/






































Текст
ОГЛАВЛЕНИЕ
Введение....................................................3
Глава I. Технология сварки алюминиевых сплавов........ . . 5
§ I. Характеристика алюминиевых сплавов, применяемых для
сварных конструкций.................................. 5
§ 2. Особенности сварки алюминиевых сплавов...........12
§ 3. Влияние технологических факторов различных способов
сварки на структуру и свойства металла соединений
алюминиевых сплавов...................................19
Главе 2. Технология сварки титановых сплавов............ . 31
§ 4. Характеристика титановых сплавов, применяемых для
сварных конструкций....................... . о . 31
§ 5, Взаимодействие титановых сплавов с активными газами
При сварке плавлением............................... 39
§ 6. Вхчияние техно логических факторов на структуру и
свойства металла сварных соединений из титановых
сплавов различного фазового состава...................47
Глава 3. Технология сварки тугоплавких химически активных ме-
таллов ...................................................67
§ 7. Характеристика тугоплавких химически активных метал-
лов, применяемых для сварных конструкций.............67
§ 8. Особенности сварки циркониевых сплавов и выбор ре-
жимов сварки, сварочных материалов, режимов терми-
ческой обработки соединений, выполненных аргоноду-
говой и электронно-лучевой сваркой................... 68
§ 9. Особенности сварки ниобиевых и танталовых сплавов 72
§ 10. Технологические особенности аргонодуговой и эле-
ктронно-лучевой сварки однородных и комбинирован-
ных соединений из ниобиевых и танталовых сплавов 72
§ II. Особенности сварки молибдена, вольфрама и сплавов
на их основе • 75
§ 12. Примеры для обоснования выбора режимов сварки,
сварочных материалов и режимов термической обра-
ботки соединений из молибденовых и вольфрамовых
сплавов ..............................................76
Рекомендуемая дополнительная литература для подготов-
ки рефератов ........ . . .78
УДК 621.791.669 (075.8)
Щипков М. Д. Сварка сплавов на основе алюминия и тугоплавких
высокоактивных металлов. Учебное пособие.- Л., ЛП2, 1983, с.80.
Учебное пособие предназначено для студентов специальности "Ме-
таллургия и технология сварочного производства", изучающих курс
"Технология производства сварных конструкций из спецсплавов". В нем
приведены основные сведения об алшиниевых, титановых сплавах и ту-
гоплавких высокоактивных металлах, применяемых для сварных конструк-
ций. Рассмотрены особенности сварки этих металлов и сплавов, обосно-
ван выбор режимов сварки, сварочных материалов и режимов термической
обработки различного типоразмера соединений из термически упрочняе-
мых алюминиевых сплавов, титановых сплавов и тугоплавких высокоак-
тивных металлов и сплавов.
Ил. 33, табл. 48, библиогр. - 27 назв.
Рецензенты: А.С.Михайлов, М.Д.Тюльков.
Св.темплан 1983 г., поз. 526.
Еппков Михаил Денисович
Сварка сплавов на основе алюминия и тугоплавких высокоактивных
металлов
Учебное пособие
Редактор С.А.Мартынова
Технический редактор А.И.Колодяжная
Подписано к печати 25.10.83. М-42651.
Формат бумаги 60 х 90 I/I6. Бумага тип. $ 3. Печать офсетная.
Усл. печ. л. 5, Уч.-изд. л. 5. Тираж 500. Заказ 372.
Цена 20 коп.
Издание ЛШ им. М.И.Калинина, I9525I, Ленинград, Политехническая,29.
Лаборатория полиграфических машин ЛПИ им. М.И.Калинина.
I9525I, Ленинград, Политехническая ул., 29.
© Ленинградский политехнический институт
имени М.И.Калинина, 1983 г.
ВВЕДЕНИЕ
Повышение надежности и работоспособности сварных конструкций,
снижение металлоемкости и применение механизированных способов свар-
ки при их производстве - важнейшие задачи, поставленные перед работ-
никами, занятыми в области сварочной туки и техники. Об этом гово-
рится в Основных направлениях экономического и социального развития
СССР на I98I-I985 года и на период до 1990 года, утвержденных WI
съездом ЮТС.
В связи с повышающимися требованиями к эксплуатационным свойст-
вам сварных конструкций появилась необходимость для их изготовления
применять во все увеличивающемся объеме алюминиевые, титановые спла-
вы и тугоплавкие высокоактивные металлы и их сплавы. Например, алю-
миниевые и титановые сплавы преимущественно используются в авиацион-
ной промышленности, тугоплавкие химически активные металлы и сплавы
на их основе применяются в энергетическом ьнлиностроекпг, атомной
технике к радио электронной промышленности.
По сравнению с конструкционными сталями цветные металлы и их
сплавы, особенно тугоплавкие химически активные, требуют более слож-
ных технологических приемов сварю: для получения соединений с комп-
лексом физико-хшяичесхсих свойств, сопоставимых по уровню со свойст-
вами основного металла.
В связи с особенностями сварки алюминиевых, титановых сплавов и
таких тугоплавких химически активных металлов, как цирконий, ниобий,
тантал, молибден и вольфрам, для студентов специальности "Металлур-
гия и технология сварочного производства" читается курс "Технология
сварки легировавших сталей и спецсплавов", значительный раздел кото-
рого посвящен сварке этих материалов.
Основная задача курса - знакомство студентов с методиками сбое-
кования режимов сварки, выбора сварочных материалов» режимов техни-
ческой обработки, требований к технологическому оборудованию при из-,
готовлена сварных конструкций из алюминиевых сплавов и химически
активных тугоплавких металлов и сплавов.
В пособил приведена характеристика указанных металлов и пх спла-
вов как конструкционных материалов. Рассмотрены металлургические про-
цессы при их сварке плавлением и влияние термодефоргшциенного свароч-
ного цикла на развитие юллгческой и структурной неоднородности в ме-
талле околоповной зоны. Дагты рекомендации по основным способж терми-
ческой обработки для повышения надежности и работоспособности сварных
Н1С
соединений из этих материалов.
Для пояснения влияния технологических факторов при различных
способах сварки az
жевых и титановых сплавов рассматриваются при-
меры сварки различных типоразмеров соединен
на основании которых
устанавливается эффективность применения того или иного способа свар-
ки. Предлагаются конкретные рекомендации по способам очистки поверх-
ности соединяемых деталей от окисных пленок. Приводятся элементы
подготовки кромок под сварку. Для конкретного типа соединения обос-
нованы основные требования к технологической оснастке, обеспечиваю-
щей необходимую защиту металла при сварке
заданные геометрические
размеры сварного шва и удовлетворительную точность сварного соеди-
нения.
По разделам курса студенты готовят рефераты» основные положения
которых докладывают на семинарских занятиях.
Глава I. ТЕХНОЛОГИЯ СВАРКИ АЛШЯЖЕВЫХ СПЛАВОВ
§ I. Характеристики алжиниевых сплавов, применяемых
для сварных конструкций
Алшиний - самый распространенный в земной коре металл, его за-
пасы [5] составляют 8,8$. Алюминий является одноглор^шм металлом с
плотяоупаковакной гранецентрированной кубической решеткой ( а =
4,04 А), имеет ионный радиус 7; = 0,57 А, что обусловливает ограни-
ченную растворимость в нем всех известных элементов, например, при
температуре кристаллизации чистого алшиния (660,4°С) и парциальном
давлении водорода Ьад металлом 760 ш.рт.ст. растворимость водорода
г алшинии составляет всего 0,039 см^/100 г fl] (рис. I).
Технически чистый алюминий тлеет низкие прочностные ( &g = 49 -
68 МПа, модуль упругости Е = 70000 МПа) и высокие пластические свой-
ства ( 5 - 28$), поэтому в качестве конструкционного материала при-
меняется в значительно меньших объемах, чей его сплавы различного
легирования.
В зависимости от содержания легирующих элементов, характера
пластической обработки металла все ахзлпниевые сплавы подразделяются
на дефор.аруемые а литейные. В качестве примера такого подразделения
на рис. 2 приведена бинарная даахраша состояния наиболее распро-
страненных сплавов системы А?-Мд , Дзфордируемые алшшотевке сплавы
содержат легпрузадхе элементы в количествах до предела их раствори-
мости в <Л-растворе алшлния (рис. 2), например, структура ашз7.няе-
во-шгииевкх сплавов характеризуется зернами </ -алтиния, по грани-
цам которых могут бить выделения бета-фазы - (до 3%).
5
Для сварных конструкций главным образом применяются деформируе-
мые алюминиевые сплавы (ГОСТ 4784-74), которые можно подразделить на
термически неупрочняемые (низкой и средней прочности) и термически
упрочняемые (средней и высокой прочности) (табл. I). К термически не-
упрочняемым можно отнести технический алюминий, сплавы системы ЛС-Мп,
алшпниево-магниев^е сплавы системы Л £-Mg . К термически упрочняемым
сплавам, имеющим предел прочности от 350 до 570 МПа (табл. I), отно-
сятся сплавы систем AC-Zn-Mt}9 АС-Си-Мп, АС-2п-М$~Си > АС-М§-Сь и
др., повышение прочностных свойств которых обеспечивается выделением
мелкодисперсных фаз в результате старения.
Таблица I
Химический состав сплавов, %
Система АС -
Марка сплава Основные легирую щие компоненты, %
Мп, Si, Cz Zn , J7 * . X . _ . . . * -HL
АМг1 0,5...1,8
джг 1,8...2,8 0,2...0,6
АМгЗ 3,2...3,8 0,2...0,6 0,5...0,8Si
АМг4 3,8...4,8 0,5...0,8 0,05...0,25Cz 0,02...0,1ft
Ж 4,8...5,8 0,5...0,8 0,02... O.ITi
АМг5П (для заклепок) 4,7...5,? — ** Ma»
АМгб ' 5,8...6,8 0,5...0,8 0,02... 0,T Tc •—
АМгб! 5,5...6,5 0,8...1,1 0,02... O.IZz
Система АС — Mg — Si
Марка сплава Si Си Мп Cl Примеси, менее
Fe Си Мп п
АД31 oo W ** « < < •— 0,5 0,1 0,1 0,15
АДЗЗ 0,8... 1,2 ♦ • <<0Q » * oo 0,15... 0,40 — 0,15... 0,35 0,7 0,15 0,15
АД35 0,8... 1,4 HO « *• го co « 1 • 0,5... 0^9 0,5 0,1 *** 0,15
AB 0,45... 0,9 HO M M госл • • • 0,2... 0,6 0,15... 0,35 0,5 0,15
Система Z£- Си—Мд
Марка сплава Си Мп Fe Si
менее
В65 3,9...4.5 0,15...0,3 0,3...0,5 0,2 0,25
JTTfi 2,2...3,0 0,2 ...0,5 0,2 0,5 0,5
3,8...4,8 0,4...0,8 0,4...0,8 0,7 0,7
Д16 3,8...4,9 1,2...1,8 0,3...0,9 0,5 0,5
Д16ч 3,8...4,9 1,2...1,8 0,3...0,9 0,3 0,2
JXTQ 3,8...4,3 1,7... 2,3 0,4...0,9 0,5 0,5
J^AJJX 3,8...4,5 2,3...2,7 0,35...0,8 0,3 0,2
AK4-I 1,9...2,7 1,2...1,8 0,8...1,4 0,35
ВД-17 2,6...3,2 2,0... 2,4 0,45...0,70 0,3 0,3
2048 2,8...3,8 — 1,2...1,8 0,2 ...0,6 0,2 0,15 ————.
Примечание. 0,005...0,00028е , 0,8...1,4^.
Система Л £ — Си — Мп
Марка сплава Си Мп п Zz V Fe Si Cci
Д20 6...7 0,4... 0,8 0,1... 0,2 0,2 ! «м* ОД 0,3 о,3 од... 0,2
Д21 6...? 0,4... 0,8 оо с\5»-Ч • • * ** оо спел • • • 0,3 0,3 ОД ... 0.2
01205 5,8... 6,8 0,3... 0,8 он « •> оо 0,08... 0,15 0,05 0,3 0,3 ОД... 0,2
1201 ООП 0000 • • • 0,2... 0,4 оо но № в > 0,1... 0,25 0,05... 0,15 0,02 0,3 0,2 ОД... 0.2
7
Система М —Zn—Mg
СИЛИВ 1915 Примеси .менее
Zn Мп Сг 7.г Си Fe Sc
3,4... 4,0 НН яе яа СОСО • • • j GO • я» сь го • • • 0,08... 0,2 0,15... 0,22 0,1 0,4 0,3
СпдаВ В92 Zn. M3 1 Мп Zz Примеси, менее
Си Si
2,9... 3,6 • • СП CD я «я но Я» Я» оо> • • • 0,1... 0’2 0,05 0,3 0,2
Высокопрочные сплавы системы AS -Zn —Ма—Си
Марка сплава Zn м3 Мп Сг Fe Si Ti Zz
В95 5,0... 7,0 • • । coco । * • 1,4... 2,0 0,2... 0,6 0,1 0,5 0,5 ам»
В95оч » я do » • СОСО •я «я ысч 0,25 0,15 0,1
В96ц 8,0... 9,0 2,3... з’о 2,0... 2,6 0,1 0,05 • • а*ш «Й»
В96ЦЗ 7,6..» 8,6 1,7... 2'3 я» яа • • • 0,05 0,05 0,2 0,1 Й» 0,1... 0,2
Б96ц1 CD СО Я» <• оо • « • 2,3... 3,0 2,0... 2,6 0,3... 0,8 0,1 0,4 0,3 0,05 0,1... 0,16
В93 6,5... 7,3 МН ч» ш 00 < • • • «а~^яа~^ го 00 а а а 0,1 0,2... 0,4 0,5 ам» —
В93щ <гсп яа яа сосл • • • 1,7... 2,8 0,8... 1,2 0,1 — 0,1 0,02
В94 6.0... 6,7 9 • скг’со * * нч 1,8... 2,4 0,1 1 0,05 0,2 1 0,2 1 0,08 —
Сплав ЕАД23 Примесей» не более
Си Li Мп Cd Fe Si. Ti Zn
1 •а « СОСО • • ♦ • CH^J< * ая ОН а а я^со «я ая ОО -я - 0,1... 0,25 0,3 0.3 0,15 0,1 0,05
Оптимальньй состав сплава 01420 Примесей, не более
Li Zz Si Fe Ti Мп f/a
5...6 • • СП со •» «к ьчс<? • 0,09... 0,15 0,1... 0,3 0,3 ОД 0,3 0,05
Несмотря на значительно больную стоимость по сравнению с угле-
родистыми к низколегировашжш конструкционными сталях*, объем при-
менения аталиниевкх сплавов в производстве сварных конструтсхщй не-
прерывно повшается.чЭто можно объяснить такими эксплуатациокшг^т
свойствами алюминия и его сплавов, как высокая коррозионная стой-
кость в целом ряде агрессивных явдких и газовых сред [б] (в том чис-
ле, в морской воде), немагнитность и высокие электро- и теплопровод-
ность, низкие температуры (вплоть до криогенных) перехода алюминие-
вых сплавов из вязкого в хрупкое состояние.
Малая плотность и высокие прочностные свойства термически уп-
рочняемых ашшивиевых сплавов обусловливают их более высокую удель-
ную прочность по сравнению с конструкционными сталями, что позволяет
снижать металлоемкость, например строительных конструкций, при заме-
не сталей алжиниевыж сплавами [6]. Кроме того, преимуществом алю-
шниевых сплавов по сравнению с конструкциокншш сталями является их
технологичность при производстве полуфабрикатов прессованием, штам-
повкой и прокаткой.
Недостатком алюминиевых сплавов по сравнению с конструкдаоннши
низкоутлеродастши и ниэколегпроваяшлп! сталями является необходи-
мость применения более слохшх технологических приемов как в процес-
се подготовки деталей под сварку, так и в процессе сварки. Поэтому,
учитывая относительно высокую стоимость аишкниевых сплавов и их бо-
лее низкую по сравнению с копструк^иными сталями технологическую
свариваемость, эффективность применения алюминиевого сплава в качест-
ве основного металла должна определяться главным образом с учетом
условий эксплуатации дашюй сварной конструкции.
1дя ответственных сварных конструкций наиболее широкое примене-
ние паллл термически неупрочняемые алвмпяиевочиагниевые сплавы
А?«г5В к А'ЛгЗ и те^гчеоки упрочняемый сплав 1915 средней прочности,
Физико-1Механ’гческие свойства металла сварных соединений которого
восстанавливается после низкотемпературного старения.
9
При выборе алюминиевого сплава для данной сварной конструкции
аент конструктивной прочности
выражающий отношение конструктивной прочности, определяемой по ре-
зультатам испытаний сварных сосудов-моделей, к пределу прочности ос-
новного металла* ^то применимо главным образом для тонколистового 1
материала (2-5 мм),
Менее надежным способом определения коэффициента конструктивной
прочности является отношение временного сопротивления при растяжении
стандартных сварных образцов к временному сопротивлению при растяже-
нии образцов аналогичного размера из основного металла.
В табл. 2 приведены результаты испытаний сосудов-моделей из
алюминиевых сплавов толщиной 2... 4 мм, выполненных аргонодуговой
сваркой вольфрамовым электродом с подачей рекомендуемой для данного
сплава присадочной проволоки. Получены результаты испытаний сварного
сосуда из сплава 01420 после упрочняющей термообработки. Низкая кон-
структивная прочность алют.шниевнх сплавов, упрочняемых в результате
старения за счет выделения по границам зерен с(Ае мелкодисперсной фа-
зы 6(flt2Cu) > например Д16, Д20, М40 (табл. 2), объясняется тем,
что б условиях дуговых видов сварки мгновенные скорости охлаждения
металла околошовной зоны значительно меньше критических скоростей
образования упрочняющей фазы при температурах минимального времени
ее выделения (рис. 3).
На этом рисунке представлены
кривые выделения интерметаллидов
при изотермической обработке, где
й- фаза В(АЕгСи) сплав Л6; 6 -
фаза T(A£2Mg3Zn^- сплав 1915
- критическая скорость не-
прерывного охлаждения от темпера-
туры нагрева выше температуры за-
калки сплава Д16; то же для
сплава 1915).
Применение более концентри-
. рованннх сварочных источников
тепла, обеспечивающих мгновенные скорости охлаждения металла около-
шовной зоны подобных сплавов выше критических (~200 град/о), позво-
лит значительно расширить область использования для сварных конструк-
ций высокопрочных алюминиевых сплавов, упрочняемых за счет в фазы.
10
Таблица 2
Механические свойства деформируемых алюминиевых сплавов
различных систем легирования
Система сплава Марка сплава Основной металл Сварное соеди- нение Система упрочне- Ш1Я Склошюсть сплава к коррозион- ному рас- трескива- :спс
<%, МПа &г, МПа 6Z МПа ЫПа ^1^ 5t
АС-Мд АМгбМ АМгбН 310 370 145 285 290 335 246 0,75 Нагавтов- ка 20% 1:е склонен Мало скло- нен
At~Cu~Mcj sao Л6 380 385 275 256 255 325 165 0,62 0,43 Старение е(асг си) Ее склонен
к AC-Zn-Mg 1915 В92 370 395 257 320 294 257 0,75 0,65 Фаза Т (AE2Mg3Zn^) после ста- рения Мало скло- нен Склонен
АС-Си-Мп Д20 1201 395 312 230 0,58 Фаза 6 (АВ2Си) после ота- ре НИЯ Ее склонен
АС~2п~ Мо-Си 1 1 i 1 В95 В96ц 480 625 400 500 й «• Фазы: ^Zn2) Т(АС3М^7.п^\ S(AC2CuMg) Мало скло- нен После ис- кусствен- ного ста- рении при Т= 413 К в течение ! 16 ч
АС~Си~ 1 Мд-Si | . i лке 440 350 । 1 i 1 i —• 11>за 6 . СЛГг Си / после ста- рения при т = 430 К Мало скло- нен г
J i 1 i V 01420 i ! 1 ! • J 415 278 360 332 0,8 Фаза Ее склонен после ста- рения при Г= 390 К в течение 12...16 ч
II
§ 2. Особенности сварки алюминиевых сплавов
/1 А-?
