/



































































































































































































Автор: Сурков В.Д. Липатов Н.Н. Золотин Ю.П.
Теги: продукты животноводства и охоты пищевое производство молочная промышленность
Год: 1983




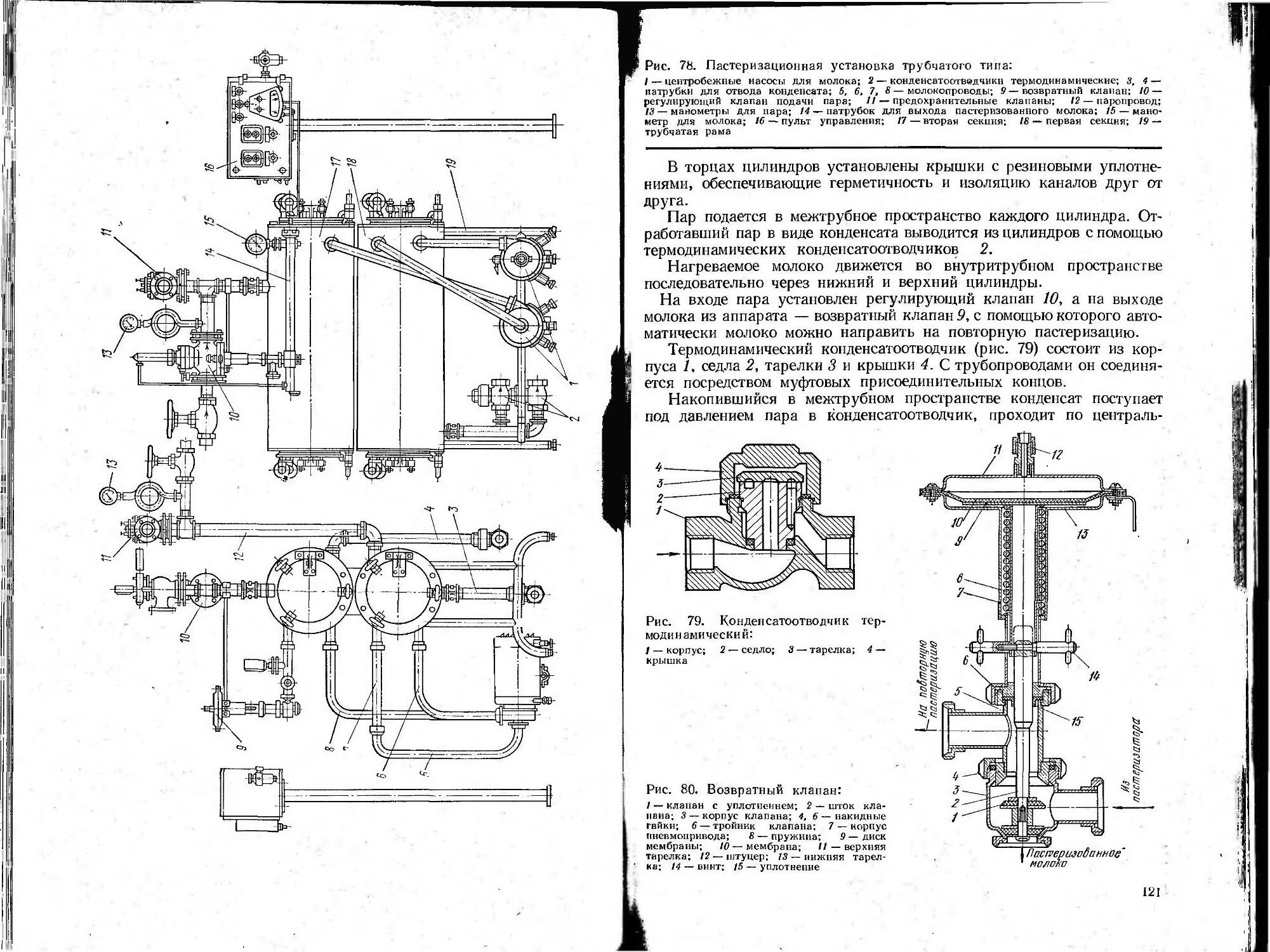
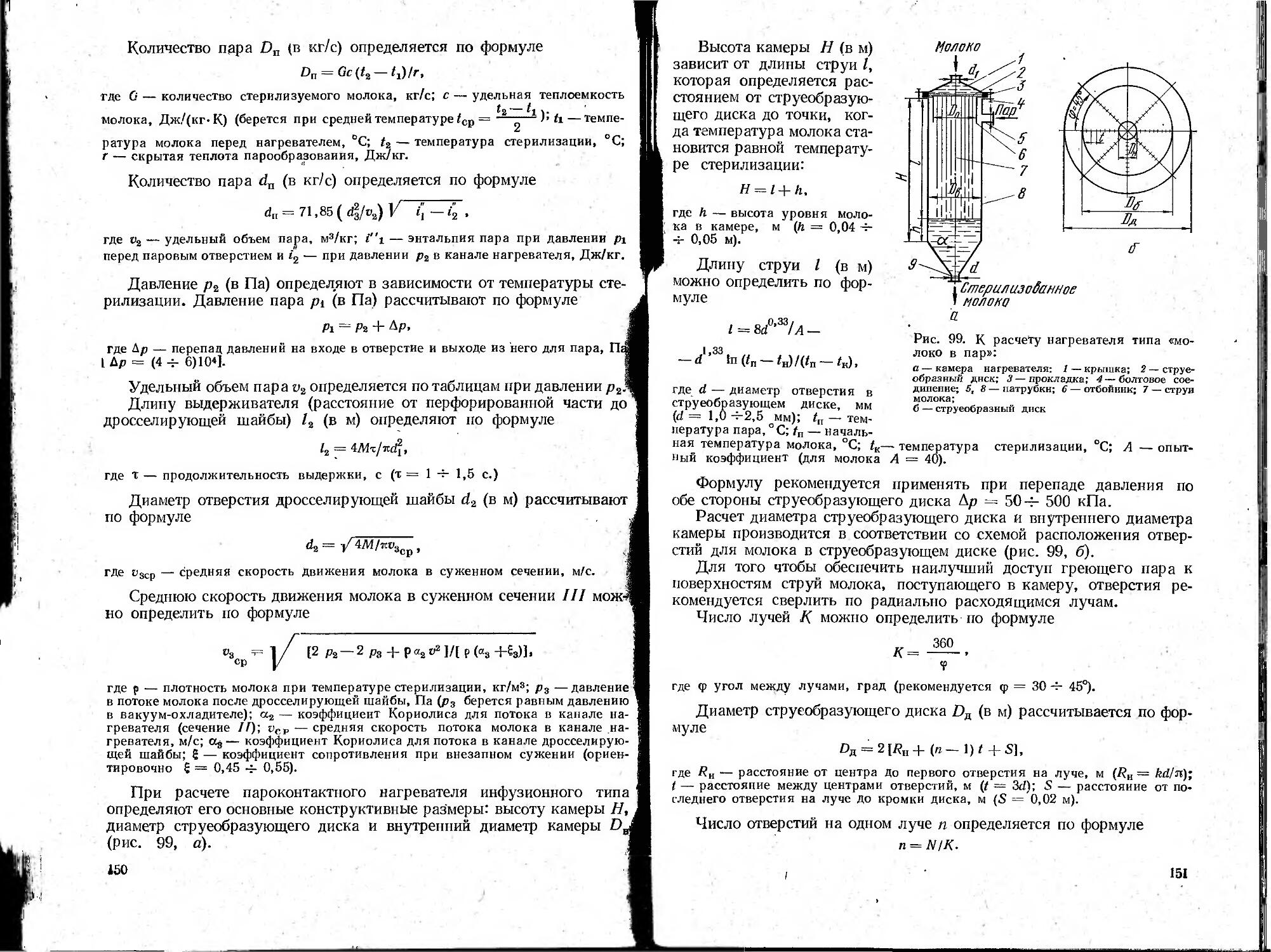
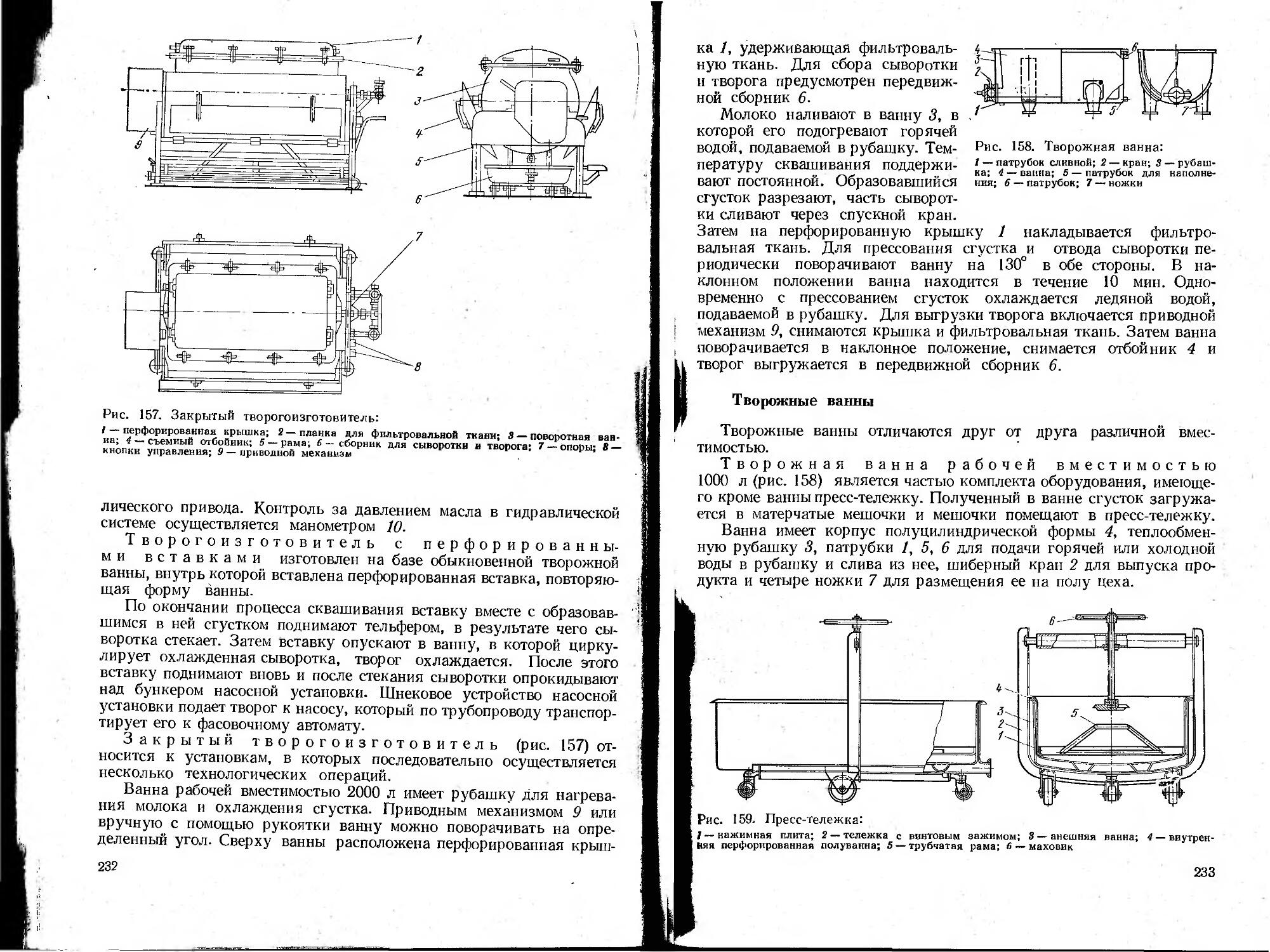
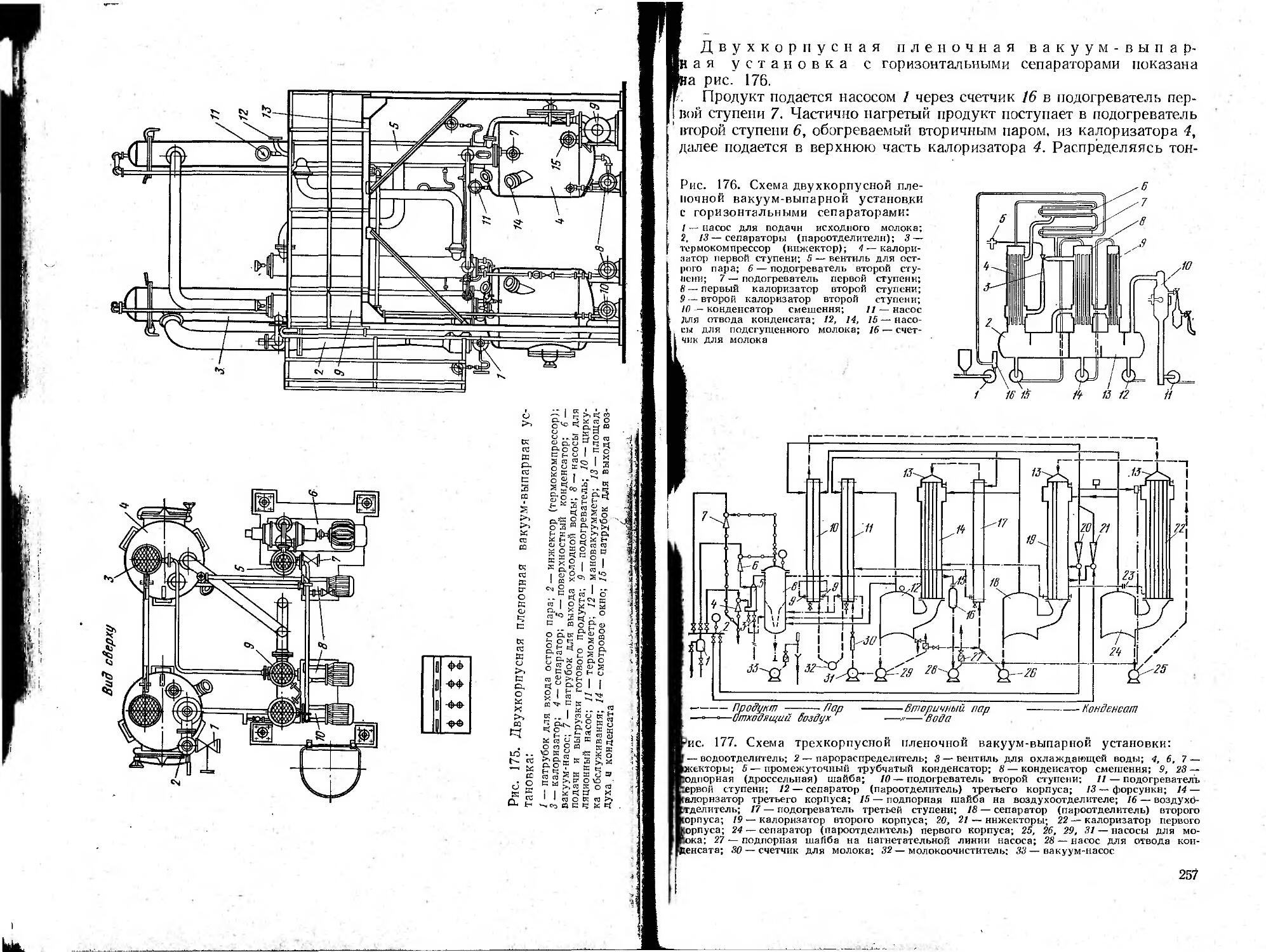
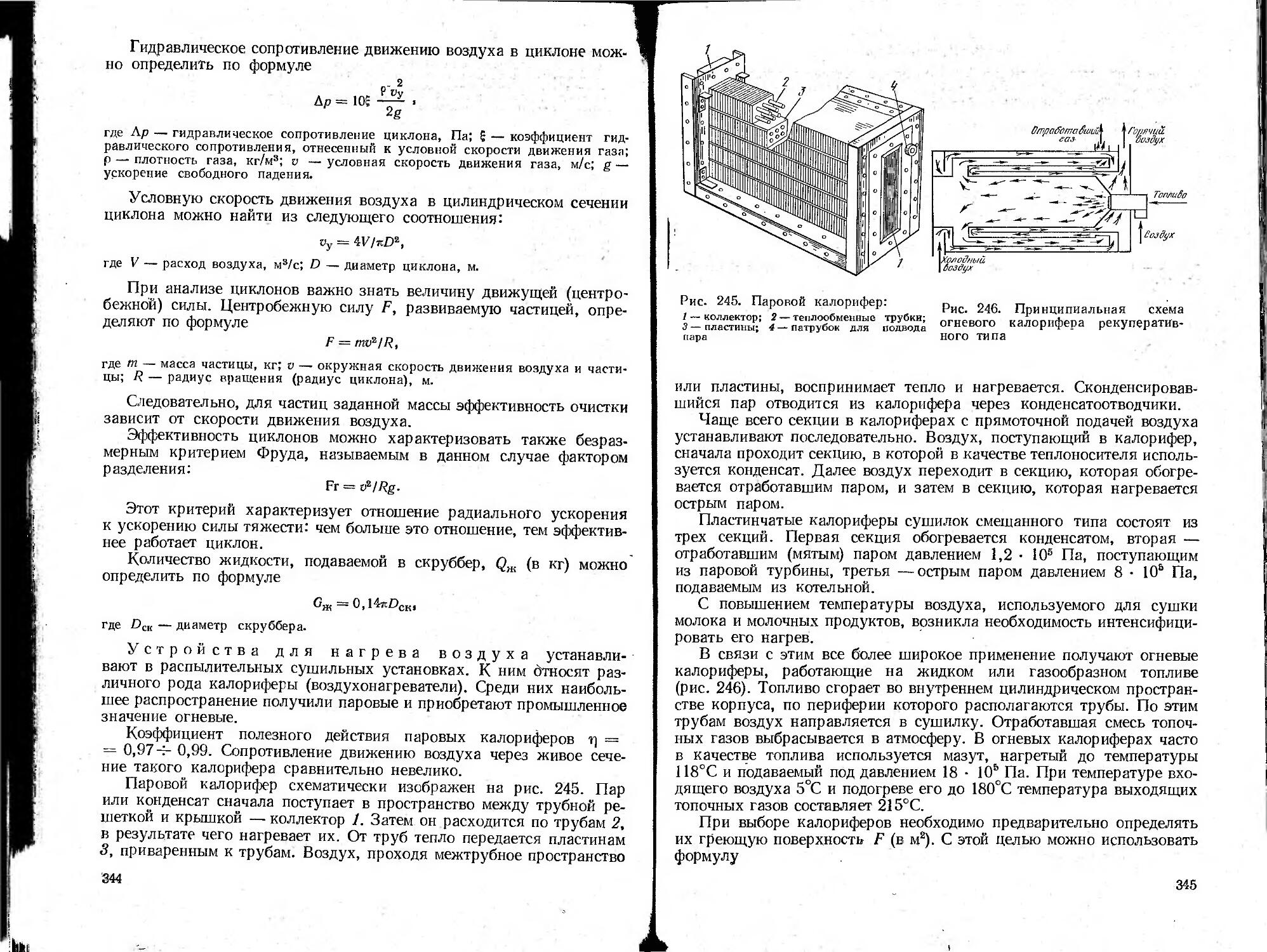
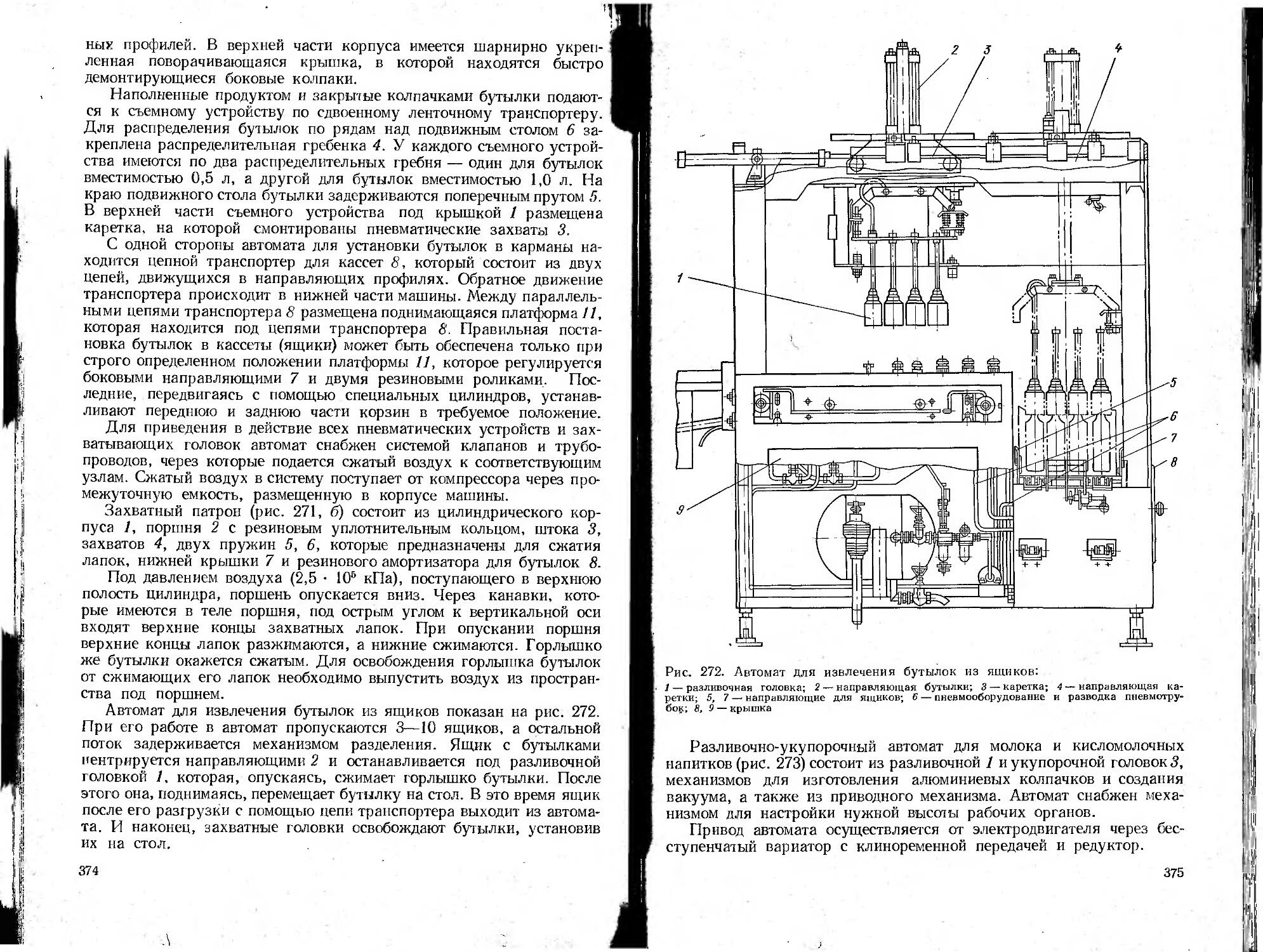
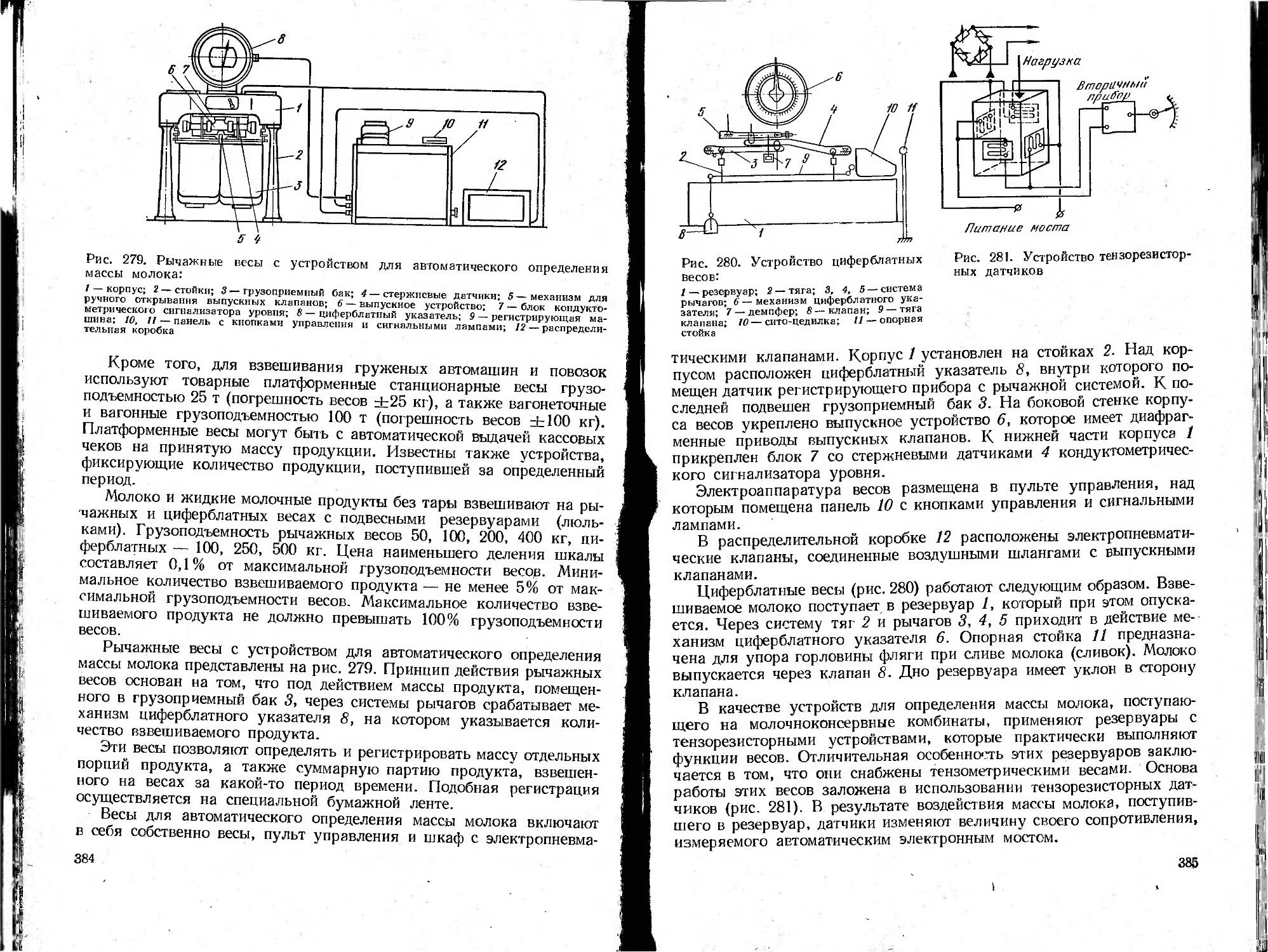
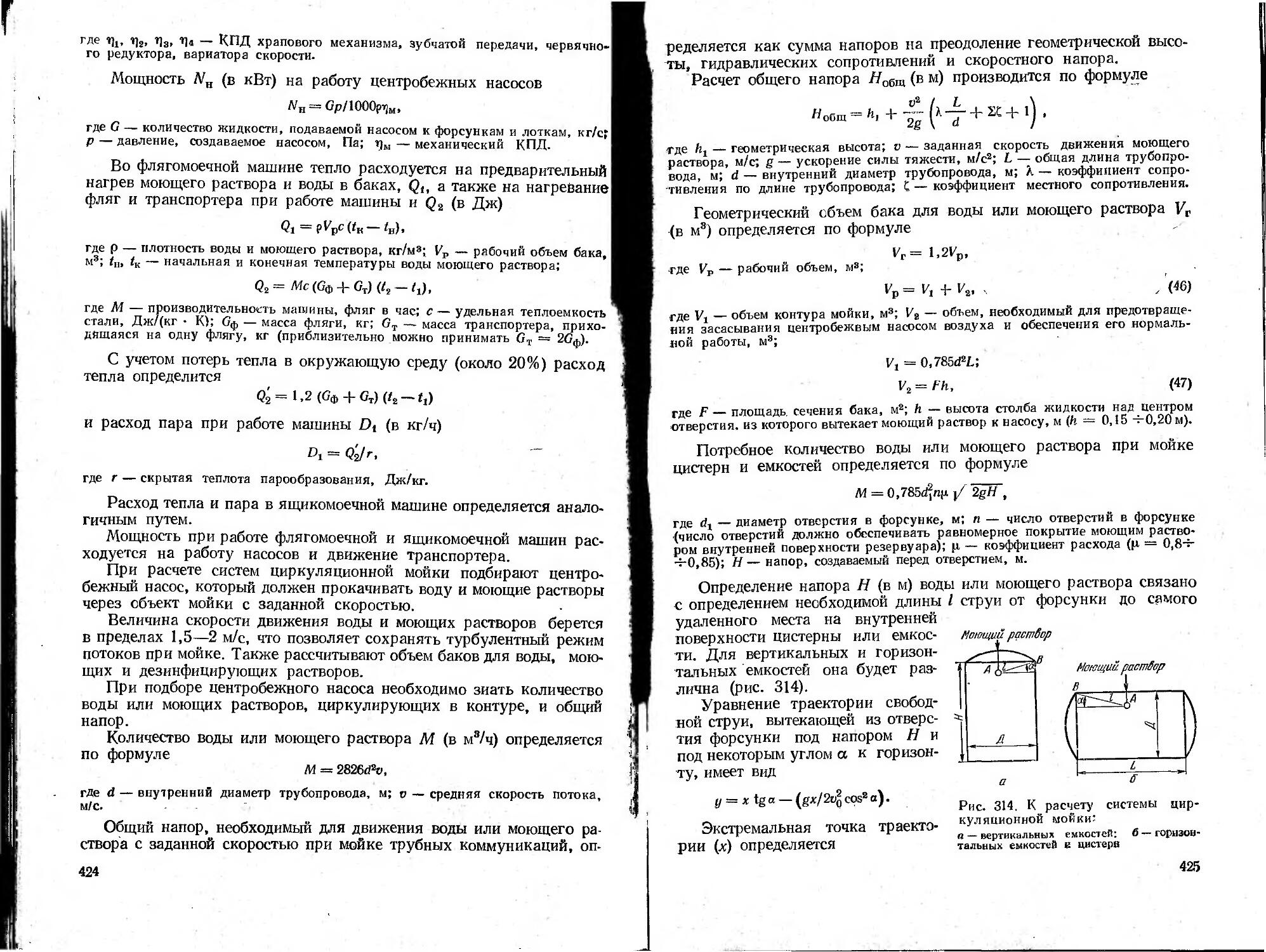
Текст
В.Д. СУРКОВ
Н.Н. ЛИПАТОВ
Ю.П. золотин
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ПРЕДПРИЯТИЙ МОЛОЧНОЙ
ПРОМЫШЛЕННОСТИ
Издание 3-е, переработанное и дополненное
Допущено Министерством высшего и среднего специального образования СССР в качестве учебника для студентов втузов, обучающихся по специальности «Технология молока и молочных продуктов»
МОСКВА
«ЛЕГКАЯ И ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ» 1983
Г>БК 36.95
С90
УДК 637.1.002.5(075.8)
Сурков В. Д. и др.
С90 Технологическое оборудование предприятий молочной промышленности / Сурков В. Д., Липатов Н. Н., Золотин Ю. П. — 3-е изд., перераб. и доп. — М.: Легкая и пищевая пром-сть, 1983. — 432 с.
В учебнике описано оборудование транспортировки и хранения молока. Большое внимание уделено рассмотрению оборудования для механической н тепловой обработки, применяемого в молочной промышленности. Специальный раздел посвящен оборудованию для выработки молочных продуктов, а также оборудованию для подготовки продуктов к реализации и общезаводского назначения.
Учебник предназначен для студентов, обучающихся по специальности «Технология молока и молочных продуктов».
г 2904000000—081
V--------------о!—оо
044(01)—83
ББК 36.95
6П8.7
РЕЦЕНЗЕНТ: кафедра «Технологическое оборудование предприятий молочной промышленности» Ленинградского технологического института холодильной промышленности (канд. техн, наук В. А. Бе-резко).
© Издательство «Легкая и пищевая промышленность», 1983.
ВВЕДЕНИЕ
Одобренная на майском (1982 г.) Пленуме ЦК КПСС Продовольственная программа СССР на период до 1990 года —программа реализации аграрной политики, выработанной Коммунистической партией на историческом мартовском (1965 г.) Пленуме ЦК КПСС и раз-шпой на последующих Пленумах, а также на XXIII —XXVI съездах КПСС.
XXVI съезд КПСС, выдвигая широкую программу социального развития и повышения народного благосостояния, на первый план поставил задачу улучшить снабжение населения продуктами питания.
Продовольственная программа предусматривает широкое исполь-пование производственного потенциала сельского хозяйства нашей страны и всех отраслей агропромышленного комплекса.
В целях значительного увеличения производства продуктов питания намечены меры по увеличению объемов переработки молока, улучшению ассортимента и повышению качества молочных продуктов. Осуществление этих мер связано с реализацией задач агропромышленного комплекса и техническим перевооружением отраслей пищевой промышленности, в том числе молочной.
При техническом перевооружении молочной промышленности предусматривается использование высокопроизводительного технологического оборудования, изготовление комплектов машин, аппаратов и поточных технологических линий, обеспечивающих повышение производительности труда, освоение нового технологического оборудования и автоматизированных линий для розлива молока и оборудования для упаковки молочных продуктов.
Одной из основных задач, поставленных Продовольственной программой, является завершение в период до 1990 года перевооружения молочной промышленности на новой технической основе, обеспечивающей повышение технического уровня, качество и надежность используемых машин и аппаратов.
В настоящее время машины и аппараты периодического действия нее больше вытесняются оборудованием непрерывного действия, что позволяет увеличить объем производства и значительно повысить эффективность использования техники.
