/





































































































Текст
ОГЛАВЛЕНИЕ
Предисловие ................................................... 3
Глава I. -Дефекты свврных швов и работоспособность сварных кон-
струкций ...................................................... 5
1. Разрушение металла и факторы, влияющие на этот
процесс............................................... 5
2. Сварочный процесс и образование дефектов......... 10
3. Классификация дефектов сварных швов.............. 13
4. Влияние дефектов на работоспособность сварных со-
единений и конструкций............................... 15
5. Современные представления о природе образования
дефектов............................................. 20
Глава II. Дефекты формы шва.................................. 25
1. Формирование сварного шва...................... 26
2. Образование подрезов, непроваров, прожогов и не-
сплавлений........................................... 34
3. Методы по устранению дефектов формы шва .... 44
Глава III. Неметаллические включения в металле сварного шва . . 46
1. Включения в сварных швах...................... 47
2. Зарождение включений в сварочной ванне .... 51
3. Факторы, влияющие иа зарождение неметаллических
включений ........................................... 58
4. Укрупнение неметаллических включений в сварочной
ванне................................................ 64
5. Кинетика процесса укрупнения неметаллических
включений .......................................... 72
6. Удаление неметаллических включений из сварочной
ванны................................................ 84
7. Пути снижения вредного влияния неметаллических
включений ..................................... 93
Глава IV. Поры в сварных швах............................... 97
1. Взаимодействие металлов с газами................. 98
2. Образование газовых зародышей...................108
3. Факторы, влияющие на образование газовых зароды-
шей .................................................121
4. Рост газового пузырька в сварочной ванне.........140
807
5. Удаление газовых пузырьков из сварочной ванны . 146
6. Меры по уменьшению пористости сварных швов 156
Глава V. Трещины в сварных швах..............................158
1. Факторы, влияющие на образование кристаллизаци-
онных трещин........................................159
2. Механизм влияния сульфида железа на образование
кристаллизационных трещин.......................163
3. Факторы, влияющие иа кристаллизацию металла . 169
4. Сегрегация серы в сварных швах........... . . . 175
5. Полигонизационные трещины......................180
6. Холодные трещины в сварном соединении.......183
7. Пути уменьшения вероятности образования трещин 188
Список литературы............................................190
УДК 621.791.053-83 .
Дефекты сварных швов / Деев Р. Ф., Пацкевич И. Р.— Киев : Наук,
думка, 1984.— 208 с.
Книга посвящена вопросам образования дефектов в сварном шве.
В монографии рассмотрены классификация основных дефектов сварных
швов и их влияние на работоспособность сварных соединений и конструк-
ции. Рассмотрено формирование сварных швов и образование дефектов
формы швов, подрезов, непроваров, прожогов. Обобщены современные пред-
ставления о природе образования в швах неметаллических включений,
пор, горячих и холодных трещин. Описываются физико-химические про-
цессы образования, укрупнения и удаления из сварочной волны неметал-
лических включений и газовых пузырей. Отмечается роль смачивания и
адсорбционных процессов в образовании кристаллизационных трещин.
Определено влияние поверхностных явлений на образование и развитие
дефектов.
Для научных и инженерно-технических работников, занятых в об-
ласти металлургии и технологии сварочного производства и контроля ка-
чества сварочных конструкций; может быть полезна аспирантам и студен-
там вузов.
Ил. 64. Табл. 19. Библиогр.: с. 190—206 (348 назв.).
Ответственный редактор Д. А. Дудко
Рецензенты И. И. Фру мин, Г. Л. Петров
Редакция технической литературы
2704060000-130?
Д М221(04)-84 384’84
© Издательство «Наукова думка», 1984
ПРЕДИСЛОВИЕ
Повышение качества сварных изделий является одной из основных задач
на современном этапе развития сварочного производства. Как известно,
работоспособность сварных соединений и сварных конструкций в целом
во многом определяется качеством сварных швов: характером их макро-
и микроструктуры, однородностью химического состава, наличием в них
дефектов. С увеличением числа способов сварки, видов используемых кон-
струкционных и сварочных материалов возрастает количество факторов,
влияющих на возникновение дефектов, усложняются процессы их образо-
вания. В таких условиях изучение причин образования различных дефек-
тов в многообразных конкретных случаях становится возможным лишь на
базе достаточно полного учета основных физико-химических процессов,
протекающих в сварочной зоне, и влияния этих процессов на образование
дефектов сварного соединения.
Хотя отдельные вопросы влияния физико-химических процессов на
образование различных дефектов рассматривались во многих монографиях
и научных статьях, имеющийся материал по данному вопросу не система-
тизирован. К тому же довольно часто вопросы образования дефектов в свар-
ных соединениях носят описательный характер.
В данной книге излагаются причины и условия образования наиболее
часто встречающихся дефектов сварных швов (неблагоприятной формы
шва, непроваров, подрезов, прожогов, неметаллических включений, пор,
кристаллизационных, пддигонизационных и холодных трещин) с учетом
протекающих при сварке физико-химических процессов. При этом основ-
ное внимание уделено дуговым способам сварки как наиболее распро-
страненному технологическому процессу.
Так как процесс образования некоторых дефектов и качество шва за-
висят от его структуры, рассмотрены вопросы кристаллизации металла,
сегрегации примесей и г. д. Кроме того, изучена роль и механизм различ-
ных физико-химических процессов на отдельных этапах образования де-
фектов сварных швов, отмечена важная роль поверхностных свойств мате-
риалов и поверхностных явлений, протекающих на границах контакти-
рующих фаз, на образование и развитие дефектов в сварных швах.
3
Рассмотрены процессы удаления неметаллических включений и газовых
пузырен из металла сварочной ванны и связь этих процессов с физиче-
скими свойствами металла, а при сварке—с применением флюсов со свой-
ствами металла и шлака.
Кратко, поскольку эти дефекты в сварочном шве встречаются реже,
изложены основы процессов образования полигонизационных (подсолидус-
ных) и холодных трещин.
Авторы надеются, что представленный материал позволит более полно
разобраться в природе образования различных дефектов в сварных швах,
а значит, и выбрать пути для их уменьшения и устранения.
Поскольку некоторые положения о процессах образования дефектов
в сварных швах высказаны впервые, вполне возможно, что они вызовут
сомнения или возражения читателя. Авторы будут признательны всем,
кто выскажет свое мнение о данной работе.
Глава I
ДЕФЕКТЫ СВАРНЫХ ШВОВ
И РАБОТОСПОСОБНОСТЬ СВАРНЫХ КОНСТРУКЦИЙ
В настоящее время вопросы надежности работы сварных кон-
струкций приобретают все большее значение. Связано это со
сложными условиями работы конструкций, обусловленными
повышением рабочих напряжений, расширением температур-
ного интервала эксплуатации, работой конструкций в различ-
ных агрессивных средах, применением сварки для изготовле-
ния конструкций, конфигурация и размеры которых создают
возможность возникновения опасных концентраций напря-
жений и т. д. Все чаще сварщикам приходится иметь дело с вы-
сокопрочными материалами и материалами, обладающими
высокими химической активностью и температурой плавления.
Это требует знания факторов, влияющих на изменение проч-
ности металла в процессе сварки, и степени влияния различных
дефектов на процесс разрушения металла.
1. Разрушение металла и факторы,
влияющие на этот процесс
Как известно, разрушение металла обусловлено разрывом свя-
зей между атомами. При этом, согласно расчетам, теоретиче-
ская прочность металлов оказывается в сотни раз выше, чем
их реальная прочность. Испытания показывают, что прочность
металла, близкая к теоретической, может быть получена только
в нитях диаметром 1 мкм. Увеличение диаметра испытуемого
образца приводит к резкому снижению его прочности. Напри-
мер, для железных нитей диаметром 1,6 и 15 мкм прочность
соответственно равна 13 132 и 686 МПа [127].
Для образцов такого размера наблюдаемое снижение проч-
ности, очевидно, связано в первую очередь с несовершенства-
ми строения кристаллической решетки. Эти несовершенства,
создавая геометрические и энергетические неравномерно:™,
определяют основные механические свойства металлов [128].
5
Рис. 1. Изменение предела теку-
чести металла в зависимости от
расстояния между дисперсными
частицами:
1 — технически чистое железо; 2 —
сталь.
Однако в реальных конструк-
циях, где используются металли-
ческие детали значительных га-
баритов, помимо несовершенств
кристаллической решетки на
прочность металла будут влиять
и другие факторы. Вклад некото-
рых факторов в реальную проч-
ность стали в какой-то мере мо-
жет быть установлен из анализа
выражения Холла— Петча [35]:
о., = + К.сГ'1*, (1.1)
где <гт — предел текучести ме-
талла; ое- — напряжение трения;
d — средний диаметр зерна или
субзерна; К? — константа зерно-
граничного упрочнения.
Из уравнения (1.1) следует, что прочность металла зависит
от размера зерна и что чем меньше этот размер, тем выше
прочность стали.
На изменение механических свойств металла значительное
влияние оказывают легирующие добавки, которые независи-
мо от того, растворяются они в решетке железа по принципу
замещения или внедрения, повышают величину <rz, а значит,
и от. Повышение значения о;- вызывает и выделение дисперс-
ных частиц. Однако в зависимости от типа выделяемых частиц,
их размеров и расположения лепень этого влияния может
быть различной. Об этом, в частности, свидетельствуют дан-
ные, приведенные в работе [100] и представленные на рис. 1.
Неметаллические включения, поры и трещины, присутству-
ющие в металле, могут заметно повлиять на прочность металла.
Поскольку эти дефекты практически всегда находятся в метал-
ле, вопросы влияния их на его конструктивную прочность
имеют большое значение.
Разрушение любого материала — сложный кинетический
процесс, который состоит из нескольких четко разделенных
этапов: 1) зарождение трещины; 2) устойчивый рост ее до
достижения критической длины; 3) нестабильное (спонтанное)
развитие трещины.
Поскольку процесс разрушения начинается с образования
зародышевой трещины, наличие в металле трещин является
фактором, предрасполагающим к разрушению. Однако не
всякие трещины могут стать причиной разрушения. Так, по
данным работы [2], образцы из железа, в которых более 1 %
6
зерен были разрушены, с увеличением напряжения течение
металла продолжалось обычным образом. Следовательно,
наличие микротрещин, соизмеримых с размерами зерна,
в этом случае не было достаточным для полного разрушения.
Более того, для низкоуглеродистых сталей при работе изделия
на растяжение неопасными являются трещины размером
(2—2,5) КГ”3 м [2581. Близкие к этим значения критической
длины трещины получены экспериментально В. С. Ивановой
с сотрудниками [95] при изучении усталостного разрушения
металла. Было установлено, что критическая длина усталост-
ной трещины ls зависит от величины предела усталости стали
ою, и при изменении ою от 735 до 225 МПа значение ls соответ-
ственно изменяется от 0,9 до 2,5 • 10— м.
По данным [95], длина критической трещины уменьшается
с увеличением степени легирования стали. Так, для чистого
железа при значении жесткости напряженного состояния
pL = 0,58 ls = 3 • 10-3 м, а для стали с оЕ = 2156 МПа
ls = 126 мкм. Размер опасного дефекта /о, определяемый для
данного значения рд из соотношения /о = 0,1 lls, будет равен
для чистого железа 0,33 • 10~3 м, а для высокопрочной
стали — 14 мкм.
Таким образом, не все трещины, возникающие в металле,
могут вызвать разрушение, но чем выше прочность металла,
тем меньше размеры допустимой трещины.
Появлению трещин в металле, а значит, и его разрушению
могут способствовать неметаллические включения и поры, при-
сутствующие в металле. Эти дефекты можно рассматривать
как естественные структурные составляющие металла, харак-
теризуемые весьма малой плотностью их распределения в объе-
ме металла. В этом их принципиальное отличие от дисперсных
частиц.
Разрушению всегда предшествует локальное пластическое
течение металла, что приводит к возникновению основной доли
концентрации напряжений, необходимых для образования
и последующего роста трещины. При этом чем больше размер
включения, тем больше и величина зоны пластической дефор-
мации (рис. 2).
Согласно [259], минимальный размер неметаллических
включений, способных вызвать сосредоточенное пластическое
течение, равен 1—5 мкм. Поэтому при статическом нагружении
в области умеренных деформаций неметаллические включения
такого размера будут неопасны, так как они не могут привести
к образованию трещин, поскольку не вызывают пластических
деформаций. В таких условиях будут неопасны и более круп-
7
Рис. 2. Зависимость величины зоны
пластической деформации от разме-
ра неметаллических включений при
о = 274 МПа [259]:
1 — СтЗ — оксидные включения: 2 —
кремнистые железосиликатные вклю-
чения.
ные включения, пока они не
будут в состоянии трансфор-
мировать зону повышенной
деформации в трещину, близ-
кую по размерам к критиче-
ской.
Довольно часто при изу-
чении влияния неметалличе-
ских включений и пор на проч-
ность металла эти дефекты
рассматривают как концен-
траторы напряжений. Однако
рассматривать поры и вклю-
чения только как концентра-
торы напряжений и объяснять
только этим влияние их на
процесс формирования и раз-
вития разрушения, очевидно,
не совсем верно. Об этом, в
частности, свидетельствует несовпадение теоретических и экс-
периментальных данных по изучению влияния неметалличе-
ских включений на свойства стали.
Влияние неметаллических включений и пор более полно
можно оценить на основе анализа напряженного состояния,
возникающего в прилегающей к ним области.
Согласно исследованиям [112], в области неметаллического
включения вследствие различных значений коэффициентов
термического расширения неметаллического включения и мат-
рицы могут возникнуть термоструктурные напряжения, до-
стигающие значительной' величины. Это может привести
к образованию зон предразрушения, где возникнет и бу-
дет развиваться разрушение даже без приложенной извне
нагрузки.
Под нагрузкой в процессе деформации благодаря различию
упругих и пластических свойств включения и матрицы (ме-
талла) на границе между ними может произойти разделение
материала, и вблизи включения вытягивается полость, кото-
рая может перейти в трещину. Разрушение может начаться
и с разрушения самого включения вследствие скопления около
него дислокаций. О том, что на границе между металлом и не-
металлическим включением в процессе кристаллизации воз-
можно образование дислокационных источников, свидетель-
ствуют данные работы [151], согласно которым вблизи вклю-
чений существуют сдвиговые напряжения, достаточные для
работы дислокационных источников. Кроме того, в процессе
8
охлаждения под действием термических напряжений возни-
кают вакансионные потоки, направленные к неметаллическому
включению. Это дало основание предположить [259], что влия-
ние неметаллических включений, например на сопротивление
усталости, связано с подпитыванием растущей трещины ва-
кансиями из резервуара неметаллического включения. Однако
с увеличением скорости охлаждения металла этот механизм,
по-видимому, будет проявляться в меньшей мере.
Очевидно, что и при наличии в металле пор вокруг них
также создаются значительные напряжения, поскольку дав-
ление газов в порах может достигать десятков и даже сотен
атмосфер. Особенно значительными эти давления будут,
если в металле присутствует водород.
Образование трещин во многом зависит и от состояния гра-
ниц зерен [35, 127, 172]. Преимущественное выделение приме-
сей на границах зерен и изменение состава приграничных
участков будут способствовать межзеренному охрупчиванию
и образованию микротрещин на границах между зернами.
Кроме того, образованию трещин может способствовать сегре-
гация примеси на границах зерен, приводящая или к локаль-
ному упрочнению, или к уменьшению эффективной поверх-
ностной энергии.
Однако наличие границ между зернами может и затруднить
распространение трещин, поскольку наличие межзеренных
границ вызывает дополнительное рассеяние энергии при про-
хождении трещины. Это следует из сопоставления энергети-
ческих условий распространения трещины в монокристалле
или поликристалле [172], которые соответственно описыва-
ются следующими выражениями:
dU + dK + 2oT_rJ/ <2 0; (1.2)
dU + dK + 2aT_rd/ + dW < 0, (1.3)
где dU — работа внешних и внутренних напряжений, затра-
ченная на увеличение длины трещины на dl; dK — работа ки-
нетической энергии; от_г—свободная поверхностная энер-
гия в плоскости раскрытия трещины.
Из сравнения выражений (1.2) и (1.3) видно, что они отли-
чаются слагаемым dW, которое представляет собой дополни-
тельную энергию, расходуемую на переориентацию трещины,
на зарождение на границах новых микротрещин и т. д. Вообще
изменение направления роста трещины должно затруднить
образование трещины, так как с увеличением длины трещины
требуется больше энергии для ее образования.
9
Нужно также отметить, что процесс роста трещины зависит
от формы ее вершины: при остроугольной вершине трещина
растет быстрее, при закругленной — рост трещины может ос-
тановиться и разрушения не произойдет.
Затормозить рост трещины можно применением композит-
ных материалов, электрических и магнитных полей, а также
за счет создания протяженных полей сжатия [258].
Итак, наличие в металле трещин, пор, неметаллических
включений снижает прочность металла. Между тем эти дефек-
ты практически всегда присутствуют в металле шва [176],
и зачастую причиной их появления является сварочный
процесс.
2. Сварочный процесс
и образование дефектов
При обработке материалов независимо от вида технологиче-
ского процесса практически всегда образуются различные де-
фекты. Вид дефектов, механизм их образования зависят от
особенностей применяемого технологического процесса.
К сожалению, и сварочный процесс, подобно другим тех-
нологическим процессам, не является исключением, и приме-
нение его при производстве различных изделий также приво-
дит к образованию дефектов. Чтобы понять причины появления
дефектов в сварных соединениях, кратко рассмотрим особен-
ности сварочного процесса.
При сварке плавлением образование различных дефектов
определяется характером взаимодействия жидкого и твердого
металлов, а также металлов с газами и шлаком. На взаимо-
действие этих фаз, на структурные превращения в фазах в
зависимости от способа сварки влияют тепло сварочной ду-
ги, электронного и светового лучей и так далее.
Нагрев, плавление, испарение, кристаллизация и охлаж-
дение металла, переход вещества из одной фазы в другую, рас-
пределение вещества внутри фазы, взаимодействие различных
компонентов — все эти и многие другие процессы характерны
для сварочных процессов. Поскольку все или часть из этих
процессов протекают в различных участках зоны сварки од-
новременно, изучение всего процесса в целом является сложной
и трудноразрешимой задачей. Поэтому рассмотрим отдельно
процессы кристаллизации металла, взаимодействия жидкого
металла с твердым металлом, а также металлом с газами и шла-
ком, т. е. те процессы, которые в наибольшей мере влияют
на образование дефектов в сварочном соединении.
10
При сварке плавлением жидкий металл растворяет опреде-
ленное количество газов из воздуха и газообразных продуктов
разложения компонентов электродного покрытия или флюса.
Основными газами, влияющими на свойства металла и чаще
всего присутствующими в металле, являются кислород, водо-
род и азот. Если водород растворяется в расплавленном ме-
талле физически, то кислород и азот с большинством металлов
вступают в химическое взаимодействие. Причем значительное
количество азота и особенно водорода находится в металле
* в растворенном состоянии, а кислород — в виде соедине-
: ний.
J Интенсивность взаимодействия газов с металлами зависит
от многих факторов: химического сродства, температуры, дав-
Е ления, величины контактной поверхности и так далее.
При сварке имеются условия, которые способствуют уси-
Г лению взаимодействия газов с металлами. Так, при электро-
; дуговых способах сварки поступлению газов в металл способ-
| ствуют высокая температура, значительная контактная по-
| верхность металл — газ при сравнительно небольшом объеме
*. металла, интенсивное перемешивание металла, наличие элек-
I; трических и магнитных полей.
f Эти факторы, хотя и в различной степени, характерны и для
других способов сварки плавлением. Поэтому обычно содер-
жание газов в металле шва бывает заметно выше, чем в основ-
ном металле, а порой приближается или даже превышает пре-
дел их растворимости в металле. Этому способствует и высокая
скорость охлаждения металла шва.
( В процессе охлаждения вследствие снижения растворимос-
ти газов в металле происходит их выделение. Газы из металла
могут быть удалены десорбцией с поверхности сварочной ван-
ны или в результате образования газовых пузырьков в объеме
' металла. Если десорбция газа не приводит к образованию де-
фектов, то возникшие газовые пузырьки могут быть удалены
из металла, пока он находится в расплавленном состоянии.
В этом случае образование газовых пузырьков будет только
способствовать дегазации металла. Однако если они образуют-
ся в период завершения кристаллизации металла сварочной
I ванны, то такие пузырьки останутся в металле в виде пор.
Опасность образования пор увеличивается и вследствие скач-
кообразного уменьшения растворимости Н2 и N2 в металле
\при его затвердевании.
Поскольку на практике приходится иметь дело с многоком-
понентными сплавами, то вредное влияние О2 и Ы2, присутству-
ющих в металле, повышается благодаря возможности взаимо-
действия их с большинством легирующих компонентов. При
11
этом могут образоваться и газообразные продукты (СО, СО2),
которые влияют на процесс порообразования, а также нитри-
ды и оксиды. Основная причина образования этих неметалли-
ческих включений — уменьшение растворимости элементов
в металле при снижении температуры. Кроме того, с пониже-
нием температуры увеличивается раскисляющая способность
элементов, что также повышает интенсивность образования
оксидов в металле шва.
Хотя при сварке плавлением длительность взаимодей-
ствия шлака с расплавленным металлом обычно невелика и ко-
леблется от нескольких секунд для дуговых способов сварки
до нескольких минут для электрошлаковой сварки, все же
значение этого процесса довольно велико. Это обусловлено
тем, что шлак с металлом взаимодействует при высоких тем-
пературах. Кроме того, для этого процесса характерны высо-
кие значения площади контакта и сравнительно большая мас-
са шлака, контактирующего с металлом.
Взаимодействие шлака с жидким металлом при сварке
состоит в обменных окислительно-восстановительных реакци-
ях, благодаря которым происходит переход элементов из шла-
ка в металл и обратно. При этом важное значение имеет состав
шлака и металла. Например, уменьшение в составе шлака
содержания активных оксидов (FeO, MnO, SiO2) и повышение
концентрации прочных оксидов (А12О3, MgO) приводит к сни-
жению окислительной способности шлака. Основные шлаки,
содержащие значительное количество CaO, AlgO, способствуют
удалению из металла S, тем самым снижая содержание в метал-
ле сульфидов. Повышение содержания МпО при сварке ста-
лей приводит к росту концентрации Мп в металле, что может
уменьшить вредное влияние серы на свойства металла шва.
Кроме того, шлаки выполняют функцию защиты металла шва
от О2 и N2 воздуха.
Заметную роль играют и процессы взаимодействия твердо-
го и жидкого металлов. Так, дендриты металла шва, о чем
свидетельствуют результаты металлографических исследова-
ний, являются продолжением зерен основного металла, рас-
положенных на линии сплавления. Поэтому сечение столбча-
тых кристаллов металла шва во многом определяется разме-
ром зерен основного металла. Кроме того, в процессе кристал-
лизации сварных швов вследствие различной растворимости
элемента в твердом и жидком металлах возникает значитель-
ная химическая неоднородность в зоне сплавления, а также
в пограничных участках кристаллизационных зон, появление
которых объясняется прерывистым движением фронта кри-
сталлизации.
12
Характер и степень микроскопической химической неодно-
родности оказывают существенное влияние на стойкость метал-
ла шва против образования трещин и на его механические
свойства. Устранить же химическую неоднородность, возни-
кающую при сварке, не удается, так как процесс диффузии,
способствующий выравниванию состава, не успевает закон-
читься до окончания кристаллизации металла шва.
Помимо химической неоднородности в металле сварных
швов наблюдается и физическая неоднородность, связанная
с возникновением вторичных границ, проходящих по участ-
кам, где сосредоточены несовершенства кристаллических ре-
шеток.
Следует отметить, что при сварке плавлением теплота,
выделяемая источником нагрева, расходуется не только на
плавление металла, но и на нагрев участков основного метал-
ла, прилегающего ко шву. Нагрев и охлаждение этих участков
основного металла изменяют их структуру и могут привести
к ухудшению механических свойств по сравнению с первона-
чальными. Степень этого ухудшения будет зависеть от темпе-
ратуры нагрева данного участка и скорости его охлаждения.
Таким образом, при сварке плавлением вследствие проте-
кания различных физических и химических процессов всегда
имеются условия для образования дефектов (пор, неметалли-
ческих включений, трещин) в сварном соединении или созда-
ния факторов, способствующих образованию дефектов (хими-
ческая и физическая неоднородность, структурные изменения
и др.).
3. Классификация дефектов
сварных швов
Классификация дефектов, характерных для сварных соедине-
ний, и их определение даны ГОСТ 19232—73. Согласно ГОСТ
7512—75, в зависимости от места нахождения и вида дефекты
делятся на наружные и внутренние, а также устанавлива-
ются условные обозначения дефектов сварных швов. К внут-
ренним дефектам сварных швов относятся поры, твердые
включения шлака или инородного металла, непровары и внут-
ренние трещины различного рода (рис. 3,4). К наружным от-
носятся дефекты формы шва (рис. 5) и вышедшие на поверх-
ность швов газовые поры, свищи, трещины и подрезы. Однако
подобное разделение дефектов на две группы весьма условно,
так как многие внешние дефекты оказываются следствием,
а зачастую и внешним проявлением внутренних дефектов.
13
Рис. 4. Непровары по толщине сварного шва (а), вершины шва (6) и по
кромке (в).
Рис. б. Подрезы (а) и неравномерность сечения шва (б).
Иногда дефекты классифицируют в зависимости от причины
их образования [249]. В этом случае дефекты также делят
на две группы. К первой группе относят дефекты, образование
которых связано с физико-химическими явлениями, протека-
ющими в процессе образования, формирования, кристаллиза-
ции сварочной ванны и остывания сварного соединения. Это
кристаллизационные и холодные трещины, возникающие чаще
всего в металле шва и околошовной зоне соответственно. Кроме
того, к первой группе дефектов относятся поры, неметалличе-
ские включения, несплавления. По-видимому, к этой группе
дефектов можно отнести неблагоприятную структуру металла
14
шва и сегрегацию примесей в шве, а также отклонения хими-
ческого состава металла шва от заданного.
Ко второй группе дефектов, появление которых обусловле-
но нарушением технологии сварки, относят непровары, под-
резы, прожоги, несоблюдение размеров шва и т. д.
Однако и такое разделение также будет условным, так как
образование дефектов, отнесенных ко второй группе, во многом
зависит от физико-химических процессов, протекающих при
сварке. В зависимости от вида полей напряженного состояния,
создаваемых дефектами, их тоже делят на два класса [106].
К первому относят концентраторы, моделируемые осесимме-
тричной задачей, округлые в минимальном сечении и
перпендикулярные к разрушающей нагрузке, эллипсоидаль-
ные полости различной остроты (сферические и вытянутые
поры, неметаллические включения и трещины округлой фор-
мы). Ко второму классу относят концентраторы, моделиру-
емые плоской задачей, трещины, подрезы, места перехода от
основного металла к наплавленному, некоторые конструктив-
ные концентраторы.
Таким образом, классификация дефектов сварных швов
может быть произведена по различным признакам.
В данной работе рассмотрены физико-химические процессы
образования основных дефектов, расположенных в металле
шва, т. е. горячих трещин, неметаллических включений, пор,
подрезов, несплявлений, а также частично и холодных трещин,
хотя последние в металле шва образуются редко. Кроме того,
исследовано влияние физико-химических процессов на кристал-
лизацию металла шва, сегрегацию примесей и формирование
шва, поскольку с ними тесно связаны процессы образования
дефектов в сварных швах.
4. Влияние дефектов на работоспособность
сварных соединений и конструкций
Анализ случаев разрушения сварных конструкций, работа-
ющих в самых различных условиях, свидетельствует о том,
что чаще всего их разрушение начинается от дефектов, воз-
никающих в сварном соединении или в основном металле.
Выше было рассмотрено влияние пор, неметаллических
включений и трещин на прочность металлов. Однако в сварных
соединениях помимо перечисленных дефектов на прочность
могут повлиять непровары, несплавления, форма сварного
шва и т. д. К тому же влияние дефектов, находящихся в свар-
ном соединении, будет несколько иным, чем в металле, что
связано с наличием в сварной конструкции остаточных на-
16
пряжений, которые возникают вследствие высокотемператур-
ного неравномерного нагрева металла при сварке. Поэтому
влияние дефектов, представляющих собой концентраторы на-
пряжений, будет во многом зависеть от распределения оста-
точных напряжений и рабочих напряжений, возникающих
в процессе эксплуатации, и совокупности всех этих
напряжений.
О влиянии дефектов на прочность сварных соединений опуб-
ликовано много работ. Задача данного параграфа — не обзор
этих работ, а только иллюстрация с помощью данных некото-
рых работ влияния дефектов на качество сварных изделий
и особенности этого влияния.
Из всех дефектов, встречающихся в сварных швах, наибо-
лее опасны трещины. Именно наличие трещин в сварном со-
единении зачастую является причиной аварийного разрушения
ответственных сварных конструкций. Это связано с тем, что
трещины, находящиеся в сварных соединениях, ослабляют
сечение швов или свариваемых элементов и тем самым умень-
шают статическую прочность соединений. Кроме того, являясь
концентраторами напряжений, трещины существенно умень-
шают и динамическую прочность сварных соединений.
Отрицательное влияние трещин на работоспособность свар-
ных соединений повышается еще и тем, что со временем раз-
меры трещин постоянно увеличиваются. Этот рост происходит
тем быстрее, чем больше величина нагрузки и чем выше ее
динамичность и цикличность. Кроме того, на увеличение раз-
меров трещин оказывает влияние и внешняя среда (газовая
и жидкостная).
Несомненно, что увеличение размеров трещин, образовав-
шихся при сварке, может привести к разрушению конструк-
ций во время эксплуатации. Рост размеров трещин в процессе
эксплуатации особенно опасен в тех случаях, когда это уве-
личение не вызывает заметных расстройств работы конструк-
ции, например, при эксплуатации различного рода решетча-
тых конструкций (мостовые и подкрановые фермы, различные
перекрытия и т. д.). Это обусловлено тем, что в подобных
кЬнструкциях трещины могут появиться и расти сначала в од-
ном, а затем и во всех швах, связывающих какие-то отдельные
элементы. Выход из строя одного элемента конструкции может
не привести к. немедленному разрушению всей конструкции,
но он вызовет -перегрузку других несущих элементов, что
конечно увеличит вероятность ее разрушения.
Опасность наличия трещин в сварном соединении заклю-
чается также в том, что они, являясь дефектами плоского типа,
друдно обнаруживаются рентгеновскими методами контроля.
Если отрицательное влияние трещин на прочность сварных
соединений не вызывает сомнений, то относительно влияния
пор и неметаллических включений на работоспособность свар-
ных конструкций существуют различные мнения. Поэтому
рассмотрим более подробно влияние пор и неметаллических
включений на механические свойства сварного соединения.
Большинство исследователей, изучающих влияние пор
на прочность сварных соединений, приходит к выводу, что до
некоторого предела наличие пор в металле шва практически
не снижает его статической прочности. Для низкоуглеродис-
тых сталей этот предел составляет примерно 10 % площади
поперечного сечения шва [322], для перлитных сталей — 6—
8 % [322, 327, 331], для алюминиевых сплавов — 3,6 % [298].
с Согласно данным [130], для алюминиевого сплава АМг-6
поры диаметром менее 0,5 • 10~3 м, не сопровождающиеся
оксидными пленками, практически не влияют на прочностные
характеристики сварного соединения. Неокисленные поры,
если их диаметр не превышает (1,8—2,0) • 10-3 м, снижают
статическую прочность швов без усиления примерно на 6 %.
Цепочки частично слившихся пор (dn = 2 • 10-3 м) общей
длиной не более 30 % длины шва снижают его статическую
прочность на 11—15 %.
Несущую способность сварного шва с порами можно опре-
делить по следующим формулам [271]:
для одиночных пор
где dn — диаметр поры (для цепочек и скоплений — средний
диаметр); Вш — максимальная ширина шва; ап — наимень-
шее расстояние между соседними порами; Вп — высота шва
для сквозной поры или глубины поры.
Однако поры не только снижают статическую прочность
сварного соединения, но, являясь концентраторами напряже-
ний 1131, 309], могут вызвать снижение выносливости сварного
соединения. Значительное влияние пор на сопротивление уста-
2 3-2373
1 г- "1 г- пел г— г . '
17
лости сварных соединений для различных материалов отмече-
но в ряде работ [10, 130, 314, 316].
Особенно сильное влияние на выносливость сварных соеди-
нений оказывает наличие пор, расположенных в зонах высоких
растягивающих остаточных напряжений. В этом случае ста-
новятся опасными даже единичные поры.
Поскольку растягивающие остаточные напряжения осо-
бенно велики в поверхностных слоях металла шва, то опасность
разрушения возрастает, если поры будут расположены близко
к поверхности. Это подтверждается данными [242], согласно
которым величина коэффициента концентрации напряжений
для газовых пор возрастает с 2,05 до 5,0 при приближении по-
ры из объема к поверхности на расстояние, равное диаметру
поры. По той же причине будут опасными и поры, вышедшие
на поверхность шва, особенно если в процессе эксплуатации
происходит взаимодействие поверхности с жидкой средой [242].
Однако сварные соединения разрушаются и по внутренним
порам, если последние расположены в зонах высоких растя-
гивающих остаточных напряжений [10]. Поскольку влияние
пор связано с величиной остаточных напряжений, то очевид-
но, что наличие пор будет больше сказываться на механиче-
ских свойствах длинных продольных швов, где растягивающие
остаточные напряжения обычно достигают высоких значений.
Твердые шлаковые и металлические включения, содержа-
щиеся в металле шва, также оказывают заметное влияние на
механические свойства сварного соединения. Поскольку не-
металлические включения являются концентраторами напря-
жений, то это влияние должно существенно зависеть от вели-
чины, формы и распределения включений, а также от сил
связи на границе включение—металл, соотношения упругих
констант включений и матрицы. Согласно данным [104], фор-
ма, распределение и фазовый состав неметаллических включе-
ний размером менее 1 мкм существенно влияют на величину
ударной вязкости аи и критическую температуру хрупкости
металла шва. Особенно заметно влияние на уровень ан неме-
таллических включений остроугольной формы. Образование
скоплений неметаллических включений также снижает вели-
чину ударной вязкости.
Исследование влияния шлаковых включений на стати-
ческую прочность сварных соединений показало [318], что при
наличии шлаковых включений в количествах до 10 % площади
поперечного сечения шва предел прочности металла шва
почти не изменяется. Однако при работе сварного соединения
в жидких агрессивных средах наличие шлаковых включений
на поверхности швов из стали КВК-42 привело к снижению
18
стойкости сварных соединений против коррозионного растрес-
кивания на 20—25 % [148]. Поэтому при работе в агрессивных
средах даже при статическом нагружении наличие шлаковых
включений в сварном шве снижает долговечность конструкции.
Результаты исследований влияния неметаллических вклю-
чений на циклическую прочность сварных швов [317] свиде-
тельствуют о том, что при числе циклов до 104 сопротивление
усталости сварного шва, содержащего включения, почти не
отличается от прочности основного металла. При большем
числе циклов нагружения на прочность сварных швов начи-
нают влиять размеры включений. Причем чем больший раз-
мер включения, тем в большей мере снижается сопротивление
усталости сварного соединения.
В связи с различиями в физических свойствах включений
и матрицы, в частности разности коэффициентов термического
расширения, в области расположения включения и в нем са-
мом могут возникнуть [112, 303, 304, 309J значительные по
величине напряжения. По данным, приведенным в работе
[139], о = 588 МПа. Столь высокие значения напряжений
могут привести к появлению участка предразрушения вблизи
расположения включений. Очевидно, что проведение термо-
обработки, в какой-то мере снижающей возникающие вблизи
включений напряжения, должно уменьшить и опасное влия-
ние неметаллических включений. Это подтверждается и эк-
спериментальными данными [311, 326] по влиянию термо-
обработки на сопротивление усталости сварных соединений
со шлаковыми включениями. Отметим, что приведенные в
[312] экспериментальные данные получены для металла тол-
щиной более 12 • 10-3 м; для деталей меньшей толщины вред-
ное влияние шлаковых включений усиливается.
Возникновение термических напряжений вблизи включений
связано с химическим составом неметаллического включения.
Поэтому важное значение при определении влияния неметал-
лических включений на прочность металла имеет выбор ле-
гирующих элементов, поскольку от этого зависит состав вклю-
чения. Так, по данным [303, 304], при охлаждении металла во-
круг включений (А12О3, Са-алюминаты), которые обладают
меньшим коэффициентом термического расширения,чем металл,
возникают поля напряжений. Включения, у которых коэффи-
циент термического расширения выше, чем у стали, например
MnS, MnSe, образуют полости на границе с металлом, что
тоже вредно.
Наличие неметаллических включений в металле шва может
способствовать образованию других дефектов. Например, суль-
фидные включения, которые часто имеют температуру плав-
ления ниже температуры кристаллизации металла, вызывают
образование горячих трещин. Наличие нитридов в металлле
шва увеличивает его склонность к старению и т. д.
Таким образом, даже такой весьма краткий обзор свидетель-
ствует о значительном влиянии неметаллических включений,
содержащихся в сварных швах, на работоспособность сварных
конструкций.
Непровары, подрезы и несплавления, являясь плоскими
дефектами, создают значительную концентрацию напряжений
и заметно снижают статическую и динамическую прочность
сварного соединения. Подобная зависимость наблюдается для
самых различных материалов [56, 249, 333]. Особенно заметно
эти дефекты влияют на динамическую прочность. Даже неболь-
шие по величине непровары (10 % толщины сечения) снижают
сопротивление усталости в 2 раза [249]. Причем отрицательное
влияние подрезов, несплавлений и непроваров усиливается,
если дефекты находятся в поле высоких растягивающих оста-
точных напряжений.
Итак, хотя и в разной мере, но все рассмотренные дефекты
сварных швов (трещины, поры, неметаллические включения,
подрезы, непровары, несплавления) влияют на работоспособ-
ность сварных конструкций, особенно под действием знако-
переменных и ударных нагрузок.
5. Современные представления
о природе образования дефектов
Выявление и устранение дефектов сварных швов являются
трудоемкими операциями, которые могут существенно повы-
сить стоимость сварного изделия. Поэтому снижение вероят-
ности образования дефектов, даже за счет повышения затрат
на технологические операции, зачастую приносит экономиче-
ские выгоды.
Однако разработка мероприятий по уменьшению опаснос-
ти образования дефектов невозможна без знания природы их
возникновения. Рассмотрим кратко современные представле-
ния о природе образования дефектов, встречающихся в свар-
ных швах, т. е. горячих трещин, пор, неметаллических вклю-
чений, подрезов, непроваров и несплавлений.
Основы современной теории образования горячих трещин
были заложены в работах [28, 29]. Согласно этим работам,
склонность металла к образованию горячих трещин зависит
от величины интервала кристаллизации между солидусом
и температурой начала линейной усадки. Чем шире этот ин-
тервал кристаллизации, названный в работе [28] эффектив-
20
ним интервалом кристаллизации, а в сварочной литературе
чаще называемый температурным интервалом хрупкости, тем
выше вероятность образования горячих трещин. Несколько
позже были проведены исследования по изучению природы об-
разования горячих трещин и в сварных швах [117,137, 219,
220]. Эти и другие работы позволили раскрыть механизм воз-
никновения горячих трещин в сварных швах.
Обычно образование горячих трещин в сварных швах
объясняют следующим образом. Кристаллизация металла
шва вследствие неравномерности нагрева свариваемого метал-
ла и жесткого закрепления деталей происходит в усло-
виях воздействия на шов растягивающих напряжений. Это
приводит к появлению деформаций, которые возникают в на-
чале сварки и особенно усиливаются в процессе охлаждения
сварочной ванны.
С момента начала кристаллизации металл сварочной ванны
представляет собой двухфазную систему, состоящую из твер-
дых кристаллов и расплавленного металла. Пока объем
жидкого металла будет довольно большим, значительной будет
и деформационная способность такой системы. При этом де-
формация всей системы происходит за счет вязкого течения
расплава в пространстве между кристаллитами.
С уменьшением объема расплава деформационная способ-
ность твердо-жидкой системы снижается, и если величина де-
формаций превысит пластичность системы, то произойдет раз-
деление кристаллов, т. е. образуются трещины. Причем чем
меньше размер кристаллов, те.м выше пластичность двухфазной
системы при одинаковом объеме расплавленных прослоек.
Следовательно, трещины, образующиеся по описанному выше
механизму, зарождаются в процессе первичной кристалли-
зации металла шва и располагаются по границам кристаллов.
Такие трещины называются кристаллизационными.
Однако при сварке чистых металлов и однофазных сплавов
трещины могут возникать по полигональной сетке границ,
которые прямо не связаны с границами кристаллов [146].
В этом случае образование трещин происходит следующим об-
разом [146, 147]. После полного затвердевания металла воз-
никает вторичная сетка полигональных границ, которые
могут совпадать или не совпадать с границами первичных
кристаллов. Образование полигонизационных границ связа-
но с возникновением стенок дислокаций под действием усадоч-
ных и термических напряжений при температурах, близких
к солидусу. По этим границам, которые, очевидно, характери-
зуются повышенной рыхлостью, возможно образование тре-
щин, называемых полигонизационными. Поскольку эти
21
трещины возникают при температурах, близких к солидусу, и
стенки их сильно окислены, их также относят к горячим тре-
щинам. Однако интервал хрупкости при образовании полиго-
низационных трещин может распространяться и в области тем-
ператур, лежащих значительно ниже солидуса. Так, при свар-
ке однофазного никелевого сплава Х25Н60В15 интервал
хрупкости доходит до температуры 1473 К 1285], что значи-
тельно ниже температуры солидуса для этого сплава.
Помимо горячих трещин в сварном соединении часто обра-
зуются холодные трещины, которые возникают’ обычно при
температурах ниже 423—478 К- Чаще всего они расположены
в околошовной зоне и реже — в металле сварных швов. Хо-
лодные трещины могут возникнуть в изделии спустя некоторое
время после сварки, причем даже в тот момент, когда конструк-
ция находится в нерабочем состоянии. Поскольку, как отме-
чалось, появлению трещин предшествует возникновение ло-
кальной пластической деформации, очевидно, что в ненагру-
женном сварном соединении усилиями, вызывающими эти
пластические деформации, могут быть только остаточные сва-
рочные напряжения.
Однако кроме остаточных сварочных напряжений для обра-
| зования холодных трещин необходимы еще и дополнительные
условия. К ним относятся: общее упрочнение металла в зоне
сварки; наличие физико-химической неоднородности; укруп-
нение размеров кристаллитов, наличие компонентов, уменьша-
ющих деформационную способность, например, водорода
и т. д. Поэтому до самого последнего времени для объяснения
процесса образования холодных трещин применяют две гипо-
тезы — закалочную и водородную.
Для образования пор в сварных швах необходимо, чтобы
давление выделяющегося газа было в состоянии преодолеть
внешние силы, препятствующие его выделению. Именно это
положение послужило основой метода оценки склонности ме-
талла к образованию пор [305]. Согласно этому методу, поры
в сварном шве образуются в том случае, если суммарное дав-
ление выделяющихся газов будет больше барометрического
давления Рвн, т. е.
X/3г == Р СО + Рц2 + Pn, 4-р РнгО 4- ‘ • • > Рви,
где Рсо', Рн2 — скрытые парциальные давления газов, участ-
вующих в образовании газовых пузырьков.
При этом учитывать различную растворимость газов Н2,
N2 в расплавленном и твердом металлах было предложено
в работе [188]. Результаты экспериментов подтверждают вза-
имосвязь вероятности появления пор в сварном шве и величи-
,22
ны суммарного скрытого давления выделяющихся газов.
Однако многие эксперименты, в первую очередь проведенные
при сварке в активных газах (воздух, водяной пар), свиде-
тельствуют о том, что часто пористость в шве не образуется
даже тогда, когда ^Рг достигает 98—147 МПа.
Таким образом, очевидно, не только величина скрытого
давления газов или, что то же, величина пересыщения метал-
ла газом, является причиной образования пор. К тому же такой
подход не раскрывает все стороны физики процесса порообра-
зования. Хотя ясно, что этот процесс определяется не только
содержанием газов в металле — он будет гораздо более
сложным.
В последнее время появились работы, в которых процесс
порообразования связывают с теорией образования новой фа-
зы и с поверхностными явлениями [92, 159, 169, 177, 224].
При таком подходе к процессу образования пор возможно
более точно и полно описать механизм процесса с учетом влия-
ния границ раздела, энергетических особенностей образования
газовых зародышей различными газами, роста газового заро-
дыша и его удаления из сварочной ванны и так далее. Нужно
отметить, что попытки описать процесс порообразования в све-
те физики поверхностных явлений делались и раньше [11, 234,
235], но, по-видимому, недостаток экспериментальных данных
не позволил авторам разобрать этот процесс более подробно.
Несмотря на то что изучению процесса порообразования
посвящены сотни работ, процесс этот ввиду многочисленности
факторов, влияющих на его ход, Ьсе еще остается до конца
неясным и часто является предметом дискуссий, в которых
высказываются прямо противоположные мнения.
Согласно современным представлениям, большая часть
неметаллических включений в сварном шве образуется в ре-
зультате различных физико-химических процессов, т. е. име-
ют эндогенное происхождение. Лишь незначительная часть
неметаллических включений вносится в сварочную ванну из-
вне, т. е. имеет экзогенное происхождение.
В зависимости от состава неметаллические включения мо-
гут быть оксидные, сульфидные и карбидные. Довольно часто
они присутствуют в сварном шве не в чистом виде, а в виде
различных комплексных включений. Интенсивность образо-
вания неметаллических включений, их состав, форма и размеры
зависят от многих причин (химического состава металла шва,
который, в свою очередь, зависит от применяемых сварочных
материалов; способа и режимов сварки; стойкости образуемых
соединений при высоких температурах; температуры свароч-
ной ванны и т. д.).
23
УЙТОбщим дя всех неметаллических включений, присутству-
( Чу у.Дх в сварюм шве, является сравнительно небольшие их раз-
'wGv ’ °бЬ1Ч1)1' в пРеДелах 0,05—10 мкм. Это создает определен-
V Ж '! тРУДн((Ги ПРИ изучении неметаллических включений
|М^аРных свах- Однако вследствие значительного влияния
^®/Она свойава сварного соединения, вопросу исследования
И Э'гталличеких включений в сварных швах посвящено до-
больное число работ [5, 122, 125, 163, 185, 187, ЗОН.
’^ИОбычнойразование подрезов связывают с нарушением тех-
сва?ки: повышением напряжения дуги, неточным
Г<У,1,^1Нием эл!КТРода по оси соединения, превышением ско-
Т/V и сваР° 1249]. Однако отмечается, что образование подре-
1нЖь'Ксвязано1 с растеканием расплавленного металла по по-
А Ч' Юности твгрдого 1249]. В таком случае подогрев твердого ме-
iVJ.C't’a. приводящий к уменьшению разности температур меж-
|’1‘лЛу,бердым 11 расплавленным металлами, должен способство-
Irk Улучшению смачиваемости расплавом твердого металла
/оуньшепио вероятности образования подрезов. В какой-то
VI Г с* 310 подтверждается фактом исчезновения подрезов при
лJ»rj'te наклонным электродом (углом вперед), когда кромки
(Дей прогреваются дугой перед тем, как на них попадает
ОМ|1авленньй металл [136, 302].
Ij йл'1’сдобно подрезам несплавления между основным металлом
Iу у'1'аллом два или отдельными слоями металла шва при мно-
[^у^йной сварке также связаны не только с нарушениями
иЧа/рлогии снарки, но и со смачиваемостью твердого металла
ИЙавом [238].
w'YiifogiM образом, образование дефектов в сварном шве —
I 1'Увие пререкания комплекса физико-химических процес-
[V'jl 'Изучение которых помогает определить способы влияния
у ‘оцессы возникновения дефектов.
Ф
Глава II
ДЕФЕКТЫ ФОРМЫ ШВА
Основными дефектами формы шва являются подрезы, непро-
вары, прожоги, несплавления, неравномерность сечения шва
и др. Существенное влияние на качество сварного соединения
оказывают также размеры и форма шва. В частности, с ними
связаны стойкость металла шва против образования кристал-
лизационных трещин, прочностные характеристики и т. д.
К тому же от формы шва во многом зависит доля участия ос-
новного металла в формировании сварного шва, расход элек-
тродных материалов, а следовательно, химический состав
металла шва и экономичность процесса. По этим причинам
изучению процесса формирования сварного шва было уделе-
но большое внимание [41, 78, 79, 86, 87, 124, 136, 302 и др.].
При дуговых способах сварки процессы формирования
шва и образования дефектов формы шва связывают прежде
всего с режимами сварки и пространственным положением шва.
Основными элементами режимов, влияющими на процесс
формирования шва, являются величина, род и полярность
тока, напряжение дуги и скорость сварки. Эти элементы ре-
жимов играют важную роль и в образовании подрезов, непро-
варов, прожогов и несплявлений.
Заметно влияет на образование перечисленных выше де-
фектов и процесс формирования шва, изменение пространствен-
ного положения электрода или свариваемого изделия. Созда-
ние условий, облегчающих вытекание металла из-под дуги
в хвостовую часть сварочной ванны (сварка на подъем, углом
назад), приводит к увеличению глубины проплавления. На-
оборот, затрудняя удаление расплавленного металла сварочной
ванны из-под дуги (сварка на спуск, углом вперед), можно
уменьшить величину глубины проплавления.
Важное значение имеет также вид применяемой защиты
и ее состав. Например, при сварке в аргоне зона проплавления
заужена книзу и расширяется кверху. Добавление в аргон
кислорода (2—5 %) делает форму проплавления лннзообраз
25
ной. При этом наблюдается уменьшение высоты усиления шва,
устранение подрезов, и переход от основного металла к метал-
лу шва становится более плавным.
Изучение процессов сварки и наплавки в воздухе, углекис-
лом газе и активных газовых смесях (Аг + О2; Аг + СО2 и т. д.)
позволило установить, что при этом глубина проплавления
выше, чем при сварке в инертной среде. Вид и состав применя-
емого флюса также могут повлиять на процесс формирова-
ния сварного шва.
К настоящему времени довольно подробно изучено влияние
режимов сварки и различных технологических приемов (пред-
варительный подогрев, наложение внешнего электромагнит-
ного поля, наклон изделия и электрода) на процессы форми-
рования шва и образования дефектов формы шва. В какой-то
мере исследовано и влияние некоторых физических свойств
сварочных материалов (плотность металла, вязкость шлака)
на формирование сварного шва.
Однако крайне мало исследовано влияние поверхностных
свойств металла и шлака и поверхностных явлений на меж-
фазных границах на процессы формирования сварного шва
и образования дефектов формы шва. Так, только в одной рабо-
те [108] было изучено влияние наличия в металле поверхностно-
активного элемента (серы) на глубину проплавления металла.
Поэтому в данной главе основное внимание уделено рассмот-
рению влияния поверхностных свойств и поверхностных
явлений на процессы формирования сварного шва и образова-
ния дефектов формы шва.
Следует отметить, что в этой главе и далее под термином
поверхностное (межфазное) натяжение подразумевается удель-
ная поверхностная энергия расплава металла на границах
с газом и.шлаковым расплавом, измеряемая в мДж/м2.
1. Формирование сварного шва
При сварке плавлением качество сварного соединения во мно-
гом зависит от геометрической формы сварного шва [12, 154].
Форма наплавленного валика или сварного шва характеризу-
ется, главным образом, глубиной проплавления Нпр, шириной
шва Вш и высотой усиления Нш (рис. 6) и зависит от многих
причин. Изменение силы сварочного тока, напряжения на ду-
ге, скорости сварки, вязкости флюса, вылета электрода, по-
ложения деталей в пространстве и многих других факторов
может заметно повлиять на форму сварного шва. Влияние мно-
гих из этих факторов на процессы формирования сварного шва
исследованы довольно подробно. Так, установлено, что уве-
26
Рис. 6. Форма стыкового (а) и
таврового (6) сварных швов.
личение силы сварочного тока
приводит к возрастанию значе-
ний Нпр, Нш и мало влияет на
ширину шва; повышение напря-
жения увеличивает ширину шва
и несколько снижает глубину
проплавления; увеличение ско-
рости сварки приводит к сниже-
нию значений Нпр, Вш и Нш.
Однако, наряду с перечисленными факторами, для различ-
ных типов сварных соединений конфигурация сварного шва
существенно зависит и от сил поверхностного натяжения.
К сожалению, эта зависимость, хотя и позволяет существенно
влиять на форму сварного шва, пока недостаточно учитывает-
ся н используется сварщиками. Для выяснения роли сил
поверхностного натяжения в процессе формирования шва
рассмотрим связь между отдельными параметрами, характе-
ризующими форму шва (Япр, Вш, Нш), и поверхностными свой-
ствами металла.
Одним из наиболее важных показателей формы шва явля-
ется глубина проплавления основного металла. Согласно со-
временным представлениям о механизме проплавления при
дуговой сварке [184], расплавленный металл под действием
давления дуги вытесняется из передней части сварочной ван-
ны в ее хвостовую часть. Вследствие этого уменьшается тол-
щина прослойки расплавленного металла под дугой, улучша-
ется теплопередача от дуги к основному металлу и увеличи-
вается глубина проплавления. В результате перемещения
расплава под действием давления дуги поверхность жидкого
металла в начале и в конце сварочной ванны находится на
различных уровнях, что обусловливает наличие в ванне гид-
ростатического давления.
Перемещение жидкого металла, оказывающее влияние на
процесс проплавления, зависит от кривизны поверхности
и от величины поверхностного натяжения. Сохранение в сис-
теме дуга — сварочная ванна динамического равновесия между
силами давления дуги Рд, гидростатического давления Рг
и поверхностного натяжения Рп является необходимым ус-
ловием нормального протекания процесса сварки.
Математическая связь между глубиной проплавления и ука-
занными выше силами может быть приближенно описана вы-
ражением [232]:
Н = — ?л
Пр Рм
где Рм — плотность металла.
(П.1)
27
Рис. 7. Изменение глубины
проплавления в зависимости
от содержания серы в стали
[108].
Как видно из формулы (II. 1),
глубину проплавления при сварке
какого-то определенного металла
можно увеличить, уменьшив значе-
ние Рп ИЛИ ПОВЫСИВ Рд.
Увеличить давление дуги при
неизменном диаметре электрода
можно, увеличив или силу свароч-
ного тока /св, или концентрацию
энергии в пятне нагрева. Однако
заметно повысить концентрацию
энергии можно, главным образом,
при сварке неплавящимся электро-
дом. При сварке плавящимся элек-
тродом увеличения давления дуги
можно достигнуть, в основном, за
счет повышения плотности тока. Следует заметить, что регу-
лирование глубины проплавления изменением сварочного тока
не всегда возможно. Это связано с тем, что при повышении
значения /св обычно увеличивается лишь глубина проплавле-
ния, а ширина шва практически не изменяняется, что при-
водит к существенному снижению качества шва, так как
ухудшается дегазация такого шва, увеличивается склонность
его к образованию горячих трещин и т. д. Кроме того, с воз-
растанием /св повышается тепловложение в деталь и количе-
Рпс. 8. Зависимость глубины проплавления от содержания серы (а) и кис-
лорода (б) в металле при сварке на режимах /св = 160 Л, Ua = 12 В, есе =
= 0,007 м/с:
1 — сталь СтЗ; 2 — сталь 08Ю; 3 — трансформаторная сталь.
28
увеличению Нш и появлению кон-
центраторов напряжения на грани-
це между основным и наплавлен-
ным металлами.
Указанных и некоторых других
недостатков можно избежать, если
изменять не силу сварочного тока,
а величину поверхностного натя-
жения металла. Возможность тако-
го воздействия на глубину про-
плавления металла подтверждается
результатами работы [108], прове-
денной в Институте электросварки
им. Е. О. Патона АН УССР. Как
было обнаружено, при введении в
сварочную ванну серы, которая
отличается высокой поверхностной
активностью в железе и сталях [36,
48,310], глубина проплавления рез-
ко возрастала (рис. 7), что подтвер-
дили и результаты экспериментов,
проведенных авторами данной мо-
нографии (рис. 8, а). Было иссле-
висимости от содержания кис-
лорода при /св = 160А(/) и
1СВ = 220 А (2).
