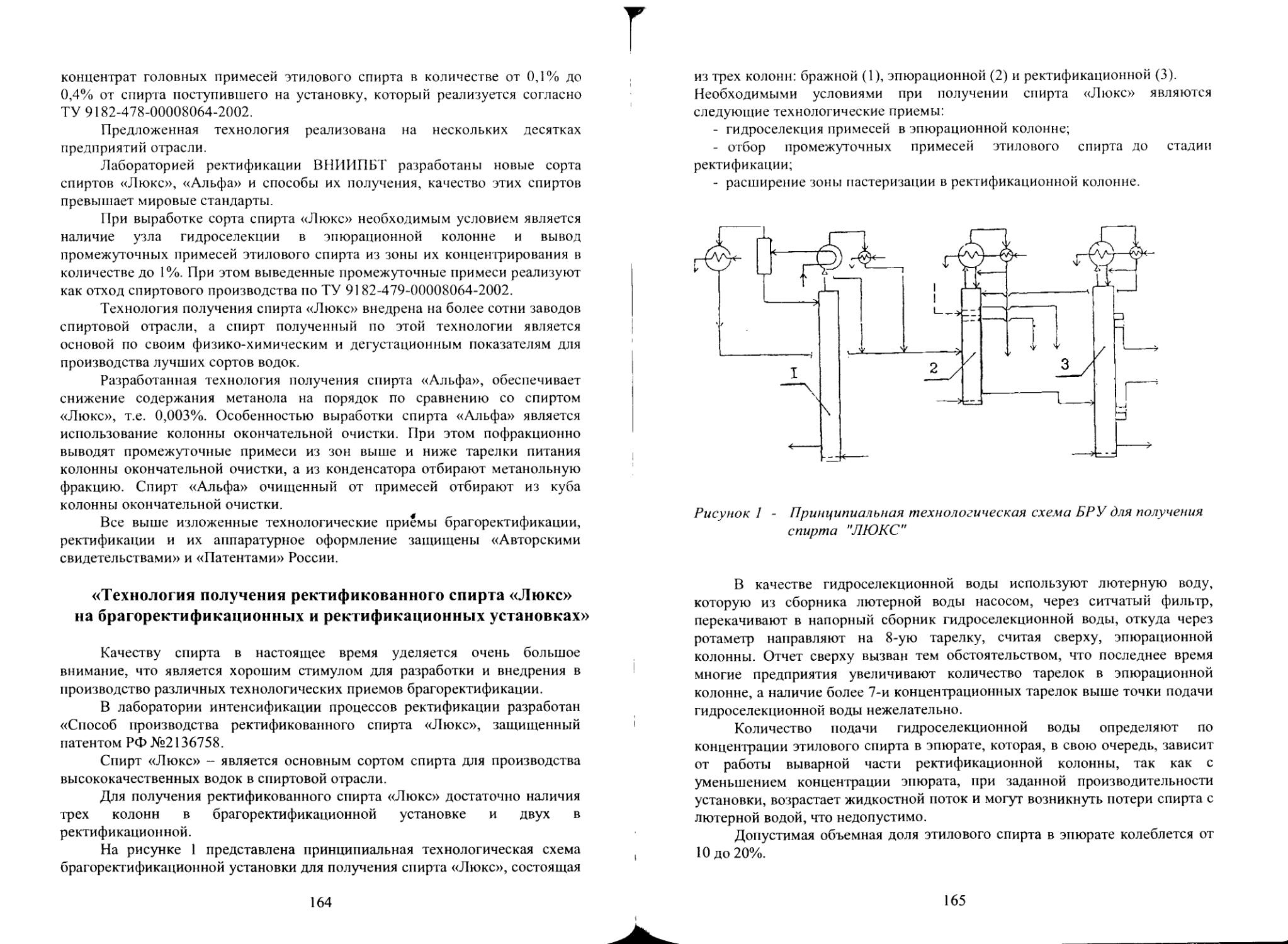
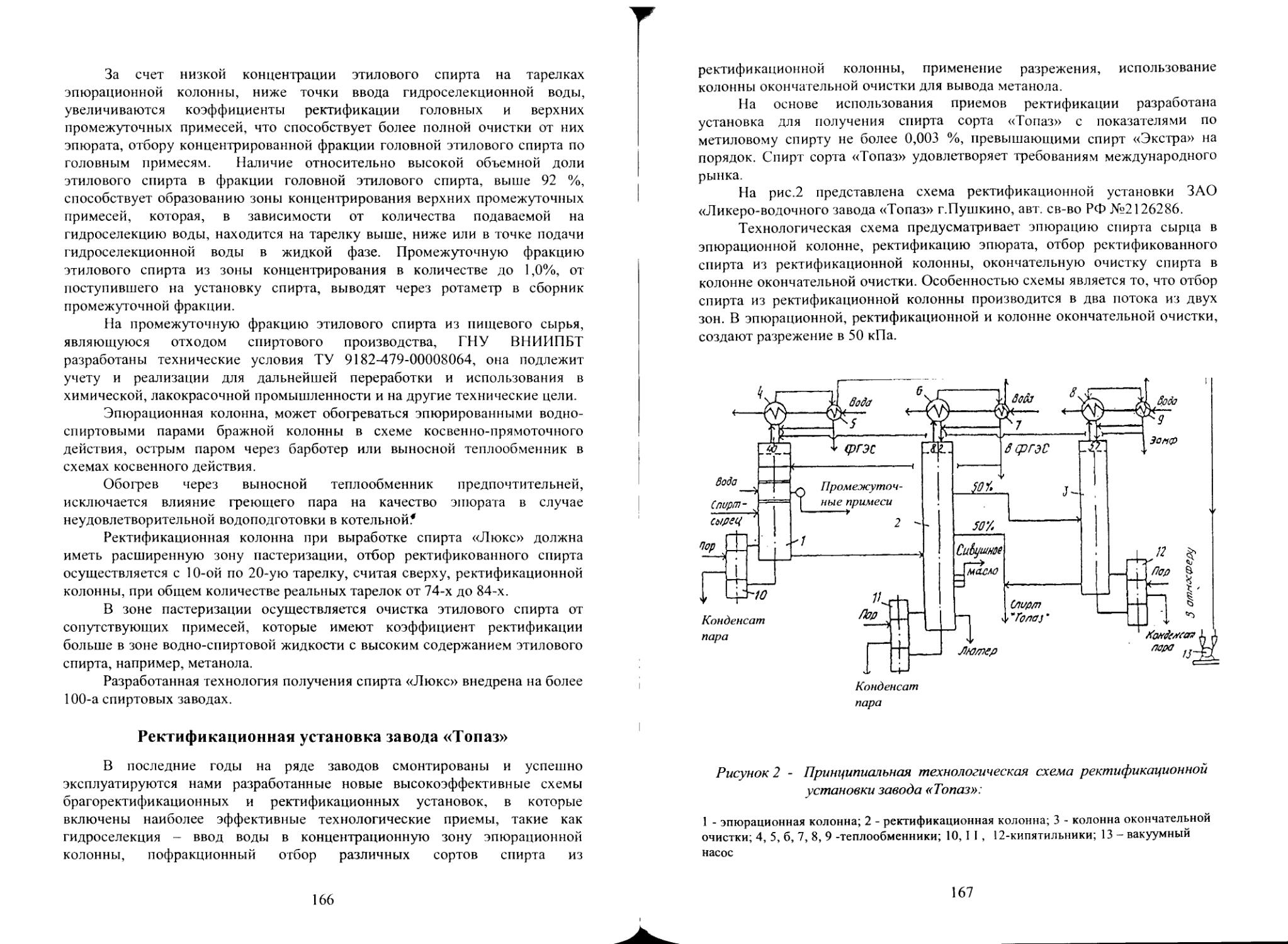
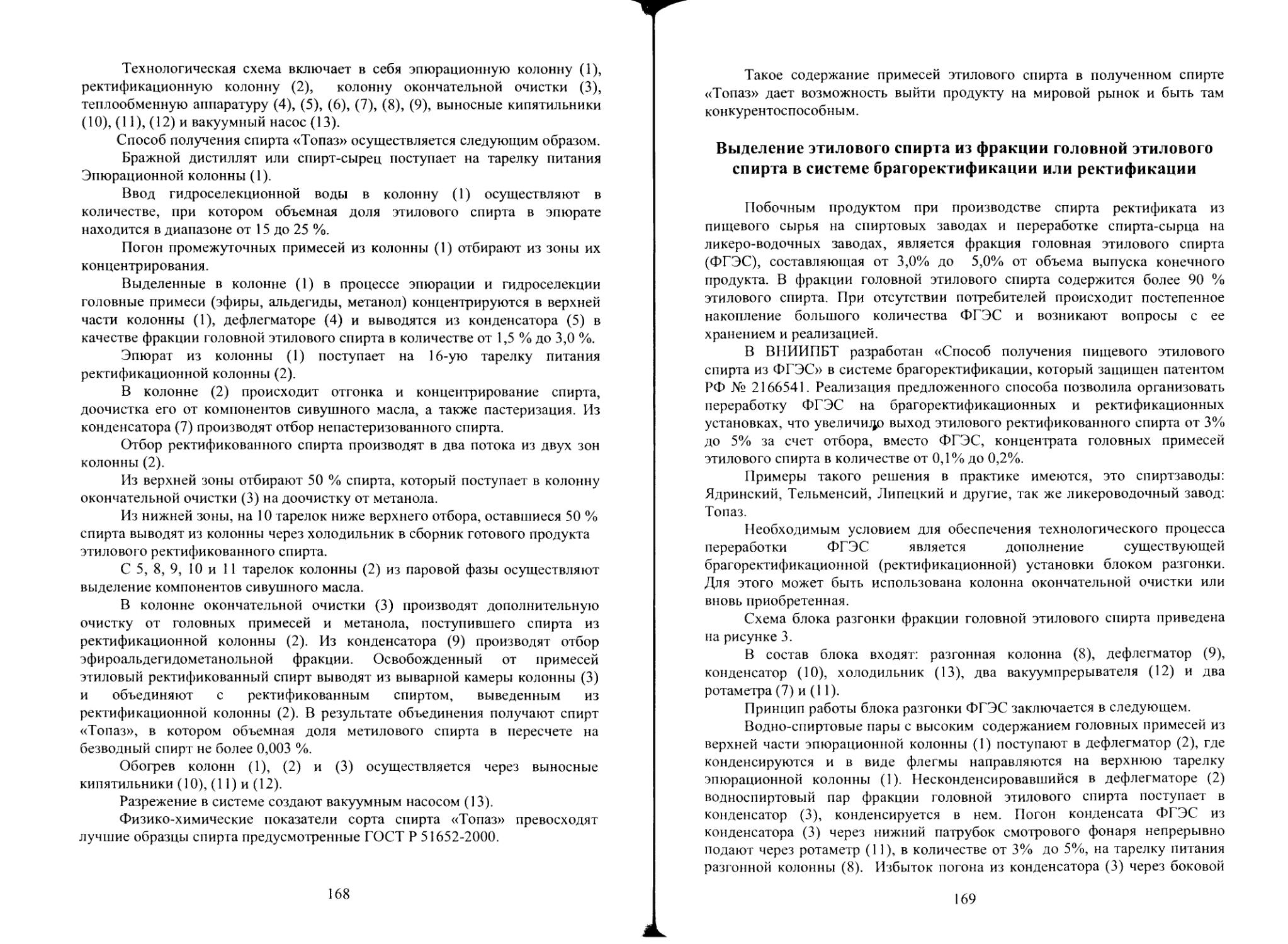
/

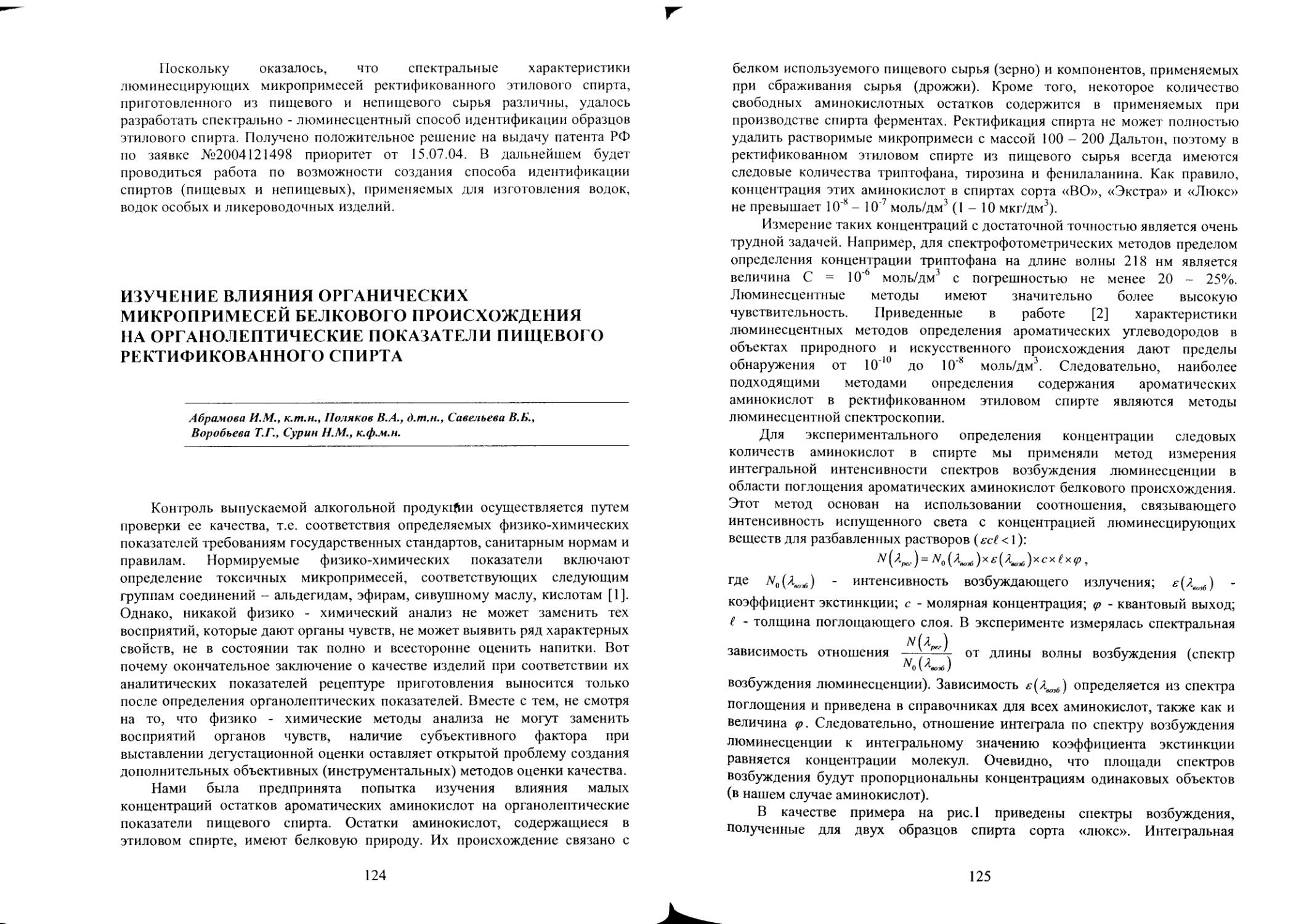

Автор: Полякова В.А. Римаревой Л.В.
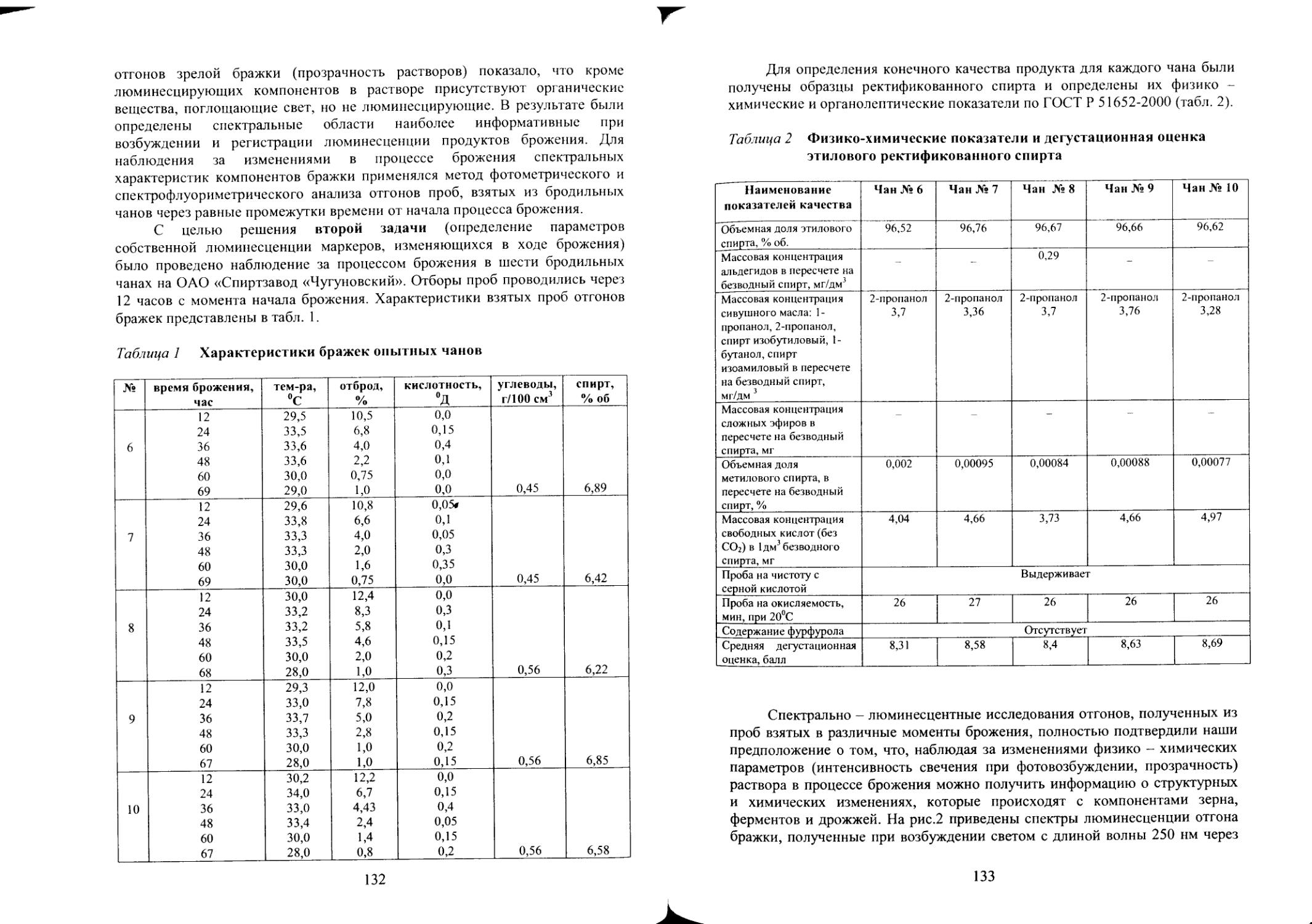
Теги: спирто-водочное производство спирт водка пищевое производство лаборатория спиртового производства
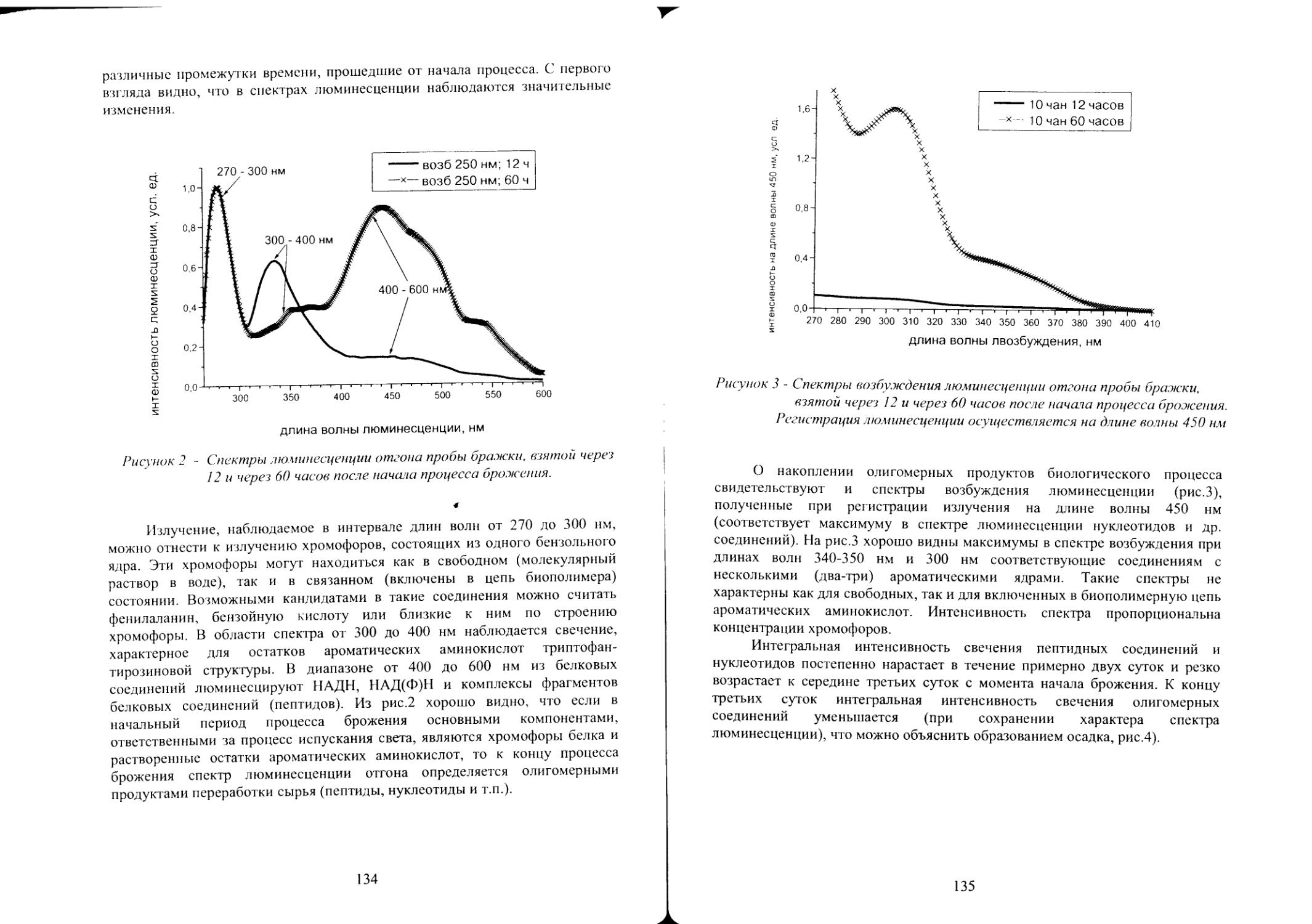
ISBN: 5-85941-155-3
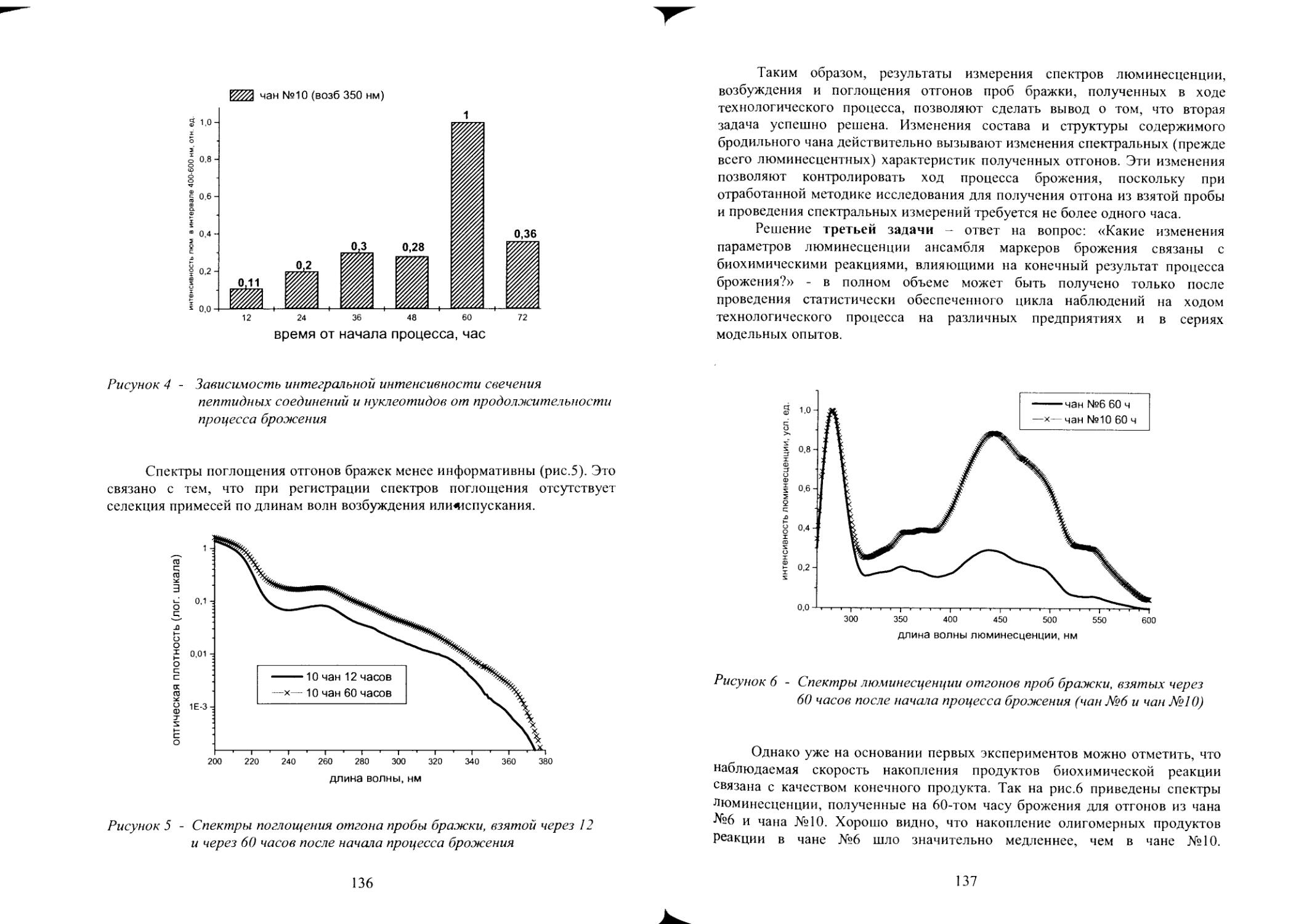
Год: 2006
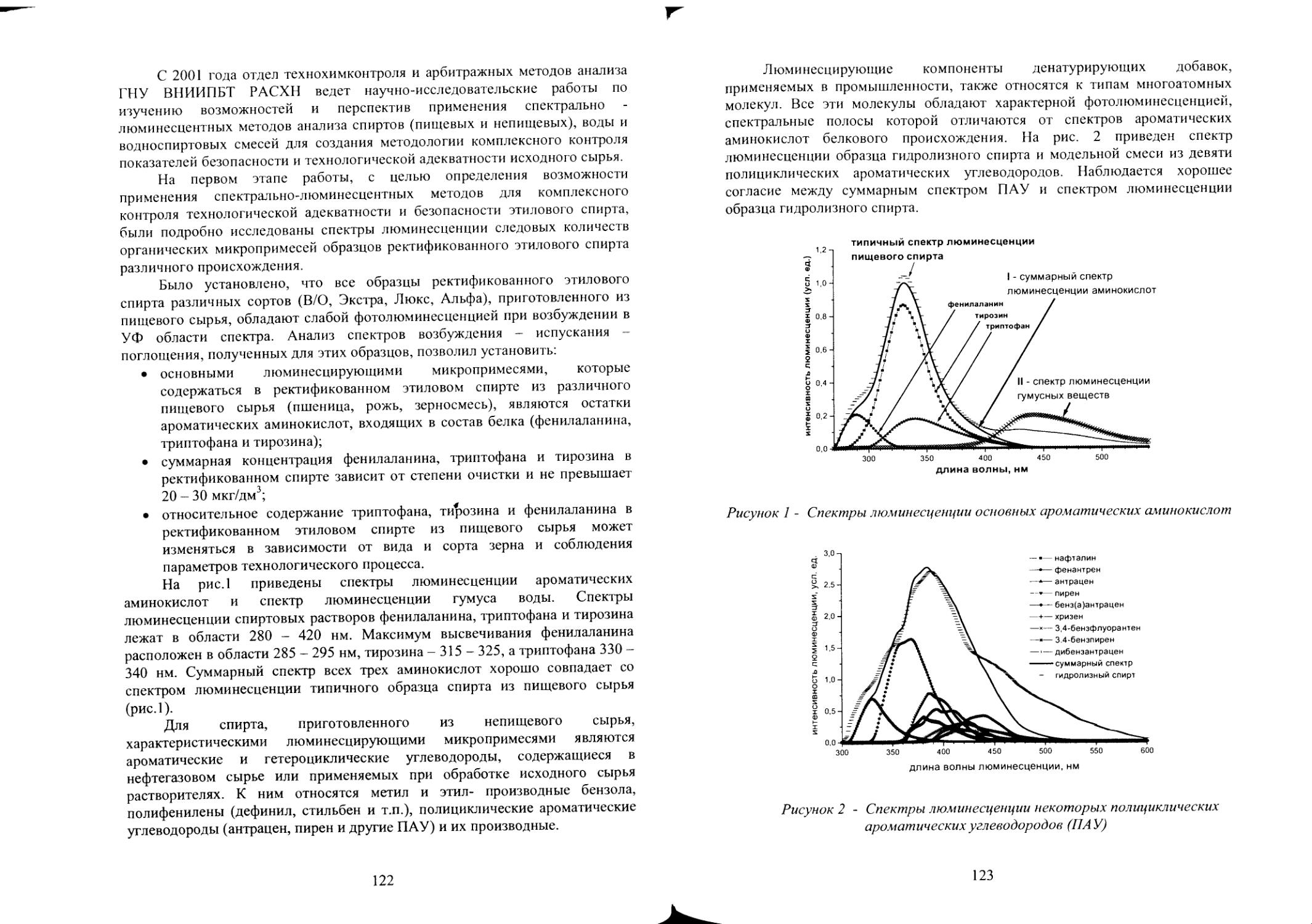
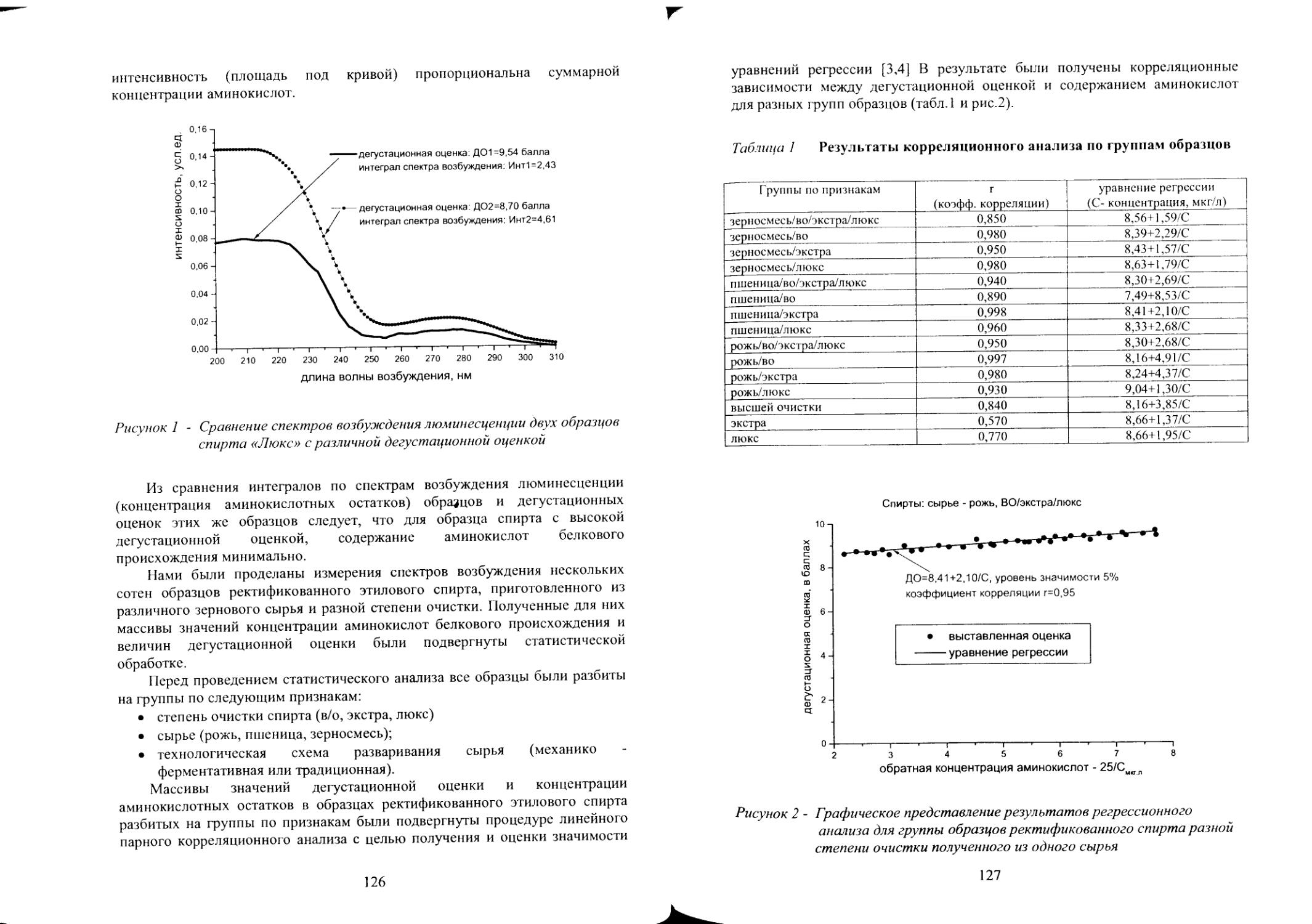
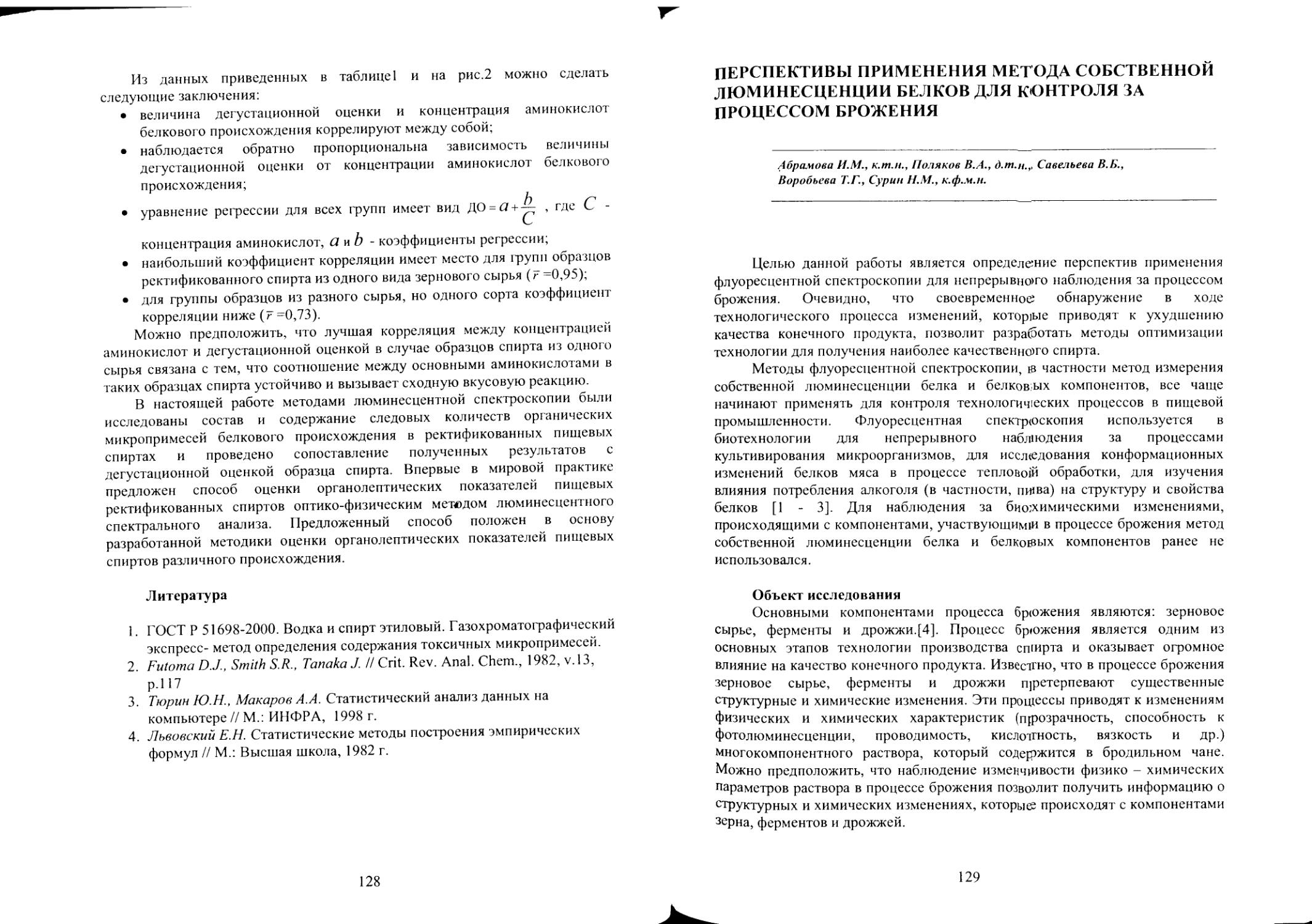
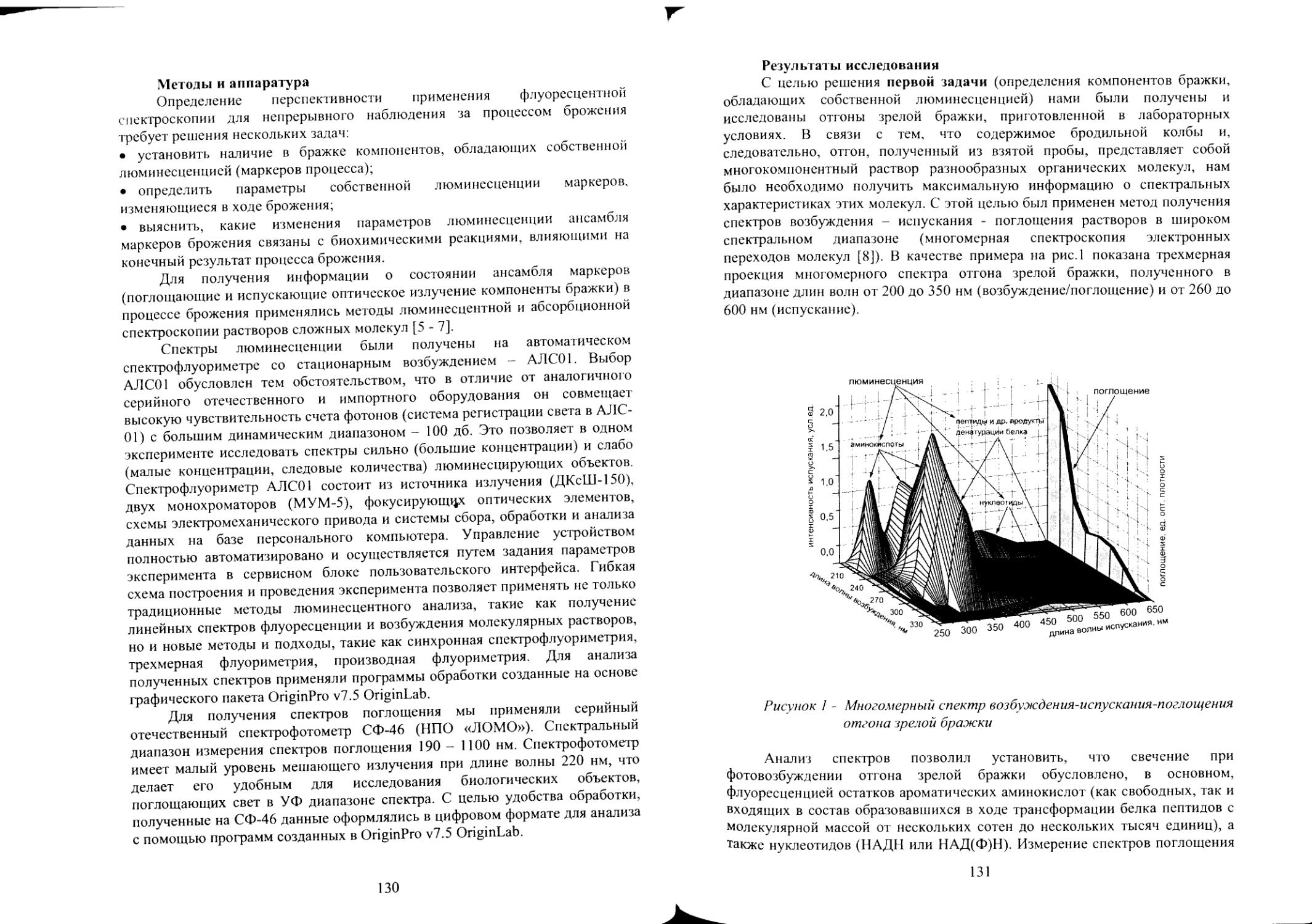
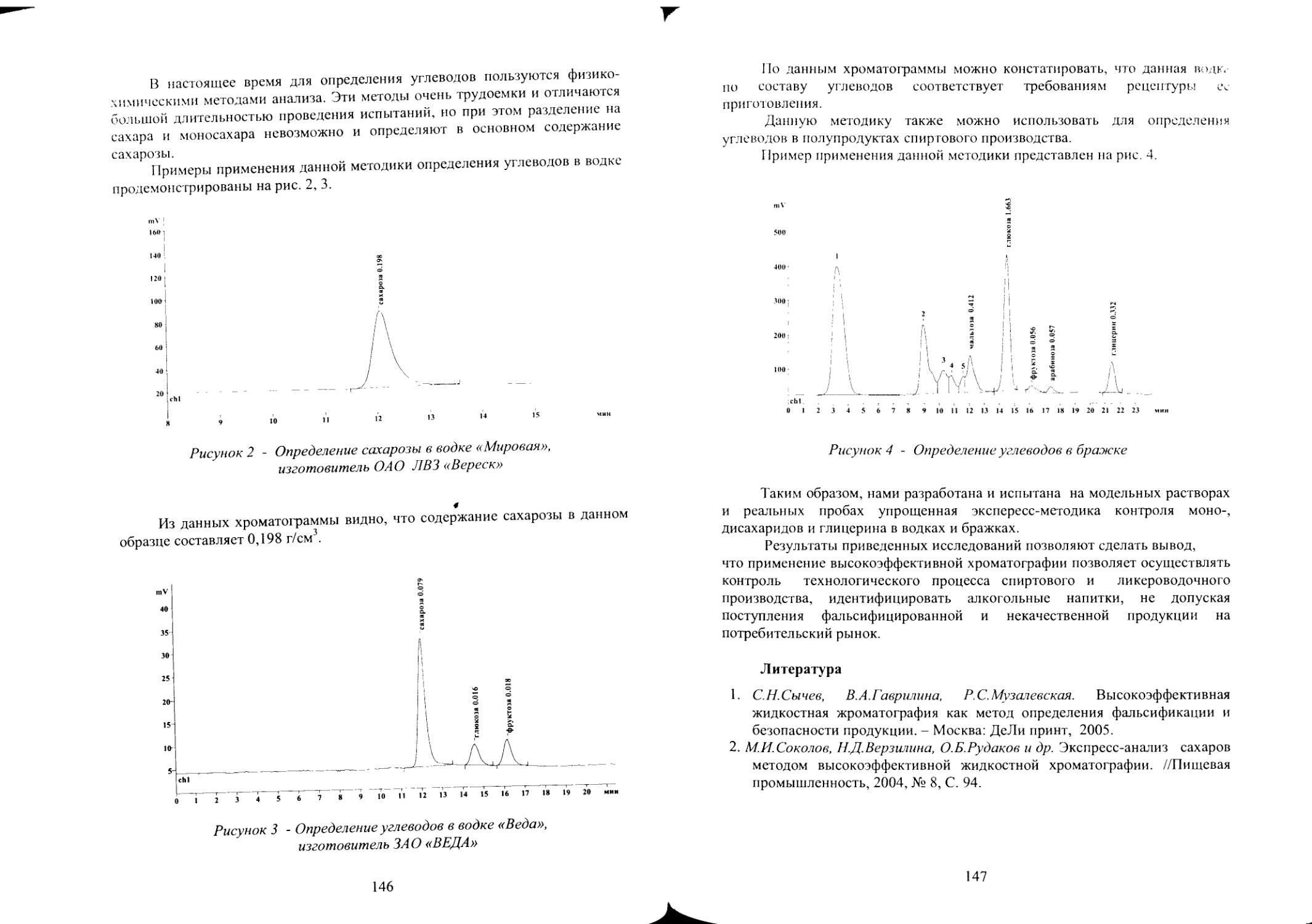
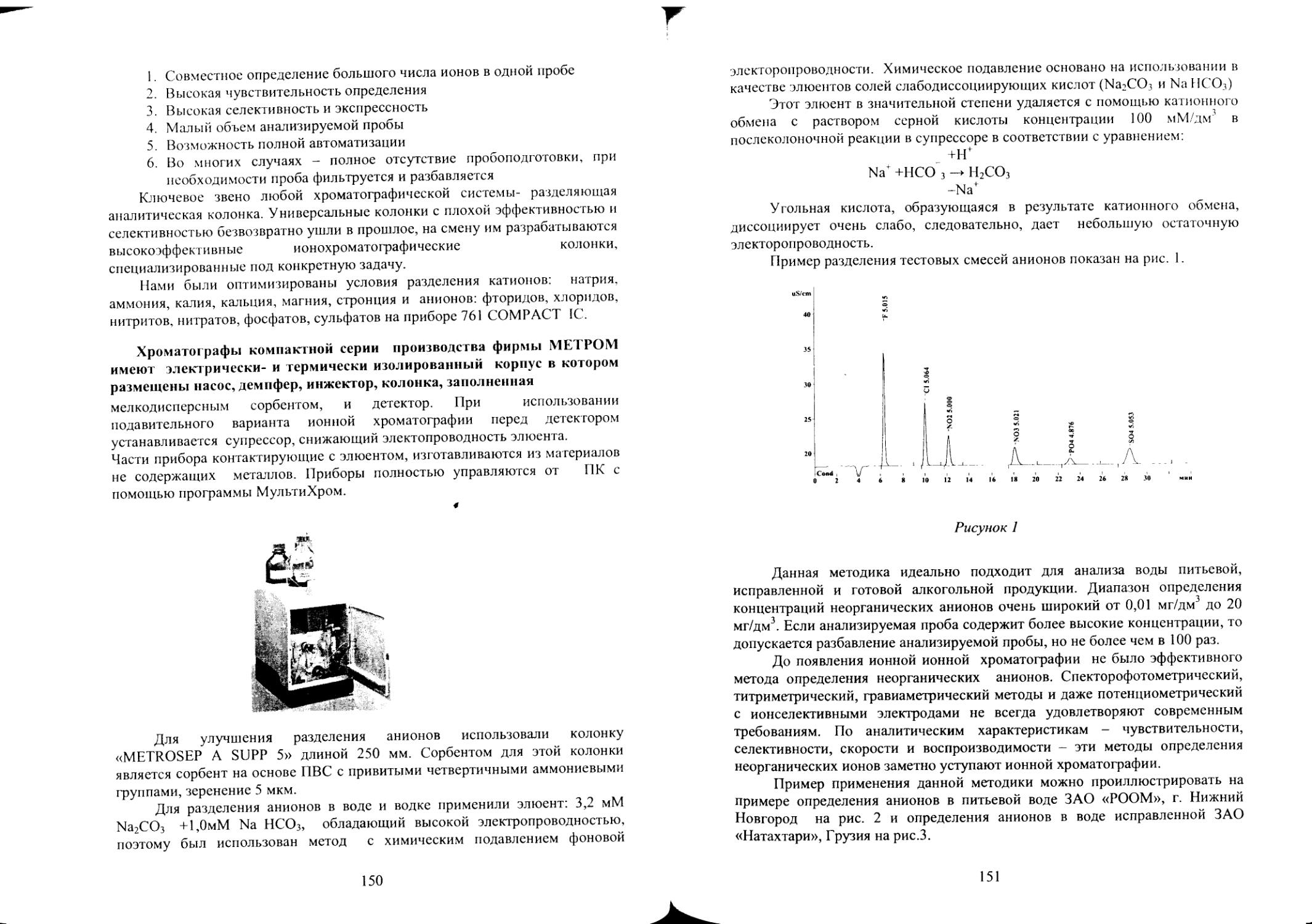
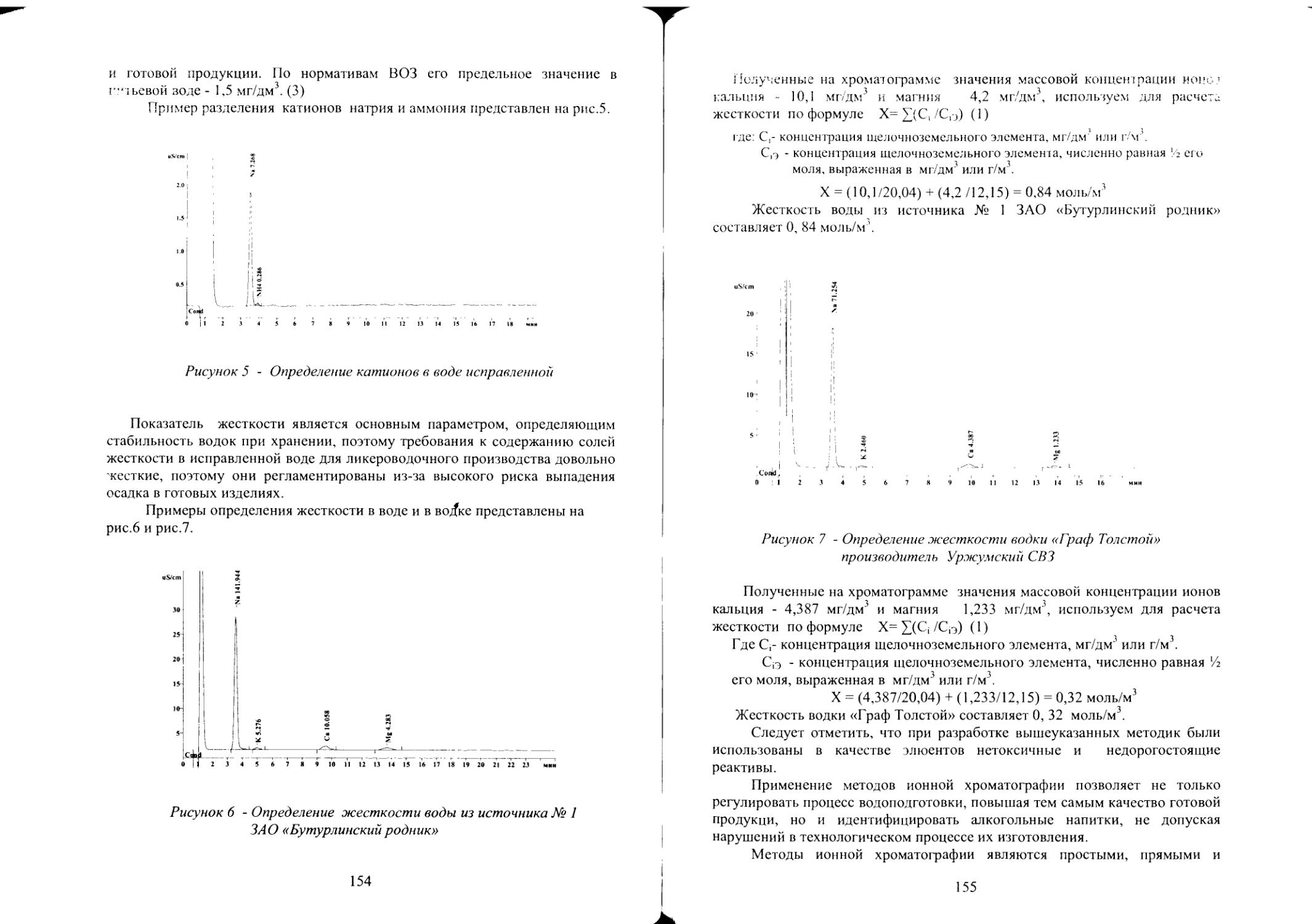
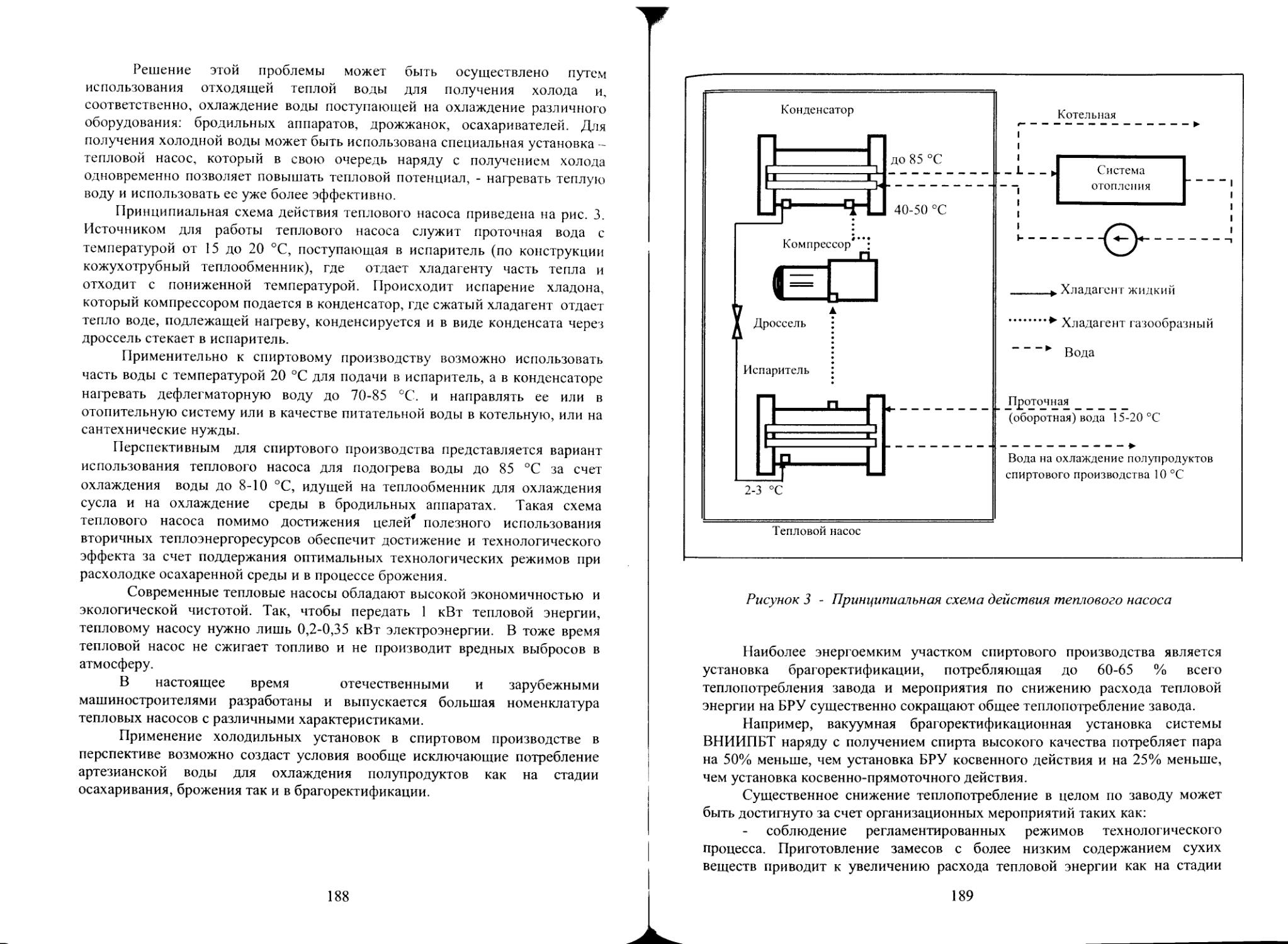
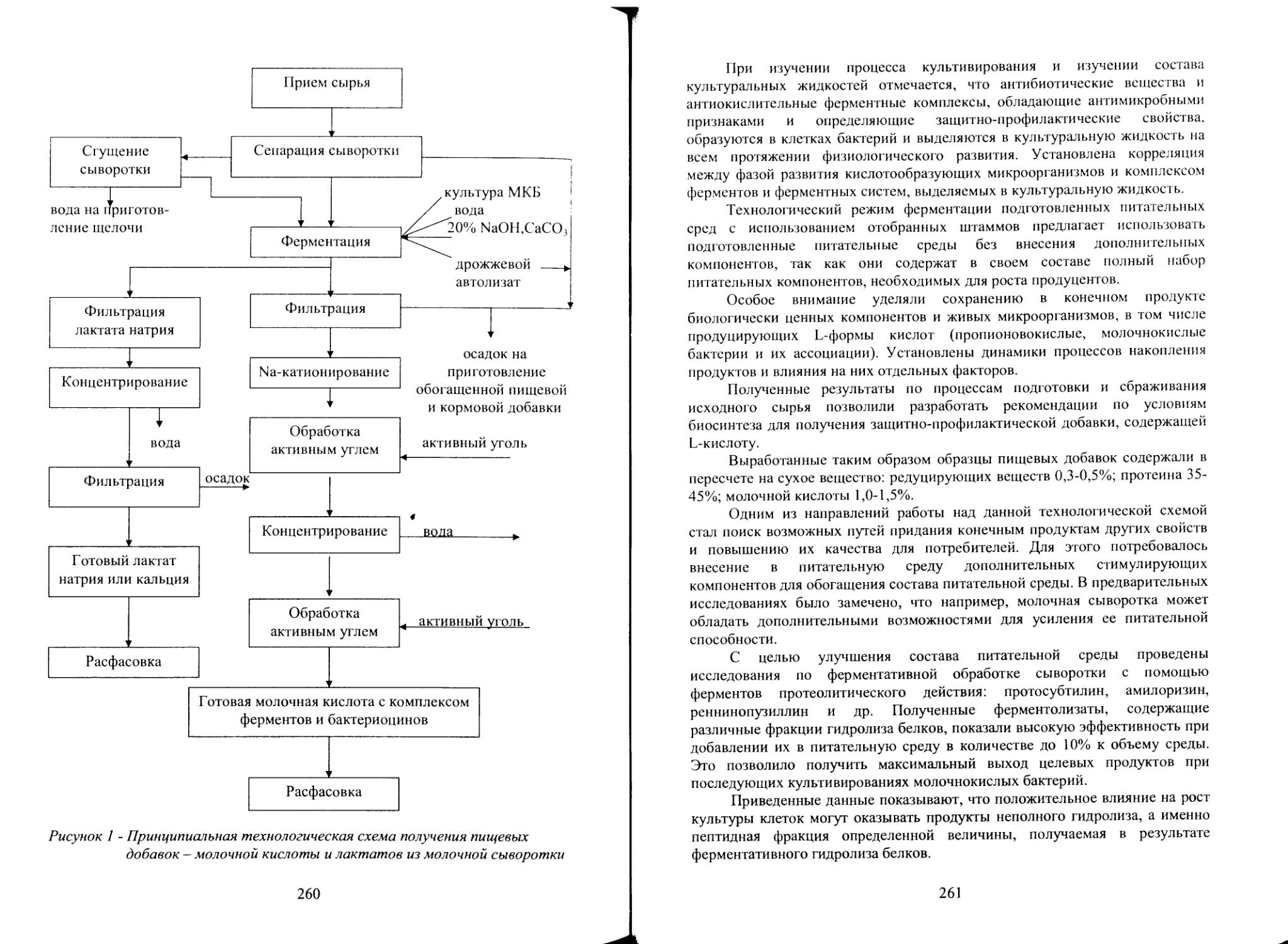
Текст
РОССИЙСКАЯ АКАДЕМИЯ СЕЛЬСКОХОЗЯЙСТВЕННЫХ НАУК
Государственное научное учреждение
ВСЕРОССИЙСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ПИЩЕВОЙ БИОТЕХНОЛОГИИ (ВНИИПБТ)
ТЕОРЕТИЧЕСКИЕ И ПРАКТИЧЕСКИЕ АСПЕКТЫ РАЗВИТИЯ СПИРТОВОЙ, ЛИКЕРОВОДОЧНОЙ, ФЕРМЕНТНОЙ, ДРОЖЖЕВОЙ И УКСУСНОЙ ОТРАСЛЕЙ ПРОМЫШЛЕННОСТИ
Сборник научных трудов
Под редакцией
чл.-корр. РАСХН В.А.Полякова профессора Л.В.Римаревой
75 лет ВНИИПБТ
Москва
2006
УДК 663.5
ББК 36.87
ТЗЗ
Т 33 Теоретические и практические аспекты развития спиртовой, ликероводочной, ферментной, дрожжевой и уксусной отраслей промышленности. - М.: ВНИИПБТ, 2006. - 307 с.
Под редакцией В.А.Полякова, Л.В.Римаревой
Сборник научных трудов ведущих специалистов ГНУ ВНИИ пищевой биотехнологии посвящен 75-летию со дня образования института. В книгу включены материалы по основным результатам научной деятельности института за 2001-2005 г.г. в области пищевой биотехнологии, совершенствования технологических процессов, оборудования и методов контроля в спиртовой, ликероводочной, ферментной, дрожжевой, уксусной и других отраслях пищевой промышленности. Изложены основные направления научных исследований отделов института, актуальные проблемы перерабатывающих отраслей АПК и перспективы их решения, пути повышения качества и конкурентоспособности пищевой продукции.
Сборник предназначен для исследователей и специалистов в области пищевой биотехнологии, руководителей, технологов и инженеров предприятий пищевой промышленности, преподавателей, аспирантов и студентов высших учебных заведений по специальности «Биотехнология», «Бродильные производства».
ISBN 5-85941-155-3
УДК 663.5
ББК 36.87
© ВНИИПБТ, 2006
© В.А.Поляков, Л.В.Римарева, 2006
ГНУ ВНИИ ПИЩЕВОЙ БИОТЕХНОЛОГИИ -75 ЛЕТ
Поляков В.А., чл.-корр. РАСХН, д.т.н., проф., директор института
ВНИИ пищевой биотехнологии создан в 1931 г. на базе института бродильной и биохимической промышленности, изучавшего проблемы совершенствования техники, технологии и организации производства в спиртовой и ликероводочной отраслях.
В 1957 г. институт преобразовали в Центральный научно-исследовательский институт спиртовой и ликероводочной промышленности, а впоследствии — во Всесоюзный научно-исследовательский институт продуктов брожении, но он всегда оставался центром по изучению проблем в области производства этилового спирта, ликероводочных изделий, производства и применения ферментных препаратов в пищевой промышленности.
С 1985 г. институт, выполняя функции головной и координирующей организации по проблемам разработки, внедрения биотехнологических процессов в пищевой промышленности, был переименован во ВНИИ пищевой биотехнологии. В 1992 г. его ввели в состав Отделения хранения и переработки сельскохозяйственной продукции Россельхозакадемии.
За большие заслуги перед отечественной промышленностью институт к 50-летию в 1981 г. наградили грамотой Президиума Верховного Совета СССР, а к 70-летию в 2001 г. - грамотой Министерства сельского хозяйства и продовольствия РФ.
Всероссийский научно-исследовательский институт пищевой биотехнологии является единственным институтом в России - научным центром по проблемам биотехнологических и мембранных процессов в спиртовой, ликероводочной, ферментной, уксусной и дрожжевой промышленности. Имеет Московский опытный и Мичуринский экспериментальный заводы, проектно-конструкторское бюро и аспирантуру.
Институт осуществляет научное обеспечение спиртовой отрасли (220 заводов), ликероводочной (668 заводов), дрожжевой (35 заводов) и уксусной (40 предприятий). Указанные отрасли институт обеспечивает всей нормативно-технической документацией, чистыми культурами и новыми высокопродуктивными штаммами промышленных микроорганизмов. В институте создана уникальная коллекция высокоактивных штаммов дрожжей и микроорганизмов - продуцентов ферментов, аминокислот и других биологически активных веществ для различных отраслей пищевой промышленности, включающая 1200 единиц хранения и являющаяся основой для селекционных работ и разработки новых перспективных биотехнологий. На базе ВНИИПБТ созданы и действуют Международный
3
Технический Комитет по стандартизации ТК-176 «Спиртовая, дрожжевая и ликероводочная продукция» и Орган по их сертификации, Диссертационный совет К 006.036.01.
За последние 5 лет основе проведенных фундаментальных исследований выполнены и внедрены следующие научно-исследовательские разработки:
- Создана новая, не имеющая аналогов в мировой практике, технология комплексной переработки зерна ржи на крахмал, этиловый спирт и кормопродукты с целью повышения эффективности производства спирта. Технология, основанная на поэтапной переработке сырья с получением продуктов высокого качества, способствует повышению рентабельности заводов, снижению себестоимости спирта на 20-30% и сокращению теплоэнергетических затрат на 20%.
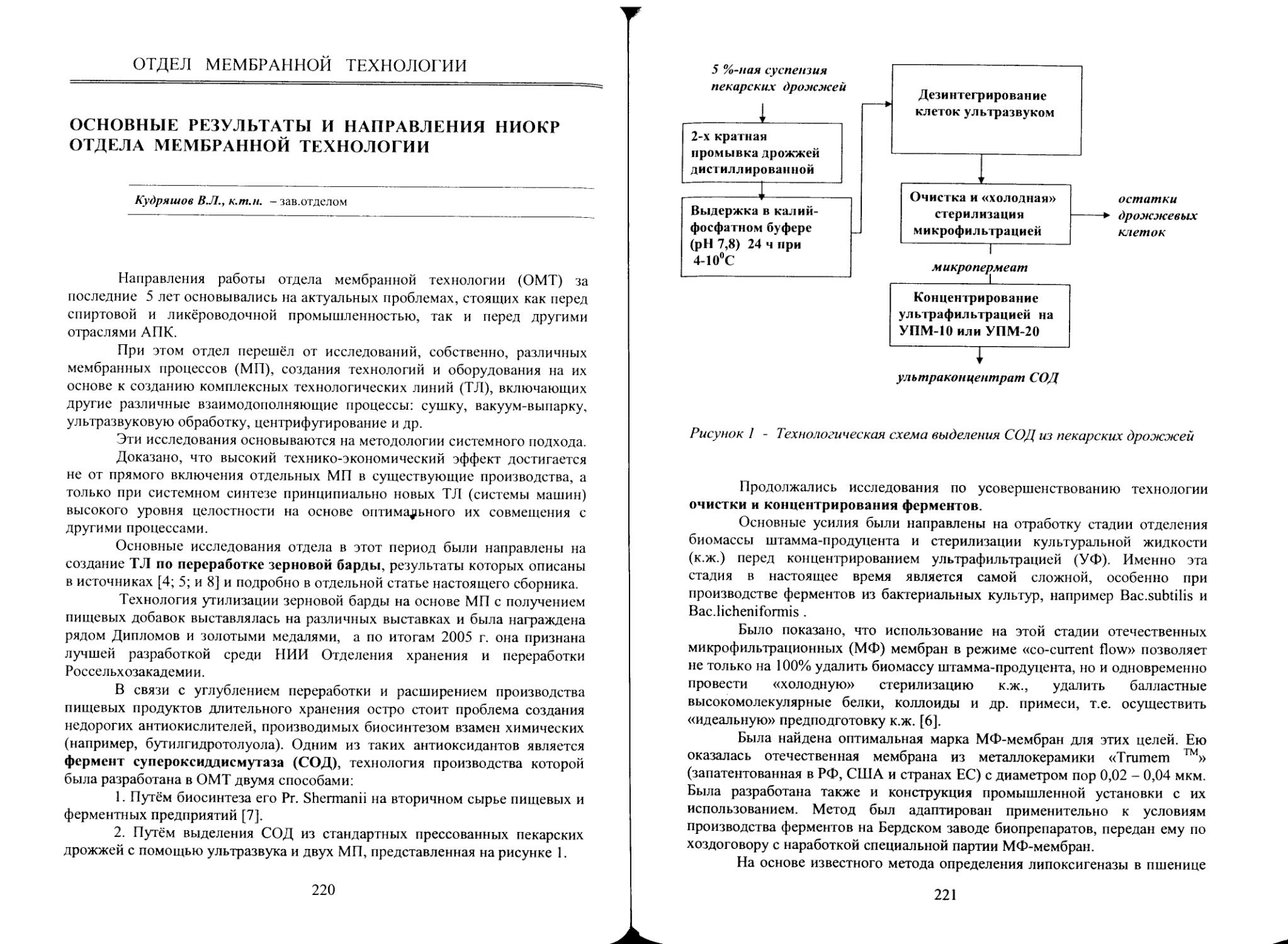
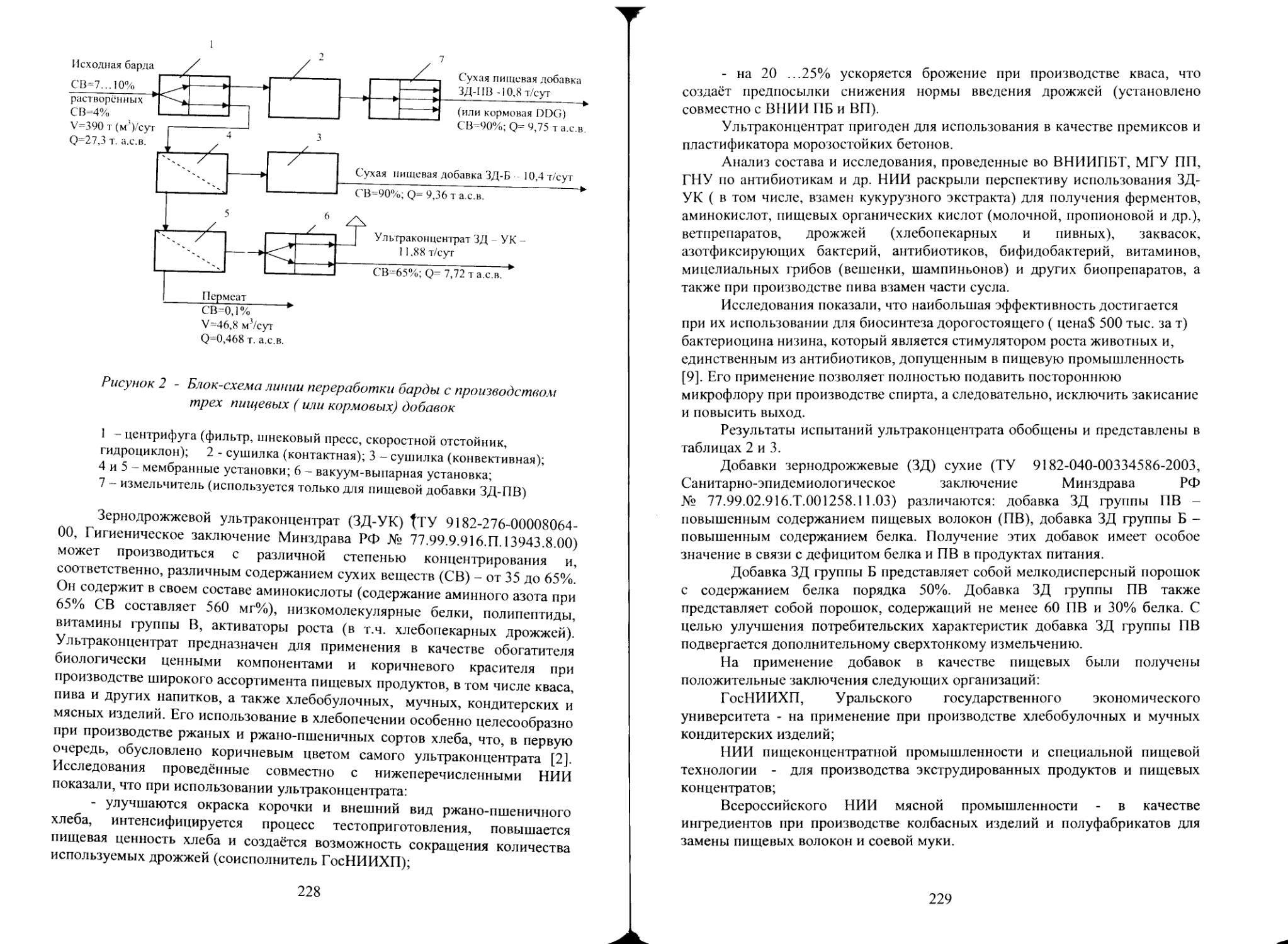
- Разработана промышленная и внедряется в настоящее время безотходная технология переработки спиртовой барды на основе мембранных процессов с производством эффективных пищевых добавок, обеспечивающая экономию теплоэнергозатрат в 2,5 раза, а капвложений в 1,5 раза.
- На основе энзиматического гидролиза остаточных пивных и хлебопекарных дрожжей подобранным комплексом ферментов создана новая эффективная биотехнология производства белковоаминокислотных обогатителей и БАД для повышения биологической полноценности продуктов питания и напитков, для расширения ассортимента новой конкурентоспособной продукции со специальными свойствами, для создания препаратов иммуностимулирующего действия и лечебно-профилактических средств. Разработанная Технология отмечена дипломом и золотой медалью на 3-ем Международном конгрессе «Биотехнология: состояние и перспективы развития».
- Создана усовершенствованная технология производства спирта с использованием полиферментных препаратов, обеспечивающая сокращение расхода условно чистых вод на 30-40%, экономию энергоресурсов на 20-30%. В соответствии с решением Совета по
присуждению премий Правительства Российской Федерации в области науки и техники работа «Многокомпонентные ферментные препараты нового поколения для отраслей АПК» получила признание и награждена премией.
- На основе селекции и эффективных методов мутагенеза осуществлен скрининг новых физиологически активных рас спиртовых дрожжей с термотолерантными свойствами. Новые расы внедрены на 40 заводах отрасли. Экономический эффект составил около 50 млн руб.
- Создана и внедрена новая патентозащищенная эффективная биотехнология с использованием кислотообразующих микроорганизмов, решающая экологические проблемы переработки послеспиртовой барды с получением белковокормовой смеси «Биобардин», применение которой обеспечивает птицеводство и животноводство полноценным кормовым белком, способствует увеличению яйценоскости кур на 20%,
4
приросту живой биомассы, повышению сохранности молодняка на 30%.
- Разработаны и внедрены более 300 видов новых ликероводочных изделий, в том числе с защитно-профилактическими свойствами за счет введения таких добавок, как прополис, янтарная кислота, лактулоза. За указанные разработки получена премия Правительства России в области науки и техники. Большинство изделий конкурентоспособны на мировом рынке и защищены патентами России.
- С целью разработки методологии комплексного контроля качества и безопасности готовой спиртовой и ликероводочной продукции впервые в мировой практике разработана принципиально новая методика аппаратурной оценки органолептических показателей пищевых спиртов различного происхождения, основанная на спектрально-люминисцентном анализе.
Многие научно-исследовательские работы проводятся совместно с сотрудниками других отраслевых и академических институтов, с которыми имеется тесный контакт, совместные печатные работы, обмен опытом на научных конференциях. Так, работы по получению пищевых органических кислот и добавок ведутся с сотрудниками МГУ, Академией прикладной биотехнологии, Институтом питания РАМН, НИИ хлебопродуктов, ВНИИПАКК (РАСХН); завершена совместная работа с Институтом крахмалопродуктов по разработке новой технологии комплексной переработки ржи на крахмал, спирт и кормопродукты.
Решением Президиума РАСХН в 2002 г. утверждена Межотраслевая координационная программа «Пищевые биокатализаторы», и на ВНИИПБТ возложены функции головного института и координатора в области биотехнологии ферментных препаратов целевого назначения для пищевой промышленности. Институт постоянно контактирует путем заключения хоздоговоров, договоров о творческом сотрудничестве с институтами РАСХН, МГУ им.М.В.Ломоносова, МГУПП, ИБФМ РАН, а также регулярно проводит заседания комиссии «Биотехнология пищевых производств» с целью обмена научно-технической информацией и обсуждения дальнейших перспектив.
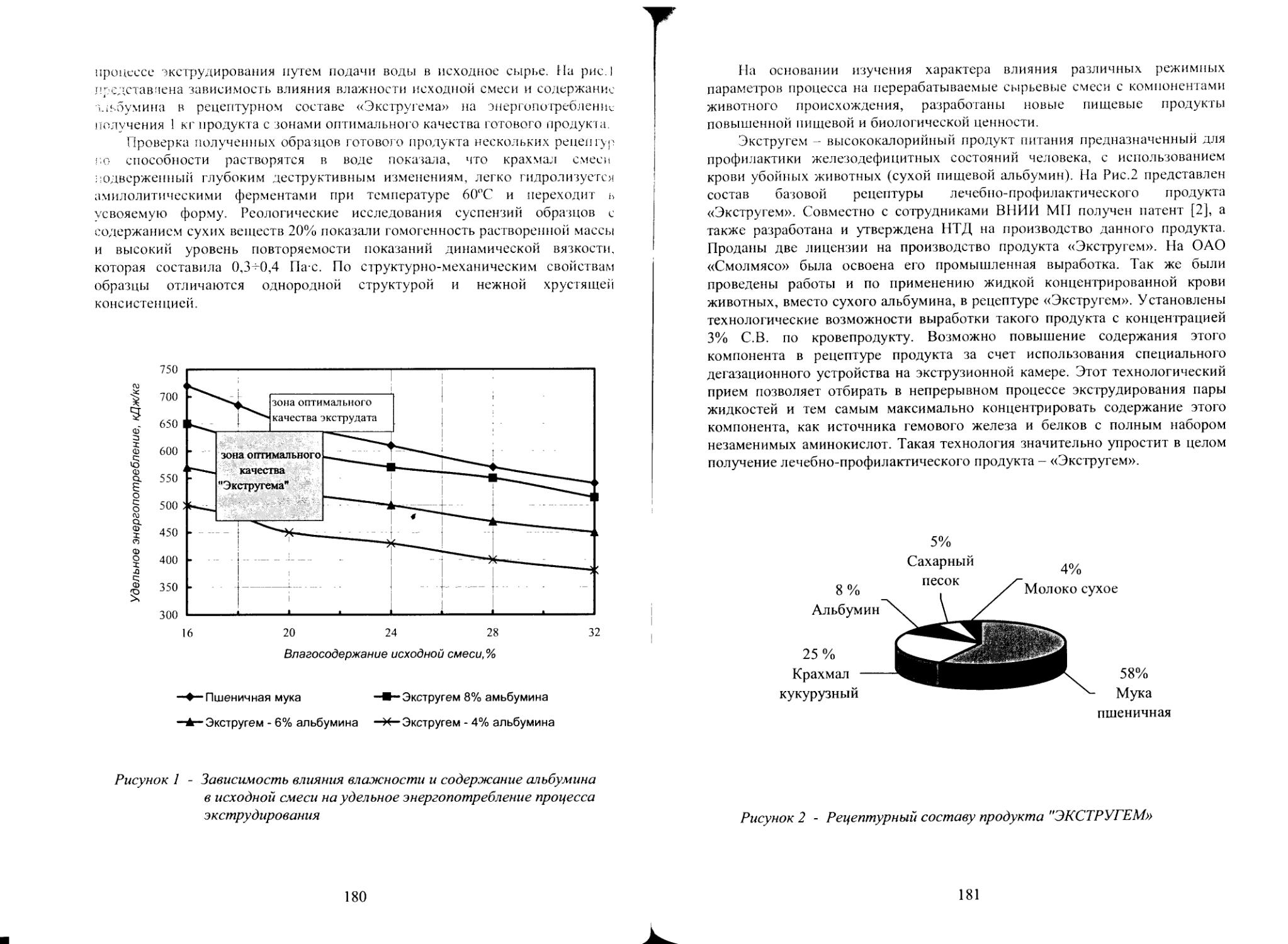
Работа по использованию технологии экструдирования с целью переработки сырья растительного и животного происхождения для получения новых продуктов питания проводилась совместно с ВНИИ мясной промышленности, АО «Мелькомбинат Сокольники» и др. ВНИИПБТ совместно с ГУП НПЦ «Ультрам» (Минатом) создана отечественная принципиально новая технология и аппаратура утилизации спиртовой барды, основанная на применении отечественных превышающих мировой уровень металлокерамических мембран, запатентованных в США и странах ЕС.
ВНИИПБТ является головной организацией по выполнению международных и федеральных проектов по научным проблемам биоконверсии растительного сырья и биотехнологии ферментных
5
препаратов в пищевой промышленности. Высокий уровень научных разработок института признан во многих странах мира.
Всего за 2001-2005 гг. разработано 51 новая технология, 14 видов оборудования и 1028 новых видов продукции (пищевых добавок, уксуса, сиропов, ликероводочных изделий). Разработаны 48 ТУ новые виды продукции; паспорта на новые штаммы-продуценты биологически активных веществ; пересмотрены и утверждены 37 ГОСТов в рамках международной программы «Tasis» с целью вступления России в ВТО.
Большинство разработок института соответствует мировому уровню: в 2001-2005 гг. по результатам исследований получено 86 патентов и подано 6 заявок на изобретения, из которых 23 реализованы по договорам. Опубликовано 386 работ, из них 6 книг; научно-исследовательские работы института неоднократно награждались медалями (более 1200 изделий, разработанных для ликероводочных заводов), дипломами (28), почетными грамотами (23) на Международных и Всероссийских выставках, ярмарках, форумах.
Внедрение завершенных разработок в промышленности в основном осуществлялось по хоздоговорам с конкретными предприятиями. Всего освоено более 28 разработок института, использование которых позволило снизить расход пищевого сырья на 20-25%, сократить расходы теплоэнерго-ресурсов на 30%, повысить выход готовой продукции на 2-3%, улучшить качество и сохранность пищевых продуктов, уменьшить отходы спиртовой, крахмалопаточной и пивоваренной промышленности, что улучшает экологию производства. Общий экономический эффект в год от внедрения разработок института составляет более 90 млн. рублей.
6
ОТДЕЛ ТЕХНОЛОГИИ СПИРТА И КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ СЫРЬЯ
ОСНОВНЫЕ ЭТАПЫ РАБОТЫ ОТДЕЛА ТЕХНОЛОГИИ СПИРТА И КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ СЫРЬЯ
Леденев В.П., к.т.н.. - зав.отделом, Пыхова С.В., к.т.н., Громов С.И., к.т.н.
Работа отдела осуществляется в трех подразделениях, входящих в его структуру:
- лаборатория спиртового производства;
- лаборатория комплексной переработки сырья;
- сектор охраны окружающей среды и биосинтеза белковых препаратов.
В период 2001-2005 гг. в лаборатории спиртового производства проводили научно-исследовательские работы, направленные на усовершенствование схемы и оптимизацию технологических режимов механо-ферментативной обработки сырья при использовании на разжижение полиферментного препарата ПФП, и взамен его высокоэффективных препаратов альфа-амилазы на первой стадии производства в условиях высокой концентрации сухих веществ в исходном сусле, с учетом получения высококачественного спирта.
Исследования проводили при переработке пшеницы, ржи, ячменя, которые являются основными видами зернового сырья, поступающего на заводы.
Дополнительные ферменты, входящие в полиферментный препарат ПФП помимо альфа-амилазы-бета-глюканазы, ксиланаза, целлюлаза обусловливают интенсификацию процесса сбраживания концентрированного сусла за счет включения в процесс гидролиза как крахмала, так и некрахмалистых углеводов зерна.
В результате более высокой степени разжижения и гидролиза основных компонентов сырья увеличивается глубина выбраживания сусла с одновременным увеличением содержания остаточных, но практически несбраживаемых углеводов в зрелой бражке (до 0,8-1,0 г/100 см3).
Разработанная технология позволяет снизить теплоэнергозатраты за счет «мягкой» тепловой обработки концентрированного сусла, получаемого с сокращенным расходом воды, что позволяет уменьшить выход отхода-барды и повысить объем конечного продукта.
7
За последний период были проведены испытания препаратов (фирма «ОЛЛТЕК») «Лактозид 247» и «Лактрол» (фирма «Престон Вег», производитель фирма «Фибро» США), которые являются антимикробными препаратами и могут быть использованы в спиртовой промышленности для подавления развития инфекции на различных стадиях производственного процесса. Разработаны дозировки препаратов и условия их применения.
Перспективным направлением работы лаборатории является совершенствование технологических режимов работы различных аппаратурных схем с целью получения высококачественного спирта с высокими органолептическими свойствами. Работа проводится совместно с отделом «Технохимконтроля и арбитражных методов анализа» с использованием новых методик, дополняющих газовохроматографический анализ спирта.
В последние годы проведены исследования по комплексной переработке сырья на спирт, пищевые и кормовые продукты.
В кооперации с ВНИИ крахмалопродуктов разработан проект комплексной переработки ржи с получением крахмала, спирта и кормопродуктов.
Разработана технология и комплекс оборудования по переработке барды в сухой кормопродукт. Проект созданный по этой технологии и реализованный на Уржумском спиртовом заводе имеет преимущества перед известными отечественными и зарубежными аналогами по качеству продукции, ее себестоимости, уровню автоматизации.
В последние годы разработаны и успешно внедряется ресурсосберегающая технология с гидропомолом зерна в условиях повышенных концентраций и низкотемпературной тепловой обработкой.
Особое внимание в работах отдела и, в частности, в лаборатории комплексной переработки сырья уделяется исследованиям по возрождению технологии спирта на основе классических традиций для «Русской водки». Эта технология, в отличие от действующей, включает такие процессы как мойка целого зерна, его гидротермическая обработка, гидроизмельчение, «мягкие» режимы переработки и т.д. Спирт, получаемый по данной технологии в отличие от выпускаемых сверх очищенных, содержит природные (естественные) примеси, обладает уникальной органолептикой, что в свое время и обеспечило мировое признание Русской водке .
Перспективными на ближайшие годы будут работы, направленные на создание и внедрение технологии по безотходной энергосберегающей переработке зерна на спирт, пищевые, кормовые продукты и биотопливо. Особое значение будет придаваться разработке режимов, процессов, оборудования, обеспечивающих глубокую очистку и обеззараживание крахмалистого сырья, его низко температурную переработку, повышение устойчивости всех стадий технологии к инфицированию. При этом аппаратурно-технологические разработки планируется обеспечивать высокой степенью их автоматизации, практически исключающей зависимость технологии от «человеческого фактора».
8
Учитывая мировую тенденцию развития спиртовой промышленности и имеющийся резерв производственных мощностей (порядка 50%) отечественных заводов, необходимо развивать новые рынки потребления спирта из сельскохозяйственного (воспроизводимого) сырья. В этом плане наиболее перспективным является производство биотоплива. Замена применяемого бензина биотопливом, даже в объеме 5%, потребует увеличения производства спирта не менее чем в 3 раза. Одновременно должна быть разработана технология, обеспечивающая снижение себестоимости спирта на 20-30%.
КОМПЛЕКСНАЯ БЕЗОТХОДНАЯ ЭНЕРГОСБЕРЕГАЮЩАЯ ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ ЗЕРНА НА СПИРТ И КОРМОВЫЕ ПРОДУКТЫ
Поляков В.А., д.пьн., Леденев В.П., к.т.н., Петров Р.А., Туршатов М.В., Кононенко В.В., к.т.н.
Относительно низкая эффективность зерна в традиционной технологии спирта предопределена особенностями "однопродуктовых" схем за счет неполного использования главных компонентов зерна: углеводов и белка. Отсюда решение проблемы экономии материальных ресурсов должно осуществляться путем внедрения ресурсосберегающих технологий, предусматривающих комплексную переработку зерна с получением нескольких ценных продуктов, таких как белковые и белково-углеводные кормопродукты. При переработке зернового сырья на спирт в качестве отхода образуется барда в количестве около 130 м3 на каждые 1000 дал спирта. При годовом объеме производства спирта на заводах РФ порядка 80 млн. дал барды образуется более 10 млн. тонн в год.
Высокая кормовая ценность барды хорошо известна. Она характеризуется как белково-углеводный кормопродукт, в 1 т которого содержится 70-80 кормовых единиц. При этом содержание протеина составляет 26-35%, легкопереваримых углеводов 25-30% на абсолютно сухие вещества.
Однако, реализация барды в натуральном виде очень ограничена. Поэтому, в ряде случаев, заводы вынуждены вывозить барду на поля фильтрации или сбрасывать в водоемы, загрязняя окружающую среду. В сложившейся ситуации наиболее рациональный путь - переработка барды в сухие кормопродукты.
9
Переработка барды в сухой кормопродукт в отраслевом масштабе позволит получать ежегодно 600-800 тыс. тонн высококачественной белково-углеводной добавки. Это экономит эквивалентное количество фуражного зерна, снижает себестоимость с/х продукции, повышает рентабельность переработки зерна на спирт и снижает экологическую нагрузку на окружающую среду.
В настоящей статье описана разработка ресурсосберегающей технологии переработки зерна с выработкой этилового спирта, белкового и белково-углеводного кормопродуктов, направленной на повышение рентабельности производства за счет рационального использования сырьевых ресурсов путем полной переработки послеспиртовой барды.
В процессе работ были проведены различные исследования, затрагивающие все ступени производства. Исходя из комплексного характера разрабатываемой технологии, ряд исследований был направлен на изучение влияния технологических параметров спиртового производства на конечную продукцию производства кормопродуктов.
Были проведены исследования по влиянию повышенной концентрации сусла и кратности возврата фильтрата барды на качество получаемой барды. Сбраживание концентрированного сусла и использование фильтрата барды позволили увеличить содержание сухих веществ в барде на 47,8%. Содержание протеина и белка в барде увеличилось на 34,1 и 2Т4% соответственно.
Также провели исследование влияния количества фильтрата барды, пошедшего на замену воды на брожение и качество получаемой барды. В результате было показано, что с увеличением кратности и количества возврата барды происходит:
- увеличение содержания сухих веществ в барде:
при 30% возврата - на 61,5%
40% возврата - на 72,3%
50% возврата - на 87,7%
- содержание белковых веществ в барде увеличивается:
при 30% возврата - на 74,3%
40% возврата - на 90,3%
50% возврата - на 87,7%
Таким образом, было доказано, что путем возврата фильтрата барды на стадию приготовления замеса обогатить получаемую барду ценными питательными компонентами при кратности возврата не более 5.