Научно-технический прогресс в молочной промышленности способствует внедрению новых способов обработки и переработки молока па основе применения прогрессивного, наиболее высокопроизводительного оборудования. При использовании такого оборудования
3
очень важно максимально сохранить первоначальные' свойства молока и его составных частей. Поэтому обязательным условием рационального технического оснащения предприятия является соблюдение технологических требований к вырабатываемому продукту.
Современная технология базируется на большом опыте развития техники переработки молока. Возрастают роль и значение мировой науки, в которую советские ученые внесли существенный вклад.
В области технологии молока и молочных продуктов и техники широко используются результаты многодетных трудов Г. А. Кука, С. В. Паращука, М. М. Казанского, П. Ф. Дьяченко, Г. В. Твердо-хлеб, А. П. Белоусова, Д. А. Граникова, П. И. Болдырева, Н. И. Селиванова, Н. Я. Лукьянова и других ученых, а также трудов в области химии молока, микробиологии.
Машины и аппараты для выработки молочных продуктов, а также для проведения операций, предшествующих обработке или переработке и подготовке продуктов к реализации, должны отвечать следующим условиям:
высокая производительность и технологически оптимальное воздействие на обрабатываемый продукт;
минимальные затраты на единицу продукта, вырабатываемого на технологических линиях с включением соответствующих машин и аппаратов;
герметизация процесса;
автоматизированный контроль и регулирование рабочих процессов;
безразборная мойка и использование стандартных моющих средств.
Технологическое оборудование разнообразно. В основу его классификации можно положить различные признаки: структуру рабочего цикла, степень механизации и автоматизации, принцип сочетания элементов машины в производственном потоке, функциональный признак. В зависимости от структуры рабочего цикла различают машины и аппараты периодического и непрерывного действия, от степени механизации и автоматизации —машины неавтоматического и полуавтоматического действия, а также машины-автоматы, от принципа сочетания в производственном потоке — отдельные (частные) машины и аппараты, агрегатные, комбинированные, автоматическую систему машин. По функциональному признаку и характеру воздействия на обрабатываемый продукт различают машины и аппараты, в которых продукт, подвергаемый энергетическому воздействию, не изменяет свойства, форму и размеры, машины и аппараты, в рабочих органах которых осуществляются физико-механические, биохимические изменения в продукте и создание готового продукта, машины и аппараты, в которых продукт подготовляется к реализации.
Функциональный признак положен в основу классификации технологического оборудования в программе курса «Технологическое оборудование предприятий молочной промышленности» и структуры настоящего учебника. Оборудование подразделяют на оборудование хранения и транспортировки, для механической и тепловой обработ
4
ки молока, выработки молочных продуктов, подготовки продуктов к реализации и общезаводского назначения.
Оборудование хранения и транспортировки включает транспортные цистерны и емкости хранения молока, емкости технологического и межоперационного назначения и трубопроводы, насосы и пневматические транспортные системы. Как правило, в этом оборудовании не должно происходить каких-либо изменений в структуре продукта. Исключение составляют лишь емкости технологического назначения, в которых такие изменения задаются.
К оборудованию для механической, тепловой обработки молока относят фильтры, фильтр-прессы и мембранные фильтрационные аппараты, гомогенизаторы и гомогенизаторы-пластификаторы, сепараторы и центрифуги, а также установки для термовакуумной обработки, нагреватели и охладители. В этом оборудовании достигается определенный технологический эффект. Однако составные части остаются неизменными, т. е. при концентрации отдельных составных частей после смешивания можно получить первоначальный продукт.
К оборудованию для выработки молочных продуктов относят пастеризационные и стерилизационно-охладительные установки, фризеры и морозильные аппараты, маслоизготовители и систему машин для изготовления сыра, для сгущения и сушки молочных продуктов; к оборудованию для подготовки продуктов к реализации —машины для фасовки и упаковки молочных продуктов, оборудование для подготовки тары к наполнению (бутылкомоечные машины и др.), приборы для учета количества и оценки качества продуктов в технологических линиях.
Учебник «Технологическое оборудование предприятий молочной промышленности» является третьим изданием. Первое (1961 г.) и второе (1970 г.) издания, подготовленные авторами В. Д. Сурковым, Н. Н. Липатовым и Н. В. Барановским, предназначались для подготовки инженеров-механиков. Третье издание соответствует программе «Технологическое оборудование» и предназначено для подготовки инженеров-технологов молочной промышленности. В связи с этим материал второго издания существенно переработан в соответствии с программой данного курса. В учебнике описаны прогрессивные машины и аппараты, приведены примеры комплектного их использования в технологических линиях, последовательно рассматриваются оборудование для проведения операций, предшествующих переработке, а также для обработки и переработки молока, оборудование для подготовки продуктов к реализации и общезаводское. Учтены общие тенденции совершенствования машин и аппаратов.
В соответствии с задачами курса «Технологическое оборудование предприятий молочной промышленности» в учебнике рассматриваются устройства машин (аппаратов) и даются основные их расчеты. В отдельных случаях указываются оптимальные технологические режимы. С помощью основных расчетов можно определить производительность машин и аппаратов, в необходимых случаях — качественные показатели. Однако расчетные характеристики ограничиваются показателями, достаточными для разработки рациональных технологических
5
режпмоп п схем, а также для выбора типов агрегатов при проектиро-паппп новых нропзиодств, чтобы правильно оценивать результаты денствптелы1ых процессов в машинах и аппаратах и реализовывать их в производственных условиях.
Курс «Технологическое оборудование предприятий молочной промышленности» базируется на предшествующих курсах «Процессы и аппараты пищевых производств», «Гидравлика и насосы» и «Техническая механика», а также сочетается с курсом «Технология молока и молочных продуктов».
Введение и главы I—VII, IX—XI и XV написаны проф. В. Д. Сурковым, главы XIII и XIV —проф. Н. Н. Липатовым, главы VIII, XII и XVII —доц. Ю. П. Золотиным, глава XVI — проф. Н. Н. Липатовым совместно с проф. В. Д. Сурковым.
Как и предыдущие издания, учебник подготовлен коллективом авторов под общей редакцией проф. В. Д. Суркова.
Авторы выражают благодарность коллективу кафедры «Технологическое оборудование предприятий молочной промышленности» Ленинградского технологического института холодильной промышленности за ценные советы при подготовке учебника.
РАЗДЕЛ А.
ОБОРУДОВАНИЕ ТРАНСПОРТИРОВКИ, ХРАНЕНИЯ МОЛОКА
И МЕЖОПЕРАЦИОННОГО НАЗНАЧЕНИЯ
Глава I. ТРАНСПОРТНЫЕ ЦИСТЕРНЫ
И ЕМКОСТИ ХРАНЕНИЯ
Транспортировка молока в цистернах, предназначенных для доставки его на заводы, получила преимущественное распространение, вытеснив транспортировку молока на заводы во флягах. Преимущества применения крупной тары, какой являются цистерны, в большей степени проявляются при доставке молока от крупных хозяйств (совхозов и колхозов).
Емкости хранения на заводе выполняют функции накопителей молока перед его переработкой. Они необходимы вследствие разницы от доставки молока во времени до его переработки.
I ТРАНСПОРТНЫЕ ЦИСТЕРНЫ
Их устанавливают на щасси автомашин различной грузоподъемности, а также на платформы железнодорожного транспорта. Возможны использование цистер и транспортировка молока на специализированных теплоходах водного транспорта.
Для каждого из видов транспорта изготовляются специальные цистерны. Таким образом, по виду транспортных средств, на которых цистерны устанавливаются, различают цистерны для автомобильного, железнодорожного и водного транспорта.
Автомобильные цистерны (рис. 1, а) имеют один, два или даже три закрывающиеся емкости /, установленные на грузовых автомашинах, прицепах или полуприцепах. Форма емкости малой вместимости (до 3000 л) цилиндрическая. Емкости большей вместимости имеют эллиптическую форму: они более устойчивы при движении автомашины. Вместимость цистерны должна соответствовать грузоподъемности автомашины. Вместимость известных автоцистерн достигает 30 000 л.
При заполнении автомобильных цистерн молоком используют вакуум или специальные насосы.
Вакуум создается в секциях от всасывающего коллектора двигателя автомобиля. Вакуумное устройство состоит из воздушного насоса и воздухопровода. На воздухопроводе размещены натяжные муфтовые краны, обратные клапаны, исключающие попадание газа в секции от двигателя автомобиля, предохранительные клапаны, предупреждающие превышение в секциях и воздуховодах вакуума (обычно не более 0,5 • 102 кПа), заборники в горловинах люков и манова-куумметры.
7
Рис. 1. Транспортные цистерны:
а — автомобильные: 1 — емкость; 2 — деревянная обшивка; 3 — термоизоляция; 4 — кожух;
5 — люк-лаз; 6 — клапаны;
б — железнодорожные: / — наружная обшнвка; 2—поперечная площадка; 3 — крышка люка; 4 — колпак; 5 — слнвиое устройство; 6 — натяжной хомут; 7 — емкость; 8— термоизоляция
При заполнении цистерны с помощью насоса центробежный насос приводится в действие от двигателя автомобиля или путем включения электродвигателя насоса в электросеть приемо-сдаточного пункта.
Максимально допустимый уровень заполнения цистерны молоком контролируется контактным сигнальным устройством поплавкового типа. Ток подается к корпусу цистерны и контакту, установленному в верхней части цистерны. При заполнении цистерны поплавок поднимается. Когда цистерна заполнена, то поплавок, касаясь верхнего контакта, замыкает цепь. В кабине водителя зажигается лампочка и включается звуковой сигнал.
Цистерны опорожняются самотеком либо под действием сжатого воздуха, поступающего из воздушно-компрессионной установки общезаводского назначения. Выпускной патрубок цистерны можно присоединить к всасывающему трубопроводу насоса для молока.
Железнодорожные цистерны (рис. 1, б) состоят из двух или трех емкостей. Вместимость их 12 000—30 000 л.
8
В железнодорожные цистерны молоко подается насосом, который установлен на платформе.
Цистерны водного транспорта устанавливаются на катерах-теплоходах (две емкости вместимостью 13 000 и 0000 л на каждом катере-теплоходе).
В цистерны водного транспорта молоко подается насосом, размещенным на катере. Разгружают эти цистерны так же, как и автомобильные, центробежным насосом через систему трубопроводов.
Емкости цистерн изготовляют из нержавеющей стали, реже из алюминия (толщина стенки 6—10 мм). Как правило, цистерны имеют теплоизоляцию. В автомобильных цистернах и цистернах водного транспорта теплоизоляция 3 (см. рис. 1, а) выполнена из мипоры. В качестве изоляционного материала используют также алюминиевую фольгу и пенопласты (применение крошки не допускается). Толщина слоя изоляции от 40 (автомобильные цистерны) до 200 мм (железнодорожные цистерны). Для изоляции цистерн можно применять полистирол (толщина слоя 50 мм).
Изоляция на емкости удерживается деревянной обшивкой 2 (см. рис. 1, а). Сверху она покрыта одним или двумя слоями рубероида или пергамина из битума (гидроизоляция). Обшивка стянута проволокой и покрыта стальными листами (толщина 2 мм).
Применение цистерн без изоляции ограниченно. Это обычно цистерны малой вместимости (до 2000 л). Преимуществом этих цистерн является то, что их можно снимать с автомашины для мойки и заполнения.
Во всех цистернах имеются люки для очистки и мойки 5 (см. рис. 1, а), а также сливные устройства. Цистерны водного транспорта, кроме того, снабжены мешалкой пропеллерного типа, которая приводится во вращение через редуктор от электродвигателя, и термометром.
Иногда цистерны, преимущественно автомобильные, оснащаются устройствами для отбора проб, дистанционными термометрами и приборами для определения pH молока. Объемные счетчики для определения количества принятого молока, устанавливаемые на автомобильных цистернах, снабжаются печатными устройствами. Реже в комплекте автомобильной цистерны имеются приборы для определения чистоты молока.
ЕМКОСТИ ХРАНЕНИЯ
Транспортные цистерны с молоком (сливками), поступившие на молочный завод, разгружаются в емкости хранения. В них молоко (сливки) накапливается и хранится весь период (примерно в течение суток без заметного изменения качества), предшествующий переработке.
Емкости храпения бывают различной вместимости. В настоящее время их изготовляют вместимостью до 100 000—120 000 л и более. За рубежом в отдельных случаях используют емкости вместимостью до 250 000 л.
9
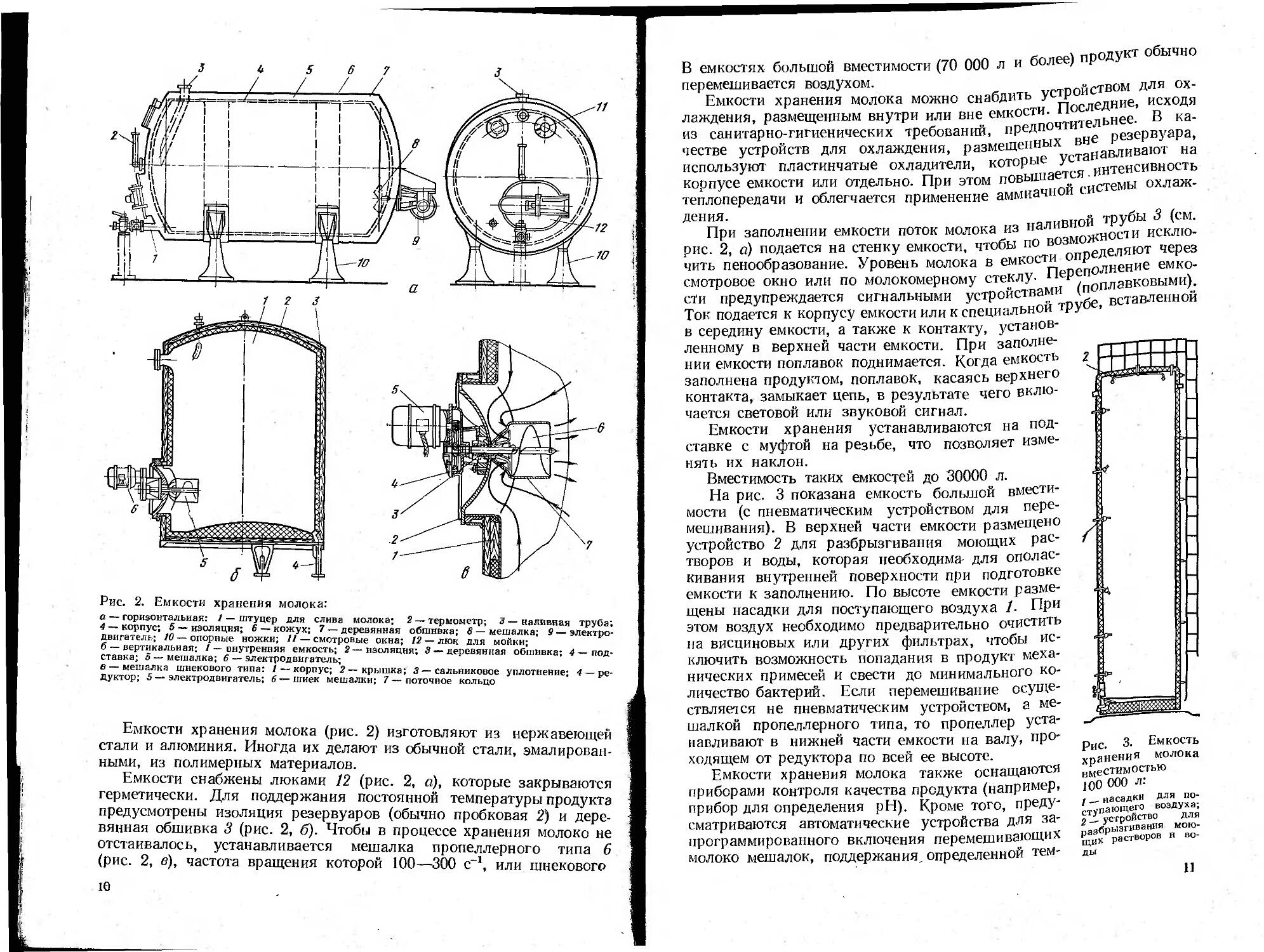
Рис, 2. Емкости хранения молока:
а — горизонтальная: 1 — штуцер для слива молока; 2 — термометр; 3 — наливная труба; 4— корпус; 5 — изоляция; 6— кожух; 7 — деревянная обшнвка; 8 — мешалка; Р—электродвигатель; 10 — опорные ножки; И — смотровые окна; 12 — люк для мойки;
б — вертикальная: / — внутренняя емкость; 2—изоляция; 3 **• деревянная обшивка; 4—подставка; 5 — мешалка; 6 — электродвигатель;
в — мешалка шнекового типа: 1—корпус; 2 — крышка; 3—сальниковое уплотнение; 4 — редуктор; 5 — электродвигатель; 6 — шиек мешалки; 7 — поточное кольцо
Емкости хранения молока (рис. 2) изготовляют из нержавеющей стами и алюминия. Иногда их делают из обычной стали, эмалированными, из полимерных материалов.
; Емкости снабжены люками 12 (рис. 2, а), которые закрываются
Г герметически. Для поддержания постоянной температуры продукта
i предусмотрены изоляция резервуаров (обычно пробковая 2) и дере-
вянная обшивка 3 (рис. 2, б). Чтобы в процессе хранения молоко не отстаивалось, устанавливается мешалка пропеллерного типа 6
I (рис. 2, в), частота вращения которой 100—300 с-1, или шнекового
10
В емкостях большой вместимости (70 000 л и более) продукт обычно перемешивается воздухом.
Емкости хранения молока можно снабдить устройством для охлаждения, размещенным внутри или вне емкости. Последние, исходя из санитарно-гигиенических требований предпочтительнее. В качестве устройств для охлаждения, размещенных вне резервуара, используют пластинчатые охладители которые устанавливают на корпусе емкости или отдельно. При этом повышается. интенсивность теплопередачи и облегчается применение аммиачной системы охлаж
дения.
При заполнении емкости поток молока из наливной трубы 3 (см. рис. г, а) подается на стенку емкости чтобы по возможности исключить пенообразование. Уровень молока в емкости определяют через смотровое окно или по молокомерному стеклу. Переполнение емкости предупреждается сигнальными устройствами (поплавковыми), юь подается к корпусу емкости или к специальной трубе, вставленной
в середину емкости, а также к контакту, установленному в верхней части емкости. При заполнении емкости поплавок поднимается. Когда емкость заполнена продуктом, поплавок, касаясь верхнего контакта, замыкает цепь, в результате чего включается световой или звуковой сигнал.
Емкости хранения устанавливаются на подставке с муфтой на резьбе, что позволяет изменять их наклон.
Вместимость таких емкостей до 30000 л.
На рис. 3 показана емкость большой вместимости (с пневматическим устройством для перемешивания). В верхней части емкости размещено устройство 2 для разбрызгивания моющих растворов и воды, которая необходима для ополаскивания внутренней поверхности при подготовке емкости к заполнению. По высоте емкости размещены насадки для поступающего воздуха /. При этом воздух необходимо предварительно очистить на висциновых или других фильтрах, чтобы исключить возможность попадания в продукт механических примесей и свести до минимального количество бактерий. Если перемешивание осуществляется не пневматическим устройством, а мешалкой пропеллерного типа, то пропеллер устанавливают в нижней части емкости на валу, проходящем от редуктора по всей ее высоте.
Емкости хранения молока также оснащаются приборами контроля качества продукта (например, прибор для определения pH). Кроме того, предусматриваются автоматические устройства для запрограммированного включения перемешивающих молоко мешалок, поддержания, определенной тем-
Рис. 3. Емкость хранения молока вместимостью 100 000 л:
I__насадки Для по-
ступающего воздуха; о__устройство для
разбрызгивания моющих растворов и во-
ды
11
псратуры продукта, заполнения и опорожнения отдельных емкостей с соответствующей сигнализацией (световой или звуковой), а в некоторых случаях для учета степени заполнения емкости продуктом.
Емкости большой вместимости по сравнению с другими имеют преимущества. Молоко в них хранится в течение длительного времени без значительного изменения температуры как в зимний, так и в летний периоды, даже если они установлены не внутри, а вне помещения. При хранении молока в емкостях упрощается эксплуатация и уменьшаются первоначальные затраты на их изготовление (в расчете на единицу продукции).
ОСНОВНЫЕ РАСЧЕТЫ
При расчете цистерн и емкостей хранения требуется определить вместимость и пропускную способность, температуру молока в начале и конце транспортировки, эффективность перемешивания и мощность, потребляемую мешалкой при перемешивании.
В расчетах вместимость V (в м3) цистерн и емкостей храпения определяется по упрощенной формуле
V = (tcDbh/4)/7 (L),
где DB„ — внутренний диаметр, м; H(L) — средняя внутренняя длина в горизонтальных емкостях (высота в вертикальных), м.
Для горизонтальных емкостей, имеющих глубину выпуклости днищ Л, внутренняя длина I (в м) принимается равной
I — 1ц 4- h,
где 1и — длина цилиндрической части емкости, м.
Для вертикальных емкостей с вогнутым дном общую высоту принимают равной высоте цилиндрической части.
Пропускная способность цистерн и емкостей хранения зависит от продолжительности технологического цикла тц, которая складывается из продолжительности резервирования или доставки тРез (устанавливается, исходя из технологических условий или дальности перевозки), продолжительности наполнения тнап и продолжительности опорожнения топ.
Таким образом,
Тц = т-рез 4" тнап 4" топ-
Исходя из технологического цикла и продолжительности смены тсм, выявляется пропускная способность М цистерн и емкостей хранения
М — = ^смЛ^рез 4“ ^нап 4- хоп)-
Если необходимо устанавливать несколько емкостей хранения молока (блок), то общую вместимость блока определяют для каждого часа работы по разности между количеством продукта, поступающего
12
за весь период работы и израсходованного за этот период. Блок должен быть по возможности небольшим, но достаточным для обеспечения производственного процесса.
В баланс времени технологического процесса эксплуатации цистерны и емкости хранения молока входят продолжительность их заполнения и опорожнения. При загрузке и разгрузке с помощью насоса продолжительность этих этапов технологического процесса зависит от производительности насоса. Если же заполнение происходит с помощью вакуумной системы или пневматического устройства, а опорожнение самотеком, то расчет продолжительности загрузки и разгрузки цистерны или емкости хранения должен быть выполнен с учетом принятой системы.
В основе расчетов лежит известная в гидравлике формула скорости истечения v (в м/с)
v = Н y<2g//CT , где ц — коэффициент расхода, зависящий от вязкости вытекающей жидкости (для молока [1 = 0,7 0,75); g — ускорение силы тяжести, м/с2; //ст — вы-
сота столба (продукта) от сливного устройства до уровня жидкости в емкости, м.
При опорожнении емкости значения //ст и V уменьшаются.
Продолжительность опорожнения топ (в с) емкости определяют по формулам:
вертикальной
%n=2F/W/W/^);
горизонтальной
топ = 2V/(p/ /2gtf max)’
где f — площадь поперечного сечения сливного патрубка, м; /7тах — наибольшая высота уровня жидкости, м.
При опорожнении емкости самотеком автомобильных цистерн, горизонтальных емкостей хранения расчет продолжительности ведут по формулам:
Топ ~ (8/г/(Зр./)1 V1' Г1 & > Ton ~ 1 >7V/(Zoraax),
где I — длина цистерны (емкости для хранения), м; г — внутренний радиус, м; Стах — наибольшая скорость истечения, м/с.
При заполнении с помощью вакуумной системы или вытеснении жидкости под давлением сжатого воздуха скорость наполнения (вакуумное) или опорожнения (пневматическое) определяют по формуле
+ Ризб/(Рё)1 •
гДе Ризб — перепад давления; Па; р — плотность жидкости, кг/м8.
Исходя из уравнения неразрывности, количество жидкости, поступающей в емкость при загрузке и вытекающей при разгрузке за 1 с, будет V
V = fv = (та/2/4) v.
13
Количество теплоты Q (в Дж), воспринимаемое продуктом при хранении или нахождении в пути, определяют по уравнению
Q = mc(tK —t„), (1)
где гп — количество продукта в емкости, кг; с— удельная теплоемкость продукта, Дж/(кг • К); (/к — /„) — изменение температуры продукта, К.
Кроме того, количество теплоты, воспринимаемое продуктом можно найти из уравнения теплопередачи
Q = kFAtr, (2)
где k — коэффициент теплопередачи, Вт/(м2 • К) [в цистернах обычно 4—7 Вт/(м2 • К), а в емкостях хранения 1 —1,5 Вт/(м2 • K)l; F — поверхность резервуара, м2; Д/ — средняя разность между температурами продукта и окружающей среды; т — продолжительность хранения или транспортировки молока, с.
Из формул (1) и (2) получают, исключая Q, ~ FkAt I {V рс).
Приведенный расчет служит основанием для определения интенсивности нагрева (охлаждения) в емкостях различной вместимости, а именно
^уЛ — Он /k)/(Vt) .
Показатель эффективности перемешивания определяется следующим образом. Если среднюю концентрацию компонента, однородность которого достигается перемешиванием, например жира в молоке, обозначить через Со, то практически в разных точках концентрация будет Сь С?, С3....С. В отдельных точках емкости отклонение кон-
центрации от средней составит (С,—Со), (С2 —Со), ..., (С —Со).
Если абсолютные величины этих отклонений просуммировать и разделить на общее количество замеров, то получится среднее отклонение Сср» которое выражают в процентах от Со. Отношение
₽ = (АСср/С„) 100%
будет характеризовать распределение компонента в перемешиваемом объеме емкости. Чем меньше Р, тем эффективнее перемешивание. При идеальном перемешивании р — 0. Эффективность перемешивания зависит от частоты вращения мешалки.
Чтобы обеспечить тщательное перемешивание продукта, частота вращения мешалки должна быть достаточно большой. Однако выбирают такую частоту вращения, при которой качественные изменения продукта минимальны и в то же время достигается требуемая однородность его. Частота вращения мешалок пропеллерного типа обычно принимается равной 100—140.
При перемешивании мешалками пропеллерного типа объем Е°с (в м3/с) жидкости, проходящей через пропеллер, определяют по формуле
= Vem/(z 60),
где Уе — объем жидкости в емкости, м3; т — кратность пропускания жидкости через пропеллер.
14
При этом осевая скорость t'o (в м/с) перемешивания жидкости е0 = V°c/Fo.
где Fo — площадь сечения пропеллера, через которую проходит поток жидкости в осевом направлении, м2;
Fo = n (1 — 0,25D^)/4 ,
D„ — диаметр пропеллера, м.
Учитывая особенности молока и жидких молочных продуктов, повышение частоты вращения мешалки ограничивают. Недопустимо достижение кавитационных скоростей, вызывающих разрывное течение перемешиваемой жидкости.
При перемешивании с помощью пневматического устройства давление р (в Па) сжатого воздуха должно быть достаточным для создания напора и преодоления сопротивлений
pgZ/т],
где р — плотность перемешиваемой массы, кг/м3; Н — высота слоя жидкости м; и — коэффициент, учитывающий потери напора (т; = 1,2ч- 2,0).
Общий расход сжатого воздуха GB (в м3/ч) рассчитывают по формуле
бв = 60gBF,
где F — открытая поверхность емкости, м2; gB — удельный расход сжатого воздуха, мин/м2 (изменяется от 0,4 до 1.0).
При выборе перемешивающего устройства учитывают технологические требования, и оно должно обеспечивать равномерное, быстрое перемешивание продукта, исключающее раздробление частиц жировой фракции.
При перемешивании продукта в емкостях хранения мощность, потребляемую мешалками пропеллерного типа, N (в кВт) рассчитывают по формуле
„ „ ,4,36 2,78 0,78
N — 0,01/ld п р pt,
где А — коэффициент, равный 1,5—2,0; d — диаметр машалки, м; п — частота вращения мешалки, об/мин; р— плотность жидкости, кг/м3; и — динамическая вязкость жидкости, Па-с. .
Если же при перемешивании используется пневматическое устройство, то расчет мощности ведется по формуле
W = Gb(/7 + fto)pg/(102 - Ю^), где (Н + hn) — напор, м; ч — коэффициент полезного действия (д =» 0,7 4- 0,9).
В пусковой период мощность мешалки пропеллерного типа выше на 15—20%. При подборе электродвигателя мощность его берется с запасом на 50% против расчетной,
Основными технико-экономическими и технологическими показателями цистерн и емкостей хранения являются соотношения
15
F1V. m/V, (3)
где /•' — поверхность, ма; I/ — вместимость, м3; т — масса, кг.
11о соотношениям (3) можно судить о возможных изменениях температуры продукта и расходе металла на единицу объема. Чем меньше удельная поверхность (F/V), тем меньше изменение температуры продукта и расход металла на изготовление оборудования. С учетом этих показателей повышение вместимости во всех случаях целесообразно. Следует иметь в виду и срок службы. Так, для автомобильных цистерн из алюминия он составляет 12 лет, а для цистерн из нержавеющей стали — 25 лет.
Глава II. ЕМКОСТИ ТЕХНОЛОГИЧЕСКОГО
И МЕЖОПЕРАЦИОННОГО НАЗНАЧЕНИЯ
Емкости технологического назначения соответствуют технологическим функциям и существенно различаются в конструктивном отношении. Иногда они взаимозаменяемы. В зависимости от назначения различают емкости для биохимических, физико-химических и тепловых процессов.
К емкостям межоперационного назначения относят емкости накопительные и уравнительные.
ЕМКОСТИ ТЕХНОЛОГИЧЕСКОГО НАЗНАЧЕНИЯ
Емкости для биохимических процессов
Емкости для биохимических процессов входят в состав технологических линий получения кисломолочных продуктов, заквасок и других продуктов повышенной кислотности.
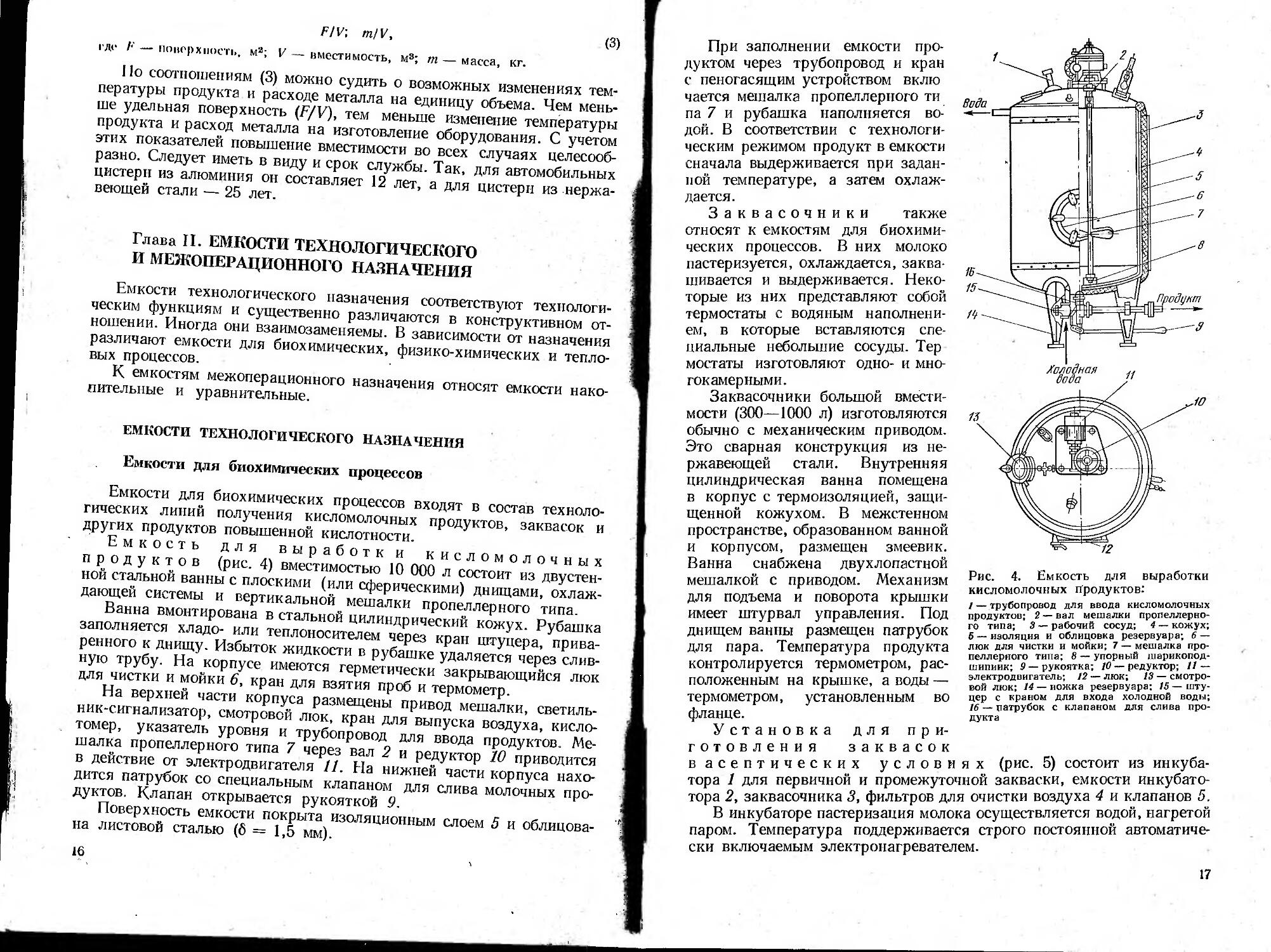
Емкость для выработк и кисломолочных продуктов (рис. 4) вместимостью 10 000 л состоит из двустенной стальной ванны с плоскими (или сферическими) днищами, охлаждающей системы и вертикальной мешалки пропеллерного типа.
Ванна вмонтирована в стальной цилиндрический кожух. Рубашка заполняется хладо- или теплоносителем через кран штуцера, приваренного к днищу. Избыток жидкости в рубашке удаляется через сливную трубу. На корпусе имеются герметически закрывающийся люк для чистки и мойки 6, кран для взятия проб и термометр.
На верхней части корпуса размещены привод мешалки, светильник-сигнализатор, смотровой люк, кран для выпуска воздуха, кислотомер, указатель уровня и трубопровод для ввода продуктов. Мешалка пропеллерного типа 7 через вал 2 и редуктор 10 приводится в действие от электродвигателя 11. На нижней части корпуса находится патрубок со специальным клапаном для слива молочных продуктов. Клапан открывается рукояткой 9.
Поверхность емкости покрыта изоляционным слоем 5 и облицована листовой сталью (б = 1,5 мм).