довано и влияние содержания кис-
лорода в металле на величину глубины проплавления. Как
видно из рис. 8, повышение содержания кислорода в металле
приводит к возрастанию
Рис. 10. Изменение глу-
бины проплавления метал-
ла в зависимости от со-
держания кислорода при
двухдуговой сварке (/э =
= 6- 1СГ3м, I = 220 А,
Сд = 12 В,
= 0,007 м/с).
Нлр. Причем с увеличением силы тока
этот эффект усиливается (рис. 9). На-
личие в металле раскислителей (Si, Al)
и элементов, связывающих серу, сни-
жает влияние серы и кислорода на
величину глубины проплавления.
Влияние наличия в металле поверх-
ностно-активных элементов снижает-
ся и при двухдуговой сварке, что,
по-видимому, связано с изменением
гидростатического давления в сва-
рочной ванне. При этом влияние
[О] и [S] на величину Я,,,, зависит
от расстояния между электродами 1Э.
Однако и в этом случае с повыше-
нием содержания серы и кислоро-
да в металле глубина проплавления
возрастает, что видно, например, из
рис. 10.
29
Рис. И. Изменение величины поверхностного натяжения железа в зависи-
мости от содержания кислорода (а) и серы (б) [290]:
1 — 1923 К; 2 — 2023 К.
Рис. 12. Изменение вязкости расплавленного железа в зависимости от со-
держания кислорода (а) и серы (б):
1 — 1773 К: 2 — 1823 К; 3 — 1873 К: 4 — 1923 К.
Результаты сопоставления данных по влиянию [S] и [01
на глубину проплавления, на первый взгляд, кажется проти-
воречащими их поверхностной активности в железе (рис. 11).
Как видно, кислород более поверхностно активен в железе,
чем сера. Однако не следует забывать, что кислород в значи-
тельно большей мере, чем сера, повышает вязкость металла
[8] (рис. 12), а это должно затруднять перемещение расплава
в хвостовую часть сварочной ванны. Влияние содержания кис-
лорода в металле на величину НПр подтверждается и данными
по сварке в окислительных газовых средах [165, 1801.
Глубина проплавления, а также величины Нш и Вш зависят
не только от величины поверхностного натяжения расплавлен-
ного металла. Например, при сварке под флюсом форма шва
обусловлена величинами межфазного натяжения расплавлен-
ного металла на границе со шлаком о„_ш и твердого металла
на границе со шлаком сгт_ш и с расплавленным металлом
30
Рис. 13. Соотношение поверхностных энергий в процессе формирования
сварного шва (с) и наплавленного валика (б).
ат—ж- При сварке в защитных газах и в вакууме помимо ве-
личины поверхностного натяжения расплавленного металла
Ом—г на формирование шва будут влиять поверхностное натя-
жение твердого металла от_г и от_ж. Для установления этой
связи рассмотрим равновесие капли жидкого металла на по-
верхности твердого при наличии шлака (рис. 13). Зависи-
мость между межфазными натяжениями и углами а и 6 выра-
жается уравнениями
ом_П1 sin 6 — от_ж sin а = 0; (II.2
от_ш — Ом-ш cos 6 — от—ж cos а = 0. (П.З)
Из уравнений (И.2) и (II.3) следует, что
sin0 = °т~ж • (И 4)
sin а ом_ш ’ '
Аналогично для случая сварки в защитных газах
sin 6 ат—ж
sin а ’
м—Г
от _ — о„ _ cos 6
cos а = —.
°т—ж
Таким образом, величина углов а и 0, а следовательно,
и форма сварного шва зависят от соотношений между поверх-
I костными энергиями металла на границах с газом, шлаком и
расплава с твердым металлом.
В отличие от сварки при наплавке глубина проплавления
и толщина наплавленного валика или слоя часто должны быть
небольшими, а ширину валика по возможности стремятся уве-
личить, так как от этого во многом зависит производительность
процесса. Как известно, основной характеристикой границы
раздела трех фаз (в данном случае твердый металл — жидкий
и
металл — газ или шлак) является краевой угол 6 смачивания,
который в случае наплавки в газовой среде и при условии
весьма малой глубины проплавления (см. рис. 13) определя-
ется выражением
е°т—Г °Т—Ж /тт
= —-----------• (П.6)
°м—г
Поскольку величина адгезии между твердым и жидким
металлами, согласно уравнению Дюпре, равна Wa — от_г +
+ ом_г — от_ж, соотношение (II.6) можно привести к виду
WA
cos 6 =-------1. (II.7)
°м—Г
Из формулы (II.7) видно, что краевой угол 6, а следователь-
но, и форма наплавленного валика зависят от величины ад-
гезии расплавленного металла к твердому и от величины по-
верхностного натяжения жидкого металла. При этом пока
> Ом-г, cos е > о, т. е. смачивание твердого металла рас-
плавленным будет хорошим, а угол 6 <; л/2. Кроме того, от
величины краевого угла смачивания зависит и минимально
возможная толщина наплавляемого металла.
Для определения степени влияния отдельных факторов
на процесс формирования наплавленного слоя рассмотрим
процесс растекания капли расплава по твердому металлу.
При этом общее изменение поверхностной энергии системы
на единицу поверхности До = ом_г + от_ж — от_г. При
растекании капли, имеющей форму круга с радиусом г, по-
верхностная энергия возрастет на величину 2nrAodr, а по-
тенциальная гравитационная энергия при условии, что центр
тяжести расположен на половине высоты, уменьшится на ве-
личину -у VKpMgd6K (где Ук — объем капли; рм — плотность
расплава; g—ускорение свободного падения; 6К—высота
капли).
Для большой капли малой высоты можно принять, что
Ук « лг26к. Тогда 4^ ——2—, и условие равновесия
Ок г
процесса растекания запишется следующим образом:
лг2Да -L №fippMgdSK,
где 6Р — равновесное значение толщины капли.
Отсюда минимально возможная толщина наплавленного
слоя 6р =
(2До\ /2 /тт
—I или с учетом уравнения (11.6)
х Г 2ом-г I1 — cos е) ТА
’•“I-------м-------1 •
(П.8)
32
Из уравнения (II.8) следует,
что величина 6р сравнительно
мало зависит от ом_г и рм, так
как они входят в уравнение в
степени 1/2- Очевидно, толщина
наплавленного слоя будет, в ос-
новном, определяться величиной
краевого угла смачивания на-
плавляемой поверхности распла-
вом, поскольку (1 —cos 0)/а до
значений углов 0 = 120° почти
линейно зависит от величины 0
(рис. 14).
Зависимость формы сварного
флюсов,
внешней
деталей
сварного
шва и наплавленного валика
от поверхностного и межфазного натяжений создает допол-
нительные возможности для изменения их конфигурации.
Очевидно, что геометрические размеры сварного шва и наплав-
ленного валика можно изменить не только введением в металл
поверхностно-активных элементов, созданием определенной
газовой атмосферы, но и применением определенных
изменением потенциала поверхности металла за счет
ЭДС, использованием предварительного подогрева
и так далее.
Связь поверхностных свойств металла и формы
шва подтверждается и экспериментами. В частности, в работе
[108] было показано, что применение специально разработан-
ных флюсов позволило увеличить глубину проплавления ме-
талла и обеспечить хорошее качество сварного соединения без
повышения сварочного тока. Влияние компонентов покрытия
и составляющих флюса на межфазное натяжение металла
и форму наплавленного валика отмечено в работе [313]. При
этом было обнаружено, что с уменьшением величины межфаз-
ного натяжения наплавленный валик получается более плос-
ким. Влияние сил поверхностного натяжения на процесс фор-
мирования корня стыковых швов отмечено в [86, 124, 251].
И. Л. Емельяновым [83] установлена аналитическая зави-
симость между формой и размерами наплавленного валика
и поверхностными свойствами металла. Так, профиль сечения
наплавленного валика определяется из уравнения
3 3-2373
33
где а2 = _^jg — капиллярная постоянная; о — меж-
фазное (поверхностное) натяжение; рм и р2 — соответственно
плотность расплава и окружающей среды; Ro — радиус кри-
визны поверхности валика в наивысшей точке.
И. Л. Емельянов предложил методику для определения фор-
мы и размеров наплавленного валика с учетом как поверхност-
ных свойств металла, так и режимов сварки (силы сварочного
тока, напряжения на дуге, скорости сварки и так далее). Связь
формы и размеров сварных швов с поверхностными свойства-
ми металла отмечена и в других работах, например в [22].
Следует указать, что силы поверхностного натяжения будут
оказывать заметное влияние на форму шва не только при ду-
говых способах сварки, но также при электронно-лучевой
сварке [19] и, вероятно, при других способах сварки плавле-
нием. Заметим также, что силы поверхностного натяжения
влияют на форму сварного шва при сварке в любых простран-
ственных положениях. Причем влияние этих сил возрастает
при сварке в наклонном, вертикальном или в потолочном по-
ложениях. Как было показано [87], при сварке в наклонном
положении предельный вес жидкого металла ванны, выше ко-
торого металл вытекает из ванны, снижается с увеличением
угла наклона детали. Однако при любом угле наклона предель-
ный вес ванны будет тем больше, чем больше будут силы по-
верхностного натяжения.
Особенно возрастает влияние сил поверхностного натяже-
ния при сварке в потолочном положении [283], поскольку
в этом случае металл ванны удерживается в ее передней ча-
сти силами поверхностного натяжения и давления дуги, а в
х юстовой части — в основном силами поверхностного натяже-
ния. Как показывают расчеты [2831, примерно 50 % расплав-
ленного металла сварочной ванны при силе тока 220—230 А
удерживается силами поверхностного натяжения.
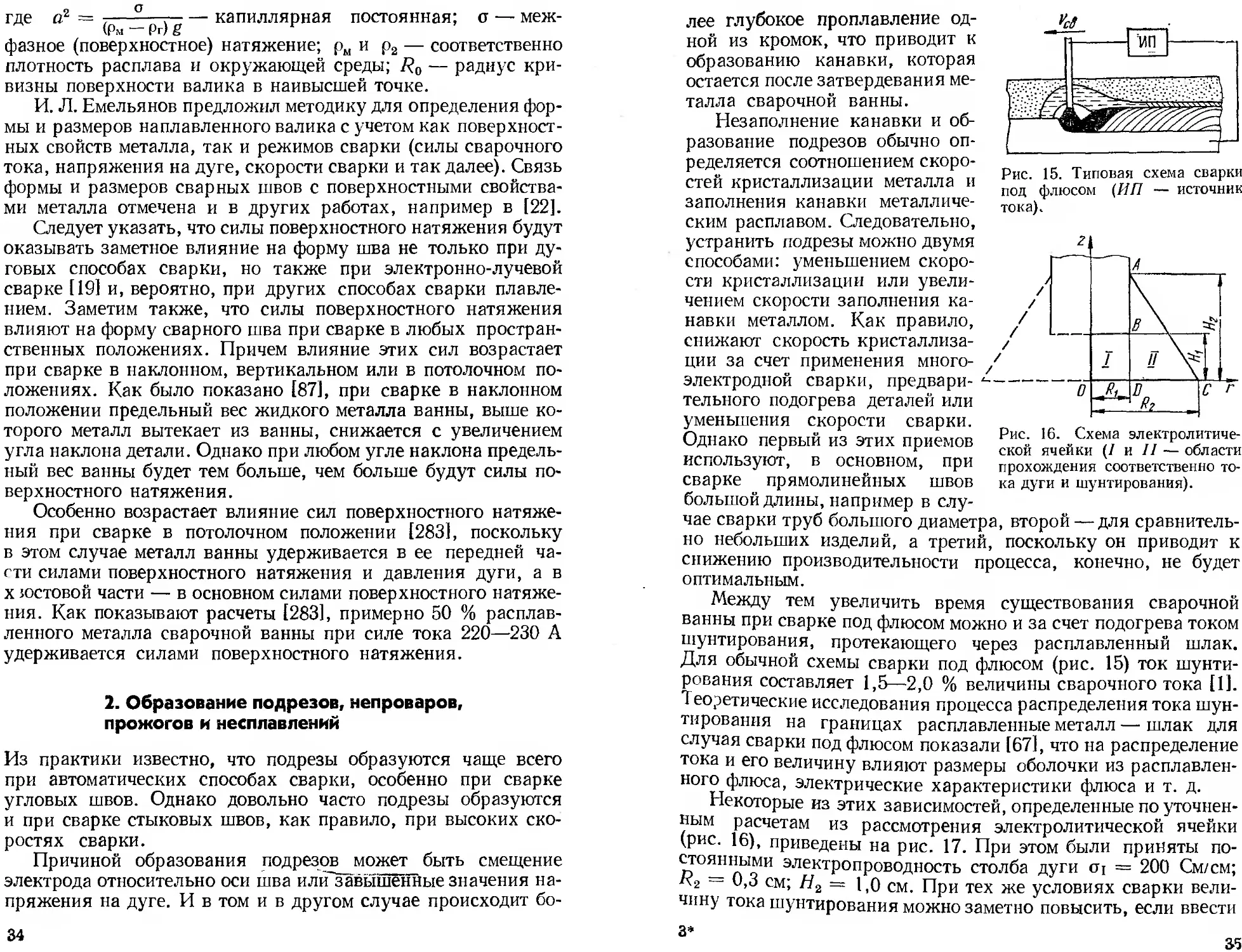
2. Образование подрезов, непроваров,
прожогов и несплавлений
Из практики известно, что подрезы образуются чаще всего
при автоматических способах сварки, особенно при сварке
угловых швов. Однако довольно часто подрезы образуются
и при сварке стыковых швов, как правило, при высоких ско-
ростях сварки.
Причиной образования подрезов может быть смещение
электрода относительно оси шва или~завышёИные значения на-
пряжения на дуге. И в том и в другом случае происходит бо-
34
лее глубокое проплавление од-
ной из кромок, что приводит к
образованию канавки, которая
остается после затвердевания ме-
талла сварочной ванны.
Незаполнение канавки и об-
разование подрезов обычно оп-
ределяется соотношением скоро-
стей кристаллизации металла и
заполнения канавки металличе-
ским расплавом. Следовательно,
устранить подрезы можно двумя
способами: уменьшением скоро-
сти кристаллизации или увели-
чением скорости заполнения ка-
навки металлом. Как правило,
снижают скорость кристаллиза-
ции за счет применения много-
электродной сварки, предвари-
тельного подогрева деталей или
уменьшения скорости сварки.
Однако первый из этих приемов
используют, в основном, при
сварке прямолинейных швов
большой длины, например в слу-
Рис. 15. Типовая схема сварки
под флюсом (ИП — источник
тока).
Рис. 16. Схема электролитиче-
ской ячейки (/и // — области
прохождения соответственно то-
ка дуги и шунтирования).
чае сварки труб большого диаметра, второй — для сравнитель-
но небольших изделий, а третий, поскольку он приводит к
снижению производительности процесса, конечно, не будет
оптимальным.
Между тем увеличить время существования сварочной
ванны при сварке под флюсом можно и за счет подогрева током
шунтирования, протекающего через расплавленный шлак.
Для обычной схемы сварки под флюсом (рис. 15) ток шунти-
рования составляет 1,5—-2,0 % величины сварочного тока [1].
I еоретические исследования процесса распределения тока шун-
тирования на границах расплавленные металл — шлак для
случая сварки под флюсом показали [67], что на распределение
тока и его величину влияют размеры оболочки из расплавлен-
ного флюса, электрические характеристики флюса и т. д.
Некоторые из этих зависимостей, определенные по уточнен-
ным расчетам из рассмотрения электролитической ячейки
(рис. 16), приведены на рис. 17. При этом были приняты по-
стоянными электропроводность столба дуги oi = 200 См/см;
R-2 — 0,3 см; Н2 = 1,0 см. При тех же условиях сварки вели-
чину тока шунтирования можно заметно повысить, если ввести
3*
35
Рис. 17. Изменение поверхностной плотности тока на границе металл сва-
рочной ванны — шлак в зависимости от радиуса электролитической ячей-
ки при различных длинах дуги (а) и размерах сварочной ванны (б):
1 — Ht = 0,4 см; 2 — = 0,3 см; 3 — Ht = 0,2 см; 4 — Rt — 0,26 см; 5 —
— Rt = 0,3 см.
Рис. 18. Схема сварки под флюсом с дополнительным неплавящимся элек-
тродом и со вспомогательным источником тока (а) и без вспомогательного
источника тока (б).
в расплавленный флюс дополнительный неплавящийся элек-
трод.
Возможны различные схемы введения дополнительного
электрода в расплавленную шлаковую ванну. В наших опытах
были исследованы две схемы (рис. 18). Поскольку при этом
использовалась низкоуглеродистая сталь и флюс АН-348А,
который состоит, в основном, из SiO2 и МпО, в данной системе
не следует ожидать заметного влияния дополнительного элек-
трического поля на величину межфазного натяжения на гра-
нице металл—шлак [661. Это важно, поскольку последний фак-
тор может повлиять на процесс образования подрезов. Допол-
нительный неплавящийся электрод представлял собой кольцо,
охватывающее основной плавящийся электрод.
86
liM* ...:
Рис. 19. Внешний вид сварных соединений, выполненных по типовой схе-
ме («) и с дополнительным электродом (б) (/св = 300 A; Ua = 30 В; нсв =
= 0,0197 м/с).
Как показало осциллографирование процесса, при введе-
нии дополнительного неплавящегося электрода в расплавлен-
ный флюс ток шунтирования возрастал и составлял 5—10%
силы сварочного тока. При этом напряжение на дуге несколько
повышалось (на 3—4 В), а сила сварочного тока снижалась.
Увеличение тока шунтирования, несомненно, должно при-
вести к выделению дополнительного количества теплоты в шла-
ковой ванне, что в свою очередь увеличит время существования
сварочной ванны и снизит вероятность образования подрезов.
Это подтверждают и результаты экспериментов (рис. 19).
Причем если при обычной схеме сварки подрезы появились при
vCB = 1,97 • 10~2 м/с, то при введении дополнительного элек-
трода на тех же режимах подрезы образовались только при
Пев = 2,66 • КГ2 м/с. Нужно отметить, что при сварке с до-
полнительным электродом несколько возрастает ширина шва
и снижаются глубина проплавления и высота усиления шва.
Устранить подрезы можно не только за счет увеличения
времени существования сварочной ванны, но и увеличив ско-
рость растекания расплавленного металла. Для выяснения
факторов, влияющих на этот процесс, рассмотрим схему обра-
зования подрезов (рис. 20). При сварке система будет состоять
из трех фаз: расплавленный и твердый металл, а также расплав-
ленный флюс или газ. В обоих случаях на границах фаз будут
протекать различные химические реакции, что приведет к из-
менению величины межфазного натяжения на границе фаз [54].
Следовательно, рассматриваемые системы будут неравновес-
37
ними, и поэтому величина крае-
вого угла смачивания будет из-
меняться во времени. Поэтому
мгновенное значение краевого
угла смачивания 6Т будет, по-
видимому, отличаться от вели-
чины равновесного угла смачи-
вания 0. Однако во всех случаях
величина краевого угла смачи-
вания будет определяться соот-
Рис. 20. Схема образования под-
резов.
ношением значений удельных свободных энергий.
При растекании расплава по поверхности твердого тела
общее изменение энергии на единицу поверхности при сварке
в газовой среде
—г -— Ом—г От—ж От—г;
(П-9)
при сварке под флюсом
(11.10)
Как видно, свободная энергия системы будет уменьшаться
только в случае выполнения следующих неравенств:
От—г — от_ж ом—г;
О'?—г — От—ж ?> Ом-ш*
(ПИ)
Таким образом, процесс растекания будет проходить само-
произвольно при соблюдении указанных в уравнениях соот-
ношений между величинами поверхностных энергий.
Из уравнений (II.9) — (П.11) следует, что движущая сила
растекания металла по поверхности твердого тела, связанная
с уменьшением свободной поверхностной энергии,
^Дв.м—г - —г От_ж — Ом—г',
Рдв.м—ш = От—ш — О г-ж Ом—ш.
С учетом уравнения (П.6) можно записать, что
Рдв.м—г = Ом—г (COS бтм—г 1),
D /. П X (П.12)
•дв.м—!Н —III (СО^ Орл—ш I).
Таким образом, величина движущих сил растекания будет
зависеть от величины краевого угла смачивания. Однако ве-
личина 0Т зависит не только от соотношения удельных сво-
бодных энергий на границе фаз, но и от состояния поверхпос-
|Ти твердого тела, ее шероховатости, от угла наклона поверх-
|ности и т. д.
38
с учетом шероховатости поверхности твердого тела условия
растекания (II. 11) запишутся следующим образом [74]:
Кш (от— г ОТ_;К) <ТМ.—Г,
/<ш (От—Ш От—тк) > Ом—ш,
где д' — коэффициент шероховатости, равный отношению
истинной площади поверхности к площади проекции данного
участка на плоскость.
Поскольку истинная площадь всегда больше ее проекции
на плоскость, то коэффициент Кш всегда больше единицы, и,
следовательно, наличие шероховатости на поверхности твердо-
го тела способствует растеканию по нему жидкости. Это под-
тверждается и данными по исследованию влияния шерохова-
тости и состояния поверхности твердого тела на процесс расте-
кания жидкости [34].
С учетом шероховатости поверхности уравнения (11.12)
примут вид
Рдв м—г == Ом—г (7СШ COS 0тм—г 1)> (1113)
РДВ.М—Ш “ Ом—щ (Кщ COS 0TM—IB 1).
Поскольку величина угла 0Т зависит от величины угла
наклона поверхности твердого тела, то очевидно, что на обра-
зование подрезов должна повлиять и величина угла раздел-
ки кромок при сварке металла большой толщины.
Растеканию жидкого металла будут препятствовать глав-
ным образом силы инерции Р„ и силы, обусловленные вяз-
костью металла Р„. Величина этих сил определяется в первую
очередь плотностью и вязкостью металла, а также геометри-
ческими характеристиками системы. При наличии шлака зна-
чения Ри и Pv будут также зависеть от его вязкости и плотно-
сти. Кроме того, на-процесс растекания расплава может повли-
ять и наличие поверхностно-активных элементов в металле
или шлаке, так как они будут участвовать в формировании
адсорбционных слоев, вязкость и плотность которых могут
заметно отличаться от вязкости и плотности жидкости.
В условиях сварки влияние массы расплавленного метал-
ла на процесс растекания очевидно будет мало. Это связано
с тем, что при сварке длительность процесса растекания мала,
а объем жидкости, участвующей в движении, в первый момент
времени незначителен. Об этом свидетельствуют и данные
о повышении высоты наплавленного валика при увеличении
скорости плавления электродной проволоки с сохранением
подрезов.
Перемещение точки А (см. рис. 20) возможно только в том
случае, если движущая сила растекания металла будет больше
39
сил, препятствующих растека-
нию. Увеличить Рдв при неизмен-
ных величинах от_г или от_ш и
постоянном значении Кш можно,
как видно из уравнения (11.13),
снизив значения от_ж и ом_ш
при сварке под флюсом или оы_г
при сварке в защитных газах и
Рис. 21. Схема сварки с комби- В ввкУУме-
нированным электродом [289]: ВОЗМОЖНОСТЬ такого ВОЗДСЙ-
J — ленточный электрод; 2 — элек- СТВИЯ ИЗ ПрОЦвСС обрЭЗОВЭНИЯ
ХОеДдетЯали:°7-Ксв:ар3н^ ПОДреЗОВ ПОДТВерЖДЗеТСЯ И ЭКС-
периментальными данными. На-
пример, согласно [313J, при сварке под флюсом, который
состоял из CaF2 и па границе с которым величина межфазного
натяжения довольно велика [297], образовывались подрезы.
При сварке на тех же режимах, но под флюсом, состоящим из
Fe2O3, на границе с которым величина ом-ш мала, подрезы
не наблюдались. Снижается вероятность образования подре-
зов и при повышении окислительного потенциала газовой сре-
ды, что объясняется увеличением содержания кислорода в ме-
талле, вызывающего уменьшение поверхностного натяжения
расплава.
Отмеченное ранее положительное влияние предваритель-
ного подогрева на устранение подрезов, очевидно, связано
не только со снижением скорости кристаллизации металла,
но и с улучшением смачиваемости твердого металла расплавом
вследствие меньшей разности температур между ними. Улучше-
ние смачивания, по-видимому, способствует исчезновению под-
резов и при сварке наклонным электродом (углом вперед) [136,
302]. В этом случае кромки деталей прогреваются дугой перед
тем, как на них попадут капли расплавленного металла.
Как показали исследования [289], на образование подрезов
влияет и форма электрода. Изучение температурных полей,
энергетических и динамических характеристик сварочной дуги
позволили установить, что применение комбинированного элек-
трода (рис. 21) снижает вероятность образования подрезов.
По мнению автора [289], это связано со снижением интенсив-
ности перемещения расплавленного металла в хвостовую
часть сварочной ванны вследствие уменьшения коэффициента
ассиметрии и максимального давления дуги. Однако возможно,
что при этом способе сварки за счет увеличения площади кон-
такта электрод— шлак увеличивается ток шунтирования. Как
и при сварке с дополнительным электродом, это должно привес-
ти к увеличению времени существования сварочной ванны
40
и более полному растеканию расплавленного металла по кром-
кам свариваемых деталей.
Как отмечалось в гл. I, непровары чаще всего наблюдаются
по толщине основного металла, в вершине угла и по кромкам
свариваемых деталей. При многослойной сварке иногда встре-
чаются непровары между отдельными слоями.
Непровары по толщине основного металла зачастую явля-
ются следствием неправильного выбора режимов сварки и,
прежде всего, недостаточной силы сварочного тока, в резуль-
тате чего не достигается необходимая глубина проплавления.
Однако, поскольку величина глубины проплавления во многом
зависит от соотношения поверхностных энергий расплава,
твердого металла и межфазного натяжения на границе расплав
—твердый металл, образование непровара по толщине основ-
ного металла будет зависеть и от поверхностных явлений.
Так как образование шва происходит за небольшой проме-
жуток времени, на процесс образования непроваров будет
влиять также и скорость заполнения расплавом зазора между
свариваемыми деталями. Как известно [299], средняя скорость
сечения расплава между двумя пластинами зависит от величи-
dP
ны градиента давления вязкости расплава i|M и зазора
между пластинами 6 или, что то же, зазора между свариваемы-
1 с, dP
ми деталями пср = — о2 -т—.
* Чм
Давление, действующее на расплав в условиях дуговой
сварки, складывается из давления сварочной дуги Рл, гидро-
статического давления Рг и давления, обусловленного силами
поверхностного натяжения Рп. Влияние отдельных составля-
ющих давления на перемещение расплава зависит от простран-
ственного расположения шва, от вида сварного соединения
и положения электрода относительно сварочной ванны.
Гидростатическое давление Рг — pMhB определяется глу-
биной ванны hB и плотностью металла рм. Давление, обуслов-
ленное силами поверхностного натяжения, можно определить
из уравнения
о I 1 । 1 \
— Ом—г ( г Ч- г ) »
\ Г1 Г2 )
где и г2 — главные радиусы кривизны.
В случае плоской поверхности
Рп = 2ом_г cos 0/6. (В.14)
В зависимости от применяемого способа защиты при свар-
ке в газовой среде
COS 0 - (От—г ог—ж)/0ы—г!
41
Рис. 22. Схема затекания металла в зазоры при сварке угловых («) и
тавровых (б) соединений.
при сварке под флюсом
COS 0 = (<Тт—ш <Тт—>к)/Ом—щ.
Из выражения (11.14) следует, что в зависимости от вели-
чины угла 6 силы поверхностного натяжения могут изменять
направление действия. Так, при сварке стыковых швов в ниж-
нем положении они будут способствовать затеканию металла
в зазор между деталями при хорошем смачивании твердого
металла расплавом (9 < 90°) и препятствовать затеканию
при 6 > 90°. Подобный процесс будет наблюдаться особенно
в тех случаях, когда температура плавления электродного
металла ниже, чем у основного металла.
При сварке тавровых и угловых соединений (рис. 22),
когда гравитационными силами можно пренебречь, скорость
затекания металла в зазор между деталями [100]:
Пер = 6ам-г cos 0/6цмх,
где х — расстояние, заполняемое расплавом и определяемое
/" тбо г cos е
временем процесса растекания металла т, х = 1/ ------------.
|/
Следовательно, использование приемов, улучшающих сма-
чиваемость твердого металла расплавом (удаление окисной
пленки, подогрев деталей, снижение величины ом_г и т. д.),
должно уменьшить вероятность образования непроваров;
это подтверждается данными из практики сварки изделий.
Образование непроваров по кромкам и между отдельными
слоями шва, по-впдпмому, также связано с плохой смачива-
емостью металла расплавом. Последнее может быть вызвано
наличием неметаллических включений на поверхности кромок
свариваемых деталей или на поверхности предыдущего слоя.
42
Рис. 23. Зона несплав-
ления в сварном шве.
При сварке на токах, обеспечиваю-
щих гарантированный провар, металл
сварочной ванны будет удерживаться,
пока будет сохраняться определенное со-
отношение между величинами Ря, Рг и
Рп. Для случая сварки в нижнем поло-
жении стыковых соединений это соотно-
шение будет следующим: Ря + Рг ом-г + —j.
Как видно, металл сварочной ванны удерживается „легче,
если гг и г2 будут небольшими. При повышении погонной энер-
гии происходит увеличение объема расплавленного металла,
а значит, и Рг за счет увеличения ширины шва, что, в свою
очередь, приведет к возрастанию гг и г2. Кроме того, если уве-
личение погонной энергии произошло за счет повышения
силы сварочного тока, то заметно возрастает и давление дуги.
Поэтому при повышении погонной энергии возможно, что си-
лы давления дуги и гидростатического давления станут боль-
ше сил поверхностного натяжения, что приведет к вытеканию
металла и образованию прожогов. Особенно часто прожоги
образуются при сварке деталей небольшой толщины, когда
ширина сварочной ванны велика и превышает порой толщину
деталей, а значения /у и г2 соответственно также велики.
Очевидно, что образования прожогов при сварке на весу
можно избежать или за счет уменьшения давления дуги и
объема сварочной ванны, например используя импульсно-ду-
говую сварку, или за счет повышения поверхностного натяже-
ния металла. Влияние поверхностного натяжения расплава
на образование прожогов подтверждается данными по сварке
стальных деталей в потоке воздуха. В этом случае прожоги
при сварке тонкого металла образуются довольно часто, что
объясняется снижением поверхностного натяжения распла-
ва в результате перехода кислорода из газовой среды в ме-
талл.
Обычно при сварке на больших токах и при высоких ско-
ростях сварки иногда отмечается отсутствие зоны сплавления
между основным и наплавленным металлами (рис. 23). Сравни-
вая этот дефект с подрезами (см. рис. 5, а), нетрудно заметить,
что несплавления являются подрезами очень большой величи-
ны. Поэтому можно предположить, что и механизм их образо-
вания аналогичен механизму образования подрезов. Под-
тверждается это и тем, что для устранения зоны несплавления
используются те же приемы, что и для устранения подрезов
(сварка наклонным электродом углом вперед, сварка с подо-
гревом, сварка на спуск и т. д.).
43
Как было установлено [238], поверхностные свойства,
а именно межфазное натяжение на границе металл — шлак,
играют важную роль в образовании несплавлений и при элек-
трошлаковой сварке.
3. Методы по устранению
дефектов формы шва
Поскольку в данной главе в основном рассматривалось влия-
ние поверхностных свойств металла и поверхностных явлений
на процессы образования шва и дефектов формы шва, то и рас-
сматриваемые меры также, главным образом, будут связаны
с изменением величины поверхностной энергии.
Совершенно очевидно, что во многих случаях, не изменяя
режимов сварки, глубину проплавления можно существенно
повысить за счет введения в металл поверхностно-активных
компонентов. Особенно легко это осуществить при сварке
в окислительной среде или при использовании окислительных
флюсов и покрытий. В случае, когда введение О2 или S явля-
ется нежелательным или недопустимым, можно применить
и другие компоненты (например, редкоземельные элементы,
а также Se, Те [239]).
При сварке тонколистового металла в окислительных сре-
дах, когда возникает опасность образования прожогов, оче-
видно, необходимо вводить в сварочную ванну компоненты,
которые обладают повышенным химическим сродством к кис-
лороду. Это приведет к снижению содержания свободного
кислорода в металле, вследствие чего влияние О2 на поверх-
ностное натяжение расплава стали уменьшится.
За счет снижения поверхностного натяжения металла или
его межфазного натяжения на границе со шлаком можно до-
биться уменьшения величины усиления шва и получить более
плавный переход от основного металла к наплавленному.
В результате устраняются концентраторы напряжений в свар-
ном соединении и повышается работоспособность сварной кон-
струкции.
Заметно уменьшить величину межфазного натяжения мож-
но за счет введения в шлак оксидов железа и марганца. Кроме
того, если оксидный шлак содержит мало FeO и МпО, вели-
чину ом_ш можно изменить, изменяя полярность сварочного
тока. При сварке на прямой полярности величина межфазного
натяжения будет выше, чем при сварке на обратной полярнос-
ти [66].
Анализ причин, влияющих на образование подрезов при
сварке, позволяет сделать вывод, что. снизить вероятность
44
Возникновения этих дефектов можно, уменьшив ом_г, оы_ш
или увеличив время существования сварочной ванны. Послед-
него можно достичь в результате применения предварительно-
го подогрева свариваемых изделий или за счет повышения тока
шунтирования при введении в шлак дополнительного непла-
вящегося электрода.
Поскольку образование подрезов связано с растзканием
расплавленного металла по поверхности твердого, то на их
возникновение повлияют также и гидродинамические условия
в сварочной ванне. Поэтому воздействие на дугу магнитных
полей различных видов, использование комбинированного
электрода может помочь устранить подрезы. Растекание рас-
плавленного металла можно повысить, удалив оксидные плен-
ки с кромок основного металла или создав определенный рель-
еф на кромках. Так как увеличению скорости растекания
способствует снижение вязкости металла и шлака, повышение
температуры металла и шлака, введение в них компонентов,
снижающих вязкость, уменьшают вероятность образования
подрезов. Однако при этом надо учитывать, как эти компо-
ненты влияют на величину поверхностного натяжения металла,
и помнить, что чрезмерное уменьшение вязкости шлака может
нарушить его защитные функции.
Устранить непровары в сварном шве можно, уменьшив зна-
чения ом_г и от_ж. Снижению величины от_ж способствует
удаление окисной пленки с поверхности кромок свариваемых
деталей и их подогрев. Причем достаточно, чтобы толщина
слоя нагретого металла была очень небольшой.
Глава III
НЕМЕТАЛЛИЧЕСКИЕ ВКЛЮЧЕНИЯ
В МЕТАЛЛЕ СВАРНОГО ШВА
Неметаллические включения, как правило, всегда присутству-
ют в металле сварных швов. Их состав, количество, размер,
форма и распределение в металле шва могут оказать заметное
влияние на механические свойства сварных соединений. По-
этому, несмотря на то что сварные швы вследствие малого
объема сварочной ванны неудобны для изучения неметалли-
ческих включений, данному вопросу посвящено довольно много
работ. Одними из первых, кто занимался исследованием неме-
таллических включений в сварных швах, были Н. Ф. Русаневич
и Л. Рив. Однако более тщательные и более обширные исследо-
вания начали проводиться лишь в 50—60 годах.
Важное значение имели работы, проведенные А. А. Аловым,
К. Борном, К. В. Любавским, Н. М. Новожиловым, В. В. Под-
гаецким и др. Результаты этих исследований показали, что
состав неметаллических включений во многом зависит от при-
меняемых сварочных материалов и способа сварки.
Однако в большинстве работ, как правило, констатируются
конечные результаты процесса образования неметаллических
включений, т. е. рассматриваются состав включений, их форма,
характер расположения и т. д., а вопросы кинетики зарожде-
ния, укрупнения и удаления включений не отражены. Между
тем совершенно очевидно, что без изучения этих вопросов труд-
но определить пути снижения содержания неметаллических
включений в сварном соединении или получения таких вклю-
чений, форма и размеры которых не влияли бы существенно
на качество шва. Поэтому рассмотрим некоторые стороны ки-
нетики процесса образования неметаллических включений
в сварочной ванне.
Указанные вопросы исследуем на примере оксидных и
сульфидных включений, чаще встречающихся в сварных швах
и в наибольшей мере влияющих на работоспособность сварного
соединения.
46
1. Включения в сварных швах
Неметаллические включения, находящиеся в металле свар-
ного шва, можно разделить на две группы: 1) включения, ко-
торые образуются в сварочной ванне в результате различных
физико-химических процессов, т. е. имеющие эндогенное про-
исхождение; 2) включения, которые вносятся в сварочную
ванну извне, т. е. имеющие экзогенное происхождение. В за-
висимости от состава неметаллические включения могут быть
оксидными, сульфидными, нитридными и карбидными. Боль-
шая часть неметаллических включений, образующихся
в сварном шве, эндогенного происхождения. При этом обра-
зованию неметаллических включений в сварочной ванне будут
способствовать обогащение жидкого металла примесями вслед-
ствие ликвационных явлений и понижение совместной раство-
римости примесей при охлаждении металла сварочной ванны.
Экзогенное образование неметаллических включений может
происходить в результате перехода в сварочную ванну части
расплавленного покрытия в виде отдельных капель или вмес-
те с электродным металлом за счет перехода оксидов, находя-
Таблица 1. Состав оксидных неметаллических включений при сварке
электродами и в среде СО2 [5, 6, 125, 163]
Электрод и прово- лока Вид включе- ний Содержание во включениях, % (по массе)
SiO£ МпО FeO А12О3 СаО + + MgO
Электрод без по- Крупные 45,81 19.56 18,18
крытая Дисперсные 78,21 10,22 3,18 — —
Родонитперовски- Крупные 23,3 32,1 14,0 5,1 ——
товый электрод Дисперсные 52,4 9,4 8,1 1,1 —
ц-з Крупные 46,0 20,3 28,1 4,2 - ,
Дисперсные 68,7 8,0 4,1 9,1 —
ОММ-5 Крупные 40,1 23,1 14,1 8,1
Дисперсные — — — —
У ОНИ—13/55 Крупные 27,2 28,2 28,2 7,1
ВСЦ-2 * — 36,2 29,5 9,5 20,2
ЦМ-9 — 45,99 31,02 2,76 22,23
Св-08Г2СА ** —- 34,97 24,51 4,26 36,26
Св-08Г2С ** — 29,68 32,25 5,86 32,21
Электрод с мело- — 19,0 11,15 54,0
вым покрытием
* Включения содержат 4.3 % TiO,
♦* Сварка в среде СО,.
47
щихся на поверхности сва-
риваемых деталей, а также
в результате неполного уда-
ления шлаковой корки с
поверхности предыдущего
валика при многослойной
сварке и наплавке.
Формы и размеры вклю-
чений в металле шва во
многом зависят от их тем-
пературы плавления, кото-
рая, в свою очередь, опре-
деляется составом включе-
ний. Как видно из данных
табл. 1 и 2, основу боль-
шинства оксидных вклю-
чений составляют SiO2—
МпО—FeO, SiO2—МпО—
А12О3, SiO2—FeO—A12O3
и лишь в некоторых случаях, например для электрода
(см. табл. 1), основными компонентами включений являются
SiO2, МпО и СаО + MgO. Содержание остальных компонентов
в рассматриваемых включениях сравнительно мало.
В состав сульфидных включений чаще всего входят FeS
и MnS (табл. 3). Кроме того, возможно существование и
сложных оксисульфидных включений, но и в этом слу-
чае основу включений составляют 2—3 компонента. Поэто-
Таблица 3. Состав сульфидных
неметаллических включений
в сварных швах [5, 164]
Электрод, проволока, флюс Содержание во включе- ниях, % (по массе)
FeS MnS
ЦМ-7 52,4 46,6
ЦМ-9 65,4 34,6
ОСЦ-45 67,2 32,8
СВ-08ГСА * 74,0 26,0
СВ-08ГС * 50,7 49,3
СВ-08Г20 * 42,8 57,2
Электрод с покрытием
меловым 81,2 18,8
руднокислым 69,5 30,5
* Сварка в среде СО,.
ВСЦ-2
му для суждения о температуре плавления этих включе-
ний с некоторой погрешностью можно воспользоваться двой-
ными и тройными диаграммами, изображенными па рис. 24
[218, 296].
Если нанести составы включений, приведенные в табл. 1—3,
на соответствующие диаграммы, то можно заметить, что в боль-
шинстве случаев температура плавления оксидных включений
довольно высока и часто превышает 1773 К. Только некоторые
включения, отличающиеся повышенным содержанием FeO
и МпО, имеют температуру плавления менее 1573-—1673 К.
Температура плавления сульфидных включений находится
в пределах 1443—1573 К.
Помимо включений, состав которых приведен в табл. 1—
3, в сварных швах довольно часто встречаются отдельные вклю-
чения корунда, кварца, магнезии, оксида кальция [5, 122, 1251.
Эти включения могут попасть в шов из основного металла, сва-
рочной проволоки, из сварочного шлака или образоваться
в сварочной вапне. Температура плавления их довольно высока
4 3—2373
49
Рис. 24. Диаграммы состояния систем:
а — FeO — SiO2 — Al2O3; б — FeO — SiO2 — МпО; в — MnO — SiO» — АЬО3:
г — FeS — MnS.
и составляет для А12О3 — 2323 К, для SiO2 — 1998 К и
для MgO — 3073 К.
Поскольку температура сварочной ванны при сварке под
флюсом низкоуглеродистой стали колеблется от 1943 до 2143 К
[268], в условиях сварки в расплавленном металле будут на-
ходиться как жидкие, так и твердые неметаллические включе-
ния. Причем некоторые, в первую очередь сульфидные, вклю-
чения могут оставаться в жидком состоянии и после начала
кристаллизации металла шва.
Размеры включений различные и колеблются от 0,05 до
10 мкм и более. Крупные включения, которые, как правило,
являются экзогенными, обычно редко встречаются в сварном
шве. Поэтому более опасными являются эндогенные включе-
ния, процесс образования которых рассмотрим более подроб-
но, начиная с их зарождения.
Б0
2. Зарождение включений
в сварочной ванне
Согласно современным представлениям, образование новой
фазы внутри маточного раствора начинается с появления
устойчивых зародышей. Необходимым условием образования
таких зародышей является наличие пересыщения, которое
наступает или вследствие уменьшения растворимости включе-
ний при охлаждении расплава, или в результате образования
различных соединений за счет протекания химических реак-
ций. Кинетику образования неметаллических включений в
расплавленном металле изучали П. Я. Агеев, Е. Б. Костю-
ченко, С. И. Попель и некоторые другие исследователи. Авто-
ры этих работ при оценке вероятности образования новой
фазы применяли уравнение, предложенное Я. И. Френке-
лем, согласно которому интенсивность зарождения новой фазы
/ = Ле-дФ*7’, (III. 1)
где I — интенсивность зарождения новой фазы; А — коэффи-
циент, определяемый расчетным путем; AG — изменение сво-
бодной энергии при образовании зародыша критического раз-
мера; k — постоянная Больцмана; Т — абсолютная температу-
ра; е — основание натурального логарифма.
Коэффициент А может быть определен из соотношения
[277]:
i i
2 з
А = "’(тг) (&-) "Т. <|,|2>
где п' — число атомов на поверхности зародыша критическо-
го размера; Va— объем, приходящийся на один атом исходной
фазы; п — число атомов в единице объема исходной фазы;
Ом-в — межфазное натяжение на границе между металлом
и выделяющимся включением; h — постоянная Планка. Ос-
тальные обозначения те же, что и в уравнении (III.1).
Как видно, значение коэффициента А не будет постоянной
величиной, а будет изменяться с изменением состава включе-
ния. По данным работы [345], величина А для А12О3 состав-
ляет 102в; для FeO—А12О3 — 1026; для SiO2 — Ю28; для
FeO — 1030.
Изменение свободной энергии при образовании устойчиво-
го зародыша новой фазы определяется равенством
ag = птт
Зр2Я2Г2 (In C/Cs)2 ’ (111.3)
4*
51
где /Иф — молекулярная масса вещества образующейся фазы;
р — плотность вещества; C/Cs — пересыщение расплава: R —
универсальная газовая постоянная.
Подставив выражение (III.3) в уравнение (III.1), получим
16л ам—в^ф
/ = л/^ . (III.4)
Однако образование неметаллических включений характе-
ризуется не только интенсивностью их зарождения, но и раз-
мером образовавшегося зародыша. Возникшие в расплаве
зародыши будут устойчивы и способны к последующему росту i
только в том случае, если их размер достиг некоторого крити-
ческого значения.
В случае образования жидкого включения его форма, оче-
видно, близка к сферической, а критический радиус такого
зародыша
_____ 2°М—В^Ф ,jtj ri
Гкр pflTln C/Cs (Ш.О)
Если образуется тугоплавкое кристаллическое включение,
то его критический размер, характеризующийся средним раз- i
мером грани кристалла,
h 2о'м_вМф
Kpt (>RT\nC/Cs’
где Ом-в — межфазное натяжение на границе i-й грани вклю-
чения с расплавом.
Как правило, величина Ом-В не известна, и поэтому с не-
которой долей приближения можно воспользоваться средним
значением удельной межфазной энергии на границе расплав —
включение ом_в- Вследствие малых размеров включений их
форму можно считать близкой к сферической. Поэтому в слу-
чае образования кристаллических включений их критический
размер можно найти из выражения (III.5).
Анализ уравнений (III.4) и (II 1.5) позволяет сделать вывод
о том, что интенсивность зарождения неметаллических вклю-
чений в сварочной ванне связана с величинами степени пересы-
щения расплава выделяющимся веществом и межфазового на-
тяжения на границе расплав — включение.
Оксидные включения образуются в результате химической
реакции, которую в общем виде можно представить следующим
образом:
т [Me] 4- и [О] = (МетО„).
52
Величину пересыщения CICS можно найти из выражения
С = _Кф_ = [%Ме]^[%О1^
Cs Кр Кр
где % константа равновесия реакции раскисления; [% Ме]ф;
[о/д о] _ фактические концентрации элемента — раскислителя
и кислорода, растворенных в расплаве.
Следовательно, величина пересыщения определяется отно-
шением произведения растворимостей компонентов в реальных
условиях к произведению растворимостей тех же компонентов
в равновесном состоянии [345]. Многочисленные расчеты сви-
детельствуют о том, что для образования неметаллических
включений требуются весьма значительные пересыщения. На-
пример, по данным [335], для SiO2 C/Cs = 80 4- 800; для
А12О3 C/Cs = 3 10® -i- 3,6 • 1014. Однако, как видно из вы-
ражений (Ш.4) и (III.5), снижение величины межфазного на-
тяжения на границе металл — включение должно снизить
необходимую величину пересыщения.
Известно, что величина межфазного натяжения металла
на границе со шлаком во многом определяется интенсивностью
обмена веществом между металлом и шлаком. Как было пока-
зано в работе [158], сплавы на основе железа обмениваются
со шлаком, в основном, ионами железа. Поэтому повышение
содержания FeO в оксидных шлаках любого состава приводит
к наиболее существенному снижению величины межфазного
натяжения [63, 65, 192]. В меньшей мере, но все же весьма за-
метно, снижается величина межфазного натяжения при до-
бавлении в шлак закиси марганца [63, 65, 195]. Следовательно,
интенсивность зарождения оксидных включений в сварочной
ванне должна быть тем выше, чем больше в них содержится
FeO и МпО. Кроме того, увеличение содержания этих оксидов
в выделяющихся включениях должно привести и к уменьше-
нию размеров устойчивого зародыша.
К таким же выводам пришел и С. И. Попель [196], который,
задавшись величиной пересыщения и использовав данные о ве-
личинах межфазного натяжения на границе с оксидными рас-
плавами, рассчитал при некоторых допущениях интенсивность
образования новой фазы и критические радиусы включений
(табл. 4) по формулам (III.4) и (II1.5).
Как видно из данных табл. 4, включения оксидов железа
и марганца могут самопроизвольно выделяться из недостаточ-
но раскисленной стали уже при небольшом пересыщении.
В случае, если выделяющаяся фаза содержит помимо FeO
и МпО еще и SiO2, интенсивность образования зародышей
сильно снижается. При этом снижение интенсивности образо-
53
Таблица 4. Значения критических радиусов и интенсивности
образования оксидных неметаллических включений прн различной
степени пересыщения
Оксидное включение <p - о к s C/cs
Межфа натяже мДж/м: 1,5 3 5 10
FeO—МпО—Fe2O3 180 1.6 0,6 0,4 0,3
4.4-1034 4,7-1041 4,8-Ю41 4,6-1041
FeO—МпО—SiO2 500 6,0 2,2 1,5 1,1
2,Ю^’Щ 7,5 1,1-IO24 1,2-1034
FeO—Mr.O—SiO2 700 8.3 3,1 2,1 1,5
Ю-826 3-10”79 1,2-10“10 2-1016
SiO2—A12O3—CaO 1000 —
3-IO-90
Примечание. Над чертой приведены значения 2гКр, 10» м, под чертой — значе-
ния /, зародыш/(с-м3).
вания новой фазы тем заметнее, чем больше содержится SiO2
в образующемся зародыше, так как повышение содержания
SiO2 в системе SiO2—FeO—МпО приводит к возрастанию меж-
фазного натяжения [63, 65, 192]. Если выделяющаяся фаза
состоит из SiO2—А12О3—СаО (ом_в = 1000 мДж/м2), то
новая фаза не образуется даже при десятикратном персе: ще-
нии. Повышение величины межфазного натяжения приводит
и к увеличению критического радиуса зародыша.
Поскольку величина межфазного натяжения для систем
со шлаком, близким по своему составу к неметаллическим
включениям, присутствующим в сварных швах, невелика
(табл. 5), такие включения могут образоваться при сравни-
тельно небольшой степени пересыщения [63, 65, 195]. Кроме
того, существует возможность ступенчатого образования
неметаллических включений, содержащих значительное коли-
чество SiO2, А12О3 и СаО, которое может происходить следу-
ющим образом. Вначале, на первой стадии, происходит образо-
вание включений типа FeO—МпО, выделение которых не
требует значительного пересыщения, а затем уже на готовых
поверхностях выделяются сложные алюмосиликатные вклю-
чения. Подобный механизм образования включений подтвер-
ждается данными [39], а также исследованиями состава вклю-
чений с помощью рентгеновского микроанализатора [337],
54
Таблица 5. Значения межфазного иатиженни для систем со шлаками,
состав которых близок составу неметаллических включений
в сварных швах
Металл Состав шлака, % (по массе) Температу- ра. К Межфазное натяжение, мДж/м2
Св-08 SiO2 — 38; FeO — 62 1803 1853 1903 414 371 319
Железо МпО —36,0; SiO2 — 24,0; FeO — 11,7; MgO— 15,7 1823 500
Армко-железо MnO —51,0; SiO2 — 25,2; MgO — 14.7; FeO —6,4 1823 600
Низкоуглеродистая сталь SiO2 —31,4; A12O3 — 26,2; MnO —22,8; MgO — 12,4; FeO—2,4 1853 660
Низкоуглеродистая сталь SiO2 — 44,5; MnO—23,5; MgO — 17,8; A12O3 — 9,3; FeO — 1,2 1853 665
Св-08 SiO2 — 50; MnO —40; A12O3 — 10 1803 1853 1903 833 713 671
Св-08 SiO2 — 92; A12O3 —8 1853 1903 979 920
в результате которых в центре оксидных включений обнаруже-
на область, богатая закисью железа.
Известно, что сера является поверхностно-активным эле-
ментом в сталях, а введение сульфидов в состав шлака приво-
дит к заметному снижению (рис. 25) величины межфазного на-
тяжения на границе металл — шлак [141]. Поэтому, на первый
взгляд, сульфиды должны образовываться в металле сварочной
ванны так же легко, как и включения FeO или МпО. Посколь-
ку в отличие от кислорода се-
ра имеет неограниченную рас-
творимость в жидком железе,
формирование сульфидных
включений во многом зависит
Рис. 25. Изменение величины меж-
фазного натяжения в зависимости
от содержания MnS (о) и CaS (б) в
шлаке исходного состава [ 141J:
£-0/Са9 - 10 ,МпО - 60 %; Si0« -
30 % (ПО массе); 2 — СаО — 10 %:
МпО 30 %; Si6s _ gQ % ^по массе)_
55
от наличия в металле сульфидообразующих элементов. Наи-
более сильными десульфаторами являются щелочноземельные
и редкоземельные элементы, а также А1 и Zr. Однако все эти
элементы одновременно являются и сильными раскислителя-
ми. Поэтому их высокая активность по отношению к сере мо-
жет заметно проявиться лишь после раскисления стали.
Следовательно, вследствие высокой растворимости серы
в расплавленном железе и пониженной активности десульфу-
раторов в период раскисления образование сульфидных вклю-
чений должно происходить в период кристаллизации металла,
а может быть даже в твердом металле.
Это хорошо подтверждается данными работы [58], в которой
исследовалось изменение концентрации и размеров включений
в кислой мартеновской стали в зависимости от скорости ее за-
твердевания. В исследованном интервале скоростей кристалли-
зации [(0,165—83,3) 104 м/с] содержание силикатных вклю-
чений не менялось, а размеры включений несколько возросли
при увеличении скорости кристаллизации от 0,165 • 10-4
до 3,3 • 10~4 м/с. Дальнейшее повышение скорости кристал-
лизации до 83,3 • 10”4 м/с не повлияло на размеры силикатных
включений. Содержание сульфидных включений при увеличе-
нии скорости охлаждения в том же интервале снизилось
с 65 до 5 %, а радиус включений уменьшился с 10 до
1 мкм.
Подобные результаты были получены и в работах [186,
187, 189], в которых установлено, что в сварном шве наимень-
шие размеры имели сульфиды, расположенные на границе
сплавления основного металла с металлом шва, а наиболь-
шие— в середине верхней части шва. По-видимому, эго также
связано, в основном, с повышенной скоростью охлаждения
в центральной части шва.
Таким образом, условия перехода металла из жидкого
в твердое состояние существенно влияют на процесс формиро-
вания сульфидных включений.
Поскольку сера — сильный ликвирующий элемент, лик-
вационные явления могут оказать заметное влияние на созда-
ние пересыщения расплава серой, а следовательно, и на обра-
зование зародыша новой фазы.
По данным [32, 145], в сварных швах, как правило, наблю-
даются дендритная и слоистая ликвация серы и весьма редко,
обычно в верхней части швов большого объема, зональная
ликвация.
Согласно формуле В. Пфанка, Б. Чалмерса и М. Флемин-
га, концентрация серы в расплавленной части металла Cl
56
в процессе его кристаллизации
Ct = C0(l-gM + asVp-1- (П1-6)
Здесь Со — начальная концентрация серы в расплаве; gM —
доля закристаллизовавшегося металла; kp — равновесный
коэффициент распределения серы между расплавленным и твер-
дым металлами; as = 4DS где Ds — коэффициент диффу-
зии серы в затвердевшем металле; тд — время затвердевания
данного междендритного участка металла; L — расстояние
между ветвями дендрита.
Однако найденная по формуле (II 1.6) концентрация серы
будет средней для данного расплавленного объема. Изменение
концентрации серы в данном объеме можно найти из выражения
[2811:
_ V3XL
С1 = СкГ1 + Фрф ], (П1.7)
L \ кр / J
где Cl — концентрация примеси в кристаллизующемся объе-
ме металла в данный момент времени; п3 — линейная скорость
затвердевания металла; xl —- расстояние от поверхности раз-
дела до точки в расплаве, где концентрация равна Cl.
Из выражения (III.7) следует, что наибольшая концентра-
ция серы будет наблюдаться у границы расплав—кристалл,
а распределение ее в расплаве будет зависеть от скорости
затвердевания металла, коэффициента диффузии серы в рас-
плаве D' и коэффициента распределения серы между твердым
и жидким металлами.
Таким образом, вследствие большой растворимости серы
в стали пересыщение, необходимое для образования сульфид-
ных включений, может возникнуть лишь в конце периода за-
твердевания металла. При этом величина пересыщения, ве-
роятно, должна быть небольшой, так как величина межфаз-
ного натяжения на границе металл — сульфидное включе-
ние невелика. Причем области повышенного пересыщения
расплава серой будут находиться вблизи границы твердый —
жидкий металлы.
