ядерного топлива
и обрабатывают раствором кислоты, в который входит также и рециркулируемая кис-
лота. Отработанный фильтрующий материал разрыхляют и обрабатывают кислым рас-
твором. Нерастворимый остаток отделяют и, по крайней мере, часть кислого раствора
возвращают на стадию обработки. Остальную часть кислого раствора направляют
на стадию выделения ядерного топлива.
Схема такого процесса представлена на рис. 170. Первой стадией является про-
каливание скрапа, за исключением фильтрующего материала, при температуре
750—1000 °C с получением окисленного материала или золы, в которых ядерное
топливо находится в легкорастворимой форме. Получаемый материал просеивают
для того, чтобы отделить частицы размером >250 мкм. Эти крупные частицы до-
полнительно измельчают в молотковой мельнице или в щековой дробилке с получе-
нием частиц размером 10—250 мкм. Если стадия просеивания не проводится, то весь
материал размалывают.
Измельченный окисленный материал направляют в реактор для обработки кис-
лотой; конструкция реактора должна исключать возможность утечки ядерного топ-
лива. Предпочтительно использовать 3—8 н. азотную кислоту и проводить обработку
при 60—100 °C. Время контакта составляет 15—30 мин, смесь перемешивается меха-
нической мешалкой. Получаемый кислый раствор содержит 30—100 г/л ядерного
топлива. Для обработки можно использовать и другие кислоты, например, серную.
Скорость процесса кислотной обработки регулируется путем изменения скорости
подачи сырья.
380
Отработанный фильтрующий материал, содержащий ядерное топливо, отделяют
от носителя и разрыхляют. Затем материал обрабатывают раствором кислоты для
растворения содержащегося в нем ядерного топлива. Нерастворимый твердый оста-
ток отделяют от раствора путем фильтрования, а суспендированные твердые частицы
отделяют в результате отстаивания. По крайней мере часть получаемого кислого
раствора возвращают на стадию кислотной обработки, а остальной раствор направ-
ляют на выделение ядерного топлива.
Эту часть раствора выводят из отстойника в накопительный резервуар, а оттуда
направляют на стадию экстракции органическим растворителем для извлечения
ядерного топлива. Можно также проводить осаждение ядерного топлива из кислого
раствора, действуя пероксидом водорода или щелочными агентами.
КАТАЛИЗАТОР, СОДЕРЖАЩИЙ ОКСИДЫ
ВАНАДИЯ И ТИТАНА ИЗ ОТРАБОТАННОГО
КАТАЛИЗАТОРА ПРОЦЕССА УДАЛЕНИЯ
ОКСИДОВ АЗОТА
Процесс, разработанный X. Хохама и С. Мицуками (патент США 4 142989,
6 марта 1979 г.; фирма «Хобе Стил, Лтд», Япония), предназначен для повышения
эффективности и экономичности методов удаления оксидов азота, содержащйхся
в отходящих газах и являющихся источником загрязнения атмосферы, в частности,
образования фотохимических смогов. Одним из таких методов является каталитиче-
ское восстановление аммиаком; для увеличения его экономичности отработанный
катализатор необходимо регенерировать.
Эффективная регенерация катализатора обеспечивается в результате нагрева-
ния. Обычно катализатор выводят из реактора для удаления оксидов азота и регене-
рируют в печи периодического действия. Такой метод имеет ряд недостатков, а именно:
при выводе отработанного катализатора из реактора для удаления оксидов азота
этот реактор приходится останавливать. Для проведения процесса во время реге-
нерации необходимо использовать дополнительное количество катализатора. Про-
цесс включает трудоемкую стадию перегрузки катализатора из реактора в аппарат
для регенерации и требует дополнительных производственных площадей для прове-
дения регенерации.
В усовершенствованном процессе нагревание и регенерация отработанного
катализатора проводится непрерывно, с возвратом регенерированного катализа-
тора в реактор для удаления оксидов азота. Определенные количества отработан-
ного катализатора с заданными интервалами подаются через затворный механизм
в печь. Для регенерации его обрабатывают подаваемым горячим газом при темпера-
туре 400—650 °C. Уровень обрабатываемого катализатора должен находиться ниже
выходного отверстия газовыводящей трубы. Требуемые количества регенерирован-
ного катализатора через определенные промежутки времени выводятся через второе
затворное устройство и возвращаются в реактор для удаления оксидов азота.
ВАНАДИЙ ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ
См. также «Кобальт из отработанных катализаторов», в частности патент США 4
145397.
Катализаторы, содержащие оксиды ванадия, которые находят применение,
например, для производства малеинового ангидрида путем окисления бутана кисло-
родом, в процессе работы теряют свою активность. Для регенерации катализатора
проводят обработку его восстановителями. Однако активность и селективность ре-
генерированного катализатора довольно быстро снижаются и восстановительную
обработку приходится повторять через непродолжительное время.
381
Известен способ, согласно которому пентаксид ванадия, содержащийся в отра-
ботанном катализаторе, обрабатывают тионилхлоридом или фосгеном с получением
летучего оксихлорида ванадия, который в свою очередь по известным способам снова
превращают в пентаксид ванадия. Еще с большей эффективностью пентаксид вана-
дия может быть выделен из отработанного катализатора путем обработки четырех-
хлористым углеродом при температуре >100 °C с последующим взаимодействием
газообразной реакционной смеси с аммиаком для получения ванадата аммония.
Эти процессы не обеспечивают регенерации катализатора, они лишь позволяют
селективно извлекать содержащийся в нем ванадий. В то же время они требуют рас-
ходования дополнительных химических реагентов, и при их осуществлении возни-
кает проблема выделения или удаления как образующихся побочных продуктов,
так и остатков исходного отработанного катализатора.
Процесс, разработанный К. Робаком, Р. Вимерсом, И. Водичем и Р. Тилем
(патент США 4 111832, 5 сентября 1978 г.; фирма «Байер АГ», ФРГ), предназна-
чен для регенерации дезактивированных катализаторов окисления, в частности со-
держащих оксид ванадия. Катализатор обрабатывают водным раствором аммиака и
(или) амина при повышенной температуре, в результате чего по меньшей мере часть
катализатора растворяется, а образующийся раствор или суспензию перерабатывают
известными приемами для получения катализатора с восстановленной активностью.
Ниже приводится конкретный пример осуществления этого способа. Катали-
затор, в котором весовое соотношение компонентов составляет V2O5 : Р2О5 : СиО =
= 1 : 1,5 : 0,3, приготовляют в соответствии с патентом США 3 625863 из 1250 г
85 %-ного (по массе) водного раствора фосфорной кислоты, смешанного с 2100 мл
воды, 686 г ванадата аммонии, раствора 800 г ацетата меди в 600 мл воды и 3000 мл
25 %-ного раствора аммиака. Катализатор используют в процессе окисления смеси
бутана и бутена воздухом. Процесс проводят в трубчатом реакторе длиной 3 м и диа-
метром 25 мм с электрическим обогревом. Высота насыпного слоя катализатора со-
ставляла 260 см.
Через реактор подают (при нормальных условиях) 3,6 м3/ч воздуха, содержа-
щего 38 г/м3 фракции С4, в которой ~80 % составляют н-бутилены. Температура ре-
акции составляет 420 °C. Выход малеинового ангидрида на пропущенный бутилен
равен 85 % (по массе). После непрерывной работы в течение нескольких лет выход
понизился до 71 %.
Полученный дезактивированный катализатор в количестве 1000 г измельчают и
обрабатывают 10 л 27 %-ного раствора аммиака в автоклавном реакторе объемом
20 л при перемешивании в течение 5 ч при ~ 150 °C и давлении 2,5 МПа. В резуль-
тате получают 95 % раствор дезактивированного катализатора (степень раство-
рения 95 %).
После этого реакционную смесь упаривают при 150 °C в ротационном испарителе
до получения твердой пасты, которую затем высушивают при ~210 °C в течение 4 ч.
Сухой продукт нагревают при температуре от 200 до 450 °C, повышая температуру
на 10 град/ч, в атмосфере кислорода; при ~450°С продукт выдерживают в течение
16 ч. Полученный материал затем измельчают с получением частиц размером 40—
500 мкм и, добавляя 2 % связующего вещества — стеарата алюминия, прессуют в ша-
рики диаметром 6 мм.
Полученный таким образом регенерированный катализатор используют для
окисления фракции С4 в вышеописанном реакторе. Выход малеинового ангидрида
на пропущенный бутилен вновь достигает 85 %. После 1500 ч работы выход все еще
остается на уровне 84 %; снижение активности происходит не быстрее, чем при ис-
пользовании заново приготовленного катализатора.
Процесс, разработанный Р. 3. Нири и Р. С. Рикардом (патент США 4 115110,
19 сентября 1978 г.; фирма «Ирз Сайенсез, Инк.»), предназначен для извле-
чения соединений ванадия из углеродсодержащих ванадиевых руд и отходов, таких
как отработанные ванадиевые катализаторы. Процесс включает следующие стадии:
обжиг ванадийсодержащего материала в атмосфере воздуха при 600 °C для удаления
основного количества органических материалов; дальнейший обжиг в кислороде
при >800 °C в течение времени, достаточного для полного перевода ванадия в раство-
римую форму; выщелачивание полученного продукта разбавленным раствором ми-
неральной кислоты или водой при pH = 24-7 для растворения соединений ванадия;
осаждение ванадия из раствора в виде ванадата железа при добавлении растворимого
соединения железа при pH = 14-7; получение из ванадата железа феррованадия по-
382
средством вакуумной восстановительной плавки. Перевод ванадия в растворимую
форму происходит без добавления солей щелочных металлов.
Процесс, разработанный Г. Грави, Ж- Ле Гоффом и К. Гонином (патент
США 4 182747, 8 января 1980 г.; фирма «Мето Спесио САъ, Франция), предназначен
для выделения металлических компонентов из отработанных катализаторов, закреп-
ленных на алюминийсодержащих носителях. Процесс, в частности, применяется для
извлечения таких металлов, как Al, Мо, V, Ni и Со, присутствующих в отработанном
катализаторе. Процесс предусматривает перевод выделяемых металлов в летучие
хлориды, которые затем подвергают разделению. Отделение А1С13 достигается при
пропускании через гранулы безводного NaCl, а отделение МоС16 — при пропускании
через кристаллический КС1. Данный метод может быть, в частности, использован для
переработки катализаторов гидрокрекинга или гидродесульфирования.
Вследствие наличия углерода в порах катализатора происходит одновременное
восстановление оксидов, например оксид алюминия и хлорирование восстановленных
металлов. Сера, которая также присутствует в катализаторе в виде сульфидов метал-
лов, по-видимому, также принимает участие в восстановлении оксидов. Однако в при-
сутствии больших избыточных количеств углерода большая часть серы превращается
в хлорид серы, который выводится вместе с отходящими газами.
Было установлено, что извлечение хлоридов алюминия, молибдена и ванадия
происходит с высоким выходом -"90 %. Выход зависит от условий проведения про-
цесса; он несколько повышается при использовании избытка хлора. Ниже приводится
конкретный пример осуществления данного способа.