16
При заполнении емкости продуктом через трубопровод и кран с пеногасящим устройством вклю чается мешалка пропеллерного ти па 7 и рубашка наполняется водой. В соответствии с технологическим режимом продукт в емкости сначала выдерживается при заданной температуре, а затем охлаждается.
Заквасочники также относят к емкостям для биохимических процессов. В них молоко пастеризуется, охлаждается, заквашивается и выдерживается. Некоторые из них представляют собой термостаты с водяным наполнением, в которые вставляются специальные небольшие сосуды. Тер мостаты изготовляют одно- и многокамерными.
Заквасочники большой вместимости (300—1000 л) изготовляются обычно с механическим приводом. Это сварная конструкция из нержавеющей стали. Внутренняя цилиндрическая ванна помещена в корпус с термоизоляцией, защищенной кожухом. В межстенном пространстве, образованном ванной и корпусом, размещен змеевик. Ванна снабжена двухлопастной мешалкой с приводом. Механизм для подъема и поворота крышки имеет штурвал управления. Под днищем ванны размещен патрубок для пара. Температура продукта контролируется термометром, расположенным на крышке, а воды — термометром, установленным во фланце.
Установка для при-
Рис. 4. Емкость для выработки кисломолочных продуктов:
/ — трубопровод для ввода кисломолочных продуктов; 2 — вал мешалки пропеллерного типа; 3 — рабочий сосуд; 4 — кожух;
5 — изоляция и облицовка резервуара; 6 — люк для чистки и мойки; 7 — мешалка пропеллерного типа; 8 — упорный шарикоподшипник; 9 — рукоятка; 10— редуктор; 11 — электродвигатель; 12 — люк\ 13 — смотровой люк; 14 — иожка резервуара: 15 — штуцер с краном для входа холодной воды; 16 — патрубок с клапаном для слива продукта
готовления заквасок
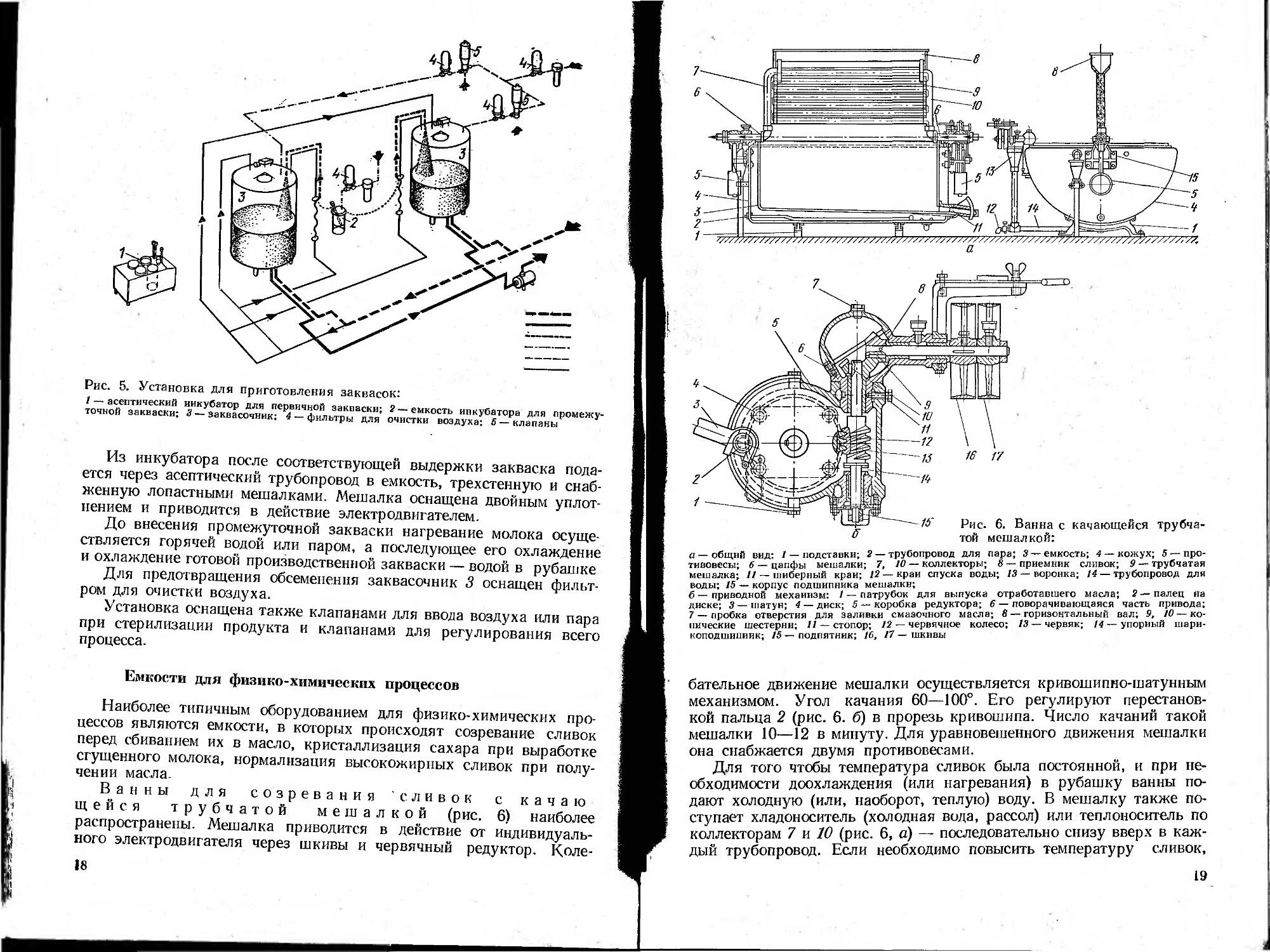
в асептических условиях (рис. 5) состоит из инкубатора 1 для первичной и промежуточной закваски, емкости инкубато-тора 2, заквасочника 3, фильтров для очистки воздуха 4 и клапанов 5.
В инкубаторе пастеризация молока осуществляется водой, нагретой
паром. Температура поддерживается строго постоянной автоматиче-
ски включаемым электронагревателем.
17
Рис. 5. Установка для приготовления заквасок:
1 — асептический инкубатор для первичной закваски; 2— емкость инкубатора для промежуточной закваски; 8 — заквасочник; 4 — фильтры для очистки воздуха: 5 — клапаны
Из инкубатора после соответствующей выдержки закваска подается через асептический трубопровод в емкость, трехстенную и снабженную лопастными мешалками. Мешалка оснащена двойным уплотнением и приводится в действие электродвигателем.
До внесения промежуточной закваски нагревание молока осуществляется горячей водой или паром, а последующее его охлаждение и охлаждение готовой производственной закваски — водой в рубашке
Для предотвращения обсеменения заквасочник 3 оснащен фильтром для очистки воздуха.
Установка оснащена также клапанами для ввода воздуха или пара при стерилизации продукта и клапанами для регулирования всего процесса.
Емкости для физико-химических процессов
Наиболее типичным оборудованием для физико-химических процессов являются емкости, в которых происходят созревание сливок перед сбиванием их в масло, кристаллизация сахара при выработке сгущенного молока, нормализация высокожирных сливок при получении масла.
Ванны для созревания сливок с качаю щей с я трубчатой мешалкой (рис. 6) наиболее распространены. Мешалка приводится в действие от индивидуального электродвигателя через шкивы и червячный редуктор. Коле-
18
а—общий вид: / — подставки; 2 — трубопровод для пара; 3 —емкость; 4 — кожух; 5 — противовесы; 6 —цапфы мешалки; 7, /0 — коллекторы; 8 — приемник сливок; 9 — трубчатая мешалка; // — шиберный край; 12 — край спуска воды; /3 — воронка; 14 — трубопровод для воды; 15 — корпус подшипника мешалки;
б—приводной механизм: / — патрубок для выпуска отработавшего масла; 2—палец на диске; 3 — шатун; 4— диск; 5 — коробка редуктора; 6 — поворачивающаяся часть привода; 7 — пробка отверстия для заливки смазочного масла; 8 — горизонтальный вал; 9, Ю — конические шестерни; // — стопор; 12 — червячное колесо; 13 — червяк; 14— упорный шарикоподшипник; 15 — подпятник; 16, 17 — шкивы
бательное движение мешалки осуществляется кривошипно-шатунным механизмом. Угол качания 60—100°. Его регулируют перестановкой пальца 2 (рис. 6. б) в прорезь кривошипа. Число качаний такой мешалки 10—12 в минуту. Для уравновешенного движения мешалки она снабжается двумя противовесами.
Для того чтобы температура сливок была постоянной, и при необходимости доохлаждения (или нагревания) в рубашку ванны подают холодную (или, наоборот, теплую) воду. В мешалку также поступает хладоноситель (холодная вода, рассол) или теплоноситель по коллекторам 7 и 10 (рис. 6, а) — последовательно снизу вверх в каждый трубопровод. Если необходимо повысить температуру сливок,
19
Рис. 7. Емкость вертикальная для созревания сливок:
1 — кран для выгрузки слнвок; 2 — скребок; 3 — устройство гидравлической мойки; 4 — редуктор планетарного типа; 5 — патрубок для наполнения емкости сливками; 6 — цилиндрическая емкость; 7 — мешалка планетарного типа
ности.
то перед выпуском в рубашку подают пар, который нагревает находящуюся в ней воду.
Емкость вертикальная для созревания сливок (рис. 7) может быть различной вместимости. Она представляет собой цилиндрическую емкость 6 с устройствами для подогрева и охлаждения стенок внутреннего сосуда, мешалкой планетарного типа 7 со скребком, приводом и приборами регулирования автоматического режима созревания сливок. Между средней стенкой и облицовкой имеется изоляция.
Внутренняя емкость с наружной стороны орошается водой, которая поступает через отверстия кольцевой трубы. Отверстия находятся в верхней части емкости.
Коническая форма днища емкости позволяет осуществить полную его разгрузку самотеком. К емкости присоединены выпускной кран и кран для отбора проб продукта.
В верхней части корпуса имеются люк с крышкой и смотровым
окном, светильник для освещения внутренней части емкости, устройство для мойки внутренней поверхности, патрубок для наполнения емкости продуктом 5. В нижней части внутренней емкости размещены датчики температуры и кислот-
Мешалка выполнена в виде рамы из труб с лопастями и закреплена на валу редуктора планетарного типа 4. С противоположной стороны мешалки размещен скребок.
Управление процессом осуществляется в автоматическом режиме, но может быть и дистанционное ручное. При автоматическом режиме заданная температура сливок поддерживается на основании показаний датчика температуры, подающего сигналы для впуска теплоносителя, включения и выключения мешалки. Мешалка автоматически,
циклично включается в течение всего периода созревания сливок. Таким образом, обеспечивается равномерность процесса созревания сливок во всем объеме. По окончании процесса созревания мешалка выключается автоматически (по показанию датчика кислотности), прекращается подача теплоносителя и включаются световая и звуковая сигнализации. После опорожнения резервуара осуществляются мойка и дезинфекция емкости.
20
Рис. 8. Кристаллизатор-охладитель:
*- 1 — кран выгрузки продукта; 2 — трубопро-
вод для пара; 3 — корпус ванны; 4 — ролик; 5 — редуктор; 6 — электродвигатель; 7 — электродвигатель; 8 — вал мешалки; 9 — направляющие роликов; 10 — пружина; 11 — скребок; 12 — лопасти мешалки; 13 — ннжняя штанга; 14 — ванна; 15 — ннжние лопасти
Рис. 9. Ванна для нормализации " высокожирных сливок:
7 — корпус; 2 — ванна; 3 — кожух; 4 — стойка; 5 — крышка; 6 — рама; 7 — редуктор; 8 — электродвигатель; 9 — привод;
10 — соединительная муфта; 11 — прижимная стойка; 12— прижимной винт; 13 — мешалка; 14 — дистанционный термометр;
15 — кран для выпуска сливок; 16 — сливной патрубок дЛя воды; 17 — ножки; 18 — подпятник; 19 перфорированный патрубок для ввода воды
Р Кристаллизаторы- охладители для сгущенного молока (с сахаром) бывают вертикальными и горизонтальными и представляют собой ванны с мешалками: барабанной, лопастной или змеевиковой.
На рис. 8 показан кристаллизатор-охладитель (вертикальный). В ванне 14 сгущенный продукт охлаждается холодной водой, циркулирующей в рубашке ванны.
Лопасти мешалки 12 совершают поворот на определенный угол и одновременно вращательные движения. От электродвигателя 6 через редуктор 5 и вал 8 мешалка приобретает вращательное движение. Колебательное движение создается направляющей 9, по которой передвигаются ролики 4. Охлажденный слой снимается со стенок скребками 11 и интенсивно перемешивается. Готовый продукт выпускается через кран 1.
Ванна для нормализации высокожирных сливок (рис. 9) состоит из двустенного корпуса 1, мешалки 13 и ее привода. Корпус стальной. Внутренняя ванна 2 имеет уклон 18°. Снаружи корпус покрыт обшивкой из листовой нержавеющей ! стали.
Стойка 4 на корпусе является шарнирной опорой для редуктора привода мешалки и электродвигателя. Мешалка опирается на подпят
21
ник 18 в дне ванны и крепится к валу редуктора быстросъемным соединением.
В низу ванны размещен перфорированный патрубок для ввода в межстенное пространство охлаждающей воды.
Сначала ванну заполняют высокожирными сливками и определяют массовую долю в них жира. Затем в нее добавляют пахту для нормализации, регулируют температуру продукта и тщательно перемешивают.
Емкости для тепловых процессов
Наиболее распространены универсальные ванны и ванны длительной пастеризации. Эти емкости во многих случаях взаимозаменяемы.
Универсальная ванна (рис. 10, а) имеет внутреннюю рабочую емкость с уклоном на 2° в сторону крана для слива. Емкость размещена в цилиндрическом корпусе 10. Дно емкости опирается на ножки, регулируемые по высоте. Корпус снабжен кожухом с теплоизоляционным слоем.
В водяной рубашке помещены переливная труба и труба для интенсивной циркуляции теплоносителя. В пространстве между дном корпуса и дном емкости установлен трубчатый змеевиковый охладитель 12, вводные патрубки которого соединяются с магистралью для рассола.
В корпусе под змеевиком размещен барботер для подогрева воды паром.
В емкости расположены мешалка 11, соединенная непосредственно с валом электродвигателя, и нагнетающее устройство.
Универсальная ванна снабжена поплавковым устройством регулятора уровня, который при полном заполнении автоматически отключает насосы, и дистанционным термометром, размещенным в термопатроне. Вся контрольная аппаратура смонтирована на специальном пульте.
Ванна длительной пастеризации (рис. 10, б) вместимостью 600 л представляет собой рабочую емкость 1, которая изготовлена из нержавеющей стали. Рабочая емкость установлена в корпусе. Рубашка 10 предназначена для пароводяного обогрева через теплопередающую поверхность. Под корпусом рабочей емкости размещено устройство, представляющее собой кольцо из трубы с отверстиями для выхода пара.
Избыток воды в рубашке, возникающий при конденсации пара, удаляется через переливную трубу 9. Наружная емкость с внешней стороны закрыта кожухом.
Воздушная прослойка между кожухом и наружной емкостью выполняет функции теплоизоляции.
Внутри рабочей емкости установлена мешалка пропеллерного типа 2, которая приводится во вращение от привода. Последний состоит из электродвигателя 4 и фрикционного редуктора 5.
Некоторые ванны длительной пастеризации вместимостью 1000 л
22
Рис. 10. Ванны универсальная и длительной пастеризации:
а — универсальная ванна; 1— стойка; 2 — кран для выпуска продукта; 3 — душевое устройство; 4 — приемник; 5 — выдвижная площадка; 6 — редуктор; 7 — рабочая емкость; 8 — рубашка; 9— изоляция; 10 — корпус; // — мешалка; 12 — змеевик; 13 — переливная труба; 14 — коллектор; 15 — паропровод
б — ванна длительной пастеризации: / — рабочая емкость; 2 — мешалка; 3 — насос; 4— электродвигатель; 5 — редуктор; 6 — труба для поступающего молока; 7 — кривошипно-шатунный механизм; 8 — край для слива молока; 9 — труба для слнва воды; 10 ~ водяная рубашка
имеют устройства для орошения в виде кольца из трубы с отверстиями. Вода в это устройство подается центробежным насосом. Нагретая паром вода из рубашки нагнетается насосом в устройство для орошения и из него на стенку внутреннего резервуара. Обтекание стенки рабочей емкости водой улучшает теплообмен.
23
ЕМКОСТИ И ЕМКОСТНЫЕ АППАРАТЫ МЕЖОПЕРАЦИОННОГО НАЗНАЧЕНИЯ
Емкости межоперационного назначения, устанавливаемые в технологических линиях, применяют в качестве накопителей продукта (накопительные емкости) для бесперебойной работы последующей машины или аппарата, а также в качестве уравнителей (уравнительные емкости) для поддержания постоянного уровня продукта и равномерной подачи продукта в последующую машину или аппарат.
Накопительные емкости изготовляют из листовой стали или алюминия. Их вместимость 400—2000 л. В одной из боковых стенок расположен патрубок для выхода молока. Для полного опорожнения бака днища делают с уклоном 1/40—1/50.
Уравнительная емкость (рис. 11) представляет собой емкость 1 с -днищем и съемной крышкой. Внутри нее размещен поплавок 2, обеспечивающий постоянный гидростатический напор, а следовательно, и равномерный выпуск продукта в аппарат или технологическую линию.
Емкостный аппарат вертикальный промежуточного хранения в асептических условиях (рис. 12) обеспечивает условия хранения молока, при которых попадание в продукт микроорганизмов исключено. Вместимость рабочей емкости до 20 000 л и рабочее давление до 2,7 • 106 Па. В последнее время такие аппараты получают распространение. Они могут быть вертикальными и горизонтальными.
Каждый емкостный аппарат снабжен рубашкой для охлаждающей воды, внутренними распылительными соплами для автоматической
Рис. 11. Уравнительная емкость с поплавковым регулятором уровня: 1 — емкость; 2 поплавок; 3 — клапан; 4 — втулка клапана
Рис. 12. Емкостный аппарат промежуточного хранения в асептических условиях:
1 — трубопровод для молека; 2 — трубопровод для сжатого воздуха; 3 — фильтры (воздушные); 4 — рабочая емкость
24
1, 2 — емкости хранения; 3, 4, ё, 6 — разливочные машины; 7 — фильтр для очистки воздуха;
3 — разбрызгиватель моющих растворов; 9 — центробежный иасос
безразборной мойки, лазом, пневматическим уровнем и трубопроводами для подачи продукта, сжатого воздуха и моющего раствора. В комплект оборудования входят также воздушный компрессор, приборы для автоматического регулирования давления и клапаны.
Постоянное давление на выходе регулируется автоматическим регулятором давления, работающим на не содержащем масла воздухе из компрессора. Перед поступлением в емкостный аппарат воздух очищается в двух фильтрах. Продукт может подаваться либо в аппарат, либо по обводному трубопроводу на фасовку.
Емкостный аппарат в установках для стерилизации молока (горизонтальный) выполняет функцию буфера между стерилизатором и последующим аппаратом (обычно упаковочной машиной). Схема коммуникаций показана на рис. 13.
Емкостный аппарат в установках для стерилизации молока (горизонтальный) промежуточного хранения автоматически обеспечивает заданное давление для продукта независимо от давлений в других узлах оборудования.
ОСНОВНЫЕ РАСЧЕТЫ
Основные расчетные характеристики емкостей технологического назначения определяются условиями теплообмена и перемешивания продукта. Исходя из условий теплообмена, определяют продолжительность процесса, баланс тепла и количество тепло- или хладоно-сителя, а исходя из условий перемешивания, — мощность, необходимую для работы перемешивающих устройств.
Количество теплоты Q (в Дж) определяют по формуле ?
Q = kF (t — t0) dt,
где t — температура продукта в аппарате, К; /0 — средняя температура охлаждающей воды, К; Л — бесконечно малый промежуток времени.
25
Температура молока за период dx изменится на dt, а количество теплоты, отданной молоком, составит mcdt. Следовательно, при отсутствии потерь
— mcdt = kF (t — tB) dt. (4)
Если считать коэффициент теплопередачи k величиной постоянной, то после разделения переменных получают d(t — t0) = dt'-
— dt/(t — tB) = [kF/(me)] dr;
— d(t — tB)/(t — t0) = [kFI(mc)] dt.
После интегрирования в пределах от /,,ач до /кон:
fKOH X
d In (t — t0) = [kF/(mc)] j dt;
Фач °
In (Фон ^o) 4" In (Фач — Ф) = [kF / (me)] t;
lg [(Фач ФЖФон Ф)! — [®’4343/(me)] t,
где ^4 и /кои — начальная и конечная температуры продукта, К; F — поверхность теплообмена, м2; т — количество молока, кг; т — продолжительность процесса, с: с — удельная теплоемкость продукта, Дж/(кг • К).
Коэффициент теплопередачи k при неподвижном продукте принимается равным 120—150 Вт/(м2 • К), а при циркуляции, создаваемой мешалкой, — примерно в 1,4—1,5 раза выше.
Из соотношения (4) определяется продолжительность процесса по заданной вместимости и режиму теплообмена.
Охлаждение или нагревание продуктов в емкостях технологического назначения, осуществляемое с помощью рабочих сред — теплоносителей, можно представить уравнением теплового баланса
Q = тс (t2 — to = твсв (t9 — t3),
где т, тв — масса продукта и теплоносителя (воды), кг; с, св — удельная теплоемкость продукта и теплоносителя, Дж/(кг • К); tj, t2 — начальная и конечные температуры продукта, К; t3, t4 — начальная и конечная температуры теплоносителя, К.
Количество воды тв (в кг/ч), необходимой для теплообмена, рассчитывают по формуле
тв = 3600(2/[св( tKB-tHB)Tj,
где /к.в , tn.B — конечная и начальная температуры воды, К.
Мощность, необходимую для работы перемешивающих устройств, рассчитывают по следующим формулам:
мешалка пропеллерного типа
,, л л. 2>78 °’78 °'22
NM = 0,01 Ad п р т]
лопастная горизонтальная мешалка
Лф = 0,038^p/in3d* z;
26
лопастная вертикальная мешалка
= О.ОЗвфри’гй ( d* - d*) ;
решетка
Wp = 0,098p/izn3[((7?H + Яв)/2 + тиЪ)* - ((/?н + /?В)/2)Д,
где А — коэффициент, равный 1,5—2,0; d — диаметр мешалки, м; п — частота вращения мешалки, об/мин; р — плотность жидкости, кг/м3; t] — динамическая вязкость жидкости, Па-с; ф — коэффициент, зависящий от соотношения размеров лопасти; h — высота лопасти, м; d„ — диаметр лопасти, м; г — число лопастей; dH, dB — наружный и внутренний диаметры, м; 7?н, ₽в — наружный и внутренний радиусы; м; ты — количество отдельных элементов мешалки; 5 — толщина элементов мешалки, м.
Коэффициент ф, зависящий от соотношения размеров лопасти, выбирают из данных, приведенных ниже:
r/h 1 2 4 10 18 —
ф 1,1 1,15 1,19 1,29 1,4 2,0
При подборе электродвигателя мощность его берется с запасом на 50% против расчетной.
Пропускная способность ванны М (в м3) характеризуется формулой
М = К-Ссм/Тц,
где V — вместимость ванны, м3; тц, тсм — продолжительность цикла и смены, мин.
Продолжительность цикла, устанавливаемая в соответствии с технологическими требованиями, зависит от продолжительности наполнения и опорожнения емкости.
Технологический расчет накопительных и уравнительных емкостей заключается в проверке соответствия конструкций и размеров входного и выпускного патрубков при заданном их наполнении производительности последующего аппарата. При этом справедливо соотношение ____ ___________
> М,
где ф — коэффициент истечения из насадка; /Т и /2 — площади поперечного сечения входного и выходного патрубков, ма; Н, и Н2 — напор перед входным и выходным патрубками, Па.
Таким образом, возможное количество продукта, подаваемого в аппарат, должно превышать действительно необходимое. Возможность переполнения накопительной и уравнительной емкостей исключается. Они снабжаются поплавковыми регуляторами, размещаемыми на входе продукта.
Глава III- ТРУБОПРОВОДЫ, НАСОСЫ
И ПНЕВМАТИЧЕСКИЕ ТРАНСПОРТНЫЕ СИСТЕМЫ
Трубы и соединительные части к ним образуют трубопроводы, по которым транспортируются маловязкие, высоковязкие и сухие молочные продукты. На трубопроводах устанавливают арматуру, необходимую для регулирования расхода и давления среды, измене-
27
пня направления движения и впуска в аппараты и коммуникационные ДИННИ.
Коммуникационные линии представляют собой системы трубопроводов с арматурой. На коммуникационных линиях можно устанавливать элементы или датчики автоматических приборов для контроля и регулирования температуры, давления, уровня и расхода жидкости.
В качестве побудителей движения продукта применяют специальные насосы для перемещения молока и жидких молочных продуктов, а также воздушные нагнетательные или вакуумные в пневматических транспортных системах.
ТРУБОПРОВОДЫ
Трубопроводы, применяемые на молочных заводах, должны быстро разбираться и собираться, а также быть доступными для мойки и чистки. Материал, из которого они изготовлены, должен быть стойким против воздействия на них молочных продуктов и моющих растворов.
Трубы, используемые для перемещения молока и молочных продуктов, изготовляют из нержавеющей стали, меди и алюминия. Медные грубы обязательно покрывают слоем пищевого олова. Металлические трубы изготовляют длиной 2,5—3 м, диаметром 25, 35, 50 и 75 мм, толщина стенок 1—2 мм.
В последнее время получили широкое распространение стеклянные трубы, а также трубы из полимерных материалов.
Стеклянные трубы выпускают длиной 1,5—3 м. Внутренний диаметр их 37—100 мм, толщина стенок 4—8 мм. В зависимости от диаметра труб, конструкции и материала стыкового соединения стеклянные трубы можно эксплуатировать при рабочих давлениях (2 4- 5)106 Па и температурах 30—50°С. Резкий температурный перепад (тепловой удар) не превышает 60—70°С. При температурах выше 70—80°С в стыковых соединениях необходимо применять термостойкую резину.
Обычно соединение стеклянных труб болтовое, но иногда применяют фланцевое, безболтовое фланцевое и со стягивающей муфтой на резьбе.
Металлические и стеклянные трубы имеют повсеместное распространение. Реже используются металлические трубы с внутренним покрытием из стекла. Наряду с высокой прочностью металла они обладают химической стойкостью стекла. Толщина слоя стекла в трубах 0,1—0,3 мм.
Для перемещения молока на большие расстояния (подземный мо-локопровод) применяют трубы из полимерных материалов (винипласта, полиэтилена и др.). Они легки, прочны и обладают высокой химической стойкостью. Трубы из винипласта рассчитаны на рабочее давление до 2,5 • 105 Па (с условным проходом 6—60 мм). Трубы из полиэтилена низкой плотности с наружным диаметром 10—160 мм бывают трех типов: Л — легкие (условное давление до 2,5 • Ю5 Па);
28
Рис. 14. Система трубопроводов блока емкостей хранения молока:
1 — емкости хранения блока; 2 — трубопроводы для наполнения емкостей; 3 — трубопроводы для выпуска из емкостей молока; 4— клапаны распределительные; б — клапаны отсечные
С — средние (условное давление 6 • 105 Па); Т — твердые (условное давление 100 • 10Б Па).
Применяют также трубы из полиэтилена высокой плотности, отличающиеся от труб из полиэтилена низкой плотности большой механической прочностью, жесткостью и более высокой теплостойкостью Они сохраняют свои качества при нагревании до 70°С. Трубы из полиэтилена в 8 раз легче стальных и в 2 раза легче труб из винипласта.
К основной арматуре труб относят краны проходной, трехходовой и трехмуфтовый, прямой тройник, тройник двухмуфтовый, соединительные муфты, отводы двух- и одномуфтовые, а к автоматически действующей - краны с дистанционным управлением в совокупности с сигнализаторами уровня, протока и температуры, предназначенными для автоматического и дистанционного управления потоком молока в трубопроводах.
На трубопроводах для молока устанавливают приборы технологического контроля: сигнализаторы протока молока, сигнализаторы
29
качественной (кислотность, температура) и количественной (счетчики) оценки продукта в потоке.
На рис. 14 показана система трубопроводов блока емкостей хранения молока.
Система состоит из четырех емкостей хранения молока. В то время как первая емкость наполняется, вторая освобождается от продукта, в третьей емкости в это же время происходит мойка, а четвертая подготовлена к заполнению. В течение цикла осуществляется мойка системы освобожденных от продукта трубопроводов.
Переключатель подлежащей очистке емкости вводится в действие по заданной программе. При этом клапаны трубопровода, по которому поступает продукт, закрываются, а выпускной клапан открывается.
В состав системы входят клапаны отсечного типа и распределительный. Обычно клапан отсечного типа в закрытом положении удерживается пружиной. Егр открытие осуществляется сжатым воздухом. Распределительный клапан можно использовать и как клапан отсечного типа. Такой клапан может иметь и больше (до пяти) присоединений к блоку емкостей. Корпус распределительного клапана имеет два патрубка для подвода сжатого воздуха. При его поступлении вверх тарелка клапана прижимается к нижнему гнезду. Когда подача сжатого воздуха прекращается, пружина возвращает тарелку клапана в верхнее положение. В некоторых случаях пружина может отсутствовать, тогда сжатый воздух поступает попеременно в верхнюю часть системы и тем самым клапан выполняет функции распределителя.
НАСОСЫ
В молочной промышленности применяют насосы различных типов и конструкций.
В зависимости от конструкции различают центробежные, роторные, мембранные и поршневые насосы.
Центробежные насосы
Их применяют для маловязких однородных продуктов (молоко, обезжиренное молоко и сыворотка).
Выпускают центробежные лопастные (одноступенчатые с одной лопастью и многолопастные), дисковые и самовсасывающие насосы. КПД одноступенчатых насосов 0,4—0,5, двухступенчатых —0,7—0,8. Производительность центробежных насосов для молока до 50 м8/ч. Они конструктивно просты, компактны, доступны для мойки, легко разбираются и собираются. Привод осуществляется непосредственно от вала электродвигателя. Частота вращения рабочего органа 15—30 с"1.
Принцип действия лопастных и дисковых центробежных насосов одинаков. При быстром вращении лопаток или дисков развивается центробежная сила, под влиянием которой жидкость отбрасывается к периферии камеры насосов, а из нее поступает в нагнетательный
30
Рис. 15. Центробежные дисковые насосы:
а — одноступенчатый: 1 — нагнетательный патрубок; 2 — электродвигатель; 3 — насадка; 4 — кронштейн; 5 — торцевое уплотнение; 6 — сальник; 7 — корпус; 8 — рабочее колесо; 9 — всасывающий патрубок;
б — схема поступления продукта в двухступенчатый иасос: / — диск первой ступени; 2 — перепускной канал: 3—второй диск
трубопровод. Освободившееся от жидкости центральное пространство этой камеры заполняется жидкостью, поступающей по всасывающему трубопроводу под действием атмосферного давления на свободную поверхность.
Лопастные насосы изготовляют с прямыми и загнутыми назад лопатками, которые могут быть размещены на валу или на диске, установленном со стороны электродвигателя. Лопастные насосы нагнетают жидкость на относительно небольшую высоту (5—10 м). Как правило, они не обладают способностью самовсасывания, поэтому работают под заливом.
Дисковые насосы бывают одно- и двухступенчатыми.
В корпусе дискового одноступенчатого насоса (рис. 15, а) размещен диск с направляющими каналами диаметром 10—15 мм. Конец вала электродвигателя удлинен насадкой 3, на которую насажен стакан диска. В задней стенке стакана расположены отверстия для молока, проникшего в пространство. Создаваемый дисковыми насосами напор достигает 30 м и более.
Дисковые двухступенчатые насосы (рис. 15, б) создают напор до 100 м. Они представляют собой две последовательно размещенные камеры, в каждой из них создается определенный перепад давления, вследствие чего напор увеличивается в 1,5 —1,8 раза.
Самовсасывающий насос (рис. 16, а) можно отнести к центробежным. Рабочий орган насоса, выполненный в виде ротора / с прямыми или изогнутыми лопатками, установлен эксцент-
31
Рис. 16. Самовсасывающий насос (типа во до кольцевого насоса):
(1 — общий вид: / — ротор; 2 — вал; 3 — крышка; 4 — пробка; 5 — фланец; б —» электродвигатель;
б — схема работы: / — входное окно; 2 — выходное окно
рично к корпусу. Перед первым пуском в камеру насоса заливают жидкость. При небольших перерывах в работе жидкость из насоса можно не удалять.
При вращении рабочего колеса насоса жидкость под действием центробежной силы отбрасывается к стенкам корпуса и образуется жидкостное кольцо (рис. 16, б). Лопасти рабочего колеса, поочередно погружаясь в жидкостное кольцо, выходят из него. В пространстве между погруженными в жидкость лопастями создается разрежение, или сжатие. Сторона, на которой создается разрежение, является всасывающей. На ней расположено всасывающее отвер стие, а на противоположной — нагнетательное.
В начале работы насос откачивает воздух из патрубка, в результате чего жидкость поступает в камеру.
Самовсасывающий насос производительностью 13 м3/ч при температуре 80°С может всасывать молоко на высоту 3 м и подавать жидкость на высоту 9—11 м.
Роторные насосы
Их применяют для продуктов вязких однородных (сгущенное молоко, сливки, смеси для мороженого и молочно-белковые), высоковязких однородных (высокожирные сливки), пластичных однородных мягких разрушающихся (кисломолочные продукты) и легкоизменяю-щихся при механическом воздействии (творог, сырное зерно в сыворотке).
Роторные насосы для молочных продуктов бывают шестеренные, винтовые, шиберные и кулачковые.
Шестеренные насосы могут быть с внутренним и внешним зацеплением шестерен (рис. 17).