Поскольку почти все расчеты, выполняемые по формулам
(II 1.4) и (II 1.5), дают завышенные значения пересыщений, не-
обходимых для образования новой фазы, рассмотрим, какие
факторы могут ускорить образование зародышей оксидных
и сульфидных включений в сварочной ванне.
57
3. Факторы, влияющие на зарождение
неметаллических включений
Поскольку легче всего образуются включения, содержащие
FeO или FeS, остановимся еще на одной стороне процесса их
образования. Как известно [3], при контакте двух проводя-
щих фаз между ними возникает разность электрических по-
тенциалов, появление которой связано с образованием двой-
ного электрического слоя. При наличии на границе фаз двой-
ного электрического слоя величина межфазного натяжения,
по данным [263], уменьшается и составляет
ом_в = о0---Сдф2, (III.8)
где о0 — величина поверхностного натяжения при потенци-
але нулевого заряда; Сд — емкость двойного слоя; <р — элек-
трический потенциал.
Следовательно, чем больше емкость и потенциал двойного
электрического слоя, тем меньше величина ом_в и больше ве-
роятность образования зародыша неметаллического включения.
Величины межфазного натяжения, которые использовались
при расчетах [196], определены после некоторой выдержки
системы металл—шлак, т. е. при установившихся значениях
Сд и ф. Однако, как показали эксперименты [321], в момент
добавки в шлак, покрывающий металл, окислов железа или
его сульфида величина потенциала резко возрастает (рис. 26),
а спустя некоторое время понижается до первоначального зна-
чения.
Поскольку образование зародыша вследствие малого вре-
мени процесса характеризуется резким возрастанием концен-
трации выделяющегося вещества (FeO, FeS) в каком-то объеме
расплава, при образовании включения, содержащего значи-
тельное количество FeO или FeS, возможно такое же быстрое
повышение потенциала, как и при добавке окислов железа
или FeS в шлак, а это согласно выражению (II 1.8) должно
привести к снижению величины ом_в и облегчению появления
зародыша в однородной среде. Кроме того, в процессе реак-
ции и создания межфазной поверхности металл—включение
величина межфазного натяжения увеличивается [1421 по ходу
протекания реакции и достигает равновесного значения ом_в,
которое используется в расчетах и которое выше динамическо-
го значения ой-в-
Существенное влияние на возникновение неметаллических
включений может оказать и одновременное участие в образо-
вании зародыша двух или нескольких компонентов. Впервые
58
Рис. 26. Изменение во времени электрического потенциала в системе чу-
гун __ шлак (СаО—А12О3—SiO2) при введении в шлак оксидов железа (а)
и сернистого железа (б) [321]:
1 — присадка Fe3O4; 2 — присадка Fe2O3; 3 — присадка FeS.
эти вопросы были рассмотрены Д. М. Лаптевым [116], а позд-
нее А. Д. Дрозиным, Д. Я. Поволоцким, В. Е. Рощиным [76,
230]. Согласно данным Д. М. Лаптева, для случая образования
зародыша неметаллического включения двумя компонентами
критическое число частиц в зародыше при условии, что зна-
чения ом_в и Ум для чистых компонентов близки, будут
32 ло?, „Ем
(щ + «и)кр = -у-------? X "-,„--.3 • (Ш.9)
3 RTln Нг +Ат
\ Cs Cs Л
В случае образования зародыша одним компонентом
^кр
(Ш.10)
где Ем — молярный объем вещества выделяющейся фазы;
1, II — индексы, обозначающие первый и второй компоненты.
Определив по формулам (III.9) и (ШЛО) значения /гкр
и («I + Пц)кр, исследовав соотношение --гкр „— = 0 при
„ „ («i+«n)Kp с 1
С /Cs — I и изменяющейся величине C’/Cj, Д. М. Лаптев
обнаружил следующую зависимость между величинами С11С\
и 0С:
С'/С’ I 1,2 1,4 1,6 2,0 3,0 10,0
6с oq 80,8 17.2 8,4 4,0 2,0 1,13
59
Таблица 6. Расчетные значения возможных пересыщений расплава
оксидами при образовании зародыша одним и двумя компонентами
Раскислитель (FeO) (FeO-Me 0 ) tn n
Л1 1,91- 10to 7,81-101° 0,468 2,741 148,9 203,0
Т1 188 0,162 15,82
3500 0,338 33,03
Si 125 953 0,346 0,508 13,35 19.55
Примечание. Над чертой приведены минимальные, а под чертой — максималь-
ные значения С/С&.
Следовательно образование двухкомпонентного зародыша
требует меньшего числа частиц, чем образование устойчивого
однокомпонентного зародыша, причем разница эта особенно
заметна при не слишком сильно отличающихся значениях
С’/С1 и Сп/С".
В работах [76, 230], где задача решалась в более общем
виде, также было отмечено, что образование двухкомпонентно-
го зародыша неметаллического включения всегда энергетиче-
ски более предпочтительно, чем образование критических
зародышей из чистых компонентов. При этом значительно
уменьшается и величина необходимого пересыщения C/Cs, что
видно из табл. 6, составленной по данным [230] для случая
образования оксидов при различном содержании раскислите-
ля и кислорода в металле. Результаты расчетов [230] свидетель-
ствуют о том, что степень пересыщения, при которой образуют-
ся зародыши критического размера, зависит от соотношения
концентраций реагентов и будет изменяться с изменением сте-
пени пересыщения каждого из компонентов, участвующих
в образовании зародыша.
Все рассмотренные ранее положения справедливы для обра-
зования устойчивых зародышей неметаллических включений
в гомогенной среде. В реальных условиях в сварочной ванне
всегда существуют различные границы раздела: твердый—
расплавленный металлы, внесенные извне тугоплавкие вклю-
чения—металл. Следовательно, вполне возможно, что образо-
вание новой фазы будет иметь гетерогенную природу. В этом
случае процесс образования неметаллического включения бу-
дет во многом определяться степенью смачивания веществом
новой фазы подложки, на которой выделяется эта фаза. Со-
60
Таблица 7. Значения краевых углов, образуемых оксидными
расплавами на огнеупорных материалах и металле
Состав оксидного расплава, % (по массе) T емпе- ратура, К Значение краевого угла, град,
СаО SiO2 FeO Fe2O, А1,О3 MgO МпО
Подкладка из плавленой магнезии
40,0 60,0 — — — -— 1503 6
24,0 11.1 41,8 12.8 7,9 2,3 — 1743 4
43,8 20,0 12,6 1,8 16,4 5,3 — 1723 12
33,1 20,0 11,6 2,7 5,7 7,2 17,9 1693 2
Шамотная подкладка
28,4 12,4 39,6 4,40 11.60 4,0 — 1683 6
24,4 11.07 43,6 10,6 7,71 2,4 — 1683 0
10 32 58 — — — — 1553 0
Примечание. По данным (118], значение краевого угла при смачивании окис-
лительным шлаком магнезитовой подкладки равно нулю (Т == 1873 К), а при смачи-
вании армко-железа — 53 ° (Т => 1723-1-1783 К)-
гласно 18451, изменение свободной энергии Гиббса системы при
гетерогенном зарождении включений будет
AGreT = AGroM/(6). (III. 11)
Функция f (6) определяется из следующего выражения:
Л (0) = -г <2 + cos еН 1 — cos 6)2. (III. 12)
Согласно табл. 7 и данным [118, 193, 194], краевые углы
смачивания, образуемые оксидными расплавами на поверх-
ности плавленой магнезии, шамота и кварца, обычно малы
и при температуре 1523—1673 К колеблются от 0 до 20°. При
смачивании оксидным расплавом поверхности твердого метал-
ла краевой угол при температуре, близкой к температуре плав-
ления металла, равен 55° [118].
Значения измеренных авторами монографии краевых уг-
лов при смачивании различных материалов сульфидом железа
при Т = 1373 К после 5 с выдержки приведены ниже:
ЗОХГСА 9,0 07Х25Н13 47,0
У10 9,5 Корунд 31,5
Трансформаторная Кварц 37,5
сталь 24,5 Оксид железа (II) 0
1Х18Н9Т 35,5
61
град
д,мм;В,
25
20
15
10
5
0,02 0,09 0,06 0,08 0,10 0,12 0,19
г~
д,мм
21
19
17
15
—I
ft град
13
11
20
15
10
5
О, мм
JL
Наград
18
1Б
/4
90
30
20
________ ________ О
О 0,25 0,50 0,75^1,00 1,25 1,50 1,75
10
в
Б
80
60
90
4
100
90
3
2
10
О
20
О
12 19
12
10______
Q 0,5 1,0 1,5 2,0 2,5 3,0 3,5
Рис. 27. Изменение во времени диаметра основания капель н краевых уг-
лов смачивания на границе с армко-железом (а), сталями 40Х (б), У10 (в),
1Х18Н9Т (г), ЗОХГСА (д) н трансформаторной сталью (е) при Т — 1373 К.
О
Особенно хорошая смачиваемость наблюдалась в случаях,
когда подложками служили армко-железо, сталь 40Х, 08Ю,
15ХМНФ, 9ХФ, сталь СтЗ и закись железа. При этом 6 = 0,
и растекание капли происходило с большой скоростью
(рис. 27).
Наличие в металле хрома, кремния, марганца, титана, нике-
ЛЯ, углерода снижает (см. рис. 27) интенсивность растекания
расплава FeS по металлической подложке.
Из выражений (Ш.11) и (III. 12) следует, что чем лучше
смачивает подложку материал новой фазы, тем легче происхо-
дит выделение новой фазы на подложке. Так, для 6 = 5°
отношение AGreT/AGr0M = 0,1 • 10 ,для 6 = 10 AGreT/AGrOM —
= 0,17 • 10“3, для 0 = 30° — ДСГет/АСгом = 10,12 • 10 *.
Таким образом, сульфидные включения могут легко выде-
литься по границам зерен металла, а также и на оксидных
включениях, особенно если последние имеют высокое содержа-
ние FeO.
Возможность образования оксидов и сульфидов на меж-
фазных границах подтверждается многочисленными фактами.
Так, результаты металлографических и микрохимических
исследований свидетельствуют [93], что практически во всех
включениях сульфидного типа присутствуют и оксидные вклю-
чения. Причем центральную часть таких включений составля-
ют оксиды, а оболочку — сульфиды.
Поскольку выделение оксидных включений предшествует
выделению сульфидных, очевидно, что образовавшиеся в сва-
рочной ванне оксидные включения выполняют роль подложек
для выделяющихся сульфидов. При сварке чистого железа,
например в швах на армко-железе, наблюдается образование
сульфидных пленок по границам зерен, так как в этом случае
вследствие низкого содержания кислорода и раскислителей
в металле не образуются оксидные включения [186]. Все это
свидетельствует о том, что форма сульфидных включений и их
расположение во многом определяются поверхностными яв-
лениями [99].
Одной из особенностей сварочного процесса является то,
ч го при дуговых способах сварки через металл сварочной ван-
ны протекает электрический ток значительной величины. Из-
вестно [66, 89], что ток, протекающий через границу металл —
оксидный расплав, может существенно изменить величину
межфазного натяжения. Поэтому рассмотрим процесс
образования неметаллических включений с учетом внешнего
электрического поля.
Из изложенного выше видно, что наиболее вероятно обра-
зование зародышей, состоящих в основном из FeO, МпО и
FeS. Однако из теории электрокапиллярных явлений следует
13], что при прохождении тока через границу между металлом
и электролитом, когда последний содержит много ионов дан-
ного металла, электрический потенциал металла почти не из-
меняется. Следовательно, если образующиеся зародыши будут
63
Рис. 28. Изменение величины
межфазного натяжения в систе-
ме низкоуглеродистая сталь —
шлак (60 % SiO2; 40 % МпО) под
действием внешнего электриче-
ского поля.
отличаться повышенной концен-
трацией Fe, то наложение на си-
стему внешнего электрического
поля не должно заметно изме-
нить условия их возникновения.
При наличии в оксидной фазе
значительного количества МпО
прохождение тока через грани-
цу включение—металл также
мало влияет на величину меж-
фазного натяжения (рис. 28).
Таким образом, в момент зарож-
дения неметаллических включений прохождение тока через
сварочную ванну, по-видимому, не должно оказывать сущест-
венного влияния на процесс их образования.
4. Укрупнение неметаллических включений
в сварочной ванне
Поскольку размеры неметаллических включений влияют на
скорость их удаления из расплавленного металла и в значи- !
тельной мере — на механические характеристики сварного ;
соединения, изучение процесса укрупнения неметаллических
включений имеет важное значение.
Размеры зародышей неметаллических включений могут
увеличиваться или в результате адсорбции ионов из расплава
в связи с пересыщением, или вследствие объединения отдель-
ных мелких включений, находящихся в расплавленном метал-
ле, при их столкновении. В первом случае скорость роста
включения будет ограничиваться процессами диффузии реа-
гентов к поверхности включений. Очевидно, что второй про-
цесс будет преобладающим для оксидных включений, так как
они образуются в тот момент, когда объем расплавленного
металла еще велик и включения могут довольно свободно пе-
ремещаться.
Для сульфидных включений, которые образуются в момент,
когда большая часть металла уже закристаллизовалась, по-
видимому, более характерен первый механизм роста, так как
при этом подвижность неметаллических включений и вероят-
ность их столкновения очень малы. Однако и для оксидных
включений диффузионный рост неметаллических включений
будет иметь определенное значение.
Рассмотрим оба процесса роста неметаллических включений.
При понижении температуры в расплаве создается пересыще-
ние в отношении образующейся неметаллической фазы, т. е.
64
qx > С где Cr — равновесное значение концентрации рас-
плава на поверхности каждой частицы. Особенно заметное пе-
ресыщение должно возникать для сульфидной фазы, так как
этому будет способствовать междендритная ликвация серы,
наблюдающаяся в сварных швах.
Создание пересыщения приводит к появлению диффузион-
ного потока примеси на частицу, что и обусловит рост отдель-
ных частиц и возрастание общей массы включений.
Если принять, что форма растущей частицы и области изме-
нения концентрации имеют вид сфер, и считать, что эта область
настолько мала, что диффузионные области растущих частиц
не перекрываются, то величину потока вещества нетрудно
определить. Этот расчет упрощается еще больше, если счи-
тать, что поток реагентов к поверхности включения соответ-
ствует стехиометрическим уравнениям
a [Me] + b [О] = (МеоОь);
с [Me] + d [S] = (MecSd).
В этом случае соотношение между потоками отдельных
элементов будет а/Ме = Ыо’, = dis- Следовательно,
при изучении механизма роста включений можно рассматри-
вать диффузию только одного элемента (например, кислорода
для оксидных включений или серы для сульфидных включе-
ний). Для данных условий распределение концентрации в ша-
рообразной ячейке запишется следующим образом [26]:
С = СХ-^~^Г\ (III. 13)
Рс
где Соо — концентрация в объеме расплава; Сг — концентра-
ция на поверхности растущей частицы; гв — радиус включе-
ния; рс — радиус сферической ячейки.
В случае шаровой симметрии величина потока вещества
I ~ DSB где SB — площадь поверхности растущей части-
цы; D — коэффициент диффузии примеси в расплаве.
Из (III.13) следует, что - =-С°° Сг^Гв ---------
дс ^оо — Сг
= Тогда
z = z>sB—°°~с'
в гв
Для шара объем Уш = лгв, а площадь 5В = 4лгв. Тогда
dVJdrB = 4лгв, и, следовательно, dVm = SBdrB; dVJdt =
, или при гв =
Ро
(III. 14)
5 3-2373
65
= SB Поскольку dVJdx = VJ (VM — молекулярный
объем осаждающегося вещества), с учетом уравнения (II 1.14)
можно записать, что
dr — — Сг
SB = VMDSB ------------- ,
в dx в гв
rBdr = VMD (С«, — Cr) dx. (III. 15)
Проинтегрировав уравнение (III.15), получим
г2
-f В = VMD — Сг)х,
или
где В — постоянная интегрирования, которая из условия
г = г0 при т = 0 равна — to/2.
Тогда уравнение, описывающее изменение размеров неме-
таллических включений за счет диффузии на них вещества из
расплава, будет иметь вид
г в = г2о 4- 2VM£) (С*, — Сг) т.
Это уравнение, впервые полученное в работе [300], спра-
ведливо для роста оксидных и сульфидных включений за счет
диффузии. Для оксидных включений в зависимости от концен-
трации кислорода во включении Cs, его начальной Со и сред-
ней концентрации Ст в расплаве изменение радиуса включения
/ с0 —ст\,/я
описывается формулой rB = r0 I—q ) [344], или при
переходе к концентрации в процентах и условии, что
Cs ~ 0,08 (г • атом)/см3,
гв = 0,379го ([ % О]0 - [ % О]т)
где [% О|0 — [% О]т—-уменьшение содержания кислорода
к моменту времени т.
Таким образом, чем выше начальное содержание кислорода
в расплаве, тем в большей мере вырастает включение за счет
диффузии на него компонентов из расплава.
Очевидно, что механизм роста сульфидных включений
и влияние на него концентрации S во включении и в расплаве
в первоначальный и в данный момент времени будут такими же,
что и для оксидных включений.
Однако увеличение размеров оксидных включений в ре-
зультате диффузионного роста, очевидно, будет незначитель-
ным. Это связано с тем, что пересыщение расплава, обусловлен-
ное наличием в нем раскислителей, будет снижаться со време-
нем. К тому же при охлаждении расплава, содержащего силь-
66
ные раскислители (Si, Ti и т. д.), растворимость кислорода
изменяется мало, и поэтому ожидать значительной скорости
роста оксидных включений не приходится.
Рассматривая процесс роста неметаллических включений
за счет диффузии на них вещества из расплава,нужно отметить,
что при определенных условиях возможен обратный процесс —
растворение неметаллических включений в сварочной ван-
не. Причиной этого явления может быть нестехиометричность
включения. В среде, обладающей более низкой активностью
кислорода или серы, включения могут разрушаться. Пониже-
ние активности, которая происходит с уменьшением концентра-
ции [О] или [S] в расплаве, можно обеспечить за счет вакуу-
мирования расплава.
Поскольку в последнее время применяются способы сварки
и наплавки в вакууме,рассмотрим на примере оксидных вклю-
чений процесс их растворения. При сварке сталей за счет
вакуумирования происходит повышение раскислительной спо-
собности углерода [307]. Это приводит к смещению равнове-
сия реакции [С] -ф [О] = {СО} в сторону образования СО,
и при содержании кислорода ниже равновесного с данным
элементом — раскислителем может начаться растворение со-
ответствующих оксидных включений. При вакуумной обра-
ботке возможно растворение кремнезема, силикатов железа,
марганца и оксидов хрома [328]. Скорость растворения всех
видов оксидов , если их размеры не превышают 140 мкм, опи-
сываются уравнением [328]:
-^1 = р“Л([О]р-[Оф]), (Ш.16)
(НО]
где -------количество кислорода, образующегося при дис-
социации оксида в единицу времени; Sb — площадь поверх-
ности растворяющегося включения; 1 s —- объем металличе-
ской ванны; |3М — коэффициент массопередачи; [О]р — содер-
жание кислорода в металле, равновесное с данным оксидом;
Ю1ф фактическое содержание кислорода в металле.
Заменив в уравнении (Ш.16) dна проинтегри-
ровав полученное выражение и приняв [OL — [OL = const,
получим
Гв = г20 - В ([О]р - [О]ф) т, (III. 17)
где г0 начальный радиус неметаллической частицы; гв —
радиус частицы в момент времени т.
времени полного раст-
ворения включений
SiO2 от размера вклю-
чений при различном
содержании Si в метал-
ле:
1 — [Sii — 0,01 %; 2 —
[Si] — 0,03 %: 3 — [Si] —
0,06 %; 4 — [Si] - 0,1 %
(по массе)
Из уравнения (Ш.17) время полного
растворения включения (гв — 0) состав-
ляет
Тг»=о - в ([О]р - [О)ф) • (ШЛ8)
Следует отметить, что выражения
(III. 17) и (II 1.18) получены в предполо-
жении, что [О]ф = const. Однако на са-
мом деле в первоначальный момент эта
величина равна содержанию кислорода
в металле, а в процессе вакуумирования
должна снижаться за счет взаимодейст-
вия растворенного кислорода с углеро-
дом и удаления кислорода в газовую
фазу. Поэтому для расчетов правильнее
пользоваться средним значением между
начальным и конечным содержанием кис-
лорода в металле.
Расчеты показали (рис. 29, 30), что в
углеродистом железе включения SiO2 и
Сг2О3 радиусом до 10 мкм могут пол-
ностью раствориться за 3—5 с. С повы-
шением содержания Si и Сг в расплаве скорость растворения
заметно снижается, что связано с уменьшением разности [О]р —•
[О]ф, которая входит в знаменатель выражения (III.18).
При вакуумировании будут растворяться и сульфиды.
Однако снижение содержания серы в расплаве при его ваку-
умировании зависит от наличия в
расплаве поверхностно-активных
элементов, в первую очередь от
концентрации кислорода [307].
Рассмотрим второй возможный
процесс укрупнения неметалличе-
ских включений за счет их объеди-
нения. Объединение отдельных
включений может происходить с
исчезновением разделяющей их по-
верхности или с частичным сохра-
нением поверхности раздела. В пер-
вом случае процесс называется ко-
алесценцией, во втором — коагуля-
цией. Коалесценция наблюдается
при укрупнении жидких включе-
ний, которые могут быть и одина-
Рис. 30. Зависимость времени
полного растворения включе-
ний Сг2О3 от размера включе-
ний при различном содержа-
нии Сг в металле:
1 — [Сг] — 1 %; 2 - [Сг] — з %;
3 — [Сг] — 5 % (по массе).
68
кового и различного состава, а коагуляция чаще всего на-
блюдается при столкновении твердых включений, твердых с
жидкими включениями или при встрече жидких малораст-
воримых друг в друге включений. Коагуляция может быть
ортокинетической и перикинетической. Коагуляция будет пе-
рекинетической, если она совершается под действием сил,
действующих одинаково во всех направлениях. Если же ве-
роятность столкновения частиц в одном направлении больше,
чем во всех остальных, то в этом случае будет иметь место ор-
токинетическая коагуляция.
Благодаря наличию в сварочной ванне частиц различных
размеров, форм и плотности, а также вследствие интенсивного
перемешивания расплавленного металла в сварочных процес-
сах наибольшее значение имеет ортокинетпческая коагуляция.
Не касаясь всех сторон процесса укрупнения неметалли-
ческих включений в результате их объединения, рассмотрим
в данном параграфе только возможность протекания этого
процесса с точки зрения термодинамики. Поскольку наличие
в сварочной ванне большого числа включений обусловливает
существование развитой поверхности раздела между неме-
таллическими включениями и расплавом, такая система будет
обладать значительной свободной энергией. Естественно,
что свободная энергия системы стремится уменьшиться, и это
может быть достигнуто лишь при замене множества мелких
частиц меньшим числом крупных. Величина снижения сво-
бодной энергии при объединении частиц будет зависеть от их
агрегатного состояния.
При коалесценции жидких включений, как было показано
в [236], убыль свободной энергии dG прямо пропорциональна
межфазному натяжению и уменьшению поверхности раздела
dS между металлом и включением: — dG = ом—*dS. Посколь-
ку существование устойчивых коллоидных систем возможно
лишь при значениях межфазного натяжения много ниже
1 мДж/м2, вследствие высокого значения ом_в (см. табл. 5)
включения, диспергированные в металле сварочной ванны,
представляют собой весьма неустойчивую эмульсию. Поэтому
процесс коалесценции жидких неметаллических включений
может протекать самопроизвольно и полнота этого процесса
будет тем больше, чем больше будет величина ом_в. В случае
слияния жидкого включения с твердым убыль свободной энер-
гии
dG :== ом——в -Е —rdS^—ч-
Однако появление поверхности раздела между жидким
и твердым включениями приведет к возрастанию величины
69
свободной энергии dG — <гт_ж dST_ж, и тогда общее измене-
ние свободной энергии системы при коагуляции твердой
и жидкой частиц составит
dG = [(<Тм—е Н- <?м—т) —т] dS,
где Ом—в, ом_т и ож—т — межфазное натяжение между
металлом и жидким включением; металлом и твердым включе-
нием и между жидким и твердым включениями соответственно;
dS — изменение поверхности раздела между жидким, твердым
включением и металлом и между твердым и жидким включе-
ниями.
Поскольку межфазные натяжения на границе включений
с металлом гораздо больше межфазного натяжения на границе
между включениями, убыль свободной энергии при объеди-
нении расплавленного и твердого оксидных включений будет
весьма заметной. Следовательно, и этот процесс может проте-
кать самопроизвольно.
При столкновении жидких включений с твердыми, особен-
но если последние очень небольших размеров, вследствие хо-
рошего смачивания твердых оксидов расплавленными [118,
193, 194], твердые частички могут полностью покрыться
жидкой оболочкой. Причем длительность процесса образования
оболочки будет, по-видимому, мала, так как скорости расте-
кания капель оксидных расплавов по твердым пластинкам
из А12О3, SiO2, MgO достигают значительных величин. Наличие
в сварном шве твердых включений, покрытых силикатными
эндогенными включениями, отмечено в работе [1251.
Изменение свободной энергии системы при коагуляции
твердых частиц составит
— dG — (ом_т — от_т) dS, (III. 19)
где <тм—т и от_т — межфазное натяжение на границе между
металлом и твердым включением и между твердыми включе-
ниями соответственно.
Из уравнения (III. 19) следует, что процесс коагуляции
твердых частичек будет протекать самопроизвольно в том слу-
чае, если ом—т > От-т-
Однако, согласно [15, 103], при столкновении двух твердых
частиц, плохо смачиваемых металлом, наблюдаются капил-
лярные явления, в результате которых расплав под действием
сил поверхностного натяжения вытягивается из зазора в месте
соприкосновения частиц (рис. 31). Следовательно, при коагу-
ляции таких частиц образуются еще поверхности раздела га-
зовой полости с металлом и твердыми частицами. Поэтому
выражение для изменения свободной энергии в данном случае
70
метапп
Рис. 31. Схема процесса
коагуляции твердых неме-
таллических включений
сферической формы.
запишется так:
— dG == [ом_т — (<Тт—т +
Пм_г + Пт—г)1 dS- (П1.20)
Из уравнения (II 1.20) следует, что
процесс коагуляции плохо смачивае-
мых металлом включений может про-
исходить самопроизвольно только в
том случае, если выполняется нера-
венство
т Пт—pdSp—т -р
-|~ Пт_pdS-p—г -р пм—rdSM—г.
В случае соединения сферических
частиц dST-T 0, a dSr-r ->• dSM_T. Тогда условие возмож-
ности самопроизвольной коагуляции запишется так’
(Ом—т — СГт—г) dSta—т ^-> О'м—rdSt.1—г- (III.21)
Величина ом_т на границе с железом для кремнезема рав-
на 1180 мДж/м2, а для глинозема — 1400 мДж/м2 [2751. По-
верхностное натяжение твердого А12О3 составляет примерно
600 мДж/м2, а твердого SiO2 — около 400 мДж/м2.
Значение пм_г зависит от состава металла и от состава
газовой среды в образовавшейся полости. В случае, когда
дисперсной средой является низкоуглеродистая сталь, можно
принять, что пм_г = 1100 мДж/м2. Это значение довольно
близко к значению поверхностного натяжения стали Св-08
на границе с N2, Н2 и СО [179], т. е. именно с теми газами, ко-
торые вероятнее всего и будут находиться в газовой полости.
Подставив приведенные выше значения в выражение (III.21),
получим rfSM_T > (1,4 Ч- 1,5)dSM_r. Следовательно, процесс
коагуляции приведет к снижению свободной энергии в том
случае, если изменение поверхности раздела между металлом
и включением будет примерно в 1,5 раза больше изменения
поверхности между металлом и газом. Очевидно, что такие
отношения между dSM_T и dSw-r вполне возможны.
Итак, коалесценция жидких и коагуляция твердых включе-
ний с жидкими и твердых с твердыми возможна и может про-
текать самопроизвольно. Однако известно, что дисперсные си-
стемы, обладая значительной свободной энергией, могут сохра-
няться без изменения в течение длительного времени. Посколь-
ку устойчивость дисперсных систем имеет кинетический, а не
термодинамический смысл, необходимо знать, какие кинети-
ческие факторы влияют на процесс укрупнения неметалличе-
ских включений и каково это влияние.
71
5. Кинетика процесса укрупнения
неметаллических включений
Кинетический фактор в процессе роста неметаллических вклю-
чений имеет особенно важное значение для оксидных включе-
ний. Поэтому при рассмотрении кинетики процесса укрупне-
ния неметаллических включений основное внимание уделим
кинетике роста оксидных включений, хотя закономерности,
излагаемые в данном параграфе, носят общий характер.
Интенсивность процесса укрупнения частиц зависит от
того, как часто будут сталкиваться они между собой. При этом
в зависимости от эффективности столкновений коагуляция
может быть быстрой, когда все столкновения эффективны, или
медленной, когда лишь часть столкновений приводит к объеди-
нению частиц.
Вероятность столкновения сферических частиц в единицу
времени в единице объема спокойной жидкости определяется,
согласно [243], выражением
№0 = (Ш.22)
Здесь Da — константа броуновской диффузии обеих частиц;
Rtj — радиус коагуляции, равный r(. + rf, где гг и г,- — ради-
усы г-й и /-й частиц; пг; nf — концентрация частиц в объеме.
При перемешивании жидкости вероятность столкновения
частиц может заметно измениться. В случае ламинарного дви-
жения расплавленного металла
№лам = -|-ПоЯ?/-^, (Ш.23)
где п0 — концентрация /-х частиц, которые сталкиваются
„ dv
с l-и частицей; ---градиент скорости в жидкости.
Уравнение (Ш.23) при условии, что скорость потока в слу-
чае удаления от твердой стенки изменяется линейно, будет
справедливо и при коагуляции частиц в турбулентном потоке.
В этом случае а формула (Ш.23) примет вид
где v — скорость движения жидкости; v — кинематическая
вязкость жидкости.
Выражение для определения числа актов коагуляции в ин-
тенсивном турбулентном потоке жидкости имеет вид:
№т.п = 12л₽' (Ш.25)
72
Здесь Р' — коэффициент,
равный -Д= Ро (а' и Р' — постоянные,
У а’
значения которых не могут быть определены теоретически);
dE3
е0= ед/рж; рж— плотность жидкости; ед=-------— константа,
характеризующая движение (dE3 — потери энергии в еди-
ницу времени в единице объема).
Сопоставив вероятность столкновения частиц в потоке,
обусловленную градиентом скорости с вероятностью столк-
новений в спокойной жидкости, для случая ламинарного дви-
жения жидкости получим
Глам/Г0 = ^-^/ЗлО0-.
(III.26)
Константа взаимной диффузии при DijRu = 4D1r1, где
индекс «1» относится к исходным частицам, будет
Оц = = 2kTl3wf]Rij.
Тогда отношение (III.26) запишется следующим образом:
Мо = т]$/ -^/2feT. (III.27)
Из выражения (III.27) следует, что если = I с-1, а диа-
метр хотя бы некоторых частиц превышает 2 мкм, то величина
И^лам/^о становится больше единицы и пренебрегать переме-
шиванием расплавленного металла нельзя. Если в жидкости
находятся частицы размером около 10 мкм, а в сварочной ван-
не встречаются такие включения, то И7лам/Ц70 > 104. Следо-
вательно, в сварочной ванне коагуляция, обусловленная пе-
ремешиванием металла, будет выполнять определяющую роль.
Вероятность столкновения частиц при перемешивании ме-
талла зависит от градиента скорости, величина которого в
условиях сварки связана с наличием внешнего электрического
поля. Наличие заряда на поверхности жидких оксидных вклю-
чений свидетельствует о возможности электрокапиллярных
движений этих частиц. Сущность этого движения состоит
в следующем. На границе между жидким неметаллическим
включением и металлом (рис. 32) имеется двойной электриче-
ский слой. Внешнее электрическое поле приводит в движение
заряды двойного слоя и вместе с ними поверхность капли.
При этом благодаря возникновению вихревых потоков капля
совершает реактивное движение, направленное в зависимости
от знака заряда к катоду или к аноду.
Как показали исследования [269), для электрокапиллярно-
го движения металлических капель характерны довольно
73
Рис. 32. Расположение зарядов в двойном электрическом слое при
отсутствии (а) и наличии (б) внешнего электрического поля.
высокие скорости перемещения. В случае электрокапиллярного
движения оксидных капель скорости перемещения будут,
вероятно, значительно ниже. Это связано с тем, что при дви-
жении металлической капли вследствие ее высокой электро-
проводности возникающие внутри капли при сносе зарядов
разности потенциала мгновенно выравниваются. Поэтому ме-
таллическая капля не испытывает торможения при электро-
капиллярном движении.
В случае передвижения оксидных или сульфидных капель,
отличающихся сравнительно низкой проводимостью, снос
зарядов под действием внешнего электрического поля приво-
дит к появлению внутри капли электрического поля, которое
препятствует дальнейшему сносу зарядов. Причем чем мень-
ше электропроводность капли, тем сильнее внутреннее поле
и тем ниже скорость электрокапиллярного движения. Соглас-
но [255], скорость электрокапиллярного движения плохо
проводящей ток капли описывается формулой
Пэк =-------------------2-т-, (III.28)
2т) + Зщ + еЦ— + —)
где е3 — плотность заряда; Е — приложенный извне градиент
потенциала; х; т] — электропроводность и вязкость дисперс-
ной среды; х,; — электропроводность и вязкость капли.
Если х хъ то выражение (III.28) примет вид
иэк =------. (Ш.29)
2г) + 3щ-+----
хг
Отметим, что уравнения (III.28) и (Ш.29) справедливы
лишь в случае движения идеально поляризующейся капли,
74
т. е. для капли, у которой обмен ионами с дисперсной средой
заторможен. Если капля будет неполностью поляризуемой,
то ее подвижность всегда меньше, чем подвижность идеально
поляризуемой капли. Однако электрокапиллярная скорость
для жидких частиц, по-видимому, все равно больше скорости
электрофореза va. Это объясняется тем, что v3 прямо пропор-
циональна g-потенциалу [НО], который заметно отличается
от нуля только при весьма низких концентрациях ионов (от
микромоля до миллимоля на литр). В оксидных системах, где
концентрация ионов велика, величина g-потенциала будет
небольшой.
Наличие внешнего электрического поля влияет на скорость
движения в жидкости и твердых неметаллических включений.
Ясно, что электрокапиллярное движение твердых частиц не-
возможно, так как в этом случае возникающий вдоль поверх-
ности градиент натяжения и силы, обусловленные им, будут
уравновешиваться в частицах упругими напряжениями. Пе-
ремещение твердых частиц в жидком металле связано с элек-
трофорезом. Возникновение электрокинетических эффектов,
приводящих к движению твердых частиц в металле при нали-
чии внешнего электрического поля, обусловлено, по мнению
авторов работы [257], диффузионным рассеянием электронов
на поверхности раздела между металлом и твердым включени-
ем. Неупругое рассеяние электронов на границе приводит
к тому, что граница получает избыточный импульс в направле-
нии движения электронов, а остальная масса жидкости —
импульс в обратном направлении. Для сферической непрово-
дящей частицы электрофоретическая скорость в расплавлен-
ном металле [257]:
цэ = 0,1(1-в)-^£м, (III.30)
Чм
где е — коэффициент зеркального отражения электронов от
границы; еэ — заряд электрона; пэ — концентрация электро-
нов проводимости; I — длина свободного пробега электронов;
Ем — напряженность электрического поля в металле; г]м —
вязкость расплавленного металла.
Уравнение (II 1.30) справедливо лишь в том случае, если
размеры частицы будут больше I. Если размеры частиц меньше
длины свободного пробега электронов, то ее электрофоретиче-
ская скорость определяется из выражения
0,2^2-(ш.31)
Вероятность столкновения частиц в жидкости возрастает
также, если хотя бы часть из них имеет нешарообразную
75
форму. Согласно [1631, фактор формы равен приблизительно
1 2а ь
In —, где а ио — длинная и короткая оси частицы, представ-
ляющей собой эллипсоид вращения. Удлиненными частицами
в сварочной ванне могут быть как твердые включения, так и
жидкие деформированные капли. Известно [260], что жидкая
капля будет оставаться сферической, пока выполняется нера-
венство
Зу Лм (2т)м Ч~ 31]в) < .... «0.
Ч,_в tb + пв
где v — скорость перемещения капли; ом_в — межфазное на-
тяжение; т]в — вязкость включения.
Из неравенства (III.32) следует, что для деформации капли,
содержащей значительное количество FeO, МпО или сульфидов,
отличающихся низким межфазным натяжением, необходи-
мые скорости должны быть в 2—2,5 раза меньше, чем для де-
формации включений, содержащих SiO2, А12О3, СаО и MgO.
Кроме того, на деформацию капель будет оказывать влияние
внешнее электрическое поле [174], поскольку наличие его
изменяет величины v и ом_в, а также, по-видимому, и магнит-
ное поле [4].
Следует указать, что выражения (III.22) — (III.25) спра-
ведливы лишь для случая быстрой коагуляции. В реальных
условиях не все столкновения будут эффективными. При оди-
наковых условиях соударения эффективность столкновения
частиц во многом определяется свойствами их поверхности.
Точно учесть связь эффективности слияния от состояния
капли и свойств ее поверхности довольно сложно. Однако мож-
но рассмотреть факторы, которые препятствуют или способ-
ствуют соединению неметаллических частиц, находящихся
в сварочной ванне.
При объединении мелких частиц (~10—9 м) основную роль
выполняют силы электростатического отталкивания одно-
именно заряженных мицелл и силы притяжения Ван-дер-Ва-
альса. Однако при слиянии более крупных частиц (10—7—
10-4 м) существующие заряды не оказывают заметного влия-
ния на их соединение. В этом случае помешать соединению
частиц могут другие причины. Одной из таких причин явля-
ется существование расклинивающего давления Рк между
сближающимися частицами, наличие которого установлено
и изучено в работах Б. В. Дерягина с сотрудниками [74]:
Рк =-----, где G — энергия Гиббса; 63 — толщина за-
зора между сближающимися частицами.
78
При сближении частиц свободная энергия системы возрас-
тает, пока толщина прослойки не достигнет 1О-10—10“ м,
а затем начинает снижаться. Поэтому и расклинивающее дав-
ление вначале возрастает, а затем переходит через нуль и ста-
новится отрицательной величиной, что говорит о преобладании
сил сцепления. Появление расклинивающего давления обус-
ловлено в основном взаимодействием диффузионных двойных
электрических слоев. При наличии в расплавленном металле
оксидных неметаллических включений со стороны металла,
по крайней мере раскисленного, диффузионный слой отсутству-
ет [1751. Поэтому в сварочной ванне при способах сварки,
обеспечивающих довольно надежную защиту расплавленного
металла от кислорода воздуха или при содержании в металле
достаточного количества элементов-раскислителей, сближа-
ющиеся частицы не будут испытывать расклинивающего дей-
ствия.
Однако, если в металле содержится довольно много кисло-
рода, что может произойти при сварке и наплавке низкоугле-
родистых сталей в сильно окислительных средах (СО2, воздух),
в жидком металле близ границы с оксидной частицей, по-види-
мому, может существовать диффузионная часть двойного слоя
[133]. При этом строение двойного электрического слоя на
границе окисленного расплавленного металла с твердыми ок-
сидами определяется скачком химического потенциала ионов
кислорода. Величину химического потенциала иона кислоро-
да можно характеризовать значением ионности связи, которая
для оксидов SiO2, А12О3, MgO, СаО составляет 50, 63, 75, 78 %
соответственно [18]. При этом чем больше различие степени
ионности связи Me—О в металле и оксиде, тем значительнее
скачок химического потенциала ионов кислорода и тем силь-
нее развит двойной электрический слой. Величина ионности
связи Me—О в расплавленном металле может быть охаракте-
ризована значением ионности электростатической связи, ко-
торая в железе равна 78 % [18].
Поэтому при наличии во включениях значительного коли-
чества SiO2 должен формироваться развитый двойной слой,
вследствие чего силы отталкивания, обусловленные наличием
расклинивающего давления, могут значительно возрасти.
Этим, по-видимому, и можно объяснить тот факт, что мелкие
дисперсные включения, встречающиеся в сварном шве, отли-
чаются повышенным содержанием SiO2 (см. табл. 1). Наличие
двойного электрического слоя на границе окисленный ме-
талл— твердый оксид обусловливает также перемещение твер-
дых частиц с большими скоростями, чем те, которые могут
быть получены из выражений (III.30) и (III.31).
77
Объединению неметаллических частиц в сварочной ванне
может препятствовать и повышение структурно-механических
свойств адсорбционных слоев на поверхности частиц. Повыше-
ние структурной вязкости, механической прочности адсорб-
ционных слоев, происходящие в результате адсорбции поверх-
ностно-активных веществ, приводит к тому, что жидкие кап-
ли начинают вести себя, как твердые частицы. Они становятся
менее подвижными, так как снижается скорость их электро-
капиллярного движения. Кроме того, затрудняется слияние'
таких частиц, поскольку скорость слияния двух жидких вклю-
чений обратно пропорциональна вязкости соединяющихся
частиц [273]. Следует отметить, что повышение вязкости и ме-
ханической прочности поверхностного слоя капли может
произойти и при наличии в расплавленном металле мельчай- ;
ших твердых частичек, отличающихся избирательной смачи- у
ваемостью внешней средой эмульсии. При попадании таких 1
частиц на поверхность жидкой капли они остаются в поверх-
ностном слое, вызывая повышение структурно-механических
свойств поверхности частицы, что, в конечном итоге, затрудня-
ет объединение включений.
Соединению неметаллических включений может также
препятствовать изменение межфазного натяжения на обнов-
ленной поверхности. При сближении двух частиц уменьшение
толщины пленки металла между ними будет происходить,
в основном, вследствие всасывания жидкости в участки плен-
ки, обладающей большей толщиной. Если пленка покрыта
с обеих сторон адсорбционными слоями поверхностно-актив-
ного вещества, концентрация которого далека от насыщения,
то при быстром уменьшении толщины пленки ее поверхность
увеличивается, но при этом не успевает выравняться концен-
трация поверхностно-активного вещества. Вследствие этого
возникает разность натяжения о'—о, которая обусловливает
возникновение потоков металла, подпитывающих тонкое мес-
то пленки. Поскольку такой фактор стабилизации толщины
пленки связан с диффузией поверхностно-активного вещества,
он выполняет заметную роль лишь при быстром сближении
частиц.
В условиях сварки, когда происходит сильное перемешива-
ние металла, частицы, вероятно, сближаются с большой ско-
ростью. Поэтому при сварке фактор стабилизации толщины
пленки может оказывать заметное влияние на процесс укруп-
нения неметаллических включений.
Если в расплаве находятся частицы, содержащие FeO,
МпО или сульфиды в количествах, значительно превышающих
равновесные, то между металлом и частицей будет происходить
78
Рис. 33. Возможные схемы слияния неметаллических включений:
а — жидкое с жидким; б — жидкое с твердым; в — твердое с твердым.
интенсивный обмен веществом. Следовательно, масса частицы
будет меняться во времени. Движение частицы переменной
массы описывается уравнением [1401:
dv n . dm4
тч — — Рс Ч Роти,
dv „
где тч — масса частицы в момент времени т; тч ----общая
сила, действующая на частицу; Рс — сила сопротивления
движению частицы; пОтн — скорость вылета молекул относи-
dzn„
тельно частицы; —-----скорость уменьшения массы частицы;
dm4
^отн -----реактивная сила, возникающая в результате вы-
лета молекул из частицы.
Совершенно очевидно, что при сближении таких частиц
в объеме металла между частицами концентрация вещества,
которым обмениваются частицы с металлом, будет выше, чем
с наружной стороны частиц. Вследствие этого возникнут ре-
активные силы, способствующие соединению частиц.
На процесс объединения включений будет влиять и их
форма [202]. Даже в том случае, когда диффузионные слои
отсутствуют, слияние крупных капель менее вероятно, чем
мелких. Это связано с тем, что крупные капли легче деформи-
руются и при сближении таких деформированных капель
удаление металла из зазора затруднено (рис. 33). Включения
гораздо легче соединяются, если хотя бы одно из них — твер-
дое остроугольное, так как в этом случае прослойка жидкости,
примыкающая к остроугольной части включения, удаляется
с большой скоростью [226].
Важное значение имеет и величина межфазного натяжения
на границе металл — включение. Как показали эксперименты
[273], в неподвижной среде коалесценция жидких частиц
происходит быстрее, если они имеют высокое межфазное натя-
жение на границе с металлом. Причем чем ближе значения
71)
Рис. 34. Схема расположения
частиц при определении величи-
ны коэффициента захвата.
межфазного натяжения соеди-
няющихся частиц, тем быстрее
происходит их слияние. Одна-
ко в перемешиваемой среде этот
фактор, очевидно, будет менее
заметен.
Как указывалось выше, пере-
мешивание жидкости приводит
к ускорению процесса укрупне-
ния неметаллических включений. Однако характер потока и
особенности обтекания препятствий влияют на эффективность
процесса соединения частиц и на прочность их сцепления.
Влияние гидродинамических факторов на эффективность столк-
новений характеризуется коэффициентом захвата е3, который
равен отношению площади поперечного сечения цилиндриче-
ской поверхности, внутри которой лежат центры капель, зах-
ватываемых данной каплей с радиусом R', к площади сече-
ния последней (рис. 34). Величина е3 в случае вязкого обте-
кания (Re < 1) [270]:
1
4
(Ш.ЗЗ)
а в случае потенциального обтекания (Re > 50)
. / , \2 j
(Ш.34)
£п =
тг
Формулы (Ш.ЗЗ) и (Ш.34) получены при условии от-
сутствия инерционного смещения частиц, и поэтому найден-
ные по ним значения е| и е„ будут минимальными. Из сравне-
ния выражений (Ш.ЗЗ) и (III.34) видно, что при потенциаль-
ном обтекании коэффициент захвата для одного и того же отно-
шения r/R' всегда больше, чем при вязком. Это различие тем
заметнее, чем выше полидисперсность системы. Например,
если r/R' = 1, то £п/ев = 2,8, если r/R' = 0,2, то Вп/4 = 10.
Влияние гидродинамических факторов существенно при
сближении частиц, ламинарно обтекаемых потоком. При тур-
булентной коагуляции можно считать, что каждая встреча,
рассчитанная на основе прямолинейных траекторий, будет
эффективной, так как в этом случае искажение линий тока бу-
дет более сильным, чем в результате инерционного движения
частиц.
Необходимо отметить, что процесс перемешивания металла
может нарушить связь между соединившимися частицами.
80
В первую очередь это относится к твердым неметаллическим
включениям.
Силу сцепления двух твердых сферических частиц (см.
рис. 31), плохо смачиваемых металлом, можно определить
по формуле [15]: Р = 2лом_ггв/г. Здесь ом_г — поверхно-
стное натяжение металла; tr — безразмерная координата,
определяемая из совместного решения двух уравнений:
/ /2 977
= 2 cos 0 —-f + ^sh-^ +
°м- г \ z 4 тг
I _____и\(Р_____РУ — sh •
I-"/ l-^ch-^,
где PBH — давление, препятствующее движению поверхности
металла; Pt — давление газов, выделившихся в полость.
Таким образом, сила сцепления зависит от величины по-
верхностного натяжения металла, угла смачивания включений
металлом и размеров включений. Как показали расчеты [103],
чтобы разорвать соединившиеся твердые частицы диаметром
в 5 мкм, скорость потока должна достигать 13,5 м/с, а градиент
скорости — 2,7 • 10® с-1. Поскольку в сварочной ванне, не-
смотря на значительное перемешивание металла, такие ско-
рости и их градиенты вряд ли могут быть достигнуты, при свар-
ке, по-видимому, имеются условия для создания достаточно
прочных соединений между твердыми включениями. Хотя,
конечно, образование таких соединений менее вероятно, чем
объединение жидких включений с твердыми. Однако и жидкие
включения, встретившиеся в объеме перемешиваемого металла,
могут не соединиться, если скорость слияния этих частиц
будет недостаточно высокой. Согласно [199, 262], скорость
слияния капель одинакового состава и размера определяется
из следующего выражения:
v = kn^T’ (П1.35)
где kn — коэффициент пропорциональности; ом_в — межфаз-
ное натяжение на границе включение — металл.
По данным [199], kn = 1,5, и тогда скорости слияния ка-
пель, рассчитанные по формуле (III.35), будут изменяться
в пределах от 1,4 • 10~2 до 7,5 • 10 м/с.
Как видно из данных табл. 8, величина межфазного натя-
жения для самых различных включений имеет один порядок.
Изменение вязкости включения даже при незначительном из-
менении состава включения может достигать 4 и более порядков.
6 3-2373
81
Таблица 8. Скорости слияния неметаллических капель в металле
о S'
я s м (5 £ к
Состав неметаллических капель 0> * О
Soi s« * * V С-Щ
к 1 < SE 2 paC 6S
СаО—SiO2—A12OS—MgO 10~2 1000 1,0 1,5
IO-2 900 10,0 1,4-10-1
10“2 900 100,0 1.4-10-2
FeO—SiO2 10“2 500 0,01 7,5-10
FeO—МпО—SiO2 10-2 500 0,02 3,8-10
CaO-—A12O3 0,5 1250 0,5 3,8
1,0 1250 0,5 3,8
CaO—AI2O3—CaFj 0,5 1200 0,1 1,8-10
1,0 1200 0,1 1,8-10
A12O3—CaF2 0,5 1300 0,1 2,0-10
Поэтому на процесс объединения капель расплавленных
включений в значительной мере будет влиять их вязкость.
При этом чем выше интенсивность перемешивания металла
сварочной ванны, тем менее вероятно соединение высоковяз-
ких частиц, т. е. частиц, отличающихся повышенным содержа-
нием SiO2, СаО и т. д.
Ранее было отмечено, что твердые включения могут объеди-
ниться в металле сварочной ванны. Однако более благоприят-
ные условия для их соединения создаются в том случае, если
оба включения или хотя бы одно из них покрыто оболочкой
оксидного, сульфидного или оксисульфидного расплава. При
встрече таких включений между ними образуется манжета
(рис. 35), что приводит к появлению дополнительных капил-
лярных сил [43], стремящихся сблизить и удержать частицы.
Эти силы определяются следующим
Металл выражением:
— 1 Sm—м + Ом—МП,
/1 г2 /
где Ом—м — межфазное натяжение на
границе манжета — расплав металла;
Л, бг — главные радиусы кривизны
манжеты; 5М_М — проекция поверхно-
сти раздела манжеты с включением на
плоскость, перпендикулярную к на-
правлению силы FKan; Ом—м — проек-
жидкая
манжета
Рис. 35. Схема образова-
ния жидкой манжеты ме-
жду неметаллическими
включениями.
Включение
вкпючеше
/"кап — Ом—м
82
Рис. 36. Неметаллические включения у границ сплавления (и, б) и в цент-
ральной части шва (в, е) при содержании кислорода 10 % (а, в) и 12,5 %
(б, г) в смеси О2 + природный газ (X 500).
ция вектора межфазного натяжения на ось, соединяющую
частицы; П — длина периметра смачивания.
Результаты изучения капиллярных сил [73, 84, 200,203] по-
казали, что силы эти довольно велики, а потому могут заметно
влиять на процесс объединения неметаллических включений.
6*
83
Отмечая влияние перемешивания металла на процесс укруп-
нения неметаллических включений, отметим также, что пере-
мешивание влияет и на расположение включений в сварном
шве. Так, наблюдаемое на практике повышенное содержание
неметаллических включений на границе сплавления между
основным и наплавленным металлами (рис. 36) может быть
вызвано застреванием части включений на поверхности расту-
щих кристаллов. Количество задержавшихся у фронта крис-
таллизации включений можно найти из выражения [156]
п, = Евпа, где Ев — коэффициент, зависящий от размеров
включений, формы кристаллов и режимов обтекания кристал-
лов расплавом; пи — исходное количество включений в рас-
плаве.
Величина коэффициента Ев в зависимости от режима обте-
кания (ламинарного или турбулентного) кристаллов расплавом
определяется соответственно из следующих выражений:
= £в = 30—---------------
Ек Рв я3/ет
где гБ и RK — радиус включения и кристалла соответственно;
/ Л^3 Л77
v = Лм'Рм; ет = Рм —— J ли — изменение скорости потока;
/д — масштаб пульсации, равный диаметру сварочной ванны.
Исследования [33] показали, что эффект захвата неметалли-
ческих включений растущими кристаллами зависит от направ-
ления потоков металла. Поэтому при использовании приемов
для принудительного перемешивания металла сварочной ван-
ны необходимо учитывать не только интенсивность перемеши-
вания металла, но и направление движения потоков.
6. Удаление неметаллических включений
из сварочной ванны
Поскольку процесс образования и укрупнения сульфидных
неметаллических включений происходит в то время, когда
объем расплава, а следовательно, и подвижность включения
малы, эти включения, как правило, остаются в металле шва.
Удаляются из сварочной ванны в основном оксидные вклю-
чения.
Процесс удаления неметаллических включений из сва-
рочной ванны является многостадийным и состоит из следу-
ющих этапов: 1) подход включения к границе металл — газ
или металл — шлак в зависимости от применяемого спосо-
ба защиты; 2) переход включений через границу металл — газ
или металл — шлак; 3) отвод частиц в объем шлака, если
84
в процессе применяется флюс. Очевидно, что скорость всего
процесса будет определяться скоростью самого медленного
этапа. Поэтому рассмотрим особенности каждого из этапов.
Для оценки скорости доставки включений к межфазной
границе часто пользуются формулой Стокса, которая справед-
лива для случая всплывания твердых, идеально смачиваемых
металлом сферических включений в неподвижной жидкости,
(Рм?Рв) (IIL36)
Для определения скорости всплывания небольших жидких
включений обычно применяют уравнение Рыбчинского — Ада-
мара
о _ . (III.37)
Наличие в расплаве поверхностно-активных элементов дол-
жно изменить скорость подъема неметаллических включений.
Эго связано с тем, что при движении включения поверхностная
плотность поверхностно-активных частиц в передней части
включения меньше равновесной из-за постоянного растяжения
поверхности, а в кормовой части, наоборот, она превышает
равновесную. Движение расплава сносит молекулы капилляр-
но-активных компонентов к кормовой части включения, что
приводит к снижению поверхностного натяжения в этой час-
ти включения. При этом возникает сила, стремящаяся затор-
мозить движение включения и тем самым устранить неравно-
мерность в распределении поверхностно-активных компонен-
тов на поверхности включения.
Согласно [198], при наличии в расплаве поверхностно-ак-
тивных элементов формула Рыбчинского — Адамара имеет сле-
дующий вид:
v = ~ grl , (Ш .38)
з Г)м s 2т]м + 31] в + ЗТ1 ’
где величина учитывает влияние адсорб-
о arbGq ui о
ции на скорость перемещения жидкого включения; Го —
количество вещества, адсорбирующегося в условиях равнове-
сия при поверхностной активности вещества Со; а — разность
скоростей адсорбции и десорбции в кормовой части вклю-
чения.
Поскольку вязкость включений обычно на несколько по-
рядков выше вязкости металла, а адсорбция капиллярно-
активных компонентов снижает подвижность поверхностных
слоев неметаллических включений, поправка, вводимая в
85
выражения (III.37), (Ш.38), дает^есущественное различие ско-
ростей, определенных по формулам (II 1.36) — (II 1.38). По-
этому с достаточной точностью скорость подъема сферических
неметаллических включений моЩет быть определена по фор-
муле Стокса. 1:
Отклонение формы включен! от сферической может су-
щественно изменить ее скорость) юдъема. Однако жидкие ок-
сидные включения начина от за >етно деформироваться лишь
|в том случае, если их радиус достигает нескольких миллимет-
ров. Поэтому для сварочных си’гем, где размеры включений
невелики, фактор формы жидки11 включений будет мало вли-
ять на скорость подъема частиц
Твердые включения не сфер ^ческой формы будут подни-
маться со скоростями меньшим!'! чем следует из выражения
(III.36). Это связано с тем, ч b подобные включения при
подъеме в жидкости располагаю, гя так, что сопротивление их
движению становится максимальным [270]. При этом, естест-
венно, снижается скорость их |)дъема.