Обработке подвергают 1 кг отработанного катализатора на носителе — активного
оксида алюминия; в состав катализатора входят соединения V, Мо, Со и Ni. Для уда-
ления углеводородов и воды сырье сначала нагревают в токе азота при 400 °C в те-
чение 2 ч. Обработку проводят в трубчатом реакторе длиной 600 мм и диаметром 140 мм,
вращающемся вокруг горизонтальной оси; реактор имеет наружный обогрев, скорость
подачи азота составляет 20 л/ч. Через 2 ч реактор охлаждают, выгружают 825 г
катализатора, из которого удалены летучие продукты, большая часть которых
улавливается путем конденсации. В состав летучих продуктов входит ~ 1/3 воды и
2/3 смеси углеводородов. После списанной обработки катализатор имеет следующий
состав, % С 21; S 8,4; V 9,4; Мо 5,6; Ni 2,4; Со 1,7; Si 0,14; Al 27.
Этот катализатор хлорируют в вертикальном никелевом трубчатом реакторе
высотой 500 мм и диаметром 80 мм; в результате наружного обогрева температура со-
ставляет 500—600 °C; время реакции 10 ч. Хлор подается с нижнего конца реактора
со скоростью 80 л/ч. В результате получают 245 г твердого остатка, имеющего следую-
щий состав, %; С 36; S 4,8; Со 5,6; Ni 8,1; Al 2,8; Si 0,6.
В нем содержатся лишь следы Мо и V, поскольку сба этих металла практически
полностью удаляются в виде летучих хлоридов. Металлы, присутствующие в остатке,
после растворения выделяют из водного раствора известными методами, например
в виде гидроксидов или карбонатов.
Газовую фазу со стадии хлорирования подают в нижнюю часть колонны, запол-
ненной гранулами хлорида натрия размером 1—2 см; температура 350 °C. Из нижней
части этой колонны стекает ~ 1 кг продукта, имеющего состав AlCl3-NaCl. Остальные
компоненты газовой смеси, в частности, хлориды молибдена и ванадия, не задержи-
ваются в этой колонне и выводятся из ее верхней части.
Отходящие газы подаются в нижнюю часть вертикальной трубки высотой 40 см
и диаметром 60 мм, заполненной кристаллическим хлоридом калия. Его получают
путем кристаллизации из водного раствора, размеры гранул составляют 1—2 см.
Здесь при температуре 400 ° С хлорид молибдена сорбируется на поверхности гранул
КС1. Выходящие газы далее проходят через конденсатор, в котором при температуре
60 °C выделяется хлорид ванадия. Газы из конденсатора направляют в абсорберы для
выделения хлоридов кремния и серы.
Выход молибдена, выделенного в виде хлорида, превысил 90 % от количества
молибдена, содержащегося в отработанном катализаторе. Также ~90 % составил
выход ванадия.
ВАНАДИЕВЫЙ КАТАЛИЗАТОР ИЗ ОТХОДОВ
ПРОЦЕССА ПРОИЗВОДСТВА АДИПИНОВОЙ
КИСЛОТЫ
В процессе окисления циклогексанола и (или) циклогексанона азотной кислотой
образуются значительные количества побочных продуктов, таких как янтарная и
глутаровая кислоты, находящиеся в смеси с основным продуктом — адипиновой кис-
лотой. Разделение этих продуктов в промышленности проводится с помощью хо-
рошо известных технологических схем, включающих стадии кристаллизации, кон-
центрирования и повторной кристаллизации. Однако получаемый в результате та-
кой переработки маточный раствор, содержащий янтарную, глутаровую и неболь-
шие количества адипиновой кислоты, далее разделить на индивидуальные компо-
ненты не удается.
Рис. 171. Схема процесса обработки маточного раствора в производстве
адипиновой кислоты для выделения металлических катализаторов и
органических кислот
В результате удаления адипиновой кислоты путем кристаллизации и испарения
воды и азотной кислоты концентрация металлсодержащего катализатора в упомя-
нутом маточном растворе значительно повышается. Таким образом, сброс этого рас-
твора в виде отхода существенно снижает экономичность всего процесса, поскольку
при этом теряются не только органические кислоты, но и значительные количества
компонентов катализатора.
Процесс, разработанный С- С. Мимсом (патент. США 4 076948, 28 февраля
1978 г.; фирма «Эль Пазо Продакте Компани»), предназначен для обработки водных
азотнокислых растворов, образующихся при окислении циклогексанола и (или)
циклогексанона азотной кислотой в присутствии металлсодержащих катализаторов.
Способ включает обработку водного азотнокислого раствора спиртом для этерифи-
кации содержащихся в нем кислот с последующей обработкой растворителем, не сме-
шивающимся с водой, разделение водной и органической фазы, выделение азотной
кислоты и компонентов катализатора из водной фазы и выделение производных кис-
лот из органической фазы.
Схема процесса представлена на рис. 171. Процесс экстракции этерифицирован-
ного продукта проводится непрерывно. Первый и второй экстракционные аппараты
представляют собой резервуары с мешалкой. Третий экстрактор выполнен в виде на-
садочной колонны; подвижной здесь является водная фаза. Время контакта состав-
ляет 15—30 мин. При обработке раствора спиртом время контакта ~1 ч. Как экстрак-
ция, так и обработка спиртом обычно проводятся при повышенной температуре,
>55 °C.
Маточный раствор по линии 1 подают в резервуар 3, куда по линии 2 поступает
также спирт. Желательно, чтобы раствор и спирт подавались в равных объемах.
Полученный раствор непрерывно подается через последовательно соединенные эк-
стракторы, отстойники и резервуары. Одновременно соответствующий объем бензола
или другого растворителя, не смешивающегося с водой, по линии 18 подается с про-
тивоположного конца системы и движется противотоком обрабатываемому раствору.
В первом резервуаре происходит этерификация кислот, присутствующих в ма-
точном растворе, при взаимодействии со спиртом и смесь по линии 4 поступает в пер-
вый экстрактор 5, где взаимодействует с экстрагентом, поступающим по линии 21
из второго отстойника 13. Далее смесь направляют в первый отстойник 7, где проис-
ходит расслаивание, и экстракт-сырец непрерывно удаляется по линии 22.
384
Водная фаза из отстойника 7 по линии 8 поступает во второй резервуар 9, затем
по линии 10 во второй экстрактор 11, где она смешивается с экстрагентом, поступаю-
щим из третьего экстрактора 17 по линии 20. Затем смесь по линии 12 подают во вто-
рой отстойник 13 и после расслаивания экстракт по линии 21 направляют в первый
экстрактор 5, а водную фазу по линии 14 подают в третий резервуар 15 и далее по
линии 16 в третий экстрактор. Свежий растворитель, не смешивающийся с водой,
например бензол, вводят в третий экстрактор по линии 18. После обработки он по
линии 20 поступает во второй экстрактор 11. Водный раствор выводят по линии 19
для проведения дальнейшей необходимой обработки.
При осуществлении описанного непрерывного метода по линии 22 непрерывно
отводится экстракт-сырец, содержащий эфиры органических кислот, а по линии 19 —
водный раствор, содержащий избыток спирта, воду, азотную кислоту и компоненты
катализатора. Оба выделяемых раствора подвергаются дальнейшей переработке
для выделения содержащихся в них компонентов.
Этот процесс обладает рядом преимуществ по сравнению с известными процес-
сами выделения. В частности, он не требует проведения таких сложных технологи-
ческих стадий как удаление азотной кислоты и воды путем упаривания, дистилляция
высококипящих двухосновных кислот, добавление нелетучих кислот или других
неорганических материалов, накапливающихся в системе, дорогостоящие процессы
кристаллизации и фильтрования. В результате получают водный и органический рас-
творы, не содержащие примесей.
Преимуществами описанного способа перед известными являются его простота
и экономичность. Он позволяет получать дикарбоновые кислоты в виде эфиров, ко-
торые легко могут быть ныделены в индивидуальном виде и далее путем гидролиза
превращены в кислоты. Металлсодержащие компоненты катализатора выделяются
в виде концентрированного азотнокислого раствора и могут быть непосредственно
направлены для повторного использования на стадии окисления циклогексанола и
(или) циклогексанона азотной кислотой.
Аналогичный способ описан К. А. Ньютоном (патент США 4 105856, 8 августа
1978 г.; фирма «.Эль Пазо Продакте Компани»), Побочные продукты или сточные воды
процесса производства адипиновой кислоты, содержащие также глутаровую, янтар-
ную и азотную кислоты и компоненты медного и ванадиевого катализаторов, обраба-
тывают спиртом для этерификации двухосновных кислот. При использовании, на-
пример, н-бутанола образующиеся эфиры практически не смешиваются с водным рас-
твором и отделяются от водного слоя, в котором содержатся компоненты катализа-
тора. Водный раствор может быть возвращен на стадию производства адипиновой
кислоты каталитическим окислением.
МАТЕРИАЛ ДЛЯ ВОДОПОДГОТОВКИ
ИЗ ОТРАБОТАННОГО КАТАЛИЗАТОРА
КРЕКИНГА
В связи с развитием нефтеперерабатывающей промышленности значительно
возросло использование нанесенных катализаторов, в состав которых входят оксиды
алюминия и кремния; в настоящее время расход таких катализаторов составляет
~ 100 тыс. т в год. Очевидно, что ежегодно образуется такое же количество отрабо-
танных катализаторов, которые не находят никакого применения и сбрасываются
в отвалы. Отработанный катализатор по составу близок к цеолитам; в результате
воздействия высоких температур он приобретает вид твердой спекшейся массы. При
обработке этой массы может быть получен материал, применяемый при очистке сточ-
ных вод, в частности, для удаления соединений аммония и (или) ионов тяжелых
материалов.
Процесс, разработанный С. Санга и Ю. Нишимурой (патент США 3 960760,
1 июня 1976 г.; фирма «Кэтэлист энд Кемикалс Индастриз Ко, Лтд», Япония),
позволяет получать высококачественный материал для очистки сточных вод путем
щелочной обработки гранулированного отработанного катализатора, использовав-
шегося в реакторе каталитического крекинга с ожиженным слоем. Получаемый
материал облегчает отделение твердых частиц от обрабатываемых стоков.
385
Процесс, разработанный А. В. Лайлсом и Р. Д. Шварцем (патент США
3 968036, 6 июля 1976г.; фирма «Экссон Рисерч энд Инжинеринг Компани»), относится
к обработке бытовых и промышленных сточных вод посредством взаимодействия сто-
ков с активным илом в условиях, при которых происходит биологическое окисление.
В соответствии с данным процессом различные неорганические оксиды, нераствори-
мые в воде, выбранные из группы, включающей оксид алюминия, оксид кремния или
их смешанный оксид, добавляют к активному илу, что приводит к увеличению ско-
рости биологического окисления и улучшает осаждаемость ила.
Предпочтителен вариант, в котором в качестве нерастворимого неорганического
оксида используют отработанный катализатор крекинга, по составу сходный с цеоли-
тами и содержащий ванадий, железо, никель, медь и (или) углерод. Для этой цели
можно также использовать частицы катализатора, которые уносятся из реактора
вместе с отходящими газами и улавливаются в скрубберах.
РАСТВОР ДЛЯ ПРОМЫВКИ ШЕРСТИ
ИЗ ОТРАБОТАННЫХ МОЮЩИХ РАСТВОРОВ
Для удаления загрязнений с шерсти ее моют в нескольких чанах с раствором
моющих средств. Обычно шерсть переносят из одного чана в следующий, а раствор
перекачивают из чана в чан в противоположном направлении. Моющие вещества
непрерывно добавляются в первые несколько чанов в количествах, пропорциональ-
ных массе обрабатываемой шерсти.