Технологическая свариваемость алюминиевых сплавов определяется
фпзжо-химическими свойствами алюминия, являвшегося основой сплава
(90... 95% в дефоритруемых алюминиевых сплавах, табл. I), физико-хими-
ческииы свойствами основных легирующих элементов, модификаторов и
постоянных примесей. - железа, кремния, водорода, содержание которых
зависит от системы легирования сплава.
особенно средней и высокой прочности, определяются развитием струк-
турной и механической неоднородности в металле различных участков
сварного соединения в результате воздействия термодеформадаонного
сварочного цикла.
Тугоплавкие окисные пленки, образующиеся практически мгновенно
на поверхности металла, создают одно из основных затруднений при
сварке алюминия и его сплавов. Например, при сварке технического алю-
миния на поверхности деталей после химической обработки мгновенно об-
разуется окисная пленка А£2 Оз толщиной I 1СГ? м, имеющая предел
прочности 20 МПа и плотность 4 I03 жг/м3.
од-
на поверхности металла вплоть до температур, превыша
:х температуру
плавления алюминия. Защитные свойства пленки окиси алюминия при кон-
такте металла с окислительными средами объясняются высоким отношением
объема моля окисла (оп) к объему грамм-атома ме-
соответствии с правилом Пкллинга-Бедаортса:
<7/г
где п - число атомов металла в его окисле. Из-за высокой адсорбцион-
ной способности и наличия влаги в окружающей среде окисные пленки
постепенно превращаются в комплексные соединения типа Vi
лр п -т п
В процессе нагрева до температур (473... 1000) К происходит раз-
РЛ7
ложение комплексных соединений по схеме
[I]:
А6г03-ЗН2 0 де203 • Н20+ 2Н20 - - • г=475... 573*
Оз ' ^^20з+нг0 - - • - 7*= 773... ^ОООК.
В результате взаимодействия ал
RAP;
:ния с
образующимися парами вода, а
12
при сварке ашжниево-^лагниевых сплавов и магния в сварочной ванне
повышается концентрация водорода:
ЗН2О+2А6
Н20 + Му
Ае2О3 + 6Н ;
Мд О + 2Н.
Б зависимости от состава алгсмипиевых сплавов монет изменяться к сос-
тав окисных пленок в том случае, если легирующий элемент имеет сопос-
тавимое с алюминием сродство к кислороду, либо является более поверх-
ностно активным, чем ашлпшй. К таким элементам относятся магний,
цирконий, титан и бериллий. Из перечисленных элементов наиболее су-
щественное влияние оказывает магний. При содержании магния в сплаве
свыше 1,5$ окисная пленка состоит практически из чистого магнезита
[I], так кате (правило Пидшшга-Бедвортса), то магнезитовая
пленка менее плотная и обладает большей адсорбционной способностью,
чем окись алюминия. Этим мокко объяснить более высокую склонность к
порообразованию в гае при сварке ашлишхево^тагнизвых сплавов, чем
при сварке ашлппш.
Введение малых добавок поверхностно активного бериллия в состав
алю5.и11шево-1.’»агниевых сплавов значительно снижает окисление магния,
так как » и образуется в поверхностном слое окисной
пленки.
При всех способах сварки плавлением алюминиевых сплавов необхо-
дима предварительная обработка поверхностей деталей и электродной
проволоки, обычно щелочная, после которой вновь образующаяся окисная
пленка будет хилеть толщину не более 200 1сН-° и. Необходимо также
ограничивать время (обычно не более суток) от химической обработки
до выполнения сварю: подготовленных деталей.
‘ " В _процессе сварки атаппшевых сплавов решающее влияние на форми-
рование и свойства металла газ оказывают эффективность защиты _рас-
плавленного металла, разрушение и оттеснение окисных гленокус зорка-
эффекта, в частности, катодного распыления окисной пленки]при элек-
тролутоьой и атазменпой сварке в среде инертных газов на постоянном
токе обратной полярности л::бо переменном токе, за счет высокой кон-
центрации ввода терхгческой энергии при гелиево-духовой сварке на
постоянном токе прямой полярности, либо npsi эл^тронненлучевой свар-
ке в вак/уме-.-----
Достаточно широкое применение нашел ко?.®5инирэванный способ раз-
рушения ои-ис:-г:х пленок за счет активных флюсов, построенных на базе
13
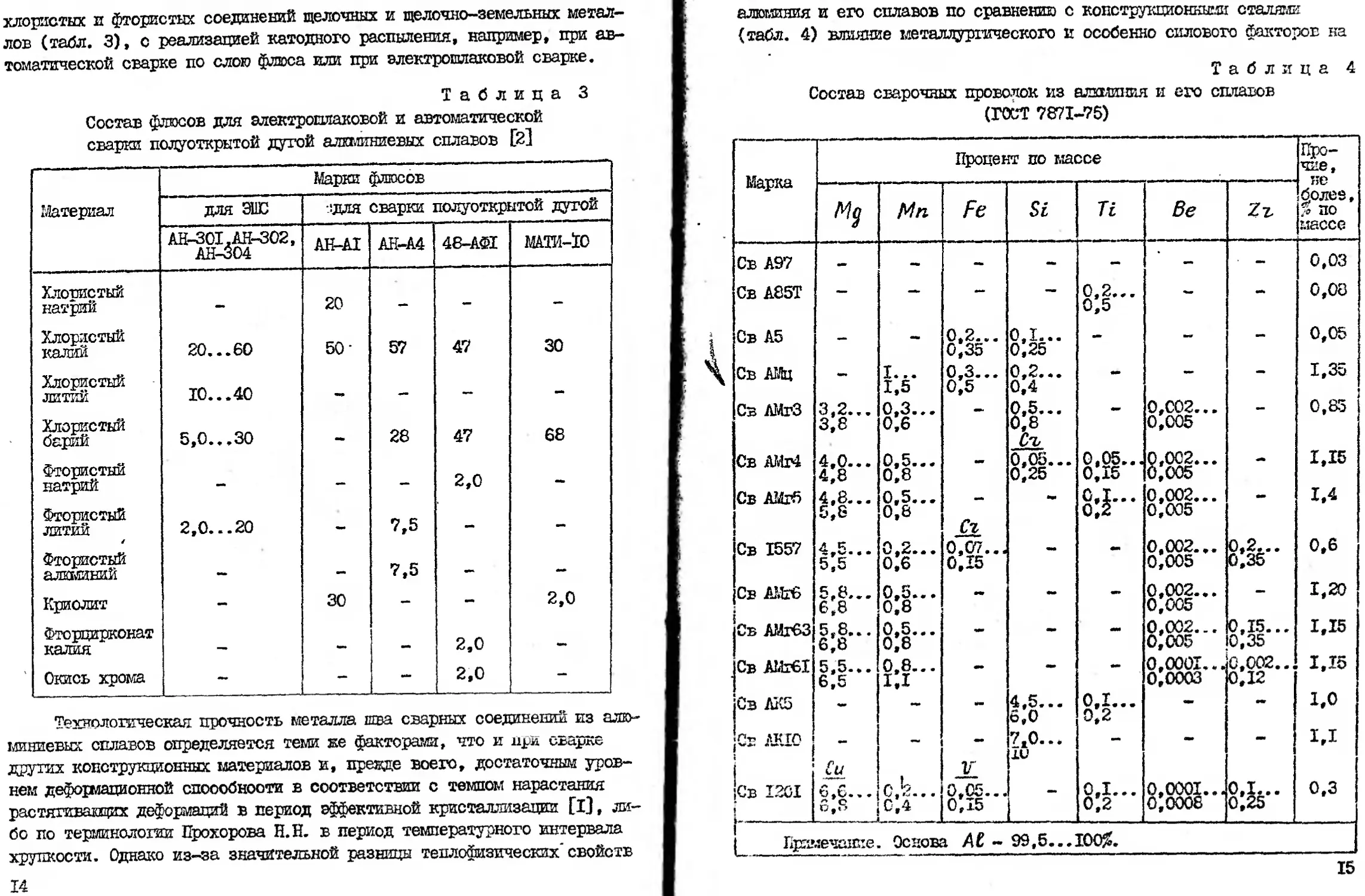
хлористых и фтористых соединений щелочных и щелочно-земельных метал-
лов (табл. 3), с реализацией катодного распыления, например, при ав-
томатической сварке по слою флюса или при электрошлаковой сварке.
Таблица 3
Состав флюсов для электрошаковой и автоматической
сварки полуоткрытой дутой алюминиевых сплавов [2]
Материал Марки флюсов
для ЭНС •.для сварки полуоткрытой дугой
АН-301,АН-302, АН-304 AH-AI АН-А4 48-АФ1 МАТИ-Ю
Хлогистый натрий 20 — *— —•
Хлористый калий 20...60 50* 57 47 30
Хлористый литий 10...40 ям* — W—г я»
Хлористый барий 5,0...30 28 47 68
Фтористый натрий чач — 2,0
Фтористый литий / 2,0...20 ЧЧ* 7,5 чч*
Фтористый алкшний чвч 7,5 •**
Криолит 30 — ’! я 2,0
Фторцирконат калия W «и» •я 2,0
J Окись хрома *** 2,0 —
Технологическая прочность металла шва сварных соединений из алю-
миниевых сплавов определяется теми ке факторами, что и при сварке
других конструкционных материалов и, превде всего, достаточным уров-
нем деформационной способности в соответств
с темпом нарастания
растягивающих деформаций в период эффективной кристаллизаи
1'А4
га,
ли-
бо по терминологии Прохорова R.H. в период температурного интервала
хрупкости. Однако из-за значительной разницы теплофизических'свойств
алюминия и его сплавов по сравнению с конструкционными сталями
{тайл. 4) влияние металлургического и особенно силового факторов на
Таблица 4
Состав сварочных проволок из ашшшя и его сплавов
(ГОСТ 7871-75)
1йарка Процент по массе Про- чие,
Мп Fe Si П Be nt/ более t % ПО массе
Св А97 •» •йм- •йм м к ж> 0,03
Св А85Т *» «W 0,2... 0’5 *я» «*• 0,08
Св А5 — •йм 0,2... 0,35 0,1... 0^25 •/* •Й 0,05
Св АМц «пв* I... 1,5 0,3... 0*5 ОО « <• • » • А* в 1,35
Св АМгЗ 3,2... 3,8 0,3... 0,6 0,5... 0*8 Съ *» 0,002... 0,005 0,85
Св АМг4 4,0... 4,8 0,5... 0,8 N* ОО « ч* гоо слеп • • • оо « * но спел • • • 0,002... 0,005 1,15
Св АМг5 ! 4,8... 5,8 0,5... 0,8 м Сг •йй • мог оо 0,002... 0,005 1,4
Св 1557 4 5... О J4J ею « * ФМ • » • 0,07... 0,15 й»й 0,002... 0,005 0,2... 0,35 0,6
Св АМгб • 5.8,». 6.8 • iOQO «* » СЮ •Й» 0,002... 0,005 мм» 1,20
Об АМгбЗ 5,8... 6*8 оо *• «• сося • * • •»** «Ий 0,002... 0,005 Ь,!5... 10,35 1,15
1Св AI&6I 5,5... 6,5 • • сом * » Он «м» в|* 0,000!..j о’оооз 0,002... 0,12 1,15
[Св Л1£5 *** •ЙР» • • юо * » оо • • • •ЙГ 1,0
!птэ лктл I ( 1 Си **** 1 V 7ж0... ли ЙВЙ «» 1,1
)Св 1201 - 0.0.»• с U.o i С, 2... 0,4 0,05..J 0*15 мм» _ .... оо « ч ГОМ • » • 0,0001... о’ооое 0,1... 0^25 0.3
Примечание. Основ: 1 At — 99,5...2 [00%.
15
технологическую прочность металла шва алюминиевых сплавов существен-
но отличается от влияния этих факторов на технологическую прочность
швов сварных соединений конструкционных сталей. Поэтому достаточно
юдеглке методики определения стойкости шва и околошовной зоны про-
тив образования трещин, успешно применяемые при оценке технологичес-
кой свариваемости сталей, не дают положительных результатов при
сварке алшкниевых сплавов, особенно слоююлегированных, упрочняемых
термической обработкой. Помимо горячих трещин подобные сплавы склон-
ны и к замедленному разрушению - образованию холодных трещин как в
шве, так и в околошовной зоне. Кроме того, под влиянием сварочных
напряжений» либо напряжений от внешней нагрузки некоторые конструк-
ционные алюминиевые сплавы склонны к коррозисиному растрескиванию.
Как в отечественной* так и зарубежной практике [6,7] преимущест-
венное применение для сварных конструкций наши термически неупроч-
кяемые сплавы, главным образом алюминиево-магниевыс, либо термически
упрочняемые сплавы систем: ЛZn -Мд , АС-Си—(см. табл. 2).
В зависимости от типоразмеров сварных соединений (в соответствии
с ГОСТ 14806-69 на форму, размеры шва и элементы разделки кромок де-
талей применительно к дуговым видам сварки в инертных защитных га-
зах) изменяются доля участия добавочного металла в шве и химический
состав металла сварочной ванны. В связи с этим на технологическую
прочность металла шва и на его эксплуатационные свойства решающее
влияние может оказывать состав электродной (присадочной) проволоки
(табл. 4).
Исходя из общих положений образования
и развития кристалжзациошшх трещин в ли-
том металле в зависимости от его химическо-
го состава [б] (рис. 4) выбор электродной
проволоки 'выполняется по допустимым концен-
преаде всего кремния и железа, при которых
гарантируются удовлетворительная технологи-
ческая прочность металла шва и ею эксплуа-
тационные свойства. Например, при сварке
- Mq * исходя из условия удовлетворительной
сплавов системы AC — Zn
технологической прочности, отношение цинка к магнию ограничивается в
пределах 0,7, а иэ условия удовлетворительной работоспособности -
стойкости против коррозионного растрескивания под напряжением - оум-
марное содержание цинка и магния как в основном металле, так и метал-
16
ле шва ограничивается в пределах 6%.
Одной из основных причин кристаллизационных трещин в сварных
швах адшиниевнх сплавов с низким содержанием магния может быть алю-
минлево-кремниевая эвтектика с ТпА = 850 К, образующаяся при нич-
тожно малых количествах свободного кремния Гб].
В качестве универсального способа связывания кремния в комплекс-
ные соединения, например типа At-Fe-Si, при литье и сварке подобных
ашжниевых сплавов должно выдерживаться отношение °/oFe/ °/о Si >1,
В алюминиевых сплавах, содержащих свыше 5% Магния, выделение
свободного кремния мало вероятно, так как образуется интерметаллид
типа W?2Si.
Положительное влияние на технологическую прочность металла шва
при сварке практически всех деооршруемых атюминиевнх сплавов оказы-
вают модафшрруэдие элементы - цирконий к титан.
Значительные затруднения при сварке конструкций из алюминия и
его сплавов возникают из-за таких технологических свойств алшпния,
как высокие значения теплопроводности, удельной объемной теплоемкос-
ти, коэдапшента термического расширения и эффекта скрытой теплоты
плавления (40% от теплосодержания при температуре плавления алшшняя
Несмотря на относительно низкую температуру плавления ашхшния
и его сплавов при сварке этих материалов необходимы мощные, доста-
точно сосредоточенные источники тепла fs].
При толщине материала свыше
(1,0... 1,2 Ю"л) и даже в условиях #
дуговой сварки необходим предвари-
тельный подогрев до (373...423)К. 60
С повышением температуры нагрева
свариваемых деталей птэонсходат рез-
“9/)
кое снижение прочностных свойств
металла (ряс. 5) [14], поэтому не-
обходг.ш специальные прххпособле-
ния, 1;сключагх51с разрушение в ос-
лабленных нагревом участках под действием форзлопзыенения свариваемо-
го металла.
При сварке тонколистовых конструкций из ашлиниевых сплавсь на-
иболее существенные затруднения возникают из-за потери устойчивости
материала под влиянием цененных сшшающих напряжений [9]. Как след-
ствие этого, происходит коробление кромок, подъем их с формирующей
подкледюг, что в стою очередь может вызвать прожоги, уменьшение рабо-
чего сечения шва, а значительные остаточные депорт эдзл из плоскости
кскагхают форму конструкции в недопустимых пределах, что увеличивает
трудоемкость их производства из-за необходимости последующей правки
обычно тер/Юмехаютесх-зпл способом.
Для снижения коробления в производстве навел применение предва-
рительный обратный выгиб свариваемых кромок и технологическая оснаст-
ка, обеспечгпзающая равномерное плотное подаатие кромок к формирующей
Рис. 6
На рис. 6 приведена схема, поясняющая расчетное определение не-
обходимого для плотного пришила кромок к подкладке усилия Р ( а -
расположение прижимов; б - схема, принятая для определения усилия
пришила, необходимого для предотвращения потери устойчивости кромок
в процессе сварки; в - эпюра моментов) [9]
3/6V
б(А-з) 9
(D
где 5 - толщина металла;^ - предел текучести ашоминиевого сплава
при температуре начала восстановления его упругих свойств ~ 573 К, ‘
например, для сплава Дйгб при этой температуре ~ 80 МПа; /) - по-
ловина ширины сжатой области кромок в результате сварочного нагрева;
2 - расстояние от оси шва до прижима, обычно не менее 1,5 10~2 м.
На работоспособность сварных конструкций из алшиниевых сплавов зна-
чительное влияние оказывает формирование "проплава”, или обратного
валика, в котором, как правило, образуются такие опасные дефекты, как
шлаковые включения, поры и трещины. Дхя устранения подобных техноло-
гических концентраторов напряжений применяются специальная разделка
кромок, подкладки с глубокой фасонной канавкой и при аргонодуговой
сварке вольфрамовым электродом тонколистовых соединений, активные
флюсы-пасты, наносимые на поверхность кромок с обратной стороны шва
[13].
18
§ 3. Влияние технологических факторов различных
способов сварки на структуру и свойства металла
соединении алюминиевых сплавов
Наиболее существенное влияние на формирование газа, его состав и
свойства, работоспособность и надежность сварных конструкций из алю-
миниевых сплавов оказывают: тепловложение в основной металл, опреде-
ляемое режимом и условиями сварки; состав сварочных материалов; при-
менение термической, либо тепломеханической обработки; технологичес-
кая оснастка, обеспечивающая необходимую точность конструкции, и ха-
рактеристики сварочного оборудования, обеспечивающие стабильность
процесса сварки.
Учитывая дшоголетний производственный опыт по сварке термически
неупрочняемых деформируемых алюминиевых сплавов низкой и средней
прочности, остановимся прежде всего на влиянии технологических фак-
торов на работоспособность сварных соединений из сплавов этой группы.
При сварке плавлением за основу расчетного определения парамет-
ров режима принимается уравнение Рыкалина Н.Н. [26]
° дН
(2)
где - площадь провара основного металла; л/7- удельное объемное
теплосодержание металла при его температуре плавления; *1 t - терми-
ческий к.п.д. сварочного источника тепла; ~ - погонная энергия при
данном режиме сварки.
На площадь провара и ее форму (преаде всего на глубину провара)
помимо теплартзмческих свойств свариваемого материала и погонной
энергии значительное влияние оказывает механическое воздействие нс-
точлгика нагрева. При дуговых вадах сварки - это давление лупы, при
плазменной сварке - силовое воздействие плазмообраз^чащего газа, при
электрошю-лучевой - давление паровой фазы. В связи с этим уравнение
(2) МО.ЧНО пртленять дан расчета погонной энергии только после экспе-
рвменталъ^’ых результатов измерений действительной площади провара
Fe , глубины Н и шрины е провара при данной толщине материала и
типе сварного соед;:яскпя.
По номограмме Ршсалина Н.Н. [26] определяется для откорректиро-
ванных значений тертический коэффициент
С
. 19
где CL - коэффициент температуропроводности.