Скорость подъема неметалЛшеского включения может
[возрасти, если оно соединится с газовым пузырьком, находя-
щимся в сварочной ванне, или е< ри газовый пузырек образует-
ся на поверхности включения, ’возможность образования га-
зового пузырька на границе ме1 алл — включение будет рас-
смотрена в гл. V, а первый слу^ й рассмотрим ниже.
Самопроизвольное прикреплю1ие включения к пузырьку
может произойти только в том (Чучае, если при этом умень-
шится свободная энергия систех л. Это возможно, если будет
|выполняться следующее неравенство:
Ом—м—г 4" Ом—в (*
тде о — поверх нос
'площадь контакта
но до соединения с включением’ и после соединения; 5м_в и
S^_B — площадь контакта вклк[ гения с металлом до соедине-
ния с пузырьком и после соедине, ия; SB_r — площадь контак-
та включения с газовым пузырьс/ом.
Учитывая, что <SB—г — *SB—м .Лв—м — —г SM—г, а —м —
|— ов_г = ом-г cos 0, неравенсЛ) (III.39) можно записать
в следующем виде: <
ом_г (1 4- cos SB_r > 0. (III.40)
Как следует из выражения (^1.40), вероятность прилипа-
ния пузырьков к неметаллическому включению тем выше, чем
больше значение ом—г- Кроме уого, процесс присоединения
86 к
>м— в — Sm—в) i-Sm—г 4" СТб—rSs—г, (III.39)
гная энергия Л границе фаз; 5^_г и £м-г —
газового пузырька с металлом соответствен-
Рис. 37. Схемы объединения газового пузырька с неметаллическим
включением при различной степени смачиваемости включений ме-
таллом.
пузырька к включению зависит от степени смачиваемости не-
металлического включения металлом. Причем от этого зависит
и величина SB_r (рис. 37). Очевидно, что при изменении кра-
евого угла смачивания 0 величина SB_г будет изменяться
в большей мере, чем cos 0. Поэтому процесс прилипания пу-
зырька к включению возможен лишь при неполном смачива-
нии включений металлом или при отсутствии смачивания [134].
Увеличить скорость подъема неметаллических включений
можно также за счет использования магнитного поля. При этом
направление поля должно быть выбрано так, чтобы в сочета-
нии с электрическим током, протекающим через металл свароч-
ной ванны, электромагнитные силы, возникающие в жидком
металле, были направлены вниз. В этом случае происходит
как бы увеличение плотности металла, что вызовет ускорение
переноса неметаллических частиц в результате увеличения раз-
ности плотностей металла и включений. Особенно заметен этот
эффект при наличии в металле электронепроводящих вклю-
чений.
Возможность применения электромагнитных сил для уско-
рения процесса удаления неметаллических включений подтвер-
ждается и экспериментами [38, 77].Однако при сварке подъем
неметаллических включений происходит не в спокойном,
а в заметно перемешиваемом металле [85]. При этом в обыч-
ных условиях сварки скорости циркуляции составляют
0,83 • 10—"м/с и более, а при использовании электромагнитно-
го перемешивания они еще выше. Наличие потоков должно су-
щественно увеличить скорости доставки неметаллических
включений к поверхности неметаллической ванны.
Согласно [276], константы скоростей конвективного Кк
и седиментационного Л'о подъема включений в металле, кон-
тактирующем со шлаком, соответственно равны: Кк = Unre/lnH;
== v/H, где Un — скорость потока на границе со шлаком;
/п — ширина потока на этой границе; Н — глубина металли-
87
Таблица 9. Влияние процесса перемешивания, размеров сварочной
ванны и включений иа скорость удаления их из расплава
/п. 10-2 м Н, 10 2 м гв. 10—е м ип, 10-2 м/с Кк-'Кс
1,0 0,5 1 1,0 1,82 ।
2,0 0.5 1 1,0 0,91
1,0 1,0 1 1,0 1,82
2,0 1,0 1 1,0 0,91
1,0 1,0 10—1 1.0 18,2
1,0 1,0 10~2 1.0 18,2
1,0 1,0 1 2,0 3,64
1,0 1,0 1 5,0 9.1
1,0 1,0 1 10,0 18,2
1,0 1,0 1 100,0 182
j. *
ческой ванны; v — скорость удаления неметаллического вклю-
чения, определенная по формуле Стокса.
Для дуговых способов сварки /п примерно равна ширине
шва, а Н — глубине проплавления.
Отношение 1\к!Кс, характеризующее влияние перемеши-
вания металла на доставку включений к границе металл —
шлак KjKc = Unrjvln. Для оксидных включений Дк//<с =
= £7п/5,5 • 103/пгв [276]. Как видно из данных табл. 9, для
условий, близких к сварочным, эффект влияния перемеши-
вания металла на скорость удаления неметаллических вклю-
чений усиливается с увеличением скорости перемешивания
металла, уменьшением размера частиц и ширины сварочной
ванны. Если скорость перемешивания металла достигнет ве-
личины [296] v — 9,38 У grB (рв — рм)/рм, то из расплава мо-
гут удаляться включения, плотность которых превышает плот-
ность металла. Очевидно, что даже при сварке швов в пото-
лочном или в горизонтальном положениях за счет процесса
перемешивания металла можно уменьшить содержание неме-
таллических включений в металле шва.
При энергичном перемешивании малого объема металла
(такой случай характерен для электродуговых способов свар-
ки) скорость доставки включений к межфазной границе,
очевидно, не будет ограничивать скорости удаления их из
металла. Не окажет особого влияния на скорость подхода час-
тиц к межфазной границе и разность плотностей частиц, так
как вследствие циркуляции металла скорости перемещения
частиц будут во много раз выше скоростей подъема, определя-
емых по формулам Стокса и Рыбчинского — Адамара. Не по-
влияет на скорость перемещения частиц и разница в
величинах адгезии их к металлу, поскольку включения,
88
обычно присутствующие в шве, должны перемещаться в метал-
ле без проскальзывания [198].
Поскольку скорость доставки неметаллических включений
к границе металл — шлак обусловлена наличием потоков
в металле, степень рафинирования металла может изменяться
по многим причинам. В частности, действие электромагнитных
сил, давление сварочной дуги, форма сварочной ванны, на-
правление кристаллизации, а следовательно, напряжение
на дуге, сила сварочного тока, скорость сварки, наличие или
отсутствие предварительного подогрева и многие другие фак-
торы будут влиять на интенсивность перемешивания металла
и связанную с ней скорость доставки включений к межфазной
границе.
Процесс перехода неметаллических включений из металла
в контактирующую с ним среду обусловлен, как и процесс
укрупнения частиц, снижением свободной энергии системы.
При этом нужно учесть, что изменение свободной энергии
в случае перехода частиц из одной фазы в другую зависит от
геометрических особенностей системы. Например, при перехо-
де сферической частицы из металла в шлак [49]:
— dG — —д’- (ом—цД5м—ш "4* Ом—вб15м—Б Ов——ш),
а не
dG = О„—uidSu—ш 4“ Ом—B^*SM—в Ов——ш»
как казалось бы на первый взгляд и как было принято в рабо-
те [237].
В сварочных системах возможен переход неметаллических
включений через границы двух видов: металл — газ или ме-
талл — шлак. В обоих случаях процесс перехода частиц че-
рез межфазную поверхность происходит под действием гра-
витационных и поверхностных сил [55] и определяется суммой
работ этих сил. Для сферической частицы работа поверх-
ностных сил Лп и гравитационных сил Аг составляет
Ап — До2лгД/г; Аг wl&pgdh,
О
ГДе До = Ов—ш О”м—в Ом—ш» ИЛИ До = Ов—г - Ом—в ’
— ом—г; Др — разность плотностей контактирующих фаз;
dh — длина пути перемещения включения из металла в кон-
тактирующую с ним среду.
Из сопоставления значения Ап и А, при переходе сфери-
ческих частиц через границу металл — шлак видно [276],
что влиянием гравитационных сил на переход неметалличе-
ских включений можно пренебречь, если радиус частиц не пре-
вышает 10~4 м.
Для случая перехода включений через границу металл —
газ, если принять ов_г = 600 мДж/м2, ов_м = 1000 мДж/м2,
Ом—г = 1100 мДж/м2, а Др = 7800 кг/м3, отношение ЛПМГ
будет близко к единице для частиц с радиусом 0,6 • 10”2 м.
При этом, поскольку частицы, присутствующие в сварочной
ванне, имеют размер (10-7 — 10-5 м), влиянием гравита-
ционных сил можно пренебречь.
Как было установлено [55], переход любых частиц через
межфазную границу возможен, если До<;0. В противном слу-
чае переходить через межфазную границу смогут только час-
тицы, больше некоторого критического размера.
Поскольку ов_ш » 0, то для всех значений ов_м и ом_ш
величина до <0, и, следовательно, оксидные включения че-
рез границу металл — шлак могут проходить самопроизво-
льно. Из приведенных выше значений ов_г, ов_м, ом_г видно,
что и переход включений через границу металл — газ может
также осуществляться самопроизвольно.
Переходу частиц через границу раздела фаз предшествует
деформация и разрыв тонкой пленки металла [274]. Так как
при выходе частиц на поверхности металла образуется купол,
то очевидно, что устойчивость пленки будет определяться ве-
личиной избыточного давления Р = 2о/гв, появление которо-
го обусловлено кривизной поверхности раздела фаз. Следова-
тельно, чем меньше радиус включения, тем больше величина Р
и тем менее устойчивой будет пленка металла. Поэтому жидкие
сферические неметаллические включения будут удаляться
тем легче, чем меньше их размер. Для твердых включений,
благодаря имеющимся на поверхности остроугольным микро-
шероховатостям, гв -> 0 и Р->оо. Поэтому переход таких
включений через межфазную границу будет проходить особен-
но быстро, что подтверждается и экспериментальными данными
[274], согласно которым время перехода границы металл — газ
твердыми включениями составляет менее 10“4 с, а жидкими —
от долей секунды до минуты.
Однако вышедшие на поверхность металла неметаллические
включения могут быть снова увлечены потоками металла
в объем сварочной ванны, особенно при сварке в защитных га-
зах. При этих способах сварки не следует ожидать заметного
снижения количества неметаллических включений в метал-
ле шва.
Включения, вышедшие на границу со шлаком, будут отде-
ляться от металла только в том случае, если они будут погло-
щаться расплавленным шлаком. При этом важно, чтобы ско-
рость поглощения частиц шлаком была не менее скорости по-
90
токов в металле, так как в противном случае включения могут
быть снова затянуты в объем сварочной ванны.
Об эффективности поглощения неметаллических включений
шлаком можно судить по скорости смачивания неметалличе-
ских включений шлаком, поскольку прямых экспериментов по
переходу включений в шлак пока не было проведено.
Результаты исследования смачиваемости твердых оксидов
шлаками различных составов показали [244, 245, 293], что
изменение радиуса пятна гп растекающегося шлака описыва-
ется при растекании в вязком режиме формулой Френкеля
[264]:
Гп ~ тргкЛоЛ1в> (III.41)
а в инерционном режиме —
''п~тр|/гкЛо/рв, (III.42)
где гк — радиус кривизны в вершине растекающейся капли;
рБ — плотность оксидного расплава; т]в — вязкость оксидного
расплава; тр — время растекания.
Тянущее усилие по периметру капли До для системы
включение — шлак — газ До = ов_г — ош_в — ош_г cos 0,
а для системы металл — включение — шлак До' = ов_м —
— ош_в — ом_ш cos О'. Тогда разность До' — До будет при-
близительно равна ов_м — Ов_г — ом_ш cos 0' — ош_г cos 0
[202].
Величина Ов_м изменяется в пределах 400—1100 мДж/м2,
а ов_г = 4004-900 мДж/м2. Поэтому при 0 » 0' разность
До' — До невелика, и потому результаты опытов по смачи-
ванию оксидных частиц шлаков, проведенных на границе
с газами, можно использовать и при рассмотрении процесса
перехода включений из металла в шлак.
Расчеты по формулам (III.41), (III.42) показывают, что при
До = 2000 мДж/м2, т]в = 0,1 Па-с время смачивания час-
тиц размером 10 4м для миделева сечения составляет 10“5 с,
а для частиц размером 10~6 м — 4 • 10-8 с. Таким образом,
процесс перехода включений из металла в шлак, с учетом их
небольших размеров, должен проходить очень быстро.
Нужно отметить, что скорость перехода неметаллических
включений из металла в шлак будет зависеть не только от зна-
чения Да, но и от величины вязкости и плотности шлака.
Согласно данным [59], начальная скорость выделения
твердых призматических включений из металла в шлак
( d* 1 __ ^1 [1°М—Г °Ш—г) "Ь (Ч^ш—В ^М-в)! /ттт
dt
91
Рис. 38. Зависимость изменения ско-
рости поглощения неметаллических
включений от адгезии включений к
шлаку и вязкости шлака [59]:
1 — Чшл = °-2 па-с; 2 — г]шл = 0,3 Па-с;
3 — Чщл = °-4 Па-с; 4 — Г)шл = 0,5 Па-с;
5 —• Пшл = 016 Па-с; 6 — Г)шл = 0,8 Па-с.
(III.44)
Здесь kY — коэффициент, учиты-
вающий размер включений и кри-
визну поверхности жидкостей;
огм_г и Ощ_г — поверхностное на-
тяжение металла и шлака соот-
ветственно; Ж<~в и Ц/'ш-в — ад-
гезия включения к металлу и
шлаку соответственно; та — коэффициент, равный уГЗпд/4л ,
где ид — отношение длины включения /в к его ширине ав.
Конечная скорость выделения твердых призматических
частиц определяется выражением
/ dx \ [(°М-Г ~ аш-г) + (Ц^щ-в — 1у/м-в)1
\ dT /х-ов 6т0Л Т]ш
где т)щл — вязкость шлака.
Таким образом, скорость поглощения твердых включений
шлаком зависит от их размера и формы, от величин поверх-
ностного натяжения металла и шлака, от разницы в адгезии
включения к шлаку и металлу, а также от вязкости последних.
Из сопоставления формул (II 1.43) и (III.44) можно заметить, что
скорость выделения твердых частиц в начальный момент вре-
мени заметно выше конечной скорости выделения, так как
вязкость шлака может в десятки, сотни и даже тысячи раз пре-
вышать вязкость металла. И чем выше вязкость шлака, тем
сильнее снизится скорость поглощения частиц (рис. 38). Сле-
довательно, для повышения скорости поглощения твердых
включений шлаком следует применять флюсы с повышенным
содержанием CaF2, FeO [290].
О влиянии различных факторов на процесс поглощения
шлаком жидких неметаллических включений можно с некото-
рой погрешностью судить по данным о слиянии жидких ка-
пель. При слиянии капель одинакового состава и размера ве-
личина перешейка гпе, образовавшегося между каплями [262],
составит
2 _ 3
Гпе--2^ цк
°кС _
1с>
где стк — поверхностное натяжение вещества капель; г — ра-
диус капли; т]к — вязкость жидкости капель; т0 — время сли-
яния.
92
Если сливаются капли разного размера и разного состава,
то [273]:
где Ла = o'! + а2 — ai2 (ai> а2 — поверхностное натяжение
капель; а12 — межфазное натяжение на границе двух капель);
Лпр = Tlir12/(rli + 'Чг); гпр = r1rj{r1 + ^г)-
С ростом размера частиц скорость их соединения v = г„е/т:
и время т>/ = лг2/4а увеличиваются. Поэтому поглощение
мелких включений шлаком будет более вероятным, чем круп-
ных. Кроме того, как это видно из формулы (II 1.45), повыше-
ние вязкости включения или шлака также снижает вероят-
ность ассимиляции включений шлаком. Повышению эффектив-
ности очистки металла от жидких включений должно способ-
ствовать и увеличение адгезии включения к шлаку.
Заметим, что на процесс перехода неметаллических вклю-
чений в шлак должно повлиять наличие потоков в металле.
За счет инерционной силы, обусловленной наличием потоков,
выделение частиц в шлак может быть или облегчено, или за-
труднено. Если в момент приближения частицы к поверх-
ности раздела вектор скорости будет направлен по касательной
к границе, то центростремительные силы вновь увлекут час-
тицу в объем металла. Если же вектор скорости будет пересе-
кать поверхность раздела, то скорость выделения частиц
будет выше, чем скорость перехода такой же частицы из спо-
койной жидкости.
Третий этап — отвод частиц в глубь шлака, очевидно, не
будет препятствовать удалению неметаллических включений
из сварочной ванны, поскольку при сварке шлак, так же как
и металл, перемешивается довольно интенсивно, а это, как
отмечено в [149], облегчает ассимиляцию включений шлаком.
Итак, рассмотрение особенностей каждого из этапов про-
цесса перехода неметаллических частиц из металла в шлак
позволяет сделать вывод о том, что в условиях сварки скорость
всего процесса будет лимитироваться скоростью второго
этапа.
7. Пути снижения вредного влияния
неметаллических включений
Наиболее радикальным средством, ведущим к устранению не-
металлических включений в сварном шве, было бы исключе-
ние или достаточно сильное снижение содержания О2, N2, S
93
в металле шва. Однако этот путь настолько технически сложен
и экономически невыгоден, что осуществить подобное на прак-
тике невозможно. Поэтому на основании материала, изложен-
ного в данной главе, рассмотрим меры по снижению вредного
влияния неметаллических включений за счет уменьшения их
количества, размеров и придания им благоприятной формы
и места расположения в шве.
Повторим еще раз, что удалить неметаллические включе-
ния из сварного шва можно только в том случае, если металл
сварочной ванны покрыт слоем шлака или оксидной пленкой
достаточной толщины. Это возможно при сварке с примене-
нием флюсов, флюсопаст, при сварке в окислительных газовых
средах, когда на поверхности сварочной ванны образуется ок-
сидная пленка, и в электрошлаковых процессах.
При сварке в инертных газах добиться заметного удаления
неметаллических включений из сварочной ванны невозможно.
В этом случае можно только уменьшить количество образовав-
шихся в сварочной ванне неметаллических включений, их
размер, повлиять на форму образующихся включений и на
место их расположения.
Очевидно, что количество неметаллических включений
будет тем меньше, чем меньше образуется зародышей этих
включений. Из рассмотрения процесса возникновения устой-
чивых зародышей следует, что они образуются легче, если
в сварочной ванне находятся компоненты, имеющие низкое
межфазное натяжение на границе с металлом. Для сталей
это прежде всего FeO, МпО и FeS. Степень пересыщения ма-
точного раствора выделяющейся фазой должна быть гораздо
больше в случае образования зародышей А12О3, SiO2, MgO,
TiO2, СаО и других компонентов, имеющих высокие значения
—LU-
Возможность одновременного участия в образовании не-
металлических включений нескольких компонентов и ступен-
чатого процесса возникновения включений выдвигает требова-
ния по ограничению в сварочной ванне компонента, имеюще-
го низкую величину ом_ш. Нежелательно попадание в сва-
рочную ванну экзогенных тугоплавких включений, которые
благодаря хорошей смачиваемости их расплавами оксидов и
сульфидов могут стать центрами выделения этих включений.
Наличие поверхностей раздела выполняет особенно важную
роль в процессах выделения легкоплавких сульфидов и окси-
дов. При этом состав подложек может заметно повлиять на
форму и место выделения включений. Например, в чистом
армко-железе или в металле с высоким содержанием углерода
за счет хорошего смачивания их сульфидом железа последне-
64
му легче выделиться по границам зерен. Причем в этом случае
он может образовать сплошные прослойки. Повышение со-
держания в металле Сг, Si, Мп, Ni, Ti ухудшает смачиваемость
и затрудняет выделение сульфидов железа на поверхности
кристаллов. Поэтому выделившиеся сульфиды будут зани-
мать лишь отдельные участки или приобретут глобулярную
форму, что менее опасно. Образованию оксисульфидных вклю-
чений будет способствовать наличие в сварочной ванне FeO,
которое смачивается расплавом гораздо лучше, чем тугоплав-
кие оксиды А12О8 и SiO2.
Поскольку форма неметаллических включений зависит и от
температуры плавления включения, казалось бы, что предпоч-
тительнее образование жидких включений, которые, имея
сферическую форму, в меньшей мере снижают механические
характеристики сварного соединения. Однако такие включе-
ния легче объединяются при встрече, чем твердые, и склонны
к захвату растущими кристаллами. Последнее обстоятельство
приводит к образованию скоплений включений, что нежела-
тельно. Причем, чем больше размеры присутствующих в сва-
рочной ванне включений, тем выше вероятность образования
таких скоплений.
Увеличению размеров неметаллических включений в сва-
рочной ванне будет способствовать одновременное присут-
ствие жидких и твердых включений, различные размеры вклю-
чений, процесс перемешивания металла сварочной ванны.
Рост сульфидных включений, а частично, и оксидных,
может происходить и за счет диффузии вещества из расплава
на поверхность включения. Этот рост будет происходить тем
быстрее, чем выше начальное содержание в расплаве компонен-
тов, участвующих в его росте ([О], [S]), чем больше будет
коэффициент диффузии этих компонентов и меньше их концен-
трация во включении.
Средн исследователей бытует мнение, что увеличение раз-
меров неметаллических включений — положительное явле-
ние, поскольку крупные включения, согласно закону Стокса,
должны быстрее всплывать, а это приведет к очищению метал-
ла. Однако результаты последних исследований свидетель-
ствуют о том, что скорость удаления неметаллических вклю-
чений в первую очередь связана с процессом перемешивания
металла, а размеры включений мало влияют на скорость их
удаления. Поэтому, очевидно, целесообразно применять меры,
ведущие к торможению процесса роста неметаллических вклю-
чений. Прежде всего необходимо снижать время существова-
ния сварочной ванны, так как при этом снижается вероятность
роста включений и за счет диффузии, и за счет их объедине-
95
ния при столкновении. Кроме того, поскольку твердые вклю-
чения труднее соединяются между собой, то присутствие
только твердых включений в сварочной ванне уменьшает
скорость их роста.
Эффективным средством для уменьшения количества и
размеров неметаллических включений в сварном шве в тех
случаях, когда металл сварочной ванны не покрыт шлаком,
является вакуумирование. В этом случае происходит раство-
рение неметаллических включений, причем процесс этот мо-
жет закончиться за время существования сварочной ванны.
При сварке с применением флюсов или флюсопаст за счет
перехода неметаллических включений в расплавленный шлак
можно снизить количество неметаллических включений, в ос-
новном оксидов, в сварном шве. Скорость этого процесса
определяется скоростями выхода неметаллических включений
на границу металл — шлак и ассимиляцией включений шла-
ком. Особенно важное значение в этом случае имеют смачива-
емость включений шлаком и вязкость шлака, а при ассимиля-
ции жидких включений — их вязкость. При высокой вязкос-
ти шлака и плохой смачиваемости включений шлаком вклю-
чения, вышедшие на границу металл — шлак, могут быть
снова увлечены потоками металла в объем сварочной ванны.
Разрыв металлической пленки, предшествующий выходу
неметаллических включений на границу металл — шлак, про-
исходит легче, если включение твердое. Поскольку твердые
включения поглощаются шлаком лучше, чем жидкие, при
сварке под флюсом должны легче удаляться алюминатные
(твердые) и хуже — силикатные (жидкие) включения.
На процесс удаления включений существенно влияет
и перемешивание металла сварочной ванны. При этом увели-
чение скорости перемешивания металла, уменьшение ширины
сварочной ванны и размеров включений повышают скорость
их удаления. Переходу неметаллических включений из метал-
ла в шлак способствует процесс перемешивания шлака.
Таким образом, хотя форма твердых неметаллических
включений менее благоприятная, чем у жидких, они менее
склонны к росту, легче выходят на границу металл — газ
или металл — шлак и быстрее поглощаются шлаком. Однако
не следует забывать, что твердые неметаллические включения
могут способствовать выделению на них жидких включений
и к тому же, о чем будет сказано в следующей главе, облегчать
образование пор. Поэтому при введении в сварочную ванну
тех или иных компонентов для связывания [О] и [SI нужно
учитывать, какие дефекты являются менее опасными для дан-
ного изделия.
Глава IV
ПОРЫ В СВАРНЫХ ШВАХ
Большинство исследователей, занимающихся вопросами тех-
нологии сварки, в той или иной мере изучали процесс поро-
11 образования в сварных швах. Значительный вклад в исследо-
вание данного процесса сделали А. А. Алов, В. К. Любавский,
Г. Д. Никифоров, В. В. Подгаецкий, И. К. Походня, И. И. Фру-
мин и др. К настоящему времени накоплен довольно обширный
экспериментальный и теоретический материал. Так, достовер-
но установлено, что в процессе порообразования при сварке
сталей основную роль выполняют Н2, N2 и СО, а не высокомо-
лекулярные газы С2Н2, С3Н8 и т. д. [212, 332]. Отмечено и изу-
чено влияние отдельных составляющих флюса и металла на
образование пор в металле шва [1, 21, 42, 122, 267]. Согласно
[1, 42, 122, 267], увеличение содержания в шлаке К2О, Na2O
и СаО повышает пористость сварного шва, а введение в шлак
FeO, МпО и замена СаО и MgO на SiO2 уменьшает ее.
Д. М. Рабкиным [221] было показано, что при сварке низ-
коуглеродистой стали под флюсом АП1 на прямой полярности
пористость сварного шва выше, чем при сварке на обратной
полярности. При сварке на переменном токе величина порис-
тости занимает промежуточное значение между сваркой на
прямой и обратной полярностью [1]. Причем если флюс со-
держит значительное количество МпО, то род тока и его по-
лярность практически не влияют на пористость сварного шва.
Некоторые исследования свидетельствуют о влиянии на
процесс порообразования неметаллических включений, нахо-
дящихся в сварочной ванне [9, 113], процесса электромагнит-
ного перемешивания металла сварочной ванны [82], вида свар-
ного соединения и т. д.
Однако многие вопросы, относящиеся к процессу поро-
образования, и в настоящее время остаются не выясненными
или являются спорными. Например, нет единого мнения о ро-
ли отдельных газов (N2, Н2, СО) в процессе порообразования,
а также о роли и механизме влияния неметаллических вклю-
7 8-S878
67
чений. Высказываются различные мнения о месте преиму-
щественного образования пор, и с различных позиций объясня-
ется влияние состава флюса и металла на процесс порообра-
зования.
Подобное положение, на наш взгляд, объясняется в ос-
новном следующими причинами. Во-первых, сложностью са-
мого процесса, его многофакторностью; во-вторых, ошибоч-
ностью представления процесса порообразования одностадий-
ным. По-видимому, процесс порообразования следует разде-
лить на три стадии: 1) образование устойчивого зародыша;
2) рост газового зародыша; 3) удаление газовых пузырьков из
сварочной ванны. Наконец, в-третьих, выводы о процессе по-
рообразования в сварном шве чаще всего делаются на основе
технологических экспериментов, когда защитные среды и сам
металл содержат некоторое количество N2, Н2, О2, неучтен-
ных включений и т. д.
В последнее время появились работы, в которых процесс
порообразования рассматривается с позиций физики поверх-
ностных явлений. По-видимому, такой подход, являясь энер-
гетическим, позволит гораздо полнее разобраться в процессе
порообразования, особенно на стадиях зарождения пузырька
и удаления его из сварочной ванны. При этом появляется воз-
можность рассмотреть влияние различных факторов (пересы-
щение металла газом, наличие в сварочной ванне межфазных
границ, перемешивание металла, образование флуктуаций га-
за и так далее) на процесс образования пор. Такой метод более
правильный, так как на каждой стадии условия и факторы,
оказывающие решающее влияние на ход процесса, различные.
Так как образование газовых пузырьков, их рост и удале-
ние во многом зависят от содержания газов в металле, прежде
всего рассмотрим особенности кинетики процессов перехода
газов в металл.
1. Взаимодействие металлов с газами
Поскольку образование пор в сварных швах во многом опреде-
ляется содержанием газов в металле, изучение вопросов рас-
пределения газов между металлом и газовой средой дает воз-
можность проектировать научно обоснованные технологиче-
ские процессы и разрабатывать мероприятия по снижению по-
ристости сварных швов.
Как отмечалось, в процессах порообразования основную
роль играют Н2, N2 и СО. Так как СО образуется в объеме ме-
талла в результате взаимодействия С с кислородом или окси-
98
дами, ограничимся рассмотрением особенностей перехода из
атмосферы в металл и обратно лишь азота и водорода.
Известно, что взаимодействие газов с металлами представ-
ляет собой комплекс физических и химических процессов. Это
и перенос вещества в контактирующих фазах, и процессы ад-
сорбции и десорбции, и реакции перехода вещества через гра-
ничные поверхности, и химические превращения на поверх-
ностях перехода.
Для сварочных процессов в зависимости от применяемого
способа защиты характерными являются системы двух видов,
металл — газ, когда газ непосредственно контактирует с ме-
таллом, и металл — шлак — газ, когда газ прежде, чем по-
ступить в металл, должен пройти через слой расплавленного
шлака.
Рассмотрим вначале процесс непосредственного взаимодей-
ствия металла с газом.
В этом случае взаимодействие N2 и Н2 с металлом состоит
из ряда последовательных этапов: массопереноса в газовой
фазе (внешне — диффузионный этап); фазового перехода, со-
стоящего из процессов диссоциации молекул или молизации
атомов, хемосорбции атомов или их десорбции, химических
превращений на поверхности расплава, перехода атомов или
молекул в граничные слои контактирующих фаз и так далее;
внутреннего массопереноса в расплаве.
Для описания процессов взаимодействия газов с жидкостью
в настоящее время применяют три модели массопередачи:
двухпленочную теорию, теорию пограничного диффузионного
слоя и теорию обновления поверхности. Схемы распределения
концентраций поглощаемого компонента на межфазной гра-
нице для каждой из моделей представлены на рис. 39.
Согласно двухпленочной теории, перенос вещества из одной
фазы в другую происходит следующим образом. При наличии
в газовой фазе вещества с концентрацией Р переход его в
жидкую фазу, где его концентрация С, будет происходить при
наличии разности между рабочими (Р и С) и равновесными (Рр
и Ср) для данных условий концентрациями. В этом случае
скорости массопередачи
uF = p“(P_pp)=_2i_(p_pp)S,
= ₽ж (Ср - С) = (Ср - С) S,
где рм — коэффициент массопередачи; D — коэффициент диф-
фузии поглощаемого компонента; 6 — толщина пограничной
пленки; г, ж — индексы, обозначающие соответственно газо-
вую и жидкую фазу.
a
Рис. 39. Схемы распределе-
ния поглощаемого компонен-
та на межфазной границе рас-
плав — газ:
а — двухпленочная теория; б —
теория пограничного диффузион-
ного слоя; в — теория обновле-
ния поверхности.
Существенный недостаток данной теории — пренебрежение
влиянием движения контактирующих фаз на толщину пленок
и перенос вещества в этих пленках.
Согласно современным представлениям, перенос вещества
в объеме фазы, которая интенсивно перемешивается, происхо-
дит, главным образом, за счет турбулентной диффузии, что
приводит к мгновенному выравниванию концентрации
в объеме. По мере приближения к поверхности раздела фаз,
где конвективные потоки слабее, роль турбулентной диффузии
снижается, а молекулярной — возрастает. Слой, в котором
молекулярный механизм диффузии начинает преобладать над
турбулентным, называют диффузионным пограничным слоем.
В отличие от двухпленочной теории, где толщина пленки счи-
тается постоянной величиной, в теории пограничного диффу-
зионного слоя толщина этого слоя будет переменной величи-
ной, зависящей от скорости потоков, коэффициента диффузии,
вида контактирующих фаз и так далее.
В последнее время находит применение теория проницания
и обновления поверхности [223], предложенная Хигби. Со-
гласно этой теории, при кратковременном контакте фаз про-
цесс диффузии будет нестационарным, и поэтому наличие пле-
нок на поверхности фаз исключается. Скорость массопередачи
по данной теории определяется скоростью обновления поверх-
ности. Поскольку в условиях сварки непрерывно происходит
обновление поверхности реакционной зоны, эта теория должна
100
лучше характеризовать процесс массообмена между газовой
фазой и металлом при сварке.
Общим недостатком для всех теорий является наличие
во всех расчетных выражениях величин (толщина пограничных
пленок, толщина диффузионного слоя, скорость обновления
поверхности и т. д.), которые часто нельзя определить ни эк-
спериментальным, ни расчетным путем. Все же чаще приме-
няют теорию пограничного диффузионного слоя, учитывающую
влияние различных факторов на толщину диффузионного слоя
и позволяющую довольно точно описать процесс взаимодей-
ствия газов с металлами.
Согласно первому закону Фика, число молей dnu, диффун-
дирующее через поперечную поверхность,
dnH = ±DS-^-dx, (IV. 1)
м dx ' '
„ , dC
где S — площадь поверхности контакта фаз; ----градиент
концентрации в направлении оси х, перпендикулярной к по-
верхности контакта; dx — продолжительность процесса.
При этом dn^ в зависимости от изменения концентрации
вдоль оси х может быть положительной или отрицательной
величиной, т. е. будет происходить или насыщение, или удале-
ние вещества.
Поскольку градиент концентрации образуется только на
межфазной границе в области пограничного слоя, то, обозна-
чив мгновенную концентрацию примеси в расплаве с одной сто-
роны слоя через С, а с другой — через Cs, получим =
Q__Q
— —т—- , где 6С — толщина диффузионного слоя. Тогда
выражение (IV. 1) запишется следующим образом:
J^L = ^_S(C-C,). (IV.2)
Если вместо числа молей подставить в формулу (IV.2) чис-
ло молей в единице объема dnJV, т. е. концентрацию, а от-
ношение £>/6с заменить коэффициентом скорости массопере-
дачи [S , то получим приближенную формулу для определе-
ния скорости переноса растворенного газа с поверхности рас-
плава в объем при адсорбции и из объема на поверхность при
десорбции
-£-=₽M-|(C-Cs). (IV.3)
Справедливость формулы (IV.3) для описания процесса
взаимодействия газов с расплавами металлов подтверждается
101
многочисленными исследованиями, хотя существуют данные
о том, что процессы десорбции азота, а согласно работе [336],
и адсорбции, и десорбции описываются уравнениями второго
порядка относительно концентрации растворенного в метал-
ле газа.
Поскольку опытные данные о процессах взаимодействия
металла с азогом и водородом при сварке пока не позволяют
установить истинный порядок реакций, примем, как и боль-
шинство исследователей, что этот процесс описывается урав-
нениями первого порядка, а, следовательно, основную роль
играют диффузионные процессы и прежде всего в металле.
Тогда из уравнения (IV.3) следует, что скорости насыщения
металла газом н его удаления зависят от значений рм, а также
связаны с величиной межфазной поверхности и концентрацией
газа в поверхностном слое металла, которые, в свою очередь,
зависят от наличия в металле поверхностно-активных элемен-
тов.
Влияние поверхностно-активных элементов на содержание
газов в металле было отмечено в ряде работ [16, 61, 75, 114,
253, 254, 306]. При этом не удается объяснить наблюдаемые
явления изменениями вязкости расплава или величины ко-
эффициента диффузии и связанным с ними коэффициента
массопередачи. Так, при повышении содержания кислорода
в железе с 0,002 до 0,04 % (по массе) вязкость последнего
повышается примерно в 1,2 раза [8], что должно снизить кон-
станту массопередачи для азота в 1,15 раза [240, 252]. Фак-
тически коэффициент массопередачи при указанном повыше-
нии содержания [О] в железе уменьшился в 2,2 раза [253].
Такое понижение величины рм нельзя объяснить и влиянием
кислорода на величину коэффициента диффузии азота в же-
лезе [240]. Да этого, по-видимому, и не следует ожидать, так
как наличие кислорода в металле, по данным В. И. Федор-
ченко и В. В. Аверина, практически не влияет на активность
азота.
Таким образом, влияние поверхностно-активных элемен-
тов на насыщение металла газами, по-видимому, связано
с процессом адсорбции их на межфазную поверхность и из-
менением за счет этого площади контакта металла с газами.
Следует отметить, что при наличии в металле кислорода
адсорбция его на поверхность металла должна привести к ка-
чественному изменению состояния поверхностного слоя —
образованию устойчивых группировок атомов металла и кис-
лорода, близких по составу и свойствам к соответствующим
оксидам. При этом с повышением содержания кислорода
площадь, занимаемая пленкой оксидов, и ее толщина будут
102
увеличиваться. Кроме того, за счет хорошей смачиваемости
[194, 3391 пленка легко распространяется по поверхности рас-
плава и будет непрерывной уже при толщине в десятые доли
миллиметра, что обеспечит хорошую защиту металла от газов.
Однако состав пленки и скорость ее образования будут ео
многом определяться концентрацией примесей в поверхност-
ном слое металла, т. е. их поверхностной активностью и их
сродством с кислородом.
При дуговых способах сварки процесс взаимодействия ме-
талла с газом имеет некоторые особенности, которые обусловле-
ны следующим. Наличие столба дуги приводит к тому, что часть
межфазной поверхности, ограниченная активным пятном,
имеет более высокую температуру и контактирует с плазмой,
содержащей диссоциированные и частично ионизированные
водород и азот. С учетом существования двух участков по-
верхности раздела металл — газ (низкотемпературного и вы-
сокотемпературного) уравнение (IV.3) можно записать в сле-
дующем виде:
=Р“_^(С?_С) + ^А-(С:-С). (1V.4)
Здесь и — коэффициенты массопередачи в высоко-
температурной и низкотемпературной поверхностях свароч-
ной ванны соответственно; S, и S2 — площадь поверхности
сварочной ванны, ограниченная активным пятном, и осталь-
ная поверхность ванны соответственно; С* и С? — концен-
трация газа на поверхности ванны в активном пятне и на низ-
котемпературной поверхности ванны соответственно.
Отметим, что при дуговых способах сварки возможно,
что концентрация газа в объеме металла станет выше, чем
концентрация газа на поверхности низкотемпературной части
сварочной ванны, т. е. [С] > [С^]. Это объясняется тем, что
в активном пятне вследствие высокой температуры величина
[С^] может достигать больших значений. Так, согласно рас-
четам [168, 291], при температуре поверхности железа 2500 К
для азота [С“] ~ 10 %. Поэтому вполне возможно, что вслед-
ствие [С] > [С®] второе слагаемое в уравнении (1V.4) станет
отрицательной величиной. Тогда скорость насыщения металла
газом будет определяться разностью двух потоков: потока,
вносящего газ в металл через поверхность, ограниченную
активным пятном, и потока, удаляющего газ через относитель-
но низкотемпературную поверхность сварочной ванны.
Подобный механизм взаимодействия газов с металлом
при дуговых способах сварки подтверждается данными [85],
103
согласно которым увеличение общей поверхности сварочной
ванны, что при неизменных электрических параметрах равно-
сильно увеличению низкотемпературной части сварочной ван-
ны, снижает скорость поглощения азота металлом.
Наличие поверхностно-активных элементов в металле долж-
но повлиять на процесс взаимодействия расплава с газом и при
дуговых способах сварки. При этом, очевидно, на этапе погло-
щения газа, происходящего в высокотемпературной зоне,
влияние поверхностно-активных компонентов будет прояв-
ляться в меньшей мере, чем при выделении газов из металла.
Это обусловлено в основном двумя причинами: снижением
поверхностной активности компонентов с возрастанием тем- '
пературы, что было, например, отмечено В. И. Явойским
для кислорода; интенсивным перемешиванием металла в вы-
сокотемпературной зоне, что приводит к сносу с поверхности
расплава капиллярно-активных элементов. При выделении
газов из металла, происходящем в зоне со сравнительно низ-
кой температурой и менее подвижной, наличие поверхностно-
активных компонентов будет играть существенную роль. Это
подтверждается и данными И. К. Походни [210], который
отметил увеличение содержания водорода при наличии в стали
поверхностно-активного кремния.
Помимо свойств поверхности металла на скорость насыще- |
ния и выделения газов будет влиять и способность газов i
к адсорбции, так как в каждом из этих двух процессов одной ’
из промежуточных стадий является адсорбция газов в поверх- ,
ностном слое металла. При этом, чем выше способность газа |
к адсорбции или, другими словами, чем выше его поверхност- V.
ная активность, тем легче должно происходить поглощение
и выделение газа металлом. Поэтому для выяснения механиз-
ма кинетики поглощения и выделения газов необходимо иметь
данные об их поверхностной активности, о которой можно
судить по влиянию N2 и Н2 на величину поверхностного на- If
тяжения металла.
Исследования, посвященные изучению поверхностной ак-
тивности водорода и азота, были проведены в основном для
чистого железа и для бинарных сплавов на его основе. Влия-
ние водорода и азота на поверхностное натяжение сталей было
исследовано в работах [17, 27, 62, 64, 68, 88, 310]. Данные
проведенных экспериментов, несмотря на некоторое различие
в результатах, свитетельствуют о незначительной поверхност-
ной активности водорода и снижении его активности с повы-
шением содержания в сталях С, Сг, Ni, Si, Мп.
Азот обладает большей поверхностной активностью в же-
лезе и сплавах на его основе, чем водород. Однако и для него
104
наблюдается снижение поверхностной активности при нали-
чии в многокомпонентных сплавах С, Сг, Мп, Si.
Расчеты адсорбции водорода и азота в расплавах [75] по-
казали, что с возрастанием содержания в металле поверхност-
но-активных элементов (С, Si, Мп) наблюдается снижение
поверхностной концентрации водорода и азота. Обычно это
объясняют уменьшением количества вакантных мест в по-
верхностном слое, которые могут занять азот и водород.
На процесс перехода газов из атмосферы в металл влияют
состав атмосферы и скорость образования газообразных про-
дуктов реакций, протекающих на поверхности расплава. Со-
гласно данным У айтуэя, при наличии в атмосфере сложных
газов, содержащих связанный кислород, например СО2, СО,
SO2, перенос реагента в газовой фазе будет затруднен. Воз-
можно, что и по этой причине наблюдается снижение содержа-
ния газов в металле шва при сварке в СО2, когда состав за-
щитной атмосферы состоит в основном из СО2 и СО [165].
Кроме того, при сварке в окислительных газовых средах
на границе металл — газ возможно образование СО в резуль-
тате протекания реакции [С] + {О} = {СО}. К тому же при
этом за счет кривизны поверхности электродных капель и сва-
рочной ванны интенсивность образования СО будет гораздо
выше, чем при образовании его на плоской поверхности.
Это связано с тем, что равновесное давление СО на поверх-
ности металлической капли больше равновесного давления
оксида углерода над плоской поверхностью на величину, оп-
ределяемую из уравнения
lnPGo-lnPsco= —,
б/'УРсо
где Рсо и Рсо — равновесные давления СО над выпуклой
и плоской поверхностями; ом_г — поверхностное натяжение
металла; /Исо и рсо — молекулярная масса и плотность СО;
7? — газовая постоянная; Т — температура металла; г'к —
радиус кривизны.
Как видно, чем меньше радиус кривизны поверхности ме-
талла, тем лучше будет защищать образующийся оксид угле-
рода металл от перехода в него газов из атмосферы. Следо-
вательно, при мелкокапельном переносе содержание газов
N2, Н2, О2 в металле шва должно быть меньше. Ранее было
отмечено, что наличие на поверхности металла оксидной плен-
ки затрудняет переход азота и водорода из атмосферы в ме-
талл и обеспечивает хорошую защиту расплавленного метал-
ла от этих газов.
105
Поскольку в сварочных процессах для защиты металла
довольно часто применяются флюсы, рассмотрим особенности
перехода газов из атмосферы в металл и обратно для системы
газ — шлак — металл. Сразу отметим, что механизм перено-
са азота и водорода в системе металл — шлак — газ изучены
в гораздо меньшей мере, чем механизм переноса газов в си-
стеме металл — газ. В частности, дискуссионными остаются
вопросы о влиянии состава шлака на его водородопроницае-
мость, о формах существования азота в шлаке, о механизме
влияния компонентов флюса на его защитные функции и т. д.
Изучение процессов взаимодействия в системе металл —
шлак — газ затруднено и тем, что пока мало данных о зна-
чениях термодинамических активностей компонентов свароч-
ных флюсов, которые в значительной степени обусловливают
характер взаимодействия металла со шлаком, а значит, и пере-
ход газов из шлака в металл. Правда в последнее время по-
явились работы [265], в которых показана возможность опре-
деления расчетным путем на основе теории регулярных ион-
ных растворов активностей оксидов в многокомпонентных
шлаковых системах, что позволяет лучше описывать процессы
взаимодействия металла со шлаком.
В системе металл — шлак — газ в общем случае процесс
взаимодействия металла с газом состоит из следующих этапов:
массоперенос в газовой фазе; фазовый переход через границу
газ — шлак; массоперенос в шлаке; фазовый переход через
границу шлак — металл; массоперенос в металле. Причем
описанная схема более характерна для азота, чем для водоро-
да, так как при сварке водород в металл, в основном, поступа-
ет из флюса [207]. Это связано с тем, что во флюсах и покры-
тиях всегда имеется некоторое количество влаги, которая при
Таблица 10. Содержание Н2
и N2 в металле шва при раз-
личной толщине слоя
флюса
Толщина слоя флюса, 10—8 м Содержание газа в метал- ле шва, см3/100 г
ЯI, N,
45 7,3 7.8
30 7.14 13,82
20 5.1 35,0
10 3,4 97,5
нагреве испаряется и, попадая в
зону горения дуги, разлагается с
выделением водорода. Азот, оче-
видно, в основном поступает в ме-
талл из атмосферы, проходя через
слой шлака, что в какой-то мере
подтверждается исследованиями
[235] по влиянию толщины слоя
флюса на содержание N2 и Н2в ме-
талле шва (табл. 10).
Рассмотрим, какие факторы
влияют на взаимодействие металла
с газами при наличии шлака и како-
во это влияние. Установлено [166],
что основные шлаки по сравнению
106
с кислыми обладают лучшей водородопроницаемостью. Причем
при одинаковой основности шлака введение таких компо-
нентов, как FeO, МпО, MgO, ведет к снижению водородопро-
ницаемости шлака. Введение в шлаки как основных, так и
и кислых компонентов, повышающих вязкость, приводит к
к снижению их водородопроницаемости.
Интенсивному удалению гидроксильного водорода из шла-
ка способствует добавление во флюс фторидов, особенно когда
необходимо добиться низкого содержания Н2 в металле шва.
Удалить водород из шлака, а значит, и уменьшить его со-
держание в металле шва можно за счет электролиза расплав-
ленного шлака. Так, при электрошлаковом переплаве на пе-
ременном токе за счет пропускания постоянного электриче-
ского тока через слой шлака удалось снизить содержание во-
дорода в металле на 4 см3/100 г [279].
Поскольку азог попадает в металл из атмосферы, проходя
через шлак, процесс взаимодействия металла с азотом будет
зависеть от концентрации азота в шлаке и его диффузионной
подвижности в шлаковом расплаве. О влиянии состава шлака
на растворимость в нем азота существуют следующие данные.
С уменьшением окислительного потенциала шлака количество
растворенного в нем азота возрастает [150]. Содержание N2
в расплавленном шлаке увеличивается и при прохождении
через него постоянного тока [166]. Поэтому увеличение тока
шунтирования, очевидно, может способствовать повышению
содержания N2 в металле шва.
Исследования влияния состава шлака на диффузионную
способность азота показали [1661, что при сравнительно не-
больших изменениях состава шлака величина коэффициента
диффузии азота может существенно измениться. Например,
для системы А12О3 — SiO2 — СаО даже при небольшом из-
менении соотношения в содержании компонентов шлака коэф-
фициент диффузии азота изменялся в пределах от 0,5 • 10-2
до 5,2 • 10~~ м2/с, т. е. почти на порядок. Столь заметная за-
висимость Dn от состава шлака позволяет считать, что можно,
не ухудшая технологические свойства флюсов, добиться за
счет небольших добавок компонентов существенного улучше-
ния защитных свойств флюсов.
На насыщение металла шва азотом влияет и строение час-
тиц флюса. По данным [122], при сварке под стекловидным
флюсом ОСЦ-45 содержание азота в металле шва было в неко-
торых опытах почти в 3 раза ниже, чем при сварке под пемзо-
видным флюсом АШ. Введение во флюс фторидных соединений
уменьшает содержание азота в металле шва [123], что, по-ви-
107
димому, вызвано оттеснением воздуха от расплавленного
шлака за счет выделения из него соединений фтора.
Таким образом, взаимодействие металлов с газами в сис-
темах металл — газ и металл — шлак — газ является мно-
гофакторным процессом. Тем не менее эти факторы необходимо
учитывать при разработке технологических процессов и сва-
рочных материалов с целью уменьшения вредного влияния
газов на свойства сварного соединения.
2. Образование газовых зародышей
Металл сварочной ванны всегда содержит некоторое количе-
ство газа, который попадает в него уже в процессе получения,
или вследствие нарушения защиты во время сварки, или мо-
жет образоваться в металле в результате химической реакции,
как, например, СО. При некоторых условиях можно наблюдать
пересыщение металлического расплава газами, т. е. сварочная
ванна или ее часть будет находиться в метастабильном со-
стоянии. Переход системы из метастабильного состояния в ста-
бильное произойдет только в том случае, если газ, находящийся
в металле, выделится из него в атмосферу или образует газо-
вые пузыри в объеме металла. Рассмотрим второй процесс,
который приводит к образованию дефектов и потому пред-
ставляет наибольший интерес.
Интенсивность образования газовых зародышей (пузырей)
в гомогенной среде определяется так же, как и в случае обра-
зования неметаллических включений по формуле
16Л °М-Х
1~Ае * ^^C/csy (IV 5)
где стм_г — поверхностное натяжение металла на границе
с газом. Остальные обозначения те же, что и в уравнении (III.4)
Критический радиус газового зародыша определяется так
же, как и радиус устойчивого зародыша неметаллического
включения,
2о., „ЛЬ,
= -дадаг • (IV-6)
Особенностью образования газовых зародышей по сравне-
нию с зарождением неметаллических включений является то,
что при сравнительно близких значениях молекулярных масс
(СО —28, N2 —28, Н2 —2, МпО —71, SiO2 — 60 и т. д.)
плотности газов меньше в тысячи раз. К тому же и поверхност-
ное натяжение металлов выше, чем межфазное натяжение,
108
Поэтому интенсивность образования газовых зародышей при
той же степени пересыщения будет гораздо ниже, чем интен-
сивность образования неметаллических включений. Или, дру-
гими словами, для образования газовых зародышей требуется
большее пересыщение, чем для образования неметаллических
включений.
Поскольку работа образования газового зародыша в гомо-
генной среде 1ГГом равна изменению свободной энергии (II 1.3),
то величина I находится в экспоненциальной зависимости от
Ц7ГОМ и будет тем больше, чем меньше U7,Om.
Величина предэкспоненциалыюго множителя А, по дан-
ным различных исследователей [37, 89, 94], колеблется в пре-
делах от 1010 до Ю38. Столь большие расхождения объясняются
тем, что вычислить корректно эту величину довольно сложно,
так как при этом следует учесть все связи и степени свободы
в зародыше, состоящем из большого числа молекул. Поэтому,
пожалуй, более надежно о вероятности появления зародыша
новой фазы в расплаве судить по величине И71ОМ.
Значения гкр и VTr0M, определенные по формулам (IV.6)
и (II 1.3), в зависимости от состава металла, степени пересыще-
ния его газом, вида газа и температуры расплава представлены
в табл. 11. Необходимые для расчетов данные о поверхностном
натяжении металлов были взяты из работ [62, 64, 68], а зна-
чения плотности газов принимались для Т = 293 К. Как
видно, величины гкр и 1КГОМ уменьшаются с увеличением сте-
пени пересыщения металла газом и температуры расплава,
но при всех пересыщениях и различных температурах работа,
необходимая для образования газовых зародышей различными
газами, будет различной. Причем для различных металлов
наименьшую работу образования зародыша имеет вполне опре-
деленный газ. Следовательно, для каждого металла образова-
ние газового зародыша будет стимулироваться определенным
газом [177].
Расчеты показывают, что во всех случаях размеры крити-
ческих зародышей находятся в интервале 10~7—10~6 м.
Такие зародыши должны содержать (10е—1011) молекул га-
за. Очевидно, что вероятность образования подобных заро-
дышей мала, так как требует, чтобы в данный момент в неболь-
шом объеме металла находилось большое количество молекул
газа. Подсчет интенсивности образования газовых зародышей
в гомогенной среде свидетельствует о том, что вследствие вы-
соких значений поверхностного натяжения металла и довольно
больших размеров критического зародыша их появление в
расплаве может происходить только при 20—30-кратном пере-
сыщении металла газом. На практике вряд ли могут быть
109
Таблица 11. Критический радиус зародыша г и работа образования ус тойчивого зародыша ТГг0М в объеме чистого металла при различных
температурах и разной степени пересыщения
Аг N 2 со
Марка Темпера- С о. ** ГОМ’ (Т, W w ГОМ’ о. ГКР’ 10—6 м ^ГОМ’
металла тура. К сз мДж м2 гкр* 10—6 м И ГОМ’ 10—6 мДж мДж м8 io—6 мДж „ мДж Ю Ь м* мДж "55“ /кр’ 10—6 м мДж мДж ~ м2 10-6 мДж
Армко-же- лезо 1803 1.1 1.5 3,0 5,0 1280 40,40 9,50 3,50 2,40 876,50 48,30 6,50 3,08 1029 32,2 7,6 2,8 1,9 450,0 24,7 3,4 1.6 1214 38,10 8,95 3,30 2,26 740,0 41,7 5,5 2,6 1185 36,9 8,7 3,2 2,2 675,0 37,6 5,1 2,4
1903 1.1 1,5 3,0 5,0 1212 1212 36,25 8,52 3,14 2,15 666,72 36,80 4,88 2,35 1076 1076 । 31,98 7,52 2,77 1,88 461,0 25,5 3,46 1,60 1165 1165 34,60 8,14 3,00 2,05 584,3 32,3 4,4 2,0 1117 1117 32,95 7,77 2,86 1,96 508,1 28,2 3,8 1,8
Св-08 1803 1,1 1,5 1279 40,4 9,5 3,5 2,4 876,50 48,30 6,50 3,08 1039 32,80 7,63 467,0 25,4 1170 36,70 8,65 660,0 36,6 1210 37,8 8,9 725,0 40,2
3,0 2,80 3,5 3,18 4,9 3,3 5,4
5,0 1,90 1,6 2,18 2,3 2,2 2,5
1903 1,1 1,5 3,0 5,0 1195 36,25 8,50 3,10 2,10 657,9 36,1 4,8 2,2 1064 31,80 7,41 2,72 1,84 450,8 24,5 3,3 1,5 1110 33,10 7,80 2,86 1,96 509,6 28,3 3,8 1,8 1160 34,36 8,10 3,00 2,00 573,8 31,9 4,8 1,9
У-8А 1803 1.1 1,5 3,0 5,0 1186 37,2 8,75 3,20 2,20 688,0 38,05 5,2 2,4 1111 34,80 8,20 3,02 564,0 31,20 4,20 1153 36,2 8,5 3,1 633,3 35,2 4,7 1314 41,00 9,65 3,55 924,0 51,3 6,9
2,60 1,98 2,1 2,2 2,40 3,2
1903 1,1 1,5 3,0 5,0 1228 36,50 8,57 3,14 2,16 685,30 37,80 5,07 2,40 1042 - 31,10 7,32 422,30 23,40 1202 35,80 8,40 645,40 35,50 1328 39,40 9,28 863,7 47,9
2,74 3,28 3,06 4,71 3,40 6,4
1,84 1,48 2,08 2,18 2,30 2,9
0Г6 1803 1,1 1,5 3,0 5,0 1234 38,8 9,1 3,7 2,3 780,0 1272 39,90 9,40 845,00 46,90 961 30,2 7,1 368,0 20,2 1359 42,40 9,97 1027,00 56,60
Е 42,8 3,46 6,35 2,6 2,8 3,67 7,70
о см X 5,9 2,7 2,36 2,96 1,8 1,3 2,50 3,56
оо о О 1903 1.1 1,5 1147 34,18 8,02 561,3 30,9 1138 33,80 7,97 2,93 544,7 30,3 4,1 824 24,60 5,80 2,10 208,90 11,60 1,52 1383 40,80 9,60 3,53 964,6 53,4 7,2
3,0 5,0 3,26 2,03 5,1 2,0 2,00 1,9 1,46 0,70 2,40 3,3
110
111
достигнуты такие пересыщения, однако поры в сварном шве
образуются. Причиной этого может быть создание местных
пересыщений или флуктуаций.