У шестеренных насосов с внутренним зацеплением (рис. 17, а) ведущим органом является зубчатый диск (или внутренняя зубчатка). Вращаясь, он приводит в движение зубчатый диск. При этом жидкость из всасывающего патрубка поступает в пространство между
32
Рис. 17. Роторные шестеренные насосы:
а — с внутренним зацеплением: 1 — крышка; 2 — малая шестерня; 3 — большая шестерня; 4 — нагнетательный патрубок; 5 — корпус; 6 — электродвигатель; 7 — всасывающий патрубок; б — с внешним зацеплением: 1 — нагнетательный патрубок; 2 — ведущая шестерня; 3 — всасывающий патрубок; 4 — цапфы; 5 — подшипник; 6 — зазор; 7 — передняя крышка; 8 — уплотнение; 9 — задняя крышка; 10 — вал
зубьями шестерен и перемещается ими по периферии к нагнетательному патрубку. В результате зацепления шестерен жидкость вытесняется в нагнетательный патрубок.
Серповидный вкладыш (съемный или вмонтированный в крышку насоса) предотвращает обратное движение жидкости и смещение ше- стерен, а также облегчает сборку насоса. При нарушении гладкой поверхности зубьев или неточном изготовлении их происходит зажим жидкости, что может привести к аварии. Чтобы избежать зажима жидкости, в некоторых насосах во впадинах между зубьями шестерен имеются специальные каналы для ее отвода.
Частота вращения шестерен от 3—6 до 20—23 с"1. КПД 0,6—0,75.
На рис. 17, б показан насос с внешним зацеплением для нагнетания молока после осаждения белков. Шестерни насоса имеют по восемь зубьев. Сгусток, поступающий через всасывающий патрубок, заполняет объемы, образованные впадинами зубьев и торцевыми сторонами крышки, и перемещается к противоположной стороне. Здесь зубья шестерен приходят в зацепление и жидкость вытесняется в линию нагнетания.
2—1275
33
Продукт
Рис. 18. Роторный одновинтовой насос:
/ — станина; 2 — тахометр; 3 — дисковый вариатор; 4 — фланец; 5 — обойма; б — винт; 7 — муфта; 8 — электродвигатель
Одновинтовой насос (рис. 18) по сравнению с шестеренным в меньшей степени воздействует на продукт. При этом не происходит существенного изменения структур или качественных изменений. Насос снабжен приводом с дисковым вариатором. В корпусе насоса установлены обойма 5 и фланец 4, с помощью которого осуществляется уплотнение между корпусом и фланцем, а также предотвращается поворачивание обоймы во время работы. Рабочим органом насоса является винтовая пара —винт 6 с обоймой. Дисковый вариатор 3 позволяет изменять частоту вращения от 16 до 9 с'1.
При работе насоса продукт перемещается винтом по спирали, образуемой свободными полостями обоймы. Производительность насоса до 5 м3/ч творожного сгустка, давление нагнетания до 2 • 105 Па и потребляемая мощность 1,5 кВт.
Шиберные насосы (рис. 19) обычно небольшой производительности (до 1000 л/ч), относительно тихоходные (0,6 с-1) в создающие напор до 2 • 106 Па.
34
Рис. 19. Роторный шиберный насос: 1 — всасывающий патрубок; 2 — корпус на-сос.а; 3 — ротор; 4 — шиберные пластины; 5 — нагнетательный патрубок
Рис. 20. Роторный кулачковый насос:
1 — предохранительный клапан; 2 — трубопровод; 3 — зуб ротора; 4, 5 — патрубки
В этих насосах при вращении ротора шиберы, выходящие из пазов, прижимаются к стенкам корпуса под действием центробежной силы. В тех случаях, когда центробежная сила недостаточна (при малой частоте вращения или высокой вязкости продукта), устанавливаются пружины, которыми шиберы выталкиваются. При вращении ротора объем камер постепенно уменьшается и продукт выходит в нагнетательный патрубок. Таким образом, при подаче продукта из полости всасывания в полость нагнетания уменьшается объем между шиберами, вследствие чего и создается давление нагнетания.
Кулачковые насосы (рис. 20) бывают низкого давления — до 6 • 104 Па —и высокого —от 6 • 10® до 20 • 10® Па. Частота вращения 0,25—7 с-1. Производительность до 40 м3/ч. Рабочими органами этих насосов являются два ротора, приводимые в движение от электродвигателя через передаточный механизм.
В результате обработки продукта такими насосами структура или консистенция изменяются незначительно.
Мембранные насосы
Мембранные насосы (рис. 21) предназначены для перекачивания сливок повышенной жирности, мо-лочно’белковых смесей и закваски.
При движении поршня с мембраной попеременно создается пониженное или повышенное давление. В первом случае открывается всасывающий клапан и продукт поступает в насос, во втором при избыточном давлении, достаточном для подачи продукта в нагрева-
Рис. 21. Мембранный насос:
1 — клапаны; 2 — гайка; 3 — мембрана;
4 — поршень; 5 — шатун
2*
35
Рис. 22. Насос-дозатор:
1 — электродвигатель; 2 — вариатор скорости; 3 — дозатор закваски; 4 — крышка; 5 — иасос; 6 — редуктор; 7 — подставка
тельный патрубок, всасывающий клапан закрывается. Производи-тельность до 1000 л/ч, рабочее давление до 1,5 • 105 Па. Высота всасывания до 0,3 • 10® Па.
Поршневые насосы и насосы-дозаторы
Поршневые насосы применяют для подачи жидкости в форсунки распиливающих устройств сушильных установок, при транспортировке молока на дальние расстояния, для закачивания молока в систему и когда требуется преодолевать значительные противодавления (10-4-100) 10® Па. Обычно это насосы трехцилиндровые, состоящие из станины, блока цилиндров с клапанами кривошипно-шатунного механизма с плунжерами. Электродвигатель сообщает движение шкиву, посаженному на коленчатый вал насоса, колена которого смещены на 120° по окружности.
Несколько плунжеров обеспечивают равномерную подачу продукта в трубопровод. Вследствие смещения хода плунжеров нагнетание и всасывание молока происходит поочередно. Для этой же цели на нагнетательном трубопроводе устанавливается воздушный колпак.
Плунжер совершает 75—100 возвратно-поступательных движений в минуту. Насос работает и на всасывание. Допустимая высота вса-36
С 1 схемный КПД насоса 0,70— сывания не должна превышать о—7 м. иоъемн
I ’ Насос-дозатор (рис. 22), состоящий из ^^^родукт? ^вьюоко-’ рующего устройства, осуществляет перемещен * 'ной закваСки.
жирных сливок) и синхронную подачу в никой е . Ю6 Па
При производительности насоса до 1200 л/ч и ___
производительность дозирующего устройства ель i конусный
Основными узлами насоса являются электрки{, едуктор 6. фрикционный вариатор скорости 2 и плунжерный насос,
Дозирующее устройство представляет сооо ный насос
размещенный на крышке 4 корпуса редукто) • и вагнетатель-состоит из рабочего цилиндра, плунжера, всасыи
ного патрубков с резиновыми клапанами. ктродвиГателя через
Плунжер приводится в действие от общСГ”*ательное движение вариатор скорости 2 и редуктор. Возвратно по у ем валу ре.
плунжеру сообщается кулачком, Установлены П03в£ляеТ изменЯть дуктора. Кулачок имеет переменный профиль, льность Д03ирую-длину хода плунжера, а следовательно, и ПР01'и„оНТальной плоскости щего устройства при его перемещении в гор>и. винтом> которые
специальными направляющими и регулирую регулиро-
размещены на крышке корпуса редуктора. 1Ф J-релке) дозирующее вочного винта в одном направлении (по часовик ичивается, устройство перемещается вправо и ход плу наем< бактериаль-в результате чего увеличивается количество " " о устройства ной закваски, и наоборот. При перемещении Д Р* возвратно-посту-в крайнее левое положение плунжер не совер ски преКращает-пательного движения и подача бактериальном обыкновенный
ся. Таким образом, насос-дозатор может работе масла) насос (например, при выпуске сладкосливочно
ПНЕВМАТИЧЕСКИЕ ТРАНСПОРТНЫЕ СИСТЕМЫ
гортся вследствие рззно-
При транспортировке продукт перемешав или разре.
стеи между давлениями, создаваемыми сжатие перемещения жид-жением. Пневматическую систему использую* “ а также для вы-ких продуктов (молока) и твердых (сухого моли /,
Рис. 23. Принципиальная схема подземного молОК°^°Ор°^ _ центробежный на-1 — весы для взвешивания молока; 2 — бак для мокшего ^рЫЗГОуловитель; 1 — воздухоох-сос; 4, // — емкости хранения; 5 — угольный фильтр; 6 для молока ладитель; 8 — маслоотделитель; 9 — компрессор; Ю — счетч
37
В атмосферу
Рис. 24. Принципиальная схема пневматической всасывающей системы для транспортировки сухого молока (линии подачи молока в бункер и на фасовку): /, 12, 13 — приемные устройства; 2, 14—матерналопроводы; 3, 15 — цнрлоны-разгрузнтели, 4— бункер; 5, 17 — батареи; 6, 18 — фильтры; 7, 19 — вентиляторы; 8, 20—глушители шума; 9, 16 — воздухопроводы; 10, 21 — шлюзовые затворы; 11, 22 — клапаны переключения воздухопроводов; 23 — двухходовые переключатели
грузки масла, сырной массы и т. д. Во всех случаях минимальная разность между давлениями на напорной стороне и участке приема продукта должна обеспечить создание необходимых скоростей движения продуктов.
В последнее время используется пневматическая система, предназначенная для подземной транспортировки молока непосредственно из хозяйств на завод, а также от сливных пунктов или же от хозяйств на сливной пункт (рис. 23). В молокопроводе две трубы: одна для подачи молока, другая —воздуха. Трубы между собой закольцованы для того, чтобы можно было сжатым воздухом с фермы на завод подавать молоко, а с завода на ферму —моющие растворы. Резиновые шарики выполняют функции поршней. Возможно обратное движение обезжиренного молока или сыворотки с завода на ферму для использования в сельском хозяйстве. Мойка осуществляется без-разборно с помощью моющих средств и резиновых шариков.
Сжатый воздух для продавливания молока по трубам подвергается очистке. Он должен быть сухим и охлажденным после сжатия в компрессоре 9. Для этого воздух предварительно проходит через маслоотделитель 8, воздухоохладитель 7, брызгоуловитель 6 и угольный фильтр 5. Давление воздуха, выходящего из компрессора, уменьшается до требуемого.
Обе трубы молокопровода укладываются в одной траншее шириной 0,5 м. Глубина укладки должна быть ниже глубины промерзания грунта.
38
На способности газа при движении по трубам с определенной скоростью перемещать сыпучие материалы (сухое молоко, сахар) во взвешенном состоянии основано перемещение по пневматической транспортной системе. Применяют всасывающие и нагнетательные системы транспортирования сухого молока.
Всасывающая система (рис. 24) включает в себя две пневматические линии производительностью 550 и 600 кг/ч. Одна линия предназначена для подачи сухого молока в промежуточный бункер, а другая —для подачи сухого молока на фасовку.
При работе линии для подачи сухого молока в промежуточный бункер сухое молоко из сушилки поступает в приемное устройство 1, из которого струей воздуха по материалопроводу 2 передается в циклон-разгрузитель 3. Из него молоко через шлюзовой затвор 10 поступает в бункер 4. Воздух из циклона-разгрузителя 3 по воздухопроводу 9 поступает вначале на предварительную очистку в батарею 5, а затем по воздухопроводу — в фильтр для очистки от остатков сухого молока. Очищенный вентилятором 7 воздух через глушитель 8 аэродинамического шума удаляется в атмосферу.
Линия транспортировки сухого молока из промежуточного бункера на фасовку работает следующим образом. Сухое молоко подается в приемные устройства 12 и 13. По материалопроводу 14, расположенному вертикально, оно поступает сначала в циклон-разгрузитель 15, а затем через шлюзовой затвор 21 — в бункер для фасовки. Из циклона-разгрузителя 15 по воздухопроводу 16 воздух подается в батарею 17 для предварительной очистки и по воздухопроводу —
Рис. 25. Принципиальная схема нагнетательной системы для транспортировки сухого молока (линии подачи в промежуточный бак и на фасовку):
1, 12, 13—приемные устройства; 2, 14—материалопроводы; 3, 15 — циклоиьиразгрузители; 4 — бункера; 5, 16 — воздухопроводы; 6, 17 — батареи; 7 — фильтр; 8, 18 — вентиляторы; 9 — глушитель шума; 10, 19 — шлюзовые затворы; 11, 20 — клапаны переключения воздухопроводов; 14 — двухходовые переключатели
39
в матерчатый всасывающий фильтр 18 для окончательной очистки. Вентилятором 19 очищенный воздух выбрасывается в атмосферу.
Нагнетательная система показана на рис. 25. В этих системах дополнительная очистка воздуха в фильтрах не предусматривается. Из циклона-разгрузителя он возвращается в систему. Из бункера 4 через шлюзовой затвор 10 сухое молоко поступает в приемное устройство 12. Далее оно транспортируется струей воздуха по двум материалопроводам 13 в циклон-разгрузитель 15, размещенный над автоматами для фасовки. Подача продукта к одному из шести циклонов-разгрузителей регулируется двухходовым переключателем 14.
Воздух по воздухопроводу 16 направляется для очистки от остатков сухого молока в батарею 17, а затем поступает в вентилятор 18, которым нагнетается в приемное устройство 12 для повторения цикла. В систему свежий воздух подается через специальные отверстия в трубопроводе.
ОСНОВНЫЕ РАСЧЕТЫ
Расчет трубопроводов основывается на следующих исходных данных. При перемещении продукта по трубопроводам должна сохраняться неизменность качества продукта. Это достигается правильным выбором режима движения и соответствующими, заданными технологически скоростями движения различных молочных продуктов (молоко, сливки, сгущенное молоко). С учетом количества перемещаемого продукта рассчитывают требуемый диаметр трубопровода.
Режим движения определяется критерием Рейнольдса Re, который находят по формуле
Re = vdh,
где v — скорость потока, м/с; d — диаметр трубы, м; м — кинематическая вязкость продукта, м2/с.
При Re > 2320 режим турбулентный. Устойчивая ламинарность достигается, если Re не превышает 1200—1600.
При выборе скорости движения (в м/с) продукта по трубопроводу учитывают его вид:
Молоко 0,5—1,5
Сливки 0,5
Сыворотка 1 —2
Сгущенное молоко 0.5
Диаметр трубопровода определяют, исходя из расчета расхода продукта М (в м8/ч):
М = ЗбОО/о, где f — площадь сечения трубопровода, м2.
Так как f — nd2) 4, то диаметр трубопровода рассчитывают по формуле
d = /444/(3600 ли) -
40
4»
Не следует устанавливать трубопроводы диаметром менее 25 мм, так, как их трудно мыть и чистить.
Потеря напора в трубопроводе определяется суммой сопротивлений, возникающих при перемещении продукта.
Полное гидравлическое сопротивление Ео (в Па) определяют по формуле
^0 — £тр + 2 6М С ,
где Етр — гидравлические сопротивления трения (прямой трубы), Па; SjM.c — сумма местных сопротивлений (сопротивления в местах поворота потока, сужения или расширения, при входе, выходе и г. д.), Па.
Гидравлическое сопротивление трения (в прямой трубе), обусловленное вязкостью жидкости, определяют по формуле
5тр = Лтр (Ud) (р^/2),
где Лтр — коэффициент трения; / — длина трубопровода, м; d — диаметр трубопровода, м.
Местные сопротивления трения вычисляют по формуле
g = X ро2/2, м.с м-сг *
где Хм.с — коэффициент местных сопротивлений.
При расчете коэффициента трения пользуются следующими фор- • мулами:
при ламинарном режиме движения жидкости
Хтр = 64/Re;
при турбулентном режиме движения жидкости
Лтр= l/(l,8lgRe-l,5)2
или формулой Блазиуса
хтр = 0,3164 / J<Re.
Потери давления Др (в Па) можно определять по следующим формулам:
при движении сырковой массы (А, В. Горбатов).
Ар = 1,6 (l/d) (8МЧ/(я£р) -|- т/3],
где г; — вязкость сырковой массы, Па • с (при 15°С q = 29,4 Па • с); т — предельное напряжение сдвига. Н/м2 (при 15°С т = 981 Н/м2);
при перемещении высокожирных сливок со скоростью 0,142 — 0,550 м/с и температурой выше температуры плавления жира (В. П. Табачников)
Др = [0,9 • 4//(0,625d2/)| (V + 0,57) 0,981,
где t — температура высокожирных сливок. °C.
Местные сопротивления С можно определить по следующим формулам:
41
для поворотов трубопровода
С = С90<р/90 = [о, 131 + 0,16 (d/R)3’5 (у/90)] ,
где С — коэффициент местного сопротивления на изгибе; С90 — коэффициент местного сопротивления на повороте на 90°; <р — угол поворота, град (<р = 90°); R—радиус поворота трубопровода, м;
для расчета местного сопротивления колена, угольника и тройника
С = 0,946 sin8 (0/2) + 2,05 sin (у/2);
при внезапном расширении и сужении
где/х//2— отношение площадей расширенной и суженной частей трубопроводов.
Местные сопротивления зависят от вязкости жидкости. В связи с этим в формулы коэффициентов местного сопротивления необходимо вводить коэффициент [3, который определяют по формуле
Р = Г^м/^в ’
где vM, vB — кинематическая вязкость молока и воды, м2/с.
При перемещении молока по трубам из полимерных материалов расчет потерь напора в трубах осуществляют с учетом материалов, из которых эти трубы изготовлены.
Требуемый напор для перемещения жидкостей определяют по формулам
по трубам из винипласта
юоо/ = 0,25/и1’774/ d4’774;
1000/ = 0,32/И1’75/ d4’65 ,
где / — гидравлический уклон (потери); d — расчетный внутренний диаметр, дм;
по трубам из полиэтилена
1000/ = 0,27М1’78/ d4’78.
Производительность Мо (в м8/'с) для всех насосов выражается унифицированной формулой
Мв = Vn 60т;,
где |/ — объем продукта, подаваемого насосом за один оборот (ход поршня): М3; п — частота вращения (число ходов поршня), с"1; т) — коэффициент объемного наполнения.
Объем продукта V —это объем камеры насоса или камер (исключая центробежные насосы), определяется геометрически.
Для центробежных насосов должны быть учтены зависимости между производительностью /Ио, напором Н и частотой вращения п:
Мг1М2= nt/n2; НцШ2— n2t/ ; N j / N, — п\/ п%.
42
В роторных насосах следует учитывать возможное падение производительности, если перекачиваемая жидкость отличается от молока повышенной вязкостью. В этом случае производительность можно определить ориентировочно по формуле
Мх = (Л^о/^о) П — (* —’lo) О'Лч)], где Мх — производительность насоса при измененной вязкости жидкости vj и давлении нагнетания р, л/с; Мо — производительность насоса при вязкости молока v и давлении нагнетания р, л/с; т)0 — объемный КПД при вязкости v и давлении р.
Создаваемый центробежным насосом напор Н (в м) можно рассчитывать по упрощенной формуле
= <ft)2m/(2g),
где <р — коэффициент напора (<р = 0,8 4- 0,85); v — окружная скорость вращения рабочего колеса или диска, м/с; т — количество последовательно расположенных дисков.
Напор, создаваемый роторным насосом, может быть большим и может поднять жидкость на любую, практически необходимую высоту. При износе ротора и увеличении торцевых зазоров происходит утечка жидкости, в результате чего производительность, напор и КПД уменьшаются.
Правильная работа насосов возможна при условии непрерывности потока жидкости на всех участках перемещения. Разрывы потока не только нарушают работу насосов, но и вызывают ухудшение качества перемещаемых продуктов.
Сплошность потока обеспечивается при условии, что
p/ge > Po/gP — z0 — v2/(2g) — h0, где p — предельное давление, соответствующее кипению жидкости при заданных температурах, Па; рв — атмосферное давление жидкости (обычно наибольшее), Па; z0 — высота столба жидкости, м.
Разрыв потока возможен на всасывающей и нагнетательной линиях. Однако большая вероятность разрыва на всасывающей линии. Поэтому необходимо соблюдать соотношение для напора на участке всасывания:
//вс ро — Pt — с — Ркав>
где pf — давление насыщенного пара всасываемой жидкости, Па; Spc — гидравлические сопротивления, включая напор на сообщение скорости потоку жидкости, Па; Ркав — поправка на кавитацию, Па.
Исходя из этих общих положений, имеются частные формулы для определения предельных частот вращения, обеспечивающих беска-витационный режим работы на линиях всасывания и нагнетания поршневых насосов.
Потребляемая насосами мощность N (в Вт) для всех насосов определяется по формуле
/V = мо (Р — Po)/(36OOiJm).
где Дм — КПД насоса (Щ, = 0,7 0,85).
Мощность, потребляемую насосом, М9Л (в кВт) при изменении вязкости продукта можно скорректировать следующим образом:
Л'9Л = Why,
где Kt — коэффициент запаса (Ki = 1,05 1,2); щ — КПД передачи.
При изменении вязкости перемещаемого насосом продукта потребляемая насосом мощность на валу увеличивается и расчет ее ведется по формуле
= Л? б)Л)о) {| + [бЧо — д)/д] УЧА}»
где — мощность насоса на валу при измененной вязкости продукта и давлении р, кВт; N — мощность насоса на валу при вязкости vi и давлении нагнетания р, кВт; i]o, т] — КПД объемный при вязкости продукта v, и v и давлении нагнетания р.
При расчете пневматических транспортных систем необходимо определить энергетические затраты на перемещение жидкости по трубопроводу, осуществить выбор компрессора, рассчитать полный цикл транспортировки1.
Уравнение баланса энергетических затрат на транспортировку жидкости (молока) по трубопроводам с помощью сжатого воздуха можно представить в виде
Ptw — Ft — F2± fgh2 — P2 = 0,
где PiW — напор, развиваемый воздушным компрессором; Ft — трение резинового шарика о стенки трубопровода, Па; F2 — трение жидкости, Па; Л2 — геометрический напор, м; Р2—сопротивление воздуха, вытесняемого из трубопровода.
Для определения трения резинового шарика о стенки трубопровода используют формулу
Ft = 2Upy/d,
где С — коэффициент трения резинового шарика о стенку трубы; I — длина резинового шарика в деформированном состоянии, м; ру — давление резинового шарика в деформированном состоянии на стенку трубы, Па.
Диаметры резиновых шариков должны быть в 1,5 раза больше внутреннего диаметра трубопровода. Это позволяет отделить воздух от транспортируемой жидкости. При деформации резинового шарика потери напора на трение его о стенки трубы составляют 0,5 • 106 Па.
Потери на трение жидкости ht (в м) можно определить по формуле Дарси —Вейсбаха. Для действительных условий транспортировки в трубопроводах из полиэтилена они находятся по следующей формуле:
h1 = l(l/d)^/(2g).
1 Методика технологического расчета транспортных молокопроводов разработана Г. А. Кончаковским, 3. М. Рабиновичем и И. Р. Соломоновым (ВНИИМС, Гипромолоко).
44
Геометрический напор рассчитывают по формуле
/l2 = Zl —22,
где 2i, г2 — давления в начале и конце трубопровода.
Потери на трение вытесняемого из трубопровода воздуха не превышают обычно 1—2% общих затрат и в расчете могут не учитываться.
Производительность компрессора Л4К (в м®/ч) рассчитывают по уравнению
Л4К = 6Opifvlp0,
где р± — давление воздуха иа резиновый шарик в нагнетательном коллекторе компрессора, Па; f — площадь сечения молокопровода, м2; v — скорость потока молока в трубопроводе, м/с; р0 — давление воздуха перед всасывающим коллектором компрессора, Па.
Продолжительность транспортировки одной порции жидкости определяется суммированием периодов закачки продукта при полном заполнении трубопровода и опорожнения трубопровода. В рабочую продолжительность включается также продолжительность ополаскивания водой и дезинфекции.
При сжатии воздуха изменяются его давление и температура. По технологическим соображениям высокие температуры воздуха не всегда допустимы. Поэтому обычно предусматривается охлаждение воздуха. При этом процесс протекает в изотермическом режиме.
Устойчивое движение порошка с воздухом возможно лишь при достаточной скорости воздуха. Скорость витания (в м/с), т. е. скорость восходящего потока воздуха, при которой масса частиц уравновешивается его подъемной силой, определяется по формуле
авт = К ,
где К — коэффициент (для сухого молока К = 30 4- 40, для сахара К = 80 4-4- 90); р — плотность частиц, кг/м3; d — размер частиц, м; рв — плотность воздуха, кг/м3 (для всасывающих систем рв = 0,8 4- 0,95, для нагнетательных рв = 1,6 4- 2,0).
Расход воздуха AfB (в м3/с) и внутренний диаметр трубопровода связаны между собой зависимостью
/Ив = ?ч/^в/4.
Концентрацию смеси р, т. е. отношение производительности к расходу воздуха, определяют по уравнению
р = Q/(3600Mp).
Необходимые давления воздуха в трубопроводе рассчитывают по формулам:
во всасывающей системе
Рве = I Рн^прив^в/ “ Р>
95
в нагнетательной системе
Рнагн — г 1 Ч" Р'
где /Прив = Л+^!- сумма геометрической длины и длин, эквивалентных местным сопротивлениям при поворотах, м; dB — диаметр воздухопровода, м; р — давление в приемном устройстве, Па.
Длина, эквивалентная местным сопротивлениям при поворотах принимается в следующих пределах:
Отношение радиусов поворота к диаметру трубы 4 6 10 20
Длина, эквивалентная местным сопротивлениям, м 4—8 5—10 6—10 8—10
Коэффициент Р является функцией значения S:
Р — f (5). S — p./npHBdB/d•
На основании практических данных получено:
5 0 20 40 60 80 100
Р 12 4 3 2 1,5 1,0
Мощность N (в кВт), потребляемую двигателем воздуходувной машины, определяют по формуле
N = <?М/(3600 • 103tj) ,
где <? — удельная работа сжатия воздуха, Дж/м3; М — производительность машины, м3/ч; т) — КПД (т] = 0,9 4- 0,95).
РАЗДЕЛ Б.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКОЙ И ТЕПЛОВОЙ ОБРАБОТКИ МОЛОКА
Глава IV. ФИЛЬТРЫ, ФИЛЬТР ПРЕССЫ
И МЕМБРАННЫЕ ФИЛЬТРАЦИОННЫЕ АППАРАТЫ
Фильтры и фильтр-прессы предназначены для удаления из молока или молочных продуктов механических примесей, осадка или отдельных составных компонентов, а мембранные фильтрационные аппараты — для разделения молока и молочных продуктов на фильтрат и концентрат.
Основной частью этого оборудования являются перегородки. В фильтрах и фильтр-прессах применяют проницаемые перегородки, а в мембранных фильтрационных аппаратах — полупроницаемые.
В качестве проницаемой перегородки в фильтрах используют металлические сита и ткани различной пористости, а в фпльтр-прес-сах — тканевые перегородки. Металлические сита изготовляют пле-тьевыми и штампованными. Количество отверстий на 1 см2 25—100 размером 0,5—1,5 мм. Живое сечение перегородок до 50%. Для тканевых перегородок используют холст различной пористости (плотности).
Высокая степень очистки достигается при комбинированном применении металлического сита и холста, а также при использовании полимерных материалов, в частности тканей из энанта и лавсана (на 1 см2 — 255 ячеек).
Мембраны, применяемые в качестве полупроницаемых перегородок, можно изготовить на основе целлулоид-ацетата (целлулоид-нитрит) или синтетических полимеров (полиолефин, поливинилхлорид, полиакрилонитрат).
Мембраны, изготовленные на основе целлулоид-ацетата, состоят из рабочего и дополнительного слоев. Рабочий слой из дебелина имеет отверстия размером 1 мкм. Этот слой используется в качестве разделительного. Микрокапилляры мембран пропускают одни молекулы и задерживают другие (в зависимости от молекулярной массы). Дополнительный слой подкладывается под рабочий и служит механической опорой для него. Мембраны, изготовленные из целлулоид-ацетата, выдерживают pH 3—8 и температуру 30—50°С. При температуре выше этого предела стойкость мембран падает вследствие проходящего при этом гидролиза. В результате воздействия кислой или щелочной среды возможны повреждения при низких температурах (около 0°С). Как недостаток следует отметить и высокую атаку-емость перегородки энзимами и микроорганизмами.
Мембраны, изготовленные на основе синтетических полимеров, изотропны или анизотропны. Они выдерживают более высокие температуры (60°С) и изменение pH в широких пределах (1 — 12).
В зависимости от технологических требований применяют различные мембраны. Так, одни мембраны пропускают частицы молекулярной массой 200, другие — до 1000, третьи — до 10 000, 20 000, 30 000 и т. д. Чем ниже молекулярная масса, тем ниже и давление, которое должно быть в аппарате.
ФИЛЬТРЫ И ФИЛЬТР ПРЕССЫ
В молочной промышленности применяют фильтры главным образом для очистки цельного и обезжиренного молока, смесей мороженого от механических примесей, выделения посторонних примесей и белковых частиц.
В фильтр-прессах происходит отделение белковых сгустков после осаждения казеина или альбумина при осветлении сыворотки в производстве молочного сахара, а также выделение кристаллов молочного сахара.
Фильтры для очистки молока бывают открытыми и закрытыми. Производительность открытых фильтров низкая, они быстро засоряются, поэтому применение их ограничено. При фильтрации молоко поступает в закрытые фильтры под давлением 1-Ю6 Па.
Закрытые фильтры (рис. 26) бывают пластинчатыми, дисковыми и цилиндрическими.
В закрытый пластинчатый фильтр (рис. 26, а) молоко поступает через патрубок 6. По каналу, образованному боковыми отверстиями рамок, оно распределяется параллельными потоками по камерам 12 секции.
Секция состоит из трех камер, представляющих собой раму 11 с сеткой и фильтровальной тканью 13. В фильтре две секции: правая и левая. Молоко поступает в них поочередно, переключение секций осуществляется через 10—30 мин трехходовым краном 5. Когда одна секция работает, другую очищают и готовят к работе (меняют фильтровальную ткань).
Молоко фильтруют при 30—35°С. Во время работы периодически открывают краны 4 для выпуска скопившегося в фильтре воздуха. Молоко, просочившееся через уплотнения рам, попадает в сборник 10. В него же через краны 2 спускают оставшееся в фильтре молоко.
Закрытый дисковый фильтр (рис. 26, б) состоит из стального корпуса 8, крышки 5, клапана 4, патрубка 9 для входа молока, набора фильтрующих дисков 3 с отверстиями 2 для выхода молока, фильтровальных прокладок 1, внутреннего стакана 7, обоймы 6, стойки 11, крана 10 для спуска остатков молока из трубы 12.
Молоко поступает в фильтр через патрубок 9, проходит через отверстия 2 в рамах и фильтровальные прокладки 1, а выходит через трубу 12.
В закрытый цилиндрический фильтр (рис. 26, в) молоко поступает под давлением, проходит фильтровальную ткань 6, натянутую на сетки 7 и 8. Через патрубок 9 молоко выходит из фильтра.
Резиновая прокладка 4 крышки 3 обеспечивает герметичность сборки фильтра. Скопившийся воздух выходит через кран 1. На па-
48
Рис. 26. Закрытые фильтры для молока:
а — пластинчатый: 1 — станина; 2 — краны для спуска молока; 3 — шарниры; 4 — краны для выпуска воздуха; 5 — трехходовой кран; 6, 7—патрубки для входа и выхода молока; 3 — зажимы; 9 — крышка секции; 10 — сборник молока; 11 — рамы с сеткой; 12 — камеры; 13 — фильтровальная ткань;
б — дисковый: 1 — фильтровальные прокладки; 2 — отверстия; 3 — фильтрующие диски; 4— клапан для выпуска воздуха; 5—крышка; 6 — обойма; 7 — внутренний стакан; 8~ стальной корпус; 9 — патрубок для входа молока; 10 — край для спуска остатков молока.; // — стойки; /2 —труба для выхода молока;
в — цилиндрический: / — кран для выпуска воздуха; 2— откидные болты; 3 — крышка; 4 — резиновая прокладка; 5 — ивружный цилиндр; 6 — фильтровальная ткань; 7, 8 — сетки; 9 — патрубок для выпуска молока; 10 — труба для слива остатков молока; // — патрубок для впуска молока; 12 — опора
Рис. 27. Фильтры для очистки смеси мороженого:
1 — цилиндр фильтра; 2 — заглушка; 3 — пробковый край; 4 — стойка
Рис. 28. Фильтр для выделения посторонних примесей и белковых частиц:
1, 2— фундаментный болт и стойка; 3, 4 — левый и правый фильтры; 5 — трехходовой кран; 6 — манометр; 7, 17 — болты; 8 — крышка; 9 — винт; 10. 19 — прокладки;
11 — крышка каркаса; 12 — ручка; 13 — корпус фильтра; 14—каркас; 15 — сетка;
16 — планка; 18 — хомут; 20 — выходной патрубок; 21 — входной патрубок; 22 — гайка; 23— заглушка
трубке 11 установлен манометр, по которому контролируется давление. Перед фильтрацией молоко нагревается до 30—40°С- Фильтровальную ткань необходимо менять через 15—30 мин.
При непрерывной работе фильтра в течение длительного времени поочередно работают левая и правая его части.
Фильтр для очистки смеси мороженого (рис. 27), смонтированный на стойке 4, состоит из распределительного устройства с краном 3 и двух находящихся в стаканах сеток. Распределительное устройство изготовляется из бронзы, сетки со стаканами — из нержавеющей стали.
Фильтрующая смесь под давлением, создаваемым насосом, сначала проходит через верхний патрубок в корпус распределительного устройства, а затем поступает в верхнее отверстие корпуса и стакан. Смесь обтекает стакан сверху и выходит через патрубок цилиндра. Отфильтрованная смесь проходит через нижнее отверстие корпуса и нижний патрубок распределительного устройства и поступает в трубопровод. Оба стакана устроены одинаково и работают попеременно — один выполняет рабочую функцию, другой в это время промывается.
Фильтр для выделения посторонних примесей и белковых частиц (рис. 28) также имеет два цилиндрических стакана, которые смонтированы на стойке 4. К ней фильтры прикреплены хомутами. На внутренней стороне корпуса 13 расположен каркас, к которому планками 16 и болтами 7, 17 прикреплена металлическая сетка. Крышка, прижатая к фланцу корпуса винтами, закрывает корпус фильтра 13. Герметичность зазора между крышкой и фланцем обеспечивается прокладкой.
БО
Рис. 29. Фильтр-пресс:
/, 4 — неподвижная и подвижная концевые плиты; 2—плиты; 3 — рамы; 5 — станина; 6— гидравлический зажим; 7 — штуцер ввода суспензди, промывной воды и сжатого воздуха;
8 — кран для вывода фильтрата и промывной водь!
