/






























































































































































































































































































Автор: Крестов И.Т. Антипов С.Т.
Теги: микробиологические производства бродильная промышленность оборудование предприятий
ISBN: 5-7455-0811-6
Год: 1997



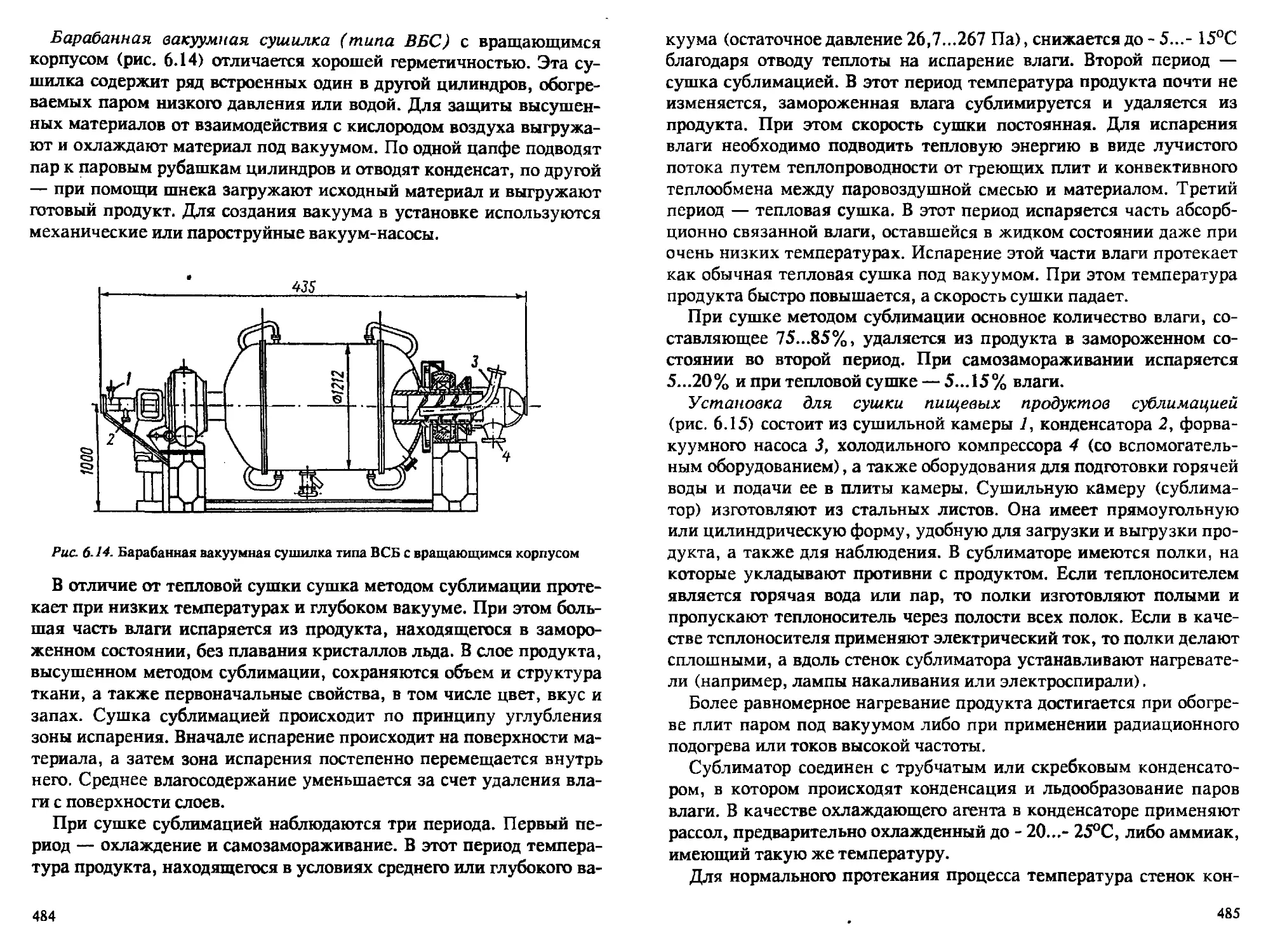
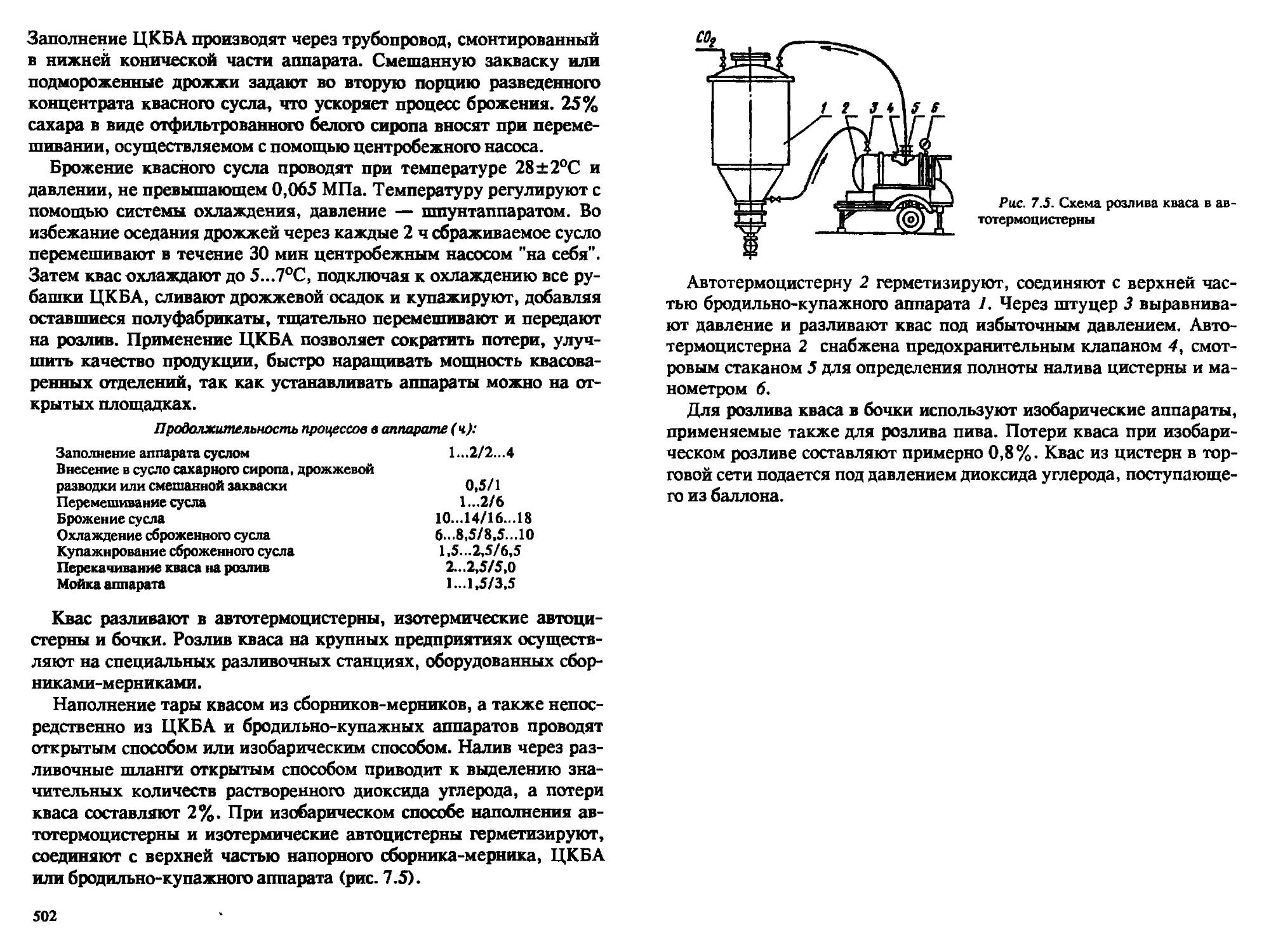
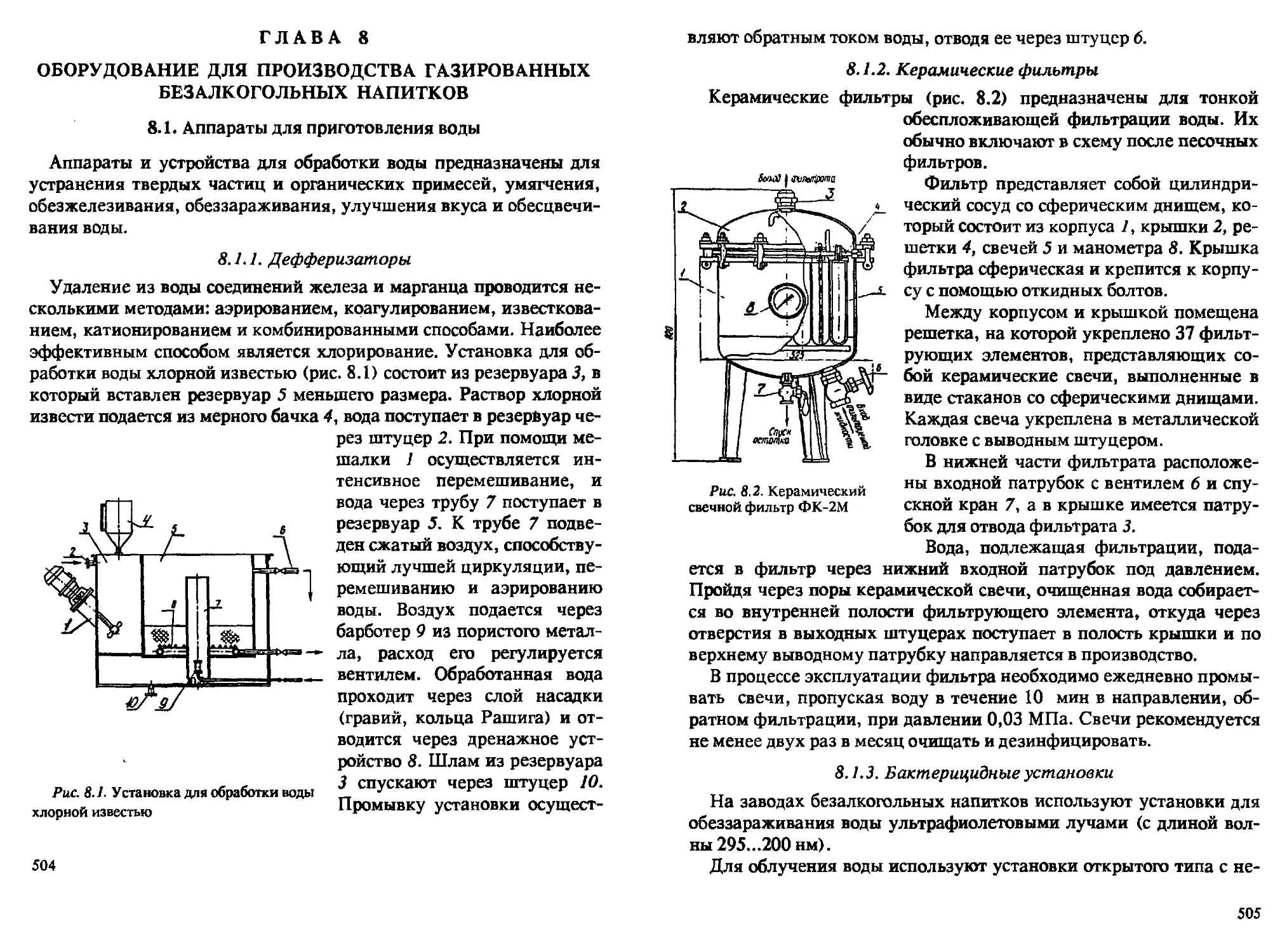
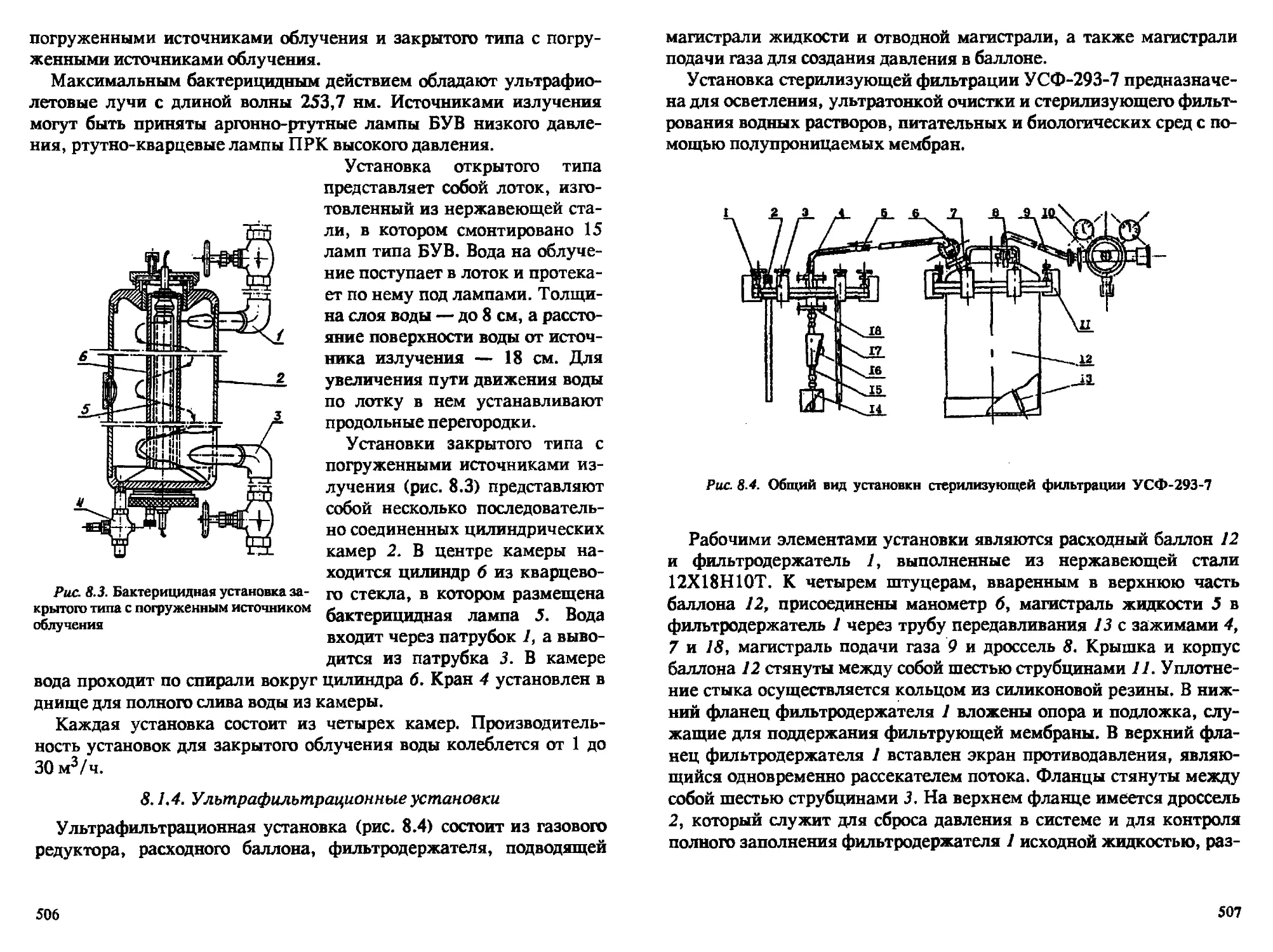
Текст
И.Т. Кретов, С.Т. Антипов
ТЕХНОЛОГИЧЕСКОЕ
ОБОРУДОВАНИЕ
ПРЕДПРИЯТИЙ
БРОДИЛЬНОЙ
ПРОМЫШЛЕННОСТИ
Рекомендовано
Министерством общего и профессионального
образования Российской Федерации
в качестве учебника
для студентов высших учебных заведений,
обучающихся по специальностям
"Машины и аппараты пищевых производств",
"Технология бродильных производств
и виноделие"
Издательство
Воронежского государственного
университета
1997
УДК 663.15.002.5 (075.8)
Кретов И.Т., Антипов С.Т. Технологическое оборудование пред-
приятий бродильной промышленности: Учебник. — Воронеж: Изда-
тельство государственного университета, 1997. — 624 с.
ISBN 5-7455-0811-6
В учебнике описаны машины и аппараты предприятий бродильной промышлен-
ности, входящие в состав машинно-аппаратурных линий производства солода и пи-
ва, спирта и ликеро-водочных изделий, хле^рпекарных дрожжей и хлебного кваса,
газированных напитков и жидкого диоксида углерода, а также агрегаты для подго-
товки посуды, фасовки пищевых жидкостей и оформления готовой продукции. Осве-
щены вопросы эксплуатации оборудования, улучшения качества продукции, целесо-
образности использования нового оборудования, его модернизации, механизации
трудоемких процессов, а также достижения зарубежной науки и техники. Приведе-
ны основные параметры расчетов технологического оборудования.
Для студентов вузов, обучающихся по специальностям "Машины и аппараты пи-
щевых производств" и "Технология бродильных производств и виноделие".
Табл. 64. Ил. 328. Библиогр.: 22 назв.
Рецензенты:
кафедра технологического оборудования пищевых производств
Московского государственного университета пищевых производств
(зав. кафедрой д-р техн, наук, проф., акад. РАСХН
В. А. Панфилов),
д-р техн, наук, проф., член-кор. РАСХН
Б. А. Устинников
„2103000000-039, ,
М174(03)—97 663°6ЪЯВЛ-
ISBN 5-7455-0811-6
© Кретов И.Т., Антипов С.Т., 1997
© Оформление. Издательство
Воронежского государственного
университета, 1997
ПРЕДИСЛОВИЕ
Бродильная промышленность — одна из старейших отраслей
промышленности в России. Анализ современного технического
уровня предприятий бродильной промышленности показывает, что
его совершенствование осуществляется в направлении повышения
единичной мощности, сокращения вспомогательных операций, по-
вышения уровня механизации и автоматизации, снижения матери-
але- и энергоемкости, улучшения санитарной обработки.
Модернизация предприятий бродильной промышленности, стро-
ительство крупных заводов требуют четкой организации проекти-
ровочных работ с учетом достижений мировой практики, внедрения
новых технологических процессов и оборудования, ликвидации дис-
пропорций в мощностях цехов, повышения уровня механизации
транспортно-складских работ.
На солодовенных и пивоваренных заводах установлены поточные
механизированные линии, широкое внедрение получили прогрес-
сивные методы замачивания, солодоращения и сушки высокофер-
ментативного солода, успешно эксплуатируются цилиндрокониче-
ские бродильные аппараты для ускоренного брожения и дображива-
ния пива, диатомитовые фильтры и гидроциклонные аппараты для
осветления горячего сусла и пива. Появился целый ряд дополни-
тельных операций: карбонизация, стабилизация пива, а также ути-
лизация вторичных материальных ресурсов.
На спиртовых и ликеро-водочных заводах внедрена новая совре-
менная техника. Многие заводы перешли на непрерывную тепло-
вую обработку сырья с использованием вакуум-охлаждения при
осахаривании, широкое распространение получили непрерывно-по-
точный и циклический методы брожения, новые способы переработ-
ки мелассы на спирт, а также современные методы и аппаратура
для мембранного разделения и фракционирования на основе ульт-
рафильтрации, обратного осмоса и ионного обмена. Разработано но-
вое оборудование для непрерывного приготовления и очистки вод-
ки, а также экстракционно-выпарное оборудование.
Дрожжевые заводы оснащены сложным высокопроизводитель-
ным оборудованием: дрожжерастильными аппаратами, сепаратора-
ми, фильтрами, машинами для фасовки и др. Ассортимент безалко-
гольных напитков представлен газированной водой, фруктовыми
напитками и минеральными водами. Из слабоалкогольных напит-
ков производятся хлебный квас, напитки на основе концентрата
квасного сусла и напитки на зерновом сырье.
Перед бродильной промышленностью стоят задачи по внедрению
новой, более эффективной техники и технологии, обеспечивающих
полное и комплексное использование сырья, высокоэффективных
машин и аппаратов непрерывного действия, создающих возмож-
ность интенсифицировать и автоматизировать процессы и внедрять
АСУТП. При этом в условиях перехода к рыночным отношениям
важно обеспечить их конкурентоспособность при борьбе за рынок с
зарубежными партнерами. Эффективность предприятий бродиль-
ной промышленности определяется в основном степенью использо-
вания сырья и связанными с ней потерями, а также издержками
производства, среди которых главными являются затраты электро-
энергии.
В настоящем учебнике рассмотрены современные виды оборудо-
вания предприятий бродильной промышленности и приведены их
расчеты с использованием современных инженерных методов.
Глава 1
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
ПРЕДПРИЯТИЙ БРОДИЛЬНОЙ ПРОМЫШЛЕННОСТИ
Требования, предъявляемые к качеству продуктов, выпускаемых
предприятиями бродильной промышленности, определяют не толь-
ко тип оборудования, который выполняет ту или иную операцию,
но и условия, принципы и методы его работы, а также обусловлива-
ют наличие различных типов и марок машин и аппаратЪв, приме-
няемых в промышленности.
Вместе с тем существующее оборудование, несмотря на различ-
ное назначение и разнообразие конструкций, имеет много общего
как в машинно-аппаратурных схемах, так и в методах его расчета.
Это позволяет дать общие сведения о машинах и аппаратах пред-
приятий бродильной промышленности, зная их конструкцию и
функциональное назначение.
Практически каждый вид оборудования состоит из питательного
устройства, исполнительных механизмов с рабочими органами,
приводного механизма и устройств управления и регулирования.
Питательное устройство кроме подачи сырья может осуществ-
лять его дозировку по массе или объему. Исполнительный механизм
передает движение рабочим органам оборудования. Рабочие органы
непосредственно воздействуют на обрабатываемый продукт. При-
меняемое оборудование обеспечено устройствами для защиты и
блокировки, которые предотвращают неправильное или несвоевре-
менное включение или отключение приводных устройств.
В результате проведения структурного анализа оборудования
можно построить его технологическую схему, определить динами-
ческие условия работы механизмов, узлов и деталей и на этой осно-
ве осуществить расчет и конструирование.
1.1. Классификация оборудования бродильных производств
В бродильной промышленности применяются разнообразные ви-
ды оборудования, которые классифицируются по следующим при-
знакам: характеру воздействия на обрабатываемый продукт; струк-
туре рабочего цикла; степени механизации и автоматизации; прин-
ципу сочетания в производственном потоке; функциональному
признаку. Кроме перечисленных признаков каждый вид оборудова-
ния может иметь специфические признаки.
5
По характеру воздействия на обрабатываемый продукт разли-
чают оборудование, в котором продукт подвергается механическо-
му воздействию (свойства продукта не изменяются, а изменяются
его форма и размеры), и оборудование, в котором продукт подверга-
ется физико-химическим, биохимическим, тепловым и другим воз-
действиям (физические, химические свойства и агрегатное состоя-
ние продукта меняются). Инотда в одном виде оборудования совме-
щаются механические, физико-химические, тепловые и другие про-
цессы.
По структуре рабочего цикла оборудование делится на непре-
рывное и периодического действия.
По степени механизации и автоматизации оборудование быва-
ет неавтоматическое, полуавтоматическое и автоматическое. По
мере развития и совершенствования бродильной промышленности
оборудование последовательно заменяется на полуавтоматическое
и автоматическое.
По принципу сочетания в производственном потоке оборудова-
ние классифицируется на отдельные аппараты, агрегаты или комп-
лексы, комбинированные и автоматические системы. Более совер-
шенными являются комбинированные виды оборудования, выпол-
няющие определенный законченный цикл операций и процессов.
По функциональному признаку оборудование делится на две
группы, объединяющие принципиально одинаковые по‘характеру
воздействия на продукт и конструктивному решению аппараты. В
частности, технологическое оборудование бродильной промышлен-
ности можно объединить в следующие группы:
1 — оборудование для подготовки сырья к переработке:
1.1 — для мойки и замачивания;
1.2 — для очистки и сортировки;
1.3 — для хранения и транспортирования;
2 — оборудование для механической переработки разделением:
2.1 — для дробления и измельчения;
2.2 — для выделения из жидких гетерогенных систем взве-
шенных твердых и коллоидных частиц;
2.3 — для отделения жидкой фракции;
3 — оборудование для механической переработки соединением:
3.1 — для перемешивания с целью получения сыпучих, жид-
ких и пастообразных продуктов;
4 — оборудование для проведения тёпло- и массообменных про-
цессов:
4.1 — для проведения тепловых процессов;
4.2 — для проведения массообменных процессов;
4.3 — для сушки и обезвоживания;
4.4 — для разваривания и варки;
4.5 — для охлаждения и замораживания;
5 — оборудование для проведения микробиологических процес-
сов:
5.1 — для солодоращения;
5.2 — для получения биомассы;
5.3 — для получения вторичных метаболитов;
6 — оборудование для выполнения финишных операций:
6.1 — для санитарной обработки тары;
6.2 — для дозирования и укупоривания;
6.3 . — для инспекции и этикетировки;
6.4 . — для извлечения бутылок и укладки их в ящики.
В табл. 1.1 показано использование этих видов оборудования в
производстве продуктов предприятиями бродильной промышленно-
сти.
1.2. Формирование оптимальных вариантов
структур технологических линий
бродильной промышленности
Возрастающая потребность отраслей народного хозяйства в про-
дуктах предприятий бродильной промышленности обусловливает
разработку новых принципов подхода к проектированию техноло-
гических линий бродильных производств. Очевидно, что разработка
технологических линий должна осуществляться с учетом функцио-
нально-целевого назначения системы, особенностей продукта про-
изводства и совокупности ограничений, налагаемых спецификой
объекта на структуру и функции системы.
При проектировании и разработке технологических схем на типы
используемого оборудования, виды сырья и способы реализации
технологического процесса, а также с учетом требований, предъяв-
ляемых к качеству продукта, эффективности разрабатываемой схе-
мы, экономии затрачиваемых на производственный процесс ресур-
сов и др., возможно получение большого числа вариантов структур
технологических схем, что создает определенные трудности для
разработчиков. Такая задача может быть решена на основе систем-
ного анализа технологического потока.
Этот метод создания новой технологической схемы производства
и оптимизации ее структуры заключается в рассмотрении различ-
ных аспектов системы, базирующихся на выделении в исследуемой
системе структурных составляющих и определении их роли относи-
тельно друг друга.
7
8
Сущность системного подхода состоит в расчленении целого на
образующие его компоненты, части, в выделении и изучении функ-
ций каждой части. Расчленение системного объекта (физическое
или мысленное) производится не произвольно, а в соответствии с
присущими ему закономерностями, его функциями и структурой, с
учетом состава компонентов и внутрисистемных связей.
Решение задачи анализа системы на практике осуществляется
методом последовательных приближений. Сначала на основе ори-
ентировочных представлений об организации системы выполняется
предварительный анализ. В ходе самого анализа уточняются функ-
ция, строение и другие особенности системы. Затем следует новый,
более точный анализ и т.д. Такая итерационная процедура осущест-
вляется несколько раз.
Данная оценка осуществляется коллективом экспертов, каждый
из которых проводит ранжировку критериев технологического цик-
ла(таких как производительность, удельное потребление энергии,
технологическая надежность, удельные капвложения и т.д.) по сте-
пени значимости. В зависимости от целей разработки линии (мак-
симальная или минимальная производительность, качество продук-
та и т.п.) требования, предъявляемые к отдельным стадиям техно-
логического процесса, будут иметь и различную значимость.
В результате введения такой системы оценок каждая возможная
реализация всех технологических процессов описывается опреде-
ленным методом критериев различного ранга. При этом для всей
технологической линии совокупность таких наборов представляет
собой уже достаточно сложную матрицу рангов критериев. В ре-
зультате анализа этих матриц определяют коллективные ранги спо-
собов раелизации технологических схем, которые используются в
качестве исходной информации для машинного выбора оптималь-
ного варианта технологической линии.
Набор параметров, определяющих варианты структур технологи-
ческих схем, представляет собой вектор X, который формируется из
отдельных параметров:
X-<Xi;X2;...;Xg;...;X/>,
где g - 1...Z, (Z — общее число параметров).
Любой набор параметров оборудования линии может быть пред-
ставлен точкой в Z-мерном пространстве Е1, где I определяет раз-
мерность пространства.
Требования, предъявляемые к оборудованию технологической
схемы, и условия его применения накладывают на параметры огра-
ничения, которые задаются системой неравенств и равенств:
9
Ri(Xi;X2;...;Xg;...;X/)< 0, i= Z,q;
Ь,(Х1;Х2;...;Хв;.„;Х/) =0, i“g + Z; g + p,
где q — общее число областных ограничений; р — общее число
функциональных ограничений.
Эта система в Z-мерном пространстве задает область G возмож-
ных решений — вариантов технологических линий X;:
Xi е G С Ez,
среди которых и имеется оптимальный вариант.
Таким образом, системный подход, используемый для формиро-
вания предпочтительных вариантов технологических линий произ-
водства различных продуктов брожения, позволяет оптимально ор-
ганизовать структуру линии, а следовательно, добиться максималь-
ной эффективности производства и выбрать наиболее оптимальный
вариант системы из большего числа возможных вариантов.
1.3. Машинно-аппаратурные схемы производства продуктов
предприятиями бродильной промышленности
Технологические схемы бродильных производств включают
большое количество операций. Из них можно выделить важнейшие,
в процессе которых происходит существенное изменение сырья или
промежуточных продуктов производства. Совокупность машин и
аппаратов, применяемых для осуществления основной или вспо-
могательных операций, называют машинно-аппаратурной схе-
мой.
Ниже приводятся машинно-аппаратурные схемы основных про-
изводств бродильной промышленности.
1.3.1. Производство солода и пива
Приготовление с о л о д а — сложный комплекс специфических
процедур, состоящий из очистки, сортировки, замачивания и раще-
ния зерна, а также обработки свежепроросшего солода.
Солод, проросший при оптимальных условиях, имеет свежий
огуречный запах. При наступлении анаэробного дыхания солод
приобретает эфирный, яблочный запах. Основным признаком окон-
чания проращивания является растворимость мучнистого тела зер-
на, о чем свидетельствует легкое растирание его между пальцами.
По принятой в производстве схеме (рис. 1.1) поступивший на
предприятие ячмень направляется на хранение в бункер 1, откуда с
помощью переключателей потока 2 подается в промежуточный бун-
кер 3. Из него после взвешивания на весах 4 ячмень первично очи-
щается в воздушно-ситовом сепараторе 5. Предварительно очищен-
ное зерно взвешивается на весах 6 и направляется в силос 7, те со-
храняется до момента вторичной переработки. При необходимости
проветривания ячмень из силоса 7 направляется снова в бункер 1.
Вторичная очистка ячменя предусматривает воздушно-ситовую
сепарацию в машине 8, отделение ферропримесей в магнитном се-
параторе 9, отбор куколя и овсюга в триерах 10 и 11 и разделение
ячменя по крупности в ситовой машине 12. Фракции ячменя I и II
сортов собираются в бункерах 13, а фракция III сорта направляется
на корм скоту. На выходе из бункеров 13 установлены распредели-
тели потока 14.
Очищенный и отсортированный ячмень в определенном количе-
стве дозатором 15 засыпается в замочный чан 16, где отмывается от
загрязнений и при необходимости обрабатывается дезинфицирую-
щими средствами. В чан 16 подаются вода и сжатый воздух, обеспе-
чивающий перемешивание зерна. Легкое зерно и мелкие примеси
(сплав) во время мойки всплывают на поверхность и .удаляются
вместе с моечной водой. Вымытое зерно перекачивается в замочный
чан 17, где его влажность повышается до 41...42%. После оконча-
ния замачивания зерно с водой перекачивается в солодорастильный
аппарат 18 для проращивания в течение 6...8 суток. В нем зерно
продувается воздухом с относительной влажностью 96...98 % и тем-
пературой 12° С. При необходимости зерно орошается водой темпе-
ратурой 12° С. Температура зерна при этом должна быть 14...18° С.
Из солодорастильного аппарата 18 продукт питателем 19 загру-
жается в камеру подвяливания 20, а затем в вертикальные сетчатые
каналы сушилки 21. Сушилка имеет до четырех зон, благодаря че-
му теплый воздух несколько раз проходит сквозь слой солода. Тем-
пература воздуха 40...85° С, продолжительность сушки 24...36 ч в
зависимости от конструкции сушилки.
Сухой горячий солод из сушилки 21 очищается от ростков в рост-
коотбойной машине 22. Ростки собираются в бункере 23. Сухой со-
лод без ростков направляется в силос 24 на отлежку в целях повы-
шения влажности оболочки и ее эластичности. Сухой солод без рос-
тков очищается от загрязнений, полируется в полировочной маши-
не 25 и направляется в склад готового солода. Часть свежепророс-
шего солода, минуя сушилку, направляется в обжарочный барабан
26 для приготовления карамельного солода.
Производство пива из солода, несоложеных материалов, хмеля
и воды с применением ряда вспомогательных материалов состоит из
п
Рис, 1.1. Машинно-аппаратурная схема производства солода
оишэпьо* бонппид^и
12
следующих операций: дробление солода и несоложеных материа-
лов, приготовление сусла и чистой культуры дрожжей, главное бро-
жение и дображивание. (созревание) пива, фильтрование и осветле-
ние пива, фасование и розлив пива.
Пиво — игристый освежающий напиток с характерным хмеле-
вым запахом и приятным горьковатым вкусом, насыщенный диок-
сидом углерода, образовавшимся в процессе брожения.
Очищенный солод измельчается в вальцовой дробилке / в целях
получения максимального количества мелкой однородной крупки и
сохранения шелухи (рис. 1.2). Дробленый солод взвешивают веса-
ми 2 и ссыпают в бункер 3. Отлежавшийся дробленый солод прохо-
дит магнитную очистку в магнитоуловителе 4 и подается в затор-
ный аппарат 5, где смешивается с теплой водой (около 60е С) и пе-
ремешивается. По окончании перемешивания (затирания) часть за-
торной массы (около 40%) перекачивают в другой заторный аппа-
рат 6, тде нагревают до температуры осахаривания (около 70° С), а
по окончании осахаривания — до кипения. При кипячении крупные
частицы солода развариваются, после чего первую отварку возвра-
щают в аппарат 5. При смешивании кипящей части затора с зато-
ром, оставшимся в аппарате 5, температура всей массы достигает
70° С. Затор оставляют в покое для осахаривания.
По окончании осахаривания часть затора снова перекачивают в
аппарат 6 (вторая отварка) и нагревают до кипения для разварива-
нии крупки. Вторую отварку возвращают в аппарат 5, тде после
смешивания обеих частей затора температура его повышается до
75...80° С. Затем весь затор перекачивают в фильтрационный аппа-
рат 7. Прозрачное сусло стекает в сусловарочный аппарат 8.
В аппарате 8 сусло кипятится с хмелем. При кипячении сусла
выпаривается некоторое количество воды, происходят частичная
денатурация белков сусла и его стерилизация. Горячее охмеленное
сусло спускают в хмелеотделитель 9, где вываренные хмелевые ле-
пестки задерживаются, а сусло перекачивается в сборник горячего
сусла 10.
Горячее сусло из сборника 10 подается в центробежный тарель-
чатый сепаратор 11, в котором оно очищается от взвешенных час-
тиц коагулированных белков. Из сепаратора 11 сусло нагнетается в
пластинчатый теплообменник 12, где охлаждается до 5...60 С. Ох-
лажденное сусло сливают в бродильный чан 13 вместе с дрожжами
из чана 14. Брожение длится б...8 сут. По окончании главного бро-
жения молодое пиво отделяют от дрожжей и перекачивают в танк
15 для дображивания в течение 11...90 сут. По окончании дображи-
вания пиво под давлением диоксида углерода нагнетается в сепара-
13
Рис. 1.2. Машинно-аппаратурная схема производства пива
оюо апнэудошогпдц
14
тор-осветлитель 16 и фильтр 17, хде оно освобождается от взвешен-
ных в нем дрожжей, других микроорганизмов и мелкодисперсных
частиц. Осветленное пиво охлаждается рассолом в теплообменнике
18, насыщается <при необходимости) диоксидом углерода в карбо-
низаторе 19 и сливается в танк 20. Отфильтрованное пиво из танка
20 под давлением подается в отделение розлива.
1.3.2. Производство спирта и его ректификация
Производство спирта состоит из отдельных биохимических про-
цессов: гидроферментативная обработка дробленого зерна или кар-
тофеля, охлаждение и осахаривание затора, сбраживание осахарен-
ной массы, перегонка бражки и ректификация спирта.
Спирт этиловый ректификованный — прозрачная бесцветная
жидкость без привкуса и запаха посторонних веществ. Пищевой
спирт применяют для приготовления ликеро-водочных изделий, ви-
ноградных и плодово-ягодных вин, в производстве парфюмерных
изделий и некоторых медицинских препаратов.
На рис. 1.3 представлена машинно-аппаратурная схема произ-
водства спирта с использованием механико-ферментативной обра-
ботки сырья, где стадия разваривания сырья паром повышенного
давления заменена гидроферментативной обработкой замеса с по-
мощью бактериальной а-амилазы при температурах клейстериза-
ции крахмала 60...900 С.
Измельченное зерно после молотковой дробилки 3 поступает в
смеситель 5 через лоток 2, ще смешивается с теплой водой темпера-
турой 60...650 С и а -амилазой ферментативного препарата, посту-
пающего из расходного сборника 1. Соотношение зерна и воды, по-
ступающих в смеситель, составляет 1:3, а температура замеса под-
держивается на уровне 50...550 С. Продолжительность пребывания
замеса в смесителе 5 составляет 10... 12 мин. В смесителе 5 происхо-
дит начальная стадия разжижения крахмала и растворения сухих
веществ, а также обеспечивается нормальная текучесть массы за
счет действия а-амилазы.
При переработке картофеля измельченная на молотковой дро-
билке 4 картофельная кашка также подается в смеситель 5, тде сме-
шивается в нем с жидким ферментным препаратом.
Из смесителя 5 зерновой замес насосом 7 подается на контактную
головку 6, где подогревается паром до 70...72° С, и далее в аппараты
8 и 13 гидродинамической и ферментативной обработки I ступени,
объем которых обеспечивает выдержку в нем замеса не менее
3,5...4,0 ч. После заполнения аппарата примерно на 1/3 подключа-
ется циркуляционный контур, включающий центробежные насосы
15
3
Рис. 1.3. Машинно-аппаратурная схема производства спирта из крахмалосодержащего сырья
14 и 15, обеспечивающие перемешивание массы в аппарате при ее
температуре 65...70°С. Во время гидродинамической обработки
сырья происходит дальнейшее разжижение, растворение крахмала
и сухих веществ зерна за счет действия а-амилазы.
При переработке измельченный картофель, смешанный с а-ами-
лазой, закачивается насосом 7 через контактную головку 6 в аппа-
раты 8 и 13. Далее процесс осуществляется по параметрам, приме-
няемым при переработке зерна.
Ферментативно-тепловая обработка сырья осуществляется следу-
ющим образом. Замес или картофельная кашка из аппаратов I сту-
пени 8 и 13 с помощью дозировочных устройств 9 и 12 отводится в
горизонтальный, разделенный на три отсека аппарат 11 гидродина-
мической и ферментативной обработки II ступени, снабженный ме-
шалками.
В первой секции аппарата 11 крахмалосодержащая масса выдер-
живается при перемешивании 15...16 мин при 65...72° С, после чего
перетекает через переливное отверстие во второй отсек, нагревает-
ся в нем острым паром до 72...75° С и выдерживается 15...16 мин. В
третьем отсеке температура массы путем подачи в нее пара подни-
мается до 85...95° С.
Хорошо разжиженная и гидролизованная крахмалосодержащая
масса из аппарата 11 насосом 17 закачивается через трубчатый сте-
рилизатор 20 и регулирующий клапан 19 в паросепаратор 25, из
которого отводится на осахаривание. Учитывая, что на заводах час-
то перерабатывается некачественное дефектное сырье, требующее
более высокой температуры стерилизации, предусматривается кон-
тактная головка 18. В этом случае вторичный пар из паросепарато-
ра 25 направляется в первый отсек аппарата 11.
В процессе осахаривания стерилизованная масса в испарителе-
осахаривателе 23 смешивается с глюкоамилазой, поступающей из
расходного сборника 22 через дозатор 21, и выдерживается при
55° С в течение 30...35 мин. Основное количество формалина, по-
давляющее развитие кислотообразующих бактерий при сбражива-
нии, подается из сборника 24.
Сусло из испарителя-осахаривателя 23 плунжерным насосом 26
закачивается в теплообменный аппарат 27 и после охлаждения до
температуры складки 18...20° С поступает в бродильные аппараты
31 и 33, где сбраживается непрерывно-поточным способом. При
этом способе приготовленные в дрожжанках 28 дрожжи поступают
во взбраживатель 29, откуда подаются в головной бродильный ап-
парат 31. Сбраживаемое сусло из головного бродильного аппарата
31 последовательно по переточным трубам поступает в бродильные
18
аппараты 33. Из последнего бродильного аппарата зрелая бражка
насосом 38 подается на перегонку в дефлегматор ректификацион-
ной колонны 43. Насосами 30 и 32 сусло удаляется из бродильных
аппаратов на случай дезинфекции. Из выделившегося при броже-
нии диоксида углерода спирт улавливается в спиртоловушке 34.
Выделение спирта из бражки и очистка спирта-сырца (ректифи-
кация) от примесей производится в брагоректификационном ваку-
умном аппарате, который состоит из трех колонн: брагоэпюрацион-
ной 55, эпюрационной 48 и ректификационной 42, теплообменной
аппаратуры, сборных емкостей, насосного хозяйства и системы
КИПиА.
В дефлегматоре 43 бражка нагревается теплом конденсации
спиртовых паров ректификационной колонны 42 до 40...50° С. Из
теплообменника бражка поступает в дефлегматор эпюрационной
колонны 46, догревается в нем водно-спиртовыми парами эпюраци-
онной колонны 48 до 50...550 С и переходит в дополнительный подо-
греватель бражки 49, тде ее температура за счет утилизации тепла
не сконденсировавшихся в дефлегматоре-испарителе 56 водно-
спиртовых паров брагоэпюрационной колонны 55 доводится до
70...75° С. Окончательный догрев бражки до 85...90°С осуществля-
ется в подогревателе бражки 50.
Нагретая бражка из теплообменника 49 поступает в сепаратор 7,
освобождается от диоксида углерода в конденсаторе 53 и из него до-
полнительным насосом 51 подается на верхнюю тарелку брагоэпю-
рационной колонны 55. Колонна 55 состоит из 34 тарелок, 18 из ко-
торых расположены в отгонной части колонны, 11 — в эпюрирую-
щей и 5 (пеноулавливающие) — над эпюрирующей частью колон-
ны. Эпюрирующая и отгонная части брагоэпюрационной колон-
ны 55 разграничены между собой цилиндрической обечайкой с пат-
рубком для отбора эпюрированных водно-спиртовых паров.
В эпюрирующей части колонны 55 из бражки отгоняется часть
спирта с сопутствующими спирту головными и промежуточными
примесями, который в виде парового потока поступает в межтруб-
ное пространство испарителя, испаряет лютерную воду, конденси-
руется и поступает в коллектор бражного дистиллята 56.
Эпюрированная бражка переходит в отгонную часть брагоэпюра-
ционной колонны 55, где из нее полностью отгоняется спирт. Барда
отводится в теплообменник 58, тде отдает тепло бражке и охлажда-
ется до 70...75° С. Колонна 55 работает при давлении 150...170 кПа.
Эпюрированные водно-спиртовые пары из брагоэпюрационной
колонны 55 через пеноловушку 54 тюсгуъаип в кипятильник 50,
обогревая при этом эпюрационную колонну 48. Конденсат этпори-
2*
19
рованных паров из кипятильника 50 направляется на 10-ю или
15-ю тарелку эпюрационной колонны 48. Бражной дистиллят из
коллектора 56 поступает на 20-ю и 25-ю тарелки эпюрационной ко-
лонны 48.
Эпюрационная колонна 48 содержит 39 многоколпачковых таре-
лок, из которых 20...25 работают в режиме выварки примесей, 6...11
— в режиме гидроселекции примесей и 8 — на концентрирование
примесей. Работает колонна при давлении 50...65 кПа. Конденсат с
дефлегматора 46 и избыток дистиллята из конденсатора 47 и спир-
толовушки 45 возвращаются на верхнюю тарелку колонны для ее
орошения флегмой. Лютерная вода в колонну 48 подается насо-
сом 41 из сборника лютерной воды 40.
Эпюрат из эпюрационной колонны 48 поступает на 16-ю тарелку
ректификационной колонны 42. Ректификационная колонна 42 со-
стоит из 81 многоколпачковой тарелки, 16 из которых работают на
отгонку спирта, 10... 15 — на пастеризацию спирта и 55 — на укреп-
ление спирта. Колонна снабжена дефлегматором 43, конденсато-
ром 44 и спиртоловушкой 39. Не выделенные в эпюрационной ко-
лонне 48 примеси конденсируются в нижней части ректификацион-
ной колонны 42 и отводятся с 7...10-й тарелки из паровой фазы.
Ректификационная колонна 42 орошается флегмой из дефлегмато-
ра 43 и конденсаторов 44 и 39. Отбор ректифицированного спирта
производится с 72...75-Й тарелок ректификационной колонны 42.
Ректификационная колонна 42 работает при давлении 50...70 кПа.
Отбор головной фракции этилового спирта производится из допол-
нительного конденсатора 45 эпюрационной колонны 48, откуда
фракция отводится в сборник головных фракций.
Вакуум в колоннах 55, 46 и 42 создается вакуум-насосом 35. В
вакуумную систему входит барометрический конденсатор 37, где в
качестве абсорбера используется 10-тарельчатая царга с многокол-
пачковыми тарелками. Вода, поступающая на орошение в баромет-
рический конденсатор 37, отводится в сборник барометрической во-
ды 36.
1.3.3. Производство ликеро-водочных изделий
Ликеро-водочные изделия включают широкий ассортимент наи-
менований, который можно разделить на две группы: водка и слабо-
градусные водочные изделия (наливки, настойки и ликеры), зави-
сящие от вида исходного продукта.
Водка — крепкий алкогольный напиток, приготовленный сме-
шиванием ректификованного спирта и воды с последующей обра-
боткой активным углем и фильтрованием.
20
Производство водки (рис. 1.4) состоит из следующих технологи-
ческих операций: приемка ректификованного спирта, подготовка
воды, приготовление водно-спиртовой смеси, обработка водно-спир-
товой смеси активным углем, фильтрование, доведение водки до
стандартной крепости и розлив водки.
Ректификованный спирт высшей степени очистки (или спирт
экстра), поступающий на приготовление водки, принимают по объ-
ему, измеряемому специальными мерниками, с одновременным оп-
ределение»! содержания этилового спирта.
Сортировку или водно-спиртовой раствор приготавливают клас-
сическим периодическим или непрерывным способом. При получе-
нии водки периодическим способом (см. рис. 1.4) вода, используе-
мая для приготовления водки, должна содержать минимальное ко-
личество продуктов распада органических азотистых веществ и лег-
коокисляющихся неорганических примесей. Воду с общей жестко-
стью 1...7 мг-экв/л умягчают катионитами, а с жесткостью более
7 мг-экв/л подвергают до обработки катионитами известкованию
или же совместному Na-катионированию.
Для улучшения качества воды применяют отстаивание и фильт-
рование, коагуляцию и дезодорацию, обезжелезивание и умягче-
ние.
Вода из напорного бака 7 для снижения жесткости проходит че-
рез слой сульфоугля или глауконита в катионитовом фильтре 4.
Сульфоуголь регенирируется раствором поваренной соли, которую
готовят в солерастворителе 3. Умягченная вода собирается в емко-
сти 5 и через мерники воды 23 поступает в сортировочный аппа-
рат 17.
Спирт из спиртохранилища через конический 22 и цилиндриче-
ский 21 мерники поступает в сортировочный аппарат 17. Сюда же
из бачков 75 поступают ингредиенты, водно-спиртовая жидкость из
бачка 19 после промывки в песочных фильтрах 7, водно-спиртовая
жидкость из цеха розлива и остатки других сортировок из бачка 20.
В сортировочном аппарате 17 смесь перемешивается мешалкой
или насосом 16. Этим же насосом сортировка перекачивается в на-
порные баки 2 и далее через форфильтры 10 в угольные колонки 9.
Скорость потока жидкости контролируется ротаметрами 6. В уголь-
ных колоннах 9 смесь фильтруется через слой активного угля, в ре-
зультате чего из нее удаляются примеси, придающие ей неприят-
ный вкус и запах. Для регенерации активного угля его обрабатыва-
ют паром при температуре 11О...115°С, а образующиеся при этом
пары спирта конденсируются в холодильнике 11 и собираются в ем-
кости 12.
21
Рис. 1.4. Машинно-аппаратурная схема производства водки периодическим способом
22
Из угольных колонок 9 очищенная смесь через песочные фильт-
ры 7 попадает в сборник водки, из которого водка направляется на
разливочные автоматы 13. Получающийся брак водки при розливе
собирается в сборник 14.
Производство слабоградусных водочных изделий
(наливок, настоек и ликеров) состоит из следующих операций: под-
готовка сырья и полуфабрикатов, купаживание (смешивание),
фильтрование, выдержка и розлив.
Спиртованный сок — доброкачественный сок плодов или ягод,
законсервированный этиловым спиртом высшей очистки до крепо-
сти 25%. Спиртованный морс получают настаиванием свежего или
сушеного плодово-ягодного сырья с водно-спиртовым раствором
крепостью 40...45%. Спиртованные настои — водно-спиртовые вы-
тяжки из эфиромасличного или неароматного сырья. Ароматные
спирты — продукты, получаемые путем перегонки пряного расти-
тельного сырья, залитого водно-спиртовым раствором крепостью
50...60%.
Для получения наливок, настоек и ликеров в качестве сырья при-
меняют этиловый спирт, ароматный спирт, спиртованные соки и
морсы, сахарный сироп и другие компоненты. Машинно-аппаратур-
ная схема производства настоек, наливок и ликеров показана на
рис. 1.5.
При получении ароматного спирта растительное сырье измельча-
ется в корнедробилке 1 и траворезке 2. Измельченное сырье загру-
жается в экстракционный аппарат 4 и заливается водно-спиртовым
раствором. Для ускорения процесса экстрагирования водно-спирто-
вой раствор насосом 3 многократно прокачивается через слой из-
мельченного сырья. Полученный настой направляется в перегонный
аппарат 5, в котором получают ароматный спирт крепостью
60...80%. В холодильнике 8, снабженном смотровым фонарем 6 и
дефлегматором 7, ароматный спирт охлаждается и направляется в
сборник 9.
Сахарный сироп приготавливается в сироповарочном аппарате
23, обогреваемом паром через паровую рубашку и снабженном ме-
шалкой. Готовый сироп фильтруется через фильтр 21 и насосом 22
через холодильник 12 перекачивается в сборник 11.
Спиртованные морсы получают из сушеного плодово-ягодного
сырья, которое измельчается в дробилке 32. Дробленое сырье загру-
жается в настойный аппарат 31, в который добавляют водно-спир-
товой раствор крепостью 40...50%. В процессе настаивания раствор
перемешивают насосом 30. Длительность настаивания 10...14 сут.
Готовый спиртованный морс насосом 30 перекачивают в сборник 10.
73
z» DtMtfyrtg
Г*---------->
24
Остаток сырья из настойного аппарата 31 насосом 29 подается в
пресс 27. После прессования остаток сырья направляется в выпар-
ной аппарат 25, в котором из отжатого сырья извлекается спирт.
Спиртованные соки на ликеро-водочных заводах изготавливают-
ся в сокоморсовых цехах и хранятся в емкостях 26. При подаче
спиртованных соков в производство их фильтруют в фильтре 28 и
направляют в сборник 10.
Смесь из ароматного спирта, соков, сиропа, воды и других состав-
ных частей приготавливается в купажных аппаратах 22 и 24. Спирт
в купажные аппараты 22 и 24 подается из мерника 13. Для улучше-
ния вкуса и аромата изделий смесь (купаж) выдерживается
24...72 ч. После выдержки изделия фильтруются в фильтр-прессе
19. Наливки и настойки направляются в напорные баки 14, из кото-
рых изделия через контрольный фильтры 15 поступают в разливоч-
ный автомат 16.
Ликеры из купажных аппаратов 22 и 24 подаются на выдержку,
при которой улучшается их качество. Выдержка ликеров осуществ-
ляется в емкости 18 при температуре 8...200 С. Время выдержки
1...6 месяцев, для некоторых сортов ликеров — до 2 лет. Насосом 17
ликеры подаются на розлив в автомат 16 через контрольный
фильтр 15.
1.3.4. Производство хлебопекарных дрожжей
Дрожжевое производство основано на способности дрожжевых
клеток (микроорганизмов) расти и размножаться. Технологический
процесс выращивания дрожжей складывается из следующих основ-
ных этапов: приготовление питательной среды, выращивание ма-
точных и товарных дрожжей, выделение товарных дрожжей из
дрожжевой суспензии, формование и упаковка прессованных дрож-
жей, сушка дрожжей.
Дрожжи используются в хлебопечении для разрыхления теста, а
также в кондитерском и консервном производствах. Их применяют
для получения витаминов, лекарственных препаратов и питатель-
ных сред.
Производство хлебопекарных дрожжей осуществляется по следу-
ющей машинно-аппаратурной схеме (рис. 1.6). Из сборника 1 ме-
ласса насосом 2 направляется в рассиропник 3, в котором она раз-
бавляется горячей фодой (90° С), выдерживается 30 мин и подается
на кларификатор 5, где освобождается от механических примесей.
Осветленное сусло нагревают до 120° С в пластинчатом теплооб-
меннике 4, выдерживают 30 с, охлаждают до 80° С и направляют в
приточный сборник 6, откуда подают в дрожжерастильные аппара-
25
то&ление питательной среды
Рис. 1.6. Машинно-аппаратурная схема производства хлебопекарных дрожжей
ты: 8 — предварительный дрожжерастильный аппарат; 9, 10, 11 —
дрожжерастильные аппараты соответственно I, II и III стадии ма-
точных дрожжей. Осветление и стерилизация осуществляются в не-
прерывном режиме.
Минеральные соли (диамонийфосфат, сульфат магния, дестиоби-
отин и др.) растворяют в бачке 7 и направляют в аппараты для раз-
множения дрожжей 8 и 21 в строго определенных количествах.
Выращивание хлебопекарных дрожжей складывается из получе-
ния маточных и товарных дрожжей. Маточные дрожжи чистой
культуры готовят в количестве, обеспечивающем засев непосредст-
венно в товарный аппарат 21, и хранят в виде дрожжевого молока
при температуре 2° С. Перед засевом в товарный аппарат 21 маточ-
ные дрожжи подвергают жесткой обработке при pH 1,8...2,0 в тече-
ние 30 мин. Товарные дрожжи получают по периодической схеме
без отборов среды.
Различия в технологии прессованных и сушеных дрожжей прояв-
ляются, начиная с выделения и подготовки штамма и до получения
товарной продукции. Они состоят в величинах удельной скорости
роста, засевов, длительности выращивания и концентрации сред.
Выросшие маточные и товарные дрожжи выделяют из дрожжевой
суспензии, промывают холодной водой и сгущают в сепараторах 12,
14, 16 — соответственно, I, II, III ступени маточных и товарных
дрожжей. Дрожжевое молоко после III ступени сепарации маточ-
ных и товарных дрожжей собирается в сборник 17, откуда направ-
ляется соответственно в сборники 18 и 22 — маточного и товарного
дрожжевого молока. Для промывания дрожжей используют специ-
альные промывные бачки 13 и 15. Кислотную обработку маточных
дрожжей перед засевом проводят в сборнике 19, куда из мерника 20
дозируется серная кислота.
Окончательное выделение товарных дрожжей из дрожжевого мо-
лока происходит в вакуум-фильтре 24, предварительно обработан-
ного раствором поваренной соли из сборника 23. Пластины дрож-
жей из вакуум-фильтра 24 попадают в сушилку для дрожжей 26
через шнек 25, при этом пылевидная фракция улавливается в цик-
лоне 27. Прессованные дрожжи формуются в бруски и упаковыва-
ются в формовочно-упаковочном автомате.
1.3.5. Производство хлебного кваса
По технологическим приемам хлебные квасы можно разделить на
две группы: квасы, получаемые с использованием процесса броже-
ния, и квасы, получаемые купажированием. Технология получения
хлебного кваса методом брожения включает следующие операции:
27
приготовление квасного сусла, молочнокислое и спиртовое броже-
ние, охлаждение и купажирование кваса и розлив его в емкости.
Хлебный квас — прохладительный напиток, насыщенный угле-
кислым газом, с приятным ароматом ржаного хлеба.
На рис. 1.7 представлена машинно-аппаратурная схема получе-
ния хлебного кваса методом брожения. По этой схеме концентрат
квасного сусла, доставляемый на завод в автоцистернах /, перека-
чивается насосом 2 через мерник 4 в сборник 3. При поступлении
концентрата квасного сусла в бочках 5 их устанавливают на под-
дон 6, ополаскивают горячей водой и концентрат насосом 7 перека-
чивают через мерник 4 в сборник 3 для хранения.
Сахар (жидкий рафинированный), доставляемый в автоцистер-
нах И, Джосом 2 через теплообменник 12 и мерник 14 подают в
сборники 13 с бактерицидными лампами 15. При поступлении на
завод затаренного в мешки 16 сахара-песка последние снимают с
автомашины на поддоны 18 автопогрузчиком 19 и перевозят для
хранения на склад. По мере надобности сахар взвешивают на весах
20, норией 21 загружают в бункер 22 и подают в сироповарочный
котел 23, куда предварительно налита вода. Готовый сахарный си-
роп насосом перекачивают через фильтр 24 и теплообменник 25 в
сборник 17.
Для приготовления квасного сусла концентрат квасного сусла на-
сосом 2 перекачивают через мерник 4 в сборник 8, где его разбавля-
ют горячей водой. Из сборника 8 разбавленный концентрат квасно-
го сусла насосом 9 через теплообменник 10 поступает в бродильно-
купажный аппарат 27. Сюда же из сборника 17 подают расчетное
количество сахарного сиропа, из сборника 40 — воду, а из аппарата
33 — смешанную дрожжевую и молочнокислую закваску.
Чистую культуру дрожжей готовят в аппаратах 31 и 32, а чистую
культуру молочнокислых бактерий — в аппаратах 34 и 35. Затем
чистые культуры дрожжей и бактерий перекачивают в аппарат 33.
Сброженное в аппарате 27 квасное сусло охлаждают, выводят
осевшие дрожжи в сборник 26, а в бродильно-купажный аппарат
вводят еще раз расчетное количество сахарного сиропа и колера,
который готовят в аппарате 30 и выдерживают в сборнике 29. Ку-
паж кваса тщательно перемешивают и направляют на розлив в ав-
тоцистерны 28. При розливе в бочки в схеме предусмотрено исполь-
зование изобарических разливочных аппаратов.
Воду, используемую на технологические нужды, направляют в
промежуточный сборник 36. Оттуда она поступает в песочный
фильтр 37 и из него через сборник 38 насосом направляется на ке-
28
29
рамические свечные фильтры 39 для тонкого фильтрования. От-
фильтрованная вода поступает в сборник 40.
1.3.6. Производство газированных безалкогольных напитков
Производство газированных безалкогольных напитков в соответ-
ствии с принятой технологией сострит из следующих операций:
кондиционирование воды, приготовление сахарного сиропа, колера
и настоек, купажирование смеси сиропа и воды диоксидом углеро-
да, розлив.
Газированная вода — питьевая вода, насыщенная диоксидом уг-
лерода, с кисловатым вкусом, своеобразной свежестью и способная
хорошо утолять жажду.
Машинно-аппаратурная схема производства газированных без-
алкогольных напитков представлена на рис. 1.8. Вода, являющаяся
основным компонентом газированного напитка, сначала фильтру-
ется в песочном фильтре 9 грубой очиргки. Тонкая обеспложиваю-
щая фильтрация воды осуществляется в керамическом свечном
фильтре 8.
Для тонкой очистки воды используют фильтр-пресс 7, также ра-
ботающий под давлением. Осветленная вода насосом 6 подается в
катионитовый фильтр 5 для умягчения. Регенерация фильтров осу-
ществляется с помощью солерастворителя 3 путем изменения тока
воды. Умягченная вода подвергается обеззараживанию ультрафио-
летовыми лучами в бактерицидной установке 4. Насосом 1 вода по-
дается в холодильник 2, где охлаждается до температуры 4...7° С и
направляется в производство.
Сахар по мере надобности очищают от посторонних примесей,
взвешивают и загружают в сироповарочный аппарат 12. Туда же
наливают воду в количестве 40% к массе сахара, подают исправи-
мый бак из цеха и кипятят в течение 20...25 мин. Готовый сахарный
сироп насосом 13 подают на охлаждение в теплообменник 14.
В целях предотвращения кристаллизации сахарозы и придания
сахарному сиропу мягкого и приятного вкуса его направляют в си-
роповарочный аппарат 15 для инверсии. Инвертный сахарный си-
роп после охлаждения в теплообменнике 17 до 25° С насосом 16 пе-
рекачивается в сборник 22.
Соки и настои из сборника 19, отфильтрованные при необходи-
мости в фильтр-прессе 20, насосом 18 подаются в стальной эмалиро-
ванный сборник 21. Для растворения лимонной кислоты и эссен-
ции, а также для приготовления разных добавок на предкупажной
площадке размещены сборники 24 и 25.
Колер, используемый для окраски напитков, готовят путем на-
30
Приготовление сахарного сиропа, иолеро, ностаек
«вжммм
(О « а а (Г a ff ff ID 2f 2Z
31
гревания сахара до 180...20QP С в колеровочном аппарате 10, куда
наливают воду в количестве 1...3% к массе сахара. Из колеровочно-
го аппарата 10 колер насосом 11 направляется в сборник 23.
Купажный сироп готовится в вертикальных купажных аппаратах
26—28, снабженных мешалками якорного типа. Все компоненты
купажа поступают в аппарат самотеком из сборников 21—25, смон-
тированных на предкупажной площадке. Готовый купажный сироп
фильтруется на фильтре 29, охлаждается до температуры 8...10° С и
насосом 30 подается в напорный сборник 31, откуда самотеком по-
дается на непрерывнодействующую установку для смешивания ку-
пажа с водой и насыщения напитка диоксидом углерода.
1.3.7. Производство жидкого диоксида углерода
Процесс спиртового брожения сводится в итоге к разложению мо-
носахаров на спирт и диоксид углерода и описывается уравнением
вида
СбНцОб * 2С2Н5ОН+2СО2+И8КДЖ.
Наряду с этиловым спиртом и диоксидом углерода при брожении
всегда образуются в небольших количествах высшие спирты, альде-
гиды, эфиры, органические кислоты и др. Практический выход ди-
оксида углерода на спиртовых заводах составляет 5 кг на каждый
декалитр спирта, на пивоваренных заводах — 0,13 кг на каждый де-
калитр пива.
Производство жидкого диоксида углерода состоит из следующих
операций: отделение побочных продуктов, сжатие, охлаждение,
осушка и очистка, конденсация и фасовка.
Двуокись углерода (СОг) используют в жидком, газообразном и
твердом (в виде сухого льда) состояниях в зависимости от темпера-
туры и давления. В газообразном состоянии это бесцветное вещест-
во, не имеющее запаха и обладающее кисловатым вкусом. В жид-
ком состоянии — бесцветная, прозрачная, легкоподвижная жид-
кость (при температуре 12...15° С и давлении 5,9...6,3 МПа).
Машинно-аппаратурная схема утилизации диоксида углерода
представлена на рис. 1.9.
Выделяемый в процессе брожения и дображивания газ поступает
на двойную промывку в насадочные скрубберы 3 и 4, а затем на газ-
гольдер 5. Из газгольдера через каплеотделитель газ поступает в
первую ступень компрессора 7. После первой и второй ступени газ
охлаждается в теплообменниках 8 и 10, проходит через влагомасло-
отделители 9 и 11 и поступает на третью ступень компрессора, где
сжимается до 7,0 МПа. Затем через холодильник 12, влагоотдеди-
32
омхгхм
Охлаждение Осусма и очистка Конденсация
Отделение Смнпие
Уис. 1.9. Staiuiuino-aiwiapajypiiaucKCMa усилилацин диоксида yiuep»M.a
зз
тель 13 и фильтр высокого давления 14 газ направляется в блок
сушки 15 и очистки /б. Жидкая двуокись углерода из конденсатора
17 поступает в ресивер высокого давления 18, откуда через теплооб-
менник 19 направляется в изометрический сосуд-накопитель 20 и
затем в газификатор 21. Концентрация поступающего на утилиза-
цию СОг постоянно контролируется автоматическим газоанализа-
тором.
Двуокись углерода относится к категории опасных грузов, поэто-
му транспортируют ее в бесшовных стальных баллонах емкостью до
50 л. Хранят баллоны в одноэтажных складах без чердачных пере-
крытий или под навесом. В складах, где температура не должна
превышать 35° С, их устанавливают в вертикальном положении.
1.4. Автоматизация производственных процессов
в бродильной промышленности
Автоматизация технологических процессов предприятий' бро-
дильной промышленности является важнейшим средством повыше-
ния производительности труда, сокращения расхода материалов и
энергии, улучшения качества продукции и внедрения прогрессив-
ных методов управления производством. Многообразные техниче-
ские средства автоматического контроля, регулирования и управле-
ния позволяют создать в бродильной промышленности автоматизи-
рованные производства.
На рис. 1.10 приведена функциональная схема автоматизации
мини-пивзавода, включающая заторно-сусловарочный аппарат 3,
фильтрационный аппарат 1, регулятор фильтрации 4, гидроцик-
лон 5, теплообменник 6, бродильный аппарат 8, аппарат дображи-
вания 9, дрожжевую ванну 7, сепаратор 10.
В заторно-сусловарочный аппарат 3 поступают теплая вода,
дробленый солод и хмель. Уровень среды в аппарате контролирует-
ся датчиком 10а уровнемера 10$ с пневматическим выходным сигна-
лом, который подается на вторичный прибор 10в с станцией управ-
ления и далее на автоматический регулятор 10g. Исполнительное
устройство 10g установлено на линии подачи тепловой воды в аппа-
рат 3.
Температура воды в заторно-сусловарочном аппарате 3 измеря-
ется двумя термометрами сопротивления 1а и 2а, установленными в
верхней и нижней частях аппарата. Сигналы поступают на автома-
тические мосты 1g и 2g и далее через дистанционные панели управ-
ления 1в и 2в, заводятся на пневматические исполнительные уст-
ройства 1г и 2g, которые изменяют подачу пара в паровые рубашки
заторно-сусловарочного аппарата 3. Давление в паропроводах из-
34
eOHQOimf
puc. 1.10. Схема автоматизации минп-нивзавода
3*
35
меряется передающими преобразователями 7а и 8а и вторичными
приборами 7б 8g,
По окончании затирания затор насосом подается в фильтрацион-
ный аппарат /. Температура среды в фильтрационном аппарате /
измеряется термометром сопротивления За и вторичным прибо-
ром Зб • После начала фильтрования мутное сусло, проходя через
регулятор фильтрации 2, перекачивается в фильтрационный аппа-
рат 1. Уровень продукта в фильтрационном аппарате 1 контролиру-
ется уровнемером 11а , сигнал подается на вторичный прибор 11д
через преобразователь 11б и далее через регулирующее устройство
11 г, подается на исполнительное устройство 11g , которое установ-
лено на линии подачи промывной воды в аппарат 1.
По окончании фильтрования закрывается запорный вентиль 14а,
открывается вентиль 15а, и сусло насосом перекачивается в затор-
но-сусловарочный аппарат 3, где кипятится с хмелем. Охмеленное
сусло подается через хмелеотделитель 4 в гидроциклонный аппа-
рат 5. О наполнении гидроциклона 5 сигнализирует уровнемер 12g.
По окончании осветления открывается вентиль 18а, и сусло перека-
чивается в теплообменник 6, где охлаждается до температуры 5° С
холодной (ледяной) водой. Регулирование температуры сусла на
выходе из теплообменника 5 происходит следующим образом: тем-
пература измеряется термометром сопротивления 4а, сигнал с кото-
рого поступает на автоматический мост 4g и далее, через дистанци-
онную панель управления 4в , на пневматическое исполнительное
устройство 4г , которое изменяет подачу холодной воды в теплооб-
менник 6.
Далее охлажденное сусло насосом перекачивается в бродильный
аппарат 8, куда добавляются дрожжи из ванны для дрожжей 7. По-
сле этого пиво перекачивается в аппарат дображивания 9. По окон-
чании дображивания пиво направляется в сепаратор-осветли-
тель 10, а затем на розлив.
На рис. 1.11 приведена функциональная схема автоматизации
мини-спиртзавода, включающая бродильные аппараты 1, спиртоло-
вушку 2, сборник бражки 3, бражную и ректификационную колон-
ны 4 и 7, дефлегматоры 5 и 8, конденсаторы б и 9, спиртоприем-
ник 10. В батарею бродильных аппаратов 1 загружаются сырье для
получения бражки и холодная вода. Температура массы регулиру-
ется термометрами сопротивления 1а, 2а и За, сигнал от которых
поступает на автоматические мосты со встроенными пневматиче-
скими регуляторами 1а, 2а и За и далее, через байпасные панели 1в,
2ви Зд , подается на исполнительные устройства 1г, 2г и Зг, уста-
новленные на трубопроводах подачи холодной воды в батареи. Вер-
36
Рис. I.JJ. Схема ашомашзации мнии-сицрианела
37
хний и нижний уровни бражки в бродильных аппаратах 1 регулиру-
ются и сигнализируются уровнемерами 17g, 18g и 19 g.
Спиртосодержащие пары, выделяющиеся в ходе брожения, на-
правляются в спиртоловушку 2, куда также подается холодная во-
да. Схемой предусмотрено регулирование соотношения расходов
спиртосодержащие пары — холодная вода. В качестве датчиков рас-
хода использованы диафрагмы 12а и 13а соответственно, перепады
давления на которых в дифманометрах 12g и 13g преобразуются в
унифицированные пневматические сигналы. Далее сигналы посту-
пают через вторичный прибор 13в со встроенной станцией управле-
ния на регулятор соотношения 13? Исполнительное устройство 13g
управления — на линии подачи холодной воды в спиртоловушку 2.
Бражка из бродильных аппаратов 1 перекачивается в напорный
бак 3, в котором уровень контролируется поплавковым реле 20g,
при этом выдается сигнал на запорный клапан 20в. Из напорного
бака 3 бражка поступает на питательную тарелку бражной колон-
ны 4 и по тарелкам стекает вниз. Расход бражки, определяющий на-
грузку брагоперегонной колонны 4, регулируется системой: камер-
ная диафрагма 14а , дифманометр 14g, вторичный прибор со стан-
цией управления 14в, пневматический регулятор 14г, а также кла-
пан 14g.
Пары спирта, выходящие из верхней части брагоперегонной ко-
лонны 4, охлаждаются в дефлегматоре 5 и конденсируются в кон-
денсаторе 6.
Схемой предусматривается регулирование температуры в браж-
ной колонне 4 с коррекцией по давлению в нижней части колонны,
температура в колонне измеряется термобаллоном 4а манометри-
ческого термометра 4g с пневматическим выходным сигналом. Дав-
ление низа колонны 4 в манометре 8а также преобразуется в уни-
фицированный сигнал. Преобразованные сигналы поступают на
вторичные приборы 4в и 8g и далее на пневматические регуляторы
4г и 8в соответственно. Исполнительное устройство 8г установлено
на трубопроводе подачи пара в бражную колонну 4. Давление в тру-
бопроводе подачи пара поддерживается постоянным с помощью ре-
гулятора прямого действия давления 9.
Уровень барды в нижней части брагоперегонной колонны 4 регу-
лируется сигнализатором уровня 21g.
Расход конденсата 6 регулируется камерной диафрагмой 15а в
комплекте с сильфонным дифманометром 15g, сигнал с которых по-
ступает соответственно на вторичный прибор 15в, пневматический
регулятор 15 г и далее на регулирующий клапан 15g.
38
Спирт-сырец из брагоперегонной колонны 4 и сконденсирован-
ные пары из конденсатора б поступают в куб ректификационной
колонны 7, где происходит очистка от головных и хвостовых приме-
сей в виде сивушно-эфироальдегидной фракции. Уровень поступа-
ющего спирта регулируется сигнализатором уровня 22g. Нагрев
спирта-сырца в кубе ректификационной колонны 7 осуществляется
изменением расхода греющего пара, поступающего в кипятильник
куба. Температура среды в кубе контролируется термометром со-
противления ба и автоматическим мостом 6g.
Регулирование концентрации ректификованного спирта, отбира-
емого из колонны 7, осуществляется по расходу спирта-ректифика-
та с коррекцией по температуре на контрольной тарелке. Датчиком
расхода является ротаметр 1ба, пневматический сигнал которого
подается на вторичный прибор 16g, регулятор 16в и на регулирую-
щий клапан 16г, установленный на линии подачи спирта в дефлег-
матор 8. Температура на контрольной тарелке измеряется термо-
баллоном 5а манометрического термометра 5 g, пневмосигнал с кото-
рого поступает на вторичный прибор 5в и далее на регулятор 16в в
качестве задания.
Давление в верхней части колонны 7 поддерживается подачей
холодной воды в дефлегматор 8, а внизу — подачей пара в колонну
7. В обоих случаях используются дифманометры с пневматически-
ми сигналами 11а и 10а, вторичные приборы 11g и 10g с станциями
управления, автоматические регуляторы 11в и 10д и клапаны 11г и
10г соответственно.
Температура спирта-ректификата, поступающего в спиртопри-
емник 10, после конденсатора 9 регулируется манометрическим
термометром 7g, вторичным прибором 7в, регулятором 7г, сигнал с
которого поступает на регулирующий клапан 7д, установленный на
линии отводящей воды конденсатора 9. Перелив спирта в спирто-
приемник 10 контролируется уровнемером 23g.
На рис. 1.12 приведена функциональная схема автоматизации
непрерывнодействующей линии приготовления водки, в основе ко-
торой лежит способ получения сортировки в непрерывном потоке,
когда в смесителе приготовляют водно-спиртовой раствор концент-
рацией на 2...5% выше, чем у водки, а затем добавляют умягчен-
ную воду и крепость сортировки доводят до нормальной.
В схеме непрерывнодействующей линии получения водки спирт
из емкости 1 и вода из емкости 7 через промежуточные резервуары
39
Лолера/1
Рис. 1.12. Схема автоматизации непрерывнодействующей линии приготовления водки
40
2 и 6 подаются в смеситель 4. Предусматривается регулирование
уровня в резервуарах 2 и 6, а также регулирование соотношения
спирт—вода.
В качестве преобразователей уровня в резервуарах 2 и 6 исполь-
зуются уровнемеры буйковые 6g и 7g соответственно с пневматиче-
скими выходными сигналами, которые подаются на вторичные при-
боры 6в и 7в с станциями управления и далее на автоматические ре-
гуляторы бг и 7г и на пневматические исполнительные устройства
6g и 7^1 установленные на трубопроводах подачи спирта и воды со-
ответственно в резервуары 2 и 6.
В качестве преобразователей расхода спирта и воды используют-
ся индукционные расходомеры 1g и 2б с пневматическими выходны-
ми сигналами, которые подаются на вторичный прибор 1в с стан-
цией управления и далее на пневматический регулятор соотноше-
ния 1г. Пневматическое исполнительное устройство 1g установлено
на трубопроводе воды в смесителе 4.
После смесителя для доведения концентрации спирта в водке
нормальной спирто-водная смесь подается на смеситель 20, куда
также подается из резервуара 6 вода и вводят из резервуара 8 инг-
редиенты. Схемой предусматривается регулирование плотности ко-
нечной сортировки смеси и регулирование расхода ингредиентов.
Глава 2
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СОЛОДА
На солодовенных и пивоваренных заводах в течение продолжи-
тельного времени хранятся большие количества ячменя, пшеницы,
ржи и других злаковых культур, предназначенных для производст-
ва пива и кваса.
Зерно, поступающее на элеватор солодовенного цеха или завода
от поставщиков, содержит самые разнообразные примеси и в боль-
шинстве случаев имеет повышенную влажность. В таком виде зер-
новая масса не может храниться и перерабатываться, а должна очи-
щаться, подсушиваться, сортироваться и храниться в оптимальных
условиях.
2.1. Зерноочистительные и сортирующие машины
Различают зерновую, сорную и минеральную примеси. К зерно-
вой примеси относят травмированные, щуплые, проросшие и по-
врежденные зерна, а также другие зерновые культуры. К сорной
примеси относят семена дикорастущих растении, органическую
примесь (полова, ости и др.). Минеральная примесь включает кам-
ни, песок, пыль, металлические включения и др. Все эти примеси,
ухудшая качество зерна и солода, значительно снижают сохран-
ность зерновой массы.
Для выделения из зерновой массы примесей, отличающихся от
зерен основной культуры по ширине и толщине, применяют маши-
ны, основным рабочим органом которых является система вибриру-
ющих, вращающихся или движущихся возвратно-поступательных
сит.
Принцип действия зерноочистительных машин основан на отде-
лении примесей от основной массы зерна по линейным размерам и
аэродинамическим свойствам.
В зерноочистительных машинах применяют различные спосо-
бы пневмосепарирования: в вертикальном, наклонном или попереч-
ном воздушном потоке; с использованием поля центробежных сил;
пневмоинерционное; пневмоситовое и др. Наибольшее распростра-
нение благодаря конструкционной простоте и компактности уст-
ройств получил способ сепарирования зерновой смеси в вертикаль-
ном воздушном потоке.
Сортирующие машины разделяют очищенное зерно по толщине
42
и ширине, а триеры — по длине частиц. Металлические примеси
извлекаются из массы зерна магнитными аппаратами. Во время
мойки зерна частицы с малой плотностью всплывают на поверх-
ность воды и удаляются из моечного аппарата в отдельный сборник.
2.1.1. Воздушные сепараторы
Воздушные сепараторы (аспираторы) применяют для отделения
воздушным потоком примесей, отличающихся от зерна основной
культуры аэродинамическими свойствами. Воздушные сепараторы
применяют при сепарировании продуктов шелушения зерновых
культур.
Воздушные сепараторы подразделяют на две группы: с разомкну-
тым и замкнутым циклом воздуха. К первой группе относят аспира-
ционные колонки и пневмосепараторы, которые выпускают с отно-
соотделительной камерой и без иее. Во вторую группу входят в ос-
новном воздушные сепараторы.
Основные параметры пневмосепараторов, обеспечивающих эф-
фективность очистки зерна, — это удельная зерновая нагрузка,
размеры пневмосепарирующего канала, скорость воздушного пото-
ка, равномерность распределения зерновой смеси по каналу и поте-
ри давления в пневмосепараторе. Основной показатель аэродинами-
ческих свойств компонентов разделяемой смеси — скорость витания
(табл. 2.1).
Для эффективного ведения процесса удельная нагрузка не долж-
на превышать 2,0...2,2 кг/(ч-м) даже при максимальной ширине
канала (до 0,2 м). Для достижения высокой эффективности пневмо-
сепарирования не следует принимать удельные нагрузки выше
1,5...1,6кг/(ч-м).
Пневмосепарирующий канал характеризуется шириной, высотой
от места поступления зерна в канал до поворота в осадочное устрой-
ство, высотой от места поступления воздуха в канал до места по-
ступления в него зерна и углом ввода сепарируемой смеси в канал.
Длину L (м) пневмосепарирующего канала выбирают по оптималь-
ной удельной нагрузке q (кг/ч-м) и заданной производительности
G (кг/ч):
L-G/q.
43
Таблица 2.1
Скорость витания основных культур и примесей
Культура, примеси ^вит* м/с
2 3 4 S 6 7 8 9 10 11 12 1
Ячмень
Пшеница
Рожь
Овес
Куколь
Овсюг
Пырей
Легкие
сорняки
Мякина
С увеличением ширины канала эффективность очистки возраста-
ет, достигая некоторой максимальной величины. При дальнейшем
увеличении ширины канала она снижается, так как приходится
уменьшать скорость воздуха, обеспечивающую регламентирован-
ную четкость сепарирования. Такая закономерность объясняется
временем воздействия воздушного потока на компоненты зерновой
смеси.
Эффективность очистки зерна воздушным потоком зависит от
начальной скорости поступления зерна в пневмосепарирующий ка-
нал и средней скорости воздушного потока. Оптимальная начальная
скорость воздушного потока составляет 0,2...0,4 м/с. С повышением
средней скорости воздушного потока эффективность очистки увели-
чивается, после чего зерно переходит в “кипящее" состояние, при
котором возрастает унос нормального зерна в отходы. При началь-
ной скорости 0,3 м/с и нагрузках 0,5...2,0 кг/ (чм) предельная ско-
рость составляет 8,5 м/с.
При расчете пневмосепарирующего канала скорость воздушного
потока для очистки зерна принимают (0,4...0,8) Увит (¥вит опреде-
ляют по табл. 2.1).
Равномерность распределения зерновой смеси по длине канала
оценивают коэффициентом неравномерности Кн, который опреде-
ляют соотношением
Кн =
i=n/2 i = n/2 "I i=n
S (Ч1)шах — S (4i)min / S Qb
1=1 1=1 1=1
44
i=n/2
где n — число частей секций пробоотборника; У. (<h)max
i=l '
i=n/2
S (4i)min — сумма выборочных величин зерновой нагрузки в
1=1
половине секций пробоотборника соответственно с наибольшим и
наименьшим заполнением, кг.
Значения коэффициентов неравномерности распределения могут
колебаться в пределах от нуля до единицы. При Кн = 0 зерновая
смесь распределяется по длине рабочего органа наиболее равномер-
но, при Кн = 1 — наиболее неравномерно.
При выборе вентилятора расход воздуха Q(m3/c) в пневмосепа-
рирующем канале рассчитывается по формуле
Q-BLv,
где В — ширина канала, м; L — длина канала, м; v — скорость воз-
душного потока, м/с.
Потери давления в пневмосепараторе определяются сопротивле-
нием АН (Па), которое вычисляют по формуле
AH-kQ2,
где к — коэффициент сопротивления машины, Н-с2/м8; Q — рас-
ход воздуха, м3/с.
Коэффициент сопротивления зависит от конструкции пневмосе-
паратора и равен 0,02...0,15. Потери полного давления составляют
от 300 до 800 Па.
Воздушный сепаратор А1-БВЗ с замкнутым циклом воздуха
предназначен для очистки злаковых культур от примесей, отлича-
ющихся аэродинамическими свойствами, а также для отделения
лузги после шелушения или полирования.
В сварном корпусе воздушного сепаратора А1-БВЗ (рис. 2.1) на-
ходятся центробежный вентилятор 6, канал 3 с рассекателем 2, при-
емный патрубок 1, рабочая камера 13, пневмосепарирующий канал
4 и осадочная камера 5 со шнеком 9 для вывода относов. Вентилятор
и шнек приводятся в движение от общего электродвигателя через
клиноременную передачу. В нижней части канала 3 для зерна уста-
новлен грузовой клапан 14.
В рабочей камере расположены три отражательные планки 11 и
гребенки. Выпускной патрубок 10 для предотвращения подсоса воз-
духа снабжен клапаном. В верхней части осадочной камеры уста-
новлен дроссель 7, представляющий собой трубу, которая проходит
по всей ширине осадочной камеры и имеет трапецеидальный вырез
45
Рис. 2.1. Воздушный сепаратор А1 -БВЗ
на боковинах. Внутри трубы установлена ось, на которой закреплен
сектор из листовой стали. Один конец оси выведен за пределы каме-
ры и на него насажена рукоятка для перемещения сектора. Она по-
зволяет изменять величину щели и тем самым количество воздуха,
циркулирующего в сепараторе. К боковой стенке сепаратора присо-
единяют вентилятор.
Воздушный поток вентилятором отсасывается через щель дроссе-
ля из осадочной камеры и нагнетается в рабочую камеру. Гребенки
позволяют равномерно распределить воздушный поток по длине ка-
меры. Зерно, преодолевая сопротивление грузового клапана, падает
вниз с одной отражательной планки на другую, при этом подверга-
ясь действию воздушного потока. Захваченные легкие примеси
осаждаются в камере 5 и выводятся шнеком. Очищенное зерно уда-
ляют через патрубок 12.
Техническая характеристика воздушного сепаратора А1-БВЗ
Производительность, т/ч 10
Эффективность, % • 50...60
Длина пневмосепарирующего канала, мм 1200
Ротор вентилятора:
диаметр, мм 606
частота вращения, об/мин 1100
46
a
Расход воздуха, м /ч
Частота вращения шнека, об/мин
Мощность электродвигателя, кВт
Габаритные размеры, мм
Масса, кг
5000 .6000
180...200
3,0
1860x1550x1960
830
Воздушный сепаратор РЗ-БАБ предназначен для очистки злако-
вых культур от легких примесей.
Приемная камера 12 сепаратора (рис. 2.2) сварной конструкции
Рис. 2.2 . Воздушный сепаратор РЗ-БАБ
47
имеет отверстие в верхней части для поступления зерна в смотровое
окно. Корпус изготовлен из листовой стали в виде вертикального
прямоугольного канала. Его основание сварено из уголков.
На боковинах сепаратора по всей высоте расположены смотровые
окна 1. Задняя стенка имеет жалюзи 8 для поступления воздуха в
пневмосепарирующий канал. Внутри корпуса установлена подвиж-
ная стенка 5, которая с передней стенкой корпуса образует пневмо-
сепарирующий канал 6. Подвижная стенка состоит из верхней и
нижней частей, шарнирно соединенных между собой. Положение
обеих частей регулируют штурвалами 4 и 9 так, что можно уста-
навливать различную скорость воздуха в верхней и нижней частях
пневмосепарирующего канала.
В верхней части пневмосепарирующего канала установлена дрос-
сельная заслонка 2 для регулирования расхода воздуха. Ее положе-
ние фиксируют штурвалом 3. Вибролоток 11 сварной конструкции
обеспечивает подачу зерна в пневмосепарирующий канал. Резино-
вая накладка вибролотка служит днищем приемной камеры. С кор-
пусом лоток соединен резиновыми подвесками и пружинами 7, ко-
торые обеспечивают необходимый подбор зерна в приемной камере
независимо от нагрузки, что предотвращает подсос воздуха в пнев-
мосепарирующий канал. Для установления начального зазора меж-
ду вибролотком и приемной камерой служит ось с ограничителем
хода 13. Это винтовое устройство, на которое опирается вибролоток.
Вибролоток приводится в колебательное движение инерцион-
ным вибратором 10, который представляет собой электродвига-
тель с дебалансными грузами. Изменяя их положение, увеличива-
ют или уменьшают амплитуду колебаний вибролотка в пределах
1,5...2,5 мм. На боковой стенке корпуса расположена люминесцент-
ная лампа, освещающая пневмосепарирующий клапан, что облег-
чает визуальный контроль и регулирование рабочего процесса. Се-
паратор устанавливают на подставке, которую крепят к перекры-
тию этажа.
Технологический процесс в воздушном сепараторе происходит
следующим образом. Зерно поступает в приемную камеру 12, затем
на вибролоток 11. Подпор зерна препятствует подсосу воздуха в
приемную камеру. Вибролоток не только выравнивает слой зерна по
всей длине пневмосепарирующего канала, но и способствует рассло-
ению зерновой смеси так, что легкие примеси перемещаются в вер-
хний слой. Это способствует более эффективному их выделению
воздухом. Кроме того, подвижную стенку 5 в нижней части уста-
навливают в такое положение, чтобы слой зерна, сходящего с виб-
48
ролотка 11, был практически горизонтальным. Все это создает оп-
тимальные условия для пневмосепарирования.
Основное количество воздуха, проходя под вибролотком 11, объ-
единяется с воздухом, поступающим через жалюзи задней стенки,
и пронизывает слой зерна. Дополнительное поступление воздуха
через жалюзи препятствует оседанию пыли в пневмосепарирующем
канале. Легкие примеси вместе с воздухом поднимаются вверх по
каналу и уносятся в аспирационную систему, а очищенное зерно
выводится через выпускной патрубок.
Отличительная особенность воздушного сепаратора РЗ-БАБ —
это наличие вибролотка, обеспечивающего надежное распределение
и расслоение зерна по длине пневмосепарирующего канала, а также
возможность регулирования сечения и формы пневмосепарирующе-
го канала, что существенно повышает эффективность очистки зер-
на от легких примесей.
Техническая характеристика воздушного сепаратора РЗ-БАБ
Производительность, т/ч 10,5
Эффективность, % 65...75
Расход воздуха, м^/ч 4800
Частота колебаний вибролотка, колеб/мин 1420
Мощность, кВт:
электровибратора 0,12
светильника 0,04
Размеры пневмосепарирующего канала, мм:
длина 1005
ширина 180
высота 1450
Габаритные размеры, мм 1130x950x1450
Масса, кг 270 .
2.1.2. Зерновые сепараторы
Для очистки зерна от примесей, отличающихся от него геометри-
ческими размерами (шириной и толщиной), применяют ситовые се-
параторы с плоскими и цилиндрическими ситами. Сепараторы с
плоскими ситами бывают с возвратно-поступательным и круговым
поступательным в горизонтальной плоскости движением сит. К се-
параторам с цилиндрическими ситами относят виброцентробежные
сепараторы, рабочие цилиндры которых установлены вертикально,
и барабанные с горизонтальным расположением барабана.
Воздушно-ситовые сепараторы очищают зерно от примесей по
аэродинамическим свойствам и линейным размерам. В них зерно от
мелких и крупных примесей очищают на ситах, а от легких — в
4. Заказ 5901
49
пневмосепарирующих каналах до поступления зерна на сита и на
выходе из машины.
Основными расчетными параметрами плоских сит сепараторов
являются: ширина и длина подсевных сит, угол наклона их к гори-
зонтали, угол направления колебаний и кинематические парамет-
ры.
Ширину подсевного сита В (м) определяют по формуле
B-G/q,
где G — производительность, кг/ч; q — удельная нагрузка (на еди-
ницу ширины сита), кг/ (ч м).
Длину сита L (м) определяют по формуле
L=G/qfB,
где qf — удельная производительность (производительность на еди-
ницу площади сита), кг/ч • м2.
Для ориентировочного нахождения удельной производительно-
сти сит при различной засоренности Ь (%) и влажности W (%) зер-
новой смеси можно использовать эмпирическую зависимость
qf = qfl (2,1 - 0,035b - 0.06W + 0,001Wb),
где qq — удельная производительность сита при b “ 10% и W =
= 15%.
Частоту и амплитуду колебаний сит выбирают в зависимости от
физико-механических свойств зерна и примесей. Д ля оценки и вы-
бора кинематических параметров часто пользуются условным кине-
матическим параметром, представляющим произведение угловой
частоты со (с*1) в квадрате на амплитуду колебаний R (м):
к^а»2!?. или k = a>?R/g.
Для достижения проектной производительности при максималь-
но возможной эффективности очистки зерна необходимо подбирать
сита в соответствии с видом и требуемым качеством перерабатывае-
мого зерна. Рекомендуемые размеры отверстий сит приведены в
табл. 2.2.
Сепаратор ЗСП-10 предназначен для очистки зерна (ячменя,
пшеницы, ржи и др.) от примесей, отличающихся геометрическими
размерами (шириной и толщиной). Аспирация служит для обеспы-
ливания машины и технологических функций не выполняет. При-
50
меси отделяются в процессе последовательного просеивания зерна
на ситах.
Таблица2.2
Размеры отверстий (мм) сит
Культура Сито
сортировочное | разгрузочное I подсевное
Ячмень 0 10X9X8 06X7 «=д 2X20
Пшеница 08X7X6,5 05X6 С31,75X20
Рожь 08X6,5X6 05X6 СЗ 1,5X20
Овес 0 11X10X9 06X7 СЭ 1,8X20
Кукуруза 012X10X8 07X8 0 3,0
Просо 0 6,5X5,4 04X5 СГ» 1,4X20
Гречиха 08X7X6 05X4 0 3,0
Сепаратор ЗСП-10 (рис. 2.3) выполнен в виде разборной метал-
лической станины, внутри которой подвешены два ситовых кузова 1
и 3 на восьми пружинах 8, расположенных вертикально. Для удоб-
ства обслуживания сепаратора станина снабжена съемными люка-
ми.
Возвратно-поступательное движение ситовым кузовам сообщает-
ся эксцентриковым колебателем 13, который приводится в действие
от электродвигателя 12 через клиноременную передачу. Для равно-
мерного распределения зерна по ширине сит служит приемно-рас-
пределительное устройство 17 с грузовым клапаном 16.
Сепаратор имеет четыре ряда сит: первый — приемное сито 15,
второй — сортировочное 4, третий — разгрузочное 5 и четвертый —
подсевное сито 6. Сита, кроме приемного, очищаются инерционны-
ми очистительными механизмами 2.
Зерно, подлежащее очистке, из приемно-распределительного ус-
тройства 17, преодолевая сопротивление клапана, поступает равно-
мерным слоем на приемное сито 15. Сход с него выводится лотком
14 в сборник отходов 7. Проход приемного сита поступает на сорти-
ровочное 4, которое служит для выделения из зерна крупных при-
месей. Они сходом с сита попадают в поперечные лотки 9 и выво-
дятся из машины.
Зерно, прошедшее через сортировочное сито, поступает на раз-
грузочное 5, в верхней части которого поток зерна разделяется на
две части: одна идет сходом с разгрузочного сита, а другая проходом
поступает на подсевное сито 6 нижнего кузова. Сход с разгрузочно-
го и подсевного сит (очищенное зерно) объединяют и выводят из ма-
4*
51
Рис. 2.3. Сепаратор ЗСП-10
52
шины. Проход подсевного сита (песок, .семена сорных растений, би-
тое и щуплое зерно) по поддону 11 нижнего кузова поступает в пат-
рубок и выводится из машины. Машину аспирируют, включая ее в
вентиляционную сеть через патрубок 18.
При эксплуатации сепаратора ЗСП-10 необходимо, чтобы зерно
на половине длины сортировочного сита полностью проходило на
разгрузочное сито; размер отверстий этого сита устанавливают так,
чтобы сход зерна с него был не ниже 35%, но не более 50% от об-
щей нагрузки.
Бели зерно сходом с приемного сита и с подсевного попадает в
подсев, значит, приемное сито забилось крупным сором, а подсев-
ное повреждено. При чрезмерном поступлении зерна на сита за-
движка над питателем чрезмерно открыта, при тяжелом ходе коле-
бателя и нагреве подшипников необходимо проверить правильность
крепления кронштейнов и смазку.
Остановка инерционного очистительного механизма может быть
вызвана износом колодки тормозного башмака, увеличением зазора
между башмаком и угольником, обрывом спиральной пружины. Ес-
ли механизм передвигается, но не очищает сито, значит, сработа-
лись резиновые очистители или лопнула плоская пружина.
Техническая характеристика сепаратораЗСП-10
Производительность, т/ч Эффективность, % Колебания ситового кузова: частота, колеб/мин 10 40...50 500
амплитуда, мм 5
Расход воздуха, м°/ч 900
Сита: ширина, мм 650
угол наклона, град 11
Мощность электродвигателя, кВт 1,1
Габаритные размеры, мм 2600x2000x1800
Масса, кг 1000
Сепаратор А1-БМС-6 предназначен для очистки зерна от приме-
сей, отличающихся от него шириной, толщиной и аэродинамиче-
скими свойствами.
Сепаратор А1-БМС-6 (рис. 2.4) выполнен в цельнометалличе-
ском исполнении. Станина разборной конструкции изготовлена из
гнутого профиля. Ситовый корпус имеет раму 4, на которой монти-
руют балансирный механизм 1 с приводом 3. Раму четырьмя тросо-
выми подвесками 18 подвешивают к станине. Сверху на раму уста-
навливают ситовый корпус с тремя рядами сит: первый — приемное
53
/J Ht
Рис. 2.4. Сепаратор Al-БМС-б
54
сито 8, второй — сортировочное б, третье — подсевное 5. Ситовые
рамы вынимают спереди машины. Сита сменные, их подбирают в
зависимости от обрабатываемого зерна. Сита, установленные под
углом 3° к горизонтали, очищаются резиновыми шариками 20. Си-
товый корпус совершает круговое поступательное движение в гори-
зонтальной плоскости. Радиус траектории его колебания регулиру-
ют сменными грузами 2, а частоту круговых колебаний — шкивами
на электродвигателе.
Осадочные камеры 13 и 15 с питающими устройствами, двумя
вентиляторами 14 и 16 и двумя шнеками 22 устанавливают на ста-
нине. Пневмосепарирующий канал крепят к станине и камере вто-
рой продувки. В нижней части пневмосепарирующего канала вто-
рой продувки вмонтирована магнитная защита 19 для улавливания
металломагнитных примесей из зерна.
Приемная камера 12 снабжена специальным устройством, кото-
рое автоматически поддерживает постоянный уровень зерна в каме-
ре независимо от количества поступающего в сепаратор зерна. Это
устройство состоит из верхнего 11 и нижнего 10 грузовых клапа-
нов, сблокированных между собой тягой 17.
Зерно, заполняя приемную камеру, поднимается до верхнего
клапана, оказывает давление на него и, преодолевая сопротивление
грузов, отклоняет верхний клапан вправо. Одновременно благодаря
блокировке клапанов открывается нижний клапан и через образую-
щуюся щель зерно поступает в пневмосепарирующий канал 9 пер-
вой продувки равномерным потоком по всей его длине. Благодаря
постоянному подпору зерна в приемной камере исключается попа-
дание воздуха в осадочную камеру, минуя зону сепарирования, что
увеличивает эффективность очистки в пневмосепарирующем кана-
ле 9.
Затем зерно поступает на приемное сито 8, сходом с которого
идет крупный сор, удаляемый из сепаратора через лоток. Проход
направляют на сортировочное сито б, сходом с которого идут приме-
си крупнее зерна, а проход (зерно) поступает на подсевное сито 5,
где от полноценного зерна отделяются мелкие, битые зерна, сорня-
ки и минеральные примеси. Их собирают на поддоне ситового кор-
пуса и выводят за пределы сепаратора через патрубок.
Очищенное от мелких и крупных примесей зерно, преодолевая
сопротивление выпускного клапана, поступает во второй пневмосе-
парирующий канал 21. Легкие примеси, уносимые из зерна воздуш-
ным потоком, оседают в камере 15 второй продувки, затем шнеком
и по системе лотков, объединяясь с легкими примесями осадочной
камеры 13 первой продувки, выводятся из сепаратора. Воздушные
режимы в каналах первой и второй продувок регулируют клапана-
ми 23, установленными в осадочных камерах.
55
Техническая характеристика сепаратора А1-БМС-6
Производительность, т/ч 6
Эффективность, % 70...80
Колебания ситового корпуса:
частота, колеб/мин 330...340
радиус, мм 11
Размер сита:
приемного 850x685
сортировочного 1700x685
подсевного. 1700x685
Угол наклона сит,трад 3
Расход воздуха, мл/ч 3200
В том числе в канале продувки:
первой 1650
второй 1550
Мощность электродвигателей, кВт 5,05
Габаритные размеры, мм 2300x1400x2300
Масса, кг 1300
Сепараторы типа А1-БИС относят к воздушно-ситовым сепарато-
рам, на ситах которых зерно очищается от примесей, отличающих-
ся от него шириной и толщиной, а в пневмосепарирующем канале
— скоростью витания. Отличительные особенности конструкции
таких сепараторов — отсутствие осадочных камер и совмещение
функции дебаланса и приводного шкива, что значительно уменьша-
ет высоту и обеспечивает безопасность обслуживания, а также на-
личие регулируемого пневмосепарирующего канала, позволяющее
изменять скорость воздуха. Круговое поступательное движение
обеспечивает высокую эффективность очистки зерна от крупных и
мелких примесей, а прижим ситовых рам эксцентриковым механиз-
мом — хорошую фиксацию, простую установку и выемку ситовых
рам.
Сепаратор А1-БИС-12 (рис. 2.5) состоит из двухсекционного си-
тового корпуса, подвешенного к станине на гибких подвесках, и
вертикального пневмосепарирующего канала. В корпусе сепаратора
установлены выдвигающиеся рамы с сортировочными 11 и подсев-
ными 10 ситами, зафиксированные эксцентриковыми механизма-
ми. Ситовые рамы продольными и поперечными брусками разделе-
ны на ячейки, в каждой из которых имеется по два резиновых ша-
рика 13, предназначенных для очистки сит. К нижней плоскости си-
товой рамы прикреплены сетчатые фордоны.
На передней стенке ситового корпуса установлен электродвига-
тель 9, который посредством клиноременной передачи приводит во
вращение шкив 8 с дебалансным грузом, обеспечивающий круговое
поступательное движение ситового корпуса. В верхней части стани-
56
Рис. 2.5. Сепаратор А1 -БИС-12
ны установлены приемный патрубок 12 для поступления исходного
зерна и патрубок 14 для подключения к аспирационной сети. Очи-
щенное зерно выходит через выпускной канал 3. Для вывода круп-
ных примесей служит лоток 7, для мелких — лоток 6. Со стороны
сходовой части корпуса установлен пневмосепарирующий канал 2 с
вибролотком 4, предназначенным для подачи зерна в канал.
Для наиболее эффективного выделения легких примесей в пнев-
мосепарирующем канале регулируют амплитуду колебаний вибро-
лотка, величину вылета его в канал, величину выходной щели и
скорость воздушного потока (положением подвижной стенки 1) в
верхней и нижней частях канала, а также расход воздуха.
В комплект поставки сепаратора входит специальный горизон-
тальный циклон, предназначенный для осаждения относов и уста-
навливаемый после сепаратора. Циклон представляет собой усечен-
ный конус 2 (рис. 2.6), внутри которого на общей горизонтальной
оси расположены два внутренних конуса 3 н4 меньших размеров.
Они сварены между собой большими основаниями так, что образо-
ванный между конусами кольцевой канал вначале постепенно су-
57
4
Рис. 2.6. Циклон сепаратора Al-БИС-12
жается, а затем резко расширяется, переходя в расширительную ка-
меру 5, присоединенную к большому основанию наружного кону-
са 2.
Во входной части циклона приварены четыре криволинейные ло-
пасти J, обеспечивающие закручивание воздушного потока в коль-
цевом канале. Снизу к расширительной камере присоединяют шлю-
зовый затвор 7 либо противоподсосный клапан.
Принцип работы сепаратора А1-БИС-12 следующий (рис. 2.7):
очищаемое зерно самотеком поступает в ситовый корпус, крупные
примеси (сход с сортировочного сита 3) выводятся по лотку 9 из се-
паратора, а смесь зерна с мелкими примесями проходом через сор-
тировочное сито 3 направляется на подсевное сито 4. Мелкие при-
меси (проход подсевного сита) поступают в лоток 12 и удаляются
из сепаратора.
58
Рис. 2.7. Технологическая схема сепаратора А1-БИС-12
Очищенное на ситах от крупных и мелких примесей зерно посту-
пает на вибролоток 10 и далее в пневмосепарирующий канал; при
прохождении воздуха через поток зерна легкие примеси выделяют-
ся из зерновой смеси и выносятся воздухом через канал в горизон-
тальный циклон. Очищенное зерно из пневмосепарирующего кана-
ла через отверстие в полу по самотечным трубам идет на дальней-
шую обработку.
Техническая характеристика сепаратора А1-БИС-12
Производительность, т/ч Эффективность, % Число ситовых рам: 12 60...80
всего 4
в каждом ярусе 1
Размер ситовых рам, мм Мощность электродвигателя, кВт: 1000x1000
привода 1.1
вибраторов 0,24
Расход воздуха, м^/ч 6000
Габаритные размеры, мм 1950х2525х 1510
Масса, кг 1450
59
2.1.3. Цилиндрические и дисковые триеры
Примеси, отличающиеся от зерен основной культуры длиной, от-
делить на ситах невозможно. Для этой цели используют триеры.
Рабочим органом триера является цилиндр или диск с ячейками,
выбирающие короткие частицы.
По назначению различают триеры-куколеотборники — для вы-
деления из основной массы зерна половинчатых зерен и шаровид-
ных примесей (куколя, гречишки и т.п.) и триеры-овсюгоотборники
— для отделения зерен основной культуры (ячменя, пшеницы и
др.).
Ячейки рабочей поверхности куколеотборника выбирают из мас-
сы зерна шаровидные примеси и половинчатые зерна, количество
которых не превышает 5%. Ячейки овсюгоотборника, напротив,
выбирают основную составную часть — ячмень, пшеницу или рожь,
количество которой обычно равно 95% объема зерновой массы. Ес-
тественно, при равных размерах производительность куколеотбор-
ника гораздо больше, чем овсюгоотборника.
В современной практике очистки зерна используют два вида по-
верхностей: цилиндрические с внутренней ячеистой поверхностью и
плоские диски с ячеистой поверхностью на двух сторонах. Поверх-
ности цилиндрических триеров выполняют стальными штампован-
ными с последующей вальцовкой и свариванием в цилиндр, диско-
вых — литыми из серого чугуна СЧ 15-32 с присадками для повы-
шения износостойкости. Форма и размеры штампованных ячеек, их
расположение и толщина листов регламентируются стандартом.
Рабочим размером ячейки (рис. 2.8) служит диаметр d, подбира-
емый в зависимости от компонентов сепарируемой смеси зерна
(стандарт предусматривает ячейки диаметром от 1,6 до 12,5 мм).
Остальные размеры ячейки, определяющие ее форму (диаметр дна
db глубина h и h0, радиусы R и г), подбирают в зависимости от но-
минального диаметра d. Существенное значение в рабочем процессе
цилиндрического триера имеет положение стенки ДД1 ячейки, с ко-
торой частица выпадает в приемный желоб. Ее положение опреде-
ляется углом б; в современных ячеистых поверхностях этот угол
приближается к нулю с целью упрощения технологии изготовления
цилиндра.
Эффективность работы ячеистых поверхностей зависит от часто-
ты ячеек на единице площади и порядка расположения ячеек. Наи-
более рациональное расположение — шахматное, когда каждая
60
А-А
5-Б
Направление вращения
Рис. 2.8. Форма и расположение ячеек на поверхности цилиндрического триера
ячейка размещена в центре правильного шестиугольника, а в вер-
шинах находятся центры смежных ячеек. В этом случае число яче-
ек на 1 м2 поверхности определяют по следующей зависимости:
z = 2-106/(VJt2),
где t — шаг расположения ячеек, определяемый как t = (0,6... 1,2) d.
Штампованные стальные листы для триеров вальцуют на специ-
альных приспособлениях (позволяющих сохранить правильную ге-
ометрию) , затем сваривают в цилиндр. Стандарт предусматривает
четыре типоразмера цилиндров по диаметру и четыре по длине
(табл. 2.3).
61
Таблица 2.3
Сочетание диаметра и длины триерных цилиндров
Диаметр цилиндра D, мм Длина цилиндра L, мм
750 I 1500 2250 I 3000
400 X X — —
500 X X X —
600 — X X X
800 — X X
Основные параметры цилиндрической поверхности с ячейками,
определяющими се производительность и эффективность, — диа-
метр цилиндра, его длина, размеры и форма ячеек (табл. 2.4).
Таблица 2.4
Размеры ячеек цилиндрических триеров
Культура Диаметры ячеек (мм) л щя выделения примесей
коротких | длинных
Ячмень 5,6; 6,3; 7.1 11,2; 11,8; 12,5
Пшеница . 4,5; 5,0 8,0; 8,5; 9,0
Рожь 5,0; 5,6; 6,3 8,5; 9,0; 9,5
Овес 8,5; 9,0; 9,5; 10,5 —
Гречиха 5,0 8,5
Просо 2,2; 2,5 3,15; 3,5
Рис 4,5; 5,0 7,1
Кукуруза 8,5; 9,0 —
В дисковом триере ячейки расположены на литых дисках. Наибо-
лее распространены две формы ячеек (рис. 2.9): с плоским дном —
форма III для овальных зерен и полукруглым дном — формы I, II
для шаровидных зерен. Рабочий размер ячейки — длина L Предус-
мотрено три типоразмера дисков по диаметру: 380, 460 и 630 мм.
Наружный диаметр дисков триеров 630 мм, внутренний — 380 мм,
шаг дисков на валу 64,5.
Число дисков определяет производительность триера. Ячейки на
дисках располагают по концентрическим окружностям. Расположе-
ние ячеек разной формы и их размеры приведены в табл. 2.5, а ха-
рактеристика дисков как унифицированных элементов — в
табл. 2.6.
62
Рис.2.9. Ячейки дискового триера: а — форма!; б — форма II; в — форма III
Таблица 2.5
Размеры ячеек на дисках
Параметры Обозначение ячеек, мм
(см. рис. 2.9) 1—4 11-4,51. 1—5 |П—4.51 П—5 |Ш—6 Ш—7 Ш—8 III- 9
Размеры ячеек, мм
1,Ь 4,0 4,5 5,0 4,5 5,0 6,0 7,0 8,0 9,0
h 2,0 2,25 2,5 2,25 2,5 3,0 3,5 4,0 4,5
t 5,5 6,0 6,5 6,5 6,5 7,5 8,5 9,5 10,5
Характеристика дисков
Таблица 2.6
Показатели Профиль ячеек
1-4 | 1—5 1 И—4,51 II—5 | III—8 Ш—9
Размеры ячеек 1, Ь, мм 4 5 4,5 5 8 9
Толщина диска, мм 8 8 9 9,5 И 12,5
Число ячеек на одной стороне диска 5444 4103 4176 4064 1820 1641
Масса диска, кг 16,1 14,3 16,1 14,7 15,4 16,7
63
Размеры ячеек на триерной поверхности определяют технологи-
ческое назначение машины: триеры-куколеотборники — выделение
из пшеницы и ржи куколя и битых зерен, триеры-овсюгоотборники
— в качестве короткой фракции выбирают зерна пшеницы и ржи,
т.е. практически более 90% исходного количества смеси. В триерах-
куколсотборниках рекомендуют устанавливать диски с ячейками
4,5...5,0 мм в основных и 4,0 мм в контрольных, в триерах-овсюго-
отборниках — 7—9 мм в основных и 9 мм и более в контрольных.
Эффективность триерной очистки стандарт регламентирует так:
при однократном пропуске пшеницы — выделение не менее 75%
содержащихся в зерне примесей, отличающихся длиной (куколь,
овсюг, овес и т.д.);
при однократном пропуске продуктов шелушения овса — выде-
ление не менее 85% шелушеных зерен.
При этом количество полноценных зерен в отходах триеров-ку-
кол еотборников не должно быть больше 2%, а в отходах триеров-
овсюгоотборников — 5% от массы отходов.
К основным расчетным параметрам цилиндрического триера от-
носят производительность, показатель кинематического режима,
транспортирующую способность цилиндра, определяемую скоро-
стью осевого перемещения зерна, форму приемного желоба и гео-
метрию его установки, а также потребляемую мощность.
Производительность цилиндрического триера С(кг/ч) определя-
ют по формуле
G = qF,
где q— удельная нагрузка на триерную поверхность, кг/(ч • м2);
F — площадь ячеистой поверхности, м .
Кинематический режим цилиндрического триера характеризует-
ся показателем К »<u2R/g, откуда частоту вращения п(с-1) и ок-
ружную скорость цилиндра v(m/с) определяют по формулам
п = (30/л) VKg/R , v = VKgR ,
где R — радиус цилиндра, м.
По кинематическому режиму цилиндрические триеры подразде-
ляют на тихоходные (Кт = 0,2...0,3) и быстроходные (Кб = 0,5...0,6).
Потребную для работы цилиндрического триера мощность
N (кВт) определяют в зависимости от его производительности:
N = 0,0002 G.
К основным параметрам дискового триера относят производи-
тельность, диаметр дисков и их число, кинематический режим, кон-
64
структивное исполнение приемно-впускных и транспортирующих
элементов и потребную мощность для привода триера.
Производительность дискового триера О(кг/ч) определяют по
формуле
G = 2t(Ri2 - R22)qz,
где Rj, R2 — радиусы диска по внешним и внутренним ячейкам, м;
q — удельная нагрузка, кг/ (ч • м2); z — число дисков.
Число ячеек на одной стороне диска определяют по формуле
X! = jr(D2-d2)/[4(/ + b)2],
где D, d — наружный и внутренний диаметры диска, мм; I — размер
ячейки, мм; b — ширина перемычки между ячейками, мм.
Наружный диаметр D дисков выбирают по конструктивным сооб-
ражениям (обычно D== 380, 460 и 630 мм). Внутренний диаметр d
определяют из соотношения D/d = 1,65.
Кинематический режим дискового триера определяется показа-
телем К = cu2R/g, где R — радиус диска по внешним ячейкам.
Мощность привода N (кВт) для дисковых триеров ориентировоч-
но определяют по формуле
N-0.6G.
Цилиндрический триер БТС (рис. 2.10) предназначен для очист-
ки зерна от примесей, отличающихся от основной культуры длиной.
Рабочим органом машины является цилиндрическая обечайка 2 с
ячейками 0 8,5 мм на внутренней поверхности. Обечайку соединя-
ют с бандажами 1, опирающимися на четыре ролика 9, набранных
из пластин прорезиненного ремня и зажатых между фланцами и ре-
бордами. Внутри обечайки расположены питающий шнек, 12 и
шнек 15 для вывода очищенного зерна. Последний находится в лот-
ке 14, передний фартук которого можно поворачивать по направля-
ющей 16 и фиксировать в заданном положении винтом. Два клапа-
на питающего шнека снабжены грузами, позволяющими регулиро-
вать распределение зерна на 2/3 длины цилиндра.
Под питающим шнеком 12 расположен скат для подачи зерна в
ячеистую поверхность цилиндра. Внутри обечайки на 2/3 длины
находится гребенка с плужками 3 для перемещения овсюга вдоль
цилиндра. Положение плужков по высотой угод их наклона можно
регулировать.
Со стороны выпуска овсюга на 1/3 длины цилиндра расположен
ворошитель 11. Питающий шнек в конце цилиндра на длине
iw.,,150 мм имеет дополнительный фартук для улавливания овсю-
S- Заказ 5901 65
Рис. 2. JO. Цилиндрический триер БТС
га и возврата его в цилиндр. Для вывода очищенного зерна служит
сборник 17, а для вывода овсюга — сборник 8. Для подключения к
аспирационной сети в ограждении 7 сделан вырез. Станина 6 триера
изготовлена разборной из профильного проката.
Триер приводится в действие от электродвигателя 4 через проме-
жуточный вал 5, от которого ременной передачей движение переда-
ется приводному валу 18 с двумя роликами. Ролики в результате
сил трения вращают обечайку 2. С вала 18 движение при помощи
цепной передачи 13 передается на шнеки.
Пшеница, поступающая на очистку, питающим шнеком распре-
деляется тонким слоем примерно на 2/3 рабочей длины цилиндра.
Зерна, попадая в ячейки 0 8,5 мм, поднимаются и выбрасываются в
желоб шнека, выводящий очищенное зерно в сборник.
Овсюг и другие длинные примеси, не помещающиеся в ячейки,
скапливаются в цилиндре и в результате сепарации всплывают.
При помощи плужков 3, расположенных по оси цилиндра под углом
45...5O0, смесь овсюга с зерном перемещается в контрольную часть
(1/3 длины цилиндра), где остатки пшеницы окончательно выделя-
ются из овсюга. Ворошитель 11 разрыхляет зерновую массу, облег-
чая попадание зерна пшеницы в ячейки. Овсюг через борт цилиндра
позволяет устранить занос овсюга из контрольной части в шнек для
очищенного зерна.
66
Зерно, поступающее в цилиндрический триер, должно быть очи-
щено от металлических и минеральных примесей, способствующих
интенсивному износу ячеек триера, а также от липких зерен сорня-
ков, которые забивают ячеи.
Наибольшую эффективность очистки триер имеет при произво-
дительности 5 т/ч и частоте вращения барабана п = 38 об/мин. По-
сле включения триера в работу необходимо определить его произво-
дительность и, если надо, отрегулировать подачу-зерна. При дости-
жении производительности 5 т/ч зерно попадает в отходы, а при
меньшей — овсюг заносится в шнек для очищенного зерна. Если не-
возможно обеспечить нормальную загрузку триера, необходимо пе-
редний фартук шнека повернуть до отказа или закрыть часть яче-
истой поверхности цилиндра металлическим листом.
Распределение зерна на 2/3 длины цилиндра достигается регули-
рованием клапанов и изменением массы грузов. Наклон ската дол-
жен быть 35...5O0, передний фартук устанавливают под углом 50°, а
дополнительный клапан — под углом 120...150° к горизонтали.
Техническая характеристика цилиндрического триера БТС
Производительность (на пшенице), т/ч 5
Эффективность, % 75...85
Частота вращения барабана, об/мин 38
Размеры ячеистого цилиндра, мм:
длина 1784
диаметр (наружный) 792
диаметр ячеек 8,5
Шнеки:
частота вращения, об/мин 197
диаметр, мм 160
шаг, мм 160
Мощность электродвигателя, кВт 2,8
Габаритные размеры, мм 2338x1014x1374
Масса, кг 801
Дисковый триер ЗТО-5М (рис. 2.11) предназначен для очистки
семенного зерна от примесей.
Внутреннее пространство триера ЗТО-5М разделено накопитель-
ным отделением 6 на рабочее и контрольное отделения. Одиннад-
цать дисков, расположенных в рабочем отделении, служат для отбо-
ра зерна, остальные три предназначены для контроля. Зерновую
смесь из рабочего отделения в контрольное подают ковшовым коле-
сом 7 и перепускным лотком 8. В верхней части кожуха располо-
жены приемный патрубок 14 с заслонкой для регулирования коли-
чества поступающего зерна в триер и патрубок 13 для аспирации. В
нижней части кожуха смонтировано подвижное днище с отверстия-
5»
67
Рис. 2.11, Дисковый триер ЗТО-5М
ми для удаления осевших на дно минеральных примесей и остатков
зерна. Для сбора отходов предусмотрен патрубок 9.
Основной рабочий орган триера — диски 5, которые на боковых
поверхностях имеют карманообразные ячеи. На спицах дисков за-
креплены планки, предназначенные для перемешивания зерновой
смеси и транспортирования ее вдоль триера. Диски 5 расположены
так, что планки образуют винтовую линию вдоль оси вала.
Зерно для очистки поступает в триер через приемный патрубок
14 и заполняет внутреннее пространство между дисками. При вра-
щении дисков пшеница заполняет карманообразные ячеи и под дей-
ствием центробежной силы и силы тяжести отбрасывается в выход-
ной патрубок 10 и затем выводится из триера.
Длинные цримеси не захватываются ячеями. Гонками на дисках
они транспортируются вдоль триера к стенке перегружателя, на-
капливаются в конце рабочего отделения и через отверстие в боко-
вой стенке попадают в накопительное отделение б, откуда ковшо-
вым колесом 7 подаются в контрольное отделение. Здесь отделяются
зерновки шденицы, попавшие вместе с длинными примесями. При-
меси выпускают из триера через разгрузочный патрубок 11 в боко-
вой стенке кожуха 12.
Уровень зерна в контрольном отделении регулируют заслонкой,
установленной на разгрузочном патрубке 11, которая позволяет ре-
68
гулировать попадание зерна в отходы, доводя его до нормируемой
величины.
Техническая характеристика дискового триера ЗТО-5М
Производительность, т/ч 5
Эффективность, % 80...85
Число дисков:
рабочих 11
контрольных 3
Форма ячеек III—8
Частота вращения вала с дисками, об/мин 55
Мотор-редуктор:
тип MPA-IV
мощность, кВт _ 2,2
Расход воздуха на аспирацию, ы.й/ч 360
Габаритные размеры, мм 250x1000x1000
Масса, кг 570
2.1.4. Магнитные сепараторы
В зерновой смеси, поступающей в производство, могут быть ме-
таллические примеси, которые нельзя выделить в сепараторах или
триерах. Металломагнитные примеси весьма разнообразны по раз-
мерам, форме и происхождению: это случайно попавшие предметы
(гвозди, гайки, кусочки металла и т.п.) и частицы, попадающие в
продукт в результате износа. Наличие таких примесей может при-
вести к искрообразованию или повреждению рабочих органов мд-
шин. Особенно опасно и нежелательно попадание металломагнит-
ных примесей в готовую продукцию.
В технологическом процессе переработки зерна предусмотрена
установка магнитной защиты после бункеров для неочищенного
зерна, перед сепараторами, триерами и дробилками, а также на
контроле готовой продукции.
Основа рабочего процесса магнитных сепараторов — различие в
магнитных свойствах зерновых продуктов и примесей. Для извлече-
ния металломагнитных частиц необходимо, чтобы сила притяжения
магнита, действующая на них, была не менее проекции на ее на-
правление равнодействующей всех механических сил, испытывае-
мых частицами.
Силу притяжения магнита Р (Н) определяют по формуле
Р - 4 105T2S,
где Т — магнитная индукция, Тл; S — площадь сечения полюса, м2.
Эффективность извлечения металломагнитных примесей зависит
от двух основных элементов процесса: притяжения металломагнит-
ных частиц к магнитному экрану и удержания их в магнитном поле.
69
Производительность магнитного сепаратора G (т/ч) зависит от
толщины слоя h (м), объемной массы у (т/м^) и скорости транспор-
тирования у(м/ч) продукта, а также от ширины рабочей зоны В (м)
магнитного экрана:
G = hyvB.
В комплект оборудования входят три магнитных сепаратора: ти-
па У1-БМЗ с дисковыми магнитами, типа У1-БМП с плоскими маг-
нитами и У1-БММ с кольцевыми магнитами.
Магнитный сепаратор У1-БМЗ-01 предназначен для выделения
металломагнитных примесей из зерна. В частности, его устанавли-
вают после бункеров для неочищенного зерна и непосредственно
перед первым подъемом пневмотранспортом. Магнитный сепара-
тор У1-БМЗ используют для извлечения металломагнитных при-
месей из аспирационных относов, промежуточных продуктов раз-
мола и муки.
Магнитные сепараторы этого типа имеют одинаковое устройство.
Корпус 1 представляет собой сварной короб с отверстиями для при-
емки и выпуска продукта (рис. 2.12, о, б). В зависимости от техно-
логического назначения и места установки его изготавливают в
двух исполнениях.
В передней стенке корпуса расположен люк, через который по
направляющим 2 вставляют основной рабочий орган сепаратора —
Рис. 2.12. Магнитный сепаратор: а — У1-БМЗ; б — У1-БМЗ-01, в — цилиндри-
ческий магнит
70
блок магнитов 3. Он выполнен в виде сварного кронштейна, в кото-
ром горизонтально установлены два цилиндрических магнита. К
кронштейну крепится заслонка 4, перекрывающая отверстие люка
корпуса, для герметизации снабжена прокладками и ручкой.
Цилиндрический магнит (рис. 2.12, в) состоит из десяти постоян-
ных дисковых магнитов 1 с вставками 2 и кожуха 3.
Магнитный сепаратор У1-БМП-01 предназначен для выделе-
ния металломагнитных примесей из зерна. Магнитный сепаратор
У1-БМП используют для выделения металломагнитных примесей
из промежуточных продуктов размола зерна.
Устройство сепараторов этого типа (рис. 2.13) одинаково. Корпус
1 обоих сепараторов представляет собой короб с отверстиями для
приемки и выпуска продукта. Он изготовлен в двух исполнениях в
соответствии с технологическим назначением и местом установки.
В передней стенке корпуса расположен люк, закрываемый крышкой
8. Для предотвращения выделения пыли установлены прокладки 7.
Внутри корпуса смонтированы оси 5 и 13. На них расположены маг-
нитодержатель 3 и ограничитель 2. Ребро 12 для направления пото-
ка продукта на плоскость блока магнитов и направляющие наклад-
ки б крепят к корпусу сепаратора.
Рис. 2.13. Магнитный сепаратор: а— У1-БМП; б — У1-БМП-01
71
Магнитодержатель представляет собой сварной кронштейн из не-
ржавеющей стали с вставленным в него блоком магнитов. Для удоб-
ства очистки магнитов весь магнитодержатель можно вынуть через
люк корпуса, а затем снова установить по направляющим наклад-
кам. Магнитный блок представляет собой шесть плоских магнитов,
собранных в комплект.
Отличительная особенность магнитного сепаратора У1-БМП-01
— заслонка, представляющая собой сварной кронштейн, свободно
висящий на оси 10. Заслонка обеспечивает равномерную подачу
продукта. В зависимости от количества продукта положение за-
слонки (угол наклона) регулируют грузом 9.
Магнитный сепаратор У1-БММ предназначен для выделения
металломагнитных примесей из муки. Корпус 8 представляет собой
сварной полый вертикальный цилиндр (рис. 2.14). В верхней его ча-
сти расположен приемный патрубок 3 с отбортовкой, которая позво-
ляет соединять при помощи хомута сепаратор с самотечной трубой.
К нижней части корпуса приварен фланец с отверстиями для уста-
новки и закрепления сепаратора. Внутри корпуса сделаны козырь-
ки 10, направляющие поток продукта на блок магнитов 11. Ко-
зырьки расположены по окружности корпуса двумя рядами в шах-
матном порядке. На боковой стороне находится люк для очистки
блока магнитов от задержанных примесей.
Рис. 2.14. Магнитный сепаратор У1-БММ
72
Дверка 5 с одной стороны связана с корпусом шарнирной пет-
лей 4, а с другой — двумя замками 2, герметично закрывающими
ее во время работы. Плотность закрывания дверки регулируют вы-
движным захватом 1. На внутренней стороне дверки приварены на-
правляющие козырьки. В нижней части двери смонтирована под-
ставка 13 для установки блока магнитов. Она выполнена в виде ско-
бы с приваренным диском.
Блок магнитов — основной рабочий орган сепаратора. Он состоит
из кольцевых постоянных магнитов, собранных в два комплекта,
между которыми находятся два диамагнитных диска, закрытых обе-
чайкой. Для равномерного распределения муки в верхней части
блока установлен конус. Для удобства очистки магнитов предусмот-
рены шариковые опоры 12. На них магнитный блок может повора-
чиваться. Если поворот блока затруднен, ручкой 7 ослабляют его
прижатие к подставке.
Техническая характеристика магнитных сепараторов представ-
лена в табл. 2.7.
Таблице 2.7
Техническая характеристика магнитных сепараторов
Показатели У1-БМЗ- 01 У1-БМЗ У1-БМП- 01 У1-БМП У1-БММ
Производительность, т/ч Число: 11 2 11 11 8
блоков 2 2 1 1 2
магнитов в одном блоке 10 10 6 6 7
Габаритные размеры, мм 300х 290х х200 295 х215х хЗОО 455 х370х х38О 355 х 370х х380 700 х340х х340
Масса, кг 6 8 30 25 56
Продукт по конусу 9 поступает в кольцевой канал сепаратора,
где при помощи козырьков направляется на блок магнитов. Метал-
ломагнитные примеси притягиваются к магнитам, а очищенный
продукт выводится через выпускной патрубок 6.
