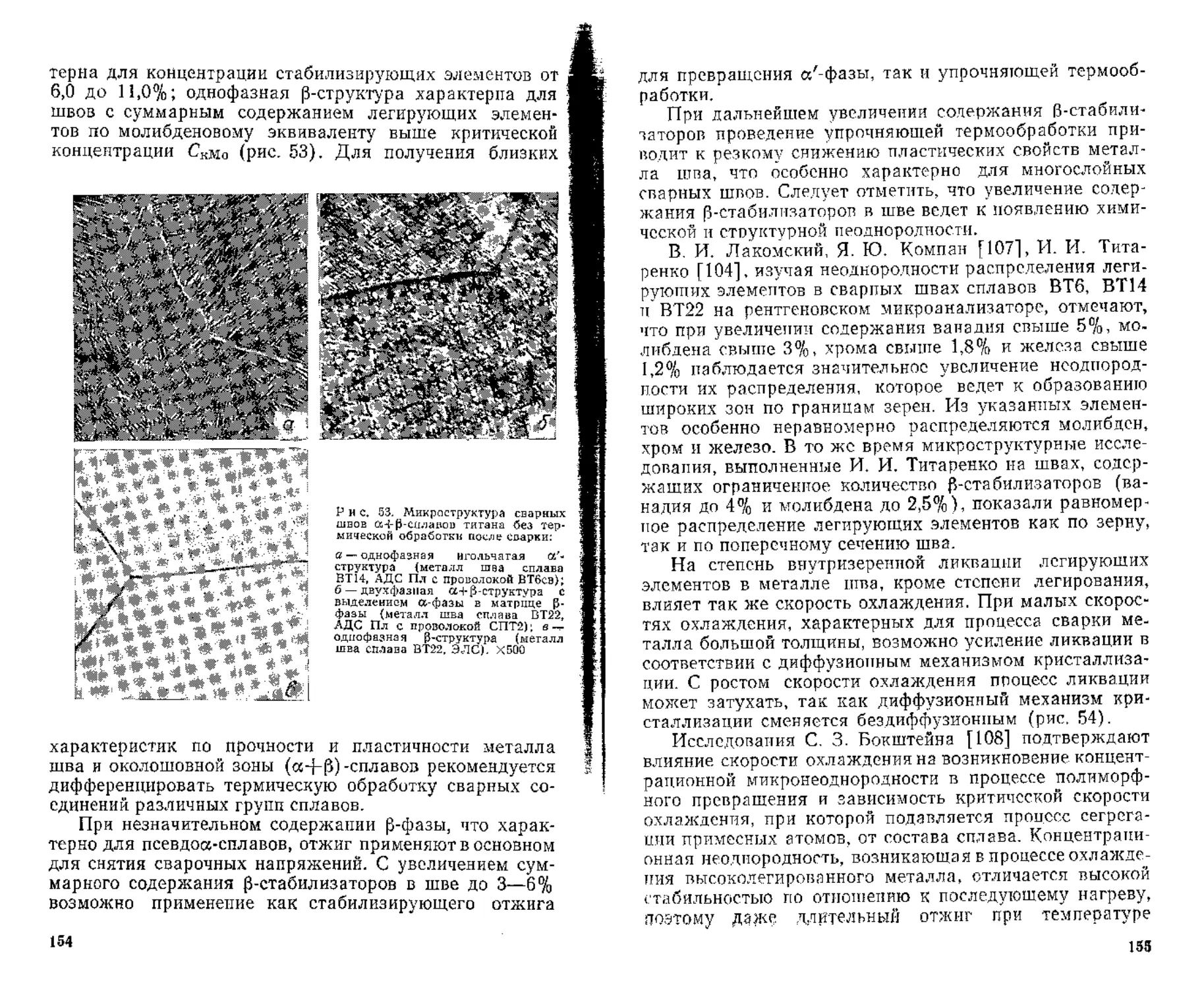
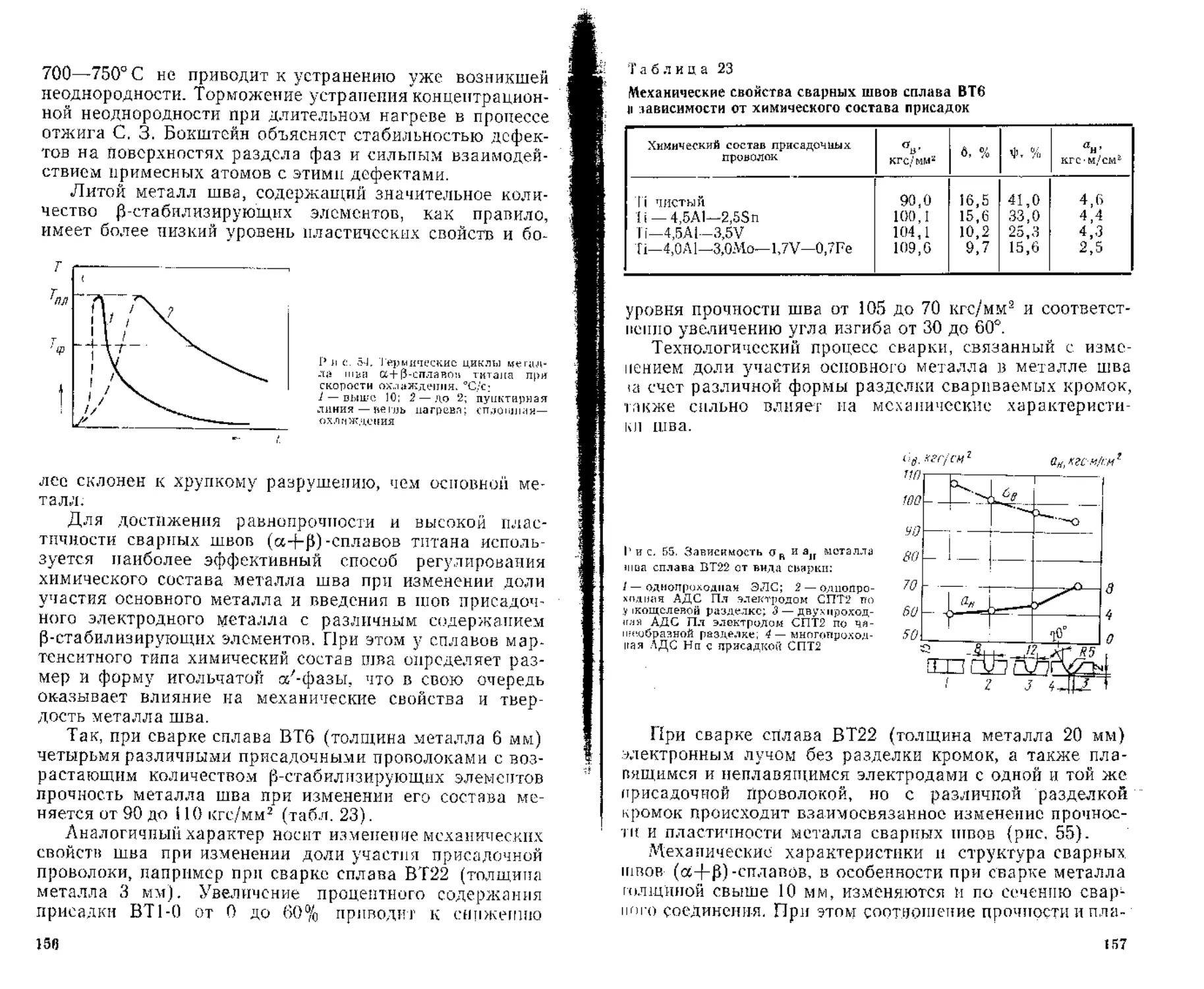
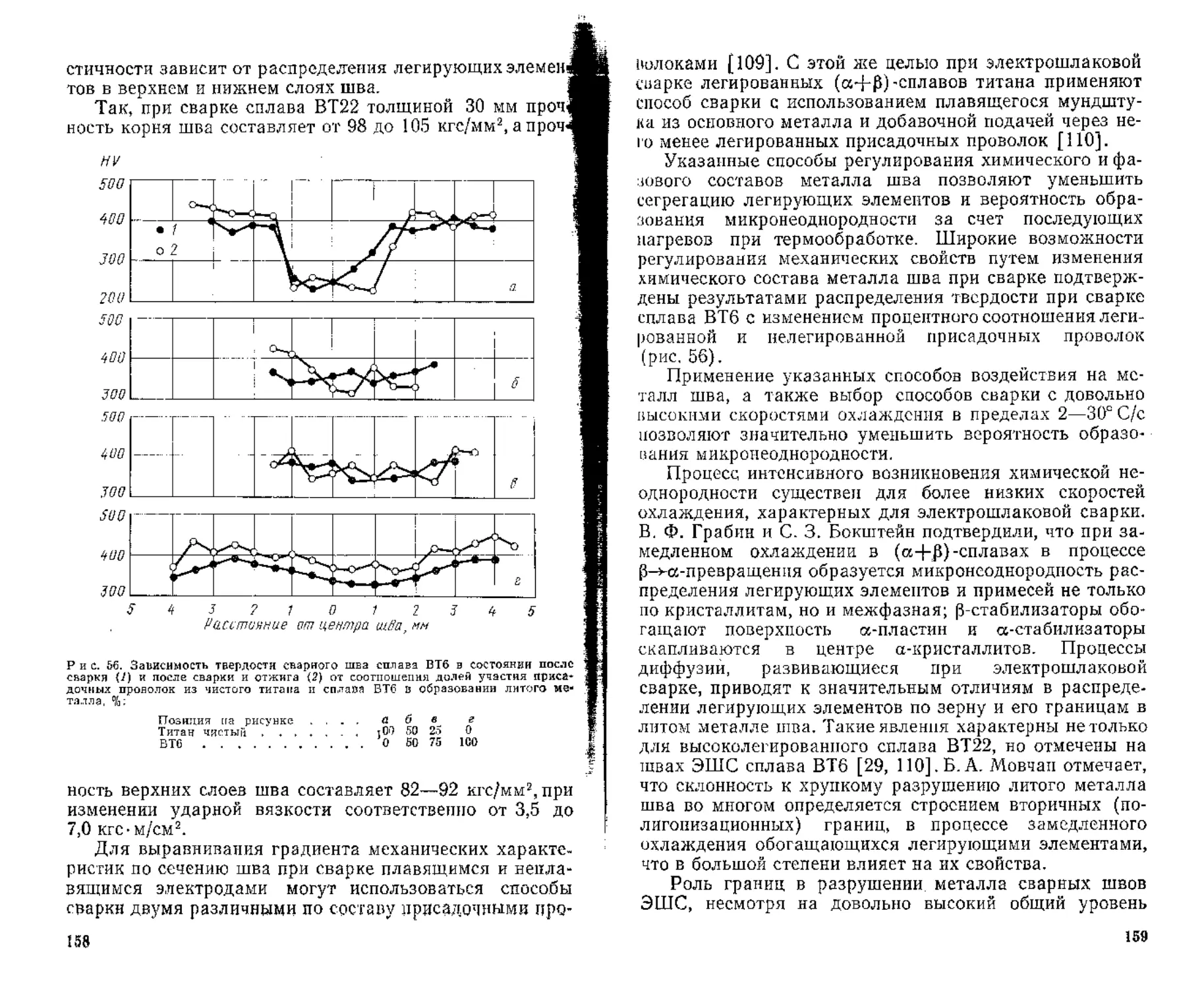
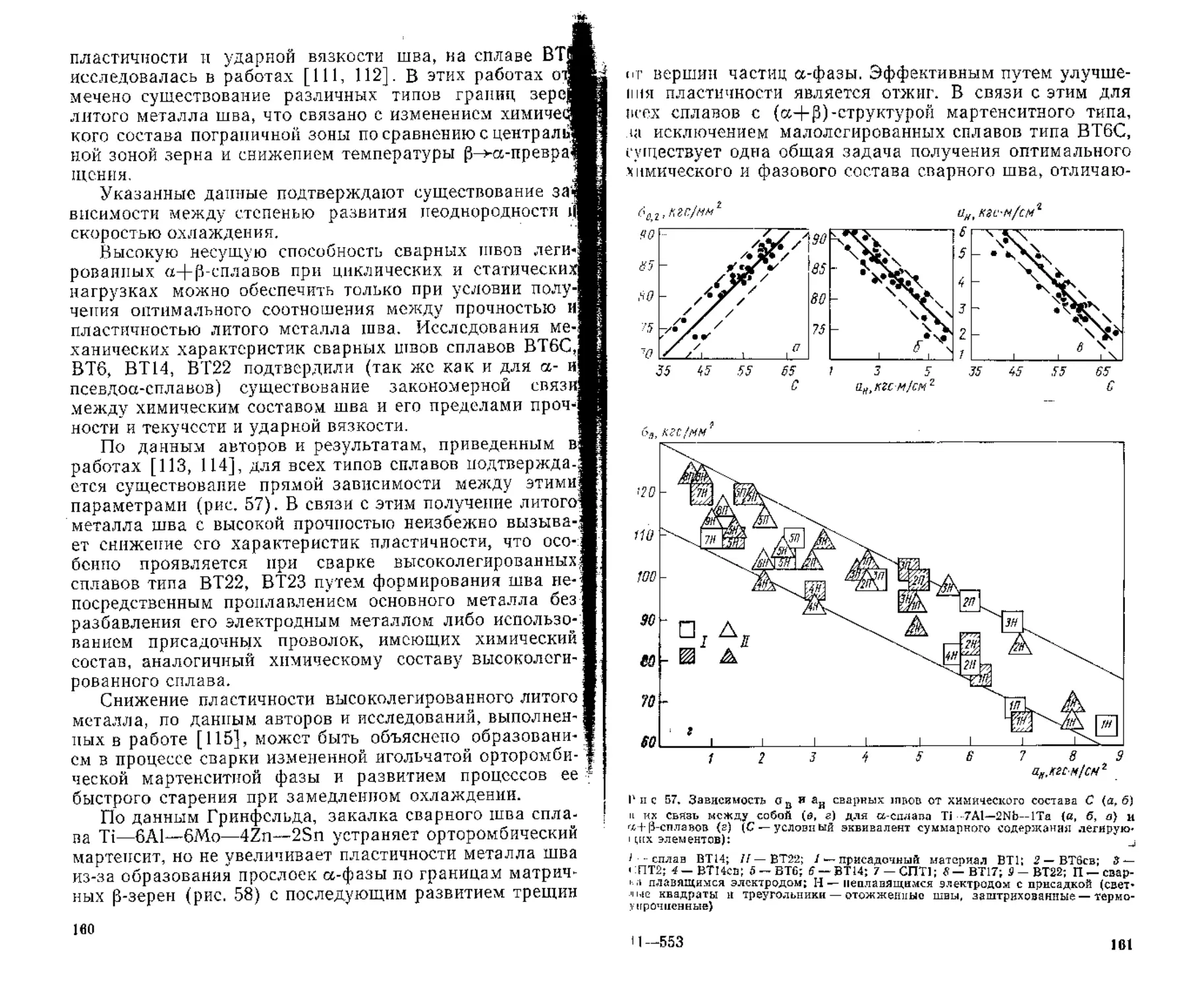
/




Текст
СВАРНЫЕ
СОЕДИНЕНИЯ
ТИТАНОВЫХ
СПЛАВОВ
ORLD.RU
I
УДК 621.791.052:669.295 j
Рецензент канд. техн, наук Л. 7/.
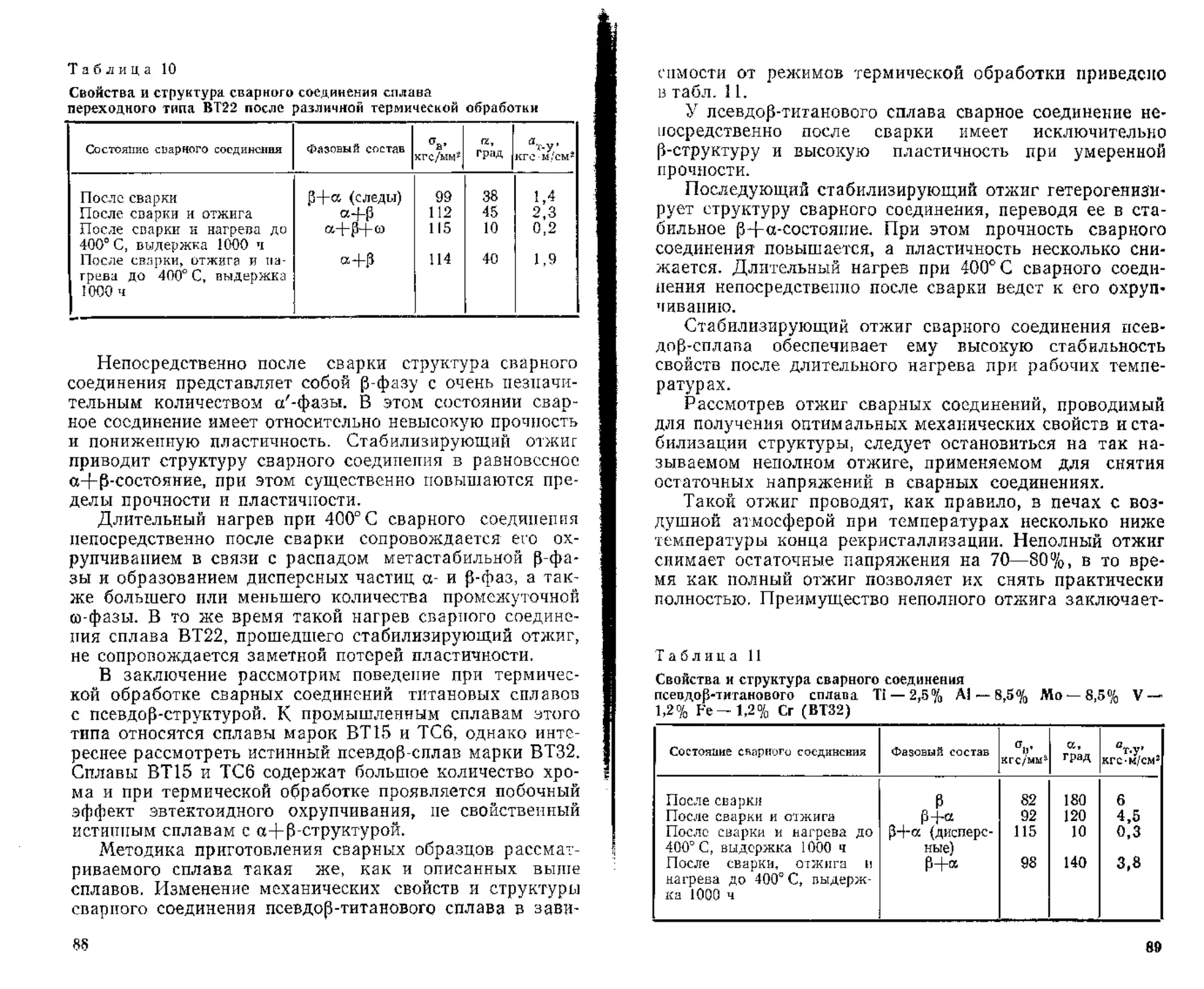
В. Н. МОИСЕЕВ, Ф. Р. КУЛИКОВ, 10, Г КИРИЛЛОВ,
Л. В. ШОХОЛОВА, Ю. В. ВАСЬКИН
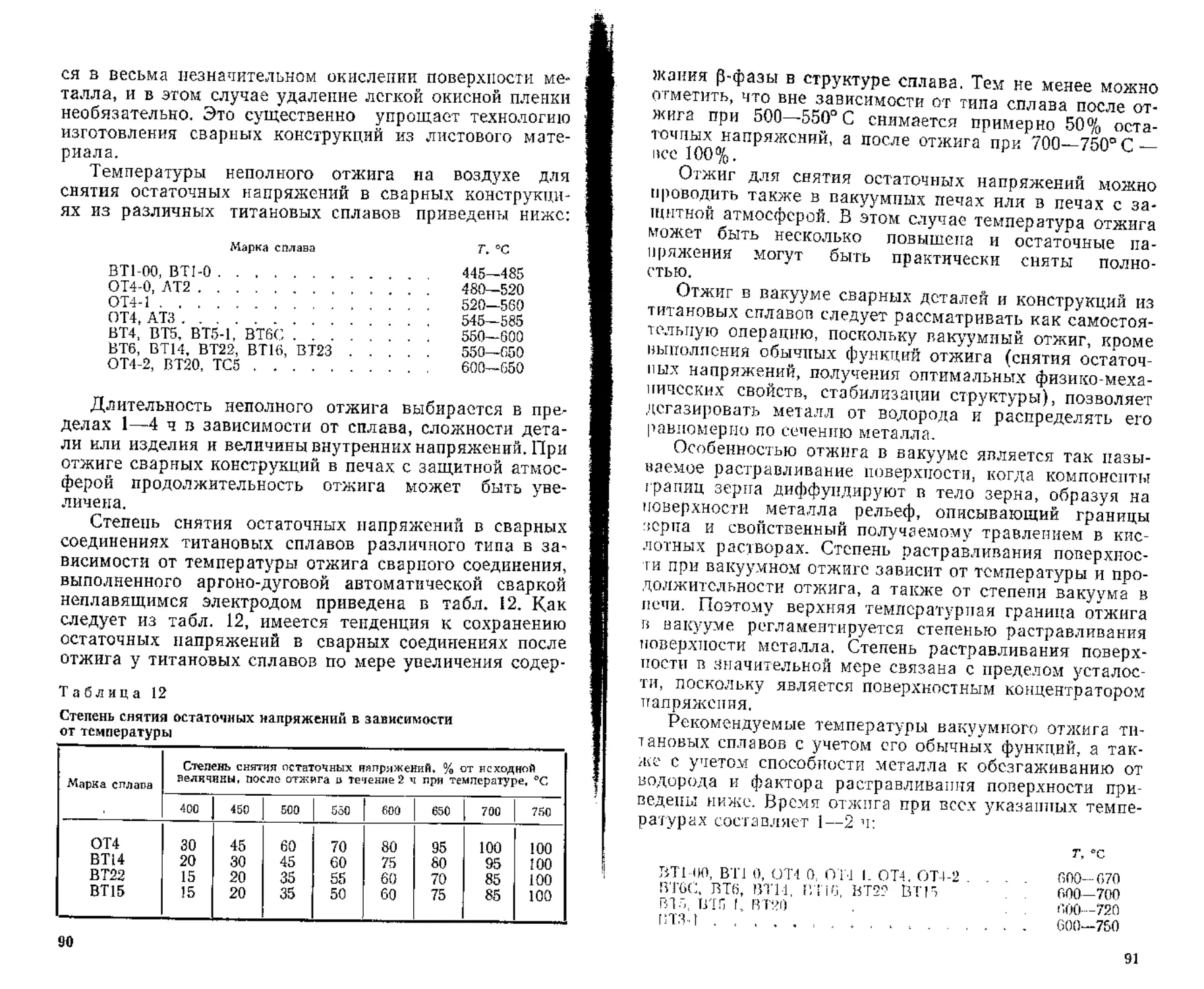
УДК 621.791.052: 669.295
Сварные соединения титановых сплавов. Моисеев В. Н,, Кули-
ков Ф. Р., Кириллов Ю. Г., Ш ох о лов а Л. В, Вась
к и н Ю. В. М., «Металлургия», 1979. 248 с. с ил
В книге рассмотрены структурные и фазовые превращения, про-
текающие в сварном соединении титановых сплавов при термическом
цикле сварки, а также физико-механические и эксплуатационные ха-
рактеристики сварных соединений. Описаны основные методы сварки
титана и воздействие различных параметров термического цикла на
структуру и свойства сварного соединения. Большое внимание уде-
лено вопросам легирования сварных швов и выбору присадочного ма-
териала для сварки титановых сплавов различного типа. Приведены
области применения сварных конструкций из тнтансшых сплавов
Книга рассчитана на широкий круг конструкторов, практиков ме-
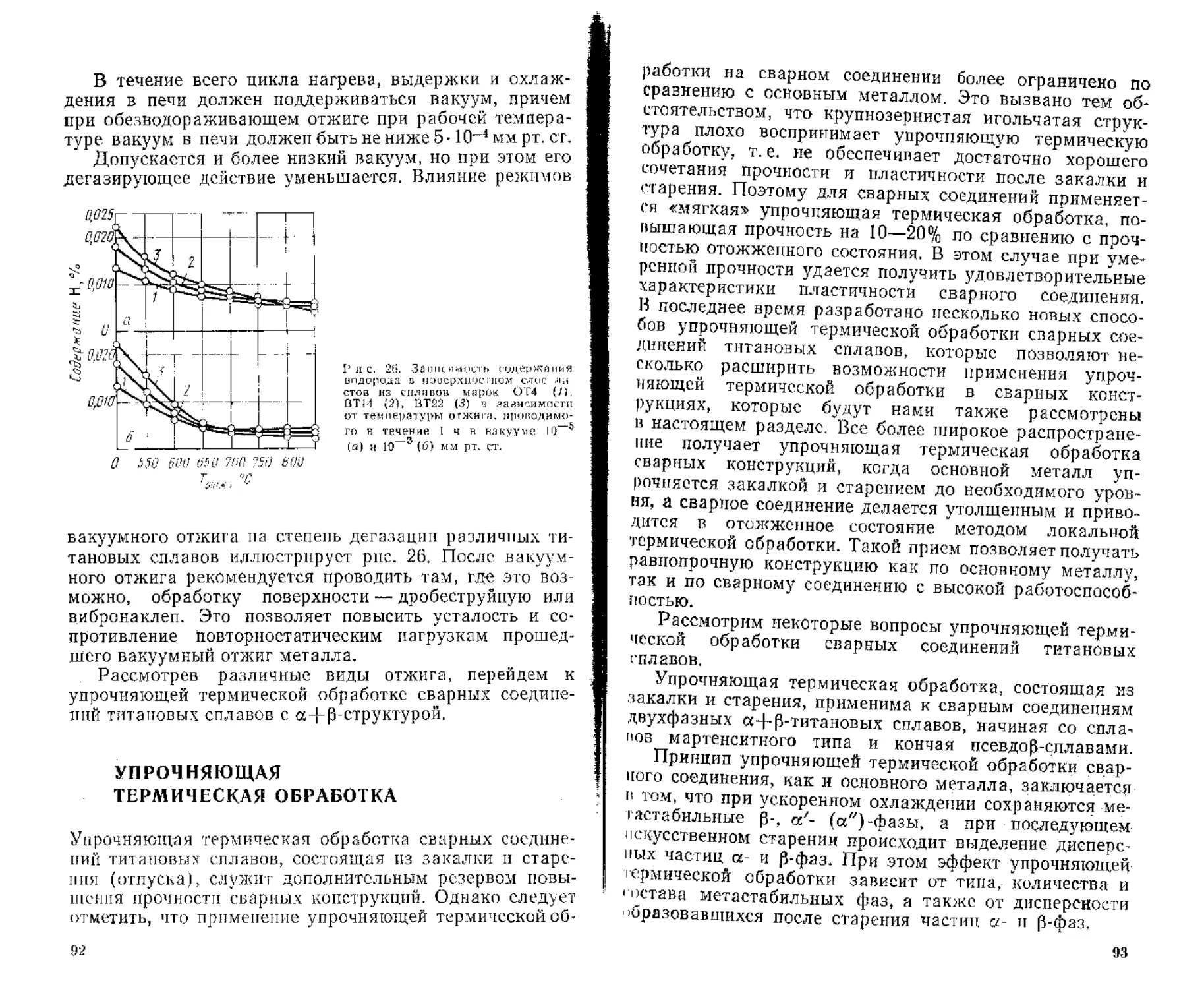
талловедов и инженерно-технических рабо тников, .занятых исследова-
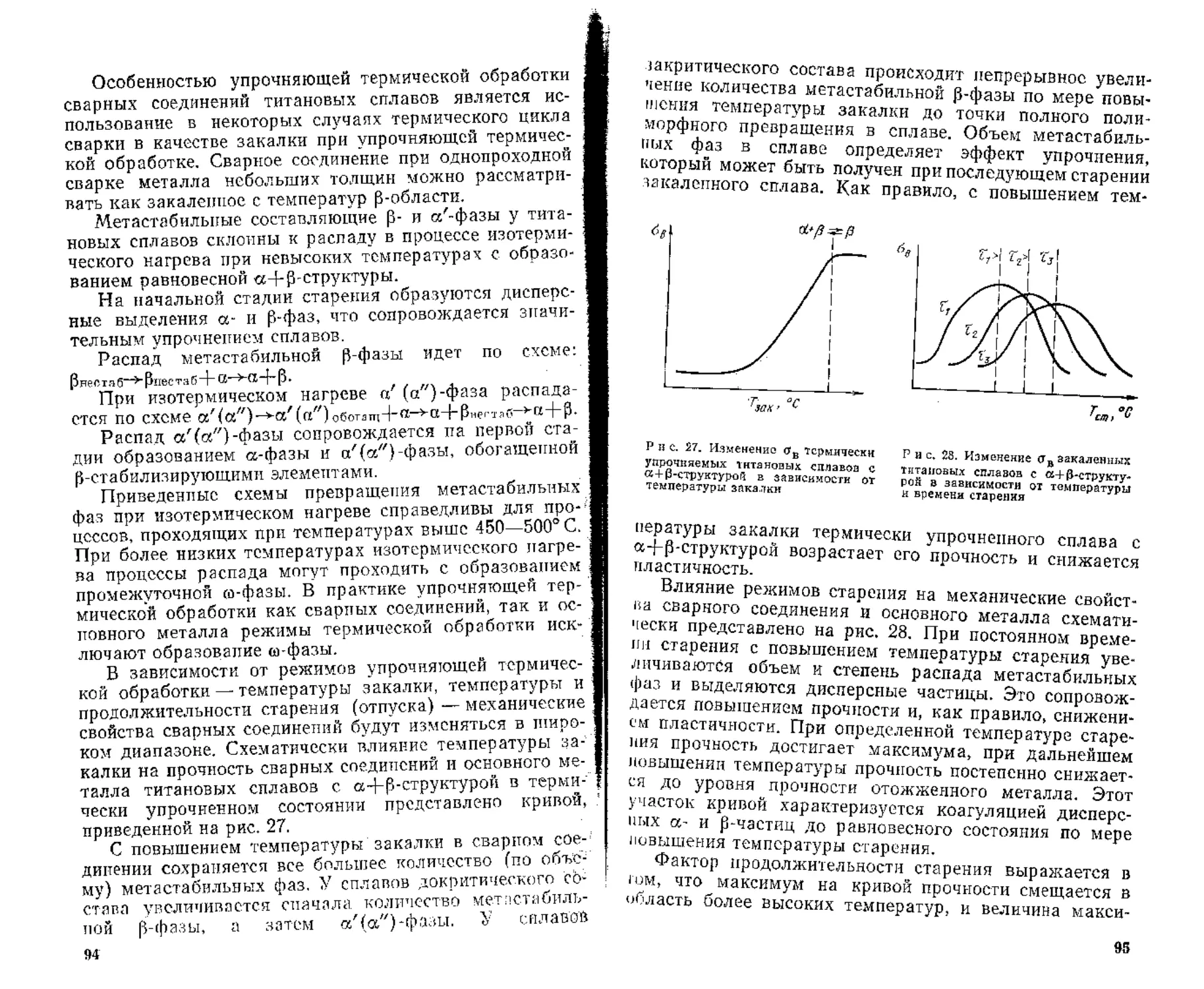
нием, производством и использованием титановых сил азо в. Ил. 90.
Табл. 65. Библиогр. список: 161 назв
ИБ № 447
Валентин Николаевич Моисеев, Феликс Романович Куликов,
Юрий Георгиевич Кириллин, Лариса Васильевна Шохолоаа,
Юрий Викторович Васькин
СВАРНЫЕ СОЕДИНЕНИЯ ТИТАНОВЫХ СПЛАВОВ
Редактор издательства В. П. Молокова
Художественный редактор Г. А. Жсгин. Технический редактор Э. Л. Кулакова
Корректоры Л. Ф. Дурасова, В. П. Крылова
Переплет художника В. В. Вороника
Сдано в набор 22.04.78. Подписано в печать 27.11.78. Т-20668. Формат бумаги
84XI08'Аг. Бумага типографская № 1. Гарнитура литературная. Печать высо-
кая. Уел. асч. л. 13,02. Уч,-изд. л. 14,29. Тираж 3200 экз. Заказ № 333.
Пепа 75 к. Изд. Na 3143.
Издательство «Металлургия», 119034, Москва. Г-34, 2-й Обыденский пер. д. (-1
Владимирская типография «Сснозполиграфпрома» при Государственном
комитете СССР по делам издательств, полиграфии и книжной торгстлн
1:109000, г. Владимир, Октябрьский проспект, д. 7
31007*—021
С------------ 52—79 2704060000
040(01)—79
: I. 2-ой книготорговый индекс; 31207.
© Издательство «М ; i;9
Предисловие
Титан и титановые сплавы стали важным конструкцион-
ным материалом, широко применяемым в современном
машиностроении. Обладая высокой удельной прочно-
стью и жаропрочностью при умеренных температурах,
а также высокой коррозионной стойкостью в большин-
стве агрессивных сред, они во все больших масштабах
используются в таких отраслях машиностроения, как
самолето- и ракетостроение, судостроение, химическое
машиностроение и некоторых других.
Одним из основных методов соединения в конструк-
циях из титановых сплавов при производстве современ-
ных изделий машиностроения является сварка.
Воздействие термического цикла сварки на металл
сопровождается созданием особого структурного и фа-
зового состояния сварного соединения, отличающегося
определенным комплексом физико-механических свойств
от основного металла. Следует иметь в виду, что типы
сварок — сварка плавлением с расходуемым или нерас-
ходуемым электродом, электроннолучевая сварка, мно-
гопроходная сварка, контактная (точечная или ролико-
вая) и т. и. — оказывают самое различное влияние на
структуру и свойства сварного соединения в связи с их
различным термическим циклом и различным влиянием
на химический состав сварного соединения. Кроме того,
у титановых сплавов различных типов (с а-, а+р- или
(5-структурой) при термическом цикле сварки образует-
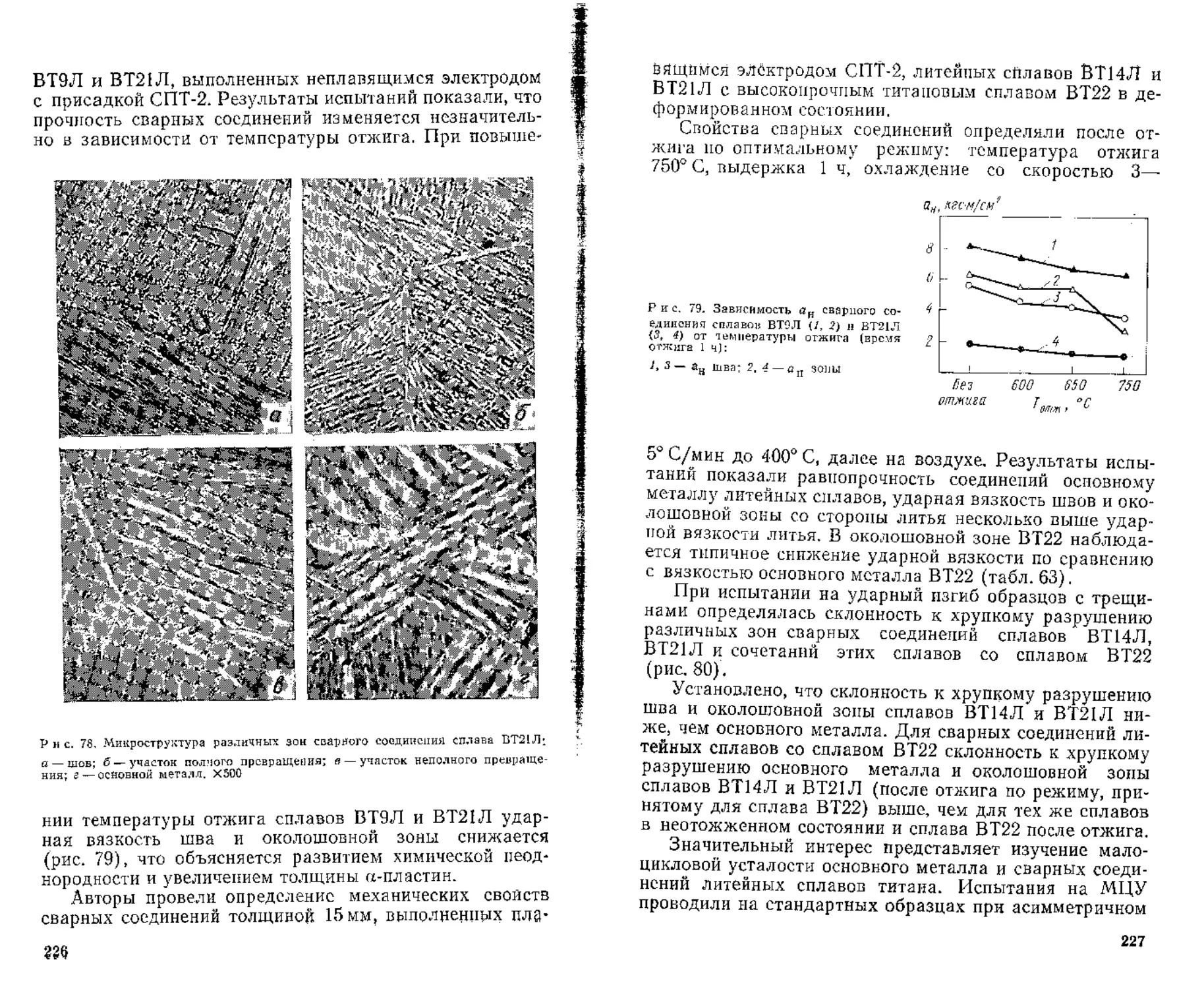
ся свое структурное и фазовое состояние и свой комп-
лекс физико-механических свойств сварного соединения.
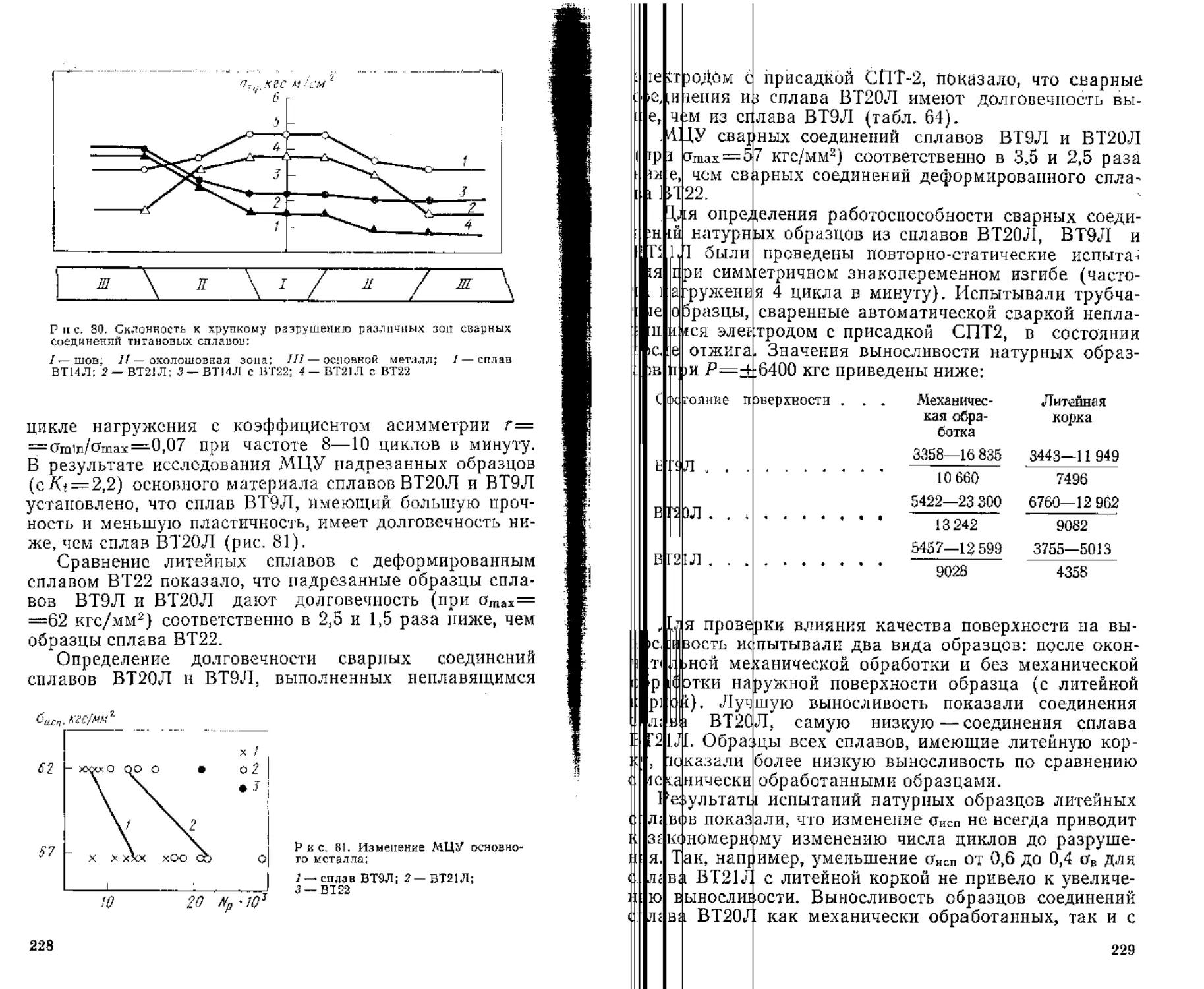
Последующая термическая обработка может оказывать
дальнейшее существенное влияние на свойства и струк-
туру сварного соединения.
В настоящей монографии всесторонне рассмотрены
химический состав, структура и свойства сварных соеди*
нений промышленных титановых сплавов. Приведены
сведения по изменению свойств и структуры в зави-
симости от легирования и термической обработки, а так-
же данные по физико-механическим и эксплуатацион-
ным характеристикам сварных соединений различных
промышленных сплавов на основе титана. Проанализи-
ровано влияние длительных эксплуатационных нагре-
вов на структуру и свойства сварных соединений. Прсд-
Р 3
ложена классификация титановых сплавов, отражающая
особенности изменения структуры, фазового состава,
физико-механических и эксплуатационных свойств свар-
ных соединений в результате термического цикла сварки
и последующей термической обработки. Изложены ре-
комендации, позволяющие обеспечить высокую проч-
ность и падежную работу сварных конструкций из тита-
новых сплавов.
В конце книги приводятся примеры эффективного
использования титановых сплавов в сварных конструкци-
ях различных отраслей машиностроения.
Монография написана по материалам исследований
авторов, а также по материалам отечественной и зару-
бежной литературы. Она предназначена для инженерно-
технических работников предприятий и институтов, за
пимающихся вопросами исследования и применения
титановых сплавов.
Гл. I, II и III написаны В. Н. Моисеевым гл. IV
Ф. Р. Куликовым и Ю. Г. Кирилловым, гл. V—Л. В. Шо-
холовой и Ю. В. Васькиным, гл. VI — Ф. Р. Куликовым,
Ю. В. Васькиным и Ю. Г. Кирилловым.
Введение
Преимущества титановых сплавов перед другими конст-
рукционными материалами общеизвестны и состоят
главным образом в высокой удельной прочности и жа-
ропрочности при умеренных температурах (до 450—
600° С) и высокой коррозионной стойкости в большинст-
ве агрессивных сред. Поэтому титановые сплавы нашли
широкое распространение в таких областях машино-
строения, где эти качества могут быть наиболее полно
использованы.
Одним из самых распространенных и эффективных
видов соединения титановых сплавов, позволяющих соз-
давать сложные конструкции различного назначения,
является сварка.
Каждый конкретный вид сварки (аргоно-дуговая с
присадкой и без присадки, в один или несколько прохо-
дов, электроннолучевая, электрошлаковая, контактная и
т. п.) оказывает свое специфическое воздействие на ти-
тановые сплавы, приводя к изменениям химического и
фазового составов металла в зоне сварки (шве, пере-
ходной зоне, зоне термического влияния). В свою оче-
редь это приводит к различным физико-механическим
свойствам сварного соединения в различных участках.
Таким образом, сварное соединение представляет со-
бой состояние, при котором металл имеет определенный
комплекс физико-механических и эксплуатационных ха-
рактеристик, отличающихся от аналогичных характе-
ристик основного металла. Все это приходится учиты-
вать при использовании сварки в качестве метода изго-
товления конструкций из титановых сплавов.
В сварных конструкциях используют самые разнооб-
разные титановые сплавы, начиная от сплавов на основе
гексагональной a-структуры и кончая сплавами на осно-
ве кубической р-структуры.
Современные промышленные титановые сплавы по
типу структуры подразделяются на а-, ₽- или а+р-спла-
вы. Каждой из этих категорий свойственны свои особен-
ности при сварке и свой комплекс физико-механических
свойств сварных соединений.
Если однофазные титановые сплавы с а- и р-струк-
турой при сварке претерпевают сравнительно простые
фазовые превращения, то двухфазные а+р-сплавы при
термическом цикле сварки претерпевают сложные фазо-
вые превращения, характер которых зависит от химиче-
ского состава сплава и выбранного вида сварки.
Сварные соединения а+(3-титановых сплавов весьма
чувствительны к термической обработке, которая позво-
ляет в широком диапазоне изменять их физико-механи-
ческие характеристики.
Важнейшим критерием выбора различных конструк-
ционных сплавов титана является их свариваемость,
т. е. возможность получения сварного соединения, свой-
ства которого не уступали бы аналогичным свойствам
основного металла и обеспечивали одинаковую с ним
работоспособность и долговечность во всем диапазоне
статических и циклических нагрузок, свойственных на-
грузкам в реальных изделиях. Поэтому рассмотрение
свариваемости титановых сплавов целесообразно вести
в свете их структурного строения с учетом условий ра-
боты конструкции (воздействие нагрузок, температур и
концентрации напряжений).
Перечисленным выше проблемам уделяется особое
внимание в настоящей монографии. Важное значение
имеют также вопросы взаимодействия расплавленного
металла с газами и флюсами, а также воздействия тер-
мического пикла сварки на металл околошовной зоны,
особенно при сварке больших толщин и сварке с приса-
дочным металлом.
Многопроходная сварка и сварка с присадкой могут
приводить к фазовым превращениям в сварном соедине-
нии за счет последовательного и неоднократного цикла
нагрева и охлаждения, при этом у одного и того же спла-
ва в зависимости от скорости охлаждения, характерной
для данного вида сварки, возможна химическая неодно-
родность околошовных зон, которая может меняться по
толщине свариваемого металла. Для титановых сплавов
характерна повышенная диффузиоппая подвижность
атомов водорода, поэтому влияние термического цикла
сварки может вызывать образование концентрационных
неоднородностей в различных участках околошовной
зоны.
Отрицательное воздействие на свойства сварных сое-
динений оказывает низкая теплопроводность титановых
сплавов, вызывающая перегрев металла околошовной
зоны и увеличение размеров микрозерна при нагреве в
i’ области вблизи .линии сплавления,' а также чочникнп-
воине значительных остаточных напряжений, создаю-
щих возможность задержанного разрушения сварных
соединений.
Кроме этих факторов, влияющих на свойства метал-
ла сварного соединения, большое значение для долго-
вечности металла шва имеет сплошность литой структу-
ры, которая определяется взаимодействием жидкого ме-
талла с защитной газовой атмосферой и процессами
порообразования во время кристаллизации расплавлен-
ной ванны. Кроме участия в порообразовании, погло-
щенные газы интенсивно растворяются в жидком титане
(особенно кислород и азот) и как легирующие элементы
резко изменяют свойства литого металла, вызывая его
охрупчивание.
Таким образом, можно считать, что свойства свар-
ного соединения титановых сплавов будут определяться
химическим и фазовым составом всех зон сварного сое-
динения; фазовыми и структурными превращениями в
металле шва, протекающими при термическом цикле
сварки; образованием концентрационной неоднородно-
сти легирующих элементов и примесей; наличием и ве-
личиной остаточных напряжений в околошовной зоне;
воздействием поглощенных газов на свойства литого
металла и его пористостью.
Последующая термическая обработка сварного сое-
динения оказывает существенное влияние на все пере-
численные выше факторы и может в той или иной степе-
ни уменьшить их отрицательное влияние.
Для правильного построения технологии изготовле-
ния сварных конструкций необходимо иметь полное
представление о поведении сварного соединения в про-
цессе термического цикла сварки и последующей терми-
ческой обработки.
В настоящей книге классифицируются титановые
сплавы с учетом особенностей свойств и структуры
сварного соединения.
Комплексная оценка сварного соединения дана на
основе привлечения целого ряда критериев, включаю-
щих исследование структуры и фазового состава, испыта-
ния на растяжение с определением предела прочности,
предела текучести, относительного удлинения и попереч-
ного сужения; определение ударной вязкости, а также
сопротивления образца с трещиной при ударном изгибе
(,пг.у); определение пластичности сварного соединения
7
при испытании на изгиб; определение предела усталости
и сопротивления мало цикловым нагрузкам, а также
проведение ряда менее распространенных испытаний,
позволяющих судить о надежности и живучести сварно-
го соединения.
Важным фактором, влияющим на физико-механиче-
ские и эксплуатационные свойства сварного соединения,
является термическая стабильность металла, т. е. спо-
собность его сохранять свойства неизменными под воз-
действием рабочих температур и напряжений, Эта ха-
рактеристика тесно связана с фазовым составом сплава
и с состоянием сварного соединения.
Глава 1
Титановые сплавы
н их строение
Чтобы оценить поведение титановых сплавов при сварке
и термической обработке сварных соединений, следует
познакомиться с общими представлениями о их строе-
нии и влиянии химического состава на фазовые превра-
щения при термической обработке.
Рассмотрим некоторые специфические особенности
кристаллического строения титана.
Титан существует в двух аллотропических модифика-
циях: высокотемпературной р (с решеткой о. ц. к.) и
низкотемпературной а (сг. п. у. решеткой). При темпера-
турах ниже 882° С существует а-титан, при более высо-
ких температурах вплоть до точки плавления существу-
ет р-титан. Периоды решетки а-титана следующие: а=
= 2,9504 А, с=4,683 А, с/о= 1,587. При 900°С периоды
О
решетки р-титана следующие: а = 3,282 А (получено экс-
траполяцией) .
В связи с определенным характером действия на
температуру полиморфного превращения титана различ-
ные легирующие элементы и примеси делятся на «-ста-
билизаторы, повышающие температуру полиморфного
превращения, и p-стабилизаторы, снижающие ее.
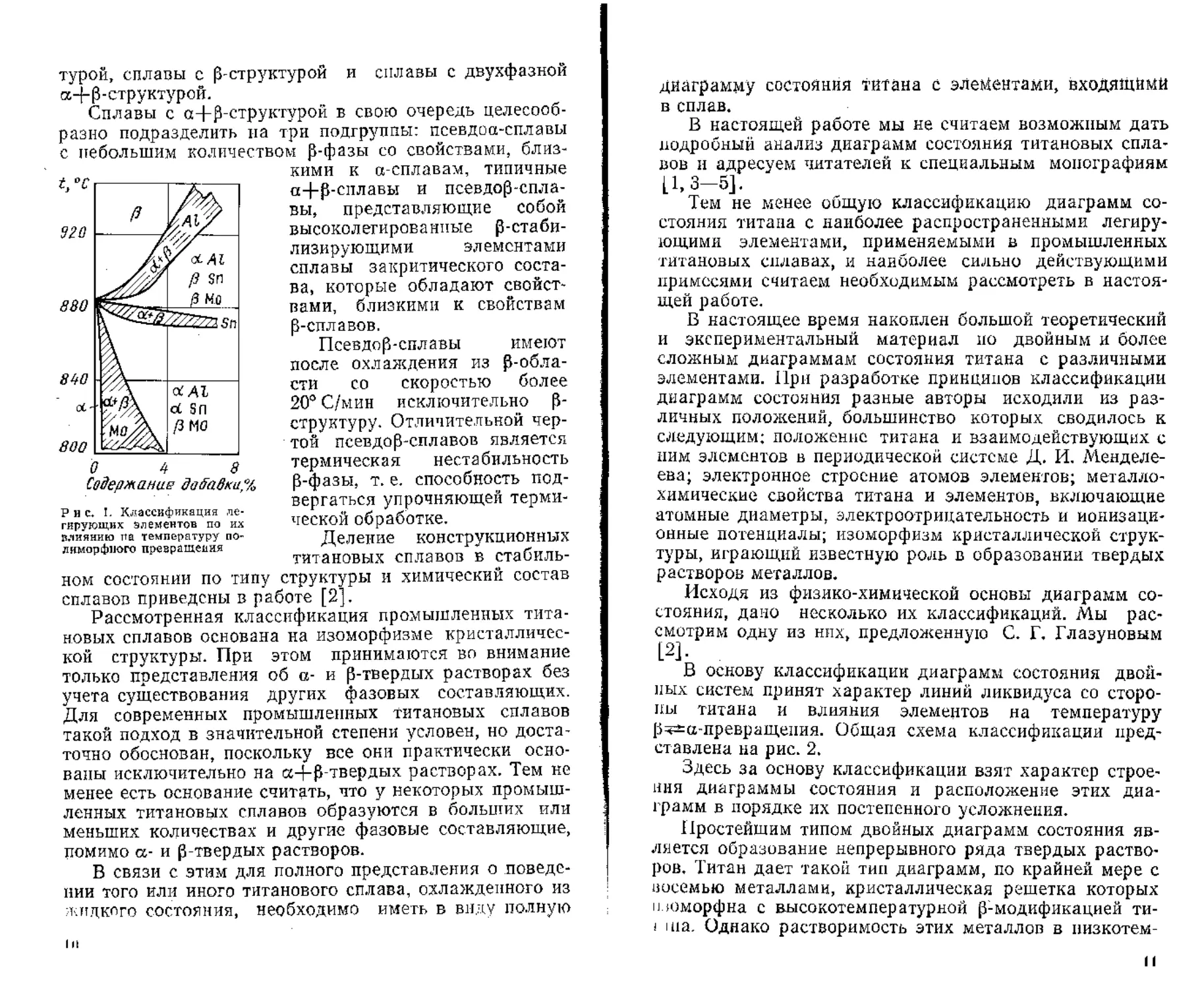
Схема влияния легирующих элементов на темпера-
туру полиморфного превращения, по С. Г. Глазунову,
приведена на рис. 1. По этой классификации к «-стаби-
лизирующим элементам относятся такие легирующие
элементы и примеси в титановых сплавах, как AI, О, N,
С и др. К p-стабилизирующим элементам относятся Fe,
Сг, Мп, Mo, V, Nb, Та, Si, Си и др.
Особенностью этой классификации является выделе-
ние ряда легирующих элементов в самостоятельную
группу нейтральных упрочнителей, не оказывающих су-
щественного влияния на температуру полиморфного
превращения в титане. К таким элементам относятся
Zr, Sn, Се, нашедшие применение при создании промыш-
ленных титановых сплавов.
Промышленные титановые сплавы целесообразно
классифицировать по типу структуры; сплавы с а-струк-
V
турой, сплавы с p-структурой и сплавы с двухфазной
tz-J-P-структурой.
Сплавы с а+р-структурой в свою очередь целесооб-
разно подразделить на три подгруппы: псевдоа-сплавы
с небольшим количеством p-фазы со свойствами, близ-
кими к а-сплавам, типичные
а+р-силавы и псевдор-спла-
вы, представляющие собой
высоколегированные р-стаби-
лизирующими элементами
сплавы закритического соста-
ва, которые обладают свойст-
вами, близкими к свойствам
р-сплавов.
Псевдор-сплавы имеют
после охлаждения из р-обла-
сти со скоростью более
20° С/мин исключительно р-
структуру. Отличительной чер-
той псевдор-сплавов является
термическая нестабильность
p-фазы, т. е. способность под-
вергаться упрочняющей терми-
ческой обработке.
Деление конструкционных
титановых сплавов в стабиль-
Рис. I. Классификация ле-
гирующих элементов по их
влиянию па температуру по-
лиморфного превращения
ном состоянии по типу структуры и химический состав
сплавов приведены в работе [2].
Рассмотренная классификация промышленных тита-
новых сплавов основана на изоморфизме кристалличес-
кой структуры. При этом принимаются во внимание
только представления об а- и p-твердых растворах без
учета существования других фазовых составляющих.
Для современных промышленных титановых сплавов
такой подход в значительной степени условен, но доста-
точно обоснован, поскольку все они практически осно-
ваны исключительно на аД-р-твердых растворах. Тем не
менее есть основание считать, что у некоторых промыш-
ленных титановых сплавов образуются в больших или
меньших количествах и другие фазовые составляющие,
помимо а- и p-твердых растворов.
В связи с этим для полного представления о поведе-
нии того или иного титанового сплава, охлажденного из
жидкого состояния, необходимо иметь в виду полную
। и
диаграмму состояния титана с элементами, ВХОДЯЩИМИ
в сплав.
В настоящей работе мы не считаем возможным дать
подробный анализ диаграмм состояния титановых спла-
вов и адресуем читателей к специальным монографиям
L 1,3—5].
Тем не менее общую классификацию диаграмм со-
стояния титана с наиболее распространенными легиру-
ющими элементами, применяемыми в промышленных
титановых сплавах, и наиболее сильно действующими
примесями считаем необходимым рассмотреть в настоя-
щей работе.
В настоящее время накоплен большой теоретический
и экспериментальный материал ио двойным и более
сложным диаграммам состояния титана с различными
элементами. При разработке принципов классификации
диаграмм состояния разные авторы исходили из раз-
личных положений, большинство которых сводилось к
следующим; положение титана и взаимодействующих с
ним элементов в периодической системе Д. И. Менделе-
ева; электронное строение атомов элементов; металло-
химические свойства титана и элементов, включающие
атомные диаметры, электроотрицательность и ионизаци-
онные потенциалы; изоморфизм кристаллической струк-
туры, играющий известную роль в образовании твердых
растворов металлов.
Исходя из физико-химической основы диаграмм со-
стояния, дано несколько их классификаций. Мы рас-
смотрим одну из них, предложенную С. Г. Глазуновым
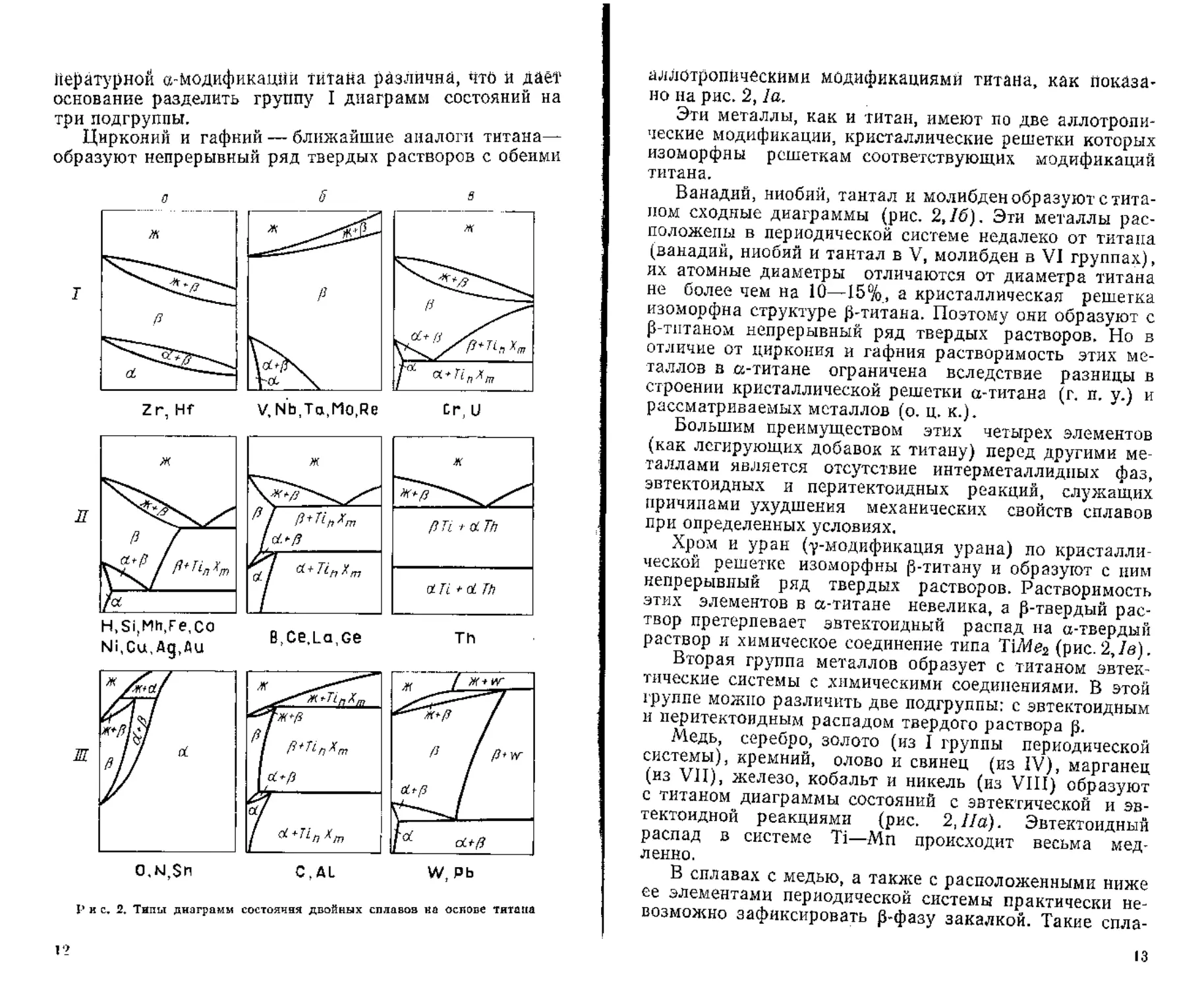
В основу классификации диаграмм состояния двой-
ных систем принят характер линий ликвидуса со сторо-
ны титана и влияния элементов на температуру
Рч±а-превращения. Общая схема классификации пред-
ставлена на рис. 2.
Здесь за основу классификации взят характер строе-
ния диаграммы состояния н расположение этих диа-
грамм в порядке их постепенного усложнения.
Простейшим типом двойных диаграмм состояния яв-
ляется образование непрерывного ряда твердых раство-
ров, Титан дает такой тип диаграмм, по крайней мере с
восемью металлами, кристаллическая решетка которых
изоморфна с высокотемпературной p-модификацией ти-
! ша. Однако растворимость этих металлов в низкотем-
н
йературной а-модификаций титана различий, Что и дйёТ
основание разделить группу I диаграмм состояний на
три подгруппы.
Цирконий и гафний — ближайшие аналоги титана—
образуют непрерывный ряд твердых растворов с обеими
Г>
N i, Си, Ад, Ди
Р и с, 2. Типы диаграмм
состояния двойных сплавов на основе титана
аллотропическими модификациями титана, как показа-
но на рис. 2,1а.
Эти металлы, как и титан, имеют по две аллотропи-
ческие модификации, кристаллические решетки которых
изоморфны решеткам соответствующих модификаций
титана.
Ванадий, ниобий, тантал и молибденобразуютстита-
пом сходные диаграммы (рис. 2,76). Эти металлы рас-
положены в периодической системе недалеко от титана
(ванадий, ниобий и тантал в V, молибден в VI группах),
их атомные диаметры отличаются от диаметра титана
не более чем на 10—15%, а кристаллическая решетка
изоморфна структуре 0-титана. Поэтому они образуют с
0-тптаном непрерывный ряд твердых растворов. Но в
отличие от циркония и гафния растворимость этих ме-
таллов в а-титане ограничена вследствие разницы в
строении кристаллической решетки а-титана (г. п. у.) и
рассматриваемых металлов (о. ц. к.).
Большим преимуществом этих четырех элементов
(как легирующих добавок к титану) перед другими ме-
таллами является отсутствие интерметаллидных фаз,
эвтектоидных и перитектоидных реакций, служащих
причинами ухудшения механических свойств сплавов
при определенных условиях.
Хром и уран (^-модификация урана) по кристалли-
ческой решетке изоморфны 0-титану и образуют с ним
непрерывный ряд твердых растворов. Растворимость
этих элементов в а-титане невелика, а 0-твердый рас-
твор претерпевает эвтектоидный распад на а-твердый
раствор и химическое соединение типа ТШе2 (рис. 2,Ze).
Вторая группа металлов образует с титаном эвтек-
тические системы с химическими соединениями. В этой
группе можно различить две подгруппы: с эвтектоидным
и перитектоидным распадом твердого раствора 0.
Медь, серебро, золото (из I группы периодической
системы), кремний, олово и свинец (из IV), марганец
(из VII), железо, кобальт и никель (из VIII) образуют
с титаном диаграммы состояний с эвтектической и эв-
тектоидной реакциями (рис. 2, Па). Эвтектоидный
распад в системе Ti—Мп происходит весьма мед-
ленно.
В сплавах с медью, а также с расположенными ниже
ее элементами периодической системы практически не-
возможно зафиксировать 0-фазу закалкой. Такие спла-
13
вы при комнатной температуре состоят из a-фазы и не-
которого количества металлидной фазы (в зависимости
от химического состава и условий охлаждения).
В больших концентрациях (~13%) олово, подобно
меди, образует с титаном сплавы с интер мета л лидным
типом упрочнения. Механизм эвтектоидного превраще-
ния в системе Ti—Sn еще мало изучен, но поскольку
p-фаза в этих сплавах не фиксируется при закалке, а
температура эвтектоидного превращения (865° С) высо-
ка, можно предполагать, что и скорость эвтектоидной
реакции будет очень велика.
Серебро имеет хорошую растворимость в а-титане
(до 12,6% при 800°С), а образующиеся в системе
И—Ag интерметаллидные фазы пластичны.
Водород также дает с титаном диаграмму состояния
эвтектического типа и поэтому может быть включен в
эту группу диаграмм (рис. ‘2,11а). Однако водород су-
щественно отличается от других элементов тем, что име-
ет обратимую растворимость в титане, и поэтому сплавы
Ti—Н при высоких температурах всегда могут сущест-
вовать только в среде газообразного водорода. По
этой же причине нет данных о линиях ликвидуса и со-
лидуса диаграммы состояний Ti—Н. При закалке спла-
вов Ti—Н p-фаза не фиксируется, а претерпевает мар-
тенситное превращение в a'-фазу. Почти весь водород
выделяется из твердого раствора, образуя хрупкую гид-
ридную фазу.
Бор, церий, лантан, германий образуют с титаном
эвтектические системы, но в отличие от ранее описанных
элементов имеют перитектоидные превращения вместо
эвтектоидных (рис. 2, Нб).
К другим элементам с быстрым эвтектоидным рас-
падом относятся кремний и серебро,
К третьей группе можно отнести перитектические
системы, которые по характеру превращения в твердом
состоянии подразделяются на три подгруппы.
Кислород и азот образуют с титаном перитектиче-
ские системы простейшего типа (рис. 2,Ша). Эти эле-
менты резко повышают температуру аллотропического
превращения и плавления титана.
Углерод и алюминий образуют с титаном диаграммы
состояния с перитектоидным превращением (рис. 2, Шб).
Углерод, подобно кислороду и азоту, образует с титаном
твердые растворы внедрения, а при содержании свыше
14
0,2—0,4% выделяется хрупкая и очень твердая карбид-
ная фаза.
Алюминий — один из немногих элементов, повышаю-
щих температуру аллотропического превращения тита-
на и образующих обширную область твердых растворов
с а-титаном. Растворимость алюминия в титане может
быть в пределах 6—6,5%. При содержании 6—12% А1
наблюдается двухфазная а-фаа-область.
Вольфрам образует с титаном систему с перитекти-
ческой и эвтектоидной реакциями (рис. 2,Шв).
Рассмотрев кратко основные типы диаграмм состоя-
ний титана с различными легирующими элементами, ос-
тановимся на некоторых особенностях титановых спла-
вов в «критических точках», т. е. в тех случаях, когда
могут иметь место отклонения от однофазного или двух-
фазного а-, р- или а4-₽-строения.
Диаграммы состояний титана с различными элемен-
тами дают основание ожидать присутствия других фаз,
кроме а- и p-твердых растворов, у промышленных тита-
новых сплавов. Так, следует учитывать возможность
образования эвтектоида в сплавах титана с эвтектоидо-
образующими элементами, а также а^-фазы в сплавах,
содержащих алюминия более 6—7%.
В двойных сплавах титана с такими элементами, как
хром, марганец, железо, кобальт, никель, медь, серебро,
кремний, бериллий, висмут, свинец и некоторыми други-
ми, p-фаза претерпевает эвтектоидный распад. Извест-
но, что в одних системах эвтектоидный процесс протека-
ет весьма интенсивно, а в других, наоборот, идет очень
медленно.
К первому типу принадлежат сплавы титана с медью,
серебром и золотом, ко второму — с хромом, марганцем,
железом и кобальтом. Никель занимает промежуточное
положение. Другие элементы изучены недостаточно
полно и их пока нельзя отнести к тем или иным груп-
пам. Имеются, однако, некоторые сведения о системах
с кремнием, бериллием, висмутом и свинцом, в которых
эвтектоидный распад протекает довольно быстро.
Если в системах с быстрым эвтектоидным превраще-
нием p-фаза легко распадается при прохождении через
эвтектоидную температуру, образуя выделения типа
перлитных, то в системах с медленным эвтектоидным
распадом p-фаза при охлаждении и даже при очень
продолжительном повторном нагреве ниже эвтектоид-
IS
ной температуры распадается на a-фазу и химическое
соединение весьма медленно.
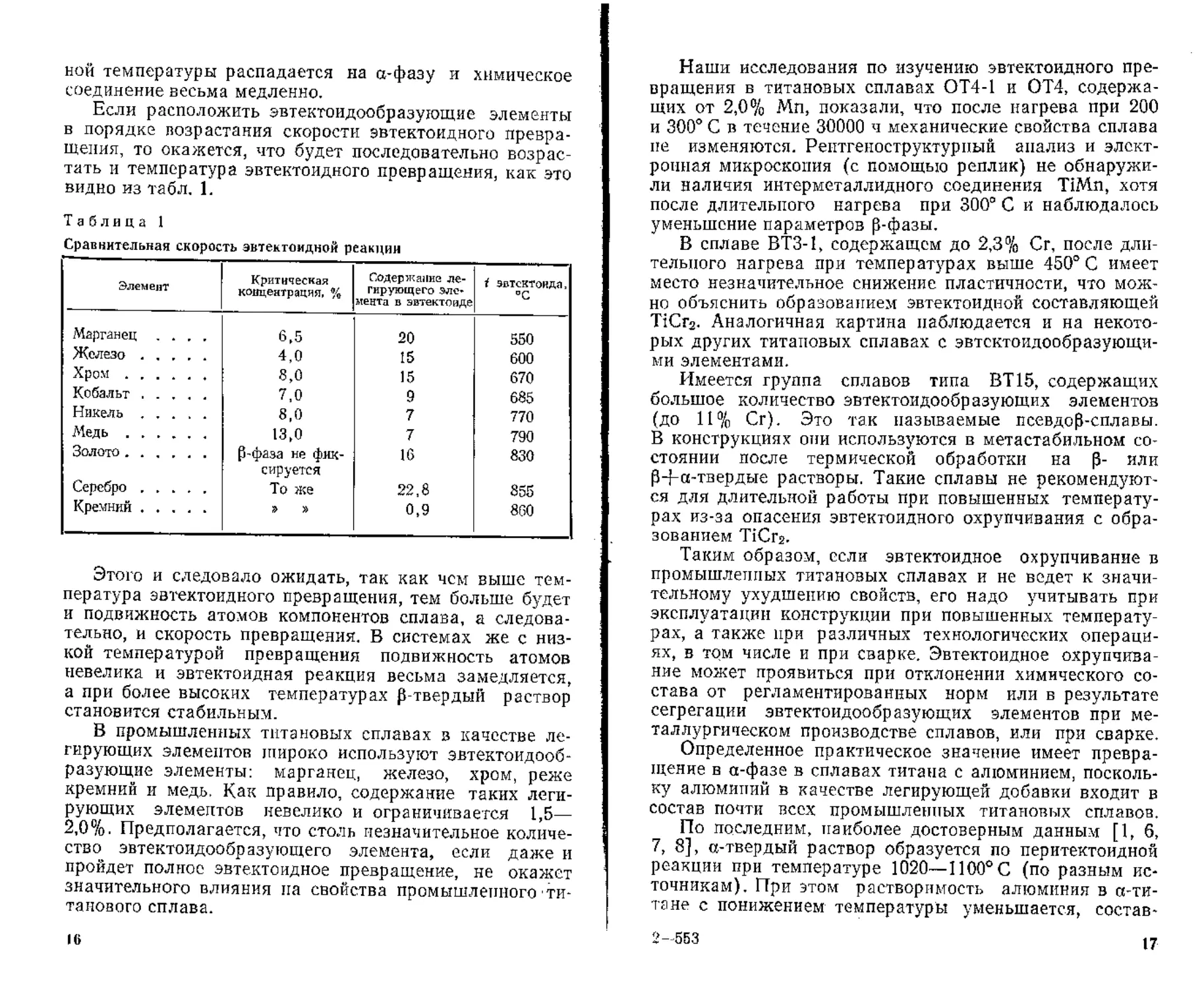
Если расположить эвтектоидообразующие элементы
в порядке возрастания скорости эвтектоидного превра-
щения, то окажется, что будет последовательно возрас-
тать и температура эвтектоидного превращения, как это
видно из табл. 1.