Крышка прижимает каркас с сеткой к прокладке. Входной 21 и выходной 20 патрубки фильтров соединены попарно двумя трехходовыми кранами, что позволяет осуществлять попеременно включение фильтров.
На входном патрубке 21 фильтра установлен манометр. Давление выше 10 —15 - 104 Па предупреждает о том, что фильтр «забит», и его выключают.
Продукт поступает внутрь каркаса, проходит через сетку в пространство между каркасом и корпусом, выходит через патрубок и трехходовый кран 5.
Продолжительность непрерывной работы фильтра 1,5—2 ч при нормальном творожном сгустке.
Фильтры с тканевой перегородкой имеют следующие недостатки: кратковременность безостановочной работы, частые разборки и сборки фильтров, возможность прорыва фильтровальной ткани при прохождении молока через слой механических примесей, уменьшение производительности во времени.
Рабочими элементами фильтр-прессов являются рамы и плиты, которые размещаются поочередно. Плиты покрывают фильтровальной тканью. В одном фильтр-прессе находится 10—60 рам. При сборке отверстия в рамах и плитах должны совпадать, в результате чего образуются каналы Из такого канала исходная жидкость через отверстия поступает внутрь рамы. Осадок задерживается тканью, а фильтрат проходит через нее и стекает по рифленой поверхности плиты. Через отверстия в плитах фильтрат попадает в сборный желоб.
Плиты 2 и рамы 3 фильтр-пресса (рис. 29) изготовляют из чугуна. Сжатие плит и рам осуществляется винтовым гидравлическим или электромеханическим зажимом.
Фильтр-прессы работают при давлении до 3 • 105 — 4 • 10® Па. По мере заполнения рам осадком скорость фильтрации уменьшается. В течение некоторого времени скорость фильтрации может оставаться постоянной вследствие увеличения давления. Когда давление достигнет постоянного предельного значения, скорость фильтрации замедляется.
51
При осветлении сыворотки (удаление белков) максимальное давление, при котором нарушается фильтрация, составляет 1,5 • 10®— 1,7 • 10® Па. При выделении кристаллов молочного сахара максимальное давление выше в 3—4 раза.
Для осветления сыворотки можно также применять нутч-фильтр. Он представляет собой герметизированную фильтрационную емкость, в которую для интенсификации процесса подают сжатый воздух или же создают вакуум под фильтровальной перегородкой.
МЕМБРАННЫЕ ФИЛЬТРАЦИОННЫЕ АППАРАТЫ И УСТАНОВКИ
Принципиальная схема аппарата показана на рис. 30. Исходный продукт проходит последовательно большое число секций. В каждую последующую секцию поступает продукт, частично обогащенный сгущаемой фракцией. Фильтрат же удаляется из каждой секции. На выходе из последней секции концентрация сгущаемой фракции наибольшая.
По такому принципу работают практически все мембранные фильтрационные аппараты непрерывного и периодического действия циркуляционного типа. Кроме того, в аппараты периодического действия иногда включают емкости различной вместимости с мембранными фильтрующими элементами.
Мембраны в необходимом количестве собираются в узлах, которые называют ультрафильтрационными модулями. Используются разнообразные конструкции модулей: обычно трубчатые и пластинчатые. В трубчатых модулях (рис. 31) мембраны приклеиваются к внутренней стенке пористых труб (иногда из волокнистого материала). Через модуль продукт подается внутрь мембран, а фильтрат проходит через пористые трубы. Обычно модуль состоит из нескольких труб, расположенных в общем кожухе. В пластинчатых модулях мембраны приклеиваются к пористой опорной подложке. Мембраны с подложками укладываются в патрон. Несколько таких патронов, размещаемых в одном кожухе, образуют один модуль. Разновидностью пластинчатого модуля является пластинчато-рамный. В нем мембраны приклеиваются к пористым опорным пластинам, которые потом укладываются в штабель так же, как и рамы в фильтр-прессе.
Фильтрат в этих модулях собирается в соединительной трубе.
На основе фильтрующих элементов созданы установки различных технологических назначений.
Установка производительностью 5000 л/ч (Швеция) предназначена для деминерализации сыворотки. Предварительно отцентрифугированная и охлажденная до температуры 8°С сыворотка насосом подается в фильтр через поплавковые устройства, трехходовой кран, насос и подогреватель. Сыворотка фильтруется при 50—55°С и поступает на гельфильтр вместимостью 2500 л. По окончании цикла работы установки сыворотка, обогащенная лактозой и минеральными веществами, поступает снова в фильтр, насос, охладитель (охлаждается до 8— 12°С) и емкость.
Очистка фильтра осуществляется ежедневно.
52
‘PuJK/npam сы&ратм/
Рис. 31. Фильтрующий элемент (модуль) трубчатого типа: / — мембрана; 2—стеклопластиковая основа; 3 — обертка
Ультрафильтрационная установка (рис. 32), предназначенная для ультрафильтрации сыворотки, состоит из шести параллельно размещенных колонок. Общая поверхность фильтра 23,8 м3. Диаметр дисков 0,4 м.
Сыворотка поступает из емкости по трубопроводам 22 и 23 в винтовой насос 21 производительностью 16 м3/ч и мощностью 16 кВт.
53
Рис. 32. Схема ультрафильтрационной установки:
1 — основание; 2 — колено; 3 — труба; 4 — ротаметр; 5 — собирательный коллектор; 6 — прозрачная труба; 7, 10 — секции; 8 — диск; 9 — гайка; 11 — труба; 12 — отвод; 13 — вертикальный собирательный коллектор; 14— вертикальная распределительная труба; 15, 17 — манометры; 16 — нагнетательный трубопровод; 18 — фильтр; 19 — циркуляционный насос; 20, 24 — вентили; 21 — насос; 22, 23 — трубопроводы; 25 — трубопровод для концентрата; 26 — болт; 27 — диск; 28 — поток сыворотки; 29 — мембрана; 30 — фильтровальная перегородка
В пусковой период вентиль 20 открыт, и закрывают его постепенно при пуске насоса 21.
Сыворотка очищается предварительно на фильтре 18 (размер выделяемых частиц 100 мкм). Продукт под давлением 7,5 • 10 Па через вертикальную трубу 14 и отводы 12 подается в соответствующие междисковые пространства 8. Пройдя через мембраны, частично концентрированная сыворотка выходит через трубы 11 в вертикальный собирательный коллектор 13 при давлении 3,5 • 10® Па и поступает в циркуляционный насос 19. В зависимости от регулировки вентиля 24 концентрат подается по трубопроводу 25 в пластинчатый охладитель.
Каждая секция состоит из дисков 27,собирательных коллекторов, мембран 29 и фильтровальной перегородки 30.
Выделенный фильтрат по трубе 6 поступает в вертикальный собирательный коллектор 5 и перекачивается центробежным насосом в емкость.
Мойка осуществляется циркуляционным способом специальными моющими растворами.
Установки для ультрафильтрации сыворотки имеют фильтрующую поверхность 28 м2. Продолжительность обработки 24 ч (8—12 т сыворотки). Производительность их зависит от давления, типа мембраны, температуры фильтрации и степени сгущения. Так, при степени сгущения 5:1, температуре фильтрации 25°С и давлении 4 • 103 кПа средняя производительность составляет 225 л на 1 м2 фильтрующей поверхности за 24 ч рабочего цикла.
Электродиализаторы в последнее время получают распространение. На рис. 33 показана схема электродиализного пакета. Пакет размещен на нижней нажимной плите. В центре ее находится угольный или металлический электрод, клеммы которого выведены на торец электродной плиты 1. На ней размещена электродная камера с внутренними перегородками 2, необходимыми для турбулизации потока. В электродной плите расположены коллекторы 10, через которые подается и отводится обрабатываемый продукт.
Мембраны укладывают между двумя рядами стержней, на которых установлены рамки рабочих камер. Таким образом, в сборке аппарат представляет собой следующую систему. На электродной камере размещается катионитовая мембрана 4, а на ней — рамка камеры для рабочего раствора. В рамке находится турбулизатор 6, а камера для
54
Рис. 33. Электродиализный пакет:
I — электродная плита в <борке с электродной камерой; 2 — внутренние перегородки электродной камеры; 3 — направляющие стержни; 4, 9- ка-। ионитовая мембрана;
— пазы для стяжных болтов; 6 — прокладка-турбулизатор; 7 — рамки камеры; 8—анионитовая мембрана; 10 — коллектор
рабочего раствора покрывается анионитовой мембраной 8, на которую накладывается рамка камеры для молока. Между рамкой и последующей камерой для герметизации кладется резиновая прокладка. Так же собираются и все последующие камеры.
В электродиализаторах размещается 100—200 рабочих камер. Вся система зажимается плитой нажимной.
Установки для ультрафильтрации и электродиализаторы бывают также горизонтального типа. Мембраны в них изготовлены из полимерных материалов. Они позволяют работать при относительно высоких температурах (до 100°С).
В установках непрерывного действия исходный продукт обрабатывается до заданной концентрации при однократном прохождении через один или несколько аппаратов, включенных последовательно.
55
Рис. 34. Схема оснащения вспомогательного оборудования и контрольных приборов:
1 — емкость для исходного продукта; 2 — приборы контроля концентрации и степени очистки; 3 — регулировочный вентиль; 4 — манометр; 5 — мембранный аппарат; 6 — воздушный колпак; 7 — клапан; 8—плунжерный насос; 9 — теплообменник; 10 — •термометр; // — фильтр предварительной очистки; 12—центробежный насос
В зависимости от концентрации веществ в исходном продукте применяют одно- или многоступенчатые установки. Одноступенчатые установки используются главным образом для обработки продукта малой концентрации веществ, выделяемых из исходного продукта. При этом должна обеспечиваться высокая степень разделения. Многоступенчатые установки применяют для разделения веществ с высокой начальной концентрацией. В них фильтрат или концентрат удаляются при повторной (многократной) обработке продукта в последовательно размещенных мембран-, ных аппаратах.
Обычно аппараты объединяют в параллельные группы, которые соединены между собой последовательно и имеют количество аппаратов, уменьшающееся в каждой группе, с таким расчетом, чтобы скорость протока через них продукта оставалась примерно одинаковой, несмотря на отбор продукта в предыдущей группе аппаратов.
Аппараты периодического действия применяют, если требуется получить готовый продукт высокой концентрации. Они работают по циркуляционной схеме без промежуточного сброса.
На рис. 34 показана схема оснащения аппарата непрерывного действия для мембранной фильтрации приборами и вспомогательными устройствами, размещенными на линиях: 1 — для исходного продукта, II — для фильтрата, III — для концентрата.
Продукт поступает в емкость 1, а затем центробежным насосом 12 нагнетается в фильтр предварительной очистки 11. Давление и температура продукта, выходящего из фильтра, контролируются приборами 4 и 10. Если температура продукта не соответствует заданной, то проводят частичный отбор продукта и его нагревание (или охлаждение) в теплообменнике 9 с возвратом продукта в емкость для исходного продукта 1. После того как достигнута требуемая температура продукта, последний поршневым насосом высокого давления 8 по трубопроводу поступает в мембранный аппарат 5. На пути он проходит через воздушный колпак 6 для сглаживания пульсаций плунжерного насоса. В случае чрезмерного повышения давления срабатывает предохранительный клапан 7.
Фракции фильтрата и концентрата выходят из аппарата в линии // и III. На линии // установлен прибор, показывающий степень очистки, на линии III — манометр, регулирующий отток жидко сти, вентиль и прибор качественной оценки продукта (степень сгущения).
56
ОСНОВНЫЕ РАСЧЕТЫ
Производительность фильтров и фильтр-прессов определяют по известной рабочей поверхности.
Производительность фильтра или фильтр-пресса Мц (в м3/ч) находят по формуле
УИц = 3600<7P/St,
где q — нагрузка на фильтрующую поверхность, м3/м2: F — фильтрующая поверхность, м2; St — продолжительность одного рабочего пикла, с.
Продолжительность цикла 2т включает длительность фильтрации Тф, промывки осадка тпр, разгрузки и подготовки фильтра и фильтр-пресса к следующему циклу тразг.
При выборе насоса, подающего исходный продукт в фильтр, необходимо учитывать сопротивление перегородки.
Сопротивление перегородки R (в Па • с) определяют по формуле
R = 1,5Яор,
где Ro — коэффициент сопротивления [для плотного холста (2 4- 3) 1010, для холста средней плотности (1 4- 2) • 1010, для редкого (0,6 ч- 1,0) • 1010, для металлического сита густого плетения (0,7-ь 1,2) • 101°, для сита штампованного 0,5 • 101О[; р — динамическая вязкость фильтрующего продукта, Па с.
Из-за наличия осадка возможны два режима фильтрации: при постоянных давлении и скорости фильтрации. Если в течение цикла работы давление не изменяется (р = const), то скорость фильтрации падает, так как сопротивление осадка возрастает. При постоянной скорости (v = const) фильтрации необходимо увеличивать давление в течение всего цикла работы.
Глава V. ГОМОГЕНИЗАТОРЫ
И ГОМОГЕНИЗАТОРЫ-ПЛАСТИФИКАТОРЫ
Гомогенизаторы для жидких молочных продуктов предназначены для раздробления жира в молоке, смесях для мороженого и сливках. При этом жир не отстаивается, изменяются лишь некоторые физические свойства продуктов (повышается вязкость) и улучшается вкус продуктов.
Гомогенизаторы-пластификаторы применяются для улучшения консистенции таких продуктов, как плавленые сыры и сливочное масло. Плавленые сыры приобретают мажущуюся консистенцию, а в масле к тому же происходит дополнительное диспергирование водной фазы, в результате чего повышается стойкрсть его в хранении.
Принцип действия машин, предназначенных для гомогенизации и пластификации, одинаков: продавливание продукта через узкие щели.
ГОМОГЕНИЗАТОРЫ
В молочной промышленности для гомогенизации жидких молочных продуктов применяют гомогенизаторы почти исключительно клапанного типа. В них осуществляется одно-, двух- и трехступен-
57
5
Рис. 35. Основные параметры потока жидкости в клапанной щели (а) и схема истечения жидкости (6):
1 — канал для поступающего в клапанную щель продукта;
2— клапанная щель; 3 — канал для выхода гомогенизированного продукта
чатая гомогенизация. Другие виды оборудования (эмульсоры, вибраторы), используемые для дробления жировых шариков, менее эффективны.
Гомогенизаторы клапанного типа обладают высокой степенью раздробления. Так, при гомогенизации цельного молока средний размер жировых шариков уменьшается с 3,5—4 до 0,7 —0,8 мкм.
Степень раздробления зависит от гидравлических условий в зоне клапанной щели. Эти условия в основном определяются давлением гомогенизации от которого зависят скорость движения жидкости в клапанной щели и ее высота, которая обусловливает гидравлический радиус потока.
Движение жидкости через клапанную щель весьма сложно. Различные виды течений зависят от формы клапана и его седла. При одном и том же расходе и различных подъемах клапана можно получить различные типы течений и сопротивления.
Напор Н (в Па), необходимый для прохождения жидкости через клапан, определяют по формуле.
н = + 6i»o/2g + f? — v%/2g + 62of/2g,
где fo/2g — скоростной напор для создания скорости Vo в камере перед клапаном; — напор для
преодоления трения в одной камере; — vo/%g— на-
пор для создания скорости ti при проходе жидкости через клапан; e2v /2g—напор для преодоления трения под клапаном.
Основные параметры потока жидкости в клапанной щели показаны на
рис. 35, а.
Характер изменения скорости жидкости, входящей в клапанную щель, при условии сжатия струи показано на рис. 35, б.
В радиально расходящейся клапанной щели действительная скорость потока щ наибольшая в начале щели (радиус г). По мере расширения потока, выходящего из клапанной щели, скорость уменьшается до v2. На основании уравнения неразрывности скорость движения продукта на расстоянии R определяют по формуле
v2 = V1I-/R.
Наибольшую теоретическую скорость щ можно вычислить по формуле Торичелли
от= / 2gAp/f,
где Др = р0 — Pz — давление гомогенизации, т. е. перепад давления до клапана и после него, Па; у — удельный вес жидкости, Н/м8.
Действительная скорость потока од меньше теоретической, причем величина отклонения зависит от вязкости жидкости и высоты клапанной щели.
Изменение высоты клапанной щели h (в м) при работе гомогенизатора зависит от расхода жидкости через клапан, размеров его, давления гомогенизации и вязкости жидкости:
h = V/ndp / 2g&p!-( = mJ у. yf Zgkp/y >
58
где I7 — расход жидкости через клапан (производительность гомогенизатора), ма/е; d — внутренний диаметр клапанной щели, м; р — коэффициент истечения жидкости через клапан; т — удельный расход жидкости на единицу длины окружности клапанной щели, м3/с.
В свою очередь, коэффициент истечения р зависит от высоты клапанной щели и вязкости жидкости. При давлении (300 400) 102 кПа в случае гомоге-
низации молока коэффициент истечения колеблется от 0,96 до 0,80, а в случае гомогенизации смеси для мороженого — от 0,63 до 0,44.
Несмотря на изменения скорости потока, высоты клапанной щели и давления гомогенизации критерий Re остается постоянным при любых режимах работы
Re = v^hh = = 2т/\,
где м — кинематическая вязкость жидкости, м2/с.
Следовательно, критерий Re для потока в клапанной щели определяется производительностью машины, размерами клапана и вязкостью жидкости. При работе гомогенизаторов обычно Re = 25 000 4- 35 000.
Движение жидкости в клапанной щели зависит в первую очередь от давления гомогенизации. Резкое уменьшение давления в клапанной щели происходит на входе в нее, причем основная часть потенциальной энергии (до 80—90%) расходуется на сообщение жидкости кинетической энергии, а остальная — на преодоление сопротивлений в клапанной щели. Относительно небольшая величина давления в начале щели обусловлена тем, что большая часть сопротивления трения преодолевается в результате уменьшения скоростного напора при падении скорости расширяющегося потока от щ до v2.
В клапанах гомогенизаторов поток продукта подвергается последовательным механическим воздействиям, которые характеризуются градиентом скорости в поперечном сечении потока. Скорость потока по оси больше и уменьшается при приближении к стенкам. Градиент скоростей при ламинарном потоке больше, чем при турбулентном. Жировые шарики, которые находятся в области высоких скоростей в жидком состоянии (температура гомогенизации молока 65—75°С), могут растягиваться в нити преимущественно на входе в клапанную щель и разрываться на мелкие частицы либо совершать вращательное движение, в результате чего возникают центробежные силы, достаточные для преодоления сил поверхностного натяжения.
Градиент скорости изменяется вдоль потока при переходе из области малых скоростей в трубопроводе в область высоких скоростей в щели клапана. Не исключено, что немаловажную роль играют вихри, образующиеся на входе в клапан.
Гомогенизатор клапанного типа показан на рис. 36. Основной его частью является гомогенизирующий клапан.
Жидкость нагнетается под давлением (350-г- 450)102 кПа в канал и движется со скоростью 150—250 м/с через узкую щель между клапаном 9 и седлом 5. Высота клапанной щели при работе гомогенизатора не превышает 0,1 мм.
Форма рабочей поверхности клапана обычно плоская либо конусная с небольшим углом конусности. Известны гомогенизаторы с плоскими клапанами и концентрическими рифлями (проточками), которые расположены на поверхности седла. Следовательно, форма прохода для молока в радиальном направлении извилистая, что должно способствовать лучшей гомогенизации.
59
Рис. 36. Гомогенизатор клапанного типа:
1 — кривошипно-шатунный механизм; 2 — всасывающий клапан; 3 — насос; 4 — предохранительный клапан; 5 — седло клапана; 6 — клапан; 7 — пружина; 8 — регулировочный винт;
9 — гомогенизирующий клапан; 10 — манометр; 11 — нагнетательный клапан
В гомогенизирующий клапан жидкий продукт может нагнетаться многоплунжерным насосом, который обеспечивает равномерную подачу и способен создать высокое давление.
В гомогенизаторах применяются многоплунжерные насосы высокого давления с тремя, пятью и даже семью плунжерами. Плунжеры один по отношению к другому смещены для равномерной подачи жидкости в гомогенизирующий клапан. При ходе плунжера влево молоко проходит через всасывающий клапан 2 в цилиндр, а при ходе плунжера вправо проталкивается через нагнетательный клапан 11 в камеру, на которой установлен манометр 10 для контроля за давлением. Далее молоко по каналу поступает в гомогенизирующий клапан 9, в котором оно поднимает клапан6, прижимаемый к седлу 5 пружиной/. Натяжение пружины регулируется винтом 8. Клапан и седло притерты друг к другу. В нерабочем положении клапан плотно прижат к седлу пружиной 7, которая сжата винтом 8, а в рабочем клапан приподнят давлением жидкости и находится в «плавающем» состоянии. При завинчивании винта давление пружины на клапан увеличивается, в результате чего высота клапанной щели уменьшается. Это приводит к увеличению гидравлических сопротивлений при движении жидкости через клапан.
Гомогенизатор снабжен предохранительным пружинным клапаном, через который жидкость выходит наружу, когда давление в машине выше установленного.
60
Двигаясь с большой скоростью, жидкость оказывает сильное механическое воздействие на седло и клапан, что вызывает быстрый износ их. Клапан и седло изготовляют из стали высокой твердости. Они имеют обычно симметричную форму и рабочие поверхности с обеих сторон. Это позволяет после заметного износа рабочих поверхностей перевернуть седло и клапан другой стороной, использовать вторую пару рабочих поверхностей и продлить в 2 раза срок службы гомогенизирующего клапана.
Гомогенизирующее устройство для двухступенчатой гомогенизации показано на рис. 37. Жидкость проходит последовательно через два гомогенизирующих клапана. В каждом клапане давление пружины на клапан регулируется своим винтом. В таких клапанах гомогенизация происходит в две ступени. Рабочее давление в нагнетательной камере равно сумме обоих перепадов.
Применение двухступенчатой гомогенизации обусловлено тем, что после одноступенчатой гомогенизации в продуктах, выходящих из гомогенизирующего клапана, наблюдается слипание диспергированных частиц и образование «гроздьев», которые ухудшают эффект диспергирования. Задача второй ступени состоит в раздроблении, рассеивании таких сравнительно неустойчивых образований.
Перепад давления во второй ступени гомогенизатора значительно меньше, чем в первой. С той же целью применяют гомогенизаторы трехступенчатой гомогенизации.
Гомогенизатор двухступенчатой гомогенизации показан на рис. 38. Получение высоких давлений в этом гомогенизаторе обеспечивается трехплунжерным насосом.
Гомогенизатор состоит из привода с червячной передачей и вертикально размещенным электродвигателем, кривошипно-шатунного механизма, разборного блока цилиндров с находящимися в нем взаимозаменяемыми тремя всасывающими и тремя нагнетательными клапанами с седлами, фильтром и манжетными уплотнениями, гомогенизирующего клапана, дросселирующего устройства и манометра с разделителем.
Давление гомогенизации регулируется рукояткой на первой и второй ступенях гомогенизирующего клапана, а контролируется манометром с разделителем и дросселирующим устройством.
В гомогенизаторах производительностью 10000 л/ч и более во избежание чрезмерных нагрузок на плунжеры и стенки цилиндров используются плунжерные блоки подачи продукта в гомогенизирующий клапан.
Чтобы предотвратить попадание микроорганизмов извне в продукт, используют специальные гомогенизаторы асептического типа (рис. 39). В ограниченное двумя уплотнительными сальниками пространство таких гомогенизаторов вводится пар под избыточным давлением (0,3 4-4- 0,6)102 кПа. Эта высокотемпературная зона служит барьером, препятствующим попаданию бактерий в цилиндр гомогенизатора.
В настоящее время получают распространение гомогенизаторы большой производительности (50 000 л/ч и более), а также гомогенизаторы, работающие при давлении 600 • 106 Па и более. Потребля-
61
Рис. 40. Гомогенизатор с гидравлической системой регулирования давления: а — общий вид гомогенизатора: / — гомогенизирующий клапан (первая ступень); 2 — гомогенизирующий клапан (вторая ступень); 3 — дренажные отверстия; 4— поршень; 5—магистраль буферной жидкости (масла); 6, 8— уплотнения; 7 — клапанный шток;
б — схема подачи буферной жидкости: / — первая ступень гидравлической клапанной системы; 2 — понижающий давление клапан (первая ступень); 3 — понижающий давление клапан (вторая ступень); 4— вторая ступень гидравлической клапанной системы; 5 — гидравлический насос; б — емкость для буферной жидкости (масла); 7 — компенсатор давления
Применяют также многоступенчатые центробежно-распылительные эмульсоры. Для многоступенчатого эмульсора производительностью 1000—1200 л/ч, разработанного во ВНИМИ, использован корпус центробежного насоса. По касательной к окружности корпуса приварен патрубок. В центре крышки, как и у центробежного насоса, размещен входной патрубок для смеси, а на внутренней поверхности приварены три концентрических кольца.
Распылитель эмульсора представляет собой диск с тремя концентрическими отбортованными кольцами с отверстиями. Эмульгирование осуществляется в три этапа с нарастающей интенсивностью.
Предварительно нагретая смесь поступает сначала во входной патрубок, а затем в центральную часть эмульсора и во внутреннее кольцо распылителя. При этом продукт отбрасывается к периферии, вследствие чего образуется кольцевой слой жидкости. Под давлением, создаваемым центробежными силами, смесь проталкивается через первое кольцо (окружная скорость кольца при частоте вращения 5 с"' 22 м/с) и с большей скоростью сбрасывается с его поверхности. В результате происходит полное тонкое диспергирование смеси.
Сброшенные с первого кольца частицы ударяются о первую кольцевую перегородку, теряют скорость и объединяются. В таком виде эмульсия переливается во второе вращающееся кольцо, в котором процесс повторяется при.окружной скорости второго кольца 29 м/с. То же самое происходит в третьей ступени при окружной скорости 36 м/с. Жидкость собирается в пространстве между ротором и корпусом и выбрасывается из аппарата.
Устройства для диспергирования струйного типа бывают одно-и двухструйные. Эти устройства имеют одинаковые сопла со шпинде-64
Рис. 41. Гидродинамический вибратор:
/ — корпус; 2 — колебательная система; 3 — сопло; 4 — фланец
А-А
лями, запирающими отверстия диаметром 3 мм. Сопла размещены в корпусе с входной камерой. Если устройство одноструйное, то на пути струи устанавливается заслонка, расстояние которой от сопла в процессе работы может изменяться. В двухструйном устройстве каналы расположены один против другого.
Вибраторы применяют для ультразвуковой обработки жировой фазы молока и сливок.
Вибратор ультразвуковой обработки (рис. 41), позволяющий достичь высокого раздробляющего эффекта жировой фазы, состоит из корпуса I, колебательной системы 2 и сопла 3 для подачи молока к колебательной системе. Сопло представляет собой трубу с конпентрич-но установленными вытеснителями, а колебательная система — пакет пластин прямоугольной формы толщиной 0,6—0,7 мм. Пластины, заполняющие внутреннюю полость камеры, расположены вдоль ее продольной оси и установлены на крестообразной державке, жестко связанной с отражательной плоскостью. Расстояние между пластинами 6—7 мм.
При давлении обработки (404- 50)102 кПа на вибраторе размер среднего диаметра шариков не превышает 2 мкм. При прохождении молока через вибратор достигается заметный бактерицидный эффект. Общая бактериальная обсемененность сырого молока снижается на 40—50%, а при температуре 55—70°С и том же давлении —на 60 — 70%. В то же время обработка на вибраторе способствует интенсификации развития молочнокислых бактерий.
ГОМОГЕНИЗАТОРЫ-ПЛАСТИФИКАТОРЫ
Устройство и действие гомогенизаторов-пластификаторов не отличаются в принципе от устройства и действия гомогенизаторов клапанного типа.
Гомогенизатор-пластификатор для сырной массы (рис. 42) представляет собой трехплунжерный насос высокого давления с гомогенизирующим устройством, который состоит из станины литой конструкции, привода кривошипно-шатунного механизма с коленчатым валом и загрузочным бункером. Плунжеры- совершают возвратно-поступа-
3—1275
65
Рис. 42. Гомогенизатор-пластификатор для сырной массы:
1 — станина; 2— дросселирующее устройство; 3 — блок плунжерный; 4—манометрическая головка; 5 — бункер; 6 — гомогенизирующий' клапан
тельные движения от коленчатого вала через кривошипно-шатунный механизм.
При движении плунжера в сторону коленчатого вала сырная масса засасывается в бронзовую втулку (их три для каждого плунжера во втулке) через окна. При движении плунжера в противоположном направлении сырная масса нагнетается к гомогенизирующему клапану.
В состав гомогенизирующего устройства входят три нагнетательных клапана с пружинами сжатия, гомогенизирующий клапан и манометр с разделителем и дросселем.
При выталкивании плунжером сырной массы нагнетательный клапан поднимается давлением, создаваемым поршнем, и она перемещается к гомогенизирующему клапану. Нагнетательный клапан опускается силой прижатия пружины.
На рис. 43 показан гомогенизатор-пластификатор, предназначенный для обработки сливочного масла перед его фасовкой. Аппарат состоит из загрузочного бункера и одной пары шнеков для подачи масла в камеру обработки.
На станине смонтированы корпус гомогенизатора-пластификатора, электродвигатели, регулятор вариатора, редуктор, вал со шкивами, электромагнитной муфтой и эксцентриком для натяжения ремней. На корпусе размещены механизмы подачи масла в ротор (шнек) и обработки его (ротор), кран с диафрагмой для регулирования давления масла в роторной камере, а также бункер для масла.
Сначала масло подается в бункер. Затем двумя шнеками, вращающимися в противоположные стороны, оно продавливается через ротор и обрабатывается. Через кран с диафрагмой масло выходит в та-
66
ру или бункер фасовочного автомата. Все части, соприкасающиеся с маслом, перед работой и после нее покрываются специальным горячим (80°С) раствором. Предварительная обработка необходима для предотвращения прилипания масла к рабочим поверхностям.
ОСНОВНЫЕ РАСЧЕТЫ
Важнейшими показателями, характеризующими работу гомогенизаторов, являются производительность и степень раздробления жировых частиц при гомогенизации. Поскольку гомогенизаторы потребляют механическую энергию, и притом значительную, расчет энергетических затрат приобретает особую необходимость. Кроме того, при расчете гомогени
Рис. 43. Гомогенизатор-пластификатор для масла:
затора ОпрбДбЛЯЮТ основные раз- / — станина; 2—шнековая камера; 3—* меры пружины, необходимые для шнекн; 4~ бункер
ее выбора, а также его мощность.
Производительность гомогенизатора обусловливается пропускной способностью гомогенизирующего клапана. Однако в действующем
клапане имеет место равенство
^КЛ — Мн-
Исходя из такого сопоставления, производительность гомогенизатора М рассчитывают как зависящую от диаметра плунжера d, их количества г, длины хода плунжера S и частоты вращения вала п:
М = ~d"-^Snz^ 60,
где <р — объемный КПД насоса (при работе на молоке ср = 0,8).
Правильное соотношение основных конструктивно-механических и эксплуатационных факторов имеет существенное значение для определения режима работы.
Степень раздробления жировых частиц при гомогенизации характеризуется диаметром.
В пределах давления гомогенизации (304- 200)10® Па (температура продукта 60°С) диаметр жирового шарика с?сР (вмкм) после гомогенизации можно рассчитывать по формуле (Н. В. Барановский)
dcp = 3,8/, (5)
где Др — перепад давления в гомогенизаторе, МПа.
3* 67
По формуле (5) можно ориентировочно определить давление го- • могенизации, необходимое для получения заданной степени раздроб- . ления жировых шариков.
В пределах давления (304- 600)10® Па при тех же условиях предложена формула (Г. А. Комляков)
lg dcp = 0,9 — К lg ( р2 . 10-5
где К — коэффициент (для одноступенчатого гомогенизатора 0,30, двух- и трехступенчатого — 0,39 и 0,40); ps — суммарное давление гомогенизации, Па.
При гомогенизации в результате перехода механической энергии в тепловую температура молока повышается. Существует линейная зависимость изменения температуры молока А/ от давления:
39,1 104 9,8 ’
где р — давление гомогенизации, Па.
Высокое давление гомогенизации является причиной того, что гомогенизаторы клапанного типа поглощают много электроэнергии. У большинства гомогенизаторов высокое давление клапана на седло компенсируется пружиной, которая должна быть достаточно жесткой, чтобы обеспечить необходимое давление гомогенизации.
Мощность N (в Вт), необходимую для работы гомогенизаторов, определяют по формуле для расчета мощности насоса
/V = Мр01ц,
где Л4 — объемная производительность, м8/с; рв —давление, развиваемое плунжерами гомогенизатора; г] — механический КПД гомогенизатора (i] = 0,75).
Глава VI. СЕПАРАТОРЫ И ЦЕНТРИФУГИ
По основным процессам, протекающим в сепараторах, их можно разделить на сепараторы-сливкоотделители и сепараторы-молоко-очистители.
Сепараторы-сливкоотделители предназначены для центробежного разделения молока на сливки и обезжиренное молоко, нормализации молока по жиру, а также для обезжиривания сыворотки и получения безводного жира. В них осуществляется концентрация жира в плазме. Характерным признаком обрабатываемого продукта в сепараторах-сливкоотделителях является то, что плотность дисперсной фазы (жира) должна быть меньше плотности дисперсной среды (плазмы).
К этой группе машин следует отнести сепараторы-диспергаторы, предназначенные для выделения сливок из молока при одновременной гомогенизации жировой части.
В сепараторах-молокоочистителях происходят выделение из молока механических и естественных примесей, а также разделение суспензий или эмульсий, в которых плотность дисперсной среды (плазмы) ниже плотности выделяемых при сепарировании частиц.
68
В эту группу машин входят также сепараторы-бактериоотделители, которые используются для выделения из молока микроорганизмов, сепараторы —отделители белка от сыворотки и сепараторы-твор огоотдел и тел и.
Возможна классификация сепараторов и по конструктивным признакам. В соответствии с классификацией различают сепараторы открытого, полузакрытого и закрытого типов, которые применяют для выделения жировой фракции, а также для выделения загрязнений и обезвоживания белковой фракции.