Из законов статистической физики [115] следует возмож-
ность образования в объеме расплава флуктуаций с повышен-
ной плотностью выделяющегося вещества. При этом флуктуа-
ции будут устойчивы и способны к дальнейшему росту, если
их размеры превысят некоторый критический размер.
Согласно [143], число сферических участков nf с радиусом
г, появляющихся в единицу времени в единице объема с флук-
туациями состава, соответствующим новой фазе, будет
DW^, (IV.7)
где Си — исходная концентрация раствора; v4 — нормальное
ожидаемое число частиц в объеме критического зародыша;
пч — число частиц в объеме критического зародыша в момент
выделения; D — коэффициент диффузии; — вероятность
появления флуктуаций концентрации по пч частиц из ис-
ходного их количества v4 в рассматриваемом объеме.
Согласно уравнению Пуассона [115],
= е-ч^/пч. (IV.8)
Анализ формул (IV.7) и (IV.8) свидетельствует о том, что
вероятность появления устойчивой флуктуации в объеме ме-
талла возрастает с увеличением общей концентрации компо-
нента в расплаве и его коэффициента диффузии, а также с
уменьшением размеров критического зародыша.
Возможность флуктуационного возникновения газовых за-
родышей позволяет предположить, что их образование может
произойти и в тех случаях, когда не будет общего пересы-
щения металла сварочной ванны газом.
Поскольку вероятность образования флуктуаций зависит от
подвижности компонента, вызывающего появление газового
зародыша, то, по-видимому, в этом процессе важную роль
должен выполнять водород. Это связано с тем, что подвижность
его намного выше подвижности других компонентов (N2, С,
О2), участвующих в образовании зародышей пор.
Очевидно, что факторы, способствующие повышению по-
движности компонентов, снижению размеров устойчивой флук-
туации, возрастанию концентрации газов в металле, будут
усиливать процесс образования зародышей в сварочной ванне.
Один из таких факторов — температура сварочной ванны.
Повышение ее ведет к увеличению коэффициента диффузии,
уменьшению величины гкр за счет снижения величины поверх-
112
костного натяжения металла, повышению концентрации газа
что должно способствовать созданию устойчивых флуктуа-
ций. По-видимому, это является одной из причин повышения
пористости сварного шва при увеличении сварочного тока
сверх некоторой критической величины, отмеченное в работе
[211], и объясняет наблюдаемое образование пор в зоне актив-
ного пятна сварочной ванны [7].
Все изложенные рассуждения справедливы для случая
образования газового зародыша одним газом. Между тем ис-
следования состава газа в порах сварных швов свидетельству-
ют о том, что в них всегда присутствует несколько газов. На-
пример, при сварке сталей в порах в основном присутствовали
N2, Н2 и СО [212]. Эти же газы находились, как показали ис-
следования, проведенные авторами монографии совместно с
П. А. Тывончуком и О. Д. Смияном, и в порах, образующихся
при наплавке сталей в смеси природный газ — кислород.
Поэтому вполне вероятно, что в образовании зародыша может
одновременно участвовать несколько газов.
Только в двух работах [157, 325] было исследовано обра-
зование пузырьков двумя компонентами. Однако при этом
ограничивались изучением качественной стороны процесса
[325] или вводили допущения [157], которые не выполняются
в реальных условиях. Например, принимали, что изменения
химического потенциала при переходе компонентов из жид-
кости в газовый пузырек равны. К тому же не было изучено
влияние состава смешанного зародыша на вероятность их
появления.
Рассмотрим данную задачу в более общем виде, приняв,
что в образовании газового зародыша участвуют два газа I и 11.
При этом возможны два случая: 1) оба газа, образующие за-
родыш, растворены в расплаве; 2) один из газов растворен
в металле, а другой образуется в результате химической реак-
ции. Изучим вначале первый случай. Если газы, образующие
зародыш, идеальные, а состав расплава при образовании за-
родыша остается постоянным, то величина изменения свобод-
ной энергии системы при образовании двух компонентного
газового зародыша
AG = 4лг2ом_г 4- (р> — р{) + пи (р” — р'1) +
+ (ш ’л -ГТ7Г + Rl 1 ,п -ТГЙ?- ’ <IV-9>
где щ и Пц — количество молекул I и II газов в зародыше;
Pi и р.2 — химические потенциалы газа в расплаве и зародыше
соответственно.
8 3-2373
113
Обозначим ni + «и = V и примем, что доля газа I в
зародыше составляет В„. Тогда т = NBp, a tin = N (1 —
— и уравнение (IV.9) примет вид
ДО (N; Вр) = 4лг2ом_г + N [Вд (р^ — р‘) +
+ (1 - Вд) И1 - И}1) + RTN [Вд In Вд + (1 - Вд) In (1 - Вд)],
(IV. 10)
где
Pi = р° + вт in %!,• р2 = р° + вт inx2; (IV. И)
р° — химический потенциал чистого компонента; Xj и х2 —
молярные доли компонента в расплаве и зародыше соответ-
ственно.
С учетом уравнения (IV. 11) и условия pj > р2 выражение
(IV. 10) можно записать в следующем виде: |р
х1
&.G (N, Вя) = 4№сгм_г — NRT Вя In -J- + (1 — Вд) X
xj
X !п —
4
+ ВВТ[Вд1пВд + (1
Вд)1п(1-Вд)]. (IV.12)
Заменив 4лг2ом_г = ак№/зом_г (ак — коэффициент, зави-
сящий от формы зародыша и для сферы равный (36л)‘А V“{3cp
1116] (где Vmcp— средний объем молекулы)) и выполнив неко-
торые преобразования, получим
Г х1
&G(N, Вд) = а/Ч-г — ВВТ Ва In -J- +
хп 1
+ (1-Вд)1п-Г1-В-— . (IV.13)
л2 V J
При Вр = 0 или Вр= 1, т. е. в случаях образования заро-
дыша одним газом,
х11
ДО (N, 0) = ак№/зом—г — RTN In ; (IV.14)
х1
ДС(В, 1) = ак№/зОм-г —BTBln-4- (IV. 15)
х*
Анализ уравнений (IV. 13) — (IV. 15) свидетельствует о том,
что при образовании газового зародыша одним газом, умень-
шение ДС, что является необходимым условием устойчивости
новой фазы, возможно только в случае, если имеется пересы-
114
щение расплава газом, т. е. если xj/xl > 1 или xf/x” > 1,
так как только при этом In x\lx\ >0 и InxJVx” > 0.
Смешанный зародыш будет устойчивым при х}/х" = 1 и
xf’/x" = 1, поскольку Вд< 1 и (1 — Вд) < 1. Зародыш,
образованный двумя компонентами, будет устойчивым даже
при х\/х\ < 1 и xf’/x" < 1, т. е. в ненасыщенном расплаве, по-
ка будут выполняться условия х}/х| > Вд и х"/х” >1 — Вд.
Однако в этом случае величина ДО (М, Вд) начнет снижаться
при более высоких значениях N, т. е. в зародыше новой фазы
должно содержаться больше частиц компонентов, что, конечно,
снижает вероятность образования такого зародыша. Отметим,
что величина ДС начнет снижаться только после достижения
некоторой критической величины NKp, которую можно опре-
делить из условия = 0. Тогда для случая образования
зародыша двумя газами
“ком г
.п
RT I Вд 1п 4- + (1 - Вд) In
L 0 ^д) %2
а при образовании одним газом
А'кр (-ВД=О) —
2
3
«К (1) °(1) м—г \3
х[ I
/?Т1п—I
х, /
Подставив значения NKp в уравнения (IV. 13) — (IV. 15),
получим
ДО^кр(Вд)) = -А
«к<4-г
R*T* [ Вп In
х1 х11
—4 + (1 - Вд) In -----------!---
®ДХ2 (1 Вр) х2
Л^П =
2
3
2
Л/^/Л7п\_ 4 ак (0) °[0] м—г
— -gjr-----др-J
RT In -L-
\ vO /
ДС(С) = 4- а"[1]О?1),м--2г
(rt in^l-)
V x2 J
8*
115
где AG численно равно работе образования критического га-
зового зародыша.
Поскольку для сталей значения поверхностного натяжения
металла на границе с Н2 и N2 довольно близки [62, 64, 68],
а размеры молекул рассматриваемых газов также имеют один
ПОрЯДОК [266], МОЖНО ПРИНЯТЬ, ЧТО О! = 0(0) = Ом—г и =
= а0 = ак. Тогда отношение N]£n к или будет
N*P (Вд>
NKP (0)
I AY
. П *2 /
X1 X11
Вд In —Ц- + (I - Вд) 1п-!—п
Вдх2 (1 Вд) х2
а отношение AG [Акр (Вд)] к AG (Акр) или к AG (Акр):
.. . (in—L-
X* /
АС[Акр(Вд)]
AG(A'kp)
________________________________= С°.
Д г" I2
Вд In--Ц- + (1 - Вд) In-!---п
М (1-Вд)4Ч
Примем, что х”/х21== 1, и определим значения К. и С° при
различной степени пересыщения металла газом I и различных
значениях Вд. Как видно из данных (табл. 12), при небольшой
степени пересыщения (до 1,4) при любых возможных значе-
ниях Вд число частиц в двухкомпонентном зародыше и вели-
чина работы его образования будут меньше, чем для зароды-
ша, образованного одним газом. Однако при этом существуют
значения Вд, при которых эти отношения минимальны, т. е.
можно говорить об оптимальном соотношении образующих
зародыш газов. При большой степени пересыщения одного из
газов, но при небольшой доли его участия в образовании за-
родыша требуется все большее количество его частиц для обра-
зования устойчивого газового зародыша, что приводит к
возрастанию величины работы зарождения. Таким образом,
с повышением степени пересыщения одного из газов при пос-
тоянной степени пересыщения другого газа различие в коли-
честве частиц, образующих зародыш, и в величине работы за-
рождения двух- и однокомпонентного зародыша уменьшается.
Соотношение газов, образующих устойчивый зародыш,
при наименьших энергетических затратах можно найти сов-
„ Г dAG "I „Г 3AG 1 п
местным решением уравнений = О'» ~ °-
116
Таблица 12. Соотношение между работой зарождения и числом частиц
для газового зародыша прн различном пересыщении металла газом
вд c«/cs
1.1 1,2 | 1,3 | М | 1,5 2 ! 3 4
0,1 0,0812 0,284 0,562 0,882 1,37 3,11 6,4 11,02
0,023 0,151 0,422 0,828 1,61 5,49 16,19 36,59
0,2 0,0338 0,1156 0,226 0,65 0,487 1,178 2,33 3,84
0,0062 0,039 0,107 0,327 0,34 1,278 3,55 7,53
0,3 0,022 0,0745 0,0145 0,244 0,306 0,716 1,37 2,16
0,0033 0,02 0,055 0,106 0,169 0,605 1,6 3,18
0,4 0,018 0.0595 0,113 0,173 0,234 0,53 0,972 1,49
0,0024 0,0145 0,038 0,072 0,113 0,386 0,956 1,82
0,5 0,019 0,0533 0,101 0,153 0,205 0,445 0,783 1,15
0,026 0,0125 0,032 0,0598 0,093 0,297 0,693 1,24
0,6 0,017 0,0543 0,099 0,148 0,196 0,406 0,682 0,95
0,0022 0,0126 0,031 0,057 0,087 0,258 0,564 0,93
0,7 0,02 0,0615 0,109 0,158 0,206 0,399 0,632 0,857
0,0028 0,0152 0,036 0,063 0,094 0,252 0,502 0,794
0,8 0,027 0,0795 0,137 0,191 0,248 0,432 0,635 0,774
0,0045 0,0224 0,051 0,083 0,123 0,284 0,506 0,681
0,9 0,0538 0,14 0,221 0,292 0,343 0,534 0,7 0,83
0,0125 0,0523 0,104 0,157 0,201 0,391 0,586 0,75
Примечание. Над чертой приведены значения С°, под чертой — значения К
В случае образования газового зародыша тремя газами I,
II и III
АС (Л\ Ед, Ед, £д) = ак№/зОм-т - NRT X
Г X1 х11 г1п 1
х £«,п^+£*1п7У + ^1пТ> ’
L СДХ2 ' цх2 иЛх2 J
где Ед, Ед и Uд — доли участия газов в образовании зародыша.
Поскольку с увеличением числа газов в процессе образо-
вания устойчивого зародыша доли их участия будут умень-
шаться, будет возрастать отношение степеней пересыщения
газов. Следовательно, чем большее число газов будет участ-
вовать в процессе образования пор, тем меньшей может быть
степень пересыщения каждого из них. При этом степень
117
пересыщения каждого из газов может быть меньше единицы, так
как доли участия газов также меньше единицы. Важно только,
чтобы отношение степени пересыщения газа к его доли участия
было больше единицы. Кроме того, вероятность образования
многокомпонентных флуктуаций выше, чем однокомпонент-
ной, и определяется как произведение вероятностей флуктуа-
ций компонентов каждого вида [115], т. е. = nV„i.
1=1
Рассмотрим второй случай образования газового зародыша.
Допустим, что газовый зародыш образуется газом, растворен-
ным в металле, и СО, который образуется в результате реакции
[С] + [О] = {СО}. Считая, как и прежде, что газы, образу-
ющие зародыши, идеальные и состав расплава не изменится при
образовании зародыша, можно записать
AG = N [Вд (рсо — рГс] — Р(о]) + (1 — Вд) (р2 — pj] +
+ 4№ом_г + RTN [Вд In Вд + (1 - In (1 - Вд)], (IVЛ6)
где рсо, Pfci и р[0] —• химические потенциалы СО, углерода
и кислорода в расплаве.
Величина AG будет убывать, если рсо < р(с> + P[Oj, а
ll2<Pi- С учетом этого условия и помня, что 4лг2о = aN^Ou-t-,
можно уравнение (IV. 16) записать в следующем виде:
AG = а№/зом_г — N [Вд (р[С] + РГО] — Рсо) + (1 — Вд) X
X (р, - р2)] + RTN [Вд In Вд + (1 - Вд) In (1 - BJ].
Химические потенциалы рсо, prq и Р(О|
вить так:
Рсо = Рсо + RT In Рсо',
Rcj = р£ + RT In а[С|;
Ro] = Ро + RT 1п G(or
можно предста-
ну. 17)
где рсо, рс, ро — химические потенциалы чистых СО, С и О2;
Рсо — давление образующейся СО; arcj и що] — активность
углерода и кислорода в расплаве.
С учетом уравнений (IV. 11) и (IV. 17) выражение (IV. 16)
примет вид
AG = a/V%M_r - V Вд (р£ + pi - pio) + RT in -^О| - +
+ RT (1 - Вд) In + икр [Вд 1пВд + (1 - Вд) In (1 - Вд)].
(IV. 18)
118
Если реакция образования СО достигает равновесного со-
стояния,
зультате
т. е. для
то изменение термодинамического потенциала в ре-
протекания химической реакции будет равно нулю,
плоской границы фаз
„р «р
|4 + й-|£о + ет1п-м_»о.
/СО
Поскольку Ofcjafoj/Bco = 1//<р (где Кр — константа
равновесия реакции), то рс + ро — рсо = — 7?71п К' (где
R' = 1/Кр) и уравнение (IV. 18) можно записать в виде
ОФ „Ф
Вд1п -^2L +
д WP&
AG = аЛ^,/гам_г
+ (1-£д) 1п-(ПГ
бд) х2
(IV. 19)
(IV.20)
Здесь й(Г], а*о] и Рсо — фактические значения активностей
С и О2 в металле и давления СО, образующегося в расплаве.
При образовании газового зародыша только одним газом
АСВд=0 = а№/яом_г - NRT In
bGB =i = а№/за, — NRT In
д М-Г К,рфо
Анализ формул (IV. 19) и (IV.20) свидетельствует о том,
что величина AG будет меньше АСВд=о и АСВд=1, поскольку
Вд < 1, и поэтому вычитаемая часть уравнения (IV. 19) будет
больше вычитаемых частей в выражениях (IV.20).
Количество частиц в критическом зародыше
<+1 =
2а<т(
3/?rkln
Д WPco
\ з
(1V.21)
А^ =
^р =
/ 2асо<т(СО) ы_г
ЗКТШ -^1
< Р'Рсо
( 2а1°(1) м-г \3
3/?Т1п— I
CO,f(CO) м-г \3
(IV.22)
119
Подставив значения NKP в уравнения (IV. 19) и (IV.20),
получим
4
27 -------=
/?2Г2 Вд1п
ДС [Vкр (В )> Вд] —
_________<х3<£
°[С]с[О]
ВЛК'РСО
Вд) ,П (1 - Вд) хг
(IV-23)
AG (NKp (0), 0) —
4 Ф'м-г
RT 1п—±-
2 >
(IV.24)
rt3 п3
аСОц(СО) м—т
К'Рсо )
При небольшом содержании [О] и [С] в металле активности
компонентов можно заменить их концентрациями, а констан-
ту равновесия реакции образования СО принять равной 400
[102]. Тогда выражения (IV.21) и (IV.23) примут вид
gqM-r___________________________ 13
. 400 [О] [С]
ДО (VKp (Вд), Вд) =
а3°М—т
| Вд In -40g[°ltCI + (I - Вд) In -ц-Х1в х
L "д'Со 11 — ад1 хг
4
ДО (NKp (1), 1) = -gy
= <+I
4
27
2
3
RT In
|2 •
Таким образом, независимо от того, растворены ли оба га-
за в металле или один
0 5 10 15
Содержание Нг дсмесиИеНг,
К (по кассе)
из них образуется в результате хими-
ческой реакции, образование газово-
го зародыша двумя газами требует
меньших затрат энергии, чем образо-
вание зародыша одним газом.
Полученные теоретические поло-
жения хорошо подтверждаются из-
вестными экспериментальными дан-
ными. Например, по данным [235],
при сварке под флюсом совместное
Рис. 40. Зависимость пористости сварного
шва от содержания водорода в смеси N2 +
+ Н2.
120
Рис. 41. Зависимость пористости и кон-
центрации СО в порах от содержания
О2 в смеси природный газ — кислород,
введение в зону дуги азота и во-
дорода приводит к увеличению
пористости сварного шва. При-
чем, достаточно небольшого ко-
личества азота [235], чтобы по-
явились поры, что совпадает с
расчетными данными табл. 12.
Увеличение пористости при на-
личии в зоне горения дуги не-
скольких газов было отмечено и
при сварке изделий изтитана [25].
Подтверждают это и наши эксперименты по сварке сталей
в смеси Н2 + N2 (рис. 40) и в среде природного газа с добав-
ками кислорода (рис. 41), что привело к увеличению образо-
вания СО в объеме металла, а значит, и в составе газовых пор.
3. Факторы, влияющие на образование
газовых зародышей
В предыдущих параграфах было рассмотрено образование за-
родышей газовых пузырей в гомогенной среде. Однако в реаль-
ных условиях в сварочной ванне всегда имеются поверхности
раздела между различными фазами. Это границы расплавлен-
ного металла со шлаком, неметаллическими включениями и
твердым металлом. Между тем из теории фазовых превраще-
ний известно [231, 347], что наличие межфазных границ спо-
собствует образованию новой фазы. С целью выяснения влия-
ния названных выше границ раздела на процесс порообра-
зования рассмотрим образование устойчивых газовых заро-
дышей на межфазных границах и прежде всего на границах
металл — шлак, металл — расплавленное неметаллическое
включение.
В случае образования сферического газового зародыша на
границе между расплавленными металлом и шлаком (рис. 42)
Шпак ПРИ постоянной температуре и давле-
©нии величину AG можно определить
следующим образом:
ДО = йлг2ом_г /?лг2ош_г —
слг2ом_ш AGo6, (IV.25)
.----------------------__
Рис. 42. Схема образования газового зароды-
МетШ ша на границе расплавленные металл — шлак.
121
где anr2 == SM_r и tmr2 — Sm_r — площадь контакта заро-
дыша с металлом и шлаком соответственно; с№ — 5м-ш —
исчезнувшая площадь контакта между металлом и шлаком;
а, Ь, с — коэффициенты, постоянные для каждого конкрет-
ного случая, причем a -j- b = 4, так как общая поверхность
сферы равна 4лг2, с = ц/гг = cos2 а.
При условии, что зародыш образуется одним газом и хи-
мические потенциалы его в шлаке и в металле равны, величи-
ны гкр и AGmax можно найти из следующих выражений [178]:
(°°м—г + Ьош_г - сом_ш) VM
Гк? ~ 2kT In
AGmax = 3WreT-0,523
(ОДМ_Г + Чд-Г ~ сстм-ш)3
k2T2 (In х2)2
(IV.26)
(IV.27)
где №Гет — работа образования зародыша новой фазы в ге-
терогенной среде, определяемая из уравнения [45],
Wгет = “g- (SM— гОм—г Н- —ГОШ_Г SM.—hjOm—ш), (IV.28)
хх — суммарная молярная доля газа в металле и шлаке.
Из уравнений (IV.26) и (IV.27) следует, что интенсивность
образования газовых зародышей на границе между металлом
и шлаком определяется поверхностными свойствами металла,
шлака и величиной межфазного натяжения, которые зависят
от состава металла и шлака [69], а также величиной хх, т. е.
содержанием компонента в расплавах металла и шлака. При-
чем с повышением концентрации газа в металле и шлаке умень-
шается критический радиус зародыша и увеличивается ин-
тенсивность появления зародышей.
Если принять Ом—г = 1200 мДж/м2, ош—г = 300 мДж/м2,
о„_ш = 900 мДж/м2, = ом_г/ош_г, то получим, что
ПчГДкГ = 3,2, т. е. при образовании зародыша на границе
расплавленные металл — шлак величина критического га-
зового зародыша гораздо меньше, чем в случае его возник-
новения в гомогенной среде при той же степени пересыщения.
Однако, кроме расплавленных включений, в сварочной
ванне могут находиться и твердые неметаллические включе-
ния, наличие которых также влияет на процесс порообразо-
вания [9, 113]. С целью выяснения механизма влияния твер-
дых неметаллических включений рассмотрим образование
газовых зародышей при наличии твердых включений в рас-
плавленном металле и оценим влияние различных факторов на
этот процесс.
122
Очевидно, что образование газо-
вых зародышей, их форма и разме-
ры будут зависеть от размера не-
металлических включений и от сма-
чиваемости включений расплавом.
При этом возможны следующих три
случая:
1) неметаллическое включение
меньше критического газового за-
родыша и является центром для его
образования (рис. 43, а)-,
2) неметаллическое включение
больше критического зародыша и
Рис. 43. Схемы образования
газовых зародышей на мел-
ких (а), на крупном, плохо
смачиваемом металлом (б) и
на крупном, хорошо смачи-
ваемом металлом (в) твердых
плохо смачивается расплавом, неметаллических включениях,
вследствие чего газовый зародыш
образуется на нем в виде линзы (рис. 43, б);
3) неметаллическое включение больше критического заро-
дыша, хорошо смачивается расплавом, вследствие чего газо-
вый зародыш имеет форму, близкую к сферической (рис. 43, в).
Из рассмотрения особенностей образования газовых заро-
дышей на границе расплав — твердое неметаллическое вклю-
чение были получены выражения для критических радиусов
таких зародышей для первого, второго и третьего случаев
соответственно [721:
I 6 \ _
, 2<тм_г (14-cos — j VM
Гкр = -—;
RT 1 - — In C/Cs
2 2<тм_гИм [cos2 (6 — 90°) cos 6 + 2 — 2 sin (6 — 90°)]
Гкр = Z??' [2 — 3 sin (0 - 90') + sin3 (6 — 90°)] In C/Cs ’
3 2<тм_гУм [2-|-2 sin (90° — 0) 4- cos2 (90° — 0) cos 0]
Гкр = RT [2 -I- 3 sin (90 — 0) — sin3 (90J — 0)] In C/Q ’
(IV.29)
(IV.30)
(IV.3I)
где VM — молярный объем выделившегося газа; 6 — краевой
угол смачивания включения расплавом; R —газовая постоян-
ная; z — отношение радиуса газового зародыша г к радиусу
неметаллического включения гв.
Поскольку с уменьшением величины гкр образование но-
вой фазы облегчается, рассмотрим, как влияют отдельные фак-
торы на критический радиус зародыша. Результаты решения
уравнения (IV.29) при ом_г — 1000 мДж/м2, Т = 1803 К,
Ум = 22,4137 • 10“3м3/моль, R = 8,314 ДжДмоль • К) пред-
ставлены на рис. 44 и 45. Как видно, чем хуже смачивает рас-
123
ваемых значений 6 и
Z — 50 — rip < Гкр”, но
Рис. 44. Зависимость изменения величины
критического радиуса газового зародыша от
значения краевого угла смачивания неметал-
лического включения расплавом:
1 — Z = 1,1; 2 — Z ~ 1,5; 3 — Z = 2; 4 — гомо-
генное зарождение (C’/€?s = 1,1).
плав неметаллическое включение, тем
легче образуется газовый зародыш на
поверхности включения одного и того
же размера. Расчеты показали, что
при C7CS =1,1 для всех рассматри-
Z 20,0 величина г'кр > Гкр“, а при
различие это незначительно.
Из рис. 45 видно, что с увеличением степени пересыщения
эффективность влияния неметаллических включений каждого
размера на процесс образования пор возрастает.
Расчеты, проведенные по уравнениям (IV.30) и (IV.31)
при тех же значениях о и Т, показали, что для всех 0 при об-
разовании зародышей на крупных включениях их радиус оста-
ется равным радиусу зародыша, образовавшегося в гомогенной
среде. Однако объем этих зародышей, а значит, необходи-
мое количество молекул и работа их образования будут мень-
ше, чем у зародышей, возникших
в гомогенной среде (рис. 46).
Рис. 45. Зависимость изменения величины критического радиуса газово-
го зародыша, образующегося на неметаллическом включении, от степени
пересыщения металла газом:
1 — Z = 1,1; 2 — Z = 1,5; 3 — Z = 2; 4 — Z = 3; 5 — гомогенное зарождение.
Рис. 46. Зависимость соотношения объемов газовых зародышей, образу-
ющихся на неметаллическом включении Ргет и в гомогенной среде Vr0M,
от величины краевого угла смачивания.
124
Таблица 13. Химический состав исследуемых металлов, % (по массе)
Номер опыта с Мп Si Ni Сг S
1 0,05 0,07 Следы — — 0,018
2 0,09 0,33 Следы .— — 0,021
3 0,08 1,67 0,82 — — 0,03
4 0,13 6,10 0,40 9,64 18,62 —
5 0,83 0,21 0,28 — — 0,010
Анализ полученных выражений свидетельствует о том, что
с улучшением степени смачиваемости расплавом твердой
поверхности величина работы образования устойчивого газово-
го зародыша на межфазной границе будет приближаться к вели-
чине работы образования зародыша в гомогенной среде. По-
этому на границе металл — растущий кристалл вероятность
образования газовых зародышей будет невелика. К тому же,
как показали работы [160, 214], степень пересыщения газом
границы между твердым и расплавленным металлами невелика.
Наблюдающееся на практике довольно частое расположение
пор на границе сплавления объясняется, по-видимому, гидро-
динамическими особенностями сварочной ванны, возникающи-
ми при обтекании расплавом выступов кристалов, что приво-
дит к застреванию пузырьков на их вершине и возможности
кавитационного образования зародышей.
Поскольку образование газовых зародышей связано с ве-
личиной краевого угла смачивания, важно установить, как
влияют различные факторы на величину 6. Было исследовано
влияние температуры, состава металла и газовой фазы на
степень смачиваемости твердых подложек из Al2Og, MgO и
подложки, в состав которой, кроме MgO, входит еще 6 %
FeO [181]. Металлической фазой являлись армко-железо и ста-
ли (табл. 13). В качестве газовой среды применяли газы N2,
СО и Н2, вызывающие образование пор при сварке сталей,
а также воздух, СО2 и, для сравнения, аргон.
Значения краевого угла смачивания, замеренные после
15-минутной выдержки системы при заданной температуре,
представлены в табл. 14. Как видно, для всех исследуемых
систем 6 > 90°. Повышение содержания в металле углерода
незначительно снижает угол смачивания. Точно также мало
уменьшается величина краевого угла смачивания при увели-
чении содержания в металле кремния и марганца. Лишь при
суммарном содержании в металле Ni, Сг и Мп около 34 %
величина краевого угла смачивания уменьшилась по сравне-
нию с армко-железом на 14 °.
125
Таблица 14. Значения краевых углов для исследуемых металлов, подложек и газовой среды при различных температурах
со со 109 107 ОН 107 103 ' 107 103 100 О 100 СП 106 £01 100
О 0J И. 4- X 115 сч СО НО 107 103 О 103 103 102 100 98 107 О 99
г а НО 108 105 110 106 102 со 107 102 О сг> СП 97 109 со 97
116 109 сч 106 102 108 107 100 о оо СП ю СП со 102 100
со 126 сч СП 124 120 117 120 104 со о 107 103 123 СП 116
MgO X 128 124 120 126 СЧ 00 122 £ со О 107 123 120 116
125 сч СП 126 120 СЭ сч оо — СО 106 104 124 120 ОО
129 126 123 128 124 сч 120 911 ю со 112 СО 124 00 117
со 125 122 сч 122 СО ь- 00 ОО о 108 106 104 123 120 СО
с X 128 127 125 1 127 124 сп 123 СО ю ю СЧ О 122 СП 117
< й 126 122 120 123 СЧ оо СЧ 119 Tf 109 106 105 123 00 116
Аг 130 128 124 126 1 123 ОЭ 120 117 О СО 112 124 SIT
Номер опыта (см. табл. 13) СЧ сО ю
Темпера- тура, К 1803 1853 1903 со о 00 1853 1903 1803 1853 1903 1803 1853 1903 1803 1853 1903
Рис. 47. Вид пор, контактирующих
с неметаллическим включением.
Возрастание температуры
во всех случаях приводит к
улучшению степени смачи-
ваемости подложек металлом.
Однако при повышении тем-
пературы на 100 К величина
краевого угла уменьшается в
пределах от 5 до 12°. При-
мерно такой же эффект на-
блюдается и при введении в
состав подложки 6% FeO, что объясняется усилением взаимо-
действия металла с подложкой.
Состав газовой фазы практически не влияет на величину
краевого угла. Только в том случае, когда газовая фаза окис-
лительная (воздух, СО2), смачивание подложек металлом
резко улучшалось. Особенно это было заметно для металлов,
используемых в опытах 1—2.
Таким образом, преимущественное или одновременное учас-
тие в образовании газовых зародышей N2, Н2 и СО не должно
заметно повлиять на величину краевого угла смачивания. Воз-
растание температуры и особенно повышение окисленное™
металла должны вследствие уменьшения величины 0 умень-
шить влияние твердых неметаллических включений на про-
цесс порообразования. Полученные теоретические данные по
влиянию неметаллических включений на процесс порообра-
зования подтверждаются и экспериментами.
Исследования по наплавке стальных деталей в защитных
газовых средах с различным окислительным потенциалом
показали, что с возрастанием числа неметаллических вклю-
чений увеличивается пористость наплавленного металла. При
этом очень часто поры контактируют с неметаллическими вклю-
чениями и на границе с расплавленными включениями рас-
тут в сторону включений (рис. 47). Теоретически возможность
такого роста показана в [178].
Наши исследования по влиянию твердых неметаллических
включений на процесс порообразования показали, что при
наличии в сварочной ванне частиц корунда пористость выше
при сварке низкоуглеродистых сталей и ниже при сварке
хромоникелевых сталей, т.е. пористость выше для тех систем,
для которых больше величина 0. Однако разница эта неболь-
шая. При сварке низко- и высоко углеродистых материалов,
для которых краевые углы практически одинаковы, пористость
была выше (рис. 48) для высокоуглеродистых материалов
и возрастала с увеличением размеров включений. По-видимо-
му, это объясняется повышением степени пересыщения газом
126
127
на границе между металлом и включением, что подтверждает-
ся, в частности, данными [295] о повышенной концентрации
водорода вблизи оксидных и сульфидных неметаллических
включений. Такое пересыщение возможно или за счет физи-
ческого взаимодействия неметаллического включения с га-
зами, растворенными в металле, или за счет протекания реак-
ции на границе маталл — включение.
Силы физического взаимодействия можно оценить по ве-
личине диэлектрической постоянной неметаллического вклю-
чения [287]. Согласно данным [126], эта величина при 1900 К
для MgO равна 15,4; для SiO2 — 3,8 и для А12О3 — 9,2, т. е.
более сильно будут взаимодействовать частицы MgO и наиме-
нее сильно SiO2.
Однако, поскольку физическое взаимодействие раство-
ренных в металле газов и неметаллических включений оди-
наково при сварке низко- и высокоуглеродистых сталей, рост
пористости при наличии твердых неметаллических включений
в сварочной ванне в случае сварки высокоуглеродистых ме-
таллов за счет физического взаимодействия включений с рас-
творенным в расплаве газом объяснить, вероятно, нельзя.
По-видимому, повышенная пористость при сварке высокоуг-
леродистых материалов определяется в первую очередь со-
зданием местного пересыщения в результате образования СО
при протекании реакции
У [С] + (МеА) = х [Me] + у {СО}.
Это подтверждается термодинамическими расчетами и ре-
зультатами экспериментов. Нужно учесть, что А12О3 является
весьма стойким оксидом, при наличии же в сварочной ванне
включений SiO2, MnO, FeO реакции образования СО будут
протекать более интенсивно.
Рассмотренные в предыдущих параграфах процессы обра-
зования газовых зародышей справедливы для гомогенных и ге-
терогенных систем без учета влияния внешнего электрического
поля и перемешивания расплава, которые существуют в реаль-
ных условиях и влияют на процесс порообразования.
Еще в 1951 г. Д. М. Рабкин установил [221], что при сварке
низкоуглеродистой стали под флюсом шов, полученный на
обратной полярности, был менее пористым, чем при сварке
на прямой полярности. Подобные факты отмечены и другими
Рис. 48. Вид валиков, наплавленных проволоками Св-08 (с, 6), 65Г (в, г)
и У8А (д, е) на СтЗ при размерах включений 0,5 • 10—3 м (а, в, д) и 1,5 X
X 10—3 м (б, г, е).
9 3-2378
129
исследователями и в основном связываются с изменением кон-
центрации газа в металле. Рассмотрим влияние полярности
на образование пор при сварке под флюсом с учетом свойств
межфазной границы металл — шлак и процессов, происходя-
щих на этой границе.
Как отмечалось, основными газами, вызывающими порис-
тость швов при сварке сталей, являются азот, водород и оксид
углерода. Нам не известны работы по исследованию влияния
полярности на содержание в шлаке названных выше газов.
Известно лишь [166], что при прохождении тока через шлак
в нем увеличивается содержание азота. Изучению связи между
полярностью и содержанием азота и водорода в металле по-
священо довольно большое число исследований. Поскольку
в них, однако, рассматриваются в основном процессы, проте-
кающие в системе металл — газ, установленные закономер-
ности не могут быть полностью перенесены на систему газ —
шлак — металл, так как в последнем случае газы прежде,
чем попасть в металл, должны пройти через слой расплавлен-
ного шлака.
Кислород, участвующий в образовании СО, а также азот
и водород присутствуют в шлаке в виде ионов [166], что по-
зволяет взаимодействие газов, растворенных в шлаке, с ме-
таллом рассматривать как электрохимическое. Между тем
известно, что скорость и ход электрохимических реакций опре-
деляются потенциалом электрода, который изменяется в за-
висимости от силы и направления тока, протекающего через
границу металл — шлак. В связи с этим наложение внешнего
электрического поля должно в зависимости от полярности
электрода (металла) или ускорить, или затормозить течение
электрохимических процессов, т. е. изменить содержание га-
зов в металле, о чем свидетельствуют и экспериментальные
данные [80, 81, 209, 278, 329].
В настоящее время общепринято, что водород находится
в шлаке в виде ионов ОН-, а переход водорода из шлака
в металл происходит [294] в результате разряда ионов гидро-
ксила на катоде
(ОН-) + е = [Н] + (О-2).
Кислород в шлаке находится в виде ионов О-2, и распре-
деление его между металлом и шлаком можно изобразить сле-
дующей схемой:
(0-2)<±[0] + 2е.
Относительно формы существования азота в расплавлен-
ных шлаках высказываются различные соображения. Чаще
130
считают, что азот в шлаке в зависимости от состава послед-
него может находиться в нитридной N-3 и цианидной CN-
формах [166].
При сварке под флюсом перенос к металлу водорода, азо-
та и кислорода происходит от границы газ — шлак за счет
диффузии и конвективных потоков. В результате исследования
химического состава шлаковой корки [2081 обнаружена зна-
чительная неоднородность ее состава по высоте, что свиде-
тельствует о слабом перемешивании шлака при сварке и, сле-
довательно, важной роли диффузии в процессах взаимодейст-
вия металла и шлака.
Интенсивность диффузионных процессов и связанная с ними
скорость приведенных выше реакций возрастают с повышением
температуры жидкого шлака, так как при этом увеличивается
подвижность ионов в шлаке и плотность протекающего тока.
Поскольку температура шлака на границе с расплавленным
электродным металлом всегда выше, чем на границе с метал-
лом сварочной ванны, общее содержание газов в металле шва
должно определяться главным образом процессами, проис-
ходящими на стадии капли. С учетом этих соображений сле-
дует ожидать, что при сварке на прямой полярности содержа-
ние в металле шва водорода должно быть несколько выше,
а содержание кислорода и азота ниже, чем на обратной по-
лярности. Такой вывод подтверждается и данными экспери-
ментальных исследований [209, 278, 329] о влиянии полярнос-
ти на содержание водорода, азота и кислорода в наплавленном
металле при сварке под флюсом и при электрошлаковом пе-
реплаве.
Реакция образования СО будет в основном гетерогенной,
и протекание ее возможно только в том случае, если на меж-
фазной границе будут одновременно присутствовать и угле-
род, и кислород.
Установлено [324], что при достаточно высоком содержа-
нии [С] в металле СО образуется в первую очередь на границе
металл — шлак, а затем и в объеме металла, вероятно, на гра-
ницах с включениями. При низком содержании в металле уг-
лерода ([С1<0,1 %) и элементов раскислителей значитель-
ное количество кислорода вследствие низкой концентрации
этих компонентов в поверхностном слое металла будет посту-
пать в объем металла, что создает более благоприятные усло-
вия для образования СО в металле на границе с неметалли-
ческими включениями. В этом случае скорость окисления
углерода определяется главным образом концентрацией уг-
лерода на межфазной поверхности и скоростью доставки его
в зону реакции.
9*
131
Известно [228, 229], что при пропускании постоянного
тока через стальную проволоку концентрация углерода за-
метно снижается у анода и возрастает у катода. По-видимому,
подобное явление сохраняется и при прохождении постоянного
тока через неподвижный жидкий металл. Однако вследствие
интенсивного перемешивания металла сварочной ванны влия-
ние электрического поля на перенос катионов углерода будет
проявляться в условиях сварки в меньшей мере. Поэтому на
процесс образования СО внешнее электрическое поле, оче-
видно, не окажет заметного влияния. Следовательно, измене-
ние полярности влияет на содержание в металле шва газов.
Причем при сварке на прямой полярности, когда пористость
выше, количество водорода в металле шва несколько возрас-
тает, а содержание азота и выделяющейся окиси углерода
уменьшается.
Теперь рассмотрим, как влияет изменение полярности на -
второй фактор, от которого зависит интенсивность образо-
вания газовых зародышей: на межфазное и поверхностное
натяжение металла и шлака. Насколько известно, изменение
полярности не влияет на величину поверхностного натяжения
расплавов, но может изменять величину межфазного натя-
жения.
В условиях сварки под флюсом через границы металл —
шлак и металл — жидкие неметаллические включения про-
текает электрический ток. При этом величина тока, проходя-
щего через границу расплавленные металл — шлак, может
достигать значительной величины (см. рис. 17). Однако даже /
при низкой плотности тока величина межфазного натяжения |
может существенно измениться [66], что приведет к изменению
условий возникновения газовых зародышей на границах между
металлом и шлаком.
Для оценки происходящих изменений определим работу .
образования устойчивого газового зародыша на границе ме- |
талл — шлак с учетом изменения величины межфазного на- >
тяжения под действием электрического поля, для чего вос-
пользуемся формулой (IV.28). При выполнении расчетов
примем, что газовая фаза не влияет на величину поверхност-
ного натяжения шлака, зародыш имеет сферическую форму,
а отношение объемов jTj, и УШл обратно пропорционально
отношению величин поверхностного натяжения металла и
шлака, т. е. Км/Кшл = ош_г/ом_г. Кроме того, для упро-
щения расчетов примем, что объем газового зародыша равен
единице. Вследствие этого допущения полученные значения
величины работы образования устойчивого газового пузырь-
ка не будут истинными. I
182 I
Таблица 15. Работа образования газового зародыша ГРгет на границе
металл — шлак разными газами при различных условиях
Состав шла- ка, % хПО массе) Т, к Потенциал на металле 1, 4/см» ^гет- 10-8 “Дж
N, | СО Н.
SiO2- -83 1803 Отрицатель- 0,136 514,67 578,77 597,3
ный
к2о- - 17 То же Положи- 0,220 528,0 592,11 611,03
тельный 0,246 473,0 537,1 554,45
То же 0,529 446,0 510,1 526,66
SiO2 -83 1803 Отрицатель- 0,053 460,9 524,0 534,2
НЫЙ
NaaO — 17 То же 0,140 475,6 537,2 548,5
» » 0,225 489,6 551,2 562,86
Положи- 0,146 440,6 502,2 512,5
тельный То же 0,607 391,2 452,8 461,7
SiO2 -83 1903 Отрицатель- 0,148 529,4 551,96 570,7
НЫЙ
К2О- - 17 Положи- тельный 0,292 501,8 524,3 542,4
То же 0,452 482,8 505,3 523,0
SiO2 -50 1803 Отрицатель- 0,525 677,2 744,8 779,0
НЫЙ
СаО- -50 То же 0,770 707 1 774,8 809,0
Положи- тельный 0,280 591,2 658,8 693,0
То же 0,535 570,5 638,2 672,4
» » 0,820 570,5 638,2 672,4
SiO2 -50 1853 Отрицатель- 0,560 695,5 749,5 768,4
НЫЙ
СаСЬ 50 Положи- тельный 0,581 636,7 691,6 713,8
То же 0,778 619,7 673,6 695,9
SiO2 — 60 1803 Отрицатель- 0,145 748,1 821,1 843,3
НЫЙ
МпО — 40 То же 0,280 748,5 821,5 843,7
» » 0,550 758,3 831,3 853,5
Положи- тельный 0,262 768,84 842,8 863,7
То же 0,730 784,8 857,8 878,2
133
Результаты проведенных расчетов [70] с учетом влияния на
величину Ом—ш температуры, плотности тока и состава шлака
сведены в табл. 15. Из нее видно, что в случае, когда на метал-
ле — положительный потенциал, работа зарождения пузырь-
ков на границе металла со шлаками или жидкими неметал-
лическими включениями, состоящими из SiO2 — CaO, SiO2 —
К2О и SiO2 — Na2O, будет меньше, чем в случае, когда
на металле — отрицательный потенциал. Если шлак содер-
жит 60 % SiO2 и 40 % МпО, то работа зарождения практи-
чески не зависит от величины и полярности тока, протекающе-
го через границу металл — шлак.
Как видно, изменение полярности тока при сварке, вызы-
вающее изменение величины межфазного натяжения, может
существенно влиять на интенсивность зарождения пор в сва-
рочной ванне, при этом характер и степень влияния будут
зависеть от состава шлака и неметаллических включений.
Тот факт, что влияние полярности и рода тока на процесс
порообразования во многом определяется влиянием внешнего
электрического поля на межфазное натяжение, подтверждается
результатами исследований образования пор при сварке на
переменном токе. Как известно [1], в этом случае величина
пористости сварного шва занимает промежуточное положение
между значениями пористости при сварке на прямой и обрат-
ной полярностях. Величина межфазного натяжения на гра-
нице металл —шлак при поляризации переменным током 171]
практически не изменяется (табл. 16) по следующей причине.
Таблица 16. Величина межфазного натяжения иа границе
металл — шлак ом_ш при поляризации переменным током
Состав шла- ка, % (по к л g ,4 5] Состав шла- s - s > |£ ка. % (по
массе) * £ Ь- н i 5 массе) = £ <
SiO2 — 83 1803 Na2O — 17 0,121 948 SiO2 —50 1803 0 128 1134 0,283 949 CaO —50 0,294 1132 0,564 951 0.585 *132
SiO2 — 83 1803 К2О— 17 0,108 942 SiO2 — 50 1853 0,133 998 0,315 940 CaO —50 0,361 990 0,606 940 0.624 996
SiO2 — 83 1903 К2О — 17 134 0,138 820 SiO, — 50 1803 0,126 800 0.307 826 1 CaO — 50 0,306 815 0,586 813 I 0,578 807
Известно, что изменение величины межфазного натяжения
св язано с изменением плотности заряда и потенциала метал-
ла, а также состава приэлектродных областей. Причем в сис-
темах с оксидными расплавами существенное влияние на меж-
фазное натяжение будет оказывать изменение концентрации
ионов.
При наложении внешнего электрического поля эти изме-
нения будут зависеть [50, 292] от рода тока, его предельной
и фактической величины, частоты тока, исходной концентра-
ции раствора и т. д.
В условиях сварки изменения концентрации при поляри-
зации границы металл — шлак переменным током будут зна-
чительно ниже, чем при поляризации ее постоянным током
[71J. Поэтому не следует ожидать и существенного изменения
величины межфазного натяжения в системе металл — шлак
при прохождении в ней переменного электрического тока.
Из уравнений (IV.5), (IV.6), (IV.27), (IV.28) следует, что
скорость образования газовых зародышей зависит от вели-
чины поверхностного натяжения металла и, следовательно,
от наличия в металле поверхностно-активных элементов. Оче-
видно, что введение поверхностно-активных элементов будет
снижать величину работы зарождения газовых пузырьков.
Поэтому введение в железо таких компонентов, как О2, S, Si,
Р, Se и других, снижающих поверхностное натяжение метал-
ла [48, 88, 239, 310], облегчит появление газовых зароды-
шей.
Особое место в ряду поверхностно-активных элементов
занимает кислород, так как он обладает наибольшей поверх-
ностной активностью в железе и сплавах на его основе. К тому
же в последнее время при сварке самых различных материа-
лов начали широко применять защитные газовые среды с до-
бавками О2 [165, 222]. Одна из причин такого применения —
снижение пористости сварного шва. Рассмотрим более по-
дробно влияние кислорода на процесс зарождения пор при
сварке сталей.
Ранее было отмечено, что при наличии О2 в металле вслед-
ствие его высокой поверхностной активности изменяется ско-
рость перехода азота и водорода через границу металл — газ.
Поэтому наличие кислорода в металле может повлиять на сте-
пень пересыщения его газами. Однако присутствие кислоро-
да в металле может изменить и величину энергии зарождения
газового пузырька. Как установлено в [98], при наличии кис-
лорода в металле на межфазной границе всегда создается
двойной электрический слой, появление которого должно из-
менить условия образования и роста газового пузырька.
135
Электростатическая часть поверхностной энергии о9Л всег-/
да отрицательна [262] и может быть определена из следующего'
выражения [320]:
оЭл = 4лГ„ (ze)21Д,
где ze — заряд хемосорбированного иона; 1Я — длина диполя,
которую можно принять равной радиусу иона кислорода;
Гп — удельная плотность хемосорбированных ионов, Гп =
= Г™ах Оо; Г™ах — максимальная адсорбция кислорода;
0О — доля поверхности, занятая адсорбированным кисло-
родом.
С учетом оэл уравнение для определения работы зарожде-
ния газового зародыша в гомогенной среде запишутся следую-
щим образом:
а) при образовании зародыша одним газом
_ 16л (<тм_г - оэд)3 рг .
nUmax 3/?2Г2 (]п с/с^2
б) при образовании зародыша двумя газами
д ______ 4
^Umax —
/?2Г2 In
а3 (°м—г ~ °эл)3___________
х| х}1
—4- +(1 -Вд) In---------
М д (1 - Вд) х”
2
Приняв, как в работе [98], Го'вх = 1,29 • 1018атом/м2,
1g = 1,38 Ю-10 м; z = 2, получим, что озл ~ 1630 Оо. Та-
ким образом, если 0О — достаточно большая величина, то
оэл будет заметно снижать величину поверхностного натяже-
ния металла. Следовательно, на стадии зарождения пузырь-
ков наличие кислорода в металле будет способствовать обра-
зованию устойчивых зародышей.
Помимо внешнего электрического поля и наличия в метал-
ле поверхностно-активных элементов на процесс порообразо-
вания может существенно повлиять перемешивание металла
сварочной ванны. Процесс перемешивания может быть естест-
венным, возникающим в процессе сварки, а также искусствен-
ным, возбуждаемым с помощью внешнего дополнительного
электромагнитного поля или за счет введения в сварочную
ванну ультразвуковых колебаний.
Из общих уравнений гидромеханики следует, что при уста-
новившемся движении несжимаемой жидкости распределение
давлений в потоке зависит от распределения скоростей ее
перемещения. При этом давление может стать даже отрица-
тельной величиной, если скорости будут достаточно большими.
136
Поскольку металлические расплавы неспособны восприни-
мать растягивающие напряжения, возникновение в отдельных
участках объема сварочной ванны отрицательного давления
должно привести к нарушению сплошности течения и образо-
ванию полостей, заполняемых газом, выделяющимся из рас-
плава. В этом случае процесс образования зародышей газовых
пузырьков носит кавитационный характер.
Согласно расчетам [107], для нарушения сплошности гомо-
генной жидкости необходимы чрезвычайно большие давления,
порядка 980650 кПа. Однако жидкости, в том числе и распла-
вы, всегда содержат различные примеси. При этом, согласно
положениям теории растворов, наличие в растворе раствори-
мых примесей, как правило, почти не влияет на прочность
жидкости. Значит, только присутствие в расплаве неметалли-
ческих включений и мельчайших пузырьков нерастворивших-
ся в металле газов будет причиной вызывающей снижение
прочности расплава.
Согласно [91], прочность гомогенного расплава
„ ]*/. ( оЗ \-/2
л I I м—г |
3 In (Лт) J \ kT )
а на границе расплав — твердое тело
Рг„ = [р.-2(3,„^.т-) )<2-«0)(1 + cosе)>),
(IV.32)
где Рн — давление насыщенных паров; А — частотный мно-
житель, А = 1036 с-1 см-3; А' = 1024 с-1 см-3; т — среднее
время ожидания до появления первого зародыша.
Таким образом, наличие в металле сварочной ванны неме-
таллических включений снижает прочность расплава и спо-
собствует возникновению газовых зародышей. Причем, как
следует из формулы (I V.32), чем ниже степень смачивания вклю-
чения расплавом, тем легче произойдет образование зародыша.
Кавитация в расплаве может возникнуть также в резуль-
тате обтекания расплавом неровностей, имеющихся на поверх-
ности неметаллических включений и поверхности растущих
кристаллов. При этом зоны пониженного давления, возника-
ющие вследствие отрыва струи за необтекаемой шероховатостью,
будут появляться, если -щер шер 20, где г'шер — скорость по-
тока, обтекающего шероховатость; (/шер — высота шероховато-
сти; v — кинематическая вязкость расплава; для железа v =
~ 80 м2/с [290]. Значения высоты шероховатости, при
137
которой произойдет отрыв струи, приведены ниже:
г?шср, м/с 0,05 0,1 0,2 0,3 0,4 0,5 0,6 0,1
d „ , м 0,032 0,016 0,008 0,005 0,004 0,003 0,002 0,0016
шер* ’ ’ ’
При электромагнитном перемешивании металла сварочной
ванны, когда скорости потоков металла возрастают, вероят-
ность обрыва струи и образования газовых зародышей за
необтекаемой шероховатостью будет выше. При перемешивав
нии металла благоприятные условия для возникновения га-
зовых зародышей могут появиться и в объеме металла. Как
известно [216], в перемешиваемой жидкости давление пони-
жается на величину Гцрм/8л1?п (Гц — циркуляция скорости
жидкости; рм — плотность металла; 1?п — радиус полости).
Таким образом, газовые зародыши могут возникнуть и в
объеме металла, в местах, где циркуляция скорости жидкости
велика. Это подтверждается данными исследования процесса
образования газовых пузырей в зоне активного пятна дуги,
где происходит интенсивное перемешивание металла [7]. К то-
му же в этой зоне благодаря высокой температуре наблюдает-
ся высокая концентрация газов, а также снижение величины
поверхностного натяжения расплава.
Как было показано ранее, интенсивность образования га-
зовых зародышей в гомогенной среде
о —9
1е-Ч-л
1 = Ае
где С„ — степень пересыщения металла газом.
При введении в сварочную ванну ультразвуковых коле-
баний давление в различных частях объема, а значит, и сте-
пень пересыщения будут изменяться. Если обозначить зна-
чение пересыщения в данном объеме в любой момент времени
через С„ (т), то отклонение степени пересыщения от первона-
чального пересыщения для данного объема в любой момент
времени составит ДСП (т) = Сп (т) — Сп, а максимальное
отклонение степени пересыщения ДСпах = Спах — Сп.
Если допустить, что в каждой точке расплава степень
пересыщения под действием ультразвуковых колебаний из-
меняется по гармоническому закону, то
ДСП (т) = ДС™Х cosт,
ZT
где ?т — продолжительность полного периода изменения сте-
пени пересыщения.
Поскольку отношение 2л/гт — угловая частота колебаний
степени пересыщения и, то ДСП (т) = ДСпах cos сот, а интен-
138
сивность образования газовых зародышей с учетом ультра-'
звуковых колебаний
16ло3
м—Г М
ЗД’Г’ [In ((?„ + ДС*пах COSCOT)]’
/ — Др п п
•* узк -
16jtcj3
Обозначив —получим
___________________W_________
л [In (Сп + ДС",ах cos сот)]’
/узк = Ае
Преобразовав показатель степени, найдем, что
________________________________w__________
I ДС™Х cos сот
~С2
2
In + In I 1 +
узк ---
ИЛИ
117
/узк = л/“пСп)*
где
/ АС'™Х cos сот
2 In Сп In I 1 4
А ТИГЛЯХ
АС п COS СОТ
С,
С,
2
(1П Сп)2
ДС™ах cos сот
отношение ------------< 1, разло-
а
в
Поскольку Сп > О,
1
жим выражение -ртр©
— (У + (У2 — (У3 + . • •
Ограничиваясь двумя первыми членами ряда, можно записать
117 W w(5 WG>
/узк == Ле (1пС")2 = Ае ‘^п^опси^^ап^
С,
степенной ряд вида уц1 = 1 —
(IV.33)
Использовав первоначальные
(IV.33) запишем так:
обозначения, уравнение
Сузк — /е
2W In 1
cos сот
117
(1П Сп)’
[ ДС™Х cos сот \]2
1П 1 + ~£Lr--
\ П /
(ШСП)<
е
(IV.34)
139
Анализ уравнения (IV.34) позволяет сделать следующие
выводы: с наложением ультразвуковых колебаний интенсив-
ность образования газовых зародышей возрастает, и чем мень-
ше Сп, тем более эффективно воздействие ультразвука. Одна-
ко нужно учесть, что наложение ультразвуковых колебаний
способствует удалению газовых пузырей.
4. Рост газового пузырька
в сварочной ванне
Наличие в сварных швах крупных макропор можно объяснить
тремя причинами: 1) коалесценцией микропузырьков; 2) раз-
витием газовых полостей, находящихся в основном металле,
а при многослойной сварке — в предыдущем слое, за счет
давления присутствующих в них газов; 3) ростом газовых
зародышей за счет диффузии в них газов из металла.
Рассмотрим особенности каждого из этого процессов и преж-
де всего коалесценцию пузырьков. Как известно, давление внут-
ри пузырька больше, чем давление в жидкости около него на
величину ДР = 2о/г. Поэтому если в расплаве будут находить-
ся два пузырька с радиусами t\ и г2, то для первого из них
превышение давления составит APj = 20/г±, а для второго —
ДР2 — 2о/г2. При слиянии этих пузырьков давление внутри
вновь образовавшегося пузырька за счет сил поверхностного
натяжения будет АР^ = 2о/г1а, где г12 — радиус образовав-
шегося пузырька.