Загрязненный раствор из первого чана непрерывно откачивают в центрифугу,
а оттуда возвращают в чан с такой скоростью, что в течение 1—2 ч через центри-
фугу проходит все содержимое чана. В центрифуге отделяются загрязнения и жиры,
вместе с небольшими количествами воды. Жиры обычно промывают и удаляют из
них воду в других центрифугах, а суспензию, содержащую загрязнения, отбрасы-
вают. Отбрасываемое количество составляет 10—20 л на 1 кг обрабатываемой шерсти.
В центрифуге удаляется только часть жиров и загрязнений и таким образом
их концентрация в первом чане постепенно возрастает. В определенный момент рас-
твор становится слишком грязным для использования и его приходится сливать,
а чан чистить. Вследствие этого, дополнительно к выбросам из центрифуги, образу-
ются сильно загрязненные отходы, вредные для окружающей среды.
Сточные воды данного процесса обычно имеют биологическую потребность в кис-
лороде 7000 мг, содержат 6000 мг/л суспендированных твердых веществ и 4000 мг/л
жиров и очень трудно подвергаются очистке с помощью известных методов. Один
из методов очистки включает удаление из раствора суспендированных твердых ча-
стиц и жиров с последующим биологическим сбраживанием для удаления растворен-
ных примесей.
Процесс, разработанный Г. Ф. Вудом (патент США 4 168'143, 18 сентября
1979 г.; фирма «Доммонвелз Сайентифик энд Индастриал Рисерч Корпорейшн»,
Австралия), предназначен для уменьшения количества вредных примесей в сточных
водах процесса мойки шерсти. Процесс продолжают до тех пор, пока в результате на-
копления большого количества жиров («шерстяной пот») в моющем растворе не про-
исходит дестабилизация суспензии загрязнений и жира, что позволяет провести их
эффективное удаление путем центрифугирования. Отделенный при этом раствор воз-
вращают в процесс мойки шерсти.
ИТТРИЯ ОКСИСУЛЬФИД ИЗ ПРОЦЕССА
ПРОИЗВОДСТВА КИНЕСКОПОВ ЦВЕТНЫХ
ТЕЛЕВИЗОРОВ
Высокая стоимость редкоземельных люминофоров, таких например как окси-
сульфид иттрия, приводит к необходимости разработки процессов выделения этих
люминофоров из отходов, образующихся при изготовлении кинескопов цветных теле-
визоров. Известен ряд процессов для извлечения люминофоров, в том числе находя-
щих и практическое применение, в которых проводится очистка выделенных люмино-
386
форов до той Же чистоты, что и у исходных люминофоров. Однако было установлено,
что такая очистка не всегда обеспечивает получение люминофоров, пригодных для
качественного покрытия экранов. Для нанесения покрытий высокого качества лю-
минофор должен обладать следующими свойствами: 1) хорошо прилипать к стеклян-
ной поверхности электроннолучевой трубки; в трубках с черным фоном люминофор
должен также прилипать к черному слою (обычно графит); 2) быть устойчивым к за-
грязнениям люминофорными материалами, нанесенными ранее.
Под такими загрязнениями подразумевается прилипание частиц одного люмино-
фора к другим люминофорам, имеющим другой цветовой состав излучения. Напри-
мер, если голубой люминофор, обычно наносимый после нанесения слоя зеленого
люминофора, загрязняется частицами красного люминофора, наносимого в послед-
нюю очередь, то при возбуждении свечения голубого люминофора его спектр излу-
чения изменяется вследствие присутствия частиц красного люминофора.
Выделенный оксисульфид редкоземельного металла обладает хорошей прили-
пающей способностью при его повторном использовании для нанесения на кинескоп.
Обычно, при выделении люминофор промывают азотной кислотой для травления и
очистки наружной поверхности материала. Однако такой способ обработки связан
с рядом недостатков. В частности, азотная кислота является слишком дорогим реа-
гентом, ее высокая коррозионная активность приводит к заметному снижению вы-
хода люминофора (на 3—4 % и более); при использовании азотной кислоты необхо-
дима тщательная промывка получаемого люминофора. Кроме того, азотная кислота
вызывает комкование люминофора, что требует его дополнительного измельчения и
просеивания и также приводит к уменьшению выхода люминофора.
Известные процессы не содержат эффективных решений, позволяющих устра-
нить загрязнения другими люминофорами. В некоторых процессах выделяемый лю-
минофор промывают с этой целью карбонатом аммония, однако это не приводит
к действительно удовлетворительным результатам. Существующие процессы не обес-
печивают также эффективного отделения примесей графита от получаемых люмино-
форов.
Усовершенствованный процесс разработан X. Форестом, и Дж. Харкином
(патент США 3 954657, 4 мая 1976 г.; фирма «Зенит Рэдио Корпорейшн»), Он пред-
назначен для выделения люминофоров—оксисульфидов редкоземельных элементов,
в частности красного люминофора оксисульфида иттрня, из загрязненных отходов,
образующихся при покрытии электроннолучевых трубок. В этих отходах помимо
люминофора могут содержаться такие примеси как твердые светоустойчивые мате-
риалы, голубые и зеленые люминофоры типа сульфида цинка и графит.
Данный способ включает стадии промывки частично очищенного оксисульфидного
люминофора разбавленной азотной, уксусной, соляной или лимонной кислотой,
предпочтительно лимонной кислотой, для повышения способности к прилипанию на
последующей стадии нанесения покрытий. Затем люминофор промывают раствором
триполифосфата натрия для уменьшения вероятности загрязнения другими люмино-
форами при покрытии.
При наличии примесей графита из люминофорного материала приготовляют вод-
ную суспензию, добавляют триполифосфат для осаждения люминофора и деканти-
руют жидкую фазу, содержащую графит.
Процесс, разработанный У. Вайолом и Р. Зондлером (патент США 4 159931,
3 июля 1979 г.; фирма «Интернейшнл Стандард Электрик Корпорейшн»), предназна-
чен для извлечения красных редкоземельных люминофоров, используемых при из-
готовлении кинескопов, из осадка, образующегося в канализационных трубах уча-
стка по производству кинескопов. В состав осадка входят также голубые и зеленые
люминофоры на основе сульфида цинка и на цинккадмиевой основе и различные
примеси.
На рис. 172 представлена установка для осуществления этого процесса. Сначала
осадок просеивают через сито с размером отверстий 100 мкм. Остаточные количества
бихромата аммония, поливинилового спирта и других растворимых веществ раство-
ряют в воде, а осевшие нерастворимые компоненты нагревают при 450 °C для выжи-
гания присутствующих в них органических материалов. После охлаждения материал
распыляют и полученный порошок смешивают с водным раствором галогенида ам-
мония. Например, 1 кг хлорида аммония растворяют в 13 л деминерализованной воды
и в смесителе 1 с мешалкой 13 к нему добавляют при перемешивании 1 кг получен-
ного порошка.
387
Смесь пропускают через электролизер, основной частью Которого является гра-
фитовая трубка 11 с продольной перегородкой. Отделения этой трубки 12 и 3, разде-
ленные электрической изоляцией, являются электродами. Вместо цилиндрической
трубки 11 можно использовать две графитовые пластины 12 и 3, разделенные изоля-
тором 4. Электроды цилиндрической и прямоугольной формы показаны на рисунке
отдельно. Скорость подачи сырья в электролизер регулируется вентилем 5 и уста-
навливается таким образом, что время пребывания составляет ~4,5 ч; при силе тока
9—14 А.
Трубка имеет охлаждающую рубашку или змеевик (который показан на рисунке);
в качестве охлаждающей жидкости может быть использована, например вода, пода-
ваемая противотоком к сырью. По трубке 10 в электролизер 11 подается также про-
тивотоком к сырью, воздух или азот, для предотвращения образования осадка ча-
стиц люминофора и серы на электродах.
Продукты электролиза через вентиль 5 подают на сито 6 с размером отверстий
~30 мкм, где происходит отделение серы. Остаток направляют в резервуар 7, в ко-
тором твердые частицы 9 оседают, а жидкость декантируется. Жидкость 8 может быть
подвергнута дополнительной электролитической обработке, а твердый материал
промывают, снова нагревают до 450 °C, охлаждают и распыляют.
Получаемый порошок снова смешивают с водным раствором галогенида аммо-
ния и направляют на электролиз так же, как было описано выше. Электролиз может
проводиться в том же самом электролизере или в другом аппарате такой же кон-
струкции. Раствор галогенида аммония, применяемый при повторном электролизе,
после декантации может быть снова использован.
Порошок, получаемый после промывки и сушки, представляет собой достаточно
чистый красный редкоземельный люминофор, содержание примесей в котором не
выше, чем в таком же люминофоре, регенерируемом из отходов известными методами.
Он может быть использован при производстве кинескопов с добавлением или без
добавления чистого люминофора; при этом получаются высококачественные люмино-
388
форные покрытия. Описанный метод позволяет выделить ~95 % красного редко-
земельного люминофора, содержавшегося в отходах производства. Хотя этот метод
более дорог, чем известные методы регенерации слабо загрязненных редкоземельных
люминофоров, однако высокая цена получаемого продукта делает переработку осад-
ков, образующихся в канализационных трубах участка по производству кинескопов,
экономически оправданной.
цинк из ПЫЛИ, ОБРАЗУЮЩЕЙСЯ
ПРИ ПРОИЗВОДСТВЕ ЛАТУНИ
См. «Медь из пыли, образующейся при производстве латуни».
цинк из СЪЕМОВ С ЛАТУНИ
При контактировании расплавленной латуни с воздухом или другим кислород-
содержащим газом на ней быстро образуется поверхностный слой оксида цинка.
В результате этого при производстве латуни и ее последующей разливке значитель-
ное количество цинка теряется в виде оксидных съемов, плавающих на поверхности.
В процессе удаления съемов с расплава и при обработке флюсами перед разливкой
происходят также заметные потери самой латуни, достигающие 5%. Содержание
металлов в этих съемах обычно составляет > 85 % (в основном сплавы меди и цинка
и оксид цинка).
Очевидно, что для повышения экономичности производства количество таких
потерь должно быть сведено к минимуму, поэтому были предложены различные спо-
собы извлечения металлов из съемов с латуни. Количество съемов, образующихся
ежемесячно на двух крупных установках по производству латуни, составляет 400
и 750 т соответственно.
Хотя некоторые из известных способов переработки съемов позволяют несколько
уменьшить потери материалов, тем не менее эти потери все еще остаются весьма зна-
чительными. Известные методы можно разделить на три основных типа. Одним из
них является пирометаллургическая обработка съемов, например, во вращающейся
печи, с выведением оксида цинка с помощью флюсов. При этом потери составляют
30—40 % от содержания цинка и 10—20 % от содержания меди; к перерабатывае-
мой смеси также добавляется 1—3 % чистой латуни.
Для выделения цинка съемы с латуни можно также подвергать измельчению,
например в шаровой мельнице, с последующим разделением металлов и примесей
гидравлическим методом. Этот метод позволяет выделить до 90 % материалов, при-
сутствующих в съемах в металлическом виде. При этом в качестве отходов образуется
водная суспензия мелких частиц, в состав которой входит практически весь оксид
цинка и другие загрязнения (включая органические соединения и кремнезем), а
также 10—14 % меди.