Также провели исследование по обогащению зерновой барды углеводами за счет гидролиза вторичных сырьевых ресурсов. Доказано, что содержание сухих веществ в кормопродукте возрастает в 2,2 раза при обогащении его пшеничными отрубями.
Другим направлением при разработке технологии явилось исследование условий культивирования дрожжей на накопление белка в кормопродуктах. При культивировании, С. tropicalis СК-4 наибольшее накопление протеина наблюдалось на высококонцентрированных средах,
10
однако максимальный прирост белка был отмечен на средах с более низким содержанием сухих веществ. Утилизация сахаров на концентрированных средах проходит на 60, на разбавленных - до 76%.
В процессе выращивания кормовых дрожжей на зерновой барде синтез белка может осуществляться как за счет азота, вводимого в культуральную среду в виде сернокислого аммония или мочевины, так и за счет органических форм азота барды. Добавление в барду сернокислого аммония приводит к увеличению синтеза биомассы и к изменению соотношения различных форм азотистых веществ, участвующих в этом процессе. Сульфат аммония, вносимый в барду в количестве 0,4-0,6% значительно увеличивает эффективность дрожжеращения на зерновой барде, так как способствует увеличению синтеза биомассы на 28,7-38,6%, и позволяет уменьшить ассимиляцию органического азота барды в 2,2-3,2 раза. Было установлено, что при культивировании дрожжей на зерновых видах барды наблюдается большое потребление фосфора (55-58 мг/100мл среды). Поэтому имеет смысл добавлять источники фосфора в культуральную среду для дрожжей.
Рассмотрение существующих схем переработки зерновой барды в кормопродукты выявило их недостатки, которые будут приведены ниже.
На некоторых заводах спиртовой отрасли действуют технологические схемы, предусматривающие производство белково-углеводного кормопродукта (сухой барды) из дробины. При получении сухой барды на основе дисперсной фазы после разделения на центрифуге 100м3 барды остается 80-85м3 фильтрата, подлежащего утилизации, даже при частичной замене им воды в спиртовом производстве (это примерно 20м3) остается 60-65м3. Для спиртового завода мощностью 3 тыс дал. спирта это составит порядка 180-195м3 фильтрата барды в сутки.
На других заводах действуют схемы производства белкового кормопродукта (кормовых дрожжей) из грубого фильтрата барды. Такие схемы обычно предусматривают сушку конечного продукта в распылительных или барабанных сушилках.
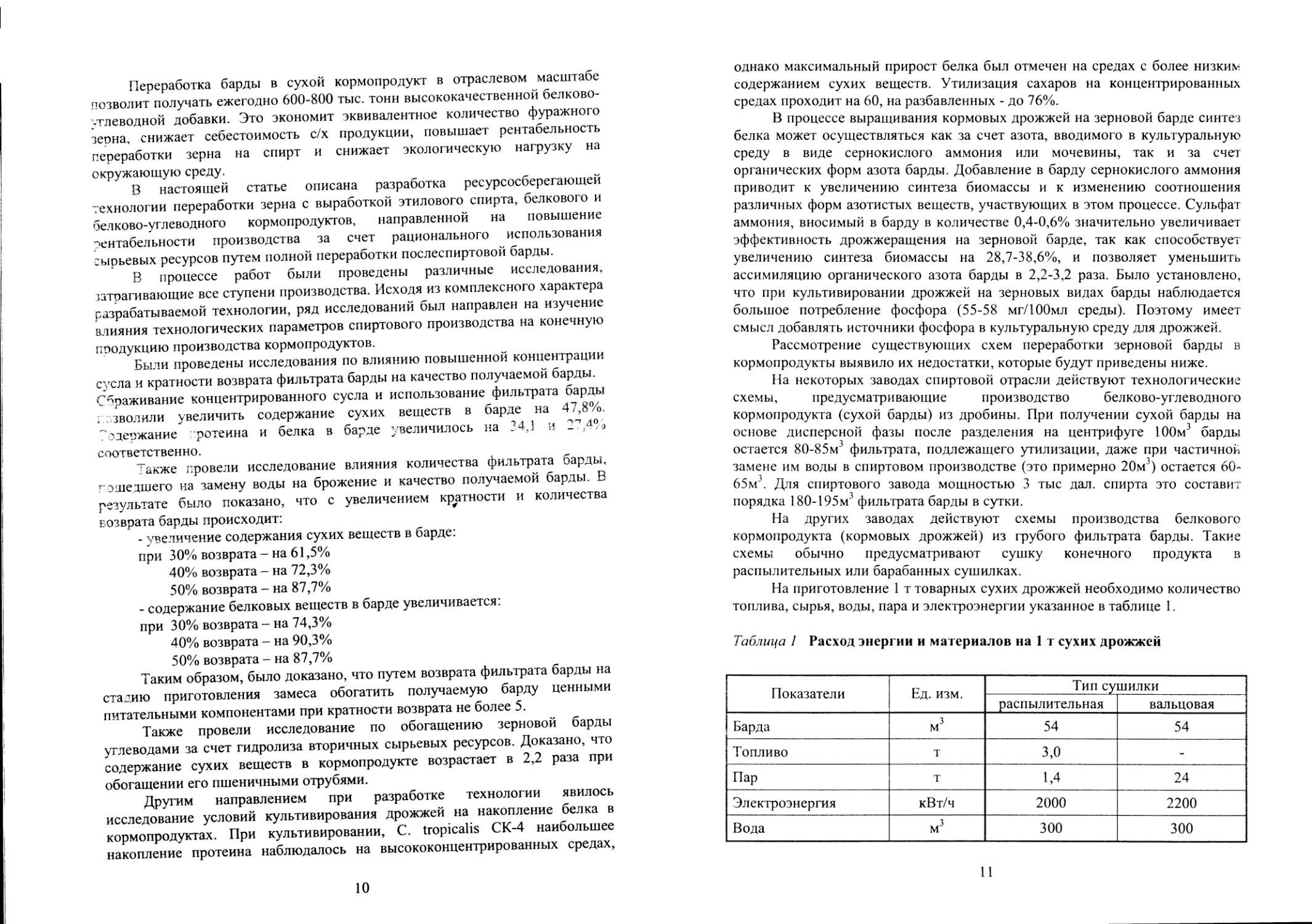
На приготовление 1 т товарных сухих дрожжей необходимо количество топлива, сырья, воды, пара и электроэнергии указанное в таблице 1.
Таблица 1 Расход энергии и материалов на 1 т сухих дрожжей
Показатели Ед. изм. Тип сушилки
распылительная вальцовая
Барда м3 54 54
Топливо т 3,0 -
Пар т 1,4 24
Электроэнергия кВт/ч 2000 2200
Вода м3 300 300
11
При производстве сухих дрожжей из грубого фильтрата барды образуется вторичная барда в количестве 65-70% от количества грубого фильтрата, идущего на производство.
Из 1 т зерновой барды получается 0,2-0,35 т дробины и 0,65-0,8 т грубого фильтрата, из которого затем получится 0,42-0,56 т вторичной барды. Итого из 1 т зерновой барды получится примерно 0,77 т отходов (дробина и вторичная барда), требующих дальнейшей переработки. При такой технологии утилизация барды происходит менее чем на 25%. К тому же в сегодня, при низкой рыночной цене на кормовые дрожжи и высокой -на энергоносители производство кормовых дрожжей из грубого фильтрата барды является низкорентабельным, а иногда и вовсе убыточным.
Кроме ранее описанных способов получения кормопродуктов на основе фракций зерновой барды существует технология получения белкового кормопродукта на основе нативной барды. По этой технологии кормовые дрожжи выращивают на цельной барде. Описываемая технология схожа с технологией производства кормовых дрожжей на фильтрате барды.
Данная технология предусматривает 100%-ную переработку барды, однако расход газа, составляющий 1,8 тыс. м3 на 1 т конечного продукта, огромен (для сравнения при производстве 1 т сухого кормопродукта из дисперсной фазы барды расход газа составляет З88м3, что в 4,6 раза меньше). При этом себестоимость таких дрожжей высока, оборудование имеет значительные габариты и стоимость.
Таким образом, ни одна из рассмотренных схем не отвечает в полной мере следующим требованиям:
- Полная утилизация барды;
- Невысокое энергопотребление; *
- Высокая рентабельность.
Поэтому в дальнейшем наши усилия были направлены на разработку такой технологии, которая учитывала бы отмеченные требования.
В первую очередь, достичь сокращения выхода барды при производстве спирта можно путем внедрения ресурсосберегающей технологии, включающей: повышение концентрации растворимых сухих веществ в сусле, возврат фильтрата барды в количестве до 30% от объема воды, используемой в приготовлении замеса, обеспечение глухого обогрева бражки на стадии брагоректификации. Выполнение этих условий позволит сократить выход барды на 30-50%. К тому же внедрение указанных технологий дает чистой прибыли в размере 16 млн.руб. в год при сроке окупаемости 0,6 года.
Полная утилизация послеспиртовой барды может быть осуществлена несколькими путями. Это могут быть и одно- и двух продуктовые схемы (кормовые дрожжи, сухая барда, кормовые дрожжи+сухая барда, сухая барда+упаренная барда...). При этом для повышения выхода продуктов, барду можно обогащать, дополнительно вводя отруби, мелассу или за счет более высокого содержания несброженных углеводов в бражке (при сокращенных сроках брожения).
12
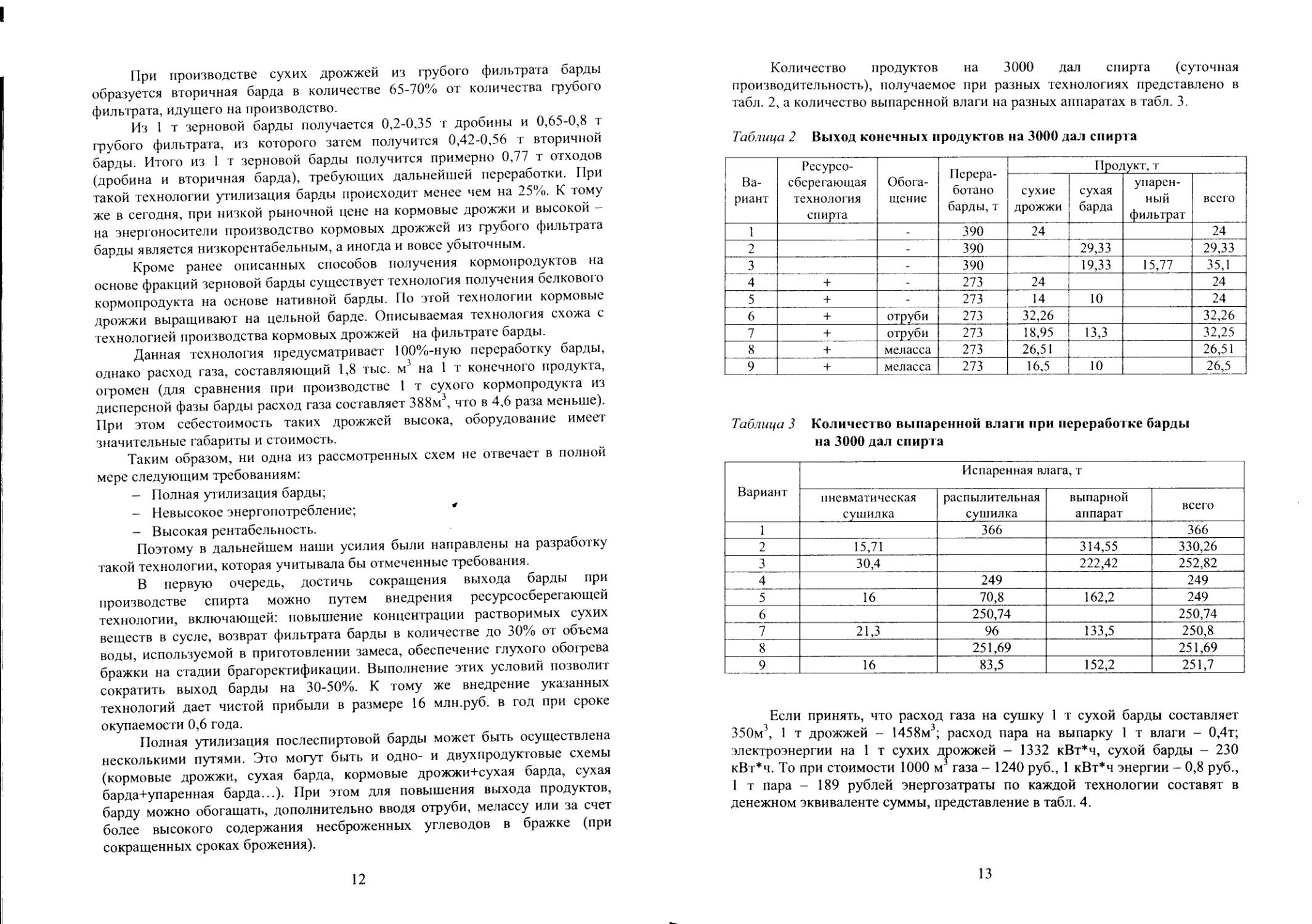
Количество продуктов на 3000 дал спирта (суточная производительность), получаемое при разных технологиях представлено в табл. 2, а количество выпаренной влаги на разных аппаратах в табл. 3.
Таблица 2 Выход конечных продуктов на 3000 дал спирта
Вариант Ресурсосберегающая технология спирта Обогащение Переработано барды, т Продукт, г
сухие дрожжи сухая барда упаренный фильтрат всего
1 - 390 24 24
2 - 390 29,33 29,33
3 - 390 19,33 15,77 35,1
4 + - 273 24 24
5 + - 273 14 10 24
6 + отруби 273 32,26 32,26
7 + отруби 273 18,95 13,3 32,25
8 + меласса 273 26,51 26,51
9 + меласса 273 16,5 10 26,5
Таблица 3 Количество выпаренной влаги при переработке барды на 3000 дал спирта
Вариант Испаренная влага, т
пневматическая сушилка распылительная сушилка выпарной аппарат всего
1 366 366
2 15,71 314,55 330,26
3 30,4 222,42 252,82
4 249 249
5 16 70,8 162,2 249
6 250,74 250,74
7 21,3 96 133,5 250,8
8 251,69 251,69
9 16 83,5 152,2 251,7
Если принять, что расход газа на сушку 1 т сухой барды составляет 350м3, 1 т дрожжей - 1458м3; расход пара на выпарку 1 т влаги - 0,4т; электроэнергии на 1 т сухих дрожжей - 1332 кВт*ч, сухой барды - 230 кВт*ч. То при стоимости 1000 м3 газа - 1240 руб., 1 кВт*ч энергии - 0,8 руб., 1 т пара - 189 рублей энергозатраты по каждой технологии составят в денежном эквиваленте суммы, представление в табл. 4.
13
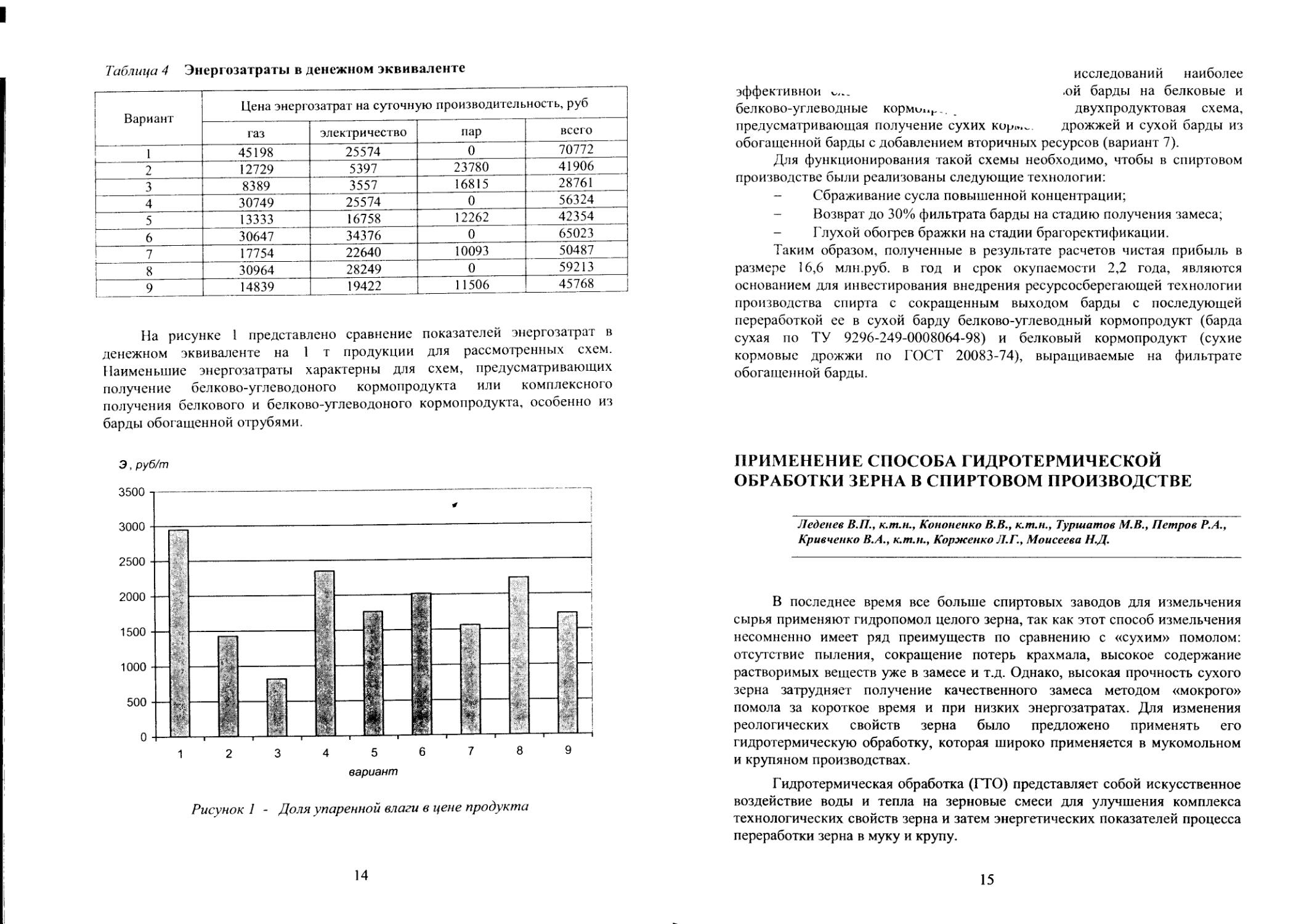
Таблица 4 Энергозатраты в денежном эквиваленте
Вариант Цена энергозатрат на суточную производительность, руб
газ электричество пар всего
1 45198 25574 0 70772
2 12729 5397 23780 41906
3 8389 3557 16815 28761
4 30749 25574 0 56324
5 13333 16758 12262 42354
6 30647 34376 0 65023
7 17754 22640 10093 50487
8 30964 28249 0 59213
9 14839 19422 11506 45768
На рисунке 1 представлено сравнение показателей энергозатрат в денежном эквиваленте на 1 т продукции для рассмотренных схем. Наименьшие энергозатраты характерны для схем, предусматривающих получение белково-углеводоного кормопродукта или комплексного получения белкового и белково-углеводоного кормопродукта, особенно из барды обогащенной отрубями.
Рисунок 1 - Доля упаренной влаги в цене продукта
14
исследований наиболее эффективной V... .ой барды на белковые и
белково-углеводные корми..h. двухпродуктовая схема,
предусматривающая получение сухих кор...^ дрожжей и сухой барды из обогащенной барды с добавлением вторичных ресурсов (вариант 7).
Для функционирования такой схемы необходимо, чтобы в спиртовом производстве были реализованы следующие технологии:
- Сбраживание сусла повышенной концентрации;
- Возврат до 30% фильтрата барды на стадию получения замеса;
- Глухой обогрев бражки на стадии брагоректификации.
Таким образом, полученные в результате расчетов чистая прибыль в размере 16,6 млн.руб. в год и срок окупаемости 2,2 года, являются основанием для инвестирования внедрения ресурсосберегающей технологии производства спирта с сокращенным выходом барды с последующей переработкой ее в сухой барду белково-углеводный кормопродукт (барда сухая по ТУ 9296-249-0008064-98) и белковый кормопродукт (сухие кормовые дрожжи по ГОСТ 20083-74), выращиваемые на фильтрате обогащенной барды.
ПРИМЕНЕНИЕ СПОСОБА ГИДРОТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗЕРНА В СПИРТОВОМ ПРОИЗВОДСТВЕ
Леденев В.П., к.т.н., Кононенко В.В., к.т.н., Туршатов М.В., Петров Р.А., Кривченко В.А., к.т.н., Корженко Л.Г., Моисеева Н.Д.
В последнее время все больше спиртовых заводов для измельчения сырья применяют гидропомол целого зерна, так как этот способ измельчения несомненно имеет ряд преимуществ по сравнению с «сухим» помолом: отсутствие пыления, сокращение потерь крахмала, высокое содержание растворимых веществ уже в замесе и т.д. Однако, высокая прочность сухого зерна затрудняет получение качественного замеса методом «мокрого» помола за короткое время и при низких энергозатратах. Для изменения реологических свойств зерна было предложено применять его гидротермическую обработку, которая широко применяется в мукомольном и крупяном производствах.
Гидротермическая обработка (ГТО) представляет собой искусственное воздействие воды и тепла на зерновые смеси для улучшения комплекса технологических свойств зерна и затем энергетических показателей процесса переработки зерна в муку и крупу.
15
Поступление влаги внутрь зерна связано с преобразованием структуры его анатомических частей, что приводит к разрыхлению эндосперма, образованию сети микротрещин, а следовательно снижению его прочности, что в свою очередь, приводит к уменьшению расхода энергии на измельчение, повышает качество помола.
Кроме того, в процессе ГТО возрастает активность ферментов зерна, происходят биохимические процессы и при создании определенных условий увлажнения и подогрева можно улучшить технологические показатели зерна.
В крупяной промышленности процесс гидротермической обработки состоит из грех основных операций: увлажнение, отволаживание и сушка. Для спиртового производства интерес представляет только первая стадия -процесс увлажнения.
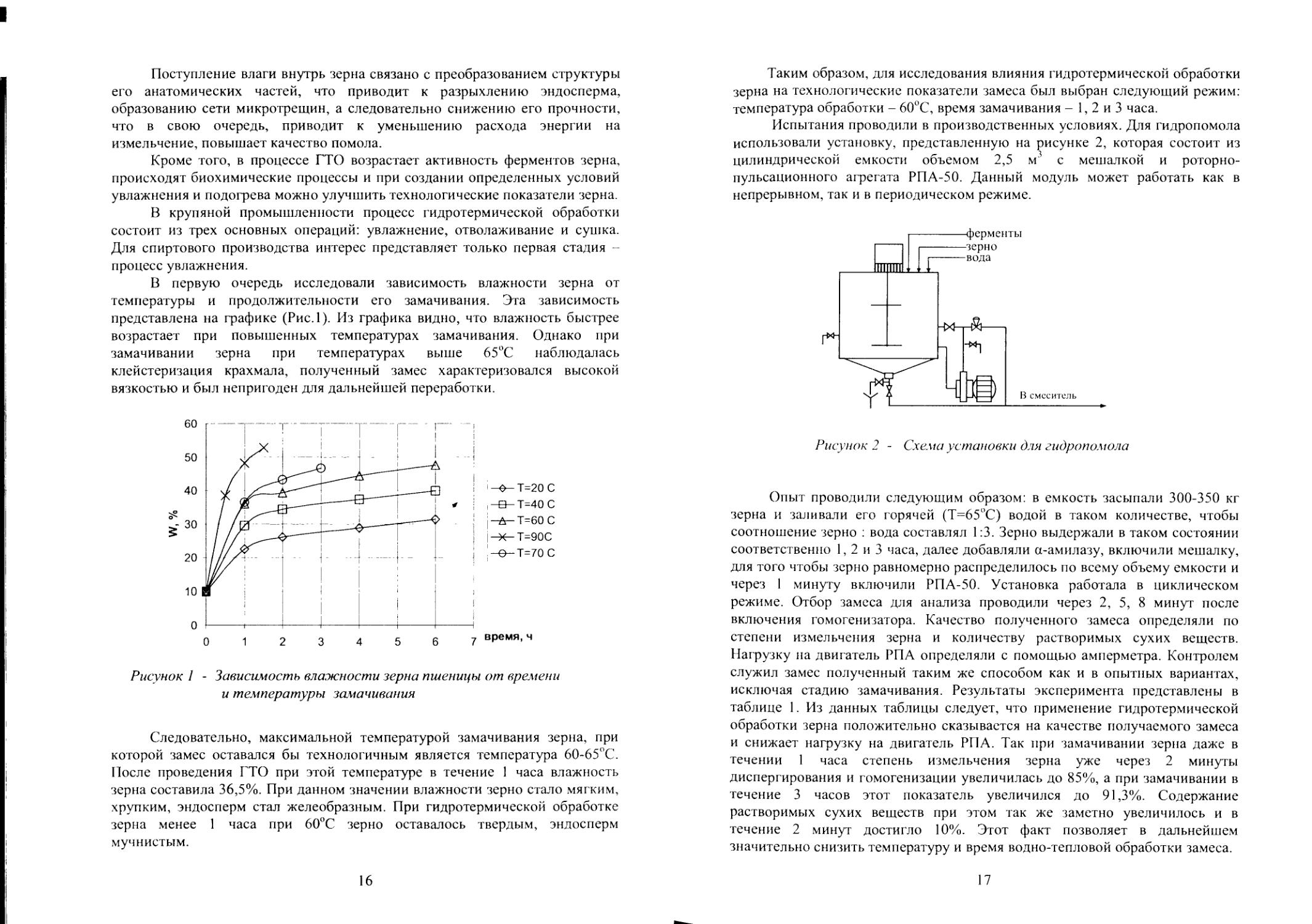
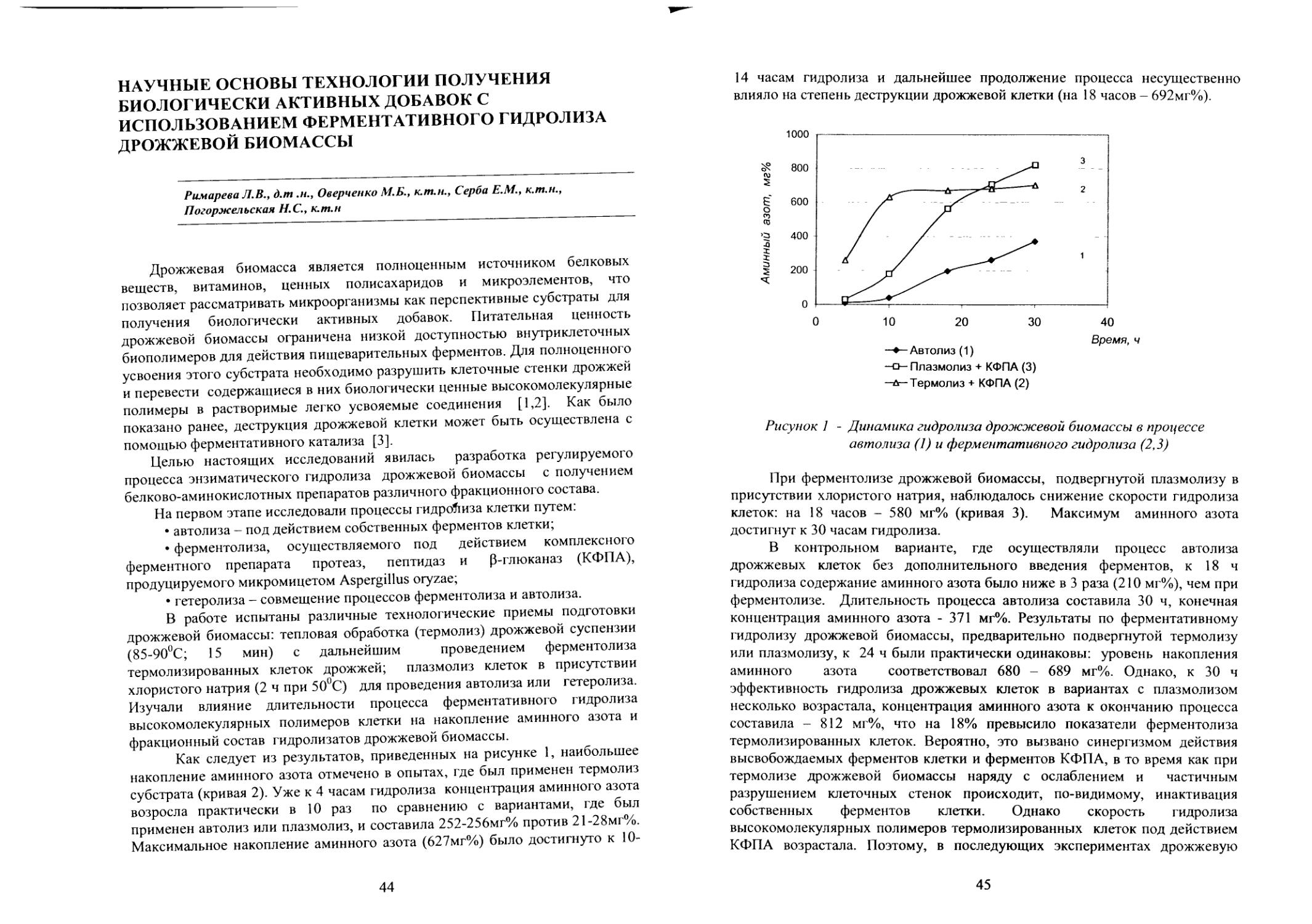
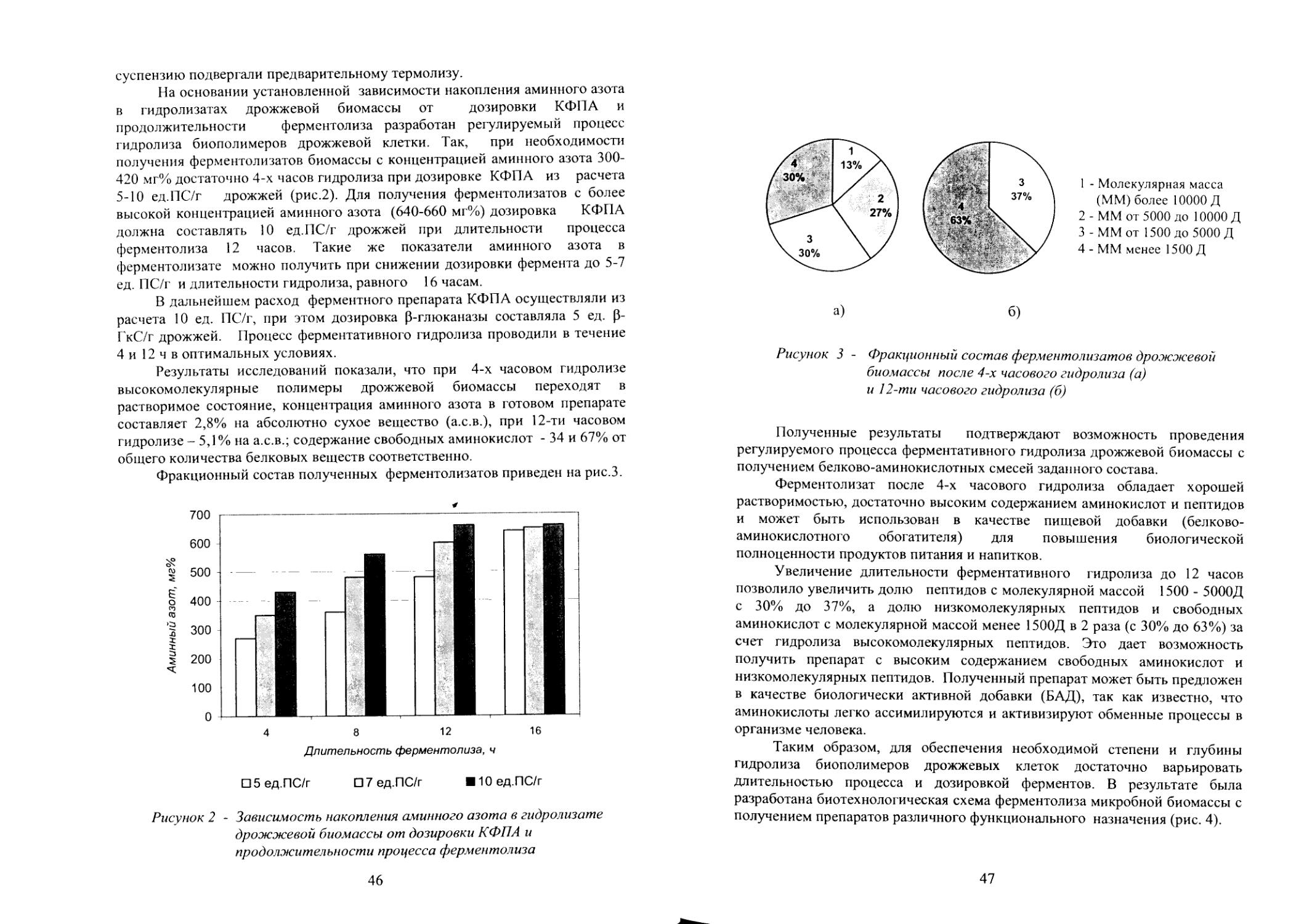
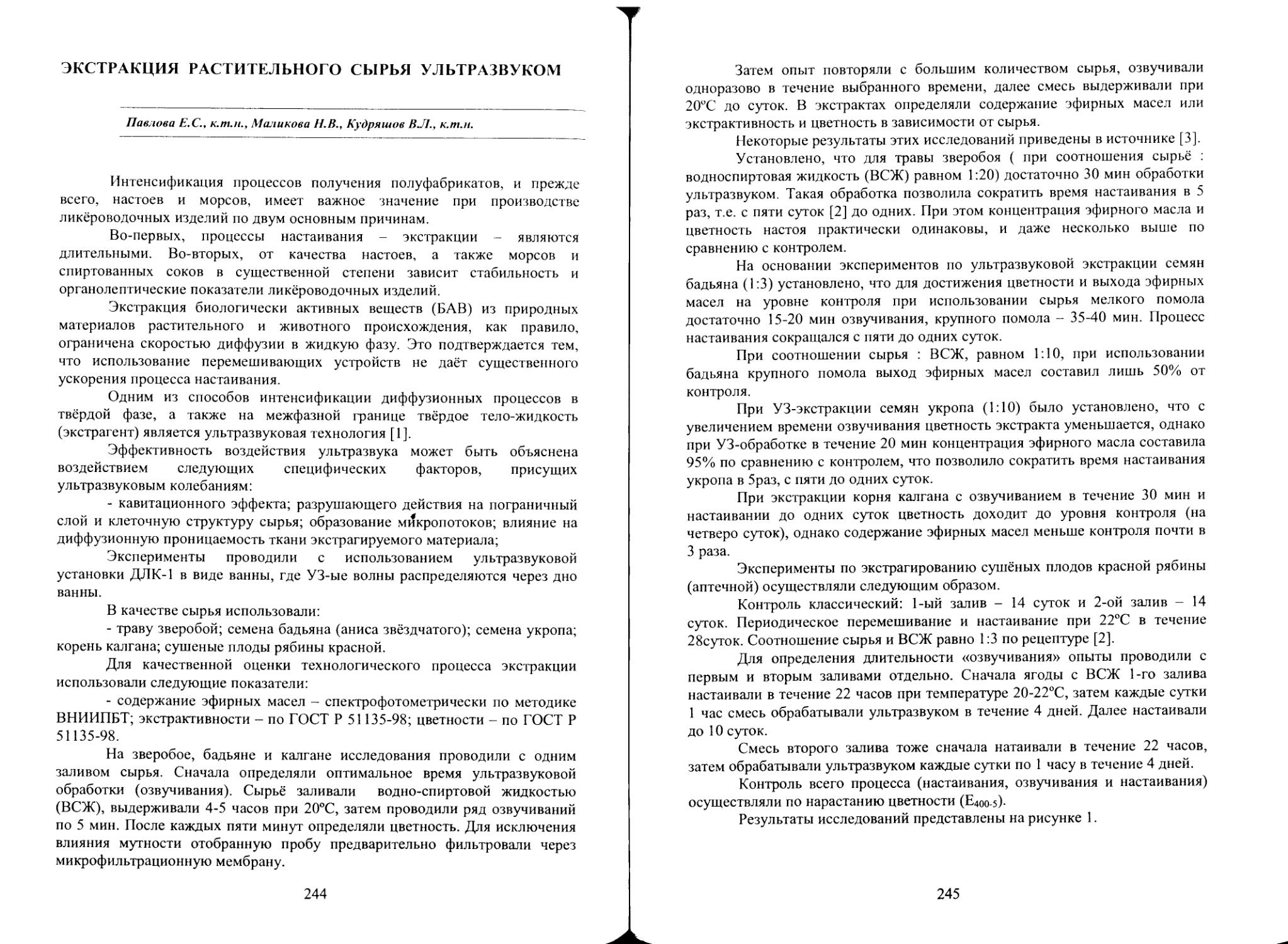
В первую очередь исследовали зависимость влажности зерна от температуры и продолжительности его замачивания. Эта зависимость представлена на графике (Рис.1). Из графика видно, что влажность быстрее возрастает при повышенных температурах замачивания. Однако при замачивании зерна при температурах выше 65°С наблюдалась клейстеризация крахмала, полученный замес характеризовался высокой вязкостью и был непригоден для дальнейшей переработки.
Т-20 С
-в- Т-40 С
Т-60 с
—X—Т-90С
-е-т=/ос
0 1 2 3 4 5 6 7 время’ 4
Рисунок 1 - Зависимость влажности зерна пшеницы от времени
и температуры замачивания
Следовательно, максимальной температурой замачивания зерна, при которой замес оставался бы технологичным является температура 60-65°С. После проведения ГТО при этой температуре в течение 1 часа влажность зерна составила 36,5%. При данном значении влажности зерно стало мягким, хрупким, эндосперм стал желеобразным. При гидротермической обработке зерна менее 1 часа при 60°С зерно оставалось твердым, эндосперм мучнистым.
16
Таким образом, для исследования влияния гидротермической обработки зерна на технологические показатели замеса был выбран следующий режим: температура обработки - 60°С, время замачивания - 1, 2 и 3 часа.
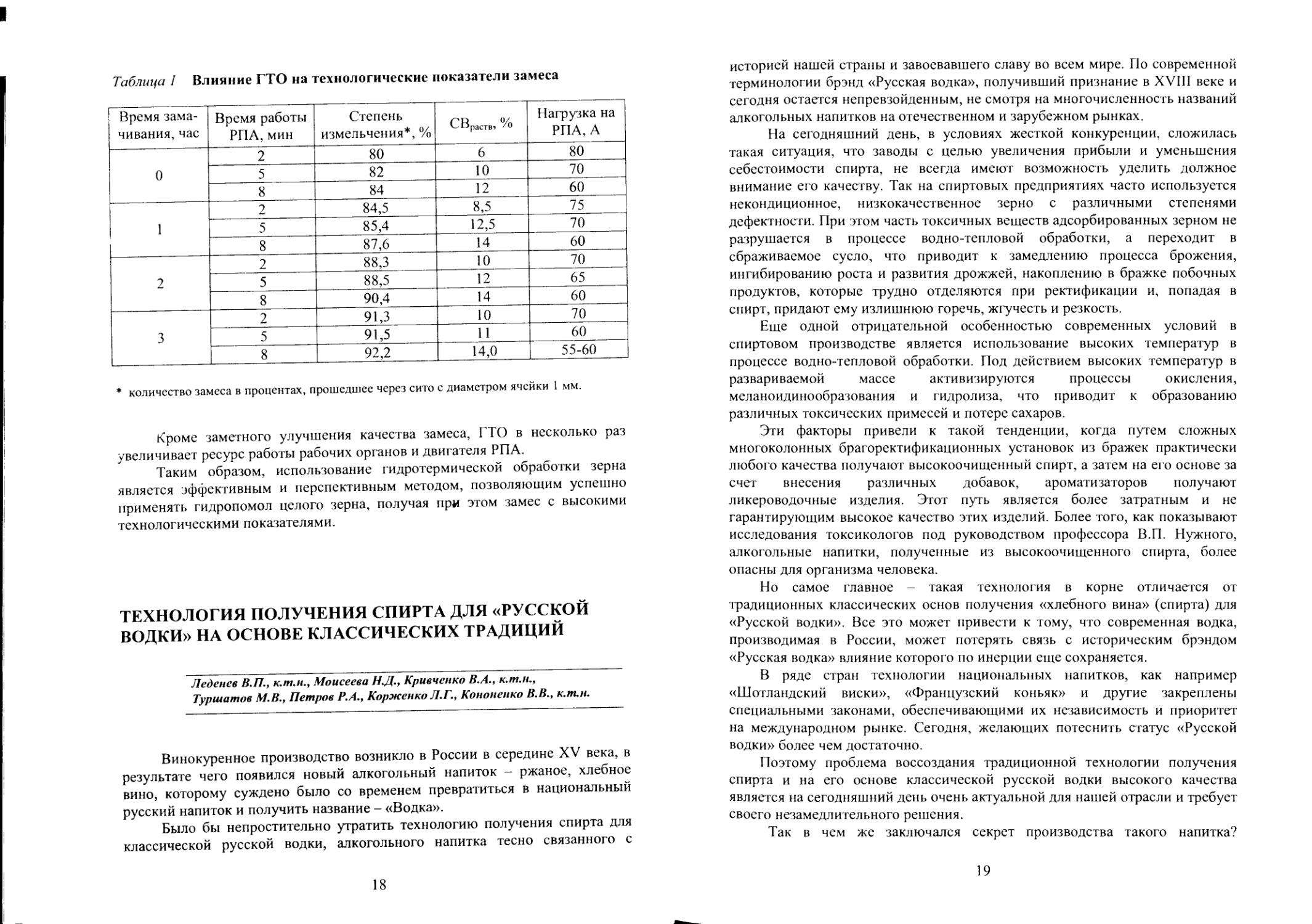
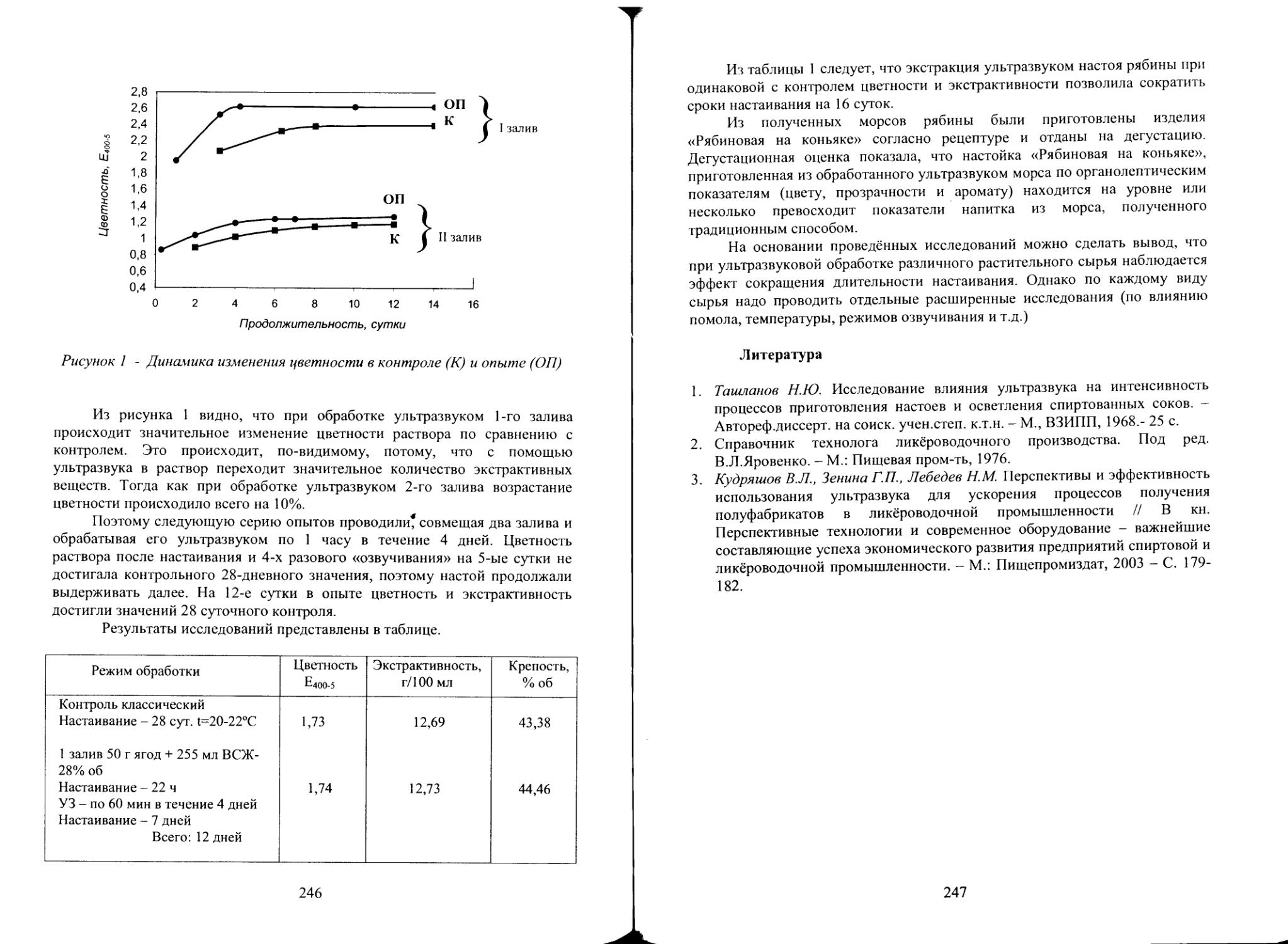
Испытания проводили в производственных условиях. Для гидропомола использовали установку, представленную на рисунке 2, которая состоит из цилиндрической емкости объемом 2,5 м3 с мешалкой и роторнопульсационного агрегата РПА-50. Данный модуль может работать как в непрерывном, так и в периодическом режиме.
Рисунок 2 - Схема установки для гидропомола
Опыт проводили следующим образом: в емкость засыпали 300-350 кг зерна и заливали его горячей (Т=65°С) водой в таком количестве, чтобы соотношение зерно : вода составлял 1:3. Зерно выдержали в таком состоянии соответственно 1,2 и 3 часа, далее добавляли а-амилазу, включили мешалку, для того чтобы зерно равномерно распределилось по всему объему емкости и через 1 минуту включили РПА-50. Установка работала в циклическом режиме. Отбор замеса для анализа проводили через 2, 5, 8 минут после включения гомогенизатора. Качество полученного замеса определяли по степени измельчения зерна и количеству растворимых сухих веществ. Нагрузку на двигатель РПА определяли с помощью амперметра. Контролем служил замес полученный таким же способом как и в опытных вариантах, исключая стадию замачивания. Результаты эксперимента представлены в таблице 1. Из данных таблицы следует, что применение гидротермической обработки зерна положительно сказывается на качестве получаемого замеса и снижает нагрузку на двигатель РПА. Так при замачивании зерна даже в течении 1 часа степень измельчения зерна уже через 2 минуты диспергирования и гомогенизации увеличилась до 85%, а при замачивании в течение 3 часов этот показатель увеличился до 91,3%. Содержание растворимых сухих веществ при этом так же заметно увеличилось и в течение 2 минут достигло 10%. Этот факт позволяет в дальнейшем значительно снизить температуру и время водно-тепловой обработки замеса.
17
Таблица 1 Влияние ГТО на технологические показатели замеса
Время замачивания, час Время работы РПА, мин Степень измельчения*,% СВраств, % Нагрузка на РПА, А
0 2 80 6 80
5 82 10 70
8 84 12 60
1 2 84,5 8,5 75
5 85,4 12,5 70
8 87,6 14 60
2 2 88,3 10 70
5 88,5 12 65
8 90,4 14 60
3 2 91,3 10 70
5 91,5 И 60
8 92,2 14,0 55-60
* количество замеса в процентах, прошедшее через сито с диаметром ячейки 1 мм.
Кроме заметного улучшения качества замеса, ГТО в несколько раз увеличивает ресурс работы рабочих органов и двигателя РПА.
Таким образом, использование гидротермической обработки зерна является эффективным и перспективным методом, позволяющим успешно применять гидропомол целого зерна, получая при этом замес с высокими технологическими показателями.
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СПИРТА ДЛЯ «РУССКОЙ ВОДКИ» НА ОСНОВЕ КЛАССИЧЕСКИХ ТРАДИЦИЙ
Леденев В.П., к.т.н., Моисеева Н.Д., Кривченко В.А., к.т.н.,
Туршатов М.В., Петров Р.А., Корженко Л.Г., Кононенко В.В., к.т.н.
Винокуренное производство возникло в России в середине XV века, в результате чего появился новый алкогольный напиток - ржаное, хлебное вино, которому суждено было со временем превратиться в национальный русский напиток и получить название - «Водка».
Было бы непростительно утратить технологию получения спирта для классической русской водки, алкогольного напитка тесно связанного с
18
историей нашей страны и завоевавшего славу во всем мире. По современной терминологии брэнд «Русская водка», получивший признание в XVIII веке и сегодня остается непревзойденным, не смотря на многочисленность названий алкогольных напитков на отечественном и зарубежном рынках.
На сегодняшний день, в условиях жесткой конкуренции, сложилась такая ситуация, что заводы с целью увеличения прибыли и уменьшения себестоимости спирта, не всегда имеют возможность уделить должное внимание его качеству. Так на спиртовых предприятиях часто используется некондиционное, низкокачественное зерно с различными степенями дефектности. При этом часть токсичных веществ адсорбированных зерном не разрушается в процессе водно-тепловой обработки, а переходит в сбраживаемое сусло, что приводит к замедлению процесса брожения, ингибированию роста и развития дрожжей, накоплению в бражке побочных продуктов, которые трудно отделяются при ректификации и, попадая в спирт, придают ему излишнюю горечь, жгучесть и резкость.
Еще одной отрицательной особенностью современных условий в спиртовом производстве является использование высоких температур в процессе водно-тепловой обработки. Под действием высоких температур в развариваемой массе активизируются процессы окисления, меланоидинообразования и гидролиза, что приводит к образованию различных токсических примесей и потере сахаров.
Эти факторы привели к такой тенденции, когда путем сложных многоколонных брагоректификационных установок из бражек практически любого качества получают высокоочищенный спирт, а затем на его основе за счет внесения различных добавок, ароматизаторов получают ликероводочные изделия. Этот путь является более затратным и не гарантирующим высокое качество этих изделий. Более того, как показывают исследования токсикологов под руководством профессора В.П. Нужного, алкогольные напитки, полученные из высокоочищенного спирта, более опасны для организма человека.
Но самое главное - такая технология в корне отличается от традиционных классических основ получения «хлебного вина» (спирта) для «Русской водки». Все это может привести к тому, что современная водка, производимая в России, может потерять связь с историческим брэндом «Русская водка» влияние которого по инерции еще сохраняется.
В ряде стран технологии национальных напитков, как например «Шотландский виски», «Французский коньяк» и другие закреплены специальными законами, обеспечивающими их независимость и приоритет на международном рынке. Сегодня, желающих потеснить статус «Русской водки» более чем достаточно.
Поэтому проблема воссоздания традиционной технологии получения спирта и на его основе классической русской водки высокого качества является на сегодняшний день очень актуальной для нашей отрасли и требует своего незамедлительного решения.
Так в чем же заключался секрет производства такого напитка?
19
К сожалению, до наших дней сохранилось очень мало литературных источников, точно повествующих о тонкостях технологии русской водки и оборудовании для ее производства. Однако, анализ найденных изданий XIX о винокурении дает четкое представление об особенностях классической технологии русской водки.
Основным сырьем в России для производства водки являлась рожь, хотя не редко использовались овес, кукуруза, пшеница и просо. Заторы готовили из смеси разных культур, так как было замечено, что при использовании для затора нескольких зерновых культур выход спирта увеличивается. Так смесь пшеницы и ржи или ржи и кукурузы дает больший выход и лучшего качества чем каждая из культур, взятая отдельно.
Особое внимание уделялось качеству зерна и его очистке. В книге Кропоткина по винокурению мы находим следующие указания по очистке зерна: «Для большего выхода спирта и для получения более чистого по вкусу и запаху продукта, хлебные зерна перед размельчением должны быть самым тщательным образом очищены, так как нечистоты, примешенные к хлебу, оказывают вредное влияние при приготовлении сусла и при его брожении, причем получаются вещества, придающие спирту весьма противный вкус и запах, и самый выход спирта в значительной степени уменьшается». Для очистки зерна использовали оборудование мукомольных заводов. Однако автор отмечает, что эти меры недостаточны для очистки зерна от микроорганизмов. Для удаления микропримесей советовали проводить предварительную «обварку» затора при температуре более 100°С. В этой же книге отмечается, что в последнее время (1880-1890 г.) появились машины для мойки зерна, особенно рекомендовалась моечная машина Коха, которая изготавливалась в Берлине. *
Основными культурами для получения солода были ячмень и рожь. Ячменный солод обладает наибольшей осахаривающей способностью, ржаной солод наиболее благоприятен для развития дрожжей, так как содержит большое количество белка. На восемь частей зерна обычно использовалась одна часть солода, т.е. количество солода составляло 12,5%.
Термическая обработка (отварка) замесов проводилась по «мягкому» режиму. Температура обработки не превышала 90 °C. Некоторые винокуры употребляли на отварку около 30 мин, другие же около 1,5 часов. По окончании отварки приступали к осахариванию (соложению) затора Для этой цели заторный чан прикрывали крышкой и оставляли его на 1,5-2 часа. Оптимальная температура осахаривания по различным данным находилась в пределе 55-62°С.
Для брожения использовались исключительно так называемые искусственные дрожжи. Для разведения этих дрожжей брали пивные или прессованные дрожжи.
В книге Кропоткина мы находим условия брожения при соблюдении которых, по мнению автора процесс брожения будет наиболее стабильным и благоприятным для получения высокого выхода спирта. Вот эти условия:
20
- сусло должно иметь концентрацию не более 22%
- температура в начале брожения не должна превышать 22,5°С, а в конце процесса брожения температура бражки не должна быть выше 30-32,5°С;
- сусло должно содержать достаточное количество азотистых веществ, фосфорную кислоту и соли калия и магния;
- использовать чистую культуру дрожжей;
- поддерживать микробиологическую чистоту бродильных чанов и другого оборудования.
Так же отмечается, что высокая концентрация сусла 20-23% вызвана акцизными условиями, на практике же, по мнению винокуров, самой благоприятной концентрацией для роста дрожжей и брожения является концентрация сусла 10-15%. Срок брожения в конце XIX века так же был ограничен законодательными актами и составлял не более пяти суток. На практике руководствовались более сокращенным сроком, определяемым визуально по количеству выделенной углекислоты и состоянию образуемых при этом пузырьков на поверхности бродящей массы.
В настоящее время отдел технологии спирта ВНИИПБТ разрабатывает технологию производства спирта максимально приближенную к классической технологии XVII-XIX веков. Особое место в этой технологии занимает качество перерабатываемого сырья и его очистка, которая включает в себя как сухую очистку от сорных и зерновых примесей так и мойку и гидротермическую обработку зерна. Это связано с тем, что необходимым условием для получения высококачественного спирта по технологии, которой пользовались русские винокуры 150-200 лет назад, является качественное зерно и микробиологическая чистота на всех стадиях производства.
Соответствие технологических режимов требуемым при подготовке сырья, его водно-тепловой, ферментативной обработке и сбраживании обеспечивало получение зрелой бражки с заданным составом естественных примесей. При последующей перегонке бражки и ректификации руководствовались требованием получения спирта с высоким содержанием этанола и обязательным содержанием естественных примесей, которые при получении водки обеспечивали ей оригинальную органолептику и «мягкость» с последующим согревающим эффектом.
21
ОСНОВНЫЕ РУЗУЛЬТАТЫ И НАПРАВЛЕНИЯ НИР СЕКТОРА ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ И БИОСИНТЕЗА БЕЛКОВЫХ ПРЕПАРАТОВ
Лозанская Т.И. - зав. сектором
Сектором охраны окружающей среды и биосинтеза белковых препаратов за последние 5 лет проведена большая научно-исследовательская работа в области микробиологического синтеза белковых препаратов и разработана унифицированная технология утилизации вторичных ресурсов спиртовой отрасли на базе использования цехов кормовых дрожжей с получением высокобелковых, витаминизированных кормов. Пакет подготовленной техдокументации включает схему утилизации отходов спиртового производства и отходов ферментного производства, рекомендации и инструкцию по получению высокобелкового кормового продукта с использованием ВСР спиртового производства и отходов ферментного производства. Разработаны и зарегистрированы ТУ «Дрожжи кормовые «ВСР и ФП».
По программе Россельхозакадемии в соответствии с экологической доктриной, одобренной распоряжением Правительства РФ от 31.08.02 г. № 1225р сотрудниками сектора разработан «Прогноз экологизации спиртовой отрасли промышленности с целью снижения техногенного воздействия на окружающую среду».
Для действующих производств разработано 4 технологических регламента на получение сухих кормовых дрожжей из грубого фильтрата зерновой барды (цеха Александровского, Волковского и Ковылкинского спиртзаводов), из цельной зерновой барды по безотходной технологии (цех Мамадышского спиртового завода) и 2 технологических регламента на получение хлебопекарных дрожжей из мелассно-спиртовой бражки (цеха Веселолопанского спиртзавода и ОАО «ТЕТКИНОСПИРТ»),
Подготовлена техническая документация для внедрения безотходной технологии производства сухих кормовых дрожжей в новых цехах Астраханского и Тольятинского спиртовых заводов.
Для цехов кормовых дрожжей Береговского, Волковского, Донского, Мариинского спиртовых заводов разработаны технические условия на смеси кормовые из кормовых дрожжей, отрубей и других отходов.
В области охраны водных ресурсов от техногенного влияния производственной деятельности спиртовых и ликероводочных предприятий разработаны индивидуальные нормы водопотребления и водоотведения (для ОАО «Лазовский спиртовик» и ОАО «ЛЮКС»).
В 2002 году разработаны и изданы новые «Технологические и укрупненные нормы водопотребления и водоотведения для спиртовых заводов, перерабатывающих крахмалистое сырье».
22
Для предприятия ОАО «ЛЮКС» (Воронежская обл., ПГТ Анна), разработан технологический регламент эксплуатации очистных сооружений, а также рекомендации по методам и способам очистки сточных вод.
За 2001-2005 годы опубликовано 12 статей, в 2003 году получен патент на изобретение № 2203315 «Способ производства белково-витаминного корма».
БЕЗОТХОДНЫЙ СПОСОБ ПЕРЕРАБОТКИ ПОСЛЕСПИРТОВОЙ ЗЕРНОВОЙ БАРДЫ В СУХИЕ КОРМОВЫЕ ДРОЖЖИ
Римарева Л.В., д.т.н., Лозанская Т.И., Худякова Н.М.
Вопрос рационального использования послеспиртовой зерновой барды является актуальным, особенно после принятия Федерального закона № 18-РФ от 07.01.99, где прямо указывается, что «эксплуатация вновь вводимого (нового или после капитального ремонта) или модернизированного основного технологического оборудования для производства этилового спирта допускается только при условии внедрения оборудования, позволяющего полностью перерабатывать или утилизировать основные отходы спиртового производства (барду)...».
Всего в отрасли ежегодно образуется более 9 млн. тонн барды (от 134 до 144 т на 1000 дал вырабатываемого спирта).
У спиртовых заводов постоянно возникают трудности с использованием натуральной барды в непосредственной близости к заводу, т.к. при перевозках ее имеют место потери питательных веществ, возрастают транспортные расходы и создаются условия для загрязнения окружающей среды. Рационально используется 40-50 % протеина барды, а остальное количество безвозвратно теряется. Кроме того в течение 5-6 весенне-летних месяцев барда вообще не находит сбыта.
Коэффициент переваримости протеина барды 51-55 %. По кормовым достоинствам 1 дал зерновой барды эквивалентен 0,8-0,9 корм. ед. При соблюдении нормы скармливание натуральной барды 30 кг на голову в сутки, для утилизации отходов спиртового завода мощностью 2000 дал спирта в сутки, необходимо держать вблизи завода свыше 10000 голов скота. Такие крупные откормочные пункты организовать в районах спиртовых заводов не всегда представляется возможным. Неиспользованная барда обычно сбрасывается в бардяные ямы, где она закисает, белок разлагается,
23
кормовое достоинство ее резко снижается. При этом наносится серьезный ущерб окружающей среде.
Зерновая барда является благоприятной средой для развития дрожжеподобных грибов. Производство кормовых дрожжей на послеспиртовой барде имеет целью сокращение потерь питательных веществ барды и увеличение количества усвояемого протеина в получаемых продуктах. Развитие производства кормовых дрожжей также способствует решению одной из наиболее важных задач кормовой базы животноводства -обеспечению ее кормовым белком и витаминами. Ежегодно цеха спиртовых заводов отрасли производят около 30 тыс. т сухих кормовых дрожжей.
Около 50 % общей массы кормовых дрожжей, выпускаемых спиртовыми заводами, составляет протеин, причем переваримость его у КРС достигает 85 %, у свиней - 89 %. Кормовые дрожжи из зерновой барды содержат сырого протеина 43-54 %, истинного белка (по Барнштейну) 32-44 % , золы 5,6-9,0 %, БЭВ 22-37 %, клетчатки 1-3 %, жира 1,3-2,5 %. Белок кормовых дрожжей характеризуется высокой полноценностью, ведь в его состав входят 20 аминокислот, в том числе все 10 незаменимых аминокислот. Особенно богаты кормовые дрожжи лизином: в 1 кг их содержится 33 г этой аминокислоты. Белок кормовых дрожжей усваивается животным организмом полнее, чем белок растительного происхождения.
Биологическая ценность кормовых дрожжей обусловлена также содержанием в них витаминов группы В (их в кормовых дрожжах больше, чем в рыбной или мясокостной муке) и эргостерина (который под действием ультрафиолетовых лучей превращается в витамин Д). Так в 1 кг кормовых дрожжей из зерновой барды содержится 15-18 мг тиамина (BJ, 54-68 мг рибофлавина (В2), 130-160 мг пантотеновой кислотй (В3), до 2600 мг холина (В4), 500-600 мг никотиновой кислоты (В5), 19-20 мг пиридоксина (В6), 1,6-3,0 мг биотина (В7), до 5000 мг инозита (ВД, 3-4 мг фолиевой кислоты (В9-Вп), 7000-9000 мг эргостерина. По многообразию и количеству содержащихся в них витаминов дрожжи, полученные из зерновой барды, в несколько раз превосходят другие концентрированные корма растительного и животного происхождения. В них много минеральных веществ, в том числе микроэлементов: железа, меди, марганца, цинка и др.
В кормовых дрожжах содержатся разнообразные ферменты и гормоны, улучшающие обмен веществ в организме и повышающие усвоение белков и углеводов, содержащихся в обычных кормах, что позволяет снизить удельный расход этих кормов на 10-20 %.
Можно без преувеличения сказать, что кормовые дрожжи - это настоящий природный премикс, состоящий из аминокислот, витаминов и микроэлементов.
В качестве биологически активной добавки кормовые дрожжи применяют в количестве 25 % от белка корма или до 5 % от веса корма, а в составе комбикормов-концентратов до 10 %. Добавление кормовых дрожжей из зерновой барды в рацион кормов увеличивает продуктивность животных и птиц, повышает качество получаемой продукции, снижает падеж и улучшает
24
развитие молодых животных, при этом, одновременно, снижается расход корма. С каждым килограммом кормовых дрожжей животное получает около 400 г белка, т.е. такое количество, которое содержится в 4,5-5,0 кг зерна ячменя или овса.
Для решения вопроса полной утилизации послеспиртовой барды в институте разработана и внедрена безотходная технология получения сухих кормовых дрожжей (СКДЦ), Исходной средой для культивирования кормовых дрожжей служит цельная послеспиртовая барда. Выход СКДЦ составляет 8 т на 1000 дал спирта. Качество СКДЦ соответствует требованиям ГОСТ 20083-74 и ТУ 9291-224-00008064-98.
Цех кормовых дрожжей может принять отходы мукомольного производства (пшеничные и ржаные отруби), крахмального и др. Кроме того, применение совместного культивирования производственного штамма дрожжей и каротиноидного штамма позволяет получать готовый продукт, обогащенный каротином (витамином А).
Кормовые дрожжи востребованы комбикормовыми заводами, птицефабриками, зверосовхозами и откормочными хозяйствами.
КОМПЛЕКСНАЯ ПЕРЕРАБОТКА ВТОРИЧНЫХ
РЕСУРСОВ СПИРТОВОЙ ОТРАСЛИ
Римарева Л.В., д.т.н., Лозанская Т.И., Худякова Н.М.
Промышленное производство этилового спирта построено на принципах отходной технологии, что отрицательно сказывается на состоянии окружающей среды. Инструментом для исключения этого воздействия, является экологическое совершенствование производства, которое предполагает экономию потребляемых ресурсов и сокращение массы образующихся отходов, что достигается созданием и внедрением безотходных технологий и бессточных производств.
В процессе получения спирта образуются следующие ВСР: барда послеспиртовая в количестве от 120 до 140 м3 на 1000 дал спирта, углекислый газ (на стадии сбраживания осахаренной массы дрожжами в герметически закрытых бродильных аппаратах) в количестве 7350 кг на 1000 дал спирта и отработанные дрожжи-сахаромицеты (при переработке на спирт мелассы) в количестве 2,7 т на 1000 дал спирта. К побочным продуктам производства относятся: фракция головная этилового спирта
25
(OCT 10-217-98) и сивушное масло (ГОСТ 17071-91). На сооружениях биологической очистки сточных вод образуется так называемый «активный ил» и осадок, отделяемый в первичных отстойниках. Общая масса осадков и ила на 1000 дал спирта составляет 2740 кг.
Современное ведение технологического процесса на спиртовом заводе позволяет утилизировать все указанные отходы и побочные продукты в цехах кормовых дрожжей, в цехах хлебопекарных дрожжей и в производстве жидкой углекислоты.
1 Использование послеспиртовой зерновой барды
Зерновая барда содержит различные источники углерода, азота, зольные элементы и является благоприятной средой для развития дрожжей.
Производство кормовых дрожжей на зерновой барде имеет целью сокращение потерь питательных веществ барды и увеличение количества усвояемого протеина в получаемых продуктах. Увеличение количества усвояемого протеина происходит в процессе синтеза дрожжевых клеток в результате превращения азотистых веществ барды в протеин кормовых дрожжей. Кормовые дрожжи, вырабатываемые на спиртовых заводах, содержат 43-54 % протеина на сухое вещество, причем переваримость его достигает 83-85 %, в то время как переваримость протеина натуральной оарды не превышает 50-55 %.
Сухие кормовые дрожжи из грубого фильтрата барды (СКД) производят на 10 спиртовых заводах России, а сухие кормовые дрожжи из цельной барды (СКДЦ) по безотходной технологии - на 4-х заводах.
2 Использование сивушного масла и фракции головной этилового спирта
Применение сивушного масла и фракции головной этилового спирта в производстве кормовых дрожжей в качестве стимуляторов роста позволяет повысить выход биомассы дрожжей на 6-8 %, а содержание сырого протеина в дрожжах - на 3-5 % без существенных капитальных затрат (содержание истинного белка в дрожжах не изменяется).
Определены нормы расхода сивушного масла на 1 т кормовых дрожжей - 0,01 м3 и фракции головной этилового спирта - 0,1 м3.
3 Использование смеси зерновой барды с активным илом и осадками
Схема приготовления смеси зерновой барды с активным илом и осадками заключается в следующем. Избыточный ил из вторичного и третичного отстойников периодически, один раз в смену, отводится в илоуплотнитель. Надосадочная часть (вода) возвращается в начало очистных сооружений, а уплотненный ил подается в специальный сборник, куда также перекачивается осадок из первичных отстойников. Полученная смесь
26
равномерно подается в сборник, объем которого должен обеспечить не менее чем часовое пребывание смеси при температуре не ниже 90-95 °C. При этом микроорганизмы ила отмирают, но остаются в нативном состоянии биологически активные вещества клеток. Смесь барды с активным илом и осадками можно использовать как для кормовых целей, так и для выращивания кормовых дрожжей.
При добавлении активного ила масса зерновой барды возрастает на 2 %, а массовая доля сухих веществ в ней снижается в среднем на 0,1 %.
На 1000 дал спирта образуется (общая масса, т/АСВ, т)
осадок из первичного отстойника 1,1 т/0,058 т избыточный активный ил 1,6 т/0,034 т
зерновая барды 136т/10,1т
Итого 138,7 т/10,192 т
Таким образом, при добавлении активного ила и осадков к зерновой барде количество сухих в ней практически не изменяется.
При производстве кормовых дрожжей из грубого фильтрата барды (СКД) активный ил и осадки необходимо вводить перед барабанным ситом, чтобы исключить забивание дюзов распылительного механизма сушилки.
4 Использование углекислого газа
Газы из бродильных чанов поступают в спиртоловушку, а затем в углекислотный цех, где углекислый газ после очистки и сжатия разливается под давлением в баллоны или специальные емкости. Качество жидкой углекислоты, получаемой из газов спиртового брожения, соответствует ГОСТ 8050-85.
5 Использование отработанных дрожжей-сахаромицетов
Три спиртовых завода России, перерабатывающие на спирт мелассу, путем выделения из зрелой бражки дрожжей рода Saccharomyces, производят прессованные хлебопекарные дрожжи, которые соответствуют ГОСТ 171-81.
Таким образом, комплексная переработка вторичных ресурсов спиртовой промышленности позволяет сократить количество промышленных отходов и увеличить выпуск пищевых и кормовых продуктов.
27
ОТДЕЛ БИОТЕХНОЛОГИИ ФЕРМЕНТНЫХ ПРЕПАРАТОВ
ОСНОВНЫЕ РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ И ПЕРСПЕКТИВНЫЕ НАПРАВЛЕНИЯ НИР ОТДЕЛА БИОТЕХНОЛОГИИ ФЕРМЕНТНЫХ ПРЕПАРАТОВ
Римарева Л.В., д.т.н., проф.,
зам.директора по научной работе - зав. отделом биотехнологии ферментных препаратов
Перспективным направлением интенсификации биотехнологических процессов в перерабатывающих отраслях АПК является использование высокоактивных биологических катализаторов, способствующих существенному увеличению выходов, улучшению качества и продлению сроков хранения готовой продукции в спиртовой, пивоваренной, кондитерской, хлебопекарной, крахмалопаточной, сыродельческой, мясоперерабатывающей и других отраслях АПК.
Кроме того, ферментативный биокатализ позволяет радикально изменять функционально технологические свойства сырья на различных этапах его переработки, открывая тем самым широкие возможности создания принципиально новых легко усвояемых продуктов для ординарного, профилактического, лечебного и реабилитационного питания различных социально возрастных групп населения России.
Большое внимание в отделе биотехнологии ферментных препаратов уделялось поисковым, фундаментальным и прикладным работам. Исследования велись в области селекции физиологически активных микроорганизмов; биокатализа растительного и микробного субстратов, создания принципиально новых методов, технологий и продуктов. Научные исследования проводились по 4-м основным направлениям:
1. Селекция и скрининг новых продуцентов ферментов, этанола, пищевого белка и изучение их физиологических особенностей; обеспечение предприятий активными культурами продуцентами ферментов и спиртовых рас дрожжей.
2. Создание ферментных препаратов целевого назначения и разработка технологий их производства и применения для совершенствования биотехнологических процессов в спиртовом, ликероводочном производстве, а также других отраслях пищевой промышленности.
3. Создание пищевых биологически активных добавок на основе биотрансформации растительного, микробного, а также вторичного сырья перерабатывающих производств АПК для повышения качества продуктов питания и напитков, сохранности потребительских свойств при хранении.
28
4. Разработка нормативной документации и норм расхода ферментных препаратов в спиртовом производстве; проведение биохимических анализов, испытаний качества и сертификация ферментных препаратов, применяемых в пищевой промышленности.
В отделе биотехнологии ферментных препаратов постоянно проводятся селекционные работы по поддержанию в активном состоянии промышленных штаммов, скринингу новых более активных вариантов со специальными свойствами. На основе эффективных методов мутагенеза и результатов фундаментальных исследований физиологии и метаболизма микроорганизмов получены новые расы спиртовых дрожжей с термотолерантными и осмофильными свойствами, обладающие способностью к целенаправленному синтезу этанола. Новые расы дрожжей внедрены более чем на 60 спиртовых заводах РФ, Казахстана, Белоруссии, Молдавии и Украины.
Проведенные работы позволили на основе установленных закономерностей влияния физических и химических факторов на морфологические и физиолого-биохимические свойства микроорганизмов методами селекции и мутагенеза получить новые активные мутантные штаммы микромицетов - продуценты кислых протеаз и гемицеллюлаз, глюкоамилазы и пектиназ, бактерий - продуцентов щелочной и нейтральной протеаз, термостабильной амилазы. Осуществлено внедрение микромицета Asp.awamori - продуцента глюкоамилазы, в ферментных цехах Мичуринского, Воскресенского, Мариинского и др. заводов для получения ферментного препарата Глюкаваморин. Использование нового штамма позволяет повысить выход глюкоамилазы на 30-40%, сократить энергозатраты на 15-20%, снизить себестоимость продукции на 25-30 %.
В результате установленных закономерностей продукции секреторных белков новыми селекционированными мутантными штаммами-продуцентами глюкоамилазы, а-амилазы, пектолитических ферментов, ксиланазы, полиферментных комплексов разрабатывается нормативная документация на получение ферментных препаратов и их использование для биоконверсии полимеров сельскохозяйственного сырья.
В результате установленных закономерностей биокатализа полимеров микробного и растительного белоксодержащих субстратов разработаны регулируемые биотехнологические процессы получения пищевых и биологически активных добавок различного функционального назначения. Теоретически и экспериментально обоснована целесообразность использования полученных препаратов для повышения качества питания.
За последние 5 лет сотрудниками защищено 4 кандидатских диссертации по тематикам отдела, опубликовано более 100 печатных работ, подано 6 заявок на новые штаммы микроорганизмов - продуцентов ферментов и других биологически активных веществ, способы их применения.
29
КОМПЛЕКСНЫЕ ФЕРМЕНТНЫЕ ПРЕПАРАТЫ ЦЕЛЕВОГО НАЗНАЧЕНИЯ ДЛЯ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ СБРАЖИВАНИЯ РЖАНОГО И ЯЧМЕННОГО СУСЛА
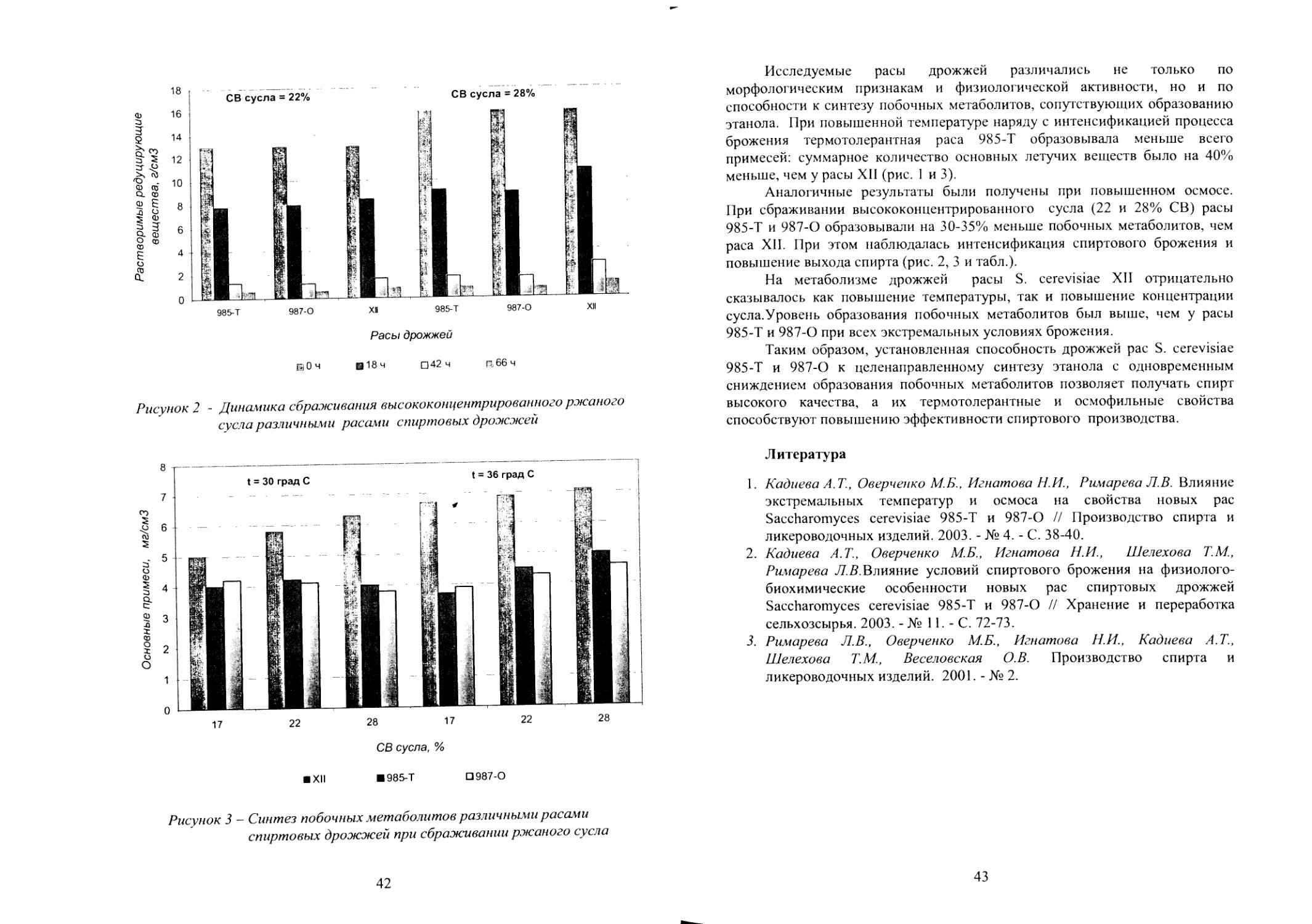
Римарева Л.В., д.т.н., Оверченко М.Б. к.т.н., Игнатова Н.И., Хричикова Г.Н., Погоржельская Н.С., к.т.н.
В производстве пищевого спирта важное значение имеет эффективность ферментативной обработки зернового сырья. Особенно это важно при переработке таких культур, как рожь и ячмень. Для повышения степени биоконверсии высокомолекулярных полимеров зернового сырья необходимо подобирать специальные мультиэнзимные системы целевого назначения. При этом важно учитывать не только содержание крахмала как основного компонента зерна, но и присутствующих в нем белковых веществ, а также некрахмальных полисахаридов.
Зерновые культуры рожь и ячмень содержат значительно больше некрахмальных полисахаридов, чем пшеница. Так, пшеница содержит Р-глюкана в среднем до 0,06%, гемицеллюлозы - до 3,1-4,4%, гумми-веществ - 1,1-1,8%. Содержание этих полимеров в ржи и ячменей практически в 2,5-4,0 раза больше. Растворимая в воде фракция некрахмальных полисахаридов или гумми-веществ характеризуется высокой вязкостью, слизи препятствуют набуханию крахмала, что снижает атакуемость его амилолитическими ферментами. Поэтому при переработке трудно сбраживаемого сырья следует использовать ферменты направленного спектра действия. Так, применение Р-глюканазы позволяет расщеплять Р-глюкан с образованием глюкозы, что ведет к увеличению выхода спирта; применение ксиланазы оказывает существенное влияние на реологические свойства сусла, снижая его вязкость; применение целлюлазы используют, как правило, при переработке ячменного сусла или зерна с повышенным содержанием целлюлозы; кислые протеазы гидролизуют белки до коротких пептидов и аминокислот, что способствует обогащению сусла аминным азотом, необходимым для развития дрожжей.
Для получения нормативных показателей бражки при переработке кожурного зерна необходимо наряду с а-амилазой и глюкоамилазой применять ферментативные системы, обеспечивающие эффективный гидролиз высокомолекулярных полимеров зерновых культур, разработать нормы расхода ферментов комплекса протеолитического, р-глюканазного, ксиланазного и целлюлазного действия.
t В результате анализа большого массива экспериментальных данных
установлена зависимость реологических и биохимических характеристик [ ржаного сусла и показателей бражки от концентрации гемицеллюлаз.
Подобраны оптимальные дозировки Р-глюканазы, ксиланазы и протеазы, обеспечивающие эффективное сбраживание сусла с одновременным
30
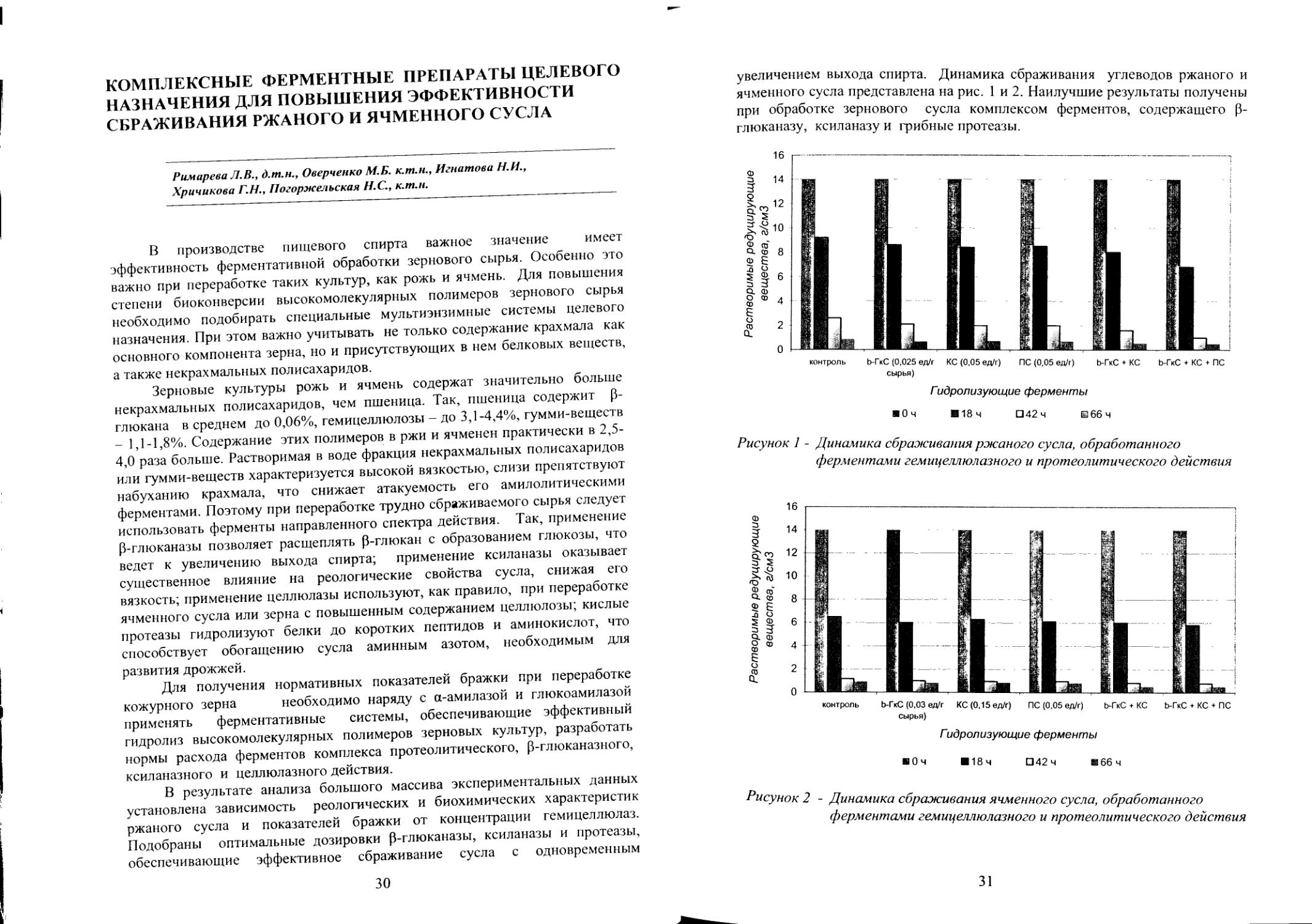
увеличением выхода спирта. Динамика сбраживания углеводов ржаного и ячменного сусла представлена на рис. 1 и 2. Наилучшие результаты получены при обработке зернового сусла комплексом ферментов, содержащего р-глюканазу, ксиланазу и грибные протеазы.
сырья)
Гидролизующие ферменты
Оч Н18ч П42ч В 66 ч
Рисунок 1 - Динамика сбраживания ржаного сусла, обработанного ферментами гемицеллюлозного и протеолитического действия
сырья)
Гидролизующие ферменты
Оч И18ч 042 ч И66ч
Рисунок 2 - Динамика сбраживания ячменного сусла, обработанного ферментами гемицеллюлозного и протеолитического действия
31
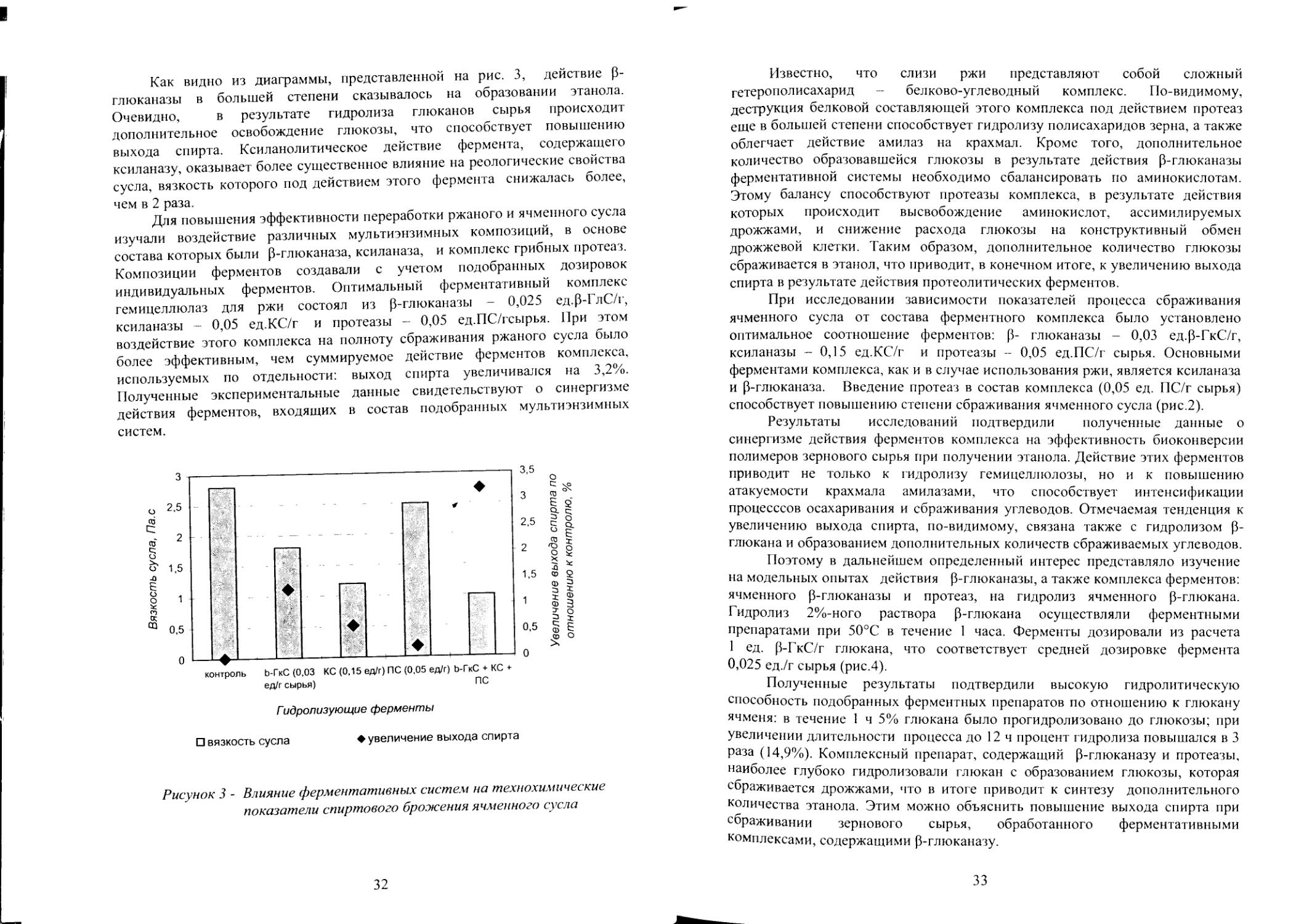
Как видно из диаграммы, представленной на рис. 3, действие Р-глюканазы в большей степени сказывалось на образовании этанола. Очевидно, в результате гидролиза глюканов сырья происходит дополнительное освобождение глюкозы, что способствует повышению выхода спирта. Ксиланолитическое действие фермента, содержащего ксиланазу, оказывает более существенное влияние на реологические свойства сусла, вязкость которого под действием этого фермента снижалась более, чем в 2 раза.
Для повышения эффективности переработки ржаного и ячменного сусла изучали воздействие различных мультиэнзимных композиций, в основе состава которых были р-глюканаза, ксиланаза, и комплекс грибных протеаз. Композиции ферментов создавали с учетом подобранных дозировок индивидуальных ферментов. Оптимальный ферментативный комплекс гемицеллюлаз для ржи состоял из р-глюканазы - 0,025 ед.р-ГлС/г, ксиланазы - 0,05 ед.КС/г и протеазы - 0,05 ед.ПС/гсырья. При этом воздействие этого комплекса на полноту сбраживания ржаного сусла было более эффективным, чем суммируемое действие ферментов комплекса, используемых по отдельности: выход спирта увеличивался на 3,2%. Полученные экспериментальные данные свидетельствуют о синергизме действия ферментов, входящих в состав подобранных мультиэнзимных систем.