Таблица 1
Сравнительная скорость эвтектоидной реакции
Элемент Критическая концентрация, % Содержание ле- гирующего эле- мента в эвтектоиде f эвтектоида, °C
Марганец .... 6,5 20 550
Железо 4,0 15 600
Хром 8,0 15 670
Кобальт 7,0 9 685
Никель 8,0 7 770
Медь 13,0 7 790
Золото p-фаза не фик- 16 830
сируется
Серебро То же 22,8 855
Кремний 0,9 860
Этого и следовало ожидать, так как чем выше тем-
пература эвтектоидного превращения, тем больше будет
и подвижность атомов компонентов сплава, а следова-
тельно, и скорость превращения. В системах же с низ-
кой температурой превращения подвижность атомов
невелика и эвтектоидная реакция весьма замедляется,
а при более высоких температурах p-твердый раствор
становится стабильным.
В промышленных титановых сплавах в качестве ле-
гирующих элементов широко используют эвтектоидооб-
разующие элементы: марганец, железо, хром, реже
кремний и медь. Как правило, содержание таких леги-
рующих элементов невелико и ограничивается 1,5—
2,0%. Предполагается, что столь незначительное количе-
ство эвтектоидообразующего элемента, если даже и
пройдет полное эвтектоидное превращение, не окажет
значительного влияния па свойства промышленного ти-
танового сплава.
16
Наши исследования по изучению эвтектоидного пре-
вращения в титановых сплавах ОТ4-1 и ОТ4, содержа-
щих от 2,0% Мп, показали, что после нагрева при 200
и 300° С в течение 30000 я механические свойства сплава
не изменяются. Рентгеноструктурпый анализ и элект-
ронная микроскопия (с помощью реплик) не обнаружи-
ли наличия интерметаллидного соединения TiMn, хотя
после длительного нагрева при 300° С и наблюдалось
уменьшение параметров р-фазы.
В сплаве BT3-I, содержащем до 2,3% Сг, после дли-
тельного нагрева при температурах выше 450° С имеет
место незначительное снижение пластичности, что мож-
но объяснить образованием эвтектоидной составляющей
Т1Сг2. Аналогичная картина наблюдается и на некото-
рых других титановых сплавах с эвтсктоидообразующи-
ми элементами.
Имеется группа сплавов типа ВТ 15, содержащих
большое количество эвтектоидообразующих элементов
(до 11 % Сг). Это так называемые псевдор-сплавы.
В конструкциях они используются в метастабильном со-
стоянии после термической обработки на р- или
p-J-a-твердые растворы. Такие сплавы не рекомендуют-
ся для длительной работы при повышенных температу-
рах из-за опасения эвтектоидного охрупчивания с обра-
зованием TiCr2.
Таким образом, если эвтектоидное охрупчивание в
промышленных титановых сплавах и не ведет к значи-
тельному ухудшению свойств, его надо учитывать при
эксплуатации конструкции при повышенных температу-
рах, а также при различных технологических операци-
ях, в том числе и при сварке. Эвтектоидное охрупчива-
ние может проявиться при отклонении химического со-
става от регламентированных норм или в результате
сегрегации эвтектоидообразующих элементов при ме-
таллургическом производстве сплавов, или при сварке.
Определенное практическое значение имеет превра-
щение в a-фазе в сплавах титана с алюминием, посколь-
ку алюминий в качестве легирующей добавки входит в
состав почти всех промышленных титановых сплавов.
По последним, наиболее достоверным данным [1, 6,
7, 8], а-твердый раствор образуется по перитектоидной
реакции при температуре 1020—1100° С (по разным ис-
точникам). При этом растворимость алюминия в «-ти-
тане с понижением температуры уменьшается, состав-
2- 553
17
ляя при комнатной температуре около 6,5%, По данным
работы [9], растворимость алюминия в а-титане еще
меньше. Перенасыщенный алюминием a-твердый раствор
при медленном охлаждении или старении склонен к рас-
паду с образованием упорядоченной a-фазы, получив-
шей название а2-фазы, имеющей стехиометрический со-
став типа Ti3Ai или Ti2Al. Образование при старении
второй фазы сопровождается значительной потерей пла-
стичности без заметного увеличения твердости сплава.
Поскольку в ряде титановых сплавов содержание
алюминия достигает 7% и более, с явлением распада
a-твердого раствора в сплавах Ti—Al часто приходится
считаться.
В работе [10] было изучено изменение свойств и
структуры двойных титановых сплавов (содержащих от
5 до 13% А1) в зависимости от режимов термической
обработки. Сплавы, отожженные при 800° С в течение
1 ч и охлажденные с печыо со скоростью 2—3° С/мии
до 300° С, а затем на воздухе, при содержании алюминия
до 7% имеют удовлетворительную пластичность. По ме-
ре дальнейшего повышения содержания алюминия ин-
тенсивно снижаются характеристики пластичности
вследствие увеличения количества а2-фазы. Например,
сплав, содержащий 9% А1, имеет весьма низкую пла-
стичность (6ь = 2,5%, ф=10%)
В то же время сплавы, закаленные с 900° С в воде,
имеют хорошую пластичность при содержании алюминия
вплоть до 10%. В этом случае закалкой удается у ряда
сплавов титана с высоким содержанием алюминия пода-
вить превращение а-^с^, снижающее пластичность.
Старение закаленных сплавов в течение 100 ч при
температурах от 400 до 500° С показало, что сплавы,
содержащие до 7% А1, не изменяют своих механических
свойств. В результате старения при 450 и 500° С сплавы,
содержащие свыше 7% А1, охрупчиваются и их пластич-
ность оказывается такой же, как и после отжига с по-
следующим медленным охлаждением. Температура
400° С недостаточна для интенсивного распада а-фазы,
и сплавы сохраняют свойства, близкие к свойствам
сплава в закаленном состоянии. Следует отметить, что
в сплаве с 10% А1 после старения при 400° С заметно
снижается пластичность. Очевидно, что чем больше пе-
ресыщение a-фазы алюминием, тем она более склонна
к распаду. Старение сплавов в течение 1 ч показало, что
IK
пластичность резко снижалась после нагрева при темпе-
ратурах выше 480—500э С.
Изложенное выше исследование касалось двойных
сплавов Ti—Al.
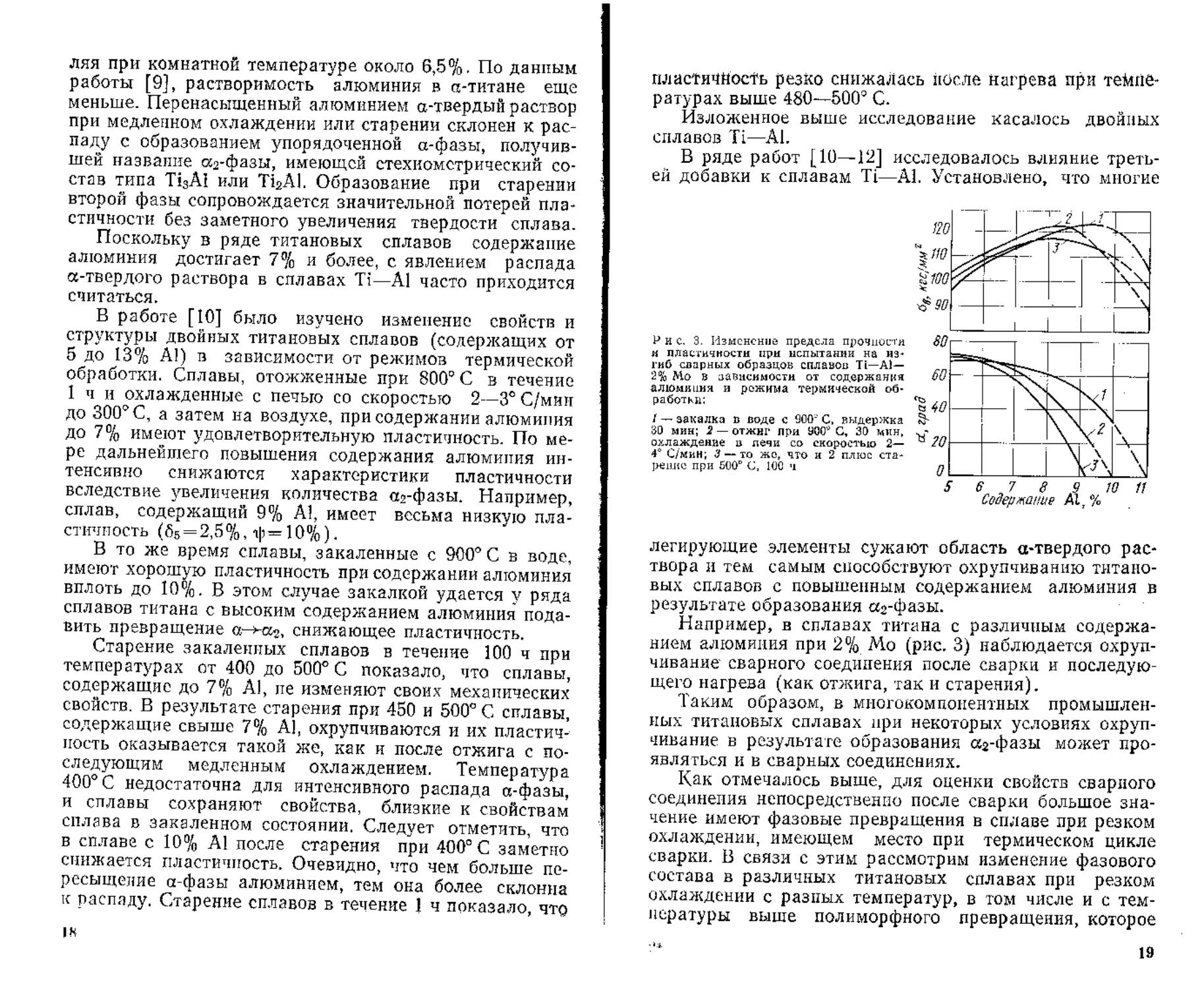
В ряде работ [10—12] исследовалось влияние треть-
ей добавки к сплавам Ti—Al. Установлено, что многие
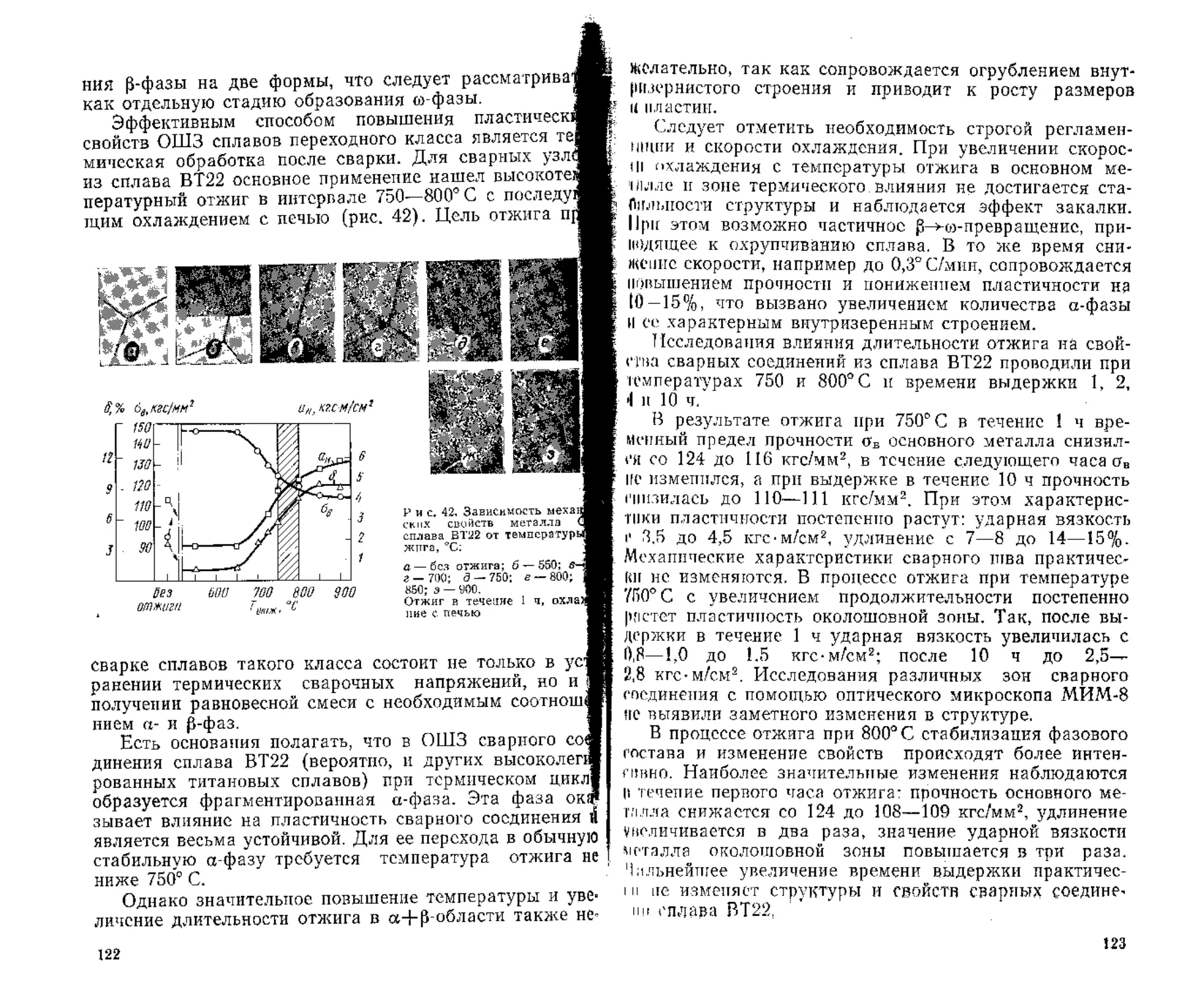
Рис, 3. Изменение предела прочности
и пластичности при испытании на из-
гиб сварных образцов сплавов Ti—Al—
2% Мо в зависимости от содержания
алюминия и режима термической об-
работки:
1 — закалка и поде с 900- С» выдержка
30 мин; 2 — отжиг при 900° С, 30 мин»
охлаждение в печи со скоростью 2—
4° С/мин; <?— то жо, что и 2 плюс ста-
рение при 500D G, ЮС ’1
легирующие элементы сужают область a-твердого рас-
твора и тем самым способствуют охрупчиванию титано-
вых сплавов с повышенным содержанием алюминия в
результате образования аз-фазы.
Например, в сплавах титана с различным содержа-
нием алюминия при 2% Мо (рис. 3) наблюдается охруп-
чивание сварного соединения после сварки и последую-
щего нагрева (как отжига, так и старения).
Таким образом, в многокомпонентных промышлен-
ных титановых сплавах при некоторых условиях охруп-
чивание в результате образования аа-фазы может про-
являться и в сварных соединениях.
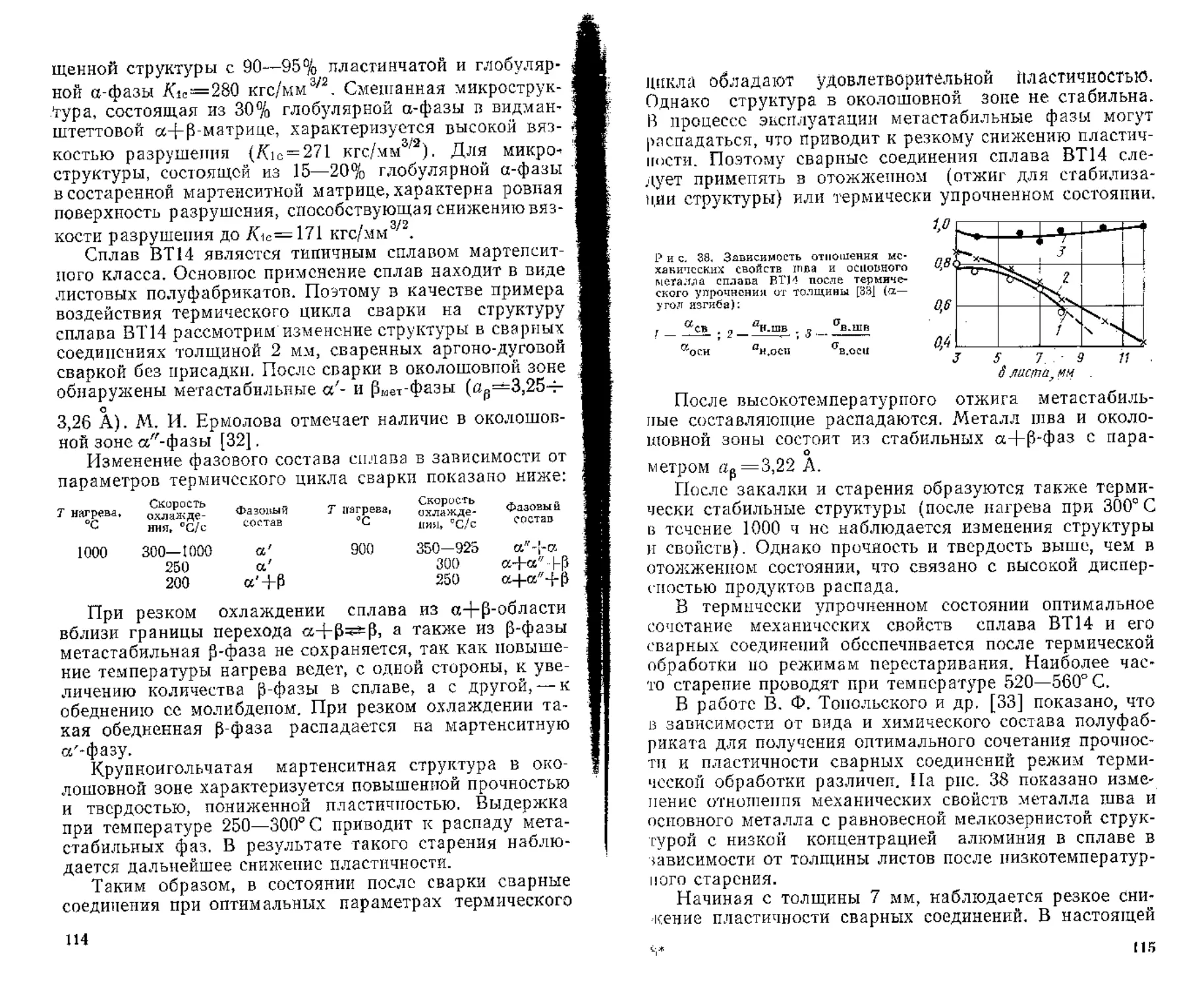
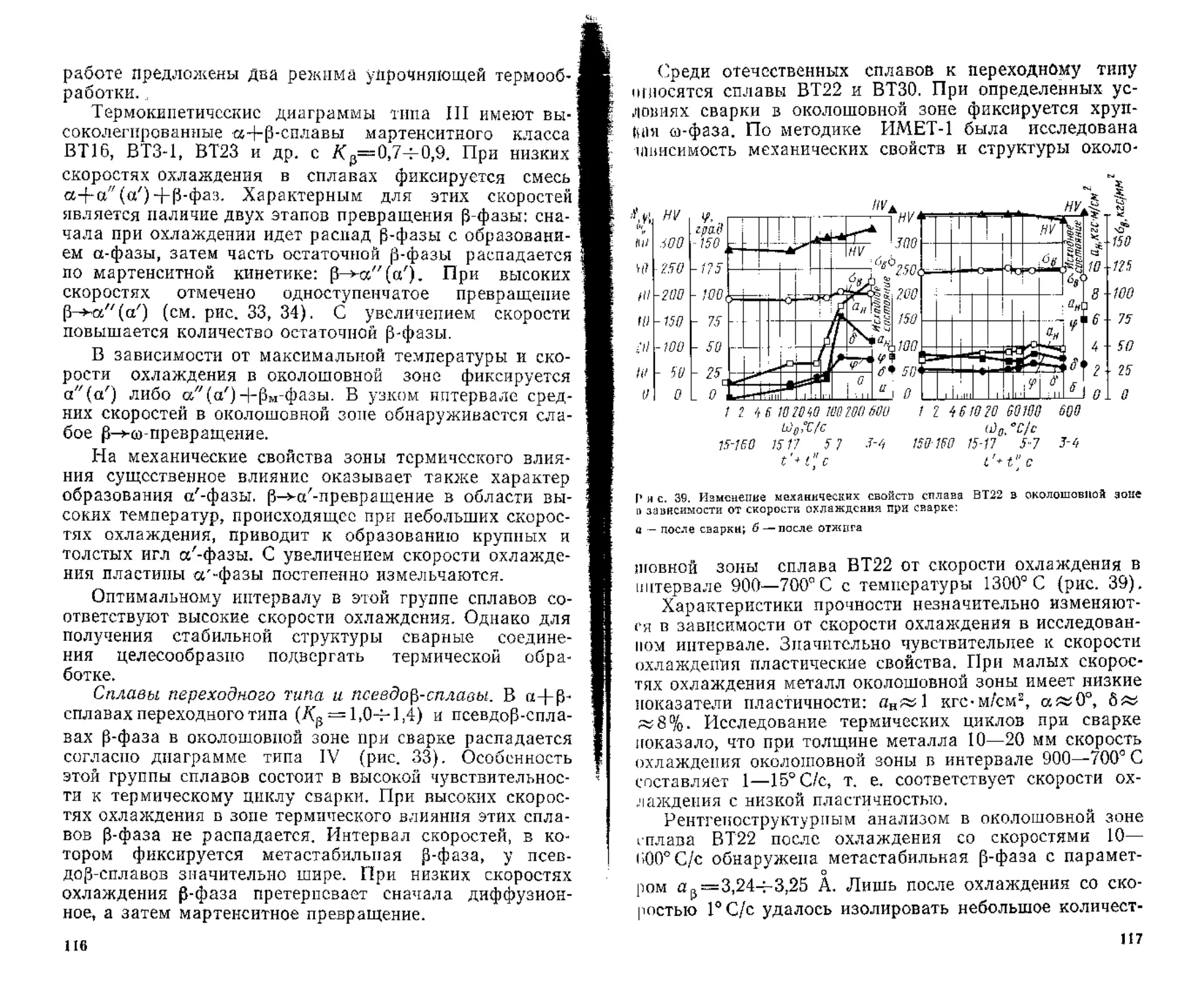
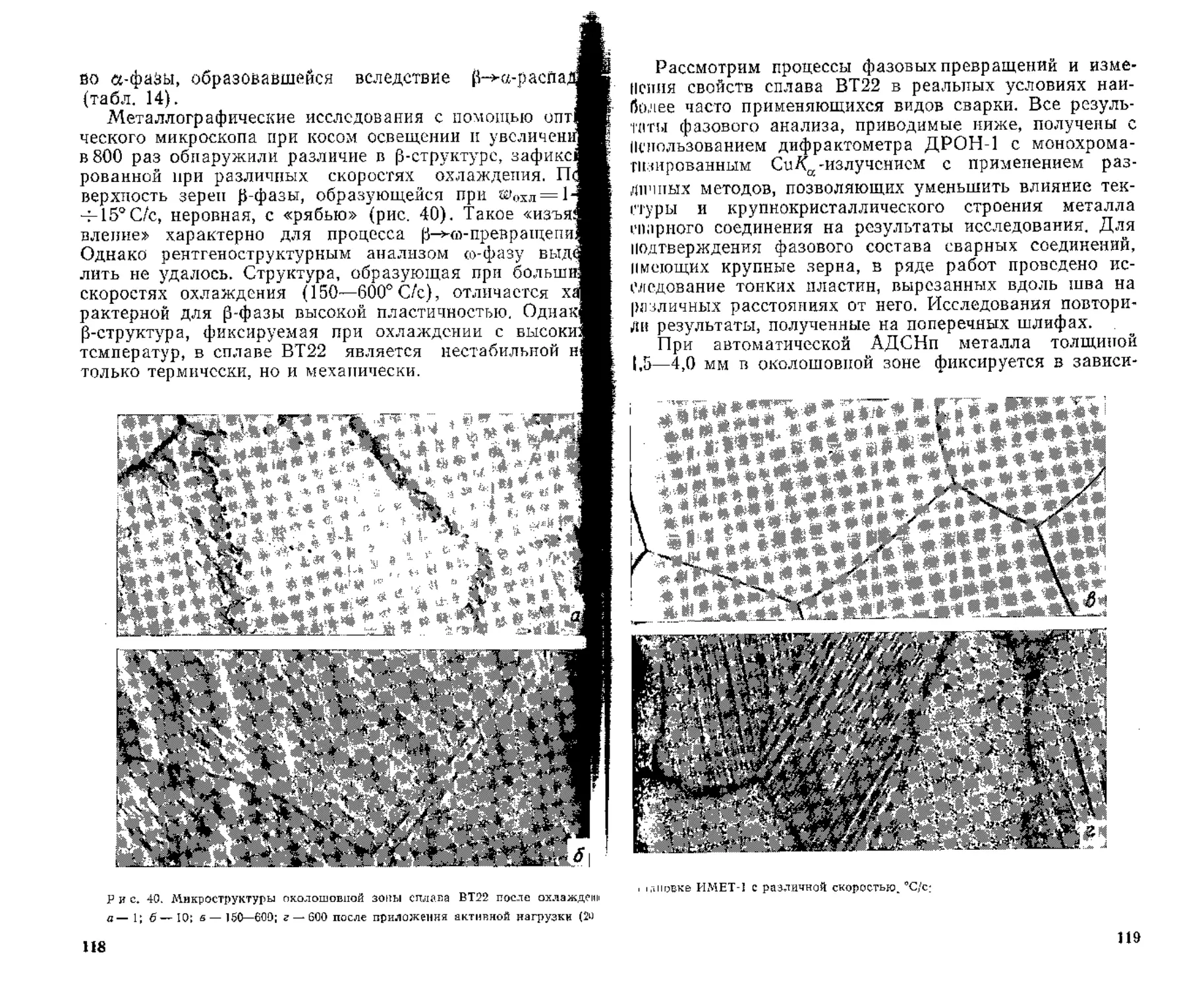
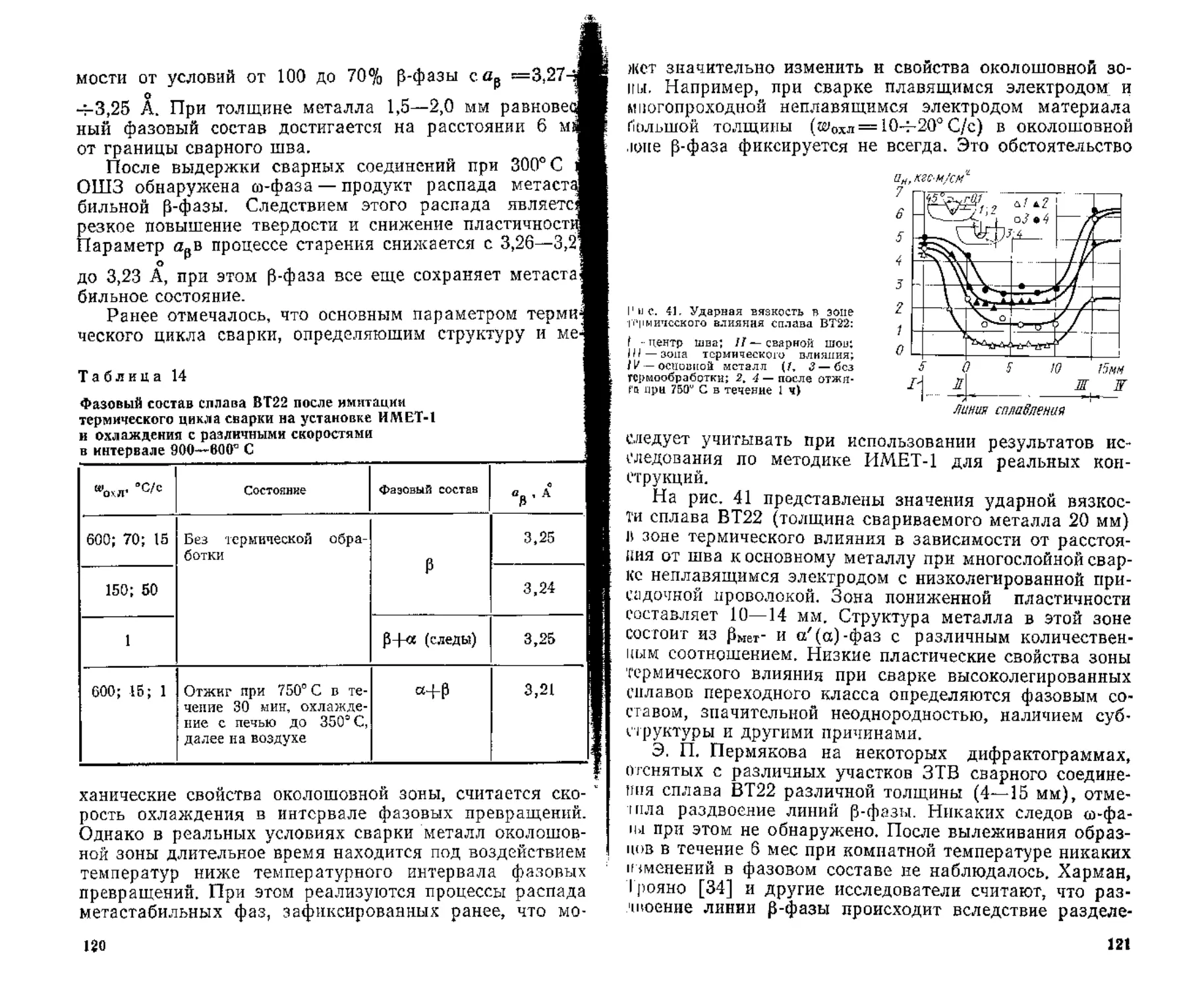
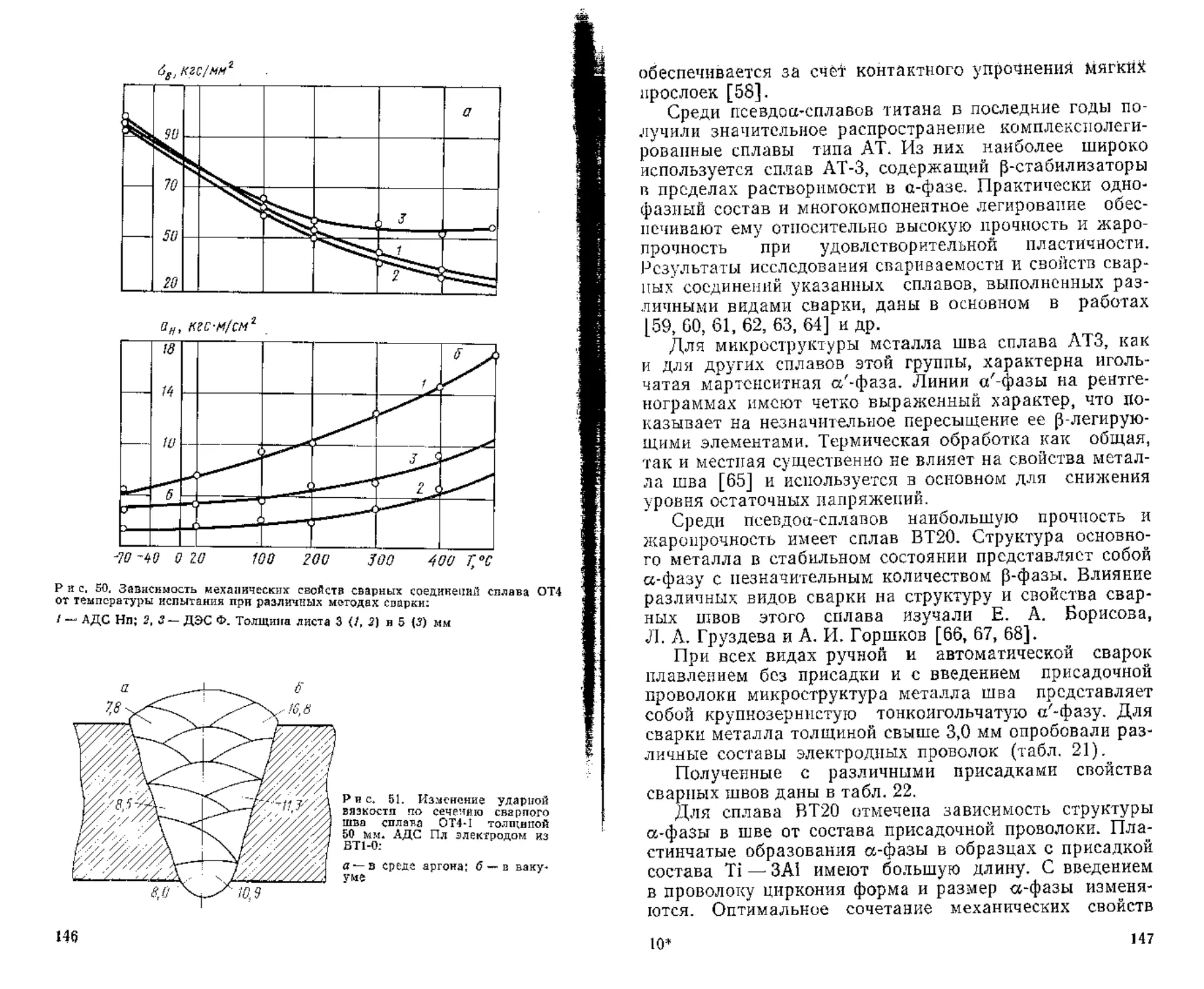
Как отмечалось выше, для оценки свойств сварного
соединения непосредственно после сварки большое зна-
чение имеют фазовые превращения в сплаве при резком
охлаждении, имеющем место при термическом цикле
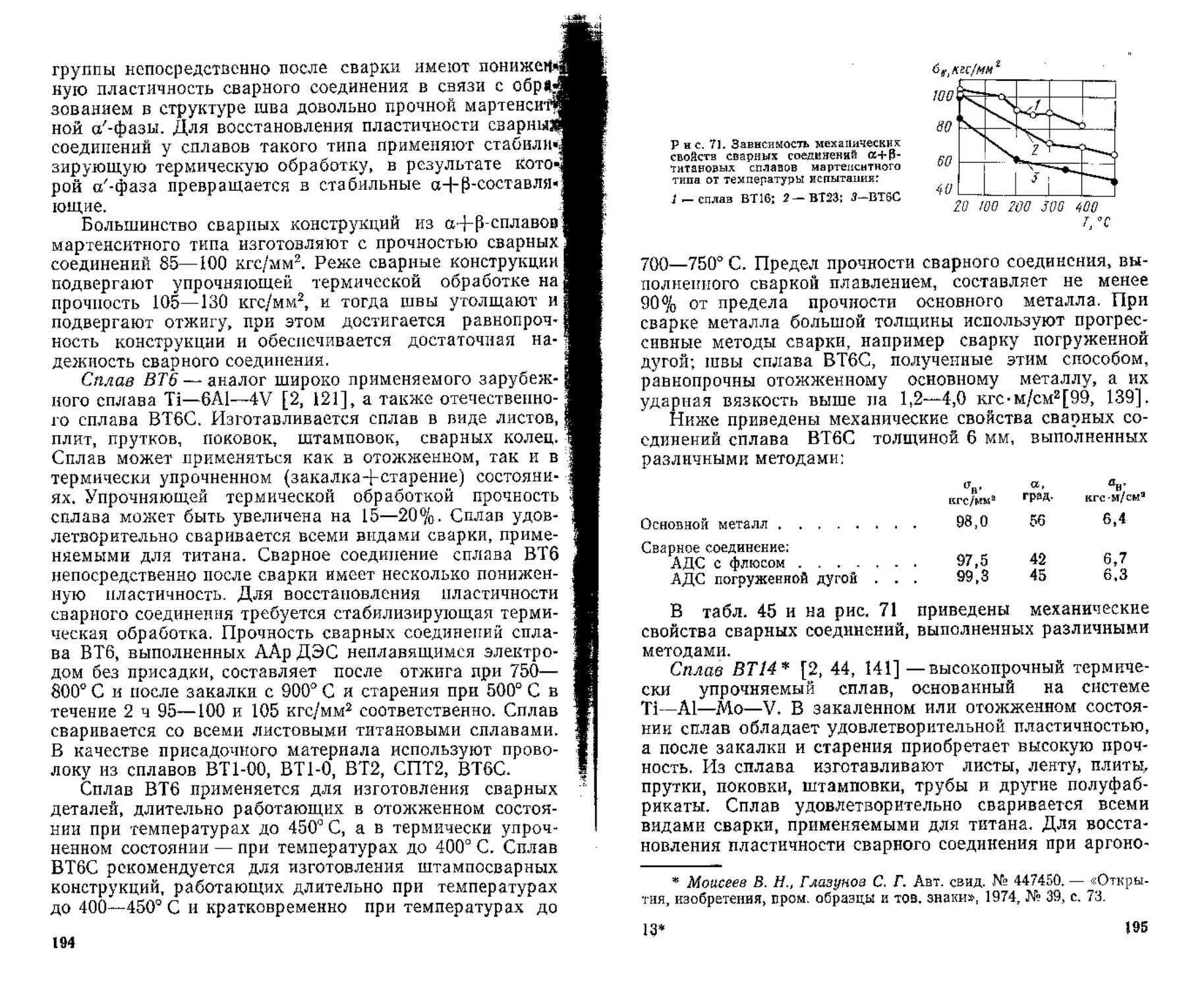
сварки. В связи с этим рассмотрим изменение фазового
состава в различных титановых сплавах при резком
охлаждении с разных температур, в том числе и с тем-
пературы выше полиморфного превращения, которое
19
можно & значительной степени рассматривать как рез-
кое охлаждение с температуры плавления.
Таким образом, мы сможем составить представление
о фазовых превращениях, происходящих во всех зонах
сварного соединения (зона расплава, переходная зона).
При резком охлаждении титановых сплавов с «+
+0-структур ой из 0-области в зависимости от концент-
рации легирующих элементов могут образовываться сле-
дующие метастабильпые фазы: в сплавах с небольшой
концентрацией 0-стабилизирующих элементов при рез-
ком охлаждении происходит мартенситное превращение
Фаза а' может быть значительно пересыщена ле-
гирующими элементами по сравнению с а-фазой.
Фаза а' имеет гексагональную кристаллическую
структуру, такую же как и ц-титан. Рентгенографически
она выражается различием характерных для гексаго-
нального титана интерференционных линий, что связано
с возникновением, внутренних напряжений в кристалли-
ческой решетке. Под оптическим или электронным мик-
роскопом а'-фаза имеет типичную игольчатую микро-
структуру.
Мартенситная с/-фаза, образующаяся в титановых
сплавах с 0-стабилизирующим и элементами, не облада-
ет высокими твердостью и прочностью в противополож-
ность мартенситу стали, однако образование а'-фазы в
сплавах определенного состава заметно повышает твер-
дость и прочность тем больше, чем выше степень пере-
сыщения «^твердого раствора легирующим элементом.
С увеличением содержания 0-стабилизирующего эле-
мента в ряде сплавов титана при резком охлаждении
возможно образование «"-фазы, представляющей собой
также пересыщенный твердый раствор на основе а-ти-
тана.
Рентгенограммы сплавов со структурой «"-фазы ха-
рактеризуются «расщеплением» некоторых интерферен-
ционных линий, свойственных гексагональной «-фазе,
которое увеличивается с возрастанием концентрации ле-
гирующего элемента. Имеется сходство между а"- и а'-
фазами, но «"-фаза характеризуется более низкой сим-
метрией, т. е. она скорее ромбическая, чем гексагональ-
ная.
В работе [13] показано, что при изменении концент-
рации легирующего элемента существует непрерывный
переход от структуры а'-фазы к структуре «"-фазы, по-
за
(кольку ни для одного из титановых сплавов не удалосй
в результате закалки из p-области получить двухфаз-
ную а'4-а"-структур у, а параметры решетки при пере-
ходе от az- к «"-структуре изменяются постепенно. Кро-
ме того, ромбическую «"-фазу можно рассматривать
как промежуточную ступень между объемноцентриро-
ванной и гексагональной структурами.
Под оптическим или электронным микроскопом
(/''-фаза, как и a'-фаза, имеет типично мартеиситио-иголь-
чатую структуру.
Часто вообще предлагается не проводить резкого
разграничения между а'- и «"-фазами и говорить об од-
ной мартенситной фазе, образующейся в титановых
сплавах на основе «-твердого раствора. Однако сущест-
венное изменение механических свойств при образова-
нии «"-фазы («"-фаза обладает умеренной прочностью
и повышенной пластичностью, близкими прочности и
пластичности p-фазы) дает основание отличать ее от
а'-фазы, С дальнейшим увеличением концентрации леги-
рующих элементов при закалке из р-области относи-
тельное количество a'-фазы или «"-фазы постепенно
уменьшается, частично в сплаве фиксируется высоко-
температурная p-фаза, не являющаяся стабильной при
данной концентрации и низких температурах. При еще
большем легировании в сплаве при закалке сохраняет-
ся исключительно метастабильпая р-фаза.
При закалке и старении сплавов с переходными эле-
ментами, по составу близких к критическому, образует-
ся о-фаза. Структура io-фазы долгое время оставалась
спорной.
В последнее время большинство исследователей схо-
дятся на том, что <в-фаза имеет гексагональную кристал-
лическую структуру. Отличительной чертой титановых
сплавов с «-фазой являются высокая твердость и хруп-
кость.
Чтобы представить себе характер изменений фазо-
вого состава титановых сплавов с «+р-структур ой пос-
ле резкого охлаждения с различных температур в зави-
симости от состава (содержание р-стабилизирующего
элемента), т. е. изменений, происходящих в сварном
соединении, следует рассмотреть диаграмму, представ-
ленную на рис. 4.
Эта диаграмма справедлива для изоморфных р-тита-
ну элементов, т, е. элементов, не образующих химиче-
21
скйх соединений с титаном, таких как ванадий, молиб-
ден, ниобий, тантал. С некоторым приближением можно
пользоваться этой же диаграммой и для р-стабилнзиру-
ющих элементов, образующих с титаном эвтектические
системы.
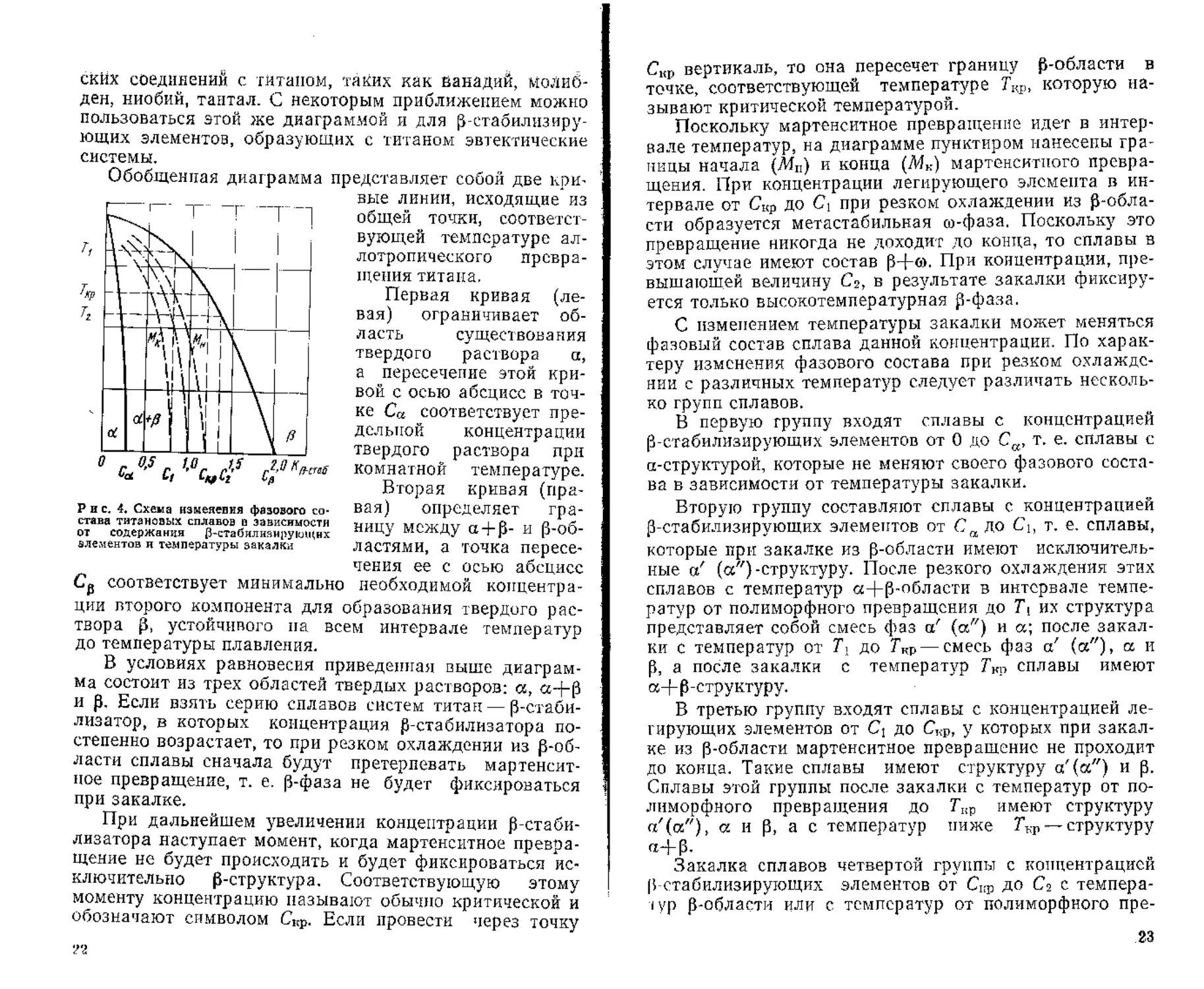
Рис, 4* Схема изменен ня фазового со*
става титановых сплавов в зависимости
от содержания (З-сТабил наиру клцнх
элементов и температуры закалки
Обобщенная диаграмма представляет собой две кри-
вне линии, исходящие из
общей точки, соответст-
вующей температуре ал-
лотропического превра-
щения титана.
Первая кривая (ле-
вая) ограничивает об-
ласть существования
твердого раствора а,
а пересечение этой кри-
вой с осью абсцисс в точ-
ке Са соответствует пре-
дельной концентрации
твердого р а створ а при
комнатной температуре.
Вторая кривая (пра-
вая) определяет гра-
ницу между а + р- и (3-об-
ластями, а точка пересе-
чения ее с осью абсцисс
Cg соответствует минимально необходимой концентра-
ции второго компонента для образования твердого рас-
твора р, устойчивого па всем интервале температур
до температуры плавления.
В условиях равновесия приведенная выше диаграм-
ма состоит из трех областей твердых растворов: а, а+Р
и р. Если взять серию сплавов систем титан — р-стаби-
лизатор, в которых концентрация p-стабилизатора по-
степенно возрастает, то при резком охлаждении из р-об-
ласти сплавы сначала будут претерпевать мартенсит-
ное превращение, т. е. p-фаза не будет фиксироваться
при закалке.
При дальнейшем увеличении концентрации р-стаби-
лизатора наступает момент, когда мартенситное превра-
щение не будет происходить и будет фиксироваться ис-
ключительно p-структура. Соответствующую этому
моменту концентрацию называют обычно критической и
обозначают символом С1ф. Если провести через точку
С1{р вертикаль, то она пересечет границу (S-области в
точке, соответствующей температуре ТИ1>, которую на-
зывают критической температурой.
Поскольку мартенситное превращение идет в интер-
вале температур, на диаграмме пунктиром нанесены гра-
ницы начала (ЛТц) и конца (Мк) мартенситного превра-
щения. При концентрации легирующего элемента в ин-
тервале от Скр до Ci при резком охлаждении из (J-обла-
сти образуется метастабильная ш-фаза. Поскольку это
превращение никогда не доходит до конца, то сплавы в
этом случае имеют состав р+®. При концентрации, пре-
вышающей величину Сй, в результате закалки фиксиру-
ется только высокотемпературная р-фаза.
С изменением температуры закалки может меняться
фазовый состав сплава данной концентрации. По харак-
теру изменения фазового состава при резком охлажде-
нии с различных температур следует различать несколь-
ко групп сплавов.
В первую группу входят сплавы с концентрацией
p-стабилизирующих элементов от 0 до Са, т. е. сплавы с
a-структурой, которые не меняют своего фазового соста-
ва в зависимости от температуры закалки.
Вторую группу составляют сплавы с концентрацией
^-стабилизирующих элементов от Са до G, т. е. сплавы,
которые при закалке из p-области имеют исключитель-
ные а' (а") "СТРУКТУРУ- После резкого охлаждения этих
сплавов с температур сс+р-области в интервале темпе-
ратур от полиморфного превращения до их структура
представляет собой смесь фаз а' (а") и а; после закал-
ки с температур от Т, до Ткр— смесь фаз а' (а"), а и
р, а после закалки с температур /фр сплавы имеют
а+р-структуру.
В третью группу входят сплавы с концентрацией ле-
гирующих элементов от до Скр, у которых при закал-
ке из p-области мартенситное превращение не проходит
до конца. Такие сплавы имеют структуру а'(а") и р.
Сплавы этой группы после закалки с температур от по-
лиморфного превращения до Тфр имеют структуру
а'(а"), а и р, а с температур ниже 7\р — структуру
Закалка сплавов четвертой группы с концентрацией
р стабилизирующих элементов от СпР до С2 с темпера-
тур p-области или с температур от полиморфного пре-
23
вращения до Та сопровождается превращением части
p-фазы в to-фазу, и сплавы этого типа после закалки
имеют структуру рф-со. Следует считать, что и у титано-
вых сплавов докритического состава, содержащих при
температурах закалки p-фазу, с концентрацией легиру-
ющих элементов от Скр до Сз при резком охлаждении
может образовываться а-фаза, однако в довольно не-
значительном количестве.
Сплавы четвертой группы после резкого охлаждения
с температур ниже Т3 имеют структуру рф-а.
Следует отметить, что если а'(а")-фаза при термиче-
ской обработке образуется только в результате резкого
охлаждения, то превращение р->рф-<в может происхо-
дить как при резком охлаждении, так и при изотермиче-
ском нагреве сплавов с метастабильной р-фазой.
Сплавы пятой группы с содержанием р-стабилизиру-
ющих элементов от СЕ до С& после резкого охлаждения
с температур выше температуры полиморфного превра-
щения имеют исключительно p-структуру, а с темпера-
тур ниже температуры полиморфного превращения —
Р+а-структуру.
И, наконец, сплавы шестой группы с концентрацией
p-стабилизирующих элементов и больше представ-
ляют собой стабильные р-сплавы, которые во всех слу-
чаях сохраняют исключительно p-структуру.
Такая классификация титановых сплавов по типу
структуры в мета ста бильном состоянии наиболее полно
отражает особенности всех зон сварного соединения
(расплавленной, перегретой, термического влияния).
Для того чтобы промышленные титановые сплавы
разместить на диаграмме, представленной на рис. 4, це-
лесообразно ввести понятие «условного коэффициента
стабильности p-фазы в сплаве» (Кр), показывающего
отношение содержания p-стабилизирующего элемента в
данном сплаве к его содержанию в сплаве критического
состава.
Так, где С —содержание р-стабилизиру-
ющего элемента в сплаве, % (по массе); — содер-
жание p-стабилизирующего элемента в двойном сплаве
Ti — p-стабилизирующий элемент критического состава,
% (по массе).
Так, если для двойных титановых сплавов с молибде-
ном, за критическую концентрацию принять 10% Мо,
24
то сплав Ti—Мо, содержащий 4% Мо, будет иметь
/Ср =4/10=0,4; для сплава, содержащего 16% Мо, =
= 16/10 = 1,6 и т. д.
Таким образом, титановых сплавов критического
состава равняется единице, докритического — меньше
единицы и закритического — больше единицы.
Условный коэффициент стабильности 0-фазы у спла-
вов, содержащих несколько легирующих элементов, ста-
билизирующих 0-фазу в титане, подсчитывается как сум-
ма Лр каждого отдельного элемента:
К = -1, ___1 Сп
Л₽ с с с
ькр1 икр2 иКрП
Например, для титанового спава ВТ22, содержаще-
го 5% А1, 5% Мо, 5% V, 1% Fe и 1% Сг:
г _ _ I CV
— 7 с
икрМо ^KpV
= —+—+
10 16
I CFe , CCr
г ‘ с
uKpFe ъкрСг
-L + ~L = 1,20.
4 7 ’
Содержание алюминия, являющегося «-стабилизи-
рующим элементом, не оказывает влияния на величину
коэффициента стабильности 0-фазы. Пока нет оснований
принимать во внимание при подсчете такие легирую-
щие элементы, как олово и цирконий, не оказывающие
заметного влияния па температуру полиморфного превра-
щения титановых сплавов, поскольку в литературе отсут-
ствуют необходимые данные.
Следует учитывать условный характер величины
ибо значения критических концентраций для отдельных
0-стабилизирующих элементов по различным источникам
различны и колеблются в пределах ±10%. При подсчете
Др не учитывается растворимость 0-стабилизирующего
элемента в а-титаие, которая для большинства элементов
колеблется в пределах 0,2—0,8% (исключение составля-
ют ванадий, ниобий, тантал, у которых растворимость в
н титане достигает нескольких процентов). Допускается
предположение, что стабильность 0-фазы по мере увели-
чеипя содержания 0-стабилизирующего элемента изме-
няется линейно и что действие нескольких легирующих
< к ментов на стабильность 0-фазы равно простой сумме
25
действия каждого элемента, стабилизирующего p-фазу в
титане.
Тем не менее классификация промышленных титано-
вых сплавов по метастабильному структурному состоя-
нию, определяемому коэффициентом стабильности 0-фа-
зы, является, по нашему мнению, полезной и дает доста-
точно много информации о их поведении ири различных
видах обработки, в том числе и при сварке.
Деление титановых сплавов на шесть групп, как это
следует из диаграммы состояний, приведенной на рис. 4,
не всегда оправдано для промышленных титановых
сплавов.
Третью группу сплавов нецелесообразно выделять з
самостоятельную, поскольку она представляет собой пе-
реходные сплавы, в которых по мере изменения состава
от С[ до Скр уменьшается количество мартенситной а'
(а")-фазы и увеличивается количество метастабильной
0-фазы после резкого охлаждения из 0-области. Поэтому
сплавы этой категории следует относить либо к сплавам
мартенситного класса (вторая группа), либо к сплавам
переходного класса (четвертая группа) в зависимости от
преобладания той или другой структурной составляющей.
Таким образом, наиболее яркими группами сплавов,
имеющих свой комплекс физико-механических свойств и
требующих особого подхода при обработке, являются
пять групп, на которые мы и подразделяем все промыш-
ленные титановые сплавы, предназначенные для сварки
(табл.2).
Для сохранения терминологии, используемой при
классификации промышленных титановых сплавов по
типу структуры в стабильном состоянии, назовем их сле-
дующим образом: первая группа а-сплавы и псевдо-
а-сплавы с Кр не более 0,25; вторая группа — сплавы
мартенситного типа с от 0,3 до 0,9; третья группа —
сплавы переходного типа с Др от 1,0 до 1,4; четвертая
группа — сплавы с метастабильной 0-фазой и Др от 1,6
до 2,5 и пятая группа — сплавы со стабильной р-фазой
и Др ^2,0—3,0.
Рассмотрим особенности поведения титановых спла-
вов перечисленных выше групп при сварке.
Целесообразно рассмотреть изменение структуры и
свойств при определенном виде сварки, например при
аргоно-дуговой однопроходной сварке металла неболь-
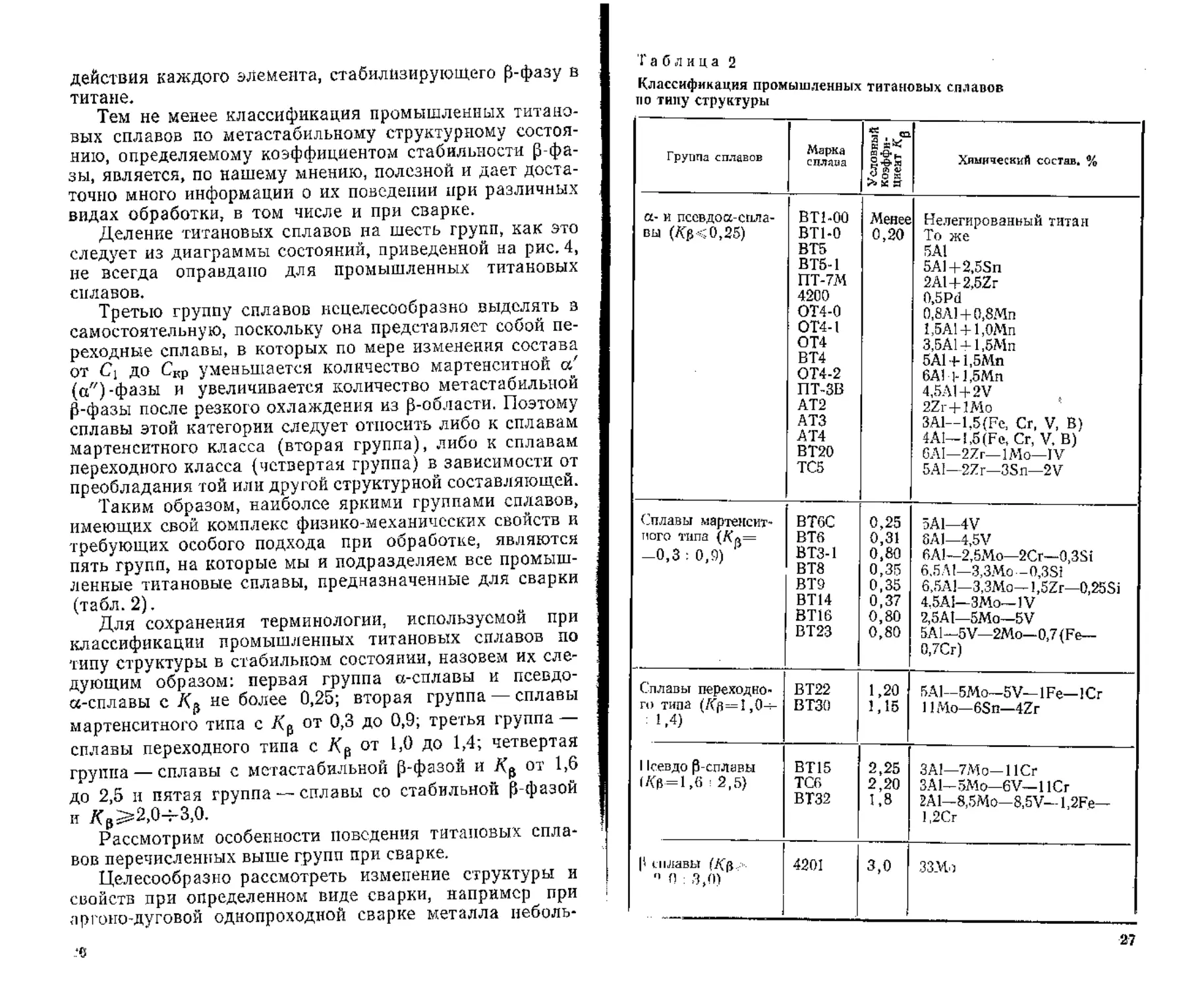
Таблица 2
Классификация промышленных титановых сплавов
но тину структуры
Группа сплавов Марка сплаиа Условный коэффи- циент Ка р Химический состав. %
а- и псевдо а-с гит а- вы №<0,25) ВТ1-00 ВТ1-0 ВТ5 ВТ5-1 ПТ-7М 4200 ОТ4-0 ОТ4-1 ОТ4 ВТ4 ОТ4-2 ПТ-ЗВ АТ2 АТЗ АТ4 ВТ20 ТС5 Менее 0,20 Нелегированный титан То же 5А1 5Al+2,5Sn 2Al+2,5Zr 0,5Pd 0,8А1 + 0,8Мп 1,5А1 + 1,0Мп 3,5А1 + 1,5Мп 5А1 + 1,5Мп 6А1 1-1,5Мп 4,5A1+2V 2Zr+lMo ЗА1—1.5(Fe, Cr, V, В) 4А1— l,5(Fe, Cr, V, В) 6AI—2Zr—IMo—IV 5AI—2Zr—3Sn—2V
(_’плавы мартенсит- ного типа (А'п = -0,3 : 0,9) ВТ6С ВТ6 ВТЗ-1 ВТ8 ВТ9 ВТ14 ВТ16 ВТ23 0,25 0,31 0,80 0,35 0,35 0,37 0,80 0,80 5A1—4V 5AJ—4,5V 6Al—2,5Mo—2Cr—0,3Si 6.5Л1—3,3Mo -0,3Si 6.5A1—3,3Mo— l,5Zr—0,25Si 4.5A1—ЗМо—IV 2,5Al—5Mo—5V 5A1—5 V—2Mo—0,7 (Fe— 0,7Cr)
Сплавы переходно- го типа (/Ср=1,0-н : 1,4) ВТ22 втзо 1,20 1,15 5A1-5MO-5V— 1 Fe— ICr HMo—6Sn—4Zr
11севдо 0-сплавы (/<0 = 1,6 : 2,5) ВТ15 ТС6 ВТ32 2,25 2,20 1,8 3A1—7Mo-HCr 3A1-5MO—6 V—ПСг 2Al-8,5Mo-8,5V-l,2Fe— 1,2Cr
|1 сплавы (К$ > ” 0 : 3,0) 4201 3,0 33Mo
27
шой толщины (до 3—4 мм), когда происходит резкое
охлаждение сварного соединения.
У а- и псевдоа-сплавов при ускоренном охлаждении
в зоне расплава и зоне термического влияния, имеющей
температуру выше «фр^р-превращения, образуется
игольчатая a-структура или «'-структура, незначитель-
но обогащенная p-стабилизирующими элементами. Та-
кие структуры по своим свойствам близки обычной
a-структуре и поэтому у а- и пссвдоа-сплавов сварное
соединение как по прочности, так и по пластичности
близко основному металлу. Последующий отжиг свар-
ного соединения не ведет к заметному изменению его
механических свойств. Длительный нагрев сварного сое-
динения (например, в процессе эксплуатации конструк-
ции) не сопровождается заметным изменением механи-
ческих свойств, поэтому сварные соединения таких спла-
вов не требуют обязательной термической обработки с
целью стабилизации структуры. Отжиг сварных конст-
рукций из сплавов этой группы рекомендуется лишь для
снятия остаточных напряжений, возникших при сборке
и сварке конструкции. Это наиболее часто применяемые
в сварных конструкциях титановые сплавы.
Следует отметить, что сплавы этого типа, несмотря
па свое очень близкое фазовое строение, в зависимости
от предела прочности в различной степени изменяют
физико-механические свойства сварного соединения по;
сравнению со свойствами основного металла. С повыше-
нием предела прочности литая или перегретая структура
сплава отличаются меньшей пластичностью по сравнению
с пластичностью основного металла. Концентраторы на-
пряжения в виде рельефа шва и пористость будут в
большей степени сказываться у сплавов с более высоким
пределом прочности. Остаточные напряжения, возникаю-
щие в шве в результате воздействия термического цикла
сварки, будут более высокими у более прочных сплавов.
Эти обстоятельства следует учитывать как для сплавов
рассматриваемой группы, так и для сплавов других
групп.
Титаповые. сплавы мартенситного типа характеризу-
ются тем, что непосредственно после снарки расплавлен-
ная зона и переходная зова, нагревавшаяся при темпе-
ратурах выше Гкр, содержат н своей структуре большее
или меньшее количество мартенситной а'(а") фазы.
Фаза а' имеет повышенную прочность и пониженную
2Я
пластичность по сравнению с а- или p-фазами. Поэтому
непосредственно после сварки сварное соединение спла-
вов мартенситного типа имеет более высокую прочность
и меньшую пластичность по сравнению с аналогичными
свойствами основного металла.
Сварное соединение сплавов мартенситного типа сле-
дует термически обрабатывать не только для снятия ос-
таточных напряжений, но и для стабилизации структуры.
Кроме того, сварное соединение сплавов мартенсит-
ного типа термически нестабильно и может быть еще
болыпе упрочнено вследствие дисперсионного твердения
при длительном нагреве в интервале определенных тем-
ператур (300 -550° С), которые могут совпадать с тем-
пературами эксплуатации изделия. В этом отноше-
нии термическая обработка сварных соединений титано-
вых сплавов мартенситного типа также является необ-
ходимой.
Титановые сплавы мартенситного типа, за исключе-
нием сплавов ВТ6С и ВТ6, которые примыкают к псев-
доа-сплавам, для сварных конструкций стали применять-
ся сравнительно недавно. Долгое время существовало опа-
сение, что сварные соединения таких сплавов даже после
термической обработки недостаточно пластичны и что
сварные конструкции будут недостаточно работоспособ-
ными. Однако опыт эксплуатации сварных конструкций
из сплава ВТ 14, а затем исследования по свариваемости
сплава ВТ23 показали полную пригодность сплавов
мартенситного типа для применения в изделиях, где ши-
роко используются различные виды сварки.
Кроме того, как показали многочисленные исследо-
вания, эта группа сплавов является наиболее перспек-
тивной для использования в сварных конструкциях с
применением упрочняющей термической обработки
сварного соединения.
Титановые сплавы переходного типа — это сравни-
тельно новая группа сплавов, появившаяся в последние
годы. Особенностью этих сплавов является возможность
образования в значительных количествах хрупкой «)-фа-
ц>г в процессе термического цикла сварки. Долгое время
г'гитяли, что это вообще нссвариваемыс титановые спла-
вы, однако их высокие физвко-мехапическис и технола-
। и'ич кне свойства привлекли пристальное внимание кон
1 । ректоров и технологов. Работы, проведенные авторами
и. нтоящей монографии и другими исследователями, поз-
29
аолиля создать технологию сварки сплавов этой группы
и широко их освоить в ответственных сварных конструк-
циях.
Особенностью титановых сплавов переходного типа
является необходимость регламентировать скорость
охлаждения сварного соединения в процессе сварки. Су-
ществуют промежуточные скорости охлаждения, когда
образуется большое количество хрупкой co-фазы, и свар-
ное соединение становится малопластичным.
Последующий отжиг восстанавливает свойства свар-
ного соединения до уровня, близкого основному металлу.
Отжиг сварного соединения сплавов переходного типа
необходим также для восстановления его термической
стабильности. Сварные соединения сплавов этого типа
не рекомендуется подвергать эффективной упрочняющей
термической обработке, хотя исследования в этом на-
правлении проводятся.
Псевдо р-сп лавы ведут себя при сварке аналогично
сплавам со стабильной p-фазой. В процессе термическо-
го цикла сварки в сварном соединении фиксируется ис-
ключительно мстастабильная p-фаза, характеризующая-
ся высокой пластичностью при умеренной прочности.
Сварное соединение псевдор-сплавов непосредственно
после сварки имеет физико-механические свойства,
близкие к свойствам основного металла. Однако при на-
греве метастабильная p-фаза претерпевает превращение,
приводящее к охрупчиванию сварного соединения. По-
этому промышленные псевдо р-титановые сплавы реко-
мендуются для использования в сварных конструкциях,
работающих длительно при нормальных температурах,
или конструкциях одноразового действия, работающих
при повышенных температурах. Сплавы этого типа пока
не нашли широкого применения в сварных конструк-
циях.
И, наконец, однофазные р-титановые сплавы, как и
а-сплавы, при сварке не претерпевают фазовых превра-
щений, и поэтому механические свойства сварных соеди-
нений изменяются незначительно и термическая обра-
ботка не оказывает заметного влияния на их свойства
и структуру.
Глава 2
Влияние легирующих
элементов и примесей
на структуру и свойства
сварных соединений титана
Ниже будут рассмотрены основные закономерности,
менения структуры и свойств сварных соединений
пых и более сложных титановых сплавов в зависш
от химического состава и термической обработки.
Все исследования проводили на образцах, изгото
пых из листов толщиной 1,5 мм, предварительно <т
ленных в вакууме при 800° С в течение 1 ч.
В качестве метода сварки была выбрана автом
ческая аргоно-дуговая сварка неплавящимся электро
которая при сварке листов толщиной 1,5 мм обеспечива-
ла довольно резкое охлаждение сварного соедине
после сварки. Выбор такого вида материала и режима
сварки при проведении настоящей работы диктовался,
е одной стороны, его довольно широким применением в
промышленности при изготовлении сварных конструкций
из титана, а с другой, — регламентированной скоростью
охлаждения металла шва после термического цикла при
этом методе сварки.
Структуру и механические свойства сварного соеди-
13-
)Й-
:ТИ
ен-
1-ж-
с
ТИ-
:ом,
ШЯ
нения изучали как непосредственно после сварки, так и
после сварки и отжига. Щ
Рентгеноструктурный анализ проводили после свЦки
на образцах, вырезанных из зоны расплавленногс1Ие-
талла. И
Механические свойства сварного соединения оп™|е-
ляли на образцах со сварным швом, расположениям
вдоль направления волокна листа. Образцы для опреде-
ления механических свойств основного металла выреза-
ли поперек направления волокна, как это принято в тех-
нических условиях. Определяли предел прочности (и,
кгс/мм2) при растяжении, пластичность при испытан!
if а загиб (а) и ударную вязкость образца с трещин^
(щ.у, кгс-м/см2).