По третьему методу съемы подвергают плавлению и удаляют слой оксида цинка,
содержащий 1—3 % меди, в виде отхода. В ходе процесса, большая часть цинка, со-
держащегося в сплаве, превращается в оксид цинка и попадает в отходы. Из латуни
отливают аноды с добавлением чистой электролитной меди.
Процесс, разработанный X. Бзура (патент США 3 905808, 16 сентября 1975 г.;
фирма Мэдисон Индастриз, Инк.»), предусматривает выделение металлов и соли
цинка из съемов с латуни химическими методами после предварительного измель-
чения сырья. Процесс включает, в случае необходимости, отсеивание крупных ча-
стиц (в основном состоящих из металлов), обработку более мелкой фракции концен-
трированной соляной или серной кислотой при перемешивании, при такой скорости
подачи и соотношениях реагентов, чтобы в реакцию вступала окись цинка, а металлы
не реагировали. Обычно для этой цели добавляют такие количества кислоты, чтобы
величина pH в реакционной зоне составляла 0,1—1,5. Затем проводят отстаивание;
металлические частицы возвращают в производство латуни, а раствор соли цинка,
также представляющий собой полезный продукт, сливают из реактора.
389
На рис. 173 представлена установка для осуществления данного процесса, вклю-
ченная в общую схему процесса. Питатель 9 подает в реактор 18 измельченный ма-
териал, поступающий с сита 3 (предварительное измельчение проводится в молотко-
вой мельнице 2). Кислоту добавляют в реактор 18 с заданной скоростью по линии 16.
Рис. 173. Схема процесса выделения металлических компонентов из ла-
тунных съемов:
] — подача сырья; 2, 3. 9 — 26 (в тексте); 4 — крупные частицы (содержа-
ние металлов 95 %); 5 — кислотная очистка (в случае необходимости);
6 — возврат в печь; 7 — мелкие частицы ( — 4 меш); 3 — размол на ша-
ровой мельнице (в случае необходимости)
В случае необходимости в реактор по линии 13 добавляют воду. Содержимое реактора
непрерывно перемешивают мешалкой 19, приводимой в движение мотором 10.
В зависимости от того, какую цинковую соль желательно получить, в реактор
по линии 16 добавляют либо серную, либо соляную кислоту. Экзотермическая реак-
ция кислоты с измельченным оксидом цинка, содержащейся в съемах, протекает с вы-
сокой скоростью и заканчивается менее чем за минуту даже при отсутствии давле-
ния и при нормальной температуре. Напротив, взаимодействие кислоты с металлами,
присутствующими в сырье, протекает со значительно меньшей скоростью, в част-
ности потому, что металлы присутствуют в виде относительно крупных частиц и
имеют малую удельную поверхность.
390
Предпочтителен вариант процесса, при котором съемы с латуни подают в реактор
со скоростью 5 т/ч. Величину pH реакционной смеси контролируют с помощью
датчика,’ который связан с вентилем 15, регулирующим скорость подачи кислоты по
линии 16, что позволяет поддерживать pH среды в заданном интервале.
В этом случае кислота быстро и эффективно взаимодействует со всем присут-
ствующим оксидом цинка, но не реагирует с металлами. В случае соляной кислоты
желательный интервал pH составляет от 0,1 до несколько меньше чем 1,0 с оптималь-
ным значением 0,3—0,5. Для соляной кислоты желательный интервал pH 0,1 —1,5
с оптимальным значением 0,1—0,8. Хотя процесс можно проводить и при других
величинах pH, но это нежелательно. При слишком малых pH присутствует избыток
кислоты, который должен быть нейтрализован цинковой пылью (или ее заменителем).
Раствор, содержащий избыток кислоты, стекает из реактора через патрубок 20
и при взаимодействии с цинком, содержащиеся в нем соли меди (образовавшиеся при
взаимодействии кислоты с латунью) превращаются в соли цинка и происходит выса-
живание металлической меди.
При слишком высоких pH оксид цинка, содержащийся в смеси, реагирует не
полностью. При pH > 3,5 реакция очень замедляется и процесс становится
практически неосуществимым даже при значительном увеличении времени пребыва-
ния сырья в реакторе 18. Протекание реакции можно регулировать и за счет изменения
других параметров процесса, либо путем изменения скорости подачи реагентов,
однако ни один из этих методов не является таким простым и удобным как контроль
по величине pH.
Продукт реакции выводят из реактора 18 через патрубок 2d. Непрореагировав-
шие тяжелые частицы, в основном состоящие из металлов, оседают на дне реак-
тора и удаляются оттуда через слив с вентилем 17. В ходе реакции происходит вспе-
нивание реакционной смеси в реакторе 18. Однако это не вызывает больших трудно-
стей, поскольку величину пенообразования можно легко контролировать, например
путем перемешивания либо другими методами, в частности добавлением веществ,
препятствующих пенообразованию.
Кислоту и измельченные латунные съемы добавляют в реактор на достаточном
удалении от выводного патрубка 20, чтобы обеспечить хорошее перемешивание и до-
статочное время пребывания сырья в реакционной зоне и, следовательно, полное
превращение оксида цинка в цинковую соль. Вода в реактор добавляется по ли-
нии 13 с вентилем 12 и предназначена для разбавления реакционной смеси до такого
состояния, чтобы образующаяся цинковая соль оставалась в растворе. Подача воды
в основном необходима для получения сульфата цинка.
Раствор, вытекающий через патрубок 20, содержит в основном соль цинка. Од-
нако в нем могут содержаться небольшие количества очень мелкодисперсных метал-
лов, других примесей и, возможно, соли металлов, обычно соль меди. В случае не-
обходимости этот раствор можно обработать цинковой пылью для перевода всех дру-
гих более электроположительных металлов в элементарные металлы с дополнитель-
ным получением цинковых солей. Такую обработку проводят в реакторе 25. Затем
жидкую массу фильтруют или непрерывно центрифугируют для удаления мелких
твердых частиц; в показанной схеме эта стадия проводится в сепараторе 26. В твер-
дой фракции обычно содержится основное количество загрязнений и <0,5 % меди от
ее массы, содержащейся в исходном сырье. Такое содержание меди можно считать
пренебрежимо малым и ее выделение нецелесообразно.
Отделенная твердая фракция по сливной трубе 17 выводится из реактора и по-
ступает на промывку. В показанном на схеме варианте промывка проводится с по-
мощью шнекового транспортера 21, подающего смесь из промывного резервуара 22
противотоком промывной воде, подаваемой из разбрызгивающего устройства 14.
В случае необходимости растворимые соли, перешедшие в раствор при промывке
твердого металлического материала, могут быть выделены в результате подачи рас-
твора из резервуара 22 по трубопроводу 24 (на схеме показан пунктиром) в трубопро-
вод 25 и далее в реактор 26 для осаждения. В этом случае через устройство 14 подается
минимальное количество воды, чтобы не допустить чрезмерного разбавления раствора
соли цинка.
В зависимости от качества исходного сырья материал, выделяемый на шнековом
транспортере, будет содержать 80—95 % металлов, до 8 % влаги, а также некоторое
количество грязи. Его дальнейшая очистка считается нецелесообразной и он может
быть непосредственно возвращен в плавильную печь. Обычно 95—99 % и даже более
391
оксида цинка переходит в растворимое состояние и отделяется от металлов в виде
раствора цинковой соли.
Количество примесей в выделяемых материалах находится на достаточно низ-
ком уровне, что позволяет проводить их повторную загрузку в печи для получения
латуни. Раствор цинковой соли не содержит аммиака; содержание меди составляет
<10 ppm.
Поскольку соль цинка образуется почти исключительно из оксида цинка, а не
из цинка, входящего в состав сплава, то состав сплава, содержащегося в съемах
с латуни, остается практически неизменным и его можно использовать без всякой
дополнительной обработки.
ЦИНК из ОТХОДОВ ПРОЦЕССА НАНЕСЕНИЯ
электропокрытия
Нанесение цинковых гальванических покрытий, являющееся хорошо извест-
ным промышленным процессом, сопряжено с рядом трудностей. Одной из них является
необходимость удаления сульфата магния, накапливающегося в электролите в резуль-
тате циркуляции сернокислого раствора, подаваемого из электролизера на стадию
экстракции сульфата цинка из цинковой руды и вновь возвращаемого на электролиз.
Присутствие солей магния в концентрациях выше допустимой оказывает отрицатель-
ное влияние на процесс электролитического выделения цинка, приводя к ухудше-
нию качества получаемого продукта и снижая его выход.
* В связи с этим при достижении содержания магния в электролите 15—20 г/л
необходимо производить очистку раствора; содержание магния в исходной руде со-
ставляет 0,4—4 %. В растворе также присутствуют и другие примеси, отрицательно
влияющие на электровыделение цинка, такие как Fe, Со, Ni, Мп и др. Поскольку
выводимые из системы растворы все еще содержат цинк, то их выброс в виде отходов
приведет к заметным потерям цинка. Растворы также необходимо подвергать соот-
ветствующей обработке для того, чтобы уменьшить их вредное действие на окру-
жающую среду. Для нейтрализации серной кислоты, содержащейся в растворе, тре-
буются значительные количества извести или другого нейтрализующего агента.
Из очищенных растворов цинк может быть выделен известными методами. На-
пример раствор подвергают обработке в каскаде специальных электролитических
ванн, в результате чего основное количество цинка удаляется из раствора. Остаточ-
ный цинк затем осаждают, серную кислоту нейтрализуют и после этого раствор на-
правляют в сток. Однако этот метод нельзя считать удовлетворяющим современным
требованиям ни с технической ни с экономической точки зрения.
Ж. П. Берна и Ж. Соре разработали усовершенствованный процесс (патент
США 4 108744, 22 августа 1978 г.; фирма чСосьете Национале Эльф Акеитан»,
Франция) для выделения цинка из отработанных растворов, получаемых после нане-
сения гальванических цинковых покрытий. Цинк выделяют в виде комплекса при до-
бавлении галогенидов щелочных металлов (предпочтительно хлористого натрия)
к раствору, кислотность которого предварительно значительно уменьшена, например
путем диализа. В растворе не должно содержаться других металлов, способных также
образовывать комплекс. Процесс позволяет проводить практически полное выделе-
ние цинка и выделение значительной части серной кислоты.
Схема этого процесса представлена на рис. 174. Отработанный раствор 1 прохо-
дит через аппарат для диализа, попадая сначала в камеру 2а, а затем через раздели-
тельную мембрану 26 в камеру 2в. В камеру 2в по трубопроводу 3 поступает деминера-
лизованная вода. На схеме показан только один аппарат для диализа, хотя на прак-
тике обычно используют несколько последовательно соединенных аппаратов.
В подаваемом отработанном растворе 1 содержатся высокие концентрации сер-
ной кислоты, которая диффундирует через мембрану 26 в камеру 2в. В результате
обработки раствор, выводимый из камеры 2а по трубопроводу 5, имеет значительно
уменьшенное содержание серной кислоты, но в нем все еще содержится такое же коли-
чество цинка и магния, которое присутствовало в исходном растворе, а также дру-
гие примеси.