Чтобы сепараторы работали нормально, поверхность магнитного
блока очищают один раз в семь—десять дней. Периодичность очи-
стки зависит от количества металломагнитных примесей в исход-
ном продукте и производительности сепаратора. Во время его рабо-
ты не рекомендуется открывать крышку и очищать блок магнитов,
регулировать или ремонтировать. После каждой очистки во избежа-
ние выделения пыли проверяют плотность прилегания крышки
(типа У1-БММ), магнитной заслонки (типа У1-БМЗ) или дверки
(типа У1-БММ). Запыленность в рабочей зоне не должна превы-
73
шать 2 мг/м3. При необходимости заменяют прокладки, подтягива-
ют резьбовые соединения или регулируют захваты замков дверок.
2.2. Аппараты для мойки и замачивания зерна
В производстве солода зерно после дозревания, очистки и сорти-
рования поступает на мойку и замачивание. На поверхности зерна
находятся разные органические и неорганические загрязнения, ко-
торые создают благоприятные условия для развития микроорганиз-
мов, поглощающих кислород и выделяющих токсические вещества.
При мойке зерна перед замачиванием с учетом жесткости воды
применяют различные моющие и дезинфицирующие средства (га-
шеная известь как щелочная добавка, гидрооксид натрия NaOH, ка-
устическая сода НагСОз, кислые добавки, хлорная известь и др.).
Замачивание зерна является важным этапом в производстве пи-
воваренного солода. Достаточная влажность, наличие кислорода и
оптимальная температура — основные условия солодоращения.
Свободная влага в зерне, появившаяся в результате искусствен-
ного насыщения его водой, обеспечивает переход в раствор пита-
тельных веществ и миграцию их к зародышу. Замачивание зерна
состоит в увеличении его влагосодержания до 43...48 % к общей мас-
се, или до 75...92% к массе сухих веществ. Кроме того, при рацио-
нальном ведении замачивания осуществляются мокрая очистка зер-
на, обработка зерна антисептиками, активизация жизнедеятельно-
сти зерна, для чего через массу зерна продувают воздух и отсасыва-
ют диоксид углерода.
При производстве солода используются в основном три способа
замачивания ячменя:
замачивание с продолжительными воздушными паузами, когда
для ускорения начала роста зародыша зерна решающее значение
имеет оптимальное снабжение его кислородом;
оросительное замачивание с воздушными паузами, гарантиру-
ющее эффективное увлажнение зерна, достаточный подвод кисло-
рода и удаление ингибирующих веществ, выделяемых в процессе
жизнедеятельности зерна;
воздушно-оросительное замачивание, создающее самые опти-
мальные условия для замачивания зерна, так как уже при влажно-
сти 27...30% зерно начинает прорастать.
2.2.1. Устройство замочного отделения
Для мойки и замачивания зерна используются специальные ап-
параты разных конструкций. Как моечные, так и замочные аппара-
74
ты изготовляют из листовой стали толщиной 4...6 мм и обрабатыва-
ют специальным покрытием, исключающим коррозию металла.
* Современные конструкции замочных аппаратов имеют цилинд-
рическую форму, обеспечивающую самотечную выгрузку замочен-
ного ячменя. Для загрузки, разравнивания и выгрузки зерна пред-
назначен специальный лопастный ротор, который может при вра-
щении опускаться и подниматься в зависимости от высоты слоя зер-
на.
Объем замочного аппарата рассчитывается с учетом объема зама-
чиваемого зерна, увеличения объема материала на 40% при росте
его влагосодержания до 45% и дополнительного объема для нор-
мального ведения замачивания (10... 15%). Общая вместимость всех
замочных аппаратов рассчитывается с учетом общей продолжитель-
ности замачивания, включающей время на заполнение аппаратов,
выгрузку и мойку.
При получении солода продолжительность мойки и дезинфекция
ячменя тм = 64, а продолжительность замачивания в непрерывном
токе воды и воздухе тм= 48...72 ч.
Вместимость замочного аппарата Va (м3) равна
Va = l,5(Ga/p),
где Ga — масса замачиваемого ячменя, кг; р — насыпная плотность
зерна, кг/м3 (р“ 650...750).
При проектировании замочного отделения вместимость одного
замочного аппарата можно рассчитать по формуле
Va=UD2/4)(H + h/3),
где D — диаметр аппарата, м; Н — высота цилиндрической части, м
(Н = 0,4D); h — высота конической части, м (h = 0,5D).
Угол образующей конуса аппарата принимают равным а = 45°,
тогда его вместимость равна Va = 0,14xD3, откуда D =^2,27Уа.
Число замочных аппаратов п рассчитывают в зависимости от
продолжительности замачивания:
п= [<тм+т3)/24]+1.
Расход воды на замачивание ячменя зависит от способа замачи-
вания, температуры воды, загрязненности зерна и др. Общий расход
воды складывается из расхода на промывку зерна, первое замачива-
ние (VM = 0,0015...0,002 м3 воды на 1 кг зерна) и расходов воды
при ее сменах во время замачивания (V3 = 0,0008...0,0012 м3 воды
на 1 кг зерна).
В зависимости от технологии замачивания воду меняют от m = 4
75
до m = 10 раз, тогда общий часовой расход воды VB (м3/ч) определя-
ется зависимости
¥в- (VM+mV3)GH/24.
Зерно перекачивают из одного аппарата в другой центробежным
насосом или с помощью сжашого воздуха. Дат™ замачивания ячменя
расход сжатого воздуха принимают из табл. 2.8 при условии, что он
охлажден в оросительных камерах кондиционеров.
Таблица 2.8
Расход сжатого воздуха на замачивание 1 ы ячменя
Технологическая операция Расход сжатого воздуха иа 1 кг ячменя Р, мл/(кг- ч) (при 20°С и давлении 0,01 МПа) Рабочее давление сжатого воздуха Рс, МПа Плотность сжатого воздуха />р,кг/мл
Мойка ячменя 0,033 0,15 2,82
Сухая продувка 0,037 0,10 2,86
Влажная продувка 0,052 0,15 2,82
Перемешивание зерна 0,039 0,15 2,82
Перекачивание зерна из одного аппарата в другой 0,031 0,30 4,50
Замачивание ячменя:
при непрерывном токе воды и воздуха 0,013 0,15 2,82
оросительное 0,033 0,15 2,82
Солодоращение в системе доувлажнения охлаждаемого воздуха 0,004 0.12 2,48
Расход сжатого воздуха на 1 кг зерна при мойке и зама-
чивании ориентировочно можно принимать в пределах Р =
= 0,04...0,06 м3/(кг-ч). Расчет общего часового расхода сжатого воз-
духа Рн (м3/ч) при рабочем давлении ведут в пересчете на нормаль-
ное давление по формуле
Рц ~ I (Рм + Рз> Он 1 (Рр/рн) >
где Рн, Р3 — расход сжатого воздуха на 1 кг ячменя соответственно
при мойке и замачивании, м3/(кг-ч); рр, рн — плотность воздуха
соответственно при рабочем и нормальном давлениях, кг/м3 (рн =
= 1,29).
Моечный аппарат для зерна (рис. 2.15) состоит из цилиндриче-
ского корпуса 4 у моечного устройства 5, вертикального привода со
шнеком 3, сливной коробки 2 и выпускного устройства /. Переме-
76
шивание зерна в целях его мойки и насыщения кислородом осуще-
ствляется с помощью моечного устройства 5, расположенного в цен-
тре аппарата. Вместо вертикального шнека для перемещения зерна
в моечное устройство 5 может подаваться сжатый воздух.
В замочном аппарате с коническим днищем (рис. 2.16) подава-
емый по трубопроводу 4 в нижнюю часть эрлифтной трубы 2 сжа-
тый воздух увлекает за собой зерно с водой и поднимает его вверх.
Сшпый
ооздух
Рис. 2.15. Моечный аппарат
Рис. 2.16. Замочный аппарат
Плотность смеси воды и воздуха намного ниже плотности воды и
зерна, находящихся вокруг трубы 2. За счет этой разницы зерно
поднимается по трубе вверх, где с помощью сегнерова колеса 3 рав-
номерно распределяется по объему аппарата.
Сжатый воздух подается также в кольцевые барабаны трубки 1,
которые расположены на внутренней поверхности конической час-
ти замочного аппарата. Для равномерного распределения воздуха
по всему объему аппарата в трубках 1 в нижней части имеются от-
верстия диаметром 2...3 мм. Для спуска замоченного зерна в аппа-
рате для солодоращения в нижней части замочного аппарата нахо-
дятся вентиль с клапаном 5 и спускной штуцер 6. В таком аппарате
перед замачиванием можно проводить и мойку зерна. Для удаления
диоксида углерода замочный аппарат дооборудуется вентилятором,
который подключается к его конической части.
77
Типоразмеры используемых в производстве цилиндроконических
аппаратов периодического действия приведены в табл. 2.9.
Таблица 2.9
Техническая характеристика типовых замочных аппаратов
Вмес- ти- мость м Масса зама- чива- емого ячменя Ся-Кг Размеры аппарата Масса аппа- рата оа» кг Масса с полной нагруз- кой Оп,кг Особенности конст- рукции
Диа- метр D, м Высота цилин- дричес- кой части Н, м Высота кони- ческой части h, м Общая высота (Н+Ю, м
16,0 7000 3,340 1,250 1,270 4,971 2000 18400 С рассеива- ющим колпа- ком и сливной коробкой
17,6 7500 3,340 1,400 ч 1,720 4,800 2000 20000 С сегнеровым колесом без сливной ко- робки
26,0 12000 3,400 2,300 1,800 5,800 3100 29000 С сегнеровым колесом и сливной коробкой
30,0 13500 3,500 2,550 1,740 7,376 3360 33400 С удлинен- ным эрлифтом
35,0 14750 4,500 1,405 2,330 5,500 3360 40200 С рассеива- ющим колпа- ком и сливной коробкой
37,0 15300 4,500 1,505 2,330 5,475 3450 41300 С сегнеровым колесом без сливной ко- робки
52,0 24000 4,500 2,500 2,250 6,400 5600 57600 С сегнеровым колесом и сливной ко- робкой
Моечные и замочные аппараты размещаются между зернохрани-
лищами и отделением для солодоращения. Аппараты можно распо-
лагать на одном уровне или один над другим с учетом возможности
транспортирования зерна.
На рис. 2.17 показана схема установки замочных аппаратов в за-
мочном отделении. Зерно из бункера 1 засыпается в моечный аппа-
рат 3 приводом мешалки 2 и освобождается от грязной воды в от-
делителе 6. После мойки зерно перекачивают центробежным насо-
сом 11 в замочные аппараты 7, а из последних в солодовню. Гибкий
78
Рис. 2.17. Схема установки замочных аппаратов в замочном отд<
Рис. 2.18. Схема установки непрерывного зама-
чивания зерна
шланг 4 служит для направления потока зерна в тот или иной аппа-
рат. Воздушный компрессор 9 предназначен для нагнетания сжатого
воздуха из резервуара 8 в кольцевые барботерные трубки барботера
5. Для перемещения замоченного зерна служит транспортер 10.
Устройство замочного отделения необходимо постоянно совер-
шенствовать в соответствии с технологическими и экологическими
требованиями.
При проектировании замочных отделений рекомендуется схема
непрерывного замачивания зерна (рис. 2.18). Установка состоит из
моечно-дезинфициру-
ющего аппарата 1, снаб-
женного наклонным
шнеком 2, оросительной
системы 3 замочного ап-
парата 4 и камеры кон-
диционирования возду-
ха 5.
Сухой очищенный яч-
мень непрерывно пода-
ют в моечно-дезинфици-
рующий агрегат 1, в ко-
тором зерно интенсивно
перемешивается шнеком
2 с водой, дезинфициру-
ется с раствором и очи-
щается от легких приме-
сей (сплава). Промытый
ячмень направляют на
воздушно-оросительное
замачивание в замоч-
ный аппарат 4, состоящий из четырех камер, установленных одна
над другой. Камеры имеют форму усеченной пирамиды, в нижней
части которой находится разгрузочное устройство б. Зерно под дей-
ствием силы тяжести проходит последовательно все камеры, в каж-
дой из которых имеется система форсунок для увлажнения ячменя
водой.
Для расчета камеры кондиционирования воздуха обычно прини-
мают удельный часовой расход воздуха Ууд ” 1,18 м3/ (кг-ч) на 1 кг
перерабатываемого воздушно-сухого очищенного ячменя.
Площадь поперечного сечения камеры кондиционирования воз-
духа FK (м2) рассчитывают по формуле
80
FK = бяУуд/ (3600 vK) - bK/K,
где Ga — масса перерабатываемого ячменя, кг; vK — скорость дви-
жения воздуха в камере, м/с (vK=l,5...3,0); Ьк — ширина камеры, м;
/к — длина камеры, м.
Количество теплоты, которое необходимо забрать из свежего воз-
духа при его охлаждении Q (кДж/ч), определяется зависимостью
Q = GaVynpB(Io - Ip,
где рв — плотность кондиционированного воздуха, кг/м3; Io, Ii—
соответственно энтальпии свежего (наружного) и кондициониро-
ванного воздуха, кДж/кг.
Расход воды на охлаждение воздуха УвОхл(м3/ч> рассчитывают
по формуле
Vboxji = Q/ f^-BpO^Bi — (в2^ Ь
где Сд — удельная теплоемкость воды, кДж/ (кг - К); р$ — плотность
воды, кг/м , tB1> tB2 — начальная и конечная температуры охлажда-
ющей воды, °C.
При определении расхода воды на увлажнение воздуха следует
иметь в виду, что холодная вода испаряется медленно (tH = 1...3% в
час от общего количества распыляемой воды), а подогретая быстрее
(до t„ = 5% в час), поэтому действительный расход воды превосхо-
дит теоретический расход воды Увт (м3/ч):
VBT = G„Vw(d]-d0),
где dj, d0 — соответственно влагосодержание кондиционированного
и свежего (наружного) воздуха, кг/кг.
Действительный расход воды У^^ (м3/ч) с учетом того, что ис-
паряется всего t„ = 3 %, определяют по формуле
VByIUI = GaVyfl(di-do)(lOO/tM).
Для распыления охлаждающей воды устанавливаются центро-
бежные распылительные форсунки. Расход воды одной форсункой
любого типа Gi (кг/ч) равен
Gi = 103кфдф710Р,
где кф — коэффициент, зависящий от конструкции форсунки (кф =
= 30...50); dф — диаметр выходного отверстия форсунки, м; Р —
давление воды, МПа.
6. Заказ 5901
81
Число форсунок для увлажнения воздуха водой Пф рассчитывают
по формуле
ПФ =
2.3. Оборудование для солодоращения
Целью проращивания солода является синтез и активизация не-
активных ферментов, под влиянием которых в процессе затирания
достигается растворение всех резервных веществ зерна. Под дейст-
вием ферментов при солодоращении часть сложных веществ зерна
превращается в мальтозу, глюкозу, мальтодекстрины и высшие де-
кстрины, пептоны, пептиды, аминокислоты и др.
В проращиваемом зерне происходят те же биохимические и фи-
зиологические изменения, что и при естественном проращивании
его в почве. Переход зародыша от состояния покоя к активной жиз-
недеятельности возможен только при достаточной влажности, нали-
чии кислорода и оптимальной температуры.
Технологические требования к проращиванию зерна характери-
зуются следующими показателями: температурой, при которой
происходит проращивание зерна на отдельных стадиях; содержани-
ем влаги в зерне; соотношением кислорода и диоксида углерода в
слое зерна на отдельных стадиях проращивания; продолжительно-
стью проращивания.
2.3.1. Ящичные солодорастильные установки
Замоченное зерно проращивают в пневматических солодовнях,
соблюдая определенный температурный режим (10... 14° С), прово-
дя при этом аэрацию (при относительной влажности воздуха
<р =100%) и отвод теплоты, которая выделяется при дыхательных
окислительно-энергетических процессах, протекающих в солоде.
Согревание солода происходит за счет интенсивного дыхания зерна,
которое проявляется в окислении соответственно крахмала и жиров.
Удельные тепловыделения при окислении этих веществ составляют
соответственно 17 390 и 39 480 кДж/кг. Знание количества окис-
ленного вещества позволяет определить количество теплоты, выде-
лившейся при солодоращении, и соответственно рассчитать расход
и параметры кондиционированного воздуха.
Для управления проращиванием зерна применяют механизиро-
ванное пневматическое солодоращение, основанное на продувкЬ че-
рез высокий (0,6... 1,5 м) слой материала кондиционированного воз-
духа. При этом обеспечивается снабжение зерна кислородом возду-
82
ха, удаление диоксида углерода и других ишнбирующих веществ,
которые выделяются при проращивании, и достигается необходимое
охлаждение слоя. Ворошение проращиваемого зерна в аппаратах
осуществляется специальными шнековыми ворошителями.
Пневматические прямоугольные аппараты вмещают 10... 150 т
зерна. Для обслуживания и контроля между двумя аппаратами пре-
дусмотрена площадка шириной около 1 м и длиной, равной длине
аппарата (10...50 м). Аппараты снабжены каналами, по которым от-
работанный воздух с диоксидом углерода возвращается к вентиля-
тору для повторного использования.
Пневматический аппарат для проращивания зерна (рис. 2.19)
имеет прямоугольную форму с открытой верхней частью.
Рис. 2.19. Пневматический аппарат для проращивания зерна
б*
83
В корпусе аппарата 3 проращиваемое зерно располагается гори-
зонтальным слоем высотой 0,6... 1,5 м на несущем ситовом поддоне
Г. Разравнивание, ворошение и выгрузка свежепроросшего солода
производится шнековым ворошителем 2.
Пневматический аппарат оснащается отдельным напорным вен-
тилятором, системой охлаждения и увлажнения воздуха. Отноше-
ние ширины аппарата к длине выбирается с учетом* обеспечения
равномерного распределения воздуха и может составлять 1:4 и 1:8.
Стенка аппарата высотой 1,2...3 м над ситом изготавливается из же-
лезобетона или кирпича толщиной 0,15...0,20 м. На верхней части
боковых стенок устанавливаются рельсы и зубчатые штанги для пе-
редвижения шнекового ворошителя. Высота подситового простран-
ства аппарата составляет 1,6...2,0 м. Живое сечение плетенных из
нержавеющей проволоки сит, на которых находится зерно, должно
быть больше 20%. Днище аппарата должно иметь уклон для стока
воды в сборник. Выгрузка свежепроросшего солода из аппарата про-
водится в течение 2...3 ч.
Шнековый ворошитель Ш4-ВВШ состоит из ворошителя и раз-
грузочной стенки. Ворошитель представляет собой сварной корпус,
в котором установлены механизм ворошения, обеспечивающий вра-
щение вертикальных шнеков, перемешивающих солод, механизм
передвижения и система орошения, обеспечивающая подачу воды к
перемешиваемому ячменю.
Кинематическая схема шнекового солодоворошителя
Ш4-ВВШ-14 приведена на рис. 2.20. Корпус ворошителя состоит из
сварной балки 22 коробчатого сечения и двух щек, в которых уста-
новлены четыре катка 8. Сверху корпус закрывается четырьмя лег-
косъемными крышками.
Механизм солодоворошения состоит от трех до девяти вертикаль-
ных шнеков 12 и связанных с ними зубчатой передачей 13 редукто-
ра 14 с электродвигателем 15. Валы шнеков 12 вращаются в кониче-
ских роликоподшипниках. Шнеки имеют левое и правое направле-
ние витка. Вращение шнеков 12 осуществляется от трех приводов.
Механизм передвижения состоит из двухскоростного электродви-
гателя 16, двух последовательно соединенных цепной передачей 19
червячных редукторов 17 и 20, приводных валов 23, соединенных с
помощью зубчатых муфт 2/ с концами тихоходного вала редуктора
20 и цевочных звездочек 9, насаженных на концы приводных валов.
На ведущей звездочке цепной передачи 19 установлена муфта 18
предельного момента, ограничивающая усилие, развиваемое воро-
шителем при движении.
Система орошения состоит из вихревого насоса 10 с электродви-
84
Рис 2.20. Шнековый оолодоворошитеяь Ш4-ВВШ-14
гателем //, всасывающего патрубка со съемным сетчатым водоза-
борником, горизонтального коллектора с 28 форсунками на напор-
ной линии.
Разгрузочная стенка состоит из рамы, перекатывающейся так
же, как и ворошитель, на четырех катках. Рама снабжена двумя
щеками, между которыми подвижно закреплен щит. При солодора-
щении щит является торцевой стенкой ящика и препятствует попа-
данию солода в горизонтальный шнек 7. При выгрузке солода раз-
грузочная стенка с помощью специального устройства сцепляется с
ворошителем, щит поднимается, и ворошитель со стенкой начинает
движение вдоль ящика. При этом поднимаемый стенкой солод по-
ступает на горизонтальный шнек 7, который продвигает его к сере-
дине и перебрасывает на наклонный шнек 3, подающий солод на
транспортное устройство. Горизонтальный шнек имеет правое и ле-
вое направление винтовой линии. В средней части шнека на валу
имеются специальные лопатки. Передней стенки горизонтальный
шнек не имеет, а в задней стенке напротив лопаток имеется окно,
по которому солод поступает на наклонный шнек.
Привод горизонтального шнека состоит из электродвигателя 26,
червячного редуктора 25 и цепной передачи 24, а наклонного — из
редуктора 2 и электродвигателя 1. Подъем щита осуществляется
рычагами с помощью подъемного механизма, состоящего из лебедки
4 с системой блоков. Привод лебедки состоит из электродвигателя 6
и червячного редуктора 5.
85
Управление работой солодоворошителя осуществляется или с
пульта, расположенного непосредственно на ворошителе, или дис-
танционно с пульта, находящегося в другом помещении.
Техническая характеристика ворошителей
Показатели Ш4-ВВШ Ш4- ВВШ-8 Ш4- ВВШ-9 им- евши 3 Ш4- ВВШ-14
Производительность, т/ч:
при ворошении (по ячменю) при выгрузке 54 60,5 88 94,5
(по сухому солоду) 21 23,5 34 36,6
Удельная нагрузка на сито по ячменю, kt/mz 550
Установленная мощность электродвигателей, кВт:
ворошителя разгрузочной стенки 9,6 9,7 9 13,7 13,7
Ширина по шнекам, мм 3955 4445 6445 6945
Высота от сита до головки
рельса, мм Частота вращения шнеков, 2000
об/мин 8
Диаметр шнека, мм 485
Шаг витка шнека, мм 335
Скорость передвижения, м/мин:
при ворошении 0,4
при выгрузке 0,2
Диаметр шнеков, мм Шаг шнека, мм: 500
наклонного 400
горизонтального 500
Частота вращения шнека, об/мин:
наклонного 91
горизонтального 45
Габаритные размеры, мм:
длина (вдоль ящика) ворошителя длина ворошителя со I860
стенкой ширина ворошителя 4430 4930 2890 6930 7230
ширина ворошителя со стенкой 4770 5270 7270 7770
высота от сита Масса, кг: 3300
ворошителя 3126 3320 3344 3660
разгрузочной стенки 2024 цевочной рейки 2170 10,75 2256 2434
86
Количество воздуха, необходимое для проветривания проращи-
ваемого в пневматической солодовне зерна, рассчитывают в соот-
ветствии с количеством выделяющейся при проращивании теплоты.
Тепловой баланс пневматической солодорастильной установки мо-
жет быть представлен следующим образом:
Приход теплоты
Расход теплоты
Теплота, вносимая в аппарат
с замоченным зерном, Qi“GaC3t2
Теплота, выделяемая при со-
лодоращении, Q2 = GqqS
Энтальпия самого аппарата
при загрузке ячменя, Q3 = Gacat2
Теплота, вносимая в аппарат
с кондиционированным возду-
хом, Q4 = IiL
Теплота, уходящая с солодом
при выгрузке, Q5 -,Gccct3
Теплота, выделяемая при со-
лодоращении, Qe“ I2L
Энтальпия самого аппарата
при выгрузке солода, Q7 = Gacat3
Потери теплоты в окружаю-
щую среду, Qg = aFAttp
В приведенных формулах G«, Ga, Gc и Ga — масса соответственно
очищенного ячменя, замоченного зерна, свежепроросшего солода и
солода при выгрузке из аппарата, кг; сз, Сс, са — удельная теплоем-
кость соответственно зерна, солода, материала стенок аппарата,
кДж/ (кг - К); t2 и t3 — температура замоченного зерна при загрузке
и свежепроросшего солода при выгрузке, °C; q — удельное количе-
ство теплоты, выделяемой при проращивании зерна на 1 кг по-
терь сухих веществ, кДж/кг (q = 17 982 кДж/кг); S — потери
сухих веществ при проращивании, кг; Ii, I2.— удельная эн-
тальпия кондиционированного и отработанного воздуха, кДж/кг;
L — расход воздуха на проветривание солода, кг; а — коэффициент
теплоотдачи от поверхности солода окружающему воздуху [а =
=25,12 кДж/ (м-Ч’К) ]; F — площадь поверхности, занимаемая со-
лодом в аппарате, м , At — разность температур между средней
температурой и температурой в помещении, °C; тр — продолжи-
тельность солодоращении, ч.
Причем при влажности замоченного зерна W3 = 45% G3=l,51Ga,
а при влажности свежепроросшего солода Wc = 43 % Gc = 1,42Ga.
Уравнение теплового баланса имеет вид
Ql +Q2 + Q3 + Q4 = Q5 + Q6 + Q7+ Qe-
Так как количество теплоты Q7, отдаваемой аппаратом при вы-
грузке солода, мало отличается по величине от количества теплоты
Q3, выделяемой аппаратом при загрузке замоченного ячменя урав-
нение теплового баланса будет иметь такой вид:
87
Qi + Q2 + hL = Qs + l2L+ Qg,
откуда расход воздуха (в кг) на проветривание солода
L» (Qi +Q2- Q5- Q8>/(h- h)-
Расход воздуха зависит от многих факторов, в том числе в значи-
тельной степени от потерь сухих веществ S и разности энтальпий
(I2 - Ii). Энтальпия влажного воздуха I (кДж/кг) определяется по
диаграмме Л.К. Рамзина или рассчитывается по формуле Молье
I= сВозд! + cntd <pi + rgdy>2>
где с^д, сп — удельная теплоемкость соответственно абсолютно су-
хого воздуха и водяного пара [с^д = 1,005 кДж/(кг-К); сп -
= 1,88 кДж/(кг-К) ]; t— температура абсолютно сухого возду-
ха, °C; d — влагосодержание воздуха, кг/кг; г0 — удельная теплота
испарения воды при 0°С (г0= 2500 кДж/кг); <pi — относительная
влажность кондиционированного воздуха, %; <р2 — относительная
влажность отработанного воздуха, %.
Для подбора вентилятора определяют объемный часовой расход
воздуха (м3/ч) по формуле
VB = LK/(rnp24pB ),
где L — полный расход воздуха за весь цикл проращивания солода,
кг; К — коэффициент неравномерности (при индивидуальной уста-
новке вентилятора на каждом ящике К = 2,3; при групповой уста-
новке К = 1,1); тпр — число суток проветривания ячменя (тпр
= 65 сут); рв — плотность кондиционированного воздуха (рв =
= 1,29 кг/м3 при t= 12°С).
Удельный объемный расход воздуха Ууд на каждый килограмм
очищенного сухого ячменя, идущего на замачивание [м3/(кг-ч)],
равен
Vy„ =VB/GB.
2.3.2. Солодовни с передвижной грядкой
В солодовне с передвижной грядкой осуществлен поточный спо-
соб. солодоращения, при котором проращиваемое зерно периодиче-
ски перебрасывается ковшовым солодоворошителем вдоль ящика от
места загрузки к месту выгрузки.
Солодовня с передвижной грядкой (рис. 2.21) представляет собой
длинный ящик 6, подситовое пространство 9 которого разделено в
88
Рис. 2.21. Солодовня с передвижной грядкой
поперечном направлении перегородками на несколько отделений,
число которых равно или кратно числу суток ращения. На продоль-
ных стенках ящика 6 уложены рельсы, по которым вдоль ящика пе-
риодически передвигается ковшовый солодоворошитель 5 с по-
мощью тележки 4. При рабочем ходе ворошитель 5 перебрасывает
проращиваемое зерно, чем достигается не только его перемешива-
ние, но и перемещение вдоль ящика.
Рабочий ход ворошителя имеет направление от места выгрузки
готового солода к месту загрузки замоченного ячменя. Замоченное
зерно из замочных аппаратов 7 и 8 загружается всегда в одно и то
же место солодорастильного ящика б. Ворошитель приводится в
движение через каждые 12 или 24 ч и каждый раз перебрасывает
зерно на один шаг, а на освободившуюся площадь сита вновь загру-
жается замоченное зерно. Солод, проходя к месту выгрузки, при
очередном рабочем ходе ворошителя выбрасывается в бункер 3, от-
89
куда транспортерами / и 2 (шнеком, лентой, элеватором и т.п.) пе-
редается в сушилку.
Пророщенное зерно проветривается кондиционированным возду-
хом, который нагнетается вентилятором в центральный канал 10,
проходящий вдоль всего солодорастильного ящика 6. Подача конди-
ционированного воздуха из этого канала в каждое отделение подси-
тового пространства 9 регулируется шибером в зависимости от ин-
тенсивности роста, необходимости отвода выделяющегося диоксида
углерода и поддержания оптимальной температуры.
При параллельной установке нескольких солодорастильных ящи-
ков 6 с передвижными грядками кондиционеры размещают с таким
расчетом, чтобы в каждом из них воздух готовился для определен-
ной стадии солодоращения: в первом кондиционере — неувлажнен-
ный воздух для подсушивания влажного, только что выгруженного
в ящик замоченного зерна и подваливания свежепроросшего солода
перед выгрузкой его из солодовни в сушилку; во втором кондицио-
нере — охлажденный и увлажненный воздух для проветривания
грядки на третий-четвертый день солодоращения и т.д.
Ковшовый ворошитель солода типа ВВС (рис. 2.22) предназна-
чен для механизации трудоемких процессов солодоращения — во-
рошения и выгрузки солода из ящиков. Он состоит из тележки воро-
шителя У, ворошителя ковшового 2, механизма подъема ковшей 3 и
электрооборудования 4.
Тележка ворошителя 1 представляет собой сварную металлокон-
струкцию, состоящую из рамы, вала заднего и переднего ходов, ко-
лес передних и задних. На тележке устанавливаются все сборочные
единицы,и механизмы солодоворошителя. Передние колеса являют-
ся направляющими, а два задних — ведущими.
Привод тележки осуществляется от реверсивного электродвига-
теля через червячный редуктор, коробку скоростей и цепную пере-
дачу. Наличие коробки скоростей позволяет осуществить ход с дву-
мя рабочими скоростями. Первая рабочая скорость включается при
выгрузке из ящика солода на транспортные разгрузочные средства.
Ворошение солода в ящике производится на второй скорости.
Ворошитель ковшовый 2 является основным технологическим
узлом солодоворошителя и состоит из рамы, вала привода кон дей,
направляющих цепей, звездочек натяжных и отводных, цепей с
ковшами и привода. Рама — сварная трубчатая металлоконструк-
ция треугольной формы. Вал привода ковшей устанавливается на
тележке ворошителя /. На звездочки, посаженные на валу, натяну-
ты цепи с кронштейнами для крепления ковшей и щеток.
90
91
Ворошители солода типа ВВС разработаны десяти типоразмеров,
соответствующих ширине грядки (зоны ращения) ящика и высоте
слоя солода, соразмерно которым каждый тип ворошителя имеет
свою производительность (табл. 2.10).
Таблица 2.10
Типоразмеры ковшовых ворошителей ВВС
Тип воро- шите- ля О КП Ши- рина ГрЯДКИ (зоны раще- ния), мм Производительность Габаритные размеры, мм Масса, кг
при ворошении при разгрузке длина шири- на высо- та
мл/ч т/ч мл/ч т/ч
Для высоты слоя солода 1200 мм
ВС1-1 3171 2,5 67,5 27 22,5 8,5 2950 2970 1150 3300
51 1001
ВС1-2 3171 3,0 89 34 26 10 2950 3470 1150 3450
51 1002
ВС1-3 3171 3,5 94,5 39 31 12 2950 3970 1150 3550
51 1003
ВС 1-4 3171 4,0 125 48 37 14 2950 4470 1150 3700
51 1004
ВС 1-5 3171 4,5 133 51 39 15 2950 4970 1150 3800
51 1005
Для высоты слоя солода 750 мм
ВС2-1 3171 2,5 50 19 14 5,5 2700 2970 950 2900
51 1010
ВС2-2 3171 3,0 60 22 17 6,5 2700 3470 950 3000
51 1011
ВС2-3 3171 3,5 70 26 20 7,5 2700 3970 950 3050
51 1012
ВС2-4 3171 4,0 80 30 23 8,5 2700 4470 950 3150
51 1013
ВС2-5 3171 4,5 90 34 26 9,5 2700 4970 950 3200
51 1014
Техническая характеристика ковшовых ворошителей солода ВВС
Шаг ворошения (длина переброса), мм 1500
Скорость движения, м/мин:
при выгрузке 0,117
при ворошении 0,4
заднего хода 6,49
Установленная мощность, кВт:
привода ворошителя 4
механизма подъема ковшей 3
привода тележки 2,2
92
Ворошитель ковшовый с удлинителем переброса РЗ-ВВК (рис.
2.23) разработан по типоразмерам для работы в солодорастильных
ящиках восьмисуточного ращения с шириной зоны ращения 3,0;
3,5; 4,0 и 4,5 м, высотой слоя солода 1...1,2 м и длиной переброса
грядки 2,5...3,0 м.
Рис. 2.23. Ковшовый ворошитель с удлинителем переброса РЗ-ВВК
Каждому типоразмеру ворошителя РЗ-ВВК присваивается обоз-
начение, соответствующее ширине зоны ращения ящика (табл.
2.Н).
Ковшовый ворошитель РЗ-ВВК состоит из тележки ворошите-
ля 2, ворошителя ковшового 3, механизма подъема ковшей 4, транс-
портера-удлинителя 1 и электрооборудования.
Таблица 2.11 Типоразмеры ковшовых ворошителей РЗ-ВВК
Тип ворошителя О КП Габаритные размеры, мм Масса (с транспортером длиной переброса 2,5 м), кг
длинаL ширина В высота Н
РЗ-ВВК-З 51 3171 1005 4890 3516 1205 5126
РЗ-ВВК-3,5 51 3171 1015 4890 4016 1205 6062
РЗ-ВВК-4 51 3171 1016 4890 4516 1205 6768
РЗ-ВВК-4,5 51 3171 1017 4890 5016 1205 7071
Техническая характеристика РЗ-ВВК
Скорость движения, м/мин:
при выгрузке 0,11
при ворошении 0,4
заднего хода 5,6
ковшей 24,2
ленты транспортера-удлинителя 35
Установленная мощность, кВт 11,4
93
Тележка ворошителя 2 служит для установки всех механизмов.
Привод тележки осуществляется от электродвигателя через редук-
тор и коробку скоростей. Ворошитель ковшовый 3 состоит из рамы,
вала привода ковшей, цепей с ковшами, звездочек натяжных и от-
водных, поддона с направляющими для цепей с ковшами и привода.
Механизм подъема ковшей 4 служит для подъема рамы с ковшами
после окончания выгрузки или ворошения. Он состоит из лебедки-
барабана, роликов направляющих, блоков роликов верхних и ниж-
них, привода. Транспортер-удлинитель 1 предназначен для увели-
чения длины переброса (перемещения) солода с 1,5 до 3,0 м. Он со-
стоит из рамы с направляющими для цепей транспортера, двух ва-
лов, на которые посажены звездочки, блока звездочек со свободным
ходом и привода.
Площадь поверхности сита одного ящика FH (м2) рассчитывают
по формуле
Fa= 1,5 Gg/ph,
где GB — масса очищенного ячменя, единовременно загружаемого в
ящик, кг; р — насыпная плотность воздушно-сухого ячменя,
кг/м3; h — высота слоя замоченного ячменя в ящике, м.
В солодовне с передвижной грядкой длина ящика Lg (м) зависит
не только от количества перерабатываемого зерна, но и от ширины
ворошителя и длины переброса солода:
Ья = грпх^>
где tp — продолжительность выращивания солода (г р 6...8 сут);
пх — число рабочих ходов ворошителя в сутки (п - 1...2); I — длина
переброса солода ворошителем, м (/- 1,5; 2,5 и 3,0).
Объем замоченного ячменя, ежесуточно поступающего в ящик и
распределяемого в нем слоем h, рассчитывается как
V, = 1 ,5 Gg/p = I nxbgh,
откуда ширина ящика Ья (м) равна
Ья= l,5Gg/0Znxh).
Общая площадь сита ящика F (м2) определяется как
F - Lgbg = 1 ,5 GgTp/(ph),
тогда производительность ящика солодовни с передвижной грядкой
G (кг/ ч)
G = Fph/36rp.
94
2.3.3. Статические солодовни с совмещенным способом
Статическая солодорастильная установка, работающая по прин-
ципу совмещения процессов замачивания и проращивания ячменя,
а также сушки солода в одном аппарате (рис. 2.24), состоит из аппа-
рата 4 для замачивания, проращивания зерна и сушки солода со
шнековым ворошителем 5, теплогенератора 1 с вентилятором 2 и
камеры кондиционирования 10 с вентилятором 9.
Рис. 2.24. Статическая солодовня с совмещенным способом
Отсортированный ячмень после взвешивания подается в моечный
аппарат 3, предварительно наполненный до половины объема водой
температурой 14...15°С. Заполненный водой и зерном моечный ап-
парат 3 оставляют в покое на 20...30 мин, затем смесь зерна с водой
интенсивно перемешивают сжатым воздухом и снимают сплав при
непрерывном токе воды. После предварительной мойки зерна в ап-
парат 3 добавляют дезинфектант, а затем — активатор роста.
Через 5...6 ч водно-зерновая смесь гвдротранспортером направ-
ляется в аппарат 4 для замачивания и проращивания зерна и сушки
солода. Продолжительность загрузки аппарата 4 зерном не должна
превышать 1...1,5 ч. Расход воды на мойку и гидротранспортирова-
ние зерна составляет 2...4 м3/т. Аппарат 4 периодического дейст-
вия, представляет собой индивидуальную камеру с ситчатым дни-
95
щем, шнековым солодоворошителем 5 для ворошения и выгрузки
солода, а также транспортным оборудованием (механический кон-
вейер 11 и нория б).
Ситчатое дно аппарата 4, на котором укладывается зерно, выпол-
няется из плетеных решеток, изготовленных из нержавеющей про-
волоки. Для обеспечения равномерного распределения давления су-
шильного агента в подситовом пространстве его высота должна со-
ставлять не менее 2 м.
Для увлажнения и охлаждения воздуха, поступающего в аппа-
рат 4 в период замачивания и проращивания зерна, под ситом до-
полнительно устанавливаются форсунки 12, распиливающие воду в
тонкую и однородную пыль.
Выгруженный на сита аппарата 4 ячмень оставляют в покое на
5 ч, обеспечивая при этом удаление избыточной воды и поглощение
ее с поверхности зерна. Дальнейшее замачивание осуществляется
воздушно-оросительным способом с периодической или непрерыв-
ной продувкой слоя кондиционированным способом и орошением
распыленной водой. Оптимальный расход кондиционированного
воздуха составляет 250...300 м3/ (ч*т), а оптимальный расход воды
— 1 м3 на 1 т ячменя.
Орошение зерна водой во время его ворошения шнековым воро-
шителем 5, на котором установлена оросительная система, необхо-
димо проводить в зависимости от способности ячменя к водопогло-
щению. Продолжительность замачивания зерна до достижения
влажности 45% составляет в среднем 30...40 ч.
При достижении зерном влажности 43...46% орошение водой
прекращается. В процессе проращивания зерновую массу необходи-
мо ворошить 2...3 раза в сутки, периодически или непрерывно про-
дувая кондиционированным воздухом с помощью вентилятора 9.
Максимальная высота свежепроросшего солода составляет 1,5...2 м.
После окончания проращивания свежепроросший солод в аппа-
рате 4 подвергают сушке и термической обработке сушильным аген-
том, подготовленным в теплогенераторе 1. Сушку и термическую
обработку солода проводят без ворошения в течение 20 ч. Расход су-
шильного агента на сушку солода составляет 4...4,5 тыс.м3/(ч-т)
при давлении 1000 Па. В конце сушки расход агента уменьшается
до 2 тыс. м3/ (ч-т) при давлении 400 Па. В процессе сушки солода
необходимо не только удалить из него избыточную влагу, но и обес-
печить благоприятные условия для протекания физиологических,
биохимических и химических процессов, в результате которых про-
дукт приобретает определенные технологические свойства.
Сухой солод выгружают из аппарата 4 с помощью шнекового во-
96
рошителя 5, который подает зерно на механический конвейер 11,
расположенный вдоль аппарата 4, а оттуда на норию б в бункер 7,
росткоотбойную машину 8 и далее на склад.
Ворошители РЗ-ВВШ производят выгрузку солода с помощью
пневмотранспорта, а ворошители Ш4-ВВШ (табл. 2.12) использу-
ются в более производительных солодорастильных ящиках, причем
выгрузка солода из них производится горизонтальными или на-
клонными шнеками.
Исходя из уравнения теплового баланса, количество теплоты, ко-
торое необходимо удалить из 1 кг солода в статической солодовне
путем проветривания его кондиционированным воздухом Q
(кДж/кг), равно
Q = Qi+Q2 -Q5-Q8»
где Qi= G3c3t3 — теплота, выделяемая при замачивании зерна мас-
сой G3 в аппарате, кДж/кг; tg = — температура замоченного зер-
на, равная температуре в помещении солодовни, °C; с3 — удельная
теплоемкость зерна, кДж/(кг-К).
Таблица 2.12
Техническая характеристика шнековых солодоворошителей
Показатели РЗ- ВВШ-6 РЗ- ВВШ-7 РЗ- ВВШ-9 Ш4- ВВШ-9 Ш4- ВВШ- 13 Ш4- ВВШ-1
1 2 3 4 5 6 7
Производительность, кг/ч:
при ворошении (по сухо- му ячменю) 27400 32000 41100 60500 88000 94500
при выгрузке (по сухому солоду) 7300 8500 11000 23500 34000 36600
Ширина солодорастильно- го ящика, м 3,0 4,0 4,5 4,5 6,5 7,0
Высота слоя солода, м 1,2 1,2 1.2 1,2 1,2 1,2
Расход воды на замачива- ние ячменя, м /кг 0,002 0,002 0,002 0,002 0,002 0,002
Вертикальные шнеки:
ЧИСЛО 6 7 9 9 13 14
диаметр, м 0,485 0,485 0,485 0,485 0,485 0,485
шаг витка, м 0,335 0,335 0,335 0,335 0,335 0,335
частота вращения, с~1 0,14 0,14 0,14 0,14 0,14 0,14
Скорость движения воро- шителя, м/с:
при ворошении 0,0067
при выгрузке 0,0013 0,003
7. Заказ 5901
97
Окончание табл. 2.12
1 2 3 4 5. 6 7
Горизонтальный или на- клонный (выгрузочный) шнек: число 3 3 3 4 4 4
диаметр, м 0,320 0,320 0,320 0,500 0,500 0,500
шаг витка, м 0,250 0,250 0,250 0,500 0,500 0,500
частота вращения, с’^ 0,75 0,75 0,75 0,75 0,75 0,75
Мощность электродвигате- лей, кВт 9,55 13,05 13,05 18,7 22,7 22,7
Выход замоченного зерна G3 из 1 кг очищенного ячменя
G3 - 1 + (W3 - W0>/ (100 - Wo),
где Wo — начальная влажность очищенного ячменя, %; W3 —
влажность замоченного зерна, %.
Каждый килограмм потерь сухих веществ в статической солодов-
не на замачивание, дыхание, с ростками, а также при сушке выде-
ляет в среднем 17 982 кДж теплоты (q). Причем при изготовлении
солода таким способом потери сухих веществ (в %) представлены
следующими данными: со сплавом при замачивании (Sc) 1,0...1,2;
при замачивании (S3) 0,6...0,8; на дыхание зерна при замачивании
ячменя, ращении и сушке солода (Бд) 5,5...6,0; с ростками (Sp)
4,5...5,0.
Всего потери сухих веществ составляют S -11,6...13,0 %.
Теплота, выделяемая при ращении 1 кг солода Qimax (кДж/кг) с
учетом максимальных потерь сухих веществ (Smax ”13%)
Q2max = qSmax/100.
Теплота, выделяемая свежепроросшим солодом Q5 (кДж/кг)
Qs “ СгсссХз,
где Gc = G3(100 - Sfl) 100 — выход свежепроросшего солода за выче-
том потерь сухих веществ на дыхание зерна (SA= 6%) из замочен-
ного ячменя, кг; tg — температура свежепроросшего солода в кон-
це проращивания, °C; сс — удельная теплоемкость солода,
кДж/(кг-К).
Если потери теплоты в окружающую среду Qs (кДж/кг) принять
равными 10% общего количества теплоты, выделяемой при замачи-
вании и ращении солода, тогда потери теплоты в окружающую сре-
ду
98
Q8 = f(Ql+Q2max>>
где f “ 0,1 — коэффициент, учитывающий потери теплоты в окру-
жающую среду.
Массовый расход воздуха на проветривание 1 кг солода L (кг)
L = Q/(I2-Ii),
где 11 и — соответственно удельные энтальпии кондиционирован-
ного и отработанного воздуха, кДж/кг.
Объемный расход кондиционированного воздуха на 1 кг свеже-
проросшего солода V' (м3/ч) '
V -L/pB,
где рв — плотность кондиционированного воздуха, кг/м3.
Удельный объемный часовой расход воздуха на 1 кг свежепророс-
шего солода УуД (м3/ч)
Ууд= КУ7(тр24>,
где К — коэффициент неравномерности подачи кондиционирован-
ного воздуха.
Разгрузочный конвейер шнекового ворошителя статической со-
лодовни состоит из вертикально установленных шнеков, смонтиро-
ванных на конических роликоподшипниках в корпусах, которые
крепятся фланцами к верхней стенки корпуса ворошителя. На кон-
цы валов шнеков насажены цилиндрические зубчатые колеса, вхо-
дящие в зацепление. Шнеки имеют левое и правое вращение. Воро-
шитель передвигается по рельсам на четырех колесах с помощью
цевочного механизма.
Производительность разгрузочного шнека винтового конвейера
Gp (кг/ч)
Gp = 1068 Dp2Spnmp,
где Dp — диаметр разгрузочного шнека, м; Sp — шаг витка, м; пш —
частота вращения шнека, с’1; р — насыпная плотность зерна, кг/м3.
Так как выгрузка свежевысушенного солода осуществляется не-
сколькими шнеками разгрузочного конвейера, то общая их произ-
водительность Ор.общ (кг/ч)
Gp.o6m ™ mGp,
где ш — число разгрузочных шнеков.
Мощность Np (кВт), необходимая для привода разгрузочных
шнеков при выгрузке солода
Np = 2,78-10 7Gp.o64hckT(kc + l)g/^n=2,75-10 ^Gp.o^hcg,
7*
99
где he — высота слоя солода, м; к,.— 1,2 — коэффициент, учитываю-
щий трение в подшипниках; kj. = 6 — коэффициент сопротивления
перемещаемого продукта; = 0,85 — КПД передачи.
Крутящий момент каждого вала винта шнека Мкр (Н • м)
Мкр= 16,25 Npg/тпщ.
Мощность N (кВт), необходимая для вращения шнеков вороше-
ния и перемещения солода
N Npz/m,
где m — число шнеков.
При т}„ = 0,7 мощность электродвигателя Nn (кВт)
Nn“ N/7n.
2.3.4. Солодорастильные барабаны
Пневматический солодорастильный барабан с плоским ситом
(рис. 2.25) представляет собой горизонтальный цилиндр 7, с двумя
бандажами 5, опирающимися на две пары роликов 9. К ведущему
бандажу прикреплена червячная шестерня 4, находящаяся в зацеп-
лении с червяком 11, который приводит во вращение барабан 7.
Люки 6 на корпусе барабана предназначены для загрузки замочен-
ного зерна и выгрузки свежепроросшего солода. Замоченное зерно
ровным слоем укладывается на плоское сито 10.
Рис. 2.25. Солодорастильный барабан с плоским ситом
100
После заполнения через верхние люки б зерном барабан 7 приво-
дится во вращение. Проращивание зерна происходит в неподвиж-
ном барабане при нижнем горизонтальном положении сита 10. Кон-
диционированный воздух подается по левому воздуховоду /, затем
проходит между днищами 2 и 3 и попадает в подситовое простран-
ство, откуда через сито 10 пронизывает слой проращиваемого в ба-
рабане 7 зерна.
Отработанный (нагретый И насыщенный диоксидом углерода)
воздух через сетку 8 внутреннего днища 3 проходит в правую каме-
ру между днищами 2 и 3 и удаляется из барабана по правому возду-
ховоду 1 в атмосферу или на рециркуляцию. Вращение барабана 7
(один оборот за 45 мин) для перемещения солода осуществляется
1...2 раза в сутки. В этот период подача кондиционированного воз-
духа прекращается.
В первые дни загрузки замоченным зерном барабан 7 более про-
должительное время находится в покое, благодаря чему ускоряется
процесс проращивания зерна. К продуванию слоя зерна кондицио-
нированным воздухом (t = 12°С и <р = 100%) приступают по дости-
жении в зерне температуры 16...17 °C. Продувание воздухом прово-
дится до тех пор, пока солод не охладится до 12...14 °C.
Свежепроросший солод выгружается через люки 6 шнеками, ко-
торые устанавливаются внутри барабана над ситом. В этот период
сито находится в верхнем горизонтальном положении.
Для барабанов с плоским ситом и ситчатыми трубами (рис. 2.26)
степень заполнения составляет 50...60%, а зерно продувается кон-
диционированным воздухом и перемешивается в результате мед-
ленного вращения аппарата. Число барабанов принимают равным
числу суток ращения солода.
Техническая характеристика барабана с плоским ситом
Вместимость (по ячменю), т
Наружный диаметр, мм
Полная длина, мм
Длина сит, мм
Ширина сит, мм
Частота вращения, об/ч
Потребная мощность электродвигателей
с приводом, кВт:
12
3100
9000
8400
2800
1.3
на каждый барабан
на группу в четыре барабана
Габаритные размеры, мм
Масса без солода, кг
2,0
3,5
11400x3700x4050
11000
101
Рис. 2.26. Схемы пневматических барабанов с плоским ситом и ситчатыми труба*
ми
В барабане с ситчатыми трубами, которые примыкают к перифе-
рии внутренней обечайки, внутри закреплена центральная ситча-
тая труба. Периферийные трубы предназначены для подачи воздуха
в слой проращиваемого зерна, а центральная труба — для удаления
из барабана отработанного воздуха.
Барабаны изготавливают вместимостью Gfl “ 20 000...35 000 кг
сухого ячменя, диаметр барабанов принимают Dg = 2,3...3,7 м, а
длину — Lg 3...17 м. Геометрические размеры пневматического
барабана рассчитывают исходя из величины оптимальных степеней
его заполнения.
Для барабана с плоским ситом максимальная высота слоя солода
Н (м)
Н - 2 Rg sin 23°45' « 0,4Dg,
где Rg — внутренний радиус барабана, м; Dg — внутренний диаметр
барабана, м.
Высота пространства подситового и воздушного над слоем солода
h (м)
h- (Dg-H)/2 ~0,3Dg.
Ширина сита b (м)
b = 2 Rg cos 23°45' = 0,915 Dg.
102
Для барабана с ситчатыми трубами радиус центральной ситчатой
трубы гт (м) _____,
rT"R/vl +л2 == 0,3 R.
Полная длина Ц (м) барабана любого типа может быть определе-
на по объему солода и степени заполнения аппарата:
I45e 1 ,‘8 Ga/ ty>F) + zZ,
где 1,8 — коэффициент увеличения объема ячменя при проращива-
нии в барабане; Gfl — масса воздушно-сухого очищенного ячменя,
загруженного в барабан, кг; р — насыпная плотность зерна, кг/м3;
F — площадь поперечного сечения слоя солода в барабане, м2 (в ба-
рабане с плоским ситом F = 0,5-jrRg , в барабане с ситчатыми труба-
ми F6 “ 0,6 jrRg2); z — число междонных камер (в барабане с пло-
ским ситом z = 2; в барабане с ситчатыми трубами z “ 1); I — шири-
на междонной камеры (I“ 0,25...0,30 м).
Необходимая мощность привода вращения барабана расходуется
на преодоление силы трения качения бандажей по опорным роли-
кам, силы трения скольжения цапф опорных роликов в подшипни-
ках и силы сопротивления солода вращению барабана. Используя
проекции сил, действующих на вертикальную ось (см. рис. 2.26),
составим уравнение
(Рс + Рб)/Кр = picosa или Pi=(Pc + P6)/(KpCOSa),
где Р] — реакция опорного ролика, Н; Рс = Ggg — сила тяжести
массы солода, Н; Pg = Ggg — сила тяжести массы барабана, Н; Кр “ 4
— число опорных роликов; g — ускорение свободного падения,
м/с2.
Реакция всех опорных роликов Р (Н)
Р = (Gc + Gg)g/cos а.
Работа силы трения качения А] (Дж) за один оборот барабана оп-
ределяется как произведение силы трения на длину окружности
бандажа:
А] ш PfTp7rDgM/Rp,
где fT„ — коэффициент трения качения, м; Dgx — диаметр бандажа
барабана, м; Rp — радиус опорного ролика, м.
Работа силы трения скольжения цапф опорных роликов в под-
шипниках за один оборот барабана А2 (Дж) или за Dgx/ Dp оборотов
ролика
А2 = Р^ск^ОцОбж/^р,
103
где Тех. — коэффициент трения скольжения; Бц — диаметр цапфы
опорного ролика, м; Dp — диаметр опорного ролика, м.
Работа силы сопротивления солода вращению барабана определя-
ется как работа, затрачиваемая на преодоление силы трения сколь-
жения продукта по внутренней поверхности барабана Аз (Дж):
Аз = л DgGcgfc,
где fc — коэффициент трения скольжения солода по поверхности
барабана.
Полная работа, совершаемая за один оборот барабана А (Дж)
AeAi + Аг + A3.
Мощность привода, необходимая для вращения барабана Nnp
(кВт)
Мпр = Апб/(1000»;),
где ng — частота вращения барабана, с’1; т) — КПД передачи приво-
да.
2.3.5. Кондиционеры для пневматических солодовен
Воздух, применяемый для проветривания солода, должен быть
соответствующим образом подготовлен: очищен от пыли, увлажнен,
нагрет или охлажден. Обработка воздуха для придания ему опреде-
ленных качеств называется кондиционированием. Очистка воздуха
необходима для того, чтобы удалить из него частицы пыли и микро-
организмы во избежание засорения и заражения солода. В пневма-
тических солодовнях для очистки воздуха нет надобности устанав-
ливать особые фильтры. Во время увлажнения и охлаждения в кон-
диционерах воздух одновременно промывается и очищается. Чтобы
уменьшить попадание пыли в воздух, засасываемый из атмосферы,
приемные отверстия располагают на некоторой высоте (не менее
2...3 м) от поверхности земли. Наиболее благоприятная температу-
ра воздуха для проветривания солода 10... 12 °C. Более холодный
воздух неравномерно охлаждает солод и тормозит развитие нижних
слоев солода (при проветривании снизу вверх); теплый же воздух
плохо охлаждает солод.
Увлажнение воздуха необходимо для того, чтобы предотвратить
подвяливание солода. Поэтому кондиционированный воздух дол-
жен иметь максимально возможную степень насыщения влагой.
Вполне допустимо также наличие в нем механически взвешенных
мельчайших капелек воды.
Холодный воздух можно нагреть в пневматических солодовнях
Ю4
одним из следующих способов: непосредственным смешиванием хо-
лодного воздуха с водяным паром; нагреванием воздуха в калори-
ферах; смешиванием холодного свежего воздуха с теплым отрабо-
танным.
Нагревание холодного воздуха путем непосредственного смеши-
вания его с паром практически осуществить легко, так как никакого
оборудования не требуется: греющий пар можно подавать непосред-
ственно в воздуховод. При этом одновременно происходит увлажне-
ние воздуха до полного его насыщения. Однако этот способ связан
со значительными затратами на топливо и неудобен из-за сложно-
сти регулирования количества воздуха н пара.
Нагревание воздуха в калориферах более надежно; в этом случае
легче регулировать степень нагревания воздуха и опасность запари-
вания солода исключается. При прохождении через калорифер вла-
госодержание воздуха остается неизменным, а относительная влаж-
ность его резко снижается. Этот способ применим для получения
сухого воздуха, который может быть использован для подсушива-
ния замоченного зерна или подваливания солода. Расход пара при
этом способе еще больший, чем при непосредственном смешивании
пара и воздуха.
Наиболее целесообразно смешивание холодного воздуха с теп-
лым отработанным воздухом, выходящим из пневматического соло-
довенного барабана или ящика. Смешивая холодный воздух в опре-
деленной пропорции с теплым отработанным, можно получить
смесь такой температуры или такой энтальпии, какие должен иметь
кондиционированный воздух.
Соотношение между количеством холодного и отработанного воз-
духа удобнее всего определять с помощью i-d-диаграммы
(рис. 2.27).
Рис. 2.27. График процесса
смешивания воздуха двух раз-
личных состояний
105
Для смеси из 1 кг холодного свежего воздуха и и кг отработанного
воздуха можно написать следующие уравнения:
для энтальпии смеси
i0 + ni2-(l+n)iCM;
для влагосодержания смеси
do + nd2 " (1 + n)d.
Приведем эти уравнения к такому виду:
icM-io-nfo-ic»,);
(1см _ do " n(d2 - dCM).
Разделив первое из этих уравнений на второе, получим уравне-
ние прямой линии, проходящей через точки A(io, do) и C(i2, d2).
Точка М с переменными координатами и dCM, характеризующая
состояние смеси, также лежит на этой прямой между крайними точ-
ками, соответствующими состоянию свежего (точка А) и отработан-
ного (точка С) воздуха.
Из треугольника АСР с учетом уравнений можно написать отно-
шения:
АМ/МС - АК/КР - (с^ - do) / (d2 - dCM) = n.
Следовательно, n — это отношение отрезка МА к отрезку МС, на
которые точка М делит прямую АС.
Практически расчет количества свежего и отработанного воздуха
сводится к следующему. На i-d-диаграмме по заданным условиям
находят точки A (ip, do) и C(i2, d2) и соединяют их прямой линией.
Прямая АС пересечет линию постоянной температуры (т.е. изотер-
му t" const) или линию постоянной энтальпии (i" const), которую
должна иметь смесь в точке М. Отношение отрезка МА к отрезку
МС является отношением количества отработанного воздуха к ко-
личеству свежего воздуха.
Охлаждение воздуха и насыщение его водяными парами в усло-
виях пневматических солодовен целесообразно производить посред-
ством распыления воды в струе воздуха. Образующиеся при распы-
лении мельчайшие капельки воды имеют большую поверхность и,
непосредственно соприкасаясь с обрабатываемым воздухом, частич-
но испаряются, насыщая его водяными парами; если температура
воздуха выше температуры воды, то капельки воды охлаждают его.
Охлаждение воздуха возможно как за счет нагревания распыленной
воды, так и за счет ее частичного испарения.
Юб
Таким образом, в кондиционерах пневматических солодовен од-
но и то же распылительное устройство может выполнять две задачи:
охлаждать и увлажнять воздух.
Количество тепла, которое необходимо "отнять" от L кг воздуха
для его охлаждения Q (кДж)
Q = L(io-ii),
где io и i] — удельная энтальпия воздуха до и после охлаждения,
кДж/кг.
Распыляемая вода при охлаждении воздуха нагревается не более
чем на 3°С, что необходимо учитывать при расчете. При противото-
ке конечная температура воздуха может стать равной конечной
температуре охлаждающей воды.
Увлажнение воздуха, как уже отмечалось, может быть достигну-
то непосредственным впуском пара; однако при этом неизбежно по-
вышаются энтальпии и температура воздуха, что не всегда допусти-
мо. Кроме того, при смешивании теплого отработанного воздуха со
свежим холодным относительная влажность смеси также повыша-
ется. Наиболее целесообразно увлажнение воздуха путем испаре-
ния тонкораспыленной воды в потоке воздуха.
Количество поглощаемой воздухом воды при увлажнении W (кг)
W = L(di-do),
где di и do — влагосодержание 1 кг воздуха после и до увлажне-
ния, кг.
Так как холодная вода испаряется очень медленно, то для увлаж-
нения воздуха приходится затрачивать воды во много раз больше
расчетного количества: количество испаряющейся в кондиционере
холодной воды обычно достигает 1 ...3 %, теплой — до 5 %.
Кондиционеры для воздуха представляют собой бетонные камеры
с центробежными распылительными форсунками для воды.
Центробежный распылитель представляет собой быстровращаю-
щийся диск, гладкий или с лопатками. Вода, поступающая на по-
верхность вращающегося диска, центробежной силой разбрасывает-
ся в виде кругового веера, образуя тонкую водяную пыль. Окруж-
ная скорость диска, обеспечивающая тонкое распыление, составля-
ет 35...70 м/с. Диаметр распыляющего диска 200 мм, угол при вер-
шине 160°.
Радиус факела распыления регулируется окружной скоростью
диска. Привод гиска осуществляется ст электродвигателя через ре-
менную пере^ :у.
Распылительные форсунки работают под действием давления
107
распыляемой воды и поэтому получили широкое применение в тех-
нике кондиционирования воздуха (табл. 2.13)
Вода, нагнетаемая под давлением в форсунки, приобретает вра-
щательное движение и при выходе через отверстия малого диаметра
раздробляется, образуя широкий конус водяной пыли.
Форсунки бывают прямоточные с направляющим вкладышем и с
тангенциальным вводом воды. В форсунке Кертинга (рис. 2.28, а)
вкладыш имеет форму спирального стержня. В форсунке Григорье-
ва—Поляка (рис. 2.28, б) вкладыш состоит из трех частей: грибка 2,
плашки 3 и пластинки 4. При одном и том же корпусе форсунки 1
подбором различных по размеру грибков и пластинок можно полу-
чить разную производительность. Коробчатая форсунка с тангенци-
альным вводом воды (рис. 2.28, в) дает тонкое распыление и удобна
для чистки.
Рис. 2.28. Форсунки для распыления воды: а — форсунка Кертинга;
б — форсунка Григорьева—Поляка; в — форсунка с тангенциальным вводом воды
со
РЧ
cd
Я"
S
ц
\о
cd
ь
108
109
Форсунки Кертинга просты, но дают грубое распыление. Форсун-
ки Григорьева—Поляка наиболее сложны и дороги, но позволяют
путем подбора вкладных деталей создать любой радиус распыления.
Для изготовления форсунок применяют различные металлы:
бронзу, латунь, пластические материалы и др.
Производительность форсунок (расход воды) зависит от диаметра
выходного отверстия, который колеблется от 1,5 до 6 мм, давления
подаваемой воды и типа форсунок.
Расход воды форсунками всех типов W (кг/ч)
W»kd •103(10Р)п,
где к, и — соответственно коэффициент и показатель степени, зави-
сящие от конструкции форсунок (k = 30...50f п = 0,48—0,53); d —
диаметр выходного отверстия; Р — давление воды, МПа.
Камеры состоят из 2—3 отделений, их устанавливают вертикаль-
но, что обеспечивает наиболее длительный контакт воздуха с рас-
пыленной водой. В стенах камер устраивают окна и двери для об-
служивания распылительных устройств.
Сечение камеры кондиционирования рассчитывают с учетом рас-
хода воздуха и его скорости. Скорость воздуха в камере с обычными
вентиляционными системами принимается 1,5...2,5 м/с. В пневма-
тических солодовнях, где воздух, проходящий через камеры, дол-
жен не только увлажняться, но и получать механически взвешен-
ную влагу в виде тонкой водяной смеси, скорость воздуха может
быть 3,5 м/с и более.
В камере диски или форсунки устанавливают таким образом,
чтобы образуемые ими факелы распыляемой воды не прерывали
края соседних факелов, образуя сплошную водяную завесу. При та-
ком условии на 1 м2 поперечного сечения камеры устанавливается 6
дисков или 30 форсунок.
Число дисков или форсунок зависит от расхода воды, их устанав-
ливают не более трех рядов в направлении движения воздуха. При
этих условиях количество распыляемой воды на каждый квадрат-
ный метр поперечного сечения камеры должно быть 5... 13,5
м3/(м2 -ч).
Существенным недостатком форсунок является частое их засоре-
ние, особенно при малом диаметре выходного отверстия. Распыле-
ние воды вращающимися дисками более надежно, чем форсунками.
Засоренность воды мало отражается на работе дисков. Дисперсность
распыления воды и размеры водяного факела можно регулировать
частотой вращения диска.
Распылительные диски изготовляют из нержавеющих сплавов с
ПО
тщательной обработкой внут-
ренней поверхности. Во избе-
жание проскальзывания воды
на поверхности диска прореза-
ют радиальные желобки (рис.
2.29). Струя воды, направляв- м~*~~м
мая в центр диска, центробеж-
ной силой отбрасывается к его I/
кромке, а затем, сходя с диска,
образует факел мельчайших
водяных капель. < j w88^.—1
Привод диска при малой ок-
ружной скорости может быть Рис. 2.29. Распылительный диск с час-
осуществлен от электродвига- ™чно направленным движением воды
теля через ременную переда-
чу; при большой скорости применяют быстроходные электродвига-
тели высокой частоты или паровые турбинки.
Корпус камеры кондиционирования в пневматических солодов-
нях изготавливают обычно из бетона. Сейчас камеры рассчитывают
по расходу воздуха и его скорости. Скорость воздуха в камере кон-
диционера для обычных вентиляционных систем принимается в
пределах 2,3...3,3 м/с. Для кондиционеров пневматических солодо-
вен, с помощью которых стремятся не только полностью увлажнить
воздух, но и сообщить ему механически взвешенную влагу в виде
тонкой водяной смеси, скорость воздуха может быть повышена до
3,5 м/с и более.
Кондиционер пневматической солодовни состоит из двух или не-
скольких вертикальных каналов по всей высоте этажа. Эти каналы
обеспечивают наиболее длительный контакт воздуха с распыленной
водой.
Форсунки или диски в кондиционере устанавливают таким обра-
зом, чтобы образуемые ими факелы распыляемой воды перекрыва-
ли друг друга, образуя сплошную водяную завесу. При таком усло-
вии на 1 м2 площади поперечного сечения канала кондиционера
приходится от 18 до 30 форсунок. Интенсивность орошения (т.е. ко-
личество распыляемой в течение часа воды на каждый квадратный
метр площади поперечного сечения кондиционера) должна иметь
не менее 5000 л/ (м2,ч). Если расчетное количество воды велико и
форсунки не размещаются в одной плоскости поперечного сечения
кондиционера, то их устанавливают в два или три ряда по ходу воз-
духа.
Число распылительных дисков в кондиционере определяется тем
111
же условием, что и для форсунок, а именно: все поперечное сечение
кондиционера должно быть перекрыто сплошной водяной завесой.
Распыляемая вода, стекающая в кондиционер, может быть ис-
пользована многократно, однако всякий раз она должна тщательно
очищаться от взвешенных твердых частиц. Для очистки воды при-
меняют отстойные резервуары и песочные фильтры или фильтры с
латунной сеткой. Вместимость отстойного резервуара рассчитыва-
ется на пребывание в нем воды в течение 1...2 ч.
2.3.6. Снижение энергозатрат при замачивании и ращении солода
Замачивание необходимо для увеличения влажности ячменя до
38...48%. При замачивании зерно погружают в воду или орошают
по определенному режиму с воздушными паузами, обеспечивающи-
ми приток кислорода к зерну и отвод диоксида углерода. Такое про-
ведение процесса не требует заметных энергозатрат. Энергия расхо-
дуется на подогрев воды, подвод кислорода воздуха и удаление ди-
оксида углерода, а также на транспортирование ячменя. Наиболее
существенным является расход тепла на подогрев воды для замачи-
вания. Уносимое ею тепло трудно утилизировать из-за низкой тем-
пературы. Одним из путей снижения этих потерь является повтор-
ное использование воды для замачивания. При этом первое замачи-
вание проводится использованной отстоявшейся водой, второе и
третье — свежей, что позволяет сократить расход воды на 50%. Для
очистки повторно применяемой воды могут использоваться дуговые
сита.
Для определения резервов экономии тепла сопоставим его расход
при различных вариантах проведения технологических процессов с
минимальным теоретически необходимым расходом. Для удобства
практического использования полученных данных можно рассчи-
тать расход тепла на производство 1 т сухого очищенного солода.
При замачивании влажность зерна увеличивается с 14 до 43%. Тео-
ретически необходимое (минимальное) количество воды Мв(кг)
MB-MB(WB-WB)/(100-WB),
где Мя — количество ячменя, расходуемое на 1 т сухого очищенного
солода (1899 кг); WB, W„ — влажность зерна соответственно после и
до замачивания, %.
Количество тепла, необходимое на подогрев этой воды QT (кДж),
QT-Mupeto-ti),
где Св — теплоемкость воды, кДж (кг-К); tj, — температура воды
соответственно до и после подогрева, °C.
112
При производстве пивоваренного ячменного солода возможны
воздушно-водяной, в непрерывном токе воды и воздуха, ороситель-
ный и воздушно-оросительный режимы при замачивании. Расход
воды при этих режимах сухого солода составляет (м3/т): воздушно-
водяной 10,2; воздушно-оросительный 8,0; непрерывным током во-
ды и воздуха 9,8; оросительное замачивание в камерах — 13,0.
Расход тепла на нагрев этой воды <2ф (кДж)
Оф- VpcB(tz-tj>,
где V — объем воды, затрачиваемой на замачивание, м3; р— плот-
ность воды, кг/м3.
Потери тепла с водой при сливе в канализацию QyB (кДж)
Оув = Оф " От - (Vp - MB)C||(t2- ti).
Таким образом, наименьший расход тепла будет при воздушно-
оросительном замачивании, но и в этом случае он более чем в 15 раз
превышает минимальный теоретически необходимый.
Повторное использование воды для замачивания при снижении
ее расхода на 50% даст экономию тепла при замачивании. В случае
подачи воды в замочные чаны заводскими насосами также будет до-
стигнута экономия электроэнергии Qa (кВт • ч):
Qa “ (Vp/^nplT-lO3,
где V — производительность насоса, м3/с; р — напор, Па; т)н —
КПД насоса; tynp — КПД привода; т — время работы, ч.
Солодоращение протекает с выделением тепла, образующегося
при окислении органических составляющих зерна при дыхании.
Так, при проращивании отечественных ячменей на каждый кило-
грамм потерь сухих веществ выделяется около 18 000 кДж тепла
(4283 ккал). Потери сухих веществ при проращивании могут быть
приняты равными 43 кг/т очищенного ячменя. Потери на дыхание
зависят от влажности, при которой ведется проращивание, и состав-
ляют (при температуре проращивания 15 °C и времени проращива-
ния 7 сут) при 40%-ной влажности 4%, при 43%-ной - 5%, при
46%-ной — 7%. На потери при дыхании влияет температура про-
ращивания: повышение ее на 1°С увеличивает потери на 0,3%. Чем
дольше идет проращивание, тем больше потери.' При влажности яч-
меня 43 % и температуре 15 °C потери за 5 дней составили 4,1 %, за
7 дней — 5,3%, а за 9 дней — 6%. Соблюдение при солодоращения
постоянной температуры в слое зерна требует отвода выделяющего-
ся тепла. Рост потерь на дыхание ведет к прямо пропорциональному
увеличению количества отводимого тепла, т.е. к росту потерь теп-
ла.
8. Заказ 5901
113
На отечественных заводах охлаждение солода и ячменя при соло-
доращении осуществляется продувкой холодным воздухом, получа-
емым в камерах кондиционирования. В поток воздуха, создаваемый
вентилятором, с помощью форсунок или распылительных дисков
подается вода, которая одновременно охлаждает и увлажняет воз-
дух.
При низких температурах наружного воздуха перед подачей на
продувку его необходимо подогревать, на что требуется значитель-
ное количество тепла. Отработавший воздух может быть использо-
ван после охлаждения повторно, так как изменение содержания в
нем кислорода и диоксида углерода незначительно, поэтому вместо
подогрева свежего воздуха обычно применяют менее энергоемкое
охлаждение и рециркуляцию отработавшего. Отвод тепла произво-
дится путем выброса в атмосферу части отработавшего нагретого
воздуха и замены его свежим холодным при условии, что его темпе-
ратура ниже температуры атмосферного воздуха. Хотя рециркуля-
ция и не ликвидирует потери тепла, его расход резко снижается по
сравнению с однократным использованием предварительно подогре-
того воздуха.
При использовании рециркуляции соотношение объема отрабо-
тавшего воздуха к объему свежего зависит от ряда климатических
условий и в среднем в зависимости от климатической зоны может
быть принято: для северной 3,65:1, для центральной 3:1, для южной
1,5:1.
Количество тепла, выносимое из солода отработавшим воздухом
Qz (кДж) (вторичный энергоресурс), составляет
Q2-u2.
Количество тепла, используемое при рециркуляции Qp, при при-
нятых соотношениях для северной зоны составляет 3 206 734 кДж,
для центральной — 3 062 168, для южной — 2 449 734 кДж.
Количество тепла, выбрасываемое в атмосферу QB (кДж)
Qb » Qz - Qp
и составляет соответственно по зонам 876 157, 1 020 723 и 1 633 167
кДж.
Таким образом, потери тепла с уходящим кондиционированным
воздухом больше в южной зоне. Чем выше температура атмосфер-
ного воздуха, тем больше его надо добавлять для охлаждения отра-
ботавшего воздуха и тем больше отработавшего воздуха вместе с
уносимым им теплом выбрасывается в атмосферу. Тепло уходящего
отработавшего воздуха в отечественной промышленности практи-
114
чески не утилизируется. При различных режимах проращивания на
разных стадиях солодоращения температура отходящего воздуха
неодинакова, но не превышает обычно 22° С, а чаще составляет
около 16 °C, и при использовании обычных теплообменников им
можно нагревать воду или воздух только незначительно. Другим
существенным обстоятельством, которое необходимо учитывать при
разработке мероприятий по утилизации тепла отработавшего воз-
духа солодорастильных аппаратов, является то, что большая часть
этого тепла приходится на находящийся в воздухе водяной пар.
Чтобы использовать последнюю составляющую — теплоту паро-
образования, надо сконденсировать водяные пары, т.е. охладить
воздух до температуры ниже точки росы. При этом необходимо
учитывать поверхность теплообмена (м2):
F- Q/<kAtcp>,
где к — коэффициент теплопередачи, Вт/(м2-К); tcp —; средняя
разность температур между охлаждаемой и нагреваемой средами
(потоками).
Если величина Atcp будет мала, то потребуется большая поверх-
ность теплообмена и соответственно стоимость теплообменника бу-
дет большой. В результате это мероприятие может оказаться эконо-
мически неэффективным.
Использование тепла уходящего воздуха возможно в зимних ус-
ловиях при предварительном подогреве воздуха для солодосушилок.
Такой теплообменник будет применяться лишь в холодное время
года, поэтому целесообразность его установки должна определяться
технико-экономическим расчетом.
Рациональным с точки зрения экономии тепла является исполь-
зование теплового насоса, который может нагревать как холодный,
так и теплый воздух. При этом выделяющееся тепло используется
для подогрева воздуха, идущего на сушку. Однако широкому внед-
рению тепловых насосов препятствуют высокая стоимость исполь-
зуемой при этом холодильной установки и существенные расходы
по ее эксплуатации.
Таким образом, для снижения потерь тепла с уходящим воздухом
при солодоращении первоочередное значение имеет снижение по-
терь сухих веществ на дыхание.
Одним из путей экономии энергии при солодоращении является
применение активаторов роста, сокращающих длительность про-
цесса. Благодаря этому достигается экономия электроэнергии на
привод вентиляторов и ворошителей. Затраты энергии, связанные с
обработкой зерна активаторами, практически равны нулю.
8*
115
При применении активаторов продолжительность замачивания
сокращается на 1,5 сут, а солодоращения — на 2 сут. Следователь-
но, технологический цикл укорачивается на 3,5 сут, а годовая мощ-
ность (по сухому солоду) может быть повышена.
Определим экономию электроэнергии, которая будет получена
при использовании активаторов роста. Примем, что при солодора-
щении используется более предпочтительная непрерывная продув-
ка, а удельный расход воздуха составляет 300...700 м3/т в час (в за-
висимости от стадии проращивания). Напор вентилятора 500 Па (50
кгс/м2). Тогда при среднем расходе 500 мЗ/т в час за двое суток
(48 ч) удельная экономия электроэнергии составит (на 1 т)
AQ31 = NAr - (Vp/360(ty • 103) Дт,
где N — мощность, затрачиваемая электродвигателем вентилято-
ра, кВт; Дт — сокращение времени продувки, ч; V — удельный
расход воздуха, м3/ч; р — напор вентилятора, Па; 7 — КПД венти-
лятора (?; « 0,6).
Снизить расход электроэнергии при солодоращении можно также
снижением напора воздуха, создаваемого вентилятором при про-
дувке солода.
С понижением расхода и напора воздуха мощность вентиляторов
снижается. На ковшовые солодоворошители в зоне высыпания уста-
навливают вентиляторы, обдувающие тонкий или падающий слой
материала. Такая продувка требует меньшего напора, чем продувка
плотного естественного слоя, позволяет улучшить условия прора-
щивания, более эффективно охлаждать возникающие очаги локаль-
ного перегрева, снижая потери сухих веществ на дыхание и тем са-
мым уменьшая выброс тепла с отработавшим воздухом.
2.4. Оборудование для сушки солода
Сушка солода осуществляется в целях снижения его влажности с
50...40 до 10...3% к общей массе, при которой становятся невозмож-
ными его самопроизвольные ферментативные изменения, которые
зависят от скорости обезвоживания, температуры сушильного аген-
та, его влажности и условий сушки. После тепловой обработки в су-
шильной камере солод приобретает специфический вкус, цвет и
аромат, при этом часть высокомолекулярных белков свертывается,
что в дальнейшем положительно сказывается на процессах осветле-
ния солода и пива. Ростки, придающие пиву неприятный горький
вкус, при сушке становятся хрупкими и легко удаляются.
Вкус сухого солрда обусловлен меланоидинами — окрашенными
и ароматическими веществами, образующимися в результате хими-
116
ческой реакции при высокой температуре между сахарами и амино-
кислотами.
Ферментативный гидролиз сложных углеводов и белков при суш-
ке солода проявляется сильнее, чем при солодоращении, так как оп-
тимальные температуры, повышающие ферментативную актив-
ность, находятся в пределах 40...70 °C. Повышение температуры
сушки приводит к тепловой инактивации ферментов, т.е. к денату-
рации и коагуляции белка фермента.
Солодосушилки делятся на два типа: периодического и непрерыв-
ного действия.
К солодосушилкам периодического действия относятся горизон-
тальные одно-, двух- и трехъярусные сушилки, а также вертикаль-
ные сушилки, которые в настоящее время имеют широкое распрост-
ранение. Сушка в этих сушилках происходит с перерывами для вы-
грузки сухого и загрузки свежепроросшего солода. Температура су-
шильного агента изменяется от 45 до 80... 105 °C.
К солодосушилкам непрерывного действия относятся вертикаль-
ные сушилки типа ЛСХА, карусельные сушилки КТИПП, а также
статические солодовни, работающие по совмещенному способу.
В сушилках разных типов (табл. 2.14) сушка солода протекает в
две стадии. В первой стадии удаляется гигроскопическая влага, а
влажность солода легко снижается до 10%. Во второй стадии, когда
остаточная влага более прочно связана с коллоидной структурой со-
лода, снижение влажности до 2...5% затруднено. На данной стадии
сушки солод темнеет, появляются характерные аромат, цвет и вкус.
В связи с этим сушилки для солода должны работать с переменным
по зонам количеством воздуха (рис. 2.30): в калорифер и нижнюю
зону сушилки подают ограниченное количество воздуха; в средней
и верхних зонах к воздуху, прошедшему первую зону, подмешива-
ют холодный атмосферный воздух для получения смеси требуемой
температуры. Уравнение теплового баланса сушилки периодическо-
го действия с переменным количеством воздуха в зонах имеет вид
Gcccti + GBcBti + Li 11 + L2I0 e GcCct2 + LIj + 2 Qn,
где Gc, GB — масса высушенного солода и масса испаряемой из соло-
да воды, кг; сс, св — удельные теплоемкости солода и воды,
кДж/(кг-К); ti, t2 — начальная и конечная температура солода,
°C; Lj, L2, L — массовый расход воздуха соответственно нагревае-
мого калорифером, поступающего в сушильную камеру, минуя ка-
лорифер, и общее количество воздуха, проходящего через сушилку,
кг; Io, I], I2 — энтальпия воздуха соответственно свежего (наруж-
ного), после калорифера и отработанного, кДж/кг; SQn — потери
теплоты в окружающую среду, кДж.
117
Таблица 2.14
Характеристика солодосушилок разных типов
Тип Продол- Расход теплоты, кДж Приме- Расход Произ-
сушилки житель- ность цикла сушки, ч на 1 кг сухого солода на 1 кг испарен- ной влаги няемое топливо элект- роэнер- гии на 1000 кг солода, кВт* ч води- тель- ность^а основа- ния су- шильных решеток, кг/м"4
Одноярусная с обогревом ТОПОЧНЫМИ газами Одноярусная двухкамерная с калорифером Двухъярусная с калорифером 24 24 24.-48 3770-5020 2720 5230-6700 (5,4—7,1) X ХЮ3 3,77-103 (7,5... 9,6)Х ХЮ3 Кокс Местное топливо Местное топливо 24-36 24—36 5-7 225-250 225. .250 80-140
Трехъярусная с калорифером 36...72 4200-5000 (5,9-7,1) X ХЮ3 Тоже 5-7 120-150
Вертикальная трехъярусная 36 2300-3270 (3,3-4,6) X ХЮ3 2,6 200-250
Шахтная не- прерывного действия: ЛСХА-5 16...18 2490-3780 (3,56-5-4) X ХЮ3 Обогрев паром 5,7 690
ЛСХА-10,20 16-18 2640-4000 (3,8.-5,6) X Х103 4,4 870-900
Статическая солодовня с совмещенным способом Карусельная 24-36 5000-7950 2800-3200 10,5 ЧО3 Газ 40—45 275-400 1000
сушилка
КТИПП
Заменив L2 разностью L - Ц и решая уравнение относительно Ц,
получим:
Lj - [Ldj - Io> + GpCcGj - tj) - GaCBt] + EQn ]/(Ij - Iq) .
Полученное уравнение показывает, что температуру 'сушки в
нижней зоне можно регулировать изменением расхода воздуха Ц,
118
Рис. 2.30. Схема теплового
баланса сушилки периодиче-
ского действия с переменным
количеством теплоты
нагретого в калорифере, не оказывая влияния на общий расход теп-
лоты.
Продолжительность процесса сушки солода т (ч) можно опреде-
лять по приближенному уравнению кривой сушки:
т - [/n(WH - Wp) - Zn(WK - Wp) ]/K,
где WH, Wp и WK — соответственно начальная, равновесная и ко-
нечная влажность солода, %; К — коэффициент сушки (К =
= 0,11...0,56 ч'1).
Количество воды GB.ya (кг), удаляемой из 1 кг солода в периоди-
ческой сушилке с постоянным количеством воздуха в зонах
вв.уд- (WH-WK)/(100-WH).
Расход воздуха L (кг) в такой сушилке
L = GB/ (d2 - do),
где do = di — влагосодержание свежего (наружного) воздуха и воз-
духа после калорифера, кг/кг; d2 — влагосодержание отработанно-
го воздуха, кг/кг.
Удельный расход воздуха на 1 кг испаряемой влаги ЬуД (кг)
1уД= l/(d2-do).
Расход теплоты q (кДж) на 1 кг влаги, испаренной из солода
q " 1^уд/ “ 1о> •
119
2.4.1. Сушилки периодического действия:
горизонтальные и вертикальные
Одноярусные солодосушилки отличаются простотой конструк-
ции, компактностью, пригодностью для сушки солода в высоком
слое (до 1,2 м) при значительной экономии топлива и рабочей силы.
Однако сушка солода в них происходит неравномерно, а теплота на-
гретого воздуха используется неполно.
На рис. 2.31 показана зависимость изменения температуры и
влажности солода в одноярусной сушилке в течение одного цикла.
Кривые изменения влажности солода по времени для верхнего и
нижнего слоев солода сдвинуты одна относительно другой на 4 ч. В
верхнем слое температура поднимается медленнее, чем в нижнем,
поэтому удаление влаги в верхнем слое происходит с опозданием,
солод продолжает еще расти с образованием ферментов, а в нижнем
слое с опозданием протекают химические процессы. Для более эко-
номичного расходования теплоты сушилки сдваивают (рис. 2.32), а
воздух с помощью рециркуляции используют повторно.
Горизонтальная одноярусная двухкамерная сушилка РЗ-ВСО-1
(см. рис. 2.32) представляет собой две одинаковые камеры А и Б с
опрокидывающимися решетками 4. Под сушильными решетками в
Рис. 2.32. Схема одноярусной
двухкамерной сушилки солода
РЗ-ВСО-1
Рис. 2.31. Зависимость изменения тем-
пературы и влажности солода в одноярус-
ной сушилке в течение одного цикла
каждой камере размещены калориферные установки с вентилятора-
ми 1. Камеры загружают свежепроросшим солодом с помощью
шнеков 7 и метателей солода 5 не одновременно, а со сдвигом по
времени на половину цикла (12 ч). В результате отработанный воз-
дух из левой камеры, где солод уже досушился, по каналам направ-
ляют на повторное использование в правую камеру со свежепророс-
шим солодом. По окончании сушки солода обе створки решетки 4
приводом 6 опрокидываются и сухой солод ссыпается в бункера 3,
из которых шнеком 2 удаляется из сушилки.
После выгрузки сухого солода из левой камеры и загрузки этой
камеры свежепроросшим солодом направление движения воздуха
изменяется на противоположное. Последовательное прохождение
воздуха сквозь два слоя солода улучшает его использование и со-
кращает расход тепла.
Расчет одной сушильной камеры установки по свежевысушенно-
му солоду GC.K (кг) производится в соответствии с материальным
балансом сушилки:
GCK= [GCH(100 - WH) ]/(100-WK),
в которой начальная масса свежепроросшего солода на одной ре-
шетке Gc н (кг)
GC.H = Vc/>c,
а объем этого количества солода Vc (м3), уложенного на решетке
Vc = Fhc, .
где F — площадь одной сушильной решетки, м2; hc — высота слоя
свежепроросшего солода, м.
Масса испаренной при сушке солода влаги GH (кг)
Gh = GCH - GC1K.
Расход воздуха на сушку рассчитывают на летний период, так
как влагосодержание наружного воздуха летом выше, чем зимой.
Условно принимают, что количество влаги, поступившей в сушилку
вместе с солодом и воздухом, равно количеству влаги, ушедшей из
сушилки с отработанным воздухом. Часовой расход воздуха на суш-
ку солода L(кг/ч)
L = GBf[r(d2-d0) 1,
где f — коэффициент, учитывающий потери в окружающую среду
(f = 1,2); т — продолжительность сушки, ч.
Часовой расход теплоты Q (кДж/ч)
Q = L(I2-I0)f,
120
121
а удельный расход теплоты на 1 кг свежевысушенного солода q
(кДж/кг)
q ж QL/ GC.K .
Техническая характеристика одноярусной сушилки солода РЗ-ВСО-1
Производительность, т/сут
Площадь одной сушильной решетки в камере, м
Число камер
Давление горячего воздуха под сушильной решеткой, МПа
Высота слоя солода, загружаемого на одну решетку, м
Масса солода, загружаемого на одну решетку, м
Продолжительность сушки, ч
Расход воздуха (летом), мЛ/ч
Расход теплоты на сушку зимой, кДж/ч
Габаритные размеры, мм: .
сушильной камеры
здания солодосушилки
Масса металлоконструкции, кг
36
64
2
0,22
1,2
34
24
24000
10810000
8000x8000x21700
22000x9300x22000
42800
Горизонтальная двухъярусная сушилка периодического дейст-
вия (рис. 2.33) представляет собой высокое здание с расположенны-
ми внутри решетками, на которых высушивается солод. Свежепро-
росший солод загружается ровным слоем на верхнюю решетку 4, где
из него удаляется часть влаги. На нижней решетке 3 вместе с удале-
нием остатков влаги происходит тепловая обработка солода. Горя-
чие газы из топки 1 проходят через калорифер 2 и через дымовую
трубу 5 выбрасываются наружу. Для регулирования количества
воздуха в перекрытиях установлены клапаны.
Холодный наружный воздух можно подавать, минуя калори-
фер 2, непосредственно под верхнюю решетку 4. Солод на решетках
периодически перемешивается солодоворошителями 6. Производи-
тельность такой сушилки невелика, так как она работает на естест-
венной тяге, поэтому для улучшения тяги снизу создают подпор, а
сверху — разряжение. Производительность сушилки Gc.k (кг/ч) пе-
риодического действия с горизонтальными решетками определяют
по количеству сухого солода, снимаемого с площади решетки. Она
также зависит от высоты слоя солода на решетках и продолжитель-
ности пребывания его в сушилке между очередными разгрузками:
Gc.K = FhcpcV2/(TVi),
где F — площадь сушильной решетки, м ; hc — высота слоя свеже-
проросшего солода на верхней решетке, м; рс — насыпная плот-
ность свежевысушенного солода <рс • 510 кг/м3); Vj и V2 — соот-
ветственно объемы свежепроросшего и свежевысушенного соло-
да, полученного из 1000 кг очищенного воздушно-сухого ячменя
122
(Vj w 3,2 м3; V2 = 1,42 м3); т — продолжительность сушки на каж-
дой решетке, ч.
Рис. 2.33. Схема горизонтальной двухъярусной сушилки солода
Уравнение теплового баланса двухъярусной сушилки без учета
дополнительного подвода свежего воздуха под верхнюю решетку
имеет вид
Gcccti + GBcBti + Lio + Qk = Gccct2 + LI2 + SQn,
откуда теплота, сообщаемая воздуху в калорифере (Qx= Lip, опре-
деляется как
QK = Gccc(t2 - tp - GacBti + L(I2 - Io) + SQn-
Техническая характеристика двухъярусной сушилки солода
Масса свежепроросшего солода, единовременно
загружаемого на одну решетку, т
Продолжительность технологического цикла сушки, ч
Расход воздуха (летом), м°/ч
Расход теплоты на сушку зимой, кДж/ч
Расход пара на сушку зимой (при 29 кПа), т/ч
Мощность электродвигателей, кВт
Габаритные размеры, мм:
сушильной камеры
Здания солодосушилки
Масса металлоконструкции, кг
34
24
240 000
10 800000
5
300
8000x8000x21700
22000x9300x22000
42 800
123
В двухъярусной сушилке (рис. 2.34) с опрокидывающимися ре-
шетками 1 высокой производительности высота слоя солода на вер-
хней решетке достигает 0,7 м. В ней установлены центробежные
вентиляторы 2, калориферы 3 с большой поверхностью теплопере-
дачи.
В целях механизации погрузочно-разгрузочных работ горизон-
тальные решетки выполнены опрокидывающимися. Верхняя решет-
ка (жалюзийная) состоит из узких створок. При повороте створок
солод ссыпается <с них на нижнюю решетку и распределяется на ней
ровным слоем. С нижней решетки, состоящей всего из двух створок,
солод ссыпается в узкий бункер 4.
В этой сушилке солод так же, как и в одноярусной сушилке, во
время сушки не перемешивается, и поэтому в ней отсутствуют со-
лодоворошители.
Трехъярусная горизонтальная сушилка отличается от двухъ-
ярусной только наличием в ней трех решеток. Естественно, что при
одинаковой общей продолжительности процесса сушки загрузка и
выгрузка солода в ней производятся чаще, чем в двухъярусной, и,
следовательно, производительность ее при одинаковой площади по-
ла соответственно выше.
В сушилке периодического действия с вертикальными решетка-
ми (рис. 2.35) солод находится между двумя вертикальными решет-
ками, отстоящими одна от другой на расстоянии 0,20 м. Каждая та-
кая секция (шахта) с солодом по вертикали разделена на три зоны
5, 6, и 8, которые соответствуют верхней, средней и нижней решет-
кам трехъярусной сушилки. Между секциями с солодом находятся
воздушные камеры шириной до 80 см.
В глухих перекрытиях между этажами воздушных камер имеют-
ся круглые отверстия 7 с клапанами, расположенными в шахматном
порядке, благодаря чему воздух проходит в сушилке зигзагообраз-
но. Воздух трижды пересекает слой солода в секциях. В верхней ча-
сти нижних и средних воздушных камер имеются воздуховоды для
подачи холодного воздуха, подмешиваемого по мере надобности к
теплому воздуху. Движение воздуха обеспечивается нагнетающими
вентиляторами /У, установленными в нижнем этаже сушилки, и
всасывающими вентиляторами 3, находящимися в верхнем этаже.
Нагревание воздуха производится в паровых калориферах 10. Мно-
гие вертикальные сушилки имеют топки и огневые калориферы.
Свежепроросший солод ковшовым элеватором 2 поднимается на
верхний этаж сушилки, затем телескопической трубой 1 направля-
ется в шнековый распределитель 4, который равномерно распреде-
ляет солод по всем секциям. Под каждой секцией установлен шнек
9 для выгрузки солода по окончании цикла сушки.
При работе сушилки через каждые 12 ч сухой солод из нижней
124
Рис. 2 34. Двухъярусная сушилка с опрокидывающимися решетками
125
126
зоны 8 удаляется разгрузочными шнеками 9. Солод из средней зо-
ны 6 спускается в нижнюю зону 8, а из верхней 5 — в среднюю 6.
Освободившаяся верхняя зона заполняется свежепроросшим соло-
дом. Общая продолжительность пребывания солода в секциях су-
шилки при 12-часовом цикле равна 36 ч.
Все операции в вертикальной сушилке механизированы, а су-
шилки имеют от 3 до 12 секций. Производительность каждой сек-
ции за цикл (за каждую выгрузку) 1350 кг сухого солода.
Общим недостатком сушилок периодического действия
является нарушение режима сушки во время загрузки свежепророс-
шего солода, перемещения солода с решетки на решетку и выгрузки
сухого солода. После каждого простоя сушилки, необходимого для
проведения указанных погрузочно-разгрузочных работ, температу-
ра в слое солода и скорость сушки резко снижаются, что, несомнен-
но, тормозит сложные физико-химические и биохимические про-
цессы в зернах солода. Таким образом, непрерывность процесса
обеспечивает не только сокращение продолжительности сушки, но
и высокое количество сухого солода.
Техническая характеристика сушилки с вертикальными решетками
Число ярусов (зон) 2 3
Производительность сушилки по высушенному светлому солоду
общая, т/сут 10 28
Число шахт (секций) Продолжительность сушки, ч: 7 10
в одной зоне 24 12
общая 48 36
Мощность электродвигателей, кВт Размеры, мм: 21,5 49,6
ширина по фронту 7800 10800
длина (глубина) высота зон 6162 6162
верхней 2745 2740
средней — 2640
нижней 2710 2633
2.4.2. Сушилки непрерывного действия:
шахтные и карусельные
На солодовенных заводах работают шахтные сушилки солода не-
прерывного действия ЛСХА (рис. 2.36). Сушилка состоит из загру-
зочных шахт а камеры подвяливания 6, корпуса 8 с сушильными
шахтами 3, разгрузочных шахт 12 и разгрузочных механизмов 10.
Число сушильных шахт 3 определяется производительностью су-
127
Свихепроросший
солод
Воздух на
подвали-
вание “*
Отработан-
ный воздух tt
Свежий воздух
Г**’1
Воздух
Воздух
Рис. 2.36. Схема шахтной
сушилки солода непрерыв-
ного действия ЛСХА
Сухой солод
шилки. Свежепроросший солод поступает в камеру подваливания б,
откуда направляется в загрузочную шахту. Боковые стенки су-
шильных шахт имеют сетчатую поверхность. Агент сушки, нагре-
тый паровым калорифером 2 , подается в средний канал 7 и цирку-
лирует под действием вентиляторов 1, 4 и 5. Солод перемещается
под действием силы тяжести. Разгрузка высушенного солода осуще-
ствляется валками 9.
Уравнение теплового баланса для сушилки непрерывного дейст-
вия с переменным количеством воздуха в зонах имеет вид
Lj Ii + LjIq + GcCctl + GBCBt] = LI2GcCct2 + Qn.
Заменяя Lq на разность L - Li, находим
Li = [L(l2 - Iq> +Gccc(t2 - ti> - GBcBti + Qn]/ (Ii - Iq)>
где GBcBt! - Gccc(t2-10 -Qn= Д.тогдаЦ-[L(I2-I0)-A]/di -Iq>.
Для расчета разности расхода теплоты в действительной и теоре-
тической сушилках принимаем, что в теоретической сушилке про-
цесс сушки протекает при постоянной температуре, солод и элемен-
ты конструкции сушилки не нагреваются, потерь теплоты и прихо-
да ее извне нет. В этом случае на i-d-диаграмме процесс сушки изо-
бражается линией постоянной энтальпии. Действительная сушилка
работает при непрерывном снижении энтальпии воздуха за счет на-
гревания солода, неизбежных потерь теплоты, которая несколько
увеличивается из-за энтальпии влаги, испаряемой из солода.
На рис. 2.37 показана сушилка ЛСХА-20. Она состоит из двух со-
лодосушилок ЛСХА-10, поэтому основные узлы и детали, применя-
128
емые в конструкции обеих сушилок, унифицированы. Сушилка со-
стоит из механизма для разгрузки 1 с разгрузочным шнеком 2, шка-
фа для электрооборудования 3, вентиляторов для подачи свежего
воздуха 4, паровых калориферов 5, канала для подачи добавочного
воздуха 6, обшивки 7, вентиляторов для удаления отработанного
воздуха 8, механизма загрузки солода 9, вентиляторов камер подва-
ливания 10, распределителя солода II и камеры подвяливания 12.
Непрерывные процессы сушки солода во многом устраняют недо-
статки солодосушилок периодического действия, сокращают про-
должительность сушки и позволяют получить солод высокого каче-
ства.
Техническая ^характеристика сушилок непрерывного действия ЛСХА
ЛСХА-5 ЛСХА-10 ЛСХА-20
Производительность по сухому солоду
с ростками, кг/сут 5000 10000 20000
Число сушильных шахт 2 2 4
Общий объем сушильных шахт, мл Количество выделяемой влаги, кг/ч 7,05 12,9 23,8
167 336 672
Расход воздуха в летних условиях, кг/ч Расход теплоты, МДж: 11700 23500 38600
летом (t-+20°C) 603 1277 2554
зимой (t - - 20°С) Расход пара (давление 0,294 МПа), кг/ч: 915 1901 3802
летом (t - + 20°С) 312 603 1206
зимой (t--20°C) Расход теплоты на 1 кг испаренной влаги, кДж/ (кг • ч): 425 885 1770
летом (t - + 20°С) 3622 3831 3831
зимой (t--20°C) 5443 5652 5652
Продолжительность цикла сушки солода, ч Поперечное сечение одной сушильной шахты, мм: 15—17 15—17 15—17
верхнее 2408x164 4008x185 4008x185
нижнее 2408x254 4008x275 4008x275
Высота сушильной шахты, мм Габаритные размеры, мм: 7008 9350 9350
длина 2740 4500 4500
ширина (по оси шахты без вентиляторов) 2650 2650 6200
высота (без учета вентилятора) 15300 15000 15000
Масса (безсолода), кг 18000 27000 50000
Непрерывнодействующая сушилка карусельного типа (рис.
2.38) применяется в комплексе с существующими системами прора-
щивания ячменного солода (ящичными солодовнями или солодов-
нями с передвижной грядкой) и предназначена для сушки свеже-
проросшего солода.
9. Заказ 5901
129
15000
Рис. 2.37. Сушилка солода JI СХА-20
130
131
Рис. 2.3S. Солодосушилка карусельного типа
После загрузки установки свежепроросшим солодом и вывода на
установившийся режим процесс сушки осуществляют в плотном,
движущемся сверху вниз слое 7 в противотоке с сушильным аген-
том. Движение слоя солода достигается за счет непрерывного отбора
в горизонтальной плоскости нижнего высушенного слоя солода вин-
товым конвейером 10 и одновременного пополнения верхнего слоя
свежепроросшим солодом через бункер-питатель б. Винтовой кон-
вейер 10 выполнен в виде шнека, заключенного в открытый корпус
11 со стороны движения слоя. На верхней крышке корпуса шнека
установлен рыхлитель. В процессе сушки вследствие вращения пер-
форированной платформы 4 нижний слой солода, отделенный от ос-
тальной массы рыхлителем, попадает на витки шнека и через шлю-
зовый затвор 12 удаляется из зоны сушки. Высота удельного сухого
солода соответствует диаметру корпуса шнека. Пополнение верхне-
го слоя свежепроросшим солодом осуществляется через бункер-пи-
татель под действием гравитационных сил. Скорость вращения
платформы, высота удаляемого слоя солода, общая высота высуши-
ваемого слоя, количество и температура сушильного агента согласо-
ваны между собой и определяют максимальную производительность
при минимальных энергозатратах и высоком качестве готового со-
лода.
Противоточный непрерывный процесс позволяет обеспечить тех-
нологические требования по соотношению между температурой су-
шильного агента и влажностью высушиваемого солода в каждом
слое, а также требуемую согласно оптимальному режиму сушки
132
продолжительность физиологической, ферментативной и химиче-
ской фаз.
Техническая характеристика солодосушилок карусельного типа
СКМ-15 СКМ-30 СКМ-45
Производительность, т/сут 15 30 45
Средняя производительность, кг/(ч-м2) 44,4 44,4 44,4
Масса, не более т 10 13 15
Габариты с тепловентиляционной системой, м: длина 13 16 18
ширина 6 8 9
высота , 6 6 8
Объем сушильной камеры, мэ 35 65 85
Площадь сушильной решетки, м2 Высота слоя солода, м 1,5 1,5 1,5
Установочная мощность, кВт 80 100 120
Время оборота платформы, мин 90+10 90+10 90±10
Тепловентиляционная система: вентилятор, тип ВДН-15 ВДН-17 ВДН-18
мощность, кВт 75 95 110
паровые калориферы, тип КП 412 КП 411 КП 412
поверхность, м2 490 580 660
Максимальный расход сушильного агента, (м3/ч) • 10’3 50 80 100
Удельный расход тепла, гДж/т 2,8—3,2 2,8—3,2 2,8—3,2
Удельный расход электроэнергии, кВт • ч/т 40—45 40—45 40—45
2.4.3. Устройства и механизмы сушилок:
топочные устройства и калориферы
Живое сечение сушильных решеток составляет 30%. Их изготав-
ливают из стальной проволоки трапецеидального сечения, из круг-
лой проволоки и штампованные из листовой стали. Шероховатая и
волнистая поверхность тканых сит задерживает зерно при переме-
щении, а штампованные решетки с гладкой поверхностью и боль-
шим живым сечением (до 45%) менее прочны, чем проволочные.
Сушилки для солода обогревают либо топочными газами, либо
воздухом, нагретым в калориферах. В первых сушилках использу-
ют топливо, которое при сжигании дает чистые газы без запаха и
взвешенных частиц (например, кокс хорошего качества, антрацит,
природный газ). Сушилки с непосредственным обогревом не имеют
калорифера, поэтому они компактнее, проще и экономичнее воз-
душных сушилок. В воздушных сушилках с калориферами то-
почные газы непосредственно с солодом не соприкасаются, что по-
зволяет использовать разнообразное топливо.
133
Количество сжигаемого для сушки солода топлива невелико, поэ-
тому для сушилок с горизонтальными решетками рекомендуется
принимать площадь колосниковой решетки равной 0,01...0,02 пло-
щади основания сушильных решеток.
Ниже приведено рекомендуемое в расчетах топок количество
теплоты
Теплота, получаемая при сжигании топливана 1 м? топочного пространства
в час [кДжЦмг -ч)]
Природный газ, торф, дрова 8,37 • 105..,
Мазут 8,37 -105„
Каменные угли, антрациты 10,47 * 10.
Подмосковный уголь, древесные отходы 6,28 * 10..
8,37'10*...10,47 IO5
8,37- 10%.12,56-105
..8,37-IQ5
,8,37‘IO5
2 2
Теплота, приходящаяся на1 м колосниковой решетки [кДж/( м • ч)]
Ручные топки с горизонтальными
колосниковыми решетками:
дрова и кусковой торф
подмосковный уголь
каменные тощие угли
антрациты
печорские угли
Наклонные колосниковые решетки:
древесные отходы
шелуха, лузга, костра
Шахтные топки:
дрова, торф
25,12- кЛ.33,5 105
20,93 • 1(Г...29,3-105
20,93-КГ...25,12-105
16,75 -105 .25,12 1Q5
25,12-105...29,3-105
12,56- 1Q5...20,93- 1Q5
8,37- 10...14,65-105
30,1 • 105...50,2-105
Калориферы воздушных сушилок бывают огневые и паровые.
Огневые калориферы для солодовенных сушилок изготавливают
из тонкой листовой стали в виде горизонтальных газоходов, распо-
ложенных в два, три или несколько рядов с таким расчетом, чтобы
нагревание воздуха по всему сечению сушилки было равномерным.
Горячие участки газоходов размещают рядом с холодными, причем
наиболее горячие газы направляют в верхний ряд, а затем последо-
вательно в нижние противотоком нагреваемому воздуху. Диаметр
стальных газоходов принимают 0,3... 1 м в зависимости от величины
сушилки. Соединения газоходов тщательно уплотняют. Для перио-
дического удаления золы в газоходах делают отверстия с плотными
задвижками. Подобные калориферы громоздки и требуют частых
чисток.
Паровые калориферы широко распространены'в настоящее вре-
мя. При их использовании облегчается обслуживание и регулирова-
ние работы, улучшаются санитарные условия производства, отпада-
ет необходимость в истопниках.
134
Калориферы изготавливают в соответствии с ГОСТ 7201—62 че-
тырех моделей: большой (Б), средний (С), малый (М) и самый ма-
лый (СМ). Каждая модель в зависимости от величины поверхности
теплопередачи имеет 14 типоразмеров.
Поверхность теплопередачи в пластинчатых калориферах со-
стоит из стальных трубок диаметром 22 мм. На них с интервалом
5 мм насажены пластины толщиной 0,5 мм, изготавливаемые из де-
капированной стали. Для предохранения стали от коррозии трубки
и пластины оцинкованы.
Концы трубок развальцованы в трубных решетках. Камеру, об-
разуемую трубной решеткой и наружной крышкой, называют кол-
лектором.
Различают калориферы одноходовые (модель КФС и КФБ), в ко-
торых теплоносителем является греющий пар (давлением до
0,6 МПа), проходящий в калорифере по всем трубкам параллель-
ными потоками (рис. 2.39, а), и многоходовые для нагревания воз-
духа горячей водой, проходящей в калорифере последовательно по
нескольким пучкам трубок (рис. 2.39, б).
Рис. 2.39. Пластинчатые калориферы
В табл. 2.15 приведены характеристики пластинчатых калорифе-
ров.
Расчет и подбор паровых калориферов производят по следующей
методике.
135
КП
сч
«3
а-
х
в;
ко
«3
Техническая характеристика пластинчатых калориферов
оо я •м ОЧ СЧ М) о* й г. .if « о' & о
[ 750 640 1 4 100,4 132;4 107,2 .0,0076 0,0102 0,0019 0,00254 | 900 640 1 4 118,6 156,8 126,7 900 760 1 4 143,3 189,5 144,1 >0,0092 0,0122 0,00231 0,00305 1 1050 760 1 4 ) 1050 880 1 6 190 253,5 203 >0,0107 0,0143 0,00178 0,00237 1 1200 880 1 6 215 285,5 230 0,0122 0,0163 0,00203 0,00271 1200 1010 1 6 244,5 324,6 261,2 Г d У 1 з й и X о g . е егй и § - i a s о I2.! 2 s 5- । 8. &и ш III ц- ,2 м । Hs bg ,ГГ х " ’5 s 3 hi _• о о. «>s 3 s si2 ИЗ''» Я 5 oi er® H v ta S i S W u a = Ё? и и g § s К X
5 20,9 26,8 0,244 6 25,3 32,4 0,295] 7 30,4 38,9 0,354] 8 35,7 45,7 0,416. 9 41,6 53,3 0,486 10 47,8 61,2 0,558. 11 54,6 69,9 0,638
136
Поверхность теплопередачи калорифера
F = QK/(3,6Atk) = [LcB(tK - tH) ]/ (3,6Atk) = [L(Ii - Io) ]/(3,6Atk),
где QK — тепловая нагрузка, кДж; At — разность температур холод-
ного и нагретого воздуха, град; к — коэффициент теплопередачи,
Вт/ (м2 • К); L — количество воздуха, проходящего через калори-
фер, кг/ч; св — удельная теплоемкость воздуха, кДж/(кг-К); tH,
tK — температура соответственно холодного и нагретого воздуха, К;
Io, Ii — энтальпия соответственно холодного и нагретого воздуха,
кДж/кг.
Расчет тепловой нагрузки QK можно производить либо по разно-
сти температур (tK - tH), либо по разности энтальпий (Ii - Io). Расчет
по разности температур проще, так как не требует вычисления ве-
личины энтальпий. Но этот расчет менее точный, так как удельная
теплоемкость воздуха зависит от его влажности и температуры. Для
приближенных расчетов удельную теплоемкость воздуха принима-
ют 1 кДж/ (кг-К).
Коэффициент теплопередачи рассчитывают по одной из формул,
приведенных в табл. 2.16.
Произведение скорости движения воздуха в калорифере на плот-
ность воздуха чр называется массовой скоростью. Массовая скорость
[кг/ (м2с) ]
vp = L/3600 F,
где L — количество воздуха, проходящего через калорифер, кг/ч;
F — живое сечение калорифера для прохода воздуха, м2 (см. табл.
2.15).
Сопротивление проходу воздуха через один ряд калориферов при
параллельной установке их для КФС и КМС равно 1,2 (vp)1 ’ Па.
Таблица 2.16
2
Формулы расчета коэффициента теплопередачи к [Вт/(М-К)]
Тип
калорифера
При обогревании
паром
При обогревании водой,
_______имеющей скорость, м/с_____
vB-0,03.-0,25 | vB-0,25...1
КФСиКМС k-14,7(vp)0’366 k-15,23(vp)0,331 X k-12,9(vp)0,393 X
Xv/166 X vB°>106
КФБиКМБ k- 11,63(vp)0,42 k-15,23(vp)0,331X k-11,05(vp)0,446 X
Xv/166 Xv^094
Примечание, v скорость воздуха в живом сечении калорифера, м/с, р —
плотность воздуха, кг/м .
137
Сопротивления калориферов при установке в два, три или четыре
ряда увеличивается также в два, три или четыре раза.
В табл. 2.17 приведены значения коэффициентов теплопередачи
в наиболее используемых, обогреваемых паром калориферах.
Таблица 2.17
Коэффициенты теплопередачи к в пластинчатых паровых калориферах
[Вт/{м2-Ю]
Тип калори- фера Массовая скорость чр воздуха в калорифере, кг/ (м2 - с)
1 2 3 4 5 6 7
КФСиКМС 18,1 21,2 23,4 25,4 27,1 28,8 30,1
КФБ и КМБ 15,6 18,3 20,8 22,7 25,1 26,2 27,9
Оптимальная массовая скорость воздуха принимается в пределах
4...6 кг/(м2с). При подборе калориферов необходимо принимать
запас наьЗеплопередачу до 15% и на сопротивление проходу возду-
ха до 10%.
Солод во время сушки на горизонтальных решетках перемешива-
ют механическими ворошителями шнекового или лопастного типа.
При перемешивании солода в высоком слое (до 0,7 м) использу-
ются шнековые ворошители. При малой высоте солода использу-
ются лопастные ворошители. Лопастный ворошитель представля-
ет собой горизонтальный вал с лопастями, совершающий одновре-
менно вращательное и поступательное движение. Во время враще-
ния вала закрепленные на нем лопасти захватывают солод и пере-
брасывают его. Одновременно ворошитель медленно продвигается
со скоростью 0,15...0,7 м/мин. Частота вращения вала 3...8 мин'1.
Дойдя до конца сушильной решетки, ворошитель автоматически
переключается и движется в обратном направлении.
2.4.4. Интенсификация и оптимизация сушки солода
Технико-экономические и качественные показатели солода в
значительной степени определяются его сушкой, от которой зави-
сит в дальнейшем и качество готового пива. Поэтому интенсифика-
ция сушки, дальнейшее совершенствование технологии и сушиль-
ной аппаратуры, разработка научно обоснованных оптимальных ре-
жимов сушки солода, которые обеспечили бы минимальные затраты
на производство единицы продукции и высокое качество ее, явля-
ются важнейшими технико-экономическими задачами, стоящими
перед инженерами-технологами бродильных производств.
В целях прекращения биологических процессов в солоде и за-
крепления в нем достигнутых при солодоращения соотношений
138
между отдельными компонентами в первой стадии сушки необходи-
мо быстро удалить наибольшее количество влаги. Понижение влаж-
ности солода с 45 до 10% должно проходить в течение 10... 12 ч при
температуре 4O...5O0 С. Такой интенсификации сушки солода в го-
ризонтальных одно- и двухъярусных сушилках можно достичь при
значительном расходе сушильного агента. Теплоту отработанного
агента влажностью 100% целесообразно использовать для подогре-
ва воздуха, поступающего в теплогенератор, в стеклянном теплооб-
меннике.
В дальнейшем при снижении влагосодержания светлого солода с
10 до 3...5% отдача влаги зерном происходит медленно в течение
8... 10 ч. При этом температура сушильного агента поднимается с 50
до 80 °C. Вследствие малого количества удаляемой влаги расход су-
шильного агента ограничивается. Отработанный сушильный агент
можно направить на повторное использование через теплогенера-
тор.
Полная механизация выгрузки солода из сушилок периодическо-
го действия достигается установкой опрокидывающихся механиче-
ских решеток. Интенсивное ведение сушки солода и полная меха-
низация погрузочно-разгрузочных работ в солодосушилках позво-
лят сократить продолжительность цикла сушки, повысить удель-
ную производительность установок периодического действия и сни-
зить удельные расходы теплоты.
С народнохозяйственной точки зрения оптимальной является та
сушильная установка, которая требует минимальных затрат на вы-
работку единицы продукции при высоком ее качестве. Следователь-
но, особое значение для промышленности имеет оптимизация рабо-
ты сушилок. С помощью математического моделирования опреде-
ляют оптимальные условия сушки солода. Математическая модель
конвективной сушки пивоваренного солода в плотном слое состоит
из дифференциальных уравнений баланса влаги и теплоты, уравне-
ния для расчета усадки солода и соотношения между абсолютным
влагосодержанием солода, уравнения зависимости порозности слоя
от его влагосодержания при определенных начальных и граничных
условиях.
Пусть в сушильной камере находится слой солода толщиной
Н (г), сквозь который снизу вверх через перфорированное днище
продувается сушильный агент. Требуется получить систему уравне-
ний, описывающую сушку в камере такого типа, и указать способ ее
решения. Д ля этого введем прямоугольную систему координат с на-
чалом в одной из точек днища, ориентированную так, что ось ОХ
совпадает с направлением движения сушильного агента. Для полу-
139
чения системы уравнений руководствовались следующими допуще-
ниями:
— слой солода можно рассматривать как некоторую двухкомпо-
нентную непрерывную среду, характеризуемую плотностью зерен
солода рз, плотностью сушильного агента рт и порозностью г; раз-
меры зерен солода в ней не имеют существенного значения, так что
для любого объема ДУ масса теплоносителя в объеме равна ртеАУ,
масса солода р3(1 -е)ДУ; плотность среды рте + р3(1—е);
— можно пренебречь продольной диффузией тепла и влаги, а
также всякими биохимическими процессами, связанными с выделе-
нием или поглощением тепла и влаги, по сравнению с процессами
переноса.
При составлении систем уравнений используем кинетическое
уравнение сушки, которое запишем в виде
du3/dr - f (u3, Тт), <р=- К(Тт,</>> (из - Up),
где К = 0,162(1 - <р)exp[0,077(Тт-25)], 1/ч — коэффициент суш-
ки; — относительная влажность теплоносителя, %; пр — равно-
весное влагосодержание, определяемое из изотермы десорбции со-
лода,
Up - [0,36 - 0,943^(0,3 - Igp) ] [0,227 - 0,00175(Тт - 25) ], кг/кг.
Для перехода от влагосодержания к влажности солода, что необ-
ходимо при выводе дифференциальных уравнений тепломассопере-
носа в слое, используем соотношение W» и/ (1 + и).
Выделим двумя горизонтальными сечениями сушильной камеры
отстоящими друг от друга на dx, элемент объема слоя Sdx и запи-
шем для него уравнения баланса за время dr. Индексом "0" обозна-
чим величины, относящиеся к нижнему сечению слоя, а индексом
"1" — к верхнему. Тогда имеем уравнение вида
{[Ра(1 - с) WavaS ]i - [р3(1 - е) W3v3S Jo} dr =
= -д/ дт|/>3(1 -£)W3]Sdxdr+p3(l -e)Sdx[fM/(l - W3) ]dr.
Поскольку
|p3(l-e)W3v3S]i- |p3(l - e)W3V3S]q = д/ dx |p3(l -e)v3W3]Sdx,
после сокращения на Sdxdr получим уравнение баланса влаги в зер-
нах солода:
д/ dx|p3(l -e)v3W3] =-д/ dr|p3(l-e)W3]+/J3(l-£) [fM/(l -W3)],
где f„ — приведенная площадь поверхности зерен солода в элемен-
тарном объеме слоя.
140
Поскольку остальные уравнения баланса выводятся аналогично,
запишем только окончательные результаты.
Уравнение баланса сухой части зерен солода
д/ дх |р3(1 - e)v3( 1 - W3) ] - -д/ dr |р3( 1 - е) (1 - W3) ].
Уравнение баланса влаги в теплоносителе
д/ dxip-re vTuT) = - д/ dT^Ur) -р3(1 - е) [fH/(1 - W3) ].
Уравнение баланса сухой части теплоносителя
д/ дх [р3£ vT(l - uT) ] = -д/ дт \р^ (1 - ит) ].
Уравнение баланса тепла для солода
д/ дт[р3(1 -е)13] =- д/ дх[р3(1 -е) ValJ + apafn (1 -е)(Тт-Т3)+
+ rp3(l-e)[fH/(l-W3) ].
Уравнение баланса тепла для теплоносителя
д/ дтСртб 1т) = -д/ дх^Отб vT IT) - ap3fn(l - е) (Тт - Т3) +
+ rp3(l - е) [fH/(l - W3) ].
Этих шести уравнений достаточно, чтобы определить все величи-
ны, характеризующие нестационарный процесс сушки солода, а
именно: W3 — влажность зерна, ит — влагосодержание теплоно-
сителя, Тт — температура теплоносителя, Т3 — температура зерна,
V3 — скорость движения зерна, vt — скорость теплоносителя; 1т, 1з
— энтальпии теплоносителя и зерна; а — коэффициент теплообме-
на; г — удельная теплота парообразования.
Начальные условия имеют вид
W3(O,X) = W3H<X); Т3(О,Х) = ТЗН(Х); uT(O,X) -Птн(Х);
Тт(О,Х) = Ттн(Х).
Граничные условия запишутся в виде
цт(т,0) - ито(т); Тт(т,0) = Тто(т); vtt(t,0) = vT0(r) - Lq(t)/ (pTOeo>
v3 (т,0) = 0,
где Ц — расход теплоносителя.
Математическая модель позволяет рассчитать процесс сушки со-
лода в сушилках с высоким стационарным слоем, т.е. определить
температуру и влагосодержание солода и сушильного агента, усад-
ку слоя, гидродинамическое сопротивление слоя и другие парамет-
ры. Но самое главное достоинство математического моделирования
141
процесса сушки состоит в определении его оптимальных режимов и
их поддержании с помощью ЭВМ.
Оптимальный режим сушки солода должен обеспечить высокое
качество готового продукта при минимальных энергозатратах. Кри-
терий оптимизации процесса сушки солода имеет следующий вид:
У1 = С2 + Сз + (ai + ЕЖоб + (аг + Е) Кзд + ЕКМ,
где С2 — затраты электроэнергии, р.; С3 — затраты теплоты, р.;
aj, аг — коэффициенты амортизационных отчислений на капиталь-
ный ремонт и полное восстановление оборудования и здания; К^,
Кзд, Км — капитальные затраты соответственно на оборудование,
здание и монтаж; Е — нормативный коэффициент эффективности
капитальных вложений.
2.5. Пневмотранспортные установки для солода
Под пневматическим транспортом сыпучих материалов понима-
ют перемещение по трубопроводу смеси воздуха с твердыми части-
цами. Основой работы любой пневмотранспортной системы являет-
ся наличие разности давлений в начале и конце трубопровода. В за-
висимости от способа создания перепада давления и его значений
пневмотранспортные установки для солода подразделяют на всасы-
вающего, нагнетающего и смешанного (всасывающе-нагнетающего)
типа, а также на установки низкого (до 5-103 Па), среднего (от
5 • 103 до 5 • 104 Па) и высокого (свыше 5 • 104 Па) давления.
Во всасывающих установках (рис. 2.40, а) воздух отсасывается
воздуходувной машиной из системы, в которой создается разреже-
ние. Вследствие этого воздух из атмосферы устремляется в загру-
зочное устройство / и, проходя через слой солода или встречая на
своем пути поступающий в трубопровод сыпучий материал, подхва-
тывает его и перемещает по материалопроводу 2 в отделитель 3, от-
куда продукт выводится через шлюзовый затвор 8, выбрасывается
воздуходувной машиной б через глушитель 7 в атмосферу.
Достоинствами всасывающих пневмотранспортных уста-
новок являются: простота конструкции, возможность забора солода
из нескольких точек, обеспечение высоких санитарно-гигиениче-
ских условий в рабочих помещениях. Поскольку в этих установках
вся система находится под вакуумом, загрузочные устройства не
требуют герметизации. К недостаткам этих установок следу-
ет отнести возможность создания высоких перепадов давлений (до
5 • 105 Па), наличие специальных герметизирующих устройств в ме-
стах вывода продукта из системы.
В нагнетающих установках. (рис. 2.40, б) воздуходувная маши-
142
на нагнетает воздух в пневмосистему, создавая давление воздуха в
ней выше атмосферного: наибольшее — в месте загрузки, наимень-
шее — в отделителе. Достоинство нагнетающих пневмоуста-
новок — возможность создания теоретически неограниченного дав-
ления, что позволяет использовать их при транспортировании соло-
да потоками как низкой, так и высокой концентрации. К недос-
таткам нагнетающих пневмоустановок следует отнести слож-
ность конструкции загрузочных устройств и повышенные требова-
ния, предъявляемые к герметичности пневмосисгемы.
Рис. 2.40. Схемы пневмотранспортных установок: а — всасывающей; б — нагне-
тающей; в — всасывающе-нагнетающей
Всасывающе-нагнетающие установки (рис. 2.40, в) включают
в себя положительные качества как всасывающих, так и нагнетаю-
щих установок. В зависимости от количества материалопроводов
пневмоустановки бывают простыми — с одним материалопроводом
и разветвленными — с двумя и более материалопроводами. В раз-
ветвленных пневмоустановках по материалопроводам можно одно-
143
временно транспортировать различные сыпучие материалы из не-
скольких точек с разными производительностями. Недостат-
ком разветвленных пневмоустановок является влияние изменения
нагрузки в одном из материалопроводов на стабильность работы
других материалопроводов.
Пневмотранспортные установки могут быть с замкнутым и ра-
зомкнутым циклом подачи воздуха. В установках с замкнутым
циклом весь воздух или только его часть возвращается после воз-
духодувной машины в загрузочное устройство и снова используется
для транспортирования. В установках с разомкнутым циклом воз-
дух через воздуходувную машину полностью выбрасывается в ат-
мосферу.
Любая пневмотранспортная установка состоит из загрузочных
устройств (приемников или питателей), материалопроводов, отде-
лителей груза от воздуха (разгрузителей), пылеотделителей для
очистки воздуха от пыли, герметизирующих устройств, воздуходув-
ной машины, элементов управления и автоматизации.
Для подачи груза в материалопровод применяют приемники, ко-
торые для установок всасывающего типа подразделяют на верти-
кальные и горизонтальные. Вертикальные приемники служат для
подачи груза в вертикальный материалопровод. Приемники бывают
открытого и закрытого типов. В приемники открытого типа воздух
поступает непосредственно из окружающей среды, в приемники за-
крытого типа — из оборудования, обеспечивая тем самым его обес-
пыливание.
Принцип работы приемника открытого типа (рис. 2.41, а) за-
ключается в следующем. Груз из самотечной трубы 3 поступает в
вертикальный корпус 6 приемника и далее в материалопровод 1.
Отрезок трубы 4 со смотровым люком 5 имеет прямоугольное сече-
ние и заканчивается закруглением, что способствует повороту и бо-
лее равномерному распределению груза по сечению при выходе его'
в вертикальную часть приемника. В конце закругления в приемни-
ке устновлена гребенка 8, которая, разбрызгивая струю груза, пред-
отвращает образование комков и тем самым обеспечивает захват
его потоком воздуха, поступающим через входной коллектор 7 при-
емника.
Для интенсивного разгона груза на начальном участке транспор-
тирования вертикальный корпус 6 приемника выполнен зауженным
по сравнению с материалопроводом (сужение « 0,8...0,9D). Для
нормальной работы приемника необходимо задвижку 2 установить
в такое положение, которое будет соответствовать минимальному
подсосу воздуха из трубы 3.
Широкое распространение получили закрытые приемники типа
"сопло" (рис. 2.41, б). Приемник состоит из патрубка 1, двух кон-
144
центрично вставленных одна в другую труб (или конусов) 2 и 3 и
съемного днища 4, положение которого можно регулировать. Для
уменьшения аэродинамического сопротивления внутренняя труба с
диаметром, равным диаметру материалопровода, имеет обтекаемую
(округленную) форму.
Рис. .2.41. Приемники всасывающих пневмоустановок: а — открытого типа; б —
типа "сопло"; в — горизонтальный типа "тройник"
Для ликвидации завалов материалопроводов, имеющих прием-
ник типа "сопло", необходимо снять днище 4. Для быстрой ликвида-
ции завала служат также продувочные отверстия 5, перекрываемые
манжетой б, но, как показывает опыт эксплуатации, должного эф-
фекта они не дают.
Для забора груза из насыпи используют переносные сопла раз-
личной формы. Наибольшее распространение получило круглое
прямое сопло, которое присоединяют к материалопроводу при по-
10. Заказ 5901 145
мощи гибкого рукава с быстроразъемными фланцами. Для подбора
остатков с пола из труднодоступных мест применяют угловые и ще-
левые сопла.
Для подачи груза в горизонтальные материалопроводы пневмо-
установок всасывающего типа применяют горизонтальные прием-
ники типа "тройник" (рис. 2.41, в). Груз поступает через прием-
ный патрубок 2. Количество груза можно регулировать задвижкой.
Для предотвращения завалов и обеспечения нормальных условий
захвата груза в приемнике 3 сделана горизонтальная перегородка 4,
которая делит его на две части: в верхней движется груз с воздухом,
в нижней — только воздух. Угол наклона а загрузочного патрубка
приемника должен быть больше угла естественного откоса <р транс-
портируемого груза. Обычно принимают <р = 45°. Для контроля слу-
жит окно 1.