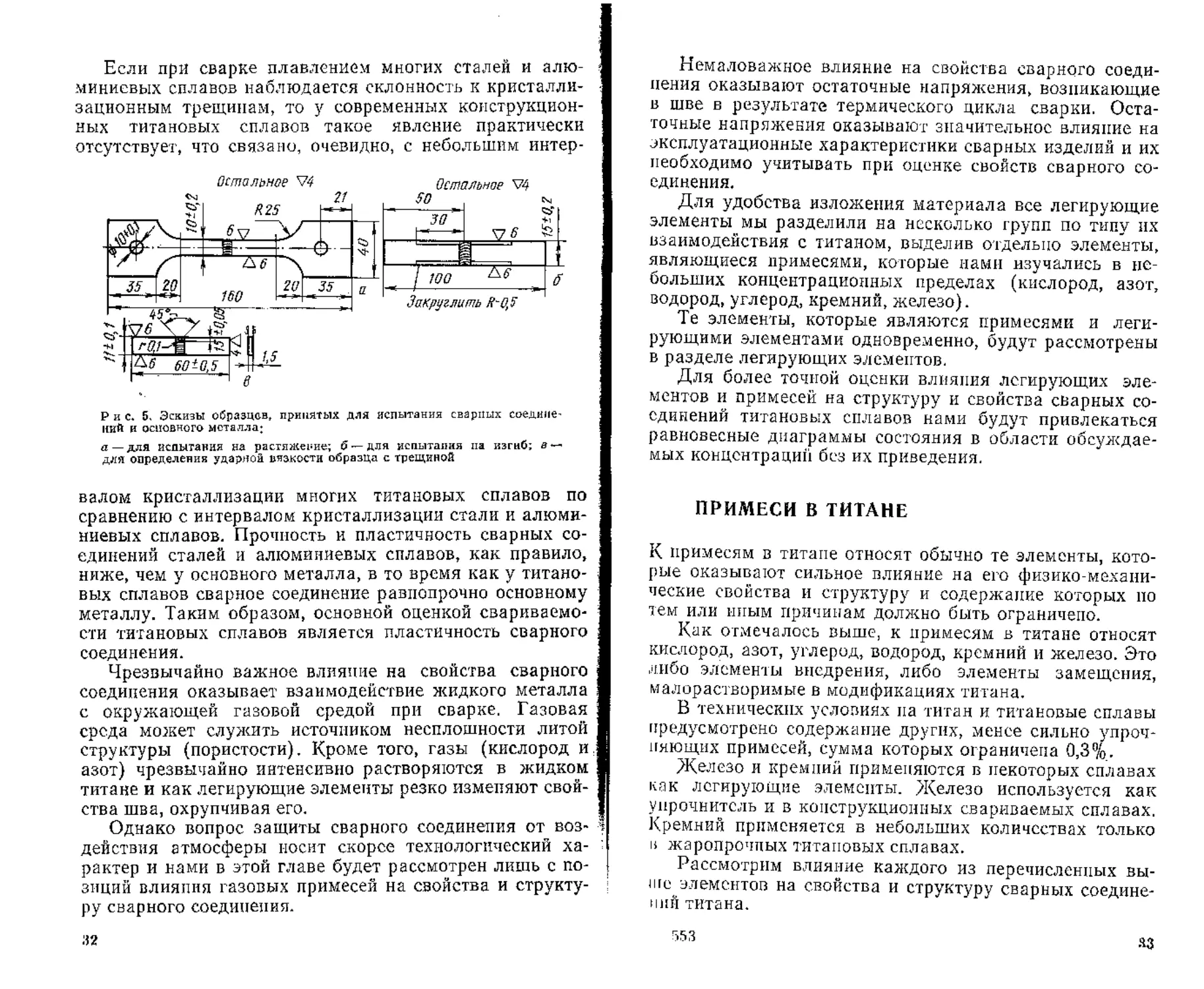
На рис. 5 приведены эскизы образцов для различных
и и нов испытаний.
в,
ИИ
ой
31
Если при сварке плавлением многих сталей и алю-
миниевых сплавов наблюдается склонность к кристалли-
зационным трещинам, то у современных конструкцион-
ных титановых сплавов такое явление практически
отсутствует, что связано, очевидно, с небольшим интер-
Рис. 5. Эскизы образцов, принятых для испытания сварных соедиив'
ний и основного металла;
а — для испытания на растяжение; о — для испытания па изгиб; в*-
для определения ударной вязкости образца с трещиной
валом кристаллизации многих титановых сплавов по
сравнению с интервалом кристаллизации стали и алюми-
ниевых сплавов. Прочность и пластичность сварных со-
единений сталей и алюминиевых сплавов, как правило,
ниже, чем у основного металла, в то время как у титано-
вых сплавов сварное соединение равнопрочно основному
металлу. Таким образом, основной оценкой свариваемо-
сти титановых сплавов является пластичность сварного
соединения.
Чрезвычайно важное влияние на свойства сварного
соединения оказывает взаимодействие жидкого металла
с окружающей газовой средой при сварке. Газовая
среда может служить источником несплошности литой
структуры (пористости). Кроме того, газы (кислород и;
азот) чрезвычайно интенсивно растворяются в жидком
титане и как легирующие элементы резко изменяют свой-
ства шва, охрупчивая его.
Однако вопрос защиты сварного соединения от воз-
действия атмосферы носит скорее технологический ха-
рактер и нами в этой главе будет рассмотрен лишь с по-
зиций влияния газовых примесей на свойства и структу-
ру сварного соединения.
32
Немаловажное влияние на свойства сварного соеди-
нения оказывают остаточные напряжения, возникающие
в шве в результате термического цикла сварки. Оста-
точные напряжения оказывают значительное влияние на
эксплуатационные характеристики сварных изделий и их
необходимо учитывать при оценке свойств сварного со-
единения.
Для удобства изложения материала все легирующие
элементы мы разделили на несколько групп по типу их
взаимодействия с титаном, выделив отдельно элементы,
являющиеся примесями, которые нами изучались в не-
больших концентрационных пределах (кислород, азот,
водород, углерод, кремний, железо).
Те элементы, которые являются примесями и леги-
рующими элементами одновременно, будут рассмотрены
в разделе легирующих элементов.
Для более точной оценки влияния легирующих эле-
ментов и примесей на структуру и свойства сварных со-
единений титановых сплавов нами будут привлекаться
равновесные диаграммы состояния в области обсуждае-
мых концентраций без их приведения.
ПРИМЕСИ В ТИТАНЕ
К примесям в титапе относят обычно те элементы, кото-
рые оказывают сильное влияние на его физико-механи-
ческие свойства и структуру и содержание которых по
тем или иным причинам должно быть ограничено.
Как отмечалось выше, к примесям в титане относят
кислород, азот, углерод, водород, кремний и железо. Это
либо элементы внедрения, либо элементы замещения,
малорастворимые в модификациях титана.
В технических условиях и а титан и титановые сила в bi
предусмотрено содержание других, менее сильно упроч-
няющих примесей, сумма которых ограничена 0,3%.
Железо и кремний применяются в некоторых сплавах
как легирующие элементы. Железо используется как
упрочнитсль и в конструкционных свариваемых сплавах.
Кремний применяется в небольших количествах только
н жаропрочных титановых сплавах.
Рассмотрим влияние каждого из перечисленных вы-
ше элементов на свойства и структуру сварных соедине-
ний титана.
353
яз
Кислород. Кислород является элементом, оказываю-
щим сильное упрочняющее действие па титан. Считается,
что каждые 0,05%. О2 повышают предел прочности ти-
тана на 6 кгс/мм2. В титане и титановых сплавах содер-
жание кислорода обычно регламентируется (0,15—
0,20%).
Особенностью кислорода в титановых сплавах явля-
ется значительное колебание его содержания в отдель-
ных плавках, что связано с довольно нестабильным его
содержанием в титановой губке (исходном сырье) и во
вводимых в плавку отходах, а иногда и со степенью ва-
куума в печи при плавке. Кроме того, кислород может
неравномерно распределяться до слитку при использо-
вании недостаточно хорошо очищенных от окислов от-
ходов или окисленной титановой губки. При сварке ти-
тана и титановых сплавов расплавленная ванна энергич-
но растворяет кислород атмосферы. В то же время при
определенном содержании (до 0,15—0,20%) кислород
является вполне допустимым элементом, эффективно
упрочняющим титан без значительного снижения его
пластичности.
Сплавы титана с кислородом в широком интервале
составов представлены областью непрерывных «-твер-
дых растворов. В наиболее поздних работах И. И. Кор-
нилова, подробно изучившего диаграмму состояния
Ti—О, установлено, что «-твердый раствор существует
по крайней мере при содержании в сплаве до 9%. О.
Введение кислорода в титан повышает температуру
полиморфного превращения. Путем термической обра-
ботки не удается заметно сместить границы фазовых по-
лей в системе Ti—О или зафиксировать какие-либо мета-
стабильные состояния.
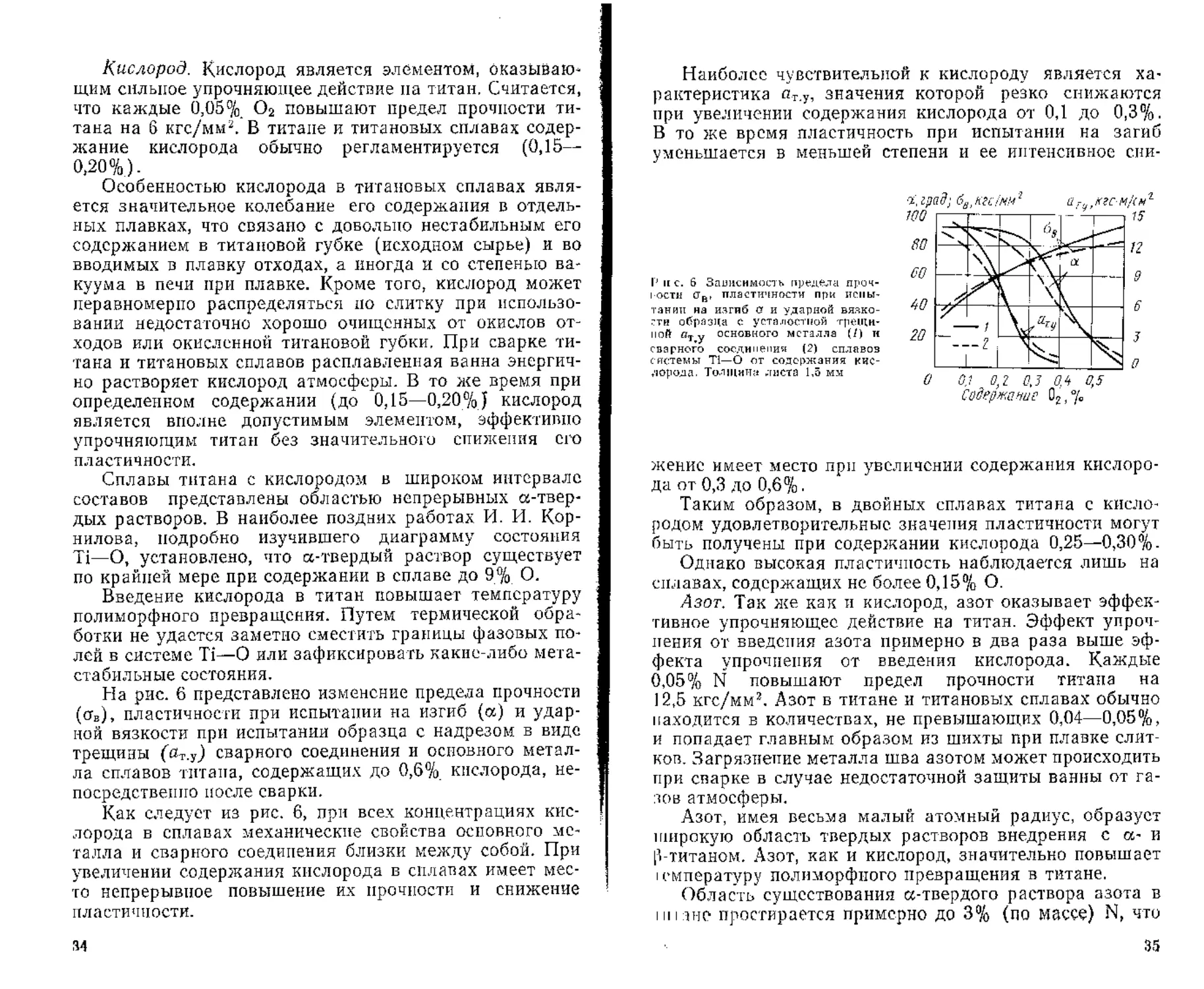
На рис. 6 представлено изменение предела прочности
(<тЕ), пластичности при испытании на изгиб (а) и удар-
ной вязкости при испытании образца с надрезом в виде
трещины (йт.у.) сварного соединения и основного метал-
ла сплавов титана, содержащих до 0,6% кислорода, не-
посредственно после сварки.
Как следует из рис. 6, при всех концентрациях кис-
лорода в сплавах механические свойства основного ме-
талла и сварного соединения близки между собой. При
увеличении содержания кислорода в сплавах имеет мес-
то непрерывное повышение их прочности и снижение
пластичности.
34
Наиболее чувствительной к кислороду является ха-
рактеристика «т.у, значения которой резко снижаются
при увеличении содержания кислорода от 0,1 до 0,3%.
В то же время пластичность при испытании на загиб
уменьшается в меньшей степени и ее интенсивное сни-
Р пс. 6 Зависимость предела проч-
ности crRh пластичности при испы-
тании на и,згпб с и ударной вязко-
сти образна с усталостной трещи-
ной «ту основного металла (/) и
сварного соединении (2) сплавов
системы 71—О от содержания кис-
лорода. Толщина листа 1,3 мм
женис имеет место при увеличении содержания кислоро-
да от 0,3 до 0,6%
Таким образом, в двойных сплавах титана с кисло-
родом удовлетворительные значения пластичности могут
быть получены при содержании кислорода 0,25—0,30%.
Однако высокая пластичность наблюдается лишь на
сплавах, содержащих не более 0,15% О.
Азот. Так же как и кислород, азот оказывает эффек-
тивное упрочняющее действие на титан. Эффект упроч-
нения от введения азота примерно в два раза выше эф-
фекта упрочнения от введения кислорода. Каждые
0,05% N повышают предел прочности титана на
12,5 кге/мм3. Азот в титане и титановых сплавах обычно
находится в количествах, не превышающих 0,04—0,05%,
и попадает главным образом из шихты при плавке слит-
ков. Загрязнение металла шва азотом может происходить
при сварке в случае недостаточвой защиты ванны от га-
зов атмосферы.
Азот, имея весьма малый атомный радиус, образует
широкую область твердых растворов внедрения с и- и
[1-титаном. Азот, как и кислород, значительно повышает
юмпературу полиморфного превращения в титане.
Область существования a-твердого раствора азота в
...и-ie простирается примерно до 3% (по массе) N, что
35
значительно превышает практически возможное его со-
держание в промышленных сплавах.
Как и п системе Ti—О, в системе Ti—N не удастся
путем термической обработки сместить границы или за-
фиксировать какое-либо метастабилънос состояние у
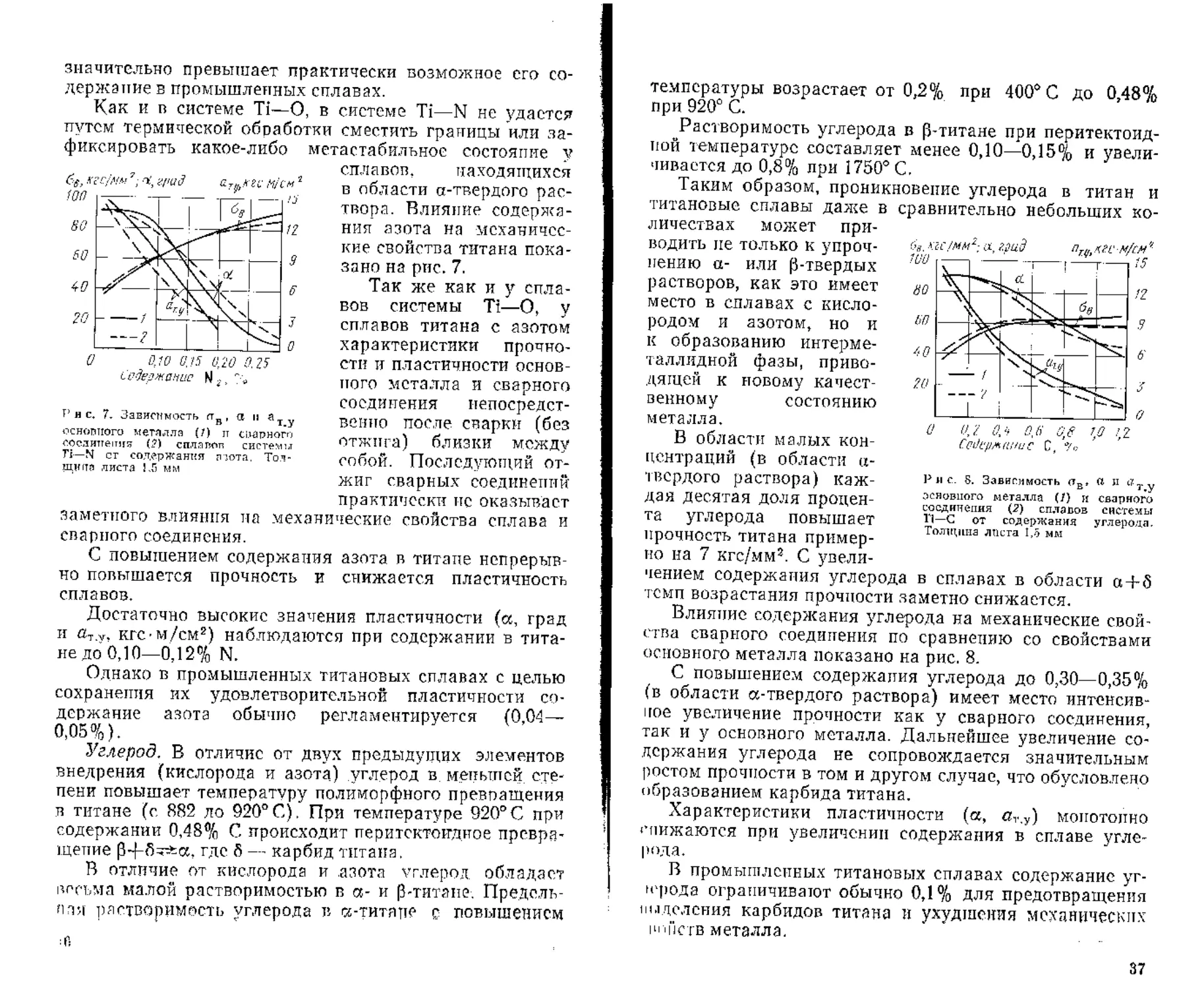
Рис. 7, Зависимость ств, а и ДТу
основного металла (/) тт сварного
еоелиттепц? (2) сплавов системы
Ti—N ст содержания эмута. Тол-
щи па листа !„5 мм
заметного влияния на
сплавов, находящихся
в области a-твердого рас-
твора. Влияние содержа-
ния азота на механичес-
кие свойства титана пока-
зано на рис. 7.
Так же как и у спла-
вов системы Ti—О, у
сплавов титана с азотом
характеристики прочно-
сти и пластичности основ-
ного металла и сварного
соединения непосредст-
венно после сварки (без
отжига) близки между
собой. Последующий от-
жиг сварных соединений
практически не оказывает
веские свойства сплава и
сварного соединения.
С повышением содержания азота в титане непрерыв-
но повышается прочность и снижается пластичность
сплавов.
Достаточно высокие значения пластичности (а, град
и ат.у, кгс-м/смг) наблюдаются при содержании в тита-
не до 0,10—0,12% N.
Однако в промышленных титановых сплавах с целью
сохранения их удовлетворительной пластичности со-
держание азота обычно регламентируется (0,04—
0,05%).
Углерод. В отличие от двух предыдущих элементов
внедрения (кислорода и азота) углерод в меньшей сте-
пени повышает температуру полиморфного превращения
в титане (с. 882 до 920°С). При температуре 920°С при
содержании 0,48% С происходит перитектоидное превра-
щение р~(-6ч*сх, где 6 — карбид титана.
В отличие от кислорода и .азота углерод, обладает
весьма малой растворимостью в сх- и р-титане. Предель-
ная растворимость углерода в os-титапе с повышением
температуры возрастает от 0,2% при 400° С до 0,48%
при 920° С.
Растворимость углерода в р-титане при перитектоид-
ной температуре составляет менее 0,10—0,15% и увели-
чивается до 0,8% при 1750° С,
Таким образом, проникновение углерода в титан и
титановые сплавы даже в сравнительно небольших ко-
ft Л 17 т у
сварного
системы
углерода.
Рис. 8. Зависимость
эсновиога металла и
соединения (2) сплавов
Ti—С от содержания
Толнцша листа 1,5 мм
в сплавах в области а + 5
личествах может при-
водить ле только к у пр оч-
пению а- или (J-твердых
растворов, как это имеет
место в сплавах с кисло-
родом и азотом, но и
к образованию интерме-
таллидной фазы, приво-
дящей к новому качест-
венному состоянию
металла.
В области малых кон-
центраций (в области н-
тнердого раствора) каж-
дая десятая доля процен-
та углерода повышает
прочность титана пример-
но на 7 кгс/ммэ. С увели-
чением содержания углерода
темп возрастания прочности заметно снижается.
Влияние содержания углерода на механические свой-
ства сварного соединения по сравнению со свойствами
основного металла показано на рис. 8.
С повышением содержания углерода до 0,30—0,35%
(в области «-твердого раствора) имеет место интенсив-
ное увеличение прочности как у сварного соединения,
так и у основного металла. Дальнейшее увеличение со-
держания углерода не сопровождается значительным
ростом прочности в том и другом случае, что обусловлено
образованием карбида титана.
Характеристики пластичности (а, ат,у) монотонно
снижаются при увеличении содержания в сплаве угле-
рода.
В промышленных титановых сплавах содержание уг-
лерода ограничивают обычно 0,1% для предотвращения
выделения карбидов титана и ухудшения механических
in Фетв металла. . ..
37
Водород. Влияние водорода на свойства титана про-
является в несколько необычной по сравнению с другими
легирующими элементами форме. Это объясняется тем,
что водород под воздействием температуры и напряжения
может свободно перемещаться в решетке титана. Во-
дород может не только сегрегировать внутри компактно-
го металла, но и диффундировать в него из охрупчиваю-
щей среды при определенных условиях. В связи с пере-
менной концентрацией водорода в металле его влияние
выражается более сложными зависимостями, чем влия-
ние других легирующих элементов. Во всех случаях го-
ворят об охрупчивающем влиянии водорода на ти-
тан.
При небольшом содержании водорода в металле (до
0,015—0,020%) его влияние практически не проявляется.
Водород имеет небольшой по сравнению с титаном
атомный диаметр (0,92 и 2,94 Л соответственно). Раз-
ница в атомных диаметрах между водородом и титаном
составляет 68%.
Растворимость водорода в титане является обрати-
мой. Содержание водорода в титане при повышенных
температурах нс остается постоянным, а находится в по-
движном равновесии с содержанием водорода в окружа-
ющей среде. При нарушении условий равновесия водо-
род будет выделяться или поглощаться образцом до до-
стижения нового равновесия. Водород может удаляться
из титана, если парциальное давление его над образцом
поддерживать меньше равновесного.
Водород в отличие от других элементов внедрения
понижает температуру полиморфного превращения ти-
тана с 882 до 319° С при эвтектоидной концентрации и
стабилизирует тем самым |3-твердый раствор. При содер-
жании 1,62% Н и температуре 319° С ₽-фаза претерпе-
вает эвтектоидное превращение по реакции:
где — твердый раствор водорода в tz-титане, а у — гид-
рид титана. Эвтектоидное превращение в системе Т1—Н
в противоположность сплавам титана с переходными эле-
ментами протекает чрезвычайно быстро вследствие
большой подвижности водорода в решетке титана [14].
Максимальная растворимость водорода в а-титанс
соответствует эвтектоидной температуре и равна 0,13%.
При понижении температуры в интервале 320 -125° С
р.шчворпмостъ резко уменьшается и при температуре шь
ГЛ5°С лежит в пределах 0,0010 -0,0029%,
14
Растворимость водорода в [i-фазе составляет около
i % при 640° С.
Гидрид титана представляет собой фазу внедрения
переменного состава. Гидридная фаза в титане и тита-
новых сплавах наблюдается в виде пластинок, полос или
мелкодисперсных выделе-
ний в зависимости от ско-
рости охлаждения и коли-
чества водорода.
При достаточно мед-
ленном охлаждении гид-
рид титана выделяется из
р-фазы в виде тонких
пластинок, а при закал-
ке — в виде высоко дис-
персных частиц. Выделе-
ния гидрида титана рас-
полагаются в большинст-
ве случаев по плоскостям
скольжения или двойни-
кования гексагональной
плотноупаковаиной ре-
шетки а-фазы.
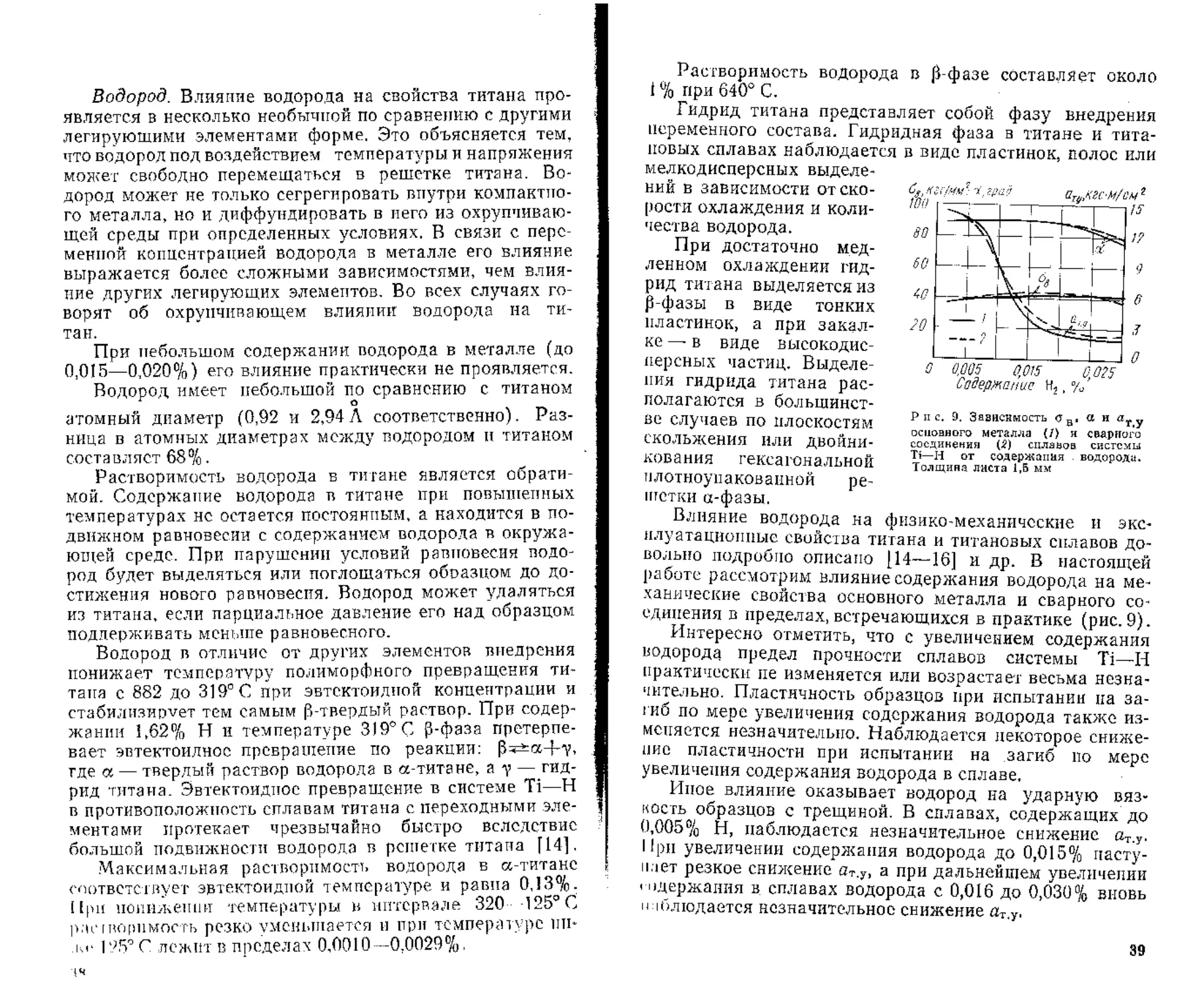
Влияние водорода на
илуатациоипые свойства т
Рис. 9. Зависимость <тв, а и ат у
основного металла </> и сварного
соединения (й) сплавов системы
Ti—Н от содержания водорода.
Толщина листа 1,5 мн
физико-механические и экс-
ггана и титановых сплавов до-
вольно подробно описано [14—16] и др. В настоящей
работе рассмотрим влияние содержания водорода на ме-
ханические свойства основного металла и сварного со-
единения в пределах, встречающихся в практике (рис. 9).
Интересно отметить, что с увеличением содержания
водорода предел прочности сплавов системы Ti—Н
практически не изменяется или возрастает весьма незна-
чительно. Пластичность образцов при испытании на за-
гиб по мере увеличения содержания водорода также из-
меняется незначительно. Наблюдается некоторое сниже-
ние пластичности при испытании на загиб по мерс
увеличения содержания водорода в сплаве.
Иное влияние оказывает водород на ударную вяз-
кость образцов с трещиной. В сплавах, содержащих до
0,005% Н, наблюдается незначительное снижение ат.у.
При увеличении содержания водорода до 0,015% насту-
пает резкое снижение дт.у, а при дальнейшем увеличении
< одержания в сплавах водорода с 0,016 до 0,030 % вновь
наблюдается незначительное снижение ат.у.
39
Таким образом, водород оказывает наиболее заметное
влияние при испытаниях образцов с концентраторами
напряжений и при ударных нагрузках.
Механические свойства основного металла и сварно-
го соединения были близкими между собой. Отжиг свар-
ных образцов не приводил
к заметному изменению
механических свойств ме-
талла и сварного соеди-
нения.
Следует отметить, что
снижение пластичности
титана по мере увеличе-
ния содержания водорода
(водородная хрупкость)
проявляется и при неко-
торых других видах испы-
таний, например: при рас-
тяжении образца с не-
большой скоростью при
низких температурах и
некоторых других.
Во всех случаях к за-
Рис. 10 Зависимость , а и ату
основного металла (О и сварного
соединения (2) сплавов системы
Ti—Si or содержания кремния.
Толщина листа 1,5 мм
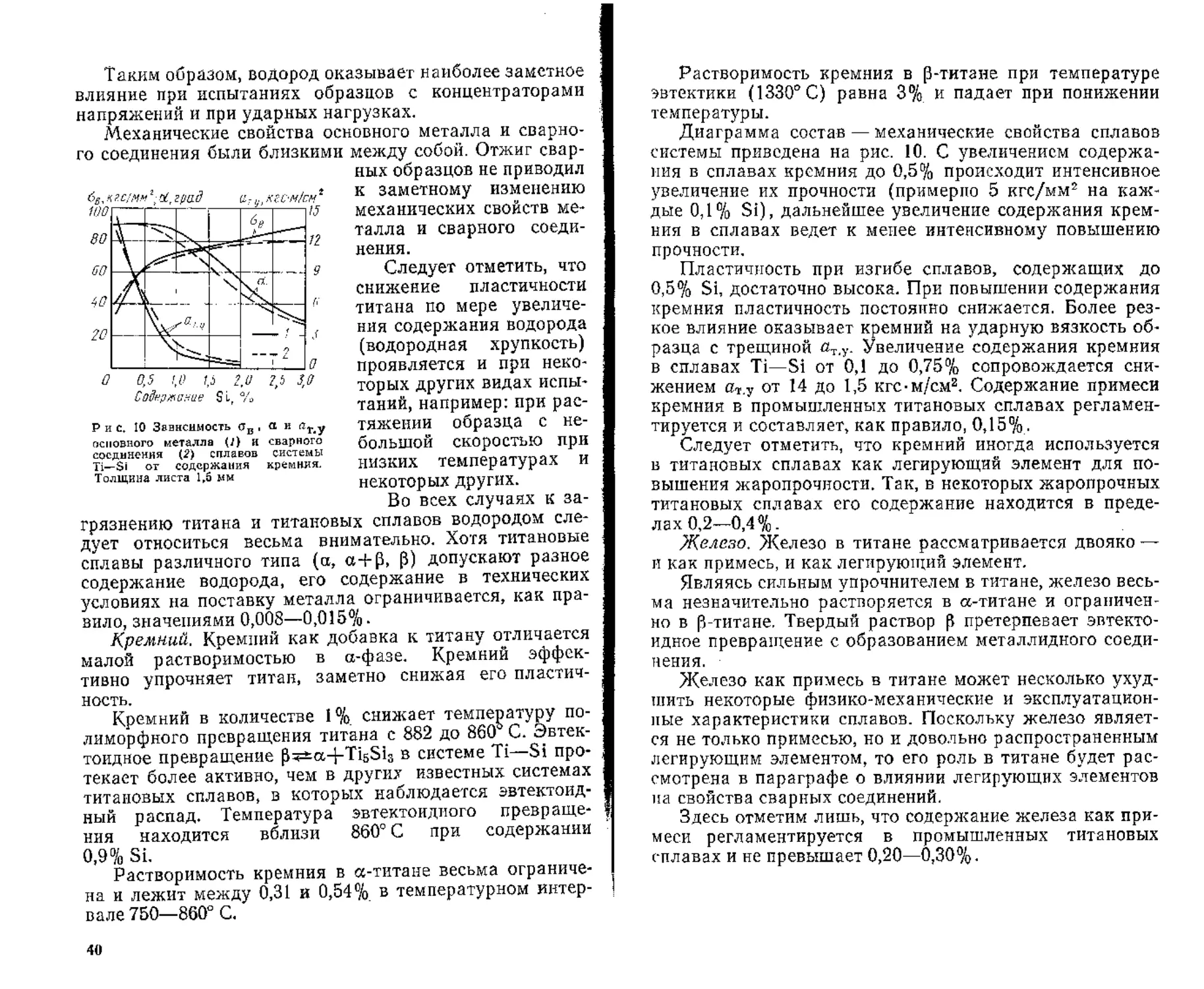
грязнению титана и титановых сплавов водородом сле-
дует относиться весьма внимательно. Хотя титановые
сплавы различного типа (а, а-рр, р) допускают разное
содержание водорода, его содержание в технических
условиях на поставку металла ограничивается, как пра-
вило, значениями 0,008—0,015%.
Кремний. Кремний как добавка к титану отличается
малой растворимостью в a-фазе. Кремний эффек-
тивно упрочняет титан, заметно снижая его пластич-
ность.
Кремний в количестве 1 % снижает температуру по-
лиморфного превращения титана с 882 до 860ь С. Эвтек-
тоидное превращение p^ta-j-TisSig в системе Ti—Si про-
текает более активно, чем в других известных системах
титановых сплавов, в которых наблюдается эвтектоид-
ный распад. Температура эвтектоидного превраще-
ния находится вблизи 860° С при содержании
0,9% Si.
Растворимость кремния в а-титане весьма ограниче-
на и лежит между 0,31 и 0,54% в температурном интер-
вале 750—860° С.
40
Растворимость кремния в р-титане при температуре
эвтектики (1330° С) равна 3% и падает при понижении
температуры.
Диаграмма состав — механические свойства сплавов
системы приведена на рис. 10. С увеличением содержа-
ния в сплавах кремния до 0,5% происходит интенсивное
увеличение их прочности (примерло 5 кгс/ммг на каж-
дые 0,1% Si), дальнейшее увеличение содержания крем-
ния в сплавах ведет к менее интенсивному повышению
прочности.
Пластичность при изгибе сплавов, содержащих до
0,5% Si, достаточно высока. При повышении содержания
кремния пластичность постоянно снижается. Более рез-
кое влияние оказывает кремний на ударную вязкость об-
разца с трещиной ат.у. Увеличение содержания кремния
в сплавах Ti—Si от 0,1 до 0,75% сопровождается сни-
жением о-г.у от 14 до 1,5 кгс’м/см2. Содержание примеси
кремния в промышленных титановых сплавах регламен-
тируется и составляет, как правило, 0,15%.
Следует отметить, что кремний иногда используется
в титановых сплавах как легирующий элемент для по-
вышения жаропрочности. Так, в некоторых жаропрочных
титановых сплавах его содержание находится в преде-
лах 0,2—0,4%.
Железо. Железо в титане рассматривается двояко —
и как примесь, и как легирующий элемент.
Являясь сильным упрочнителем в титане, железо весь-
ма незначительно растворяется в а-титане и ограничен-
но в р-титане. Твердый раствор р претерпевает эвтекто-
идное превращение с образованием металлидного соеди-
нения.
Железо как примесь в титане может несколько ухуд-
шить некоторые физико-механические и эксплуатацион-
ные характеристики сплавов. Поскольку железо являет-
ся не только примесью, но и довольно распространенным
легирующим элементом, то его роль в титане будет рас-
смотрена в параграфе о влиянии легирующих элементов
на свойства сварных соединений.
Здесь отметим лишь, что содержание железа как при-
меси регламентируется в промышленных титановых
сплавах и не превышает 0,20—0,30%.
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
НА СТРУКТУРУ И СВОЙСТВА
СВАРНОГО СОЕДИНЕНИЯ
Количество элементов, используемых для легирования
титановых сплавов, сравнительно невелико и исчерпыва-
ется полутора десятками.
Рассмотрим применяемые легирующие элементы в
следующем порядке: алюминий — типичный «-стабили-
зирующий элемент; цирконий и олово — элементы, ока-
зывающие незначительное влияние на температуру по-
лиморфного превращения; тантал, ниобий, ванадий, мо-
либден — p-стабилизирующие элементы изоморфного
типа; железо, хром, марганец — эвтсктоидообразующие
P-стабилизирующие элементы.
Объединенные по таким группам легирующие эле-
менты имеют много общего по влиянию на структуру и
свойства сварных соединений титановых сплавов.
В отличие от представленного выше влияния приме-
сей влияние легирующих элементов на структуру и свой-
ства титановых сплавов рассматривается в более широ-
ких концентрационных интервалах, что сопряжено со
значительным изменением фазового состава сварного со-
единения, включая и золу термического влияния, в ре-
зультате воздействия термического цикла сварки.
Поэтому на диаграмму механические свойства — со-
став сплавов нами нанесено фазовое поле для зоны шва.
Это позволяет более наглядно связать фазовый состав и
механические свойства сварного соединения непосред-
ственно после сварки.
Основной характеристикой оценки пластичности свар-
ного соединения выбрано нами испытание на загиб,
позволяющее достаточно объективно оценить свойства
шва. Здесь же приводится и предел прочности сварного
соединения непосредственно после сварки, а также
после сварки и отжига по сравнению с аналогичными
свойствами основного металла.
Алюминий. Алюминий является одним из наиболее
распространенных элементов, используемых при легиро-
вании титановых сплавов. Он существенно упрочняет
«-твердый раствор титана (примерно в 2,5 раза при со-
держании 7°/о А1) без образования новых фазовых со-
I- равняющих.
‘12
Алюминий также эффективно упрочняет и р-твердый
раствор. Принято считать, что каждый процент вводи-
мого алюминия повышает предел прочности титана на
о кге/мм2.
Алюминий является эффективным а-стабилизирую-
щим элементом. При добавке алюминия к титану темпе-
ратура превращения повышается от 882° С для
чистого титана до 1050° С для сплава, содержащего
12% А1. Интересной особенностью является то, что до-
бавки 1,0—1,5% А1 практически не влияют на темпера-
туру полиморфного превращения титана, но дальнейшее
увеличение содержания алюминия вызывает прогрессив-
ное повышение температуры полиморфного превращения.
За однофазной областью a-твердого раствора алю-
миния в титане следует двухфазная а+аг-область, где
«а — фаза, представляющая собой соединение ТЬА1.
При 600° С фазовые границы а/(а+ай) и (а-рс^/аг ле-
жат при 6 и 12% AI соответственно. При более высоких
температурах двухфазная область сдвигается в сторону
сплавов, богатых алюминием, и замыкается перитекто-
идным равновесием при 1050° С [6, 17].
Таким образом, анализ диаграммы состояния систе-
мы Ti—Al применительно к свариваемости сплавов этой
системы позволяет отмстить следующие особенности:
весьма небольшой температурный интервал между точ-
ками ликвидуса и солидуса у сплавов, богатых титаном,
что должно оказывать положительное влияние на фор-
мирование сварного соединения при застывании рас-
плавленного металла после сварки плавлением; наличие
довольно широкой области a-твердого раствора алюми-
ния в титане, что позволяет допускать значительное ле-
гирование титановых сплавов алюминием без сущест-
венного изменения их свариваемости и физико-механи-
ческих свойств сварного соединения,
В то же время тенденция к максимальному введению
алюминия при легировании многих промышленных ти-
тановых сплавов ставит задачу четкого ограничения его
содержания в каждом отдельном случае.
Рассмотрим диаграмму состав — свойства сплавов
Ti—Al, содержащих до 9% А1 и охватывающих область
н-твердого раствора и небольшой участок сплавов, нахо-
дящихся в области а + аа (рис. 11).
С повышением содержания алюминия до 7% в сплавах
П—А1 пределы прочности как основного металла, так и
43
Сварного соединения непрерывно повышаются. Дальней-
шее повышение алюминия также ведет к увеличению
предела прочности, но темп повышения прочности резко
снижается. Это может быть объяснено насыщением а-
твсрдого раствора алюминием и выделением а2-фазы.
Рис. 11. Зависимость и tt
основного металла и сварного
соединения сплавив системы
Т1—А1 от содержания алюми*
НИЯЗ
/ — основной металл; 2 — свар-
ное соединение; 3 — сварное со-
единение после отжига
Последующий отжиг свар-
ного соединения не приводит
к заметному изменению преде-
ла прочности сплавов Ti—Al,
как с а-, так и с а+а2-струк-
турой.
Сплавы Ti—Al, содержа-
щие до 3—4 % А1, обладают хо-
рошей пластичностью при ис-
пытании на загиб.
Дальнейшее увеличение со-
держания в сплавах алюминия
сопровождается непрерывным
снижением пластичности и
сплавы, содержащие 9% А!
в отожженном состоянии (как
основной металл, так и сварное
соединение), являются хруп-
кими.
Интересно отметить, что
сварное соединение непо-
средственно после сварки
у сплавов, содержащих свыше
5—6% А1, отличается более вы-
сокой пластичностью по срав-
нению со сварным соеди-
нением в отожженном со-
стоянии. Это особенно заметно у сплава, содержащего
9% А1. Такое явление вызвано закалкой при термичес-
ком цикле сварки сварного соединения, в котором подав-
ляется превращение аа + а2. У отожженного сварного
соединения или у отожженного сварного металла при
содержании алюминия более 6,5—7,0% не исключено
присутствие того или иного количества а2-фазы, охруп-
чивающей металл.
Присутствие наряду с алюминием других легирующих
элементов в многокомпонентных сплавах может сужать,
а по некоторым данным даже расширять область a-твер-
дых растворов.
41
Как правило, у промышленных конструкционных
свариваемых титановых сплавов содержание алюминия
не должно превышать 6%, во избежание охрупчивания,
связанного с образованием as-фазы.
Цирконий. Цирконий используется как легирующий
элемент в титановых сплавах главным образом для по-
вышения их жаропрочности. Кроме того, есть указания
в литературе, что цирконий может несколько повышать
прокаливаемость титановых сплавов, а также модифици-
ровать структуру, повышая физико-механические свой-
ства сплавов. Цирконий служит слабым упрочпителем
титана.
Цирконий представляет собой аналог титана и вхо-
дит в IV группу периодической системы элементов. Цир-
коний, подобно титану, претерпевает аллотропическое
превращение, при котором гексагональная плотноупако-
ванная структура a-циркония при температуре 862° С
превращается в объемноцентрированную при высоких
температурах.
Разница в атомных диаметрах a-циркония и а-титана
составляет 8,8%, что обусловливает образование непре-
рывных твердых растворов между титаном и цирконием
обеих модификаций.
Цирконий незначительно влияет на температуру по-
лиморфного превращения титана. По мере увеличения
концентрации циркония температура превращения спла-
вов в твердом состоянии постоянно снижается до мини-
мума, который соответствует эквиатомному соотноше-
нию компонентов (65,6% Zr) и температуре 545° С, а за-
тем вновь повышается до температуры полиморфного
превращения циркония.
Разница в температурах точек ликвидуса и солидуса
у сплавов системы Ti—Zr, богатых титаном, незначи-
тельна. При температуре около 1610° С солидус и ликви-
дус имеют минимум, при котором обе кривые соприкаса-
ются, что соответствует примерно содержанию 47% Zr.
Фаза р в системе Ti—Zr пе может быть зафиксирова-
на при комнатной температуре, так как при закалке на-
блюдается мартенситное превращение (3-фазы в а'-фазу.
Механические свойства основного металла и сварного
соединения некоторых сплавов системы Ti—Zr в зави-
симости от содержания циркония приведены на рис. 12.
Увеличение содержания циркония в сплавах Ti—Zr,
богатых титаном, сопровождается некоторым увеличе-
45
нйем их прочности и незначительным снижением плас-
тичности. При этом свойства основного металла и свар-
ного соединения близки между собой.
Отжиг сварного соединения не ведет к существенному
изменению механических свойств сварного соединения
сплавов Ti—Zr.
Олово. Олово используется в титановых сплавах
главным образом для повышения их жаропрочности.
Тем нс менее олово не-
Рис, 12. Зависимость о ь и а ос-
новного металла а сварного соеди-
нения сплавов системы Ti—Zr от
содержания циркония. Обозначения
см. на рис. 11
сколько упрочняет а- и
(i-твердыс растворы тита-
на. Считается, что олово
в качестве легирующего
элемента несколько повы-
шает прокаливаемость ти-
тановых сплавов.
Отличительными осо-
бенностями олова как
легирующего элемента
в титане являются его не-
значительное влияние на
температуру полиморф-
ного превращения и срав-
нительно высокая растворимость в а-титано.
Олово относится к элементам, которые при взаимо-
действии с титаном образуют широкие области f}- и а-
растворов.
Растворимость олова в ^-титане при эвтектической
температуре, равной 1605° С, составляет около 32% и
постепенно уменьшается при понижении температуры.
Предельная растворимость олова в а-титанс состав-
ляет около 22% и мало изменяется с изменением темпе-
ратуры.
Существование широкой области р- и «-твердых
растворов титана с оловом представляет большой инте-
рес при создании как жаропрочных, так и конструкци-
онных свариваемых титановых сплавов.
Рассмотрим влияние содержания олова на свойства
сварных соединений сплавов Ti—Sn и основного металла
(рис. 13).
Увеличение содержания олова в сплавах Ti—Sn со-
провождается непрерывным повышением предела проч-
ности. При этом прочность сварного соединения и основ-
ного металла практически одинакова. Отжиг сварного
соединения не ведет к существенному изменению преде-
ла прочности шва.
Пластичность при испытании на загиб основного ме-
талла и сварного соединения при увеличении содержания
в сплавах олова постепенно снижается. При этом значе-
ния пластичности как основного металла, так и сварного
соединения близки между
собой. Последующий от-
жиг сварного соединения
не ведет к существенному
изменению пластичности
по сравнению с пластич-
ностью пеотожженного
сварного соединения.
Ниже будет рассмот-
рено влияние на структу-
ру и свойства сварных
соединений легирующих
элементов, изоморфных
fl-титану: молибдена, ва-
надия, ниобия и тантала.
Эти элементы образуют
с титаном диаграммы со-
стояния, очень схожие
между собой, поэтому и
их влияние на структуру
Рис. 13. Зависимость (Тв И а ос-
новного металла и сварного соеди-
нения сплавов системы Ti—Sn от
содержания олова. Обозначения
см. на рис. 1J
и механические свойства основного металла и сварного
соединения титана имеет много общего.
Молибден. Молибден в качестве легирующего эле-
мента является весьма распространенным в промышлен-
ных титановых сплавах. Хотя молибден и имеет незна-
чительную растворимость в а-титапе, он дает непрерыв-
ный ряд твердых растворов с fl-титаном.
Добавление молибдена к титану сопровождается за-
метным повышением прочности сплавов при умеренном
снижении их пластичности. Молибден является типичным
fl-стабилизирующим элементом в титане, заметно сни-
жающим температуру fl-превращения и повышаю-
щим склонность сплавов Ti—Мо к упрочняющей тер-
мической обработке при увеличении его содер-
жания.
Липни ликвидуса и солидуса повышаются от темпе-
ратуры плавления титана до температуры плавления
молибдена.
47
Растворимость молибдена в а-титане весьма ограни-
чена и составляет при 600° С по различным источникам
0,5—1,8%. При концентрациях молибдена выше 28%
p-фаза устойчива при всех температурах. Граница
(а + р) -превращения является практически прямой
линией. Ход этой линии
Рис, 14. Зависимость ств и <х ос-
новного металла и сварного соеди-
нения сплавов системы Т1—Мо от
содержания молибдена. Обозначе-
ния см. на рис. 11
при более низких темпе-
ратурах определить очень
трудно из-за остаточ-
ной внутрикристалличес-
кой ликвации и из-за
очень медленного дости-
жения равновесного со-
стояния сплавов при тем-
пературах ниже 600—
650° С [18].
В более поздних ра-
ботах указывалось на воз-
можность образования из
p-растворов химических
соединений.
Рассмотрим влияние
молибдена на структуру
и свойства сварпых сое-
динений сплавов системы
Ti—Мо и основного ме-
талла (рис. 14).
С увеличением содер-
жания молибдена до 14%
у сплавов Ti—Мо в отож-
женном (стабилизированном) состоянии как у основ-
ного металла, так и у сварного соединения наблюдается
увеличение предела прочности и непрерывное снижение
пластичности. Это объясняется увеличением количества
более прочной p-фазы в структуре сплавов Ti—Мо и те-
терогепизацией их структуры. Дальнейшее увеличение
содержания молибдена в сплавах, хотя и сопровождается
дальнейшим увеличением количества p-фазы, но одно-
временно ведет и к уменьшению гетерогенности струк-
туры, т. е. a + p-структура постепенно переходит исклю-
чительно в p-структуру. Этот процесс сопровождается
снижением прочности сплавов и резким увеличением их
пластичности, свойственной сплавам с кубической р-ре-
шеткой.
18
Следует отметить, что если прочность и пластичность
основного металла и отожженного сварного соединения
!i становых сплавов, содержащих до 9—10% Мо, близки
между собой, то у высоколегированных сплавов, содер-
жащих 13—14% Мо прочность основного металла на
15—20 кге/мм2 выше прочности сварного соединения,
имеющего литую структуру. Вероятно, это является
особенностью двухфазных a + fl-сплавов, имеющих высо-
кий предел прочности.
Более сложная зависимость изменения прочности и
пластичности наблюдается у сплавов Ti—Мо непосред-
ственно после сварки. Поскольку у принятых нами для
исследования сваренных образцов предел прочности
определяется участком с наименьшей прочностью, то не
представляется возможным проследить изменения проч-
ности непосредственно сварного соединения. Здесь будет
более уместно наблюдать закономерность изменения ха-
рактеристик пластичности шва в зависимости от содер-
жания молибдена.
С увеличением содержания молибдена до 5—5,5%
имеет место резкое снижение пластичности сварного
соединения непосредственно после сварки. Это объясня-
ется образованием в структуре сплавов мартенситной
(/-фазы, характеризующейся повышенной прочностью и
пониженной пластичностью.
При содержании в титановых сплавах свыше 6% Мо
в структуре сварного соединения образуется «"-фаза,
имеющая более низкую прочность и повышенную плас-
тичность по сравнению с а'-фазой. Поэтому у сплавов,
содержащих свыше 6% Мо, сварное соединение непо-
средственно после сварки имеет более высокую пластич-
ность, чем у сплавов с мартенситной а'-фазой.
При дальнейшем увеличении в сплавах содержания
молибдена «"-фаза в сварном соединении уступает место
пластичной p-фазе и пластичность сварного соединения
непосредственно после сварки продолжает возрас-
тать.
У сплавов системы Ti—Мо, содержащих около 10—
11 %> Мо, при резком охлаждении в сварном соединении
может образовываться небольшое количество са-фазы,
характеризующейся хрупкостью и повышенной проч-
ностью. Однако в данном случае ее количество невелико
а влияние на механические свойства практически не про-
шляется.
। -ЛЗ 49
Дальнейшее увеличение в сплавах содержания мо-
либдена ведет к сохранению при термическом цикле
сварки исключительно (3-фазы, свойства которой и опре-
деляют свойства сплавов, содержащих 12% Мо и более.
Как уже отмечалось выше, отжиг ведет к изменению
механических свойств
Рис. 15, Зависимость сгв в о. ос-
новного металла н сварного соеди-
нения сплавов системы Tl—V от
содержания ванадия. Обозначения
см. на ряс, 11
Растворимость ванадия
сварного соединения
практически до уровня
свойств отожженного ос-
новного металла.
Ванадий. Ванадий
умеренно упрочняет титан
при незначительном сни-
жении его пластичности.
Благодаря этому вана-
дий является важным ле-
гирующим элементом при
создании промышленных
титановых сплавов с раз-
личными физико-механи-
ческими свойствами.
Ванадий снижает тем-
пературу превращения
ограниченно рас-
творяется в а-титане и не-
ограниченно в р-титане.
Граница между гомоген-
ной областью (3 и двух-
фазной областью (а + р)
проходит при 650°С и со-
держании ~20% V [19].
в
а-титане по разным источ-
никам различна и составляет около 2%. Температурный
интервал кристаллизации сплавов титана с ванадием
весьма небольшой.
Влияние содержания ванадия на структуру и меха-
нические свойства сварного соединения и основного
металла показано на рис. 15.
В отожженном состоянии как у сварного соединения,
так и у основного металла сплавов системы Ti—V по ме-
ре увеличения содержания ванадия происходит непре-
рывный рост прочности и снижение пластичности. Это
объясняется постепенным увеличением содержания более
прочной [3-фазы в a-матрице. Пластичность снижается
50
liu мере увеличения содержания ванадия до 16%, а Зй-
। ем остается неизменной. Характеристики прочности и
и,.частичности основного металла и сварного соединения
о,чнзки между собой, хотя и имеется некоторая тенден-
ция к снижению прочности и пластичности у сварного
соединения по сравнению с прочностью и пластичностью
di иовного металла.
В сварных соединениях сплавов системы Ti—V непо-
средственно после сварки наблюдаются непрерывное
увеличение прочности и снижение пластичности по мере
возрастания содержания ванадия.
У сплавов, содержащих до 9% V, структура шва
представляет собой мартенситную а'-фазу, прочность
которой увеличивается, а пластичность снижается по
мере пересыщения ее ванадием.
У сплавов, содержащих от 9 до 11 % V, в структуре
шва обнаруживается мартенситная (/'-фаза, прочность
которой при увеличении содержания ванадия возраста-
ет, а пластичность изменяется мало.
Дальнейшее увеличение содержания в сплаве ванадия
от 12 до 17%. сопровождается образованием в структуре
шва большего или меньшего количества малопластичной
«фазы. Этот концентрационный интервал соответствует
минимальной пластичности сварного соединения сплавов
Ti--V непосредственно после сварки.
Увеличение содержания ванадия в сплавах >14%
соответствует сначала уменьшению содержания в струк-
туре шва «в-фазы, а затем и полному ее исчезновению
у сплавов, содержащих более 18% V.
В этом интервале концентраций ванадия имеют место
повышение пластичности и снижение прочности сварного
соединения у сплавов системы Ti—V, что свойственно
сплавам, имеющим в структуре исключительно 0-фазу.
В заключение рассмотрим влияние на структуру и
свойства сварных соединений p-стабилизирующих эле-
ментов, образующих с титаном эвтектоидное превраще-
ние (железо, хром, марганец).
Делеза. Железо довольно часто используется при ле-
। провании как жаропрочных, так и конструкционных
циановых сплавов. Оно является достаточно сильным
упрочнителем титана. Считается, что каждые 0,5% Fe
повышают предел прочности титана на 10 кге/мм2.
Отличительной особенностью железа в титане явля-
। и я его малая растворимость в а-фазе (0,2%) и ограни-
|< иная в р-фазе.
51
Рис, IG. Зависимость afl и а ос-
новного металла и сварного соеди-
нения сплавов системы Ti—Fo от
содержания железа. Обозначения
см. на ряс, 11
Железо понижает температуру полиморфного пре-
вращения в титане, являясь эффективным р-стабилиза
тором. При температуре 595—615° С p-твердый раствор
титана с содержанием 14,5% Fe претерпевает эвтектоид-
ный распад на a-фазу и ин-
терметаллидное соединение
TiFe.
2Чаксимальная раство-
римость железа в fl-титане
составляет 25% при эвтекти-
ческой температуре.
Ниже будут приведень
результаты исслсдовани£
свойств и структуры сварно-
го соединения и основной:
металла сплавов системь
гитан — железо в зависимо-
сти от содержания железа
и термической обработки
(рис. 16).
У отожженного сварногс
соединения и основного ме-
талла с повышением содер-
жания железа наблюдаете;
непрерывное повышение
предела прочности и сниже-
ние пластичности. Сплавы
содержащие 11—12% Fe
становятся хрупкими. Отож
жеппые сплавы системь
Ti—Fe, содержащие до 10—
11% Fe, можно рассматривать как сплавы с а + р-струк-
турой, поскольку продуктов эвтектоидного превращения
в их структуре не обнаружено. Можно лишь предполо-
жить, что у отожженных высоколегированных сплавов
титана с железом существует начальная стадия эвтекто-
идного превращения, которая и является причиной
охрупчивания таких сплавов.
У сварного соединения непосредственно после сварки
изменение предела прочности имеет ту же закономер-
ность, что и у отожженного. Пластичность сварного сое-
динения у сплавов, содержащих до 3% Fe, имеющего
структуру а или а + 0, снижается незначительно при уве-
личении содержания железа.
52
У сплавов, содержащих от 3,5 до 7,5% Fe, сварное
соединение имеет р-|~®-структуру. При увеличении со-
держания и-фазы в структуре сварного соединения этих
сплавов пластичность снижается, достигая минимума
у сплава с 6% Fe,
Дальнейшее увеличение содержания железа приводит
к стабилизации fl-фазы и пластичность сварного соеди-
нения повышается. Интерес-
но, что у сплавов, содержа-
щих 10—12% Fe, сварное
Соединение непосредственно
после сварки имеет весьма
низкую пластичность. Это,
вероятно, можно объяснить
структурным состоянием,
свойственным начальной
стадии эвтектоидного пре-
вращения, которое имеет
место даже при больших
скоростях охлаждения.
Хром, Хром является ле-
гирующим элементом, широ-
ко применяемым в титано-
вых сплавах. Отличитель-
ной особенностью диаграм-
мы состояния системы
Ti -Сг является незначи-
Р и с. 17. Зависимость <тв и а ое-
новыого металла и сварного соеди-
нения сплавов системы Ti—Сг от
содержания хрома. Обозначения
см. на рис. II
К’льная растворимость хро-
ма в а-титане и полная вза-
имная растворимость между
хромом и [J-титаном.
Твердый раствор р пре-
герпевает эвтектическое превращение. При легировании
промышленных титановых сплавов хромом учитывается
эта его особенность и содержание хрома в сплавах огра-
ничивается, как правило, 2—3%, когда эвтектоидное пре-
вращение протекает довольно медленно и его влияние на
физико-механические свойства сплавов незначительно.
Хром эффективно упрочняет титан, образуя сплавы, ха-
рактеризующиеся хорошим сочетанием прочности и плас-
Iпчности.
Рассмотрим влияние хрома и термической обработки
и.। свойства и структуру сварных соединений титановых
। плавов (рис. 17).
53
У отожженного сварного соединения И основногоЯ
металла (также отожженного) ио мере увеличения»
в сплавах содержания хрома происходит повышениЛ
предела прочности и снижение пластичности. При этом»
характеристики прочности и пластичности основного ме-Я
талла и сварного соединения близки между собой. ЛишьЯ
у сплавов, содержащих свыше 10% Сг, имеется тенден-Я
ция к снижению характеристик прочности сварного сое-Я
динсния по сравнению с прочностью основного металла.»
Следует отметить, что предел прочности у сплавов»
Ti—Cr интенсивно возрастает при увеличении содержа-»
ния хрома до 5—6%, а затем при дальнейшем увеличе-»
нии содержания хрома растет незначительно. »
Более сложная закономерность отмечается у сварного»
соединения сплавов Ti—Сг непосредственно после свар-»
ки. Если предел прочности сварного образца изменяется®
примерно так же, как и у основного металла или отож-Я
жениого сварного соединения, то харакгеристикиЯ
пластичности изменяются по более сложной записи-»
мости.
С повышением содержания хрома до 4—4,5% плас-»
тичность сварного соединения непосредственно после®
сварки резко снижается, что обусловлено образованием®
в структуре шва мартенситной сб-фазы.
У сплавов, содержащих свыше 4,5% Сг, в структуре®
шва при термическом цикле сварки образуется хрупкая»
(о-фаза, количество которой возрастает с увеличением»
содержания хрома до 7%, а затем начинает уменьшать-®
ся. Сплавы титана с хромом, содержащие 6—8% Сг,»
непосредственно после сварки хрупки из-за присутствия®
в шве большого количества ы-фазы. У сплавов, содер-Я
жащих свыше 10% Сг, сварное соединение имеет исклю-®
чительно p-структуру и высокие характеристики плас-®
точности. Увеличение содержания хрома свыше 12%|
вновь сопровождается снижением пластичности и даже®
охрупчиванием сварного соединения, что объясняется,!
по-видимому, эвтектоидным распадом р-фазы неиосред-1
ственно в процессе охлаждения с температуры сварки. '
Хотя присутствие эвтектоида обнаружить и не удалось,
начальная стадия его образования, вероятно, уже имеет
место, что и ведет к резкому снижению пластичности
сварного соединения после сварки.
Как следует из рис. 17, отжиг сварного соединения
сплавов системы Ti—Сг позволяет получить характерис-
тики пластичности, соответствующие уровню исходного
основного металла.
Марганец. Марганец резко понижает температуру
полиморфного превращения титана (с 882 для чисто-
го титана до 550°С при 20% Мп).
При 20% Мп и тем-
пературе 550° С р-твер-
дый раствор претерпева-
ет эвтектоидный распад
на сс-твердый раствор
(0,5% Мп) и химическое
соединение TiMn (53,4%
Мп).
Марганец мало рас-
творяется в а-титапе, но
значительно в р-титане.
Растворимость марганца
в а-титане при темпер а-
1уре 550° С составляет
0,5%. В р-титапе раство-
римость марганца при эв-
тектической температуре
1175° С равна 33% и по-
чти линейно уменьшается
с понижением темпера-
туры.
Изменение механичес-
кнх свойств и структуры
сварного соединения и
основного металла спла-
0 2 Л' 8 10 г? М ,’й1
Содержание Мп,7о
Рис. 18, Зависимость к а ос-
новпаго металла и сварного соеди-
нения сплавов системы Т1—Мп от
содержания марганца. Обозначения
см. на рис. 11
нов Ti—Мп в зависимости
от содержания марганца приведено на рис. 18.
У отожженного сварного соединения и основного
металла сплавов системы Ti—.Мп при увеличении содер-
жания марганца наблюдаются непрерывное возрастание
прочности и снижение пластичности. Такая зависимость
имеет четко выраженный характер у сплавов, содержа-
щих до 10% Мп, при дальнейшем повышении содержания
мирганца она начинает ослабевать. Следует отметить
|.тметкую разницу в прочности основного металла и
। парного соединения у сплавов, содержащих свыше 8%
Мп. достигающую 12—15 кге/мм2.
1 [рочпость сварного соединения непосредственно
ни ic сварки сплавов Ti—Мп с увеличением содержания
54
55
марганца непрерывно возрастает, а пластичность снижа-
ется. Сварное соединение сплавов, содержащих 8% Мп
и больше, разрушается хрупко.
У сплавов, содержащих до 4% Мп, в сварном соеди-
нении образуется а'-фаза, пересыщение которой марган-
цем возрастает при увеличении его содержания. При
этом прочность сварного соединения возрастает, а плас-
тичность снижается. В сварных соединениях сплавов,
содержащих от 4 до 7% Мп, при увеличении его содер-
жания возрастает количество остаточной p-фазы и начи-
нает образовываться co-фаза. При этом продолжаются
рост прочности и интенсивное снижение пластичности.
Сварные соединения сплавов, содержащих свыше
7% Мп, непосредственно после сварки имеют структуру
P + to и хрупки при испытании на изгиб.
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
НА СТРУКТУРУ И СВОЙСТВА
СВАРНЫХ СОЕДИНЕНИЙ
МНОГОКОМПОНЕНТНЫХ СИСТЕМ
ТИТАНОВЫХ СПЛАВОВ
Выше были рассмотрены закономерности изменения ме-
ханических свойств и структуры сварных соединений
двойных титановых сплавов с основными легирующими
элементами в зависимости от их содержания. Однако
промышленные титановые сплавы представляют собой,
как правило, многокомпонентные системы, содержащие
одновременно а- и p-стабилизирующие элементы. Часто
одновременно используются как эвтектоидообразующие
элементы, стабилизирующие p-фазу в титане, так и изо-
морфные р-титану элементы.
Наиболее типичным для свариваемых титановых
сплавов является одновременное присутствие алюминия,
служащего а-стабилизатором, и одного или нескольких
p-стабилизирующих элементов как изоморфного р-тита-
ну, так и эвтектоидообразующего типа.
Рассмотрим закономерности изменения структуры и
свойств в нескольких системах тройных и более слож-
ных титановых сплавов.
В качестве примеров выбраны:
система сплавов Ti—Al—Мо, представляет собой
сплавы, легированные одновременно ц-стабилизирую’
w
щим элементом х^люминием) 11 изоморфным р-тйтану
элементом (молибденом), стабилизирующим р-фазу
в титане;
система Ti—Al—Fe, являющаяся сплавами титана
с «-стабилизирующим элементом — алюминием — эвтек-
тоидообразующим p-стабилизатором — железом;
Р н С- 19. Схема набора сплавов для
исследования в системах Ti—AL—
Mo, Ti—Al—Fe и Ti—Al—S^стаби-
лизирующие элементы
многокомпонентная система сплавов Ti—Al—p-ста-
билизирующие элементы, где в качестве р-стабилизи-
рующих элементов взяты одновременно молибден, вана-
дий, железо и хром, являющиеся как изоморфными, так
и эвтектоидообразующими р-ста билизирующими эле-
ментами.
Был изучен также вопрос термической стабильности
сварного соединения, т. е. способности его сохранять не-
изменными структуру и свойства после сварки в течение
длительного нагрева при рабочих температурах.
Эти исследования позволяют сделать вывод о воз-
можности применения сварных соединений в "конструк-
циях, работающих при повышенных температурах без
обязательной термической обработки.
Схема выбора титановых сплавов для исследования
приведена на рис. 19.
Сплавы системы Ti—AlS/io. Рассмотрим титановые
сплавы системы Ti—Al—М.о в интервале составов, пред-
ставляющих наиболвший практический интерес, т. е.
в пределах 9% Ai и 9% Мо.
Интересующий нас участок системы Ti—Al—Mo
представляет собой ограниченную область а-твердого
раствора со стороны молибдена и достаточно обширную
и стороны алюминия (до 6,5—7,0%)•
57
При увеличении в сплавах Ti—Al—Мо содержания:
алюминия наблюдается некоторое увеличение раствори-
мости молибдена в а-титане. Растворимость ориентире-;
вочпо увеличивается с 0,5—0,7% Мо в двойном сплаве
Al МО А1 МО
Рис, 20. Отношение величин углов изгиба сварного соединения л основного
металла сплавов системы Ti—Al- Мо:
а — после сварки; б — после сварки и нагрева при 400’0 в течение 1000 1
Ti—Мо до 0,8—1,2% в сплаве Ti—Мо— А!, содержащем
5% AL
Молибден не оказывает заметного влияния на раство-
римость алюминия в а-титане.
Рассмотрим изменения свойств и структуры сварных
соединений титановых сплавов в зависимости от хими-
ческого состава и режимов термической обработки.
На рис. 20 показано изменение пластичности сварно-
го соединения при испытании на изгиб по сравнению
с пластичностью основного металла. Сварные соедине-
ния на листах толщиной 1,5 мм, выполненные автомати-
ческой аргопо-дуговой сваркой без присадки, испытыва-
ли па изгиб при радиусе изгиба, равном толщине листа.
Ось гиба располагали вдоль сварного соединения.
Пластичность сварного соединения оценивали макси-
мальным углом изгиба в градусах до появления трещи-
ны. Угол изгиба (в градусах) сварного соединения срав-
нивали с углом изгиба основного металла. На рис. 20
нанесены значения отношения угла изгиба сварного сое-
Дипсния к углу изгиба основного металла Оев/аОсН, яв-
ляющегося в данном случае критерием свариваемости.
Па графиках отмечены три основные зоны, охватываю-
щие сплавы с хорошей (агв/«орн^0,8), удовлетворитель-
ной (а-а/апС11 = 0,8у-0,5) и неудовлетворительной
(пгг./пося^О.З) свариваемостью.
Рассмотрим сначала изменение пластичности сварных
соединений сплавов Ti—Al—Мо непосредственно после
сварки (см. рис. 20, а). Алюминий в исследованных пре-
делах (до 10%) не ухудшает пластичности сварного сое-
динения по сравнению с пластичностью основного метал-
ла. Увеличение содержания молибдена до 1,5—1,8% не
ведет к заметному ухудшению пластичности сварного
соединения. При этом с повышением содержания в спла-
ве алюминия увеличивается допустимое количество
молибдена, что обусловлено его повышенной раствори-
мостью в «-титане. Указанные количества молибдена
находятся либо в «-твердом растворе, либо в мартенсит-
ной а'-фазе, незначительно упрочненной молибденом.
Увеличение содержания молибдена до 3,5—4,5% ведет
к снижению пластичности сварного соединения примерно
наполовину по сравнению с пластичностью основного
металла.
Этот концентрационный интервал сплавов характери-
зуется образованием в сварном соединении достаточно
упрочненной молибденом а'-фазы, имеющей понижен-
ную пластичность.
В сплавах Ti—Al—Мо, содержащих от 4,5 до 6,5%
Мо, наблюдается наиболее низкая пластичность сварно-
го соединения непосредственно после сварки.
У этих сплавов в сварном соединении в процессе
термического пикла сварки образуется сильно пересы-
щенная молибденом «'-фаза, имеющая наиболее низкую
пластичность.
У сплавов с 7% Мо и более в структуре шва образу-
гчтя пластичная «"-фаза, и сварное соединение вновь
приобретает хорошую пластичность.
Для сплавов системы Ti—Al—Мо, богатых алюмини-
। 'ч г с. содержащих более 7% А1 и склонных к образо-
...ню «?-фазы в относительно стабильном состоянии,
и нмичсский цикл сварки (резкое охлаждение) подав-
|' । <т образование, и сварное соединение имеет плас-
- : и- и, по крайней мере пе меньше пластичности оспов-
hii. тал 'ш.
59
Сплавы, сл" ____ fU ,, ruri-vivtAAnc
пластичные сварные соединения непосредственно после
сварки, после изотермического нагрева охрупчивались.
Эго обусловлено также дисперсионным упрочнением
содержащие свыше 6,5% Мо и имеющие
метаста-
н ОСНОВНОГО
3
Fe
21. Отношение ш-личии узлов изгиба
- — "Vсварного соединения
•сМ-1-е. Обозначения см. на рис. 20
Теперь рассмотрим изменение свойств сварных
соединений после сварки и длительного нагрева, имити-
рующего условия работы сварных соединений некоторых
конструкций. С этой целью сварные образцы подвергали
нагреву при 400° С в течение 1000 ч.