ед/г сырья) ПС
Гидролизующие ферменты
□ вязкость сусла
♦ увеличение выхода спирта
Рисунок 3 - Влияние ферментативных систем на технохимические показатели спиртового брожения ячменного сусла
32
Известно, что слизи ржи представляют собой сложный гетерополисахарид - белково-углеводный комплекс. По-видимому, деструкция белковой составляющей этого комплекса под действием протеаз еще в большей степени способствует гидролизу полисахаридов зерна, а также облегчает действие амилаз на крахмал. Кроме того, дополнительное количество образовавшейся глюкозы в результате действия Р-глюканазы ферментативной системы необходимо сбалансировать по аминокислотам. Этому балансу способствуют протеазы комплекса, в результате действия которых происходит высвобождение аминокислот, ассимилируемых дрожжами, и снижение расхода глюкозы на конструктивный обмен дрожжевой клетки. Таким образом, дополнительное количество глюкозы сбраживается в этанол, что приводит, в конечном итоге, к увеличению выхода спирта в результате действия протеолитических ферментов.
При исследовании зависимости показателей процесса сбраживания ячменного сусла от состава ферментного комплекса было установлено оптимальное соотношение ферментов: Р- глюканазы - 0,03 ед.р-ГкС/г, ксиланазы - 0,15 ед.КС/г и протеазы - 0,05 ед.ПС/г сырья. Основными ферментами комплекса, как и в случае использования ржи, является ксиланаза и Р-глюканаза. Введение протеаз в состав комплекса (0,05 ед. ПС/г сырья) способствует повышению степени сбраживания ячменного сусла (рис.2).
Результаты исследований подтвердили полученные данные о синергизме действия ферментов комплекса на эффективность биоконверсии полимеров зернового сырья при получении этанола. Действие этих ферментов приводит не только к гидролизу гемицеллюлозы, но и к повышению атакуемости крахмала амилазами, что способствует интенсификации процесссов осахаривания и сбраживания углеводов. Отмечаемая тенденция к увеличению выхода спирта, по-видимому, связана также с гидролизом р-глюкана и образованием дополнительных количеств сбраживаемых углеводов.
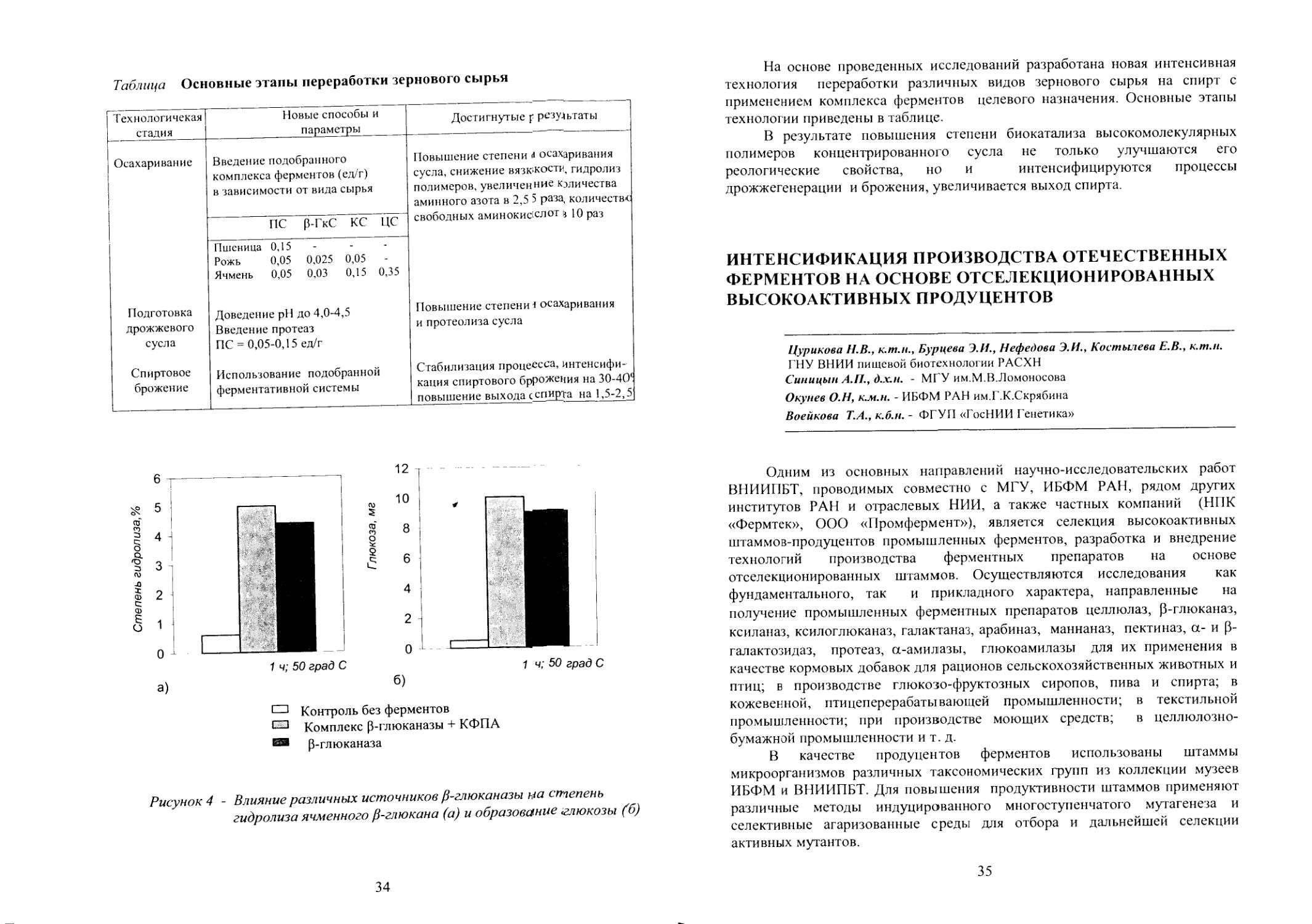
Поэтому в дальнейшем определенный интерес представляло изучение на модельных опытах действия Р-глюканазы, а также комплекса ферментов: ячменного р-глюканазы и протеаз, на гидролиз ячменного р-глюкана. Гидролиз 2%-ного раствора Р-глюкана осуществляли ферментными препаратами при 50°С в течение 1 часа. Ферменты дозировали из расчета 1 ед. р-ГкС/г глюкана, что соответствует средней дозировке фермента 0,025 ед./г сырья (рис.4).
Полученные результаты подтвердили высокую гидролитическую способность подобранных ферментных препаратов по отношению к глюкану ячменя: в течение 1 ч 5% глюкана было прогидролизовано до глюкозы; при увеличении длительности процесса до 12 ч процент гидролиза повышался в 3 раза (14,9%). Комплексный препарат, содержащий Р-глюканазу и протеазы, наиболее глубоко гидролизовали глюкан с образованием глюкозы, которая сбраживается дрожжами, что в итоге приводит к синтезу дополнительного количества этанола. Этим можно объяснить повышение выхода спирта при сбраживании зернового сырья, обработанного ферментативными комплексами, содержащими р-глюканазу.
33
Таблица Основные этапы переработки зернового сырья
Технологичекая стадия Новые способы и параметры Достигнутые f результаты
Осахаривание Введение подобранного комплекса ферментов (ед/г) в зависимости от вида сырья Повышение степени л осахаривания сусла, снижение вязкжости, гидролиз полимеров, увеличен ние кэличества аминного азота в 2,5 5 раза, количестве
ПС Р-ГкС КС ЦС свободных аминокислот з Ю раз
Пшеница 0,15 Рожь 0,05 0,025 0,05 - Ячмень 0,05 0,03 0,15 0,35
Подготовка дрожжевого сусла Доведение pH до 4,0-4,5 Введение протеаз ПС = 0,05-0,15 ед/г Повышение степени* осахаривания и протеолиза сусла
Спиртовое брожение Использование подобранной ферментативной системы Стабилизация процеесса, интенсификация спиртового бррожения на 30-40с повышение выхода сспирта на 1,5-2,5
1=1 Контроль без ферментов
5 Комплекс 0-глюканазы + КФПА ™ Р-глюканаза
Рисунок 4 - Влияние различных источников [5-глюканазы ма степень гидролиза ячменного р-глюкана (а) и образование .глюкозы (б)
34
На основе проведенных исследований разработана новая интенсивная технология переработки различных видов зернового сырья на спирт с применением комплекса ферментов целевого назначения. Основные этапы технологии приведены в таблице.
В результате повышения степени биокатализа высокомолекулярных полимеров концентрированного сусла не только улучшаются его реологические свойства, но и интенсифицируются процессы дрожжегенерации и брожения, увеличивается выход спирта.
ИНТЕНСИФИКАЦИЯ ПРОИЗВОДСТВА ОТЕЧЕСТВЕННЫХ ФЕРМЕНТОВ НА ОСНОВЕ ОТСЕЛЕКЦИОНИРОВАННЫХ ВЫСОКОАКТИВНЫХ ПРОДУЦЕНТОВ
Цурикова Н.В., к.т.н., Бурцева Э.И., Нефедова Э.И., Костылева Е.В., к.т.н. ГНУ ВНИИ пищевой биотехнологии РАСХН
Синицын А.П., д.х.н. - МГУ им.М.В.Ломоносова
Окунев О.Н, к.м.н. - ИБФМ РАН им.Г.К.Скрябина
Воейкова Т.А., к.б.н. - ФГУП «ГосНИИ Генетика»
Одним из основных направлений научно-исследовательских работ ВНИИПБТ, проводимых совместно с МГУ, ИБФМ РАН, рядом других институтов РАН и отраслевых НИИ, а также частных компаний (НИК «Фермтек», ООО «Промфермент»), является селекция высокоактивных штаммов-продуцентов промышленных ферментов, разработка и внедрение технологий производства ферментных препаратов на основе отселекционированных штаммов. Осуществляются исследования как фундаментального, так и прикладного характера, направленные на получение промышленных ферментных препаратов целлюлаз, р-глюканаз, ксиланаз, ксилоглюканаз, галактаназ, арабиназ, маннаназ, пектиназ, а- и р-галактозидаз, протеаз, а-амилазы, глюкоамилазы для их применения в качестве кормовых добавок для рационов сельскохозяйственных животных и птиц; в производстве глюкозо-фруктозных сиропов, пива и спирта; в кожевенной, птицеперерабатывающей промышленности; в текстильной промышленности; при произвюдстве моющих средств; в целлюлозно-бумажной промышленности и т. д.
В качестве продуцентов ферментов использованы штаммы микроорганизмов различных таксономических групп из коллекции музеев ИБФМ и ВНИИПБТ. Для повышения продуктивности штаммов применяют различные методы индуцированного многоступенчатого мутагенеза и селективные агаризованные среды для отбора и дальнейшей селекции активных мутантов.
35
Большое внимание в исследованиях уделяется разработке маломасштабных лабораторных методов исследования, адекватно имитирующих процессы производства и применения ферментов в промышленном масштабе. Результаты этих исследований являются базой для масштабирования и реализации разрабатываемых технологий.
В последние годы на ряде предприятий спиртовой отрасли успешно осуществляется промышленное производство глюкоамилазы при культивировании нового высокоактивного мутантного штамма Aspergillus awamori, полученного методами мутагенеза и селекции на основе исходного промышленного штамма Aspergillus awamori ВУД Т - 2 (1).
Преимуществом мутантного штамма является его способность к повышенному синтезу глюкоамилазы. Кроме того, подробное исследование состава и свойств внеклеточных ферментных комплексов, продуцируемых исходным и мутантным штаммами Asp. awamori показало, что мутантный штамм является также продуцентом целого ряда сопутствующих ферментов различной специфичности действия (КМЦ-аза, ксиланаза, [3-глюканаз, ксилоглюканаза, полигалактуроназа, a-L арабинофуранозидаза, а-глюкозидаза, |3-глюкозидаза а-галактозидаза, р-галактозидаза, сахараза, а-амилаза, протеаза), значительно повышающих эффективность применения ферментного препарата при ферментативной обработке крахмалосодержащего сырья. Следует отметить, что в составе ферментных комплексов зарубежных ферментных препаратов, таких как Glucostar 400 L и SanUltra L, спектр побочных ферментов практически отсутствует (2). Функциональные свойства глюкоамилазы мутантного штамма не отличаются от таковых исходной: обе активны в широком диапазоне pH - от 3,0 до 8,0 с оптимумом при pH 4,0-5,0 и в диапазойе температуры от 30°до 75° с оптимумом при 60°- 65° С (3).
В промышленных условиях культивирование мутантного штамма Asp. awamori проводят на реально существующих аппаратурно-технологических схемах ферментных цехов с использованием питательных сред, традиционно применяемых для производства глюкоамилазы исходным штаммом. При этом активность глюкоамилазы в культуральной жидкости достигает уровня от 350 до 630 ед/мл (таблица 1). Исходный штамм Asp.awamori ВУД Т-2 в этих условиях показывает 220-250 ед/мл.
При культивировании отселекционированного варианта мутантного штамма в лабораторных условиях в 10-ти литровых ферментерах в режиме fed-batch (с подпиткой) на средах с 24 % пшеничного гидролизата, была достигнута активность глюкоамилазы в культуральной жидкости, превышающая 900 ед/мл (при культивировании в течение 216 ч).
36
Таблица 1 Биосинтез глюкоамилазы мутантным штаммом Asp.awamori при культивировании в производственных условиях
Ферментный цех предприятия Гл А, ед/мл АС, ед/мл
Мичуринского экспериментального завода 500-520 20-30
ОАО Спиртзавода «Петровский» 450-500 20-30
Воскресенского ферментно-спиртового завода ОАО «Туласпирт» 550-630 25-45
Ядринского спиртзавода 470-520 20-30
ОАО «Спирткомбинат» г. Мариинска 350-450 20-25
Александровского спиртзавода №14 (по схеме получения комплексного препарата) 250-350 80-50
Таким образом, получен мутантный штамм Asp.awamori, который способен в 2-3 раза интенсивнее продуцировать глюкоамилазу по сравнению с исходным штаммом Asp.awamori ВУД Т-2. В настоящее время новый штамм является самым активным промышленным штаммом и по продуктивности максимально приближенным к зарубежным аналогам.
На основе запатентованного штамма Bacillus licheniformis-78 (ВКМ fill 84D) - продуцента комплекса термостабильных амилолитических и протеолитических ферментов (4), получены высокоактивные мутантные штаммы - Bacillus licheniformis-60 (ВКМ В -2366 Д) и Bacillus licheniformis-103.
Штамм Bacillus licheniformis-60 продуцирует комплекс
протеолитических ферментов, обладающих кератинолитической и коллагеназной активностью, т.е. способностью к гидролизу фибриллярных белковых молекул. Основной фермент комплекса - сериновая щелочная протеаза, в отличие от многих известных препаратов, способна проявлять высокую каталитическую активность в широком диапазоне pH (от 8,0 до 12,0) и температуры (от 40 до 70°С). Для штамма оптимизированы состав ферментационной среды и условия глубинного культивирования, которые позволили получать в лабораторных ферментерах препарат протеазы с высокой активностью (5). Наработаны лабораторные образцы ФП щелочной протеазы Протолихетерм, прошедшие испытания в птицеперерабатывающей промышленности и кожевенном производстве, а также в качестве биодобавки в моющие средства, которые являются основными потребителями препаратов щелочных протеаз (6,7).
Штамм Bacillus licheniformis-103 - является продуцентом уникального комплекса гидролитических ферментов, в состав которого входят два термостабильных фермента амилолитического действия, один из которых обладает пуллуланазной активностью, несколько протеаз и небольшие количества ферментов целлюлолитического действия.
37
Ферментный препарат Амилолихетерм Гх прошел длительные производственные испытания в условиях Мичуринского спиртзавода при получении концентрированного сусла по мягкой схеме разваривания сырья. При этом установлена высокая эффективность гидролиза субстрата на всех стадиях водно-тепловой обработки крахмалосодержащего сырья: в смесителе-предразварнике (при 45-50°С), в аппарате гидродинамической обработки (при 60-70°С), в аппарате ферментативной обработки (при SO-95 °C), что позволяет получать сусло с высокой концентрацией сухих веществ, а следовательно, способствует повышению выхода готового продукта, положительно влияя на экономические показатели процесса производства этанола (8).
При включении комплексного препарата Амилопротолихетерм в состав моющих средств были получены высокие показатели результативности при удалении белково-крахмальных загрязнений при снижении дозировки моющих средств. Кроме того, препарат успешно прошел испытания в пивоваренной, текстильной промышленности и крахмалопаточном производстве.
Для поддержания мутантных штаммов - суперпродуцентов в активном состоянии разработаны эффективные методы поддерживающей селекции, а также способы ведения и хранения посевного материала.
Используя разработанные методики, во ВНИИПБТ постоянно проводится работа по селекции, хранению и ведению посевного материала как исходных, так и мутантных штаммов. В течение многих лет ферментные цеха обеспечиваются активным посевным материалом промышленных штаммов.
Таким образом, авторами получены мутай^ные штаммы, которые характеризуются существенно более высокой ферментативной активностью по сравнению с исходными. Использование новых штаммов позволит значительно удешевить процесс производства отечественных ферментных препаратов и увеличить эффективность использования ФП в различных областях биотехнологии.
Литература
1. Патент на изобретение № 2196821. Высокоактивный штамм
мицелиального гриба Aspergillus awamori - продуцент глюкоамилазы. 20.01.2003.
2. А.П. Синицын, А.В.Марков, М.В.Семенова, Н.В. Цурикова. Новые подходы для определения состава, свойств и возможностей применения мультиферментных препаратов. //Микробные катализаторы и перспективы развития ферментных технологий в перерабатывающих отраслях АПК. - М.:Пищепромиздат, 2004. С.95.
3. Н.В. Цурикова, Э.И. Бурцева, Т.Н.Веселкина, А.П. Синицын, О.Н. Окунев, В.Ю. Матыс, А.В. Кошелев, В.М.Черноглазов, Е.Г. Кондратьева, С.Д. Румянцев, А.М. Морозов, А.П. Алексеев, Шмытова М.В. Высокоактивный
38
штамм мицелиального гриба Aspergillus awamori - продуцент глюкоамилазы //Производство спирта и ликероводочных изделий, 2001.-№ 3.
4. Патент на изобретение № 2177995. Штамм бактерий Bacillus licheniformis - 78 - продуцент комплекса термостабильных амилолитических и протеолитических ферментов. 10.01.2002.
5. А.С. Середа, Л.И.Нефедова, Е.В.Костылева, Н.В.Цурикова, А.В. Кошелев, Т.А.Воейкова, Д.Ю.Исмаилова, В.И.Чурсин, А.П.Синицын. Селекция штамма Bacillus licheniformis - продуцента щелочной протеазы. //Микробные биокатализаторы и перспективы развития ферментных технологий в перерабатывающих отраслях АПК. - М.: Пищепромиздат, 2006.
6. В.И.Чурсин. Биокатализ в процессах обработки кожевенного сырья и коллагенсодержащих материалов. //Микробные биокатализаторы и перспективы развития ферментных технологий в перерабатывающих отраслях АПК. - М.: Пищепромиздат, 2004. - С. 137 - 144.
7. А.Г. Тиматков, Г.Е. Кричевский, А.П. Синицын, З.П. Абрамов. Новые отечественные моющие средства «Деликат-БИО». //Современная химчистка и прачечная, 2001. - № 12. - С. 32.
8. Н.В.Цурикова Н.В. НЯ.Васильева, В.В.Иванов, Л.И.Нефедова, Е.В.Костылева, Р.А. Петров, О.А Калинина, М.А.Окованцева,
А.П.Синицын. Применение термостабильной а-амилазы Bacillus licheniformis в спиртовом производстве.// Хранение и переработка сельхозсырья, 2001. - № 5. - С. 30 - 33.
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ СПИРТОВОГО
ПРОИЗВОДСТВА С ИСПОЛЬЗОВАНИЕМ
ТЕРМОТОЛЕРАНТНЫХ И ОСМОФИЛЬНЫХ РАС ДРОЖЖЕЙ
Римарева Л.В., д.т.н., Оверченко М.Б., к.т.н., Игнатова Н.И., Останина Е.В., Погоржельская Н.С., к.т.н.
Одним из способов интенсификации биотехнологичекого процесса при получении этанола является рациональное использование расы спиртовых дрожжей: термотолерантных - для сбраживания зернового сусла при повышенных температурах и осмофильных - для переработки высококонцентрированных сред [1,2]. При этом необходимо контролировать процессы накопления не только этанола, но и других продуктов метаболизма, синтезируемых дрожжами при брожении для получения высококачественного спирта [3].
39
В связи с этим продолжались исследования по изучению физиологобиохимических свойств селекционированных рас спиртовых дрожжей Saccharomyces cerevisiae 985-Т с термотолерантными и осмофильными S. cerevisiae 987-0 с осмофильными свойствами в зависимости от температуры брожения и концентрации сбраживаемого сусла.
При повышении температуры до 36°С клетки рас XII, 987-0 претерпевали морфологические и культуральные изменения: преобладали клетки с утолщенными стенками, количество мертвых клеток на 18 ч брожения составило 19% и 12% соответственно (табл.).
Повышенная температура (36°С) не сказывалась на изменении морфологических признаков только у расы S. cerevisiae 985-Т, которая проявляла наибольшую термоустойчивость. Количество мертвых клеток составило всего 2%. Сбраживание сусла проходило за 48 часов с нормативными показателями; отмечена тенденция к увеличению выхода спирта (табл., рис. 1).
Таблица Выход спирта в зависимости от расы спиртовых дрожжей и условий брожения
Раса Дрожжей Условия брожения Кол-во клеток на 18 ч. Выход спирта
СВ сусла, % Температура брожения млн/см3 мертвые, % см3/] 00г г %
к стандартным условиям (СВ 17%, 30°С) к р. ХИ
XII 17 30 125 - 66,5 > 100,0 100,0
36 65 19,0 64,0 96,2 100,0
28 30 85 5,0 65,1 97,9 100,0
985-Т 17 30 145 - 66,5 100,0 100,0
36 133 2,0 66,6 100,2 104,0
28 30 140 - 66,3 99,7 101,8
987-0 17 30 142 - 66,6 100,2 100,2
36 81 12,0 65,4 98,3 102,2
28 30 151 - 66,4 99,8 102,0
Установленная возможность интенсификации процесса брожения при повышенных температурах с использованием термотолерантных дрожжей S.cerevisiae р.985-Т обусловлена прежде всего термоустойчивостью этой расы: повышение температуры не снижает бродильную способность клеток и увеличивает их продуктивность. Эффект интенсификации процесса при 36°С связан также с повышением гидролитической активности глюкоамилазы за счет сдвига температурного режима в сторону оптимальных значений
40
действия этого фермента. Кроме того, в результате более интенсивного брожения и выведения дрожжами продуктов ферментативного гидролиза скорость катализа субстрата глюкоамилазой также возрастает. Все вышеперечисленные факторы обеспечивают сокращение длительности сбраживания зернового сусла практически на сутки при нормативном расходе осахаривающих материалов.
При сравнении воздействия высоких концентраций сбраживаемого сусла (СВ 28%) на исследуемые дрожжи наилучшие показатели были достигнуты при использовании S.cerevisiae 985-Т и 987-0 (табл., рис.2). Выход спирта увеличивался на 1,8-2,0% по сравнению с расой XII. Развитие дрожжей расы XII несколько затормаживалось, повышалось содержание мертвых клеток; как и при повышенной температуре, ухудшались показатели брожения.
Повышенный осмос практически не оказывал влияния на физиологическую активность культуры дрожжей S. cerevisiae 985-Т и 987-0: концентрация клеток составила 140-151 млн/мл, мертвые клетки отсутствовали. Сусло было сброжено за 72 часа с нормативными показателями брожения (табл.). При микроскопировании отмечена хорошая упитанность клеток дрожжей рас 985-Т и 987-0, преобладание округлых и овальных форм. В то время как у расы XII повышалась зернистость клеток, отмечалось преобладающее наличие вытянутых форм, снижались их концентрация в среде, повышалось содержание мертвых клеток.
Расы дрожжей
Оч В18ч П42ч «66ч
Рисунок 1 - Динамика сбраживания ржаного сусла различными расами спиртовых дрожжей при температуре брожения 30 °C и 36 °C
41
Ei 0 ч 18 ч □ 42 ч R 66 ч
Рисунок 2 - Динамика сбраживания высококонцентрированного ржаного сусла различными расами спиртовых дрожжей
17 22 28 17 22 28
СВ сусла, %
XU И985-Т □ 987-0
Рисунок 3 - Синтез побочных метаболитов различными расами спиртовых дрожжей при сбраживании ржаного сусла
42
Исследуемые расы дрожжей различались не только по морфологическим признакам и физиологической активности, но и по способности к синтезу побочных метаболитов, сопутствующих образованию этанола. При повышенной температуре наряду с интенсификацией процесса брожения термотолерантная раса 985-Т образовывала меньше всего примесей: суммарное количество основных летучих веществ было на 40% меньше, чем у расы XII (рис. 1 и 3).
Аналогичные результаты были получены при повышенном осмосе. При сбраживании высококонцентрированного сусла (22 и 28% СВ) расы 985-Т и 987-0 образовывали на 30-35% меньше побочных метаболитов, чем раса XII. При этом наблюдалась интенсификация спиртового брожения и повышение выхода спирта (рис. 2, 3 и табл.).
На метаболизме дрожжей расы S. cerevisiae XII отрицательно сказывалось как повышение температуры, так и повышение концентрации сусла.Уровень образования побочных метаболитов был выше, чем у расы 985-Т и 987-0 при всех экстремальных условиях брожения.
Таким образом, установленная способность дрожжей рас S. cerevisiae 985-Т и 987-0 к целенаправленному синтезу этанола с одновременным сниждением образования побочных метаболитов позволяет получать спирт высокого качества, а их термотолерантные и осмофильные свойства способствуют повышению эффективности спиртового производства.
Литература
1. Кадиева А.Т., Оверченко М.Б., Игнатова Н.И., Римарева Л.В. Влияние экстремальных температур и осмоса на свойства новых рас Saccharomyces cerevisiae 985-Т и 987-0 // Производство спирта и ликероводочных изделий. 2003. - № 4. - С. 38-40.
2. Кадиева А.Т., Оверченко М.Б., Игнатова Н.И., Шелехова Т.М., Римарева Л.В. Влияние условий спиртового брожения на физиологобиохимические особенности новых рас спиртовых дрожжей Saccharomyces cerevisiae 985-Т и 987-0 // Хранение и переработка сельхозсырья. 2003. - № 11. - С. 72-73.
3. Римарева Л.В., Оверченко М.Б., Игнатова И.И., Кадиева АЛ., Шелехова Т.М., Веселовская О.В. Производство спирта и ликероводочных изделий. 2001. - № 2.
43
НАУЧНЫЕ ОСНОВЫ ТЕХНОЛОГИИ ПОЛУЧЕНИЯ БИОЛОГИЧЕСКИ АКТИВНЫХ ДОБАВОК С ИСПОЛЬЗОВАНИЕМ ФЕРМЕНТАТИВНОГО ГИДРОЛИЗА ДРОЖЖЕВОЙ БИОМАССЫ
Римарева Л.В., д.т .н., Оверченко М.Б., к.т.н., Серба Е.М., к.т.н., Погоржельская Н.С., к.т.н
Дрожжевая биомасса является полноценным источником белковых веществ, витаминов, ценных полисахаридов и микроэлементов, что позволяет рассматривать микроорганизмы как перспективные субстраты для получения биологически активных добавок. Питательная ценность дрожжевой биомассы ограничена низкой доступностью внутриклеточных биополимеров для действия пищеварительных ферментов. Для полноценного усвоения этого субстрата необходимо разрушить клеточные стенки дрожжей и перевести содержащиеся в них биологически ценные высокомолекулярные полимеры в растворимые легко усвояемые соединения [1,2]. Как было показано ранее, деструкция дрожжевой клетки может быть осуществлена с помощью ферментативного катализа [3].
Целью настоящих исследований явилась разработка регулируемого процесса энзиматического гидролиза дрожжевой биомассы с получением белково-аминокислотных препаратов различного фракционного состава.
На первом этапе исследовали процессы гидролиза клетки путем:
• автолиза - под действием собственных ферментов клетки;
• ферментолиза, осуществляемого под действием комплексного ферментного препарата протеаз, пептидаз и Р-глюканаз (КФПА), продуцируемого микромицетом Aspergillus oryzae;
• гетеролиза - совмещение процессов ферментолиза и автолиза.
В работе испытаны различные технологические приемы подготовки дрожжевой биомассы: тепловая обработка (термолиз) дрожжевой суспензии (85-90°С; 15 мин) с дальнейшим проведением ферментолиза
термолизированных клеток дрожжей; плазмолиз клеток в присутствии хлористого натрия (2 ч при 50°С) для проведения автолиза или гетеролиза. Изучали влияние длительности процесса ферментативного гидролиза высокомолекулярных полимеров клетки на накопление аминного азота и фракционный состав гидролизатов дрожжевой биомассы.
Как следует из результатов, приведенных на рисунке 1, наибольшее накопление аминного азота отмечено в опытах, где был применен термолиз субстрата (кривая 2). Уже к 4 часам гидролиза концентрация аминного азота возросла практически в 10 раз по сравнению с вариантами, где был применен автолиз или плазмолиз, и составила 252-256мг% против 21-28мг%. Максимальное накопление аминного азота (627мг%) было достигнуто к 10-
44
14 часам гидролиза и дальнейшее продолжение процесса несущественно влияло на степень деструкции дрожжевой клетки (на 18 часов - 692мг%).
Время, ч
—♦—Автолиз (1)
—о— Плазмолиз + КФПА (3)
—л—Термолиз + КФПА (2)
Рисунок 7 - Динамика гидролиза дрожжевой биомассы в процессе автолиза (1) и ферментативного гидролиза (2,3)
При ферментолизе дрожжевой биомассы, подвергнутой плазмолизу в присутствии хлористого натрия, наблюдалось снижение скорости гидролиза клеток: на 18 часов - 580 мг% (кривая 3). Максимум аминного азота достигнут к 30 часам гидролиза.
В контрольном варианте, где осуществляли процесс автолиза дрожжевых клеток без дополнительного введения ферментов, к 18ч гидролиза содержание аминного азота было ниже в 3 раза (210 мг%), чем при ферментолизе. Длительность процесса автолиза составила 30 ч, конечная концентрация аминного азота - 371 мг%. Результаты по ферментативному гидролизу дрожжевой биомассы, предварительно подвергнутой термолизу или плазмолизу, к 24 ч были практически одинаковы: уровень накопления аминного азота соответствовал 680 - 689 мг%. Однако, к 30 ч эффективность гидролиза дрожжевых клеток в вариантах с плазмолизом несколько возрастала, концентрация аминного азота к окончанию процесса составила - 812 мг%, что на 18% превысило показатели ферментолиза термолизированных клеток. Вероятно, это вызвано синергизмом действия высвобождаемых ферментов клетки и ферментов КФПА, в то время как при термолизе дрожжевой биомассы наряду с ослаблением и частичным разрушением клеточных стенок происходит, по-видимому, инактивация собственных ферментов клетки. Однако скорость гидролиза высокомолекулярных полимеров термолизированных клеток под действием КФПА возрастала. Поэтому, в последующих экспериментах дрожжевую
45
суспензию подвергали предварительному термолизу.
На основании установленной зависимости накопления аминного азота в гидролизатах дрожжевой биомассы от дозировки КФПА и продолжительности ферментолиза разработан регулируемый процесс гидролиза биополимеров дрожжевой клетки. Так, при необходимости получения ферментолизатов биомассы с концентрацией аминного азота 300-420 мг% достаточно 4-х часов гидролиза при дозировке КФПА из расчета 5-10 ед.ПС/г дрожжей (рис.2). Для получения ферментолизатов с более высокой концентрацией аминного азота (640-660 мг%) дозировка КФПА должна составлять 10 ед.ПС/г дрожжей при длительности процесса ферментолиза 12 часов. Такие же показатели аминного азота в ферментолизате можно получить при снижении дозировки фермента до 5-7 ед. ПС/г и длительности гидролиза, равного 16 часам.
В дальнейшем расход ферментного препарата КФПА осуществляли из расчета 10 ед. ПС/г, при этом дозировка Р-глюканазы составляла 5 ед. р-ГкС/г дрожжей. Процесс ферментативного гидролиза проводили в течение 4 и 12 ч в оптимальных условиях.
Результаты исследований показали, что при 4-х часовом гидролизе высокомолекулярные полимеры дрожжевой биомассы переходят в растворимое состояние, концентрация аминного азота в готовом препарате составляет 2,8% на абсолютно сухое вещество (а.с.в.), при 12-ти часовом гидролизе - 5,1% на а.с.в.; содержание свободных аминокислот - 34 и 67% от общего количества белковых веществ соответственно.
Фракционный состав полученных ферментолизатов приведен на рис.З.
Длительность ферментолиза, ч
□ 5 ед.ПС/г □ 7 ед.ПС/г 10 ед.ПС/г
Рисунок 2 - Зависимость накопления аминного азота в гидролизате дрожжевой биомассы от дозировки КФПА и продолжительности процесса ферментолиза
46
1 - Молекулярная масса (ММ) более 10000 Д
2-ММ от 5000 до 10000Д
3 - ММ от 1500 до 5000 Д
4 - ММ менее 1500 Д
Рисунок 3 - Фракционный состав ферментолизатов дрожжевой биомассы после 4-х часового гидролиза (а) и 12-ти часового гидролиза (б)
Полученные результаты подтверждают возможность проведения регулируемого процесса ферментативного гидролиза дрожжевой биомассы с получением белково-аминокислотных смесей заданного состава.
Ферментолизат после 4-х часового гидролиза обладает хорошей растворимостью, достаточно высоким содержанием аминокислот и пептидов и может быть использован в качестве пищевой добавки (белковоаминокислотного обогатителя) для повышения биологической полноценности продуктов питания и напитков.
Увеличение длительности ферментативного гидролиза до 12 часов позволило увеличить долю пептидов с молекулярной массой 1500 - 5000Д с 30% до 37%, а долю низкомолекулярных пептидов и свободных аминокислот с молекулярной массой менее 1500Д в 2 раза (с 30% до 63%) за счет гидролиза высокомолекулярных пептидов. Это дает возможность получить препарат с высоким содержанием свободных аминокислот и низкомолекулярных пептидов. Полученный препарат может быть предложен в качестве биологически активной добавки (БАД), так как известно, что аминокислоты легко ассимилируются и активизируют обменные процессы в организме человека.
Таким образом, для обеспечения необходимой степени и глубины гидролиза биополимеров дрожжевых клеток достаточно варьировать длительностью процесса и дозировкой ферментов. В результате была разработана биотехнологическая схема ферментолиза микробной биомассы с получением препаратов различного функционального назначения (рис. 4).
47
Рисунок 4 - Процессуальная схема ферментативной конверсии микробной биомассы в пищевые и биологически активные добавки
В результате создана научно обоснованная биотехнология получения белково-аминокислотных пищевых добавок и БАД на основе «мягкого» ферментативного гидролиза дрожжевой биомассы.
Разработанные технологические процессы биоконверсии остаточных пивных и хлебопекарных дрожжей были апробированы в производственных условиях Тульского пивоваренного и Московского дрожжевого заводов.
Промышленную наработку ферменголизата хлебопекарных (Saccharomyces cerevisiae) или пивных дрожжей (Saccharomyces carlsbergensis) осуществляли на установке, состоящей из реактора, где непосредственно проводили ферментолиз дрожжевой суспензии, теплообменника для охлаждения ферментолизата, сепаратора для отделения непрогидролизованных фрагментов дрожжевой клетки и сушильных агрегатов для сушки готовой продукции (рис. 5).
Производственные испытания подтвердили эффективность использования комплексного ферментного препарата КФПА для гидролиза клеточных стенок и протоплазмы хлебопекарных и остаточных пивных дрожжей с получением аминокислотных смесей - пищевых и биологически активных добавок. Сравнительная характеристика технологий гидролиза дрожжевой биомассы существующим методом автолиза и разработанным способом ферментолиза приведена в таблице.
Отличительной особенностью разработанного метода является то, что осуществлена комплексная переработка дрожжевой биомассы под действием нового препарата КФПА. Метод основан на регулируемом процессе биокатализа дрожжевых клеток с получением пищевых добавок «Протамин» и БАД «Суперпротамин» (рис.4).
48
1
Рисунок 5 - Технологическая схема получения ферментолизата дрожжевой биомассы
1 - реактор; 2 - расходный сборник раствора ферментов;
3--теплообменник; 4 - сепаратор; 5 - распылительная сушилка
Технологическая схема производства ферментолизатов дрожжевой биомассы состоит из нескольких стадий:
1. Подготовка дрожжевой суспензии.
2. Ферментативный гидролиз дрожжевой суспензии.
3. Пастеризация полученного ферментолизата и его охлаждение.
4. Получение пищевых добавок и БАД;
• Протамина К (комплексного) путем сушки;
• Протамина А (с повышенным содержанием свободных аминокислот) путем сепарирования с последующей сушкой фугата;
• белково-аминокислотного обогатителя пищи;
• БАД «Суперпротамин» в результате глубокого гидролиза дрожжевой биомассы.
5. Упаковка и маркировка.
Разработанная биотехнология ферментолиза микробной биомассы для получения биологически активных добавок различного функционального назначения подтверждена в производстве;
• на основе энзиматического гидролиза остаточных пивных и хлебопекарных дрожжей разработана и внедрена биотехнологическая схема получения аминокислотных и витаминных БАД иммуномодулирующего действия для лечебно-профилактического питания;
49
• разработаны условия и технологические параметры получения ферментализатов дрожжевой биомассы в качестве добавок к пище -белково-аминокислотных обогатителей для повышения питательной ценности и усвояемости продуктов питания и напитков (в производстве хлеба, крекеров, укрепляющих коктейлей);
• с использованием «Протамина пищевого» на основе экструзионных технологий разработан способ получения лечебно-профилактических продуктов - сухих завтраков для укрепления и очищения организма;
• на основе ферментолиза хлебопекарных дрожжей получены пищевые добавки для ликероводочного производства с целью повышения и разнообразия органолептических достоинств напитков;
• на основе «мягкого» ферментативного гидролиза микробной биомассы разработаны новые лечебно-профилактические средства в косметологии.
Таблица Сравнительная характеристика технологий гидролиза дрожжевой биомассы методом автолиза клетки и разработанным способом ферментолиза, осуществляемого подобранным комплексом ферментов
Этапы процесса Существующая технология автолиза Разработанная технология ферментолиза Достигнутый результат
Плазмолиз 2 ч, 50°С 0 Сокращение (на 2 ч)
Термолиз 0 15-20 мин, 85°С
Использование антисептиков и индукторов Формалин, этанол и др. Не использу<отся Исключение химических реагентов
Применение КФПА Не применяется КФПА 7-10едПС/г биомассы
Длительность гидролиза, ч 24-48 ч 5-12 ч Сокращение времени на 19-36 ч
Степень гидролиза белка, % 58-70 81-85 Повышение глубины гидролиза белка
Аминный азот, мг % 210-375 600-740 Увеличение содержания аминного азота
Свободные АК, % от общего кол-ва 12-28 37-67 Увеличение содержания свободных АК
Конечные продукты Пищевые добавки Пищевые добавки и БАД Расширение функциональных свойств продуктов гидролиза
Итого Создан регулируемый процесс, обеспечивающий интенсификацию производства в 4-5 раз, повышение степени гидролиза белка, получение добавок с различными функциональными свойствами
50
Проведенные клинические испытания БАД «Суперпротамин» показал возможность его использования в качестве иммуномодулятора лз реабилитации постоперационных больных, для повышена, сопротивляемости организма человека (рис.6).
Хирургическая косметология
• Нормализация белкового обмена
• Повышение усвояемости пищи
• Общеукрепляющее действие
• Улучшение структуры волос и ногтей
Фтизиопульмонология
• Повышение иммунного статуса и функциональной выносливости
• Улучшение обменных процессов
• Улучшение показателей печени !
• Выраженный терапевтический эффект |
• Снижение доз антибиотиков i
Клиническая иммунология
• Хорошая переносимость
• Отсутствие побочных эффектов
• Повышение сопротивляемости организма к вирусным и бактериальным инфекциям
• Улучшение показателей крови, повышение содержания гемоглобина
Онкология
• Нетоксичный иммуномодулятор
• Повышение функциональной выносливости организма
• Улучшение обменных процессов
• Улучшение работы ЖКТ
Рисунок 6 - Медико-биологическая эффективность БАД ~ Суперпротамин в лечебно-профилактическом питании
Положительное воздействие, оказываемое пищевыми добавками и БАД на здоровье человека, качество продуктов и напитков, делает разработанную биотехнологию экономически и социально целесообразной. Использование аминокислотных добавок в пищевой промышленности позволяет повысить питательную ценность и усвояемость пищевых продуктов и напитков, улучшить их вкус и аромат, создать новые лечебнопрофилактические средства.
Литература
1. Иванова И.С. Разработка технологии биологически активной добавки к пище в виде белково-углеводного концентрата из биомассы хлебопекарных дрожжей// Автореферат диссертации на соиск. уч. ст. к.т.н,- М., 2003. - 28 с.
2. Доценко О.Н., Садова В.В. Функционально-технологические характеристики белкового продукта дрожжевой биомассы // Изв. Вузов. Пищ.технол. 2002. - № 2. - С. 25.
3. Римарева Л.В., Оверченко М.Б., Трифонова В.В. Патент РФ № 2104300.
Б.И. 1998. №4.
51
ВЛИЯНИЕ ФЕРМЕНТАТИВНОЙ ПРЕДОБРАБОТКИ ПЛОДОВО-ЯГОДНОГО СЫРЬЯ НА СТАБИЛЬНОСТЬ ЛИКЕРОВОДОЧНЫХ ИЗДЕЛИЙ В ПРОЦЕССЕ ХРАНЕНИЯ
Курбатова Е.И., к.т.н., Римарева Л.В., д.т.н., Трифонова В.В^ Бурачевский И.И., к.т.н.
Стабильность и качество ликероводочных изделий с низкой и средней крепостью, производство которых основано на переработке плодов и ягод, во многом определяются качеством получаемых соков и морсов.
Как известно, при хранении напитки могут терять товарный вид из-за возникновения в них опалесценции или осадка. Анализ литературных данных показал, что 70% помутнений ликероводочных изделий классифицируют как коллоидные помутнения, возникающие в результате образования нерастворимых высокомолекулярных соединений.
Проведенные исследования, направленные на определение эффективности ферментолиза плодово-ягодного сырья показали, что применение предобработки сырья с помощью ферментных препаратов (ФП) различной направленности действия в оптимальных дозировках позволяет повысить выход сока, снизить его вязкость, увеличить содержание экстрактивных веществ (растворимых сухих веществ, органических кислот, фенольных веществ, редуцирующих сахаров), снизить pH соков и морсов, а также улучшить органолептические показатели полуфабрикатов.
Анализ гидролитической способности ФП с различной субстратной специфичностью позволил подобрать оптимальный состав ферментативного комплекса, обеспечивающего эффективный гидролиз яблочной массы. Установлено, что соотношение ПкС: ПэС: эндо-ПгС: АС: ПС: 0-ГкС в должно составлять не менее 1:24 : 0,9: 17,5 :11,0 :70. Применение данного комплекса в процессе получения яблочного сока позволяет:
увеличить выход сока-самотека на 144 % по сравнению с контрольным;
снизить вязкость сока на 58,5%;
увеличить содержание органических кислот на 22,3 %;
увеличить содержание сухих веществ на 7 %;
улучшить органолептические показатели соков.
Установлено оптимальное соотношение ферментативных активностей для гидролиза клюквенного сырья, а именно, ПкС: ПэС : эндо- ПгС: АС : ПС :ЦС должно быть не менее не менее 1:18 :0,5: 3 :3,0 :23. Применение данного комплекса в процессе получения клюквенного сока позволяет:
увеличить выход сока-самотека на 112 % по сравнению с контрольным;
снизить вязкость соков на 78,5%;
увеличить содержание органических кислот на 5,5 %;
52
увеличить содержание сухих веществ на 8,6 %;
улучшить органолептические показатели соков.
Проведенные исследования эффективности действия ферментативного комплекса для обработки клюквы в производстве спиртованных морсов выявили существенное влияние ферментативного гидролиза: в результате гидролиза структурных компонентов сырья (целлюлозы, пектина) интенсифицируется процесс настаивания. Использование этого комплекса позволяет:
сократить срок настаивания сырья с 14 до 4 суток;
увеличить содержание общего экстракта на 2,5 %;
увеличить содержание органических кислот на 5,5%;
увеличить содержание общих фенольных веществ на 3%;
улучшить органолептические показатели морсов.
Исследования, направленные на определение эффективности применения ФП в процессе переработки черноплодной рябины показали, что обработка пектатлиазным ФП привела к увеличению выхода фенольных веществ на 12,67 % по сравнению с контрольным вариантом. Обратный эффект вызвало действие препаратов гидролитически разрушающих пектиновые вещества (пектинэстераза, полигалактуроназа), в результате применения которых сократилось содержание фенольных веществ на 0,67 -2,33 %. Использование ФП полигалактуроназы привело к максимальному извлечению органических кислот (на 3,7 % больше, чем в контрольном варианте), а действие препарата пектатлиазы привело к увеличению кислотности на 1,85 %. Наибольшее содержание растворимых сухих веществ отмечалось в варианте с применением препарата целлюлазы (на 2,16 % больше контрольного -13,9 %).
Таким образом, в результате проведенных исследований по определению возможности использования ферментов различной специфичности действия для гидролиза мезги из черноплодной рябины, отмечено, что применение ферментов целлюлолитического действия обеспечивало увеличение содержания растворимых сухих веществ; ферментов пектатлиазного действия привело к высокому содержанию фенольных веществ, а ферментов пектолитического действия (полигалактуроназы и пектинэстеразы) - к повышению кислотности соков. Применение фермента протеолитического действия не способствовало значительным изменениям ни сокоотдачи сырья, ни физико-химических показателей полученных соков.
Комплексное использование ферментов позволило: целлюлаза + полигалактуроназа
увеличить содержание органических кислот на 7,56 %;
повысить содержание фенольных веществ на 50 %;
увеличить содержание растворимых сухих веществ на 2,16% целлюлаза +пектатлиза
повысить содержание фенольных веществ на 46,6 %;
увеличить содержание растворимых сухих веществ на 2,16%.
53
Применение целенаправленно подобранных ФП для деструкции сырья из черноплодной рябины приводит к получению соков с требуемыми физико-химическими показателями.
В дальнейшей работе представлялось интересным изучить склонность полуфабрикатов (спиртованных соков и морсов), полученных с применением ферментативной обработки и по традиционной схеме (без использования ФП), к помутнениям различного характера.
Анализ яблочных спиртованных соков на склонность к помутнениям показал, что все образцы стабильны в отношении белкового, коллоидного, полифенольного помутнений.
Результаты, полученные при испытании клюквенных спиртованных морсов на склонность к белковому помутнению, были отрицательными во всех образцах.
Во время проведения теста на склонность полуфабрикатов к коллоидному помутнению во всех испытанных образцах выпадал осадок. Однако, объем осадка в опытных образцах составлял 5-10% относительно осадка в контрольном образце (100%), что говорит о минимизированной склонности опытных образцов к стабильности в отношении коллоидных помутнений.
Аналогичные результаты были получены во время проведения испытаний на стойкость спиртованных морсов к полифенольному помутнению. Образцы, полученные при использовании ферментативного гидролиза, были наиболее стабильны, контрольная же проба проявила максимальную склонность к выпадению нестабильных фракций фенольных веществ.
Проведение тестов на выявление склонности к разного рода помутнениям спиртованных клюквенных соков показало стабильность последних во всех опытных образцах.
Приготовленные изделия из соков и морсов, полученных посредством ферментолиза сырья, а также контрольных были поставлены на хранение с целью проведения дальнейших наблюдений за их изменениями. Изделия, приготовленных на основе полуфабрикатов, полученных в результате ферментативной обработки сырья, в процессе хранения выяснено, что десертный напиток «Яблочко» сохранял стабильность в течение 9 месяцев хранения (образование осадков и помутнений не отмечалось).
В изделиях, приготовленных с применением соков черноплодной рябины образование посторонних включений не наблюдалось, (изделия сохраняли первоначальных вид на протяжении всего срока исследований).
В десертном напитке «Клюковка» имело место образование осадков фенольной природы; динамика снижения содержания фенольных веществ представлена на рисунке.
Анализ изменений содержания фенольных веществ в изделиях показал, что гидролиз сырья комплексом ферментов, состоящим из пектолитического и целлюлолитического ферментов через 3 месяца хранения позволяет сохранить 75,8 % фенольных веществ в растворенном состоянии; опытный
54
образец с добавлением протеолитического фермента оказался наиболее стабильным в отношении фенольного помутнения и содержание фенольных веществ составило-82,4%, тогда как в контрольном варианте (без обработки сырья ферментами) отмечается наличие 74,9 % фенольных веществ.
Через 6 месяцев хранения изделий содержание фенольных веществ составило:
в варианте, обработанном композицией ферментов пектиназы+
целлюлазы содержал 66,1 %;
в варианте, обработанном композицией ферментов пектиназы+
целлюлазы+ протеазы отмечается содержание 69,5%;
• контрольный вариант содержал 55,7%.
Таким образом, через 6 месяцев хранения наиболее стабильными оказались варианты, обработанные комплексом ферментов пектолитического, целлюлолитического, а также пектолитического, целлюлолитического и протеолитического действия наименьшее содержание фенольных веществ отмечено в контрольном варианте (55,7% от начального содержания).
Рисунок - Влияние ферментативного гидролиза на стабильность клюквенных изделий в отношении полифенольного помутнения
В отношении стабильности изделий через 9 месяцев хранения наилучшие результаты проявили варианты, обработанные пектолитическим, целлюлолитическим и протеолитическим препаратами (содержание фенольных веществ - 58,8 % от исходного содержания). В контрольном варианте через 9 месяцев хранения содержание фенольных веществ составило 45,1 % от содержания в начальный период (100 %).
55
Ликероводочные изделия «Яблочко» и «Клюковка» после 9 месяцев хранения были переданы специалистам отдела ликероводочного производства ВНИИПБТ для проведения сравнительной оценки органолептических характеристик напитков на заседании дегустационной комиссии. Образцы изделий, приготовленные на основе соков и морсов с использованием ферментативной обработки яблочного и клюквенного сырья, получили более высокую оценку, чем контрольные образцы.
Таким образом, в результате изучения стабильности изделий, приготовленных из ферментированной клюквенной мезги и сырья без предварительной обработки, установлено, что в целях снижения вероятности выпадения фенольных веществ в комплексе с белковыми веществами клюквенное сырье рекомендуется подвергать ферментативной обработке комплексом, содержащим ферменты пектолитического, целлюлолитического и протеолитического действия.
В результате анализа полученных экспериментальных и литературных данных разработаны научно обоснованные требования к ферментным препаратам, предназначенным для гидролиза плодово-ягодного сырья (табл. 1).
Таблица I Требования к ферментному составу комплексных препаратов, предназначенных для гидролиза плодово-ягодного сырья
Группа ферментов Вид сырья
Яблоки Юуоква Черноплодная рябина
Ферменты, обуславливающие эффективность действия препаратов П е кти нэстераза, полигалак-туроназа, Р-глюканаза Пектинэстераза, полигалактуроназа, целлюлаза Пектатлиаза, целлюлаза
Ферменты, содержание которых желательно, но не обязательно Амилаза, целлюлаза, протеаза Геми целлюлаза, протеаза Полигалактуро наза,
Ферменты, содержание которых нежелательно, но они допустимы в незначительных количествах Пектатлиаза Амилаза, пектатлиаза Протеаза, амилаза, гемицеллю-лазы, пектинэстераза
Ферменты,наличие которых недопустимо в препаратах Ферменты группы оксидоредуктаз Ферменты, разрушающие антоцианы, ферменты класса оксидоредуктаз Ферменты, разрушающие антоцианы, ферменты класса оксидоредуктаз
56
Таким образом, применение ферментных препаратов различной направленности действия с изученными биохимическими характеристиками позволяет провести регулируемый катализ плодово-ягодного сырья направленного действия с целью получения продуктов с заданными показателями, повысить органолептические показатели и стабильность цветных ликероводочных изделий при хранении.
57
ОТДЕЛ ТЕХНОЛОГИИ ЛИКЕРОВОДОЧНОГО ПРОИЗВОДСТВА
РЕЗУЛЬТАТЫ НИР ПО СОВЕРШЕНСТВОВАНИЮ
ТЕХНОЛОГИИ ВОДОК И ЛИКЕРОВОДОЧНЫХ ИЗДЕЛИЙ
Бурачевский И.И., к.т.н.. - зав.отделом
Отдел технологии ликероводочного производства создан на базе одноименной лаборатории, которая была организована в институте в 1932 году.
В основу исследований в области ликероводочного производства положены разработки видных русских ученых (Д.И.Менделеева, Т.Е.Ловица, Т.Д.Зелинского, А.А.Вериго и др.) по теории водно-спиртовых растворов и обработке их активным углем.
Все исследования, проведенные отделом за 75 лет, нашли отражение в производственном технологическом регламенте по производству водок и ликероводочных изделий, сборнике рецептур ликероводочных изделий и водок и других рецептурах, рекомендациях промышленности в области производства водок и ликероводочных изделий у сохранения ими товарного вида.
Отдел технологии ликероводочного производства за последние пять лет не претерпел существенных изменений ни по кадровому составу (увеличился на одного научного сотрудника), ни по направлению своей работы.
Основные работы отдела, как и предыдущие 70 лет, были направлены на совершенствование технологии производства водок и ликероводочных изделий, разработку новых изделий, повышение качества ликероводочной продукции и ее гостирование.
В 2001-2006 гт. отделом разработано свыше 300 новых видов водок и ликероводочных изделий. Как и прежде, работа проводилась в содружестве и по заказам ликероводочных заводов. В эти годы были разработаны широко зарекомендовавшие себя водки «Путинка» (вырабатывает ОАО «Московский завод «Кристалл»), «Империя» (ЗАО «Русский стандарт»), «Белуга» (ОАО «Мариинский ЛВЗ»), «Ледокол» (ОАО «Исток»), XXI век Люкс (ОАО «Ярославский ЛВЗ», «Нижнекамский ЛВЗ»), «Арбатская премиум» (ОАО «Московский межреспубликанский винзавод»), «Смоленская жемчужина» (ОАО «Бахус», г. Смоленск), настойки сладкие «Краснополянская медовая» (ОАО «Костромской ЛВЗ»), настойки горькие «Довгань медовая с перцем» (ОАО «ЛВЗ «Бутурлиновский»), «Магия старины» (ОАО «Мариинский
58
ЛВЗ»), бальзамы «Красная поляна» (ОАО «Костромской ЛВЗ), «Чага» (OAi «Уржумский СВЗ») и другие.
Отделом проведены исследования по совершенствованию технологи! обработки водно-спиртового раствора активным углем. С этой целью быт испытан активный уголь из косточек абрикосов, сливы, кокосовый уголь. Подработана технология получения косточковых углей, и установлены оптимальные условия его применения.
На основании исследований особенностей технологии приготовления водок установлены оптимальные значения физико-химических и микроэлементных показателей технологической воды и водок.
Совместно с ООО НПП «Технофильтр» проведены исследования по оценке эффективности обработки водно-спиртового раствора активным кокосовым углем, импрегнированным серебром марки АСС, загруженным в картриджи («серебряная фильтрация»).
Совместно с ООО «Воронеж-Аква» апробирован и внедрен на ряде заводов (ООО «Традиции качества», Московская обл., ОАО «Сарапульский ЛВЗ», ОАО «ЛВЗ «Глазовский» и др.) способ удаления альдегидов из сортировки и водки.
Проводились исследования по возможности использования бутылок из ПЭТ для розлива водок.
Разработана технология новой группы ликероводочных изделий: слабоградусных газированных и негазированных напитков крепостью 5-12% с последующим внедрением на ЗАО «Роом», ОАО «Быков и компания-холдинг», ОАО «Слободской СВЗ», ГУП «Башспирт» - Стерлитамакский спирто-водочный комбинат «СТАЛК». Продолжены исследования по стабилизации ликероводочных изделий, как с применением ферментных препаратов, так и с применением мембранной технологии.
С целью стабилизации качества продукции отделом разработаны национальные стандарты, которые регламентируют физико-химические и органолептические показатели водок и ликероводочных изделий, а также их оформление с надлежащей информацией. Это ГОСТ Р 52192-2003 «Изделия ликеро-водочные. Общие технические условия», ГОСТ Р 52191-2003 «Ликеры. Общие технические условия», ГОСТ Р 52190-2003 «Водки и изделия ликероводочные. Термины и определения», ГОСТ Р 52194-2003 «Водки и водки особые. Изделия ликероводочные. Упаковка, маркировка, транспортирование и хранение».
Внесены изменения и дополнения в ПТР 10-12292-99 «Производственный технологический регламент на производство водок и ликеро-водочных изделий» в соответствии с достижениями отрасли.
Ниже приводится ряд статей, отражающих исследования, проведенные в отделе ликероводочного производства, за последние пять лет.
59
ФИЗИКО-ХИМИЧЕСКИЙ И МИКРОЭЛЕМЕНТНЫЙ СОСТАВ ТЕХНОЛОГИЧЕСКОЙ ВОДЫ И ВОДОК И ЕГО ВЛИЯНИЕ НА СТАБИЛЬНОСТЬ ВОДОК В ПРОЦЕССЕ ХРАНЕНИЯ
Поляков В.А., д.т.н., Бурачевский И.И., к.т.н., Морозова С.С., к.х.н., Макеева А.Н., к.т.н., Устинова Е.В.
Микроэлементный состав водок имеет существенно влияет на органолептические показатели водок и их стабильность в процессе хранения.
Причиной появления микроэлементов в водках может быть сырье, ингредиенты, оборудование, стекло бутылок, вспомогательные материалы, нарушение технологического процесса.
С поверхности кварцевого песка могут переходить в сортировку ионы кремний, активированные угли могут вносить в водку ионы железа, кальция и магния. В результате использования коррозионно нестойкого оборудования возможно повышение концентрации железа, особенно при хранении водок в емкостях. Применение бутылок с недостаточной химической стойкостью приводит к образованию осадков двуокиси кремния. Но наибольшее обогащение водок микроэлементами происходит за счет технологической воды. #
Для выяснения влияния технологических факторов на стойкость водок в 1994-2002 г. на 60 заводах отрасли, в том числе на ОАО «Алвиз» (г. Архангельск), ОАО «Кристалл» (г. Москва), ОАО «Псковпищепром», ФГУП «Росспиртпром филиал «Ликероводочный завод «Чебоксарский», ОАО «СПИ-РВВК» (г. Калининград), ООО «Водочный завод «Южная столица» (г. Ростов-на-Дону), ООО «Вирма» (г. Кандалакша Мурманской области) исследовался микроэлементный состав технологической воды и водок.
Методика проведения исследований была следующей. Отбирали и анализировали пробы спирта, исходной и технологической воды, сортировок и водок по всей технологической линии их приготовления. В образцах определяли щелочность, величину pH, окисляемость, сухой остаток, жесткость (содержание кальция и магния), содержание натрия, калия, марганца, алюминия, меди, сульфатов, хлоридов, кремния, гидрокарбонатов и фосфатов по методикам, приведенным в ПТР 10-12371-99 «Производственный технологический регламент на производство водок для экспорта» [1] и сборнике «Унифицированные методы анализа воды» [2].
Образцы готовой продукции закладывали на хранение и определяли в них физико-химические показатели и микроэлементный состав в течение пяти лет.
60
На основании проведенных исследований институтом разработаны уточненные требования к качеству технологической воды, (предельно допустимые нормы) для приготовления водок, приведенные в таблице 1.
Таблица 1 Показатели допустимого содержания компонентов воды
Нормируемые показатели Для технологической воды с жёсткостью, моль/м3 (максимально допустимая величина)
0- 0,20 0,21- 0,40 0,41- 0,60 0,61- 0,80 0,81- 1,00 1,01- 1,20
Щёлочность, объем соляной кислоты концентрации с (НС1) = 0,1моль/дм3, израсходованный на титрование 100 см3 воды, см3 4,0 2,5 1,5 0,6 0,4 0,2
Окисляемость, мт О2/дм3 6,0 6,0 5,0 4,0 3,0 2,0
Сухой остаток, мт/дм3 250 225 200 150 125 100
Водородный показатель (pH) 7,0 7,0 7,0 6,5 6,5 6,0
Массовая концентрация, мг/дм3: кальция 2,7 5,0 8,0 10,6 13,3 16,0
- магния 0,8 1,6 2,4 3,2 4,0 4,8
- железа 0,15 0,12 0,10 0,06 0,04 0,02
сульфатов 30,0 25,0 20,0 15,0 10,0 5,0
хлоридов 30,0 25,0 20,0 15,0 10,0 5,0
- кремния 5,0 4,0 3,0 2,0 1,0 1,0
- гидрокарбонатов 125 95 65 40 25 12
- натрия + калия 100 80 60 40 20 10
- марганца 0,10 0,10 0,08 0,06 0,04 0,02
- алюминия 0,15 0,10 0,08 0,06 0,04 0,02
- меди 0,15 0,10 0,08 0,06 0,04 0,02
- фосфатов 0,10 0,10 0,08 0,06 0,04 0,02
Требования к воде изложены в изменении № 1 к ПТР 10-12292-99» Производственный технологический регламент на производство водок и ликероводочных изделий [3].
Вода, отвечающая данным требованиям, позволит сохранять стабильность водок в процессе их длительного хранения, что очень важно, поскольку в новом ГОСТе нет гарантийных сроков хранения водок (в ранее действующем ГОСТ 27907-88 «Водки для экспорта. Общие технические условия» экспортные водки должны сохранять стабильность не менее 5 лет).
Все показатели, приведённые в таблице, играют существенное значение для стабильности показателей водок.
61
Повышенная жёсткость (содержание солей кальция и магния) приводит к образованию в водках кольца жесткости по горлышку бутылок и, в некоторых случаях, выпадению осадков, состоящих из карбонатов и сульфатов кальция и магния.
В связи со сказанным встаёт вопрос о предельно-допустимых концентрациях сульфатов и гидрокарбонатов, повышенное содержание которых также способствующих образованию вышеназванных осадков.
Щёлочность технологической воды и водородный показатель (величина pH) также существенно влияют на стабильность водок при хранении.
При смешивании воды и спирта повышается pH водно-спиртовой смеси примерно на 1-1,5 и возрастает щёлочность. То есть при исходной величине pH технологической воды 6,5-7,0, pH водно-спиртовой смеси составляет 8-8,5.
При обработке активным углем дополнительно возрастает щёлочность и соответственно величина pH готовой водки.
Высокощелочные водки в процессе хранения разрушают внутреннюю поверхность стеклянных бутылок, что приводит к образованию мелкокристаллических осадков, состоящих из двуокиси кремния. Такая продукция подлежит забраковке.
Высокое содержание ионов натрия в водках также способствует выщелачиванию внутренней поверхности стеклянных бутылок.
Содержание железа и марганца в технологической воде, а соответственно и в водках , также должно быть строго регламентировано и не превышать 0,15 мг/дм3 для железа и 0,1 мг/дм3 для марганца. Данный факт объясняется тем, что, как правило, все водки *имеют щелочную реакцию, которая способствует образованию гидроокисей названных элементов, выпадающих в виде бурых осадков. Образование таких осадков возможно даже через 3-6 месяцев после розлива водки в зависимости от условий хранения и повышенного содержания железа и марганца в водке.
Окисляемость воды, а именно содержание органических веществ, влияет на органолептические показатели водок, при их большом содержании ухудшается качество водок, снижается эффект очистки водно-спиртовой жидкости на угольных колонках, загруженных активным углем БАУ-А.
Все вышеназванные показатели взаимосвязаны друг с другом, а именно чем выше допускаемая жёсткость технологической воды, тем меньше должна быть щелочность, окисляемость, величина pH и содержание в ней микроэлементов. В противном случае, как уже говорилось, возможно образование осадков в процессе хранения водок.
Были проведены исследования по уточнению нижних пределов жесткости, щёлочности, окисляемости, величины pH и содержания микроэлементов в воде для производства водок, влияющие на органолептические показатели водок.
Результаты исследований приведены в таблице 2.
62
Таблица 2 Нижние пределы содержания микроэлементов в технологической воде для приготовления водок
Нормируемые показатели Минимально допустимая величина
Жёсткость, моль/м3 0,01-0,02
Щёлочность, объем соляной кислоты концентрации с
(HCL) = 0,1моль/дм3, израсходованный на титрование
100 см3 воды, см3 0- 0,2
Окисляемость, мг О2/дм3 0,2-0,4
Водородный показатель (pH) 5,5-5,8
Массовая концентрация, мг/дм3:
- кальция 0,12-0,25
- магния 0,04-0,08
- железа 0,01-0,02
сульфатов 1,5-2,0
- хлоридов 1,5-2,0
кремния 0,2-0,4
- гидрокарбонатов 0-1,3
Вода, отвечающая требованиям, приведённым в таблицах 1 и 2, позволяет получать водки с высокими органолептическими показателями, сохраняющими стабильность при длительном хранении.
Для получения технологической воды, отвечающей вышеуказанным требованиям, применяются различные способы водоподготовки: обезжелезивание на песочных фильтрах, загруженных кварцевым песком, удаление органических примесей на угольных колонках с активными углями БАУ-А , Na-катионирование, обратный осмос.
С целью установления оптимального содержания микроэлементов в водках и возможных причин появления осадков при длительном хранении нами исследованы физико-химические и микроэлементные показатели более 1000 образцов водок заводов отрасли, часть из проведенных анализов приведена в таблице 3.
Исследование показателей технологической воды, спирта, сортировок и водок в процессе их приготовления показало, что в спирте содержание микроэлементов незначительно и практически не влияет на микроэлементный состав водок.
63
Таблица 3 Физико-химические и микроэлементные показатели водок, выпускаемых предприятиями отрасли
Завод-изготовитель. Жест- Щелочность см3 0,1 н р-ра HCL на 100 см3 рн Окисляем Прозрач- Содержание, мг/дм 3
Название водки кость, моль/м ость по Лангу, мин. ность, О/ -т-1=50 1 сф364 SO4 СГ С, «4+ Si Fe. общ.
1 2 3 4 5 6 7 8 9 10
Предельно-допустимая 0,12 2,0-2,5 7,8 - 92 18,0 18,0 3,0 0,10
величина
ОАО «Кристалл» (г. Калуга) «Русский бриллиант» 0,02 0.01 6,9 20,0 100 сл. сл. 2,0 0,1
ЗАО «Ли виз «Русский стандарт» 0,02 0,14 7,54 15,0 100 сл. сл. 1,2 0,09
ООО «Традиции качества «Беленькая золотая» 0,02 0,84 8,34 23,0 100 сл. сл. 1,5 0,004
ОАО «СПИ РВВК» 0,03 0,15 7,39 12,5 98,5 3,0 1,2 0,8 0,02
«Флагман» «Флагман ночной десант» 0,02 0,15 7,55 14,0 98,2 1,0 1,0 0,6 0,03
«Московская особая» 0,04 0,3 ' 7,72 13,5 98,1 0,8 1,2 1,0 0,03
ФГУП «Росспиртпром филиал ЛВЗ «Чебоксарский» «Трактиръ» 0,10 0,55 10,0 92,0 18,0 7,5 0,7 0,1
«Чебоксарская» 0,12 0,2 - 12,0 95,0 10,0 3,5 0,8 0,09
«Шупашкар» 0,09 0,55 - 12,5 92,0 18,0 7,5 0,8 0,1
«Столетняя Чебоксарская» 0,07 0,25 - 12,0 95,0 5,2 7,5 0,7 0,1
«Акатуй»* 1,2 0,25 - 13,0 100 18,0 9,0 0,7 0,01
«Чувашская» 0,12 2,0 - 12,5 100 17,5 5,2 0,7 0,01
«Посольская»* 1,0 0,25 - 13,0 100 22,5 7,1 1,0 0,01
Продолжение таблицы 3
1 2 3 4 5 6 7 8 9 10
«Атал» 0,12 0,4 - 12,5 100 7,5 2,5 0,8 0,02
«Виват Россия» 0,09 0,35 - 13,0 97,0 17,0 5,2 0,7 0,03
ОАО «Алвиз»** «Поморская» 0,12 1,5 8,6 15,0 83,5 44,0 13,0 2,4 0,1
«Соловецкая» 0,12 1,4 8,4 11,0 84,4 60,0 2,0 1,9 0,1
ОАО «Псковпищепром» «Скобарь» 0,07 0,07 - 12,0 100 2,0 2,6 0,4 0,02
«Михайловское село» 0,07 0,12 - 11,0 100 сл. 1,8 0,3 0,04
«Псковская» 0,08 0,16 - 12,0 100 2,0 1,8 0,2 0,04
«ВДВ» 0,08 0,6 - 12,5 98,4 сл. 1,8 0,2 0,03
«Пушкинъ» 0,1 0,45 - 13,0 99,9 сл. 2,1 0,2 0,02
«Карат» 0,08 0,34 - 13,0 100 сл. 2,2 0,15 0,03
ООО «Водочный завод «Южная Столица» «Донская хлебная» 0,07 0,16 7,4 16,1 99 4,5 7,5 0,5 0,02
«Белая березка» 0,10 0,64 7,4 10,0 92 7,5 7,5 0,9 0,06
«Казачий хутор» 0,04 0,1 - 16,0 98 сл 6,0 0,3 0,01
«Южная столица» 0,04 0,24 - 12,0 94 сл 7,5 0,3 0,01
ООО «Шушенская марка» «Шушенская марка» 0,1 0,8 7,6 15,6 100 сл. 6,0 3,0 сл.
ОАО ЛВЗ «Бутурлиновский» «Довгань дамская мягкая» 0,05 1,0 7,8 17,0 95 6,0 3,0 1,8 сл.
ЗАО «Веда» «Вальс Бостон» 0,06 0,01 5,5 12,0 92 1,1 5,0 1,7 0,12
«Русский размер» 0,06 0,01 5,5 10,0 92 1,0 4,5 1,5 0,12
«Кузьмич в баню» 0,06 0,01 6,0 15,5 92 1,4 6,0 1,8 0,12
Окончание таблицы 3
о X
5Х о X
Ч сх
О о
в X
S X г
о X
X Й
О о
х м
о 2 о X
S s
X « Й
X 2 s
о св •§ го. ей
н И
2 Св и £ о ю О £
из н 2
св X 2
ю х 2
св св >>
CU Ю * “
О X & 2 Ч б
X о м
о н г О н s о X о
S б 2
и о ®
н X 3:
сч X Н
и св О
н СХ X
о м 5
сч X ° п ex U
и с «
СЧ Я 2 О
ю с <
о § о С^ч
5 X X
св X
X О X П О 2 Й CQ .2 о Ю •—г D >—1
CJ О X
С Н X
2 &
X м <<
:Х Н X О —
н о
н св а О
х S н О
< ~х X ° о 2 Ч щ § < о Й * §
о И со 2 Ь •
л о & 4 X - о; я ГО X 5 CQ х
о хз X —? 1“ g
б н о о * 2 05 из о° & <3 2 ° X X
св Н X X ~
X о х ч 5
о о ч о
О X s ч GQ 8 О ГД си со 2 И_| * е( * * о
* Й * * о
66
Как уже отмечалось микроэлементный состав водок зависит в основном от состава воды и технологических нюансов (подготовка песка, активированного угля, периодичность регенерации и т.д.).
На основании проведенных исследований установлены оптимальные значения физико-химических и микроэлементных показателей водок (приведены в таблице 4).
Водки с приведенными показателями микроэлементов сохраняют свою стабильность при длительном хранении и имеют высокие органолептические свойства.
Таблица 4 Оптимальные значения физико-химических и микроэлементных показателей водок
Нормируемые показатели Для технологической воды с жёсткостью, моль/м3 (максимально допустимая величина)
0- 0,20 0,21- 0,40 0,41- 0,60 г0,61-0,80 0,81-1,00 г1,01-1,20
Щёлочность, объем соляной кислоты концентрации с (НС1) = 0,1моль/дм3, израсходованных на титрование 100 cmj водки, см3 2,5 1,5 1,0 0,4 0,3 0,1
Водородный показатель (pH) 8,0 8,0 8,0 7,5 7,5 7,0
Массовая концентрация, мг/дм3:
- кальция 1,6 4,0 5,0 4,0 5,0 6,0
магния 0,5 1,0 1,5 1,2 1,5 2,0
железа 0,15 0,12 0,10 0,04 0,02 0,01
- сульфатов 18,0 15,0 12,0 15,0 6,0 3,0
- хлоридов 18,0 15,0 12,0 9,0 6,0 3,0
кремния 3,0 2,5 2,0 1,2 0,6 0,6
- гидрокарбонатов 75 60 40 25 15 7,2
натрия + калия 60 50 50 25 12 6,0
- марганца 0,06 0,06 0,05 0,04 0,02 0,01
алюминия 0,10 0,06 0,05 0,04 0,02 0,01
меди 0,10 0,06 0,05 0,04 0,02 0,01
фосфатов 0,06 0,06 0,05 0,04 0,02 0,01
В водках, не отвечающих данным показателям («Кедровая», «Главспирттрест», «Покровский консул», «Пшеничная», «Легионер») обнаружены белые кристаллические включения (таблица 3). В этих водках повышена величина pH и содержится большое количество ионов кремния, что и привело к образованию осадков.
Обработка внутренней поверхности стекла бутылок метиленовым голубым [4] показала наличие химической коррозии - бутылки окрасились в синий и фиолетовый цвет. Выщелачивание ионов кремния с внутренней поверхности стекла бутылок и привело к образованию осадков.
67
Установлено, что основными причинами появления осадков в водках при хранении является результатом действия отдельных или суммы факторов, в том числе:
- применение стеклотары недостаточной исходной водоустойчивости или наличие на ее поверхности следов химической коррозии стекла;
- внесение в водку с технологической водой солей жесткости больше норм, приведенных выше;
- загрязнение водок неорганическими (в том числе соединениями железа, кремния) и другими примесями на отдельных стадиях производства, в том числе при:
• перемешивании сортировок воздухом без предварительной его очистки;
• фильтрации сортировки через кварцевый песок без тщательной подготовки и промывки последнего;
• неправильной подготовке активного угля;
• использование емкостей и коммуникаций со следами химической коррозии;
• использование фильтров, не обеспечивающих качество контрольной фильтрации.
Литература
1. ПТР 10-12371-99 «Производственный технологический регламент на производство водок для экспорта», М. 1987 г., переутвержден Департаментом пищевой, перерабатывающей промышленности и детского питания 17.12.99. *
2. Лурье Ю.Ю. «Унифицированные методы анализа воды». М.: Изд-во «Химия», 1971 г.
3. Изменение № 1 к ПТР 10-12292-99 «Производственный технологический регламент на производство водок и ликеро-водочных изделий». М., 2005 г.
4. Бурачевский И.И., Макеева А.Н, Югценко Г.И. «Метод определения состояния внутренней поверхности стекла бутылок (химической коррозии) метиленовым голубым хлоргидратом», утвержден директором.
68
ПОДОТОВКА ТЕХНОЛОГИЧЕСКОЙ воды и ее влияние НА КАЧЕСТВО ВОДОК
Бурачевский И.И., к.т.н., Федоренко В.И., к.т.н.
В последнее десятилетие технология ликероводочного производства развивались ускоренными темпами. Появились новые производители, новые высококачественные водки и ликероводочные изделия. Довольно жесткая конкуренция стимулирует производителей на должном уровне решать вопросы совершенствования технологии - как основы качества выпускаемых ими водок. Составной частью технологии водочного производства является подготовка технологической воды, которая оказывает влияние на условия приготовления сортировки, растворение, гомогенизацию и стабильность ингредиентов рецептур, органолептические показатели, а также на стабильность изделий (формирование помутнений и осадков) при хранении. Поведенные ВНИИПБТ длительные (более 10 лет) исследования позволили разработать рекомендации по составу и соотношению параметров технологической воды, обеспечивающих стабильность водок, табл. 1. Программа исследований предусматривала составление большого количества образцов водок, приготовленных на разных сортах спирта и технологической воде естественного достоинства и прошедшей различные стадии обработки. Образцы закладывались на длительное хранение как в провоцирующих, так и естественных условиях при температуре 18 - 25°С как в освещаемом помещении, так и в условиях темной камеры. Периодически все образцы проверялись на наличие осадков или образование помутнений, а также проводился анализ их прозрачности, pH, сухого остатка, жесткости, щелочности, окисляемости, содержания растворенных веществ и микроэлементов, анализировалась динамика их изменения в процессе хранения. Исследовалась степень выщелачивания стекла внутренней поверхности бутылок. Три образца из каждой партии оставляли в качестве контрольных. Проведенные исследования позволили сделать следующие выводы и рекомендации:
• Содержание растворенных веществ и отдельных микроэлементов в технологической воде может оказывать как положительное, так и отрицательное воздействие на стабильность и вкусовые показатели водок;
• Влияние растворенных веществ и микроэлементов на органолептику воды нельзя переносить на приготовленные на этой воде водки. Более того, технологическая вода, используемая для приготовления водок, получивших наиболее высокие оценки по органолептике, как правило, имеет более низкие баллы в качестве питьевой воды;
69
1
Таблица 1
Нормируемые показатели Жёсткость технологической воды, моль/м3
0-0,20 0,21-0,40 0,41- 0,60 0,61-0,80 0,81- 1,00 1,01- 1,20
Щёлочность, мл 0,1 N НС1 на 100
мл воды 4,0 2,5 1,5 0,6 0,4 0,2
Окисляемость, мг Ог/дм3 6,0 6,0 5,0 4,0 3,0 2,0
Сухой остаток, мг/дм3 250,0 225,0 200,0 150,0 125,0 100,0
Водородный показатель (pH) 7,0 7,0 7,0 6,5 6,5 6,0
Массовая концентрация, мг/дм3:
кальция 2,7 5,0 8,0 10,6 13,3 16,0
магния 0,8 1,6 2,4 3,2 4,0 4,8
- бария 0,10 0,08 0,06 0,04 0,04 0,02
железа 0,15 0,12 0,10 0,06 0,02 0,01
сульфатов 30,0 25,0 20,0 15,0 10,0 5,0
- хлоридов 30,0 25,0 20,0 15,0 10,0 5,0
- кремния 5,0 4,0 з,о 2,0 1,0 1,0
гидрокарбонатов 125,0 95,0 65,0 40,0 25,0 12,0
натрия + калия 100,0 80,0 60,0 40,0 20,0 10,0
- марганца 0,10 0,10 0,08 0,06 0,04 0,02
алюминия 0,15 0,10 0,08 0,06 0,04 0,02
- меди 0,15 0,10 9,08 0,06 0,04 0,02
фосфатов 0,10 0,10 0,08 0,06 0,04 0,02
фторидов 0,10 0,10 0,08 0,06 0,04 0,02
боратов 0,10 0,10 0,08 0,06 0,04 0,02
• Оценку влияния отдельных растворенных компонентов можно проводить только в сочетании с остальными микроэлементами и параметрами технологической воды;
• Основным параметром, определяющим стабильность водок при хранении, является жесткость. Поэтому регламентируемые параметры, ионный и микроэлементный состав технологической воды сводятся в таблицу в соответствии с наиболее характерными интервалами значений жесткости;
• Регулирование состава технологической воды позволяет оптимизировать сочетание растворенных веществ в пределах регламентных допусков и тем самым улучшает качество водок;
• Стойкость водок определяется составом технологической воды и химстокостью стеклопосуды, и практически не зависит от сорта используемого спирта;
70
• Регламентируемая величина жесткости, в сочетании с соответствующими ей значениями щелочности, pH, окисляемости, сухого остатка, содержанием растворенных веществ и микроэлементов, гарантирует отсуствие осадков в водках, естественно при соответствующей химстойкости стеклопосуды и соблюдении технологии приготовления и внесения ингредиентов рецептуры;
• Оптимизация органолептических показателей достигается путем регулирования состава технологической воды в пределах регламентируемых допусков. При этом, конкретное соотношение растворенных веществ и микроэлементов зависит от качества спирта, активности и ресурса наработки активного угля, соотношения ингредиентов рецептуры и др. технологических факторов;
• Естественные воды с жесткостью до 1,0 моль/м3 и сухим остатком до 250 мг/л могут использоваться в качестве технологической воды без корректирования их состава.
Так, контрольные образцы водок «Столичная» Ленинградского ЛВЗ (жесткость 0,9 мг-экв/л) и «Московская особая» Владивостокского ЛВЗ (жесткость 1,1 моль/м3), заложенные на хранение в 1988 г., до сих пор остаются прозрачными, без признаков помутнения.
Безусловно, перечень регламентируемых показателей в табл.1 не является исчерпывающим. С учетом содержания бария, стронция, фторидов, боратов, величины химпотенциала - как наиболее универсальной характеристики водно-спиртового раствора, обоснование состава технологической воды было бы более надежным. Однако экспериментальное определение этих параметров либо относится к классу сложных лабораторных исследований, либо их влияние на стойкость водок не превышает погрешности эксперимента.
Растворенные в воде минеральные вещества поразному влияют на органолептические характеристики водок:
• Кальций Са2+ определяет полноту вкуса, гидрокарбонат кальция смягчает вкус водки и уменьшает ее жгучесть, однако его содержание жестко регламентируется, т.к. карбонат кальция является основной причиной осадкообразования в водках;
• Магний Mg2+ в малых количествах подчеркивает полноту вкуса, однако избыток магния придает водкам горьковато-вяжущий привкус;
• Натрий Na в хлоридной форме придает водкам кисло-соленый привкус, а в гидрокарбонатной проявляется аналогично гидрокарбонату кальция, но менее выражено;
• Калий К+ обычно присутствует в природных водах в небольших количествах. При концентрации более 10 мг/л усиливает кисло-соленый привкус хлоридов натрия;
• Остаточное железо в технологической воде находится в 3-хвалентной форме, Fe3+. Отрицательное влияние железа на вкусовые качества и внешний вид водок проявляется уже при концентрации 0,02 мг/л. При
71
повышенном содержании железа водка приобретает неприятный «чернильный» привкус, образуются видимые глазом помутнения;
Марганец Мп2+, как и железо, отрицательно влияет на вкусовые качества водок, которые проявляются уже при концентрации 0,02 мг/л;
Соединения меди придают водке грубый металлический привкус, который появляется уже при концентрации 0,02 мг/л;
Карбонаты СО3' имеют сильно - щелочную природу, в водной среде в интервале pH 6 - 9 находятся преимущественно в виде бикарбонатов;
Бикарбонаты НСО3' имеют высокую буферность, способны нейтрализовать кислотные ингредиенты рецептуры, при концентрациях выше регламентных привносят грубые, горькие оттенки, которые легко заглушают остальные тона, чем сильно ухудшают вкус водки;
Хлориды СГ в умеренных концентрациях создают мягкие тона «послевкусия»;
Сульфаты SO42’ при концентрации более 35-40 мг/л создают устойчивую горечь во вкусе, которую часто воспринимают как альдегидную. Участвуют в формировании осадков гипса;
Кремний в воде обычно находится в виде поликремневой кислоты xSiO2yH2O, кремневой кислоты H2SiO3 и ее солей. Положительно влияет на вкусовые показатели водок, однако при концентрации выше регламентной и pH более 7 образует осадки силикатов HSiOf;
Алюминий в воде обычно находится в виде сульфата A1(SO4)3 и гидратированных алюмосиликатов. Способствует образованию кремнийсодержащих осадков;
Фосфаты при pH менее 6,7 придают водкам* кислый привкус, а при pH более 7,3 - неприятный мыльный привкус;
Нитраты NO3' могут быть как геологической природы, так и результатом процессов биораспада. Концентрация выше 7 мг/л указывает на слишком высокое биологическое или химическое загрязнение воды. Придают водкам неприятный горьковато-вяжущий привкус. Содержание нитратов в технологической воде не должно превышать 3-4 мг/л;
Нитриты NO2’ являются продуктом биораспада и индикатором заражения воды колиформными бактериями. Нитриты являются сильными токсинами поэтому их концентрация не должна превышать 0,1 мг/л;
Наличие ионов тяжелых металлов ( ртуть, бериллий, кадмий, свинец, сурьма, олово, серебро, цинк), вследствие высокой токсичности, не должно превышать их следов, т.е. концентраций на уровне минимальной чувствительности аналитического метода.
Микробиологическое обсеменение может стать причиной аморфных помутнений вследствие денатурирования протеина клеток микрофлоры в спиртосодержащей среде. Непредсказуемо ухудшает все органолептические показатели водок. Общее микробное число не должно превышать 10 КОЕ/1 см3 воды;
72
• Прозрачность - параметр, к которому в последние годы стали предъявлять возрастающие требования, особенно для водок, поставляемых на экспорт. Определяется по оптической плотности в % - ном отношении к эталону -бидистиллированной воде, при длине волны X = 364 нм и толщине кюветы S = 50 мм. Регламентируемая величина - не менее 95%;
• Цветность (окраска) определяется наличием в воде соединений гуминовых, галловых и фульвокислот, углеводородных соединений, образующихся в результате распада растений и микроорганизмов. Наличие цветности в технологической воде недопустимо.
• Привкус и запах определяются как естественными (соединения гуминовых и фульвокислот, наличие гидроокисей железа и марганца, растворенного сероводорода) так и искусственными причинами: наличие растворенных нефтепродуктов, хлорокисленной органики и других антропогенных загрязнений. В технологической воде привкус и запах не должны превышать одного балла при температуре 20° С.
• Традиционное хлорирование исходной воды с целью ее дезинфекции на предприятиях коммунального водоснабжения, предполагает инжектирование от 3 до 6 мг/л активного хлора в форме гипохлорита. Активный хлор, инактивируя микрофлору и взаимодействуя с находящимися в воде органическими соединениями, образует канцерогенные моно, двух и трехзамещенные галогенметаны, хлороформ, бромформ, четыреххлористый углерод, дибромхлорметан, содержание которых не должно превышать 1 - 2 мкг/л .
Природные воды, проходя через слои почвы, достаточно хорошо фильтруется, при этом в подземных водоносных слоях происходят химические реакции, в результате которых часть компонентов переходит в растворенную форму. Некоторые подземные источники воды, расположенные под слоями песка или в скальных породах, могут содержать более 50 мг/л SiO2. Известняки являются причиной высокой жесткости и щелочности артезианских вод. Особенно это характерно для вод с высоким содержанием СО2 и низким pH.
СаСОз + Н2СО3 *-> Са(НСО3)2; MgCO3+ Н2СО3 +-> Mg(HCO3)2
Натрий, калий, хлориды и сульфаты составляют большую часть, растворенных в артезианских водах, компонентов. Железо и марганец в подземных водах обычно находятся в 2-хвалентной форме, но как только вода вступает в контакт с воздухом, 2-хвалентные ионы железа и марганца окисляются до 3-хвалентной формы - ржавчины. В грунтовых водах присуствуют также растворенные газы, такие как СО2 и H2S. В последние Десятилетия наблюдается устойчивая тенденция к росту антропогенного загрязнения грунтовых вод удобрениями, гербицидами, пестицидами, нефтепродуктами, хлорокисленной органикой и др. В грунтовых водах содержится достаточно много растворенных компонентов и незначительное количество взвешенных и коллоидных веществ. В поверхностных водах наоборот - относительно низкая концентрация растворенных веществ, но
73
много взвешенных загрязнений в виде глины, ила, органических веществ, коллоидного кремния, микроорганизмов, продуктов биораспада (танин, лигнин, соединения гуминовых, галловых и фульвокислот). В поверхностных водах особенно заметна тенденция к росту антропогенных загрязнений. Состав воды индивидуальных водозаборов подвержен сезонным изменениям, которые зависят от климатических условий. Для поверхностных вод это характерно в большей степени, для грунтовых - в меньшей.
Одним из главных параметров технологической воды, влияющих на качество водок, является ее жесткость, исходя из которой, природные воды телятся на четыре основные категории:
Таблица 2
Тип воды Жесткость общая, мг-экв/л
Мягкая 0-1,0
Умеренно-жесткая 1,0-4,0
Жесткая 4,0- 9,0
Очень жесткая свыше 9,0
Общая жесткость определяется суммой ионов кальция, магния, бария и стронция в воде. Общая жесткость состоит из двух форм жесткости: временной (карбонатной) и постоянной (некарбонатной), обусловленной сульфатами, хлоридами и нитратами кальция и^магния. Карбонат кальция плохо растворим как в воде, так и в водно-спиртовых растворах, при этом его растворимость снижается с ростом температуры. Поскольку реакция образования карбоната кальция обратима и зависит от температуры, то временная жесткость также является функцией температуры воды. В этой связи, нагревание воды снижает временную жесткость за счет кристаллизации и осаждения карбонатов, а охлаждение - увеличивает, за счет повышения растворимости карбонатов. Постоянная жесткость не зависит от температуры.
Общая щелочность воды определяется суммарной концентрацией растворенной в воде углекислоты, бикарбонатов, карбонатов и гидроокисей. Молекулы углекислоты, взаимодействуя с молекулами воды, образуют угольную кислоту СО2 + Н2О = Н2СОз, которая может диссоциировать с образованием бикарбонат и карбонат - ионов. Причем, степень преобразования является функцией pH воды. При pH до 4,0 почти все карбонаты находятся в виде угольной кислоты, при pH 4,5 - в виде растворенного СО2 и диссоциированных молекул угольной кислоты (свободная углекислота). При pH 6,35 примерно половина карбонатов представлена в виде свободной углекислоты, а вторая половина - в виде гидрокарбонатов. При pH 8,5 свободная углекислота преобразуется в бикарбонат, увеличивая щелочность воды:
74
(СО2)раствореНный газ + Н2СО3 + 20Н = 2НСО3 + Н20.
При pH 10,33 половина карбонатов представлена в виде бикарбонатов, а вторая половина - в виде карбонатов.
НСО3 - + 2ОН- = СО32 + Н2О
При высоких значениях pH, наряду с карбонатной щелочностью, формируется гидроксидная щелочность, при этом карбонат и гидроксил -ионы вступают в реакции с ионами щелочно-земельных металлов, определяющих общую жесткость воды:
Са2+ + СО32' - СаСО3|
Mg2+ + ОН = Mg(OH)4
На рис.1 показано равновесие между углекислым газом, бикарбонатами и карбонатами, как функция pH.
Щелочность воды определяет ее способность нейтрализовать растворенные в ней кислоты. Количественно эта способность определяется буферностью, т.е. способностью сохранять неизменным pH при добавлении кислоты. По сути, буфер связывает избыточные Н+ - ионы, не допуская колебаний pH воды. В природных водах естественным буфером является система бикарбонат - карбонат.