Сепараторы для выделения жировой фракции (при рж<:₽пл)
Открытого типа Периодический способ Получение сливок нормальной жирности и высокожирных
Полузакрытого типа То же Пульсирующий способ Получение сливок, нормализация молока по жиру, диспергирование жира Получение сливок, нормализация молока по жиру
Закрытого типа Периодический способ Пульсирующий способ Получение сливок, нормализация молока по жиру Получение сливок, нормализация молока по жиру, обезвоживание жира
Сепараторы для выделения загрязнений и обезвоживания белковой фракции (при рчаст > Рпл)
Открытого типа
Полузакрытого типа
Закрытого типа
г
Непрерывный способ
Периодический способ
Пульсирующий способ
Периодический способ
Пульсирующий способ
Непрерывный способ
Комбинирован н ый способ
Частичное обезвоживание творога
Очистка молока
Очистка молока, выделение белка из сыворотки
Очистка молока
Очистка молока, выделение белков сыворотки
Бактериоотделение
Бактериоотделение, очистка молока
В сепараторах открытого типа ввод исходного продукта и вывод жидких фракций происходит в виде свободной струи (не герметизированы). В сепараторах полузакрытого типа ввод продукта осуществляется свободной струей, вывод отсепарированных фракций герметизирован. И, наконец, в сепараторах закрытого типа ввод исходного продукта в сепаратор и вывод отсепарированных фракций происходит под давлением (герметизированы).
Вывод твердого осадка может быть периодическим при полной разборке сепарирующего устройства (барабана), пульсирующим, обеспечивающим выброс осадка в течение долей секунды на ходу даже без существенного снижения частоты вращения, путем раскрытия-бара-
69
Рис. 44. Общий вид сепаратора:
j — сепарирующее устройство; 2 — приемно-отводящее устройство; 3 — приводной механизм
бана и непрерывным через сопла в стенках барабана. Возможен и комбинированный выброс твердого осадка: непрерывный через сопла уменьшенного размера и путем раскрытия барабана.
Все сепараторы независимо от их технологического назначения и конструкции работают на сверхкритической частоте вращения 100—150 с’1.
СЕПАРАТОРЫ
* Основные узлы
“ На рис. 44 показан общий вид сепаратора, основными узлами которого являются сепарирующее устройство (барабан), в котором осуществляется разделение эмульсий (суспензий) на фракции; приемно-отводящие устройства для продукта, поступающего в сепарирующее устройство, и отсепарированных жидких фракций; приводной механизм.
Все части сепаратора размещены на общей станине.
Сепарирующие устройства (рис. 45) бывают с нижним и верхним вводами продукта. При этом продукт, попадающий в нижнюю часть сепарирующего устройства, распределяется между
Рис. 45. Сепарирующие устройства сеператора-сливкоотделителя (о) и сепаратора-молокоочистителя (б):
1 — пакет тарелок; 2 — вал; 3 — приемное устройство; 4 нагнетающее устройство
Рис. 46. Последовательность сборки сепарирующего устройства герметического сепаратора:
1, 2 — гайки; 3 — кольцевая гайка; 4 — патрубок; 5 — напорная камера; 6 — крышка барабана; 7 — уплотнительная прокладка; 8 — вкладыш; 9 — разделительная тарелка; 10 — пакет тарелок; 11 — тарелкодержа-тель: 12 — корпус; 13 колпачковая гайка
71
тарелками (конструкция должна обеспечивать по возможности равномерное растекание).
Как следует из рис. 45, возможны два случая: первый — распределение по межтарелочным пространствам поступающего в сепарирующее устройство исходного продукта осуществляется через канал, образованный отверстиями в тарелках, и второй — поступление исходного продукта в межтарелочные пространства из периферийной части сепарирующего устройства. Зазор между тарелками фиксируется ши-пиками. У различных сепараторов зазор неодинаков (0,6—0,8 мм у сепараторов-сливкоотделителей, 2—4 мм у сепараторов-молокоочис-тителей).
Принципиальные отличия сепарирующего устройства сепаратора-молокоочистителя от сепарирующего устройства сепаратора-сливкоотделителя заключаются в следующем: в межтарелочные пространства сепарирующего устройства сепаратора-молокоочистителя жидкость входит с периферии тарелок, а не через отверстия в тарелках, как у сепаратора-сливкоотделителя. Отверстия в тарелках у сепараторов-молокоочистителей вообще отсутствуют. Продукт, обрабатываемый в сепараторах-молокоочистителях, направляется в отводной патрубок, а в сепараторах-сливкоотделителях — в патрубки для сливок и обезжиренного молока. Периферийное пространство сепараторов-молоко-очистителей больше, чем сепараторов-сливкоотделителей.
В сепарирующих устройствах, предназначенных для выделения более легкой, чем среда, фракции, поток поступающей в межтарелочные пространства жидкости (большая часть) перемещается от отверстий в тарелках к периферии. При этом жидкость проходит в пространствах между тарелками, где осуществляется тонкослойное разделение, в результате чего выделяются частицы эмульсии жира (жировые шарики).
В сепарирующих устройствах, предназначенных для выделения более тяжелой, чем среда, фракции, жидкость поступает в межтарелочные пространства с периферии. В периферийной части выделяется до 80% от общего количества механических и естественных примесей. Остальная часть примесей выделяется в межтарелочных пространствах. к тому же процесс осложняется еще тем, что поступающая из межтарелочных пространств в периферию более тяжелая фракция вновь смешивается с общим потоком.
Таким образом, рабочим объемом сепаратора-сливкоотделителя с достаточной точностью можно считать межтарелочные пространства, а рабочим объемом сепараторов-молокоочистителей — периферийную часть и межтарелочные пространства.
На рис. 46 показаны основные детали сепарирующего устройства (барабана) и последовательность их сборки у сепараторов с периодической выгрузкой осадка. Сепарирующее устройство насаживают на вертикальный вал с помощью колпачковой гайки 13. Тарелки 10 собирают на тарелкодержателе 11. В паз укладывают резиновую уплотнительную прокладку 7, надевают крышку 6 и затягивают кольцевую гайку 3 до совпадения отметок на гайке и крышке. Крышку станины опускают и запирают специальным маховичком.
72
Рис. 47. Траектория потоков жидкости и жировой фракции в меж тарелочном пространстве сепаратора-сливкоотделителя:
а — однородной жидкости; б —легкой и тяжелой фракций; в — линии потоков с учетом возможной агрегации частиц
Рис. 48. Траектории потоков суспензии в межтарелочном пространстве сепаратора-молокоочистителя
Траектория движения жировых частиц (более легкая, чем среда, фракция) в межтарелочном пространстве сепаратора-сливкоотделителя показана на рис. 47. Вначале они вместе с потоком плазмы перемещаются к периферии, и при этом проникают через толщу межтарелочного пространства. По поверхности в частично агрегированном виде жировые частицы поднимаются между отверстиями, через которые молоко поступает к оси вращения. Частицы за время нахождения в межтарелочном пространстве, не достигшие поверхности нижерас-положенной тарелки, уходят в обезжиренное молоко и составляют потери.
Весь процесс сепарирования молока практически завершается в межтарелочном пространстве.
Несколько по-иному происходит выделение частиц эмульсии (суспензии) в сепараторах-молокоочистителях (рис. 48). Вследствие того что молоко поступает в межтарелочные пространства с периферии (плотность частиц больше плотности плазмы), частицы перемещаются
73
Рис. 49. Стадии движения частиц между тарелками при разделении эмульсий и выделении твердой фракции
от верхней поверхности нижележащей тарелки к нижней поверхности тарелки, расположенной выше, и также будут выделены. Большая или меньшая часть из них в зависимости от вида суспензии будет выделена за время пребывания в межтарелочном пространстве. Концентрация суспензии, поступающей в межтарелочное пространство, понижена.
И наконец, на рис. 49 показаны стадии движения частиц между тарелками при разделении эмульсий (плотность частиц меньше плотности плазмы и наоборот).
Эффект разделения эмульсий или суспензий в сепараторах происходит в условиях сложной гидравлической системы. От того, в какой степени эти условия оптимизированы, зависит эффект разделения. Однако гидравлические факторы не являются побудителями сепарирующего эффекта разделе
ния, но устойчивость потоков должна быть в полной мере обеспечена конструкцией. И. М. Гольдиным предложен критерий устойчивости Л, характеризующий смещение потоков относительно поверхности тарелок (вследствие отставания жидкости), в следующем виде:
X2 = ft2<o sin a/v.
где ft — расстояние между тарелками, м;. ш — частота вращения барабана, с-1; а — половина угла конусности тарелок; v — кинематическая вязкость жидкости, м2/с.
Г. А. Кук считает, что оптимальные условия сохранения устойчивости потока жидкости между тарелками обеспечиваются при Х = 6 - 10.
Фактором разделения в сепараторах является величина ускорения центробежного поля. Обычно он выражается отношением ускорения центробежного поля к ускорению силы тяжести и характеризуется критерием Фруда:
Fr = <o2/?/g,
где R — радиус барабана, м.
Известно, что оОкр = тогда
Fr = foKP/^g-
Под действием центробежных сил частицы, находящиеся в дисперсионной среде (продукте) и имеющие иную, чем среда, плотность, начинают перемещаться к оси вращения, если рч < рср, или к периферии, если рч > рср.
В сепараторе подвергаются разделению тонкие дисперсии, поэтому обтекание частиц дисперсионной средой при их перемещении является струйным, т. е. ReKp= 14- 2. Для этих условий справедливо выражение скорости перемещения частиц о (в м/с) в среде по Стоксу:
v = 2/9аг2 (р, — р2)/р.,
где г — радиус частиц, к, Pi, р2 — плотность жидкости и частиц, кг/м8; ц — динамическая вязкость, Па • с.
Радиальное ускорение а (в м/с2) определяется из формулы
а — v*fR = №nlR.
Следовательно,
v = 8,77n2/?r2(pj — р2)/р.
74
Рис. 50. Схема к расчету соотношения между конструктивно-механическими факторами и физическими свойствами продукта:
а — жировой шарик расположен в межтарелочном пространстве; б — жировой шарик расположен на периферии тарелок; Уд — скорость потока; Уш — скорость движения жирового шарика
частипы в межтарелочном простран-
Для концентрированных растворов скорость стесненного движения ост (в м/с) определяют по формуле следующего вида:
ост = [0,12358/1— 61», где Е — «свободный объем» в сливках, равный отношению объемов плазмы и жира.
При расчете сепарирующего устройства выбирают наиболее неблагоприятные условия, когда частица находится на поверхности тарелки, противоположной той, к которой она перемещается. При этом можно выделить те частицы, которые за время пребывания в сепарируемой жидкости я межтарелочном пространстве успевают пересечь поток и достичь поверхности следующей тарелки. Это условие характеризуется равенством
vt = h, где t — продолжительность нахождения
стве; h — расстояние между тарелками по вертикали.
Н. Я. Лукьянов, основываясь на исследованиях Г. И. Бремера, установил соотношение между конструктивно-механическими факторами и физическими свойствами продукта.
Если рассматривать элементарный кольцевой объем V сепарирующего устройства (рис. 50), то
dV — 2-nRdRhz, где г — количество межтарелочных промежутков.
Продолжительность dt пребывания молока в этом объеме:
dt = dV/M = 2r.RdRh.
За dt частица перемещается в горизонтальном направлении на расстояние dS = vcdt ~ KRdt, (6)
где vc — скорость частицы, м/с: К — постоянная по Стоксу;
К = [®2 (Pi —p2)/18p.]di2> di — диаметр частицы, м.
Значение dt подставляем в формулу (6):
dS = (K2r.hzR2/M) dR.
За то время, когда жидкость пройдет полный объем межтарелочного пространства, ограниченного радиусами RM и R&, расчетная частица должна переместиться в потоке плазмы на расстояние S.
В результате интегрирования в пределах от 0 до S и от RM др Rq получают
S = (2nhzK/M) (r| - R®/ 3) : , (7)
tga
Подставляя в формулу (7) значения S и К, получают hl tg а = (Miz^d? (pi - ₽2)/ 18/Ир.) (R* - R®/ 3).
75
Принимают
tg ct = ///(Rq — Дм)
(где H — высота тарелки, м) и подставляют w — 2лй и di = 2ri, тогда
[(Pi - Ра/Н)] 'i [(гпЧЦМ) (R*- RllR6-Ra)] = 0,55. (8)
Физические Конструктивно-меха-
свойства нические факторы
Радиус частиц и (в м), которые могут проникнуть через толщу жидкости в межтарелочном пространстве за время пребывания продукта в элементарном объеме, определяют по формуле
г£= 0,24 /(Pi - р2)) - R^/R^ - R„) .
Частицы, достигшие поверхности следующей тарелки, не всегда попадают в обогащенный поток. Необходимо, чтобы частица изменила направление своего движения. Это возможно при условии, что v4 рп (^ч, L’n— скорость движения частицы и жидкости у поверхности тарелки) (рис. 50, б).
Для ламинарного потока характерен параболический закон распределения скоростей
vx = fmax(l — a2/b*),
где vx — скорость потока в любой точке сечения, м/с; оп1ах — максимальная осевая скорость потока, м/с; а — расстояние от оси потока до рассматриваемой точки, м; b — расстояние от поверхности тарелки до оси потока, равное половине расстояния между тарелками, м.
Известно, что
^тах ~ (3/2) оСр, тогда
Ртах = (3/4) (m/nRh) = (3/4) (M/nRhz).
Расчетная формула для определения скорости v (в м/с) потока в любой точке межтарелочного пространства
v = (3/4) M/nRhz (1 — 4а2/й2).
Скорость потока на расстоянии от поверхности тарелки, равном диаметру частиц, которая уравновешивается скоростью Стокса во избежание поворачивания частицы, что приводит к сносу ее в общий поток, определяется по формуле
vc = (3/2) рСр [1 - 4 (й/2 - d2)W].
Если пренебречь малой величиной d2, то
рс = (3/2) i>cp (4d2/ft) = (3/2) РСр (8гг/Л).
При ламинарном движении жидкости между тарелками условие равновесия на поверхности кромки тарелки выразится отношением
(3/2) пСр (8т2/й) = 8,77и2/?пг| (рг — р2/р.).
Подставив оср, можно установить значения физических свойств и конструктивно-механических факторов:
[(Pi — Ра/Р.)] г2 [zRSh?ri4M\ = 0,22- (9)
Физические Конструктивно-меха-свойства нические факторы
Из соотношения (9) выводится формула предельного радиуса частицы г2, удерживающейся на поверхности тарелок,
г2 = 0,22 [Л4р./гДдй2п2 (pj — р2)].
76
Сопоставление предельных значений жировых частиц, способных под действием радиального ускорения проникнуть через толщу жидкости в межтарелочном пространстве и удерживающихся на поверхности после их осаждения, позволяет рассчитать оптимальные условия выделения их при сепарировании (рис- 51). Оптимальное расстояние между тарелками будет при условии
Г,Н
П,ММ
const
1
Рис. 51. Кривые, характеризующие зависимость оптимального расстояния между
где и, г2— радиус частиц, достигших поверх- тарелками от радиуса частиц ности тарелки и удерживающихся на их поверхности, м.
Если и = г2, то на поверхности тарелок удерживаются частицы предельного размера. Однако многие из них не могут пройти через толщу жидкости в межтарелочном пространстве. Если г2 > и, то часть частиц будет снесена в общий поток, хотя мелкие и достигнут поверхности нижележащей тарелки.
Значение оптимальности межтарелочных расстояний существенно при разработке конструкции на заданный продукт. Это значение необходимо учитывать и при использовании сепаратора в измененных условиях эксплуатации.
Приемно-отводящие устройства бывают открытого и полузакрытого типов, а также герметические. В приемно-отводящих устройствах открытого типа исходный продукт вводится в сепарирующее устройство открытой струей. Жидкие фракции (сливки и обезжиренное молоко) выбрасываются открытыми струями. В приемно-отводящих устройствах полузакрытого типа подвод продукта осуществляется также открытой струей, а отвод жидких фракций — под давлением по закрытым каналам. В герметических приемно-отводящих устройствах продукт при осуществлении процесса не соприкасается с воздухом.
Приемно-отводящее устройство сепаратора полузакрытого типа показано на рис. 52. В камере, образованной разделительной тарелкой 9 и верхней тарелкой 10, располагается напорный диск 7. Верхняя тарелка надевается после того, как напорный диск установлен в камере.
В горловине сепарирующего устройства имеется горизонтальная перегородка 2 с проходами у стенок для обезжиренного молока.
По трубке 6 молоко поступает в тарелкодержатель. В собранном виде средняя часть этого узла представляет собой три концентрично расположенные между собой трубки: по внутренней подается молоко, по средней отводятся сливки, а по наружной — обезжиренное молоко. Резиновые прокладки в местах соединений сжимаются гайкой 5, что обеспечивает герметизацию. Узел крепится на неподвижном основании 4.
В камерах напорных дисков находятся радиально расположенные ребра, способствующие вращению жидкости. Периферийная часть неподвижных дисков во время работы погружена во вращающуюся жидкость (сливки или обезжиренное молоко). Под давлением, которое создается при вращении, жидкие фракции поступают сначала в каналы дисков, а затем в отводные патрубки. Величина давления опреде-
77
Рис. 52. Сепарирующее устройство полузакрытого типа:
1 — напорный диск для сливок; 2 — горизонтальная перегородка; 3— крышка; 4 — основание; 5 — гайка; 6 — трубка; 7 — напорный диск для обезжиренного молока;
8 — горизонтальный канал; 9 — разделительная тарелка: 10 — верхняя тарелка
Рис. 53. Напорный диск для выгрузки жидкой фракции под давлением
ляется скоростью вращения жидкости, размером дисков и глубиной их погружения в жидкость. Наклонные каналы 11 в дисках предназначены для выпуска воздуха во время работы сепаратора. По горизонтальному каналу 8 в перегородке отводятся сливки в случае переполнения камеры, а также воздух и газы.
В герметических приемно-отводящих устройствах герметизированы ввод исходного сырья и вывод жидких фракций. Герметизация ввода и вывода достигается манжетами, которые расположены между вращающимися и неподвижными деталями устройства.
В этих устройствах для вывода жидких фракций используются напорные диски, обеспечивающие давление не только для выброса из сепарирующего устройства жидких фракций, но и для подачи их на определенную высоту (рис. 53).
Жидкость, вращаясь в камере напорного диска, образует кольцо. Напорный диск входит радиально (до большей или меньшей глубины) во вращающееся кольцо жидкости, вследствие чего создается давление, которое повышается при увеличении диаметра диска. Давление, создаваемое напорным диском, определяется давлением в соответствующем радиусу диска кольце жидкости вследствие наличия центробежных сил и кинетической энергии вращающейся жидкости, которая полностью превращается в энергию давления. Обезжиренное молоко выходит под давлением примерно до 2,5 • 10® Па, а сливки — до 2,0 • 10® Па.
Когда пропускная способность напорного диска невелика и противодавление на выпуске отсутствует, диаметр кольца жидкости отличается незначительно от внешнего диаметра напорного диска.
78
Если жидкость должна преодолеть противодавление (при подаче на значительную высоту или в аппараты, в которых требуется создать напор), диаметр кольца жидкости в камере напорного диска уменьшается до тех пор, пока противодавление не уравновесится.
В сепарирующее устройство молоко может подаваться насосами, установленными в технологических линиях, или насосами, вмонтированными в станину сепаратора (сепараторы с нижним вводом исходного продукта через полый вал).
Для регулирования концентрации жидких фракций в приемно-отводящих устройствах полузакрытого типа и герметических применяются запорные приспособления (краны). При этом на пути движения фракции устанавливаются контрольные приборы: ротаметр — па протоке сливок, манометр и регулировочный кран — на протоке обезжиренного молока.
На рис. 54, а показаны устройства для отвода сливок и обезжиренного молока в сепараторе полузакрытого типа. Основными частями устройства являются центральная трубка 14, напорный диск для обезжиренного молока 16, приемники обезжиренного молока 13 и сливок 7. На пути движения обезжиренного молока установлены манометр 3 и регулирующий вентиль 2, с помощью которого регулируется давление на выходе обезжиренного молока. В корпусе регулирующего вентиля перемещается при вращении шпиндель. Уплотнение корпуса достигается резиновым кольцом.
На пути движения сливок установлены ротаметр 21 и регулирующий вентиль, изменяющий давление на выходе сливок. В результате изменения давления на выходе сливок или обезжиренного молока изменяется содержание жира в сливках.
Для нормализации молока на сепараторе-сливкоотделителе соединяют трубопроводы для выхода обезжиренного молока и сливок. На пути выхода обезжиренного молока в трубопровод устанавливается клапан, с помощью которого регулируется количество поступающих сливок до получения молока заданной жирности.
На рис. 54, б показано устройство для нормализации молока. Напорный диск на трубопроводе для обезжиренного молока создает несколько большее давление, чем напорный диск на трубопроводе для сливок. Поэтому для нормализации сливок необходимо уравнивать давление на выходе сливок и обезжиренного молока, прикрыв регулирующий кран, установленный на выходе обезжиренного молока.
В настоящее время используются различные устройства для вывода осадка: сопловые и пульсирующие.
В сопловом устройстве обеспечивается непрерывная выгрузка твердого осадка в течение всей работы сепаратора, а в пульсирующем вывод его осуществляется по мере накопления его в периферийном пространстве. Через определенные интервалы посредством гидравлической системы, открывающей и закрывающей разгрузочные клапаны или соответствующие прорези, осуществляется выбрасывание твердого осадка. Продолжительность рабочего периода и периода разгрузки зависит от характера и количества осадка.
79
Рис. 54. Устройства для отвода сливок и обезжиренного молока:
о — устройство для регулирования фракций: /— гайка: 2— регулирующий вентиль; 3— манометр; 4, 5, 6, 8, 9 — уплотнительные кольца; 7 *- приемник сливок; 10 — патрубок к поплавку; 11 — гайка; 12 — шайба; 13 — приемник обезжиренного молока; 14 — центральная трубка; 15 — корпус напорного диска; 16 — напорный диск для обезжиренного молока: 17 — напорный диск для сливок; 18 — воронка; 19. 20 — поплавки; 21 — ротаметр;
б — устройство для нормализации: /—клапан; 2— корпус клапана; 3—гайка; 4 — уплотнительное кольцо; 5 — регулирующий вентиль для обезжиренного молока; 6 — колено
Сопловое устройство (рис. 55) применяют в тех случаях, когда необходимо непрерывное удаление осадка (при сепарировании белковых масс после их осаждения из молока, а также при выделении из молока бактериальных взвесей).
Суспензия не должна содержать крупных частиц, которые могут засорить сопла. В отдельных случаях суспензию перед подачей ее в сепаратор размельчают (сепара -тор-творогоотделитель). В зависимости от размеров и назначения сепаратора, а также от свойств суспензии и выделяющегося из нее
Рис. 55. Сепарирующее устройство сепаратора соплового типа
осадка количество сопел колеблется от 4 до 20, а диаметр отверстий в них — от 0,5 до 2,5 мм.
Сопла размещаются равномерно по окружности сепарирующего устройства.
Оси каналов для выхода осадка
жения сепарирующего устройства). Угол между осью сопла и касательной к окружности обычно 17—20°С.
Сопловые устройства могут работать непрерывно в течение прак-
направлены назад (против дви-
тически неограниченного времени.
Пульсирующее устройство (рис. 56) предназначено для выгрузки осадка через прорези в стенке сепарирующего устройства. В период между выгрузками эти прорези закрыты большим подвижным клапаном, который образует внутреннее подвижное дно в сепарирующем устройстве. Подвижное дно прижимается к уплотнительному кольцу давлением жидкости, действующей на нижнюю поверхность подвижного клапана. Рабочая жидкость создает направленное вверх давление, превышающее направленное вниз противодавление, которое создается обрабатываемой жидкостью, так как нижняя сторона передвижного дна имеет большую нажимную поверхность.
В конструкции, показанной на рис. 56, а, пульсирующая выгрузка осуществляется следующим образом. Рабочее пространство сепарирующего устройства образовано коническими крышкой и днищем, между которыми образуется зазор для выхода осадка. Зазор может закрыться цилиндрическим поршнем, который совершает относительно сепарирующего устройства осевые возвратно-поступательные движения в результате изменения давления с той или другой стороны поршня. После заполнения периферийного пространства осадком начинается его выгрузка. Для этого увеличивается количество воды, подаваемой в неподвижную кольцевую полость. С прекращением питания сепаратора водой сепарирующее устройство закрывается.
В других устройствах, обеспечивающих пульсирующую выгрузку
•1 1275
8J
1
Рис. 57. Основные детали и порядок сборки сепарирующего устройства сепаратора с пульсирующей выгрузкой:
1. 2 — стопорные кольца; 3 — колпак; 4 — подвижное дно; 5. 7 — винты; 6 — корпус; 8 — опора пружины; 9 — поворотное кольцо
осадка, зазор закрывается под давлением волы, находящейся в полости над подвижным конусом.
Если в периферийном пространстве накапливается много осадка, го подача продукта в сепарирующее устройство и воды в полость над подвижным конусом прекращается. Когда давление воды становится меньше давления пружины, конус поднимается вверх в результате чего открывается отверстие. В это время осадок с оставшейся в сепарирующем устройстве жидкостью выбрасывается через отверстия
4
83
в сборник. После выгрузки осадка вновь подается вода и возобновляется питание сепаратора продуктом. Краны питания и подачи воды переключаются автоматически.
Сепарирующее устройство сепаратора (рис. 56, б) имеет еще одну особенность. В нем осуществлен так называемый пентрициклон-ный впуск молока. В сепарирующее устройство молоко подается, как обычно, через неподвижную трубку 3. Однако ребра, применяемые в обычных приемных устройствах, заменены циклоном 4. Под действием центробежной силы молоко отбрасывается к внутренней стороне циклона. При входе в него оно приобретает ту же скорость, с которой вращается циклон. В результате постепенного нарастания окружной скорости молока предотвращаются разрушение жировых шариков и смешивание воздуха с молоком. Такая конструкция впускного устройства исключает возможное дробление жировых шариков на входе и улучшает тем самым отделение жира из молока на 0,002— 0,010%.
На рис. 57 показаны основные детали конструкции сепарирующего устройства с пульсирующей выгрузкой осадка. Их состав и порядок сборки' являются в известной степени типичными для различных сепараторов с пульсирующей выгрузкой осадка. В комплекте тарельчатые вставки с тарелкодержателем не показаны (их конструкция обычна как и у других сепараторов).
Приводной механизм сепараторов может состоять из-двух, трех, четырех и пяти вращающихся систем.
Наиболее распространен привод сепараторов с тремя или четырьмя вращающимися системами (сепараторы-сливкоотделители и сепара-торы-молокоочистители).
На рис. 58, а, показан приводной механизм, имеющий три вращающиеся системы. Первая вращающаяся система (ведущая), состоит из вала, электродвигателя с насаженным на него ротором, ведущей центробежной полумуфты и крыльчатки вентилятора. Вторая вращающаяся (ведомая) система содержит горизонтальный вал, ведомую центробежную полумуфту и ведущее колесо винтового мультипликатора (в некоторых сепараторах имеется также зубчатое колесо тахометра). Третья вращающаяся система (ведомая) включает веретено и барабан сепаратора.
Передача движения от электродвигателя к сепарирующему устройству осуществляется следующим образом. От вала электродвигателя вращение передается ведущей центробежной полумуфте, при вращении которой колодки под действием центробежной силы прижимаются к ведомой центробежной полумуфте. В результате начинают вращаться горизонтальный вал и насаженное на него ведущее колесо, которое входит в зацепление с ведомым колесом мультипликатора и приводит в движение веретено, а вместе с ним и барабан.
В механизме с четырьмя вращающимися системами (рис. 58, б) первая вращающаяся система (ведущая) состоит из крыльчатки вентилятора, ротора и вала электродвигателя, а также из ведущей упругой полумуфты с пальцами, полумуфты с резиновым кольцом и пальцами, горизонтального вала, ведущей центробежной полумуфты;
84
Рис. 58. Принципиальная схема приводных механизмов сепараторов:
« — с тремя вращающимися системами: 1 — барабан; 2 — веретено; 3 — упругая горловая опора; 4 — ведущее колесо винтового мультипликатора; 5 — горизонтальный вал; 6, 7 — ведомая и ведущая центробежные полумуфты; 8, 9 — ротор и вал электродвигателя; 10 — крыльчатка вентилятора электродвигателя; 11 — пружина;
б— с четырьмя вращающимися системами: / — крыльчатка вентилятора; 2, 3 — ротор н вал электродвигателя; 4, 6 — ведущая и ведомая упругие полумуфты; 5 — палец; 7 — полый вал;
8 — барабан; 9— веретено; 10—упругая головка; 11, 12 — ведомая и ведущая центробежные полумуфты; 13 — горизонтальный вал; 14— ведущее колесо мультипликатора; 15 — пружина, воспринимающая нагрузку от массы барабана и веретена; 16 — резиновый диск
вторая включает ведомую центробежную муфту, полый вал и ведущее колесо мультипликатора; третья (соединительная) представляет собой полую ступицу ведомого колеса мультипликатора и колесо, а четвертая (ведомая) —веретено с насаженными на него барабаном и ведущей втулкой.
От электродвигателя посредством фрикционно-центробежной муфты приобретает вращательное движение горизонтальный вал, на котором размещено ведущее колесо мультипликатора.
Оно находится в зацеплении с ведомым колесом, установленным па полой ступипе вертикального вала. В нижней части ступицы имеются выступы, которые входят в пазы ведущей втулки вертикального вала, что обеспечивает вращение системы.
Кроме того, известны сепараторы, в которых используется электропривод повышенной частоты. В этих сепараторах вертикальный вал соединяется непосредственно с валом высокочастотного электродвигателя, исключается из привода винтовая пара, и таким образом весь приводной механизм значительно упрощается.
В настоящее время находят применение сепараторы, работающие па бесприводной основе (рис. 59).
Устройство сепараторов на бесприводной основе и принцип их действия заключается в следующем. Барабан, установленный на двухопорном валу, размещен внутри статора электродвигателя 5. Последний по высоте меньше высоты барабана и может соответствовать диаметру барабана или только горловине. Статор сепаратора выполнен по типу статора асинхронного электродвигателя. Оно представляет собой пакет, набранный из листов электротехнической стали. В па-
85
Рис. 59. Схема сепаратора на бесприводной основе:
1 — корпус сепаратора; 2 — демпфирующее устройство нижней упругой опоры; 3— подшипниковый узел; 4 — вал; 5 — статор электродвигателя; 6 — роторное кольцо; 7 — верхняя опора; 8 — крышка сепаратора; 9 — подшипниковый узел
зах пакета размешена многофазная обмотка с гидроизоляцией. Барабан сепаратора изготовлен из высоколегированной нержавеющей стали. На внешней его поверхности напрессовывается роторное (цилиндрическое) колесо из ферромагнитного материала, выполняющее функции короткозамкнутого ротора электродвигателя.
Вращающееся поле, возбуждаемое многофазной обмоткой статора, наводит в теле роторного кольца вихревые токи. В результате взаимодействия токов роторного кольца с магнитным полем статора барабан приобретает вращательное движение. При этом он является магнитопроводом, по которому проходит магнитный ток взаимной индукции, а также обмоткой, поскольку в нем протекают вихревые токи. Функции обмотки короткозамкнутого ротора может выполнять также равношаговая «беличья клетка».
Для получения высокой частоты вращения барабана (более 50 с-1) в обмотку статора необходимо подавать ток повышенной частоты от терристорных или механических преобразователей.
Для сепараторов на бесприводной основе большой производительности одна опора делается упругой, вторая же жесткой или полуже-сткой с применением резино-металлических демпфирующих устройств. Основные узлы сепаратора производительностью 10 000 л/ч и сепа-
86
ритора ОСН-С, работающего с пульсирующей выгрузкой осадка, аналогичны.
Применение принципа бесприводности позволило создавать сепараторы, барабан которых установлен также в двух опорах на статическом полом валу, что значительно упрощает подвод обрабатываемой эмульсии (суспензии) и отвод фракций сепарирования, а также kсепараторы с нагревом жидкости внутри сепаратора (сепараторы-Стерилизаторы) и сепараторы, предназначенные для работы в «затоп-Иленных» условиях.
Сепараторы-сливкоотделители и сеиараторы-молокоочистители
гГ Сепараторы-сливкоотделители и сепараторы-молокоочистители с П пульсирующей выгрузкой осадка (рис. 60) обычно работают по за-р данной программе.
При работе сепараторов, осуществляемой без остановки, сначала закрываются разгрузочный каналы и происходит сепарирование, а затем разгружается сепарирующее устройство, повторно закрываются разгрузочные отверстия и т. д.
Разгрузку сепараторов осуществляют в один или два этапа. При одноэтапной разгрузке осадок выгружается без перекрытия устройства для подачи исходного продукта. Однако во избежание потерь продукта в период раскрытия сепарирующего устройства выгружается не весь осадок, а лишь часть его. При двухэтапной разгрузке сначала перекрывается устройство для подачи исходного продукта и удаляется жидкость из межтарелочного пространства, а затем уже открываются щели для выгрузки, в результате чего осадок выбрасывается из сепарирующего устройства в приемник под действием центробежной силы.
Сепаратор-сливкоотделитель (рис. 60, а) состоит из станины 17 с приводным механизмом, приемно-отводящего устройства 12, гидроузла, чаши станины с приемником осадка 7 и глушителя, а также из пульта управления, магнитного пускателя и кнопочного поста управления.
В сепараторе-сливкоотделителе молоко подается по трубопроводу и центральной трубке приемно-отводящего устройства во вращающееся сепарирующее устройство. В это время поршень сепарирующего устройства закрыт. В полости под поршнем находится вода. В период работы сепаратора происходит незначительное ее вытекание из сепарирующего устройства и патрубка станины при подпитке. Для герметизации системы поршень поджимается к прокладке силой гидростатического давления.
Молоко попадает в сепарирующее устройство как обычно, проходит через отверстия в тарелкодержателе и вертикальные каналы пакета, распределяется в межтарелочных пространствах, где и происходит разделение его на сливки, оттесняемые к оси вращения, и обезжиренное молоко, оттесняемое к периферии сепарирующего устройства. Сливки и обезжиренное молоко выводятся через камеры напорных дисков.