Изменение свободной энергии системы dG в результате
коалесценции пузырьков при постоянных Р и Т составит
dG = -|- по (г*2 — г- — г~).
Если У12 = 14 + V2, то г12 < /у + г2, и тогда выражение
в скобках будет отрицательной величиной. Следовательно,
слияние двух пузырьков в один приводит систему в более рав-
новесное состояние и может происходить самопроизвольно.
Однако процесс коалесценции во многом обусловливается
энергией взаимодействия пузырьков газа и прочностью пленки
расплава между сближающимися пузырьками. Прочность
пленки определяется кинетическим, термодинамическим
и структурно-механическим факторами, действующими так
же, как и в случае коалесценции неметаллических включений.
Расклинивающее давление, возникающее между пузырь-
ками при их сближении, в отличие от расклинивающего дав-
ления при сближении неметаллических включений, будет
140
р = oM_r (— + —)• Причем, поскольку наличие кислорода
в металле приводит к появлению двойного электрического
слоя на границе металл — газовый пузырек, то очевидно,
что введение кислорода в металл затруднит прохождение про-
цесса коалесценции. По-видимому, повышение термодинами-
ческой устойчивости пленок расплава является одним из фак-
торов, объясняющим наличие в металле шва при сварке
в окислительных средах большого количества мелких пор.
При столкновении двух пузырьков дополнительное давле-
ние в большом пузырьке будет меньше, чем в маленьком,
поскольку g > г2. Поэтому пленка расплава между столкнув-
шимися пузырьками будет изгибаться внутрь большого пузырь-
ка до тех пор, пока опа сможет выдерживать это давление. Сле-
довательно, вероятность процесса коалесценции пузырьков
зависит от разности давлений:
/ —1 \
/1 1 \ I f2 I
ДР = ДР2 — ДРХ = 2ом_г М------f- = 2oM_r I---------I.
\Г2 Г1 ) Х Г1 '
Таким образом, с увеличением отношения размеров столк-
нувшихся пузырьков давление, действующее на пленку, будет
расти, а значит, увеличится и вероятность коалесценции. Для
пузырьков одинакового размера вероятность коалесценции
очень мала. Возможность коалесценции пузырьков в свароч-
ной ванне подтверждается данными [227].
Следует отметить, что на коалесценцию газовых пузырьков
будут влиять ультразвуковые колебания, вводимые в свароч-
ную ванну, а также, по-видимому, электромагнитное переме-
шивание металла сварочной ванны, так как при этом умень-
шается стабильность пленок.
Рассмотрим следующие возможные механизмы роста газо-
вых пузырей в сварочной ванне. При сварке возможен случай,
когда в переплавляемом металле уже есть газовая полость, об-
разовавшаяся ранее. Если эта полость попадет в зону горения
дуги, то за счет повышения температуры давление газа в ней
возрастает, и, находясь в расплавленном металле, размеры
полости будут увеличиваться. Необходимым условием роста
газового пузырька является выполнение соотношения
2а
-----(IV.35)
где Ри и Рвн — соответственно наружное и внутреннее давле-
ние на стенку пузырька.
В условиях сварки наружное давление, препятствующее
росту газового пузырька, состоит из атмосферного давления
141
Ратм, давления дуги на металл сварочной ванны Рд и давления,
обусловленного вязкостью расплава Рвн = [264].
Отметим, что давление дуги заметно влияет лишь на рост пу-
зырьков, находящихся в зоне активного пятна.
Величину Рвн при условии, что рост газового пузырька
происходит при постоянной температуре, можно найти из
уравнения РуоК0 = PvVt, где Рув и Ко — давление газа в
пузырьке и объем пузырька при т = 0; Ру и VT—давле-
ние газа в пузырьке и объем пузырька при т > 0.
Поскольку Vn = 4лго/3, а V = 4лг3/3, то Ру = Ру0 г^/г3.
Тогда уравнение (IV.35) можно записать в следующем виде:
= (1V-36)
Уравнение (IV.36) позволяет определить мгновенную скорость
роста газового пузырька на различных стадиях. Анализ уравне-
ния (IV.36) свидетельствует о том, что при развитии пузырька
из находящейся в основном металле полости скорость его рос-
та в основном обусловливается величиной вязкости расплава.
Причем в этом случае рост газового пузырька не зависит от
содержания газов в расплаве и будет происходить с уменьша-
ющейся во времени скоростью.
Однако для сварщиков более интересен случай роста пу-
зырька за счет диффузии газов, так как этот случай более ха-
рактерен для сварочных процессов. При диффузионном росте
газового пузырька из устойчивого газового зародыша с кри-
тическим радиусом гкр превышение внутреннего давления
над наружным, происходящее за счет увеличения массы газа
в пузырьке, можно найти из уравнения Менделеева — Кла-
пейрона, записав его в следующем виде:
др = -Pt. рр,
Иг
(IV.37)
где рг — плотность газа; рг — молярная масса газа; R —
газовая постоянная; Т — абсолютная температура.
Из совместного рассмотрения уравнений (IV.35) — (IV.37)
получим
„ _ ГкрР| РЦ, Иг /П I D \ 2НгО 1 4[ЛтТ]м dr
Рг = RTr3 RT * а™ л) RT г RTr dx ‘
Принимая pr, R, Т, Ратм, Рд, т]м, о, r,(p, PVe постоян-
ными, введя постоянные Ах = 2pro/P7’, = 4ppT]M/i?T',
142
G = 4 pv^rt, нг = Hr (Рз™ + ряУ%т и помня> что
масса газа в пузырьке tn — 4/Злг3рг, выражение для изменения
массы во времени записываем
- 4 (4-)’ - 4 "2Б‘ 4- <IV-38>
Если изменение массы газа в пузырьке происходит только
за счет диффузии его из металла, то увеличение массы в пузырь-
ке равно уменьшению массы газа в металле [261]: =
= —DS-^, где D — коэффициент диффузии; S — поверх-
. асг
ность, через которую происходит массообмен; -----------гра-
диент концентрации растворенного в расплаве газа в направле-
нии, нормальном к поверхности переноса.
Изменение концентрации растворенного газа во времени
в направлении х при отсутствии конвективных составляющих
скорости потока, согласно второму закону Фика, определится
дС д2С
из уравнения = D -я 2'-. Для стационарного процесса
С* С С/Л
дС д2С
= 0, и тогда д%2г = 0. В случае диффузии вещества че-
рез пленку справедливо равенство
где Сг, Сг — концентрации растворенного газа в объеме рас-
плава на расстоянии 6С от поверхности раздела фаз и на по-
верхности раздела соответственно; 6С — толщина диффузион-
ного слоя.
Отсюда градиент концентрации dCr/dx = (С'г — С’)/6с и
_g.=_D4nr*-£^. (IV.39)
Экспериментальные данные [40, 101, 182] свидетельствуют
о том, что изменение радиуса газового пузырька, растущего
в жидкости, пропорционально корню квадратному из времени,
т. е. г = <р (JG). Также изменяется во времени и толщина диф-
фузионного слоя бс [170]. Таким образом, можно считать, что
г — z6c, где z — какое-то число. Приняв, как и в работе [211],
143
z = 1 и приравняв уравнения (IV.38) и (IV.39), получим
S, d2r
3 dr2
/ dr \2
( dr у
Г^г + 4-Л 1
1
dr
dt
= — D(C’r — C'\
или, обозначив D (Сг — Сг) через Ki и умножив обе части
уравнения на —1, будем иметь
Sx d2r 2 D / dr \2 Гrj , 2 я ] dr ....
3 r“dr2 3-B1("dT-) — [Н1Г + T^j-dT ~ (IV-40)
Для решения уравнения (IV.40) воспользуемся приближен-
ным методом, в основу которого положим формулу Тейлора.
Разбив рассматриваемый отрезок времени на достаточно боль-
шое количество равных частей и использовав ЭВМ, проведем
расчеты при численных данных работы [51]. Величина крити-
ческого радиуса была принята равной 1CF6 м. В результате
подтвердились данные [213, 338] о том, что при диффузионном
росте пузырька силы вязкости практически не влияют на про-
цесс роста пузырька. Мало и влияние сил поверхностного на-
тяжения (рис. 49). Даже четырехкратное изменение ом_г не-
значительно повлияло на скорость роста пузырька. Основное
влияние на скорость роста газового пузырька в этом случае
оказывают степень пересыщения жидкого металла газом
(рис. 50), величина внешнего давления и скорость мас-
сопередачи.
Известно, что введение в расплав поверхностно-активных
элементов заметно влияет на скорость массопередачи. Одной из
причин этого влияния может быть адсорбция молекул на меж-
Рис. 49. Изменение радиуса газового пузырька во времени:
I — °м—г = 1510 мДж/м*; Ратм + PR = 0,103 МПа; 2 — См_г = 6040 мДж/м*;
₽атм + ₽д — 0,103 МПа; 3 — см—г ~ 1510 мДж/м2; Ратм + Рд = 0,206 МПа.
Рис. 50. Изменение радиуса пузырька во времени при содержании в ме-
талле газов 8 10”6 г/см3 (/) и 32 • 10~6 г/см3 (2).
144
фазную поверхность, что приводит к снижению величины ак-
тивной поверхности контакта или, другими словами, к увели-
чению поверхностного сопротивления. Поверхностное сопро-
тивление Rs связано с концентрацией поверхностно-активных
веществ С5 соотношением [296]:
м- 10е ------^-rp=Cs.
V- 7400 )
Здесь
к Л Га
Г — 4 . If)-5___________________2»!____
s 4 U (1 - Д0Г“)0>1 '
Тогда
R* Логи
Rs \ол (1—^or“)OJ’
7400 )
где Ао — эффективная площадь поперечного сечения адсорби-
рованных молекул; Г“ — концентрация молекул на поверх-
ности.
Поверхностная концентрация какого-либо элемента свя-
зана с его объемной концентрацией следующим выражением
[204]:Г“=Г^г/^Г^г, где Nt — объемная концентрация компо-
L
нента; F, — величина, характеризующая поверхностную актив-
ность примеси.
По данным [204], при температуре металла 1933 К для раз-
личных элементов величина Ft составит
Fe С Si Мп S О Н N
1 2,0 2,2 6,0 500 1000 1,0 150
Таким образом, в наибольшей мере на скорость массопере-
дачи могут повлиять кислород и сера. Однако нужно учесть,
что при наличии в расплаве нескольких поверхностно-актив-
ных элементов поверхностная активность каждого из них мо-
жет заметно измениться. Например, известно, что наличие
кислорода в расплаве повышает поверхностную активность
ванадия и фосфора [197], присутствие углерода — активность
серы [280] и марганца [36], азота — углерода, кремния и ни-
келя [27]. Эти изменения поверхностной активности компонен-
тов обусловлены [173] образованием соединений в поверхност-
ном слое и бывают тем заметнее, чем сильнее различаются ато-
мы по величине электроотрицательности. Поэтому в многоком-
понентных системах, какими являются стали, блокирующее
действие поверхностно-активных элементов может про-
Ю 3-2373
145
явиться в большей мере, чем при сварке относительно чистых
металлов.
Поскольку при сварке и наплавке иногда применяют элект-
ромагнитное перемешивание металла и введение в сварочную
ванну ультразвуковых колебаний, рассмотрим, как повлияет
использование этих приемов на процесс роста газового пу-
зырька.
При распределении в расплаве ультразвуковых колебаний
взвешенные в нем пузырьки газа будут совершать колебатель-
ные движения, подвергаясь периодическому сжатию и расши-
рению. Колебание пузырька в звуковом поле приводит [97]
к интенсификации переноса газа из расплава в пузырек даже
в случае, когда раствор недонасыщен газом. Это объясняется
следующими причинами. Во-первых, при расширении пузырь-
ка его поверхность больше, чем при сжатии, и поэтому в пу-
зырек при его расширении газа поступает больше, чем удаля-
ется при сжатии. Во-вторых, колебания пузырька приводят
к периодическому уменьшению толщины диффузионного слоя
и повышению концентрации газа.
Кроме того, как показали исследования [97], у поверхности
пузырька при его колебании возникают микропотоки, нали-
чие которых также приводит к снижению толщины диффузион-
ного слоя.
Наблюдаемое усиление дегазации металла сварочной ван-
ны при наложении электромагнитного поля, очевидно, обус-
ловлено уменьшением толщины диффузионного слоя, а также,
возможно, и появлением в расплаве зон пониженного давле-
ния, в которых пузырьки газа имеют более благоприятные ус-
ловия для своего роста.
Нужно отметить, что введение ультразвуковых колебаний
[97], а также электромагнитного перемешивания, при котором
увеличивается вероятность столкновения пузырьков, способ-
ствуют коалесценции пузырьков.
5. Удаление газовых пузырьков
из сварочной ванны
Пузырьки газа, образовавшиеся в сварочной ванне, вследствие
разностей плотностей металла и газа будут стремиться выйти
на поверхность расплава. Очевидно, что весь процесс удале-
ния газового пузырька из сварочной ванны можно разделить
на два этапа: перемещение пузырька к границе металл — газ
или металл — шлак в зависимости от применяемого способа
защиты и переход газового пузырька через межфазную грани-
цу. Чаще всего процесс перемещения пузырьков в жидкости
146
описывают формулой Стокса
V = 2 (РМ~РГ) . г2, (IV.41)
У Лм
где v — скорость перемещения пузырька; g — ускорение сво-
бодного падения; рм и рг — плотности металла и газа соответ-
ственно; т]м — вязкость металла; г — радиус пузырька.
Однако формула Стокса не учитывает ряд факторов, харак-
терных для движения пузырьков в сварочной ванне. Прежде
всего уравнение Стокса дает довольно хорошие результаты для
случая ламинарного движения. Согласно данным [256], ошиб-
ка в определении скорости подъема пузырька по формуле
(IV.41) возрастает с увеличением интенсивности перемешива-
ния металла и при числе Рейнольдса Re = 5,0 составляет
10 %.
Довольно точно величину скорости перемещения пузырька
можно рассчитать по формуле Стокса лишь при Re 2,0.
По-видимому, в сварочных процессах, особенно в случаях,
когда металл сварочной ванны подвергается интенсивному пе-
ремешиванию, использование формулы Стокса приведет к не-
верным результатам.
Уравнение (IV.41) справедливо для случая, когда в подни-
мающемся пузырьке не происходит циркуляция газа, которая
в реальных условиях имеет место. Скорость подъема пузырька
при наличии в последнем циркуляции газа может быть опре-
делена по формуле
и = 4 £ г2 йгйг ’ (IV-42)
где т]г — вязкость газа.
Поскольку т]г т)м, расчеты обычно ведут по упрощенной
формуле
v = - Рг~ Pr gr\ (IV.43)
Из сопоставления формул (IV.42), (IV.43) с (IV.41) видно,
что при наличии в пузырьках внутренней циркуляции скорость
движения пузырьков в расплаве увеличивается. Однако урав-
нения (IV.41) — (IV.43) справедливы для сферических пу-
зырьков.
Между тем известно, что на поднимающийся пузырек, по-
мимо сил поверхностного натяжения, которые стремятся при-
дать ему сферическую форму, действуют также силы трения
и градиент давления жидкости, стремящиеся деформировать
пузырек. В конечном итоге форма пузырька будет определять-
ся соотношением действующих на него сил, величина которых,
очевидно, зависит от размера всплывающего пузырька.
ю*
147
Согласно [155], радиус пузырька, не деформируемого при
всплытии, г = (324г|2 Ом-г/р^2)*7', где ом_г — поверхностное
натяжение расплава.
В стали форма поднимающихся пузырьков будет сфериче-
ской, если их радиус меньше 0,1 • 10~3 м. Пузырьки большего
размера должны деформироваться при подъеме, причем де-
формация их будет значительной, если г KoM~r/pMg.
Поскольку в сварном шве обнаруживаются поры диаметром
(2—3) • 10~3м, в процессе их перемещения возможна деформа-
ция пузырьков. Поэтому для описания движения крупных пу-
зырьков в сварочной ванне, очевидно, следует пользоваться
формулой Маленкова [132]:
U=1Z-^TL + ^’ (iv.44)
У f э
где гэ — радиус, эквивалентный радиусу сферического пу-
зырька.
Формула (IV.44) справедлива для случая турбулентного
всплытия пузырька эллипсоидной или грибовидной формы, что
подтверждается и экспериментами [23]. Сравнение значений
скорости подъема пузырька, определенных по формулам
(IV.41) — (IV.44), свидетельствует о том, что деформация пу-
зырька приводит к снижению скорости его подъема, а значит,
повышает вероятность застревания пузырька в металле шва.
На скорость движения газового пузырька оказывают влия-
ние поверхностно-активные элементы, присутствующие в расп-
лаве, а также скорость движения других пузырьков. При на-
личии в расплаве поверхностно-активных элементов скорость
подъема пузырька [269]:
— п Зг)м + 3тЬ +
ст 2т]м -|- Зт]г + Зух »
где иСт — скорость подъема пузырька, рассчитанная по фор-
муле (IV.41);
2 Гбс . <Ч,-Г .
— 3 3Dr dC ’
(IV.46)
Г — адсорбция поверхностно-активного вещества; D — ко-
эффициент молекулярной диффузии; С — концентрация по-
верхностно-активного вещества.
Поскольку t]P т)м, вязкостью газа можно пренебречь.
Тогда выражение (IV.45) примет вид
_ .. з (т]м + ух)
V~Vn 2Чм + Зух ".
(IV.47)
148
Из анализа формул (IV.46) и (IV.47)
видно, что при отсутствии в расплаве
поверхностно-активных элементов или
при очень не большом их содержании
(С->0) выражение (IV.47) переходит в
формулу (IV.43).
Если содержание поверхностно-актив-
ных веществ в расплаве достаточно вели-
Рис. 51. Распределение
поверхностно-активных
компонентов наповерх-
ко, то скорость подъема мелких пузырь-
ков должна хорошо описываться форму-
лой Стокса. Это связано с тем, что при
значительном содержании в жидкости ности всплывающего
поверхностно-активных элементов за счет пУзыРька-
адсорбции их на поверхность пузырек —
жидкость могут образоваться пленки, которые будут иметь
значительную толщину и высокую прочность. Появление
этих пленок приводит к тому, что пузырьки начинают двигать-
ся аналогично твердым шарикам, движение которых в жидко-
сти описывается формулой (IV.41).
При движении газового пузырька адсорбированные на его
поверхности поверхностно-активные вещества будут неравно-
мерно распределены на границе пузырек — расплав. В лобо-
вой части пузырька содержание поверхностно-активных эле-
ментов будет меньше, чем в кормовой. Распределение поверх-
ностно-активного компонента на поверхности пузырька в за-
висимости от угла 0а (рис. 51) описывается [155] следующим
уравнением:
е
а
_L+cos0* м (IV.48)
K2 + cosea а v '
1_____(
siv sin 0а J
о
где ДСср — перепад концентрации компонента в диффузион-
ном слое; v — скорость подъема пузырька.
Как видно из уравнения (IV.48), с повышением скорости
подъема пузырька неравномерность в распределении поверх-
ностно-активных элементов на поверхности газового пузырька
увеличивается и может достигать значительных величин. По
данным [155], при всплывании пузырька аргона на его корме
могут создаваться 20—30-кратные пересыщения по N2 и S и
3—5-кратные пересыщения по О2. Это может ускорить проте-
кание реакций и способствовать образованию сульфидов, нит-
ридов и оксидов. Таким образом, по-видимому, не только нали-
чие неметаллических включений влияет на процесс порообра-
зования (см. гл. III), но и наличие пузырька в металле свароч-
149
ной ванны может способствовать образованию неметалличе-
ских включений.
Все рассмотренные закономерности относятся к случаю
всплытия единичного пузырька. В реальных же условиях воз-
можно одновременное перемещение в расплаве нескольких
пузырьков, когда каждый из перемещающихся пузырьков
вызывает образование в расплаве течений, которые, действуя
на другие пузырьки, будут изменять условия их движения.
Изменения эти будут во многом зависеть от формы и размеров
сварочной ванны.
В системе, не ограниченной стенками, каждый из пузырьков
при своем движении увлекает за собой окружающую жидкость,
что приводит к снижению сопротивления жидкости и повыше-
нию скорости подъема пузырьков. Для случая параллельного
движения двух сфер сопротивление их движению, согласно
М. Смолуховскому, уменьшается в -|-nr1r2r|Mocosy раз (где
2 оп
бп — расстояние между пузырьками; у — угол между лини-
ей центров и направлением движения пузырьков; и г2 —
радиусы первого и второго пузырьков).
При движении частиц в ограниченном пространстве вблизи
поднимающихся пузырьков жидкость увлекается вместе с ни-
ми, а вдали от них перемещается в обратном направлении. По-
этому при движении нескольких пузырьков в ограниченном
пространстве скорость подъема их будет меньше, чем при подъ-
еме единичного пузырька.
Иногда для расчета скоростей подъема пузырька с учетом
ограниченности объема жидкости пользуются формулой Ладен-
бурга, полученной для случая перемещения частицы сфериче-
ской формы по оси бесконечного цилиндра, радиус которого
равен гц, и уточненной Г. Барром [16]:
U = 2 4 \'Г2- (IV.49)
Пи О + ——
\ Гц /
К сожалению, недостаток экспериментальных данных, подт-
верждающих справедливость формулы (IV.49), заставляет ос-
торожно пользоваться ею для практических расчетов.
Несомненно одно, что во всех случаях при увеличении рас-
стояния между всплывающими пузырьками взаимное влияние
движения пузырьков снижается. Обычно при всплытии не-
скольких пузырьков их взаимным влиянием на движение друг
друга можно пренебречь [282], если 6П 2 (2г — In 0,05г),
т. е. примерно при 6П = Юг.
Таким образом, на процесс подъема пузырьков в расплаве
влияет наличие поверхностно-активных элементов в расплаве,
150
Рис. 52. Схема перехода газово-
го пузырька через границу ме-
талл — шлак.
Рис. 53. Схема образования от-
верстия в пленке по Де Фризу.
размеры пузырьков и их взаимное расположение, физические
свойства расплава, размеры, конфигурация и температура сва-
рочной ванны.
Ранее было отмечено, что для сварочных систем характер-
ны два вида межфазных границ, через которые переходят газо-
вые пузырьки, удаляемые из сварочной ванны: металл — газ
и металл — шлак (рис. 52). Рассмотрим вначале процесс
перехода газовых пузырьков через границу металл — газ.
Как показали эксперименты (2841, при приближении пу-
зырька к свободной поверхности жидкости происходит изгиб
последней. При этом скорость подъема пузырька снижается,
а поднятая пузырьком жидкость стекает с поверхности купо-
ла. В результате изгиба свободной поверхности жидкости
происходит увеличение поверхностной энергии системы, что
приводит к большему отклонению системы от равновесия и
снижению ее устойчивости.
По данным [284], для стали пленка остается устойчивой,
если ее толщина не меньше (0,01—0,02) • 10-3 м, что гораздо
больше размеров молекул. Поэтому для описания процесса
разрушения металлической пленки, очевидно, справедлива
модель разрушения полимолекулярных пленок, разработан-
ная Де Фризом. Согласно этой теории, разрушение пленки
начинается с образования в ней отверстия (рис. 53), на что
необходимо затратить энергию. Это связано с тем, что в первый
момент образования отверстия в пленке происходит увеличе-
ние поверхности системы, величину которой можно подсчитать
по формуле
AS = л26т [r,nin + А- _ -М _ 2л (rmin + -М2,
\ Z Д I \ Z I
I /
где 6, — толщина пленки; rmjn — минимальный радиус от-
верстия.
151
Наибольшее увеличение поверхности раздела достигается
при г = -----6Т. В этом случае
ASmax = - л) 6? Ж 0,736?.
Поскольку увеличение свободной энергии системы при рас-
ширении отверстия, или энергия активации А, равна произ-
ведению AS на ом_г (поверхностное натяжение), то
Апах = ASmaxOM-г « 0,736?Ом_г. (IV.50)
Таким образом, на процесс разрушения пленки в наиболь-
шей мере будет влиять толщина пленки, а значит, и факторы,
от которых зависит эта толщина.
При выходе газового пузырька на поверхность расплав,
находящийся между внутренней и наружной поверхностями
пленки (см. рис. 52), будет стекать в сварочную ванну, что при-
ведет к утонению пленки.
Обозначим скорость истечения расплава в точке на расстоя-
нии х от центра пленки через ип. Силы тяжести расплава,
содержащегося между двумя симметричными участками плен-
ки, которые находятся друг от друга на расстоянии 2х, уравно-
вешиваются силами вязкости [250]:
— Рм £ (IV.51)
Проинтегрировав уравнение (IV.50), получим зависимость
скорости потока от расстояния х
= 4^ (6т - 4х2). (IV.52)
Как видно, с увеличением вязкости и уменьшением плот-
ности расплава скорость истечения расплава, а значит, и ско-
рость уменьшения толщины стенки уменьшается.
Однако в условиях сварки вследствие быстротечности про-
цесса образования сварного шва особое значение будет иметь
скорость разрушения пленки. Первым начал изучать процесс
разрушения пленки Дюпре. Приняв, что поверхностная энер-
гия пленки полностью переходит в кинетическую энергию жид-
кости, он получил следующее уравнение баланса энергий:
mvl 1
2п — Р- — ДиМ-Г^п 2 где рм — плотность расплава; Sn - 152 2 ^п^тРм^Р» — площадь пленки.
Отсюда скорость разрушения пленки
fp = }Л4ом_г/рм6т. (IV.53)
Однако результаты экспериментов свидетельствуют о том,
что значения скорости, полученные из формулы (IV.53), за-
вышены.
Более точно процесс разрушения пленки описывает урав-
нение [323], полученное при допущении, что скорость распро-
странения круговой волны vK, действующей против сил поверх-
ностного натяжения двухсторонней пленки, постоянна и со-
ставляет _________
vK = ]/2ам_г/рп6т. (IV.54)
Разницу в скоростях разрушения пленки, определенных по
формулам (IV.53) и (IV.54), можно объяснить следующим об-
разом. Как известно, разрушение пленки, согласно схеме
Де Фриза, начинается с образования круглого отверстия. При
расширении этого отверстия перед краями фронта распростра-
няется ореол [323], представляющий собой утолщенную часть
пленки. При этом часть кинетической энергии рассеивается
и потери составляют примерно 50 % [20, 308].
Из выражений (IV.50), (IV.54) следует, что энергия актива-
ции при расширении отверстия и скорость разрушения пленки
зависят от величин поверхностного натяжения и толщины плен-
ки. При этом, чем меньше величина поверхностного натяжения,
т. е. при наличии в расплаве поверхностно-активных элементов,
тем заметнее уменьшаются величины энергии активации и ско-
рости разрушения пленки. Наличие поверхностно-активных ве-
ществ в расплаве делает пленку более устойчивой и затрудняет
удаление пузырьков из металла в атмосферу. Это подтвержда-
ется экспериментами [247], в результате которых установлено,
что в чистой воде пузырек лопается сразу при подходе к поверх-
ности. Однако если пузырек был защищен мыльной пленкой,
то он сохранялся на поверхности до 10 с. Разрыву пленок спо-
собствуют вибрация металла сварочной ванны и его перемеши-
вание, газовые потоки, перепад температур и т. д.
Исследование с помощью киносъемки процесса разрушения
пузырьков на поверхности воды показали, что при разрыве
пузырьков диаметром до 0,1 • 10—3м выброс жидкости не про-
исходил, а при разрыве пузырьков диаметром более 3 • 10~3 м
образовывалось несколько сотен мелких капель. Очевидно,
что в момент разрушения пузырьков на поверхности сварочной
ванны также может произойти разбрызгивание материала плен-
ки. Если считать газ, находящийся в пузырьке, идеальным, то
153
Рис. 54. Зависимость массы
разбрызгиваемого металла
сварочной ванны от силы сва-
рочного тока в газовой среде
(Г) и под флюсом (2).
при разрушении пузырька может
быть совершена работа
Л = (Ратм + Р0)К1п[1 + -Дк
У 'атм у
где VT — объем пузырька; Ра —
= 2о/г.
Если принять Ратм = 0,1 МПа,
о = 1000 мДж/м2, то в результате
разрушения пузырька радиусом
г = 0,1 • 10~3 масса металла 0,41 х
X 10~3 кг может приобрести ско-
рость 0,10м/с. Следовательно, раз-
рушение газовых пузырей, выхо-
дящих на поверхность металл — газ, может стать одной из
причин разбрызгивания металла.
При наличии на поверхности сварочной ванны оксидной
пленки или слоя шлака при переходе пузырька из металла
в шлак вместе с пузырьком, как показали исследования на
моделях [47], уносится и металлическая оболочка. Последняя
затем превращается в каплю, которая может опуститься в сва-
рочную ванну, если еще не успеют закристаллизоваться шлак
и металл сварочной ванны. Объем металлической оболочки,
уносимый пузырьком, примерно в два раза меньше объема
пузырька 1171]. Это справедливо для случая всплывания пу-
зырьков, отстоящих друг от друга на расстояние не менее 4г.
Очевидно, что процесс перехода газовых пузырей из метал-
ла в шлак будет зависеть от соотношения между кинетической
энергией поднимающегося пузырька, энергией поверхностного
натяжения, которая будет возрастать с увеличением размеров
купола (см. рис. 52), и потенциальной энергией столба шлака и
металлической оболочки купола. Поскольку толщина металли-
ческой оболочки очень мала, ее влиянием можно пренебречь.
Тогда условие перехода Пузырька из металла в шлак запишет-
ся следующим образом:
4 г3Рг IГ > sin2 ei + 2rfl^ х
X Ом—ш Г" sin~ (Зг2 SIH2 Oj Т~ /1шл) Ршл,
где т|м — вязкость металлического расплава; рг и ршл — плот-
ность газа и шлака соответственно; ом_ш — межфазное натя-
жение на границе металл — шлак.
154
Увеличение разности между кинетической энергией и сум-
мой поверхностной и потенциальной энергий повышает веро-
ятность перехода пузырька из металла в шлак. Следовательно,
скорость перехода пузырьков будет увеличиваться с ростом
размеров пузырька и с уменьшением величин ом_ш, Ншл, т)м,
ршл. По-видимому, протеканию процесса перехода газовых пу-
пузырьков из металла в шлак будет способствовать переме-
шивание металла сварочной ванны, так как при этом должна
увеличиться кинетическая энергия пузырька.
Следует учесть, что увеличению размеров купола поднима-
ющегося пузыря будут препятствовать и силы вязкости шлака.
Поэтому повышение вязкости шлака, очевидно, будет затруд-
нять переход газового пузыря из металла в шлак вследствие
снижения скорости его подъема [14, 135].
Газовый пузырек, вышедший на границу металл — шлак
и энергетически не способный перейти через эту границу, мо-
жет разрушиться. При этом вероятность разрушения пузырь-
ка будет во многом определяться скоростью удаления распла-
ва из зазора между шлаком и газовым пузырьком, которую
можно определить из выражения (IV.53).
Наличие потерь металла из сварочной ванны при сварке под
флюсом и без флюса подтверждают и результаты эксперимен-
тов, проведенных авторами данной монографии следующим об-
разом. Пластина из иизкоуглеродистой стали в течение (16,4—
23,9) 10 с расплавлялись угольной дугой без флюса и под флю-
сом ОСЦ-45. В последнем случае толщина флюса составляла
(3—6) • 10~3м, что обеспечивало наличие на поверхности ме-
таллической ванны шлакового покрова.
При сварке без флюса поверхность планок была покрыта
мелкими брызгами, диаметр которых в основном не превышал
0,8 • 10~3 м, а расстояние от оси валика составляло 1 • 10~’м
и более.
Потери металла, которые определялись по разнице массы
пластин до и после сварки, увеличивались с возрастанием силы
сварочного тока (см. рис. 54) при сварке с флюсом и без флюса.
Повышение напряжения дуги снижает величину потерь.
Так, при (7Д = 30 В и /св = 320 А масса разбрызгиваемого
металла составила 11,5 • 10~3 кг. Вероятно, это, как и при уда-
лении неметаллических включений, связано с тем, что увели-
чение ширины сварочной ванны, которое происходит с увели-
чением [/д, затрудняет удаление пузырей из расплава.
Как было показано, удаление газовых пузырьков из сва-
рочной ванны во многом определяется устойчивостью пленки
купола металла, образуемого пузырьком при выходе на поверх-
155
ность металлического расплава. Совершенно очевидно, что при
сварке в потолочном или вертикальном положении за счет
действия сил тяжести скорость истечения металла из пленки
будет ниже, чем при сварке в нижнем положении. То же
самое наблюдается и при сварке угловых, тавровых и крес-
товых соединений по сравнению со стыковыми соединениями.
Кроме того, при сварке в потолочном или вертикальном по-
ложении, а также при сварке угловых, тавровых и крестовых
соединений в нижнем положении подъемная сила, действующая
на пузырек, не будет целиком способствовать, а при сварке
в потолочном положении будет даже препятствовать выходу
пузырька к поверхности металла. Вследствие этих причин по-
ристость в швах угловых, тавровых и крестовых соединений,
а также при сварке в потолочном и вертикальном положениях
будет выше, чем при сварке стыковых швов и при сварке в ниж-
нем положении.
6. Меры по уменьшению
пористости сварных швов
Изложенный в предыдущих параграфах материал позволяет
наметить меры, способствующие уменьшению пористости
в сварных швах. На стадии образования газовых зародышей
вероятность их появления будет снижаться: |
1) при уменьшении содержания газов в металле, а в случае z
наличия шлакового покрова — при уменьшении содержания
газов в металле и шлаке;
2) при уменьшении числа газов, находящихся в металле;
3) в случае отсутствия неметаллических включений в ме-
талле, особенно плохо смачиваемых металлом (А12О3; SiO2),
или уменьшения их размеров;
4) при наличии в неметаллических включениях и в шлаке
компонентов, снижающих величину межфазного натяжения
на границе металл — шлак, например FeO, МпО;
5) в случае применения обратной полярности при сварке на
постоянном токе;
6) при отсутствии или снижении содержания в металле
поверхностно-активных элементов;
7) в случае устранения или снижения интенсивности пере-
мешивания металла сварочной ванны;
8) при снижении температуры сварочной ванны, так как
в этом случае возрастает величина работы образования газово-
го зародыша и уменьшается вероятность появления флуктуа-
ций;
9) в случае уменьшения содержания газов с высоким значе-
нием коэффициента диффузии;
156
10) при повышении внешнего давления.
Рост газовых пузырьков за счет диффузии в них газов из
металла будет затруднен при уменьшении интенсивности пере-
мешивания металла; в случае наличия в металле поверхност-
но-активных элементов за счет увеличения поверхностного соп-
ротивления; при повышении величины внешнего давления;
в случае снижения содержания газов в металле или уменьше-
ния скорости массопереноса.
При многослойной сварке, когда в предыдущем слое уже на-
ходятся пузырьки, скорость их роста в сновном определяется
вязкостью металла и уменьшается при введении в металл ком-
понентов, повышающих его вязкость, а также при снижении
температуры металла сварочной ванны.
Рост газовых пузырьков за счет коалесценции находящихся
в сварочной ванне пузырьков будет происходить менее интен-
сивно в случае уменьшения величины поверхностного натяже-
ния металла; при наличии в сварочной ванне пузырьков,
близких по размеру, а также при снижении интенсивности пе-
ремешивания металла.
Удалению газовых пузырьков из сварочной ванны способ-
ствуют снижение вязкости металла, а при наличии шлака —
вязкости шлака; уменьшение величины поверхностного натя-
жения металла или межфазного натяжения при наличии шла-
кового покрова; повышение интенсивности перемешивания ме-
талла сварочной ванны; увеличение ширины сварочной ванны.
Глава V
ТРЕЩИНЫ В СВАРНЫХ ШВАХ
Трещины — один из наиболее опасных дефектов в сварных сое-
динениях. Различают два типа трещин — горячие и холодные-
Степки горячих трещин обычно сильно окислены, а у холод,
ных трещин стенки блестящие, чистые. Отличительной особен-
ностью горячих трещин является межкристаллитное их рас-
положение, в то время как холодные трещины в основном про-
ходят через тело кристаллов, т. е. имеют транскристаллитное
расположение.
Горячие трещины обычно расположены в металле шва и мо-
гут образоваться в процессе кристаллизации металла и при тем-
пературах, ниже температуры солидуса для данного металла.
Трещины первого вида называют кристаллизационными, второ-
го — полигонизационными, или подсолидусными. Общим фак-
тором, влияющим на образование кристаллизационных и по-
лигонизационных трещин, является наличие растягивающих
напряжений, возникающих в процессе охлаждения сварного
соединения. Однако кристаллизационные трещины образуются
в твердо-жидком металле, а полигонизационные — в твердом
металле. Появление кристаллизационных трещин происходит
в определенном интервале, который называется температур-
ным интервалом хрупкости (ТИХ).
Величину ТИХ ориентировочно можно определить из ди-
аграммы состояния данного сплава, считая, что с увеличением
интервала кристаллизации увеличивается и эффективный ин-
тервал кристаллизации, а значит, и ТИХ. Однако такая оцен-
ка весьма приблизительная, так как при этом не учитывается
влияние примесей, всегда присутствующих в технических спла-
вах, на свойства межкристаллитных прослоек и температуру
солидуса.
Холодные трещины чаще всего возникают в околошовной
зоне и реже в металле шва. Как правило, они образуются при
сварке изделий из средне- и высоколегированных сталей пер-
литного и мартенситного классов. Однако эти трещины могут
появиться и в сварных соединениях из низколегированных
168
сталей перлитно-ферритного и высоколегированных сталей аус-
тенитного классов. Они могут иметь закалочное, водородное
или смешанное происхождение.
Результаты исследований, проведенных Б. А Мовчаном,
Г. Л. Петровым, В. В. Подгаецким, Н. Н. Прохоровым,
Д. М. Рабкиным, И. И. Фруминым, Дж. Борлендом и другими
учеными, показали, что процесс образования горячих и холод-
ных трещин зависит от многих факторов.
Рассмотрим, какие факторы и в какой мере влияют на про-
цесс образования трещин в сварных швах, и начнем с кристал-
лизационных трещин.
1. Факторы, влияющие на образование
кристаллизационных трещин
Как отмечалось, кристаллизационные трещины образуются под
действием сварочных напряжений в тот период времени, когда
сварочная ванна представляет собой двухфазную систему
(кристаллы — расплав). Поэтому легкоплавкие соединения,
или эвтектики, присутствующие в металле шва, могут стать
причиной возникновения кристаллизационных трещин.
Общепризнано, что важную роль в появлении кристаллиза-
ционных трещин в металле шва при сварке углеродистых и низ-
колегированных сталей выполняет сера. Это объясняется ее
способностью образовывать легкоплавкие сульфидные эвтек-
тики, которые остаются расплавленными в момент, когда рас-
тягивающие напряжения достигают значительной величины.
При этом влияние серы зависит от вида и количества легиру-
ющих компонентов в металле.
Рассмотрим влияние некоторых основных легирующих
компонентов на склонность металла шва к образованию крис-
таллизационных трещин. Большое число экспериментальных
данных свидетельствует о том, что в наибольшей мере появле-
нию кристаллизационных трещин способствует повышение
концентрации углерода в металле. Объясняют это тем [1901, что
повышение содержания углерода в углеродистых и низколе-
гированных сталях приводит к следующим основным измене-
ниям: 1) увеличению степени дендритной неоднородности рас-
пределения серы в металле шва; 2) укрупнению сульфидных
включений; 3) увеличению числа сульфидных включений; 4)
уменьшению количества сульфида марганца в составе неме-
таллических включений. Однако при низком (0,01 %) содер-
жании серы горячие трещины при сварке углеродистых
сталей не образуются даже при высоком (0,6 %) содержании
углерода в металле.
159
Рис. 55. Внешний вид трещины в сварном шве при уварке трансформатор-
ной стали и различном содержании FeS на 100 мм длины шва:
о — 0,05 г FeS; б — 0,12 г FeS; в — 0,25 г FeS.
При сварке высоколегированных сталей и сплавов углерод
может стать непосредственной причиной возникновения крис-
таллизационных трещин [220], поскольку в этом случае про-
исходит образование легкоплавких карбидов, которые распо-
лагаются по границам зерен.
Наличие в металле некоторого количества сильных карби-
|Дообразующих компонентов (Ti, Nb) может снизить вредное
влияние углерода и даже повысить устойчивость металла про-
тив образования кристаллизационных трещин за счет измене-
ния формы сульфидных включений [119, 120].
В меньшей мере, но все же довольно заметно на процесс воз-
никновения кристаллизационных трещин влияет и содержание
кремния в металле. Обычно склонность металла к образованию
кристаллизационных трещин увеличивается при концентрации
кремния в металле более 0,5 % [249]. Это подтверждается и
данными по сварке трансформаторной стали, в которой содер-
жание Si достигает 2,88 %, а содержание углерода — всего
0,078 % (рис. 56).
160
Следует отметить, что в большей мере кремний способству-
ет возникновению кристаллизационных трещин при сварке аус-
тенитных хромоникелевых сталей. Возрастает склонность ме-
талла шва к образованию кристаллизационных трещин и при
наличии в металле фосфора [249].
К наиболее распространенным элементам, которые снижают
опасность образования кристаллизационных трещин, относят-
ся кислород, марганец и хром. Положительное влияние кис-
лорода обычно объясняют возникновением в металле окси-
сульфидных неметаллических включений, что уменьшает об-
разование сетки сульфидов железа. Кстати, именно с умень-
шением содержания кислорода в металле при введении в не-
го углерода и кремния связывают некоторые авторы вредное
влияние последних на образование кристаллизационных тре-
щин. Однако с этих позиций трудно объяснить более сильное
влияние углерода на процесс образования кристаллизацион-
ных трещин, так как при температуре их появления раскисля-
ющая способность Si выше, чем углерода.
Влияние Мп и Сг обычно связывают с образованием их
сульфидов, температура плавления которых выше, чем темпе-
ратура кристаллизации металла сварочной ванны, вследствие
чего сульфиды Мп и Сг должны находиться в твердом состоя-
нии. При этом, чем выше содержание марганца в металле, тем
больше его во включениях и тем они более тугоплавкие и мень-
ше по размеру.
В случае легирования металла хромом стойкость металла
шва против образования трещин повышается лишь до опреде-
ленной его концентрации [121]. Если содержание хрома ста-
нет выше этой концентрации, то начинает сказываться влияние
карбосульфидных и карбидных фаз, которые, располагаясь
в виде цепочек по границам кристаллитов, создают условия
для образования кристаллизационных трещин.
Экспериментальные исследования [152] позволили устано-
вить, что химическое сродство марганца к сере возрастает с
понижением температуры. Поэтому при сварке многослойных
швов, когда предыдущие слои подвергаются повторному нагре-
ву, количество MnS должно возрасти.
В сварных швах на стали при соотношении Mn/S = 44-6
кристаллизационные трещины обычно не образуются.
Устранить вредное влияние серы переводом ее в тугоплав-
кие сульфиды можно также за счет легирования металла ред-
коземельными элементами, а также Ti, Zr, Са, Al и некоторыми
другими элементами.
Значительное влияние на образование кристаллизационных
трещин может оказать структура металла. Известно [286],
11 8-2373
161
что с измельчением кристаллов при одинаковой толщине
жидких прослоек пластичность двухфазных систем возра-
стает по гиперболическому закону. Кроме того, измельче-
ние первичной структуры металла шва способствует уменьше-
нию степени химической неоднородности. При сварке вероят-
ность появления кристаллизационных трещин увеличивается
с ростом величины зерен основного металла [96], которые мо-
гут стать центрами образования кристаллов в сварочной
ванне.
На появление трещин в металле шва влияет форма свароч-
ной ванны, от которой зависит скорость процесса кристалли-
зации металла, а также напряженное состояние металла шва.
Как было показано в работе [319], в случае, если сварочная
ванна имеет форму, близкую к форме падающей капли, в ее
хвостовой части возникают высокие растягивающие напряже-
ния, что облегчает образование трещин.
От формы шва зависит и критическое содержание углерода
и кремния в металле, при котором образуются кристаллизаци-
онные трещины. Оптимальное значение коэффициента формы
шва, представляющее собой отношение ширины шва к глубине
проявления, близко к 6,0 [249].
Для углеродистых и низколегированных сталей связь меж-
ду химическим составом металла шва, его формой и склон-
ностью шва к образованию в нем кристаллизационных трещин,
характеризуемая показателем Нт, может быть выражена сле-
дующей зависимостью [343]:
Нт = С 4- 0.75S — 0,03Мп — 0,07фш,
где С, S, Мп — содержание данных элементов в металле шва, %
(по массе); — коэффициент формы шва.
Предложенная формула справедлива для следующих интер-
валов содержания компонентов: [С] = 0,11 4- 0,20 %; [Мп] =
= 0,4 4- 1,5 %; [S] = 0,015 4- 0,06 % и для фш, изменяюще-
гося в пределах от 0,9 до 2,2. Согласно данным работы [343],
кристаллизационные трещины в шве отсутствуют, если Нт <
< 0,05.
Поскольку образование кристаллизационных трещин свя-
зано с наличием на границах зерен жидких сульфидных про-
слоек, важную роль в образовании последних должны играть
сегрегационные процессы, так как сера является компонен-
том, склонным к ликвации [215].
Итак, образование кристаллизационных трещин зависит от
величины растягивающих напряжений, от содержания серы
в металле шва, а также от его химического состава, размеров
кристаллов, формы шва, сегрегационных явлений.
162
Поскольку формирование шва было рассмотрено ранее,
ограничимся изучением процессов кристаллизации и сегрега-
ции серы в металле шва. Однако, прежде чем перейти к рас-
смотрению этих процессов, исследуем механизм влияния суль-
фидов на образование кристаллизационных трещин, который
до настоящего времени не совсем ясен. Действительно, если
влияние сульфидов ограничивается только малой прочностью
жидких прослоек, то тогда и силикатные прослойки, которые
также имеют низкую температуру плавления и присутствуют
в металле шва, должны стать причиной образования трещин.
Между тем на практике это не наблюдается. Поэтому в первую
очередь попытаемся раскрыть механизм влияния сульфидов,
а точнее сульфида железа, который наиболее ответствен за
появление кристаллизационных трещин в металле шва.
2. Механизм влияния сульфида железа
на образование
кристаллизационных трещин
Для выяснения механизма влияния сульфида железа на образо-
вание в сварном шве кристаллизационных трещин рассмотрим
прежде всего влияние расплава на местоположение зародыше-
вой трещины. Согласно взглядам Эборэла и Грегори, возможны
четыре случая разрушения: транскристаллитное и межкри-
сталлитное появление трещин при участии расплава и без него.
К этому, пожалуй, следует добавить возможность образования
трещины в самом расплаве. Для всех этих случаев энергия обра-
зования зародышей трещины определяется следующим обра-
зом [161, 162]:
1) транскристаллитное разрушение в отсутствии расплава
A=2oT_r; (V.1)
2) межкристаллитное разрушение в отсутствии расплава
“ 2от—г — ат—,т» (V.2)
3) транскристаллитное разрушение при наличии расплава
Л3 = 2от_м; (V.3)
4) межкристаллитное разрушение при наличии расплава
^4 = 2(Тт—м — Щ—т = От—т / ——Q---j > (V.4)
I -1/
5) разрушение по расплаву
А6 = 2ом_г. (V.6)
П* 163
В этих формулах о — поверхностная энергия; т, м, г —
индексы, обозначающие соответствующую фазу (твердый ме-
талл, жидкий металл, газ); 0 — краевой угол смачивания.
Из используемых в выражениях (V.1) — (V.5) значений по-
верхностного натяжения сравнительно легко определить вели-
чину ом_г. Зная величину ом_г, значения- от_г, от-т и от-м
можно найти по формулам. Так, от_г определяется по уравне-
нию [2881:
где рч и рм — плотность твердого и расплавленного металлов;
у и X — теплота сублимации и испарения.
Величина от_т, согласно данным Тэйлора [340], связана
1
с От—г зависимостью От_т = -у от_г.
Для случая, когда кристаллы смачиваются собственным
расплавом, можно, приняв от_м = 204 мДж/м2 [277], подсчитав
от_г и от_т и задавшись величиной угла 0, найти энергию об-
разования зародышевой трещины при наличии и отсутствии
расплава на границах зерен.
Расчеты, проведенные по формулам (V.1) — (V.5), свиде-
тельствуют о том, что затраты энергии на разрушение значи-
тельно снижаются при наличии расплава на границах зерен
и тем больше, чем меньше угол 0. Так, для низкоуглеродистой
стали (0,09 % С) в случае, когда расплав и кристаллы имеют
одинаковый состав, Аг = 2766 мДж/м2, А2 = 2305 мДж/м2,
А5 = 2558 мДж/м2, в то время как А3 = 408 мДж/м2, А4 =
= 461 мДж/м2 при 0 = 120° и А4 = 69 мДж/м2 при 0 = 60° [179].
Как видно, затраты энергии на транскристаллитное и меж-
кристаллитное разрушение без участия расплава довольно
близки. Однако если на границах зерен находится расплав, то
при 0 < 120° межкристаллитное разрушение оказывается энер-
гетически более выгодным, чем транскристаллитное.
При наличии в расплаве серы выделение сульфидов будет
происходить в момент, близкий к концу кристаллизации. По-
скольку расплав сульфида железа довольно хорошо смачивает
металлы, он может выделиться на границах зерен в виде жидких
прослоек. Поверхностное натяжение расплава FeS при 1373 К,
измеренное авторами монографии методами массы капли и ле-
жащей капли, составляет 312—326 мДж/м2. С учетом этого при
наличии на поверхности зерен расплава FeS величина А6 =
= 624 4- 652 мДж/м2. Зная величину краевого угла смачива-
ния и ом_г для FeS, а также величину от_м для случая контак-
та расплава сульфида железа с металлом, находим из извест-
164
ной зависимости
COS 0 = (От—г От—м)/ом—г.
Тогда при наличии прослоек FeS для низкоуглеродистой
стали Св-08 величина Аа = 2140 мДж/м2, а значения Л4 при
соответствующих значениях двугранных углов будут равны
значениям Л4 при наличии металлического расплава на поверх-
ности зерен.
Таким образом, при наличии металлического расплава и
расплава FeS деформация сталей, находящихся в твердо-
жидком состоянии, должна привести к образованию трещин,
расположенных преимущественно по границам зерен. Межкрис-
таллитное расположение кристаллизационных трещин в свар-
ных швах подтверждается и многочисленными металлографи-
ческими исследованиями.
Однако, рассматривая особенности зарождения трещин
в твердо-жидкой системе, необходимо учитывать и физико-хи-
мическое взаимодействие этих двух фаз [161,246], которое при
деформации системы может проявляться в виде эффекта ад-
сорбционного понижения прочности и пластичности (эффект
Ребиндера). Согласно [225], сущность этого явления заключа-
ется в ослаблении связей между поверхностными элементами
решетки вследствие адсорбции поверхностно-активных
молекул.
В настоящее время наиболее подробно изучено влияние лег-
коплавких жидких металлических сред на свойства твердых
металлов. Однако общепринятой точки зрения на механизм
взаимодействия жидких металлов с твердыми до настоящего
времени все еще нет [205]. Достоверно известно [52], что этот
эффект проявляется при наличии нормальных растягивающих
напряжений и скалывающих напряжений, хорошем смачива-
нии твердого металла расплавом и малой растворимости расп-
лава в твердом металле. Все эти условия характерны для свар-
ного шва при наличии сульфидных прослоек на границах
зерен. Следовательно, можно ожидать, что на процесс образо-
вания кристаллизационных трещин в сварном шве окажет
влияние эффект Ребиндера.
К сожалению, до настоящего времени отсутствуют прямые
экспериментальные данные, подтверждающие высказанные
предположения [179, 1891 об адсорбционном влиянии FeS на
прочность стали, а также данные о влиянии скорости дефор-
мирования на характер проявления эффекта Ребиндера в си-
стеме железо — расплав сульфида. Поэтому авторами моно-
графии совместно с В. В. Поповичем, В. Н. Палаш и В. В. Ка-
рих были проведены опыты по изучению влияния расплава FeS
165
Рис. 56. Изменение пластично-
сти армко-железа в зависимости
от скорости деформирования в
(вакууме (/) и с FeS (2).
Опыты проводились на
на механические свойства армко-
железа (0,037 % С). Выбор ме-
талла был обусловлен хорошей
смачиваемостью армко-железа
FeS (см. рис. 27), что является
одним из условий проявления
эффекта адсорбционного пони-
жения прочности. Кроме того,
известно [1901, что при сварке
армко-железа даже небольшие
добавки FeS приводят к образо-
ванию кристаллизационных тре-
щин.
образцах трубчатой формы (на-
ружный диаметр 9 КГ3 м, внутренний — 6 - КГ3 м, длина
рабочей части — 6,4 • 10-2 м). Внутреннюю рабочую поверх-
ность обрабатывали разверткой вручную, наружную — шли-
фовали. Перед испытанием образцы промывали в этиловом
спирте, заполняли порошком чистого сульфида железа, а за-
тем отверстия образцов закрывали пробками из армко-железа
и заваривали в барокамере, наполненной аргоном.
Одноосное растяжение образцов производили на переобору-
дованной машине типа МП-47 [206] в вакуумной камере при ос-
таточном давлении 6 • КГ3 Па и температуре 1373 К. Такая
методика проведения экспериментов позволила устранить
влияние активных элементов воздуха.
Испытания проводили при скорости деформирования ид,
равной 0,5 • 10“4, 1,11 • 10“4, 1,72 - КГ4
Результаты экспериментов (рис. 56) свиде-
тельствуют о том, что наличие расплава FeS
снижает пластичность металла и эффект
этот увеличивается с повышением скорости
деформирования образцов. Охрупчивающие
действия расплава FeS видно и при рассмот-
рении образцов после испытания (рис. 57).
Наличие расплава FeS снижает не только
пластичность металла, но и его прочность.
Так, если для трубчатых образцов без FeS
при температуре 1373 К и скорости дефор-
мирования цд = 1,11 • КГ4 м/с разрушаю-
щее напряжение сгв = 34,98 МПа, то при
наличии FeS и прочих равных условиях
ов = 26,2 МПа. Интересно, что при сни-
жении площади поперечного сечения ис-
и 2,68 10 м/с.
Рис. 57. Внешний
вид образцов из
армко-железа после
испытаний в вакуу-
ме (а) и с FeS (б).
166
Рис. 58. Микроструктура образцов из армко-железа после испытаний в
вакууме (а) и с FeS (б) (Х70).
пытываемых образцов и увеличении площади контакта ме-
талл — сульфид степень влияния расплава FeS на прочность ме-
талла увеличивается. Приведенные выше данные получены при
испытании трубчатых образцов, у которых смачивалась только
внутренняя поверхность, а площадь поперечного сечения Sn
изменялась от 33,94 • 1СГ6 до 35,34 • 10~6 м2. При испытании
на установке АЛА-ТОО (ИМАШ-20-75) плоских образцов
(7 = 1373 К), площадь поперечного сечения которых изменя-
ласьот 1,84 • 10”6 до 1,88 • 10””6м2 в отсутствие FeS, разруша-
ющее напряжение ов = 39,5 МПа, а при наличии FeS в случае
низкой скорости деформирования (щ = 0,17 • 10~4м/с) ств =
= 9,9 МПа.
Охрупчивающее действие
расплава сульфида железа на
армко-железо подтверждается
и металлографическими иссле-
дованиями (рис. 58—60).
При температуре испыта-
ния (Т = 1373 К) происходит
контактное плавление вслед-
ствие образования эвтектики
FeS—Fe (температура плавле-
ния FeS равна 1463 К) и сма-
чивание поверхности образца.
Однако в силу неоднородности
структуры и приложенных на-
пряжений взаимодействие FeS
с железом происходит изби-
рательно, способствуя образо-
Рис. 59. Микроструктура образцов
из армко-железа после испытания
на растяжение в FeS при 1373 К
(Х600).
167
Рис. 60. Микроструктура образцов из армко-железа после испытаний на
коррозию в FeS при 1373 К в течение 15 мин (а) (Х70) и 60 мин (б) (Х600).