Щелочность воды связана с ее жесткостью, т.к. оба этих параметра определяются содержанием карбоната кальция, вымываемого из природных известняков. Если щелочность полностью определяется карбонатами, то временная жесткость равна щелочности. Обычно воды с высокой карбонатной жесткостью имеют и высокую щелочность. Мягкие воды, содержащие карбонаты натрия и калия, не являющиеся составной частью жесткости, обычно имеет низкую щелочность и небольшую буферность, поэтому они более восприимчивы к колебаниям pH.
Наиболее распространенным методом определения щелочности является колориметрическое титрование, при котором испытанию подвергаются два образца воды с добавлением в них химических индикаторов, изменяющих цвет при определенном pH: метилоранжевый -изменяет свой цвет от желтого до бледно-розового в интервале pH 4.2 - 4.4 и фенолфталеин, изменяющийся от бесцветного до розового при pH 8.2 - 8.4. После добавления индикатора, образцы воды титруются стандартным раствором НС1 или NaOH до границы изменения цвета. Зафиксированный объем титранта пересчитывается по стандартным формулам на величину щелочности.
Метилоранжевая(М) и фенолфталеиновая (Ф) щелочность в сумме составляют общую щелочность:
М= ОН+ СО327 2
Ф = ОН + СО32 + нсо3.
75
Таблица 3 Соотношения М и Ф щелочности
Щелочность Бикарбонатная Карбонатная Гидроксидная
Ф = 0 М 0 0
Ф = М 0 0 Ф
2Ф = М 0 2Ф 0
2Ф< М М -2Ф 2Ф 0
2Ф> М 0 2(М - Ф) 2Ф - М
Приведенные в табл.З данные показывают, что при Ф=0 в воде отсуствует карбонатная и гидроксидная щелочность, при этом М щелочность определяется только бикарбонатной составляющей. Если в результате титрования двух образцов (М = Ф), то в воде отсуствует бикарбонатная и карбонатная составляющая, а вся значимая щелочность является гидроксидной. Остальные значения являются вариантами этих двух граничных состояний.
При титриметрическом определении щелочности необходимо учитывать наличие в воде кремневой кислоты. Например, при pH 9.65 каждые 100 мг-экв кремния нейтрализуют 58 мг-экв щелочности, занижая тем самым ее истинную величину. Поэтому при определении щелочности природных вод с высоким pH и достаточно большим содержанием кремния необходимо ввести соответствующую поправку.
Влияние щелочности технологической роды на качество водок неоднозначно и должно рассматриваться совместно с pH. При щелочности более 1,4 мл O,1N НО на 100 мл водки резко возрастает выщелачивание внутренней поверхности стеклопосуды, что приводит к формированию в водках силикатных и карбонатных осадков /2/. С увеличением pH скорость выщелачивания возрастает экспоненциально. При приготовлении сортировки величина pH также возрастает, причем нелинейно. Чем выше pH технологической воды, тем больше его прирост в сортировке. Так, при pH воды 6,5 pH сортировки будет 6,6 - 6,7 а при pH воды 7,2 pH сортировки будет 7,7 - 7,8.
Некоторые авторы предлагают вместо многофакторного подхода в оценке влияния состава технологической воды на качество водок пользоваться упрощенным набором жестко фиксированных показателей, носящих статистический характер /1 /. Главная и единственная идея данного предложения заключается в снижении регламентной величины жесткости до 0,1 моль/м3 и менее. Непонятно на основании каких теоретических и экспериментальных исследований составлены эти рекомендации. Даже если допустить, что вся жесткость определяется исключительно карбонатом кальция, то ее величине 0,1 моль/м3 соответствует всего лишь 2 мг/л кальция. При этом, оставшиеся 548 мг/л максимально допускаемого сухого остатка будут определяться в основном щелочностью с низкой буферностью и
76
нестабильным pH. В такой ситуации при pH 7,5 - 8 резко возрастет вероятность формирования в водках силикатных и карбонатных осадков за счет ускоренного выщелачивания стеклопосуды.
Анализ данных проведения Международных и Российских выставок показал, что большинство призовых мест получали водки с pH 7,0 - 7,5 и щелочностью 0,5 - 1,5 мл 0,1 N НС1 на 100 мл водки. Можно отметить водки ОАО «Родник», которые имеют высокие органолептические показатели при низком значении щелочности - до 0,1 мл 0,1 N НО на 100 мл водки.
Важным фактором качества новых водок является правильное, научно обоснованное составление рецептур. Разработка рецептур - кропотливая работа с большим числом технологических расчетов и экспериментальных определений по совместимости ингредиентов рецептуры, оптимизации состава технологической воды, испытанием на стабильность в провоцирующих условиях, физико-химическим исследованиям в процессе хранения.
Современные индустриальные системы подготовки технологической воды для производства высокосортных водок должны отвечать следующим требованиям:
• система водоподготовки должна полностью покрывать все
технологические нужды производства, а ее материалы, узлы и агрегаты должны соответствовать Индустриальному дизайну и быть сертифицированы для применения в ликероводочном производстве;
• применяемые технологические процессы должны обеспечивать получение технологической воды «естественного» достоинства, т.е. такой, как она сформировалась в природе, без применения химреагентов, магнитных СВЧ и других полей;
• блоки водоподготовки проектируются - как система с автоматическим управлением в едином алгоритме; авторегулирование системы должно осуществляться по трем уровням: по временной циклограмме - для стабильного графика эксплуатации; по заданному объему очищенной воды - для изменяющегося графика эксплуатации; ручное управление -для случаев, когда необходимо вмешательство оператора;
• в процессе эксплуатации должен быть обеспечен непрерывный контроль следующих параметров: солесодержания, расхода и температуры исходной, очищенной и сбрасываемой в канализацию воды, а также pH очищенной воды и регенерационных растворов, перепада давления и времени эксплуатации - на каждом блоке системы;
• мембранный блок должен обеспечивать возможность регулировки состава очищенной воды;
• паспортная величина производительности системы водоподготовки должна обеспечиваться не только в начале, но и в конце гарантийного срока;
• расходные материалы и ингредиенты, необходимые для проведения регламентных работ должны быть адаптированы под конкретные условия эксплуатации системы водоподготовки, а их рецептуры расшифрованы как по химсоставу, так и по соотношению концентраций;
77
• техдокументация и эксплуатационный регламент должны содержать объем данных, достаточный для проведения монтажных и пусконаладочных работ, оптимальные эксплуатационные и сервисные нормативы на гарантийный срок и график постгарантийных мероприятий - для обеспечения максимальной ресурсности системы водоподготовки.
Система водоподготовки должна быть рассчитана, спроектирована и изготовлена в соответствии с реальным составом исходной воды, технологическими требованиями к очищенной воде, производственными и финансовыми возможностями Заказчика. Попытки жестко регламентировать способы и состав систем водоподготовки, привязывая их к классификации природных вод по тем или иным признакам /I/ являются несостоятельными, т.к. для достижения оптимального состава технологической воды не существует единого идеального процесса т.к. требования к составу воды часто находятся в противоречии с ее ионным балансом (натрия допускается много, а вот хлориды и сульфаты надо уменьшить, а нитраты, нитриты и фосфаты должны и вовсе отсутствовать). Катионно - анионный балланс невозможно сдвинуть ни в ту, ни в другую сторону, если только не применяются элетрохимические методы, которые для пищевой промышленности не приемлемы. Кроме того, сама классификация является достаточно произвольной и состав исходной воды на предприятиях, как правило, не соответствует в полной мере ни одной классифицируемой группе. Сезонные колебания состава исходной воды, изменения вносимые поставщиком (особенно если это сеть коммунального водоснабжения), смена источника водоснабжения - это далеко не полный перечень причин, по которым система водоподготовки должна строи'вься не на основе жестких, малодостоверных трафаретов, а на основе гибких технологий, позволяющих максимально приблизить минеральный состав к оптимальному. Технологические расчеты и экспериментальное тестирование, при проектировании и изготовлении системы водоподготовки, должны выполняться специалистами, которые способны нести экономическую и юридическую ответственность перед заказчиком.
Современные системы водоподготовки для ликероводочного производства строятся по принципу создания основного блока, обеспечивающего кондиционирование состава технологической воды в соответствии с отраслевыми требованиями и рецептурой изделия и блоков предварительной подготовки воды, обеспечивающих эффективную работу основного блока в соответствии с эксплуатационным регламентом. Устройство и работа блоков предподготовки достаточно подробно рассматривалась нами ранее /3/. Поэтому в данной работе основное внимание будет уделено основным блокам систем водоподготовки, которые можно разделить на два класса:
1. ионообменные, с применением большого количества реагентов;
2. мембранные, с минимальным использованием реагентов.
78
J
Установки ионообменной дименерализации воды, как правило, состоят из различных комбинаций фильтров с катионитом, анионитом или фильтров смешанного действия. Главным недостатком технологии ионообменной дименерализации является применение концентрированных кислот и щелочей для регенерации ионитов. Так, непрерывное производство 20 м3/час деминерализованной воды, при солесодержании исходной воды 250 мг/л, ежедневно потребляет от 2 до 3 тонн НО и NaOH. Химреагенты должны храниться в специальных резервуарах с двойными стенками, из которых они подаются по специальной разводке из двойных трубопроводов в фильтры для регенерации ионитов. Эффективность регенерации во многом определяется точностью расчета концентрации элюанта, времени и скорости его инжектирования, а также тщательностью ополаскивания ионита.
Сухой остаток деионизованной воды обычно не более 1 - 2 мг/л -величина необоснованно низкая для водочного производства. Вследствие практически нулевой буферности, pH деионизованной воды может «гулять» в пределах от 3 до 12, особенно в первые 1 - 2 часа после регенерации ионита. Поэтому необходима дополнительная реагентная коррекция pH технологической воды. Регенерация ионообменной смолы осуществляется, как правило, технической соляной или серной кислотой, при этом обычно 8 -10% кислоты попадает в очищенную воду. А поскольку способ деминерализации предусматривает прямой контакт смолы с потоком очищаемой воды, это переводит ее в разряд «химически обработанной». Такую воду нельзя характеризовать как « естественную» или «экологически чистую». Способ ионообмена не позволяет получать очищенную воду с регулируемым солевой составом. Более того, он не позволяет получать очищенную воду с постоянным солевым составом. Этот простой факт часто не принимается в рассмотрение, либо умышленно игнорируется поставщиками ионообменного оборудования. Важность этого факта возрастает для производств поставляющих водки на экспорт, когда нестабильность солесодержания в водках может стать поводом рекламации всей партии. Этот факт также важен, если на производстве нет достаточного объёма накопительных резервуаров, чтобы усреднить солевой состав деминерализованной воды за счет накопления большого объёма при непрерывном перемешивании. Указанные недостатки определяются тем, что ионообмен - процесс циклический, при котором деминерализация чередуется с циклами остановок на регенерацию. Ионообменная смола имеет т.н. стадию разгона и стадию плавного насыщения. Стадия разгона - это период работы непосредственно после регенерации, обычно первые несколько часов. В данный период смола имеет пониженную способность удержания катионов (повышенный фон). Это свойство объясняется неполным вымыванием продуктов регенерации и регенерационного раствора из высокопористого материала зерен смолы. Диффундируя в поток воды, продукты регенерации снижают эффективность деминерализации в первые часы работы на свежерегенерированной смоле. Этот эффект наиболее заметен при низкой минерализации и буферности воды.
79
Другой причиной колебаний солесодержания является стадия плавного насыщения смолы. Задолго до полного насыщения эффективность деминерализации начинает плавно снижаться. Это происходит главным образом потому, что смола начинает работать меньшим объемом, т.к. её насыщение происходит плавно с верхних по потоку слоев к нижним. Время нахождения воды в ненасыщенной смоле уменьшается, и ионообменная колонна начинает пропускать все большее количество ионов. Поэтому, реальный период работы, когда смола позволяет получать воду с постоянными показателями, намного меньше полного цикла между регенерациями. Безусловно, этот негативный эффект можно устранить, сливая в канализацию весь поток воды в течение некоторого времени сразу после регенерации, а также останавливая рабочий цикл задолго до полного насыщения смолы. Однако, такие меры сильно укорачивают рабочий цикл и резко повышают эксплуатационные расходы (повышенный расход элюанта, воды, сброса в канализацию). Но даже указанные меры при идеальном контроле, не могут гарантированно обеспечить постоянного состава, т.к. при этом включается погрешность определения, несовершенство аналитического оборудования и просто человеческий фактор.
Утверждение, что ионообмен является надежным способом удаления ионов железа /1/ верно только в случае двухвалентного железа (Fe2+) и неверно в случае трех валентного железа (Fe3+). Вода, прошедшая предварительную очистку на муниципальных водоподготовительных сооружениях, практически на 100% содержит железо в трехвалентной форме. На предприятиях, использующих артезианскую воду, в процессе ее накопления и хранения при контакте с кислородом воздуха также происходит окисление Fe2+ в Fe3+. Трехвалентное железо «ослепляет» смолу, снижая её активность, поэтому, рассмотрение эффективности удаления железа на любой катионитной смоле не имеет практических оснований.
Катионитный ионообмен также не эффективен при удалении соединений кремния, бора, фтора, орто и полифосфатов, нитратов, нитритов, аммиака, нефтепродуктов, органических соединений (тригалогенметаны, хлороформ, бромформ, четыреххлористый углерод, дибромхлорметан), образующихся в процессе хлорирования природных вод и являющихся канцерогенами. Этот способ, даже в комплекте с мощной предподготовкой, не в состоянии обеспечить величины мутности 0,002 - 0,005, особенно при деминерализации поверхностных вод.
Особое внимание приходится уделять нейтрализации регенерационных стоков, которая проводится в пенных скрубберах и является очень нестабильным процессом, требующим постоянного контроля со стороны оператора. Для коррекции pH, при нейтрализации регенерационных стоков, в производственной практике часто приходится добавлять дополнительное количество щелочи, но даже и в этом случае pH сточных вод может колебаться в интервале значений 5-6. Солесодержание сточных вод обычно в 2-3 раза выше санитарных норм, поэтому их приходится разбавлять дополнительным количеством исходной воды.
80
При солесодержании исходной воды 250 - 270 мг/л высокая частота регенерации и отмывки ионита превращает цех водоподготовки в химическое производство с большим расходом вредных химреагентов. Полный цикл регенерации и отмывки смолы занимает в среднем 4 - 5 часов. При возрастании солесодержания более 350 - 400 мг/л, рабочий цикл ионообменных колонн резко сокращается. В итоге колонны лишь половину времени находятся в эксплуатации, другая половина расходуется на регенерацию и техобслуживание. Возникает необходимость вести процесс большим количеством колонн, что приводит к возрастаю капзатрат. Самый дорогой элемент ионообменного процесса - ионообменная смола, служит не более 1,5 лет, т.к. постоянная обработка кислотными и щелочными растворами вызывает шоковые осмотические нагрузки на поверхности зерен смолы и, как следствие, их растрескивание и истирание.
Иионообменная смола служит гораздо дольше в случае Na-катионитного умягчения, где регенерация производится раствором соли имеющей более низкую химическую активность, или в случае, кода ионообмен используется для удаления остатков солей после обратного осмоса, когда солесодержание обычно не превышает 10 - 15 мг/л, регенерации редки, а следовательно осмотический (химический) шок низок.
Наличие концентрированных растворов щелочи, летучей соляной / серной кислоты на территории цеха водоподготовки меняет категорию последнего с «промышленное производство общего назначения» на «производство с применением вредных веществ». Обслуживающий персонал, должен быть обучен специальным навыкам работы с вредными веществами, чтобы снизить риск производственного травматизма. Применение агрессивных химреагентов жестко регламентируется природоохранительным законодательством, в соответствии с которым предприятие должно затрачивать значительные средства на профессиональную подготовку и обеспечение безопасных условий труда обслуживающего персонала, проведение профилактических мероприятий и регулярного контроля.
Как правило, решение о применении способа деионизации в водочном производстве определяется комбинацией следующих причин:
• аномально низкое солесодержание исходной воды;
• высокая жесткость исходной воды при относительно низком солесодержании;
• жесткая экономия воды в засушливой зоне;
• ограничение объема стоков, если не учитывать практику снижения солесодержания стоков разбавлением исходной водой;
• ионообменная технология используется на предприятии много лет, и к ней привыкли;
81
• специалисты предприятия не имеют достаточного опыта в технологии водоподготовки.
Все вышеуказанные недостатки полностью устраняются при мембранном способе кондиционирования состава технологической воды. Способ мембранного разделения смоделирован с биологических процессов происходящих в живой клетке, оболочка которой является полупроницаемой мембраной. Поэтому очищенная вода в полной мере сохраняет свои естественные свойства. Мембранные системы водоподготовки позволяют удалить до 99,9% всех растворенных веществ и до 100% микрофлоры, при этом изменение состава исходной воды практически не влияют на стабильность параметров очищенной воды. Однако не следует полагать, что применение обратного осмоса почти полностью деминерализует воду, снижая при этом ее органолептические показатели. Разработанная нами технология регулируемой деминерализации (кондиционирования) позволяет получать очищенную воду с любым солевым составом, при этом его колебания не превышают 1,0%, а органолептические показатели существенно выше, чем у воды, полученной методом ионообмена. Мембранный способ водоподготовки дает ряд важных преимуществ технологического и экономического порядка:
• очищенная вода сохраняет свое «естественное» качество;
• минеральный состав очищенной воды, ее pH и соотношение основных микроэлементов можно регулировать в довольно широком диапазоне, т.е. можно получать технологическую воду с заданными свойствами;
• очищенная вода полностью освобождается от микрофлоры, в.ч. бактерий и вирусов; *
• преимущественный график эксплуатации - непрерывный в
автоматическом
режиме;
• мембранная система проектируется из расчета покрытия всех технологических нужд производства.
В настоящее время мембранные системы водоподготовки применяется практически во всех отраслях, потребляющих очищенную воду, экономя при этом более 99 % химреагентов. Так, производство 20 м3/час очищенной воды, при солесодержании исходной воды 250 мг/л ежегодно потребляет не более 500 кг кислотных рецептур и 600 кг щелочных рецептур.
Основной эксплуатационный параметр установок обратного осмоса -рабочее давление. Для современных индустриальных систем водоподготовки этот параметр составляет 10 - 12 атм, что соответствует солесодержанию исходной воды в ионообменном процессе до 250 - 270 мг/л ( при условии равной технологической и экономической эффективности). При этом капзатраты будут примерно одинаковы. Эксплуатационные расходы в мембранном процессе значительно ниже, даже без учета того факта, что обратный осмос позволяет получать очищенную воду с заданным составом из исходной воды с любым солесодержанием. Для сравнения: средний срок службы самого дорогой части обратного осмоса - мембранных элементов
82
составляет 4-5 лет, хотя наш опыт эксплуатации мембранных систем водоподготовки имеет более длительные прецеденты - более 8 лет. Наши; новые разработки: обратный осмос с рабочим давлением 5 атм. двухкаскадный обратный осмос, нанофильтрация с последующих.' контрольным умягчением (вода обессолена меньше, чем при осмосе, мутность нулевая, жесткость ниже 0,05 моль/м3, сульфаты и фосфаты удаляются на 90%, pH практически не изменяется, размер колонны умягчения и расход соли минимальны) привели к снижению стоимости установок обратного осмоса на 10 - 15%, а эксплуатационных затрат на 25 -30%. В этой связи, величина солесодержания конкурентноспособного процесса ионообмена снизилась до 130 мг/л, что для естественных водозаборов большая редкость. В табл. 4 приведены сравнительные характеристики м юранного и ионообменного способов водоподготовки эквивалентных по экономическим показателям.
Таблица 4
Рабочее давление мембранного процесса, атм. Максимальное солесодержание исходной воды соответствующего процесса деионизации, мг/л.
25-26 350 -400
10- 12 250 - 270
5 130
Ввиду постоянного совершенствования мембранных способов водоподготовки и явного застоя в технологии ионообмена, соотношение эффективности постоянно сдвигается в сторону мембранного способа. В сравнении с ионообменными установками, современные мембранные системы водоподготовки, помимо технологического преимущества, стали и экономически более эффективными, как по эксплуатационным расходам, так и по капзатратам.
В табл. 5 приведены сравнительные показатели систем водоподготовки производительностью 50 м3/час при солесодержании исходной воды 270 мг/л.
83
Таблица 5
Системы водоподготовки
Ионообменная Мембранная
Категория производства С применением вредных веществ Без применения вредных веществ
Занимаемая площадь 120- 140 м2 40 - 50 м2
Расход реагентов Серная /соляная кислота и едкий натр - до сотни тонн в год Моющие рецептуры -500 - 600 кг/год
Нейтрализация стоков 2-3 раза в неделю на каждом фильтре Отсутствует
Обслуживающий персонал Один оператор по смене и один ИТР Процесс автоматизирован, постоянное присутствие оператора не обязательно
Срок службы Иониты - до 3-х лет; Мембранные фильтроле менты 4-5 лет
Накопительные резервуары Для серной/соляной кислоты и едкого натра Отсутствуют
Качество очищенной воды Переменное, с наилучшими показателями в середине цикла - между регенерациями Постоянное, регулируемое
Возможность применения очищенной воды для других технологических нужд Малоприменима Может использоваться для: • для розлива экологи чески чистой питьевой воды*; • производства безалкогольных и слабоалкогольных напитков, пива; • котельной.
*До 60% мирового производства бутылированной питьевой воды производится с помощью мембранных систем водоподготовки.
84
Литература
1. В.И. Ковальчук, С.И. Олейник, З.Д. Кривчук. Критерии оценки качества воды и сорбционных материалов в ликероводочном производстве. Доклад 4-ой международной научно-практической конференции «Прогрессивные технологии и современное оборудование - важнейшие составляющие успеха экономического развития предприятий спиртовой и ликероводочной промышленности» М., Пищепромиздат, 2003, с. 135 - 151.
2. А. Н. Макеева. Изменения в водках при их длительном хранении. Информационный бюллетень «Отраслевые ведомости. Ликероводочное производство и виноделие» № 2,2001,с.8 - 9;
3. Информационный бюллетень «Отраслевые ведомости. Ликероводочное производство и виноделие» № 5, 2000, с.З - 6; № 7, 2000, с.9 - 11; № 8, 2000, с.6 - 8; № 10, 2000, с. 6 - 8.
85
О НОВЫХ АКТИВНЫХ УГЛЯХ ДЛЯ ПРОИЗВОДСТВА водок
Поляков В.А., д.т.н., Бурачевский И.И., к.т.н., Макеева А.Н., к.т.н., Шубина Н.А. ГНУ ВНИИ пищевой битехнологии РАСХН
Мухин В.М., д.т.н., Зубова И.Д., к.х.н.
ФГУП «ЭНПО «Неорганика», г. Электросталь Московской обл.
Для придания водке характерных вкуса и аромата водно-спиртовые растворы (сортировки) обрабатывают активным углем (размер 1-3,5 мм) в основном марки БАУ-А по динамическому методу, разработанному В.Ф. Комаровым и И.Ф.Майским, пропуская сортировку с определенной скоростью через одну или 2-3 последовательно соединенные угольные колонки.
С целью расширения ассортимента, применяемых при производстве водок активных углей (АУ) сотрудниками ВНИИПБТ в содружестве с ФГУП ЭНПО «НЕОРГАНИКА» (далее по тексту НПО) и фирмой «Реал-Трейд» в лице В.В. Филимоненко были проведены исследования и разработаны новые марки активных углей: на основе дробленых косточек плодовых деревьев - МеКС и АКУ-ЛВП, а также, карбонизованной скорлупы кокосового ореха АУ марки - ВСК и низкозольного антрацита шахты «Обуховская» Ростовской области - АУ КДС-А.
Технологический процесс изготовления АУ МеКС и АКУ-ЛВП включает следующие стадии: дробление, карбонизацию, активацию.
Дробление исходных плодово-ягодных косточек производят на щековой дробилке ДЩ 80x150 до размера частиц 1-3 мм.
Карбонизацию дробленых частиц осуществляют во вращающейся электропечи в интервале температур 25-650°С при скорости нагрева 25-30°С/мин, что обеспечивает максимальную усадку кристаллитов углерода и способствует образованию наибольшего объема микропор, получаемых полупродуктов - карбонизатов.
С целью выбора оптимального режима активации косточковых карбонизатов были проведены эксперименты при различных температурах: 800°, 850°, 900°С и расходах парогазового активатора - смеси водяного пара с диоксидом углерода: 1,0; 2,0; 3,0; 4,0; 5,0 кг/ч.
Было установлено, что температура 850°С и расход парогазового активатора 3 кг/ч обеспечивают наилучшие условия для формирования получаемых сорбентов, а именно, АУ имеют максимально развитый объем микропор (Уми), высокую механическую прочность и адсорбционную активность по стандартному веществу - йоду.
Каждая серия активных углей, полученная методом прогрессирующей активации в лабораторных условиях НПО, подвергалась тестированию как в
86
ЭНПО «Неорганика», так и во ВНИИПБТ на предмет выявления, с точки зрения требований водочного производства, оптимальных образцов АУ.
Опытные образцы АУ в сравнении с БАУ анализировали по принятым в сорбционной технике методическим инструкциям и ГОСТ.
Пористую структуру определяли на основании адсорбции паров бензола, параметры микропор рассчитывали по теории объемного заполнения микропор (ТОЗМ).
Эффективность применения исследуемых образцов углей при производстве водок определяли по степени очистки водно-спиртовых растворов, накоплению в водке продуктов окисления - альдегидов, а также результатам органолептической оценки сортировок до и после обработки АУ.
В качестве инструментальных методов использовали спектрофотометрический (1) и газохроматографический (2) методы анализа.
Из существующих методов определения примесей - простым, быстрым и надежно характеризующим степень очистки водно-спиртовых растворов является спектрофотометрический метод. Применение его основано на том, что в близкой УФ-области спектра (200-400 нм) спирт и вода (начиная с 215 нм) прозрачны. Светопоглощение водно-спиртовых растворов при прямом спектрофотометрировании в этой области спектра обусловливается наличием органических примесей, поглощающих ультрафиолетовое излучение.
Эффект очистки водно-спиртовых растворов выражается как разность между оптической плотностью сортировки до и после обработки ее АУ.
В таблицах 1,2,3 приведены соответственно физико-химические характеристики АУ, параметры пористой структуры и показатели качества водок после обработки сортировок исследуемыми углями.
Таблица 1 Физико-химические характеристики АУ
Тип АУ Насыпная плотность, г/дм3 Содержание золы, % Содержание железа,% Механи-ческая прочность, %
общей водорастворимой общего водорастворимого
МеКС 575 4,0 1,25 0,09 отс. 91,3
АКУ-ЛВП 570 5,9 - - отс. 84,0
век 530 4,9 1,30 0,14 отс. 88,1
КДС-А 720 5,3 1,01 0,12 отс. 82,3
_ БАУ-А 208 6,0 2,00 0,20 отс. 48,5
отс. - отсутствие
87
Таблица 2 Параметры пористой структуры АУ
Тип АУ Объем пор, см3/г Параметры микропор по ТОЗМ
V ми V ме V ма Woi, см3/г Е ci, кДж/моль Xoi, нм
МеКС 0,520 0,320 0,050 0,150 0,360 25,9 0,46
АКУ-ЛВП 0,635 0,245 0,044 0,346 0,289 24,6 0,47
ВСК 0,600 0,378 0,067 0,115 0,395 24,0 0,48
КДС-А 0,240 0,220 - - - - 0,46
БАУ-А 2,000 0,237 0,206 1,557 0,243 26,8 0,40
где: V z, V ми, V ме, V ма - соответственно объем пор суммарный, микро-, мезо-, макропор
Таблица 3 Показатели качества водок после обработки АУ
Водно-спиртовой раствор после обработки АУ Оптическая плотность при длине волны, нм Содержание альдегидов в 1 дм3 безводного спирта, мг Дегустационная оценка, балл
220 240
Исходная сортировка 0,130 0,025 0,7479 8,7
МеКС 0,040 - 0,035 2,9800 9,20
АКУ-ЛВП 0,070 -0,010 < 1,7600 9,20
ВСК 0,025 -0,015 1,4602 9,15
КДС-А 0,020 -0,045 1,6571 8,80
БАУ-А 0,150 0,005 1,4266 9,15
Анализ данных, приведенных в таблицах 1,2,3 позволяет сделать следующие выводы:
- АУ марок МеКС, ВСК и КДС-А содержат меньше золы, и в том числе водорастворимой в сравнении с БАУ-А.
- Содержание золы в АУ АКУ -ЛВП практически одинаково с БАУ-А и составляет 5,9 %.
- Содержание общего железа во всех опытных образцах (0,09-0,14 %) меньше, чем у БАУ-А - 0,20 %.
- Механическая прочность АУ марок МеКС, ВСК, АКУ-ЛВП и КДС-А примерно в 1,7 раза выше, чем у БАУ-А.
- Объемы микропор у АУ марок МеКС, ВСК, АКУ-ЛВП в 1,3-1,6 раз выше в сравнении с БАУ-А. При этом размер микропор и энергия адсорбции вышеназванных углей практически соответствуют этим показателям угля
88
БА У -А, но отличаются от последнего меньшим содержанием переходных ПОр (V ме).
- Показатели качества водно-спиртовых растворов, полученные после обработки высокопрочными активными углями МеКС, ВСК, АКУ-ЛВП, указывают на возможность использования их в производстве водок наравне с БАУ-А. Что касается угля КДС-А, то он может быть использован в качестве лобового слоя при загрузке угольных колонок.
Применение отечественных, новых высокопрочных углеродных адсорбентов МеКС, АКУ-ЛВП и ВСК при производстве водок даст возможность увеличить ресурс работы угля до регенерации и обеспечит последующее многократное его использование за счет термической реактивации и будет способствовать экономии спирта и более рациональному использованию производственных площадей.
Высокие прочностные свойства новых АУ и насыпная плотность ОД-ОД г/дм3 против 0,20-0,25 г/дм3 у БАУ-А позволят перейти к эффективным режимам их использования, при разработке новых интенсивных технологий обработки сортировок.
Применение АУ, полученных из кокосового карбонизата и косточек плодов позволяет изготовлять водку высокого качества.
Уголь марки АКУ-ЛВП (ТУ 2162-001-56891525-2005, Санитарно-эпидемиологическое заключение № 77.99.02.216.Д.001363.03.05 от 22.03.05) используется при производстве водок в условиях ОАО «Вагрон» г.Вологда с августа 2005 г.
Литература
1. Инструкция по спектрофотометрическому методу определения адсорбционной активности угля. ВНИИПБТ. Утв.25.09.1991 г.
2 ГОСТ Р 51698-2000 «Водка и спирт этиловый. Газохроматографический метод определения содержания токсичных микропримесей».
89
ПРИМЕНЕНИЕ УСТАНОВОК «СЕРЕБРЯНОЙ ФИЛЬТРАЦИИ» В ТЕХНОЛОГИИ ПРИГОТОВЛЕНИЯ ВОДОК
Бурачевский И.И., к.т.н., Морозова С.С., к.х.н., Устинова Е.В.
ГНУ ВНИИ пищевой биотехнологии РАСХН
Тарасов А.В., к.х.н., Завьялов Ю.В., к.т.н.
ООО НПП «Технофильтр»
В настоящее время в производстве водок на большинстве ликероводочных заводов используется динамический способ обработки сортировок, заключающийся в том, что водно-спиртовую смесь обрабатывают на угольно-очистительных батареях, включающих песочный фильтр предварительной фильтрации, угольную колонку и песочный фильтр окончательной фильтрации (классическая технология). В качестве фильтрующего материала в угольной колонке применяется, как правило, березовый активный уголь марки БАУ-А. Способ считается классическим и позволяет получать водки с высокими органолептическими показателями.
Скорость фильтрования сортировок составляет 30-40 дал/час для свежего угля и снижается по мере исчерпания активных свойств угля до 5-10 дал/час.
Фильтрование производится непрерывно, остановка угольных колонок на значительное время недопустима так как при длительном контакте угля с водно-спиртовой жидкостью возрастает содержание альдегидов за счет проявления окислительных свойств угля.
Этот фактор весьма нежелателен и имеет существенное значение для заводов с малой мощностью и при неполной загрузке высокопроизводительных линий на крупных предприятиях.
С целью ликвидации недостатков классической технологии Всероссийским научно-исследовательским институтом пищевой биотехнологии совместно с ООО НПП «Технофильтр» (г. Владимир) проведены производственные испытания установок «Серебряной фильтрации», разработанных ООО НПП «Технофильтр».
Исследования проводились на четырех заводах отрасли: ОАО «Владалко», ООО «Ликерно-водочный завод «Весна» (г. Тула), ОАО «СПИ-РВВК» (г. Калининград) и ОАО «Алкон» (г. Великий Новгород).
Образцы исходных сортировок и водок после обработки анализировали по физико-химическим и микроэлементным показателям, проводили их газохроматографический анализ.
Эффект очистки оценивали по разности в окисляемое™ между водкой и сортировкой и дегустационным показателям.
Органолептическую оценку проводили комиссией, включающей работников завода и института.
90
1
Все установки «Серебряной фильтрации» укомплектованы патронными сорбционно-фильтрующими элементами высотой от 250 мм до 1000 мм марки ЭПСФ. У Ago.4 А-250 П, имеющими сертификат соответствия № РОСС ИиАЯ 56.В09894 от 20.10.2004 и санитарно-эпидемиологическое заключение № 33.ВЛ.09.515.П.991372.08.04. от 24.08.2004.
Корпуса патронных элементов изготовлены из пищевого полипропилена, разрешенного к применению в ликероводочной промышленности учреждениями Роспотребнадзора.
При работе патронного сорбционно-фильтрующего элемента водноспиртовая жидкость как бы проходит через «мини угольную колонку»
Внутри патронного элемента находится гранулированный обеззоленый уголь, импрегнированный серебром марки AGC 0,4 производства Великобритании фирмы «Сатклиф Карбоне». Масса угля в каждом элементе составляет 300-330 г, содержание серебра 0,4 %.
Уголь, импрегнированный серебром, производится на основе активного угля марки 607 С фирмы «Sutcliffe Speakman» (Великобритания) из специальных сортов скорлупы кокосового ореха твердых пород. Для обеззоливания проводят обработку угля соляной кислотой, после чего отмывают водой до нейтрального значения величины pH.
Значительная часть объема микропор угля приходится на поры размером от 10 до 20 А. Наряду с системой микропор уголь содержит более крупные мезо- и макропоры, которые служат для диффузии микропримесей к поверхностям микропор.
Обеззоленный уголь марки 607 С обрабатывают при высокой температуре в специальных печах солями серебра с целью получения угля марки AGC 0,4, содержащего 0,4 % серебра. Излишек нанесенных ионов серебра отмывают.
Нанесение на поверхность активного угля небольшого количества коллоидно-диспергированного серебра позволяет повысить его активность. Дополнительный эффект получается в результате электрохимической разности потенциалов, возникающей между углем и серебром и способствующей протеканию окислительно-восстановительных реакций и реакций этерификации в присутствии кислорода.
Технические характеристики углей марки 607 С и AGC 0,4 приведены в таблице 1.
Проведены исследования по вымыванию ионов серебра при пропускании воды через уголь. Максимальное количество ионов серебра (около 40 мкг/л) переходит при пропускании 60 л воды через 300 г угля, при фильтровании 140 л воды остаточное количество серебра составляет 5 мкг/л при предельно-допустимой норме 100 мкг/л.
Отмывку сорбционно-фильтрующего элемента от пылевидной фракции проводили 5-10 л водки до устранения опалесценции.
91
Таблица 1 Технические характеристики углей 607 С и AGC 0,4
Параметр Величина для угля
607 С AGC 0,4
Площадь поверхности, м2/г Насыпная плотность, г/см3 Влажность, % Зольность, % Твердость, % Йодный индекс Размер зёрен, US mesh 1050-1150 0,49-0,53 < 5 < 1 95-98 1000-1100 1/4x7, 4x8, 6x12,12x30, 14x40 1050 0,49 5 2 97 1000 1/4x7,4x8,6x12, 12x30
На ОАО «Владалко» испытания проводились по трем схемам:
• фильтрование сортировки на экспериментальной трехкаскадной фильтровальной установке производительностью 30 дал/час;
• фильтрование сортировки на промышленной установке марки УСФ 1 (18х750)-3, включающей 18 катриджей высотой 750 мм (в каждом катридже по 3 патронных элемента) производительностью 300 дал/ч.,
• на угольной колонке, загруженной активным углем БАУ-А (уголь производства УПО «Сорбент», г. Пермь).
Результаты анализов приведены в таблице 2.
Исходная сортировка имела жесткость 0,5 моль/м3, щелочность 0,8 см3 0,1 н раствора HCL на 100 см2.
Содержание микроэлементов в ней составляло ( мг/дм3): железа - 0,07, сульфатов- 9,0; хлоридов -1,3, кремния - 1,3.
После обработки на опытной и промышленной установках в водке снижалось содержание железа. Разность в окисляемости между водкой и сортировкой составляет 1,5-3,5 мин, лучшая (3,5 мин) - после фильтрования на промышленной установке.
По результатам газохроматографического анализа отмечено возрастание содержания ацетальдегида от следовых количеств до 2,4 мг/дм3 для водки, после угольной колонки и до 0,9 мг/дм3 после фильтрования на промышленной установке со скоростью 150 дал/час.
По органолептическим показателям во всех случаях после обработки отмечено улучшение вкуса. Наибольший дегустационную оценку - 9,65 балла получил образец, профильтрованный на промышленной установке со скоростью 150 дал/ч, разница в дегустационной оценке между сортировкой составила 0,38 балла.
На ООО «Ликерно-водочный завод «Весна» исследования проводились по четырем схемам:
• обработка сортировки модифицированным крахмалом;
• «серебряная фильтрация» с различными скоростями;
92
Таблица 2 Результаты микроэлементного анализа сортировок и водок ОАО «Владалко»
Дегустационная оценка, балл сч 9,42 9,43 Ю о 40 1 1 IQ 04 9,56
Содержание, мг/дм3 t 0 1,28 I ТГ сч сч (N (N ГЧ ОО ОО О\ оо 1,18 1
d 04 1,0 (N (N СЧ 1,0 1,0 1,0 1,0 1,0
1 so4 L 00 I 9,0 I 10,0 10,0 1 10,0 о А А А 04 04 04 04 9,0 \
|Fe. | общ. г- ! 0,07 I 0,04 0,04 0,035 0,035 0,035 0,035 0,035 0,06
Прозрачность, %, т| = 50 1 Сф364 40 г 95,8 чо чо о. о. о. оо А А А (А оо осГ ОО 04 04 04 04 98,4
Окисляемость воды, мг Ог/дм3, водки по Лангу, мин. i 1 И,5 | 13,0 13,0 14,0 1 14,0 14,0 14,0 15,0 7 1 14,5
Щелочность см3 0,1 н р-ра HCL на 100 см3 I 8‘0 0,74 0,76 0,8 JQ £ 00 £ o’ о 0 o' 0,75
Жесткость, моль/м3 СП 0,05 | 0,04 0,05 0,06 IT) Tf Tf еП A A A A 0 0 o' o' 0,05
Наименование пробы воды, сортировки или водки сч Исходная сортировка | Водка после пилотной (опытной) установки Скорость фильтрования; профильтровано: 15 дал/ч; 7 дал 5,5 дал/ч; 7 дал 10 дал/ч; 12 дал Водка после промышленной установки Скорость фильтрования; профильтровано 150 дал/ч; 25 дал 200 дал/ч; 100 дал 250 дал/ч; 125 дал 300 дал/ч; 150 дал Водка после угольной колонки № 12
,©1 с с F1 1-Ч Т 1Г| чО Г- оо
93
• обработка сортировки модифицированным крахмалом плюс фильтрация через уголь AGC 0,4 (серебряная фильтрация);
• двойная «серебряная фильтрация».
Исходная сортировка имела жесткость 0,02-0,12 моль/м3, щелочность 0,04 см3 0,1 н раствора HCL на 100 см2, величину pH 6,45-6,7.
Содержание микроэлементов в ней незначительно и составляло (г/дм3): железа - 0,05-0,06, сульфатов- 5,0-6,0; хлоридов -1,5-2,4, кремния - 0,13-0,14.
При «серебряной фильтрации» отмечено увеличение жесткости и щелочности и снижение концентрации железа, что может оказать положительное влияние на органолептические показатели водок и их стабильность при хранении (за счет снижения содержания железа).
Лучшая разность в окисляемое™ между водкой и сортировкой отмечена для водки после «серебряной фильтрации» со скоростью 450 дал/ч и водки после совместной обработки (крахмалом и «серебряной фильтрацией»).
Наибольшую дегустационную оценку - 9, 4 балла получили образцы водок после «серебряной фильтрации» со скоростью 450 дал/ч и после двойной «серебряной фильтрации», исходная сортировка имела оценку - 9,1 балла.
На ОАО «СПИ-РВВК» и ОАО «Алкон» испытания проводились по следующим схемам:
• фильтрация сортировки на угольной колонке;
• «серебряная фильтрация» с различными скоростями;
• фильтрация сортировки на угольной колонке плюс «серебряная фильтрация» с различными скоростями;
• двойная «серебряная фильтрация». *
Исходная сортировка ОАО «Алкон» имела жесткость 0,01 моль/м3, щелочность 0,07 см3 о,1 н раствора HCL на 100 см2, величину pH 7,15.
Содержание микроэлементов в ней составляло (мг/дм3): железа - 0,045, сульфатов - следовые количества; хлоридов -1,6, кремния - 0,2.
После обработки сортировки на угольных колонках и установке «серебряной фильтрации» в водке незначительно повышалась жесткость, остальные показатели изменялись незначительно.
Содержание ацетальдегида составляло (мг/дм3): в сортировке 0,8; после «серебряной фильтрации» - 0,4-0,6 дм3; в водке после обработки на угольной колонке 1,1; после угольной колонки и последующей «серебряной фильтрации» - 0,7-0,8.
Разность в окисляемое™ между водкой и сортировкой составляла 2,5-4 мин, лучшая (4 мин) отмечена для водки после двойной «серебряной фильтрации».
По органолептическим показателям во всех случаях после обработки отмечено улучшение вкуса. Наибольшие дегустационные оценки получили образцы после угольной колонки и «серебряной фильтрации» со скоростью 90 дал/ч (9,56 балла) и после «серебряной фильтрации» со скоростью 90 дал/ч - 9,55 (исходная сортировка имела дегустационную оценку 9,2 балла).
94
Исходная сортировка ОАО «СПИ-РВВК» имела жесткость 0,04 моль/м3, щелочность 0,11 см3 0,1 н раствора HCL на 100 см2. Содержание микроэлементов в ней составляло ( мг/дм3): железа - следовые количества, сульфатов - следовые количества; хлоридов -0,3, кремния- 0,8.
После обработки на угольных колонках в водке повышалась жесткость до 0, 1 моль/м3, и щелочность до 0,18 см3 0,1 н раствора HCL на 100 см2.
При фильтровании на установках «серебряной фильтрации» увеличивалась прозрачность с 98 % до 100 %, остальные показатели изменялись незначительно.
Содержание ацетальдегида составляло (мг/дм3) в водке после обработки на угольной колонке 2,46; после угольной колонки с последующей «серебряной фильтрации» снижалось до 2,0-2,1.
Разность в окисляемости между водкой и сортировкой составляла 2,0-2,5 мин, лучшая (2,5 мин) отмечена для водки после «серебряной фильтрации».
По органолептическим показателям во всех случаях после обработки отмечено улучшение вкуса. Наибольшие дегустационные оценки получили образцы после угольной колонки (9,75 балла) и угольной колонки и «серебряной фильтрации» со скоростью 30 дал/ч - 9,82 балла (исходная сортировка имела дегустационную оценку 9,5 балла).
На основании проведенных исследований можно отметить, что преимуществом применения установок «серебряной фильтрации» является отсутствие возрастания содержания альдегидов в процессе обработок сортировок и водок, а также при остановках процесса фильтрования, поскольку в данном случае резко уменьшается как количество активного угля, так и время контакта с ним.
Установки «серебряной фильтрации» могут быть использованы взамен угольных колонок для предприятий небольшой производственной мощности, на заводах при длительных остановках фильтрования на угольных батареях, в качестве дополнительной очистки водно-спиртовых растворов после угольных колонок и как контрольная фильтрация перед розливом с целью повышения органолептических показателей.
95
ПИЩЕВЫЕ ДОБАВКИ В ПРОИЗВОДСТВЕ ВОДОК
Бурачевская В.Ю., Пальдяева М.И.
В настоящее время, в период обостренной конкуренции, качество ликероводочных изделий играет первостепенную роль. С этой целью совершенствуется технология получения напитков, ведутся поиски улучшения их качества и расширения ассортимента. Кроме традиционного улучшения качества спирта, кондиционирования воды, совершенствования процесса обработки водно-спиртовых растворов активным углем большое значение приобрели пищевые добавки, применяемые для улучшения вкуса и аромата изделий.
Согласно ГОСТ Р 51074-2003 «Продукты пищевые. Информация для потребителя. Общие требования» - пищевая добавка - это природное или искусственное вещество или их соединение, специально вводимое в пищевые продукты в процессе их изготовления в целях придания пищевым продуктам определенных свойств и (или) сохранения качества пищевых продуктов.
Пищевые добавки в производстве водок и ликероводочных изделий стали применять в начале 40-х г. В водку «Московская особая» были внесены сода и уксусная кислота, в «Столичную» - сахар. Постепенно круг добавок расширялся: стали применять мед (водка «Российская»,«Украинская горилка»), калий перманганат («Русская»), глицерий («Кристалл-Дундрайс»), в ликероводочных изделиях - пищевые эссенции, лимонная кислота, сахар, ванилин, эфирные масла.
С конца 80-х годов добавки стали применяться более широко в связи с расширением ассортимента водок и ликероводочных изделий, улучшения качества продукта требованиями рынка.
В качестве пищевых добавок стали использовать регуляторы кислотности, подсластители, умягчители и другие вкусовые добавки. Подсластители: наиболее известны и применяются сахар, глюкоза, фруктоза, маннит, лактоза, мальтоза, ксилит, сорбит, мед.
В последние десять лет широкое распространение получили подсластители, полученные из лактозы по специальной технологии. Преимущество их заключается в том, что они не только смягчают вкус водок, но и оказывают защитное действие для печени.[1]
Углеводные модули «Лаэль», «Алкософт», «Янталак ГФ», «Фрулакт», «Лакторин»,
«Водэлпан», «Супер-слак», «Гликолакт», «Лар-М» и другие являются комплексами природных углеводов, активных веществ и витаминов, обладающих антитоксическими и антиоксидантными свойствами,
96
J
улучшающими органолептику продукта (в нашем случае - водки) и снижающими токсическое действие спирта на организм человека.
Подсластители «Свитли-Прима», «Света», стевиозид, «Сладин -200 люкс» и другие относятся к интенсивным подсластителям и используются только в качестве заменителя сахара с целью придания продукту диабетических свойств, однако целесообразность их применения неоднозначна, так как водка - продукт изначально не диабетический.
Кроме того, некоторые из применяемых в пищевой промышленности интенсивных подсластителей в водно-спиртовых растворах являются нестабильными и могут применяться только в сочетании друг с другом, проявляя эффект синергизма.
Эти подсластители широкого распространения не получили в водочном производстве.
Чаще применяются фруктоза, лактоза, маннит, сорбит, ксилит, глюкоза, мальтоза - как сахарозаменители (коэффициент сладости значительно ниже, чем у интенсивных подсластителей), улучшают органолептику продукта, обладая выраженными смягчающими свойствами.
Кроме подсластителей широко применяют следующие группы пищевых добавок:
экстракты растительные тонизирующие и вкусо-ароматические «Реликт»;
- витамины и витаминные премиксы (”GS”, “GS-vit-2”, “GS-vit-5”), а также комплексно-ищевая добавка “Флукол - А”, основу которой составляет дигидрокверцетин, внесенный в реестр лекарственных средств России в качестве витамина Р.
Витаминные премиксы и комплексно-пищевая добавка «Флукол-А» способствуют нормализации физиологической активности организма и обладают выраженными индивидуальными свойствами за счет различия входящих в состав витаминов и кислот.
Очень важной группой добавок, являются кислоты. В производстве водок и ликероводочных изделий применяют лимонную, уксусную, молочную, аскорбиновую (витамин С), винную, яблочную кислоты. Кислоты применяются в качестве регуляторов кислотности, что особенно важно для корректировки щелочности водки.
Часто применяется в паре с двууглекислым натрием для образования смягчающего вкус вещества - углекислого натрия.
При производстве особых водок применяют ароматизаторы натуральные, идентичные натуральным и искусственные. Наибольшее применение получили натуральные ароматизаторы - эфирные масла (лимонное, апельсиновое, мандариновое) и идентичные натуральным -черносмородиновый, клубничный, грейпфрутовый.
Концентрация каждой добавки в водке определяется индивидуально путем приготовления опытных образцов изделия с различной концентрацией Добавки, учитывая рекомендованную производителем. Рекомендованная норма может не совпадать с нормой, определенной при дегустации образца
97
изделия, так как для водочного и ликероводочного изделия определяющим является мягкий, сглаженный вкус и аромат. Кроме того, пищевая добавка не должна вносить в изделие посторонних примесей, для чего проводятся исследования образца изделия с добавкой на газовом хроматографе и, если требуется, на массспектрометре. Стабильность внесенного компонента следует исследовать и при хранении изделия.
В последнее время, в связи с возможным контролем примесей по ГОСТ Р 51786-01 «Водка и спирт этиловый из пищевого сырья. Газохроматографический метод определения подлинности» контроль поведения добавки в купаже водки при хранении становится необходимым. Следует учитывать и сроки годности добавок, так как при хранении в светлой посуде на свету добавка может окисляться, давать желтоватый оттенок (“GS”, “Флукол”).
Сроки хранения особенно актуальны для ароматизаторов, которые при длительном или ненадлежащем хранении теряют свои ароматические свойства.
При оформлении водок согласно ГОСТ Р 51074-2003 «Информация для потребителя» на этикетке следует наносить сведения о составе изделий -наименование основных ингредиентов, влияющих на вкус и аромат продукта (определяет изготовитель) и пищевые добавки (ароматизаторы, витамины, экстракты и другие), ингредиенты продуктов нетрадиционного состава.
Литература
Российская лактулоза - XXI век. Научные оСновы, производство и использование. - М.: МИИТ, 2000. - 110 с.
К ВОПРОСУ ПРОИЗВОДСТВА СЛАБОГРАДУСНЫХ ГАЗИРОВАННЫХ НАПИТКОВ
Бурачевский И.И., к.т.н., Зенина Г.П., к.т.н., Аристархова Т.Ю.
Слабоградусные газированные напитки в настоящее время пользуются большим спросом у населения различных возрастных категорий.
Наибольшей популярностью у молодежи пользуются такие напитки, как джин-тоники и им подобные, благодаря оригинальному вкусу, обусловленному присутствием СО2.
Слабоградусные газированные и негазированные напитки вырабатываются по ГОСТ Р 52192-2003 «Изделия ликероводочные. Общие
98
технические условия» и представляют собой ликероводочные изделия крепостью 5-12 %, массовой
концентрацией сахара 0-10 г/100 см3 , приготавливаемые на спиртованных соках, морсах, настоях, ароматных спиртах, ароматизаторах с добавлением вкусовых и ароматических ингредиентов, сахарного сиропа, подсластителей, красителей и других добавок с последующим насыщением двуокисью углерода до массовой доли не менее 0,3 % или без насыщения СО?.
Слабоградусные газированные напитки отличаются от ликероводочных изделий действующего ассортимента насыщенностью углекислотой, что придает им своеобразный освежающий вкус и обеспечивает игристость и пенистость напитков при наливе их в бокал.
Консервирующее действие углекислоты дает возможность снизить содержание сахара в напитках при сравнительно небольшом содержании спирта в них.
Насыщение слабоградусных напитков углекислотой изменяет принятый технологический процесс приготовления ликероводочных изделий и, следовательно, выделяет газированные алкогольные напитки в особую группу.
Напитки слабоградусные газированные и негазированные по органолептическим показателям должны представлять собой однородную прозрачную или непрозрачную (замутненную) жидкость, иметь характерно выраженные вкус, аромат и цвет в соответствии с требованиями рецептуры.
Технологическая схема производства слабоградусных газированных напитков включает следующие стадии:
• приемку и хранение спирта;
• подготовку воды;
• приготовление полуфабрикатов;
• приготовление сахарного сиропа;
• подготовку ингредиентов;
• приготовление купажа или купажного сиропа;
• дополнительную обработку купажа с целью стабилизации готового напитка ( при необходимости);
• фильтрование купажа;
• насыщение воды двуокисью углерода;
• приготовление напитка;
• розлив и оформление готовой продукции.
Для приготовления слабоградусных газированных и негазированных напитков применяют спирт этиловый ректификованный высшей очистки, «Экстра» и «Люкс» по ГОСТ Р 51652-2000.
Вода для производства слабоградусных газированных напитков должна отвечать требованиям ГОСТ Р 51232-98 и СанПиН 2.1.4.1074-01.
Питьевая вода, предназначенная для производства напитков должна быть:
99
• бесцветной, прозрачной, без посторонних вкуса и запаха;
• иметь жесткость для естественной неумягченной воды до 1 моль/м3,
для исправленной воды - до 0,36 моль/м3;
• иметь минимальное количество растворенных газов.
В зависимости от состава исходной воды процесс водоподготовки может включать одну или несколько технологических операций: коагуляцию (осветление), обезжелезивание, умягчение на натрий-катионитовых фильтрах, обессолевание методом обратного осмоса и др.
Выбор способа водоподготовки зависит от качества исходной воды, принятой технологии производства, мощности предприятия и определяется индивидуально для каждого завода с учетом присущих ему особенностей.
Для получения воды, соответствующей требованиям производства, допускается использование комбинированных схем водоподготовки, включающих несколько способов.
Спиртованные соки, морсы, настои, ароматные спирты, сахарный сироп, колер производят в соответствии с «Производственнотехнологическим регламентом на производство водок и ликероводочных изделий» ПТР 10-12292-99, утвержденному Пищепромдепартаментом Минсельхозпрода России 21.10.99 г.
В зависимости от способа приготовления газированного напитка готовят купаж или купажный сироп.
Купажный сироп представляет собой концентрированный раствор всех компонентов, составляющих вкусовую и ароматическую основу напитка с массовой долей сухих веществ 30-40 %. В смесителе его разбавляют газированной водой в соотношении 1:3 - 1:5. *
Купажные сиропы или купаж напитка готовят в закрытых купажных чанах - эмалированных или из нержавеющей стали, снабженных механической мешалкой. В купажный чан вначале вносят спиртованные соки, морсы, настои, ароматные спирты, сахарный сироп, лимонную кислоту, ароматизаторы, красители, бензоат натрия, другие ингредиенты и спирт на заключительной стадии приготовления купажа в виде водно-спиртового раствора крепостью
40-50 % в таком количестве, чтобы обеспечить в готовом напитке требуемую крепость.
Для облегчения фильтрования и доведения дозы купажного сиропа до целых чисел допускается добавление воды при купажировании в количестве, определяемом системами применяемого фильтра и дозировочного аппарата.
Перемешивание купажа производится периодически после внесения каждой составной части в течение 3-5 минут, а после окончания купажирования в течение 15-30 минут.
Готовый купажный сироп охлаждают до температуры 8-10°С и передают в цех розлива.
100
При производстве замутненных напитков во избежании расслаивания и образования осадка взвешенных частиц купажный сироп необходимо периодически перемешивать до и во время дозирования.
Розлив напитка рекомендуется производить не позднее, чем через 24 часа после приготовления купажного сиропа.
На растворимость двуокиси углерода значительно влияют характер растворенных в воде минеральных солей, веществ коллоидной природы, воздуха. Лучше всего газируется умягченная вода, так как содержащиеся в ней минеральные соли вступают в реакцию с двуокисью углерода и связывают её, а вещества коллоидной природы замедляют процесс насыщения напитков СО2.
Процесс газирования заключается в предварительном охлаждении воды, удалении из неё растворенного воздуха (деаэрации) и насыщении двуокисью углерода.
Растворимость двуокиси углерода увеличивается с понижением температуры и повышением давления. Поэтому поступившую на сатурацию воду необходимо предварительно охладить до температуры 2-4°С.
Охлажденная вода должна проходить наиболее короткий путь от холодильника до сатуратора. Во избежании нагревания трубопроводы и сборники для охлажденной воды необходимо изолировать.
Рабочее давление в сатураторах не должно превышать 0,4 Мпа.
В целях повышения эффективности процесса насыщения напитков или воды двуокисью углерода следует избегать перекачек газированный воды или напитка по коммуникациям большой протяженности, не производить перекачек с большим напором и большой скоростью, так как это приводит к дегазации напитков.
Слабоградусные газированные напитки приготавливают по одному из трех способов в зависимости от оборудования, имеющегося на данном предприятии.
Первый способ. Дозирование купажного сиропа в бутылки с последующим наливом газированной охлажденной до температуры 2-4°С воды, укупориванием и смешиванием содержимого бутылок.
Второй способ. Смешивание в синхронно-смесительных установках в определенном соотношении купажного сиропа, охлажденного до температуры не выше 10°С с насыщенной двуокисью углерода водой при температуре не выше 4°С или исправленной водой с последующей карбонизацией смеси, что зависит от системы применяемой установки (Рис.1).
Третий способ. Насыщение двуокисью углерода готового купажа напитка осуществляют в крупных резервуарах типа акратофоров, снабженных барбатерами или на линии розлива, включающей в себя охлаждение купажа до 4-6°С, насыщение углекислотой и розлив (Рис. 2).
101
1 - сборник воды, 2 - теплообменник, 3 - деаэрационная колонка, 4 - насос,
5 - колонка насыщения, 6 - насос-дозатор, 7 - смеситель, 8 - накопительная колонка.
Рисунок 1 - Технологическая схема производства газированных напитков
(по 2-му способу)
1 - купажный чан, 2 - напорная емкость, 3 - теплообменник, 4 - емкость для хранения хладогента, 5 - накопительная колонна, 6 - колонна насыщения СОз, 7 - баллоны с СОз, 8 - автомат розлива
Рисунок 2 - Технологическая схема производства газированных напитков ( по 3-му способу)
Газирование купажа в акратофорах проводят путем медленного барботирования. Углекислый газ вводят в виде мелких пузырьков в нижнюю часть резервуара через специальный барбатер. Процесс барботажной адсорбции ведут до тех пор, пока не будет достигнуто требуемое равновесное давление СО2, затем газированный напиток выдерживают в акратофоре при постоянном давлении СО2 в течение 1 суток и подают на розлив.
102
Температура газированного напитка, поступающего на розлив должна быть не выше 4-6°С.
Наполнение бутылок готовым напитком производят по уровню в изобарических условиях после выравнивания давления в бутылке и газовой зоне резервуара разливочного автомата.
Для улучшения качества напитков противодавление в пустой бутылке рекомендуется создавать двуокисью углерода вместо воздуха.
Слабоградусные газированные напитки разливают в стеклянные бутылки, бутылки из полиэтилентерефталата (ПЭТ), металлические банки и в другую потребительскую тару, изготовленную из материалов, разрешенных уполномоченным органом для контакта с данным видом продукта.
При производстве слабоградусных газированных напитков используют типовое оборудование, применяемое в ликероводочной и безалкогольной промышленности.
Минимальный срок хранения слабоградусных газированных и негазированных напитков - 6 месяцев со дня розлива.
ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ОБРАБОТОК НА СТАБИЛЬНОСТЬ ЛИКЁРОВОДОЧНЫХ НАПИТКОВ
Бурачевский И.И., к.т.н., Воробьева Е.В., к.т.н., Петухова З.Е., Шубина Н.А.
Ликёроводочные напитки, приготовленные на основе натурального плодово-ягодного и пряно-ароматического сырья, отличаются высокими органолептичес-кими показателями.
Однако большинство напитков, приготовленных по существующей технологии, подвержены помутнениям и не подлежат длительному хранению, что снижает их конкурентноспособность на мировом рынке.
В связи с этим, поиск новых технологических приёмов, направленных на повышение стабильности, является актуальным.
Помутнения, которые возникают в ликёроводочных изделиях, являются помутнениями физико-химического характера, которые часто классифицируются как белковые, полисахаридные, фенольные, металлические и т.д. Эта классификация, как известно, является условной, так как помутнений, связанных только с одним из высокомолекулярных веществ, практически не бывает. Чаще всего высокомолекулярные вещества встречаются в виде двойных, тройных и т.д. гетерогенных комплексов. Исходя из вышеизложенного следует, что основное внимание должно быть направлено на технологические приёмы, позволяющие предупредить помутнения физико-химического характера.
103
Многолетние наблюдения за стабильностью напитков и их отношению к физико-химическим способам обработки показали, что все полуфабрикаты можно условно разделить на 2 группы:
1 группа - полуфабрикаты, которые трудно фильтруются и не поддаются обработке оклеивающими материалами;
2 группа - полуфабрикаты, которые легко поддаются технологической обработке.
К первой группе относятся сливовые, алычёвые соки и морсы, а также концентраты и экстракты из разных видов сырья. Ко второй группе можно отнести все остальные полуфабрикаты.
Установлено, что полуфабрикаты Кой группы имеют стойкую коллоидную систему, которая препятствует флокуляции вводимых оклеивающих материалов.
Как правило, эти полуфабрикаты имеют высокое содержание как кислых, так и нейтральных полисахаридов. Поэтому возникает необходимость разрушения коллоидной системы биохимическими способами. Так как в природе высокомолекулярные вещества редко существуют в чистом виде, то целесообразно было проверить действие ферментных препаратов различной направленности действия. Были использованы ферментные препараты пектолитического действия, препараты, расщепляющие нейтральные полисахариды (В -маннаназа и В -глюканаза) и препараты целлюлолитического действия (Rochament СА).
Исследовано влияние различных сочетаний ферментных препаратов на осветление яблочного и сливового натуральных соков. Установлено, что наилучшие результаты получены при обработке соков ферментным препаратом Пектофоетидин П10 х в сочетании с* препаратом В-глюканаза. Применение этой композиции более эффективно, чем применение только препарата Пектофоетидин ШОх; через 2 часа ферментативного воздействия при температуре 20°С достигается полное осветление натуральных соков, которые могут быть использованы как для получения спиртованных, так и концентрированных соков.
Биохимический способ обработки был использован также для обработки концентрированного мандаринового сока и экстрактов: малинового и яблочного. Предварительно концентрированные соки или экстракты разбавляли исправленной водой в соотношении 1:3, затем обрабатывали препаратом Пектофоетидин ШОх. Однако было установлено, что только биохимический способ обработки не всегда ведёт к увеличению стабильности напитков, приготовленных из данных полуфабрикатов. Особенно это касается тех случаев, когда проводилась ферментативная обработка спиртованных соков, что связано не только с тем, что эффективность действия ферментных препаратов снижается из-за высокой спиртуозности среды, но и с тем, что при спиртовании натуральных соков под действием спирта образуются повидимому труднодоступные для ферментативного воздействия конгломераты.
104
В связи с этим требуется дополнительная обработка оклеивающими материалами, при внесении которых удаляются в осадок частично гидролизованные биополимеры. Такая комплексная схема была испытана на малиновом и яблочном экстракте. В качестве оклеивающих материалов был использован бентонит и бентонит с желатином. Было установлено, что стабильность сладких настоек «Яблочная» и «Малиновая», приготовленных на обработанных полуфабрикатах, возросла с 5-6 месяцев до 22-24-х месяцев.
Большие затруднения у технологов связаны с приготовлением напитков, в состав которых входят рябиновые полуфабрикаты. Производство этих напитков особенно в зимнее время затруднено из-за возникновения опалесценции и осадков при пониженных температурах. При нагревании эти помутнения исчезают, но при охлаждении снова появляются, т.е. имеет место возникновение обратимых коллоидных помутнений. При длительном хранении обратимые коллоидные помутнения переходят в необратимые.
В связи с этим, были проведены работы по подбору приёмов, позволяющих предотвратить это явление. С одной стороны были использованы биохимические способы обработки на стадии получения морса из сушёной рябины, с другой стороны были использованы физические и физико-химические способы обработки на стадии полуфабрикатов и купажа. При определении оптимального соотношения ферментных препаратов при обработке сушёной рябины был поставлен полный факторный эксперимент. Было установлено, что основную роль в этом процессе играет пектолитический ферментный препарат Пектофоетидин П10х или препарат Ультразим. Препараты целлюлотического и протеолитического действия хотя и ускоряли процесс, но незначительно и применение их было экономически нецелесообразным. Установлены технологические параметры обработки сушёной рябины: доза препарата Пектофоетидин П10 х-0,1% в пересчёте на стандартную активность 9 ед/г, продолжительность ферментативной обработки 1 сутки при температуре 20°С, продолжительность настаивания 7 суток при первом заливе и 7 суток при втором заливе. Таким образом, ферментативная обработка позволяет сократить продолжительность настаивания в 2 раза, выход морса увеличивается на 1,5 % по сравнению с контролем.
Из ферментированного и неферментированного сырья приготовлен рябиновый морс. Установлено, что ферментативная обработка способствовала не только более полному истощению сырья, но и улучшению технологических характеристик морса: он был более прозрачным и лучше фильтровался. На ферментированном и неферментированном морсе была приготовлена сладкая настойка «Рябиновая на коньяке». Физико-химические и органолептические показатели были близки.
Наблюдения за стабильностью напитков при хранении показали, что применение только биохимического способа обработки сырья хотя и повышает % использования сырья, но не даёт возможности получить стабильное при хранении изделие. Это связано, на наш взгляд с тем, что при
105
ферментативном гидролизе растительной клетки в жидкую фазу переходят высокомолекулярные вещества, которые не всегда доступны ферментативному воздействию, т.е. наряду с процессом гидролиза идёт т.н. процесс мацерации. Поэтому дополнительно была проведена физико-химическая обработка полуфабрикатов рябинового морса или купажа сладкой настойки. Установлено, что обработка на стадии полуфабрикатов более эффективна, чем на стадии купажа. Применение физико-химической обработки на стадии купажа более эффективно в том случае, если фильтрование купажа проводится с использованием мембран с размером пор около 0,7 мкм, в то время как при обработке на стадии полуфабрикатов достаточно провести фильтрование через фильтр-картон. Этот факт связан, на наш взгляд, с pH среды. pH купажа отличается более высоким значением и «оклейка» проходит менее эффективно, чем при обработке полуфабрикатов.
Самые лучшие результаты получены при комбинированной обработке полуфабрикатов при температуре -3°С в течение 3-х суток с последующей обработкой физико-химическими способами, а именно, обработка желатином с бентонитом, или обработка поливинилпирролидоном в сочетании с бентонитом, с последующим фильтрованием через мембраны с размером пор 0,6-0,7 мкм. В этом случае стабильность сладкой настойки «Рябиновая на коньяке» увеличивается до 24-х месяцев и более.
Из практики работы ликероводочных заводов известно, что в напитках с высоким содержанием фенольных веществ при хранении появляются осадки на дне и стенках бутылки. Кроме того полуфабрикаты (брусничный, клюквенный, черносмородиновый морсы, вишнёвый и клубничный соки) теряют своё качество при хранении. Степень побурения, а в некоторых случаях и полное обесцвечивание полуфабрикатов зависит от вида полуфабриката, что конечно же связано с с различием в составе фенольных веществ. Ранее было установлено, что окисление фенольных веществ может идти как под действием окислительных ферментов, так и за счёт окисленных форм фенольных веществ (хинонов), которые образуются на ранней стадии получения полуфабрикатов в результате ферментативного окисления. Образование хинонов в случае получения соков или морсов из свежих плодов может идти в том случае, если дроблёные ягоды или сок длительное время находятся без спиртования. Все таки процесс дробления или прессования мезги растянут во времени и трудно избежать образования некоторого количества хинонов, которые в дальнейшем и провоцируют покоричневение и побурение полуфабрикатов и напитков.
Из литературных данных известно, что аноцианы проявляют различную способность к окислению. Дигликозиды проявляют большую стойкость к обесцвечиванию, чем моногликозиды. Агликоны обесцвечиваются быстрее, чем гликозиды. Наблюдения за стабильностью окрашенных полуфабрикатов показали, что для их сохранности необходимы дополнительные обработки. Особенно нестабильны клюквенный и брусничный соки. Для повышения стабильности соков при хранении были использованы ряд антиоксидантов: аскорбиновая кислота, лимонная кислота
106
и сахароза. Механизм действия аскорбиновой кислоты сводится к тому, что она восстанавливает хиноны в полифенолы. Исследования показали, что применение аскорбиновой кислоты в данном случае в количестве 50-100мг/л не даёт положительных результатов. Эти данные подтвердили тот факт, что аскорбиновая кислота эффективна лишь при кратковременном контакте напитков с воздухом, например при фильтровании и розливе. По мере израсходования аскорбиновой кислоты наблюдается сильное покоричневение напитков в результате конденсации полифенолов.
Известно также, что лимонная кислота является также сдерживающим фактором окисления антоцианов. При внесении лимонной кислоты в дозе 1 -2 г/л мы наблюдали усиление интенсивности окраски, что связано с переходом лейкоантоцианов (бесцветной формы) в антоцианы (при понижении pH). Однако мы не наблюдали увеличения стабильности полуфабрикатов при хранении.
Положительные результаты были получены лишь при внесении сахарозы в количестве 5-10 г/л. Стабильность клубничного сока и черносмородинового морса возрастает с 4-х до 12 месяцев. Для повышения стабильности клюквенного морса концентрация сахарозы должна быть увеличена до 100 г/л. По-видимому, количество вносимой сахарозы, обеспечивающей стабильность полуфабрикатов, зависит от концентрации фенольных веществ и их состава.
Наблюдая за стабильностью тёмноокрашенных полуфабрикатов, мы обнаружили, что черноплоднорябиновый морс может храниться без антиоксидантов длительное время (год и более). Известно, что некоторые группы фенольных веществ сами являются антиоксидантами. По-видимому, такие группы веществ присутствуют в черноплодной рябине. Таким образом, были полученыположительные результаты по удлинению сроков хранения тёмноокрашенных полуфабрикатов.
Таким образом, на основании вышеизложенного можно сделать следующие выводы:
- для осветления натурального яблочного и сливового сока эффективно применение композиции ферментных препаратов пектолитического комплекса и ферментов, расщепляющих нейтральные полисахариды;
- ферментативная обработка плодово-ягодных экстрактов с последующей обработкой оклеивающими материалами позволяет в 4 раза по сравнению с контролем повысить стабильность сладких настоек, приготовленных с использованием этих полуфабрикатов;
- ферментативная обработка рябины при получении рябинового морса в сочетании с последующей обработкой рябинового морса оклеивающими материалами и контрольной фильтрацией сладкой настойки «Рябиновая на коньяке» через мембраны с размером пор 0,6-0,7 мкм позволяет получить напиток, сохраняющий прозрачность в течение года и более;
- стабильность черносмородинового морса и клубничного сока при хранении повышается при внесении 5-10 г/л сахарозы.
107
1
К ВОПРОСУ ФИЗИКО-ХИМИЧЕСКИХ ИЗМЕНЕНИЙ В ВОДКАХ ПРИ ХРАНЕНИИ
Бурачевская В.Ю., Устинова Е.В.
Согласно действующему стандарту для фасовки водок используют бутылки из натрий-кальцый-силикатного стекла, имеющего водостойкость не ниже 111 гидролитического класса; в фарфоровые, керамические и стекляные графины, а также в другую потребительскую тару по нормативному документу и изготовленную из материалов, разрешенных для контакта с данным видом продукции. В данной работе приводятся результаты химического и хроматографического анализа водок, фасованных в фарфоровые и стеклянные бутылки, а также стеклянные графины вместимостью 1,75л при длительном хранении.
Условия хранения проанализированных водок были одинаковы. Содержание микропримесей водок определяли газохроматографическим методом по ГОСТ 51698-2000, жесткость - по ГОСТ 4151-72, щелочность, pH и окисляемость - по методикам, изложенным в «Инструкции по технохимическому контролю ликероводочного производства» (М., 1993). Коэффициент светопропускания устанавливали по оптической плотности на ФЭК при длине волны 364 нм, содержание наиболее характерных микроэлементов - по методикам, изложенном в ПТР 10-12371-99 «Производственный технологический регламент на производство водок для экспорта», утвержденному Пищепромдепартаментом Минсельхозпрода России 1 1.11.99 г.
Характеристика образцов и результаты анализов представлены в таблицах 1,2.
Из таблицы 1 следует, что водки «Александровская» и «Елецкая», хранящиеся в фарфоровой таре, имеют более высокое содержание альдегидов, чем те же водки, но разлитые в стеклянные бутылки вместимостью 0,5 л. Содержание ацетальдегида в водках, разлитых в фарфоровую тару, превышает показатель ГОСТ Р 51355-99 для водок, приготовленных на спирте «Экстра». В водке «Столичная», хранившейся в фарфоровом графине более 5 лет, отмечены высокие показатели ацетальдегида и этилацетата. В водке «Столичная», хранившейся в стеклянной бутылке 37 лет, показатели содержания примесей соответствуют норме для водок, приготовленных на спирте «Экстра». Таким образом, анализ данных, представленных в таблице 1, позволяет сделать вывод, что окислительные процессы в водках, разлитых в фарфоровую тару, протекают интенсивнее.
Так же в таблице представлены результаты анализа водки «Браво-
108
бис», разлитой в стеклянные бутылки разных заводов-изготовителей и различной вместимости (0,5 и 1,75 л), но одной даты розлива. Показатели содержания ацетальдегида, метанола и 2-пропанола различаются незначительно, все же содержание этих компонентов в водке, разлитой в стеклянный графин вместимостью 1,75л несколько меньшее.
Результаты анализа образцов водок, представленных в таблице 2, показывают, что водки, хранившиеся в фарфоре от 1,2 до 5,5 лет характеризуются относительно высоким содержанием кремния (показатель содержания кремния больше у водки «Столичная», хранившейся дольше других, при очень низкой окисляемости - 5,3 мин), при этом явно высокое содержание сульфатов, хлоридов отмечается только в водке «Александровская» (показатели щелочности и pH тоже высокие). Водки, длительно хранящиеся в стеклянной таре, показывают хорошие результаты по содержанию микроэлементов, за исключением водки «Русская» (в ней отмечено высокое содержание кремния при достаточно высоких pH и щелочности водки; при окрашивании пустой бутылки метиленовым голубым бутылка приобретает фиолетовый цвет).
По физико-химическим показателям водка «Браво-бис» в бутылках емкостью 0,5 и 1,75л отличается незначительно, однако содержание кремния выше у водки, разлитой в бутылку 0,5л. Данные таблиц 1,2 позволяют сделать вывод, что в графине вместимостью 1,75л (изготовитель-завод «9 января») водка подвергается меньшим изменениям.
Более подробно изменения физико-химических показателей водки при хранении представлены в таблицах 3,4.Образцы водки хранились 4 года при одинаковой температуре (18-28° С) в одинаковых условиях, в стеклянных бутылках вместимостью 0,5л разных изготовителей и с заводской укупоркой.
Из таблицы 4 видно, что в водке «Лужковская» незначительно выросло содержание 2-пропанола, тогда как в водках «Партнер» и «Серебряный рай» изменения более существенные: в 2 раза выросло содержание ацетальдегида, почти в 2 раза выросло содержание 2-пропанола. При этом в водке «Партнер», приготовленной на спирте «Экстра», показатели содержания ацетальдегида (табл. 4) и щелочности (табл. 3) наиболее высокие. Что касается данных физико-химического анализа водок по содержанию микроэлементов, жесткости, щелочности, окисляемости и прозрачности (см. таблицу 3), можно отметить следующее. Наибольшим изменениям при хранении подверглись водки «Партнер» и «Серебряный рай». В водке «Партнер» выросло содержание микроэлементов: кремния более чем в 7 раз (7,2 против 0,95 мг/л), железа почти в 5 раз (0,18 против 0,04 мг/л) при высоких жесткости (выросла в 30 раз) и щелочности водки. Изменения протекали при изначально высокой щелочности водки, т.е. воздействие на стекло бутылки предположительно агрессивное. При этом при окрашивании метиленовым голубым после слива водки из бутылки наблюдается легкий фиолетовый оттенок стекла с более выраженным Цветом на границе налива.
109
Таблица 1
Наименование образца Срок Содержание примесей, мел
ацетальдегид этилацетат 2-пропанол 1-пропанол изобутанол 1 -бутанол метанол. % об.
«Столичная», фарфор, 0,5 л ОАО «Московский завод «Кристалл» 5,5 10,6 12,2 5,58 0,011
«Елецкая», фарфор, 0,5л 1,2 4,41 5,27 0,005
«Александровская», фарфор,0,75л 1,2 4,89 3,07 0,002
«Столичная», стекло, 0,5 л Кубаньвинпром, экспортное исполнение 37,0 2,33 0,81 4,21 0,79 0,95 0,015
«Русская»,стекло, 0,5 л,экспортное исполнение 13,0 2,49 4,32 1,14 1,01 0,72 0,003
«Александровская», стекло, 0,5 л 1,2 221 3,21
«Елецкая», стекло, 0.5л 1.2 2,02 2,19 0.0005
«Браво-бис», стекло, 0,5л 7,5 2,32 3,74 0,0093
«Браво-бис», стекло. 11,75 л 7,5 1,86 3,5 0.0035
Таблица 2
Наименование образца Жесткость, моль/м Щелочное ть 0,1н р-ра НС1 на 100 см3 PH Окисляемость, мин Т,% Содержание, мг/л
SO4 С1 Si4' Fe
«Столичная», фарфор, 0,5 л ОАО Московский завод «Кристалл» 0,05 0,2 7,4 5,3 97 15 4,5 7,2 0,02
«Елецкая» , фарфор, 0,5л 0,06 2,8 8,1 17 96 14,3 5,2 5,6 0,06
«Александровская» фарфор,0,75л 0,1 3,6 8,7 13 94 51 35 5,1 0,1
«Столичная», стекло, 0,5 л Кубаньвинпром, экспортное исполнение 0,5 1,6 8,4 9,0 95 19 4,7 3,5 0,04
«Русская», стекло, 0,5 л, экспортное исполнение 0,1 2,2 8,7 14 96 24 8,2 15 0,05
«Браво-бис», стекло, 0,5л 0,2 0.15 8,24 15 99 следы 1,7 3,1 следы
«Браво-бис», стекло. 1,75 л 0,15 0,2 8,16 13.4 99 следы 1,5 1,3 0.05
Таблица 3 Химический анализ водок, поставленных на хранение
Содержание, мг/л Fe 0,05 | О W 0,04 1 О' 12118 1Л25 I . его I | 0,15 |
СО з,о | |ЗЛ 1 ?6‘0 I L« 1 1 L_4>5 Г 10,0 | 10,5
Cl 3,0 I СП __У 1 8‘г Щ । I 1 8‘Е 1 Г 3,8 l‘S
о ?5 30,8 | 1 « 1 02 ! ГЛ 1 20 | 1 33,3 £‘££ 1 | 35,5
% *± 1 !22 100 1 99,3 | 1 S6 __ I 95 . Г 95 ! 001 J 26 1 97
Окисляемость, мин 22 | чО 1 17 I Г 20 <2 1 24 СП 10,5
pH . 7,6 _] ос 1 8,5 1 Оч 1 8,3 J ^8 1 Cl | об" 8,4
Щелочность 0,1 нр-раНС 1 на 100 см3 0,6 | 0,8 | 00 1 Г1 1 ОС , | 02 | 1 2,0 2,2
Жесткость, моль/м 0,05 I I 0,05 I i 0,05 1 1 £00 | : o,i । 1 1 0,1 $го 1 0,48
Срок хранения О 1 48 I О гл 1 48 _ I О ГЛ 48
Наименование образца «Лужковская» «Партнер» «Серебряный
<и Я S ч ю л н
09
* 3 X X <и ч X со н Q ч <и о.
X
X о ч о Й го X Ч со X «
« X X о <и X X
-е-« о.
о н Л
о о. и о м со U
Содержание примесей, мг/л метанол, % об. | 1 0,0055 0,0051 0,0053 0,0005 0,0006 0,0007 0,016 0,016 0,018
2-пропанол | Г-1 о 1,60 1,85 2.97 1,62 ) 1,65 2,50
этилацетат | следы следы следы
ацетальдегид | (Q г<у п сл сл О гГ 1.18 1,19 2,61
Срок хранения, мес О С! £ ° — ?? о 2! §
Наименование образца «Лужковская» ОАО «СЗ «Лужковский» «Партнер» ОАО «Алвист» «Серебряный рай» ОАО «Фаюр-Союз»
112
В водке «Серебряный рай» наблюдается резкое снижение окисляемости, снижение прозрачности водки за первый год хранения, увеличение содержания кремния и железа в 2 и Зраза соответственно за тот же период. Бутылка приобретает фиолетовый цвет при окрашивании метиленовым голубым, более выраженный цвет- над границей налива. Т.е. разрушение стекла бутылки парами водно-спиртовой жидкости протекает интенсивнее. При последующем хранении изменения менее выражены (главным образом, изменяется показатель жесткости водки).
В водке «Лужковская» за 4 года хранения несколько увеличилось содержание микроэлементов (сульфатов, хлоридов, кремния, железа) при заметном увеличении щелочности и pH водки. Можно предположить, что при возросшей щелочности водки, изменение физико-химических показателей ее при последующем хранении будет происходить интенсивнее. Если за первый год хранения окрашивания бутылки метиленовым голубым не наблюдалось, после 4х лет хранения наблюдается окрашивание стекла выше уровня налива водки.
Проведенные исследования позволяют сделать следующие выводы:
- для сохранения качества водок лучше их расфасовывать и хранить в стеклянной таре: бутылках или графинах; фарфоровая тара пригодна скорее для краткосрочного хранения;
- при хранении водки происходят изменения ее физико-химических показателей в худшую сторону; происходит разрушение стекла бутылки. Оптимальный срок хранения водки зависит от качества стекла бутылки, исходных параметров водки и условий ее хранения.
ИЗ
ОТДЕЛ ТЕХНОКИМКОНТРОЛЛ И АРБИТРАЖНЫХ МЕТОДОВ АНАЛИЗА
НОВЫЕ НАПРАВЛЕНИЯ В КОНТРОЛЕ КАЧЕСТВА И БЕЗОПАСНОСТИ АЛКОГОЛЬНОЙ ПРОДУКЦИИ
Абрамова И.М., к.т.н. - зав. отделом
Исследования в области технохимического и технологического контроля спиртового и ликероводочного производства имеют большое значение, т.к. успешная конкуренция на рынке алкогольной продукции возможна только при наличии тщательного контроля качества и безопасности производимой продукции.
В целях совершенствования системы контроля безопасности и качества спирта и алкогольной продукции в ГНУ ВНИИПБТ РАСХН в 1993 году была создана Испытательная лаборатория технохимического контроля и арбитражных методов анализа, аккредитованная на техническую компетентность и независимость при испытании продукции спиртовой, ликероводочной, уксусной, дрожжевой и ферментной промышленности. Данная лаборатория была организована на базе отдела методики и контроля спиртового производства существовавшей с момента образования института.
В отделе технохимконтроля проводится не только большое количество арбитражных и сертификационных испытаний готовой продукции на соответствие ее требованиям действующей нормативной документации, но и ведутся исследования по разработке и внедрению новых методов контроля в спиртовую и ликероводочные отрасли промышленности.
Перспективным направлением - является использование ИК (инфракрасной) - спектроскопии в контроле спиртового производства. Для осуществления экспресс контроля условной крахмалистости зерна разработаны и метрологически аттестованы методики определения условной крахмалистости и влажности пшеницы и ржи с использованием БИК-анализатора «Инфралюм ФТ-10». Методики включены в проект национального стандарта РФ «Зерно. Методы определения условной крахмалистости (сбраживаемых углеводов)».
В контроле качества алкогольной продукции ведущее место по праву заняли хроматографические методы анализа. В настоящее время широкое применение получила высокоэффективная жидкостная хроматография (ВЭЖХ). По сравнению с газовой хроматографией данный метод является наиболее мощным. Его главное преимущество - возможность исследования практически любых объектов без ограничений по их физико-химическим свойствам.
114
С целью контроля качества алкогольной продукции разработан метод применения ВЭЖХ для определения катионов в воде. Анализ воды по ионному составу позволит вести контроль и регулирования состава технологической воды, позволяющего оптимизировать ионный состав в пределах регламентных допусков, что позволит улучшить качество водок и идентифицировать алкогольные напитки, не допуская поступления на потребительский рынок некачественной продукции.
Подготовлен проект национального стандарта РФ «Вода питьевая. Определение содержания катионов методом ионной хроматографии».
Работа по углубленному изучению ионного состава воды и водок направлена на создание нормативов по содержанию анионов и катионов в водках имеющие важное значение в решении вопроса о фальсификации водок и водок особых, так как по ионному составу водки можно говорить о ведении технологии водоподготовки на заводе и имеющих место нарушениях этого процесса.
С целью улучшения основных параметров определяющих стабильность водок при хранении на ионном хроматографе «METROSEP-C2» разрабатывается методика определения жесткости в водках и содержания силикатов.
Новым направлением в контроле качества и безопасности спирта и алкогольсодержащей продукции является применение методов люминесцентной спектроскопии.
Разработана «Методика идентификации спиртов различного происхождения» основанная на обнаружении и идентификации в анализируемых образцах этилового спирта люминесцирующих микропримесей (концентрации 10'5 - 10‘8 г/дм3), наличие которых обусловлено составом и происхождением исходного сырья и технологией его обработки. Это позволяет выявить наличие синтетического спирта в пищевом ректификованном спирте.
Институтом получено положительное решение по заявке № 2004121498 от 15.07.04. на Патент РФ «Способ идентификации образцов этилового спирта».
Подготовлен проект национального стандарта РФ «Спирт этиловый. Спектрально-люминесцентный метод идентификации».
Создана методика идентификации непищевых спиртов в водках и водках особых с использованием абсорбционно-люминесцентного спектрометра.
Методами многомерной люминесцентной спектроскопии, были изучены состав и содержание следовых количеств органических микропримесей белкового происхождения и их влияние на органолептические показатели ректификованных пищевых спиртов. Разработана принципиально новая методика аппаратурной оценки органолептических показателей пищевых спиртов различного происхождения. Получена корреляционная зависимость между спектрами возбуждения/испускания - остаточным содержанием аминокислот - дегустационной оценкой.
Таким образом, впервые в мировой практике, предложен способ оценки
115
органолептических показателей пищевых ректификованных спиртов оптикофизическим методом люминесцентного спектрального анализа.
Создание данных методик дает возможность ужесточения требований к качеству и безопасности алкогольсодержащей продукции и усиления защиты потребительского рынка от некачественной, фальсифицированной продукции.
С целью регулирования качества продукции представляется перспективным разработка новых методик оценки технологического процесса производства этилового спирта на основе спектральнолюминесцентного анализа образующихся микропримесей в ходе технологического процесса производства продукции. Создание данных методик предотвратит выпуск недоброкачественной продукции, связанный с нарушениями технологии производства.
По результатам проводимых в отделе исследований постоянно пересматриваются и разрабатываются новые стандарты на методы испытаний. В настоящее время утверждены и подготовлены к изданию проекты следующих национальных стандартов РФ:
• «Водки и водки особые. Правила приемки и методы анализа»;
• «Спирт этиловый ректификованный. Правила приемки и методы анализа»;
• «Спирт этиловый из пищевого сырья и продукция алкогольная. Методы органолептического анализа».
Новые национальные стандарты РФ разрабатывались при участии главного метролога ГНУ ВНИИПБТ РАСХН Булатицкого К.К., в стандартах нашли отражение новые метрологические требования, введенные в 2002 году комплексом ГОСТ Р ИСО 5725 «Точность (правильность и прецизионность) методов и результатов измерений».
Также утвержден и подготовлен к издательству «Сборник положений и инструкций по использованию сырья на предприятиях спиртовой отрасли».
Продолжая работы по созданию системы контроля безопасности и качества алкогольсодержащей продукции необходимо отметить, что только комплексное применение высокочувствительных методов анализа, использование современной, прецизионной аппаратуры и разработка адаптированных к объекту исследования методик позволит нам существенно продвинуться в решении данной проблемы.
116
МЕТРОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА МЕТОДОВ ОПРЕДЕЛЕНИЯ УСЛОВНОЙ КРАХМАЛИСТОСТИ
Булатицкий К.К., Корчагина Г.Т., к.т.н., Абрамова И.М., к.т.н., Пискарева Е.Н., Вагина О.М.
Необходимость переработки в национальный стандарт отраслевого стандарта ОСТ 10-00334586-1-93 «Зерно. Методы определения условной крахмалистости (сбраживаемых углеводов)» потребовала приведения характеристик погрешности методик, изложенных в ОСТе, в соответствие с требованиями ГОСТ Р ИСО 5725-1-2002 (1). В ОСТе изложены два физико-химических (поляриметрических) метода и биологический метод, так называемый метод бродильной пробы. Последний метод является арбитражным (контрольным).
Поляриметрические методы основаны на анализе растворов, полученных после химического преобразования углеводов зерна в смесь полисахаридов и моносахаридов путем кипячения помола зерна в разбавленной соляной кислоте либо в насыщенном растворе хлористого кальция. Метод бродильной пробы фактически воспроизводит процесс технологического брожения.
В качестве характеристик точности этих методов в ОСТе приведены лишь значения допускаемых расхождений между параллельными определениями.
За период действия ОСТа в ГНУ ВНИИПБТ был накоплен объем данных, который позволил уточнить характеристики повторяемости (сходимости) этих методов, а также рассчитать характеристики воспроизводимости, суммарной погрешности, критической разности между результатами, полученными в двух разных лабораториях, и расхождение между результатом анализа по физико-химической методике и значением, полученным по бродильной пробе.
Обработка данных проводилась по ГОСТ Р ИСО 5725-2-2002 (2) и ГОСТ Р ИСО 5725-6-2002 (3). В связи с тем, что вместо межлабораторного эксперимента с участием 20-30 лабораторий использовались данные по так называемой квази - межлабораторной программе (п.8.5.1 ГОСТ Р ИСО 5725-6-2002), был применен расчетно-экспериментальный метод оценки суммарной погрешности (4), причем в качестве её предельной величины для Доверительной вероятности 0,95 принималось значение систематической погрешности лаборатории, определяемое по критерию приемлемости, описанному в п.7.2.3.1.3 ГОСТ Р ИСО 5725-6-2002.
Существенную роль в оценке (расчете) суммарной погрешности сыграли паспортные метрологические характеристики используемых средств измерений, что привело к необходимости разделения показателей точности
117
методик в зависимости от используемых приборов - поляриметров и сахариметров.
Рассчитанные метрологические характеристики методик анализа представлены в таблицах 1-3.