В табл. 5 приведены результаты экспериментально-расчетного опре-
деления термического к.п.д. сварочной дуги при автоматической наплав-
ке валиков на поверхность Шастин из сплава АМгб, технического титана
BTI-I и низкоуглеродистой стали СтЗ. Наплавка производилась при оди-
наковых режимах: I - 650 ; U = 40 В; = 36 м/ч. Отношение глуби-
ны провара к его ширине определялось по глакрошлнфам.
Таблица 5
Результаты экспертентально-расчетного определения
термического ко» ффициента
Данные дои расчета Алтаиниевыи сплав АЭДгб Технический титан BTI-I Ниэкоуглеро- дкстая сталь СтЗ
дН, Дв/см^ при ~ , Дз/см Н_ , X е * 9<г_.н\ е J , см 2600 20800 0,8 0,17 1,22 7300 20800 0,35 0,33 0,95’ 10400 20800 0,40 0,29 0,58
Скорость сварки рассчитывали по эмпирическому уравнению
V“ ~ 3600 <3>
где - скорость сварки, м/с ICT^; - коэффициент наплавки г/А ч;
FH - площадь наплавленного металла, сгл ; плотность наплавлен-
ного металла, г/см^.
Площадь наплавленного металла в зависимости от толщины сваривае-
мого материала и формы разделки кромок ориентировочно можно опреде-
лять по допустимым размерам шва в соответствии с требованиями ГОСТа
14806-69 "Швы сварных соединений. Дуговая сварка алюминия и алюминие-
вых сплавов. Основные типы и конструктивные элементы".
При расчете скорости аргоно-дуговой сварки вольфрамовым электро-
дом на переменном токе коэффициент наплавки можно принять равным
20
о(н = г/А ч, при аргоно-дуговой сварке плавящимся электродом на
постоянном токе обратной полярности -о(м = 12 г/А ч; при импульсной
аргоно-дуговой сварке плавящимся электродом - = 10 г/А ч.
В условиях плазменной сварки на постоянном токе обратной поляр-
ности соединений из алюминиевых сплавов толщиной от 2 до 12 мм обес-
печивается удовлетворительное формирование шва без раздели:: кромок
за один проход. За счет более концентрированного ввода тепла при
этом способе сварки уменьшается ширина провара по сравнению с аргоно-
дуговой сваркой вольфрамовым электродом на переменном токе. По ре-
зультатам измерений основных параметров швов устанавливалось значе-
ние и после преобразования уравнения (3) была получена зависи-
мость для расчета силы тока при плазменной сварке на постоянном токе
обратной полярности [ТЗ]
1^0,18^се -S-e ,
где 5 - толщина металла (2...12) тли; 1ГС$ - скорость сварки, тл/ч;
в - ширина провара, ш.
Напряжение на дуге при этих условиях плазменной сварки изменяется в
относительно малых пределах -(32...36)В. Скорость сварки определяет-
ся по уравнению (3). Рекомендуемые режимы механизированных способов
сварки плавлением вольфрамовым электродом на переменном токе одно-
фазной и трехфазной аргонодуговой сварки, импульсной аргонодуговой
сварки и аргонодуговой на постоянном токе обратной полярности плавя-
щимся электродом по данным СЙ приведены в табл. 6 - II, электронно-
лучевой сварки в вакууме по данным [12] - в табл. 12.
Таблиц а, 6
Режимы механизированной аргонодуговой сварки
вольфрамовым электродом сплава AL!r6
(за один проход)
1т А 4 Б ьуч Расход аргона, д/мин
3 185 12 15 25
10 : 580 16 10,5 25
14 ! 680 18 50 30
21
Та б л и ц a 7
Режимы аргонодуговой сванки алшиниевых сплавов
трехфазной дугой
6, Ш Способ сварки Диаметр, мм VcB, ы/ч г, А
вольфра- мового электро- да присадоч- ной про- волоки
2 Ручная на весу 1,5...2,0 2...3 10 60
6 3,0 3,0 8 150
10 Механизиро- ванная без 8 2 28 390.. .430
14 разделки кромок на 10 2 14 500... 540
20 10 2,5 7,8 520...550
30 10 2,5 5 620... 650
Таблица 8
Режимы гелиево- дуговой сварки погруженным вольфрамовым
электродом сплава АМгб при U = II В и расходе
гелия 22 д/шн
i, мм А А м/ч Величина погружения элек- трода ниже поверхности основного металла, мм
10 350...400 10 2,0...4,5
18 470...500 | 7 3,0...4,0
22
т а б л и ц а 9
Режимы автоматической аргонодуговой сварки г\ тгггл<гггтл'*л’вт тv- хчтт тто тт тто тз отгттг’ пг> п ттатг лчтхчтгл**
V1WUAJJVJJ
Тип соединения 5, I, // 1 lrcf Расход Число
ММ трсмолока, мм А в ц/ч аргона, Л/мин про- ходов
Встык,без 4...6 1,5... 140... 19... 25... 6...10 2
раздела: 2,0 220 22 30
кромок 8...10 1,5... 220... 20... 15... 8...10 2
2,0 300 25
12 2,0 280... 20... 15... 8...10 2
300 25 20
I ч Встык. eV—об— 6...8 1,5... 240... 22... 15... 8...10 I
разной раздел- 10 2,0 280 25 25
кой кромок,на 2,0... 420... 27.., 15... 8...10 I
подкладке 2,5 460 29 20
Встык,с X -об- 12...16 2,0... 280... 24... 12... 12...20 2...4
разной раздел- 2,5 300 26 ТС
кой кромок 20...25 2,5... 380... 26,.. 10... 28...30 2...4
4,0 520 30 20
30...40 2,5... 420... 27... 10... 28...30 3...5
4,0 540 30 20
50...60 2,5... 460,,. 28... 10... 28...30 5...8
# 4,0 540 32 20
\\ Тавровое 4...6 1,5... 200... 18... 20... 6...10 I
Ч 2,0 260 22 30
Б...12 2,0 — - -1 270... 24... 20... 8...12 I...2
- -1 300 26 25
Таблица 10
Режимы автоматической импульсно-дуговой сварки
алшиниевых сплавов плавл
лея электродом в аргоне
мм > тал Частота 1н.шуль- ООБ, 1/C А и, в V* ц/ч Расход аргона, д/етн Число про- ходов
4 1.4... 1,6 50 130... 150 17...19 20...25 10...12 I
5 1,4... т г* x,v 50 140... 170 17...19 20...25 10...13 I
6 1,4... 1,6 100 160... 180 18...21 20..*25 12... 14 1
8 2,0 100 160... 190 22...24 25...30 12...14 2
10 _J Lz° : 100 _ j 220... 280 24...26 25...30 14...16 2
Таблица II
Режимы автоматической сварки алюминиевых сплавов
по флюсу расщепленным электродом
мм Диаметр прово- локи, мм Расстоя- ние меж- ду осями проволок, мм Суммар- ный свароч- ный ток, А и9> в Veg, м/ч Слой флюса,мм
высо- та шири-
12 16 20 1,6 2,0 2,5 7...9 8...10 9...12 320...340 400...450 460...500 ООО СО << чН • • • • • • • • • со со 00 со со 17...18 15...16 12...14 30 42 46 II 12 16
Таблица 12 Режимы электронно-лучевой сварки алюминиевых сплавов 12
Марка сплава i, мм I. мА V&S, м/ч
Л л АМгбМ АМгбН 01420 АлЗО 2 5 10 30 100 300 2 14 30 13 20 27 16 60 85 120 210 350 800 60 160 350 55 130 120 200 16 20 22 30 60 100 15 27 30 13 20 27 28 90 70 72 35 15 15 90 50 70 55 55 45 60
Для защиты металла ванны при сварке алюминиевых сплавов приме-
няется аргон высшего сорта, либо гелий высокой чистоты (табл. 13).
В зависимости от условий аргонодуговой, либо гелиево-дуговой
24
сварки неплавяддася электродом для обеспечения удовлетворительной
стабильности процесса и исключения вольфрамовых включений в шве при-
меняются вольфрамовые электроды по ГОСТ 23949-80 (табл. 14).
Таблица 13
Инертные газы, применяемые для сварки алюминиевых,
титановых п тугоплавких высокоактивных металлов
Газ Номер ГОСТа Сорт Содержание чистого таза, <7 /о
Аргон 10157-73 Высший 99,99
Первый 99,98
Второй 99,95
Гелий 20461-75 Высокой чистоты 99,985
Технический 99,8
Таблица 14
ь£арки вольфрамовых электродов
Марка Содержание примесей, /» по массе Маркировка торцов электродов Размер электродов, *Л I
диаметр длина
эвл 1,1...1,4 Черный 1,0...4,0 75,150
ЭШ-1 1,5...2,3 Синий 5,0...10,0 200,300
ЭШ-2 2,0...3,0 Фиолетовый 2,0...4,0 75,150
BEI-3 2,5...3,0 Зеленый 5,0...10,0 200,300
Перед сваркой присадочная проволока подвергается химической об-
работке, для повышения плотности окисной плешей и уменьшения площади
ее поверхности с целью снижения склонности сварных швов к порообразо
вачию рекомендуется [l] электрополировка присадочной проволоки.
Выбор сварочной проволоки для применяемого способа сварки алюмк
плевого сплава определяется двумя основшт положениями: во-первых,
необходимостью обеспечения удовлетворительной физической сплошностью
металла шва и прежде всего отсутствием в нем таких дефектов, как
трещины и поры, во-вторых, требованиями к эксплуатационным свойствам
сварного соединения, которые должны быть сопоставимы со свойствами
свариваемого сплава (прочностные и пластические свойства, коррозион-
ная стойкость).
В табл. 15 приведены марки сварочных проволок ГОСТ 7871-75, хи-
мический состав которых установлен на основе результатов эксперимен-
тальных исследований технологической свариваемости как термически
неупрочняемых, так и упрочняемых алюминиевых сплавов (главным обра-
зом дан аргонодуговой и автоматической сварст по слою флюса).
Таблица 15
Марки сварочных проволок
Матжа сваривае- мого сплава Шрка проволоки
удовлетвори- тельная стой- кость против образования трещин высокое значе- ние прочност- ных свойств удовлетво- рительное значение относитель- ного удли- нения удовлетво- рительная коррозион- ная стой- кость
АМгЗ СвЛМгб СвАЫгб СвЫгЗ СвАМгЗ
ш • СвЫДгб СвАМгб СвАИгб Св1557
ЛМтб СвШгбЗ. СвАИгб СвАйгбЗ Св1557
1915 СвАМгоЗ СвЫгб СвАМгб Св1557
1201 ' Св1203 Св1201 Св1203 Св1203
По данным работы [5] приведенные в табл. 15 дарки сварочных про-
волок рекомендуются для сварных соединений из алюминиевых сплавов
низкой и средней прочности. Однако в зависимости от толщины сварива-
емого материала, формы разделки кромок и типа соединения доля учас-
ти*\ наплавленного металла в шве может изменяться б широких пределах
[5].' В связи с этим особенно для термически упрочняемых сплавов сис-
тем А£ -Zrt-Mq и А^—Си —Мд, обладающих более высокой склон-
ностью к образованию кристаллизационных трещин в шве, чем сплав
необходимо расчетное обоснование выбора сварочный проволоки, обеспе-
чивающей оптимальный химический состав металла шва в соответствии с
iiMI
эксплуатации конструкции:
(4)
где [Ме]лш- допустимое исхода из технологической свариваемости со-
держание данного элемента в шве, , [Mel^ - содержание
данного элемента соответственно в основном металле и электродной про-
волоке, J* - доля участия основного металла в шве; Ку - коэффи-
циент усвоения элемента металлом сварочной ванны. При сварке алюми-
ниевых сплавов с эффективной аргоновой либо флюсовой защитой Лу маг-
титана и цинка изменяется в относительно ysicix преде-
лах [l] от 0,92 - 0,96, при расчетах Ку этих элементов можно прини-
мать равным 0,94. Для всех остальных легирующих элементов и примесей
Ку = I. Решая уравнение (4) относительно > получим
[Mel
зп
В табл. 16 [б] приведены средние значения доли участия основного ме
ния» циркония,
Значительное влияние
на работоспособность свар-
ных конструкций оказывает
технологическая оснастка.
Применительно к соедине-
ниям из алюминиевых спла-
вов технологическая ос-
настка должна обеспечить ,
точное перемещение свароч-
ного источника тепла по
оси разделки, достаточные
усилия поджатия, ограни-
чивающие коробленые изде-
лия в результате потери
устойчивости кромок под
влиянием временных сжи-
мающих напряжений (фор-
мула (I) )- При сварке
продольных СИЗОВ тонколис-
товых обечаек необходима
достаточная жесткость
Таблица 16
Зависимость доли участия основного
металла в шве от типа соединения
Тип соединения Толщина металла, мм Доля участия основного ме- талла в шве
Стыковое 2 0,5
8 0,7
18 0,8
30 0'9
У-образная 9 0,5
разделка 30 60 0,4 0,3
Взжообтаэна* I 40 0,3
разделка 60 0*2
X -образ- 40 0,7
ная раздел- 60 0,6
80 0,5
Угловое 2 0,5
8 0,6
20 0*7 J
опорных балок дан того, чтобы исключить прогиб обечайки выше допус-
тимого уровня (У <0,1 си) метр длины) #
По данным работы [и] на рис. 7,а приведена зависимость предела
прочности от абсолютной
величины смещения В элек-
тродов относительно оси
стыка при трехфазной арго-
нодуговой сварке встык
пластин из сплава АМг61.
Па основании обобщения
этих результатов на рис. 7,6 показано допустимое относительное сме-
щение электродов 8/$ г 0,4 - 0,45 применительно к исследованным ус-
ловиям сварки сплава ЛМгбТ. Очевидно, при более концентрированных
источниках тепла, например при плазменной сварке на постоянном токе
обраткой полярности, допустимое относительное смещение дуги ограни-
чивается более жесткими пределами (0,15 - 0,20) в зависимости от тол-
щины свариваемого алюминиевого сплава, что еще более повышает требо-
вания к технологической оснастке.
При сварке продольных швов тонколистовых обечаек из-за ограни-
чения допустимого прогиба опорных балок (/ < 0,1 рм) приходится ог-
раничивать длину обечайки, что нерационально, так как приводит к
увеличению количества кольцевых швов, например, при сварке стыков
трубопровода из алюминиевого сплава.
Расчет длины опорной балки по допустимой стрелке прогиба произ-
водится [В] по формуле
/ ГУ
V '~jy— ’
где В - расчетная длина опорной балки; Е - модуль упругости мате-
риала балки; J - момент инерции поперечного сечения балки; / - до-
пустимая стрелка прогиба балки (0,1 см); Р - распределенная нагруз-
ка на балку.
С целью уменьшения числа стыков, например при сварке трубопрово-
дов, приходится выполнять продольный шов по "полунахлсстке".
Б качестве примера на рис. 6 приведена схема приспособления для
аргонодуговой сварки вольфрамовым электродом продольного шва тонко-
стенных труб из алюминиевых сплавов 15 . Здесь I - подаладка; 2 -
штифт; 3 - упор; 4 - прижим; 5 - шланг; 6 - подкладная балка.
Способ повышения прочностных свойств металла сварных соединений
из алюминиевых сплавов за счет тсрмомеханической обработки наиболее
перспективен для алюминиевых сплавов, легированных переходными эле-
ментами [4 ], обеспечивающими структурное упрочнение сплава ( Zz , Ti ,
28
Мп).
Табл. 17 vl рис. 9 иллюстрируют влияние сжимавдтх напряжений на
предел прочности металла тонколистовых соединений из сплава А1.1г6Н,
выполненных аргонодуговой сваркой вольфрамовым электродом в приспо-
соблении, обеспечивающем создание сжимапщс: напряжений в свариваемых
кромках за счет винтовых поджимов.
Рис. В
издающие напряжения рассчитывались по величине абсолютно-
го укорочения кромок Л В :
е
rjsp с - модуль упругости сплава АЫгб - 72000 Ша; £ - длина сварива-
емой пластины (ISO ш).
Рис. 1U
29
На рис. 10 приведена схема приспособления для создания сжошждх на-
пряжений в металле кромок при сварке фланца круговым швом б корпус
сосуда из алшпниевого сплава.
Более сложные технологические прием необходимы для получения
заданного комплекса свойств металла сварных соединений из термически
разупрочняеиых алюминиевых сплавов (см. табл. I, 2).
При сварке плавлением олоетолегированньк деформируемых терм-
чески упрочняет шх сплавов наиболее перспективны алюминиевые сплавы
системы At~Zn~Mg. Их преимуществом, по сравнению со сплавает, уп-
рр^няемыгли за счет фазы в(А£гСц^9 яккя&хся. возможность восстановле-
ния высоких прочностных свойств металла зоны термического влияния
только за счет низкотемпературного старения [2].
Таблица I?
Влияние обкатан на прочностные
свойства соединения из сплава ЛМгб
Состояние пластин ИИ МПа МПа
Свободное* dI9...327
без обжа- тия Без обжа- -I 0 320 319...327
тмя ** 0 0 320
С обжатием 0,12 4,85 319...340 330
То же 0,20 9,70 32С...340 329
То же * * 0,38 18,0 330...350 340
То же 0,55 27,0 318...330 320
Таблица 18
Элементы подготовки кромок
термически разупрочняемых
алюминиевых сплавов
при сварке
4 мм Размеры подготовки кромок с учетом разупрочнения ме- талла в ЗТВ, ш
длина/ толщина 6,
3 35 3,6
3...6 40 3,6...7,2
6...8 45 7,2...9,4
8...12 70 9,4...14 .
х - сварка встык, зазор I мм;
хх - наплавка на пластины.
Наиболее распространенным способом повышения работоспособности
30
сварных соединений из термически разупрочняемых алюминиевых сплавов
является предварительная подготовка свариваемого материала, предус-
матривающая местное утолщение, размеры которого определяются триной
отожженной мягкой прослойки (область нагрева металла от Тпл до
593 К) и степенью разупрочнения металла, в первом хгрибллжешз, оп-
ределяемую по коэффициенту конструктивной прочности (см. табл, 2).
В табл. 18 приведены размеры утолщения деталей из алюминиевых
сплавов, коэффициент конструктивной прочности которых 0,75.
Глава 2. ТШЮЛОПШ СВАНШ ЕГГАНОЖ СПЛАВОВ
§ 4. Характеристика титановых сплавов, применяемых
для сварных конструкций
Основным преимуществом титановых сплавов по сравнению с конст-
рукционнши сталями является высокая удельная прочность в сочетании
с удовлетворительной коррозионной стойкостью во многих агрессивных
средах.
Из большого числа промышленных титановых сплавов для сварных
конструкций применяются только те, фазовый состав и физшсо-химичес-
кзе свойства которых изменяются в результате воздействия терлодесфор-
мадаонного сварочного цикла в допустимых пределах, гарантирухдгк ли-
бо в исходном состоянии, либо после термической обработки удовлетво-
рительную работоспособность конструкции в условиях ее эксплуатант,
Механические свойства титановых сплавов изменяются в шроиих
пределах в зависимости от уровня легирования и содержания в сплаве
примесей внедрения.
Теплофизические свойства титановых сплавов главным образом оп-
ределяются свойствами (табл. 19) к степенью очистки от примесей
внедрения исходной титановой губки.
йгтан имеет две аллотропические модификации: низкотемпературную
с£-фазу с гексагональной плотно упакованной кристаллической решеткой
(а = 2,95 А, с = 4,73 А) и высокотемпературную - фазу, существующую
при температурах выше 1155 К и тлеющую обьемно-центрированную куби-
ческую решетку (а = 3,82 к) [5].