В пневмотранспортных установках нагнетающего типа загрузоч-
ными устройствами служат шахтные и шлюзовые затворы, эжекто-
ры. Основное требование к ним — обеспечение герметичности и
предотвращение утечек воздуха в месте загрузки, находящемся под
избыточным давлением.
Шахтные затворы применяют для подачи в материалопровод
груза из бункеров. Они просты по конструкции, не имеют привода.
Основной их недостаток — большая высота слоя груза, необходи-
мая для предотвращения выброса его вследствие избыточного дав-
ления в зоне загрузки.
Шлюзовые затворы по конструкции бывают роторными и кла-
панными. В шлюзовый затвор роторного типа (рис. 2.42, а) груз
поступает через приемную воронку, заполняет карманы вращаю-
щегося ротора 2 и при повороте его на 180° высыпается из них, за-
тем через выпускной патрубок поступает в материалопровод. Для
обеспечения достаточной н-герметичности зазор между корпусом 3
и лопатками ротора 2 должен быть не более 0,05 мм. Корпус снаб-
жен патрубком 5 для отвода избыточного воздуха. Вал 4 ротора
вращается в опорах, установленных в крышках J.
Рис. 2.42. Приемники нагнетающих пневмоустановок: а — роторный шлюзовый
затвор; б — эжектор
146
Основными недостатками шлюзовых затворов барабанного типа
являются большие утечки воздуха, возможные заклинивания рото-
ра и некоторые дробления груза. Для предотвращения этого недо-
статка иногда лопасти ротора протачивают и устанавливают на них
резиновые или подпружиненные накладки.
Клапанные шлюзовые затворы состоят из двух секций с клапа-
нами, которые периодически поочередно открываются с помощью
пневматического или электрического привода. Они исключают
дробление груза, но существенными недостатками этих затворов
являются также большие утечки воздуха, неравномерность подачи
груза и большие габаритные размеры. Клапанные шлюзовые затво-
ры имеют весьма ограниченное применение.
Эжекторы применяют в нагнетающих установках с избыточным
давлением до 5-103 Па. В корпусе 4 (рис. 2.42, б) положение пла-
стин 3 и 5, а следовательно, и степень сужения можно изменять с
помощью болтов 2, приваренных к пластинам в вертикальных па-
зах воронки 1.
Принцип действия этого приемника основан на создании в зоне
подачи груза статического давления, равного или несколько меньше
атмосферного, в результате чего груз из бункера может свободно
поступать в материалопровод.
Во избежание увеличения сопротивления эжектора углы раскры-
тия конфузора следует принимать не более 8°. Недостатком эжек-
тора является сложность настройки при нестабильном сопротивле-
нии пневмосистемы. Обычно они применяются в сочетании с шлю-
зовым или шахтным затвором.
Как правило, материалопроводы монтируют из стальных труб с
толщиной стенки (1,5...4,0) • 10’3 м. Применение неметаллических
труб (пластмассовых и стеклянных) в качестве материалопроводов
сдерживается из-за образования на их поверхности зарядов стати-
ческого электричества.
Материалопроводы собирают из отдельных участков труб и фа-
сонных деталей с использованием фланцевых и манжетных соеди-
нений с резиновыми прокладками.
Отделители (разгрузители) предназначены для отделения
транспортируемого груза от транспортирующего его воздуха. По
принципу действия отделители подразделяются на объемные, инер-
ционные и центробежные. Чаще применяют объемные и центро-
бежные отделители.
Принцип действия объемных отделителей заключатся в том,
что при поступлении потока воздуха и груза из материалопровода
малого сечения в емкость во много раз большего сечения скорость
10*
147
воздуха падает до величины, значительно меньшей скорости вита-
ния частиц транспортируемого груза. Вследствие этого под действи-
ем силы тяжести происходит осаждение груза;
Известно много различных конструкций объемных отделителей.
Простейшим из них является осадительная камера (рис. 2.43, а),
которая работает следующим образом. Поток воздуха и груза посту-
пает в патрубок Г, крупные частицы груза, двигаясь по инерции,
достигают криволинейной поверхности камеры и далее, изменяя
направление своего движения, скользят к выпускному патрубку 4.
Воздух же вместе с пылью проходит через жалюзи 3, а затем через
патрубок 2 поступает в пылеотделитель.
Рис. 2.43. Отделители пнев-
моустановок: а — осадительная
камера; б — циклон
В установках пневматического транспорта чаще всего в качестве
отделителей применяют центробежные разгрузители (циклоны).
Поток, состоящий из твердых частиц и воздуха, поступает в циклон
по прямоугольному патрубку 1 по касательной к цилиндрической
части корпуса 3 (рис. 2.43, б). Верхняя винтовая поверхность цик-
лона направляет поток по спирали вниз. Под действием центробеж-
ной силы взвешенные частицы груза отбрасываются к внутренней
поверхности корпуса циклона, а затем под действием силы тяжести
опускаются вниз. Пройдя кольцевое пространство, образованное
цилиндрической частью циклона и центральной трубой 2, поток по-
148
ступает в коническую часть 4. Частицы груза через патрубок 5 вы-
водятся из циклона, а нисходящий воздушный вихрь, освободив-
шись от груза, изменяет свое направление. Преобразуясь в восходя-
щий вихрь и захватив с собой мелкую пыль, воздух выходит через
центральную трубу 2.
Практика проектирования и эксплуатации пневмотранспортных
установок для солода показывает, что потери давления в пнев-
мосистемах с низкими концентрациями не превышают (1,0....1,2)х
Х104 Па, вследствие чего изменение плотности воздуха по длине
материалопроводов не превышает 10%. Поэтому для упрощения
расчетов изменением плотности воздуха по длине материалопро-
вода пренебрегают, полагая ее постоянной и равной величине р -
-1,2 кг/м3, а расчет ведут при одной и той же скорости воздушного
потока, равной отношению объемного расхода воздуха к площади
сечения материалопровода.
При проектировании установок пневматического транспорта со-
лода чаще всего задают суточную производительность технологиче-
ской линии. В этом случае при определении расчетной производи-
тельности Gp (кг/ч) проектируемой установки необходимо учиты-
вать коэффициент неравномерности работы линии кн= 1,1...1,2.
Величина массовой концентрации смеси для зернистых материа-
лов <р - 3,0...8,0) зависит от размера частиц, их плотности, транс-
портабельности, конфигурации трассы и т.д. Причем большие зна-
чения р. следует брать для материалов с большей плотностью.
В зависимости от скорости витания Увит (м/с) продукта вычисля-
ют рабочую скорость воздуха, обеспечивающую устойчивое транс-
портирование в вертикальном vB (м/с) или в горизонтальном уг
(м/с) материалопроводе
vB = Увит[1+(17,1/увит1,15)(цО)0,2];
Уг - Увит[(0,651°-5/с1э1/7)+(19,0/увит)(дО)0-2],
где D — диаметр материалопровода, м (D- l,03VGp/^v) — округ-
ляют до ближайшего большего по стандарту для стальных бесшов-
ных труб; f — коэффициент трения; d3 — эквивалентный диаметр
частиц, м.
По принятому значению диаметра материалопровода и скорости
воздуха находят расход воздуха и уточняют значение концентра-
ции.
Суммарные потери давления ЕАр (Па) при транспортировании
равны
5Др ™ Аросн+ Арвсп,
149
где ДРосн — потери давления в основных элементах установки
(приемнике, материалопроводе и отделителе); Др^ — потери дав-
ления во вспомогательных элементах установки (пылеотделителях,
воздуховодах).
Потери давления в приемнике Дрпр (Па) определяют по скорости
воздуха в материалопроводе:
ДрПр= £np((pv2)/2),
где епр— коэффициент сопротивления приемника.
Потери давления в материалопроводе Др (Па) будут
Др “ Дрв+ Дрр Дртр+Д р п+ДРмс>
где Дрв — потери давления при движении чистого воздуха, Па;
Дрр — потери давления на разгон солода в начальном участке мате-
риалопровода, Па; Дртр — потери давления на трение солода, Па;
Дрп — потери давления на подъем солода, Па; Дрмс — потери дав-
ления в местных сопротивлениях, Па.
Дрв=A(L/ D) ((pv2) / 2),
где А = O,316/Re0’25 — коэффициент гидравлического сопротивле-
ния для стальных бесшовных труб; Re - (vD) /v — критерий Рей-
нольдса; v — коэффициент кинематической вязкости воздуха, м2/с;
L — длина материалопровода, м.
Дрр“/?((ру2)/2),
где (3 — коэффициент потерь давления на разгон:
для вертикальных материалопроводов
&=1,55 -102ReBlIT’0,15(pT/p) °>45(О/с1э)-0’1д;
для горизонтальных материалопроводов
/Зг = 0,28- 102Re0,4ReBMT'0’8Fr0’3 (рт/р ) -°-9(D/d3)0>5^,
где Fr = v2/(gD) — критерий Фруда; р — плотность вещества час-
тицы, кг/м3;
Дртр = AT(L/D)((pv2)/2),
где Ат — коэффициент потерь давления на трение солода:
для вертикальных материалопроводов
Атв= l^ lO^Re-0’5^^0’9 <Рт/р) 0'45(D/d3)1'75^0’85kn0'25'
150
для горизонтальных материалопроводов
Л? = 14,5- 10'2Re"1’65ReBKT0,85Fr0’4(D/d3)2,321it °’9кп 0’2;
Дрп =pg/«(v/u)H = l,2^[v/(v —vBMT) ]Н,
где и — скорость движения частиц солода, м/с; Н — высота подъема
солода, м.
По полученным расчетным значениям расхода воздуха и суммар-
ным потерям давления в сети подбирают воздуходувную машину,
которая обеспечила бы работу установки с расчетными параметра-
ми при наибольшем КПД.
Потребную мощность электродвигателя воздуходувной машины
N (кВт) вычисляют по формуле
N = Qo6u(P вм/ (1000 э/вм^/пр) >
где Qogui — общий расход воздуха в сети, м3/ч; Рвм — давление
воздуходувной машины, Па; ?/вм — КПД воздуходувной машины;
т?Пр — КПД привода воздуходувной машины.
2.6. Машины для обработки сухого солода
После окончания сушки солода удаляют ростки, которые могут
придать пиву горьковатый привкус. Отделять ростки от солода не-
обходимо немедленно после сушки, так как при хранении из-за вы-
сокой гигроскопичности ростки теряют свою хрупкость и отделяют-
ся очень трудно. Очистка солода от ростков производится на ростко-
отбойных машинах.
Сухой солод после выдерживания на складе и перед подачей в
производство с целью удаления из него пыли, оставшихся ростков,
цветковой оболочки и других примесей пропускают через солодопо-
лировочные машины, после которых он приобретает чистый вкус, а
поверхность его становится блестящей.
Дробление высушенного и отлежавшегося солода представляет
собой тонкое измельчение солода для ускорения физиологических и
биохимических процессов растворения зерна при затирании. Для
этих целей используют солододробилки, вальцовые станки и мель-
ницы.
2.6. J, Росткоотбойные машины
К основным расчетным параметрам росткоотбойных машин отно-
сят: производительность, окружную скорость ситчатого барабана,
размеры цилиндра (диаметр и длину) и потребную скорость элект-
родвигателя.
151
Производительность росткоотбойной машины Q (т/ч) опреде-
ляется по формуле
Q = IGrDLq,
где К — коэффициент, учитывающий размеры рабочей поверхности
цилиндра (К “ 0,8...0,95); D — диаметр цилиндра, м; L — длина ра-
бочей части цилиндра, м; q — удельная зерновая нагрузка,
т/(ч-м2).
Удельная нагрузка [q = 1,5...8,0 т/(ч-м2) ] зависит от особенно-
стей обрабатываемого солода, режима работы машины, типа ситча-
того барабана и материала цилиндрической обечайки.
Потребную мощность N (кВт) электродвигателя росткоотбой-
ной машины рассчитывают по формуле
N-Qn,
где п — удельный расход электроэнергии, кВт-ч/т.
Значение удельного расхода электроэнергии зависит от перераба-
тываемого солода и составляет 0,5...1,2 кВт ч/т.
Росткоотбойная машина РО-2 (рис. 2.44) представляет собой
ситчатый барабан с вращающимися в нем лопастями. Солод с рост-
ками шнеком 1 подается внутрь барабана, где подхватывается вин-
тообразными лопастями 2, которые перемешивают и передвигают
его к ситчатой поверхности барабана. Ростки от перемешивания и
трения отделяются от зерен и проваливаются сквозь ситчатый бара-
бан на шнек 3, с помощью которого удаляются из машины. Очищен-
ный от ростков солод при выходе из машины и легкие примеси уда-
ляются через патрубок 5.
В лопастной росткоотбойной машине (рис. 2.45) вместо ситча-
того барабана и отбивочного устройства установлены два вала с де-
вятью лопастями, вращающимися в цилиндрическом корпусе
встречно. Внутренняя полость лопастной росткоотбойной машины
разделена на три зоны (I, II, III), в каждой из которых установлено
по три лопасти. Угол расположения лопастей 5 в пространстве во
всех трех зонах по отношению одна к другой составляет 90°.
В лопастной росткоотбойной машине солод непрерывным пото-
ком подается в зону I корпуса 4, где с помощью лопастей 5 интен-
сивно перемешивается и перемещается в зону II. В зоне II солод
также перемешивается и направляется в зону III, где лопасти сдер-
живают перемещение и перемешивание потока солода. При про-
хождении солода через все три зоны происходит отделение ростков
от зерен. Смесь ростков и солода поступает к выгрузочной воронке
3, на которой размещены воздуховод 2 и дисковый распылитель 1.
Лопасти на распылителе 1 имеют определенную кривизну, благода-
152
Рис. 2.44. Росткоотбойная машина РО-2
Рис. 2.45. Лопастная росткоотбойная машина
ря чему солод приобретает вращательное движение. При этом про-
исходит интенсивное распыление ростков, движущихся вместе с по-
током солода вниз. К средней части вертикального воздуховода под-
ключен вентилятор, который потоком воздуха увлекает ростки и
направляет их в циклон. Интенсивность воздушного потока регули-
руется жалюзийной решеткой.
153
Конструкция росткоотбойной машины типа РЗ-ВРД-10 состо-
ит из неподвижной рамы, к которой крепятся росткоотбойный узел
и воздушный сепаратор марки А1-БВЗ с замкнутым циклом движе-
ния воздуха.
В росткоотбойной машине РЗ-БГО-6 (рис. 2.46) приемное уст-
ройство состоит из патрубка 2, подающего солод в магнитный сепа-
ратор 3, снабженный грузовым клапаном. Блок магнитов располо-
жен в лотке, который можно легко снять и удалить из него метал-
ломагнитные примеси.
Рис. 2.46. Горизонтальная росткоотбойная машина РЗ-БГО-6:1 —сухой солод;
II — ростки; III — очищенный солод
Корпус 1 установлен на станине, на нем предусмотрены отвер-
стия для приемного устройства, аспирационного патрубка и выпу-
ска прохода. Бичевой ротор 6 состоит из пустотелого вала, с торцов
которого приварены полуоси, установленные в шарикоподшипни-
ках. На пустотелом валу по образующей закреплены винтами во-
154
семь бичей, представляющих собой продольные стальные пластины.
К каждому бичу приварены короткие гонки, причем на четырех би-
чах гонки установлены под углом 80°, а на остальных — под углом
60° к оси ротора. Гонки каждого бича имеют разную высоту: пять
крайних гонков с обоих его концов короче средних. В результате
этого зерно в различных зонах имеет неравномерную скорость. От-
носительное движение потоков увеличивает интенсивность трения
и соответственно повышает эффективность удаления ростков.
Ситчатый цилиндр 4 состоит из двух половин, соединенных в
вертикальной плоскости. Ситчатый цилиндр 4 зажимают на ци-
линдрических патрубках питателя и выпускного устройства.
Привод машины осуществляется от электродвигателя 11 через
клиноременную передачу 12. Клиновые ремни натягивают винто-
вым устройством.
Выпускные устройства предназначены для вывода ростков, отде-
ленных от солода, приходом через сито и очищенного солода — схо-
дом с него. Для вывода ростков II, отделенных от солода, под ситча-
тым цилиндром 4 установлен выпускной бункер 10, прикрепленный
к корпусу машины. Очищенный солод III выводится через выпуск-
ной патрубок 8 (типа улитки), установленный в торце ситчатого
цилиндра 4. Выпускной патрубок 8 повернут так, что очищенный
солод из машины поступает на вибропитатель вертикального пнев-
мосепаратора 7. Со стороны привода расположена сплошная опора,
а с противоположной — две стойки 9. В нижней части опор сделаны
отверстия для крепления машины к полу.
Техническая характеристика росткоотбойных машин приведена
в табл. 2.18.
Таблица 2.18
Техническая характеристика росткоотбойных машин
Показатели | РО-2 | РЗ-ВРД-10 | РЗ-БГО-6
Производительность, т/ч Ситчатый цилиндр, мм: 2 10 6.9
диаметр 500 600 300
длина (высота) 1800 1250 635
Частота вращения ротора, об/мин 220 250 460
Расход воздуха, м^/ч 5000 350
Мощность электродвигателя, кВт 2,8 7,7 5,5
Габаритные размеры, мм 2600x847x1850 1800x1620x2450 1430x878x1943
Масса, кг 900 1330 406
155
2.6.2. Солодополировочные машины
К основным расчетным параметрам щеточных полировочных ма-
шин относят производительность и потребную мощность.
Производительность солодополировочных машин Q(t/h) с го-
ризонтальной осью вращения определяют в зависимости от нагруз-
ки на единицу внутренней поверхности щеточной деки, соприкаса-
ющейся с наружным диаметром щеточного барабана:
Q <=K%RLq,
где К — коэффициент, учитывающий длину дуги деки; R — внут-
ренний радиус деки, м; L — длина деки, м; q — удельная нагрузка
на деку, т/Счм2).
В щеточных полировочных машинах дуга деки обычно имеет
центральный угол 201° и соответственно К = 1,1, тогда производи-
тельность машины рассчитывают по формуле
Q-3,5RLq.
Удельная зерновая нагрузка на деку в солодополировочных ма-
шинах составляет 6,4... 10,0 т/ (ч • м2).
Потребную мощность N (кВт) для привода щеточного барабана
определяют по формуле
N = QgQ,
где Чэ — удельный расход электроэнергии, кВт • ч/т (qg = 0,7...0,9).
Солодополировочная щеточная машина типа А1-БЩМ-12
(рис. 2.47) представляет собой цельнометаллическую сварную кон-
струкцию станины J, предназначенную для компоновки на ней всех
узлов. Горизонтальный щеточный барабан б состоит из восьми ко-
лодок, набранных щеточным волокном и закрепленных на ступи-
цах. Щеточная дека 7 имеет три колодки, набранные щеточным во-
локном и шарнирно соединенные между собой с помощью петель.
Радиальный зазор между щеточными поверхностями барабана и де-
ки регулируют механизмом 9 прижима деки.
Для улавливания металломагнитных примесей из солода уста-
новлен магнитный сепаратор 5, состоящий из набора постоянных
магнитов, расположенных в один ряд под питающим устройством.
Заслонку 4 используют при очистке магнитного аппарата. Шибер
10 служит для направления потока солода по ходу вращения щеточ-
ного барабана 6. Зазор между шибером 10 и щеточным барабаном б
должен быть 2 мм.
156
Рис. 2.47. Солодополировочная те точная машина Л1-БЩМ-12
157
Рис. 2.47. Солодополировочная щеточная машина А1-БШМ-12 (окончание)
158
Равномернее распределение солода по длине щеточного барабана
осуществляет питающее устройство 2, состоящее из верхнего и
нижнего клапанов, сблокированных между собой регулировочной
тягой. Солод, увлекаемый вращающимся щеточным барабаном, на-
правляется в зазор между щеточными поверхностями барабана и
деки, где, подвергаясь интенсивному воздействию щеток, очищает-
ся от пыли, ростков и надорванных оболочек. Затем солод поступает
в нижнюю часть аспирационного канала, где от него отделяются
воздухом легкие примеси и по аспирационному каналу уносятся из
машины. Очищенный солод выводится самотеком через сборник,
расположенный в нижней части машины.
Техническая характеристика машины А1-БЩМ-12
Производительность, т/ч 12
Частота вращения щеточного барабана, об/мин 325
Размеры щеточного барабана, мм:
диаметр 362
длина _ 1575
Расход воздуха на аспирацию, мл/ч 3500
Мощность электродвигателя, кВт 4,0
Габаритные размеры, мм 1930x900x2020
Масса, кг 855
2.6.3. Машины, для измельчения солода
Измельчение солода осуществляется в клиновидном пространст-
ве, образованном поверхностями двух цилиндрических параллель-
ных вальцов, вращающихся с одинаковыми скоростями навстречу
друг другу. Солод разрушается в результате деформации сжатия и
сдвига.
Работа вальцовых станков характеризуется производительно-
стью и степенью измельчения солода.
Производительность одной пары вальцов Q (кг/ч) определяют
по формуле
Q“3,610'6bI/>Vnpk,
где b — зазор между вальцами, мм; L — длина вальцов, мм; р —
объемная масса измельчаемого солода, кг/м3; Vnp — скорость про-
хождения измельчаемого солода, м/с [V™ = (Vg + VM)/2, где Vg —
скорость быстровращающегося вальца, м/с; VM — скорость медлен-
новращающегося вальца, м/с; к — коэффициент полезного исполь-
зования зоны измельчения (к = 0,8...0,95).
Зазор между вальцами при измельчении на различных системах
колеблется в сравнительно широких пределах (Ь = 0,05...1,0 мм).
159
На практике для определения производительности пары вальцов
часто применяют зависимость
Q-qL,
где q — удельная нагрузка на вальцы, кг/ (ч • мм).
Степень измельчения солода Ки рассчитывают по формуле
Ки = dH/dK,
где dH — диаметр зерен солода до измельчения, м (dH 0,003); dK —
диаметр зерен солода после измельчения, м (dK = 0,0003).
Необходимая мощность N (кВт) для вращения вальцов
N-QNy«,
где Nya — удельная мощность, кВт-ч/кг (1Чуд 0,004...0,005).
Для ориентировочных расчетов средней производительности из-
мельчающих машин на каждые 100 мм длины вальцов приходится
100...150 кг (для двухвальцовых солододробилок) и 200...300 кг (для
четырехвальцовых) измельчаемого солода.
Четырехвальцовая дробилка БДА-1М (рис. 2.48) состоит из бун-
кера 1, питающего валика 2, заслонки 3, верхней пары вальцов 4,
сита 5, нижней пары вальцов б, станины 7, привода 8, эксцентрико-
вого вала 9 и ограждения 10.
Вальцы (поверхность нижней пары шлифованная, верхней —
рифленая) вращаются параллельно один другому с разными скоро-
160
стями. Изменение степени помола регулируется подвижным вали-
ком каждой пары. Сито, с помощью которого дробленый солод раз-
деляется на отдельные фракции, расположено под верхней парой
вальцов, подвешено на плоских пружинах и получает качательное
движение через тягу от эксцентрикового вала. Привод машины —
от электродвигателя.
Солод вводится в приемный бункер I, из которого рифленым пи-
тающим валиком 2 передается в зазор между верхними вальца-
ми 4. Заслонка 3 регулирует количество поступающего солода.
Дробление солода осуществляется верхней парой вальцов, а разде-
ление на отдельные фракции — при помощи сита 5. Сквозь сито
проходят мелкая крупка и мука, которые поступают в бункер, а ше-
луха и крупная фракция сходом переводятся на нижнюю пару валь-
цов б, на которых дробятся и затем поступают в бункер.
Шестивальцовая дробилка типа "Миаг" и 6VM-125A (рис. 2.49)
эксплуатируется на крупных пивоваренных заводах. Верхняя пара
Рис. 2.49. Схема работы шестивальцовой солододробилки
11. Заказ 5901
161
вальцов 1 обеспечивает предварительное дробление солода, средняя
2 — вторичное воздействие на шелуху, выделяя из нее мучнистые
части. На нижней паре рифленых вальцов 3 проводится дробление
крупных частиц.
На виброситах отделяют мелкую крупку после первой и второй
пар вальцов, чтобы не происходило дальнейшее измельчение ее. С
помощью сит осуществляют и отделение от крупки шелухи после
второй пары вальцов, которая поступает в бункер, минуя третью
пару вальцов. По мере необходимости осуществляют крупный или
мелкий помол.
Мелющие вальцы станка ЗМ2 (рис. 2.50) — это две стальные по-
луоси и рабочий барабан, изготовленный из никель-хромистого чу-
гуна, наружная поверхность которого отбелена. Вальцы 3 и 28 в ста-
нине 1 устанавливают на роликовых подшипниках так, чтобы меж-
ду линией, соединяющей оси вальцов, и горизонталью был угол 45°.
Один из каждой пары вальцов имеет только вращательное движе-
ние (быстровращающийся 28), второй (медленновращающийся 3),
кроме вращательного, может иметь и поступательное движение в
направлении, перпендикулярном оси. Этим обеспечиваются регу-
лирование зазора между вальцами, его равномерность по длине
вальцов, быстрое сближение (привал) и удаление (отвал). Вальцы
связаны между собой шестеренчатой передачей 26. Очищают валь-
цы щетками 30.
Настройку вальцов на параллельность проводят винтовыми ме-
ханизмами 7, 17 и 24. Для параллельного сближения вальцов слу-
жит эксцентриковый механизм 27.
Питающий механизм станка двухваликовый. Распределительный
валик 4 имеет разнонаправленные (левые правые) винтовые рифли,
а дозирующий — 5 — 35 продольных рифлей на окружности на дра-
ных системах и 59 рифлей на размольных. Механизм регулирова-
ния питания позволяет автоматически изменять подачу продукта
дозирующим валиком в зависимости от поступления его в питаю-
щую трубу.
Для регулирования подачи продукта над дозирующим валиком 5
на рычаге 6 шарнирно закреплена секторная заслонка 9, которая со-
единена тягой 18 и рычагами 11 и 15 с датчиком питания 13, нахо-
дящимся в питающей трубе станка. Для возврата заслонки в ниж-
нее (закрытое) положение служит пружина 10, усилие которой
можно изменять перестановкой ее ушка в отверстиях опорной план-
ки на клапане 16. Для регулирования величины перемещения (хо-
да) секторной заслонки служит винт 17, закрепленный на клапа-
не 16.
162
Рис. 2.5'1. lia.ibuoiibiu чапок ЗМ2
11*
163
Правый кривошип рычага б соединен через серьгу 20, винт 24,
амортизационную пружину 22, рычаг 23, вал 21 с рычагом автомата
управления. Левый кривошип рычага 6 через планку 8 опирается на
винт 7, закрепленный на станине, который ограничивает движение
секторной заслонки при закрытии ее и исключает поломку деталей.
Предварительную установку величины питающей щели осущест-
вляют вращением винта 24. Дополнительно питающую щель во
время работы станка (при очистке питающего бункера) увеличива-
ют путем оттяжки винта 24.
Включение грубого привала вальцов, вращение валиков 4 и 5, а
также перемещение секторной заслонки 9 выполняются автомати-
чески при наполнении продуктом питающей трубы. Обратные про-
цессы протекают также автоматически при прекращении поступле-
ния продукта в питающую трубу станка.
При использовании автоматизированной мельницы для мокрого
помола солода (рис. 2.51) в бункер 3 подают очищенный солод и за-
тем через водораспределительное кольцо 4 теплую воду, температу-
ра которой поддерживается с помощью терморегулятора 3, одновре-
менно пускают насос 1 и вальцы 6. Расход воды составляет около
75 л на 100 кг солода. В течение 20 мин осуществляют циркуляцию
воды при помощи насоса 1, по окончании воду передают насосом в
заторный аппарат. Вальцы и насос останавливают, а солод оставля-
Рис. 2.51. Мельница для
мокрого помола солода
164
ют в покое для стока остатков воды. Замоченный солод подается на
вальцы 6 питающим рифленым валиком 2.
Одновременно с пуском валика 2 приводятся во вращение рабо-
чие вальцы 6. При этом подается теплая вода через вентиль 8 для
орошения размолотого солода и включаются в работу дисковые ва-
лики 9, которые при вращении отделяют шелуху от мучнистых час-
тиц солода.
Для дробления необходимо соблюдение следующего условия: р >
> tg а (где р — коэффициент трения частицы по поверхности валь-
цов; а — половина угла захвата, т.е. 1/2 угла между касательными,
проведенными через точки касания частицы материала поверхно-
сти вальцов). После измельчения солода бункер 3 и вальцовый ста-
нок ополаскивают теплой водой, ввод которой осуществляется через
вентиль 7. Остатки солода вместе с водой поступают в заторный ап-
парат. Мельница для мокрого помола солода полностью автомати-
зирована и работает по специально заданной программе.
Техническая характеристика машин для измельчения солода
приведена в табл. 2.19.
Таблица 2.19
Техническая характеристика салододробилок
Показатели | БДА-1М I "Миаг" ( 6VM-125A I ЗМ2
Производитель- ность, кг/ч 1000 2500 5000 2500
Размеры вальцов, мм:
длина 500 800 1250 600
диаметр:
верхних 250 250 250 250
средних — 250 250 —
нижних 250 250 250 250
Мощность электро- двигателя, кВт 5,5 9,5 7,5 15,0
Габаритные разме- ры, мм 1890x1166х Х1690 2340x2145х Х1650 2950х1950х Х1945 1618х1470х Х1390
Масса, кг 1876 5420 5655 2550
165
Глава 3
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПИВА
3.1. Аппараты для приготовления пивного сусла
В соответствии с машинно-аппаратурной схемой производства
пива (см. рис. 1.2) основными для приготовления пивного сусла яв-
ляются заторные, фильтрационные и сусловарочные аппараты. Эти
аппараты соединяются трубопроводами в единую систему и называ-
ются варочными агрегатами. При каждом варочном агрегате име-
ются насосы, фильтр-прессы, хмелеотделители и приборы для конт-
роля и управления процессами приготовления пивного сусла.
3.1.1. Варочные агрегаты
В зависимости от мощности предприятия варочные агрегаты вы-
пускаются двух-, четырех- и шестиаппаратными периодического
действия при единовременной переработке зернопродуктов от 500
до 5500 кг.
Двухаппаратный варочный агрегат (рис. 3.1) состоит из заторно-
фильтрационного аппарата 1, заторно-сусловарочного аппарата 2,
заторного насоса 3, хмелеотделителя 4 и суслового насоса 5. Он
предназначен для оснащения пивоваренных заводов небольшой
производительности и может обеспечивать два оборота (два цикла)
варки сусла в сутки.
Четырехаппаратный варочный агрегат (рис. 3.2) состоит из двух
заторных аппаратов 1, одного фильтрационного 2 и одного суслова-
рочного 3 аппаратов, а также из хмелеотборного аппарата 4 и водо-
подогревателя 5. В таком агрегате каждый заторный аппарат занят
обычно не более 50% по времени, поэтому на более мощных заво-
дах объединяют два четырехаппаратных агрегата в один шестиап-
паратный, сократив при этом два заторных аппарата.
Шестиаппаратные агрегаты состоят из двух заторных, двух
фильтрационных и двух сусловарочных аппаратов. Четырехаппа-
ратные агрегаты обеспечивают до четырех оборотов (циклов), а ше-
стиаппаратные — до шести оборотов в сутки. Иногда варочные аг-
регаты вместо фильтрационных аппаратов комплектуются заторны-
ми фильтр-прессами, позволяющими делать до 5...6 варок в сутки.
Все аппараты варочных агрегатов обычно размещают на одной
горизонтальной площадке для обеспечения стока отфильтрованного
сусла в сусловарочный аппарат. Однако распространены также и
166
С а лад
Рис. 3. i. Двухаинарагный варочный aipera 1
Рис. 3.2. Четырехаппарагный варочный агрегат
168
варочные агрегаты с вертикальным расположением аппаратов и их
называют блочными. Аппараты для этих агрегатов устанавливают-
ся непосредственно один над другим, что сокращает необходимую
для их установки площадь и снижает потери тепла в окружающую
среду.
Блочный варочный агрегат (рис. 3.3) состоит из двух вертикаль-
ных секций, в каждую из которых входят заторно-отварочный 6,
сусловарочный 8 и фильтрационный 4 аппараты. Аппараты уста-
новлены так, что дно верхнего является крышкой нижнего. Такая
Рис. 3.3. Блочный варочный агрегат
расстановка аппаратов
обеспечивает перемеще-
ние продукта самотеком,
сокращение протяжен-
ности всех коммуника-
ций, связывающих аппа-
раты между собой, эко-
номию производствен-
ных площадей. Аппара-
ты обеспечены лопаст-
ными мешалками, а
фильтрационный аппа-
рат — механизмом раз-
рыхления. В блочном ва-
рочном агрегате дробле-
ный солод из бункеров 1
подается шнеком 2 к за-
грузочным трубам 3 и
далее в заторно-отвароч-
ный аппарат 6. Заторная
масса насосом 11 пере-
качивается в фильтра-
ционный аппарат 4,
снабженный батареей
кранов 5, а хмелевая
суспензия насосом 10 из хмелеотделителя 9 — в сусловарочный ап-
парат 8. Пар из всех аппаратов отводится через трубу 7.
Производительность варочного цеха по готовому пиву GBap
(дал/мес)
GBap — G3nB тс/gi,
где G3 — единовременная загрузка зернопродуктов в агрегат, кг;
пв — число циклов (варок) одного варочного агрегата в сутки; тс —
169
число рабочих суток варочного агрегата в месяц (тс = 28,5 сут, из
них 1,5 сут идет на проведение дезинфекции и профилактики ва-
рочного оборудования); gi — расход зернопродуктов на 1 дал гото-
вого пива, кг/дал.
Число циклов (варок) одного варочного агрегата (табл.3.1) в сут-
ки принимают в зависимости от числа аппаратов и количества несо-
ложеных материалов (табл. 3.2).
Табл и ц а 3.1
Типоразмеры аппаратов варочного агрегата на 1000 кг
затираемых материалов
Показатели Аппарат
затор- ный фильт- рацион- ный сусло- вароч- ный фильтр-пресс
Вместимость аппарата, м3 Площадь поверхности, м^: 6 7 8 —
нагревания 5 — 7,2 —
фильтрования — 5,2 — —
Число фильтрационных кранов — 5 — —
Объем рам фильтр-пресса, м® — — — 1,2...8,4 в зависимо- сти от числа рам
Таблица 3.2
Число циклов варочного агрегата в сутки и количество перерабатываемых
зернопродуктов
Тип варочного агрегата Число циклов (варок) Количество зернопродуктов (в кг), перерабатываемых в сутки при единовременном затирании, кг
100% солода (соло- женое сырье) до 15% несо- ложе- ных ма- терив - лов 500 1000 1500 3000 5000
Двухаппаратный 2 — 1000 2000 — — —
Четырехаппарат- ный 4 — — 4000 6000 12 000 22 000
— 3,6 1800 3600 5400 10 800 19 800
Четырехаппарат- ный с фильтр- 5 2500 5000 7500 15 000 25 000
прессом □
Шестиаппаратный 6 — — 6000 9000 18 000 33 000
— 5,4 — 5400 8100 16 200 29 700
170
При расчете поверхности теплопередачи аппаратов определяют
величину теплового потока при наибольшей тепловой нагрузке. Об-
щий расход теплоты в варочном цехе складывается из расхода теп-
лоты на нагревание воды для приготовления заторной массы, про-
мывание дробины и мытье помещений и аппаратов, нагревание и
кипячение заторной массы и сусла, компенсацию потерь теплоты.
Ориентировочно на затирание 1000 кг солода расходуется 3...5 м3
воды температурой 60°С, на промывание дробины при фильтрации
— 4...5 м3 температурой 80°С.
При двухотварочном способе приготовления затора в варочном
цехе общий расход пара составляет 2800...3300 кг на 1000 кг засыпи
дробленого солода и несоложеного сырья. Для заторного аппарата
наибольшая тепловая нагрузка наблюдается при нагревании затор-
ной массы. В этом случае необходимое количество теплоты (кДж)
Qs = G3C3(tK - tH),
где G3 — масса нагреваемого затора, кг; С3 — удельная теплоем-
кость заторной массы, кДж/(кг-К); tK и tH — конечная и начальная
температура заторной массы, °C.
Удельную теплоемкость заторной массы можно определить как
средневзвешенную величину удельных теплоемкостей сухих ве-
ществ затора [Со= 1,42 кДж/(кг-К) и воды [св =4,19 кДж/ (кг - К) ]
с3 = [со(Ю0-W3)/100] + [cBW3/100],
где W3 — количество воды в заторной массе, %.
Необходимая площадь поверхности нагревания заторного аппа-
рата F3 (м2) исходя из услрвия определенной скорости нагревания
Г з “ Q3/ (КНД tH тн),
где Кн — коэффициент теплопередачи при нагревании заторной
массы или сусла [Кн=0,93...1,28 кВт/(м2К)]; At„ — средняя раз-
ность температур между теплообменивающимися средами, °C; тн —
продолжительность нагревания, с.
Для сусловарочного аппарата наибольшая тепловая нагрузка на-
блюдается в период выпаривания. В этом случае необходимое коли-
чество теплоты Qc (кДж)
Qc-Wr/9n,
где W — количество выпариваемой влаги, кг; г — удельная теплота
парообразования, кДж/кг; уп — коэффициент, учитывающий поте-
171
ри в окружающую среду через боковую поверхность котла (??п“
= 0,96...0,97 при хорошей изоляции).
Количество воды, которое необходимо выпаривать из сусла, оп-
ределяют из уравнения материального баланса. Это уравнение со-
ставляют из условия, что количество сухих веществ в сусле до и по-
сле выпаривания неизменно
GsBH/100 = (Gs-W)BK/100,
где Gs — количество сусла до выпаривания, кг; Вн и Вк — соответст-
венно начальная и конечная концентрация сусла, % сухих веществ.
Необходимую площадь поверхности теплопередачи сусловарочно
го котла (м2) в зависимости от продолжительности процесса выпа-
ривания тв (с) определяют по формуле
Fc=Qc/(KBAtBrB),
где Кв — коэффициент теплопередачи при кипячении заторной
массы или сусла [Кв»1,28... 1,63 кВтАм^К) ]; AtB — полезная раз-
ность температур при выпаривании, °C.
Расход пара в заторном и сусловарочном аппаратах определяют
из уравнения теплового баланса
63Сз(н+О1п “ (G3C3 ~ WcB) tK + WIBT + DIK + Qn,
где D — расход греющего пара, кг; 1п, 1вт и I, — соответственно
удельная энтальпия греющего пара, вторичного пара и конденсата,
кДж/кг; Qn — потери теплоты в окружающую среду, кДж,
откуда расход греющего пара D (кг)
D = [G3C3(tK - tH) + W (1Вт - cBtK) + Qn ]/ (In - IK).
3.1.2. Заторные и сусловарочные аппараты
Заторные аппараты предназначены для смешивания (затирания)
дробленых солода и ячменя с водой, нагревания и кипячения затор-
ной массы. Изготавливают заторные аппараты следующих типораз-
меров: ВКЗ-1 — для варочных агрегатов на 1 т затора, ВКЗ-1,5 —
на 1,5 т затора, ВКЗ-З — на 3 т затора , ВКЗ-5 — на 5,5 т затора.
Заторный аппарат типа ВКЗ (рис. 3.4) представляет собой сталь-
ной цилиндрический резервуар б с двойным сферическим днищем
15 и сферической крышкой 4. Пространство между днищами явля-
ется паровой рубашкой, в которую поступает греющий пар. Паро-
вая рубашка имеет соответствующие фланцы и устройства для под-
вода пара, отвода воздуха и конденсата.
В нижней части сферического днища аппарата находится разгру-
зочное устройство 11 для спуска части затора (густой фазы) на от-
варку или выпуска всего затора при передаче его в фильтрационный
172
naw м
Рис. 3.4. Общий вид заторного аппарата типа ВКЗ
173
аппарат. Управление разгрузочным устройством осуществляется
поворотом одного из двух маховичков 14 и 22, один из которых ус-
тановлен на оси 12 устройства, а другой — на колонке, находящей-
ся на площадке для обслуживания. Разгрузочное устройство работа-
ет с помощью зубчатой конической передачи 13.
Над сферическим днищем внутри аппарата имеется пропеллер-
ная мешалка 16 для размешивания заторной массы. Привод мешал-
ки осуществляется от двигателя 9 через червячный редуктор 10, ус-
тановленный на фундаменте 8 под днищем аппарата.
Внутри аппарата на шарнире 18 расположена стяжная труба 19 с
поплавком 20 для отбора жидкой фазы затора. Для удобства про-
мывки она выполнена легкосъемной. Выводная часть трубы имеет
запорное устройство 17, управление которым осуществляется с по-
мощью маховичка 21, вынесенного на колонку.
Сферическая крышка имеет вытяжную трубу 3 с поворотной
дроссельной заслонкой 1, позволяющей регулировать тягу пара. По-
ворот дроссельной заслонки производится маховичком 25, установ-
ленным на краю крышки аппарата. В вытяжной трубе крышки на-
ходится кольцевой сборник 2, для удаления конденсата по трубе 23.
На крышке аппарата смонтирован предзаторник 30, предназна-
ченный для смачивания сухих дробленых зерноприпасов при их по-
даче в аппарат. Предзаторник имеет шиберную задвижку 29 для ре-
гулирования количества подаваемых зерноприпасов. Рядом с пред-
заторником установлен смеситель 32 для холодной и горячей воды,
позволяющий получить определенную температуру, требуемую для
приготовления затора.
Для контроля температуры воды на смесителе имеется термометр
31. В целях использования теплой воды на другие нужды цеха сме-
ситель имеет патрубок 33 с вентилем и штуцером для присоедине-
ния шланга.
На крышке аппарата расположен раздвижной люк 28 для обслу-
живания котла при промывке и наблюдения за технологическим
процессом, происходящим в нем.
Поверхность продукта, находящегося в аппарате, освещается ре-
флектором 26 с низковольтной электролампой, который располо-
жен на крышке котла.
На крышке находится патрубок 24 для возврата части затора, от-
варенного в другом аппарате. Патрубок внизу имеет наконечник,
который распределяет поступающий затор веерообразно, что созда-
ет благоприятные температурные режимы его смешивания и пре-
пятствует образованию концентрированных участков с повышен-
ной температурой.
Рукоятка управления от вентилей подачи пара в рубашку и отво-
да воздуха оформлена в виде маховичка 7, смонтированного на ко-
174
лонке, установленной на площадке для обслуживания. На колонке
расположен манометр 5 для контроля давления пара.
Аппарат имеет по окружности опорное кольцо из углового желе-
за, к которому приварены четыре башмака 27 для установки его на
площадке.
Ввиду того что аппарат в каждом отдельном случае может уста-
навливаться на разной высоте в зависимости от местных условий,
приводной вал мешалки выполнен из отдельных частей, соединен-
ных муфтами. Длина средней части вала уточняется при монтаже.
Дробленый солод (зерноприпасы) поступает в предзаторник, где
смачивается теплой водой из смесителя, затем в виде кашицы сли-
вается в аппарат. После отварок заторная масса нагнетается насо-
сом обратно в аппарат для кипячения, а оттуда подается в фильтра-
ционный аппарат.
Размеры заторных аппаратов ВКЗ-1, ВКЗ-1,5, ВКЗ-З и ВКЗ-5
приведены в табл. 3.3.
Таблица 3.3
Размеры заторных аппаратов типа ВКЗ
ВКЗ-1 ВКЗ-1,5 ВКЗ-З ВКЗ-5 ВКЗ-1 ВКЗ-1,5 ВКЗ-З ВКЗ-5
Н1 — 1920 «920 «920 «920 D1 2500 2500 3700 4800
Н2 «540 «540 «750 «750 d2 400 400 400 650
н3 830 830 950 970 R1 1675 1675 2260 2760
н4 1450 1600 1850 1850 r2 1675 1675 2390 2600
Н5 1000 1150 1250 1250 В 1700 1700 2260 2930
н6 850 1000 950 950 dyi 100 100 100 100
н7 По рабочему проекту <1У2 150 150 150 200
н8 здания йуз 80 80 100 100
н9 1500 1500 1800 1720 dy4 32 32 80 80
Н10 780 780 780 780
Ни 1950 1950 2120 2250
н12 1000 1200 1000 1200
н13 1120 1320 1120 1320
Техническая характеристика заторных аппаратов типа ВКЗ
ВКЗ-1 ВКЗ-1,5 ВКЗ-З ВКЗ-5
Количество одновременно затира- емого сухого солода, кг 1000 1500 3000 5500
Полная вместимость, мэ 8 9 18 33
Поверхность нагрева сферического днища, м2 7,3 7,3 12,5 20,8
Рабочее давление пара, МПа 0,245 0,245 0.245 0,245
ДиамьБ мм: котла: внутренний 2500 2500 3700 4800
с теплоизоляцией 2700 2700 3920 5020
паропровода 32 32 80 80
водопровода 50 50 50 100
175
Расход: воды, м^/ч пара, кг/ч 4...5,5 6...7,5 12...16 22... 30
700 1000 2140 3690
Частота вращения мешалки, об/мин Редуктор червячный: 41,5 41,5 31 31
тип ВСЦ-0,5.06.000 М7-ВКС-3.06.030
передаточное отношение Электродвигатель: 36 36 48 48
тип АОЛ2-32-4 4A132S4Y3
исполнение М101 —
мощность, кВт 3,0 3,0 7,5 7,5
частота вращения, об/мин Габаритные размеры, мм: 1500 1500 1500 1500
длина 3500 3500 4200 5300
ширина 2800 2800 3900 5300
высота (без установки привода) Масса, кг: 3710 3710 4880 4890
без продукта 3870 3965 5500 19 500
с продуктом 11070 14 765 23 500 42 000
Объем заторного аппарата V (м3) определяют, исходя из его не-
обходимой производительности, по формуле
V“GUTU/Q>f),
где G — необходимая производительность заторного аппарата,
кг/ч; тц — продолжительность полного рабочего цикла аппарата, ч;
р — плотность заторной массы, кг/м3; £ “ 0,9 — коэффициент за-
полнения заторного аппарата.
Объем заторного аппарата можно также определить по количест-
ву затираемого солода, принимая, что на 1000 кг сухого солода тре-
буется 5...7 м3 полного объема современного заторного аппарата.
Полный объем аппарата V (м3) складывается из объема цилинд-
рической части и объема сферического (полушарового) днища:
V - 0,785Di2H + l,047h2(3R - h),
где Dj — диаметр корпуса аппарата, м; Н — высота цилиндриче-
ской части, м; h — высота выпуклой части наружной поверхности
днища, м; R — радиус кривизны в вершине днища, м.
При проектировании выпуклых днищ руководствуются следую-
щими конструктивными требованиями
H»0,5Di; h»0,25DiHR = Di.
По нормам расчета элементов сосудов на прочность толщина
стенки днища <3 (м)
<5 “ PDi/4[<7]kpm+c,
176
где Р — наружное избыточное давление, МПа; [о] — допускаемое
напряжение при сжатии, МПа; k = 1 - (dc/Dj) — коэффициент фор-
мы днища; dc — диаметр неукрепленного отверстия в днище, м;
<рт = 1 — коэффициент прочности сварного шва; с = 0,002 м — при-
бавка к расчетной толщине.
Эта формула справедлива, если выдержано условие
(d-c)/Di<l.
По конструкции сусловарочные аппараты сходны с заторными и
предназначены для варки пивного сусла с хмелем и выпаривания
части воды для получения сусла определенной плотности. Поверх-
ность сусловарочного аппарата более развитая и благодаря большой
кривизне паровой рубашки столб жидкости около стенки имеет не-
большую высоту и большую поверхность нагревания по сравнению
со столбом, находящимся в середине аппарата. Поэтому у стенок
аппарата парообразование будет интенсивнее, и жидкость будет со-
держать больше пузырьков и пара и, как более легкая, станет вы-
тесняться вверх жидкостью более тяжелой, находящейся в центре
аппарата.
В сусловарочных аппаратах открытого типа ВСЦ-1А и ВКС-5 (на
1 и 5 т затора) интенсивность испарения составляет 5...6% в час при
длительности кипячения сусла 1,5...2,0 ч. При кипячении сусла под
давлением 0,03...0,05 МПа в аппаратах ВСЦ-1,5 и ВСК-3 (на 1,5 и
3 т затора) достигается более полная коагуляция белков, повыша-
ются биологическая стойкость пива и коэффициент теплоотдачи.
Сусловарочный аппарат ВСЦ-1,5 (рис. 3.5) представляет собой
сварной стальной цилиндрический резервуар 4 с двойным сфериче-
ским днищем 7 и сферической крышкой 1. Пространство между
сферами днищ является паровой рубашкой, в которую подается гре-
ющий пар. Паровая рубашка имеет соответствующие фланцы и уст-
ройства для подвода пара, отвода воздуха и конденсата.
В нижней части сферического днища аппарата смонтировано раз-
грузочное устройство 14 для выпуска сусла из котла. Управление
разгрузочным устройством осуществляется с помощью зубчатой ко-
нической передачи 9 поворотом любого из двух маховичков. Махо-
вичок 8 закреплен на поворотной оси устройства, а маховичок 3 —
на стойке, находящейся на площадке б для обслуживания.
Над сферическим днищем внутри аппарата размещена пропел-
лерная мешалка 15 для размешивания сусла в целях лучшей его
циркуляции в процессе кипячения.
Внутри аппарата по его периметру закреплен трубчатый ороси-
тель 22 для гашения водой волнообразования, возникающего на по-
12. Заказ 5901
177
W £T Zf /Г Ot SZ 8Z
Рис. 3.5. Общий вид сусловарочного аппарата ВСЦ-1,5 (ВКС-3)
178
верхности кипящего сусла; там же расположен трап для обслужива-
ющего персонала. Через крышку установлена труба 23, в которой
помещается мерная линейка 17 для определения уровня сусла в ап-
парате. Труба опущена ниже уровня сусла, что создает в зоне, огра-
ниченной стенками трубы, ровную поверхность сусла во время ки-
пячения и позволяет правильно определить его уровень.
Для контроля за температурой в аппарате устанавливается тер-
мометр сопротивления 2 с термопарой, укрепленной в корпусе ап-
парата.
Крышка имеет вытяжной штуцер 29, в котором расположен ко-
нический клапан 28, позволяющий герметически закрывать аппа-
рат в процессе выпаривания сусла. С помощью клапана также регу-
лируется тяга в случае использования аппарата для выпаривания
сусла без давления. Управление клапаном производится махович-
ком 37, установленным на краю крышки. Храповое устройство 38
позволяет фиксировать клапан в любом промежуточном положе-
нии.
В вытяжном штуцере имеется конденсатосборник 27 для сбора
образующегося конденсата, удаляемого по трубе 26, которая выве-
дена наружу и при монтаже аппарата присоединяется к канализа-
ционной сети.
На крышке аппарата смонтирована система трубопроводов. На
трубе 30, по которой поступает вторичный пар из аппарата в тепло-
обменник, установлены предохранительный клапан 33 с перепу-
ском пара в трубу 32 и вентиль 34. Труба 25 и вентиль 24 предназ-
начены для снятия давления в аппарате в случае необходимости. На
крышке также расположен люк 31 с противовесом 42 для обслужи-
вания аппарата. В целях освещения поверхности продукта, находя-
щегося в аппарате, на крышке имеются два смотровых окна 35, на
одном из которых смонтирован рефлектор 41 с лампочкой 40.
Сусло поступает в аппарат из фильтрационного чана по патрубку
36 и трубе 16, которая опущена в нижнюю часть аппарата, что обес-
печивает правильную циркуляцию сусла. Вода к оросителю подает-
ся через патрубок 39.
Управление вентилями подачи пара в рубашку и отвода воздуха
производится маховичком 20, который вынесен на вертикальную
стойку, установленную на площадке для обслуживания. На стойке
находится манометр 21 для контроля за давлением пара.
На паропроводе перед аппаратом расположены предохранитель-
ный 18 и редукционный 19 клапаны, отрегулировайные на рабочее
давление.
Аппарат имеет опорное кольцо 5 с лампами для установки на
площадке.
Привод мешалки осуществляется от электродвигателя 11 через
червячный редуктор 12, которые смонтированы на фундаменте 10.
12*
179
Приводной вал мешалки сборный и соединяется с помощью
муфт 13.
После набора сусла и подачи хмеля аппарат герметизируют и в
паровую рубашку подают греющий пар. Когда сусло начинает заки-
пать и давление в аппарате повышается до 0,03 МПа, перекрывают
паровой вентиль, оставляя в нем небольшую щель для поддержания
в сусле постоянной температуры кипения — примерно 105°С. При
этой температуре сусло выдерживают около 1 ч, после чего прекра-
щают подачу пара и постепенно открывают конический клапан вы-
тяжного штуцера аппарата. Давление в аппарате начинает падать,
а пивное сусло интенсивно кипеть.
Кипячение сусла под давлением наряду с сокращением продол-
жительности варки и экономией расхода пара способствует более
полному выпадению белков, что, в свою очередь, улучшает осветле-
ние готового сусла и ускоряет его фильтрацию, при этом полнее ис-
пользуются экстрактивные и ароматические вещества хмеля.
Размеры сусловарочных аппаратов ВСЦ-1,5 и ВКС-3 приведены
в табл. 3.4
Таблица 3.4
Размеры сусловарочных аппаратов ВСЦ-1,5 и ВКС-3
ВСЦ-1,5 ВКС-3 ВСЦ-1,5 ВКС-3
н По рабочему проекту здания Ню — 1685
Но 3000 3310 Иц 490 950
Н1 2385 2740 Н12 1050 950
Н2 1425 1840 Н13 1170 1065
нз 1800 1950 Н14 1985 1790
Н4 1845 2460 dyi 150 100
н5 По рабочему проекту dy2 50 80
Нб здания ЙУЗ 50 100
н7 817 1100 В 187 2600
Н8 150 400 D 2900 4200
Н9 155 280 D1 400 400
Техническая характеристика сусловарочных аппаратов
з Вместимость, м : ВСЦ-1,5 ВКС-3
полная 11,65 23,16
полезная 9,75 19,3
Диаметр внутренний, мм 2900 4200
Высота цилиндрической части. мм 1200 980
Поверхность нагрева, mz 8,75 21,9
Объем пара в рубашке, м"3 0,35 —
Расход:
пара, кг/ч 1032 2140
воды, м°/ч 7...8 21...24
180
Рабочее давление пара в рубашке, МПа 0,294 0,245
Частота вращения мешалки, об/мин 41,5 • 31
Редуктор червячный:
тип ВСЦ-05.06.000 М7-ВКС-3.06.030
передаточное отношение 36 48
Электродвигатель:
тип АОЛ2-32-4 4A132S4Y3
исполнение М101 —
мощность, кВт 3,0 7,5
частота вращения, об/мин 1500 1500
Габаритные размеры, мм:
длина 3800 5300
ширина 3100 4700
высота 4425 4500
Масса, кг:
без продукта 5280 6200
с продуктом 15 000 31 000
Объем сусловарочного аппарата рассчитывают в зависимости от
количества единовременно затираемого солода. При этом количест-
во выпариваемой воды W (кг) зависит от того, до какой концентра-
ции сухих веществ необходимо довести сусло
W = Gs(1-Bh/Bk),
где Gs — начальное количество сусла, кг; В,, и Вк — начальная и ко-
нечная концентрация сухих веществ в сусле, %.
Коэффициент теплоотдачи cq [Вт/(м2-К] от греющего пара в
вертикальной стенке сусловарочного аппарата
«1 = сп-У A3p2gr//zH(tn - td),
где сп — коэффициент пропорциональности (для вертикальной
стенки Сп “ 0,533; для горизонтальных труб Сп = 0,414); Л — коэф-
фициент теплопроводности конденсата, Вт/(ш-К); g — ускорение
силы тяжести, м/с2; р — плотность конденсата, кг/м3; г — скры-
тая теплота парообразования, Дж/кг; fj. — динамический коэффи-
циент вязкости конденсата, Па-с; Н — высота стенки (для горизон-
тальных труб Н = d), м; и tCT — температура пара и стенки, °C.
Величину >/53р2 /р принимают по средней температуре пленки
конденсата tq^^dn+tcr), a v'r — по температуре насыщенного па-
ра.
Для наклонной стенки коэффициент теплоотдачи
«накл = «i-Vsin^p,
где <р — угол наклона стенки, град.
Заторно-сусловарочный аппарат ВСЦ-1 предназначен для зати-
181
рания дробленного солода, отварки части затора, кипячения и вы-
паривания сусла, поступающего в аппарат после фильтрации. При
использовании двухаппаратного варочного агрегата заторно-сусло-
варочный аппарат ВСЦ-1 оснащается предзаторником, что дает
возможность затирать зернопродукты в зависимости от требований
производства.
Для отварки затора 1/3 часть его поступает из заторно-фильтра-
ционного аппарата в заторно-сусловарочный аппарат при работаю-
щей мешалке. Затем в паровую рубашку аппарата подается пар,
выдерживаются необходимые температурные режимы и произво-
дится кипячение затора. После приготовления затор выпускается
через разгрузочное устройство и перекачивается обратно в заторно-
фильтрационный аппарат. Далее вся масса затора перекачивается в
заторно-сусловарочный аппарат, где затор полностью осахаривает-
ся. После этого затор опять подается в заторно-фильтрационные си-
та, где он отстаивается.
Для кипячения и выпаривания в аппарате сусла, поступающего
после фильтрации, через люк засыпают требуемое количество хме-
ля, аппарат герметизируют и в паровую рубашку пускают греющий
пар. Когда сусло начинает закипать и давление в аппарате повыша-
ется до 0,03 МПа, перекрывают паровой вентиль, оставляя в нем
небольшую проходную щель для поддержания в сусле постоянной
температуры кипения — примерно 105°С. При этой температуре
сусло выдерживается около 1 ч, после чего прекращают подачу пара
и постепенно открывают заслонку вытяжного штуцера. Давление в
аппарате начинает падать, а пивное сусло интенсивно кипеть.
Интенсификация процесса кипячения сусла возможна при повы-
шении температуры. Так, при температуре 135°С необходимое вре-
мя на изомеризацию а-кислот хмеля и коагуляцию белков снижа-
ется до 2,5 мин.
На рис. 3.6 представлен сусловарочный аппарат Ш4-ВСН с вы-
носным нагревательным контуром, в котором вся масса сусла нахо-
дится в гидроциклонном аппарате 2. В его нижней части сусло не-
прерывно откачивается насосом 4 и, проходя через выносной кожу-
хотрубный теплообменник 3, возвращается обратно в аппарат 2 че-
рез центральную трубу, снабженную инжектором. В то время как
содержимое аппарата 2 находится под атмосферным давлением, в
нагревателе 3 создается избыточное давление, температура сусла
доводится до 108...110°С.
182
——- Кипячение смела
---- Откачка готового сусла
Рис. 3.6. Сусловарочный аппарат Ш4-ВСН с выносным нагревательным контуром
На входе в аппарат 2 происходит эффект снятия давления и силь-
ное испарение. Устройство центральной трубы сусловарочного ап-
парата Ш4-ВСН с встроенным инжектором позволяет осуществлять
циркуляцию всего содержимого аппарата, что интенсифицирует
процесс кипячения. Аппарат 2 имеет тангенциальный ввод сусла,
который позволяет использовать его в качестве гидроциклонного
аппарата после окончания кипячения, эффективно отделять скоа-
гулированный белок.
В состав сусловарочного аппарата Ш4-ВСН входит смеситель 1,
насос 5, а также сборник дезинфектанта и система автоматического
управления. Сусловарочный аппарат выполнен в виде сосуда с ци-
линдрическим корпусом и коническим днищем, снабжен камерой
для осадка и крышкой, которая имеет пароотводящий патрубок для
подвода воды к моющим головкам. На цилиндрической поверхности
аппарата расположены два патрубка для откачки готового сусла,
два патрубка для ввода и вывода сусла при циркуляции в люк. В ко-
нической части днища находится патрубок для съема готового сусла
с нижнего уровня и датчик уровня. К нижнему фланцу днища при-
соединен распределитель, представляющий собой концентрический
коллектор, состоящий из трех полостей. Через одну полость и пат-
рубок удаляется осадок, а также подается фильтрационное сусло и
хмелевая суспензия из смесителя 1. Через вторую полость и патру-
бок подается вода к размывателю. Центральная труба вверху имеет
отражатель.
183
Техническая характеристика сусловарочного аппарата Ш4-ВСН
Количество загружаемых зернопродуктов, кг
Вместимость гидроциклонного аппарата, м .
номинальная
рабочая
Продолжительность цикла, мин
Расчетная суточная оборачиваемость, циклов
Продолжительность кипячения, мин
Испаряющая способность, %/ч
Установленная мощность двигателей, кВт
Габаритные размеры, мм
Масса, кг
4000
45
30
200
Не менее 7
60...70
Не менее 8,5
48,8
6600x6000x6000
9000
Применение сусловарочного аппарата Ш4-ВСН имеет следую-
щие преимущества по сравнению с традиционными аппаратами: со-
кращается продолжительность кипячения со 120 до 60...70 мин;
снижается расход пара на 20% и расход хмеля на 5...6%; установка
может работать на шишковом хмеле, а также на порошкообразном,
гранулированном и хмелевом экстрактах.
3.1.3. Фильтрационные аппараты и филыпр-прессы
Фильтрационные аппараты ВФЧ-1, ВФЧ-1,5, ВФЧ-3, ВФЧ-5 со-
ответственно на 1000, 1500, 3000 и 5500 кг затора предназначены
для отделения сусла от дробины и последующего выщелачивания
дробины горячей водой.
Для достижения хорошей фильтруемости затора степень раство-
рения солода должна быть не более 3,0% и динамический коэффи-
циент вязкости сусла 1500...1600 кПа -с. В основу разработки новых
конструкций аппаратов для фильтрования заторов положено урав-
нение Кармен-Козени
Уф= кДра2/<Ьфи),
где Уф — скорость фильтрования затора, м/с; к — коэффициент
фильтрования; Др — перепад давления через фильтрующий слой,
МПа; d — диаметр частиц, мм; Ьф — толщина фильтруемого слоя,
мм; fi — динамический коэффициент вязкости сусла, кПа • с.
С учетом обратной зависимости Уф от Ьф в конструкциях фильт-
рационных аппаратов предусматривается уменьшение фильтруемо-
го слоя.
Фильтрационный аппарат типа ВФЧ (рис. 3.7) представляет со-
бой стальной сварной цилиндрический сосуд 16 с тепловой изоля-
цией, плоским днищем 14 ц сферической крышкой 19. На расстоя-
нии 10 мм от днища расположено съемное фильтрационное сито 15
из отдельных сегментов, на которых оседает слой дробины из затор-
ной массы. В центре аппарата сегменты опираются на узкую повер-
184
ионромх г»фц/
185
хность корпуса разрыхлительного механизма. В одном из сегментов
имеется отверстие для удаления дробины.
Для отвода сусла в дне аппарата расположены выходные отвер-
стия, являющиеся началом отводных труб 11, которые на другом
конце, в фильтрационной батарее 5, имеют специальные фильтра-
ционные краны 26 для регулирования стока сусла, отбора его через
коллектор 27 и контроля за процессом фильтрации.
Внутри аппарата на вертикальном валу смонтирован механизм
13 для разрыхления (прорезания) слоя дробины во время выщела-
чивания. Он представляет собой систему вертикальных ножей, рас-
положенных на определенном расстоянии один от другого. Посред-
ством имеющегося на механизме устройства ножи можно поворачи-
вать вокруг своей оси, изменяя их положение. Дробина удаляется
путем установки ножей на определенный угол к направлению дви-
жения продукта, а выгрузка ее осуществляется механизмом 21 с по-
мощью маховичка 20.
Высота разрыхляемого слоя дробины устанавливается с помощью
гидравлической системы 6, которая поднимает и опускает вал с раз-
рыхлительным механизмом. Вал внизу заканчивается поршнем,
расположенным в гидравлическом цилиндре червячного редуктора,
куда насосом нагнетается под поршень масло. Управление системой
осуществляется с пульта 25.
На площадке 22 для обслуживания установлен указатель 23 по-
ложения разрыхлительного механизма в аппарате по высоте.
Во избежание перегрузок, которые могут возникнуть при удале-
нии дробины из аппарата при большом углублении в нее ножей в
начале выгрузки, на валу предусмотрено устройство 9, связанное с
гидравлической системой. При включении устройства на пульте уп-
равления в положение "Автопуск" разрыхлительный механизм опу-
скается на 5 мм за каждые его полоборота.
Для ускорения фильтрации продукта на разрыхлительном меха-
низме имеется декантатор 12, позволяющий в процессе отстаивания
заторной массы перепускать осветленное первое сусло из верхнего
слоя.
Привод разрыхлительного механизма включает в себя двухско-
ростную червячную передачу 7 с двумя двигателями 8. Внутри чер-
вячной коробки установлена автоматическая муфта, позволяющая
разъединять червячные пары при затирании и удалении дробины.
При разрыхлении дробины муфта автоматически включается. На
валу имеется обгонная муфта 10, с помощью которой устраняются
инерционные усилия при резкой остановке разрыхлительного меха-
низма.
Внутри аппарата над разрыхлительным механизмом укреплен
ороситель 17, куда поступает вода. Вытекая из отверстий оросите-
ля, она приводит его во вращение по принципу Сетнерова колеса,
орошая равномерно поверхность дробины. Вода требуемой темпера-
туры подается к оросителю от смесителя 18.
Сферическая крышка аппарата имеет вытяжной штуцер 2 с дрос-
сельной заслонкой /, позволяющей регулировать вытяжку пара. За-
слонка поворачивается с помощью тросса. На крышке расположены
патрубок 3 для возврата мутного сусла в аппарат, патрубок 4 для
подачи заторной массы в аппарат и два раздвижных люка 28 для об-
служивания аппарата и наблюдения за технологическим процессом.
Для освещения поверхности продукта на противоположной сто-
роне крышки имеется рефлектор 24 с низковольтной электролам-
пой.
Техническая характеристика фильтрационных аппаратов типа ВФЧ
ВФЧ- 1 ВФЧ-1,5 ВФЧ-3 ВФЧ-5
Количество одновременно затираемого
сухого солода, кг Вместимость, м . 1000 1500 3000 5500
полная 6,36 10,6 22 37,5
полезная 4,8 7,2 22 37,5
Диаметр внутренний, мм 2600 3150 4500 5850
Высота цилиндрической части, мм 1200 1365 1400 1400
Площадь фильтрации, ъг 5,3 7,8 15,9 26,8
Число фильтрационных кранов 6 8 12 20
Частота вращения разрыхлительного механизма, об/мин:
при затирании и удалении дробины 11.9 11.9 3,2 3,2
при разрыхлении дробины 0,4 0,4 0,53 0,53
Привод разрыхлительного механизма Двухступенчатый с двумя
Первый электродвигатель: тип мощность, кВт 0,6 электродвигателями А02012-6 АО2-32-6 0,6 2,2 2,2
частота вращения, об/мин 915 915 950 950
Второй электродвигатель:
тип АО2-32-6 АО-41-4
мощность, кВт 2,2 2,2 4 4
частота вращения, об/мин 950 950 1140 1440
Насос масляный:
тип Г-12-12А Г-12-21А
производительность, л/мин 7,0 7,0 7,0 7,0
давление, МПа 2,45 2,45 2,45 2,45
Электродвигатель масляного насоса:
тип q АО2-22-6 АО-22-6
мощность, кВт 1,1 1,1 1,1 1,1
частота вращения, об/мин 930 930 930 930
Габаритные размеры, мм:
186
187
длина 5000 5030 — —-
ширина 3070 3890 4750 6100
высота 3345 4080 3360 3955
Масса, кг:
без продукта 4040 4350 11000 13 720
с продуктом 11 240 15150 30 600 46 500
Заторно-фильтрационный аппарат ВЗЧ-1 на 1 т затора предназ-
начен для отделения сусла от дробины, последующего выщелачива-
ния ее горячей водой, а также для затирания зерноприпасов, кото-
рые подаются через предзаторник, установленный на крышке аппа-
рата, в днище которого находится разгрузочное устройство для вы-
грузки затора.
Заторно-фильтрационный аппарат ВЗЧ-1 совмещает в себе опе-
рации затирания и фильтрации затора. При затирании разрыхли-
тельный механизм используется в качестве мешалки, а зерноприпа-
сы подаются в аппарат через предзаторник, где они смачиваются
водой. После первоначального затирания 1/3 нефильтрованного за-
тора подается из аппарата на отварку, после чего вновь возвращает-
ся в аппарат для окончательного затирания. Фильтрация затора
производится так же, как и в обычном фильтрационном аппарате,
после чего затор подается в сусловарочный аппарат для кипячения с
хмелем.
Применение в варочном цехе фильтр-прессов позволяет пригото-
вить 5...6 заторов в сутки и повысить выход экстракта на 1 % по
сравнению с обычными фильтрационными аппаратами. Дробить со-
лод для заторных фильтр-прессов можно на обычном мельничном
станке с более высокой степенью измельчения, чем на солододро-
билках. Увеличение разности давлений до и после фильтрующего
слоя способствует ускорению фильтрации. Давление в зависимости
от свойств осадка для фильтрующего слоя пивной дробины не долж-
но превышать 0,16 МПа при фильтрации основного сусла и
0,25 МПа при промывании дробины водой. Более высокие давления
ухудшают качество фильтрации сусла и промывания дробины.
Фильтр-пресс (рис. 3.8) состоит из станины, рам и плит прямо-
угольной формы, которые отливаются из чугуна. Внутренний раз-
мер рам ( см. рис. 3.8, а) 800x800 и 1400x1400 мм, вместимость ка-
меры, образуемой рамой, составляет 4—14 дал, число рам в фильтр-
прессе в зависимости от количества затираемого солода колеблется
от 10 до 60.
В верхней части рама имеет прилив с каналом I, который узкой
прорезью II сообщается с внутренним пространством рамы IV. Бо-
ковые каналы III сообщаются с внутренней полостью рам.
188
Плиты фильтр-пресса (рис. 3.8, б) по размерам такие же, как и
рамы. Поверхность плиты с обеих сторон состоит из желобков для
стока сусла и промывания дробины; сверху и снизу желобки распо-
ложены горизонтально, посередине — вертикально. Четные плиты
имеют соединительные прорези в боковые каналы III, а нечетные
их не имеют. Число плит в фильтр-прессе всегда на единицу мень-
ше, чем рам.
Рис. 3.8. Основные детали и схема работы заторного фильтр-пресса: а — рама;
б — плита; в — схема работы заторного фильтр-пресса
Рамы и плиты с помощью специальных опорных приливов пооче-
редно устанавливают на балки станины. На плиты накладывают
салфетки VI из фильтрационной хлопчатобумажной или синтети-
ческой ткани, после чего пакет рам и плит плотно сжимается меха-
низмом зажима.
Работа фильтр-пресса показана на рис. 3.8, в. Фильтрация основ-
ного сусла происходит при полном открытии всех кранов и плит.
Заторная масса, нагнетаемая насосом в канал I, через прорези II
проходит во внутреннее пространство. Сусло проходит сквозь филь-
трующие салфетки, стекает по канавкам плит через краны наружу.
Дробина задерживается между салфетками VI в полости рам, обра-
зуя постепенно лепешки. С целью полного удаления экстрактивных
веществ производят продувание лепешек дробины паром или сжа-
тым воздухом. Пар или сжатый воздух, а затем промывная вода на-
гнетаются в фильтр-пресс по боковым каналам III и через прорези
четных плит распределяются по желобкам с обеих сторон этих плит
189
(краны четных плит на время продувки и промывания закрывают),
последовательно проходят сквозь фильтрационные салфетки, ле-
пешки дробины, ткань нечетных плит и вытесняют остатки сусла
через краны нечетных плит.
Несмотря на эффективную работу, фильтр-прессы весьма трудо-
емки в обслуживании, поэтому они не нашли широкого применения
в промышленности.
Расчет заторного фильтр-пресса сводится к определению количе-
ства рам и плит. Для 1 т сухого солода, поступающего на затирание,
требуется свободный объем рам 1,2 м . Толщина лепешек дробины
принимается 6...7 см.
В процессе затирания и фильтрации заторной массы образуется
пивная дробина, которая отпускается на корм скоту. Влажность
дробины колеблется от 75 до 85%. Выход сырой дробины составляет
П5...130% по отношению к количеству затираемых зернопродук-
тов, или 2,3 т на 1000 дал готового пива.
Влажная дробина быстро загнивает, поэтому она не подлежит
длительному хранению и реализуется в сыром виде в ближайшие
фермерские хозяйства.
В целях сохранения дробины на некоторых зарубежных предпри-
ятиях ее засаливают в специальных цементированных ямах и су-
шат на барабанных сушилках при температуре 60°С. Выход сухой
дробины при сушке составляет 27 %.
На рис. 3.9 приведена схема утилизации пивной дробины. Из
фильтрационного аппарата 5 центробежным насосом 4 разбавлен-
ная дробина перекачивается в раздаточные бункера 1. В этих бун-
керах избыточная вода отделяется через ситчатое второе днище ко-
нусной части бункера. Оставшаяся густая часть дробины из бункера
выводится шнеком 2 на погрузочную площадку 3.
Рис. 3.9. Схема утили-
зации пивной дробины
190
3.1.4. Гидроциклонные и хмелеотборные аппараты
Гидроциклонные аппараты РЗ-ВГЧ-1,5, РЗ-ВГЧ-З, РЗ-ВГЧ-5,5
предназначены для отделения белково-дубильных соединений и
дробленного хмеля при производстве пивного сусла в варочных аг-
регатах.
Гидроциклонный аппарат типа РЗ-ВГЧ (рис. ЗЛО) представляет
собой цилиндрический сварной сосуд 1 с конической крышкой и на-
клонным днищем. На обечайке корпуса на высоте 900 мм от днища
приварен входной нагнетательный патрубок 10, выполненный в ви-
де конического сопла, плавно сужающегося от большого диаметра к
меньшему. Патрубок расположен под углом 30° по касательной к
обечайке корпуса, что создает вращательное движение подаваемо-
£ в
Рис. 3.10. Общий вид годроциклошюго аппарата РЗ-ВГЧ
191
му суслу. На расстоянии 1300 мм от днища аппарата расположены
патрубок 11 для спуска осветленного сусла и патрубок 9 для рецир-
куляции сусла. Кроме того, имеется еще патрубок 8 для спуска ос-
ветленного сусла. К днищу аппарата приварены патрубки 6 и 7 для
слива мутного сусла и смыва осадка, а внутри него на расстоянии
200 мм от обечайки радиально приварена реборда (в виде изогнутой
полосы) для предотвращения попадания мути в трубопровод во вре-
мя слива осветленного сусла. С наружной стороны к днищу корпуса
приварен лоток 5 для подачи воды к размывателю 4.
На крышке аппарата расположены пароотводный патрубок 12 и
фланец для установки моющей головки 13, а также фонарь для ос-
вещения внутри аппарата. Для технического обслуживания аппара-
та имеется люк 3. На корпусе расположен указатель уровня сусла 2
в виде стеклянной трубки, к которой прикреплена рейка для нане-
сения делений при тарировке. Трубка устанавливается в трехходо-
вом кране, встроенном в обечайку аппарата.
Сусло подается в аппарат через сопло патрубка 10 тангенциально
к его стенкам, вследствие чего вращается внутри аппарата. Под
действием гидродинамических сил взвешенные частицы сусла соби-
раются в центре днища аппарата и образуют осадочный конус. По-
сле осветления (приблизительно через 20 мин) сусло откачивают
насосом. При этом сначала открывают кран патрубка 11, а по мере
снижения уровня сусла краны патрубков 9 и 8.
Мутное сусло удаляется насосом через кран патрубка 6. Осадок
смывается водой, подаваемой к размывателю и моющей головке.
Для удаления осадка открывают кран патрубка 7.
Сусло подается в гидроциклон при давлении в патрубке 10 не ме-
нее 0,6 МПа (замеряется при наладочных работах). В исключитель-
ных случаях, если давление в патрубке недостаточно и не обеспечи-
вается требуемая скорость вращения сусла, с помощью насоса про-
изводят рециркуляцию сусла, для чего открывают краны патрубков
10 и 9.
Для измерения в нагнетательном трубопроводе перед патрубком
10 установлен манометр.
Размеры гидроциклонных аппаратов приведены в табл. 3.5.
Хмелеотборный аппарат Б7-ВХА (Б7-ВХБ, ВХЧ) (рис. 3.11)
представляет собой сварной цилиндрический аппарат б с кониче-
ским днищем 8 и сферической крышкой 1. Внутри аппарата распо-
ложена сетчатая фильтрационная корзина 5 с сетчатым коничес-
192
Л “Л
Рис. 3.11. Общий вид хмелеотборного аппарата Б7-ВХА (Б7-ВХА, ВХЧ)
Таблица 3.5
Размеры гидроциклонных аппаратов
Типоразмер Размеры, мм Масса
D d L 1 Н Н1 н2
РЗ-ВГЧ-1,5 2400 60 2625 2515 3000 3350 3753 1068
РЗ-ВГЧ-З 3000 50 3225 3115 3600 4000 4328 2146
РЗ-ВГЧ-5,5 3800 50 4025 3915 3800 4270 4513 2966
13. Заказ 5901
193
Техническая характеристика гидроциклонных аппаратов
РЗ-ВГЧ-1,5 РЗ-ВГЧ-З РЗ-ВГЧ-5,5
Количество единовременно
закладываемого солода, т 1,5 3,0 5,5
Производительность, дал/сут Вместимость, м . 5230 9980 17110
полная 13,5 26 45
рабочая 11 21 36
Скорость сусла на выходе из сопла, м/с 15 15 15
Время наполнения аппарата, мин 20 20 20
Диаметр, мм:
сопла:
наибольший 80 100 125
наименьший 30 50 50
аппарата внутренний 2400 3000 3800
Габаритные размеры, мм:
длина 2667 3721 4071
ширина 2559 3263 3963
высота 3753 4328 4513
Масса, кг:
сухого 1068 2146 2966
в рабочем состоянии 10 868 21 746 38 166
ким днищем 9 для задержания лепестков хмеля. Над днищем смон-
тирована мешалка 4 из труб для размешивания продукта при выще-
лачивании хмеля, которая приводится в движение от электродвига-
теля 11 через червячный редуктор 12, которые установлены на фун-
даменте.
В верхней части аппарата расположен ороситель 2 для промывки
и выщелачивания хмеля водой, поступающей из смесителя 3 (у ап-
паратов Б7-ВХА и Б7-ВХБ смеситель смонтирован на крышке).
Сбоку аппарата имеется указатель 7 уровня продукта. К днищу
аппарата прикреплено разгрузочное устройство 13 с краном 14 для
спуска сусла и хмелевой дробины, которые насосом 15 подаются к
распределительному крану 16. Путем переключения крана можно
одним и тем же насосом перекачивать сусло и хмелевую дробину.
Переключается кран маховичком 19.
Распределительный кран по конструкции аналогичен разгрузоч-
ному крану и предназначен для направления сусла в отстойный ап-
парат и хмелевой дробины в канализацию.
На крышке имеется люк 17 для обслуживания и промывки аппа-
рата.
Аппарат устанавливается на четырех опорах 10, укрепленных на
фундаменте с помощью болтов.
Сусло с хмелем поступает в аппарат по трубопроводу через шту-
194
цер 18, где лепестки отработанного хмеля задерживаются ситами,
установленными на цилиндрической части и на днище, а отцежен-
ное сусло отсасывается насосом и по трубопроводу поступает в от-
стойный аппарат. По окончании отсасывания сусла и промывки ос-
татков хмеля аппарат заполняется водой, кран выхода сусла пере-
крывается, открывается канал для хмеля. Остатки хмеля переме-
шиваются с водой и удаляются насосом.
Размеры аппаратов Б7-ВХА, Б7-ВХБ и ВХЧ приведены в
табл.3.6.
Таблица 3.6
Размеры хмелеотборных аппаратов
Тип аппарата Н Н1 Н2 н3 D
Б7-ВХА 2465 2185 800 2000 1400
Б7-ВХБ 2915 2635 800 2345 2000
ВХЧ 2530 2250 700 2250 3180
Техническая характеристика хмелеотборных аппаратов
з Вместимость, м : Б7-ВХА Б7-ВХБ ВХЧ
полная 1,55 4,4 10,0
рабочая 0,85 2,6 4,85
Диаметр внутренний, мм 1400 2000 3180
Высота резервуара, мм Площадь сит, мг 1190 1640 1470
3,35 7,24 15,0
Частота вращения мешалки, об/мин 40 40 40
Диаметр патрубка, мм: подводящего сусло 80 80 80
отводящего сусло 80 80 80
Электродвигатель: тип мощность, кВт 2,2 4А901ЛУЗ 2,2 2,2
частота вращения, об/мин 1500 1500 1500
Редуктор червячный с передаточным отношением 36 36 36
Насос: тип ФГ57.5/9.5 (ЗФ-12)
производительность, м° 7,5 57,5 57,5
Габаритные размеры, мм: длина 1575 2250 3500
ширина 1410 2010 3200
высота 2465 2915 2530
Масса, кг: без продукта 1187 1584 3202
с продуктом 2037 4184 13000
13*
195
3.1.5. Экономия тепла в варочном отделении
В варочном цехе затраты тепла на кипячение охмеленного сусла
составляют 58% общего потребления на приготовление сусла, что
вызвало ряд отечественных и зарубежных предложений, направ-
ленных на существенное снижение расхода тепла как при работе по
традиционной технологии и кипячении сусла в сусловарочных кот-
лах открытого типа при атмосферном давлении, так и за счет корен-
ных изменений конструкций аппаратов для кипячения и значитель-
ного повышения температуры теплоносителя.
Снижение затрат тепла в процессе кипячения сусла в суслова-
рочном котле возможно за счет усовершенствования технологии и
применяемого оборудования: изменения режимов скорости испаре-
ния сусла, оснащения сусловарочных котлов эффективными нагре-
вательными элементами, добавления устройств и дополнительных
аппаратов для рециркуляции жидкости.
Длительность кипячения сусла в сусловарочных котлах откры-
того типа по технологическим требованиям составляет 2 ч при ин-
тенсивности испарения 5...6% в час. Количество испаряемой с 1 м2
поверхности сусла жидкости в 1 ч составляет без мешалки 40...50 л,
с мешалкой — 60...70 л. Общее количество выпариваемой воды в
сусловарочном котле обусловлено массовой долей сухих веществ в
сусле.
Применение дополнительных обогревательных элементов, распо-
лагаемых обычно по дну сусловарочного котла, повышает интенсив-
ность процесса кипячения и его эффективность.
Иногда заменяют медные обогревательные элементы стальными
хромоникелевыми. Поскольку поверхность из нержавеющей стали
замедляет процесс выделения пузырьков воздуха, при кипячении
увеличивают скорость потока сусла путем дополнительного его пе-
ремешивания. Это позволяет поддерживать чистыми обогреватель-
ные элементы, что способствует повышению теплопередачи и эко-
номному расходованию тепловой энергии.
Получение сусла, осуществляемое повсеместно на аппаратах пе-
риодического действия, связано с неравномерным потреблением па-
ра. Необходимость обеспечивать пиковые потребности вызывает
фактическое завышение номинальной мощности котлоагрегатов и
их неполную загрузку, уменьшение КПД и повышение расхода теп-
ла в производстве.
Для снижения пиков потребления пара предложено применять
196
теплоаккумуляторы, которые накапливают тепло при снижении
расхода пара и отдают его в систему при увеличении нагрузки по-
требителей.
При кипячении сусла под давлением при высоких температурах
происходит интенсивное перемешивание жидкости, способствую-
щее значительному ускорению технологических процессов на этой
стадии.
При кипячении сусла под давлением 0,03...0,05 МПа
(1О5...1О8°С) под действием некоторого количества растворенного в
сусле кислорода происходит образование красящих и ароматиче-
ских веществ подобно тому процессу, который протекает при сушке
солода, что очень важно при переработке повышенных количеств
несоложеного сырья. Поэтому варка сусла под давлением выступает
как необходимый технологический прием, улучшающий общий
процесс применения несоложеных материалов.
С целью экономии тепла путем интенсификации процессов при-
готовления сусла на действующем оборудовании предложена новая
технология приготовления 10%-ного и 11%-ного светлого пива из
сусла с повышенной массовой долей сухих веществ.
По разработанной технологии на существующем оборудовании
пивное сусло приготовляют с массовой долей сухих веществ 14%
(вместо 10 и 11%), сусло сбраживают в течение 7...8 сут, затем про-
изводят его дображивание в течение 21 сут. После дображивания
пиво фильтруют и специально подготовленной водой доводят филь-
трованное пиво до стандартной массовой доли сухих веществ
(10... 11 %), готовое пиво разливают по принятым режимам.
Подготовка воды включает охлаждение ее до температуры пива
при розливе, доведение активной кислоты до pH пива, деаэрацию и
карбонизацию.
Экономия энергоресурсов достигает 16,3% и составляет в пере-
счете на 1 дал готового пива по расходу тепла и холода 1,5 кДж вме-
сто 1,82 кДж, а по расходу электроэнергии 0,31 кВт -ч вместо
0,37 кВт - ч по базисному варианту существующей технологии.
В большинстве стран готовят сусло плотностью 1,060° (14,7%) с
последующим разведением до 1,040° (10%). Экономия тепла со-
ставляет 2931 кДж/дал (700 ккал/дал) пива, что составляет более
10% общего расхода тепла в производстве пива.
При неизбежности тепловых потерь в процессе приготовления
пивного сусла существенное влияние на величины удельных пока-
зателей энергозатрат оказывают факторы, связанные с концентра-
цией производства и применением более совершенного оборудова-
ния большей единичной мощности.
197
Разработаны автоматизированные варочные агрегаты на 3 и 5,5 т
единовременной засыпи зернопродуктов, а также варочные агрега-
ты с аппаратами прямоугольного типа на 5 т засыпи. Более совер-
шенные конструкции позволяют интенсифицировать процессы и
увеличить оборачиваемость варочных агрегатов.
Автоматизированный варочный агрегат на единовременную за-
сыпь зернопродуктов 3 т типа РЗ-ВВЦЗ-З имеет ряд преимуществ
перед типовым варочным агрегатом той же вместимости, его приме-
нение позволяет повысить производительность варочного цеха с
2,2 млн дал в год пива до 2,8 млн дал. Такой же эффект дают вароч-
ный агрегат Е-23 на 5,5 т единовременной засыпи зернопродуктов.
В состав этих агрегатов входят помимо аппаратов для затирания,
фильтрования, кипячения установки для дробления увлажненного
солода, несоложеных материалов, хмеля и гидроциклонный аппа-
рат.
Применение повышенных количеств несоложеного ячменя
(30...50%) резко снижает стоимость основного сырья, в том числе
энергетических ресурсов и капиталовложения на строительство со-
лодовен. Но при замене 50% солода несоложеным ячменем количе-
ство ферментов в заторе резко уменьшается, поэтому при перера-
ботке повышенных количеств иесоложеного ячменя применяют
ферментные препараты бактериального и грибного происхождения.
Значительное снижение энергозатрат достигается при замене
традиционного периодического способа приготовления сусла непре-
рывным.
В предложенных схемах и аппаратах конструкция агрегатов зна-
чительно сложнее, чем при традиционной технологии. Однако не-
прерывные процессы обеспечивают несомненные технологические
преимущества, значительную интенсификацию производства и,
как указано, экономию энергетических ресурсов.
В ряде стран ведутся исследования по созданию установок для не-
прерывного производства пивного сусла. К ним относятся: установ-
ки фирмы "APV Со Ltd" (Англия), установка "Sentribrew" фирмы
"Alfa-Laval" (Швеция) и др.
Агрегат "Sentribrew" производительностью 5... 10 млн дал пива в
год включает оборудование для непрерывного приготовления зато-
ра, извлечения экстрактивных веществ и тепловой обработки сусла.
Приготовление затора, его фильтрование производятся в теплооб-
менниках-осахаривателях, спиральных реакторах, аппаратах с ко-
ническими дисками для отделения сусла и промывания дробины.
Сусло, соединенное с промывными водами, освобождают от белко-
вой взвеси на сепараторе, смешивают с экстрактом хмеля и подвер-
198
гают тепловой обработке. При этом вместо традиционного кипяче-
ния сусла его выдерживают под давлением около 2 мин при темпе-
ратуре 150°С, а затем выпаривают в герметизированном вакуум-
аппарате и быстро охлаждают до 80°С. При значительных сокраще-
ниях размеров аппаратуры агрегат обеспечивает высокую произво-
дительность, увеличенный выход экстракта и возможность получе-
ния сусла с повышенной относительной плотностью с последующим
разведением готового пива.
При непрерывном получении сусла в установке фирмы "APV Со
Ltd" солод измельчают на 6-вальцовой дробилке, затирают массу в
предзаторнике непрерывного действия, осахаривают в трубчатых
осахаривателях I и II ступеней с разваренным несоложеным мате-
риалом и использованием суспензии ферментов, окончательно оса-
харивают весь затор во вращающемся осахаривателе, отделяют сус-
ло в ротационном фильтрационном аппарате с отдельными сегмен-
тами и производят его кипячение в течение 1,5 ч в сусловарочных
котлах с добавлением дробленого хмеля или хмелевого экстракта и
использованием вторичного пара, направляемого в конденсатор.
Кипяченое сусло осветляют на центрифуге, охлаждают в пластин-
чатом холодильнике, насыщают кислородом, фильтруют на диато-
митовом фильтре, пастеризуют и направляют на брожение. Благо-
даря эффективному использованию тепла вторичного пара, выделя-
емого при кипячении сусла, для нагрева поступающего на кипяче-
ние сусла и применению кипячения под давлением достигается эко-
номия тепла, составляющая 70%.
Одним из важных источников снижения расхода тепловой энер-
гии на получение сусла является использование образуемых в ва-
рочном цехе основных вторичных энергоресурсов: тепла вторичного
пара при кипячении охмеленного сусла и тепла образуемого паро-
вого конденсата.
На рис. 3.12 приведена диаграмма теплового баланса приготовле-
ния пивного сусла, в которой показано распределение тепла во вто-
ричных теплоэнергетических ресурсах.
Потери тепла с вторичным паром, выделяемым при кипячении
сусла, составляют 28% технологического потребления его на приго-
товление сусла.
Наиболее простой и дешевый способ использования тепла вто-
ричного пара — конденсирование смеси пара с воздухом при кон-
такте с разбрызгиваемой холодной водой в конденсаторе смешения,
устанавливаемом на вытяжной трубе сусловарочного котла. При
конденсации пара вода нагревается до 60°С и используется на тех-
нологические нужды. Однако эти конденсаторы ухудшают работу
199
Вторичный пар заторного-
котла 17% 00000
Конденсат заторного ноям
---
Цоорина и npo-&MfSi
мытые Роды §111 Горм
Потери тепла* сислк
•ВпШочйего
котла
I Ч5ЩМЮ Ut^/730000xnjy^\
8.0^0% Л.д% М% 37,1%
L
вода на мытье
120000 -4
Солод 0JX>1200t)‘
Вода на затират
flap О заторный j
тел -
Общий расход тепла на один
'-^затор4667 ЗООккал-------
100%
Расход тепла на один зитор
при нешнической Выпарке
**—00-03%----------
МООО \MOOOO2550000нквЛ
№3%
«I
Ei
Рис. 3.12. Схема тепло-
ного баланса приготовле-
ния пивного сусла
м
вытяжной трубы и загрязняют конденсат летучими эфирными мас-
лами хмеля. В настоящее время они заменяются трубчатыми кон-
денсаторами, которые представляют собой горизонтальные цилинд-
рические котлы с трубчатыми теплообменными элементами. Пар
проходит между трубками, через которые протекает нагреваемая
вода. При помощи вентилятора пар возвращается в вытяжную тру-
бу.
Количество тепла, содержащееся во вторичном паре, выделяемом
при кипячении 1 л сусла, составляет 2,261 МДж (540 ккал). Для за-
вода, оборудованного четырехаппаратным варочным агрегатом, де-
лающим четыре варки в сутки по 280 гл сусла (для 10%-ного пива),
при испарении 7,5% количество теряемого тепла с вторичным па-
ром составляет 18 992,4 МДж/сут. При КПД конденсатора, равном
60%, используемое тепло составляет 11 395,4 МДж, или 2,721
Гкал/сут. В пересчете на пар (при КПД котельной 72%) экономия
составляет 5815 кг/сут, или5,19кг пара на 1 л сусла.
3.2. Оборудование для охлаждения и осветления пивного сусла
Целью охлаждения и осветления сусла является понижение тем-
пературы, насыщение сусла кислородом воздуха и осаждение взве-
200
шенных частиц сусла. В зависимости от методов ведения брожения
(низовое, верховое) сусло охлаждают до 6...7 или 14...16°С).
Полное осветление сусла при охлаждении устраняет трудности,
возникшие при осветлении сусла в процессе главного брожения, а
также предотвращает развитие диких дрожжей, помутнение и ин-
фицирование пива.
Сусло поглощает кислород физическим или химическим путем,
причем растворение кислорода начинается с понижения температу-
ры сусла и происходит до достижения насыщения. Физическое свя-
зывание кислорода наиболее эффективно происходит при низкой
температуре, слабой концентрации сусла, перемешивании в тонком
слое.
При охлаждении наряду с белками тонкой взвеси выпадают и
другие вещества. Причиной выделения последних являются изме-
нение температуры и вызванное этим изменение растворимости.
3.2.1. Холодильные компрессионные установки
Общее потребление холода на пивоваренных заводах складыва-
ется из расхода холода на восстановление потерь через внешние ог-
раждения, на технологические цели, на охлаждение наружного воз-
духа при вентиляции, на потери, связанные с обслуживанием.
Расход холода Qi на восстановление потерь через внешние ог-
раждения (потолки, полы, стены) охлаждаемых помещений (цехи
главного брожения, дображивания, разливочный, хмелехранилище,
склад готовой продукции и др.) подсчитывают для каждой поверх-
ности каждого охлаждаемого помещения. Этот расчет производится
на основании установленного температурного режима и размера по-
мещений. Для каждой ограждающей поверхности расход холода q
(кДж/сут) равен
qi = 3,6Fk(tH-tB)24,
где F — поверхность ограждения, м , к — коэффициент теплопере-
дачи [для изолированных потолков, полов и стен принимают к -
= 0,46...0,7 Вт/ (м2 • °C) ]; tH — температура снаружи теплопереда-
ющего ограждения, °C; 1д — температура воздуха ограждаемого по-
мещения, °C.
Температура наружного воздуха tH рассчитывается по формуле
1н = + 0>6tmax»
где tc м — среднемесячная температура воздуха, °C; tmax — макси-
мальная суточная температура наиболее жаркого месяца для дан-
ной местности, °C.
201
Рассчитав расход холода на потери через каждую поверхность
всех охлаждаемых помещений, определяют его сумму
Qi “Sqi-
Расход холода Q2 на технологические цели — охлаждение солода
при ращении, охлаждение сусла, молодого пива, пива при дображи-
вании и готового пива перед розливом — слагается из расходов хо-
лода на эти операции.
При охлаждении сусла в пластинчатых и других теплообменни-
ках от 30...20 до 5...6°С расход холода в пересчете на 1 дал готового
пива составляет 630...840 кДж.
При охлаждении бродящего сусла в бродильных аппаратах на
каждый декалитр молодого пива, находящегося в бродильном цехе,
потребляется в среднем 67 кДж/сут или 565 кДж на 1 дал готового
пива за весь период брожения.
При охлаждении воды, идущей на промывание и хранение дрож-
жей, потребляется до 84 кДж на 1 дал готового пива.
При охлаждении пива в аппаратах (танках) для дображивания на
1 дал готового пива затрачивается холода около 167 кДж (при до-
браживают пива сбраживается около 1 % экстракта, что соответст-
вует выделению теплоты 61,4 кДж/дал, кроме того, пиво при до-
браживают требуется охладить на 2...3°С).
Воздух в солодовне можно охладить с помощью искусственного
охлаждения. При этом холода расходуется очень много, а глубина
охлаждения мала (воздух имеет температуру 1О...12°С), поэтому
для охлаждения воздуха следует использовать дешевые охлаждаю-
щие средства, например артезианскую воду.
Расход холода Q3 при вентиляции охлаждаемых помещений ве-
лик. При брожении в помещение выделяется значительное количе-
ство диоксида углерода и влаги, для удаления которых необходим
многократный обмен воздуха, особенно в цехе с открытыми бро-
дильными аппаратами.
Расход холода на вентиляцию каждого помещения Цз (кДж/сут)
определяется по формуле
q3= aVp(IH-IB),
где а — кратность вентиляции в сутки (а = 2...3); V — объем поме-
щения, м , р — плотность воздуха, находящегося в помещении,
кг/м3; 1н, 1в — энтальпия соответственно наружного воздуха и воз-
духа внутри помещения, кДж/кг.
Суммарный расход холода на вентиляцию составляет Q3 ж Sqs-
Потери холода Q4 вследствие открывания дверей, пребывания
202
людей в охлаждаемом помещении, работы электродвигателей, на-
ходящихся в помещении, и прочих источников тепла точному учету
не поддаются. Принимают в среднем общие потери холода равными
10...40% потерь холода Qi через внешние ограждения.
Суммарный расход холода Q (кДж/сут) равен
Q = Q1+Q2+Q3+ Q4-
Основными элементами холодильной установки являются комп-
рессор, теплообменные аппараты (испаритель), конденсатор и регу-
лирующая арматура (вентили, клапаны). Эти элементы соединяют-
ся между собой трубопроводами.
Принципиальная схема холодильной установки представлена на
рис. 3.13.
Рис. 3.13. Принципиальная схема
холодильной установки
В охлаждаемое пространство помещается испаритель 3, в кото-
рый поступает холодильный агент в виде жидкости.
При постоянном давлении и соответствующей температуре жид-
кость кипит, причем необходимое для этого тепло отнимается от ох-
лаждаемого помещения. Образующиеся при кипении пары из испа-
рителя засасываются компрессором 2, сжимаются и нагнетаются в
конденсатор /, где под действием охлаждающей воды они конденси-
руются (при постоянном давлении и соответствующей ему темпера-
туре) . Затем жидкий холодильный агент проходит через регулиру-
ющий вентиль 4, позволяющий легко и удобно менять количество
жидкости, поступающее в испаритель. Процесс перехода холодиль-
ного агента через вентиль называется процессом мятия или дроссе-
лирования.
Применение аммиака и фреона в холодильных машинах обуслов-
лено их низкой температурой кипения. В случае применения амми-
ака его давление не превышает 1,2...1,4 МПа, а в испарителе лишь
при температуре кипения менее минус 33,4°С становится ниже ат-
мосферного. Стоимость аммиака относительно невысока. По отно-
шению к черным металлам аммиак нейтрален, в присутствии влаги
активно действует на медь и ее сплавы, которые нельзя применять в
аммиачных машинах. Химическое воздействие аммиака на смазоч-
203
ные масла незначительно. Проникновение влаги в аммиачную сис-
тему из внешней среды нежелательно, так как влага способствует
коррозии, а образующаяся гидроокись аммония ухудшает режим
работы установки. Однако аммиак имеет два существенных недо-
статка. Он взрывоопасен и оказывает вредное влияние на организм
человека. Поэтому при эксплуатации аммиачных холодильных ус-
тановок следует строго соблюдать правила охраны труда.
Фреон-12 и фреон-22 — холодильные агенты, которые не имеют
запаха и невзрывоопасны. Фреон-12 является одним из основных
холодильных агентов для крупных, средних и малых холодильных
установок с поршневыми компрессорами. Однако при температуре
свыше 400°С он разлагается с образованием вредных соединений.
Поэтому применение открытого пламени в помещении с фреоновой
холодильной установкой нежелательно.
Фреон-12 весьма текуч и проникает через малейшие неплотности
в соединениях и даже через поры металла. Фреон-22 обладает при-
мерно такими же свойствами, но компрессор, работающий на фрео-
не-22, значительно компактнее.
Основным элементом холодильных установок является компрес-
сор — машина для сжатия воздуха или другого газа. Компрессоры
подразделяются на трубокомпрессоры (центробежные), поршневые,
мембранные, ротационные (пластинчатые и с катящимся ротором)
и винтовые (рис. 3.14).
В трубокомпрессорах сжатие пара происходит за счет центробеж-
ной силы, которую приобретает пар, попадая на лопатки вращаю-
е ж з
Рис. 3.14. Основные типы компрессоров
щегося колеса. Получив большую скорость, пар поступает в расши-
ряющийся диффузор, где за счет снижения скорости повышается
давление. Эти компрессоры применяют для крупных установок
(мощностью свыше 175 кВт). В остальных типах компрессоров сжа-
тие пара происходит за счет уменьшения его объема при движении
поршня, прогибе мембраны, вращении ротора или зацеплении двух
винтов (зуб одного входит во впадину другого). Для холодильных
установок используют, как правило, поршневые компрессоры обыч-
ного типа (не мембранные). Приводимые ниже классификация и
характеристика относятся в основном к поршневым компрессорам.
Все компрессоры, как и холодильные установки, для которых они
предназначены, классифицируют по температурному режиму, хо-
лодопроизводительности, холодильному агенту. Кроме того, их
можно классифицировать по числу ступеней сжатия, типу привода,
его расположению и частоте вращения, по конструкции основных
узлов (цилиндров, поршня, кривошипно-шатунного механизма,
сальника).
По конструктивным признакам компрессоры классифицируют в
зависимости от устройства кривошипно-шатунного механизма (бес-
крейцкопфные простого или одинарного действия и крейцкопфные
двойного действия), числа цилиндров (одно- и многоцилиндровые),
расположения осей цилиндров (горизонтальные, вертикальные; V-
образные), устройства блока цилиндров и картера (картерные и
разъемные), направления движения пара в цилиндре (прямоточные
и непрямоточные) и т.п.
Вертикальный компрессор с прямоточным движением пара холо-
дильного агента в цилиндре показан на рис. 3.15. Этот компрессор
имеет литой чугунный картер 16, в котором вращается коленчатый
вал 1, приводимый в движение от маховика 14. Через шатун 3 воз-
вратно-поступательное движение получает поршень 4, расположен-
ный в вертикальном цилиндре 12. Цилиндр компрессора сверху за-
крыт крышкой 9 с ребрами 7, служащими для увеличения поверх-
ности теплоотдачи. Под крышкой расположена пружина 8, упираю-
щаяся в крышку безопасности 10. Цилиндр компрессора укреплен
на картере. На поршне сверху закреплены три уплотнительных чу-
гунных кольца 11, которые не допускают перетекания пара (при
сжатии холодильного агента) из рабочей полости цилиндра в по-
лость всасывания. В нижней части поршня предусмотрено мало-
съемное кольцо 13, которое разобщает всасывающую полость с кар-
тером и снимает со стенок цилиндра излишки масла в теплообмен-
ные аппараты.
Для осмотра механизма движения и доступа к нижним головкам
204
205
шатуна на картере предусмотрены боковые крышки 2 и 15, кото-
рые служат также для снятия коленчатого вала и осмотра системы
смазки.
Компрессор работает следующим образом. Холодильный агент из
всасывающей полости, расположенной в средней части блока ци-
линдров, через всасывающие клапаны 5, установленные в верхней
части поршня 4, поступает в пространство над поршнем, в рабочую
полость цилиндра. Здесь при обратном движении поршня пары сжи-
маются и через нагнетательные клапаны 6, расположенные в крыш-
ке безопасности 10, выталкиваются в нагнетательную полость, а из
нее — в конденсатор.
В прямоточных компрессорах в качестве холодильного агента
применяется аммиак. Фреоновые компрессоры чаще всего выполня-
ются непрямоточными.
В непрямоточном компрессоре (рис. 3.16) поршни выполнены не-
проходными и, следовательно, всасывающие клапаны располагают-
ся не на поршнях.
Поршень 4 приводится в движение маховичком 11 через колен-
чатый вал 2, шатун 3 и палец 10. Коленчатый вал расположен в
картере 1. Головка цилиндра 7 вместе с нагнетательными клапана-
Рис. 3.15. Схема вертикального пря-
моточного поршневого компрессора
Рис. 3.16. Схема вертикального не-
прямоточного поршневого компрессора
206
ми 8 и всасывающими клапанами 6 монтируется на клапанной
плите 9. При движении поршня 4 сверху вниз давление паров холо-
дильного агента в рабочей полости цилиндра 5 (над поршнем) ста-
новится ниже давления во всасывающем трубопроводе. Поэтому
всасывающий клапан 6 открывается и пары холодильного агента
поступают в цилиндр компрессора. Когда поршень из нижнего по-
ложения поднимается вверх, всасывающий клапан 6 закрывается.
Происходит сжатие паров, которое продолжается до тех пор, пока
давление в рабочей полости цилиндра не превысит давление'в на-
гнетательной линии установки. После этого нагнетательный клапан
8 открывается и сжатые пары устремляются в нагнетательную ли-
нию, связывающую компрессор с конденсатором.
В цилиндрах непрямоточных компрессоров холодильный агент
совершает возвратно-поступательное движение и, следовательно,
между ним и стенками цилиндров происходит более интенсивный
теплообмен, нежели при прохождении его прямотоком. Поэтому
непрямоточные компрессоры применяются в установках малой хо-
лодопроизводительности (до 100 кВт). В то же время в непрямоточ-
ных компрессорах установлен более легкий поршень, меньше силы
инерции неуравновешенных движущихся частей.
В зависимости от применяемого холодильного агента компрессо-
ры подразделяются на аммиачные и фреоновые и имеют следующие
условные обозначения:
А — аммиачные одноступенчатые бсскрейцкопфные компрессо-
ры (АВ — вертикальные, АУ — V-образные, АУУ — W-образные;
АО — аммиачные одноступенчатые крейцкопфные горизонталь-
ные компрессоры с встречным движением поршней (оппозитные);
ДА — аммиачные двухступенчатые бсскрейцкопфные компрес-
соры (ДАУ — V-образные, ДАУУ - W-образные);
ДАО — аммиачные двухступенчатые крейцкопфные горизон-
тальные компрессоры с встречным движением поршней (оппозит-
ные);
ДАОН — аммиачные двухступенчатые крейцкопфные горизон-
тальные компрессоры с встречным движением поршней (оппозит-
ные), низкотемпературные;
Ф — фреоновые одноступенчатые бескрейцкопфные сальниковые
компрессоры (ФВ - вертикальные, ФУ — V-образные, ФУУ — W-
образныс);
ФБС — фреоновые одноступенчатые бсскрейцкопфные бессаль-
никовые компрессоры (ФВБС — вертикальные, ФУБС — V-образ-
ные, ФУУБС — W-образные).
Марка каждого компрессора согласно ГОСТ 6492 определяется в
207
соответствии с его размерами и конструкцией. Например, маркой
АВ 100 обозначен аммиачный вертикальный бескрейцкопфный
двухцилиндровый компрессор холодопроизводительностью при
стандартных условиях 166 кВт (100 тыс.ккал/ч).
На предприятиях перерабатывающих отраслей АПК широко рас-
пространены вертикальные и V-образные бескрейцкопфные комп-
рессоры большой и средней производительности. Освоено серийное
производство новых, унифицированных бескрейцкопфных комп-
рессоров холодопроизводительностью 19...465 кВт.
Компрессоры предназначены для отсасывания паров холодильно-
го агента из испарителя, сжатия и нагнетания их в конденсатор.
Вертикальный аммиачный компрессор АВ-75 (2АВ-15) — бес-
крейцкопфный прямоточный двухцилиндровый холодопроизводи-
тельностью Q = 87 кВт с частотой вращения вала п = 720 об/мин
изображен на рис. 3.17. Компрессор имеет литой чугунный картер
1. Штампованный двухопорный коленчатый вал 2 вращается в двух
подшипниках качения. Вал приводится в движение от маховика /5.
Жидкая смазка из бачка 13 подается к правому подшипнику вала,
который уплотняется сальником 14. Картер вертикального компрес-
сора находится под давлением паров холодильного агента; при рабо-
те компрессора это давление не должно превышать 0,30...0,35 МПа,
но во время остановок может сравняться с давлением в конденсато-
ре.
Два вертикально расположенных цилиндра компрессора объеди-
нены в блок 6 — одну общую чугунную отливку, заканчивающуюся
фланцем, которым она крепится к картеру. Блок цилиндров снаб-
жен охлаждающей рубашкой 11. Полые чугунные поршни 7 соеди-
нены штампованными шатунами 5 и полыми стальными пальцами с
коленчатым валом. В верхнюю головку шатуна запрессована втулка
из фосфористой бронзы. В нижней разрезной головке находятся два
стальных вкладыша, образующих мотылевый подшипник. Внутрен-
няя поверхность вкладышей залита баббитом. Нижняя головка ша-
туна стягивается шатунными болтами.
Холодильный агент из всасывающей полости 12, расположенной
в средней части блока 6 цилиндров, через отверстия в поршне 7 по-
ступает к всасывающему клапану 8, расположенному в верхней ча-
сти поршня, и далее в рабочую полость цилиндра.
От нагнетательной магистрали поршень отделен крышкой без-
опасности (ложной крышкой) 10, снабженной нагнетательным кла-
паном. Крышка 10 прижимается к опорной поверхности цилиндра
пружиной 9.
Клапаны компрессора (один всасывающий и один нагнетатель-
208
Рис. 3.17. Аммиачный вертикально-прямоточный компрессор тина ЛВ
ный на каждый цилиндр) пластинчатые двухкольцевые. Для осмот-
ра механизма движения и доступа к нижним головкам шатуна на
картере предусмотрена съемная боковая крышка. Передняя крышка
4 служит для выемки коленчатого вала и осмотра масляного насоса
5, подающего смазку к баббитовым подшипникам шатунов.
3.2.2. Теплообменные аппараты холодильных установок
Для охлаждения пивного сусла используются конденсаторы, ис-
парители, переохладитсли, теплообменники, устройства для рецир-
куляции воды, охлаждающие батареи, воздухоохладители и холо-
дильные камеры. Сжатые компрессором пары холодильного агента
поступают в охлаждающий аппарат, где должна быть обеспечена
высокая интенсивность теплоотдачи от конденсируемого холодиль-
ного агента к охлаждаемой среде.
14. Заказ 5901
209
Конденсаторы по конструктивным признакам подразделяют на
кожухотрубные, элементные, оросительные и испарительные.
Аммиачный элементный конденсатор (рис. 3.18, а) состоит из не-
скольких одинаковых элементов 2, представляющих собой кожу-
хотрубные конденсаторы с небольшим числом труб 3. Чаще всего
бывают четырнадцатитрубные элементы с диаметром труб d =
= 38 х 3,5 мм и диаметром кожуха 225 х 6,5 мм. Кроме того, бывают
Рис. 3.18. Конденсаторы: а — аммиачный элементный; б — фреоновый кожухо-
трубный
210
семи- и трехтрубные элементные конденсаторы, а также близкие к
ним по принципу работы противоточные двухтрубные (типа "труба
в трубе"). Вода входит через коллекторы 1 во все трубчатые элемен-
ты 2 и выходит через коллекторы 5. Аммиак противотоком из кол-
лектора 4 движется по трубам 3, конденсируется и выводится через
штуцер 6.
Для фреоновых холодильных машин применяются горизонталь-
ные кожухотрубные и кожухозмеевиковые конденсаторы и змееви-
ковые с воздушным охлаждением.
Фреоновый горизонтальный кожухотрубный конденсатор (рис.
3.18, б) представляет собой стальную бесшовную трубу 1 большого
диаметра, к концам которой приварены плоские стальные трубные
решетки 2 с накатными ребрами 4. Конденсатор закрыт чугунными
крышками с перегородками 3 для образования нескольких ходов
проточной воды.
Испаритель — теплообменный аппарат, в котором тепло отнима-
ется от охлаждаемой среды кипящим при низкой температуре холо-
дильным агентом. Охлаждаемой средой могут быть либо промежу-
точные хладоносители - рассол, вода и т.д., используемые, в свою
очередь, для охлаждения воздуха камер и технологических аппара-
тов с помощью рассольных и водяных батарей, либо непосредствен-
но воздух охлаждаемых помещений. В соответствии с этим в холо-
дильной технике различают испарители для охлаждения рассола
(или воды) и для охлаждения воздуха. К последним относятся бата-
реи и воздухоохладители непосредственного испарения.
В комплект вертикальнотрубного секционного испарителя (рис.
3.19, а), используемого в аммиачных установках, входят рассоль-
ный бак 1 с установленными в нем двумя или несколькими испари-
тельными секциями 2, каждая из которых состоит из вертикальных
коротких труб (диаметром 38 х 3,5 мм или 57 х 3,5 мм), изогнутых
по концам и приваренных с боков к горизонтальным коллекторам
3 (диаметр 159 х 4,5 мм). Секции испарителя объединены коллек-
торами для подачи жидкого аммиака, отсасывания пара и отвода
масла.
Жидкий аммиак поступает от регулирующей станции в распреде-
лительный коллектор испарителя, а из него в секции. Через стояки
4, расположенные вертикально между коллекторами, аммиак за-
полняет нижний коллектор и почти полностью — вертикальные
трубы с изогнутыми концами.
Отепленный рассол из батарей холодильных камер поступает в
бак, откуда пропеллерной мешалкой прогоняется вдоль испаритель-
ных секций. Отдавая тепло холодной поверхности труб, рассол ох-
14*
211
лаждае+ся и перекачивается насосом обратно в батареи холодиль-
ных камер.
Пар, образующийся при кипении аммиака в испарителе, отсасы-
вается в компрессор через верхние горизонтальные коллекторы и
отделители жидкости. Последние соединены дренажными трубами с
нижними коллекторами 5.
Панельный испаритель (рис. 3.19, 6) состоит из прямоугольного
бака 5, в который погружена система 2 испарительных секций па-
Рис. 3.19. Испарители: а — секционный; б — панельный
212
нельного типа. Отдельные секции с поверхностью охлаждения 5 или
10 м2 состоят из двух горизонтальных трубчатых коллекторов и
двух вертикальных (тоже трубчатых) стояков, образующих прямо-
угольную раму. В раму вварены панели, состоящие из двух сталь-
ных листов с выштампованными на них канавками, образующими
вертикальные каналы. По длине секций устанавливают несколько
панелей, соединяемых между собой боковыми кромками. Секции
включаются параллельно, для чего они объединены в коллекторы:
для подачи жидкого аммиака 3, отвода паров аммиака / и удаления
масла. Жидкий аммиак поступает в секции сверху. Через один из
стояков он проходит в нижний коллектор, откуда, заполняя каналы
панелей, поднимается почти до верхнего коллектора. В панелях ам-
миак кипит, воспринимая тепло от циркулирующих в баке рассола
и воды. Образующиеся при кипении пары поднимаются в верхние
коллекторы секций, из них по коллектору 1 проходят в отделитель
жидкости и далее направляются в компрессор. Увлеченные ими
капли жидкого аммиака высвобождаются в отделителе жидкости и
возвращаются в нижние коллекторы панелей.
Попавшее в испаритель смазочное масло отводится в общий мас-
лосборник 4, из которого оно удаляется по мере накопления.
Для обеспечения циркуляции теплоносителя в баке установлены
пропеллерная мешалка и перегородка. Уровень теплоносителя в ба-
ке должен быть выше уровня в испарительных секциях. При пере-
полнении бака излишняя часть теплоносителя сливается по пере-
ливной трубе в бак дополнительной емкости. Охлажденный тепло-
носитель перекачивается насосом из бака через патрубок, располо-
женный в нижней его части, и подается в рассольные камерные ба-
тареи.
Отепленный теплоноситель возвращается в бак, поступая сверху
в отсек, где расположена мешалка. Для опорожнения бака при ос-
мотре или ремонте испарителя в его днище вварена специальная
спускная труба. Стенки и днище бака снаружи покрывают тепловой
изоляцией. Сверху бак закрывают деревянными крышками.
В панельных испарителях благодаря высокой скорости движения
теплоносителя и почти полному заполнению испарительных секций
жидким холодильным агентом обеспечивается интенсивный тепло-
обмен. Испарители удобны для осмотра, ремонта и очистки. На их
изготовление расходуется небольшое количество стальных труб.
Однако они подвержены интенсивной коррозии вследствие свобод-
ного доступа воздуха к теплоносителю и насыщения его кислоро-
дом.
Для охлаждения пищевых продуктов применяют батареи непос-
213
родственного охлаждения, рассольные, воздушные или комбиниро-
ванные. При непосредственном охлаждении жидкий холодильный
агент из конденсатора, пройдя регулирующий вентиль, поступает в
испарительные батареи, расположенные в охлаждаемых помещени-
ях. За счет тепла окружающего воздуха холодильный агент кипит,
охлаждая воздух. Пары холодильного агента из батарей отсасыва-
ются компрессором.
Батареи непосредственного охлаждения для аммиачных устано-
вок изготовляют из стальных труб диаметром 57 х 3,5 или (чаще)
38 х 2,5 мм. фреоновые батареи делают из медных труб диаметром
18x1 мм. Стальные трубы в стыках сваривают, а медные спаивают.
Для увеличения теплопередающей поверхности батарей почти все
они изготовляются с оребрением. Аммиачные батареи иногда дела-
ют без оребрения — из гладких труб.
При рассольном охлаждении понижение температуры воздуха в
камерах достигается благодаря теплообмену между воздухом и хо-
лодным рассолом (промежуточный хладоноситель), циркулирую-
щим в батареях.
Рассолы применяют в качестве теплоносителя потому, что они
имеют более низкую, чем вода, температуру замерзания. Обычно
применяют водный раствор хлорида кальция (CaClj), точка замер-
зания которого равна -55°С. Рассол, в свою очередь, охлаждается в
испарителе при кипении холодильного агента. Циркуляция рассола
в батареях осуществляется насосом.
Для охлаждения пищевых продуктов применяют систему непос-
редственного охлаждения, рассольную, воздушную или комбиниро-
ванную.
При непосредственном охлаждении жидкий холодильный агент
из конденсатора, пройдя регулирующий вентиль, поступает в испа-
рительные батареи, расположенные в охлаждаемых помещениях.
За счет тепла окружающего воздуха холодильный агент кипит, ох-
лаждая воздух. Пары холодильного агента из батарей отсасываются
компрессором.
При рассольном охлаждении (рис. 3.20) понижение температуры
воздуха в холодильных камерах достигается благодаря теплообмену
между воздухом и рассолом (промежуточный хладоноситель), цир-
кулирующим в батареях. Рассол, в свою очередь, охлаждается в ис-
парителе при кипении холодильного агента. Циркуляция рассола в
батареях осуществляется насосом. Таким образом, рассольная сис-
тема охлаждения имеет два раздельных контура: в одном контуре
движется аммиак или фреон, во втором — рассол.
214
Рис. 3.20. Система охлаждения с промежуточным хладоносителем (рассолом)
При рассольном охлаждении компрессор 7 подает пары холо-
дильного агента через маслоотделитель 6 в конденсатор 5, где они
превращаются в жидкость. Жидкий холодильный агент из конден-
сатора 5 поступает в испаритель 4 и, превратившись в пар, снова
возвращается в компрессор 7. Это — первый контур. Через испари-
тель 4 проходит рассол, который в нем охлаждается, отдавая тепло
кипящему холодильному агенту. Насос 1 закачивает рассол в испа-
ритель, а затем подает его в батареи 3, расположенные в холодиль-
ной камере 2. Здесь рассол нагревается, отбирая тепло у воздуха ка-
меры и находящихся в ней продуктов. Нагревшийся рассол из холо-
дильной камеры возвращается в испаритель 4. Это — второй кон-
тур.
Как в системе непосредственного испарения, так и в рассольной
системе охлаждение в камере может осуществляться или за счет ес-
тественной циркуляции (конвекции), или принудительно, в ре-
зультате нагнетания холодного воздуха.
При воздушном охлаждении уменьшается вместимость системы,
заполняемой холодильным агентом, не требуется металлоемких
рассольных батарей, улучшаются гигиенические условия хранения
продуктов. Вентилятор всасывает воздух из камеры и прогоняет его
через воздухоохладитель. Здесь воздух охлаждается кипящим при
низкой температуре агентом или промежуточным хладоносителем
— рассолом. Охлажденный воздух под напором вентилятора воз-
вращается из аппарата обратно в холодильную камеру.
Принудительная циркуляция воздуха обеспечивает равномерный
температурный и влажностный режим во всех частях камеры, уско-
ряет теплоотвод при охлаждении и замораживании продуктов, ин-
тенсифицирует теплообмен между воздухом и охлаждающими при-
борами.
Рассольные батареи, так же как, и аммиачные, изготовляют из
стальных, как правило, оребренных труб диаметром 57 х 3,5 мм.
215
Для охлаждения воздуха в камерах, где хранят пищевые продук-
ты, используются сухие, мокрые и смешанные воздухоохладители.
В сухих, или трубчатых, воздухоохладителях воздух охлаждает-
ся при соприкосновении с холодными трубами (гладкими или ореб-
ренными), внутри труб циркулирует испаряющийся при низкой
температуре холодильный агент или рассол, подаваемый из испари-
теля.
На рис. 3.21 показан сухой аммиачный воздухоохладитель с
гладкими трубами. Воздух обдувает аммиачные батареи 2, охлаж-
дается и вентилятором 2 направляется к месту потребления.
Рис. 3.21. Сухой аммиачный воздухоохладитель с продольным движением
воздуха
Такие воздухоохладители располагают рядом с холодильной ка-
мерой в отдельном небольшом помещении.
В мокрых (оросительных и форсуночных) воздухоохладителях
теплообмен происходит при прямом контакте воздуха с жидкостью
(рассолом или водой), охлаждаемой в отдельном испарителе.
3.2.3. Пластинчатые теплообменники
Пластинчатый теплообменник используется для охлаждения сус-
ла перед брожением и пива перед розливом, а также для стерилиза-
ции зараженного сусла и для пастеризации фильтрованного пива.
Основными рабочими элементами теплообменника являются
пластины из листовой нержавеющей стали и станина, на которой в
определенной последовательности они устанавливаются. Поверх-
ность пластины имеет выступы и впадины для непрерывного пере-
мешивания жидкости, протекающей между пластинами тонким
слоем. На рис. 3.22 показаны в разрезе две пластины, между кото-
рыми образуется зигзагообразный канал для жидкости. Пластина в
верхней и нижней частях имеет четыре отверстия, которые в со-
бранном теплообменнике образуют каналы для притока и отвода
теплообменивающихся жидкостей. Полукруглые вырезы вверху и
внизу пластины служат для установки пластин на станине.
Уплотнение пластин создается резиновыми прокладками, при-
216
клеенными по периферии пластин и
вокруг отверстий для прохода жидко-
стей.
Пластины П-1 используются для
теплообменников производительно-
стью до 5 м3/ч, пластины П-2 — для
теплообменников до 10 м3/ч, пласти-
ны П-3 — для теплообменников более
высокой производительности.
На рис. 3.23 показана автоматизи-
рованная пластинчатая охладитель-
ная установка АОЗ-У6. Установка со-
стоит из собственно охладителя 1,
пульта управления 2, регулирующего
клапана 5 на рассольном трубопрово-
де. Теплопередающие пластины 3 из-
готовлены из нержавеющей стали.
Часть теплообменника, охлаждаемую
одним теплоносителем и состоящую
из одного или нескольких пакетов,
называют секцией. Пластины разбиты
Рис. 3.22. Пластина теплообмен- на две секцИи, отделенные одна от
ника П-2 » „ « п
другой специальной плитои 6. В зави-
симости от наличия и расположения
сквозных отверстий на углах пластин в секциях создаются пакеты
пластин с одним направлением потока жидкости. Пластины прижи-
маются к стойке 4 с помощью нажимной плиты 7 и нажимных уст-
ройств на тягах 8.
Горячее сусло из отстойного чана насосом нагнетается в первую
секцию, где охлаждается холодной водой с 70 до 25°С. Из секции
водяного охлаждения сусло поступает во вторую секцию, где ох-
лаждается рассолом до 6—7°С и выводится из аппарата.
Техническая характеристика пластин теплообменников
П-1 П-2 П-3
2 Площадь рабочей поверхности, м 0,145 0,198 0,43
Число волн на пластине 22 29 38
Шаг волны, мм 23 22,5 22,5
Глубина волны, мм 7 7 7
Зазор между пластинами, мм 2,8 2,8 2,8
Ширина потока, мм 270 270 270
Диаметр угловых отверстий, мм 67 67 67
Габаритные размеры, мм 800x225x1,2 1025x315x1,2 1170x416x1,2
217
Рис. 3.23. Автоматизированная пластинчатая охладительная установка АОЗ-У6
Для предварительного охлаждения применяется артезианская
вода температурой до 20°С и для охлаждения ледяная вода темпера-
турой 1°С или рассол. Пластинчатый охладитель состоит из собст-
венно охладителя, промежуточного бака, соединительного трубоп-
ровода, центробежного насоса с электродвигателем мощностью 5,5
кВт.
На рис. 3.24 показана схема движения горячего сусла и холодной
воды в пластинчатом теплообменнике, пластины которого для на-
глядности раздвинуты. Сусло движется двумя параллельными пото-
ками между стойкой 5 и пластиной 4 и между пластинами 2 и 5; ох-
лаждающая жидкость двумя параллельными потоками движется
навстречу суслу между пластинами I и 2 и меду пластинами 3 и 4.
Число параллельных потоков сусла и воды может быть больше,
чем указано на рис. 3.24. С увеличением количества потоков во
столько же раз увеличивается производительность теплообменника.
Если за один проход между пластинами сусло не успевает охла-
диться (или нагреться) до определенной температуры, то его следу-
ет пропускать через следующую группу пластин этого же теплооб-
менника.
На рис. 3.25 показана схема двухсекционного теплообменника
218
s
Рис. 3.24. Схема движения горячего сусла и холодной воды в пластинчатом
теплообменнике
Рис. 3.25. Схема дви-
жения продукта и теп-
лоносителей в двухсек-
ционном теплообменни-
ке
для сусла. В водяной секции сусло охлаждается водой, проходя тре-
мя параллельными потоками последовательно через два пакета
пластин. Холодная вода в водяной секции противотоком по отноше-
нию к суслу проходит также тремя параллельными потоками через
два пакета пластин. В рассольной секции сусло двумя параллельны-
ми потоками проходит последовательно по двум пакетам пластин, а
рассол проходит через всю секцию четырьмя параллельными пото-
ками через один пакет пластин.
Схема компоновки пластинчатого теплообменника обозначается
дробью, где в числителе многочлен, сумма членов которого равна
числу последовательно соединенных пакетов (значение каждого
члена соответствует числу параллельных потоков продукта в дан-
219
ном пакете); в знаменателе сумма членов означает число пакетов, а
каждый член — число параллельных потоков охлаждающей жидко-
сти в данном пакете.
Используя различные схемы компоновки пластин, можно изме-
нять производительность теплообменника (число параллельных по-
токов в пакетах) и степень охлаждения или нагревания продукта
(число последовательно работающих пакетов и секций).
Пластинчатые теплообменники имеют ряд преимуществ по срав-
нению с теплообменниками других конструкций:
поверхность теплопередачи пластинчатых теплообменников до-
стигает 200 м2 на 1 м3 объема рабочей зоны (трубчатые теплообмен-
ники имеют максимальную поверхность теплопередачи 40 м2 на
1 м3 объема рабочей зоны);
конструкция пластинчатых теплообменников позволяет легко
уменьшать поверхность теплообмена за счет установки различного
количества пластин и тем самым изменять производительность ап-
парата. Эти теплообменники позволяют на одной станине устанав-
ливать секции различного назначения: нагревания и охлаждения
продукта и регенерации тепла;
благодаря энергичному перемешиванию движущихся по ребри-
стым поверхностям жидкостей коэффициент теплопередачи у пла-
стинчатых теплообменников выше, чем у теплообменников других
конструкций;
в связи с тем, что пластинчатые теплообменники быстро засоря-
ются белковыми осадками, их конструкция предусматривает быст-
рую разборку и тщательную очистку всех элементов. При этом ре-
комендуется устанавливать запасной теплообменник.