Поскольку структура сварных соединений титановых
сплавов с ct-j- 0-структурой после сварки метастабнльиа,
следовало ожидать значительного изменения их
физико-механических свойств и особенно пластичности
после длительного изотермического нагрева. ;
Действительно, после изотермической обработки вы-
явилась общая тенденция к снижению пластичности-
у большинства сплавов системы Ti—Al—Мо. Несколько
сузилась область сплавов, обладающих хорошей плас-
тичностью (асп/аосн^0,8), в сторону сплавов с меньшим
количеством p-стабилизирующих элементов. Область
сплавов с удовлетворительной свариваемостью
(аСв/а(к1г = (),8-?0,5) также сместилась в сторону сплавов^
с меньшим количеством молибдена. Значительно расши-i (<„
рилась область сплавов с неудовлетворительной свари-'- 1
ваемостью.
Сварные соединения сплавов, содержащих алюминий !
и молибден в пределах, близких к их растворимости гвирных соединений, имеющих посте свалки
в а-титане, не изменили своих свойств после изотерми- \ Сильную «"-структуру "
ческого нагрева. Это относится к сплавам, содержащим пП5Т Гпггятзгт m. «.
от7% А! идо 1,2-1,5% Мо. |||Р 65-7%о/ М Z Ti-Al-Mo, содержащих свы-
Сужение области сплавов с хорошей пластичностью ||осле' изотермическ Р^пчипание их СЕаряых соединений
сварного соединения и перемещение сплавов с удовлет- ((твердого оаствоп °Г° НагРепа обусловлено распадом
верительной пластичностью в область пониженного со- Сплавы Ti_______Al—F^ образованием хрупкой а2-фазы.
держания молибдена обусловлено дисперсионным упроч- П|лавы на ос в' ^та система представляет собой
нением сварных соединений вследствие распада и (а")- гтяЯипттоиг.,.™ титана, легированные одновременно
фазы. элементом (алюминием) и эвтскто-
У сплавов, содержащих 1,2—1,8% Мо, а'-фаза в свар- ))(лЛРЧЯ элементом (железом). Растворимость
' Jв а-™Тйне несколько увеличивается при увели-
I нии содержания в сплавах алюминия.
« ехжапии в сплавах свыше 6,5% А1 образует-
1-опомиХ ? 3° неск°лько уменьшает растворимость
II I A? Fa VTHTaHe- ₽’твеРЛый раствор в системе
__ претерпевает эвтектоидное превращение с
Изменения механических свойств и структуры свар-
... ‘'«единения сплавов системы Ti—Ab-Fc были изу-
|1|1')|1' >1А т;КОд 1ЖмПЛг1НС и по ™ жс 'методике, как’и
ма И—AI— Мо, описанной выше.
ном соединении обогащена сравнительно небольшим
количеством молибдена и эффект дисперсионного твер-
дения у таких сплавов незначителен, невелико и сииже-|И)
пне пластичности сварного соединения. У сплавов, со- Г
держащих свыше 2—2,5% Мо, а'-фаза в сварном соеди- |
пении придает ему повышенную прочность
некотором снижении пластичности.
упрочнение при распаде а'-фазы в процессе нагрева у та-
ких сплавов сопровождается дополнительным повыше-
нием прочности и снижением пластичности сварного
соединения.
(рочность при Лп-ппрппп» г у ^ептиидное превраще!
Дисперсионное 1 °’™ ^ЛР”"“"ЛВ“^ TiFe.
fit
На рис. 21, а представлена пластичность сварных
соединений сплавов Ti—Al—Fe, содержащих до 9% Al и
до 9% Fe, непосредственно после сварки.
Как следует из рис. 21, а, алюминий в исследован-
ных пределах не снижает пластичности сварного соеди-
нения непосредственно после сварки по сравнению с
пластичностью основного металла. Содержание р-стаби-
лизирующего элемента эвтектоидного типа (железа) в
количествах до 1,3—1,6% также не снижает пластично-
сти сварных соединений. При этом, как и в системе
Ti— Al—Мо, при повышении содержания в сплаве алю-
миния несколько увеличивается допустимое количество
железа, не приводящее к ухудшению пластичности шва^
что обусловлено его повышенной растворимостью в
а-титане. I
Увеличение содержания железа от 1,5 до 3,0% соот^
ветствепно снижает пластичность сварного соединения
по сравнению с пластичностью основного металла при!
мерно наполовину, а при еще большем содержании
этого элемента сварные соединения сплавов Ti—Al—Fa
непосредственно после сварки имеют весьма низкую
пластичность. ]
Однако сплавы системы Ti—Al— Fe, содержащий
около 9% Fe, непосредственно после сварки имеют свар!
ное соединение, пластичность которого близка пластин!
ности основного металла. I
При содержании в сплавах до 1,3—1,6% Fe структур
ра сварного соединения непосредственно после сварки
состоит либо из а, либо из а'-фазы, по своим свойствам
близкой к стабильной а-фазе. В этом случае пластин!
ность сварного соединения близка пластичности основ!
ного металла. |
Дальнейшее (от 1,5 до 3,0%) увеличение содержа!
ния в сплаве железа ведет к тому, что а'-фаза стано!
вится более пересыщенной железом и ее прочность воз]
растает, а пластичность снижается, составляя 0,8—0,5 0|
пластичности основного отожженного металла. |
При содержании в сплавах Ti—Al—Fe железа в прея
делах от 3,5 до 7,0% в структуре сварного соединения
непосредственно после сварки образуется ©-фаза и оно
становится хрупким.
И, наконец, при содержании железа около 9% в
сплавах системы Ti—Al—Fe вновь восстанавливается
плап'нч1юсть до уровня пластичности основного метал-
fi?
Jiii благодаря фиксации в процессе термического цикла
снарки исключительно пластичной р-фазы.
Влияние содержания алюминия на пластичность
гварлого соединения по сравнению с пластичностью ос-
новного металла практически не проявляется. Даже у
сплавов, содержащих более 7% Л1 и склонных к обра-
зованию а2-фазы в стабильном состоянии, термический
цикл сварки подавляет ее образование, и сварное соеди-
нение имеет пластичность по крайней мере не меньше
пластичности основного металла.
Изотермический нагрев сварных соединений при
100° С в течение 1000 ч (рис. 21, б) ведет к следующим
изменениям их свойств: незначительно сужается область
сплавов, обладающих хорошей пластичностью
(а«в/аося^0,8), в сторону сплавов с меньшим количест-
вом железа; область сплавов с удовлетворительной сва-
риваемостью (аеВ/аОСц = 0,8—0,5) также несколько сме-
щается в сторону сплавов с меньшим количеством же-
леза.
Вес остальное пространство занимает область с не-
удовлетворительной свариваемостью.
Сварные соединения сплавов, содержащих алюми-
ний и железо в пределах, близких к их растворимости
в а-титане, сохраняют свою пластичность неизменной
после изотермического нагрева. Это относится к сила-
нам, содержащим до 7% А1 и до 1,0—1,4% Fe.
Сужение области сплавов с хорошей пластичностью
сварного соединения и перемещение области сплавов с
удовлетворительной пластичностью шва в область пони-
женного содержания железа обусловлено дисперсион-
ным упрочнением сварных соединений вследствие рас-
пада а'-фазы, а в некоторых случаях (у высоколегиро-
ванных железом сплавов) и образованием того или иного
количества промежуточной хрупкой «-фазы при изо-
термическом нагреве.
У сплавов, содержащих свыше 3,5% Fe, имеющих ма-
лопластичное сварное соединение непосредственно пос-
ле сварки, после изотермического нагрева пластичность
еще более понижается в результате образования в
структуре шва еще большего количества «-фазы. Это
(и носится и к сплавам, содержащим около 9% Fe, у ко-
1орых пластичная рфаза при изотермическом нагреве
претерпевает фазовое превращение с образованием
hi (Ьазы.
63
У сплавов Ti—Л!—Fe, содержащих свыше 6,5—7,0%
А1, охрупчивание сварных соединений после изотерми-1
ческого нагрева вызвано распадом a-твердого раствора;
и образованием хрупкой а2-фазы.
Сплавы системы Ti—Al—^^-стабилизирующих эле-
ментов. Рассмотрим изменение структуры и свойств
Рис 22> Отношение величин углов изгиба сварного соединения и основного
металла сплавов системы Ti—Al—SFc, G, Мо, V. Обозначения си. на рис. 20
многокомпонентных титановых сплавов, содержащих од-
новременно a-стабилизирующий элемент (алюминий)
изоморфные 0-титану элементы (молибден, ванадий) г
эвтектоидообразующие 0-стабилизаторы (железо г
хром).
Это исследование проводилось по методике и в об-Ы
еме приведенных выше для сплавов систем Ti—Al Me
и Ti—-Al—Fe.
В качестве 0-стабилизирующего элемента использо<
вали комплекс нескольких элементов — молибдена, ва
надия, железа и хрома в равных количествах (по мае
се). На диаграмме (рис. 22) обозначено суммарное (п!
массе) количество 0-стабилизирующих элементов. II
На рис. 22, а представлен характер пластичности
сварных соединений многокомпонентных сплавов непо!
средственно после сварки. ?
После изотермического нагрева при 40(ГС в течений
1000 ч (рис. 22,6) сварные соединения сплавов системы
Ti—Al—S р-ст а билизирующих элементов изменяют своп
механические свойства аналогично изменению свойств
сплавов систем Ti—Al—Мо и Ti—Al—Fe.
Таким образом, поведение сварных соединений спла-
вов титана с алюминием и комплексом 0-стабилизирую-
щих элементов (как изоморфных 0-титапу, так и эвтек-
тоид ообр азу ющих) может рассматриваться как проме-
жуточное между сплавами только с р-стабилизирующи-
ми элементами, изоморфными 0-тит а ну, или только с
[1-ста билизирующим и элементами эвтектоидного типа.
Не обнаружено значительной разницы в свойствах
многокомпонентных сплавов по сравнению со свойства-
ми тройных сплавов Ti—Al— Мо или Ti—Al— Fc.
ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ
ИЗМЕНЕНИЯ СТРУКТУРЫ И СВОЙСТВ
СВАРНЫХ СОЕДИНЕНИЙ
ТИТАНОВЫХ СПЛАВОВ В ЗАВИСИМОСТИ
ОТ ЛЕГИРОВАНИЯ
И ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Изменения структуры и свойств сварных соединений ти-
тановых сплавов в зависимости от химического состава
п термической обработки достаточно полно описывают-
ся равновесными и метастабильными диаграммами со-
стояний соответствующих систем.
Сложность заключается в том, что такие диаграммы
построены в основном для двойных и реже тройных
сплавов, в то время как промышленные титановые
сплавы чаще представляют собой многокомпонентные
системы.
Титановые сплавы как конструкционные, так и жа-
ропрочные, построены в основном на основе a-, р- или
а+Р-твердых растворов. В связи с этим для того, чтобы
составить представление об изменениях структуры и
свойств титановых сплавов, имеющих промышленное
значение, не обязательно рассматривать все возможные
(разовые состояния системы, а достаточно рассмотреть
сплавы, находящиеся в а-, а-|-0, 0- и в пограничных с
ними областях.
Рассмотрим в общем виде закономерности изменения
свойств и структуры сварных соединений титановых
сплавов в зависимости от содержания а- и 0-стабилизи-
рующих элементов и термической обработки.
Такие легирующие элементы, как алюминий, являю-
щийся а-стабилизатором, а также олово и цирконий, не
-553
65
Рис, 23, Зависимость пла-
стичности и прочности свар-
ных соединений и основного
металла титановых сплавов
от содержания 0-стабилизи*
рующих элементов:
1 — сварной шов; 2 отож-
женный сварной шов; 3 —
осЕ[овиой металл
оказывающие заметного влияния на температуру поли-
морфного превращения, в формировании свойств и
структуры сварного соединения играют пассивную роль.
Эти легирующие элементы используются в промышлен-
ных титановых сплавах в пределах их растворимости в
а-титапе. В этих пределах они не
оказывают заметного влияния на
разницу в физико-механических
свойствах сварного соединения и
основного металла, поскольку их
присутствие не вызывает значи-
тельного изменения фазового со-
става.
Изменение свойств и структу-
ры сварных соединений титановых
сплавов от количества 0-стабили-
зирующего элемента в сплаве
схематически представлено на
рис. 23. На этом же рисунке на-
несена шкала коэффициента ста-
бильности р-фазы.
Механические свойства свар-
ного соединения, прошедшего от-
жиг после сварки, близки меха-
ническим свойствам исходного
отожженного металла и опреде-
ляются в основном соотношением
а- и p-фаз и их свойствами.
С увеличением содержания р-
стабилизирующих элементов
в сплаве растет прочность отожженного сварного со-
единения, как и у основного металла, достигая макси-
мума у сплавов с наиболее гетерогенной структурой, со-
держащей примерно одинаковые количества а- и р-фаз.
При этом пластичность сварного соединения и основно-
го металла становится минимальной.
Дальнейшее увеличение содержания p-ста билизиру-
ющих элементов сопровождается уменьшением гетеро-
генности структуры, и прочность отожженного сварного
соединения несколько снижается, а пластичность возрас-
тает. Точно такая же закономерность изменения механи-
ческих свойств в зависимости от содержания р-стабили-
зирующих элементов наблюдается и у основного металла.
66
У сварного соединения непосредственно после свар-
ки изменение механических свойств в зависимости от со-
держания ^-стабилизирующих элементов носит несколь-
ко иной характер и связано с образованием в структуре
сварного соединения метаетабильных фаз.
С увеличением содержания p-стабилизирующих эле-
ментов в структуре сплава происходит сначала насыще-
ние a-твердого раствора ^-стабилизирующими элемента-
ми. а затем в процессе термического цикла сварки в
сварном соединении образуется мартенситная а'-фаза, в
большей или меньшей степени насыщенная 0-стабили-
.пгрующим элементом. В этом интервале концентраций
p-стабилизирующих элементов наблюдается тенденция
к увеличению прочности и снижению пластичности свар-
ного соединения непосредственно после сварки.
У сплавов с концентрацией p-стабилизирующих эле-
ментов, близкой к критическому составу (Хр = 1), в
структуре сварного соединения наряду с метастабильной
P-фазой образуется большее или меньшее количество
промежуточной w-фазы, еще в большей степени повыша-
ющей прочность и снижающей пластичность сварного
соединения.
Дальнейшее увеличение содержания р-стабилизиру-
ющих элементов в сплавах закритического состава ве-
дет к подавлению «-превращения и стабилизации р-фа-
:ш в процессе термического цикла сварки. Сварные сое-
динения у титановых сплавов такого типа имеют хорошую
пластичность и умеренную прочность непосредственно
после сварки.
Таким образом, изменение механических свойств
сварных соединений титановых сплавов в зависимости
пт содержания p-стабилизирующих элементов может
быть выражено кривыми с максимумом по прочности и
минимумом по пластичности у сплавов, близких по со-
ставу к критическому.
Приведенную выше схему изменения механических
свойств сварных соединений титановых сплавов непо-
средственно после сварки в зависимости от содержания
р-стабилизируюших элементов нельзя считать абсо-
л ютной.
У некоторых титановых сплавов с р-стабилизирую-
। ними элементами, атомные радиусы которых близки
шым радиусам титана, при резком охлаждении с
: 'щератур выше критической образуется не только мао-
67
тенситная а'-фаза, но и а"-фаза с повышенной пластич-
ностью. В этом случае у сплавов с концентрацией 0-ста-
билизирующего элемента, при которой происходит прев-
ращение p-фазы в «"-фазу, сварное соединение имеет
умеренную прочность и повышенную пластичность.
Такое положение типично для сплавов систем
Ti—Мо, Ti—Nb и некоторых других. Кроме того, следу-
ет отметить, что у сплавов вблизи критического состава,
склонных к образованию в сварном соединении непо-
средственно после сварки ш-фазы, ее количество может
быть меньшим или большим, что оказывает весьма су-
щественное влияние на свойства сварных соединений.
Так, например, у титановых сплавов с молибденом
улучшение пластичности сварного соединения наступа-
ет при содержании молибдена свыше 6,5—7%, т. е. в об-
ласти концентраций, где образуется мартенситная
а"-фаза, а в области сплавов критического состава их
охрупчивание практически не проявляется.
Тем не менее описанные выше закономерности дают
достаточно определенное представление о поведении ти-
тановых сплавов при сварке, об их структуре и физико-
механических свойствах.
Следует также отметить, что представленные выше
результаты исследований влияния различных легирую-
щих элементов на структуру и свойства сварных соеди-
нений титановых сплавов позволяют сделать заключение
о том, что эвтектоидообразующие р-стабилизирую-
щие элементы в определенном концентрационном интер-
вале ведут себя аналогично изоморфным р-титану эле-
ментам.
Это относится к сплавам и структуре сварного сое-
динения как непосредственно после сварки, так и после
сварки и термической обработки, проводимой с целью
стабилизации структуры.
Во всех случаях существования в структуре сварного
соединения мет а стабильных, а', а", р- и и-фаз длитель-
ный нагрев даже при сравнительно невысоких темпера-
турах может привести к их распаду и охрупчиванию
сварного соединения. Это следует иметь в виду при при-
менении двухфазных а+р-титановых сплавов в сварных
конструкциях, подвергающихся нагреву в процессе ра-
боты.
Термическая обработка сварных соединений позво-
ляет стабилизировать их структуру, что ведет к постоян-
68
сгву физико-механических свойств при нагреве. Тем не
менее в практике машиностроения часто не представля-
ется возможным по тем или иным причинам провести
прмическую обработку сварного соединения крупнога-
баритной конструкции. В этих случаях используют ти-
тановые сплавы, не склонные к образованию метаста-
бнльпых фаз в процессе термического цикла сварки, или
такие сплавы, у которых распад мета стабильных фаз не
сопровождается заметным снижением пластичности
тарного соединения.
Это а-сплавы или сплавы на основе «-структуры с
Небольшим количеством p-фазы, называемые псев-
доа сплавами. Чтобы представить себе концентрационную
область существования таких титановых сплавов, а так-
же характер влияния легирующих элементов и режимов
термической обработки па структуру и свойства их свар-
ных соединений, рассмотрим обобщенную систему
П—«-стабилизирующие элементы — р-стабилизирую-
щпе элементы.
Эта схема является наиболее типичной для подавля-
ющего большинства промышленных титановых сплавов,
которые содержат одновременно алюминий и один или
несколько p-стабилизирующих элементов.
На рис. 24 приведена схема изменения пластичности
сварного соединения по сравнению с пластичностью ос-
новного металла сплавов Ti—Al — p-стабилизирующий
элемент непосредственно после сварки, а также после
сварки и последующего длительного нагрева.
На схеме приведено отношение пластичности при ис-
пытании на изгиб сварного соединения к пластичности
основного металла. Отмечены три зоны, охватывающие
сплавы с хорошей (аСв/«осн^0,8), удовлетворительной
(Щп/аИсн = 0,84-0,5) и неудовлетворительной («ев/аоси^
<;0,5) пластичностью сварного соединения.
На рис. 24, а приведена схема изменения пластично-
сти сварного соединения по сравнению с пластичностью
основного металла сплавов системы Ti—Al—р-стабилн-
шрующий элемент в зависимости от содержания легиру-
ющих элементов непосредственно после сварки.
Содержание алюминия в пределах до 9% не ухуд-
шает пластичности сварного соединения. Содержание
|1 стабилизирующих элементов в пределах их раствори-
|'1сги в а-титапе, а также несколько выше этого предс-
। (сплавы с Кр ^0,20), практически не ухудшает
69
пластичности сварного соединения титановых сплавов,
При этом с повышением содержания в сплавах алюми-
ния несколько увеличивается допустимое количество
p-стабилизирующих элементов, не приводящее к ухуд-j
шению пластичности сварного соединения. 4
s
?5
Рис. 24. Зависимость пластичности сварного соединения и основного металла]
с пл а во о системы Ti--AI—р-стаби лидирующий элемент от химического со ста в
и режима термической обработки:
сг — после сварки; о - • после сварки и длительного нагрева. Обозначения см. па
рие. 20
При термическом цикле сварки таких сплавов в!
сварном соединении образуется либо a-фаза, в той или;
иной мере насыщенная р-стабилизирующим и элемента-
ми, либо а'-фаза, незначительно насыщенная р-стабили-
зирующим элементом, имеющая физико-механическш*
свойства, близкие к свойствам стабильной а-фазы.
Образование литой структуры в шве у этих титапо-:
вых сплавов не сопровождается существенным измене-
нием физико-механических свойств сварного соединения:
по сравнению со свойствами основного металла.
У титановых сплавов, содержащих большее количе-
ство p-стабилизирующих элементов (К^от 0,25 до 0,64-
4-0,8), пластичность сварного соединения по сравнению
с пластичностью основного металла заметно снижается.,
Причем разница в пластичности сварного соединения и
основного металла возрастает при увеличении содержа-
ния p-стабилизирующего элемента в указанных преде-|
л ах.
У титановых сплавов этого типа при термическом
цикле сварки в шве образуется мартенситная а'-фаза,
степень пересыщения р-стабнлизпрующими элементами
и прочность которой увеличиваются при возрастании их'
содержания в свариваемом сплаве.
У сплавов с коэффициентом стабильности p-фазы от
0,85 до 1,20 в структуре шва образуется большее или
меньшее количество «-фазы, и сварное соединение ста-
новится малопластичным.
У более легированных р-стаиилизирующими элемен-
тами титановых сплавов пластичность сварного соедине-
ния вновь приближается к пластичности основного ме-
талла благодаря фиксации в процессе термического
цикла сварки исключительно p-фазы, характеризующей-
ся высокой пластичностью.
Закономерности изменения механических свойств и
структуры сварного соединения в состоянии непосредст-
венно после сварки и последующего длительного нагре-
ва при рабочих температурах представлены на рис. 24, б.
Поскольку структура сварного соединения после
сварки метастабильна, последующий изотермический
нагрев приводит к ее изменению, а также к измене-
нию физико-механических свойств сварного соеди-
нения.
Как следует из схемы, представленой на рис. 24,6,
изотермический нагрев при температурах вблизи 400°С
ведет к снижению пластичности у большинства сплавов
представленной системы.
Несколько сужается область сплавов, обладающих
хорошей пластичностью (асв/аосв^0,8), в сторону спла-
вов с меньшим количеством р-ста билизирующих элемен-
тов. Это обусловлено тем, что у сварных соединений
сплавов, имеющих незначительно пересыщенную р-ста-
бплизирующими элементами а'-фазу, с механическими
свойствами, близкими свойствам стабильной а-фазы,
после изотермического нагрева наблюдаются дальней-
шее увеличение прочности и снижение пластичности в
результате дисперсионного твердения.
Область сплавов с удовлетворительной пластично-
стью (аск/аОсН=0,84-0,5) также смещается в сторону
сплавов с меньшим количеством ^-стабилизирующих
элементов, что вызвано дальнейшим упрочнением и сни-
жением пластичности сварных соединений сплавов, со-
держащих метастабильные а'- и p-фазы в процессе дис-
персионного твердения при нагреве, эффект которого
отрастает при увеличении содержания р-стабилизирую-
щнх элементов.
i Сварные соединения сплавов с коэффициентом ста-
....пости p-фазы больше или равным 0,5 после изотер-
70
71
мического нагрева во всех случаях сильно охру пч ива ют-Ж
ся в связи с эффективным дисперсионным упрочнением®
при распаде метастабильных фаз, а в некоторых случа®
ях в связи с образованием хрупкой «-фазы. В
Сварные соединения сплавов, содержащие свыше®
6,5—7% А1, после изотермического нагрева также склон®
вы к охрупчиванию вследствие распада a-твердого рас®
твора и образования а2-фазы. В
Мы рассмотрели закономерности изменения механи®
ческих свойств и структуры сварных соединений в со®
стоянии непосредственно после сварки титановых спла®
вов системы Ti—Al—p-стабилизирующий элемент Л
результате нагрева при рабочих температурах. На свар®
ные соединения после сварки и отжига последующий®
длительный нагрев оказывает такое же влияние, как и®
на отожженный основной металл, т. е, отжиг может вы®
звать изменения структуры и свойств, связанные лиш®
с эвтектоидным превращением, поскольку превраще®
ние n=i±p в этом случае практически не проте®
кает. I
Представление о сплавах на основе a-структуры, со®
держащих небольшое количество 0-стабилизирующи®
элементов (Л'р0,20), позволило разработать основь®
создания большой серии свариваемых титановых спла®
вов, пригодных для создания штампосварных конструк®
ций, не требующих обязательной термической обработ®
ки для стабилизации структуры. Отжиг таких сплавов»
проводят иногда лишь для снятия внутренних иапряже®
ний в сварных конструкциях. Сплавы этого типа полу®
чили название «псевдоа-сплавы».
К этой категории сплавов следует отнести групп®
промышленных титановых сплавов, основанных на си®
стеме Ti—А1—Мп: ОТ4-0, ОТ4-1, ОТ4, ВТ4 и ОТ4-2. Га®
рантируемый предел прочности этих сплавов изменяете®
от 50 до 100 кге/мм2 при изменении содержания в сила®
вах алюминия от 1 до 6,5%, в то время как содержания
^-стабилизирующего элемента (марганца) изменяется!
незначительно (от 1,2 до 1,5%) и только в связи с И3'1
менением его растворимости в а-титане в зависимости!
от содержания в сплаве алюминия (табл. 3).
Параллельно с этой серией сплавов, где использует-
ся в качестве 0-стабилизирующего элемента эвтектоидо-
образующий марганец, была разработана аналогичная
серия сплавов, содержащих в качестве 0-стабилизатора
72
Т и б л п ц а 3
Состав и свойства сплавов системы Ti—Al—-Мп
Марка сплава Среднее содержание, % кгс/им« %
AI Мп
ВТ4-0 1,о 1,о 50—65 20—40
BT4-I 2,0 1,2 60—75 20—40
ОТ4 3,0 1,5 70—90 15—40
ВТ4 4,0 1,5 85—105 15—25
ОТ4-2 6,0 1,7 100—120 10—15
изоморфный 0-титану ванадий, в том числе и техничес-
кий, содержащий повышенное количество железа Г
Однако в отечественной промышленности эти сплавы
пока широко не применяются, поскольку более эконо-
мически выгодными считаются сплавы с марганцем. Из
этой серии сплавов ис-
пользуется лишь сплав Таблица 4
ПТ-ЗВ, содержащий 3,5— Свойства и состав титановых
5,0% А1; 1,2—2,5% V и не сплавов системы Ti-Al-2 Fe,
более 0,25% Fe.
Аналогично построены не-
которые сплавы группы АТ
(АТЗ, АТ4, АТ6, АТ8) [20—
23]. У этих сплавов постояп-
1юй составляющей является
комплекс 0-стабилизирую-
щих элементов (Fe, Сг, Si,
В) в количестве 1,5%, а со-
держание алюминия пере-
менно, что и обеспечивает
им различный уровень меха-
нических свойств (табл. 4).
К категории псевдоа-сплавов относятся и такие
сплавы, у которых наряду с 0-стабилизаторами исполь-
%-
кгс/ммЕ
%
АТЗ
АТ4
АТ6
АТ8
3,0
4,0
6,0
7,0
70—85
85—105
100—110
110—120
16—24
10—20
10—15
10-15
Примечание. ХГе,
В = 1,5%.
Cr, si,
1 Моисеев В. Н., Глазунов С. Г., Каганович И. Н. и др. Авт. свид.
iiin.T № 486065. -«Открытия, изобретения, промышленные образцы
и товарные знаки», 1975, № 36, с, 71; Глазунов С. Г., Моисеев В. И.,
Кнганович И. /7. и др. Авт. свид. № 494422. — «Открытия, изобрете-
нии, промышленные образны и товарные знаки», 1975, № 45, с. 73;
ll.jficees В. Н., Глазунов С. Г., Каганович И. Н. и др. Авт. свид
Г' 156843 и 456844. — «Открытия, изобретения, промышленные об-
т ми.ы и товарные знаки», 1975, № 2, с. 53,
зуются нейтральные упрочнители — цирконий и оловсЯ
Это сплавы марок ВТ20, Т5С и др. В
Приведенные выше примеры показывают, пасколькИ
интенсивно используются и исследуются титановыв
сплавы этого класса в качестве конструкционного сваЯ
риваемого материала как в отечественной практике, таЯ
и за рубежом. Я
Выше нами были рассмотрены псевдоа-сплавы, соЯ
держащие небольшое количество 0-фазы и незпачительЯ
но отличающиеся от а-сплавов при сварке. Как следуеЯ
из приведенных в настоящей работе исследований, поЯ
вышение содержания p-стабилизирующих элементов Л
титановых сплавах сопровождается образованием »
структуре сварного соединения метастабильных фаз, суЯ
щественно изменяющих его физико-механические свойЯ
ства.
Структура сварного соединения сплавов с повышенЯ
ным содержанием 0-стабилизирующего элемента неусЯ
тойчива и склонна к превращениям при последующе Л
нагреве, например при нагреве сварной конструкции Л
эксплуатационных условиях, что также может сопроЯ
вождаться существенными изменениями механическим
свойств сплавов. Термическая обработка сварного соеЯ
динения непосредственно после сварки позволяет стаЯ
билизировать структуру сварного соединения и сделатьЯ
ее близкой структуре основного металла как по фазоЯ
вому составу, так и по физико-механическим свойст-Я
вам. Я
Таким образом, можно утверждать, что все титаноЯ
вые сплавы с <х+0-структурой от псевдоа-сплавов доя
сплавов со стабильной 0-структурой можно свариватЛ
плавлением и получить свойства сварного соедипенияя
близкие свойствам основного металла, путем последую-я
щей термической обработки. I
Здесь, однако, на первый план выступает проблема!
холодной хрупкости сварного соединения непосредствен-!
но после сварки. Снижение пластичности сварного сое-1
динения непосредственно после сварки наиболее резко|
проявляется у сплавов, по составу близких к критиче-?
скому, когда в структуре сварного соединения образует-1
ся большое количество хрупкой ш-фазы.
Так, например, у зарубежного титанового сплава с
8% Мп сварное соединение непосредственно после свар-
ки, как правило, хрупко в склонно к образованию тре-
74
Im I it под воздействием внутренних Напряжений или
внешних нагрузок. Несмотря на то, что после термичес-
кой обработки сварное соединение приобретает хоро-
шую пластичность при удовлетворительной прочности,
всегда имеется опасность образования трещины по свар-
ному соединению в период от окончания сварки до тер-
мической обработки сварного соединения. У титановых
сплавов докритического состава в сварном соединении
образуется мартенситная а'-фаза с большей или мень-
шей прочностью (в зависимости от содержания в спла-
JK' p-стабилизирующих элементов), которая, хотя и ус-
тупает по твердости и прочности ш-фазе, все же может
н большей или меньшей степени явиться причиной хо-
лодного растрескивания сварного соединения.
Выше мы не анализировали разницу между литой и
Перегретой структурами сварного соединения и дефор-
мированным основным металлом по физико-механичес-
ким свойствам.
Для приведенных ранее материалов, сварку которых
проводили на листах небольшой толщины, эта разница
незначительна. Тем не менее воздействие термического
цикла сварки на структуру и свойства титановых спла-
вов имеет важное значение и будет рассмотрено ниже.
Весьма важное влияние на физико-механические
свойства и структуру титановых сплавов оказывают при-
меси. Их влияние может выражаться либо в непосред-
ственном взаимодействии с титаном, либо во влиянии
ла взаимодействие титана с другими элементами. Такие
примеси, как кислород и азот, являются, с одной сто-
роны, сильными упрочнителями титана, существенно по-
нижающими его характеристики пластичности, а с дру-
гой стороны, эти элементы существенно влияют на прев-
ращения в титановых сплавах, изменяя их фазовое стро-
ение [2, с. 72—80].
В табл. 5 представлены допустимые нормы содержа-
ния примесей в сварных соединениях некоторых титано-
вых сплавов при изготовлении конструкций общего на-
значения.
В том случае, когда сварные конструкции работают
в особенно тяжелых условиях или требуется очень дли-
тельный ресурс их работы, содержание примесей в свар-
ных соединениях ограничивают еще в более жестких
пределах. Так, например, для сплавов ОТ4-1 и ОТ4 в
ш которых случаях содержание таких примесей, как во-
75
Таблица 5
Допустимое содержание примесей в eeapiiblx соединениях
некоторых титановых сплавов
Марка сплава Содержание примесей, %♦ не более
0 1 N | н 31 Fe
ВТ1-0 0,12 0,04 0,010 0,07 0,10 0,20
ОТ4-0 0,15 0,05 0,012 0,10 0,15 0,30
ОТ4-1 0,15 0,05 0,012 0,10 0,15 0,30
ОТ4 0,15 0,05 0,012 0,10 0,15 0,30
ВТ14 0,15 0,05 0,015 0,10 0,15 0,30
ВТ 16 0,15 0,05 0,015 0,10 0,15 0,25
ВТ22 0.20 0,05 0,015 0,10 0,15 —
дород и азот, установлено нс более 0,008 и 0,04.% соот-
ветственно. Содержание водорода в сплаве ВТ16, пред-
назначенном для изготовления деталей крепежа (бол-
тов, винтов), устанавливается нс более 0,012%. В спла-
ве ВТ22, предназначенном для изготовления сварных
высокой агруженных деталей с длительным ресурсом ра-
боты, содержание кислорода ограничивается 0,17%
ит. п.
Высказанные выше соображения о характере из1ие-
нсния структуры и свойств сварных соединений титано-
вых сплавов относятся к небольшим толщинам свари-
ваемого металла (до 3 мм), а также к контактной (то-
чечной и роликовой) сварке, когда при термическом
цикле сварки фиксируется определенная довольно высо-
кая скорость охлаждения, а химические составы основ-
ного металла и сварного соединения остаются постоян-
ными.
При применении присадочных материалов, а также
при многопроходной сварке и сварке больших толщин
описанные выше закономерности изменяются. В этих
случаях могут существенно изменяться химический со-
став сварного соединения, скорости охлаждения сварно-1
го соединения и переходной зоны при термическом цикле 1
сварки, а при многопроходной сварке, кроме того, мо- ;
жет оказывать значительное влияние и термическое воз-
действие каждого последующего прохода на предыду-
щие. Эти вопросы будут рассмотрены нами ниже. ;
В заключение следует остановиться на такой харак-
теристике сварного соединения титановых сплавов, как
внутренние напряжения. Остаточные внутренние напря-
жения в сварном соединении — это обычное последствие
сварки как процесса, сопровождающегося локальным
нагревом металла с последующим неравномерным ох-
лаждением.
Мы рассматриваем здесь этот вопрос лишь в том
плане, в каком он связан с химическим составом и
структурой сварного соединения. Необходимость изуче-
ния остаточных напряжений в сварных соединениях ти-
тановых сплавов вызвана их влиянием на свойства и ра-
ботоспособность сварных конструкций.
Поскольку остаточные напряжения устраняются по-
следующей термической обработкой, необходимость ее
проведения определяется величиной таких напряжений.
Как уже отмечалось выше, остаточные напряжения
вызываются температурными градиентами, фазовыми
превращениями в зоне нагрева при термическом цикле
сварки, а также процессами кристаллизации жидкого
металла в области сварного шва. В результате этого в
сварном соединении непосредственно после сварки воз-
никает напряженное состояние, характеризующееся про-
дольными и поперечными напряжениями различных ве-
личин и знаков, резко меняющимися при удалении от
центра шва. Основным критерием остаточных напряже-
ний является количественная величина максимальных
растягивающих напряжений, являющихся ответственны-
ми за работоспособность сварной конструкции.
Наиболее распространенным, по не единственным,
неразрушающим методом определения остаточных на-
пряжений в сварном соединении титановых сплавов яв-
ляется рентгеноструктурный метод [2, с. 324]. Исследо-
вания, проведенные на различных титановых сплавах
при сварке автоматическим аргоно-дуговым методом ли-
стов толщиной 2 мм, показали определенную зависи-
мость между величиной максимальных растягивающих
остаточных напряжений и структурой свариваемых ти-
тановых сплавов (рис. 25). Наиболее высокие остаточ-
ные напряжения возникают в сварных соединениях од-
нофазных а- и 0- сплавов или у слабо гетерогенизиро-
ванных сплавов такого типа, т. е. сплавов на основе а-
пли 0-фазы с небольшим количеством соответственно 0-
или а-фазы.
У двухфазных сплавов марок ВТ14, ВТЗ-1 и особенно
ВТ 16 и ВТ22 остаточные напряжения значительно мснь-
7Л
77
ше, Что обусловлено протеканием фазового превращен^»
P=t=ta в процессе охлаждения сварного соединения послов
сварки, способствующего снятию остаточных напряже-i
ний. 1
Таким образом, если у однофазных а- и р-титановыхз
сплавов в процессе термического цикла сварки не суще-]
о so 100
Рас. 25. Зависимость величины макси-
мальных растя гива годщх о ста т оч ыык
напряжений атах в сварных соедине-
ниях, выполненных аргона-дуговой свар-
кой» различных сплавов от количества
^-стабилизирующих элементов в шве.
Толщина листа 2 им
ствует опасности охрупчивания сварного соединения в
результате образования промежуточных метастабиль-
ных фаз, то остаточные напряжения могут оказывать
серьезное влияние на надежность и работоспособность
сварной конструкции.
Поскольку величина растягивающих остаточных на-
пряжений данного сплава не является величиной посто-
янной, а зависит от ряда технологических факторов, мо-
жно управлять и заранее предусматривать способы ее
снижения до безопасного уровня.
Во всех случаях кардинальной мерой снижения или
снятия остаточных напряжений является отжиг.
Глава 3
Термическая обработка
сварных соединений
титановых сплавов
Термическую обработку сварных соединений титановых
сплавов проводят с целью снятия внутренних напряже-
ний, получения оптимальных физико-механических
свойств и стабильной структуры (не склонной к измене-
78
пито фазового состава и свойств при длительном нагре-
ве при рабочих температурах).
Сварные соединения, как и основной металл, подвер-
гают отжигу, закалке, закалке и старению (отпуску).
Используемая для титана и титановых сплавов терми-
ческая обработка детально описана в работах [2, 24].
В настоящей главе мы рассмотрим режимы и особенно-
сти термической обработки сварных соединений титано-
вых сплавов различного типа.
Отжиг сварных соединений применяется для всех
типов титановых сплавов и является единственным ви-
дом термической обработки для а-, псевдоа- и р-спла-
иов. Этот вид термической обработки проводят для сня-
тия внутренних напряжений, образовавшихся в процес-
се термического цикла сварки, а также для стабилиза-
ции структуры сварного соединения с целью получения
оптимальных свойств в отожженном состоянии и сохра-
нения их неизменными после длительного нагрева при
рабочих температурах. Отжиг, проводимый в вакууме,
наряду с решением выше перечисленных задач исполь-
зуют для дегазации сварного соединения от водорода.
Закалку и закалку со старением (отпуском) применя-
ют для сплавов с аp-структурой. Одна закалка для
сварных соединений практического значения пока не
имеет. Закалку и старение (отпуск) применяют с целью
повышения прочности сварного соединения. В некото-
рых случаях для повышения прочности используют одно
старение, поскольку сварные соединения непосредствен-
но после сварки находятся по существу в закаленном
состоянии.
При термической обработке титана, как и при дру-
гих технологических операпиях, связанных с нагревом,
необходимо учитывать активное его взаимодействие с
атмосферой. Кислород атмосферы не только образует
окалину, но и диффундирует в кристаллографическую
решетку титана, резко повышая твердость поверхност-
ных слоев металла. Это в полной мере относится как
к основному металлу, так и к сварному соединению.
В то же время считается, что термическая обработка в
исчах с воздушной атмосферой при температурах не
выше 600—650° С является допустимой и не ведет к за-
метному ухудшению механических свойств сварного
соединения и основного металла. Термическая обработ-
г.а сварных соединений при более высоких температурах
7!)
должна, как правило, осуществляться в печах с защит-
ной атмосферой пли в вакуумных печах, В противном
случае окисленный и загрязненный газами слой должен
быть удален химическим травлением или механическим
путем.
ОТЖИГ
Отжиг сварных соединений титановых сплавов состоит
из нагрева до температуры рекристаллизации или до
температуры фазового превращения, выдержки при за-
данной температуре и последующего охлаждения (мед-
ленного с печыо, па воздухе или ступенчатого). Отжиг
а-титановых сплавов, как правило, отжиг первого рода,
поскольку- он нс связан с фазовыми превращениями. От-
жиг а+р-тптаиовых сплавов во всех случаях сопровож-
дается изменением соотношения содержания а- и р-фаз
и его следует относить к отжигу второго рода. Отжиг
с полной фазовой перекристаллизацией как для основ-
ного металла, так и сварного соединения титановых а-,
псевдо а- и аф-р-сплавов мартенситного типа пока не'
нашел промышленного применения, поскольку не дает
дополнительного улучшения физико-механических
свойств. Тем не менее в настоящее время опубликовав
ряд работ по применению отжига в p-области с целью
повышения вязкости разрушения (Дц) полуфабрикатов
из титановых сплавов. Для титановых сплавов с аф-р-
структурой переходного типа и псевдор-сплавов отжиг с
фазовой перекристаллизацией находит промышленное
применение.
Для сварных соединений титановых сплавов приме-
няют полный и неполный отжиг. Отличие неполного от-
жига от полного заключается в том, что первый произ-
водится при более низких температурах и предназначен
главным образом для частичного снятия внутренних на-
пряжений в сварных конструкциях, а также для частич-
ной стабилизации структуры. Неполный отжиг может
быть применен как промежуточная операция в процес-
се сварки сложной конструкции или как окончательный
отжиг. Достоинство неполного отжига состоит в том,
что его можно осуществлять в печах с воздушной атмо-
сферой без обязательного последующего удаления ока^
липы и загрязненного газами поверхностного слоя ме^
талла.
80
Полный отжиг сварных соединений позволяет в зна-
чительной степени стабилизировать структуру сварного
соединения и полностью снять остаточные напряжения.
Поскольку он проводится, как правило, при температу-
рах выше 700° С, его следует осуществлять в печах с за-
щитной атмосферой (аргон, гелий) или в вакуумных пе-
чах.
Титановые сплавы с a-структурой и псевдоа-сплавы
практически не чувствительны к скорости охлаждения
после отжига. Двухфазные а-фр-сплавы мартенситного
типа (ВТ16, ВТЗ-1, ВТ23 и др.) и особенно сплавы пе-
реходного типа (ВТ22, ВТЗО и др.), наоборот, весьма
чувствительны к скорости охлаждения, и поэтому ско-
рость их охлаждения с температуры отжига регламен-
тируется. Для этого применяют отжиг с последующим
охлаждением с печью при регламентированной скорости
до определенной температуры, а затем на воздухе или
ступенчатый отжиг, который может быть двойным или
изотермическим. Двойной отжиг состоит из нагрева до
температуры выше температуры рекристаллизации и
превращения метастабильных фаз, образовавшихся в
результате термического цикла сварки, выдержки, ох-
лаждения на воздухе и последующего нагрева при бо-
лее низкой температуре, но достаточной для стабилиза-
ции структуры, образовавшейся после первой ступени
термообработки, выдержки при этой температуре и
охлаждения на воздухе.
Изотермический отжиг включает нагрев до темпера-
туры выше температур рекристаллизации и превращения
метастабильных фаз, образовавшихся при изотермиче-
ском цикле сварки, выдержку, перенос сплавов в печь с
температурой, достаточной для превращения метаста-
бильных фаз в стабильную а-фр-структуру, выдержку
и охлаждение па воздухе. В случаях, когда применяют
отжиг с последующим охлаждением сплава в печи
(двойной или изотермический), температура, с которой
начинают охлаждение па воздухе, должна быть столь
низкой, чтобы обеспечить достаточную стабильность а-
и p-составляющих в сварном соединении не только при
эксплуатации сплава при нормальных температурах, но
и при его эксплуатации при повышенных температурах.
Поэтому режимы отжига для сварных соединений тита-
новых сплавов выбирают, как правило, не только для
получения оптимального соотношения характеристик
6—553
81
Таблица 6
Температура полного полиморфного превращения
и температуры начала и конца рекристаллизации
промышленных титановых сплавов
Марка сплаиа т Сс превр’ ^рекр- ’С J Марка сплава Т 0С превр* 7 ро«1 ’С
нач а- ло конец । нача- ло конец
ВТ 1-00 885—890 580 670 ВТ20 990—1050 800 950
ВТ 1-0 885—900 600 700 ТС5 970—1020 — ГТ-,
ВТ5 930—980 750 850 ВТ6С 950—990 850 950
ВТ5-1 950—990 580 950 ВТ6 980—1010 850 950
ПТ-7М 875—890 610 720 ВТ14 920—960 900 930
ОТ4-0 800—930 С>80 800 ВТЗ-1 960—1000 880 950
ОТ4-1 910—950 720 840 ВТ23 880—930 .—. г»
ОТ-4 920—900 760 860 ВТ16 840—880 820 840
ВТ4 960—1000 780 900 ВТ22 840—880 800 825
ОТ4-2 990—1050 800 930 ВТЗО 790—810 — Г
ПТ-ЗМ 950—990 770 880 ВТ32 780—800 — —
ЛТ2 870—910 — —— ВТ15 750—800 500 770
АТЗ АТ4 940—1000 950—1020 — — ТС6 770—810 — —
прочности и пластичности, но и для получения их тер-
мической стабильности. Поэтому для титановых сплавов
в зависимости от их состава, а иногда и от условий ра-
боты сварной конструкции выбирают тот или иной вид
отжига. Так, например, для получения заданных физи-
ко-механических свойств после сварки и отжига псевдо-
р-сплавов (ВТ15, ВТ32 н др.) скорость охлаждения с
температуры отжига не играет роли. Однако для ста-
бильности сварного соединения в процессе эксплуата-
ции его при повышенных температурах следует прово-
дить отжиг с последующим медленным охлаждением
со скоростью не более 2-—4 °С/мин.
Несмотря на некоторые особенности сварного соеди-
нения, во всех случаях для него применимы общие прин-
ципы термической обработки, что и для основного ме-
талла.
В табл. 6 приведены некоторые критические темпе-
ратуры для свариваемых титановых сплавов.
Рекомендуемые режимы отжига сварных соединений
титановых сплавов приведены в табл. 7.
82
Таблица 7
Рекомендуемые режимы отжига сварных соединений
промышленных титановых сплавов
Марка сплава Т отжига—нормали- зации, °C*1 Марка сплава Т отжига—нормали-
зацип, «С*1
а-сплавы, нс^вдоа-сттлавы а + р-сплавы мартенситного Т1Г1ТЯ
ВТ1-00 550—680
ВТ 1-0 550—680 ВТ6С 720—800
ВТ5-1 720—820 ВТ6 720—800
ВТ5 720—820 ВТ14*2 740—800
ОТ4-0 600—680 ВТЗ-1*3 750 —850
ОТ4-1 620—700 ВТ16*4 .—
ОТ4 620—720
ВТ4 650—750 a A Р-сндаиы переходного
ОТ4-2 700—820 типа
ПТ-7М. 580—680 ВТ22*5
ВТ20 700—800
АТ2 АТЗ 600—700 670—820 Псевдо р-сплавы
АТ4 700—850 ВТ15 790—810
ТС6 740—760
1,1 Отжиг сварных соединений по режимам, указанным в графе 2, про-
изводится с последующим охлаждением на воздухе. *•* Изотермический
отжиг: нагрев до 790—810 С, выдержка, охлаждение с печью (перенос в другую печь) до 640—660° С, выдержка 30 мин, охлаждение на воздухе.
*а Изотермический отжиг: нагрев до 870—920 С, выдержка, охлаждение до
600—650° С (перенос в другую печь), выдержка 2 ч. охлаждение на возду-
хс. Двойной отжиг: нагрев до 870—920 С, охлаждение на воздухе, нагрев С, выдержка 2—5 ч, *4 Отжиг при 700—780° С. охлаждение
при 550—600°
с печью со скоростью 2—4е С/мии ДО 500D С, затем на воздухе. *& Отжиг
при 750—820° С, охлаждение с печью со скоростью 2—4° С/мин до 350е С,
затем на воздухе. Ступенчатый отжиг: нагрев до 820—850’ С, выдержка
1—3 ч, охлаждение с печью до 750 С, выдержка 1—3 ъ охлаждение на
воздухе, нагрев при 580—630° С, выдержка 4 ч, охлаждение па воздухе.
Для сплавов ВТ14, ВТЗ-1, ВТ16 и ВТ22 применяют
стабилизирующую термическую обработку, режимы ко-
торой также приведены в табл. 7.
Продолжительность отжига сварных соединений ти-
тановых сплавов обычно регламентируется толщиной
свариваемых кромок и принимается следующей:
Максимальное сечение, мм До 1,5 1,6—2,0 2,1—6,0 6,0—50
Время выдержки, мин ... 15 20 25 60
Время выдержки при отжиге исчисляется с момента
нагрева садки. Как следует из табл. 7, а-сплавы и псев-
до а-сп лавы во всех случаях отжигаются с последующим
охлаждением на воздухе. Указанные режимы термичес-
83
кой обработки обеспечивают Сйарным соединениям пол-1
ное снятие внутренних напряжений и оптимальное соот-|
ношение прочности и пластичности. Сварные соедине-1
ния указанной группы сплавов термически стабильны, I
т. е. могут эксплуатироваться при рабочих температу-1
рах в течение длительного времени без существенного
изменения физико-механических свойств. i
Сварные соединения титановых сплавов с а-ф0-струк-
турой мартенситного типа можно в некоторых случаях '
отжечь с последующим охлаждением на воздухе, что
часто обеспечивает получение оптимальных значений
прочности и пластичности, поскольку температуры от-
жига большинства мартенситных сплавов лежат ниже
критической температуры для данного сплава. В этом
случае последующее охлаждение на воздухе не сопро-
вождается образованием мартенсита или по крайней
мерс больших его количеств, что и обеспечивает сварно-
му соединению достаточно хорошую пластичность по
сравнению с пластичностью основного металла.
В то же время сварные соединения титановых спла-
вов мартенситного типа, работающие длительно при по-
вышенных температурах, следует отжигать по режимам,
обеспечивающим достаточно высокую стабильность
структуры, иначе в процессе работы сварные соедине-
ния будут терять свою пластичность. Стабилизирующие
режимы отжига сварных соединений сплавов мартенсит-
ного типа приведены в табл. 7.
Здесь следует также отметить, что сварные соедине-
ния титановых сплавов ВТ6С и ВТ6, примыкающих по
содержанию p-стабилизирующих элементов к псевдо-
а-сплавам, не требуют обязательного стабилизирующего
отжига, поскольку распад метастабильных фаз при дли-
тельном нагреве не сопровождается значительным дис-
персионным упрочнением сварного соединения.
Что касается сплава ВТ16, то стабилизирующий от-
жиг сварного соединения этого сплава требуется как
для сохранения термической стабильности сварного сое-
динения в процессе эксплуатации при повышенных тем-
пературах, так и для получения оптимального соотноше-
ния прочности и пластичности сварного соединения в со-
стоянии после сварки и отжига.
Титановые сплавы с а+0-структурой переходного ти-
па, представителем которых является сплав ВТ22, име-
ют сварные соединения, которые требуют стабилизирую-
84
того отжига как для получения оптимальных механиче-
ских свойств, так и для повышения термической ста-
бильности в процессе длительной эксплуатации при по-
вышенных температурах. Ступенчатый отжиг сплава
ВТ22 позволяет в большой степени стабилизировать
структуру и свойства его сварного соединения.
Сварные соединения псевдор-сплавов ВТ15 и ТС6
непосредственно после сварки имеют хорошее сочетание
прочности и пластичности. Последующий отжиг с ох-
лаждением на воздухе позволяет несколько стабилизи-
ровать структуру сварных соединений этих сплавов, но
не позволяет обеспечить их термическую стабильность
при повышенных температурах в процессе длительной
работы.
В принципе у титановых псевдо р-сплавов путем спе-
циального отжига можно было бы стабилизировать
структуру сварного соединения, однако сплавы ВТ15 и
ТС6 содержат большое количество эвтектоидообразую-
щего элемента (хрома), и поэтому при стабилизирую-
щем отжиге происходит эвтектоидное охрупчивание ме-
талла. Например, у опытного титанового сплава, имею-
щего марку ВТ32 (Ti—8,5% Мо—8,5% V—1 % Сг —
2,5% А1—1% Fe) и являющегося также псевдор-спла-
вом, сварное соединение можно стабилизировать отжи-
гом по режиму; нагрев до 780° С, выдержка 1 ч, охлаж-
дение с печью со скоростью 2—4 °С/мин до 300° С, затем
на воздухе. У этого сплава сварное соединение после
сварки имеет хорошую пластичность, которая сохраня-
ется и после отжига по указанному режиму. Однако ес-
ли сварное соединение этого сплава непосредственно
после сварки склонно при длительном нагреве к охруп-
чиванию, то после сварки и отжига оно становится тер-
мически стабильным и пе изменяет своих свойств после
длительного нагрева.
Для иллюстрации поведения сварных соединений ти-
тановых сплавов различного типа при термической об-
работке приведем некоторые фактические данные.
В табл. 8 приведены механические свойства и структу-
ра сварного соединения, выполненного автоматической
аргоно-дуговой сваркой неплавщцимся электродом на
листах сплава ОТ4 толщиной 2 мм после различной тер-
мической обработки.
Как следует из табл. 8, механические свойства свар-
ного соединения сплава ОТ4 мало изменяются в зави-
85
сймости от режима термической обработки. Йто объяс-
няется тем, что «'-фаза сплавов этого типа по своим
механическим свойствам мало отличается от а-фазы.
Дисперсионное твердение при распаде а'-фазы у этих
сплавов незначительно, а количество (3-фазы столь мало,
что не оказывает заметного влияния на механические
свойства сварного соединения. Эвтектоидное превраще-
ние сплавов этого типа не обнаруживается при опреде-
лении механических свойств или при реитгепоструктур-
пом или металлографическом анализе. Аналогичным об-
разом ведут себя сварные соединения и других пссвдо-
а-титановых сплавов при подобной термической обра-
ботке.
Рассмотрим теперь изменение структуры и свойств
сварного соединения представителя а+р-титановых
сплавов мартенситного типа — сплава ВТ 14.
В табл. 9 приведены механические свойства и струк-
тура сварного соединения сплава ВТ 14 на листе толщи-
ной 2 мм в зависимости от режима термической обра-
ботки (автоматическая аргоно-дуговая сварка пеплавя-
щимся электродом).
У титанового сплава мартенситного типа марки ВТ14
с Кр=0,35 уже наблюдается тенденция к существенно-
му’- влиянию режима термической обработки на механи-
ческие свойства сварного соединения. У более легиро-
ванных p-стабилизирующими элементами мартенситных
Таблица 8
Свойства и структура сварного соединения пссвдоа-сплава ОТ4
после различной термической обработки
Состояние сварного соединения Фазовый состав о , кгс/мм! ct, трэд кгс м/см*
После сварки а' 78 95 4,5
После сварки и отжига а + Р (следы) а(а' -гР) (следы) 76 92 4,7
После сварки и нагрева до 400° С, выдержка 1000 ч 81 88 4,1
После сварки, отжига и на- грева до 400° С, выдержка 1000 ч а + р (следы) 79 95 4,3
86
Таблица 9
Свойства и структура сварного соединения а+р
титанового сплава мартенситного типа марки ВТ14
после различной термической обработки
Состояние сварного соединения Фазовый состаи °В" кг с/мм2 а, град °т.у кг с - м/см2
После сварки а'Ц-fJ (следы) 102 48 2,6
После сварки и отжига «+₽ 95 60 3,2
После сварки и нагрева до 400° С, выдержка 1000 ч a (а')+0 104 33 1,8
После сварки, отжига и на- грева до 400° С, выдержка 1000 ч 97 62 з,о
титановых сплавов с /ц = 0,6ч-0,8 имеет место еще бо-
лее значительное изменение механических свойств в за-
висимости от режимов термической обработки.
Как следует из табл. 9, сварное соединение сплава
ВТ 14 непосредственно после сварки имеет повышенную
прочность и пониженную пластичность по сравнению с
прочностью и пластичностью основного металла вслед-
ствие образования при термическом цикле сварки а'-фа-
зы, характеризующейся у этой группы сплавов повы-
шенной твердостью. Последующий стабилизирующий
отжиг сварного соединения позволяет повысить пластич-
ность сварного соединения и понизить его прочность
до уровня соответствующих параметров основного ме-
талла.
Длительный нагрев сварного соединения сплава
ВТ14 непосредственно после сварки ведет к дальнейше-
му повышению его прочности и снижению пластичности
за счет дисперсионного твердения при распаде а'-фазы.
В то же время длительный нагрев отожженного сварно-
го соединения не ведет к заметному изменению его ме-
ханических свойств.
В табл. 10 представлены структура и свойства свар-
ного соединения титанового сплава переходного типа
(ВТ22) после различных режимов термической обра-
ботки.
Сварные соединения этого сплава также были полу-
чены путем сварки листов толщиной 2 мм автоматиче-
ской аргоно-дуговой сваркой пепларящимся электродом.
67
Таблица 10
Свойства и структура сварного соединения сплава
переходного типа ВТ22 после различной термической обработки
Состояние сварного соединения Фазовый состав ств- кг с/ммs град 11 т-у ’ кг с м/см2
После сварки p+ct (следы) 99 38 1,4
После сварки и отжига а-ИЗ 112 45 2,3
После сварки и нагрева до 400° С, выдержка 1000 ч Ct+p-f-W 115 10 0,2
После сварки, отжига и на- грева до 400° С, выдержка 1000 ч «+Р 114 40 1,9
Непосредственно после сварки структура сварного
соединения представляет собой 0-фазу с очень незначи-
тельным количеством а'-фазы. В этом состоянии свар-
ное соединение имеет относительно невысокую прочность
и пониженную пластичность. Стабилизирующий отжиг
приводит структуру сварного соединения в равновесное
а+₽-состояние, при этом существенно повышаются пре-
делы прочности и пластичности.
Длительный нагрев при 400°С сварного соединения
непосредственно после сварки сопровождается его ох-
рупчиванием в связи с распадом метастабильной 0-фа-
зы и образованием дисперсных частиц а- и 0-фаз, а так-
же большего или меньшего количества промежуточной
и-фазы. В то же время такой нагрев сварного соедине-
ния сплава ВТ22, прошедшего стабилизирующий отжиг,
не сопровождается заметной потерей пластичности.
В заключение рассмотрим поведение при термичес-
кой обработке сварных соединений титановых сплавов
с псевдо0-структурой. К промышленным сплавам этого
типа относятся сплавы марок ВТ15 и ТС6, однако инте-
реснее рассмотреть истинный псевдо0-сплав марки ВТ32.
Сплавы ВТ15 и ТС6 содержат большое количество хро-
ма и при термической обработке проявляется побочный
эффект эвтектоидного охрупчивания, не свойственный
истинным сплавам с а+0-структурой.
Методика приготовления сварных образцов рассмат-
риваемого сплава такая же, как и описанных выше
сплавов. Изменение механических свойств и структуры
сварного соединения леевдо0-титанового сплава в зави-
88
спмости от режимов термической обработки приведено
в табл. 11.
У лсевдор-титанового сплава сварное соединение не-
посредственно после сварки имеет исключительно
[i-структуру и высокую пластичность при умеренной
прочности.
Последующий стабилизирующий отжиг гетерогенизи-
рует структуру сварного соединения, переводя ее в ста-
бильное р+а-состояиие. При этом прочность сварного
соединения повышается, а пластичность несколько сни-
жается. Длительный нагрев при 400°С сварного соеди-
нения непосредственно после сварки ведет к его охруп-
чиванию.
Стабилизирующий отжиг сварного соединения псев-
дор-сплава обеспечивает ему высокую стабильность
свойств после длительного нагрева при рабочих темпе-
ратурах.
Рассмотрев отжиг сварных соединений, проводимый
для получения оптимальных механических свойств и ста-
билизации структуры, следует остановиться на так на-
зываемом неполном отжиге, применяемом для снятия
остаточных напряжений в сварных соединениях.
Такой отжиг проводят, как правило, в печах с воз-
душной атмосферой при температурах несколько ниже
температуры конца рекристаллизации. Неполный отжиг
снимает остаточные напряжения на 70—80%, в то вре-
мя как полный отжиг позволяет их снять практически
полностью. Преимущество неполного отжига заключает-
Таблица 11
Свойства и структура сварного соединения
псецдор-титанового сплава Т1 — 2,5% А1 — 8,5% Мо — 8,5% V-
1,2% Ре— 1,2% Сг (ВТ32)
Состояние сварного соединения Фазовый состав °И’ кгс/мыа а, град кгс-м/см®
После сварки ₽ 82 180 6
После сварки и отжига 92 120 4,5
После сварки и нагрева до 400° С, выдержка 1000 ч р+« (дисперс- ные) 115 10 0,3
После сварки, отжига и нагрева до 400° С, выдерж- ка 1000 ч 98 140 3,8
89
ся в весьма незначительном окислении поверхности ме-
талла, и в этом случае удаление легкой окисной пленки
необязательно. Это существенно упрощает технологию
изготовления сварных конструкций из листового мате-
риала.
Температуры неполного отжига на воздухе для
снятия остаточных напряжений в сварных конструкци-
ях из различных титановых сплавов приведены ниже:
Марка сплава
ВТ1-00, ВТ1-0 ......................... 445—485
ОТ4-0, ЛТ2 ............................ 480—520
ОТ4-1 ................................. 520—560
ОТ4, АТЗ............................... 545—585
ВТ4, ВТ5, ВТ5-1, ВТ6С.................. 550—600
ВТ6, ВТ14, ВТ22, ВТ16, ВТ23 ........... 550—650
ОТ4-2, ВТ20, ТС5 ...................... 600—650
Длительность неполного отжига выбирается в пре-
делах 1—4 ч в зависимости от сплава, сложности дета-
ли или изделия и величины внутренних напряжений. При
отжиге сварных конструкций в печах с защитной атмос-
ферой продолжительность отжига может быть уве-
личена.
Степени снятия остаточных напряжений в сварных
соединениях титановых сплавов различного типа в за-
висимости от температуры отжига сварного соединения,
выполненного аргоно-дуговой автоматической сваркой
ней давящимся электродом приведена в табл. 12. Как
следует из табл. 12, имеется тенденция к сохранению
остаточных напряжений в сварных соединениях после
отжига у титановых сплавов по мере увеличения содер-
Таблица 12
Степень снятия остаточных напряжений в зависимости
от температуры
Марка сплава Степень снятия остаточных напряжений, % от исходной величины, после отжига и течение 2 ч при температуре, °C
400 450 500 5о0 600 650 700 750
ОТ4 30 45 60 70 80 95 100 100
ВТ14 20 30 45 60 75 80 95 100
ВТ22 15 20 35 55 60 70 85 100
ВТ15 15 20 35 50 60 75 85 100
90
жаиия p-фазы в структуре сплава. Тем не менее можно
отметить, что вне зависимости от типа сплава после от-
жига при 500—550° С снимается примерно 50% оста-
точных напряжений, а после отжига при 700—750° С —
псе 100%.
Отжиг для снятия остаточных напряжений можно
проводить также в вакуумных печах или в печах с за-
щитной атмосферой. В этом случае температура отжига
может быть несколько повышена и остаточные на-
пряжения могут быть практически сняты полно-
стью.
Отжиг в вакууме сварных деталей и конструкций из
титановых сплавов следует рассматривать как самостоя-
тельную операцию, поскольку вакуумный отжиг, кроме
выполнения обычных функций отжига (снятия остаточ-
ных напряжений, получения оптимальных физико-меха-
нических свойств, стабилизации структуры), позволяет
дегазировать металл от водорода и распределять его
равномерно по сечению металла.
Особенностью отжига в вакууме является так назы-
ваемое растравливание поверхности, когда компоненты
границ зерна диффундируют в тело зерна, образуя на
поверхности металла рельеф, описывающий границы
зерна и свойственный получаемому травлением в кис-
лотных растворах. Степень растравливания поверхнос-
ти при вакуумном отжиге зависит от температуры и про-
должительности отжига, а также от степени вакуума в
печи. Поэтому верхняя температурная граница отжига
в вакууме регламентируется степенью растравливания
поверхности металла. Степень растравливания поверх-
ности в значительной мере связана с пределом усталос-
ти, поскольку является поверхностным концентратором
напряжения.
Рекомендуемые температуры вакуумного отжига ти-
тановых сплавов с учетом его обычных функций, а так-
же с учетом способности металла к обезнаживанию от
водорода и фактора растравливания поверхности при-
ведены ниже. Время отжига при всех указанных темпе-
ратурах составляет 1—2 ч:
Т, °C
TiTl-ЧЮ, ВТ1 0, Ш-1 0. Ш-1 I. ОТ4. ОТ4-2 .... 500-070
втш. в те, Bril, тте, кг’? впз . . с>оо-7оо
гл 3 1ИГ, I BTB0 Г,00--720
г ТТЛ . . . . . . .......................... 600—750
91
В течение всего цикла нагрева, выдержки и охлаж-
дения в печи должен поддерживаться вакуум, причем
при обезнодораживающем отжиге при рабочей темпера-
туре вакуум в печи должен быть не ниже 5-10~4 ммрт. ст.
Допускается и более низкий вакуум, но при этом его
дегазирующее действие уменьшается. Влияние режимов
Рис, '2tf. За ине имость содержания
водорода в Jioucpxiioc ГНОМ СЛОГ.' ли
стов из сд*члвов марок ОТ4 (/),
ВТМ (2), ВТ22 (3) в зависимости
от температуры огжягя, проводи wo-
rn в течение I ч в вакууме Ю—
(а) и 10--3 (б) мы рт, ст.
вакуумного отжига па степень дегазации различных ти-
тановых сплавов иллюстрирует рис. 26. После вакуум-
ного отжига рекомендуется проводить там, где это воз-
можно, обработку поверхности — дробеструйную или
вибронаклеп. Это позволяет повысить усталость и со-
противление повторностатическим нагрузкам прошед-
шего вакуумный отжиг металла.
Рассмотрев различные виды отжига, перейдем к
упрочняющей термической обработке сварных соедине-
ний титановых сплавов с а+р-структурой.
УПРОЧНЯЮЩАЯ
ТЕРМИЧЕСКАЯ ОБРАБОТКА
Упрочняющая термическая обработка сварных соедине-
ний титановых сплавов, состоящая из закалки и старе-
ния (отпуска), служит дополнительным резервом повы-
шения прочности сварных конструкций. Однако следует
отметить, что применение упрочняющей термической об-
92
работки на сварном соединении более ограничено по
сравнению с основным металлом. Это вызвано тем об-
стоятельством, что крупнозернистая игольчатая струк-
тура плохо воспринимает упрочняющую термическую
обработку, т. е. не обеспечивает достаточно хорошего
сочетания прочности и пластичности после закалки и
старения. Поэтому для сварных соединений применяет-
ся «мягкая» упрочняющая термическая обработка, по-
вышающая прочность на 10—20% по сравнению с проч-
ностью отожженного состояния. В этом случае при уме-
ренной прочности удается получить удовлетворительные
характеристики пластичности сварного соединения.
В последнее время разработано несколько новых спосо-
бов упрочняющей термической обработки сварных сое-
динений титановых сплавов, которые позволяют не-
сколько расширить возможности применения упроч-
няющей термической обработки в сварных конст-
рукциях, которые будут нами также рассмотрены
в настоящем разделе. Все более широкое распростране-
ние получает упрочняющая термическая обработка
сварных конструкций, когда основной металл уп-
рочняется закалкой и старением до необходимого уров-
ня, а сварное соединение делается утолщенным и приво-
дится в отожженное состояние методом локальной
термической обработки. Такой прием позволяет получать
равнопрочную конструкцию как по основному металлу,
так и по сварному соединению с высокой работоспособ-
ностью.
Рассмотрим некоторые вопросы упрочняющей терми-
ческой обработки сварных соединений титановых
сплавов.
Упрочняющая термическая обработка, состоящая из
закалки и старения, применима к сварным соединениям
двухфазных аф-р-титановых сплавов, начиная со спла-
вов мартенситного типа и кончая псевдор-сплавами.
Принцип упрочняющей термической обработки свар-
ного соединения, как и основного металла, заключается
в том, что при ускоренном охлаждении сохраняются ме-
тастабильные р-, сУ- (а")-фазы, а при последующем
искусственном старении происходит выделение дисперс-
ных частиц а- и p-фаз. При этом эффект упрочняющей
термической обработки зависит от типа, количества и
। остава метастабильных фаз, а также от дисперсности
образовавшихся после старения частиц и- и р-фзз.
эз
Особенностью упрочняющей термической обработки
сварных соединений титановых сплавов является ис-
пользование в некоторых случаях термического цикла
сварки в качестве закалки при упрочняющей термичес-
кой обработке. Сварное соединение при однопроходной
сварке металла небольших толщин можно рассматри-
вать как закаленное с температур |3-области.
Метастабилыше составляющие р- и сс'-фазы у тита-
новых сплавов склонны к распаду в процессе изотерми-
ческого нагрева при невысоких температурах с образо-
ванием равновесной а+р-структуры.
На начальной стадии старения образуются дисперс-
ные выделения а- и p-фаз, что сопровождается значи-
тельным упрочнением сплавов.
Распад метастабильной p-фазы идет по схеме:
рнестяб-*рпеста
При изотермическом нагреве а' (а")'Фаза распада-
ется по схеме аЧа/')^я/(«/0оботап1Ч-«-^аЧ-р11е[1аб-’-кЧ-р.
Распад а'(а")-Фазы сопровождается па первой ста-
дии образованием a-фазы и а'(а")-фазы, обогащенной
р-стабилизнруюшнмн элементами.
Приведенные схемы превращения метастабильных
фаз при изотермическом нагреве справедливы для про-*
цсссов, проходящих при температурах выше 450—500°С.
При более низких температурах изотермического нагре-
ва процессы распада могут проходить с образованием :
промежуточной и-фазы. В практике упрочняющей тер-
мической обработки как сварных соединений, так и ос-
новного металла режимы термической обработки иск-
лючают образование ы-фазы.
В зависимости от режимов упрочняющей термичес-
кой обработки — температуры закалки, температуры и
продолжительности старения (отпуска) — механические
свойства сварных соединений будут изменяться в широ-
ком диапазоне. Схематически влияние температуры за-
калки на прочность сварных соединений и основного ме-
талла титановых сплавов с a+p-структурой в терми-
чески упрочненном состоянии представлено кривой,
приведенной на рис. 27.
С повышением температуры закалки в сварном сое-;
дипении сохраняется все большее количество (по объе-
му) метастабильных фаз. У сплавов докритичеткого со-
става увеличивается сначала количество метпотабиль-
пой fj-фазы, а затем а'(а")-фазы. У сплавов
94
закритического состава происходит непрерывное увели-
чение количества метастабильной [3-фазы по мере повы-
шения температуры закалки до точки полного поли-
морфного превращения в сплаве. Объем метастабиль-
пых фаз в сплаве определяет эффект упрочнения,
который может быть получен при последующем старении
закаленного сплава. Как правило, с повышением тем-
Р и е. 27. Изменение бв 'термически
упрочняемых тктанавых сплавав с
«+₽-структура Я в зависимости от
температуры закалки
Рис. 28. Изменение ав закаленных
титановых сплавов с (1-структу*
рой в зависимости от температуры
и времени старения
пературы закалки термически упрочненного сплава с
a-j-p-структурой возрастает его прочность и снижается
пластичность.
Влияние режимов старения на механические свойст-
ва сварного соединения и основного металла схемати-
чески представлено на рис. 28. При постоянном време-
ни старения с повышением температуры старения уве-
личиваются объем и степень распада метастабильных
фаз и выделяются дисперсные частицы. Это сопровож-
дается повышением прочности и, как правило, снижени-
ем пластичности. При определенной температуре старе-
ния прочность достигает максимума, при дальнейшем
повышении температуры прочность постепенно снижает-
ся до уровня прочности отожженного металла. Этот
участок кривой характеризуется коагуляцией дисперс-
ных а- и р-частиц до равновесного состояния по мере
повышения температуры старения.