На температуру полслорфного превращения и фазовый состав тита-
новых сплавов оказывают влияние как легаруашпе элементы, так и при-
меси внедрения. Б зависимости от характера этого влияния наиболее
распространенные легирующие элементы и пракеса в гатановых сплавх:
31
Таблица 19
Теплофизические свойства титана и железа 26,27
Металл Атомный номер Атомный вес Коэффициент термического расши- рения с< 10~6 1/грзд Плотность уЭ кг/м^ г/сьГ* Температура плавления ТПА , К Объемная теплоемкость Ср м ДлУм3К кад/см3 °с Теплопроводность Л Вт, м К кэд/см с °C Коэс№щиент темпеоатуропровод- ности CL м^/°С см2/°С Скрытая теплота плавления 0<. kWmojib кэд/г Титан 22 47 8 4,5 I03 4,5 1938 2,84 0,68 . 16,7 0,035 5 I0-6 0,03 15,0 78,0 Еелезо 26 55,8 12 7,87 I03 7,87 1812 5,0 1,25 41,8 0,1 8 КГ6 0,08 15,4 66,5
Примечание. Переводные коэффициенты единиц системы ЖСС
в систему СИ: I кад/см с °C = 418,7 Вт/м град;
I Лд/кг моль град = 0,24/м 1000 кад/г град.
мо-чио подразделить на три группы. К первой группе относятся цирконий,
олово и церий, практически не изменяющие температуру полиморфного
превращения, вводимые в промышленные сплавы для упрочнения твердого
раствора ©(-фазы титана. Ко второй группе относятся: алюминий, кисло-
род, азот и углерод, повышающие температуру полиморфного превращения,
как активные стабилизаторы о( --фазы титана. К третьей группе относя?-
ся: железо, хром, марганец, молибден, ванадий, ниобий и тантал, ста-
билизирующие Ji-фазу титана.
С повышением концентрации р-стабилизирующих элементов попива-
ется температура полиморфного превращения сплава, и при некоторой
критической концентрации элемента JS-фаза титана сохраняется до обыч-
них температур.
В зависимости от фазового состава все титановые сплавы принято
[21] подразделять на о( , псевдо--сплавы, о(-*уЗ -сплавы, псевдо-уз-
сплавы к стабильные fo -титановые сплавы. Представление о влиянии
элементов на фазовые превращения в титановых сплавах дают бинарные
дааграммп состояния, за основу классификации которых принимаются [21]
характер линии ликвидуса и изменение температуры политлойяюго превра-
щения fi -фазы з повышением концентрации данного элемента в двойной
системе. В соответствии с этой классификацией все бинарные дааграглмы
К первой группе относятся бинарные диаграммы состояния титана с
элементами, образующшли непрерывный ряд твердых растворов с высоко-
температурной J5-&a3Qi'. титана ( 7i-Z^,P£c. II,а , Tt-V , Tl-Mo„
pic. 11,6 ).
Ко второй группе принадлежат диаграммы состояния титана с эле-
ментами, образуюцпш эвтектические системы с хлмическиш соединения-
ми. Исл^лорйное превращение в этих сплавах имеет эвтектоидный либо
перитектоидный характер (pic. 12).
Третья группа включает диаграг^.ш состояния титана с элемента?^.
образу.:щ1иы перитектшж. Полшлорфное превращение в этих сплавах про-
исходит прт повышении температуры с увеличением концентрации второго
компонента (диахтаг.злы состояния титана с кислородом и азстом
рис. 13,а ), либо по перитектоидной реакции (диаграммы состояния
33
титана с углеродом и алюминием рис, 13,6 ).
Рис 13
При неравновесных условиях нагрева н охлшще±шя, например в
процессе термодеформационного сварочного цикла, превращение ft -фазы
титана имеет бе здиффу знойный характер, что обусловливает образование
в низколегированных титановых сплавах мартенситныхd - и с/ -фаз, а в
более легированных уз -стабидазирующими элементами fcc+уз) титановых
сплавах возможно такие образование хрупкой метастабильной СО-фазы.
Учитывая решающее влияние на кинеттпсу анизотержческого превра-
щения уз -фазы титана содержания в сплаве уЗ -стабилизпрутсщих элемен-
тов, можно принять -в качестве характеристики свариваемых промышлен-
ных титановых сплавов условный коэффициент стабильности ft -фазы (от-
ношение концентраций уз -стабилизирующих элементов в данном сплаве к
их критическим концентрациям, обеспечивающим стабильность Ji -фазы
титана при любых условиях охлаждения [2lJ. В промышленных титановых
сплавах применяются следующие критические концентрации, $(масс,):
для Fe-4, Л^-6,5, Сг-7, Ио- ТО и М-16 [21].
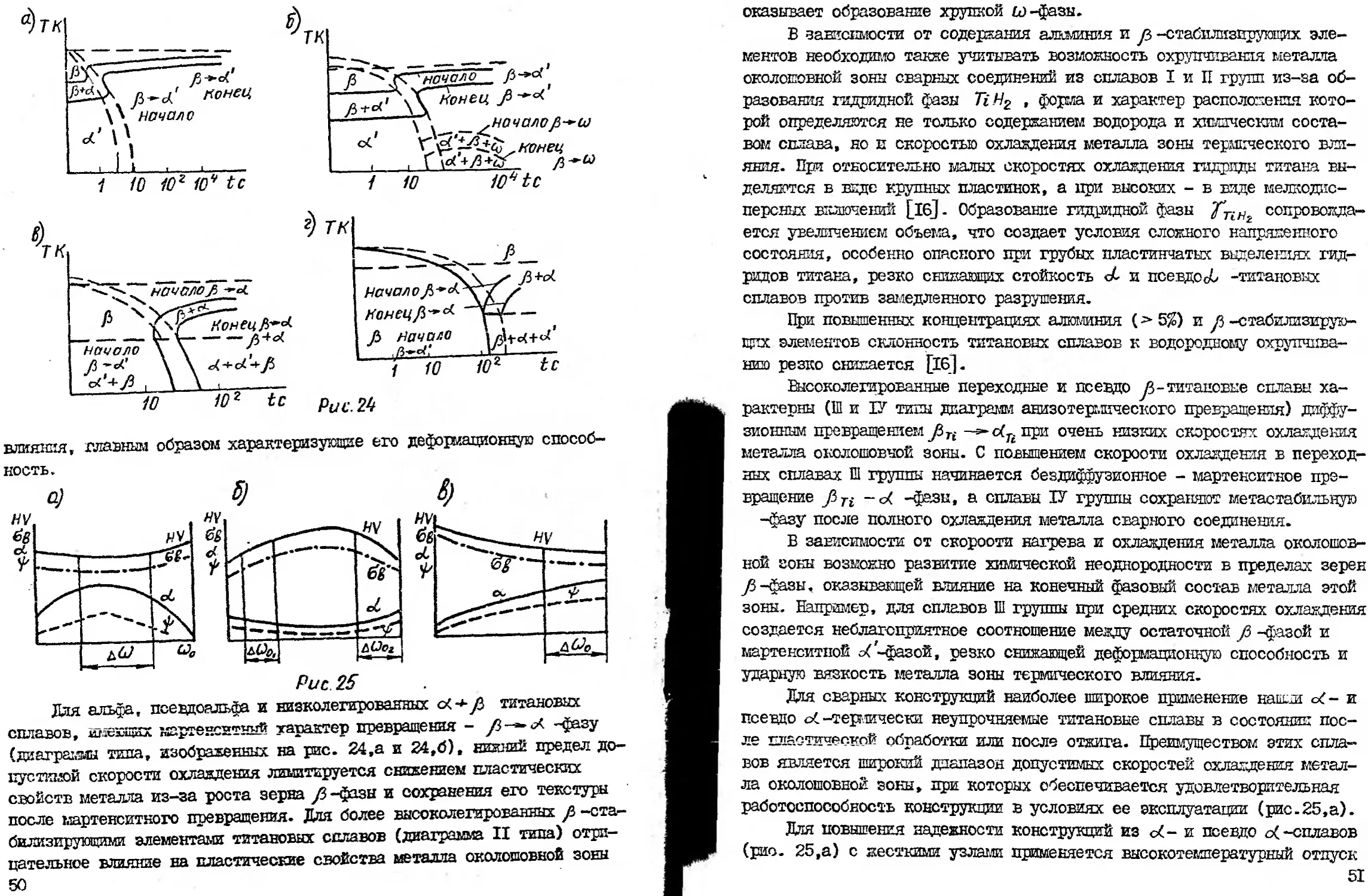
По характеру изменения фазового состава с изменением температу-
ры закалки сплавы грут
иг.
руются следующим образом (рис. 14)
I грунта сплавов с концентрацией ft -стабилизирующих элементов
от 0 до С&. характерна полным распадом ft -фазы при любых скоростях
охлаждения, начиная с температуры выше температуры полиморфного
превращения.
П группа - сплавы с концентрацией ft -стабилизирующих элементов
tljttisi
от до • При закалке из ft -области эти сплавы имеют структуру
c</fc/,/); после резкого охлаждения в интервале температур от лгяюли-
(от температур
морфного превращения до Г
о< уЗ области) сплавы имеют структуру
об'(об") и фаз, после закалки, от темпе-
ратур Т7 до ТКр - смесь фаз о< 7 (об"), cl
и JB » а после закалки от температур Т#р
И!, группа - сплавы с концентрацией ле-
гирующих элементов от С до С*р; при за-
калке из уз-области они имеют структуру
<х ’(сП и fi ; после закалки, начиная с
температуры от полиморфного превращения
от температур нике 7)
1J гцушна — UIWJjCUH* и * VXJ
от СЯр до С2 » ПРИ закалке от температур J5 -области ют: от темпера-
тур полиморфного превращения до они имеют структуру у? + tu , пос-
ле резкого охлаждения от температуры ниже Г2 имеют структуру Ji +d*
У группа - сплавы, содержащие от Cz до -стабилизирующих
элементов, после резкого охлаждения от температур выше полит,верфного
превращения ш.теют структуру - уЗ , а от температур ниже температуры
полкглогфного превращения - fi +ct структуру.
У1 группа - стабильные ^-сплавы титана с концентрацией уЗ-ста-
билизирующих элементов Ср и более высокой. При использовании обоб-
щенной диаграммы-(рис. 14) для характеристики фазового состава про-
мышленных титановых сплавов условный коэффициент стабильности у5 -фа-
зы Кр рассчитывается по формуле
= С кр 9
где С - содержание Ji -стабилизирующего элемента в сплаве, % (по
массе); Скр- содержание Ji -стабилизирующего элемента в двойном
сплаве ( Ti - стабилизирующий элемент) критического состава, % (по
массе).
Условный коэффициент стабильности J3 -фазы у сплавов, содержадих
несколько легирзпсщих элементов, стабилизирующих Ji -фаз^^ титана, под-
считывается ка:: сумма каждого отдельного элемента [17] :
1Z / j ^ 2 t.......... Сп
^^<Р1 £*Р2 ^рп
Например, для титанового сплава ВТ22, содержащего 5% At 9 5% Мо9
35
5$ V, 1% Fe , 1% Сг , условный коэффициент стабильности уз-фазы
составляет
Принимая в качестве основного критерия условный коэффициент стабиль-
ности j/З -фазц, промыое иные титановые сплавы можно подразделить на
пять групп (табл. 20):
I - с< я псевдо с<-сплавы (Л^ не более 0,25);
П - сплавы мартенситного типа ( 0,3...0,9);
III - сплавы переходного типа ( Kj$ 1,0...1,4);
1У - сплавы с тлетастабильной fl -фазой ( 1,6... 2,0);
У - сплавы со стабильной fl -фазой ( 2,9... 3,0).
На прочностные и пластические свойства титановых сплавов данно-
го уровня легирования оказывают влияние стабильность (фазового соста-
ва, содержание примесей внедрения и превде всего кислорода, азота и
углерода, а также - эффект пластической обработки после прокатки,
ковки и итамповки.
Низколегированные с< и псевдо- о( -сплавы упрочняются главным об-
разом за счет введения в с<-твердый раствор атжпшя до 6,5$ и уб-
стабилкзирущих элементов в пределах их растворимости в низкотемпе-
ратурной фазе титана.
Влияние примесей внедрения на прочностные свойства этой группы
титановых сплавов, в первом приближении, можно оценить по изменению
твердости в зависимости от эквивалентного кислорода [27]:
НВ =Д +310^ ;
где Я Б - твердость по Бринеллю; 4 - твердость о( -фазы титана (при-
менительно к техническому титану 4 ~ 40. для сплава ПТ-ЗВ 4 = 150);
Q3 - эквивалентный кислород, $ по массе;вд.м.и - соответст-
венно концентрации кислорода, азота, углерода в титановом сплаве, $
по массе. . Более легированные о( +-fl -титановые сплавы могут злтрочяять-
ся за счет термической обработки - закалки и старения,
36
Таблица 2С
Классификация промышленных титановых сплавов по условно^
коэффициенту стабильности ft -фазы [l7j
сплавов Марка сплава Условный коэффици- ент Химический состав, %
<Х- и псевдо с< -сплавы S0,25) Сплавы мартен- ситного типа ( /<^=0,3-0,9) Сплавы пере- ходного типа ( 1-1,4) Псевдосплавы (fy =1,6-2,5) в-сплавы (%^2,0-3,0) 1——- 1 BTI-00 ВП-0 ВТ-5 BT5-I пт-та 4200 0Т4-0 0T4-I 0Т4 ВТ4 014-2 ПТЗВ АТ2 АТЗ АТ4 ВТ20 ТС5 ВТ6С ВТ6 BT3-I ВТБ ЕТ9 BTI4 BTI6 ВТ23 ВТ22 ВТЗО BTI5 ТС6 ВТ32 4201 Менее 0,2 0,25 0,31 0,80 0,35 0,35 0,37 0,80 0,80 1,20 1,15 2,25 2,20 1,80 3,0 Нелегнрованннй титан Велехктованный титан 5А1 * 5At^2.5Sn ZAC * 2.5Sn 0.5 Pd. 0.5At + 0,8Mn 1.5A0 + 1.0 Mn 3.5A t + l.5Mn 5A( + 1.5 Mn + 1.5МП h.5At+ ZV 221+1M0 . 3At ^t,5(FeCi.V.B) ^A£-^ 1.5(Fe. Cz.V. B) 6A0 ^2Zi+ 1Mo+ 1V 5А1+27Л +3Sn->-2V 2ACt4V 6Ati-^.5V 6At + 2.5Mo -4-2Ci +0,3Si 6.5A0 +3,3Mo 4- 0,3Si 6.5At + 3,3Mo+ 1,5Zz if.5At + 3 Mo + 1V 2.5At + 5Mo + 5 V 5AC+5V+ 2Mo ->-О,7(Ре^О,7Сг1 5At+5Mo +5V+1Fe + 1Cz HMo+ 6Sn + AfZz 3At-+7Mo + 11 Cz 3ACi-5Mo + 6V + 11 Ct 2A£f-8J5Bh^ 8,5 V * 12Fe*!,20i 33Mo
Выбор типа термообработки в основной определяется фазовым соста-
вом сплавов. Так, о( -сплавы используются как в нагартованнон состоя-
нии (после прокатки или ковки), так и после отжига, который применя-
ется дая снятия напряжений или разупрочнения перед дальнейшей механи-
ческой обработкой сплавов. с( +ft -сплавы могут быть использованы не
только в отожженном состоянии, но и после закалки с последующим ста-
рением» Стабильные ©(-сплавы упрочняющей термообработке не поддаются
и используются в наторгованном пли в отожженном состояниях. Отжег
этих сплавов производится только для снятия напряжений.
Технические о<-сплавы титана могут воспришшать частичную за-
калку. При бистром охлавдении происходит мартенситное превращение с
образованием <Х '-фазы уз —с*7 , имеющей характерный вид игольчатой
структуры. Параметры решетки с/'-фазы незначительно отличаются от па-
раметров решетки о( -фазы, поэтому мартенсит в титановых сплавах не
такой хрупкий, как в закаливающихся сталях. Отжиг с<-сплавов произ-
водится при (873... 973) К. Дня частичного снятия напряжений рекомевду.
.ется низкотемпературный отпуск при (573...673) К [21].
(X уз -сплавы также частично воспрютшают закалку, однако с по-
впшетшем содержания р -стабилизаторов мартенситное превращение наб-
людается в меньшей степени, при этом уз-фаза частично сохраняется и
сплавы имеют структуру Vy3 - Для стабилизации структурного состоя-
ния и снижения хрупкости эти сплавы подвергаются отжигу при темпера-
туре (923...973) К. Пр: этом они приобретают характерную структуру
равновесной сЛ+уз -фазы. При содержании в <Х^-уЗ -сплавах до (4...
7)$ Ст , Fe , Мп и др. у? -стабилизирующих элементов в процессе закал-
ки происходит частичное образование хрупкой промежуточной со -фазы,
вызывающей повышение твердости, что указывает на возможность старе-
ния даже в условиях быстрого охлаждения. Повышение твердости частич-
но происходит также и за счет обогащения ft -фазы легирующими элемен-
тами, так как растворимость их в уЗ-фазе выше, чем в оС-фазе.
СО -фаза образуется при температурах ниже 713 К как промежуточ-
ная фаза при распаде метастабильной ft -фазы. При последующем старе-
нии с водержкой при температурах ниже 713 К этот процесс развивается,
происходит дальнейший распад уз-фазы е дисперсную оС-фазу путем об-
разования и роста зародышей стабильной фазы. В сплавах с более высо-
ким содержанием легирующих элементов при закалке ft -фаза становится
более устойчивой. Для упрочнения таких сплавов требуется дополни-
тельное длительное старение [21].
При назначении режимов старения необходимо выбрать длительность
выдержки, достаточную для полного исчезновения хрупкой &)-фазн. В то
же время выдержку необходимо ограничивать для того, чтобы не допус-
тить образования интерметаллидных соединений, которые могут вызвать
образование трещин. Например, для сплава с 8$ хрома выдержка должна
быть не менее 10 и не более ТОО ч [21].
Выбор титанового сплава для сварной конструкции определяется ус-
ловиями ее эксплуатации и, прежде всего, величиной и характером на-
38
грузок. Например, г химическом машиностроении для трубопроводов и
емкостей, подвергающихся в основном статическим нагрузкам, шрогое
прлиененпен нашли с£- и псевдо <Х-титановые-сплавы.
Дня тонкостенных силовых узлов авиационных конструквдй, подвер-
гающихся усталостным и малочисленна нагрузкам, используются белое
прочные сХ псевдо с/-сплавы к двухфазные -титановые сплавы
мартенситного типа.
Для тяжело нагружешшх крупногабаритных силовых узлов и агрега-
тов СЕ?]» подвергающихся малочпеловым нагрузкам, применяются двух-
фазные с<+уз титановые сплавы мартенситного, либо переходного типа.