Основным недостатком конструкции является то, что резиновые
уплотнения с течением времени изнашиваются и дают течь.
Для нормальной работы теплообменника в заданном технологи-
ческом режиме необходимо рассчитать поверхность теплопередачи
каждой секции, количество пластин, подобрать компоновку пла-
стин, определить гидравлическое сопротивление теплообменника.
Порядок расчета следующий.
Коэффициенты теплопередачи для каждой секции рассчитывают
в таком порядке: по средним значениям температур жидкостей на-
ходят числовые значения критериев Прандтля и Рейнольдса; опре-
деляют значения коэффициентов теплопередачи по уравнению
Nu = ARemPrn(PrJK/PrCT)s,
где Ргж — критерий Прандтля для жидкости при ее средней темпе-
220
ратуре; Ргст?— критерий Прандтля при температуре стенки; А, ш,
n, s — постоянные для каждого типа теплообменников.
Для каждого типа пластин имеются более точные уравнения.
Так, для теплообменника, в который входят пластины П-2, приме-
няют уравнение
Nu - 0, 1Ке°’7Рг0'43(Ргж/Ргст)0,25.
Определяющий размер I, входящий в состав критериев Нуссельта
и Рейнольдса для плоского потока жидкостей между пластинами
вычисляется как эквивалентный диаметр:
Z-4F/n-4bh/2b = 2h,
где F — площадь поперечного сечения потока, м2; П — смоченный
периметр, м; Ь — ширина потока, м; h — глубина потока (расстоя-
ние между пластинами), м.
Определяют коэффициент теплоотдачи а, рассчитываемый по
критериальным уравнениям для турбулентного движения. В пла-
стинчатых теплообменниках турбулентный режим благодаря вол-
нистой поверхности достигается уже при Re =160...200. Поэтому ко-
эффициент а достаточно точно можно определить по уравнению
Nu = O,O23Reo,8Pr°’4.
Отношение (Ргж/Ргст)0,25 учитывает направление потока и влия-
ние температурного напора. В приблизительных расчетах значение
этого отношения можно принимать при нагревании жидкости —
1,05, при охлаждении — 0,95.
Коэффициенты теплопередачи к [в Вт/(м2-К) ] ориентировочно
принимают для секций водяного охлаждения — 1160...2090; рас-
сольного охлаждения — 930...1740; регенерационной — 1160...1740;
пастеризационной — 1630...2330.
По вычисленным количеству передаваемого тепла, средней раз-
ности температур и коэффициенту теплопередачи рассчитывают
поверхность теплопередачи для каждой секции.
Количество пластин в каждой секции рассчитывают путем деле-
ния поверхности теплопередачи секций на поверхность стандартной
пластины. При большом несоответствии расчетной поверхности
теплопередачи с компоновкой пластин изменяют скорости движе-
ния жидкостей и составляют новый вариант расчета.
Рассчитывают гидравлические сопротивления при движении
жидкостей по каналам между пластинами.
Гидравлическое сопротивление движению жидкости между пла-
стинами в одной секции теплообменника (м)
221
Р = z£v2/4 ng,
где z — число работающих в секции пластин; £ — коэффициент со-
противления пакета (для пластин П-2£ = 82OORe"0,55); v — скорость
движения жидкости, м/с; п — число каналов в пакете.
Сопротивление трения в подводящих и отводящих трубах, мест-
ные сопротивления в теплообменнике (повороты, вентили и др.)
рассчитываются обычными методами гидравлики.
Техническая характеристика теплообменных аппаратов
ВО1-У2,5 ВО1-У5
Производительность, л/ч _ 2500 5000
Расход артезианской воды, м°/ч —- —
Расход рассола, м°/ч 5,0 10,0
Габаритные размеры, мм 1600x700x1200 1870x700x1200
Масса, кг 500 570
АОЗ-У6 001-УЮ ООУ-25
Производительность, л/ч 6000 10000 25000
Расход артезианской воды, мд/ч 18,0 20 50
Расход рассола, мб/ч 18,0 30,0 50
Габаритные размеры, мм 1900х700х 1950х700х 2000х800х
Х1200 х1200 Х1530
Масса, кг 670 650 1200
3.2.4. Отстойные аппараты
Сущность процесса отстаивания заключается в том, что неодно-
родная система (пивное сусло) разделяется на составные части под
действием силы тяжести. Движущая сила Р, под воздействием кото-
рой частица осаждается, определяется как результирующая силы
тяжести G и подъемной силы среды А
P = G-F = m4g-mcg-Ud3/6)g(p4 - рс),
где шч, шс — масса частицы и среды, кг; d — диаметр частицы, м;
Рч> Рс — плотность частицы и среды, кг/м3.
Сила сопротивления среды по Ньютону R (Н) определяется как
R = |Fpcvoc/2,
где | — коэффициент сопротивления среды; F — площадь проекции
частицы на плоскость, м2 (F = jrd2/4); — скорость осаждения
частицы, м/с.
Постоянная скорость, соответствующая равенству Р = R, есть
скорость осаждения.
На 100 кг затираемого солода в отстое приходится от 130 до 310 г
нерастворимых веществ. Осветление пивного сусла отстаиванием
производят в отстойных аппаратах трех типоразмеров:
222
тип Б7-В0Б для двух- и четырехаппаратных варочных агрегатов
на 1 т единовременной засыпи сырья;
тип Б7-ВОВ для четырехаппаратных агрегатов на 1,5 т единовре-
менной засыпи сырья;
тип ВОЧ-3 для четырехаппаратных агрегатов на 3 т единовре-
менной засыпи.
Для четырех- и шестиаппаратных агрегатов на 5,5 т единовре-
менной засыпи устанавливают два чана на агрегат.
Корпус отстойного чана (рис. 3.26) представляет собой цилинд-
рическую стальную сварную обечайку с рубашкой для охлаждения,
со сферической крышкой 5 и плоским наклонным днищем. Для
удобства обслуживания и промывки чана на противоположных сто-
ронах крышки имеются два люка с раздвижными дверцами. Вверху
крышка окантовывается пароотводным патрубком с дроссельной за-
слонкой 8 и трубкой 4 для отвода конденсата.
Горячее сусло поступает в чан через патрубок 9. Внутри чана
(кроме чана ВОЧ-3) установлена плоская охлаждающая секция 7,
которая заполняется водой через запорный вентиль J и коллектор 2
параллельно с наружной рубашкой. Вода отводится через коллектор
12. Чтобы сократить время охлаждения сусла, секция используется
как оросительный холодильник во время заполнения чана. Для пол-
учения тонкого слоя сусла, стекающего по стенкам секции, уста-
новлен распределительный желоб б, над которым находится конус-
ный зонт 10 с зубцами по кромке. Одновременно под конус через
вентиль 14 и фильтр 13 под давлением 0,15...0,20 МПа подается
стерильный воздух для аэрации сусла.
Суслоприемник 11 предназначен для спуска осветленного сусла.
223
В нижней части чана на днище установлены три пробковых флан-
цевых крана: 16 — для спуска белкового отстоя, 17 — для спуска
промывных вод в канализацию и 18 — для регулирования спуска
осветленного сусла.
Все рукоятки управления кранами выведены на общий щиток.
Высота слоя сусла в чане не превышает 900 мм, а процесс охлажде-
ния продолжается не более 2 ч. В течение этого времени температу-
ра должна понизиться с 95 до 55°С.
Контроль за режимом охлаждения сусла осуществляется термо-
метром 15.
Техническая характеристика отстойных чанов
Полный объем, м"1 Рабочий объем, мд Площадь поверхности охлаждения, м . Б7-ВОБ 7,5 5,8 Б7-ВОВ 11,0 8,6 ВОЧ-3 23,0 19,0
рубашки 7,3 8,3 12,9
секции 2,4 4,7 —
Средняя высота слоя сусла, мм 900 900 900
Диаметр чана, мм 2900 3500 4984
Высота цилиндрической части, мм 1220 1220 1220
Диаметр патрубков dy, мм:
суслопровода 50 50 50
воздухопровода 10 10 15
водопровода 60 75 50
стяжной трубы 45 45 45
Время, мин:
заполнения чана 15 20 —
охлаждения 60 65 —
Расход воды, м^/ч 15 20 41
Общая высота чана, мм 3000 3200 3400
Масса, кг 1700 2200 5000
3.2.5. Сепараторы для осветления пивного сусла
Горячее охмеленное сусло освобождают от взвешенных частиц
белкового осадка в сепараторах-осветлителях и охлаждают до тем-
пературы брожения в пластинчатых теплообменниках. Как горячее,
так и холодное сусло фильтруют через намываемый диатомитовый
порошок в диатомитовых фильтрах.
В сепараторах осветляют мутное сусло, отделяют белковый оса-
док от охмеленного сусла, выделяют дрожжи из молодого пива, а
также осветляют выдержанное пиво перед розливом. В рабочем ор-
гане сепаратора (рис. 3.27) — барабане — имеются конические та-
релки, разделяющие поток жидкости на тонкие слои. При вращении
центробежное ускорение частиц в тонком слое превышает ускоре-
ние силы тяжести, в результате чего значительно интенсифициру-
ется процесс осаждения мелкодисперсных частиц. Скорость осажде-
ния частиц при сепарировании v (м/с)
224
Путное
сусло
Рис. 3.27. Сепаратор-осветли-
тель
v= - рс]/18/г,
где d — диаметр частиц, м; w — угло-
вая скорость вращения w - 2рп (п —
частота вращения, с'1); R — радиус
вращения, м; рч и рс — плотность со-
ответственно частиц и жидкости,
кг/м3; р — динамический коэффи-
циент вязкости жидкости, Па -с.
Сепараторы-осветлители по сравне-
нию с фильтрационными установками
осветляют сусло и пиво с несколько
меньшей степенью осветления и мень-
шей коллоидной стойкостью, однако
биологическая стойкость такого пива
выше, чем фильтрованного.
Техническая характеристика сепараторов-осветлителей
ВСМ (с периода- ВСС-2 (с цент- Al -ВСО (с
ческой выгрузкой робежной вы- пульсирующей
осадка) грузкой осадка) выгрузкой
„ осадка)
Производительность по
осветляемому суслу, мл/ч . 5,0 10,0 8,5
Частота вращения барабана, с'1 69,5 83,3 83,3
Диаметр барабана, м 0,62 0,60 0,61
Число тарелок — 128 144
Число вставок 3 — —
Мощность электродвигателя, кВт 10 13 17
Угол наклона образующей тарелки,
град — 50 50
При расчете сепаратора определяют фактор разделения Ф, кри-
тическую скорость вращения wKp, производительность Q и потреб-
ную мощность N.
Фактор разделения
Ф - w2Rg/g = v2/ (Reg),
где v wRg — окружная скорость вращения, м/с; g — ускорение
свободного падения, м/с2.
Фактор разделения можно увеличить, повышая угловую скорость
вращения ротора. Однако значения R и w зависят от конструктив-
ных особенностей сепаратора. Критическая скорость сепаратора wKp
(с"1), имеющего жестко закрепленный (без амортизатора) верхний
радиальный подшипник,
15. Заказ 5901
225
wKp = Vk/m ,
где к = ЗЕ1/ [Zi2(Zi + fe) ] — коэффициент деформации, Н/м; m —
масса барабана, кг; Е — модуль упругости металла, из которого из-
готовлен вал, Па; I — осевой момент инерции сечения вертикально-
го вала, м , h — расстояние от верхнего подшипника до центра тя-
жести, м; /2 - расстояние между верхним и нижним подшипниками,
м.
При расчете производительности сепаратора Q (м /ч) принима-
ется во внимание продолжительность пребывания порции суспен-
зии в нем, при которой взвешенные частицы успевают выделиться в
осадок
Q- [16 500£n2ztga(R63-RM3)d2(p4 -рс)]/р,
где fl - 0,5...0,7 — технологический КПД сепаратора; z — число та-
релок в барабане; а — угол наклона образующей тарелки, град; Re,
RM — соответственно максимальный и минимальный радиусы та-
релки, м.
Кинетическая энергия затрачивается сепаратором на выбрасыва-
ние осветленной жидкости напорным диском, на преодоление тре-
ния барабана о воздух и трения в подшипниках. Мощность Ni
(кВт), расходуемая напорным диском,
Ni = QP/(3600-1000??д),
где Р — давление в системе выхода осветленной жидкости, Па; 7д =
= 0,9 — КПД напорного диска.
Мощность N2 (кВт), расходуемая вращающимся барабаном на
преодоление сопротивления воздуха,
N2 = l,55y»pBn3R5/(l/cosa+ 5H/R+1),
где = (14...22) • 10'5 — коэффициент сопротивления воздуха; рв =
= 1,24 кг/м3 — плотность воздуха; Н — высота цилиндрической ча-
сти барабана, м.
Мощность N3 (кВт), расходуемая на преодоление трения в под-
шипниках,
N3 = iii6gvBf/1000,
где те — масса вращающихся частей сепаратора, включая массу
жидкости, кг; vB — окружная скорость вращения вала, м/с; f = 0,03
— коэффициент трения качения.
Суммарная потребная мощность (кВт)
N = Ni +N2 + N3.
226
Рис. 3.28. Сепаратор BCM
15*
227
Для осветления сусла с повышенной концентрацией взвешенных
частиц используют многокамерный сепаратор ВСМ.
Сепаратор (рис. 3.28) состоит из станины 1 с приводным меха-
низмом 2, барабана 7 и приемно-отводящего устройства.
Барабан является основным рабочим органом сепаратора, в нем
под действием центробежной силы происходит очистка сусла. Бара-
бан включает в себя основание 8, крышку 12, нижний вставкодер-
жатель 6, цилиндрические вставки 20, верхний вставкодержатель
10 и затяжное кольцо 11. Барабан надет на конусную часть вала
(веретена) 5 и затянут предохранительной гайкой 21. Частота вра-
щения барабана контролируется тахометром 4, приводящимся в
движение от горизонтального вала 3.
Приемно-отводящее устройство сепаратора состоит из подводя-
щей трубы 18, центральной трубы 16, напорного диска 9 и отводя-
щей трубы 13. На подводящей и отводящей трубах имеются смотро-
вые окна 14. Приемно-отводящее устройство прижимами 17 кре-
пится к крышке 19 сепаратора. Это устройство может откидываться
самостоятельно на кронштейне, изготовленном из полых труб, по
которым проходит исходная суспензия. Давление на выходе жидко-
сти контролируется манометром 15.
Сусло, подлежащее осветлению, по подводящей трубе 18 и цент-
ральной трубе 16 поступает в первую камеру, где ребра нижнего и
верхнего вставкодержателей придают ему вращательное движение.
Под действием центробежной силы более тяжелые взвешенные час-
тицы оседают на стенках камеры, а частично осветленное сусло под
напором вновь поступающего попадает во вторую, а затем третью и
четвертую камеры. При этом сусло освобождается от мелких час-
тиц, которые оседают в виде кольцевого слоя осадка на вставках.
Достигнув основания барабана, поток осветленного сусла продвига-
ется по наружным каналам верхнего вставкодержателя к оси вра-
щения барабана и попадает в камеру, в которой жидкость вращает-
ся вместе с барабаном и захватывается погруженным в нее и укреп-
ленным неподвижно напорным диском, снабженным внутренними
каналами спиральной формы. По каналам напорного диска сусло
поступает в отводящую трубу.
После заполнения камер осадком сепаратор останавливают. Ос-
тавшаяся жидкость под давлением собственной массы выливается
через отверстие 22 в приемник 23, откуда отводится через патру-
228
бок. После этого барабан разбирают и вручную удаляют из него оса-
док.
Техническая характеристика сепаратора ВСМ
Производительность (по количеству
осветляемой суспензии), кг/ч До 5000
Частота вращения барабана, мин-1 4170
Максимальный диаметр барабана, мм 620
Число вставок Электродвигатель: 3
мощность, кВт 10
частота вращения ротора, мин"1 1500
Габаритные размеры, мм 1150x780x1350
Масса, кг 1090
Для отделения белкового осадка из горячего охмеленного сусла
используются тарельчатые сепараторы-осветлители с центробеж-
ной пульсирующей выгрузкой осадка. Осадок удаляют из барабана
периодически, не прекращая работы сепаратора.
Сепаратор-осветлитель ВСС-2 (рис. 3.29) изготавливается в по-
лузакрытом исполнении. Он представляет собой станину 1, на кото-
рой смонтированы приводной механизм, барабан, гидроузел и при-
емно-отводящее устройство.
Внутренняя полость нижней части станины образует масляную
ванну для смазки приводного механизма. Уровень масла определя-
ется маслоуказателем 2.
Привод сепаратора осуществляется от индивидуального электро-
двигателя, который соединяется с горизонтальным валом 3 через
упругую муфту, сглаживающую резкие изменения крутящего мо-
мента. Вращение от электродвигателя и горизонтального вала на
полый вал передается через фрикционно-центробежную муфту, ко-
торая обеспечивает плавную передачу вращения при разгоне сепа-
ратора.
На полом валу, вращающемся в шарикоподшипниковых опорах,
укреплена шестерня, передающая вращение вертикальному валу
17. Нарезанная на полом валу шестерня передает вращение на шес-
терню тахометра. Вертикальный вал вращается в радиально-сфери-
ческом шарикоподшипнике, установленном в обойме нижней опо-
ры. Верхняя опора вертикального вала выполнена упругой, что по-
зволяет барабану сепаратора при разгоне и остановке плавно прохо-
дить критическую частоту вращения и сохранять устойчивый, спо-
койный ход при рабочей частоте вращения.
Упругость горловой опоры достигается тем, что обойма с подшип-
ником и валом заключена между шестью радиально расположенны-
229
Рис. J.29. Сеиараторнхгиетлшель ВСС-2
230
ми цилиндрическими пружинами с направляющими втулками, ус-
тановленными в гнезде корпуса горловой опоры. Сверху шарико-
подшипник горловой опоры закрыт крышкой и закреплен защитной
втулкой.
Вертикальная нагрузка от массы барабана и вала воспринимается
радиально-упорным шарикоподшипником, который опирается на
цилиндрическую пружину.
Барабан состоит из основания 6, дна основания 5, тарелкодержа-
теля S с пакетом конических тарелок 9, поршня 7, крышки 10 и
двух диаметрально расположенных в основании барабана клапан-
ных механизмов 15, предназначенных для слива жидкости из меж-
тарелочных пространств барабана с целью получения выгружаемо-
го осадка с меньшей влагой. Поршень 7 совершает возвратно-посту-
пательные движения вдоль вертикальной оси барабана. Под дейст-
вием силы гидростатического давления буферной жидкости пор-
шень движется вверх, перекрывая разгрузочные щели в основании.
При этом поршень торцовой поверхностью прижимается к уплотни-
тельному кольцу, обеспечивая герметичность барабана.
Управление механизмом разгрузки барабана и клапанными ме-
ханизмами для слива жидкости из межтарелочных пространств ба-
рабана осуществляется с помощью гидроузла 4.
Приемно-отводящее устройство 12 служит для подачи в барабан
исходной суспензии, отвода отсепарированных фракций и жидкости
из межтарелочных пространств барабана. Устройство состоит из
центральной трубы 11 для ввода исходного продукта в барабан, на-
порного диска 13 для вывода осветленной жидкости, приемника 14
шлама для сбора выгружаемого осадка и приемника 16 для слива
жидкости из межтарелочного пространства барабана. На входной и
отводной магистралях имеются смотровые стекла, через которые ве
дется наблюдение за потоком исходного и осветленного продукта.
На отводной магистрали установлены регулировочный вентиль и
манометр для наблюдения за давлением осветленной жидкости.
Исходный продукт по центральной питающей трубе поступает во
внутреннюю полость тарелкодержателя, а затем в шламовое про-
странство барабана, где под действием центробежной силы наибо-
лее крупные и тяжелые взвешенные частицы исходного продукта
отбрасываются в шламовое пространство, а осветленное сусло как
более легкая фракция оттесняется к центру барабана и по внешним
каналам тарелкодержателя поступает в напорную камеру, где за-
хватывается напорным диском и выводится из барабана.
Процесс сепарации продолжается до полного заполнения шламо-
вого пространства осадком, после чего прекращается подача исход-
231
ного продукта, и с помощью двух клапанных механизмов произво-
дится слив жидкости из межтарелочных пространств барабана в
приемник 16. Затем механизмом разгрузки барабана осадок выбра-
сывается в приемник 14 шлама.
На предприятиях работает большое количество сепараторов ВВС.
Эти сепараторы отличаются от сепараторов ВВС-2 тем, что вместо
кольцевого поршня в них установлен плавающий конус. Установка
кольцевых поршней в ВСС-2 позволила увеличить объем шламово-
го пространства в барабане и, следовательно, увеличить продолжи-
тельность полезной работы сепаратора за один цикл. Производи-
тельность сепаратора ВСС-2 более высокая.
Техническая характеристика сепараторов-осветлителей пивного сусла
вес ВСС-2
Производительность, л/ч:
по отстоенному пивному суслу 1000 10000...14 000
по неотстоенному пивному суслу 2500 5000
Частота вращения барабана, мин'1 5000 5000
Диаметр барабана, мм 605 600
Число тарелок в барабане (с зазором 0,5 мм) 124 128...134
Угол наклона образующей тарелок, град 50 50
Вместимость шламового пространства, л — 16
Электродвигатель:
мощность, кВт 10 13
частота вращения ротора, мин'1 1500 1500
Время набора барабаном рабочей
частоты вращения, мин 8...10 8...10
Габаритные размеры, мм 1250x940x1450 1450x1050x1550
Масса, кг 938 1400
3.3. Аппараты для брожения и дображивания пива
Спиртовое брожение сахаров сусла под действием ферментов
дрожжей является основным процессом в производстве пива. Глав-
ное брожение и дображивание пива осуществляется в основном по
двум схемам: по периодической — с разделением процесса броже-
ния на главное брожение и дображивание, а также по ускоренной —
с совмещением главного брожения и дображивания в одном цилинд-
роконическом бродильном аппарате.
3.3.1. Способы сбраживания пивного сусла
Ускоренный периодический способ состоит в том, что в цилинд-
роконическом бродильном аппарате с быстрым управлением седи-
ментацией и выводом из него осевших дрожжей совмещены главное
брожение с дображиванием, ускоренное дозревание (выдержка) и
осветление пива, а также систематически осуществляется переме-
232
шивание сбраживаемого сусла сначала током стерильного воздуха,
а потом диоксида углерода и увеличивается количество посевных
дрожжей до 2 л на 1 гл сусла.
Бродильный аппарат (рис. 3.30) предварительно дезинфицируют
и стерилизуют, а затем в него подают охлажденное сусло. Темпера-
тура брожения светлых сортов пива 3...4°С, темных 4...5°С. Макси-
мальная температура брожения 9°С. Дрожжи низового брожения
готовят в аппарате чистой культуры 3, который также охлаждается
жидкостью, циркулирующей в наружном кожухе. Зрелые дрожжи
вытесняются из аппарата стерильным сжатым воздухом или диок-
Рис. J.JO. Бродильный аппарат для ускоренного производства пива
С наступлением брожения воздух полностью вытесняется диок-
сидом углерода из бродильного аппарата и пространства над суслом
в атмосферу без перемешивания СОг в течение примерно 22 ч. Ди-
оксид углерода без примеси воздуха направляют в газомер, а оттуда
насосом перекачивают через очистительную батарею, компримиру-
ют до 0,2...0,3 МПа и собирают в сборнике.
После окончания брожения, когда дрожжи начинают оседать, ко-
нус аппарата охлаждают, что ускоряет оседание дрожжей. Пиво в
аппарате подвергают давлению 0,15 МПа, дрожжи при этом уплот-
няются и при открытии вентиля вытесняются в виде густой массы, и
через резиновый рукав поступают в дрожжевую ванну, где хранят-
ся по известной технологии при 0°С.
Брожение 12%-ного сусла продолжается 8...10 сут, затем следует
период созревания пива (3 сут) с биохимическим превращением ря-
да веществ, присущих букету молодого пива.
Затем пиво медленно охлаждают до 1...0°С и обрабатывают (кар-
бонизируют) диоксидом углерода под давлением 0,14 МПа в тече-
233
ние 12 ч и следующие 12 ч выдерживают в покое для оседания
дрожжей и осветления. Под давлением 0,17 МПа пиво из аппарата
через фильтр подается на розлив.
Способ брожения и дображивания под давлением по Литцу состо-
ит в том, что хорошо осветленное и охлажденное сусло в аппарате
предварительного брожения (разбраживающем) обрабатывают
большой дозой свежих семенных дрожжей, взятых из аппарата чис-
тых культур (АЧК). Главное брожение протекает под давлением 0,2
МПа и температуре 9,5°С в первом аппарате. Пиво дозревает, так-
же находясь под давлением, в следующем аппарате, в котором оно
промывается диоксидом углерода и освобождается от ароматиче-
ских веществ, присущих молодому пиву. Промывка диоксидом уг-
лерода осуществляется за счет выделившегося газа при быстром
снижении избыточного давления в аппарате. Сусло охлаждают до
50°С, после чего взвесям дают осесть. Важно, чтобы крупные взвеси
не осаждались раньше мелких, так как последние адсорбируются на
поверхности крупных, способствуя лучшему осветлению сусла и со-
ответственно пива.
При температуре 7°С сусло заливают в один из разбраживающих
аппаратов J, 2, 3 (рис. 3.31) и сбраживают большой дозой свежих
дрожжей. Через 48 ч в стадии белых высоких завитков при темпера-
туре 8,5°С на грани экспоненциально-стационарной фазы роста
дрожжей половину содержимого переводят в первый напорный бро-
дильный аппарат 4, а в один из аппаратов J...3 доливают свежее
сусло и вновь размножают дрожжи. Через несколько циклов (48 ч)
аппарат предварительного брожения очищают от приставших к
стенкам сгустков дрожжей и взвесей.
Возможна рециркуляция сбражива-
емой среды из аппаратов 8... Ю в ап-
параты J...3. Продолжительность
брожения светлого 11%-ного пива
при необходимой степени сбражива-
ния составляет 6 дней.
Во второй ступени для частичного
дображивания и созревания пиво ох-
лаждают до 3,5°С, выводят дрожжи
и переводят в следующие аппараты
для дображивания 8... 10, предвари-
тельно наполненные диоксидом уг-
лерода и находящиеся под давлени-
ем 0,2 МПа. Созревание пива ведут в
покое 23 ч. Потом выпускают СОг,
Сусло
Рис. 3.31. Функциональная схема
брожения пива под давлением с по-
следующей выдержкой
234
давление снижают до конечной величины. Одновременно с этим пи-
во охлаждают до 1...2°С. После шпунтования до предельного давле-
ния пиво оставляют в покое еще на три дня, потом фильтруют и
разливают обычным способом. Общая продолжительность приго-
товления пива составляет 14.. 15 сут.
Ускоренный способ получения Жигулевского пива состоит в том,
что начиная с охлаждения сусла прекращают воздействие кислоро-
да воздуха и обрабатывают сусло диоксидом углерода. Семенные
дрожжи в количестве 0,7... 1 л вместо 0,5 л по норме на 1 гл сусла
разбраживают в течение 4...5 ч, подают в бродильный аппарат в мо-
мент его заполнения суслом, продувают 10... 15 мин и перемешива-
ют. Главное брожение ведут при 7...8°С в начале и 4...5°С в конце.
Продувание СОг повторяют ежесменно (5... 10 мин).
После спуска из аппарата от молодого пива сразу же отделяют
дрожжи и перекачивают его с поддувом СОг в аппараты для добра-
живания. Заполненный аппарат шпунтуют вновь и во время добра-
живания поддерживают давление в пределах 0,14...0,15 МПа, авто-
матически регулируемое шпунтаппаратом. Температура поддержи-
вается на уровне 4°С, продолжительность дображивания составляет
11 сут. Перед фильтрованием созревшее пиво дополнительно ох-
лаждают до 1°С для перевода диоксида углерода из пересыщенного
состояния при 45°С в насыщенное при 1°С. Для стабилизации
фильтрованное пиво выдерживают в сборнике при 1°С в течение
2 ч, затем разливают.
Производственный цикл сокращается, расход СОг составляет
150 г/дал пива. Теоретически процесс созревания пива можно уско-
рить, если исключить наличие молекулярного кислорода в сусле
при главном брожении и тем ограничить синтез кетокислот, альде-
гидов, предшественников высших спиртов и других ароматических
и вкусовых веществ, которые подлежат дальнейшим превращениям
при анаэробном дображивании. Перемешивание сусла и сбраживае-
мой среды диоксидом углерода вместо кислорода должно было уско-
рить размножение и рост дрожжей, однако эта замена оказалась не-
адекватной. Потребуется подбирать другие условия для интенсифи-
кации их роста. Необходимого внедрения этот прием на заводах не
получил.
Способ ускоренного получения Жигулевского пива в цилиндро-
конических бродильных аппаратах (ЦКБА) состоит в том, что в од-
ном сосуде большого объема (от 100 до 1500 м3 и более) с суточным
заполнением его суслом (8...9°С) и дрожжами совмещают две сту-
пени: главное брожение и дображивание (как по способу Натана),
которые продолжаются в течение 14 сут вместо положенных 28 для
235
Рис 3.32. Цилиндроконический бродиль-
ный аппарат
Жигулевского пива (рис. 3.32).
Аппарат снабжен термометром
сопротивления 1, моющей го-
ловкой 2, краном для отбора 3,
местом для крепления шпун-
таппарата 4, гидрозатвором 5.
С первым осветленным суслом
(первая варка) в коническую
часть задают все семенные
сильносбраживающие дрожжи
(300 г на 1 гл сусла, влажность
75%). Вначале 50% сусла
аэрируют стерильным возду-
хом (0,7 м3/м3 сусла в час),
что обеспечивает содержание
4...6 мг Ог/мл сусла.
В течение первых двух суток
поддерживается температура
брожения от 9 до 14°С, которая
сохраняется до достижения ви-
димой конечной степени сбра-
живания. Температура регули-
руется тремя поясами вынос-
ных наружных рубашек с хла-
дагентом, охлажденным не бо-
лее чем до минус 6°С. При до-
стижении содержания сухих
веществ в пиве 3,5...3,2% ап-
парат шпунтуется при избы-
точном давлении. Окончание
брожения определяют по пре-
кращению дальнейшего снижения массовой доли сухих веществ в
пиве в течение 24 ч. Обычно на пятые сутки достигается конечная
массовая доля 2,2...2,5% сухих веществ. После этого хладагент под-
ают в рубашку конуса для охлаждения и образования плотного
осадка дрожжей при температуре 0,5...1,5°С. В цилиндрической ча-
сти температура 13...14°С сохраняется в течение 6...7 сут. Эта же
температура способствует восстановлению диацетила в ацетоин.
Затем температура пива (0,5...1,5°С) выравнивается рубашками во
всей цилиндрической части ЦКБА. При этом шпунтовое давление в
ЦКБА поддерживается равным 0,05...0,07 МПа в течение 6...7 сут.
Через 10 сут с начала брожения проводят первый съем дрожжей
236
из штуцера конической части ЦКБА. Перед осветлением пива про-
водят второй съем дрожжей, затем пиво подают на сепарирование и
фильтрование, дополнительное охлаждение (2°С) в сборниках гото-
вого пива при 0,03...0,05 МПа, выдержку в течение 12...24 ч, розлив
и реализацию. С использованием ЦКБА выпускают пиво с массовой
долей сухих веществ в начальном сусле 11, 12 и 13%.
Таким образом, в процессе брожения в ЦКБА благодаря большо-
му единичному объему аппарата, совмещению главного брожения и
дображивания в одном сосуде, использованию повышенных темпе-
ратуры брожения и объема посевных дрожжей продолжительность
процесса сокращается примерно в два раза.
Обычно непрерывный способ характеризуется непрерывным при-
током питательной среды в один ферментер или в батарею, состоя-
щую из нескольких аппаратов. Отток зрелой культуральной жидко-
сти может быть непрерывным, а в ряде случаев, особенно на первых
стадиях освоения, он периодический.
При нестерильных условиях ферментации, например метановом
брожении, такой способ отвечает поставленной цели, а для стериль-
ных процессов он не подходит, так как постоянно сопровождается
инфицированием. В виноделии и производстве шампанского при
повышенной кислотности исходных виноматериалов и увеличенной
плотности дрожжей достигается сбраживание углеводов в относи-
тельно чистых условиях. В ацетонобутиловом, спиртовом и пивова-
ренном производствах инфицирование наступает быстро (через
1...2 сут) и брожение частично, а в ряде случаев полностью прекра-
щается с большими потерями перерабатываемого сырья.
Для предотвращения инфицирования разработаны способы дез-
инфекции и стерилизации аппаратуры, трубопроводов, арматуры и
др. В периодическом процессе дезинфекцию ведут после окончания
брожения и вслед за этим аппарат вновь наполняют суслом с дрож-
жами, повторяют брожение и т.д. При непрерывном брожении дез-
инфекцию приходится совмещать с брожением, притоком сусла и
оттоком пива.
Способ непрерывного сбраживания сусла в батарее из семи или
девяти ферментеров типа ЦКБА (рис. 3.33) был разработан во
ВЗИППе.
Пивное сусло из сборника 2 насосом 1 подают непрерывно в пер-
вый ферментер 4 и периодически в дрожжегенератор 3. Зрелое пиво
из ЦКБА 10 поступает в сборник 11, затем в два последовательно
работающих фильтра 12 и далее в сборник 13. При необходимости
повышения стабильности пива взамен второго фильтра устанавли-
вают ультрафильтр для удаления микроорганизмов и высокомоле-
237
кулярных углеводно-белково-дубильных комплексов, после чего
пиво подают на розлив.
После заполнения ферментера 4 сбраживаемое сусло самотеком
перетекает в следующие ЦКБ А: 5... 10. В ходе непрерывного сбра-
живания сусла видимый экстракт изменяется (у Жигулевского пива
снижается) от 8% — в первом, 3...2.8 — в четвертом до 2,6% — в
седьмом. Содержание спирта соответственно 1,8; 3,2; 3,5%, темпе-
ратура 8...10; 13; О...2°С. Наибольшая температура (15,..16°С) до-
пускается в третьем ЦКБА. В четвертом ЦКБА брожение в основ-
ном заканчивается, начинается непрерывная промывка пива диок-
сидом углерода для удаления продуктов метаболизма дрожжей.
При расходе СОг 2,5 л/ч на 1 дал пива содержание диацетила
снижается на 12,5% (остаточного0,21 мг/дм3), альдегидов на 1,4% (
(остаточных 10,2 мг/дм3), действительная степень сбраживания со-
ставляет 65,3%.
В пятом ЦКБА идет дозревание, а в шестом и в седьмом осущест-
вляется полная стабилизация пива. Дрожжи непрерывно выводят из
ЦКБА 5, б и 7 в сборник 14, промывают чистой водой в реакторе 15,
обрабатывают антисептиком в сосуде 16 (серной кислотой или фор-
малином) , выдерживают, активируют пивным суслом в сосуде 17 и
насосом 1 возвращают (рециркулируют) в ЦКБА 4. Излишки дрож-
жей после промывки и сушки выводят и реализуют.
Профилактическая дезинфекция и стерилизация ЦКБА, трубо-
проводов, арматуры и др. в батарее совмещаются с непрерывным
притоком сусла и оттоком пива из нее и чередуются через каждые
10...14 сут. Способ совмещения осуществляется путем переключе-
ния притока сусла и перекачивания насосом содержимого из ЦКБА
4 в ЦКБА 5, промывания и дезинфекции ЦКБА 4, затем его повтор-
ного наполнения суслом с дрожжами обратным переключением из
ЦКБА 5 на ЦКБА 4. Пока наполняется ЦКБА 4, насосом перекачи-
вают содержимое ЦКБА 5 в ЦКБА 6, дезинфицируют ЦКБА 5 и за-
полняют его суслом из ЦКБА 4. Далее содержимое ЦКБА 6 перека-
чивают в ЦКБА 7 и т.д. до конца батареи.
Сусло с дрожжами начиная с ЦКБА 4 после дезинфекции назы-
вается новым протоком, а остающаяся сбраживаемая среда в ЦКБА
5 и во всех остальных ЦКБА до конца батареи — старым протоком.
Смешивание нового протока со старым во избежание инфицирова-
ния не допускается.
Общая продолжительность непрерывного брожения составляет 7
сут, производительность или съем пива с 1 м3 вместимости ЦКБА
увеличивается в два раза по сравнению с периодическим совмещен-
ным главным брожением и дображиванием в тех же ЦКБА.
238
Рис. 3.33. Схема непрерывного брожения пива в ЦКБА
3.3.2. Характеристика оборудования для главного брожения
и дображивания
Бродильный аппарат типа ЧБ-15 используется для главного бро-
жения сусла и представляет собой герметический прямоугольный
сосуд, внутри которого имеется охлаждающий змеевик для отвода
теплоты, выделяющейся при брожении. Горизонтальный цилиндри-
ческий танк Б-604 также предназначен для главного брожения пив-
ного сусла под давлением. Танки типов ТЛА и TAB применяются
для дображивания молодого пива или для хранения готового пива и
представляют собой горизонтальный и вертикальный цилиндриче-
ские аппараты со сферическими днищами.
Аппараты, применяемые для брожения и дображивания пива, из-
готовляют из металлов и железобетона, а танки для брожения и до-
браживания — из листового пищевого алюминия (табл. 3.7).
Таблица 3.7
Характеристика бродильных аппаратов и танков
Показатели ЧБ-15 Б-604 ТЛА TAB
1 2 3 4 5
гт 3 Полная вместимость, м 15,0 8,0...50,0 8,0...80,0 8,0...25,0
Внутренний диаметр, м — 1,8..2,4 1,8...3,2 1,8...2,4
Диаметр охлаждающего змеевика, м 0,05 0,07 — —
Диаметр суслопровода, м 0,05 0,07 — —
239
Окончание табл. 3.7
1 1 2 1 з 1 4 I 1 5
Температура брожения, °C 6 4 1 1
Давление в аппарате, МПа — 0,07 0,07 0.07
Масса, кг 2150 80...2176 421...3688 421...1117
Все бродильные аппараты снабжены соответствующей арматурой
для отвода диоксида у еле рода, выделяющегося во время спиртового
брожения (4 кг из 1 м3 пива или около 2 м3 из 1 м3 пива в сутки).
Требуемое число бродильных аппаратов п или аппаратов для добра-
живания при выработке одного сорта пива
n-Q/(Vnz),
где Q = Ускз — годовое количество охлажденного сусла, м3; Vc —
объем холодного сусла, получаемого из одной варки, м3; кз — коэф-
фициент, зависящий от того, на сколько заторов рассчитывается
бродильный аппарата (k = 1, 2, 4); Vn = Vo <р — полезная вмести-
мость аппарата, м3; Vo — полная вместимость аппарата, м , —
коэффициент заполнения аппарата (<р = 0,9 для аппарата броже-
ния и рл = 0,96 для аппарата дображивания); z = тстм/ (тбр + Тдоп) —
оборачиваемость аппарата, тс — количество суток работы цеха в
месяц; тм — количество месяцев работы цеха в год; rgp — продол-
жительность брожения или срок выдержки пива, сут; тдоп — допол-
нительное время на мытье и дезинфекцию аппаратов после каждого
оборота, ч.
Наиболее экономично проводить брожение и дображивание пива
ускоренным способом в одном цилиндроконическом бродильном ап-
парате, изготовленном из нержавеющей стали с полированной
внутренней поверхностью.
Этот аппарат имеет четыре охлаждающие рубашки в цилиндри-
ческой части и одну в конической (табл. 3.8).
Таблица 3.8
Характеристика цилиндроконических бродильных аппаратов
Показатели | Ш4-ВЦН-30 I Ш4-ВЦН-50 | РЗ-ВЦН-95
Вместимость, м3:
полная 30 50 95
рабочая 25,5 42,5 80
Площадь поверхности охлаждения, м3 17,4 23,2 44,3
Масса, кг 5 380 6 490 11 890
Примечание. Для всех марокдавление в аппарате по 0,7 МПа, в рубашках по
0,4 МПа, температура хладагента - 8°С.
240
Способ непрерывного брожения пива заключается в перемеще-
нии с определенной скоростью сбраживаемого сусла и молодого пи-
ва в системе соединенных между собой бродильных аппаратов и ап-
паратов для дображивания при непрерывном притоке свежего сусла
в головной бродильный аппарат и оттоке пива из последнего аппа-
рата.
Необходимая концентрация дрожжей в сбраживаемом сусле
обеспечивается непрерывным поступлением дрожжей в головной
аппарат системы из дрожжегенератора и дополнительным размно-
жением дрожжей в аппаратах брожения. Перед перекачиванием
молодого пива на дображивание часть дрожжей отделяется на сепа-
раторе.
Кинетика процесса брожения в аппаратах непрерывного дейст-
вия может быть представлена уравнением
Кбр= (l/r)ln(So/S),
где Kgp — константа скорости спиртового брожения, ч'1; т — про-
должительность процесса, ч; S и Sq — концентрация сахара соот-
ветственно в начале брожения и в момент времени т, %.
3.3.3. Бродильные аппараты и танки
В настоящее время получили распространение цилиндрокониче-
ские бродильные аппараты вместимостью 100 м3 и проектируются
вместимостью до 250...500 м3. В этих аппаратах процесс брожения
сусла начинают при температуре 9...10°С и в течение первых двух
суток повышают ее до 14°С. Брожение заканчивают на 5—6-е сутки
и по окончании его коническую часть аппарата охлаждают до тем-
пературы О...2°С, при этом происходит оседание дрожжей, а про-
цесс дображивания молодого пива длится 5...7 сут.
При сбраживании 1 кг мальтозы выделяется 613,8 кДж теплоты.
Следовательно, при главном брожении концентрация сухих ве-
ществ сусла снижается с 12 до 5% и из 1 м3 сусла выделяется тепло-
ты Qi - 10[(12 - 5)613,8 ] = 42 960 кДж/м3.
Наряду с этой теплотой из 1 м3. молодого пива при его охлажде-
нии в период дображивания необходимо отобрать в среднем теплоту
Q2 " 10 470 кДж/м3. Таким образом, за 12...13 сут брожения и до-
браживания в одном цилиндроконическом аппарате от 1 м3 сбражи-
ваемого пива через охлаждающую поверхность передается теплоты
Q-Qi +Q2 = 53 430кДж/м3.
Коэффициент теплоотдачи от стенки охлаждающего змеевика к
хладагенту ctj (Вт/м2-К) определяется зависимостью
16. Заказ 5901
241
Nu = 0,023Re°’8Pr0’4,
а коэффициент теплоотдачи от сбраживаемого сусла к стенке змее-
вика а 1 (Вт/м2 - К) определяют по эмпирической формуле
«2 = 0,74С-^с—ter,
где 1с и 1ст — соответственно температура сбраживаемого сусла и
стенки змеевика, °C; С — коэффициент, зависящий от температуры
сбраживаемого сусла tc и стенки змеевика кт:
(tc+tCT)/2 123456789 10
С 117 125 133 150 160 170 178 185 195 204
Бродильные аппараты, используемые для главного брожения, из-
готавливают открытого или закрытого типа, последние обеспечива-
ют стерильность сусла при брожении и возможность отбора диокси-
да углерода для дальнейшего его использования. Бродильный аппа-
рат (рис. 3.34) представляет собой герметический прямоугольный
сосуд с закругленными углами стенок и днища. Внутри аппарата
имеется змеевик J, по которому через отверстие 7 поступает рассол
или охлажденная вода. Аппарат имеет патрубок 2 для сусла, пробку
3 для слива остатков сусла, люки 4 и 5 для мойки аппарата и патру-
бок 6 для отвода диоксида углерода.
Рис. 3.34. Аппарат бродильный ЧБ-15
242
Характеристика бродильного аппарата ЧБ-15
3
Полная вместимость, м 15
Поверхность охлаждения, mz 3,7
Диаметр, мм
суслопровода 50
охлаждающего змеевика 50
Габаритные размеры, мм 3175x2650x2330
Масса, кг 2150
Аппараты подлежат обязательному защитному покрытию эпок-
сидными смолами, спиртово-канифольным лаком, применяются по-
лиэтиленовые покрытия и др.
Прямоугольные бродильные аппараты наиболее полно использу-
ют помещение бродильного цеха, заполняя всю его площадь, за иск-
лючением необходимых для обслуживания проходов. Полезная вы-
сота чанов обычно принимается до 2 м.
В настоящее время применяются танки Б-604 (рис. 3.35), пред-
назначенные для главного брожения пивного сусла под давлением.
Танк главного брожения представляет собой горизонтальный
алюминиевый цилиндрический сосуд со сферическими днищами,
установленный на опорах 11. Сверху танк имеет трубу воздухопро-
вода 1, служащую для контроля за процессом брожения сусла. В
конце трубы расположен тройник 3 для сбора диоксида углерода,
выделяющегося во время брожения. Внутри танка расположен зме-
евик 2 для охлаждения сусла водой.
На переднем днище смонтированы шпунт-аппарат 10 для авто-
матического регулирования давления, кран 9 для подвода воздуха и
кран 4 для сбрасывания избыточного давления.
В переднем днище имеется люк 7 для мойки и обслуживания тан-
ка, кран 6 для входа и выхода сусла, пробный кран 5 и бобышки 8
для установки контрольно-измерительных приборов (термометра,
указателя уровня и др.).
Характеристика танка Б-604
Диаметр охлаждающего змеевика, мм 70
Давление, МПа:
в змеевике 0,1
в танке 0,06...0,7
Температура брожения, °C 4
Вместимость, м° 7...44,5
Танки Б-604 выпускаются различного диаметра (от 1800...2400
мм) и длины (3050... 10 050 мм) вместимостью 7...44,7 м3.
Танки типа ТЛА, показанные на рис.3.36, предназначены для до-
16*
243
Рис. 3-35. Аппарат главного брожения пива Б-604
244
браживания молодого пи-
Рис. 3.36. Танк для дображивания молодого пи-
ва алюминиевый типа ТЛА
ва и для хранения готово-
го пива под давлением до
0,07 МПа.
Аппарат для дображи-
вания представляет собой
горизонтальный цилинд-
рический сосуд со сфери-
ческими днищами. На
днище находится люк 2
для санитарной обработки
танка. Для наполнения
танка и выхода продукта
внизу расположен бронзо-
вый кран 1. Hjisi отвода
диоксида углерода служат
специальная арматура 4 и
шпунт-аппарат 3.
Танк устанавливается на опорах 5.
Танки для дображивания типа ТЛА изготавливаются вместимо-
стью 8...80 м3.
Кроме горизонтальных танков для дображивания молодого пива
изготавливают вертикальные типа ТЛВА вместимостью 4...9 м3.
Для изготовления бродильных аппаратов и танков для дображи-
вания кроме углеродистой листовой стали применяют листовой пи-
щевой алюминий марок АО и А5 с содержанием примесей не более
0,5%, кислотостойкую сталь марки Х18Н10Т.
Поверхность аппарата из алюминия и нержавеющей стали не по-
крывается защитными покрытиями и легко очищается от загрязне-
ний. Алюминиевые аппараты при установке на чугунные опоры
должны иметь надежную изоляцию во избежание разрушения алю-
миния из-за возникающего электрохимического процесса между
металлами.
Для регулирования и поддержания заданного давления в танках
предназначаются шпунт-аппараты, которые разделяются по конст-
рукции на ртутные, водяные и механические (рычажные и силь-
фонные).
Механический рычажный шпунт-аппарат (рис. 3.37) состоит из
полого корпуса б, на котором установлены рычажный клапан 4 и
манометр 5. Гнездо 3 клапана на резьбе с прокладкой плотно ввер-
нуто в корпус. Корпус 6 конусом 7 присоединяется к газовому отво-
ду танка. Давление в танке регулируют перемещением груза 2 на
245
градуированной линейке-рычаге 1. Чем ближе к свободному концу
рычага расположен груз 2, тем выше будет создаваться давление в
танке.
Рис. 3.37. Рычажный шпунт-аппарат
Работу рычажного шпунт-аппарата необходимо проверять путем
поднятия рычага, а во время освобождения танка от пива шпунт-ап-
парат необходимо тщательно промывать, чтобы избежать прилипа-
ния клапана. Манометры, установленные на шпунт-аппаратах, не-
обходимо периодически снимать для проверки.
Шпунт-аппарат сильфонного типа ГГ-2, так же, как и рычаж-
ный, предназначен для поддержания заданного давления в танках
(рис. 3.38). Шпунт-аппарат ГГ-2 представляет собой цилиндриче-
скую камеру 7, сверху закрытую резиновой мембраной 2. В днище 3
камеры расположено гнездо воздушного клапана. В конце камеры
находится штуцер 10 с отверстием для соединения аппарата с тан-
ком. На штуцере укреплен манометр 9. В середине мембраны име-
ется утолщение, прикрывающее гнездо воздушного клапана. Над
мембраной находится герметически закрытый сильфон 7, выполня-
ющий роль пневматической пружины. Своим дном 4 сильфон на-
жимает на мембрану, а верхней частью упирается в регулировоч-
ную гайку 8, навинчивающуюся на стакан 5. Гайка сжимает силь-
фон и давит на мембрану, создавая противодавление. Степень сжа-
тия сильфона определяется по шкале 6.
246
Рис. 3.38. Сильфонный шпунт-аппа-
рат ГГ-2
При повышении давления в
танке выше заданного давление в
камере под мембраной также по-
вышается и поднимает резиновую
мембрану, гнездо воздушного кла-
пана соединяется с атмосферой и
излишки газа выходят из танка.
Когда давление в танке снизится
до заданного, мембрана под давле-
нием пневматической пружины
опускается и закрывает отверстие
воздушного клапана, в результате
чего прекращается выход газа из
танка.
3.3.4. Установки для непрерывного брожения и дображивания
В установке непрерывного брожения и дображивания пива (рис.
3.39) поступающее из варочного отделения осветленное сусло пода-
ется на брожение и приготовление дрожжевой разводки. Дрожже-
вая разводка готовится непрерывно в дрожжегенераторе /, снаб-
женном системами аэрации среды, пеногашения и поддержания
уровня. Сусло (92%) и дрожжевая разводка (8%) поступают в про-
межуточные бачки 2, откуда насосом-дозатором 3 подаются в пер-
вый танк 4 батареи главного брожения.
Молодое пиво вихревым насосом 5 перекачивается в герметизи-
рованный сепаратор 6 для отделения дрожжей, которые поступают
в вакуум-сборник. Осветленное молодое пиво из промежуточного
танка 7 насосом-дозатором 8 подается в первый танк 9 батареи до-
браживания, состоящей из десяти танков. Готовое пиво из послед-
него танка передается на осветление и розлив.
Производительность линии Q (м/год) непрерывного брожения и
дображивания пива
Q= (пУп^пЮ/т,
где п — число аппаратов для брожения или дображивания пива;
Vn — вместимость аппаратов главного брожения или дображивания
пива, м3; уа — коэффициент, учитывающий потери молодого пива
при перекачивании (ijn и 0,98); N — число рабочих суток в году
(N = 330 сут); т — общая продолжительность главного брожения и
дображивания пива, сут.
247
иъ Анппиилял
отделение Готовое пиво Осветленное
пиво
Рис. 3.39. Схема установки непрерывного брожения и дображивания пива
Характерными особенностями установки фирмы APV являются
следующие: общая продолжительность производственного цикла от
солода до готового пива 10 сут; способ затирания — непрерывный
настойный (инфузионный); фильтрование сусла, промывание дро-
бины и кипячение сусла с хмелем — периодические; главное броже-
ние - в непрерывном потоке при повышенной температуре и высо-
кой концентрации дрожжей (до 150 г/л); дображивание и карбони-
зация пива в непрерывном потоке при температуре, близкой к 0°С.
При приготовлении сусла в установке APV (рис. 3.40, а) солод из
запасного бункера 5 и несоложеные материалы из бункера 6 посту-
пают на автоматические весы 4. Взвешенный солод увлажняется в
шнековом смесителе 3, а затем измельчается в трехпроходной дро-
билке 2. Измельченный солод в смесителе 1 смешивается с теплой
водой и затем насосом перекачивается в трубчатый аппарат 75. В
этом аппарате заторная масса выдерживается при температуре,
благоприятной для протеолиза белков (5О...52°С).
Несоложеные материалы после взвешивания подаются в развар-
ник 8, куда одновременно из бачка 7 дозирующим насосом подка-
чивается раствор ферментных препаратов. Затем потоки солода и
несоложеных материалов соединяются в смесителе 14 и насосом 13
перекачиваются в осахариватель 1 ступени 9 и далее в осахарива-
Х₽ль II ступени 11. Осахаренная заторная масса насосом 12 перека-
чивается в фильтрационный аппарата 70, представляющий собой
фильтрационный чан, разделенный на обособленные секторы. Весь
аппарат периодически вращается, вследствие чего каждый сектор
проходит зоны заполнения, фильтрования, промывания дробины и
опора жниван ия.
248
При кипячении, охлаждении и осветлении сусла (рис. 3.40, б) из
фильтрационного аппарата 10 (см.рис. 3.40, а) сусло перекачивает-
ся в сборник 16 (см.рис. 3.40, б) или непосредственно в один из сус-
ловарочных котлов 17. Котлы работают попеременно обычным пе-
риодическим способом. При котлах имеются бункер 20, дробилка 21
и весы для хмеля 19, бачок 22 для хмелевого экстракта и конденса-
торы вторичного пара 18. Горячее охмеленное сусло насосом 28 пе-
рекачивается через хмелеотделитель 23 в сборник 24, а затем в се-
паратор 27 и пластинчатый холодильник 25. После этого охлажден-
ное сусло фильтруется в диатомитовом фильтре 26.
При стерилизации сусла, брожении и дображивании пива (рис.
3.40, в) охлажденное профильтрованное сусло доводится до опреде-
ленной плотности умягченной водой в смесителе 29 и стерилизуется
в пластинчатом теплообменнике 30. Брожение происходит в пяти
параллельно работающих башенных аппаратах 31, представляю-
щих собой цилиндрические сосуды высотой около 6 м и диаметром
1 м. Верхняя часть аппаратов расширена для оседания дрожжей и
отделения диоксида углерода. Молодое пиво из башенных аппара-
тов 31 стекает в аппараты для дображивания 32, соединенные по-
следовательно в батарею, а затем охлаждается в пластинчатом хо-
лодильнике 33.
При окончательной обработке и розливе (рис. 3.40, г) охлажден-
ное пиво стекает в осадочные чаны 36 для отделения дрожжей, ко-
торые затем собираются в сборнике 35 и отфильтровываются в
фильтр-прессе 34. Пиво из осадочных чанов 36 стекает в промежу-
точный танк 43, затем насыщается диоксидом углерода в пластин-
чатом холодильнике 42. Из сборников 40 пиво, насыщенное диокси-
дом углерода, перекачивается в диатомитовые фильтры 41, а затем
в сборники 38. Наконец, пиво пастеризуется в пластинчатых тепло-
обменниках 39 и перекачивается в разливочные аппараты 37.
По утверждению фирмы APV, себестоимость пива, изготовленно-
го по методу этой фирмы, на 10...20% ниже себестоимости пива, из-
готовляемого периодическим методом; расход энергии, пара, воды и
холода также ниже.
3.3.5. Колонное шпунтование и использование диоксида углерода
Перед дображиванием аппарат промывают водой, удаляют ее,
танк дезинфицируют раствором формалина и также смывают его
водой (рис. 3.41). Дезинфекцию ведут 1 %-ным раствором формали-
249
Рис. 3.40. Установка для непрерывного производства пива: а — приготовление
и дображивание; г — осветление, карбонизация, фильтрование и розлив
250
г
сусла; б —кипячение, охлаждение и осветление сусла; в — стерилизация, брожение
251
Рис. 3.41. Схема водораспылительной установки для обработки внутренних
поверхностей аппаратов
на из пульверизатора, собираемого из резервуара (5... 10 л), резино-
вого шланга, подключаемого к воздушной линии под давлением
0,2...0,3 МПа или ручному насосу, и отводящего шланга, присоеди-
няемого к этому же резервуару. Для дезинфекции алюминиевых
резервуаров используют эльмоццд.
После дезинфекции и промывки на крановую втулку изнутри ус-
танавливают полый цилиндр (высотой 10 см) для сбора и вывода
дрожжевого осадка перед фильтрованием пива. Затем люк герме-
тично закрывают и наполняют аппарат молодым пивом, выпуская
воздух через открытый верхний кран или пробку. Наполнение ап-
парата предпочтительно осуществлять только снизу, так как иск-
лючается попадание кислорода, образуется меньше пены и меньше
теряется диоксида углерода. Скорость наполнения сначала высокая,
а затем она снижается из-за образования пены, и по окончании за-
полнения пиво осторожно слегка шпунтуют. Наполнение аппаратов
проводят в несколько приемов в течение 1...2 сут. Существует спо-
соб распределения молодого пива очередных варок в несколько ап-
паратов для выравнивания качества пива и усреднения конечной
степени сбраживания. Аппараты небольших размеров заполняют
сразу. Продолжительность заполнения до двух суток.
Коэффициент заполнения аппарата составляет 0,98...0,96 гео-
метрического объема. По окончании наполнения шпунтовое отвер-
стие аппарата слегка закрывают втулкой до момента шпунтования
и воздух постепенно вытесняется образующимся диоксидом углеро-
да.
Шпунтование — это обработка пива при дображивании диокси-
дом углерода под давлением. Заполненные аппараты дображивания
шпунтуют сразу или спустя некоторое время. Начало и продолжи-
тельность шпунтования определяются условиями дображивания:
при низкой температуре, малом содержании экстракта и большой
252
степени сбраживания молодого пива шпунтуют сразу и более про-
должительное время. Продолжительность шпунтования зависит
также от сорта пива и колеблется от 15 до 18 сут. Шпунтование ус-
коряет созревание и осветление пива. Если шпунтуют спустя не-
сколько дней, то дображивание вначале протекает в открытых ап-
паратах.
Шпунтование проводят двумя способами: устанавливают шпун-
товый аппарат, рассчитанный на определенное давление, или
шпунтовое отверстие наглухо закрывают винтовым шпунтом. В по-
следнем случае применяют металлические шпунтовые кольца с
внутренней резьбой, а в шпунт ввинчивают металлическую втулку
с воздушным краном, к которому присоединяют манометр для конт-
роля дображивания. Начало и продолжительность такого "глухого"
шпунтования устанавливают эмпирически. При законченном сбра-
живании сахаров момент шпунтования считается упущенным, а
преждевременное "глухое" шпунтование создает большое давление
и, следовательно, пересыщение пива диоксидом углерода. При этом
получается перешпунтованное пиво, которое в момент кантования
выбрасывается из аппарата с большой силой, что сопровождается
потерями СОг и взмучиванием. Наряду со шпунтованием отдельно-
го аппарата, что позволяет наблюдать за выделением диоксида уг-
лерода и карбонизацией пива в любое время дображивания, приме-
няют и групповое шпунтование (рис. 3.42). Группа аппаратов объе-
динена общим трубопроводом, который обеспечивает в них посто-
янное шпунтовое давление и равномерную карбонизацию, отбор из-
быточного СОг без его потерь в помещении.
Рис. 3.42. Колонное шпунтование и повторное использование диоксида углерода
при дображивании пива по схеме ЛСХА
253
Общий трубопровод с объединяющим шпунтаппаратом позволяет
осуществить повторное барботирование и использование СОг из ап-
паратов с более молодым пивом в аппаратах с более зрелым пивом и
даже провести перемешивание сусла в бродильном аппарате перед
главным брожением. Это также позволяет не использоваться завит-
кам молодого пива при недостатке экстракта и СОг в пиве при до-
браживании. Недостатком группового шпунтования является опас-
ность инфицирования всего бродильного отделения через общий
трубопровод.
Продолжительность дображивания и созревания в отделении до-
браживания зависит от сорта пива и колеблется от 11 сут до 3...4
мес, а для экспортных сортов, которые пастеризуются, до 6...9 мес.
Сроки созревания отечественных сортов пива (сут) следующие:
светлые сорта — Жигулевское 21, в том числе ускоренного бро-
жения 11, Рижское 42, Львовское 42, Московское 42, Невское 60,
Ленинградское 90, Столичное 100, Оригинальное Рижское и Мос-
ковское 60;
темные сорта — Украинское 30, Мартовское 30, Двойное золотое
50, Останкинское 45, Портер 60 и дополнительно 10 для бутылочно-
го розлива, Бархатное 3...4.
В ходе дображивания контролируют интенсивность сбраживания
экстракта, давление в аппаратах, температуру и осветление пива.
Оптимальное шпунтовое давление 0,15...0,17 МПа при нормальных
условиях дображивания достигается через 7...9 сут. Скорость добра-
живания зависит от количества остаточного экстракта, температу-
ры и плотности (1,2...1,3 г/дм3) дрожжевой популяции в молодом
пиве.
Отбирая пробы стеклянным сифоном в период шпунтования, на-
блюдают за осветлением, стойкостью пены и изменением вкуса пи-
ва. При плохом осветлении, обусловленном наличием высокомоле-
кулярных белков, в пиво вводят осветляющие вещества (танин, ки-
зельгур) и ферментные препараты. Соблюдение нормального тем-
пературного режима дображивания и созревания пива (1...2°С)
обеспечивает высокое его качество.
При очень быстром нарастании кислотности пиво выкачивают,
пастеризуют, охлаждают, фильтруют, возвращают в чистый аппа-
рат дображивания и дображивают после добавления забродившего
(завиткового) пива. За двое суток до окончания срока выдержки в
пробах пива из танков, идущих на розлив, определяют содержание
алкоголя, массовую долю сухих веществ в начальном сусле, кислот-
ность, видимую и действительную степень сбраживания. Чем мень-
254
ше разница между конечной степенью сбраживания пива (в бутыл-
ках) и степенью сбраживания в цехе дображивания, тем выше стой-
кость пива.
3.4. Аппараты для осветления пива
Процесс осветления пива можно рассматривать как разделение
дисперсионных сред на жидкую и твердую фазы. Это разделение до-
стигается при фильтровании, сепарировании и других методах.
3.4.1. Фильтр-прессы, диатомитовые установки и ЕК-фильтры
Фильтрование с осветлением пива в основном осуществляется в
фильтр-прессах. Фильтр-пресс состоит из пластин (брикетов) тол-
щиной 40...60 мм из хлопчатобумажно-асбестовой массы, формуе-
мой с помощью специального гидравлического или ручного пресса.
Пластины выполняются в форме мягких чаш или тарелок.
Чашечный фильтр-пресс (рис. 3.43) на металлической тележке
имеет фильтровальные плиты в форме чаши, которые находятся на
опорных штангах и пригнаны одна к другой посредством зажима
между крышками пресса. Передняя крышка затяжным винтом 12
прижимает фильтровальные чаши одна к другой и к неподвижной,
прикрепленной к стенке, задней крышке. В чашу каждой плиты
вставляют фильтрующий брикет (пластину 7), и плиты уплотняют-
ся между собой резиновыми прокладками. Поверхности фильтра,
которые соприкасаются с пивом, покрывают бакелитовым лаком.
Рис. 3.43. Чашечный фильтр-пресс
С внутренней и внешней сторон плиты нанесены концентриче-
ские желобки треугольного или трапецеидального сечения, которые
255
обеспечивают равномерное распределение пива по фильтрующей
поверхности (рис. 3.44). Каждая плита имеет вверху и внизу по два
кольцевых прилива с круглыми отверстиями в них 1 и 3. В собран-
ном виде они образуют четыре сплошных канала для подвода не-
фильтрованного и отвода фильтрованного пива. Через прорези 2 ка-
налы сообщаются с внутренним пространством фильтрационных
чаш. У половины плит (I) прорези 2 ведут в каналы 1 для нефильт-
рованного пива, а у второй половины (II) прорези направлены в ка-
налы 3 для фильтрованного пива.
Задняя (неподвижная) крышка образует сквозной проход для со-
единения верхнего и нижнего каналов для нефильтрованного пива,
а передняя (подвижная) крышка имеет сквозной проход — выход-
ной канал 10 (см.рис. 3.43) соединения каналов фильтрованного пи-
ва. При открытии входного канала 13 нефильтрованное пиво прохо-
дит из патрубка 1 через смотровой фонарь 2 с краном 3 для удале-
ния воздуха (см. рис. 3.43) и направляется во входной канал 6. Да-
лее через прорези пиво распределяется по обеим сторонам желобча-
тых поверхностей пластин 7, равномерно проходит через фильтру-
ющие брикеты и собирается на желобчатой поверхности пластин II.
Затем через прорези пиво проходит в выходной канал 10. Через вы-
ходной кран 11 и присоединенный к нему резиновый шланг пиво
попадает в сборник перед разливочным автоматом (см. рис. 3.43).
Над задней и передней крышками фильтр-пресса установлены фо-
нари 5 и 8 с манометрами 4 и 9.
Рис. 3.44. Плита (а) и схема работы фильтр-пресса (б)
Оптимальная производительность фильтра от 80 до 100
дал/ (м2 ч) или 20 дал на одну плиту. Сопротивление фильтра со-
256
ставляет 0,03 МПа, оно постепенно возрастает до 0,05 МПа. Когда
разница в давлении по обе стороны фильтра достигает 0,15...0,20
МПа, фильтр перезаряжают, что связано со значительными потеря-
ми пива.
Фильтр стерилизуют горячей водой (80°С), подаваемой насосом
(рис. 3.45) из запасного резервуара для многократного ее циркули-
рования через фильтр. В течение часа в фильтр подают горячую во-
ду, затем фильтр охлаждают, пропуская через него холодную воду,
Рис, 3.45. Схема стерилизации пивного фильтра, заряженного фильтрационными
брикетами
подготовленную в резервуаре, охлаждаемом солевым рассолом.
Наряду с горизонтальными в промышленности эксплуатируются
также вертикальные фильтры (рис. 3.46). Рамы в них укладывают-
ся одна на другую в цилиндр. Нефильтрованное пиво поднимается
вверх между стенкой цилиндра и рамами, а фильтрованное — дви-
жется вниз по каналу 3.
Рис. 3.46. Вертикальный фильтр
17. Заказ 5901
257
Пиво, выдержанное в отделении дображивания около 10 сут и на-
зываемое легкодрожжевым, отправляют нефильтрованным на ино-
городние склады, хранят при О...4°С до 6 нед и реализуют без ущер-
ба для качества. Нефильтрованное пиво, разлитое после главного
брожения, называют дрожжевым. Дображивание и созревание та-
кого пива ведут на складах. Срок хранения его не более 4 мес.
Фильтрационную массу моют после каждого фильтрования в мо-
ечных машинах (1...2 ч) сначала холодной водой, чтобы предотвра-
тить взаимодействие дубильных веществ с железом и окрашивание
массы в темный цвет, а затем горячей водой. Массомоечные маши-
ны различаются по конструкции. На рис. 3.47 изображен цилиндри-
ческий сосуд с двойным днищем в виде паровой рубашки 11. В цент-
ре сосуда расположена двустенная труба 5 с двустенной воронкой
(ситом) 3, имеющей сетчатую внутреннюю поверхность. Кольцевое
пространство трубы соединено с канализацией, а внутренний канал
через задвижку — с насосом 9, который также сообщается с внут-
ренним пространством сосуда.
Рис. 3.47. Массомоечния машина
Моечную машину сначала наполняют водой. Масса, поднятая во-
дой, переходит в воронку центральной трубы, а загрязненная вода
проходит через сито 3 в кольцевое пространство и выводится из сис-
темы.
Фильтрационная масса с водой поступает в трубу 5, смешивается
с чистой водой, подаваемой сверху, перекачивается насосом и тан-
генциально вводится в аппарат с образованием вращательного дви-
жения для лучшей мойки массы. Содержимое аппарата в движении
258
Рис. 3.48. Пресс для изготовления
фильтрующих брикетов
нагревается паром до 180°С для пастеризации массы в течение 1 ч.
Пастеризацию усиливают прибавлением 0,01% пероксида водоро-
да.
После пастеризации массу охлаждают потоком холодной воды в
течение 1...2 ч. Затем суспензию воды с массой насосом подают в
пресс для изготовления фильтрующих брикетов.
Фильтрационную массу периодически дизинфицируют хлорной
известью (0,5 г С1 на 1 м3 воды) или антиформином, 10 л которого
разводят в 550 дал воды на 100 кг сухой массы. Расход воды при
промывке на 1 кг сухой массы составляет 15...25 дал и около 15 кг
пара, в том числе 10 кг на пастеризацию.
Фильтрующие брикеты изготовляют на прессе (рис. 3.48). В ниж-
ней части пресса расположен цилиндр с поршнем 3, на котором раз-
мещена прессующая плита, а в верхней части пресса закреплена
упорная плита 2. Поршень поднимается под давлением сжатого воз-
духа 0,35—0,40 МПа или воды 0,3 МПа, которая поступает из водо-
провода.
На прессующей плите установле-
на сетчатая форма /, соответствую-
щая по размеру плите и заполняемая
фильтрационной массой доверху.
Упорную плиту после отжима массы
отводят в сторону, форму снимают и
брикет (содержащий около 70% во-
ды) вынимают из пресса. Для отжи-
ма применяют также винтовые руч-
ные прессы. Давление в прессе конт-
ролируют по манометру 4.
Диатомитовые установки (рис.
3.49) состоят из фильтра с намыв-
ным фильтрующим слоем, дозатора-
смесителя пива с порошком с мешал-
кой и насоса для перемещения этой суспензии в поток пива. В про-
мышленности широко применяются горизонтальные рамные и
меньше — вертикальные цилиндрические фильтры.
Вначале насосом под давлением 0,2 МПа прокачивают стериль-
ную воду, затем намывают диатомит, сначала крупный, потом мел-
кий. Суспензию в смесителе готовят с водой или пивом-концентра-
цией 15—20 г/дм3. Давление и скорость потока во время намывания
слоя диатомита с водой и пивом должны быть равномерными, без
пульсаций, иначе слой разрыхлится.
Продолжительность фильтрования 7—12 ч. По истечении этого
17*
259
срока фильтрующий слой удаляют и заменяют новым. Для этого
фильтр разбирают, тщательно промывают пластины, смывая диато-
мит струей воды в канализацию. После этого фильтр вновь собира-
ют и промывают водой в обратном направлении. Далее промывают
дозатор-смеситель и насос водой и удаляют остатки диатомита.
Производительность установки 60... 120 дал на 1 м2 фильтрующей
поверхности в час, а при тонком фильтровании 40...60 дал. Расход
диатомита на намывание 0,25...0,8 кг на 1 м2 и на фильтрование
5...20 г на 1 дал пива. Для фильтрования пива с белковой мутью в
первый слой диатомита добавляют асбест (10 г на 1 м2 поверхно-
сти) . Для дозирования диатомита на небольших заводах применяют
Рис. 3.50. Слоистый фильтр
струйные аппараты, устанавливаемые на продуктовой линии перед
диатомитовым фильтром.
При недостаточности одноступенчатого осветления пива прибега-
ют к фильтрованию, называемому обеспложивающим и осуществ-
ляемому в пластинчатых фильтрах, а также ЕК-фильтрах. Эти
фильтры характеризуются
применением готовых пла-
стин из бумаги с большим со-
держанием асбеста. Поры в
этих пластинах значительно
меньше, чем в пластинах без
фильтрационной массы.
ЕК-фильтр (рис. 3.50) со-
бирают из тонкоребристых
стальных пластин, имеющих
боковые каналы для входа и
выхода пива. Тонкие спрессо-
ванные фильтрующие картон-
ные слои, содержащие много
асбеста и кизельгура (40% золы), укладывают между пластинами и
зажимают. Сначала этот фильтр в течение 20 мин стерилизуют па-
ром (до 100°С) при 0,15 МПа, избегая попадания в него конденсата,
сопутствующего гидравлическим толчкам, которые ведут к увели-
чению размеров пор. Затем фильтр промывают водой, включают и
ведут фильтрование до возрастания сопротивления фильтра (до
0,25 МПа). Регенерируют слои промыванием горячей водой в обрат-
ном направлении, затем фильтр перезаряжают.
3.4.2. Сепараторы для осветления пива
Движущей силой сепарирования является центробежная сила,
способная в зависимости от частоты вращения барабана и радиуса
вращения в несколько тысяч раз ускорять выделение частиц по
сравнению с методом отстаивания. В современных сепараторах с ди-
аметром барабана 500 мм, вращающегося с частотой 7000 мин' ,
центробежная сила С примерно в 10 000 раз больше силы тяжести
G, что видно из отношения
C/G-m2/900,
где г — радиус барабана, м; п — частота вращения барабана, мин .
Фактор разделения Fr (центробежный фактор) представляет со-
бой отношение
C/G - v2/gr - w2r/g « гп2/900 = Dn2/1800 = Fr,
где v — окружная скорость, м/с; w — угловая скорость вращения
барабана сепаратора, с*1.
Скорость осаждения w0 (м/с) при ламинарном режиме характе-
ризуется следующей формулой (из уравнения Стокса)
w0 = d2/18/^ч - pc)w2r/g,
где d — диаметр частиц, м; ц — вязкость среды, Па1 с; рч — удель-
ная масса частиц (дисперсной фазы) кг/м3; рс — удельная масса
дисперсионной среды кг/м3; w — угловая скорость вращения час-
тиц, с"1; г — радиус вращения частицы, м.
Скорость осаждения в центробежном поле во столько раз превы-
шает скорость осаждения в гравитационном поле, во сколько раз
центробежное ускорение (w2r) больше ускорения силы земного
притяжения g. По Стоксу, скорость осаждения зависит от размера
взвешенных частиц, вязкости жидкости и разницы удельных масс
вещества частиц и вещества среды.
Под действием центробежной силы дрожжи и частицы белковых
веществ, содержащихся в пиве, отбрасываются к стенкам барабана
261
и остаются в пространстве между боковой поверхностью барабана и
коническими дисками (тарелками). Коллоидные частицы (разме-
ром менее 0,1 мкм) в сепараторе пока не отделяются.
В процессе сепарирования пиво нагревается теплотой, которая
возникает при трении барабана о воздух. Чем ниже производитель-
ность, тем сильнее нагревается пиво. При нагревании растворяются
дубильно-глобулиновые соединения, в результате чего пиво стано-
вится более холодочувствительным. В связи с этим перед сепариро-
ванием его охлаждают до 0,5...0°С. Нагревание пива предотвраща-
ют также вводом через форсунку в сепаратор жидкой углекислоты
для охлаждения барабана.
Главной частью сепаратора является барабан (рис. 3.51). Пиво
поступает снизу через герметическое устройство в полое веретено 4
(7000 мин"1), на которое насажены тарелки 2. Далее пиво направ-
ляется в каналы между основанием барабана 6 и тарелкодержате-
лем 3, потом в пространство для осадка 5, где под действием центро-
бежной силы частицы с большой удельной массой отбрасываются к
периферии, а пиво проникает в пакет с тарелками и равномерными
слоями распределяется между ними. Осветленное, более легкое пи-
во оттесняется к центру, поднимается кверху и отводится из бараба-
на через герметический патрубок 1 в коммуникацию, снабженную
смотровым стеклом для контроля за качеством пива.
Перед пуском сепаратор заполняют во-
дой, затем его пускают путем разгона. По-
сле достижения нормальной частоты вра-
щения в него подают пиво. Сепаратор рабо-
тает под давлением, что предотвращает вы-
деление СОг и окисление пива воздухом.
Давление на входе 0,16...0,18 МПа, на вы-
ходе 0,60 МПа. Производительность сепа-
ратора при разгоне 50 дал/ч, затем ее дово-
дят до 100...600 дал/ч.
Рис. 3.51. Барабан сепара- с прекращением подачи пива сепариро-
тора вание прекращают, включают подачу сна-
чала холодной, а затем теплой воды и вы-
мывают шлам до выхода чистой воды. По-
сле этого выключают электродвигатель и включают тормоз.
Осветление пива осуществляют сепарированием с последующим
фильтрованием (рис. 3.52). Производительность действующих се-
параторов 100...600 дал/ч при мощности электродвигателей 4...5
кВт.
262
Рис. 3.52. Схема осветления пива сепарированием с последующим
фильтрованием
3.4.3. Сравнительная оценка методов осветления пива
Каждый из рассмотренных методов фильтрования и сепарирова-
ния имеет свои преимущества и недостатки. Осветление пива с по-
мощью массфильтра применялось долгие годы с добавками 1 % ас-
беста. Данный фильтр обладает хорошими адсорбционными свойст-
вами и осветляющим действием, но быстро закупоривается, удаляет
небольшое количество ценных составных веществ пива вместе с со-
держащимися в нем микроорганизмами. Особенно быстро фильтр
закупоривается при фильтровании плохо осветленного доброженно-
го пива.
Пластинчатый фильтр, пришедший на смену массфильтру и име-
ющий плотную структуру с мельчайшими порами, задерживает все
микроорганизмы, но вместе с ними из пива выводятся и многие цен-
ные вещества. Он тоже быстро закупоривается и нормально работа-
ет только с предварительно хорошо осветленным пивом.
Диатомитовый фильтр вследствие непрерывного намывания
фильтрующего слоя не закупоривается, но в нем возникает явление
адсорбции и частичного вывода вкусовых веществ пива. Пиво по-
лучается прозрачное, качество его высокое, производительность ре-
гулируется в широких пределах, но применение данных фильтров
зависит от промышленного производства диатомитовых порошков.
Из-за нехватки диатомита использование этого метода ограничено.
Сепарационный метод осветления не имеет адсорбционного дей-
ствия и не изменяет химического состава пива, обеспечивает нор-
мативную степень осветления и биологическую стойкость, позволя-
ет быстро переходить с одного сорта пива на другой. Однако получа-
емое пиво мутнее, чем после массфильтра и диатомитового, да и се-
параторов пока недостаточно.
Таким образом, высокая степень осветления достигается в основ-
263
ном при двойном фильтровании пива через массфильтр. "Второе ме-
сто" по этому показателю занимает фильтрование через намывной
диатомитовый фильтр.
После двойного фильтрования через массфильтр помутнение пи-
ва от холода не наступает, между тем как после сепарирования оно
мутнеет. Среднее положение между этими двумя методами занима-
ет диатомитовое фильтрование. Из действующих методов осветле-
ния самым дешевым является сепарирование, но при этом методе
самая высокая мутность, которую для стабильности пива следует
дополнительно удалять. Для этого на второй ступени фильтрования
можно применить пластинчатый фильтр. Влияние на пенообразова-
ние в отмеченных Методах фильтрования не обнаружено.
Более полное удаление дрожжевых и других клеток и глубокое
осветление пива достигаются путем обработки пива на мембранных
фильтрах. Однако применение их возможно только после обычных
фильтров, которые в этом случае выполняют функцию предвари-
тельной очистки пива.
Глава 4
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СПИРТА
4.1. Оборудование для мойки, очистки и измельчения сырья
Клубни в большей или меньшей степени всегда содержат примеси
почвы, соломы, ботвы и т.п. Засоренность клубней после мойки не
должна превышать 0,25%.
На спиртовых заводах в основном используются две линии мой-
ки: с кулачковой моечной машиной и напорным гидроконвейером. В
кулачковой моечной машине происходит отделение легких и тяже-
лых примесей, откуда клубни элеватором транспортируются на
дробление, а отработанная вода подается на механическую очистку
для повторного использования.
В линии мойки картофеля с напорным гидроконвейером (рис.
4.1) клубни 2 из рештака 1 смываются водобоями 13 в гидрокон-
вейер 3, который транспортирует сырье через камнеловушку 5 в
шнек-водоотделитель 6. Отделенный от воды картофель дробится
молотковыми дробилками 8, установленными на бункере 9 для
получения картофельной кашки. Из бункера 9 кашка самотеком
поступает в плунжерный насос 10 и перекачивается в смеситель-
предразварник. Отделенные от картофеля камни перегружаются в
бункер 4 для тяжелых примесей и тельфером 12 транспортируют-
ся по монорельсу 11 к автомашине для перевозки камней в отвал.
При установке молотковой дробилки А1-ВДК для сочного сырья и
камнеловушки РЗ-ПУБ-6 описанная линия перерабатывает до 300 т
картофеля в сутки при загрязненности его 30%.
Рис. 4.1. Схема линии мойки картофеля
265
Картофелемойка КММ-60 (рис. 4.2) предназначена для мойки
картофеля и улавливания камней и песка и представляет собой бе-
тонный корпус 3. По длине корпуса в подшипниках укреплены два
вала: тихоходный 2 с приводом от электродвигателя 1 и быстроход-
ный 9, вращение которого осуществляется от электродвигателя 13.
Тихоходный вал делает 8,5 об/мин, быстроходный — 25 об/мин. На
валах укреплены била 7.
Корпус мойки бетонными перегородками 8 разделен на шесть ка-
мер; в каждой камере установлено стальное сито 12. Картофель и
вода подаются в камеру 4, откуда лопастями 5 картофель перебра-
сывается в камеру 6. Легкие примеси улавливаются решеткой 14.
Из камеры 6 картофель попадает в последующие камеры, в которых
происходит мойка и отделение песка через решетки. Многократное
перебрасывание картофеля из камеры в камеру способствует луч-
шей его очистке. Тяжелые примеси удаляются из мойки через за-
порные клапаны 10. Вымытый картофель по наклонному спуску 11
из мойки поступает на элеватор.
Производительность картофелемойки П (т/ч)
П = 60Урр/1000т,
где V — общий объем камер мойки, м3; р — насыпная плотность
картофеля, кг/м3; <р — коэффициент заполнения камер смесью
картофеля и воды (<р = 0,8...0,85); т — время пребывания картофеля
в мойке, мин.
В зависимости от степени загрязнения и длины гидротранспорте-
ра, по которому подается картофель, т = 5...15 мин.
Картофель перебрасывается из одной камеры в другую ковшами,
укрепленными на валу мойки.
Производительность перебрасывающих ковшей П1 (т/ч)
П1 = 60zVKpy>K/1000,
где z — число ковшей; VK — объем ковшей, м3; р — насыпная плот-
ность картофеля (р - 550...600 кг/м3); — коэффициент заполне-
ния ковша (у>к = 0,5...0,7); п — частота вращения вала картофеле-
мойки, об/мин.
Нормальная работа картофелемойки возможна при П1> П.
Расход воды на картофелемойку зависит от степени загрязнения
картофеля, продолжительности пребывания картофеля в мойке, со-
держания картофеля в единице объема картофелемойки при ее ра-
боте и колеблется от 50 до 150% к массе сырья.
266
оме оюг
Рис. 4.2. Картофелемойка КММ-60
267
Техническая характеристика картофелемойки КММ-60
Производительность, т/сут 60
Масса комплекта металлических деталей, кг 2128
Мощность привода вала, кВт:
тихоходного 2,8
быстроходного 4,5
Габаритные размеры, мм 7805x2200x2210
Камнеловушка (рис. 4.3) представляет собой прямоугольный со-
суд 7, внутри которого размещены три перегородки. Перегородка 5
служит для направления движения картофеля. Перегородка 9, сде-
ланная из прутков в виде решетки, предотвращает попадание кам-
ней в насос. Перегородка 8, в верхней части которой сделаны проре-
зи 6, предназначена для отвода отработанной воды и удаления лег-
ких примесей. По патрубку 3 подводится вода для смыва и переме-
щения легких примесей к перегородке 8; в прорезях б вращаются
лопасти 7, которые удаляют легкие примеси из камнеловушки. В
нижней части камнеловушки сделан люк 2 для удаления камней и
песка. Картофель в камнеловушке во время работы находится во
взвешенном состоянии благодаря потоку воды, поступающей по
патрубку 4 из водоотделителя. Из камнеловушки картофель цент-
робежным насосом подается в водоотделитель. Привод насоса осу-
ществляется от электродвигателя мощностью 14 кВт; частота вра-
щения ротора насоса 700 об/мин.
Водоотделитель (рис. 4.4) выполнен в виде консольного барабана
8, боковая поверхность 3 которого сделана из прутков, а торцевая
стенка 2 сплошная. К торцевой стенке приварены ковши 7. Барабан
приводится во вращение от электродвигателя 7, частота вращения
барабана 8 об/мин.
Рис. 4.3. Камнеловушка
268
Рис. 4.4. Водоотделитель
Картофель с водой поступает по патрубку 4 в водоотделитель, от-
куда вода по патрубку б отводится в камнеловушку. При вращении
барабана картофель поднимается ковшами 7 и в верхнем положе-
нии их ссыпается в приемный лоток 5. Легкие примеси удаляются
из барабана ножами 9, которые вращаются в зазорах между прутка-
ми боковой поверхности водоотделителя.
При переработке большого количества картофеля на заводах на-
ходит применение барабанная камнепесколовушка непрерывного
действия (рис. 4.5).
Камнепесколовушка состоит из горизонтального перфорирован-
ного барабана 3, который спицами 5 крепится к валу 4. Вращение
барабана осуществляется от электродвигателя 8 через редуктор 9 с
помощью звездочки 10, которая находится в соединении с цепью
12, приваренной к барабану и выполняющей роль венечной шестер-
ни.
Перфорированный барабан снаружи и внутри имеет винтовые
лопасти 2, которые служат для удаления улавливаемых примесей
по внутренней стенке барабана и по стенке нижнего корпуса 7, в ко-
тором установлена камнеловушка. Барабан с торца имеет выбрасы-
вающую камеру 1, имеющую два кармана б для сбора и удаления
примесей.
При работе камнеловушки из водно-картофельной смеси на
внутренней поверхности барабана оседают крупные примеси (кам-
ни), а мелкие (песок, галька) проходят через отверстия и оседают
на днище корпуса 7, откуда наружными винтовыми лопастями
269
1
г з ♦
транспортируются в камеру 11, из которой карманами б поднима-
ются вверх и по лотку удаляются из камнеловушки. Крупные при-
меси с внутренней поверхности барабана винтовыми лопастями
подаются в карманы 6 и удаляются вместе с мелкими примесями.
Производительность камнеловушки по картофелю 20 т/ч, диаметр
барабана 1460 мм, длина его — 1744 мм.
Применяемые на спиртзаводах машины для измельчения карто-
феля заимствованы из других отраслей промышленности и имеют
следующие недостатки: значительный удельный расход электро-
энергии, недостаточно высокую степень измельчения и небольшую
производительность. Наибольшее распространение получили кар-
тофелетерки марок СТМ-25, СТМ-60, СТМ-100 и молотковые дро-
билки марок С-128М, ДМ-440У и С-599. Недостатками картофеле-
терок являются большая трудоемкость замены рабочих органов и
невысокая производительность (до 100 т/сут). Более практичны в
этом отношении молотковые дробилки. При применении в спирто-
вой отрасли они требуют модернизации.
Установлено, что качество измельчения в основном зависит от
скорости соударения молотков д^юбилки и частиц продукта. При
пределе прочности картофеля от 0,45 до 1,2 МПа он начинает раз-
рушаться при скорости удара
более 3 м/с. При скорости ра-
бочих органов применяемых
дробилок 50...60 м/с остаток
Рис. 4.6. Дробилка для измельчения кар-
тофеля
на сите с диаметром отвер-
стий 3 мм равен 6... 10, а про-
изводительность — 6..8 т/ч.
Известно, что при увеличе-
нии скорости вращения мо-
лотков дробилки увеличива-
ется ее производительность,
увеличиваются однородность
помола и степень дробления.
На некоторых спиртовых
заводах успешно эксплуати-
руется молотковая дробилка
для картофеля А1-ВДК (рис.
4.6).
Она состоит из сварного
корпуса 9, на котором смон-
тирован питатель 7. Послед-
ний состоит из цилиндра,
опирающегося одним концом
на подшипник, а другим на
тихоходный вал червячного
редуктора. Быстроходный вал
редуктора клиноременной пе-
редачей соединен с асинхрон-
ным двигателем 8, с помощью
которого регулируется подача
сырья. Внутри корпуса 9 вра-
щается вал, на котором поса-
жены диски 4, а между дисками 4 на стяжных осях 2 шарнирно под-
вешены молотки 1. С двух сторон с зазором к молоткам / располага-
ются сита 3.
Техническая характеристика дробилки А1-ВДК
Производительность техническая при измельчении картофеля
с объемной массой не менее 0,65 т/мл при работе на сите с
диаметром отверстий 5 мм, т/ч, не менее 15
Удельное потребление электроэнергии, кВт/ч 2,06
Потребление электроэнергии, кВт/ч 31
271
Масса дробилки (без запчастей и электроаппаратуры), кг 755
Габаритные размеры, мм 1605x1400x2300
Коэффициент готовности, не менее 0,95
Наработка на отказ, ч, не менее 500
Для измельчения зерна в спиртовой промышленности использу-
ют молотковые дробилки, предназначенные для измельчения зерна
злаковых, пленчатых, бобовых культур, кукурузы, зерно-смесей,
кускового жмыха и других видов сырья. Наиболее современными
являются дробилки серии ДМ2Р различной производительности.
Конструктивно эти дробилки выполнены аналогично молотковой
дробилке для картофеля марки А1-ВДК.
Основным рабочим органом дробилки типа ДМ (рис. 4.7) являет-
ся ротор 12; между дисками 3 ротора на стержнях 2 свободно подве-
шены молотки 5, изготовленные из стали толщиной 1,5...2 мм. В
Рис. 4.7. Молотковая дробилка типа ДМ
272
корпусе установлено сменяемое сито 4 (диаметр отверстий в сите
составляет 3,5 и 8 мм), которое закрепляется стальными лентами
11. Подача зерна в дробилку производится из приемного бункера 8
инерционным питателем 9. Привод питателя осуществляется от
электродвигателя 1 с помощью эксцентрикового вала 7. Зерно из
приемного бункера попадает на плоскость 10 с регулируемым на-
клоном, проходит над магнитным сепаратором б и поступает в дро-
билку. Производительность дробилки составляет 20 т/ч, мощность
электродвигателя 22 кВт, частота вращения ротора 2940 об/мин.
Дробилки серии ДМ2Р являются реверсивными и снабжены пи-
тателем, который в зависимости от исполнения дробилки может вы-
пускаться с постоянной частотой вращения барабана для подачи
сырья, с постоянной производительностью и с изменяющейся часто-
той вращения барабана для регулирования подачи сырья.
Питатель предназначен для равномерной подачи сырья в дро-
бильную камеру и выделения при этом металломагнитных приме-
сей. В случае угрозы завала дробилки питатель обеспечивает мгно-
венное прекращение подачи сырья.
Конструктивно питатель состоит из сварного корпуса с дверкой,
на которой закреплен кронштейн с постоянными магнитами. В це-
лях безопасности дверка взаимодействует с конечным выключате-
лем, обеспечивающим блокировку электродвигателя питателя при
ее открытом положении. В корпусе установлен барабан в виде ци-
линдра с продольными ребрами, опирающийся одним концом на
подшипник, а другим с помощью кулачковой муфты со сфериче-
ским вкладышем — на тихоходный вал червячного редуктора. Быс-
троходный вал последнего связан клиноременной передачей с валом
электродвигателя. Кроме того, питатель снабжен заслонкой, пере-
мещаемой с помощью зубчатой передачи и маховичка, что позволя-
ет регулировать подачу зерна вручную.
Корпус дробилки выполнен из четырех боковин, установленных
на станине, соединенных попарно между собой и стянутых стяжкой
в верхней части. Конструкция ротора дробилок позволяет приме-
нять как укороченные молотки размером 130x50x6, так и молотки
от других дробилок размером 190x50x6 (или 190 х 50 х 3 по два мо-
лотка вместе).
В зависимости от требуемой крупности измельчения и произво-
дительности предусмотрена возможность установки сит с диамет-
ром отверстий 6,5 и 3 мм.
В табл. 4.1 приводятся технические характеристики дробилок се-
рии ДМ2Р.
18. Заказ 5901
273
Таблица 4.1 Технические характеристики дробилок ДМ2Р
Показатели Марка дробилок
А1-ДМ2Р-55 I А1-ДМ2Р-75 I А1-ДМ2Р-110
Производительность тех- ническая при измельче- нии ячменя (влажностью не более 15,5% с объем- нойдчассой не менее 0,68 т/мл), т.ч., не менее:
при сите с диаметром отверстий, мм
6 6,5 10 14,5
5 4,5 8 13,0
3 2,5 3,5 6
Суммарная установлен- ная мощность, кВт 55,85 75,85 110,85
Окружная скорость молотков ротора, м/с 90±3 90±3 90±3
Частота вращения рото- ра» с-1 25 25 25
Габаритные размеры, (высота дана без взрыворазрядной камеры и приемного патрубка), мм 1590x1400х х2160 1670х1400х х2160 2070x1400х х2160
Масса дробилки без за- пасных, сменных частей и электрооборудования, кг, не более 1335 1470 1900
Расход воздуха на аспирацию, ма/мин, не менее 45 45 60
В связи с тем, что при увеличении степени измельчения зерна,
используемого для приготовления замеса, на спиртовых заводах
снижается расход пара, идущего на разваривание, и увеличивается
выход спирта из 1 т зерна, целесообразно устанавливать на дробил-
ках сита с диаметром отверстий 3 мм.
Свободно подвешенные молотки должны вращаться с такой ок-
ружной скоростью, при которой обеспечивается первичное разру-
шение частиц зерна в момент ударов по ним молотков. Эта мини-
мальная скорость определяется из закона количества движения
m(v2-vi) = Рт,
где m — масса измельчаемой частицы (m = 4,5х 10'5 кг); V2 — ско-
274
рость частицы после удара по ней молотком, м/с; V[ — скорость час-
тицы при начальном соприкосновении ее с молотком, м/с; Р —
средняя мгновенная сила сопротивления разрушению частицы (Р =
= 118 Н); т — продолжительность удара (т •= 1 • 10'5 с).
Обычно принимается, что скорость vi при начальном соприкосно-
вении с молотком равна нулю, тогда
V2 = Нт/т,
откуда окружная скорость ротора (рис. 4.8), при которой достигает-
ся эффективное размельчение зерна
VM=V2/Ky,
Рис. 4.S. Ротор молотковой дробилки
где Ку = 0,8 — коэффи-
циент восстановления
при неупругом ударе.
Частота вращения ро-
тора п (с'1)
n = vM/(^D),
где D — диаметр ротора,
м.
Степень измельчения
частиц
Кн = d„/dK = 6,4...10,5,
где dH = 0,003 м — диа-
метр зерен до измельчения; dK = 0,0003 м — диаметр зерен после
измельчения.
Производительность молотковой дробилки Q (кг/ч)
Q = 3600Ki/?cD2Lpn,
где Ki = 1,7-10‘4 — коэффициент, учитывающий физико-механи-
ческие свойства зерен, тип и размер ячеек ситовой поверхности;
рс = 1330 кг/м3 — плотность массы зерна; Lp — длина ротора, м.
Измельчитель тонкого помола марки KM3-301 предназначен для
тонкого измельчения зернового сырья в смеси с водой, прошедшего
предварительную обработку на молотковых дробилках или вальцо-
18*
275
вых станках, в технологическом процессе производства пищевого
этанола.
Техническая характеристика измельчителя KM3-301
Производительность (попшенице с объемной массой
0,75 т/м0 по сухому зерну), т/ч Производительность по суслу с концентрацией сухих веществ 15%, м^/ч Не менее 2,8
12
Качество измельчения, % прохода через сито с диаметром-отверстий 0,25 мм 80
Мощность электродвигателя привода круга, кВт 55
Мощность электродвигателя механизма регулирования зазора, кВт 0,25
Частота вращения круга, об/мин Занимаемая площадь, м* Габаритные размеры, мм 3000 2,3
1500x1500x2500
Масса, кг 920
Принцип действия абразивного измельчителя заключается в том,
что механическая смесь зерна, предварительно размолотого на мо-
лотковой дробилке и смешанного с водой в соотношении 1:3, пропу-
скается через минимальный рабочий зазор между верхним невра-
щающимся 1 и нижним вращаю-
щимся корундовыми кругами
(рис. 4.9). Дисперсионность по-
лучаемой суспензии повышается
при уменьшении рабочего зазора
между абразивными кругами.
Исходная смесь грубо измель-
ченного зерна с водой через при-
емный патрубок поступает в сиг-
Рис. 4.9. Принципиальная схема корун-нализатор потока, задачей кото-
дового измельчителя рОГО является выдача сигнала о
наличии замеса.
Замес из сигнализатора попа-
дает через шнек в полость, образованную коническими расточками
абразивных кругов, откуда за счет повышения давления смеси в
шнеке и под действием центробежных сил устремляется в регулиру-
ющий зазор между дисками. Величина зазора устанавливается с по-
мощью исполнительного механизма мотор-редуктора и червячной
пары.
Вращающийся корундовый круг закреплен прижимным кольцом
на нижнем диске, который жестко закреплен на вертикальном валу.
276
Вал закреплен в корпусе с помощью двух радиально-упорных под-
шипников.
Корпус измельчителя образует экран, который воспринимает
разбрасываемый поток суспензии после прохождения смеси через
плоскую зону кругов (зону измельчения). Затем поток смеси на-
правляется в сливной патрубок. Основной электродвигатель с по-
мощью болтов и гаек крепится к раме. На кронштейне, закреплен-
ном на фланцах корпуса, установлен пульт управления. .
4.2. Установки для тепловой обработки
крахмалосодержащего сырья
Разваривание является одной из основных операций подготовки
крахмалосодержащего сырья к процессу брожения. Для разварива-
ния цельного зерна и клубней картофеля требуется повышение дав-
ления и температура, а также продолжительное воздействие этих
факторов.
В основном на спиртзаводах осуществляются непрерывные про-
цессы разваривания с использованием аппаратов колонного типа:
Мичуринская схема с давлением исходного пара 0,5...0,6 МПа и
скоростная схема при использовании трубчатого аппарата с давле-
нием исходного пара 1,0...1,2 МПа.
В установке колонного типа для непрерывного разваривания при
пониженной температуре (рис. 4.10) в смесителе 4 измельченное
зерно смешивается с водой и предварительно подогревается вторич-
ным паром из паросепаратора 22. Одновременно с подогреванием в
смеситель вносится бактериальная а-амилаза в целях снижения
вязкости замеса, который из смесителя самотеком поступает в пред-
разварник 2, где нагревается до 8О...85°С в течение 10... 15 мин. Из
предразварника насосом 1 масса подается в контактную головку 15.
Между контактной головкой 15 и варочной колонной первой ступе-
ни 17 предусматривается трубопровод 16 U-образной формы общей
длиной 5...7 м. Установка такого трубопровода предотвращает про-
скоки пара в колонну первой ступени и способствует лучшему пере-
мешиванию массы.
Для стабильного перетока развариваемой массы по колоннам
второй ступени 18 последние при монтаже устанавливаются с пере-
падом между соседними двумя колоннами, равным 800 мм. Для вы-
пуска сваренной массы из последней колонны второй ступени слу-
жит клапанное выдувное устройство 21 с датчиком уровня массы.
Контактная головка 15 при монтаже должна устанавливаться на
300 мм выше оси входного патрубка колонны первой ступени.
Агрегаты Мичуринской схемы изготавливаются серийно Смелян-
277
278
ским машиностроительным заводом для спиртовых заводов мощно-
стью 3000 дал в сутки по спирту.
Техническая характеристика установки непрерывного разваривания
крахмалистого сырья А2-ВРА-ЗООО
Производительность техническая по спирту, дал/сут 3000
Расход электроэнергии, кВт/ч 48
Расход пара при переработке зерна, кг/ч 1250
Коэффициент автоматизации, % 76
Толщина стенок выдерживателя и паросепаратора, мм 12
Установленный срок службы, лет 7
Масса, кг 32 000
Габаритные размеры, мм 12 800x3000x100 000
Установка А2-ВРА-3000 работает следующим образом. Измель-
ченное в молотковой дробилке 2 зерно (рис. 4.11) поступает в бун-
кер, откуда дозируется на весоизмерительное устройство и поступа-
ет в смеситель 1. Одновременно в смеситель подается вода темпера-
турой 4О...5О°С в количестве, пропорциональном массе измельчен-
ного зерна. Из смесителя образовавшийся замес плунжерным насо-
сом 6 подается в подогреватель 5, где нагревается вторичным паром,
поступающим из паросепаратора 11, до температуры 4О...85°С. Да-
лее подогретый замес через промежуточную емкость 4 насосом 6 по-
дается в контактную головку острого пара 7, где нагревается до тем-
пературы разваривания (13О...15О°С). Нагретый замес и часть не-
сконденсировавшегося пара в контактной головке поступают в
трубчатый разварник 8, обеспечивающий выдержку разваренной
массы в течение 1,5 мин и окончательную конденсацию пара в за-
месе. При прохождении по трубчатому разварнику вязкость массы
снижается под действием температуры и высокой скорости сдвига,
развиваемой насосом. Из трубчатого разварника развариваемая
масса поступает в 9 выдерживатель I и 10 выдерживатель II, где на-
ходится под давлением, соответствующим температуре разварива-
ния, в течение 4О...45 мин, а затем выдувается в паросепаратор 11.
В последнем масса охлаждается до температуры 1О2...1О8°С и на-
правляется на вакуум-охлаждение.
При переработке картофеля он измельчается в молотковой дро-
билке 3 и поступает в смеситель 1. Далее картофельная кашка
плунжерным насосом б подается в контактную головку острого пара
7, где нагревается до температуры разваривания. В дальнейшем
процесс ведется аналогично таковому при переработке зерна.
Установка механико-ферментативной обработки крахмалистого
сырья предназначена для использования прогрессивной технологии
и оборудования на спиртовых заводах взамен варочных колонн, за-
279
280
нимающих большие объемы производственных помещений, работа-
ющих под избыточным давлением и опасных в обслуживании (0,6
МПа). Она используется также в одноступенчатой или двухступен-
чатой схемах вакуум-охлаждения разваренной массы и сусла.
Техническая характеристика линии
Производительность:
по суслу (с концентрацией сухих веществ 15%) по зерну (пшеница с крахмалистостью 52%) по картофелю (с крахмалистостью 12%) Расход пара, кг/дал Расход воды, м^/ч Расход электроэнергии, кВт/ч Масса, т Срок службы, год: 12 2,6 12 Не более 10,8 Не более 33 Не более 120 92
до первого капремонта до полного износа 3 7
Линия (рис. 4.12) работает следующим образом. Очищенное зер-
но из бункера поступает в молотковую дробилку 4 марки А1-ДМ2Р-
55, где измельчается в крупку, частицы которой проходят через си-
то с диаметром отверстий 1 мм не менее 80%. Крупка поступает в
смеситель 3, в который одновременно поступает от дефлегматоров и
теплообменников теплая вода, а из расходного сборника 7 пневма-
тическим дозатором 6 дозируется разжижающий ферментный пре-
парат а-амилаза из расчета 2 ед. АС на 1 г крахмала. Время выдер-
жки замеса в смесителе составляет 15...20 мин. Образовавшийся в
смесителе замес температурой 55...60°С самотеком поступает в аб-
разивный измельчитель 8, в котором частицы сырья дополнительно
измельчаются до величины, характеризуемой проходом частиц че-
рез сито с диаметром отверстий 0,25 мм на 80...75%. Далее замес
самотеком поступает в аппарат ферментативной обработки 2. В пер-
вой секции аппарата он нагревается острым или вторичным паром
до температуры 65...75°С, перемешивается и через переливной пат-
рубок поступает во вторую секцию, где нагревается при перемеши-
вании острым паром до температуры 75...88°С и переливается в
третью секцию аппарата, где нагревается до температуры 9О...97°С
при перемешивании. Общее время выдержки замеса в этом аппара-
те составляет 45...50 мин. Из аппарата ферментативной обработки
замес плунжерным насосом 1 закачивается в паросепаратор 13.
При переработке на этой линии дефектного сырья предусмотрена
возможность проведения дополнительной стерилизации массы с на-
гревом ее в контактной головке 11 острым паром, идущим от кол-
лектора 18, до температуры 125...130°С и пропуском через трубча-
тый стерилизатор /7 в течение 5...6 мин. После трубчатого стерили-
281
282
затора устанавливается редукционный клапан 12, обеспечивающий
заданное давление, полную конденсацию и смешивание пара с мас-
сой и исключающий проскоки острого пара. В этом случае вторич-
ный пар, образующийся в паросепараторе 13, используется для на-
грева массы в смесителе и аппарате ферментативной обработки. Из
паросепаратора масса температурой 8О...1ОО°С поступает в испари-
тель-осахариватель 14, где охлаждается под вакуумом до темпера-
туры 55...56°С. Для осахаривания ферментные препараты подаются
из расходных емкостей 7 пневматическими дозаторами 6 из расчета
соответственно 6,2 ед. ГлА на 1 г крахмала и 8 ед. Сх на 1 г целлю-
лозы. Для стабилизации технологического процесса (в случае рез-
кого повышения вязкости массы и ухудшения качества сусла) пре-
дусматривается подача а-амилазы в испаритель-осахариватель. Об-
щий расход а-амилазы не должен превышать 2 ед. АС на 1 г крах-
мала. Из испарителя-осахаривателя после выдержки в нем сусла с
осахаривающими ферментными препаратами в течение 25...30 мин
сусло откачивается насосом /ив теплообменниках "труба в трубе"
16 охлаждается холодной водой до температуры складки 2О...26°С и
далее поступает в бродильный аппарат. В случае работы линии ме-
ханико-ферментативной обработки крахмалистого сырья без абра-
зивного измельчения предусмотрена подача замеса из смесителя 3
плунжерным насосом 1 на контактную головку 11, где замес нагре-
вается до температуры 7О...75°С и далее поступает в аппарат гидро-
динамической обработки 10. Для обеспечения перемешивания в ап-
парате гидродинамической обработки используется центробежный
насос 9. Время выдержки массы в аппарате гидродинамической об-
работки при температуре 65°С составляет 120...180 мин. После ре-
циркуляционного насоса предусмотрена возможность поступления
массы на гидроакустический аппарат для обеспечения лучшей гид-
родинамической обработки. Из аппарата развариваемая масса само-
теком поступает в аппарат ферментативной обработки 2, а далее —
по описанной выше схеме.
В испарителе-осахаривателе 14 предусмотрена возможность до-
зирования формалина из отдельной герметичной емкости 15 дози-
рующим устройством из расчета 0,8... 1,3 л/ч.
Количество замеса, развариваемого в течение часа G (кг), опре-
деляется по формуле
G =Пщр/24,
чество замеса, мл/дал (т=0,133); р — плотность замеса, кг/мл.
где П — условная производительность завода, дал/сут;
283
Необходимый объем варочного аппарата V (м3) рассчитывается
как
V = Gr/p^>,
где т — продолжительность разваривания, ч (для колонного аппа-
рата т = 0,75...0,66, для трубчатого г = 0,03...0,05); <р— коэффици-
ент заполнения (для колонного аппарата <р = 0,75...0,8, для трубча-
того <р = 0,32).
Диаметр колонны аппарата или труб можно определить из равен-
ства
Vc = (nd2/4)w,
где Vc — расход массы, м3/с; w — скорость движения разваривае-
мой массы в аппарате (для трубчатого аппарата w = 0,13 м/с); d —
диаметр труб, м.
Длина варочного аппарата (высота колонн или длина труб) L (м)
равна
L = 4VArd2.
Количество тепла, необходимого для разваривания массы Q (Вт),
Q = GcM(t2 - ti)/3600,
где Си — удельная теплоемкость массы, кДж/(кг-К); t] — началь-
ная температура массы, поступающей на разваривание °C; t2 —
температура разваривания в аппарате (для колонного аппарата t2 =
= 140°С; для трубчатого t2= 168...165°С).
Расход пара в контактной головке для подогревания замеса до
температуры разваривания D определяется по формуле
D = Q/(i-iK),
где i — удельная энтальпия пара, кДж/кг; iK — удельная энтальпия
конденсата, кДж/кг (для колонного аппарата iK принимается при
температуре 140°С, для трубчатого — при 168°С).
Объемный расход пара на разваривание Vn (м3/ч) равен
Vn= Е>У,
где у — удельный объем пара, поступающего в контактную головку,
м3/кг.
Скорость истечения пара из отверстий контактной головки wn
(м/с)
wn = 44,7KcVii - i2 ,
284
где Кс — коэффициент скорости (Кс «0,9); ii — удельная энтальпия
пара при входе в отверстие, кДж/кг; i2 — удельная эвталвакя пара
при выходе из отверстия при температуре нагревания массы,
кДж/кг.
Суммарная площадь отверстий в контактной головке 2f (м2) рав-
на
2f = Vn/3600wn.
Число отверстий при заданной площади f0 одного отверстия
z = 2f/fo.
Площадь живого сечения для прохода массы в контактной голо-
вке fr (м2)
где wM — скорость движения массы в головке (wn = 0,2...0,25 м/с).
Время пребывания массы в контактной головке принимаем рав-
ным 1...1.5 с.
Продолжительность пребывания замеса в смесителях составляет
10... 15 мин, коэффициент заполнения 0,75...0,8.
Мощность, потребная для работы мешалки в установившемся ре-
жиме без учета сопротивления змеевиков N (кВт),
N = KNpn3d5,
где KN — критерий мощности, который зависит от интенсивности
перемешивания, характеризующейся центробежным критерием
Рейнольдса; р — плотность среды, кг/м3; п — частота вращения ме-
шалки, об/мин; d — диаметр мешалки, м.
Критерий Рейнольдса равен
Re«wd32//*,
где р — плотность замеса, кг/м3; р — динамическая вязкость заме-
са, Па с; w — скорость движения замеса, м/с; сЦ — эффективный
диаметр трубопроводов, м.
В зависимости от найденного значения критерия Re по графику
нормалей НИИхиммаша определяем коэффициент К^.
С учетом увеличения потребной мощности при пуске и из-за на-
личия в аппарате вспомогательных устройств (змеевик, поплавок
сигнализатора уровня и др.) рабочая мощность на валу мешалки Np
(кВт) определяется по формуле
Np = KiK2(K+l)N,
285
где Ki = H/D — коэффициент, учитывающий заполнение смесите-
ля; Н — высота слоя жидкости в смесителе; D — диаметр смесите-
ля; К2 — коэффициент, учитывающий увеличение мощности при
пуске; К — коэффициент, учитывающий увеличение мощности из-
за наличия в аппарате вспомогательных устройств.
Установленная мощность приводного электродвигателя NyCT
(кВт) с учетом коэффициента запаса мощности 1,2 и КПД редукто-
ра
NycT = l,2(Np/?7p).
4.2.1. Смесители-предразварники
Измельченное сырье перед развариванием смешивают с горячей
водой и затем полученный замес нагревают вторичным паром. По
схеме скоростного разваривания смешивание сырья с водой и нагре-
вание массы производят раздельно: смешивание — в смесителе, на-
гревание — в трубчатом теплообменнике. По схеме разваривания
при пониженной температуре смешивание и нагревание замеса про-
изводят в одном аппарате — в смесителе-предразварнике.
Смеситель-предразварник (рис. 4.13) представляет собой корыто-
образный сосуд 5 вместимостью 3 м3, который разделен перегород-
кой 13 на две секции. Смеситель 3 предназначен для смешивания
дробленого зерна с водой при температуре 35...40°С, предразварник
9 — для нагревания замеса. Для перемешивания дробленого сырья
на полом валу 8 внутри аппарата укреплена мешалка; в смесителе
лопасти мешалки горизонтальные, а в предразварнике они сделаны
по винтовой линии, что обеспечивает перемешивание вязкого заме-
са вдоль аппарата. Вал мешалки делает 30 об/мин; мешалка приво-
дится. в движение от электродвигателя 1 (мощность 4 кВт, частота
вращения 930 об/мин) через редуктор 2 с передаточным отношени-
ем 30,7.
Из смесителя замес через патрубок 6 в перегородке 13 перетекает
в предразварник. Уровень массы в аппарате регулируется шиберной
задвижкой 10. Вторичный пар для нагревания замеса подводится к
аппарату через патрубки 12. Люки 4 и 7 служат для осмотра и ре-
монта аппарата, патрубки 11 и 14 предназначены для освобожде-
ния аппарата от массы во время остановки аппарата. Вязкость заме-
са увеличивается при повышении температуры нагревания и зави-
сит от длительности пребывания замеса в предразварнике. На выхо-
де из аппарата замес должен иметь такую вязкость, при которой
массу можно перекачивать насосом. При температуре 75...85°С за-
мес сохраняет текучесть в течение 5...6 мин.
286
В 8
Рис. 4.13. Смеситель-предразварник
287
Рис. 4.14. Вертикальный {цилиндри-
ческий смеситель
Время пребывания замеса в
смесителе-предразварнике 10... 15
мин. Следует иметь в виду, что
при повышении температуры за-
меса за счет вторичного пара зна-
чительно уменьшается расход ост-
рого пара на разваривание. На-
пример, при повышении темпера-
туры замеса с 70 до 90°С расход
пара на разваривание снижается
на 26%.
Вертикальный цилиндрический
смеситель (рис. 4.14) вместимо-
стью 1,5 м3 Мироцкого спиртового
завода снабжен пропеллерной ме-
шалкой 1 (58 об/мин) для смеши-
вания дробленого сырья с водой.
Сырье подается в смеситель по
патрубку 5, а вода — по трубе 4;
для распыления воды в стенках
трубы рассверлены отверстия диа-
метром 2 мм. Конец трубы 4 заглушен. Такая подача воды улучша-
ет равномерность смешивания. Подогревание замеса производится
через змеевик 2. Уровень массы в смесителе контролируется элект-
рическим сигнализатором 6, поплавок которого расположен в трубе
7. С целью уменьшить воздействие перемешиваемой массы на по-
плавок сигнализатора труба 7 снизу перекрывается решеткой 8, ко-
торая стабилизирует в зоне поплавка уровень массы. Для контроля
режима работы смесителя на корпусе размещены кран 3 для отбора
пробы и штуцер 9 для термометра. Продолжительность смешивания
при переработке зерна 15 мин, картофеля 10 мин.
Вода в смесителе должна подаваться температурой не выше 45°С,
так как в противном случае мука измельченного продукта образует
комочки, которые затем не провариваются. Из смесителя замес по-
дается в трубчатый теплообменник, где нагревается вторичным па-
ром до 7О...75°С. Теплообменник типа "труба в трубе" изготавлива-
ется из стальных труб диаметром 180 мм (наружные трубы) и 108
мм (внутренниетрубы).
4.2.2. Варочные аппараты и паросепараторы
Варочная колонна первой ступени (рис. 4.15) изготавливается
сварной конструкции (диаметр колонны 1300 мм, высота 7915 мм).
288
Рис. 4. IS. Варочная колон-
на первой ступени
Общий объем колонны 9,6 м3, рабочее дав-
ление 0,5 МПа. Внутри колонны крепится
цилиндрическая труба 8; в верхней части
трубы имеется распределительная воронка
6, в которую по патрубку 5 подается подо-
гретый замес. В нижнюю часть трубы 8
подводится пар по патрубку /0 к насадке 9.
Установка в колонне трубы 8 способствует
лучшему перемешиванию массы.
В колонне размещен поплавковый сиг-
нализатор 4 уровня массы. Для обслужива-
ния при ремонте колонна снабжена люка-
ми 7. На колонне установлены манометр 2
и предохранительный клапан 3. Внутри
колонны внизу размещена заменяемая за-
щитная вставка 11. Для установки термо-
метров предусмотрены гильзы 1.
Варочная колонна второй ступени (рис.
4.16) представляет собой цилиндрический
корпус 1 диаметром 500 мм (толщина стен-
ки 6 мм) с отъемным коническим днищем 3
и крышкой 2. В колонны второй ступени
пар не подается; масса перемещается по-
следовательно из колонны первой ступени
и по колоннам второй ступени за счет раз-
ности уровней массы и выдерживается при
температуре 138...140°С в течение 20...25
мин. Для выравнивания давления верхние
части колонн соединены между собой че-
рез патрубки. Испытательное давление для
колонн 0,785 МПа. Материал колонны —
Ст. 3.
Перед поступлением в варочную колонну первой ступени замес
нагревается острым паром давлением второй ступени 0,4...0,6 МПа
в контактной головке (рис. 4.17). Контактная головка представляет
собой цилиндрическую паровую камеру 2, внутри которой уста-
новлена цилиндрическая вставка (форсунка) 3 с отверстиями диа-
метром 5 мм, расположенными в 10 рядов по высоте вставки (в каж-
дом ряду по 10 отверстий). Отверстия двух верхних рядов располо-
жены под углом 45° к вертикальной оси головки. Отверстия после-
дующих рядов просверлены под углом 45° и направлены по каса-
тельной к корпусу вставки. При таком расположении отверстий пар
19. Заказ 5901
289
Рис. 4.16. Варочная колонна
второй ступени
инжектирует массу и придает ей вра-
щательное движение, что обеспечива-
ет хорошее перемешивание и равно-
мерное нагревание замеса.
Поступающая масса подается в го-
ловку через сопло 1, которое равно-
мерно нагнетает массу при пульсиру-
ющей подаче ее плунжерным насосом.
Пар в головку подводится по патрубку
и через отверстия вставки пронизыва-
ет движущуюся массу, перемешивает
и нагревает ее. Время пребывания
массы в головке 1,5...2 с.
Контактная головка (рис. 4.18) для
спиртовых заводов производительно-
стью 1700...2500 дал/сут — сварной
конструкции. В корпусе 3 расположе-
ны трубы 4 и 5, в которых просверле-
ны отверстия диаметром 5 мм.. В каж-
дой трубе по высоте имеется 10 рядов
по 13 отверстий в каждом. Замес ПОла-
Зали
Рис. 4.18. Контактная головка
с двусторонним подводом пара
Рис. 4.17. Контактная головка
290
Рис. 4.19. Регулятор уров-
ня массы
ется в контактную головку по патрубку
1. В головке замес течет в кольцевом за-
зоре. Пар, подаваемый по патрубкам 2 и
6, пронизывает слой замеса с двух сто-
рон. Такой подвод пара обеспечивает
быстрое и равномерное нагревание за-
меса.
Определенный уровень массы на вы-
ходе из варочного аппарата поддержи-
вается поплавковым регулятором (рис.
4.19). Регулятор представляет собой ци-
линдрический корпус 1 вместимостью
2 -bi?, диаметром 1200 мм при толщине
стенки 8 мм и рассчитан на рабочее дав-
ление 0,5 МПа. Внутри корпуса распо-
ложен поплавок 3, который рычагом 4
шарнирно связан с корпусом регулято-
ра. С рычагом поплавка штоком 6 сое-
динен клапан 7, который закрывает от-
верстие выходного патрубка 8. Масса
регулятора поступает снизу. Регулятор
соединяется с варочными колоннами че-
рез патрубок 2 для выравнивания дав-
ления и отвода воздуха. За уровнем массы в регуляторе наблюдают
по стрелке 5.
Выдерживатель (рис. 4.20) входит в состав установки А2-ВРА-
3000 и предназначен для дозирования сырья и выдерживания при
температуре развариваемой массы.
Техническая характеристика выдерживателя
а
Рабочий объем, м 8,5
Рабочее давление, МПа 0,6
Диаметр корпуса, мм 1300
Толщина стенки корпуса, мм 12
Наружный диаметр центральной трубы, мм 325
Габаритные размеры, мм:
ширина 2130
высота 8500
Масса, кг 4300
Выдерживатель по конструкции представляет собой цилиндриче-
ский цельносварной сосуд со съемными эллиптическими крышкой и
днищем. Развариваемая масса, прогретая в разварнике до необходи-
19*
291
Рис. 4.20. Выдерживатель
мой температуры разваривания, посту-
пает по сменному патрубку 2 в нижнюю
часть вертикальной трубы 3, установ-
ленной по центру и укрепленной план-
ками 4. Поднимаясь по ней вверх (цент-
ральная труба в нижней части заглуше-
на) , масса переливается через края тру-
бы, двигаясь по кольцевому пространст-
ву между корпусом колонны и централь-
ной трубой, и выводится через нижний
патрубок 1.
Выдерживатель оборудуется двумя
лазами 5: верхним и нижним, предохра-
нительным клапаном 6, снабжен пат-
рубком для присоединения к уравни-
тельной линии 7 и патрубком для отвода
неконденсирующихся газов через цир-
куляционную линию. На корпусе и
крышке выдерживателя имеются бо-
бышки для присоединения датчика пре-
дельного уровня, манометра, термомет-
ра сопротивления и гильза для размеще-
ния стеклянного термометра.
Для закрепления выдерживателя на
площадке имеются лампы, которые при-
вариваются к корпусу по месту, исходя
из конкретных условий монтажа и раз-
мещения выдерживателя.
Для сепарирования пара и выдержки
развариваемой массы используется па-
росепаратор, входящий в состав установки А2-ВРА-3000 (рис. 4.21).
Техническая характеристика паросепаратора
а
Объем полный, м 8,5
Рабочее давление, кПа До 70
Диаметр корпуса, мм 1300
Толщина стенки корпуса, мм 8
Габаритные размеры, мм:
ширина 2000
высота 6935
Паросепаратор представляет собой цельносварной цилиндриче-
ский сосуд со съемным днищем и крышкой.
Масса через патрубок 3 поступает на кольцевой распределитель
292
7
7
Рис. 4.21. Паросепаратор
массы 9, диаметр которого меньше диа-
метра корпуса, и сливается с него, не ка-
саясь стенок корпуса. Днище паросепара-
тора защищено съемной гильзой.
В целях предотвращения каплеуноса с
вторичным паром в паросепараторе пре-
дусмотрен каплеуловитель б, конструк-
ция которого обеспечивает закручивание
и изменение направления потока вторич-
ного пара. Паросепаратор оборудован дву-
мя предохранительными клапанами 7.
Отвод массы осуществляется через ниж-
ний патрубок 1. Паросепаратор снабжен
прибором контроля уровня массы 2.
Для скоростного разваривания по схеме
Мироцкого спиртового завода применяют
трубчатый разварник с контактной голо-
вкой (рис. 4.22). В нем замес подогревает-
ся паром давлением 0,8 МПа до 170°С с
помощью контактной головки, устройство
которой аналогично устройству головки,
приведенной на рис. 4.18.
Подогретый замес из контактной голо-
вки поступает в вертикальные трубы ап-
парата. Пар в аппарат не подводится, масса в трубах перемещается
за счет перепада давлений к выходу, где давление снижается до 0,4
МПа. При продвижении по трубам из массы выделяется вторичный
пар вследствие снижения давления. Смесь, состоящая из массы и
пара, перемешивается и диспергируется при прохождении через ди-
афрагмы и соединительные переходы.
Трубчатый разварник состоит из контактной головки 1 и батареи
(12 шт.) вертикальных труб 2. соединенных вверху и внизу перехо-
дами 5, которые прикреплены к вертикальным трубам фланцами.
Общая вместимость аппарата 1,5 м3
Общая длина вертикальных труб 64 м; внутренний диаметр 148
мм. Во фланцевых соединениях установлены 24 диафрагмы 4. По
ходу продукта диафрагмы разбиты на четыре группы, в каждой
группе 6 диафрагм. Диафрагмы каждой группы имеют одинаковый
диаметр внутреннего отверстия; первой группы — 40 мм, второй —
45, третьей — 50, четвертой — 55 мм.
При снижении температуры за диафрагмой выделяется вторич-
ный пар. Объем смеси в этом месте аппарата увеличивается в 3 ра-
293
Рис. 4.22. Трубчатый разварник
за, скорость смеси увеличивается до 4 м/с, что обусловливает дис-
пергирование массы. Для уменьшения износа стенок переходов в
последних устанавливают предохранительные сменные гильзы 5.
Давление на выходе из аппарата регулируется клапаном.
4.2.3. Аппарат гидродинамической обработки замеса
На заводах мощностью до 2000 дал спирта в сутки в линиях под-
готовки зернового сырья к сбраживанию используется аппарат гид-
родинамической обработки зернового замеса. Конструкция аппара-
та приведена на рис. 4.23. В бункер 1 аппарата подается смесь сырья
с водой, которая перекачивается насосом 4 через теплообменник 2
с помощью крана 3. Продолжительность обработки составляет
Рис. 4.23. Аппарат гидродинами-
ческой обработки замеса
4...24 ч. При обработке 4О...7О%
сухих веществ зерна переходят в
раствор. Нерастворенный крахмал
представляет собой зерно разме-
ром 20...40 мкм. Дробленые части
зародыша и оболочек содержат
3...5% сбраживаемых углеводов.
Аппараты различной вместимости
(от 30 до 300 м3) используются на
Крапивенском, Фроловском, Ми-
чуринском спиртовых заводах,
спиртоконьячном заводе Новоку-
294
банекий, Петровском спиртовом комбинате. Применение указан-
ных аппаратов позволяет уменьшить расход тепловой электроэнер-
гии при разваривании зерна на 30...50% без значительного увели-
чения расхода электрической энергии, уменьшить количество об-
служивающего персонала за счет исключения вечерних и ночных
смен на 3...5 чел, уменьшить расход серной кислоты при дрожжеге-
нерации на 20...30%, увеличить выход спирта из 1 т условного
крахмала на 0,13...0,37 дал.
Аппарат гидродинамической обработки используется в установ-
ках гидродинамической обработки зернового замеса с непрерывной
работой дробильного отделения и односменной, а также в установке
механико-ферментативной обработки зернового замеса.
Возможно комплектование аппарата гидродинамической обра-
ботки из серийно изготовляемого оборудования: танка цилиндро-
конического, насоса и теплообменника. Танк цилиндро-конический
РЗ-ВУН-95 (ТУ 27-31-2461-77) изготавливается ПО "Одессапище-
ремонтмаш" и Донецким экспериментальным заводом; насос фе-
кальный СД 160/45 — Рыбницким насосным заводом, теплообмен-
ник типа "труба в трубе" площадью поверхности 24 м2, марка
К 2877 СБ — тамбовским заводом "Комсомолец".
Техническая характеристика аппарата гидродинамической обработки замеса
Рабочее давление, МПа 0,07
Установленная мощность, кВт 22
Вместимость, м"3 _ 85
Площадь поверхности теплообмена, м2 24
Продолжительность обработки замеса, ч 4...24
Масса, кг 13 900
Габаритные размеры, мм 5000x4800x17 100
4.2.4. Сравнительная оценка различных схем
для разваривания сырья
Сравнение удельных показателей различных схем показывает,
что отдельные наилучшие показатели принадлежат разным схемам.
Так, Мичуринская схема имеет наименьшую температуру развари-
вания, потребляет меньше электроэнергии и острого пара. Наи-
меньшее время выдержки присуще Мироцкой схеме (табл. 4.2). По-
ложительные особенности Мичуринской схемы следующие:
ведение режима разваривания при "мягком" тепловом режиме в
течение сравнительно непродолжительного времени дает возмож-
ность уменьшить потери крахмала, что увеличивает выход спирта
на 1,3 дал из 1 т крахмала по сравнению с периодическим развари-
ванием;
295
Таблица 4.2
Техническая характеристика различных схем непрерывного разваривания
крахмалосодержащего сырья
Схемы
Показатели Мичуринская 1 Мироцкая
Температура разварива- ния, °C 140...150 163...165
Продолжительность разва- ривания, мин 40 2...2,5
Объем аппаратуры на 1 000 дал, м5/сут 4,72 1,6
Коэффициент заполнения варочной аппаратуры, % 80 20
Расход острого пара на разваривание 1 т зерна (средний), кг 400 530
Расход электроэнергии на разваривание 1 т зерна, 12,05 35
кВт'ч
сокращение расхода тепловой энергии на разваривание 1 т сырья
по сравнению с периодическим развариванием за счет снижения
температуры разваривания с 155 до 140°С и более полное использо-
вание вторичного пара;
возможность внедрения схемы на всех спиртовых заводах из-за
питания ее низкопотенциальным паром (0,5 МПа).