87
Сливки
18 — вертикальный
Обезжиренное молоко
13. 14 —
15 — цен-
Рис. 60. Сепараторы с пульсирующей выгрузкой осадка:
а — сепаратор-сливкоотделитель: 1 — пробка спуска масла; 2 — указатель уровня масла; 3 — горизонтальный вал; 4 — тахометр; 6 — пробка залива масла; 6 — трубка подвода воды в сепарирую-шее устройство; 7 — приемник осадка; 8 — зажим; 9 — гайка веретена; 10 — сепарирующее устройство; 11 — крышка; 12 — прием но-отво-дящее устройство; напорные диски;
тральная трубка; 16 — штуцер подвода воды; /7 — станина;
вал;
7
б — сепаратор молокоочиститель: / — пробка отверстия для спуска масла; 2 — указатель уровня масла; 3 — тормоз; 4 — тахометр; 5 — пробка отверстия для залива масла; 6 — прижим; 7 — приемно-отводящее устройство; 8 — фланец; 9 — сепарирующее устройство; 10 — крышка; 11 — гайка веретена; 12 — приемник осадка; 13 — штуцер подвода воды длв разрыва осадка; /4 — кожух горловой опоры; 15вертикальный вал; 16 — станина с приводом
Твердые частицы и тяжелые примеси, выделяющиеся из молока, поступают в периферийный объем сепарирующего устройства, где происходят их накопление и уплотнение. Степень уплотнения неодинакова у стенок и на некотором расстоянии от них. Во избежание потерь молока применяют только частичную выгрузку осадка при открытии каналов.
Сепаратор-молокоочиститель (рис. 60, б), так же как и сепаратор-сливкоотделитель, состоит из станины с приводным механизмом 16, приемно-отводящего устройства 7, гидроузла, чаши станины с приемником осадка 12 и комплекта системы управления сепаратором.
Молоко поступает в сепарирующее устройство, так же как и в сепарирующее устройство сепаратора-сливкоотделителя, и таким же образом срабатывает гидросистема. Отличие от сепаратора-сливкоотделителя состоит в том, что молоко поступает в межтарелочные пространства не через отверстия в тарелках, а с периферии. Очищенное молоко направляется к оси вращения.
Разгрузка осадка из сепарирующего устройства осуществляется аналогичным образом. Однако молоко выходит из сепаратора через один напорный диск.
Сепараторы-сливкоотделители и сепараторы-молокоочистители имеют принципиально одинаковую по устройству гидросистему для раскрытия сепарирующих устройств в период разгрузки. В обеих конструкциях гидросистема состоит из двух гидроузлов, которые предназначены для подачи буферной воды в сепарирующее устройство. Гидроузел снабжен фильтром для очистки воды от крупных частиц, попадание которых может привести к закупориванию сопел, и редукционным клапаном. Последний должен быть отрегулирован так, чтобы давление воды было 15 • 104 Па.
При автоматическом управлении продолжительность разгрузки задается реле времени, которое позволяет изменять продолжительность от 0,2 до 3,6 с. Продолжительность интервала между разгрузками также устанавливается по шкале реле от 30 до 100 мин в зависимости от загрязненности молока.
Сепараторы-молокоочистители по устройству привода во многом аналогичны сепараторам-сливкоотделителям этого типа. Так, сепаратор-молокоочиститель с пульсирующей выгрузкой осадка создан на базе сепаратора-сливкоотделителя с такой же выгрузкой осадка и имеет одинаковые с ним конструкцию целого ряда важнейших узлов (станины, приводного механизма, гидросистемы), а также устройства пульта управления и электрической системы.
Молокоочистителями являются и сепараторы-бактериоотделители. Однако непременной особенностью их должна быть сопловая разгрузка осадка (бактериальной взвеси). Использование в этом случае сопловой разгрузки осадка не исключает комбинирования ее с пульсирующей. Тогда эти сепараторы выполняют функции бактериоотделения и очистки от других, несвойственных молоку примесей. При сопловой разгрузке уходит с осадком около 1,5% жидкой фазы (молока).
В сепарирующее устройство сепаратора-бактериоотделителя мо-
90
локо поступает через полое веретено. Очищенное молоко движется от периферии к оси вращения, как и в обычном сепараторе-молоко-очистителе, а удаляется из сепарирующего устройства напорным диском. Шлам разгружается через сопла, размещенные в стенках этого устройства.
Сепараторы высокожирных сливок и сепараторы-диспергаторы
Для получения высокожирных сливок применяют преимущественно сепараторы открытого типа с периодической выгрузкой осадка (рис. 61). Их обычно устанавливают в поточных линиях производства масла. Сепаратор работает на исходном продукте — сливках 33— 40%-ной жирности. При температуре сепарирования 85—95°С концентрация их увеличивается до 80—85%. Для концентрации жира до 80—85% можно применять и обычный сепаратор-сливкоотделитель.
Кроме того, для получения высокожирных сливок используют двухкамерные сепараторы. В них последовательно сепарируется молоко до получения сливок нормальной жирности в первой секции, а затем они проходят через вторую секцию, и высокая жирность достигается вследствие второго сепарирования.
За рубежом работают сепараторы высокожирных сливок в герметичном исполнении.
Для получения высокожирных сливок исходные сливки нагревают до температуры 85—92°С, что обеспечивает хорошую текучесть и достаточно полное отделение жира. Однако при этом режиме повышается количество выделяемого осадка (более 0,12%), поэтому продолжительность непрерывной работы сокращается до 1,5 ч.
Наряду с сепараторами с периодической выгрузкой осадка, имеющими большое распространение в линиях получения масла, применяются сепараторы высокожирных сливок с пульсирующей выгрузкой осадка.
При сепарировании предварительно подготовленной в технологическом отношении смеси из водного раствора, содержащего крис-
Рис. 61. Сепаратор высокожирных сливок:
1— пробка; 2— указатель уровня масла; 3 — тормоз; 4 — поплавок; 5 — приемная камера; 6 — приемники пахты; 7 — приемник высокожирных сливок; 8 — прокладка; 9 — сепарирующее устройство; 10 — опора; 11 — станина
91
таллы жира, для получения безводного жира применяют специальный тип сепаратора с пустотелым веретеном, снабженным двумя проходами: один для подачи в сепарирующее устройство основного продукта, а другой для рециркуляции воды и устранения возможного закупоривания сепарирующего устройства. Продукты сепарирования выходят из сепаратора через каналы для легкой фазы — жир и тяжелой фазы, содержащей кристаллы жира и примеси. Эта фаза (смесь воды и жира) после тепловой обработки снова подвергается разделению в герметическом сепараторе.
Сепараторы-диспергаторы изготовляются с сепарирующим устройством полузакрытого типа и тарельчатыми вставками. В сепараторе-диспергаторе осуществляются не только очистка молока, но и его частичная гомогенизация. В пакете тарелок сепаратора-диспергатора, куда поступает молоко, выделяются лишь крупные жировые шарики. Молоко, содержащее мелкие жировые шарики, удаляется. Сливки, поступающие в камеру, проходят через неподвижный диск в кольцевой канал, а из него — в трубу тарелкодержателя, где смешиваются с поступающим молоком и возвращаются в пакет тарелок. Для частичного отбора сливок предусмотрен кран. После частичной гомогенизации фракция движется' между крышкой сепарирующего устройства и разделительной терелкой. Затем она поступает в камеру напорного диска и под давлением удаляется в отводящее устройство. Таким образом, осуществляются непрерывный отвод гомогенизированного молока и непрерывная циркуляция частиц сливок, содержащих относительно крупные жировые шарики.
Сепараторы — отделители белка от сыворотки и сепараторы-творогоотделители
Для выделения из сыворотки белковых веществ при производст-। ве молочного сахара используется саморазгружающийся сепаратор
с пульсирующей выгрузкой осадка, а для отжима белковых сгустков (творога) — с сопловой выгрузкой осадка.
Сепарирующее устройство сепаратора с пульсирующей выгрузкой осадка имеет наружный подвижный поршень и рассчитан на двухэтапную разгрузку. На днище сепарирующего устройства установлен тарелкодержатель с пакетом посаженных на него тарелок. В тарелках боковые отверстия отсутствуют.
Крышка и днище образуют в сепарирующем устройстве периферийный объем для осадка в виде конического кольца, что облегчает разгрузку периферийного пространства.
Из межтарелочных пространств сыворотка выводится через разгрузочный диск. Скоагулировавшиеся белки, поступающие в шламовое пространство, удаляются в период раскрытия сепарирующего устройства.
Осадок, который образуется в периферийной части сепарирующего устройства, должен иметь для сохранения текучести сухих веществ до 80% от общей массовой доли осадка. Соответственно подбираются
Рис. 62. Сепаратор для обезвоживания творога: / — пробка для спуска масла; 2 — указатель уровня масла; 3 — тахометр; 4 — пробка отверстия для залива масла; 5 — чаша станины; 6 — горловой подшипник; 7, 15 — уплотнительные кольца; 8— откидной болт; 9 — прижим; 10 — крышка; 11 — фланец; 12 — колено; 13 — гайка; 14 — питающая трубка; 16 — приемник сыворотки; 17 — гайка веретена; 18 — днище сепарирующего устройства; 19 — козырек; 20 — кожух горловой опоры; 21 — вертикальный вал; 22 — лоток; 23 — станина; 24 — горизонтальный вал; 25 — фундаментный болт
промежуток рабочего времени и двухэтапная выгрузка. Коэффициент • использования шламового пространства 0,8—0,85%.
Объем периферийного пространства в сепараторе обычно составляет 0,38 л на 1000 л производительности сепаратора. Период между разгрузками 15—20 мин.
Для выделения ^коагулировавшихся белков и. одновременно жира из сыворотки изготовляют сепараторы двухстадийные с сопловой выгрузкой осадка на первой стадии и пульсирующей на второй.
Сыворотка направляется вначале в нижнюю секцию, укомплектованную очистительными тарелками. Здесь выделяется основная масса взвешенных белковых частиц, оседающих в периферийном пространстве. Частично осветленная сыворотка поступает в вертикальную секцию сепарирующего устройства, выполненную так же, как и в сепараторе-сливкоотделителе. В этой секции происходят отделение жира от сыворотки и окончательное выделение белков. По заполнении периферийного пространства белком осуществляется частичная разгрузка сепарирующего устройства от осадка.
92
93
На рис. 62 показан сепаратор, который входит в комплект линии производства творога раздельным способом. Сепаратор состоит из станины 23, приводного механизма, чаши 5, приемника творога с лотком 22 для отвода из сепаратора, сепарирующего устройства, приемника сыворотки 16 с отводным патрубком и питающей трубкой 14. Сепарирующее устройство установлено на вертикальном валу 21 и закреплено гайкой. Вертикальный вал приобретает движение от электродвигателя через упругую центробежную муфту, горизонтальный вал 24 и зубчатую шестеренную передачу.
Сепарирующее устройство имеет двойную конусность. В вершине конуса по окружности размещены двенадцать гнезд, в которых установлены корпуса сопел с уплотняющей прокладкой. В корпус сепарирующего устройства вставлены держатели, уплотненные прокладкой с соплами. Оси сопел направлены по касательной под углом к ней 20° в сторону, противоположную вращению сепарирующего устройства. Сопла сменные (диаметры отверстий 0,5; 0,6 и 0,7 мм). Их количество и размеры зависят от производительности сепаратора и массовой доли влаги в обезжиренном твороге. Для получения массовой доли в творожной массе 78—80% при производительности 5000 л/ч устанавливается шесть сопел, при производительности до 4000 л/ч — четыре сопла диаметром 0,6 мм и т. д.
В верхней части крышки сепарирующего устройства находится кольцо с косыми отверстиями, через которые выбрасывается осветленная сыворотка. Обезжиренный творог из сопел сепарирующего устройства выбрасывается в чашу станины 5 с приемником творога, дно которого конусное, вследствие чего творог по мере накопления скатывается к лотку 22 и выходит из сепаратора.
В сепаратор творожный сгусток подается специальным насосом после прохождения сгустка через сетчатый фильтр.
ЦЕНТРИФУГИ
В технологических линиях производства творога и других белковых продуктов (казеинатов) применяют центрифуги периодического и непрерывного действия. На рис. 63 показана центрифуга периодического действия с ручной выгрузкой и верхней загрузкой и выгрузкой исходного материала и частично обезвоженного казеина.
Центрифуга состоит из ротора, привода, кожуха и пульта управления.
Ротор 1 из нержавеющей стали, армированный двумя бандажами 2. В верху ротора находится кольцевой бортик, а внизу—днище со ступицей 12. В ступице имеется коническое отверстие для насадки на хвостовик приводного вала. Поверхность ротора перфорированная с отверстиями диаметром 5 мм и шагом 20 мм; отверстия расположены в шахматном порядке. Ротор снабжен сеткой, в которую загружается продукт обычно в мешках. Мешки закрепляются у верхней кромки ротора пружинящими зажимами. Обезвоживаемый продукт может загружаться в ротор и без мешков через загрузочную воронку 5, которая укреплена в середине крышки.
94
Рис. 63. Центрифуга периодического действия:
а — для творога: 1 — ротор; 2 — бандаж; 3 — кожух; 4 — крышка; 5 — воронка; 6 — блокирующее устройство; 7 — шаровая опора; 8 — основание; 9 — амортизатор; 10 — электродвигатель; 11 — воротник; 12 — ступица ;
б — для молочного сахара: 1 — привод вала; 2 — патрубок для выгрузки осадка; 3 — патрубок для слива мелассы; 4 — станина;
5 — кожух вала; 6 — ротор; 7 — кожух центрифуги; 8 — распределительный диск; 9 — патрубок для промывки; 10 — крышка; 11 — стопор; 12 — электродвигатель; 13 — ременная передача
При работе центрифуги фильтрат удаляется из ротора непрерывно и стекает по наклонному днищу кожуха к отводному штуцеру. Ротор соединен с валом электродвигателя 10. Шайба и резиновая прокладка исключают возможность попадания продукта на электродвигатель.
Привод центрифуги представляет собой индивидуальный электродвигатель, укрепленный на основании 8. Нижний конец вала электродвигателя соединен с реле контроля скорости. Приводная часть закреплена на основании болтами с резиновыми амортизаторами 9 для смягчения возможных вибраций.
Ротор и привод размещены в кожухе 3, изготовленном из листовой кислотоупорной стали. Кожух закрывается крышкой, которая укреплена шарнирно на бортовом кольце. Если крышка кожуха открыта, то исключается возможность пуска электродвигателя. Привод выключается и в случае подъема крышки в период работы центрифуги. Блокирующее устройство 6 для выключения электродвигателя при открытой крышке центрифуги значительно повышает безопасность работы.
В последнее время получают распространение центрифуги фильтрующего типа, вертикальные, подвесные, самоустанавливающиеся с верхней загрузкой и нижней выгрузкой продукта. В них в качестве фильтрующей перегородки используются жесткая сетка или съемный бандаж из лавсана (рис. 63, б). Эти центрифуги применяются для извлечения кристаллизата в производстве молочного сахара.
Основной частью центрифуги является ротор 6, который приводится во вращение от электродвигателя 12 через ременную передачу 13.
95
В верхней части центрифуги находится патрубок для впуска исходного продукта, который предварительно поступает на распределительный диск 8. Осадок выгружается через патрубок 2, а меласса сливается через патрубок 3. Частота вращения ротора 150 с-1, мощность электродвигателя 2,8 кВт, единовременная загрузка 80 кг. Производительность по молочному сахару 200 кг/ч.
Центрифуга непрерывного действия показана на рис. 64. Она используется в линиях производства пищевого казеина для уплотнения зерен казеина и отделения сыворотки.
Центрифуга состоит из ротора 5, редуктора /, шнека 6, привода, опор 2 и 10 и защитного кожуха 7.
Ротор вращается от индивидуального электродвигателя через центробежную муфту и клиноременную передачу, вращение шнека относительно ротора осуществляется через планетарно-дифференциальный редуктор, кинематически связанный со шнеком. Кожух 7, закрывающий ротор, в то же время является приемником твердого осадка и жидкой фракции, полученных в результате центрифугирования.
Сгусток скоагулировавшегося белка непрерывно подается в ротор по неподвижной питающей трубке 12. Через окна корпуса шнека продукт отбрасывается на рабочую поверхность ротора. При перемещении продукта в роторе (вдоль оси) происходит разделение его на фракции. Твердый осадок непрерывно передвигается шнеком к узкому концу ротора, выводится из зоны жидкости, обезвоживается и выбрасывается через разгрузочные окна и днище ротора в приемник 14.
Жидкая фракция (сыворотка) также непрерывно вытекает из сливных окон в приемник 13. Степень обезвоживания осадка можно регулировать специальным устройством, которое позволяет изменять высоту порога жидкости, или сменой окон.
В случае перегрузки шнека автоматическое устройство центрифуги выключает привод машины.
Центрифуги являются быстроходными машинами. При их работе возможны вибрации барабана и вала. Сильное дрожание исправной центрифуги появляется из-за неравномерного распределения загруженного материала в центрифуге или вследствие значительного износа подшипников. Возникающие при работе вибрации способствуют преждевременному износу деталей, повышенному расходу энергии и возникновению возможных аварий.
ОСНОВНЫЕ РАСЧЕТЫ
В основу расчетов производительности сепараторов и эффекта разделения положено соотношение физических свойств продукта и конструктивно-механических факторов [см. формулу (8)].
Для определения производительности из соотношений необходимо найти значение М. При этом необходимо знать или задаваться значением эффекта разделения, т. е. значением d, и, наоборот, при расчете эффекта должна быть известна производительность сепаратора.
В практических расчетах должна быть задана массовая доля жира
редуктор планетарно-дифференциальный; 2— шарикоподшипниковая горловая опора; 3, 9 — фланцы; 4, 8 — болты; 5 — ротор; б — шнек; защитный кожух; 10 — шарикоподшипниковая опора; 11 — шкив; 12 — питающая трубка, 13 — приемник фугата; 14 — приемник осадка
в обезжиренном молоке. Между массовой долей жира в обезжиренном молоке и размерами оставшихся в нем жировых шариков, если размеры жировых шариков менее 2 мкм, установлена следующая зависимость:
% жира = т = 0,04 (d — 0,5), ИЛИ
d = (m/0,04) +0 ,5. (10)
Определив по формуле (10) d и подставив в формулу (8), находят искомую производительность 7И.
Таким образом, можно определить эффект разделения по заданной производительности.
В расчетах производительности и эффекта разделения возможны некоторые упрощения. Так, при температурах 20 —70°С практически достаточная точность обеспечивается при замене
Рпл Рж
(А
= 2900/,
где / — температура сепарирования.
Тогда формулы для расчета производительности сепаратора и эффекта разделения принимают вид:
р = 48 • 10'7W tg a (R% — R3 ) t I(m/0 .04) + 0,5);
d = 48- 106Bzn2tga(/?®-A?3M)/ '
Массовую долю жира в обезжиренном молоке находят из уравнения
т = 0,04 (d — 0,5).
Производительность сепараторов высокожирных сливок можно определить по формуле
М = 0,2V0/lg Жнаиб 2/\|1от/ЖНаиб ^коиеч>
где Vo — производительность сепаратора по молоку, л/с; 2Кнаи6 — достижимая наибольшая жирность сливок, % (Х,и„б = 90%);ЖПОт> Жконеч— массовая доля жира в исходных сливках и полученных высокожирных сливках, %.
Производительность сепаратора высокожирных сливок можно рассчитать также по следующей формуле:
М = 16,55вн2г tg a (R36 - R3 ) (рп - Рж/М) d2,
где В — коэффициент, учитывающий степень использования рабочего сепарирующего устройства (В = 0,5 4- 0,7); г — количество тарелок; а — угол наклона образующей тарелки; рп — массовая доля плазмы, г/см?.
Расчеты сепараторов-молокоочистителей в принципе повторяют соответствующие расчеты сепараторов-сливкоотделителей.
Для расчета производительности сепаратора или предельного размера частиц, выделяемых при очистке молока, можно восполь-
98
зоваться соответствующими формулами, полученными для аналогичного же расчета сепараторов-сливкоотделителей.
Давление, создаваемое напорными дисками при установке сепараторов в технологическую линию, рассчитывают по формуле:
к Р = (Р/50000)(/?2-г2),
где р — плотность жидкости, выходящей из сепаратора, кг/см8; /?д — максимальный радиус диска, м; гк — внутренний радиус кольца жидкости, м.
Р Производительность сепаратора-молокоочистителя можно определить по формуле
М — (Ra — Ro) “2Ap sin<fr2/(/t + f) P-.
где H(, — высота сепарирующего устройства, м; It — расстояние между тарелками, м; f — нормальная толщина тарелок, м.
Г. И. Бремер рекомендует пользоваться следующими упрощен-кными формулами для определения производительности сепараторов; I молокоочистителей:
I при расстоянии между тарелками 1—2 мм
Мг = гтРрП2/109,
I rite гт — количество тарелок; Vp — расчетный объем, см8;
II н, = (2/3) («6 -Д?) tga,
при расстоянии между тарелками 8—10 мм
/И1Э = гтРрпг/3 108.
Объем периферийного пространства у сепараторов-молокоочисти-телей без выгрузки осадка на ходу принимают из расчета 1л на 1000 л/ч производительности. Сепаратор-молокоочиститель может работать непрерывно в течение 3—4 ч, и отложения в периферийном пространстве составляют 0,03% от объема молока.
Сопловая выгрузка белкового осадка (творога) обеспечивается в том случае, когда влажность творога не превышает 70—75% (осадок должен обладать свойствами текучести).-
Объем осадка, выходящего через сопловое устройство из сепарирующего устройства, определяют по формуле истечения
Уос = i^f^R /1 — (г — 7?)2.
Производительность центрифуги (если известно пср) можно рассчитать по формуле
44 — 2^2иСрГ Ср, где г — длина рабочей зоны барабана, м; аср —средняя скорость осаждения частиц твердой фазы в роторе центрифуги, м/с; гср — радиус слоя суспензии, м;
гСр = (г0 + /?)/2>
z0, R — наружный и внутренний радиусы слоя суспензии, м.
99
Мощность, необходимую для работы центрифуги, определяют по формуле
N = Ni + + N3 + Ni + Ng + Ne,
где Nt, N2, N3, Nt, Ns, Ng — мощность, необходимая для сообщения кинетической энергии продукту (25—27%), перемещения осадка шнеком (5—8%), преодоления трения осадка о лопасти шнека (17—19%), преодоления трения барабана о воздух (2—3%), преодоления трения подшипников (1—2%) и компенсации потерь в редукторе (43—45%).
Глава VII. УСТАНОВКИ ДЛЯ ТЕРМОВАКУУМНОЙ ОБРАБОТКИ, НАГРЕВАНИЯ
И ОХЛАЖДЕНИЯ МОЛОКА (СЛИВОК)
Установки для термовакуумной обработки молока (дезодораторы) предназначены для удаления из жидких молочных продуктов посторонних, несвойственных продукту запахов и привкусов. Перед термовакуумной обработкой молоко нагревается в нагревателях, а охлаждается в охладителях.
Нагреватели, которые не входят в комплект пастеризационноохладительных аппаратов и установок для стерилизации, размещают перед сепараторами для нагревания молока и аппаратами для получения сырного зерна, а также в технологических линиях производства диетических продуктов и т. д.
Охладители молока, не входящие в состав аналогичных аппаратов и установок, располагают главным образом на участках поступления молока в емкости хранения или промежуточного выдерживания продукта.
Аппараты для нагревания и охлаждения разнообразны в конструктивном отношении.
УСТАНОВКИ ДЛЯ ТЕРМО ВАКУУМНОЙ ОБРАБОТКИ
На рис. 65 показана схема установки для термовакуумной обработки. Горячее молоко (сливки) поступают через перфорированную камеру 9 (под давлением) в камеру для термовакуумной обработки 11. Увеличение поверхности при разбрызгивании, а также разрежение, создаваемое в камере вакуум-насосом 1, способствует лучшему отделению летучих веществ. Повышение температуры продукта необходимо для того, чтобы при падении жидкость закипела в камере. Свободные от посторонних веществ (газов) молоко (сливки) отсасываются насосом 12 и направляются в технологическую линию. После окончания работы установка подвергается безразборной мойке.
Термовакуумная обработка может осуществляться в паровом пространстве колонки, которая представляет собой вертикальную емкость. В ней размещены вращающиеся полки и щиты на внутренней поверхности колонки. В паровом пространстве молоко проходит последовательно каждую из камер с полками (общее их число 6—8). Эффективная термовакуумная обработка достигается при высоких
100
Рис. 65. Установка для термовакуумной обработки молока (сливок):
1 — вакуум-насос; 2 — обратный клапан; 3 — конденсатор; 4 — термометр; 5 — воздушный клапан; 6 — вакуумметр; 7 — обратный клапан; 8 — крышка-отражатель; 9 — перфорированная камера; 10 — пакет инертных шарообразных тел; И — камера для термовакуумной обработки (вакуум-дезодорацией на я); 12 — насос для продукта; 13— электродвигатель
Iтемпературах нагревания (70—80° С) продукта. Иногда устанавливают последовательно две такие колонки, которые составляют двухступенчатую установку.
За рубежом для удаления стойких запахов используют установки, в которых пар при небольшом вакууме инжектируется в продукт. В этих установках продукт поступает вначале в смесительную секцию, где поддерживается небольшой вакуум. В смесительной секции сливки, нагреваясь, поступают в верхнюю часть циклонного отделителя. Из него пар и газы частично удаляются в эжекторный конденсатор, а частично дезодорированные сливки направляются в промежуточную емкость. Затем они поступают во второй циклонный отделитель, в котором вскипают и дополнительно дезодорируются. Пары и газы удаляются в эжекторный конденсатор.
УСТАНОВКИ ДЛЯ НАГРЕВАНИЯ И ОХЛАЖДЕНИЯ
Трубчатые нагреватели
Трубчатый нагреватель, предназначенный для подогрева молока перед сепарированием (от 10 до 50°С), показан на рис. 66. Нагреватель представляет собой две трубные доски, в которые ввальцованы 24 ! трубы диаметром 28 мм и длиной 1200 мм. Молоко проходит последо-[ вательно по трубам, обогревается паром, поступающим в межтрубное пространство.
Трубчатые нагреватели, предназначенные для нагревания до более ысоких температур (до 90 —135°С), состоят из одного или двух барабанов, которые с торцов закрыты откидными крышками. На внут-енней стороне крышек находятся перегородки для поочередного про-
101
хождения потока молока по нагревательным трубкам (секциям). Молоко подается в нижний барабан, в котором оно последовательно проходит ярус трубок, изменяя многократно направление движения. Перегородки, установленные горизонтально внутри нижнего барабана, разделяют полость на ярусы. Поэтому горячая вода, подаваемая из бойлера насосом, циркулирует противотоком молоку, проходя последовательно каждый ярус барабана. Трубчатые нагреватели устанавливают в линиях подготовки молока к сгущению, а также применяют при производстве масла поточным методом.
В зависимости от технологического назначения требования к трубчатому нагревателю могут быть различны. При использовании их в качестве подогревателей перед сепарированием они должны работать на минимальных скоростях потока жидкости, с тем чтобы обеспечить интенсивную теплопередачу и свести к минимуму отложения белка на греющей поверхности. В трубчатых нагревателях, предназначенных для нагревания до более высоких температур, возможно значительное увеличение скорости потока.
При производстве сливочного масла, сметаны и питьевых сливок в целях улучшения качества сливок с выраженным кормовым привку-; сом созданы установки со скребковыми турбулизаторами, предназначенные для нагревания этих продуктов.
Пластинчатые нагреватели и охладители
Пластинчатый нагреватель (охладитель) представляет собой комплект теплообменных пластин (рис. 67). Пластины рифленые, штампованные, с приклеенными по периферии резиновыми уплотнителями. Они изготовляются из нержавеющей стали и стягиваются стяжными болтами между упорной и нажимной плитами. С одной стороны меж-
102
Рис. 67. Схема пластинчатого нагревателя (охладителя)
Рис. 68. Схема установки для нагревания молока:
I — приемный бачок; 2 — насос; 3 — стаби-лизатор потока; 4 — нажимные плиты; 5 — клапан для выпуска нагретого молока или возврата в уравнительную емкость; 6 — клапан
ду пластинами протекает продукт, а с другой —тепло- или хладоно-ситель (холодная вода, рассол, горячая вода).
Такие аппараты могут быть одно- и двухсекционными. В односекционном аппарате нагревание осуществляется горячей водой (нагреватели), а охлаждение — холодной водой или рассолом (охладители). В двухсекционном аппарате нагревание осуществляется в первой секции горячим молоком (регенеративная секция), во второй —- горячей, подогретой в бойлере водой (нагреватели), а охлаждение — в первой секции водой, во второй — рассолом (охладители). При этом продукт первую и вторую секции проходит последовательно.
На рис. 68 показана установка производительностью 25000 л/ч, предназначенная для нагревания молока от 4 до 12 и от 25 до 40°С.
Установка включает приемный бачок 1 с поплавковым регулятором уровня, насос 2 для подачи молока, стабилизатор потока 3, нагреватель, нажимные плиты 4, клапан 5, автоматический клапан 6 и конденсатоотводчик.
Из емкости хранения молоко подается в приемный бачок установки, в котором постоянный уровень молока поддерживается поплавково-клапанным устройством. Из приемного бачка 1 центробежным насосом 2 через стабилизатор потока 3 молоко нагнетается в нажимные плиты 4, в которых нагревается по заданному режиму, и через автоматический клапан 5 направляется в технологическую линию.
В установке молоко нагревается паром, поступление которого в нагреватель регулируется автоматическим клапаном 5 таким образом, чтобы поддерживался заданный температурный режим работы.
Приборы на щите предназначены для контроля и регулирования Температуры продукта, причем температура регулируется пневматическим регулирующим устройством (сжатым воздухом от общезаводской сети). О нарушении режимов обработки молока сигнализирует
103
звуковая и световая сигнализация. В случае невыхода на заданный режим или снижения уровня молока в бачке включается автоматический клапан возврата молока.
В некоторых установках подобного назначения производительностью 10 000 л/ч для обогрева молока используется горячая вода, которая подается в аппарат из центральной бойлерной станции.
ОСНОВНЫЕ РАСЧЕТЫ
Основными расчетными данными установок для термовакуумной обработки являются производительность по основному аппарату установки (камера для термо вакуумной обработки), расход пара на подогрев продукта, количество вторичных паров и воды на их охлаждение, а установок для нагревания и охлаждения —производительность и расход пара, которые не являются постоянными, и их можно изменить в соответствии с принятым на том или ином этапе технологического процесса режимом нагрева или охлаждения продукта.
Производительность установки для термовакуумной обработки М (в кг/ч) рассчитывают по формуле
М. = ЗбОО/^ор,
где F — общее живое сечение, м2; vB — скорость движения продукта при поступлении в камеру м/с;п0 = р. 2gH ;
р — плотность продукта, кг/м3; р. — коэффициент истечения (р =0,7); Ц — высота уровня жидкости над решеткой, м.
Расход пара на подогрев продукта D (в кг) определяют по формуле D = /см (t„ ^м)/* /цск>
где / — количество нагреваемого продукта, кг; см, ск — удельная теплоемкость соответственно продукта и конденсата, Дж/(кг • К): tn, /м — температура нагревания и начальная температура продукта, К.
Количество вторичных паров £>в.п (в кг), выделяемых в процессе нагревания, можно определить из уравнения теплового баланса
~ ^СМ Рн /к)/ *в.п /цСК>
где tK — температура продукта, выходящего из установки для камеры термовакуумной обработки; iB.n — теплосодержание вторичных паров, Дж/кг (гв.п = 2400 4- 2600 кДж/кг).
Количество воды /вов (в кг), которая прибавилась к продукту, находят по уравнению
/вод = D— £>вп.
Количество воды /в (в кг) на конденсацию вторичных паров определяют по формуле
~~ /^в.п ( *в.п ^Св ( ^кон-в ~~ ^нач.в) »
где Ыон. в — конечная температура воды, “С (на 10—15°С ниже температуры вторичного пара); Ыач. н — начальная температура воды. К.
104
Степень дезодорации определяют из соотношения
1/1 +m(D/M),
где Ci, Со — конечная и первоначальная концентрация, мг/л; т — отношение концентрации летучих веществ в отработавшем паре к концентрации их в отработавшем продукте (т S 10); D — расход пара, кг/ч; М — количество отработавшего продукта, кг/ч.
Производительность установок для нагревания или охлаждения молока (сливок) М (в кг/ч) рассчитывают по формуле
М = [АМ/ср/с (/2 — <1)1 3600,
где F — поверхность нагрева, м2; AZcp — средняя разность между температурами продукта и теплоносителя, К; с — удельная теплоемкость продукта, Дж/(кг • К); «1, /2 — температура продукта в начале нагревания и в конце его, К.
Коэффициент теплопередачи k [в Вт/(м2 • К)! определяют без учета термического сопротивления стенки:
k = 1/(1/а1) +(1/а2), (11)
где ai — коэффициент теплоотдачи от продукта к стенке и от стенки к жидкости на ее поверхности, Вт/(м2 • К).
Коэффициенты теплоотдачи, рассчитанные по формуле (11), можно найти по номограммам (рис. 69).
Эти данные с достаточной точностью можно использовать и для маловязких молочных продуктов (цельное и обезжиренное молоко, пахта и др.). Для вязких продуктов (аппараты скребкового типа) они должны использоваться с поправочным коэффициентом.
Г. А. Кук рекомендует следующие соотношения для а.,:
ап/аВ ~ (^п/Д) >
|где Хп и ?.в — коэффициент теплопроводности продукта и воды; ав— коэффициент теплоотдачи воды к стенке, Вт/(м2- К); vB и vn — вязкость воды и продукта.
Для аппаратов скребкового типа, в которых решающую роль в [теплопередаче играет теплоотдача от стенки к продукту, коэффициент [теплопередачи может определяться из следующего критериального [уравнения Нуссельта (Nu):
I Nu = 13, IRe0’44 Рг0’33 (р/рст)0’14 (D - dlD)°'\
I Nu = aD/X;
k Re = oD/v = itOnD/(p./p) = ирп©2/р.;
Pr = \icgH,
[Где Re — критерий Рейнольдса; Рг — критерий Прандтля; О — диаметр окружности скребка, равный внутреннему диаметру греющего цилиндра, м; и — [окружная скорость скребка, м/с; п — частота вращения турбулизатора; р — [динамическая вязкость, Па • с; v — кинематическая вязкость, м2/с; g — ускорение силы тяжести, м/с?; с — удельная теплоемкость, Дж/(кг • К); d — диа-[метр барабана, м.