§ 5. Взаимодействие титановых сплавов с активными
газами при сварке плавлением
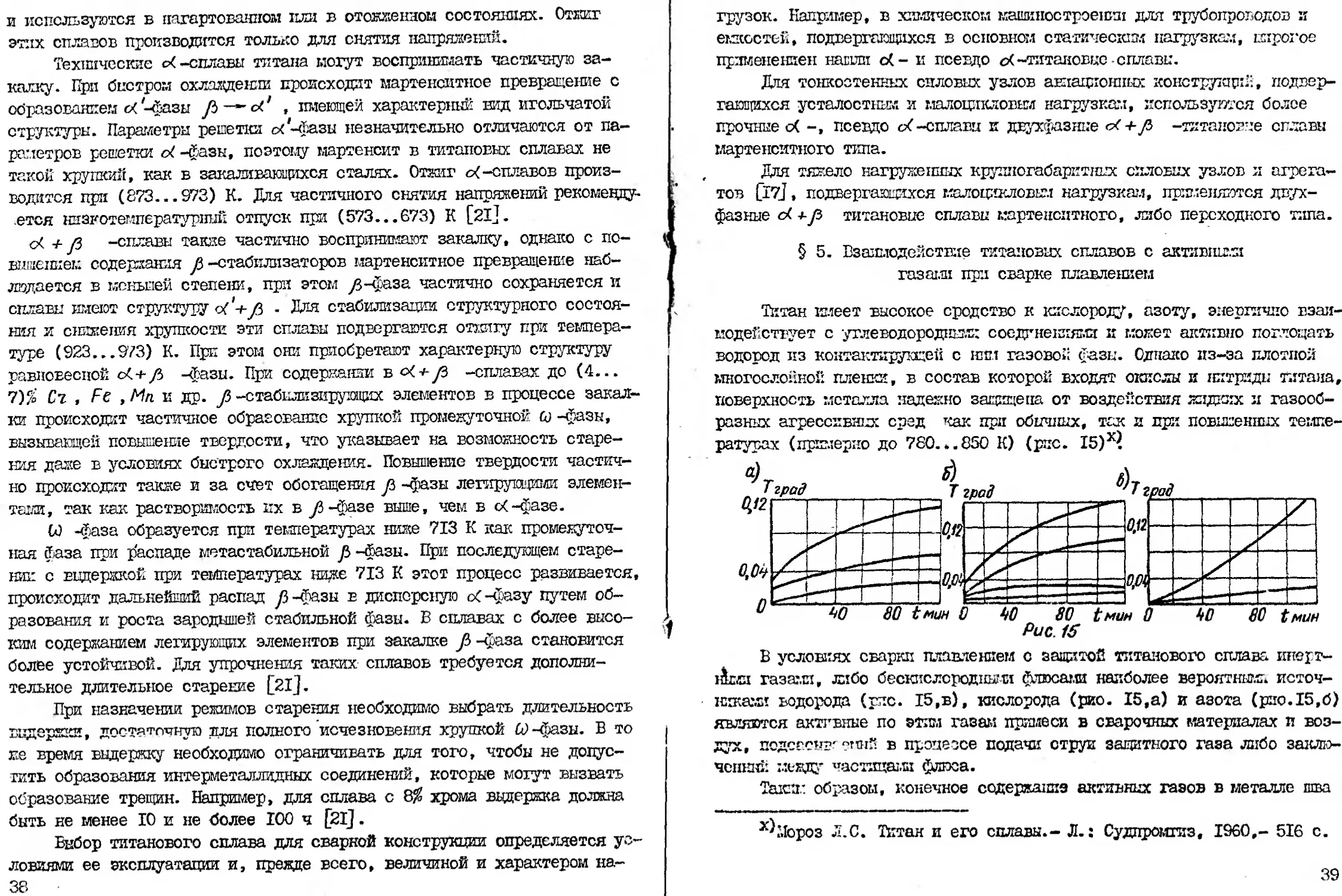
Титан имеет высокое сродство к кислороду, азоту, энергично взаи-
модействует с углеводородныгл: соединениями и может активно поглощать
водород из контактирующей с ним газовой газы. Однако из-за плотной
многослойной пленки, в состав которой входят окисли и нитриды титана,
поверхность металла надежно защищена от воздействия жидких и газооб-
разных агрессивных сред как при обычных, так и при повышенных темпе-
ратурах (примерно до 780... 850 К) (рис. 15)х?
аамтм^мя ж«'ж*Дммм1М1 виитвв «шннн
80 80 tMUH 0 80 80 tMUH 0 80 80 tMUH
Puc. 15
В условиях сварки плавлением с защитой титанового сплава инерт-
lirci газами, либо бескислородными фтюсаш наиболее вероятными источ-
никами водорода (рис. 15,в), кислорода (рио. 15,а) и азота (рио.15,6)
являются активные по этим газам примеси в сварочных материалах и воз-
дух, подсас1п?г в пропезсе подачи струи защитного газа либо заклю-
ченный мевду частицадл: флюса.
Таким образом, конечное содержание активных газов в металле шва
^Мороз Л.С. Титан и его сплавы.- Л.: Судпромгиз, I960,- 516 с.
39
и участках основного металла, нагреваемых до температур выше 850 К,
определяется эффективностью защиты от окружающего воздуха и перерас-
пределением этих газов меаду металлом и контактирующими о ним газо-
вой либо шлаковой фазами.
В соответствии с кинетической теорией процесс перераспределения
газов между атмосферой над металлом и самим металлом можно подразде-
лить на три стадии:
l) адсорбцию-десорбцию молекулярных или атомарных газовых час-
тиц на поверхности металла;
2) проникновение атомарных частиц газа внутрь металла - абсорб-
цию или окклюзию;
з) распределение газов в объеме металла в результате диффузи-
онных процессов (твердое или жидкое состояние металла) или
интенсивного перемешивания жидкого металла.
Иа первой стадии образуется адсорбированный мономолекулярный
слой газа на поверхности металла [20]. В зависимости от физико-хими-
ческих процессов между металлом и газовыми частицами возможен раз-
личный механизм адсорбции и различные конечные концентрации газовых
примесей в объеме металла. Сопоставляя механизм перераспределения
активных газов, можно принять в качестве определяющего фактора обра-
зование химического соединения газа с металлом и его стойкость в
температурном интервале взаимодействия газ-металл.
При образовании химического соеди-
нения в условиях относительно низких тем-
ператур (значительно низке температуры
плавления металла) равновесие между га-
зовой фазой и металлом удовлетворительно
определяется уравнением Сивертса ' 20] ,
что подтверждается, например, характером
абсорбции водорода титаном (рис. 16):.
где [н] - равновесная концентрация водорода; Q- суммарная теплота
растворения, отнесенная к молю водорода; R - газовая постоянная;
Т - температура; Рн^ - парциальное давление водорода в газовой фазе
над металлом.
В
тех случаях, когда j
<41
иичеокое соединение образуется при темпе-
ратурах, близких к температуре плавления металла, поглощение газов не
40
подчиняется зависимости, приведенной выше. В качестве примера можно
привести окислительные процессы в условиях сварки плавлением титана
и его сплавов [23].
Такой же характер имеет зависимость поглощения азота в результа-
те его перераспределения между газовой фазой и расплавленным метал-
лом при аргонодуговой сварке титана и его сплавов, так как нитрида
титана образуются при температурах, сопоставимых с температурой плав-
ления. титана [22]. Линейные зависимости поглощения кислорода и азота
расплавленным титаном свидетельствуют о том, что на процесс перерас-
пределения’ этих газов между атмосферой и металлом решающее влияние
оказывают подвод молекулярных частиц кислорода и азота к сварочной
ванне и процесс адсорбции на ее поверхности.
В самом общем ваде количество адсорбированных газовых частиц на
' единице поверхности ванны будет определяться зависимостью
где А - количество адсорбированного кислорода или азота; Рг - пар-
циальное давление кислорода или* азота в газовой фазе; со - скорость
подвода газовых частиц к поверхности сварочной ванны (г/с); F& - пло-
щадь активной поверхности сварочной ванны; - среднее время сущест-
вования сварочной ванны (с).
Парциальное давление кислорода или азота в газовой фазе опреде-
ляется их концентрациями, температурными условиями, упругостью паров
титана и входящих в состав титанового сплава примесей.
В первом приближении можно принять, что температуры защитной
атмосферы и металла сварочной ванны мало меняются при различных режи-
мах дуговой сварки, поэтому парциальное давление и скорость подвода
кислорода или азота к сварочной ванне будут главным образом опреде-
ляться их концентрациями в атмосфере над металлом.
Адсорбирующая способность поверхности сварочной ванны зависит
от ее площади и химического состава свариваемого титанового сплава.
Время взаимодействия металла сварочной ванны с газовой фазой опреде-
ляется режимом сварки и теплофизическими свойствами основного ме-
талла.
По данным работы [23] можно рассчитать размеры сварочной ванны
и время ее существования при аргонодуговой сварке тонколистовых сое-
динений из титановых сплавов со сквозным проваром по следующим урав-
нениям:
41
1ГГ1В
А* 1.15У<1п lO,6 IIT3(lU)-H-rf‘l
UcFj
. Q Q
где 1Г ,F , ф - соответственно объем (м°) , wiuii&Kb (уг) и среднее
время существования сварочной ванны (с); I - сила сварочного тока,А;
I/ - напряжение на дуге, В; погонная энергия, Дж/см; Ъгс$ - ско-
рость сварки, су/с.
Догышение концентраций кислорода и азота в металле шва за счет их
перераспределения из газовой фазы при аргонодуговой сварке вольфра-
мовым электродом без подач;! присадочной проволоки титановых сплавов
можно определить по уравнению [23]
2/* ^Ре' 9
где 21 Re - поглощенное сварочной ванной количество кислорода или
азота, % (масс.); Кп - коэффициент перераспределения газовых частиц
между металлом ванны и аргоновой защитной средой (£ см/г с); F/tf -
отношение площади поверхности сварочной ванны к ее объеодр 1/сы,
(рис. 17); P^e - парциальное давление кислорода или азота в газовой
фазе, г/cr./; ъ - среднее время существования сварочной ванны, о.
Окисление металла сварочной ванны происходит значительно актив-
нее, чем ее азотирование. Так, при аргонодуговой сварке^ технического
титана вольфрамовыгл электродом в камере Кп^ «= 1,25 *10^ Й см^/г.о.,
= 0,34-I0"3 % =г?/г.с. 2
Рис. 17
месей в объеме металла шва оказывает влия-
ние реети сварки. С увеличением погонной
энергии (рис. 17) в большей степени снижа-
ется отнишехше F/ir 9 че •’ время существова-
ния сварочной ванны, поэто1лу конечные кон-
центрации кислорода и азота в металле шва
также будут уменьшаться. Наиболее эффектив-
ным способом енккения загазованности метал-
ла шва является высокая степень очистки применяемых для сварки тита-
42
новых сплавов инертных газов (см, табл. 13).
Перераспределение кислорода и азота из газовой фазы в твердый
металл зоны термического влияния лимитируется второй стадией процес-
са (отводом продуктов реакций металла с газовыми частицами адсорои-
ровавного слоя) из-за малых значений коэффициентов диффузии кислоро-
да и азота в титановых сплавах. Однако в металле околошовной зоны,
нагреваемой выше 1600 К, этот процесс развивается более активно,
обусловливал значительное повышение концентраций кислорода и азота в
прилегающих к поверхности слоях металла.
Водород является примесью внедрения, наиболее отрицательно вли-
яющей на работоспособность сварных конструкций из титановых сплавов.
Заметное поглощение водорода титаном и его сплавами начинается
при температуре не менее 573 К. В связи о этим может происходить по-
вышение концентраций водорода в металле практически в период всех
видов обработки титановых сплавов, при которых имеет место нагрев ме-
талла в контакте с водородосодержащей средой вышеуказанной температу--
ры (рис. 18). На рис. 18 показано содержание водорода в металле шва
[И] в зависимости от его концентрации в газовой среде Нг [25] : I) -
расчетные данные по уравнению (6); 2) - экспериментальные результаты
анализа; 3) - расчетные данные по уравнению (7). Однако па процесс
поглощения водорода резкое тормозящее влияние оказывают окисные плен-
ки на поверхности металла либо повышенные концентрации кислорода в
оамом титановом оплаве. Аналогичное тормозящее влияние оказывают ле-
гирующие элементы в титановых сплавах - алюминий, цирконий, ванадии.
С повышением содержания практически всех возможных примесей рас-
творимость водорода в титановых сплавах понижается [17] (рис. 16).
При взаимодействии титана с водородом в интервале теыператур(500...
900)К происходит образование гидридов и повышение содержания водоро-
да в твердом растворе о<-титана. Выше 973 К гидриды титана термоди-
намически не устойчивы и диссоциируют, поэтому весь водород может на-
ходиться только в твердом растворе в виде примеси внедрения либо в
При температурах выше 973 К процесс взаимодействия титана с во-
дородом является обратимым. В зависимости от температуры металла и
парциального давления водорода в газовой фазе возможны как абсорбция,
так и десорбция водорода из титана (рис. Тб). Однако равновесные кон-
центрации водорода в металле в соответствии с изостерическим давле-
нием достигаются при взаимодействии расплавленного либо нагретого до
температур, близких к температуре плавления, твердого титана с газо-
43
бой фазой. При более низких температурах обезводорокиванке титана и
его сплавов возмогло только в условиях вакуумного нагрела.
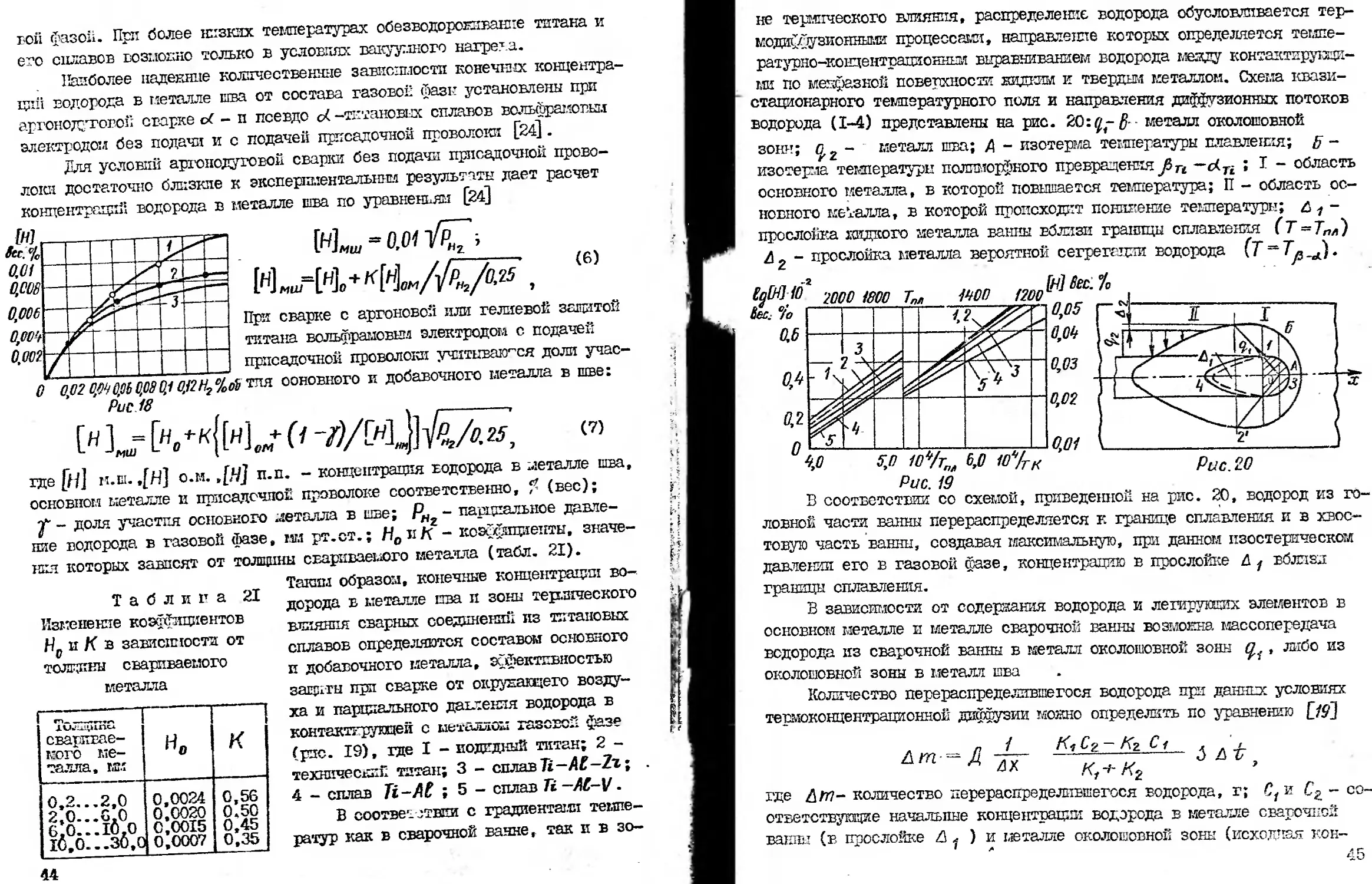
Наиболее надекнпе количественные зависимости конечных концентра-
ций водорода в металле шва от состава газовой фазы установлены при
аргонолуговой сварке с/ - и псевдо -титановых сплавов вольфрамовым
электродом без подачи и с подачей присадочной проволоки [24].
Для условий аргонодуговой сварки без подачи присадочной прово-
локи достаточно близкие к экспериментальным результаты дает расчет
металле шва по уравненьям [24]
М„ш = 0.01
Иии,=Ио+«’И»„Ж/аг5, <и
При сварке с аргоновой или гелиевой защитой
титана вольфрамовым электродом с подачей
присадочной проволоки учитываются доли учас-
0 OfiZO^Ofib 0,08 0,1 (#2Н2%оЪ'тя. основного и добавочного металла в шве:
Рис 18
[«L- к/фи (< <7>
где [Н] н.ш. ,[Н] о.м. 9[М] п.п. - концентрация водорода в металле шва,
основном металле и присадочной проволоке соответственно, (вес);
- доля участия основного металла в шве; Рн - парциальное давле-
ние водорода в газовой фазе, мм рт.ст.; НояК - коэффициенты, значе-
ния которых зависят от толщины свариваемого металла (табл. 21).
Т а б л и г а 21
Изменение коэффициентов
Но и К в зависимости от
толщины свариваемого
металла
ДДА^йДиНа сваривае- мого ме- талла, мм " - - 1,1 ^0 к
О,2...2,0 2,0-..6-0 6.0...1б.О 10.0...30,0 0,0024 0,0020 0,0015 0,0007 0,56 0,50 0,45 0,35
Таким образом, конечные концентрации во-
дорода в металле шва и зоны термического
влияния сварных соединений из титановых
сплавов определяются составом основного
п добавочного металла, эффективностью
защиты при сварке от окружающего возду-
ха и парциального давления водорода в
контактирующей с металлом газовой фазе
(рис. 19), где I - иодидный титан; 2 -
технический титан; 3 - сплав Т1—А0—2г; .
4 - сплав Ti-AK ; 5 - сплав Ti -At-V.
В соответствии с градиентами темпе-
ратур как в сварочной ванне, так и в зо-
44
не термического влияния, распределение водорода обусловливается тер-
модафуузионными процессами, направление которых определяется теките-
ратурно-ковдентрационным выравниванием водорода мезду контактирующи-
ми по межфазной поверхности жидким и твердым металлом. Схема квази-
стационарного температурного поля и направления диффузионных потоков
водорода (1-4) представлены на рис. 20:^-$- металл околошовной
зоны; с^2 - металл шва; Д - изотерма температуры плавления; Б -
изотерма температуры полиморфного превращенияflrt—ckTi ; I - область
основного металла, в которой повышается температура; П - область ос-
новного металла, в которой происходит понижение температуры; д 1 -
прослойка жидкого металла ванны вблизи границы сплавления (т-Тпл)
Л 2 - прослойка металла вероятной сегрегации водорода
Рис. 19
В соответствии со схемой, приведенной на рис. 20, водород из го-
ловной части ванны перераспределяется к границе сплавления и в хвос-
товую часть ванны, создавая максимальную, при данном изостерическом
давлении его в газовой фазе, концентрацию в прослойке 4 у вблизи
границы сплавления.
В
зависимости от содержания водорода и легируй
•АИ
ах элементов в
основном металле и металле сварочной ванны возможна массопередача
водорода из сварочной ванны в металл околошовной зоны , либо из
околошовной зоны в металл шва
Количество перераспределившегося водорода при данных условиях
тераюконцентрационной диффузии можно определить по уравнению £19}
л Р ^2. С f Ал1
&т~^~лГ - -к^------------
где Z1/77- количество перераспределившегося водорода, г; и С2 - со-
ответствующее начальные концентрации водорода в металле сварочной
ванны (в прослойке Д л ) и металле околошовной зоны (исходная кон-
* л
45
центрация водорода в основном металле); и К2 - температурные ко-
эрТ’щлеиты растворимости водорода в титановом сплаве в уравнении Си-
вертса для металла сварочной ванны к металла околошовной зоны соот-
ветственно; 5 - сечение потока даифузип, см~; - время диффузии;
Д - коэффициент диффузии водорода в расплавленном металле ванны к
твердом металле окологювной зоны соответственно ( ТПА - 1600 К).
По экоперлмептально-расчетньпл исадедовашям [24.] установлено»
что водород в результате термо- и концентрационной диффузии будет
перераспределяться в металл околошовиой зоны, если
Кг
К/
с2 < 2Cf .