Недостатки схемы следующие:
большой объем варочной аппаратуры;
невозможность нагрева замеса в смесителе-предразварнике до
85...90°С, так как при времени выдержки (10 мин) вязкость замеса
многократно увеличивается и он становится нетранспортабельным;
при нагреве замеса до 6О...7О°С под действием амилолитических
ферментов зерна в замесе образуются сахара, 45...50% которых
разрушается при разваривании;
двухступенчатый нагрев подогретого замеса острым паром до
температуры разваривания осложняет регулирование расхода пара
и увеличивает его расход;
при наличии в массе органических примесей сосредоточенная по-
дача пара, обладающего большой кинетической энергией, через
патрубок диаметром 0,15 м приводит к эрозионному износу стенок
колонны;
низкая скорость движения развариваемой массы у стенок колон-
ны первой ступени приводит к отложению на них органики в виде
296
нагара толщиной до 0,3 м, а это снижает производительность аппа-
рата из-за уменьшения его рабочего объема.
Достоинства Мироцкой схемы следующие:
меньшая удельная металлоемкость по сравнению с Мичуринской
схемой;
небольшое время разваривания;
простота конструкции и возможность изготовления хозяйствен-
ным способом на спиртзаводе.
Недостатки Мироцкой схемы следующие:
частый выход трубчатого разваривателя из работы из-за отложе-
ния нагара на стенках;
невозможность полного использования вторичного пара из-за
большого перепада между температурой разваривания 165°С и
практически наблюдаемой температурой нагрева замеса 85°С;
малый коэффициент заполнения разварника массой;
наличие дроссельных шайб в соединительных коленах трубчатого
разварника с целью дополнительного диспергирования частиц раз-
вариваемой массы практически не дает эффекта;
вертикальное расположение труб разварника приводит к созда-
нию воздушных "подушек" в верхних соединительных коленах, что
затрудняет прохождение разваренной массы по трубчатке.
4.3. Оборудование для охлаждения и осахаривания заторов
Охлаждение сваренной массы в целях интенсификации процесса
производят под вакуумом. При этом из массы благодаря самоиспа-
рению выделяется пар, на образование которого затрачивается теп-
ло сваренной массы, в результате чего масса охлаждается. Охлаж-
дение массы происходит практически мгновенно, что создает опти-
мальные и стабильные условия для осахаривания.
4.3.1. Аппараты с непрерывным осахариванием
и вакуум-охлаждением
По схеме непрерывного осахаривания и вакуум-охлаждения раз-
варенной массы (рис. 4.24) разваренная масса из выдерживателя 1
поступает по трубе 2 в испарительную камеру 3, в которой создает-
ся вакуум, при котором масса охлаждается до 62...63°С. В трубе 2
вакуум создается с помощью конденсатора 4 с барометрической
трубой 5 и вакуум-насоса 6.
Разваренная масса, попадая в трубу 2, вскипает. В трубе образу-
ется смесь (эмульсия) пара с массой. Во избежание вспенивания
массы и для ее разжижения по трубе 13 к массе добавляют 15...20%
смеси. В испарительной камере происходит отделение пара, масса
297
Рис. 4.24. Схема непрерывного осахаривания и вакуум-охлаждения разваренной
массы
Рис. 4.25. Малогабаритный осахари-
ватель
падает вниз по трубе 12 в осаха-
риватель 9, в который через доза-
тор 10 поступает солодовое моло-
ко из сборников 11. Температура
массы в осахаривателе снижается
и устойчиво поддерживается в
пределах 57...58°С. Уровень мас-
сы в осахаривателе регулируется
прибором 14 типа РУФЦ, кото-
рый воздействует на мембранные
клапаны 7, установленные на
трубопроводах подачи массы и
возврата сусла. Осахаренная мас-
са насосом 8 через теплообменник
15 перекачивается в бродильное
отделение.
СмешивЪние охлажденной мас-
сы с ферментом и осахаривание ее
осуществляются в осахаривателе
(рис. 4.25). При непрерывном
298
процессе такое смешивание достигается за S...6 мин. Степень запол-
нения объема составляет 65%. Малогабаритный осахариватель
представляет собой цилиндрический корпус 2 с нижним кониче-
ским днищем. Масса перемешивается мешалкой 1. Солодовое моло-
ко подается дозатором 6. Постоянный уровень массы поддерживает-
ся регулятором, состоящим из поплавка 3 и секторного дозатора 4.
Для осмотра и мойки осахаривателя изнутри служит люк 5.
Объем осахаривателя при вакуум-охлаждении рассчитывается
исходя из времени пребывания в нем массы — 5 мин. Коэффициент
заполнения принимается равным 0,65. Отношение высоты к диа-
метру 1,2...1,25.
Объем осахаривателя определяется из расчета пребывания в нем
массы 30...60 мин. Коэффициент заполнения равен 0,8. Минималь-
ный объем осахаривателя первой ступени 3 м . Площадь поверхно-
сти теплообмена змеевика может быть определена из условия 4 м3
на 1 м3 разваренной массы, проходящей за 1 ч через осахариватель.
Рис. 4.26. Испарительная
камера
Скорость воды в змеевике 0,8... 1 м/с. Вы-
сота цилиндрической части аппарата при-
нимается равной 0,5 диаметра осахарива-
теля.
В испарительной камере (рис. 4.26) из
массы выделяется пар, поступающий за-
тем в конденсатор. Камера состоит из ци-
линдрического корпуса 5, нижнего конуса
со спускным патрубком б, верхней крыш-
ки с патрубком 2 для удаления выделяю-
щегося из массы пара, перед которым ус-
тановлен отражатель 3. Масса в камеру
подается тангенциально по патрубку 1.
Люк 4 служит для осмотра и мойки каме-
ры. Сечение камеры выбирается в зависи-
мости от допустимой скорости пара
(1м/с); при такой скорости унос частиц массы минимальный.
Диаметр трубы, по которой масса подается в камеру, определяет-
ся по скорости эмульсии 50...60 м/с. Высота спускной трубы от
фланца патрубка 6 до уровня массы в осахаривателе должна состав-
лять 8,5...9 м.
Диаметр камеры испарения зависит от скорости движения в ней
пара, которая составляет 1 м/с. Общая высота камеры принимается
равной двум диаметрам. Стенки нижнего конуса камеры имеют
угол наклона 45°. Диаметр продуктовой трубы определяется для
скорости движения эмульсии в ней 50...60 м/с. Скорость движения
299
массы в спускной трубе не более 1 м/с. Диаметр трубы для отвода
вторичного пара принимается на 25 мм больше диаметра продукто-
вой трубы.
Для конденсации паров, поступающих из испарительной камеры,
применяют полочные конденсаторы смешения (рис. 4.27) или мок-
ровоздушные насосы с подводом в них воды для конденсации пара.
В корпусе конденсатора укреплены горизонтальные полки с от-
верстиями, по которым сливается поступающая сверху вода; пар
поступает снизу. На полках создается некоторый запас воды, обес-
печивающий смягчение колебаний вакуума при резких изменениях
нагрузки. Внизу к конденсатору присоединена барометрическая
труба для спуска воды, которая является одновременно гидравличе-
ским затвором.
При расчете конденсатора определяют его размеры и расход во-
ды. В испарительной камере за счет разрежения, создаваемого кон-
денсатором и вакуум-насосом, осахаренная масса мгновенно охлаж-
дается. При этом из нее испаряется
некоторое количество воды, которое
в виде вторичного пара направляется
в конденсатор.
Тепловой баланс этого процесса
выражается уравнением
GMctj - (GM - D)ct2 “ Dr-
Отсюда количество вторичного па-
ра, выделяющегося в испарительной
камере D (кг/ч)
D - GMc (t i - ti) / <r - Ct2),
где GM — количество разваренной
массы, поступающей в камеру, кг/ч;
с — удельная теплоемкость массы
[с = 4,186...0.0993S кДж/(кг-К)];
S — содержание сухих веществ в
массе, %; tj и t2 — температура мас-
сы до и после охлаждения, °C; г — скрытая теплота парообразова-
ния, кДж/ кг.
Расход воды на конденсацию пара в конденсаторе W (кг)
W = D(i- cBt6)/cB(t6- It),
где D — количество пара, поступающего в конденсатор, кг/ч; i —
удельная энтальпия пара, кДж/кг; t; — температура поступающей
300
воды, °C; tg — температура уходящей из конденсатора воды (баро-
метрической) , °C; св — удельная теплоемкость воды [св =
= 4,1868 кДж/(кг-К) ].
Температуру tg принимаем ниже температуры поступающего па-
ра в состоянии насыщения на 2...3°С.
Удельный расход воды (кратность охлаждения) q (кг/кг)
q = W/D.
Для расчета или подбора газоотсасывающих устройств необходи-
мо знать количество неконденсирующихся газов и их температуру.
Точный расчет трудно сделать, поэтому количество неконденсиру-
ющихся газов Dr (кг/ч) определяют по эмпирической формуле
Dr=0,000 025W + 0,008 025D.
Температуру неконденсирующихся газов tr (°C) также определя-
ют по эмпирической формуле
tr = 0,9ti+0,ltg+4.
Диаметр конденсатора d (м) определяют из уравнения расхода
пара
Dyn = Ud2/4)Wn^,
откуда
d = V4Dyn7rwn^,
где D — расход пара через сечение конденсатора, кг/с; уп — удель-
ный объем сухого насыщенного пара при температуре насыщения,
соответствующей разрежению в конденсаторе, м3/кг; wn — допу-
стимая скорость пара в конденсаторе (wn принимается равной
35...55 м/с); <р — коэффициент, учитывающий свободное сечение
конденсатора для прохода пара (принимаем <р = 0,3...0,33).
Число полок в конденсаторе принимаем равным 6, расстояние
между полками определяем как 0,4d, тогда общая высота конденса-
тора Н (м)
H = 0,4d(z-l) +hi + h2,
где z — число полок в конденсаторе; hj — расстояние от верхней по-
лки до верхнего днища (hi - 0,7 м); h2 — расстояние от нижнего
днища до нижней полки (h2 0,4 м).
Диаметр барометрической трубы dg
301
dg = V4(XV+D)/wwg,
где wg — скорость движения воды в барометрической трубе (wg =
= 1м/с).
Общая высота барометрической трубы Hg (м)
Hg-Ho+Hi,
где Но — высота столба воды, соответствующая создаваемому в кон-
денсаторе разрежению, м (Но - 10,33 (b/760), b — разрежение в
конденсаторе, мм рт.ст.); Hi — часть высоты барометрической тру-
бы, складывающаяся из высоты на возможные колебания уровня,
высоты столба воды для преодоления гидравлических сопротивле-
ний, высоты трубы, погруженной под уровень в сборнике воды (Hi -
= 1,7...1,9 м).
Осахаренная масса охлаждается в теплообменнике типа "труба в
трубе". По внутренней трубе движется масса, по кольцевому сече-
нию между внутренней и наружной трубами — вода. Движение
массы и воды противоточное. Расчет состоит в определении расхода
охлаждающей воды и площади поверхности охлаждения.
Количество тепла, отводимого от охлаждаемой массы Q (Вт)
Q = GMcM(t]- t2)/3600,
где GM — количество массы, кг/ч; см — удельная теплоемкость мас-
сы, кДж/(кг-К); ti и t2 — начальная и конечная температура мас-
сы, °C.
Расход охлаждающей воды W (кг/с)
W = Q/c (t 2 -t i),
где t'2 — температура воды, уходящей из теплообменника (прини-
маем эту температуру на 1О...15°С ниже температуры массы, посту-
пающей на охлаждение); t'i — температура воды, поступающей на
охлаждение (t'i должна быть на 5°С ниже температуры, с которой
масса уходит из теплообменника, температура массы после тепло-
обменника равна температуре "складки"); с' — удельная теплоем-
кость воды, равная 4,1868 кДж/(кг-К).
Площадь поверхности охлаждения теплообменника F (м2)
F = Q/kAt,
где Q — тепловая нагрузка на теплообменник, Вт; к — коэффици-
ент теплопередачи, Вт/ (м2 • К).
302
Средняя разность температур At (°C) при противоточном движе-
нии массы и охлаждающей воды
At “(AtH- AtK)/2,31gAtH/AtK.
Коэффициент теплопередачи от массы к воде к [Вт/ (м2 К) ]
к« l/(l/ai+d/A+l/a2>,
где cq — коэффициент теплоотдачи от массы к стенке внутренней
трубы, Вт/(м2-К); «2 — коэффициент теплоотдачи от стенки внут-
ренней трубы к охлаждающей воде, Вт/(м2-К); А — коэффициент
теплопроводности материала труб теплообменника [для стали А “
= 58 Вт/ (м • К); <5 — толщина стенки трубы, равная 0,004 м.
Критерий Рейнольдса для массы, протекающей по внутренней
трубе,
Re - wdp/p,
где w — скорость течения массы по трубе, м/с; d — внутренний диа-
метр трубы, по которой течет масса, м; р — плотность массы, кг/м3;
р — коэффициент динамической вязкости массы, Па • с.
Движение массы по трубам теплообменника происходит в пере-
ходном режиме (2300 < Re < 10 000). Для переходного режима коэф-
фициент теплоотдачи определяем из формулы
Nu-0,008Re°’9Pr°'43.
Подставив значения критериев Re и Рг, получим
ai - 0,008(A/d)Re°’9Pr°’43,
где А — коэффициент теплопроводности массы, Вт/ (м • К),
A =0,3 10'4c^^7M,
где с„ — теплоемкость массы, равная 3,64 кДж/ (кг - К); р — насып-
ная плотность, кг/м3; М — средняя молекулярная масса жидкости.
Эту величину ориентировочно определим как среднюю молекуляр-
ную массу мальтозы, растворенной в воде. Принимаем, что 1 кг рас-
твора состоит из 0,19 кг сахара и 0,81 кг воды. Тогда
М-1/(0,19/Mi +0,81 /М2),
где Mi и М2 — молекулярная масса мальтозы и воды (Mi - 342;
М2-18).
Коэффициент теплоотдачи аг [Вт/ (м • К) ] от стенки внутренней
трубы к охлаждающей воде определим для потока кольцевого сече-
ния по формуле
зоз
а2 = 0,023 a/dH)[D/(D-dH)]0>45Re0-8Pr°'4,
где dH — наружный диаметр внутренней трубы, м; D — внутренний
диаметр наружной трубы, м.
Критерии Re и Рг находим по формулам
Re *= wd3y/pg или Re = wd^o/p;
Pr = 3600/zcg/A или Pr = pc/A,
где d3 — эквивалентный диаметр кольцевого сечения трубы тепло-
обменника,
d3= (D2- dH2)/d„;
Л — коэффициент теплопроводности воды при средней температуре
потока воды 24°С, Вт/(м-К); д — коэффициент динамической вяз-
кости воды, Па • с; р — плотность воды, кг/м3; с — теплоемкость во-
ды, кДж/ (кг-К).
Площадь полной поверхности теплообменника определяем с уче-
том загрязнения стенок труб.
Гидравлический расчет теплообменника состоит в определении
потери давления теплоносителем при прохождении его через аппа-
рат и необходимой мощности для насоса.
Давление, необходимое для движения массы через теплообмен-
ник Др (Па)
Др = 2 Др Тр + S ДРм.с >
где 2 ДРтр — сумма гидравлических потерь давления на трение в
трубе теплообменника, Па; S Дрм-С — сумма потерь давления в ме-
стных сопротивлениях, Па.
Гидравлические потери давления на трение массы при движении
внутри трубы Дртр (Па)
Артр = £-9,81(1/d3)(w2p/2),
где £ — коэффициент трения; 1 — полная длина трубы теплообмен-
ника, м; d3 — эквивалентный или гидравлический диаметр, м; w —
средняя скорость движения массы, м/с; р — плотность осахаренной
массы, кг/м .
Коэффициент трения зависит от режима движения массы и сте-
пени шероховатости стенок трубы. При невысоких значениях кри-
терия Re (менее 1 • 104) коэффициент трения
£ = 64/Re.
304
Потери давления в местных сопротивлениях Арм с (Па)
Арм.с- 9,81$'(/w2/2)z,
где £' — коэффициент местного сопротивления, который зависит от
характера препятствия (различные повороты, запорные устройства
и т.д.) (для поворота на 180° в трубчатом теплообменнике £' = 0,5);
z — число поворотов в теплообменнике.
Мощность, необходимая для перемещения осахаренной массы по
теплообменнику N (кВт),
N- VAp/ЮОСИ,
где V — объемный расход массы, м3/с; г) — КПД насоса.
4.3.2. Аппараты с двухступенчатым вакуум-охлаждением
Всесоюзным научно-исследовательским институтом продуктов
брожения в содружестве с работниками Тульского спиртотреста и
Пронского спиртового завода создана установка для двухступенча-
того охлаждения до температуры брожения (рис. 4.28). В ней отсут-
ствуют теплообменники и охлаждение разваренной массы происхо-
дит под действием вакуума в две ступени: в первой масса охлажда-
Рис. 4.28. Схема двухступенчатого вакуум-охлаждения с промежуточным
осахариванием
20. Заказ 5901
305
ется со 104... 105 до 58...62°С и осахаривается, во второй температу-
ра осахаренного сусла снижается под вакуумом до 2О...22°С.
Преимуществом установки является улучшение качества спирта
за счет удаления при вакуум-охлаждении нежелательных газовых
примесей. Кроме того, концентрация сусла при вакуум-охлаждении
повышается за счет выпаривания части воды, что позволяет умень-
шить расход пара на 5% при ректификации спирта.
Разваренная масса из выдерживателя 1 поступает в вакуум-испа-
ритель-осахариватель 4, который сообщается с барометрическим
конденсатором 10, соединенным с водокольцевым насосом 8. В ва-
куум-испаритель-осахариватель одновременно с массой подается
солодовое молоко дозатором 2 из сборника 3. Смешанная с солодо-
вым молоком масса в аппарате выдерживается в течение 6 мин.
Осахаренная масса (сусло) под действием вакуума поступает в
вакуум-испаритель второй ступени 9, в котором она охлаждается до
2О...22°С и по трубе 5 спускается в бродильную емкость 6. В эту ем-
кость из сборника 7 поступают дрожжи. Разрежение в вакуум-испа-
рителе создается с помощью конденсатора второй ступени 11, из ко-
Рис. 4.29. Вакуум-испари-
тель- осахариватель первой сту-
торого пар и газ отсасываются пароэжек-
торными насосами 12.
Вакуум-испаритель-осахариватель
первой ступени (рис. 4.29) предназначен
для охлаждения массы со 104... 105 до
58...62°С и ее осахаривания. Масса вво-
дится в аппарат через патрубок 5, в этот
же патрубок подводится осахаривающий
агент.
При входе в аппарат масса под дейст-
вием вакуума бурно диспергируется за
счет выделения пара, что способствует ее
перемешиванию и равномерному осаха-
риванию. Масса по конусу 1 стекает вниз
тонкой пленкой и попадает в воронку 4,
из которой стекает на конус 5, а с него —
в нижнюю часть вакуум-испарителя-оса-
харивателя.
Парогазовая смесь через конус 1 про-
ходит к выводному патрубку, предвари-
тельно проходя отбойник 2 для сепара-
ции от взвешенных частиц.
пени
306
4.3.3. Аппараты с непрерывным охлаждением и осахариванием
при атмосферном давлении
В установке для непрерывного охлаждения и осахаривания при
атмосферном давлении (рис. 4.30) разваренная масса из выдержи-
вателя при температуре 1О3...1О5°С непрерывно поступает в осаха-
риватель первой ступени 2, куда дозатором 4 из чанков 3 подается
30% солодового молока к его общему расходу. В осахаривателе мас-
са охлаждается до 6О...62°С с помощью змеевика и при перемеши-
вании мешалкой.
Рис. 4.30. Установка для непрерывного охлаждения и осахаривания при
атмосферном давлении
Постоянный уровень массы поддерживается поплавковым уст-
ройством 1. Насосом 5 масса перекачивается в осахариватель вто-
рой ступени 6. В трубу перед насосом вводится остальное количест-
во (70%) солодового молока. Из осахаривателя второй ступени мас-
са подается в теплообменник, в котором она охлаждается до темпе-
ратуры "складки".
4.4. Оборудование для брожения и культивирования дрожжей
Осахаренная масса, охлажденная в трубчатом теплообменнике,
поступает для сбраживания в бродильные аппараты. Процесс бро-
жения осуществляется двумя способами: периодическим или непре-
рывно-поточным. При периодическом способе процесс брожения
происходит в каждом аппарате самостоятельно, которые работают
независимо один от другого. При непрерывно-поточном способе
бродильные аппараты устанавливают в ряд (батарею) по 8... 10 ап-
20*
307
паратов. Первые два аппарата в батарее называют головными, в
них подается охлажденная масса. В процессе брожения масса пере-
текает из головного аппарата последовательно во все остальные, а
из последнего аппарата выходит готовая бражка.
Движение массы по батарее аппаратов происходит за счет разно-
сти уровней в головном аппарате и в каждом последующем. Голо-
вные аппараты устанавливаются выше остальных на 1 м. Движение
массы из аппарата в аппарат происходит по переточным трубам.
Благодаря установке на переточных трубах запорных клапанов
каждый аппарат может быть отключен через определенное время
на дезинфекцию.
4.4.1. Бродильные аппараты и устройства для их мойки
Бродильный аппарат (рис. 4.31) представляет собой цилиндр с
коническими днищами, изготовленный из стали Ст. 3 толщиной
6...8 мм путем сварки. Внутри аппарата смонтирован змеевик 7 из
стальных труб диаметром 51...76 мм для отвода тепла, выделяюще-
гося при брожении массы. Масса подается через штуцер 4, дрожжи
Рис. 4.32. Распределительная головка
Рис. 4.31. Бродильный аппарат
308
— через штуцер 3. Углекислота, выделяющаяся при брожении, от-
водится через патрубок 5.
Для осмотра и ремонта аппарат снабжен люками 2 и 10. За про-
цессом брожения наблюдают через смотровое окошко 8 с помощью
светильника 7. Термометры устанавливают в гильзы 9. К штуцеру 6
подключают гидрозатвор, который предотвращает образование ва-
куума при пропаривании аппарата паром. При непрерывно-поточ-
ном способе брожения на переточных трубах устанавливают диско-
вый затвор, с помощью которого аппарат отключается от батареи
для мойки и дезинфекции. Конструкция затвора предотвращает за-
стой бражки, что обеспечивает стерильность процесса брожения.
Рис. 4.33. Коллектор моечною аппарата
Механизированная мойка аппарата водой и растворами антисеп-
тиков осуществляется с помощью моечного аппарата. Аппарат со-
стоит из двух основных узлов: распределительной головки (рис.
4 32) и двух коллекторов (рис. 4.33), снабженных соплами. Распре-
делительная головка крепится к патрубку верхней крышки аппара-
та, через которую к коллекторам подводится моющая жидкость. Го-
ловка вращается на шарикоподшипниках. Коллекторы, изготовлен-
ные из труб диаметром 50...76 мм, прикреплены к головке.
ria коллекторах укреплены сопла 1 таким образом, чтобы выхо-
дящая из них жидкость омывала всю поверхность аппарата, вклю-
чая верхнюю крышку и змеевик. Сопла щелевые сечением 30-3 мм;
крепление сопла к коллектору разъемное. Сопло в диске .5 с про-
резью (30-3 мм) зажимается в прорезе трубы коллектора планкой 3
с помощью винтов 4. Такое крепление позволяет изменять угол на-
клона сопла при наладке аппарата. На концах коллекторов уста-
новлены сопла 2; при выходе воды из этих сопл реактивные силы со-
здают крутящий момент, который вращает головку. При давлении
воды 0,01 МПа коллекторы делают 20 об/мин. Процесс мойки длит-
ся 10...12 мин.
309
При установке моечного аппарата крепление витков змеевика
осуществляют с помощью стоек, укрепляемых между витками свар-
кой. Диаметр прутка для изготовления стойки 18...20 мм. При та-
ком креплении змеевиков нет мест, труднодоступных для мойки и
дезинфекции.
Поверхность охлаждения может быть размещена вне бродильно-
го аппарата. В этом случае рядом с аппаратом устанавливают теп-
лообменник, через который сбраживаемую массу прокачивают на-
сосом.
Для мойки бродильных аппаратов и другой аппаратуры применя-
ют моющие головки (рис. 4.34). Форсуночная вращающаяся голо-
вка (рис. 4.34, а) имеет в корпусе / вращающийся вал 3 с двумя на-
садками 5, работающими по принципу сегнерова колеса. На валу 3
укреплена коническая шестерня 2, которая вращается вокруг вер-
тикальной оси по неподвижной конической шестерне 4. Моющая
жидкость подается насосом под давлением 0,6...0,7 МПа.
310
Кольцевая моющая головка (рис. 4.34, б) состоит из кольца 4, ко-
торое посредством корпуса 3 с подшипником 2 соединено с патруб-
ком 1. Отверстия 6 расположены на выпуклой поверхности. При по-
даче жидкости через эти отверстия создается моющий эффект. От-
верстия 5 расположены на боковой поверхности кольца и при работе
головки создают вращающий момент.
Вакуум-прерыватель с гидравлическим затвором (рис.4.35) со-
стоит из гидравлической секции 4, газовой секции 3, трубы гидро-
затвора 2 и водоуказательного стекла 1. Схема подключения ваку-
ум-прерывателя к бродильному аппарату показана на рис. 4.36.
Рис. 4.35. Вакуум-прерыватель Рис. 4.36. Схема подключения вакуум-прерыва-
с гидравлическим затвором теля к бродильному аппарату
При периодическом способе брожения объем аппарата рассчиты-
вают из условия заполнения одного аппарата в течение 7...8 ч.
Конструктивные размеры аппарата определяются по формулам
Н = (1,2...1,5)D; hi = (0,15...0,3)D; h2 = (0,1...0,125)D,
311
где Н — высота цилиндрической части аппарата м; h] и h2 — высо-
та днища и крышки аппарата, м; D — диаметр аппарата, м.
Коэффициент наполнения обычно принимают равным 0,85. Пе-
реточные трубы в аппаратах, начиная с третьего, крепятся на раз-
ных уровнях по высоте таким образом, что расстояние между места-
ми закрепления труб двух любых соседних аппаратов составляет
10 см. Аппарат устанавливают на металлических стойках, высота
от пола до днища 0,8... 1,2 м.
Тепловая нагрузка на один аппарат в период главного брожения
Q (Вт)
Q = Qi - <Qz + Q3),
где Qi — общее количество тепла, выделяемого в течение 1 ч в пе-
риод интенсивного главного брожения (этому периоду соответству-
ет снижение концентрации сухих веществ в бражке на 1%; при
сбраживании 1 кг мальтозы выделяется 171 Вт); Q2 — потери тепла
в окружающую среду стенками аппарата; Q3 — потери тепла за
счет испарения и уноса углекислоты (условно принимаем Q3 =
= 0,06(2]).
Коэффициент теплоотдачи от сбраживаемой массы к стенке
змеевика из-за невозможности его точного расчета принимаем ори-
ентировочно равным 688 Вт/ (м2 • К).
При турбулентном движении воды в змеевике коэффициент теп-
лоотдачи а2 от стенки змеевика к воде [Вт/ (м2 • К) ]
a2 = O,O23(A/d)Reo,8Pr°’4[l+l,77(d/R) ],
где d — внутренний диаметр трубы змеевика, м; R — радиус кри-
визны змеевика, м (R принимают равным 0,8 радиуса бродильного
аппарата).
Общая длина труб змеевика L (м)
. L=F/7rdcp,
где dcp — средний диаметр трубы змеевика, м,
dcp= (dBH+dH)/2.
Длина одного витка змеевика диаметром d3 (м)
I = ^(лЗз)2+И2,
где h — шаг витка (h = 0,175 м).
Общее число витков
z = L/l.
312
4.4.2. Спиртоловушки
Во время брожения выделяется диоксид углерода, который выно-
сит спиртовой пар, потери при этом составляют 0,5...1,5% от полу-
чаемого спирта. Для улавливания паров спирта из диоксида углеро-
да применяют спиртоловушки с насадкой. Из бродильных аппара-
тов диоксид углерода направляется в спиртоловушку, где холодной
водой из потока диоксида углерода абсорбируется спирт. Из колпач-
ковых ловушек этот спирт отводится в виде водно-спиртового рас-
твора крепостью 1,5... 1,7 об.%. Спиртовой раствор из пленочно-
конденсаторных ловушек имеет крепость 5...7 об.%.
Колпачковая спиртоловушка (рис. 4.37) представляет собой ко-
лонну с колпачковыми тарелками. Вода поступает на верхнюю та-
релку по патрубку I и через сливные стаканы 2 переливается на ни-
жележащие тарелки. Газовая смесь поступает снизу через патрубок
3. Насыщенную спиртом воду удаляют через патрубок 4. Поток газа
барботирует через слой жидкости на каждой тарелке, при этом про-
исходит абсорбция спирта водой.
Водно-спиртовой раствор крепостью 1,5...1,7% отводится снизу.
Ловушка может иметь тарелки различных типов: колпачковые, сит-
чатые, клапанные. Обычно ловушка имеет 14... 17 тарелок, растоя-
ние между ними 170 мм.
Boia
Воба
3
4
Рис. 4.37. Колпачковая спирто- Рис. 4.38. Пленочно-конденсаторная спиртоло-
ловушка
вушка
31
Пленочно-конденсаторная спиртоловушка (рис. 4.38) представ-
ляет собой цилиндрический корпус диаметром 290 мм и высотой
5650 мм. В верхней части установлены три ситчатые тарелки Г, рас-
стояние между тарелками 600 мм, живое сечение тарелки 10... 12%.
Нижняя часть ловушки сделана в виде кожухотрубного теплооб-
менника 3 с латунными трубками 4 диаметром 28 мм.
Для равномерного распределения потока воды, поступающей с
ситчатых тарелок, на торцах трубок по окружности сделано шесть
вырезов 2 шириной 2 мм и высотой от кромки 5 мм. Данная ловуш-
ка позволяет уменьшить расход воды в 3...4 раза по сравнению с рас-
ходом воды в тарелочной ловушке и получить водно-спиртовой рас-
твор крепостью 5..7%.
Для создания оптимальных условий работы ловушки необходимо
поддерживать скорость движения газа по трубкам 6 м/с, по свобод-
ному сечению царги — 0,9 м/с.
В спиртоловушках с насадкой — керамическими кольцами раз-
мером 15x15x2 и 25x25x3 мм при высоте 2...3 мм обеспечивается
противоточное движение воды и газа.
При расчете тарелочных ловушек скорость газа в свободном сече-
нии ловушки принимают равной 0,25...0,3 м/с, расход воды
160...200 л за 6 ч на 1000 дал суточной производительности завода.
Количество диоксида углерода, выделяющегося при брожении Vr
(м3/ч),
Vr= 10ПрКК1/24рь
где П — производительность спиртового завода, дал/сут; р — плот-
ность спирта (р = 790 кг/м3); К — количество диоксида углерода,
получаемого на 1 кг спирта (учитывая, что часть диоксида углерода
растворяется в жидкости бражки, принимаем К “ 0,94 кг/кг); Kj —
коэффициент, учитывающий увеличение объема диоксида углерода
за счет испарения жидкости бражки (К] = 1,1); р\ — плотность ди-
оксида углерода при температуре 26°С (р\ = 1,81 кг/м3).
Диаметр спиртоловушки D (м)
D = V4 Vr/360(Ww,
где w — допустимая скорость газа в свободном сечении ловушки
(принимаем w = 0,9 м/с).
Число трубок в ловушке
z - 4Vr/3600?rd2wi,
314
где d — внутренний диаметр трубки, м; w — скорость движения га-
за внутри трубки (принимаем Wj « 9 м/с).
При расчете живого сечения ситчатых тарелок принимаем: допу-
стимую скорость газа 9 м/с, диаметр отверстий 4 мм; высоту трубок
3 м; расстояние первой ситчатой тарелки от трубной решетки
0,15 м; расстояние между тарелками и от верхней тарелки до крыш-
ки ловушки 0,6 м. В ловушке устанавливают три ситчатые тарелки.
4.4.3. Дрожжевые аппараты
Культивирование дрожжей производят в механизированных
дрожжевых аппаратах (рис. 4.39). Аппарат имеет два змеевика 1:
один для стерилизации среды паром, второй — для охлаждения сре-
ды и поддержания постоянной температуры при размешивании
дрожжей. В аппарате размешена мешалка 2, которая может быть с
верхним или боковым приводом.
Продукт |
Конденсат
Рис. 4.39. Дрожжевой аппарат
По окружности ~ 30 сопел
Рис. 4.40. Дрожжевой аппарат с воздушным
перемешиванием
Перемешивание дрожжевой массы может быть осуществлено
также сжатым воздухом, подаваемым через барботер. Воздух пред-
варительно должен быть очищен в биологическом фильтре. Расход
воздуха составляет 0,4...1 м3 на 1 м свободной поверхности жидко-
сти в аппарате в минуту. Аппарат с воздушным перемешиванием
изображен на рис. 4.40.
При перемешивании мешалкой электродвигателя принимают из
расчета 1 кВт на 1 м3 дрожжевой массы.
Дрожжевые аппараты изготовляют из стали толщиной 5...6 мм.
Расчет поверхности охлаждения змеевика аналогичен расчету зме-
евика бродильного аппарата. ГЬющадь поверхности змеевика для
воды принимают из расчета 2 м2 на 1 м3 полезной емкости аппара-
та; площадь поверхности парового змеевика — 0,8 м2 на 1 м3 полез-
ной вместимости аппарата.
315
Вместимость дрожжевого аппарата составляет — 6...8 % объема
бродильного аппарата, коэффициент наполнения 0,8.
Стерилизация дрожжевой массы осуществляется путем нагрева-
ния ее с 50 до 85°С в течение 30 мин. Количество тепла, затрачива-
емого на стерилизацию дрожжевого затора Q (кДж),
Q= l,05Vapc(t2-ti),
где V3 — объем дрожжевого затора в чане, м3; р — плотность затора
(р = 1087 кг/м3); с — теплоемкость затора [с = 3,64 кДж/(кг-К) ];
1,05 — коэффициент, учитывающий потери тепла дрожжевым ап-
паратом в окружающую среду.
Расход пара на стерилизацию D (кг)
D = Q/ (in - >
где in — энтальпия пара, кДж/кг; iK — энтальпия конденсата пар ~,
кДж/кг.
Коэффициент теплоотдачи от конденсирующегося пара к стенке
стального змеевика cq [Вт/ (м2 К) ]
cq = 0,725-\43p2rg/Jud(tn-tCT),
где Л — коэффициент теплопроводности конденсата пара.
Вт/ (м • К); коэффициент принимается при средней температуре
пленки конденсата
1цл = (1п'*‘1ст) /2;
р — плотность пленки конденсата при t^, кг/м3; р — коэффициент
динамической вязкости, Па-с; г — теплота конденсации пара (пр?:
р - 0,3 Па г = 2140 кДж/кг); d — внутренний диаметр трубки змее-
вика, м; tn — температура насыщенного пара (давление пара для
стерилизации р » 0,3 Па, при этом условии tn = 142,9°С); tCT — тем-
пература стенки змеевика, на которой конденсируется пар (прини-
маем эту температуру на 5 °C ниже температуры пара).
Коэффициент теплоотдачи от стенки змеевика к дрожжевому за-
тору [Вт/ (м2-К) ]
а2 = O,87(A/D)Reo,62Pr0’33.
При перемешивании затора в аппарате мешалкой
Re = nd2p//«.
Подставляя значения Re и Рг, получим
316
а2 = 0,87U/D) (nd2p//<)o,62(/<g36OOc/A)0,33,
где A — коэффициент теплопроводности дрожжевого затора,
Вт/ (м • К); D — диаметр дрожжанки, м; п — частота вращения ме-
шалки, об/с; d — диаметр лопасти мешалки, м; р — плотность
дрожжевого затора, кг/м3; р — коэффициент динамической вязко-
сти, Па-с; с — теплоемкость дрожжевого затора [при средней тем-
пературе стерилизации 68°С с = 3,64 кДж/(кг-К) ]; g — ускорение
свободного падения, м/с2.
По найденным значениям a i и а2 найдем коэффициент теплопе-
редачи.
Для расчета площади поверхности нагревания определяем тепло-
вую нагрузку за 1 ч Q4 (кДж/кг)
Q4 = Q60/t,
где Q — тепловой поток за весь цикл работы теплообменников,
кДж; т — продолжительность стерилизации, мин.
4.5. Оборудование для производства спирта из мелассы
Свеклосахарная меласса содержит от 48 до 60% сахара к массе
сухих веществ. Этиловый спирт из мелассы получают непрерывным
способом. В качестве типовой принята однопоточная схема перера-
ботки мелассы на спирт (рис. 4.41), которая преимущественно при-
меняется на заводах, вырабатывающих спирт и хлебопекарные
дрожжи. Согласно этой схеме из мелассы приготовляют сусло кон-
центрацией 21...25%, которое сбраживают в непрерывном потоке.
Меласса поступает на спиртовой завод в железнодорожных или
автомобильных цистернах, из которых насосами перекачивается в
резервуар 1. Для разогревания мелассы к резервуару подведен пар.
Отсюда коловратным насосом 24 меласса подается в бункерные весы
3. Для контроля качества мелассы отбирают пробы дисковым пробо-
отборником 2. Для антисептирования и подкисления мелассы из
чанков 4 и 5 дозаторами 23 подают антисептик и соляную кислоту.
Дозаторы 23 работают синхронно с насосом 22, который перекачи-
вает мелассу в аппараты 6. В этих аппаратах насосом 21 меласса пе-
ремешивается и выдерживается в течение 2...3 ч. Отсюда меласса
направляется в напорный бак. Разбавление мелассы водой произво-
дят в рассиропнике непрерывного действия 8, в который одновре-
менно с мелассой подается горячая и холодная вода.
Расход мелассы, поступающей в рассиропник, регулируют расхо-
домером 9. Концентрацию рассиропки поддерживают постоянной
317
Рис. 4.41. Аппаратурно-технологическая однопоточная схема получения спирта из мелассы
318
плотномером 7. Из рассиропннка мелассное сусло концентрацией
20...25% сухих веществ по сахарометру перетекает в дрожжегене-
раторы 10, где происходит накопление дрожжей. Аэрацию и пере-
мешивание среды в дрожжегенераторах осуществляют сжатым воз-
духом, подаваемым воздуходувкой 14. Диоксид углерода из дрож-
жегенераторов поступает в спиртоловушку 13. Чистую культуру
дрожжей вводят в дрожжегенераторы из аппаратов чистой культу-
ры 12, в которые подаются пар, воздух и сусло из рассиропннка.
Зрелые дрожжи из дрожжегенераторов 10 отводят в головной
бродильный аппарат бродильной батареи, состоящей из 9...10 бро-
дильных аппаратов 11. Сбраживаемая масса по переточным трубам
проходит через бродильную батарею и в виде зрелой бражки насо-
сом 19 подается на дрожжевые сепараторы 16, в которых из бражки
выделяют дрожжевую суспензию, а бражку после сепарирования
перекачивают в аппаратное отделение.
Длительность брожения 24 ч. Во избежание осаждения дрожжей
в бродильных аппаратах устанавливают пропеллерные мешалки.
Газы, полученные в результате брожения, из бродильных аппара-
тов направляются в спиртоловушку 15. Вместе с газом поступает
много пены, которая улавливается в пеноловушке 20. Освобожден-
ный от спирта диоксид углерода через скруббер поступает в цех
жидкого диоксида углерода. Из сепаратора 16 дрожжевую суспен-
зию направляют в сборник 17 и насосом 13 перекачивают в цех хле-
бопекарных дрожжей.
Наряду с однопоточной схемой на заводах применяют двухпоточ-
ную схему сбраживания мелассы. По этой схеме получают сусло
различной концентрации: меньшей (12...15%) для размножения
дрожжей, большей (32...35%) для сбраживания в бродильных аппа-
ратах.
4.5.1. Рассиропники
Для получения сусла концентрацией 20...25% сухих веществ ме-
лассу разбавляют водой в специальных аппаратах — рассиропни-
ках.
Получение однородной по плотности рассиропки является необ-
ходимым условием работы рассиропников. При недостаточном пе-
ремешивании мелассы с водой происходит расслоение рассиропки,
что затрудняет равномерное ее распределение между дрожжегене-
раторами. На заводах применяют рассиропники различных конст-
рукций.
Вертикальный цилиндрический рассиропник (рис. 4.42) пред-
ставляет собой цилиндрический корпус высотой 1,5 м, внутри кото-
319
Рис. 4.42. Вертикальный расси-
ропник
рого установлены полки 1, связанные
между собой стержнями 2. Вода и ме-
ласса поступают в рассиропник по ка-
сательной для лучшего перемешива-
ния. Расстояние между полками 125
мм; число их обычно равно 7...8. До-
пустимая скорость подачи смеси при-
нимается равной 0,08...0,1 м/с.
Горизонтальный рассиропник
(рис. 4.43) представляет собой гори-
зонтальную трубу, разделенную
внутренними перегородками 1 на не-
сколько секций. Перегородки крепят-
ся внутри трубы стержнями 2. Часть
перегородок выполнена в виде реше-
ток, остальные перегородки имеют от-
верстия 3. Для лучшего смешивания
мелассы с водой перегородки устанав-
ливают таким образом, чтобы отвер-
стия были расположены поочередно в
верхней и нижней частях сечения ап-
парата.
Рис. 4.43. Горизонтальный рассиропник
Модернизированная конструкция рассиропника (рис. 4.44), кото-
рая обеспечивает более совершенное перемешивание мелассы и во-
ды, представляет собой вертикальный цилиндрический корпус,
внутри которого на стойках 2 установлены ситчатые тарелки 1 с от-
верстиями диаметром 15...20 мм. Каждая тарелка имеет вырез, рас-
320
положенный по отношению к
Рис.4.44. Модернизированный расси-
ропник
вырезу соседней тарелки с про-
тивоположной стороны. Благо-
даря такому расположению вы-
резов и наличию отверстий в
тарелках удлиняется путь про-
хождения смеси и улучшаются
условия перемешивания вслед-
ствие встречи вертикальных и
горизонтальных струй раство-
ра.
Меласса, горячая и холодная
вода подводятся в нижнюю
часть аппарата по касательной.
Горячая вода подводится через
патрубок 3, оканчивающийся
треугольными вырезами, кото-
рые способствуют равномерно-
му перемешиванию горячей
воды с мелассой. Кольцевая
гребенка 4 способствует луч-
шему перемешиванию мелассы
и холодной воды. Вентиль 5
предназначен для освобожде-
ния аппарата при его ремонте.
Число тарелок принимают рав-
ным 8... 10. Для заводов произ-
водительностью 2000...8000 дал/сут диаметр рассиропника состав-
ляет 250...400 мм.
4.5.2. Аппараты для размножения дрожжей и пеноловушки
На спиртовых заводах, перерабатывающих мелассу, размноже-
ние чистой культуры дрожжей производится по схеме: маточник
малый аппарат для чистой культуры - большой аппарат для чистой
культуры.
Большой аппарат для чистой культуры (рис. 4.45) представляет
собой цилиндрический корпус с коническими нижним и верхним
днищами. Аппарат имеет поверхность теплопередачи в виде змее-
вика 2. Для подвода пара и воздуха установлен барботер 4. Гильза 3
предназначена для установки термометра. Люк 1 служит для осмот-
ра. Через барботер подводится пар для стерилизации сусла или воз-
дух для аэрации дрожжей в период их размножения. Поверхность
21. Заказ 5901
321
теплопередачи предназначена для охлаждения сусла после стерили-
зации и поддержания заданной температуры в период размножения
Рис. 4.46. Дрожжегеператорс ипевмоциркуля-
ционным аэратором
Рис. 4.45. Аппарат для чистой
культуры
Размножение дрожжей, необходимых для сбраживания меласс-
кого сусла, происходит в дрожжегенераторе, конструкция которого
аналогична конструкции бродильного аппарата. Дрожжегенератор,
снабженный пневмоциркуляционным аэратором, показан на рис.
4.46.
Внутри корпуса 4 расположен цилиндр 3, предназначенный для
рециркуляции сбраживаемой массы. Воздух подводится по трубоп-
роводу 5, который оканчивается аэратором /. Аэратор имеет два ди-
ска: верхний 7 и нижний 8; между дисками расположены лопатки
9, благодаря которым воздух получает вращательное движение, в
результате чего улучшается диспергирование воздуха и перемеши-
вание массы. Для отвода тепла служит змеевик 2. При непрерывном
процессе отвод дрожжевой культуры происходит через воронку 6.
В бродильных аппаратах при производстве спирта из мелассы ус-
танавливают специальные мешалки (рис. 4.47), которые предотвра-
322
Рис. 4.47. Пропеллерная мешалка
Ф3500
Рис. 4.48. Пено.юиушка
щают осаждение дрожжей на дни-
ще / аппарата. Для создания луч-
шего циркуляционного потока на-
правляющая труба 3 устанавли-
вается заборной частью по радиу-
су к центру чана, а выходной час-
тью наклонена к вертикальной
оси аппарата под углом 45°. При-
вод мешалки осуществляется от
электродвигателя 4 мощностью
4,5 кВт, частота вращения вала 2
мешалки 950 об/мин в аппаратах
объемом 50 м3 и больше.
Пеноловушки, устанавливае-
мые перед спиртоловушкой, пред-
назначены для улавливания пе-
ны, выбрасываемой из бродиль-
ных аппаратов. Внутри корпуса
пеноловушки с керамической на-
садкой (рис. 4.48) на решетке 1
уложен слой (высота 1 м) керами-
ческих колец 2 размером 40x40
мм. Гашение пены происходит в
слое колец, а улавливаемая жидкость отводится через штуцер 3.
4.5.3. Устройства для автоматического отбора проб,
измерения расхода мелассы и контроля плотности рассиропки
Дисковый пробоотборник (рис. 4.49) обеспечивает непрерывный
автоматический отбор проб мелассы, поступающей из хранилища
на переработку. Дисковый пробоотборник представляет собой пря-
моугольный корпус /, внутренний объем которого разделен на две
секции перегородкой J0 с вырезом 9. В левую секцию пробоотбор-
21*
323
Вив A
S-Б
Рис. 4.49. Дисковый и)юбскхгборник
ника помещен диск, вращение которого осуществляется от электро-
двигателя 8. Меласса поступает в камеру пробоотборника через
патрубок 2 и через щель 9 в перегородке 10 выходит в патрубок 11.
Контактное устройство 5 служит для включения механизма,
приводящего во вращение диск посредством замыкания электриче-
ской цепи электродвигателя 8 через мелассу и промежуточное реле.
Контактная пластина 3 находится на одном уровне с нижней кром-
кой выреза 9 в перегородке 10. При подаче мелассы уровень ее до-
стигает пластины 3 и контактное устройство 5 включает механизм,
вращающий диск.
По мере увеличения расхода мелассы уровень в пробоотборнике
повышается и соответственно увеличивается площадь диска, погру-
жаемая в мелассу. Для поддержания на диске слоя мелассы опреде-
ленной толщины служит скребок 7. С диска слой мелассы снимается
скребком 6, прокладки которого плотно прилегают к диску. Мелас-
са, снимаемая с диска, отводится по патрубку 4.
Через прибор может проходить 40 т мелассы в час. На каждые
10 т мелассы требуется отбирать пробу объемом 1 л.
Регулятор расхода мелассы, поступающей в рассиропник, состоит
из датчика, вторичного прибора и мембранного исполнительного
механизма.
Датчик расходомера (рис. 4.50) представляет собой прямоуголь-
ный сосуд 3 с внутренней перегородкой 2, в которой имеется прямо-
угольная щель 4 для слива мелассы. Меласса поступает по патрубку
324
Рис. 4.50. Датчик расходомера
7, переливается через кромку щели 4 и выходит в патрубок б. Рас-
ходомер снабжен разделительной камерой 5.
Расход мелассы определяется высотой уровня мелассы над ниж-
ней кромкой щели. Давление мелассы над нижней кромкой щели
измеряется мембранным дифманометром, установка которого пока-
зана на рис. 4.51.
Импульс давления на мелассу передается через разделительную
камеру 3. В этой камере меласса находится на уровне нижней кром-
ки прямоугольной щели в перегородке 2 сосуда 3 (см.рис. 4.50). Ос-
тальная часть разделительной камеры и обе полости дифманометра
Рис. 4.51. Схема установки дифма-
нометра
8 и подводящие трубки 6 заполня-
ются маслом при закрытом вентиле
5. При изменении расхода мелассы
изменяется давление слоя мелассы
над нижней кромкой сливной щели.
Изменение. давления измеряется
дифманометром. Импульс от диф-
манометра поступает на вторичный
прибор 4, снабженный пневматиче-
ским регулятором.
Посредством мембранного испол-
нительного механизма 7 вторичный
прибор регулирует подачу мелассы
через датчик прибора.
При подготовке прибора к пуску
открывают вентили 5, 2 и 7, затем
открывают вентиль для подачи ме-
325
лассы. Когда уровень мелассы станет выше нижней кромки сливной
щели, подачу мелассы прекращают, вентиль 5 закрывают. После
этого с помощью воронки и резинового шланга заполняют маслом
трубки 6 камеры дифманометра и разделительную камеру.
Концентрацию рассиропки можно регулировать пьезометриче-
ским плотномером, который состоит из датчика, вторичного прибо-
ра и мембранного исполнительного механизма. Действие плотноме-
ра основано на измерении давления столба контролируемой жидко-
сти — рассиропки.
При постоянной высоте столба жидкости давление зависит только
от ее плотности. Плотномер установлен после рассиропннка.
Датчик плотномера (рис. 4.52), с помощью которого поддержива-
ется постоянный по высоте столб рассиропки, представляет собой
трубку 3 диаметром 50 мм, высотой 1200 мм с раструбом вверху. В
нижней части к трубке 3 присоединены патрубок 5 для ввода расси-
ропки и разделительная камера 4. Рассиропка поступает в кольце-
вую камеру 1, где освобождается от газов, и направляется снизу в
трубку 3. Отсюда рассиропка по патрубку 2 отводится в дрожжеге-
нератор. Таким образом, при непрерывной подаче жидкости в труб-
ке 3 датчика поддерживается постоянный по высоте столб жидко-
сти. Давление этого столба жидкости зависит от ее плотности: при
изменении плотности давление столба рассиропки изменяется.
На рис. 4.53 приведена схема включения плотномера. Датчик
плотномера через разделительную камеру 2 соединяется с дифма-
л
Рис. 4.52. Датчик плотномера
326
нометром 3. Мембранный дифманометр измеряет колебания давле-
ния столба рассиропки и подает сигнал на вторичный прибор 1. Этот
прибор обеспечивает срабатывание исполнительного мембранного
клапана, регулирующего подачу горячей и холодной воды, благода-
ря чему достигается требуемая плотность рассиропки.
Такой датчик обеспечивает высокую точность измерения плотно-
сти при однородном составе рассиропки и отсутствии пузырьков
воздуха и пены. Для контроля плотности рассиропки, несущей в се-
бе пузырьки воздуха и пены, целесообразно применять косвенный
рефрактометрический метод измерения. В основу этого метода по-
ложена зависимость показателя преломления света от концентра-
ции сухих веществ в рассиропке.
4.6. Оборудование для ректификации спирта
Ректификациониые установки, применяемые при производстве
спирта, могут быть разделены на следующие группы:
брагоперегонные установки для получения из бражки спирта-
сырца;
ректификационные установки периодического и непрерывного
действия для получения спирта-ректификата из спирта-сырца;
брагоректификационные установки непрерывного действия;
установки для получения безводного спирта из бражки или спир-
та-ректификата.
Ректификационные установки включают колонны, тепловое обо-
рудование, приборы контроля и автоматики. Ректификационные
колонны, входящие в состав установки, могут быть трех типов (рис.
4.54).
Полная колонна (рис. 4.54, а)
имеет концентрационную и отгон-
ную части и снабжена дефлегмато-
рами. В ней поступающая на пере-
гонку жидкая смесь А вводится на
верхнюю тарелку отгонной колон-
ны.
В
б
В концентрационной колонне
(рис. 4.54, б) питание А поступает в
виде пара в нижнюю часть колонны.
В отгонной колонне (рис. 4.54, в)
нет дефлегматора, питание поступа-
а
Рис. 4.54. Схемы ректификацион-
ных колонн: а - полная; б — концент-ет в верхнюю тарелку. В этой ко-
рационная; в — отгонная лонне поступающее питание исто-
327
щается низкокипящим компонентом.
Ректификационные установки в зависимости от назначения сос-
тавляются из одной или нескольких колонн.
4.6.1.Брагоперегонные установки
В спиртовой промышленности применяются брагоперегонные ус-
тановки двух типов:
установки, в которых флегма, поступающая из дефлегматора, ос-
вобождается от спирта (вываривается) совместно с бражкой в ниж-
ней части колонны (в бражной колонне);
установки, в которых флегма вываривается отдельно от бражки в
так называемой лютерной колонне (установки этого типа называ-
ются двухколонными).
На рис. 4.55 приведены принципиальные схемы установок обоих
Рис. 4.55. Принципиальные схемы брагоперегонных установок: 1 — бражная ко-
лонна; 2 — спиртовая колонна; 3 — лютерная колонна; 4 — дефлегматор; 5 — холо-
дильник; 6 — ловушка; Бр — бражка; л — лютерная вода; с —• спирт-сырец; п —
греющий пар; Ф - флегма; б - барда
В установках первого типа бражка, предварительно подогретая в
дефлегматоре 4, поступает на верхнюю тарелку колонны 1. Эта
нижняя часть колонны называется бражной. Из бражной колонны
водно-спиртовые пары направляются в нижнюю часть спиртовой
колонны 2; здесь пары укрепляются. Из колонны 2 укрепленные
пары поступают в межтрубное пространство дефлегматора 4. Кон-
денсируясь, пары отдают тепло бражке, протекающей в трубах де-
флегматора. Конденсат водно-спиртовых паров возвращается в ко-
328
лонну 2 в виде флегмы. Несконденсировавшиеся пары направляют-
ся в холодильник 5, где они, конденсируясь, образуют спирт-сырец.
Спирт-сырец содержит не только воду и спирт, но и другие летучие
продукты, входящие в состав бражки.
В аппаратах второго типа подогретая в дефлегматоре 4 бражка
поступает в бражную колонну /, где из бражки испаряется спирт.
Водно-спиртовые пары через ловушку 6 попадают во вторую колон-
ну. В ловушке отделяется жидкость, увлеченная парами; отсюда
она возвращается в колонну 1. Верхняя часть колонны 2 служит
для укрепления паров спиртом; нижняя колонна 3 предназначена
для истощения (вываривания) стекающей флегмы. Таким образом,
в этой установке из бражки и флегмы спирт испаряется раздельно,
вследствие чего повышается концентрация сухих веществ в барде.
Одноколонный брагоперегонный аппарат (рис. 4.56) состоит из
колонны 2, дефлегматора 7 с горизонтальными трубами и конден-
сатора-холодильника 11 для спирта.
Рис. 4.56. Одноколонный брагоперегоиный аппарат
Во время работы аппарата бражка насосом прокачивается через
329
трубы дефлегматора, где она прогревается теплом водно-спиртовых
паров, конденсирующихся в межтрубном пространстве. Подогретая
бражка проходит через смотровой фонарь 8 и поступает на верхнюю
тарелку бражной части колонны 2, температура в которой измеря-
ется с помощью термометра 5.
Греющий пар поступает в нижнюю часть бражной колонны 2. Ко-
личество его регулируется манометрическим паровым регулятором
(на схеме не показан). Истощенная бражка отводится через бардя-
ной поплавковый регулятор 1. Содержание спирта в отходящей бар-
де контролируется пробным холодильником 4. Из бражной части
колонны водно-спиртовые пары поступают на верхнюю часть ко-
лонны (спиртовую). На тарелках этой колонны они вступают в кон-
такт с флегмой, стекающей из дефлегматора 7, и укрепляются.
Флегма образуется в дефлегматоре 7. Несконденсировавшиеся в де-
флегматоре пары поступают в межтрубное пространство верхней
части холодильника. Здесь они конденсируются, образуя спирт-сы-
рец. Конденсат стекает в змеевиковую нижнюю часть холодильни-
ка, которая служит для охлаждения спирта-сырца. Спирт-сырец
проходит через фильтр 10 и направляется в фонарь 9.
Гидравлический предохранитель 6 предотвращает образование в
колонне вакуума. Жидкость из пробного холодильника поступает в
сборник 3.
Колонна изготавливается из меди. При приемке она испытывает-
ся под давлением 0,1 МПа.
Горизонтальный дефлегматор (рис. 4.57) состоит из двух бараба-
нов. Он имеет две трубчатые многоходовые поверхности охлажде-
ния. В одной из них по трубам протекает бражка, в другой — ох-
Рис. 4.57. Двухбарабанный горизонтальный дефлегматор
330
лаждающая вода. Бражка и вода делают в дефлегматоре несколько
ходов, что обеспечивается соответствующим расположением пере-
городок в распределительных коробках.
Для направления потока пара в межтрубном пространстве де-
флегматора установлены поперечные перегородки. Бражные трубы
дефлегматоров изготовляют из меди, водяные трубы — из стали.
Дефлегматор испытывают гидравлическим давлением 0,4 МПа для
трубного пространства и 0,15 МПа для межтрубного пространства.
Корпус дефлегматора, коробки, крышки, решетки, фланцы, пат-
рубки и трубы водяной секции изготовляются из углеродной стали;
трубы бражной секции — из меди; обечайки, фланцы, днище и ре-
Рис. 4.58. Комбинированный хо-
лодильник для спирта-сырца
шетки — из стали.
Для компенсации термических
напряжений корпус снабжают лин-
зовым компенсатором (на рис. 4.57
не показан).
Комбинированный холодильник
(рис. 4.58) для конденсации и ох-
лаждения спирта-сырца в верхней
части I имеет прямые медные тру-
бы, по которым движется вода; в
нижней части холодильника II ус-
тановлены медные змеевики. Вода
поступает сначала в нижнюю часть
холодильника и омывает наружную
поверхность змеевиков, затем она
направляется в межтрубное про-
странство верхней части. Трубы
змеевиков имеют малое сечение,
поэтому скорость конденсата в них
и коэффициент теплопередачи зна-
чительны.
Исходными данными для расчета
брагоперегонных аппаратов явля-
ются производительность аппарата,
содержание спирта в бражке (кре-
пость) и спирте-сырце. Для расчета
этих показателей вначале требует-
ся определить число тарелок в ап-
парате, диаметр и высоту колонн,
диаметр штуцеров для ввода пара,
бражки, для отвода паров спирта-
331
сырца и барды. Расход пара и воды определяют тепловым расчетом.
Механический расчет деталей аппарата предназначен для проверки
элементов аппарата на прочность.
Расчет колонны начинается с определения флегмового числа v
v = Ф/D,
где Ф — количество флегмы, возвращаемой из дефлегматора в ко-
лонну за данное время, кг; D — количество дистиллята, получаемо-
го за то же время, кг.
Минимальное флегмовое число умин рассчитывается по формуле
Vmmh = <XD - Уо> / (уо - х0> >
где хц — содержание спирта в сырце, мол.%; х0 — содержание
спирта в жидкости, кипящей на тарелке питания, мол.%; уо — со-
держание спирта в парах, равновесных с этой жидкостью, мол. %.
Если бражка поступает в аппарат при температуре кипения, то
хо равно содержанию в ней спирта. Если бражка поступает в аппа-
рат (как это обычно бывает) при температуре более низкой, чем ее
температура кипения, то происходит ее укрепление за счет конден-
сации на тарелке питания водно-спиртовых паров, поступающих с
нижележащей тарелки.
Содержание спирта в жидкости, находящейся на тарелке пита-
ния, можно с достаточной для технических расчетов точностью оп-
ределить при помощи следующего графика (рис. 4.59). Кривые на
графике соответствуют различным содержаниям спирта в бражке,
поступающей на перегонку.
Например, при нагревании 100 кг бражки, поступающей на пере-
Рис. 4.59. График для определения крепости кипящей бражки на тарелке питания
332
гонку с содержанием спирта b %, требуется затратить количество
тепла Q кДж. Откладывая на графике величину Q от ее значения по
вертикали а, находим точку b и от точки Ь на вертикальной оси на-
ходим значение концентрации спирта с на тарелке питания.
Количество тепла, затрачиваемое на нагревание бражки до тем-
пературы кипения Q (кДж)
Q “ (^кип _ ^бр^Сбр" 100,
где tKHn — температура кипения бражки, °C; tgp — температура, с
которой бражка поступает в колонну, °C; cgp — теплоемкость браж-
ки, кДж/(кг-К).
Теплоемкость бражки cgp определяется по формуле
сбр = 4,187(1,019 - 0,0095В),
где В — содержание сухих веществ в бражке, мае. %.
Величину уд находим по таблице равновесия (прил. 8). Дей-
ствительное флегмовое число va равно минимальному, умноженно-
му на коэффициент избытка флегмы
рд “ умин0-
В зависимости от числа тарелок аппарата и их конструкции вели-
чина р колеблется от 1,1 до 2 (в среднем принимают /?m 1,5).
Если одноколонный аппарат (без дефлегматора и холодильника)
рассматривать как некоторую замкнутую систему, то можно соста-
вить его материальный и тепловой балансы.
Материальный баланс
Приход Расход
Продукт Состояние Обозначение Продукт Состояние Обозна- чение
Бражка Жидкость М Пары спирта- сырца Пар D
Греющий пар Пар р Пары флегмы Пар Ф -vD
Флегма Жидкость Ф -vD Барда при обогреве открытым паром Жидкость R + P-Б
ззз
Тепловой баланс
Статье прихода Обозначе- ние Формула ДЛ« расчета Статья прихода Обозначе- ние Формула для расчета
Тепло, вносимое бражкой Q1 Mctgp Тепло, уносимое сырцом Q4 DiD
Тепло, вносимое паром Q2 Pi Тепло, уносимое паром флегмы Q5 vDiD
Тепло, вносимое флегмой Q3 Фсф1ф Тепло, уносимое бардой Q6 (R+P)CRtR
Потери тепла в окружающее пространство Q7
Здесь R — остаток после перегонки бражки; Р — конденсат грею-
щего пара; М — бражка; Б — барда.
Уравнение материального баланса будет иметь следующий вид:
М +P+'yD = D+vD + R + P,
или М = D + R.
Здесь с и Сф — теплоемкость бражки и флегмы, кДж/ (кг - К); tgp и
1ф — температура бражки и флегмы, °C; i и id — полная энтальпия
греющего пара и сырца (дистиллята), кДж/кг; tR — температура
барды, °C.
Теплоемкость барды Cr — определяют по уравнению
Cr-4,187(1-0,003788В),
где В — содержание сухих веществ в барде, мае. %.
Потеря тепла Q7 в окружающее пространство на 100 кг бражки
составляет для неизолированной колонны 2100 кДж, для изолиро-
ванной 840 кДж.
Используя приведенные в балансах данные, составим уравнение
теплового баланса
Mctgp + Р1+Фсф1ф DId+pDId + (R + P)Cr1r + Q7.
В этом уравнении неизвестны D, Р и R. Мы имеем два уравнения
с тремя неизвестными и может быть составлено и третье уравнение
с теми же неизвестными
Мхм " Dxd + (Р + RXxr,
где хм, xj), xR — концентрация спирта соответственно в бражке,
спирте-сырце и барде, мае. %.
334
Решая совместно эти уравнения, найдем D, R и Р.
Для определения числа тарелок брагоперегонного аппарата вос-
пользуемся графическим методом (рис. 4.60). Для этого в прямо-
угольных координатах у—х построим, пользуясь прил. 8, кри-
вую равновесия (мол. %). Как известно, уравнение рабочей линии
верхней колонны имеет следующий вид:
У v (v + 1)х+хр/ (v+1) >
где v — флегмовое число, найденное изложенным ранее способом;
Рис. 4.60. Построение рабочих линий
хд — содержание спирта в сыр-
це, мол. %.
При обогревании колонны па-
ром уравнение рабочей линии
нижней колонны может быть
представлено в таком виде
у= (L/D) (х-хк),
где L — количество молей в жид-
кости, стекающей по тарелкам
нижней колонны; G — то же, в
паровом потоке; хк — содержа-
ние спирта в барде, мол. %.
Количество киломолей, содер-
жащихся в паровой фазе, может
быть найдено из определенного
ранее расхода греющего пара Р
(кг). Количество киломолей, содержащихся в этом количестве пара,
составляет Р/18, где 18 — молекулярная масса воды.
При движении пара в колонне количество его (в молях) может
быть принято постоянным, поэтому найденная величина Р/18 будет
искомым количеством молей в паровом потоке. Количество молей в
жидком потоке складывается из трех частей: потока бражки Ц, по-
тока флегмы, приходящей из спиртовой колонны, I4 и потока кон-
денсата пара, израсходованного на догревание бражки, L3.
Li — определяют делением массового количества бражки на ее
среднюю молекулярную массу.
Количество молей флегмы определяется зависимостью
L2 = vD/Md,
где Md — средняя молекулярная масса флегмы, которую можно
принять равной средней молекулярной массе сырца.
335
Количество молей пара L3, израсходованного на догревание
бражки, равно
L3-Q/I81-,
где Q — количество тепла, которое расходуется на нагревание
бражки до температуры кипения; 18г — молекулярная теплота кон-
денсации водяного пара.
По уравнениям рабочих линий верхней и нижней колонн строим
рабочие линии в координатах у—х (см.рис. 4.60). Начинаем с по-
строения рабочей линии верхней колонны. Для этого на горизон-
тальной оси откладываем значение xd, т.е. содержание спирта в
сырце (мол.%), и восстанавливаем из точки xd перпендикуляр до
пересечения с диагональю графика. На оси ординат откладываем
отрезок, равный xq/(v + 1). Соединяя точки D и В, получим рабо-
чую линию В верхней колонны.
Для построения рабочей линии нижней колонны задаемся двумя
значениями у и находим по уравнению соответствующие значения
х. Например, при у = 0 находим х ” xr. Второе значение х находим
при у = 10. По этим двум точкам строим рабочую линию нижней
колонны.
Затем, построив рабочие линии колонны, строим ступени кон-
центрации (см.рис. 4.60) и определяем теоретическое число контак-
тов Пт, необходимых для перегонки в заданных условиях. Чтобы оп-
ределить действительное число тарелок пд, число найденных ступе-
ней концентрации делим на средний коэффициент полезного дейст-
вия тарелок колонны брагоперегонной установки ijcp, приведенный
ниже.
Тарелки брЪжной колонны
Тарелки спиртовой колонны
двойного кипячения 0,6 одинарного кипячения 0,3
одинарного кипячения 0,5 двойного кипячения 0,35
ситчатые 0,5 многоколпачковые 0,5
провальные 0,6 клапанные 0,6
чешуйчатые 0,6
Так как график для нижней части бражной колонны построить
трудно, то прибегают к аналитическому расчету. Для той части ко-
лонны, где концентрация спирта xr изменяется от 0,004 до 0,2
мол. %, число ступеней концентрации определяют по уравнению
п - {lg[1 +(x0/x$KG/L - 1) ]/lg(KG/L)} - 1,
где xq = 0,2 мол. %; xR - 0,004 мол. %; К — коэффициент испарения
спирта (для рассматриваемой зоны концентраций К = 13); G — ко-
336
личество молей в паровом потоке; L — количество молей в жидкой
фазе.
Техническая характеристика одноколонной брагоперегонной установки
Производительность при переработке
бражки крепостью 7,5 об. %, дал/сут 500
Режим работы бражной колонны
избыточное давление, МПа до 0,05
средняя температура, °C 100
Масса установки, кг 9566'
Диаметр колонны (внутренний), мм 700
Высота колонны, мм 8240
Общее число тарелок 27
В том числе в укрепляющей части
многокрлпачковые 7
ситчатые 2
в истощающей части одноколпачковые 18
Дефлегматор двухбарабанный
диаметр (внутренний) барабана, мм 600
длина, мм 3465
общая площадь поверхности теплообмена, м2 32
масса, кг 495
Холодильник спирта
диаметр (внутренний), мм 600
высота, мм 3806
Площадь поверхности охлаждения, м2
трубной части 20
змеевиковой части 5
Масса дефлегматора, кг 1037
4.6.2. Ректификационные установки
В спирте-сырце содержится более 40 различных летучих веществ.
По химическому характеру они весьма разнообразны, но с точки
зрения ректификации могут быть разделены на три основные груп-
пы: головные, хвостовые и промежуточные. Это разделение на три
группы произведено в зависимости от летучести примесей в услови-
ях работы ректификационных установок. В непрерывнодействую-
щих установках примеси отбирают непрерывно с тех тарелок ко-
лонн, где они накапливаются в наибольшем количестве. Летучесть
примесей характеризуется коэффициентом испарения
Кпр “ я/Р,
где а - содержание примесей в парах, мае. %; ft — содержание при-
месей в жидкости, мае. %.
Коэффициент испарения этилового спирта
К<;п “ а/Ь,
22. Заказ 5901
337
где а и b - содержание этилового спирта в парах и жидкости, мае. %.
О 10 20 30 М 50 Ю 70 во 30 100
Содержание зтилоЛтго спирта, oS. %
Рис. 4.61. Коэффициенты испарения
спирта и его примесей
Отношение Кпр/Ксп = Kj на-
зывается коэффициентом рек-
тификации. Очевидно, при
Кпр>Ксп примеси накаплива-
ются в парах. В этом случае
Ki>l. Коэффициент испарения
примесей изменяется в зависи-
мости от концентрации этило-
вого спирта в данной смеси
(рис. 4.61).
Кривые для отдельных при-
месей показывают, что харак-
тер изменения коэффициента
испарения неодинаков для раз-
личных примесей. Кривая 3
уксусноэтилового эфира лежит
выше кривой 1 этилового спир-
та. Это значит, что при всех
концентрациях спирта на тарелках колонны коэффициент испаре-
ния уксусноэтилового эфира больше коэффициента испарения эти-
лового спирта. Следовательно, эта примесь будет иметь коэффици-
ент ректификации больше единицы. Такая примесь поднимается на
верхние тарелки колонны и удаляется раньше этилового спирта.
Уксусноэтиловый эфир является головной примесью. К этой же
группе относится уксуснометиловый эфир (кривая 7).
Кривая 2 амилового спирта проходит в некоторой части выше
кривой 1 этилового спирта, однако в области высоких концентраций
этилового спирта кривая 2 проходит ниже кривой 1. Это значит, что
при повышении крепости этилового спирта на тарелках колонны
амиловый спирт задерживается, так как коэффициент испарения
его уменьшается. Точка пересечения кривой примеси с кривой эти-
лового спирта называется критической. При ректификации спирта-
сырца амиловый спирт, содержащийся в нем, будет концентриро-
ваться на тех тарелках, где крепость жидкости равна 42 об.%. Та-
ким образом, амиловый спирт задерживается в колонне и поэтому
относится к хвостовым примесям. К той же группе относятся и дру-
гие высшие спирты. Кривые 4 и 6 показывают коэффициенты ис-
парения промежуточных примесей, наиболее трудно отделяемых от
этилового спирта; объясняется это тем, что при высокой крепости
338
эти примеси имеют коэффициент ректификации, близкой к едини-
це.
Выделение примесей из спирта-сырца осуществляется в ректифи-
кационных установках (непрерывных и периодических).
В непрерывнодействующих ректификационных аппаратах на та-
релках колонн устанавливается определенная крепость водно-спир-
тового раствора, повышающаяся от нижних тарелок к верхним. Го-
ловные примеси проходят через всю колонну, не задерживаясь.
Промежуточные и хвостовые примеси задерживаются в зоне тех та-
релок, на которых они будут иметь коэффициент ректификации,
близкой к единице. Отсюда они и отводятся.
В ректификационных установках непрерывного действия из
спирта-сырца получают спирт-ректификат, непрерывно отбирая
побочные продукты — эфироальдегидную фракцию (ЭАФ), сивуш-
ное масло, промежуточные продукты. Отходом ректификации явля-
ется лютерная вода.
На спиртовых заводах страны широкое распространение получи-
ли установки, в которых в одной колонне из спирта-сырца сначала
выделяются более летучие компоненты, образующие ЭАФ. Затем
спирт-сырец, освобожденный от основной массы головных продук-
тов, поступает во вторую колонну, тде происходит выделение спир-.
та-ректификата, отбор сивушного масла и отходит лютерная вода. В
этой же колонне отбирается остаток головной фракции. Таким об-
разом, разделение сложной смеси, какой является спирт-сырец,
производится в установке, состоящей из двух колонн. Первая из
них называется эпюрационной, вторая — ректификационной.
В двухколонной ректификационной установке (рис. 4.62) спирт-
сырец из напорного резервуара 5 через регулятор 6 поступает в по-
догреватель 57; здесь спирт-сырец подогревается за счет охлажде-
ния лютерной воды, отходящей из ректификационной колонны 27.
Подогретый спирт-сырец поступает в смеситель 5, где смешивается
с лютерной водой, поступающей из напорного резервуара 76.
Спирт-сырец разбавляется лютерной водой для повышения коэф-
фициента ректификации примесей. Разбавленный подогретый
спирт-сырец поступает в эпюрационную колонну 4, которая состоит
из двух частей: нижней, расположенной ниже входа спирта-сырца,
и верхней. Эторационная колонна имеет горизонтальный трубча-
тый дефлегматор 7 с водяным охлаждением и вертикальный трубча-
тый конденсатор 8 со смотровым фонарем 9. В этой колонне выделя-
ются головные продукты, которые поступают в фонарь 28, а оттуда
22»
339
в сборник. Спирт-сырец (эпюрат), освобожденный от большей час-
ти головных примесей, направляется с низу эпюрационной колонны
в ректификационную колонну 21. Эта колонна снабжена двухбара-
банным дефлегматором 14 и конденсатором 12 со смотровым фона-
рем 11. В колонне 21 спирт-ректификат отбирается с одной из верх-
них тарелок (4-й или 5-й сверху) в жидком виде и направляется в
холодильник 18 для спирта-ректификата, а оттуда в фонарь 17.
Часть головных продуктов, оставшаяся в эпюрате, выделяется в
ректификационной колонне и отводится из конденсатора 12 в эпю-
рационную колонну. Этот продукт называется непастеризованным,
или нестандартным, спиртом.
Пары сивушного масла через сепаратор 22 поступают в верхнюю
секцию холодильника 27, где они конденсируются. Конденсат по-
ступает в маслоотделитель 25 через смеситель 24, куда добавляется
вода, необходимая для выделения масла. Выделившееся масло на-
правляется в сборник, а водно-спиртовой раствор возвращается в
колонну через подогреватель 30. В ректификационной колонне от-
бираются также промежуточные продукты (крепкий сивушный
спирт), которые направляются через нижнюю секцию холодильни-
ка 27 в фонарь 26. Греющий пар подается в нижнюю часть ректифи-
кационной колонны. Подача его контролируется паровым маномет-
рическим регулятором 19.
Эпюрационная колонна обогревается паром, поступающим из
кубовой части ректификационной колонны. Неконденсирующиеся
газы из конденсаторов через сепаратор 10 направляются в конден-
сатор 13, установленный в баке с холодной водой. В конденсаторе
собирается спиртовой пар, унесенный газами, а газы удаляются в
атмосферу. Для предохранения аппаратуры от сжатия установлены
вакуум-прерыватели 1, 15, 20. Количество воды и спирта-сырца
контролируется ротаметрами 2. Потери спирта с лютерной водой
контролируются при помощи пробного холодильника 23, в котором
водно-спиртовые пары конденсируются и собираются в сборнике 29.
Охлаждающая вода поступает из бака 13 и распределяется по хо-
лодильникам, конденсаторам и дефлегматорам.
Кроме двухколонных ректификационных установок существуют
также установки с большим числом колонн. В них устанавливают
дополнительные колонны для очистки спирта-ректификата от голо-
вной и хвостовой фракций.
В трехколонной ректификационной установке (рис. 4.63) наряду
с эпюрационной и ректификационной колоннами имеется также си-
340
341
вушная колонна. Спирт-сырец насосом 26 подается в напорный ре-
зервуар Г, отсюда через регулятор напора 2 он поступает в теплооб-
менник 25, где нагревается теплом лютерной воды, отходящей из
ректификационной колонны 21. Нагретый спирт-сырец поступает в
эпюрационную колонну 24, обогреваемую паром. В верхнюю часть
эпюрационной колонны предусмотрен ввод лютерной воды, которая
из сборника насосом подается в резервуар 3 и регулятор напора 4.
Эпюрационная колонна имеет дефлегматор 5 и конденсатор 6. Го-
ловная фракция отбирается в конденсаторе 6 и направляется в хо-
лодильник 22, откуда поступает в фонарь ЭАФ 23.
Рис. 4.63. Трехколонная ректификационная установка
Из нижней части эпюрационной колонны эпюрат попадает в рек-
тификационную колонну 21. Эта колонна снабжена двухбарабан-
ным горизонтальным дефлегматором 7 и конденсатором 8. Спирт-
ректификат отбирается с нескольких верхних тарелок этой колонны
в жидком виде, охлаждается в холодильнике 20 и выводится через
фонарь 19. Непастеризованный спирт, как и в двухколонной уста-
новке, из конденсатора ректификационной колонны поступает в
342
эпюрационную колонну. Таким образом, в этой части установка по-
добна двухколонной установке.
Сивушная жидкость, отбираемая в ректификационной колонне,
направляется в сивушную колонну 16, которая имеет дефлегматор
9 и конденсатор 10. Колонна 16 предназначена для удаления из
ректификационной колонны сивушного масла, что создает благо-
приятные условия для ректификации этилового спирта, а также для
выделения сивушного масла и промежуточных продуктов в более
концентрированном виде.
Сивушная жидкость, отбираемая в колонне 16, поступает через
смотровой фонарь 15 в сивухоотделители 11 ив декантатор сивуш-
ного масла 12. Отсюда сивушное масло поступает в сборник 13.
Подсивушная жидкость (промывная вода) подогревается в теплооб-
меннике 14 теплом лютерной воды сивушной колонны. Холодиль-
ник 17 и фонарь 18 предназначены для отбора концевой фракции
g (сивушного спирта).
Кроме трехколонных ректификационных установок непрерывно-
го действия применяются также установки, в которых имеется чет-
вертая колонна — колонна окончательной очистки. В эту колонну
направляется спирт-ректификат из ректификационной колонны. В
колонне окончательной очистки выделяются остатки примесей
спирта, что обеспечивает повышение его качества. Окончательная
колонна всегда обогревается паром, пропущенным через змеевики.
В табл. 4. 3 представлены расходные характеристики ректифика-
ционных установок.
Кубовые ректификационные установки периодического действия
в настоящее время встречаются только на заводах малой производи-
тельности ликеро-водочной и спиртовой промышленности. В зави-
симости от метода работы на этих аппаратах оборудование их не-
- сколько различается. Кубовая ректификационная установка (рис.
4.64) работает по методу непрерывных наполнений, являющемуся
наиболее прогрессивным для такого оборудования. Применение
этого метода приближает кубовую установку по способу эксплуата-
ции к непрерывнодействующим установкам.
Основными элементами кубовой установки являются куб 12,
ректификационная колонна 10, дефлегматор 3 и холодильник 4.
При работе установки периодического действия спирт-сырец из на-
порного бака 15 поступает в куб 12. Для лучшего выделения голо-
вных продуктов в верхней части куба устанавливают распредели-
тельную тарелку с зубцами или конический распылитель. В начале
загрузки спирта-сырца в куб он обогревается паром, поступающим
через барботер. По мере наполнения куба включают подогреватель-
343
ные элементы-кипятильники, конденсат из которых отводят кон-
денсационным горшком 11, а затем отбирают альдегиды и эфиры,
III и II начальные сорта спирта. После этого приступают к отбору
I сорта спирта, который пропускают через смотровой фонарь 5. В
процессе перегонки спирт химически очищают, для чего на верх-
нюю тарелку колонны из бачка 1 подают водно-спиртовой раствор
каустической соды. Сивушные масла скапливаются в определенной
зоне колонны. Их выводят во время отбора последней трети спирта
I сорта в виде паров сивушного спирта. Эти пары через сепаратор 9
поступают в холодильник б; затем после смешивания конденсата с
водой в смесителе 7 сивушная жидкость поступает в маслоотдели-
тель 8.
Таблица4.3
Расходные характеристики ректификационных установок
Колонна Расход, кг на 1 дал безводного спирта
пара воды
для производства спирта-pei ктификата крепостью, об. %
95,52 1 96-96,2 95,5 | 96,5
Эпюрационная 4...5 4...5 -
Ректификационная 16...20 24...28 - -
Сивушная 4...6 4...7 - -
Окончательной очистки Всего 3...5 2...3 - -
четырехколонный аппарат 24...36 34...43 300-360 340... 430
трехколонный аппарат 27...31 32—40 270-310 320-340
двухколонный аппарат 20...25 28-33 175-180 220-250
Водно-спиртовой раствор из маслоотделителя возвращается в
куб. После отбора I сорта отбирают концевые сорта, содержащие
промежуточные и хвостовые продукты. Когда жидкость в кубе не
будет содержать спирта, воду спускают и приступают к новому цик-
лу работы.
В дальнейшем все операции повторяют в том же порядке. Подача
пара в куб регулируется регулятором 13. Аппарат предохраняется
от смятия вакуум-прерывателями 2 и 14.
Куб аппарата (рис. 4.65) выполняется из листовой стали. Он име-
ет форму цилиндра с переходным конусом, на который устанавли-
вают колонну. Нижнее днище куба плоское. Поверхность нагрева
344
Пар
Вова
^ОгпраВо-
таннаяОоОа
Конвенсат пара 8
канализацию
ОтброшГ^ сорта
в канализацию
Вакха-
панной
Воры
Отработанная
е-'вода
Рис. 4.64. Кубовая ректификационная установка
Пробник
X:.JL 71
куба выполняется в виде змеевиков или трубчатых подогревателей.
При больших размерах поверхности нагрева в кубе длина змееви-
ков значительна. При этом коэффициент теплопередачи уменьша-
ется, так как в длинных змеевиках конденсат, не успевая стекать,
занимает значительную часть длины труб.
Поэтому рекомендуется устанавливать несколько змеевиков ма-
лой длины.
В настоящее время в аппаратах вместо змеевиков рекомендуют
345
Рис. 4.65. Устройство куба
устанавливать трубчатые подогре-
вательные элементы (см. рис.
4.65).
Куб испытывают давлением 0,2
МПа. Стенки его кроме гидравли-
ческого давления несут тяжесть
колонны. Для разгрузки стенок
куба устанавливают трубчатые
стойки 8, опирающиеся при помо-
щи башмаков на дно куба. К стой-
кам крепится распределительная
тарелка 7.
При ректификации взаимодей-
ствие жидких и паровых фаз мно-
гократно повторяется. Это позво-
ляет рассматривать ректифика-
цию как многостадийный процесс,
каждую стадию которого можно
описать моделями с сосредоточен-
ными параметрами. В качестве
стадии принимают тарелку ректи-
фикационной колонны. Иногда
разделение производят по конст-
руктивным элементам аппарата
(тарелка, куб, дефлегматор, холодильник). В этом случае ректифи-
кационные установки представляют совокупность технологических
операторов межфазного обмена и разделения. Она может быть рас-
смотрена и укрупнена — одним оператором разделения. На питаю-
щую тарелку ректификационной колонны с номером i—f поступает
поток разделяемой бинарной смеси F с концентрацией легколетуче-
го компонента хр. В результате подвода тепла Q потоком острого
пара V в нижнюю часть колонны (куб) 2 образуются потоки под-
нимающихся вверх по колонне паров V с концентрацией легколету-
чего компонента yj, значения которой изменяются на каждой тарел-
ке (i = 0, 1, 2,..., f, f+1,..., п) в результате взаимодействия с опуска-
ющимся потоком жидкости Lj с концентрацией легколетучего ком-
понента Х[. Образовавшийся поток пара V) - Ц = V с концентрацией
легколетучего компонента у поступает в дефлегматор 3, где за счет
подвода потока охлаждающей воды Ц с температурой tB образуется
конденсат, который в последующем разделяется на поток дистилля-
та D и поток флегмы G с концентрациями легколетучего компонен-
та xq и xq. Из куба колонны выводится поток кубового остатка W с
346
Рис. 4.66. Схема однотарельчатой ректификационной колонны: а — структурная
и б — параметрическая
концентрацией легколетучего компонента х^. Основную цель рек-
тификации можно сформулировать следующим образом: получить
дистиллят с заданной концентрацией легколетучего компонента хц
при минимально допустимом его содержании в кубовом остатке хуу.
Основными управляющими воздействиями считают расходы питаю-
щей смеси, воды и потока паров т.е. F, Lg и V.
В соответствии с этой целью модель процесса ректификации би-
нарной смеси на многотарельчатой колонне (рис. 4.66, а) составле-
на при следующих допущениях: бинарная смесь имеет постоянную
относительную летучесть (состав паров, покидающих тарелку, ра-
вен составу жидкости, уходящей с этой тарелки); запаздывание по-
тока жидкости на тарелке на порядок больше запаздывания потока
347
паров; жидкость в тарелке идеально перемешивается, и тарелка
представляет собой объект с сосредоточенными параметрами; в па-
ровой фазе имеет место полное вытеснение потока. Колонна работа-
ет адиабатически: состав пара, уходящего с последней тарелки, ра-
вен составу жидкости, возвращающейся из дефлегматора; массопе-
редача на тарелках эквимолярная; давление одинаково по всей вы-
соте колонны; унос жидкости с тарелок не превышает 10%; состав
паровой и жидкой фаз в кубе колонны равны, т.е. х^ = Уо- Возмуща-
ющими воздействиями являются состав питающей смеси х? и расхо-
ды дистиллята D и кубового остатка W. Исходные смесь и флегма
подаются при температуре кипения. Показателем фазы является
q(0 < q s 1). Если q = 1, то смесь состоит только из жидкости, а если
q = 0, то из пара. В нашем случае q = l.
Уравнение материального баланса по общему потоку
F = D+W,
а по легколетучему компоненту
Fxp + Dxd-
Учитывая приведенные обозначения номеров тарелок -на
рис.4.66, запишем соотношения для всех потоков укрепляющей (i =
= f + 1,..., п) и исчерпывающей (i = 1,..., f) частей колонны
V1 = D+G-Fq
Vi-D+G (i"M,..., n);
Lj-Vi+W
Lj = V-D (i = f+l,..., n).
Концентрацию легколетучего компонента в жидкой и паровой
фазах определяем из следующих соотношений:
Xi = 1 /W+Ум (VyM + Wxw + Умхм) (i = 1,f);
Xj= 1/W-F + Vm(Vzm - Dx0 +Vmxm) (i = f+l,n);
У1“У1-1(1 ~Vi> +yi9*<i"0,...,(f-l)(f + l),...,n);
yf= 1/V{[<1 - f/j.) vf + ypnF ]V] +Fqyf} (i-f).
Коэффициент полезного действия i-й тарелки вычисляют по
уравнению
т]1 =1 -expfkviSgfjj/Vil (i=*0, ...,n),
348
где
ки " 8эф/<2/ку1 + т1/кХ1) fl-1,
kyi - kyi(Vi, Lj, xj, yi) (i=*0,..., n);
Kd - kjd(Vi, L|, Xj, yP (i =0,n);
У1 У1<Х1) fl-0, ...,n);
nii“(y7 x) (i-0,
yf= |(«—l)(xF+q+l) “ V[c—l)(xF+q)+l]24a(a—l)xpq j./2q(a—1),
где kxl, kyl — коэффициенты массоотдачи по жидкой и паровой фа-
зах на i-й тарелке; а — относительная летучесть компонентов;
— эффективная площадь тарелки; у - КПД тарелки; у - равновес-
ная концентрация легколетучего компонента в паровой фазе.
Ограничения имеют вид
у-0; 0<х<1;
0<у< 1; 0< f 2 п;
0<D<F; 0<W<F,
при q = OyF - 0,приц “ 1 yF “ xF.
Приведенная система нелинейных алгебраических уравнений яв-
ляется математическим описанием статики ректификационной ко-
лонны, устанавливающим связи между концентрациями легколету-
чего компонента на выходе хуу и хр и режимными параметрами F,
хр, q, G, D. Уравнения получены из условий материального баланса
и представляют кривую равновесия и тангенс угла наклона каса-
тельной к кривой равновесия. Последнее уравнение получено со-
вместным решением уравнения yF - [(q - l)/q]xF + xF/q и уравне-
ния кривой равновесия у =ах/ [(а - 1)х + 1 ]. Коэффициенты массо-
отдачи kyi и kxi определяются экспериментально.
Для колонны, разделяющей водно-спиртовую смесь, с числом та-
релок п “ 66, номер питающей тарелки f = 16, Бдф =* 15 м и коэффи-
циентом уноса жидкости к = 0,1, имеющей постоянный расход пара
V и эквимолярный массоперенос (Ui ” 0), общая форма описания
конкретизируется в виде
W-F + V-D;
Wxw FxP - Охд.
Умножив последнее уравнение на хд, получим
349
Wxd"Fxd+Vxd-Dxd.
Вычтя из этого выражения начальное уравнение, получим
W(xd-X5v)=*F(xd-xf) +Vxd
Составы жидкой и паровой фаз определяются при этих условиях
соотношениями
xi+i = 1 /W(Vyi + Wxw), i ’ 1,.... f;
Xi+1 e (1/W r F)(Vyi- Dxd), i"f + 1,n;
У1 Уы = exp(-kvi/V) + y* [1 - expkyi/V) ];
kv, - Бдф/ (1 /kxi + mi/kyi); W - [F(xd - xF) - VxD ]/ (xD-xw);
D=F + V-W.
Обычно задаются величины F, xF, xq, x^, а необходимо опреде-
лить расходы пара V, дистиллята D и кубового остатка W. Для упро-
щения расчетов кривую равновесия аппроксимируют отрезками
прямых.
4.6.3. Брагоректификационные установки
непрерывного действия
Брагоректификационные установки предназначены для получе-
ния спирта-ректификата непосредственно из бражки. Брагоректи-
фикационные установки непрерывного действия являются основ-
ным типом оборудования для выделения и очистки спирта на пред-
приятиях спиртовой промышленности. Бражка в этих установках
разделяется на спирт-ректификат, эфироальдегидную фракцию,
сивушное масло и барду. В них же отбираются промежуточные про-
дукты (сивушные спирты).
Брагоректификационные установки бывают прямого, полупря-
мого и косвенного действия.
В установках прямого действия (рис. 4.67) эпюрации (выделению
головных примесей) подвергается бражка. Бражка представляет со-
бой слабоконцентрированный раствор спирта и примесей. При низ-
ких концентрациях спирта коэффициенты ректификации примесей
имеют большие значения; следовательно, их удаление будет более
интенсивным. После выделения основной массы головных примесей
и значительной части промежуточных примесей в эпюрационной
колонне бражка поступает в бражную колонну /. Здесь из бражки
выделяются этиловый спирт, хвостовые примеси и остатки голо-
вных и промежуточных примесей. Основную массу паров из браж-
350
ной колонны / направляют в ректификационную колонну 9. Неко-
торая часть паров из бражной колонны 1 поступает в эпюрацион-
ную колонну 3 для ее обогревания; для этой цели служит труба 2,
снабженная дроссельным клапаном. Количество пара, поступающе-
го в эпюрационную колонну, регулируется дроссельным клапаном.
Барда
Сивушный
Сивушное
масло
Лютерная
эпюрата J
Пар Пар
В’
Пары
Рис. 4.67. Принципиальная схема брагоректификационной установки прямого
действия
Хвостовые и промежуточные продукты, а также остатки голо-
вных продуктов отбирают в ректификационной колонне. Ректифи-
кат отводят в жидком виде с одной из верхних тарелок ректифика-
ционной колонны.
В установке полупрямого действия (рис. 4.68) бражка, не подвер-
гаясь предварительной эпюрации, поступает непосредственно в
бражную колонну 1. В этой колонне выделяются спирт и все приме-
си. Пары направляются через ловушку-сепаратор 3 в эпюрацион-
ную колонну 2; здесь из них выделяются головные примеси.
Очищенный от головных примесей спирт, содержащий хвостовые
и промежуточные примеси (эпюрат), в жидком виде поступает в
ректификационную колонну 9. Отбор спирта-ректификата, сивуш-
ного масла и промежуточных продуктов производится так же, как и
в аппаратах прямого действия.
351
Нестандартный спирт
Барда Лютерная вода
Рис. 4.68. Принципиальная схема брагоректификационной установки полупря-
мого действия
В установках косвенного действия (рис. 4.69) водно-спиртовые
пары, поднимающиеся из бражной колонны 1, полностью сгущают-
ся в конденсаторе 2 и в жидком виде поступают на эпюрацию в ко-
лонну 4. Эпюрат направляется в ректификационную колонну 9, где
выделяются промежуточные продукты, сивушное масло и спирт-
ректификат. Данная установка принята как типовая благодаря вы-
соким эксплуатационным показателям.
В трехколонной брагоректификационной установке (рис. 4.70)
бражка насосом 37 подается в подогреватель (конденсатор) 4.
Подогревание бражки происходит за счет конденсации паров, по-
ступающих из бражной колонны 35. Пары проходят при этом через
ловушку 3, где отделяются увлеченные жидкие частицы. Подогре-
тая бражка поступает в сепаратор 2, где из нее выделяется диоксид
углерода. Выделившийся в сепараторе газ поступает в конденсатор
1, где конденсируются увлеченные газом пары спирта и примесей, а
затем направляются в спиртоловушку 8.
Бражка поступает в бражную колонну 35 с регулятором 36 для
выпуска барды. Из конденсаторов 1, 5, 7 подогревателя бражки 4 и
спиртоловушки 8 конденсат водно-спиртовых паров направляется в
эпюрационную колонну 10, которая имеет дефлегматор 11 и кон-
денсатор 12. Головные продукты из конденсатора 12 поступают в
352
Рис. 4.69. Принципиальная схема брагоректификационной установки косвенного
действия
холодильник 26, а далее через ротаметр 28 — в фонарь 27. Осво-
божденный от основной части головных примесей водно-спиртовой
раствор (эпюрат) направляется в ректификационную колонну 20.
Эта колонна снабжена дефлегматором 13 и конденсатором 15. Из
последнего часть конденсата (нестандартный или непастеризован-
ный спирт) отводится в эпюрационную колонну. Количество его со-
ставляет около 3% от введенного в колонну безводного спирта. Дру-
гая часть конденсата присоединяется к флегме, поступающей из де-
флегматора 13 в ректификационную колонну 20.
Спирт-ректификат в жидком виде с 3, 4, 5, 6 и 7-й тарелок (счи-
тая сверху) ректификационной колонны поступает в холодильник
23, откуда через ротаметр 25 направляется в Зюнарь 24. Сивушное
масло поступает в виде паров через сепаратор 18 в конденсатор 16.
Конденсат направляется в маслоотделитель 17. Выделенное в нем
сивушное масло направляется в хранилище; водно-спиртовой рас-
твор из этого маслоотделителя возвращается в ректификационную
колонну через подогреватель 22. Греющей средой в этом подогрева-
теле служит лютерная вода, отводимая из ректификационной ко-
лонны в сборник 31 насосом 32. В ректификационной колонне так-
23. Заказ 5901
353
Продуктовые трубопроводы ----Водяные трубопроводы -ПароВые трубопроводы
Рис. 4.70. Трехколонная брагоректификационная установка косвенного действия
354
же отбираются промежуточные продукты (сивушный спирт) и на-
правляются в холодильник 21.
Для предохранения от смятия колонны снабжены вакуум-преры-
вателями 6, 9, 14, 29, 33. Пробный холодильник 30 предназначен
для коцденсации паров, выделяемых бардой и лютерной водой. В
конденсате этих паров также содержится спирт. Подача греющего
пара в бражную и ректификационную колонну регулируется паро-
выми регуляторами 19 и 34. В эпюрационную колонну пар посту-
пает из выварной части ректификационной колонны.
Кроме описанной установки косвенного действия применяются и
другие типы. Так, если бражную колонну присоединить к трехко-
лонной ректификационной установке, изображенной на рис. 4.63,
то получим четырехколонную установку косвенного действия. При-
соединив к ней колонну окончательной очистки, получим пятико-
лонную установку косвенного действия.
Техническая характеристика брагоректификационных
установок косвенного действия
Производительность, дал безводного спирта
в сутки 1000 2000 3000 6000
Бражная колонна . Диаметр, мм 1000 1400 1500 2000
Число тарелок 23 23 25 24
Площадь поверхности бражного подогревателя, мх 48 81 114 160
В том числе бражной секции 33 66 99 120
водяной секции 15 15 15 40
Эпюрационная колонна Диаметр, мм 700 1100 1200 2000
Число тарелок 39 39 37 35
В том числе в отгонной части 20 20 25 19
в концентрационной части 19 19 12 16
Площадь поверхности дефлегматора, мх 15 35 50 70
Ректификационная колонна Диаметр, мм 800 1200 1600 2000
Число тарелок 70 70 70 70
В том числе в отгонной части 16 16 16 16
в укрепляющей части . 54 54 54 54
Площадь поверхности дефлегматора, mz 50 85 100 145
Сивушная колонна Диаметр, мм — — 700 900
Число тарелок — •— 57 57
В том числе в отгонной части 17 17
в концентрационной части — — 40 40
Площадь поверхности дефлегматора, mz — — 20 20
23*
355
В Лютерная ооОа
Рис. 4.71. Брагоректификационная установка с эпюрацией бражки
357
356
Брагоректификационная установка с эпюрацией бражки (рис.
4.71) предназначена для получения ректификованного спирта как
высшей очистки, так и спирта "Экстра", причем последнего — без
снижения паспортной производительности. Особенность технологи-
ческой схемы состоит в эпюрации бражки, что позволяет использо-
вать эпюрированные водно-спиртовые пары бражной колонны для
обогревания эпюрационной колонны и получить экономию в расхо-
де пара от 8...10 до 14...15 кг/дал, в относительно высоком удельном
расходе пара на эпюрацию бражного дистиллята, получаемом за
счет ввода в эпюрационную колонну эпюрированных водно-спирто-
вых паров и способствующем эффективной очистке спирта от голо-
вных и промежуточных примесей. В дополнительной очистке спир-
та от эфирометанольной фракции и промежуточных примесей, осу-
ществляемой в ректификационной колонне за счет развитой зоны
пастеризации и наличия в колонне рециркуляционных контуров
для перемещения примесей из зон их накопления в зоны концент-
рирования.
Брагоректификационная установка состоит из трех колонн:
бражной, эпюрационной и ректификационной. Колонны установки
снабжены соответствующей теплообменной аппаратурой и другим
оборудованием. Выварные части бражной и эпюрационной колонны
взаимосвязаны через пеноловушку трубопроводом эпюрированных
водно-спиртовых паров.
Бражная колонна предназначена для выделения основной части
головных и промежуточных примесей этилового спирта при эпюра-
ции бражки, отгонки спирта из бражки и разделения парового пото-
ка, движущегося вверх по колонне, на водно-спиртовой погон с вы-
деленными примесями и поступающими в эпюрационную колонну
в виде бражного дистиллята и на эпюрированные водно-спиртовые
пары, направляемые в выварную камеру эпюрационной колонны
для обогревания последней.
Назначение эпюрационной колонны состоит в очистке спирта от
эфиров, альдегидов, части метанола и других головных и промежу-
точных примесей.
В ректификационной колонне производится укрепление спирта,
его очистка от головных и промежуточных примесей, концентриро-
вание и вывод высших спиртов.
Бражка, нагретая в подогревателе 5 теплом водно-спиртовых па-
ров до 8О...85°С, направляется в сепаратор 4, освобождается в нем
от углекислоты и поступает на 27-ю тарелку бражной колонны
(БК). На восьми верхних тарелках БК бражка подвергается эпюра-
ции. Выделенные при эпюрации бражки водно-спиртовые пары с
358
примесями последовательно проходят через бражные и водяную
секции подогревателя 5 и конденсаторы БК 6, 7,-где они конденси-
руются и совместно с дистиллятом конденсатора 3 через сборный
коллектор бражного дистиллята поступают на 25-ю тарелку эпюра-
ционной колонны (ЭК) 9.
Освобожденная при эпюрации от основной части примесей спир-
та бражка переходит в выварную часть БК, где из нее полностью от-
гоняется спирт. Эпюрированные водно-спиртовые пары с верхней
тарелки выварной части БК из цилиндрической обечайки 1 через
пеноловушку 2 поступают в выварную часть камеры ЭК. Количест-
во спирта, отбираемого при эпюрации бражки, составляет 40...50%
от общего количества спирта в исходной бражке и регулируется за-
движкой перед подогревателем бражки 5. На трубопроводе эпюри-
рованных водно-спиртовых паров задвижка при эксплуатации уста-
новки открывается полностью.
Отвод барды из колонны 26 осуществляется через бардорегулятор
25. Колонна 26 обогревается паром через барботер.
Эпюрационная колонна 9 обогревается эпюрированными водно-
спиртовыми парами колонны 26. Из колонны 9 водно-спиртовые па-
ры, содержащие головные примеси, поступают в дефлегматор 8 и
конденсатор 10. Конденсат из дефлегматора 8 и частично из конден-
сатора 10 в виде флегмы возвращается на верхнюю тарелку колон-
ны 9.
Отбор этилового спирта (головная фракция) производится из
конденсатора 10. Спирт в количестве 2...3% через ротаметр 13 по-
ступает в холодильник этилового спирта (головная фракция) 20,
эпруветку 18, контрольный снаряд (на схеме не показан) и в спир-
топодъемное отделение.
Эпюрат из выварной камеры колонны 9 поступает на 16-ю тарел-
ку (тарелку питания) ректификационной колонны (РК) 12, снаб-
женной дефлегматором 11, конденсатором 15 и вакуум-прерывате-
лем 23.
Пары сивушного масла из колонны 12 отбираются с 5, 7, 9 и 10-й
тарелок из паровой фазы и направляются в конденсатор 14, откуда
конденсат сивушного масла через смеситель поступает в сивухопро-
мыватель 16.
Отбор непастеризованного спирта производится из конденсатора
15, откуда конденсат в количестве 2...3% через ротаметр 13 направ-
ляется на одну из верхних тарелок ЭК 9. Лютерная вода из колонны
отводится с помощью затвора 22.
Отбор крепкого сивушного спирта производится с 17, 19, 20, 25
или 27-й тарелок РК 12 в количестве 1...1,5% с направлением
359
флегмы в сборник промывных вод 24 и последующей ее переработ-
кой на установке.
Ректификованный спирт отбирается одним продуктом с 15-й,
считая сверху, тарелки РК 12, откуда затем направляется в холо-
дильник спирта 19, в спиртовой фонарь 17, контрольные снаряды
(на схеме не показаны) и в спиртоподьемное отделение.
Для повышения качества спирта в РК 12 предусмотрена внутри-
колонная рециркуляция флегмы с перемещением ее из зон накоп-
ления примесей в зоны их концентрирования. С этой целью флег-
ма, относительно обогащенная головными примесями и метанолом ,
с 6-й, считая сверху, тарелки в количестве 20...30% через ротаметр
13 поступает в испаритель 21, где за счет тепла лютерной воды ис-
паряется и в виде парового потока направляется в дефлегматор 11.
Конденсат, относительно обогащенный промежуточными примеся-
ми, отбирается с 22-й, считая сверху, тарелки, откуда в количестве
5...7% через ротаметр 13 направляется в среднюю часть ректифика-
ционной колонны 12.
Одним из методов сокращения расхода тепла является использо-
вание вторичного пара, т.е. того пара, который возникает в процес-
се ректификации. Вторичный пар широко используется при выпа-
ривании растворов в многокорпусной выпарной установке, в кото-
рой давление снижается от первого до последнего корпуса. Это по-
зволяет вторичный пар из предыдущего корпуса использовать для
обогревания продукта в последующем корпусе.
Аналогичный прием может быть использован и при ректифика-
ции спирта. На рис. 4.72 представлены принципиальные схемы ис-
пользования вторичного пара при ректификации. В схеме (рис.
4.72, а) с применением дефлегматора-испарителя пары из колонны
1, работающей под большим давлением, направляются в дефлегма-
тор-испаритель 3 с трубчатой поверхностью.
Пары из колонны 1 поступают в межтрубное пространство; кон-
денсируясь, они отдают свое тепло воде, кипящей в межтрубном
пространстве дефлегматора. Образующиеся пары обогревают вто-
рую колонну 2, которая работает под меньшим давлением.
На схеме (рис. 4.72, б) с дефлегматором-кипятильником также
имеются две колонны, работающие под различными давлениями.
Пары из колонны 1, работающей под большим давлением, посту-
пают в межтрубное пространство дефлегматора-испарителя 3. Об-
разовавшийся конденсат насосом 4 подается в виде флегмы в колон-
ну 1.
В брагоректификационной установке с двукратным использова-
нием тепла (рис. 4.73) бражная колонна работает под вакуумом, а
360
Рис. 4.72. Схемы использования вторичного пара
эпюрационная и ректификационная колонны — как и в обычных
условиях.
В технологическом отношении выбор бражной колонны для рабо-
ты под вакуумом объясняется необходимостью понизить температу-
ру перегонки бражек до 65...67°С, при которой (по сравнению с пе-
регонкой в обычных установках) значительно (в 2.„4 раза) снижа-
ется новообразование таких нежелательных примесей, как уксусно-
этиловый эфир, уксусный альдегид и др. Образование этих приме-
сей в значительных количествах в обычных установках объясняется
тем, что именно в бражной и частично в эпюрационной колоннах
наряду с основными процессами разделения смеси ректификацией
происходят сопутствующие им химические и биохимические про-
цессы. Например, образованию уксусноэтилового эфира по реакции
этерификации способствуют повышенная температура перегонки,
наличие в бражке свободных кислот, спирта и присутствие окислов
меди (из которой изготовлена колонна) как катализатора. В этих
же условиях происходит и частичный распад аминокислот бражек.
Все это в обычных установках не только усложняет процесс очи-
стки бражного дистиллята в последующих колоннах, но и снижает
361
Рис. 4.7 i. Брагоректификационная установка с двукратным использованием тепла
362
выход спирта. В связи с этим проведение перегонки под вакуумом,
т.е. в более мягком режиме, позволяет получить бражной дистиллят
с меньшим содержанием примесей и тем самым облегчить последу-
ющую его очистку при меньшем расходе пара и, наконец, получить
спирт более высокого качества и с большим на 0,5...0,7 % выходом
за счет меньшего отбора эфироальдегидной фракции.
Наряду с этим пониженная температура перегонки бражек по-
зволяет почти полностью сохранить в барде аминокислоты и вита-
мины, что значительно повышает ее кормовую ценность.
В теплотехническом отношении благодаря работе колонн под
различным давлением и двукратному использованию тепла грею-
щего пара значительно снижается удельный расход пара на 1 дал
получаемого спирта.
В описываемой установке бражная колонна обогревается вторич-
ным паром, поступающим из дефлегматора-испарителя, которым
ректификационная колонна оборудуется вместо обычного дефлег-
матора. Эпюрационная и ректификационная колонны обогреваются
паром через кипятильники, что в отличие от обогревания колонн
открытым паром предотвращает отрицательное влияние примесей
пара на качество получаемых продуктов, а также позволяет исполь-
зовать конденсат, отходящий из кипятильников, для получения из
него чистого вторичного пара в дефлегматоре-испарителе. Кроме
того, в схеме рационально используется тепло барды и литерной во-
ды. Все это в сочетании с двукратным использованием тепла грею-
щего пара позволяет сократить общий расход пара на установку на
40...45%.
Бражная колонна, работающая под вакуумом, в конструктивном
отношении отличается от обычных: она изготовлена из нержавею-
щей стали марки Х18Н10Т (что по сравнению с медью в 1,5...2 раза
уменьшает новообразование примесей) толщиной 6 мм, имеет ребра
жесткости; тарелки ситчатые с отверстиями диаметром 10 мм, жи-
вое сечение тарелки 14%, расстояние между тарелками 500 мм.
Техническая характеристика колонн
900
16+54
Диаметр, мм
Число тарелок
Тип тарелок
Бражная Эпюрационная Ректификационная
1100 800 900
24 20+10 16+54
Ситчатые Многоколпачковые
Зрелая бражка насосом 29 подается в подогреватель 28, где она
нагревается бардой до 35...38°С, а затем до температуры кипения
5б...58°С в нижнем барабане дефлегматора 5 эпюрационной колон-
363
ны и направляется на верхнюю тарелку бражной колонны 14, обог-
реваемой вторичным паром, поступающим из паросепаратора в де-
флегматора-испарителя 9. Недостающая для обогревания колонны
часть пара (около 2 кг из необходимых 21 кг/дал) вводится в колон-
ну через барботер из парового коллектора. Барда из колонны 14 че-
рез регулятор 25 насосом 27 подается в подогреватель 28.
Водно-спиртовые пары из верхней части бражной колонны посту-
пают в ловушку 4 и, отделившись в ней от капельной жидкости, на-
правляются в межтрубное пространство трехбарабанного конденса-
тора 3 для конденсации водой температурой не выше 14...15°С.
Окончательная конденсация паров и охлаждение газов до
2О...22°С происходит в конденсаторе-холодильнике 2, а осушка га-
зов при 1О...15°С — в осушителе 1.
Полученный в конденсаторе и осушителе конденсат крепостью
42...45 об. % и температурой 42...45°С отводится по барометриче-
ской трубе 26 в сборник бражного дистиллята 24. Газы и увлеченная
ими незначительная часть спиртовых паров из осушителя 1 откачи-
ваются водокольцевым вакуум-насосом 30, в котором одновременно
с образованием необходимого разрежения происходит улавливание
спиртовых паров водой, поступающей для работы насоса. Получае-
мая при этом водно-спиртовая жидкость крепостью 2...4 об. % на-
правляется в сборник бражки, а газы — в атмосферу.
Бражной дистиллят из сборника насосом 23 подается в подогрева-
тель 22, в котором нагревается до 80°С горячей лютерной водой и
направляется на 20-ю тарелку, считая снизу, эпюрационной колон-
ны 13, снабженной трубчатыми конденсаторами 6, 7.
Конденсат из кипятильников 15 и 18 отводится в сборник конден-
сата 19, а из него под действием давления поступает по трубопрово-
ду 7 7 в испаритель 8.
Дефлегматор-испаритель 9 наряду с питанием ректификацион-
ной колонны флегмой обеспечивает получение из горячего конден-
сата вторичного пара, необходимого для обогревания бражной ко-
лонны.
Спиртовые пары из ректификационной колонны 12 поступают в
межтрубное пространство дефлегматора-испарителя, в котором за
счет теплообмена с конденсатом температурой около 67°С, цирку-
лирующего в трубах, частично конденсируются и в виде флегмы по-
ступают на верхнюю тарелку колонны. Наряду с этим за счет пере-
пада температур поступающего конденсата (около 120°С) и в паро-
сепараторе (около 67°С), а также использования скрытой теплоты
конденсации спиртовых паров в дефлегматоре-испарителе происхо-
364
дит интенсивное испарение горячего конденсата с образованием
вторичного пара.
Избыток конденсата из паросепаратора отводится по барометри-
ческой трубе 16 в сборник 21, а из него — на теплотехнические
нужды.
Несконденсировавшиеся в дефлегматоре-испарителе спиртовые
пары поступают в конденсатор 10. Конденсат из конденсатора газо-
вой линии 11 направляют к ЭАФ.
Спирт высокого качества отбирают с 3, 4 и 5-й тарелок, считая
сверху, ректификационной колонны. Сивушное масло отбирают с 7,
9 и 10-й тарелок, а сивушный спирт — с 17, 19 или 21-й тарелок,
считая снизу, колонны. Колонна 12 снабжена вакуум-прерывате-
лем 20.
4.6.4. Установки для получения безводного спирта
Продукт, получаемый методами ректификации, описанными в
предыдущих главах, содержит не более 95,57 мае. % этилового
спирта. Дальнейшее укрепление спирта этими методами невозмож-
но, так как при указанном содержании этилового спирта образуется
нераздельнокипящая (азеотропная) смесь. Образующиеся при дан-
ной крепости спирта пары будут иметь тот же состав, что и жид-
кость. Следовательно, при испарении не будет происходить укреп-
ления спирта.
Для удаления из водно-спиртового раствора остатков воды необ-
ходимо применить специальные методы обезвоживания. Одним из
таких методов является ректификация под вакуумом.
При остаточном давлении 5 кПа может быть получен безводный
спирт. Однако создание такого глубокого вакуума в промышленных
условиях сложно, поэтому данный способ не получил промышлен-
ного применения.
Для получения безводного спирта в промышленных масштабах
применяется метод, получивший название азеотропного. По этому
методу ректификацию ведут в присутствии третьего компонента,
образующего с водой и этиловым спиртом тройную нераздельноки-
пящую смесь, богатую водой. В качестве такого третьего компонен-
та используют бензол, уксусноэтиловый эфир и другие вещества.
Наибольшее применение получил бензол.
Бензол с водой и этиловым спиртом образует нераздельнокипя-
щую смесь следующего состава (мас.%): этиловый спирт 18,5; вода
7,4; бензол 74,1. Температура кипения этой смеси 64,85°С, т.е. ни-
же температуры кипения каждого из компонентов. В этой смеси со-
держание воды выше, чем в нераздельнокипящей смеси, образуе-
365
мой спиртом и водой. При перегонке водно-спиртового раствора в
присутствии бензола вода удаляется в составе тройной нсраздельно-
кипящей смеси в дистиллят, а безводный спирт — в виде остатка из
кубовой части колонны.
Безводный спирт может быть получен как из спирта-ректифика-
та, так и непосредственно из бражки. В двухколонной установке
для получения спирта из спирта-ректификата (рис. 4.74) поступаю-
щий на обезвоживание спирт-ректификат, содержащий не менее
80 мае. % спирта, подвергается в колонне 12 перегонке в присутст-
вии бензола. Тройная нераздельнокипящая смесь поступает в кон-
денсатор 2. Часть конденсата возвращается в колонну как флег-
ма, другая часть конденсата поступает в холодильник 3 и в декан-
татор 1, в котором охлажденная смесь расслаивается на два слоя.
Верхний слой имеет следующий состав (мае. % при t" 15°С): этило-
вый спирт 13,3, бензол 85, вода 1,7. Состав слоев колеблется в ши-
роких пределах. „ s
Рис. 4.74. Установка для получения безводного спирта
Слой, богатый бензолом, возвращается в колонну; нижний слой
поступает в сборник б для промывки его водой. При этом в сборнике
б из смеси выделяется бензол, нерастворимый в воде, а слабоградус-
ный раствор этанола в воде направляется в концентрационную ко-
лонну 7. В верхней части колонны 7 отбирается спирт крепостью до
366
94 мае. % и направляется в колонну 12. В нижней части колонны от-
бирается лютерная вода.
При питании аппарата спиртом-ректификатом крепостью 96 об.
% расход пара на обезвоживание составляет 14... 17,6 кг на 1 дал
безводного спирта. Расход бензола составляет 0,1 кг на 1 дал безвод-
ного спирта. Расход воды около 25 дал на 1 дал безводного спирта.
4.6.5. Контактные устройства ректификационных колонн
В ректификационных установках спиртовой и ликеро-водочной
промышленности применяются контактные устройства различных
типов: колпачковые, ситчатые, провальные, чешуйчатые и клапан-
ные.
Разнообразие существующих контактных устройств ректифика-
ционных колонн обусловлено поисками конструкций, обеспечиваю-
щих высокую интенсивность и эффективность массообмена, просто-
ту изготовления и монтажа, а также низкое гидравлическое сопро-
тивление. Поскольку возможности удовлетворения этих требований
часто сопряжены с масштабом и характером производства, свойст-
вами обрабатываемых смесей и рабочими режимами, то в одних
случаях предпочтительнее определенные конструкции, а в других
многие конструкции оказываются практически равноценными. Ос-
новные типы тарелок и области их применения приведены в табл.
4.4, а диапазон устойчивой работы тарелок изображен на рис. 4.75.
Рис. 4.75. К определению области устойчивой работы тарелок
Простейшая колпачковая тарелка или тарелка одинарного кипя-
367
00
Типы и области применения тарелок
Тарелка
Тип | Диаметр, м | Область применения
Таблица 4.4
Колпачковые 0,4...4,0 Для процессов, протекающих при атмосферном и повцртенном давлении и нестабиль- ных режимах. Диапазон устойчивой работы тарелок 4,5
Ситчатые То же Для процессов, протекающих при любом давлении и стабильных режимах. Диапазон устойчивой работы тарелок 2
Тарелки с двумя зонами контакта фаз 1,6-4,0 Стандарт устанавливает три исполнения тарелок: исполнение 1 — с ситчатыми секциями, исполнение 2 — с ситчато-клапанными секциями, исполнение 3 — с клапанными секциями. В зависимости от нагрузок по жидкости для веек исполнений
тарелок установлено 4 типа размеров переливов с диаметрами 300 и 400 мм,
оснащенными одно- или двухщелевыми выходными устройствами для жидкости.
Диапазон устойчивой работы тарелок от 2 до 4
Ситчато-клапан- ные 0,4...4,0 Для процессов, протекающих преимущественно под разрежением и при умеренном давлении. Диапазон устойчивой работы тарелок 3—3,5
Клапанные Тоже Для процессов, протекающих преимущественно при атмосферном и повышенном дав- лении. Диапазон устойчивой работы тарелок 3,5
Жалюзийно-кла- панные 1,0...4,0 Для процессов, протекающих преимущественно при атмосферном и повышенном дав- лении. Диапазон устойчивой работы тарелок 4,5
Под диапазоном устойчивой работы тарелки подразумевают отношение максимально допустимого значения фактора паровой
нагрузки к минимально допустимому.
Разборная колпачковая тарелка (рис. 4.78) используется только
для перегонки жидкостей, не содержащих взвешенных частиц. Они
имеют большой периметр барботажа и более эффективны.
Тарелки с круглыми колпачками представляют собой металличе-
ские диски с отверстиями, в которых укреплены патрубки. Над пат-
рубками расположены колпачки. В нижней части колпачка, погру-
женной в жидкость, имеются вырезы или прорези, предназначен-
ные для диспергирования легкой фазы — пара. Пар проходит через
патрубок и пространство, ограниченное колпачком, барботирует
через слой жидкости на тарелке и поступает в патрубки вышележа-
щей тарелки. Жидкость перетекает с тарелки на тарелку через пе-
реточные каналы, концы которых погружены в жидкость, заполня-
ющую стаканы нижележащих тарелок, образующих гидрозатвор и
препятствующих проходу газа мимо патрубков. Уровень жидкости
на тарелке определяется высотой сливного устройства, выполненно-
го в виде сливного порога или переточных трубок. Тарелки этого
типа употребляются во всех типах колонн, кроме бражных.
Ситчатые тарелки (рис. 4.79) широко применяются в спиртовой
промышленности. В бражных колоннах с большими диаметрами ус-
танавливаются ситчатые тарелки с отверстиями диаметром
8... 10 мм. В колоннах, где нет взвешенных частиц, диаметр отвер-
стий может быть равен 2...4 мм.
Схема движения жидкости на ситчатой и многоколпачковой та-
релках показана на рис. 4.80.
Рис. 4.79. Ситчатая тарелка
Рис. 4.80. Схема движения жидко-
сти на ситчатой и многоколпачковой
тарелках
370
Чешуйчатые тарелки (рис. 4.81) относятся к группе однонаправ-
ленных, где пары и жидкость движутся в одном направлении, при-
чем пар способствует движению жидкости, инжектируя ее. Их це-
лесообразно устанавливать в бражных колоннах, работающих как
на паточной бражке, так и на зернокартофельной бражке.
Этот тип тарелок обеспечивает высокую эффективность и произ-
водительность при работе в струйном режиме, когда скорость пара в
щелях превышает 12 м/с. Оптимальное живое сечение их равно
10%.
Распределительным устройством для пара в клапанных тарелках
(рис. 4.82) являются клапаны, представляющие собой пластины той
или иной формы (рис. 4.83), которые перекатывают отверстия та-
релки и под давлением пара поднимаются, пропуская пар.
Рис. 4.81. Чешуйчатая тарелка
Рис. 4.82. Клапанная тарелка
Масса клапана автоматически в зависимости от нагрузки по пару
регулирует величину живого сечения для выхода пара. Предельная
высота подъема клапана определяется высотой ограничительного
устройства.
Клапанные тарелки обладают способностью к самоочищаемости.
Допустимая скорость пара в них превышает скорость пара в колпач-
ковых тарелках. Они рекомендуются к установке в ректификацион-
ных и эпюрационных колоннах.
В провальной тарелке решетчатого типа (рис. 4.84) нет сливных
стаканов, и жидкая фаза сливается через те же отверстия, через ко-
торые поступает на тарелку пар. В этом
контактном устройстве взаимодействую-
щие фазы движутся противотоком. От-
сутствие сливных устройств увеличивает
полезную площадь тарелки. Тарелки из-
готовляются из стальных или медных ли-
стов толщиной 2,5...6 мм. Щели тарелки
выполняются штамповкой или фрезеров-
кой, ширина щели 3...8 мм, длина —
60...200 мм. Живое сечение 10...15%,
расстояние между тарелками
300...600 мм.
Этот тип тарелок применяется в браж-
ных колоннах при перегонке паточной
бражки и зерно-картофельной бражки из
МОЛОТОГО сырья. рис 433 Клапаны: а — с
Определив число тарелок расчетным верхним ограничением подь-
путем, можно найти общую высоту ко- ема; б — с нижним ограниче-
лонны. Для этого нужно выбрать рассгоя- нием подъема
ние между тарелками колонны h (м). Эта
величина зависит от состава перегоняемой жидкости, скорости пара
в свободном сечении колонны w, глубины барботажного слоя, кон-
струкции тарелки.
Существует ряд уравнений, при помощи которых в зависимости
от принятой величины h и некоторых других факторов может быть
определена скорость пара w (м/с). Так для колпачковых тарелок
Рис. 4.84. Провальная решетчатая тарелка
Рис.4.85. К расчету глубины барбо-
тажного слоя
372
w = 0,305h/ (60 + 0,05h) - 0,012z,
где z — глубина барботажного слоя — расстояние от уровня жидко-
сти на тарелке до нижнего края колпака, мм (рис. 4.85).
По уравнению Киршбаума для колпачковых тарелок
w =кр т,
где m и А — коэффициенты, величина которых зависит от расстоя-
ния между тарелками колонны; р — плотность пара, кг/м3.
Эти уравнения можно применять для ориентировочного опреде-
ления величины h для ситчатых тарелок. Задавшись величиной h,
по этим формулам можно определить w и, наоборот, задавшись ве-
личиной w, можно определить h
h, мм 500 400 300 200 150 135
А 1.14 1,10 1,02 0,82 0,62 0,54
ш 0,465 0,47 0,490 0,545 0,490 0,425
Зная величину h, можно определить высоту колонны Н (м)
H = h(n- 1) +hi +h2,
где n — число тарелок колонны; h] — высота кубовой части, м; 112
— расстояние от верхней тарелки до верхней крышки колонны, м.
Диаметр колонны определяют из уравнения
V = (jtd2/4)w,
где V — объем паров, поднимающихся в колонне, м3/с.
Откуда диаметр колонны d (м) равен
d= V4V%w.
Объем паров может быть найден следующим образом. Количест-
во киломолей пара, поднимающегося в колонне, равно D+vD
кмоль/с (D — количество кмоль/с дистиллята-продукта; v — флег-
мовое число).
Объем этой массы пара V (м3/с)
V- [(D+vD)22,4T]/273p,
где 22,4 — объем 1 кмоль при 0°С и давлении 760 мм рт.ст.; Т — аб-
солютная температура пара; р — давление пара в рассматриваемом
сечении колонны.
373
Диаметры штуцеров для ввода и вывода продуктов dm (м) опре-
деляются по формуле
dm = V4n/VTrwn.
где Vn — объем продукта, м3/с; wn — скорость течения продукта,
м/с.
В зависимости от вида трубопровода wn имеет различные значе-
ния:
Бражной 0,5...!
Бардяной 0,2... 0,8
Спиртовых паров из колонны 5...25
Для подвода флегмы в колонну 0,1 ...0,2
Для греющего пара (р 0,15 МПа) 15... 25
Для подвода эпюрата 0,1 ...0,2
Для отвода лютерной воды 0,2...0,8
При обогревании колонны открытым паром диаметр барботера
принимают равным диаметру трубопровода, подводящего пар. Пло-
щадь паровыпускных отверстий барботера F (м2)
F = l,25F0=l,25Ud2/4),
где Fo — площадь сечения трубопровода.
Общее число отверстий в барботере п
n = 4F/?rdi2,
где dj — диаметр отверстий барботера (сЦ = 8... 10 мм).
Барботер выполняется в виде трубы, расположенной по диамет-
ральному сечению колонны. Отверстия расположены только по
нижней полуокружности барботера.
Теплообменниками ректификационных установок являются де-
флегматоры, холодильники, кипятильники и подогреватели. В де-
флегматоре происходит частичная конденсация паров, поступаю-
щих из колонны. Конденсат — флегма — возвращается в колонну.
Из теплового баланса колонны можно определить тепловую нагруз-
ку дефлегматора Рф (кДж/ч)
Рф = У DiD - У Эсф1ф = yD (iD - Сф1ф) = у Огф,
где У — флегмовое число; D — количество дистиллята (продукта),
кг/ч; ip — энтальпия дистиллята, кДж; сф и 1ф — теплоемкость и
температура флегмы, кДж/(кг-К); гф — удельная теплота конден-
сации флегмы, кДж/кг.
Расчет дефлегматора сводится к определению площади поверхно-
сти охлаждения,'потребной для отвода тепла 9ф. Определив пло-
374
щадь поверхности, конструируют дефлегматор. В качестве охлаж-
дающей среды в дефлегматорах используется бражка либо вода.
Площадь поверхности дефлегматора F (м2)
Р = рф/Д1к,
где At*—«средняя разность температур, °C; к — коэффициент теп-
лопередачи, Вт/(м2-К).
Средняя разность температур At
At = [(tK - tH ) - (tK - tK ) ]/2,3Zg[(tK - tH )/(tK - tK ) ],
где tK — температура конденсации спиртовых паров, поступающих
из колонны (см.приложение); tH и tK — начальная и конечная тем-
пература охлаждающей среды, поступающей в дефлегматор.
Коэффициент теплопередачи к [Вт/ (м2-К) ] для дефлегматоров,
охлаждаемых зерно-картофельной бражкой, может быть определен
по эмпирической формуле
к = 4,187В • ^w2’,
где В — коэффициент пропорциональности (для стальных труб В =
= 610; для медных В = 700); w — скорость движения бражки в тру-
бах, м/с.
Значения к для паточных бражек значительно меньше найден-
ных экспериментально. Поэтому при охлаждении дефлегматора па-
точной бражкой и водой коэффициент теплопередачи рекомендует-
ся определять по следующему уравнению
k= l/(l/ai + 1/аг + <5/Л),
где «1, а2 — коэффициенты теплоотдачи соответственно от конден-
сирующегося пара к стенке трубы и от стенки к протекающей жид-
кой охлаждающей среде, Вт/ (м-К); <3 — толщина стенки, м; Я —
коэффициент теплопроводности материала стенки, Вт/ (м • К).
Коэффициент теплоотдачи от конденсирующегося пара к стенке
одиночной горизонтальной трубы ai, определяют по формуле
4 ____ ,
«1 = l,28-V(p2AJr/^dAt]),
где р — плотность конденсата, кг/м3; Я — коэффициент теплопро-
водности конденсата, Вт/(м-К); г — удельная теплота конденса-
ции, кДж/кг; р — динамическая вязкость конденсата, Па-с; d —
наружный диаметр труб, м; At] — разность температур конденси-
рующегося пара и стенки, С.