Фактор продолжительности старения выражается в
юм, что максимум на кривой прочности смещается в
область более высоких температур, и величина макси-
95
мума уменьшается по мере уменьшения продолжитель'
ности старения. Такой характер изменения прочности в
зависимости от режимов старения обусловлен тем, что
с увеличением продолжительности старения удается в
большей степени обеспечить полноту распада метает а-
бильных фаз при сохранении высокой дисперсности уп-
рочняющих частиц. Практические режимы старения ис-
пользуют, как правило, нисходящую ветвь кривой проч-
ности, т. е. представляют собой режимы перестаривания.
Это позволяет обеспечить лучшее сочетание прочности
и пластичности у термически упрочненного металла при
удовлетворительной стабильности механических свойств.
Это еще в большей мере относится к сварным соедине-
ниям титановых сплавов с a+p-структурой, для упроч-
нения которых используют режимы еще более глубоко-
го перестаривания. При таких режимах упрочняющей
термической обработки при некоторой потере прочнос-
ти удается получить некоторый выигрыш в пластичнос-
ти, что является весьма необходимым для сварных сое-
динений, имеющих литую структуру, которая хуже
структуры деформированного металла.
Рекомендуемые режимы упрочняющей термической
обработки сварных соединений (сварных конструкций)
различных титановых сплавов приведены в табл. 13.
Таблица 13
Режимы упрочняющей термической обработки
сварных соединений титановых сплавов
Марка сплава Т закидки, ®С Режим старения
Т, °C 1, ч
ВТ6С 850—900 450—500 2—4
ВТ6 850-900 450—500 2—4
ВТ14 850—900 510—540 4—16
ВТЗ-1 850—900 520—620 1-4
ВТ 16 790—820 520—590 4—10
ВТ23 780—800 500—550 6—10
ВТ22 720—780 510—600 4—10
ВТЗО 720—740 490—510 5—8
ВТ32 720—800 500—560 4—8
ВТ15 740—820 480—500 15—25
550—570 0,25
ТСб 740—820 480—500 15—25
550—570 0,25
96
Время выдержки при температуре закалки сварных
гиединений после достижения заданной температуры ре-
комендуется назначать в следующих пределах:
Минимальное сечение,
мм.................До 1,5 1,6—2,0 2,1—4,0 4,1—10,0 >10,0
Премя выдержки, мин .5 7 10 25 60
Для уменьшения окисления при нагреве листовых
деталей или конструкций из титановых сплавов мартен-
ситного типа под закалку время выдержки может быть
уменьшено вдвое, поскольку фазовое равновесие у ти-
тловых сплавов мартенситного типа при температурах
к:калки достигается весьма быстро в отличие от сила-
нов закритического состава.
Ниже будут приведены некоторые фактические дан-
ные по изменению механических свойств сварных сое-
динений титановых сплавов, наиболее часто используе-
мых в термически упрочняемых сварных конструкциях,
и зависимости от режимов упрочняющей термической
обработки. Во всех случаях упрочняющей термической
обработке подвергали сварные образцы толщиной 2—
3 мм, выполненные автоматической аргоно-дуговой свар-
кой неплавящимся электродом. После закалки образцы
Подвергали пескоструйной обработке и травлению для
удаления окалины и загрязненного газами слоя, а за-
тем старили по различным режимам.
На рис. 29 приведено изменение предела прочности
и пластичности при испытании на изгиб сварного сое-
динения сплава ВТ6 (лист толщиной 2 мм) в зависимос-
ти от температуры закалки в воде и режима старения
п интервале режимов, близких к оптимальным.
Аналогичные данные по изменению свойств сварных
соединений сплава ВТ14 в зависимости от режимов уп-
рочняющей термической обработки представлены на
рис. 30.
Диализ представленных данных позволяет выявить
следующие общие закономерности изменения свойств
сварных соединений в зависимости от режимов закалки
и старения.
Повышение температуры закалки ведет к повыше-
нию прочности сварных соединений и снижению их
пластичности. Поскольку старение сварных соединений,
к л к и основного металла, проводят обычно по режимам
перестаривания, то в интервале оптимальных режимов
553
97
24 8 « 37 2 <i 8 Io 32
Вре^я смирении, ч
Ряс. 29 Занпсииость иЕ и <2 спорных соединений силана ВТё, вы-
полненных. автоматической ЛДС Нп, после закалки с 6л<) (Д и
900° С (о) к старения при -100 (/); 500 (2) и 000 (3)° С от времени
старения. Толщина листа 2 мм
Рис. 30. Зависимость <тв и а сварных соединений сплава ВТ14 пос-
ле закалки с 820 1га), №0 (б) и 900 (в) °C в воду и старения при
500 (/). 550 (2) и 600 (3) °C от времени старения. Остальные пара-
метры см. на рис. 29
повышение температуры старения
должителыюсти сопровождаются
и увеличение его
про
повышением пластин
ности и снижением прочности сварного соединения.
Как уже отмечалось выше, надежность и работоспо
собпость сварной конструкции
из
высокопрочного
тер
98
иически упрочняемого сплава могут быть обеспечены
Применением зональной термической обработки. В этом
случае основной металл может быть обработан на более
высокую прочность, чем в случае упрочняющей терми-
ческой обработки всей сварной конструкции. Сварное
соединение, выполненное по утолщенной кромке дета-
лей, отжигается токами высокой частоты (f=2,44-
: 8,0 кГц). Отжиг сварного соединения выполняется
обычно зональной индукционной термической обработ-
кой. Таким образом, создается равнопрочная конструк-
ция со сварными вшами, имеющими хорошую пластич-
ность и достаточно высокую работоспособность.
Исследования по зональной индукционной термичес-
кой обработке титановых сплавов, проведенные
11. А. Поваровым, позволили установить оптимальные
режимы такой обработки и определить физико-механи-
ческие свойства сварных соединении.
Типичные свойства сварных соединений листов тол-
щиной 6 мм из титановых сплавов ВТ6С и BTI4, выпол-
ненные автоматической аргоно-дуговой сваркой с при-
садкой из сплава BTI-00, после зональной индукционной
термической обработки по оптимальным режимам [25]
приведены ниже.
Механические свойства сварных соединений после
зональной термической обработки (ЗИО) при умерен-
ной прочности обладают хорошими характеристиками
пластичности и находятся на уровне свойств, получае-
мых при обычном печном отжиге сварных соединений:
Марка сплава................................... ВТ6С ВТ14
Т* (ЗИО), СС................................... 800 750
Чв, кге/м.м2 .......................... . 91 98
и, град......................................... 43 37
«п (по шву), кгс-м/см2 ........................ 6,4 6,2
(по зоне термического влияния),
кгс-м/см2...................................... 4,8 4,0
й Выдержки J0 \IiiR.
НЕКОТОРЫЕ СПЕЦИАЛЬНЫЕ РЕЖИМЫ
УПРОЧНЯЮЩЕЙ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ СВАРНЫХ КОНСТРУКЦИЙ
Л troTOBjiciTrie сварных в обструкций цз термически упрочняемых ти-
повых сплавов представляет многочисленные технологические труд-
। "'Tit. При закалке крупногабаритных нежестких деталей или кои-
; ' '.кипи о аблтздаются зналителапые .поводки, которые яздьма труд-
99
но, а в некоторых случаях и невозможно устранить; большие по объ-j
ему сварные конструкции вообще трудно переносить в закалочную|
среду; в процессе нагрева под закалку и при переносе в закалочную]
среду тонколистовая конструкция окисляется, если даже ее нагрев!
проводить в печах с защитной атмосферой; образовавшуюся в ре-1
зультате нагрева окалину нужно удалять, что сопряжено с рядом]
трудностей, а иногда вообще
О JO 20 30 40 SO
Скаристе охлаждения,
° С/HUH
Рис. 31. Изменение » <Х и °Ту
сварного соединении (О и основно-
го металла (2) сплава марки BT1G
п зависимости от скорости охлаж-
дения с температуры 900° С. Тол-
щина листа 1 мм. Виды сварки см.
рис. S9
\ J20
Ьда
90
ъ ж
§ 80
^.50
ъ 40
20
\ S
< 5
невозможно (например, травление кон-Я
струкций, имеющих нахлесточные®
соединения, выполненные точечной®
или роликовой сваркой); удаление®
окалины химическим методом со-1
провождается наводораживанием!
термически упрочняемых сплавов,!
которые содержат большое коли-®
чество 0-ст а би лизирующих элсмеп-1
тов; сборка конструкции путем 1
сварки из закаленных элементов с 1
последующим старением всей кон-!
струкции, как правило, не обеспс-1
чппает оптимальных механических®
и эксплуатационных свойств свар-1
пых соединений, поскольку терми-1
ческий цикл сварки создает до-1
вольно неопределенное состояние 1
шва и переходной зоны, завися-1
гцее от рада трудно учитываемых !
факторов. !
Перечисленные выше обстоя-1
тельства и являются основными !
факторами, сдерживающими ос-1
военно листовых термически уп-1
рочняемых сплавов в сварных кон-1
струкциях. 1
В связи с изложенным выше!
нами изыскивались специальные 1
режимы упрочняющей термической 1
обработки титановых сплавов, I
позволяющие обрабатывать крупногабаритные сварные конструкции 1
в защитной атмосфере. 1
Для этой цели наиболее перспективными являются высоколсги-
рованные (3-ста би лизирующими элементами титановые сплавы, име- I
ющие 0-фазу с повышенной стабильностью, 1
Так, па сплаве ВТ16 с Кц =0,8 был обнаружен эффект упрочне- |
ния как основного металла, так и сварного соединения при апреле- |
ленной скорости охлаждения с температуры отжига. I
На рис. 31 представлено изменение механических свойств основ- S
него металла и сварного соединения сплава ВТ16 (лист толщиной
1 мм) в зависимости от скорости охлаждения с температуры 0 обла-
сти (900° С).
С увеличением скорости охлаждения до 1 -й’С/мии и выше на-
блюдается непрерывное повышение предела прочности и снижение
характеристик пластичности у сплава ВТ16. При скоростях охлажде-
ния в пределах 12—17“С/мпп удается повысить прочность сплава
ВТ 16 с 85 кге/мм2 в отожжепном состоянии до 105 кге/мм2 и выше
после упрочняющей термической обработки такого типа. Предложен-
180
ный способ упрочняющей термической обработки оказался аффектив-
ным при изготовлении сотовых конструкций с помощью сварки, пай-
ки и диффузионного сращивания. Достаточно было выполнить опера-
ции пайки или диффузионного отжига, проводимые, как правило, при
температурах около 900° С, и охладить сотовую конструкцию в печи
или контейнере со скоростью ~ 15’ С/мин, как ее прочность (как ос-
новного металла, так и сварного соединения) повышалась до
105 кгс/мм5 и выше. При таком технологическом процессе легко
обеспечить защиту садки от окисления с помощью инертных газов
или вакуума,
Соотношение прочности и пластичности при этом виде упрочня-
ющей термической обработки примерно такое же, как и при закалке и
старении.
Механизм упрочнения при таком виде термической обработки
состоит в том, что у титановых сплавов с а-1- (5 -структурой опреде-
ленного состава (с определенным количеством (5-фазы) при некоторых
скоростях охлаждения происходит распад метастабильных фаз с об-
разованием дисперсных частиц а- и p-составляющих, что и ведет к
упрочнению сплава. В этом случае скорость охлаждения данного
сплава такова, что не происходит фиксации метастабильных фаз, и
в то же время настолько мала, что не позволяет пройти превраще-
нию до равновесного а+(1-состояния.
Еще более интересный способ упрочняющей термической обра-
ботки может быть применен для обработки сплавов закритнческого
состава. Было установлено, что у титановых сплавов закритического
состава по мере дальнейшего увеличения содержания (5-стабилизи-
ругогцих элементов метастабяльная p-фаза может фиксироваться при
весьма малых скоростях охлаждения, соизмеримых со скоростью
охлаждения больших промышленных печей вместе с садкой (4—
Ю’С/мин). Дальнейший изотермический нагрев такого «закаленно-
го» сплава при температурах старения ведет к распаду метастабиль-
ной P-фазы и образованию дисперсных а- и р-составляющих, т. е.
ведет к существенному упрочнению.
Схематически способность титановых сплавов к упрочняющей
термической обработке при малых скоростях охлаждения (4—
10ъ C/mhei) в зависимости от содержания [^-стабилизирующих элемен-
тов Лф может быть представлена кривыми, приведенными на рис, 32.
Кривая / показывает склонность титановых сплавов фиксиро-
вать метаста б ильную p-фазу в зависимости от содержания р-стаби-
лпзпрующих элементов. Эта тенденция непрерывно возрастает по ме-
ре увеличения содержания p-стабплизируютцих элементов в сплавах.
Кривая 2 иллюстрирует склонность мстастабильной p-фазы к
распаду при старении. Просматривается тенденция к непрерывной
стабилизации р-фаэы и уменьшению ее склонности к распаду по мере
увеличения в сплавах содержания p-ста билизирующих элементов.
И наконец кривая 3 показывает способность сплавов к упрочняющей
термической обработке при малых скоростях закалки (4—10°С/мин).
Как следует из рис. 32, максимальной способностью к упрочня-
ющей термической обработке такого типа обладают титановые спла-
вы с Кр = 1,6-1-2,2. В меньшей мере и другие титановые сплавы мо-
гут воспринимать упрочняющую термическую обработку такого типа.
На этой основе удалось разработать способ упрочняющей термине-
o.oii обработки крупногабаритных сварных конструкций из титапо-
ых сплавов закритического состава без переноса в закалочную сре-
101
ду. Предложенный способ лишен всех недостатков улрочнякицей тер-
мической обработки, связанной с переносом садки в закалочную сре-
ду. Он позволяет проводить упрочняющую термическую обработку
в промышленных вакуумных печах и печах с защитной атмосферой.
Так, например, сварные детали или конструкция из титанового
сплава марки ВТ32 (Ti—2,5% Al—-8,5% Мо—8,5% V—1,2% Ге—
1,2% Сг), обработанные в вакуумной печи по режиму: пагрев при
О,А 0,8 Zt(] к?
Рис, 32, ИзмеЕЕеиие склонности <х+|3-
•ритановых сплавов к упрочняющей
термической обработке- при малых ско-
ростях охлаждения (4—10* G/мии) в за-
висимости от содержания [З-стабилизи-
рующих элементов:
/, 2 — соответственно склонность к за-
калке и старению! J -аффект упроч-
нения
750° С в течение 1 ч, охлаждение с печыо со скоростью ^4°С/мпп
до 500° С, выдержка при 500° С в течение 4 ч, обеспечили
120 кге/мм2, 6sйд7%, в то время как в отожженном состоянии
сплав имел ов=82 кге/мм3 и 65=16%.
Широкое применение описанный выше способ термической обра-
ботки нашел при изготовлении сварных деталей и конструкций из
сплава ВТ22.
Сварные конструкции из этого сплава требуют стабилизирующе-
го отжига при температуре около 850° С, т, е. при температурах гра-
ницы а+рт^р-превращепия. После такого отжига сплав имеет пре-
дел прочности около 100 кге/мм3.
Упрочняющая термическая обработка по режиму: нагрев при
850е С в течение 1 ч, охлаждение в печи до 750° С, выдержка 2 ч,
охлаждение с печью до 500° С, выдержка при 600“ С в течение 4 ч
позволяет получить па сварных конструкциях из сплава ВТ22 ств5=
^110 кгс/ммА
.Для такой термической обработки используются вакуумные пе-
чи и печи с защитной атмосферой, позволяющие осуществлять терми-
ческую обработку готовых дета,.тем или конструкций.
Глава 4
Влияние вида сварки
на структуру и свойства
различных зон
сварного соединения
Характерной особенностью титана является наличие
полиморфного превращения. Это обусловливает значи-
тельные изменения структуры и механических свойств
титановых сплавов при сварке и особенности строения
зоны теплового воздействия процесса сварки.
Сварное соединение определяется наличием двух
принципиально различных между собой зон — сварного
шва и термического влияния. В зоне шва металл нагре-
вается до температуры плавления и определенное вре-
мя находится в жидком состоянии. При этом активно
развиваются процессы насыщения металла газами, рос-
та зерна, различные виды физической, химической и
структурной неоднородности, образования метастабиль-
пых фаз, что значительно изменяет свойства в сравне-
нии с металлом до сварки. После кристаллизации
металл в зоне сварного шва приобретает характерную
литую структуру.
Большинство известных деформируемых титано-
вых сплавов в литом состоянии имеет пониженные по-
казатели пластичности. В таких случаях для улучшения
свойств металла в зоне шва применяют присадочные
материалы, позволяющие регулировать химический со-
став сварного шва.
Зоной, определяющей свариваемость титановых
сплавов, является зона термического влияния. Наиболее
резкие изменения структуры и свойств происходят на
участке, непосредственно прилегающем к сварному
шву, где наблюдается оплавление ряда зерен. Металл
на этом участке нагревается до температур от 7Пл (тем-
пература плавления) до ~0,9 Тпл. Эту зону принято
называть околошовной. Далее расположен участок, где
металл претерпевает фазовую перекристаллизацию. При
охлаждении здесь фиксируются метастабильные фазы.
Конечная структура зависит от температуры и условий
охлаждения. На границе зоны термического влияния и
103
основного металла расположен участок рекристаллиза-
ции — участок постепенного перехода к основному
металлу.
СТРУКТУРА И СВОЙСТВА
ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ
Протяженность и структура зоны термического влияния
(ЗТВ) определяется термическим циклом сварки. Ос-
новными параметрами термических циклов в зоне тер-
мического влияния являются скорость нагрева wH в
интервале фазовых превращений, максимальная темпера-
тура нагрева Ттах. время пребывания выше температу-
ры полиморфного превращения и скорость охлаждения
©охл в интервале превращений.
Скорость нагрева в околошовной зоне (ОШЗ) очень
велика, и хотя и изменяется в зависимости от ряда фак-
торов, но в небольших пределах. Основным фактором,
влияющим на структуру и свойства ОШЗ, является ско-
рость охлаждения шохл.
При сварке титановых сплавав с высоким содержа-
нием p-стабилизатора при больших значениях wt>xa в
ОШЗ фиксируются метастабильные структуры. При
этом существенное влияние на конечную структуру ока-
зывает также время пребывания металла ОШЗ при тем-
пературе ниже температуры полиморфного превраще-
ния.
Условия фазовых превращений в различных участ-
ках ЗТВ при сварке титановых сплавов во многом ана-
логичны условиям при закалке с различных температур.
На рис. 4 была приведена диаграмма изменения фазо-
вого состава титановых сплавов в зависимости от содер-
жания р-стабилизирующих элементов и температуры
резкого охлаждения.
Рассмотренная метастабильная диаграмма дает об-
щее представление о кинетике фазовых превращений в
титановых сплавах при непрерывном охлаждении со
скоростями закалки. Однако в условиях сварки скорость
охлаждения металла в различных зонах сварного сое-
динения неодинакова. Она зависит от толщины метал-
ла, режимов сварки, метода сварки, конструкции сва-
риваемой детали и др. Быстрый нагрев и малое время
пребывания металла при максимальной температуре
104
1
$
5s
нагрева препятствуют про-
цессу стабилизации высо-
котемпературной фазы.
Для анализа структур-
ных превращений при
сварке используют диа-
граммы зависимости ки-
нетики превращений от
скорости охлаждения,
Опи помогают выявить
области образования
хрупких фаз и установить
режимы сварки, обеспе-
чивающие получение нуж-
ной структуры, а также
необходимость последую-
щей термической обра-
ботки.
Одновременно с изуче-
нием кинетики фазовых
превращений в околопюв-
ной зоне строят зависимо-
сти влияния скорости ох-
лаждения в интервале
фазовых превращений на
конечные механические
свойства и структуру. Су-
ществует несколько мето-
дик определения таких
зависимостей. В отечест-
венной практике основное
применение нашла мето-
дика ИМЕТ-1.
Результаты испытаний
образцов обобщают в ви-
де диаграммы зависимо-
сти механических свойств
от различных параметров
сварки, чаще от скорости
охлаждения. По этим диа-
граммам определяют оп-
тимальный интервал скорости охлаждения (ыОпт), в ко-
тором снижение свойств в околошовной зоне по сравне-
нию с основным металлом оказывается минимальным.
№'f 7 Ztf W2
Bps#я {ммждения e
Рис. 33. Типы термокиПетнческих
диаграмм фазоных превращений в
титановых сплавах при сварке в
зоне подпой перекристаллизации?
/ — технический титан, сс-сплавы,
поевд о а-сп ляи ы. нм з к адегиро ван-
ные а+Р-сплавы (ОТ4, ВТ20); // —
<х+13-сплавы мартенситного класса
(ВТб, ВТМ); ///— высоколегирован-
ные a-l-0-сплавы (ВТ16); /V — а+0-
сплавы переходного класса (ВТ22)
и пссвдоЗ-сплавы (ВТ (5)
103
Сопоставления диаграмм ИМЕТ-1 с терм о кинетичес-
кими диаграммами позволяют правильно выбрать тех-
нологию сварки и термической обработки.
Исследования кинетики фазовых превращений в ус-
ловиях сварки, выполненные М. X. Шоршоровым, В. Н. Ме-
щеряковым, Г. В. Назаровым, Б. А. Смирновым для
большой группы титановых сплавов на приборе ИМЕТ-
ДБ [26], позволили в обобщенном виде разделить вес
термокинетические диаграммы на типы в зависимости
от количества р-стабилизаторов в сплаве и структуры в
околошовной зоне после сварки (рис. 33).
а- и псевдоа-сплавы. Диаграммы первого типа ха-
рактерны для технического титана, «-сплавов и пссв-
доа-сплавов (Лр ^0,25). На рис. 34, а приведен при-
мер диаграмм первого типа, построенных для техничес-
кого титана ВТ 1-0. Фазовые превращения в этих спла-
вах при охлаждении в процессе сварки во всем исследо-
106
Паппом интервале скоростей протекают по мартенсит-
ной кинетике. Характерным для диаграмм первого типа
является изменение температуры |3->-а-превращения по
^’-образной кривой. При определенных скоростях ох-
лаждения наблюдается резкое изменение температуры
начала и конца превращения.
В техническом титане и а-сплавах р-^-а-превраще-
ппе происходит в узком интервале температур, расши-
ряющемся при увеличении скорости охлаждения. В ре-
зультате образуется игольчатая a-фаза (аиг). При мик-
роскопическом же исследовании игольчатая а-фаза
практически не отличается от а'-фазы.
В псевдоа-сплавах наблюдается р~-«'-превращение.
Температурный интервал его шире и расположен в об-
ласти более низких температур, чем £->-alir-прев раще-
ние в а-сплавах. [3—^«-превращение, происходящее при
относительно низких скоростях охлаждения, сопровож-
дается образованием мартенситной а'-фазы п виде
длинных и широких игл. Повышение скорости охлаж-
дения приводит к измельчению образовавшейся а'-фа-
зы, однако это не оказывает существенного влияния на
ее свойства.
Образующиеся в околошовной зоне а™ и (/-структу-
ры незначительно легированы [3-стабилизаторами, по-
этому такие структуры по своим свойствам близки к
обычной «-структуре с соответствующим легированием.
У сплавов этого типа сварные соединения обладают
высокой пластичностью в широком интервале скоростей
охлаждения (ы0Пт для сплава ВТ1-0 составляет 10—
400° С/с, для сплава ОТ4~ 10—200° С/с) (рис. 35). По-
следующий отжиг сварных соединений не приводит к
заметному изменению структуры и свойств. Не меняет-
ся структура и в процессе длительного низкотемпера-
турного нагрева. Поэтому отжиг с целью стабилизации
структуры этих сплавов не проводится. Упрочняющая
термическая обработка после сварки также не эффек-
тивна.
При увеличении степени легирования «-твердого
раствора у а- и псевдоа-сплавов снижаются пластичес-
кие свойства сварных соединений по сравнению со свой-
ствами основного металла. При этом повышается влия-
ние концентрации напряжения в местах сопряжения
сварного шва и основного металла, величины проплава
и усиления, дефектов в сварных соединениях.
107
При кристаллизации низколегированных а- и псевдо-
а-сплавов в зоне сварного шва наблюдается малая сте-
пень внутрикристаллической ликвации, способствующая
получению более однородной структуры. Вследствие
НВ
250
град
200 - W0
750
700
75
а^тасм/см-
50
г г—
кгс/ин у, град
-300 -150
1 HV
зов
25В
- 115
200
- 50
25
1
75- -50
50-
25- 70
~ НВ
W 3UU
Ц250
^•200
£5 150
анТ
М725-
yiMO--40
778
50
20
15
10
-250 -125
-100
-200
-75
-150
-100
~50&
25
-50
О
10 10021/0 660
о>д, “Cfc.
750-760 15-77 5~7 3-4
700
'*№‘450-
’•'в
25
О
10 1002077 600
/50-757/ /5-77 5~7 Д4
60
ШО\40
75-30
50--20
70
W
5
О
О
Рис. 35. Изменение механических свойств сплавои титана в околошовпой зоне
в зависимости от скорости охлаждения при сварке 12GJ;
a — BTJ-0; 6-ВТ6; е — ВТ14; г — ВТ15
этого и других особенностей а- и псевдоа-сплавы не-
склонны к образованию горячих трещин. Однако свар-
ные соединения этих сплавов при повышении их проч-
ности становятся склонными к образованию холодных
трещин и чувствительными к концентрации напряжений.
Замедленное разрушение этих сплавов и их сварных
соединений может происходить под действием напряже-
ний, величина которых существенно ниже предела те-
кучести [27]. Для повышения работоспособности свар-
ных конструкций из сплавов рассматриваемого типа
Ю8
Применяют низкотемпературный отжиг для снятия оста-
точных сварочных напряжений и сглаживания пиков
водорода в ОШЗ, уменьшения коэффициента концентра-
ции напряжений в месте перехода от основного металла
к сварному шву, снижения концентрации водорода в ос-
новном металле. Наиболее целесообразно проводить
этот отжиг в атмосфере нейтрального газа или в ваку-
уме, учитывая необходимость борьбы с водородной
хрупкостью.
Сплавы мартенситного типа. Титановые сплавы мар-
тенситного типа = 0,3ч-0,9) имеют термокипетичес-
кую диаграмму типа II (см. рис. 35). В этих сплавах
р->а'-превращение происходит при более низких темпе-
ратурах. Температурный интервал превращения на
диаграммах этого типа расширяется с увеличением
легирования и ростом скорости охлаждения. Структура
околошовпой зоны представляет собой мартенситную
игольчатую сб-фазу (или оА-фазу) на фоне остаточной
p-фазы, количество которой с увеличением скорости
охлаждения возрастает. У сплавов этого типа с высоким
содержанием [3-стабилизирующих элементов при низких
температурах может наблюдаться 0-э-й-превращепие,
В качестве примера сплавов мартенситного класса на
рис. 34, б приводится диаграмма для сплава ВТ14.
Многочисленными исследованиями сплава ВТ6
показано, что co-фаза в сплаве ни в процессе сварки, ни
при термообработке не образуется. Это является значи-
тельным преимуществом сплава ВТ6, поскольку он не
охрупчивается в процессе сварки и последующей терми-
ческой обработки. Однако В. Ф. Грабин при построении
тормокинетических диаграмм для сплава ВТ6 обнаружил
в узком интервале больших скоростей охлаждения эф-
фект, характерный для образования co-фазы. М. X. Шор-
шоров при исследовании фазовых превращений при свар-
ке в сплаве ВТ14 обнаружил р-э-со-превращенне по эф-
фекту сжатия на дилатометрических кривых. Наблюдать
ы-фазу с помощью других методов на этих сплавах ис-
следователям не удалось.
Авторы считают возможным образование при опре-
деленных условиях в сплавах типа ВТ6 и ВТ14 со-фазы.
Однако эффект превращения в этих сплавах не
оказывает заметного практического влияния. Структура
околошовпой зоны сплавов этой группы отличается по-
вышенной прочностью и пониженной по сравнению
109
с основным металлом пластичностью, в основном Вслед
ствие образования а'-фазы. Величины оптимальных ск<
ростей охлаждения при сварке зависят от количеств
легирующих элементов в сплаве, от стабильности р-фаз
и кинетики ес распада. Для сплава ВТ6 оптимальны
значения лежат в интервале низких скоростей, для спл;
в а ВТ 14 наблюдается снижение пластичности в широко
интервале средних скоростей (рис. 35, б, в).
Применение сплавов мартенситного класса в состо;
нии после сварки может привести к дальнейшему chi
жению пластичности в процессе дисперсионного тверде
пня вследствие распада метастабильных фаз по
действием напряжений и температуры. Сварные конст
рукции из этих сплавов следует подвергать термическо
обработке нс только для снятия сварочных напряжений
но и для стабилизации структуры.
Сплав ВТ6С наименее легирован р-стабилизирующи
ми элементами из группы сплавов мартенситного кла<
са. В отожженном состоянии структура сплава содержит
около 7% Р-фазы . и отличается высокой термической
стабильностью. Многочисленные исследования показали
что сварные соединения сплава ВТ6С, выполненные м<
тодами ЭЛ С, АД С погруженной дутой, сквозным проплав
лением, с использованием флюса без применения ириса
дочного материала, практически равнопрочны отожжен
ному основному металлу [99].
Однако пластичность ОШЗ несколько ниже, чс:
пластичность основного металла. Следует учитывать, чт
в состоянии после сварки в ОШЗ фиксируется псболыпо
количество остаточной мегастабилыюй p-фазы, которая
может претерпевать превращение в процессе эксплуатг
ции. Эффект изменения физических и механических
свойств при этом незначителен н должен учитыватьс
только прн создании особо ответственных конструкций
Изменение фазового состава при сварке сплава ВТ6С
изучено в работе [28].
В сварных соединениях, выполненных ЭЛС и аргоно
дуговой сваркой, в шве и ОШЗ фиксируется практически
чистая а'-фаза (рис. 36). Ввиду ее метастабильности
металл ОШЗ характеризуется низким электросопротивле
пнем. В зоне термического влияния структура состоит из
о/-, а- и [1-фаз, причем часть p-фазы находится в мета
стабильном состоянии. Спектральным анализом о б пару
жепо повышение содержания алюминия в зоне термине
по
( кого влияния, чем и объясняется увеличение электросо-
противления металла в этой зоне,
В процессе отжига в зоне влияния в результате ре-
акций а'-^а н 0-hz увеличивается количество a-фазы и
повышается электросопротивление. Сплав ВТ6С в зависи-
Г п с. 36* Изменение фазового состава U) и электрического сопротивления
(*) в сечении сварного соединения сплава BTGC после ЭЛ С;
и без термообработки после сварки: б—после отжига; /
сивности рентгеновских интерференционных линий a-Ti и [J-Ti соответственно
Т1И 'fl-Ti — интен’'
мости от назначения конструкции может применяться и
состоянии после сварки, после низкотемпературного от-
жига для снятия остаточных внутренних напряжений и
после высокотемпературного отжига для снятия напри-
жспий и стабилизации структуры. Сварные конструкции
из сплава ВТ6С небольших сечений могут быть с успехом
применены и в термически упрочненном состоянии. В ра-
боте С. М. Гуревича, В. И. Замкова и др. [30] устапов-
,1ена зависимость механических свойств сварных соеди-
нений от параметров упрочняющей термической обра-
ботки. На рис. 37 представлены зависимости предела
прочности и ударной вязкости сварных соединений от
температуры и времени старения при температуре за-
калки 900 и 950°С. Эти исследования позволили реко-
мендовать оптимальные режимы термической обработки
сварных конструкций из сплава ВТ6С. В работе обнару-
жена возможность получения на сварных соединениях
предела прочности 110—120 кге/мм2 при удовлетвори-
гильной пластичности.
Для сплава ВТ6 оптимальный интервал скоростей
охлаждения, найденный в работе [27] исходя из значе-
ний относительного удлинения и сужения, составляет
40° С/с, Некоторые исследователи, учитывая повыше-
111
ние чистоты сплава по примесям, расширяют этот ин
тервал до 70° С/с. Однако исследования показали, чЛ
при других скоростях охлаждения механические свойсш
ва снижаются незначительно. Например, ударная вяЯ
кость в зоне термического влияния не снижается нижЯ
3,5 кгс-м/см2 при всех исследованных диапазонах скСЯ
ростей охлаждения. Я
В состоянии после сварки в околошовной зоне сплаве
ВТ6 сохраняется небольшое количество метастабильной
0-фэзы. Однако механические свойства в процессе пси
следующего старения изменяются несущественно. Таи
ким образом, сплав ВТ6 может применяться в сварныЯ
конструкциях в состоянии после сварки или отжига для
снятия остаточных напряжений. В некоторых случаяЯ
применяется высокотемпературный отжиг для стабили!
зации структуры. I
В. Ф. Грабин исследовал влияние величины зерна ня
процессы старения в околошовной зоне. Он установил!
что распад метастабильной p-фазы в сплавах с мелко!
зернистой структурой интенсивнее, чем в сплавах с круп!
нозернистой структурой. Распад начинается и заканчи!
вается раньше в околошовной зоне, чем в металле шва!
Сварные конструкции из сплава ВТ6 сечением не бо!
лее 30—40 мм могут эффективно упрочняться термине!
ской обработкой, состоящей из закалки в воду и старе!
ния, В. Ф. Грабин предложил режим термической обра!
ботки основного металла на оа—120 кгс/мм2: закалка J
температуры 850—900° С и старение при 500—550° С е|
течение 10 ч. I
В работе [31] рассмотрены режимы упрочняющей!
термообработки сварных конструкций из сплава ВТ6|
толщиной 5,0 мм. Установлено, что в состоянии после!
сварки механические свойства сварных соединений прак-|
тически не зависят от режимов и технологии сварки и на-]
ходится в пределах: cfb—95-МОО кгс/мм2; ан=б4-:1
7 кгс-м/см2. По результатам исследования предложен]
режим термической обработки сварных узлов: закалка]
с температуры полиморфного превращения Тл.п—20° С в
воду, старение при 350—370° С в течение 3—5 ч. В ре-
зультате такой обработки сварные соединения имеют вы-
сокие механические свойства:
ije2s125 КГС/ММ2 При ан(шва) = 3 кгс-м/см2.
Большое практическое значение имеет изучение вза-
имосвязи работоспособности сплава и микроструктуры.
112
Чен и Кийн (фирма «Уайтмен-Гордон Компани», США)
исследовали корреляцию между вязкостью разрушения,
топографией разрушения и микроструктурой сплава
Ti—6А1—4V, полученной после охлаждения из а+р-об-
Рис, 37. Зависимость предела прочности (а в} и ударной вязкости (б, г)
сварных соединений сплава ВТ6С от температуры Г и времени i старения по-
сле закалки с температур 900 (сг, б) и 950 (з, г) *С
ласти. При изучении использовали оптическую и раст-
ровую электронную микроскопию. Показано, что микро-
структурные изменения оказывают заметное влияние на
вязкость разрушения. Увеличение при определенной ми-
кроструктуре степени ветвления трещины способствует
повышению вязкости разрушения. Наибольшее значение
вязкости разрушения А)с получено при обработке на
p-структуру. Однако такое состояние не стабильно и ха-
рактеризуется пониженной прочностью, Для р-превра-
8-553
113
щенной структуры с 90—95% пластинчатой и глобуляр-
ной а-фазы Л1с=280 кгс/мм3/2. Смешанная микрострук-
тура, состоящая из 30% глобулярной а-фазы в видман-
штеттовой а-f-₽-матрице, характеризуется высокой вяз-
костью разрушения (7GC = 271 кгс/мм3/2). Для микро-
структуры, состоящей из 15—20% глобулярной а-фазы
в состаренной мартенситной матрице, характерна ровная
поверхность разрушения, способствующая снижению вяз-
кости разрушения до /Cic=171 кгс/мм 3/z.
Сплав ВТ14 является типичным сплавом мартенсит-
ного класса. Основное применение сплав находит в виде
листовых полуфабрикатов. Поэтому в качестве примера
воздействия термического цикла сварки на структуру
сплава ВТ 14 рассмотрим изменение структуры в сварных
соединениях толщиной 2 мм, сваренных аргоно-дуговой
сваркой без присадки. После сварки в околошовной зоне
обнаружены метастабильные а'- и рмет-фазы (ар=3,25-4-
О
3,26 А). М. И. Ермолова отмечает наличие в околошов-
ной зоне а"-фазы [32].
Изменение фазового состава сплава в зависимости от
параметров термического цикла сварки показано ниже:
Т нагрева, °C Скорость охлажде- ния, °С/с ФазовыИ Т состав нагрева, °C Скорость охлажде- ния, сС/с фазовый состав
1000 300—1000 250 200 а7 а' а'+Р 900 350—925 300 250 a+a"-|-|J
При резком охлаждении сплава из а+р-области
вблизи границы перехода а также из р-фаэы
метастабильная fl-фаза не сохраняется, так как повыше-
ние температуры нагрева ведет, с одной стороны, к уве-
личению количества [3-фазы в сплаве, а с другой,— к
обеднению се молибденом. При резком охлаждении та-
кая обедненная p-фаза распадается на мартенситную
а'-фазу.
Крупноигольчатая мартенситная структура в око-
лошовной зоне характеризуется повышенной прочностью
и твердостью, пониженной пластичностью. Выдержка
при температуре 250—300° С приводит к распаду мета-
стабильных фаз. В результате такого старения наблю-
дается дальнейшее снижение пластичности.
Таким образом, в состоянии после сварки сварные
соединения при оптимальных параметрах термического
114
цикла обладают удовлетворительной Пластичностью.
Однако структура в околошовной зоне не стабильна.
В процессе эксплуатации метастабильные фазы могут
распадаться, что приводит к резкому снижению пластич-
ности. Поэтому сварные соединения сплава ВТ14 сле-
дует применять в отожженном (отжиг для стабилиза-
ции структуры) или термически упрочненном состоянии.
Р и с. 33< Зависимость отношения ме-
ханических свойств шва и основного
металла сплава ВТИ после термиче-
ского упрочнения от толщины [33] (а—
угол изгиба):
t 2 _ ДН.1ПВ , 5 _ рв.шв
аосн °н.осп ав.осн
После высокотемпературного отжига метастабиль-
пые составляющие распадаются. Металл шва и около-
шовной зоны состоит из стабильных аЧ-р-фаз с пара-
метром йр =3,22 А.
После закалки и старения образуются также терми-
чески стабильные структуры (после нагрева при 300° С
в течение 1000 ч не наблюдается изменения структуры
и свойств). Однако прочность и твердость выше, чем в
отожженном состоянии, что связано с высокой диспер-
сностью продуктов распада.
В термически упрочненном состоянии оптимальное
сочетание механических свойств сплава ВТ 14 и его
сварных соединений обеспечивается после термической
обработки но режимам перестаривания. Наиболее час-
то старение проводят при температуре 520—560° С.
В работе В. Ф. Топольского и др. [33] показано, что
в зависимости от вида и химического состава полуфаб-
риката для получения оптимального сочетания прочнос-
ти и пластичности сварных соединений режим терми-
ческой обработки различен. Па рис. 38 показано изме-
нение отношения механических свойств металла шва и
основного металла с равновесной мелкозернистой струк-
турой с низкой концентрацией алюминия в сплаве в
зависимости от толщины листов после низкотемператур-
ного старения.
Начиная с толщины 7 мм, наблюдается резкое сни-
жение пластичности сварных соединений. В настоящей
115
работе предложены два режима упрочняющей термооб-
работки. :
Термокинетичсскис диаграммы типа Ш имеют вы-
соколегированные а+р-сплавы мартенситного класса
ВТ16, ВТЗ-1, ВТ23 и др. с р=0,74-0,9. При низких
скоростях охлаждения в сплавах фиксируется смесь
аф-а" (а') +р-фаз. Характерным для этих скоростей
является наличие двух этапов превращения p-фазы: сна-
чала при охлаждении идет распад p-фазы с образовани-
ем ct-фазы, затем часть остаточной p-фазы распадается
по мартенситной кинетике: р—нх"(а'). При высоких
скоростях отмечено одноступенчатое превращение
р-ма"(а') (см. рис. 33, 34). С увеличением скорости
повышается количество остаточной р-фазы.
В зависимости от максимальной температуры и ско-
рости охлаждения в околошовной зоне фиксируется
а" (а') либо а"(а')+рм-фазы. В узком интервале сред-
них скоростей в околошовной зоне обнаруживается сла-
бое р-*-ю-превращение.
На механические свойства зоны термического влия-
ния существенное влияние оказывает также характер
образования а'-фазы. p^-a'-превращение в области вы-
соких температур, происходящее при небольших скорос-
тях охлаждения, приводит к образованию крупных и
толстых игл а'-фазы. С увеличением скорости охлажде-
ния пластины а'-фазы постепенно измельчаются.
Оптимальному интервалу в этой группе сплавов со-
ответствуют высокие скорости охлаждения. Однако для
получения стабильной структуры сварные соедине-
ния целесообразно подвергать термической обра-
ботке.
Сплавы переходного типа и псевдо^-сплавы. В и+р-
сплавах переходного типа (Д, = 1,0-4-1,4) и псевдоР-спла-
вах p-фаза в околошовпой зоне при сварке распадается
согласно диаграмме типа IV (рис. 33). Особенность
этой группы сплавов состоит в высокой чувствительнос-
ти к термическому циклу сварки. При высоких скорос-
тях охлаждения в зоне термического влияния этих спла-
вов p-фаза не распадается. Интервал скоростей, в ко-
тором фиксируется метастабильпая p-фаза, у псев-
дор-сплавов значительно шире. При низких скоростях
охлаждения p-фаза претерпевает сначала диффузион-
ное, а затем мартенситное превращение.
Среди отечественных сплавов к переходному типу
шлосятся сплавы ВТ22 и ВТЗО. При определенных ус-
ловиях сварки в околошовной зоне фиксируется хруп-
кая to-фаза. По методике ИМЕТ-1 была исследована
ншисимость механических свойств и структуры около-
Р и с. 39. Изменение механических свойств сплава ВТ22 в околошовной зоне
в зависимости от скорости охлаждения при сварке:
а — после сваркщ б — после отжига
шовной зоны сплава ВТ22 от скорости охлаждения в
интервале 900—700° С с температуры 1300° С (рис. 39).
Характеристики прочности незначительно изменяют-
ся в зависимости от скорости охлаждения в исследован-
ном интервале. Значительно чувствительнее к скорости
охлаждения пластические свойства. При малых скорос-
тях охлаждения металл околошовной зоны имеет низкие
показатели пластичности: кгс-м/см2, ба;
8 %. Исследование термических циклов при сварке
показало, что при толщине металла 10—20 мм скорость
охлаждения околошовной зоны в интервале 900—700° С
составляет 1—15° С/с, т. е. соответствует скорости ох-
лаждения с низкой пластичностью.
Рентгеиоструктурпым анализом в околошовной зоне
i-плава ВТ22 после охлаждения со скоростями 10—
000° С/с обнаружена метастабильная p-фаза с парамет-
ром ар = 3,24-ь3,25 А. Лишь после охлаждения со ско-
ростью 1° С/с удалось изолировать небольшое количест-
117
t *
«*« "
s
Р л с. 40, Микроструктуры о колош оспой зоны сплава ВТ22 после охлажден и
а— 1; б—10; s— 150—600; г — 600 после приложения активной нагрузки (2D
118
so ct-фавы, образовавшейся вследствие р->а-распа
(табл. 14).
Металлографические исследования с помощью опт
ческого микроскопа при косом освещении и увеличен!
в 800 раз обнаружили различие в p-структурс, зафикс
рованной при различных скоростях охлаждения. ГТ
верхпость зереп fi-фазы, образующейся при шохл = 1
4-15° С/с, неровная, с «рябью» (рис. 40). Такое «изъя
вление» характерно для процесса р-^м-превращепи
Однако рентгеноструктурным анализом го-фазу выд(
лить не удалось. Структура, образующая при болыпи
скоростях охлаждения (150—600° С/с), отличается ха
рактерной для p-фазы высокой пластичностью. Однак
p-структура, фиксируемая при охлаждении с высоки
температур, в сплаве ВТ22 является нестабильной н
только термически, но и механически.
* fc »
J . Si 3 *
Si **
«А
В Рассмотрим процессы фазовых превращений и изме-
нения свойств сплава ВТ22 в реальных условиях наи-
г более часто применяющихся видов сварки. Все резуль-
| 171ТЫ фазового анализа, приводимые ниже, получены с
j Использованием дифрактометра ДРОН-1 с монохрома-
Пмированным СиАк -излучением с применением раз-
личных методов, позволяющих уменьшить влияние тек-
стуры и крупнокристаллического строения металла
сварного соединения на результаты исследования. Для
подтверждения фазового состава сварных соединений,
имеющих крупные зерна, в ряде работ проведено ис-
следование тонких пластин, вырезанных вдоль шва на
различных расстояниях от него. Исследования повтори-
ли результаты, полученные на поперечных шлифах.
При автоматической АДСНп металла толщиной
; 1,5—4,0 мм в околошовпой зоне фиксируется в зависи-
। । .iiiDUKe ИМЕТ-1 с различной скоростью, ”С/с:
П9
мости от условий от 100 до 70% ₽-фазы сар =3,27-я
4-3,25 А. При толщине металла 1,5—2,0 мм равновеа
ный фазовый состав достигается на расстоянии 6 мя
от границы сварного шва. .]
После выдержки сварных соединений при 300° С i
ОШЗ обнаружена со-фаза— продукт распада метаста
бильной p-фазы. Следствием этого распада является
резкое повышение твердости и снижение пластичности
Параметр арв процессе старения снижается с 3,26—3,2,
О
до 3,23 А, при этом p-фаза все еще сохраняет метаста'
бильное состояние.
Ранее отмечалось, что основным параметром терми
веского цикла сварки, определяющим структуру и ме^
Таблица 14
Фазовый состав сплава ВТ22 после имитации
термического цикла сварки на установке ИМЕТ-1
и охлаждения с различными скоростями
в интервале 900—600° С
“-ОХЛ- ’С/с Состояние Фазовый состав О V А
600; 70; 15 Без термической обра- ботки 3,25
150; 50 3,24
1 ₽+« (следы) 3,25
600; 15; 1 Отжиг при 750° С в те- чение 30 мин, охлажде- ние с печью до 350° С, далее на воздухе “+Р 3,21
ханические свойства околошовной зоны, считается ско- “
рость охлаждения в интервале фазовых превращений.
Однако в реальных условиях сварки металл околошов-
ной зоны длительное время находится под воздействием
температур ниже температурного интервала фазовых
превращений. При этом реализуются процессы распада
метастабильных фаз, зафиксированных ранее, что мо-
130
жет значительно изменить и свойства околошовной зо-
ны, Например, при сварке плавящимся электродом и
многопроходной неплавящимся электродом материала
большой ТОЛЩИНЫ (Шохл = 10-4-20° С/с) в околошовной
.кше [j-фаза фиксируется не всегда. Это обстоятельство
I
Гис. 41. Ударная вязкость в зоне
Термического влияния сплава ВТ22:
I -центр шва; И — сварной шов;
Ж — зона термического влияния;
/— основной металл (7, 3 — без
термообработки; 2» 4 — поелз отжи-
га при 750и С в течение 1 ч)
следует учитывать при использовании результатов ио
следования по методике ИМ.ЕТ-1 для реальных кон-
струкций.
На рис. 41 представлены значения ударной вязкос-
ти сплава ВТ22 (толщина свариваемого металла 20 мм)
в зоне термического влияния в зависимости от расстоя-
ния от шва к основному металлу при многослойной свар-
ке неплавящимся электродом с низколегированной при-
садочной проволокой. Зона пониженной пластичности
составляет 10—14 мм. Структура металла в этой зоне
состоит из рмет- и а'(а)-фаз с различным количествен-
ным соотношением. Низкие пластические свойства зоны
термического влияния при сварке высоколегированных
сплавов переходного класса определяются фазовым со-
ставом, значительной неоднородностью, наличием суб-
структуры и другими причинами.
Э. П. Пермякова на некоторых дифрактограммах,
отснятых с различных участков ЗТВ сварного соедине-
ния сплава ВТ22 различной толщины (4—15 мм), отме-
нила раздвоение линий [3-фазы. Никаких следов со-фа-
1Ы при этом не обнаружено. После вылеживания образ-
цов в течение 6 мес при комнатной температуре никаких
изменений в фазовом составе не наблюдалось. Харман,
Трояно [34] и другие исследователи считают, что раз-
двоение линии fj-фазы происходит вследствие разделе-
121
(рис. 42). Цель
%%
12
9
е
3
с последу
отжига п
К
и„, кгсм/см1
2
в
3
6г,кгс/мм-
150
ад
130
120
110
100-
so
ния p-фазы на две формы, что следует рассматрива'
как отдельную стадию образования « фазы.
Эффективным способом повышения пластическ
свойств ОШЗ сплавов переходного класса является те
мическая обработка после сварки. Для сварных узл
из сплава ВТ22 основное применение нашел высокоте
пературный отжиг в интервале 750—800° С
щим охлаждением с печыо (
Вез ООО 700 800 900
отжиги
Р и с, 42, Зависимость uexai
ск их свойств металла
сплава В112 2 от температур
жттгэ, X:
а — без отжига; б — 550;
г — 700; д— 750; е — 800;
850; э — 900,
Отжиг в течение 1 ч, охла
ине с печью
состоит не только в ус
сварке сплавов такого класса
ранении термических сварочных напряжений, но и
получении равновесной смеси с необходимым соотнош®
нием а- и р-фаз.
Есть основания полагать, что в ОШЗ сварного со
динения сплава ВТ22 (вероятно, и других высоколег
рованных титановых сплавов) при термическом цикл
образуется фрагментированная a-фаза. Эта фаза ок$
зывает влияние на пластичность сварного соединения н j
является весьма устойчивой. Для ее перехода в обычную
стабильную a-фазу требуется температура отжига не
ниже 750° С.
Однако значительное повышение температуры и уве-
личсние длительности отжига в a+0-области также не-
122
желательно, так как сопровождается огрублением внут-
|пгзернистого строения и приводит к росту размеров
ц пластин.
Следует отметить необходимость строгой регламен-
нщии и скорости охлаждения. При увеличении скорос-
III охлаждения с температуры отжига в основном ме-
тл,те и зоне термического влияния не достигается ста-
бильности структуры и наблюдается эффект закалки.
При этом возможно частичное ^^и-превращенис, при-
подящее к охрупчиванию сплава. В то же время сни-
жение скорости, например до 0,3° С/мин, сопровождается
Повышением прочности и понижением пластичности на
10—15%, что вызвано увеличением количества а-фазы
И ее характерным виутризеренным строением.
Исследования влияния длительности отжига на свой-
ства сварных соединений из сплава ВТ22 проводили при
температурах 750 и 800°С и времени выдержки 1, 2,
4 п 10 ч.
В результате отжига при 750° С в течение 1 ч вре-
менный предел прочности <тЕ основного металла снизил-
ся со 124 до 116 кге/мм2, в течение следующего часа ов
lie изменился, а при выдержке в течение 10 ч прочность
снизилась до 110—111 кге/мм2. При этом характерис-
тики пластичности постепенно растут: ударная вязкость
с 3,5 до 4,5 кгс’м/см2, удлинение с 7—8 до 14—15%.
Механические характеристики сварного тва практичес-
ки нс изменяются. В процессе отжига при температуре
750° С с увеличением продолжительности постепенно
растет пластичность околошовной зоны. Так, после вы-
держки в течение 1 ч ударная вязкость увеличилась с
0,8—1,0 до 1.5 кге- м/см2; после 10 ч до 2,5—
2,8 кге-м/см2. Исследования различных зон сварного
соединения с помощью оптического микроскопа М.ИМ-8
не выявили заметного изменения в структуре.
В процессе отжига при 800° С стабилизация фазового
состава и изменение свойств происходят более интен-
сивно. Наиболее значительные изменения наблюдаются
И течение первого часа отжига: прочность основного ме-
талла снижается со 124 до 108—109 кге/мм2, удлинение
Vne,nH4HBaeTcn в два раза, значение ударной вязкости
металла околошовной зоны повышается в три раза,
дальнейшее увеличение времени выдержки практичес-
III не изменяет структуры и свойств сварных соедине-
на сплава ВТ22,
123
Таким образом, температура является более актив
ным параметром отжига, чем продолжительность вЛ
держки при температуре отжига. Время отжига должвИ
составлять 1-—2 ч. Температура отжига выбирается Л
интервале 750—800° С в зависимости от вида и размере
полуфабриката, химического состава. Широкое прим®
пение для сварных конструкций из сплава ВТ22 нашей
ступенчатый стабилизирующий отжиг по режиму: н!
грев до 825—850° С, выдержка 1—3 ч, охлаждение Я
печью со скоростью не более 4°С/мии до 750—730° Я
выдержка при этой температуре 1—3 ч, охлаждения
на воздухе до температуры на 50° С ниже температуря
старения, нагрев до температуры старения в интервал!
500—650° С, выдержка 4 ч, охлаждение на воздухе. Пя
существу такая термообработка для сплава ВТ22 соош
ветствует слабой закалке и старению с предварителЛ
ным высокотемпературным нагревом. Первая ступен!
предназначена для выравнивания структуры и свойс™
различных полуфабрикатов. Особое значение предвари
тельный нагрев приобретает при термообработке сваи
ных конструкций, скомплектованных из полуфабрикат^
различных типоразмеров. !
Авторы совместно с Е. Е. Власовым и И. В. Тычинм
ным исследовали структуру в зоне термического влияя
пия при электроннолучевой сварке (ЭЛ С) сплав!
ВТ22 толщиной 20—30 мм [140]. ЭЛС характеризуется
высокой концентрацией энергии, низким коэффициеЯ
том формы шва, малым объемом металла, разогретое!
до высоких температур, значительными скоростями нд
грева и охлаждения, малым временем пребывания мя
талла зоны термического влияния при высоких и повья
шенных температурах. Вследствие действия этих фаЯ
торов в ОШЗ образуется а'ф-рм-структура с 60—90Я
Я
метастабильной p-фазы (а^=3,234-3,24 А). Структур]
представляет собой крупные р-зерна (70—200 мкм) 1
небольшим количеством продуктов распада по тел]
зерна. Линии сЛфазы сильно размыты и установит||
точно параметры ее решетки не удается. Ориснтирово’Ъ
о о
но аа составляет 2,92 А, са да 4,67 А. При этом в зоне
термического влияния наблюдаются участки с различ-
ными стадиями распада Рмсмст (рис. 43): участок чис-
той p-фазы, зоны предвыделения, образования а'-плас-
тин, объединения их в колонии. По мере удаления от
124
линии сплавления количество [5-фазы уменьшается,
увеличивается ее стабильность, величина постепенно
о
снижается до 3,21 А. На расстоянии 5—6 мм от линии
сплавления отмечается минимум количества [5-фазы
(18—20%). Затем объем p-фазы вновь увеличивается
до 40—50% в основном металле. В зависимости от
структуры прочность металла в зоне термического влия-
ния изменяется от 98—100 кге/мм2 в случае образова-
ния чистой p-фазы с участками прсдвыделения до 110—
115 кге/мм® для структуры а'+рм. Однако ударная вяз-
кость остается низкой (ан = 0,8-?-1,2 кгс-м/сма) во всех
участках зопы термического влияния.
После отжига во всех участках сварного соединения
повышаются характеристики пластичности, при этом в
сварном шве и околошовиой зоне одновременно с плас-
тичностью повышаются характеристики прочности
(табл. 15).
Т а б липа 15
Механические свойства сварных соединений сплава ВТ22,
выполненных ЭЛ С, после отжига при различных температурах (140]
Т отжига, "С кге/мм2, Г: Н9рпОГо" ШВЭ 3!]t кге-м/гм1
сварного шва в ЗТВ ла расстоянии от линии сплавления, мм
2 5
Без отжига 750* 800* 825+7504-600** 97—98 112—115 109—110 115-117 0,8—1,1 2,2—2,3 2,3—2,5 1,8—2,3 1,4—1,6 2,2—2,4 2,5—3,0 2,2-2,5 1,5-1,7 2,2—2,5 2,8—3,2 2,4—2,6
* Охлаждение печи. •* Ступенчатый отжиг. Режим с:м. на с. 124,
Размеры околошовной зоны, время пребывания збны
термического влияния в области высоких температур и
скорость охлаждения в значительной степени зависят
от величины погонной энергии при сварке. Значитель-
ная погонная энергия характерна для элсктрошлаковой
сварки [29]. Этому способу сварки свойствен-
ны большие размеры ЗТВ, длительное время пре-
бывания в области высоких температур, низкие скоро-
1 г и охлаждения. Однако применение в о доохлаждаемых
125
ж
Р ji с. 43. .Микроструктура сварного соединения сплава В122. выполненного
слева — без термообработки; справа — после отжига при .'ЛП в т.-чепне 1 ч,
нпя 2 и 5 нч соответственно. Х5ТО (й); Xt350U (б)
126
ЭЛ С:
t ~ шов; 2,3 — зоны термического влияния на расстоянии от линии сплавле-
127
Рис. 44. Микроструктура сварного соединения сплава ВТ22, выполненного
слева - без термообработки; в центре —после отжига при 750’С в течение
нки сплавления, мм:
а —2—5; б — 1S—25. X500 (/}; Х1400 (2); XS500 {3)
128
ЭШС:
I ч; справа — после ступенчатого отжига (850—750—600’ С). Расстояние от ли-
'< -553
129
формирующих накладок, особенно при сравнительно не-
большой толщине свариваемого металла, может сущест-
венно изменить параметры термического никла. На
]шс. 44 представлены фотографии микроструктур раз-
личных зон сварного соединения, выполненного на спла-
ве ВТ22 (пруток диаметром 100 мм) электр ош лаковой
сваркой [НО]. В около-
шовной зоне и зоне терми-
ческого влияния, приле-
гающей к ОШЗ, фиксиру-
ется большое количество
мстастабильной [5-фазы.
Структура ОШЗ пред-
ставляет собой крупные
(750 мкм) зерна р-фа-
чы. По границам р-зереп
Рис. 45* Содержание [3-фазы и so-
и по телу зерна иаблюда-
ются дисперсные выделе-
пия а'-фазы. В отдельных
тернах ЗТВ выявляется
субструктура. В. Ф. Гр а-
не термического влияния ЭШС
сплава ВТ22 после;
/ — сварки; 2 ~ отжига при 800° С
в течение 1 ч
бин [29] объясняет появ-
ление субструктуры полигонизацией под влиянием
внутренних напряжений. Наличие субзеренной структу-
ры способствует снижению ударной вязкости. По мере
удаления от линии сплавления постепенно уменьшается
средний размер зерна до 120 мкм, снижается количество
p-фазы, однако даже на расстоянии 15 мм от линии
сплавления количество fj-фазы больше равновесного
(рис. 45). Структура в зоне термического влияния зави-
сит от Ттдзг и скорости охлаждения. Оба эти параметра
снижаются при удалении от шва. Поэтому в зоне тер-
мического влияния наблюдаются различные стадии
р->а'-раснада. При этом ударная вязкость во всех уча-
стках не превышает 1,0—1,5 кгс-м/см2. Низкая пластич-
ность характерна для участка, находящегося на рассто-
янии 12—14 мм от зоны сплавления.
Для повышения пластичности зоны термического
влияния следует проводить отжиг сварных соединений.
Ясездор-еялады. Особенностью титановых сплавов
- мстастабильной p-структурой, имеющигс 76^ = 1,64-2,5,
шляется отсутствие в зоне термического влияния распа-
гл p-фазы при высоких и умеренных скоростях охлаж-
‘гия (см. рис, 33, тип IV). При сварке сплаврр ртого
131
класса встречаются серьезные трудности: пониженная
пластичность сварных швов и зоны термического влия-
ния, которая обусловлена развитием физической и хи-
мической неоднородности при нагреве и охлаждении в
процессе сварки, чувствительность к газам, в частности
к кислороду и азоту, специфика структурных превраще-
ний в процессе сварки и термической обработки.
Технология сварки псевдор-сплавов разрабатыва-
ется таким образом, чтобы ограничить развитие в про-
цессе сварки химической и физической неоднородности
в металле шва и околошовной зоне и ограничить распад
P-фазы в зоне термического влияния и выделения вто-
рой фазы. Эти условия достигаются применением кон-
центрированных источников нагрева при условии сварки
па жестких режимах.
Наиболее высокие механические свойства имеют
сварные соединения, выполненные на тонколистовом ме-
талле электронным лучом и аргоно-дуговой сваркой с
применением флюса. С увеличением скорости охлажде-
ния пластические свойства повышаются.
13 ИЭС нм. Патона для сварки неплавящимся элект-
родом сплава ВТ 15 разработан флюс АНТ-19А. Исполь-
зование этого флюса обеспечивает снижение погонной
энергии при сварке и увеличение скорости охлаждения
околошовной зоны. Для сварного соединения толщиной
3,5 мм эта скорость может быть увеличена почти в де-
вять раз (по Н. А. Кушнерепко).
Ниже приведены значения силы тока и погонной
энергии при аргоно-дуговой сварке АДСНп (Д=12 В,
с’=9,5 м/ч):
_ - С флюсом С флюсом
Без флюса АНТ-SA AHT-I9A
ДА........................... 210 100 50
^,'7,кал/см................. 1180 775 388
Ввиду высокой пластичности формовку деталей вы
полняют в закаленном состоянии. Поэтому большинст-
во работ посвящено исследованию фазовых превраще-
ний при сварке предварительно закаленного металла.
Под действием термического цикла в зоне термического
влияния происходит распад P-фазы. Степень распада
зависит от Ушах и скорости охлаждения. Для предотвра-
щения распада скорость охлаждения должна быть вы-
132
lite 8—9° С/с. Для повышения конструктивной прочности
гн.'фных соединений в этом случае толщину металла в
Месте расположения сварного соединения увеличивают.
Для повышения прочности сварных соединений реко-
мендуется проводить старение после сварки при темпе-
ратуре 490—500° С в течение 4—5 ч с последующим ох-
лаждением в воде. Сварные соединения сплава ВТ15
после такой обработки имеют высокие механические ха-
рактеристики: оп (сварного соединения)= 118-9120 кге/
/мм", аи (шва) = 3-94 кгс-м/см2.
Для изыскания возможных путей повышения прочно-
сти и пластичности сплава ВТ15 и его сварных соедине-
нна в работе [35] изучены различные варианты механи-
ко-термической обработки по технологической схеме:
1!П<алка, холодная деформация па 50%, кратковремен-
ный пагрев, старение. Применение кратковременного
нагрева после деформации при температуре 650—700° С
Позволило увеличить прочность и пластичность основно-
ц> металла и сварных соединений, повысить стабиль-
ное гь механических свойств. В процессе нагрева проис-
ходят процессы, приводящие к равномерному выделе-
нию второй фазы. В результате такой обработки повы-
шается долговечность сварных соединений.
Однако анализируя результаты многочисленных ис-
следований свариваемости сплава ВТ15 и режимов тер-
мической и мехапикотермпческой обработки, а также
учитывая имеющийся небольшой опыт применения спла-
Пи в сварных конструкциях, следует отметить, что для
применения сварных соединений сплавов типа ВТ15 в
шрмически упрочненном состоянии необходимо повысить
лабильность p-фазы в условиях сварки. Для этого сле-
.туст повысить чистоту сплава по газовым примесям и
Изменить легирование сплава.
Однофазные ^-титановые сплавы, как и а-сплавы,
При сварке не претерпевают фазовых превращений. Из-
вещение свойств сварных соединений по сравнению со
свойствами основного металла связано с ростом зерна
If огрублением структуры. Поэтому стабильные р-спла-
пы целесообразно сваривать на жестких режимах. По-
। и дующая термическая обработка также пе оказывает
\ шественного влияния на свойства сварных соедпнс-
н и ii.
СТРУКТУРА И СВОЙСТВА Я
СВАРНЫХ ШВОВ Я
Рассмотрим влияние различных видов сварки на химиЯ
ческий состав, свойства и структуру сварных швов разЯ
личных типов титановых сплавов. Каждый конкретны»
вид сварки изменяет структуру и степень легировани»
металла шва вследствие различного разбавления швЯ
основным металлом и дополнительного введения электЯ
родного металла, состав которого может отличаться о»
состава основного металла, а также вследствие изменеЯ
ния гззосодержания металла шва. Таким образом, возЯ
действие вида сварки на свойства металла шва титаноЯ
вых сплавов определяется несколвкими основными факЯ
торами: химическим составом электродного металлаЯ
обеспечивающим оптимальное сочетание прочности Я
пластичности; соотношением доли основного и электЯ
родного металла при различных формах разделки кроД
мок, характерных для данного вида сварки; структуре»
и фазовым составом, зависящими от термического цикЯ
ла сварки и последующей термической обработки; воз Я
мощностью образования различного рода дефектов]
присущих данному виду сварки, и влиянием их (в осоЯ
бенности непроваров и пористости) на физико-механиЯ
ческие и эксплуатационные характеристики; дополни-Я
тельным газонасыщением расплавленного металла газа]
ми (азотом, кислородом и водородом) и влиянием эти»
газов на различные свойства и особенно на склоиностЛ
к хрупкому и задержанному разрушению. Влияние всех!
указанных факторов возрастает по мере повышения]
прочности сплавов. Выбор того или иного вида сварки вЯ
основном зависит от химического состава свариваемого]
сплава и его толщины. Я
Сварные швы а- и псевдоа-сплавов. На однофазных!
«-сплавах и псевдоа-сплавах практически для всего!
диапазона свариваемых толщин возможно использова-1
ние различных способов сварки, при которых формиро-f
вание литого металла шва происходит как непосредст-^
венным проплавлением основного металла, так и допол-
нительным вводом электродного присадочного металла.
При этом основное значение при сварке «- и псевдоа-
сплавов имеют взаимодействие расплавленного металла
гшш с защитными средами и возможность обеспечения
минимального газонасыщепия металла шва. Прочност-
134
I цые свойства литого металла независимо от толщины
близки к свойствам основного металла, а снижение пла-
стичности связано с особенностями формирования литой
структуры. Для таких сплавов характерен значительный
размер литого зерна, который зависит от величины по-
гонной энергии данного вида сварки. Для всех а- и лсев-
доа-сплавов возможно использование электродного ме-
- талла из технического титана ВТ 1-00, сплава ВТ2
(Ti—3 Al) либо сплава, аналогичного по составу основ-
ному металлу. При этом во всех случаях независимо от
: изменения скорости охлаждения в шве фиксируется а-
Или а'-фаза, По данным работ [29, 36], характер фор-
мирования а- или а'-фазы в швах в основном зависит
от скорости охлаждения &’о в интервале или «'-пре-
вращения.
При малых скоростях охлаждения образуются широ-
кие и длинные пластины, при высоких скоростях охлаж-
дения формируется мелкоигольчатая а- или а'-фаза. Из-
меняя скорость охлаждения, можно в определенных
пределах управлять структурными превращениями в
металле шва. Так, характерное для электрошлаковой
сварки увеличение погонной энергии, замедляющей ско-
рость охлаждения в мартенситном интервале, приводит
к превращению тонких игл a-фазы на сплаве ВТ1-0 в
крупные зерна с зазубренными границами [29]. Диспер-
сность структурных составляющих существенно влияет
па пластические свойства металла шва. Для указанных
сплавов изменение пластичности в зависимости от ско-
рости охлаждения происходит по кривой с максимумом
и связано с величиной зерен литой структуры и дисперс-
ностью а- или а'-фазы. При медленном охлаждении про-
исходит снижение пластичности литого металла в ре-
зультате увеличения размеров зерен. Высокие скорости
охлаждения приводят к снижению пластичности вслед-
ствие образования мелкоигольчатой а или а'-фазы.
Для сплавов этой группы характерно то, что меха-
нические свойства и структура металла шва изменяются
незначительно при сварке всего диапазона толщин и ис-
пользовании различных методов сварки. Отжиг после
сварки стабилизирует структуру, но не влияет на меха-
нические свойства шва, в связи с чем термообработка
сварных соединений сплавов этих типов, в том числе и
технического титана, проводится только для уменьше-
ния величины внутренних напряжений от сварочною
115
«fe5
Рис. 46. Микроструктура сварных швов сплава ВТ1-0, выполненных ЭЛС (а]
и автоматической ЛДС Нп (б). Х340
цикла, а также для уменьшения концентрационных
ков водорода в различных зонах сварного соединен
Это подтверждается и структурами сварных швов,
казанными на рис. 46.
Влияние различных технологических факторов на
кинические свойства металла шва без учета влиял
легирующих элементов удобнее рассматривать па п|
мере сплава ВТ1-0.
Гис. 47. Влияние содержания водорода н металле типа сплава BTi-U па ха.
|И1ктерпстики пластичности основного металла (7) и сварного шва (3)
При всех видах сварки сплава ВТ 1-0 прочность ме-
талла шва определяется исходной прочностью основно-
to металла и присадочной проволоки. Если при сварке
происходит значительный рост зерна, а также дополни-
тельное газонасыщенис металла шва, его прочность мо-
жет превысить исходную при одновременном снижении
пластичности. Результаты исследований, приведенные в
работе [37], показали, что при сварке сплава ВТ 1-0 не-
Илавящимся электродом без присадки увеличение со-
держания водорода в основном влияет на ударную вяз-
кость и угол изгиба металла шва (рис. 47), не изменяя
его твердости. Увеличение содержания кислорода и азо-
та сильно влияет на твердость и пластичность при
испытании на угод изгиба. Особенно опасно газонасы-
[цепие поверхностных слоев шва. Повышение содержа-
ния кислорода с 0,15 до 0,38% (при сохранении
0.02% N) снижает угол изгиба металла шва на сплаве
ВТ1-0 толщиной 1,5 мм со 180 до 100° С. С ростом тол-
щины свариваемого металла и увеличением погонной
лц'ргии сварки глубина слоя с повышенной твердостью
Нагрязненного кислородом и азотом) растет, в то вре-
мя как содержание водорода в металле шва при сварке
in-: введения присадочных проволок становится более
ин жим, чем в основном металле, вследствие его десорб-
186
137
ции из расплава и диффузии в околошовную зон!
Уменьшение пластичности металла шва, связанное 1
кислородом и азотом, повышает его чувствительность I
влиянию уровня водорода и склонность к хрупкому]
задержанному разрушению. Данные Е. А. Гусевой [3^
подтверждают влияние кислорода и азота на склонност*
металла шва сплава ВТ1-1 к образованию трещин пр;
увеличении содержания водорода (табл. 16).