и
Гдя обратного перераспределения водорода из металла околошовной
зоны в металл шва необходимым условием является соотношение С2> 2Cj -
При эффективной защите металла» например в условиях электронло-
лучевой сварки с< - пли псевдо </ -титановых сплавов либо аргонодуго-
вой сварки вольфрамовым электродом без подачи присадочной проволоки»
далузионкое перераспределение водорода происходит в металл околошв-
Гри аргоноддтовои сварке о< - и псевдо ы. —титановых сплавов воль-
грамовым электродом с подачей обезводорокепиой присадочной проволоки
диффузия водорода происходит в металл шва
к р-м.'-' • Z •
Кощештатртю водорода в данном ртасткс околодовной зоны ыоняо
вазситтать по уравнению [24]; г
t ta
где EhJ9 ,[н] гл.п. ,[Я] о.м. — соответственно концентрации водорода в
данном участке металла околошовной зоны, в металле шва п оснокио:.! ие-
талле; #= 3 - 3,5 I/см; и - расстояние данной точки околошовной
зоны от оси ива, см.
Та^та; образом, терло- и концентрсционная диффузия водорода в
металле сварных соединений из низколегированных титановых сплавов
является сложным процессом. Наиболее эффективными способами исключе-
ния сегрегации водорода в локальных участках околошейной зоны (рис.
21) (либо в прослойке ) в металле шва (pic. 20) являются регули-
рование металлургического цикла оварки титановых сплавов за счет вы-
бора присадочной (электродной) проволоки в соответствии с уровнем ле-
гирования свариваемого металла и применение термической обработки, в
частности ? вакуумного отжига.
§ 6. Влияние технологических факторов на структуру
и свойства металла сварных соединений из титановых
сплавов различного фазового состава
На технологическую свариваемость титановых сплавов наиболее су-
щественное влияние оказывают примеси внедрения и, прежде всего, кис-
лород, азот и водород, концентрация которых в результате активного
взаимодействия с газовой фазой расплавленного и нагретого вше темпе-
ратур 873 К металла может значительно превышать допустимый для основ-
ного металла уровень»
Отрицательное влияние повышенных концентраций кислорода (>0,15%
по массе) и азота (>0,04%) сказывается на снижении пластических
свойств металла шва и околошовной зоны, а водорода (>0,010% по мас-
се) - на возможности образования холодных трещин и развития склоннос-
ти к замедленному разрушению под действием поля остаточных сварочных
напряжений [16]. В связи с этим при всех термических и термомехани-
чеоких способах сварки титановых сплавов (рис. 23) необходима эффек-
тивная защита металла от окружающего воздуха. При выборе вида сварки
требования к эксплуатационным свойствам металла конструкции, програм-
ма выпуска конструкций и производственно-техническая база данного
Ь табл. 22 приведены рикимецдуемые формы подготовки ще талей из
титановых сплавов под сварку применительно к различным типам и раз-
мерам соединений. В качестве основного критерия выбора соответствую-
щей формы подготовки кромок свариваемых деталей принимаются провар
всего сечения и формирование шва без опасных ка гентраторов напря-
жений.
47
Таблица 22
Подготовка, кромок сварных соединений
из титановых сплавов
Вад соединений д’ z • п ГЛ р Способ
мм сварки
♦ • е» 3.0... id,o з,о... 6,0 6,0... 12,0 6,0... 25,0 3,5... 5,0 Свыше 0... 0,15 0... 0,15 0... 0,15 0... 0,15 0... ОДО 0... од 0... 0,1 (не более 3) ям 2... 3 2... 3 3 и более имя «мя мя 12... 15 6...8 я* МГО _ ГОМ ” о* ьо гом мм мн • ОСЛ - * • • « • 1 • • осн ся» сл» — ... „ . ... < • PC и ЛС^ -элек- тродом без при- садки РС и АС^ -элек- тродом с присад- кой То I.PC Е АС^ -элек- тродом с присад- кой и автома- тическим плавящи- мся эле- ктродом кс3) электро- дом с присад- кой и плавящи- мся эле- ктродом Автома- тическим электро- дом с присад- кой С плавя- щимся электро- дом
Годаого подхода
Помимо геометрической формы и размеров сварного шва при выборе
режимов сварки плавлением необхо;
мо учитывать развитие структурной
и механической неоднородности металла различных участков зоны терми-
ческого влияния,
завис;
лик»:
: как от характера термодеформационного
цикла, так и уровня легирования свариваемого титанового сплава.
На рис. 24 показаны диаграммы ажзотермического превращения fi -
металла опытных образ-
цов, нагреваемых и охлаждаемых со скоростями в соответствии с имити-
рованными термическими циклами [1б], характерными для режимов сварки
однопроходных швов материала толщиной от I до 70,0 мм. I - техничес-
кий титан BTI-I, -сплавы, низколегированные Ji -титановые
сплавы, И - средаелегированные + -сплавы, III - высоколегирован-
ные с<+ fi -сплавы, 1У - метастабильные уЗ -сплавы, время охлавде -
НИЯ, с.
Несмотря на различный фазовый состав металла зоны полной дере-
кристаллизации титановых сплавов различного легирования общей осо-
бенностью их анизотермического превращения в соответствии с приве-
денными на рис. 25 диаграммами является ограниченный интервал допус-
тимых скоростей нагрева и охлаждения, при которых обеспечиваются
удовлетворительные механические свойства металла зоны термического
Рис. 2k
влияния, главным образом характеризую
tt№
е его
ность.
Рис 25
деформационную способ-
Для альфа , псевдоальфа и низколегированных о< + fi титановых
сплавов, шжюжх мартенснтный характер превращения - -фазу
(диаграммы типа, изображенных на рис. 24,а и 24,6), нижний предел до-
пустимой скорости охлаждения лимитируется снижением пластических
свойств металла из-за роста зерна уЗ-фазн и сохранения его текстуры
после мартенситного превращения. Для более высоколегированных fi -ста-
билизирующими элементами титановых сплавов (диаграмма II типа) отри-
цательное влияние на пластические свойства металла околошовной зоны
50
оказывает образование хрупкой w-фазы.
В -зашснмости от содержания алшиния и fo -стабилизирующих эле-
ментов необходимо также учитывать возможность охрупчивания металла
околошовной зоны сварных соединений из сплавов I и П групп из-за об-
разования гидридной фазы TiH2 , форма и характер расположения кото-
рой определяются не только содержанием водорода и химическим соста-
вом сплава, но и скоростью охлаждения металла зоны термического вли-
яния. При относительно малых скоростях охлаждения гидриды титана вы-
деляются в виде крупных пластинок, а при высоких - в виде мелкодис-
персных включений [1б] - Образование гидридной фазы Ттсн2 сопровожда-
ется увеличением объема, что создает условия сложного напряженного
состояния, особенно опасного при грубых пластинчатых выделениях гид-
ридов титана, резко снижающих стойкость <4 и псевдооб -титановых
сплавов против замедленного разрушения.
При повышенных концентрациях алшиния (5%) и уз -стабилизирую-
щих элементов склонность титановых сплавов к водородному охрупчива-
нию резко снижается [16].
Высоколегированные переходные и псевдо уз-титановые сплавы ха-
рактерны (Ш и 1У типы диаграмм анизотермического превращения) диффу-
зионным превращением fiTi при очень низких скоростях охлаждения
металла околошовной зоны. С повышением скорости охлаждения в переход-
ных сплавах U1 группы начинается бездаффузионное - мартенситное пре-
вращение foTi -с/ -фазы, а сплавы 1У группы сохраняют метастабильную
-фазу после полного охлаждения металла сварного соединения.
В зависимости от скорости нагрева и охлаждения металла околошов-
ной зоны возможно развитие химической неоднородности в пределах зерен
уЗ-фазы, оказывающей влияние на конечный фазовый состав металла этой
зоны, Например, для сплавов Ш группы при средних скоростях охлаждения
создается неблагоприятное соотношение между остаточной /3 -фазой и
мартенситной d'-фазой, резко снижающей деформационную способность и
ударную вязкость металла зоны термического влияния.
Для сварных конструкций наиболее широкое применение нашли сб- и
псевдо <£-терг-.тически неупрочняемые титановые сплавы в состоянии пос-
ле пластической обработки или после отжига. Преимуществом этих спла-
вов является широкий диапазон допустимых скоростей охлаждения метал-
ла околошовной зоны, при которых обеспечивается удовлетворительная
работоспособность конструк
Swt!
еняется высокотемпературный отпуск
для снятия сварочных напряжений, а для таких псевдо- с<-сплавов, как
0T4-I, обладающих повышенной склонностью к водородному охрупчиванию,
используется вакуумный отжиг, обеспечивающий общее, снижение содержа-
ния водорода и снятие остаточных сварочных напряжений.
Среднелегированже ft -стабилизирующими элементами титановые
сплавы мартенситного класса имеют более высокие прочностные свойства
после упрочняющей термической обработки - закалки и старения [1б].
Перед сваркой детали из этих сплавов подвергаются закалке или отжигу ♦
После сварки конструкция проходит упрочняющую термическую обработку
(табл. 23).
Таблица 23
Режимы упрочняющей термической обработки сварных
соединений из и псевдо/?- титановых сплавов &7]
Марка сплава Температура закалки, К Режим старения
Т. к t • Ч
ВТ6С 1123...1173 723...773 2...4
ВТО 1123...1173 723...773 2...4
ВГ14 1123...1X73 783...813 4...16
ВТО-1 1123...1173 793...893 I...4
BTI6 1063...1093 793...863 4...10
ЕГ23 1053... 1073 773...823 6...10
ВТ22 993 ...1053 783...873 4...10
втзо 993 ...1013 763...783 5...8
ВТ32 993 ...1073 773...833 4... 8
FI5 1013...1093 753...773 823...843 15...25 0,25
ТС6 1013...1093 753...773 823...,843 15...25 0,25 |
лечание. Время выдержки при температуре закалки устанав-
ливастся в зависимости от толщины материала от
5 до 60 мин при изменении толщины от 1,5 до 10
и более т.
При выборе основных параметров ре: яма сварки мартенситных тита-
новых сплавов «^ожно руководствоваться двумя оптимальными пределами
изменения скоростей охлаждения металла околошовной зоны, обеспечлваю-
52
игл
ж исключение образования хрупкой со -фазы. Первый интервал включа-
ет относительно низкие скорости охлаждения (4-..15) град/с, второй
интервал - высокие скорости охлаждения, зависящие от уровня легиро-
вания свариваемого титанового сплава у?-стабилизирующие элементами
(рис- 25jб). Высоколегированные переходные и метастабпльные у}-спла-
вы титана свариваются на жестких режимах, обеспечивающих высокие ско-
рости охлаждения металла околошовной зоны (рис. 25,в).
После сварки конструкции из
сплавов этих групп подвергаются уп-
рочняющей термообработке - закалке
п старению (табл. 23), либо только
отжигу (табл. 24, рис. 26), обес-
печивающему достаточную стабиль-
ность фазового состава металла шва
и околошовной зоны в процессе экс-
плуатации конструкт
пт
Высокая чувствительность ти-
тановых сплавов к термодёформаци-
онноэду сварочному вдгклу обусловливает ряд ограничений при выборе ос-
1 новных параметров режимов.
Применительно к ot- и псевдо с/-сплавам в зависимости от содер-
жания в них алюминия, fi -стабилизирующих элементов, примесей внедре-
ния и прежде всего кислорода необходимо учитывать возможное ^сниже-
ние пластических свойств металла околошовной зоны из-за роста зерна
уз-фазы. Поэтому выбранный режим сварки должен обеспечивать не толь-
ко оптимальные мгновенные скорости охлаждения металла околошовной
зоны при температуре полиморфного превращения (1173 К), но и мини-
мальное время пребывания металла, нагреваемого выше этой температу-
ры, особенно в процессе нагрева от превращения до максшшгь-
ной температуры [16].
В зависимости от скоростей охлаждения и времени пребывания при
температурах фазовых превращений в металле зоны термического влияния
сварных соединений из более легированных + fi -титановых сплавов
возмойшо развитие диффузионных процессов перераспределение примесей.
име:
:ынй
х различную растворимость в d-и уЗ-титане, подстаривание в
результате превращенияуЗ -фазы титана в<А- и /У-фазу, что может
приводить к резкому снижению деформационной способности и ударной
вязкости, особенно металла околошовной зоны, нагреваемой выше 1500 К.
Эффективным способом повышения работоспособности конструкций из
м
Режимы отжига сварных конструкций из титановых сплавов
Температура отжига
?Ларка сплава отплга-норма- ллзавди пои нагреве в*пе- чи с инертной средой ,К . прт нагреве в вакууме, 5 10 там рт.ст., К * Примечания
ВП-00 BTI-0 ET5-I BTS ОТ4-0 0T4-I ОТ4 И4 ! 074-2 ПТ-7И 3720 БТ6С ВГ6 KI4 КЗ-1 KI6 ВТ22 823...953 823...953 993...1093 993... 1093 873...953 893...773 893...793 923...1023 973...1093 853...953 973...1073 99?...10?3 993...1073 1013...1073 1023...1123 1023...1053 1023...1093 1093...1123 853...903 1063...1083 1013...1033 оС -сплавы 873...943 873...943 873...993 873...993 псевдо с<-сплавы 873...943 873...943 873... 973 «к 873.7.973 Мартенситные сш 873...973 873. ,..973 873...973 873.7.973 Переходные оплат 873...973 Псевдо сплаж ETI5 ТС6 873...973 ал После вакуумного отжига; охлаждение с печью После отжига в печи о инер- тной средой всех сплавов/ кроме BTI6 и ВТ22; охлажде- ние производится на воздухе авы После отжига сплава BTI6 в печи с инертной спедой охлаждение с печью до = 773 К, а затем на гоз- ы После отжига в печи с инер- тной средой справа ВТ22 с == 1023... 1093 К, охлажде- ние с печью до = 623 К со скоростью 2-4 градус, затем на воздухе. После этого ступенчатый отжиг при « 1093... II23K 1-3 ч. охлаждение с печью до 1023 К, выдержка 1-3 ч, а затем охлаждениел на воз- духе, нагрев до - Ь53 К, выдержка ч ч и охлаждение на воздухе
этой группы сплавов является максимально возможное уменьшение протя- •
ценности зоны термического влияния, вжжаер, в результате интенсив-
ного охлаждения металла в процессе сварки "дулеванием" [18] и приью-
нетшя отжига после сварки (см, табл. 24).
Режимы сварки соединений из титановых сплавов рассчитываются
(формула 5 ) с учетом допустимых скоростей охлаждения при темпера-
туре полиморфного превращения feri~~c^n (табл. 25), при которых
развитие структурной и механической неоднородности металла различных
участков сварных соединений из с<- и псевдо -сплавов находится в
пределах, гарантирующих удовлетворительную работоспособность конст-
рукции без термообработки или после высокотемпературного отпуска для
снятия остаточных напряжений.
Режимы сварки средне- и
высоколегированных титановых
о<+/> - и псевдо j5-спла-
вов таете определяют по допус-
тимым скоростям охлаждения ме-
талла околошовгюй зоны (табл.
25), гарантирующим удовлетво-
рительную работоспособность
термической обработки или
после отжига для стабилизации
фазового ооотава.
Удовлетворительная схо-
димость расчетных результатов
с экслергшентальными позволя-
I ет использовать основные урав-
I нения Н.Н.Рыкалина для обосно-
вания режимов сварки титановых
сплавов.
Применительно к наплавке
валика на пластины относитель-
- но малой толщины или при свар-
, ке листов встык за один проход
можно пользоваться приведем
Таблица 25
Допустимые скорости охлаждения
металла околошовной зоны сварных
соединений титановых сплавов [1б]
Марка , сплава *4, град/с Ограничение по пластическим свойствам
V, % угол изгиба сХо
ВТ1-.Г 3...400 30
BT5-I 5...50 —- 20 80
0T4-I 18... 100 — 23 70
ПТ-7М 15...150 17 28 70
пт-зв I...40 12 20 39
ВТ6С 6...150 — 25 30
ВГ6 2...40 20
ВП4 2...15 •— 20 30
BTI6 60...600 30 90
ЕГ22 100...600 10 45
BTI5 6...600 30 —•
формулами для расчета максималь-
- = +^7в
max /> л о ,,
&У
55
(5)
где То - начальная
мяльная температура
Рис, 27
температура свариваемого металла; 7^^- макси-
нагрева в данной точке зоны термического влияния;
- температура разового превращения; -
погонная энергия; СJ) - объемная теплоемкость ти-
тана (см. табл. 19); J! - коэффициент теплопро-
водности титана (см. табл. 19);
CL - коэффициент
температуропроводности титана (см. табл. 19); 5-
толщина свариваемого металла; - скорость ох-
лаждения металла при температуре полиморфного
превращения титанового сплава данного уровня ле-
гирования; tH- ispe&R пребывания металла выше
температуры полиморфного превращения; у - рас-
стояние от данной точки зоны термического влияния
до оси шва (наплавки); коэффициент пропорци-
ональности безразмерного критерия времени нагрева,
определяемый по номограмме [19] (рис. 27).
Подставляя в формулу (9) мгновенную скорость
охлаждения в допустимом интервале изменения ее
для данного титанового сплава (табл. 25) и толщи-
ну свариваемого металла, можно определить опти-
мальное значение погонной энергии, обеспечивающей
удовлетворительные свойства металла зоны терми-
ческого влияния сварного соединения.
Если при однопроходной сварке погонная энер-
гия не обеспечивает допустимой скорости охлажде-
ния металла околошовной зоны, то соответственно •
л
L
сварка выполняется в несколько проходов.
По расчетно-экспериментальным результатам
[2,ieJ в табл. 26-29 приведены рекомендуемые
56
режимы основных видов сварки различных типоразмеров соединении из ти-
тановых сплавов.
Таблица 26
Режимы ручной и автоматической аргонодуговой сварки
вольфрамовым электродом стыковых соединений титана
с присадочной проволокой
Тол- Ток Наттря— Диаметр Диаметр приса- дочкой проволо- ки, 1ЛМ Расход аргона, л/мин” Скорость сварки одного слоя» м/ч
А' жение, электро-
5» мм и, в да, NM в го- релке в при- ставке
0,8 20...50 12...15 1,0 0,8...2 8...12 «tab 16. ..20
40...60 1,0...1,5 18. ..22
1,0 40...60 12...15 1.0...1,5 I...2 8..,12 8...10 16. ..20
60...80 1,5 6...7 22. ..25
1,5 60...80 14...16 1,5 I...2 8...12 8...10 15. ..18
80...100 7.. .8 22. ..25
2,0 90...100 14... 16 1,5...2,0 2...2,5 10...12 8...10 к. ..16
130...150 2,0 8...9 20. ..22
2,5 ПО... 120 14...16 2.0 2,5...3,0 10...12 10...12 12. ..15
180...200 2,5 20. ..25
3.0 120...140 14...16 2,0 2,5...3,0 12...14 12...14 10. -.12
2»)...240 3,0 ТО...12 19. ..21
4,0 140...150 14...16 2,0 2,5...3,0 12...14 20...25 9. ..10
260...280 14...18 3,0 3,5 19. ..20
4.0 120...130 14...16 2,0 2,5...3,0 12...14 «tab 10. ..II
6,0 150-..180 14...18 2,5 3 14...16 20...35 10. ..12
300...320 3,5 12...14 18.
10,0 180...200 14...18 2,5...3,0 3,5 14...16 — 9. ..12
13,0 230...240 14...18 3,0 3,5 9...10 18...20 20. -.25
Примечание. В знаменателе (для б - 10,13 мм) указаны режимы ав-
томатической сварки; сварка производится на стальной
или медной подложке с подачей защитного газа; для 6 =0,8... 3,0мм
без разделки; 3 = 4,0 мм - зазор 2 мм, число слоев I; для 5 =
4,0 - 10,0 мм - V-образная разделка (60°), число слоев 2; для
5 = 13,0 мм - X -образная разделка (60°), число слоев 4.
litttt
титана плавящимся электродом в смесях инертных газов
(при прямой полярности)
Толщина 5, та Ток ! Напря- жение в"' Диаметр электрод- ной про- волоки, та Расход газов смеси, л/гяин Скорость сварки одного прохода, м/ч
в го- реже в при- ставке
3 200...220 20...25 1,5 35...40 35...40 22
6 300...320 22...27 2,0 35...40 35...40 20
16 400...420 25.. .30 1,6 40...45 40...45 25
Примечания? 1.3 = 3 и 6 мм - сварка на медной подкладке без
газа; V-образная разделка (60°).