Этот раствор по линии 5 поступает в реактор 6, где к нему добавляется подходя-
щий комплексирующий агент (как правило, NaCl), подаваемый из резервуара 7.
392
В результате сульфат цинка превращается в комплексный цинковый анион, например,
Na2ZnCl4. Раствор этого комплекса подают в верхнюю часть колонны 8, заполненной
анионитом.
Концентрация галогенида в реакторе 6 поддерживается на таком уровне, что
в комплекс переходит только цинк, а другие металлы, в том числе и натрий, остаются
в растворе. Таким образом, на анионите в колонне 8 адсорбируется только анион
цинка. Раствор, выходящий из колонны по трубопроводу 9, нейтрализуют в резер-
вуаре 10, обычно известью, поступающей из бункера 10а. Смесь после нейтрализации
выводится из системы по линии 11.
Цинк, адсорбированный анионитом в колонне 8, вымывают деминерализованной
водой, поступающей по линии 12. Получаемый при этом раствор выходит из колонны
по линии 13\ он представляет собой солянокислый раствор ZnCl2. Если этот раствор
не находит непосредственного примене-
ния в производстве, то его подают в верх-
нюю часть колонны 14, заполненной ка-
тионитом (может быть использована лю-
бая продажная смола).
Катион цинка адсорбируется на ка-
тионите в колонне 14, а раствор выходит
из колонны по линии 15 на стадию ней-
трализации для последующего вывода из
системы. Цинк вымывается из катионита
раствором серной кислоты, поступающим
из резервуара 4 (полученным на стадии
диализа 2); при этом получается раствор
сульфата цинка. Последний по трубопро-
воду 16 направляют на хранение в резер-
вуар 17, откуда он по мере необходимо-
сти может отбираться для подачи в элек-
тролитический процесс.
Процесс иллюстрируется следующим
конкретным примером. Раствор, образо-
вавшийся при нанесении гальванических
цинковых покрытий, имеет следующий со-
став, г/л: Zn 40; Mg 15; Fe + Си + Ni +
-|-Co-(-Mn 2; H2SO4 120. Этот раствор под-
Рис, 174. Схема процесса выделения
цинка, содержащегося в отработанных
растворах процесса электропокрытия
вергают диализу с подачей 1,1м3 деминерализованной воды на 1 м3 раствора. Полу-
чают 1 м3 раствора, содержащего 100 г/л серной кислоты. В обработанном исходном
растворе остаточное количество серной кислоты составляет только 20 г/л. К этому
раствору в реакторе 6 добавляют 65 кг NaCl для образования комплексного аниона.
Затем раствор подают в колонну 8, заполненную синтетической анионнообменной
смолой JRA 400. Раствор, выходящий из колонны по линии 9, поступает в резер-
вуар 10, где нейтрализуется известью и отбрасывается, как описано выше.
Анионит промывают 3 м3 деминерализованной воды, поступающей по линии 12,
а полученный раствор подают по линии 13 в колонну 14, заполненную катионитом
JR 120. Раствор, выходящий из колонны 14 по линии 15, нейтрализуют и отбрасы-
вают. Катионит затем промывают 1 м3 разбавленной соляной кислоты, подаваемой
из резервуара 4. Получают 2 м3 раствора ZnO4, содержащего 20 г/л цинка. Этот рас-
твор имеет достаточную степень чистоты и практически не содержит магния; он мо-
жет быть .использован для выщелачивания цинковой руды.
ЦИНК из ОТХОДОВ ПРОЦЕССА
ГАЛЬВАНОСТЕГИИ
Шлак, образующийся в электролизерах при проведении гальваностегии, пред-
ставляет собой пастообразную смесь, осаждающуюся на дне аппарата в результате
взаимодействия расплавленного цинка с солями железа, покрывающими поверх-
ность обрабатываемого изделия. Соли железа обычно образуются в ходе травления
393
деталей и их подготовки к покрытию. Некоторые количества шлака образуются также
в результате растворения цинком материала электролизера и обрабатываемых сталь-
ных изделий. Образование шлака оказывает отрицательное влияние на проведение
процесса электролиза, вследствие чего проводится его периодическое удаление из
реактора. Состав первичного шлака, по-видимому, описывается формулой FeZn7
(10,9 % Fe).
Однако содержание железа в шлаке в конце процесса значительно ниже приве-
денного, поскольку FeZn7 постепенно абсорбирует цинк, оставаясь в кристаллическом
состоянии. Шлак, удаляемый из электролизера, обычно содержит 2—4 % железа
и ~1 % свинца.
Процесс, разработанный Дж. Б. Менендозом, П. М. Саградо и А. С. Алонсо
(патент США 3 902894, 2 сентября 1975 г.), предназначен для выделения цинка из
отходов процесса гальваностегии металлического лома и цинксодержащих остатков.
Процесс включает следующие стадии. 1. Перевод обрабатываемого сырья в жидкую
фазу путем плавления. 2. Добавление к расплавленной массе металла, входящего
в состав групп П-А и Ш-А периодической системы н (или) сплава этих металлов.
3. Интенсивное перемешивание полученной массы в реакторе специальной кон-
струкции с турбомешалкой, в результате чего происходит образование и разделение
оксидов и алюминидов металлов. Данный способ позволяет достигать степени выде-
ления цинка из отходов до 98 %, причем получаемый металл содержит очень малое
количество примесей железа.
Процесс, разработанный Г. Торсеном (патент США 3 958986, 25 мая 1976 г.),
предназначен для выделения цинка и других металлов из отходов, содержащих
анионы хлора и (или) другие анионы, образующие с металлами соли. Сырье обрабаты-
вают органическим растворителем, содержащим катионит. Примеси вымывают из
органической фазы водой, а цинк и другие металлы экстрагируют из органического
раствора минеральной кислотой; из полученного раствора они могут быть выделены
известными методами.
Процесс, разработанный Д. Дувано и Ю. Данбара (патент США 4 003559,
18 января 1977 г., фирма Мицуи Майнинг энд Смелтинг До, Лтд», Япония), ис-
пользует компактную установку для выделения металлического цинка из шлака;
в результате обработки возрастает насыпной вес шлака и достигается эффективное
выделение цинка без применения наружного обогрева или флюсов. Аппарат состоит
из реактора, нижняя часть которого выполнена в виде конуса, сужающегося книзу.
Извлечение цинка проводится с помощью пластинчатых скребков, расположенных
в реакторе на вертикальном вращающемся валу. Реактор оборудован устройствами
для вывода металлического циика и отработанного шлака, состоящего в основном из
оксидов. Вывод материалов производится из нижней части аппарата.
Процесс, разработанный Р. В. Леонардом (патент США 4 075008, 21 февраля
1978 г., фирма (.Юнайтед Стейтс Стил Дорпорейшн»), позволяет выделять цинк
в достаточно чистом виде из шлаков, образующихся в процессе гальваностегии.
Шлак разливают в формы и отверждают. Затем форму помещают на проницаемую
подставку и нагревают до 420—700 °C; при такой обработке из смеси выплавля-
ется чистый цинк.
ЦИНК из ШЛАМОВ ЦВЕТНЫХ МЕТАЛЛОВ
См. «Металлы из металлических шламов смешанного состава».
ЦИНК из АВТОМОБИЛЬНОГО ЛОМА
См. «Сталь из автомобильного лома».
394
цинк из ПЕЧНОЙ пыли
СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА
См. также «Железо из печной пыли сталеплавильного производства».
Пыль, уносимая отходящими газами доменных и сталеплавильных печей, со-
держит значительное количество цинка, поскольку в процессе используется цинко-
содержащий лом. Известны способы выделения цинка из этой пыли в виде оксида при
улавливании пыли из газового потока мокрым или сухим способом. Ни один из
существующих способов не представляет практического интереса, поскольку для них
характерны низкая степень извлечения и содержания цинка в получаемом продукте.
Рис. 175. Схема процесса выделения цинка из печной пыли, обра-
зующейся при производстве чугуна и стали
При возвращении пыли в плавильную печь происходит увеличение содержания
цинка в расплаве, что нежелательно при производстве чугуна и стали. Так, накопле-
ние цинка в доменной печи не только приводит к повышенному расходованию кокса,
но и может оказывать вредное воздействие на обслуживающий персонал. Одним
из решений проблемы может явиться уменьшение количества цинка, загружаемого
в печь вместе с сырьем. Однако это требует разработки специальных методов разде-
ления используемого лома либо применения руд с малым содержанием цинка или
не содержащих его вовсе.
Процесс, разработанный А. Вагнером, Р. Пиксиусом и Ф. Шоном (патент
США 4 069315, 17 января 1978 г.; фирма «Асьере Реюнье де Бурбах-Эйх-Дуделанж
СА» (ARBED), Люксембург), предназначен для переработки пыли, образующейся
в печах для производства чугуна (домны) и стали (например, конвертор). Пыль экс-
трагируют с водой, насыщенной углекислым газом. Затем цинк осаждают из раствора
путем удаления из него углекислого газа. Схема этого процесса приведена на
рис. 175.
Процесс может быть использован для переработки пыли, образующейся в домен-
ной печи 1 либо в конверторе 7 или в обеих этих печах. Над домной 1 расположен
вытяжной колпак 2, соединенный с циклоном 3, в котором пыль отделяется от газа.
По линии 4 пыль подают в аппарат для гранулирования 5 и гранулы направляют в ав-
токлав 18, в котором уже находится вода, насыщенная углекислым газом, возможно
содержащая также сернистый газ. Газы из конвертора 7 собираются в вытяжном кол-
395
Паке 8 и tio трубопроводу 9 Поступают в цйклон 10 для отделения пЬглй от газа. Газ
удаляется вентилятором 12 по линии И.
Цинксодержащая пыль по линии 13 подается в автоклав 18 либо непосред-
ственно, либо после гранулирования в аппарате5. Газы, из которых удалена пыль,
по трубопроводам 6 к 11 подаются в линию 14 и поступают в скруббер 15, в который
по линии 16 подается вода. Поскольку в газах содержится большое количество угле-
кислого газа и, возможно, сернистый газ, вода, выводимая по линии 17, насыщена
углекислым газом. Промывку в скруббере 15 желательно проводить при таком же
давлении, которое поддерживается в автоклаве 18.
Вода, насыщенная СО2, по линии 17 подается в автоклав, в котором поддержи-
вается повышенное давление и в случае необходимости осуществляется перемешива-
Н,О+Сг
ZnO
Рис. 176. Схема процесса выделения цинка
из колошниковой пыли, образующейся при
производстве стали:
1 — твердое сырье; 2 — подача раствора ам-
миака и СО2; 3 — выщелачивание; 4 —
жидкость; 5 — твердая фаза; 6 — твердый
остаток; 7 — раствор; 8 — высаживание; 9 —
металлические примеси; 10 — перегонка с па-
ром; 11 — водяной пар; 12 — раствор со ста-
дии перегонки; 13 — фильтрование для уда-
ления железа; 14 — сушка (125 °C); 15 —
основной карбонат цинка; 16 — промывка
для удаления сульфата; 17 — кальцинирова-
ние (600 °C); 18 — цинк (товарный продукт);
19 — промывка водой; 20 — рецикл; 21 —
удаление хрома; 22 — оксид цинка (товарный
продукт)
ние смеси. Раствор выводят по линии 22 и после фильтрования или центрифугиро-
вания направляют на стадию осаждения окиси цинка 24. Для осаждения из раствора
удаляют СО2 — путем выдувания воздухом, поступающим по линии 23, нагревания
(подвод тепла по линии 26) или вакуумирования (линия 25). Выпавший осадок оксид
цинка отделяют от раствора фильтрованием, центрифугированием или декантацией
и по линии 27 подают в установку для производства цинка 28. Жидкую фазу, состоя-
щую в основном из воды и некоторого количества кислот, по линии 29 возвращают
в скруббер 15.