Таблица 1 Значения метрологических характеристик для методики определения условной крахмалистости с применением раствора соляной кислоты при доверительной вероятности Р = 0,95
Характеристика Значение характеристики
Измерения с фотоэлектронным поляриметром ( А1-ЕПО, А1-ЕПМ) Измерения с сахариметром универсальным
СУ-3 СУ -4
Диапазон измерений условной крахмалистости зерна, % 47....63
Предел повторяемости (сходимости) для результатов двух параллельных определений, г, % 0,5
Показатель воспроизводимости (СКО воспроизводимости), Sr , % 0,20 0,27 0,21
Показатель точности методики (границы, в которых находится рассчитанная погрешность результата анализа), А, % ±0,3 ±0,5 ±0,3
Критическая разность для результатов анализа, полученных в двух разных лабораториях, CDq.95, % 0,5 * 0,7 0,5
Предельное расхождение между результатом анализа и значением, полученным по бродильной пробе, X, % 1,3 1,4 1,3
В качестве контрольных процедур при реализации методик предложены проверки:
соответствия фактического расхождения между результатами параллельных определений допускаемому значению (пределу повторяемости г в соответству -ющей таблице); проводят при выполнениии каждого анализа;
- соответствия фактического расхождения между результатами анализа и значением, полученным по бродильной пробе, допускаемому расхождению (пре-дельное расхождение X в соответствующей таблице); проводят один раз в 6 месяцев;
- совместимости результатов анализа, полученных в двух разных лабораториях, по результатам сравнения полученного расхождения с
118
критической разностью CD095 (в соответствующей таблице); проводят при межлабораторных сличительных испытаниях, при проведении аккредитации лаборатории или при инспекционном контроле.
При использовании биологического метода проводят три параллельных определения. Сложность и длительность анализа нередко приводят к большой ассиметрии крайних значений, что вызывает смещение среднеарифметического значения и несоответствие расхождений между параллельными пределу повторяемости г. В таких случаях результаты анализов предложено считать все же зачетными и вместо среднеарифметического значения в качестве конечного результата принимать медиану, то есть второе (по возрастанию величины) значение из параллельных определений ( п.5.2.2.2 ГОСТ Р ИСО 5725-6-2002). Это значение ближе к фактическому, чем среднеарифметическое.
Таблица 2 Значения метрологических характеристик для методики определения условной крахмалистости пшеницы с применением раствора хлористого кальция при доверительной вероятности Р=0,95
Характеристика Значение характеристики
Измерения с фотоэлектронным поляриметром (А1-ЕПО, А1-ЕПМ) Измерения с сахариметром универсальным
СУ-3 СУ-4
Диапазон измерений условной крахмалистости, % 47....63
Предел повторяемости (сходимости) для результатов двух параллельных определений, г, % 0,6
Показатель воспроизводимости (СКО воспроизводимости), Sr , % 0,26 0,5 0,3
Показатель точности методики (границы, в которых находится рассчитанная погрешность результата анализа), А, % ±0,4 ±0,9 ±0,5
Критическая разность для результатов анализа, полученных в двух разных лабораториях, CDo.95,% 0,6 1,2 0,7
Предельное расхождение между результатом анализа и значением, полученным по бродильной пробе, X, % 1,4 1,6 1,4
119
Таблица 3 Значения метрологических характеристик при определении условной крахмалистости по методу бродильной пробы при доверительной вероятности 1*0,95
Характеристика Значение характеристики
При контрольных и арбитражных определениях (три параллельных определения)
Диапазон измерений условной крахмалистости зерна, % 47....63
Предел повторяемости (сходимости) для результатов трех параллельных определений,г,% 2,2
Показатель воспроизводимости (СКО воспроизводимости), Sr , % 0,8
Показатель точности методики (границы, в которых находится допускаемая погрешность результата анализа), А, % ± 1,1
Критическая разность для результатов анализа, полученных в двух разных лабораториях, CD0.95, % 1,5
В разрабатываемый проект национального стандарта на методы определения условной крахмалистости будет также внесён новый экспресс-метод с использованием спектроскопии в ближней инфракрасной области. Метрологические характеристики этого метода рассчитаны и опубликованы (5).
Все четыре методики определения условной крахмалистости аттестованы метрологической службой ГНУ ВНИИПБТ.
Полученные результаты по оценке метрологических характеристик методик определения условной крахмалистости будут представлены на экспертизу в один из государственных метрологических центров при рассмотрении возможности утверждения разрабатываемого проекта в качестве национального стандарта РФ.
Литература
1. ГОСТ Р ИСО 5725-1-2002 «Точность (правильность и прецизиозность) методов и результатов измерений. 4.1. Основные положения и определения».
2. ГОСТ Р ИСО 5725-2-2002 «Точность (правильность и прецизиозность) методов и результатов измерений. 4.2. Основной метод определения повторяемости и воспроизводимости стандартного метода измерений».
3. ГОСТ Р ИСО 5725-6-2002 «Точность (правильность и прецизиозность) методов и результатов измерений. 4.6. Использование значений точности на практике».
120
4. Методические указания МУ 6/113-30-19-83 «Нормируемые показатели точности измерений в методиках выполнения измерений, регламентированных в документации на химическую продукцию».
5. Чулюков О.Г., Корчагина Г.Т., Абрамова И.М. и др. «Технологический контроль условной крахмалистости в зерне методом ближней инфракрасной спектроскопии» // «Пищевая промышленность», 2005,- №6. С. 20-21.
СПЕКТРАЛЬНЫЕ СВОЙСТВА ЛЮМИНЕСЦИРУЮЩИХ
МИКРОПРИМЕСЕЙ РЕКТИФИКОВАННОГО ЭТИЛОВОГО
СПИРТА ПРОИЗВЕДЕННОГО ИЗ ПИЩЕВОГО И
НЕПИЩЕВОГО СЫРЬЯ
Савельева В.Б., Абрамова И.М., к.т.н., Поляков В.А., д.т.н., Воробьева Т.Г., Сурин И.М., к.ф.м.н.
На заседании Счетной палаты России было сообщено, что более 50% оборота алкогольных напитков в стране приходится на фальсифицированные напитки. По данным экспертов, потребление водки в России составляет 30 млн. гл, из которых самое большое 12 млн. гл составляет легально произведенная продукция. Этиловый спирт является основным компонентом водок. От его чистоты и происхождения в значительной степени зависит их качество и безопасность. Поэтому проблема идентификации происхождения ректификованного этилового спирта актуальна как с экономической, так и с медицинской точки зрения.
Трудность распознавания фальсифицированной продукции заключается в том, что существующие аналитические методы контроля, предусматривающие определение органолептических и физико-химических показателей спирта, не в состоянии решить эту проблему, так как они адаптированы к спиртам, произведенным из полноценных видов пищевого сырья. В связи с этим возникла настоятельная необходимость поиска новых характеристических признаков (маркеров), позволяющих распознавать спирты различного происхождения.
Выполнению этой задачи способствует внедрение новых физико-химических методов контроля состава и качества алкогольной продукции. Одним из таких перспективных методов является спектральнолюминесцентный анализ состава микропримесей, содержащихся в ректификованном этиловом спирте. Этот метод широко применяется в медицине и биологии, в то время как в спиртовой и ликероводочной отраслях промышленности спектрально-люминесцентный метод не получил достаточно широкого распространения.
121
С 2001 года отдел технохимконтроля и арбитражных методов анализа ГНУ ВНИИПБТ РАСХН ведет научно-исследовательские работы по изучению возможностей и перспектив применения спектрально люминесцентных методов анализа спиртов (пищевых и непищевых), воды и водноспиртовых смесей для создания методологии комплексного контроля показателей безопасности и технологической адекватности исходного сырья.
На первом этапе работы, с целью определения возможности применения спектрально-люминесцентных методов для комплексного контроля технологической адекватности и безопасности этилового спирта, были подробно исследованы спектры люминесценции следовых количеств органических микропримесей образцов ректификованного этилового спирта различного происхождения.
Было установлено, что все образцы ректификованного этилового спирта различных сортов (В/О, Экстра, Люкс, Альфа), приготовленного из пищевого сырья, обладают слабой фотолюминесценцией при возбуждении в УФ области спектра. Анализ спектров возбуждения - испускания -поглощения, полученных для этих образцов, позволил установить:
• основными люминесцирующими микропримесями, которые содержаться в ректификованном этиловом спирте из различного пищевого сырья (пшеница, рожь, зерносмесь), являются остатки ароматических аминокислот, входящих в состав белка (фенилаланина, триптофана и тирозина);
• суммарная концентрация фенилаланина, триптофана и тирозина в ректификованном спирте зависит от степени очистки и не превышает 20-30 мкг/дм3;
• относительное содержание триптофана, тирозина и фенилаланина в ректификованном этиловом спирте из пищевого сырья может изменяться в зависимости от вида и сорта зерна и соблюдения параметров технологического процесса.
На рис.1 приведены спектры люминесценции ароматических аминокислот и спектр люминесценции гумуса воды. Спектры люминесценции спиртовых растворов фенилаланина, триптофана и тирозина лежат в области 280 - 420 нм. Максимум высвечивания фенилаланина расположен в области 285 - 295 нм, тирозина - 315 - 325, а триптофана 330 -340 нм. Суммарный спектр всех трех аминокислот хорошо совпадает со спектром люминесценции типичного образца спирта из пищевого сырья (рис.1).
Для спирта, приготовленного из непищевого сырья, характеристическими люминесцирующими микропримесями являются ароматические и гетероциклические углеводороды, содержащиеся в нефтегазовом сырье или применяемых при обработке исходного сырья растворителях. К ним относятся метил и этил- производные бензола, полифенилены (дефинил, стильбен и т.п.), полициклические ароматические углеводороды (антрацен, пирен и другие ПАУ) и их производные.
122
Люминесцирующие компоненты денатурирующих добавок, применяемых в промышленности, также относятся к типам многоатомных молекул. Все эти молекулы обладают характерной фотолюминесценцией, спектральные полосы которой отличаются от спектров ароматических аминокислот белкового происхождения. На рис. 2 приведен спектр люминесценции образца гидролизного спирта и модельной смеси из девяти полициклических ароматических углеводородов. Наблюдается хорошее согласие между суммарным спектром ПАУ и спектром люминесценции образца гидролизного спирта.
типичный спектр люминесценции пищевого спирта
х 0.8-
0.6-
0,4 -
ов
0,2-
0,0
300
400
450
500
фИфК 350
2 2
длина волны, нм
Рисунок 1 - Спектры люминесценции основных ароматических аминокислот
I - суммарный спектр люминесценции аминокислот фенилаланин тирозин триптофан
II - спектр люминесценции гумусных веществ
длина волны люминесценции, нм
Рисунок 2 - Спектры люминесценции некоторых полициклических ароматических углеводородов (ПАУ)
123
Поскольку оказалось, что спектральные характеристики люминесцирующих микропримесей ректификованного этилового спирта, приготовленного из пищевого и непищевого сырья различны, удалось разработать спектрально - люминесцентный способ идентификации образцов этилового спирта. Получено положительное решение на выдачу патента РФ по заявке №2004121498 приоритет от 15.07.04. В дальнейшем будет проводиться работа по возможности создания способа идентификации спиртов (пищевых и непищевых), применяемых для изготовления водок, водок особых и ликероводочных изделий.
ИЗУЧЕНИЕ ВЛИЯНИЯ ОРГАНИЧЕСКИХ
МИКРОПРИМЕСЕЙ БЕЛКОВОГО ПРОИСХОЖДЕНИЯ НА ОРГАНОЛЕПТИЧЕСКИЕ ПОКАЗАТЕЛИ ПИЩЕВОГО РЕКТИФИКОВАННОГО СПИРТА
Абрамова И.М., к.т.н., Поляков В.А., д.т.н., Савельева В.Б., Воробьева Т.Г., Сурин Н.М., к.ф.м.н.
Контроль выпускаемой алкогольной продукг?йи осуществляется путем проверки ее качества, т.е. соответствия определяемых физико-химических показателей требованиям государственных стандартов, санитарным нормам и правилам. Нормируемые физико-химических показатели включают определение токсичных микропримесей, соответствующих следующим группам соединений - альдегидам, эфирам, сивушному маслу, кислотам [1]. Однако, никакой физико - химический анализ не может заменить тех восприятий, которые дают органы чувств, не может выявить ряд характерных свойств, не в состоянии так полно и всесторонне оценить напитки. Вот почему окончательное заключение о качестве изделий при соответствии их аналитических показателей рецептуре приготовления выносится только после определения органолептических показателей. Вместе с тем, не смотря на то, что физико - химические методы анализа не могут заменить восприятий органов чувств, наличие субъективного фактора при выставлении дегустационной оценки оставляет открытой проблему создания дополнительных объективных (инструментальных) методов оценки качества.
Нами была предпринята попытка изучения влияния малых концентраций остатков ароматических аминокислот на органолептические показатели пищевого спирта. Остатки аминокислот, содержащиеся в этиловом спирте, имеют белковую природу. Их происхождение связано с
124
белком используемого пищевого сырья (зерно) и компонентов, применяемых при сбраживания сырья (дрожжи). Кроме того, некоторое количество свободных аминокислотных остатков содержится в применяемых при производстве спирта ферментах. Ректификация спирта не может полностью удалить растворимые микропримеси с массой 100 - 200 Дальтон, поэтому в ректификованном этиловом спирте из пищевого сырья всегда имеются следовые количества триптофана, тирозина и фенилаланина. Как правило, концентрация этих аминокислот в спиртах сорта «ВО», «Экстра» и «Люкс» не превышает 10'8 - 10’7 моль/дм3 (1-10 мкг/дм3).
Измерение таких концентраций с достаточной точностью является очень трудной задачей. Например, для спектрофотометрических методов пределом определения концентрации триптофана на длине волны 218 нм является величина С = 10’6 моль/дм3 с погрешностью не менее 20 - 25%. Люминесцентные методы имеют значительно более высокую чувствительность. Приведенные в работе [2] характеристики люминесцентных методов определения ароматических углеводородов в объектах природного и искусственного происхождения дают пределы обнаружения от 1О'10 до 10’8 моль/дм3. Следовательно, наиболее подходящими методами определения содержания ароматических аминокислот в ректификованном этиловом спирте являются методы люминесцентной спектроскопии.
Для экспериментального определения концентрации следовых количеств аминокислот в спирте мы применяли метод измерения интегральной интенсивности спектров возбуждения люминесценции в области поглощения ароматических аминокислот белкового происхождения. Этот метод основан на использовании соотношения, связывающего интенсивность испущенного света с концентрацией люминесцирующих веществ для разбавленных растворов (есС < 1 ):
N (Аозб ) х Е (Люз6 ) х с х I х <р ,
где /Уо(Лозб) " интенсивность возбуждающего излучения; £-(Я,оз6) -коэффициент экстинкции; с - молярная концентрация; ср - квантовый выход; I - толщина поглощающего слоя. В эксперименте измерялась спектральная зависимость отношения —; -£- от длины волны возбуждения (спектр возбуждения люминесценции). Зависимость £-(Я1янв) определяется из спектра поглощения и приведена в справочниках для всех аминокислот, также как и величина ср. Следовательно, отношение интеграла по спектру возбуждения люминесценции к интегральному значению коэффициента экстинкции равняется концентрации молекул. Очевидно, что площади спектров возбуждения будут пропорциональны концентрациям одинаковых объектов (в нашем случае аминокислот).
В качестве примера на рис.1 приведены спектры возбуждения, полученные для двух образцов спирта сорта «люкс». Интегральная
125
интенсивность (площадь под кривой) пропорциональна суммарной концентрации аминокислот.
длина волны возбуждения, нм
Рисунок 1 - Сравнение спектров возбуждения люминесценции двух образцов спирта «Люкс» с различной дегустационной оценкой
Из сравнения интегралов по спектрам возбуждения люминесценции (концентрация аминокислотных остатков) образцов и дегустационных оценок этих же образцов следует, что для образца спирта с высокой дегустационной оценкой, содержание аминокислот белкового происхождения минимально.
Нами были проделаны измерения спектров возбуждения нескольких сотен образцов ректификованного этилового спирта, приготовленного из различного зернового сырья и разной степени очистки. Полученные для них массивы значений концентрации аминокислот белкового происхождения и величин дегустационной оценки были подвергнуты статистической обработке.
Перед проведением статистического анализа все образцы были разбиты на группы по следующим признакам:
• степень очистки спирта (в/о, экстра, люкс)
• сырье (рожь, пшеница, зерносмесь);
• технологическая схема разваривания сырья (механико ферментативная или традиционная).
Массивы значений дегустационной оценки и концентрации аминокислотных остатков в образцах ректификованного этилового спирта разбитых на группы по признакам были подвергнуты процедуре линейного парного корреляционного анализа с целью получения и оценки значимости
126
уравнений регрессии [3,4] В результате были получены корреляционные зависимости между дегустационной оценкой и содержанием аминокислот для разных групп образцов (табл.1 и рис.2).
Таблица 1 Результаты корреляционного анализа по группам образцов
Группы по признакам Г (коэфф, корреляции) уравнение регрессии (С- концентрация, мкг/л)
зерносмесь/во/экстра/люкс 0,850 8,56+1,59/С
зерносмесь/во 0,980 8,39+2,29/С
зерносмесь/экстра 0,950 8,43+1,57/С
зерносмесь/люкс 0,980 8,63+1,79/С
пшеница/во/экстра/люкс 0,940 8,30+2,69/С
пшеница/во 0,890 7,49+8,53/С
пшеница/экстра 0,998 8,41+2,10/С
пшеница/люкс 0,960 8,33+2,68/С
рожь/во/экстра/люкс 0,950 8,30+2,68/С
рожь/во 0,997 8,16+4,91/С
рожь/экстра 0,980 8,24+4,3 НС
рожь/люкс 0,930 9,04+1,30/С
высшей очистки 0,840 8,16+3,85/С
экстра 0,570 8,66+1,37/С
люкс 0,770 8,66+1,95/С
обратная концентрация аминокислот - 25/Смкг
Рисунок 2 - Графическое представление результатов регрессионного анализа для группы образцов ректификованного спирта разной степени очистки полученного из одного сырья
127
Из данных приведенных в таблице! и на рис.2 можно сделать следующие заключения:
• величина дегустационной оценки и концентрация аминокислот белкового происхождения коррелируют между собой;
• наблюдается обратно пропорциональна зависимость величины дегустационной оценки от концентрации аминокислот белкового происхождения;
A z->
• уравнение регрессии для всех групп имеет вид ДО = <7 + — , где С -
концентрация аминокислот, а н Ь - коэффициенты регрессии;
• наибольший коэффициент корреляции имеет место для групп образцов ректификованного спирта из одного вида зернового сырья (F =0,95);
• для группы образцов из разного сырья, но одного сорта коэффициент корреляции ниже (г =0,73).
Можно предположить, что лучшая корреляция между концентрацией аминокислот и дегустационной оценкой в случае образцов спирта из одного сырья связана с тем, что соотношение между основными аминокислотами в таких образцах спирта устойчиво и вызывает сходную вкусовую реакцию.
В настоящей работе методами люминесцентной спектроскопии были исследованы состав и содержание следовых количеств органических микропримесей белкового происхождения в ректификованных пищевых спиртах и проведено сопоставление полученных результатов с дегустационной оценкой образца спирта. Впервые в мировой практике предложен способ оценки органолептических показателей пищевых ректификованных спиртов оптико-физическим методом люминесцентного спектрального анализа. Предложенный способ положен в основу разработанной методики оценки органолептических показателей пищевых спиртов различного происхождения.
Литература
1. ГОСТ Р 51698-2000. Водка и спирт этиловый. Газохроматографический экспресс- метод определения содержания токсичных микропримесей.
2. Futoma D.J., Smith S.R., Tanaka J. П Crit. Rev. Anal. Chem., 1982, v.13, p.117
3. Тюрин Ю.Н., Макаров А.А. Статистический анализ данных на компьютере И М.: ИНФРА, 1998 г.
4. Львовский Е.Н. Статистические методы построения эмпирических
формул // М.: Высшая школа, 1982 г.
128
ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ МЕТОДА СОБСТВЕННОЙ ЛЮМИНЕСЦЕНЦИИ БЕЛКОВ ДЛЯ КОНТРОЛЯ ЗА ПРОЦЕССОМ БРОЖЕНИЯ
Абрамова И.М., к.т.н., Поляков В.А., д.т.н.,, Савельева В.Б., Воробьева Т.Г., Сурин Н.М., к.ф.м.н.
Целью данной работы является определение перспектив применения флуоресцентной спектроскопии для непрерывного наблюдения за процессом брожения. Очевидно, что своевременное обнаружение в ходе технологического процесса изменений, которою приводят к ухудшению качества конечного продукта, позволит разработать методы оптимизации технологии для получения наиболее качественного спирта.
Методы флуоресцентной спектроскопии, в частности метод измерения собственной люминесценции белка и белковых компонентов, все чаще начинают применять для контроля технологических процессов в пищевой промышленности. Флуоресцентная спектроскопия используется в биотехнологии для непрерывного наблюдения за процессами культивирования микроорганизмов, для исследования конформационных изменений белков мяса в процессе тепловой обработки, для изучения влияния потребления алкоголя (в частности, пиша) на структуру и свойства белков [1 - 3]. Для наблюдения за биохимическими изменениями, происходящими с компонентами, участвующими в процессе брожения метод собственной люминесценции белка и белковых компонентов ранее не использовался.
Объект исследования
Основными компонентами процесса брюжения являются: зерновое сырье, ферменты и дрожжи.[4]. Процесс брюжения является одним из основных этапов технологии производства спирта и оказывает огромное влияние на качество конечного продукта. Извесзгно, что в процессе брожения зерновое сырье, ферменты и дрожжи претерпевают существенные структурные и химические изменения. Эти прощессы приводят к изменениям физических и химических характеристик (прозрачность, способность к фотолюминесценции, проводимость, кислотгность, вязкость и др.) многокомпонентного раствора, который содержится в бродильном чане. Можно предположить, что наблюдение изменчшвости физико - химических параметров раствора в процессе брожения позволит получить информацию о структурных и химических изменениях, которые происходят с компонентами зерна, ферментов и дрожжей.
129
Методы и аппаратура
Определение перспективности применения флуоресцентной спектроскопии для непрерывного наблюдения за процессом брожения требует решения нескольких задач:
• установить наличие в бражке компонентов, обладающих собственной люминесценцией (маркеров процесса);
• определить параметры собственной люминесценции маркеров, изменяющиеся в ходе брожения;
• выяснить, какие изменения параметров люминесценции ансамбля маркеров брожения связаны с биохимическими реакциями, влияющими на конечный результат процесса брожения.
Для получения информации о состоянии ансамбля маркеров (поглощающие и испускающие оптическое излучение компоненты бражки) в процессе брожения применялись методы люминесцентной и абсорбционной спектроскопии растворов сложных молекул [5 - 7].
Спектры люминесценции были получены на автоматическом спектрофлуориметре со стационарным возбуждением - АЛС01. Выбор АЛС01 обусловлен тем обстоятельством, что в отличие от аналогичного серийного отечественного и импортного оборудования он совмещает высокую чувствительность счета фотонов (система регистрации света в АЛС-01) с большим динамическим диапазоном - 100 дб. Это позволяет в одном эксперименте исследовать спектры сильно (большие концентрации) и слабо (малые концентрации, следовые количества) люминесцирующих объектов. Спектрофлуориметр АЛС01 состоит из источника излучения (ДКсШ-150), двух монохроматоров (МУМ-5), фокусирующих оптических элементов, схемы электромеханического привода и системы сбора, обработки и анализа данных на базе персонального компьютера. Управление устройством полностью автоматизировано и осуществляется путем задания параметров эксперимента в сервисном блоке пользовательского интерфейса. Гибкая схема построения и проведения эксперимента позволяет применять не только традиционные методы люминесцентного анализа, такие как получение линейных спектров флуоресценции и возбуждения молекулярных растворов, но и новые методы и подходы, такие как синхронная спектрофлуориметрия, трехмерная флуориметрия, производная флуориметрия. Для анализа полученных спектров применяли программы обработки созданные на основе графического пакета OriginPro v7.5 OriginLab.
Для получения спектров поглощения мы применяли серийный отечественный спектрофотометр СФ-46 (НПО «ЛОМО»), Спектральный диапазон измерения спектров поглощения 190 - 1100 нм. Спектрофотометр имеет малый уровень мешающего излучения при длине волны 220 нм, что делает его удобным для исследования биологических объектов, поглощающих свет в УФ диапазоне спектра. С целью удобства обработки, полученные на СФ-46 данные оформлялись в цифровом формате для анализа с помощью программ созданных в OriginPro v7.5 OriginLab.
130
Результаты исследования
С целью решения первой задачи (определения компонентов бражки, обладающих собственной люминесценцией) нами были получены и исследованы отгоны зрелой бражки, приготовленной в лабораторных условиях. В связи с тем, что содержимое бродильной колбы и, следовательно, отгон, полученный из взятой пробы, представляет собой многокомпонентный раствор разнообразных органических молекул, нам было необходимо получить максимальную информацию о спектральных характеристиках этих молекул. С этой целью был применен метод получения спектров возбуждения - испускания - поглощения растворов в широком спектральном диапазоне (многомерная спектроскопия электронных переходов молекул [8]). В качестве примера на рис.1 показана трехмерная проекция многомерного спектра отгона зрелой бражки, полученного в диапазоне длин волн от 200 до 350 нм (возбуждение/поглощение) и от 260 до 600 нм (испускание).
Рисунок 1 - Многомерный спектр возбуждения-испускания-поглощения отгона зрелой бражки
Анализ спектров позволил установить, что свечение при фотовозбуждении отгона зрелой бражки обусловлено, в основном, флуоресценцией остатков ароматических аминокислот (как свободных, так и входящих в состав образовавшихся в ходе трансформации белка пептидов с молекулярной массой от нескольких сотен до нескольких тысяч единиц), а также нуклеотидов (НАДН или НАД(Ф)Н). Измерение спектров поглощения
131
отгонов зрелой бражки (прозрачность растворов) показало, что кроме люминесцирующих компонентов в растворе присутствуют органические вещества, поглощающие свет, но не люминесцирующие. В результате были определены спектральные области наиболее информативные при возбуждении и регистрации люминесценции продуктов брожения. Для наблюдения за изменениями в процессе брожения спектральных характеристик компонентов бражки применялся метод фотометрического и спектрофлуориметрического анализа отгонов проб, взятых из бродильных чанов через равные промежутки времени от начала процесса брожения.
С целью решения второй задачи (определение параметров собственной люминесценции маркеров, изменяющихся в ходе брожения) было проведено наблюдение за процессом брожения в шести бродильных чанах на ОАО «Спиртзавод «Чугуновский». Отборы проб проводились через 12 часов с момента начала брожения. Характеристики взятых проб отгонов бражек представлены в табл. 1.
Таблица 1 Характеристики бражек опытных чанов
№ время брожения, час тем-ра, °C отброд, % кислотность, °д углеводы, г/100 см3 спирт, % об
12 29,5 10,5 0,0
24 33,5 6,8 0,15
6 36 33,6 4,0 0,4
48 33,6 2,2 0,1
60 30,0 0,75 0,0
69 29,0 1,0 0,0 0,45 6,89
12 29,6 10,8 0,05*
24 33,8 6,6 0,1
7 36 33,3 4,0 0,05
48 33,3 2,0 0,3
60 30,0 1,6 0,35
69 30,0 0,75 0,0 0,45 6,42
12 30,0 12,4 0,0
24 33,2 8,3 0,3
8 36 33,2 5,8 0,1
48 33,5 4,6 0,15
60 30,0 2,0 0,2
68 28,0 1,0 0,3 0,56 6,22
12 29,3 12,0 0,0
24 33,0 7,8 0,15
9 36 33,7 5,0 0,2
48 33,3 2,8 0,15
60 30,0 1,0 0,2
67 28,0 1,0 0,15 0,56 6,85
12 30,2 12,2 0,0
24 34,0 6,7 0,15
10 36 33,0 4,43 0,4
48 33,4 2,4 0,05
60 30,0 1,4 0,15
67 28,0 0,8 0,2 0,56 6,58
132
Для определения конечного качества продукта для каждого чана были получены образцы ректификованного спирта и определены их физико -химические и органолептические показатели по ГОСТ Р 51652-2000 (табл. 2).
Таблица 2 Физико-химические показатели и дегустационная оценка этилового ректификованного спирта
Наименование показателей качества Чан № 6 Чан № 7 Чан № 8 Чан № 9 Чан № 10
Объемная доля этилового спирта, % об. 96,52 96,76 96,67 96,66 96,62
Массовая концентрация альдегидов в пересчете на безводный спирт, мг/дм3 - - 0,29 -
Массовая концентрация сивушного масла: 1-пропанол, 2-пропанол, спиртизобутиловый, 1-бутанол, спирт изоамиловый в пересчете на безводный спирт, мг/дм 3 2-пропанол 3,7 2-пропанол 3,36 2-пропанол 3,7 2-пропанол 3,76 2-пропанол 3,28
Массовая концентрация сложных эфиров в пересчете на безводный спирта, мг - - - -
Объемная доля метилового спирта, в пересчете на безводный спирт, % 0,002 0,00095 0,00084 0,00088 0,00077
Массовая концентрация свободных кислот (без СО2) в 1дм3 безводного спирта, мг 4,04 4,66 3,73 4,66 4,97
Проба на чистоту с серной кислотой Выдерживает
Проба на окисляемость, мин, при 20°С 26 27 26 26 26
Содержание фурфурола Отсутствует
Средняя дегустационная оценка, балл 8,31 8,58 8,4 8,63 8,69
Спектрально - люминесцентные исследования отгонов, полученных из проб взятых в различные моменты брожения, полностью подтвердили наши предположение о том, что, наблюдая за изменениями физико - химических параметров (интенсивность свечения при фотовозбуждении, прозрачность) раствора в процессе брожения можно получить информацию о структурных и химических изменениях, которые происходят с компонентами зерна, ферментов и дрожжей. На рис.2 приведены спектры люминесценции отгона бражки, полученные при возбуждении светом с длиной волны 250 нм через
133
различные промежутки времени, прошедшие от начала процесса. С первого взгляда видно, что в спектрах люминесценции наблюдаются значительные изменения.
длина волны люминесценции, нм
Рисунок 2 - Спектры люминесценции отгона пробы бражки, взятой через 12 и через 60 часов после начала процесса брожения.
4
Излучение, наблюдаемое в интервале длин волн от 270 до 300 нм, можно отнести к излучению хромофоров, состоящих из одного бензольного ядра. Эти хромофоры могут находиться как в свободном (молекулярный раствор в воде), так и в связанном (включены в цепь биополимера) состоянии. Возможными кандидатами в такие соединения можно считать фенилаланин, бензойную кислоту или близкие к ним по строению хромофоры. В области спектра от 300 до 400 нм наблюдается свечение, характерное для остатков ароматических аминокислот триптофан-тирозиновой структуры. В диапазоне от 400 до 600 нм из белковых соединений люминесцируют НАДИ, НАД(Ф)Н и комплексы фрагментов белковых соединений (пептидов). Из рис.2 хорошо видно, что если в начальный период процесса брожения основными компонентами, ответственными за процесс испускания света, являются хромофоры белка и растворенные остатки ароматических аминокислот, то к концу процесса брожения спектр люминесценции отгона определяется олигомерными продуктами переработки сырья (пептиды, нуклеотиды и т.п.).
134
длина волны лвозбуждения, нм
Рисунок 3 - Спектры возбуждения люминесценции отгона пробы бражки, взятой через 12 и через 60 часов после начала процесса брожения.
Регистрация люминесценции осуществляется на длине волны 450 нм
О накоплении олигомерных продуктов биологического процесса свидетельствуют и спектры возбуждения люминесценции (рис.З), полученные при регистрации излучения на длине волны 450 нм (соответствует максимуму в спектре люминесценции нуклеотидов и др. соединений). На рис.З хорошо видны максимумы в спектре возбуждения при длинах волн 340-350 нм и 300 нм соответствующие соединениям с несколькими (два-три) ароматическими ядрами. Такие спектры не характерны как для свободных, так и для включенных в биополимерную цепь ароматических аминокислот. Интенсивность спектра пропорциональна концентрации хромофоров.
Интегральная интенсивность свечения пептидных соединений и нуклеотидов постепенно нарастает в течение примерно двух суток и резко возрастает к середине третьих суток с момента начала брожения. К концу третьих суток интегральная интенсивность свечения олигомерных соединений уменьшается (при сохранении характера спектра люминесценции), что можно объяснить образованием осадка, рис.4).
135
чан №10 (возб 350 нм)
Рисунок 4 - Зависимость интегральной интенсивности свечения пептидных соединений и нуклеотидов от продолжительности процесса брожения
Спектры поглощения отгонов бражек менее информативны (рис.5). Это связано с тем, что при регистрации спектров поглощения отсутствует селекция примесей по длинам волн возбуждения илиадспускания.
Рисунок 5 - Спектры поглощения отгона пробы бражки, взятой через 12 и через 60 часов после начала процесса брожения
136
Таким образом, результаты измерения спектров люминесценции, возбуждения и поглощения отгонов проб бражки, полученных в ходе технологического процесса, позволяют сделать вывод о том, что вторая задача успешно решена. Изменения состава и структуры содержимого бродильного чана действительно вызывают изменения спектральных (прежде всего люминесцентных) характеристик полученных отгонов. Эти изменения позволяют контролировать ход процесса брожения, поскольку при отработанной методике исследования для получения отгона из взятой пробы и проведения спектральных измерений требуется не более одного часа.
Решение третьей задачи ответ на вопрос: «Какие изменения параметров люминесценции ансамбля маркеров брожения связаны с биохимическими реакциями, влияющими на конечный результат процесса брожения?» - в полном объеме может быть получено только после проведения статистически обеспеченного цикла наблюдений на ходом технологического процесса на различных предприятиях и в сериях модельных опытов.
Рисунок 6 -
Спектры люминесценции отгонов проб бражки, взятых через 60 часов после начала процесса брожения (чан №6 и чан №10)
Однако уже на основании первых экспериментов можно отметить, что наблюдаемая скорость накопления продуктов биохимической реакции связана с качеством конечного продукта. Так на рис.6 приведены спектры люминесценции, полученные на 60-том часу брожения для отгонов из чана №6 и чана №10. Хорошо видно, что накопление олигомерных продуктов Реакции в чане №6 шло значительно медленнее, чем в чане №10.
137
Сопоставление дегустационных оценок и содержания ароматических аминокислот для образцов ректификованного спирта, полученного из сусла этих чанов, показало: дегустационная оценка для спирта из чана №6 - 8,3 балла, для спирта из чана №10 - 8,7 балла. Концентрация фенилаланина, триптофана и тирозина в спирте из чана №6 - 25 мкг/дм3, в спирте из чана №10 - 2,5 мкг/дм3. Таким образом, скорость накопления продуктов реакции брожения действительно связана с качеством конечного продукта и может быть измерена путем применения спектроскопических методов наблюдения за технологическим процессом.
Заключение
Проведенный цикл лабораторных и заводских испытаний возможности применения метода собственной люминесценции белка для контроля за процессом брожения показал перспективность применения спектрально -люминесцентных методов наблюдения технологического процесса с целью разработки методов оптимизации технологии для получения наиболее качественного спирта.
Литература
1. Бурштейн Э.А. Люминесценция белковых хромофоров: Модельные исследования. - М.: ВИНИТИ, 1976. (Итоги науки и техники. Биофизика; Т. 6).
2. Демченко А.П. Люминесценция и динамика структуры белков. - Киев: Наук. Думка, 1988.
3. Пермяков Е.А. Метод собственной люминесценции белка. - М.: Наука, 2003.
4. Яровенко В.Л., Мариниченко В.А., Смирнов В.А. и др.; под редакцией проф. Яровенко В.Л. Технология спирта. - М.; «Колос», 1996.
5. Пентин Ю.А., Вилков Л.В. Физические методы исследования в химии. -М.: Мир, 2003.
6. Левшин Л.В., Салецкий А.М. Люминесценция и ее измерения. - М.: Изд-во МГУ, 1989.
7. Штерн Э., Тиммонс К. Электронная абсорбционная спектроскопия в органической химии. - М.: Мир, 1974.
8. Романовская Г.И. «Новые методы и подходы в люминесцентном анализе» //Журнал аналитической химии, 1993, т.48, вып.2, С. 198-216.
138
ТРУДНОСТИ СБРАЖИВАНИЯ МЕЛАССНОГО СУСЛА ПРИ ПОЛУЧЕНИИ ЭТИЛОВОГО СПИРТА НА СОВРЕМЕННОМ ЭТАПЕ
Абрамова И.М., к.т.н., Пискарева Е.Н., Вагина О.М., Ванюхина О.С., Громов С.И., к.т.н.
В России, наряду с предприятиями, производящими спирт из крахмалсодержащего сырья, имеется ряд заводов, основным сырьем которых при получении спирта является меласса. В связи с тем, что такие заводы составляют лишь небольшой процент среди предприятий, производящих спирт, вопросами технологии и контроля технологического процесса в последние годы специалисты занимаются эпизодически. Стабильным сырьем для выработки спирта на заводах является свеклосахарная меласса.
Лаборатория технохимического контроля, аккредитованная на компетентность и независимость согласно утвержденной области аккредитации, проводит работу по установлению выхода спирта из 1т условного крахмала для определенной партии переработанного сырья (мелассы). Выход определяют в средней пробе мелассы, переработанной заводом за месяц. Для этого проводят анализ качественных показателей мелассы, опытное сбраживание ее и по полученным результатам рассчитывают выход спирта для данной партии.
Опираясь на наш многолетний опыт по данной работе, мы столкнулись с рядом проблем, одна из которых - изменение химического состава и отклонение биотехнологических характеристик мелассы от показателей по ГОСТ (2), которые влияют на процесс ее сбраживания и достижение нормативного выхода спирта.
В таблице 1 приведены показатели химического состава партий свекловичной мелассы, для которой устанавливали выход спирта из 1т условного крахмала. Определение показателей проводили по методикам, изложенным в нормативной документации на методы испытаний (1,2).
Из приведенных данных видно, что наиболее часто перерабатываемая меласса отличается от нормативной по следующим показателям:
- низкое содержание суммы сбраживаемых углеводов;
- понижение значения pH среды;
- повышенная цветность;
- присутствие раффинозы.
139
Таблица 1
№№ пп Массовая доля сухих веществ (СВ), % Массовая доля сахаров по прямой поляризации (П), % Массовая доля редуцирующих веществ, % pH Массовая доля суммы сбраживающих сахаров (Усбр), % Цветность по ФЭКу к свето-пропуска-нию воды, % Выход спирта из 1т условного крахмала мелассы
Нор -ма Не менее 75,0 Не менее 44,0 Не более 1,0 6,5- 8,5 Не менее 46,0 40-60 66,5
1 76,4 42,12 1,23 6,75 45,17 32 62,19
2 76,8 43,2 0,55 6,9 44,9 22 63,5
3 77,5 44,4 0,96 7,0 43,6 12 63,9
4 78,6 43,0 1,4 6,7 43,08 14 63,7
5 77,3 43,4 - 7,03 44,74 13 63,85
6 77,3 43,4 0,52 7,0 44,43 13 63,10
Отклонение от нормативного значения по ГОСТ любого показателя сказывается на конечном результате - выходе спирта. При этом снижение может достигать 3-4 дал с 1 т условного крахмала перерабатываемого сырья. Это объясняется, главным образом, низким содержанием сбраживаемых углеводов, более кислой средой, неблагоприятно влияющей на жизнедеятельность дрожжей. Присутствие ^раффинозы предполагает четкий выбор расы дрожжей для сбраживания мелассы.
В процессе работы выявились факты, когда по основным своим химическим показателям меласса не отличалась от нормативной, однако выход спирта был заниженный (табл. 1).
В этом случае определение фактического выхода спирта из 1 т условного крахмала мелассы рекомендуется выполнять в лабораторных условиях путем опытного сбраживания (метод бродильной пробы) при строгом соблюдении всех условий брожения. Этот метод применим и для сбраживания мелассы, не имеющей отклонения по своим химикотехнологическим регламентируемым показателям.
Метод биологического сбраживания (метод бродильной пробы) многоэтапен. Чтобы исключить влияние технических и технологических ошибок при анализе мелассы данным способом, мы параллельно с опытным образцом ставили на брожение контрольный образец стандартной мелассы.
Перед сбраживанием проводили исследование качественных химических показателей мелассы, исследовали микробиологические показатели - инфицированность мелассы на 24 часу «самоброжения».
В таблице 2 приведены результаты лабораторного сбраживания контрольного и опытных образцов мелассы.
140
Таблица 2
№№ пп Сумма сбраживаемых сахаров Ус6р % Количество полученного спирта, % Кислотность °д Несброженные углеводы, г/100 см3 Выход спирта, дал/т
1 45,10 7,60 0,6 0,262 64,41
2 45,77 7,54 0,7 0,236 64,19
3 43,43 7,39 0,7 0,336 63,18
5 42,34 6,68 0,7 0,536 62,22
6 45,66 7,74 0,6 0,31 63,85
7 44,43 7,94 0,6 0,35 63,10
8 46,08 7,88 0,7 0,38 63.10
9 47,59 7,98 0,6 0,50 63,28
10 47,68 8,37 0,7 0,44 63,70
Контроль 48,02 8,15 0,6 0,21 66,50
По результатам, приведены в таблице 2, можно сделать следующие выводы.
В контрольном образце полученные показатели сбраживания и выход спирта из 1 т условного крахмала соответствуют нормативным. В опытных образцах отмечено повышенное содержание несброженных углеводов и пониженный выход спирта. Эти результаты могут быть объяснены тем, что за время после утверждения нормативного выхода спирта из мелассы, значительно снизилось ее качество.
Основными причинами этого являются:
- отсутствие целенаправленной селекционной работы по выведению новых сортов сахарной свеклы;
- нарушение правил при уборке транспортировке и хранению мелассы;
- сверхнормативное изношенное оборудование спиртовых заводов;
Известно также, что на процесс сбраживания мелассного сусла оказывает значительное влияние наличие карамелей и меланоидинов. Их присутствие увеличивает содержание несброженных сахаров в зрелой бражке. Повышенное содержание карамелей и меланоидинов в мелассе отражает повышенный показатель ее цветности. Меласса темного цвета труднее перерабатывается и сбраживается дрожжами.
Таким образом, в связи со значительными колебаниями химических и биотехнологических показателей свекловичной мелассы в настоящее время возникла необходимость более глубокого изучения процессов сбраживания. Эти исследования, возможно, будут способствовать пересмотру существующих нормативных показаний.
Наряду с проведенными исследованиями был поставлен ряд опытов по сбраживанию одной партии мелассы, химические показатели которой не
141
соответствуют нормативным, различными расами дрожжей штамма Saccharomyces cerevisiae (расы Г -73 , Г- 75 и У 563).
Одновременно было проведено контрольное сбраживание образца, соответствующего нормативным показателям, с применением тех же рас дрожжей (табл. 3).
Таблица 3
Показатели Норматив Содержание в опытном образце Содержание в контрольном образце
Массовая доля сухих веществ, % не менее 75,0 73,3 80,4
Массовая доля сахаров по прямой поляризации,% не менее 44,0 42,0 46,4
Массовая доля редуцирующих веществ, % не более 1,0 0,90 0,60
Массовая доля суммы сбраживаемых сахаров,% не менее 46,0 42,10 48,12
Цветность (по ФЭК),% к свету пропускания воды 40-60 20 40
рн 6,5-8,5 6,7 7,0
О результатах сбраживания можно судить по полученным химикотехнологическим показателям зрелой бражки: кислотности, содержанию массовой доли несброженных углеводов, количеству спирта, приведенными в таблице 4.
Данные таблицы 4 свидетельствуют о том, что лучшие показатели при сбраживании мелассного сусла дали расы У - 563. Улучшение незначительно, поэтому выбор расы дрожжей при сбраживании мелассы, отличающейся по качеству от нормативной, не является определяющим.
Таблица 4
Раса дрожжей Титруемая кислотность pH Несброженные углеводы Выход
Контрольный образец Г-73 0,6 7,80 0,260 66,30
Опытный образец Г-73 0,7 0,310 64,24
Контрольный образец Г-75 0,6 8,01 0,210 66,47
Опытный образец Г-75 0,7 0,255 64,03
Контрольный образец У-563 0,6 8,05 0,200 66,5
Опытный образец У-563 0,7 7,78 0,248 64,92
142
Полученные результаты предварительные и требуют дальнейших исследований по подбору более продуктивной расы дрожжей, способной переработать сырье, с отклонением от нормативных показателей по химическому составу.
Литература
1. «Инструкция по технохимическому и микробиологическому контролю спиртового производства», Москва, Агропромиздат, 1986.
2. ГОСТ Р 52304 - 2005 «Меласса свекловичная. Технические условия».
МЕТОДИКА ОПРЕДЕЛЕНИЯ УГЛЕВОДОВ И ГЛИЦЕРИНА В АЛКОГОЛЬНОЙ ПРОДУКЦИИ С ПРИМЕНЕНИЕМ ВЫСОКОЭФФЕКТИВНОЙ ЖИДКОСТНОЙ ХРОМАТОГРАФИИ
Абрамова И.М., к.т.н., Медриш М.Э., Полыгалина Г.В., к.т.н., Шевченко Л.А.
В настоящее время ликероводочная промышленность развивается огромными темпами. Отечественный рынок алкогольной продукции достаточно насыщен не только качественными алкогольными напитками, но и фальсифицированной продукцией. Поэтому проблема качества алкогольных напитков имеет первостепенное и актуальное значение.
Реализация мер по повышению качества испытаний алкогольной продукции и сырья для ее производства включает применение и внедрение современных инструментальных методов.
Использование методов высокоэффективной жидкостной хроматографии с рефрактометрическим детектированием позволяет провести анализ, идентификацию и разделение очень малых количеств веществ (10’6 г) за короткое время 15-20 мин. (1)
При испытаниях алкогольной продукции применение этих методов позволяет идентифицировать и количественно определять - сахарозу, глюкозу, фруктозу, арабинозу и глицерин, содержание которых предусмотрено рецептурами различных алкогольных напитков.
Результаты анализа алкогольной продукции по такому широкому спектру дают представление о составе компонентов, входящих в рецептуру идентифицируемой продукции и могут использоваться при ее дегустационной оценке.
143
Нами испытаны возможности определения сахаров и глицерина в водках с помощью ВЭЖХ с рефрактометрическим детектированием на жидкостном хроматографе «BISCHOFF».
Использование разделительной колонки «REPROGEL Carbohydrat Н+» ( размером 300 х7,8) позволило разработать условия для анализа сахаров и глицерина в водке, сорбентом этой колонки является полимерный носитель стирол-ДВБ сополимер с зернением 7 мкм.
В качестве элюента использовали деионизированную воду. Для достижения минимального шума базовой линии элюент дегазировался с применением ультразвуковой ванны в течение 15 мин.
Преимущества применения такого элюента состоят в сокращении времени анализа, нетоксичности подвижной фазы и существенном уменьшении стоимости анализа. (2)
В Выбранных условиях ВЭЖХ последовательность удерживания углеводов определяется молекулярной массой и степенью гидроксилирования молекулы.
Исследования показали, что этиловый спирт разрушает сорбент хроматографической колонки, что сокращает время ее эксплуатации.
Для уменьшения отрицательного влияния этилового спирта на сорбент колонки бала использована предколонка (размером 50x4,6) с полимерным сорбентом в Н+ форме.
Диапазон определения концентраций сахаров и глицерина от 0 до 5г/100 см3 .
Пробу водки подвергали хроматографическому разделению после предварительной подготовки. При наличии видимых взвешенных частиц или осадка пробу водки трижды фильтровали через фильтры с<диаметром пор 0,45 мкм. При отсутствии осадка или взвешенных частиц подготовку пробы не проводили. (I)
По результатам предварительных измерений пробы оценивают состав и максимальные концентрации анализируемых компонентов (сахаров и глицерина)
Результаты первичного хроматографического разделения являются основанием для принятия решения о необходимой степени разведения пробы продукта для измерения массовой концентрации анализируемых углеводов и глицерина.
Для ввода пробы в хроматограф использовали шприц объемом 5 см3, промывая его 3-х кратным объемом пробы, подготовленной к хроматографическому разделению. Измерения проводли на двух параллельных пробах.
Для введения пробы в хроматограф необходимо повернуть кран ввода пробы в положение ЬОАО(ЗАГРУЗКА).
Пробу анализируемой водки, подготовленную для хроматографического разделения, нужно набирать в шприц и ввести в петлевой дозатор хроматографа, поворачивая кран ввода пробы в положение INGECT (ВВОД).
144
Программа сбора и обработки хроматографической информации при этом запускается автоматически.
По окончании измерений хроматограммы каждой параллельной пробы записываются в программном интрерфейсе системы сбора и обработки данных.
Обработку результатов измерений пробы продукта и расчет массовой концентрации сахаров и глицерина в продукте Хср выполняет система сбора и обработки данных хроматографа.
Пример разделения тестовых смесей сахаров и глицерина показан на рис. 1.
Рисунок 1
Результаты расчета
№ Время мин Высота mV Площадь mV* сек ФО Конц, г/100 мл Название
1 11.86 37.74 891.95 0.005 0.1 сахароза
2 14.39 32.91 852.60 0.006 0.1 глюкоза
3 15.95 37.74 905.42 0.006 0.1 фруктоза
4 17.33 36.82 919.13 0.006 0.1 арабиноза
5 21.36 64.88 1770.37 0.007 0.25 глицерин
145
В настоящее время для определения углеводов пользуются физико-химическими методами анализа. Эти методы очень трудоемки и отличаются большой длительностью проведения испытаний, но при этом разделение на сахара и моносахара невозможно и определяют в основном содержание сахарозы.
Примеры применения данной методики определения углеводов в водке продемонстрированы на рис. 2, 3.
mV । 160 1
I i 140
I 120 <
10fr
80
60
40
14
8
мин
Рисунок 2 - Определение сахарозы в водке «Мировая», изготовитель ОАО ЛВЗ «Вереск»
Из данных хроматограммы видно, что содержание сахарозы в данном образце составляет 0,198 г/см3.
Рисунок 3 - Определение углеводов в водке «Веда», изготовитель ЗАО «ВЕДА»
146
По данным хроматограммы можно констатировать, что данная водк. по составу углеводов соответствует требованиям рецептуры ее приготовления.
Данную методику также можно использовать для определения углеводов в полупродуктах спиртового производства.
Пример применения данной методики представлен на рис. 4.
Рисунок 4 - Определение углеводов в бражке
Таким образом, нами разработана и испытана на модельных растворах и реальных пробах упрощенная экспересс-методика контроля моно-, дисахаридов и глицерина в водках и бражках.
Результаты приведенных исследований позволяют сделать вывод, что применение высокоэффективной хроматографии позволяет осуществлять контроль технологического процесса спиртового и ликероводочного производства, идентифицировать алкогольные напитки, не допуская поступления фальсифицированной и некачественной продукции на потребительский рынок.
Литература
1. С.Н.Сычев, В. А.Гаврилина, Р.С.Музалевская. Высокоэффективная
жидкостная жроматография как метод определения фальсификации и безопасности продукции. - Москва: ДеЛи принт, 2005.
2. М.И.Соколов, Н.Д.Верзилина, О.Б.Рудаков и др. Экспресс-анализ сахаров методом высокоэффективной жидкостной хроматографии. //Пищевая промышленность, 2004, № 8, С. 94.
147
ПРИМЕНЕНИЕ МЕТОДОВ ИОННОЙ ХРОМАТОГРАФИИ ДЛЯ УСОВЕРШЕНСТВОВАНИЯ КОНТРОЛЯ КАЧЕСТВА ПИТЬЕВОЙ ВОДЫ - ВАЖНОГО СЫРЬЕВОГО
КОМПОНЕНТА ЛИКЕРОВОДОЧНОГО ПРОИЗВОДСТВА
Медриш М.Э., Абрамова И.М., к.т.н., Полыгалина Г.В., к.т.н., Шевченко Л.А.
В ликероводочной промышленности одним из основных сырьевых компонентов является вода.
Вода считается хорошим растворителем неорганических, многих органических веществ и газов. Растворенными веществами вода обогащается в результате контакта с различными горными породами при протекании по руслам рек, по поверхности земли и при фильтрации в грунте. Характером этих горных пород и степенью растворимости образующих их химических соединений определяется в основном химический состав воды. Большое влияние на состав природных вод, как поверхностных, так и подземных, оказывает и техногенный фактор - поступление в водные объекты промышленных сточных вод, поверхностный и подземный сток сельскохозяйственных полей, эксифильтрация с территорий промышленных отвалов, накопителей промышленных стоков. (2)
В ликероводочной промышленности от качества питьевой воды зависит качество и экологическая безопасность алкогольных напитков.
Качество потребляемой воды не всегда соо|ветствует тем строгим критериям, которые предъявляются к питьевой воде.
Отсутствие должного входного контроля качества воды на предприятиях пищевой промышленности может сильно отразиться на качестве готового продукта и далее на здоровье потребителя.
В последнее время большое значение имеет проблема канцерогенной опасности, связанной с присутствием в воде нитритов и нитратов.
Нитраты воды в 1,5 раза токсичнее нитратов, содержащихся в овощах. Нитраты в организме человека могут преобразовываться в нитриты и при реакциях с аминами образуются канцерогенные нитрозамины, снижающие резистентность организма к воздействию бластомогенных и мутагенных агентов.(2)
В местностях, где для питьевых целей используют воду глубоких подземных горизонтов, следует контролировать содержание стронция, т.к. он конкурирует с кальцием при распределении их в организме.
В ряде случаев, когда в природной воде присутствует в значительных количествах стронций, что характерно для севера России, его необходимо учитывать в составе жесткости.
В связи с этим можно выделить два аспекта значения химического состава воды, используемой в технологических процессах пищевой промышленности.
148
Первый аспект- возможность интоксикации потребителей продукции, приготовленной на воде с высокой концентрацией тех или иных компонентов.
Второй аспект - химические вещества, содержащиеся в воде, влияют на органолептические показатели продукта или ход технологических реакций.
Химический состав воды особенно важен для предприятий ликероводочной промышленности.
Для этих предприятий большое значение имеет не только регламентация антропогенных загрязнений по принципу безопасности и безвредности, но и специальная регламентация макроэлементного состава по показателям жесткости, минерализации и др.
В производстве водок и ликероводочных изделий предъявляются повышенные требования к питьевой воде. По сравнению с действующим нормативом СаН НиН 2.1.4.1074-2001 ужесточены требования по жесткости, сухому остатку, сульфатам, хлоридам и некоторым металлам.(5)
В институте проведены углубленные исследования по влиянию различных режимов водоподготовки на ионный состав исправленной воды.
Исследования показали, что ионный состав воды оказывает существенное влияние на органолептические показатели водок, на условия приготовление сортировки, растворение, гомогенизацию и стабильность ингредиентов рецептур, на стабильность водок при хранении.
Допустимые величины содержания ионов в технологической воде составляют (мг/дм3): кальция 2,7-16; магния 0,8-4,8; натрия и калия 10-100, железа 0,02-0,15; марганца 0,02-0,1; алюминия 0,02-0,15; меди 0,02-0,15; сульфатов 5-30; хлоридов 5-30; гидрохлоридов 12-125, силикатов (по Si) 1-5. (1)
Достижение этих величин возможно при использовании соответствующих способов водоподготовки.
Ведущие производители внедряют в свое производство новейшие мембранные системы водоподготовки, которые позволяют получить очищенную воду, сохраняющую свое «естественное» качество, т.е. такую, какой она сформировалась в природе. (1)
При мембранном способе водоподготовки можно регулировать минеральный состав очищенной воды, pH и соотношение основных микроэлементов в широком диапазоне, т.е. можно получать технологическую воду с заданными свойствами. Поэтому ионный состав может быть жестко привязан к конкретному производству и быть определяющим показателем для идентификации готовой продукции.
Определение неорганических и органических ионов является практически важной и достаточно аналитической проблемой.
Одним из наиболее совершенных методов анализа ионных форм элементов в различных средах является ионная хроматография. За сравнительно короткий период своего развития этот метод получил широкое распространение в анализе благодаря целому ряду достоинств:
149
1. Совместное определение большого числа ионов в одной пробе
2. Высокая чувствительность определения
3. Высокая селективность и экспрессность
4. Малый объем анализируемой пробы
5. Возможность полной автоматизации
6. Во многих случаях - полное отсутствие пробоподготовки, при необходимости проба фильтруется и разбавляется
Ключевое звено любой хроматографической системы- разделяющая аналитическая колонка. Универсальные колонки с плохой эффективностью и селективностью безвозвратно ушли в прошлое, на смену им разрабатываются высокоэффективные ионохроматографические колонки,
специализированные под конкретную задачу.
Нами были оптимизированы условия разделения катионов: натрия, аммония, калия, кальция, магния, стронция и анионов: фторидов, хлоридов, нитритов, нитратов, фосфатов, сульфатов на приборе 761 COMPACT IC.
Хроматографы компактной серии производства фирмы МЕТРОМ имеют электрически- и термически изолированный корпус в котором размещены насос, демпфер, инжектор, колонка, заполненная мелкодисперсным сорбентом, и детектор. При использовании подавительного варианта ионной хроматографии перед детектором устанавливается супрессор, снижающий электопроводность элюента.
Части прибора контактирующие с элюентом, изготавливаются из материалов не содержащих металлов. Приборы полностью управляются от ПК с помощью программы МультиХром.
Для улучшения разделения анионов использовали колонку «METROSEP A SUPP 5» длиной 250 мм. Сорбентом для этой колонки является сорбент на основе ПВС с привитыми четвертичными аммониевыми группами, зеренение 5 мкм.
Для разделения анионов в воде и водке применили элюент: 3,2 мМ Na2CO3 +1,0мМ Na НСО3, обладающий высокой электропроводностью, поэтому был использован метод с химическим подавлением фоновой
150
электоропроводности. Химическое подавление основано на использовании в качестве элюентов солей слабодиссоциирующих кислот (№2СОз и Na НСО3)
Этот элюент в значительной степени удаляется с помощью катионного обмена с раствором серной кислоты концентрации 100 мМ/дм3 в послеколоночной реакции в супрессоре в соответствии с уравнением:
+Н+
Na+ +НСО 3 -> Н2СО3
-Na+
Угольная кислота, образующаяся в результате катионного обмена, диссоциирует очень слабо, следовательно, дает небольшую остаточную электоропроводность.
Пример разделения тестовых смесей анионов показан на рис. 1.
Рисунок 1
Данная методика идеально подходит для анализа воды питьевой, исправленной и готовой алкогольной продукции. Диапазон определения концентраций неорганических анионов очень широкий от 0,01 мг/дм3 до 20 мг/дм3. Если анализируемая проба содержит более высокие концентрации, то допускается разбавление анализируемой пробы, но не более чем в 100 раз.
До появления ионной ионной хроматографии не было эффективного метода определения неорганических анионов. Спекторофотометрический, титриметрический, гравиаметрический методы и даже потенциометрический с ионселективными электродами не всегда удовлетворяют современным требованиям. По аналитическим характеристикам - чувствительности, селективности, скорости и воспроизводимости - эти методы определения неорганических ионов заметно уступают ионной хроматографии.
Пример применения данной методики можно проиллюстрировать на примере определения анионов в питьевой воде ЗАО «РООМ», г. Нижний Новгород на рис. 2 и определения анионов в воде исправленной ЗАО «Натахтари», Грузия на рис.З.
151
Рисунок 2
Рисунок 3
Из данных хроматограммы видно, что в данном образце воды исправленной содержится нмтратов 7,3 мг/дм3. Содержание нитратов в подготовленной воде не должно превышать 3-4 мг/дм3, т.к. они придают водкам неприятный горьковато-вяжущий привкус.
Использование колонки «METROSEP-C2 150» (длиной 150 мм, диаметром 4 мм, заполненной сорбентом на основе силикагеля с привитыми карбоксильными группами) позволило анализировать одновременно одно- и двухвалентные катионы (натрия, аммония, калия, кальция, магния и стронция в диапазоне от 0,1 и ниже до 10 мг/дм3 ), причем количественно определять незначительные количества катионов аммония (следы) при высоком
152
содержании катионов натрия, в воде питьевой и исправленной в течение 15 мин при pH 2-3, объеме петлевого дозатора 100 мкл и скорости элюирования 1,4 см3/мин.
Так как детектирование разделенных катионов осуществлялось без подавления фоновой электропроводности, то нашей основной задачей являлось подобрать элюент для с низкой электоропроводностью.
В качестве такого элюента был использован раствор: 4 мМ/дм3 винная кислота + 0,75 мМ/дм3 пиридин-2,6-дикарбоновая кислота. Для достижения минимального шума базовой линии элюент дегазировался с применением ультразвуковой ванны в течение 15 мин.
Данная методика может быть применима для анализа водки.
Исследования показали, что этиловый спирт разрушает сорбент хроматографической колонки, что сокращает время ее эксплуатации.
Для уменьшения отрицательного влияния этилового спирта на сорбент колонки проба водки, вводимая в хроматограф, должна быть разбавлена в 10 раз.
Пример разделения тестовых смесей катионов показан на рис. 4.
Рисунок 4
Как правило в исходной воде аммиак присутствует в виде хлораминов или органических соединений. Аммиак может появиться после первичной обработки исходной воды гипохлоритом или после дезинфекции фильтров блока предподготовки. В щелочной среде аммиак находится преимущественно в молекулярной форме, а в нейтральной и кислой - в ионной. Аммиак может проходить через мембрану, в процессе водоподготовки, как в молекулярной, так и в ионной форме (NH4+) в основном в виде гидроокиси аммония. (4)
Применяя данную методику стало возможным определять ионы аммония даже на уровне 1 мг/дм3 и ниже. Аммоний является органолептическим показателем, оказывает влияние на запах и привкус воды
153
и готовой продукции. По нормативам ВОЗ его предельное значение в питьевой зоде - 1,5 мг/дм3. (3)
Пример разделения катионов натрия и аммония представлен на рис.5.
10 11 12 13 14 15 16 17 18
Рисунок 5 - Определение катионов в воде исправленной
Показатель жесткости является основным параметром, определяющим стабильность водок при хранении, поэтому требования к содержанию солей жесткости в исправленной воде для ликероводочного производства довольно жесткие, поэтому они регламентированы из-за высокого риска выпадения осадка в готовых изделиях.
Примеры определения жесткости в воде и в во/ке представлены на рис.6 и рис.7.
0 И 2 3 4 ~5
6 7 8 9 10 11 12 В 14 15 16 17 18 19 20 21 22 23 мин
Рисунок 6 - Определение жесткости воды из источника № 1 ЗАО «Бутурлинский родник»
154
Полученные на хроматограмме значения массовой концентрации ионе ? кальция - 10,1 мг/дм3 и магния 4,2 мг/дм3, используем для расчетд жесткости по формуле Х= ^(С,/С,э) (1)
где: С,- концентрация щелочноземельного элемента, мг/дм или г/м’.
С,э - концентрация щелочноземельного элемента, численно равная ‘Д его моля, выраженная в мг/дм3 или г/м3.
X = (10,1/20,04) + (4,2 /12,15) = 0,84 моль/м3
ЗАО «Бутурлинский родник»
Жесткость воды из источника № 1 составляет 0, 84 моль/м’.
uS/cm , I Й
I ' ‘
is1 ; I1
! s i!
; i (
5 1 1 1 , £
। [ I ; -о ^7
। । ' I *4 я
' j I
0:i 2 3 4 5 6 7 Я 9 10 11 12 13 14 15 16 мин
Рисунок 7 - Определение жесткости водки «Граф Толстой» производитель Уржумский СВЗ
Полученные на хроматограмме значения массовой концентрации ионов кальция - 4,387 мг/дм3 и магния 1,233 мг/дм3, используем для расчета жесткости по формуле Х= £(Cf /С|Э) (1)
Где С,- концентрация щелочноземельного элемента, мг/дм3 или г/м3.
Со - концентрация щелочноземельного элемента, численно равная '/г его моля, выраженная в мг/дм3 или г/м3.
X = (4,387/20,04) + (1,233/12,15) = 0,32 моль/м3
Жесткость водки «Граф Толстой» составляет 0, 32 моль/м3.
Следует отметить, что при разработке вышеуказанных методик были использованы в качестве элюентов нетоксичные и недорогостоящие реактивы.
Применение методов ионной хроматографии позволяет не только регулировать процесс водоподготовки, повышая тем самым качество готовой продукци, но и идентифицировать алкогольные напитки, не допуская нарушений в технологическом процессе их изготовления.
Методы ионной хроматографии являются простыми, прямыми и
155
свободными от мешающих влияний и требуют минимальной очистки образца.
Литература
1. И. И. Бурачевский, В. И. Федоренко. Подготовка технологической воды и ее влияние на качество водок. Информационный бюллетень «Отраслевые ведомости». Ликероводочное производство и виноделие» № 8, 2003, С. 20-23.
2. Б.Е.Рябчиков. Современные методы подготовки воды для
промышленного и бытового использования. Москва, ДеЛи принт, 2004.
3. Г. С. Фомин. Вода. Контроль химической, бактериальной и радиационной безопасности по международным стандартам. Энциклопедический справочник, 2-е издание, переработанное и дополненное. Москва, 1995.
4. В.И.Федоренко, И.Е.Кирякин, С.С.Бурковский. Производство ультрачистой воды с применением двухступенчатого обратного осмоса. Критические технологии. Мембраны, 2004, №4(24)
5. Санитарно-Эпидемиологические правила и нормативы СаНПиП 2.1.4.1074-01. Минздрав России. Москва, 2002 .
6. Производственный технологический регламент на приготовление водок для экспорта ТР 10-04-03-07.
7. Раи\ R. Haddad, Peter Е. Jackson Ion Chromatography, Principles and Applications Journal of Chromatography Library, volume 46,Elsevier, Amstredam, 1990.
156
ЛАБОРАТОРИЯ ХРОМАТОГРАФИЧЕСКИХ МЕТОДОВ АНАЛИЗА
СОВРЕМЕННЫЕ МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА СПИРТОВ, ВОДОК, СПИРТОСОДЕРЖАЩЕЙ ПРОДУКЦИИ, ТЕХНОЛОГИЧЕСКОЙ ВОДЫ
Шелехова Т.М, к.т.н. — зав.лабораторией,
Веселовская О.В., Скворцова Л.И., Мицен В.Е., Овчинников О.А., Космынин А.В., Шелехова Н.В.
В настоящее время газовая хроматография стала одним из важнейших аналитических методов анализа, основной задачей которых является разделение компонентов сложной смеси органических веществ, их идентификация и количественное определение. Преимуществом газохроматографического анализа спиртов и водок является определение компонентного состава сложных эфиров, альдегидов, сивушного масла, кетонов, летучих кислот, ароматических веществ, не определяемых химическим методом анализа.
Высокая разделительная способность, надежность и точность результатов газохроматографического анализа, быстрота получения данных способствовали широкому внедрению хроматографов на предприятиях спиртовой и ликероводочной отраслях промышленности.
В условиях жесткой рыночной конкуренции производителям спиртовой и ликероводочной продукции необходимы современные информативные и эффективные методы контроля качества выпускаемой продукции. Для организации Системы контроля качества, обеспечивающей выпуск конкурентоспособной продукции, лабораторией газохроматографических методов анализа за период с 2000 по 2005 гг. был впервые разработан ряд ГОСТов:
- ГОСТ Р 51698-2000 «Водка и спирт этиловый из пищевого сырья. Газохроматографический экспресс-метод определения содержания токсичных микропримесей». Действует на территории России с 1 января 2000 года для контроля качества выпускаемой продукции. Метод предусматривает определение содержания уксусного альдегида, сложных эфиров (метилового и этилового эфиров уксусной кислоты), метилового спирта, компонентов сивушного масла (2-пропанола, 1-пропанола, изобутилового спирта, 1-бутанола, изоамилового спирта). Это девять компонентов, которые характерны для пищевого спирта, полученного без нарушения технологических режимов производства спирта, и могут
157
содержаться в спиртах в количествах, регламентированных ГОСТ Р 51652-2000 «Спирт этиловый ректификованный из пищевого сырья. Технические условия» и водках, полученных на их основе в количествах, регламентированных ГОСТ Р 51355-99 «Водки и водки особые. Общие технические условия». Продолжительность анализа 10-15 мин.
- ГОСТ Р 51762-2001 «Водка и спирт этиловый из пищевого сырья. Газохроматографический метод определения содержания летучих кислот и фурфурола».
В части определения фурфурола метод является арбитражным.
- ГОСТ Р 51786-2001 «Водка и спирт этиловый из пищевого сырья. Газохроматографический метод определения подлинности». Разработан в соответствии с Законами Российской Федерации «О защите прав потребителей», «О государственном регулировании производства и оборота этилового спирта и алкогольной продукции» и постановлением Правительства Российской Федерации от 08.04.97 г. № 406 «Комплексный план мероприятий по наведению порядка в сфере производства и реализации алкогольной продукции» с целью осуществления контроля качества спирта, выявления спиртов, полученных с нарушением технологического режима производства пищевого спирта, спиртов, денатурированных диэтилфталатом, а также спиртов, полученных из непищевого сырья. Наличие на хроматограммах анализа спиртов таких веществ как этиловый эфир, ацетон, 2-бутанол, 2-бутанон (метилэтилкетон), кротональдегид, 1-пентанол, 1-гексанол дает основание идентифицировать этот спирт как непригодный для производства ликероводочной продукции, тж. присутствие этих веществ не регламентировано техническими условиями ГОСТ Р 51652-2000 и ГОСТ Р 51355-99. В связи с отсутствием нормативных документов, позволяющих выявлять спирты, непригодные для приготовления водок (и водки, приготовленные на их основе), этот метод является единственным, позволяющим получать информацию о поступлении на рынок фальсифицированной и некачественной продукции. Данный метод широко используется в лабораториях, осуществляющих контроль качества и безопасности алкогольной продукции, Центрами гигиены и эпидемиологии, криминалистическими лабораториями.
Использование ГОСТ Р 51786-2001 на спиртовых заводах позволяет выявлять на каких этапах происходит образование побочных продуктов брожения при нарушении технологических режимов производства спирта.
В 2003 году лабораторией была разработана методика М 10-26243-03 «Идентификация летучих органических примесей в продуктах и полупродуктах спиртового и ликероводочного производства методом хромато-масс-спектрометрии». Этот метод позволил существенно сократить время, затрачиваемое на выяснение компонентного состава анализируемых образцов, т.к. масс-спектрометрический детектор, в отличие от пламенноионизационного, дает возможность получить информацию о структуре анализируемого вещества и на ее основе провести его идентификацию.
Хромато-масс-спектрометрический метод анализа дает возможность
158
вести мониторинг процесса получения спирта на всех его стадиях, отследить места возникновения нежелательных примесей и выявить причины их возникновения, а также решать спорные вопросы при идентификации примесей, имеющих близкие времена удерживания на хроматограмме анализа, полученной с пламенно-ионизационным детектором. В качестве примера можно привести случай, когда пик лимонена, содержащегося в цитрусовом ароматизаторе, используемом при приготовлении водки, был принят за пик изоамилового спирта. В некоторых случаях, при плохо подобранных режимах работы хроматографа, пик этилбутирата может быть принят за пик 1-пропанола, а пик изобутилацетата за пик 2-бутанола. Вследствие этого, в анализируемых образцах водок было завышено содержание сивушных масел. Внедрение данного метода позволяет проводить идентификацию широкого спектра летучих органических примесей, нехарактерных для спирта этилового, полученного из пищевого сырья, не определяемых по ГОСТ Р 51786-2001, ГОСТ Р 51762-2001, но при этом влияющих на токсикологическую и органолептическую оценки качества готовой продукции. Метод включен в ГОСТ Р 51786-2001 (Изменение №1).
Для контроля качества алкогольной продукции в 2003 году были разработаны Государственные стандартные образцы (ГСО), которые внесены в Государственный реестр и действуют на территории России: ГСО № 8404-2003 (комплект PC) и ГСО № 8405-2003 (комплект РВ), получена лицензия на осуществление деятельности по изготовлению этих средств измерений.
В соответствии с программой национальной стандартизации на 2004-2005 гг. разработан национальный стандарт ГОСТ Р 52363-2005 «Спиртосодержащие отходы спиртового и ликероводочного производства. Газохроматографический метод определения содержания летучих органических примесей» с датой введения с 1 июля 2006 года с правом досрочного применения. Разработанный стандарт представляет несомненный интерес для спиртовых и ликероводочных заводов, т.к. позволяет определить компонентный и количественный состав летучих органических примесей в спиртосодержащих отходах спиртового и ликероводочного производства для контроля соответствия с требованиями действующей нормативной документацией. Использование данного газохроматографического метода анализа позволяет получить более ценную информацию о химическом составе спиртосодержащих отходов для потребителя. Внедрение данного метода на спиртовых заводах дает возможность выявлять зоны концентрирования летучих органических примесей и оптимизировать процессы брагоректификации.
В соответствии с программой национальной стандартизации были разработаны и внесены Изменения №1 в ГОСТ Р 51698-2000, ГОСТ Р 51762-2001 и ГОСТ Р 51786-2001 с целью приведения установленных методов определения микропримесей в водке и спирте этиловом из пищевого сырья в соответствие с требованиями ГОСТ Р ИСО 5725 (1-6)-2002 «Точность (правильность и прецизионность) методов и результатов измерений», ГОСТ
159
Р ИСО/МЭК 17025-2000 «Общие требования к компетентности испытательных и калибровочных лабораторий», ГОСТ Р 50779.42-99 (ИСО 8258-91) «Статистические методы. Контрольные карты Шухарта». Изменения №1 введены в действие с 1 марта 2005года.
Введение новых метрологических показателей и применение контрольных карт Шухарта с изменяющимися факторами «время» и «оператор» для контроля стабильности результатов измерений в лабораториях значительно усложнило работу операторов, осуществляющих контроль качества водок и спирта этилового. Это связано с тем, что «ручная» статистическая обработка полученных результатов измерений и построение контрольных карт Шухарта занимают 20-25% рабочего времени оператора, в связи с чем, по просьбе заводов отрасли, была разработана компьютерная программа КП «С2Н5ОН» (версия 2)-2005.
Программа предназначена для ведения оперативного контроля, контроля стабильности результатов измерений при реализации газохроматографических методов анализа спиртов и водок в лаборатории, с метрологической обработкой данных, проверкой приемлемости результатов измерений и построением контрольных карт Шухарта в соответствии с международными стандартами ГОСТ Р ИСО 5725 (часть 6), ГОСТ Р ИСО 17025-2000, ГОСТ Р 50779.42-99 (ИСО 8258-91) и ГОСТ Р 51698-2000, ГОСТ Р 51762-2001, ГОСТ Р 51786-2001. Программа внедрена на 80-ти заводах отрасли.
В связи с введением в действие стандартов на газохроматографические методы анализа спиртов и водок для заводов отрасли разработаны «Нормы расхода спирта этилового ректификованного, водок и спиртосодержащей продукции на лабораторные цели» (газохроматографический и хромато-масс-спектрометрический метод), которые включают в себя также нормы на расходные материалы для обслуживания хроматографов и хромато-масс-спектрометров. Нормы утверждены Федеральным агентством по сельскому хозяйству. Дата введения 30 сентября 2005 года.
В соответствии с Федеральным законом от 21.07.2005 №102 ФЗ (статья 10) перечень денатурирующих добавок ограничен 3-мя веществами: керосином или бензином, денатониум бензоатом (битрекс) и кротоновым альдегидом. В связи с исключением из перечня документов денатурирующих добавок диэтил фталата, для определения содержания денатурирующей добавки (кротонового альдегида) в этиловом спирте из всех видов сырья, разработана методика «Определение содержания денатурирующей добавки (кротонового альдегида) в этиловом спирте и спиртосодержащей продукции из всех видов сырья газохроматографическим методом с использованием капиллярных колонок».
Для обеспечения качества результатов выполняемых измерений содержания токсичных микропримесей в спиртах и водках в соответствии с ГОСТ Р ИСО/МЭК 17025 лаборатория хроматографических методов анализа проводит межлабораторные сравнительные испытания с лабораториями спиртовых и ликероводочных заводов.
160
В последнее время за рубежом для анализа объектов окружающей среды, продуктов питания и других сложных биологических смесей широко применяется метод капиллярного электрофореза. Метод основан на разделении анионов (катионов) вследствие их различной подвижности в процессе миграции по кварцевому капилляру в электролите под действием электрического поля с последующем детектированием.
Капиллярный электрофорез - новый метод анализа, обладающий высокой разрешающей способностью. Быстрота анализа, высокая эффективность и широкая область применения делают капиллярный электрофорез одним из наиболее эффективных и высокоточных аналитических методов анализа. Капиллярный электрофорез является альтернативой высокоэффективной жидкостной хроматографии (ВЭЖХ) и имеет следующие преимущества:
- высокая эффективность разделения;
- короткое время анализа;
- малый расход реактивов;
- отсутствие дорогостоящих хроматографических колонок;
- отсутствие дорогостоящих насосов высокого давления, необходимых для ВЭЖХ;
- простота аппаратурного оформления;
- простое детектирование в режиме реального времени и т.д.
В настоящее время коммерчески доступны приборы, позволяющие проводить рутинные анализы. В целях совершенствования методов контроля качества и безопасности алкогольной продукции в 2004 году институтом была приобретена и освоена система капиллярного электрофореза Prin СЕС-760. В 2005 году были проведены исследования по подбору режимов работы прибора, подобран электролит для анализа спиртов, водок, водок особых, исходной и исправленной воды, сточных вод, бражки на содержание анионов, катионов, азотистых оснований, органических кислот.
В связи с вступлением России в ВТО, для проведения гармонизации методов контроля качества и безопасности алкогольной продукции с международными требованиями возникла необходимость в разработке метода определения массовой концентрации азотистых оснований в спирте этиловом, т.к. в России нормативной документации их определение не предусмотрено. В соответствии программой национальной стандартизации на 2005-2206 гг. включена разработка Проекта ГОСТ Р «Спирт этиловый ректификованный из пищевого сырья. Определение содержания азотистых оснований методом капиллярного электрофореза» и Проекта ГОСТ Р «Водки и водки особые. Спирт этиловый ректификованный из пищевого сырья. Вода исходная и исправленная. Определение содержания анионов и катионов методом капиллярного электрофореза».
Лаборатория хроматографических методов анализа оснащена современным аналитическим оборудованием отечественного и зарубежного производства: газовыми хроматографами «Кристалл-2000М», «Кристалл-5000» (Россия), Hewlett Packard 4890, Hewlett Packard 6850, Agilent 6850,
161
Agilent 6890, хромато-масс-спектрометрической системой MSD Agilent 6890/5973 N (США), системами капиллярного электрофореза Prin СЕС-760 и Prin СЕС-255 (Нидерланды), что позволяет разрабатывать методики на высоком научно-техническом уровне.
В целях контроля качества и безопасности алкогольной продукции, поступающей на рынок, по распоряжению Правительства Москвы лабораторией проводятся газохроматографические анализы для ГУП «Московское качество».
Лаборатория хроматографических методов анализа оказывает консультационную и технологическую помощь по эксплуатации газовых хроматографов, проводит профилактику аналитического оборудования, обучение сотрудников заводских лабораторий, контролирующих качество и безопасность алкогольной продукции, с выездом специалистов лаборатории на заводы.
Сотрудники лаборатории внедрили разработанные газохроматографические методы анализа спиртов и водок на 450-ти заводах отрасли.
Лаборатория хроматографических методов анализа проводит консультационные семинары, семинары-тренинги, состоящие из теоретического и практического разделов, по повышению квалификации сотрудников заводских лабораторий, работающих на газовых хроматографах.
Лаборатория оказывает технологическую помощь странам СНГ (Казахстану, Азербайджану, Белоруссии) по эксплуатации газовых хроматографов, постановке методик, обучению специалистов, обеспечению заводов стандартными образцами ГСО.
В 2005 году заключены контракты на внедрение научно-технических разработок по газовой хроматографии с Монголией и Хорватией.
Сотрудники лаборатории принимают активное участие в научных конференциях по вопросам газовой хроматографии, повышают свою квалификацию.
162
ЛАБОРАТОРИЯ ИНТЕНСИФИКАЦИИ ПРОЦЕССОВ РЕКТИФИКАЦИИ
НАУЧНЫЙ ВКЛАД СОТРУДНИКАВ ЛАБОРАТОРИИ ИНТЕНСИФИКАЦИИ ПРОЦЕССОВ РЕКТИФИКАЦИИ В ПРАКТИКУ
Алексеев В.П., к.т.н. - зав.лабораторией,
Грунин Е.А., к.т.н., Цветкова Е.И., Алексеев В.В., Кошелева О.С.
Лаборатория ректификации была создана в 1953 году под руководством профессора Д.Н. Климовского.
За время существования лаборатории в области перегонки и ректификации спирта проведены значительные теоретические и экспериментальные исследования, а также их практическая реализация. Сотрудниками лаборатории были проведены работы по усовершенствованию технологических схем брагоректификационных установок и углубленному изучению процесса очистки спирта от примесей.
Отметим наиболее эффективные разработки лаборатории, последних лет, реализованные в спиртовой отрасли.
Желание промышленности в повышении качества ректификованного спирта, снижении затрат сырья и теплоэнергетических ресурсов на единицу готовой продукции, эффективном использовании оборудования осуществлено в вакуумных брагоректификационной и ректификационной установках системы ВНИИПБТ. В этих установках эпюрационная и ректификационная колонны работают под разрежением.
Предложенная ректификационная установка внедрена и успешно работает на ряде заводов: ОАО «Московский завод «Кристалл», ЗАО «Ликероводочный завод «Топаз», ООО «Черноголовский завод алкогольной продукции «ОСТ-АЛКО».
Вакуумная брагоректификационная установка системы ВНИИПБТ потребляет пара на 35% меньше, чем установка косвенного действия и на 20%меньше, чем установка косвенно-прямоточного действия.
Сотрудниками лаборатории решена задача по выделению этилового спирта из фракции головной этилового спирта (ФГЭС) как в системе брагоректификации, так и при централизованной переработке на ректификационной установке.
Переработка ФГЭС в системе брагоректификации позволяет повысить выход этилового спирта до 98,5%, при этом вместо ФГЭС получать
163
концентрат головных примесей этилового спирта в количестве от 0,1% до 0,4% от спирта поступившего на установку, который реализуется согласно ТУ 9182-478-00008064-2002.
Предложенная технология реализована на нескольких десятках предприятий отрасли.
Лабораторией ректификации ВНИИПБТ разработаны новые сорта спиртов «Люкс», «Альфа» и способы их получения, качество этих спиртов превышает мировые стандарты.
При выработке сорта спирта «Люкс» необходимым условием является наличие узла гидроселекции в эпюрационной колонне и вывод промежуточных примесей этилового спирта из зоны их концентрирования в количестве до 1%. При этом выведенные промежуточные примеси реализуют как отход спиртового производства по ТУ 9182-479-00008064-2002.
Технология получения спирта «Люкс» внедрена на более сотни заводов спиртовой отрасли, а спирт полученный по этой технологии является основой по своим физико-химическим и дегустационным показателям для производства лучших сортов водок.
Разработанная технология получения спирта «Альфа», обеспечивает снижение содержания метанола на порядок по сравнению со спиртом «Люкс», т.е. 0,003%. Особенностью выработки спирта «Альфа» является использование колонны окончательной очистки. При этом пофракционно выводят промежуточные примеси из зон выше и ниже тарелки питания колонны окончательной очистки, а из конденсатора отбирают метанольную фракцию. Спирт «Альфа» очищенный от примесей отбирают из куба колонны окончательной очистки.
Все выше изложенные технологические приемы брагоректификации, ректификации и их аппаратурное оформление защищены «Авторскими свидетельствами» и «Патентами» России.
«Технология получения ректификованного спирта «Люкс» на брагоректификационных и ректификационных установках»
Качеству спирта в настоящее время уделяется очень большое внимание, что является хорошим стимулом для разработки и внедрения в производство различных технологических приемов брагоректификации.
В лаборатории интенсификации процессов ректификации разработан «Способ производства ректификованного спирта «Люкс», защищенный патентом РФ №2136758.
Спирт «Люкс» - является основным сортом спирта для производства высококачественных водок в спиртовой отрасли.
Для получения ректификованного спирта «Люкс» достаточно наличия трех колонн в брагоректификационной установке и двух в ректификационной.
На рисунке 1 представлена принципиальная технологическая схема брагоректификационной установки для получения спирта «Люкс», состоящая
164
из трех колонн: бражной (1), эпюрационной (2) и ректификационной (3). Необходимыми условиями при получении спирта «Люкс» являются следующие технологические приемы:
- гидроселекция примесей в эпюрационной колонне;
- отбор промежуточных примесей этилового спирта до стадии ректификации;
- расширение зоны пастеризации в ректификационной колонне.
Рисунок 1 - Принципиальная технологическая схема БРУ для получения спирта "ЛЮКС"
В качестве гидроселекционной воды используют лютерную воду, которую из сборника лютерной воды насосом, через ситчатый фильтр, перекачивают в напорный сборник гидроселекционной воды, откуда через ротаметр направляют на 8-ую тарелку, считая сверху, эпюрационной колонны. Отчет сверху вызван тем обстоятельством, что последнее время многие предприятия увеличивают количество тарелок в эпюрационной колонне, а наличие более 7-и концентрационных тарелок выше точки подачи гидроселекционной воды нежелательно.
Количество подачи гидроселекционной воды определяют по концентрации этилового спирта в эпюрате, которая, в свою очередь, зависит от работы выварной части ректификационной колонны, так как с уменьшением концентрации эпюрата, при заданной производительности установки, возрастает жидкостной поток и могут возникнуть потери спирта с лютерной водой, что недопустимо.
Допустимая объемная доля этилового спирта в эпюрате колеблется от 10 до 20%.
165
За счет низкой концентрации этилового спирта на тарелках эпюрационной колонны, ниже точки ввода гидроселекционной воды, увеличиваются коэффициенты ректификации головных и верхних промежуточных примесей, что способствует более полной очистки от них эпюрата, отбору концентрированной фракции головной этилового спирта по головным примесям. Наличие относительно высокой объемной доли этилового спирта в фракции головной этилового спирта, выше 92 %, способствует образованию зоны концентрирования верхних промежуточных примесей, которая, в зависимости от количества подаваемой на гидроселекцию воды, находится на тарелку выше, ниже или в точке подачи гидроселекционной воды в жидкой фазе. Промежуточную фракцию этилового спирта из зоны концентрирования в количестве до 1,0%, от поступившего на установку спирта, выводят через ротаметр в сборник промежуточной фракции.
На промежуточную фракцию этилового спирта из пищевого сырья, являющуюся отходом спиртового производства, ГНУ ВНИИПБТ разработаны технические условия ТУ 9182-479-00008064, она подлежит учету и реализации для дальнейшей переработки и использования в химической, лакокрасочной промышленности и на другие технические цели.
Эпюрационная колонна, может обогреваться эпюрированными водноспиртовыми парами бражной колонны в схеме косвенно-прямоточного действия, острым паром через барботер или выносной теплообменник в схемах косвенного действия.
Обогрев через выносной теплообменник предпочтительней, исключается влияние греющего пара на качество эпюрата в случае неудовлетворительной водоподготовки в котельной?
Ректификационная колонна при выработке спирта «Люкс» должна иметь расширенную зону пастеризации, отбор ректификованного спирта осуществляется с 10-ой по 20-ую тарелку, считая сверху, ректификационной колонны, при общем количестве реальных тарелок от 74-х до 84-х.
В зоне пастеризации осуществляется очистка этилового спирта от сопутствующих примесей, которые имеют коэффициент ректификации больше в зоне водно-спиртовой жидкости с высоким содержанием этилового спирта, например, метанола.
Разработанная технология получения спирта «Люкс» внедрена на более 100-а спиртовых заводах.
Ректификационная установка завода «Топаз»
В последние годы на ряде заводов смонтированы и успешно эксплуатируются нами разработанные новые высокоэффективные схемы брагоректификационных и ректификационных установок, в которые включены наиболее эффективные технологические приемы, такие как гидроселекция - ввод воды в концентрационную зону эпюрационной колонны, пофракционный отбор различных сортов спирта из
166
ректификационной колонны, применение разрежения, использование колонны окончательной очистки для вывода метанола.
На основе использования приемов ректификации разработана установка для получения спирта сорта «Топаз» с показателями по метиловому спирту не более 0,003 %, превышающими спирт «Экстра» на порядок. Спирт сорта «Топаз» удовлетворяет требованиям международного рынка.
На рис.2 представлена схема ректификационной установки ЗАО «Ликеро-водочного завода «Топаз» г.Пушкино, авт. св-во РФ №2126286.
Технологическая схема предусматривает эпюрацию спирта сырца в эпюрационной колонне, ректификацию эпюрата, отбор ректификованного спирта из ректификационной колонны, окончательную очистку спирта в колонне окончательной очистки. Особенностью схемы является то, что отбор спирта из ректификационной колонны производится в два потока из двух зон. В эпюрационной, ректификационной и колонне окончательной очистки, создают разрежение в 50 кПа.
Конденсат
пара
Рисунок 2 - Принципиальная технологическая схема ректификационной
установки завода «Топаз»:
1 - эпюрационная колонна; 2 - ректификационная колонна; 3 - колонна окончательной очистки; 4, 5, б, 7, 8, 9 -теплообменники; 10,1 I , 12-кипятильники; 13 - вакуумный насос
167
Технологическая схема включает в себя эпюрационную колонну (1), ректификационную колонну (2), колонну окончательной очистки (3), теплообменную аппаратуру (4), (5), (6), (7), (8), (9), выносные кипятильники (10), (11), (12) и вакуумный насос (13).
Способ получения спирта «Топаз» осуществляется следующим образом.
Бражной дистиллят или спирт-сырец поступает на тарелку питания Эпюрационной колонны (1).
Ввод гидроселекционной воды в колонну (1) осуществляют в количестве, при котором объемная доля этилового спирта в эпюрате находится в диапазоне от 15 до 25 %.
Погон промежуточных примесей из колонны (1) отбирают из зоны их концентрирования.
Выделенные в колонне (1) в процессе эпюрации и гидроселекции головные примеси (эфиры, альдегиды, метанол) концентрируются в верхней части колонны (1), дефлегматоре (4) и выводятся из конденсатора (5) в качестве фракции головной этилового спирта в количестве от 1,5 % до 3,0 %.
Эпюрат из колонны (1) поступает на 16-ую тарелку питания ректификационной колонны (2).
В колонне (2) происходит отгонка и концентрирование спирта, доочистка его от компонентов сивушного масла, а также пастеризация. Из конденсатора (7) производят отбор непастеризованного спирта.