Чтобы определить Ati нужно задаться температурой стенки.
375
Температура стенки необходима для вычисленияр , Л ид и прини-
мается равной температуре пленки (пл
1Пл = Ок "* 1ст) /2.
При крепости спирта, превышающей 40 об.%, для определения
ai рекомендуется номограмма (рис. 4.86). При использовании но-
мограммы следует вводить для уточнения поправку на скорость па-
ра в межтрубном пространстве
cti = l,163ai(0,062w'+ 0,62),
где а; — коэффициент теплоотдачи, найденный по номограмме;
w' — скорость пара, м/с.
Если движение жидкости турбулентное, то коэффициент «2 мо-
жег быть определен из уравнения
Nu = а2 <5/Я - O,O23Re°’8Pr04.
После того как определен коэффициент к, проверяют принятую
ранее температуру стенки по уравнению
t = tK- [(к/арД t],
Рис. 4.86. Номограмма для определения коэффициента теплоотдачи при конден-
сации водно-спиртовых паров
376
После вычисления к находят площадь поверхности теплообмена
дефлегматора F. Так как поверхность нагрева дефлегматоров в про-
цессе работы покрывается отложениями, рекомендуется найденную
величину F увеличить для дефлегматоров бражных колонн на 30%,
а для дефлегматоров эпюрационных и ректификационных колонн
на 20%.
При конструировании дефлегматоров нужно задаться скоростью
охлаждающей среды. Для бражных подогревателей (дефлегмато-
ров) рекомендуется скорость бражки 1,5 м/с, для дефлегматоров
эпюрационных и ректификационных колонн 0,5...0,6 м/с.
В дефлегматорах с горизонтальными трубами направление дви-
жения охлаждающей среды рекомендуется снизу вверх, для водно-
спиртовых паров — сверху вниз.
Расстояние между перегородками в межтрубном пространстве
следует выбирать таким, чтобы скорость паров по всей длине бара-
бана оставалась равной 15...20 м/с для бражных подогревателей и
10.. 13 м/с для дефлегматоров и эпюрационных колонн.
Величина шага между трубами должна быть минимальной, допу-
стимой из условий прочности. Конденсат из каждого барабана дол-
жен отводиться отдельно. Задавшись скоростью движения охлажда-
ющей среды w и диаметром труб d, находят число труб п, работаю-
щих параллельно, из уравнения
V = Crd2/4)nw.
Длину труб определяют из уравнения
Р=ЯбфЙ1.
Найдя I, вычисляют число ходов, задавшись длиной труб в одном
ходу. Длину одной трубы принимают равной 2...2,5 м.
На основе полученных данных и рекомендуемых параметров
производят разметку трубных решеток, днищ и их перегородок. Ди-
аметры штуцеров подбирают, исходя из скоростей потоков. Ско-
рость в штуцерах для подвода пара 15...25 м/с, для подвода бражки
0,5... 1 м/с, для воды 1...2 м/с.
4.6.6. Холодильники и кипятильники
брагоперегонных аппаратов
Холодильники предназначены для охлаждения горячих водно-
спиртовых растворов до более низкой температуры. В одноколон-
ных брагоперегонных аппаратах холодильники комбинируются с
конденсаторами (см. рис. 4.58). В этом случае для конденсации па-
ров, поступающих из дефлегматора, предназначен вертикальный
377
трубчатый конденсатор, нижняя змеевиковая часть аппарата слу-
жит для охлаждения конденсата. В спиртовой промышленности ис-
пользуют трубчатые (вертикальные или горизонтальные) либо зме-
евиковые холодильники. Наибольшее распространение получили
вертикальные холодильники.
При расчете площади поверхности теплопередачи холодильника
определяют количество тепла Q, отводимого при охлаждении вод-
но-спиртовой жидкости, поступающей в холодильник, по формуле
Q = DcD(tH-tK),
где D и cD — количество охлаждаемой жидкости и ее теплоемкость;
tH и tK — начальная и конечная температура охлаждаемой жидко-
сти.
Коэффициенты теплопередачи к [Вт/м2 - К) ] определяют по эм-
пирической формуле
к = 232,6/[l/(l+6Vw^) + 1 / (l+6Vwc) ],
где wB, wc — скорость охлаждающей воды и охлаждаемого водно-
спиртового раствора, протекающего в змеевиках, м/с.
При перегонке и ректификации спирта колонны обычно обогре-
ваются паром, поступающим в них через барботер. Обогревание
глухим паром (через поверхность нагревания) применяется в кубо-
вых установках периодического действия, в колоннах для оконча-
тельной очистки и довольно редко в бражных колоннах брагоректи-
фикационных аппаратов паточных спиртовых заводов. Применение
глухого пара дает значительные преимущества.
При использовании открытого пара спирт-ректификат может
быть загрязнен примесями, вводимыми этим паром. Такие примеси
могут содержаться в паре или питании паровых котлов загрязнен-
ной питательной водой или при обогревании открытым отработан-
ным паром. При обогревании глухим паром этот источник загрязне-
ния исключается.
Другим существенным достоинством глухого обогревания явля-
ется получение горячего конденсата, который может быть использо-
ван в производстве, что положительно сказывается на тепловом ба-
лансе завода. Обогревание бражных колонн глухим паром позволя-
ет получать более концентрированную барду.
При установке кипятильников (рис.4.87) z/3 высоты их трубного
пространства должно быть заполнено жидкостью (барда, эпюрат
или лютерная вода). Выбор горизонтального или вертикального ки-
пятильника определяется высотой фундамента колонны.
В табл. 4.5 представлены рекомендуемые площади поверхности
теплообмена для установок различной производительности.
378
Лютерная бада
Рис. 4.87. Схема установки кипятильников: а — с вертикальными трубками; б —
с горизонтальными трубками
Таблица 4.5
Рекомендуемые площади поверхности теплообмена
для установок различной производительности
Производитель- Площадь поверхности теплообмена (м2) при давлении пара,
ность установки, МПа
дал/сут 0,2 | 0,25 | 0,3 I 0,35 | 0,4 | 0,5
Для эпюрационных колонн
1000 11 9,5 7,5 6,5 — —
1500 17 14* 11 0,3 — —
2000 22 17 14* 11 — —
3000 34*(40) 26* 22 17 — —
6000 74 61* 49 34* — —
Для ректификационных колонн
1000 — 40 22 22 17 17
1500 — 49 40 40 22 22
2000 — 74 49 40 40 40
3000 — —“ 91 74 49 49
6000 — —- — 91 91 74
Для сивушной колонны
1000 — 11 9,5 7,5 6,5 —
1500 — 17 11 9,5 7,5 —
2000 — 22 17 11 11 —
3000 — 40 22 22 17 —
6000 — 74 49 49 70 —
*Для теплообменников с длиной трубок / - 3000 мм. Длина трубок для остальных
теплообменников 2000 мм. В качестве теплообменников используются теплообмен-
ники с диаметром трубок 20 и 25 мм согласно ГОСТ 15122—69.
379
4.6.7. Вспомогательное оборудование
ректификационных установок
Вспомогательным оборудованием ректификационных установок
являются бардяные и лютерные регуляторы, паровые регуляторы
прямого действия, фонари и фильтры, пробоотборники, сепараторы
для диоксида углерода, вакуум-прерыватели, сигнализаторы уров-
ня, пеноловушки, пробные конденсаторы, смесители и др.
Регуляторы предназначены для выпуска барды и лютерной воды
из колонн. Кроме того, регуляторы поддерживают в колонне посто-
янный уровень и, выпуская барду или лютерную воду, задерживают
пар.
Корпус 7 бардяного регулятора (рис. 4.88) плотно закрыт крыш-
кой. Внутри корпуса находится поплавок 5, который может переме-
щаться вверх и вниз по направляющим 2. Поплавок соединен со
стержнем 4, который внизу несет клапан 8, закрывающий выходное
отверстие для барды. В верхней части корпуса 7 имеется штуцер 3,
при помощи которого регулятор соединен с паровым пространством
кубовой части колонны. Благодаря этому давление в регуляторе
одинаково с давлением внизу колонны. В регуляторе против вход-
ного штуцера размещен люк 6.
Рис.4.89. Пробный конденсатор
Рис.4.88. Бардяной регулятор
380
Барда или лютерная вода поступает в регулятор через штуцер 1.
После заполнения его жидкостью до определенного уровня попла-
вок всплывает вверх и поднимает клапан 8. Клапан открывает вы-
ходное отверстие, и часть жидкости вытекает. После этого поплавок
снова опускается и клапан 8 закрывает отверстие.
Содержание спирта в барде или лютерной воде, удаляемых из ко-
лонн, нельзя определить по плотности жидкости, так как при малых
концентрациях спирта и засоренности жидкости (барда) спиртомер
дает неточные показания. Если барду или лютерную воду подверг-
нуть перегонке, то в полученном дистилляте крепость спирта мож-
но определить спиртомером, так как крепость дистиллята в 13 раз
выше крепости исходной жидкости и дистиллят не содержит меха-
нических примесей.
На рис. 4.89 показан пробный конденсатор. Из бардяного или лю-
терного регулятора пары поступают через патрубок 10 в промежу-
точный сосуд /, в котором задерживаются увлеченные твердые и
жидкие частицы. По трубе 2 пары поступают в кольцевое простран-
ство между цилиндрами 5 и б. Чтобы удлинить путь паров и конден-
сата, на цилиндр 6 навивают медную проволоку, образующую спи
ральные ходы. Охлаждающая вода по трубе 9 поступает в кожух
фонаря, из него по соединительной трубке проходит в пространство
между цилиндрами 4 и б и уходит по трубе 37. Конденсат водно-
спиртовых паров поступает по трубе 7 в фонарь 8.
В паровом регуляторе (рис. 4.90) для изменения уровня жидкости
в нижнем резервуаре открывают один из шести кранов на трубе 6.
Если открыть нижний кран, то в резервуаре 4 установится нижний
уровень; в соответствии с этим разность между уровнями в сосудах
будет максимальной, а следовательно, в колонне будет максималь-
ное давление. При установлении уровня воды по верхнему крану в
колонне будет максимальное давление. Разность уровней устанав-
ливают для каждого аппарата в зависимости от условий его работы.
В бражке, поступающей на перегонку, содержится растворенная
углекислота. При кипении бражки на тарелках колонны углекисло-
та выделяется и увеличивает объем паров, поднимающихся в колон-
не. В дефлегматоре эти пары ухудшают теплопередачу. Для выде-
ления углекислоты, воздуха, а также паров головных продуктов
бражка перед поступлением в колонну проходит через отделитель
(сепаратор) углекислоты (диоксидауглерода).
Отделитель диоксида углерода от бражки (рис. 4.91) представля-
ет собой цилиндрический сосуд с тангециальным вводом бражки.
При вводе бражки в сосуд из нее выделяются углекислота и другие
газы и пары. Выделяющиеся пары и газы поступают в спиртоловуш-
381
Рис. 4.90. Паровой регулятор
ку, а бражка через нижний штуцер направляется в колонну. Сепа-
рация протекает тем интенсивнее, чем выше температура бражки.
Для сепарации бражки сепаратор должен иметь достаточный объем.
Установлено, что для достижения производительности аппарата по
спирту 100 дал/ч необходимо иметь 0,35 м3 вместимости сепарато-
ра.
Вакуум-прерыватель (рис. 4.92) предназначен для предохране-
ния колонны от сжатия внешним избыточным давлением, на кото-
рое аппарат не рассчитан.
Вакуум-прерыватель представляет собой цилиндрический сосуд 1
со штуцером 2 и водомерным стеклом 4. Сосуд I имеет крышку с
отверстиями, через которую проходит труба 3. Через отверстия в
крышке сосуд 1 заполняется водой. При избыточном давлении в ко-
лонне вода поднимается в трубе 3, образуя гидравлический затвор.
Если в колонне давление падает ниже атмосферного, то вода в трубе
опустится и воздух войдет в колонну; при этом внешнее давление
382
Рис. <91. Аппарат для отделения
диоксида углерода от бражки
Рис. 4.92. Вакуум-прерыватель
станет равно внутреннему давлению, что предотвратит сжатие ап-
парата.
Смеситель (рис. 4.93) предназначен для непрерывного смешива-
ния спирта-сырца, поступающего на эпюрацию, с водой. Вода по-
ступает в корпус смесителя под прямым углом к потоку спирта-сыр-
ца. Труба для подачи лютерной воды в той части, которая заключе-
на в корпус смесителя, имеет отверстия диаметром 3 мм. При конст-
руировании смесителя принимают скорость течения воды и спирта-
сырца равной 0,1 ...0,2 м/с. Общая площадь отверстий равна площа-
383
Рис. 4.93. Смеситель
Рис. 4.94. Маслоотделитель
ди сечения водяного штуцера.
Скорость течения смеси на вы-
ходе около 0,2 м/с.
Сивушное масло отбирают
из ректификационных колонн
в смеси с водой и этиловым
спиртом. Для отделения си-
вушного масла и его промывки
используют маслоотделитель
(рис. 4.94), который представ-
ляет собой цилиндрический
медный сосуд 1. К верхней час-
ти сосуда прижат болтами
стеклянный цилиндр 7 с крыш-
кой 6. На крышке установлен
пробный фонарь 4. Сивушная
жидкость поступает из холо-
дильника через штуцер 5 в фо-
нарь 4, а из него по трубе 2 на-
правляется в маслоотделитель.
Вода поступает в трубу 2, по
которой стекает сивушная
жидкость, смешивается с ней и
образует эмульсию. Для про-
мывки масла вода подается
также через кольцевой барбо-
тер 9. В маслоотделителе про-
исходит расслаивание эмуль-
сии. Легкое масло всплывает
вверх и отводится по трубке 8.
Нижний водно-спиртовой слой
через сифон 3 отводится в ко-
384
лонну. Чтобы улучшить отделение сивушного масла от водно-спир-
товой жидкости, корпус маслоотделителя иногда наполняют цилин-
дрическими кольцами диаметром 20 мм и высотой 20 мм.
4.6.8. Оборудование для учета и хранения спирта
Для учета количества спирта-сырца и спирта-ректификата при-
меняют контрольные снаряды и мерники. Для хранения спирта ис-
пользуют металлические резервуары большой вместимости, уста-
навливаемые в помещении или под открытым небом.
Контрольный снаряд — автоматически действующий прибор,
включаемый в спиртовой трубопровод. Он одновременно измеряет
объемное количество прошедшего через него продукта и объемное
количество безводного алкоголя, содержащегося в этом продукте.
Точность учета количества спирта +0,75%; точность учета коли-
чества безводного алкоголя в переводе на объем при 20°С от — 1,5
до + 0,5%. Механизм контрольного снаряда приводится в движение
напором протекающей жидкости. В рабочем состоянии контроль-
ный снаряд пломбируется и возможность вмешательства в показа-
ния снаряда исключается.
Схема движения спирта в контрольном снаряде представлена на
рис. 4.95. Снаряд состоит их трех элементов: распределительного
устройства А с переливной трубкой 18, приемного цилиндра Б и ба-
рабана В с воздушной трубкой 2.
Спиртовой раствор из холодильника по трубе 19 поступает в рас-
пределительную коробку 21, расположенную в чугунной платфор-
ме снаряда. В коробке 21 установлен медный стакан 20. Раствор пе-
реливается в стакан, а из него по двум трубкам 16 и 22 и через две
кольцеобразные трубки с отверстиями 23 т 25 поступает в прием-
ник 15. Трубки 16 и 22 проходят через смеситель 17, с которым
трубка 22 соединяется двумя отверстиями, расположенными вверху
и внизу смесителя.
Распределительное устройство предназначено для придания со-
ответствующего направления растворам спирта различной плотно-
сти. Слабый раствор с большой плотностью поднимается снизу ко-
робки 27 по трубе 22 и поступает в верхнюю кольцевую трубу. В
приемнике 15 с карманом 13 и сливной трубой 14, где размещен
поплавок, измеряющий плотность спирта, потоки, выходящие из
отверстий кольцевых труб, смешиваются. Достигается это благода-
ря тому, что жидкость с большой плотностью опускается вниз, а
жидкость с меньшей плотностью поднимается вверх. Из приемника
смесь по трубам 7, 8, 11, 26, снабженным воздушниками 9, 10, че-
рез сито 5 попадает во внутренний цилиндр 3 измерительного бара-
бана.
25. Заказ 5901
385
-Спирт бапьшей крепости
о» - Спирт меньшей крепости
Рис. 4.95. Схема прохождения спирта в контрольном снаряде
Кольцевая плотность между внутренним цилиндром и внешним
барабаном разделена радиальными перегородками на три равные
секции (I—III). Эти секции сообщаются с внутренним цилиндром
через три щели б, параллельные оси барабана и расположенные в
правом углу секций вблизи перегородок.
На рис. 4.95 видно, что раствор поступает в секцию I барабана.
По мере наполнения секции центр тяжести барабана перемещается
и барабан получает вращение против часовой стрелки. После запол-
нения секции I раствор начинает поступать в секцию II, а секция I
начинает опорожняться через щель 4 в корыто 1. Таким образом,
барабан получает непрерывное вращение против часовой стрелки.
Через шестеренчатую передачу вращение барабана передается
счетчику, отмечающему объем жидкости, прошедшей через конт-
рольный снаряд.
Измерение количества безводного алкоголя, протекающего через
снаряд, основано на ареометрическом принципе. В качестве арео-
метра служит поплавок 24, размещенный в приемнике и заполнен-
ный спиртом крепостью 96 об.%. В зависимости от крепости спирта,
протекающего через цилиндр, поплавок поднимается или опускает-
ся. При помощи проволоки 12 поплавок подвешен к подвесному
прибору 7 (рис. 4.96, а), который с одной стороны соединен со
стальной пружиной б. С другой стороны прибор шарнирно соединен
386
с коротким плечом стрелки 4, укрепленной на оси 5. При опускании
поплавка опускается правый конец пружины 6. Одновременно с
ним опускается конец короткого плеча стрелки 4, вращающейся
вокруг оси 5. При этом поднимается зазубренный конец 3 длинного
плеча стрелки 4. При поднятии поплавка эти процессы протекают в
обратном порядке.
Таким образом, в зависимости от крепости поступающего спирта
изменяется положение конца длинного плеча стрелки 4. Наиболее
высокое положение этот конец займет при погружении поплавка в
безводный спирт; в самом низком положении он будет находиться
при погружении поплавка в воду. В соответствии с положением
конца стрелки при различных крепостях спирта она будет соприка-
саться с пластинкой 1 в различных ее пунктах. На пластинке 1 на-
несены деления, соответствующие крепости раствора в данном по-
ложении стрелки.
Пластинка 1 со спиртометрической шкалой закреплена на гори-
зонтальной оси; вместе с пластинкой и под углом к ней 110° укреп-
лен рычаг 8 с роликом 9 на конце (рис. 4.96, б). На эту же ось сво-
бодно посажено ведущее кольцо 2, которое может вращаться только
против часовой стрелки. Это вращение обеспечивается фрикцион-
ным храповым механизмом.
При прохождении через снаряд раствора спирта вместе с бараба-
ном вращается закрепленная на его оси розетка 10, которая имеет
три лопасти (по числу секций барабана). При движении розетки ро-
лик 9 рычага, огибая ее профиль, сообщает пластинке 1 со шкалой
качатсльное движение. Угловой размах этих движений ограничен: в
одну сторону выходом ролика на наружную цилиндрическую по-
верхность розетки, в другую — упором пластинки 1 в конец указа-
тельного конца 3 стрелки. При крепости спирта 100% конец 3
стрелки занимает наиболее высокое положение и пластинка 1 пере-
мещается на максимальный угол, равный 36°. При крепости 50%
угол равен 18°; в чистой воде угол равен 0° и пластинка со шкалой
неподвижна.
При обратном движении пластинки через храповой механизм ве-
дущее колесо 2 поворачивается ею на такой же угол. Поворот веду-
щего колеса передается через шестерни счетчику безводного спир-
та. Так, если угол поворота колеса равен 36°, то счетчик покажет
5 л безводного спирта (5 л -• вместимость одной секции барабана),
угол равен 18° — 2 л; при угле, равном 0°, показания счетчика рав-
ны 0.
25*
387
Рис. 4.96. Контрольный снаряд: а — внешний вид; б — схема работы спиртомет
рического механизма
388
Для устранения силы инерции ведущего колеса и влияния слу-
чайных причин колесо снабжено тормозом (на рисунке не показан).
Контрольный снаряд устанавливают в аппаратном цехе на проч-
ном постаменте для предохранения его от толчков и колебаний.
Снаряд закрывают металлическим защитным футляром со стеклом
в месте расположения счетчиков.
Производительность контрольных снарядов, используемых в
спиртовой промышленности, 45 и 70 дал/ч соответственно для ма-
рок КС-45 и КС-70. В настоящее время проходит испытание конт-
рольный снаряд ВКА-2 более высокой производительности.
Спирт, поступающий на хранение в спиртохранилище и отпуска-
емый из хранилища, измеряют при помощи мерников I класса точ-
ности. В случае измерения объема при температуре 20°С допусти-
мая погрешность составляет + 0,1%.
В спиртовой и ликеро-водочной промышленности применяются
мерники горизонтальные конические и вертикальные цилиндриче-
ские.
Конические мерники (рис. 4.97) предназначены для измерения
больших объемов спирта — от 250 до 1100 дал. Конический мерник
представляет собой усеченный конус с выпуклым днищем и с ци-
линдрической горловиной. Коническая форма мерника обеспечива-
ет быстрое стекание спирта по наклонным стенкам. Мерник уста-
навливают на прочном основании, исключающем его смещение, и
так, чтобы ось его конической части была горизонтальна, а ось ци-
Рис. 4.97. Конический мерник
389
линдрической горловины вертикальна. Мерник снабжен следующей
арматурой: кран 11 с наливной трубой, опущенной почти до дна
мерника; кран 1 для слива спирта; краники 2 и 4 для отбора проб
спирта из разных слоев; вертикальная стеклянная трубка 5 для ука-
зания уровня спирта; смотровое стекло 3 для наблюдения за показа-
нием термометра, находящегося внутри мерника; смотровые стекла
б и 10, установленные на горловине в диаметрально противополож-
ных точках. Переднее смотровое стекло имеет по бокам пластины,
на которых выгравированы отметки вместимости мерника. Кроме
того, мерник имеет воздушник 9 для отвода воздуха, круглое смот-
ровое стекло 7 и люк 8, Для установки мерника корпус его снабжен
опорными лапами 12.
Цилиндрический вертикальный мерник служит для измерения
объемов спирта меньше 100 дал. В цилиндрическом мернике с ко-
Рис. 4.98. Цилиндрический мерник
нусным дном и плоской крышкой
(рис. 4.98) в центре дна имеется
труба со сливным краном 8. Напол-
нение ведется через кран 3, соеди-
ненный с трубой, опущенной до дна
мерника.
На фронтальной части мерника
имеются смотровые стекла 6 с ме-
таллическими решетками. На фаски
рамок нанесены деления для отсчета
вместимости. Внутренность мерника
освещается через круглое стекло 4 в
крышке мерника. Краны 1 служат
для отбора проб спирта. Мерник
имеет воздушник 5 и переливную
трубу 2 для автоматического уста-
новления уровня жидкости против
отметки, соответствующей полной
вместимости мерника. Для установ-
ки мерника служат лапы 7.
Для хранения спирта на спирто-
вых и ликеро-водочных заводах
применяются вертикальные цилин-
дрические стальные резервуары с
плоским днищем и горизонтальные
цилиндрические резервуары.
Корпус вертикального цилиндри-
ческого резервуара выполняется из
390
стали Ст.З и состоит из трех основных элементов: боковых стен,
днища и. крышки. Боковые стены цилиндрического резервуара вы-
полняются из листов толщиной от 4 до 10 мм и состоят они из поя-
сов. Для резервуаров большой вместимости нижние пояса и днище
имеют большую толщину. Днища резервуаров плоские, лежащие на
фундаментах, воспринимающих основную часть нагрузки. Фунда-
менты, на которых стоят резервуары, ленточные, высотой
1200... 1600 мм. Это позволяет следить за герметичностью швов дни-
ща. Между днищем и фундаментом прокладывают деревянные бру-
ски сечением 150x200 мм. Листы корпуса соединены сваркой. Свар-
ные швы являются прочными и плотными. Цилиндрическая часть
корпуса резервуара соединена с днищем и крышкой при помощи
кольцевых угольников. Крышка резервуара может быть плоской,
конической или сферической.
Коническая крышка имеет небольшой уклон (1:20). Нагрузка
крышки воспринимается полуфермами (от 4 до 8), которые поддер-
живают балки.
Резервуары большой вместимости (4600 м3) (рис.4.99) устанав-
391
ливаются под открытым небом. На крышке резервуара имеется све-
товой люк, который служит для проветривания и освещения резер-
вуара во время ремонта. Второй люк устроен в нижнем поясе резер-
вуара и служит лазом для рабочих при чистке и ремонте резервуа-
ра. Кроме того, резервуар имеет люфт для опускания в него мерной
ленты или линейки. Большие резервуары снабжены устройством
для замера уровня спирта.
Спирт в резервуар наливается через наливную трубу, которая
проходит через верхний пояс или через крышку и опускается не ме-
нее чем на 3/4 высоты резервуара. Сливная труба служит для опо-
рожнения резервуара. Она входит в резервуар в нижней точке дни-
ща. Сливная труба снабжена запорным клапаном, открываемым
при помощи наружной тяги. Резервуар снабжен также механиче-
ским дыхательным и гидравлическим предохранительным клапана-
ми.
Дыхательный клапан (рис. 4.100) предназначен для впуска и вы-
пуска воздуха при измерении объема газового пространства в резер-
вуаре. Изменение объема газового пространства происходит в двух
случаях: при наполнении и опорожнении резервуара; при измене-
нии температуры воздуха в резервуаре.
Рис.4.100. Дыхательный клапан
Дыхательный клапан устроен так, что он открывается и сообщает
резервуар с атмосферой, когда избыточное давление или вакуум в
воздушном пространстве достигает определенной величины.
Дыхательный клапан состоит из корпуса 1 с крышкой, клапанов
3, штуцера 5 и сетки 4. Предельные величины давления и вакуума
регулируют шайбой 2.
Кроме механического дыхательного клапана на резервуаре уста-
навливают гидравлический предохранительный клапан, соединяю-
392
щий воздушное пространство резервуара с атмосферой так же, как
и дыхательный клапан. Гидравлический клапан (рис.4.101) пред-
назначен для предохранения резервуара от деформации в том слу-
чае, если механический клапан окажется неисправным, что воз-
можно в зимнее время из-за примерзания тарелки клапана к седлу
или же вследствие коррозии.
Рис. 4.I0I. Положения гидравлического клапана при работе: а — при повышен-
ном давлении в резервуаре; б — нерабочее, когда давление в резервуаре равно атмос-
ферному ; в — при вакууме в резервуаре
Жидкость в предохранительном клапане должна быть незамерза-
ющей и малоиспаряющейся.
При нормальном состоянии дыхательного клапана гидравличе-
ский предохранитель не должен работать. Поэтому его устанавли-
вают на несколько большее давление,чем дыхательный клапан.
ГЛАВА 5
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
ЛИКЕРО-ВОДОЧНЫХ ИЗДЕЛИЙ
Ликеро-водочные заводы выпускают широкий ассортимент изде-
лий, которые можно разделить на две группы: водка и слабоградус-
ные водочные изделия. Аппаратурное оформление линий по произ-
водству этих изделий зависит от вида исходного продукта. Главным
направлением в создании прогрессивного оборудования является
разработка поточных автоматизированных линий по производству
водочных изделий. В настоящее время ведется разработка и внедре-
ние непрерывно действующих линий по подготовке водно-спирто-
вой смеси при производстве водок. В производстве настоек, наливок
широко используются аппараты периодического действия.
5.1. Аппараты для приготовления водно-спиртовых растворов
При производстве водочных изделий вода подвергается умягче-
нию для снижения жесткости и устранения коллоидной мути. Жес-
ткость воды после умягчения должна быть не более 1,2 —1,6 мг-экв.
Глубокое умягчение воды достигается при Na-катионировании.
При этом способе вода фильтруется через слой катионита, загру-
женного в фильтр. В процессе умягчения происходит обмен между
водой и катионитом. Содержащиеся в воде катионы кальция и маг-
ния замещаются катионами натрия катионита.
Для умягчения воды с большой жесткостью (более 5,34 мг-экв)
применяют комбинированный способ умягчения — катионирование
с предварительной обработкой воды известью. При умягчении воды
с большой жесткостью только катионированием чрезмерно повыша-
ется щелочность умягченной воды.
Для коагуляции коллоидов воду обрабатывают коагулянтом гли-
ноземом, вызывающим укрупнение коллоидных частиц и образова-
ние хлопьев, которые отделяются от воды осаждением и фильтрова-
нием.
В качестве катионитов применяют сульфоуголь, вофатит и глау-
конит. Сульфоуголь получают путем обработки дробленого коксую-
щегося каменного угля крепкой серной кислотой. Катионитовые
смолы, вофатит являются продуктом конденсации различных фено-
394
лов и их сульфопроизводных с формалином. Характеристика катио-
нитовых материалов приведена в табл.5.1.
Таблица 5.1
Характеристика катионитовых материалов
Показатели Глауконит КУ-2 Сульфо- уголь Вофатит П
Диаметр зерен, мм 0,2...0,7 6,6 0.3...1 0,3...1,0
Насыпная плотность, кг/м^ 1400 730 550 620
Объемная емкость 1 и? на- бухшего катионита, г-экв 100...150 1500 280...360 280...360
Верхний предел температур- ной стойкости, °C 35 100 70 70
Годовой износ, % 5...10 3 10...15 2...5
При снижении обменной способности катионита производят реге-
нерацию его раствором поваренной соли. Для этого через слой кати-
онита пропускают раствор поваренной соли.
5.1.1. Оборудование для кондиционирования воды
Натрийкатионитовая установка, в которой осуществляется умяг-
чение воды, изображена на рис. 5.1.
Вода для умягчения поступает в верхнюю часть фильтра 3, про-
ходит через слой катионита и отводится снизу фильтра с помощью
дренажного устройства при открытых вентилях 2 и 6. После взрых-
Рис .5.1. Схема умягчения воды
395
ления массы катионита через его слой пропускают сверху вниз рас-
твор поваренной соли при открытых вентилях 1,7 ч 9.
Цикл работы натрийкатионитового фильтра состоит из взрыхле-
ния, регенерации, отмывки, умягчения.
Взрыхление слежавшейся массы катионита обеспечивает более
свободный доступ раствора соли к частицам катионита. С этой
целью слой катионита разрыхляется потоком воды, поступающим
снизу из бака 4 при открытых вентилях 5 ч 8. Через слой катионита
сверху вниз пропускают раствор поваренной соли из солераствори-
теля.
В первый период концентрация раствора соли получается чрез-
мерно высокой — 20...28%, в конце процесса концентрация снижа-
ется до 1 %. Между тем согласно технологии регенерации в начале
концентрация соли должна быть 3...5%, в конце — 8... 12%. Исходя
из этого, более целесообразным следует считать способ, при кото-
ром солевой раствор из солерастворителя нужно направлять в спе-
циальный бак, в котором можно получать раствор требуемой кон-
центрации. После регенерации катионит отмывают от продуктов
регенерации, для удаления которых воду пропускают через слой ка-
тионита сверху вниз при открытых вентилях 2 и 7.
Последние порции воды направляют в бак 4. Эта вода содержит
небольшое количество поваренной соли и используется в следую-
щей регенерации.
При умягчении скорость воды, отнесенная к полному сечению
фильтра, составляет 5... 10 м/ч; при промывке и взрыхлении слоя
катионита интенсивность потока воды составляет 3...5 л/(с м2).
При отмывке продуктов регенерации скорость равна 6...8 м/ч. Про-
должительность промывки и взрыхления 10 мин, отмывки
25...30 мин.
Катионитовый фильтр (рис. 5.2) представляет собой цилиндриче-
ский корпус 4 с верхним и нижним сферическими днищами. Вода
для умягчения подается в фильтр по трубопроводу /. Равномерное
распределение воды и солевого раствора по сечению фильтра обес-
печивается за счет подачи воды через воронку 5. Вода проходит че-
рез слой катионита сверху вниз и отводится через дренажное уст-
ройство 7, которое представляет собой коллектор 9 с прикрепленны-
ми к нему дренажными трубами 10.
396
Рис. 5.2. Катионитовый фильтр
Через дренажное устройство отводится вода при умягчении и по-
дается вода при промывке фильтра. Дренажное устройство уклады-
397
вается на бетонную подушку 8. Во избежание уноса мелких частиц
катионита через дренажное устройство сверху дренажа насыпают
слой кварцевого песка высотой 0,5...0,7 м. Размер зерен песка
1...2 мм.
Патрубок 3 предназначен для отвода воздуха; патрубок 2 — для
контроля уровня воды при промывке фильтра; люк б — для гидрав-
лической выгрузки сульфоугля.
Высота слоя катионита в фильтре 1,5—2 м, общая высота фильт-
ра 3,1...3,6 м, диаметр его 1...1,5 м.
Солерастворитель (рис. 5.3) предназначен для растворения пова-
ренной соли в воде. К цилиндрическому корпусу 1 прикреплена во-
ронка 2 с задвижкой для загрузки соли. Вода подается через патру-
бок 3, солевой раствор отводится через дренажное устройство 5.
Концентрация раствора колеблется от 26% в начале процесса и па-
дает до нуля в конце процесса.
Для получения солевого раствора с постоянной средней концент-
рацией раствор соли из фильтра направляют в бак, в котором его
концентрация доводится до нужной. Из бака раствор соли подают в
фильтры. Через патрубок 4 отводится воздух при заполнении соле-
Гол»
Вода
В канализацию
Раствор
соли
КдарцедыВ
песок
Рис. 5.3. Солерастворитель
398
растворителя. Диаметр цилиндрической части растворителя
0,44...0,85 м, высота 0,6...0,7 м, масса загружаемой соли 60...180 кг.
При расчете катионитовых фильтров определяют их необходи-
мую площадь и толщину слоя катионита, обеспечивающих умягче-
ние нужного количества воды с заданной жесткостью. При работе
катионитовой установки устанавливают два фильтра, из которых
один находится в работе, а второй отключен на регенерацию.
Суммарная обменная емкость катионитовых фильтров F
(г-экв/м3)
Е = Fhe.
Обменную способность катионитовых фильтров можно опреде-
лить по выражению
Е = ¥МЖп-Жк)(Т-ьт).
Приравнивая правые части этих уравнений, получим суммарную
площадь фильтрации фильтров F (м2)
F- [ХУЧ(ЖН - Жк) (Т+т)]/he,
где W4 — производительность катионитовой установки, м3/ч: Жн и
Жк — начальная и конечная общая жесткость воды, г-экв/м, Т —
время работы фильтра между очередными регенерациями (Т = 10ч);
т — длительность простоя фильтра при регенерации (т = 1,5 ч); h —
высота слоя катионита в фильтре (принимаем h 1,5 м); е — об-
менная емкость катионита, г-экв/м .
При установке двух фильтров площадь одного фильтра f (м2)
равна
f=F/2.
Диаметр фильтра D (м) рассчитывается как
D =^4f/jr.
Суточное число регенераций одного фильтра z определяется по
формуле
zj = 24/ (Т+т).
Суточное число регенераций двух фильтров z равно
z"2zj.
399
Расход воды на собственные нужды катионитовой установки (на
взрыхление, регенерацию и отмывку катионита) W (м3/сут)
W = fhzK,
где К — удельный расход воды на одну регенерацию, м3 на 1 м3 ка-
тионита (для натрийкатионита принимаем К = 4,5).
Полный часовой расход воды на катионитовую установку Wn (кг)
Wn = W4+W/24.
Расход поваренной соли на одну регенерацию G (кг)
G = fheKc/lOOO,
где Кс — удельный расход поваренной соли (обычно Кс = 200...
225 г/г-экв).
При расчете щелевого дренажного устройства определяют диа-
метр коллектора, исходя из скорости движения воды не более 2 м/с;
диаметр дренажных труб определяют по скорости движения воды не
более 1,5 м/с. Площадь сечения распределительной воронки долж-
на составлять 2% от площади сечения фильтра.
5.1.2. Ультрафильтрационные установки
и обратноосмотические аппараты
Обратный осмос — это процесс, заключающийся в фильтровании
растворов под давлением, превышающим осмотическое, через полу-
проницаемые мембраны, пропускающие молекулы растворителя,
но задерживающие молекулы или ионы растворенных веществ. Ос-
новными характеристиками обратноосмотического процесса явля-
ются селективность и проницаемость (или удельная производитель-
ность) мембран.
Процесс обратного осмоса широко применяется для подготовки
воды в Японии, США, Германии, Дании, СНГ и других странах.
Эффективность процесса разделения жидких смесей определяет-
ся качеством мембран. В производстве асимметричных полупрони-
цаемых мембран применяют следующие полимеры: ароматический
сополигидрозид, ароматический сополиамидогидрозид, полипропи-
лен, полисульфон и др. Широко применяются в установках демине-
рализации воды мембраны из ацетилцеллюлозы.
В табл. 5.2 представлена характеристика мембран, разработан-
ных и выпускаемых НПО "Полимерсинтез".
400
Таблица 5.2
Характеристика мембран, выпускаемых НЛО "Полимерсинтез"
Тип мембран Рабочее давление, МПа Солезадержива- ющая способность, % Водопроницаемость, м/мх/сут
МГА-70 10 70 1000
МГА-80 10 80 600
МГА-90 10 90 350
МГА-95 10 95 250
МГА-100 10 97,5 100
Важнейшими характеристиками обратноосмотических аппаратов
являются плотность упаковки мембран, металлоемкость конструк-
ций, простота изготовления и монтажа, необходимая степень очист-
ки исходной воды перед мембранной обработкой.
По отечественным и зарубежным данным плотность упаковки
мембран в промышленных аппаратах трубчатого типа составляет
100м2/м3.
Метод обратного осмоса, применяемый при опреснении вод с раз-
личным содержанием солей, дешевле, чем электродиалез. Опресне-
ние воды методами обратного осмоса и электродиализа на 10...40%
дешевле, чем дистилляция.
Основным элементом обратноосмотической установки является
мембранный аппарат. По способу укладки мембран последние вы-
пускаются с плоскокамерными фильтрующими элементами типа
фильтр-пресс, трубчатыми или рулонными фильтрующими элемен-
тами и с мембранами в виде полых волокон.
Конструкция ультрафильтрационных аппаратов проточного типа
позволяет значительно уменьшить трудоемкость их сборки и обес-
печить высокую плотность упаковки мембран (до 700 м2/м3).
Прямоточный аппарат (рис. 5.4) состоит из пакета разделитель-
ных элементов 1 и прокладок между ними (краевых 2 т промежу-
точных 5). Толщина прокладок определяет высоту межмембранных
каналов. Пакет сжимается между фланцами 4 и 5 шпильками 8 и
крепежными стойками 6. Разделительные элементы состоят из
опорных пластмассовых пластин, на которые с обеих сторон уложе-
ны дренажи и мембраны. Сбор и отвод фильтрата осуществляют с
боковых кромок разделительных элементов. Ввод разделяемой сис-
темы осуществляют в межмембранные каналы с большой скоро-
стью. Фильтрат собирается в полость, ограниченную пакетом разде-
лительных элементов, стойками б и защитными пластинками 7.
26. Заказ 5901
401
Рис. 5.4. Схема прямоточного мембранного аппарата
Наиболее перспективными конструкциями аппаратов с плоскими
разделительными элементами являются аппараты, в которых пре-
дусмотрена блочная замена отработанных мембран.
По конструкции и способам изготовления трубчатые раздели-
тельные элементы делятся на три типа: с подачей разделяемых сис-
тем внутрь трубки; с подачей разделяемых систем снаружи трубки;
с подачей разделяемых систем одновременно внутрь и снаружи
трубки одновременно.
Предложено несколько конструкций блоков, в которых трубча-
тая мембрана формуется из полимерного раствора на стенках про-
дольных каналов, расположенных внутри пористого тела или на
внутренних неподвижно закрепленных в торцевых уплотнениях.
Конструкция блока стеклопластиковых каркасов, состоящего из се-
ми трубок, представлена на рис. 5.5.
Для снижения материалоемкости аппаратов предложены конст-
рукции, в которых достигается уравновешивание давления несколь-
ких элементов, собираемых в блок (рис. 5.6). Наружную поверх-
ность труб выполняют, в виде шестигранника: при сборке блока гра-
ни труб совмещаются с гранями других труб или с соответствующи-
ми гранями корпуса и за счет этого исключается необходимость в
прочных каркасах для каждого элемента. Внутренней поверхности
402
L^aoo или 2000
Рис. 5.5. Схема блока стеклопластиковых Рис.5.6. Схема разделительных
каркасов трубчатых элементов, собранных в
блок
корпуса блока придают жесткость за счет формы или за счет введе-
ния жесткого наполнителя.
Для повышения эффективности использования живого сечения
мембран предложено изготавливать блок из сплющенных трубча-
тых элементов, установленных в корпус с жестким пористым на-
полнителем.
Рулонный разделительный элемент (рис. 5.7) изготавливают пу-
тем свертывания в рулон на трубке 6, отводящей фильтрат 7, сло-
женной вдвое мембраны 1 и помещенного между полотнами мемб-
раны листа дренажного материала 2. При свертывании рулона дре-
нажный материал по контуру пропитывают клеем и склеивают с
обоими полотнами мембраны 3. При этом получается безнапорный
дренажный канал. С рабочей стороны мембраны помещают полосу
турбулизатора-разделителя 4, создающую гарантированный зазор
между полотнами мембран и образующую таким образом напорный
канал.
Разделяемая система 5, которую подают в аппарат под давлени-
ем, поступает в элемент и движется по напорному каналу парал-
лельно оси трубки. Часть высокопроникающего компонента систе-
мы 8 проходит через мембрану, попадает в дренажный слой и дви-
жется по спирали к перфорированной отводящей трубке, по которой
удаляется из аппарата.
К установкам обратного осмоса, используемым для предподготов-
ки воды, идущей на технологические цели ликеро-водочного произ-
водства, предъявляются следующие требования: содержание солей в
очищенной воде, отвечающее требованиям промышленности; от-
сутствие в воде органических веществ, прежде всего запахо- и вку-
сообразующих веществ; малая восприимчивость мембран к блоки-
26»
403
Рис. 5.7. Схема рулонного разделительного элемента
ровке; минимальная чувствительность мембран к органическим ве-
ществам; высокая пропускная способность установки (80...90) при
минимальном расходе воды.
Технологическая схема подготовки воды с использованием уста-
новки обратного осмоса представлена на рис. 5.8. Исходная вода из
сборника 1 подается насосом высокого давления 2 в блок глубинных
фильтров 3 для очистки от механических примесей. Далее насосом
4 вода подается в обратноосмотическую установку, состоящую из
блоков рулонных обратноосмотических разделителей 5, откуда оп-
ресненная вода (пермеат) поступает в сборник б и используется для
приготовления водки. Концентрат собирается в сборнике 7 и может
быть использован в технических целях.
Применение установки обратного осмоса с целью подготовки тех-
нологической воды для ликеро-водочного производства позволяет
получить оптимальный состав воды и повысить качество продук-
ции. Однако для обеспечения широкого внедрения мембранных ус-
тановок необходимо увеличить срок работы мембран, комплекто-
вать установки оборудованием для предподготовки воды, снизить
стоимость мембран и установок.
404
Рис. 5.8. Технологическая схема подготовки воды с использованием установки
обратного осмоса
Техническая характеристика установки обратного осмоса МРР-120-21К-01
q Производительность, м /ч Коэффициент извлечения, %, не менее 2 Поверхность мембраны, м Количество рулонных элементов с поверхностно 3,5 м , шт Рабочее давление, МПа Количество секций Габаритные размеры, мм: 10...15 80 1500 428 5,0 3...5
длина ширина высота Масса, кг . Площадь, занимаемая установкой, нг Диапазон значений pH 2700 1500 2500 4000 25 4--8
5.1.3. Смесители непрерывного действия
Для производства водки спирт с водой смешивают в определен-
ной пропорции с тем, чтобы готовый продукт (водка) имел необхо-
димую крепость. В настоящее время на заводах для смешивания
спирта с водой применяют смесители непрерывного действия. В
405
смесителе непрерывного действия (рис. 5.9) умягченная вода и
спирт поступают в смеситель по кольцевым барботерам 1 и б, в ко-
торых сделаны направленные навстречу отверстия 5. Над барботе-
рами укреплены сетки 4, между которыми насыпан слой колец Ра-
шита. Спирт и вода из барботеров проходят через слой колец, ин-
тенсивно перемешиваются, и раствор становится совершенно одно-
родным. Раствор через трубу 2 в смотровом фонаре 3 отводится в
напорный чан, откуда поступает на очистку. Вода и спирт поступа-
ют в смеситель из бачков с постоянным уровнем.
Сотрудниками ВНИИПрБа предложена конструкция смесителя
непрерывного действия (рис. 5.10). Вода поступает в кольцевой бар-
ботер 3, спирт — по патрубку 4. Дополнительное смешивание про-
исходит в камере 2, внутри которой укреплены сетчатые перегород-
Рис. 5.9. Смеситель непрерывного действия Рис. 5.10. Смеситель непрерывного
действия конструкции ВНИИПрБа
406
ки 1. Смеситель работает последовательно с центробежным насо-
сом, который обеспечивает окончательное равномерное перемеши-
вание водно-спиртовой смеси.
При периодическом способе смешивание спирта с водой произво-
дят в сортировочных аппаратах (рис. 5.11). Корпус аппарата ци-
линдрический с отношением диаметра к высоте, равным 1:1,2. На
верхней крышке аппарата укреплена горловина б со смотровыми
стеклами 4. Патрубок 5 служит для установки воздушника. Для
подачи воды, спирта и возвратных продуктов аппарат снабжен пат-
рубками 2, 3, 8. Перемешивание спирта с водой осуществляется
пропеллерной мешалкой 1. Частота вращения мешалки 480 об/мин.
Готовый водно-спиртовой раствор выкачивают из аппарата через
трубопровод 9, который для полного опорожнения аппарата опущен
Рис.5.11. Сортировочный аппарат
407
в коробку 10. Аппарат снабжен измерительным стеклом 7 и крани-
ками для отбора проб. Продолжительность цикла приготовления
Сортировки 100... 120 мин.
Для уменьшения продолжительности перемешивания смеси и со-
здания наиболее безопасных условий труда целесообразно приме-
нять гидродинамический способ перемешивания. При этом способе
смесь перемешивается центробежным насосом, который перекачи-
вает многократно смесь через насадки-сопла, расположенные в ап-
парате. В этом случае электродвигатель с насосом размещают вне
помещения. Продолжительность перемешивания 15...20 мин.
Перемешивание смеси можно осуществлять также сжатым возду-
хом. Воздух для перемешивания подается в аппарат через лучевой
барботер, который состоит из шести радиальных лучевых трубок с
отверстиями диаметром 1,5 мм. Расход воздуха 1 м3 на 1 м2 попе-
речного сечения аппарата в минуту. Продолжительность перемеши-
вания до 10 мин. При перемешивании воздухом улучшаются вкус и
аромат водки, однако возрастают потери спирта. Для снижения по-
терь целесообразно устанавливать спиртоловушку.
5.2. Аппараты для фильтрования и очистки
водно-спиртовых растворов
5.2.1. Песочные фильтры
Водно-спиртовой раствор очищают от взвешенных частиц путем
фильтрования его через слой кварцевого песка. Для этого применя-
ют песочные одно- и двухпоточные фильтры без тканевых фильтру-
ющих прокладок. Отсутствие тканевых прокладок позволило меха-
низировать трудоемкие операции при мойке песка. Песок промыва-
ют непосредственно в фильтре без его выгрузки. Такой способ мой-
ки песка наряду с облегчением труда создает нормальные санитар-
ные условия.
Однопоточный песочный фильтр (рис. 5.12) представляет собой
цилиндрический корпус 3, изготовленный из листовой меди толщи-
ной 1,5 мм с покрытием изнутри оловом или из нержавеющей стали
толщиной 2...3 мм. Диаметр цилиндра фильтра 0,7 м, высота 1,1м.
На опорном кольце б крепится решетка 4 с отверстиями диамет-
ром 1 мм. На решетку укладывается слой крупного песка (50 мм) с
размером зерен 2,65...3,5 мм, затем слой (50 мм) с размером зерен
2,0...2,5 мм и слой (400 мм) мелкого песка с размером зерен
1,5...2 м.
408
Рис. 5.12. Однопоючныи филы р
Смесь в фильтр вводится через распределительную головку 2. В
процессе фильтрования смесь проходит через слой сверху вниз и по
перфорированному патрубку 5 через смотровой фонарь. К патруб-
ку 1 прикреплен воздушник. Скорость фильтрования для водки со-
ставляет 2...6 м/ч. Фильтрование водно-спиртового раствора проис-
ходит под давлением 0,02...0,06 МПа. При загрязнении фильтра,
что уменьшает скорость фильтрования, песок промывают потоком
воды, подаваемой снизу вверх. Продолжительность цикла работы
фильтра составляет 2500...3000 ч.
В двухпоточном фильтре (рис. 5.13) водно-спиртовой раствор
фильтруется через слой песка двумя потоками. Раствор подводится
к фильтру сверху через распределительное устройство 1 и снизу че-
409
Рис. 5.13. Двухпоточный фильтр
рез перфорированную трубу 3.
Осветленный раствор отводится
через дренажное устройство 2,
расположенное в середине слоя
песка. Труба дренажного кол-
лектора обтянута сеткой с диа-
метром отверстий 0,2...0,3 мм.
Двухпоточный фильтр имеет
большую производительность
по сравнению с однопоточным.
Продолжительность фильтрова-
ния в этом фильтре 5000...6000
ч.
Производительность одного
фильтра составляет 200...250
дал/ч.
Основным условием, опреде-
ляющим длительность работы
фильтра между промывками,
является постепенное увеличе-
ние сопротивления фильтрующего слоя. При фильтровании водно-
спиртового раствора рост гидравлического сопротивления в боль-
шинстве случаев обусловлен накоплением осадка в порах зернисто-
го слоя песка.
Потеря давления в слое чистого песка Др (Па) рассчитывается по
формуле
Ap-Hu[9,81v(l -e)2L/(a2d32e3)],
где к — коэффициент пропорциональности; д — коэффициент ди-
намической вязкости, Па-с; L — толщина слоя песка, м; v — скоро-
сть фильтрования для песочных фильтров (принимаем v = 2...4 м/с
на полное сечение фильтра); г — пористость фильтрующего слоя;
а — коэффициент формы зерен песка; d3 — эквивалентный диаметр
зерен песка, мм (без существенных погрешностей можно принять
= ^ср) •
Продолжительность работы фильтра до момента достижения пре-
дельной потери давления (т.е. период между двумя промывками)
Т(ч)
Т- l/y^'/d^[(Hd32/^v) -L],
410
где <р — параметр, учитывающий степень неоднородности загрузки
(для песочного фильтра принимаем = 2); у — параметр, учитыва-
ющий свойства взвеси, содержащейся в сортировке; Н — предель-
ная потеря давления в фильтре, м вд.ст.; — коэффициент,
у = a2/z(l - е2)/1,9е3.
При заданной производительности V (м3/ч) диаметр песочного
фильтра D (м) равен
D = V 4 Vjtv .
При расчете дренажной системы фильтра определяют диаметры
труб коллектора, ответвлений и размеры щелей, при которых до-
стигается максимальная равномерность распределения водно-спир-
товой смеси по сечению фильтра.
Необходимое сопротивление в трубах дренажа для равномерного
распределения водно-спиртового раствора h (Па)
h = (0,25 + 3vH2/2g + 18vn2/2g - 9vK2/2g)9,81,
где vH — скорость движения смеси у входа в коллектор дренажа,
м/с; уд — скорость движения смеси в начале самого длинного ответ-
вления дренажа, м/с; vK — скорость движения смеси в начале само-
го короткого ответвления дренажа, м/с.
Общая площадь дренажных отверстий f (м2)
f=V7(700 72glT),
где V — количество водно-спиртового раствора, подаваемого в
фильтр, м3/ч; Н — гидравлическое сопротивление дренажного уст-
ройства, м вод.ст.
Задавшись диаметром отверстий в трубках дренажа, определим
их число z
z = 4f/?rd2.
Шаг между отверстиями I ((мм) равен
I “ Li/z,
где Li — суммарная длина всех ответвлений дренажного устройст-
ва, м.
5.2.2. Угольные колонки
Водно-спиртовой раствор обрабатывают активным углем в уголь-
ных колонках для улучшения дегустационных качеств водки. Бла-
411
годаря адсорбционной способности и каталитическим свойствам ак-
тивного угля снижается содержание органических примесей в рас-
творе, вкус и запах водки улучшаются.
Угольная колонка (рис. 5.14) представляет собой цилиндр б диа-
метром 0,7 м и высотой 4,3 м, изготовляемый из листовой меди тол-
щиной 2..2,5 мм или из нержавеющей стали. По патрубку 8 в ниж-
нем днище подается смесь на обработку. На расстоянии 150 мм от
днища установлена решетка 7, на которую на марлевую салфетку
укладывают слой активного угля высотой 4 м.
Уголь загружают через верхний люк 5, выгружают через люк 7.
Патрубок 4 служит для отвода пара при регенерации угля. Пар че-
рез патрубок 3 подводится в колонку. Температура при регенерации
контролируется термометром, устанавливаемым в гильзе 2.
Скорость фильтрования водно-спиртового раствора через колон-
ку не превышает 2 м/ч и зависит от качества угля и сорта выпуска-
емой водки.
Рис. 5.14. Угольная колонка
412
В процессе работы адсорбционные и каталитические свойства уг-
ля снижаются. Для регенерации угля его обрабатывают паром при
температуре 11О...13О°С в течение 3...4 ч. Расход пара 4 кг на 1 кг
угля. Водно-спиртовые пары и пары летучих веществ, выделяющие-
ся при регенерации угля, направляют в холодильник. Полученный
спиртовой отгон используют для приготовления спирта-денатурата.
После обработки паром через слой угля продувают воздух. Срок
службы угля 4...5 лет. В настоящее время песочные фильтры и
угольные колонки изготовляют из нержавеющей стали марки
ОХ18НЮТ.
5.2.3. Установки для регенерации активного угля
перегретым паром
Процесс обработки и сортировки активным углем является основ-
ным технологическим процессом, создающим водку с ее специфиче-
ским вкусом и ароматом. Качество выпускаемых водок зависит от
качества угля, применяемого для их обработки.
С течением времени адсорбционная способность угля истощается
и его необходимо регенерировать. Применяемый в настоящее время
способ регенерации влажным паром малоэффективен, и активная
способность угля восстанавливается всего на 25...30%.
Способ регенерации перегретым паром с применением сепараци-
онно-дроссельной установки с электропароперегревателем позволя-
ет в 2,5...3 раза повысить качество регенерации угля и довести очи-
стку адсорбционных примесей до 80...85%, повысить производи-
тельность очистного цеха до 15%, а также выпускать водку высших
сортов.
Физический смысл регенерации влажным и перегретым паром
состоит в следующем. Из теории адсорбционных процессов извест-
но, что процесс десорбции интенсифицируется с повышением тем-
пературы и снижением давления, при котором протекает процесс
десорбции.
При регенерации влажным паром основной параметр (темпера-
тура) — ниже по сравнению с перегретым паром. При достижении
температуры в слое угля, равной температуре влажного пара (в на-
шем случае 1О5...1О8°С), наступает равновесное состояние фаз и
процесс регенерации прекращается. Тепловая энергия пара не пе-
редается слою угля, так как отсутствует температурный перепад.
Как установлено экспериментально, при температуре 1О5...1О8°С
413
равновесное состояние соответствует степени очистки угля от при-
месей всего на 20...25%.
При регенерации перегретым паром, имеющим более высокую
температуру, есть возможность при том же давлении нагревать
уголь до более высокой температуры, чем при влажном паре. При
этом создается более высокий термоперепад между паром и углем,
процесс теплообмена идет значительно быстрее.
За счет тепловой энергии молекулами адсорбированных приме-
сей преодолевается силовое поле адсорбента, и процесс десорбции
идет интенсивнее. Равновесное состояние фаз при более высокой
температуре соответствует более высокой степени очистки.
Одной из основных причин, сдерживающих внедрение регенера-
ции перегретым паром в отрасли, является отсутствие на большин-
стве котельных ликеро-водочных заводов пароперегревателей.
Сепарационно-дроссельная установка с электроперегревателем
представлена на рис.5.15.
Принцип работы установки заключается в двухступенчатой се-
парации и дросселировании пара от давления, допустимого на паро-
вых котлах, до давления регенерации 68,6 кПа с последующим пе-
регревом в электроперегревателе 8.
Рис.5.15. Сепарационно-дроссельная установка с электропароперегревателем
Влажный пар, предназначенный для регенерации активного уг-
ля, из главного парового коллектора 1 котельной подается в ради-
альный сепаратор 3. При этом направление потока меняется на
180°, что создает эффективные условия для инерционного отделе-
ния частиц воды, находящихся во взвешенном состоянии в паре. Из
414
радиального сепаратора 3 образовавшийся конденсат отводится че-
рез нижний штуцер в конденсатоотводчик 5 с обратным клапаном 6.
Далее подсушенный пар через входной штуцер тангенциально по-
ступает в цилиндрическую часть корпуса центробежного сепарато-
ра.
Тщательно отсепарированный пар из центробежного сепаратора
4 через верхний штуцер направляется в регулятор давления 7 для
снижения давления с 784...1176,0 до 68,6 кПа. Для поддержания
давления на заданном уровне служит предохранительный клапан 9
и манометр 2.
Электропароперегреватель 8 представляет собой батарею после-
довательно соединенных электротенов, проходя через которые пар
перегревается до требуемой температуры.
Подключение электропароперегревателя 8 после сепарационно-
дроссельной установка обусловливается тем, что исключаются за-
траты электроэнергии на испарение частиц воды, находящихся во
влажном паре. Марки применяемых электротенов: ТЭН-170А
13/0,8 С220; ТЭН-475 Ж 16/4 С220.
В производственной практике при снижении адсорбционной ак-
тивности угля до 0,2 мл 0,01 н.раствора НС1 колонку отключают от
продуктовых коммуникаций и устанавливают для регенерации.
Кран, установленный на крышке, открывают, разгерметизируя
колонку, после чего сливают содержащуюся в ней водно-спиртовую
смесь в аппарат чистого брака.
Снимают крышку колонки и через горловину вынимают сетку и
фланелевую ткань, предназначенные для предотвращения уноса уг-
ля в процессе обработки водно-спиртовых смесей. Эта операция вы-
полняется с целью снижения сопротивления прохождения пара при
регенерации. После ее выполнения крышку устанавливают на
прежнее место.
Подготавливают схему сепарационно-дроссельной установки с
электропароперсгревателем и схему конденсации паров отгонов
(рис. 5.16).
Принцип работы комплексной установки следующий. Влажный
пар из парового коллектора 1, пройдя радиальный сепаратор 3, цен-
тробежный сепаратор 4 и освободившись от влаги, направляется к
редукционному клапану 7. Полученный сухой насыщенный пар ре-
дуцируется до давления 98...118 кПа с учетом потерь давления при
транспортировке его до очистного цеха и подается в электропаропе-
415
регреватель 8. Для поддержания заданного давления сухого насы-
щенного пара служит предохранительный клапан 9.
После дополнительного нагрева в электропароперегревателе 8
полученный пар давлением 68,6 кПа и температурой 16О...185°С
подается в верхнюю часть угольной колонки 11, снабженной пред-
варительным клапаном.
Образовавшийся конденсат из сепараторов отводится в конденса-
тоотводчик 5, за которым установлен обратный клапан 6. Контроль
температуры осуществляется термометрами, а давление — мано-
метрами 2.
416
В процессе прогрева активного угля водно-спиртовая жидкость
сливается в сборник чистого брака 12.
По достижении на выходе из колонки водно-спиртовой жидко-
стью температуры 35...40°С ее подачу в аппарат чистого брака пре-
кращают, переводят на конденсатор-холодильник 13 и через смот-
ровой фонарь 14 сливают в сборник отгонов 15.
Процесс продолжается до полного дссорбирования спирта из ак-
тивного угля. Для лучшего и более рационального теплообмена ре-
комендуется подачу пара в колонку осуществлять через перфориро-
ванный коллектор.
Для гарантийной десорбции примесей процесс регенерации про-
должается еще 2...3 ч.
По истечении указанного времени подача пара в установку пре-
кращается, отключаются электропароперегреватель 8 и холодиль-
ник 13, а угольная колонка 11 соединяется с атмосферой воздушни-
ком.
После выхода пара из колонки и снижения температуры стенок
до 50°С открывают ее верхний люк 10 и оставляют его открытым до
полного остывания угля.
Конденсат водно-спиртовой смеси, полученный при регенерации
активного угля, направляется на ректификацию или денатурацию.
После охлаждения колонки и обогащения угля кислородом возду-
ха через горловину верхнего люка 10 вкладывают сетку, обтяну-
тую фланелью. Крышку закрывают и колонку заполняют водно-
спиртовой смесью повышенной крепости 41...42% об.
Введение в рабочий режим сопровождается снижением содержа-
ния спирта в смеси, поэтому первые порции смеси с пониженным
содержанием спирта сливают в сортировочный аппарат. При дости-
жении необходимой концентрации спирта водку направляют в
сборники готовой продукции.
При работе на батарее, состоящей из двух или трех угольных ко-
лонок, соединенных последовательно, угольная колонка со свежим
или регенерированным углем всегда включается в батарею послед-
ней, чтобы водка из предыдущих, последовательно соединенных ко-
лонок, поступала в указанную колонку, а затем в сборники готовой
продукции.
5.3. Аппараты для получения спиртованных соков
Технологический процесс производства спиртованного сока со-
стоит из следующих стадий: сортировка и мойка сырья; дробление;
417
предварительная обработка измельченного сырья; прессование;
спиртование сока; отстаивание сока; розлив спиртованного сока в
тару для отправки на ликеро-водочные заводы.
5.5.1. Машины для мойки сырья
Машина моечно-встряхивающая КМЦ предназначена для мойки
фруктов и ягод, а также для мойки и охлаждения сырья после теп-
ловой обработки.
Машина (рис. 5.17) состоит из рамы 1 из стального проката, на
которой смонтированы сито 4 с шарнирными подвесками 8, эксцен-
триковые механизмы 9, штанги 6, соединяющие эксцентрики с си-
том, приводной электродвигатель 2, корыто 11 для сбора и отвода
загрязненной воды, шприцевой коллектор 7, загрузочный бункер 5
с регулирующей задвижкой 3.
Рис. 5.17. Машина моечно-встряхивающая КМЦ
Сырье поступает в бункер 5, а из него попадает на сито 4, совер-
шающее возвратно-поступательное движение. Количество сырья,
поступающего на сито в единицу времени, регулируется задвижкой
5. Сырье благодаря сложному движению и наклону сита интенсивно
перемешивается и движется в сторону уклона. Над ситом располо-
жен шприцевой коллектор 7, из которого сырье в процессе переме-
шивания и движения шприцуется чистой проточной водой. Грязная
вода после мойки собирается в корыте 11 и отводится в канализа-
цию.
Возвратно-поступательное движение сито получает от эксцент-
418
рикового механизма, вал 10 которого приводится в движение от
электродвигателя 2 клиноременной передачей 12.
Техническая характеристика КМЦ
Производительность, т/ч Расход воды, м°/ч Мощность привода, кВт Габаритные размеры, мм Масса, кг 2...2,5 2 1,1 1740x936x1350 212
Машина моечная барабанная А9-КМ-2 предназначена для мойки
плодово-ягодного сырья, размеры которого должны находиться в
пределах 15...200 мм.
Машина (рис. 5.18) смонтирована на сварном каркасе 11 из фа-
сонного стального проката. На каркасе укреплена ванна 12, разде-
ленная перегородкой на две части. В каждой части ванны размеще-
но по барабану 2 и 3. Оба барабана равны по длине и диаметру. За
барабаном 3 расположен третий барабан 4. Все три барабана уста-
новлены на общем валу 7 и совершают вращательное движение. Вал
7 смонтирован на каркасе в подшипниках качения.
Первые два барабана предназначены для отмочки и отделения
загрязнения. Поверхность барабанов выполнена из фасонных изо-
гнутых полос. Между полосами имеются щели, через которые за-
грязнения проходят в ванну и осаждаются на днище. В днище ванны
имеются люки 10 для удаления загрязнений при санитарной обра-
ботке машины. Третий барабан 4 предназначен для чистого опола-
скивания проточной водой, для чего он снабжен душевым устройст-
вом, а поверхность его перфорирована.
Для подачи сырья в машину служит приемный лоток 1, а для пе-
редачи отмытого сырья на последующую операцию — лоток 9.
Привод машины осуществляется от мотор-редуктора 5 через цеп-
ную передачу 6. Вода в душевое устройство подается через запор-
ный магнитный вентиль 8, сблокированный с приводным электро-
двигателем.
Сырье из лотка 1 поступает в барабан 2, затем лопастями пере-
брасывается сначала в барабан 3, а из него специальным ковшом —
в барабан 4. Промытое сырье направляется в лоток 9 и затем на по-
следующую операцию.
27*
419
420
Рис. 5.18. Машина моечная барабанная А9-КМ-2
Техническая характеристика А9-КМ-2
Производительность,jcr/ч
Расход воды, Md/c (мЛ/ч) .
Частота вращения барабанов, с”1 (об/мин)
Установленная мощность, кВт
Габаритные размеры, мм
Масса, кг
зооо
0,00056 (2)
1,2 (12)
1,1
3390x1270x1600
840
Мойку плодово-ягодного сырья осуществляют в моечных маши-
нах различных конструкций. Душевая моечная машина, применяе-
мая для мойки ягод, представляет собой транспортерную ленту,
омываемую водой из разбрызгивающего устройства. Семечковые
плоды (яблоки, груши) моют в барабанной или элеваторной моеч-
ной машине. Иногда мойку яблок и груш производят в гидравличе-
ском транспортере. После мойки плоды ополаскивают водой под ду-
шем.
5.3.2. Дробилки для плодово-ягодного сырья
Для более полного извлечения сока из плодов их измельчают.
Степень измельчения зависит от вида плода и способности его к от-
делению сока. Обычно семечковые плоды измельчают на частицы
размером 4...6 мм; косточковые плоды и ягоды — на частицы разме-
ром до 10 мм. При более тонком измельчении отделение сока прес-
сованием ухудшается. Для измельчения плодов применяют дробил-
ки различных конструкций. Наиболее распространенными являют-
ся ножевые дробилки КД П-4 (рис. 5.19).
Дробилка представляет собой барабан 2, в прорезях которого ус-
тановлены ножи 1. Вдоль барабана с помощью пружин 4 укреплены
прижимные колодки 3, которые регулируют величину зазора меж-
ду барабаном и колодками. Ножи размером 264 х 26 х 5 мм имеют
по 18 зубьев высотой 5,5 мм. Дробилка приводится в движение от
электродвигателя мощностью 4,5 кВт.
Валковая дробилка (рис.5.20, а) применяется для измельчения
винограда с гроздьями , которые затем отделяются от ягод и направ-
ляются на сокоотделение. Дробилка состоит из двух чугунных риф-
леных валков 1 и 2, вращающихся в противоположные стороны.
Подшипники валка 1 неподвижны; подшипники валка 2 подвижны.
С помощью пружины 3 можно регулировать зазор между ними в
пределах 3...20 мм.
Привод с помощью зубчатых шестерен 4, 5 и б обеспечивает обя-
421
Рис. 5.19. Дробилка для плодов
зательные для этих дробилок окружные скорости валков. При этом
одновременно с долблением обеспечивается разрыв кожицы ягод.
В ножевой дробилке (рис. 5.20, б) процесс измельчения носит в
большей степени характер строгания, чем дробления. Дробилка
представляет собой массивный вращающийся барабан 2, на поверх-
ности которого под углом установлены ножи 1 (в рассматриваемом
случае три ножа). Барабан приводится во вращение валом 4. Все на-
званные детали расположены в чугунном корпусе 3. Перед каждым
ножом имеется выемка для срезанного продукта, который затем вы-
брасывается из барабана дробилки центробежной силой. Продукт
попадает из загрузочного бункера на быстровращающийся барабан,
422
а затем в зазор между барабаном и плитой 5, положение которой
можно регулировать (ее можно устанавливать ближе к центру,
дальше от оси вращения). Нож, подходя к плите, снимает (соскаб-
ливает) с продукта стружку, а затем выбрасывает ее из машины.
Двухбарабанная дробилка (рис. 5.20, в) состоит из набранных на
два вала зубчатых дисков 1. Она также может быть смонтирована
из двух литых зубчатых барабанов. Валы вращаются в противопо-
ложные стороны. Частота вращения валов неодинакова, что обус-
ловливает разные окружные скорости зубьев и разные усилия, раз-
рывающие продукт. Продукт загружается в бункер 3. Измельчен-
ный продукт падает вниз на колосниковую решетку 2, подвергаясь
при этом дополнительному дроблению до размеров, обеспечиваю-
щих проход его через зазоры между колосниками.
Рис. 5-20. Схема работы дробилок
В чугунном корпусе 1 однобарабанной дробилки (рис. 5.20, г)
вращается барабан 3 с закрепленными на нем зубчатыми рейками
4. Неподвижная зубчатая рейка 2, через впадины в которой прохо-
дят зубья вращающейся рейки, заменяет второй барабан.
Производительность валковых дробилок П (кг/с)
П (D/2)Lda>py>,
где D и L — диаметр и длина валка, м; б — зазор между валками,
423
м; ш — угловая скорость медленно движущегося валка, рад/с (или
п, об/мин); р — плотность продукта, кг/м3; <р — коэффициент ис-
пользования технической производительности дробилки {<р =
= 0,3...0,5).
Производительность ножевых дробилок определяется объемом
продукта, захватываемого рабочими органами за один оборот рабо-
чего вала П (кг/с)
П = (l/2jr)pVa>zp,
где z — число ножей или зубчатых реек дробилки; V — объем
стружки, снимаемой с продукта за один проход рабочего органа, м ,
р — плотность продукта, кг/м3.
Объем стружки для ножевых дробилок V (м3)
V = ttD;3/360gZ,
где D — диаметр барабана, м; /3 — угол, град; g — выступ ножа над
поверхностью барабана, м; I — длина лезвия ножа, м.
Мощность электродвигателя ножевых и других дробилок N (аКт)
можно определить в зависимости как от удельного расхода энергии
на дробление, так и от усилий на преодоление сопротивлений из-
мельчаемому продукту
N = qn/1000,
или
N = PZzovo/1000?7,
где q — удельный расход энергии на дробление 1 т продукта (для
корнеплодов, яблок, томатов и др. q = 0,3...0,5 кВт-ч); П — произ-
водительность дробилки, кг/ч; Р — максимальное удельное сопро-
тивление раздробляемой продукции, Н/м; I — длина дробящего ор-
гана, м; z0 — число одновременно работающих ножей или рядов
зубьев; v0 — окружная скорость дробящих органов, м/с; 1} — КПД
привода.
5.3.3. Оборудование для прессования измельченного сырья
Измельченные плоды и ягоды, содержащие много пектина и с
трудом отдающие сок, до прессования подвергают предварительной
обработке для увеличения выхода сока. Для этой цели применяют
ферментные препараты, нагревание или замораживание, ультра-
звук, электрический ток, ионизирующее излучение. При обработке
измельченного сырья ферментами выход сока из 1 т сырья увеличи-
вается на 5...20 дал в зависимости от вида исходного сырья.
Рис. 5.21. Шнековый пресс для получения сока
424
425
Извлечение сока производится на прессах периодического и не-
прерывного действия. Для получения соков в промышленности ши-
роко применяются прессы периодического действия с гидравличе-
ским или винтовым приводом. В последнее время внедряются шне-
ковые прессы непрерывного действия.
В корпусе 10 пресса непрерывного действия ПНД-5 (рис.5.21)
расположены на одной оси шнеки 4 и 5, имеющие правое и левое
вращение и различные направления витков. Шнек 4 имеет полый
вал 5; шнек 5 закреплен на валу 9, который проходит через полый
вал шнека 4. Шнеки вращаются при помощи конических шестере-
нок 1 и 2. Степень отжатия регулируется конусом 8.
Отпрессованный сок отводится через отверстия в цилиндре 7 и
отверстия 6 в полом валу. Отверстия в цилиндре 7 конические, диа
метры их с внутренней стороны 1 мм, с наружной 2,5 мм. Мощность
привода 10 кВт, производительность пресса 5 т/ч.
На ликеро-водочных заводах применяют прессы периодического
действия. Прессование сырья в этих прессах происходит в корзинах.
Поршень пресса приводится в движение от гидравлического насоса.
Прессование происходит при давлении на сырье 1,0... 1,2 МПа.
Рис. 5.22. Двухшнековый пресс Т1-ВПО-Ю
На рис. 5.22 показан двухшнековый пресс Т1-ВПО-Ю, в котором
внутри перфорированного цилиндра 4 в противоположных направ-
426
лениях вращаются два шнека — транспортирующий 7, расположен-
ный частично под бункером вив цилиндре 4, и прессующий 5.
Прессующий шнек закреплен на валу 6 с приводом 9, диаметр кото-
рого увеличивается по мере приближения к камере давления. На
этом же валу расположен барабан 13, по которому перемещается
регулировочный конус 3. Степень отжатия мезги зависит от вели-
чины кольцевого зазора между конусом и цилиндром. Осевые на-
грузки воспринимаются кронштейном 2, к которому прикреплен
гидрорегулятор 1. Мезга из бункера захватывается транспортирую-
щим шнеком и подается на прессующий шнек, который продвигает
ее в камеру давления, и далее отжатая через отверстия в щитках
бункера, цилиндре и барабане выводится по патрубкам 10, 11, 12,
14 в приемник.
Техническая характеристика двухшнековых прессов
ПНД-5А ПНД-5 В ПНД-5 Т1-ВПО-Ю
Производительность, т/ч Максимальное удельное давление 5 5 5 5
на мезгу, МПа 0,14 0,14 0,14 0,14
Наружный диаметр шнеков, мм Частота вращения шнеков, мин*1: 420 420 420 520
транспортирующего 5,0 4,7 5,0 3,5
прессующего Шаг шнеков, мм: 5,0 4,7 5,0 3,5
транспортирующего 230 230 246 300
прессующего 1S5 185 205 250
Мощность привода, кВт 10 10 10 10
Габаритные размеры, мм ЗОООх 4110х ЗбООх 3935х
х1200х х1445х х810х х840х
Х1580 Х1685 Х1267 Х1400
Масса, кг 2090 2000 2040 2700
Свежеотжатый сок фильтруют через сито и добавляют к нему
спирт-ректификат высшей очистки в количестве 15... 17% по объе-
му. Сок со спиртом такой крепости хорошо сохраняется. Спирт до-
бавляют в сок небольшими порциями, интенсивно перемешивая в
аппарате-смесителе.
5.4. Аппараты для получения спиртованных настоек и морсов
Экстракционная установка для получения настоек и морсов (рис.
5.23) состоит из экстрактора 7, напорного мерника 1 и кислотоупор-
ного центробежного насоса 13. Экстрактор и напорный мерник из-
готавливаются из нержавеющей стали или из листовой меди с по-
крытием внутренней поверхности оловом. Экстрактор имеет загру-
427
зочный 6 и разгрузоч-
ный 10 люки и снабжен
водомерным стеклом 9,
патрубком 8 для залива
и патрубком 12 для спу-
ска жидкости. Напор-
ный мерник имеет люк 3
для мойки и чистки.
Спирт и вода поступают
в мерник по патрубку 2,
жидкость удаляется че-
рез патрубок 4. Воздуш-
ные пространства экс-
трактора и мерника со-
общены трубкой 5.
Экстрагирование про-
текает при интенсивном
движении водно-спирто-
вого раствора через слой
сырья, укладываемого
на ситчатое днище 11
экстрактора. Процесс
экстракции начинается
Рис. 5.23. Экстракционная установка С момента поступления
из мерника водно-спир-
тового раствора в экс-
трактор для настаива-
ния. Каждый час в течение 10... 15 мин жидкость перекачивают из
экстрактора в мерник. Из мерника раствор спускают снова в экс-
трактор. В такой последовательности перекачивают жидкость до тех
пор, пока не получат настой с требуемой концентрацией раствори-
мых веществ. Готовый настой насосом подают в производство. Для
извлечения спирта отработанное сырье промывают водой в течение
6...20 ч. После этого экстрактор разгружают и операции повторяют
со свежей порцией сырья.
Продолжительность процесса приготовления спиртованных нас-
тоев в экстракционной установке сокращается до 2...4 сут вместо
10...28 сут при настаивании в аппаратах или бочках, а потери спир-
та снижаются с 6...7 до 3...5%. Кроме того, уменьшается потреб-
ность в емкостях и производственных площадях.
428
Для получения морсов свежее или сушеное плодово-ягодное
сырье настаивают с водно-спиртовым раствором крепостью
40...50%. Настаивание производят в деревянных чанах в течение 14
сут. Процесс этот требует много времени и большего числа емко-
стей, что связано со значительными потерями спирта. В настоящее
время морсы получают только из сушеного сырья. Из свежего пло-
дово-ягодного сырья целесообразнее получать соки.
С целью дальнейшего усовершенствования технологии и интен-
сификации процесса экстракции необходимо применить метод, ко-
торый существенно снизит диффузионное сопротивление в погра-
ничном слое за счет более высокого, целенаправленного энергети-
ческого воздействия на пограничный слой. Как показали исследова-
ния, таким методом является испарение под вакуумом высококон-
центрированного слоя жидкой фазы в пограничном слое предвари-
тельно смоченного растительного сырья.
Сущность нового способа заключается в том, что целевые компо-
ненты из растительного сырья извлекаются под вакуумом методом
испарения непосредственно из высококонцентрированной пленки,
образуемой в процессе экстракции на наружной поверхности час-
тиц сырья, не допуская перехода основной части целевых компо-
нентов в рабочий объем растворителя.
Предложенный способ позволяет резко снизить концентрацию
целевых компонентов в пограничном слое, значительно увеличить
градиент концентрации внутри частиц твердого тела, увеличить
движущую силу процесса внутренней диффузии, получить высоко-
концентрированную фракцию экстракта и фракцию нормальной
концентрации.
Аппаратурное оформление технологической схемы вакуумного
способа экстракции включает: два спаренных экстрактора 1, 2, кон-
денсатор-холодильник 3, вакуум-насос 4, сборник 5, теплообменни-
ки 6, центробежный насос 7, ложное перфорированное днище 8, си-
стему трубопроводов и запорной арматуры (рис. 5.24).
В начале процесса в экстракторы 1, 2 поровну загружают исход-
ное растительное сырье и в течение 25...30 мин вакуум-насосом со-
здают разрежение. Затем в один из экстракторов подается этаноль-
ный раствор (экстрагент), в котором сырье выдерживается в зависи-
мости от вида 2...4 ч. Затем центробежным насосом основная часть
(80...90%) растворителя из экстрактора 1 циркулирует в экстрак-
тор 2, а смоченное растворителем сырье в экстракторе 1 вакуумиру-
ют. В создавшихся технологических условиях из пленки и макропор
429
на наружной поверхности частиц сырья интенсивно испаряются в
первую очередь легко летучие фракции, т.е. эфирные ароматиче-
ские вещества. Таким образом, с учетом высокой концентрации
эфирных масел в пленке, высокого коэффициента испарения и ко-
эффициента ректификации эфирных масел в паровой фазе, полу-
ченной из пленки, образуется фракция с высокой концентрацией
ароматных эфирных масел, которая в конденсаторе-холодильнике
охлаждается. Полученный конденсат направляется в сборник.
Рис. 5.24. Аппаратурное оформление технологической схемы вакуумного способа
экстракции
За время нахождения сырья под вакуумом для интенсификации
процесса экстракции сырье, смоченное растворителем и находящее-
ся на ложном днище, подогревают до 4О...45°С через теплообмен-
ник.
По истечении определенного периода выдержки смоченного рас-
творителем сырья под вакуумом в первом экстракторе экстрагент из
экстрактора 2 подается в экстрактор 1. В экстракторе 2 сырье, смо-
ченное растворителем, вакуумируют с подогревом до 4О...45°С и от-
водят с наружной поверхности сырья пары, содержащие ароматиче-
430
ские вещества, т.е. повторяют весь технологический цикл. Полу-
ченные фракции направляют в сборник.
Периоды выдержки сырья и циркуляции растворителя повторяют
многократно до полного извлечения ароматических веществ из
сырья.
В нижних слоях сырья, находящихся в жидкой фазе, для поддер-
жания температуры и процесса испарения по всей высоте слоя
сырья, через теплообменники подводится соответствующее количе-
ство тепла. При движении потока паров снизу вверх через слой
сырья, не заполненного жидкой фазой, происходит процесс много-
кратного испарения и конденсации паров на поверхности сырья.
Более тяжелые пары, имеющие более высокую температуру ки-
пения, конденсируются и стекают вниз, более летучие пары с высо-
кой концентрацией эфирных масел многократно испаряются и дви-
гаются вверх, т.е. происходит процесс ректификации. В данном слу-
чае экстрактор работает как насадочная ректификационная колон-
на, роль насадки выполняют частицы сырья. Это позволит увели-
чить скорости паровых потоков, исключить их обратное перемеще-
Ри.с.5.25. Экстракционная пленочно-вакуумная установка
431
ние, интенсифицировать процесс повышения концентрации эфир-
ных масел в паровой фазе.
По окончании процесса экстрагирования и откачки настоя в ре-
акторе осуществляется выпарка этанола из отработанного сырья,
затем гидроспособом осуществляется удаление из реактора отрабо-
танного и выпаренного сырья.
Экстракционная пленочно-вакуумная установка (рис. 5.25)
включает два экстрактора /, конденсатор-холодильник 2, смотро-
вой фонарь 3, сборник конденсата 4, вакуум-насос 5 с приводом и
систему коммуникаций с запорной арматурой.
Установка смонтирована на московском заводе "Кристалл”. На
установке производится длительная производственная наработка
экстракта по режиму, описанному выше. Экстракция ароматиче-
ских веществ производится на растительном сырье кубеба, поме-
ранцевая корка и имбирь. Для сравнения в производственных усло-
виях получены экстракты указанного выше растительного сырья с
применением действующих способов: двукратного настаивания с
одноразовым ежедневным перемешиванием и настаивания в специ-
альной экстракционной установке при шестикратном перемешива-
нии в течение смены. Показатели процесса экстракции приведены в
табл. 5.3.
Таблица5.3
Показатели, процесса экстракции
Сырье для полу- чения экстракта Общая продолжительность настаивания, сут Концентрация эфирных масел в экстракте, г/л Приме- чание
двук- рат- ное наста- ива- ние экст- рак- цион- ная уста- новка новая уста- новка двук- ратное наста- ива- ние экст- ракци- онная уста- новка Новая установка
высо- кокон- цент- риро- ван- ная фрак- ция фрак- ция нор- маль- ной кон- цент- рации
Кубеба 9 6 1,2 7,45 7,38 18,4 7,26 Соотношение
Померан- контактиру-
цевая ющих фаз при
корка S 5 1,1 1,03 1,04 3,8 1,02 двукратном
Имбирь 15 8 1,5 1.71 1.72 5,1 1,72 настаивании и для экстрак- ционной уста- новки состав- ляет 1:10, для новой уста- новки 1:4...1:5
432
Анализ данных показывает, что применение вакуумного способа
и новой установки позволяет сократить продолжительность процес-
са экстракции в 4...5 раз; снизить соотношение контактирующих
фаз в 1,5...2 раза, соответственно уменьшив объем технологических
емкостей и производственные траты растворителя (этанола).
Использование вакуумной установки дает возможность получить
две фракции экстракта: высококонцентрированную фракцию из
конденсата испаренной пленки с содержанием эфирных масел в
2,5...3,0 раза выше по сравнению с действующими методами и
фракцию нормальной концентрации (настой).
5.5. Аппараты для получения сахарного сиропа и колера
В производстве ликеро-водочных изделий сахар применяют в ви-
де сиропа, которой приготовляют горячим или холодным способом.
По горячему способу для приготовления сиропа применяют сиропо-
варочные котлы с паровым обогревом и механической мешалкой.
Длительность приготовления сиропа 30 мин. Готовый сироп фильт-
руют и охлаждают до 20°С.
При холодном способе сироп готовят путем растворения сахара в
холодной воде. Для этого используют вращающиеся металлические
барабаны, которые наполняют на 4/5 их объема сахаром и водой.
Смесь перемешивается при вращении барабана и получается сироп
требуемой концентрации. Для получения сиропа можно применять
маслодельные барабаны ММ-1000 из нержавеющей стали.
В качестве красителя во многие виды ликеро-водочных изделий
добавляют колер, который получают нагреванием сахара-песка до
180...200°С в колероварочных котлах с электрическим обогревом
(рис. 5.26). Корпус колероварочного котла состоит из двух цилинд-
ров 3 и 4\ внутри корпуса расположен тигель 2. Для обогревания ко-
тел снабжен электрическим нагревателем 1. Двумя полуосями 8 ко-
тел упирается на стойку каркаса. С помощью шестеренок б, 7 и ру-
коятки 5 котел может поворачиваться. Масса в котле перемешива-
ется переносной мешалкой от электродвигателя. Над котлом уста-
новлен вытяжной зонт.
Для приготовления колера в котел выгружают сахар и добавляют
1...2% воды от массы сахара. Смесь постепенно нагревают до 200°С
при перемешивании. Продолжительность операции 6...8 ч. Готовый
колер охлаждают до 60°С и разбавляют его водой до содержания су-
хих веществ 80%.
Расход тепла на одну варку колера Q (кДж)
28- Заказ 5901
433
Рис. 5.26. Колероварочный
котел
Q Gc(tH - tn) + WcB(tH - tKlul) + Grn + Wr + Qn,
где G — количество сахара, загружаемого в котел, кг; с и св —
удельная теплоемкость сахара и воды, кДж/ (кг • К); tH — начальная
температура сахара и воды, °C; tn — температура плавления саха-
розы, °C; W — количество воды, добавляемой в котел, кг; tKim —
температура кипения воды в котле, °C; гп — теплота плавления са-
харозы, кДж/кг; г — скрытая теплота испарения воды, кДж/кг;
Qn — потери тепла в окружающую среду и на нагревание материала
котла, кДж.
Принимаем Qn равными 15% расхода тепла. Электрическая
мощность котла Р (кВт)
P-(Q/3600)k,
где к — коэффициент запаса, учитывающий изменения напряже-
ния тока в сети и форсированный режим работы котла (обычно к =
= 1,1...1,15).
Нагревательный элемент изготовляют из нихромовой проволоки.
Длина нихромовой проволоки нагревательного элемента I (м)
(jrd2u/4pfI)+2/0,
где d — диаметр нихромовой проволоки, м; и — рабочее напряже-
ние тока, В; I — сила тока, A; pt — удельное сопротивление прово-
локи, Ом; 1О — длина свободных концов проволоки для монтажа, м.
434
Число витков спирали
zB — I/лОСр,
где Dcp — средний диаметр спирали, равный наружному диаметру
спирали за вычетом диаметра проволоки, мм.
Шаг намотки спирали S (мм)
8 w ^Cn/ZB>
где 1сп — длина спирали нагревательного элемента, мм.
5.6. Перегонные аппараты для получения ароматных спиртов
Ароматные спирты используют в производстве ликеров, наливок,
настоек. Для получения ароматных спиртов эфирномасличное или
неароматическое сырье подвергают перегонке со спиртовым раство-
ром в периодически действующих аппаратах.
Перегонный аппарат для получения ароматных спиртов, работа-
ющий под атмосферным давлением (рис. 5.27), состоит из поворот-
ного куба 2, укрепляющей колонки 6, дефлегматора 5 и холодиль-
ника 9. Куб изготовлен из листовой меди или стали в виде цилинд-
ра, сверху имеет крышку 3. Для обогревания предназначена паро-
вая рубашка 15. Куб полыми цапфами 1 опирается на стойки. С по-
мощью рукоятки 12 и червячной пары 14 куб может поворачиваться
при выгрузке остатков сырья.
Рис. 5.27. Перегонный аппарат с поворотным кубом
28*
435
Пар подводится по левой полой цапфе, конденсат отводится при
помощи трубки 13 через паровую полую цапфу. Для обогревания
используется пар давлением 0,05 МПа. Куб снабжен предохрани-
тельным клапаном, манометром и термометром.
При работе аппарата крышка 3 поднимается с помощью блока 4,
и сырье загружается в куб. После этого крышку закрывают и в па-
ровую рубашку подают греющий пар. Пары смеси из куба поступа-
ют в укрепляющую колонку, где они укрепляются за счет флегмы,
поступающей в колонку из дефлегматора. Водно-спиртовые пары из
дефлегматора попадают в конденсатор. Полученный в конденсаторе
дистиллят через фонарь 11 направляется в сборники 10. Начальная
фракция в количестве 0,1...2 % от общего количества дистиллята и
концевая фракция в количестве 30...50% используется для приго-
товления денатурированного спирта. В качестве ароматного спирта
используют среднюю фракцию, выход которой составляет 50...70%.
Перегонку осуществляют до полного извлечения спирта из сырья.
Производительность аппарата с полной вместимостью куба 450 л
составляет 125 кг ароматного спирта за сутки. Расход пара на одну
перегонку 320 кг.
Укрепляющая колонка имеет три ситчатые тарелки 8, снабжен-
ные переливными стаканами 7. Над колонкой установлен верти-
кальный кожухотрубный дефлегматор. Конденсатор изготовлен в
виде трубчатого теплообменника. Элементы установки, соприкаса-
ющиеся с водно-спиртовой смесью или ее парами и дистиллятом,
покрываются оловом.
На заводах средней и малой производительности применяют пе-
регонные аппараты со стационарным кубом вместимостью 50, 100 и
200 л (рис.5.28).
Куб аппарата снабжен люками 2 и 3 для загрузки сырья и вы-
грузки остатка. Для обогревания куба предназначен змеевик 1. Над
змеевиком расположена решетка, на которую укладывают сырье.
Цилиндрический колпак 4 на кубе способствует укреплению паров
за счет охлаждения их окружающим воздухом. Пар из куба через
смотровой фонарь 5 поступает в шаровой дефлегматор б, который
состоит из полушарий 9 и 11, соединенных фланцами 10. Между
фланцами закреплено полушарие 8, образующее с верхним полу-
шарием пространство, в котором циркулирует охлаждающая вода.
Пар из куба проходит по трубе 7, на конце которой укреплен сфери-
ческий зонт, обеспечивающий лучший контакт пара с поверхностью
охлаждения. Флегма возвращается в куб через патрубок 12. Не-
436
Рис. 5.28. Перегонный аппарат со стационарным кубом
сконденсировавшийся пар по патрубку 13 удаляется в холодильник,
из которого дистиллят поступает в сборники 14.
В целях повышения качества ароматных спиртов целесообразно
применение вакуум-дистилляционных аппаратов. Перегонка в этих
аппаратах происходит под остаточным давлением 8O...81 кПа при
температуре 2О...45°С.
В настоящее время для получения ароматных спиртов применя-
ют перегонные аппараты периодического действия и установки под
вакуумом. Необходимо отметить ряд существенных недостатков в
действующем способе и аппаратурном оформлении процесса пере-
гонки.
В процессе перегонки в кубе аппарата непрерывно меняются па-
раметры как по температуре (от 80 до 103°С), так и по концентра-
ции этилового спирта и ароматических компонентов. Вследствие
этого процесс перегонки дестабилизируется и становится трудно уп-
равляемым, что ведет к снижению качества и недостаточному коли-
честву получаемого ароматного спирта.
При ведении процесса перегонки, когда исходное сырье загружа-
437
ется непосредственно в куб, нарушается принцип технологической
специализации процессов (совмещаются процесс экстракции с про-
цессом перегонки). Для проведения указанных процессов требуют-
ся разные температурные режимы, например, при температуре
8О...1ОЗ°С из сырья экстрагируются нежелательные компоненты,
ухудшаются органолептические качества ароматных спиртов.
Укрепляющая колонна имеет всего три ситчатые тарелки. Это не
обеспечивает тщательного разделения и требуемой концентрации
целевых компонентов.
Конструкция дефлегматора не обеспечивает требуемой укрепля-
ющей и разделительной способности паров, поступающих из колон-
ны.
Получение более концентрированного ароматного спирта осуще-
ствляется сложной перегонкой, при которой из исходной смеси
можно выделить целевые компоненты в более чистом виде.
Для достижения указанной цели разработана новая, непрерывно
действующая перегонная установка, которая снабжена многота-
рельчатой ректификационной колонной и центробежным дефлегма-
тором (рис. 5.29).
Рис. 5.29. Непрерывнодействующая перегонная установка
438
Работает установка следующим образом: экстракт (настой) с аро-
матическими компонентами из расходного резервуара 2 непрерыв-
но попадает на верхнюю тарелку выварной колонны 1, где происхо-
дит предварительная разгонка исходной смеси (экстракта) с по-
мощью теплообменника 14 на кубовый остаток и на поток паров,
идущих в ректификационную колонну 3. Этот поток состоит из
эфиро-альдегидной фракции (ЭАФ), ароматных спиртов, этилового
спирта и водяных паров. В ректификационной колонне 3 ароматные
спирты концентрируются на верхних тарелках и в виде жидкой фа-
зы непрерывно отбираются. Далее по трубопроводу 9 направляются
в холодильник 10 и затем в сборник ароматных спиртов 11.
Пары спирта, содержащие ЭАФ, из верхней части ректификаци-
онной колонны 3 непрерывно поступают в центробежный дефлегма-
тор 8, где дополнительно концентрируются и поступают в конденса-
тор-холодильник 7 и затем в сборник ЭАФ.
В сборнике головных примесей 6, конденсаторе-холодильнике 7,
центробежном дефлегматоре 8 и в колоннах 1 и 3 вакуум-насосом 5
создается соответствующее разрежение, частично несконденсиро-
ванные спиртовые пары улавливаются спиртоловушкой 4.
Отличительной особенностью центробежного дефлегматора 8 яв-
ляется то, что его устройство обеспечивает вращательное движение
потока паровой смеси.
Центробежный дефлегматор 8 работает следующим образом. Па-
ровой поток в дефлегматор поступает через патрубок и, проходя по
восходящей спирали, приобретает вращательное движение. При
этом за счет центробежного ускорения более тяжелые пары и ка-
пельки жидкой фазы двигаются к внутренней стенке конуса, кон-
денсируются и в виде флегмы отводятся из дефлегматора через пат-
рубок, а несконденсированные пары головной примеси, ухудшаю-
щие вкусовые качества ароматного спирта, отводятся в конденса-
тор-холодильник 13 и сборник хвостовых примесей 12.
Холодная вода в дефлегматор поступает через патрубок и, пройдя
рубашку между конусами, отводится из дефлегматора. Количест-
вом пропускаемой воды регулируется количество отбора головных
примесей и работа дефлегматора в целом.
Количество тарелок в колонне зависит от степени концентрации
получаемого ароматного спирта и вида растительного сырья.
Таким образом, новая перегонная установка непрерывного дейст-
вия обеспечивает получение более качественного, высококонцент-
рированного ароматного спирта.
439
5.7. Выпарные установки
Из отходов ликерно-наливочного производства (мезга из настой-
ных аппаратов, отработанное эфиромасличное сырье, фильтроваль-
ный материал от фильтров и т.д.) спирт извлекают в выпарных ап-
паратах периодического действия.
Выпарная установка, широко распространенная в промышлен-
ности (рис. 5.30), состоит из куба /, колонки 2, дефлегматора 3,
конденсатора 4, холодильника 5, контрольного фонаря 6 и сборни-
ков 7. Сырье загружается в куб на решетку 8. Обогревание куба па-
ром осуществляется через барботер 9. Куб снабжен манометром 10
и предохранительным клапаном 11. По принципу действия выпар-
ной аппарат аналогичен перегонным аппаратам.
Полный цикл работы установки 5 ч. Куб вмещает 500 кг отрабо-
танного сырья. На один цикл работы аппарата расходуется 240 кг
пара, 1500 кг воды.
Полученные отгоны спирта крепостью 40% используются для
получения денатурированного спирта.
При расчете выпарной установки периодического действия опре-
деляют расход тепла, количество дистиллята и воды и конструктив-
ные размеры отдельных элементов. Материальный баланс аппарата
за один оборот приведен в табл. 5.4.
Рис. 5.30. Выпарная установка
440
Приход Расход
Продукт | Состояние 1 Обозначение Продукт | Состояние (Обозначение
Табл и ца5.4
Материальный баланс аппарата за один оборот
Отработан- ное сырье Сухое вещество + жидкость Gc Дистиллят Флегма Пар Пар °д уОд
Флегма Жидкость уСд Кубовый остаток Сухое веще- CTBO+ +жидкость Go
Уравнение материального баланса:
Gc + уОд = Од + vGfl + Go,
откуда
Go = Gc - Gfl.
Баланс по спирту:
Остхс=ОдХд,
отсюда количество получаемого дистиллята Од (кг)
Од = Gc (тхс/Хд),
где Gc — количество отработанного сырья, загружаемого в куб, кг;
m — содержание морса в сырье, доли единицы; Xj и хд — содержа-
ние спирта в загружаемом сырье и дистилляте, доли единицы.
Объем получаемого дистиллята ¥д (м3)
Уд “ Од/рд Ос(хс/хдрд).
Объем куба Ук (м3)
Ук = ^clpdpt
где рс — плотность сырья, загружаемого в куб (для плодово-ягодно-
го сырья рс = 800...900 кг/м3); <р — коэффициент заполнения куба
(с учетом пространства под решеткой принимаем <р = 0,65).
Диаметр куба D (м) определим из равенства
¥к = (jtD2/4)H.
Принимаем отношение D:H “ 1... 1,1.
Диаметр колонки d определим из уравнения
441
Vn frrd2/4)w3600,
где Vn — объем пара, поднимающегося в колонне, м3/ч; w — ско-
рость пара в колонке (принимаем w “ 0,3...0,5 м/с).
Объем пара, поднимающегося в колонне,
Vn= [(Ga+vGa)22,4T]/273p,
где Од — максимальное количество молей дистиллята за 1 ч, кг;
v — флегмовое число (принимаем v = 0,2); 22,4 — объем 1 кг моля
при 0° С и давлении 760 мм рт.ст., м, Т — абсолютная температура
пара; р — давление пара в колонне, Па.
В колонне устанавливают три ситчатые тарелки.
Тепловой баланс апппарата за один цикл работы приведен в
табл.5.5.
Пользуясь данными табл. 5.5, запишем уравнение теплового ба-
ланса
GcCctc+Gn (i “ iK) УСдСф1ф m С)д1д + УСд1ф + GgCgto + 0, 1 Gn ( i “ ^к) >
где iK — удельная энтальпия конденсата, кДж/кг.
Из приведенного выше уравнения находим расход пара за один
цикл работы аппарата Gn (кг)
Gn = [СдОд + vi ф - УСф1ф) + GoCoto - GcCctc ]/0,9(i - iK).
Таблица 5.5
Тепловой, баланс аппарата за один цикл
Приход Расход
Статья прихода Обозна- чение Формула для расчета Статья расхода Обозна- чение Формула для расчета
Тепло, вноси- мое сырьем Qi Gccc'c Тепло, уноси- мое парами Q4 сд*д
Тепло,вноси- мое паром Q2 дистиллята Тепло, уносимое парами флегмы Q5
Тепло, вно- симое флег- мой Q3 Тепло, уносимое остатком сырья Потери тепла в окружающую среду и на на- гревание аппа- рата Q6 Qn ^осо\) O,1Q2
5.8. Аппараты для купажирования и фильтрования
Для купажирования применяют деревянные и стальные емкости.
442
Деревянные емкости изготовляют конической формы из дубовой
клепки. Объем емкостей составляет 2...6 м . Перемешивание смеси
в деревянных емкостях производят переносными мешалками.
В настоящее время широкое применение нашли стальные емко-
сти, покрытые внутри эмалью, или емкости из нержавеющей стали.
Такие емкости обладают хорошими санитарно-гигиеническими
свойствами. Промышленность выпускает стальные эмалированные
резервуары различной вместимости: горизонтальные резервуары
2,5...7 м , вертикальные — 0,5...3 м3.
Для фильтрования ликерно-наливочных изделий применяют ас-
бестовые фильтры ФК-1, ФА-10 и рамные фильтр-прессы, имею-
щие ряд преимуществ перед асбестовыми фильтрами. Фильтр-прес-
сы обеспечивают высокое качество фильтрования, просты в эксплу-
атации, имеют большую производительность.
Фильтр-пресс является аппаратом периодического действия. В
качестве фильтрующего материала в нем применяют фильтроваль-
ный картон марок Т или Ш. Фильтр-пресс (рис. 5.31) состоит из
5
Рис. 5.31. Фильтр-пресс
443
плит 2, между которыми зажаты пластины из фильтр-картона.
Плиты уложены на опорные балки 1. С помощью нажимной плиты
3 зажимным механизмом 4 производят сжатие плит. Фильтр-пресс
смонтирован на передвижной тележке 5, на которой установлен
вихревой насос, перекачивающий жидкость через фильтр.
Техническая характеристика фильтр-пресса
2 Площадь фильтрования, м Число плит Размер плит, мм Рабочее давление, МПа Мощность электродвигателя, кВт Производительность насоса, мл/ч Полное давление, кПа 6 45 365x365 0,25 2,8 3...6 0,18...0,49
За один цикл работы фильтр фильтрует 2000...4000 дал готовых
изделий.
На ликерно-водочном заводе основными потребителями тепла
являются бутылкомоечные машины, выпарные и перегонные аппа-
раты. Расход условного топлива составляет 0,4...0,6 кг на 1 дал во-
дочных изделий. Расход электроэнергии 0,15...0,25 кВт-ч на 1 дал
изделий. Общий расход воды на 1 дал переработанного спирта 9... 12
дал, в том числе на мойку бутылок 5...6 дал.
ГЛАВА 6
ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА
ХЛЕБОПЕКАРНЫХ ДРОЖЖЕЙ
6.1. Машины для обработки сырья
Меласса, поступающая на дрожжевые заводы, требует предвари-
тельной подготовки, которая включает разбавление водой, обработ-
ку антисептиком, подкисление, осветление, пастеризацию или сте-
рилизацию. Разбавление мелассы осуществляют в рассиропниках
непрерывного или периодического действия.
Взвешенные вещества отделяют на сепараторах-кларификаторах
или в рассиропниках. Способ осветления зависит от мощности заво-
да и компоновки оборудования. Осветленный раствор через сливное
устройство (декантатор) подается на дальнейшие стадии обработки.
6.1.1. Аппараты для приготовления питательных сред
Рассиропник (рис. 6.1) — это вертикальный цилиндрический
корпус 1, внутри которого на стойках 3 закреплено 8... 10 сетчатых
тарелок 2 с отверстиями диаметром 15...20 мм и вырезом. В двух
соседних тарелках вырезы расположены с противоположных сто-
рон, благодаря чему путь прохождения смеси удлиняется и ухудша-
ются условия перемешивания вертикальных и горизонтальных
струй раствора.
В нижнюю часть аппарата по касательной вводят мелассу, горя-
чую и холодную воду. Патрубок для подачи горячей воды оканчива-
ется треугольными вырезами. Это способствует перемешиванию го-
рячей воды с мелассой, а кольцевая гребенка 4 способствует лучше-
му перемешиванию с холодной водой. Вентиль 5 предназначен для
освобождения аппарата при ремонте.
Подкислять мелассный раствор можно непосредственно в расси-
ропнике. Рассиропник моют, дезинфицируют и стерилизуют горя-
чей водой, дезинфицирующим раствором, а затем подают пар через
патрубок.
Заторные аппараты — это вертикальные цилиндрические емко-
сти из нержавеющей стали с плоскими или эллиптическими дни-
щем и крышкой, оснащенной люком, который герметично закрыва-
ется при стерилизации (пропаривании), перемешивающим устрой-
445
Рис. 6.1. Рассиропник непрерывного действия
ством и барботером (аэрационной системой). Имеются патрубки и
штуцера для подачи в аппарат мелассы, воды и кислоты, для уста-
новки контрольно-измерительных приборов и средств автоматиза-
ции (КИПиА); вывода осветленного мелассного раствора, слива от-
стоя и промывных вод. При механизированной санитарной обработ-
ке в барботер, кроме воды, пара и воздуха, подают дезинфицирую-
щий раствор.
В качестве заторных аппаратов можно использовать серийно вы-
пускаемые цельносварные аппараты с перемешивающими устрой-
ствами, плоскими днищем и крышкой, с эллиптическими днищем и
крышкой, а также вертикальные с плоскими днищами типа ВПП,
446
дополнительно оснащенные барботером, моечной головкой и декан-
татором.
Растворы диаммонийфосфата, сульфата аммония, хлористого ка-
лия, сернокислого магния и др. готовят путем непрерывной подачи
определенных порций солей в аппарат, предварительно заполнен-
ный подогретой водой при работающей мешалке. Такие аппараты
называют солерастворителями. Это вертикальные цельносварные
цилиндрические аппараты из нержавеющей стали с плоскими или
эллиптическими крышкой и днищем. Оснащены перемешивающи-
ми устройствами, патрубками для подачи в аппарат воды, пара (с
целью подогрева воды и ускорения процесса растворения солей),
для вывода раствора соли и слива промывных вод. Соль в солераст-
ворители загружают через люк в крышке аппарата.
Солерастворители для приготовления раствора сульфата аммо-
ния оснащают барботером, в который подается сжатый воздух.
В качестве солерастворителей можно рекомендовать серийно вы-
пускаемые цельносварные аппараты с перемешивающими устрой-
ствами, с плоскими днищем и крышкой и с эллиптическими днищем
и крышкой.
6.1.2. Сепараторы-кларификаторы для мелассы
Предназначены для осветления мелассного раствора (сусла) под
действием центробежных сил. В результате осветления получается
раствор с устойчивой прозрачностью. Осветление мелассных рас-
творов необходимо для получения дрожжей с повышенной стойко-
стью и подъемной силой, а также для увеличения выхода дрожжей.
На дрожжевых заводах работают саморазгружающиеся сепарато-
ры-кларификаторы фирмы ."Альфа-Лаваль" (Швеция), а также оте-
чественные типа А1-ВСЕ.
Сепараторы-кларификаторы фирмы "Альфа-Лаваль" — это ап-
параты типов BRPX213SFT/P/V-33T/CT и BRPX213SGT/P/V-
ЗОТ/СТ с программным (условное обозначение PX213-F-00) и руч-
ным (условное обозначение PX213-G-00) управлением, периодиче-
ской автоматической выгрузкой осадка.
Основные узлы кларификатора (рис. 6.2): станина /, пробка с
резьбой для спуска масла 2, маслоуказательное стекло 3, приводной
вал 4, фрикционная передача 5, червячное колесо 6, вал барабана 7,
счетчик частоты вращения 8, пробка резьбовая для масла 9, тормоз
10, тахометр 11, кольцо станины 12, манометр 13, коммуникация
для подвода и отвода мелассы 14, напорные диски 15, 18, крышка
447
Рис. 6.2.. Сепаратор-кларификатор с автоматической выгрузкой осадка
16, барабан 17, подшипник веретена 19, распределительный клапан
20, патрубок для отвода шлама 21.
Выделение взвешенных частиц из сепарируемой жидкости проис-
ходит в межтарелочном пространстве барабана под действием цент-
робежной силы. Осветленная жидкость из барабана кларификатора
с помощью напорного диска по технологическим коммуникациям
подводится в приточные мерники. Особенность конструкции бара-
бана — устройство для периодического выброса шлама, накаплива-
ющегося в процессе осветления по периферии внутреннего про-
странства барабана.
Технические характеристики сепараторов-кларификаторов фир-
мы "Альфа-Лаваль" приведены в табл. 6.1.
448
Таблица 6.1
Технические характеристики сепараторов-кларификаторов
фирмы "Альфа-Лаваль”
Производитель- ность (поводе), м3/ч Давление мелассы, МПа Потребляемая мощность, кВт
на входе на выходе
Тип PX213-F-00
10 0,02 0,53 8,8...11,.5
15 0,04 0,44 11...13
20 0,08 0,36 14...15
Тип PX213-G-00
10 0,02 0,59 8,1...9,9
15 0,05 0,59 10,1...11,2
20 0,08 0,42 12,1...12,7
Сепараторы-кларификаторы типа А1-ВСЕ — саморазгружаю-
щиеся, управление выгрузкой ручное или автоматическое.
Основные узлы аналогичны. В отличие от сепараторов фирмы
"Альфа-Лаваль" гидросистема установлена отдельно от кларифика-
тора, а буферная вода в гидроузел подается не через полый вал, а по
специальной наполнительной трубке.
Сепаратор-кларификатор Al-ВСЕ имеет следующую техниче-
скую характеристику:
Производительность (по разбавленной мелассе), м /ч 7,3
Частота вращения барабана, с*1 83,3
Мощность электродвигателя, кВт 15
Температура сепарирования, °C , 10...20
Плотность разведенной мелассы, кг/м"1 1150...12Q0
Давление осветленной мелассы на выходе, Па, не более 4,4 * 10"
Давление буферной воды, Па, не менее 2,4'10s
Масса, кг 1450
Габаритные размеры, мм 1200x830x1670
Изготовитель — Плавский машиностроительный завод "Смычка"
Ведутся разработки саморазгружающихся сепараторов-кларифи-
каторов производительностью от 10 до 20 м3/ч.
Барабан вновь смонтированного кларификатора необходимо ра-
зобрать и промыть горячей водой с небольшим количеством соды.
При сборке важно, чтобы детали одного барабана не были заменены
деталями другого, так как каждый барабан динамически отбаланси-
рован. Кларификатор с автоматической выгрузкой шлама работает
449
лучше, если диски барабана собирать последовательно (первый,
второй И Т.Д.).
6.1.3. Пароконтактные установки для стерилизации
На выход и качество дрожжей существенно влияет стерильность
мелассы. Эффективным способом подавления жизнедеятельности
микроорганизмов в питательных средах является их тепловая обра-
ботка в пароконтактной установке с инжекторным нагревателем.
При работе установки раствор мелассы температурой 15°С нагне-
тается в секцию предварительного нагревания, 1де он нагревается
вторичным паром до температуры 75°С. Далее подогретый раствор
подается в пароконтактный стерилизатор, где в условиях разреже-
ния из кольцевого пространства в канал смешения увлекается ост-
рый пар. Последний, смешиваясь с раствором, конденсируется, а
температура мелассы становится равной 140°С. Смесь раствора с
паром поступает в вакуум-камеру, тде происходит ее охлаждение
до температуры 76°G в результате самоиспарения жидкости. Паро-
контактный стерилизатор (рис. 6.3) относится к аппаратам соплово-
го типа с перфорированными вставками и регулируемым сечением
сопла.
Рис. 6.3. Пароконтактный стери-
лизатор
При расчете пароконтактного стерилизатора раствора мелассы
определяют следующие основные конструктивные размеры: внут-
ренний диаметр канала dj, длину перфорированной части Zi, длину
выдерживателя и диаметр отверстия дросселирующей шайбы 62.
Внутренний диаметр канала стерилизатора di (м)
где VM — расход стерилизуемого раствора мелассы, м3/ч; vcp —
средняя скорость движения раствора мелассы в канале стерилизато-
ра (уСр = 2,2...2,5м/с).
450
Длина перфорированной части стерилизатора h (м)
Z1 = n0S,
где п0 — число паровых отверстий в продольном ряду; S — шаг
между отверстиями пара (S - Збз, где 63 “ 0,001...0,002 м — диаметр
отверстия для пара).
Число отверстий для пара в ряду
По" No/zp,
где No — общее число отверстий для пара в перфорированной части
стерилизатора; zp — число продольных рядов (zp = Ttdi/S', где
S'=3d3 — шаг между отверстиями для пара в поперечном ряду, м).
Общее число отверстий для пара
N0-Dn/dn,
где Dn — расход острого пара на нагревание раствора мелассы до
температуры стерилизации, кг/ч; dn — количество пара, выходя-
щего из одного отверстия, кг/ч.
Расход острого пара на стерилизацию раствора мелассы
Dn=GMCM<t2-tl)/r.
где GM — количество стерилизуемой мелассы, кг/ч; см — удель-
ная теплоемкость раствора, кДж/(кг-К) [берется при tcp =
= (tj+t2>/2 ]; t] — температура мелассы перед нагреванием, °C; t2 —
температура стерилизации, °C; г — скрытая теплота парообразова-
ния, кДж/кг.
Количество пара, выходящего из одного отверстия,
dn - 25,87•104(d32/Vn.yfl)ViFiL
где ¥п.уд — удельный объем пара, м3/кг; ц — энтальпия пара при
давлении ₽i перед паровым отверстием, кДж/кг; i2 — энтальпия
пара при давлении Р2 в канале стерилизатора, кДж/кг.
Давление pi (МПа) в зависимости от температуры стерилизации
Р1 = р2 + Др>
где Др — перепад давлений на входе в отверстие и выходе из него
для пара (Др “0,04..0,06 МПа).
Длина выдерживателя (расстояние от перфорированной части до
дросселирующей шайбы) fa (м)
Z2“4GMrB/0rdi2),
29*
451
где тв — продолжительность выдержки, ч.
Диаметр отверстия дросселирующей шайбы d2 (м)
d2 = V4GM/(Tf3600vcp),
где vcp — средняя скорость движения раствора мелассы в суженном
сечении, м/с.
Средняя скорость движения раствора в суженном сечении 3
vCp = V(2p2 - 2р3 + pMv2v|p)/ I/>m(v3+£) ]>
где Рз — давление в потоке раствора после дросселирующей шайбы,
МПа (Рз берется равным давлению в вакуум-камере) у>м — плот-
ность раствора мелассы при температуре стерилизации, кг/м3; v2 —
коэффициент Кориолиса .для потока жидкости в канале стерилиза-
тора (сечение 2); v3 — коэффициент Кориолиса для потока жидко-
сти в канале дросселирующей шайбы; | — коэффициент сопротив-
ления при сужении канала (| ” 0,45...0,55).
6.2. Дрожжерастильные аппараты
Для засева товарных дрожжерастильных аппаратов важно ис-
пользовать культуру дрожжей практически без посторонней микро-
флоры. Чистую культуру дрожжей выращивают сначала в лабора-
тории, затем в специальной комплектной аппаратуре, установлен-
ной в цехе чистых культур. При постепенном переходе от одной
стадии выращивания к другой достигается концентрация посевных
дрожжей, нужная для засдрожжерастильных аппаратов товарной
стадии.
Дрожжерастильные аппараты (табл. 6.2) предназначены для раз-
множения дрожжей при сохранении их подъемной силы. Процесс
выращивания дрожжей длится 20...36 ч, выход их составляет
70...85% количества мелассы. В дрожжевом производстве стремятся
погасить брожение и активизировать размножение дрожжей. Поэ-
тому в современном дрожжерастильном аппарате должны обеспечи-
ваться значительное разбавление дрожжевой суспензии (до 25 м3 на
1 т мелассы), хорошая аэрация (до 100 м3/ч воздуха на 1 м3 объема
аппарата), строго определенная концентрация питательных ве-
ществ во время размножения дрожжей и определенная температу-
ра.
452
Таблица 6.2
Техническая характеристика дрожжерастильных аппаратов
Показатели ВДА-100 "Пресс-ин- дустрия” ПНР-200
Общий объем, мй 100 110 200
Рабочий объем, м? 70 75 140
Удельный расход воздуха, м^/(м ч) 100 60 61,5
Коэффициент массопередачи кислорода, кг/(ма ч) 1,93 2,5 2,57
Часовой съем дрожжей, кг/ч 472 200 1680
Энергозатраты на аэрацию, кВт/кг 0,71 0,4 1,3
сухих веществ
Дрожжерастильный аппарат ВДА-100 (рис. 6.4) представляет
собой сварной цилиндрический резервуар с охлаждающей рубаш-
кой и пластинчатой аэрационной системой для насыщения суспен-
зии кислородом во время размножения дрожжей. Резервуар 1 уста-
Рис. 6-4. Дрожжерастильный аппарат ВДА-100
453
новлен на балках 14 и стойках 15 и имеет охлаждающую рубашку
20 из десяти секций (поясов). Аппарат снабжен люками 18 и 21 для
обслуживания и ремонта, смотровым окном 2, осветлителем 3, гид-
розатвором 11 для перекачивания дрожжевой суспензии под давле-
нием не более 0,4 МПа, воздухоподводящей трубой 17, коробами 13
аэрационной системы, соплами 16 для промывания коробов, кол-
лектором 19 для подачи воды в секции охлаждающей рубашки и
коллектором 12 для вывода воды из охлаждающей рубашки. На
крышке аппарата установлена вытяжная труба 7, которая перекры-
вается заслонкой 10. Заслонка с помощью муфты 4 соединена со
штоком 9, несущим поршень, движущийся в цилиндре 8 при помо-
щи гидравлического привода, снабженного четырехходовым краном
5. По шлангу 6 поступает вода для промывания. Подачу воздуха ре-
гулируют задвижкой 22 через распределительный коллектор 23.
Культуральная среда выводится по трубе 24. За уровнем жидкости в
аппарате наблюдают через мерное стекло 25.
Пластинчатая аэрационная система ВДА включает распредели-
тельный коллектор и короба, закрытые сверху перфорированными
пластинами с отверстиями диаметром 0,5 мм. В некоторых аппара-
тах смонтированы трубчатые системы аэрации конструкции
ЦРММ. Они состоят из перфорированных трубок диаметром 51 мм,
расположенных на днище аппарата на определенном расстоянии. В
поперечном сечении трубки имеют 7 рядов отверстий диаметром
0,8...0,9 мм, расположенных через 15°С, с шагом 5 мм. Трубки сое-
динены с воздухораспределительным коллектором.
Аппарат итальянской фирмы "Пресс-индустрия" (рис. 6.5)
предназначен для выращивания дрожжей в концентрированных
средах. В нем плоское днище имеет уклон. Аппарат оснащен труб-
чатой аэрационной системой, перфорированные трубки которой
крепятся к коллектору. Перфорированные трубки с помощью резь-
бы соединены с коллектором (лежаком) диаметром 250 мм на рас-
стоянии 125 мм. С одной стороны коллектора расположено 25 тру-
бок диаметром 40 мм, в которых отверстия диаметром 1,5 мм обра-
щены вниз и расположены в три ряда через 30° (в поперечном сече-
нии) . В коллекторе также имеются отверстия диаметром 1,5 мм для
выхода воздуха, обращенные вниз с шагом по длине коллектора 50
мм. По поперечному сечению расположено пять рядов отверстий
через 23°30'. Такое расположение отверстий исключает застой жид-
кости в системе аэрации и создает удобства для ее мойки.
454
7
Рис. 6.5. Дрожжерастильный аппарат фирмы "Пресс-индустрия”
Культуральная среда охлаждается при прохождении через вы-
носной пластинчатый теплообменник с поверхностью теплообмена
100 м2 с помощью насоса.
Дрожжерастильный аппарат ПНР-200 имеет трубчатую аэра-
ционную систему и оснащен охлаждающей рубашкой. В днище ап-
парата находится спускное отверстие, защищенное сетчатым филь-
тром для предотвращения попадания твердых частиц в насосы, ко-
торые перекачивают суспензию в сепараторы или на охлаждение.
455
В дрожжерастильном аппарате в процессе жизнедеятельности
дрожжей выделяется значительное количество теплоты. Если эту
теплоту не отводить из аппарата, то температурные условия для
размножения дрожжей станут неблагоприятными. Поэтому дрож-
жерастильные аппараты оборудуются охлаждающими системами в
виде змеевиков или рубашки.
Количество теплоты, отводимой от сбраживаемой питательной
среды, и расход охлаждающей воды определяют из теплового балан-
са.
Приход теплоты
Теплота, вносимая с питательной средой (растворами солей),
Ql=GnCntn’
Теплота, выделяющаяся при брожении,
QygP-
Теплота, вносимая в аппарат с охлаждающей водой,
Q3 “ОвСв^в-
Теплота, вносимая в аппарат с воздухом,
Q4-I1L.
Расход теплоты
Теплота, уходящая с дрожжевой суспензией (бражкой),
Q5=G6C6t6-
Теплота, отводимая с охлаждающей водой,
(^“бвСвЬв-
Теплота, отводимая с воздухом,
Q7-I2L.
Потери теплоты в окружающую среду
Q8“3600aFaAt.
В приведенных формулах Gn,GB и Gg — масса соответственно пи-
тательной среды, охлаждающей воды и бражки, кг/ч; Сп, св и сд —
удельная теплоемкость среды, охлаждающей воды и браж-
ки,кДж/(кг-К); tn, tg, tiB и tiB — температура питательной среды,
456
бражки, начальная и конечная охлаждающей воды, °C; g — удель-
ное тепловыделение дрожжей (g = 4171 кДж/кг); Р — прирост мас-
сы дрожжей, кг/ч; L — расход продуваемого воздуха, кг/ч; 11,1г —
удельные энтальпии свежего и отработанного воздуха, кДж/кг; а —
коэффициент теплоотдачи от поверхности аппарата в окружающую
среду, кВт/ (м2,К); Fa — площадь поверхности аппарата, м2; At —
разность температур сбраживаемой питательной среды и окружаю-
щего аппарат воздуха, °C.
Уравнение теплового баланса имеет вид
GBCB(t2B-tlB)=Ql+Q2-Q5-Q8-L(l2-Il) •
Обозначив правую часть уравнения через Q, находим расход во-
ды
GB=Q/ [cH(t2B-tiB) ].
Площадь поверхности охлаждения дрожжерастильного аппарата
Г^ОХЛ (м2)
рохл=р/ (3600KAtcp),
где К — коэффициент теплопередачи от охлаждающей воды к сбра-
живаемой среде, кВт/(м2К); At — средняя разность температур
сбраживаемой и охлаждающей воды, °C.
На основании опытных данных для аппаратов с рубашками при-
нимают коэффициент теплопередачи К=0,3 кВт/(м2К). Расход
воздуха на продувание в зависимости от принятой схемы аэрации
Ег=80...100м3/ч на 1 м3 сбраживаемой среды.
Для забора воздуха из атмосферы, его многоступенчатого сжатия
до определенного давления и транспортирования в дрожжерастиль-
ный аппарат используется воздуходувная машина центробежного
действия. Удельный расход воздуха Ууд в этом аппарате зависит от
стадии роста дрожжей и составляет 30... 100 м3/(ч-м3). Давление
воздуха, которое должна обеспечивать воздуходувка, определяется
сопротивлением в воздуховоде (рв = 0,005...0,01 МПа), аэрационной
системе (рс=0,01...0,015 МПа) и воздухоохладителе
(ро=0,001...0,002 МПа) и давлением столба жидкости в аппарате
(рст=0,04...0,09 МПа).
Под действием центробежных сил воздух, захватываемый лопат-
ками рабочего колеса воздуходувки, отбрасывается к ее периферии.
При этом сжатый воздух по направляющим каналам поступает к
центральной части рабочего колеса следующей ступени сжатия. Ве-
457
личина давления воздуха на выходе из воздуходувной машины оп-
ределяется частотой вращения ее ротора и числом ступеней сжатия
(числом рабочих колес).
Трубчатая аэрационная система (рис. 6.4), используемая в дрож-
жерастильном аппарате ВДА-100, состоит из перфорированных
трубок (d-rp = 0,051 м), расположенных по всему днищу с опреде-
ленным шагом S. В поперечном сечении трубки имеют z = 7 рядов
отверстий (dOTB=0,0008...0,001 м, расположенных через 15°. На 1 м
длины трубки приходится Hi “ 1400 отверстий. Трубки соединяются
с воздухораспределительным коллектором dK = 0,35 м. Число тру-
бок с одной стороны коллектора nTpi = 44, число отверстий в труб-
ках и = 24500, длина трубок 100...175 м.
Общий расход воздуха в трубчатой аэрационной системе опреде-
ляется из уравнения
РоЦ/ (273 +10) = pi Li / (273 + Ч),
где р0 и Pi — давление воздуха на входе и выходе воздуходувной
машины, МПа; Lq и Lj — расход воздуха начальный и после его
сжатия, м3/ч; t0 и tj — начальная температура всасываемого возду-
ха и конечная температура сжатого воздуха, °C.
Расход воздуха в нагнетательном воздуховоде
Li = 3600vBF,
где vB — скорость воздуха в воздуховоде (vB = 16...20 м/с); F — пло-
щадь сечения воздуховода (F - лдв2/4; dB — диаметр воздуховода,
м).
6.3. Воздуходувные машины
Предназначены для забора из атмосферы воздуха, многоступен-
чатого сжатия до определенного давления и последующего транс-
портирования в аппараты для культивирования дрожжей. Для
дрожжерастильных аппаратов с высотой столба жидкости 3...4 м
пригодны воздуходувные машины ТВ, а для аппаратов с большой
высотой столба жидкости — центробежные нагнетатели (табл.6.3).
Внутри разъемного чугунного корпуса воздуходувной машины
вращается горизонтальный вал, на котором насажены рабочие ко-
леса. В корпусе размещены диафрагмы, образующие лопаточные
направляющие и обратно направляющие аппараты ступеней. В
нижней части корпуса расположены горизонтально направленные
всасывающий и нагнетательный патрубки.
458
Таблица 6.3
Технические характеристики воздуходувных машин
Показатели I ТВ-42-1,4 1 ТВ-50-1,6 I ТВ-50-1,9 | ТВ-80-1,4
Производительность шкуслови- 1,0 1,0 1,0 1,67
ям всасывания, мл/с(м'г/ч) Давление (абс.), МПа: (3600) (3600) (3600) (6000)
конечное 0,14 0,16 0,195 0,142
начальное 0,1 0,1 0,1 0,1
Расход масла при одной заливке
в масляные ванны подшипни-
КОВ, л 4 4 4 4
Мощность электродвигателя, кВт 75 100 60 100
Масса, кг 4301 4320 4380 4463
Габаритные размеры, мм 251 Ох 2570х 2590х 2785х
х1550х х1550х х1550х х1550х
Х1570 х1570 Х1570 Х1570
Показатели | ТВ-80-1,6 | ТВ-80-1,8 | ТВ-175-1,6 | ТВ-200-1,4 | ТВ-300-1,6
Производитель- ность по услови-
ям всасыва-ния, мд/с (мд/ч) 1,67(6000) 1,67(6000) 2,78 (10000) 3,33(12000) 5,0(18000)
Давление (абс.), МПа:
конечное 0,163 0,18 0,163 0,14 0,16
начальное 0,1 0,1 0,1 0,1 0,1
Расход масла при одной за-
ливке в масля- ные ванны под- шипников, л 4 4 4 4 18
Мощность элект- родвигателя, кВт 160 200 320 200 400
Масса, кг 5241 6540 6958 5850 11526
Габаритные 2950х 3270х 3640х 3445хх1685х 3750х
размеры, мм х1550х Х1550 х1685х х1645 х1890х
Х1570 Х1620 х1655 Х1845
Воздух захватывается лопатками из центральной части рабочего
колеса и под действием центробежных сил отбрасывается к перифе-
рии. При этом кинетическая энергия превращается в потенциаль-
ную энергию сжатого воздуха, который по направляющим каналам
поступает к центральной части рабочего колеса следующей ступени
сжатия. Давление воздуха на выходе из воздуходувной машины оп-
ределяется частотой вращения ротора и количеством ступеней сжа-
тия (т.е. количеством рабочих колес). Лабиринтные уплотнения
459
должны быть исправными, чтобы сжатый воздух по внешнему кон-
туру колеса не поступал обратно к заборной части.