2. б = 16 км - медная подкладка без газа для I слоя,
с газом - для II слоя; X -образная разделка (60°), число про-
ходов 2.
Таблица 28
Ж
Режимы алектрошлаковой сварст поковок из титана
электродной пластиной
Толщина 3, та Зазор между кром- ками, та Толщина элек- тродной пласти- ны, та - — Ток, I, А Масса за- сыпаемого флюса, г Расход аргона на за- щиту ванны, л/ыин
30.. .50 23...25 8...10 1200...1600 80...120 5...7
50...80 23...25 8...10 Т900...2000 120... 160 7...10
г>а ТУЛА OV. • • -UVW ол ТО...12 2000...2400 160...210 10... 12 1
100...120 24...26 10...12 2400...2800 210...250 | 12...14
Таблица 29
Режимы автоматической сварки под флюсом стыковых швов
титановых сплавов [2]
4, ММ Метод сварки .'Ж АЗ м/ч м/ч
3 На остающей- ся подкладке 2,5 240...260 30...32 150...170 45...55
4 'То же 2,5 270...290 30...32 170...190 45...55
4 На медной подкладке 3 340...360 32...34 145...155 45...55
5 То же 3 370...390 32...34 160...170 45...55
6 То же 3 390.. .420 30...32 170...180 45...50
о U Двухсторонняя 3 350...380 32...34 160... 170 45...50
8 На медной подкладке 4 590...600 30...32 90...100 40...50
10 Двухсторонняя 3 440...460 32...34 180...190 45...55
12 То же 3 450...500 32...34 190...200 45...55
16 То же 4 590...600 30...32 90...ТОО 40...45
18-20 То же 4 600...610 32...34 90...ТОО 40...45
В производстве сварных конструкций из титановых сплавов толщиной
от 10 до 60 та нашла применение аргонодуговая сварка ( 5 s 20 та)
или гелиево-дуговая сварка ( 5 > 20 мм) погруженным вольфрамовым элек-
тродом по "узкотду" зазору (элементы подготовки приведены на рис. 28,
табл. 30). Этот способ позволяет уменьшить ширину разупрочненного
металла (мягкой прослойки) до размеров зазсра, кроме того, коэффици-
ент эффективности использования тепла дуги при оварке погруженным
вольфрамовым электродом увеличивается до 0,7 - 0,85, что позволяет
значительно снизить величину погонной энергии
(^ = 0,55 - 0,60) по сравнению с обычной
сваркой вольфрамовым электродом в среде инер-
тных газов.
(табл. 31) является эффективным способов сни-
жения величины погонной энергии (примерно в
два раза) при аргояодутовой сварке вольфрамо-
58
Таблица 30 ш электродом стыковых сое-
Злементы подготовки узкого зазора
Толщина металла j WXT * э • «**• &рпна зазора В . ™ Величина ПрИТуП— ле кия» d, глл
газ
10 3+I б*2 Аргон
40 4+1 у+2 Гелий
60 4+1 д+2 Гелий
данений из титановых псевдо-
<Х- п двухфазных сплавов
толщиной ОТ I ДО 7 ММ.
Перед сваркой флюс-пас-
та, замешанная на этиловом
спирте-ректифккате, наносит-
ся тонким слоем на поверх-
ность свариваемых кромок. Не-
достатком этого способа явля-
ется прочное сцепление обра-
зующейся в процессе сварки шлаковой корки с поверхностью металла, что
затрудняет ее удаление после охлаждения сварного соединения.
Таблица 31
Состав активизирующих флюсов-паст
Г" Карка i 1 1 Содержание компонентов, й Рекохен- дуемые для бес- СНОСНЫХ швов, нм
Sz Во. Li Са At
АНТ-23А ФАН-1 14,5... 16,5 1— 19,5... 21,5 2,7... 3,3 6,6... 8*5 13... 15,5 48 1,2..• 1*8 «to 45... 50 38... 43 0,8...3,0 3,0...7,0
Повышение концентрации ввода тепла при аргонодуговой сварке по
флюсу-пасте объясняется уменьшением площади активных пятен на поверх-
ности сварочной ванны за счет введения фтора в зону дуги.
Следует отметить также положительное влияние фтора на стойкость
сварных швов против образования пор [2J.
В последние года в производстве сварных конструкций из титановых
сплавов начинает применяться плазменная сварка проникающей дугой
(рис. 29). На процесс проплавления основного металла, форму и размеры
сварочной ванны при этом способе сварки оказывают влияние тепловые и
силовые параметры плазменной проникающей дуги. По результатам экспе-
связь между этими параметрами выражается зависимостью
60
Рис. 29
леке; -Л™ - коэффициент,
тической вязкости расплавлен-
плавления - кинематичес-
кой вязкости металла при
средней температуре сварочной
тивный к.п.д. нагрева метал-
ла; - плотность металла;
- ускорение силы тяжести; £ - толщина металла; 1ГсВ - скорость
сварки; 1Гпг - скорость плазмообразующего газа; - расстояние от
среза сопла до поверхности изделия.
С учетом удовлетворительного формирования пша без подрезов вели
*3 -0,691
где ^под “ глубина подреза; jQQ допускается до 7%.
В табл. 32 приведены режимы плазменной сварки проникающей дугой
и коэффициенты формы провара стыковых соединений из псевдотитановнх
сплавов толщиной от 2 до 10 мм.
Из условия исключения двойного дугообразования при выбранных си
трона должен удовлетворять зависимостям
(10)
dc - диаметр сопла, мм; &пг * расход плазмообразующего газа,
Расстояние от среза сопла до поверхности изделия определяется
Таблица 32
Рехимы плазменной сварки стыковых соединений титановых
сплавов проникающей дугой
Толщина металла 3. &UV1 Л А Г~‘ ' и. в №/Ч ш д/^Н Расход защит- ного газа, дан ^С77, ш е, ш
2 65 20 23 2,0 1,0 25 2 2,6 1,3
3 ш 22 23 3,0 1,7 25 3 3,6 1,2
4 145 2о 20 3,0 2,0 25 3 4,0 1,0
6 180 29 16 3,0 3,6 30 6 5,8 0,97
10 160 27 12 3,0 3,5 30 6 9,3 0,93
где - расстояние от среза сопла до поверхности изделия, мм.
Б производстве конструкций из титановых сплавов все в большем
объеме находит применение элегтронно-лучевая сварка в вакууме, обес-
печивающая высокую эффективность защиты металла и значительно меньшее
тепловлсдение при одинаковых размерах соединяемых детален по сравне-
нию с дуговыми видами п плазменной сваркой-
Широкие пределы регулирования мощности электронного луча и его
фокусировки позволяют применять этот способ сварки как для выполнения
тонкожстовых соединении, так и для соединений средних и больших тол-
щин- Кроме того» преимуществом электронно-лучевой сварки титановых
сплавов по сравнению с дуговыми видами является возможность дролзвод-
ства вакуумного откига при расфокусированном электронном луче.
Ориентировочные расчетные зависимости основных параметров влек-
!ня$
.ИЛШ-4
62
4
ТН1/п “ температура кипения свариваемого металла, К; То - начальная
температура свариваемого металла, К; Vcg - скорость огарки, сг/о;
а - коэффициент тегаературопроводности, см^/с; d - диаметр электрон-
ного луча (0,1. ..0,15) см.
Ориентировочные режимы электронно-лучевой сварки стыковых соеди-
нений пз титановых сплавов приведены в табл. 33 [2].
Сдермваэдда! факторами ши-
рокого применения электронно-лу-
чевой сват 44 в производстве кон-
струкций из материалов, в том
числе и титановых сплавов с по-
вышенной чувствительностью к
концентраторам напряжений, яв-
ляются несовершенство разрабо-
танных в настоящее время систем
слежения и нестабильность глу-
бины проплавления, которая при-
водит к необходимости пртене-
ния подкладок для гарантии пол-
ного провара соединяемых эле-
ментов- Поэтому основными про-
изводственныж способами свар-
ки конструкций из титановых
сплавов являются дуговые (глав-
ным образом в среде инертных
газов).
Таблица 33
Режимы электронно-лучевой
сварки
Толщина 3, мм Ток луча,!, мА Скорость сварки м/ч
0,8 6,0 40
1,2 9,0 40
2,5 15 40
3,0 14 2D
5,0 16 22
6,0 23 19
7,0 26 22
Примечания: I. Ускоряющее напряже-
ние БО кВ.
2.Давление в сварочной
каглере от ДО
^*5 Ш рт.СТ.
В зависимости от формы и размеров сварного соединения на
работоспособность решающее влияние монет оказывать :
ЙИМ
ичесой
его
и фа-
зовый состав металла шва» формирующийся за счет долей участия основ-
ного и добавочного металлов. Вследствие этого одной из паяных задач
при разработке технологического процесса сварки конструкций из тита-
новых сплавов, особенно средне- и высоколегированных, является пра-
вильный выбор присадочной (электродной) проволоки (табл- 34). Напри-
мер, при сварке титановых сплавов»
легированных хромом или ванадием,
необходимо учитывать резкое сниже-
ние пластических свойств металла
шва в результате образования хруп-
ких структурных составляющих при
СрУ
63
критических концентрациях этих легирующих элементов (рис. 30) fl?J,
Таблица 34
Сварочные проволоки для титановых сплавов
Марка Состав, % масс. мм ме- ча- ние
At г V 1г не более про- чие
и ДО м
ВТ-00 —1 — 0,04 0,1 3,003 0,1 Без вве-
ВТ2св 2,0... 3,0 0,04 0,12 0,003 0,3 1,6... 7,0 деяия МОДИ- фика-
ВТбсв 3,5... 4,5 Ш «1 елся « • • 0,04 0,12 0,003 0,3 1,6... 7,0 торов [2j
О ъ « 4,5 2,5... 3,5 1.0.. 2,0 — 0,04 0,12 0,003 0.3 • а Jo • «
ВТ2С- 1св 2,0 1,0 2,0 1,0 0,04 0,12 0,003 0,3 2,0... 7,0
ВГ23- 2v>b 3,9 0,9 2,0 0,8 0,02 0,11 0,0015 —• do * «
К14ов 4,5 1.7 0,8 0,02 0,11 0.003 1,5... 2,0 .2,0... 7,0 «
ЕГ16 ссгс « W оо • V • СПи^ оо • • • 4,5... 5,5 0,02 0,11 0,003 —• oo « • • [17]
ВТ22 о 94 2,9? .5,35 1 — 4,63 0,02 0,11 0,003 . •Не W V oo « • •
СПГ-2Р 4,0 3,0 1,5 0,04 0,12 0,003 ffe, -0,1% 2,0... 7,0 С вве- дением мода-
BTI4- Бев 4,5 1,7 0,8 0,02 0,11 0,003 Re, -0,02^ 2,0... 7,0 сека- торов ГТ71
BTI4- Рсв 4,5 1,7 0,8 0,02 0,11 0,003 Re, ~0,I% 2,0... 7,0
При автоматической и электропяаковой сварке конструкций из тита-
новых сплавов применяются бескислородные флюсы, разработанные в Ин*
ституре электросварки иль Е.О.Латона (табл. 35) [2j. Перед сваркой
флюсы прокаливаются при температуре (473...573) К в течение (1,5...
2,0) ч.
При электрошлаковой сварке легированных титановых сплавов пла-
вящимся мувдлтуком применяется легированная сварочная проволока,, со-
64
Таблица 35
Состав флюсов, применяемых для автоматической
и электрошлаковой сварки титановых сплавов, %
Марки флюсе. CaF ВаССг +2Нг0 MaF КаО. Допустимые тол- щины сваривае- мого материала, ым
AH-TI 79,5 19 1,5 Продольные швы 3 = 2.. .6
АН-Т2Х) 100 5= 30...120
АН-ТЗ 87,6 10,7 1,7 чм» Продольные швы б - 6...14
АН-Т5 96,0 •— I То же
АН-Т7 98,0 —• •** 2 Продольные и коль- цевые швы 5 > 10
АН-ТП3^3 92,0 1,0 Продольные швы 3 = 6...14
х^Для электропиаковой сварки.
^Ддя флюса AH-TII Sz Fz±SzCBz равно 7;
для АН-Т5 СаСЕг - 3.
держащая модафиг^-адге элементы (табл. 36).
скальном технологическом процессе произ-
водства сварных конструкций из титановых оплавов различного легиро-
вания и фазового состава обеспечивается удовлетворительная их надеж-
ность и работоспособность в заданных условиях эксплуатации.
В табл. 36 приведены механические свойства сварных соединений
из титановых сплавов различного уровня легирования в зависимости от
технологических факторов.
65
Таблица 36
Механические свойства металла шва соединений мартенситных
и переходных титановых сплавов в зависимости от термической
обработки [l7j
Марка сплава Толэдна металла. ш сварки Марка пписа- дочной прово- локи Еад тер- мообрабо- тки Механические свойства
6g ,МПа а„ ,хДд/м2
ВТ6 20 АДС Ил СПТ2 Св+О 930 455
Св+З+Ст 1000 - 354
эпс АТЗ. Св+О 867 790
BTI4 3,0 Х1Л Без Св+О 960 325
присад- ки Св+З+Ст 1120 2Г7
З+СжСт 1090 266
ЬТ22 Св+О 1020 435’
З+Св+Ст 1100 247
ЭЮ Без СвЮ 982 540
присад- ки Св+З+Ст 1099 197
З+Св+Ст 1097 176
BTI4 20 fljrrt ЛГ22 Св+О 726 730
Св+З+Ст 647 670
BTI-0 Св+О 812 505
АДС Пл ВТ2 Св+О 965 256
BTI4 20 АДС Пл ВГбсв Св 860 490
Св+О 870 462
Св+З+Ст 973 395
СПТ2 Св+О 923 423
- Св+З+Ст 977 296
ВГ22 20 АДС Ни СПТ2 Св+О 982 590
BTI7 Св+О ♦ Ш5 247
АДС Пл ЕГ1-0 Св+О 833 530
СПТ2 Св+О 1025 424
• BTI7 Св+О Ш5 325
зле Без Св+О 1033 216
• приезд-
Примечание. Св - исходное состояние после сватжи;
О - после отжига; 3 - после закалки;
Ст - после старения.
Глава 3. ТЕХНОЛОГИЯ СЫРКИ ТУГОПЛАВКИХ ХИМИЧЕСКИ
АКТИВНЫХ МЕТАЛЛОВ
§ 7. Характеристика тугоплавких химически активных металлов.
применяемых для сварных конструт
[««Ий
В связи с развитием новых отраслей техники расширяется область
применения тугоплавких металлов и их сплавов. Использование для
: Конструкций циркония, ниобия» тантала, молибдена, вольфрама
объясняется специальными свойствами этой группы материалов, в част-
ности, их высокой жаропрочностью и коррозионной стойкостью в ряде
агрессивных сред (табл. 37), (рис. 31).
Таблица
37
высокоактивных металлов*
Эле- мент 'ПА, К Л кад/см К of, I/K то6 8, % Л Л3 г/см
2г 2118 0,33 5,78 29 35 88000 6,5
М 2688 0,124 7,17 340 50 90000 8,57
Та 3269 0,130 6,56 370 70 187300 16,6
Мо 2895 0,298 4,98 790 15 335000 10,2
W 3653 0,032 4,03 950 0 414000 19,3
Свойства тугоплавких матери-
алов определяют область их приме-
нения. Так, 7.ъ , НЬ имеют малые
поперечные сечения захвата тепло-
вых нейтронов, поэтому их исполь-
зуют в атомной технике, нащ
мер
9
Zz и его сплавы - в виде трубча-
тых элементов либо в качестве за-
щитных наплавленных слоев as. тра-
фит, а также для защиты элементов
из нержавеющей стали. Кроме того,
^Савицкий Е.М., Бурханов Г.С. Металловедение тугоплавких метал-
лов и сплавов.- М.: Наука, 1967.
67
циркониевые и ниобиевые сплавы облапают высокой коррозионной стой-
костью.
X , Та , Мо и IV и их сплавы применяются для изготовления
турбореактивных двигателей, конкретно это определяется температурой
эксплуатации. При > 1573 К применяют Мо и , при
Тэкспл ~ 3273 К - Та пЫ.
Недостатком этих материалов является повышенная активность к
кислороду, поэтому необходимо применять барьерные покрытия из нике-
левых хромоникелевых сплавов, либо боридных кернитов. Основу сплава
для конструкции определяют по допустимому изменению удельной проч-
ности в заданном интервале ТэкспА (рис. 3 2).
При сварке тугоплавких метал-
лов возникают серьезные затруднения,
вызываемые их высокими температура-
ми плавления, большим сродством к
газам атмосферы при повышенных тем-
пературах, охитакваюцим действием
этих газов (преаде всего, кислоро-
да) , склонностью к росту зерна зри
§ 8. Особенности сварки циркониевых сплавов и
выбор режимов сварки, сварочных материалов, режимов
термической обработки соединений, выполненных аргонодутовой
и электронно-лучевой сваркой
Цирконий относится к группе металлов с удовлетворительной сва-
риваемостью. Сварные соединения его сплавов склонны к образованию
трещин, малопластичны при нормальных температурах. Как конструкцион-
ный материал цирконий используется вследствие своей высокой прочнос-
ти и коррозионной стойкости для различных производственных целей:
технологических трубопроводов, работы в агрессивных средах, деталей
адерных энергетических установок, контролеру
х стержней в водсох-
модификаггя существует до 1135 К, высокотемпе-
( Тп/1 = 2118 К).
еняется металл, полученный в контро-
68
лируемой атмосфере
инертных газов (дуго-
вой метод плавки) или
Таблица 38
-Химический состав и механические свойства
циркониевых сплавов
в вакуумных печах (электронно-лучевой метод плавки); цир- коний, полученный ме- Сплав Содержание леи щих элементов, [ц ► А к, МПа £ %
Sn Ст, rfi
тодом порошковой ме- Циркалой-2 1,5 0,05 0,08 440 25
таллургии, плохо сва- ривается, в швах об- Циркалой-4 —• 1,5 0,10 0,07 475 30
разуются поры, свар- 2,5 — 425 25
ные соединения склон- ны к образованию тре- ЩИН, л 1,0 «Мв — 342 35
вне сплавы делятся на
сплавы второго класса могут иметь однофазную структуру (либо )
j8 -сплавы могут иметь структуру, представленную fl -фазой и fl -ф
читальным изменением объема (плотность — Zz при температуре поли-
На свойства Zz и его сплавов отрицательное влияние оказывают
•i'.iit._______________
ства циркония в большей степени, чем титана и его сплавов, поэтому
вашем 7"-фазы 2г Н % (И^ 0,006%). По аналогии с титаном водород
повышает склонность металла сварных соединений из шгпкониевнх сила-
69
юв к образованию холодных тгэщин и к замедленному разрушению. Свар-
ка конструкций из циркония и его сплавов производится способами,
аналогичными для титановых сплавов, однако применительно к циркони-
емым сплавам предъявляются более жесткие требования к эффективности
защиты металла. Например, сварка трубных заготовок пз "Циркалой-2"
производится волъфрагловым электродом со струйной защиной - 73% Нс+
27% Аг (при диаметре труб 100 мм, б ~ 4,0 мм), clw- 3,2 мм. I=
270 A; U = 18 В» VC8 = 26 м/ч; Gr = 430 л/ч.
Таблица 39
Механические свойства сварного
соединения пз сплава "Циркалой-2"
(после наклепа металла шва)
। Свойства Металл
основной сварное соединение
Предел прочности GS . 496 490 >
Предел текучести б , Жа " 345 370
Относительное £ удлинение, % 30,2 22,0
После сварки реко-
мендуется наклеп шва ро-
ликами, обеспечивающий
повышение прочностных
свойств сварных соедине-
ний из циркониевых спла-
вов до уровня основного
металла (табл. 39).
По американским
данным удовлетворитель-
ные результата дает до-
бавка в аргон хлора до
1% (объешые) при сварке
со струйной защитой труб-
ных заготовок из "Цпр-
калоя-2".