Твердую фазу из автоклава 18 выводят по линии 19 и либо сбрасывают в отвал
по линии 20, либо возвращают в процесс производства чугуна и стали по линии 21.
Процесс, разработанный М. А. Петерсом (патент США 4 071357, 31 января
1978 г.; фирма «Хазен Рисерч, Инк)», предназначен для выделения оксида цинка
с малым содержанием примесей из пыли сталеплавильного производства нли анало-
гичных материалов. Процесс включает стадии выщелачивания пыли концентриро-
ванным раствором аммиака и углекислым газом, обработки полученного раствора
цинком для высаживания примесей меди, кадмия и свинца, перегонки раствора с во-
дяным паром для осаждения основного карбоната цинка, удаления аммиака, СО2
и примесей железа и фильтрования с получением осадка, в состав которого входит
основной карбонат цинка, содержащий примеси серы и хрома.
Этот остаток промывают для удаления растворимых сульфатов, сушат и про-
каливают для перевода основного карбоната в оксид цинка. Осадок промывают во-
дой и сушат, получая оксид цинка высокой чистоты. Вместо двух стадий промывки
396
можно Проводить только одну Промывку после прокаливания. Схема Процесса Пред-
ставлена на рис. 176.
Процесс, разработанный X. Рейнхардтом, X. Д. Оттертуном и С. О. С. Ан-
дерссоном (патент США 4 124462, 7 ноября 1978 г.; фирма МХ-Просессер Рейн-
хардт энд Ко, АБ», Швеция), предназначен для выделения цинка из материалов,
содержащих цинк и железо. Сырье выщелачивают серной кислотой до получения
Рис, 177. Схема процесса выделения цннка из колошниковой
пыли
в конце обработки pH = 3+5,5. К полученному раствору добавляют цинковый по-
рошок для осаждения металлических примесей. Затем цинк экстрагируют раствором
диалкилфосфорной кислоты в органическом растворителе. Из органического раствора
цинк экстрагируют серной кислотой и выделяют из полученного раствора в виде ме-
талла или сульфата цинка. Схема процесса представлена на рис. 177.
Выщелачивание пыли серной кислотой проводят в реакторе 1. Раствор отфиль-
тровывают на фильтре 2 и подают в накопительный резервуар 3, а затем в экстрак-
ционный аппарат 4, состоящий из четырех аппаратов типа отстойник-смеситель.
В нем проводится противоточная экстракция раствором реагента для извлечения
меди в органическом растворителе. Обработанный раствор выводят в резервуар о,
а органический раствор подается в экстракционный аппарат 6, состоящий из трех
397
аппаратов, в котором Проводится противоточная экстракция серной кислотой. Ор*
ганический раствор по линии 8 вновь возвращается на стадию экстракции. Раствор
серной кислоты через накопительный резервуар 7 подается в электролизер 9, в ко-
тором выделяется металлическая медь.
Из резервуара 5 раствор, практически'не содержащий меди, направляется в сме-
ситель 10, в котором поддерживается величина pH = 3->5,5 за счет добавки щелочи.
После фильтрования на фильтре 11 раствор обрабатывают цинковым порошком
в смесителе 12. Высаживающиеся частицы металлов и оставшиеся частицы цинка от-
деляют в фильтре 13-
Жидкую фазу через накопительный резервуар 14 направляют в аппарат 15,
состоящий из трех смесителей-отстойников, где проводится противоточная экстрак-
ция цинка раствором диалкилфосфорной кислоты в органическом растворителе. Об-
работанный раствор через резервуар 19 по линии 20 направляют в резервуар для вы-
щелачивания и нейтрализации 10, а частично в резервуар для выщелачивания 1.
Органический раствор, содержащий цинк, промывают в смесителе-отстойнике 16
и затем экстрагируют раствором серной кислоты в аппарате 17, состоящем из двух
отстойников-смесителей. Органический раствор по линии 18 возвращают в экстрак-
ционный аппарат 15. Сернокислый раствор, содержащий цинк, через накопительный
резервуар 21 подают в электролизер 22, где получают металлический цинк.
цинк из цинкового ЛОМА
Цинк, выделяемый из старого лома, главным образом из литья типографских
форм, латуни и бронзы, составляет <5 % от общего количества используемого цинка.
Новый лом образуется главным образом при переработке сплавов на основе цинка и
меди, а также в виде шлаков в процессах гальваностегии и литья. Новый лом либо
продается для переплавки, либо перерабатывается в качестве оборотного лома.
Цинковые сплавы подвергают переплавке и дистилляции для получения цинка в виде
товарного продукта. Сплавы на основе меди также подвергают переплавке и содер-
жащийся в них цинк используют для производства латуни или бронзы. Основным
источником старого цинкового лома являются детали автомобилей. В США имеется
100—150 предприятий по переработке автомобильного лома с годовой производитель-
ностью 6—8 мли. т лома, из которых 200 тыс. т приходится на долю цветных металлов.
В их состав входит 57 % цинка, 33 % алюминия, 8 % меди и 2 % других металлов.
За последнее десятилетие количество цинка, выделенного из старого лома цинковых
сплавов, составило 8 % от количества цинка, используемого для получения сплавов
на основе цинка. Количество цинка, выделенного из старого лома медных сплавов,
составило 21 % от количества цинка, используемого для получения сплавов па основе
меди.
ЦИНКА ХЛОРИД ИЗ ОТРАБОТАННЫХ
КАТАЛИЗАТОРОВ
Процесс гидрокрекинга многоядерных ароматических углеводородов, входящих
в состав угля, для получения углеводородов нефтяных фракций, проводится в при-
сутствии катализаторов — расплавов галогенидов цинка.
Процесс регенерации катализаторов на основе галогенидов цинка, разработан-
ный Е. Горином (патент. США 4 081400, 28 марта 1978 г.; фирма «Континентал
Ойл Компании), включает четыре стадии. Сначала отработанный расплав галогенида
цинка подвергают газофазному окислению для выжигания соединений углерода,
серы и присутствующего аммиака. Температура этой стадии должна быть такой,
чтобы обеспечивать нахождение галогенида циика в газовой фазе. Отходящие газы
содержат твердые частицы оксида цинка или ее комплексов,а также частицы золы.
На следующей стадии пары галогенида цинка отделяют от твердых частиц лю-
бым известным методом, как правило в циклоне. Отделенные твердые частицы обра-
батывают газообразным галогенидом водорода в условиях, при которых он реаги-
рует с оксидом цинка при температурах, достаточных для того, чтобы образующийся
галогенид цинка находился в газообразном состоянии. Затем пары галогенида цинка
398
отделяют от золы и конденсируют с получением расплава, который может быть воз-
вращен в качестве катализатора в процесс гидрокрекинга.
Аналогичный процесс описан К. В. Цильке (патент США 4 136056, 23 января
1979 г.; фирма «Континентал Ойл Компании и Министерство энергетики США).
Он основан на том факте, что выделение водонерастворимых соединений цинка из
твердого остатка второй стадии описанного выше процесса происходит относительно
медленно. Усовершенствование заключается в обработке твердого остатка хлористым
водородом и хлористым кальцием, что приводит к увеличению скорости выделения
соединений цинка. Протекающая реакция описывается следующим уравнением:
ZnO-SiO2+ СаС12 -> CaO-SiO2-h ZnCl2 f
Схема этого процесса представлена на рис. 178. Отработанный расплав хлорида
8. Схема процесса регенерации катализаторов гидрокрекинга
на основе хлорида цинка
меси, а также золу, соединения серы и азота. В реактор по линии 3 подается воздух,
который окисляет компоненты, содержащие углерод, серу и азот. Для предотвра-
щения гидролиза хлорида цинка желательно в подаваемый воздух добавлять неболь-
шие количества НО.
Количество воздуха, подаваемого в реактор, может как превышать, так и быть
меньшим, чем стехиометрическое количество. При этом соответственно образуются
топочный газ и горючий газ. За счет окисления органических материалов, содер-
жащихся в обрабатываемом сырье, в реакторе поддерживается высокая температура,
обеспечивающая нахождение хлорида цинка в газовой фазе. Газ, содержащий также
водяной пар, пекондепсирующиеся газы —N2, СО, СО2, непрореагировавший НС1
и твердые частицы, по линии 4 подается в сепаратор 5, как правило, в обычный
циклон, где происходит очистка газа от твердых частиц. Температура в циклоне
ие должна опускаться ниже температуры конденсации хлорида цинка.
Газовая фаза, содержащая хлорид цинка, воду, СО, СО2, N2 и НСГ из сепаратора 5
ио трубопроводу 6 поступает в конденсатор 8, проходя также через устройство для
предварительного охлаждения 7. Образующийся расплав хлорида цинка выводится
из конденсатора по трубопроводу 9 и возвращается в процесс гидрокрекинга (на
схеме не показан). Неконденсирующиеся газы выходят по линии 10 в устройство для
выделения НС1 11, откуда выделенный НС1 по линии 12 возвращается в процесс.
Из аппарата 11 по линии 13 выводится топливный газ с малым содержанием серы (при
условии использования в реакторе 1 воздуха в количествах, меньших стехиометриче-
ского). Примерный состав твердого материала, выделяемого в сепараторе 5, %:
Zn*1 2,94; Zn (нераств)*2 4,54; Cl 4,92; Н 0,08; С 0,09; S 0,37; Na2O 0,10; К2О 0,03;
СаО 11,40; MgO 4,45; Fe2O3 3,90; TiO2 0,94; SiO2 42,86; A12O3 18,41; 2 95,03*3
f*1. В виде водорастворимых соединений цинка. *2 В виде водонерастворимых соеди-
нений цинка. *3 Очевидно присутствуют и другие компоненты, определить кото-
рые не удалось).
399
F
Твердый материал из сепаратора 5 по линии 14 подается в устройство для пред-
варительного смешения и подогрева 16. Также по линии 14 подается измельченный
СаС12 из бункера 15. Предпочтительно, чтобы его количество в два раза превышало
аналитически определенное количество, необходимое для реакции с водонераство-
римыми соединениями цинка. По линии 17 в систему вводится воздух или топочные
газы, содержащие НС1.
Смесь газов, содержащая твердые частицы, поступает во второй реактор 18,
в котором оксид цинка и ее комплексы взаимодействуют с НС1 и СаС12 и превращаются
в хлорид цинка. Температура в реакторе превышает температуру испарения хлорида
цинка и составляет, например, 930 °C. Эта температура обеспечивается за счет горе-
ния органических соединений, оставшихся в смеси после обработки в первом реак-
торе или дополнительно введенных во второй реактор. В качестве добавки, обеспечи-
вающей горение, может быть использован уголь.