Отбор ректификованного спирта производят в два потока из двух зон колонны (2).
Из верхней зоны отбирают 50 % спирта, который поступает в колонну окончательной очистки (3) на доочистку от метанола.
Из нижней зоны, на 10 тарелок ниже верхнего отбора, оставшиеся 50 % спирта выводят из колонны через холодильник в сборник готового продукта этилового ректификованного спирта.
С 5, 8, 9, 10 и 11 тарелок колонны (2) из паровой фазы осуществляют выделение компонентов сивушного масла.
В колонне окончательной очистки (3) производят дополнительную очистку от головных примесей и метанола, поступившего спирта из ректификационной колонны (2). Из конденсатора (9) производят отбор эфироальдегидометанольной фракции. Освобожденный от примесей этиловый ректификованный спирт выводят из выварной камеры колонны (3) и объединяют с ректификованным спиртом, выведенным из ректификационной колонны (2). В результате объединения получают спирт «Топаз», в котором объемная доля метилового спирта в пересчете на безводный спирт не более 0,003 %.
Обогрев колонн (1), (2) и (3) осуществляется через выносные кипятильники (10), (11) и (12).
Разрежение в системе создают вакуумным насосом (13).
Физико-химические показатели сорта спирта «Топаз» превосходят лучшие образцы спирта предусмотренные ГОСТ Р 51652-2000.
168
Такое содержание примесей этилового спирта в полученном спирте «Топаз» дает возможность выйти продукту на мировой рынок и быть там конкурентоспособным.
Выделение этилового спирта из фракции головной этилового спирта в системе брагоректификации или ректификации
Побочным продуктом при производстве спирта ректификата из пищевого сырья на спиртовых заводах и переработке спирта-сырца на ликеро-водочных заводах, является фракция головная этилового спирта (ФГЭС), составляющая от 3,0% до 5,0% от объема выпуска конечного продукта. В фракции головной этилового спирта содержится более 90 % этилового спирта. При отсутствии потребителей происходит постепенное накопление большого количества ФГЭС и возникают вопросы с ее хранением и реализацией.
В ВНИИПБТ разработан «Способ получения пищевого этилового спирта из ФГЭС» в системе брагоректификации, который защищен патентом РФ № 2166541. Реализация предложенного способа позволила организовать переработку ФГЭС на брагоректификационных и ректификационных установках, что увеличило выход этилового ректификованного спирта от 3% до 5% за счет отбора, вместо ФГЭС, концентрата головных примесей этилового спирта в количестве от 0,1% до 0,2%.
Примеры такого решения в практике имеются, это спиртзаводы: Ядринский, Тельменсий, Липецкий и другие, так же ликероводочный завод: Топаз.
Необходимым условием для обеспечения технологического процесса переработки ФГЭС является дополнение существующей брагоректификационной (ректификационной) установки блоком разгонки. Для этого может быть использована колонна окончательной очистки или вновь приобретенная.
Схема блока разгонки фракции головной этилового спирта приведена на рисунке 3.
В состав блока входят: разгонная колонна (8), дефлегматор (9), конденсатор (10), холодильник (13), два вакуумпрерывателя (12) и два ротаметра (7) и (11).
Принцип работы блока разгонки ФГЭС заключается в следующем.
Водно-спиртовые пары с высоким содержанием головных примесей из верхней части эпюрационной колонны (1) поступают в дефлегматор (2), где конденсируются и в виде флегмы направляются на верхнюю тарелку эпюрационной колонны (1). Несконденсировавшийся в дефлегматоре (2) водноспиртовый пар фракции головной этилового спирта поступает в конденсатор (3), конденсируется в нем. Погон конденсата ФГЭС из конденсатора (3) через нижний патрубок смотрового фонаря непрерывно подают через ротаметр (11), в количестве от 3% до 5%, на тарелку питания разгонной колонны (8). Избыток погона из конденсатора (3) через боковой
169
патрубок отводят на верхнюю тарелку колонны (1). Обогрев разгонной колонны (8) осуществляют острым паром через барботер или через выносной кипятильник. Конденсат греющего пара через конденсатоотводчик направляют в котельную или канализацию.
кфГЭС
Рисунок 3 - Схема привязки разгонной колонны для переработки фракции головной этилового спирта в системе брагоректификации или ректификации
170
Фракция головная этилового спирта, стекая по колонне (8). встречаясь с паром, поднимающимся вверх, освобождается от головных примесей и метанола, которые перемещаются вверх колонны (8). Пары головных примесей и метанола конденсируются в дефлегматоре (9) и конденсаторе (10). Конденсат из которых, в виде флегмы, возвращается на верхнюю тарелку колонны (8).
Отбор концентрата головных примесей этилового спира осуществляют один раз в сутки в количестве от 0,1 % до 0,4%, от поступившего за это время на брагоректификационную или ректификационную установку безводного спирта, через нижний патрубок смотрового фонаря конденсата (10), который направляют в холодильник (4), далее в эфирную эпруветку (5). Количество отбираемого концентрата головных примесей этилового спирта контролируют спиртоизмеряющим аппаратом (6), откуда его направляют в сливное отделение. Выделенный из ФГЭС этиловый спирт из куба колонны (8) непрерывно выводят через холодильник (13) в бражную яму или сборник водноспиртовой жидкости для дальнейшей переработки на брагоректификационной установке.
Для увеличения летучести примесей этилового спирта на 10-ю или 15-ю тарелку ниже точки ввода питания в колонну (8) через ротаметр (7) подают лютерную воду с таким расчетом, чтобы объемная доля этилового спирта в водноспиртовой смеси, отбираемой с нижней части колонны (8) составляла от 8% до 10%.
Для измерения давления в нижней и верхней частях колонны (8) установлены вакуумпрерыватели (12).
Выделенный из фракции головной этилового спирта концентрат головных примесей этилового спирта соответствует ТУ 9182-478-00008064-2002.
Концентрат головных примесей этилового спирта является отходом спиртового производства, образующимся при выработке спирта этилового ректификационного из пищевого сырья по ГОСТ Р 51652-2000 и направляется на дальнейшую переработку для использования в химической и лакокрасочной промышленности и на другие технические цели.
171
ОТДЕЛ ОБОРУДОВАНИЯ И МЕХАНИЗАЦИИ
РАЗВИТИЕ И СОВЕРШЕНСТВОВАНИЕ ОБОРУДОВАНИЯ И СПОСОБОВ ПО ПЕРЕРАБОТКЕ АГРОСЫРЬЯ ДЛЯ ПРОЦЕССОВ ПИЩЕВОЙ БИОТЕХНОЛОГИИ
Степанов В.И, к.т.н. - зав.отделом
Отдел оборудования и механизации процессов пищевой биотехнологии проводит работы по обновлению и модернизации оборудования с усовершенствованием способов и машино-аппаратурных линий в целом для спиртовой и ликероводочной отрасли, а также ведет разносторонние работы в этом направлении и для других областей пищевой промышленности.
Приоритетными направлениями для спиртового производства остается совершенствование аппаратуры водно-тепловой обработки на различных стадиях с системами автоматизации процессов приготовления зерновых замесов, с высокоточным контролем и стабилизацией уровня гидромодуля. Сотрудниками отдела усовершенствованы конструкции и технологические режимы водно-тепловой обработки варочных аппаратов, на основании данных исследования реологических свойств замесов и разваренной массы зернового сырья в зависимости от температуры, времени, гидродинамических и механических факторов обработки. Определены численные значения динамической вязкости замесов и разваренной массы, которые используются для гидродинамических расчетов варочной аппаратуры, а также трубопроводов по транспортировке нагретых крахмалосодержащих масс. Большое внимание на этой стадии уделяется и вопросам рационального теплопотребления с максимальным использованием вторичного тепла как для схемы «жесткого» разваривания, так и для линий МФО. Разработанная и распространяемая инструкция по нормированию энергозатрат для спиртовых заводов, так же направлена на экономное энергопотребление с конкретными мероприятиями по снижению тепловой и электрической энергии.
В 2005 году закончена работа, выполняемая в соответствии задания РАСХН «Разработать научные основы системы технологий и машин для спиртовой и ликероводочной отраслей на базе положения системологии и исследований технологических потоков пищевых производств».
Для ликероводочного производства за последние пять лет в отделе продолжались работы по совершенствованию аппаратурного обеспечения для различных технологических процессов. В частности разработана конструкция и техническая документация для модернизированных аппаратов
172
ароматных спиртов, работающих под вакуумом с индивидуальным обогревом перегонного куба. Разработанная линия непрерывного приготовления сортировок с одноразовым использованием порошкообразного активного угля производительностью 200 дал/ч, успешно обеспечивает высокое качество алкогольной продукции с одновременным решением вопросов интенсификации производства и возможности дискретного (с остановками) получения сортировок. Разработана и изготовлена спиртоловушка для условий ликероводочного производства.
Специалистами мембранно-фильтрационной техники ведутся работы по созданию мембранных технологий водоподготовки; осветлению слабоградусных напитков, ликероводочных изделий, коньяков; созданию регенерационных рецептур и ингибиторов осадкообразования для мембранных установок.
Подготовлена к изданию нормативная и специальная техническая документация. «Инструкция по расчету производственных мощностей ликероводочных заводов» с уточненными нормативами и коэффициентами, характеризующих режим работы оборудования. Справочник-каталог «Современное технологическое оборудование ликероводочного производства». В данном издании представлено наряду с серийно выпускаемым новое усовершенствованное оборудование с описанием аппаратурно-технологических схем для различных ликероводочных производств.
В отделе продолжаются научно-исследовательские работы для различных производств пищевой биотехнологии - создание новых продуктов питания, кормопродуктов и получение жидких микробиологических сред растительного сырья.
Создана управляемая и взаимосогласованная система обеспечения процесса экструзии для различных технологий переработки растительного сырья, смесей с БАД и различных компонентов, позволяющая с учетом свойств исходного сырья целенаправленно обеспечивать получение продукции с заданными функциональными свойствами. Для биотехнологических производств, получение сбраживаемого сусла, питательных ферментационных сред, разработан и запатентован экструзионно-гидролитический метод переработки зернового сырья, обеспечивающий высокую технологичность:
- гибкое регулирование концентрации сред;
- получение высоких концентраций сред до 30 °Б и выше;
- стерильность;
- гомогенность структуры, высокотекучесть сред, реологическая безопасность.
Специалистами отдела постоянно проводятся консультации, участие в семинарах для инженерно-технических работников отрасли, а также осуществляются выезды на спиртовые, ликероводочные и другие предприятия для оказания технической помощи в освоении новой техники, модернизации оборудования технологических линий.
173
Отдел располагает разносторонним экспериментальным оборудовавнием по процессам сушки, измельчения, экструдирования, гидродинамической обработки и др., что позволяет проводить широкий спектр научно-исследовательских работ, в том числе с различными предприятиями и научно-исследовательскими институтами.
НОВЫЙ ОДНОСТАДИЙНЫЙ МЕТОД ЭКСТРУЗИОННОГИДРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ ЗЕРНОВОГО СУСЛА ДЛЯ СПИРТОВОГО ПРОИЗВОДСТВА
Степанов В.И., к.т.н., Иванов В.В., к.т.н.
В отделе оборудования института ведутся исследовательские работы по изысканию новых ресурсосберегающих способов и видов переработки зернового сырья с целью получения гидролизатов, в том числе зернового сусла для спиртового производства.
Предлагается новый способ и техническое обеспечение, которые полностью исключают известные процессы водно-тепловой обработки замеса зернового сырья и охлаждение полученной массы до 60 °C и, соответственно, заменяют крупногабаритную аппаратуру на специальную одностадийную установку- экструдер-гидролизатор [1].
Получение разваренной разжиженной массы зернового сырья в экструдере-гидролизаторе осуществляется по следующей технологической схеме. Измельченное зерно поступает в камеру установки, где под действием шнековых рабочих органов при установившемся термомеханическом режиме происходят последовательно процессы доизмельчения сырья, его увлажнение, клейстеризация крахмала и деструкция биополимеров перерабатываемого материала. На этой стадии, в ходе термомеханического воздействия при температуре процесса 180-190 °C и давлении 3,0-6,0 МПа зерновое сырье претерпевает глубокие качественные изменения. В результате полученный деструктированный крахмалосодержащий продукт, наряду с вновь приобретенными свойствами, отличается высокой степенью растворимости в воде и ферментативной атакуемости, т.е. крахмал и другие биополимеры полностью подготовлены к ферментативному гидролизу.
В следующую зону камеры экструдера-гидролизатора вместе с расплавом деструктированной крахмалосодержащей массы поступает разжижающий фермент а-амилаза и вода через специальные форсунки в
174
необходимом соотношении к сырью для получения требуемого гидромодуля сусла; при стабилизированном температурном режиме происходит растворение, ферментативный гидролиз с образованием разжиженной разваренной массы необходимой концентрации. При этом обеспечивается высокая стерильность полученной разваренной массы, гомогенной консистенции и однородной реологической структуры.
Далее, полученный гидролизат крахмалосодержащего сырья поступает на осахаривание глюкоамилазой в сборник-осахариватель.
Такое технологическое совмещение нескольких процессов позволяет сократить число стадий минуя производство полуфабрикатов, получая практически сразу из зернового сырья разжиженную разваренную массу.
Таким образом, в одной установке одновременно последовательно протекают термомеханический и биохимический процессы переработки зернового сырья в гидролизат (в разваренную разжиженную крахмалосодержащую массу), с возможностью регулирования по содержанию растворимых сухих веществ, прежде всего углеводно-белковой составляющей, получаемого сусла. При этом необходимо отметить высокую скорость процесса получения зернового сусла, которая значительно превышает в десятки раз продолжительность приготовления сусла по традиционным технологиям. От момента поступления измельченного сырья в экструдер-гидролизатор и выхода разжиженной разваренной массы любой концентрации продолжительность составляет не более 3-х минут.
В институте проводятся научно-исследовательские работы по получению зернового сусла на экспериментальной установке экструдере-гидролизаторе производительностью 30-100 л/ч. Исследованы
технологические показатели бражек, полученных при сбраживании сусла, приготовленного на экструдере-гидролизаторе. Полученные экспериментальные данные подтвердили возможность использования разработанного способа для экструзионно-гидролитической переработки зернового сырья и приготовления сусла.
Исследованы технологические режимы получения сусла практически любой концентрации. Так регулированием подачи воды в зону «гидролиза» установки при постоянном дозировании сырья (измельченное зерно пшеницы с 80% проходом через сито 1 мм) и разжижающего фермента а- амилаза (0,5-1,0 ед/г крахмала) обеспечивалось одностадийное непрерывное получение сусла различной концентрации. В результате изменения гидромодуля (соотношение вода:сырье) в пределах 1:4,0 до 1:1,5 концентрация получаемого гидролизата зерна пшеницы составляла от 17 до 36 % растворимых сухих веществ. Полученное зерновое сусло обладало высокой подвижностью и текучестью даже с содержанием растворимых сухих веществ свыше 25%. Динамическая вязкость в этом случае соответственно составляла от 0,1 до 0,8 Па с, что обеспечивает хорошие реологические условия для перекачивания таких гидролизатов зернового сырья центробежным насосом.
Полученные лабораторные биохимические показатели сбраживаемого
175
сусла различных концентраций свидетельствуют о положительных результатах по несброженным углеводам и концентрации спирта в бражке -при сбраживании сусла с концентрацией сухих веществ до 20% технологические показатели бражки соответствовали нормативным и не уступали контрольным данным.
Кроме того, установлена возможность безпроблемного приготовления высококонцентрированного сусла (24-30 % С.В.) и более с проведением исследований по его сбраживанию. По полученным результатам наблюдается некоторое отставание по биохимическим показателям и увеличенная продолжительность сбраживания. Поэтому в дальнейшем, для совершенствования экструзионно-гидролитического метода получения высококонцентрированного зернового сусла, проводятся исследования по подбору оптимальных условий ферментативной обработки и процесса брожения.
Использование нового одностадийного экструзионногидролитического метода при получении зернового сусла позволяет полностью исключить различные процессы водно-тепловой обработки существующих технологий (смешение зернового сырья с водой, многооперационное разваривание сырья, охлаждение разваренной массы до температуры осахаривания 60 °C), что обеспечит значительное упрощение аппаратурного оформления технологической линии - исключение крупногабаритной емкостной аппаратуры водно-тепловой обработки, сокращение производственных площадей промышленных зданий.
Такое оформление технологии переработки зернового сырья с сокращением числа процессуальных стадий приводит к снижению суммарной энергоемкости и продолжительности < всего цикла получения сусла [2].
По проведенным теоретическим и опытным работам можно сделать вывод, что новый способ, существенно упрощая аппаратурнотехнологическую схему получения сусла, значительно снижает энергозатраты и полностью исключается водопотребление на охлаждение разваренной массы. В существующих технологиях для получения разваренной массы, затрачиваемая тепловая энергия расходуется на весь объем замеса (рис. А), в котором зерно составляет в среднем четвертую часть, т.е. только на нагрев воды требуется тепловой энергии в 4 раза больше чем на зерно. В разрабатываемом способе термомеханическая энергия затрачивается исключительно на разрушение зернового сырья до растворимого состояния (рис. Б). При этом полностью отсутствуют энергозатраты на охлаждение разваренной массы до 60 °C - температуры осахаривания.
176
ПРОЦЕССУАЛЬНО-ОПЕРАЦИОННЫЕ СХЕМЫ ПОЛУЧЕНИЯ ЗЕРНОВОГО СБРАЖИВАЕМОГО СУСЛА
177
Суть предлагаемого решения заключается в непрерывной одностадийной переработке только зерновой составляющей будущего гидролизата до легкорастворимого состояния и последующего её ферментативного гидролиза в одном реакторе - экструдере-гидролизаторе.
Литература
1. Патент РФ № 2264473 «Способ получения гидролизата из крахмалосодержащего сырья и установка для его осуществления».
2. А.Л.Берлин, Э.В.Прут. Химические реакторы. - 2000.
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ПОЛУЧЕНИЯ КОМБИНИРОВАННЫХ ПОЛНОЦЕННЫХ ПРОДУКТОВ ПИТАНИЯ, КОРМОПРОДУКТОВ И ПОЛУФАБРИКАТОВ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ЭКСТРУЗИОННОГО МЕТОДА ПЕРЕРАБОТКИ СЕЛЬХОЗСЫРЬЯ С КОМПОНЕНТАМИ ЖИВОТНОГО И МИКРОБИОЛОГИЧЕСКОГО ПРОИСХОЖДЕНИЯ
Поляков В.А., д.т.н., Степанов В.И.,$.т.н., Иванов В.В., к.т.н
Экструзионные процессы по переработке сельхозсырья, благодаря уникальному комплексу технологических функций, получили широкое распространение в самых разнообразных областях пищевой промышленности и кормопроизводстве [1].
Самую широкую сферу применения составляют продукты на основе крахмалосодержащего сырья. Использование в рецептурных смесях различных компонентов в процессе варочной экструзионной обработки позволяет получать продукты питания широкого ассортимента, в том числе и лечебно-профилактических.
На протяжении пяти лет проводились работы по разработке новых видов пищевых продуктов и кормопродуктов с использованием компонентов животного происхождения и других пищевых ингредиентов, а также технологии их получения на базе экструзионного метода переработки сельхозсырья.
Исследовательские работы осуществлялись в лаборатории отдела оборудования ВНИИ ПБТ на двухшнековом варочном экструдере, обладающем широкими технологическими возможностями с некоторыми
178
техническими доработками под конкретные процессуальные условия обработки специфического сырья, а так же под специальные виды и формы готового продукта.
В качестве переменных параметров процесса варочной экструзии служили следующие характеристики:
- технологическая длина экструзионной камеры, мм;
- геометрический профиль шнеков;
- температура процесса, °C;
- давление процесса, МПа;
- скорость вращения шнеков, об/мин;
- дозирование воды в экструзионную камеру, дм3/час;
- дозирование жидких ингредиентов, мл/час;
- производительность по исходному сырью, кг/час;
- диаметр и конфигурация фильер, мм;
- скорость вращения ножей режущего устройства, об/мин.
Для рецептурного состава экструзионных продуктов и полуфабрикатов использованы - в качестве крахмалосодержащего сырья - крупы, мука, отруби, крахмал различных злаковых культур; в качестве компонентов животного происхождения - сухие бульоны, белковые полуфабрикаты, пищевой альбумин, а также сухое молоко. В состав многокомпонетных рецептур входили различные пищевые вкусовые добавки.
Первоначально отрабатывалась экструзионная технология переработки смесей крахмалосодержащего сырья и компонентов животного происхождения, их совместимость как по вкусовым свойствам, так и по непосредственному экструзионному получению готовой продукции. При этом учитывалось в исходной смеси необходимый сбалансированный состав по биохимическим показателям и пищевой ценности.
При отработке технологии варочной экструзии учитывалось и формообразование в процессе выхода экструдата из фильер, его резка на гранулы и необходимый внешний вид готового продукта типа «Сухие завтраки», т.е. с правильными сферическими формами.
В результате экспериментально был определен оптимальный рецептурный состав продукта с компонентами животного происхождения и сырьевой баланс предельного соотношения крахмала и белковой составляющей смеси. Было установлено, что такие белковые компоненты как альбумин и сухие бульоны, с содержанием их в смеси с крахмалосодержащем сырьем до 10 %, обладают пластифицирующими свойствами (наличие высокого содержания жиров) и обеспечивают устойчивый режим варочной экструзии, а получаемый продукт, имеет правильные сферические формы. Это было достигнуто при более низких режимных параметрах процесса (температура, давление), чем при переработке только крахмалосодержащего сырья. Так удельные энергозатраты на получение 1 кг продукта в среднем снизились с 610 до 500-^540 кДж. При этом суммарное влагосодержание исходной смеси так же было снижено на 3^4 %, которое может регулироваться непрерывно в
179
процессе экструдирования путем подачи воды в исходное сырье. На рис.) представлена зависимость влияния влажности исходной смеси и содержание альбумина в рецептурном составе «Экстругема» на энергопотребление получения 1 кг продукта с зонами оптимального качества готового продукта.
Проверка полученных образцов готового продукта нескольких рецепту о по способности растворятся в воде показала, что крахмал смеси подверженный глубоким деструктивным изменениям, легко гидролизуется амилолитическими ферментами при температуре 60°С и переходит в усвояемую форму. Реологические исследования суспензий образцов с содержанием сухих веществ 20% показали гомогенность растворенной массы и высокий уровень повторяемости показаний динамической вязкости, которая составила 0,3 4),4 Па-с. По структурно-механическим свойствам образцы отличаются однородной структурой и нежной хрустящей консистенцией.
—♦—Пшеничная мука
Экстру гем 8% амьбумина
- А Экстругем - 6% альбумина >< Экстругем - 4% альбумина
Рисунок 1 - Зависимость влияния влажности и содержание альбумина в исходной смеси на удельное энергопотребление процесса экструдирования
180
На основании изучения характера влияния различных режимных параметров процесса на перерабатываемые сырьевые смеси с компонентами животного происхождения, разработаны новые пищевые продукты повышенной пищевой и биологической ценности.
Экстругем - высококалорийный продукт питания предназначенный для профилактики железодефицитных состояний человека, с использованием крови убойных животных (сухой пищевой альбумин). На Рис.2 представлен состав базовой рецептуры лечебно-профилактического продукта «Экстругем». Совместно с сотрудниками ВНИИ МП получен патент [2], а также разработана и утверждена НТД на производство данного продукта. Проданы две лицензии на производство продукта «Экстругем». На ОАО «Смолмясо» была освоена его промышленная выработка. Так же были проведены работы и по применению жидкой концентрированной крови животных, вместо сухого альбумина, в рецептуре «Экстругем». Установлены технологические возможности выработки такого продукта с концентрацией 3% С.В. по кровепродукту. Возможно повышение содержания этого компонента в рецептуре продукта за счет использования специального дегазационного устройства на экструзионной камере. Этот технологический прием позволяет отбирать в непрерывном процессе экструдирования пары жидкостей и тем самым максимально концентрировать содержание этого компонента, как источника гемового железа и белков с полным набором незаменимых аминокислот. Такая технология значительно упростит в целом получение лечебно-профилактического продукта - «Экстругем».
5%
пшеничная
Рисунок 2 - Рецептурный составу продукта "ЭКСТРУГЕМ»
181
Работы по созданию новых пищевых продуктов с компонентами животного происхождения были направлены на решение проблемы изыскания дополнительного белка для питания человека. Использование сухого белкового полуфабриката, сухих бульонов в рецептурах экструзионных продуктов на основе зерновых типа «Сухие завтраки» позволили разработать несколько видов такой пищевой продукции, как в гранулированном, так и в брикетированном виде [3].
С участием специалистов ВНИИ ПКП и СИТ были проведены работы на Бирюлевском экспериментальном заводе по выработке опытной партии брикетированных продуктов из экструдатов на основе крахмалосодержащего сырья с белковыми полуфабрикатами. В таком виде данная продукция имеет более высокую плотность, что существенно снижает издержки при хранении и транспортировке данной продукции.
С целью регулирования общего влагосодержания колбасных изделий были использованы в их рецептурном составе различные экструзионные крахмалосодержащие полуфабрикаты, которые отличались по влажности и, соответственно, влагоудерживающей способностью. Как показали последующие опытные выработки мясных изделий во ВНИИ МП наиболее приемлемым образцом экструдата пшеничной муки является образец с влажностью 6 %. При этом отмечены его положительные качества как по структурообразованию формуемой массы, так и по вкусовым свойствам готового продукта.
Одним из этапов проделанной работы являлась проверка адекватности технологических режимов экструдирования экспериментального и промышленного экструдеров, по оценке качественных характеристик продуктов с компонентами животного происхождения. В результате были скорректированы как режимные параметры процесса, так и конструктивные характеристики рабочих органов для промышленного экструдера Э-54 производительностью до 100 кг/час (ИВТАН). В частности установлен геометрический профиль шнеков для переработки данных смесей сырья. На указанном экструдере были проведены выработки 4-х видов продукта «Экстругем», с качественными характеристиками отвечающими НТД.
Аналогичные работы по экструзионной переработке сложных рецептурных смесей с компонентами животного происхождения проводились и для технологии получения сухих кормов для домашних животных и служебных собак. Для опытно-промышленной выработки кормов был использован двухшнековых экструдер Э-54. На этой установке была осуществлена отработка различных рецептур, в том числе корм для активных собак - «Спутник». В состав корма входят зерновые, мясные субпродукты, жиры, овощи, а так же дрожжевая биодобавка «Протамин». Эта биодобавка (разработка ВНИИ ПБТ), полученная на основе пивных дрожжей, содержит богатый набор аминокислот, в том числе и незаменимых, и повышает биологическую ценность и усвояемость белка корма. Были отработаны различные формы гранул корма - «крестики», «звездочки»,
182
«шарики» и др. путем использования специальных формующих матриц экструдера.
Для изучения стерилизующего эффекта разработанных режимов процесса экструдирования смесей сырья животного и растительного происхождения использовалась тест-культура (бактерии рода Salmonella, группа кишечных палочек, плесневые грибы и дрожжи). Тест-культура непрерывно подавалась непосредственно вместе с сырьевой смесью в экструдер, а отбор проб экструдата осуществлялся сразу после его выхода и резки. Полученные данные по бактериологическим показателям готового продукта свидетельствовали, что разработанные режимы экструдирования обеспечивают стерилизацию сырья и продукт по микробиологическим показателям соответствует техническим условиям.
Таким образом, исследовательские работы по разработке эффективных технологий с использованием многофункциональной экструзионной переработки сложных рецептурных смесей с белковыми компонентами животного происхождения выявили широкие возможности и перспективы по созданию новых полноценных продуктов питания и кормопродуктов.
Литература
1. Под редакцией А.Н.Богатырева и В.П. Юрьева. Термопластическая экструзия: Научные основы, технология, оборудование.- М.: Ступень, 1994.
2. Патент РФ № 1836826 «Способ производства готовых завтраков из зерновых».
3. Патент РФ № 2110934 «Способ производства сухих пищевых продуктов».
СНИЖЕНИЕ ПОТРЕБЛЕНИЯ ТЕПЛОЭНЕРГОРЕСУРСОВ -ВАЖНЫЙ ЭЛЕМЕНТ ПРОГРЕССИВНЫХ НАПРАВЛЕНИЙ СОВЕРШЕНСТВОВАНИЯ ТЕХНОЛОГИИ И ОБОРУДОВАНИЯ СПИРТОВОГО ПРОИЗВОДСТВА
Зотов В.Н., к.т.н.
Современная технология производства пищевого этилового спирта в полной мере должна обеспечивать экономное и рациональное потребление энергоресурсов на всех стадиях технологического процесса. Хотя вопросам энергосбережения в спиртовой отрасли традиционно уделяется серьезное
183
внимание, тем не менее имеются еще значительные резервы по экономии тепловой энергии. В первую очередь это основные участки: теплоиотребления.
Водно-тепловая обработка, играя ключевую роль в технологии получения зернового сусла, в результате системного и последовательного совершенствования, в настоящее время сформировалась по двум основным направлениям - «жесткий» и «мягкий» режимы разрушения и растворения клеточной структуры крахмалосодержащего сырья.
В первом случае, процесс разваривания зернового сырья проводится в аппаратах под избыточным давлением пара при температурах 120-145 °C, в зависимости от качества и степени измельчения зернового сырья, с образованием тепла вторичного пара.
На рис.1 приведена схема и данные теплопотребления с отводом выделяемого вторичного тепла в технологии спиртового производства в расчете на 1000 дал спирта по всем основным стадиям процесса.
Особенностью технологии спиртового производства является наличие большого количества вторичного тепла, в том числе и низкопотенциального. К основным источникам вторичного тепла относятся:
- дефлегматорная вода 60-65 °C;
- вода систем охлаждения разваренной и осахаренной массы 35-40 °C;
- лютерная вода 100-103 °C;
- барда 100-103 °C;
- вторичный пар из паросепаратора давлением 0,03-0,05 МПа, с температурой 105-110°С.
Использование вторичного тепла с такими низкими параметрами хотя и затруднено, но решения по утилизации этой тепловой энергии в спиртовой технологии и вспомогательных производствах имеются и применяются на практике, что позволяет сократить в целом тепловые затраты на спиртовых заводах.
Эффективным из известных способов использования тепла вторичного пара на стадии разваривания крахмалосодержащего сырья в аппаратах непрерывного разваривания, является его применение в процессе подогрева водного замеса крахмалистого сырья.
На рис. 2 приведены графические зависимости, характеризующие снижение потребление пара на стадии разваривания крахмалистого сырья при увеличении объемов использования вторичного пара на подогрев замеса для различных температур тепловой обработки.
За последние десятилетия такие новаторства как использование термостабильных разжижающих ферментных препаратов, а так же биохимических свойств зернового сырья в водно-тепловых процессах, применение различных гидродинамических методов обработки сырья с внедрением специализированного оборудования (линия МФО), центробежной гидротехники (ГАР, РПА), работающей по принципам гидроакустики и кавитации, позволило реализовать в различных вариантах
184
Рисунок 1 - Процессуальная схема производства спирта с данными теплопотребления и отвода вторичного тепла в расчете на 1000 дал спирта
185
25
О 10 20 30 40 50 60 < 70 80 90 100
Объемы использования вторичного пара, %
1- Температура разваривания -120 °C;
2- Температура разваривания -130 °C;
3- Температура разваривания -140 °C;
4- Температура разваривания -150 °C;
Рисунок 2 - Графические зависимости потребления свежего пара на разваривание крахмалистого сырья при изменении объемов использования вторичного пара на подогрев замеса
технологию «мягкого» режима разваривания при температурах не превышающих 105-110 °C. При этом, не снижая технологические показатели готовой продукции, удельный расход тепловой энергии при этих «мягких» режимах составляет в пределах 12-13 кг пара/дал спирта.
186
Существующие комбинированные схемы водно-тепловой обработки, где в состав линий механико-ферментативной обработки включены аппараты колонного типа, работающие под избыточным давлением пара, позволяют перерабатывать и дефектное зерновое сырье при тех же энергорасходах с утилизацией тепла вторичного пара в процессе предразваривания замеса при температуре 95°С с использованием термостабильной разжижающей а- амилазы.
Последние проработки во ВНИИПБТ показали возможность использования для подогрева замеса не только тепла вторичного пара но и частично тепла разваренной массы после паросепаратора. При этом температура разваренной массы в паросепараторе снижается до 98-95 °C. Такой прием позволяет за счет использования тепла вторичного пара и тепла массы подогревать замес до 87-90 °C. При этом расход свежего пара на стадии разваривания возможно снизить до 8,0-8,5 кг на дал спирта.
На спиртовых заводах при охлаждении полупродуктов в теплообменных процессах высвобождается большое количество теплой воды с температурой 20-60 °C. В то же время спиртовое производство, особенно в летний период, испытывает недостаток в охлаждающей воде. В таблице 1 указывается потребность в холодной воде для охлаждения полупродуктов спиртового производства.
Таблица 1 Сводные данные потребности спиртового производсва в холодной воде для охлаждения полупродуктов в расчете на 1000 дал спирта
№ п/п Наименование технологического процесса Температура воды, °C Расход воды, м3
1. Вакуум-охлаждение разваренной массы с 105 до 58 °C 20 273,9
2. Расхолодка сусла до температуры складки 24 °C 10 91,8
3. Расхолодка дрожжанок до температуры 30 °C 10 14,7
4. Расхолодка бродильных аппаратов в период: главного брожения - дображевания 10 10 367,6 122,5
5. Улавливания паров спирта из газов брожения 10 2,8
6. Брагоректификация 20 450
187
Решение этой проблемы может быть осуществлено путем использования отходящей теплой воды для получения холода и, соответственно, охлаждение воды поступающей на охлаждение различного оборудования: бродильных аппаратов, дрожжанок, осахаривателей. Для получения холодной воды может быть использована специальная установка -тепловой насос, который в свою очередь наряду с получением холода одновременно позволяет повышать тепловой потенциал, - нагревать теплую воду и использовать ее уже более эффективно.
Принципиальная схема действия теплового насоса приведена на рис. 3. Источником для работы теплового насоса служит проточная вода с температурой от 15 до 20 °C, поступающая в испаритель (по конструкции кожухотрубный теплообменник), где отдает хладагенту часть тепла и отходит с пониженной температурой. Происходит испарение хладона, который компрессором подается в конденсатор, где сжатый хладагент отдает тепло воде, подлежащей нагреву, конденсируется и в виде конденсата через дроссель стекает в испаритель.
Применительно к спиртовому производству возможно использовать часть воды с температурой 20 °C для подачи в испаритель, а в конденсаторе нагревать дефлегматорную воду до 70-85 °C. и направлять ее или в отопительную систему или в качестве питательной воды в котельную, или на сантехнические нужды.
Перспективным для спиртового производства представляется вариант использования теплового насоса для подогрева воды до 85 °C за счет охлаждения воды до 8-10 °C, идущей на теплообменник для охлаждения сусла и на охлаждение среды в бродильных аппаратах. Такая схема теплового насоса помимо достижения целей* полезного использования вторичных теплоэнергоресурсов обеспечит достижение и технологического эффекта за счет поддержания оптимальных технологических режимов при расхолодке осахаренной среды и в процессе брожения.
Современные тепловые насосы обладают высокой экономичностью и экологической чистотой. Так, чтобы передать 1 кВт тепловой энергии, тепловому насосу нужно лишь 0,2-0,35 кВт электроэнергии. В тоже время тепловой насос не сжигает топливо и не производит вредных выбросов в атмосферу.
В настоящее время отечественными и зарубежными машиностроителями разработаны и выпускается большая номенклатура тепловых насосов с различными характеристиками.
Применение холодильных установок в спиртовом производстве в перспективе возможно создаст условия вообще исключающие потребление артезианской воды для охлаждения полупродуктов как на стадии осахаривания, брожения так и в брагоректификации.
188
Рисунок 3 - Принципиальная схема действия теплового насоса
Наиболее энергоемким участком спиртового производства является установка брагоректификации, потребляющая до 60-65 % всего
теплопотребления завода и мероприятия по снижению расхода тепловой энергии на БРУ существенно сокращают общее теплопотребление завода.
Например, вакуумная брагоректификационная установка системы ВНИИПБТ наряду с получением спирта высокого качества потребляет пара на 50% меньше, чем установка БРУ косвенного действия и на 25% меньше, чем установка косвенно-прямоточного действия.
Существенное снижение теплопотребление в целом по заводу может быть достигнуто за счет организационных мероприятий таких как:
соблюдение регламентированных режимов технологического процесса. Приготовление замесов с более низким содержанием сухих веществ приводит к увеличению расхода тепловой энергии как на стадии
189
разваривания, так и на перегонку бражки. При снижении крепости бражки с 8 до 7 % об., расход тепловой энергии увеличивается на 10-12%.
Излишнее повышение крепости спирта-ректификата на 0,1% сверх нормативной приводит к увеличению расхода пара на БРУ на 1,5-2,0 кг/дал.
- организация и поддержание непрерывной ритмичной работы завода, обеспечение оптимальной производительности.
Вынужденные остановки, простои производства или отдельных участков и цехов вследствие сбоев в работе, неполадок оборудования, аварий и других причин приводит к растройству технологического процесса и значительным непроизводительным потерям тепловой энергии.
В таблице 2 приведены значения потерь тепловой энергии в связи с остановкой производства на сутки. Кроме того при остановках возникают технологические потери, достигающие довольно значительных величин..
Таблица 2 Непроизводственные потери тепловой энергии при остановках спиртового производства
Производительность завода дал/сутки 500 1000 1500 2000 3000 6000
Потери тепловой энергии Гкал/сутки 5,0-6,0 7,5-8,0 9,0-10,0 11,0-12,0 13,0-14,0 16,0-17,0
ЭФФЕКТИВНОЕ ИСПОЛЬЗОВАНИЕ ТЕПЛОЭНЕРГОРЕСУРСОВ В КОТЕЛЬНЫХ УСТАНОВКАХ
Правильная организация работы котельных установок, осуществление мероприятий по сокращению теплопотерь и возможно полное использование вторичных теплоэнергоресурсов позволяют существенно повысить эффективность работы котельных на заводах.
Это обеспечивается:
1. При наличии в котельной нескольких котлов следует распределять нагрузку между ними с учетом их экономичности, держать в работе котлы, имеющие более высокие КПД.
2. Поддерживать оптимальное качество питательной воды в котельных.
Содержание солей жесткости приводит к появлению накипи на трубках котла, экономайзера, что резко снижает теплопередачу и, как следствие, уменьшает КПД котла и повышает удельные расходы топлива.
Например, при накипи толщиной слоя 1 мм расход топлива увеличивается на 2,5-3 %. Образование накипи создает угрозу перегрева металла теплообменных поверхностей котла и может вызвать аварию.
3. Необходимо обеспечивать соответствующую требованиям документации на котел очистку питательной воды. Предельные показатели качества питательной воды установлены Правилами устройства и безопасной эксплуатации паровых и водогрейных котлов. Не следует ослаблять
190
внимание и к качеству исходной воды, поступающей на ионообменные установки.
4. Спиртовые заводы имеют значительное количество тепловой отходящей воды и целесообразно возможно полнее использовать ее для питания паровых котлов. Исходя из этого следует применять для подготовки питательной воды ионообменные смолы, работающие при высокой температуре.
5. Необходимо обязательно использовать тепло продувочной воды для подогрева питательной воды.
6. Максимально использовать для питания котлов конденсат пара.
Сбор чистых конденсатов необходимо осуществлять из всех мест образования: паровых коллекторов основного и вспомогательного производств, выносных теплообменников для закрытого обогрева колонн брагоректификационной установки, бойлеров систем отопления и др. При этом необходимо уделять особое внимание содержанию конденсатоотводчиков в исправном состоянии во избежание пропусков ими пара.
Сбор и использование чистых конденсатов обеспечивает экономию тепловой энергии до 2,5-4% и, кроме того, позволяет улучшить состав питательной воды и, тем самым, снизить потребность в добавочной химически очищенной питательной воде, что экономит реагенты, используемые для умягчения питательной воды.
7. Обеспечивать утилизацию тепла уходящих газов паровых котлов
Паровые котлы, как правило, оборудованы экономайзерами, что позволяет достаточно эффективно использовать энергию от сжигания топлива. Вместе с тем уходящие газы за экономайзером имеют еще высокую температуру.
Всероссийским теплотехническим институтом разработана конструкция установки по подогреву дутьевого воздуха за счет более полной утилизации тепла уходящих газов. Схема включения и работы установки приведена на рисунке 4.
Опыт эксплуатации установки подогрева дутьевого воздуха отходящими газами с котлом КВГМ-20 показал ее высокую эффективность. Температура уходящих газов снижается на 30-50 °C, КПД котлоагрегата был повышен на 5-6%.
191
Дутьевой воздух
Отходящие газы
Рисунок 4 - Схема включения оборудования подогрева дутьевого воздуха парового котла отходящими газами
1 - подогреватель дутьевого воздуха; 2 - блок охлаждения газов; 3 - блок подогрева воздуха; 4 - промежуточный рециркуляционный контур с насосами; 5 - подмешивание уходящих газов в дутьевой воздух; 6 - теплообменник питательной воды; 7 - паровой котел; 8 - питательная вода; 9 - дутьевой вентилятор; 10 - дымосос; 11 - паровая магистраль.
192
Работает установка следующим образом: отходящие из котла газы отводят в блок охлаждения, где отбирают тепло циркуляционной водой и затем газы выводят в дымовую трубу. Нагретую воду насосом подают в воздухоподогреватель, дутьевой воздух подогревается и уже нагретым поступает в топку котла. Вода из воздухоподогревателя насосом возвращается в блок охлаждения газов. Схемой предусматривается возможность подогрева питательной воды, а также подмешивания отходящих газов в дутьевой воздух. Эффективность работы подобных установок особенно высока в зимнее время.
В последние годы в промышленности внедряются комплексы, обеспечивающие получение электрической энергии на газотурбинных генераторных установках и тепловой энергии в паровых котлах, работающих с использованием отходящих газов после ГТУ.
Тепловая схема включает в себя следующее оборудование:
- газотурбинная генераторная установка;
- паровой котел с комплексом дополнительного оборудования: вентилятор, дымосос, деаэратор, насосы;
- водоподготовительные установки;
г азораспределительные и газо-редукционные установки для снабжения топливом газотурбинных установок и паровых котлов;
- паропроводы, трубопроводы и арматура для пара, воды и природного газа, воздуховоды и короба для отвода продуктов сгорания.
Основные характеристики отечественных газотурбинных установок приведены в таблице 3.
Таблица 3 Основные характеристики отечественных турбогенераторных установок в классе мощности 3-10МВт
Показатели Марка ТГУ
ТГУ-4П ТГУ-7П НК-14СТ ГТЭ-10/95
Мощность на валу силовой турбины, МВт 4,07 6,49 8,0 10,0
Расход воздуха на входе в 29,4 33,9 37,0 54,1
компрессор, кг/с
Температура газов за 421 478 480 470
силовой турбиной, °C
Утилизируемая тепловая 10,0 14,2
мощность, Гкал/ч, 7,0 10,0
(пар(насыщенный)т/ч) (13,5) (19,3) (19,3) (27,4)
193
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ И РАСЧЁТ
ПАРАМЕТРОВ ЗАМЕСА В СПИРТОВОМ ПРОИЗВОДСТВЕ
Георгиевский Г.П., к.т.н.
Одним из определяющих звеньев в технологической цепочке производства спирта является участок приготовления зернового замеса. Главной же задачей автоматизации этого участка является умение находить и поддерживать требуемое соотношение расходов зерна и воды таким, чтобы в замесе иметь заданную концентрацию крахмала. Решение этой задачи усложняется непостоянством характеристик поступающего на переработку зерна (крахмалистость, влажность), а изучение влияния возмущающих факторов на качество замеса в производственных условиях сопряжено со значительными трудностями.
Упростить дело можно, воспользовавшись элементами математического моделирования данного процесса , которые позволят «прокручивать» различные варианты технологических ситуаций с помощью математических зависимостей, определенным образом связывающих параметры процесса.
В общем виде математическая модель процесса приготовления замеса в статике может быть выражена уравнением материального баланса по крахмалу:
Q3 х Сз + Qb х Св= (Q3+Qb) х Сзм, где: (1)
4
Q3 - расход зерна, т/ч;
Сз -крахмалистость зерна, %;
Qb и Св - соот ветственно расход (т/ч) и крахмалистость (%) воды;
Сзм - концентрация крахмала в замесе, %.
Путем несложных преобразований с учетом составляющей Qb х Св = О выражение (1) запишем в виде :
Q3 х Сз
Сзм = ---- , %
Q3 +Qb
(2)
Уравнение (2) дает возможность исследовать влияние на качество замеса изменения таких параметров, как крахмалистость зерна, расход зерна, расход воды.
Более подробно остановимся на моделировании состояния технологических параметров процесса при его автоматизации (автоматическом регулировании соотношения расходов зерна и воды).
194
Qe, т/ч
1
Рисунок 1
Регулирующим параметром в этой системе автоматического регулирования является, как правило, расход воды, поскольку расход зерна стараются стабилизировать на уровне, соответствующем производительности завода. В этом случае задача заключается в определении требуемого расхода воды для достижения заданного качества (концентрации крахмала) замеса с учетом изменения крахмалистости зерна. Для этого выражение (2) решим относительно Qb:
Q3x(C3-C3m)
Qb =------------- , т/ч (3)
Сзм
На основе выражения (3) разработан графический метод решения упомянутых задач, сущность которого поясняется следующим примером.
Задача. Необходимо определить требуемое соотношение расходов «зерно-вода» и расход воды для получения концентрации крахмала в замесе 14%, если известно, что на переработку поступает зерно с крахмалистостью 50% в количестве 3 т/ч.
195
Решение. На горизонтальной оси (Сз) находим величину заданной крахмалистости зерна (50%) и проводим вертикальную линию до пересечения с наклонной прямой Сзм=14% (точка А). Из этой точки проводим горизонтальную линию до пересечения с осью Qb и получаем соответствующий расход воды Qb = 2,57 т на 1 т зерна. В данном случае соотношение «зерно: вода» составляет 1: 2,57 и на приготовление замеса при заданном количестве подаваемого зерна потребуется воды: 2,57 х 3 = 7,71 т/ч
С помощью представленной на рисунке 1 графической зависимости просматриваются и другие варианты технологических ситуаций. Например, можно видеть, как изменяется Сзм при изменении в широких пределах соотношения «зерно-вода» или крахмалистости зерна, а также определять величину коррекции этого соотношения, вводимую в систему автоматического регулирования при изменении крахмалистости зерна
Однако картина была бы неполной без учета влажности поступающего на переработку зерна. Количество воды, содержащейся в зерне и вносимой с ним в смеситель, равно:
Оз х W
Овл =--------, т/ч (4)
100
где: Овл - количество воды, поступающей с зерном, т/ч; W- влажность зерна, %
В общем случае концентрация крахмала в замесе с учетом влажности зерна будет определяться выражением:
Оз + Q в + 0,01 W х Q3
Степень влияния колебаний влажности зерна на концентрацию крахмала в замесе (погрешность регулирования Сзм от изменения влажности зерна) видна на примере переработки зерна крахмалистостью 50% в количестве 3 т/ч с учетом двух значений влажности (10 и 15%). Подставляя указанные данные в выражение (5), получим Сзм =13,62 и 13,44% соответственно. Таким образом, изменение влажности зерна на 5% приводит к изменению концентрации крахмала в замесе на 0,18%.
С учетом изложенного выражение (3) расхода воды на приготовление замеса принимает вид:
Q3 х (Сз -Сзм )
Qb=-------------- -0,01WxQ3, т/ч (6)
Сзм
Из формулы (6) следует, что определенный графическим методом (см. рисунок 1) расход воды на 1 т зерна (отметка на вертикальной оси Qb) необходимо уменьшить на величину, равную 0,01 W.
196
Первым аппаратом в технологической линии, где можно инструментально подтвердить правильность приготовления замеса является осахариватель, куда замес поступает, уже пройдя стадии тепловой и ферментативной обработки. Определителем (параметром) в этом случае является концентрация сухих веществ в фильтрате сусла (видимая концентрация СВ), - величина относительная и определяемая как отношение массы растворенных СВ зерна в сусле к массе фильтрата сусла. Концентрация СВ в фильтрате сусла (в дальнейшем - концентрация сусла) может быть измерена с помощью плотномеров (сахаромеров, рефрактометров), поэтому этот параметр принят в качестве определяющего, хотя и отражает наличие в растворе не только сбраживаемых СВ, но и других, в т.ч. и перешедших в растворенное состояние несбраживаемых веществ.
Повлиять на концентрацию сусла можно только на стадии приготовления замеса путем изменения соотношения расходов зерна и воды. Однако автоматически регулировать это соотношение по концентрации сусла, и даже используя концентрацию сусла в качестве корректирующего параметра, не представляется возможным из-за транспортного запаздывания, в интервале между участком приготовления замеса и осахаривателем (аппараты АФО,ГДО, выдерживатели и др.).
В качестве подхода к решению проблемы управляемости концентрацией сусла предлагается определить условный параметр замеса (определитель), поддающийся автоматическому регулированию, постоянство которого гарантировало бы постоянство концентрации сусла, а изменение его вызывало бы прогнозируемое изменение концентрации сусла.
Использование в качестве определителя - величины соотношения «зерно-вода» на участке приготовления замеса, малоэффективно, т.к. не учитывает колебаний крахмалистости и влажности зерна, т.е. при постоянном значении упомянутого соотношения, концентрация крахмала, а следовательно и концентрация СВ в сусле могут изменяться (потери крахмала, переход части несбраживаемых СВ (около 30%) в растворимые, нагрев острым паром в контактных головках, испарение в паросепараторе и вакуумиспарителе с отбором вторичного пара и т.п. ). Существенное влияние оказывают и такие факторы, как принятые на конкретном заводе технологичеслие схемы (Мичуринская, МФО), применение солода, или ферментных препаратов на стадии осахаривания.
С учетом изложенного, а также сложившейся в отрасли терминологии , в качестве определителя выбрана условная (теоретическа) величина -концентрация крахмала в замесе ( Сзм ) , описываемая выражением (2).
С допустимой долей приближения можно предположить, что Сев —К х Сзм или :
Сзм = Сев / К , ( 7 )
где: Сев - концентрация СВ в фильтрате сусла , %
К = Сев / Сзм -коэффициент пересчёта.
197
В результате теоретических исследований, с учётом различных технологических схем приготовления замеса и его последующей обработки, разработаны номограммы для определения коэффициента пересчёта К, показанные на рис. 2. При этом, прямой N 1 следует пользоваться при разваривании в аппаратах колонного типа (Мичуринская схема) с применением солода. Прямая №2 - для той - же схемы, с применением ферментных препаратов без разбавления их водой. Прямая №3 - для схемы механико-ферментативной обработки ( МФО ) с применением ферментов без разбавления их водой. При разбавлении ферментных препаратов водой , величина К подлежит корректированию следующим образом: на каждые 100 кг добавленной воды величину К уменьшают на 0,017. Например , если перед добавлением воды К=1,19 , то после добавления 200 кг воды : К = 1,19-0,017 х 2 = 1,156.
Методика расчёта параметров замеса, обеспечивающих наперёдзаданную концентрацию сусла, с применением коэффициента пересчёта К поясняется следующими примерами:
Пример 1. Требуется получить концентрацию сусла Сев =16% при условии,что на переработку поступает зерно крахмалистостью Сз = 50% , влажностью W=14% в количестве Q3 =3 т/час ; схема МФО . Ферментный препарат подается без разбавления водой.
Решение.
1. По графику (прямая 3 , точка А), находим для Сз =50% К=1,33 .
2. Определяем соответствующее значение концентрации крахмала в замесе (Сзм) по формуле (72)
Сзм = Сев/К=16/1,33 =12,0% 4
3. Для получения замеса концентрацией Сзм =12% требуемый расход воды (Qb) определяется по (6), или по номограмме (рис. 1)
Ответ: Для получения сусла с концентрацией Сев =16% необходимо концентрацию крахмала в замесе держать Сзм =12% , это обеспечивается соотношением «зерно-вода» , равным 1:3,02 , при этом Qb =3,02x3 = 9,06 т/час .
Пример 2. Требуется получить концентрацию сусла Сев =15% , при условии , что на переработку поступает зерно крахмалистостью Сз = 55% , влажностью W=13% в количестве Q3 = 2,5 т/ч . Схема-варка в аппаратах колонного типа при температуре ~ 140 С ( Мичуринская) с применением сухих амилолитических ферментов с разбавлением водой до объема 300л (300кг).
Решение 1.
1 . По графику (прямая 2) определяем для Сз = 55% (точка Б) (для неразбавленного ферментного препарата) К—1,17
С учетом разбавления водой :
К=1,17- 0,017x3=1,12
2 . Определяем соответствующее значение Сзм: Сзм =15/1,12= 13,4%
198
3. Расход воды определяем по упомянутой в примере 1 методике для Сзм = =13,4% , Сз = 55% , W = 1 3% .
Ответ: Для получения Сев = 15% необходимо Сзм держать равным 13,4% которая обеспечивается соотношением «зерно-вода» 1:2,97 ; Qb = 7,435т/ч .
Таким образом , управление концентрацией сухих веществ в фильтрате сусла может быть достигнуто путём изменения концентрации крахмала в замесе на стадии его приготовления , которую рассчитывают по описанной методике. Этот параметр поддается автоматическому регулированию известными способами
Рисунок 2 - Номограмма для определения коэффициента К в зависимости от крахмалистости зерна
Литература
1. Маринченко В.А., Смирнов В.А., Устинников Б.А. и др. Технология спирта. - М.: Лёгкая и пищевая промышленность, 1981.
2. Георгиевский Г.П. Расходомер зерна и система автоматизации на его основе. ИБ «Ликероводочная промышленность и виноделие» №8, 2003.
3. Георгиевский Г.П. Расчёт параметров замеса в спиртовом производстве. ИБ «ликёроводочное производство и виноделие» №11, 2003.
199
НОВЫЕ ВОЗМОЖНОСТИ ДОЗАТОРОВ ИСАД-Г
Георгиевский Г.П., к.т.н.
На многих спиртовых заводах отрасли уже много лет работают мембранные пневмоприводные дозаторы ВНИИПБТ типа ИСАД-Г80 и ИСАД-Г450 (80 и 450- объем мерной емкости дозатора, мл). Преимущественное их применение- дозирование ферментных препаратов для разжижения замеса и осахаривания крахмала, а также прокачивания в турбулентном режиме высококонсистентных продуктов через измерительные кюветы автоматических анализаторов (плотномеров, рефрактометров и т. п.). Управление расходом дозируемого продукта осуществляется изменением частоты выдачи доз постоянного объема (80 или 450 мл), т.е. временных интервалов Т между выдачами очередных доз. Оригинальная конструкция продуктовых пневмоприводных клапанов ставит дозаторы ИСАД-Г на первое место среди отечественных и зарубежных аналогов по универсальности. Например, дозировочные агрегаты НД, дозирующие насосы фирмы Грундфос, Итальтянские пневмоприводные дозаторы с пневматическими регуляторами частоты ходов типов FACEX, GACEX фирмы ЕМЕХ и др., имеющие одинаковые клапанные узлы с использованием в качестве клапанов свободно лежащих шариков, не могут дозировать продукт непосредственно в аппараты, работающие под разрежением, т.к. под действием разрежения оба шарика (заливной и сливной) будут оторваны от своих посадочных мест и продукт сквозным протаком пройдет через дозатор. Проблематичным для упомянутых и других дозаторов является дозирование продуктов, содержащих взвеси. Дозаторам ИСАД-Г эти, проблемы неизвестны. Они успешно справляются с такими средами, как мучной замес концентрацией 16-17%, подавая продукт в аппараты с разрежением 1 кг/см2 и глубже.
Управление продуктовыми клапанами и дозатором в целом осуществляет пневматическое управляющее устройство (в дальнейшем- блок управления БУ), позволяющее корректировать частоту выдачи доз внешним сигналом (например, от задатчика вторичного прибора или расходомера сусла). Точность дозирования определяется точностью и стабильностью вырабатываемых БУ временных интервалов. С целью повышения точности, расширения диапазона производительности и перечня сервисных услуг ВНИИПБТ совместно с ОАО "АСТРА-КОН" разработали БУ на базе микропроцессорного программируемого цифрового регулятора Базис- 8р, обеспечивающего выработку временных интервалов с погрешностью, не превышающей сотые доли секунды. В качестве алгоритма БУ принята разработанная ВНИИПБТ математическая зависимость требуемого расхода ферментного препарата (ФП) от количества поступающего на переработку зерна (Q3 ), его крахмалистости (Сз ), активности ФП (А), норматива
200
дозировки (Н), кратнзости разбавления ФП водой (К) и объемаУ мерной емкости (ME) дозатора. При этом, в обозначение дозатора с микропроцессорным БУ добавляется буква Э (ИСАД-Г80Э, ИСАД-Г450Э).
Сущность работы дозатора (БУ) состоит в следующем: Оператор (технолог) с помощью кнопок ручного ввода, расположенных на лицевой панели БУ вводит исходные данные (значения Q3, Сз , А, Н, К, и V). БУ производит вычисление количества поступающего крахмала и соответствующего требуемого расхода ФП, по которому рассчитываются временные интервалы Т между выдачами очередных доз ФП и осуществляется управление дозатором. Предусмотрен и другой режим работы, когда технолог сам определяет требуемый расход ФП. В этом случае, технолог, с помощью кнопок на панели управления и цифрового табло устанавливает требуемый расход ФП, а дальше БУ определяет длительности временных интервалов и передает соответствующие команды дозатору. С помощью встроенного монитора (цифрового табло) технолог может проверить (или изменить) введенные исходные данные, текущее значение расхода зерна и ФП, а также определить количество отдозированпого ФП за 1 час, смену, сутки и т.д. Все введенные параметры заносятся в программируемую энергонезависмую память БУ, что обеспечивает их сохранность и неизменность при отключении питания прибора на неограниченный период времени. БУ содержит встроенный адаптер сети RS-422 (RS-485), позволяющий вводить, считывать и корректировать значения параметров с помощью компьютера. Благодаря наличию в конструкции дозатора элемента, реагирующего на прохождение продукта в момент выдачи дозы (пульс), учет ведется не только по количеству ходов пневмопривода, но и по количеству пульсов одновременно. Это повышает достоверность учета, т.к. не учитывает холостые ходы, например, в случае опорожнения расходных чанков, или закупорки всасывающей или нагнетательной магистрали. Командные импульсы БУ преобразуются с помощью дискретных
электропневматических преобразователей в пневматические (0,02—0,1 мПа) которые управляют клапанами и рабочей мембраной дозатора. Объем мерной емкости дозатора может изменяться с помощью регулировочного винта, ограничивающего ход рабочей мембраны. Подпружиненный шток рабочей мембраны и заливного клапана закрыты прозрачными колпаками, что дает возможность визуально наблюдать за работой основных узлов дозатора. Клапанные узлы вместе со штуцерами могут быть повернуты на 90° в любую сторону, а также меняться местами (на место заливного клапана может быть установлен сливной). Единственной изнашиваемой деталью дозатора является резиновая мембрана, которая вырезается из листа белой (пищевой) мягкой резины, толщиной 3-4мм. без применения прессформ, вулканизации и т.п. Простота конструкции дозатора делает его ремонтопригодным (в отличие от всех других известных дозировочных устройств), благодаря чему, на многих спиртзаводах они работают уже более Юлет (Курск, Пенза и др. См. М.В. Авдонин "Дозирование ферментов на спиртзаводе «Александровский № 14», БИ № 5.2004г.
201
Длительный опыт эксплуатации дозаторов ИСАД-Г в производственных условиях и постоянные контакты пользователей и разработчиков позволили отработать проблемные элементы дозаторов и довести их конструкцию до совершенства, а применение в качестве БУ цифрового управляющего устройства с вычислительными функциями расширяет функциональные возможности дозаторов и ставит их выше отечественных и зарубежных аналогов.
Основные технические характеристики дозаторов ИСАД-ГЭ
Параметр ИСАД-Г80Э ИСАД-Г450Э
Диапазон регулирования производительности,л/час 1,5—45 20—200
Объем мерной емкости,мл мах/мт 80/40 450/300
Диапазон регулирования временных интервалов межу выдачами доз, С 6—200 6—200
Ду продуктовых клапанов, мм 12 12
Погрешность дозирования, % от текущего значения 1 1
Давление воздуха, мПа 0,13—0,15 0,13—0,15
Расход воздуха, л/мин, мах 1 4
Габаритные размеры, мм: дозатора блока управления 180x330 96x96x50 200x360 96х96х
Литература
1. Георгиевский Г.П. Система импульсного упрпвляемого дозирования жидких сред в спиртовом производстве //Ликероводочное производство и виноделие. - М., 2002,- № 9.
2. Авдонин М.В. Дозирование ферментов на спиртзаводе «Александровский № 14» // Ликероводочное производство и виноделие - 2004. - № 5.
202
3. Георгиевский Г.П. Импульсное управляющее устройство. А.с. № 716019. БИ №6.1980.
4. Георгиевский Г.П. Импульсные устройства промышленной пневмоавтоматики / Приборы и системы управления. - М., 1980.
ИЗУЧЕНИЕ СТРУКТУРНО-МЕХАНИЧЕСКИХ СВОЙСТВ РАЗВАРЕННОЙ МАССЫ, ПОЛУЧАЕМОЙ ПРИ ПРОИЗВОДСТВЕ ПИЩЕВОГО ЭТИЛОВОГО СПИРТА
Сидоркин В.Ю., к.т.н
Знание реологических свойств разваренной массы, являющийся
промежуточным продуктом производства пищевого этилового спирта, необходимо как для понимания процесса течения её по трубопроводам и
аппаратам, так и для проведения их гидравлических расчетов.
Для этого необходимо знать закономерности поведения разваренной массы в условиях сдвиговой деформации.
До настоящего времени определялась только «условная» вязкость разваренной массы при постоянном значении напряжения сдвига, что не
позволяло использовать полученные данные для расчетов.
Для восполнения этого пробела, было проведено исследование влияния изменения напряжения сдвига на эффективную вязкость и скорость сдвига разваренной массы с концентрацией сухих веществ (СВ) 16,93 %; 21,17% и 22,98% в интервале температур от 30 до 90°С.
Исследование реологических свойств разваренной массы проводили на ротационном электровискозиметре коаксиального типа марки ЭВИС-72С по
следующей методике:
Разваренную массу отбирали из паросепаратора в условиях спиртзавода, охлаждали до температуры 30 °C и количество необходимое для проведения исследований помещали в коаксиальный зазор между цилиндрическим стаканом и измерительной насадкой. После этого к
вискозиметру подключался ультратермостат разогретый до температуры опыта и исследуемая среда термостатировалась в течении 20 мин. Затем приводили во вращение от электродвигателя через многоступенчатый редуктор цилиндрический стакан, при вращении которого, на измерительной
насадке помещенной в исследуемую среду возникал пропорциональный вязкости, под действием которого поворачивалась на определенный угол. Угол поворота регистрировался на шкале элекз'роизмерительного прибора, после
момент насадка насадки чего по
203
таблицам, приложенным к паспорту, находили значение эффективной вязкости ц,ф. Затем с помощью редуктора устанавливали следующую скорость вращения цилиндрического стакана и проводили измерение вязкости.
Напряжение сдвига вычисляли по формуле:
т=Ц,ф'У (О
где: у - средний градиент скорости сдвига определяемый по таблице паспорта на вискозиметр.
Полученные результаты представляли графически в виде кривых течения в двойных логарифмических шкалах.
Характерной особенностью всех кривых течения является наличие двух участков.
На начальном участке зависимость между напряжением и скоростью сдвига не является линейной. С повышением скорости сдвига, зависимость от неё напряжения сдвига приобретает линейный характер. Такой характер кривой течения говорит о том, что разваренная масса является неньютоновской жидкостью, обладающая структурой.
Расположение кривых течения, соответствующих меньшим температурам над кривыми течения соответствующих большим температурам разваренной массы и спрямление криволинейного участка кривых течения свидетельствует о снижении прочностных свойств с ростом температуры.
При сравнении кривых течения разваренной массы с концентрацией СВ 16,93; 21,17 и 22,98 %, можно отметить возрастание её прочностных свойств с повышением концентрации СВ. При скорости сдвига 2 С-1 и температуре 30 °C напряжение сдвига разваренной массы с концентрацией СВ 16,93% равно 7 Па, с концентрацией СВ 21,17 % - 27,5 Па и с концентрацией СВ 22,98 % -50 Па. Увеличение концентрации СВ на 6% вызвало увеличение напряжения сдвига в 7 раз.
В интервале рабочих скоростей сдвига ( от 7 до 49 с-1) существующих в коммуникациях спиртового производства, разваренную массу по характеру кривых течения можно отнести к псевдопластикам.
Опытные точки в интервале рабочих градиентов скорости (от 7 до 49 с-1), тесно располагаются около прямых, что позволяет описать закон течения разваренной массы степенной функцией вида:
Т = А • у п (2)
где: А - коэффициент, ап- индекс течения.
С целью получения расчетной формулы зависимости скорости сдвига разваренной массы от напряжения сдвига Т, концентрации СВ и температуры
204
t в области рабочих скоростей сдвига, полученные экспериментальные данные были подвергнуты математической обработке ЭВМ на основании формулы (2).
С целью получения верхнего предела скоростей сдвига проводили экстраполяцию реограмм.
Математическая обработка экспериментальных данных показала, что зависимость скорости сдвига разваренной массы от указанных факторов хорошо апроксимируется уравнением:
у = 3 • Тб • СВВ • (t+273) г , С-* (3)
при следующих значениях коэффициентов:
а =1,87; 6=2,0; в = -12,9 и г =12,6
Полученные значения коэффициентов справедливы при изменении факторов в следующих пределах:
8< Т <140Па; 16,93< СВ< 22,98% и с достаточной точностью могут быть использованы для расчета потерь давления.
Исследование в графическом виде зависимости эффективной вязкости разваренной массы с содержанием СВ 16,93%; 21,17% и 22,98% от скорости сдвига в двойных логарифмических координатах показало, что общей закономерностью представленных является наличие прямолинейных участков и падение эффективной вязкости с ростом скорости сдвига и температуры.
С целью получения аналитической зависимости эффективной вязкости разваренной массы от скорости сдвига, температуры и концентрации СВ разваренной массы, экспериментальные данные были обработаны на ЭВМ.
Обработка показала, что в общем виде эта зависимость выражается формулой в виде:
Цэф = А/ уСехр (CB/(t +273) В (4)
где: |Дэф - эффективная вязкость, Па.с;
t- температура, °C ;
СВ - концентрация сухих веществ, %;
ехр - основание натуральных логарифмов;
ус - скорость сдвига, с'1 ;
А,В,С - постоянные коэффициенты, зависящие от физических свойств разваренной массы и соответственно равные 0,0063; 11,8 и 0,56.
Формула (4) применима в интервале скоростей сдвига от 0,5 до 263 с-1, температур от 30 до 90 °C , концентрации СВ от 16,93 до 22,98%.
Для определения относительной погрешности вычислений был определен критерий качества Фишера между экспериментальными и расчетными значениями эффективной вязкости.
205
Значение F - критерия было равно 9, что говорит о хорошей сходимости экспериментальных и расчетных данных.
Несмотря на то, что расчетные формулы получены в интервале температур от 30 до 90 °C считается, что для несжимаемых неньютоновских жидкостей, к которым относится разваренная масса, индекс течения при температурах выше 30 °C и давлениях до 10 МПа в определенном интервале скоростей сдвига почти не меняется, что позволяет применить расчетные формулы, полученные при обработке экспериментальных данных, полученных при температурах от 30 до 90°С в области более высоких температур и давлений.
Таким образом, полученные данные по реологическим характеристикам разваренной массы и аналитические зависимости могут быть использованы для расчета технологических расчетов и оборудования.
ИССЛЕДОВАНИЕ СИСТЕМ ТЕХНОЛОГИЙ И МАШИН -ОСНОВА СТАБИЛЬНОСТИ КАЧЕСТВА АЛКОГОЛЬНОЙ ПРОДУКЦИИ
Сидоркин В.Ю., к.т.н.
4
Целью проведенных исследований являлась разработка прогрессивных систем технологий и оборудования для спиртовой и ликероводочных отраслей на основе изучения системных закономерностей применяемых технологий, для повышения уровня целостности и стабильности технологических систем, снижения затрат на выпуск единицы продукции и повышения ее качества.
Новизна исследований заключалась в том, что ранее системный анализ рассматриваемых в работе систем технологий и машин с точки зрения их целостности и стабильности не проводился.
Исследования проводились в соответствие с «Методиками...» разработанными межотраслевой лабораторией «Системы технологических процессов и системы машин в пищевых и перерабатывающих отраслях АПК».
Результатом исследований явилась разработка «Рекомендаций по внедрению рациональных систем машин и технологий спиртовой и ликероводочной промышленности».
Производственными базами для спиртовой отрасли являлись Рождественский и Усадский спирзаводы, для ликероводочной - Курский и Московский ликероводочные заводы. Лабораторной базой для проведения
206
исследований являлись лаборатории указанных предприятий.
По спиртовому производству проведен анализ машинно-аппаратурных схем производства с гидродинамической и гидроферментативной обработкой замеса на Рождественском и Усадском спиртзаводах, который показал, что для производства высококачественных сортов спирта идущего на производство экспортной водки целесообразно применение зеленого солода для осахаривания, а применение роторно-пульсационного аппарата для дополнительного измельчения зерна на Усадском спиртзаводе позволяет сократить на 4 единицы количество оборудования, увеличив за счет этого уровня целостности и стабильности производства.
Для указанных спиртзаводов были разработаны технологические и машинно-аппаратурные системы производства, определен состав входящего в них оборудования. Разработаны структурные схемы и операторные модели производства, отобраны основные контролируемые параметры производственного процесса и проведено их экспериментальное определение в процессе диагностирования оборудования.
На основании полученных экспериментальных значений параметров, определены уровни целостности и стабильности производств.
Оценка уровней целостности технологических систем показали, что они являются простыми суммативными системами, целостность которых обеспечивается ручным управлением.
Оценка уровней стабильности систем показала, что принятие решений о целесообразности сертификации производств возможно только после дополнительного обоснования.
Для повышения уровней целостности и стабильности были разработаны рекомендации, внедрение отдельных элементов которых на отдельных заводах увеличило их 5-10%, сократило расход энергоресурсов на 10% и расход условно-чистых вод на 15-20%.
На основании проведенной работы было разработано, изготовлено, испытано и поставлено на серийное производство оборудование 2-х линий подготовки сырья к сбраживанию производительностью 6000 декалитров спирта в сутки для схем с развариванием сырья под давлением и с его гидроферментативной обработкой.
Внедрение одной такой линии вместо 2-х максимальной производительностью 3000 дал/сут, позволяет уменьшить объем производственных помещений в 1,5 раза; протяженность трубопроводов, количество арматуры и оборудования в 2 раза, снижения стоимости строительно-монтажных работ и количества обслуживающего персонала в 1,5 раза.
Кроме того, при этом повышаются уровни целостности и стабильности систем на 30-35%.
По ликероводочному производству проводились анализы систем технологии и машин производства наливок, десертных напитков, кремов и пуншей.
На основании проведенных анализов были разработаны прогрессивные машинно-аппаратурные схемы производства указанных ликероводочных
207
изделий, структурные схемы и операторные модели производств, отобраны основные контролируемые технологические параметры и проведено их экспериментальное определение на базовых предприятиях, разработаны перечни технологического оборудования.
На основании полученных экспериментальных значений технологических контролируемых параметров произведен расчет уровней целостности и стабильности технологических систем, который показал, что данные производства представляют собой простую суммативную систему, уровень целостности которой обеспечивается квалификацией производственного персонала, а для их сертификации необходимы дополнительные обоснования.
Для повышения уровней целостности и стабильности технологических систем были разработаны «Рекомендации...... Внедрение разработанных «Рекомендаций....» позволяет повысить уровень автоматизации и механизации, снизить удельные затраты энергоресурсов на 4-5%, ручного труда на 5-6%.
С целью повышения уровня целостности и стабильности технологических систем спиртового и ликероводочного производств разработанные «Рекомендации...» внедрены на ряде предприятий.
С этой же целью исполнителями работы разработаны и изданы «Положение о системе планового технического обслуживания и ремонта оборудования...» в спиртовой и ликероводочной отраслях, где проведены полные перечни оборудования.
Также разработан и подготовлен к изданию справочник-каталог по современному отечественному и зарубежному оборудованию ликероводочной отрасли. 4
Внедрение разработанных в ходе данной работы мероприятий в одной технологической системе приблизит ее к организованной вместо суммативной.
Проведенная работа соответствует отечественному и мировому уровню (Германия, Италия), патентноспособна.
Мероприятия перечисленные в разработанных «Рекомендациях...» прошли промышленную апробацию на как на базовых предприятиях так и на других заводах отрасли. Отдельные мероприятия внедрены за пятилетку на 28 спиртовых и 30 ликероводочных заводах.
Экономический эффект от их внедрения за 2005 год составил по спиртовой отрасли 18, а по ликероводочной 15 млн. рублей. За пятилетку экономический эффект соответственно составил 98 и 88 млн. рублей.
208
К СОЗДАНИЮ ТЕХНОЛОГИИ ПРОИЗВОДСТВА водок
С ОДНОРАЗОВЫМ ИСПОЛЬЗОВАНИЕМ
ПОРОШКООБРАЗНОГО СОРБЕНТА БАУ-А НА ООО «БАХУСУ
Поляков В.А., д.т.н., Карушев В.И., к.т.н., Антонов В.М.. Зиновьев АЛ ..
Миронова И.А., Тараканов П.А., к.т.н., Шариков А.Ю.
Технология с динамическим способом обработки водно-спиртовых растворов (сортировок) активным углем в производстве водок сложилась многие десятилетия назад. Она по прежнему обеспечивает высокое качество продукции. Уровень механизации, автоматизации и энергетического обеспечения того времени предопределили размещение технологического процесса по вертикали, максимально обеспечивающего принцип самотёка, что характерно для всех заводов, построенных в начале XX века. Несмотря на огромные возможности в создании спиртового напитка «Русская водка», технология исчерпала свои резервы дальнейшей интенсификации процессов. Динамический способ производства с использованием БАУ-А зернистостью 1- 3,5 мм, не может повысить эффективность производства.
С 60-х годов прошлого столетия возникло ощущение недостаточности /1/ технологии и аппаратурного оформления процессов приготовления водок и особенно на стадиях обработки углём, фильтрования и регенерации. Созданный в конце 40-х годов динамический способ и соответствующая типовая технологическая схема, внедрённые практически на всех заводах страны, завоевав высокие позиции как внутри страны, так и на международном рынке, стали отставать от требований производства. Недостатки в работе аппаратурно-технологического комплекса определили два направления дальнейшего совершенствования техники и технологии приготовления водок:
1 - поиск новых видов и форм сорбентов для использования в существующих аппаратурных формах с целью интенсификации адсорбционных процессов, происходящих при обработке сортировок;
2 - поиск и разработка новых процессов на основе новых форм сорбентов и разработка новой аппаратуры.
Оба направления интенсивно и не без успехов получили большое развитие.
Одной из важнейших работ, выполненных в этом направлении, проложившая начало экспериментальному решению проблемы, является линия непрерывного приготовления водок, по А.С. № 205787 от 05.05.1966г.(рис.2), авторы - Кодин Г.С., Бачурин П.Я. и др.
Практически одновременно в Ленинграде сотрудники НИИПП проводят подобные работы в лабораторных условиях с использованием порошкообразного активированного угля БАУ-А зернистостью 0,1-0,8 мм /3/
209
и добиваются положительных результатов, которые показали возможность очистки водочных сортировок порошкообразным углём и применение его в производственных условиях.
На основе проведённых научных исследований Смирнов В.А. и Азриелович С.С. разработали «Способ производства водок» А.С.№ 208626 oi 25.11.1966г. Интерес представляет формула изобретения, в которой утверждается, что с целью повышения эффективности процесса очистки и улучшения качества готовой водки, очистку сортировки проводят путём ввода активного угля в порошкообразном состоянии в поток сортировки при её перемешивании.
С конца 80-х годов прослеживается новая тенденция в производстве водок. Старые заводы начали утрачивать своё монопольное право на производство водочной продукции вследствие расширения выпуска продукции предприятиями частного сектора, что увеличило предложение на рынке сбыта и усилило конкурентную борьбу между предприятиями отрасли. Сложившаяся за многие десятилетия технология производства водок и соответствующее ей аппаратурное оформление не справились с требованиями рынка и не обеспечили стабильно высокого качества. Новые условия и послужили поводом для разработки новой технологии и нового аппаратурного оформления, которые обеспечили бы необходимую мобильность и эффективность производства при высоком качестве продукции.
ВНИИПБТ совместно со специалистами отрасли был разработан способ и аппаратурное оформление производства водок с одноразовым использованием порошкообразного сорбента на основе активного угля БАУ-А. По проекту ПКБ ВНИИПБТ на ООО «БАХУС» МПБК «ОЧАКОВО» был построен цех и смонтировано оборудование линии приготовления водок с единичной мощностью 200 дал/ч и годовым объёмом производства 800 тыс. дал. водок различных рецептур при 2-х сменной работе линии. В декабре 2000г. Государственная приёмочная комиссия провела испытания и подписала Акт о приёмке линии с полным соответствием качества водок требованиям ГОСТ Р 51355-99, что было подтверждено отделом технохимконтроля и сектором хромотографии ВНИИПБТ.
На «Способ производства водки и установку для его осуществления» был выдан патент № 2219236 от 4.04.2001г. с авторским составом -Поляков В.А., Карушев В.И., Антонов В.М., Иванов О.М., Макеева А.Н., Авдеева Г.И., Бурачевский И.И.
Устройство линии и основных её агрегатов приведены на (рис. 1,2), а работа её осуществляется в следующем порядке.
Для пуска линии необходимо в последнюю рабочую смену заполнить сборник 52 (стартовый) обработанной и отфильтрованной сортировкой в количестве 250-300 дкл. для последующего заполнения адсорбера 19 и стабилизатора уровня 7. Дальнейшие операции подготовки и запуска линии в работу осуществляются в следующем порядке. Из сборников 1 и 2 (рис.5) подают в чан-смеситель 4 этиловый спирт и исправленную воду в
210
соотношении 1:1,48 и заполняют до заданного уровня. Насосом 5 проводя* перемешивание для гидратации этанола, которая сопровождается повышением температуры раствора на 9-10 °C с одновременным выделением растворённого воздуха в количестве 6-8% от общего объёма сортировки с содержанием паров спирта до 70% об. Приготовленную и выдержанную сортировку этим же насосом циркуляционно подают через теплообменник 3 для охлаждения до температуры 10-15°С и закачивают в напорный сборник 6, снабжённый термоизоляцией. Загружают порошкообразный сорбент в бункер дозатора 8, а насосом 17 из сборника 52 закачивают обработанную сортировку в адсорбер 19 и далее в стабилизатор уровня 7 до рабочего уровня и отключают насос 17. На этом подготовка линии к работе заканчивается (предполагается, что рабочая настройка работы агрегатов проведена ранее). Для включения системы адсорбции открываем подачу охлаждённой сортировки из напорного сборника 6 в стабилизатор уровня 7, приводом 14 открываем заслонку 15 и тем самым систему адсорбции находящуюся под заливом переводим в сообщённое состояние. Включаем насос 17 и вся сортировка, находящаяся в циркуляционном контуре в составе агрегатов 6,7,9,10,16,18,19,23, приводится в движение и начинается процесс циркуляции, одновременно сопровождающийся:
отбором обработанной сортировки через коллектор 44 (рис.2 );
отбором обработанной сортировки из стабилизатора уровня 7 через завихритель 10 с тангециальными патрубками 11. Это приводит находящуюся в нём сортировку во вращательное движение с образованием центральной воронки;
поступлением свежей необработанной сортировки из напорного сборника 6 в стабилизатор уровня 7;
с началом циркуляционного процесса включаем дозатор 8 и в образовавшуюся воронку на поверхности сортировки начинает поступать порошкообразный сорбент со скоростью заданной регулятором 12.
На этом процесс запуска заканчивается и работа адсорбционного блока переходит в штатный режим работы с остальным оборудованием линии.
211
Завихритель
Рисунок 1 - Принципиальная схема спосмоба приготовления водки и установка для его осуществления (Патент № 2219236 от 04.04.2001)
I-сборник этилового спирта; 2-сборник умягчбнной водыЗ-теплообменник пластинчатый; 4-чан-смеситель сортировочный; 5,17,50,55-насос центробежный; 6-сборник сортировки; 7-стабилизатор уровня; 8-дозатор адсорбента; 9-смеситель конусный ; 10-завихритель тангенциальный; 11-патрубки тангенциальные; 12-регулятор скорости подачи адсорбента; 13-датчик уровня сортировки; 14-привод заслонки; 15-заслонка; 16-соединитель потоков; 17-разделитель потока; 19-адсорбер; 20-входной патрубок; 21-лтражатель плоскоконический; 22-крышка верхняя; 23-смеситель циркуляционный (Рис.6); 24-питатель реверсивный; 25-регулятор скорости циркуляционного потока;
46-патрубок отводной; 47-ротаметр; 48-фильтр тканевый; 49-сборник обработанной и отфильтрованной сортировки; 51-фильтр-пресс; 52-сборник обработанной и отфильтрованной сортировки для запуска адсорбера; 53-чан-смеситель купажный; 54-мерних-дозатор ингредиентов; 56-патронный фильтр; 57- сборник готовой продукции.
212
Рисунок 2 - Смеситель циркуляционный
26-камера входная; 27-камера отводная; 28-сопло выходное; 29-патрубок входной тангенциальный; 30-патрубок выходной тангенциальный; 31-коллектор циркуляционный (Рис.7); 32-сопло щелевое 33-патрубки радиальные; 34-камера расширительная: 35-дно; 36-коллектор; переходной; 37-цилиндр дроссельный 38-отверстие дроссельное; 39-поршень; 40-шпиндель; .41,42-фланцы верхний и нижний; 43-шпильки стяжные; 44-коллектор выходной; 45-сопла горкзонтально=радиальные;
Отдозированный порошкообразный уголь смешивается с сортировкой и подаётся в соединитель потоков 16, в который из отводной камеры 27 через тангенциальный патрубок 30 одновременно поступает циркуляционный поток. Оба потока соединяются, смешиваются и по трубопроводу в виде водно-спиртово-угольной смеси насосом 17 через разделитель потоков 18 двумя потоками вводится в адсорбер: нижний поток - через сопло 20, а верхний - через сопло 28 камеры 26 и образуют зону интенсивного перемешивания. С целью дальнейшей интенсификации процесса обработки смесь сортировки с углём через щелевые сопла 32 входит в циркуляционный коллектор 31 и по радиальным патрубкам 33 - в расширительную камеру 34. Пройдя через дроссельные отверстия 38, переходной коллектор 36, смесь
213
попадает в отводную камеру 27 реверсивного питателя 24, далее через тангенциальный патрубок 30 - в соединитель потоков 16 и так далее по циклу со скоростью производительности насоса при средней скороподъёмности 4,5 мм/с. По ходу движения водно-спиргово-уголыюй смеси создаются зоны с разными гидродинамическими режимами от турбулентного до ламинарного и с переменным давлением от -20 до +100 кПа при постоянном давлении +50-+70 кПа внутри адсорбера. Ступенчатое изменение давления при движении смеси сортировки с углём по циркуляционному контуру способствует вытеснению воздуха из пористой структуры угля, насыщению его сортировкой и интенсификации хемосорбционных процессов, что положительно оказывало влияние на вкусовые качества сортировок даже без добавления сахара. Местоположение циркуляционного коллектора 31 определяется циркуляционным смесителем 23, и совместно они образовывают зоны обработки сортировок -турбулентную, переходную и ламинарную. Одновременно с поступлением в адсорбер свежеприготовленной смеси сортировки с углём, из него через верхний кольцевой коллектор 44 происходит отбор обработанной сортировки с отработанным углём. Двухфазная смесь через зону с ламинарном режимом движения с вертикальной скоростью 0,5 мм/с , выходной коллектор 44, патрубок 46, ротаметр 47 (контроль скорости отбора), подаётся на фильтр 48 для отбора отработанного угля. Предварительно отфильтрованная сортировка поступает в буферный сборник 49 и далее через фильтр тонкой очистки 51 - в купажный чан-смеситель 53. После ввода ингредиентов и перемешивания насосом 55, этим же насосом готовый купаж подается на фильтр 56 для тонкого фильтрования. Отфильтрованная водка закачивается в сборник 57 готовой продукции.
Следует отметить, что с целью интенсификации обработки водок углём внутри адсорбера 19 созданы три зоны, образованные местоположением циркуляционного смесителя 23 (рис.1):
- первая зона находится между отражателем 21 и реверсивным питателем 24, характеризуется струйным формированием турбулентного режима;
- вторая зона начинается над первой и заканчивается на уровне циркуляционного коллектора 31;
- третья зона расположена между циркуляционным коллектором 31 и выходным коллектором 44, (рис.2).
Гидродинамическая обстановка во всех зонах определяется расположением циркуляционного смесителя, его конструкцией и функционированием циркуляционного контура. Турбулентная обстановка в первой (нижней) камере определяется скоростью движения встречных струйных потоков смеси сортировки с углём. Гидродинамика во второй зоне определяется характером движения сортировки с углём в первой зоне и режимом циркуляции через первую и вторую зоны внутри адсорбера по высоте снизу-вверх. В третьей зоне гидродинамика определяется только скоростью подъёма обработанной сортировки, которая составляет 0,5 мм/с.
214
Г
Характер движения потоков сортировки с углём внутри адсорбера позволил снизить скорость движения потоков в зонах .при соотношении 10:1. Воздействие всех факторов позволило завершить обработку сортировок внутри адсорбера. Обработанная сортировка с отработанным углём поднимается вверх и через выходной коллектор 44 поступает на фильтр 48 для отбора отработанного угля.
Как и все технологические схемы производства водок данная схема не лишена возможности потерь спирта от испарения, поэтому все технологические ёмкости используемые для проведения тех или иных операций соединены с помощью трубопроводов в единую систему, завершающуюся устройством абсорбционного типа для улавливания спиртовых испарений. Поэтому одновременно с созданием технологической схемы производства решалась и задача снижения потерь спирта от испарения как на стадии приготовления сортировок, гак и на стадии проведения адсорбционных процессов, купажирования напитков и фильтрации. Это дает положительные результаты как для экономики производства, так и для создания экологически чистых условий труда в рабочих зонах и повышает безопасность производства.
В ликёроводочной отрасли традиционно используются спиртоулавливающие устройства различной конструкции - барботажного типа с колпачковыми тарелками, конденсационные, плёночные, с кольцами рашига и другие. В последние годы во ВНИИПБТ, на Московских заводах «БАХУС» и «КРИСТАЛЛ» проводились исследовательские и опытноконструкторские работы по созданию и применению абсорберов плёночного типа. Они отличаются малым гидравлическим сопротивлением и могут работать как на «вдох» , так и на «выдох», обладают высокой эффективность до 95% т.к. позволяют создавать значительные плёночные поверхности для абсорбционного контактирования с испарениями спирта. Несмотря на эффективность таких абсорберов они не лишены и недостатков. Так при КПД = 0,95 максимальная концентрация спирта в воде может быть доведена не выше 0,6 %об. Один из вариантов конструкции разработанной ПКБ ВНИИПБТ изготовлен и находится в режиме внедрения на заводе Кристалл. Технологическая схемы абсорбционного спиртоулавливания для условий периодического приготовления сортировок приведен на рис 3.
215
Рисунок 3 - Аппаратурно-технологическая схема абсорбционного спиртоулавливания
1,2 - входной патрубок с присоединительным фланцем; 3- абсорбционная колонка; 4 - выходной патрубок; 5 - патрубок подачи воды; 6 - люк; 7 - сборник воды; 8 -уровне-мерное стекло; 9 - циркуляционный насос; 10 - сливной патрубок; 11 - патрубок для промывных вод: 12,13 - циркуляционные патрубки; 14 - гайки стяжные; 15 -фланец верхний; 16 - отражатель; 17 - гайка; 18 - обечайка; 19 - кольцо дл фиксации тарелок; 20 - малая тарелка; 21 - большая тарелка; 22 ,23 - уплотнитель; 24 * аксиальный трубопровод; 25 * шпильки стяжные; 26 - фланец нижний; 27 - камера проточная.
Основу схемы составляет абсорбционная колонка 3 с многоярусным размещением металлических тарелок, предназначенных для формирования водяной плёночной поверхности. Работа схемы осуществляется в следующем порядке.Вода из сборника 7 в циркуляционном режиме насосом 9 через патрубок 12 подаётся в проточную ёмкость 27 и по центральному трубопроводу 24 изменяя направление потока отражателем 16, поступает на верхнюю тарелку абсорбционной колонки 3 и перетекая по тарелкам сверху вниз образует плёночную поверхность толщиной 1,5 - 2,0 мм на каждой тарелке На верхнем Фланце 15 установлен патрубок 2 через который из централизованной системы сбора испарений спирта поступают в колонку 3. Пройдя по зигзагообразному каналу, образованному тарелками с водой спиртовые пары абсорбируются водяной плёнкой, а очищенный воздух через патрубок 4 отводится за пределы цеха. По достижении концентрации спирта в воде 0,5 - 0,6 % об, что составляет КПД = 0,95% спиртованная вода через патрубок 10 сливается в цеховой сборник чистого брака. При появлении загрязнений в сборнике 7 он моется горячей водой и ополаскивается холодной. Промывная вода через патрубок 11 сливается в канализацию. Сборник 7 через патрубок 5 вновь заполняется на 2/3 объёма свежей исправленной охлаждённой водой.
216
Продолжительность работы адсорбера на одном заливе воды устанавливается опытным путём. Накопление спирта в воде свыше 0,6 % об не рекомендуется, т.к. кпд ловушки будет снижаться, а проскок спиртовых паров возрастать. Спиртоловушка может работать и в противоточном режиме. В этом случае ввод спиртовых испарений осуществляется через патрубок 4, а выброс очищенного воздуха через патрубок 2.
Учитывая простоту конструкции спиртоловушки и её эффективность, приведённую схему и конструкцию можно рекомендовать для многих ликёроводочных заводов, имеющих спиртоприёмные отделения и спиртохранилища. Конструктивное отличие может состоять лишь в габаритных размерах абсорбционной колонки. Внедрение подобных систем улучшит экологическую обстановку в рабочих помещениях и повысит экономическую эффективность производства.