ванию трещин и ускоренному разрушению. Из рис. 59 видно,
что структура заполнителя трещины характерна для эвтекти-
ческих систем и, вероятно, представляет эвтектику FeS—Fe.
Избирательность коррозионного воздействия FeS на армко-
железо исследовали путем экспонирования полированных об-
разцов в порошке FeS в герметичных ампулах, заполненных ар-
гоном, при температуре 1373 К в течение 0,25—5 ч. Хотя отож-
женные образцы после вырезки и обработки поверхности вто-
рично не отжигались, выдержка в процессе нагрева до темпера-
туры испытания была, вероятно, достаточной для снятия воз-
никшего наклепа. Однако уже после 15-минутной выдержки
наблюдалось резкое избирательное проникновение сульфида
железа (рис. 60, а) с образованием эвтектики вследствие кон-
тактного плавления. Длительные испытания образцов вызыва-
ли сильную коррозию, которую можно рассматривать как
равномерную, поскольку разрушению подвергался весь поверх-
Рис. 61. Изменение пластич-
ности трансформаторной ста-
ли в зависимости от скорости
деформирования в вакууме
(/) и с FeS (2).
костный слой. При этом не наблю-
далось локального проникновения
среды в виде трещин (рис. 60, б).
Этим можно в какой-то мере объяс-
нить тот факт, что с увеличением
скорости деформирования, когда
время коррозии сокращалось, ох-
рупчивание образцов с FeS при
одноосном растяжении усиливалось
(см. рис. 56). При испытаниях в
вакууме с возрастанием ско-
рости деформирования наблюда-
168
лось увеличение, а при испытаниях
с FeS — снижение пластичности об-
разцов. Все это свидетельствует о
том, что на процесс образования
горячих трещин в сварных швах
при повышенном содержании в них
серы в основном влияют адсорбци-
онные эффекты. Этот вывод под-
тверждается и данными по иссле-
дованию влияния расплава FeS на
механические свойства нержавею-
щей стали 1Х18Н9Т и трансформа-
торной стали.
Трансформаторная сталь, хоро-
шо смачиваемая расплавом FeS (см.
рис. 27), подвергается охрупчива-
нию (рис. 61), а нержавеющая
сталь, которая неполностью смачи-
Рис. 62. Внешний вид образ-
цов из нержавеющей стали
1Х18Н9Т после испытаний
вается FeS (см. рис. 27), практически в вакууме (а) и с FeS (б).
не теряет пластичности (рис. 62).
Причем последние опыты проводились и на плоских образцах,
погруженных в расплав сульфида железа, что увеличивает
эффект влияния FeS на прочностные свойства металла.
3. Факторы, влияющие
на кристаллизацию металла
Размер зерна, от которого зависит склонность металла шва
к образованию кристаллизационных трещин, будет определять-
ся ходом процесса кристаллизации. Рассмотрим процесс пер-
вичной кристаллизации металла и факторы, влияющие на этот
процесс.
Так же как и при образовании любой новой фазы, началь-
ной стадией процесса образования кристаллов в расплаве яв-
ляется появление в нем зародышей. Согласно [281], в условиях
равновесия в жидкости присутствуют комплексы атомов со
структурой, соответствующей структуре твердой фазы. Эти
комплексы могут разрастаться в кристалл только в том случае,
если при данной температуре их размер будет больше критиче-
ского размера зародыша. Радиус устойчивого зародыша сфе-
рической формы [281]
Гкр = 2оТ£/ЛплДТ, (V.6)
где о — межфазное натяжение на границе зародыша с распла-
вом; Те— температура плавления; LnJI — теплота плавле-
ния; АТ — степень переохлаждения.
169
Работа образования такого зародыша применительно к про-
цессу кристаллизации металлов [90]:
W = 16ло3Т2£/3^л (AT)2. (V.7)
Число устойчивых зародышей, образующихся в единицу
времени в единице объема жидкости [281]:
16™>37^
/ = niKkT e—ujkTe зь2л {лт^кт , (V.8)
где — число атомов в единице объема жидкости; k — по-
стоянная Больцмана; h — постоянная Планка; Ua — энергия
активации перехода атомов от жидкости к кристаллу; Т —
абсолютная температура.
Поскольку скорость образования зародышей зависит от
энергии активации перехода атомов от жидкости к кристаллу,
интенсификация диффузионных процессов в расплаве, напри-
мер за счет электромагнитного перемешивания металла, долж-
на уменьшить величину О'а. В этом случае интенсивность об-
разования зародышей будет стремиться к величине
16ла37'^
„ kT 3L2 „(ATpkT
[ = Jl?£Le "л . (V.9)
Из выражений (V.6) — (V.9) следует, что размеры крити-
ческого зародыша кристалла и интенсивность их образования
существенно зависят от степени переохлаждения расплава и от
величины о. Поэтому наличие в жидкости элементов, способ-
ных изменить величину межфазного натяжения на границе
расплав — кристалл, может повлиять на скорость образова-
ния зародышей.
Наличие в металле поверхностно-активных элементов может
снизить и степень переохлаждения расплава [31, 109]. Так,
по данным [31], введение в железо 0,1 % церия и лантана,
которые отличаются поверхностной активностью в расплавах
железа, вызывает снижение степени его переохлаждения с 593
до 313—323 К.
На процесс появления зародышей кристаллов в металле,
так же как и на процесс образования зародышей газовых пузы-
рей и неметаллических включений, большое влияние оказыва-
ет наличие в расплаве готовых поверхностей раздела. В усло-
виях сварки образование кристаллов может происходить на
границах с зернами основного металла, расположенными на
границе сплавления, а также с кристаллами предыдущего слоя
170
металла при многослойной сварке или наплавке. Помимо это-
го, роль центров кристаллизации могут выполнять различные
тугоплавкие частицы, присутствующие в металле сварочной
ванны. При этом, чем больше частичек в расплаве, тем выше
скорость образования зародышей кристаллизации, что видно
из выражения [90]: I = N^e~w/<-&T 2, где Np — число частичек
примеси.
При наличии в расплаве частичек различного состава на
процесс зародышеобразования будут влиять те из них, для ко-
торых характерно меньшее значение величины АТ. Степень
переохлаждения, необходимая для гетерогенного зарождения
центров кристаллизации, зависит от размера частичек. Это
видно, если преобразовать выражение (V.6): АТ =
= 2<jTE/LnJ1rKP. Для того чтобы все частички, присутству-
ющие в расплаве, могли стать центрами кристаллизации, не-
обходимо глубокое переохлаждение металла.
Как отмечалось, выделение новой фазы на готовой поверх-
ности зависит от величины краевого угла смачивания и будет
особенно интенсивным, если частички хорошо смачиваются
расплавом. Кроме того, работа образования центров кристал-
лизации будет снижаться, если частички имеют кристалличе-
скую решетку, по своему строению близкую к кристаллизую-
щемуся металлу. Такими частичками являются, например,
оксиды кристаллизующегося металла [60, 167].
Влияние оксидов железа на структуру железа изучено в ра-
боте [167], где было установлено, что наличие оксидов желе-
за в расплаве снижает степень переохлаждения железа в 3—
3,5 раза. Введение растворимых добавок (Ni, Al, Ti) практиче-
ски не влияет на степень переохлаждения.
Однако, поскольку температура плавления оксидов железа
близка к температуре плавления железа, влияние наличия
оксидов на скорость процесса кристаллизации начинает прояв-
ляться только при некоторой степени переохлаждения распла-
ва, когда они перейдут в твердое состояние.
На скорость образования зародышей кристаллизации вли-
яет также и форма поверхности раздела. Например, если форма
подложки, на которой происходит образование зародышей,
будет вогнутой, то зародыши возникают при меньшей степени
переохлаждения, чем на плоской или выпуклой подложке. Это
объясняется тем, что между работой образования зародыша
на плоской поверхности твердого тела и величиной объема за-
родыша V3 существует следующая зависимость [231]:
U7 = uV3/RK, (V.10)
где Д’к — радиус кривизны зародыша.
171
Совместное рассмотрение
рис. 63 и формулы (V. 10), кото-
рая в случае искривленной по-
верхности раздела будет являть-
ся приближенной, свидетельст-
вует о правильности предыду-
щего вывода.
Рис. 63. Схема образования за- Большую вероятность обра-
родыша кристалла иа поверхно- зования зародыша В гетероген-
сти твердого тела. ной системе обычно связывают
с уменьшением работы, необхо-
димой для его образования. Однако в случае образования на
подложке зародыша кристалла его появление облегчается еще
и потому, что в этом случае обмен атомами между зародышем
и расплавленным металлом будет более интенсивным, чем при
образовании зародыша в гомогенной системе. Это приводит
к увеличению множителя e~Ua,kT, а следовательно, и к повы-
шению вероятности их появления.
Как отмечалось, величина Ua снижается при перемешива-
нии металла, что также способствует образованию зародышей
кристаллов. Однако интенсивность перемешивания расплав-
ленного металла, осуществляемого за счет электромагнитных
сил или вводимых ультразвуковых колебаний, может изменить
под действием силы вязкого трения состояние переходного
слоя и величину межфазного натяжения на границе расплав —
кристалл [248]. Расчеты показывают, что для стали с кристал-
лом, радиус которого равен 0,1 • 10-2 м, величина межфазного
натяжения на границе расплав — кристалл при интенсивности
ультразвуковых колебаний 1 • 104 Вт/м2 и частоте 2 • 1С4 Гц
снижается на До- = 80 мДж/м2. Поэтому в формулы (V.6),
(V.7) и (V.9) при перемешивании металла следует подставлять
значение межфазного натяжения Оф, найденное из выражения
Оф = о — До, где о — межфазное натяжение на границе
расплав — кристалл в неподвижной среде. Как оказалось
[248], величина До мало зависит от природы металла. Поэтому,
чем меньше поверхностное натяжение металла, тем в большей
мере на процесс кристаллизации повлияет введение колеба-
ний в металл сварочной ванны.
Таким образом, интенсивность образования зародышей
кристаллов и их критический размер зависят от поверхност-
ных свойств расплава и границы расплав — кристалл, а также
от величины степени переохлаждения металла, его физических
свойств, наличия в металле тугоплавких частиц, их структуры
и от интенсивности перемешивания металла.
Окончательный размер кристаллического зерна во многом
172
определяется соотношением скорости образования центров
кристаллизации I и линейной скорости роста этих центров v
[217]: d — hj' vll , где h3 — безразмерная величина, завися-
щая от формы зерна; для кубического зерна Л3 = 1,093; для
сферического зерна Л3 = 1,29.
Кроме того, на скорость роста кристаллов и на их форму
в значительной мере будет влиять наличие в расплаве поверх-
ностно-активных элементов. Это связано с тем, что поверхност-
но-активные элементы, адсорбируясь на поверхность кристал-
лов, существенно изменяют их поверхностные свойства, даже
если этот слой имеет толщину порядка моноатомного слоя [ 138].
Связь между ростом отдельных граней кристалла и величиной
межфазного натяжения на соответствующих гранях, согласно
правилу Вульфа, устанавливается следующим соотношением:
= const, (V.11)
где lt — длина перпендикуляра, опущенного из центра кри-
сталлизации на i-ю грань или ее продолжение; о(- — межфазное
натяжение на границе расплава с i-й гранью кристалла.
Зависимость (V. 11) свидетельствует о значительном влиянии
поверхностно-активных элементов на процесс роста кристал-
лов. Причем обычно действие этих элементов проявляется при
весьма малых их концентрациях в расплаве, что свидетельству-
ет о значительной роли адсорбционных явлений в рассматри-
ваемом процессе.
Из выражения (V. 11) следует, что грани, отличающиеся
большим значением поверхностного натяжения, растут быст-
рее, чем грани с низким поверхностным натяжением. Поэтому
при наличии в сварочной ванне поверхностно-активных ве-
ществ, адсорбирующих на границу расплав — кристалл,
уменьшается линейная скорость кристаллизации, что приводит
к измельчению зерна.
Связь размеров кристалла с наличием в жидкости поверх-
ностно-активных веществ подтверждается многими экспери-
ментами. Так, было установлено влияние Al, Мп, Zn, Na и не-
которых других элементов на поверхностное натяжение и ли-
тую структуру олова [111].
Влияние кальция на поверхностное натяжение и первичную
кристаллизацию стали Х15Н25М6 исследовалось Р. И. Залета-
евой, Н. С. Крещановским и Л. Л. Куниным. Зависимость
структуры наплавленного металла от поверхностной актив-
ности составляющих электродных покрытий рассмотрена
В. Н. Скворцовым.
Из практики сварки известно, что на размер зерна влияют
также скорость охлаждения металла сварочной ванны и интен-
173
сивность перемешивания расплава. С увеличением этих пока-
зателей размер зерна уменьшается. Если действие повышения
скорости охлаждения, приводящее к уменьшению времени
роста зерна понятно, то влияние интенсивности перемешива-
ния требует более подробного изучения.
Согласно диффузионной теории Нернста, поверхность кри-
сталлов покрыта тонким слоем малоподвижного расплава
(«дворик» кристаллизации). Этот слой толщиной бс и создает
основное сопротивление диффузионному переходу вещества
на поверхность растущего кристалла. Очевидно, что рост кри-
сталла можно ускорить, уменьшив величину бс. Этого можно
достичь за счет электромагнитного перемешивания металла
и введения в сварочную ванну ультразвуковых колебаний.
В работе [43] было рассмотрено влияние амплитуды сме-
щения кристалла под действием ультразвуковых колебаний Ак
на величину бс для следующих трех случаев: 1) Ак бс;
2) = 6С; 3) бс. При этом толщина диффузионного
слоя при наличии ультразвуковых колебаний будет соответст-
венно равна: 1) буз = 0,1бс ; 2) буз — бс
2
3) буз = бс---— Ак (где бс — толщина диффузионного слоя
без ультразвуковых колебаний).
Как видно, наибольшее уменьшение толщины диффузион-
ного слоя, а значит и наибольшая скорость роста кристаллов
будет наблюдаться в первом случае. Причем рост кристаллов
будет более интенсивным, если применять перемешивание ме-
талла в сочетании с его ультразвуковым колебанием. Это свя-
зано с дополнительным уменьшением 6С за счет перемешивания
и большей вероятности реализации первого случая.
Таким образом, использование перемешивания металла
сварочной ванны за счет электромагнитных сил и ультразву-
ковых колебаний должно привести к повышению скорости
роста зерна и увеличению его размеров. Однако на практике
применение таких приемов всегда приводит к уменьшению
размеров зерна. Это можно объяснить двумя причинами. Во-
первых, как было показано, использование приемов, приводя-
щих к перемешиванию металла, увеличивает число зародышей
кристаллов. Во-вторых, при перемешивании металла может
произойти диспергирование выросших кристаллов в результа-
те захлопывания кавитационных пузырьков (см. гл. IV). Кроме
того, дробление выросших кристаллов может быть вызвано си-
лами вязкого трения, возникающими при движении твердых
частиц относительно расплава.
Сила удара кристалла о встречное тело (кристалл, стенки
174
сварочной ванны, тугоплавкие частицы) [901: Р = рк Vpacn^g,
где Рк _ плотность кристалла; g — ускорение свободного па-
дения; Ураспл — скорость перемещения расплава.
Для случая сварки сталей можно считать, что рк = 7,38 X
X 103 кг/м3. Тогда для ораспл = 0,1 м/с Р = 35,3 Па; для
Ураспл = о,3 м/с Р = 44,1 Па; для ораС1И = 1,0 м/с Р =
= 353 Па.
С учетом незначительной прочности едва затвердевших
кристаллов указанные силы, возрастающие с увеличением
скорости перемешивания металла, могут оказаться достаточ-
ными для дробления кристаллов, что приведет к увеличению
числа центров кристаллизации и, в конечном итоге, к полу-
чению мелкозернистой структуры. Кроме того, при электромаг-
нитном перемешивании металла сварочной ванны измельчение
структуры может происходить за счет изменения температур-
ного режима сварочной ванны [82], поскольку структурообра-
зование сталей зависит [13, 57, 90] от взаимного расположения
изохрон ликвидуса жидкого металла и температурного поля
вблизи фронта кристаллизации.
4. Сегрегация серы в сварных швах
Появление кристаллизационных трещин в сварном шве во мно-
гом определяется ликвационной неоднородностью металла.
Как известно [281], при кристаллизации первые порции за-
твердевшего металла содержат наименьшее количество приме-
сей. Примеси, оставшиеся в жидком металле, оттесняются от
поверхности растущих кристаллов. При этом, поскольку ве-
роятность захвата примесей кристаллами будет уменьшаться,
концентрация растворенного вещества перед растущими кри-
сталлами будет увеличиваться. По мере сближения зерен в за-
висимости от условий охлаждения то или иное количество при-
месей будет оседать на поверхности зерен. Наибольшее скоп-
ление примеси будет на зернах, которые затвердевают послед-
ними.
Поскольку процесс перемещения атомов примесей диффузи-
онный, т. е. связан со временем, на ликвационные процессы
заметно будут влиять скорости охлаждения и кристаллизации
металла. Причем, чем ниже эти скорости, тем выше степень
межзеренной ликвационной неоднородности.
Для сварочных процессов, характеризующихся высокими
скоростями кристаллизации и охлаждения, ликвационные про-
цессы протекают в меньшей мере, чем в крупных слитках. Од-
нако и в условиях сварки наблюдается ликвационная меж-
зеренная неоднородность [215], и степень ликвации зависит
175
Таблица 17. Значения относительной сегрегации примеси
при различных условиях
1'3, м/с Кр = 0,5 Кр = о,' Кр = 0,01 Кр = 0,001
50 1000 1000 1000
16,6 16 400 1000 1000
18,5 1000 1000 1000
100 6 32 45 55
14 300 800 1000
zLMJ 4 17,5 23 25
10 150 200 300
ипл
3 9 12 13
6,5 38 66 72
800 ——— . — -
2,5 4,5 6 6,5
Примечание. Над чертой приведены значения Cs (*)/С„ при х = 0,1 мкм, под
чертой — при х = 1,0 мкм.
от химического состава металла, содержания ликвирующего
компонента, режимов сварки и т. д.
Рассмотрим особенности сегрегации серы, которая является
одной из основных причин образования кристаллизационных
’ трещин при сварке углеродистых и низколегированных ста-
лей. Как известно, сера относится к компонентам, весьма
склонным к сегрегации в металле, что, в частности, было от-
мечено в гл. III. Из формулы (III.7) следует, что концентрация
примеси в расплаве на границе с кристаллом изменяется по
экспоненте и во многом зависит от величины коэффициента
распределения элемента Кр. Если АЛР = 10-2, то концентрация
этого компонента на межфазной границе будет в 100 раз боль-
ше начальной концентрации.
В табл. 17 [342] даны изменения относительной сегрегации
примеси Cs (х)/С0 в зависимости от скорости кристаллизации
расплава о3, величины коэффициента распределения элемента
Кр при расстоянии от поверхности кристалла, равном 0,1
и 1,0 мкм. При этом было принято, что коэффициент диффу-
зии постоянен и составляет 5 • 10-1 м2/с.
Как видно, величина относительной сегрегации возрастает
с уменьшением скорости кристаллизации и величины коэф-
фициента распределения примеси и проявляется в большей
мере вблизи поверхности кристаллов.
176
Значения коэффициентов распределения для элементов Р;
Мп; С; О2; S; Al; Si; Ti и Zr в 6-железе, полученные для бинар-
ных систем, согласно [342], соответственно равны 0,2; 0,15;
0,25; 0,1; 0,002; 0,6; 0,7; 0,6 и 0,5. Следовательно, при одина-
ковых условиях на границах зерен будет концентрироваться
в первую очередь сера и кислород, а затем Мп, Р, С, Zr, Ti, Al
и Si. Поэтому образование на границах зерен сульфидов воз-
можно даже при низком содержании серы в металле.
Из сравнения величин коэффициентов распределения ста-
новится ясным и положительное влияние марганца в разруше-
нии пленки FeS.
Из практики известно, что Мп в большей мере снижает
опасность появления кристаллизационных трещин, чем Zr и Ti,
хотя последние образуют более устойчивые сульфиды, чем мар-
ганец. Это можно объяснить следующим образом. Очевидно,
относительная скорость образования сульфидов во многом за-
висит от поверхностной концентрации реагирующих компонен-
тов. Поэтому присутствующие в поверхностном слое S, Мп,
Zr и Ti будут иметь одинаковую тенденцию к образованию
сульфидов в том случае, если изменение свободной энергии
в процессе образования сульфидов будет одинаковым, т. е.
AGs—мп = AGs—zr = AGs—л-
Преимущественное образование сульфидов тем или иным
компонентом будет происходить, если соответствующее его
реакции отрицательное значение AG, величину которого сле-
дует определять с учетом поверхностной концентрации ком-
понентов, будет большим.
Поскольку величина Кр для Мп значительно ниже, чем
у Zr и Ti, то марганец будет сегрегировать к границам зерен
примерно в 10 раз больше, чем Zr и Ti, и вероятность образова-
ния сульфидов марганца будет выше, чем образование сульфи-
дов циркония и титана. Поэтому, так как межатомные силы
Мп—S значительно выше связи атомов Fe—S, наличие Мп
в расплаве будет в большей мере способствовать разрушению
сульфидных пленок FeS, чем наличие Zr и Ti. Низким значе-
нием коэффициента распределения (Кр < 0,02) редкоземель-
ных элементов [30] можно объяснить значительное снижение
вредного влияния серы при введении этих элементов в ме-
талл.
Таким образом, свойства границы между кристаллом и рас-
плавом, ее состав будут иметь важное значение в процессе обра-
зования кристаллизационных трещин. Поэтому рассмотрим
термодинамические особенности системы зерно — расплав.
Если в металле имеется i примесей (i = 1, 2, ...) в количестве
Л\- и их химический потенциал р, отличен от химического
12 8-2373
177
[потенциала матрицы р(|, то энергия системы [115, 1721:
G = TS3 + £ +
<=0
где Т — абсолютная температура; Аэ — энтропия; Р — давле-
ние; V — объем; о — поверхностное натяжение; /43 — пло-
щадь зернограничной поверхности.
Приняв для простоты, что имеем бинарный раствор (/=
= 0,1), и сравнив энергии системы с границей G и однородной
системы Gn при условии, что они содержат одинаковое коли-
чество атомов матрицы No и примеси Nlt а щ = р0, получим
G = TS3 + p0N + рхЛ\ — PV + oA3.
Тогда избыточная энергия системы с границей будет
AG = 7Д5Э + н (Л\ — IV?) — РАУ + оЛ3,
а для единицы площади
AG' = TAS' + pxA7V' — РАУ' + о. (V.12)
Из выражения (V. 12) имеем, что
ASadT + AA^'dpi — A V'dP + da = 0,
откуда
Система (V. 13) представляет собой адсорбционную изотер-
му Гиббса. Следовательно, изменение энергии в системе с гра-
ницей обусловлено адсорбцией компонентов на межзеренную
границу.
Аналогичность процессов сегрегации и адсорбции [315] поз-
воляет использовать формулы, применяющиеся для описания
процессов адсорбции при изучении сегрегации элементов. Это
особенно важно для установления взаимного влияния компо-
нентов на сегрегационную способность друг друга. Так, до-
стоверно установлено [280, 290], что наличие углерода в рас-
плаве Fe—С—S повышает поверхностную активность серы.
Имея зависимость изменения поверхностного натяжения рас-
178
плава от концентрации компонента
о = f (С) (рис. 64), можно легко
графически определить величину
адсорбции. Для этого на графике
а = f (С) в точках, для которых
требуется найти величину адсорб-
ции Га, проводят касательные до
пересечения с осью абсцисс. Тан-
генс угла, образованного этими ли-
ниями, будет равен ~ [111]. Зная
эту величину, можно определить
значение Га, воспользовавшись
уравнением Гиббса:
= <V14>
где R — газовая постоянная.
Рис. 64. Изменение поверх-
ностного натяжения распла-
ва в зависимости от содержа-
ния в нем серы (Т = 1723 К):
/—[С]— 1,25%; 2 — IC] —
2.2 %; 3 — [С] - 4,0 % (по
массе).
Следует уточнить, что уравнение (V. 14) справедливо лишь
для двухкомпонентных систем. Однако, поскольку в рассмат-
риваемой системе взаимодействие углерода с серой будет незна-
чительным, содержание углерода можно принять постоянным
и уравнение (V. 14) использовать при расчетах, считая, что
в качестве растворителя использован сплав железо — углерод.
Расчетное определение величин адсорбции серы при раз-
личных концентрациях в металле углерода показывает, что
с увеличением содержания углерода адсорбция серы возрас-
тет. Это должно привести к повышению поверхностной концент-
рации серы на границе с кристаллом, что следует из выраже-
ния [75]:
[SJnon = [S]об + у ГX 100 %. (V. 15)
Рм
Здесь [Shoe и [S]06 — соответственно поверхностная и объем-
ная концентрация серы в расплаве; М —• молекулярная мас-
са адсорбирующего компонента; рн — плотность металла;
No — число Авогадро.
Расчеты, проведенные с помощью уравнения (V.15), свиде-
тельствуют о том, что содержание серы в поверхностном слое
значительно превышает ее содержание в объеме и с возрастани-
ем концентрации углерода в расплаве эта разность увеличива-
ется. Повышение сегрегации серы с увеличением содержания
углерода в металле подтверждается и экспериментами
[191, 215].
Таким образом, наличие углерода в расплаве, повышая
поверхностную активность серы, будет способствовать возрас-
12*
179
танию ее концентрации на границе с кристаллом, что облегча-
ет выделение сульфидов на поверхности зерен. По-видимому,
это может быть одной из причин повышенной склонности ме-
тал та шва к образованию кристаллизационных трещин при
увеличении в металле содержания углерода.
С этих позиций можно объяснить и снижение вероятности
образования трещин при введении в металл кислорода. Конеч-
но, в какой-то мере это связано с образованием оксидных не-
металлических включений и выделением на них сульфидов.
Однако поскольку кислород и сера повышают поверхностную
активность друг друга [201], то увеличение их концентрации
в слое металла, прилегающего к поверхности кристалла, со-
здает благоприятные условия для образования двухкомпонент-
ных (оксисульфидных) включений. Образование таких вклю-
чений требует меньших затрат энергии, чем образование од-
нокомпонентных включений [116, 230].
Таким образом, даже такое весьма краткое рассмотрение
влияния отдельных компонентов (С, О.,) на сегрегацию серы
в металле позволяет в какой-то мере объяснить влияние этих
компонентов на образование кристаллизационных трещин
с учетом поверхностной активности серы и вида образующих-
ся сульфидов.
Нужно также отметить, что величина относительной сегре-
гации примесей уменьшается с уменьшением величины зерен
[342], а это приведет к снижению опасности появления кристал-
лизационных трещин.
5. Полигонизационные трещины
В отличие от кристаллизационных трещин, полигонизацион-
ные, или подсолидусные, трещины возникают не по первичным
границам кристаллов, а по участкам, где сосредоточены несо-
вершенства кристаллической решетки,— полигонизационным
границам.
Исследования [146, 147] показали, что новые, или вторич-
ные, границы, не совпадающие с первичными дендритными фор-
мами, образуются при кристаллизации металлов, не претер-
певающих полиморфных превращений. Возникновение этих
границ объясняется полигонизацией — возникновением сте-
нок дислокаций под действием усадочных и термических на-
пряжений при очень высоких температурах, близких к соли-
дусу.
В процессе полигонизации линейные дислокации, движу-
щиеся вначале в плоскостях скольжения, затем выходят из
плоскости и образуют вертикальные стенки. Связь полигони-
180
зации с процессами скольжения приводит к неравномерности
развития процесса полигонизации в отдельных кристаллитах.
В большей мере подвержены полигонизации кристаллиты,
благоприятно расположенные для скольжения.
Поскольку дислокации при восхождении перемещаются на
небольшие расстояния, скорость полигонизации может быть
довольно большой. Развитию сетки полигонизационных гра-
ниц препятствуют включения избыточных фаз, в силу чего эти
границы развиваются после затвердевания только в однофаз-
ных сплавах и чистых металлах, кристаллизующихся в узком
интервале температур.
Полигонизационные границы, которые в литом металле,
по-видимому, будут отличаться значительной рыхлостью,
могут стать местом образования трещин. Процесс образования
полигонизационных трещин довольно хорошо описывается
моделью, предложенной в работе [286]. Согласно этой модели
возникновение зародышевых трещин при высоких температу-
рах является следствием выделения вакансий на границах,
перпендикулярных действию растягивающих напряжений.
В условиях сварки металл сварного шва пересыщен вакан-
сиями благодаря неравновесной кристаллизации металла сва-
рочной ванны, исчезновению дислокаций в ходе миграции
границ зерен, генерированию вакансий у границ, перпендику-
лярных действию напряжений. Однако наличие вакансий еще
не является обязательным условием образования зародыше-
вых трещин. Необходимое условие из образования — меж-
зеренное проскальзывание, которое приводит к раскрытию
ступенек на границах существующих в металле микрополо-
стей. Последние, достигнув при проскальзывании критического
размера, в дальнейшем развиваются как трещины.
Помимо межзеренного проскальзывания в образовании
полигонизационных трещин важную рол ьиграет процесс миг-
рации границ зерен. Рассмотрим, какие факторы влияют на
миграцию границ и межзеренное проскальзывание.
Как показали исследования [286], величина проскальзыва-
ния в значительной мере зависит от ориентации границ отно-
сительно оси шва и возрастает с увеличением диаметра зерна.
Миграция практически не зависит от размеров зерна и проис-
ходит в направлении, совпадающем с потоком вакансий.
На процессы проскальзывания и миграции влияет наличие
легирующих примесей в металле. Добавки легирующих компо-
нентов уменьшают скорость миграции границ, причем, чем
больше различие в атомных радиусах растворителя и раство-
ренного компонента, тем заметнее снижается подвижность
границы. Подобное влияние должно увеличить вероятность
181
образования зародышевой трещины. Это объясняется тем, что
при миграции границы с большой скоростью переход ее в но-
вые положения, лишенные искажений, снижает вероятность
межкристаллитного разрушения.
Однако введение легирующих добавок, помимо снижения
скорости миграции границ, способствует вследствие уменьше-
ния скорости выделения вакансий по границам или создания
неровных зубчатых границ кристаллов снижению величины
проскальзывания. Последнее является причиной уменьшения
опасности образования полигоиизационных трещин. Поэтому
в зависимости от того, на какой из процессов (миграцию или
межзеренное проскальзывание) больше повлияет введение
в металл легирующих компонентов, будет определяться и ве-
роятность образования зародышей полигоиизационных
трещин.
Влияние примесей на процесс образования полигонизаци-
онных трещин может быть связано и с изменением величины
поверхностной энергии вскрывающейся трещины при разруше-
нии межкристаллитных поверхностей.
Рассматривая влияние примесей на процесс образования
полигоиизационных трещин, необходимо отметить еще одну
особенность. Введение в металл примесей, сильно искажающих
кристаллическую решетку и тем самым увеличивающих плот-
ность несовершенств, приводит к ускорению процесса поли-
гонизации.
В условиях сварки на процесс полигонизации можно воздей-
ствовать также изменением скорости охлаждения. Увеличение
скорости охлаждения в области высоких температур приводит
к снижению скорости процесса полигонизации. Однако при
этом нельзя забывать, что повышение скорости охлаждения
обычно вызывает увеличение растягивающих напряжений, ко-
торые могут привести к образованию трещин по полигониза-
ционным границам. Этого можно в какой-то мере избежать,
если охлаждать не все соединение, а только хвостовую часть
сварочной ванны, например, за счет введения в нее независимой
присадочной проволоки.
Полностью подавить процесс полигонизации можно путем
образования второй высокотемпературной фазы, равномерно
распределенной по шву.
В заключение отметим, что, поскольку полигоннзационные
трещины характерны лишь для небольшого класса металлов
(однофазные сплавы и чистые металлы), этот вид дефектов срав-
нительно редко встречается в сварных швах.
I 183
6. Холодные трещины
в сварном соединении
Поскольку холодные трещины являются довольно распростра-
ненным дефектом, чаще всего возникающим в околошовной
зоне, рассмотрим кратко особенности их образования.
Холодные трещины, которые, согласно модели К. Зинера,
зарождаются на границах зерен, затем, как правило, распро-
страняются по телу зерен и лишь частично по их границам. Для
холодных трещин характерно замедленное развитие их в на-
чальной стадии. Обычно они зарождаются спустя некоторое
время после сварки. Это время может измеряться в минутах,
часах, а иногда и в сутках. Однако, достигнув некоторой кри-
тической длины, трещины могут расти с огромной скоростью.
Скорость роста трещины на заключительном этапе разруше-
ния определяется рядом факторов: величиной действующего
напряжения, скоростью нагружения, температурой и т. д.
Наибольшие значения скорости роста трещин достигаются при
динамическом нагружении в условиях низких температур и
при большом запасе упругой энергии. При этом увеличение
скорости роста трещины приводит к уменьшению толщины
пластически деформированного слоя металла, а это, в свою
очередь, снижает затраты энергии на продвижение трещины,
что способствует ускорению роста трещины. Поэтому на по-
следнем этапе разрушения скорости роста трещин, согласно
экспериментальным данным [24, 334], могут достигать 1800—
2500 м/с. Предельное значение скорости роста трещины не мо-
жет быть больше Ушах, значение которой определяется из урав-
нения [241: Упих = 0,38]/£у/р, где £у — модуль нормальной
упругости; р — плотность материала.
Исследование [531 по изучению склонности сварных соеди-
нений к образованию холодных трещин свидетельствует о том,
что на процесс их образования влияют химический состав ма-
териала, содержание водорода в металле и величина погонной
энергии сварки (табл. 18).
Чаще всего холодные трещины возникают в сварных соеди-
нениях при сварке изделий из средне- и высоколегированных
сталей перлитного и мартенситного классов электродами или
проволоками идентичного состава. Гораздо реже холодные
трещины возникают при сварке аустенитных швов и низко-
легированных ферритно-перлитных сталей.
Склонность сталей, восприимчивых к закалке, к образова-
нию холодных трещин связывают с мартенситным превраще-
нием (закалочная теория), которое приводит к значительному
увеличению объема металла околошовной зоны. В результате
183
Таблица 18. Значения разрушающих
напряжений (МПа) при изменении
погонной энергии сварки, химиче-
ского состава стали и содержания
в нем водорода (толщина пластин
2-10“2 м)
Величина погонной энергии, 10 Дж/м Содержание водорода на 100 г расплавленного металла, см3
3,1 3,7 4,1
1 С 196 176 127
10 98 78 —
ол 333 274 216
ZV 196 137 —
ок 382 363 323
ZO 294 196 —
30 —
372 255
Примечание. Над чертой приведе-
ны значения напряжений для стали
0.18С —1.33Мп—0,485 (% по массе),
под чертой — для стали 0,25С —
1,49Мп — 8,485 (% по массе).
возникают повышенное внут-
реннее напряжение, и, кроме
того, образование мартенсита
вызывает снижение пластич-
ности металла. Поэтому нали-
чие в металле компонентов, по-
вышающих склонность метал-
ла к закалке, в первую оче-
редь углерода, а также Мп,
Сг, Мо и других, увеличивает
склонность сварного соедине-
ния к образованию холодных
трещин (см. табл. 18). Издан-
ных [53, 105, 183] видно, что
наличие водорода в металле
снижает его стойкость против
образования холодных тре-
щин.
Многочисленные исследо-
вания свидетельствуют о том,
что наличие водорода в метал-
ле приводит к снижению его
механических свойств и в пер-
вую очередь пластичности.
При этом отрицательное влия-
ние водорода усиливается с
возрастанием содержания уг-
лерода в металле и с повышением концентрации водорода.
Вредное влияние водорода в сталях начинает проявляться
уже при его содержании 1—2 см3/100 г. Значительное охруп-
чивание стали, содержащей водород, происходит в интервале
температур 173—373 К. Наибольшая степень охрупчивания
стали наблюдается при температурах, близких к комнатной;
при 77 К, а также при высоких скоростях деформации водород-
ная хрупкость практически не наблюдается. Интересно [150],
что водородное охрупчивание в наибольшей мере проявляется
у сталей с мартенситной структурой и слабее у сталей со струк-
турой из зернистого и тонкопластинчатого перлита.
Влияние водорода на процесс образования холодных трещин
чаще всего объясняют тремя причинами. Во-первых, согласно
теории К. Цапффе и К. Симса [348], образование холодных
трещин при наличии в металле водорода связывают с выделе-
нием молекулярного водорода во внутренние микропустоты,
что приводит к созданию в них высокого давления, благодаря
чему они раскрываются. Действительно, расчеты, которые бы-
184
ли выполнены на основании уравнения Сивертса [241], свиде-
тельствуют о том, что в сварных соединениях величина давле-
ния за счет выделения растворенного в металле водорода может
достигать при комнатной температуре 98 • 10°—98 х
X 1012 кПа. Однако расчет давления водорода в микро-
и макропустотах, проводимый по уравнению Сивертса, нето-
чен [233], поскольку с понижением температуры система ме-
талл, содержащий водород,— газообразный водород в пусто-
тах металла все больше отклоняется от равновесия.
Тем не менее такие расчеты свидетельствуют о возможности
создания довольно высоких давлений в микропустотах за счет
выделения в них водорода. Отметим, что величина этого давле-
ния при одной и той же концентрации водорода в металле бу-
дет тем меньше, чем больше относительный объем пор и пустот.
Н. Петч и П. Стейблз [330] объяснили водородное охрупчи-
вание стали адсорбцией атомов водорода на поверхности линии
сдвига, микротрещин, что приводит к понижению поверхност-
ной энергии материала и тем самым, согласно теории Гриффит-
са, облегчает развитие трещины.
И наконец, Д. Морлетт, Е. Джонсон и А. Тронано объясня-
ют влияние водорода на процесс образования холодных трещин
локальным пересыщением кристаллической решетки водоро-
дом, которое происходит следующим образом. При приложении
внешних нагрузок в микрообъемах вокруг пустот создаются
напряжения, в том числе участки с трехосным напряженным
состоянием. Градиент напряжений вызывает диффузионный
поток водорода, что и приводит к образованию локального
пересыщения решетки в этих участках и снижению прочности
решетки.
Из всех предложенных объяснений прямое эксперименталь-
ное подтверждение нашла лишь теория внутреннего давления
[341]. Справедливость этой гипотезы подтверждается и тем,
что, поскольку скорость нарастания давления определяется
диффузией атомов водорода, водородное охрупчивание при
очень низких температурах и высоких скоростях деформации
не наблюдается.
В работе [144] при рассмотрении процесса образования хо-
лодной трещины как слияния основной трещины А с дислока-
ционной В было определено максимально допустимое содержа-
ние водорода в сварном соединении
,, 170-102 —т„сг
№ ~ 9,7 • 102(тд4- 1) ’ ______
где овн — внешние напряжения; тл = ]/Сд/2гд (Сд —
половина длины основной трещины А; гА — расстояние от
трещины А до трещины В).
185
Как видно, с увеличением значения тл допустимое содер-
жание водорода в металле уменьшается. Появление дислокаци-
онной трещины перед основной происходит, если выполняется
следующее условие:
(а
вн О'л) ~\^ с а! Г А > от,
где о а — давление, создаваемое водородом в трещине А.
Таким образом, чем выше давление, создаваемое водородом
в основной трещине, тем больше вероятность образования дис-
локационной трещины, а значит, и разрушения.
Однако связывать процесс образования холодных трещин
только с образованием структур закалки или только с наличием
в металле водорода, по-видимому, неправильно.
Исследование свойств сталей после сварки [144] свидетель-
ствует о том, что даже при образовании мартенситной структу-
ры запас их пластичности остается достаточно высоким и пре-
вышает пластические деформации, развивающиеся в процессе
охлаждения ниже температур у — М-превращенпй. Поэтому
образование мартенсита в сварном соединении не всегда может
привести к возникновению холодных трещин.
Очевидно, что появление холодных трещин в сварном соеди-
нении является следствием действия комплекса факторов, из
которых одними из главных являются структурные напряже-
ния, возникающие в результате у — Л4-превращения, и нали-
чие водорода в металле.
Появлению холодных трещин может также способствовать
оплавление границ зерен, образование сегрегационных про-
слоек, наличие неметаллических включений и т. д.
Влияние неметаллических включений на образование хо-
лодных трещин было исследовано многими авторами, в част-
ности А. М. Макарой с сотрудниками. Изучение шлифов с хо-
лодными трещинами показало [129], что во многих случаях
их появление обусловлено сульфидными включениями и над-
рывами, которые возникают вблизи неметаллических включе-
ний. При этом степень влияния включений на образование
холодных трещин во многом зависит от размера и места рас-
положения включений, а также от состава металла. Измель-
чение и равномерное расположение включений, связывание
вредных примесей в тугоплавкие соединения, применение спо-
собов и режимов сварки, снижающих содержание неметалли-
ческих включений, использование материалов с ограничен-
ным содержанием углрода — все это способствует уменьшению
опасности образования холодных трещин.
Образование сегрегационных прослоек, изменяющих по-
верхностную энергию границ, может также повлиять на воз-
186
никновение холодных трещин. Согласно [46], поверхностная
энергия ос вскрывающихся при разрушении межкристаллит-
ных поверхностей а— Fe, обогащенных примесями, которая
определяет межкристаллитное сцепление, равна
ос = <TFe (1 — Сг) + oDCr — tinzrU'0Cr (1 — Сг), (V. 16)
где Сг — f (Т) — равновесная атомная концентрация примеси
на границе зерна; oFe — поверхностная энергия чистого а —
Fe; <тв — поверхностная энергия примеси; пп — число атомов
на 1 м2 поверхности а — Fe; zr — число связей поверхностного
атома с атомами ближайшего поверхностного слоя; Uo — энер-
гия смешения в твердой фазе на одну связь.
Анализ выражения (V. 16) свидетельствует о том, что введе-
ние в металл компонентов, повышающих величину пс, должно
увеличить и стойкость металла против образования зародыше-
вой трещины на границах зерен. Расчеты, проведенные в ра-
боте [46], показали, что введение в железо Ni, Мп, W, Сг, Zn,
Si, Мо, Си практически не влияет на величину сгс и поэтому
не должно увеличивать межкристаллитную хрупкость металла.
Введение 0.2, Р, N2, Sb, Sn и Се приводит к заметному снижению
величины ос. Эти данные довольно хорошо совпадают с из-
вестными экспериментальными данными.
Следует отметить, что зародышами холодных трещин мо-
гут быть и микроскопические кристаллизационные трещины
[346].
На процесс образования холодных трещин существенно мо-
гут повлиять и режимы сварки, поскольку структурные пре-
вращения зависят от перегрева околошовной зоны, температур-
ного интервала мартенситного превращения, скорости ох-
лаждения околошовной зоны и металла шва. Если ограничить
перегрев и исключить образование мартенсита или сместить
температурный интервал его образования в зону высоких
температур, а также заметно снизить скорость охлаждения
в мартенситном интервале температур, то можно существенно
уменьшить вероятность образования холодных трещин в свар-
ном соединении. При этом эффективность от применения одних
и тех же приемов будет зависеть от марки стали. Например,
повышение погонной энергии при сварке приводит к увеличе-
нию времени пребывания металла тп при температуре выше
точки АСз и снижению скорости охолаждения г>ОХл в интервале
минимальной устойчивости аустенита. Это должно вызвать за
счет повышения тп рост зерна аустенита и увеличение концент-
рации углерода в твердом растворе, а также снижение количе-
ства закалочных структур и самоотпуск мартенсита за счет
уменьшения цохл. Поэтому влияние повышения величины
187
погонной энергии будет определяться тем, какой из факторов
станет преобладающим.
Например, снижение вероятности образования холодных
трещин при повышении величины погонной энергии, отмечен-
ное для сталей (см. табл. 18), объясняется тем, что в этом случае
вредное влияние перегрева перекрывается положительным
влиянием снижения скорости охлаждения металла. Подобное
влияние погонной энергии было отмечено и при сварке сталей
30Х2Н2М и 35X3H3M [1291. Для стали 42Х2ГСНМ отрицатель-
ное влияние перегрева околошовной зоны сказывается в боль-
шей мере, чем положительное влияние уменьшения иохл.
Поэтому повышение погонной энергии сварки для этой стали,
которая отличается повышенным содержанием углерода
и соответственно более низкой температурой точки М, увели-
чит склонность ее к образованию холодных трещин 1129].
В последнее время для объяснения процесса образования
холодных трещин используется вакансионный механизм за-
рождения трещин. При этом считают, что вакансии, возника-
ющие при закалке металла или при его холодной пластической
деформации, мигрируя к границам, конденсируются на них,
образуя каверны и зародышевые микронесплошностп. Рост
этих микронесплошностей, зависящий от напряженного состо-
яния изделия, может привести к образованию холодных тре-
щин и, в конечном итоге, к разрушению сварного соединения.
Использование вакансионного механизма позволяет объяс-
нить связь процесса образования холодных трещин с несовер-
шенствами кристаллической решетки, величиной структурных
напряжений, наличием в металле неметаллических включений
и т. д.
Более подробно вопросы образования холодных трещин
в сварных соединениях рассмотрены в работах Н. Н. Прохо-
рова, А. М. Макары и Н. А. Мосендза, Г. Л. Петрова с сотруд-
никами, Г. А. Николаева, С. А. Куркина, В. А. Винокурова
и других авторов.
7. Пути уменьшения
вероятности образования трещин
Поскольку природа образования трещин, встречающихся
в сварных швах, различна, рассмотрим меры по их устранению
для каждого вида трещин (кристаллизационных, полигониза-
ционных, холодных) отдельно.
Снижения вероятности образования кристаллизационных
трещин можно добиться за счет применения следующих при-
емов:
188
1) уменьшения содержания серы в основном металле,
электродной проволоке, покрытии или флюсе;
2) введения в сварочную ванну компонентов, связывающих
серу в тугоплавкие включения;
3) создания условий для образования оксидных включений,
хорошо смачиваемых сульфидами;
4) введения в металл компонентов, ухудшающих смачива-
ние металла расплавами легкоплавких сульфидов;
5) создания условий для удаления из сварочной ванны суль-
фидных и оксисульфидных включений;
6) ограничения содержания компонентов, способствующих
сегрегации серы;
7) уменьшения размеров кристаллитов и величины дефор-
мации сварного соединения;
8) создания благоприятной формы шва.
Для предотвращения образования полигоиизационных тре-
щин следует использовать следующие меры:
1) легировать металл элементами, способствующими миг-
рации границ зерен и уменьшению скорости межзеренного
проскальзывания;
2) снижать содержание в металле примесей, искажающих
кристаллическую решетку (примесей внедрения);
3) измельчать зерна;
4) уменьшать величину деформации при сварке;
5) увеличивать скорости охлаждения хвостовой части сва-
рочной ванны.
Вероятность образования холодных трещин можно умень-
шить в результате:
1) смещения мартенситного превращения переохлажденно-
го аустенита в зону более высоких температур;
2) снижения содержания водорода в металле;
3) уменьшения содержания компонентов, снижающих по-
верхностную энергию поверхностей, вскрывающихся при обра-
зовании трещины;
4) снижения содержания неметаллических включений;
5) уменьшения величины суммарного напряжения;
6) применения для сварки аустенитных электродов.
СПИСОК ЛИТЕРАТУРЫ
1. Автоматическая электродуговая сварка / Под ред. Е. О. Патона.—
Киев; Москва : Машгиз, 1953.— 396 с.
2. Авербах Б. Л. Некоторые физические аспекты разрушения.— В кн.г
Разрушения. М. : Мир, 1973, т. 1, с. 471—504.
3. Адам И. К. Физика и химия поверхностей.— М.; Л. : Гостехиздат,
1947.— 552 с.
4. Алейников И. Л., Васильев Л. И. Деформационный эффект и кине-
тика диспергирования жидкостей в магнитном поле.— Инж. физ.
журн., 1970, 19, № 6, с. 1118—1121.
5. Алов А. А. Шлаковые включения в швах при дуговой сварке мало-
углеродистой стали.— Автог. дело, 1945, № 4, с. 4—10.
6. Алов А. А. Основы теории металлургии дуговой сварки малоуглеро-
дистых сталей.— В ки.: Вопросы теории сварочных процессов. М. :
Машгиз, 1948, с. 5—85.
7. Аракелов А. Г., Бернова Л. А., Солодков А. И. Изучение динамики
образования пор в швах на титановом сплаве ОТ-4 с помощью рентгено-
телевизионной дефектоскопии.— Автомат, сварка, 1976, № 5, с. 34—36.
8. Арсентьев И. И., Филиппов С. И., Буркин В. П. Вязкость распла-
вов системы железо — кислород и железо — сера.— Изв. вузов. Чер.
металлургия, 1968, № 9, с. 132—138.
9. Асиновская Г. А., Иванов Б. Г., Ильина И. И. и др. Причины об-
разования пор при газовой заварке чугуна.— Свароч. пр-во, 1967,
№ 12, с. 37—40.
10. Бабаев А. В. Влияние пор на сопротивление усталости сварных со-
единений.— Автомат, сварка, 1980, К» 10, с. 6—10.
11. Баженов В. В. О природе пор в швах при сварке конструкционных
сталей качественными электродами.— В кн.: Исследования по техно-
логии сварки. М. : Машгиз, 1953, с. 32—59.
12. Бак ши О. А. Кульневич Т. В. Влияние геометрии разделки стыко-
вого шва на несущую способность сварного соединения при растяже-
нии.— Свароч. пр-во, 1970, № 9, с. 4—9.
13. Баландин Г. Ф. Формирование кристаллического строения отливок.—
М. : Машиностроение, 1965.— 255 с.
14. Баптизманский В. И. Механизм и кинетика процессов в конвертор-
ной ванне,— М. : Металлургиздат, 1960.— 283 с.
15. Баптизманский В. И., Бахман И., Дмитриев Ю. В. Исследование
закономерностей процесса коагуляции неметаллических включений
в жидкой стали.— Изв. вузов. Чер. металлургия, 1969, № 3, с. 42—45.
16. Барр Г. Вискозиметрия,— М. : ГОНТИ, 1938.— 274 с.
17. Баум Б. А., Курочкин К. Т., Умрихин П. В. Влияние водорода
на поверхностное натяжение железа и его сплавов.— Изв. АИ СССР.
Металлургия и топливо, 1961, № 3, с. 82—89.
100
18. Бацанов С. С. Электроотрицательность элементов и химическая
связь.— Новосибирск : Изд-во АН СССР, 1962.— 196 с.
19. Башенко В. В., Вайнштейн В. И. Анализ сил, действующих на сва-
рочную ванну при электронно-лучевой сварке.— Свароч. пр-во, 1970,
Ns 8, с. 1—2.
20. Башкиров М. М., Гончаров Г. Ф. К измерению времени разрыва
жидких пленок.— Коллоид, жури., 1972, 34, № 5, с. 753—755.
21. Бендер В. С., Токарев В. С. Оценка стойкости швов против пор от
азота при сварке под флюсом.— Автомат, сварка, 1976, № 6, с. 73—
74.
22. Березовский Б. М., Стихии В. А. Расчетные определения формы уси-
ления шва и критических размеров сварочной ванны при сварке
в потолочном положении.— В кн.: Вопросы сварочного производства.
Челябинск : Южноурал. кн. изд-во, 1979, с. 103—111.
23. Бердников В. И., Левин А. М. О скорости всплывания газовых пу-
зырей в металлических и шлаковых расплавах.— Изв. вузов. Чер.
металлургия, 1977, № 12, с. 24—27.
24. Бернштейн М. Л., Займовский В. А. Механические свойства метал-
лов.— М. : Металлургия, 1979.— 495 с.
25. Бондарев А. М., Дорофеев Э. Б. О некоторых причинах образова-
ния пор при аргоно-дуговой сварке сплава ОТ4-1.— Свароч. пр-во,
1971, № 9, с. 48—50.
26. Борисов В. Т. Теория образования неметаллических включений в
двухфазной зоне кристаллизующегося слитка.— В кн.: Сталь н неме-
таллические включения. М. : Металлургия, 1976, с. 71—87.
27. Бородулин Е. К., Курочкин К- Т., Умрихин П. В. Влияние азота
на поверхностное натяжение жидкого железа и его сплавов.— В кн.:
Физико-химические основы производства стали. М. : Наука, 1968,
с. 21—26.
28. Бочвар А. А., Новиков И. И. О твердо-жидком состоянии сплавов
разного состава в период их кристаллизации.— Изв. АН СССР. ОТН,
1952, Ns 2, с. 217—221.
29. Бочвар А. А., Свидерская 3. А. О разрушении отливок под дей-
ствием усадочных напряжений в период кристаллизации в зависимо-
сти от состава сплава.— Изв. АН СССР. ОТН, 1947, Ns 3, с. 349—
355.
30. Браун М. Н. Модифицирование и микролегирование сталей редкими
и редкоземельными металлами.— Изв. вузов. Чер. металлургия, 1969,
№ 12, с. 108—113.
31. Браун М. Н., Скок Ю. Д. Влияние редкоземельных металлов на
кристаллизацию стали.— Литейн. пр-во, 1966, Ns 9, с. 27—29.
32. Брук Б. И. Радиоактивные изотопы в металлургии и металловеде-
нии сварки,— Л. : Судпромгиз, 1959.— 232 с.
33. Буряковский Г. А., Забалуев Ю. И., Волков А. Е. Влияние гидро-
динамических процессов на рафинирование стали от неметаллических
включений.— В кн.: Теория металлургических процессов. М. : Ме-
таллургия, 1979, с. 31—34.
34. Быховский А. И., Пролесковская А. Ю. Влияние заданного рельефа
на кинетику растекания жидкости по твердой поверхности.— В кн.:
Поверхностная диффузия и растекание. М. : Наука, 1969, с. 193—200.
35. Бьюгер Д. X., Грознер Д., Энриэтто Д. Ф. Прочность и вязкость
горячекатанных феррито-перлитных сталей.— В кн.: Разрушения.
М. : Металлургия, 1976, т. 6, с. 246—296.
36. Ван Цзин-тан, Карасев Р. А., Самарин А. М. Влияние углерода
и кислорода на поверхностное натяжение жидкого железа.— Изв.
АН СССР. ОТН. Металлургия и топливо, 1961, Ns 1, с. 30—35.
191
37. Вегенер П. П., Мак Л. М. Конденсация в сверхзвуковых и гипер-
звхкэвых аэродинамических трубах.— В кн.: Проблемы механики.
М. : Изд-во иностр, лит., 1961, вып. 3, с. 68—81.
38. Верте Л. А. Эффект кажущегося изменения удельного веса жидкого
металла, вызываемый электромагнитными силами.— Цвет, металлы,
1961, № 6, с. 61—64.
39. Бертман А. А., Самарин А. М. Процесс образования продуктов рас-
кисления железа алюминием.— Изв. АН СССР. Металлы, 1970, Ns 1,
с. 17-23.
40. Вестерхайд Д., Уэстуотер Д. Изотермический рост пузырей водо-
рода при электролизе.— В кн.: Вопросы физики кипения. М. : Мир,
1964, с. 354—375.
41. Волыикевич Г. 3. Сварка вертикальных швов методом принудитель-
ного формирования.— В кн.: Сборник, посвященный восьмидесяти-
летию со дня рождения и пятидесятилетию научной деятельно-
сти акад. Е. О. Патона. Киев : Изд-во АН УССР, 1951, с. 371 —
395.
42. Гапченко М. П., Футер И. Е. Пористость сварных швов и меры
борьбы с ней.— Киев : Гостехиздат УССР, 1953.— 76 с.
43. Гасюк Г. Н., Савчук В. П. О влиянии ультразвука на процесс кри-
сталлизации вещества.— В кн.: Акустика и ультразвуковая техника.
Киев : Техника, 1978, с. 19—22.
44. Гегузин Д. Е. Физика спекания.— М. : Наука, 1967.— 360 с.
45. Гиббс Дж. Термодинамические работы.— М. : Госхимиздат, 1950.—
462 с.
46. Гликман Е. Э., Брувер Р. Э. О связи между влиянием примесей на
хладноломкость и на поверхностную энергию металлических твердых
растворов.— В кн.: Физическая химия поверхностных явлений при
высоких температурах. Киев : Наук, думка, 1971, с. 251—258.
47. Глинков Г. М., Шевцов Е. К. Переход газовых пузырей через поверх-
ность раздела фаз.— Изв. вузов. Чер. металлургия, 1971, № 6, с. 168—
170.