С целью уменьшения осевых усилий, возникающих от давления
сжатого воздуха на стенки рабочих колес, после колеса последней
ступени сжатия в корпусе воздуходувок находится камера, в кото-
рой воздух через разгрузочную трубу (противопомпажное устрой-
ство) выходит в атмосферу.
На некоторых заводах установлены воздуходувные машины TG и
RG производства Германии и Польши. Их отличительная особен-
ность — расположение всасывающего и напорного патрубков вниз.
Корпус машины и корпуса подшипников отлиты как одна деталь.
Подшипники смазывают при помощи циркуляционной системы, со-
стоящей из маслосборника, масляного фильтра, охладителя и трех
насосов. Первый насос — основной — соединен непосредственно с
валом воздуходувки, второй — вспомогательный — с отдельным
электродвигателем и третий — аварийный — ручной.
Технические характеристики центробежных нагнетателей при-
ведены в табл. 6.4.
Таблица 6.4
Технические показатели центробежных нагнетателей
Показатели I 360 21-1 | 360-22-2
Производительность на линии всасывания, NT/ч 22500 1620
Конечное давление при выходе из нагнетательного патрубка (абс.), МПа 0,18 0,175
Расход воды, м/ч: на маслоохладитель нагнетателя 20 20
на воздухоохладители электродвигателя 40 6,5
Температура охлаждающей воды, °C, не выше 35 30
Давление охлаждающей воды, МПа, не более 0,32 0,32
Потребляемая мощность, кВт 530 380
Общая масса нагнетателя (без основного 8360 7700
электродвигателя), кг Масса электродвигателя, кг 4621 2250
Во время сжатия воздуха в воздуходувной машине происходит
повышение его температуры. Конечная температура сжатого в воз-
духодувке воздуха (°C)
t2= [ (Ц+273) /г, ] [ (Р1 /ро)°’268-1 ]+ti,
где t] — температура всасываемого воздуха, °C; т) — КПД воздухо-
460
дувной машины (у = 0,74); Ро и pi — соответственно давление воз-
духа на входе и выходе воздуходувки, МПа.
Плотность сжатого воздуха на выходе из воздуходувки
Ро/ Ipi (ti + 273) ] = pi (р2^2 + 273) ],
где pi и pi — соответственно плотность воздуха при температурах
ti И t2, кг/м3.
Для охлаждения воздуха используют кожухотрубные теплооб-
менные аппараты, которые состоят из пучка труб, концы которых
закреплены в специальных трубных решетках, расположенных
внутри общего кожуха. Охлаждающая вода в этих аппаратах дви-
жется по трубам, а воздух — в пространстве между кожухом и тру-
бами.
В одноходовых кожухотрубных аппаратах теплоноситель или
продукт несколько раз изменяют свое направление, продвигаясь
смешанным потоком. Для изменения направления теплоносителя в
теплообменнике установлены специальные перегородки.
Конструктивный расчет кожухотрубных аппаратов заключается
в определении при заданном расходе охлаждающей воды скорости
ее движения по трубам и плотности жидкости, площади проходного
сечения трубок и размеров аппарата.
Площадь проходного сечения трубок одного хода fi (м2)
fi=GB(pe3600vB),
где GB — расход воды, кг/ч; рв — плотность воды, кг/м3; vB — ско-
рость движения воды, м/с.
Шаг размещения трубок в трубной решетке t (м) принимают в
зависимости от их наружного диаметра dH (м): при закреплении
труб развальцовкой t = (1,3... 1,5)dH; при закреплении их сваркой t =
= l,25dH.
По полученной из теплового расчета величине площади поверх-
ности теплопередачи F (м2), среднему диаметру трубок dcp (м) на-
ходят число трубок в одном пучке (для многоходового теплообмен-
ника)
ni 4vB/ 0rdBH2 • 3600vB).
Число ходов в трубном пространстве теплообменника
Z = Птр/П1.
461
Общее число трубок Побщ, размещенных на трубной решетке в
пределах круга шестигранника,
no6ui=0,75(nd2-l)+l,
где nd — число трубок, размещенных на диаметре трубной решетки:
nd = V4F7(3tftf),
где/? — отношение высоты или длины рабочей части теплообменни-
ка к его диаметру (/? = h/dg = Z/da = 3...5); f — площадь поверхности
1 м трубы выбранного диаметра, м2.
Внутренний диаметр кожуха dK (м), равный диаметру решетки,
dK = (nd- 1) / + 4dH.
Полная длина (высота) теплообменника Н (м)
Н = / + 2<5p + 2h,
где др — толщина трубной решетки (для стальных трубок др =
= 0,125dH + 0,005; для смежных др = 0,125dH + 0,01); h — высота ка-
меры (h = 0,1...0,2 м).
6.4. Аппараты для выделения дрожжей
6.4.1. Дрожжевые сепараторы
Предназначены для разделения дрожжевой суспензии на дрож-
жевой концентрат и последрожжевую культуральную среду (браж-
ку). Разделение происходит под действием центробежных сил во
вращающемся барабане (роторе).
Сепараторы-осветлители тарелочного типа применяются в дрож-
жевой промышленности для осветления жидкостей или суспензий.
К ним относятся герметичные сепараторы типов АСЭ-Б, ОДЛ-
637, АСЭ с центробежной пульсирующей выгрузкой осадка, кото-
рые изготовляются полузакрытыми.
Сепаратор типа АСЭ-Б (рис. 6.6) состоит из станины 2 с привод-
ным механизмом, снабженной пробками 1 и 6, а также указателем
уровня масла 3, барабана с клапаном для слива межтарелочной
жидкости, приемно-выводного устройства 18, гидроузла 7 и тормо-
за. Внутри корпуса сепаратора размещены приводной механизм,
тахометр 5, тормоз и гидроузел. В верхней части корпуса располо-
жена чаша 8, внутри которой установлен приемник 9 для межтаре-
лочной жидкости. Чаша снабжена двумя штуцерами для ввода и
462
Рис. 6.6. Сепаратор типа АСЭ-Б
вывода охлаждающей жидкости в процессе сепарирования. Барабан
является основным рабочим органом, состоящий из основания бара-
бана 12, корпуса 11, крышки 16 и затяжных колец 20, 21, в котором
463
под действием центробежной силы в межтарелочном пространстве
происходит выделение взвешенных частиц из культуральной жид-
кости. В корпусе 11 барабана расположены тарелкодержатель 14,
комплект тарелок 15, поршень 13 и клапаны 10. Гидроузел 7 для
управления закрытием, разгрузкой барабана и открытием клапанов
расположен на чаше 8.
Во вращение барабан приводится от индивидуального электро-
двигателя, соединенного с горизонтальным валом 4 через муфту,
вследствие чего сглаживаются резкие изменения крутящего момен-
та. Постоянная и плавная передача вращения достигается с по-
мощью фрикционно-центробежной муфты.
Культуральная жидкость по центральной питающей трубе 19 по-
ступает во внутреннюю полость тарелкодержателя 14, а затем — в
шламовое пространство 23 барабана. Под действием центробежной
силы наиболее крупные и тяжелые частицы биомассы отбрасывают-
ся к периферии барабана, а жидкость с более мелкими частицами
биомассы направляется в пакет конических тарелок. Тонкослой-
ность и ламинарность потока обеспечивает выделение мельчайших
частиц биомассы в межтарелочном пространстве на внутренних по-
верхностях тарелок.
Осветленная жидкость — фугат — поднимается по наружным ка-
налам тарелкодержателя 14 в камеру напорного диска 17 и выво-
дится из барабана, а выделенные частицы биомассы соскальзывают
по поверхности тарелок в шламовое пространство 23 барабана. При
полном заполнении шламового пространства биомассой подачу
культуральной жидкости прекращают и с помощью двух клапанных
механизмов сливают фугат из межтарелочного пространства в при-
емник. Биомассу с помощью механизма разгрузки выбрасывают в
приемник шлама 22. После прекращения подачи буферной воды в
полость над поршнем 13 барабан закрывают и технологический
цикл повторяется.
Диаметр барабана — 600 мм, межтарелочный зазор — 0,5 мм,
частота вращения барабана — 5000 мин'1.
Технические характеристики сепараторов АСЭ-Б, ВСЛ, ФЕВ
приведены в табл. 6.5.
464
Таблица6.5
Технические характеристики сепараторов с центробежной
пульсирующей выгрузкой осадка
Показатели I АСЭ-Б | всл | ФЕВ
Производительность, л/ч 2000 2000 1600
Число тарелок 135...155 100 91
Объем шламового простран- ства, л 16 9 —
Мощность электродвигателя, кВт 13 14 14
Масса, кг 1440 1412 1122
Габаритные размеры, мм 1450х1070х 1560x1160х 1245х1090х
Х1560 Х1870 Х1520
Для разделения дрожжевых суспензий применяют сепаратор
типа СОС-501К-3. Это негерметизированный тарельчатый сепара-
тор-сгуститель с центробежной непрерывной сопловой выгрузкой
осадка и свободным сливом жидкого компонента.
Сепаратор (рис. 6.7) состоит из станины 1 с приводным механиз-
мом, барабана 2 с тарелками и валом, сборника дрожжевого кон-
центрата 4 и патрубка для отработавшей культуральной жидкости
3. Привод сепаратора осуществляется от индивидуального электро-
двигателя через фрикционную центробежную муфту и быстроход-
ную винтовую пару. Барабан свободно насажен на вал-веретено и
закреплен в прорези вала поводком, благодаря чему обеспечивается
самоцентрирование барабана. Внутри барабана расположены кони-
ческие тарелки с ребрами на внешней поверхности, расстояние
между ними равно 0,8 мм. Крепление пакета тарелок в барабане
производится на тарелкодержателе с помощью крестовины и диско-
держателя запорной кольцевой гайкой. В нижней части корпуса по
окружности расположены сквозные каналы, к которым подведены
трубки для отвода дрожжевого концентрата.
Дрожжевая суспензия поступает через распределительную трубу
во внутреннюю полость тарелкодержателя, где с помощью ребер ей
сообщается вращательное движение. Суспензия проходит между
тарелкодержателем и основанием барабана. Под действием центро-
бежной силы наиболее крупные дрожжевые клетки и случайные ме-
ханические примеси отбрасываются к периферии барабана. Из
дрожжевой камеры суспензия попадает в пакет конических тарелок
и в ламинарном режиме растекается равномерным тонким слоем.
Под действием центробежной силы дрожжевые клетки, имея боль-
30. Заказ 5901
465
Рис. 6.7. Сепаратор СОС-501К-3
466
шую плотность по сравнению с жидкой фазой, оседают на внутрен-
ней поверхности тарелок и перемещаются по ней в шламовое про-
странство барабана. Через наружные мундштуки дрожжевой кон-
центрат поступает в сборник.
Концентрацию дрожжей в сгущенной суспензии можно регули-
ровать изменением диаметра отверстий в мундштуках, однако отно-
шение диаметров отверстий внутренних и внешних мундштуков
должно быть не менее 1...1,7. При уменьшении количества рабочих
мундштуков степень сгущения дрожжевой суспензии увеличивает-
ся, при этом уменьшается производительность сепаратора.
Отсепарированная жидкость, пройдя через пакет тарелок, подни-
мается вдоль наружной поверхности тарелкодержателя и попадает в
камеру, из которой выводится напорным диском.
Степень сгущения суспензии зависит от концентрации дрожжей
в исходной суспензии. При концентрации дрожжей 75%-ной влаж-
ности, равной 20...30 г/л, степень сгущения составляет 8... 10, а при
концентрации 80...120 г/л — 5...6. Сгущение суспензии до содержа-
ния дрожжей 550...600 г/л осуществляется в 2...3 ступени последо-
вательного сепарирования.
В последние годы за рубежом изготавливаются сепараторы для
концентрирования кормовых дрожжей и других микробиологиче-
ских продуктов производительностью до 20 000 л/ч (тип FEUX), в
которых барабан снабжен напорной трубкой для выгрузки твердых
частиц под давлением. Под действием центробежных сил в верти-
кальном наборе конических тарелок барабана суспензия разделяет-
ся на твердые частицы и жидкую фазу. Концентрат с тяжелыми ча-
стицами (сгущенная суспензия) отбрасывается к стенкам барабана
и далее к периферии подается по ряду трубок соплами на внутрен-
нем конце в камеру на дне барабана. Неподвижная напорная трубка
внутри камеры захватывает вращающийся концентрат и выгружает
его под давлением через выпускную трубу в верхней части бараба-
на. Футат выходит из барабана через открытый выход или под дав-
лением из вертикального насоса с напорным диском.
Характеристики сепараторов для сгущения дрожжевой суспензии
приведены в табл. 6.6.
30*
467
468
6.4.2. Фильтр-прессы
Состоят из набора вертикально расположенных чередующихся
плит и рам, которые свободно опираются на горизонтальные опор-
ные балки, закрепленные в опорной плите и стойке. Плиты и рамы
зажимают подвижной плитой с помощью винта и специального уст-
ройства (механизма зажима). Плиты имеют привалочные поверх-
ности по контуру и дренажное устройство для отвода фильтрата.
Фильтр-прессы могут быть с закрытым и открытым отводом
фильтрата. Плиты и рамы фильтр-прессов с закрытым отводом
фильтрата имеют два сквозных отверстия на привалочной поверх-
ности или в специальных приливах. При зажиме фильтр-пресса эти
отверстия образуют каналы для подачи суспензии и для отвода
фильтрата. В плитах и рамах фильтр-прессов с открытым отводом
одно сквозное отверстие на привалочной поверхности, которое об-
разует канал для подачи суспензии; фильтрат отводится из каждой
плиты через боковые отверстия.
Фильтрующую ткань в виде салфеток навешивают на каждую
плиту, она служит уплотнением между рамой и плитой.
После зажима плит и рам суспензию подают в рамное простран-
ство. Жидкая фаза проходит через фильтрующую ткань в дренаж-
ное устройство плиты, откуда по каналу или через боковые отвер-
стия плит поступает в сборник фильтрата. Твердая фаза задержива-
ется фильтрующей тканью, и на ее поверхности накапливается оса-
док. Слой осадка постепенно увеличивается, что приводит к возра-
станию сопротивления фильтрата и уменьшению его производи-
тельности. По достижении определенной толщины осадка подачу
суспензии прекращают и разгружают фильтр-пресс. Для этого отво-
дят нажимную плиту и дрожжи лопатками счищают с каждой филь-
трующей плиты вручную. Затем плиты вновь собирают, и цикл ра-
боты фильтр-пресса повторяется.
Рамные фильтр-прессы могут быть с ручным, электромеханиче-
ским или гидравлическим зажимом плит.
Перед пуском фильтр-пресса необходимо тщательно смазать кон-
систентной смазкой трущиеся поверхности деталей; прочистить ка-
налы в рамах для подачи суспензии и в плитах для отвода воды, от-
верстия в полотне плит, очистить привалочные поверхности плит и
рам; проложить между плитами и рамами фильтровальную ткань в
виде салфеток по всей ширине. В салфетках должны быть отвер-
стия, соответствующие отверстиям в плитах. Если диаметр отвер-
стий в салфетках меньше, чем в плитах, то образуются пробки, осо-
469
бенно в канале подачи суспензии, что приводит к поломке плит и
рам. На салфетках не должно быть заплат и складок в зоне .прива-
лочных поверхностей. Плиты и рамы зажимают и включают
фильтр-пресс, постепенно заполняя суспензией. После окончания
фильтрования фильтр-пресс промывают, пропаривают и продувают
осадок. При разгрузке осадка тщательно очищают привалочные по-
верхности плит и рам, каналы в плитах и рамах для подачи суспен-
зии и отвода фильтрата.
При необходимости фильтровальный материал заменяют новым.
Технические характеристики рамных фильтр-прессов приведены
в табл. 6.7.
Таблица 6.7
Технические характеристики фильтр-прессов рамных
Показатели Ф1Р2-315/45К Ф1М16- 630/45К Ф1М40- 820/45К Ф1Г40- 820/45К
Размер рамы в свету, мм 315x315 630x630 820x820
Объем рамного пространства, 0,045 0,357 0,908
Рабочее давле- ние, МПа 1 0,8 0,6
Масса, кг 540 3760 6260 6230
Габаритные размеры, мм 1750х1000х х645 3490x1270х Х1280 4090x1495х х1430 4410x1470х Х1410
Камерный фильтр-пресс ФПАКМ (рис. 6.8) состоит из набора
фильтрующих плит 5, расположенных между верхней упорной 7 и
нажимной 4 плитами. Под нажимной плитой установлен механизм
гидрозажима 15, выполняющий подъем, уплотнение и опускание
набора фильтрующих плит. Между фильтрующими плитами зигза-
гообразно протянута фильтровальная ткань 13 в виде бесконечной
ленты, которая огибает ролики 10 и 11, а также ролики натяжного
устройства 9.
Передвижение фильтровальной ткани осуществляется от привода
передвижения ткани 16, состоящего из приводного барабана и при-
жимного ролика. Приводной барабан соединен с электродвигателем
через редуктор и клиноременную передачу.
В камере регенерации 18, где фильтровальная ткань очищается
от остатков осадка, установлены трубки для струйного промывания
ткани и скребки для очистки. Ролик 14 предназначен для устране-
470
Рис. 6.S. Автоматический камерный фильтр-пресс ФПАКМ
ния смещения фильтровальной ткани относительно фильтрующих
плит. Плита опорная 2 и камера регенерации с приводом передви-
жения ткани установлены на общей раме 1.
К нажимной 4 и опорной 2 плитам крепится телескопическое ус-
тройство (блок слева) 3 для отвода фильтрата и промывной жидко-
сти. На правой стяжке 12 установлен коллектор 6 для подачи под
давлением воды на диафрагмы.
С обратной стороны фильтр-пресса на верхней упорной плите 7
установлен коллектор 8 с тремя клапанами, через которые подво-
дятся суспензия, промывная вода, жидкость и воздух для осушки
осадка. На нажимной плите установлен клапан сброса давления из
коллектора подачи воды. Осадок выгружается в бункер 17.
При сжатых плитах дрожжевая суспензия, промывная жидкость
или воздух последовательно поступают по трубопроводам к коллек-
тору, на входе которого установлены автоматические клапаны, ре-
гулирующие подачу технологических сред в фильтрующие плиты.
Суспензия проходит через ткань, дренажное основание и далее
поступает в блок слива. Твердая фаза задерживается тканью и об-
471
разует на ее поверхности осадок, который промывается водой (в
случае необходимости), отжимается диафрагмой и просушивается
сжатым воздухом.
По окончании процессов фильтрования, промывания и обезвожи-
вания осадка механизм гидрозажима опускает нажимную плиту.
При полностью раскрытых плитах включается привод передвиже-
ния ткани, дрожжи выносятся из пространства между плитами и
выгружаются с двух сторон фильтр-пресса.
Одновременно подается вода в камеру регенерации ткани. После
выгрузки дрожжей механизм гидрозажима вновь зажимает фильт-
рующие плиты, и цикл повторяется.
Технические характеристики автоматических камерных фильтр-
прессов ФПАКМ приведены в табл. 6.8.
Таблица 6.8
Технические характеристики автоматических камерных
фильтр-прессов ФПАКМ
Показатели 1-ФПАКМ- 2,5 1-ФПАКМ- 5 1-ФПАКМ- 12,5 1-ФПАКМ- 25
Площадь поверхцрети фильтрования, mz 2,5 5 12,5 25
Давление, МПа: рабочее 1,2 1,2 1,2 1,2
масла в системе гидроуп- равлепия 2,0 2,0 2,0 2,0
масла в системе гидроза- жима фильтрующих плит 10,0 10,0 10,0 10,0
жидкости для промыва- ния ткани 0,3 0,3 0,3 0,3
Мощность электродвигате- лей, кВт: общая 25 25 30 35
привода передвижения ткани 2,2 2,2 4 4
водонасосной станции 17 17 17 22
маслонасосной станции гидрозажима 1,5 1,5 4 4
Размеры фильтровальной 17000х ЗООООх ЗООООх 50000х
ткани (рекомендуемые), х700х х700х xllOOx xllOOx
ММ х(1,5...2) х(1,5...2) х(1,5...2) х(1,5...2)
Масса, кг 5850 6925 11160 14460
Габаритные размеры, мм 2660х 2660х 3780х 3780х
х17б0х Х1760 х2150х х2150х
х 2620 х3400 х3140 х4240
472
6.4.3. Вакуум-фильтры барабанные
Основные узлы вакуум-фильтра (рис. 6.9): фильтрующий бара-
бан 1 с пустотелым валом 2 и трубками 11, сборник для дрожжевой
суспензии 8, ороситель 10, нож 5, направляющий лоток 4, меха-
низм для выравнивания слоя 9, опорные стойки 3 и б, электродви-
гатель 7 с механическим приводом, два вакуум-насоса с электро-
двигателями (на рисунке не показаны). Все детали вакуум-фильт-
ра, соприкасающиеся с суспензией, изготовлены из нержавеющей
стали.
Рис. 6.9. Вакуум-фильтр
Фильтрующий барабан 1 выполнен из листовой стали толщиной
15 мм. На его наружной поверхности проточены продольные и по-
перечные канавки для сбора и передачи фильтрата. Шестьдесят
трубок 11с внутренним диаметром 18 мм, расположенные в пять
рядов,приварены к барабану 1 и пустотелому валу 2 (внутренний
диаметр 159 мм). На барабан 1 натянута фильтровальная ткань
(бельтинг) длиной 7000 мм и шириной 1400 мм, поддерживаемая по
краям резиновыми бандажами. С одной стороны пустотелый вал за-
глушен, с другой — соединен с отсасывающей трубой через сальни-
ковое уплотнение. Вал вращается в подшипниках скольжения, ус-
тановленных на опорных стойках 3 и 6.
Сборник для дрожжевой суспензии 8 из листовой стали толщиной
2 мм крепится в четырех точках к кронштейнам опорных стоек. В
473
его нижней части имеется спускной кран, на боковой поверхности
— указатель уровня.
Ороситель 10 изготовлен из трубы диаметром 20 мм. На горизон-
тальных участках его по ширине барабана имеются два ряда распы-
лительных форсунок, через которые подается холодная вода для
промывания слоя дрожжей и фильтровальной ткани.
Нож 5 для съема дрожжей выполнен из листовой стали толщиной
5 мм. Он монтируется в подшипниках скольжения и закреплен на
кронштейнах опорных стоек в месте выхода барабана из дрожжевой
суспензии. Механизм выравнивания слоя представляет собой ме-
таллическую планку толщиной 5 мм с прикрепленной к ней поло-
сой из эластичной резины вдоль всей ширины барабана. Резиновая
кромка прилегает к поверхности слоя дрожжей.
Дрожжевой концентрат подается насосом в сборник, куда погру-
жена нижняя часть барабана вакуум-фильтра. Фильтрат через
трубки и пустотелый вал всасывается вакуум-насосом, а на фильт-
ровальной ткани остается плотный слой дрожжей, который промы-
вается холодной водой, срезается с поверхности барабана ножом и
отводится по направляющему лотку.
В вакуум-фильтрах типа БОК барабан по образующей разделен
на четыре зоны. В первой зоне фильтрат под действием вакуума
проходит через фильтрующую ткань, твердая фаза образует осадок
на поверхности ткани. При переходе во вторую зону осадок промы-
вается и обезвоживается. В третьей зоне осадок отделяется от ткани
сначала при продувании сжатым или атмосферном воздухом, а за-
тем с помощью ножа или другого устройства. В четвертой зоне про-
изводится регенерация ткани сжатым воздухом или паром.
Технические характеристики вакуум-фильтров приведены в
табл.6.9.
Ведутся разработки вакуум-фильтра производительностью по
прессованным дрожжам 2500 кг/ч с автоматическим регулировани-
ем подачи дрожжевого концентрата.
Удельная производительность барабанного вакуум-фильтра за-
висит от физико-химических свойств разделяемой суспензии и
фильтрующего материала и колеблется в широких пределах. Бара-
банные вакуум-фильтры имеют площадь фильтрования F=5...4O м2,
а толщина слоя осадка посЧ),01...0,04 м. Частота вращения бараба-
на вакуум-фильтра обычно п=6...12 ч"1.
474
Таблица 6.9
Технические характеристики вакуум-фильтров
Показатели 1 SOE-1/7 1 ОРЕ-2 | ОРЕ-2/3 1 БОК 10-2,6
Производительность по
прессованным дрожжам, кг/ч 1000...2000 600...800 150...600 -
Площадь поверхнрсти фильтрования, mz 8 6,4 6,4 10
Диаметр и длина барабана, мм 2000x1300 1600x1300 1600x1300 2600x1350
Частота вращения бараба- на, мин”1 1,95...7,8 2,2...2,8 0,91...3,64 0,13...2
Мощность электродвигате- ля привода барабана, кВт 3 268 2,8 2,2
Масса, кг 3000 3000 2450 5650
Количество плотной дрожжевой массы (осадка) Goc (кг/ч), по-
лучаемой на барабанном вакуум-фильтре,
Goc=GT/[l-(Woc/100)],
где GT — количество твердой фазы дрожжей, ь8упающих с дрожже-
вой суспензией, кг/ч; — влажность осадка (Woc = 65...75%).
Объем отделяемого фильтрата Уф (м3/ч)
Уф= (Gc-Goc)/^,
где Gc — количество фильтруемой дрожжевой суспензии, кг/ч;
Рф — плотность получаемого фильтрата, кг/м3.
Для дрожжевой суспензии, состоящей из воды и дрожжевого кон-
центрата, плотность осадкарж (кг/м3)
Рос = Pt(1"Wос/100)4рф(У/ос/100),
гдерт — плотность твердой фазы, кг/м3.
Удельная производительность вакуум-фильтра за один цикл Vvn
(м3/м2)
Ууд=^ос/Сос>
где hoc — толщина слоя осадка, м; с^ — количество влажного осад-
ка, приходящегося на 1 м3 получаемого фильтрата, м3/м3.
Продолжительность фильтрования Тф (ч) на барабанном вакуум-
фильтре при постоянном давлении Др = const
Тф”[ («фГосСосУуд2/2Ар)+(ЦфИ УУд/Др) 1/3600,
475
где Дф — динамический коэффициент вязкости фильтрата, Пас с;
гос — удельное сопротивление осадка, м’2; R — сопротивление
фильтровальной перегородки, м'1.
Удельное сопротивление осадка при промывке гпр (м-2)
ГПр“ Дпр1"ос/Дф>
где дпр — динамический коэффициент вязкости промывных вод,
Па-с.
Продолжительность промывки тпр (ч)
тпр = {[УвСос^удДф(гПрСосУуд+Н) ]/АР}/3600,
где VB — расход воды на промывку 1 м3 осадка, м3/м3.
Продолжительность полного цикла фильтрования в барабанном
вакуум-фильтре Т (ч)
Т-(Тф + Тпр)Шс/ (ТПф+Шцр),
где шс, Шф и тпр — соответственно общее число секций, число сек-
ций в зоне фильтрования и в зоне промывки.
Необходимая площадь поверхности фильтрования F (м2)
Р = УфТ/Ууд.
Частота вращения барабана вакуум-фильтра п (ч-1)
п=1/Т.
6.5. Сушильные установки
Сушеные дрожжи получают из прессованных дрожжей, их мож-
но хранить длительное время. Для сушки используют устройства
различных конструкций.
6.5.1. Конвейерные ленточные сушилки
Паровая конвейерная сушилка ПКС-90 (рис. 6.10) имеет сварной
металлический корпус, внутри которого расположены пять ленточ-
ных транспортеров один над другим.
Продукт, загружаемый транспортером 1 на верхнюю ленту 2, по-
следовательно перемещается с одной ленты на другую сверху вниз и
выходит с нижней ленты со стороны, противоположной месту за-
грузки продукта в сушилку. Для подогрева воздуха между лентами
транспортеров установлены подогреватели 3, каждый из которых
снабжен собственным подводом пара и отводом конденсата. Воздух
476
«500
9380
477
поступает под нижнюю ленту, а затем последовательно проходит
через подогреватели и все выше расположенные ленты. Влажный
воздух удаляется через аспирационные камеры 4.
Достоинствами сушилки ПКС-90 являются удобство выгрузки
сухого продукта, а также возможность изменять режим сушки в за-
висимости от условий работы.
Недостатки сушилки — естественная циркуляция воздуха и на-
личие нескольких вытяжных труб. Для улучшения данной конст-
рукции целесообразно оставить одну вытяжную трубу, а остальные
заменить вытяжным зонтом. При выборе размеров трубы необходи-
мыми условиями являются скорость движения воздуха 4...5 м/с и
наличие дефлектора.
Техническая характеристика сушилки ПКС-90:
Производительность по сухому картофелю, кг/с
Площадь рабочей поверхности лент, нг
Ширина ленты, мм
Общая площадь поверхности
воздухоподогревателей, mz
Давление пара в воздухоподогревателях, МПа
Мощность электродвигателей (четырех), кВт
Габаритные размеры, мм
Масса, кг
0,046
90
2000
1465
0,3...0,8
6,1
11500x2350x3105
10100
На ряде дрожжевых заводов установлены модернизированные
ленточные сушилки СПК-4Г-45, Гранулированные дрожжи посту-
пают в сушильную камеру по транспортеру-раскладчику. В су-
шильной камере один над другим установлены пять пар барабанов с
натянутыми бесконечными сетчатыми проволочными лентами из
нержавеющей стали. Каждая пара барабанов смещена относительно
другой, и гранулированные дрожжи ссыпаются с верхних лент на
нижние.
С каждой стороны сушильной камеры к боковым стенкам при-
креплены пять коробов с перфорированными воздухораспредели-
тельными трубками. Трубки подведены в сушильную камеру под
рабочими ветвями лент и с обеих сторон доходят до продольной оси
сушильной камеры. На коробах установлены шиберы для регулиро-
вания расхода воздуха, через которые вентиляторами нагнетается
нагретый в калориферах воздух.
Технические характеристики сушильных установок приведены в
табл. 6.10.
478
Таблица 6.10
Технические характеристики сушильных установок
Показатели | СПК-4Г-45 | СПК-4Г-90
Производительность (по сушеным дрожжам), кг/ч 75 Площадь рабочей поверхности лент, mz 45 Количество лент 5 Ширина ленты, мм 2000 Мощность электродвигателей, кВт 5,15 Габаритные размеры, мм 9020х х2930х х4350 Масса, кг 9250 150 90 5 2000 5,95 13700х х2930х х4350 15300
6.5.2. Сушильные установки с виброкипящим слоем
Установка А1-ВГС-12 — это установка непрерывного действия,
предназначенная для гранулирования прессованных дрожжей, под-
готовки сушильного агента (очистка и нагревание воздуха), сушки
гранулированных дрожжей. Ее можно использовать как в составе
линии гранулирования, сушки и упаковывания дрожжей марки А1-
ВСД, куда входит также линия упаковки сушеных дрожжей марки
А1-ВДН, так и самостоятельно.
Техническая характеристика сушильной установки А1-ВГС-12
Производительность, кг/ч:
по сырому продукту (содержание влаги 69...71 %) по сушеному продукту (содержание влаги 8...10%) Площадь поверхности решет, mz Амплитуда колебания решет, мм Частота колебания решет, мин" Расход пара, кг/ч Давление пара на входе в сушилку, МПа Температура подаваемого воздуха в коробах, °C: 475 150 12 8 350...370 624 0,4
1и11 III IV Расход воздуха при 20 °C, м^/ч Мощность электродвигателей, кВт Занимаемая площадь (без вентилятора), м Масса, кг 80.90 80...85 50...60 (41±1)103 49 43 13200
В комплект установки А1-ВГС-12 (рис. 6.11)’ входят питатель 4,
сушильная камера 2, калориферно-вентиляционная камера 1 коро-
бов I и IV, калориферно-вентиляционная камера 5 коробов I и III,
вибропривод 3, циклонная установка 9, регулируемые опоры б,
479
et/t
Рис. 6.11. Сушильная установка Al-ВГС-12 c виброкипиц!
480
фильтры 7, вытяжной вентилятор 8, силовой шкаф, пульт управле-
ния, площадка для обслуживания.
Гранулятор (рис. 6.12) состоит из привода 1 (электродвигатель,
клиноременная вариаторная передача и редуктор) и приемной ка-
меры 9 со шнеком 8. Над приемной горловиной шнека расположен
вращающийся питающий бункер 2 с лопастью 3. Привод 1 установ-
лен на станине. На выходе из рабочей камеры 9 имеется матрица 6.
Для отвода теплоты, выделяемой при выпрессовывании дрожжевой
массы, камера оборудована рубашкой 10, куда подается холодная
вода.
Рис. 6.12. Гранулятор сушильной установки А1-ВГС-12
Шнек 8 заканчивается трехзаходным коническим звеном 7. Рас-
стояние между кромкой звена шнека и поверхностью матрицы дол-
жно быть 1±0,5 мм. Шнек соединен с выходным валом редуктора
при помощи втулки с пазовым хвостовиком.
С наружной стороны матрицы крепится с помощью специальной
державки на выходном валу шнека вращающийся нож 5. Режущи-
ми элементами ножа являются струны диаметром 0,4...0,6 мм, вра-
щающиеся на расстоянии 2...3 мм от поверхности матрицы. Нож ог-
ражден кожухом.
Питающий бункер 2 цилиндроконической формы с помощью
31. Заказ 5901
481
фланца крепится на зубчатом колесе 4. Последнее с двух сторон по
периферии имеет пазы для шариков, образующих насыпной под-
шипник. Бункер опирается на шарики, вращается вокруг верти-
кальной оси. Внутри бункера установлена неподвижная винтооб-
разная лопасть 3, которая разрыхляет продукт и подает его в горло-
вину шнековой камеры. Вращение бункера осуществляется от при-
вода 1 через коническую пару 13. Коробка передач 12 разъемная и
крепится с помощью втулки 11. Все детали гранулятора, соприкаса-
ющиеся с продуктом, выполнены из нержавеющей стали.
Дрожжевая масса после вакуум-фильтра загружается в бункер
гранулятора, при вращении бункера поступает в приемную горло-
вину камеры шнека, подхватывается шнеком и выпрессовывается
через матрицу в виде бесконечных вермишелин диаметром 2,5...3
мм, которые разрезаются ножом на гранулы.
Техническая характеристика гранулятора:
Производительность (по дрожжам с содержанием
влаги 69.. .71 %), кг/ч Диаметр отверстий матрицы, мм Мощность электродвигателя, кВт Расход воды, мЛ Температура воды, °C Габаритные размеры, мм Масса, кг 475 2,5±0,5 4 0,5 12...18 2100x825x1800 650
Сушильная камера — это облицованный панелями из теплозву-
конепроницаемого материала каркас, на который подвешены четы-
ре сушильных короба прямоугольного сечения. Короба по длине
разделены газораспределительными решетками на две части. Верх-
няя часть короба заполняется слоем гранулированных дрожжей и
продувается нагретым воздухом, который поступает в нижнюю
часть короба от индивидуального вентилятора. Короба совершают
вертикальные колебательные движения от вибропривода.
Под воздействием потока воздуха дрожжи переходят в псевдо-
ожиженное состояние и в результате вибрационных колебаний дви-
жутся равномерным слоем с решета (газораспределительной решет-
ки) первого короба на решето второго и т.д. последовательно во все
зоны сушки. С одного короба на другой дрожжи пересыпаются через
специальные воронки.
Высоту слоя дрожжей (соответственно длительность контакта с
сушильным агентом)регулируют с помощью порогов, смонтирован-
ных в конце каждого короба.
482
Высушенные дрожжи из камеры выводятся через разгрузочное
окно.
Два верхних и два нижних короба колеблются в противофазе с
амплитудой 8 мм благодаря двум эксцентрикам, установленным
симметрично на валу вибратора.
6.5.3. Вакуумные и сублимационные сушилки
Эффект сушки в вакууме определяется количеством влаги, уда-
ляемой из продукта в жидкой фазе, величина которого характери-
зуется термомеханическим коэффициентом. Важными параметра-
ми, от которых зависит степень обезвоживания в вакууме, являют-
ся его начальное влагосодержание и начальное давление, с увеличе-
нием которого остаточное влагосодержание уменьшается.
Барабанная вакуумная гребковая сушилка (рис. 6.13) с реверсив-
ным вращением ротора (типа СВГР) представляет собой горизон-
тальный цилиндрический барабан с рубашкой, внутри которого ус-
тановлено лопастное перемешивающее устройство. Реверсирование
вращения вала — автоматическое. В этих сушилках могут быть ус-
тановлены перемешивающие устройства различных конструкций:
гребковая мешалка без обогрева, лопастная мешалка с обогревае-
мым валом или мешалка с дополнительными трубчатыми поверхно-
стями теплообмена. Сушка продукта происходит при контакте с на-
гретыми поверхностями в условиях вакуума. Остаточное давление в
аппарате до 5,3 кПа.
Рис. 6.13. Барабанная вакуумная гребковая сушилка типа СВГР с реверсивным
вращением ротора
31*
483
Барабанная вакуумная сушилка (типа ВБС) с вращающимся
корпусом (рис. 6.14) отличается хорошей герметичностью. Эта су-
шилка содержит ряд встроенных один в другой цилиндров, обогре-
ваемых паром низкого давления или водой. Для защиты высушен-
ных материалов от взаимодействия с кислородом воздуха выгружа-
ют и охлаждают материал под вакуумом. По одной цапфе подводят
пар к паровым рубашкам цилиндров и отводят конденсат, по другой
— при помощи шнека загружают исходный материал и выгружают
готовый продукт. Для создания вакуума в установке используются
механические или пароструйные вакуум-насосы.
Рис. 6-14. Барабанная вакуумная сушилка типа ВСБ с вращающимся корпусом
В отличие от тепловой сушки сушка методом сублимации проте-
кает при низких температурах и глубоком вакууме. При этом боль-
шая часть влаги испаряется из продукта, находящегося в заморо-
женном состоянии, без плавания кристаллов льда. В слое продукта,
высушенном методом сублимации, сохраняются объем и структура
ткани, а также первоначальные свойства, в том числе цвет, вкус и
запах. Сушка сублимацией происходит по принципу углубления
зоны испарения. Вначале испарение происходит на поверхности ма-
териала, а затем зона испарения постепенно перемещается внутрь
него. Среднее влагосодержание уменьшается за счет удаления вла-
ги с поверхности слоев.
При сушке сублимацией наблюдаются три периода. Первый пе-
риод — охлаждение и самозамораживание. В этот период темпера-
тура продукта, находящегося в условиях среднего или глубокого ва-
484
куума (остаточное давление 26,7...267 Па), снижается до - 5...- 15°С
благодаря отводу теплоты на испарение влаги. Второй период —
сушка сублимацией. В этот период температура продукта почти не
изменяется, замороженная влага сублимируется и удаляется из
продукта. При этом скорость сушки постоянная. Для испарения
влаги необходимо подводить тепловую энергию в виде лучистого
потока путем теплопроводности от греющих плит и конвективного
теплообмена между паровоздушной смесью и материалом. Третий
период — тепловая сушка. В этот период испаряется часть абсорб-
ционно связанной влаги, оставшейся в жидком состоянии даже при
очень низких температурах. Испарение этой части влаги протекает
как обычная тепловая сушка под вакуумом. При этом температура
продукта быстро повышается, а скорость сушки падает.
При сушке методом сублимации основное количество влаги, со-
ставляющее 75...85%, удаляется из продукта в замороженном со-
стоянии во второй период. При самозамораживании испаряется
5...20% и при тепловой сушке — 5...15% влаги.
Установка для сушки пищевых продуктов сублимацией
(рис. 6.15) состоит из сушильной камеры 1, конденсатора 2, форва-
куумного насоса 3, холодильного компрессора 4 (со вспомогатель-
ным оборудованием), а также оборудования для подготовки горячей
воды и подачи ее в плиты камеры. Сушильную камеру (сублима-
тор) изготовляют из стальных листов. Она имеет прямоугольную
или цилиндрическую форму, удобную для загрузки и выгрузки про-
дукта, а также для наблюдения. В сублиматоре имеются полки, на
которые укладывают противни с продуктом. Если теплоносителем
является горячая вода или пар, то полки изготовляют полыми и
пропускают теплоноситель через полости всех полок. Если в каче-
стве теплоносителя применяют электрический ток, то полки делают
сплошными, а вдоль стенок сублиматора устанавливают нагревате-
ли (например, лампы накаливания или электроспирали).
Более равномерное нагревание продукта достигается при обогре-
ве плит паром под вакуумом либо при применении радиационного
подогрева или токов высокой частоты.
Сублиматор соединен с трубчатым или скребковым конденсато-
ром, в котором происходят конденсация и льдообразование паров
влаги. В качестве охлаждающего агента в конденсаторе применяют
рассол, предварительно охлажденный до - 20...- 25°С, либо аммиак,
имеющий такую же температуру.
Для нормального протекания процесса температура стенок кон-
485
Рис. 6.15. Сублимационная сушильная установка
486
денсатора должна быть ниже температуры продукта на 2О...ЗО°С
при достаточно развитой поверхности охлаждения.
Лед из паров продукта, образующийся на поверхности охлажде-
ния конденсатора, удаляется скребками или путем оттаивания (в
последнем случае требуется не менее двух конденсаторов).
Форвакуумные насосы предназначены для удаления воздуха из
всей системы и создания необходимого вакуума в начале процесса.
При установившемся процессе они удаляют воздух (газы), выделя-
ющийся из продукта, абсорбированного на стенках, а также воздух,
проникающий в систему извне. В целях сокращения времени созда-
ния первичного вакуума и экономии энергии обычно устанавлива-
ют два форвакуумных насоса: один большой мощности, создающий
первоначальный вакуум в системе, и второй меньшей мощности для
откачивания воздуха во время работы сублиматора.
Производительность форвакуумных насосов должна обеспечи-
вать создание в системе остаточного давления 66,7 Па. Для этой це-
ли применяют ротационные масляные форвакуумные насосы ВН-4.
При помощи холодильных компрессоров получают низкие темпе-
ратуры в конденсаторах. Производительность компрессоров зависит
от количества теплоты, отбираемой от конденсируемой влаги в кон-
денсаторах.
Сушильная установка снабжена контрольно-измерительными
приборами, показывающими остаточное давление в камере, темпе-
ратуру продукта, а также температуру на поверхности трубок кон-
денсатора.
Для создания и поддержания вакуума в сублиматорах могут быть
применены многоступенчатые (двух-, трех- и четырехступенчатые)
паровые эжекторные вакуум-насосы.
Для экономии расхода пара перед основным конденсатором па-
раллельно ему устанавливают два или три многоступенчатых эжек-
тора, работающих одновременно только в начале сушки, когда не-
обходимо удалять большое количество паров. Затем вспомогатель-
ные эжекторы выключают, оставляя работать только один главный.
Неконденсируемые газы удаляют из конденсатора трухступенча-
тым пароструйным эжектором.
Паровые эжекторные вакуум-насосы по сравнению с холодиль-
ными установками и механическими вакуум-насосами имеют сле-
дующие преимущества: меньшая стоимость оборудования и обслу-
живания; меньший расход электроэнергии. Однако расход пара при
487
этом составляет 10 кг на 1 кг испаряемой влаги, а расход охлаждаю-
щей воды в конденсаторе очень высок.
При сушке продукт на противнях помещается в сушильную ка-
меру, в которой затем создается вакуум (остаточное давление
133,3...266,6 Па). При таком вакууме влага из продукта испаряется
при -1О...-15°С.
Расход теплоты и теплоносителя при сублимационной сушке рас-
считывают в такой последовательности.
Определяют общее количество влаги, удаляемой из продукта за
время сушки W (кг):
W — Gi (1 - п/ш) = G2(Wi — W2)/ (100-W2) = Gi (uj - u2)/ (100 - vj),
где Gi — масса загружаемого продукта, кг; n и m — начальное и ко-
нечное содержание сухих веществ в продукте, %; Wj и W2 — на-
чальная и конечная влажность, %; uj и и2 — начальное и конечное
влагосодержание (к массе сухих веществ), кг/кг.
В период охлаждения и самозамораживания теплоту извне не
подводят, следовательно, в этот период теплота не расходуется. Од-
нако влага испаряется за счет теплоты, отбираемой при охлаждении
и замораживании продукта.
Количество влаги, испарившейся в период самозамораживания W
(кг),
Ww ^сж((н-t0)+W'cJI(t0- tK)+W’rn + GcyxCottH- tK) ]/гисп,
где W* - количество самозаморозившейся влаги при температуре
-15° С (W' = 0,8...0,85 общего количества влаги); сж и с0— теплоем-
кость влаги и сухого материала, Дж/ (кг-К); t0 — температура за-
твердевания сока продукта, °C; G^ — масса сухого материала, кг;
tH и tK — начальная и конечная температура продукта, °C; гисп —
теплота испарения при средней температуре продукта, Дж/кг; гп —
теплота плавления льда (для воды гп = 336 • 103 Дж/кг); сл — тепло-
емкость льда [сл = 3,349 кДж/ (кг К) ].
Опытными данными установлено количество влаги, испаренной
во второй период, составляет примерно 75...85% от всей удаленной
влаги
W2=(0,75...0,85)W.
Количество влаги, удаленной в третий период W3 (кг),
W3 = W-Wi-W2.
488
Расход теплоты за время сублимации и тепловой сушки Q (Дж)
Q w W2rcy6jI + W згисп,
где гсубл, гисп — теплота соответственно сублимации и испарения
при средней температуре продукта при досушке (гсубл = 2886,6—
0,168tK кДж/кг).
Расход теплоносителя (горячей воды) GB (кг)
GB = Q/[c(tBH - tBK) ],
где с — теплоемкость воды, кДж/(кг- К); tBH и tBK — начальная и ко-
нечная температура воды, °C.
6.6. Фасовочно-упаковочное оборудование
Прессованные дрожжи, полученные на фильтр-прессах или ваку-
ум-фильтрах, формуют в брикеты массой 100 и 1000 г и заворачива-
ют в бумагу. Небольшая масса брикетов позволяет рационально
размещать их в таре (ящики деревянные и пластмассовые, поддо-
ны). Упаковка способствует сохранению дрожжей. Сушеные дрож-
жи фасуют в крафт-мешки.
Автомат марки ВРУ выполняет следующие технологические
операции: подачу и формование дрожжей, резку на брикеты массой
1 кг, упаковку брикетов в бумагу, транспортирование пачек к месту
погрузки в ящики. Состоит из следующих узлов (рис. 6.16): формо-
вочного механизма 5, механизма для резания дрожжей 2, механиз-
ма для резки и подачи бумаги 5, механизма для завертывания 1 и
конвейера 4.
Работает автомат следующим образом. Выделенная на вакуум-
фильтрах дрожжевая масса поступает во вращающийся бункер фор-
мовочного механизма, откуда при помощи неподвижной спираль-
ной лопасти нагнетается в формующую камеру. Здесь дрожжевая
масса захватывается двумя параллельно установленными, синхрон-
но вращающимися шнеками и выпрессовывается через сопло с мун-
дштуком на конце в виде бесконечной полосы прямоугольного сече-
ния. Скорость подачи дрожжей из формовочного механизма регули-
руют, поворачивая один из шнеков относительно другого. При сбли-
жении витков шнеков (не ближе чем на 3 мм) скорость подачи
дрожжей увеличивается, при раздвигании — уменьшается.
Дрожжевая полоса, выходящая из мундштука формовочного ме-
ханизма, движется горизонтально и, проходя между двумя верти-
кально расположенными направляющими роликами, нажимает
489
Рис. 6.16. Автомат ВРУ для формовки и завертывания дрожжей
на регулируемый упор. При поступательном движении полосы
дрожжей упор движется вместе с яеб. 5 мм, затем освобождает ры-
чаг, включающий однооборотную муфту механизма для резки, и от
полосы отрезается брикет заданного размера.
490
После этого брусок дрожжей захватывается губками, стоящими в
первоначальном положении, и зажимается. Одновременно включа-
ется однооборотная муфта заверточного узла и приводятся в дейст-
вие на один оборот все механизмы заверточного узла. Последова-
тельно происходят следующие операции: отрезание и подача бумаги
на завертывание, подача брикета дрожжей на завертывание, завер-
тывание, транспортирование завернутых брусков дрожжей по кон-
вейеру, где они обжимаются боковыми нагревателями торцов бри-
кета для склеивания швов.
Техническая характеристика формовочно-заверточного автомата ВРУ:
Производительность — число брикетов в минуту 40
Размер брикета, мм 80x80x148
Принцип дозировки Объемный
Масса брикета, кг 1
Мощность электродвигателя, кВт 4
Габаритные размеры, мм 2252x2505x1677
Масса, кг 1736
При работе автомата ВРУ соблюдают следующие указания: на
защитной крышке не должны накапливаться крошки дрожжей; нож
для резки дрожжей периодически очищают и натирают парафином;
все механизмы автомата должны быть чистыми; в механизме про-
тяжки бумаги пружины подпружиненных штифтов верхнего и ниж-
него барабанов должны быть уравновешены и не должны прокалы-
вать бумагу; бумага должна отрезаться ровно, что обеспечивается
хорошей заточкой ножей или увеличением толщины подкладки под
нож; не допускаются шероховатости на направляющей бумаге и за-
щитной крышке; по окончании работы не допускается оставлять за-
вернутые брикеты дрожжей в заверточной камере.
Автомат марки Мб-АРЗ-С предназначен для фасования и упа-
ковывания прессованных дрожжей в брикеты по 100 г. Состоит из
следующих узлов (рис. 6.17): главного привода 14, установленного
на станине механизма для образования коробки 13, формующего
стола 9, бункера 2, дозатора 3, механизма для заделки швов 10, ме-
ханизма для подпрессовывания 11, переворачивателя 12 и конвейе-
ра 7.
На станине расположены маховики для ручного прокручивания
автомата 1, регулирования производительности 4 и массы дозы 5,
рычаг для включения и выключения сцепления 8 и кнопка "Пуск"
б.
Лента упаковочного материала (рис. 6.18) с рулона 1 с помощью
491
регулирующих секторов 5, а также разматывающего и прижимного
механизма 2 подается на направляющий валик 3 и устройство 4 для
нанесения даты на упаковочный материал. Развертка I определен-
ной длины отрезается ножами 6, после чего рычагами 7 и секторами
5 подается под пуансон 8. Пуансон опускается и проталкивает раз-
вертку через формующую матрицу 9, придавая ей форму коробки
II.
Рис. 6,17. Фасовочно-упаковочный автомат М6-АРЗ-С
Наличие развертки под пуансоном контролируется щупом меха-
низма 10‘, если развертки нет, щуп посредством микропереключате-
ля останавливает автомат. При помощи пуансона 8 коробка встав-
ляется в гнездо формующего стола 12, который поворачивается и
подводит коробку под дозатор. Формующий стол имеет восемь
гнезд, в которые вставлены выталкиватели с подъемниками, сколь-
зящие по регулируемому кулачку.
492
Рис. 6-J8. Схема работы автомата М6-АРЗ-С
Продукт в дозатор /7 подается из бункера при вращении шнека.
Заполненный продуктом дозатор 11 поворачивается отверстием в
сторону корпуса крана дозатора, и дозирующий поршень выжимает
определенное количество продукта через кран в коробку III, нахо-
дящуюся в гнезде формующего стола. От крана дозатора продукт
отделяется отсекателем дозы. После отсекания продукта поршень
отходит назад и всасывает излишки продукта. Коробки с определен-
ной дозой продукта подаются под механизм заделки 13, где лапки
концевой заделки подгибают стенки коробки, а лапка боковой за-
делки — боковую стенку. При поворачивании стола лапка боковой
заделки подгибает вторую боковую стенку. Так образуется брикет
IV. Далее брикет поступает к механизму подпрессовки 15, который
придает брикету окончательную форму V. Завернутый брикет VI
выталкивается из формующего стола 12 и съемником 17 подается
на переворачиватель 16. Пакет переворачивается заделанной сторо-
493
ной вниз VII, чтобы при транспортировании он не раскрылся. Пере-
вернутые брикеты поступают на конвейер 14 и далее к месту ук-
ладки в тару.
Техническая характеристика автомата М6-АРЗ-С:
Тип автомата
Производительность, брикетов/мин:
теоретическая
техническая
Регулирование производительности
Масса брикета, г
Размеры брикета, мм
Упаковочные материалы
Мощность электродвигателя, кВт
Габаритные размеры, мм
Масса, кг
Карусельный
60...75
52... 65
Бесступенчатое
100±1
75Х50Х(28±2)
Пергамент марки В, сорт I;
подпергамент марок ПБ и П-1
бумага этикеточная марки Б
2,2
2950x1560x1900
1350
Ведутся разработки автомата для фасования и упаковывания
прессованных дрожжей по 100 г производительностью 100... 120
брикетов/мин.
После остановки автомата проверяют затяжку крепежных дета-
лей и отсутствие посторонних предметов. Затем прокручивают его
вручную на несколько оборотов и следят за правильным функцио-
нированием и взаимодействием механизмов. Формующий стол ав-
томата М6-АРЗ-С должен вращаться по часовой стрелке.
Затем заправляют упаковочный материал, включают электро-
двигатель и проверяют подачу упаковочного материала, отрезку
развертки и перенос ее на формующий орган, а также симметрич-
ность формовки коробки. После этого проверяют работу автомата
при подаче дрожжей и добиваются получения брикета нормального
товарного вида.
При работе автомата необходимо соблюдать чистоту на формую-
щем столе в гнездах. Выталкиватели под собственным весом долж-
ны устанавливаться в нижнее положение при повороте стола. При
мойке автомата дозатор разбирают. Его детали, формующие стол,
корпус дозатора и транспортер моют теплой водой и вытирают на-
сухо. Гильзу, поршень и ползун дозатора следует мыть осторожно,
чтобы не повредить посадочные поверхности. При установке порш-
ня в гильзу его рекомендуется прокручивать без усилий. Нельзя на-
жимать кнопку "Пуск" при включенном сцеплении.
494
ГЛАВА 7
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
ХЛЕБНОГО КВАСА
7.1. Способы приготовления квасного сусла
На заводах безалкогольных напитков квасное сусло получают
либо настойным способом (из квасных ржаных хлебцев или из сухо-
го кваса, настойным или рациональным способом из ржаной муки,
ржаного и ячменного солодов), либо более распространенным спосо-
бом — из концентрата квасного сусла.
Приготовление сусла настойным способом состоит в экстрагиро-
вании горячей водой растворимых веществ квасных хлебцев или су-
хих хлебоприпасов и отделении нерастворившейся массы (квасной
гущи). Квасные хлебцы предварительно измельчают в дробилках.
Настаивание производят в чанах.
Настойный чан заполняют горячей водой (8О...9О°С) в таком объ-
еме, чтобы получить первое сусло в количестве 1/3 от заданного
объема изготавливаемого кваса, и при перемешивании подают всю
массу измельченных квасных хлебцев или сухого кваса, которая
должна расходоваться по рецептуре на объем готового кваса. Смесь
перемешивают около 30 мин и затем настаивают 1,5...2 ч. Отстояв-
шееся первое квасное сусло через декантатор перекачивают в бро-
дильно-купажный аппарат, охлаждая его перед этим в теплообмен-
нике до 25...30°С.
Отстоявшуюся в чане гущу заливают горячей водой (60...70°С) в
количестве, равном объему первого сусла, 20 мин перемешивают,
1,5 ч настаивают и декантат пропускают через теплообменник, ох-
лаждая полученное второе сусло до 25...30°С. Второе сусло соединя-
ют с первым.
Для третьего залива берут воды столько, чтобы было достаточно
для доведения общего объема квасного сусла до заданного. Смесь
воды и гущи перемешивают 20 мин и настаивают 1 ч. Охлажденное
до 25...30°С третье сусло присоединяют к первым двум.
Общее сусло для хлебного кваса должно содержать 1,6 г сухих ве-
ществ в 100 г сусла, а для окрашенного кваса — не ниже 1,3 г. Объ-
ем общего сусла должен быть равен объему приготовляемого кваса.
При изготовлении окрошечного кваса из ржаной муки, ржаного и
ячменного солодов муку предварительно заваривают кипящей во-
дой (10 частей воды на 1 часть муки), заварку тщательно переме-
шивают, охлаждают до 55°С, добавляют дробленый ржаной и яч-
495
менный солоды и воду температурой 7О...73°С. Далее процесс про-
водят по настойному способу.
Рациональный способ получения квасного сусла включает следу-
ющие основные стадии: запаривание затора из ржаного ферменти-
рованного солода и ржаной муки при давлении 0,25...0,3 МПа в це-
лях клейстеризации и разжижения крахмала, а также ароматиза-
ции затора; осахаривание затора при атмосферном давлении под
влиянием ферментов добавляемого ячменного солода; фильтрова-
ние сусла. Этот способ энергоемкий, требует более сложной аппара-
туры и, несмотря на то, что выход экстрактивных веществ из зерно-
вого сырья выше, в настоящее время практически не применяется.
Концентрат квасного сусла можно регулировать двумя способа-
ми: 70% нормы задавать на брожение и оставшиеся 30% вносить в
квас при купажировании, что улучшает его аромат, или вносить на
брожение полностью все количество концентрата. Вначале концен-
трат разбавляют водой в 2...2,5 раза, для чего в чан предваритель-
ной разводки наливают воду температурой 30...35°С, вносят при пе-
ремешивании концентрат, затем разбавленное сусло передают в
бродильный чан или бродильно-купажный аппарат, куда добавляют
воду температурой 30...35°С до массовой доли сухих веществ в сус-
ле 1,4% (при закладке 70% ККС).
7.2. Аппараты для приготовления квасного сусла
Для настоя квасного сусла применяется настойный аппарат
(рис. 7.1), который представляет собой стальной или алюминиевый
Рис.7.1. Настойный аппарат
496
Рис. 7.2. Запарник
цилиндрический резер-
вуар 1, покрытый внут-
ри коррозиестойким ла-
ком, с крышкой 2, снаб-
женной лопастной ме-
шалкой 4 с частотой
вращения 1450 мин’1.
Для слива осветленного
сусла в чане установле-
на декантационная тру-
ба 2. Для подогрева сус-
ла в нижней части смон-
тирован паровой барбо-
тер 5. Измерение темпе-
ратуры затора произво-
дят угловым термомет-
ром 3 в трубчатом кожу-
хе. В комплект аппарата
входит патрубок для вы-
хода гущи 6, патрубок
для выхода сусла 7, а
также паровая 9 и водо-
проводная 10 магистра-
ли.
Для запаривания зер-
нопродуктов применяет-
ся стальной цилиндри-
ческий резервуар 1 (рис.
7.2) с крышкой 10, пре-
дохранительным клапа-
ном 13, паровой рубаш-
кой 2 и вертикальной якорной мешалкой 7, укрепленной на валу 8,
который имеет подпятник 3 и приводится во вращение через редук-
тор 12 от электродвигателя. Частота вращения мешалки 50 мин’1.
Люк 11с винтовым затвором служит для загрузки продукта. Аппа-
рат имеет штуцера для выпуска продукта 5, для ввода пара 9 и для
вывода конденсата 4. На верхней крышке аппарата — штуцера для
манометра, предохранительного клапана, для подачи холодной во-
ды и два смотровых люка (на рисунке не показаны). На паровой
коммуникации у ввода в корпус аппарата установлен манометр (на
32. Заказ 5901
497
рисунке не показан). Запарник внутри покрыт эмалью толщиной
0,6...0,8 мм. Аппарат установлен на трех опорах б.
Для подогрева сусла используют заторные аппараты типа ВКЗ-1,
ВКЗ-З на единовременное затирание сырья (в пересчете на сухой
солод) в количестве 1000 и 3000 кг. В этих аппаратах кроме приго-
товления квасного сусла по настойному и рациональному способам
готовят сусло из концентрата.
Приготовленное любым из указанных способов квасное сусло пе-
ред брожением необходимо охладить до температуры 25...30°С. Для
этого применяют теплообменники двух типов: трубчатые противо-
точные и кожухотрубные.
В трубчатом теплообменнике по наружной трубе большого диа-
метра снизу подается горячее сусло для охлаждения, а по внутрен-
ней в противоположном направлении циркулирует охлаждающая
жидкость (водопроводная вода или охлажденный рассол).
В кожухотрубном теплообменнике система труб заключена в об-
щий кожух. По трубам проходит горячее сусло, а в кожухе — ох-
лажденная вода или рассол.
Сусло обычно охлаждают водопроводной водой, которую после
нагрева в теплообменнике до 45...55°С используют для производст-
венных нужд.
Осветление квасного сусла на заводах малой и средней мощности
производится путем декантации из заторных и настойных аппара-
тов. На многих заводах для отделения сусла от квасной гущи осаха-
ренный затор фильтруют в фильтрационных аппаратах ВФЧ-1 и
ВФЧ-3, выпускаемых для фильтрации пивного сусла.
7.3. Оборудование для брожения квасного сусла
и купажирования кваса
Квасное сусло является благоприятной средой для дрожжей и мо-
лочнокислых бактерий. Его состав зависит от используемого сырья
и технологии получения. Сухие вещества концентрата квасного
сусла содержат в среднем 74% углеводов, из них фруктозы — 2,
глюкозы — 10, мальтозы — 32, мальтотриозы — 12, декстринов —
18%. Массовая доля аминного азота составляет 0,4...0,9% на сухое
вещество. Таким образом, сусло содержит достаточное количество
сбраживаемых сахаров и аминного азота. Брожение квасного сусла
проводят в бродильно-купажных, цилиндроконических бродильных
и бродильных аппаратах.
Бродильно-купажный. аппарат (рис. 7.3) представляет собой ци-
498
10 H tt 0 И 15
линдрический сосуд 7 с кониче-
ским днищем, сферической
крышкой, герметично закрытой
люком 12, и опорами 2. Для ре-
гулирования температуры сусла
аппарат снабжен рубашкой б. В
нижней конической части уста-
новлен дрожжеотделитель 3 с за-
движкой 1 и заслонкой 21. Для
перемешивания сусла при бро-
жении и купажировании пред-
назначена пропеллерная мешал-
ка 4.
Аппарат снабжен также шту-
церами 8 и 13 для отвода воздуха
из аппарата и рубашки, штуце-
рами 16 и 5 для подачи и отвода
охлаждающего рассола, штуце-
ром 9 для подачи сусла и штуце-
ром 14 для ввода сиропа, термо-
метром 10, манометром 15, ком-
пенсатором 17, пробным крани-
ком 19, сливным штуцером 20,
смотровыми стеклами 22 и от-
верстием для ввода автоматиче-
ского датчика 11. Корпус аппа-
Puc. 7.3. Бродильно-купажный аппарат рата покрыт слоем теплоизоля-
ционного материала 18.
Примерная продолжитель-
ность операций в бродильно-ку-
пажном аппарате (ч): залив сусла и охлаждение — 3, брожение —
14, охлаждение кваса — 1, купажирование — 1, розлив кваса — 1,
мойка, дезинфекция и подготовка аппарата — 0,5.
Бродильный аппарат (рис. 7.4) представляет собой цилиндриче-
ский резервуар 1, герметически закрывающийся крышкой с трубой
для отвода СОг. Аппарат оборудован охлаждающим змеевиком 2,
декантатором 3 для съема сброженного сусла и дрожжевого осадка и
штуцером 4 для слива промывной воды.
Примерная продолжительность операций в бродильном аппарате
(ч): залив сусла, внесение сахарного сиропа и смешанной закваски
32*
499
Рис.7.4. Бродильный аппарат
— до 0,5, брожение — 16, ох-
лаждение кваса — 1...1.5, мой-
ка чана — 0,25.
По рецептуре для производ-
ства кваса предусмотрено ис-
пользование сахара, который
добавляют в виде отфильтро-
ванного сахарного сиропа с
массовой долей сухих веществ
6О...65%. Вначале в бродиль-
но-купажный или бродильный
аппарат наливают квасное сус-
ло, вносят 25% сахара от коли-
чества, предусмотренного ре-
цептурой, и перемешивают.
Содержание сухих веществ в
сусле для хлебного кваса долж-
но быть не менее 2,5%, а для
окрошечного кваса —1,6%.
Далее в сусло вносят смешанную закваску из чистых культур
дрожжей и молочнокислых бактерий (до 4% к общему объему сус-
ла) или разводку из высушенных технически чистых культур
(дрожжи — 0,8 %, молочнокислые бактерии — 0,06% к объему сус-
ла) , или подмоложенные хлебопекарные дрожжи и перемешивают.
В процессе брожения регулируют температуру, которая должна
быть в диапазоне 25...30°С.
При брожении квасного сусла часть питательных веществ расхо-
дуется на рост дрожжевых клеток и молочнокислых бактерий, а ос-
новная масса под действием ферментов преобразуется в новые сое-
динения: этиловый спирт, органические кислоты (в основном мо-
лочная) , диоксид углерода и др. Окончание брожения определяют
по двум показателям: понижение истинного содержания сухих ве-
ществ в сусле на 1 г в 100 г сброженного сусла и достижение кислот-
ности не ниже 2 мл 1 н.раствора щелочи на 100 мл сусла.
Если показатели сброженного сусла не удовлетворяют требова-
ниям, то предусматривают следующие мероприятия:
— при недостатке сбраживаемых углеводов и медленном броже-
нии перед внесением закваски в сусло добавляют для осахаривания
углеводов на каждый 1 л сусла 5 г тонкоразмолотого ячменного со-
лода с высокой осахаривающей способностью;
500
— в случае недостаточного накопления молочной кислоты бро-
жение проводят при 30...32°С и сахарный сироп добавляют через 6 ч
от начала брожения; в случае недостаточного накопления этилового
спирта дрожжи и молочнокислые бактерии добавляют отдельно,
причем дрожжи на несколько часов раньше.
Сброженный квас охлаждают до 5,..7°С, в результате чего дрож-
жи оседают на дно бродильного аппарата или в дрожжеотделитель
бродильно-купажного аппарата. Из бродильного аппарата квас ос-
торожно, не задевая осадка, перекачивают в купажный чан, а в бро-
дильно-купажном аппарате дрожжеотделитель перекрывают шибе-
ром.
Квас купажируют в бродильно-купажном или купажном аппара-
те. Купажные аппараты представляют собой сборник из нержавею-
щей стали, алюминия или стали, покрытой стеклоэмалью. Они обо-
рудованы мешалками и барботерами для подачи диоксида углерода
и имеют теплоизоляцию.
В сброженное сусло из сборников-дозаторов добавляют сахарный
сироп, содержащий 75% оставшегося сахара и 30% концентрата
квасного сусла, если на брожение использовано его только 70%. В
квас, приготовленный настойным методом, вносят помимо сахарно-
го сиропа колер.
При изготовлении кваса для горячих цехов рецептурой предус-
мотрено добавление аскорбиновой кислоты и солей хлорида каль-
ция, хлорида натрия, фосфата калия. В двух емкостях готовят рас-
творы: в одной растворяют соли, в другой аскорбиновую кислоту в
десятикратном количестве кваса. Порядок купажирования следую-
щий: к сброженному суслу добавляют сахарный сироп, при непре-
рывном перемешивании вносят раствор солей, а через 5 мин раствор
аскорбиновой кислоты. Готовый квас перемешивают, температура
его должна быть не выше 12°С.
Применение цилиндро-конических бродильных аппаратов
(ЦКБА) позволяет совместить те же процессы в одном аппарате,
как и при использовании бродильно-купажных. Концентрат квас-
ного сусла (ККС) для пастеризации подогревают до 75...80°С и вы-
держивают 30...35 мин. Допускается пастеризовать и ККС после
разведения.
Разведенный концентрат охлаждают до 28±2°С. Рекомендуется
ККС вносить в два приема: 70% — на брожение и 30% — на купа-
жирование, но можно всю массу ККС вносить на брожение. Приго-
товление сусла осуществляют в ЦКБА или специальном сборнике.
501
Заполнение ЦКБА производят через трубопровод, смонтированный
в нижней конической части аппарата. Смешанную закваску или
подмороженные дрожжи задают во вторую порцию разведенного
концентрата квасного сусла, что ускоряет процесс брожения. 25%
сахара в виде отфильтрованного белого сиропа вносят при переме-
шивании, осуществляемом с помощью центробежного насоса.
Брожение квасного сусла проводят при температуре 28±2°С и
давлении, не превышающем 0,065 МПа. Температуру регулируют с
помощью системы охлаждения, давление — шпунтаппаратом. Во
избежание оседания дрожжей через каждые 2 ч сбраживаемое сусло
перемешивают в течение 30 мин центробежным насосом "на себя”.
Затем квас охлаждают до 5...7°С, подключая к охлаждению все ру-
башки ЦКБА, сливают дрожжевой осадок и купажируют, добавляя
оставшиеся полуфабрикаты, тщательно перемешивают и передают
на розлив. Применение ЦКБА позволяет сократить потери, улуч-
шить качество продукции, быстро наращивать мощность квасова-
ренных отделений, так как устанавливать аппараты можно на от-
крытых площадках.
Продолжительность процессов в аппарате (ч):
Заполнение аппарата суслом 1 ...2/2...4
Внесение в сусло сахарного сиропа, дрожжевой
разводки или смешанной закваски 0,5/1
Перемешивание сусла 1...2/6
Брожение сусла 10...14/16...18
Охлаждение сброженного сусла 6...8,5/8,5...10
Купажирование сброженного сусла 1,5. ..2,5/6,5
Перекачивание кваса на розлив 2...2,5/5,0
Мойка аппарата 1...1,5/3,5
Квас разливают в автотермоцистерны, изотермические автоци-
стерны и бочки. Розлив кваса на крупных предприятиях осуществ-
ляют на специальных разливочных станциях, оборудованных сбор-
никами-мерниками.
Наполнение тары квасом из сборников-мерников, а также непос-
редственно из ЦКБА и бродильно-купажных аппаратов проводят
открытым способом или изобарическим способом. Налив через раз-
ливочные шланги открытым способом приводит к выделению зна-
чительных количеств растворенного диоксида углерода, а потери
кваса составляют 2%. При изобарическом способе наполнения ав-
тотермоцистерны и изотермические автоцистерны герметизируют,
соединяют с верхней частью напорного сборника-мерника, ЦКБА
или бродильно-купажного аппарата (рис. 7.5).
502
Рис, 7.5. Схема розлива кваса в ав-
тотермоцистерны
Автотермоцистерну 2 герметизируют, соединяют с верхней час-
тью бродильно-купажного аппарата 1. Через штуцер 3 выравнива-
ют давление и разливают квас под избыточным давлением. Авто-
термоцистерна 2 снабжена предохранительным клапаном 4, смот-
ровым стаканом 5 для определения полноты налива цистерны и ма-
нометром 6.
Для розлива кваса в бочки используют изобарические аппараты,
применяемые также для розлива пива. Потери кваса при изобари-
ческом розливе составляют примерно 0,8%. Квас из цистерн в тор-
говой сети подается под давлением диоксида углерода, поступающе-
го из баллона.
ГЛАВА 8
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ГАЗИРОВАННЫХ
БЕЗАЛКОГОЛЬНЫХ НАПИТКОВ
8.1. Аппараты для приготовления воды
Аппараты и устройства для обработки воды предназначены для
устранения твердых частиц и органических примесей, умягчения,
обезжелезивания, обеззараживания, улучшения вкуса и обесцвечи-
вания воды.
8.1.1. Дефферизаторы
Удаление из воды соединений железа и марганца проводится не-
сколькими методами: аэрированием, коагулированием, известкова-
нием, катионированием и комбинированными способами. Наиболее
эффективным способом является хлорирование. Установка для об-
работки воды хлорной известью (рис. 8.1) состоит из резервуара 3, в
который вставлен резервуар 5 меньшего размера. Раствор хлорной
извести подается из мерного бачка
Рис. 8.J. Установка для обработки воды
хлорной известью
, вода поступает в резервуар че-
рез штуцер 2. При помощи ме-
шалки 1 осуществляется ин-
тенсивное перемешивание, и
вода через трубу 7 поступает в
резервуар 5. К трубе 7 подве-
ден сжатый воздух, способству-
ющий лучшей циркуляции, пе-
ремешиванию и аэрированию
воды. Воздух подается через
барботер 9 из пористого метал-
ла, расход его регулируется
вентилем. Обработанная вода
проходит через слой насадки
(гравий, кольца Рашига) и от-
водится через дренажное уст-
ройство 8. Шлам из резервуара
3 спускают через штуцер 10.
Промывку установки осущест-
504
вляют обратным током воды, отводя ее через штуцер 6.
8.1.2. Керамические фильтры
Керамические фильтры (рис. 8.2) предназначены для тонкой
бмой | awwipoaia
обеспложивающей фильтрации воды. Их
обычно включают в схему после песочных
фильтров.
Фильтр представляет собой цилиндри-
* ческий сосуд со сферическим днищем, ко-
торый состоит из корпуса 1, крышки 2, ре-
I шетки 4, свечей 5 и манометра 8. Крышка
фильтра сферическая и крепится к корпу-
су с помощью откидных болтов.
Между корпусом и крышкой помещена
решетка, на которой укреплено 37 фильт-
рующих элементов, представляющих со-
— бой керамические свечи, выполненные в
виде стаканов со сферическими днищами.
Каждая свеча укреплена в металлической
оетотно
Рис. 8,2. Керамический
свечной фильтр ФК-2М
головке с выводным штуцером.
В нижней части фильтрата расположе-
ны входной патрубок с вентилем 6 я спу-
скной кран 7, а в крышке имеется патру-
бок для отвода фильтрата 3.
Вода, подлежащая фильтрации, пода-
ется в фильтр через нижний входной патрубок под давлением.
Пройдя через поры керамической свечи, очищенная вода собирает-
ся во внутренней полости фильтрующего элемента, откуда через
отверстия в выходных штуцерах поступает в полость крышки и по
верхнему выводному патрубку направляется в производство.
В процессе эксплуатации фильтра необходимо ежедневно промы-
вать свечи, пропуская воду в течение 10 мин в направлении, об-
ратном фильтрации, при давлении 0,03 МПа. Свечи рекомендуется
не менее двух раз в месяц очищать и дезинфицировать.
8.1.3. Бактерицидные установки
На заводах безалкогольных напитков используют установки для
обеззараживания воды ультрафиолетовыми лучами (с длиной вол-
ны 295...200 нм).
Для облучения воды используют установки открытого типа с не-
505
Рис. 8.3. Бактерицидная установка за-
крытого типа с погруженным источником
облучения
погруженными источниками облучения и закрытого типа с погру-
женными источниками облучения.
Максимальным бактерицидным действием обладают ультрафио-
летовые лучи с длиной волны 253,7 нм. Источниками излучения
могут быть приняты аргонно-ртутные лампы БУВ низкого давле-
ния, ртутно-кварцевые лампы ГТРК высокого давления.
Установка открытого типа
представляет собой лоток, изго-
товленный из нержавеющей ста-
ли, в котором смонтировано 15
ламп типа БУВ. Вода на облуче-
ние поступает в лоток и протека-
ет по нему под лампами. Толщи-
на слоя воды — до 8 см, а рассто-
яние поверхности воды от источ-
ника излучения — 18 см. Для
увеличения пути движения воды
по лотку в нем устанавливают
продольные перегородки.
Установки закрытого типа с
погруженными источниками из-
лучения (рис. 8.3) представляют
собой несколько последователь-
но соединенных цилиндрических
камер 2. В центре камеры на-
ходится цилиндр 6 из кварцево-
го стекла, в котором размещена
бактерицидная лампа 5. Вода
входит через патрубок 1, а выво-
дится из патрубка 3. В камере
вода проходит по спирали вокруг цилиндра 6. Кран 4 установлен в
днище для полного слива воды из камеры.
Каждая установка состоит из четырех камер. Производитель-
ность установок для закрытого облучения воды колеблется от 1 до
30 м3/ч.
8.1.4. Ультрафильтрационные установки
Ультрафильтрационная установка (рис. 8.4) состоит из газового
редуктора, расходного баллона, фильтродержателя, подводящей
506
магистрали жидкости и отводной магистрали, а также магистрали
подачи газа для создания давления в баллоне.
Установка стерилизующей фильтрации УСФ-293-7 предназначе-
на для осветления, ультратонкой очистки и стерилизующего фильт-
рования водных растворов, питательных и биологических сред с по-
мощью полупроницаемых мембран.
Рис. 8-4. Общий вид установки стерилизующей фильтрации УСФ-293-7
Рабочими элементами установки являются расходный баллон 12
и фильтродержатель 1, выполненные из нержавеющей стали
12Х18Н10Т. К четырем штуцерам, вваренным в верхнюю часть
баллона 12, присоединены манометр б, магистраль жидкости 5 в
фильтродержатель 1 через трубу передавливания 13 с зажимами 4,
7 и 18, магистраль подачи газа 9 и дроссель 8. Крышка и корпус
баллона 12 стянуты между собой шестью струбцинами 11. Уплотне-
ние стыка осуществляется кольцом из силиконовой резины. В ниж-
ний фланец фильтродержателя 1 вложены опора и подложка, слу-
жащие для поддержания фильтрующей мембраны. В верхний фла-
нец фильтродержателя 1 вставлен экран противодавления, являю-
щийся одновременно рассекателем потока. Фланцы стянуты между
собой шестью струбцинами 3. На верхнем фланце имеется дроссель
2, который служит для сброса давления в системе и для контроля
полного заполнения фильтродержателя 1 исходной жидкостью, раз-
507
динения молекулы воды молекулярная масса глюкозы и фруктозы
увеличивается при полной инверсии сахарозы на 5,26%.
Для получения инвертных сиропов из сахара применяют препа-
раты, содержащие фермент Д-фруктофуранозидазу (сахарозу, ин-
вертазу). Процесс инверсии рационально проводить при макси-
мально возможной концентрации сахарозы в растворе. Инверсию
сахарозы с применением фермента /3-фруктофуранозидазы необхо-
димо осуществлять в специальных реакторах, оборудованных ру-
башками и мешалками при температуре 67°С, дозе фермента 4,5
ед/г сахарозы, исходной концентрации субстрата 75%, продолжи-
тельности процесса 27 ч. При этих параметрах степень гидролиза
сахарозы достигает 65%. Для инактивации фермента раствор про-
гревают до 80°С и выдерживают при этой температуре 1 ч.
8.3. Оборудование для приготовления купажных сиропов
Для приготовления сахарного сиропа периодическим способом
применяют современные эмалированные сироповарочные аппараты
разных конструкций: открытые и с крышкой, с мешалками и без
них. Типовой сироповарочный аппарат (рис. 8.6) представляет со-
бой цилиндрический сосуд со сферическим днищем, внутри покры-
тый стеклоэмалью, со сферической или плоской крышкой. Аппара-
ты (табл. 8.2) оснащены паровой рубашкой или вытяжным устрой-
ством.
Та бл и ца 8.2
Техническая характеристика сироповарочных аппаратов
Тип Вместимость, м*3 Давление пара, МПа Габаритные размеры, м Мощ- ность электро- двигате- ля, кВт
полная полезная в корпу- се в рубашке диаметр высота
ВВМ-50 0,076 0,05 0,3 0,3 0,76 1,56 0,6
ВВМ-100 0,114 0,10 0,3 0,3 0,94 1,90 0,6
ВВМ-150 0,244 0,15 0,3 0,3 1,03 1,90 0,6
ВВМ-250 0,361 0,25 0,3 0,3 1,05 2,09 1,7
ВВМ-500 0,808 0,50 0,3 0,3 1,30 2,40 1,7
ВВМ-1000 1,358 1,00 0,3 0,3 1,45 2,55 1,7
ВВМ1500 1,810 1,50 0,3 0,3 1,53 2,90 1,7
Сироповарочный аппарат работает по следующей схеме: набор
воды (5...10 мин), нагревание воды до 60°С (10...15 мин), внесение
510
Рис. 8-6- Сироповарочный аппарат
сахара (5...10 мин), нагревание сме-
си до 105°С (15...20 мин), кипяче-
ние смеси при 105°С (30 мин), осво-
бождение аппарата (10 мин).
Вместимость сироповарочного от-
деления рассчитывается на суточ-
ный расход сахарного сиропа. Число
сироповарочных аппаратов
Hq = Gcyr/ (pcV>
где GcyT — суточный расход сахара,
кг; рс — содержание сахара в 1 м5
сахарного сиропа, содержащего
64% сухих веществ, кг/м , Va —
вместимость аппарата, м , zc — обо-
рачиваемость сироповарочного ап-
парата; <р — коэффициент заполнения.
Непрерывнодействующие сироповарочные станции типов ОНС и
ШСК позволяют механизировать и автоматизировать процесс вар-
ки сахарного сиропа (табл. 8.3).
Таблица 8.3
Техническая характеристика сироповарочных станций непрерывного действия
Показатели | ОНС | ШСК
Производительность, кг/ч 400 2000
Расход сахара, кг/ч 257 1200
Расход воды, кг/ч 150 800
Расход лимонной кисло- ты, кг/ч 0,32 1,2
Площадь поверхности на- грева, mz - 4,1
Давление пара, МПа 0,3 0,6
Частота вращения вала ме- шалки, с"1 0,41 0,40
Мощность электродвига- теля, кВт 268 5,5
Станция ОНС производительностью 300 л сиропа в час (рис. 8.7)
состоит из растворителя 5, дозатора сахара-песка 3, дозатора ли-
монной кислоты 4, дозатора-подогревателя 2 для воды, фильтра для
511
Рис. 8.7. Сироповарочная станция ОНС
горячего пара и вентилятора для удаления вторичного пара.
(Фильтр и вентилятор на рисунке не показаны.)
Растворитель 5 представляет собой горизонтальный сосуд с полу-
цилиндрическим дном, разделенный по длине на шесть секций
(вертикальные перегородки предназначены для удлинения пути
движения сиропа). Для ускорения растворения сахара и лимонной
кислоты в растворителе работает мешалка 1, представляющая собой
горизонтальный вал с Т-образными лопастями. Зазоры между ва-
лом мешалки и вертикальными перегородками имеют лабиринтное
уплотнение. Корпус растворителя оснащен рубашкой, обогреваемой
512
паром. Каждая секция имеет крышку, открываемую при осмотре
растворителя. В первую секцию дозаторы 2 и 3 непрерывно подают
сахар-песок и горячую воду. В третью секцию дозатор 4 подводит
лимонную кислоту. Дозатор-подогреватель 2 и растворитель 5 во
избежание потерь тепла покрывают слоем теплоизоляции.
Сироповарочная станция ШСК производительностью 2000 кг си-
ропа в час аналогична по конструкции станции ОНС.
Продолжительность работы станции (ч)
Тст ~ ^сутРсир/(Рс^)>
где рсир — плотность сахарного сиропа, кг/м3; G — производитель-
ность сироповарочной станции, кг/ч.
Колер, являющийся красителем многих безалкогольных напит-
ков, варят в колероварочных аппаратах с электрическим обогревом
(рис. 8.8). Аппарат представляет со-
бой цилиндр, внутрь которого встав-
Рис. 8.8. Колероварочный аппарат
лен другой цилиндр, пространство
между которыми заполнено асбе-
стом. На днище внутреннего цилин-
дра уложены нагревательные эле-
менты, на которых укреплен тигель.
Масса в аппарате перемешивается
переносной мешалкой. Над аппара-
том установлен вытяжной зонт.
Смешивание сахарного сиропа со
всеми компонентами, входящими в
состав купажного сиропа (соками,
настойками, красителями и т.п.),
проводят в купажных аппаратах с
перемешивающими устройствами
вместимостью от 1 до 6,3 м . Число купажных аппаратов
пк — S Ксмкв/ (V1 zK),
где SKCm — сменный расход купажа для всего ассортимента, м ;
кв — коэффициент, учитывающий запас вместимости (кв = 1,1);
Vi — полный объем одного аппарата, м , zK — оборачиваемость ку-
пажного аппарата.
zk гсм/гк>
где тсм — число часов работы купажного аппарата в смену, ч; тк —
продолжительность работы купажного аппарата, ч.
33. Заказ 5901
513
Материальный баланс сироповарочного аппарата можно предста-
вить в следующем виде:
= Сгв.к + GC.K - WB,
где GK — количество сахарного сиропа после выпаривания, кг;
GB-K — количество залитой в аппарат воды, кг; GC,K — количество
засыпанного сахара, кг; WB — количество воды, выпаренной при
варке сахарного сиропа, кг.
Количество воды, выпаренной при варке сиропа, определяют, ис-
ходя из того, что количество сахара при варке остается постоянным,
а изменяется только концентрация сиропа:
(GHBH) /100= [ (GH-WB) Вк ]/100,
где GH — количество сахарного сиропа до выпаривания, кг (GH =
= GB.K + Gc к); Вн и Вк — соответственно начальная и конечная кон-
центрация сахарного сиропа, %.
Расчетное количество выпариваемой при кипячении воды
Wb=Gh(1-Bh/Bk).
Тепловой баланс сироповарочного аппарата можно представить в
следующем виде:
G с, кСс^с+^в.
“(Gc.k+Gb.k) CcHptcHp+WBIB+GacatK+DcBtKH+Qn>
где Ga — масса аппарата, кг; D — расход греющего пара, кг; сс, св,
са, Ссир — удельная теплоемкость сахара, воды, металла аппарата и
сиропа, кДж/(кг-К); tc, tB, tH, tK, tCMp, tKH — температура сахара, во-
ды, стенок котла до начала варки и после ее окончания, температу-
ра сиропа и конденсата, °C; I и 1в — энтальпия греющего и вторич-
ного пара, кДж/кг; Qn — потери теплоты аппаратом, кДж.
Удельная теплоемкость сахара [кДж/ (кг - К) ]
Сс-1,1618 +0,00356tc.
Удельная теплоемкость сахарного сиропа [кДж/ (кг- К) ]
Ссир^в- [ (2,512-0,0075tCMp) Вк ].
Расход пара (кг) на варку сиропа
D = {Gc.K (Ссир1сир-Сс1с) +GB.K 1ссир1сир-свtB)+
+WB(IB-Cc„ptCMp)+[Gc.aCa(tK-tH)7(100+Qn)/100]/(I-CBtKH)}.
514
Продолжительность приготовления колера в колероварочном ап-
парате т = 6...8 ч при температуре tKap“ 200°С. Затем готовый колер
охлаждают до t=60°C и разбавляют водой до содержания сухих ве-
ществ В“80%.
Расход теплоты на одну варку колера (кДж)
Q=GcCc (^кар-^С.н) "*^вСв (‘кип"‘в.н)"*^сГп.с'^^вГиСп'*^п»
где Gc — количество сахара, загружаемого в аппарат, кг; сс и св —
удельная теплоемкость сахара и воды, кДж/(кг-К); tc.H и 1в.н — на-
чальная температура сахара и воды, °C; txap — температура кара-
мелизации сахара, °C; (кип — температура кипения воды в аппара-
те, °C; GB — количество воды, расходуемой на одну варку, кг (GB =
= Gc-0,02); гп.с — теплота плавления сахарозы, кДж/кг; гисп —
скрытая теплота испарения воды, кДж/кг; Qn — потери теплоты в
окружающую среду, %.
Расход электроэнергии (кВт) на одну варку колера
N=Qk3/360,
где kj — коэффициент запаса расхода электроэнергии, учитываю-
щий изменение напряжения тока в сети и форсированный режим
работы аппарата (kg = 1,1).
Длина проволоки нагревательного элемента (м)
/пр“ kd2U/(4ptI) ] + 2/о,
где d — диаметр проволоки, м; U — рабочее напряжение тока в се-
ти, В; pt — удельное сопротивление проволоки, Ом*м; I — сила то-
ка, А; /0 — длина свободных концов проволоки для монтажа, м.
Доза купажного сиропа qc “ 0,2 м3 газированного безалкогольного
напитка. Если объем купажа в сутки определяется потребностью
V м3, то с учетом потерь в производстве 1 % (кп = 1,1) и запаса вме-
стимости 15% (кз = 1,15) требуемая вместимость купажных резер-
вуаров (м3)
VK = V Яскдкз-
При установке купажных резервуаров вместимостью V i м3 каж-
дый число купажей в сутки
nK = VK/(Vi^),
где — коэффициент заполнения купажного аппарата (у - 0,9).
зз*
515
Продолжительность приготовления купажного сиропа определя-
ется циклом работы купажного аппарата (табл. 8.4).
Таблица 8.4
Цикл работы купажного аппарата
Операция | Продолжительность, ч I Температура, °C
Внесение компонентов при коэффициенте запол- нения 0,9 0,5...1,0 20...25
Приготовление купажа при давлении 0,3 МПа 0,25...0,5 20...25
Охлаждение в теплообмен- нике 0,5... 1,0 7—10
Мойка аппарата 0,2 -
8.4. Установки для насыщения воды диоксидом углерода
и приготовления газированных напитков
Процесс искусственного насыщения воды диоксидом углерода на-
зывается сатурацией. В его основе лежит способность диоксида уг-
лерода при взаимодействии с водой образовывать водный раствор.
Растворение диоксида углерода в воде — абсорбционный процесс, в
котором вода является абсорбентом, а диоксид углерода — абсорб-
тивом.
Насыщение безалкогольных напитков диоксидом углерода при-
дает им игристость, свежесть и остроту вкуса, повышает биологиче-
скую стойкость. Процесс сатурации воды должен обеспечить также
содержание диоксида углерода в воде, чтобы после смешивания с
купажным сиропом в готовом напитке массовая доля его была не
менее 0,4%. Поскольку растворенный в воде воздух затрудняет
процесс растворения диоксида углерода, воду предварительно деаэ-
рируют.
Согласно так называемой пленочной теории на поверхности раз-
дела двух фаз, жидкой и газообразной, имеется пограничный слой,
который состоит из двух прилегающих одна к другой пленок. Одна
пленка содержит молекулы газа, а другая — молекулы жидкости.
Такие газожидкостные пленки оказывают сопротивление прохож-
дению газа из одной фазы в другую. Концентрация газа в основной
массе каждой фазы вследствие конвекции постоянна, а в газожид-
костных пленках, которые состоят из молекул, медленно перемеща-
ющихся, конвекционных токов нет и движение газа через них про-
516
исходит путем диффузии вследствие разности газа в жидкой и газо-
образной фазах.
Коэффициент абсорбции характеризует растворимость газа в
жидкости. С его помощью устанавливают объем газа, растворяюще-
гося в единице объема растворителя. Коэффициент абсорбции а —
это число объемов газов, поглощаемых одним объемом жидкости
при парциальном давлении газа 101,3 кПа (760 мм.рт.ст.) и темпе-
ратуре 0°С:
a=V/U,
где V и U — объемы газа и жидкости.
Диоксид углерода способен частично химически взаимодейство-
вать с водой с образованием угольной кислоты, которая диссоцииру-
ет на карбонат- и бикарбонат-ионы
Н2О + СО2гН2СО>>Н+ + НСО>-2Н++ со2-3.
Равновесие этой системы смещено влево ввиду нестойкости
угольной кислоты.
В целях небольшого контакта воды с диоксидом углерода осуще-
ствляется непрерывное перемешивание, для чего в сатураторе смон-
тирована лопастная мешалка. Газированная вода выводится из са-
туратора через специальный штуцер, смонтированный в нижней
части сатуратора.
В сатураторе С-ЗОМ действует автоматический регулятор по-
дачи воды в сатурационную колонку в зависимости от расхода гази-
рованой воды. Сатуратор (рис. 8.9) включает царгу 1 с колонкой 2
насыщения воды диоксидом углерода, насос б для подачи воды, ре-
дуктор 7 для привода мешалки 3, автоматический регулятор уровня
воды 5 в царге и сварную станину 4, на которой смонтирована вся
установка.
Насыщение воды диоксидом углерода происходит по следующей
технологии: фильтрованная вода температурой 4...7°С поршневым
насосом 16 подается в колонку 5, в которой посредством форсунок
распыляется в среде диоксида углерода. Данная операция относится
к первичному насыщению воды диоксидом углерода.
В дальнейшем вода поступает на решетку, сквозь которую стека-
ет на насадку из колец Рашига и, проходя через нее, дополнительно
насыщается диоксидом углерода, затем собирается в горизонталь-
ном сосуде, где происходит окончательное насыщение ее диоксидом
углерода при постоянном перемешивании мешалкой 7. Рабочее дав-
517
ление в сатураторе не должно превышать 0,5 МПа. Диоксид углеро-
да должен подаваться в сатуратор непрерывно и равномерно.
Сатуратор АСК-1 (рис. 8.10) состоит из установленных на од-
ной плите деаэрационной колонны 4, колонки насыщения диокси-
дом углерода 2, насоса 10 для подачи воды и шкафа 9 с электропу-
сковой аппаратурой. Колонка насыщения представляет собой ци-
линдрический сосуд со съемными верхним и нижним днищами и ма-
нометром 3. Внутри колонки смонтирована центральная труба 1,
снабженная сетчатыми перегородками для более эффективного пе-
ремешивания диоксида углерода с водой. В верхней части колонки
на решетке расположены кольца Рашита, с помощью которых уве-
личивается площадь соприкосновения воды с диоксидом углерода.
Верхняя часть колонки оборудована полым колпаком, в котором
происходит сбор газовоздушной смеси.
518
3
Рис. 8.10. Сатуратор автоматический АСК-1
Деаэрационная колонна выполнена в виде цилиндрического сосу-
да, состоящего из трех секций, между которыми смонтированы раз-
делительные конусы. В каждом конусе на диафрагме 5 размещен
наклонный патрубок б, вставленный нижним концом в коническую
воронку 7 с тарелкой. Верхняя тарелка в нижней части имеет во-
ронку для улавливания пузырьков воздуха, поднимающихся по
нижнему наклонному патрубку.
В верхней части деаэрационной колонны размещен колпак для
519
сбора воздуха, внутри которого помещен поплавковый клапан. По-
следний по мере накопления воздушно-газовой смеси сбрасывает ее
по трубопроводу через клапан в атмосферу. В нижней части деаэра-
ционной колонны размещен штуцер для ввода воды в деаэратор, а в
верхней — патрубок для вывода деаэрированной воды. Два эжекто-
ра сообщаются с колонкой насыщения трубопроводом, с насосом —
водоэжекторным трубопроводом и с деаэрационной колонной —
также трубопроводом. Поршневой насос снабжен трубопроводом
для забора воды. Вода перед поступлением в колонку насыщения
подвергается предварительной деаэрации в деаэраторе, принцип ра-
боты которого основан на использовании разности парциальных
давлений воздуха и диоксида углерода.
Вода, тщательно профильтрованная, подается в деаэратор насо-
сом, по пути проходит через эжектор 8, в котором, распыляясь на
мелкие частицы, насыщается диоксидом углерода, поступающим в
него из верхней части сатурационной колонки. Стекая в нижнюю
часть деаэратора, вода заполняет колонку деаэратора и доходит до
тарелки и наклонного патрубка. Проходя над тарелкой слоем 5 мм,
вода поднимается по наклонному патрубку вверх. При прохожде-
нии воды через деаэратор из нее выделяется диоксид углерода, ко-
торый после перемешивания в эжекторе еще не успел раствориться
в воде.
Выделившийся диоксид углерода заполняет пространство под ди-
афрагмой, образуя вокруг наклонного патрубка подушку из диокси-
да углерода, вследствие чего из воды начинает интенсивно выде-
ляться воздух, который заполняет пространство под диафрагмой.
Последующие порции воздуха благодаря развивающемуся давле-
нию понижают уровень воды на тарелке до тех пор, пока не откро-
ется выход газовоздушной смеси в наклонный патрубок через верх-
ний край его среза. Коническая воронка способствует отводу из-под
диафрагмы в первую очередь воздуха.
Тарелка увеличивает поверхность воды, в которой осуществляет-
ся выделение воздуха, направляя ее от периферии к центру. Про-
цессе выделения воздуха повторяется и на верхней тарелке. Воздух,
который выделяется из воды, проходит в верхнюю часть деаэратора,
а оттуда — в атмосферу.
Из деаэратора вода входит в эжектор и смешивается с диоксидом
углерода, входящим в него из верхней части колонки насыщения.
Выходя из эжектора, вода направляется в нижнюю часть централь-
ной трубы колонки насыщения. Диоксид углерода поступает в ко-
лонку насыщения из баллонов через барботер, смонтированный под
решеткой, на которой установлена насадка колец Рашига. Нижняя
часть колонки насыщения служит сборником газированной воды.
520
Давление в колонке насыщения — 0,4...0,7 МПа. Вода, поступаю-
щая в колонку насыщения, в центральной трубе интенсивно пере-
мешивается с диоксидом углерода при помощи сетчатых перегоро-
док и поступает в верхнее пространство колонки насыщения, затем
стекает тонким слоем по насадке навстречу диоксиду углерода, под-
нимающемуся вверх. Интенсивное насыщение воды диоксидом уг-
лерода обеспечивается благодаря большой поверхности соприкосно-
вения воды с диоксидом углерода и противотоку воды и диоксида уг-
лерода. Полученная газированная вода с массовым содержанием ди-
оксида углерода не менее 0,66% из водосборника попадает в раз-
ливочные машины. Производительность сатуратора АСК-1 —
3000 л/ч.
В сатураторе Ш4-ВСВ-3 (рис. 8.11) охлажденная до 4...6°С вода
подастся в колонку деаэрации 7, где из нее удаляется растворенный
воздух путем поддержания там вакуума порядка 0,06...0,08 МПа.
После этого воду направляют в струйную насадку 2, представляю-
щую собой жидкостно-газовый эжектор, в который из реверсивера 3
под давлением 0,25...0,35 МПА подводится диоксид углерода. Вода с
нерастворившимися пузырьками газа подается в колонку насыще-
ния 4, где поддерживается давление 0,25...0,35 МПа. Газовоздуш-
ная смесь из колонки насыщения 4 выводится через верхний вен-
тиль сброса газа, а газированная вода через нижний сливной кран
отбирается на розлив. Количество газа, подводимого в струйной на-
садке к воде, регулируется игольчатым вентилем и изменением за-
зора между соплами и камерами смешения. Уровень воды в колонке
насыщения контролируется электрическими датчиками, управляю-
щими работой насосов.
Рис. 8.11. Принципиальная схема
работы сатуратора Ш4-ВСВ-3
Рис. 8.12. Синхронно-смесительная уста-
новка Б2-ВРР/6
521
По более современной схеме купажный сироп и вода смешивают-
ся в заданном соотношении, а полученный раствор насыщается ди-
оксидом углерода в отдельной установке, а затем разливается в бу-
тылки. В синхронно-смесительной установке Б2-ВРР/6 (рис. 8.12)
охлажденная вода сначала поступает в деаэратор 1, а затем в сбор-
ник 6. С помощью дозировочного агрегата 5 плунжерного типа од-
новременно из сборников для воды 6 и сиропа 4 определенные дозы
компонентов подаются в смесительный бачок 2. После этого водно-
купажная смесь поступает в колонку насыщения 3, где она оконча-
тельно перемешивается и насыщается диоксидом углерода.
Автоматическая установка "Миксомат" позволяет получать
безалкогольные напитки из исходных компонентов без приготовле-
ния купажного сиропа. Деаэрированную воду, сахарный сироп и
другие компоненты купажного сиропа дозируют и перемешивают
сначала в жидкостно-жидкостном эжекторе, а затем газируют в
жидкостно-газовом эжекторе, после чего готовый напиток выдер-
живают в накопительной емкости и направляют на розлив. При вы-
боре оборудования для насыщения воды и напитков диоксидом уг-
лерода рекомендуется пользоваться табл.8.5.
Таблица 8.5
Техническая характеристика установок для приготовления газированных
напитков
Показатели | Ш-ВСВ-3 1 Б2-ВРР/6 | "Миксомат"
Производительность, м^/ч 3,6 13,7 43,9
Содержание диоксида углерода в напитке, % 0,6.0,7 0,5...0,6 0,6...0,7
Рабочее давление воды, МПа: на входе 0,15...0,20 0,20 0,30..0,45
в колонке деаэрации 0,08 0,08 0,08
в колонке насыщения 0,25...0,30 0,35...0,40 0,35...0,45
Мощность электродвигателей, кВт 10,5 23,2 -
Растворимость диоксида углерода в воде зависит от его парциаль-
ного давления и при избыточном давлении до 0,4...0,5 МПа подчи-
няется закону Генри, по которому равновесное давление р(МПа)
пропорционально содержанию растворенного в жидкости газа:
р = Кс,
522
где К — константа фазового равновесия, зависящая от свойств газа
и растворяющей жидкости, МПа; с — содержание растворенного в
жидкости газа, кг/кг.
При насыщении воды диоксидом углерода в колонке насыщения
обычно создают давление газа, в 2...3 раза превышающее равновес-
ное. Колонка насыщения представляет собой вертикальный цилин-
дрический сосуд со сферическими днищами. Давление газовой сре-
ды внутри колонки равно во всех точках и, воздействуя на обечай-
ку, создает продольную разрывающую силу, а воздействуя на дни-
ще, — поперечную разрывающую силу.
Допустимое в обечайке давление (МПа)
Рдоп=2 [G (<5ст~Со) / (dK+ <5ст - Со),
где [G ] — допустимое напряжение, МПа; <р — коэффициент проч-
ности сварного шва (<р ” 0,7); <5СТ — толщина стенки, м; с0 — при-
бавка на коррозию (со“0,001 м); dK—внутренний диаметр колонки,
м.
Наибольший допустимый диаметр неукрепленного отверстия в
обечайке (м)
Й0дОгГ“2{ [ (<5ст " Со) СТ ” ]"^dK(5ст"Со)'“Со} >
где <5'ст — номинальная толщина стенки при <р = 1 без прибавки
(<5'ст= 0,0008 м).
Толщина днища колонки насыщения (м)
*5дн“ (PdK/(4 [G ]у> - р) ](dK/2hAH)+c0+ci,
где йди — высота днища, м; q — прибавка к толщине по конструк-
тивным соображениям (q “ 0,0014 м).
Наибольший допустимый диаметр неукрепленного отверстия в
днище колонки насыщения
^ДН.ДОП = 2{((<5 дн -С0)/<5'дн ” 0,8 ] ^1к(<5дл -с0)-с0},
где <5'дн — номинальная толщина днища при <р ” 1 без прибавки
(<5'дн = 0,0008 м).
Струйная насадка (см. рис. 8.12, поз.2) состоит из верхнего кор-
пуса, в который ввинчиваются сопло и камера смешения и который
соединен с нижним корпусом стягивающими шпильками. Скорость
газа vr (м/с) в горловине жидкостно-газового эжектора (рис. 8.13)
зависит от заданной скорости газа в патрубке. При этом диаметр
523
at
Рис. 8.13. Жидкостно-газо-
вый эжектор
конфузора di (м) принимается равным ди-
аметру подводящего газохода, а диаметр
горловины (м)
dj= ^Vr/3600 луг,
где Vr — расход газа при рабочих парамет-
рах в горловине, м3/ч.
Угол конфузора принимается равным
12... 15°, а оптимальный угол раскрытия
диффузора = 3...40. При > 4° проис-
ходит отрыв газовой струи от стенок диф-
фузора, сопровождающийся резким увели-
чением гидравлического сопротивления на-
садки Др (Па):
Др = [А+ £шуд(рж/рг) ] (ргУг^) /2,
где А " 0,12 при центральной подаче воды и
А = 0,2...0,4 — при комбинированной; £ —
коэффициент сопротивления, зависящий
от скорости газа в горловине и удельного
расхода воды; туд — удельный расход во-
ды, м3/м3; рг — плотность диоксида углерода (рг = 1,98 кг/м3 при
О °C и 133,3 Па); рж — плотность воды (рж=1000 кг/м3).
ГЛАВА 9
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
ЖИДКОГО ДИОКСИДА УГЛЕРОДА
9.1. Агрегаты для очистки и осушения диоксида углерода
Для очистки газообразного диоксида углерода от примесей про-
дуктов брожения используют промывную колонну (рис. 9.1), состо-
ящую из четырех царг 13 диаметром 600 мм, которые соединены
фланцами 77. По высоте колонна разделена на две части перегород-
кой 6. На решетках 9 насыпан слой колец Рашита 10. Газообразный
диоксид углерода поступает в колонну по патрубку 2 и проходит
слой колец, которые орошаются перманганатом калия, подводимым
по патрубку 5. Раствор равномерно распределяется по сечению ко-
лонны тарелкой 4, снабженной трубками 3. Пройдя нижний слой
колец, СО2 через цилиндр 8 с зонтом направляется в верхний слой
колец, который орошается водой, подаваемой по патрубку на тарел-
ку 4. По патрубку 7 отводится вода, прошедшая через слой колец
Рашита.
Очищенный от примесей газ отводится в центробежный водоот-
делитель по патрубку 12. Отработанный раствор перманганата ка-
лия отводится по патрубку 1.
В центробежном водоотделителе (рис. 9.2) газообразный диок-
сид углерода освобождается от капель влаги. В корпусе 2 аппарата
расположен цилиндр 3 со спиральными витками. Газ поступает в
аппарат по патрубку 5 и движется по спиральному каналу между
корпусом 2 и цилиндром 3.
При этом под влиянием центробежной силы капли воды отбрасы-
ваются на стенку корпуса, стекают вниз и удаляются по патрубку 8.
Газ, пройдя спиральный канал, входит в цилиндр 3 и через слой ко-
лец, находящийся между решетками 4, удаляется через патрубок.
За уровнем воды наблюдают через водоуказательное стекло 7. К
патрубку б присоединяется автоматический сигнализатор уровня
воды. К патрубку 7 крепится сигнализатор уровня.
Компрессор 2УП (рис. 9.3) — трехступенчатый, угловой, крейц-
копфный. На станине 8 в вертикальном положении установлен ци-
линдр первой ступени сжатия 20 двойного действия с поршнем 10. В
горизонтальном положении к станине крепятся цилиндры второй 2
525
Рис. 9.1. Промывная колонна
Рис.9.2. Центробежный водоотдели-
тель
с поршнем 5 и третьей 4 с поршнем 3 ступеней сжатия. Эти цилинд-
ры одинарного действия, причем цилиндр 2 — среднего, а цилиндр
4 — высокого давлений. В комплект установки входят: холодильник
/, сальник б, маслопровод 7, крышка 9, электродвигатель 11, вин-
товая шестерня 12, коленчатый вал 13, роликовый подшипник 14,
шатун 15, палец 16, крейцкопф 17, шток 18 и водопровод 19.
526
Рис. 9.3. Трехступенчатый компрессор 2УП
527
Техническая характеристика компрессора 2УП:
Производительность при сжатии СО2, кг/ч 220
Давление газа на всасывании, МПа 0,167
Температура СО2 на всасывании, °C 30
Давление газа на нагнетании, МПа 7,36
Диаметр цилиндров, мм
первой ступени 160
второй ступени ПО
третьей ступени 58
Мощность, потребляемая на валу, кВт 44
Мощность электродвигателя, кВт 75
Частота вращения электродвигателя, об/мин 750
Масса компрессора, кг 6100
Рис. 9.4. Фреоновый фильтр
Перед компрессором на газопроводе устанавливается фреоновый
фильтр (рис. 9.4), состоящий из корпуса /, фильтра 2, пружины 3 и
заглушки 4.
Для промежуточного охлаждения газообразного диоксида угле-
рода используются теплообменники типа "труба в трубе". В них во-
да движется по внутренней трубе, а газ — по межтрубному про-
странству параллельными потоками.
Масловлагоотделитель (рис. 9.5) предназначен для отделения
масла и влаги от газообразного диоксида углерода. Из потока газо-
образного диоксида углерода в корпусе 1 отделяются капли масла и
влаги, и газ по трубе 2 выводится из аппарата. Скопившееся масло
и влага удаляются через вентиль 3.
Окончательная очистка газа, сжатого до давления 7,36 МПа, от
паров масла и воды происходит в фильтре (рис. 9.6).
528
Рис. 9.5. Масловлагоотделитель
Рис. 9.6. Фильтр для сжатого
диоксида углерода
В корпус 5 фильтра помещают корзину 4, которая заполняется
активированным углем или силикагелем. Уплотнение между корзи-
ной и корпусом фильтра осуществляется за счет конического пояска
3. Фильтрующий материал в корзине зажимают пружинным при-
способлением 2 с помощью шпинделя /. Из фильтра газообразный
диоксид углерода поступает в трубчатый конденсатор, в котором он
переводится в жидкое состояние.
9.2.Аппараты для охлаждения и сбора жидкого диоксида углерода
После трубчатого конденсатора сжиженный диоксид углерода
дросселируется дроссельным клапаном и направляется в промежу-
точный сосуд (рис.9.7). В сосуде от сжиженного газа отделяются па-
ры диоксида углерода. Сосуд снабжен предохранительным клапа-
34. Заказ 5901
529
Рис. 9.7. Промежуточный сосуд
для жидкого диоксида углерода
ном 1, который рассчитан на давле-
ние 3,14 МПа. На корпусе размещены
патрубок 2 для манометра и патрубки
3 для регулятора уровня.
Жидкий диоксид углерода из про-
межуточного сосуда через дроссель-
ный клапан поступает в сосуд-нако-
питель. Корпус 3 сосуда-накопителя
(рис.9.8) выполнен из стали и заклю-
чен в кожух 2. Пространство между
кожухом и корпусом заполнено теп-
лоизоляционным материалом. В кор-
пус сосуда вварены три патрубка с
вентилями 7. Два крайних патрубка
служат: один для заполнения сосуда
жидким СОг, второй для переливания
жидкого газа в транспортные цистер-
ны. Средний патрубок, сообщающий-
ся с газовым пространством корпуса,
предназначен для соединения с газо-
вым пространством транспортных ци-
стерн при их заполнении. К газовому
патрубку прикреплен тройник 8, на
котором установлены манометр 5 и
два предохранительных клапана 4.
Для отпуска жидкого газа сосуд, снаб-
жен манометром б. Рабочее давление
в сосуде 0,785...2,46 МПа, температу-
ра сжиженного газа -43,5...-11,3°С.
Люк / в корпусе сосуда служит для
осмотра и ремонта.
Рис. 9.8. Сосуд-накопитель
530
ГЛАВА 10
ОБОРУДОВАНИЕ ДЛЯ ПОДГОТОВКИ ПОСУДЫ,
ФАСОВКИ ПИЩЕВЫХ ЖИДКОСТЕЙ
И ОФОРМЛЕНИЯ ГОТОВОЙ ПРОДУКЦИИ
Современные машины для мойки бутылок можно классифициро-
вать по различным признакам:
по назначению — на унифицированные и специализированные
(для определенной отрасли промышленности);
по способу мойки — на шприцевальные, отмочно-шприцеваль-
ные и отмочно-шприцевальные с механической обработкой бутылок
ершами и щетками;
по кинематическим признакам — на конвейерного типа (цепные
и бесценные), барабанные и карусельные;
по числу отмочных ванн — на однованные, двухванные и т.д.
В настоящее время в России широкое распространение получили
цепные отмочно-шприцевальные бутылкомоечные машины.
Машины для мойки бутылок должны удовлетворять основным
техническим требованиям:
обеспечение приводом машины производительностью 6000 буты-
лок в час и выше возможности бесступенчатого изменения произво-
дительности;
наличие устройств для подсоединения к системам приготовления
моющего раствора и удаления водяных паров;
наличие фильтров для очистки моющих жидкостей от механиче-
ских примесей;
автоматическое поддержание температуры моющих жидкостей в
емкостях с постоянно работающими подогревателями;
возможность право- и левостороннего поступления и отвода бу-
тылок.
Срок работы бутылкомоечной машины до первого капитального
ремонта — не менее 8000 ч, до списания — не менее 25000 ч.
10.1. Бутылкомоечные машины
Общий вид бутылкомоечной машины в разрезе показан на
рис. 10.1. Корпус машины представляет собой сварную коробчатую
34*
531
Рис. 10.1. Бутылкомоечная машина АМЕ-6
532
конструкцию из листовой стали, перегородки которой образуют
ванны для моющих растворов и воды.
Все операции мойки бутылок осуществляются в 124 бутылконо-
сителях, представляющих собой сварную конструкцию из 16 пла-
стин, закрепленных концами к уголкам, и двух замкнутых втулоч-
но-роликовых цепей основного конвейера.
Трасса основного конвейера 5 снабжена цепными колесами, уста-
новленными на пяти сквозных поперечных валах машины с под-
шипниками в боковых стенках корпуса. Передний верхний вал яв -
ляется приводным. Привод машины смонтирован на левой боковой
стенке корпуса.
Конвейер загрузки 1 пластинчатого типа с приводной станцией
служит для подвода бутылок к машине. Подвод бутылок может осу-
ществляться как с правой, так и с левой стороны машины. На кон-
вейере загрузки установлено устройство туннельного типа для
предварительного обмыва бутылок, удаления легкосмываемых за-
грязнений и подогрева бутылок перед загрузкой в машину.
Механизм загрузки бутылок 3 состоит из загрузочного стола,
звездочек и двух цепей с двумя планками. Для подачи бутылок в
носители имеются две непрерывно движущиеся планки, закреплен-
ные на двух цепях, привод которых осуществляется через предохра-
нительную кулачковую муфту.
Загрузочный стол выполнен из изогнутого листа, к которому
приварены трубчатые направляющие для бутылок. Накопитель (ак-
кумулятор) бутылок 2 представляет собой стол, выполненный в ви-
де вращающихся в одном направлении валиков. Над валиками рас-
положен делитель, который распределяет движущиеся на валиках
бутылки на ручьи с шагом, равным расстоянию между гнездами в
носителях. В одном ряду располагается 16 бутылок.
Механизм выгрузки 4 рычажного типа служит для выгрузки вы-
мытых бутылок. Выгрузочный конвейер отводит бутылки из маши-
ны.
Система шприцевания бутылок моющим раствором, горячей,
теплой и холодной водой состоит из насосной установки, фильтра
тонкой очистки и шприцевых рамок, а также шприцев б, 7, 8 и 9.
Для удаления этикеток предусмотрен механизм 10.
В ваннах и отсеках поддерживается постоянная температура при
помощи регуляторов температуры прямого действия РТ-25. Темпе-
ратура жидкости во всех ваннах и отсеках контролируется дистан-
ционными термометрами.
533
Для подогрева моющего раствора во второй отмочной ванне уста-
новлен трубчатый подогреватель 11, а для быстрого нагрева раство-
ра в ванне в начале смены имеется дополнительный барботер, кото-
рый перекрывается по достижении в ванне необходимой температу-
ры. В остальных ваннах и отсеках моющий раствор и вода подогре-
ваются паром, барботируемым непосредственно в жидкость.
Машина АММ-6 (рис. 10.2) является унифицированной (исполь-
зуется в линиях упаковывания различного назначения). Основные
элементы ее те же, что и в предыдущей, но по компоновке они не-
сколько отличаются.
Работает машина следующим образом. Накопившиеся на столе
загрузки 1 бутылки в корпусе 7 предварительно орошаются отра-
ботанной водой температурой 25...30°С, для чего используется вода
из ванн для шприцевания бутылок. Это необходимо для удаления
легкосмываемой грязи.
Перед входом в первую ванну для повышения температуры и
предварительного обмыва бутылки обливаются водой температурой
4О...45°С, поступающей из отдельного отсека водяной ванны, куда
сливается вода с первой позиции горячего водяного шприцевания.
Затем бутылки входят в первую отмочную ванну, в которой тем-
пература моющего раствора 6О...65°С. При выходе из первой ванны
цепь с бутылконосителями обкатывается по барабану, над которым
установлена труба с соплами, предназначенными для смыва этике-
ток.
После смыва этикеток при дальнейшем движении цепей с бутыл-
коносителями бутылки погружаются во вторую отмочную ванну с
щелочным раствором температурой 75...80°С, где внутреняя и на-
ружная поверхности бутылок подвергаются дополнительной отмоч-
ке при более высокой температуре. В конце ванны носители с бу-
тылками, наполненными раствором, движутся по наклонным на-
правляющим вверх и выводятся из второй ванны. Находясь на на-
клонной части основного конвейера, бутылки обмываются раство-
ром, выливающимся из них при повороте цепи с носителями вокруг
натяжных колес.
На верхнем прямом участке трассы бутылки подвергаются на-
ружному шприцеванию. При этом с наружних поверхностей буты-
лок смываются прилипшие во второй отмочной ванне этикетки.
Смытые этикетки попадают на наклонный лист и вновь направля-
ются во вторую ванну. На последующих позициях осуществляются
внутреннее шприцевание и наружный обмыв бутылок горячей и во-
Рис. 10.2. Бутылкомоечная машина АММ-6 (разрез общего вида)
534
535
допроводной водой. При очередном повороте цепей с бутылконоси-
телями бутылки выпадают на приемный лоток механизма выгрузки
3.
Основными механизмами современных бутылкомоечных машин
являются механизмы загрузки 2 и выгрузки 3 бутылок, этикетоот-
борники 8, шприцевальные устройства 4, коллекторы 5, пластинча-
тый конвейер 6 и трубчатый подогреватель 9.
Механизмы загрузки и выгрузки бутылок имеют общие принци-
пы построения и разделяются на несколько видов: цепные, рычаж-
ные и кулачковые, представленные на рис. 10.3.
В цепных механизмах загрузка ряда бутылок в носитель или опу-
скание его из носителя на разгрузочную площадку производится ус-
тройствами, состоящими из смонтированных на звездочках по кра-
ям механизма двух бесконечных втулочно-роликовых цепей с
планками между ними для подачи или приема бутылок. Цепи име-
ют непрерывное движение, и механизм работает синхронно с пере-
мещением носителя. Это наиболее распространенный тип механиз-
ма загрузки, используемый в отечественных машинах
(см. рис. 10.1).
Рычажные механизмы выгрузки бутылок (рис. 10.3, а) чаще все-
го выполняются в виде поворотных рамок, осуществляя сразу две
функции: прием бутылок и выставление их на конвейер. Ими осна-
щены машина АММ, а также первые выпуски машин АМЕ.
Механизмы кулачкового типа применяются в некоторых зару-
бежных машинах (рис. 10.3,6). Они представляют собой систему
вращающихся кулачков, позволяющих бутылкам плавно, без удара
и шума, опускаться на разгрузочный стол (площадку) и также
плавно перемещаться на разгрузочный конвейер. Конструктивно
эти механизмы могут быть устроены по-разному, в том числе для
последовательной загрузки или выгрузки двух бутылок за один обо-
рот кулачка (рис. 10.3, в).
Эффективность мойки бутылок во многом зависит от конструк-
ции кассет, объединенных в бутылконосители. Конструкция носи-
телей должна обеспечивать минимальный шаг гнезд для бутылок
(способствует увеличению производительности машины), быть
максимально жесткой и максимально открытой с надежной ориен-
тацией горлышка бутылки (это улучшает мойку и способствует
удалению этикеток), иметь небольшую массу кассеты и всего носи-
теля, сохраняя необходимую прочность. Конструкции носителей и
кассет весьма разнообразны (рис. 10.4): они могут быть в виде ци-
536
Рис. J0.3. Механизмы загрузки и выгрузки бутылок: а — рычажного типа для вы-
грузки бутылок; б — кулачкового типа для выгрузки бутылок; в — кулачкового типа
с валиком для выгрузки бутылок; I, II, III, IV — положения механизмов
линдроконических стаканов (рис. 10.4, а) или иметь в сечении пря-
моугольную форму (рис. 10.4, б), могут быть выполнены из метал-
лов или частично из полимерных материалов.
Для удаления этикеток из машины в конце зоны отмочки и сбива
этикеток устанавливают этикетоотборники. Применяются этикето-
отборники с периодической и непрерывной очисткой фильтрующей
поверхности. К первым относятся различного рода сетки и цилинд-
рические фильтры, установленные на всасывающих и нагнетатель-
ных патрубках насосов, перекачивающих моющую жидкость.
Этикетоотборники непрерывного действия бывают барабанными
и ленточными с пневматическим или механическим удалением эти-
кеток. Их схемы весьма разнообразны (рис. 10.5).
537
Рис. 10.4. Бутылконосители: а — цилиндроконической формы; б — прямоуголь-
ного сечения
Рис. 10.5. Этикетоотборники: а, б — барабанного типа; в — дискового типа; г —
ленточного типа
538
Шприцевальные устройства также бывают весьма разнообразны-
ми по конструкции; подвижными и неподвижными, с вводом шпри-
ца или без вывода, с центрированием шприцевальных трубок или
без него, с обеспечением так называемого "следящего" шприцева-
ния и т.д.
На рис. 10.6,а показано устройство для шприцевания бутылок из
неподвижных коллекторов 4, укрепленных на раме 2 с помощью
болтов /. Каждый коллектор состоит из двух трубок 5, в которые
ввинчены сопла с отверстиями диаметром 3 мм.
Вода к коллектору подается по трубопроводу 8 и шлангу 3 от кла-
пана. Клапан 7 открывается после нажатия кулачка //на ролик 10,
укрепленный на рычаге 9 и упирающийся свободным концом в шток
клапана 7. Начало открытия клапана можно регулировать, изменяя
положение кулачка, вращающегося в заданном цикле работы ма-
шины.
Центрирование коллектора шприцевания относительно кассет с
бутылконосителями и демонтаж его производят путем ослабления
болтового соединения, крепящего рамку к корпусу машины.
Подвижные устройства шприцевания струей с центрированием
шприцевальных трубок — коллекторов — относительно кассет при-
ведены на рис. 10.6,6 (показано два промежуточных положения I
и II).
Шприцевальная рамка / подвешена и имеет ограниченное про-
дольное перемещение, вполне достаточное для того, чтобы, прижи-
маясь к цепи с бутылконосителями, при помощи упоров переме-
щаться вместе с ней и обеспечивать точную ориентацию шприце-
вальных трубок. С помощью центрирующей звездочки 2 во время
шприцевания создается механически жесткое соединение между
шприцевальной рамкой и цепью.
Положение I — это положение центрирующего устройства неза-
долго до освобождения звездочки. Когда шприцевальная рамка при
помощи цепи перемещается дальше, неподвижный упорный ролик
3 освобождает звездочку и шприцевальная рамка от действия ку-
лачка 6 на ролик рычага 7 описывает траекторию в форме паралле-
лограмма и возвращается в исходную позицию. Звездочка захваты-
вается следующей осью 4 цепи и прижимается к упорному ролику.
В этот момент шприцевальная рамка снова центрируется под отвер-
стиями в бутылконосителях (положение II). Продолжительность
центрирования соответствует длительности воздействия струи и
539
Рис. 10.6. Устройство для шприцевания бутылок: а — из неподвижных коллекто-
ров; б — с центрированием шприцевальных трубок
540
должна быть такой, чтобы после шприцевания оставалось достаточ-
но времени для опорожнения бутылок.
Помимо обычного воздействия струи на загрязнения (рис. 10.7, а,
положение I) существует так называемое пульсирующее воздейст-
вие — шприцевание (положение II), позволяющее за короткое вре-
мя ввести в бутылку под большим давлением такое количество мо-
ющей жидкости, что возникающий импульс почти достигает вели-
чины силы тяжести бутылки.
Рис. 10.7. Схемы цотокообразования (а) и соединений (б) при пульсирующем
шприцевании
Действие импульса усиливается благодаря тому, что впрыскива-
ние происходит не непрерывно, а возникает мгновенно. При этом
максимально захватывается не только дно бутылки, но и рея бутыл-
ка за очень короткий промежуток времени заполняется большим
количеством аэрированной жидкости. Здесь через жидкость прохо-
дит сконцентрированная плотная струя и вызывает очень сильную
турбулизацию благодаря чему происходит эффективный смыв за-
грязнений со всех внутренних стенок бутылок.
Важнейшим условием процесса пульсирующего шприцевания яв-
ляется очень быстрое нарастание давления, которое должно проис-
ходить за доли секунды. Только в этом случае струя жидкости мо-
жет обеспечить полный эффект очистки внутренней поверхности
бутылки.
541
Пульсирующее шприцевание в бутылкомоечной машине проис-
ходит следующим образом (рис. 10.7, б). Специальным устройством
синхронно с автоматическим центрированием сопл относительно
кассет 5 с бутылками приводится в движение вал с кулачками-дис-
ками для импульсивного шприцевания. Профиль этих кулачков оп-
ределяется соотношением между продолжительностью шприцева-
ния и паузы. Изменение профиля кулачка вызывает срабатывание
контактов, управляющих процессом включения насоса 7, который
нагнетает жидкость из резервуара 2.
При закрытом дросселирующем клапане 3 жидкость по трубам
подается к рамке 4 для наружного ополаскивания бутылок, чтобы
при открытии клапана за доли секунды создать нарастание давле-
ния в трубках 6 для внутреннего шприцевания. Дросселирующий
клапан приводится в действие пневматическим цилиндром 7. Для
обеспечения быстрого управления потоком дросселирующий клапан
благодаря простоте своей конструкции оказывается наиболее при-
годным. Общая продолжительность цикла — менее 0,1 с.
Интерес представляет конструкция шприцевальной трубки, вы-
полненной с сечением в виде многогранника (рис. 10.8, а). Такая
конструкция позволяет обрабатывать бутылку в движении (исполь-
зуется 2/3 времени движения). Трубки объединены в коллекторы
(по 3 шт.), а поворот их осуществляется посредством пальцев, при-
цепленных к боковинам цепи, к которым прикреплены бутылконо-
сители.
Как правило, устройства
для наружного обмыва буты-
лок представляют собой сис-
тему форсунок, расположен-
ных над шприцевальными
трубками, из которых мою-
щий раствор или вода пода-
ются одновременно на бу-
тылки и в шприцы. В ряде
зарубежных машин вместо
форсунок установлены отра-
жатели, направляющие
струю жидкости на дно бу-
тылки (рис. 10.8, б).
Пользуясь схемой тепло-
вой обработки бутылок (рис.
б
а
Рис. 10.8. Шприцевальная трубка-многогран-
ник (а) и схема установки отражателей струй
жидкости (б)
542
10.9) , приведенной, к примеру, для машин серий АММ, АМЕ, мож-
но установить поэлементный расход теплоты. Приведенные на схе-
ме температуры представляют собой конечные температуры на дан-
ном участке обработки бутылок.
Рис. 10.9. Схема тепловой обработки бутылок
В машину вносится теплота с поступающими в нее стеклянными
бутылками (Qi); теплота, затрачиваемая на подогрев бутылок и но-
сителей в первой ванне (Q2) 1 то же, во второй ванне (Q3), где бу-
тылки и носители нагреваются до температуры шприцевания; теп-
лота, поступающая с водопроводной водой (Q4); теплота для подо-
грева циркулирующей смешанной воды (Q5).
Уносится из машины теплота с вымытыми бутылками (Qg) и теп-
лота с избытком смешанной воды через переливные трубы в кана-
лизацию (Q7).
Примем следующие обозначения:
П — производительность машины, бутылок в секунду;
mg — масса одной бутылки, кг;
eg — удельная теплоемкость стекла, Дж/(кг-К) [eg =
= 670 Дж/(кг-К) ];
ти — масса бутылконосителя, кг;
543
сн — удельная теплоемкость металла, Дж/(кг-К) [для стали
сн=460 Дж/ (кг • К); для алюминия сн=920 Дж/ (кг • К) ];
п — число гнезд в бутылконосителе;
Тн — начальная температура бутылок, К;
Тк — конечная температура бутылок, К;
То — температура отмочки бутылок в первой ванне, К;
Тш — температура шприцевания бутылок, К;
W — расход свежей холодной воды, кг/с;
св — удельная теплоемкость воды, Дж/(кг-К) [св = 4186,8
Дж/(кг-К) ];
Тх.в — температура холодной воды, К;
В — расход горячей воды, кг/с;
Тг в — температура горячей воды, К;
Тсм — температура смешанной воды, К;
Q — количество теплоты, Вт.
Тогда
Q1= ПшбСбТн»
Q2 = П [Ш6С6 + (шн/п)сн ](Т0 - Тн);
Q3 = П[ШбСб + (mH/n)cH ](ТШ - То);
Q4=WcBTXiB;
Q5 = Всв(Тг.в-Тсм);
9б = ПтбСбТк;
Q?=WcBTCM.