Широкое применение для соединений тонколистовых конструкций из
технически чистого циркония нашли электронно-лучевая сварка в ваку-
уме и аргонодуговая вольфрамовым электродом в камерах с контролиру-
емой атмосферой. При ЗЛО (табл, 40) обеспечиваются более высокие
пластические свойства металла лава» чем свойства основного металла.
При всех способах сварки Иг и его сплавов необходимо предвари-
тельное удаление окисных пленок с поверхности кромок механическим
путем, либо химической обработкой: 45% НА/О^-ь 10% HF + 45% Н20-
После сварки применяется термообработка - высокотемпературный от-
пуск ( Т = 1023...П23 К» t « 40...60 мин в зависимости от тол-
щины металла), охлаждение с печью. Термообработка способствует сни-
жению склонности к образованию холодных трещин и замедленном/ раз-
рушению. Несколько снижаются требования но содержанию примесей внед-
тешювых нейтронов-
70
Таблица 40
Механические свойства соединения из циркония,
выполненного аргонодуговой и электронно-лучевой сваркой
Металл fy.MHa б, % Ч>,%
Основной металл 280...330 зз...4О 48...53
Сварные соедине- нения (камера с аргоном; - электрод) 315...340 18...23 43...50
Соединения ЭЛС 280...315 — 18...22 47.. .-54
Наплавка производится в камерах с контролируемой средой вольф-
рамовым электродом ила:
х*;1пгдл
ся циркониевым электродом (проволокой);
в этом случае используется струйная защита аргоном. Основные затруд-
нения при наплавке - высокая активность циркония к С2 , //2 и С . Бо-
лее удовлетворительные результаты обеспечиваются при сварке lif -элек-
тродом в камере (табл,
приведены в табл. 42*.
41).
Ре:
сварки наплавки Zz на графи
Таблица 41
Таблица
42
Содеркание примесей внедрения в
металле шва при сварке циркония
в камере со струйной защитой
Ре
а наплавки циркония
:товые пластины
Материал Примеси, %
Го] М [С]
Проволока 0,03... 0,04 0,0031 0,01
ный слой Zz в ка- мере 0,126 0,01 0,53
Наплавлен- ный слой Zz со струйной защитой 1,18 1,35 0,53
Способ сварки наплавки I. А и, В м/мин
^-элек- тродом $3 мм Плавящимся 2т -элек- тродом тлм, 450 210 16 30 0,7... 0,8 2,0 ..
71
§ 9. Особенности сваркг ниобиевых и танталовых сплавов
Сплав ниобия. БН - 2АЭ (4,1% Мо , , ^0,08%£ ); ЕН -3
(4,6% Мс, 1,4% Zx , 0,12% С); ЕН - 7 (4,0% Ti , 5% ЛЕ, £0,08%С)
При сварке и других видах тепловой обработки требуется эффек-
тивная защита при Т ^673 К ввиду большой активности сплавов к кис-
лороду. -
Сплав тантала Та+ 30% //£ + 7,5% V ( р = 11,8 г/с:?, =
690 МПа).
Промышленное применение нашла электронно-лучевая сварка в ва-
кууме и аргонодуговая вольфрамовым электродом. Перед сваркой кромки
деталей из ниобиевых сплавов обрабатываются реактивом 22% HF +
8% + 15% Н2SO#, из танталового сплава - реактивом 90% HF+
10% НАЦ.
После сварки соединения из ниобиевых сплавов подвергаются тер-
мической обработке при Т (1423—1473) К.
Для тонколистовых соединений из ниобиевых сплавов широко приме-
няется ЭЛС- Режим ЭЛС сплава ВН-2АЭ ( /> = 0,8...1,0 мм): Г «= (40...
50) мА ^=(25. ..30) кВ; lTcf> = 26 м/ч. Более универсальным способом
соединений из ниобиевых сплавов является аргонодуговая сварка
электродом. При J = 0,5...1,5 мм I = I40VT* » U = (8...14) В,
IT,» = (25...40) ц/ч (сварка без подачи присада).
vtb
§ 10. Технологические особенности аргоподуговой и
адектронно-лучевой сварки однородных и комбинированных
соединений из ниобиевых и танталовых сплавов
А. Сварка ниобия и его сплавов с хровютакадевнми аустенитньсли
сталями. Основное затруднение получения качественных сварных соеди-
нений ниобия и его сплавов с такими конструкционными материалами,
как стали, хромоникелевые сплавы - низкая растворимость Fe » Ml «
Сг в ниобии. Кроме того, необходимо учитывать значительную разни-
цу теплофизических свойств этих материалов и ниобия.
В связи с 1-й особенностью возможно образование хрупких ин-
терметаллцдов типа гсГ/ё , пи Съг , ЦЕ и др. г из-за 2-й - не-
удовлетворительное формирование сварного шва и образование трещин
из-за значительных термических напряжений (= 7 10“° 1/град
18 10^ 1/град).
Практическое применение нашли следующие варианты сварки соеди-
нений 1жобия с аустенитной сталью I2XI8HI0T:
72
введение в состав металла сварочной ванны (шва) элементов» обра-
зующих непрерывный ряд твердых растворов как с НВ, так и с Fe ;
применение промежуточных "вставок” из материалов, образующих
твердые растворы с НВ п Fe ;
непосредственное соединение путем расплавления стали без плавле-
ния N6 , который нагревается до Т = 1973 К (рис. 33).
12X18 НЮТ
ГЛ12Х18Н10Т
НВ
Шов
Рис.33
№
Для улучшения смачиваемости и сокращения времени активации по-
верхности ниобия (время 1,5...2,0 с), при котором еще не образуется
интерметаллид, поверхность свариваемых кромок НВ обрабатывается ре-
активом HF •
В качестве основных способов сварки применяется ЗЛО либо аргоно-
дуговая в камерах с контролируемой атмосферой.
В зависимости от толщины материалов возможны различные виды сое-
динений ( б = 0,3...0,5 мм). Контактный нагрев ниобия расплавленной
сталью создает благоприятное условие для исключения образования ин-
терметаллидов типа Fe? HBZ , НВСв23 fit НВ как при сварке стали
I2XI8HI0T с НВ , так и со сплавом ЕН—2. Режимы сварки БН-2 со оталью
I2XI8HI0T приведены в табл. 43.
Б. Сварка разнородных соединений ниобия и тантала с титановыми
сплавами. Основные затруднения при сварке - высокая чувствительность
к примесям внедрения- Режимы сварки сплавов 0T4-I и ниобиевого спла-
ва ВН-2 приведены в табл. 44.
В сварных соединениях сплава ВН-2 с титановым сплавом 0T4-I
^Ч**^* -** •*** •» —.In I Д fc Mb _1. .a _ J- „ ___
vxidvttd our.a jjcxvymjхсцишаащш uv ихцуимы ииЛалзеи
В качестве показателя работоспособности соединений принимается
угол изгиба с<
, завися
от суммарного содержания примесей внедре-
ния (табл. 45).
Соединения характеризуются образованием прослоек как со стороны
сплава 0T4-I, так и со стороны ниобиевого сплава ВН-2.
73
Таблица 43
Режимы аргонодуговой сварки разнородных соединений
сплава ВН-2 со сплавом 0T4-I
i, ш I, А U, В и/ч Сзг , л/мин
в го- релку в шлейф в под- кладку
0,8 НО... 120 10...12 40 8,5 5 2
1,2 125...130 10...12 40 10 5 2
1,5 160...170 12...14 40 10 5 2,5
2,0 200...220 12...14 20 10 6 2,5
Примечания: I. 6^ = 590 МПа,<Х = 40°. 2. Дуга смеща-
ется на 0,5 d3 в сторону сплава Ш-2, о
Таблица 44
Влияние примесей внедрения на прочностные и пластические
свойства сварных соединений сплава ВН-2 со сплавом 0T4-I
Способ выплав- ки сплава ВН-2 Содержание газовых примесей внедрения Ейд сварки o',град.
Д'; 0г //г
Дуговой 0,05 0,038 0,003 Аргонодуговая 30...45 40
Электро нно-лу- 0,038 0,025 0,0012 Электронно- 180
чевой в вакууме 0,01 0,01 0,007 0,007 0,0015 0,0015 лучевая в ва- кууме 180 180
Таблица 45
Механические свойства сварных соединений ниобия и его
сплава ЕН-2 с высоколегированными
титановыми сплавами
Сочетание ЦПа при
293 :573 773
ВТ14+ниобпй технический 390 390
BTI4+BH2 530 440 350
BTI5+EH2 590 430 355
74
Сварку разнородных соединений из тантала с титановыми сплавами
выполняют при тех же режимах (несколько выше сила тока, примерно на
15%), сварочная дуга смещается от стыка на 3/4 в сторону тантало-
вой детали. Разрушение соединения происходит по танталу ( (% -
440 МПа; угол загиба сК = 180°).
Удовлетворительные механические свойства соединений обеспечива-
ются при сварке cZ+fo - и jg-сплавов титана с ниобием и его сплавами
после термообработки для снятия напряжений при Т - 1023 - 1100 К
(табл. 45).
§ II. Особенности сварки молибдена,вольфрама и
сплавов на их основе
Затруднения при сварке молибдена и его сплавов определяются
прежде всего их высокой чувствительностью к термическому циклу свар-
ки, в результате чего возможно резкое снижение пластических свойств
металла околошовной зоны в интервале температур (2120...2270) К и
(2300...2350) К.
Под влиянием поля сварочных напряжений в этих зонах возможно об-
разование холодных трещин. Из-за вредного влияния кислорода необходи-
ма весьма эффективная защита молибдена и его сплавов при сварке от
взаимодействия с воздухом. Допустимое содержание кислорода в инертном
защитном газе не должно превышать 0,001% (объемных). В зависимости
от содержания кислорода в металле шва возможно резкое снижение его
пластических свойств ([0] >0,004%) лиоо образование трещин при
ЕС) >0,02%, кроме того, возможно образование пор в сварном шве из-
за повышенной летучести М0О3 при Т = 1750 К [2J.
Затруднения при сварке вольфрамовых сплавов определяются грубо-
кристаллитной структурой литого металла шва, возможным его охрупчи-
ванием из-за повышения концентрат
И-1'j
примесей внедрения в процессе
в
сварки. Особенно опасны активное взаимодействие вольфрама с кислоро-
дом при высоких температурах и его склонность к хрупкому разрушению
при обычных температурах в результате выделения по границам литых зе-
рен хрупких прослоек, образующихся па основе окислов вольфрама.
Оценивая технологическую свариваемость молибденовых и вольфрамо-
вых сплавов по сравнению с другими тугоплавкими сплавами, можно отме-
тить, что молибденовые и вольфрамовые сплавы относятся к плохо свари-
вающимся материалам и требуют более эффективных средств защиты от
кислорода, а также применения предварительного и сопутствующего подо-
грева при сварке, а после сварки - термической обработки [2].
75
§ 12. Примеры обоснования выбора режимов сварки, сварочных
материалов и режимов термической обработки соединений
из молибденовых и вольфрамовых сплавов
Для молибдена и его сплавов применяется сварка в среде инертных
газов -электродом. Перед сваркой поверхность соединяемых элементов
должна быть очищена от всех загрязнений и окисных пленок. Для этой
цели применяется химическая обработка реактивами:
а) 100%-ный раствор едкого /Иа, перманганат калия - 5%, время
обработки (5...10) мин при Т (333...35В) К;
б) раствор HzSOy- 18 частей, НСЕ- 15 частей, Нг0 - 70 частей
(6...10% хромовой кислоты добавляется к смеси), время (5... 10) мин,
7- 298 К.
режимы аргонодуговой и геливо-дуговой сварки молибдена вольфрамо-
вым электродом без присадки на постоянном токе прямей полярности при-
ведены в табл. 46 [2J.
Таблица 46
Режимы сварки молибденовых
сплавов в среде инертных газов
вольфрамовым электродом без
подачи присадочной проволоки
4 ММ Защит- ный газ I, А и, в Кв,' м/ч d?» мм
I Не 65 20 18,3 2,2
1,5 Аг 180 18 9 2,4
1,6 Аг 200 18 18 3,2
3,2 Не 260 20 12 3,2
Таблица 47
Режимы сварки молибденовых
сплавов плавящимся электродом
в среде гелия на постоянном
токе обратной полярности
4 МИ Число прохо- дов а’ ।... 1 PQ vct v W f м/ч
3,2 I 470 32 30,5
6,4 I 470 30 30,5
6,4 2 470 30 - J 30,5
Примечание. Расход гелия
• 70 л/мин.
Для снижения склонности металла околошовной зоны к образованию
горячих трещин рекомендуется подогрев 823- - -923 К.
Некоторыми иностранными фирмами применяется сварка в инерт-.
ных газах плавящимся электродом (табл. 47) материала J >3 мм £26].
Учитывая повышенную чувствительность молибдена и его сплавов к
концентраторам напряжения, рекомендуется шлифование поверхности сва
и переходного участка к металлу околошонной зоны, чем достигается
76
увеличение угла изгиба <Х от 5 до 140°.
Применение электронно-лучевой сварки в вакууме позволяет умень-
шить ширину шва и околошовной зоны £26] по сравнению с аргонодуговой
сваркой (табл. 48).
Таблица 48
Пурина шва и зоны термического влияния соединений
молибдена 3 = 2 мм в зависимости от способа сварки
Способ оварки ЕСакси- мальная ТТТТТТТПГТтО Общая ширина участков с измененной структурой, мм <56 , МПа
мм 7=293 К 7=1273 К
шов ошз
Аг -дугов. Ь-электрод. 4,2 2,1 8,4 400 325
ЭЛС 1,5 0,8 ЗД 380 320
Для повышения деформационной способности сварных соединений из
молибденовых сплавов применяется высокотемпературный отпуск
(4...5)ч.
= 1220...1250 К,
время вцдер
Т
Учитывая хрупкость сварных соединений из вольфрама и его спла-
вов при нормальной температуре и повышенную склонность к образованию
. трещин, оварку выполняют с предварительным подогревом до Т = 770 К.
Следует исключать жесткое закрепление деталей. После сварки применя-
ется термическая обработка при Т = 2070 К в течение 1ч [27]. Бо-
лее высокие пластические свойства соединений вольфрама и его
обеспечиваются за счет снижения эффекта разупрочнения в зоне
таллизацчи при сварке в твердой фазе, например, да
ЛИЙ
'ЗНОЙНОЙ
сплавов
рекрис-
в ваку-
уме с применением электронно-лучевого нагрева до 2300...2500 К и
приложением давления до 10 МПа [2?J.
Удовлетворительные результаты получаются при сварке трением де-
талей к
актного сечения из вольфрамовых сплавов. Малонагруженные
тонколистовые соединения из вольфрама и его сплавов»
ер экраны
жаровых камер» успешно выполняются электрической контактной точечной
сваркой.
Рекомендуемая дополнительная литература
для подготовки рефератов
I. Пикофоров Г.Д. Металлургия сварки плавлением алюминиевых
сплавов.- И.: Машиностроение. 1972.- 259 с.
2. Гуревич С.М. Справочник по сварке цветных металлов.- Киев:
Баукова-думка. 1981.- 608 с.
3. Деглянцежч В.П. Сварка цветных металлов и сплавов на некелез-
кой основе. Конспект лекций по разделу курса ’’Технология сварки плав-
лением" - Л.: Ж 1972.- 116 с.
4. Кслачев Б.А., Диванов В.А., Елагин В.И. Металловедение и тер-
мическая обработка цветных металлов и сплавов.- М.: Металлургия.
1972.- 480 с.
5. Бабкин Д.М., Игнатьев В. Г., Довбищенко И. В. Состояние и пер-
спективы применения алюминиевых сплавов в сварных конструкциях.-
Киев: Баукова думка. 1975.- 47 с.
6. Алюминиевые сплавы (свойства, обработка» применение)./ Под .
ред. Нильсена X., Хуфнагеля В., Ганулиса Г,- М.: Металлургия, 1979.-
678 с.
7. Кох Б.А. Основы тершданамкки металлургических процессов
сварки.- Л.: Судостроение. 1975.- 240 с.
8. Столбов В.И., Осянкия Г.В.. Сидоров В.П. Сборка под сварку
продольного шва тонкостенных труб. Технология производства сварных и
паяных конструкций. Был. I. Саратов, 1973, с. 3-7.
9. Промышленные деформируемые» свечение и литейные алюминиевые
сплавы / Под ред. Квасова Ф.И.- М.: Металлургия. 1972.- 552с.
10. Абралов Е.А., Пудцапев А.Т. Повышение качества сварных сое-
динений из алюминиевых сплавов 01420 и АМгб.- Сварочное производство»
1980. $ 3. с. 18-20.
II. Микляев Н.Г.,
Дуденков В.М. Сопротивление деформа
«М1
л и плас-
тичность алюминиевых сплавов-- М.: Металлургия, 1979.- 310 с.
12. Бабкин Д.М., Бондарев А.А. Технологическая инструкция по
электронно-лучевой сварке алюминия и его сплавов в вакууме.- Киев:
1979.- 15 с.
13.
Соснин И. А.,
►М1»
ков М.Д. Исследование сварки сжатой дугой
соединений из сплава АМгб.- Автоматическая сварка, 1977, Л 12,с.19-20.
14. Столбов И.Н. и др. Допустимая величина отклонения электрода
т оси стыка при сварке сплава АМг61 трехфазной дугой.- Сварочное
;ро.изводство» 1931» S 10. с. 16-18.
78
15. Осянкин Г. В., Иевлев В.А. Установка для сварки продольных
швов тонкостенных труб из алюминиевых сплавов.- Технология производ-
ства сварных и паяных конструкции
Саратов; 1973, выл. I, с. 8-10.
16. Шоршоров М.Х., Мещеряков В. К. Фазовые превращения и измене-
ния свойств сплавов титана при сварке (Атлас).- М.: Наука, 1973.-
159 с.
17. Сварные соединения титановых сплавов. / Моисеев В.Н., Кули-
ков
Ф.Р., Кириллов Ю.Г., Шохонсва Л. В.
Васькин Ю.В.- М.: Металлур-
гия, 1978.- 247 с.
18. Еихман В.Б., Михайлов А.С. Исследование работоспособности
зоны термического влияния сварных соединений из титановых сплавов.
Сборник тезисов докладов к ХХ1У Итоговой конференции по производст-
венным и научно-исследовательским работам в области сварки, выполнен-
ным в 1972 году.- Л.: Судостроение, 1973, с. 355-357.
19. Теоретические основы сварки. Под ред. Фролова В.В.- М.: Выс-
шая школа, 1970.- 584 с.
20. Петров Г.Л., Тумарев А.С. Теория сварочных процессов.- М.:
Высшая школа, 1977.- 388 с.
21. Глазунов С.Г., Моисеев Е.Н. Конструкционные титановые спла-
вы.- М.: Металлургия, 1974.- 368 с.
22. Ш
iwi
одв М.Д. Поглощение азота из атмосферы камеры при сварке
титана вольфрамовьил электродом.- Труда ЛИИ, 1969, > 308, с. 172-176.
23. Щипков М.Д. Влияние химического состава титановых сплавов
на их окисление при оварке вольфрамовым электродом в камере с конт-
ролируемой атмосферой.- Труда ЛПИ, 1970, & 315, с. 133-139.
24. Петров Г.Л., Корчемник А.Е. Неоднородность распределения
водорода в сварных соединениях титановых сплавов.- Труда ЛПИ, 1968,
Я 299, с. 282-289.
25. Зеленова М.И. и др. Влияние состава защитной среда на конеч-
ное содержание водорода в металле шва при сварке сплава ПТ-ЗВ.- Тру-
да ЛПИ, 1974, 336, с. 12-16.
26. Гуревич С.М. Сварка
чески активных и тугоплавких
метал-
лов и сплавов.- Киев: Паукова думка, 1975.- 58 с.
27. Башенко В. В. и др. Электтюнно-лучевая сварка деталей тур-
бин.- Электротехническая промышленность. Электросварка, 1975,
выл. I (2), с. 3-5.
79