Таблица 16
Влияние газонасыщения в металле шва на его склонность
к трещинам
Вре- Содержание газов в металле шва, % Время*, с Содержание газов в металле шва, %
Н N О н N о :
256 16 * Дс 0,0083 0,0117 образован» 0,020 0,032 трещины 0,13 0,33 57 365 0,0096 0,0029 0,039 0,032 0,27 0,21
Таким образом, от вида и технологии сварки ненов
средствснно зависит содержание газов в металле швЛ|
и, следовательно, его механические и эксплуатационный
свойства. Исследованиями Г. Л. Петрова, ДА. Д. ЩипкоН
ва [39, 40], В. П. Купреева, Д. А. Полякова [41, 42в|
установлено, что состояние защитной газовой атмосфёИ
ры в сильной степени влияет на интенсивность ноглощеИ
ния и содержание газов в металле шва. Я
В зависимости от вида и режимов сварки происходив
изменение величины эффективной тепловой мощности»
дуги, что ведет к изменению количества водорода, поЯ
ступающего в газовую фазу защитной атмосферы. а
Источником насыщения металла шва водородом mo-W
жет служить и адсорбированная влага, находящаяся на*
свариваемых кромках и электродной проволоке. Раство-1
римость водорода в сварочной ванне зависит также в*
значительной степени от содержания легирующих эле-’
ментов в металле шва [27, 43, 44]. Экспериментальные
данные по величине содержания водорода в металле
шва, полученные в работах [40, 42, 45], показывают, что
при всех основных видах сварки плавлением в среде за-
щитных газов применение аргона первого состава и
электродной проволоки, прошедший вакуумный отжиг и
138
f и блица 17
Влияние технологий сварки и вида защиты
па газонасыщение металла шва сплава ВТ1-0 [51, 39]
Вид металла Вид и технология сварки Содержание газов
н N О
Основной ме- талл (толщина листа 0,8 мм) АДСПп 0,008 0,04 0,10
Присадочная проволока ВТ1-0 ЛДС Ни 0,000 0,04 0,12
Металл шва АДС Нп с местной за- щитой без зачистки ПС 0,018—0,050 — 0,15
ЛДС Нп с местной за- щитой с последующей зачисткой ПС 0,003—0,005 0,14
ЛДС Нп в камере с контролируемой ат- мосферой без зачист- ки Нс 0,005—0,008 — 0,12
АДС Нп в камере с контролируемой ат- мосферой с зачисткой ПС 0,002—0,003 — 0,12
Основной ме- талл сечением 70X100 мм эше 0,012 0,04 0,15
Пластинчатый электрод из сплава ВТ1-0 эше 0,010 0,05 0,09
Металл шва ЭШС с дополнитель- ной защитой шлако- вой панны аргоном 0,010 0,06 0,11
То же ЭШС без дополни- тельной защиты шла- ковой ванны аргоном 0,070 0,36 1,22
Электродная проволока ВТ1-00 ДЭСФА 0,001—0,004 — 0,14
Металл шва ДЭСФА под флюсом ЛНТ-ЗЛ 0,0010 — 0,44
То же ДЭСФА под флюсом АНТ-ЗА е дополни- тельной защитой ар- гоном 0,0007 0,20
139
содержащей до 0,0006% Н, позволяет получать метаД
шва с более низким содержанием водорода, чем в М
новном металле, за счет его обезводораживания и Я
рехода водорода в газовую фазу. При автоматически
сварке под флюсом (без дополнительной защиты арм
ном) [39, 46, 47], так же как и при ЭШС, происходд
дополнительное газопасыщсние металла шва кмслоД
дом и водородом (табл. 17), И
В то же время выполнение автоматической сваркнИ
вакууме резко снижает газопасыщение металла шИ
вследствие дополнительной его дегазации; при этом прЯ
исходит уменьшение прочности и повышение пластичнЯ
сти шва. Аналогичные процессы дегазации происходя
и при электроннолучевой сварке, причем величина снЯ
жепия концентрации газов в металле шва зависит Я
первую очередь от глубины разрежения, а также от пЯ
тонной энергии процесса сварки и скорости охлажденш
металла шва [48, 49, 50], Повышение концентрации кия
порода или азота в металле шва определяется объеме
и временем существования сварочной ванны, что завЯ
сит от вида и режимов сварки и парциальных давлЯ
ннй этих газов в защитной атмосфере. Я
Независимо от типа сплавов при сварке конструкция
рекомендуется вести процесс в камерах с защитной аЯ
мосферой либо обеспечивать тщательную, устойчивуЯ
защиту всей зоны сварки. Например, при электрошлЯ
ковой сварке металла большой толщины из титановьЯ
сплавов невозможно полностью предохранить расплаЯ
ленный металл от воздействия газов атмосферы с пЯ
мощью одного только шлака, поэтому дополнитслыЯ
создастся газовая защитная атмосфера путем подачи
аргона над шлаковой ванной [ПО]. Нарушение этгЯ
условий приводит к значительному газонасыщеншо мЯ
талла шва, особенно его поверхностных слоев. При
сварке в контролируемой атмосфере увеличение обще™
содержания газов в металле шва незначительно, а си
держание водорода в металле шва вследствие его д®
сорбции и диффузионного перемещения в околошо^
ную зону даже снижается. Результаты исследования
микротвердости и газопасыщения сварных швов пока-
зывают, что только при электроннолучевой сварке в ва-
кууме не повышается твердость шва. Все остальные спо-
собы сварки ведут к повышению твердости в результате
увеличения газосодержания поверхностных слоев шва,
140
0 20 Ш 200 JOO 4$OJVC
p к 48. Зависимость .механических свойств металла тиа сплава ВТ1-0, пеа-
иолиенного автоматической АДС Нп без присадки (2), с присадкой (?) и под
флюсом («?, <?), Толщина листов 0»S (2), 3 (/, 3) л 5 (4) мм
Отжиг после сварки не вносит заметных изменений в
структуру и твердость сварного соединения а- и псев-
доа-сплавов, это подтверждается и данными работы
[53]. Влияние вакуумного отжига на свойства сварных
швов сплава ВТ1-0 в основном проявляется в снижении
твердости и повышении пластичности металла шва
вследствие изменения газонасыщения. Данные по влия-
нию изменения температуры па механические характери-
стики сварных швов, выполненных различными видами
сварки, приведены па рис. 48. Основные закономерно-
сти изменения механических свойств металла шва при
различных видах сварки, рассмотренные на примере
сплава ВТ1-0, характерны для всех а- и псевдоа-спла-
вов. Наиболее подробно свойства металла шва изучены
на а-сплавах ВТ5 и ВТ5-1. Исследование сварных швов,
выполненных ЭЛС АДС Нп с присадкой сплава ВТ5-1,
проводилось в работе [54], а автоматической сваркой
плавящимся электродом—в работе [55]. В этих рабо-
тах отмечено, что металл шва при обоих видах сварки
представляет собой игольчатую a-фазу. Размеры кри-
сталлитов и игл а-фазы при ЭЛС значительно меньше,
чем при аргоно-дуговой сварке. Механические свойства
сварных швов, выполненных рассмотренными видами
сварки, даны в табл. 18. Из данных табл. 18 видно, что
при различных видах сварки сплава ВТ5-1 возможно
получение сварных швов, близких по прочности основ-
ному металлу.
Снижение прочности при ручной аргоно-дуговой свар-
ке с разделкой кромок связано с увеличением доли уча-
стия присадки ВТ1-0 в формировании шва. В то же вре-
мя в швах этого сплава происходит характерное сниже-
141
ние пластичности й ударной вязкости (за исключеййеи
швов ЭЛС), связанное с формированием структуры ли!
того металла с газонасыщением металла шва. Так, при
ручной аргоно-дуговой сварке с присадкой содержания
водорода в металле шва было 0,035%, а в основном ме!
талле 0,014%, при электроннолучевой сварке содержа!
ние водорода и в металле шва, и в основном металла
оставалось одинаковым, равным 0,014%. При электрон!
нолучсвой сварке а-сплавов характерно формирований
металла шва, близкого по своим механическим свойств
вам основному металлу. Результаты, полученные]
Ф. Н. Рыжковым при электроннолучевой сварке сплава]
ОТ4-1, и данные, приведенные в работе [56], показыва-
ют, что на изменение пластических характеристик ме-
талла шва влияет в основном ширина расплавленной
зоны. Как правило, для сплавов типа ОТ4-1 и BT5-I пре-]
дел прочности металла шва и величина зерна при раз-]
личной ширине изменялись незначительно (рис. 49).
Ударная вязкость металла шва сравнима с ударной вяз-J
костью основного металла и несколько увеличивается с]
увеличением ширины шва. j
Механические свойства сварных швов ЭЛС тонколи-!
стовых сплавов ВТ5-1 и ОТ4-1 незначительно отличают-;
ся от свойств основного металла. Так, предел прочности^
Таблица 18
Механические слойсгва сварных швов сплава выполненных различными видами сварки ВТ5-1,
Механические свойства
Вид сварки Исследуемый объект V К ГС /мм2 й.% 4. % g К •KJ Ьч О' 1
Электронно- лучевая Ручная АДС Нп с присадкой ВТ 1-0 Автоматиче- ская ДЭСФ Основной металл (толщина листа 1(1 им) Металл шва То же Основной металл (толщина листа 6,0 мм) Металл шва 85 85 62 85 82 10 15 3.7,2 15 16 32 36 11 32 31 8,4 6,5 5,7 6,5 4,7 50 56 5
142
сплава ВТ5-1 составляет 90 кгс/мм2, металла шва
87 кгс/мм2, угол загиба составляет соответственно 50 и
'15°. На сплаве ОТ4-1 предел прочности основного ме-
талла 63 кгс/мм2, металла шва 60 кге/мм2, угол загиба
Рис. 49. Зависимость предела проч-
ности сварных швов титановых спла-
вов, выполненных ЭЛС, от ширины
шва:
J — TJ—4А1—ЗМо—IV; 2 —
T1-6AI-4V; 5 —Ti-^Al-2,5Sn
соответственно 60 и 55°. Следует отметить, что на цик-
лическую прочность сварных швов ЭЛС основное влия-
ние оказывают не характеристики прочности и пластич-
ности, а наличие пор в металле шва. Так, по сравнению
с пределом усталости основного металла предел устало-
сти бездефектного шва составляет 90%, а шва, имеюще-
го мелкие поры, 60%. Аналогичные данные получены и
при ЭЛС более легированных сплавов титана. На свой-
ства металла шва сплавов ОТ4 и ОТ4-1 влияет не толь-
ко выбор способа сварки, но и толщина свариваемого
металла. Причем изменение свойств по сечению сварно-
го шва в этом случае зависит от доли участия основно-
го металла и увеличения газонасыщения в поверхност-
ных слоях шва. Это явление связано с общим ухудшени-
ем качества защиты при впекамерной сварке вследствие
сильного разогрева свариваемых кромок на последних
проходах. Свойства сварных швов, выполненных раз-
личными видами сварки, приведены на рис. 50.
Структура сварного шва при всех видах сварки со-
стоит из крупных равноосных зерен матрицы с игольча-
тыми выделениями а- или мартенсит сс'-фаз. Размер и
форма игольчатой а- или а'-фазы определяются химичес-
ким составом шва и свариваемой толщиной. С увели-
чением толщины свариваемого металла происходит из-
мельчение игл а- и а'-фаз. В зависимости от вида сварки
происходят изменения химического состава и механи-
ческих свойств металла шва (табл. 19).
143
Таблица 19
Химический состав швов, выполненных различными видами сварки
Тол- щияя» мм Вид сварки Исследуемый металл Содержание элемента» % Содержание
на поверхности шва
А1 Мп О,
5,0 АДС Пл Основной мс- 2,8 1,42 0,136 0,020 0,020
8,0 тал л Сварной шов Основной ме- 2,7 2,7 0,72 1,38 0,150 0,076 0,0.35 0,015 0,019 0,015
талл Сварной шов Основной ме- 2,7 2,7 0,81 1,23 0,022 0,030 0,024 0,019 0,022 0,018
8,0 АДС Пп талл Сварной шоп Основной не- 2,7 2,6 0,71 1,65 0,87 0,019 0,010 0,017 0,026
погружен- ной дугой талл Сварной шон 2,6 1,60 — 0,010 0,088
При сварке металла большой толщины твердость в
нижних и средних слоях шва выше, чем в верхних сло-
ях, за счет большей степени легирования основным ме-
таллом. Увеличение газсшасыщения и значения твердо-
сти в верхних слоях шва нс происходит при сварке в
камерах с контролируемой атмосферой или в условиях
вакуума [48]. Химический анализ металла верхних сло-
ев при сварке металла толщиной 50 мм из сплава ОТ4
показал, что при дуговой сварке в вакууме плавящимся
электродом изменение содержания легирующих элемен-
тов по сравнению с остальными видами сварки незначи-
тельно. Более того для сварки в вакууме сплава ОТ4-1
характерно значительное повышение ударной вязкостен
относительного удлинения по сравнению с другими ви-
дами сварки. На рис. 51 показано, что при сварке в ва-
кууме максимальные значения ударной вязкости дости-
гаются именно в верхних слоях шва.
При элсктрошлаковой сварке сплавов ОТ4 и ОТ4-]
благодаря тому, что шов формируется в основном за
счет электродного металла, свойства металла шва могут
регулироваться в довольно широких пределах в зависи-
мости от выбранного способа введения электрода в рас-
плавленную ванну [ 110]. Так, при сварке составным пла-
стинчатым электродом ОТ4-14-ВТ1-0-НОТ4-1 прочность
144
ГИЗОВ, %
на глубине 0,6 мм
нг n2
0,135 0,010 —
0,080 0,058 0,008 0,009 —
0,09 0,05 0,009 0,009 —
0,011 0,010 0,007 0,070
— 0,007 0,003
i металла шва может быть значитель-
но выше, чем при сварке плавящим-
ся мундштуком ОТ4-1 с подачей про-
волоки ВТ1-0 (табл. 20).
При всех способах сварки а-
сплавов с введением в ванну элек-
тродного металла обычно применя-
ют пелегированную проволоку
ВТ1-0. Однако в тех случаях, когда
соединение работает в условиях
циклических нагрузок либо требу-
ется полная равнопрочность соеди-
нения с основным металлом, взамен
указанной проволоки можно исполь-
зовать одноименный электродный
металл.
Получение металла шва, хими-
ческий состав которого близок ос-
новному металлу, благоприятно для
равномерного распределения во-
дорода между швом и основным металлом. Эффект же
равнопрочности может быть достигнут не только исполь-
зованием одноименной присадки, но и изменением шири-
ны разделки при использовании пслегированного элек-
тродного металла при сварке по узкощелевой разделке.
Возможность достижения равнопрочности сварных
швов и основного металла при полуавтоматической свар-
ке a-сплавов титана большой толщины с узким зазором
показана в работе [57], В этом случае равнопрочность
Т а б л и ц а 20
Свойства сварных швов ЭШС сплава ОТ4
Вид сварки Металл 1 * и X Ц, to * о, % Угол изгиба, гряд. а,,. кге м/смЕ
ЭШС плавящимся мунд- шт уком п р оп ол икон Основной металл 74,0 15,6 — 9,4
ВТ1-0 Сварной шов 06,9 1(5,6 — 7,4
С оста иной пл а сти 11 ч.а т ы й электрод То же ОШЗ 71,1 7,1 8,1 8,1 70 70 6,0 6,1
10-553
145
<jBi кгс/мм2
P н с. 50. Зависимость механических свойств сварных соединений сплава ОТ4
от температуры испытания при различных методах сварки:
1 — АДС Нп; 3, J — ДЭС Ф. Толщина листа 3 (J, 2) н5 (5) мм
Рис. 51. Изменение ударной
вязкости по сечению сварного
шва сплава 0Т4*1 толщиной
50 мм. АДС Пл электродом из
БТ1-0:
а — в среде аргона: б — в ваку-
уме
14fJ
обеспечивается за счет контактного упрочнения мягкий
прослоек [58].
Среди псевдои-сплавов титана п последние годы по-
лучили значительное распространение комплекснолеги-
рованные сплавы типа АТ. Из них наиболее широко
используется сплав АТ-3, содержащий р-стабилизаторы
в пределах растворимости в a-фазе. Практически одно-
фазный состав и многокомпонентное легирование обес-
печивают ему относительно высокую прочность и жаро-
прочность при удовлетворительной пластичности.
Результаты исследования свариваемости и свойств свар-
ных соединений указанных сплавов, выполненных раз-
личными видами сварки, даны в основном в работах
[59, 60, 61, 62, 63, 64] и др.
Для микроструктуры металла шва сплава АТЗ, как
и для других сплавов этой группы, характерна иголь-
чатая мартенситная а'-фаза. Линии о/-фазы на рентге-
нограммах имеют четко выраженный характер, что по-
казывает на незначительное пересыщение ее 0-легирую-
щими элементами. Термическая обработка как общая,
так и местная существенно не влияет на свойства метал-
ла шва [65] и используется в основном для снижения
уровня остаточных напряжений.
Среди псевдои-сплавов наибольшую прочность и
жаропрочность имеет сплав ВТ20. Структура основно-
го металла в стабильном состоянии представляет собой
a-фазу с незначительным количеством p-фазы. Влияние
различных видов сварки на структуру и свойства свар-
ных швов этого сплава изучали Е. А. Борисова,
Л. А. Груздева и А. И. Горшков [66, 67, 68].
При всех видах ручной и автоматической сварок
плавлением без присадки и с введением присадочной
проволоки микроструктура металла шва представляет
собой крупнозернистую тонкоигольчатую а'-фазу. Для
сварки металла толщиной свыше 3,0 мм опробовали раз-
личные составы электродных проволок (табл. 21).
Полученные с различными присадками свойства
сварных швов даны в табл. 22,
Для сплава ВТ20 отмечена зависимость структуры
а-фазы в шве от состава присадочной проволоки. Пла-
стинчатые образования а-фазы в образцах с присадкой
состава Ti — ЗА1 имеют большую длину. С введением
в проволоку циркония форма и размер а-фазы изменя-
ются. Оптимальное сочетание механических свойств
10*
147
Таблица 2]
Химический состав промышленных присадочных проволок
Марка лрнсадочщш проволоки Содержание легирующих элементов и титановой проволоке, % :
AI V Zr Мо N О Н Сумме прочих приме* сей
ВТ-2св** 2,0—3,0 0,04 0,12 0,003 0,3
ВТбсв*8 3,5—4,5 2,5—3,5 — — 0,04 0,12 0,003 0,3
СПТ-2*3 3,5—4,5 2,5—3,5 1,0— 2,0 — 0,04 0,12 0,003 0,3
BT20-1CB*3 2,0 1,0 2,0 1,о — — — —
ВТ20-2св*3 3,9 0,9 2,0 0,8 0,02 0,11 0,0015 —
4:1 Сплав разработан М. В. пОИ.Н анке, А. И. Хоревым. В. Н. ^Моисеевым
и др. 41 ZQmuko/? Ф, /1. С., Гуревич С. М. if др. Авт. свид.
Ле 188277. - «Изобретения промышленные образцы и товарные знаки» 1966.
Л? 21, с. 202. Сплав разработан I- , Л, hGpKCUHOIJ, JI. А. Груздевой и др.
Т а б л иц а 22
Типичные механические свойства
сварных соединений сплава ВТ20
Толщина образца, мм Вид сварки <V кгс/мм1 СС-, гряд. °н’ КГС 'М/см2-
1,2 Основной металл 110,7 48
1,2 Автоматическая ЛДС Нп с присадкой ВТ20-2св 114,3 57
1,2 Ручная с присадкой ВТ20-2св 114,3 39 —
1,2 Автоматическая ЛДС Нп с присадкой СГ1Т2 116,3 55 —
1,2 Ручная с присадкой СПТ2 109,2 50,5 —
3,0 Основной металл 110,5 33 4,7
3,0 Автоматическая ЛДС Нп с присадкой ВТ20-2св 107,6 34 5,2
3,0 Ручная с присадкой ВТ20-20св 107,7 27 '—
3,0 Автоматическая АДС Нп с при- садкой СПТ2 110,0 30 —
3,0 Ручная с присадкой СПТ2 105,8 32 5,8
10,0 Автоматическая ВТ20-1св 102,5 —" 4,9
10,0 Автоматическая ВТ2св 100,5 — 5,7
20,0 То же 92,0 — 3,2
148
металла шва при толщине до ]0 мм дают проволоки
Ti — ЗА1, Ti—2А1 — 2Zr—IMo—IV; с увеличением
толщины шва рекомендуется использовать присадку
Ti — 4 Al - - 2Zr — IMo — IV.
В работе [69] обнаружена повышенная чувствитель-
ность сплава к влиянию концентрации напряжений по
грубым чешуйкам шва при импульсной сварке, что явля-
ется характерным для сплавов титана с высокой проч-
ностью Оптимальное соотношение между прочностью и
ударной вязкостью металла шва характерно для видов
сварки, обеспечивающих более высокую скорость охлаж-
дения литого металла шва из [4-области.
Из приведенных данных по механическим характе-
ристикам сварных швов исследованных а- и пссвдоа-
сплавов следует, что высокий уровень прочностных и
пластических свойств металла шва может быть получен
на металле толщиной до 50—60 мм при формировании
шва путем непосредственного проплавления основного
металла электронным лучом или погруженной дугой без
введения дополнительного электродного металла. Это
положение справедливо и для двухфазных низколегиро-
ванных (a-J-p)-сплавов типа ВТ6С. На сплавах обеих
этих групп широко используется способ сварки погру-
женной дугой, при котором сварка осуществляется в ре-
зультате сквозного проплавления металла и непрерыв-
ного заполнения образовавшегося кратера расплавлен-
ным основным металлом. При этом виде сварки
получаются узкие швы с малым количеством дефектов и
равномерным проплавом [70]. Свойства швов, получен-
ных погруженной дугой на сплаве ОТ4, аналогичны
свойствам швов, выполненных другими видами сварки
с введением электродного металла.
Как указывалось выше, свойства металла шва на титановых
сплавах определяются его химическим, фазовым составом и струк-
турой, Структурное строение металла шва является определяющим
в развитии процессов разрушения и от него в основном зависит по-
лучение соединений с высокой несущей способностью. Микрострук-
тура шва влияет на процесс развития трещин и, следовательно, на
вязкость разрушения литого металла, которая определяется харак-
тером ][вменения пути трещины, т. е. возможностью притупления вер-
шины трещины, за счет се вторичного развития в направлении, нор-
мальном первоначальному.
Для а-, исевдоа- и низколегированных (сс+[3)-сплавов титана
характер и степень деформации обусловлены ориентацией и разме-
ром выделений игл а- или а'-фаз. При этом более высокая работо-
способность присуща швам, имеющим тонкоигольчатую а-структуру.
149
При обычных способах сварки получение структур такого типа ваЗ*
можно только при сварке с высокой скоростью на очень малых по-
гонных энергиях сварки или же путем принудительного охлаждения
металла шва. В связи с этим большое значение для получения ли-
того металла шва с оптимальным соотношением, прочностных и пла-
стических свойств, а также со структурой, стойкой против возник-
новения и развития трещин, имеет ice только регулирование химиче-
ского состава шва путем использования различных электродных
проволок и технологии сварки, но и возможность управления самим
процессом кристаллизации.
Для воздействия на расплавленную ванну титановых сплавов ис-
пользуют способы электромагнитного ультразвукового и механичес-
кого перемешивания, а также принудительного охлаждения иод дав-
лением. При такого рода воздействиях происходит изменение величи-
ны литых кристаллов и впутризеренной структуры игл а- или а'-фаз.
В работе [71] приводятся данные но воздействию при ЭЛС на
расплавленную ванну различного рода колебаний электронного луча
и указывается, что такими колебаниями возможно изменить крупно-
зернистое строение металла шва, а также уменьшить вероятность об-
разования подрезов и пористости в шве. Сравнение структур швов,
выполненных статическим и колеблющимся электронными лучами,
подтвердило, что при поперечных колебаниях происходит выравни-
вание размера зерен но сечению шва, а при продольныхнаиболь-
шее измельчение структуры. Механические испытания сварных швов
сплава ОТ4, сваренных при оптимальных режимах продольных коле-
баний, подтвердили увеличение прочности и пластичности сварных
швов. Аналогичные результаты были получены в работе [72] при
воздействии водоохлаждаемым роликом на хвостовую часть расплав-
ленной ванны в процессе сварки погруженной дугой сплава ОТ4
толщиной 5 и 10 мм.
Исследование макроструктуры сварного шва показало, что при
контакте ролика с жидким металлом увеличивается скорость охлаж-
дения и кристаллизации, что ведет к образованию структуры с де-
зориентированными кристаллами и равноосными зернами. Повышен-
ная скорость затвердевания ванны также способствует уменьшению
зерен первичной [5-фазы и измельчению внутр из ере и пых игл а'-фазы.
При этом микротвердость шва близка к микротвердости основного
металла.
Влияние переменного и постоянного магнитного поля на процес-
сы кристаллизации металла шва при сварке титановых сплавов изу-
чали в работах [73, 74, 75, 76, 77], Отмечается положительное влия-
ние электромагнитного перемешивания сварочной ванны на свойства
сварных швов однофазных а-силавов и низколегированных двухфаз-
ных (а+р)-сплавов вследствие измельчения кристаллитов в литом
металле и изменения формы и величины а- или а'-фазы. При сварке
с электромагнитным перемешиванием а- или а'-фаза имеет тонко-
игольчатую форму с небольшой длиной игл, характерную для мелко-
зернистого металла.
Высокоэффективным средством воздействия на структуру и
плотность металла сварных швов является сварка с введением галоге-
нидов в атмосферу дуги. Разработке способов их введения в дугу,
исследованию влияния различных галогенидов, а также исследованию
свойств полученных с их помощью сварных швов посвящены работы
[78, 79, 80, 81, 82, 83, 84].
150
Наиболее распространенным способом введения галогенидов яв-
ляется нанесение тонкого слоя активных бескислородных флюсов на
лицевую поверхность свариваемых кромок, подвергаемых действию
дугового разряда; при этом в основном достигается снижение вели-
чины погонной энергии, необходимой для формирования шва. Вве-
дение флюса вызывает уменьшение литой зоны и эффект «сжатия»
дугового разряда, такое же действие оказывает и введение галоге-
нидов непосредственно в газовую
шлаковой фазы. Уменьшение
сечения разряда дуги в свою
очередь ведет к повышению в
столбе дуги температуры и
плотности тока. В результате
увеличения проплавляющей
способности процесс сварки
идет в условиях ускоренного
охлаждения с меньшей погон-
ной энергией, что обеспечивает
значительное изменение коэф-
фициента формы шва, ширины,
зоны термического влияния и
величины зерен первичной
структуры. Одновременно про-
является и механизм сниже-
ния пористости в металле шва
вследствие взаимодействия га-
атмосферу дуги без образования
’75 4 56
Толщина метаплазм
логеиидов, особенно фторидов
и хлоридов металлов с влагой,
адсорбированной поверхностью
Рве. 52. Изменение ширины шва (/,
3) и величины угла изгиба (3, 4] ме-
талла шва сплава ОТ4-1:
свариваемых кромок и элек-
тродного металла. Кроме того,
интенсифицируется процесс де-
газации сварочной ванны и
связывания атомарного водорода, в результате чего значительно
1, 4^ ARC без флюса; 2, 3 — ARC с
флюсом АНТ-15А
сокращается количество пор.
В результате перехода незначительного количества щелочных и
щелочноземельных элементов в металл шва происходит измельчение
в нут риз ер ей ной структуры игл а- или а'-фаз. Структурные измене-
ния в металле шва и повышение его плотности приводят к значи-
тельному увеличению пластичности; на рис. 52 показано изменение
ширины и угла изгиба металла шва сплава ОТ4-1 при автоматиче-
ской сварке без флюса и с использованием флюса АНТ-15А. Анало-
гичное воздействие флюс оказывает в случае многопроходной сварки
металла большой толщины при его нанесении па электродную про-
волоку [85] либо в случае использования порошковых присадочных
материалов. И в том, и в другом случаях структурные изменения,
происходящие при введении галогенидов, благоприятно влияют на
пластичность и несущую способность металла шва.
В. И. Замков и В. ГТ. Прплуцкий [86] исследовали процесс свар-
ки неплавящимся электродом сплавов ВТ5-1, ОТ4, ВТ6С и ВТ14 с
применением порошковых электродных проволок, содержащих ак-
тивный бескислородный флюс АНТ-17А. Авторы отмечают, что флюс
активно взаимодействует с расплавленной ванной, при этом повыша-
ется плотность и полностью исключается образование пор в металле
шва. При использовании порошковых проволок в результате увеличе-
151
ния проплавляющей способности и доля участия основного металла
в формировании шва степень легирования металла шва снижается не-
значительно. Структура швов аналогична структуре швов, получен-
ных другими видами сварки. Как отмечалось выше, для а- и псевдоа-
еплавов титана термическая обработка сварных соединений в основ-
ном используется либо для снижения уровня, либо для полного устра-
нения остаточных напряжений, а также для правки и термофпкеации
тонкостенных конструкций. Для металла небольшой толщины до-
статочно эффективным средством снижения растягивающих напря-
жений в швах, позволяющим получить результаты, аналогичные от-
жигу, является прокатка роликами либо высокоскоростная проковка
металла шва после сварки. Результаты исследований различных
способов снятия напряжений па их величину приводятся в ряде ра-
бот С. А. Куркина, В. А. Винокурова и др. [87, 88, 89, 90, 91].
Сварные швы титановых сплавов с (а+р)-структурой
мартенситного и переходного типов. Выше было подроб-
но рассмотрено изменение структуры, химического со-
става и физико-механических свойств швов сварных со-
единений а- и пссвдоа-сплавов при различных способах
сварки. Теперь остановимся на особенностях поведения
при различных видах сварки более легированных [Тста-
билизирующими элементами титановых сплавов.
Для двухфазных (сг + р)-сплавов мартенситного типа,
более легированных сплавов переходного класса ипссв-
дор-сплавов процессы сварки, в особенности сварки ме-
талла большой толщины в еще большей степени связа-
ны с решением проблемы образования сварных швов
требуемого химического состава и соответствующих фи-
зико-механических свойств. Ввиду высокой прочности
свариваемого металла, для получения сварных швов,
близких по свойствам основному металлу, необходимо
применять легированные проволоки, также содержащие
значительное количество как <х-, так и р-стабилизирую-
щих элементов.
Вопросы выбора присадочных проволок и исследова-
ния свойств сварных швов при сварке (а+р)-сплавов
большой толщины изучались Митчелом, Старком и др.
[92, 93, 94, 95, 96, 97]. Авторы работ отмечали большую
сложность фазовых и структурных превращений, проис-
ходящих в легированных титановых швах, и их худшую
восприимчивость к упрочняющей термообработке по
сравнению с основным металлом. При этом для (а-|-р)-
сплавов с увеличением степени их легирования харак-
152
герно все более значительное изменение химического
состава, структуры и механических свойств шва в зависи-
мости от выбранного способа сварки. В легированных
сварных швах большой толщины возможны промежу-
точные фазовые превращения и образование хрупких
фаз при повторных нагревах в условиях многопроходной
сварки либо при последующей термообработке.
Для процессов сварки металла большой толщины
опасны также неконтролируемые фазовые превращения,
связанные со значительным изменением химического со-
става, температуры и скорости охлаждения по сечению
металла шва, С увеличением количества 0-фазы в ме-
талле шва под воздействием термического цикла сварки
у мало- п среднелегированных титановых сплавов проис-
ходит повышение его прочности и снижение пластичнос-
ти, особенно ударной вязкости. С учетом перечисленных
факторов количество 0-ста билизирующих элементов в
металле сварных швов (а+0)-сплавов указанного типа
приходится ограничивать, устанавливая оптимальный
уровень предела прочности отожженного металла шва не
выше 100—110 кге/мм2. В связи с этим для большинства
промышленных a+0-титановых сплавов мартенситного
типа должен использоваться электродный металл, состав
которого отличается от состава основного металла и со-
держит меныпее количество р-стабилнзирующих элемен-
тов. Такие электродные материалы в сочетании с выбо-
ром типа разделки и способа сварки позволяют в широ-
ких пределах управлять свойствами металла шва.
Результаты работ по выбору системы легирования,
разработке присадочных проволок и исследованию ха-
рактеристик металла швов, выполненных с различными
типами присадочных проволок и различными видами
сварки, приведены в работах [98—106, 143].
Независимо от типа элементов 0-стабилизаторов
структуру швов всех сплавов А. И. Хорев делит на четы-
ре группы: однофазная игольчатая «'-структура при
суммарном содержании 0-ста.билизаторов по молибдено-
вому эквиваленту до 2,5—3,5%; двухфазная («+0)-струк-
тура при увеличении концентрации 0-стабилизатора до
3,5—6,0% с выделением «-фазы в матрице 0-фазы при
без диффузионном мартенситном характере а->0-пре-
вращения; двухфазная (а-{-0)-структура с мелкодис-
персной «-фазой, выделяющейся в зернах 0-фазы,
количество которой увеличивается до 75—85%, харак-
153
терна для концентрации стабилизирующих элементов от
6,0 до 11,0%; однофазная [3-структура характерна для
швов с суммарным содержанием легирующих элемен-
тов по молибденовому эквиваленту выше критической
концентрации Скмо (рис. 53). Для получения близких
Рис* 53. Микроструктура сварных
швов а>4-0-еилавов титана без тер-
мической обработки после сварки:
а — однофазная игольчатая а'-
структура (металл шэа сплава
ВТ 14, АД С Пл с проволокой ВТбсв);
б — двухфазная а-|-0-структур а с
выделением а-фазы в матрице 0-
фаэы (металл шва сплава ВТ22,
АДС Пл с проволокой СПТ2); в
однофазная 0-структура (металл
шва сплава ВТ22, ЭЛС). Х500
характеристик по прочности и пластичности металла
шва и околошовной зоны (а+р)-сплавов рекомендуется
дифференцировать термическую обработку сварных со-
единений различных групп сплавов.
При незначительном содержании p-фазы, что харак-
терно для псевдоа-сплавов, отжиг применяют в основном
для снятия сварочных напряжений. С увеличением сум-
марного содержания p-стабилизаторов в шве до 3—6%
возможно применение как стабилизирующего отжига
154
для превращения о/-фазы, так и упрочняющей термооб-
работки.
При дальнейшем увеличении содержания 6-стабили-
заторов проведение упрочняющей термообработки при-
водит к резкому снижению пластических свойств метал-
ла шва, что особенно характерно для многослойных
сварных швов. Следует отметить, что увеличение содер-
жания p-стабилпзаторов в шве ведет к появлению хими-
ческой и ствуктурной неоднородности.
В. И. Лакомский, Я- Ю. Компан [107], И. И. Тита-
ренко [104], изучая неоднородности распределения леги-
рующих элементов в сварных швах сплавов ВТ6, ВТ14
и ВТ22 на рентгеновском микроанализаторе, отмечают,
что при увеличении содержания ванадия свыше 5%, мо-
либдена свыше 3%, хрома свыше 1,8% и железа свыше
1,2% наблюдается значительное увеличение неоднород-
ности их распределения, которое ведет к образованию
широких зон по границам зерен. Из указанных элемен-
тов особенно неравномерно распределяются молибден,
хром и железо. В то же время микроструктурные иссле-
дования, выполненные И. И. Титаренко на швах, содер-
жащих ограниченное количество fS-стабилизаторов (ва-
надия до 4% и молибдена до 2,5%), показали равномер-
ное распределение легирующих элементов как по зерну,
так и по поперечному сечению шва.
На степень вяутризеренпой ликвации легирующих
элементов в металле шва, кроме степени легирования,
влияет так же скорость охлаждения. При малых скорос-
тях охлаждения, характерных для процесса сварки ме-
талла большой толщины, возможно усиление ликвации в
соответствии с диффузионным механизмом кристаллиза-
ции. С ростом скорости охлаждения процесс ликвации
может затухать, так как диффузионный механизм кри-
сталлизации сменяется бездиффузионным (рис. 54).
Исследования С. 3. Бокштейна [108] подтверждают
влияние скорости охлаждения на возникновение концент-
рационной микронеоднородности в процессе полиморф-
ного превращения и зависимость критической скорости
охлаждения, при которой подавляется процесс сегрега-
ции примесных атомов, от состава сплава. Концентраци-
онная неоднородность, возникающая в процессе охлажде-
ния высоколегированного металла, отличается высокой
стабильностью по отношению к последующему нагреву,
поэтому даже длительный отжиг при температуре
155
700—750° С не приводит к устранению уже возникшей
неоднородности. Торможение устранения концентрацион-
ной неоднородности при длительном нагреве в процессе
отжига С. 3. Бокштейн объясняет стабильностью дефек-
тов на поверхностях раздела фаз и сильным взаимодей-
ствием примесных атомов с этими дефектами.
Литой металл шва, содержащий значительное коли-
чество (3-стабилизирующих элементов, как правило,
имеет более низкий уровень пластических свойств и бо-
Р 11 с. 5J, Термические циклы гал-
ла IHBE1 а+ [J-сплавон титана при
скорости охлаждения^ °С/с:
J1 — выше 10; 2 — до 2; пунктирная
линия — легиь нагрева;
ох.п пждения
лес склонен к .хрупкому разрушению, чем основной ме-
талл.
Для достижения равнопрочности и высокой плас-
тичности сварных швов (аф-р)-сплавов титана исполь-
зуется наиболее эффективный способ регулирования
химического состава металла шва при изменении доли
участия основного металла и введения в шов присадоч-
ного электродного металла с различным содержанием
p-стабилизирующих элементов. При этом у сплавов мар-
тенситного типа химический состав шва определяет раз-
мер и форму игольчатой а'-фазы, что в свою очередь
оказывает влияние на механические свойства и твер-
дость металла шва.
Так, при сварке сплава ВТ6 (толщина металла 6 мм)
четырьмя различными присадочными проволоками с воз-
растающим количеством p-стабилизирующих элементов
прочность металла шва при изменении его состава ме-
няется от 90 до И0 кгс/ммг (табл. 23).
Аналогичный характер носит изменение механических
свойств шва при изменении доли участия присадочной
проволоки, например при сварке сплава ВТ22 (толщина
металла 3 мм). Увеличение процентного содержания
присадки ВТ1-0 от 0 до 60% приводи)’ к снижению
158
Т а б л и ц а 23
Механические свойства сварных швов сплава ВТ6
и зависимости от химического состава присадок
Химический состав присадочных проволок V КГС/мМа д, % 44 % ан, кгс•м/см*
Ti ЧИСТЫЙ 90,0 16,S 41,0 4,6
Н —4,5А1—2,5Sn 100,1 15,6 33,0 4,4
1T—4,5Al—3,5V 104,1 10,2 25,3 4,3
fi—4.0А1—3,0Мо—1,7 V—0,7Fe 109,0 9,7 15,6 2,5
уровня прочности шва от 105 до 70 кгс/мм2 и соответст-
neiijio увеличению угла изгиба от 30 до 60°.
Технологический процесс сварки, связанный с изме-
нением доли участия основного металла в металле шва
nt счет различной формы разделки свариваемых кромок,
также сильно влияет на механические характеристи-
ки шва.
I1 и с. Г>5. Зависимость <jR иаи металлу
шва сплава ВТ22 ат вида свирки:
1 — однопроходная ЭЛС; 2 — однопро-
ходная АДС Пл электродом СПТ2 по
у 1КОЩСлевой разделке; <3 — двух проход-
ил я АДС Пл электродом СПТ2 по ча-
шеобразной разделке; 4 — многопроход-
ная АДС Нп с присадкой СПТ2
При сварке сплава ВТ22 (толщина металла 20 мм)
электронным лучом без разделки кромок, а также пла-
вящимся и неплавягцимся электродами с одной и той же
присадочной проволокой, но с различной разделкой
кромок происходит взаимосвязанное изменение прочнос-
ти и пластичности металла сварных швов (рис, 55).
Механические характеристики и структура сварных
швов (a-f-fl)-сплавов, в особенности при сварке металла
голщИной свыше 10 мм, изменяются и по сечению свар^
него соединения. При этом соотношение прочности и пла-
157
стичности зависит от распределения легирующих элемент
тов в верхнем и нижнем слоях шва. |
Так, при сварке сплава ВТ22 толщиной 30 мм проч<
Расстияние ат центра
Рис. 56. Зависимость твердости сварного шва сплава ВТ6 в состоянии после J
сварки {/) и после сварки и отжига (2) от соотношения долей участия Приса* j
дочных проволок из чистого титана и сплава ВТб
та.лла, %;
в образовании литого ме- .1
Позиция па рисунке
Титан
ВТ6
чистый
£1
тОО
о
в
50 25
50 75
г
О
100
! *
И
б
I
ность верхних слоев шва составляет 82—92 кгс/мм2, при
изменении ударной вязкости соответственно от 3,5 до
7,0 кгс-м/см2.
Для выравнивания градиента механических характе-
ристик по сечению шва при сварке плавящимся и непла-
вящимся электродами могут использоваться способы
сварки двумя различными по составу присадочными про-
158
волоками (109]. С этой же целью при электрошлаковой
сварке легированных (а+3)-сплавов титана применяют
способ сварки с использованием плавящегося мундшту-
ка из основного металла и добавочной подачей через не-
го менее легированных присадочных проволок [ПО].
Указанные способы регулирования химического и фа-
зового составов металла шва позволяют уменьшить
сегрегацию легирующих элементов и вероятность обра-
зования микронеодиородности за счет последующих
нагревов при термообработке. Широкие возможности
регулирования механических свойств путем изменения
химического состава металла шва при сварке подтверж-
дены результатами распределения твердости при сварке
сплава ВТ6 с изменением процентного соотношения леги-
рованной и нелегированной присадочных проволок
(рис, 56).
Применение указанных способов воздействия на ме-
талл шва, а также выбор способов сварки с довольно
высокими скоростями охлаждения в пределах 2—30е С/с
позволяют значительно уменьшить вероятность образо-
вания микронеоднородности.
Процесс интенсивного возникновения химической не-
однородности существен для более низких скоростей
охлаждения, характерных для электрошлаковой сварки.
В. Ф. Грабин и С. 3. Бокштейн подтвердили, что при за-
медленном охлаждении в (и+ф)-сплавах в процессе
p-кх-превращенпя образуется микрон сод породность рас-
пределения легирующих элементов и примесей не только
по кристаллитам, но и межфазная; [3-стабилизаторы обо-
гащают поверхность «-пластин и «-стабилизаторы
скапливаются в центре «-кристаллитов. Процессы
диффузии, развивающиеся при электрошлаковой
сварке, приводят к значительным отличиям в распреде-
лении легирующих элементов по зерну и его границам в
литом металле шва. Такие явления характерны не только
для высоколегированного сплава ВТ22, но отмечены на
швах ЭШС сплава ВТ6 [29, 110]. Б. А. Мовчан отмечает,
что склонность к хрупкому разрушению литого металла
шва во многом определяется строением вторичных (по-
лигонизацнонных) границ, в процессе замедленного
охлаждения обогащающихся легирующими элементами,
что в большой степени влияет на их свойства.
Роль границ в разрушении металла сварных швов
ЭШС, несмотря на довольно высокий общий уровень
159
пластичности и ударной вязкости шва, ла сплаве ВТЯ
исследовалась в работах [111, 112]. В этих работах от!
мечено существование различных типов границ зереи
литого металла шва, что связано с изменением химичеся
кого состава пограничной зоны по сравнению с центр ал ь|
ной зоной зерна и снижением температуры [3—ня-превра|
щения. ]
Указанные данные подтверждают существование заЧ
висимости между степенью развития неоднородности
скоростью охлаждения. ”|
Высокую несущую способность сварных швов лети-!
рованпых <х-|-р-сплавов при циклических и статических!
нагрузках можно обеспечить только при условии полу-!
чепия оптимального соотношения между прочностью и!
пластичностью литого металла шва. Исследования ме-i
ханических характеристик сварных швов сплавов BT6CJ
ВТ6, ВТ14, ВТ22 подтвердили (так же как и для а- и*
псевдоа-сплавов) существование закономерной связи!
между химическим составом шва и его пределами проч-1
ности и текучести и ударной вязкости. ।
По данным авторов и результатам, приведенным в;
работах [113, 114], для всех типов сплавов подтверждав
ется существование прямой зависимости между этими;
параметрами (рис. 57). В связи с этим получение литого^
металла шва с высокой прочностью неизбежно вызыва-,
ет снижение его характеристик пластичности, что осо-
бенно проявляется при сварке высоколегированных;
сплавов типа ВТ22, ВТ23 путем формирования шва не--
посредственным проплавлением основного металла без
разбавления его электродным металлом либо использо-
ванием присадочных проволок, имеющих химический
состав, аналогичный химическому составу высоколеги-
рованного сплава.
Снижение пластичности высоколегированного литого
металла, по данным авторов и исследований, выполнен-
ных в работе [115], может бытв объяснено образовани-
ем в процессе сварки измененной игольчатой орторомби-
ческой мартенситной фазы и развитием процессов ее
быстрого старения при замедленном охлаждении.
По данным Гринфсльда, закалка сварного шва спла-
ва Ti—6А1—6Мо—4Zn—2Sn устраняет орторомбический
мартенсит, но не увеличивает пластичности металла шва
из-за образования прослоек a-фазы по границам матрич-
ных p-зерен (рис. 58) с последующим развитием трещин
160
нт вершин частиц a-фазы. Эффективным путем улучше-
ния пластичности является отжиг. В связи с этим для
всех сплавов с (а+0)-структурой мартенситного типа,
ла исключением малолегированных сплавов типа ВТ6С,
существует одна общая задача получения оптимального
химического и фазового состава сварного шва, отличаю-
Рис 57» Зависимость аа и сварных швов от химического состава С (а, б)
и их связь между собой (0, г) для а-сплапа Ti -7А1—2Nb— 1Та (с, б, а) и
сс-Р [5-сплавов (г) (С — у слови ый эквивалент суммарного содержания легирую*
। цех элементов): j
— сплав ВТ14; If—ВТ22; /-"Присадочный материал ВТ1; 2 — ВТбсв: $ —
СПТ2; 4— ВТ14св; 5 — ВТ6; 6 — ВТ14; 7 — СПТ1; Я — ВТ17; 5 — ВТ22; П — свар-
1 ••I плавящимся электродом; Н — неп давящимся электродом с присадкой (свет*
чьес квадраты и треугольники — отожженные швы, заштрихованные — термо-
У'грочиенные)
11 —553
161
щегося по своему составу о! состава основного металла!
Эта задача решается применением менее легированным
по сравнению с основным металлом электродных прово-1
лок, которые позволяют обеспечить достаточно высокую!
прочность сварного шва при сохранении его пластичное-1
ти и ударной вязкости вследствие ограничения содержа-]
ния элементов p-стабилизаторов, а также вследствие ис-а
пользования нейтральных упрочнителей, таких как цир-1
коний и олово, и слабого упрочнителя ниобия, ]
Авторами был разработан и исследован при сварке
сплавов ВТ6С, ВТ6, BTI4 и ВТ22 ряд электродных про-
волок на основе систем Ti—Al—V, Ti—А!—V—Zr, Ti— ।
—Al—Mo—V—Zr—Sn, Ti—Al—V—Mo, Ti—Al—Mo—j
—V—Zr—Nb, состав которых указан в табл, 24. 1
Результаты статических и циклических испытаний по-'
казали, что высокая несущая способность сварных швов|
на указанной группе сплавов может быть достигнута!
только в том случае, если применяемые электродные про-j
волоки отвечают ряду требований: 1
температура «-^-превращения электродного сплава!
должна быть заведомо выше температуры превраще-
ния свариваемого сплава для того, чтобы при проведе- -I
il-w
Рис. Б8. Микроструктура сварного шва сплава ВТ14 после упрочняющей тер-
мообработки (закалка с 870“ С+старенин ври Ы0“С} с образованием широких
прослоек а-фазы по границам матричных 0-зерен. XS00
ЛГИ 'If-
- ' f ,z
162
Таблица 24
Составы легированных электродных проволок
Система легирования Содержание легирующих элементов, %
А1 V Мо другие
Ti—Al—V(BT6cu)* 2,7—4,5 3,0—3,3 — —
Ti—Al—V—Zr(CnT-2) 4,0-4,5 2,5—3,0 — 1,5
Ti—Al—V—Zr—Nb * 4,8 2,0 1,0 2,5— 3,0
Ti—Al—V—Zr—Sn ** 3,5-4,5 1,5-2,5 1,0—2,0 2,0— 3,0
Ti—Al—V—Mo (BT14cb) * 4,5 1,7 0,8 1,5— 2,5
Ti—Al—V—Mo(BT17)* 2,65—3,14 6,45—6,7 2,5—2,6 —
Ti—Al—V—Mo(BT16)** 2,0—3,0 4,0—5,0 4,5—5,5 —
Ti—Al—V—Mo—Cr (BT22) * 2,94—2,97 5,35 4,63 —
• Фактические составы различных плавок ** Расчетный состав.
нии после сварки различных видов упрочняющей термо-
обработки металл шва оставался в отожженном со-
стоянии;
состав электродного металла должен обеспечить воз-
можность его использования при различных видах сварки
плавлением — однопроходной, многопроходной, электро-
шлаковой— без образования промежуточных хрупких
фаз при повторных нагревах. Электродный металл для
обеспечения наибольшей несущей способности при ста-
тических и циклических нагрузках должен иметь доста-
точно высокий запас пластичности при уровне прочнос-
ти 80—100 кгс/мм2.
В последние годы получает широкое распространение
электроннолучевая сварка. Ее применение для сварки
(«+р) -сплавов ограничивается низкими пластическими
свойствами металла шва, полученного путем непосред-
ственного проплавления основного металла, структура ко-
торого после сварки состоит из мелкодисперсной а'-фазы
для мартенситных сплавов и из р-фазы для высоколеги-
рованных сплавов типа ВТ22.
Термическая обработка сварных швов ЭЛС не позво-
ляет существенно улучшить их пластичность. Тем не
11* f«fJ
менее швы, выполненные ЭЛС, имеют высокую долговеч-
ность в условиях малоцикловых и усталостных нагру-
зок. Такое явление объясняется особенностями формиро-
вания мелкодисперсной структуры литого металла шва
в условиях высоких скоростей охлаждения, характерных
для электроннолучевой сварки.
Высокие значения малоцикловой и усталостной проч-
ности при более низких значениях пластичности сварных
швов ЭЛС по сравнению со швами, выполненными дру-
гими видами сварки плавлением, объясняются тем, что
для металла шва ЭЛС, имеющего мелкозернистую ис-
ходную матрицу p-фазы и мелкоигольчатые выделения
а'-фазы, характерна высокая сопротивляемость зарож-
дению трещин, но значительная скорость их роста.
В то же время крупнозернистые, более коагулирован-
ные структуры металла сварных швов, выполненных дру-
гими видами сварки плавлением, имеют большую склон-
ность к зарождению трещин и значительно меньшую
скорость их развития. Таким образом, более пизкие стан-
дартные характеристики пластичности сварных швов
ЭЛС не полностью определяют локальные процессы за-
рождения и развития трещин, в связи с чем на (а+р)-
сплавах мартенситного типа и даже высоколегирован-
ных сплавах типа ВТ22 вес же начинает применяться
электроннолучевая сварка с образованием швов путем
непосредственного проплавления основного металла
Г140]. Еще более высокую надежность сварных швов
ЭЛС обеспечивает использование промежуточных вста-
вок, химический состав которых соответствует химичес-
кому составу рассмотренных электродных проволок.
Вывод о том, что несущая способность металла шва
(а+Р)-сплавов титана при статических и циклических
нагрузках главным образом определяется его химичес-
ким фазовым составом и внутризерснной структурой,
подтверждается также незначительным влиянием вели-
чины зерна литого металла шва на его механические ха-
рактеристики. На рис. 59, 60 показаны макро- и микро-
структуры сварных соединений сплавов ВТ 14 и ВТ22, вы-
полненных различными видами сварки. На рисунках вид-
но, что как при однопроходной сварке плавящимся элек-
тродом, так и при многопроходной сварке пеплавящимся
электродом в металле шва в зоне столбчатых кристалли-
тов образуются очень крупные зерна. Так, по линий
сплавления при Однопроходной сварке плавящимся элек-
164
I и e. Б9. *Макроструктуры сварных швов титановых сила bob, выполненных
। i?i о проходи ой АДС Пл («}, многопроходной АДС Нп с присадкой СПТ2 (<i)
и Л'1С (я); я, 6 —сплав JBT14; я — сплав Г5Т22
| Ь 5
Рис. 60. Влияние вида сварки и термообработки яа микроструктуру металла
слева — однопроходная ЭЛС; справа — мною проход пая АДС Нп с присадкой
выдержка 1 ч; J —-ОТЖИГ при 800й С. выдержка 1 ч; 4— нагрев до 85С? С. вы
духе до комнатной температуры-нагрев до 600° С, выдержка 4 ч, охлаждение
166
сварных швов сплава ВТ22 толщиной 20 мм:
СПТ2; ] — металл шва после сварки без термообработки; 2—-отжиг при 750*С;
держка 1 ч# охлаждение в печи до 750® С; выдержка 2 ч; охлаждение на воз-
не воздухе до комнатной температуры. ХбОО (я); XG500 (б)
Рис, 61. Изломы сварных швов сплава ВТ22, выполненных различными вида
а—однопроходная ЭЛС, мелкозернистый хрупкий излом, а в= 1,8-еЙ,2 кгс-м/см5;
менее хрупкий излом, ад =3,54-4,3 кгс-и/см!; в — многопроходная ЛДС Нп
тродом площадь зерен составляет от 0,04 до 0,07 мм2, а
при многопроходной сварке неплавящимся электродом от
0,9 до 0,14 мм2.
Соответственно при обоих видах сварки в централь-
ной части шва площадь зерен увеличивается в пять раз,
в то же время швы, выполненные электроннолучевой
сваркой, имеют мелкое разориентированпое зерно пло-
щадью до 0,02 мм2.
Однако результаты статических и циклических испы-
таний таких швов, резко отличающихся по величине зер-
на, дают аналогичные результаты, подтверждая тем са.
мым, что размер зерна сварных швов в меньшей степени,
168
чем рассмотренные выше факторы, влияет на их свой-
ства. На рис. 61 показаны типичные изломы сварных со-
единений сплава ВТ22 толщиной 20мм, выполненные од-
нопроходной электроннолучевой и многопроходной свар-
кой неплавящимся электродом с присадкой после
испытаний на ударный изгиб. При значительных отли-
чиях в характере излома сварные швы обоих видов свар-
ки имели близкие значения долговечности при малоцик-
ловых испытаниях.
ми сваркн;
б — однопроходная АДС ГТл с проволокой СПТ2, более крупнозернистый и
с присадкой СПТ2, крупнозернистый пластичный излом, ан**6,О-5-8,О кгс-м/см2
Малая склонность сварных швов (a-f-р)-сплавов ти-
тана (за исключением швов ЭШС) к образованию хими-
ческой микронеоднородности, а также слабое влияние
величины зерна на свойства литого металла приводят к
уменьшению эффекта модифицирования при введении
добавок различных металлов, в частности бора и рения.
Влияние малых добавок бора, церия, лантана и рения
на свариваемость титановых сплавов группы было изу-
чено в работе [116]. Авторы совместно с Н. Ф. Аношки-
ным и С. В. Морозниковой провели работы по исследо-
ванию модифицирования сварных швов при сварке
сплавов ВТ14 толщиной 5 мм и ВТ22 толщиной 20 мм за
16»
Таблица 25
Расчетные химические составы присадочных проволок
с модификаторами , %
Сплав А1 V Мо 2т Сг Fe В Re
СПТ2 4,0 3,0 1,5 „
СПТ2Р 4,0 3,0 1,5 — .— 0,1
ВТ14св 4,5 1,7 0,8 .— 0,7 0.7 .— —
ВТ14Бсв 4,5 1,7 0,8 — 0,7 0,7 0,02 —
ВТНРсв 4,5 1,7 0,8 — 0,7 0,7 — 0,1
вгк smc simp cm c,mp
Рис. 62. Влияние модифицирующих
добавок на механические свойства
швов сплава ВТ14. оЕ основного ме-
талла равна П7 кгс/ьша
счет введения модификаторов бора и рения в состав
присадочных проволок (табл. 25). (И
Результаты испытаний сварных швов многопроход-
ной сварки неплавящимся электродом (рис. 62), иссле-^И
дования их структуры показали, что модификаторы не^Н
оказывают значительного влияния на механические
свойства и структуру металла шва. Н
В то же время данные В. Ф. Грабина, полученные на И
электрошлаковых швах спларов ВТ6 и ВТ22, ноказыва- Я
ют, что введение элементов-модификаторов в жидкий К
металл, кристаллизующийся при малых скоростях охла- S
ждения, влияет на вели- ж
чину и характер распре- В
деления химической и фи- К
зической микронеоднород- ж
постей. Поэтому для тор- ж
можеНия процессов обога-
щения границ зерен ме- Яг
талла шва основными ж
легирующими элемента- W
ми рекомендуется прово- В |
дить электрошлаковую 1
сварку как мартенситных, *
так и высоколегирован-
ных (а+₽) -сплавов с при-
менением электродного
материала, в состав кото-
рого введены небольшие
добавки бора, кремния,
железа и хрома. При
этом пограничные участ-
ии
ки зерен не обогащаются примесями. При снарке спла-
ва ВТ22 отмечено, что даже испольвование электрода из
технического титана не предотвращает ликвации в по-
граничные участки ванадия, попадающего в шов из ос-
новного металла. В то же время использование электро-
да с цирконием тормозит этот процесс. Таким образом,
Рис. 63. Зависимость твердости сварных соединения сплавов ВТ22 (Г). ВТ 14
(2) и BT6 (3) от вида сварки с присадкой СПТ2 и термообработки:
а, б — сварка + отжиг; в, г — сварка+закалка+старение; а, а —однопроходная
АДС Пл; б, г—многопроходная АДС Нп; I— основной металл; Г/— около-
шовная зона; III — шов
введение в электроды добавок циркония, рения, бора
замедляет диффузию атомов ванадия на границу зерен
и предотвращает образование микронеоднородности при
ЭШС.
Возможность промежуточных фазовых превращений
в сварных швах высоколегированных (а+р)-сплавов ти-
тана необходимо учитывать также при сварке металла
различной толщины, поэтому сварку металла толщиной
свыше 5—8 мм можно вести только с изменением состава
шва путем введения менее легированных присадочных
проволок либо промежуточных вставок, например при
электроннолучевой сварке.
171
Таблица 26
Влияние видов сварки и термообработки
на механические свойства металла сварных швов
титановых сплавов
Марка сплава Толщина шва, мм Вид сварки Марка приса- дочной про- волоки Вид термо- обработки* Механические свойства
%- кгс/мм* лн’ кгс-м/сма
ВТ6 20 АДСПл ЭШС СПТ2 АТЗ СвДО Св+З+Ст Св+О 95 102 88,3 4,6 3,6 8,0
ВТ14 3,0 АДСПл ЭЛС Без при- садки ВТ2 Св+О Св+З+С 3-J-Cb-J-Ct Св+О З+Св+Ст Св+О Св+З+С З+Св+Ст 98 113,1 112,2 104 114,7 100 114,3 114 3,3 2,2 2,7 4,4 2,5 5,5 2,0 1,8
ВТ14 20 АДС Нп АДСПл ВТ2 ВТ1-0 ВТ2 Св+О Св+З+Ст Св+О Св+О 74 66 83 98 7,4 6,8 5,1 2,7
ВТ14 20 АДСПл ВТбсв СПТ2 Св Св+О Св+З+Ст Св+О Св+З+Ст 87,7 88 98,2 94 99,7 5,0 4,7 4,0 4,3 3,0
ВТ22 20 АДСНп АДСПл а ЭЛС ЭШС СПТ2 ВТ17 ВТ1-0 СПТ2 ВТ17 Св+О Св+О Св+О Св+О Св+О Св+О Св+О 100 115 85 105 115 107 95 6,0 2,5 5,4 4,3 3,3 2,2 5,5
ВТ23 3,0 20 ЭЛС ДСП Нп ЭЛС ВТбсв Св+о Св+О Св+О 107 102 100 2,8 3,6 2,9
• Обозначения: Св — сварка; О* отжиг; 3 — закалка; Ст — старение,
172
Ёо всех случаях в сварных швах рекомендуется полу-
чать либо мартенситную игольчатую а'-фазу, либо
структуру с выделениями a-фазы на фоне матрицы р-фа-
зы. В случае использования многопроходных видов свар-
ки при формировании сварного шва нижние его слои
подвергаются промежуточному отжигу непосредственно
в процессе сварки.
При последующей термической обработке таких швов
они сохраняют достаточно высокий уровень пластичнос-
ти независимо от режимов термообработки. Увеличение
температуры или времени отжига ведет только к коагу-
ляции и укрупнению игл а'- или выделений а-фазы.
Результаты измерения твердости сварных швов мар-
тенситных и высоколегированных (сь-ф-р) -сплавов под-
тверждают сделанный вывод (рис. 63). Влияние различ-
ных видов сварки и термической обработки на структуру
и фазовый состав (а-ф(З)-сплавов титана ВТ6С, ВТ14 и
ВТ22 исследовано в работах [118—120]. В них также
указано, что выполнение высокотемпературного отжига
или ступенчатого отжига, упрочняющего основной ме-
талл, позволяет и в металле сварных швов независимо
от свариваемой толщины создать стабильные достаточ-
но пластичные структуры с высокой несущей способ-
ностью при статических и циклических нагрузках
(табл.26).
Глава 5
Свойства и структура,
сварных соединений
промышленных титановых сплавов
В настоящей главе рассмотрены механические свойства
и структура сварных соединений промышленных титано-
вых сплавов в сравнении со свойствами основного ме-
талла, Приведены данные по влиянию режимов терми-
ческой обработки, а также длительных эксплуатацион-
ных нагревов на структуру и свойства сварных соедине-
ний. Сплавы рассмотрены в порядке их классификации
по типам структуры в метастабильном состоянии, при-
нятой в настоящей работе.
173
а- И ПСЕВДОа-СПЛАВЫ
Сплавы, относящиеся к первой группе: а-сплавы
(BTI-00; ВТ1-0; ВТ5; ВТ5-1; 4200) и псевдоа-сплавы
(ОТ4-0, ОТ4-1, ОТ4, БТ4, ОТ4-2, АТ2, АТЗ, АТ4, ВТ20,
ТС5) относятся к малолегированным ₽-стабилизирую-
щими элементами сплавам с А ^0,25. Эти сплавы хо-
рошо свариваются всеми видами сварки, и сварное сое-
динение по прочности и пластичности приближается к
основному металлу. Сплавы не требуют обязательного
стабилизирующего отжига после сварки. Поскольку в
сварном шве возможно наличие пор, то прочность свар-
ного соединения принимается в расчет с коэффициентом
ослабления сваркой, равным 0,9—0,95 от прочности ос-
новного материала. С повышением прочности сварные
соединения этих сплавов становятся более чувствитель-
ными к дефектам сварки (порам, концентраторам на-
пряжения и т. п.) и несколько увеличивается разница в
прочности и пластичности между сварным соединением
и основным металлом.
Технический титан марки ВТ 1-00 изготавливают из
наиболее чистых сортов титановой губки. Он содержит
меньше таких примесей, как углерод, железо, кремний,
кислород, чем допускается для других титановых спла-
вов.
Титан марки ВТ1-00 отличается низкими характе-
ристиками прочности и высокой пластичностью. Хорошо
деформируется в горячем и холодном состояниях. Из ти-
тана марки ВТ1-00 изготавливают практически все ви-
ды полуфабрикатов: фольгу, ленту, листы, плиты, по-
ковки, штамповки, профили, трубы, проволоку и т. д.
Типичные механические свойства титана марки
ВТ1-00 при комнатной и повышенных температурах при-
ведены в табл. 27.
Технический титан марки ВТ1-00 в связи с его невы-
сокой прочностью в качестве конструкционного материа-
ла применяется ограниченно.
При сварке с присадкой в качестве присадочного
материала используют сварочную проволоку из титана
ВТ1-00 или ВТ1-0. Сварные соединения титана марки
ВТ1-00, полученные АДСНп с присадкой ВТ1-00, после
неполного отжига имеют следующие механические свой-
ства при комнатной температуре: <г'=0,9<тв основного
174
Таблица 27
Механические свойства титана марки ВТ1-00
(толщина листа 1,5 мм)
Свойство Гисп’ °C
20 SOO 300
Предел прочности <тЕ, кгс/мм3 .... 30—45 21 15
Предел текучести <Тт, кгс/мм2 .... 25 10 —
Относительное удлинение б, % . . . . 25 '—‘ —
Ударная вязкость яа, кгс-м/см2 . . . Ударная вязкость образца с трещиной, 15 — —
йт.-у, кгс-м/см2 Чувствительность к надрезу при статине- 13 — —
ской нагрузке ег“/<тв Предел длительной прочности за 100 ч 1,50 — —
Oioo> кгс/мм.2, не менее Предел ползучести за 100 ч Оо.г/юо, — 19 22
кгс/мм3, при остаточной деформации 0,2%, не менее — 14 —
Предел выносливости о,f на базе 10т пиклон, кгс/мм2, не менее 16 — 11
Малопикловая усталость (МЦУ) прио= = 0,7 <гп, количество циклов 22 800 — —
Таблица 28
Механические свойства титана марки ВТ1-0
(толщина листа 1,0 мм)
Свойство Г J ЙСП’ °C
so 200 300 400
Ов, кгс/мм2 40—55 30 — —
От, кгс/мм1 35 21 — —
б, % 20 — — —
Он. кгс-м/см2 12 — — —
От.у, кгс-м/см2 10 — — —
Чувствительность к надрезу при ста-
тической нагрузке о”/сгв 1,45 — — —
Ошо, кгс/мм2, не менее — 24 16 —-
<7o,2/ido, кгс/мм2, не менее — 17 12 —
О_1 па базе 101 циклов, кгс/мм2, не
менее 23 20 18 15
МЦУ при <т=0,7сГв, циклов . . . . 16 000 — —
175
4
металла; ан^9,0 кгс-м/см2, а=180° для листа толщ
ной 1,5 мм и а=140° для листа толщиной 3,0 мм.
Технический титан марки ВТ 1-0 приготовляют из н!
легированной губки, несколько уступающей по чистот
титановой губке, применяемой для изготовления тита!
марки ВТГОО. Тем не менее содержание примесей в ti
тане марки ВТГ0 меньше, чем в легированных титан
вых сплавах. Сплав ВТ1-0 при несколько меньшей пл
стичности по сравнению с техническим титаном марк
BTI-00 имеет более высокую прочность и широко npi|
У 10 15 20
Нагартойкп, 7о
Р н с, 64. Влияние нагартовки на
механические свойства основного
металла и сварных соединений тех-
нического титана:
/, 3 — основной металл; 2+ 4 — свар-
ное соединение; I, 4 — а; 2, 3 — сг
меняется как конструкционный материал. Типичные ме-1
ханические свойства при комнатной и повышенных тем-1
пературах титана марки ВТ1-0 приведены в табл. 28.1
Титан марки ВТ 1-0 хорошо сваривается всеми вида-J
ми сварки. Из ВТ 1-0 изготавливают листы, ленту, фоль-1
гу, прутки, профили, трубы, проволоку и т. и. Сплав |
ВТ1-0 применяют в конструкциях, длительно работаю-Ш
щих при температурах от —253 до +150° С. К
Сварные швы пластичны и допускают значительную S
холодную деформацию [52]. Пластичность сварного ж
соединения (угол изгиба а) практически не изменяется ж
при нагартовке до 20% (рис. 64). Термической обработ- Ж
ки после сварки не требуется. Механические свойства W
сварных соединений титана марки ВТ1-0, полученные 1
АДС Нп с присадкой, после неполного отжига имеют 1
следующие механические свойства при комнатной тем-
пературе: оп=0,9сгЕ основного металла; «„^7 кгс-м/см3,
а = 135° для листа толщиной 1,5 мм и а = 110° для ли-
ста толщиной 3,0 мм.
При сварке с присадкой в качестве присадочного
материала используется сварочная проволока из ВТ1-00
или ВТ 1-0.
176
Сплав марки ВТ5 является типичным однофазным
сс-титановым сплавом системы Ti—Al. Из сплава ВТ5
изготавливают поковки, штамповки, кованые и катаные
прутки, сварные кольца. Сплав ВТ5 имеет умеренную
прочность при невысокой пластичности. Этим и объяс-
няется, что из этого сплава не изготавливают листовые
полуфабрикаты.
Сплав ВТ5 хорошо сваривается всеми видами свар-
ки, применяемыми для титана. Предел прочности при
кратковременном растяжении и длительная прочность
сварного соединения равны 0,9 сгв и 0,9о* основного ма-
териала соответственно при всех рабочих температурах.
В качестве присадочного материала используют прово-
локу из титана ВТ 1-00 или из сплава ВТ2.
Сплав ВТ5 применяют в сварных деталях и узлах,
длительно работающих при температурах до 400° С.
Сплав ВТ5 может свариваться со всеми свариваемыми
титановыми сплавами. Механические свойства основно-
го металла сплава ВТ5 в отожженном состоянии приве-
дены в табл.29.
Таблица 29
Механические свойства сплава ВТ5 (пруток)
при различных температурах
гпсп’ Е °0,2 ₽в ан, кгс-м/см"
кгс/мм2 %
—196 115 125 6 30 3
—70 .— 85 90 8 35 —
20 12 500 72 75 8 40 4—7
250 .—- 47 55 9 60 —.
300 И 000 45 50 9 62
400 10 500 40 47 9,5 73
500 9 200 37 44 7,5 70 •—‘
Сплав ВТ5-1 основан на системе Ti—Al—Sn. Это од-
нофазный а-сплав со структурой а [15, 104, 121—123].
Он имеет пониженную технологическую пластичность,
но отличается умеренной прочностью и хорошей жаро-
прочностью.
Из сплава ВТ5-1 изготавливают листы, плиты, кова-
ные и катаные прутки, поковки, штамповки и другие
полуфабрикаты.
12—553
177
Применяется сплав ВТ5-1 в сварных деталях и ко|
струкциях, работающих длительно при температурах i
450° С и кратковременно (до 5 мин) при 800° С, а такж
в изделиях, работающих при низких температурах (д
—253° С). (
Типичные механические свойства сплава ВТ5-1 i
отожженном состоянии при комнатной и повышенны
температурах приведены в табл. 30. ’
Таблица 30
Механические свойства
сплава ВТ5-1
при комнатной
и повышенных
температурах (толщина
листа 3,0 мм)
КГС/ММ3
20
250
350
400
500
II 500
9 500
8 500
7 300
75
52
48
46
40
85
60
55
54
48
|13
*13
10
10
9
Рис. 65. Статическая выносли-
вость при асимметричном растяже-
нии сварных образцов из сплава
ВТ5*1 после АДС Нп. Толщина ли*
ста 1,2 мм, Данные К>, С. Дани*
лова
Рис, 66. Зависимость сгв сварных соедиве- 1
ниЙ сс- и пссвдоа-сплавов титана от тем* I
парэтуры испытания (АДС Нп без присад* |
ки): |
1 -сплав ВТ2О; 2-ОТ4*2; S — ВТ4; 4~ |
ОТ4; 5 - ВТ5-1; £ - ОТ4-1; 7 — OTd-Q 1
Сплав хорошо сваривается всеми видами сварки, I
применяемыми для титана. Прочность и пластичность |
сварного соединения близки прочности и пластичности
основного металла. Механические свойства сварных со-
единений приведены на рис. 65, 66 и ниже:
Тнсп, °C......... 20 350 500
сгв, кгс/мм®..... 75—82 50 45
а, град.......... 50—60 — —
Примечание. Метод сварки АДС Нп.
Толщина листа 3.0 мм. Отжиг при 550’ С в тече-
ние 0,5—4,0 ч.
178
Единственным видом термической обработки сйлайй
1И5-1 служит отжиг. Ниже приведены механические
ыюйства сварных соединений сплава ВТ5-1 в состоянии
после сварки и после сварки и последующего отжига, а
также свойства основного металла.
Основной Сварное
ысталл соединение
св, кгс/мм2 . . . 84,0/85,3 83,0/84,7
% ................. 15,7/15,2 12,4/10,0
а, град........... 44/45 50/51
Примечание. В числителе приведены дай-
ные для с/ираэция, отопленных ври &J0’ С в те-
чение 30 мин, н знаменателе — для образцов без
термообработки.
Сплав 4200 [124—126] представляет собой технике’
ский титан с небольшой добавкой палладия. Применя-
ется как конструкционный материал для химического
машиностроения и аппаратостроения. По свариваемо-
сти и свойствам сварного соединения сплав 4200 анало-
гичен техническому титану ВТ1-0.
Сплав ОТ4-0* [2, 127—129] характеризуется высо-
кой технологической пластичностью, но имеет сравни-
тельно низкую прочность. Из сплава ОТ4-0 изготавлива-
ют те же полуфабрикаты, что и из сплава ВТ1-0.