Пары хлорида цинка, содержащие золу и неконденсирующиеся газы, выводятся
из реактора 18 по линии 19 и поступают в циклон 20, где зола, содержащая кальций,
отделяется и выводится по линии 21. Пары и газы проходят устройство для предва-
рительного охлаждения 22 и по трубопроводу 23 поступают в конденсатор 24,
предназначенный для селективной конденсации с получением расплава цинка;
последний по линии 25 возвращается для повторного использования. Оставшиеся
газы по линии 26 подаются в устройство для выделения НС1 27, откуда полученный
НС1 выводится по линии 28.
Газ, не содержащий НС1, вместе с газом, содержащим серу, который отводится
по линиям 13 и 30, по линии 29 направляют в аппарат для восстановления SO2 32,
в котором образуется элементарная сера. Количество SO2 в газе зависит от количе-
ства воздуха, подаваемого в реактор 1. Чем выше количество подаваемого воздуха,
тем выше содержание SO2 в линии 13, и чем меньше количество воздуха, тем выше со-
держание SO2 в линии 29. Содержащиеся в газе СО и Н2 являются подходящими ре-
агентами для восстановления SO2. Получаемую серу выводят по линии 32. Остаю-
щиеся газы могут быть направлены на сжигание в аппарат 33 для удаления остаточной
серы.
ЦИНКА ХЛОРИД ИЗ ОТРАБОТАННЫХ
ПРЯДИЛЬНЫХ РАСТВОРОВ ДЛЯ ПОЛУЧЕНИЯ
акриловых волокон
См. «Натрия тиоцинат из отработанных прядильных растворов для получения
акриловых волокон».
цирконий ИЗ ОТРАБОТАННЫХ
ТРАВИЛЬНЫХ растворов
При травлении циркония и циркониевых сплавов используется травильный рас-
твор, содержащий HF и HNO3; из этих двух кислот с металлическим цирконием реа-
гирует только плавиковая кислота. Азотная кислота реагирует прежде всего с оло-
вом, которое обычно входит в циркониевые сплавы и, кроме того, является источни-
ком ионов водорода, ускоряющих реакцию с HF. Если в травильный раствор не до-
бавлять HNO3, на поверхности металлического циркония остается слой олова, пре-
пятствующий протеканию реакции травления.
Поскольку олово содержится в циркониевых сплавах в очень малых концентра-
циях, количество HNO3, израсходовавшейся в процессе травления, очень мало по
сравнению с количеством израсходовавшейся HF. В ходе травления 4 молекулы HF
реагируют с одним атомом Zr с образованием одной молекулы фторида циркония ZrF4
и 2 молекул газообразного водорода. Отработанный травильный раствор, который
выводят из реактора, содержит следующие вещества: остаточный HF, не израсходо-
вавшийся при травлении; азотную кислоту, которая расходовалась лишь в незначи-
тельных количествах; растворенный ZrF4; другие примеси, например олово, раство-
400
репное азотной кислотой. Этот раствор не находит дальнейшего применениями должен
быть удален из системы, что связано с возможным загрязнением окружающей среды.
В настоящее время отработанные травильные растворы нейтрализуют известью, что
требует значительных расходов и приводит к потере большого количества кислот.
Процесс, разработанный Дж. А. Меди и Р. Л. Пропстом (патент США 4
105469, 8 августа 1978 г.; фирма «.Те лед айн Индастриз, Инкл), предназначен для
обработки использованного травильного раствора на основе HF и HNO3 для травле-
ния циркония, гафния и их сплавов. Способ предусматривает добавление к отработан-
ному раствору NaF в количествах достаточных для осаждения, в случае циркония,
Рис. 179. Схема процесса регенерации раствора для травления циркония и выде-
ления из него циркония
фторида циркония в виде Na2ZrF6. К раствору добавляют свежие HF и HNO3 для
компенсации потерь, после чего возвращают для повторного использования на
стадию травления.
Схема этого процесса представлена на рис. 179. Отработанный раствор отстаи-
вают в накопительном резервуаре 1, а затем с помощью насоса 2 через вентиль VI
подают в резервуар 3. Сюда же добавляют свежую HF и в случае необходимости
HNO3, для компенсации потерь кислоты, израсходовавшейся в процессе травления.
Затем раствор по линиям 6, 7 и Т перекачивают через вентиль V2 в реакторы 4 и 5,
в которые по линиям 8 и 8' подается NaF для осаждения ZrF4 в соответствии с уравне-
нием
ZrF4 + 2NaF ->- Na2ZrF6.
Раствор с осадком по линии 9 через вентили V3 и V4 подают на фильтр 10, где
раствор отделяется от осадка. Осадок сушат в сушилке 11, а раствор через вентиль
V5 направляют в травильные резервуары 12, 13, 14 и 15.
Концентрация кислоты, необходимая для травления, может создаваться в отра-
ботанном растворе как до, так и после осаждения Na2ZrF6. В последнем случае от-
работанный раствор из резервуара 1 подают непосредственно в реакторы 4 и 5, где
происходит осаждение Na2ZrF6. Раствор, содержащий осадок, по линии 9 через вен-
тили V3 и V4 направляют на фильтр 10. Осадок сушат в сушилке И, а раствор через
вентили V5 и 16 перекачивают в резервуар 3, куда в случае необходимости добавляют
свежие HF и HNO3. Затем травильный раствор по линии 17 подают в резервуары для
травления 12, 13, 14 и 15.
401
г/
I
библиографический список*
1 Sittig, М., Organic and Polymer Waste Reclaiming Encyclopedia, Noyes Data
Corp. (In Press), Park Ridge, NJ.
2 U.S. Dept, of the Interior, Bureau of Mines, "Minerals and Materials-А Monthly Sur-
vey," Washington, D.C.
3 Sittig, M., Resource Recovery and Recycling Handbook of Industrial Wastes, Noyes Data
Corp., Park Ridge, NJ (1975).
4 Barton, A.F.M., Resource Recovery and Recycling, John Wiley and Sons, New York, NY
(1979).
5 Nuss, G.R., Franklin, W.E., Hahlin, D., Park, W., Urie, M. and Cross, J. (Midwest Re-
search Institute), Base Line Forecasts of Resource Recovery, 1972 to 1990, Report
No. EPA/530/SW107c, U.S. Environmental Protection Agency, Washington, D.C.
(March 1975).
6 Kusik, C.L. and Kenahan, C.B. (Arthur D. Little, Inc.), Energy Use Patterns for Metal j
Recycling, Information Circular No. 87B1, U.S. Bureau of Mines, Washington, D.C. J
(1978).
7 Office of Technology Assessment, Technical Options for Conservation of Metals, Wash-
ington, D.C. (September 1979). j
8 National Technical Information Service, Solid Waste Reclamation and Recycling, Part |
1-Packaging and Containers, Publ. No. NTIS/PS-79/0826, National Technical Infor- ,
mation Service, Springfield, VA (1979).
9 National Technical Information Service, Solid Waste Reclamation and Recycling, Part
2-Plastics, Publ. No. NTIS/PS-79/0827, National Technical Information Service,
Springfield, VA (1979).
10 National Technical Information Service, Solid Waste Reclamation and Recycling, Part
3-Metals, Publ. No. NTIS/PS-79/0828, National Technical Information Service,
Springfield, VA (1979).
11 National Technical Information Service, Solid Waste Reclamation and Recycling, Part
4— Glass, Publ. No. NTIS/PS-79/0829, National Technical Information Service, ,
Springfield, VA (1979).
12 National Technical Information Service, Solid Waste Reclamation and Recycling, Part
5-Paper, Publ. No. NTIS/PS-79/0830, National Technical Information Service,
Springfield, VA (1979).
13 National Technical information Service, Solid Waste Reclamation and Recycling, Part
6-Tires, Publ. No. NTIS/PS-79/0831. National Technical Information Service,
Springfield, VA (1979).
14 U.S. Bureau of Mines, Mineral Facts and Problems, Bulletin 667, Washington, D.C.
(1975).
15 Nack, H., Murthy, K., Stambaugh, E., Carlton, H. and Smithson, G.R., Jr. (Battelle
Columbus Laboratories), Development of an Approach to Identification of Emer-
gency Technology and Demonstration Opportunities: Environmental Protection
Technology, U.S. Environmental Protection Agency, Washington, D.C. (1974).
16 U.S. Dept, of the Interior, Bureau of Mines, Mineral Commodity Profile Series,
Washington. D.C. (1978 and 1979).
T7 U.S. Bureau of Mines, The Economics of By-Product Metals, Information Circular No.
8569 and 8570, Washington, D.C. (1973).
* Библиографический список дан в соответствии с оригиналом.
402
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Извлекаемые материалы Сырье-отходы Страница
1 2 3
Абразивные материалы Отработанные катализаторы 14
Азот, оксид (N2O) Отходы огневой зачистки поверхностей 14
Отходящие газы процесса производства адипи- новой кислоты 127
Азот, тетраксид Растворы для прядения целлюлозы 282
Азотная кислота Отработанная кислота для прядения акрило- 282
вых волокон
Алюминиевая фольга Бумажно-металлические слоистые материалы 44
Алюминий Алюминиевый лом 30
Зольная пыль 22
Осадки цветных металлов 30
Остатки на стеклоткани, образующиеся в про- цессе фильтрования 20
Отходы городского хозяйства 30
Отходы твердого ракетного топлива 42
Отходы электропроводящих материалов 22
Растворы мокрой очистки ацетилена 19
Шлаковые съемы плавильных печей 25
Алюминий, оксид «Красный шлам» процесса фирмы «Байер» 17
Отходы производства по восстановлению окси- да алюминия 16
Алюминий, фторид Отходы производства алюминия методом вое- 42
становления
Аммиак Отходы процесса окислительного аммонолиза 47
Стоки производства мочевины 51
Сточные воды текстильного производства соды 45
по аммиачно-хлоридному методу Сточные воды текстильного производства 47
Аммиачный варочный раствор Отработанный варочный раствор 53
Аммоний, нитрат Отходы производства ядерного топлива 56
Аммоний, перхлорат Отходы твердого ракетного топлива 56
Аммоний, сульфат Отходы процесса производства капролактама 58
Промывные воды производства аккумулятор- 58
Асбест ных батарей Стоки производства акрилонитрила 57
Отходы, содержащие суспендированный асбест 64
Барит Буровой раствор 65
Бериллий Бериллиевый лом 65
Борная кислота Травильные растворы для нержавеющих сталей 65
Отходы процесса окисления циклогексана 70
Ванадий Отработанные катализаторы 381
Ванадиевый катали- Отходы процесса производства адипиновой ки- 384
затор слоты
Висмут Шлак, образующийся в процессе девисмути- зации 65
Вольфрам Вольфрамовый лом 376
Карбиды металлов, получаемых при спекании 374
Вольфрам, карбид Гадолиний Отработанные катализаторы 375
Лом буровых инструментов 376
Отходы производства запоминающих устройств 154
Галлий Колошниковая пыль печей для производства фосфора 156
403
Извлекаемые материалы
Сырье-отходы
Страница
1 2 3
Галлий Отходы производства запоминающих устройств 156
Сточные воды процесса получения оксида алю- 155
миния
Германий Колошниковая пыль цинковых плавильных пе- 161
чей
Железный порошок Отходы механической обработки 224
Железо Железный лом 208
Использованные автомобильные шины 209
Кислородно-конверторные шлаки 207
«Красный шлам» процесса фирмы «Байер» 208
Окалина, образующаяся при прокатке 208
Отработанные травильные растворы 209
Печная пыль сталеплавильных заводов 211
Железо, оксид Пыль реактора для хлорирования ильменита 220
Шлам, образующийся на прокатных станах 222
Железо, сульфат Отработанные травильные растворы 135
Железо, хлорид То Же 125
Золото Лом золота 178
Отвалы шахт 177
Отработанные растворы гальванических произ- 178
водств
Сточные воды 180
Шлам процесса рафинирования серебра 179
Известь Остатки, полученные при сжигании отстоя 248
сточных вод
Иод Отходы процесса ацетоксилирования 201
Отходы процесса дегидрогенирования 202
Иридий Отработанные катализаторы 203
Иттрий, оксисульфид Отходы процесса производства кинескопов цвет- 386
ных телевизоров
Кадмий Колошниковая пыль установок для рафиниро- 74
вания цинка
Лом аккумуляторных батарей 71
Кальций, пирофосфат Фосфатсодержащие сточные воды 127
Кальций, фторид Сточные воды процесса производства UO2 80
Катализаторы:
на основе оксифто- Отработанные катализаторы 100 'л
ридов хрома содер- Отработанные катализаторы процесса удале- 381 .