48. Гсгиберидзе Ю. М., Джинчарадзе Т. И., Микиашвили Ш. М. Влия-
ние кислорода и серы на поверхностное натяжение стали ШХ15.—
Сообщ. АН ГССР, 1969, 49, № 2, с. 415—420.
49. Голпер Ю. Д., Классен В. И., Русанов А. И. Об изменении энер-
гии гетерогенных систем в различных поверхностных явлениях.— Кол-
лоид. журн., 1969, 31, № 1, с. 34—41.
50. Городынский А. В., Панов Э. В. Диффузионные измерения в рас-
плавах.— В кн.: Физическая химия расплавленных солей. М. : Метал-
лургия, 1965, с. 193—198.
51. Горшков А. И. Кинетика роста газовых пузырьков в расплавленной
ванночке и образование пор в металле шва при сварке титана.— Сва-
роч. пр-во, 1975, № 6, с. 54—56.
52. Горюнов Ю. В., Перцов Н. В., Сумм Б. Д. Эффект Ребиндера.—
М. : Наука, 1966.— 128 с.
53. Гранжон А., Леруа А. Исследование условий образования холодных
трещин при сварке сталей.— В кн.: Научные проблемы сварки и спе-
циальной электрометаллургии. Киев : Наук, думка, 1970, ч. 3, с. 49—
60.
54. Григорян В. А., Жуховицкий А. А., Михайлик Е. Воздействие хи-
мического процесса на поверхностные свойства.— Журн. физ. химии,
1965, 39, № 5, с. 1179—1181.
55. Григорян В. А., Швиндлерман Л. С., Алеев Р. А. Переход газовых
пузырей через поверхность раздела фаз.— Изв. вузов. Чер. металлур-
гия, 1968, Ns 3, с. 5—11; № 5, с. 11—17.
193
56. Грудзинский Б. В. и др. Влияние непровара на прочность сварных
соединений стали Х18Н10Т при криогенной температуре.— Свароч.
пр-во, 1973, № 12, с. 31—33.
57. Грузин В. Г. Структурообразование в зависимости от температурно-
го поля жидкой стали.— В кн.: Слиток и свойства стали. М. : Изд-во
АН СССР, 1961, с. 32—45.
58. Гуляев Б. Б. Затвердевание и неоднородность стального слитка.—
М. : Металлургиздат, 1950 — 228 с.
59. Гуревич Ю. Г. Выделение твердых неметаллических включений
в шлак на плоской поверхности раздела фаз.— Изв. вузов. Чер. метал-
лургия, 1968, № 8, с. 5—10.
60. Данилов В. И., Помсгайбо А. Г. О кристаллизации натрия и ка-
лия.— Докл. АН СССР, 1949, 68, № 5, с. 843—846.
61. Даркен Л. С., Гурри Г. В. Физическая химия металлов.— М. : Ме-
таллургиздат, 1960.— 582 с.
62. Деев Г. Ф., Пацкевич И. Р. Определение поверхностного натяжения
металлов в различных газовых средах.— В кн.: Исследование и при-
менение вибродуговой наплавки. Челябинск : Южноурал. кн. изд-во,
1968, с. 16—18.
63. Деев Г. Ф., Пацкевич И. Р. Исследование межфазного натяжения
в системе металл — шлак применительно к сварочным процессам.—
В ки.: Прогрессивная технология в сварочном производстве. Воро-
неж : Центрально-чернозем. кн. изд-во, 1969, с. 102—107.
64. Деев Г. Ф., Пацкевич И. Р. Определение поверхностного натяжения
некоторых сварочных сталей.— В кн.: Теория и практика сварочного
производства. Челябинск : Южноурал. кн. изд-во, 1969, с. 9—11.
65. Деев Г. Ф., Пацкевич И. Р. Влияние состава шлака на межфазное на-
тяжение.— Автомат, сварка, 1971, № 2, с. 5—7.
66. Деев Г. Ф., Пацкевич И. Р. Влияние внешнего электрического поля
на межфазное натяжение в системе низкоуглеродистая сталь — шлак.—
Автомат, сварка, 1973, № 1, с. 12—15.
67. Деев Г. Ф., Иванов В. Т. Распределение тока шунтирования у боковой
поверхности электрода при сварке под флюсом постоянным током.—
Свароч. пр-во, 1975, № 5, с. 8—9.
68. Деев Г. Ф., Сергеев И. В. Определение поверхностного натяжения не-
которых сталей в среде водорода.— В кн.: Прогрессивная технология
в сварочном производстве. Воронеж : Центрально-чернозем. кн.
изд-во. 1975, с. 62—67.
69. Деев Г. Ф. Влияние состава флюса на процесс порообразования.—
В кн.: Совершенствование технологии и оборудования, повышение ка-
чества сварных конструкций. Липецк : Центрально-Чернозем. кн.
изд-во, 1976, с. 32—35.
70. Деев Г. Ф., Пацкевич И. Р. Влияние полярности тока на образова-
ние пор при сварке под флюсом.— Свароч. пр-во, 1978, № 4, с. 52—54.
71. Деев Г. Ф., Пацкевич И. Р. Влияние переменного электрического по-
ля на межфазное натяжение.— Автомат, сварка, 1980, № 5, с. 67—68.
72. Деев Г. Ф., Пацкевич И. Р. Особенности образования газовых за-
родышей на твердых неметаллических включениях.— Автомат, свар-
ка, 1980, № 9, с. 40—42.
73. Дерябин В. А., Попель С. И., Дерябин Ю. А. Сцепление сфериче-
ских частиц манжетами расплавов СаО—SiO2—А12О3.— Изв. вузов.
Чер. металлургия, 1974, № 7, с. 15—17.
74. Дерягин Б. В., Кусаков М. М. Экспериментальные исследования
сольватации поверхностей в применении к построению математической
теории устойчивости лиофобных коллоидов.— Изв. АН СССР. Сер.
хим. наук, 1937, № 5, с. 48—57.
13 3-2373
193
75. Джоши В. Б., Ви'мкарев А. Ф., Двойский В. И. Роль поверхностных
явлений в процессах распределения азота между расплавленной ме-
таллической и газовой фазами.— Изв. вузов. Чер. металлургия, 1960,
Ns И, с. 36—44.
76. Дроздин А. Д., Поволоцкий Д. Я., Рощин В. Е. Исследование тер-
модинамических закономерностей зарождения продуктов раскисле-
ния в жидком железе.— Изв. вузов. Чер. металлургия, 1976, Ns 12,
с. 35-38.
77. Дубинин Э. Л., Есин О. А., Ватолин И. А. Влияние электромагнит-
ных сил на удаление неметаллических включений из жидкого желе-
за.— Физика металлов и металловедение, 1962, 14, вып. 6, с. 935—
937.
78. Дудко Д. А., Заруба И. И. Сварка тонколистовой стали в различ-
ных пространственных положениях.— Автомат, сварка, 1952, Ns 3,
с. 3—4.
79. Дудко Д. А., Виноградский Ф. М. Газоэлектрическая сварка с при-
нудительным формированием швов.— Автомат, сварка, 1957, № 3,
с. 118—122.
80. Дудко Д. А., Рублевский И. И., Чернега Д. Ф. Особенности поведе-
ния водорода при электрошлаковом процессе.— Автомат, сварка,
1957, № 6, с. 28—34.
81. Дудко Д. А., Рублевский И. И. Влияние рода тока и полярности
на металлургические процессы при электрошлаковой сварке.— Авто-
мат. сварка, 1959, Ns 1, с. 8—12.
82. Дятлов В. И., Черныш В. П., Самотрясов М. С. Электромагнитное
перемешивание и кристаллизация сварочной ванны.— Киев :
УкрНИИНТИ, 1970,— 19,—19 с.
83. Емельянов И. Л. Влияние сил поверхностного натяжения и внеш-
него давления на форму поверхности наплавленного валика.— В кн.:
Технология судостроения и судоремонта. Л. : Судпромгиз, 1972,
с. 135—145.— (Тр. Ленингр. ин-та вод. трансп.; вып. 135).
84. Еременко В. И., Иайдич К). В., Лавриненко И. Л. Спекание в при-
сутствии жидкой металлической фазы.— Киев : Наук, думка, 1968.—
122 с.
85. Ерохин А. А. Плазменно-дуговая плавка металлов и сплавов.— М. :
Наука, 1975.— 188 с.
86. Ерохин А. А., Ищенко Ю. С. Особенности расчета кривизны ванны
и сил поверхностного натяжения при сварке.— Физика и химия об-
раб. материалов, 1967, Ns 1, с. 39—44.
87. Ерохин А. А., Ищенко Ю. С. Некоторые закономерности формиро-
вания проплава при сварке неповоротных стыков труб.— Свароч.
пр-во, 1967, Ns 4, с. 16—18.
88. Ершов Г. С., Бычев В. М. Влияние газов на поверхностное натя-
жение жидкого железа и легированной стали.— Изв. АН СССР. Метал-
лы, 1975, Ns 4, с. 59—61.
89. Есин О. А., Гельд И. В. Физическая химия пирометаллургических
процессов.— М. : Металлургия, 1966.— 703 с.
90. Ефимов В. А. Разливка и кристаллизация стали.— М. Металлур-
гия, 1976.— 552 с.
91. Журавлев В. А. О роли прочности жидкостей в проблеме кристалли-
зации металлов и сплавов.— Изв. АН СССР. Металлы, 1977, Ns 1,
с. 106—108.
92. Захаров Л. С., Липодаев В. И. К вопросу об образовании пор при
дуговой сварке.— Свароч. пр-во, 1976, № 8, с. 52—53.
93. Зельбет Б. М., Лапошко Л. Д., Капырин А. А. Исследование ка-
чественного состава неметаллических включений в стали ШХ15 с при-
194
менением рентгеноспектрального микроанализа.— В кн.: Труды
ВННИПП. М., 1972, с. 70—82.
94. Зельдович Я- Б. Теория образования новой фазы кавитации.— ЖЭТФ,
1942, № 12, с. 525—538.
95. Иванова В. С., Ботвина Л. Р., Маслов Л. И- Прогнозирование вяз
кости разрушения и других механических свойств с использованием
критериев подобия.— В кн.: Усталость и вязкость разрушения. М. :
Наука, 1974, с. 3—35.
96. Казенков Ю. И., Храмцов В. Ф., Ревизников Л. И. и др. Влияние
крупности зерна основного металла на склонность к образованию го-
рячих трещин сварных швов из аустенитных сталей и сплавов.—
Свароч. пр-во, 1977, вып. 3, с. 6—14.
97. Капустина О. С. Дегазация жидкости.— В кн.: Физические основы
ультразвуковой технологии. М. : Наука, 1970, с. 253—336.
98. Карасев Р. А. Хемосорбция кислорода на поверхности жидкого же-
леза.— В кн.: Физико-химические основы взаимодействия жидкого
металла с газами и шлаками. М. : Наука, 1976, с. 43—52.
99. Карамзин В. И. О производстве сернистых автоматных сталей.—
Сталь, 1940, № 5/6, с. 24—30.
100. Кинджери В. Д. Измерения при высоких температурах.— М. : Ме-
таллургиздат, 1963.— 465 с.
101. Классен В. И., Мокроусов В. А. Введение в теорию флотации.—
М. : Госгортехиздат, 1953.— 636 с.
102. Кнюппель Г. Раскисление и вакуумная обработка стали.— М. : Ме-
таллургия, 1973.— 312 с.
103. Кнюппель Г., Броцман К-, Ферстер Н. Исследование оксидных
включений в мягких сталях, раскисленных алюминием.— Чер. ме-
таллы, 1965, № И, с. 32—41.
104. Корж Т. В.. Окенко А. И., РубенчикЮ. И. Электронно-микроскопи-
ческие исследования неметаллических включений в сварных швах.—
В кн.: Применение в металловедении просвечивающей и электрон-
ной микроскопии. М. . Металлургия, 1976, с. 103—105.
105. Козлов Р А. Водород при сварке корпусных сталей.— Л. : Судо-
строение, 1965.— 175 с.
106. Копельман Л. А. Сопротивляемость сварных узлов хрупкому раз-
рушению.— Л. : Машиностроение, 1978.— 232 с.
107. Корнфельд М. Упругость и прочность жидкости.— М.; Л. : Гостех-
издат, 1951.— 107 с.
108. Косой Л. Ф., Шалимов А. Г., Людковский В. М. и др. Поверхност-
ные явления и их роль при сварке высокопрочной стали повышенной
чистоты.— Изв. вузов. Чер. металлургия, 1970, К» 7, с. 18—21.
109. Крещановский И. С., Сидоренко М. Ф. Модифицирование стали.—
М. : Металлургия, 1970.— 296 с.
ПО. Кройт Г. Р. Наука о коллоидах.— М. : Изд-во иностр, лит., 1955.—
538 с.
111. Кунин Л. Л. Поверхностные явления в металлах.— М. : Метал-
лургиздат, 1955.— 304 с.
112- Куслицкий А. Б., Мизецкий В. Л., Карпенко Г. В. О влиянии не-
металлических включений на механизм возникновения трещин уста-
лости,—Докл. АН СССР, 1969, 187, ,Ws 1, с. 79—80.
ИЗ. Лазарсон Э. В., Пинегин Е. Г., Кузьмин Г. С. Влияние неметал-
лических включений в соединяемых металлах на образование пор при
«арке высокопрочных сталей.— Свароч. пр-во, 1973, № 8, с. 20—
114. Лакомский В. И. Плазменнодуговой переплав,—Диев : Технша
1974,— 335 с.
13*
195
115. Ландау Л. Д., Лифшиц Е. М. Статистическая физика.— М. : На*
ука, 1976.— 584 с.
116. Лаптев Д. М. Термодинамика образования двухкомпонентных за-
родышей при наличии химических реакций.— Изв. вузов. Чер. ме-
таллургия, 1968, № 4, с. 5—9; № 2, с. 5—10.
117. Лашко Н. Ф., Л ашко-Авакян С. В. Свариваемые легкие сплавы.—
Л. : Судпромгиз, 1960.— 440 с.
118. Левин А. М. Исследование смачивания при высоких температу-
рах.— Науч. тр. Днепропетр. металлург, ин-та, 1952, вып. 28, с. 89—
104.
119. Лейначук Е. И., Парфессо Г. И. Влияние ванадия па склонность
металла к горячим трещинам.— Автомат, сварка, 1969, № 1, с. 14—17.
120. Лейначук Е. И., Подгаецкий В. В., Парфессо Г. И. Влияние нио-
бия на склонность швов против кристаллизационных трещин при
сварке.— Автомат, сварка, 1974, № 9, с. 10—13.
121. Лейначук Е. И., Подгаецкий В. В., Парфессо Г. И. Влияние хро-
ма на стойкость металла шва против образования кристаллизацион-
ных трещин.— Автомат, сварка, 1978, № 1, с. 20—22.
122. Любавский К. В. Металлургия автоматической сварки малоуглеро-
дистой стали под флюсом.— В кн.: Вопросы теории сварочных про-
цессов. М. : Машгиз, 1948, с. 86—214.
123. Любавский К. В., Тимофеев М. М. Влияние колебания состава вы-
сокомарганцовистого флюса на его свойства.— Автоген, дело, 1951,
Ns 6, с. 5—9.
124. Мазель А. Г. Аргонодуговая сварка нержавеющей тонколистовой
стали без присадочного металла.— Автоген, дело, 1949, Ns 2, с. 8—13.
125. Мазель А. Г., Тарлинский В. Д., Сбарская И. П. Неметалличе-
ские включения при сварке газозащитными электродами.— Свароч.
пр-во, 1967. № 9, с. 39—40.
126. Мазурин О. В. Электрические свойства стекла.— Л. : 1962.— 58 с.
127. Мак Лин Д. Границы зерен в металлах.— М. : Металлургиздат,
I960.— 322 с.
128. Мак Лин Д. Механические свойства металлов.— М. : Металлургия,
1965.— 431 с.
129. Макара А. М. О новых путях повышения стойкости сварных соеди-
нений против образования холодных трещин.— В кн.: Научные про-
блемы сварки и специальной электрометаллургии. Киев: Наук,
думка, 1970, ч. х/а, с. 97—111.
130. Макаров И. И., Волынский В. Н., Прохоров Н. Н. Влияние пор и
окисных включений па прочность сварных соединений сплава АМгб.—
Автомат, сварка, 1976, № 4, с. 27—30.
131. Макаров И. И., Прохоров Н. Н., Завалишин Г. И. Концентрация
напряжений вблизи сферических и цилиндрических пор в сварных
стыковых соединениях.— Свароч. пр-во, 1976, № 5, с. 25—26.
132. Маленков И. Г. О движении больших пузырей газа, всплывающих
в жидкости.— ПМТФ, 1968, № 6, с. 130—134.
133. Мархасев Б. И., Переверзев Д. Д. О некоторых особенностях фор-
мирования двойного электрического слоя на границе жидкий металл —
твердый окисел.— В кн.: Поверхностные явления в расплавах.
Киев : Наук, думка, 1968, с. 287—911.
134. Матов В. М. Флотация в пищевой промышленности.— М. : Пищ.
пром-сть, 1976.— 166 с.
135. Меджибожский М. Я, Интенсификация мартеновской плавки вду-
ванием воздуха в ванну.— М. : Машгиз, 1959.— 174 с.
136. Медовар Б. И. Автоматическая сварка под флюсом наклонным элек-
тродом.— Киев : Изд-во АН УССР, 1947.— 83 с.
196
137. Медовар Б. И. Сварка хромоникелевых аустенитных сталей.— Ки-
ев; Москва : Машгиз, 1958.— 339 с.
138. Мейер К- Физико-химическая кристаллография.— М. : Металлур-
гия, 1972.— 479 с.
139. Мелан Э., Паркус Г. Термоупругие напряжения, вызываемые ста-
ционарными температурными полями.— М. : Физматгиз, 1958.—
167 с.
140. Мещерский И. В. Работы по механике тел переменной массы.— М. :
Гостехнздат, 1952.— 280 с.
141. Микиашвили Ш. М., Самарин А. М. Межфазное натяжение на гра-
нице раздела жидкого железа с оксисульфидными расплавами.—
В кн.: Физико-химические основы производства стали. М. : Наука,
1964, с. 42—47.
142. Минаев Ю. А., Филиппов К- С. Измерение динамического межфаз-
ного натяжения в тегерофазных металлургических процессах.— Изв.
вузов. Чер. металлургия, 1971, № 7, с. 12—14.
143. Миркин И. Л. Образование центров кристаллизации.— В кн.: Про-
блемы теоретического металловедения. М.; Л. : Оборонгиз, 1938,
с. 38—65.
144. Мнушкин О. С. Влияние водорода на склонность сварных соедине-
ний к образованию холодных трещин.— Тр. ЛПИ им. М. И. Калини-
на, 1978, № 364, с. 20—24.
145. Мовчан Б. А., Позняк Л. А. Радиографическое исследование внут-
рикристаллитной неоднородности серы и фосфора в сварных швах.—
Автомат, сварка, 1956, № 4, с. 76—88.
146. Мовчан Б. А. Происхождение, структура и некоторые свойства гра-
ниц кристаллитов в литых металлах и сплавах.— Изв. АН СССР.
ОТН. Металлургия и топливо, 1959, № 5, с. 77—85.
147. Мовчан Б А. Взаимосвязь физической микронеоднородиости с го-
рячими трещинами в сварных швах.— Свароч. пр-во, 1962, Яе 4,
с. 6-8.
148. Моисеенко В. П., Полетаев Ю. В., Тихонова Е. И. Некоторые во-
просы прочности деталей из стали марки КВ К-42 при работе в аг-
рессивных средах.— В кн.: Прочность, устойчивость и колебания
элементов машин и сооружений. Ростов н/Д : 1977, с. 35—
39.
149. Молдавский О. Д. Особенности ассимиляции шлаком оксидных вклю-
чений в период пленочного течения по конусу расходуемого электро-
да.— Изв. АН СССР. Металлы, 1970, № 6, с. 36—40.
150. Морозов А. И. Водород и азот в стали.— М. : Металлургия, 1968.—
281 с.
151. Мусхелишвили Н. И. Некоторые основные задачи математической
теории упругости.— М. : Наука, 1966.— 707 с.
152. Мчедлишвили В. А., Любимов Г. А., Самарин А. М. Роль марган-
ца в устранении вредного влияния серы па красноломкость стали.—
М. : Металлургиздат, I960, — 54 с.
153. Мюллер Г. Коагуляция коллоидов с частицами, имеющими форму
«палочек» и «листочков». Теория любых полидисперсных систем
и коагуляции при течении.— В кн.: Коагуляция коллоидов. М. :
OHT'-i НКТБ СССР, 1936, с. 74—98.
154. Навроцкий Д. И. Прочность сварных соединений.— М. : Л1ашгиз,
1961,— 176 с.
155. Немченко В. П., Козьмин В. А., Попель С. И. Диффузионные осо-
бенности адсорбции компонентов расплава на поверхности всплыва-
ющих пузырей и десорбции с нее.— Изв. вузов. Чер. металургия,
1976, № 2, с. 34—38.
197
156. Немченко В. П., Попель С. И. Удаление включений из стали, бар-
ботируемой инертным газом.— Изв. вузов. Чер. металлургия, 1972,
№ 10, с. 8—13.
157. Несис Е. И., Френкель Я. И. Вскипание газированной жидкости.—
Журн. техн, физики, 1952, 22, № 9, с. 150—1505.
158. Никитин Ю. П., Есин О. А. О кинетике взаимодействия ферро-
сплавов с жидкими шлаками.— В кн.: Физико-химические основы
производства стали. М. : Изд-во АН СССР, 1961, с. 266—270.
159. Никифоров Г. Д. Металлургия сварки плавлением алюминиевых
сплавов.— М. : Машиностроение, 1972.— 264 с.
160. Никифоров Г. Д., Трусов С. А., Силантьева С. А. Перераспреде-
ление водорода в процессе кристаллизации алюминия.— Свароч.
пр-во, 1980, № 9, с. 34—37.
161. Новиков И. И. Горячеломкость цветных металлов и сплавов.— М.:
Наука, 1966.— 299 с.
162. Новиков И. И., Новик Ф. С. О работе образования трещин при де-
формировании сплавов в твердо-жидком состоянии.— Изв. вузов.
Чер. металлургия, 1965, № 1, с. 124—129.
163. Новожилов Н. М., Соколова А. М. Количество и состав оксидных
включений в металле швов при дуговой сварке.— Свароч. пр-во,
1963, № 8, с. 16—19.
164. Новожилов Н. М. Основы металлургии дуговой сварки в активных
защитных газах.— М. : Машиностроение, 1972.— 167 с.
165. Новожилов Н. М. Основы металлургии дуговой сварки в газах.—
М. : Машиностроение, 1979.— 231 с.
166. Новохатский И. А. Газы в окисных расплавах.— М. : Металлур-
гия, 1975.— 216 с.
167. Овсиенко Д. Е., Костюченко В. И. Влияние окислов на зарожде-
ние центров кристаллизации в переохлажденном расплаве железа
и некоторых его сплавов.— В кн.: Рост кристаллов. М. : Изд-во
АН СССР, 1961, 3, с. 104—112.
168. Окороков Г. Н. и др. Взаимодействие азота с жидким железом
в условиях плазменно-дугового разряда.— В кн.: Кинетика и термо-
динамика взаимодействия газов с жидкими металлами. М. : Наука,
1974, с. 54—57.
169. Ольшанский А. И., Дьяченко В. В. Об оценке склонности сплавов
к порообразованию при сварке.— Свароч. пр-во, 1981, № 4,
с. 42.
170. Оптическая голография / Под ред. В. М. Гинзбурга.— М. : Сов. ра-
дио, 1978.— 238 с.
171. Орлов Ю. Н., Немченко В. П., Попель С. И. Перемещение жидко-
сти всплывающими пузырьками.— Изв. вузов. Чер. металлургия,
1977, № 1, с. 13—15.
172. Орлов А. И., Перевезенцев В. И., Рыбин В. В. Границы зерен в ме-
таллах.— М. : Металлургия, 1980.— 156 с.
173. Павлов В. В., Попель С. И. О взаимном влиянии компонентов рас-
твора на их поверхностную активность.— Журн. физ. химии, 1970,
4, № 5, с. 1190—1194.
174. Панченко Г. М., Цабек Л. К. Поведение эмульсий во внешнем
электрическом поле.— М. : Химия, 1969.— 190 с.
175. Парсонс Р. Равновесные свойства заряженных межфазных границ.—
В кн.: Некоторые проблемы современной электрохимии. М. : Изд-во
иностр, лит., 1958, с. 125—208.
176. Пацкевич И. Р. Дефекты сварных соединений.— Свердловск : Маш-
гиз, 1947.— 95 с.
177. Пацкевич И. Р., Деев Г. Ф. К вопросу о роли отдельных газов
198
в процессе образования пор.— В кн.: Прогрессивные способы сварки
и напыление металлов. Курск: 1972, с. 112—117.
178. Пацкевич И. Р., Деев Г. Ф. Влияние свойств межфазной границы
на зарождение газовых пор при сварке.— Свароч. пр-во, 1973, № 9,
с. 42—43.
179. Пацкевич И. Р., Деев Г. Ф. Поверхностные явления в сварочных
процессах.— М. : Металлургия, 1974.— 120 с.
180. Пацкевич И. Р., Палаш В. Н., Башур М. Влияние состава смеси
СО2 + О2 на формирование шва при сварке чугуна стальной проволо-
кой.— Автомат, сварка, 1976, № 11, с. 29—31.
181. Пацкевич И. Р., Деев Г. Ф. Исследование смачиваемости твердых
окислов расплавленным металлом.— Автомат, сварка, 1979, № 12,
с. 60—61.
182. Перник А. Д. Проблемы кавитации.— Л. : Судостроение, 1966.—
440 с.
183. Петров Г. Л. Влияние водорода на свойства сварных соединений
низколегированных сталей.— Л. : Машгиз, 1969, с. 166—172.
184. Петров Г. Л., Тумарев А. С. Теория сварочных процессов,—М. :
Высш, шк., 1967.— 508 с.
185. Подгаецкий В. В., Лангер Н. А., Малевский Ю. Б., МанжелейГ. П.
Исследование неметаллических включений в швах, выполненных
под флюсом.— Автомат, сварка, 1958, № 4, с. 10—23.
186. Подгаецкий В. В. Неметаллические включения в сварных швах.—
М. : Машгиз, 1962.— 84 с.
187. Подгаецкий В. В., Парфессо Г. И., Менжелей Г. И. Исследование
состава и формы сульфидов в сварных швах.— Автомат, сварка,
1963, № 8, с. 34—38.
188. Подгаецкий В. В. Об оце ке вероятности образования пор в сварных
швах.— Автомат, сварка, 1965, № 2, с. 44—47.
189. Подгаецький В. В. Пори, включения и трпцини в зварних швах.—
К. : Техшка, 1972.— 236 с.
190. Подгаецкий В. В., Парфессо Г. И. Трещины сульфидного проис-
хождения при сварке стали.— Киев : Наук, думка, 1977.—
149 с.
191. Позняк Л. А. О влиянии углерода на дендритную неоднородность
распределения серы в сварных швах.— Автомат, сварка, 1957, № 1,
с. 3—8.
192. Повель С. И. Влияние компонентов оксидного расплава на его меж-
фазное натяжение с железом.— Журн. физ. химии, 1958, 32, № 10,
с. 2398—2401.
193. Попель С. И. Смачивание огнеупорных материалов расплавленным
металлом и шлаком.— В кн.: Теория и практика литейного произ-
водства. Москва; Свердловски : Машгиз, 1959, с. 162—172.
194. Попель С. И. Влияние поверхностных свойств стали и ее окисленности
на пригар формовочной смеси к отливкам.— В кн.: Теория и прак-
тика литейного производства. Москва; Свердловск : Машгиз, 1959,
с. 173—187.
195, Попель С. И., Коновалов Г. Ф. Межфазное натяжение малоуглеро-
дистой стали на границе с продуктами раскисления.— Изв. вузов.
Чер. металлургия, 1959, № 8, с. 3—8.
196. Попель С. И. Вопросы кинетики зарождения и укрупнения неме-
таллических включений в стали.— В кн.: Физико-химические основы
производства стали. М. : Наука, 1964, с. 15—23.
197. Попель С. И., Смирнов Л. А., Царевский Б. В. и др. Влияние ва-
надия на прочность и поверхностные свойства жидкого железа.— Изв.
АН СССР. Металлы, 1965, № 1, с. 62—67.
198. Попель С. И., Дерябин А. А. Факторы, влияющие на скорость
всплывания включений в стали.— Изв. вузов. Чер. металлургия,
1965, № 4, с. 25—30.
199. Попель С. И., Шерстобитов М. Л., Дерябин Л. Л. Влияние поверх-
ностных свойств расплавов на полноту удаления неметаллических
включений из стали.— В кн.: Поверхностные явления в расплавах.
Киев : Наук, думка, 1968, с. 364—375.
200. Попель С. И., Дерябин Ю. А. Капиллярные силы, стягивающие
твердые частицы жидкими манжетами.— В кн.: Физико-химические
исследования металлургических процессов. Свердловск : УПИ, 1973,
с. 101—111.
201. Попель С. И., Царевский Б. В., Павлов В. В., Фурман Е. Л. Сов-
местное влияние кислорода и серы на поверхностное натяжение же-
леза.— Изв. АН СССР. Металлы, 1975, № 4, с. 54—58.
202. Попель С. И. Фгззко-химические особенности укрупнения неметал-
лических включений и удаление их из стали.— В кн.: Сталь и неме-
таллические включения. М. : Металлургия, 1976, с. 56—71.
203. Попель С. И., Дерябин В. А., Дерябин Ю. А. Силы, стягивающие
частицы манжетами расплавом.— В кн.: Методы исследования и свой-
ства границ раздела контактирующих фаз. Киев : Наук, думка, 1977,
с. 3—18.
204. Попель С. И. Поверхностные явления в сталеплавильных процес-
сах.— Сталь, 1979, Л1» 4, с. 260—262.
205. Попович В. В. Механизмы жидкометаллического охрупчивания.—
Физ.-хим. механика материалов, 1979, № 5, с. 11—20.
206. Попович В. В. Реконструкция машины типа МП-4Г с целью прове-
дения механических испытаний в вакууме и среде газов.— Физ.-хим.
механика материалов, 1965, № 5, с. 596—600.
207. Потапов П. П. Основы выбора флюсов при сварке сталей.— М. : Ма-
шиностроение, 1979.— 168 с.
208. Потапов П. И., Любавский К. В. К вопросу о взаимодействии ме-
талла со шлаком в реакционной зоне при сварке под флюсом.— Сва-
роч. пр-во, 1971, № 7, с. 9—11.
209. Потапов П. П., Любавский К. В. Водород в наплавленном металле
при сварке под флюсом.— Свароч. пр-во, 1970, № 7, с. 4—5.
210. Походня И. К. Закономерности адсорбции и десорбции водорода при
дуговой сварке.— В кн.: Научные проблемы сварки и специальной
электрометаллургии. Киев : Наук, думка, 1970, т. 3, с. 142—155.
211. Походня И. К. Газы в сварных швах.— М. : Машиностроение, 1972.—
256 с.
212. Походня И. К., Пальцевич А. П. Определение состава и количест-
ва газов в порах сварных швов.— В кн.: Взаимодействие металлов
и газов в сталеплавильных процессах. М. : Металлургия, 1973,
с. 266—268.
213. Походня И. К., Демченко Л. И. Численное исследование роста га-
зового пузырька при кристаллизации металла сварочной ванны.—
Автомат, сварка, 1977, № 11, с. 8—11.
214. Походня И. К., Демченко В. Ф., Демченко Л. И. Математическое
моделирование поведения газов в сварных швах.— Киев : Наук, дум-
ка, 1979.— 54 с.
215. Походня И. К., Двдошин И. Р., Булат А. В., Миронов Г. А. По-
вышение стойкости металла шва против образования кристаллиза-
ционных трещин при сварке электродами с рутиловым покрытием.—
Автомат, сварка, 1980, № 10, с. 23—25.
216. ПрандтльЛ. Гидроаэромеханика.— М. : Изд-во иностр, лит., 1951.—
575 с.
200
217. Пржибыл И. Теория литейных процессов.— М. : Мир, 1967.— 328 с.
218. Производство стали в основной мартеновской печи.— М. : Метал-
лургиздат, 1969.— 708 с.
219. Прохоров Н.Н. Горячие трещины при сварке.— М. : Машгиз, 1952.—
708 с.
220. Рабкин Д. М., Фрумин И. И. Причины образования горячих тре-
щин в сварных швах.— Автомат, сварка, 1950, № 2, с. 3—44.
221. Рабкин Д. М. Энергетическое исследование приэлектродных об-
ластей мощной сварочной дуги.— Автомат, сварка, 1951, № 2,
с. 17-35.
222. Рабкин Д. М., Довбищенко И. В., Псарис Г. Г. Металлургические
особенности сварки технического алюминия в смеси аргона с кисло-
родом.— Автомат, сварка, 1974, № 4, с. 25—26.
223. Рам В. М. Адсорбция газов.— М. : Химия, 1966.— 767 с.
224. Рахманов А. Д. Об условиях зарождения газовых пор при дуговой
сварке.— Свароч. пр-во, 1978, № 1, с. 53—56.
225. Ребиндер П. Л. О влиянии изменений поверхностной энергии на спай-
кость, твердость и другие свойства кристаллов.— В кн.: VI съезд
рус. физиков : Перечень докладов. М. : ГИЗ, 1928, с. 29.
226. Ребиндер П. А. Адсорбционные слои в процессах смачивания и фло-
тации.— Изв. АН СССР. Сер. хим. наук, 1936, № 5, с. 707—738.
227. Редчиц В. В., Никифоров Г. Д. Кинетика роста газовых пузырь-
ков в ванне при сварке активных металлов.— Физика и химия обра-
ботки материалов, 1977, № 2, с. 123—129.
228. Ромадин К. П. Электролитический перенос в металлических жидких
и твердых растворах.— Тр. ВВИА им. Н. Б. Жуковского, 1947, вып.
167, с. 114—121.
229. Ромадин К. П. Электроперенос в металлических твердых растворах.—
В кн.: Исследования по жаропрочным сплавам. М. : Изд-во
АН СССР, 1958, с. 292—295.
230. Рощин В. Е. Зарождение, формирование и поведение продуктов рас-
кисления в металлическом расплаве и в процессе его кристаллизации:
Автореф. дис. ... д-ра техн. наук.— М., 1979.— 41 с.
231. Русанов А. И. Фазовые равновесия и поверхностные явления.— Л. :
Химия, 1967.— 388 с.
232. Руссо В. Л., Кудояров Б. В., Суздалев Н. В. О процессе проплав-
ления при сварке деталей больших толщин.— Свароч. пр-во, 1971,
№ 11, с. 1—3.
233. Самарин А. М. Электрометаллургия. Производство стали.— М. :
Металлургиздат, 1943.— 497 с.
234. Сапиро Л. С. Повышение плотности сварных швов.— Энергетик,
1954, № 10, с. 25—27.
235. Сапиро Л. С. О выделении азота и водорода в период кристаллиза-
ции металла.— Свароч. пр-во, 1965, № 7, с. 41—44.
236. Сапиро С. И. Термодинамический анализ коалесценции и коагуля-
ции неметаллических включений.— Сталь, 1946, № 7'8, с. 449—458.
237. Сапиро С. И. Механизм очищения металла от неметаллических частиц
в сталеплавильных печах.— Сталь, 1950, № 4, с. 311—316.
238. Сафонников А. И. , Никитин Ю. П. О несплавлениях при электро-
шлаковой сварке хромоникелевых аустенитных сталей и сплавов.—
Автомат, сварка, 1962, № 9, с. 27—35.
239. Свешников Ю. В.. Кармыков В. А., Миронов В. А. Поверхностное
натяжение расплавов Fe—Se, Ni—Se и Ni—Те.— Изв. АН СССР.
Металлы, 1975, № 4, с. 84—85.
240. Свяжин А. Г., Эль Гаммаль Т., Даль В. Диффузия азота в жид-
ком железе и расплавах железо — кислород.— В ки.: Взаимодей-
201
ствие металлов и газов в сталеплавильных процессах. М. : Металлур-
гия, 1973, с. 51—57.
241. Сефериан Д. Металлургия сварки.— М. : Машгиз, 1963.— 347 с.
242. Сирго А. О влиянии дефектов на несущую способность сварных со-
единений.— Автомат, сварка, 1981, № 5, с. 13—15.
243. Смолуховский М. Опыт математической теории кинетики коагуляции
коллоидных растворов.— В кн.: Коагуляция коллоидов. М. : 0HTII,
НКТБ СССР, 1936, с. 7—39.
244. Сорокин Ю. В., Хлынов В. В., Есин О. А. Кинетика растекания
фторидно-оксидного расплава по твердым окислам.— Журн. физ.
химии, 1966, 40, № 7, с. 1598—1603.
245. Сорокин Ю. В., Хлынов В. В., Есин О. А. Изучение кинетики рас-
текания расплавов по поверхности твердых окислов.— Жури. физ.
химии, 1967, 41, № 7, с. 1764—1769.
246. Сумм Б. Д., Иванова Л. В., Горюнов Ю. В. Влияние растворен-
ных в ртути металлов на адсорбционное понижение прочности цин-
ка.— Физ.-хим. механика материалов, 1965, № 6, с. 648—653.
247. Талмуд Д. Л., Бреслер С. Е. Поверхностные явления.— Л.; М. :
Гостехиздат, 1934.— 131 с.
248. Термин И. И. Обработка ультразвуком металлов в процессе кристал-
лизации.— В кн.: Проблемы металловедения и физики металлов,
1962, выл. 7, с. 375—379.
249. Технология электрической сварки металлов и сплавов плавлением /
Под ред. Б. Е. Патона.— М. : Машиностроение, 1974.— 768 с.
250. Тихомиров В. К- Пены. Теория и практика их получения и разруше-
ния.— М. : Химия, 1975.— 264 с.
251. Тюльков М. Д. Определение поверхностного натяжения жидкой ста-
ли в сварочной ванне.— В кн.: Сварочное производство. М.; Л. : Маш-
гиз, 1958, с. 157—164.
252. Федорченко В. И., Аверин В. В., Самарин А. М. Кинетика рас-
творения азота в расплавах на основе никеля.— Изв. АН СССР. Ме-
таллы, 1969, № 1, с. 102—111.
253. Федорченко В. И., Аверин В. В. Изучение растворимости и кине-
тики растворения азота в расплавах железо — кислород и железо —
сера методом бестигельной плавки.— В кн.: Взаимодействие метал-
лов и газов в сталеплавильных процессах. М. : Металлургия, 1973,
с. 26—29.
254. Федорченко В. И., Аверин В. В. Влияние поверхностно-активных
элементов на кинетику взаимодействия азота с расплавами на основе
железа.— В кн.: Кинетика и термодинамика взаимодействия газов
с жидкими металлами. М. : Наука, 1974, с. 49—54.
255. Федосов А. И. Электрокапиллярное движение капель.— Журн. физ.
химии, 1955, 29, № 5, с. 822—831.
256. Фигуровский И. А. Седиментометрический анализ.— М. : Изд-во
АН СССР, 1948.— 332 с.
257. Фикс В. Б. Электрофорез диэлектрических частиц в жидких металлах
и полупроводниках.— Физика металлов и металловедение, 1964, 18,
№ 5, с. 788—793.
258. Финкель В. М. Физические основы торможения разрушения.— М. :
Металлургия, 1977.— 360 с.
259. Финкель В. М., Елесина О. П., Зрайченко В. А. Неметаллические
включения и прочность стали.— Докл. АН СССР, 1968, 183, № 3,
с. 576—579.
260. Фортье А. Механика суспензий.— М. : Мир, 1971.— 264 с.
261. Фр анк-Каменецкий Д. А. Диффузия и теплопередача в химической ки-
нетике.— М. : Наука, 1967.— 490 с.
202
262. Френкель Я- И. Вязкое течение в кристаллических телах.— ЖЭТФ,
1946, 16, № 1, с. 29—35.
263. Френкель >7. И. Собрание сочинений.— М.; Л. : Изд-во АН СССР,
1957.— Т. 3. 460 с.
264. Френкель >7. И. Кинетическая теория жидкостей.— М. : Изд-во
АН СССР, 1959,— 592 с.
265. Фролов Ю. В. Применение теории регулярных ионных растворов
к сварочным шлакам.— Автомат, сварка, 1980, № 11, с. 35—37.
266. Фромм Е. Газы н углерод в металлах.— М. : Металлургия, 1980.—
711 с.
267. Фрумин И. И. Автоматическая электродуговая наплавка. — Харь-
ков : Металлургиздат, 1961.— 421 с.
268. Фрумин И. И., Походня И. К- Исследование средней температуры
сварочной ванны.— Автомат, сварка, 1955, № 4, с. 13—30.
269. Фрумкин А. Н. Физико-химические явления при движении на грани-
це двух жидкостей.— В кн.: Юбилейный сборник, посвященный
30-летию Великой Октябрьской революции. М. : Изд-во АН СССР,
1947, с. 512—532.
270. Фукс И. А. Механика аэрозолей.— М. : Изд-во АН СССР, 1955.—
352 с.
271. Хакимьянов Р. Р. Влияние технологических дефектов сварки на не-
сущую способность кольцевых швов магистральных трубопроводов.—
В кн.: Прогрессивные методы сварки трубопроводов. М., 1976, с. 66—
80.
272. Хворинов М. И. Кристаллизация и неоднородность стали.— М. :
Машгиз, 1958.— 103 с.
273. Хлынов В. В., Горновой В. А., Сорокин Ю. В. Кинетика слияния
капель шлака.— Изв. вузов. Чер. металлургия, 1969, № 6, с. 6—21.
274. Хлынов В. В., Горновой В. А., Стратонович В. Н. Некоторые
факторы, влияющие на укрупнение и удаление из стали неметалли-
ческих включений.— Изв. АН СССР. Металлы, 1970, № 5, с. 47—50.
275. Хлынов В. В., Иишмов В. И. О влиянии поверхностных свойств
железа на границе с окпслами на скорость всплывания неметалли-
ческих включений.— Изв. вузов. Чер. металлургия, 1970, № 10,
с. 10—14.
276. Хлынов В. В., Сорокин Ю. В., Стратонович В. И. Факторы, вли-
яющие на удаление жидких включений из металла.— Физ.-хим. нс-
след. металлург, процессов, 1973, вып. 1, с. 114—126.
277. Холломон Д. Н., Тарибалл Д. Образование зародышей при фазовых
превращениях.— В кн.: Успехи физики металлов. М. : Металлург-
издат, 1956, с. 304—367.
278. Хольцгрубер В., Петерсон К. Металлургические процессы при элек-
трошлаковом переплаве на переменном и постоянном токе.— В кн.:
Научные проблемы сварки и специальной электрометаллургии. Ки-
ев : Наук, думка, 1970, т. 4, с. 82—95.
279. Хольцгрубер В., Шнейдхофер А., Егер X. Водород при электро-
шлаковом переплаве.— В кн.: Специальная электрометаллургия.
Киев : Наук, думка, 1972, ч. 2, с. 122—132.
280. Царевский Б. В., Панель С. И. Поверхностные свойства сплавов
железо — углерод.— Изв. вузов. Чер. металлургия, 1960, № 8,
с. 15—21.
281. Чалмерс Б. Теория затвердевания.— М. : Металлургия, 1968.— 288 с.
282. Чугаев Р. Р. Гидравлика.— Л. : Энергия, 1971.— 552 с.
283. Чудинов М. С., Таран В. Д. Формирование шва при сварке непо-
воротных стыков труб с полупринудительным удержанием свароч-
ной ванны.— Свароч. пр-во, 1970, № 10, с. 6—7.
203
284. Шевцов Е. К., Кочо В. С., Ерошенко В. А. и др. Механизм обра-
зования переходной зоны шлак — металл в жидкой мартеновской
ванне.— Изв. вузов. Чер. металлургия, 1974, № 1, с. 42—46.
285. Шоршоров М. X., Соколов Ю. В. Температурный интервал образо-
вания горячих трещин при сварке плавлением однофазных никеле-
вых сплавов.— Свароч. пр-во, 1962, № 4, с. 9—11.
286. Шоршоров М. X., Ерохин А. А., Чернышова Т. А. и др. Горячие
трещины при сварке жаропрочных сплавов.— М. : Машиностроение,
1973.— 224 с.
287. Щепеткин Ф. С., Агеев Н. Я. К вопросу удаления водорода из ме-
талла твердыми частицами.— Изв. вузов. Чер. металлургия, 1971,
№ 5, с. 57—60.
288. Щербаков А. М., Байбаков В. С. Поверхностное натяжение метал-
лов на границе с газом и собственным расплавом.— В кн.: Поверх-
ностные явления в металлургических процессах. М. : Металлург-
издат, 1963, с. 200—205.
289. Щетинина В. И. Разработка и исследование способа электродуговой
сварки комбинированным электродом : Автореф. дис. ... канд. техи.
наук.— М., 1981.— 16 с.
290. Эллиот Д. Ф., Глейзер М., Рамакришне В. Термохимия стале-
плавильных процессов.— М. : Металлургия, 1969.— 252 с.
291. Эми Т. Теоретический расчет растворимости азота и углерода в жид-
ких железе, кобальте и никеле.— В кн.: Взаимодействие газов с ме-
таллами. М. : Наука, 1973, с. 109—117.
292. Эршлер Б. В. Исследование кинетики электродных реакций с помощью
переменных токов.— Журн. физ. химии, 1948, 22, вып. 6, с. 683—
695.
293. Юдина В. И., Двойский В. И. Смачивание и ассимиляция неметал-
лических включений окисными и фторидными шлаками.— Изв. ву-
зов. Чер. металлургия, 1966, № 3, с. 15—22.
294. Двойский В. И. Газы в ваннах сталеплавильных печей.— М. : Ме-
таллуртиздат, 1952.— 245 с.
295. Двойский В. И. Поведение водорода в сплавах железа, находящихся
в жидком состоянии, а также в процессе их кристаллизации и даль-
нейшего охлаждения.— В кн.: Кинетика и термодинамика взаимо-
действия газов с жидкими металлами М. : Наука, 1974, с. 5—15.
296. Двойский В. И., Близнюков С. А., Вишкарев А. Ф. и др. Включе-
ния и газы в сталях.— М. : Металлургия, 1979.— 272 с.
297. Дкобашвили С. Б. Поверхностные свойства сварочных флюсов и шла-
ков.— Киев : Техника, 1970.— 208 с.
298. Ashton R. F., Wesley R. Р., Duxon С. R. The effect of porosity
on 5086—Hl 16 aluminum alloy welds.— Weld. J., 1975, N 3, p. 95—98.
299. Bailey G. L. I., Watkins H. C. The Flow of Liquid Metals on Solid
Metal Surfaces and Its Relation to Soldering, Brazing, and Hot—Dip
Coating.—J. Inst. Metals, 1951, N 1, p. 57—63.
300. Bogdandy L., Meyer W., Stranski 1. Beitrage zur Kinetik der De-
soxydation flussigen Eisens.— Arch. Eisenhiit., 1961, N 7, p. 451—460.
301. Born K. Zusammensetzung und Form nichtmetallischer Einschliisse
in LichtbogenschweiBung.— Stahl und Eisen, 1954, N 13, S. 54—63.
302. Brandstreet B. J. Effect of surface tension and metal flow on weld
bead formation.— Weld. J., 1968, N 7, p. 314—322.
303. Brooksbank D., Andrews K. W. Thermal expansion of some inclu-
sions found in Steel and relation to tessellated stresses.— J. Iron and
Steel Inst., 1968, 206, N 6, p. 595—599.
304. Brooksbank D., Andrews K- W. Tessellated stresses associated with
some inclusions in steel.— Ibid., 1969, 207, N 4, p. 474—483.
204
305. Fast J. D. Gauses of Porosity in Welds.— Philips Techn. Rev., 1949/
1950, N 4, p. 315—327.
306. Fischer W. A., Hoffmann A. Aufnahmegeschwindigkeit und Loslich-
keit von Stickstoff in fliissigem Eisen in Abhangigkeit vom gelosten
Sauerstoff.— Arch. Eisenhut., 1960, N 4, S. 215—219.
307. Fischer W. A., Hoffmann A. EinfluB von Kohlenstoff und Sauer-
stoff auf das Verhalten einiger Begleitelernente in Eisenschmelzen unter
Hochvakuum.— Ibid., 1960, N 7, S. 411—417.
308. Frankel S., Mysels K- J- The Bursting of Soap Films. II Theoretical
Considerations.— J. Phys. Chem., 1969, 73, N 9, p. 3028—3038.
309. Goodier J. N. Concentration of stress around spherical and cylindrical
inelusions and flaws.— Appl. Meeh. ASME, 1933, 1, N 1, p. 157—171.
310. Halden F. A., Kindgery W. D. Surface tension at elevated tempera-
tures. 11 Effect of C, N, О and S on liquid iron surface tension and in-
terfacial energy with A12O3.— J. Phys. Chem., 1955, 59, N 6, p. 557—
559.
311. Harrison J. D., Gurney T. R. Some fatigue tests on l-^- in (36 mm)
thick butt welds containing continuons slag lines.— Brit. Weld. J.,
1967, 14, N 3, p. 121—131.
312. Harrison J. D. Basis for a proposed acceptancestandart for weld de-
fects. Part 2. Slag inclusions.— Metal. Constr. and Brit. Weld. J., 1972,
N 7, p. 262—268.
313. Hazlett T. H. Coating Ingredient’s Influence on Surface Tension, Arc
Stability and Bead Shape.— Weld. J., 1957, 36, N 1, p. 18—22.
314. Homes G. A., Rosenthal D. Beziehungen zwischen Ursprungsfestig-
keit und Dichtigkeit von Flusstahlschweissungen.— Areos, 1938, N 89,
S. 1951—1967.
315. Hondros E. D., Seah M. P. The Theory of Grain Boundary Segre-
gation in Terms of Surface Adsorption Analogues.— Met. Trans., 1977,
N 9, p. 1363—1371.
316. Hufnagel W. EinfluB von Porositat auf die statische und dynamische
Festigkeit von Aluminium.— SchweiBverbindungen.— Aluminium,
1977, 53, N 10, S. 613—620.
317. Ishii Y., Hda K- Low and intermediate cycle fatigue strength of butt
weld containing defects.— J. Soc. Nondestruct. Test. (Jap.), 1969, 18,
N 10, p. 483—496.
318. Ishii Y., Kihara H., Tada Y. On the relation between the non-
destructive testing information of steel welds an their mechanical
strength.— J. Non-destruct. Test. (Jap.), 1967, 16, N 8, p. 319—425.
319. John R., Richards W. G. Hot cracking in 5 % nickel steel Weld—me-
tal.— Metal. Constr. and Brit. Weld. J., 1972, 4, N 4, p. 127—132.
320. Levine H. S. Formation of Vapor Nuclei in High Temperature Melts.—
J. Phys. Chem., 1972, 76, N 18, p. 2609—2614.
321. Li'idemann R. F., Fenzke H. W. Elektrische Potential differenzen
zwischen Eisen—und Stahlschmelzen und flussigen Schlacken.— Neue
Hutte, 1962, 7, N 11, S. 651—658.
322. Masi O., Erra A. Lesame radiografico delle saldatura, una completa
valutazione dei diffeti in termine di resistenza statica ed a fatica.— La
Metallurgica Italiano, 1953, 45, N 8, p. 273—283.
323. Me Entee W., Mysels R. J- The Bursting of Soap Films. I. An experi-
mental Study.— J. Phys. Chem., 1969, 73, N 9, p. 3018—3027.
324. Mulholland E. IF., Hazeldian G. S., Davies M. W. Visualization of
slag—metal reactions by x-ray fluoroscopy: decar burization in basic
oxy ten steelmaking.— J. Iron and Steel Inst., 1973, 211, N 9, p. 632—
639.
205
325. Neumann К., Daring W. Tropfchenbildung in iibersattigkeiten Damp
fgemischen zweier vollstandig mischbarer Fliissigkeiten.— Z. phys.
Chem., 1940, 186, N 4, S. 203—226.
326. Newman R. P-, Gurney T. R. Fatigue tests on l/3 in (12 mm) thick
transverse butt welds containing slag inclusions.— First Interim Re-
port.—Brit. Weld. J., 1964, 11, N 7, p. 341—352.
327. Norrish J., Moore D. C. Porosity in are welds and its effect on me-
chanical properties Second Conference on the Significance of Defectin
Welds.— London, 1968, p. 86—98. (Published by the Welding Instityte).
328. Deters F. Uber die Auflosung von suspendierten Oxydeteilchen in fliis-
sigem Eisen.— Arch. Eisenhut., 1967, N 2, S. 83—90.
329. Peover M. E. Electroslag remelting: a review of electrical and electro-
chemical aspects.—J. Inst., 1972, 100, N 4, p. 97—106.
330. Petch. N. J., Stables P. Delayed fracture of metals under static load.—
Nature, 1952, 160, N 4307, p. 842—843.
331. Potthoff F. EinfluB von Poren auf technologische usiitewerte.— Prak-
tiker, 1975, N 8, s. 140—144.
332. Potthoff F., Otto J. Porenbildung in Stahl-und Aluminium schweifi-
gut.— Schweisstechnik (Osterr.), 1977, 31, N 1, S. 7—11.
333. Povazan J. Vlyv neprievaru korefia na staticku unosnost tupych zav-
zov.— Zvarac. spravy. VUZ, Bratislava, 1977, 27, N 3, S. 53—59.
334. Robertson T. S. Propagation of brittle flacture in steel.— J. Iron and
Steel, 1953, N 12, p. 916—921.
335. Sigworth G. K-, Elliott J. F. Conditions for nucleation of oxides in
Fe—Si—О alloys.— Can. Met. Quorterly, 1972, N 2, p. 337—316.
336. Shimmyo K-, Takami T. Kinetics of Reactaion between Levitated
Iron Droplet and Nitrogen.— In: Proc. I. conf, Sci. and technol.
iron and steelmaking. Tokyo, 1971, p. 543.
337. Straube H., Kilhnelt G., Pldckinger E. Vorgange bei der Bildung pri-
marer Desoxydationsprodurke in Stahlen.— Arch. Eisenhut., 1967, N 7,
S. 509-518; N 8, S. 607—619.
338. Szekely J., Martins G. P. On Spherical Priase Growth in Multicompo-
nent Systets.— Trans. Metal. Soc. AIME, 1969, 245, N 8, p. 1741 —1747.
339. Tangermann J. Beitrag zur Benetzbarkeit in Oxyd- und Karbidsyste-
men.— Neue Hutte, 1961, N 12, S. 767—769.
340. Taylor J. W. Au Evaluastion of Int.rface Energis in Metallic Sy-
stems.— J. Inst. Metals, 1968, 86, N 6, p. 456—463.
341. Tetelman A. S., Robertson IF. D. The mechanism of Flydrogen Enb-
rittliment Observed in Iron-Sulicon Single Crystal.— Trans. AIME,
1962, 224, N 6, p. 775—783.
342. Tiller IF. A. Solute segregation during ingot solidification.—J. Iron
and Steel Inst., 1959, 192, N 4, p. 338—350.
343. Turi A., El-Hebeary M. R. The interrelation among material, tech-
nology and structure on tracking of welden joints.— In: Proc. 7th
conf. weld. Budapest, 1976. Sci. Soc. Meeh. Eng. Budapest, 1976,
p. 249—267.
344. Turkdogan E. T. Nucleation, growth and flotation of oxide inclusions
in liguid steel.— ,1. Iron and Steel Inst., 1966, 204, N 9, p. 14—919.
345. Turpin M. L., Elliott J. F. Nucleation of Oxide Inchesions in Iron
Melts.— Ibid., 1966, 204, N 3, p. 217—225.
346. Vinekier A. G. Micr-hot tearing in the heataffected zone of high strength
steels.—Weld. J., 1971, 50, N 1, p. 19—24.
347. Voltner M. Kinrtik der Phasenbilolong.— Dresden; Leipzig, 1939.
216 s.
348. Zappfe C. A., Sims С. E. Hydrogen embrittlement internal stress
and defects in Steel.— Trans. AIME, 1941, 145, N 2, p. 225—261.