Строго говоря, в качестве статьи расхода теплоты надо учесть по-
тери в окружающую среду (Qn), частично компенсируемые поступ-
лением теплоты с раствором и т.д. (q). В принципе Qn можно под-
считать по формуле Qn=Fa(TCT-TB), где F — площадь поверхности
стенок, м2; а — коэффициент теплоотдачи от стенок машины в ок-
ружающую среду, Вт/(м2-К); Тст — температура стенок (средняя),
К; Тв — температура воздуха, К. Однако на практике ни Qn, ни q не
подсчитывают, а принимают (по опытным данным) Qn=10...15%
количества теплоты, необходимой на мойку; q вообще не учитыва-
ют ввиду относительно небольшого значения.
Тепловой баланс машины выразится следующим образом:
Qi + Q2 + Q3+Q4+ Q5 + q • Q6+Q?+ Qn-
544
Количество теплоты Q, необходимое для работы машины, опре-
деляется по формуле
Q=Q2+Q3+Q5+q=Q6-Q i +Q7-Q4+QD>
или
0еПшбСб (Тк-Тн) +Wсв (Тсм-Тхв) +Qn-
Приняв ТК“ТН, получим
Q=WcB(TCM-Tx.B) +Qn,
а с учетом фактически принимаемых Qn
Q=l,15WcB(TCM-TXB).
В зависимости от вида теплоносителя (пар, горячая вода) опреде-
ляется его расход.
Преобразование приведенных уравнений позволяет получить
значение Тсм и найти оптимальную температуру горячей воды в ма-
шине (при условии ТГ.В=ТСМ, т.е. когда на подогрев горячей воды во-
обще не затрачивается теплота). Практически же разница между
Тг.в и Тсм составляет примерно 2...6°С.
По уравнениям теплопередачи определяют необходимые площа-
ди поверхности нагрева в ваннах и размеры нагревательных эле-
ментов.
С этой целью для каждой ванны составляется тепловой баланс
при установившемся режиме:
Qb = Об Qm Qp + Qn »
де QB — количество теплоты, необходимое для поддержания задан-
ного температурного режима в ванне и получаемое от нагреватель-
ного элемента, Вт; Qg' — расход теплоты на нагрев бутылок, Вт;
QM' — расход теплоты на нагрев металла цепи носителей бутылок,
Вт; Qp' — потери теплоты через стенки ванны в окружающую сре-
ду, Вт.
Расходы теплоты Qg', QM' и Qp' определяются по общепринятой
методике, а потери принимаются равными 10...!%. Массу бутылок
mg принимают в зависимости от их типа и вместимости.
Расход водопроводной воды при работе бутылкомоечных машин
складывается из расхода раствора на первоначальную загрузку
ванн и фильтров и из расхода на окончательное шприцевание и опо-
35. Заказ 5901
545
ласкивание вымытых бутылок. Последнее определяется по извест-
ным из гидравлики зависимостям.
Энергия в бутылкомоечных машинах расходуется в основном на
подачу жидкости к шприцам, т.е. на работу насосов, и непосредст-
венно на привод механизмов машины. В частности, при расчете рас-
хода энергии на привод тяговых органов полное тяговое усилие
можно определять методом расчета "по контуру" аналогично расче-
ту цепных конвейеров.
Кинематический расчет отдельных механизмов бутылкомоечных
машин производится по обычным методикам в соответствии с кине-
матической схемой машины.
В практике эксплуатации машин зачастую приходится опреде-
лять количество концентрированного моющего раствора Р (м3), ко-
торое надо добавлять в машину в связи со снижением концентрации
рабочего раствора
P=[(a-b)/(c-b)]V,
где а — необходимая концентрация раствора, %; b — концентра-
ция разбавленного раствора, %; с — концентрация свежего более
концентрированного раствора, %; V — вместимость ванн, м3.
Концентрация добавляемого раствора (при известном количестве
его)
c = V(a-b)/P+b.
10.2. Фасовочные машины
Фасование пищевых жидкостей может осуществляться в различ-
ных условиях в зависимости от свойств продукта и требований,
предъявляемых к самому процессу фасования.
Так, по технико-технологическим условиям проведение процесса
фасования может быть барометрическим, сверхбарометрическим и
под вакуумом.
В первом случае истечение продукта из фасовочного устройства
или расходного резервуара происходит только в поле действия гра-
витационных сил (самотеком) при нормальном давлении. При этих
условиях фасуют тихие напитки (вина), не содержащие легколету-
чих компонентов.
С учетом того, что давление в расходном резервуаре и в бутылке
546
одинаково и равно атмосферному, такое фасование иногда называ-
ют изобарометрическим.
Сверхбарометрическое фасование также характеризуется исте-
чением жидкости из фасовочного устройства или расходного резер-
вуара в поле действия гравитационных сил, но при избыточном дав-
лении в фасовочном устройстве или в расходном резервуаре и в на-
полняемой таре. Так фасуют жидкости, насыщенные диоксидом уг-
лерода (шампанское, пиво, некоторые виды безалкогольных напит-
ков) . Фасование при таких условиях иногда называют изосверхба-
рометрическим.
Фасование под вакуумом допускает использование двух схем: ес-
ли разрежение создается только в таре, то истечение продукта про-
исходит под действием разности давлений в расходном резервуаре
(атмосферное) и в таре (разрежение); если разрежение создается и
в таре, и в расходном резервуаре, то истечение происходит в поле
действия гравитационных сил (самотеком). В последнем случае по
аналогии с вышеприведенными вариантами фасование называют
изовакуумным.
Независимо от условий фасования можно наполнять бутылки
продуктом по объему (как правило, дорогостоящие жидкости) или
по уровню (менее дорогостоящие жидкости, содержащие диоксид
углерода, что затрудняет дозирование их по объему). Это определя-
ется стандартами и другими нормативными документами, так же
как и конкретные пределы отклонений от номинального объема фа-
суемого продукта.
Важнейшим параметром, определяющим основные расчетные ха-
рактеристики фасовочных машин, является длительность наполне-
ния бутылки продуктом или длительность опорожнения мерного
стакана (при наличии последних в машинах для фасования по объе-
му) . В самом общем случае опорожнение мерного стакана тн.б2 (с)
определяется по известным из гидравлики зависимостям, характе-
ризующим процесс истечения жидкости из сосуда. При фасовании
по объему уровень жидкости в сосуде, представляющим собой мер-
ный стакан, является величиной переменной:
тн.б2 = (2Е)/(цЬЖр7р)
или
гн.б2 = (2E)/0<fV2gff),
35* 547
где Е — доза жидкости в мерном стакане, м3; р — коэффициент
расхода, характеризующий сопротивление сливного тракта (и =
= 0,48...0,98); f — площадь выходного сечения наполнителя (соска),
м , Др — давление столба жидкости в мерном стакане, Па; р —
плотность жидкости, кг/м3; g — ускорение свободного падения,
м/с2; Н — высота столба жидкости в мерном стакане, м.
Известно, что время опорожнения мерного стакана при перемен-
ном уровне в 2 раза больше времени истечения того же объема жид-
кости при постоянном уровне, т.е. при определении времени напол-
нения бутылки при фасовании по уровню в формулах, выше приве-
денных, не учитывается коэффициент 2.
Время наполнения бутылки при фасовании под давлением или
под вакуумом, по существу, определяется так же. Если при фасова-
нии под вакуумом уровень жидкости в расходном резервуаре нахо-
дится ниже уровня жидкости в фасовочном устройстве, то под пере-
падом давления, или напором, понимают разницу между давлением
в бутылке и противодействующим гидростатическим напором, а ес-
ли уровень жидкости в резервуаре выше, чем в устройстве, то их
сумму.
Строго говоря, время наполнения бутылок зависит и от гидравли-
ческого сопротивления сливного тракта (приведенные формулы
этого не учитывают), от вязкости жидкости и других факторов, ко-
торые в практике расчетов не всегда можно учесть.
Наглядное представление от согласованной работы отдельных
механизмов фасовочных машин дает циклограмма, составление и
анализ которой (особенно при проектном расчете машины) пред-
ставляет собой важнейший этап расчета.
На рис. 10,10 показана круговая циклограмма фасовочной маши-
ны карусельного типа при фасовании по объему (данные приведены
для машины ВАР-6). Циклограмма отражает положения мерного
стакана (наружное кольцо) и бутылки (внутреннее кольцо).
Каждый из углов на циклограмме определяется по-разному. Так,
длительность выстоя бутылки в верхнем положении должна быть
несколько больше длительности слива жидкости из мерного стака-
на, в свою очередь определяемой по вышеприведенным формулам.
Угол подъема бутылки принимается из конструктивных соображе-
ний с учетом сил взаимодействия, возникающих между роликом
штока и копиром. Угол спуска обычно берется таким же. Длитель-
ность выстоя бутылки одновременно должна соответствовать дли-
тельности заполнения мерного стакана. При расчете циклограмм
548
Рис. 10-10. Циклограмма фасовочной машины
необходимо еще учиты-
вать время на слив капе-
жа в бутылки и успокое-
ние жидкости в мерном
стакане.
Строго говоря, следу-
ет еще предусмотреть
время переключения фа-
совочного устройства на
слив и наполнение. Оно
зависит от вида пере-
ключающего устройства
(для крановых устройств
— до 1 с, для клапанных
— около 0,8 с).
Если рассмотреть ана-
логичную циклограмму
машины для сверхбаро-
метрического устройства
или вакуумного фасования продукта по уровню, то среди составля-
ющих цикла надо учесть время на создание давления или разреже-
ния в таре, для сброса давления и т.д. Оно может быть равным соот-
ветственно 1 и 2 с.
При построении циклограммы длительность х всех составляю-
щих операций определяют из соотношения
360/а = Т/х,
где Т — длительность одного оборота карусели; а — угол, на кото-
ром происходит та или иная операция (принимается или рассчиты-
вается) , град.
Такое же соотношение может быть составлено для расчета длины
участков L, которые проходят бутылки при выполнении тех или
иных операций цикла
7rD/L=T/r,
где D — диаметр карусели; т — длительность выполнения той или
иной операции.
Длительность одного оборота карусели — важнейшая кинемати-
ческая характеристика фасовочной машины. Она обусловлена вре-
мененем, необходимым для выполнения основных операций цикла
549
(прежде всего временем наполнения бутылки), и, в свою очередь,
определяет частоту вращения карусели и, следовательно, произво-
дительность фасовочной машины.
Теоретическую производительность П фасовочной машины (в
бутылках в секунду), как и всякой машины карусельного типа,
можно рассчитать по известным зависимостям.
Так,
n=zn«zw/2jr,
где z — количество фасовочных устройств; п — частота вращения
карусели, с'1; а> — угловая скорость карусели, с'1.
Из этого выражения длительность одного оборота карусели Т (с)
будет следующей:
T = l/n = z/II.
В течение времени Т на движущейся карусели осуществляется
ряд перечисленных операций (см.рис. 10.10).
При проверочном расчете, зная производительность машины, оп-
ределяют частоту вращения и длительность одного оборота карусе-
ли. Затем рассчитывают время rH.6i, отводимое на заполнение бу-
тылки (слив мерного стакана), и сопоставляют его с тем же време-
нем тн.б2> необходимым для той же операции, но определяемым по
соображениям гидравлики.
С учетом необходимого запаса времени должно быть соблюдено
условие тн.б1 > тн.б2-
При проектном расчете по полученным значениям тн 62 с учетом
запаса определяют тн.б1> а затем Т, п и П. Далее рассчитывают не-
которые геометрические конструктивные параметры: например, ди-
аметр карусели (по модулю и числу фасовочных устройств), длину
кругового пути бутылки и др.
Для определения фактической производительности Пф фасовоч-
ных машин с учетом необходимого времени для разрушения пены
продукта предложена следующая формула:
Пф=(36002)/[1,62(1,4тН1б+тп) ],
где тн б — время наполнения бутылки, с; тп — время разрушения
избыточной пены, с; 1,62 — число, показывающее отношение обще-
го количества фасовочных устройств к числу устройств, одновре-
менно работающих на наполнение бутылок; 1,4 — коэффициент за-
550
паса, учитывающий неточное определение и изменение величины
тн g при фасовании различных продуктов.
В отдельных случаях фасовочные машины сравнивают по так на-
зываемому коэффициенту использования рабочих позиций фасо-
вочных устройств, т.е. отношению количества устройств, работаю-
щих на наполнение, к общему числу их в машине.
При проектировании машин большой производительности необ-
ходимым элементом расчета является определение условий неопро-
кидывания и несоскальзывания бутылок, находящихся на подъем-
ном столике вращающейся карусели.
При этом следует рассмотреть два варианта: для порожней бу-
тылки и для наполненной.
Условие неопрокидывания бутылок формулируется так:
Fu6h < Оббб/2,
а условие несоскальзывания
Рцб — Сб^гр,
где Fu6 — центробежная сила, действующая на бутылку, Н; h — вы-
сота центра тяжести бутылки, м; Об — вес бутылки, Н; 65 — диа-
метр бутылки, м; fTp — коэффициент трения бутылки о материал
столика.
Расчет энергетических затрат при работе фасовочной машины
чаще всего сводится к определению затрат энергии на перекатыва-
ние роликов подъемных столиков по копиру, вращение карусели
машины и привод загрузочных и выгрузочных механизмов.
10.2.1. Барометрические фасовочные машины
Для ликеро-водочной промышленности разработаны следующие
основные марки машин для фасовки: ВРА-6А, ВР2А, ВРЩ (для го-
рячей фасовки), ВНБ-18 (производительностью соответственно 6,6
и 24 тыс.бутылок в час). На винзаводах широко применяются ма-
шины ВАР-6, ВРМ-6 и ВР2М-6, (по 6 тыс.бутылок в час). В отдель-
ных случаях (при наполнении бутылок вместимостью 0,5 л) могут
быть использованы машины ВНА-12 (12 тыс.бутылок в час).
На рис. 10.11 показан общий вид фасовочной машины ВРЩ с ус-
тройствами клапанного типа, размещенный на станине 1. Постоян-
ный уровень жидкости в резервуаре 7 поддерживается поплавком.
Наполнение мерного стакана фасовочного устройства происходит
551
при открывании наполнительного клапана с помощью неподвижно-
го верхнего копира в передней части машины с помощью трубки 6.
Пустые бутылки подводятся к фасовочной машине пластинчатым
конвейером 3 и загрузочной звездочкой 10 подаются на подъемные
столики. Перед загрузочной звездочкой устанавливается дистанци-
онный механизм (отсекатель) в виде звездочки 9. Возможна уста-
новка дистанционного механизма шнекового типа. Подъемные сто-
лики механического действия поднимают бутылки к фасовочным
устройствам 4. Бутылки при этом центрируются колокольчиками.
По окончании фасовки столик опускается по копиру. Бутылки сни-
маются со столика при помощи разгрузочной звездочки 8 и выно-
сятся на конвейер.
На выходе установлена блокировка, отключающая привод при
падении бутылки или перегрузке укупорочной машины.
Фасовочная машина ВРЩ предназначена для фасовки жидкости
как по объему (в этом случае фасовка производится при атмосфер-
ном давлении), так и по уровню (фасовка под вакуумом), для чего
установлен вакуум-насос 2 и воздушная трубка 5.
На рис. 10.12, показана ее кинематическая схема, состоящая из
электродвигателя /, шкивов 2 и 5, клиноременной передачи 3, ре-
дуктора 4, конвейера б, обратного копира 7, механизма подъема
расходного резервуара 8, коллектора 9, расходного резервуара 10,
поплавка 11, фасовочного устройства 12, верхнего копира 13, кару-
сели 14, подъемного столика 15, нижнего копира 16, выгрузочной
звездочки 17 , загрузочной звездочки 18 и шагомера 19. Принци-
пиальное устройство машины и ее работа такие же, как и у ВРА-6А.
Фасовочные машины принципиально построены по одной схеме,
но имеют различные фасовочные устройства (дозаторы).
На рис. 10.13, а показано фасовочное устройство машины ВРА-
6А. Вытеснитель 7, расположенный в мерном стакане 9, регулирует
объем дозы. Прижатие седла 14 к клапану 12 регулируется враще-
нием трубки 6 и устанавливается фиксатором 8. Поступление жид-
кости из резервуара в мерный стакан фасовочного устройства про-
исходит через кольцевой коллектор (на рисунке не показан) после
открывания неподвижным копиром наполнительного клапана 12,
контактирующего с роликом 13.
Жидкость мерного стакана после того, как бутылка, поднятая на
столике, прижимается к герметизирующей прокладке 2 и нажима-
ет на сливной конус 3, приподнимающий резиновый клапан 4. Че-
552
Рис. 10.11. Фасовочная машина ВРЩ
553
Рис. 10.12. Кинематическая схема машины ВРЩ
рез образовавшийся кольцевой зазор между седлом клапана и рези-
новым клапаном (диафрагмой) 4 жидкость шатром стекает в бутыл-
ку. После наполнения бутылки подъемный столик с бутылкой опу-
554
Рис. 10.13. Фасовочные устройства барометрических фасовочных машин
555
скается, и резиновый клапан занимает исходное положение, при-
жимаясь к наконечнику.
На рис. 10.13, б показана модернизированная конструкция этого
фасовочного устройства, примененная в машине ВР2А-6, где пози-
ция 8 — пружина, а остальные те же, что на рис. 10.13, а.
На рис. 10.13, в, г, д показана другая группа фасовочных уст-
ройств, которыми снабжены машины ВАР-6, ВР2М-6 и ВНА-12. Их
устройство и принцип действия ясны из рисунка.
Несколько сложнее по конструкции фасовочное устройство ма-
шины ВРЩ, показанное на рис. 10.14. Усложнение вызвано универ-
сальностью устройства, поскольку оно предназначено как для горя-
чей фасовки по объему (барометрической), так и по уровню (под
вакуумом).
Работа устройства в принципе происходит так же, как и описан-
ных. На рис. 10.14, а показан вариант устройства при фасовке по
уровню (исходное положение, бутылка отсутствует), на рис.
10.14, б — то же, в момент наполнения бутылки.
Сливной клапан выполнен на конце наконечника 2. Открытие
его осуществляется при поднятии колокольчика по штангам 5 от бу-
тылки, а закрытие — за счет эластичности резинового клапана (ди-
афрагмы) 11. Жидкость, попавшая в наконечник, отсасывается по
центральной трубке 6 в резервуар.
При фасовке жидкости по объему производится замена деталей
колокольчика 1 и 25, сливного конуса 9 и 22, наконечника 2. На-
полнение бутылки осуществляется при этом через сливной клапан
между диафрагмой 11 и седлом клапана наконечника и далее через
сливной конус шатровым методом по стенкам бутылки. Это показа-
но на рис. 10.14, в. Открытие наполнительного клапана осуществ-
ляется от верхнего копира в передней зоне машины, как и в машине
ВРА-6А, мерный стакан 14 при этом наполняется жидкостью.
Разновидностью этих машин являются машины с сифонными фа-
совочными устройствами, работающими по принципу сообщаю-
щихся сосудов. Сифон представляет собой изогнутую трубку, ко-
роткий конец которой погружен в расходный бак, а длинный — в
горлышко бутылки.
Заполнение сифонов производится только в начале работы маши-
ны и при переходе с фасовки одной жидкости па другую и требует
всего нескольких секунд. Заполнение может быть достигнуто либо
556
557
повышением уровня вина в расходном баке, либо кратковременным
повышением давления в нем.
После заполнения сифонов при вращении карусели, бутылки,
поднимаясь, упираются в направляющие колокольчики и поднима-
ют их вместе с клапанами, закрывающими отверстия наконечника-
ми сифонов. Происходит наполнение бутылок до уровня жидкости в
расходном баке. Затем бутылки, опускаясь, отходят от колокольчи-
ков, клапаны перекрывают отверстия наконечника, обеспечивая со-
хранность заправки сифонов.
Бутылки будут наполняться тем скорее, чем длиннее конец труб-
ки, погруженной в бутылку.
Сифонные фасовочные устройства фасуют вино в основном по
уровню.
Наряду с недостатками (необходимость предварительного запол-
нения сифонов, образование капель на наконечниках и др.) сифон-
ные фасовочные машины небольшой производительности (до 6
тыс.бутылок в час) имеют определенные достоинства благодаря
сравнительной конструктивной простоте.
10.2.2. Вакуумные фасовочные машины
Они получили некоторое распространение за рубежом благодаря
простоте конструкции фасовочных устройств, особенно при напол-
нении бутылок по уровню. Их основное преимущество, по мнению
некоторых специалистов, — снижение аэрации вина (что весьма
спорно) и дополнительный контроль бутылок (в случае их поломки
и тем более отсутствия создание вакуума исключается и налива не
происходит). В зависимости от степени разрежения фасовочные ус-
тройства выполняются с низким (до 4 кПа) и повышенным (25...35
кПа) вакуумом. Последние конструктивно сложнее и применяются
реже, особенно в винодельческой промышленности.
Принципиальная схема вакуумной фасовочной машины с низким
вакуумом показана на рис. 10.15, а. Когда машина начинает рабо-
тать, расходный резервуар заполняется вином до заданного уровня,
затем включается вакуумный насос. В расходном баке создается
разрежение, в подошедшей и поднятой бутылке благодаря откры-
тию клапана также образуется разрежение, и вино заполняет бу-
тылку. Затем бутылка опускается и клапан закрывается. Варианты
конструкций фасовочного устройства показаны на рис. 10.15, би в.
558
Вакуумные фасовочные машины обоих типов выпускаются фир-
мой "Stork" (Нидерланды).
Принципиально при помощи вакуумных машин возможна и фа-
совка жидкости по объему. Интерес представляет также отечествен-
ная машина ВВР-12, предназначенная для фасовки жидкости под
вакуумом как по уровню, так и по объему.
Из зарубежных фасовочных машин для жидкостей наиболее из-
вестны машины фирм "Seitz", "Enzinger", "Nolstein und Kappert"
(ФРГ), "Girondine", "Chelle-Gerodollt" (Франция), "Gobert” (Ита-
лия) и др. Некоторые из них предполагают заполнение бутылки
воздухом или азотом, диоксидом углерода и инертными газами (на-
пример, в машинах Exacta фирмы "Cobert" или в некоторых маши-
нах фирмы "Seitz"), в конструкциях других найдены оригинальные
решения ряда элементов. Например, подъемные столики 1 в маши-
нах фирмы "Girondine" или в машинах Rep типа V фирмы "Chelle-
Gerodolle" (рис. 10.16) перемещаются вниз под действием копира 5,
расположенного в верхней части машины, а вверх — под действием
559
Рис. 10.16. Механизм подъема и опускания
бутылок в машине Rep типа V
пружины 4. Это облегчает об-
служивание машины, ее чист-
ку, мойку и ремонт. Следует
отметить и еще одну особен-
ность машины: наличие двух
каналов 2 и 3, по которым
жидкость поступает в фасовоч-
ное устройство. Такая система
позволяет уменьшить скорость
движения жидкости и, следо-
вательно, снизить ценообразо-
вание.
Для фасовки ликероводоч-
ной продукции в сувенирную
тару разработаны и применя-
ются отечественные машины
ВФП/1 и ВФП/2 производи-
тельностью 6 тыс. бутылок в
час, а также ряд зарубежных
[фирм "Girondine" (Франция),
"Prot" (Италия) и др. ].
Конструкция фасовочной
машины ВФП/1 базируется на
конструкции машины ВРМ-6.
Поскольку машина ВФП/1
предназначена для фасовки
продукции в стеклянные бу-
тылки типа "охотничья" или
"фляга" вместимостью 380 мл,
в нее, по сравнению с машиной ВРМ-6 и другими описанными выше
машинами, внесен ряд изменений: вместо шагомерной звездочки-
делителя установлен подающий шнек, изменены профили загру-
зочной и выгрузочной звездочек, введена центральная звездочка
для фиксации положения бутылки.
Фасовочная машина ВФП/2 предназначена для наполнения бу-
тылок вместимостью 50 и 100 мл. В основу ее конструкции положе-
на машина П-4М. На рис. 10.17 показана технологическая схема
машины ВПФ/2, иллюстрирующая ее устройство и работу, проте-
кающую следующим образом. Бутылки 17 подаются с определен-
ным шагом шнеком и загрузочной звездочкой на вращающуюся ка-
560
Рис. 10.17. Технологическая схема машины ВФП/2
561
русель 36 под соответствующие фасовочные устройства. Ролики 26
фасовочных устройств, катясь по нисходящему участку копира 25,
обеспечивают опускание этих устройств на бутылки.
Вначале центрируется горло бутылки с помощью колокольчика
19, эластичная (резиновая) прокладка 18 упирается в торец горла
бутылки, который с этого момента становится герметизированным.
Начинается отсос воздуха из бутылки, образование в ней вакуума и
ее наполнение жидкостью. Подъемно-опускной цилиндр 32 фасо-
вочного устройства продолжает опускаться (поскольку ролик 26 ка-
тится вниз по наклонному участку копира 25), при этом опускается
и головка фасовочного устройства, сжимая распорную пружину 34.
Вместе с головкой опускается игла 21 наконечника, и последний
входит в бутылку на заданную глубину. Опускание иглы происхо-
дит до тех пор, пока регулировочная втулка 33 головки фасовочного
устройства не упрется в верхний торец стакана 24 фасовочного уст-
ройства. Величина погружения иглы в горло бутылки определяет
высоту наполнения бутылки жидкостью, так как последняя, под-
нявшись до уровня нижнего торца иглы наконечника, начинает от-
сасываться из флакона и через коллектор вакуума 28, очиститель
37 и нижний золотник 29 попадает в неподвижный верхний золот-
ник 30, а затем по наружному трубопроводу 27 — в ловушку 11.
Жидкость поступает в фасовочные устройства из коллектора 31 и
начинает наполнять герметизированные бутылки тогда, когда до-
стигнутый в них вакуум создает перепад давлений в шариковых об-
ратных клапанах 22 стаканов фасовочных устройств, достаточный
для их открытия. Через открытый клапан вино по центральному ка-
налу стакана 24 попадает в бутылки.
Прекращение подачи жидкости в бутылку происходит после от-
крытия воздушного клапана 20 стакана. Клапан открывается в ре-
зультате нажатия на ролик 23 его рычага бокового копира 35. При
этом шариковый обратный клапан 22 закрывается.
По окончании наполнения бутылки жидкостью ролик 26 подъем-
но-опускного штока набегает на выходящий участок беговой дорож-
ки копира 25, в результате чего начинается подъем штока, а вместе
с ним и головки фасовочного устройства. Игла 21 наконечника вы-
водится из горла бутылки и начинается поднятие стакана, вследст-
вие чего бутылки полностью освобождаются и выводятся с карусели
36 на конвейер.
Жидкость в фасовочные устройства поступает из коллектора 31,
куда подается из жидкостного канала нижнего золотника 29, в ко-
562
торый, в свою очередь, оно поступает из жидкостного канала верх-
него золотника 30. Поступление жидкости в верхний золотник из
расходного резервуара 1 происходит по трубопроводу 14. В расход-
ном баке при помощи поплавка 2 непрерывно поддерживается по-
стоянный уровень.
Воздушно-жидкостная смесь, отсасываемая из золотникового ус-
тройства в ловушку 11, попадает в верхний ее отдел — сосуд улав-
ливания 12 со Штуцерами 13 и 15, откуда она сливается через пере-
пускной клапан 9 в нижний отдел — сосуд слива 8. В это время по-
плавок 5 находится в нижнем положении, шариковый клапан 7 за-
крыт, благодаря чему сосуд слива отключен от атмосферы, а пло-
ский клапан б открыт, вследствие чего и благодаря вертикальной
трубке в разделяющем днище 10 вакуум образуется и в сосуде слнва
8.
Лепестковый спускной клапан 4 на патрубке нижнего днища со-
суда слива закрыт, так как его внутренняя полость (открытая в со-
суд слива) находится под вакуумом, а избыточное давление снару-
жи лепестков клапана закрывает этими лепестками отверстия кла-
пана.
При накоплении жидкости в сосуде поплавок 5 поднимается и в
верхнем положении устанавливает управляемые им клапаны в по-
ложение, когда плоский клапан б закрыт (следовательно, сосуд
улавливания — в нем вакуум — отсечен от сосуда слива), а шари-
ковый клапан 7 открыт, благодаря чему сосуд слива сообщается с
атмосферой. Вследствие этого закрывается перепускной клапан 9 и
прекращается поступление жидкости из сосуда улавливания 12 в
сосуд слива 8. Лепестковый клапан 4 открывается, и жидкость сли-
вается в расходный бак 1.
По мере опускания поплавка шариковый клапан 7 закрывается, а
плоский клапан 6 — открывается, и процесс заполнения ловушки
повторяется.
При аварийном отключении вакуума жидкость, находящаяся в
трубопроводе 14 подачи его из расходного бака 1 в золотниковую
систему, "запирается" обратным клапаном 3, смонтированным на
штуцере расходного бака в начале подающего трубопровода. Благо-
даря этому коммуникации питания жидкостью золотниковой систе-
мы постоянно находятся в состоянии заполнения, а машина с вклю-
чением вакуума — в работоспособном состоянии, что видно на при-
борном щитке 16.
Конструкция фасовочного устройства машины ВФП/2 показана
36*
563
Рис. 10.18. Фасовочное устройство машины В ФП/2
на рис. 10.18. Оно состоит из двух частей: подъемно-опускной и фа-
совочной.
Цилиндр 13 установлен в корпусе 15 и прикрепленным к нему
роликом 16 опирается на копир. Нижний конец цилиндра с порш-
нем 14 вставлен в кронштейн и фиксируется гайками 17 и 18, на-
ружный вылет которого несет фасовочную головку. Фасовочная го-
564
Рис. 10.19. Фасовочное устройство агрегата Girmini
ловка — это несущий элемент, в котором смонтирован подпружи-
ненный стакан 4, удерживаемый от выпадения двумя специальны-
ми винтами. Стакан 4 имеет центральный канал и сливную решет-
ку, через которую проходит трубчатая игла наконечника 7. Нако-
нечник 7 ввинчен в держатель 12, канал которого сверху переходит
в трубку 25, соединяющуюся с помощью гибкого шланга с одним из
двадцати штуцеров 26 коллектора. Вход верхней трубки наконеч-
ника 7 в центральный канал стакана 4 уплотняется сальниковым
кольцом 5 с нажимной втулкой 6, на которую давит распорная пру-
жина сжатия 8. Наконечник 7 имеет центрирующий колокольчик
22 с уплотнительной прокладкой 21 и кольцом 20.
В верхнюю часть головки 9 ввинчена регулировочная втулка 11
со стопорящей гайкой 10 для ограничения погружения наконечни-
ка в бутылку. Один из каналов стакана 4 соединяется через шари-
ковые обратный клапаны 19 и 23 с трубкой 25 и штуцером 26, вто-
рой — с воздушным клапаном 1, рычаг 2 которого посредством ро-
лика-подшипника 3 сра-
батывает от бокового
копира.
На рис. 10.19 показа-
но фасовочное устройст-
во сифонного типа, ра-
ботающее, как и опи-
санное выше барометри-
ческое, но отличающее-
ся наличием трубки 8
для отвода воздуха при
создании вакуума, а
также переходные труб-
ки 5, б и сливная трубка
10. В комплект такого
устройства входят ролик
1, ось 2, шток 3, клапан
4, ограничитель 7, уп-
лотнительное кольцо 9,
колокольчик 11, нако-
нечник 12 и штанга 13.
Подобное устройство
применено в фасовоч-
ной машине агрегата
565
Girmini 24/6 фирмы "Girondine".
В фасовочных машинах унификации подлежат механизмы за-
грузки и выгрузки бутылок, делители (отсекатели), устройства для
подъема и опускания бутылок, элементы приводных механизмов и
фасовочных устройств.
10.2.3. Сверхбарометрические фасовочные машины
При фасовке вин, содержащих диоксид углерода, во избежание
потери ими игристых свойств применяют свербарометрическую фа-
совку, сущность которой состоит в том, что вначале в бутылках со-
здается газовое противодавление, равное тому, под которым нахо-
дится игристое вино в расходном резервуаре фасовочной машины, а
затем в условиях равновесия газовой системы происходит наполне-
ние бутылок жидкостью.
Сверхбарометрическая фасовка жидкостей производится только
по уровню. Для этого применяют в основном две системы фасовоч-
ных устройств: одно- и трехкамерную.
На рис. 10.20, а показана принципиальная схема однокамерного
фасовочного устройства, когда фасуемый продукт А и газ Б нахо-
дятся в общей кольцевой камере. Для создания противодавления в
бутылке газ подается из кольцевой камеры, а во время фасовки он
снова возвращается в эту камеру.
Схема трехкамерного фасовочного устройства показана на
рис. 10.20, б. Камеры фасуемого продукта А, газа для противодавле-
ния Б и возвратного газа В разделены так, что контакт между ними
исключен.
На рис. 10.21, а показаны различные положения элементов одно-
камерного фасовочного устройства в процессе фасовки. Положение
I — поступление газа Б в бутылку; II — наполнение бутылки; III —
прекращение подачи продукта; IV — сброс избыточного давления.
На рис. 10.21,6 показаны различные положения элементов трехка-
мерного фасовочного устройства. При этом особое значение имеет
сочетание этой системы с длинной фасовочной трубкой.
В положении I газ из полости Б поступает в бутылку; в положе-
нии II в бутылку из полости А начинает поступать продукт. При
этом небольшой перепад давлений обеспечивает медленный ввод
продукта в бутылку. Эта доза заканчивается тогда, когда уровень
жидкости на 10...20 мм выше, чем нижний конец трубки. Положе-
ние III — так называемая фаза быстрой фасовки — начинается при
присоединении дополнительного второго канала для отвода газа. В
566
Рис. 10.20. Фасовочные устройства для жидкостей, содержащих диоксид углерода
(принципиальные схемы): а — однокамерное; б — трехкамерное
результате этого перепад давлений повышается и тем самым дости-
гается более высокая скорость ввода фасуемого продукта. Как толь-
ко продукт достигнет отверстий газового канала на фасовочной
трубке, шарик в канале потоком продукта переместится вверх и фа-
совка закончится.
Фасовочно-укупорочная машина ВРМ/1 (рис. 10.22) работает
следующим образом. Бутылки подаются шнеком J8 к загрузочной
звездочке 1Т, которая перемещает их на подъемные столики, распо-
ложенные под фасовочными устройствами 5. Столики поднимают
бутылки под центрирующий элемент фасовочного устройства. По-
сле подъема бутылки в крайнее верхнее положение достигается гер-
567
Рис. 10.21. Схема работы однокамерного (а) и трехкамерного фасовочного уст-
ройства с длинной фасовочной трубкой (б)
метизация системы "бутылка — центрирующее устройство — фасо-
вочное устройство" и бутылка оказывается подготовленной к про-
цессу создания в ней разрежения, а в последующем — давления,
568
Рис.10.22. Фасовочно-укупорочная машина ВРМ/1
569
равного давлению в расходном резервуаре 4, и наполнению напит-
ком.
Разрежение в бутылке осуществляется путем открытия вакуум-
ного клапана в фасовочном устройстве, который надвигается на не-
подвижный копир, соединяя полость бутылки с системой вакууми-
рования 1. После создания в бутылке вакуума клапан освобождает-
ся от копира и закрывается под действием пружины.
При дальнейшем вращении фасовочной карусели 12 кулачок 3
(см.рис. 10.22) механизма управления газовым клапаном поворачи-
вается штоком цилиндра блокировки 19 в положение, соответству-
ющее открытию газового клапана. При этом диоксид углерода по
газовой трубке фасовочного устройства начинает поступать в бу-
тылку до тех пор, пока давление в ней не станет равным давлению в
наджидкостном пространстве резервуара 4.
В дальнейшем под действием пружины открывается жидкостный
клапан, и через кольцевой зазор между стенкой горлышка бутылки
и резиновым конусом на газовой трубке напиток сливается в бутыл-
ку. Благодаря резиновому конусу жидкость стекает в виде шатра по
стенке бутылки тонкой пленкой.
Когда уровень напитка в бутылке поднимается до нижнего конца
газовой трубки, слив его прекращается, а кулачок управления 3,
надвинувшись на копир, закрывает газовый и жидкостный клапа-
ны. Затем под действием направляющей открывается дроссельный
клапан в корпусе фасовочного устройства и производится сброс дав-
ления газа из бутылки в атмосферу.
Под действием копира подъемные столики опускаются, бутылки
выходят из-под центрирующего колокольчика, снимаются проме-
жуточной звездочкой 15 с фасовочной карусели 12 и передаются на
карусель укупорки 8.
Набор и ориентация пробок осуществляются вибробункером б с
винтовой направляющей. Подача пробок в ловитель укупорочного
патрона 10 осуществляется специальным пробкопроводом 7. В ло-
вителе пробка фиксируется на его заплечиках. Укупорка осуществ-
ляется путем опускания головок укупорочных патронов 10 на гор-
лышко бутылок. Опускаясь, ловитель патрона встречается с гор-
лышком бутылки и центрирует его, а пробка, находящаяся в лови-
теле, устанавливается на горлышко бутылки и упирается в стер-
жень выталкивателя. При дальнейшем опускании патрона стер-
жень выталкивателя забивает пробку в горлышко бутылки.
В дальнейшем укупорочный патрон под действием копира подни-
570
мается, а укупоренная бутылка снимается с карусели укупорки вы-
грузочной звездочкой 14 и передается на бутылочный конвейер ли-
нии.
Фасовочная карусель 12 с установленным на ней резервуаром
опирается на опорный подшипник. Резервуар монтируется на цент-
ральной стойке, закрепленной на станине И. Стойка выполнена в
виде сварной трубы с фланцами. Резервуар предназначен для на-
копления и подачи напитка к фасовочным устройствам. Подача
жидкости осуществляется по трубопроводам 20 от распределителя,
установленного по оси резервуара. Распределитель предназначен
для подачи напитка, диоксида углерода в резервуар и воздуха — в
коллектор, а также соединения системы вакуумирования 1 с ваку-
умным каналом на резервуаре. Распределитель выполнен в виде си-
стемы труб с уплотнениями. В центральной части расположен пат-
рубок вакуума, который соединен с трубами, проходящими через
резервуар в кольцевой вакуумный канал.
Механизм загрузки и выгрузки бутылок 16 снабжен блокиров-
кой, останавливающей привод машины при заклинивании бутылок
в шнеке 18, и датчиком блокировки "нет бутылки — нет пробки".
На лицевой стенке шкафа управления смонтированы манометры,
показывающие давление напитка, СОг, и сжатого воздуха; вакуум-
метр, показывающий разрежение в системе вакуумирования; регу-
ляторы давления СОг и сжатого воздуха; вентили подачи СОг и
сжатого воздуха.
На пульте управления 9 монтируется сигнальная и управляющая
аппаратура: сигнальные лампы, указывающие включение питания,
привода машина, привода вакуум-насоса и срабатывание блокиро-
вок на столе загрузки и станине; кнопочные станции привода маши-
ны и вакуум-насоса; переключатель ручного и автоматического ре-
жимов работы; указатель производительности машины.
Для установки кулачка 3 фасовочного устройства 5 в нейтраль-
ное положение имеется специальная направляющая, выполненная
в виде планки с кронштейном, устанавливаемым на неподвижном
кольцевом уголке ограждения 13. Положение направляющей регу-
лируется.
Конструкция фасовочного устройства машины ВРМ/1, относя-
щегося к однокамерным, приведена на рис. 10.23. Оно состоит из
центрирующего колокольчика 24, фасовочной части 16 и кулачка
управления 7.
Центрирующий колокольчик состоит из конической части — са-
571
Рис. 10.23. Фасовочное устройство машины ВРМ/1
мого колокольчика, уплотнителя 22, зажимной втулки 23 и пру-
жинного кольца с замком 21. Корпус колокольчика подвешен к кор-
пусу фасовочного устройства 4 на двух цилиндрических штангах,
служащих направляющими при движении колокольчика вверх под
воздействием бутылки.
Фасовочная часть состоит из корпуса 16, прикрепленного двумя
болтами к днищу резервуара. На корпусе имеются два клапана:
верхний для отсоса воздуха из бутылки перед наливом и нижний
572
для сброса давления из бутылки после окончания налива. Клапаны
представляют собой корпус со стержнем, на котором крепятся про-
кладка 3 и резиновое уплотнительное кольцо 2, прижимающееся
пружиной 1 к коническому седлу в корпусе 6.
Открывание клапанов осуществляется нажимом соответствую-
щих копиров на выходящий из корпуса конец стержня. Клапан для
вакуумирования 5 бутылки соединяет кольцевой вакуумный канал
на резервуаре с полостью бутылки, а клапан сброса давления соеди-
няет полость бутылки с атмосферой.
В корпусе фасовочного устройства установлен кожух 13 пружи-
ны 15 жидкостного клапана. В него вварены три штыря, которые
служат для центровки и ограничения хода жидкостного клапана.
Сам жидкостный клапан выполнен из резины и закреплен в проточ-
ке металлического корпуса 16, имеющего юбку, на конической час-
ти которой насверлены в два ряда 80 отверстий диаметром 1 мм, яв-
ляющихся гидравлической решеткой, удерживающей воздушный
пузырь в горлышке бутылки благодаря поверхностному натяжению
жидкости на решетке.
Пружина жидкостного клапана упирается одним концом в непод-
вижные штыри, а другим во втулку 12 и держится на цилиндриче-
ской части корпуса клапана при помощи резинового кольца 14,
Пружина стремится держать жидкостный клапан открытым, упирая
корпус клапана в штыри.
Игла газового клапана 8 укреплена в проточке стержня и удер-
живается в поднятом положении на втулке 11 при помощи пружи-
ны 9 и распорной втулки 10, В верхней части иглы имеются два дис-
ка, служащих опорой для вилки механизма кулачка 7.
Внизу корпуса фасовочного устройства крепится сливной конус
18 для уплотнения колокольчика.
В корпус жидкостного клапана ввинчивается газовая трубка 20,
на которую насажено резиновое кольцо 19, придающее струе на-
питка при фасовке форму шатра.
Кулачок, управляющий работой фасовочного устройства, смон-
тирован в верхней части наружной цилиндрической стенки резер-
вуара. Кулачок выполнен из пластмассы и закреплен на оси, кото-
рая оканчивается вилкой, нажимающей на диск газового клапана.
От свободного проворачивания кулачок притормаживается фрикци-
онным устройством с пружиной.
Переключение кулачка производится при помощи копиров, уста-
новленных на неподвижном уголке ограждения.
573
10.3. Укупорочные машины
На предприятиях бродильной промышленности применяется
большая номенклатура укупорочных материалов (видов пробок):
корончатая жестяная крышка (кронен-пробка) с прокладкой из
пробки или полимерного материала; разнообразные пробки и кап-
сюли из полиэтилена; алюминиевые колпачки разных видов с кар-
тонной прокладкой и без нее. Применение тех или иных видов уку-
порочных материалов обусловливается технологическими требова-
ниями и экономическими соображениями и, в свою очередь, обус-
ловливает использование различных видов укупорочных машин.
Основные марки отечественных укупорочных машин, которыми
располагают предприятия отрасли, следующие: ВСР/2 (ВРК/2),
ВУА (ударно-забивные многопозиционные для полиэтиленовой
пробки), ВУГ, У-6 (ударно-обжимные соответственно одно- и мно-
гопозиционные для кронен-пробки), ВУУ-0,5 и модернизирован-
ный ее вариант ВУВ (обкаточные многопозиционные для металли-
ческих колпачков), ВУМ-3, ВМУ-3, ВУМ-Ф и ВУМ-Б (обжимные
многопозиционные с использованием электромагнитных импуль-
сов) и др.
Укупорочная машина ВУУ-0,5 (рис. 10.24) предназначена для
укупорки бутылок алюминиевыми колпачками методом обкатки.
Она вместе со штамповочной машиной ША входит в состав штампо-
вочно-укупорочного агрегата ШУ-Р-1, но может применяться и са-
мостоятельно. Машина работает следующим образом. Бутылка, на-
полненная жидкостью, продвигается к лотку с колпачками, распо-
ложенному над пластинчатым конвейером, и, проходя под ним, гор-
лышком снимает колпачок. Затем бутылка зубом загрузочной звез-
дочки снимается с конвейера. В этот момент колпачок, надетый на
горлышко бутылки, проходит между двумя роликами механизма
фиксации колпачка б и сверху прижимается к горлышку для пред-
отвращения возможности его спадания при перемещении бутылки к
загрузочной карусели 4. При дальнейшем движении на карусели
бутылка поднимается подъемным столиком 2 к закаточной головке
5. Горлышко бутылки с надетым колпачком входит в направляю-
щий колокольчик укупорочного устройства, который, вращаясь
вокруг горлышка, завальцовывает колпачок. Подъемный столик
опускает бутылку до уровня пластинчатого конвейера, затем раз-
грузочная звездочка снимает укупоренную бутылку с карусели 8 и
устанавливает ее на конвейер.
Для придания направления бутылки при входе их и выходе с ка-
русели обкатки 5, выключения машины при нарушении загрузки,
выключения машины при переполнении бутылками конвейера на
574
Рис. 10.24. Укупорочная машина ВУУ-0,5
выходе из машины, выключения машины при отсутствии необходи-
мого напора бутылок на конвейере предназначен механизм блоки-
ровки 7, установленный на станине 1.
На рис. 10.25 показано укупорочное устройство машины ВУУ-
0,5, работающее по принципу безроликовой обкатки колпачка, ос-
нованному на использовании колебаний колокольчика эксцентри-
ковой втулки 4. Детали патрона монтируются на цилиндрическом
корпусе 8, жестко закрепленном на карусели машины 9. На нем ус-
тановлены верхняя втулка 6 с шестерней привода 7, смонтирован-
ной на двух однорядных шарикоподшипниках, и нижняя эксцент-
575
Рис. 10.25. Обкаточный патрон машины ВУУ-0,5
риковая втулка, смонтированная на двухрядном подшипнике и че-
рез пазовое соединение постоянно зацепленная с верхней втулкой.
Нижняя втулка несимметричной формы, одна сторона ее значи-
тельно утолщена. На нижней части втулки, на шарикоподшипнике,
смонтирован направляющий колокольчик 1 с завальцованным бур-
тиком в узкой части конуса. Внутри корпуса распложен подпружи-
ненный шток 3 с конусом и упорной пятой 2 на нижнем конце. При
отсутствии бутыли шток 3 под действием пружины 5 удерживается
в нижнем положении и, нажимая конусом на внутреннее кольцо
шарикоподшипника, удерживает нижнюю втулку по центру корпу-
са.
На многих бродильных предприятиях машины ВУУ-0,5 модерни-
зированы и используются для укупорки бутылок полиэтиленовыми
пробками.
Укупорочные машины ВМУ-2, ВУМ-3, ВУМ-Ф и ВУМ-Б пред-
назначены для укупорки бутылок металлическими колпачками
576
(обычными и с перфориро-
Рис. 10.26 Принципиальная схема магнитно-
импульсного укупорочного устройства
ванным отрывным кольцом
для бутылок с винтовым гор-
лом) с использованием элек-
тромагнитных импульсов.
Эти машины карусельного
типа. Основной их рабочий
орган — укупорочное маг-
нитно-импульсное устройст-
во (рис. 10.26) — работает
следующим образом. Горло
бутылки 1, снабженное кол-
пачком с прокладкой, с га-
рантированным воздушным
зазором вводится внутрь
кругового ицдуктора 2 и
упирается в прижим 3.
Электродинамические силы,
возникающие между индук-
тором и колпачком 4 при
разряде конденсаторной ба-
тареи С (с силой тока 10 А),
обжимают колпачок на гор-
ле бутылки. Характер про-
цесса формирования колпачка зависит от величины электродина-
мических сил зарядного блока 5, их изменения во времени и рас-
пределения по толщине и по поверхности колпачка.
Конструктивно укупорочные устройства расположены по пери-
метру верхней карусели машины. В центральной части верхней ка-
русели смонтирован силовой прерыватель F, состоящий из контакт-
ных колец и 24 электродов, по два на каждое укупорочное устройст-
во (при укупорке бутылок колпачком с винтовой нарезкой первым
импульсом обжимается нижняя часть колпачка над перфорацией,
вторым импульсом — под перфорацией). Кольца электрода закреп-
лены на вращающемся тестолитовом цилиндре. Ток на кольца пода-
ется через неподвижные щетки, а на электроды — через централь-
ный неподвижный электрод. Укупорочные устройства и силовой
прерыватель сверху накрыты единым кожухом, оснащенным блоки-
ровкой.
К достоинствам машин с описанными укупорочными устройства-
ми следует отнести высокую производительность, надежность уку-
порки, минимальный бой бутылок даже при наличии некоторых от-
клонений в размерах горла.
577
На рис. 10.27 показаны основные виды укупорочных механизмов
(патронов), которые могут быть использованы в машинах различ-
ных типов.
На рис. 10.27, а показан укупорочный патрон для натуральной
корковой пробки. Бутылка 7 подъемным столиком устанавливается
Рис. 10.27. Укупорочные механизмы
578
под укупорочный патрон, состоящий из корпуса 2 и пружины 5, а
далее центрируется колокольчиком 1 соосно с конусообразной втул-
кой 3. Пробка 6, удерживаемая механизмом для поштучной выда-
чи, выбивается из него штоком 4 и заталкивается в конусную втул-
Рис. 10.27. Укупорочные механизмы (окончание)
37*
579
ку. Проходя через нее, пробка сжимается и колибруется до размера,
необходимого для свободного входа в горлышко бутылки.
Для полиэтиленовой капсюльной пробки может быть применен
патрон (рис. 10.27, б). Приспособление для центрирования пробок
выполнено в виде цилиндрического вкладыша 7 с внутренней по-
верхностью в форме усеченного конуса, в верхней части которой
имеется кольцевая проточка 11 под шляпку пробки. При этом кор-
пус б укреплен так, что он может совершать возвратно-поступа-
тельное перемещение во втулке 5, а шток 1 смонтирован неподвиж-
но.
Пробка из питателя 8 воздухом, подаваемым через сопла 9, заду-
вается во вкладыш и удерживается шляпкой в кольцевой проточке.
Бутылка, находясь на подъемном столике, перемещается вверх,
упирается в центрирующий колокольчик 10 и поднимает корпус
патрона. При этом пробка двигается вместе с вкладышем 7 до тех
пор, пока не упрется в торец направляющего штока. После этого
пробка останавливается и выравнивается относительно горлышка
бутылки. Затем шляпка пробки изгибается под действием вклады-
ша 7, пока не пройдет кольцевую проточку. После этого пробка
мгновенно принимает первоначальное положение благодаря упру-
гим свойствам полиэтилена. Бутылка поднимается до тех пор, пока
не наденет на себя пробку, удерживаемую штоком.
Усилие запрессовки пробки и глубина ее ввода в горлышко бу-
тылки регулируются гайками 2. Вкладыш возвращается вниз под
действием пружины 4. Нестандартность бутылки по высоте компен-
сируется пружиной 3, которая одновременно предотвращает скол
горлышек.
Полиэтиленовыми пробками (капсюльными и ниппельными)
можно укупоривать бутылки в универсальном патроне, показанном
на рис. 10.27, в. В корпусе 6 патрона образованы три паза с шарнир-
но установленными в них кулачками 3 для фиксации пробки и окно
для прохода пробки из питателя. Для поштучной подачи пробок в
укупорочный патрон имеется кольцо-отсекатель 5 с профильными
пазами. Бутылка, центрируемая колокольчиком 1, во время подъ-
ема входит в корпус патрона и раздвигает кулачки. Пробка упира-
ется в верхнюю часть патрона и запрессовывает горлышко бутыли.
При опускании бутылки кулачки пружинами 2 возвращаются в ис-
ходную позицию. Положение их можно регулировать винтами 4.
В некоторых укупорочных устройствах (рис. 10.27, г) обжим
алюминиевого колпачка осуществляется при помощи резинового
580
кольца 5. Укупорка производится следующим образом. Бутылка с
надетым на горлышко колпачком подается к укупорочному патро-
ну, размещенному на корпусе 2, и центрируется колокольчиком 6.
При подъеме бутылка, преодолевая сопротивление подпружиненно-
го толкателя 7, упирается колпачком в торец втулки 4. В этот мо-
мент хвостовик 1 набегает на копир и перемещает плунжер 3 вниз.
Плунжер давит на кольцо, обжимающее колпачок на горлышке бу-
тылки, и втулку, плотно прижимающую колпачок к венчику гор-
лышка бутылки. После укупорки хвостовик 1 сходит с копира, сни-
мая давление с обжимного кольца, которое восстанавливает свою
первоначальную форму за счет внутренних сил упругости и под
действием втулки, имеющей коническую наружную поверхность.
При износе обжимного кольца или при укупорке бутылок с дру-
гой формой венчика центрирующий колокольчик перемещают по
резьбе корпуса, смещая тем самым положение кольца относительно
венчика бутылки и изменяя давление на него.
Принцип обжима используется в устройствах для отделки гор-
лышка бутылок декоративным колпачком из деформированного ма-
териала.
Обжим алюминиевого колпачка на горлышке бутылки может
быть выполнен методом завальцовки роликами, вращающимися
вокруг горлышка бутылки, или завальцовочным кольцом. Этот ме-
тод обспечивает надежную герметичность укупорки. Закаточные
патроны, используемые при укупорке, надежнее, чем обжимные (в
последних быстро изнашиваются применяемые для обжима резино-
вые кольца), но имеют более сложную конструкцию.
В обкаточном патроне, показанном на рис. 10.27, д, алюминие-
вый колпачок завальцовывается по венчику бутылки роликами 2,
прижимающимися к колпачку спиральными пружинами 4, надеты-
ми на втулку 5 оси рычага.
Бутылка с надетым на горлышко колпачком поступает под обка-
точный патрон, поднимается, центрируется колокольчиком 1, за-
тем упирается в упорную пяту 3 и вместе с фланцевой втулкой <8
поднимает пяту до упора вверх с помощью пружины 9. При этом
упорные ролики скользят по копиру 7, ось 6 под действием пружи-
ны 4 поворачивается, обкаточные ролики сходятся к центру патро-
на до упора в колпачок и завальцовывают его по венчику бутылки.
Затем обкаточные ролики с помощью копира разжимаются.
Время завальцовки колпачка — 0,5 с. Обкаточных роликов в пат -
роне три. Частота вращения патрона — 300 об/мин.
581
На рис. 10.27,е показан укупорочный патрон, предназначенный
для обжима металлического корончатого колпачка (кронен-пробки)
с прокладкой на горлышке бутылки. Такие патроны применяются в
машинах У-6.
Патрон б держателем 11 прижимает стальной колпачок, находя-
щийся в приемнике патрона, к горлышку бутылки. При дальней-
шем опускании патрона обжимные конические кулачки 1 заходят
на колпачок и обжимают его гофрированную юбочку по венчику
горлышка бутылки. Обжимные кулачки стягиваются по окружно-
сти спиральной пружиной 2, которая, упираясь в кольцо 3, воспри-
нимает горизонтальные усилия при обжиме колпачка. Вертикаль-
ные усилия передаются патроном на копир через кольцо 10 и кор-
пус патрона.
В конце периода обжатия колпачка запирающие щеколды 9
плунжером 8 выталкиваются к центру патрона и дальнейшее дви-
жение корпуса патрона со стаканом 4 вниз продолжается вследствие
сжатия амортизационной пружиной 5. При движении патрона
вверх амортизационная пружина возвращает его в первоначальное
положение, а пружина выталкивателя 7 удаляет закупоренную бу-
тылку из патрона. Затем бутылка, упираясь в направляющий бор-
тик, сходит со стола и подхватывается конвейером.
10.4. Инспекционные машины
Для инспекции как пустых, так и наполненных продуктом буты-
лок разработаны инспекционные машины: барабанные, дисковые,
конвейерные, карусельные и фотоэлектрические.
Барабанные и дисковые инспекционные машины в технической
литературе определяются как машины с осью вращения рабочего
органа, параллельной направлению движения конвейера (диско-
вые) . Такое разделение характеризует важную особенность машин:
траекторию бутылок при просмотре по отношению к глазу контро-
лера (в первом случае — параллельно взгляду, т.е. бутылки идут
"на контролера", во втором — поперек, при этом повышается утом-
ляемость глаза).
Примером барабанной машины может служить устаревшая ма-
шина ЛАП-2 производительностью до 3000 бутылок в час. Этот же
принцип (просмотр бутылок, идущих "на контролера") положен в
основу конструкции нового инспекционного устройства фирмы
"Seitz" (ФРГ).
Дисковая инспекционная машина АБЕ, созданная на основе не-
582
скольких моделей АБ, показана на рис. 10.28, а, установленная на
станине 5. Движущиеся по конвейеру бутылки поворачивают впу-
скную звездочку, которая, сделав один оборот, впускает в машину
необходимое количество бутылок. Толкатели загружают партию
бутылок через неподвижный диск 1 в поворотный диск 2 машины,
который поворачивает их на 180° и устанавливает перед светильни-
ком 3. Затем толкатели после следующего поворота выдвигают их
на конвейер, и к загрузочному окну подходит новая партия буты-
лок.
Рис. 10.28. Инспекционная машина АБЕ
Кинематическая схема дисковой машины АБЕ представлена на
рис. 10.28, б. Вращение от электродвигателя 1 через шкивы 2 и 3
клиноременной передачи, червячный редуктор 28 и цепную переда-
чу 20 со звездочками 27 и 29 передается валу 26. Далее вращающий
момент передается через предохранительную муфту 25 и собачку
24 на храповое колесо 23, свободно сидящее на валу. С храповым
колесом жестко связаны кулачки 22 и 5 и звездочка 21.
Кулачок 22 разблокировывает звездочку 9 с целью пропускания
очередной партии бутылок к загрузочному окну при крайнем пере-
583
днем положении толкателей 10. Рычаг 4 включает собачку и преры-
вает цикл работы перед загрузочным окном машины до полной за-
грузки необходимым количеством бутылок. Звездочка 21 передает
вращающий момент посредством цепной передачи 20 и звездочки
15 на валу 19.
Барабанный кулачок 18, укрепленный на валу 19 при помощи
звездочки 17 и рамки 16, перемещает штоки 6, связанные с толка-
телями, которые загружают бутылки в машину, а затем выгружают
их на конвейер 8. От вала 19 с помощью цевочного диска 14 и звез-
дочки 17 диск 11 получает периодическое вращение. Перед враще-
нием диска 11 срабатывает механизм растормаживания, управляе-
мый кулачком 5.
Диск вращения 11, неподвижно связанный со звездочкой 13,
снабжен опорными площадками для бутылок 7, а также ограничи-
телями, предохраняющими бутылки от выпадания.
Производительность машины АБЕ—3 тыс.бутылок в час.
Инспекционная машина конвейерного типа АБ2—И показана на
рис. 10.29, а. Бутылка пластинчатым конвейером 3 линии подается
к загрузочной звездочке машины 4, которая приводится во враще-
ние цепью с носителями При вращении звездочка захватывает бу-
тылку и, перемещая ее вдоль неподвижной направляющей, затал-
кивает в носитель, расположенный на цепи. Цепь, перемещаясь,
опрокидывает носитель, и бутылка принимает при этом вертикаль-
ное положение горлышком вниз, опираясь на амортизационную ре-
зину. В таком положении она проходит перед освещенным экраном
2, просматривается и в случае обнаружения брака удаляется вруч-
ную.
Просмотренные бутылки перемещаются цепью с носителями к
выгрузочной звездочке и выталкиваются ею на бутылочный кон-
вейер. Привод выгрузочной звездочки осуществляется также от це-
пи с носителями.
В нижней части станины 1 расположены привод машины и шкаф
электрооборудования.
На выходном валу редуктора находится ведущая звездочка с пре-
дохранительной муфтой, которая в случае заклинивания бутылки
при входе в машину или выходе из нее отключает машину.
Кинематическая схема машины АБ2-И показана на рис. 10.29,6.
Производительность машины — 6 тыс. бутылок в час. Она выпуще-
на на базе моделей БАЗ, БАЗМ, ЯСП, АБИ и др.
Несмотря на широкую распространенность на отечественных
584
Рис. 10-29. Инспекционная машина АБ2-И
585
предприятиях перечисленных инспекционных машин имеется тен-
денция к сокращению типов этих машин до одного — конвейерного,
разработанного на базе машин АБ2-И. Новая машина выпускается
под марками ВИА и ВИБ, различающимися лишь направлением
движения бутылок (в ВИА — слева направо, в ВИБ — справа нале-
во). Производительность машин — 3, 4...6 тыс. бутылок в час. Есть
и вариант этой машины ВИЕ (двухпоточный) производительностью
12 тыс. бутылок в час.
Каждая из марок выпускается в пяти исполнениях для разных
типов бутылок: I — для бутылок из темного и II — из бесцветного
стекла вместимостью 0,5 л; III — для бутылок вместимостью 0,7 л;
IV — то же, 0,75 л; V — для шампанских бутылок вместимостью 0,8
л.
Во всех описанных устройствах и машинах отбракованные бу-
тылки снимаются вручную, что помимо затрат труда снижает эф-
фективность просмотра бутылок.
Механизация выдачи отбракованных бутылок осуществлена в
машинах фирм "Karl Heek” (ФРГ) (машина линейного типа) и
Рис. 10.30. Принципиальная схема фотоэлектронного инспекционного устройства
586
"Perrier" (Франция). Последняя (MCV 25) относится к инспекцион-
ным машинам карусельного типа и имеется на некоторых отечест-
венных предприятиях.
Действие фотоэлектрических инспекционных машин основано на
использовании фотоэлементов, реагирующих на изменение луче-
пропускания жидкости, находящейся в инспектируемой стеклянной
таре (рис. 10.30). Бутылки 4, находящиеся на столиках 10, раскру-
чиваются до 1500 об/мин, затем резко тормозятся. Жидкость вместе
с инородными частицами (если они в ней содержатся) продолжает
по инерции вращаться, и при дальнейшем вращении с каруселью 11
(независимо от вращения вокруг своей оси) направленный через оп-
тическую систему 2 и 3 световой пучок из источника света 1 пере-
секает вращающуюся в бутылке жидкость, а вместе с ней и подня-
тые со дна инородные частицы. Последние изменяют световой по-
ток, падающий через фильтр 5 на фотоэлементы 6, которые обеспе-
чивают при этом посылку импульса усилителя 7 через измеряющее
(запоминающее) устройство 8 в бракующий механизм 9, выводя-
щий такую бутылку из общего потока.
После раскручивания и торможения воздушные пузыри, как бо-
лее легкие, собираются в центральной воронке, а инородные части-
цы — ближе к внутренней поверхности бутылки.
Известно, что электронные устройства являются безынерцион-
ными, что имеет важное значение для машин высокой производи-
тельности.
10.5. Этикетировочные машины
В общем случае процесс нанесения штучных бумажных этикеток
на бутылку состоит из следующих операций: вывод этикеток из ма-
газина; передача их на этикетопереносчик; нанесение штемпеля на
этикетку; нанесения клея на этикетку; передача этикетки на бу-
тылку; разглаживание этикетки на бутылке. Последовательность
этих операций может быть и несколько другой в зависимости от
конкретных конструкций машины.
Развитие этих конструкций шло от машин карусельного типа с
рычажным циклически действующим этикетопереносчиком к ли-
нейным машинам непрерывного действия с барабанным этикетопе-
реносчиком. В настоящее время создаются машины карусельного
типа, но с непрерывно движущимся барабанным этикетопереносчи-
ком.
587
Примером карусельных машин с рычажным этикетопереносчи-
ком могут служить поводковые машины серии ЭТ.
К линейным машинам с барабанным этикетопереносчиком отно-
сятся наиболее распространенные в промышленности машины
ВЭМ, ВЭВ и ВЭЦ производительностью соответственно 3...6, 4,5...9
и 12 тыс.бутылок в час (во второй машине два магазина этикеток).
Машина ВЭМ (рис. 10.31, а) работает следующим образом. По-
ступающие по конвейеру 1 бутылки при помощи шнека 4 с опреде-
ленным шагом подаются к барабану, размещенному на станине 3.
Во время рабочего хода магазин этикеток 7 нажимает роликом на
клапан, соединяя отверстия присосов этикетопереносчиков 2 с ва-
куумной магистралью. Вследствие равенства линейных скоростей
барабана и магазина этикеток на определенном участке пути эти-
кетка передним краем присасывается к этикетопереносчику и при
замедлении движения магазина в конце его рабочего хода извлека-
ется из него. При дальнейшем вращении вакуумного барабана на
этикетке штемпельным механизмом б проставляется дата, а затем
этикетка посредством намазного ролика клеевого устройства 5 сма-
зывается полосками клея. В момент нанесения клея этикетка при-
держивается на барабане гребенкой.
При встрече этикетки и бутылки вакуум перекрывается и присо-
сы этикетопереносчика сообщаются с атмосферой, в результате чего
этикетка передается с вакуум-барабана на бутылку. Затем бутылки
попадают между накатным конвейером и подушкой из губчатой ре-
зины, при этом они, двигаясь по конвейеру, вращаются вокруг
своей оси, благодаря чему этикетка разглаживается.
Блокировка "нет бутылки — нет этикетки" работает следующим
образом: при отсутствии бутылки на конвейере щуп электроблоки-
ровки не воздействует на конечный выключатель с нормально за-
крытыми контактами; электромагнит оказывается под действием
тока, благодаря чему выталкивает сердечник и блокирует этикети-
ровочный магазин.
Блокировка "нет этикетки — нет клея" работает следующим об-
разом: в случае отсутствия этикетки на этикетопереносчике щуп
механизма блокировки под действием пружины входит в прорезь
этикетопереносчика и поворачивает связанный с ним упор, вследст-
вие чего клеевая ванна запирается и исключается попадание клея
на этикетопереносчик.
Блокировка "нет этикетки — нет даты" работает аналогично, за-
пирая при отсутствии этикетки на этикетопереносчике штемпель-
ный механизм.
588
Частоты вращения шнека и вакуум-барабана, скорости конвейе-
ра обеспечивают синхронность выдачи этикеток из магазина и дви-
жения сосудов.
На рис. 10.31, б показан основной рабочий орган машины — ба-
рабанный этикетопереносчик. Он имеет шесть резиновых сегментов
3 с вакуум-присосами 2, внутренняя полость которых посредством
золотникового устройства 6 при определенных углах поворота бара-
бана периодически сообщается с вакуумом или атмосферой. Золот-
никовое устройство представлено шестью золотниками и двумя рас-
пределительными дисками — подвижным 5, соединенным с бараба-
ном шлангом 4 , и неподвижным 9. В неподвижном диске выполнен
кольцевой канал /, связанный с вакуум-насосом.
Рис. 10.31. Этикетировочная машина ВЭМ
589
Рис. J0.31. Этикетировочная машина ВЭМ (окончание)
В процессе движения этикетопереносчика при смещении золот-
ника в направлении к его оси и сообщении при этом между собой
внутренней полости вакуум-присосов и каналов 7 и <8 в вакуум-при-
сосах соответствующего сегмента 3 создается разрежение. По окон-
чании поворота барабана на угол 30° золотник неподвижным ку-
лачком 10 смещается в направлении от оси барабана, вследствие че-
го внутренняя полость вакуум-присоса разобщается с каналом 8 и в
ней создается вакуум. По окончании поворота барабана на угол
270° вакуум-присосы рассматриваемого сегмента сообщаются с ат-
мосферой.
В принципе по такой же схеме устроены и работают машины
ВЭН, предназначенные для наклейки этикеток и кольереток. Для
этого используют "двухэтажные" магазин и барабан, а также допол-
590
нительный турникет для прижатия бутылок в момент перехода на
них этикеток и кольереток.
Из зарубежных линейных этикетировочных машин можно отме-
тить машины фирмы "Jagenberg”, "Johann Weiss" (ФРГ) и др. В этих
машинах используется ряд конструктивных элементов, повышаю-
щих эксплуатационную надежность машин, например: введение
промежуточных вакуумных роликов для передачи этикеток из ма-
газина на барабан или с барабана на бутылку; сближение шнека с
накатным устройством, что уменьшает величину "бесконтрольного"
промежутка, где возможны падения или задержка бутылок, и др.
К линейным машинам с циклическим движением этикетопере-
носчиков относится машина фирмы "Johann Weiss” для отделки
шампанских бутылок этикеткой и кольереткой. Машина
(рис. 10.32) приводится в действие от электродвигателя 12 с бессту-
Рис. 10.32. Этикетировочная машина для отделки шампанских бутылок
591
пенчато-регулируемой передачей, привод которой смонтирован на
станине 1.
Машина работает следующим образом: бутылка из фольговочной
машины подается конвейером 2 через распределительный шнек 4 с
ограждением 5 и блокировочное устройство, подхватывается про-
талкивателем 3 и проходит между плашками передаточного меха-
низма 7. В этот момент упор освобождает каретку 8 с магазином
этикеток и кольереток, одновременно на этикетку ставится штамп
штемпельным механизмом 6.
Этикетку и кольеретку берут клеевые плашки 9 передаточного
механизма. После этого рычаг перемещает передаточный механизм
по стержню-салазкам поперек направления движения бутылки.
Подхваченная проталкивателем бутылка проходит через передаю-
щий механизм и к ней приклеиваются этикетка и кольеретка, при
этом они поддерживаются рычагом-прижимом. Далее этикетка об-
жимается резиновыми пластинами. Освобожденный передаточный
механизм возвращается в исходное положение, в это время его
плашки намазываются клеем, и при наличии входящей бутылки
цикл повторяется. Бутылка, двигаясь с конвейером, проходит мимо
губчатой резины JJ и обкаточных ремней 10, которые приглажива-
ют этикетку. Кольеретки здесь же приглаживаются волосяными
щетками.
Производительность машины — до 3 тыс.бутылок в час.
В линейных этикетировочных машинах с роторным этикетопере-
носчиком (барабаном) унификации подлежат следующие механиз-
мы: этикетопереносчики, механизмы дистанционной подачи буты-
лок, клеевые механизмы, магазины этикеток, механизмы накатных
ремней, приводы, станины, блокировки.
Несмотря на определенные преимущества (простота трассы бу-
тылок и др.), общими недостатками машин линейного типа являют-
ся кратковременность контакта этикетопереносчика с бутылкой и
нефиксированное положение бутылки, что в принципе ограничива-
ет производительность таких машин и, главное, нс позволяет ис-
пользовать их при отделке бутылок несколькими этикетками. В
этом отношении карусельные машины более удачны, ибо бутылки в
них находятся в фиксированном положении. Кроме того, в таких
машинах на пути следования бутылки может быть установлено не-
сколько механизмов для передачи этикеток и их разглаживания.
10.6. Машины для извлечения бутылок из ящиков
и укладки их в ящики
Из имеющихся на предприятиях машин следует отметить модели
ВИА и ВУЛ (номинальной производительностью 6 тыс.бутылок в
592
час), ВИУ-6, и ВУУ-6 (той же производительностью). Разработаны
унифицированные модели АИА-12 и АУА-12, АИА-24 и АУА-24
(производительностью 12 и 24 тыс.бутылок в час).
На рис. 10.33, а показан общий вид машин ВИУ и ВУУ. Стол для
бутылок 7 в них состоит из шестиручьевых пластинчатых конвейе-
ров. Над столом для бутылок с круглыми направляющими имеется
каретка, на которой смонтирован механизм подъема захватных го-
ловок 5. К каретке с помощью направляющих подвешено захватное
устройство с индивидуальными для каждой бутылки захватными
головками. Захватная головка представляет собой цилиндрический
корпус, в котором установлен (с возможностью перемещения) по-
лый поршень с выступом во внутренней полости, взаимодействую-
щим с выступом эластичной манжеты, охватывающей горлышко бу-
тылки. Захват бутылок осуществляется под действием сжатого воз-
духа, а освобождение — под действием пружины, установленной в
захватной головке между полым штоком и гильзой крепления рези-
нового захвата. Подъем и горизонтальное перемещение захватного
устройства 8 осуществляются двумя пневмоцилиндрами б.
Для подачи ящиков под захватную головку и отвода их к пере-
дней части корпуса смонтирован механизм перемещения ящиков
11, который представляет собой сварной каркас с направляющими 9
для рабочих и холостых ветвей цепного конвейера для ящиков (об-
щего для линии). На корпусе 3 смонтированы механизмы разделе-
ния потока ящиков на входе в машину, остановки ящиков под за-
хватным устройством и нажима на ящик в момент извлечения бу-
тылок.
Для управления работой механизмов и осуществления всех необ-
ходимых блокировок имеются пневмоэлементы и электрооборудо-
вание 4, связанные с пультом управления 7.
Машина для извлечения бутылок работает следующим образом.
При подаче ящиков первый из них останавливается против оси за-
хватного устройства с помощью специального упора, а последую-
щий приподнимается планками 10 механизма разделения, которые
одновременно удерживают остальные ящики потока от перемеще-
ния.
По мере остановки ящика под осью захватного устройства по-
следнее под действием силы тяжести опускается в ящик, захватные
патроны зажимают горлышко бутылок и захватное устройство <8,
поднимаясь под действием пневмоцилиндра, извлекает бутылки из
ящика.
593
Рис. 10.33. Машины ВИУ и ВУУ
594
Когда захватное устройство с бутылками достигает крайнего вер-
хнего положения, на столе для бутылок 1 освобождается место для
установки извлеченных бутылок. По поступлении сигнала об этом
от пневмоблокировки, установленной на столе для бутылок, карет-
ка с головкой перемещается к нему. Одновременно на механизме
перемещения ящиков отводится планка механизма зажима ящика,
опускаются упор и планки механизма разделения, порожний ящик
отводится из машины, а на его место поступает последующий ящик
из потока.
Захватное устройство под столом для бутылок опускается под
действием силы тяжести и устанавливает бутылки на неподвижные
конвейеры стола для бутылок. Захваты освобождают бутылки, и за-
хватное устройство поднимается. Включается стол для бутылок, и
бутылки выводятся из машины с помощью ворошителя 2. Захватное
устройство с разжатыми захватами перемещается к конвейеру для
ящиков, и цикл повторяется.
Порядок работы машины для укладки бутылок в ящики — обрат-
ный.
Кинематическая схема машин представлена на рис. 10.33, б, где
от электродвигателя 2 через шкивы 3 и 4 вращение передается че-
рез редуктор 1.
Основным рабочим органом машин для извлечения бутылок из
ящиков и укладки их являются захватные головки. Их устройство
определяет технологическую схему машины в целом и, следова-
тельно, ее конструкцию.
Захватные устройства бывают рядными и индивидуальными. По-
следние обладают рядом преимуществ:
при отклонении горла одной из бутылок выше допустимой нормы
захватная головка захватывает все бутылки, кроме "неправильной",
что практически не снижает производительности машины;
при захвате бутылок уменьшаются удельные нагрузки на горло,
что снижает бой бутылок;
индивидуальный захват позволяет компенсировать разницу меж-
ду шагом расположения бутылок в ящике и на бутылочном столе.
Рядное захватное устройство (машина ВИА) показано на
рис. 10.34 (а — общий вид, б — технологическая схема перемеще-
ния захватной головки), где бутылки из ящика 2 перемещаются за-
хватной головкой 3 с помощью пневмоцилиндров J и 4.
Индивидуальные захватные устройства более разнообразны по
конструкции (рис. 10.35). Они могут быть рычажными (см. рис.
38*
595
|~Р°~——'
гД^—Зах!атная голобка
гай
£
Т.
Рис. 10.34. Рядное захватное устройство
«Г 6
Рис. 10.35. Индивидуальные захватные устройства
596
J
2
1
а
10.35, о, б) ис центраторами (см. рис. 10.35, в, г). При использова-
нии первых схема перемещения захватных головок та же, что и при
использовании рядных. Устройство, показанное на рис. 10.35, а,
предохраняет горло бутылки от скола, но зато не центрируется от-
носительно бутылки (отсюда — незахват части бутылок, падение
их). В устройстве, показанном на рис. 10.35, б, зажим бутылки про-
исходит при подаче сжатого воздуха (или масла) в манжету 4. На
рис. 10.35, в показано захватное устройство с центратором 1 и рези-
новым чулком 2, а на рис. 10.35, г — с центратором 1 и манжетой 2.
Последние наиболее совершенны (манжета более стойка, чем чу-
лок). Именно такого типа
устройства применяются в
машинах АИА, АУА. Воз-
можные варианты схем пе-
ремещения захватных го-
ловок с такими устройст-
вами показаны на рис.
10.36 (обозначения те же,
что и на рис. 10.35, б: 1 —
корпус; 2 — ось; 3 — за-
жим; 4 — манжета; 5 —
опора; 6 — штифт; 7, 10 —
пружины; 8 — гайка; 9 —
шланг.
В зарубежных машинах
аналогичного назначения
захватные устройства
принципиально такие же.
Машины для укладки
бутылок в ящики могут ра-
ботать и по принципу стал-
кивания (машины ВУЛ).
Несмотря на высокую про-
изводительность и сравни-
тельную простоту, они ме-
нее удачны, ибо требуют
больших затрат труда при
переналадке, на бутылках повреждаются этикетки, падение буты-
лок вызывает шум и т.д.
Что касается унифицированных машин АИА, АУА, то число за-
Захватная головка
г
1
Стол для бутылок
Рис. 10.36. Технологические схемы перемеще-
ния захватных головок
S
597
5
Рис. 10.37. Машина АУА-12
хватных головок в них увеличено (2 шт. при производительности 12
тыс.бутылок в час и 4 шт. — при 24 тыс.бутылок в час). Для приме-
ра на рис. 10.37 показан общий вид машины АУА-12.
Пустые ящики направляются к механизму перемещения ящиков
13, который отделяет головной ящик и помещает его между тяговы-
ми планками 15. Планки, переместившись на соответствующее ко-
личеству захватных головок 11 число шагов, останавливаются. Ме-
ханизм центрирования бутылок 18 опускается на ящики и произво-
дит центрирование ящика с помощью рамы 16 и перегородок 17, а
направляющие лепестки 6 механизма входят в гнезда ящика.
Каретка 8 с направляющими 9 и приводной звездочкой 10 нахо-
дится в верхнем положении над бутылочным столом 2, размещен-
ном на корпусе 1. В данный момент бутылки должны полностью за-
598
полнить направляющие 9, упереться в упорные кулачки 20 и уто-
пить рычажки (заслонки). Движение бутылочного стола 2 прекра-
щается, и труба фотоблокировки 19 вместе с цилиндром поворота
упорных кулачков 21 поворачивается на 45°, освобождая бутылки
от осевого давления. Захватные головки 11 опускаются с помощью
цилиндра 4, захватные устройства 12 захватывают бутылки, после
чего головки поднимаются за счет вала 7. Каретка 8 перемещается с
помощью цилиндра 3, закрепленного на кронштейне 5, и останав-
ливается над ящиком. При этом труба /9 с упорными кулачками 20
возвращается в исходное положение и начинается движение буты-
лочного стола 2. Одновременно с подъемом захватных головок 11
ряды захватных устройств 12 с бутылками раздвигаются на шаг,
равный щагу бутылок в ящиках. Затем захватные головки с бутыл-
ками опускаются и, не доходя 50 мм до дна ящика, опускают в него
бутылки. После этого захватные головки поднимаются, перемеща-
ются и останавливаются над бутылочным столом. Одновременно ря-
ды захватных устройств сближаются до расстояния, равного диа-
метру бутылок, и цикл повторяется с помощью пульта управления
14.
ПРИЛОЖЕНИЯ
Продолжение приложения 1
Приложение 1 Параметры водяного пара в состоянии насыщения (по температуре)
Температура,°C Давление, 1<Г* Па Удельная теплота парообразова- ния,кДж/кг Энтальпия пара, кДж/кг Энтальпия жидкости, кДж/кг
10 1,23 2476,9 2518,7 41,99
11 1,31 2474,3 2520,4 46,19
12 1,40 2472,3 2522,5 50,38
13 1,50 2469,7 2524,2 54,57
14 1,59 2467,6 2526,3 58,75
15 1,71 2465,1 2527,9 62,94
16 1,82 2462,6 2529,6 67,13
17 1,94 2460,1 2531,3 71,31
18 2,06 2457,6 2532,9 75,50
19 2,19 2455,5 2535,0 79,68
20 2,34 2453,0 2536,7 83,86
21 2,49 2450,5 2538,4 88,04
22 2,64 2448,4 2540,5 92,22
23 2,82 2445,9 2542,2 96,41
24 2,98 2443,8 2544,3 100,59
25 3,17 2441,3 2546,9 104,77
26 3,36 2438,8 2547,6 108,95
27 3,66 2436,7 2549,7 113,13
28 3,78 2434,2 2551,4 117,31
29 4,00 2432,1 2553,5 121,48
30 4,24 2429,6 2555,1 125,66
31 4,46 2427,0 2556,8 129,84
32 4,86 2424,9 2558,9 134,02
33 5,10 2422,4 2560,6 138,20
34 5,33 2419,9 2562,3 142,38
35 5,63 2417,8 2564,3 146,56
36 5,95 2415,3 2566,0 150,74
37 6,27 2412,8 2567,7 154,92
38 6,63 2410,7 2569,8 159,09
39 6,99 2408,2 2571,5 163,27
40 7,35’ 2405,7 2573,1 167,45
41 7,75 2403,6 2575,2 171,63
42 8,20 2401,1 2576,9 175,81
43 8,64 2398,6 2578,6 179,99
44 9,10 2396,1 2580,2 184,17
45 9,57 2393,6 2581,9 188,35
46 10,10 2391,0 2583,6 192,53
47 10,62 2388,9 2585,7 196,71
48 11,15 2386,4 2587,4 200,89
49 11,75 2383,9 2598,0 205,07
Температура,°C Давление, 10‘л Па Удельная теплота парообразова- ния,кДж/кг Энтальпия пара, кДж/кг Энтальпия жидкости, кДж/кг
50 12,35 2381,8 2591,1 209,26
51 12,99 2379,3 2592,8 213,44
52 13,61 2376,8 2594,5 217,62
53 14,40 2374,7 2596,6 221,80
54 15,01 2372,2 2598,2 225,98
55 15,75 2369,7 2599,9 230,17
56 16,38 2367,6 2602,0 234,35
57 17,30 2365,1 2603,7 238,54
58 18,20 2362,6 2605,4 242,72
59 19,05 2360,1 2607,0 246,92
60 19,92 2357,6 2608,7 251,09
61 20,84 2355,0 2610,4 255,28
62 21,81 2352,5 2612,1 259,46
63 22,81 2350,0 2613,7 263,65
64 23,88 2347,5 2615,4 267,84
65 25,01 2345,0 2617,1 272,02
66 26,20 2342,5 2618,8 276,21
67 27,38 2340,0 2620,4 280,40
68 28,31 2337,5 2622,1 284,59
69 29,80 2335,4 2624,2 289,78
70 31,10 2332,9 2625,9 292,97
71 32,45 2330,3 2627,6 • 297,16
72 34,10 2327,8 2629,2 301,36
73 35,45 2325,3 2630,9 305,55
74 37,00 2322,8 2632,6 309,74
75 38,45 2320,3 2634,2 313,94
76 40,17 2317,8 2635,9 318,13
77 41,90 2315,3 2637,6 322,33
78 43,60 2312,8 2639,3 326.52
79 45,50 2310,3 2640,9 330,72
80 47,40 2307,7 2642,6 334,92
81 49,40 2305,2 2644,3 339,11
82 51,49 2302,7 2646,0 343,31
83 53,40 2300,2 2647,6 347,51
84 55,70 2297,7 2649,3 351,71
85 57,60 2295,2 2651,0 355,92
86 60,20 2292,7 2652,7 360,12
87 62,40 2290,2 2654,3 364,32
88 65,00 2287,6 2656,0 368,53
89 67,50 2284,7 2657,3 378,73
90 71,00 2282,2 2658,9 376,94
91 72,70 2279,7 2660,6 381,15
92 75,70 2277,2 2662,7 385,36
93 78,40 2274,7 2664,4 389,57
94 82,50 2272,2 2666,1 393,78
95 84,50 2269,2 2667,3 397,99
96 87,70 2266,7 2669,0 402,20
600
601
Продолжение приложения 1
Температура, С Давление, ИГ5 Па Удельная теплота парообразова- ния,хДж/кг Энтальпия пара, кДж/кг Энтальпия жидкости, кДж/кг
97 91,00 2264,2 2670,7 406,42
98 94,30 2261,7 2672,3 410,63
99 97,70 2258,8 2673,6 414,85
100 101,30 2256,3 2675,3 419,06
101 104,99 2254,6 2677,9 423,28
102 108,78 2252,0 2679,5 427,50
103 112,67 2249,3 2681,0 431,73
104 116,68 2246,6 2682,6 435,95
105 120,80 2243,9 2684,1 440,17
106 125,04 2241,3 2685,7 444,4
107 129,41 2238,6 2687,2 448,63
108 133,90 2235,9 2688,8 452,85
109 138,52 2233,2 2690,3 457,08
ПО 143,26 2230,5 2691,8 461,32
111 148,14 2227,7 2693,3 465,55
112 153,16 2225,0 2694,8 469,78
113 158,32 2222,3 2696,3 474,02
114 163,61 2219,5 2697,8 478,26
115 169,05 2216,8 2699,3 482,50
116 174,64 2214,1 2700,8 486,74
117 180,38 2211,2 2702,2 490,98
118 186,26 2208,5 2703,7 495,22
119 192,33 2205,7 2705,2 499,47
120 198,54 2202,9 2706,6 503,70
121 204,91 2200,1 2708,1 508,00
122 211,45 2197,3 2709,5 512,20
123 218,15 2194,4 2710,3 516,50
124 225,03 2191,6 2712,3 520,70
125 232,09 2188,8 2713,3 525,00
126 239,32 2186,0 2715,2 529,20
127 246,74 2183,1 2716,6 533,50
128 254,34 2180,1 2717,9 537.80
129 262,13 2177,3 2719,3 542,00
130 270,12 2174,4 2720,7 546,30
131 278,30 2171,5 2722,1 550,60
132 286,68 2168,6 2723,4 554,80
133 295,27 2165,7 2724,8 559,10
134 304,06 2162,7 2726,1 563,40
135 313,06 2159,7 2727,4 567,70
136 322,27 2156,8 2728,8 572,00
137 331,71 2153,9 2730,1 576,20
138 341,37 2150,9 2731,4 580,50
139 351,25 2147,9 2732,7 584,80
140 361,36 2144,9 2734,0 589,10
141 371,70 2141,8 2735,2 593,40
142 382,28 2138,8 2736,5 597,70
143 393,11 2135,8 2737,8 602,00
602
Окончание приложения 1
Температура,°C Давление. 10’3 Па Удельная теплота парообразова- ния, кДж/кг Энтальпия пара, кДж/кг Энтальпия жидкости, кДж/кг
144 404,18 2132,7 2739,0 606,30
145 415,50 2129,7 2740,3 610,60
146 427,07 2126,6 2741,5 614,90
147 438,90 2123,5 2742,5 619,20
148 450,99 2120,4 2743,9 623,50
149 463,34 2117,3 2745,1 627,80
150 475,97 2114,1 2746,3 632,20
151 488,87 2111,0 2747,5 636,50
152 502,05 2107,9 2748,7 640,80
Физические параметры воды Приложение 2
Тем- Плот- Энталь- Удель- Тепло- Динами- Кине- Коэф- Крите-
пе- носты пия 10’3 ная провод- ческий мати- фици- рий
рату- кг/мЛ тепло- НОСф> коэффи- ческий ентобь- Пранд-
кДж/кг ем- •10 циент коэф- емного ТЛЯ
с кость. 10'3 Вт/(м К) вязкости •106 фици- ент вяз- расши- рения
Дж/(кг-К) Па‘с кости
10б м2/с
0 1000 0 4,23 55,1 1790 1,79 -0,63 13,7
10 1000 41,9 4,19 57,5 1310 1,31 +0,70 9,52
20 998 83,8 4,19 59,9 1000 1,01 1,82 7,02
30 996 126 4,18 61,8 804 0,81 3,21 5,42
40 992 168 4,18 63,4 657 0,66 3,87 4,31
50 988 210 4,18 64,8 549 0,556 4,49 3,54
60 983 251 4,18 65,9 470 0,478 5,11 2,98
70 978 293 4,19 66,8 406 0,415 5,70 2,55
80 972 335 4,19 67,5 355 0,365 6,32 2,21
90 965 377 4,19 68,0 315 0,326 6,95 1,95
100 958 419 4,23 68,2 283 0,295 7,52 1,75
120 943 532 4,27 68,5 238 0,253 8,64 1,47
140 923 590 4,27 68,5 201 0,217 9,72 1,26
Приложение 3
Психрометрическая таблица для определения относительной влажности
воздуха
lC-tM Температура сухого термометра, °C
40 1J2_ 44 46 1 48 50 1 52 54 56 58 1 60 62 64 66
0 100 100 100 100 100 100 100 100 100 100 100 100 100 100
0,5 97 97 97 97 97 97 97 97 97 97 97 97 97 97
1 94 94 95 95 95 95 95 95 95 95 95 95 95 95
603
Приложение4
Таблица для определения относительной влажности воздуха по показаниям смоченного термометра
Показание смочен- ного тер- мометра, Гм 0 Разность показаний сухого и смоченного термометров (v-1'м)
0,5 1 1,5 2 2,5 3 3,5 ' 4 4,5 5 5,5 6 6,5 7 7,5 8 8,5 9 9,5 10
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
0 100 90 81 73 64 57 50 43 36 31 26 20 16 11 7 3
1 100 90 82 74 66 59 52 46 39 33 29 19 19 15 11 7
2 100 90 83 75 67 61 54 47 42 36 31 26 23 16 14 10
3 100 90 83 76 69 63 56 49 44 39 34 29 26 21 17 13 10
4 100 91 84 77 70 64 57 51 46 41 38 32 28 24 20 16 14 11
5 100 91 85 78 71 65 59 54 48 43 39 34 30 27 23 19 17 13 10
6 100 92 85 78 72 66 61 56 50 45 41 35 33 29 26 22 19 16 13 10
7 100 92 86 79 73 67 62 57 52 47 43 39 35 31 28 25 22 12 15 12 11
8 100 92 86 80 74 68 63 58 54 49 45 41 37 33 30 27 25 21 18 15 14
9 100 93 86 81 75 70 65 60 55 51 47 43 39 35 32 29 27 24 21 18 17
10 100 94 87 82 76 71 66 61 57 53 48 45 41 32 34 31 28 26 23 21 19
11 100 94 82 82 77 72 67 62 59 55 50 47 43 40 36 33 30 29 25 23 20
12 100 94 82 82 78 73 68 63 59 56 52 48 44 42 38 35 32 30 27 25 22
13 100 94 89 83 78 73 69 64 61 57 53 50 46 43 40 37 34 32 29 27 24
14 100 94 89 83 79 74 70 66 62 58 54 51 47 45 41 39 36 34 31 29 26
15 100 94 89 84 80 75 71 67 63 59 55 52 49 46 43 41 37 35 33 31 28
16 100 95 90 84 80 75 72 67 64 60 57 53 50 48 44 42 39 37 34 32 30
О VI 17 100 95 90 84 81 76 73 68 65 61 58 | 54 | 52 | 49 | 46 | 44 40 ( 39 36 34 31
«О Ю Ю Г* ю
о> о> о* os os
8888888
а«Н а«Н
ОС О' о -1 N и 'С
^--^NNNn NN
606
Приложение5 Теплофизические свойства воздуха при р - 760 мм рт-ст.
Темпе- ратура, Плотность, кг/м^ Удельная теплоемкость, кДж/(кг-К) Теплопро- водность" 102 Вт/(м"К) Динам ичес- ский коэф- фициент вяз- кости • 10° Па "с Кинема- тический ко- эффициент вязкости* 10° м2/с
0 1,293 1,005 2,44 17,2 13,28
10 1,247 1,005 2,51 17,6 14,16
20 1,205 1,005 2,59 18,1 15,06
30 1,165 1,005 2,67 18,6 16,00
40 1,128 1,005 2,76 19,1 16,96
50 1,093 1,005 2,83 19,6 17,95
60 1,060 1,005 2,90 20,1 18,97
70 1,029 1,009 2,96 20,6 20,02
80 1,000 1,009 3,05 21,1 21,09
90 0,972 1,009 3,13 21,5 22,10
100 0,946 1,009 3,21 21,9 23,13
120 0,898 1,009 3,34 22,8 25,45
140 0,854 1,013 3,49 23,7 27,80
Приложение 6
Температура кипения, теплота испарения и энтальпия пара водно-спиртовых
смесей при давлении 1(Г Па
Массовая концентра- ция спирта в парах,% Температура конденсации (кипения), °C Энтальпия ЖИДКОСТИ, кДж/кг Теплота испарения смеси, кДж/кг Энтальпия пара, кДж/кг
0 100 418,6 2257,8 2676,7
5 99,4 434,7 2186,6 2611,4
10 98,8 426,4 2115,4 2641,9
15 98,2 423,5 2044,2 2467,7
20 97,8 420,8 1972,0 2394,0
25 97,3 420,3 1902,9 2384,5
30 96,0 418,0 1834,7 2251,6
35 95,1 407,1 1763,5 2170,7
40 94,5 397,5 1692,3 2088,2
45 93,4 382,4 1625,3 2007,7
50 91,4 369,4 1554,1 1923,5
55 90,9 356,9 1485,0 1841,9
60 89,0 343,0 1415,8 1758,9
65 87,9 322,9 1346,7 1668,7
70 85,6 306,6 1277,6 1584,3
75 82,8 284,4 1210,6 1495,0
80 80,0 260,0 1143,6 1403,7
85 79,0 250,0 1072,4 1322,4
90 78,5 237,5 996,9 1234,5
95 78,8 222,8 925,8 1148,6
100 78,8 209,8 854,5 1064,4
607
Приложение 7
Соотношение объемных и массовых концентраций и плотность
водно-спиртовых смесей
Объем- ная концен- трация, % Массовая концент- рация, % Плот- ность, кг/м* Объем- ная кон- цент- рация, % Массо- вая кон- цент- рация, % Плот- ность, кг/м* Объем- ная кон- цент- рация, % Массо- вая концен- трация, % Плот- ность, кг/м^
0 0,00 998 46 38,72 937 92 88,29 822
1 0,79 996 47 39,69 935 93 89,63 819
2 1,59 995 48 40,56 934 94 91,00 815
3 2,38 993 49 41,49 932 95 92,41 811
4 3,18 992 50 42,43 931 96 93,84 807
5 3,98 991 51 43,37 928 97 95,30 803
6 4,78 989 52 44,31 926 98 96,81 799
7 5,59 988 53 45,26 924 99 99,38 794
8 6,40 987 54 46,22 922 100 100,00 789
9 7.20 986 55 47,18 920
10 8,01 985 56 48,15 918
11 8,83 983 57 49,13 916
12 9,64 982 58 50,11 911
13 10,46 981 59 51,10 911
14 11,27 980 60 53,09 909
15 12,09 978 61 53,09 907
16 12,91 977 62 54,09 904
17 13,74 976 63 55,11 902
18 14,56 975 64 56,13 899
19 15,39 974 65 57,15 897
20 16,21 973 66 58,19 895
21 17,94 972 67 59,23 892
22 17,88 971 68 60,27 890
23 18,71 970 69 61,33 888
24 19,54 969 70 62,39 885
25 20,38 968 71 63,40 883
26 21,22 966 72 64,54 880
' 27 22,06 965 73 65,63 878
28 22,91 964 74 66,72 875
29 23,76 963 75 67,83 872
30 24,61 962 76 68,94 870
31 25,46 961 77 70,06 867
32 26,32 959 78 71,19 864
33 27,18 958 79 72,33 862
34 28,04 957 80 73,48 859
35 28,91 955 81 74,64 856
36 29,78 954 82 75,81 883
37 30,65 952 83 77,00 850
38 31,53 951 84 78,19 847
39 32,44 949 85 79,40 844
40 33,30 948 86 80,62 841
41 34,19 946 87 81,86 838
42 35,09 944 88 83,11 835
43 35,99 943 89 84,38 832
44 36,89 941 90 85,66 829
45 37,80 939 91 86,97 825
608
Приложение 8
Равновесные составы жидкости и пара и температуры кипения смеси
этиловый спирт—вода
Температура
кипения.
Концентрация спирта
в жидкости, %
Концентрация спирта
в парах,%
массовая молярная °C массовая молярная
0,10 0,04 99,8 1,3 0,51
0,20 0,08 99,6 2,6 1,03
0,40 0,16 99,4 4,9 1,98
0,60 0,23 99,2 7,1 2,90
0,80 0,31 99,0 9,0 3,72
1,00 0,39 98,75 10,75 4,51
3,00 1,19 96,65 27,2 12,75
5,00 2,01 94,96 37,0 18,68
7,00 2,86 93,35 44,6 23,46
9,00 3,73 91,9 50,0 28,12
11,00 4,61 90,8 54,1 31,56
13,00 5,51 89,7 57,4 34,51
15,00 6,46 89,0 60,0 36,98
17,00 7,41 87,9 62,2 39,16
19,00 8,41 87,4 64,3 41,27
21,00 9,42 86,7 65,8 42,94
23,00 10,48 86,3 67,3 44,61
25,00 11,53 85,7 68,6 46,08
27,00 12,64 85,2 69,8 47,49
29,00 13,77 84,8 70,8 48,68
31,00 14,95 84,5 71,7 49,77
33,00 16,15 84,2 72,5 50,78
35,00 17,41 83,75 73,2 51,67
37,00 18,68 83,50 73,8 52,43
39,00 20,00 83,30 74,3 53,09
41,00 21,38 82,95 74,8 53,76
43,00 22,79 82,65 75,4 54,54
45,00 24,25 82,45 75,9 55,22
47,00 25,75 82,30 76,3 55,74
49,00 27,32 82,00 76,8 56,44
51,00 28,93 81,80 77,3 57,12
53,00 30,61 81,60 77,7 57,70
55,00 32,34 81,40 78,3 58,39
57,00 34,16 81,25 78,7 59,10
59,00 36,02 81,10 79,2 59,84
61,00 37,97 80,95 79,7 60,58
63,00 40,00 80,75 80,3 61,44
65,00 42,09 80,60 80,8 62,22
67,00 44,27 80,45 81,3 62,99
69,00 46,55 80,30 81,9 63,91
71,00 48,92 80,10 82,4 64,70
73,00 51,39 79,95 83,1 65,81
75,00 54,00 79,95 82,8 66,93
77,00 56,71 79,70 84,5 68,07
79,00 59,55 79,55 85,4 69,59
39. Заказ 5901
609
Окончание приложения 8
Концентрация спирта в жидкости, % Температура кипения. °C Концентрация спирта в парах,%
массовая молярная массовая | молярная
81,00 62,52 79,40 86,4 71,4
85,00 65,04 79,30 87,2 72,71
87,00 68,92 78,95 88,3 74,69
88,00 74,15 78,65 90,1 78,00
90,00 77,88 78,5 91,3 80,42
92,00 81,82 78,3 92,65 83,15
94,00 85,97 78,2 94,2 86,40
95,57 89,41 78,15 95,57 89,41
Приложение 9
Удельная теплоемкость водно-спиртовых растворов при разных
температурах и концентрация спирта
Массо- вая концен- трация спирта, % Теплоемкость [кДж/ (кг- К)] при темпера ту ре, °C
30 40 50 60 70 80 90 100
5 4,22 4,22 4,27 4,27 4,27 4,27 4,27 4,27
10 4,27 4,27 4,27 4,31 4,31 4,31 4,31 4,35
20 4,31 4,31 4,31 4,31 4,31 4,31 4,31 4,35
30 4,27 4,27 4,39 4,38 4,48 4,52 4,56 4,60
40 4,10 4,10 4,19 4,27 4,31 4,39 4,44 4,48
50 3,85 3,89 4,02 4,10 4,22 4,31 4,39 4,48
60 3,60 3,64 3,85 3,95 4,10 4,22 4,31 4,48
70 3,35 3,39 3,68 3,77 3,93 4,10 4,28 4,44
80 3,14 3,14 3,22 3,43 3,63 3,85 4,06 4,27
90 2,80 2,85 2,93 3,14 3,35 3,55 3,77 3,97
100 2,51 2,59 2,72 2,85 2,97 3,09 3,26 3,43
Приложение 10
Термодинамические свойства R12 (хладона)
Температура насыщения, °C Давление Плотность, кг/ма Теплота испарения, кДж/кг
МПа кг/см2 жидкого R12 пара
-70 0,0122 0,1238 1604 0,888 180,00
-65 0,0170 0,1721 1590 1,189 178,62
-60 0,02270 0,2315 1575 1,564 177,19
-55 0,03006 0,3065 1561 2,028 175,39
-50 0,03922 0,3999 1546 2,595 173,84
-45 0,0510 0,5150 1532 3,279 172,21
-40 0,06424 0,6551 1517 4,097 170,87
-35 0,08079 0,8238 1502 5,069 169,15
-30 0,10047 1,0245 1487 6,200 167,98
-25 0,12369 1,2616 1472 7,513 165,09
-20 0,15098 1,5396 1456 9,034 163,54
610
Окончание приложения 10
Температура насыщения, Давление Плотность, ki7mj Теплота испарения, кДж/кг
МПа кг/см2 жидкого R12 пара
-15 0,18262 1,8622 1441 10,79 161,49
-10 0,21910 2,2342 1425 12,80 159,40
-5 0,26087 2,6602 1410 15,08 157,18
0 0,30856 3,1465 1394 17,65 154,88
5 0,36437 3,9659 1378 20,56 152,49
10 0,42301 4,3135 1362 23,79 149,98
15 0,49301 5,0076 1345 27,41 147,34
20 0,5669 5,7786 1329 31,50 144,58
25 0,65273 6,6363 1311 36,07 141,69
30 0,74345 7,5810 1293 41,11 138,63
35 0,84789 8,6264 1274 46,81 135,37
40 0,95816 9,7707 1255 53,13 132,02
45 1,09800 11,0230 1234 60,38 128,42
50 1,21460 12,3860 1213 68,56 124,60
Приложение 11
Теплофизические характеристики продуктов пивоваренного производства
Продукт Темпецату- Плотность, кг/м3 Удельная теплоем- кость, кДж/(кг* К) Тепло- провод- ность, Вт/(м'К) Темпера- туропро- вод- ность • 10° м2/с
Заторная масса 20 Пиво Жигулевское 1081 3,626 0,462 0,117
80 1081 3,718 0,541 0,134
Сусло неохмеленное 50 1077 3,768 0,603 0,139
80 1058 3,810 0,605 0,150
Сусло охмеленное 50 1048 3,915 0,586 0,143
90 1015 3,960 0,620 0,154
Готовое пиво 50 1008 4,007 0,556 0,138
90 1000 4,028 0,597 0,148
Готовое пиво без
диоксида углерода 50 1008 4,007 0,597 0,148
90 1000 4,028 0,640 0,159
Заторная масса Пиво Ленинградское 40 1097 3,569 0,410 0,105
80 1097 3,646 0,456 0,114
Сусло неокмеленное 50 1072 3,671 0,560 0,142
80 1056 3,726 0,583 0,149
Сусло охмеленое 50 1072 3,730 0,605 0,144
80 1056 3,860 0,550 0,154
Готовое пиво 50 1020 3,873 0,579 0,140
80 1020 3,860 0,573 0,146
Готовое пиво без
диоксида углерода 50 1020 3,860 0,573 0,145
80 1020 3,889 0,613 0,155
39*
611
Приложение^
Теплофизические характеристики различных материалов и веществ
Материалы и вещества Темпе- рату- ра, 6С Теплопро- водность, Вт/(м-Ю Плотность, кгАс Удельная теплоем- кость, кДж/(кг* К) Температу- ропровод- носгь • 10° м2/с
Алюминий Бронза (95%С, 0 209,3 2700 0,896 86,7
5%А1) 20 83,0 8660 0,410 23,3
Железо Латунь (70%, 0 74,4 7880 0,440 21,5
30%) 20 110,7 8520 0,385 33,8
Медь Сталь 0 389,6 8930 0,388 112,5
углеродистая (С-0,5%) 20 Сталь нержавеющая 53,6 7830 0,465 14,7
1Х18Н9Т 20 16,0 7900 0,502 4,04
Асбест листовой 30 0,1163 770 0,816 0,186
Асбест волокно 50 0,1105 470 0,816 0,289
Бетон сухой 20 0,8374 1600 0,837 0,622
Картон обыкновенный 20 0,1744 700 1,507 0,168
Пробковая пластина Резина твердая 30 0,0419 190 1,884 0,117
обыкновенная 0 0,1628 1200 1,381 0,098
Стекло Стеклотекстолит 20 0,7443 2500 0,670 0,444
ЭФ-32-201 20 0,3489 - 0,921 -
Текстолит 20 0,2326 0,3373 1300 1400 1,465 1,507 -
Фторопласт-3 - 0,06024 2120 0,921 0,031
Вода 0 0,5513 999,9 4,212 0,131
Масло МС-20 0 0,1349 904 1,980 0,076
Спирт метиловый 0 0,2140 809,7 2428 0,109
Спирт этиловый 0 0,1884 806,2 2,302 0,101
Аммиак 0 0,0210 0,771 2,043 13,4
Водород 0 0,1721 0,0899 14,192 135,0
Водяной пар 100 0,0240 0,598 2,135 18,6
Воздух (сухой) 0 0,0244 1,293 1,005 18,8
612
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматизация производственных про-
цессов 34
Автоматы
фасовочно-упаковочный 492
для формовки и завертывания 490
Автоцистерна 502
Агрегаты
варочные 166
для очистки и осушения диоксида уг-
лерода 525
штамповочно-укупорочный 574
Азеотропная смесь 365
Активаторы роста 115
Активизация неактивных ферментов 82
Активная жизнедеятельность 82
Антисептирование 317
Аппараты
бродильные 308,499
бродильно-купажный 499
гидродинамической обработки замеса
294
гидроциклонные и хмелеотборные
191
для брожения и дображивания 232
для выделения дрожжей 462
для мойки и замачивания 74
для осветления пива 255
для купажирования и фильтрования
442
для получения ароматных спиртов
435
для получения спиртованных настоек
и морсов 427
для получения сахарного сиропа и ко-
лера 433
для получения спиртованных соков
417
для приготовления водно-спиртовых
растворов 394
для приготовления воды 504
для приготовления квасного сусла
496
для приготовления пивного сусла 166
для приготовления питательных сред
445
для размножения дрожжей 321
для фильтрования и очистки 408
дрожжевые 315
дрожжерастильные 452
настойные 496
обратноосматические 400
отстойные 222
с двухступенчатым вакуум-охлажде-
нием 305
с непрерывным осахариванием 297
Ареометр 386
Ароматические вещества 116
Аспирационная колонна 43
Аэрационная система 446
Баланс
влаги и тепла 140,141
материальный по общему объему 348
материальный сироповарочного аппа-
рата 514
материальный сушилки по спирту
441
тепловой ректификационной колон-
ны 374
тепловой сироповарочного аппарата
514
тепловой сушилки 117, 123, 128
Барабаны солодорастильные
с плоским ситом 100
с ситчатыми трубами 102
Барботажный слой 372
Барда 19, 330, 359
Белка 116
Бражка 19, 308, 328, 350
Брожение 232, 307, 498
Бутылконосители 536, 538
Вакуум-насосы 484, 487, 589
Вакуум-испаритель-осахариватель 306
Вакуум-охлаждение 297
Вакуум-прерыватель 382
Вакуум-фильтры 473
Влажность и влагосодержание солода
119,140
Вода
артезианская 218
лютерная 339, 353
Водоотделитель 268
Ворошитель шнековый 84
Выдерживатель 291
Гидроконвейер 265
Гидроциклон 192
Гранулятор 481
Головка
контактная 289
моющая 192, 310
распределительная 309,409
Головная фракция 359
Двукратное использование тепла 360
Деаэрационная колонна 519
Дезинфекция 249
Дефлегматор 328, 330
Дефферизатор 504
613
Диоксид углерода
газообразный 233, 253
жидкий 530
Дифманометр мембранный 325
Дробилка
молотковая 271
ножевая 421
Дробина пивная 190
Жесткость воды 394
Живое сечение 133, 135
Закон Генри 522
Замачивание зерна 74
Замес 277, 279, 281
Запарник 497
Затирание 172
Заторная масса 171
Измельчитель 276
Импульс электромагнитный 577
Индукция магнитная 69
Испаритель 211
Калориферы
огневые 134
паровые 134
пластинчатые 135
Камнеловушка 268
Картофелемойка 266
Коагуляция белков 177
Колер 433, 513
Коллектор моечного аппарата 309
Колонка угольная 411
Компрессоры 204, 525
Конденсаторы 210, 300, 380
Кондиционеры 104
Концентрат квасного сусла 495
Котлы
колероварочный 434
сироповарочный 509
Коэффициенты
деформации 226
избытка флегмы 333
испарения спирта 337
массоотдачи 349
ректификации 338
сопротивления среды 222
сушки 119, 140
теплопередачи 115, 137, 220
фильтрации 184
Кран фильтрационный 186
Критерий оптимизации 142
Купажирование 442
Магнитодержатель 72
Масловлагоотделитель 528
Машины
барометрические 551
бутылкомоечные 531
вакуумные 558
воздуходувные 458
для извлечения бутылок из ящиков и
укладки их в ящики 592
для измельчения солода 159
для мойки сырья 418
для обработки сырья 445
зерноочистительные 42
инспекционные 582
массомоечная 258
моечная барабанная 419
моечно встряхивающая 418
росткоотбойные 151
солодополировочные 156
сверхбарометрические 566
сортирующие 42
укупорочные 574
фасовочные 546
Меланоидины 116
Меласса 317
Мембраны полупроницаемые 400
Мерники
цилиндрический 390
конический 389
Механизмы
балансирный 53
дистанционный 552
загрузки и выгрузки бутылок 536
кривошипно-шатунный 205
подъема и опускания бутылок 560
подъема расходного резервуара 552
укупорочные 578
эксцентриковый 56
Насос поршневой 297, 487
Осахариватель 298, 307
Осветление пива 262
Отделитель
диоксида углерода 381
сивушного масла 384
Патрон укупорочный 578
Пар
вторичный 293
греющий 330
перегретый 413
острый 289
Пеноловушка 323
Пластина теплообменника 217
Плотномер 326
Предразварник 286
Пресс шнековый 425
614
Примеси
головные 339
зерновые 42
сорные 42
Производство
солода и пива 11
спирта и его ректификация 15
ликероводочных изделий 21
хлебопекарных дрожжей 25
хлебного кваса 28
газированных безалкогольных напит-
ков 30
жидкого диоксида углерода 32
Равновесное давление 522
Разваривание 277
Разрыхлитель дробины 184
Рассиропник 319
Распылительная форсунка 107
Распылительный диск 111
Ращение солода 112
Регенерация 21,413
Регуляторы
бардяной 380
для мелассы 324
паровой 381
Самоиспарение 297
Сатурация 516
Секция теплообменника 217
Сепараторы
воздушные 43
зерновые 49
магнитные 69
Сепараторы жидкостные осветлители
224, 261
разделители 462, 465
Система трубчатая
аэрационная 458
Сита
плоские 49,51,84, 184
цилиндрические 49, 60, 62
Скорости
витания 44
критическая 225
массовая 137
осаждения 261
Смесители 286, 383, 405
Снаряд контрольный 386
Солодовни
с передвижной грядкой 88
с совмещенным способом 95
ящичные 82
Солерастворитель 398
Сортировка 21
Спирт
безводный 365
ректификат 337
сырец 327
Спиртоловушка 313
Столик подъемный 552
Сульфоуголь 21
Сушилки
вакуумные 483
вертикальные 124
горизонтальные 120, 122
карусельные 132
ленточные 476
с виброкипящим слоем 479
сублимационные 484
шахтные 127, 129
Стерилизатор пароконтактный 450
Танки для брожения 239
Тарелки ректификационных аппаратов
двойного кипячения 369
клапанные 371
многоколпачковые 470
одинарного кипячения 367
провальные 372
ситчатые 370
чешуйчатые 371
Теплообменники пластинчатые 216
Топочные устройства 133
Триеры
дисковые 67
цилиндрические 65
Увлажнение воздуха 104
Установки
бактерицидные 505
брагоперегонные 328
брагоректификационные 350
выпарные 440
для насыщения воды
диоксидом углерода 516
для непрерывного брожения и добра-
живания 247
для получения безводного спирта 365
для регенерации активного угля 413
для тепловой обработки крахмалосо-
держащего сырья 277
сепарационно-дроссельные 414
стерилизующей фильтрации 507
синхронно-смесительные 521
сушильные 116, 476
ультрафильтрационные 506
холодильные 209
экстракционные 428
Устройства
615
Устройства
блокировочные 592
для автоматического отбора проб 323
захватные 595
инспекционные 586
укупорочные 578
фасовочные 556, 567
шприцевальные 539
штемпельные 588
Фактор разделения 225
Фасование жидкостей 546
Флегма 328
Флегмовое число 332
Фильтры
вертикальный 257
двухпоточный 409
диатомитовый 260
для сжатого диоксида углерода 529
катионитовый 396
керамический 505
песочные 408
слоистые 260
фреоновые 528
Фильтр-прессы 188, 255, 443, 469
Хлорирование 504
Хмель 13
Холодильники для водно-спиртовых
растворов 337
Циклограмма фасовочной машины 548
Циркуляция сусла 117
Чан отстойный 223
Шприцевание 533
Шпунтование 252
Эжектор 520
Эпюрация бражки 350
Этикетоотборники 537
Эфироальдегидная фракция 339
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Антипов С.Т., Валуйский В.Я., Кретов И.Т. Технологическое обору-
дование для сушки пищевых продуктов. Воронеж: Воронежский технологический
институт, 1989. 80 С.
Балашов В.Б. Оборудование предприятий по производству пива и безалко-
гольных напитков. М.: Легкая и пищевая пром-сть, 1984. 248 с.
Балашов В. Е., Кретов И.Т., Антипов С.Т. Практикум по расчетам тех-
нологического оборудования предприятий бродильной промышленности. М.: Колос,
1992. 208 с.
Гавриленков А.М., Анании И.А., Лернер И.Г. Эффективное использо-
вание топливно-энергетических ресурсов в пиво-безалкогольной промышленности.
М.: Легкая и пищевая пром-сть, 1983. 120 с.
Д р а г и л е в А.И., Дроздов В.С. Энергетическое, транспортное и санитарно-
техническое оборудование пищевых предприятий. М.: Колос, 1994. 240 с.
Зайчик Ц.Р. Технологическое оборудование винодельческих предприятий. М.:
Агропромиздат, 1988. 351 с.
Кантере В.М. Теоретические основы технологии микробиологических произ-
водств. М.: Агропромиздат, 1990. 271 с.
Лунин О.Г., Вельтищев В.Н. Теплообменные аппараты пищевых произ-
водств. М.: Агропромиздат, 1987. 239 с.
Никитин Г.А. Метановое брожение в биотехнологии. Киев: Высшая школа,
1990.207 с.
Машины для фасования пищевых жидкостей в бутылки/ Ц.Р. Зайчик, В.А. Тру-
ноЬ, В.К. Яшин. М.: Агропромиздат, 1989. 239 с.
Новаковская С.С., Шишацкий Ю.И. Производство хлебопекарных
дрожжей: Справочник. М.: Агропромиздат, 1990. 335 с.
Оборудование микробиологических производств/ К.А. Калунянц, Л.И. Голгер,
Балашов В.Е. М.: Агропромиздат, 1987. 398 с.
Остапчук Н.В. Основы математического моделирования пищевых произ-
водств. Киев: Высшая школа, 1991. 361 с.
Панфилов В.А. Технологические линии пищевых производств: Теория техно-
логического потока. М.: Колос, 1993. 288 с.
Ремонт оборудования спиртовых заводов: Справочник/ В.Н. Зотов, А.Б. Козлов,
В.Ю. Сидоркин. М.: Агропромиздат, 1988.288 с.
Справочник мастера производства безалкогольных напитков/ В.В. Рудольф, П.М.
Яшнова, А.В. Орещенко. М.: Агропромиздат, 1988. 191 с.
Теплоиспользующие установки промышленных предприятий/ О-Т. Ильченко,
Б.А. Левченко, Г.И. Павловский, Н.Н. Шебершнева, В.С. Шикина, И.С. Шуб. М.:
Агропромиздат, 1988. 286 с.
Технология солода, пива и безалкогольных напитков/ К.А. Калунянц, В.Л. Яро-
венко, В.А. Домарецкий, Р.А. Колчева. М.: Колос, 1992. 446 с.
Технологическое оборудование консервных заводов/ М.С. Аминов, М.Я.Дикие,
А.Н. Мальский, А.К. Гладушняк. М.: Агропромиздат, 1986. 319 с.
Технологическое оборудование предприятий бродильной промышленности/
В.И. Попов, И.Т. Кретов, В.Н. Стабников, В.К. Предтеченский. М.: Легкая и пище-
вая пром-сть, 1983. 464 с.
Технологическое проектирование солодовенных и безалкогольных заводов/
П.В. Колотуша, В.А. Домарецкий.Киев.: Высшая школа, 1987. 242 с.
Тютюнников А.Б., Товажнянский Л.Л., Готл и нск ая А.П. Осно-
вы расчета и конструирования массообменных предприятий. М.: Агропромиздат,
1988. 351 с.
617
ОГЛАВЛЕНИЕ
Предисловие............................................................3
Глава 1. Технологическое оборудование предприятий бродильной
промышленности .....................................................5
1.1. Классификация оборудования бродильных производств............5
1.2. Формирование оптимальных вариантов структур технологических
линий бродильной промышленности...................................7
1.3. Машинно-аппаратурные схемы производства продуктов предпри-
ятиями бродильной промышленности..................................10
1.3.1. Производство солода и пива.............................10
1.3.2. Производство спирта и его ректификация ................15
1.3.3. Производство ликеро-водочных изделий...................20
1.3.4. Производство хлебопекарных дрожжей.....................25
1.3.5. Производство хлебного кваса............................27
1.3.6. Производство газированных безалкогольных напитков......30
1.3.7. Производство жидкого диоксида углерода.................32
1.4. Автоматизация производственных процессов в бродильной
промышленности....................................................34
Глава 2. Оборудование для производства солода..........................42
2.1. Зерноочистительные и сортирующие машины......................42 .
2.1.1. Воздушные сепараторы...................................43
2.1.2. Зерновые сепараторы....................................49
2.1.3. Цилиндрические и дисковые триеры.......................60
2.1.4. Магнитные сепараторы...................................69
2.2. Аппараты для мойки и замачивания зерна.......................74
2.2.1. Устройство замочного отделения.........................74
2.3. Оборудование для солодоращения...............................82
2.3.1. Ящичные солодорастильные установки.....................82
2.3.2. Солодовни с передвижной грядкой........................88
2.3.3. Статические солодовни с совмещенным способом...........95
2.3.4. Солодорастильные барабаны..............................100
2.3.5. Кондиционеры для пневматических солодовен..............104
2.3.6. Снижение энергозатрат при замачивании и ращении солода.112
2.4. Оборудование для сушки солода................................116
2.4.1. Сушилки периодического действия: горизонтальные и
вертикальные..................................................120
2.4.2. Сушилки непрерывного действия: шахтные и карусельные...127
2.4.3. Устройства и механизмы сушилок: топочные устройства и
калориферы....................................................133
2.4.4. Интенсификация и оптимизация сушки солода..............138
2.5. Пневмотранспортные установки для солода......................142
2.6. Машины для обработки сухого солода...........................151
2.6.1. Росткоотбойные машины..................................151
2.6.2. Солодополировочные машины..............................156
2.6.3. Машины для измельчения солода..........................159
618
Глава 3. Оборудование для производства пива............................166
3.1. Аппараты для приготовления пивного сусла................... 166
3.1.1. Варочные агрегаты .....................................166
3.1.2. Заторные и сусловарочные аппараты .....................172
3.1.3. Фильтрационные аппараты и фильтр-прессы ...............184
3.1.4. Гидроциклонные и хмелеотборные аппараты ...............191
3.1.5. Экономия тепла в варочном отделении....................196
3.2. Оборудование для охлаждения и осветления пивного сусла......200
3.2.1. Холодильные компрессионные установки ..................201
3.2.2. Теплообменные аппараты холодильных установок ..........209
3.2.3 Пластинчатые теплообменники......................... \.216
3.2.4 Отстойные аппараты.....................................222
3.2.5. Сепараторы для осветления пивного сусла ............. 224
3.3. Аппараты для брожения и дображивания пива...................232
3.3.1. Способы сбраживания пивного сусла .....................232
3.3.2. Характеристика оборудования для главного брожения и
дображивания..................................................239
3.3.3. Бродильные аппараты и танки.......................... 241
3.3.4. Установки для непрерывного брожения и дображивания.....247
3.3.5. Колонное шпунтование и использование диоксида углерода.249
3.4. Аппараты для осветления пива................................255
3.4.1. Фильтр-прессы, диатомитовые установки и ЕК-фильтры.....255
3-4.2. Сепараторы для осветления пива ........................261
3.4.3. Сравнительная оценка методов осветления пива...........263
Глава 4. Оборудование для производства спирта........................ 265
4.1. Оборудование для мойки, очистки и измельчения сырья.........265
4.2. Установки для тепловой обработки крахмалосодержащего сырья .277
4.2.1. Смесители-предразварники...............................286
4.2.2. Варочные аппараты и паросепараторы.....................288
4.2.3. Аппарат гидродинамической обработки замеса.............294
4.2.4. Сравнительная оценка различных схем для разваривания сырья 295
4.3. Оборудование для охлаждения и осахаривания заторов.........297
4-3.1. Аппараты с непрерывным осахариванием и вакуум-
охлаждением.....................................?.............297
4.3.2. Аппараты с двухступенчатым вакуум-охлаждением..........305
4.3.3. Аппараты с непрерывным охлаждением и осахариванием при
атмосферном давлении .........................................307
4.4. Оборудование для брожения и культивирования дрожжей.........307
4.4.1. Бродильные аппараты и устройства для их мойки .........308
4.4.2. Спиртоловушки..........................................313
4.4.3. Дрожжевые аппараты.....................................315
4.5. Оборудование для производства спирта из мелассы.............317
4.5.1. Рассиропники......................................... 319
4.5.2. Аппараты для размножения дрожжей и пеноловушки.........321
4.5.3. Устройства для автоматического отбора проб, измерения
расхода мелассы и контроля плотности рассиропки...............323
4.6. Оборудование для ректификации спирта........................327
4.6.1. Брагоперегонные установки..............................328
4-6.2. Ректификационнные установки............................337
4.6.3. Брагоректификационные установки непрерывного действия..350
4.6.4. Установки для получения безводного спирта..............365
619
4.6.5. Контактные устройства ректификационных колонн...........367
4.6.6. Холодильники и кипятильники брагоперегонных аппаратов...377
4.6.7. Вспомогательное оборудование ректификационных установок...380
4.6.8. Оборудование для учета и хранения спирта................385
• Глава 5. Оборудование для производства ликеро-водочных изделий.........394
5.1. Аппараты для приготовления водно-спиртовых растворов.........394
5.1.1. Оборудование для кондиционирования воды.................395
5.1.2. Ультрафильтрационные установки и обратиоосмотические
аппараты ......................................................400
5.1.3. Смесители непрерывного действия........................405
5.2. Аппараты для фильтрования и очистки водно-спиртовых растворов ... 408
5.2.1. Песочные фильтры..................................... 408
5.2.2. Угольные колонки ..................................... 411
5.2.3. Установки для регенерации активного угля перегретым паром ..413
5.3. Аппараты для получения спиртованных соков....................417
5.3.1. Машины для мойки сырья..................................418
5.3.2. Дробилки для плодово-ягодного сырья ....................421
5.3.3. Оборудование для прессования измельченного сырья........424
5.4. Аппараты для получения спиртованных настоек и морсов.........427
5.5. Аппараты для получения сахарного сиропа и колера.............433
5.6. Перегонные аппараты для получения ароматных спиртов..........435
5.7. Выпарные установки......................................... 440
5.8. Аппараты для купажирования и фильтрования....................442
Глава 6. Оборудования для производства хлебопекарных дрожжей ....................445
6.1. Машины для обработки сырья...................................445
6.1.1. Аппараты для приготовления питательных сред............445
6.1.2. Сепараторы-кларификаторы для мелассы....................447
6.1.3. Пароконтактные установки для стерилизации...............450
6.2. Дрожжерастильные аппараты ...................................452
б.З. Воздуходувные машины ........................................458
6.4. Аппараты для выделения дрожжей.............................. 462
6.4.1. Дрожжевые сепараторы...................................462
6.4.2. Фильтр-прессы...........................................469
6.4.3. Вакуум-фильтры барабанные ..............................473
6.5. Сушильные установки..........................................476
6.5.1. Конвейерные ленточные сушилки...........................476
6.5.2. Сушильные установки с виброкипящим слоем................479
6.5.3. Вакуумные и сублимационные сушилки......................483
6.6. Фасовочно-упаковочное оборудование...........................489
Глава 7. Оборудование для производства хлебного кваса ...................................495
7.1. Способы приготовления квасного сусла.....................495
7.2. Аппараты для приготовления квасного сусла................496
7-3. Оборудование для брожения квасного сусла и купажирования
кваса..........................................................498
Глава 8. Оборудование для производства газированных безалкогольных
напитков ..........................._......................._....-.............504
8.1. Аппараты для приготовления воды..............................504
8.1.1. Дефферизаторы............................................. • 504
8.1.2. Керамические фильтры....................................л. 505
620
8.1.3. Бактерицидные установки :............................505
8.1.4. Ультрафильтрационные установки...................... 506
8.2. Оборудование для приготовления сахарного сиропа...........508
8.3. Оборудование для приготовления купажных сиропов...........510
8.4. Установки для насыщения воды диоксидом углерода и приготовления
газированных напитков...........................................516
Глава 9. Оборудование для производства жидкого диоксида углерода.....—......525
9.1. Агрегаты для очистки и осушения диоксида углерода..........525
9.2. Аппараты для охлаждения и сбора жидкого диоксида углерода..529
Глава 10. Оборудование для подготовки посуды, фасовки пищевых
жидкостей и оформления готовой продукции ........._______......_..........531
10.1. Бутылкомоечные машины....................................531
10.2. Фасовочные машины....................................... 546
10.2.1. Барометрические фасовочные машины ..................551
10.2.2. Вакуумные фасовочные машины.........................558
10.2.3. Сверхбарометрические фасовочные машины............. 566
10.3. Укупорочные машины.......................................574
10.4. Инспекционные машины.....................................582
10.5. Этикетировочные машины...................................587
10.6. Машины для извлечения бутылок из ящиков и укладки их в ящики ..592
Приложения ......................................................... 600
Предметный указатель................................................ 613
Список рекомендуемой литературы......................................617
Учебное издание
Кретов Иван Тихонович, Антипов Сергей Тихонович
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
ПРЕДПРИЯТИЙ БРОДИЛЬНОЙ
ПРОМЫШЛЕННОСТИ
Редакторы В. А. Муконина, В. В. Пушкаренко, 3. С. Фоме
Технический редактор О. В. Нагаева
Художественный редактор Л. А. Клочков
Электронная верстка С. Н. Кузнецовой
Корректоры Г.И.Старухина, М.Г.Щигрева
ИБ №2360
ЛР 040088 от 24.03.97. Поди, в печ. 23.05.97. Форм. бум. 60x84/16.
Бумага офсетная. Офсетная печать. Усл. п.л. 36,3. Уч.-изд. л. 36,2.
Тираж 1500. Заказ 5901
Издательство Воронежского государственного университета
394000 Воронеж, ул. Ф. Энгельса, 8
Издательско-полиграфический центр "Черноземье"
394071 Воронеж, ул. 20 лет Октября, 73а