Сплав ОТ4-0 применяется в сварных узлах и дета-
лях, работающих длительно при температурах до 350° С
и кратковременно при температуре 700° С. Как и тех-
нический титан, этот сплав характеризуется высокой
коррозионной стойкостью в большинстве агрессивных
сред. Механические свойства основного материала и
сварных соединений сплава ОТ4-0 приведены в
табл. 31—34 и на рис. 66. Испытания образцов на чувст-
вительность к трещине и надрезу показали, что ни ос-
новной металл, ни сварное соединение сплава ОТ4-0 не
склонны к хрупкому разрушению.
Сплав 014-1 ** [2, 129—132]. Из сплава ОТ4-1 изго-
тавливают те же полуфабрикаты, что и из сплава ВТ1-0.
Применяется сплав в сварных узлах, деталях и издели-
ях, работающих длительно (3000Q ч) при температурах
* Моисеев В. 14., Глазунов С. Г., Шохолова Л. В., Кагано-
вич И. И. Авт. свид. № 187309. — «Изобретения, промышленные образ-
цы и товарные знаки», 1966, № 20, с. 123.
** Аношкин А. Ф., Глазунов С. Г., Добаткин В. И., Кагано-
вич И. 44., Кушйкевич С, А., Моисеев В. 44. Авт, свид. № 141628.—
«Бюл, изобр.», 1961, Да 19, с. 48.
12:
179
Таблица 31
Механические свойства при комнатной
и повышенных температурах сплава ОТ4-0
в отожженном состоянии
Вид полу- фабри- т исп’ °C Е °пц °в й,:;
ката кгс/мм» %
Лист 20 11 500 25 50 55 15 40
250 —ь 18 28 33 20 .—
300 8 700 12 26 32 15 —
400 — 12 25 29 10 —
Пруток 250 g ООО 21 24 34 18 60
300 8 300 19 20 30 14 —
400 7 900 17 19 29 13 —
10
ан’
кгс-м/см<:
Таблица 32
Механические свойства сварного соединения* сплава OT4-Q
(без термообработки) при различных температурах
Дсп’ °в *>1Г.З и** —1 атград. МЦУ при сг=0,7иЕ, ЧИСЛО циклов
кгс/мм3
20 300 400 * Авгома 50—65 30—37 25—30 гпческмл арг 37 эшидуговаа 22 19 электросва 100—130 рка. ” На 11 100 Зазе 10т циклов.
Т а б л и ц а 33
Чувствительность к трещине образцов из сплава ОТ4-0
(толщина листа 2,0 мм)
Метод сварки оту. КГС М,'СМ!
без ТО отжиг* при 750° С, 1 ч
Основной материал 15,8 17,0
АДС Пи без присадки 3,2 6,7
Ручная АДС 1-In с присадкой . . . 5,0 5,0
* Вакуумный.
180
Таблица 34
Чувствительность сплава ОТ4-0 к надрезу
Основной материал Сварное соединение
т сс исп' ' агл в кдо <л кдн
кгс/мма кгс/мм2
20 —70 —196 62 79 107 75 94 112 1,2 1,19 1,05 61 75 100 68 85 107 1,12 1,08 1,13
Т а б лица 35
Механические свойства сплава ОТ4-1 при комнатной
и повышенных температурах (толщина листа 0,5—10 мм)
т , ппц % М
Состояние исп* °C — % а, град. кгс'м/с№
кгс/мм1
Отожжен- 20 11 000 40 57 70 30 60—120 6,5
ное 250 8 800 27 38 45 30 — —
300 8 400 26 37 43 28 — —
350 8000 26 35 41 27 — —
400 — 1— 33 38 22 —
до 300я С и кратковременно (2000 ч) при температурах
до 350° С. Сплав хорошо деформируется в горячем и хо-
лодном состояниях.
После сварки термическая обработка (отжиг) необ-
ходима только для снятия внутренних напряжений, воз-
никших в результате сварки. Механические свойства
основного материала и сварных соединений приведены
в табл. 35, 36 и на рис. 66.
Исследовали влияние длительного нагрева (до
30000 ч) на механические и эксплуатационные характе-
ристики сплава ОТ4-1 при температурах 200 и 300° С.
Исследования проводили на листах толщиной 2,0 мм.
Образцы выдерживали при заданных температурах в
муфельных электрических печах. Результаты механиче-
ских испытаний приведены в табл. 37.
Анализ результатов испытаний показывает, что дли-
тельный нагрев приводит к незначительному повыше-
181
Таблица 36
Механические свойства сварных соединений сплава ОТ4-1 при комнатной температуре (толщина листа 2,0 мм)
МЦУ. число циклов 1 1 12100 12 700
° fe 32 23 i
кгс-м/см3 1 поперек волокна 9'5
1 вдоль волокна 17,6 5,8
к 85 71
<7 , 1 Б кгс/мм®
Термическая обработка Состояние поставки АДС Нп без термообра- ботки
Вид образца Основной металл ! Сварка автоматическая без присадки
сз
!=Г
К
ь
182
пню прочности основного металла и сварного соедине-
ния. Характеристики пластичности практически не изме-
няются. Выносливость сварных соединений (ААрДЭС)
значительно ниже выносливости основного материала.
В результате длительного нагрева в течение 30000 ч
выносливость сплава существенно возрастает. Это свя-
зано с поверхностным упрочнением образцов вследствие
образования окисной пленки при длительном нагреве.
Долговечность при повторно-статическом растяжении
определяли при напряжениях, равных 0,7 ов для основ-
ного металла (образцы с отверстием b]d=5) и 0,8 щ,
для сварных соединений (гладкие образцы). Значения
долговечности при нагреве практически не меняются.
Остаточные напряжения, возникающие при сварке в
шве и в околошовной зоне, определяли рентгеновским
методом.
Максимальные остаточные растягивающие напряже-
ния в сварных соединениях сплава ОТ4-1 после дли-
тельного нагрева при 300° С приведены ниже.
Время выдержки, ч . . 3000 10 000 20 000 30 000
Птах, кгс/мм2.........+37 +12 +5 —
В исходном состоянии (после сварки) Щодх равна
+40 кгс/мм2. Длительный нагрев в течение 3000 ч как
при 200, так и при 300° С не снижает остаточных растя-
гивающих напряжений и лишь после нагрева в течение
10000 ч при 300° С наблюдается их заметная релаксация.
Таким образом, сплав ОТ4-1 имеет высокую термиче-
скую стабильность и не склонен к охрупчиванию под
действием температур до 350° С и напряжений.
Сплав ОТ4* [2, 130, 131, 132, 133]. Это сплав с
a-структурой и 2—4% 0-фазы в стабильном состоянии.
Сплав ОТ4 отличается от сплавов ОТ4-1 и ОТ4-0 более
высокими прочностью и жаропрочностью при умерен-
ной пластичности. Из сплава ОТ4 изготавливают все
виды полуфабрикатов. Сплав поставляется с гарантиру-
емым пределом прочности 70 и 75 кгс/мм2. Предназна-
чается для штампосварных деталей и конструкций, ра-
ботающих длительно при температурах до 400°С и
кратковременно при температурах до 750° С. Сплав име-
* Моисеев В. И., Лужников Л. И., Новикова В, М. и др. Авт.
свил № 141309. — «Б юл. кзобр.», 1961, № 18, с. 43.
183
75
Z5
•—-%? I....
таг ।
60
Роликовая сварки
6 гтп
б-----
/пах. ।
f
L
4
й
6 20 40
ssas»“?s ж
G ЭТ;' Д’нные ю. с. д‘^ АДс Ни.
‘“ВД^ВДую стойкость как „
~ ’ Еак и технический
Н,
Основные механические свойства сплава ОТ4 и ег4
сварных соединений приведены в табл. 38, 39 и
рис. 67. i
Чувствительность к трещине сварных образцов cd
швом, параллельным направлению проката, практиче--
ски равноценна чувствительности к трещине продольно*?
го образца из основного металла. ?
Влияние окисленного слоя на характеристики рабо<
тоспособностн оценивали при испытании образцов
Таблица 38
Механические свойства сварных соединений
и основного металла сплава ОТ4 без термообработки
на
град. Т'У> I Ч_, МЦу,
кгс-м/смг/ кгс/мм* | Число | %,
'—г-——------!______jЦиклов I Иге |
Основной 2,6*4 84 /2 13,8 46 6300
металл
Сварное 2,5*а 82 58 5,9 23 25400 —
соедиие- 20*4 68 — 5,5 — 50000 8,5
ние 20м 71 — 5,0 — 45000 7,0
Вид образ-
ца
*! J |
кой BoCTdBKH. *г АДС Нп <-
ЛД^, Пл с присадкой. АДС * 11 бвд Присадки, »з аде н_ „
пл с Прасад.
: ij л и п, а 39
!^-4вствительность к трещине при ударном изгибе сплава ОТ4
Основной металл*
Сварное соединение
>т
'£
1
Холщина листа,
мм
2,5 13,8/— 5,9/—
1,5 11,7/4,5 4,3/4,9
1,2 8,7/3,9 3,6/3,8
* В числителе приведены значения, п мучен пне на продольных, в зна-
менателе - на поперечных образцах. ** В числителе приведены значения,
полученные по центру шва, в знаменателе — по зоне сплавления.
растяжение, изгиб, чувствительность к трещине при
тарном изгибе и на сопротивление повторно-статичес-
Кмм и усталостным нагрузкам.
Исследование проводили на листах толщиной 1,0 мм
промышленной поставки. Определяли механические
двойства основного металла и сварного соединения, вы-
полненного автоматической аргоно-дуговой сваркой без
Присадки. Часть образцов подвергали нагреву при 500—
750° С в течение 30 мин с последующей пескоструйной
очисткой и травлением. После этого из заготовок выре-
зали образцы для испытаний. Другую часть образцов
подвергали нагреву в окончательно изготовленном виде
с тем, чтобы сохранить газонасыщенный слой на поверх-
ности испытуемых образцов. Кроме того, была исследо-
вана усталость сварных образцов, обработанных по
трем технологическим вариантам: сварка, отжиг при
температуре 540° С в течение 1 ч; сварка, отжиг при
температуре 540° С в течение 1 ч, пескоструйная очист-
ка; сварка, отжиг при 540° С в течение 1 ч, пескоструй-
ная очистка и травление. Результаты механических
испытаний образцов па растяжение, изгиб, чувствитель-
ность к трещине и малоцикловую усталость приведены
на рис. 68.
Результаты испытаний на усталость сварных образ-
цов, обработанных по различным технологическим ва-
риантам, приведены в табл. 40.
Как видно из рис. 68 и табл. 40, травление сварных
швов приводит к некоторому снижению предела устало-
сти. Нагрев листовых деталей из сплава ОТ4 при тем-
пературах до 650° С в течение 1 ч сопровождается не-
185
о ft
70
20000
'55
^5? 70
Ч 55 (
60
2S
tb 20
15
200
^3
« 150t
в' 120
80
2,0<
6,0
%:
Са 5,0
К; 5,0,
сз
5,0
30 ODO
10000
5000
2500
0
г—“Т-п — —*| <7“ 1 Z—J h“ —т —• _
— — I, _ ..**>
1
| • / о 2 5 4
—
Г
——...и д
Т_ р.
-f
& — р_т=^г^. —
— „ С -i
Y ) - _ =4
5 J 1 —. — —А
—J
Л. к 1
750 ;
Рис. 68. Зависимость механических характеристик сплава ОТ! от темпера*'; 1
туры отжига и состояния поверхности: '
J —с окисной пленкой; 2 — без окисной пленки: 3 —основной металл; 4 —
сварное соединение. Метод сварки АДС Нп. Толщина листа 1.0 мм
1S6
Таблица 40
Усталость сварных образцов сплава ОТ4
-•*w • Наименование операций 1 Вид образца °-1, кгс/мма
Отжиг + травление Основной 34
Сварка -р пескоструйная очистка Сварной 32,5
Сварка -|- отжиг 33
Сварка + травление » 29
Химическое фрезерование Основной 34
Химическое фрезерование + сварка Сварной 31
Химическое фрезерование + сварка + отжиг 45
Химическое фрезерование 4- сварка 4- 4- нагрев при 300° С, 500 ч 41
Химическое фрезерование 4- нагрев при 300°, 500 ч Основной 46
значительным окислением поверхности, не ухудшает
механических свойств основного металла й сварных сое-
динений. Более продолжительный отжиг или отжиг при
более высоких температурах приводит к образованию
более глубокого окисленного слоя и к снижению пла-
стичности и живучести материала при повторно-стати-
ческом растяжении, В этих случаях окисленный слой
необходимо удалять путем пескоструйной очистки и
травления в кислотном растворе. Для уменьшения со-
держания водорода в металле и для снятия внутренних
напряжений целесообразно применять вакуумный отжиг
(вакуум L10-3 мм рт. ст.) при температурах 450—
650° С в течение 1—4 ч (рис. 69). Увеличение длитель-
ности вакуумного отжига от 1 до 4 ч несколько повыша-
ет пластические характеристики и незначительно сни-
жает прочность. Вакуумный отжиг при температурах
выше 650° С снижает живучесть сварных соединений
при повторно-статическом растяжении.
Термическую стабильность сплава ОТ4 и его свар-
ных соединений, выполненных АДС Нп, определяли при
температурах 200 и 300° С при выдержке до 30000 ч.
Исследования проводили на листах толщиной 2,5 и
1,5 мм.
Результаты механических испытаний приведены
п табл. 41.
187
Механические свойства основного металла и сварных соединений, выполненных ААрДЭС сплава ОТ4
в зависимости от температуры и продолжительности нагрева
Время нагрева, ч Основной металл Сварка ААрДЭС
*в, кгс/ммЕ аг град. а & т-у > кгом/см® МЦУ, число цик- лов, а=0,7<т 0—1. кгс/мм2 ав, кгс/мм! Ct, град. кге ’ м/см2, ЩВЭ МЦУ, число циклон» (У=0Ф8 с-1> кгс/мм-2
Состояние поставки
84,6 70 11,7/4,9 6300 46 82,3 58 5,9 25480 23
Нагрев 200° С
3000 83,6 69 10,5/— 23000 43 83,9 88 5,3 23084
10000 86,0 60 9,5/3,2 5300 43 81,3 71 4,08 21412 ——
20000 85,0 65 18,8/3,2 4800 42 81,0 7э 16000 —
30000 87,4 74 8,7/3,1 6360 48 82,1 77 5,2 21150 26
Нагрев 30 О' С
3000 87,3 69 7,7/— 4780 86,2 77 5,6 9000
10000 89,0 65 5,0/2,2 4990 44 84,3 66 3,51 15108 —
20000 88,5 70 6,2/2,4 5600 46 85,0 65 4,0 17900 28
30000 90,7 69 4,8/2,2 6000 50 85,0 69 6,1 17340 26
* В числителе прдведень данные, полученные па продольных, а н знаменателе- на поперечных образцах.
Остаточные напряжения, возникшие при сваркй*
течением времени релаксируют: нагрев при 200°С да!
в течение 30000 ч приводит к незначительному сния
нию остаточных напряжений в околошовной зоне. Наги
при 300° С полностью снимает их за 30000 ч, Остатд
ные напряжения измеряли рентгеновским метода
Результаты измерений приведены ниже: 1
Вьтдс.пжка при температуре нагрева 1
300°С, ч..............'.........3000 10000 20000 301
Пт а;;, КГс/см3.................+35 +8 +12 "Ч
Сплав ВТ4 является среднелегированным сплаве
системы Ti—AI—Мп. Он отличается более высок|
прочностью и жаропрочностью при несколько менъш|
пластичности, чем сплав ОТ4 [2, ]31, 132]. Как и у спЛ|
ва ОТ4, его структура в отожженном состоянии содв|
жит 2—4% p-фазы. i
Механические свойства сплава ВТ4 и его сварных d
единений приведены в табл. 42, 43.
Таблица 42
Механические свойства сплава ВТ4
(отожженное состояние) при комнатной
и повышенных температурах (толщина листа 1,0—4,0 мм)
°C яп | <ь.г 6 | if 1
кгс/мм* % 3
20 95—105 75 -90 15—22 34 I
250 67 58 20 43
350 63 55 17 42 ]
450 57 46 20
Таблица 43
Свойства сварных соединений сплава ВТ4
(толщина листа 2,0 мм)
Метод сварка Присадка Термическая обработка Г исп» °C «в, кгс/мм® (Z, f град, '
Автоматике- Без приезд- Без ТО 20 85 45
ская ЛДС Нп КИ То же 350 65 —
То же Отжиг при
Ручная АДС Нп ВТ4 660°С 20 85 40
190
Сплав ВТ4 предназначен для штампосварных изде-
лий и конструкций, работающих длительно при темпе-
ратурах до 400—450° С и кратковременно при темпера-
турах до 750—800° С.
Сплав ОТ4-2 наиболее прочный и жаропрочный из
сплавов системы Ti—Al—Мп, Содержание алюминия в
сплаве приближается к пределу его растворимости в
а-титане, количество p-фазы в отожженном сплаве нахо-
дится в пределах 2—4% [2, 131, 132].
Механические свойства сварных соединений, выпол-
ненных автоматической и ручной аргоно-дуговой свар-
кой, а также основного металла сплава ОТ4-2 (толщина
листа 2,0 мм) приведены ниже.
Метод сварки........ ААрДЭС РАрДЭС
Присадка............ Без присадки ОТ4-2
а, град............. 35-50/30-50 35—50/30—50
<Гв, кгс/мм2, при темпе-
ратуре, °Сз
20 ............. 103—110/98—103 103—110/100—111
350 ............. 70—70/68—77 70—76/71—78
Примечание, В числителе приведены данные
в знаменателе — для сварного соединения.
для основного металла»
Сплав ОТ4-2 предназначается для изделий, работа-
ющих длительно при температурах до 450—500° С и
кратковременно при температурах до 750—800° С.
Сплав АТ2 отличается высокой пластичностью не
только при комнатной температуре, но и при низких
температурах (—196, —253° С) [134, 135], Из этого
сплава изготавливают прутки, поковки, листы, фольгу,
грубы. Рекомендуется сплав для работы в интервале
температур от —253 до 350° С.
Сплав АТЗ основан на системе Ti—Al с небольшим
содержанием хрома, железа, кремния, бора. Это прак-
тически однофазный а-сплав [136, 137]. Из сплава АТЗ
изготавливают прутки, поковки, листы, фольгу путем
горячей и холодной прокатки, проволоку, горячеката-
ные и холоднокатаные трубы. Сплав АТЗ сваривается
контактной, аргоно-дуговой, электрошлаковой сварка-
ми, Снижение механических свойств сварных соедине-
ний не превышает 5—10% от свойств основного металла.
Сплав АТЗ рекомендуется для изготовления штампо-
сварных конструкций, работающих длительно при тем-
пературах до 400° С.
191
Сплав АТ4, как и сплав АТЗ, основан на системе
Ti—Al с небольшими добавками хрома, железа, крем*
пия и бора [2, 44, 136, 137]. Сплав обладает хорошим.^
характеристиками длительной прочности и ползучести
при температурах до 500° С. В этом интервале темпера-
тур он имеет также хорошую термическую стабильность,!
Из сплава изготавливают плиты, листы, прутки, поков-
ки, штамповки и другие полуфабрикаты. Сплав хорошр
ioso isos око коо -
7*'~ Ч
Р нс. 70. Зависимость механиче*1
ских свойств сварного соедини,
нии сплава ВТ20 от длительной'
выдержки при температурах, *С':
(по данным Е. А. Борисовой,
Л. А, Груздевой и др.);
/ — 500; 2 — 400; 5 — 300
сваривается аргоно-дуговой и электрошлаковой сварка-
ми. Прочность сварного соединения составляет 90—
95% от прочности основного металла.
Сплав ВТ20* основан на системе Ti—Al—Zr—Мо—V-j
[2, 121, 122, 123, 138]. Содержание ^-стабилизирующих
элементов (Мо и V) в нем весьма невелико. Это прак-
тически однофазный сплав с a-структурой. Из сплава :
ВТ20 изготавливают листы, плиты, профили, кованые и.(
катаные прутки, поковки, штамповки, кольца. Сплав
хорошо сваривается всеми видами сварки, применяемы-
ми для титановых сплавов. Прочность сварного шва со-
ставляет 90—95% от прочности основного металла как
при комнатной, так и при повышенных температурах.
Для снятия сварочных напряжений сварные конструк-
ции следует подвергать отжигу. Сплав рекомендуется
для изготовления штампосварных конструкций, работа-
ющих длительно при температурах до 500° С и кратко-
временно при температурах до 800° С. На рис. 66 и в
табл. 44 приведены основные механические свойства
сварных соединений сплава ВТ20, выполненных автома-
тической аргоно-дуговой сваркой без присадки и с при-
садкой СПТ2 (многопроходная сварка).
Сплав ВТ20 мало чувствителен к воздействию терми-
ческой обработки. Сварное соединение как после свар-
Сплав разработан Е. А. Борисовой, С. Г. Глазуновым и др.
192
Т а б л и ц а 44
Механические свойства сварных соединений сплава ВТ20,
выполненных различными методами
Состояние сварного соединения Вид сварки Сваривае- мое изделие* °В> кгс/мм= град. % у ан
КГС'М /см1
Сварка Автоматическая Лист 98 38 3,2
без присадки Много проход- Плита 91 3,8
Сварка-Т пая АДС Автоматическая Лист 96 42 3,0
+отжиг ЛДС Нп без присадки Многопроход- Плита 92 3,8
Сварка-}- пая АДС Автоматическая Лист 98 34 2,7
-f-нагрев АДС Нп без присадки Многопроход- Плита 94 3,4
Сварка-}- пая АДС Автоматичс- Лист 95 36 2,9
4-отжиг-|-- 4-нагрев ская ЛДС Ни без присадки Многопроход- Плита 95 3,7
Прямей ная ЛДС а н ия: ]. Отжиг н ри ТЕО0 С н течение 30 мян, охла жд енде
па воздухе. Нагрев при 430а С в течение 100 ч. 2, Толщина листа 2 мм,
толщина плиты 16 мм.
ки, так и после сварки и отжига обладает хорошей тер-
мической стабильностью (рис. 70).
Сплав ТС5 основал на системе Ti—Al—Sn—Zr—V.
Структура сплава содержит небольшое количество
^-стабилизирующих элементов, поэтому это фактически
однофазный сплав с a-структурой. Он имеет хорошую
жаропрочность и пониженную пластичность. Ио своим
механическим и технологическим свойствам он близок
сплавам ВТ20 и ОТ4-2.
СПЛАВЫ С а+р-СТРУКТУРОЙ
МАРТЕНСИТНОГО ТИПА
В эту группу входят среднелегированные р-стабилизиру-
ющими элементами сплавы с =0,34-0,9, термически
упрочняемые путем закалки и старения. Сплавы этой
13—553
193
группы непосредственно после сварки имеют понижен^
нуго пластичность сварного соединения в связи с обря^|
зованием в структуре шва довольно прочной мартенситЯ
ной а'-фазы. Для восстановления пластичности сварным
соединений у сплавов такого типа применяют стабили-|
зирующую термическую обработку, в результате кото-1
рой а'-фаза превращается в стабильные а+р-составля-|
ющие. I
Большинство сварных конструкций из а+р-сплаво@1
мартенситного типа изготовляют с прочностью сварных!
соединений 85—100 кгс/мм2. Реже сварные конструкции!
подвергают упрочняющей термической обработке на |
прочность 105—130 кгс/мм2, и тогда швы утолщают и!
подвергают отжигу, при этом достигается равнопроч-1
ность конструкции и обеспечивается достаточная на-1
дежиость сварного соединения. |
Сплав ВТ6 — аналог широко применяемого зарубеж-1
кого сплава Ti—6А1—4V [2, 121], а также отечественно-1
го сплава ВТ6С. Изготавливается сплав в виде листов, I
плит, прутков, поковок, штамповок, сварных колец. 1
Сплав может применяться как в отожженном, так и в /
термически упрочненном (закалкафстарение) состояни- :
ях. Упрочняющей термической обработкой прочность
сплава может быть увеличена на 15—20%. Сплав удов-
летворительно сваривается всеми видами сварки, приме-
няемыми для титана. Сварное соединение сплава ВТ6
непосредственно после сварки имеет несколько понижен-
ную пластичность. Для восстановления пластичности
сварного соединения требуется стабилизирующая терми-
ческая обработка. Прочность сварных соединений спла-
ва ВТ6, выполненных ААр ДЭС неплавящимся электро-
дом без присадки, составляет после отжига при 750—
800° С и после закалки с 900° С и старения при 500° С в
течение 2 ч 95—100 и 105 кгс/мм2 соответственно. Сплав
сваривается со всеми листовыми титановыми сплавами.
В качестве присадочного материала используют прово-
локу из сплавов ВТ1-00, ВТ1-0, ВТ2, СПТ2, ВТ6С.
Сплав ВТ6 применяется для изготовления сварных
деталей, длительно работающих в отожженном состоя-
нии при температурах до 450° С, а в термически упроч-
ненном состоянии — при температурах до 400° С. Сплав
ВТ6С рекомендуется для изготовления штампосварных
конструкций, работающих длительно при температурах
до 400—450° С и кратковременно при температурах до
194
Рис. 7L Зависимость механических
свойств сварных соединений сс+р-
тнтановых сплавов мартенситного
типа от температуры испытания?
сплав ВТ 16; 2 — ВТ23; 2—ВТ6С
700—750° С. Предел прочности сварного соединения, вы-
полненного сваркой плавлением, составляет не менее
90% от предела прочности основного металла. При
сварке металла большой толщины используют прогрес-
сивные методы сварки, например сварку погруженной
дугой; швы сплава ВТ6С, полученные этим способом,
равнопрочны отожженному основному металлу, а их
ударная вязкость выше иа 1,2—4,0 кгс-м/см2[99, 139].
Ниже приведены механические свойства сварных со-
единений сплава ВТ6С толщиной 6 мм, выполненных
различными методами:
нв, «. °н;
кгс/м№ гРаД- кге
Основной металл .................
Сварное соединение:
АДС с флюсом.................
АДС погруженной дугой . . .
98,0 56 6,4
97,5 42 6,7
99,3 45 6,3
В табл. 45 и на рнс. 71 приведены механические
свойства сварных соединений, выполненных различными
методами.
Сплав ВТ14* [2, 44, 141] —высокопрочный термиче-
ски упрочняемый сплав, основанный на системе
Ti—Al—Мо—V. В закаленном или отожженном состоя-
нии сплав обладает удовлетворительной пластичностью,
а после закалки и старения приобретает высокую проч-
ность. Из сплава изготавливают листы, ленту, плиты,
прутки, поковки, штамповки, трубы и другие полуфаб-
рикаты. Сплав удовлетворительно сваривается всеми
видами сварки, применяемыми для титана. Для восста-
новления пластичности сварного соединения при аргоно-
* Моисеев В. Н., Глазунов С, Г. Авт. свид. № 447450. — «Откры-
тия, изобретения, пром, образцы и тов. знаки», 1974, № 39, с. 73.
13*
195
Таблица 45
Механические свойства сварных соединений сплава ВТ6С
при различных температурах
Метод сварки Толщина листа» му? Присадка Термическая обработка и о ё S о ЙЙ и о йн, кгех Хм/смд Г"' nrtJ1
АДС Нп 3,0* Без присадки Отжиг при 750°С 20 200 350 500 сч ю со о СЛ'Д [Дю 1 N [ Щ о ь- со со Ю Tf — 42
ВТ 1-00 1'о же 20 85—90 — 45
Без присадки Закалка с 850° С+ старение при 500° С, 2 ч 20 100— 105 30
АДС погру- женной дугой 5,0 1-й слой без присадки Отжиг при 750° С 20 90 4 42
2-й с при- садкой ВТ1-00
7,0 То же То же 20 90 5 40
АДС Нп 8—12** ВТ6С 20 85 5 —
* о—д-ге кгс/мм*. *• Поковка.
дуговой сварке обязательна термическая обработка.
Предел прочности сварного соединения составляет 0,9
от предела прочности основного металла. В табл. 46
приведены механические свойства сварных соединений
сплава ВТ14 при комнатной температуре.
В табл. 47 приведены механические свойства сплава
ВТ14 и его сварных соединений в зависимости от режи-
мов старения.
В термически упрочненном состоянии сварное соеди-
нение менее пластично и более чувствительно к трещине.
Исследовали механические свойства сварных образ-
цов и пластичность сварного соединения при испытании
на изгиб после старения при 475, 500, 525 и 550° С в те-
196
Таблица 46
Механические свойства сварных соединений сплава ВТ14
Толщина листа, мм Приса- дочный материал Термическая обработка *в Н-1 <х> град. МЦУ
КГс/ММа °тах’ кгс/мм’ число циклов W
АДСНп
1,5 3,0 2,5—3,0 Без при- садки То же ВТ2 СПТ-2 Отжиг Закалка + старе- ние *г Отжиг Закалка + старе- ние *2 Отжиг *£ Закалка + старе- ние *2 Отжиг *‘ Закалка + старе- ние *2 98 ИЗ 102,7 116 102 100 99 112 29 33 II II 67,7 79 57 57 69,4 73,3 10 500 6 000 53 873 26 659 6927 4 653
АДС Пл
16—18*3 СПТ-2 Отжиг Закалка -f- старе- ние *г 86 98 — — — —
« Отжиг при 750” С, 30 мин. ,I Закалка а20° С, 12—16 ч. *’ Поковка. с SZO0 С, 10 мин+старение при
чепие 16 ч. Закаливали образцы в воде с температуры
860° С перед сваркой и после сварки (рис. 72). С повы-
шением температуры старения предел прочности свар-
ных образцов понижается, а пластичность при изгибе
повышается.
Исследовали влияние окисленного слоя, образующе-
гося при нагреве в воздушных печах при различных тем-
пературах, на характеристики работоспособности основ-
Р и с. 72. Зависимость t?D и а свар-
пых образцов сплава ВТ14 от тем-
пературы старения;
/г — закаленные перед сваркой;
*'i — закаленные после сварки;
------ основной металл;----------
сварное соединение; <р— угол изги-
ба
197
Таблица 47
Механические свойства сплава ВТ14
и сварных соединений после различных режимов
термической обработки (толщина листа 2,0 мм)
Термическая обра- ботка Основной металл Сварное соединение
ав- кгс/мм’ ссФ град ат,у кгс-м/сма V кгс/мм3 <х* Град ат-у'Я кгС'М/яМ
Состояние постав- 4,51
КИ — —— ——fw ж
Вакуумный отжиг
при 800° С, 1 ч , . Закалка + старе- ние * при темпера- туре, °C: 95,0 6,6 97,3 62 4,0 1
480 124,3 31 1,22 105,7 18 1.05 1
500 120,5 32 1,37 107,6 26 1.08 1
520 111,6 34 1,98 108,1 32 1,46 1
540 104,6 39 2,35 105,8 32 1,84 1
560 101,7 41 2,53 100,6 36 2,19
* Режим закалки : нагрев до 870’ С. выдержка 15 мин, охлаждение в 1
вода. Выдержка при старении lt> ч,
Таблица 48
Влияние окисленного слоя на механические свойства
основного металла и сварных соединений сплава ВТ14
Состояние материала А- кгс/мм’ SS а» град* вт у, кгсХ Хм/см1 j[ и 1 я 1 н? J Ь м
Исходное состояние 99,4 12,1 58 9,3 38
Отжиг при 550“ С 99,1 11,9 58 10,6 38
То же 650° С 99,6 12,7 55 9,7 38
» 750’ С 98,4 11,2 48 9,6 32
Сварка + отжиг при 550“ С . , 100,0 — 30 2,4 30
То же + травление 97,2 — 28 2,3 .—
Сварка + отжиг при 650° С . . 99,3 1— 31 3,1 32
То же + травление 97,0 — 30 2,8 -—
Сварка + отжиг при 750° С . . То же + пескоструйная очи- 95,6 — 31 5,1 32
стка То же + пескоструйная очист- ка + травление + обезводоро- 96,5 -— 26 3,8 —
живание 96,7 29 3,7 —-
Примечание. Выдержка, при температуре отжига на воздухе, I ч, охлаждение 1
108
кого металла и сварных соединений, выполненных
ЛДС Нп без присадки. Исследование проводили на лис-
тах толщиной 3,0 мм промышленной поставки. Поскольку
листы поставляются в состоянии значительной нагартов-
ки, то предварительно они были подвергнуты вакуумно-
му отжигу при 750° С в течение 1 ч (исходное состоя-
ние), после чего из них были вырезаны образцы. Одну
пасть образцов испытывали в исходном состоянии, дру-
гую часть нагревали при 550—750° С в течение 1 ч для
Получения газонасыщенного слоя на поверхности образ-
цов. Результаты испытаний приведены в табл. 48.
Окисленный слой, образующийся на поверхности об-
разцов при нагреве (отжиге) в течение 1 ч при 550—
/50° С, не вызывает заметного ухудшения механических
свойств сплава ВТ14.
Так как термическая стабильность является основ-
ным показателем работоспособности материала, иссле-
довали влияние длительного нагрева (до 10000 ч) на
механические свойства основного металла и сварных сое-
динений (АДС Нп). Образцы выдерживали в муфель-
ных печах при температуре 300° С до 10000 ч. Одновре-
менно изучали влияние коррозионной среды на механи-
ческие свойства основного металла и сварных соединений.
Для этого образцы после обезжиривания в бензи-
не окунали в 3%-ный раствор NaCl. Затем образцы на-
гревали по указанным режимам. Анализ результатов,
представленных в табл. 49, позволяет сделать вывод,
что основной металл и сварные соединения, выполненные
аргоно-дуговой сваркой по схемам сварка — отжиг и за-
калка — сварка — старение, и в отожженном, и в терми-
чески упрочненном состояниях обладают достаточной
термической стабильностью за 10000 ч при 300° С.
Наблюдается некоторое снижение угла изгиба, удар-
ной вязкости образца с трещиной (ат.у) и числа циклов
до разрушения при повторном нагружении. Поскольку
для производства большой интерес представляют свар-
ные соединения, в которых сварка является заключи-
тельной операцией, то исследовали влияние длительного
нагрева при 300° С на свойства сварных соединений,
выполненных аргоно-дуговой сваркой по схемам от-
жиг — сварка и термоупрочнение — сварка. В исход-
ном состоянии сварные соединения, выполненные по
указанным схемам, по пластичности и способности к
торможению разрушения при повторном нагружении
199
Таблица 49
Влияние длительного нагрева При 300* С и коррозионной среды
на механические свойства сварных соединений (АДС Нп)
и основного металла сплава ВТ14 (толщина листа 1,5 мм)
Исходное состояние Время из- । грева, ч Вид'образца % KecJj ‘-и | °т.У’ кгсм/см: МЦУ, число циклов при .
кге ^мм3
Отжиг при 8оОа С, 30 Основной 98.0 36,5 65 4,6
мин, охлаждение с 3 000 металл 96,0 28,0 80 4,3 —
печью до 650° С, 30 3 DO(J* 96,0 — 85 4,1 —
мин, далее на воз- 10 000 94,0 г — 2,6 „
духе 10 ого* — — 65 4,5
То жс+еварка Сварное 109,6 40 Ы 0,87 3807
500 сседине- 110г4 —. 40 5694 '
3 000 иие 110,0 — 16 0,7 —
Сварка 4- отжиг при Сварное 98,0 29,0 45 2,5 10 500.
750’ С, 30 мин, ох- 3 000 сисдн- 96,5 26,0 65 2,4 11 800
ложденне на воздухе 3 000’ некие 92,0 60 2,3 6 900
10 000 38,5 40 1,1 5 600
10 000* 100,5 • 46 2,1
Закалка в воде с Основной 126,5 35,5 60 2,0
890“ С, 10 мин+старс- 3 000 металл 108,5 30,0 65 2,9 —
ние при 5005 С, 16 ч. 3 000* 108,0 65 3,0 —
воздух 10 000 128,0 -— —• —
10 000* — — 62 2,7 —
То ж с+сварка Сварное 112,7 30 1,3 3621
500 соеди- 140,8 15 0,7
3000 некие 133,3 — 12 0,5
Сварка + закалка в То же ЛЗ,0 ЗЗтО 35 0,9 6000
воде С 890° С, 10 3 (КЮ 106,0 29,0 40 1,35 5300
мвп 4- старение при 3 000* 102,0 .— 40 1,25 1400
515“ С. 1G ч 10 000 >94,0 —» 25 0,9 5500
10 000* 110,0 — 23 0,9 —
* Нагрев в коррозионной среде.
значительно уступают отожженным сварным соединени-
ям. После длительного нагрева при 300° С пластичность
и способность к торможению разрушения у них в не-
сколько раз меньше, чем у отожженных после сварки
соединений в исходном состоянии.
Сплав ВТ3-1* широко известен как жаропрочный
титановый сплав, применяемый в основном для изготов-
* ВИАМ. Лвт. свид. № 108454. —«Бгол, пзобр.», 1957, № 8, с. 7.
200
Леиня деталей компрессора, работающих длительное
время при температурах до 400° С. Однако он примеия-
стся и как конструкционный материал, предназначенный
для изготовления нагруженных силовых деталей [2, 44,
121, 142]. Из сплава ВТЗ-1 изготавливают катаные и
кованые прутки, прессованные профили, различные по-
ковки и штамповки, кольца. Сварные соединения сплава
ВТЗ-Г требуют обязательной термической обработки
ле только для снятия остаточных напряжений, а глав-
ным образом для стабилизации структуры металла шва
п околошовной зоны и восстановления пластичности
сварного соединения. Свойства сварных соединений
сплава ВТЗ-1 в значительной степени определяются со-
ставом присадочного материала и режимом отжига.
Исследования, проведенные О. П. Солониной и др.
| 142], показали, что применение присадочного материа-
ла ВТ20-2св и СПТ-2 позволило получить на сварных
соединениях, выполненных аргоно-дуговой сваркой, вы-
Таблица 50
Механические свойства сварных соединений сплава ВТЗ-1,
выполненных аргоно-дуговой сваркой с присадкой ВТ20-2св
Состояние Толщина материала» мм Т °C CJ я о кге*м/см2 ст.у + КГС-М/СМ' в
ОШЗ шов ОШЗ шов
Основной ме- та jl’i 15 20 300 400 106— по 84—87 82—85 3,1— 5,5 — 1,9— 4,0 — 42—45
Сварка -|- от- жиг при 800е С, воздух 15 20 300 400 94—99 68—70 62—64 3,5- 5,0 4,5— 6,5 1,9— 2,5 4,0— 5,0 —
Снарка + от- жиг 8 20 400 95— 100 68—70 3,5 4,5 — —
Сварка 4 20 300 400 106— ПО 87—89 82—87 — — — — 27—36
14—553
201
сокий предел прочности после отжига при 800—850d
Механические свойства сварных соединений, выполне!^Я
ных аргоно-дуговой сваркой, на материале толщинб^Я
4—15 мм с использованием присадки ВТ20-2св посл^Я
отжига при 800° С с охлаждением на воздухе приведении
в табл. 50.
Сварные соединения, выполненные аргоно-дугово|^И
сваркой с присадкой ВТ2св при 20° С, имеют преде^И
прочности 75 кгс/мм2, ударную вязкость 6—10 кгс-м/смтМ
удельную работу разрушения образца с трещиной 2,7—1Я
6,0 кгс-м/см2 и угол изгиба 35—60°. |Н
Сварные соединения сплава ВТЗ-1, выполненные apjfl
гоно-дуговой сваркой, обладают удовлетворительно ^Я
термической стабильностью после выдержки в тсченияЯ
1500 ч при 300° С и после выдержки в течение 500 ч прим
400° С. Я
Сплав ВТ 16 * является высокопрочным сплавом, от-Я
личающимся повышенной пластичностью в отожжеиномЯ
и закаленном состоянии [2, Ю, 136]. В настоящее времяЯ
из него изготовляют главным образом прутки и прово-Я
локу, предназначенные для производства деталей креп-Я
ления методом холодной или горячей высадки. СплавЯ
может использоваться для изготовления листов, ленты,Я
фольги, тонкостенных труб, профилей и т. и. Применяет- Я
ся сплав ВТ16 как в термически упрочненном состоянии, Я
так и в отожженном. Я
Сплав ВТ 16 основан на системе Ti—AI—Мо—V и по Я
своей структуре в равновесном состоянии относится к Я
(а+р)-сплавам (75% а-фазы, 25% £-фазы). Я
Сварное соединение сплава ВТ16 благодаря наличию Я
а"-фазы имеет хорошую пластичность. Я
А. И. Горшков совместно с авторами исследовал Я
свойства сварных соединений сплава ВТ16. Исследова- Я
ние проводили па листах толщиной 0,3; 0,8 и 1,5 мм. 9
Сварку выполняли аргоно-дуговым способом в непре- I
рывном и импульсном режимах. Результаты механичес- I
ких испытаний образцов приведены в табл. 51. f
Из полученных данных следует, что сварные соедй- 7
нения, выполненные без присадки, обладают достаточ-
но высокими механическими характеристиками. Свар-
* Моисеев В. Н., Глазунов С, Г., Соколиков К, И, Авт, свид.
К’ 441322, — «Открытия, изобретения, промышленные образцы и то-
варные знаки», 1974, Л» 32, с. 71,
202
Таблица 51
Механические свойства сварных соединений сллава ВТ1И
(без термической обработки)
Вид сварки Толщина материала, мм Присадоч- ный мате- риал %’ кгс/мм2 к, град Место разрушения
Непрерывная АДС Нп 0,3 Б/п 106,0 127,3 По сварному шву
Импульсная ЛДС Нп 0,3 То же 102,0 148 11о основному металл}7
0,8 » в 100,5 70 То же
1,5 » в 102,6 68 2- »
Плазменная АДС Нп 0,8 в в 110,3 64 По OIII3
0,8 ВТ 1-00 104,7 41 По основному металлу
0,8 ВТ2св 109,9 70 То же
0,8 ВТ17 104,9 47 По границе ме- талла шва
1,5 ВТ 1-00 105,8 35 По основному металлу
1,5 ВТ2св 104,5 37 То же
1,5 ВТ17 105,9 43 »
Т а б л и и а 52
Механические свойства сварных соединений сплава ВТ16,
выполненных аргоно-дуговой сваркой без присадки,
после различных режимов термической обработки
Термическая обработка %- Krc/MMJ “и Пт-У а, град. МЦУ, число циклов ’ При -0.7 <гв
кгс •
Отжиг 780" С, 30 мин, охлаж- дение в печи до 400° С, затем па воздухе 85 4,5 4,0 60 12000
Закалка с 810° С в воду, ста- рение 560° С, 16 ч 105 3,0 2,5 35 6000
Закалка с 810° С в воду, старе- ние 500° С, 16 ч 125 2,5 2,0 25 —
14*
203
ПЫе соединения, выполненные с различными присадка
ми, практически равноценны. Очевидно, это связано i
тем, что присадочная проволока создает лишь усилие
а разрушение происходит не по металлу шва, а ш
основному металлу или частично по околоиювво:
зоне.
Непосредственно после сварки сварные соединения
сплава ВТ16 имеют хорошую пластичность. Однако'
структура этих соединений не стабильна, и в процесс^
эксплуатации при повышенных температурах происхо-
дит охрупчивание соединений. Для стабилизации струк-
туры таких сварных соединений применяют термичек
скую обработку.— отжиг или закалку со старением. ?
В табл. 52 приведены механические свойства свар<
ных соединений, выполненных аргоно-дуговой сваркой,-
после различной термической обработки. Наиболее вы-
сокую пластичность имеют сварные соединения после»
отжига или непосредственно после сварки.
Упрочняющая термическая обработка (закалка и
старение), хотя и повышают прочность сварного соеди-
нения, но существенно снижают его пластичность. Уп-
рочняющую термическую обработку сварных соедине-
ний целесообразно проводить по мягким режимам, т. е.
закалку- осуществлять с более низких температур, чем
принято для основного металла. Такая обработка обес-
печивает несколько меньшую прочность, но более высо-
кую пластичность.
Исследовали различные варианты сочетаний сварки
и термической обработки: сварка, сварка+закалка,
сварка+закалка+стареиие, закалка+стареиие+свар-
ка-|-старение. Результаты представлены в табл. 53.
Наилучшее сочетание прочности и пластичности
сварного соединения обеспечивает термическая обра-
ботка по режиму: закалка с 750° С и старение при 450—
500° С в течение 4—8 и.
Сплав ВТ23 * является опытно-промышленным терми-
чески упрочняемым сплавом мартенситного типа [2, 104,
144]. Из него изготавливают листы, прутки и другие по-
луфабрикаты, предназначенные для изготовления свар-
ных конструкций, работающих при температурах до
500° С. Сваривается сплав всеми видами сварки, приме-
* Сплав разработан А. И. Хоревым и Л. Г. Мухиным.
204
Таблица 53
Механические свойства сварных соединений сплава ВТ16
п зависимости от последовательности операций сварки
и термической обработки
) 1оследоиателыюеть операции Толщина сварного соедине- ния, мм кгс/мм- ос» град.
Закалка с 750° С + сварка .... 1,5 94,8 70
0,8 100,2 70
Сварка + закалка с 750°С . . . . 1,5 119,7 27
0,8 98,1 36
Сварка + закалка с 800° С . . . . 1,5 100,3 17
0,8 69,0 18
Сварка + закалка с 750<: С + старе-
ште при 450° С, 8 ч 1,5 120,5 32
0,8 109,2 37
Сварка -|- закалка с 750° С + старо
иве при 500° С. 4 ч 1,5 110,6 32
0,8 109,7 39
Сварка + закалка с 830° С + старо
ние при 500° С, 8ч....... 1,5 116,1 13
0,8 — 17
Сварка -|- закалка с 850° С + старе-
иие при 500° С, 8 ч 1,5 88,2 12
Закалка с 750° С + старение при 500° С, 4 ч + сварка + старение при 0.8 — 16
500° С, 4 ч 1,5 85,8 17
0,8 89,0 18
няемыми для титана. По данным А. И. Хорева и др., проч-
ность сварного соединения в отожженном состоянии
равна 98—106 кгс/мм2 при угле изгиба 40° (r=t), а в
термически упрочненном состоянии ств='125-г-
-4-130 кгс/мм2 при угле изгиба 25—30°. Сварные соедине-
ния в отожженном состоянии при нагрузке 70 кгс/мм2
выдерживают 12300—24500 циклов повторно-статичес-
ких нагружений. Механические свойства сварных соеди-
нений при повышенных температурах представлены на
рис. 71. Сварные соединения сплава ВТ23 требуют обя-
зательного отжига после сварки. В состоянии же после
сварки швы сплава ВТ23 малопластичны.
205
Ниже приведены механические свойства сварных сое»
динений сплава ВТ23 (толщина листа 3 мм):
<JE * ОН' 01 *
кгс/мм2 кгс’м/см2 град.
АДС Нп . . . 109 1,8 18
АДС Фл ... 100 1,2 15
ЭЛС. .... 107 1,1 10
Применение присадочной проволоки позволило повы-
сить пластические характеристики сплава ВТ23.
Сварные конструкции из сплава ВТ23 необходимо от-
жигать при 750° С с охлаждением в печи до 400° С, а за-
тем па воздухе, что позволяет приблизить свойства свар-
ных соединений к свойствам основного металла.
СПЛАВЫ С а+0-СТРУКТУРОЙ
ПЕРЕХОДНОГО ТИПА
К сплавам переходного типа относятся «+р-титано-
вые сплавы, содержащие количество р-стабилизи-
рующпх элементов, близкое к критическому, и имеющие
Л’р = 1,0д-1,4. К ним относятся сплавы ВТ22, ВТЗО и др.
Отличительными особенностями этих сплавов являются
высокая гетерогенность структуры, позволяющая полу-
чать хорошее соотношение прочности и пластичности как
основного металла, так и сварного соединения, хорошая
прокаливаемость и высокая чувствительность к терми-
ческой обработке. Однако при термическом цикле свар-
ки в сварном соединении этих сплавов может образовы-
ваться промежуточная «-фаза, вызывающая хрупкость
сварного соединения. Для восстановления пластичности
сварного соединения и получения оптимальных механи-
ческих свойств требуется обязательная стабилизирую-
щая термическая обработка.
Сплав ВТ22* — среднелегированный сплав системы
Ti — Al — Мо — V — Fe — Сг с температурой мартен-
ситного превращения вблизи комнатной. Он имеет высо-
кий предел прочности как в отожженном, так и особенно
в термически упрочненном состоянии [2,121].
Из сплава изготавливают поковки, штамповки, пли-
ты, прутки и трубы. В отожженном состоянии сплав име-
ет (Тв^ПО кгс/мм3. В сечепии до 60 мм сплав может
подвергаться закалке и старению до сгБ= 140 кгс/мм2.
* Сплав разработан В. Н. Моисеевым и С. Г. Глазуновым.
2W
Сплав удовлетворительно сваривается сваркой плав-
лением (аргоно-дуговой и электрошлаковой) и кон-
тактной (роликовой и точечной). Сплав предназначается
для изготовления высоконагруженпых деталей и конст-
рукций, работающих длительно при температурах до
350—400° С и кратковременно при температурах до
750—800° С.
При сварке металла толщиной до 3,0 мм рекоменду-
ется применять разделку кромок и сварку вести с при-
садкой ВТ 1-0 или ВТ]-00 для повышения пластич-
ности сплава. В табл. 54 приведены механические свой-
ства сварных образцов после отжига, а также после
отжига и дополнительного иагрева при температуре
300° С в течение 1000—2000 ч.
Сварное соединение сплава ВТ22 в состоянии после
сварки имеет p-структуру. В этом состоянии сплав
Таблица 54
Механические свойства сварных соединений
сплава ВТ22 толщиной 1,5—2,5 мм,
выполненных аргоно-дуговой сваркой
Без нагрева
Свой ство Присадка втьоо без присадки оснондой металл
От. кгс/мм- „ . . . а, град ан, кгс-м/см2: шва переходной зоны ь . «Т.у, кгс-м/см2 . . . . 102—103’ GO—66 3,9^1,7 2,0—4,1 1,7-3,0 96—102 45-51 3,7—4,5 1,3—1,8 0,9—2,9 102—125 61—80 1,8-3,2
ПртЗолженш; табл. 54
Свойство Нагрев при ЗОО’С. 2000 ч
присадка ВТЬОО ' без присадки ОСНОВНОЙ Металл
щ, кгс/мм2 105—110 100—116 105—130 -
а, град 16—32 8—12 10—19
кгс-м/см2: шва 2,3—3,8 2,0-3,5
пер СХОДНОЙ ЗО?1Ы , , 1,7—2,5 0,8—1,8 —
(1т.у, КГС-м/|?М3 . . . . — -— —
207
имеет умеренную прочность и удовлетворительную пл
точность сварного соединения.
После отжига (780° С, выдержка в течение 30 мН
охлаждение с печью со скоростью 2—4° С/мин до 450°'
затем па воздухе) сварное соединение приобретает ото
сительно стабильную а-|-р-структуру. Это сопровожд;
ется заметным ростом прочности сварного
соединени
благодаря гетерогенности структуры; при этом пластнч
ность изменяется незначительно. Длительный натре!
при 450° С в течение 100 ч сварного соединения в неста
бильном состоянии сопровождается охрупчиванием
вследствие образования о-фазы или очень дисперсны;
выделений и- и p-фаз. Охрупчивание начинается пример
но с 250° С, а полное восстановление пластичности на
ступает после нагрева при 650—700° С. Фактор продол
жителыюстн нагрева также влияет па температурим1
интервалы этих процессов.
Высокие показатели прочности и удовлетворительная*
пластичность полуфабрикатов из сплава ВТ22 толщиной’
более 3,0 мм обеспечиваются применением при сваркй
присадочной проволоки СПТ-2 или ВТ20-2. !
Одним из основных методов термической обработки;
сплава ВТ22 является отжиг с последующим охлажде-
нием на воздухе или более медленный с печью. Реже
применяется упрочняющая термическая обработка, сос-
тоящая, как правило, из закалки и последующего старе-
ния. Ограничивает применение упрочняющей термичес-
кой обработки сварных соединений недостаточно хоро-
шая пластичность шва после закалки и старения. Ниже:
приведены результаты испытаний на чувствительность
к трещине при ударном изгибе сварных соединений
сплава ВТ22, полученных многопроходной аргоно-дуго-
вой сваркой неплавящимся электродом с присадкой и
однопроходной аргоно-дуговой сваркой плавящимся:
электродом в отожженном и термически упрочненном
состояниях:
Сварка ................
а-г.у, кгС’м/сЯ2;
основного металла .
шва....................
переходной зоЕ1Ы .
Неплавя-
щимся элект-
родом
3,5/1,1
4,2/2,1
2,3/1,5
Плавящимся
электродом
3,6/2,0
2,1/1,0
..Примечание. В числителе приведены 5Нячеиия после отжига,
w зйамёнагёле— после закалки ii старения
208
Отжиг проводили по режиму: нагрев при 750° С в те-
чение 1 ч, охлаждение с печью до 400° С, далее на возду-
хе. Упрочняющая термическая обработка заключалась
и закалке с 710° С и старении при 540° С в течение 12 ч.
Литая структура, как и перегретый металл, плохо восп-
ринимают упрочняющую термическую обработку. При
незначительном повышении предела прочности сварного
соединения существенно снижается его пластичность.
Обычно сварные соединения рекомендуется подвергать
мягкой упрочняющей термической обработке, повышаю-
щей предел прочности не более чем на 15—25%.
В последнее время все более широкое применение
находит ступенчатая термическая обработка сварных
конструкций, осуществляемая в две стадии в воздушных
пли аргоно-вакуумных печах. Первая стадия — нагрев,
до температур 820—850° С, выдержка 1—3 ч, охлажде-
ние с печью до 740—760° С (оптимально до 750° С), вы-
держка при этой температуре 1—3 ч, охлаждение на
воздухе или с печью со скоростью 2—4° С/мин (при арго-
но-вакуумной термической обработке). Вторая ста-
дия — нагрев до температуры 500—650° С, выдержка
2—4 ч, охлаждение на воздухе или с печью. Такая тер-
мическая обработка обеспечивает следующие механичес-
кие свойства: пв^105 кгс/мм2, 6^=6%,
^2,5 кгс-м/см2 для основного материала и сгв^85 кге/
/мм2, ан зоны^2,2 кгс-м/см2 для сварного соединения.
В табл. 55 приведены результаты испытаний на ма-
лоцикловую усталость цилиндрических и плоских образ-
цов сварных соединений, выполненных различными ме-
тодами, в отожженном состоянии.
Т а б л и и а 55
Долговечность сварных соединений сплава ВТ22
(толщина листа 20 мм),
выполненных различными видами сварки
Вид сварки V кгс/мм2 Ян, кгс-м/см® МЦУ, тыс, цик- лов
ЭЛС без разделки кромок .... Однопроходная плавящимся электро- 105—110 2,0—3,0 25—85
дом без разделки кромок Многопроходная плавящимся элск- 100—105 2,5—4,0 60—90
тродом с присадкой по широкой 1.'-образной разделке 90—100 .3,5-0,0 80—120
ЭШС по зазору шириной 28 мм . . 90—95 4,0—7,0 150—200
209
I я
Следует отметить, что долговечность металла nt в Д
находится в прямой зависимости от его прочности и плаД
стичности, в первую очередь от ударной вязкости. Я
Сплав марки ВТЗО является аналогом зарубежногЯ
сплава р-Ш и относится к сплавам переходного классаЖ
Основан сплав на системе Ti—Мо—Sn—Zr. Его особепЯ
ностью по сравнению с существующими титановымД
сплавами является отсутствие алюминия в качестве легиЯ
руклцей добавки и, как следствие, высокая техпологичеД
ская пластичность в закаленном состоянии. Считается^
также, что сварные соединения этого сплава можно под-Я
вергать упрочняющей термической обработке. Предна-Я
значеп сплав для изготовления листовых полуфабрикат!
тов, труб, фольги, а также для прутков, штамповок и т. п. а
Термическая обработка проводится по режиму: нагрев 1
под закалку до 720—730° С, охлаждение в воде, crape- 1
ние при 490—510° С, 8 ч, охлаждение па воздухе. Сплав I
ВТЗО удовлетворительно сваривается сваркой плавле- I
пнем. Сварпые соединения, выполненные ААрДС без 1
присадки, имеют предел прочности не менее 0,9 от проч- 1
пости основного металла. Сплав рекомендуется для pa- 1
боты при температурах до 350° С. Сплав ВТЗО проходит I
промышленное опробование. Свойства сплава в закален- 1
ном состоянии: предел прочности 65—75 кгс/мм2, пре- 1
дел текучести 60—70 кгс/ммг, статический модуль упру- I
гости 6600 кгс/мм2, относительное удлинение 30—40%, ]
относительное сужение 60—70%, ударная вязкость 12— 1
14 кгс-м/см2; в термически упрочненном состоянии: пре- 1
дел прочности 120—140 кгс/мм2, предел текучести ПО— <
130 кгс/мм2, относительное удлинение 6—10%. ।
ПСЕВДОр-СПЛАВЫ
Это высоколегированные сплавы на основе p-структуры
с Хр =1,64-2,5. Псевдор-силавы имеют физико-механи-
ческие и технологические свойства, аналогичные свойст-
вам сплавов со стабильной p-структурой, отличаются вы-
сокой пластичностью при умеренной прочности в отож-
женном состоянии и могут эффективно упрочняться
закалкой и старением.
В процессе термического цикла сварки в сварном со-
единении псевдор-сплавов фиксируется исключительно
метастабильпая p-фаза. В этом состоянии физико-меха-
нические свойства сварного соединения и основного ме-
талла практически одинаковы. Последующий нагрев
210
сварного соединения при длительной эксплуатации мо-
жет сопровождаться охрупчиванием как сварного соеди-
нения, так и основного металла. Упрочняющая термиче-
ская обработка (закалка и старение) сварного соедине-
ния, как правило, сопровождается резким снижением его
Пластичности при значительном росте прочности.
Сплав ВТ15* — первый отечественный титановый
сплав на основе ^-структуры. Его отличительная особен-
ность — превосходная пластич-
ность в закаленном состоянии,
свойственная металлам с кубиче-
ской решеткой, и высокая проч-
ность после старения [2, 121].
С.плав целесообразно применять
только в термоупрочненном со-
сгоянии, когда он дает заметное
преимущество перед другими
конструкционными сплавами.
Сплав идет на изготовление лис-
тов, лепты, фольги, поковок,
штамповок, прутков, профилей и
других полуфабрикатов.
Исследование сварных соеди-
нений сплава ВТ15 [145, 146, 147,
148] показало, что при толщине
листа до 4,0 мм непосредственно
после сварки сварные соединения
очень пластичпы. При прочности,
равной 85—90 кгс/мм2, угол изгиба
рочняющая термическая обработка
Рис. 73. Зависимость а ос-
новного металла и ме-
талла шва {2) сплава ВТ15
от температуры закалки (на-
грел в аргоне, охлаждение в
воде), гр — угол изгиба
составляет 180°. Уп-
приводит к резкому
снижению пластичности металла шва: после закалки с
800° С в воде угол изгиба металла шва снижается при-
мерно в два раза, а прочность при этом нс повышается.
После старения сварные соединения сплава ВТ15 ста-
новятся еще менее пластичными. Нагрев в интервале
400—500е* С уже через 30 мин приводит к резкому сни-
жению пластичности металла шва (рис, 73), а длитель-
ная выдержка при этих температурах повышает проч-
ность, по нс влияет на пластичность.
Для повышения пластичности и прочности сварного
соединения были опробованы следующие методы: сварка
плакированного металла, сварка с различными присад-
* Сплав разработан С. Г. Глазуновым и Г. П. Тарасенко.
211
ками, высокотемпературная закалка, пластическая
формация сварного шва.
Исследовали сварные соединения, выполненные авто^^В
матической аргоно-дуговой сваркой неплавящимся элф^^И
тродом в один проход и в два прохода, а также элеН^М
троннолучевой сваркой.
При сварке плакированных листов планировали
(ВТ1-0) расплавляется и перемешивается с металло^^И
шва. Причем иногда участки плакированного слоя гл/^И
боко внедряются в металл шва, что недопустимо, пО^И
скольку эти участки могут явиться очагом разрушениями
Плакировка листов сплава ВТ15 способствует снижепиК^И
в них содержания водорода, она благоприятно влияе^И
на качество листов, но проблему повышения пластйчно^И
сти металла шва после старения не решает. Использоч^И
ванне при сварке различных присадочных материалои^И
также вс повышает пластичности сварного соединениями
после старения. ’^Н
Оптимальной температурой закалки для основногб^^В
металла сплава ВТ15 является 800° С, угол изгиба при И
этом равен 180°, но для металла шва такая закалка сни-’И
жает угол изгиба до 70—80°. Опробование более высоких И
температур закалки (900—1200° С) показало, что пои И
нагреве в аргоне и охлаждении в воде с таких темпера- И
ТУР угол изгиба металла шва повышается до 120—180°. И
Однако после старения характеристики пластичности И
сварного соединения резко снижаются. И
Заметный эффект улучшения механических свойств Ж
даст пластическая деформация сварных швов (механике- Ж
термическая обработка). Механико-термическая обра- ж
ботка сварных соединений по схеме: закалка с 800° С ж
(15 мии)-*-деформация при комнатной температуре пу-
тем прокатки (на 40% по толщинс)^>-старспие по стан- >
дартному режиму (нагрев до 480° С, выдержка 8 ч, па- |
грев до 560° С, выдержка 15 мин) позволяет получить j
предел прочности 142 кгс/мм2 и угол изгиба 20—45°. у
После обычной термической обработки (закалка с 800° С
и старение) сварные соединения имели п-Е=130 кгс/мм2
и а=4—7°.
Для сварки сплава ВТ15 могут быть использованы
аргоно-дуговая снарка неплавящимся электродом с флю-
сом и электроннолучевая сварка, В табл. 56 приведены
механические свойства сварных соединений сплава ВТ15,
выполненных этими двумя способами и обработанных
212
Т .1 6 л ri ц а 56
Механические свойства сварных соединений сплава ВТ15
после сварки и упрочняющей термической обработки
Способ сварки Толщина, мм °В’ кгс/ммг КГС -М/СМг а, град.
АДС по флюсу 3,0 85,0 128,5 0,2 3,0 180 30
ЭЛС 90,5 125,0 6,4 3,6 180 40
АДС по флюсу 7,5 94,0 110,4 3,0 2,0 180 23
ЭД С 92,5 6,3 180
127,0 3,2 30
Примечание, .шамонатслс — поело з;) кладки 5 ч). В числителе ^акалкл н ио; приведены ян у с 500° С (вы ачония после |,ержка при те сварки, в мпературе
'Г а б л и ц а 57
Механические свойства сварных соединений сплава ВТ32,
выполненных АДС Нп (толщина листа 1,5 мм)
Свойство Т J ИСП’ сс Основной металл Сварное . соедине- ние
<Тр, кгс/мм2 20 120—130 127
300 105—110 104
П н па бане 10т циклов при г=0. 350 85—95 94
кге/мм2 МЦУ, циклов при: 20 35 20
о=0,5 0В 20 3 600* 7 850
0=0,3 ов Предел длительной прочности, кгс/мм2, за: 20 15 500* 50 000
100 ч 350 96 90
500 » 350 86
100 > 400 70 —
Угол изгиба, град 20 25 20
Примечание. Сварные соединении термически обработаны по ре-
жиму* нагрев до 780° С, выдержка 2 ч, охлаждение с печью со скоростью
5* 10° С/мип до 500 С, выдержка 4- ч, охлаждение * Образцы с концентратором К^=2,6. печью.
213
по оптимальному режиму упрочнения. Из приведенный»
данных видно, что при сварке металла толщиной 3,0
можно успешно применять аргоно-дуговой способ с флю^И
сом вместо электроннолучевого.
Однако при толщине 7,5 мм свойства швов, получеш^д
ных аргоно-дуговой сваркой с флюсом, резко ухудша-(И|
ются. ЯД
Сплав ТС6 является аналогом сплава ВТ15. Физико^И
механические и технологические свойства этого сплава^^М
близки аналогичным свойствам сплава ВТ15. ‘^Д
Сплав ВТ32* создан па основе системы Ti—Al—
Мо—V—Fe—Сг и является высоколегированным р-ста-^Д
билизирующими элементами сплавом [149]. Его отличич^Д
тельной особенностью является высокая пластичность и'^Д
способность упрочняться при малых скоростях закалкщ^Д
(4—10° С/мин). Сплав ВТ32 предназначается главным-^И
образом для изготовления листовых полуфабрикатов.^^Д
Он обладает хорошей технологической пластичностью'^Д
(аналогичной пластичности сплава ОТ4) и удовлетвори-^^Д
тельно сваривается всеми видами сварки, применяемыми ^Я
для титана. ^Я
Сплав ВТ32 позволяет осуществлять упрочняющую
термическую обработку без переноса в закалочную сре- ^Я
ду и использовать для этой цели вакуумные печи или не-
чи с защитной атмосферой. Сплав может быть использо- '^В
ван для изделий, работающих длительное время при S
температурах до 350° С. '»
Результаты исследований сварных соединений сплава Я
ВТ32 представлены в табл. 57. К
После сварки требуется термическая обработка свар- Я|
ных соединений по режиму: нагрев в вакуумной печи Д|
или в печи с защитной атмосферой до 780° С, выдержка Я
2 ч, охлаждение с печью со скоростью ^4° С/мин до Д
450—650° С, выдержка 4 ч, охлаждение с печью до тем- Д
пературы выгрузки. I
Сварные соединения сплава ВТ32, подвергнутые |
упрочняющей термической обработке в вакууме по ука- F
занному выше режиму, термически стабильны при тем-
пературах до 350° С в течение 1000 ч.
* Сплав разработан В. Н. Моисеевым, Л. В. Шохоловой,
Л. II. Терентьевой, 10. А. Грибковым,
214
СПЛАВЫ СО СТАБИЛЬНОЙ
^-СТРУКТУРОЙ
Сплавы этого типа имеют стабильную p-структуру при
комнатной температуре. Они еще более легированы
p-стабилизирующими элементами, чем псевдор-сплавы,
п имеют К. ^3,0. В процессе термической обработки
сварного соединения p-фаза у этих сплавов не претер-
певает превращений. Сварные соединения имеют меха-
нические свойства, близкие свойствам основного металла.
Сплавы не воспринимают упрочняющую термическую об-
работку. Сплавы этого типа пока не получили промыш-
ленного применения, тем не менее они могут представ-
лять интерес как особо коррозионностойкий и жаропроч-
ный материал при высоких температурах. Ниже будут
рассмотренв! два опытных сплава такого типа.
Сплав 4201 (Ti — 33% Мо). Сплав рекомендуется
как коррозиоппостойкий материал для аппаратуры, под-
вергающейся при повышенных температурах воздейст-
вию агрессивных сред, содержащих соляную, серную,
муравьиную кислоты. Сплав может заменить тантал,
сплавы на никелевой основе типа хастеллой, а также
Таблица 58
Механические свойства сплава 4201 (лист)
Свойство т ИС п’
20 200 400 000 800 1000 1200
(Ц, кгс/мм2 80—85 64,0 60,0 42,0 18,0 8,5 4,0
<Д,2. кге/мм2 78—84 55,0 50,0 38,0 15,8 8,5 4,0
fi, % . . 10—20 21 17,0 26,0 62,5 205 225
% 30—55 62,0 55,0 77,0 98,5 — —
С, кгс/мм2 11 000 10 407 9902 9298 — — —
Предел длительной проч- ности, кгс/мм2, за: 100 ч 63,5 57,0 13,0 2,5
1000 » — 63,0 — _... — — —
Предел ползучести, кгс/мм2, за: 100 ч 55 4,5
1000 » — 52 —. — — —- -—
<i-i, кгс/мм2, на базе 2-107 циклов — 29 — 29 — — —
215
благородные металлы — платину, золото. Сплав свари-
вается всеми видами сварки, применяемыми для титана.
В табл. 58 приведены механические свойства сплава
4201.
Рекомендуются следующие режимы термической об-
работки сплава: 1) отжиг при температуре 850±10°С,
выдержка 1 ч, охлаждение на воздухе — для поковок,
прутков, толстых плит; 2) вакуумный отжиг при темпера-
туре 850±10“С, выдержка 1 ч, охлаждение с печью до
250“ С — для промежуточного и окончательного отжига
листов и труб.
Другой титановый сплав аналогичного типа (Ti-}-
-|-25—30% Мо -j-2,0—5% Nb-\-Orl—3% Al)* также раз-
работан на основе системы Ti—Мо. Сплав хорошо дефор-
мируется в горячем и холодном состояниях. Оптималь-
ный режим отжига для сплава следующий: нагрев при
850° С, выдержка 1 ч. Сплав сваривается всеми видами
сварки. Прочность сварного соединения при повышенных
температурах составляет 0,9—0,95 от прочности основ-
ного металла. Механические свойства сплава при ком-
натной и повышенных температурах приведены в табл. 59.
Таблица 59
Механические свойства сплава Ti+25—30% Мо+Й—5% Nb+
+0,1—3% Al при различных температурах
7 “С ^мсл* ь СГ]Л, кгс/мм1 б, % св (игва), кгс/мм&
20 82,4—85,0 8,0 81,5—83,0
800 11,6—17,0 80—75 10,5—15,0
1000 7,8—10,3 90,0 7,0—8,0
1200 4,5—6,0 95,0 4,0—5,0
Образцы испытывали в обычной атмосфере. Сварные
образцы, испытанные при 20° С, разрушались, как пра-
вило, по переходной зоне. Прочность и пластичность
сплава после сварки и отжига приведены ниже:
После сварки После
отжига
ав, кгс/мм2............ 83,7; 85,4 81,3; 82,2
а, град................. 120; 100 100; 70
* Глазунов С. Г., Моисеев В. И., Чиненое А. М. и др. Авт. свид.
№ 182890. — «Изобретения, промышленные образцы и товарные зна-
ки», 1906, № 12, с. 18.
216
Этот сплав рекомендуется для кратковременной ра-
боты при 800—1200°С.
ЛИТЕЙНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Литейные титановые сплавы, хотя и не отличаются от
деформированных по химическому и фазовому составу,
требуют отдельного рассмотрения в связи с особым
структурным состоянием. Сварные соединения литейных
титановых сплавов отличаются по своим физико-ме-
ханическим свойствам от свариваемого металла и от
сварных соединений деформируемого металла.
В качестве основных литейных сплавов титана приня-
ты однофазные а-сплавы (ВТ1Л, ВТ5Л, ВТ20Л), а так-
же двухфазные аф-р-сплавы (ВТ6Л, ВТ14Л, ВТЗ-1Л,
ВТ9Л, ВТ21Л). Количество fj-фазы у этих сплавов, в
отожженном состоянии не превышает 10%,
Титановые сплавы в литом состоянии отличаются вы-
сокими характеристиками прочности, сопоставимыми с
характеристиками прочности, получаемыми на деформи-
рованном металле, и пониженными характеристиками
Таблица 60
Механические свойства литейных титановых сплавов
Сплав ав | °0,2 fi | Tj> ан- КГС 'М/ /смв Сплав °в 1 °0,2 б ip кге-м/ /смй
кгс/мм5 % кгс/мм2 %
ВТ1Л 35 10 20 4,0 ВТ20Л 90 85 £ 13 2,5
ВТ5Л 70 63 6 14 3,0 ВТ9Л 95 83 4 8 2,0
ВТ6Л 85 75 5 10 2,5 ВТ21Л 100 86 4 8 2,0
ВТ14Л 90 80 5 12 2,5
пластичности (относительное сужение, удлинение, удар-
ная вязкость и усталость). В табл. 60 приведены меха:
иические свойства литейных сплавов титана.