жащий оксид ва- ния оксидов азота
надия и титана
Кирпич строительный «Красный шлам» процесса фирмы «Байер» 71
Кобальт Агломерированные карбиды металлов 101
Кобальтовый лом 100
Отработанные катализаторы 101
Кремнефтористоводо- Процесс производства фосфорной кислоты 145
родная кислота
Криолит Частицы, извлекаемые в процессе производства 125
алюминия
Магний Магниевый лом 251
Реакторные шламы 250
Трассирующие боеприпасы 254
Магний, оксид Футеровка печей 250
Маслины, раствор для Отходы обработки маслин 285
обработки
Материал для водо- Отработанный катализатор процесса крекинга 385 ... ,
подготовки
404
Извлекаемые материалы
Сырье-отходы
Страница
1 2 3
Материал для дорож- Зольная пыль и шламы процесса водоподготовки 287
ных покрытий
Медный катализатор Отходы производства адипиновой кислоты 125
Медь Автомобильный лом 117
Анодные шламы процессов рафинирования меди 105
Колошниковая пыль плавильных печей 117
Лом смешанного состава 113
Лом электрических проводов 111
Осадки цветных металлов 117 •
Отработанные катализаторы 121
Отработанные травильные растворы 123
Шлаки плавильных печей 119
Пыль, образующаяся при переработке латуни 104
Растворы для промывки ацетилена 104
Металлы Замасленный металлический лом 265
Металлические шламы смешанного состава 263
Пластмассово-металлические детали 266
Металлы платиновой Лом благородных металлов 289
группы
Модификаторы почвы Отходы процесса производства диоксида титана 345
Молибден Колошниковая пыль плавильных печей 268
Молибденовый лом 268
Отработанные катализаторы 268 •-/
Отходы процесса производства вольфрамовых 270
ламп накаливания
Сульфидные медные руды 266
Мышьяк Колошниковая пыль медеплавильных печей 63
Натрий, гидроксид Отработанный варочный раствор 330
Натрий, нитрат Процесса термической обработки 333
Натрий, нитрит Абсорбционная жидкость 337
Натрий, ортофосфат Отходы процесса полировки алюминия путем 371
погружения в раствор
Натрий, сульфит Отработанный варочный раствор 338
Отходы процесса производства тринитротолуола 343
Натрий, тиоцианат Отработанные растворы для прядения акрилово- 344
го волокна
Натрий, ферроцианид Шламы гальванического лужения с использова- 329
нием галогенидов олова
Нержавеющая сталь Лом нержавеющей стали 345
Никель Лом аккумуляторных батарей 271
Лом специальных сплавов 280
Никелевый лом 276
Отработанные катализаторы 277
Полировальные ванны для никелирования 271
Промывные воды гальваностегии 274
Шламы цветных металлов 273
Ниобий Ниобиевый лом 103
Отработанные катализаторы 104 '
Обесцвечивающие и Отработанные фотографические растворы 67
фиксирующие раство-
ры
Олово Дросс процесса нанесения покрытия методом 366
горячего погружения
Оловянный лом 369
Отходы гальванического галогенидного луже- 367
ния
405
Извлекаемые материалы
Сырье -отходы
граница
Олово
Оловянноалюминие-
вый сплав
Отбеливающая
жидкость
Палладий
Плавиковая кислота
Платина
Плутоний, оксид
Пористая керамика
Портланд- цемент
Пуццолан
Рений
Родий
Ртуть
Рутений
Свинец
Свинец, карбонат
Свинец, оксид
Селен
Сера
Серебро
Серная кислота
Шлаки
Многослойные подшипники
Сточные воды отбеливающих установок
Отработанные катализаторы
Сточные воды гальваностегии
Отработанные травильные жидкости
Отработанные катализаторы
Стоки процесса рафинирования металлов пла-
тиновой группы
Сточные воды гальваностегии
Скрап процесса переработки ядерного топлива
Летучая пыль
Зольный шлак
Кислородно-конверторные шлаки
Зольная пыль
Газы процесса обжига сульфида молибдена
Сточные воды гальваностегии
Отработанные катализаторы
Сточные воды гальваностегии
Отработанные катализаторы
Рассол установок по производству хлора и
щелочи
Ртутный скрап
Шлаки процесса производства хлора и щелочи
Отработанные катализаторы и (или) электродный
лом
Дросс, образующийся при рафинировании
свинца
Колошниковая пыль процесса рафинирования
цинка
। Лом аккумуляторных батарей
Отходы производства тетраэтилсвинца
Свинцовый лом
Стрельбищные почвы
Съемы с припоя
Отходы процесса производства аккумулятор-
ных батарей
Колошниковая пыль
Анодные шламы процесса рафинирования меди
Реакционная смесь процесса получения уре-
танов
Утильное ксерографическое оборудование
Отходы процесса гидрокрекинга
Анодные шламы процесса рафинирования меди
Лом нержавеющей стали с серебряной пайкой
Отвалы пустой рудной породы
Отработанная фотографическая пленка
Отработанные фотографические растворы
Отходы гальваностегии
Серебряный лом
Сточные воды
Отработанные травильные растворы
Отработанная серная кислота
Отходы процесса производства диоксида титана
370
69
286
286
182
288
287
287
290
290
291
293
293
296 '
297
297
297
260
255
260
257
300 j
229
245
231
244
229
227
230
246
246
304
308
309
355
313
322 -
315
315 '
323 '
314 •
322
329
357
361
363
406
Извлекаемые материалы Сырье-отходы Страница
i 2 3
Сернистый газ Отработанная серная кислота 355
Скандий Шламы, образующиеся в процессе производства урана 303
Соли Остаток, образующийся в процессе рафиниро- 300
вания алюминия
Сталь Автомобильный лом 346
Использованные автомобильные шины 352
Скрап, получаемый при механической обра- ботке Стальной лом 346
349
Стекло Автомобильный лом 175
Использованная стеклотара 162
Кинескопы цветных телевизоров 175
Отходы городского хозяйства 169
1 Отходы слоистого стекла 167
Стекло цветное Стеклянные отходы смешанного состава 103
Стекловолокно Отходы стекловолокна 176
Стронций, нитрат Трассирующие боеприпасы 352
Сульфатный раствор Отработанный варочный раствор 352
для варки целлюлозы Сурьма Кубовые остатки производства полиэфиров 61
Сурьмяный лом 63
Сурьма, пентахлорид Отработанные катализаторы 63
к Таллий Колошниковая пыль цинкоплавильных печей 365
к Т антал Отработанные катализаторы 365
Теллур Анодные шламы процесса рафинирования 365
меди 370
Титан Титановый лом
Удобрения Отработанная серная кислота 141
Отходы городского хозяйства 138
Шлам, образующийся при очистке топочных 136
SS газов в скрубберах
Уран Сточные воды процесса переработки UO2 377
Уран, диоксид Скрап, образующийся при обработке ядерного 379
ii топлива
ij Феррованадий Ванадийсодержащий чугун 135
Ферроникель Отработанные катализаторы 132
|1' В ! Ферросплавы Шламы, образующиеся в гальваностегии 130
Флокулирующие «Красный шлам» процесса фирмы «Байер» 142
i! агенты
Г Формовочный песок Использованные литейные формы 147
3 Фтористый водород Отходы процесса алкилирования 193
3 2 Футеровка печей 198
Фторсульфоновая Отработанные катализаторы 143
f кислота
3 Хлор Газы, образующиеся при электролизе хлорида 84
I: алюминия
1 Пыль, образующаяся при хлорировании иль- менита ' 86
Сточные воды 86
1 Хлористый водород Газы, образующиеся при сжигании Отработанная травильная жидкость Отходы процесса хлорирования органических соединений 186 192 182
190
Отходящие газы процесса оксихлорирования
Разбавленные растворы соляной кислоты 185
407
Извлекаемые материалы Сырье-отходы Страница
I 2 3
Хлорсодержащий ка- тализатор на оксиде алюминия Отработанные катализаторы 84
Хром Вода, используемая в градирнях 90
Осадки цветных металлов 95
Отходы производства хромового ангидрида 89
Промывные воды гальваностегии 91
Стоки кожевенного производства 96
Хромовый лом 96
Хромовая кислота Отработанные травильные растворы 87
Сточные воды, содержащие хромовую кислоту 88
Цветные металлы Автомобильный лом 282
Отходы городского хозяйства 282 ч
Цемент Пыль, образующаяся при обжиге 81
Остатки товарного бетона 82
Цинк Автомобильный лом 394
Отходы гальваностегии 393
Отходы процесса нанесения электропокрытия 392
Печная пыль сталеплавильного производства 395
Пыль, образующаяся при производстве латуни 389
Съемы с латуни 389
Цинковый лом 398
Шламы цветных металлов 3940
Цинк, хлорид Отработанные катализаторы 398
Отработанные прядильные растворы для полу- чения акриловых волокон 400
Цирконий Отработанные травильные растворы 400
Черные металлы Отходы городского хозяйства 132
Чугун Автомобильный лом 80
Шерсть, раствор для Отработанные моющие растворы 386
промывки
Маршалл Ситтиг
ИЗВЛЕЧЕНИЕ МЕТАЛЛОВ
И НЕОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
ИЗ ОТХОДОВ
(Справочник)
Редактор издательства А. П. Сорманов
Художественный редактор Ю. И. Смурыгин
Технический редактор С. В. Жуковина
Корректоры: В. М. Гриднева, Т. В. Чуприс
ИВ № 2805.
Сдано в набор 19.11.84. Подписано в печать 29-02.85.
Формат бумаги 60X90J/i«» Бумага типографская № 1. Гарнитура литературная.
Печать высокая. Усл. печ. л. 25,5 Усл. кр.-отт. 25,5 Уч.-изд, л. 40,84
Тираж 3500 экз. Заказ 287. Цена 3 р. 30 к. Изд. № 1184
Ордена Трудового Красного Знамени издательство «Металлургия»,
119857, Москва, Г-34, 2-й Обыденский пер., д. 14
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.