За прошедшие пять лет эксплуатации линии ШЗ-АПВ-200 приготовления водок с одноразовым использованием порошкообразного угля на ООО «БАХУС» получены ценные результаты. Принятое в 2000г. решение Государственной Приёмочной комиссией о вводе экспериментального цеха и линии в постоянную эксплуатацию подтвердило обоснованность выбранного направления и правильность принятого решения. Водочники получили новую аппаратурно-технологическую линию приготовления водок, сопоставимую по качеству работы с широко известным динамическим способом /2/ обработки водок в угольных колонках по классической схеме.
Достоверность качественных показателей продукции, получаемой по приведенной схеме на (рис. 1 и 2) за последние пять лет подтверждают:
- экспорные поставки продукции в США и полученные награды:
- золотая медаль за водку «Очаковская Люкс» на ЭКСПО - 2003 -(Москва);
- золотая медаль за водку «Куцкова» на Международном конкурсе спиртных напитков - (2001 - Сан-Франциско);
- золотая медаль за водку «Очаковская Люкс» - Продэкспо- 2004 года золотая медаль за водку «Куцкова» на Международной дегустационной комиссии -2001 и 2005 г., Сан-Франциско
- оценка **** за водку «Куцкова» (Журнал алкогольные напитки, Ф.Пола Пэколта-2002);
- Почётный диплом за водку «Очаковская Люкс» на IV дегустационном конкурсе, Международная ярмарка «ПРОДЭКСПО»-2002-(Москва).
Результаты, достигнутые в создании новой техники, стали возможными благодаря длительному и плодотворному сотрудничеству работников института и промышленности в создании новой схемы производства водок. Авторский коллектив выражает всем участникам искреннюю благодарность за содействие в разработке и внедрении.
Появление нового способа и аппаратуры приготовления водок на основе порошкообразного угля как достойного конкурента (лучше сказать помощника) в производстве высококачественных спиртных напитков,
217
позволяет привести сравнительно-оценочные показатели с традиционно работающими в промышленности угольными колонками с динамическим способом обработки сортировок:
в обоих случаях достигается непрерывность процесса и стандартное качество водок по ГОСТ Р 51355-99;
для запуска в работу угольной колонки требуется 1-2 дня, а для запуска схемы с адсорбером только 30 минут, при равной продолжительности работы;
потери спирта сопоставимы, однако новая схема позволяет некоторое снижение потерь вследствие короткого запуска;
остановка работы угольной колонки и новой схемы осуществляется путем прекращения подачи сортировки. Остановка угольной колонки на длительное время требует регенерации угля, а остановка адсорбера предусматривает только фильтрование оставшейся внутри адсорбера обработанной смеси сортировки и отработанного угля;
колонка может работать только в условиях 3-х сменной непрерывной работы, а новая схема - в 1 или 2 смены при сколь угодно длительном продолжении. Учитывая, что эти работы в очистных цехах выполняют, в основном женщины, значение этого фактора становится существенным;
единичная мощность угольной колонки составляет 30-40 дкл/ч, а щсорбера - 200 дкл/ч, при равных условиях качества исходных материалов. Один адсорбер, может быть, сопоставим с работой 5-8 колонок, если батарея включает (форфильтр - колонку - фильтр).
Учитывая результаты эксплуатации новой линии, можно утверждать, что разработанная установка обладает достаточной возможностью управления проходящими внутри адсорбера процеЛами и рекомендовать:
1- в случае наличия на заводе централизованной системы охлаждения целесообразно проводить приготовление сортировок по периодическому способу;
2- процесс формирования водно-спиртово-угольной смеси осуществлять в потоке охлаждённой сортировки при разрежении;
3- приготовленную и охлажденную сортировку с углём вводить в камеру интенсивного перемешивания вместе с циркуляционным потоком. Дальнейшую обработку осуществлять в режиме циркуляции, до входа в ламинарную зону, завершая процессом адсорбции.
4- на основании результатов лабораторного анализа можно изменить значение отдельных технологических параметров работы адсорбера, в том числе:
- скорость подачи угля дозатором в поток сортировки;
- продолжительность контакта угля с сортировкой в адсорбере;
- скорость отбора обработанной сортировки с отработанным углём;
- гранулометрический состав угля в дозаторе;
- величину знакопеременного давления в циркуляционном контуре;
- величину турбулентности смеси в реакционной зоне адсорбера.
218
Таким образом, мобильность работы завода и стабильное качество продукции могут быть обеспечены при совместном использовании в производстве динамического способа обработки сортировок и способа на основе порошкообразного угля одновременно. Сочетание двух способов избавит производственников от создания больших складских запасов, повысит эффективность работы и качество готовой продукции.
Литература
1. Славуцкая Н.И. Исследование процесса каталитического окисления водноспиртовых смесей активированным углём. Ж. ФиСп, № 6,1968.
2. Бачурин П.Я., Смирнов В.А. Технология ликёроводочного производства. М,ПП.,1975.
3. Смирнов В.А., Азриелович С.С. и др. Обработка водно-спиртовых растворов порошкообразным активированным углём. Ж. ФиСп, № 5,1966.
4. Кодин Г. С., Ямников В.А. Процессы и аппараты ликёроводочного
производства. М.,В.Ш.,1994.
219
ОТДЕЛ МЕМБРАННОЙ технологии
ОСНОВНЫЕ РЕЗУЛЬТАТЫ И НАПРАВЛЕНИЯ НИОКР ОТДЕЛА МЕМБРАННОЙ ТЕХНОЛОГИИ
Кудряшов В.Л., к.т.н. - зав.отделом
Направления работы отдела мембранной технологии (ОМТ) за последние 5 лет основывались на актуальных проблемах, стоящих как перед спиртовой и ликёроводочной промышленностью, так и перед другими отраслями АПК.
При этом отдел перешёл от исследований, собственно, различных мембранных процессов (МП), создания технологий и оборудования на их основе к созданию комплексных технологических линий (ТЛ), включающих другие различные взаимодополняющие процессы: сушку, вакуум-выпарку, ультразвуковую обработку, центрифугирование и др.
Эти исследования основываются на методологии системного подхода.
Доказано, что высокий технико-экономический эффект достигается не от прямого включения отдельных МП в существующие производства, а только при системном синтезе принципиально новых ТЛ (системы машин) высокого уровня целостности на основе оптимального их совмещения с другими процессами.
Основные исследования отдела в этот период были направлены на создание ТЛ по переработке зерновой барды, результаты которых описаны в источниках [4; 5; и 8] и подробно в отдельной статье настоящего сборника.
Технология утилизации зерновой барды на основе МП с получением пищевых добавок выставлялась на различных выставках и была награждена рядом Дипломов и золотыми медалями, а по итогам 2005 г. она признана лучшей разработкой среди НИИ Отделения хранения и переработки Россельхозакадеми и.
В связи с углублением переработки и расширением производства пищевых продуктов длительного хранения остро стоит проблема создания недорогих антиокислителей, производимых биосинтезом взамен химических (например, бутилгидротолуола). Одним из таких антиоксидантов является фермент супероксиддисмутаза (СОД), технология производства которой была разработана в ОМТ двумя способами:
1. Путём биосинтеза его Pr. Shermanii на вторичном сырье пищевых и ферментных предприятий [7].
2. Путём выделения СОД из стандартных прессованных пекарских дрожжей с помощью ультразвука и двух МП, представленная на рисунке 1.
220
остатки дрожжевых клеток
ультраконцентрат СОД
Рисунок 1 - Технологическая схема выделения СОД из пекарских дрожжей
Продолжались исследования по усовершенствованию технологии очистки и концентрирования ферментов.
Основные усилия были направлены на отработку стадии отделения биомассы штамма-продуцента и стерилизации культуральной жидкости (к.ж.) перед концентрированием ультрафильтрацией (УФ). Именно эта стадия в настоящее время является самой сложной, особенно при производстве ферментов из бактериальных культур, например Bac.subtilis и Bac.licheniformis .
Было показано, что использование на этой стадии отечественных микрофильтрационных (МФ) мембран в режиме «со-current flow» позволяет не только на 100% удалить биомассу штамма-продуцента, но и одновременно провести «холодную» стерилизацию к.ж., удалить балластные высокомолекулярные белки, коллоиды и др. примеси, т.е. осуществить «идеальную» предподготовку к.ж. [6].
Была найдена оптимальная марка МФ-мембран для этих целей. Ею оказалась отечественная мембрана из металлокерамики «Trumem ™» (запатентованная в РФ, США и странах ЕС) с диаметром пор 0,02 - 0,04 мкм. Была разработана также и конструкция промышленной установки с их использованием. Метод был адаптирован применительно к условиям производства ферментов на Бердском заводе биопрепаратов, передан ему по хоздоговору с наработкой специальной партии МФ-мембран.
На основе известного метода определения липоксигеназы в пшенице
221
[9] разработан метод определения активности этого фермента в препаратах микробного происхождения. Метод позволяет осуществлять контроль за биосинтезом этого фермента, а также дозировку его при введении в хлебобулочные изделия.
Ранее в ОМТ полностью была отработана технология получения очищенных глубокосконцентрированных амилолитических ферментных препаратов [10]. В последнее время отдел приступил к углублённым исследованиям по оптимизации технологии получения ультраконцентратов протеолитических ферментов, основная сложность производства которых заключается в потерях их активности при хранении в жидком состоянии. Проведён комплекс исследований, решающих эту проблему путём «затруднения диффузии», в том числе за счёт использования Na-КМЦ и повышения концентрации СВ до 50% и более, поиска оптимальной марки мембран с повышенной селективностью, а также совмещения МП с вакуум-выпаркой.
В рамках промышленной реализации этого направления нами разработана, изготовлена (совместно с ООО «Мемотех») и запущена в постоянную эксплуатацию в РУП «ЭНЗИМ» (Белоруссия, г.Пинск) промышленная УФ-установка для концентрирования ферментов, разработан проект цеха по производству концентратов ферментов в ОАО «Технопарк» НПО «Прогресс» (Казахстан, г. Степногорск).
Проведены совместно с отделом технологии ликёроводочного производства, ООО «Александра-Плюс» и ОАО «Великоустюгский ЛВЗ» исследования по использованию ультразвука (УЗ) для ускорения процессов получения полуфабрикатов в ликёроводочной промышленности, некоторые результаты которых Представлены также в настоящих трудах. В целом было показано, что УЗ позволяет в 3...5 раз ускорить этот процесс без ухудшения дегустационных оценок.
Была доказана необходимость совмещения УЗ обработки с последующей их очисткой на МФ-мембранах в режиме «со-current flow».
Исследования также показали, что предварительно очищенные на МФ-мембранах настои, морсы и соки можно сконцентрировать на обратноосмотических (ОО) или нанофильтрационных (НФ) мембранах в 10...20 раз по объёму до концентрации СВ не менее 25%, после чего их можно транспортировать на значительные расстояния и длительно хранить вне холодильников.
Дальнейшие наши исследования в области УЗ процессов планируется развивать в следующих направлениях:
- совмещения УЗ экстракции с ферментативной обработкой плодово-ягодного и другого растительного сырья (здесь ожидается не только резкое ускорение экстрагирования, но и повышение качества изделий);
- удаления воздуха из воды, идущей на приготовление водок;
- осветления соков и морсов с применением оклеивающих материалов;
- создания непрерывнодействующих скоростных линий смешивания
222
воды со спиртом при приготовлении сортировок;
- расщепления белков до аминокислот совместно с ферментами;
- удаления балластных веществ при производстве высокоочищенных пищевых волокон (ПВ).
Для переработки вторичного сырья пивзаводов разработана ТЛ с применением МП (решающая и экологические проблемы), представлена на рисунке 2.
Линия рассчитана на производство сухой пищевой (или/и кормовой) добавки ячменной «ВИТАСОРБ» ТУ 9184-011-00334586-05 следующего состава, %% на а.с.в.: протеин - 23,5; жир - 7,8; зола - 2,7; пищевые волокна -65.
На стадию приготовления сусла
Рисунок 2 - Блок-схема комплексной линии производства добавки «ВИТАСОРБ» из вторичного сырья пивзаводов
1- обезвоживатель; 2 - сушилка; 3, 4 и 5- мембранные установки; 6 - измельчитель
Линии по её производству (себестоимость < 1,4 руб/кг) целесообразно создавать как непосредственно на пивзаводах, так и в специализированных цехах на незначительном (до 30...50 км) расстоянии от них, предпочтительно при:
- ТЭЦ, имеющих избыток пара, особенно летом, когда количество образующейся дробины максимально;
- крупных пищекомбинатах и откормочных комплексах, тогда часть дробины можно реализовывать в нативном виде и только часть сушить;
- комбикормовых заводах.
В последующие годы (в том числе в рамках федерального национального проекта по развитию животноводства) планируется совместно с ВНИИ кормов приступить к разработке ТЛ с применением МП для производства кормового и пищевого белка, а также зелёных красителей из зелёного сока растений, что совпадает с перспективным направлением Россельхозакадемии по созданию сквозных аграрно-пищевых технологий [3], а также соевых изолятов и концентратов, сухих кормовых дрожжей.
223
Литература
1. Кудряшов В.Л. Теоретические основы создания комплексных ресурсосберегающих ТЛ для пищевых и биотехнологических производств с применением МП// Труды науч.-прак.конф. РАСХН «Технологические аспекты комплексной переработки сельхозсырья при производстве экологически безопасных пищевых продуктов общего и специального назначения.» Углич -2002.- С. 244-248.
2. Кудряшов В.Л., Наумов К.В., Лыжин В.Е. Эффективность и проблемы применения ультразвука в ТЛ пищевой промышленности// Там же - С. 249-252.
3. Панфилов В.А. Аграрно-пищевая технология: вопросы создания
системного комплекса// Труды науч.-прак.конф. РАСХН «Приоритетные направления комплексных научных исследований в области производства, хранения и переработки сельскохозяйственной продукции» - Углич-2005.-С. 310-324.
4. Кудряшов В.Л., Маликова Н.В. и др. Приоритетные направления комплексных НИОКР для пищевой промышленности в области МТ// Там же.-С. 190-193.
5. Наумов К. В. Переработка вторичного сырья на основе мембранных процессов как приоритетное направление комплексных НИОКР// Там же. - С. 274-277.
6. Кудряшов В.Л. Мембранные установки и линии на их основе для производства ультраконцентратов ферментов// В кн. Микробные биокатализаторы и перспективы развития ферментных технологий в перерабатывающих отраслях АПК. - М.: Пищепрсйшздат - 2004 - С. 112-119.
7. Павлова Е.С., Маликова Н.В. и др. Биосинтез фермента
супероксиддисмутазы на вторичном сырье биотехнологических
произвол ств//Там же.- С. 79-85.
8. Кудряшов В.Л., Наумов К.В. и др. Комплексные технологии переработки зерновой барды в высокобелковые продукты на основе мембранных и биотехнологических процессов// В кн. «О состоянии и направлениях развития производства спирта этилового из пищевого сырья». - М.: Пищепромиздат, 2005. - С. 245-256.
9. Дубцов Г.Г., Попов М.П. Метод определения липоксигеназы пщеницы// Прикладная биохимия и микробиология. - 1970. Том VI. вып.4,- С. 471-474.
10. Кудряшов В.Л. Производство отечественных ультраконцентратов ферментов//Производство спирта и ликёроводочных изделий. - 2001. -№ 1 - С. 25-28.
224
КОМПЛЕКСНЫЕ ТЕХНОЛОГИИ ПЕРЕРАБОТКИ ЗЕРНОВОЙ БАРДЫ В ПИЩЕВЫЕ И КОРМОВЫЕ ДОБАВКИ НА ОСНОВЕ МЕМБРАННЫХ ПРОЦЕССОВ
Кудряшов ВЛ., к.т.н., Наумов К.В., Поляков В.А., д.т.н., Погоржельская Н.С., к.т.н.
Преимущества мембранных процессов
В спиртовой промышленности России мембранные процессы (МП, membrane processes) до настоящего времени практически не используются, хотя только на их основе могут с высокой экономической эффективностью решаться следующие отраслевые задачи [1-6]:
- подготовки воды для паровых и водогрейных котлов;
- очистки оборотной воды и стоков;
- повышения эффективности очистки диоксида углерода;
- выделения и очистки этанола мембранной дистилляцией с помощью газоселективных мембран взамен или совместно с брагоректификацией;
- поддержания оптимальной газовой среды в складах зерна;
- обезвоживания (абсолютирования) этанола, добавляемого в топливо;
- создания эффективных спиртоловушек;
- получения высокоочищенных глубокосконцентрированных ферментных препаратов в ферментных цехах при спиртзаводах;
- а главное, наиболее актуальная проблема переработки вторичного сырья -зерновой барды, включая производство из неё кормовых дрожжей.
Решающее преимущество мембранных процессов обусловлено возможностью создания оборудования с низкими энергозатратами, что подтверждается данными, приведёнными в таблице 1.
Таблица 1 Сравнительные энергозатраты в различных процессах
Тип процесса разделения (удаления влаги) Энергозатраты на разделение, МДж/м3
Продавливание через мембрану: - теоретическое значение при давлении 5 МПа; - достигаемое на современных 00- НФ- установках; Концентрирование на современных УФ- и МФ-установках . 4,9 15...25 100...150
Выпарка под вакуумом в 4-х корпусной установке 566
Сушка 2270
Вымораживание 336
225
Видно, что для всех мембранных процессов: обратного осмоса (00, reverse osmosis), нанофильтрации (НФ, nanofiltration); ультрафильтрации (УФ, ultrafiltration) и микрофильтрации (МФ, microfiltration) от 3-х до 10-ти и более раз энергозатраты ниже, чем при вакуум-выпарке и сушке. При этом существующие МП постоянно совершенствуются в направлении снижения энергозатрат до теоретического предела (4,9 МДж/м3) в то время как в других приведённых здесь процессах они близки к предельно возможным. Кроме того, в МП используется только один тип энергии - электрическая.
Переработка барды с получением пищевых и кормовых добавок
К настоящему времени в мире наиболее распространены линии по производству из барды сухой кормовой добавки с влажностью <10% под маркой DDGS (Distillers Dried Grain with Solubles) или DDG, содержащей 35...37% сырого протеина или DDG, содержащей порядка 25% протеина, которые считаются классическими.
Основными процессами, используемыми в этих линиях, являются: центрифугирование, вакуум-выпаривание и сушка (линии ЦВС). Главный недостаток таких линий - высокие затраты энергии. Кроме того, они требуют создания высокопроизводительной системы оборотного водоснабжения, в которой безвозвратно теряется значительное количество тепла.
В качестве альтернативы в отделе мембранной технологии (ОМТ) ВНИИПБТ разработаны три различные базовые технологические линии, рассчитанные на производство [2-5]:
- сухой кормовой добавки качества DDGS;
- 2-х сухих и одной жидкой пищевых зернодрожжевых добавок;
- жидкой высококонцентрированной добавки качества DDGS.
Основное отличие этих линий от линии ЦВС заключается в замене вакуум-выпарки на МП. Это обеспечивает снижение энергозатрат в 3,5 раза, что приводит к экономии для завода средней мощности только за счёт этого порядка 2-х млн. руб в год.
Кроме того добавка DDGS, получаемая с применением МП, отличается меньшей кислотностью, чем получаемая на линии ЦВС.
Доказано, что переработку фугата (супернатанта) барды целесообразно проводить в одну или две ступени на основе оптимального сочетания (комбинирования) четырех перечисленных выше МП. При этом в зависимости от типа и марок используемых мембран, процесс МФ позволяет снизить загрязненность барды в 3-4 раза, УФ - в 5-6 раз, НФ - в 7-10, а 00 -даже в 50 и более раз.
При использовании высокоселективных импортных ОО-мембран ХПК пермеата барды снижается до 70.. .90 мг О2 /л, а БПК5 до 20.. .30.
Пермеаты после всех типов мембран могут полностью возвращаться в спиртовое производство [7]. При этом наблюдается повышение выхода этанола на 1...1,5%. После НФ-мембран пермеаты могут напрямую сбрасываться в канализацию или на заводские биологические сооружения, а
226
после ОО-мембран и дополнительного окисления водоемы.
даже в открытые
з
V=327,6 м3/сут
Q=8,19 т. а.с.в.
ХПК<90 мгО2/л
БПК5 < 30 мгО2/л
V=281 м3/сут
Q=2,81 т. а.с.в.
Рисунок I - Блок-схема переработки барды в добавку DDGS
1 - центрифуга (фильтр, скоростной отстойник, шнековый пресс, гидроциклон); 2 и 3 - сушилки (контактные); 4 - смеситель; 5 и 6 - комбинированные многоступенчатые мембранные установки (достигаемая в поз.5 степень концентрирования по объёму - 10-15 раз., а впоз.б-доб-7 раз)
Технология является многовариантной и гибкой. На рисунке 1 приведена одна из возможных схем, рассчитанная на производство кормовой добавки типа DDGS. Ее достоинством является также использование двух сушилок, что позволяет (за счет смешивания жидких глубокосконцентрированных на мембранах полупродуктов с предварительно высушенной крупнодисперсной фазой барды) упростить, а также повысить экономичность и надежность всего процесса сушки, в том числе за счет исключения ретурных потоков.
При этом для снижения энергозатрат необходимо оптимальное сочетание производительности этих сушилок, что обеспечивается за счет широкой номенклатуры сушилок выпускаемых в мире, например типа СКМ (роторно-дисковых и роторно-трубчатых) Нежинского мехзавода [4] или китайских вращающихся барабанных кожухо-трубчатых сушилок [8].
На рисунке 2 представлена другая линия разработанная для производство трёх пищевых (или кормовых) зернодрожжевых (ЗД) добавок: жидкого ультраконцентрата (ЗД-УК) и двух сухих марок ЗД-ПВ и ЗД-Б.
Эта схема отличается ещё более низкими энергозатратами, чем схема на рисунке 1, за счёт того, что растворённые СВ вообще не подвергаются самому энергоёмкому процессу - сушке (см. табл.1), а выводятся в виде сиропообразного ульраконцентрата.
227
7
Пермеат
СВ=0,1%
V=46,8 м3/сут
Q=0,468 т. а.с.в.
Рисунок 2 - Блок-схема линии переработки барды с производством трех пищевых ( или кормовых) добавок
1 - центрифуга (фильтр, шнековый пресс, скоростной отстойник, гидроциклон); 2 - сушилка (контактная); 3 - сушилка (конвективная); 4 и 5 - мембранные установки; 6 - вакуум-выпарная установка;
7 - измельчитель (используется только для пищевой добавки ЗД-ПВ)
Зернодрожжевой ультраконцентрат (ЗД-УК) |ТУ 9182-276-00008064-00, Гигиеническое заключение Минздрава РФ № 77.99.9.916.П.13943.8.00) может производиться с различной степенью концентрирования и, соответственно, различным содержанием сухих веществ (СВ) - от 35 до 65%. Он содержит в своем составе аминокислоты (содержание аминного азота при 65% СВ составляет 560 мг%), низкомолекулярные белки, полипептиды, витамины группы В, активаторы роста (в т.ч. хлебопекарных дрожжей). Ультраконцентрат предназначен для применения в качестве обогатителя биологически ценными компонентами и коричневого красителя при производстве широкого ассортимента пищевых продуктов, в том числе кваса, пива и других напитков, а также хлебобулочных, мучных, кондитерских и мясных изделий. Его использование в хлебопечении особенно целесообразно при производстве ржаных и ржано-пшеничных сортов хлеба, что, в первую очередь, обусловлено коричневым цветом самого ультраконцентрата [2]. Исследования проведённые совместно с нижеперечисленными НИИ показали, что при использовании ультраконцентрата:
- улучшаются окраска корочки и внешний вид ржано-пшеничного хлеба, интенсифицируется процесс тестоприготовления, повышается пищевая ценность хлеба и создаётся возможность сокращения количества используемых дрожжей (соисполнитель ГосНИИХП);
228
- на 20 ...25% ускоряется брожение при производстве кваса, что создаёт предпосылки снижения нормы введения дрожжей (установлено совместно с ВНИИ ПБ и ВП).
Ультраконцентрат пригоден для использования в качестве премиксов и пластификатора морозостойких бетонов.
Анализ состава и исследования, проведенные во ВНИИПБТ, МГУ ПП, ГНУ по антибиотикам и др. НИИ раскрыли перспективу использования ЗД-УК ( в том числе, взамен кукурузного экстракта) для получения ферментов, аминокислот, пищевых органических кислот (молочной, пропионовой и др.), ветпрепаратов, дрожжей (хлебопекарных и пивных), заквасок, азотфиксирующих бактерий, антибиотиков, бифидобактерий, витаминов, мицелиальных грибов (вешенки, шампиньонов) и других биопрепаратов, а также при производстве пива взамен части сусла.
Исследования показали, что наибольшая эффективность достигается при их использовании для биосинтеза дорогостоящего ( цена$ 500 тыс. за т) бактериоцина низина, который является стимулятором роста животных и, единственным из антибиотиков, допущенным в пищевую промышленность [9]. Его применение позволяет полностью подавить постороннюю микрофлору при производстве спирта, а следовательно, исключить закисание и повысить выход.
Результаты испытаний ультраконцентрата обобщены и представлены в таблицах 2 и 3.
Добавки зернодрожжевые (ЗД) сухие (ТУ 9182-040-00334586-2003, Санитарно-эпидемиологическое заключение Минздрава РФ № 77.99.02.916.Т.001258.11.03) различаются: добавка ЗД группы ПВ -повышенным содержанием пищевых волокон (ПВ), добавка ЗД группы Б -повышенным содержанием белка. Получение этих добавок имеет особое значение в связи с дефицитом белка и ПВ в продуктах питания.
Добавка ЗД группы Б представляет собой мелкодисперсный порошок с содержанием белка порядка 50%. Добавка ЗД группы ПВ также представляет собой порошок, содержащий не менее 60 ПВ и 30% белка. С целью улучшения потребительских характеристик добавка ЗД группы ПВ подвергается дополнительному сверхтонкому измельчению.
На применение добавок в качестве пищевых были получены положительные заключения следующих организаций:
ГосНИИХП, Уральского государственного экономического университета - на применение при производстве хлебобулочных и мучных кондитерских изделий;
НИИ пищеконцентратной промышленности и специальной пищевой технологии - для производства экструдированных продуктов и пищевых концентратов;
Всероссийского НИИ мясной промышленности - в качестве ингредиентов при производстве колбасных изделий и полуфабрикатов для замены пищевых волокон и соевой муки.
229
Таблица 2 Области применения зернодрожжевого ультраконцентрата (ЗД-УК) в отраслях пищевой промышленности
Отрасли потребители Области применения: эффективность
Хлебопечение, мучные кондитерские изделия Аминокислотно-витаминный улучшитель: Сокращение дрожжей на 25%. Улучшение органолептики. Интенсификация процесса.
Производство напитков (квас, пиво) Замена карамельного солода, квасного сусла: Интенсификация процесса брожения и выращивания чистых культур. Сокращение дрожжей на 30%. Повышение пищевой ценности.
Экструзионные Продукты Обогащение аминокислотами и витаминами: Недорогой краситель.
Производство хлебопекарных дрожжей Биостимулятор роста: Увеличение выхода на 7%, подъёмной силы на 10%. Сокращение осмочувствительности в 2 раза.
Биотехнология Производство шампуней Замена дорогостоящего кукурузного экстракта. Обогащение аминокислотами и витаминами.
Таблица 3 Сведения об испытаниях УК-ЗД в составе питательных сред
Место испытания Продуцент. Продукт микробиосинтеза
ГНЦ по антибиотикам Опытный завод ГосНИИ хлебпром, дрожзавод «Дербеневка» ВНИИ пищевой биотехнологии МГУПП, ВНИИ ПБ и БП, Москворецкий пивзавод МГУПП, ВНИИ пищевой биотехнологии ВНИИСХМ, ООО «Биотроф» Продуцент проинсулина Х/п дрожжи Продуценты: низина - L.lactis супероксиддисмутазы (СОД) - Pr.shermanii Пивные дрожжи Спиртовые дрожжи Целлобактерин
230
Так, совместные исследования с ГосНИИХП показали, что применение добавки ЗД группы Б при приготовлении ржано-пшеничных сортов хлеба помимо обогащения белком, повышает водопоглотительную способность теста, улучшает физико-химические показатели изделий. При этом улучшаются вкус, цвет и аромат хлеба. Использование добавки ЗД группы ПВ при производстве хлебобулочных и мучных кондитерских изделий кроме улучшения физико-химических показателей, позволяет обогатить их пищевыми волокнам и снизить калорийность.
Результаты совместных испытаний обобщены в таблице 4.
Таблица 4 Эффективность применения добавок зернодрожжевых сухих ТУ 9182-040-00334586-2003
Санитарно-эпидемиологическое заключение
№ 77.99.02.916.Т.001258.11.03 от 03.11.2003 г.
Область применения ЗД-ПВ и ЗД-Б Испытатель Достигаемый эффект
Хлебопечение и мучные кондитерские изделия ГосНИИ хлебопекарной промышленности Кафедра технологии хлеба, кондитерских и макаронных изделий УрГЭУ Хлебозавод «Золоторожский хлеб» Экструдированные пищевые продукты НИИ пищеконцентратной промышленности и специальной пищевой технологии Отдел оборудования ВНИИПБТ Мясные и колбасные изделия и полуфабрикаты ВНИИ мясной промышленности Повышаются водопоглотительная способность теста, удельный объём, содержание белка, ПВ, аминокислот и витаминов группы В. Улучшаются физико-химические и органолептические (вкус и аромат) свойства ржано-пшеничного и ржаного хлеба Перспективное сырьё для производства пищевых концентратов и экструдатов взамен импортных ПВ и соевой муки Улучшаются функциональные свойства (в т.ч. водо- и жиросвязывающая способность). Повышение хранимоспособности. Импортозамещение ПВ и соевой муки
231
На основании результатов анализа по изучению аминокислотного состава сухих добавок ЗД установлено присутствие в них почти всех незаменимых аминокислот (кроме триптофана).
Естественно, все три добавки могут использоваться и как кормовые. При этом добавку ДЗ-ПВ лучше скармливать крупному рогатому скоту, а добавку ЗД-Б птице, так как в ней очень мало клетчатки.
Схемы рис.1 и рис.2 являются гибкими. Например, белковый концентрат с установки 4 (см. рис.2) может высушиваться с дробиной совместно с получением кормовой добавки DDGS. Мембранные установки поз.6 на рис.1 и поз.5 вместе с поз.6 на рис.2 могут быть ликвидированы, а пермеаты с установки поз.5 на рис.1 и с поз.4 на рис.2 возвращены в спиртовое производство.
Разработана также упрощённая схема переработки барды с помощью всего одной мембранной установки с производством кормовой высокобелковой добавки в виде пасты содержащей 22 ... 30% СВ по биохимическому составу и кормовой ценности соответствующей добавке DDGS. Для предотвращения микробиологической порчи этой пастообразной добавки разработан специальный консервант, позволяющий продлить срок её хранения в зависимости от температуры до 5-10 суток. Эта схема, представленная на рисунке 3, отличается низкими инвестициями и энергозатратами. Она рассчитана на освоение её спиртзаводами, имеющими в своём составе или на небольшом расстоянии откормочные комплексы свиней и (или) крупного рогатого скота (для среднего спиртзавода достаточно 300 ... 500 голов).
Исходная барда
СВ=7...10%
V=390 т (м3)/сут Q=27,3 т. а.с.в.
Пермеату- в спиртовое производство и на биологическую очистку (раствор СВ< 1,5%)
V=310 м3/сут; Q=4,65 т. а.с.в.
консервант
Пастообразная добавка DDGS, СВ= 22-30% V=80 м3/сут
Q=22,65 т. а.с.в.
Рисунок 3 - Блок- схема переработки барды (упрощённая)
1 - центрифуга (фильтр, гидроциклон, скоростной отстойник, шнековый пресс); 2- мембранная установка
С целью повышения усвояемости клетчатки пастообразной добавки, рекомендуется добавлять к ней каустическую соду с целью частичной модификации кристаллической структуры целлюлозы и лигнин-целлюлозных связей.
232
Степень концентрирования по объёму в мембранной установке поз.2 зависит от глубины отделения взвешенных СВ в поз.1 и может составить от 6 до 10 раз. Если же для соответствующих региональных условий достаточна степень концентрирования барды в 3...4 раза, то возможно использование только одной мембранной установки поз.2 без поз. 1 на рис.З.
Многовариантность технологий достигается за счёт оптимизации сочетания различных типов оборудования, а также за счёт применения различных типов и марок мембран, так как концентрация СВ в пермеате в зависимости от их марки значительно различается.
Нами были проведены углублённые исследования зависимости удерживающей способности (селективности) всех типов и марок выпускаемых в РФ полимерных, керамических и металлокерамических мембран. Некоторые из этих результатов (только для полисульфонамидных марки УПМ и металлокерамических марки «Ттшпет ТМ») представлены на рисунке 4.
Л молекулярная масса • селективность
Рисунок 4 - Молекулярная масса (ММ) задерживаемого вещества и селективность (<р) по растворенным веществам фугата барды в зависимости от марки мембран типа УПМ из полисульфонамида и типа «Тгитет ТМ» из металлокерамики
Так как барда поступает на мембранные установки горячей с температурой 80-90°С, то изучены зависимости удельной производительности мембран различных типов от температуры, представленные на рисунках 5 и 6.
233
Рисунок 5 - Зависимость удельной производительности от температуры при очистке фугата барды (содержание взвешенных СВ=0,5%) для мембран:
• - мембрана «Trumem ™» (v=5,5 м/с; Р=0,2 МПа);
А- УПМ-100 (v=5,5 м/с; Р=0,2МПа); - УПМ-50М (v=5,5 м/с; Р=0,2 МПа)
Рисунок 6 - Зависимость удельной производительности от температуры при очистке фугата барды (содержание взвешенных СВ=0,5%) для мембран:
• - УПМ-10 (v=4,4 м/с; Р=0,2 МПа); ▲ - УПМ-20 (v=4,4 м/с; Р=0,5 МПа);
- УПМ-5 (v=4,4 м/с; Р=0,5 МПа)
234
Видно, что самая высокая удельная производительность наблюдается у российских металлокерамических мембран «Trumem ТМ», запатентованных в РФ, США и странах ЕС. Решающим преимуществом этих мембран является возможность концентрирования горячей барды без предварительного ее охлаждения при температуре 100°С и выше. При этом обеспечивается резкое повышение производительности мембран, а следовательно, резко сокращаются энергозатраты.
Приведенные на рисунках 4, 5 и 6 данные используются при оптимизации схемы и структуры потоков технологических линий в зависимости от условий, существующих на конкретных спиртзаводах.
Мембранная технология переработки барды, разработанная во ВНИИПБТ, награждена Золотой медалью Международного жюри под председательством Лауреата Нобелевской премии академика Ж.И.Алфёрова на Международном Московском салоне инноваций и инвестиций.
При необходимости глубокой доочистки барды до уровня, позволяющего сбрасывать в открытые водоёмы, и дефиците энергоресурсов в регионе следует применять анаэробный способ с получением биогаза или аэробно выращивать кормовую высокобелковую микробную биомассу в качестве ценной кормовой добавки. Дополнительные затраты полностью окупаются за счёт её реализации (содержание белка до 45%)[10]. Эту биомассу также после концентрирования на мембранах следует высушивать совместно с дробиной на единой контактной сушилке. Активный ил с биологических очистных сооружений целесообразно также высушивать совместно с дробиной [ 12; 13] после предварительного концентрирования на мембранах.
Переработка барды совместно с отходами производства хлебопекарных дрожжей и ферментов
В состав ряда спирткомбинатов входят цеха по производству хлебопекарных дрожжей. Нами доказано, что переработку отходов этих производств (барды и последрожжевой бражки) целесообразно перерабатывать совместно.
Экономически выгодно пермеаты с установок 5 или 6 рисунка 1 и пермеаты с установок 4 и 5 рисунка 2 подавать в цеха хлебопекарных дрожжей на стадию приготовления питательной среды (рассиропки мелассы). При этом обеспечиваются следующие преимущества:
- экономится тепловая энергия, т.к. пермеаты поступают горячими с температурой 70-90 °C;
- сокращаются затраты на сырьё, т.к. в них содержится в растворённом состоянии 3-5% биологически ценных, необходимых для биосинтеза дрожжей, веществ: аминокислот, витаминов группы В, органических кислот, микроэлементов и др;
- улучшаются свойства дрожжей (так по данным Московского
235
дрожзавода «Дербеневка»(где ВНИИПБТ проводил эксперимент по использованию пермеатов) на 7,3% увеличивается выход дрожжей, на 10% улучшается их подъёмная сила, осмочувствительность сокращается с 19 до 8,8 мин.);
- обеспечивается полная или частичная замена кукурузного экстракта.
В свою очередь до 30% воды на стадии приготовления замеса можно заменять пермеатом последрожжевой бражки. Концентрат же последней целесообразно высушивать совместно с белковым концентратом барды.
Доказана целесообразность концентрирования хлебопекарных дрожжей на мембранных МФ- и УФ- установках взамен сепараторов, что позволит одновременно подготавливать стоки для их доочистки на ОО-установках.
В РФ 12 спиртзаводов имеют в своём составе ферментные цеха.
Нами доказана экономическая целесообразность дооснащения их отделениями по производству высокоочищенных
глубокосконцентрированных ферментных препаратов [6]. При этом переработку отходов этих производств также целесообразно проводить совместно. Биомассу штамма продуцента высушивать совместно с дробиной, а ультрапермеаты, содержащие большое количество глюкозы, направлять в бродильные чаны или в цеха кормовых дрожжей, что обеспечивает повышение выхода как этанола, так и дрожжей [6].
Производственная проверка и внедрение
Все описанные и рекомендованные здесь ^технологические схемы отработаны на реальных барде, последрожжевой бражке, биомассе штаммов-продуцентов и пермеатах в условиях ВНИИПБТ на экспериментальных мембранных установках с конструктивными и технологическими пераметрами, полностью соответствующими промышленным установкам большой производительности.
При этом доказана возможность использования мембранных установок с различными типами отечественных недорогих мембран: полимерных плоских, полимерных трубчатых блоков, рулонных, керамических и металлокерамических типа «Trumem ™».
Так как цены на эти установки значительно (в разы) различаются, то отработан метод выбора оптимального их типа применительно к каждой из вышеописанной схем с учётом особенностей существующей на каждом спиртзаводе технологии (например, степени помола) и финансовых возможностей.
В промышленных условиях рекомендуемые технологии в разное время постадийно отработаны в условиях Мичуринского экспериментального завода, спиртзавода «Остроженский» (Калужская обл.), ОАО «Этанол» (г.Ливны), Московского дрожзавода, спиртзаводе «Петровский» (совместно с ЗАО «Мембраны») и др.
236
К настоящему времени на спиртзаводе «Остроженский» успешно эксплуатируется первая стадия переработки барды с производством зернодрожжевой добавки группы ЗД-ПВ. В 2006 году намечен ввод в эксплуатацию промышленной мембранной установки и организовано производство добавок ЗД-Б и ЗД-УК.
В ОМТ ВНИИПБТ имеется полный комплект техдокументации (ТУ, Технологические регламенты, Гигиенические заключения Мнздрава и др.) на описанные здесь схемы.
Разработана, на основе системного подхода, методология оптимизации как, собственно мембранных установок, так и всей технологической линии переработки барды в целом, включая центрифуги, сушилки, вакуум-выпарки, дрожжегенераторы (ферментёры) и др. оборудование [11]. При оптимизации учитываются: региональные особенности, наличие рынков сбыта (крупных пищевых, сельскохозяйственных или микробиологических предприятий нуждающихся в тех или иных описанных здесь добавках) и их расстояния, финансовые возможности, наличие и тип энергоресурсов, источников водоснабжения, очистных сооружений и др. В расчетах используется метод динамического программирования и др. современные математические методы оптимизации [11].
Отработана методология поэтапного (поблочного) освоения этой технологии ( в 2...4 этапа в зависимости от финансовых возможностей) с полной самоокупаемостью каждого из них не более 2-х лет.
При этом стоимость мембранных установок и линий в целом порядка 2-х раз ниже как зарубежных, так и отечественных аналогов.
Расчёты показывают, что созданные нами на основе МП оптимальные линии обеспечивают решение не только экологических проблем, но и равновеликую или даже большую прибыль чем от реализации этанола. Именно это и наблюдается на спиртзаводах большинства стран мира, где основной целью производства является не спирт, а пищевые и кормовые добавки.
Литература
1. Кудряшов В.Л. Мембранные процессы в спиртовом производстве // Производство спирта и ликёроводочных изделий. 2002. № 4. С. 34-36.
2. Кудряшов В.Л. и др. Мембранные процессы - основа глубокой экологически чистой энергосберегающей переработки барды с производством пищевых аминокислот, белка и волокон // Труды научно-практ.конф. «Проблемы глубокой переработки с/х сырья и экологической безопасности в производстве продуктов питания XXI века. - Углич: РАСХН, 2001. С. 239-242.
3. Кудряшов В.Л. Мембранные и биотехнологические процессы - основа перспективных технологий утилизации зерновой барды И Тез. докл. Международной научно-практ. конф. «Современные технологии в спиртовой и ликёроводочной промышленности.» - М., 1997. С. 35-38.
237
4. Корман В.А., Кудряшов ВЛ. Оборудование Нежинского механического завода: настоящее и перспективы // Ликёроводочное производство и виноделие. 2003. № 7 (43). С. 1-3.
5. Поляков В.А., Кудряшов В.Л. Разработка линии переработки
послеспиртовой барды на основе мембранных процессов // Хранение и переработка сельхозсырья. 2005. № 2. С. 50-52.
6. Кудряшов В.Л. Производство отечественных ультраконцентратов ферментов И Производство спирта и ликероводочных изделий. 2001.№1.С.25-28.
7. Отчёты ВНИИПБТ за 2003 и 2004гг. этап 6.1. по теме «Провести исследования и отработать технологические параметры производства кормовых дрожжей и пищевых добавок из вторичного сырья, предприятий АПК на основе мембранных процессов и СОД-содержащей добавки из дрожжей» - руководитель НИР В.Л.Кудряшов. - М. 2003 (63 с.) и за 2004 (58 с.)
8. Кислов А. С. Россия-Китай: дело верное // Ликероводочное производство и виноделие. 2005. № 3(63). С. 1-3.
9. Кудряшов В.Л., Сергеева И.Д., Стоянова Л.Г. Синтез биоконсерванта низина на отходах и вторичном сырье ряда биотехнологических производств И Биотехнология. 1995. № 12. С.25-28.
10. Огородников А.П., Антонюк В.П., Кудряшов В.Л. Концентрирование кормовой бактериальной биомассы ультрафильтрацией // Тез. докл. конф. «Мембранные процессы в биотехнологии, медицине и пищевой промышленности.» 12-14 февр. 1991 г., г. Москва. 1991. С. 72.
11. Безотходная технология переработки барды с производством пищевых и кормовых добавок на основе мембранного оборудования. Методические рекомендации по освоению. ВНИИПБТ. М. 2005. С. 27.
12. Лозанская Т.И., Худякова Н.М., Мануйлова Т.А. Технико-экономические аспекты комплексной переработки вторичных ресурсов спиртовой отрасли // Производство спирта и ликёроводочных изделий. 2004, № 4. С. 20-22.
13. Евилевич А.З., Евилевич М.А. Утилизация осадков сточных вод. Л.: Стройиздат, Ленингр. отд-ние, 1988, - 248 с.
238
ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ БАРДЫ В СКД
С ПРИМЕНЕНИЕМ МЕМБРАННЫХ ПРОЦЕССОВ
Кудряшов ВЛ., к.т.н., Павлова Е.С., к.т.н., Маликова Н.В., Лыжин В.Е.
Проведённый нами сравнительный анализ показал, что получение из барды дорогостоящих продуктов, например, сухих кормовых дрожжей (СКД) и/или продуктов на их основе [1-3], повышает окупаемость инвестиционных проектов по сравнению с проектами производства сухой барды качества DDG и DDGS.
Преимуществом схемы производства СКД является также возможность утилизации другого вторичного сырья спиртзаводов -сивушного масла и фракции головной этилового спирта [3].
Развитие производства СКД способствует обеспечению животноводства полноценным белком (перевариваемость его у КРС - 85%, -у свиней - 89%), витаминами группы В и эргостерином, который под действием ультрафиолета превращается в витамин Д.
К настоящему времени в России распространены две следующие схемы производства СКД:
- путём выращивания на грубом фильтрате с последующим двухступенчатым их концентрированием на сепараторах и распылительной сушкой (традиционная) [1];
- путём выращивания дрожжей на цельной барде с последующей распылительной сушкой без предварительного концентрирования (бессточная) [2].
Обе схемы имеют существенные недостатки.
Первая, и особенно вторая отличаются высокими теплоэнергозатратами за счёт использования одних из самых неэкономных типов сушилок - распылительных, не позволяющих высушивать глубокосконцентрированные дрожжи. Энергозатраты составляют порядка 3-х тыс.руб на т СКД. В целом же их себестоимость составляет порядка 6 -ти тыс.руб/т, которая приближается к их рыночной цене. Первая же схема вообще не до конца решает проблему утилизации барды, т.к. вместо первичной образуется вторичная ( в количестве до 70% от первичной), утилизация которой также не решена.
Исследования проведённые в отделе мембранной технологии (ОМТ) показали, что при введении мембранных процессов (МП) в схему производства СКД технико-экономические показатели этого способа переработки барды значительно повышаются.
ПО результатам этих НИР предложена принципиально новая схема производства СКД и комбикормов [4], представленная на рисунке 1. Она основана на применении МП и имеет следующие преимущества по
239
сравнению с двумя вышеназванными:
- отсутствие стоков (по сравнению с традиционной);
- повышенный на 5... 15% выход СКД (по сравнению с традиционной);
- пониженные в 2,5...3 раза теплоэнергозатраты (по сравнению с бессточной);
- повышенное на 3...5% содержание белка в СКД;
- экологическая чистота;
- пониженный (менее 2-х лет) срок окупаемости;
- повышенную цену, для сравнения,$/т:
• сухая барда DDG и DDGS - 100... 150;
• сухие кормовые дрожжи - 220.. .240;
• комбикорм на основе СКД - 250...300.
При этом следует отметить, что удельные производительности всех типов мембран при концентрировании дрожжей наблюдаются на 30% выше, чем при очистке нативной барды с соответствующей концентрацией СВ.
1 2 4 7
Рисунок! - Блок-схема усовершенствованного производства сухих кормовых дрожжей с применением мембранных процессов
1 - центрифуга (фильтр, скоростной отстойник, гидроциклон, шнековый пресс; 2 и 7 - сушилки; 3 - дрожжерастильный чан (ферментёр);
4 - смеситель-гранулятор; 5 и 6 - мембранные установки; 8 - теплообменник
С целью повышения экономической эффективности из новой схемы производства СКД исключена распылительная сушилка, а вместо неё используются контактные (роторно-дисковые и роторно-трубчатые) [5] или барабанные, позволяющие сушить глубокосконцентрированные продукты.
240
Глубокое же концентрирование дрожжей обеспечивается за счёт использования мембранных установок, вместо сепараторов, на которых степень концентрирования значительно ниже, чем на мембранах. За счёт этого количество испарённой в сушилке влаги сокращается на 75%.
Подача на сушилку горячей дисперсной фазы барды (дробины) сразу после центрифуги также уменьшает теплозатраты на сушку.
Кроме того, уменьшаются затраты на охлаждение фугата, так как уменьшаются его количество и вязкость, а также повышается коэффициент теплопередачи по сравнению с нативной бардой или грубым фильтратом.
Новая схема позволяет производить не только СКД, но и полноценные сбалансированные комбикорма на их основе путём введения премиксов, микроэлементов, витаминов и других необходимых добавок в сухом или жидком виде в смеситель поз. 4.
Повышение выхода осуществляется за счёт рециркуляции концентрата от мембранной установки поз.6 и дополнительного введения гидролитических ферментов непосредственно в ферментёр или в разбавленную пермеатом (с установок поз. 5 или 6) дробину с поз.1.
Пермеат с мембранной установки поз.6 (ультрапермеат) или поз.5 (нанопермеат) возвращаются на разные стадии спиртового производство. При этом вязкость сусла и бражки (в отличие от классической схемы переработки барды и получения кормовой добавки DDGS с возвратом 30-40% жидкой фазы) не увеличивается в связи с полным отсутствием в этих пермеатах взвешенных веществ. Повышение же, за счёт этого, доли растворённых веществ, позволяет на 5-15% увеличить выход дрожжей.
Схема рис.1 может эксплуатироваться и без ОО-установки поз.6. При этом в установку поз.5 устанавливаются более плотные мембраны, а пермеат от неё полностью или частично возвращается в спиртовое производство.
Схема позволяет исключить из технологии отдельную стадию термолиза, а проводить её непосредственно в мембранной установке поз.5, подняв в ней температуру до 70 ... 80 °C.
Кроме того, предусматривается возможность проведения совмещённого процесса мембранного концентрирования дрожжей и их ультрафиолетовой обработки с целью перевода эргостерина в витамин Д.
Так как СКД практически не содержит витамин А, то целесообразно в общем или отдельном ферментёре выращивать дрожжи синтезирующие Р~ каратин.
Разработаны также способы усовершенствования существующих классических схем получения СКД включающих сепараторы, за счёт замены на мембранные установки двух или одной ступени сепарирования, а также для доочистки только вторичной барды.
Достоинством линии, рассчитанной на производство кормовых дрожжей, по сравнению с линией, по производству сухой барды качества DDGS, является также возможность её эксплуатации при временных остановках спиртзавода за счёт использования вместо барды другого вторичного сырья и отходов, например: мелассы, гидролизованных опилок и
241
соломы, торфа, осахаренного сусла, молочной сыворотки, клеточного сока и мезги картофеля, плодоовощных отходов, коричневого и зелёного сока растений, отходов переработки кукурузы, виноградного производства, хлопководства и др. [6].
Схема позволяет утилизировать активный ил со станций биологической очистки стоков спиртзаводов аэробными бактериями путём смешивания его с кормовыми дрожжами, что рекомендуется в источнике [6]. Активный ил содержит порядка 40% белка и до 10-15 мг/кг а.с.в. ценнейшего витамина В]2 [6]. При этом разработанная в ОМТ схема предусматривается глубокое предварительное концентрирование ила также на отдельной мембранной установке (на схеме не показана) с последующей его сушкой в сушилках поз.2 или 7 (см. рис.1).
Новая схема является основой для создания из СКД производств более дорогостоящих высокобелковых продуктов при минимальных инвестициях, что также сокращает сроки окупаемости проекта в целом. Например:
- автолизатов, гидролизатов или ферментализатов, которые являются ценнейшими компонентами комбикормов для молодняка животных, цыплят и рыб, в том числе для введения в ЗЦМ;
высокоочищенных сбалансированных сухих и жидких ультраконцентратов аминокислот, нуклеиновых кислот для пищевой, фармацевтической и косметической отраслей;
- подкормок и активаторов роста пивных и хлебопекарных дрожжей и других микроорганизмов в микробиологических производствах и др.
Марка мембраны
Рисунок 2 - Зависимость количества дрожжевых клеток от питательной среды, полученной фильтрованием фугата барды через мембраны различных марок
1 - фугат барды без очистки на мембранах
242
В процессе исследований доказана также целесообразность дополнительной очистки фугата барды на мембранах перед выращиванием на ней кормовых дрожжей. При этом наибольшее увеличение количества дрожжевых клеток (более чем в 2,5 раза по сравнению с фугатом) наблюдается при выращивании их на пермеатах полученных на полимерных мембранах марок УПМ-50; УПМ-100 и УПМ-200 (см.рисунок 2).
В ОМТ ВНИИПБТ разработана методика адаптации вышеописанных схем к конкретным региональным условиям и финансовым возможностям каждого спиртзавода, основанная на методологии системного подхода, а также её поэтапного поблочного внедрения [8].
Эффективность применения МП при производстве СКД подтверждена на стадии выделения и концентрирования кормовых дрожжей Мичуринского экспериментального завода ВНИИПБТ и спирткомбината «Петровский», что (дополнительно к схеме рисунка 1) позволяет рекламировать их для:
- замены двух ступеней сепараторов;
- замены второй ступени сепараторов;
- доочистки только вторичной барды;
- предварительного концентрирования грубого фильтрата или фугата барды перед выращиванием кормовых дрожжей.
Литература
1. Технология спирта / В.Л.Яровенко, В.А.Маринченко, В.А.Смирнов и др-М: Колос, 1999,- С. 464.
2. Лозанская Т.И., Худякова Н.М., Лихтенберг Л.А. Производство кормовых дрожжей из послеспиртовой зерновой барды по безотходной технологии И Ликёроводочное производство и виноделие. 2002. № 7. С. 1-3.
3. Лозанская Т.Н., Худякова Н.М., Мануйлова Т.А. Технико-экономические аспекты комплексной переработки вторичных ресурсов спиртовой отрасли // Производство спирта и ликёроводочных изделий. 2004, № 4. С. 20-22.
4. Кудряшов В.Л., Наумов К.В., Маликова Н.В. Комплексные технологии переработки зерновой барды в высокобелковые продукты на основе мембранных и биологических процессов // В кн. О состоянии и направлениях развития производства спирта этилового из пищевого сырья и ликёроводочной продукции. - М.: 2005 - С. 245-256.
5. Корман В.А., Кудряшов В.Л. Оборудование Нежинского механического завода: настоящее и перспективы // Ликёроводочное производство и виноделие. 2003. № 7 (43). С. 1-3.
6. Евилевич А.З., Евилевич М.А. Утилизация осадков сточных вод. Л.: Стройиздат, Ленингр. отд-ние, 1988, - 248 с.
7. Виестур У.Э. Протеин микробной массы уз возобновляемого (фотосинтезируемого) сырья // Биотехнология. 1986, № 6[12], С. 1-12.
8. Безотходная технология переработки барды с производством пищевых и кормовых добавок на основе мембранного оборудования (Методические рекомендации по освоению). - М.: ВНИИПБТ, 2005 - 27с.
243
ЭКСТРАКЦИЯ РАСТИТЕЛЬНОГО СЫРЬЯ УЛЬТРАЗВУКОМ
Павлова Е.С., к.т.н., Маликова Н.В., Кудряшов BJJ., к.т.н.
Интенсификация процессов получения полуфабрикатов, и прежде всего, настоев и морсов, имеет важное значение при производстве ликёроводочных изделий по двум основным причинам.
Во-первых, процессы настаивания - экстракции - являются длительными. Во-вторых, от качества настоев, а также морсов и спиртованных соков в существенной степени зависит стабильность и органолептические показатели ликёроводочных изделий.
Экстракция биологически активных веществ (БАВ) из природных материалов растительного и животного происхождения, как правило, ограничена скоростью диффузии в жидкую фазу. Это подтверждается тем, что использование перемешивающих устройств не даёт существенного ускорения процесса настаивания.
Одним из способов интенсификации диффузионных процессов в твёрдой фазе, а также на межфазной границе твёрдое тело-жидкость (экстрагент) является ультразвуковая технология [1].
Эффективность воздействия ультразвука может быть объяснена воздействием следующих специфических факторов, присущих ультразвуковым колебаниям:
- кавитационного эффекта; разрушающего действия на пограничный слой и клеточную структуру сырья; образование м^кропотоков; влияние на диффузионную проницаемость ткани экстрагируемого материала;
Эксперименты проводили с использованием ультразвуковой установки ДДК-1 в виде ванны, где УЗ-ые волны распределяются через дно ванны.
В качестве сырья использовали:
- траву зверобой; семена бадьяна (аниса звёздчатого); семена укропа; корень калгана; сушеные плоды рябины красной.
Для качественной оценки технологического процесса экстракции использовали следующие показатели:
- содержание эфирных масел - спектрофотометрически по методике ВНИИПБТ; экстрактивности - по ГОСТ Р 51135-98; цветности - по ГОСТ Р 51135-98.
На зверобое, бадьяне и калгане исследования проводили с одним заливом сырья. Сначала определяли оптимальное время ультразвуковой обработки (озвучивания). Сырьё заливали водно-спиртовой жидкостью (ВСЖ), выдерживали 4-5 часов при 20°С, затем проводили ряд озвучиваний по 5 мин. После каждых пяти минут определяли цветность. Для исключения влияния мутности отобранную пробу предварительно фильтровали через микрофильтрационную мембрану.
244
F
Затем опыт повторяли с большим количеством сырья, озвучивали одноразово в течение выбранного времени, далее смесь выдерживали при 20°С до суток. В экстрактах определяли содержание эфирных масел или экстрактивность и цветность в зависимости от сырья.
Некоторые результаты этих исследований приведены в источнике [3].
Установлено, что для травы зверобоя ( при соотношения сырьё : водноспиртовая жидкость (ВСЖ) равном 1:20) достаточно 30 мин обработки ультразвуком. Такая обработка позволила сократить время настаивания в 5 раз, т.е. с пяти суток [2] до одних. При этом концентрация эфирного масла и цветность настоя практически одинаковы, и даже несколько выше по сравнению с контролем.
На основании экспериментов по ультразвуковой экстракции семян бадьяна (1:3) установлено, что для достижения цветности и выхода эфирных масел на уровне контроля при использовании сырья мелкого помола достаточно 15-20 мин озвучивания, крупного помола - 35-40 мин. Процесс настаивания сокращался с пяти до одних суток.
При соотношении сырья : ВСЖ, равном 1:10, при использовании бадьяна крупного помола выход эфирных масел составил лишь 50% от контроля.
При УЗ-экстракции семян укропа (1:10) было установлено, что с увеличением времени озвучивания цветность экстракта уменьшается, однако при УЗ-обработке в течение 20 мин концентрация эфирного масла составила 95% по сравнению с контролем, что позволило сократить время настаивания укропа в 5раз, с пяти до одних суток.
При экстракции корня калгана с озвучиванием в течение 30 мин и настаивании до одних суток цветность доходит до уровня контроля (на четверо суток), однако содержание эфирных масел меньше контроля почти в 3 раза.
Эксперименты по экстрагированию сушёных плодов красной рябины (аптечной) осуществляли следующим образом.
Контроль классический: 1-ый залив - 14 суток и 2-ой залив - 14 суток. Периодическое перемешивание и настаивание при 22°С в течение 28суток. Соотношение сырья и ВСЖ равно 1:3 по рецептуре [2].
Для определения длительности «озвучивания» опыты проводили с первым и вторым заливами отдельно. Сначала ягоды с ВСЖ 1-го залива настаивали в течение 22 часов при температуре 20-22°С, затем каждые сутки 1 час смесь обрабатывали ультразвуком в течение 4 дней. Далее настаивали до 10 суток.
Смесь второго залива тоже сначала натаивали в течение 22 часов, затем обрабатывали ультразвуком каждые сутки по 1 часу в течение 4 дней.
Контроль всего процесса (настаивания, озвучивания и настаивания) осуществляли по нарастанию цветности (Е4Оо-5)-
Результаты исследований представлены на рисунке 1.
I
245
Рисунок 1 - Динамика изменения цветности в контроле (К) и опыте (ОП)
Из рисунка 1 видно, что при обработке ультразвуком 1-го залива происходит значительное изменение цветности раствора по сравнению с контролем. Это происходит, по-видимому, потому, что с помощью ультразвука в раствор переходит значительное количество экстрактивных веществ. Тогда как при обработке ультразвуком 2-го залива возрастание цветности происходило всего на 10%.
Поэтому следующую серию опытов проводили* совмещая два залива и обрабатывая его ультразвуком по 1 часу в течение 4 дней. Цветность раствора после настаивания и 4-х разового «озвучивания» на 5-ые сутки не достигала контрольного 28-дневного значения, поэтому настой продолжали выдерживать далее. На 12-е сутки в опыте цветность и экстрактивность достигли значений 28 суточного контроля.
Результаты исследований представлены в таблице.
Режим обработки Цветность Е400-5 Экстрактивность, г/100 мл Крепость, % об
Контроль классический Настаивание - 28 сут. t=20-22°C 1,73 12,69 43,38
1 залив 50 г ягод + 255 мл ВСЖ-28% об Настаивание - 22 ч УЗ - по 60 мин в течение 4 дней Настаивание - 7 дней Всего: 12 дней 1,74 12,73 44,46
246
Из таблицы 1 следует, что экстракция ультразвуком настоя рябины при одинаковой с контролем цветности и экстрактивности позволила сократить сроки настаивания на 16 суток.
Из полученных морсов рябины были приготовлены изделия «Рябиновая на коньяке» согласно рецептуре и отданы на дегустацию. Дегустационная оценка показала, что настойка «Рябиновая на коньяке», приготовленная из обработанного ультразвуком морса по органолептическим показателям (цвету, прозрачности и аромату) находится на уровне или несколько превосходит показатели напитка из морса, полученного традиционным способом.
На основании проведённых исследований можно сделать вывод, что при ультразвуковой обработке различного растительного сырья наблюдается эффект сокращения длительности настаивания. Однако по каждому виду сырья надо проводить отдельные расширенные исследования (по влиянию помола, температуры, режимов озвучивания и т.д.)
Литература
1. Таитанов Н.Ю. Исследование влияния ультразвука на интенсивность процессов приготовления настоев и осветления спиртованных соков. -Автореф.диссерт. на соиск. учен.степ, к.т.н. - М., ВЗИПП, 1968,- 25 с.
2. Справочник технолога ликёроводочного производства. Под ред. В.Л.Яровенко. - М.: Пищевая пром-ть, 1976.
3. Кудряшов В.Л., Зенина Г.П., Лебедев Н.М. Перспективы и эффективность использования ультразвука для ускорения процессов получения полуфабрикатов в ликёроводочной промышленности // В кн. Перспективные технологии и современное оборудование - важнейшие составляющие успеха экономического развития предприятий спиртовой и ликёроводочной промышленности. - М.: Пищепромиздат, 2003 - С. 179-182.
247
ЛАБОРАТОРИЯ ИНТЕНСИФИКАЦИИ
ПРОИЗВОДСТВА ПИЩЕВЫХ КИСЛОТ И УКСУСА
О РАБОТЕ ЛАБОРАТОРИИ ИНТЕНСИФИКАЦИИ ПРОИЗВОДСТВА ПИЩЕВЫХ КИСЛОТ И УКСУСА
Галкина Г.В., к.т.н. - зав.лабораторией
Слаженный коллектив лаборатории в своей работе основную задачу видит в разработке и создании современных эффективных высокотехнологичных процессов для производства пищевых органических кислот (уксусной, молочной, лимонной, яблочной, фумаровой и др.), подкислителей, пищевых и кормовых добавок, защитно-профилактических препаратов, а также научно-техническом обеспечении соответствующих отраслей промышленности.
За последние пять лет основными направлениями в работе лаборатории были научные исследования и технологические разработки для решения этих задач.
Проведение фундаментальных исследований по направленному селекционированию микроорганизмов и разработка эффективных способов их культивирования с созданием банка высокопродуктивных культур позволили создать научные основы и предпосылки для совершенствования биотехнологических процессов на предприятиях и обеспечить значительный рост объемов производства пищевых кислот, уксуса, повысить их качество и эффективность.
Этап работы по изысканию нетрадиционных источников сырья для производства пищевых кислот и подкислителей завершился разработкой технологии производства уксуса и лимонной кислоты на основе отхода спиртового производства - головной фракции этилового спирта.
Разработана и апробирована технология производства молочной кислоты и лактатов из молочной сыворотки и отходов крахмального производства. Предложена интеграционная технология производства молочной кислоты и пектина на основе яблочных и виноградных выжимок и др.
Технико-экономическое обоснование производства молочной кислоты из отходов производства и молочной сыворотки подтверждает экономическую эффективность его осуществления, окупаемость затрат в течение одного года. При этом решается и важная экологическая проблема, т.к. отходы, составляющие до 30-40% от исходного сырья, загрязняющие почву, воду, рационально используются для выработки ценных продуктов.
248
Большое значение за последние годы приобрели пищевые и кормовые добавки, позволяющие устранить недостатки современного питания. Устранение дефицита природных ингредиентов пищи обеспечивается путем применения широкого спектра биологически активных добавок (БАД). БАД используются не только для пополнения недостатка белков, аминокислот, витаминов, микроэлементов и т.д., но и для восстановления и нормализации обменных процессов в организме, регулирования ферментных систем, физиологических функций и обеспечения адекватного взаимодействия организма с окружающей средой. Существенным аспектом является использование БАД в качестве эффективных средств защиты пищевых продуктов от микробиологической порчи и неблагоприятного воздействия среды.
Поэтому важным направлением работы лаборатории за последние годы стало создание и обоснование технологий получения антимикробных, антиокислительных, консервирующих комплексных препаратов на основе биоконверсии различных отходов и вторичных сырьевых ресурсов переработки сельхозсырья. Практическое решение таких глобальных проблем как обеспечение рационального питания и переработка отходов было обеспечено использованием природных биоресурсов и компонентов растительного сырья с помощью кислотообразующих микроорганизмов.
При разработке технологии проведены широкомасштабные исследования в области селекции и физиологии микроорганизмов -продуцентов биологически активных веществ (комплексы метаболитов и ферментов, продукты биоконверсии углеродных субстратов в клетке, органические кислоты и их производные, пектин и пектинсодержащие концентраты и др.), с отбором высокоактивных штаммов.
Изучены биохимические свойства различных видов и штаммов продуцентов. Выявлена закономерность между физиологическим состоянием культуры, фазой развития и накоплением ею специфической для данного вида органической кислоты, уровнем каталазной, пероксидазной, супероксидисмутазной активности, синтезом витаминов, аминокислот и летучих компонентов.
Результаты по изучению механизма и кинетики культивирования продуцентов позволили создать регулируемые технологические процессы получения БАД с обеспечением гарантируемых воспроизводимых показателей, экологической и санитарно-гигиенической безопасности. На основе созданных технологий разработан ассортимент эффективных антимикробных, антиокислительных, консервирующих добавок с использованием кислотообразующих микроорганизмов для применения их качества лечебно-профилактических добавок к продуктам питания, для защиты пищевых продуктов и продовольственного сырья, придания упаковочным материалам и таре антисептических свойств.
Полученные антимикробные и антиокислительные комплексные добавки при испытаниях их для защиты пищевых продуктов, кормовых продуктов, продовольственного и сельскохозяйственного сырья позволили
249
снизить потери при хранении на 20-30%, повысить эффективность использования сырья на 15-20%, удлинить сроки хранения продуктов и сырья в 2-3 раза.
Эффективность проводимых исследований подтверждена также при разработке новой кормовой белковой добавки в виде смеси «Биобардин», которая в течение двух лет внедрения получила широкую апробацию в животноводстве при кормлении различных групп животных и птицы. На основании полученных положительных результатов продолжается дальнейшее тиражирование этой технологии.
За последние пять лет научные и технические разработки лаборатории внедрены на 10 предприятиях, разработано 15 комплектов нормативнотехнической документации, 30 рецептур, 5 производственных регламентов.
Опубликовано 20 печатных работ, принято участие в 15 конференциях, семинарах, симпозиумах.
Работы лаборатории отмечены серебряной медалью ВВЦ и Дипломом 1-го Инновационного симпозиума в Бельгии.
Разработки лаборатории находятся на современном научно-техническом уровне, конкурентно способны по сравнению с зарубежными технологиями, защищены девятью патентами РФ.
Сотрудником лаборатории защищена кандидатская диссертация и одна готовится к защите.
РАЗРАБОТКА ТЕХНОЛОГИИ ПРОИЗВОДСТВА БЕЛКОВОГО КОРМОВОГО ПРОДУКТА НА ОСНОВЕ ОТВОДОВ ПЕРЕРАБАТЫВАЮЩИХ ОТРАСЛЕЙ ПРОМЫШЛЕННОСТИ И ИСПОЛЬЗОВАНИЕ ЕГО ПРИ КОРМЛЕНИИ РАЗЛИЧНЫХ ВИДОВ ЖИВОТНЫХ И ПТИЦЫ, ОБЕСПЕЧИВАЮЩЕЕ СНИЖЕНИЕ ДЕФИЦИТА БЕЛКА В КОРМОПРОИЗВОДСТВЕ
Галкина Г.В., клп.н., Куксова Е.В., Волкова Г.С., к.т.н., Илларионова В.И., к.б.н., Горбатова Е.В.
В принятой Минсельхозом концепции по развитию животноводства в России предусмотрено увеличение к 2010 году производство говядины, свинины, мяса птицы в два раза.
За последнее десятилетие наполнение российского рынка мясными продуктами на 40-60 % зависит от поставки его из-за рубежа, что грозит продовольственной безопасности страны.
Решение поставленных задач по развитию животноводства предполагает значительное расширение производства кормов, повышение их
250
качества, применения новых технологий и создание на этой основе крупнотоннажных производств.
Кроме недостаточного объема производства кормов неблагоприятным фактором в животноводстве является низкое качество кормов, в первую очередь, его несбалансированность и недостаток белка, эти проблемы имеют всеобщее значение.
По данным ряда специалистов мировой дефицит белка кормов к началу XXI века оценивается в 30-35 млн. т. в год.
Применяемые в настоящее время в хозяйствах методы кормления животных не всегда позволяют в полной мере сбалансировать рационы по важнейшим показателям энергии, протеину, минералам и витаминам, вследствие чего генетически заложенный потенциал продуктивности животных используется только на 50-60%. Несбалансированность кормовых рационов приводит к значительному ( на 25-50%) перерасходу кормов и росту удельного веса зернофуража в рационах. На отечественных предприятиях отрасли удельный вес зерна в комбикормах составляет 75% и в хозяйствах до 82%, в то время как в других странах около 45%.
Дефицит белка пополняется за счет использования кормовых дрожжей, шротов, белковых кормовых добавок, но объемы их производства ограничены, поэтому в значительных количествах эти компоненты приобретаются по импорту.
Потребность производства в белковых компонентах покрываются за счет импорта соевого шрота (330 тыс.т./год) и рыбной муки (85ты.т./год). Однако последнее время ужесточились требования к соевому шроту (муке) в связи с выращиванием сои с использованием генно-модифицированных организмов (ГМО). В связи с известными заболеваниями животных в странах ЕС запрещено использование мясо-костной муки. Невозможность с помощью современных методов контроля достаточно точно различать подобные продукты, получаемые в условиях новых технологий производства рыбной муки, привела к тому, что этот богатый источник животного белка запрещен в ряде стран к применению. Вызывает озабоченность и уровень диоксина в рыбной муке.
Существующие производственные мощности по выработке кормов не могут обеспечить имеющуюся и перспективную потребность в кормах, необходимо создавать новые мощности, что требует значительных капитальных и материальных затрат.
Кроме того недостаточное использование научного потенциала, кустарное производство комбикормов с целью их удешевления приводит к низкому качеству, несбалансированности, недостатку белка и высоким издержкам производства.
При этом требуется увеличение ресурсов сырья для производства кормов - расширение посевных площадей, выращивание новых более продуктивных культур, что также связано со значительными затратами средств, трудовых ресурсов и длительного времени.
В то же время видится реальная возможность достаточно быстро
251
организовать производство кормовых белковых продуктов, используя имеющийся потенциал в виде вторичных сырьевых ресурсов и отходов производства в перерабатывающих отраслях промышленности: спиртовой, пивоваренной, крахмальной, мукомольной и других. Предприятия этих отраслей промышленности стабильно работают, а выработка из их отходов и вторичных сырьевых ресурсов дополнительной товарной продукции повысит эффективность использования сельхозсырья в основном производстве, позволит улучшить инфраструктуру производства и одновременно решить экологические проблемы.
В настоящее время эти большие ресурсы сырья для производства кормов в виде отходов и вторичных ресурсов перерабатывающих отраслей промышленности лишь частично и недостаточно эффективно используются.
Одно из направлений для организации крупнотоннажного производства кормовых белковых продуктов разработано научными сотрудниками ВНИИ пищевой биотехнологии с участием специалистов организуемых производственных предприятий.
На основании проведенных в течение ряда лет фундаментальных исследований во ВНИИПБТ разработана и реализована в промышленном масштабе современная технология производства белковых кормовых смесей на основе использования отходов спиртового, пивоваренного, крахмального, молочного и других производств, защищенная патентами Российской федерации.
При использовании спиртовой барды вырабатывается белковый кормовой продукт «Биобардин». Он характеризуется высоким содержанием белка (40-45%), аминокислот, витаминов, микроэлементов и др. полезных веществ. Продукт также обладает пробиотгЛескими и защитнопрофилактическими свойствами.
Создание при перерабатывающих предприятиях производства кормов на основе использования отходов основного производства позволяет снизить издержки основного производства, обеспечить наиболее полное и комплексное использование сырья, решить экологическую проблему перерабатывающих отраслей промышленности.
Поэтому организация такого производства имеет инвестиционную привлекательность, преимуществом является также использование отечественного оборудования. Размещение оборудования возможно в быстровозводимых зданиях.
Следует остановиться на организационных аспектах проблемы неудовлетворительного использования вторичных сырьевых ресурсов (ВСР). Организация производства из ВСР дополнительной продукции требует капитальных и эксплутационных затрат, трудовых ресурсов, отвлечения на эти производства основных руководящих и инженерно-технических кадров, организации систем маркетинга и сбыта продукции и выполнения других несвойственных основному производству функций.
И хотя это побочное производство способствует снижению затрат на основное производство, снижение себестоимости продукции, однако этих
252
преимуществ недостаточно по сравнению с возникающими дополнительными заботами.
Особенно это касается вопросов реализации кормовой продукции из-за большого количества мелких хозяйств - потребителей, большого разнообразия животных с различными требованиями по объемам и ритмичности поставок, договорными ценам, условиям перевозок и т.д.
При организации промышленного производства кормового продукта «Биобардин» из послеспиртовой барды на одном из спиртовых заводов Рязанской области все эти дополнительные функции приняла на себя специально созданная фирма. Свое взаимоотношение с основным предприятием (спиртзаводом) фирма строит на хоздоговорной основе по передаче послеспиртовой барды, по обеспечению из имеющихся ресурсов электроэнергией, водой. Возможна организация и совместного предприятия. Принятая форма организационных взаимоотношений дала возможность организовать новое производство кормового белкового продукта в короткие сроки(4-5 месяцев).
В данном случае проблема ставится и решается шире - не просто использование ВСР, а создание сквозных технологий, т.е. высокотехнологичного комплекса полного цикла по переработке сельскохозяйственного сырья с более эффективной выработкой целевого продукта (спирта), производством кормового белкового продукта из отходов спиртового производства и использованием его в животноводстве для производства продукции сельского хозяйства - мяса, молока, яиц и др.
Разработанная технология основана на фундаментальных исследованиях, которые показали возможность получения высокобелкового корма, обогащенного полезными веществами, обладающего пробиотическими свойствами. Этот кормовой продукт содержит кроме повышенного содержания белка, комплекс аминокислот, минеральных веществ и витаминов, комплексы метаболитов, ферментов, бактериоцинов, консорциум живых микроорганизмов, обеспечивающих защитнопрофилактические свойства продукта.
Химический и аминокислотный состав «Биобардина», по сравнению с соевым и подсолнечным жмыхами, представлен в таблице 1.
Как видно из таблицы «Биобардин» по составу близок к этим источникам белка, а по некоторым показателям их превосходит.
Особенность технологии - обработка барды консорциумом анаэробных микроорганизмов, характеризующимся широким спектром потребления различных веществ, что приводит к получению высокобелкового корма и к истощению растворимых веществ барды до 1-1,25% сухих веществ.
253
Таблица 1 Химический и аминокислотный состав «Биобардина», соевого и подсолнечного шротов, %
Показатели Соевый шрот Подсолнечный шрот Биобардин
Обменная энергия, ккал в 100 г 260 226 237-224
Влага 8,5 8,5 7,3-9,7
Сырой протеин 36 38 38,1-45,6
Сырой жир 5,8 1,7 8,3-5,1
Сырая клетчатка 7,3 15,0 11,4-13,5
Сырая зола 6,0 7,2 5,52-3,25
Кальций 0,34 0,35 1,32-1,15
Фосфор 0,65 0,65 0,45-0,50
Натрий 0,05 0,08 0,15-0,56
Калий - - 0,24-0,26
Аминокислоты:
Лизин 2,26 1,27 1,18
Гистидин 0,83 0,98 1,01-1,03
Аргинин 2,6 2,92 1,7-1,79
Треонин 1,51 1,51 1,27-1,26
Глицин 1,48 2,2 1,51-2,01
Цистин 0,43 0,65 0,52-0,61
Метионин 0,45 0,88 0,68-0,85
Валин 1,83 2,03 1,96-2,2
Изолейцин 1,75 1,7 1,58-2,57
Лейцин 2,72 2,4 4 2,44-2,85
Фенилаланин 1,9 1,8 1,88-2,07
Тирозин 1,24 1,15 1,49-1,17
Для получаемого фильтрата имеется несколько путей его использования и превращения тоже в товарный продукт, в зависимости от инфраструктуры производства.
Возврат фильтрата в спиртовое производство для полной замены воды, используемой на затор и другие технологические нужды. Остающиеся в фильтрате полезные компоненты служат дополнительным питанием для спиртовых дрожжей.
Учитывая, что половину сухих веществ фильтрата составляют растворимые белки, он может использоваться как заменитель цельного молока для выпаивания молодняка различных животных, этому способствуют биопротекторные свойства фильтрата, обеспечивающие возможность его сохранения длительное время.
Рекомендуется также использовать фильтрат для выпойки взрослых животных вместо воды (по 35-50 литров на голову в сутки).
Нормативная документация на кормовую белковую смесь «Биобардин» согласована и утверждена в установленном порядке.
254
Инструкция по применению препарата согласована с Федеральной службой по ветеринарному и фитосанитарному надзору.
Кормовой белковый продукт «Биобардин» производится в течение ряда лет. Использование его для обогащения и балансирования рационов кормления сельскохозяйственных животных и птицы по белку и для частичной замены в них соевого и подсолнечного шротов рекомендовано методической комиссией ФГУ ВГНКИ и Департаментом ветеринарии РФ.
Исследования по его использованию при кормлении различных групп животных - крупного рогатого скота, свиней, лошадей, птиц и молодняка этих групп животных проводились с привлечением соответствующих институтов сельскохозяйственного профиля, животноводов, ветеринаров непосредственно в животноводческих хозяйствах и частных подворьях. По результатам опытных кормлений была отмечена почти полная сохранность молодняка, быстрое развитие и прибавление веса, хорошее физическое состояние, отсутствие диареи и других заболеваний, хорошая поедаемость корма. Прирост живой массы на одну голову молодняка крупного рогатого скота в сутки составил 370-400г. Кормовая белковая смесь не оказала отрицательного влияния на биохимические показатели крови, они находились а пределах физиологической нормы.
В 2003-2005гг работы по испытанию «Биобардина» были продолжены на ряде откормочных предприятий Рязанской области под контролем и общим руководством Управления сельского хозяйства Рязанской области. Использование «Биобардина» при откорме крупного рогатого скота в с/х кооперативах (СПК) «Мурмино», СПК «Лакаш», СПК «Гавриловское», СПК «Ялдино» и др., откорме свиней в СПК «Шелковское», СПК «Ижевское», СПК «Искра» Рязанской области, СХПК «Канаш», СХПК «Шимкусский», СХПК «Новый путь», СХПК Комсомольского, Батыровского, Яльчикского и других районов Чувашской республики, позволило добиться существенного привесов на откорме, увеличить надои молока более чем на 2 литра в сутки на голову, повысить качество получаемого мяса.
Проведены испытания по использованию «Биобардина» при кормлении кур-несушек и цыплят - бройлеров различного возраста.
По данным ВНИИТИП при скармливании в течение шести месяцев «Биобардина» в полнорационных комбикормах кур-несушек в оптимальном количестве 4% вместо подсолнечного шрота было отмечено повышение интенсивности яйценоскости на 8,4%, количества яиц на 7,9% больше при более низкой затрате кормов на 2,7% по сравнению с контролем. При этом переваримость и доступность всех питательных веществ кормов была выше в рационах с «Биобардином».
Кроме того установлено, что применение «Биобардина» увеличивает накопление в яйцах витаминов А, Е, В2 и каротиноидов на 20-40%.
При использовании «Биобардина» в полнорационных комбикормах для цыплят- бройлеров в количестве 3 и 6% вместо соевого жмыха показано, что получение живой массы опытного молодняка различного возраста превышало контрольную группу на 3-3,1%, при потреблении корма на 2,6%
255
меньше. При этом ввод «Биобардина» обеспечивает высокое содержание протеина в ножных мышцах, что является хорошим показателем качества мяса.
Положительные результаты получены при использовании «Биобардина» в коневодстве. При откорме молодняка Русской верховой породы на ЗАО «Старожиловский конный завод» с добавлением «Биобардина» к основному рациону или с замещением 10% состава суточной нормы концентратов в короткие сроки были достигнуты максимальные привесы и становление экстерьера молодой лошади. Кроме того отмечено положительное влияние добавки «Биобардина» на общее физиологическое состояние лошади, особенно в зимний период.
На основании результатов широкого производственного опыта по применению «Биобардина» разосланы рекомендации Управлением животноводства Минсельхоза РФ об использовании его взамен подсолнечного и соевого шротов, замещения импорта.
Таким образом кормовая белковая смесь «Биобардин» может служить основой белковых компонентов для комбикормов, премиксов, кормовых добавок.
Кормовая белковая смесь «Биобардин» по своему химическому составу и питательной ценности выгодно отличается от других кормовых белковых продуктов (таблица 2).
Таблица 2 Основные характеристики кормовых добавок
№ п/п Название Содержание протеина Цена Цена/качество 4 (стоимость единицы протеина, доллары США)
1 Соевый шрот 48 300 6,25
2 Кормовые дрожжи 48 266 5,54
3 Рыбная мука 60 750 12,50
4 Биобардин 45 200 4,44
Одним из наиболее перспективных источников повышения эффективности для животноводческих хозяйств является применение оптимальных по соотношению цена-качество кормовых продуктов. Основными потенциальными конкурентами «Биобардина» можно считать соевый шрот, рыбную муку и кормовые дрожжи. В таблице 3 представлены данные по соотношению цена-качество для этих кормовых продуктов, которые подтверждают эффективность «Биобардина».
Инвестиционная привлекательность данной технологии выражается в более низких капитальных и эксплутационных затратах, что показано в таблице 4 на одном примере - по сравнению с производством кормовых дрожжей.
256
Таблица 3 Химический состав и питательная ценность белковых кормов
Показатель Подсолнечный шрот Соевый шрот Кормовые дрожжи Рыбная мука Белотин СП 40% Белотин СП 44% Биотрин Биобардин
Сырой протеин, % 38 45 45 60 40 44 41 45
Клетчатка, % 15 7 1,5 1 7 7 10,4 8,0
Сырой жир, % 1,5 7 1,5 1 7 7 10,4 8,0
Лизин, % 1,2 2,7 1,5 7,4 3,4 3,4 6,6 1,2
Метионин, % 0,68 0,61 0,54 1,7 0,38 0,85 0,78 0,8
Мет.+цистин, % 1,2 1,26 1,14 2,43 0,74 1,31 н/д 1,3
Триптофан, % 0,45 0,59 0,62 0.60 0,34 0,81 0,55 0,6
Фосфор, % 0,9 0,63 1,32 3,5 1,5 1,5 1,52 0,6
В1, мг/кг 3,2 3,1 16 1 10 10 18,1 3,3
Вг, мг/кг 3,1 3,8 40 1 1 161 161 49 7,7
Вз, мг/кг 13 16 60 17 140 140 215 35,3
Вд мг/кг 2300 2500 2800 3500 5300 5300 280 700
Вз, мг/кг 240 40 250 90 430 430 180 26,8
В6, мг/кг 11 5 30 4 42 42 10 8,2
Обменная энергия, ккал/кг 2670 2500 2800 2840 2850 2900 2900 3200
Переваримость белка, % 86 90 89 89 89 89 89 92
Таблица 4 Сравнительные расходы сырья, материалов и теплоэнергетических ресурсов на 1 тонну продукции
Наименование Предлагаемый белково-кормовой продукт Кормовые дрожжи из барды Кормовые дрожжи из зерна
Расход сырья (зерно и отходы), т Расход сырья (барда), м3 Расход сырья (меласса), т 1,106 14,4 0 0 41,0 15,0 1,543 0 0
2. Диаммоний фосфат, кг 28,9 15,0 24,4
3.Натрий едкий, кг 4,49 0,4 0,2
4. Аммиачная вода, кг 0 100,0 65,6
5. Сульфат аммония, кг 0 200,0 51,4
6. Хлорид калия, кг 0 0 10,3
7. Серная кислота, кг 0 20,0 3,8
8. Олеиновая кислота, кг 0 3,6 2,6
9.Соапсток, кг 0 7,0 10,3
10. Фосфорная кислота, кг 0 4,0 0
11.Хлорная известь, кг з,о 2,5 1,9
12.Формалин, кг 0 1,5 1,9
13.Спирт этиловый ректификат, см5 0 100,0 12,9
14.Мешки, шт 50,0 50,0 50,0
Вода и ТЭР: 15.Вода, м3 при оборотном водоснабжении 9,4 5,0 148,5 0 142,0 20,0
16.Электрозатраты,квт/ч 180,0 2000,0 1400,0
17.Тепловая энергия, Гкал 2,1 3,0 2,22
18. Сжатый воздух, м3/ч 0 480,0 640,0
257
Риски проекта нивелируются созданием нового производства в сезьской местности, где имеются трудовые ресурсы, льготы по электроэнергии, низкие транспортные расходы, наличие потребителей на близлежащих территориях и т.д.
Предприятие, создаваемое по разработанной технологии, может рассматриваться как типовой оптимальный проект для последующего тиражирования применительно к конкретным производственным структурам агропромышленного комплекса с целью создания бысгровозводимых комплексов в рамках инновационного проекта.
БИОТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПИЩЕВЫХ ДОБАВОК С ЗАЩИТНО-ПРОФИЛАКТИЧЕСКИМИ СВОЙСТВАМИ
Куксова Е.В., Волкова Г.С., к.т.н., Илларионова В.И., к.б.н., Галкина Г.В., к.т.н., Горбатова Е.В.
Одним из перспективных направлений вовлечения биотехнологических методов в пищевую промышленность является производство защитнопрофилактических препаратов с использование^ вторичных сырьевых ресурсов, при обработке которых микроорганизмами и их ферментами улучшаются качественные характеристики субстрата, открывается возможность получения полноценных пищевых добавок с требуемым комплексом функциональных свойств для производства высококачественных продуктов питания.
При использовании этих добавок в пищевом производстве не только в полной мере удовлетворяется физиологическая потребность человека в основных пищевых компонентах, но и становится возможным повысить устойчивость организма к неблагоприятным условиям жизни и труда, способствовать профилактике и лечению массовых и специфических заболеваний. Эти свойства достигаются применением современных способов биотехнологии и технологических приемов, обеспечивающих безопасность пищевых продуктов и сырья при его переработке и хранении, т.к. в их основе лежат биологически естественные методы.
В основе целого ряда современных биотехнологий лежит направленное использование микроорганизмов при создании новых экологически безопасных пищевых продуктов направленного действия с различным метаболическим статусом, обладающих защитно-профилактическими и антимикробными свойствами. Данное исследование посвящено разработке научной концепции процессов биоконверсии вторичных сырьевых ресурсов с
258
помощью кислотообразующих бактерий с накоплением пищевых органических кислот L-формы и комплекса веществ, обеспечивающих стабильность свойств и пищевой ценности продуктов питания и сырья при хранении.
Основное внимание было уделено проверке и усовершенствованию отдельных стадий технологического процесса получения пищевой добавки на основе молочнокислого и пропионовокислого брожения с определением условий культивирования, обеспечивающих направленный биосинтез с преимущественным накоплением L-форм кислот и комплексов ферментов антиоксидантного и антимутагенного направления.
В качестве сырья использовали различные вторичные сырьевые ресурсы, такие как молочная сыворотка, яблочные выжимки и различные отходы плодоовощных производств, переработки зерна и др.
На первом этапе отрабатывались условия обработки сырья с целью подготовки его к процессу ферментации. Исследования включали в себя подбор степени измельчения, режим разваривания сырья, если это необходимо, гидромодуля, а также в оптимизацию процесса ферментативной обработки подготовленного сырья.
Проведена подробная оценка приготовленных питательных сред по технологическим параметрам (содержанию сухих веществ, вязкости, степени фильтрации и содержанию редуцирующих веществ). Полученные данные позволили сделать вывод о целесообразности использования таких сред для последующих ферментаций с целью получения пищевых органических кислот (содержание сухих веществ в среде 16,5 - 30%, содержание редуцирующих веществ 3,5 - 10%).
Далее на этих питательных средах проведена серия опытов по ферментации молочнокислых бактерий, пропионовокислых бактерий и их смесей с целью получения пищевых добавок с различными функциональными свойствами. В качестве примера приводится принципиальная технологическая схема получения пищевых добавок -молочной кислоты и лактатов из молочной сыворотки.
На основании анализа проведенных ранее теоретических и экспериментальных исследований отобраны штаммы микроорганизмов, отвечающие поставленной задаче. С целью получения защитнопрофилактических препаратов на основе ассоциаций кислотообразующих микроорганизмов были использованы селекционированные штаммы Lact. acidophilus S1, штаммы Lact. plantarum, Lact. casei, Prop, freudenreichii и Prop, shermanii.
При совместном культивировании перечисленной ассоциации бактерий в сброженных растворах обнаружены L-молочная и пропионовая кислоты, растворимые белки, каталазно-пероксидазные, супероксидисмутазные и лактатдегидрогеназные комплексы. Кроме того, обнаружены цитохромоксидазные системы, а также витамины группы В-В), В2, В3, В4, В5, Bg, В9 И В|2.
259
Рисунок 1 - Принципиальная технологическая схема получения пищевых добавок - молочной кислоты и лактатов из молочной сыворотки
260
При изучении процесса культивирования и изучении состава культуральных жидкостей отмечается, что антибиотические вещества и антиокислительные ферментные комплексы, обладающие антимикробными признаками и определяющие защитно-профилактические свойства, образуются в клетках бактерий и выделяются в культуральную жидкость на всем протяжении физиологического развития. Установлена корреляция между фазой развития кислотообразующих микроорганизмов и комплексом ферментов и ферментных систем, выделяемых в культуральную жидкость.
Технологический режим ферментации подготовленных питательных сред с использованием отобранных штаммов предлагает использовать подготовленные питательные среды без внесения дополнительных компонентов, так как они содержат в своем составе полный набор питательных компонентов, необходимых для роста продуцентов.
Особое внимание уделяли сохранению в конечном продукте биологически ценных компонентов и живых микроорганизмов, в том числе продуцирующих L-формы кислот (пропионовокислые, молочнокислые бактерии и их ассоциации). Установлены динамики процессов накопления продуктов и влияния на них отдельных факторов.