Термическая обработка литейных сплавов мало от-
личается от термической обработки деформированных
сплавов. Отливки из однофазных <х-сплавов марок
ВТ1Л, ВТ5Л, ВТ20Л термической обработке не подвер-
гают. В отливках из этих сплавов возникают сравни-
тельно невысокие остаточные напряжения, а свойства
мало зависят от температуры отжига. Двухфазные ти-
тановые литейные аф-р-сплавы требуют отжига для сня-
15—553 217
тия остаточных напряжений. У сплавов ВТ9Л, ВТ14Л и S
ВТ21Л с повышением температуры отжига наблюдается jK
некоторое снижение ударной вязкости при неизменных Я
характеристиках прочности. Я
Для снятия остаточных напряжений и сохранения К
максимального уровня пластичности а+0-литейные Я
сплавы титана целесообразно отжигать при 600—650° С. ж
Исследования микроструктуры сплава ВТ21Л после :К
различных режимов отжига свидетельствуют о том, что V
увеличение температуры отжига приводит к утолщению В
и коагуляции пластин я-фазы (рис. 74). К
Низколегированные литейные а-сплавы титана мало -Ж
чувствительны к изменению термического цикла и режи- -Я
мов сварки. В то же время фазовая перекристаллизация
литого металла околошовной зоны псевдоа-сплавов и И
а-)-р-сплавов, проходящая с повышенной скоростью flu
охлаждения по сравнению со скоростями охлаждения
при литье, в ряде случаев благоприятно сказывается на И
свойствах околошовпой зоны (рис. 75). Аналогичные Я
сплавы в деформированном состоянии под воздействием К
термического цикла сварки имеют в околошовной зоне
пониженные характеристики пластичности. К
Различный характер изменения свойств околошовной ж
зоны деформированных и литых сплавов связан с тем, S
что для деформированных сплавов свойства зоны терми- Я
ческого влияния определяются в основном фазовым со- К
ставом, зависящим от условий охлаждения. Для литых ж
сплавов свойства околошовной зоны определяются не Яд
только фазовым составом, но и химической неоднородно- О'
стью, вызванной первичной кристаллизацией и завися-
щей от количества и природы легирующего элемента, Ж.
а также от условий охлаждения.
С уменьшением скорости охлаждения и с повышени-
ем температуры р-нх-перехода степень концентрацион- ж
ной неоднородности возрастает, что связано с ускорени- ;
ем диффузии из-за дефектности структуры, возникшей
при р^-а-превращении.
Наличие структурных и концентрационных неодно-
родностей в псевдоа- и a-f-p-сплавах приводит к замет-
ному снижению пластичности, ударной вязкости по срав-
нению с соответствующими значениями для сплава в
закаленном состоянии.
Таким образом, повышение в ряде случаев ударной
вязкости околошовной зоны литейных сплавов титана
• - Wt
218
Р нс. 74. Микроструктура сплава
ВТ21Л в зависимости от термооб-
работки:
я —закалка с 1100“ С в воду; б —
без термообработки; е—3 — отжиг
при 600, 650 и 750’С соответствен-
но. Длительность отжига 1 ч- X50Q
219
объясняется уменьшением химической неоднородности в 1
результате закалки из p-области. а
Для проверки этого явления были испытаны образ- |
цы из сплава ВТ21Л после закалки в воду с разных тем- 3
ператур. Результаты испытаний (рис, 76) показали, что 1
прочность и ударная вязкость сплава с повышением тем- |
псратуры закалки увеличиваются. Исследование микро- ;
структуры основного металла сплава ВТ21Л после за- |
калки и в исходном состоянии после литья показало, что I
Рис. 76. Зависимость механнчс-
ских свойств основного металла ДМ
спитава ВТ21Л от температуры за- Як?
калки Ж;
И
Рис. 75. Ударная вязкость различ-
ных зон сварных соединений тита-
новых сплавов:
/—•шов; II — околошовная зона:
III — основной металл; I — сплав
ВТ20Л-; 2 — ВТ14Л; 5 — ВТ9Л: 4 —
втал
мартенситный рельеф после закалки мельче, а структу-
ра плотнее. |
При отсутствии химической неоднородности в литье
основным фактором, определяющим свойства околошов-
ной зоны при сварке, становится фазовый состав.
Взаимодействие этих двух факторов — одного сни-
жающего пластические свойства зоны, другого повы-
шающего их — и определяет механические свойства зо-
ны термического влияния литейных сплавов титана.
Свойства металла шва сварных соединений литейных
титановых сплавов, так же как и деформируемых, зави-
сят от толщины свариваемых элементов, разделки кро-
мок под сварку, степени легирования присадочного ма-
териала.
В работе [150] рассмотрены вопросы изменения
свойств сварных соединений сплавов ВТ5Л, сочетаний
220"
сплавов ВТ5Л с ОТ4 и ОТ4-1 в зависимости от толщины,
марки присадочной проволоки. Показано, что сварные
соединения толщиной 4 мм, выполненные аргоно-дуговой
сваркой, имеют близкую с основным металлом проч-
ность, так как в этом случае образование соединения
происходит в основном вследствие расплавления основ-
ного металла.
/Механические свойства сварных соединений большой
толщины определяются степенью легирования присадоч-
ного материала. Использование для сварки соединений
толщиной 10 мм с чашеобразной разделкой кромок про-
волоки, легированной 3% А1 (ВТ2св), позволяет увели-
чить прочность соединения на 20 кгс/мм2 по сравнению с
прочностью присадки из технического титана при неко-
тором снижении пластичности. Исследования 1151]
свойств сварных соединений сплавов ВТ14Л и соедине-
ний сплава ВТ14Л в сочетании со сплавом ВТ14 толщи-
ной 2 мм, выполненных автоматической аргоно-дуговой
сваркой без присадки, и толщиной 1,2 мм, выполненных
контактной точечной сваркой в зависимости от темпера-
туры испытаний, показали, что сварные соединения, вы-
полненные аргоно-дуговой сваркой, при статических и
циклических испытаниях дают лучшие результаты в со-
стоянии после отжига. В состоянии после закалки и ста-
рения сварные соединения при равнопрочности основно-
му материалу ВТ14Л имеют пониженные характеристики
пластичности, ударной вязкости и циклической проч-
ности. При контактной точечной сварке оптимальные
свойства сварных соединений сплава ВТ14Л с ВТ14
обеспечиваются при сварке листов в состоянии после за-
калки и старения без последующей термообработки.
Л. А. Груздева и М.. А. Фоломеева исследовали меха-
нические свойства и структуру сварных соединений тол-
щиной 1,5—2,0 мм из сплава ВТ5Л в сочетании со спла-
вами ВТ20 и ВТ20Л. Сварпые соединения выполняли ав-
томатической a pro по-дуговой сваркой без присадки,
ручной сваркой с присадкой ВТ20-1св, роликовой и то-
чечной сварками. Результаты испытаний показали, что
прочность сварных соединений, выполненных аргоно-ду-
говой и роликовой сварками, не ниже прочности сплава
ВТ5Л. Пластичность и вязкость соединения при аргоно-
дуговой сварке такая же, как и у основного металла. Ти-
пичные механические свойства сварных соединений спла-
ва ВТ5Л приведены ниже:
221
Автомати- ческая Ручная
Сварка . . АДС Нп АДС РЭС
(Тв, кгс/ммг .... . . 77,7 74,4 81,0
а, град . . 38/37 61/37 —-
ЙН, кгс-м/см2 . . . . . 5,5/5,5 5,0/5,5 —
Примечание. В числителе приведены значения для шва,
и знаменателе “ для сплава ВТБ Л.
Металлографическими исследованиями сварных со-
единений, выполненных аргоно-дуговой сваркой, уста-
новлено, что в металле шва и переходной зоне со сторо-
ны сплава ВТ5Л наблюдается крупнозернистая структу-
ра с игольчатой a'-фазой внутри зерна.
Исследовали сварку литейных сплавов плавящимся
электродом из сплава СПТ-2, выполненную в чашеобраз-
ную разделку кромок с величиной притупления 8—12 мм,
с радиусом закругления у основания, равным 5 мм, н с
наклоном стенок под углом 15°. При такой разделке кро-
мок доля участия основного металла в образовании со-
единения составляет '—50%. При многослойной сварке
неплавящимся электродом использовали разделку кро-
мок с величиной притупления 2 мм, что обеспечивает
20—30% доли участия основного металла в образовании
соединения.
Механические испытания показывают, что сварка
плавящимся электродом обеспечивает почти полную рав-
нопрочность сварного соединения основному металлу.
При сварке неплавящимся электродом прочность соеди-
нения не ниже 0,9 от прочности основного металла, а
ударная вязкость металла шва выше, чем у основного
металла (табл. 61).
Типичная структура сварных соединений литейных
сплавов титана показана на рис. 77. Металл шва имеет
мелкозернистую игольчатую «'-структуру. Зона терми-
ческого влияния при сварке также претерпевает
превращение и имеет мелкодисперсную игольчатую
структуру с участками, состоящими из пепревращенной
а-фазы. Эти участки при сварке нагреваются до темпе-
ратуры двухфазной области.
Микроструктура различных зон сварного соединения
сплава ВТ21 показана па рис. 78.
При сварке неплавящимся электродом с подачей
присадочной проволоки в глубокую разделку свойства
сварного соединений определяются составом проволоки,
222
Т а б л и ц a 61
Типичные механические свойства сварных соединений
литейных сплавов титана
Сплав Сварка электродом <тв, кгс/мм2 йн- кгс-м/см2
ВТ5Л Плавящимся 83,1/83,4 6,6/6,7
BT9J1 Неплавящимся 92,0/97,5 5,0/3,5
ВТ14Л Плавящимся 103,9/105,0 5,4/4,4
ВТ20Л Неплавящимся 87,0/92,0 6,9/5,5
BT21JI 97,3/104,0 5,8/1,7
ВТ21Л Плавящимся 103,1/104,4 5,4/2,0
Примечание. В числителе приведены данные для единения, и знаменателе — для основного металла. сварного со-
Таблица 62
Типичные механические свойства сварных соединений
в зависимости от состава присадочной проволоки
Сплав Присадка <т0, кг с/мма ггп, кгс-м/см2
ВТ20Л СПТ-2 ВТ20-2 87,1/104,5 104,7/104,5 7,2/3,9 4,8/3,9
ВТ9Л СПТ-2 ВТ20-2 ВТ9Л 91,6/100,5 100,2/100,5 106,3/100,5 5,5/2,4 5,3/2,4 2,3/2,4
П р и м о ч единения, в з^ авие. В чис 1аменателе — да ‘Кителе приведены данные для сварного co- in основного металла.
Таблица 63
Механические свойства соединений литейных сплавов
в сочетании с деформированными
Сплав Вид образца °в- кгс/мм! ан. кгс-м/см2
шва ОКОЛОШОВНОЙ гоны
ВТ14Л Основной МС- 101,0 2,8 2,9
BT2IJI талл 105,0 1,4 1,8
ВТ22 110,0 4,6 3,5
ВТ14ЛЦ-ВТ22 Сварное соеди- нение 102,0 3,0 —
ВТ21Л+ВТ22 102,0 2,3 —
223
Рис. 77. Микроструктура сварных соединений литейных сплавов титана:
а — шов; б — околошовная эона; в — основной металл; i — сплав ВТ5Л; 2 —
224
Авторы совместно с Д. А. Поляковым и В. Н. Абра-
мовой определили зависимость изменения свойств соеди-
нений (толщиной 8—13 мм) литейных сплавов ВТ20Л и
ВТ9Л от состава присадочной проволоки (табл. 62) и
режимов термической обработки.
Применение более легированной присадочной прово-
локи повышает прочность сварных соединений и снижа-
ет ударную вязкость швов, однако она во всех случаях
выше ударной вязкости основного металла.
Влияние температуры отжига на механические свой-
ства определяли на сварных образцах сплавов ВТ20Л,
втад 3-ВТ14Л; 4- ВТ9Л, 5-ВТ21Л. ХЮ
ВТ9Л и ВТ21Л, выполненных неплавящимся электродом
с присадкой СПТ-2. Результаты испытаний показали, что
прочность сварных соединений изменяется незначитель-
но в зависимости от температуры отжига. При повыше-
Рис. 78, Микроструктура различных зон сварного соединения сплава ВТ21Л1
а— щов; б — участок полного превращения; f? — участок неполного превраще-
ния; г — основной металл. Х500
нии температуры отжига сплавов ВТ9Л и ВТ21Л удар-
ная вязкость шва и околошовной зоны снижается
(рис. 79), что объясняется развитием химической неод-
нородности и увеличением толщины а-пластин.
Авторы провели определение механических свойств
сварных соединений толщиной 15 мм, выполненных ила-
23Q
йЯЩймся электродом СПТ-2, литейных ейлавов ЁТ14Л и
ВТ21Л с высокопрочным титановым сплавом ВТ22 в де-
формированном состоянии.
Свойства сварных соединений определили после от-
жига но оптимальному режиму: температура отжига
750° С, выдержка 1 ч, охлаждение со скоростью 3—
Рис. 79- Зависимость сварного со-
единения сплавов ВТ9Л U, 2) л ВТ21Л
(3, 4) от температуры отжига (время
отжига 1 ч):
J, 3 — ад шва; 2, 4 — зоны
5° С/мин до 400° С, далее на воздухе. Результаты испы-
таний показали равнопрочность соединений основному
металлу литейных сплавов, ударная вязкость швов и око-
лошовной зоны со стороны литья несколько выше удар-
ной вязкости литья. В околошовной зоне ВТ22 наблюда-
ется типичное снижение ударной вязкости по сравнению
с вязкостью основного металла ВТ22 (табл. 63).
При испытании на ударный изгиб образцов с трещи-
нами определялась склонность к хрупкому разрушению
различных зон сварных соединений сплавов ВТ14Л,
ВТ21Л и сочетаний этих сплавов со сплавом ВТ22
(рис. 80).
Установлено, что склонность к хрупкому разрушению
шва и околошовной зоны сплавов ВТ14Л и ВТ21Л ни-
же, чем основного металла. Для сварных соединений ли-
тейных сплавов со сплавом ВТ22 склонность к хрупкому
разрушению основного металла и околошовной зоны
сплавов ВТ14Л и ВТ21Л (после отжига по режиму, при-
нятому для сплава ВТ22) выше, чем для тех же сплавов
в неотожженном состоянии и сплава ВТ22 после отжига.
Значительный интерес представляет изучение мало-
цикловой усталости основного металла и сварных соеди-
нений литейных сплавов титана. Испытания на МЦУ
проводили на стандартных образцах при асимметричном
227
P ir с, 80, Склонность к хрупкому разрушению различных зон сварных
соединений титановых сплавов:
/—шов, У/— околошовная зона; /// — оспенной металл; 1 — сплав
ВТ 14Л; 2 — ВТ21Л; 3 — BTI4JI с ВТ22; 4 —ВТ21Л с ВТ22
цикле нагружения с коэффициентом асимметрии г=
= <Tmin/omax=0,07 при частоте 8—10 циклов в минуту.
В результате исследования МЦУ надрезанных образцов
(сЛф = 2,2) основного материала сплавов ВТ20Л и ВТ9Л
установлено, что сплав ВТ9Л, имеющий большую проч-
ность и меньшую пластичность, имеет долговечность ни-
же, чем сплав ВТ20Л (рис. 81).
Сравнение литейных сплавов с деформированным
сплавом ВТ22 показало, что надрезанные образцы спла-
вов ВТ9Л и ВТ20Л дают долговечность (при отах=
=62 кгс/мм2) соответственно в 2,5 и 1,5 раза ниже, чем
образцы сплава ВТ22.
Определение долговечности сварных соединений
сплавов ВТ20Л и ВТ9Л, выполненных неплавящимся
Рис. 81. Изменение МЦУ основно-
го металла:
7 —сплав ВТЭЛ; 2-ВТ21Л;
3 — BI22
228
Ilie СгроДом с присадкой СПТ-2, показало, что сварные
1е,;и тения из сплава ВТ20Л имеют долговечность вы-
le, чем из сплава ВТ9Л (табл. 64).
I . ЛЦУ сварных соединений сплавов ВТ9Л и ВТ20Л
гр I Птах = 57 кгс/мм2) соответственно в 3,5 и 2,5 раза
е, чем сварных соединений деформированного спла-
ЬВ122.
I Для определения работоспособности сварных соеди-
ни 1й натурных образцов из сплавов ВТ20Л, ВТ9Л и
' 1Л были проведены повторно-статические испыта-,
при симметричном знакопеременном изгибе (часто-
а'ружения 4 цикла в минуту). Испытывали трубча-
озразцы, сваренные автоматической сваркой непла-
~~ В СОСТОЯНИИ
е отжига. Значения выносливости натурных образ-
krrf
Ell
1Я
ie
ц г'гся электродом с присадкой СПТ2,
ю.
>в л )И P=d:6400 кге приведены ниже:
Состояние поверхности , .
Bl'S зл
ВГ21Л
Механичес-
кая обра-
ботка
3358—16 835
10 660
5422—23 300
13242
5457—12599
9028
Литгйная
корка
3443—11 949
7496
6760—12 962
9082
3755—5013
4358
Е.'<Л . .
качества поверхности на вы-
Для проверки влияния
ю, :ивость испытывали два вида образцов: после окон-
TI .с >ной механической обработки и без механической
р (ботки наружной поверхности образца (с литейной
pi : т). Лучшую выносливость показали соединения
л; в 1 ВТ20Л, самую низкую — соединения сплава
Г21Л. Образцы всех сплавов, имеющие литейную кор-
, юказали более низкую выносливость по сравнению
ic панически обработанными образцами.
Результаты испытаний натурных образцов литейных
л; вов показали, что изменение <тИсл не всегда приводит
3£ кономерному изменению числа циклов до разруше-
я. Так, например, уменьшение Оисп от 0,6 до 0,4 сгЕ для
л; ва ВТ2Р7 с литейной коркой не привело к увеличе-
ю выносливости. Выносливость образцов соединений
л; ва ВТ20Л как механически обработанных, так и с
229
Таблица 64
Долговечность сварных соединений литейных сплавов
Сплав Термическая обработка Число цикл оз до разрушения при
46 1 07
ВТ9Л «сн = = 97 кгс/мма) Отжиг при 650° С, 1 ч 42 116—49 495 46 674 16 289 -34 НО 23 067
ВТ20Л (о°сн = = 92 кгс/мм2) Отжиг при 650’С, 1 ч 38 895—92 756 66 884 18 543—43 039 31 545
ВТ22 (о°с“ = = 115 кгс/мм2) Отжиг при 750° С, 1 ч, охлаждение с печью до 350° С, далее на воздухе — 59 695—97 736 78 760
литейной коркой при изменении стисп от 0,6 до 0,5 оа на-
ходится практически па одном уровне. Уменьшение оисп
до 0,4 ав образцов сплава ВТ20Л с литейной коркой при-
водит к увеличению малоцикловой усталости в три раза
(Л'р^29684 цикла).
Разрушение соединений происходит, как правило,
вне зоны сварного шва по большой или малой галтели,
что свидетельствует о большой чувствительности к кон-
центрации напряжений литого металла по сравнению
со сварным швом.
Глава 6
Применение титановых сплавов,
в сварных конструкциях
Широкий диапазон особых фиэико-механических свойств, характер-
ных для титановых сплавов, обусловил их использование в сварных
конструкциях различного рода. Имеются три группы наиболее ти-
пичных сварных конструкций, применяющихся в различных областях
техники.
К первой относятся — трубопроводы, емкости и другие агрегаты
в основном химических производств, выполняемые из а- и пссвдоа-
сплавов титана и работающие при плавно меняющихся по величине
статических нагрузках и постоянном внутреннем давлении. Во вто-
230
рую группу входят тонкостенные силовые узлы различных конструк-
ций насосов, компрессоров, трубопроводов судовых и авиационных
силовых установок, несущие обшивки и панели, трубы воздушных
систем, изготовляемые из а-, псевдоа-, а также из а+Р-сплавов
мартенситного типа и работающие в широком спектре усталостных
и малоцикловых нагрузок и переменном внутреннем давлении.
К третьей группе относятся тяжелонагружеиные крупногабарит-
ные силовые узлы и агрегаты, изготавливаемые из и+р-сплавов
мартенситного типа и высоколегированных а+Р-сплавов переходно-
го класса, большой толщины, работающие главным образом в усло-
виях малоцикловых нагрузок ттрп высоком уровне напряжений.
Сварные швы тонкостенных конструкций первых двух групп
эксплуатируются обычно без дополнительной механической обработ-
ки в состоянии после сварки и отжига. На сварных агрегатах третьей
группы после сварки и термической обработки проводится оконча-
тельная внешняя и внутренняя механическая обработка зоны свар-
ных швов, значительно уменьшающая возможность концентрации на-
пряжений по сварным соединениям.
Правильно спроектированная и изготовленная сварная конструк-
ция из Титатговых сплавов имеет высокую степень надежности и дли-
тельный ресурс при различного рода нагрузках. Все же при эксплуа-
тации имеются случаи преждевременного разрушения сварных соеди-
нений, причиной которых в основном является неправильный выбор
сплава, плохо спроектированное сварное соединение, создающее вы-
сокую концентрацию напряжений при циклических нагрузках, а так-
же нарушения технологического процесса, увеличивающие газопасы-
щеипость металла шва и остаточные напряжения в конструкции.
Для сварных конструкций первой группы из а- и псевдоа-спла-
вов титана, работающих при статических нагрузках, наиболее вероя-
тен механизм замедленного разрушения с образованием трещин,
в первую очередь по зоне сплавления и по металлу сварных швов.
Основное влияние на развитие холодных трещин в сварных со-
единениях этой группы сплавов оказывает дополнительное насыще-
ние вредными примесями (кислородом, азотом и водородом) зоны
сварного шва. Факторами, увеличивающими склонность сварных
швов сплавов этой группы к замедленному разрушению, являются
также увеличение размера зерна в околошовной зоне и развитие раз-
личного рода неоднородности при перегреве металла в процессе
сварки, последующей подваркп и термической обработки швов.
Особое влияние на характер и возможность появления задер-
жанного разрушения оказывает увеличение содержания водорода
ввиду его повышенной диффузионной подвижности и перемещения
атомов водорода в зону очагов концентрации напряжений у резких
переходов, надрезов и внутренних дефектов. Повышение содержания
водорода в очаге возникновения трещины значительно меняет кине-
тику развития трещин, уменьшая время ее развития. При неболь-
ших содержаниях водорода, характерных для современных сплавов,
хрупкость не проявляется. Однако в сварных конструкциях вследст-
вие неоднородности распределения водорода по сечению сварных со-
единений возникают локальные сегрегации водорода, которые при-
водят к снижению пластических свойств и сопротивляемости метал-
ла задержанному разрушению.
Многочисленные экспериментальные данные, полученные
Б. А. Колачевым и О. П. Назимовым с использованием усовершенст-
вованной методики спектрального анализа н метода электронно-мвк-
231
Сварной
Расстояние от осн т.ва, мм Я
Р и с. 82. Распределение водорода в сварном соединении сплава Я
ОТ-1. Метод сварки АДС Нп Я
роскоппческой авторадиографии [152, 153], свидетельствуют о нали- ж
чип в зоне термического влияния областей повышенного содержа- ж
пия водорода (экстремумов на кривой распределения). В этих узких Ж
.областях содержание водорода может в несколько раз превышать К
содержание водорода в основном металле, Расположение и ширина ®
этих зон зависят от состава сплава, вида сварки, толщины металла. Ж
На рис. 82 показано распределение водорода по сечению сварного й
..соединения толщиной 3 мм из сплава ОТ4-1. На кривой имеются три Ч
зоны повышения содержания водорода, *
Первый максимум концентрации водорода расположен на грани- Т
де сплавления и объясняется различной растворимостью водорода j
в твердой и жидкой фазах титана. Второй максимум соответствует
области превращения. Третий расположен вблизи границы ре- }
кристаллизации. Эта область, вероятно, образуется в результате тер- ,i
модиффузиопных процессов. Последующий отжиг, проводимый для I
снятия напряжений, приводит к перераспределению водорода, к час-
тичному сглаживанию пиков, по полностью их не устраняет.
Структурный фактор и неоднородность распределения водорода
приводит к заметному повышению чувствительности зоны термическо-
го влияния к концентрации напряжений.
Для снижения склонности к замедленному разрушению следует
использовать в сварных конструкциях сплавы с содержанием водоро-
да не выше 0,008%, устранять в зоне сварных швов внешние очаги
концентрации напряжений в виде малых галтельных переходов и
участков с низким классом чистоты поверхности. Большое влияние
имеет качество защиты расплавленного металла сварочной ванны.
Механизм воздействия последующего вакуумного отжига па
склонность к замедленному разрушению имеет сложный характер.
Исследования, выполненные А. И. Горшковым совместно с авторами,
232
Рис* 83. Влияние размеров сварных
швов на циклическую выносливость об-
разцов из сплава ОТ4-1 (толщина ли-
ста 1,2 ии, частота пагружелия 1450
т’икл/мик, база 10? циклов):
Позиция Вид сварки
1 Ручная
2 Автоматическая
a ch
0,2 7,3 6,0 0,5
0,1 5,0 3,5 0,1
не подтвердили положительного влияния вакуумного отжига на за-
медленное разрушение.
Для тонкостенных сварных конструкций второй группы из а-,
псевдоа- и а+0-сплавов тигана мартенситного типа, работающих
главным образом в условиях циклических нагрузок или переменного
внутреннего давления, разрушение носит усталостный характер, наи-
большее влияние на его механизм оказывает наличие концентраторов
напряжений из-за отклонений в форме и размерах сварного шва, на-
рушений геометрической формы сварных соединений, а также из-за
дефектов типа пор и газовых раковин, расположенных близко к по-
верхности в зоне действия растягивающих напряжений.
На рис. 83 представлены результаты испытаний на знакоперемен-
ный циклический изгиб образцов из сплава ОТ4-1 (лист толщиной
1,2 мм), выполненных ручной и автоматической сварками с различ-
ными габаритами сварных швов. Увеличение размеров сварных швов
приводит к заметному снижению несущей способности сварных лис-
товых конструкций из а- и псевдоа-сплавов. Аналогичные зависимо-
сти получены и при испытании пульсирующим давлением образцов —
имитаторов труб диаметром 80 мм, изготовленных из сплава ОТ4-1
с толщиной стенки 0.8 мм. Испытания проводили при температуре
275° С, Ртах=24 кге/см2, частота нагружения составляла три цикла
в минуту. Испытывали две серин труб, сваренных ручной аргоно-ду-
говой сваркой нсилавящимся электродом с присадкой ВТ1-0 в каме-
ре с контролируемой атмосферой п автоматической на специальном
фиксирующем приспособлении без присадочных материалов. Резуль-
таты испытаний приведены ниже (Р. П. Кирток и А. А. Головешкнн):
Способ выполнения АДС Нп . F Ручная Автоматическая
4250—14680 82 100—107700
Число циклов до разрушения . ----—------- ----— -----
Все образцы разрушились по продольному сварному шву с за-
рождением трещины в зоне термического влияния. Сварпые швы, вы-
полненные ручной сваркой, которые имели большие размеры пропла-
ва и усиления, а следовательно, и значительно больший коэффициент
16-553 233
концентрации напряжений в месте перехода основного металла к
сварному шву, показали значительно меньшую долговечность.
Характерными дефектами сварных труб являются изменение гео- :
метрической формы соединений, наличие так называемых домиков и
смещений кромок. При этом трубы, выполненные ручной сваркой,
имеют значительно большую величину этих дефектов.
В связи с тем что основное значение для циклической долговеч-
ности сварных соединений а- и псевдоа-сплавов имеет величина кон-
центрации напряжений, снижение содержания водорода путем ваку-
умного отжига после сварки в сварных соединениях с повышенной
концентрацией напряжений не приводит к значительному повышению
ресурса сварного соединения. В то же время вакуумный отжиг со-
единений, выполненных автоматической сваркой, повышает их долго-
вечность только па 15—20%. Ввиду этого более рационально прово-
дить отжиг не в вакууме, а в атмосфере защитного газа.
Сварные конструкции из (а+Р)-сплавов мартенситного типа мо-
гут применяться в полностью отожженном после сварки состоянии,
в предварительно термоупрочнен пом состоянии с последующей зо-
нальной индукционной обработкой зоны сварного соединения н с тер-
мическим упрочнением всей конструкции после сварки.
Авторы разработали технологию изготовления и провели цикли-
ческие испытания толстостенных сварных баллонов высокого давле-
ния из сплава ВТ6С [154]. Ввидутого, что сварные швы располага-
лись на утолщенных кромках (соединения имели пониженную кон-
центрацию напряжений), баллоны показали высокие надежность и
ресурс. Данные их испытаний в сравнении с данными испытаний
баллонов нэ стали ЗОХГСА и сплава ОТ4 приведены в табл. 65.
Упрочняющая термическая обработка нашла применение в изде-
лиях типа тонкостенных емкостей. Было исследовано влияние тер-
мической обработки на конструкционную прочность сварных емко-
стей толщиной 2 мм из сплава ВТ14. Емкости сваривали аргоно-ду-
говой сваркой неплавящнмся электродом без присадки. Емкости на-
гружали гидравлическим давлением и доводили до разрушения. Все
сварные емкости разрушались по продольному шву. Результаты ис-
пытаний показывают, что упрочняющая термообработка сварных
соединений из сплава ВТ14 на высокую прочность резкб снижает
пластичность сварного соединения. Удовлетворительная пластич-
ность обеспечивается только после упрочняющей термической обра-
ботки на Ов.оев = 105-4-110 кгс/мм2.
В последние годы значительно возросло применение высоколеги-
рованных а+0-сплавов титана переходного класса, имеющих значи-
тельные преимущества перед другими конструкционными материала-
Таблица 65
Результаты испытаний сварных соединений
толстостенных баллонов
Материал V кгс/ым2 <зн металл а шва, кгс-м/см® Количество цик- лов до разруше- ния
Сталь ЗОХГСА 90 4,0 700-103
Сплав ОТ4 73 6,0 650-1О3
Сплав ВТ6С 87 6,5 1400-103
234
Р и с. 8-1. Распределение водорода в сварном соединении сплава
ВТ22Ь выполненном электрошлаковой сваркой:
J — после сварки; 2 — после отжига при 750q С; 3 — после отжига
при 500° С
ми. Такие сплавы обычно используются а агрегатах, работающих при
малоцикловых нагрузках. Однако высокий ресурс их сварных соеди-
нений может быть обеспечен только с учетом ряда особенностей про-
ектирования и эксплуатации.
Сварные соединения указанных сплавов, как правило, выполня-
ются с конструктивным усилением ввиду более низкой прочности
металла шва, при этом необходимо стремиться к снижению величины
коэффициентов концентрации напряжений от формы соединения
Яф и дефектов металла шва ад.
Исследования влияния на долговечность формы соединения и
ряда технологических факторов, выполненные С, И. Кишкиной и
Л. А. Строниной совместно с авторами, показали, что а+0-сплавы
такого класса но сравнению с а- и псевдоа-сплавами более чувстви-
тельны к концентрации напряжения от внутренних дефектов метал-
ла шва. Характер разрушения сварных соединений таких сплавов в
еще большей степени определяется локальными процессами в местах
концентрации напряжений. Применение плавных галтелей конструк-
тивного усиления и механической обработки сварных соединений ве-
дет к тому, что очагами зарождения трещин в сварных швах явля-
ются, как правило, единичные поры.
Если в сварных швах а- и псевдоа-сплавов опасными очагами
концентрации напряжений являются цепочки пор либо поры, распо-
ложенные близко к поверхности, то для швов a + fS-сплавов заметное
влияние на долговечность оказывают также поры, расположенные по
всему сечению шва. При этом величина коэффициента концентрации
напряжений непосредственно зависит от их расположения относи-
тельно поверхности и может быть определена по формулам, приве-
денным в работах [155, 159, 160].
Дополнительное воздействие па долговечность сварных конструк-
ций а+0-сплавов оказывает также локальное перераспределение во-
дорода с образованием сегрегационных пиков в местах расположе-
16* 235
tai дефектов по линии сплавления и is околошовной зоне. Проведен-
ные О. П. Назимовым н авторами исследования распределения водо-
рода в сварных соединениях сплава ВТ22, выполненных различными
видами сварки, подтвердили наличие локальных пиков водорода не-
посредственно после сварки, что характерно и для других классов
титановых сплавов (рис. 84). Однако в высоколегированных сплавах
повышенная концентрация водорода по линии сплавления в около-
шовной зоне совпадает с зоной резкого падения пластичности, что
создает опасность хрупкого разрушения непосредственно после свар-
ки. Вредное воздействие этих факторов снижается путем проведе-
ния отжига. Полностью устранить вредное влияние сегрегации во-
дорода путем термообработки сварных соединений пе удастся.
В зависимости от вида действующих нагрузок сегрегация водо-
рода приводит к локальному снижению пластичности и повышению
чувствительности к концентрации напряжений либо в зоне внутренних
дефектов металла шва (при растяжении), либо по лилии сплавления
и околошовной зоне (при изгибе).
Надежность сварных конструкций в значительной степени зави-
сит от конструктивного оформления соединения. Наиболее сильно
влияние формы сварного соединения на прочность проявляется при
действии малоцикловых нагрузок и наблюдается даже при соедине-
нии встык, характеризующемся наименее значительными изменения-
ми поля напряжений. Установлено, что в стыковых соединениях с
усилением и остающейся подкладкой напряжения распределены не-
равномерно. Значительная концентрация напряжений наблюдается в
местах перехода шва к основному металлу и в месте перехода про-
плава в остающуюся подкладку. На величину концентраций напря-
жений оказывает влияние высота усиления, радиус перехода от шва
Рис. 85. Влияние геометрии сварного соединения на долговечность сплава
ПТ22 {птах = 57 кг<7мм*)
236
к исконному металлу, наличие подрезов, ширина Шва. Уменьшений
высоты шва, обеспечение плавных переходов без подрезов от шва
к основному металлу являются эффективными средствами снижения
концентрации напряжений в стыковых соединениях.
Определение долговечности сварных соединений различных ти-
пов при малоцпкловом растяжении плоских сварных образцов, выпол-
ненных автоматической сваркой плавящимся электродом CI1T2 при
напряжении offlaI=57 кгс/мм2, проводила Л. А. Стронина.
Результаты испытаний приведены в виде диаграммы па рис. 85.
Исходным вариантом при определении долговечности различных ти-
пов соединений было соединение, выполненное па остающейся под-
кладке с усилением, имеющее малый необработанный радиус (/? =
==2,5—3,0 мм) в месте перехода от усиления к основному металлу.
Расчет концентрации напряжений, выполненный по формуле
В. А. Карлина и Л. Л. Капельмана [156], показал, что наибольшая
концентрация напряжений характерна для соединения с продольны-
ми рисками по радиусу перехода из-за неравномерного формиро-
вания сварочной ванны.
Концентрация напряжений для данного соединения составляет
%=1,8-г2,3 в зависимости от радиуса перехода (2,5—3,0 мм), глу-
бины и радиуса подреза при неизменной ширине шва, высоте усиле-
ния и толщине пластины. Отсутствие подрезов для данного соедине-
ния уменьшает концентрацию напряжений приблизительно в 1,3—
1,6 раза. Разрушение соединения такого типа происходит после 800—
1900 циклов и начинается в месте перехода усиления к основному
металлу но риске. 'Трещина развивается по околошовной зоне. Уве-
личение долговечности соединений возможно при уменьшении кон-
центрации напряжений в месте перехода от усиления к основному
металлу, что достигается увеличением радиуса перехода или механи-
ческой обработкой усиления до толщины основного металла. Долго-
вечность соединения с остающейся подкладкой без усиления сварного
шва в пять раз выше долговечности исходного варианта. Слабым
местом для этого типа соединения является корень шва,
где начинается разрушение, далее трещина развивается по свар-
ному шву.
Увеличение радиуса перехода до 15 мм при наличии продоль-
ных рисок позволяет снизить ао до 1,4—1,8 и повысить долговеч-
ность соединения до 11000—15000 циклов. Высокое значение долго-
вечности имеют соединения без усиления и подкладки при условии
отсутствия в швах внутренних дефектов. Разрушение такого соеди-
нения происходит но сварному шву вследствие снижения его проч-
ности. Значительное уменьшение концентрации напряжений возмож-
но при механической обработке радиусов перехода для удаления
продольных рисок (при й = 15 мм, а0 = 1,2). Механическая обработка
радиуса перехода с чистотой но классу V6 позволяет повысить дол-
говечность до 44—67 тыс. циклов. Результаты данных испытаний по-
казали, что получение стабильных, наиболее высоких значений долго-
вечности возможно при использовании соединений с сечением свар-
ного шва, увеличенным в 1,4 раза по сравнению с сечением основно-
го металла, а также при использовании механической обработки ра-
диуса перехода (АЭ=25 мм) от усиления к основному металлу с чис-
тотой но классу V6.
Образцы с механическим двусторонним усилением выдержива-
ют более 100 тыс. циклов до разрушения. Па рис. 86 приведены мак-
237
Рис. 86, Макрофотографии разрушенных образцов сварных соединений сила- .;
ва ВТ22 после испытаний па цалоцикловое растяжение при отах -57 кгс/‘м№ ;
Число циклов до разрушения:
л — 955; б—10252; s — 41170; г— 1500 (при J? без обработки) Н 67770 (при
Л после обработки до чпетотыу 6); с? — 155916
рофотографпн разрушенных образцов. Показано, что для сварных
деталей из сплава ВТ22 из-за резкого снижения долговечности не-
целесообразно использовать соединения с остающейся технологиче-
ской подкладкой пли с усилением с малым радиусом перехода.
Прочность конструкции при малоцикловых нагрузках в значи-
тельной степени зависит от ее размеров и конфигурации. Известно,
что с увеличением размеров деталей характеристики циклической
усталости снижаются. Зависимость выносливости от масштаба уси-
ливается с повышением прочности материала.
Влияние размеров и конфигурации деталей, работающих при по-
вторник нагрузках, обычно учитывается введением коэффициентов ?
масштабного фактора и концентрации напряжений. Однако опреде-
ление прочности деталей по результатам испытаний стандартных об-
разцов с учетом коэффициентов не определяет истинных характе- ’
ристик работоспособности детали, поэтому для решения вопроса
о выборе сплавов при изготовлении ответственных узлов в больших
масштабах проводят циклические испытания натурных конструкций
и имитирующих образцов.
Ниже приведены результаты исследования малоцикловой устало-
сти трубчатых натурных образцов из титановых сплавов ВТ 14, ВТ22
и стали ЗОХГСНА. Высокопрочная сталь ЗОХГСНА нашла широкое
применение в ответственных силовых конструкциях. Проведенные ис-
пытания подтвердили эффективность замены этой стали высокопроч-
ными титановыми сплавами для снижения массы сварных конструк-
ций. Из сравнения физико-механических свойств стали ЗОХГСНА
и высокопрочных титановых сплавов видно, что значения удельной
прочности <тв/р и удельной жесткости £/р у них близки.
Для решения вопроса о целесообразности применения того или
иного материала Д. Л. Привен выполнил специальные расчеты при-
288
Р и с. 87, Эскизы натурных
образцов для испытания ос-
новного металла (а, а) саар-
ных соединений (б) я свар-
ных швов (г)
менигсльно к толстостенным трубам. Эти расчеты [157] показали,
что замена, например, стали ЗОХГСНА на сплав ВТ22 при работе па
изгиб приводит к снижению массы в конструкциях одинаковой жест-
кости на 16%, в конструкциях одинаковой прочности па 20%.
Испытания на малоцикловую выносливость проводили па специ-
ально спроектированных стендах с контролем приложенных нагрузок
по манометрам, тензодатчикам и дилатометрам. Эскизы образцов
приведены па рис. 87. Образец, изображенный па рис. 87, а, служил
для определения влияния конструктивного выполнения детали, кон-
центраторов напряжений в виде галтелей и для сравнения работо-
способности образцов, наготовленных из различных материалов. Об-
разец, показанный па рис. 87, б, использовали для определения уста-
лости' сварных швов, так как в этом случае место разрушения было
определено условиями нагружения в результате применения специ-
альной втулки. Испытания проводили на изгиб при симметричном
знакопеременном цикле нагружения. Частота нагружения составляла
Р и с. 88. Долговечность при малоци-
кловых испытаниях натурных образцов,
выполненных автоматической и ручной
АДС Нп (<ти=44 ягс/мм4; аи/®в=0,4);
1 — образцы из основного металла; 2 —
автоматическая сварка; 3— ручная
сварка
N-W'^
Рис, 89. Долговечность при малоцнило-
вых испытазшях натурных образной,
выполненных автоматической АДС Нп
(7) и ЭШС (2) кгс/мм5;
Разработку методики, проведение экспериментов и обработку ®-
результатов ресурсных испытаний осуществляли Д. Л. Пр иве и, J
А. С. Пономарев и М. М. Кувшинова совместно с авторами. Для он- ж
редслепия влияния вида сварки па работоспособность сварных сосди- Ж
нений были испытаны образцы (рис. 87, г) из сплава ВТ22. В каче- Ж
стве присадочного материала во всех случаях использовали сплав ®
СПТ-2. После сварки образцы прошли высокотемпературный отжиг. <.
Механические свойства сварных соединений при различных видах ж
сварки отличались незначительно: св = 954-96 кгс/мм2, «п (шва) =
=6,5ч-7,5 кгс-м/ммг, аи(ОШЗ) =3,24-4,0 кгс-м/мм2. Близки и значе- f
пия конструктивной прочности натурных образцов. j
На рис. 88 представлены средние значения (по данным испыта- [
ний 5—6 образцов) долговечности образцов, сваренных автоматиче-
ским и ручным способами. Как видно, при равенстве механических
свойств и близких значениях конструктивной прочности долговеч-
ность образцов, выполненных ручной сваркой, значительно ниже. (
Низкая, неравномерная скорость ручной сварки и подачи прнса- [
дочкой проволоки приводит к значительному развитию химической ?
неоднородности в металле шва и способствует возникновению пори-
стости. Это приводит к снижению сопротивляемости сварных швов
разрушению при повторных малоцикловых нагрузках.
Для электрошлаковой сварки характерны небольшие скорости
нагрева и охлаждения и длительное время нахождения ванны при
высоких температурах, в результате чего в сварном шве и около-
шовной зоне наблюдается значительный рост зерна, что уменьшает
сопротивляемость металла шва зарождению трещин. При уменьше-
нии размера зерна снижается интенсивность возрастания внутрен-
них напряжений у заторможенных линий скольжения, в результате
изменяется характер зарождения трещины и повышается сопротив-
ление усталости, скорость роста трещины в меньшей степени зависит
от структуры шва.
Однако элсктрошлакован сварка, по данным В. Ф. Грабина,
Д. П. Новиковой и др. [НО], позволяет устранить порообразование
в швах. Этому способствуют не только малые скорости охлаждения
и длительное пребывание металла шва при высоких температурах,
но И активное химическое воздействие флюса в процессе сварки. Для
проверки работоспособности при малоцикловых нагрузках сварных
соединений, выполненных электрошлаковой сваркой, были испыта-
ло
Риг, 90, Сварная деталь из сплава ВТ22
иы образцы (рис. 87, г) из сплава ВТ22. Образцы сваривали по раз-
работанной Я. Ю. Компаном и К). К, Новиковым технологии с ис-
пользованием плавящегося мундштука ВТ22 с подачей присадочной
проволоки СПТ2 по всему сечению стыка с последующей расточкой.
Отжиг после сварки проводили по режиму: нагрев до 750° С, вы-
держка 1 ч, охлаждение с печью до 350° С, Испытания проводили при
максимальных напряжениях симметричного цикла <ти = Отах=
=55 кгс/мм2 при коэффициенте напряженности 0,5. Все образцы при
испытании разрушались по сварным швам.
Результаты испытаний, представленные на рис. 89, показали, что
по средним значениям выносливости на изгиб сварные швы, выпол-
ненные автоматической ар го по-дуговой и электрошлаковой сварками
отличаются незначительно.
Для сварных швов наибольшая долговечность характерна при
уровне прочности около 100 кгс/мм2 и высоких показателях пластич-
пости и ударной вязкости. Значительное влияние на работоспособ-
ность сварных швов оказывают дефекты, причем с увеличением проч-
ности сплава их воздействие повышается.
Исследования сварных соединений титановых сплавов переход-
ного класса обеспечили их широкое применение в сварных конст-
рукциях. На рис. 90 показан крупногабаритный узел из сплава ВТ22,
изготовленный из нескольких штамповок с использованием аргоно-
дуговой сварки неплавящимся электродом с присадкой из сплава
СПТ2. После сварки деталь подвергалась термической обработке по
режиму: нагрев до 850° С, выдержка 1 ч, охлаждение с печью до
750° С, выдержка при 750° С в течение 2 ч, охлаждение па воздухе
до 550—600° С, старение при 600° С в течение 4 ч, охлаждение на
воздухе до комнатной температуры. В результате термической обра-
ботки основной металл имеет предел прочности ол^110 кгс/мм2,
сварной шов имеет ов/5-9"> кгс/мм2.
Таким образом, при правильном выборе способов и техноло-
гии сварки, рациональном конструировании е обеспечением необхо-
димого усиления и плавных сопряжений возможно создание высоко-
эффективных сварных конструкций, отличающихся малой массой,
высоким коэффициентом использования материала, технологичностью
и длительным ресурсом работы.
Библиографический список
1. Корнилов И. И. Титан, М., «Наука», 1975. 230 с. с ил.
2. Глазунов С. Г., Моисеев В. //. Конструкционные титановые спла-
вы. М., «Металлургия», 1974. 138 с, с ил.
241
3. Молчанова А. К. Атлас диаграмм Состояния титановых сплавов.
М„ «Маши ноет роен ио», 1964. 392 с. с ил.
4. Еременко В. Н. Титан и его сплавы. Киев, Изд-во АН УССР, 1960.
5. Макквиллэн А. Д., Макквиллэн М. К. Титан. М., Металл у ргиздат,
1958, 458 с. с ил.
6. Sagel К-, Schulz Е., Zwicker U. Z. — «Mctalikunder», 1956, Bd 47,
Н. 8, S. 529—533,
7, Sato 'Г., Huang 1. — «Kornolo Sumitimor, Light Metal Technical
Rep.», 1960, № 1, p. 30—34.
8. Clark D., Sepson K-, Lents G. — «J. Inst, ol Metals», 1963, v, 91
№ 6, p. 197—203.
9, Ence E., Margolin 27.— «Trans, Metallurg. Soc. А1МЕ», 1961,
v. 221, p. 151—157.
10. Моисеев В. H. — МиТОМ, 1960, № 6, с, 30—39 с ил.
11. Crossly F. А. — «Trans. Metallurg. Soc. AIME», 1959, v. 245, № 9,
p. 1963—1968.
12. Bosenberg H. IP. — «The Science Technology and Application of
Titanium», Pergamcn press, 1970, p. 851—855.
13. Носова Г. И. Фазовые превращения в сплавах титана. М., «Ме-
таллургия», 1968. 180 с. с ил.
14. Калачев Б. А. Водородная хрупкость цветных металлов. М., «Ме-
таллургия», 1966, 256 с. с ил.
15. Колачев Б. А., Ливанов В. А., Буханова А, А. Механические свой-
ства титана и его сплавов. М,, «Металлургия», 1974. 544 с. с ил.
16. Ливанов В. А., Буханова А. А., Колачев Б. А. Водород в титане.
М., Мет а л лур гиз дат, 1962. 245 с. с ил.
17. Корнилов И. И., Борискина Н, Г.— ДАН СССР, 1956, т. 108,
№ 6, с. 1083—1088 с ил.
18. Hansen M,t Kamen Е. L., Kessler H. D., Me Pherson D. I. — «J.
Metals», 1951, v. 3, № 10, p. 881.
19. Adenstedt P., Duwez P. — «J. Metals», 1932, v. 4, № 6, p. 627—629.
20. Корнилов И. И., Пылаева Е. И,, Волкова М. А.—ЖНХ, 1958,
т. 3(6), с. 1391—1394 с ил.
21. Корнилов И, И., Пылаева Е. Н., Волкова М. А, —«Физика ме-
таллов и металловедение», 1959, т. 8(2), с. 176—181 с ил.
22. Корнилов И. И., Михеев В. С., Чернова Г. С. — «Изв. АН СССР,
ОТН», 1960, № 3, с. 70—76 с ил.
23. Корнилов И. И,, Михеев В. С., Чернова Г. С. — МиТОМ, 1963,
№ 2, с. 52—54.
24. Вульф Б. К- Термическая обработка титановых сплавов. М., «Ме-
таллургия», 1969. 375 с. с пл.
25. Поваров И, А. — «Информационный листок ВИМИ», М1 Т4—2149.
М., изд. ВАМИ, 1974.
26. Шоршоров М. X., Мещеряков В. Н. Фазовые превращения и из-
менения свойств сплавов титана при сварке. Атлас. М., «Наука»,
1973. 159 с. сил.
27. Шоршоров М. X. Металловедение сварки стали и сплавов тита-
на. М., «Наука», 1965. 336 с. с ил.
28. Пермякова Э. Н., Терминасов К). С. — «Физика прочности, плас-
тичности металлов и электродинамических явлений в ферритах».
Куйбышев, изд. Куйбышевского политехнического института,
1974 (КПИ. Вып. II), с. 116—122 с ил.
29. Грабин В. Ф. Основы металловедения и термической обработки
сварных соединений из гита новых сплавов. Киев, «Наукова дум-
ка», 1975. 262 с. с ил.
242
30. ГурЛвШКОйМя JtaiWflrt II П , Кш:иткин О. Г. и др. — «Автомати-
^сккЯгЦММкНР/Й, .№ 3; г 23 26.
31. ^°я(УвИМвЛ Ф.) KuttiHtipi ttKn Н. А„ Замков В. Н. и др, —«Ав-
fOMWMWttl Ш*|'1чн, 10/3, № 0, с. 62—67 с пл.
32. Е/>.М4*М М, //., Фифшева М. А. —МиТОМ, 1973, № 12, с. 59.
33. ТопОЛ^Лт Л '/, Кцшниренко И. А., Замков В, И. и др. — «Ав-
том1ТНШИйн > inil'Kif». 1974, № 8, с. 21 "-24.
34. НагтвН Я, ! , Tfaoiano А. R.— «J. Metals», 1957, v. 9, р. 57—61.
35. XauHGtn Г, /i'., Шоршоров М. X, — «Сварочное производство».
1987. M I, < 7 10 с ил.
36. Лашко //. Ф,, Лашко С. В. Некоторые проблемы свариваемости
MfiWL'irin М., Машгиз, 1963. 299 с. с ил.
37. Поляков Д. А. Влияние газояасыщения на свойства сварных со-
едшншнй титана. Бюл. ВИНИТИ, тема 12, М., 1957.
38. Гусева Е. А.—«Сварочное производство», 1958, № 2, с. 10 -14.
39. Негров Г. Л. п др. — «Тезисы докладов XX итоговой сессии». Л.,
изд. ВНИИЭСО, 1969, с. 3—4.
40. Петров Г. Л„ Щипков М. Д.— «Научные труды (ЛПИ)», № 229.
М.—Л., Машгиз, 1963, с. 18—21.
41. Купреев В. П., Поляков Д. А., Петров А. В. п др. — «Сварочное
производство», 1973, № 3, с. 32—34 с ил.
42. Купрене В, П., Поляков Д. А., Петров А. В. и др. — «Сварочное
производство», 1973, Ms 7, с. 24—26.
43. Лашко Я. Ф., Лашко С. В. Свариваемые легкие сплавы. Л., Суд-
лромгиз, I960. 440 с. с ил.
44. Титан в промышленности. Сборник статей под ред. С. Г. Глазу-
нова. М., Оборопгиз, 1961. 328 с. с ил.
45. Горшков А. И,, Матюшкин Б. А., Ольховик Р. Г. и др. — «Свароч-
ное производство», 1973, № 3, с. 20—22.
46. Гуревич С. М., Блащук В. Е.— «Автоматическая сварка», 1964,
ЛЬ 6, с. 73—75.
47. Гуревич С. М., Б лащу к В. Е., Лукьяненко В, П. и др.— «Авто-
матическая сварка», 1972, № 11, с. 45—48.
48. Ямпольский В. М. — В кн.: Надежность сварных конструкций.
М., «Машиностроение», 1967, с. 88—91.
49. Панфилов А, П.— «Труды МЭИ». Вып. 213. М., изд. МЭИ, 1975,
с. 88—91 с ил.
50. Панфилов А. П., Савинков Р. А. — «Труды МЭИ», Вып. 213. М,
изд. МЭИ, 1975, с. 99—102 с ил.
51. Электрошлякова я сварка. Под ред. Б. Е. Патона, Москва—Киев,
Машгиз, 1959. 410 с. с ил.
52. Третьяков Ф. Е. Сварка плавлением титана и его сплавов. М.,
«Машиностроение», 1967. 144 с. с ил.
53. Третьяков Ф. Е., Головкин Р. В., Больберг В. Я. Производство
сварных труб из титана и его сплавов. М., «Металлургия», 1964.
54 с. с ил.
54. Груздев Б. Л., Кладов Е. И., Булгаков И. Я. и др. — «Сварочное
производство», 1973, № 2, с. 19—21 с ил.
55. Волков В, Б.. Данилов М. А. — «Сварочное производство», 1963,
Яй 1, с. 39 -40.
56. Шелдон С. Уайт Р., Векши Р. — В кн.: Электроннолучевая
сварки. Введение в тех пол онио электроннолучевых процессов. М.,
«Металлургии», I')*,б, 203 208 с ил.
57, Рус со В. Л , КуФмрчи Б В Пико теше А, А. и др. — «Сварочное
пропзподсчиго, 1'1,1, 7|: I1’. , '.'II 21
243
58. Бакши О. А,, Шрон Р. 3, — «Сварочное производство», 1962, №5,
с. 38—43.
59. Гуревич С. М.—В кн.: Исследование титановых сплавов. М.,
Йзд-во АН СССР. 1962, с. 240—244 с ил.
60. Гуревич С. М., Блащук В. Е.— «Автоматическая сварка». № 6,
1964, с. 206 -210.
61. Лукьяненко В. Л!.., Шслея.ков Г. М.., Василеса А. Л, и др. — «Сва-
рочное производство», 1971, № 10, с. 44—45.
62. Блащук В. Е., Гуревич. С. М., Шел.енков Г. М и др. — «Свароч-
ное производство», 1974, № 1, с. 39—40.
63, Гуревич С. Л!.. Блащук В. Е., Лукьяненко В. М. и др. — «Автома-
тическая сварка», 1972, № 11. с. 45—48 с ил.
64. Гуревич С, ЛЕ, Шелснков Г. М., Блащук В. Е. и др. —«Сварочное
производство», 1973, № 11, с. 20—21.
65. Гуревич С. М., Блащук В. Е., Новиков В. И. н др. — «Автомати-
ческая сварка», 1971, Nb 2, с. 12—14.
66. Борисова Е, А., Груздева Л. А., Лоскутов В. М. и др. — «Свароч-
ное производство». 1969, № 3, с. 28—29.
67. Борисова Е. А., ИТишенкова И. И., Мануйлов Н. И. и др. - «Сва-
рочное производство». 1976. № 10, с. 37—38.
68. Горшков А, И., Матюшкин Б. А., Ольховик Р. Г. я др. — «Свароч-
ное производство». 1973, Ns 3. с. 20—22.
69. Авдеева ’Г. П.. Иштыков Ю. В. — «Сварочное производство»,
1973, № 11, с. 24—25.
70, Гусева Е. А., Климычев А. И., Фомичева И. А. и др. — «Свароч-
ное производство», 1970, № 2, с. 15—16.
71, Башкатов А. В., Рыжков Ф. Н., Глотов В. С. н др. —«Автома-
тическая сварка». 1972, ЛЬ 11, с. 68—69.
72, Демянцевич В. П, Матюхин В. И. — МиТО'А, 1974, № 11, с. 72.
73. Яма;мото. «Есену гаккайси», 1966, т. 35. № 3, с. 186—188.
74. Болдырев А. М.. Дорофеев А. Б.. Антонов Е. Г. и др. — «Свароч-
ное производство», 1971. № 6, с. 35—37 с ил.
75. Кузнецов В. Д., Маленкин И. В.. Черныш В. П. п др. — «Свароч-
ное производство», 1972. Ns 5. с. 8—9.
76. Славин Г. А., Сголннер Е. А., Морозова Т, В. и др. — «Свароч-
ное производство». 1974. N° 8, с. 2—3.
77. Шаленков Г. М., Комаровский В. Ф„ Трояновский В. Э. и др.—
«Химическое и нефтяное машиностроение», 1975, К? 3, с, 27—28.
78. Гуревич С. М., Замков В. И.. Кушниренко Я. А. и др. — «Авто-
матическая сварка», 1965. № 9. с. 1—4 с пл.
79. Замков В. И.. Гуревич. С. М. — «Автоматическая сварка», 1966,
,№ 12, с. 13—16 с ил.
80. Куликов Ф. Р., Мишенкова Т. А., Руденская Л. Г. и др. — «Авто-
матическая сварка», 1968, № 4, с. 9-12.
81. Симоник А. Г. —«Сварочное производство’', 1974. Ne 3. с. 52—53.
82. Бадьянов Б. И., Давыдов В. А., Иванов В. А. и Др. — «Автомати-
ческая сванка», 1974, № 11, с. 67—70.
83. Симоник А. Г., Петриашвили В. И., Иванов А. А. н др—«Сва-
рочное производство», 1976, № 3, с. 49—51.
84. Редчиц В. В., Никифоров Г Д., Вакс И. А. — «Сварочное произ-
водство», 1974, Nb 4, с. 7—10 с ил.
85. Куликов Ф. Р., РеЯчиц В. В., Хохлов В. 8. — «Сварочное произ-
водство», 1975, № 11, е. 26—31.
86. Пр илу и кий В. П„ Замков В, Я. — «Автоматическая сварка», 1975,
Хэ 7, с. 41—44,
244
87. Куркин С. А., Гуань Цяо — «Сварочное производство», 1962,
№ 10, с. 1 fi.
88. Куркин С, Л. п винокуров В. А.—-«Сварка цветных сплавов ред-
ких мстпллов ti пластмасс». М., изд. МВТУ, 1961 (МВТУ. Сб.
№101), с. 186 -196 с ил.
89. Куркин С. А., Гуань Цяо — «Сварка цветных сплавов н некото-
рых легированных сталей». М., изд. МВТУ, 1962 (МВТУ. Сб.
№ 106), с. 173-180 с ил.
90. Brody В., Taylor А—«Metal Progress», 1959, № 5, р. 67—71.
91. Винокуров В. А. •— «Изв. высшей школы. Машиностроение и при-
боростроение», 1959, № 10, с. 106—109.
92, Hull 117. G. — «Welding and Metal Fabrication», 1961, v. 29, № 3,
p. 111 — 113; № 6, p. 262—266.
93. Stark L. E., Barilo L, f., Porter H. G.— «Welding J.», 1962, v. 41,
p. s805—s8I4.
94. Mitchell D. R.. Peige N. G, — «Welding J.», 1967, v. 46, № 5,
p. sl93- -s202.
95. Mitchell D, R., Sucker Г. L. — «Welding J.», 1969, v. 48, № 1,
p. s23—s33.
96. 117« К. С,—«Welding .1.», 1969, v. 48, № 8, p. s359—s368.
97. Schwenk IP., Kackler W. A., Kennedy I. R.— «Welding J.», 1967,
v. 46, № 2, p. s64—s73.
98. Куликов Ф. P., Кириллов Ю. Г., Васькин IO, В, п др. — «Свароч-
ное производство», 1969, № 7, с. 10-13.
99, Сварка высокопрочных титановых сплавов. М., «Машинострое-
ние», 1975. 150 с. с ил. Авт.: С. М. Гуревич, Ф. Р. Куликов,
В. Н. Замков, IO. Г. Кириллов и др.
100. Гуревич С. М. — «Автоматическая сварка», 1958, № 1, с. 14—21.
101, Гуревич С. М. — «Автоматическая сварка», 1958, № 10, с. 3—13.
102. Куликов Ф. Р„ Васькин 10. В., Кириллов 10. Г. — «Автоматиче-
ская сварка», 1969, № 12, с, 51—56.
103. Куликов Ф. Р., Персидский А. С., Фролов Н. Г. — «Сварочное
производство», 1966, № 2, с. 21—24.
104. Хорев А. И,, Груздева Л. А., Титаренко И. И. — «Сварочное про-
изводство», 1969, № 6, с. 27—29.
105. Хорев А. //. — «Сварочное производство», 1971, № 2, с. 3—5.
106. Гуревич С. М. — В кн.: Новые проблемы сварочной техники,
Киев, «Наукова думка», 1964, с. 148—158 с ил.
107. Компан Я. К)., Гуревич С. М, — «Автоматическая сварка», 1968,
№ 9, с. 47—50 с ил.
108. Бокштеби. С. 3. Строение и свойства металлических сплавов. М.,
«Металлургия», 1971. 496 с. с ил.
109. Wu К. С. — «Welding J,», 1969, у. 48, № 8, р. s359—s368.
110. Электротилаковая сварка титановых сплавов. Ташкент, Изд-во
ФАН, 1975. 83 с. с ил. Авт.: Я. Ю. Компак, В. Ф. Грабип,
М. А. Абралов и др.
111. Грабин В. Ф., Дидковский В. П., Гуревич С. М. и др. — «Авто-
матическая сварка», 1963, № 12, с. .40—48 с ил.
112. Дидковский В. П., Грабин. В, Ф., Гуревич С.. М, и др.— «Авто-
матическая сварка», 1964, № 2, с. 54—58 с ил.
113. Huber R. TF,, Groode R. G. — «Welding J.», 1967, у. 46, № 10,
р. з439—s447
114. Mitchell D. R., /‘псе .V. G. - «Welding J.», 1967, v. 46, № 5.
p к 193—s202
115. Greenfield M. А.. /лы1! IJ S'.-- «Welding .[-»> 1975, 'Л 3,
p. s73—s80.
a4J
116. Поплавко JU. В., Мануйлов Н. Н._. Груздева Л. Л. — В кп.:Свар-
ка цветных металлов и сплавов. М., Оборонгиз, 1961, с. 102—
110с ил.
117. Кулаков Ф. Р., Серенков Л. 77. — «Сварочное производство»,
1970, № 8, с. 16—18.
118. Пермякова 9. М., Терминасов К), С. — «Физика прочности,
пластичности металлов и электродинамических явлений в фер-
ритах». Куйбышев, изд. Куйбышевского политехнического инсти-
тута, 1974 (КПИ. Вып. II), с. 116—122 с ил.
119. Пермякова 9. М., Шмаков В. А., Муравьев И. //. — «Физика
прочности, пластичности металлов и электродинамических явле-
ний в ферритах». Куйбышев, изд. Куйбышевского политехниче-
ского института, 1974 (КПИ. Вып. II), с. 47—52 с ил.
120. Пермякова Э. М., Ситявип Ю. И,, Терманасов KJ. С. — «Науч-
ные труды» (Куйбышевский педагогический институт), № 128.
Куйбышев, изд. Куйбышевского педагогического института,
1974, с. 55—60 с ил.
121. Конструкционные материалы. Под ред. Л. Т. Туманова. М., «Со-
ветская энциклопедия», 1965, с. 328—335 с ня.
122. Глазунов С. Г. — МиТОМ, 1963, К? 2, с, 118—120.
123. Глазунов С. Г., Моисеев В, Н., Борисова Г. Л. — В кн.: Приме-
нение титана в народном хозяйстве. М., «Цветметинформация»,
1971, с. 14—16 с ил.
124. Никитина Л. П., Ревякина И. Н., Чижик А. И. и др, —В кп.:
Применение титановых сплавов в энергомашиностроении. М.,
«Цветметинформация», 1970, с. 87—89.
125. Волков В. Б., Гуревич С. М., Блащик В. Е.— В кп.: Применение
титана в промышленности. М., «Цветметинформация», 1970,
с. 56—65 с ил.
126. Волков А. М.; Устинов Э. А., Смирнов Б. А, — В кп.: Примене-
ние титана в промышленности. М., «Цветметинформация», 1970,
с. 106—109.
127. Глазунов С. Г., Моисеев В. Н., Борисова Е. .А.— В кп.: Приме-
нение титана в народном хозяйстве. М., «Цветметинформация»,
1970, с. 12—19.
128. Моисеев В. Н. — МиТОМ, 1967, № 12, с. 8—12.
129. Моисеев В. И., Шохолова Л. В. — В кн.: Титановые сплавы. М.,
изд. ОНТИ—ВИАМ, 1972, с. 160—168 с ил.
130. Применение титана в народном хозяйстве. Киев, «Техника»,
1975. 200 с с ил. Авт,: С. Г. Глазунов, С. Ф. Важенин, Г. Д. Зю-
ков-Батырев, Я. Л. Ратнер.
131. Лужников Л. П., Моисеев В. Н. — МиТОМ, 1961, № 7, с. 29—
34 с ил.
132. Моисеев В. И., Лужников Л. П.~В кн.: Передовой научно-тех-
нический и производственный опыт. Вып. 8. М., изд. ЦНИИЦМ,
1960, с. 1—19.
133. Глазунов С. Г. — МиТОМ, 1963, № 2, с. 2—7 с. ил.
134. Корнилов И. И., Виноградов К). М —В кн.: Новые исследова-
ния титановых сплавов. М., «Паука», 1965, с. 102—109 с ил.
135. Корнилов И. И., Маркович К. П., Михеев В. С. — В кп.: Тита-
новые сплавы для новой техники. М., «Наука». 1968, с. 195—201.
136. Металловедение титана. Под ред. И. И. Корнилова. М., «Нау-
ка», 1964. 320 с. с ил.
137. Корнилов Я. Я., Михее# Л, С., Чернова К- П.--В кн.: Иссл^
246
! ii.iijiiDii M, Изд-во АН СССР, 1962,
138. ГлииММ (*' I H ill i irr.jновые сплавы для новой техники.
Mi «HlH'Hti*. •’'он, > LJ 23сил.
139. ГОЙЙЦии А И , I lh.'i f'-чмв Ф. E.— «Сварочное производство»,
I rail M i, । ’ i i<<> с нл.
ИО. Кцлньни 0*. P । Xt/x/ioe ti. B„ Кириллов Ю. Г. и др.— В кн.:
V llcrci почини конференция по электроннолучевой сварке. Тези-
сы Д1ЖЛНЛ1 Hi Kiii-'ii. изд. ИЭС им. Е. О. Патона ATI СССР, 1975.
С, 6W,
141. Л’кшги’н И, Н., Глазунов С. F.t Хорев А. И. — «Новые материа-
лы и гн.нлш для машиностроения», М., изд. ЦИТЭИН, 1961
(ЩИ, 11 [11. Вып. 3), е. 19—24.
142, (Й1Л'И1Чна О. П„ Глазунов С. Г. Титановые сплавы. Жаропроч-
ные титановые сплавы. М., «Металлургия», 1976, 456 с. с ил.
143, Хирев А. И. — «Сварочное производство», 1975, № 10, с. 4—7.
144. Хорев А. И. — «Технология легких сплавов». М., изд, ВИЛС,
1976 (ВИЛС. Сб. № 10), с. 30—33,
145. Груздева Л. А., Фаломееви М. А.—В кн.: Новые исследования
титановых сплавов. М., «Паука», 1965, с. 258—262 с ил.
146. Третьяков Ф, Е., Кирюхина Г. Н., Горшков А. И. — МиТОМ,
1965, № 5, с. 59—63.
147. Гусева Е. А„ Комаров М. А., Воробьева Л. П. п др. — В кн.:
Новые исследования титановых сплавов. М., «Наука», 1965,
с. 295—300 с ил.
148. Шоршоров М. К., Каинова Г. Е., Смирнов Б. А. и др. — В кн.:
Новые исследования титановых сплавов. М., «Наука», 1965,
с. 289—294 с ил.
149. Моисеев В. И., Шохолова Л. В., Терентьева Л. Н. — «Техноло-
гия легких сплавов». М., изд. ВИЛС, 1976 (ВИЛС. Сб. № 4),
с. 46—51.
150. Поляков Д. А., Мануйлов Н. Н.— «Сварочное производство»,
1970, № 11, с. 12—13.
151. Поляков Д. А., Абрамова В. И., Седых К. В. и др. — «Свароч-
ное производство», 1971, № 10, с. 22.
152. Бокштейн С. 3., Емельянова Т. A., Kuuikuh С. Т. я др. — В кн.:
Процессы диффузии, дефекты структуры и свойства металлов.
М., «Металлургия», 1972, с. 117—222 с ил,
153. Пазимое О. П., Калачев Б, А., Горшков Ю. В. — «Сварочное
производство», 1971, № 9, с. 11—12.
154. Куликов Ф. Р., Мишенкова Т. А., Никонов Г. И. и др. — «Сва-
рочное производство», 1968, № 10, с. 18—19.
155. Макаров И. И., Прохоров Н, Н., Завалишин С. И.—«Сварка
цветных сплавов, редких металлов и пластмасс», М., изд. МВТУ
1974 (МВТУ. Сб. № 182), с. 15—26 с ил.
156j Капель ман Л. Л,, Кархин В. А.-—«Сварочное производство»,
1976, № 2, с. 6—7.
157. Семенов В. Н., Привен Д. Л., Кузенов М. А. и др. — В кн.: Тео-
рия и практика проектирования пассажирских самолетов. М.,
«Наука», 1976, с. 386—391 с ил.
158. Ратнер С. И. Разрушение при повторных нагрузках. АТ, Оборон-
гиз, 1959. 245 с. с ил.
159. Макаров И. И. — «Сварочное производство», 1977, Нч 4, с. 5—7.
160. Lindh D. V.j Peshak G. М. — «Wilding J.», 1969, Ke 2, p. s45—s46.
247
Оглавление
Предисловие.......................................... 3
Введение............................................. 5
Глава 1. ТИТАНОВЫЕ СПЛАВЫ И ИХ СТРОЕНИЕ . . 9
Глава 2. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
И ПРИМЕСЕЙ НА СТРУКТУРУ И СВОЙСТВА
СВАРНЫХ СОЕДИНЕНИЙ ТИТАНА .... 31
Примеси в титане . ............................ 33
Влияние легирующих элементов на структуру и свойства
сварного соединения ............................ 42
Влияние легирующих элементов на структуру и свойства
сварных соединений многокомпонентных систем титано-
вых сплавов..................................... 56
Основные, закономерности изменения структуры и свойств
сварных соединений титановых сплавов в зависимости от
легирования и термической обработки............. 65
Глава 3. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕ-
ДИНЕНИЙ ТИТАНОВЫХ СПЛАВОВ .... 78
Отжиг.......................................... 80
Упрочняющая термическая обработка............... 92
Некоторые специальные режимы упрочняющей термиче-
ской обработки сварных конструкций.............. 99
Глава 4. ВЛИЯНИЕ ВИДА СВАРКИ НА СТРУКТУРУ
И СВОЙСТВА РАЗЛИЧНЫХ ЗОН СВАРНОГО
СОЕДИНЕНИЯ.......................................... ЮЗ
Структура и свойства зоны термического влияния ... 104
Структура и свойства сварных швов............. 134
Глава 5. СВОЙСТВА И СТРУКТУРА СВАРНЫХ СОЕДИ-
НЕНИЙ ПРОМЫШЛЕННЫХ ТИТАНОВЫХ
СПЛАВОВ............................................ 173
«- н псевдоа-сплавы............................ 174
Сплавы с и+р-структурой мартенситного типа .... 193
Сплавы с а+Р-структурой переходного типа....... 206
Псевдор-сплавы..................................210
Сплавы со стабильной p-структурой...............215
Литейные титановые сплавы...................... 217
Глава 6. ПРИМЕНЕНИЕ ТИТАНОВЫХ СПЛАВОВ
В СВАРНЫХ КОНСТРУКЦИЯХ............................. 230
Библиографический список............................241