Полученные результаты по процессам подготовки и сбраживания исходного сырья позволили разработать рекомендации по условиям биосинтеза для получения защитно-профилактической добавки, содержащей L-кислоту.
Выработанные таким образом образцы пищевых добавок содержали в пересчете на сухое вещество: редуцирующих веществ 0,3-0,5%; протеина 35-45%; молочной кислоты 1,0-1,5%.
Одним из направлений работы над данной технологической схемой стал поиск возможных путей придания конечным продуктам других свойств и повышению их качества для потребителей. Для этого потребовалось внесение в питательную среду дополнительных стимулирующих компонентов для обогащения состава питательной среды. В предварительных исследованиях было замечено, что например, молочная сыворотка может обладать дополнительными возможностями для усиления ее питательной способности.
С целью улучшения состава питательной среды проведены исследования по ферментативной обработке сыворотки с помощью ферментов протеолитического действия: протосубтилин, амилоризин, реннинопузиллин и др. Полученные ферментолизаты, содержащие различные фракции гидролиза белков, показали высокую эффективность при добавлении их в питательную среду в количестве до 10% к объему среды. Это позволило получить максимальный выход целевых продуктов при последующих культивированиях молочнокислых бактерий.
Приведенные данные показывают, что положительное влияние на рост культуры клеток могут оказывать продукты неполного гидролиза, а именно пептидная фракция определенной величины, получаемая в результате ферментативного гидролиза белков.
261
Отобранные ранее штаммы, с использованием которых получены хорошие результаты, были охарактеризованы по культуральноморфологическим и физиолого-биохимическим свойствам, с целью подготовки материалов для их депонирования и патентования. На каждый штамм продуцент составлен паспорт с описанием его характеристик. Штаммы депонированы в Коллекции промышленных микроорганизмов.
Уровень накопления целевых продуктов различными культурами молочнокислых бактерий приводится в Таблице 1.
Таблица 1 Уровень накопления целевых продуктов
Культура молочнокислых бактерий Содержание метаболитов на 20 часов роста, г/л
Молочная кислота Метаболиты
внеклеточные внутриклеточные
Lactococcus lactis 24 20,0 0,12 -
Lactococcus lactis 119 15,0 0,20 -
Lactococcus lactis 1500 25,0 0,40 -
Lactobacilus brevis K-l 20,0 0,50 0,8
Lactobacillus acidophilus var. coccoideus 35,0 0,20 4,0
Lactobacillus delbrueckii БД-ХП 32,0 - -
Lactobacillus delbrueckii JI-3 40,0 - -
Streptococcus faecium 3185 T 50,0 0,15 5,0
Streptococcus faecium 2240D 56,0 0,20 6,0
Качество целевого продукта повысилось за счет увеличения в нем содержания метаболитов, в том числе аминокислот, микроэлементов и витаминов, что обеспечивает не только питательную ценность, но и пробиотические, защитно-профилактические свойства. Таким образом, получаемые по данной технологии пищевые добавки при внесении в пищевые продукты придают им антагонистические, антимикробные и антиоксидантные свойства, которые обеспечивают их сохранность в течение длительного времени.
262
г
Исследованиями установлено, что содержание метаболитов зависит от использования ферментолизатов, содержащих различные фракции гидролиза белков.
Например, в ферментолизате, полученном с помощью бактериальной протеазы, уровень аминокислот не превышал 10,5%, а среди пептидов преобладали фракции 1000-1500 Д (от 48 до 54%), меньше было фракций с массой 500-1000 Д и от 1 до 4 фракций олигопептидов.
Такой гидролизат по физико-химическим показателям более соответствовал коммерческим препаратам пептидов, используемым в качестве добавок к питательным средам.
При ферментативном гидролизе иммобилизованным химотрипсином соотношение белковых фракций оказалось следующим: фракции с молекулярной массой более 5000 Д составляли 0-5 %, 3500-5000 Д - 15-25 %, 1500-3500 Д - 20-30 %, 500-1500 Д - 35-45 %, и менее 500 Д - 5-10 %. Азот свободных аминокислот составлял менее 10 % от общего белкового азота в гидролизате.
Сравнительный гидролиз белков ферментами панкреатином, химотрипсином и бактериальной нейтральной протеазой показывает, что все рассмотренные ферменты образуют наибольшую, в процентном соотношении, фракцию пептидов размером 500-1500 Д.
Комплекс бактериальных протеаз В. megaterium - мегатерии, по характеру гидролизуемых связей, сходен с протосубтилином.
Обобщая все экспериментальные данные можно сделать следующие выводы: для активного роста культуры в качестве источников азота недостаточно содержания только аминокислот, необходимо присутствие и более крупных белковых фракций, таких как пептиды, поли-, олигопептиды, пептоны. Такой сложный состав в культуральной среде можно обеспечить ограниченным гидролизом исходного белка. Для конкретного микроорганизма такая фракция должна подбираться эмпирически - выбором определенного фермента и условий гидролиза. Состав продуктов гидролиза -диапазон пептидных фрагментов - определяется в большей степени субстратной специфичностью ферментов, воздействующих на определенные связи в молекуле, и в меньшей природой исходного белка.
Для максимального синтеза бактериоцинов, в среды, содержащие, например, молочную сыворотку, рекомендуется вносить до 10% ферментных гидролизатов.
Таким образом, применив различные способы подготовки сырья и подбор микроорганизмов-продуцентов, а также используя возможности дополнительного обогащения питательных сред удалось в процессе биоконверсии сырья добиться накопления в конечном продукте сухих веществ, протеина, молочной кислоты и других полезных питательных компонентов. Анализ аминокислотного состава сырья и готового продукта на примере использования зерновых отходов приведен в Таблице 2.
263
к
Таблица 2 Анализ аминокислотного состава сырья и готового продукта
Содержание аминокислот, % на с.в. пшеница рожь пшеница + рожь 70:30
зерно сброж. зерно сброж. зерно сброж.
Лизин 0,42 0,47 0,30 0,48 0,29 0,71
Г истидин 0,40 0,72 0,23 0,52 0,27 0,69
Аргинин 0,84 0,95 0,52 0,78 0,60 0,85
Аспарагиновая кислота 0,82 1,36 0,63 1,23 0,54 1,45
Треонин 0,41 0,78 0,27 0,61 0,28 0,83
Серин 0,58 1,00 0,32 0,68 0,40 0,93
Глутаминовая кислота 4,61 5,36 2,26 4,35 3,27 4,90
Пролин 1,47 2,31 0,87 1,75 1,07 1,79
Глицин 0,61 0,93 0,33 0,72 0,42 0,93
Аланин 0,52 1,05 0,33 0,87 0,40 1,13
Цистин 0,28 0,42 0,23 0,31 0,26 0,31
Валин 0,63 1,24 0,39 1,05 0,46 1,27
Метионин 0,23 0,49 0,20 0,37 0,20 0,48
Изолейцин 0,51 1,02 0,29 0,75 0,35 0,93
Лейцин 0,93 1,83 0,51 1,35 0,67 1,67
Тирозин 0,43 0,75 0,21 0,53 0,32 0,64
Фенилаланин 0,60 1,13 0,37 0,88 0,47 1,04
Сумма аминокислот 14,29 21,81 8,26 17,23 10,27 20,55
Полученные культуральные жидкости могут быть использованы в качестве пищевой добавки как в натуральном виде, так и после разделения ее на твердую и жидкую фазы, т.к. обе фракции обладают аналогичными питательными и защитными свойствами (за счет содержания молочной кислоты, её солей и других метаболитов биоцидного характера). Одним из аспектов их применения может служить использование их для замены химических и синтетических консервантов, как более физиологичных на клеточном уровне. Помимо установленной пригодности полученных добавок для защиты кормовых и пищевых продуктов, необходимо отметить, что универсальностью способы их применения не обладают и в каждом отдельном случае необходима разработка соответствующих рекомендаций.
С целью отработки стадий разделения культуральной жидкости по фракциям проверяли различные способы фильтрации - центрифугирование при различном числе оборотов (3-10 тыс.), фильтрация через фильтрующие материалы, отстаивание и др. По результатам исследований рекомендуется разделение центрифугированием при 5-6 тыс. оборотов и лучше при пониженных температурах.
Проведены исследования по очистке растворов пищевых добавок с помощью сорбентов (цеолит, перлит, бентонит, желатин и др.), катионо- и анионообменных смол типа КУ-2 и ЭДЭ-10П.
264
Отработаны режимы концентрирования, которые проверены при выработке опытных образцов пищевых добавок.
Оценка потребительских свойств пищевых добавок производилась по показателям белка, аминокислот, витаминов и микроэлементов.
На основании полученных результатов исследования разработана нормативно-техническая документация на пищевые добавки на основе L-формы молочной кислоты и лактата кальция, а также технологические инструкции на их производство.
Таким образом, была получена серия пищевых добавок с различными функциональными свойствами:
- молочная кислота в виде L-формы как регулятор кислотности и биоконсервант;
- лактаты натрия, кальция и др. как биологически активные добавки;
- обогащенная пищевая добавка с антиоксидантными, антагонистическими, антимикробными и консервирующими свойствами.
Характеристики некоторых пищевых добавок приведены в таблицах 3, 4, 5.
Таблица 3 Показатели качества пищевой молочной кислоты
Наименование показателя Характеристика и нормы
Внешний вид, запах Прозрачная жидкость без осадка со слабым, запахом, без запаха летучих кислот.
Массовая доля общей молочной кислоты, % 40,0 ± 1,0
Содержание Ь(+)-формы в молочной кислоте 40,0 + 1,0
Массовая доля прямо титруемой молочной кислоты, %, не менее 37,5
Массовая доля ангидридов, %, не более 2,5
Цветность, градусы, не более 6,5
Массовая доля золы, %, не более 0,6
Массовая доля железа (Fe), %, не более 0,007
265
Таблица 4 Показатели качества лактата натрия
Наименование показателя Характеристика и нормы
Внешний вид, цвет, запах Густой сироп от желтого до светло-коричневого цвета с легким специфичеким запахом
Массовая доля лактата натрия, %, не менее 40,0 + 0,1
Содержание Ь(+)-формы в лактате натрия, %, не менее 40,0+1,0
Массовая доля ртути, мкг/кг, не более 0,03
Массовая доля свинца, мкг/кг, не более 0,05
Массовая доля мышьяка, мкг/кг, не более 1,0
Массовая доля меди, мкг/кг, не более 5,0
Массовая доля цинка, мкг/кг, не более 10,0
Таблица 5 Показатели качества защитно-профилактической добавки
Наименование показателя Характеристика и нормы
Внешний вид, цвет, запах Порошок от кремового до коричневого цвета с легким запахом молочной кислоты
Сырой протеин, % по сухим веществам *30-45
Зольность, % по сухим веществам 4-6
Сухие вещества, % 8,5-15
рн 4,0-6,0
Редуцирующие вещества, %, не более 0,5
Незаменимые аминокислоты, % от общего содержания белка, 15,0-40
Опытные образцы переданы для испытаний у потребителей: для использования в производстве рыбных консервов и рыбного фарша, для защиты теста, хлеба и хлебных продуктов от микробиологической порчи, для использования в продуктах быстрого приготовления, в производстве квасов и т.д. Лактаты молочной кислоты переданы для использования в кондитерском производстве. Свойства солей молочной кислоты (лактатов) - ценных пищевых добавок - позволяют их использовать, с одной стороны, как регуляторы кислотности и бактерицидных агентов, а с другой - как улучшители и носители необходимых организму микроэлементов: кальция, железа, йода, редких щелочно-земельных металлов и других.
266
Области использования такого вида продукции достаточно обширны, так как многие современные пищевые технологии и проекты сегодня невозможно реализовать без использования различных пищевых добавок для сохранения и/или придания пищевым продуктам и полуфабрикатам необходимых потребительских и технологических свойств. Научные основы использования полученных пищевых добавок опираются на фундаментальные основы медико-биологической науки и биотехнологии, исключая возможность возникновения негативных эффектов как в настоящем, так и в будущем.
Так, обогащенная пищевая добавка, содержащая смесь кислот, может использоваться в качестве подкислителя, который при необходимости может придавать продуктам новые вкусовые выражения, носящие более длительный характер, поскольку время наиболее интенсивного проявления в продуктах у индивидуальных пищевых кислот разное, а их сочетание можно оптимизировать до необходимого уровня.
По результатам исследований получено 7 патентов РФ.
Внедрение разработанной технологии позволит снизить потери сырья при переработке на 10%.
Использование полученных пищевых добавок, которые содержат молочную кислоту в L-форме, лактаты и метаболиты, обеспечивает увеличение сроков хранения пищевой и кормовой продукции и сырья на 30%, обогащает их белковыми компонентами, аминокислотами, витаминами и др.
Результатом стала разработанная технологическая инструкция получения пищевой добавки, обеспечивающей увеличение сроков хранения пищевых продуктов и снижение их себестоимости.
Быстрые темпы развития биотехнологии и генной инженерии постоянно ставят новые задачи, касающиеся качества и безопасности пищевых продуктов и используемого сырья, а вместе с тем и заставляют интенсифицировать поиск возможностей эффективного использования вторичного сырья, используемого в пищевой промышленности.
Результаты проведенных исследований позволяют реализовать потенциал отечественной науки и технологии в обеспечении комплексной переработки и более полного использования различных видов местного сельскохозяйственного сырья на основе сокращения потерь и отходов при его переработке с целью производства высококачественных продуктов питания.
267
НОВАЯ ЭФФЕКТИВНАЯ ТЕХНОЛОГИЯ ПРОИЗВОДСТВА Ь(+)-МОЛОЧНОЙ кислоты
Куксова Е.В., Волкова Г.С., к.т.н., Илларионова В.И., к.б.н., Галкина Г.В., к.т.н., Горбатова Е.В.
Многие современные пищевые технологии сегодня безусловно невозможно реализовать без использования различных пищевых добавок для сохранения или придания пищевым продуктам и полуфабрикатам необходимых потребительских и технологических свойств.
Пищевые органические кислоты являются наиболее известными представителями пищевых добавок, получаемых способом микробиологичес-кого синтеза, используемых в производстве различных продуктов питания в кулинарии, домашних условиях.
За последние годы резко выросла потребность в пищевых кислотах, в том числе и молочной, в связи с расширением объемов их использования в традиционных отраслях (кондитерская, безалкогольная, пивоваренная, хлебопекарная, консервная и т.д.), а также появлением новых потребителей, таких как производство косметики и парфюмерии, фармацевтических препаратов, моющих средств, полимеров, расширение использования в животноводстве и др.
Классическое применение молочная кислота (Е*270) имеет в пищевой промышленности в качестве регулятора кислотности и консервирующей добавки к пищевым продуктам, а ее соли - лактаты (Е 325-327) в качестве буферной субстанции и для придания кислого привкуса, в кожевенной промышленности для набухания и обеззоливания, в текстильной промышленности, как вспомогательный материал при отбеливании и печати.
В сельском хозяйстве молочная кислота используется в качестве консервирующей добавки, как средство для очистки, дезинфекции и нейтральной добавки для кормов.
Если двадцать лет назад мировая потребность в молочной кислоте составляла 40 тыс.т. в год, то в настоящее время эта потребность возросла до 250 тыс.т. в год.
Особенно бурное развитие производство и потребление молочной кислоты и ее производных намечается для получения легкоразлагающихся полимеров и других волокон на основе молочной кислоты.
По сравнению с другими видами полиэфиров на основе продуктов, получаемых из синтетического сырья, оказалось, что комплекс свойств полимеров молочной кислоты и возможности их применения являются вполне удачными, при этом не возникает серьезных экономических и экологических проблем при их производстве, применении и утилизации.
268
Именно это и послужило толчком к развитию технологии биодеградабельных полимеров, в первую очередь производства и применения волокон, пленок и пластиков.
Из полимолочной кислоты возможно производство таких продуктов, как покрывающая пленка для сельского хозяйства, системы укрепления грунта для садоводства и возделывания виноградников, одноразовые изделия медицинского применения для больниц, одноразовая посуда и другие изделия бытового применения, а также упаковка для продовольственных продуктов и товаров широкого потребления. По данным маркетинговых исследований в настоящее существует рынок полимолочной кислоты для пленок и неформированых волокон приблизительно 122тыс.т/год, в 2008 году он составит 390 тыс.т/год и увеличиться к 2010 году до 1184тыс.т/год. Это обусловлено значительными преимуществами этой технологии перед производством волокон из синтетического и нефтехимического сырья, экологические последствия которых крайне отрицательны.
Кроме того, нарастающий в последнее время дефицит нефти и газа и рост их цен на мировом рынке, а также ограниченность запасов этих невосстанавливаемых ресурсов земли являются предпосылками для поиска альтернативных источников сырья для производства полимеров и пластиков.
При этом одновременно находит свое решение проблема утилизации пластмасс, отходов их производства, тары, упаковки и других полимеров, которые в настоящее время загрязняют окружающую среду в нарастающих масштабах.
Производство биоразлагаемых полимеров на основе молочной кислоты является наиболее перспективным направлением, т.к. в качестве сырья используется ежегодно возобновляемые рексурсы, производство экилогически безопасно и такие опытные производства уже существуют, и создаются современные технологии получения молочной кислоты, полилактида и полимерных материалов на их основе, уже ведется строительство или проектируются крупные промышленные производства.
Для развития крупномасштабных производств биоразлагаемых полимеров, а также обеспечения потребностей в молочной кислоте и лактатах, как пищевых добавок, традиционных потребителей необходимо создание эффективного производства молочной кислоты и ее производных. Решающим условием эффективности производства является использование дешевого доступного сырья и прогрессивной технологии.
В этом направлении в течение ряда лет проводилась научная разработка во ВНИИПБТ. Главными этапами исследования были:
селекция высокоактивных штаммов молочнокислых бактерий;
поиск и исследование дешевого сырья в виде отходов и вторичных ресурсов перерабатывающих отраслей промышленности(пивоваренной, спиртовой, молочной, крахмальной, мукомольной и др.);
создание малостадийной технологии производства и выделения целевых продуктов;
оптимизация условий культивирования, обеспечивающих
269
максимальный выход целевых продуктов от сброженного субстрата;
разработка и определение производственных факторов, обеспечивающих существенное снижение себестоимости молочной кислоты, повышение эффективности и рентабельности производства.
Поскольку в России выпускают только рацемическую смесь (DL-молочная кислота), которую нельзя использовать при производстве полилактида, а производство оптически чистых изомеров молочной кислоты отсутствует, поэтому столь актуальной является разработка технологии и организация производства молочной кислоты в L-форме.
Нами разработана технология получения L-молочной кислоты и ее солей при использовании штамма-продуцента Enterococcus faecium. Штамм был отобран из 30 имеющихся в лаборатории пищевых кислот и уксуса ВНИИПБТ. Со штаммом была проведена работа по по селекционированию с целью получения активных вариантов культуры, обладающих способностью сверхсинтеза L-молочной кислоты. Штамм был запатентован и депонирован под номером B-2240D, способ производства L-молочной кислоты и ее солей также защищен патентом РФ .
Способ, включает ферментацию монокультуры бактерий Enterococcus faecium на питательной среде, для приготовления которой используются отходы и вторичные ресурсы перерабатывающих отраслей промышленности (различные виды молочной сыворотки, отходы зерноперерабатывающей промышленности, пивную дробину, спиртовую барду и т.д ), разделение культуральной жидкости на твердую и жидкую фазы и выделение целевых продуктов. Использование изобретения позволяет получить целевые продукты с весьма низкой себестоимостью, выходом до 95% и оптической чистотой до 99,8%.
Таким образом, разработанная технология с использованием штамма-продуцента Enterococcus faecium B-2240D отвечает всем требованиям, предъявляемым к продуцентам молочной кислоты в L(+) -форме: обеспечивает хороший рост на используемом субстрате, эффективное превращение углеродного субстрата до конечного продукта, высокий выход основного продукта и кроме того культура является продуцентом бактериоцина (энтерококцина).
Для штамма продуцента подобраны оптимальные условия культивирования и на их основе определен основной технологический режим получения молочной кислоты в виде ее соли и стадия обработки сброженного раствора с максимальной сохранностью антибиотического комплекса метаболитов молочнокислых бактерий.
Получение Е(+)-молочной кислоты и/или ее солей производили путем культивирования в 1000 литровых ферментационных аппаратах, снабженных блоками управления и контрольно-измерительными приборами с коэффициентом первоначального заполнения питательной средой 0,5. В качестве питательной среды использовали пастеризованную творожную сыворотку и дрожжевой ферментолизат. Питательную среду подогревали до
270
температуры 45°С, устанавливали начальное значение pH среды 6,6-6,8 и засевали чистой стартерной культурой до 20% от объема питательной среды.
На протяжении всего периода ферментации соблюдали следующие условия: температура составляла 45°С, культуральную жидкость периодически перемешивали при 400 об/мин, значение pH поддерживали в интервале 6,6-6,8 в начале ферментации, далее отключали рН-статирование и процесс проводили при снижении значения pH до 5,8-5,9 за счет естественного закисления среды, вследствие накопления молочной кислоты в культуральной жидкости, далее возвращали значение pH на уровень 6,6-6,8. В качестве нейтрализующего агента использовали 20% раствор гидроксида натрия.
С целью максимального накопления целевого продукта в период активного кислотообразования в ферментационой среде поддерживали концентрацию лактозы в интервале 3 - 4 % путем периодического внесения сгущенной молочной сыворотки с содержанием лактозы 23-25 % с таким расчетом, чтобы к концу процесса ферментационная среда содержала не более 0,2-0,3 % остаточной лактозы. В связи с увеличением объема ферментационной среды и соответственно уменьшением концентрации питательных веществ и витаминов, в среду вносили дополнительно дрожжевой ферментолизат с минеральными добавками до необходимых его концентраций в питательной среде, что позволило интенсифицировать процесс брожения. Через каждые 6 часов в динамике производили отбор проб для определения содержания лактозы и лактата натрия в культуральной жидкости.
Далее применяли отъемно-доливной метод. Из ферментера отбирали до 20% посевного материала суточной культуры (предпочтительно 16-18-часовую культуру) и вносили в следующий ферментационный аппарат с предварительно подготовленной питательной средой. Содержимое ферментационного аппарата, из которого отбирали посевной материал, доводили до первоначального объема питательной средой и проводили цикл биосинтеза молочной кислоты с соблюдением заданных технологических параметров.
На основании проведенных исследований была составлена технологическая схема получения молочной кислоты и/или ее натриевой соли.
Для оценки эффективности внедрения предлагаемых мероприятий рассчитывается комплекс технико-экономических показателей:
1) абсолютные капитальные затраты;
2) себестоимость продукции и её годовая экономия по сравнению с производством по традиционной схеме;
3) оценка окупаемости капитальных вложений.
Себестоимость 1 т молочной кислоты определена по статьям:
1. Сырьё и материалы.
2. Энергозатраты.
3. Заработная плата рабочих с отчислениями в соцстрах.
271
4. Амортизация, текущий ремонт и содержание оборудования и зданий.
5. Прочие затраты.
1. Затраты на сырьё и материалы при производстве молочной кислоты из молочной сыворотки и по традиционной технологии приведены в таблице 1.
Таблица 1
Наименование сырья и материалов Норма расхода сырья на 1т готовой продукции, кг Цена, руб/кг Затраты на выпуск 1 т, руб
традиционная технология на молочной сыворотке традиционная технология на молочной сыворотке
Молочная сыворотка - 8900 0,10 - 890
Сахар 1259 - 10 12590 -
Гидроксид натрия - 139 16 - 2224
Серная кислота 222 222 15 3330 3330
Активированный уголь марки А 65,8 - 4,004 263,5 -
Активированный уголь марки В 87,7 87,7 4,004 351,15 351,15
Мел 341,2 - 0,063 21,49 -
Смола ионообменная анионит АВ-17-8 4,5 - 20 90 4
Смола ионообменная катионит КУ-2-8 4,5 4,5 45,24 203,58 203,58
Калий железистосинеродистый 0,9 - 96 86,4 -
Соляная кислота 14 - 40 560 -
Известь негашеная 13,8 - 0,042 0,58 -
Солодовые ростки 44 - 0,233 10,25 -
Итого: - - - 17506,95 6998,73
Экономия по сырью и основным материалам на тонну продукции составила 10508,22 руб.( 17506,95 - 69998,73 = 10,5 тыс. руб.). Экономия в год составила Э = 337,5х 10,5 = 3543,75 тыс.руб.
Результаты расчётов по изменяющимся статьям себестоимости 1 т молочной кислоты представлены в таблице 2.
272
Таблица 2
Статьи затрат Расходы на единицу продукции, руб Расходы на годовой выпуск продукции, тыс. руб Эконом (+) Перерасход (-)
традиционная технология на молочной сыворотке традиционная технология на молочной сыворотке на ед. продукции, руб на годовой выпуск, тыс руб
Сырьё и материалы 17,50 6,99 5906,25 2359,13 + 10,51 +3544,2
Энергозатраты 4,3 3,3 1451,3 1113,8 + 1 +337,6
Водопотребление 0,5 0,88 168,75 297,0 -0,38 - 128,25
Заработная плата с отчислениями 5,79 3,86 1954,12 1302,75 + 1,93 +651,37
Амортизация, текущий ремонт и содержание оборудования 1,646 1,266 555,53 427,3 +0,38 + 128,25
Себестоимость 29,74 16,30 10037,3 5501,13 + 13,44 +4536,2
Срок окупаемости инвестиций на организацию производства молочной кислоты по новой технологии составляет 14,7 месяцев.
Сводные данные по экономической эффективности предлагаемой технологии по сравнению с традиционной представленны в таблице 3.
Таблица 3
Показатели Ед. измере-НИЯ Традиционная технология На молоч-ной сыворотке Отклонения
Абс. %
1.Объём производства в год т 337,5 337,5 0 100
2. Себестоимость единицы продукции тыс. руб. 29,7 16,3 13,4 54,88
3. Производительность труда т/чел. 0,37 0,56 0,19 151,35
4. Выход готовой продукции с единицы перерабатываемого сырья % 89 93,5 4,5 107
5. Прибыль за год тыс. руб. 3010,5 7546,5 4536,0 250,7
6. Цена тыс. руб. 38,66 38,66 - 100
273
Таким образом, разработка и внедрение технологии производства Ь(+)-молочной кислоты и ее солей (лактатов) позволит не только обеспечить потребность внутреннего рынка России, но и наращивая объемы производства, в виду высокого качества и низкой себестоимости выпускаемой по данному проекту продукции, быть конкурентно способной и на внешнем рынке.
274
ОТДЕЛ ПРОИЗВОДСТВА ХЛЕБОПЕКАРНЫХ ДРОЖЖЕЙ
ОСНОВНЫЕ НАПРАВЛЕНИЯ НИР ОТДЕЛА ПРОИЗВОДСТВА ХЛЕБОПЕКАРНЫХ ДРОЖЖЕЙ
Фурсова Н.А. - завотделом
Отдел производства хлебопекарных дрожжей стал одним из подразделений института в 1986 году в результате проводимой в те годы реорганизации, имея свои традиции и многолетний опыт работы в научно-исследовательском институте хлебопекарной промышленности. Возглавляемый сначала к.т.н. Семихатовой Натальей Михайловной, а затем д..т.н., член-корреспондентом АТН РФ Туляковой Татьяной Владимировной, занял достойное место своими разработками в области производства хлебопекарных дрожжей в тематике института.
Имея свой музей, где хранятся штаммы пекарных, спиртовых, винных дрожжей, собранные за многолетнюю работу несколькими поколениями сотрудников лаборатории, отдел продолжает работу над селекцией новых высокоэффективных штаммов пекарных дрожжей, обладающих улучшенными биотехнологическими свойствами, в том числе устойчивых к высоким концентрациям сахара , жира ( для производства хлебобулочных изделий из рецептурного теста), к низким температурам и другим ингибирующим жизнедеятельность дрожжей факторам.
За последние три года селекционированы , проверены в производственных условиях четыре штамма пекарных дрожжей.
Известно, что полноценное питательное сырье является гарантией качества готового продукта. Поэтому одним из приоритетных направлений отдела является изучение основного сырья для производства пекарных дрожжей - свекловичной мелассы. В отделе разработана новая методика оценки биотехнологических характеристик свекловичных меласс.
Новая методика включает в себя 23 показателя, в том числе физико-химических, микробиологических и биотехнологических. Анализ совокупных значений этих показателей позволяет прогнозировать результаты процесса культивирования дрожжей с использованием данных меласс в производственных условиях.
Совместно с отечественными учеными из НПП «Макромер» (г.Владимир) сотрудниками отдела испытаны и внедрены в производство эффективные пеногасители класса Лапролов ПД-1 и пластификатор Д-1 аналог зарубежного структола «J-600».
В настоящее время проводится комплекс работ по созданию отечественного эмульгатора для предохранения дрожжевых клеток от воздействия высоких температур при сушке дрожжевой биомассы.
В результате проведенных научно-исследовательских работ сотрудниками отдела совместно с со специалистами ОАО «Реатэкс» разработан и внедряется в производство комплексный минеральный препарат «Фосфомин-М», содержащий фосфор, калий, марганец и другие микроэлементы в оптимальных для роста дрожжей соотношениях, Использование этого препарата особенно эффективно при использовании неполноценных по качеству меласс,
В отделе производства хлебопекарных дрожжей проводится работа по изучению посторонней микрофлоры , сопутствующей процессу культивирования дрожжей и влияющей на качество готового продукта. Разрабатываются способы по снижению контаминации популяции чистой культуры с использованием селективных ингибиторов и применение разработанной ускоренной технологии производства пекарных дрожжей с использованием сушеной чистой культуры.
Коллективом ученых отдела и сотрудниками Московского дрожжевого завода разработана уникальная технология обогащения пекарных дрожжей йодом, признанная одним из наиболее эффективных способов по решению проблемы йододефицита.
Кроме того, в отделе проведены работы по разработке технологии получения экстрактов и автолизатов дрожжей, обеспечивающих высокое качество готового продукта.
В настоящее время в отделе ведутся работы яо вопросам освоения новых альтернативных источников углеводного и минерального питания; дальнейшему изучению процессов биоконверсии дрожжевой биомассы; проблемам оптимизации процесса производства пекарных дрожжей с учетом специфики технологического оборудования, имеющегося на каждом конкретном дрожжевом заводе. Отдел разрабатывает новые комплексные активаторы роста дрожжей, работает над созданием нормативнотехнической документации, ведет консультативную и обучающую деятельность.
Несмотря на непростую судьбу, выпавшую на долю отдела производства хлебопекарных дрожжей, сотрудники отдела продолжают добрые традиции научных исследований основоположника науки о хлебопекарных дрожжах - Екатерины Аркадьевны Плевако и ее преемника и последователя - Натальи Михайловны Семихатовой.
276
ДРОЖЖЕВАЯ ПРОМЫШЛЕННОСТЬ РОССИИ И ПЕРСПЕКТИВЫ ЕЕ РАЗВИТИЯ
Туликова Т.В., д.т.н.
В начале шестидесятых годов девятнадцатого века к издавна существовавшим биохимическим производствам - пивоваренному, спиртовому, винодельческому, основанным на действии дрожжей, прибавилась еще одна отрасль промышленности, где дрожжевая биомасса была целевым продуктом.
В России первые специализированные заводы возникли в 1860 году вблизи Ревеля и Риги. В 1861 году были построены спирто-дрожжевые заводы в Центральной России , а затем в Сибири.
При этом в качестве основного сырья использовали зерновые заторы. Одновременно с дрожжами на этих заводах вырабатывали спирт.
С начала двадцатого века дрожжевое производство подверглось коренной перестройке. С 1916 года в России появились заводы, вырабатывающие только пекарские дрожжи. Причем в качестве единственного источника углеводного питания использовали отход сахарного производства - мелассу.
Меласса постепенно вытеснила дорогостоящее и трудно перерабатываемое зерновое сырье.
Дрожжевые заводы подверглись соответствующему переоборудованию и увеличили свою производительность.
Так в 1930 году объем производства пекарских дрожжей в России составил 27,65 тыс. тонн, а уже в 1939 году - 91,8 тыс. тонн.
Самым крупным в России и в Европе был Московский дрожжевой завод, основанный в 1882 году. В 1940 году Московский дрожжевой завод вырабатывал 16,5 тыс. тонн дрожжей в год.
В 1952-1962 годах потребность в дрожжах увеличилась, и, как следствие, их производство выросло в 2,35 раза.
Одновременно существующие заводы оснащались новой техникой, совершенствовался технологический процесс.
Старые производственные мощности не могли удовлетворить возросший спрос на дрожжи. В связи с этим было принято решение о строительстве новых заводов.
В 1969 году был построен завод в городе Узловая, при этом оборудование и технология были закуплены у Швеции.
В 70-80 годы специальным постановлением партии и Правительства СССР были выделены значительные денежные средства на строительство 11 новых дрожжевых заводов, из них 8 заводов предполагалось построить в Российской Федерации.
277
Учитывая, что в Странах СЭВ за дрожжевую промышленность отвечала Польская народная республика, все указанные заводы были комплектной польской поставки.
Строительство заводов и ввод их в эксплуатацию был осуществлен за десять лет. Но даже это значительное увеличение мощности дрожжевой промышленности не удовлетворило возросшие потребности потребительского рынка в пекарских дрожжах.
В 1987 году было принято специальное Постановление Правительства СССР о принятии срочных мер по переоснащению дрожжевых заводов новыми видами оборудования. Причем это оборудование предполагалось производить на машиностроительных заводах России.
В Постановлении предусматривалось и создание мощной производственной базы по производству сушеных дрожжей «Инстант».
В соответствии с данным Постановлением рядом предприятий России были разработаны и освоены опытные образцы ферментеров, сепараторов, вакуум-фильтров и сушилок, с характеристиками, отвечавшими современным требованиям.
Опытные образцы оборудования были размещены на дрожжевых заводах во всех республиках Советского Союза.
Так оборудование для цеха чистой культуры было размещено на Львовском дрожжевом заводе (Украина), комплект оборудования для сушки дрожжей - на Ошмянском дрожжевом заводе (республика Беларусь).
Для размещения на Российских дрожжевых заводах были предназначены ферментеры и вакуум - фильтр.
Однако начавшаяся перестройка и дезинтеграция СССР не позволили реализовать решения указанного Постановления и финансовые средства для тиражирования разработанных образцов не были выделены.
Каждый производитель дрожжей был вынужден производить реконструкцию своими силами с учетом местной специфики.
Это привело к тому, что в настоящее время уровень технической оснащенности дрожжевых заводов России существенно уступает уровню оснащенности аналогичных предприятий за рубежом.
На настоящий момент дрожжевая промышленность России объединяет 32 специализированных завода и 4 спиртовых завода, выпускающих остаточные спиртовые дрожжи для нужд хлебопекарной промышленности.
В группу из 32 специализированных заводов входят 10 предприятий, производственная мощность которых больше 6 тыс.т. дрожжей в год, и 22 предприятия, мощность которых меньше 6 тыс. т. дрожжей в год.
Мощность 6 тыс.т. дрожжей в год принята нами за основу классификации заводов на группы в связи с тем, что по расчетам ведущих менеджеров дрожжевой промышленности эта мощность является предельным уровнем безубыточности для специализированных дрожжевых заводов.
Снижение объема выпускаемых дрожжей ниже этого значения увеличивает вероятность низкой рентабельности производства.
278
На рис. 1 приведены данные по объемам производства дрожжей на российских дрожжевых заводах по группам в 2003 году.
Объемы производства пекарских дрожжей в 2003 году
Из приведенных данных видно, что доля производимых на предприятиях 2 группы дрожжей составляет 35,9 % от общего объема производства.
Таким образом, более чем у трети предприятий дрожжевой отрасли вероятность убыточности производства очень высока. Как правило, эти предприятия оснащены морально и физически устаревшим оборудованием, что еще более снижает уровень конкурентоспособности их продукции на потребительском рынке.
Закрыть эти предприятия или перераспределить рынок в пользу производителей с большими производственными мощностями было бы неправильно и с социальной, и с экономической точки зрения.
Во-первых, это приведет к сокращению рабочих мест в малых городах, во-вторых, транспортные расходы составляют в цене дрожжей значительную долю, эта доля все время увеличивается за счет повышения цен на энергоносители. Возить прессованные дрожжи на большие расстояния стало экономически не целесообразно. Поэтому территориальный принцип размещения предприятий дрожжевой промышленности остается актуальным.
Специалистами ВНИИ пищевой биотехнологии разработана концепция повышения эффективности работы дрожжевых заводов за счет модернизации основного производства и освоения технологий, основанных на процессах биоконверсии дрожжевой биомассы в биологически активные препараты, например, в В-глюканы , автолизаты или экстракты.
Модернизация основного производства предусматривает замену устаревшего оборудования на всех стадиях технологического процесса, в том числе и на стадиях ферментации и выделения дрожжей из культуральной
279
жидкости. Большое внимание при этом уделяется внедрению современных систем контроля и управления процессами.
Примером успешного решения вопросов модернизации основного производства, позволившей существенно повысить конкурентоспособность готовой продукции (прессованных дрожжей) на Российском рынке, является Ростовский завод.
В условиях жесткой конкурентной борьбы с зарубежными производителями за рынки сбыта администрацией Ростовского завода было принято решение о привлечении кредитов для полной замены устаревшего ферментационного оборудования (дрожжерастильных аппаратов ВДА-100) на ферментеры фирмы Фрингс (Германия) с высокими массо- и теплообменными характеристиками. При этом поддержание оптимальных условий для роста биомассы осуществляется системами программной подачи компонентов питательной среды и стабилизации температуры и pH культуральной жидкости на определенных уровнях в зависимости от стадии ферментации.
Использование ферментеров нового поколения позволило Ростовскому заводу не только существенно повысить экономичность процесса ферментации, снизив расход основного и вспомогательного сырья, тепло и энергоресурсов, но и существенно повысить качество готовой продукции.
Если до реконструкции качественные характеристики готовой продукции Ростовского завода варьировали на уровне:
- подъемная сила дрожжей 52-56 мин.
- газообразующая способность 450-620 мл СО2/г СВ час,
то после реконструкции аналогичные показатели составили:
- подъемная сила дрожжей 32-42 мин,
- газообразующая способность 750-820 мл СО2/г СВ час.
Для максимального использования возможностей ферментационного оборудования специалистами ВНИИПБТ разработана программа расчета технологических режимов процессов ферментации с учетом массо- и теплообменных характеристик ферментеров, биотехнологических особенностей используемого штамма дрожжей и специфических особенностей каждого конкретного производителя.
Данная программа была успешно реализована на Ливенском дрожжевом заводе (ОАО «Этанол»).
Только за счет оптимизации нагрузок на основное технологическое оборудование в соответствии с разработанной программой удалось снизать потери углеродсодержащего сырья - мелассы, а, следовательно, повысить выход дрожжей при существенной стабилизации качественных характеристик готовой продукции.
Если при работе по старой технологической схеме вариабельность подъемной силы дрожжей составляла 20-25 %, то после освоения новой технологии этот показатель снизился до 5-10 %.
В связи с возросшими требованиями хлебопеков к качеству дрожжей
280
большое внимание специалистами ВНИИПБТ уделяется вопросам селекции новых высокопродуктивных штаммов дрожжей и методам снижения вероятности контаминации популяции дрожжей чистой культуры посторонней микрофлорой.
За последние три года в институте селекционировано, проверено в производственных условиях и предложено промышленности шесть штаммов дрожжей, характеризующихся высокими качественными характеристиками, стабильностью биотехнологических показателей и устойчивостью к посторонней микрофлоре.
Учитывая, что в настоящее время не все заводы отрасли оснащены установками по осветлению и стерилизации мелассы, разработаны способы по снижению контаминации популяции дрожжей чистой культуры путем использования селективных ингибиторов, например «Фриконта», при культивировании дрожжей, а также ускоренная технология производства дрожжей с использованием сушеной чистой культуры.
Известно, что качество готовой продукции в значительной мере зависит от полноценности питательной среды. Отсутствие того или иного микро или макроэлемента изменяет направленность биохимических процессов и приводит к формированию биомассы со сниженными качественными характеристиками.
Специалистами ВНИИПБТ совместно со специалистами ОАО «РЕАТЭКС» разработан и внедрен в производство новый комплексный препарат «Фосфомин», содержащий фосфор, калий, магний, марганец и другие микроэлементы в оптимальных для роста дрожжей соотношениях.
Использование этого препарата взамен традиционных источников фосфора - диаммоний фосфата и ортофосфорной кислоты, обеспечивает сбалансированность питательной среды по минеральным веществам и гарантирует высокие качественные характеристики готовой продукции.
Учитывая исключительно важную роль витаминов в метаболизме дрожжей, специалистами ВНИИПБТ совместно с ООО «Фермтек-М» испытан и внедрен на дрожжевых заводах России комплексный витаминный препарат «Биостим».
Использование этого препарата при производстве дрожжей на Ливенском дрожжевом заводе (ОАО «Этанол») позволило увеличить выход дрожжей в среднем на 7 %.
Приоритетные исследования в области здорового питания позволили специалистам института внести существенный вклад в решение проблемы йод-дефицита в России.
По данным Всемирной организации здравоохранения 1,5 млрд, населения Земли страдает от дефицита йода.
Главный Государственный врач РФ Онищенко Г.Г. в Постановлении № 11 от 02.05.97 констатировал, что «в большинстве регионов Российской Федерации отмечается дефицит йода в почвах, воде и продуктах питания.
Это приводит к широкому распространению среди населения эндемического зоба, обуславливает отставание умственного и физического
281
развития детей, глухонемоту, неврологический кретинизм, нарушение зрения».
Учитывая важность проблемы йод-дефицита, специалистами ВНИИПБТ совместно со специалистами Московского дрожжевого завода разработана уникальная технология обогащения дрожжей йодом.
Технология была защищена патентами России и Украины.
В кратчайшие сроки была разработана вся необходимая нормативнотехническая документация и организовано промышленное производство дрожжей, обогащенных йодом.
Использование дрожжей, обогащенных йодом, при производстве хлебобулочных изделий не требует изменения технологии приготовления теста и не приводит к удорожанию продукции.
Использование дрожжей, обогащенных йодом, при производстве массовых сортов хлеба позволяет осуществить наиболее эффективную профилактику йод дефицитных состояний, особенно у социально незащищенных слоев населения.
Украинскими медиками из «Института экологии человека» в рамках программы «Экологическое дошкольное учреждение» исследована эффективность введения в рацион питания детей с гиперплазией 1 и 2 степени (заболевание щитовидной железы) хлеба, полученного с использование дрожжей, обогащенных йодом.
Медиками установлено, что через 1,5 месяца у 85 % детей контрольной группы нормализовалось состояние биоэнергетики щитовидной железы. Результаты клинических испытаний позволили им рекомендовать дрожжи, обогащенные йодом, как компонент постоянной эндокринологической профилактики детей.
Известно, что в настоящее время производство продуктов биоконверсии дрожжевой биомассы - важная отрасль биотехнологии.
Ведущие зарубежные фирмы, такие как S.I.Lesaffre, DSM и другие, наряду с традиционными формами дрожжевой биомассы - прессованными или сушеными хлебопекарными дрожжами, выпускают десятки видов дрожжевых экстрактов и автолизатов. Причем доля продуктов биоконверсии дрожжевой биомассы в общем объеме производства дрожжей в последние годы значительно увеличилась.
По мнению А.А.Кудряшовой эта тенденция вызвана тем, что биомасса дрожжей дешевое и легко воспроизводимое сырье для получения белковых продуктов, а биомасса пекарских дрожжей по общему количестве и соотношению незаменимых аминокислот соответствует требованиям, предъявляемым ФАО/ВОЗ к высокопитательным пищевым продуктам.
В таблице 1 приведены данные по аминокислотному составу пекарских дрожжей, телятины 1 -ой категории и творога.
Из приведенных данных видно, что соотношение суммы заменимых и незаменимых аминокислот у пекарских дрожжей равно 1,22. В то же время у творога это соотношение равно 1,34, а у телятины - 1,59.
282
Таблица 1
мг/100 г продукта
Аминокислота, Дрожжи Sacch. cerevisiae Творог Телятина 1 категории
Незаменимые аминокислоты 4302 7680 7629
Валин 698 990 1156
Изолейцин 741 1000 998
Лейцин 903 1850 1484
Лизин 913 1450 1683
Метионин 233 480 414
Треонин 644 800 855
Триптофан 174 180 245
Фенилаланин 496 930 791
Заменимые аминокислоты 5785 10270 12133
Аланин 366 440 1124
Аргинин 528 810 1278
Аспарагиновая кислота 684 1000 1844
Гистидин 302 560 739
Глицин 465 260 948
Глутаминовая кислота 1570 3300 3329
Пролин 490 2000 1333
Серин 583 820 813
Тирозин 676 930 689
Цистин 121 150 236
Незаменимые/ заменимые 1,20 1,34 1,59
В работах многих авторитетных исследователей показано, что пекарские дрожжи характеризуются оптимальным соотношением не только незаменимых и заменимых аминокислот, но и оптимально сбалансированным сочетанием содержания белка, витаминов и минеральных веществ.
В России дрожжевые автолизаты и экстракты до последнего времени производились рядом московских предприятий, Однако техническое оснащение этих предприятий не позволило им выйти на значимые объемы производства.
Увеличивающийся спрос на дрожжевые экстракты определил необходимость разработки промышленной технологии, которая позволяла бы с одной стороны получать высококачественный продукт, а с другой -обеспечивать высокую стабильность этих качественных характеристик.
283
Специалистами ВНИИПБТ такая технология была разработана и реализована на Московском дрожжевом заводе.
В таблице 2 приведены характеристики продуктов, полученных по данной технологии на Московском дрожжевом заводе.
Таблица 2
Наименование показателя Исходные дрожжи Дрожжевой автолизат Дрожжевой экстракт Промытые клеточные стенки
Влажность, % 70,8 3,8 5,8 2,86
Азот общий, % 6,61 6,67 7,46 6,1
Азот аминный, % - 1,93 3,64 0,14
Белок сырой, % СВ 41,3 41,7 46,6 38,1
Зола, % СВ 6,8 7,3 6,5 2,1
Фосфор (Р2 О5 ), % СВ 1,95 2,08 2,65 1,48
Из приведенных данных видно, что дрожжевой экстракт содержит существенно больше аминного азота, чем исходные дрожжи и даже дрожжевой автолизат.
Характеристики полученного дрожжевого экстракта позволяют рекомендовать его в качестве основного компонента для конструирования новых натуральных биокорректоров или иммуномодуляторов при профилактике целого ряда заболеваний. *
Таким образом , можно утверждать, что российский рынок дрожжей является перспективным и динамично развивающимся.
Основными направлениями развития отрасли являются внедрение новых более производительных видов оборудования на всех стадиях процесса производства дрожжей, использование комплексных
сбалансированных по минеральному и витаминному составу компонентов питательной среды, селекционирование высокоэффективных штаммов дрожжей, внедрение в промышленность технологий обогащения дрожжевой биомассы йодом и другими жизненно важными микро и макроэлементами, разработка и промышленное освоение новых продуктов биоконверсии дрожжевой биомассы.
284
КОНТАМИНАЦИЯ ДРОЖЖЕЙ ПОСТОРОННЕЙ МИКРОФЛОРОЙ И НОВЫЕ ВОЗМОЖНОСТИ ИСПОЛЬЗОВАНИЯ БИОЛОГИЧЕСКИ-АКТИВНЫХ ПРЕПАРАТОВ ИЗБИРАТЕЛЬНОГО ДЕЙСТВИЯ
Фурсова Н.А., Ермакова Т.В., Анисимова Е.Б.
Как известно, процесс культивирования дрожжей сопровождается ростом посторонней микрофлоры. Источниками попадания посторонней микрофлоры в производство дрожжей является сырье ( меласса), минеральные соли, ростовые вещества, пеногасители, засевные дрожжи, вода, воздух, технологическое оборудование, персонал.
Развиваясь совместно с культурными дрожжами, посторонние микроорганизмы неблагоприятно влияют на технологический процесс, снижают выход и качество готовой продукции.
Наибольшую опасность для дрожжевого производства представляют некоторые группы микроорганизмов, обнаруживаемые не только в сырье, но и в готовой продукции (в прессованных и сушеных дрожжах).
Так, результаты микробиологических посевов готовой продукции ряда дрожжевых заводов отрасли, за последние 2 года, свидетельствуют порой о значительной общей микробной обсемененности как прессованных, так и сухих дрожжей. Этот показатель, отнесенный к количеству основной культуры, содержащемся в 1 г дрожжей, варьируется в пределах от 0,01 % до 11,0-12,0%.
Жизнедеятельность микроорганизмов тесно связана с окружающей средой. Отдельные свойства среды обитания, воздействующие на микроорганизмы, называются экологическими факторами. Под воздействием экологических факторов возможен и мутагенез, т. е. изменение наследственных свойств клетки.
Экологические факторы весьма разнообразны и изменчивы, поэтому микроорганизмы постоянно адаптируются (приспосабливаются) к ним, и регулируют свою жизнедеятельность в соответствии с их изменениями, отсюда и новые экологические виды микроорганизмов.
Микроорганизмы обладают исключительной приспособляемостью к внешним условиям. Некоторые микроорганизмы переносят неблагоприятное воздействие ряда экологических факторов, образуя споры или капсулы.
Интенсивное, или длительное воздействие неблагоприятных факторов может вызвать летальный исход. Гибель микроорганизма - это необратимая утрата способности к росту и размножению. Однако, многие повреждения, возникающие в клетках, могут быть ликвидированы в определенных условиях, и тогда способность к росту и развитию восстанавливается. Такие
285
L
явления могут наблюдаться, например, после воздействия некоторых видов лучистой энергии и высокой температуры.
В процессе культивирования пекарных дрожжей взаимоотношения пекарных дрожжей и сопутствующих им микроорганизмов носят антагонистический характер, исход борьбы которых существенно зависит от условий размножения микроорганизмов.
На рис. 1 представлены основные микроорганизмы - вредители дрожжевого производства. Как видно из рисунка, наибольшую группу риска для пекарных дрожжей представляют прокариоты, к которым относятся многочисленные виды бактерий.
Морфологически бактерии относительно мало дифференцированы. Поэтому по типу строения имеется ограниченное число форм: сферические, прямые и изогнутые палочки. В дрожжевом производстве основное значение имеют шаровидные и палочковидные бактерии.
По химическому составу и строению клеточной стенки бактерии делятся на 2 большие группы: грамположительные и грамотрицательные.
Способность, или, наоборот, неспособность окрашиваться в темно-фиолетовый цвет при использовании метода, предложенного датским ученым Грамом, служит важным таксономическим признаком, с которым коррелируют другие свойства бактерий.
Клеточная стенка устроена по разному у бактерий, окрашивающихся по Граму положительно и отрицательно. Как у грамположительных, так и у грамотрицательных бактерий, жесткость клеточной стенки обусловлена наличием полимерного соединения муреина, но у грамположителных бактерий его значительно больше, чем у грамотрицательных.
Клеточная стенка грамотрицательных бактерий «значительно тоньше (10-13 нм), но она многослойная.
Наружная мембрана грамотрицательных бактерий препятствует проникновению в клетку токсических веществ, поэтому грамотрицательные бактерии значительно устойчивее по сравнению с грамположительными бактериями к действию антибиотиков, ядовитых, химических и других веществ. Поэтому в пищевых производствах борьба с грамотрицательными бактериями с помощью дезинфицирующих веществ не всегда эффективна.
Посторонняя микрофлора дрожжевого производства представлена как грамположительными, так и грамотрицательными бактериями.
К грамположительным бактериям относятся кислотообразующие бактерии, или молочнокислые бактерии, которые в свою очередь подразделяются по форме клеток на кокки и палочки, не образующие спор. К первой группе относятся бактерии рода Leuconostoc, которые при сбраживании сахаров разлагают их с образованием молочной кислоты и ряда других продуктов: летучих кислот, этилового спирта и углекислого газа. Чаще всего встречается широко распространенный вид Leuconostoc mesenteroides. Он попадает в м/елассу из свеклы, иногда размножается в процессе сахарного производства и затем переходит в готовую продукцию.
286
Микроорганизмы - контаминанты дрожжевого производства
287
Leuconostoc mesenteroides имеет форму очень короткой палочки размером 1,3-1,5* 1,2-1,4 мкм. Чаще обнаруживается в виде коротких цепочек. Они неподвижны. Образование спор не наблюдается, но легко образует капсулу, особенно при росте на среде с сахарозой. Благодаря этому свойству микроорганизм устойчив к нагреванию, может выдержать температуру до 90 °C и даже непродолжительное кипячение. Этот вид расщепляет сахарозу на глюкозу и фруктозу. Глюкоза при этом превращается в вещество более сложного состава (декстран) и вызывает ослизнение среды, особенно интенсивное при слабокислой или нейтральной реакции (при pH 5,5-7,0)В более кислой среде (pH 5,0 и ниже) бактерии не размножаются и ослизнение среды не наблюдается.
На агаровой среде с сахарозой эти бактерии образуют характерные слизистые почти прозрачные, выпуклые, гладкие, довольно крупные колонии (диаметром 2-4 мм), а на агаровой среде с мелом - мелкие, полупрозрачные, слегка опалесцирующие, гладкие, с зоной просветления вокруг.
В настоящее время достаточно редко встречается еще один вид Leuconostoc agglutinans. Он близок по своим морфологическим и культуральным признакам к вышеописанному. Однако, в отличии от него обладает свойствами склеивать дрожжевые клетки в комки и вызывать агглютинацию дрожжей в дрожжерастильных аппаратах.
Капсула, которую образуют эти микроорганизмы при неблагоприятных условиях, увеличивает устойчивость их к дезинфицирующим веществам и к высокой температуре при пропаривании трубопроводов. Следующая группа бактерий, относящихся к кислотообразующим, представлены родом Lactobacillus. Лактобациллы являются постоянными спутниками пекарских дрожжей
В условиях, оптимальных для размножения лактобацилл, они представляют собой палочки, одиночно или попарно соединенные, (2,0-5,0*0,5-0,6)мкм, удлиненные формы и длинные нити наблюдаются лишь при неблагоприятных условиях культивирования.
В дрожжевом производстве род Lactobacillus представлен видами: L. plantarum, относящийся к гомоферментативным бактериям, оптимальная температура t=30 °C, спиртоустойчив до 15-20 % концентрации спирта в среде; и L. fermentii, относящийся к гетероформентативным молочнокислым бактериям.
Метаболиты: муравьиная и уксусная кислота отрицательно влияют на размножение и бродильную активность дрожжей.
Оптимальная температура роста 38-40 °C.
Оптимальный pH 5,5-6,0.
Кроме того, L. fermentii обладают способностью к слабому протеолизу белковых субстратов.
На питательной среде сусло-агар с мелом образует мелкие, гладкие, блестящие колонии со сферической поверхностью, грязно-белого цвета с зоной просветления вокруг колонии. Отсутствует способность восстанавливать нитраты.
288
Лактобациллы относятся к факультативным анаэробам, поэтому предпочитают расти в анаэробных или микроаэрофильных условиях. Наиболее благоприятная форма азота для развития бактерий - различные аминокислоты.
Следующая группа - спорообразующие бактерии. Представлены в основном родом Bacillus.
В виду специфики дрожжевого производства в совместной культуре с пекарским дрожжами остаются жизнеспособными лишь аэробные представители этого рода. Аэробные бактерии имеют большое количество разновидностей. Наиболее часто встречаются клетки, имеющие палочковидную форму разной длины (1,5-4,0*0,5-0,8) мкм с перитрихально расположенными жгутиками. Молодые особи подвижны. Подвижность обычно теряется с возрастом. Аэробные бациллы имеют большое количество морфологических разновидностей. Многие исследователи склонны считать морфологические варианты одного и того же вида бацилл лишь экологическими отклонениями. Поэтому очень важно использование стандартных сред для классификации этих микроорганизмов.
В дрожжевом производстве встречаются в основном виды В. subtilis и В. mesentericus - имеющие между собой много общих морфологических и химических свойств. Это сравнительно крупные палочки различной длины, образующие центральную спору.
Характер роста на питательных средах зависит от состава среды. Так на сусло-агаре колонии получаются сухие, морщинистые, беловатые, иногда сероватые с коричневым оттенком, на дрожжевой воде с сахарозой -слизистые, иногда со слабо-желтым или розоватым оттенком.
Одна из разновидностей В.mesentericus globigii на сахаристых средах образует светло- желтые, выпуклые, слизистые колонии с пузырьками газа, так как при росте на сахаристых средах этот вид образует некоторое количество спирта и углекислого газа, а также ацетон.
Бактерии В. megaterium - крупная палочка, длиной 4-5 мкм, подвижна, имеет центральную спору, на твердых питательных средах образует довольно плотные, гладкие, белые колонии, напоминающие колонии дрожжей сахаромицетов, но более плоские и иногда с концентрическими кругами.
Все описанные выше бактерии могут размножаться в осветленной мелассе в приточных чанах и вместе с дрожжами в дрожжерастильных аппаратах. Эти микроорганизмы наносят значительный ущерб производству, так как в процессе своей жизнедеятельности они используют сахара, и другие компоненты питательной среды, предназначенной для питания основной культуры дрожжей. Кроме того, они восстанавливают содержащиеся в мелассе нитраты в нитриты, которые чрезвычайно ядовиты. Содержание их в среде в незначительном количестве (0,0005%) задерживает нормальное почкование дрожжевых клеток. Например, при содержании в среде нитритов 0,004% накопление дрожжей снижается на 40-50 %. Концентрация нитритов 0,02% почти полностью подавляет рост и размножение дрожжевых клеток и даже вызывает их частичную гибель.
289
Все представители грамотрицательных бактерий не образуют спор, они различаются по форме клеток и способу движения. По числу представителей и значимости в дрожжевом производстве наибольшее значение представляют псевдомонады и энтеробактерии.
Из псевдомонад наибольшее значение имеет род Pseudomonas. Это одиночные подвижные палочки с одним, или пучком полярных жгутиков (монотрихи и лофотрихи). Многие из них образуют флюорорисцирующие пигменты, выделяющиеся в среду, и вызывают порчу готовой продукции.
Такой вид как P.fluorescens является психрофилом и может вызывать порчу дрожжей даже при хранении в холодильных камерах.
Огромное значение имеет также многочисленная кишечная группа бактерий- энтеробактерии. Это одиночные подвижные палочки -перитрихи, но встречаются и неподвижные формы. К этой группе относятся протеолитические бактерии родов Escherichia coli и Proteus vulgaris, которые могут попадать в прессованные дрожжи из плохо промытых сепараторов, а также из трубопроводов, ведущих в промывные сборники дрожжевого молока, и от них к вакуум-фильтрам. Эти микроорганизмы могут размножаться на белковых остатках дрожжей, подвергающихся автолизу, и являются источником вторичного заражения.
Следующая группа - вредителей дрожжевого производства- «дикие» дрожжи. Делятся они на ряд родов и видов: Torulopsis globoza, Torulopsis dattila, Candida utilis, Candida tropicalis и др.
Torulopsis globoza и Torulopsis dattila имеют клетки круглой формы небольших размеров 4-5*5-6 мкм, а также отличаются некоторыми особенностями в строении протоплазмы. Под микроскопом их трудно отличить от пекарных дрожжей; различия имеются во«внешнем виде колоний при посеве на агаровой среде. Грибы рода Candida utilis имеют клетки овальной и удлиненной формы размером 5-9*6-12 мкм, имеют хорошо развитый псевдомицелий. На агаровой среде эти микроорганизмы образуют складчатые и гладкие колонии желтоватого цвета.
Значение «диких» дрожжей в производстве определяется отношением к сахарам, т.е. способностью их сбраживать. Наиболее часто встречающиеся виды этих грибов подразделяют на три группы: не сбраживающие сахара или сбраживающие очень слабо, сбраживающие только глюкозу или сахарозу, сильно сбраживающие все сахара.
Слабо сбраживающие грибы очень снижают подъемную силу дрожжей, и потому являются наиболее опасными, значительно ухудшают качество прессованных дрожжей.
Для дрожжевого производства большое значение имеет скорость роста «диких» дрожжей совместно с сахаромицетами. Размножаясь быстрее сахаромицетов, «дикие» дрожжи используют питательные вещества среды -азот, фосфор, а также спирт и часть веществ, которые образуются в результате жизнедеятельности сахаромицетов, и тем самым препятствуют их росту и размножению.
290
Кроме того, дрожжи вида Torulopsis globoza очень быстро используют нитраты мелассы (соли азотной кислоты) и выделяют в среду дрожжерастильного аппарата нитриты (соли азотистой кислоты), которые тормозят рост сахаромицетов.
Наиболее благоприятная концентрация питательных веществ для размножения «диких» дрожжей создается в среде при кратности разбавления мелассы водой 20-30. В более концентрированной среде, при кратности разбавления 6-9, рост и размножение диких дрожжей замедляется. В связи с этим в первые часы размножения культурных дрожжей, особенно при подаче всей технологической воды во время загрузки аппарата, создаются благоприятные условия для размножения посторонних дрожжей из-за низкой концентрации питательных веществ.
Скорость роста и почкования этих дрожжей в несколько раз больше, чем у основной культуры пекарных дрожжей. Почкование прямое или под углом, иногда проявляются отростки из нескольких почкующихся клеток. На агаровых сахарных средах (с мелом или без) образуют довольно крупные колонии белого или розоватого цвета, слегка выпуклые с гладкой или морщинистой поверхностью, или плоские матовые. При росте внутри среды колонии бывают чечевицеобразные или треугольные, иногда разрывающие агар.
Плесневые грибы представляют собой сплетение тонких нитей (гифов), которое называется мицелием, или грибницей.
Клетки плесневых грибов имеют размеры от 5 до 50 мкм и более. Плодоносящие гифы образуются в воздушном мицелии и имеют споры. Чаще всего в дрожжевом производстве встречаются плесневые грибы, относящиеся к родам Aspergillus,Penicillum, Mucor, различающиеся по цвету мицелия. Налет гриба Aspergillus имеет голубовато-зеленый цвет, Penicillium - ярко-зеленый, Mucor - черный цвет.
На прессованных дрожжах, в практике дрожжевого производства, обычно кроме различного вида плесневых грибов часто встречается Oidium lactis, относящийся к несовершенным грибам. Этот гриб развивается на питательных агаровых средах, имеет белый цвет.
Плесневые грибы являются аэробными микроорганизмами. Для роста, развития, размножения им необходимы те же питательные вещества, что и дрожжам и высокая влажность воздуха. Оптимальная температура роста 30-35 °C. Эти микроорганизмы вызывают плесневение дрожжей с развитием запаха.
Такой подробный обзор сделан для того, чтобы показать Вам все разнообразие опасностей, которые грозят пекарским дрожжам при их производстве.
Существующие сейчас методы борьбы с посторонней микрофлорой можно объединить в три большие группы;
1. Термическая стерилизация материальных потоков.
2. Химическая стерилизация материальных потоков.
291
3. Использование биологически активных препаратов для обработки мелассы и дрожжевого молока.
Термическая стерилизация материальных потоков,а, именно, мелассы, солей, воздуха и т.д. широко используется на зарубежных заводах.
На российских дрожжевых заводах современная система стерилизации установлена лишь в Санкт-Петербурге. Остальные заводы оснащены инжекторами, которые не позволяют реализовать жесткие режимы стерилизации без образования карамелей.
Так как ряд микроорганизмов, а именно, спорообразующие бактерии и бактерии рода Leuconostoc, можно инактивировать только в жестком режиме, то использование инжекторов приводит к снижению содержания сбраживаемых сахаров в растворе мелассы и, как следствие, к снижению выхода дрожжей.
Использование методов химической стерилизации питательных сред, например, обработка раствора мелассы перекисью водорода, приводит к повышению себестоимости дрожжей, а следовательно, и к снижению рентабельности производства.
Несомненный интерес представляет использование биологически активных препаратов, а именно, антибиотиков для обработки дрожжевого молока.
Примером может служить использование биомицина или неомицина для обработки дрожжевого молока.
Однако, решением Минздрава России было запрещено использование антибиотиков при производстве дрожжей. Обоснованность этого решения не вызывает сомнений. Антибиотики вместе с дрожжами попадают в хлеб, что приводило к привыканию россиян к воздействию антибиотиков.
Так как преимущества использования антибиотиков для инактивации посторонней микрофлоры велики, мы провели анализ промышленно освоенных видов антибиотиков, неустойчивых к высоким температурам. Таким антибиотиком оказался «Фриконт».
В нашей лаборатории проводились испытания антибактериального препарата «Фриконт», выпускаемого ООО «Органика». Это антибиотик нового поколения.
Препарат активен в интервале значений pH от 3,0 до 8,0 и теряет свою активность при температуре выше 70 °C, хорошо растворим в воде. Препарат соответствует санитарным нормам и правилам, разрешен Минздравом РФ для использования его в пищевой промышленности.
Препарат использовали для подавления посторонней микрофлоры, инфицирующей производство пекарных дрожжей. Проведенные исследования по подбору оптимальной концентрации препарата показали наибольшую эффективность при концентрации его в среде 0,0003%.
Результаты микробиологических посевов показали, что препарат активен против многих грамположительных бактерий (см. таблицу 1), не оказывая негативного воздействия на основную культуру.
292
Таблица 1 Влияние антибактериального биологически-активного вещества «Фриконт» на разные группы микроорганизмов, инфицирующих дрожжевое производство
Группа(вид) микроорганизмов Степень гибели микроорганизмов (% к контролю) при концентрации препарата в среде 0,0003 %
мелассовое сусло (СВ 38-42 %) культуральная жидкость (СВ 5,0-5,5%) Дрожжевое молоко (500-550 г/л)
Спорообразующие бактерии:
Bacillus subtilis 97,0 96,7 82,4
Bacillus mesentericus 97,0 96,5 84,0
Bacillus mycoides 98,2 98,1 -
Bacillus megaterium 98,0 97,8 -
Кислотообразующие бактерии:
Lactobacillus plantarum 99,8 78,1 99,7
Lactobacillus fermenti 99,7 80,2 99,77
Leuconostoc mesenteroides 80,3 58,4 96,2
Неспорообразующие бактерии: 55,0 69,0 58,0
род Pseudomonas
Бактерии группы кишечной 0 0 0
палочки
Плесени 0 0 0
Аспорогенные дрожжи 0 0 0
род Candida
Спорообразующие дрожжи 0 0 0
род Saccharomyces
Таблица 2 Сравнительная характеристика питательной среды для процесса культивирования методов подготовки пекарных дрожжей
Показатели Способы обработки мелассы
сырая меласса сырая меласса + «антибак» кислотнохолодное осветление кислотно- холодное осветление + «антибак» кислотнохолодное осветление + пастеризация
Засевные дрожжи, г, (Q нам.) 0,1 0,1 0,1 0,1 0,1
Q конечное, г 3,46 3,46 3,70 3,74 3,92
ц, час1 0,186 0,186 0,190 0,191 0,193
Подъемная сила, мин 45,5 45,5 45,5 45,5 45,5
Общее кол-во микроорганизмов, КОЕ в 1 мл 3*102 5 27 1 3
Условия культивирования: t = 30 °C, т = 12 часов
293
Таблица 3 Результаты культивирования пекарных дрожжей с использованием антибактериального препарата «Фриконт», концентрация препарата в среде 0,0003%
Удельная скорость роста, ч-1 гу o' г 0,221 0,225 0,22 0,231 0,225
Состав микрофлоры, КОЕ в 1 мл среды [ после культивирования кислотообразующие бактерии о * Оу 1 < •—>4 О * ГЧ" 2,27*104 1
спорообразующие бактерии о * е<у сч со го * СП Tf
до культивирования кислотообразующие бактерии о * 40 m о * со 1 О * тГ
споро- 1 образующие бактерии о * со ТГ о * сч 1 о * О' ч© сч
Общее количество микроорганизмов, КОЕ в 1 мл после культивирования о * Г'У СП гч о * сч" тГ Ъ * сл сч о со
ДО культивирования 1 о * un о * ч© со О о * о сч
|=: о & я о ьг н 5 с О Контроль н 3 с О Контроль н 3 с о
Питательная среда, обработанная препаратом О |=: о о о о СО О о о сЗ 5 Засевные дрожжи Мелассовое сусло, засевные дрожжи |
Условия культивирования: t = 30 °C, т = 12 часов
294
В таблице 2 представлены сравнительные методы подготовки питательной среды для культивирования дрожжей. Из этой таблицы видно, что обработка мелассы антибактериальным препаратом дает наилучшие результаты, не оказывая отрицательного влияния на качество полученных дрожжей.
Экспериментальные данные по культивированию пекарных дрожжей в ферментационной термостатируемой комнате показали значительное снижение общей бактериальной обсемененности используемых питательных сред и засевных дрожжей, обработанных «Фриконтом».
Наилучший результат получен при обработке мелассного сусла антибактериальным препаратом при условии стерильности засевных дрожжей (см. таблицу 3).
Таким образом, данный препарат можно рекомендовать для использования его в дрожжевой промышленности.
Литература
1. «Определитель бактерий Берджи», том 1,2. Изд-во «Мир», 1997 г.
2. Н.Н. Бочарова, Ю.П.Кобрина, Н.В. Розманова «Микрофлора дрожжевого производства». - М.: Пищевая промышленность, 1972 г.
295
ОПТИМИЗАЦИЯ СОСТАВА ПИТАТЕЛЬНОЙ СРЕДЫ ПРИ КУЛЬТИВИРОВАНИИ ПЕКАРСКИХ ДРОЖЖЕЙ ЗА СЧЕТ ИСПОЛЬЗОВАНИЯ НЕТРАДИЦИОННЫХ ИСТОЧНИКОВ МИНЕРАЛЬНОГО ПИТАНИЯ
Корнелева Н.В., Пасхин А.В.
Роль минеральных веществ в метаболизме дрожжей чрезвычайна разнообразна. Они входят в их состав, оказывают влияние на ферментативную активность, участвуют в окислительно-восстановительных реакциях, играют ключевую роль в обеспечении постоянства осмотического давления в клетке.
Известно, что сухое вещество дрожжей состоит из углерода, водорода, кислорода, азота и других макро и микроэлементов. Общее количество минеральных веществ составляет около 6% к сухому веществу дрожжей. К макроэлементам относят: калий, кальций, магний, натрий, фосфор, сера, хлор. К основным микроэлементам относят: железо, цинк, марганец, медь, кобальт, йод, молибден, фтор и хром.
Содержание каждого из элементов в клеточном веществе дрожжей может колебаться в широком диапазоне и напрямую связано с наличием их в питательной среде. В свою очередь, нестабильность минерального состава питательной среды определяется нестабильностью состава исходного сырья, что приводит к колебаниям химического состава дрожжей, характеристик готовой продукции и низкой воспроизводимости процессов культивирования. При этом чем беднее ими среда, тем выше эффект от коррекции микроэлементного состава. С повышением полноценности питательной среды снижается эффективность коррекции состава среды по отдельным элементам, превышение предельно допустимых концентраций ведет к ингибированию роста.
К сожалению, в настоящее время на многих дрожжевых заводах отсутствует практика коррекции состава питательной среды путем внесения дополнительных источников минерального питания.
В то же время известно, что еще в 1950-е - 1980-е годах для корректировки макро- и микроэлементного состава питательной среды использовали различные источники минеральных веществ: карбоксид калия (поташ, К2СО3) - источник калия; эпсомит - источник магния, представляющий собой смесь MgSO4x7H2O, MgCl2 и NaCl; порошок каустический из магнезита - источник магния, представляет собой смесь MgO (87%), СаО и SiO2; микроудобрение для сельского хозяйства южных районов СССР - концентрат микроэлементов, состоящий из марганца (41,2% сульфата марганца), цинка (20,6% сульфата цинка), бора (26,8% борной кислоты), меди (10,6% сульфата меди), молибдена, кобальта, йода.
296
В 80-е годы прошлого столетия ряд заводов в качестве осмотически активного вещества использовал сильвинит, представляющего собой руду, состоящую из минералов сильвинита (КС1) и галита (NaCl) с небольшими примесями солей магния и кальция. Внесение минеральных веществ в виде комплексного препарата, а не отдельных добавок КО и NaCl несмотря на несбалансированность состава микроэлементов и их минимальные количества, позволило улучшить подъемную силу дрожжей на 7мин. в опыте, осмочувствительность на 4мин. (А. И. 706437). В последующие годы использовался способ производства пекарских дрожжей с использованием бесхлорной нитрофоски в виде «Рост-2», содержащий азот - не менее 11%, фосфор - не менее 9%, MgO -0,5% и следы цинка, бора, молибдена и меди. В результате использования предлагаемого способа произошло увеличение выхода на 10% по сравнению с контролем и улучшение подъемной силы на 9 мин. (А. И. 2010854).
Необычен «Способ получения питательной среды для выращивания хлебопекарных дрожжей» Прикаспийского института биологических ресурсов Дагестанского научного центра РАН согласно которому в питательную среду вводят геотермальную воду. В состав геотермальной воды входят такие минеральные элементы, как литий, натрий, калий, магний, кальций марганец, цинк, медь, сульфаты, аммоний, гидрокарбонаты, карбонаты, гидрофосфаты.
Начиная с 1999 г. специалистам ВНИИПБТ ведутся совместные работы с ОАО «Реатэкс», являющегося одним из крупнейших производителей диаммонийфосфата по поиску новых источников минерального питания дрожжей. Был разработан комплексный препарат «Фосфомин», содержащий источники фосфора, калия и микроэлементов. Комплекс состоял из двух частей - первая, содержащая макроэлементы - фосфор и калий, и вторая -микроэлементы. В состав микроэлементов входили: бикарбонат натрия, сульфаты магния, марганца и цинка. Использование данного препарата на некоторых заводах позволило увеличить выход биомассы из тонны дрожжей на 9,4%, улучшить качественные показатели - подъемную силу на 5 мин., стойкость - на 20 час.
Однако широкого применения «Фосфомин» такого состава не получил. Производственные испытания показали, что применение препарата, состоящего из двух, отдельно дозируемых компонентов, один из которых -комплекс микроэлементов, требующий внесения его в микродозах и в растворенном виде, создает дополнительные трудности для технологического персонала, обслуживающего процесс культивирования. Кроме этого, как показала практика, в процессе культивирования дрожжей наблюдалось лимитирование роста дрожжей из-за недостатка калия в питательной среде.
В 2004г. состав «Фосфомина» был скорректирован. «Фосфомин-М» представляет собой одну общую смесь макро и микро- элементов: фосфора (Р2О5 - 35,0%), калий (К2О - 35,5%), магний (MgO - 2,0%) и смесь микроэлементов, включая железо, марганец, цинк.
297
Сбалансированные количества макро и микроэлементов внесены из расчета ожидаемого прироста дрожжей. Производственные испытания препарата, проведенные на Ливенском, Минском, Самарском, Прокопьевском дрожжевых заводах, показали 100% усвояемость фосфора, подаваемого с «Фосфомином» в отличие от ДАФ, требующего 10% избытка Р2О5. Анализ химического состава дрожжей, полученных с использованием «Фосфомин-М», показал совпадение расчетного содержания Р2О5 в дрожжах и в готовой продукции.
Известно, что активирующее действие минеральных солей на ферментные системы проявляется в большей степени тогда, когда они действуют не одиночно, а в смеси и наоборот, избыток одного компонента может приводит к дефициту другого.
Внесение с «Фосфомином» осмотически активных веществ, таких как калий, способствует формированию клетки с повышенным содержанием сухих веществ, что улучшает качественные характеристики готовой продукции, а также способствует активации процессов синтеза, увеличению активности размножения, т. к. процесс транспорта питательных веществ во внутрь клетки не лимитирует скорость ферментативных реакций, а следовательно, и синтез самих ферментов. При этом скорость роста дрожжей повышается, и повышается основной экономический показатель эффективности работы дрожжерастильного отделения - выход продукции с единицы сырья. Причем эффективность использования препарата особенно заметна при отсутствии лимитирующих процесс культивирования дрожжей факторов: недостатка растворенного в среде кислорода, наличие ингибирующих факторов в питательной среде, отклонений от заданного технологического режима и т. п. «
Использование препарата «Фосфомин» на одном из дрожжевых заводах в опытном брожении позволило увеличить скорость роста до 0,121 ч’1 (контроль - 0,114 ч1) и выход до 105,8% (контроль - 91,1%). Препарат подавался в сухом виде дважды за процесс, что способствовало значительному снижению нагрузки на технологический персонал по приготовлению питательной среды.
Т.о., корректировка состава питательной среды за счет внесения дополнительных источников минерального питания дрожжей в виде комплексного препарата макро и микроэлементов позволяет интенсифицировать процесс роста дрожжей, не приводя к появлению дополнительных технологических операций по приготовлению и дозированию минерального компонента.
298
СЕКТОР ОХРАНЫ ТРУДА
ОСНОВНЫЕ ЗАДАЧИ РАБОТЫ СЕКТОРА ОХРАНЫ ТРУДА
Козин А.Н. - зав. сектором
Сектор охраны труда разрабатывает и обеспечивает нормативноправовой документацией, направленной на защиту жизни и здоровья работников отрасли.
За последние пять лет основные работы были направлены на приведение нормативных актов по охране труда в отрасли в соответствие с Федеральным законом № 116 «О промышленной безопасности опасных производственных объектов». Были разработаны и приведены в соответствие с Законом:
- Рекомендации по составлению плана аварийных ситуаций на спиртовых и ликероводочных заводах;
- Положение о разработке технологических регламентов на производство спирта, ликероводочных изделий, кормовых и хлебопекарных дрожжей, ферментных препаратов;
- Положение о порядке обучения специалистов отрасли;
- Нормы бесплатной выдачи спецодежды;
- Рекомендации по эксплуатации сосудов, работающих под давлением;
- Рекомендации по применению приборов безопасности и контроля на спиртовых и ликероводочных заводах и др.
В период с 2001 по 2005 годы сектором охраны труда разработаны и утверждены Минсельхозом РФ одиннадцать нормативно-правовых актов по охране труда, пожарной безопасности и санитарно-гигиенических требований.
С принятием Закона № 184 ФЗ «О техническом регулировании» руководителям предприятиями отрасли придется приводить ныне действующие нормативы о промышленной и пожарной безопасности, о безопасности машин и оборудования, производственных процессов, зданий, строений и сооружений и др. в соответствие со стандартами ВТО. Эту работу необходимо начинать уже сегодня. В решении вопросов безопасности сектор охраны труда оказывает и в дальнейшем готов оказывать практическую помощь любому предприятию отрасли.
В отраслевых журналах «производство спирта и ликероводочных изделий» и «Ликероводочное производство и виноделие» опубликовано с
299
2001 по 2005 годы 15 статей, в том числе о безопасной эксплуатации производств, об обучении, о новых нормативных документах, о лицензировании и декларировании производств, об экспертизе и др.
Сектор охраны труда организовывает и принимает участие в проведении отраслевых семинаров по охране труда, пожарной безопасности и промсанитарии.
Подразделения института используют в своей работе инструкции, положения, рекомендации и др. НТД по технике безопасности, пожарной безопасности, санитарии, разработанные сектором охраны труда.
В 2001 и 2005 гг. работа сектора отмечена Почетной грамотой Минсельхоза России.
300
СОДЕРЖАНИЕ
Стр.
Поляков В.А. ГНУ ВНИИ пищевой биотехнологии - 75 лет......................... 3
ОТДЕЛ ТЕХНОЛОГИИ СПИРТА И КОМПЛЕКСНОЙ
ПЕРЕРАБОТКИ СЫРЬЯ
Леденев В.П., Пыхова С.В., Громов С.И.
Основные этапы работы отдела технологии спирта и комплексной переработки сырья............................ 2
Поляков В.А., Леденев В.П., Петров Р.А., Туршатов М.В., Кононенко В.В. Комплексная безотходная энергосберегающая технология переработки зерна на спирт и кормовые продукты..................
Леденев В.П., Кононенко В.В., Туршатов М.В., Петров Р.А., Кривченко В.А., Корженко Л.Г., Моисеева Н.Д. Применение способа гидротермической обработки зерна в спиртовом производстве........................................
Леденев В.П., Моисеева Н.Д, Кривченко В.А., Туршатов М.В., Петров Р.А., Корженко Л.Г., Кононенко В.В. Технология получения спирта для «Русской водки» на основе классических традиций.................................
Лозанская Т.П.
Основные результаты и направления нир сектора охраны окружающей среды и биосинтеза белковых препаратов......... 22
Римарева Л.В., Лозанская Т.П., Худякова Н.М.
Безотходный способ переработки послеспиртовой зерновой барды в сухие кормовые дрожжи.................... 23
Римарева Л.В., Лозанская Т.П., Худякова Н.М.
Комплексная переработка вторичных ресурсов спиртовой отрасли................................................... 25
301
ОТДЕЛ БИОТЕХНОЛОГИИ ФЕРМЕНТНЫХ ПРЕПАРАТОВ
Римарева Л. В.
Основные результаты исследований и перспективные направления
НИР отдела биотехнологии ферментных препаратов...................
Римарева Л.В., Оверченко М.Б., Игнатова Н.И., Хричикова Г.Н., Погоржельская Н.С.
Комплексные ферментные препараты целевого назначения для повышения эффективности сбраживания ржаного и ячменного сусла............................................
Цурикова Н.В., Бурцева Э.И., Нефедова Л.И., Костылева Е.В., Синицын А.П., Окунев О.Н., Воейкова Т.А.
Интенсификация производства отечественных ферментов на основе отселекционированных высокоактивных продуцентов.............
Римарева Л.В., Оверченко М.Б., Игнатова Н.И., Останина Е.В., Погоржельская Н.С.
Повышение эффективности спиртового производства с использованием термотолерантных и осмофильных рас дрожжей...................................................
Римарева Л.В., Оверченко М.Б., Серба Е.М., Погоржельская Н.С.
Научные основы технологии получения биологически активных добавок с использованием ферментативного гидролиза дрожжевой биомассы ...........................f...............
Курбатова Е.И., Римарева Л.В., Трифонова /Г/Ц Бурачевский И.И.
Влияние ферментативной предобработки плодово-ягодного сырья на стабильность ликероводочных изделий в процессе хранения....
ОТДЕЛ ТЕХНОЛОГИИ ЛИКЕРОВОДОЧНОГО ПРОИЗВОДСТВА
Бурачевский И.И.
Результаты НИР по совершенствованию технологии водок и ликероводочных изделий......................................
Поляков В.А., Бурачевский И.И., Морозова С.С., Макеева А.Н., Устинова Е.В Физико-химический и микроэлементный состав технологической воды и водок и его влияние на стабильность водок в процессе хранения ..........................................................
Бурачевский И.И., Федоренко В.И.
Подготовка технологической воды и ее влияние на качество водок ........................................................
302
Поляков В.А., Бурачевский И.И., Макеева А.Н., Шубина Н.А., Мухин В.М., Зубова И.Д.
О новых активных углях для производства водок.................. 86
Бурачевский И.И., Морозова С. С., Устинова Е.В., Тарасов А.В., Завьялов Ю. В.
Применение установок «серебряной фильтрации»
в технологии приготовления водок............................... 90
Бурачевская В.Ю., Пальдяева М.И. Пищевые добавки в производстве водок........................... 96
Бурачевский И.И., Зенина Г.П., Аристархова Т.Ю. К вопросу производства слабоградусных газированных напитков.... 98
Бурачевский И.И., Воробьева Е.В., Петухова З.А., Шубина Н.А.
Влияние технологических обработок на стабильность ликероводочных напитков...................................... 103
Бурачевская В.Ю., Устинова Е.В.
К вопросу физико-химических изменений в водках при хранении... 108
ОТДЕЛ ТЕХНОКИМКОНТРОЛЯ И АРБИТРАЖНЫХ МЕТОДОВ АНАЛИЗА
Абрамова И.М.
Новые направления в контроле качества и безопасности алкогольной продукции.....................................
Булатицкий К.К., Корчагина Г.Т., Абрамова И.М., Пискарева Е.Н., Вагина О. М.
Метрологическая характеристика методов определения условной крахмалистости ...........................................
Савельева В.Б., Абрамова И.М., Поляков В.А., Воробьева Т.Г., Сурин Н.М. Спектральные свойства люминесцирующих микропримесей ректификованного этилового спирта, произведенного из пищевого и непищевого сырья.................................
Абрамова И.М., Поляков В.А., Савельева В.Б., Воробьева Т.Г., Сурин Н.М.
Изучение влияния органических микропримесей белкового происхождения на органолептические показатели пищевого ректификованного спирта...................................
Абрамова И.М., Поляков В.А., Савельева В.Б., Воробьева Т.Г., Сурин Н.М.
Перспективы применения метода собственной люминесценции белков для контроля за процессом брожения..................
303
Абрамова И.М., Пискарева Е.Н., Вагина О.М., Ванюхина О.С., Громов С.И.
Трудности сбраживания мелассного сусла при получении этилового спирта на современном этапе..................... 139
Абрамова И.М., Медриш М.Э., Полыгалина Г.В., Шевченко Л.А.
Методика определения углеводов и глицерина в алкогольной продукции с применением высокоэффективной жидкостной хроматографии............................................. 143
Медриш М.Э., Абрамова И.М., Полыгалина Г.В., Шевченко Л.А.
Применение методов ионной хроматографии для усовершенствования контроля качества питьевой воды - важного сырьевого компонента ликероводочного производства.............................. 148
ЛАБОРАТОРИЯ ХРОМАТОГРАФИЧЕСКИХ МЕТОДОВ АНАЛИЗА
Шелехова Т.М, Веселовская О.В., Скворцова Л.И., Мицен В.Е., Овчинников О.А., Космынин А.В., Шелехова Н.В.
Современные методы контроля качества спиртов, водок, спиртосодержащей продукции, технологической воды.......... 157
ЛАБОРАТОРИЯ ИНТЕНСИФИКАЦИИ ПРОЦЕССОВ РЕКТИФИКАЦИИ
Алексеев В.П., Грунин Е.А., Цветкова Е.И., Алексеев В.В., Кошелева О.С.
Научный вклад сотрудников лаборатории интенсификации процессов ректификации в практику......................... 163
ОТДЕЛ ОБОРУДОВАНИЯ И МЕХАНИЗАЦИИ
Степанов В. И.
Развитие и совершенствование оборудования и способов по переработке агросырья для процессов пищевой биотехнологии. 172
Степанов В.И., Иванов В.В.
Новый одностадийный метод экструзионно-гидролитического получения зернового сусла для спиртового производства..... 174
Поляков В.А., Степанов В.И., Иванов В.В.
Прогрессивные технологии получения комбинированных полноценных продуктов питания, кормопродуктов и полуфабрикатов с использованием многофункционального экструзионного метода переработки сельхозсырья с компонентами животного и микробиологического происхождения............. 178
Зотов В.Н.
Снижение потребления теплоэнергоресурсов - важный элемент прогрессивных направлений совершенствования технологии и оборудования спиртового производства................... 183
304
Георгиевский Г.П.
Математическое моделирование и расчёт параметров замеса в спиртовом производстве................................ 194
Георгиевский Г. П. Новые возможности дозаторов ИСАД-Г...................... 200
Сидоркин В.Ю.
Изучение структурно-механических свойств разваренной массы зерна при производстве пищевого этилового спирта........ 203
Сидоркин В.Ю.
Исследование систем технологий и машин - основа стабильности качества алкогольной продукции............. 206
Поляков В.А., Карушев В.И., Антонов В.М., Зиновьев А.С., Миронова И.А., Тараканов П.А., Шариков А.Ю.
К созданию технологии производства водок с одноразовым использованием порошкообразного сорбента БАУ-А на ООО «БАХУС».......................................... 209
ОТДЕЛ МЕМБРАННОЙ ТЕХНОЛОГИИ
Кудряшов В.Л.
Основные результаты и направления НИОКР отдела мембранной технологии................................... 220
Кудряшов В.Л., Наумов К.В., Поляков В.А., Погоржельская Н.С.
Комплексные технологии переработки зерновой барды в пищевые и кормовые добавки на основе мембранных процессов............................................... 225
Кудряшов В.Л., Павлова Е.С., Маликова Н.В., Лыжин В.Е.
Технология переработки барды в СКД с применением мембранных процессов.................................... 239
Павлова Е.С., Маликова Н.В., Кудряшов В.Л. Экстракция растительного сырья ультразвуком............. 244
ЛАБОРАТОРИЯ ИНТЕНСИФИКАЦИИ ПРОИЗВОДСТВА
ПИЩЕВЫХ КИСЛОТ И УКСУСА
Галкина Г. В.
О работе лаборатории интенсификации производства пищевых кислот и уксуса................................. 248
305
Галкина Г.В., Куксова Е.В., Волкова Г.С., Илларионова В.И., Горбатова Е.В. Рзработка технологии производства белкового кормового подукта на основе отходов перерабатывающих отраслей промышленности и использование его при кормлении различных видов животных и птицы, обеспечивающее снижение дефицита белка в кормопроизводстве............................................
Галкина Г.В., Куксова Е.В., Волкова Г.С., Илларионова В.И., Горбатова Е.В. Биотехнология производства пищевых добавок с защитно-профилактическими свойствами.........................
Куксова Е.В., Волкова Г.С., Илларионова В.И., Галкина Г.В., Горбатова Е.В. Новая эффективная технология производства Ь(+)-молочной кислоты .......................................................
ОТДЕЛ ПРОИЗВОДСТВА ХЛЕБОПЕКАРНЫХ ДРОЖЖЕЙ
Фурсова И.А.
Основные направления НИР отдела производства хлебопекарных дрожжей.....................................
Туликова Т.В.
Дрожжевая промышленность России и перспективы ее развития.
Фурсова Н.А., Ермакова Т.В., Анисимова Е.Б.
Контаминация дрожжей посторонней микрофлорой и новые возможности использования биологически-активных препаратов избирательного действия...................................
Корнелева Н.В., Пасхин А.В.
Оптимизация состава питательной среды при культивировании пекарских дрожжей за счет использования нетрадиционных источников минерального питания...........................
СЕКТОР ОХРАНЫ ТРУДА
Козин А.Н. Основные задачи работы сектора охраны труда....................
250
258
268
275
277
285
296
299
306
ТЕОРЕТИЧЕСКИЕ И ПРАКТИЧЕСКИЕ АСПЕКТЫ РАЗВИТИЯ СПИРТОВОЙ, ЛИКЕРОВОДОЧНОЙ, ФЕРМЕНТНОЙ, ДРОЖЖЕВОЙ И УКСУСНОЙ ОТРАСЛЕЙ ПРОМЫШЛЕННОСТИ
Сборник научных трудов под редакцией В.А.Полякова, Л.В.Римаревой
Формат 60х84\16 . Подписано в печать 21.03.06. Объем 19,25 п.л.
Тираж 350 экз. Заказ №105.
115598, г. Москва, ул.Ягодная, 12. Типография Россельхозакадемии