105
।
Рис. 69. Номограмма для определения коэффициента теплоотдачи при нагревании (а) и охлаждений (б)
Тепловую нагрузку Q (в Вт) рассчитывают по формуле
Q. — lc Gkoh ^нач) Ч»
где / — расход жидкости, кг/с; /к0,„ /нач — начальная и конечная температуры продукта. К; т; — коэффициент, учитывающий тепловые потери (Д = 1,02 4-4- 1,05).
(Расход пара D (в кг/с) определяют по формуле
D = Q/i — ек;
6К = М2 4-3),
где ts — теоретическая температура конденсата.
РАЗДЕЛ В.
ОБОРУДОВАНИЕ ДЛЯ ВЫРАБОТКИ МОЛОЧНЫХ ПРОДУКТОВ
Глава VIII. ОБОРУДОВАНИЕ ДЛЯ ПАСТЕРИЗАЦИИ И СТЕРИЛИЗАЦИИ
В молочной промышленности для пастеризации и стерилизации молока и молочных продуктов применяют пастеризационные и стерилизационные установки, а также стерилизаторы.
Пастеризационные установки бывают пластинчатого и трубчатого типов. Пастеризационные установки пластинчатого типа, или пастеризационно-охладительные, предназначены для пастеризации и охлаждения в потоке питьевого молока, молока при выработке кисломолочных продуктов, сливок и смеси мороженого, пастеризационные установки трубчатого типа —для пастеризации в потоке молока и сливок.
Стерилизационные установки поточные бывают с нагревателями поверхностного типа (пластинчатые и трубчатые) и пароконтактными (инжекционные и инфузионные).
Стерилизаторы предназначены для стерилизации и охлаждения питьевого молока, фасованного в стеклянные бутылки, и для стерилизации и охлаждения сгущенного молока, фасованного в жестяные банки.
Как первые, так и вторые могут быть периодического и непрерывного действия.
Все установки снабжаются системами автоматического контроля и регулирования температуры пастеризации и стерилизации.
ПАСТЕРИЗАЦИОННЫЕ УСТАНОВКИ
Пастеризационно- охладительные установки пластинчатого типа
В состав пастеризационно-охладительной установки пластинчатого типа входят уравнительный бак с клапанно-поплавковым устройством для регулирования уровня молока в баке, центробежный насос для молока, пластинчатый аппарат, сепаратор-молокоочиститель, выдерживатель, возвратный клапан, центробежный насос для горячей воды, пароконтактный нагреватель для нагревания воды и пульт управления.
Уравнительный бак представляет собой емкость из нержавеющей стали цилиндрической формы с крышкой. На боковой поверхности имеются два патрубка, один из которых предназначен для ввода сырого молока в уравнительный бак, а другой —для ввода недопасте-ризованного молока. В отверстии для ввода сырого молока установлен
108
Рис. 70. Схема пластинчатого аппарата:
1, 2, 11, 12 — штуцера; 3—передняя стойка; 4— верхнее угловое отверстие; 5 — малая кольцевая-резиновая прокладка; 6— граничная пластина; 7 — штанга; 8 — нажимная плита; Р — задняя стойка; 10— винт; 13—большая резиновая прокладка; 14 — нижнее угловое отверстие; 15 — теплообменная пластина
клапан, соединенный посредством рычага с поплавком. В зависимости от уровня молока в уравнительном баке поплавок действует на клапан, который открывает или закрывает вход сырого молока.
Центробежный насос предназначен для забора молока из уравнительного бака и подачи его в пластинчатый аппарат.
Пластинчатый аппарат является основной частью пастеризационно-охладительной установки. Большим его преимуществом считается то, что он имеет легкоразборную, состоящую из отдельных сомкнутых элементов поверхность теплообмена.
Пластинчатый аппарат (рис. 70) имеет главную переднюю стойку 3 и вспомогательную заднюю стойку 9. В передней и задней стойках закреплены концы верхней и нижней штанг. Верхняя горизонтальная шташа 7 предназначена для подвески теплообменных пластин /5. По периферии каждой пластины в специальной канавке уложена большая резиновая прокладка 13, которая на лицевой стороне пластины ограничивает канал для соответствующего потока среды.
Пластина имеет угловые отверстия 4 и 14, вокруг которых уложены малые кольцевые резиновые прокладки 5. Уплотнительные прокладки после сборки и сжатия пластин в аппарате образуют две изолированные системы герметичных каналов. Одна из этих систем предназначена для горячей рабочей среды, другая для холодной. Каждая из систем межпластинных каналов соединяется со своим коллектором. Холодная рабочая среда попадает в коллектор через штуцер 1, расположенный на стойке. По коллектору рабочая среда доходит до пластины 6, которая имеет глухой угол (отверстие отсутствует) и растекается в межпластинных каналах. Рабочая среда, собираясь в нижнем коллекторе, который образован нижними угловыми отверстиями 14, выходит из аппарата через штуцер 11. Горячая рабочая среда входит в аппарат через штуцер 12 и попадает в нижний коллектор. Далее она растекается в межпластинных каналах й, двигаясь снизу вверх (противотоком по отношению к холодной рабочей среде),
109
Рис. 71. Схема движения молока, горячей и холодной воды, а также рассола в пластинчатом аппарате с односторонним расположением секций:
а —в секциях и пакетах: / — секция рекуперации; // — секция пастеризации; /// — секция водяного охлаждения; IV — секция рассольного охлаждения;
б — в межпластинных каналах
собирается в верхнем коллекторе. Из аппарата горячая рабочая среда выходит через штуцер 2. Уплотнительные прокладки в аппарате обеспечивают герметичноств и чередование межпластинных каналов для горячей и холодной рабочих сред. Все пластины плотно сжимаются нажимной плитой 8 и винтом 10.
В собранном аппарате теплообменные пластины группируются в секции, в результате чего осуществляются предварительное нагревание молока (путем рекуперации), нагревание до температуры пастеризации, предварительное охлаждение (путем рекуперации) и окончательное охлаждение.
В аппарате молоко при его обработке движется через секции последовательно. Вначале оно проходит секцию рекуперации I (рис. 71). Из этой секции осуществляется его вывод на очистку. Затем молоко попадает в секцию пастеризации II, вновь возвращается в секцию рекуперации / и далее поступает в секции водяного охлаждения /// и рассольного охлаждения IV.
Каждая секция составляется из пакетов, через которые молоко движется также последовательно. На представленной схеме каждая секция имеет по два пакета. Движение молока по пакетам секций no
lle
следовательное: первый и второй пакеты — в секции рекуперации; первый и второй пакеты — в секции пастеризации и далее в секциях водяного и рассольного охлаждения. Каждый пакет состоит из определенного количества пластин, которые образуют параллельные каналы. Движение молока по каналам пакетов осуществляется параллельным потоком.
Нагревающая и охлаждающие среды вводятся каждая в определенную секцию и в межпластинных каналах движутся параллельным потоком.
Количество пакетов и параллельных каналов зависит от скорости движения молока в аппарате. Пластины имеют рифленую поверхность. Сомкнутые в секциях, они образуют извилистые каналы, двигаясь по которым потоки молока, нагревающей и охлаждающей среды периодически изменяют направление. В результате этого в потоке, даже при небольших скоростях его движения, образуются завихрения, придающие потоку турбулентный характер. Турбулизация потока, которую в подобных случаях принято называть искусственной, способствует повышению эффективности теплообмена между жидкостями.
Рассмотренный аппарат представляет собой конструкцию с односторонним расположением всех секций по отношению к главной стойке.
В установках большой производительности применяют аппараты с двусторонним расположением секций по отношению к главной стойке (рис. 72). Аппарат имеет главную стойку 12, на которой расположены штуцера для ввода пастеризованного молока в секцию водяного охлаждения 1 после первой секции рекуперации, для вывода пастеризованного молока из секции пастеризации 2 и подачи его в выдерживатель, для вывода горячей воды 18, для вывода холодной 19, для ввода горячей и холодной воды. Штуцера для ввода горячей и холодной воды размещены в нижней части главной стойки, со стороны штуцеров 18 и 19. В главной стойке заделаны концы верхней и нижней горизонтальных штанг. На верхней горизонтальной штанге подвешены теплообменные пластины, образующие секции рекуперации 7, 9, секцию пастеризации 11 и секции водяного и рассольного охлаждения 13. Между секциями рекуперации и пастеризации установлены разделительные плиты 21, на которых расположены штуцера для ввода и вывода рабочих сред. Сжатие пластин осуществляется нажимной плитой 4 и зажимным устройством 6. Нижняя горизонтальная штанга поддерживается ножкой 5.
Основным конструктивным элементом пластинчатого аппарата является теплопередающая пластина. Пластина представляет собой сложную деталь, особенностью которой является сложная форма поверхности теплообмена. От формы поверхности в большой степени зависит интенсивность теплоотдачи и, следовательно, эффективность работы аппарата.
Известно большое количество различных типов теплопередающих пластин. Отечественная машиностроительная промышленность изготовляет пастеризационно-охладительные установки, у которых пластинчатые аппараты собираются на основе ленточно- и сетчато-поточ-
111
7 8 9 10 11 /2 13 /4
Рис. 72. Пластинчатый аппарат с двусторонним расположением секции:
1 — штуцер для ввода пастеризованного молока в секцию водяного охлаждения; 2 —, штуцер для вывода пастеризованного молока из секции пастеризации и подачи его в выдержива-тель; 3 — штуцер для ввода молока в секцию рекуперации после центробежного молоко-очистителя; 4— нажимная плита; 5— ножка; 6 — зажимное устройство; 7— секция рекуперации /; 8 — штуцер для вывода молока нз первой секции рекуперации и подачи его к центробежному молокооч мстителю; 9 — вторая секция рекуперации; 10 — штуцер для ввода молока во вторую секцию рекуперации после выдерживателя; 11 — секция пастеризации; 12— главная стойка; 13— секции водяного и рассольного охлаждения; 14—штуцер для вывода пастеризованного охлажденного молока; 15 — штуцер для вывода рассола; 16 — штуцер для ввода сырого молока; 17 — штуцер для вывода молока из второй секции рекуперации и подачи его в секцию водяного охлаждения; 18 — штуцер для вывода горячей воды; 19—штуцер для вывода холодной воды; 20 — штуцер для ввода рассола; 21 — разделительная плита
ных пластин. Ленточно-поточные пластины с горизонтальными гофрами типов П-1, П-2, П-3 имеют поверхности теплопередачи соответственно 0,15; 0,21; 0,42 м2, сетчато-поточные пластины с наклонными гофрами типов ПР-0.5Е, и ПР-0,5М — поверхность теплопередачи 0,5 м2.
Ленточно-поточная пластина П-2 (рис. 73, б) имеет гофрированную поверхность, форма гофр треугольная. На пластине -имеются вертикальные ряды дистанционных (опорных) выступов для создания точек опоры между пластинами. Подобное устройство предотвращает образование деформации пластины, которая может возникнуть в результате перепада давления движущихся сред по обе стороны пластины. Две сомкнутые пластины образуют извилистый канал, двигаясь по которому, жидкость подвергается искусственной турбулизации. В результате этого при сравнительно небольшой скорости движения
112
Рис. 73. Сетчато-поточная (а) и ленточно-поточная (б) пластины
жидкости (0,3—0,9 м/с) эффективность теплопередачи значительнс повышается
Сетчато-поточная пластина (рис. 73, а) имеет гофрированную поверхность. Форма гофр треугольная. Гофры расположены под углом 60° по отношению к продольной оси симметрии пластины.
При сборке каналов вершины «елки» гофр одной пластины направлены вверх, а смежной пластины — вниз. Вследствие этого наклонные гофры, взаимно пересекаясь, образуют равномерно распределенную сетку опор по поверхности пластин, что придает пакету значительную жесткость и предотвращает деформацию пластины даже при большом перепаде давлений по обе стороны пластины. Кроме этого достигаются высокая степень искусственной турбулизации, размыва пограничного слоя и, следовательно, увеличение коэффициента теплопередачи.
Как ленточно-поточные, так и сетчато-поточные пластины изготовляются штамповкой из листовой нержавеющей стали 1Х18Н9Т толщиной 0,7—1 мм.
Б—1275
113
При работе пастеризационном установки молоко выводится из аппарата после первой секции рекуперации и направляется в сепа-ратор-молокоочиститель. Для очистки молока применяют обычные сепараторы-молокоочистители и сепараторы-молокоочистители с центробежной выгрузкой осадка. В случае использования обычных сепараторов их устанавливают два и они работают поочередно.
Помимо своего прямого назначения сепаратор-молокоочиститель обеспечивает необходимый напор для прокачивания молока посла первой секции рекуперации.
Выдерживатель представляет собой цилиндрическую трубку виут4 ренним диаметром 75 мм, изготовленную из нержавеющей стали. Он монтируется или в пульте управления, или отдельно на специальной раме.
Возвратный клапан выполнен в виде разборной конструкции, состоящей из корпуса с двумя седлами и штока с двумя клапанами. Шток приводится в движение от пневмопривода, в результате чего клапаны закрывают одно отверстие и открывают другое, переключая поток молока на повторную пастеризацию, если при работе установки не была достигнута установленная температура. Возвратный клапан связан с системой автоматического регулирования.
Центробежный насос для горячей воды осуществляет циркуляцию горячей воды через секцию пастеризации.
Вода нагревается в пароконтактном нагревателе, который состоит из корпуса и внутренней парораспределительной вставки. Греющий пар вводится в кольцевое пространство между корпусом и вставкой, протекает в отверстия паровых сопел и попадает в поток воды.
Пастеризационно-охладительные уста
новки для питьевого молока различают по производительности. Выпускают пастеризационно-охладительные установки производительностью 3000, 5000, 10000, 15 000 и 25000 л/ч.
Пастеризационно-охладительные установки производительностью 3000 и 5000 л/ч имеют ряд узлов и деталей одинаковой конструкции. В этих аппаратах размещение секций по отношению к главной стойке одностороннее. В первом аппарате использованы теплопередающие пластины ленточно-поточные П-2, а во втором — сетчато-поточные АГ-2. В пастеризационно-охладительных установках производительностью 10 000, 15 000 и 25 000 л/ч применены пластинчатые аппараты с двусторонним расположением секций по отношению к главной стойке. В первых двух аппаратах использованы ленточно-поточные пластины П-2, в третьем — сетчато-поточные ПР-0.5М.
Наиболее распространенной является пастеризационно-охладительная установка производительностью 10 000 л/ч (рис. 74).
Из молокохрапильного отделения молоко подается в уравнительный бак /, который имеет поплавковый регулятор уровня 2. При работе установки постоянный уровень в уравнительном баке поддерживается регулятором, что способствует стабильной работе центробежного насоса и предотвращает перелив молока из бака. Далее молоко центробежным насосом 3 нагнетается в первую секцию рекуперации / пластинчатого аппарата 5. Между центробежным насосом и пластин-
114
Рис. 74. Принципиальная схема пастеризационно-охладительной установки для питьевого молока:
/ — уравнительный бак; 2— поплавковый регулятор уровня; 3 — центробежный насос для молока; 4 — ротаметрический регулятор; 5 — пластинчатый аппарат; 6 — сепаратор-молокоочиститель; 7 — выдерживатель; 8, 12 — датчики температуры; 9. 10. 13. 14. 20, 22, 23 — показывающие манометры; 11 — вентиль для регулирования подачи рассола; 15 — возвратный клапан; 16— центробежный насос для горячей воды; 17 — бачок-аккумулятор; 18, 19 — регулирующие клапаны подачи пара; 21— пароконтактный нагреватель
чатым аппаратом установлен ротаметрический регулятор 4, который обеспечивает постоянство производительности установки. В первой секции рекуперации молоко нагревается до температуры 40—45°С и поступает в сепаратор-молокоочиститель 6, где происходит его очистка. Установка может иметь один сепаратор-молокоочиститель с центробежной выгрузкой осадка или два сепаратор а-молокооч мстителя без центробежной выгрузки, работающих поочередно. После очистки молоко, нагреваясь до температуры 65—70°С во второй секции рекуперации //, по внутреннему каналу переходит в секцию пастеризации III, где нагревается до температуры пастеризации 76—80°С. После секции пастеризации молоко выдерживается в выдерживателе 7 и возвращается в аппарат, где предварительно охлаждается в секциях рекуперации 7 и // и окончательно до конечной температуры — в секциях водяного охлаждения IV и рассольного охлаждения V.
На выходе из аппарата установлен возвратный клапан 15. Он регулирует направление потока пастеризованного охлажденного молока к фасовочным автоматам или в уравнительный бак для повторной пастеризации при нарушении режима пастеризации.
Горячая вода для нагревания молока подается в секцию пастеризации насосом 16. Из этой секции охлажденная вода, после того как опа отдаст тепло молоку, возвращается в бачок-аккумулятор 17. Вода нагревается до температуры 78—82°С паром в пароконтактном нагревателе 21.
В пароконтактный нагреватель подается пар регулирующими клапанами подачи 18 и 19.
!>•
115
На выходе пастеризованного молока из секции пастеризации установлен датчик температуры 8, который связан с автоматической системой регулирования температуры пастеризации посредством клапана 19 и возврата молока на повторную пастеризацию посредством клапана 15. Датчик температуры 12 предназначен для контроля температуры охлажденного пастеризованного молока.
Установка снабжена показывающими манометрами для контроля ' давления молока после сепаратора-молокоочистителя 9, для контроля i давления холодной воды 10, для контроля давления рассола 13, । для контроля давления греющего пара 20, 22 и 23. j
Пастеризационно-охладительные установки для кисломолочных продуктов раз- i личаюг по производительности. Выпускают пастеризационно-охладительные установки производительностью 5000 и 10000 л/ч. Пластинчатый аппарат этих установок имеет три секции: рекуперации, пастеризации и охлаждения.
В установке производительностью 5000 л/ч пластинчатый аппарат собран из ленточно-поточных пластин типа П-2, в установке производительностью 10000 л/ч — из ленточно-поточных пластин типа П-3.
Сырое молоко, предназначенное для пастеризации, подается в уравнительный бак 1 (рис. 75), который имеет поплавковый регулятор уровня 2. Центробежный насос 3 нагнетает молоко в секцию рекуперации I. Молоко в секции рекуперации нагревается горячим молоком до температуры 50—55°С. Далее молоко очищается в одном из сепараторов-молокоочистителей 6 и 7, работающих попеременно.
Вместо двух сепараторов-молокоочистителей установка может иметь один с центробежной выгрузкой осадка. После очистки молоко
Рис. 75. Принципиальная схема пастеризационно-охладительной установки для кисломолочных продуктов:
/ — уравнительный бак; 2 — поплавковый регулятор уровня; 3—центробежный насос длц молока; 4, 11 — датчики температуры; 5 — пластинчатый аппарат; 6, 7 — сепараторы-моло* коочистители; 8, 9, 14, 16, 20 — показывающие манометры; 10 — центробежный насос длй горячей воды; 12— бачок-аккумулятор; 13—пароконтактный нагреватель; 15 — гомогени» аатор; 17 — возвратный клапан; 18 — регулирующий клапан подачи пара; 19 — выдержии!» тель; 21 центробежный насос для пастеризованного молока
116
пастеризуется в секции пастеризации // при температуре 90—95°С и гомогенизируется в гомогенизаторе 15. Пастеризованное, гомогенизированное молоко выдерживается в выдерживателе емкостного типа 19 при температуре пастеризации в течение 300—340 с. Из вы-держивателя молоко насосом 21 подается в секцию рекуперации, где предварительно охлаждается. Окончательно молоко охлаждается холодной водой до температуры сквашивания 22—50°С в секции охлаждения III.
До температуры пастеризации молоко нагревается горячей водой, которая подается в секцию пастеризации центробежным насосом 10. Охлажденная в секции пастеризации вода нагревается паром в паро-контактном нагревателе 13, из которого она подается в бачок-аккумулятор 12. Излишек воды, образовавшийся в результате конденсации пара, сбрасывается через дренажную трубку в канализацию.
В пароконтактный нагреватель пар подается регулирующим клапаном 18. Датчик температуры 11, предназначенный для регулирования температуры пастеризации, связан с регулирующим клапаном подачи пара 18 и возвратным клапаном 17. Возвратный клапан переключает поток молока на повторную пастеризацию, если температура пастеризации не достигла установленного значения.
Для контроля давления молока и пара установка снабжена показывающими манометрами 8, 9, 14, 16, 20.
Пастеризационно-охладительные установки для питьевых сливок выпускаются производительностью 1000 и 2000 л/ч.
Сливки поступают в уравнительный бак 1 (рис. 76). Уровень сливок в баке регулируется поплавковым регулятором уровня 2. Центробежный насос 8 подает сливки в секцию рекуперации /, где они нагреваются до температуры 50—65°С. Из секции рекуперации сливки поступают в секцию пастеризации II, где они пастеризуются при температуре 86—90°С. После пастеризации сливки охлаждаются сначала в секции рекуперации, а затем в секциях водяного III и рассольного IV охлаждения до температуры 2—6°С.
Для нагревания сливок используется горячая вода температурой 90—95°С. В секцию пастеризации она нагнетается центробежным насосом 9. Нагревание горячей воды осуществляется паром в пароконтактном нагревателе 15. Излишек горячей воды, образовавшийся в результате конденсации греющего пара, сбрасывается из бачка-аккумулятора 11 через дренажную трубку в канализацию.
На выходе пастеризованных сливок устанавливается датчик температуры 10, который связан с регулирующим клапаном 12 и возвратным клапаном 3. При недостаточной температуре пастеризации автоматически увеличивается количество подаваемого пара, а поток не-допастеризовапных сливок направляется в уравнительный бак.
Регулирующий клапан 7 предназначен для регулирования подачи рассола и, следовательно, конечной температуры пастеризованных сливок.
Показывающие манометры 6, 13, 14 предназначены для контроля давления рассола и пара.
117
Рис. 76, Принципиальная схема пастеризационно-охладительной установки !» для питьевых сливок: |j
/ — уравнительный бак; 2 — поплавковый регулятор уровня; 3 — возвратный клапан; 4, 10 — 1 датчики температуры; 5 — пластинчатый аппарат; 6, 13, 14 — показывающие 7 — регулирующий клапан подачи рассола; 8 — центробежный насос для сливок; бежный насос для горячей воды; // — бачок-аккумулятор; 12 — регулирующий дачи пара; 15 — пароконтактный нагреватель
манометры; 9 — центро-клапан по-
Пастеризационно-охладительные установки для мороженого выпускаются производительно-стью 1200 и 2500 л/ч. Пластинчатые аппараты этих установок скомпонованы на базе ленточно-поточных пластин П-2.
Смесь мороженого при температуре 40—45°С поступает в уравнительный бак 1 (рис. 77). Уровень смеси в баке регулируется поплавковым регулятором уровня 2. Из уравнительного бака центробежным насосом 8 смесь подается в секцию рекуперации /, где нагревается до температуры 70°С. В секции пастеризации II смесь пастеризуется при температуре 86—90°С и выдерживается при этой температуре в вы-держивателе 12 в течение 50 с. Далее смесь поступает в гомогенизатор 9 и после гомогенизации проходит последовательно секции рекуперации, водяного охлаждения /// и рассольного охлаждения IV. Из аппарата смесь выходит при температуре 2—6°С.
В секции пастеризации смесь нагревается горячей водой, которая циркулирует в замкнутом контуре с помощью центробежного насоса 10.
Горячая вода нагревается паром в пароконтактном нагревателе 17. Избыток горячей воды, образовавшийся при конденсации пара, сбрасывается через дренажную трубку из бака-аккумулятора 13 в канализацию.
Датчик температуры 11 предназначен для регулировки температуры пастеризации. Он связан с регулирующим клапаном 14 и возвратным клапаном 3. Датчик температуры 4 предназначен для регулиро-118
Рис. 77. Принципиальная схема пастеризационно-охладительной установки для мороженого:
/ — уравнительный бак; 2—поплавковый регулятор уровня; 3 — возвратный клапан; 4, 11 — датчики температуры; 5 — пластинчатый аппарат; 6, 15, 16—показывающие манометры; 7 — регулирующий клапан подачи рассола; 8 — центробежный насос для смеси мороженого; 9 — гомогенизатор; 10 — центробежный насос для горячей воды; 12 — выдерживатель; 13 — бачок-аккумулятор; 14— регулирующий клапан подачи пара; 17—пароконтактный нагреватель
вания конечной температуры смеси мороженого. Он связан с регулирующим клапаном 7.
Показывающие манометры 6, 15, 16 осуществляют контроль за давлением рассола и пара.
Пастеризационная установка трубчатого типа
Пастеризационная установка предназначена для быстрой пастеризации молока в потоке на молочных, сыро- и маслодельных заводах, а также на молочноконсервных заводах. Они бывают производительностью 5000 и 10 000 л/ч.
В состав установки (рис. 78) входят центробежный насос для молока, трубчатый аппарат, возвратный клапан, конденсатоотводчик п приборы для контроля процесса пастеризации, смонтированные на пульте управления.
Установка имеет два центробежных насоса для молока, размещенных последовательно. Насосы обеспечивают необходимый напор для прокачивания молока через первую и вторую секции аппарата.
Трубчатый аппарат состоит из двух цилиндров, расположенных один над другим и закрепленных на трубчатой раме 19.
В торцы цилиндров вварены трубные решетки, в которые вваль-цованы трубы наружным диаметром 30 мм. Трубные решетки изготовлены из нержавеющей стали и имеют выфрезерованные короткие каналы для соединения торцов труб попарно.
119
Рис. 78. Пастеризационная установка трубчатого типа:
/ — центробежные насосы для молока; 2 — конденсатоотведчикн термодинамические; 3, 4 — патрубки для отвода конденсата; 5, 6, 1, 8 — молокогтроводы; 9—возвратный клапан; 10— регулирующий клапан подачи пара; // — предохранительные клапаны; 12— паропровод; 13— манометры для пара; 14 — патрубок для выхода пастеризованного молока; 15 — манометр для молока; 16 — пульт управления; 17 — вторая секция; 18 — первая секция; 19 — трубчатая рама
В торцах цилиндров установлены крышки с резиновыми уплотнениями, обеспечивающие герметичность и изоляцию каналов друг от друга.
Пар подается в межтрубное пространство каждого цилиндра. Отработавший пар в виде конденсата выводится из цилиндров с помощью термодинамических конденсатоотводчиков 2.
Нагреваемое молоко движется во внутритрубном пространстве последовательно через нижний и верхний цилиндры.
На входе пара установлен регулирующий клапан 10, а на выходе молока из аппарата — возвратный клапан 9, с помощью которого автоматически молоко можно направить на повторную пастеризацию.
Термодинамический конденсатоотводчик (рис. 79) состоит из корпуса 1, седла 2, тарелки 3 и крышки 4. С трубопроводами он соединяется посредством муфтовых присоединительных концов.
Накопившийся в межтрубном пространстве конденсат поступает под давлением пара в конденсатоотводчик, проходит по централь-
Рис. 79. Конденсатоотводчик термодинамический:
1 — корпус; 2 — седло; 3 — тарелка; 4 — крышка
Рис. 80. Возвратный клапан:
/ — клапан с уплотнением; 2 — шток клапана; 3 — корпус клапана; 4, 6 — накидные гвйки; 6 — тройник клапана; 7 — корпус пневмопривода; 8 — пружина; 9 — диск мембраны; 10 —* мембрана; II— верхняя тарелка; 12 — штуцер; 13— нижняя тарелка; 14 — винт; 15 — уплотнение
121
ному каналу седла и отжимает крышку. Через образовавшуюся щель между седлом и крышкой конденсат выходит из конденсатоотводчика. Запирание конденсатоотводчика происходит после того, как в пространство между тарелкой и крышкой попадет пар, который прижмет крышку к седлу.
На выходе молока из аппарата установлен термодатчик, связанный через прибор с возвратным клапаном.
Возвратный клапан (рис. 80) состоит из трех частей, соединяемых накидными гайками. В нижней части 3 корпуса клапана расположены два патрубка, один из которых предназначен для ввода пастеризованного молока, а другой — для его вывода. В корпусе клапана располагается на штоке 2 двойной клапан с уплотнением 1. Средняя часть тройника клапана имеет один патрубок для вывода молока на повторную пастеризацию. Верхняя часть представляет собой пневмопривод, который состоит из корпуса 7, нижней 13 и верхней 11 тарелок. Нижняя и верхняя тарелки образуют камеру, внутри которой помещена мембрана 10. В нижнее положение клапаны устанавливаются с помощью сжатого воздуха, который давит на мембрану. В исходное положение мембрана возвращается под действием пружины 8. При этом клапан поднимается вверх и открывает выход для пастеризованного молока.
Пастеризационная установка снабжена показывающими манометрами для контроля давления пара и молока.
На молочных заводах также эксплуатируются пастеризационные установки трубчатого типа, в которых нагревание молока в первой секции проводится горячей водой, а во второй — паром.
СТЕРИЛИЗАЦИОННО-ОХЛАДИТЕЛЬНЫЕ УСТАНОВКИ
Стерилизационно-охладительные установки применяются для производства питьевого стерилизованного молока.
Конструктивные особенности стерилизационных установок определяются условиями их работы. Стерилизация молока происходит при высоких температурах нагревания — выше 100°С. Для того чтобы молоко не вскипало при этих температурах, оно прокачивается через аппарат при повышенном давлении. Это значит, что прочность аппарата и его соединительных узлов должна быть выше, чем, например, в пастеризационных установках.
Высокие температуры нагревания создают определенную опасность для обслуживающего персонала. Все поверхности аппарата, соприкасающиеся с горячим молоком, снаружи изолируются во избежание получения ожогов при его эксплуатации.
Стерилизационно-охладительные установки бывают пластинчатого и трубчатого типов, а также пароконтактные.
Установка пластинчатого тина
Установка предназначена для стерилизации и охлаждения питьевого молока в потоке с последующей его фасовкой в асептических условиях.
122
Рис. 81. Схема стерилизационно-охладительной установки пластинчатого типа: 1—4, 7, 30, 31, 36, 37, 39, 40—42 — пневмоклапаны с поршневым приводом; 5 — эжекторный вакуум-насос; 6—пневмоклапан с мембранным приводом; 8—вакуумная камера; 9 — асептический насос для молока; 10, 21, 22, 27, 28, 32 — показывающие манометры; 11, 14, 25 — датчики температуры; 12 — возвратный клапан; 13 — расходомер; 15 — пластинчатый аппарат; 16, 26 — трубчатые выдерживатели; 17 — промежуточный сосуд; 18 — ротаметр; 19 — датчик электроконтактного манометра; 20 — клапан регулирования подачи пара; 23 — насос для горячей воды; 24—аппарат трубчатого типа; 29— гомогенизатор; 33 — сепаратор-моло-коочистигель; 34—иасос для молока; 35 — регулятор равномерности потока; 38—уравнительный бак; 43 — поплавковый регулятор уровня;
/, II, III — секции рекуперации; IV — секция стерилизации; V — секция охлаждения
При работе установки (рис. 81) сырое молоко подают в уравнительный бак 38 при температуре 4°С. Из бака через пневматический клапан 36 оно подается центробежным насосом для молока 34 в пла
стинчатый аппарат, который состоит из пяти секций: трех секций ре-
куперации тепла /, //, ///, секции стерилизации IV, секции охлаждения стерилизованного молока холодной водой V.
Секция рекуперации I предназначена для нагрева молока от 4 до 36°С. В секции рекуперации // оно нагревается до 75°С. С этой температурой молоко поступает в сепаратор-молокоочиститель 33 и далее — в гомогенизатор 29. После гомогенизатора молоко температурой 79°С (повышение температуры на 4°С происходит при гомогенизации) под давлением 3,0 • 104 кПа поступает в секцию реку-
перации III тепла, где нагревается до 108°С. Секция рекуперации
III имеет трубчатый выдерживатель 26, в котором молоко выдержи-
вается в течение 30 с.
Из секции рекуперации /// молоко поступает в секцию стерилизации IV, в которой нагревается до температуры 140°С горячей водой температурой 144°С. При этой температуре молоко выдерживается в течение 2 с. В обратном потоке стерилизованное молоко проходит последовательно через секции рекуперации III и //, где охлаждается
123
соответственно до 109 и 70°С. С температурой 70°С при давлении 350 кПа молоко поступает в камеру 8, внутри которой поддерживается абсолютное давление р = 28 кПа с помощью вакуум-насоса 5. В камере 8 молоко освобождается от воздуха и образовавшихся при действии высоких температур газов, которые выводятся через пневматический трехходовой клапан 7. Клапан связан с системой программного управления и обеспечивает также мойку и стерилизацию камеры 8. Стерилизованное молоко из нее откачивается насосом 9. Дальнейшее охлаждение стерилизованного молока осуществляется в секции рекуперации / до 35°С и в секции охлаждения V холодной водой до 18°С.
Для нагревания молока в секции стерилизации применяется горячая вода, которая нагревается до температуры 144°С паром в аппарате трубчатого типа 24. В секцию стерилизации горячая вода качается насосом 23. Для того чтобы предотвратить кипение воды в потоке поддерживается постоянное избыточное давление. Избыточное давление достигается с помощью промежуточного сосуда 17, заполненного водой. Сосуд соединен с компрессором. Контроль за заданной величиной давления осуществляется электроконтактным манометром, датчик которого 19 установлен в промежуточном сосуде. Греющий пар подается во внутритрубное пространство аппарата, и количество его можно регулировать пневматическим клапаном 20, который связан с системой автоматического регулирования температуры стерилизации.
Установка имеет ротаметр 18 для определения количества стерилизуемого молока. Возвратный клапан 12 предназначен для возврата недостерилизованного молока в уравнительный бак. Он связан с системой автоматического регулирования температуры стерилизации.
Датчик температуры 25 автоматической системы регулирования температуры стерилизации установлен на выходе молока из секции стерилизации.
Пластинчатый аппарат установки собран на основе пластин с гофрированной поверхностью ленточно-поточного типа. Конструкция его аналогична пластинчатому аппарату пастеризационно-охладительной установки. Особенностью конструкции является применение штанг повышенной прочности, так как они испытывают значительно большее разрывное усилие.
Необходимая герметичность каналов в пластинчатых аппаратах обеспечивается прокладками, которые укладываются в выштампован-ные по периферии пластины канавки. Сложность герметического уплотнения в пластинчатом аппарате стерилизационной установки состоит в том, что прокладка работает в условиях высоких температур и большого удельного давления.
Наилучшим материалом для прокладок является резина. Надежная герметичность при работе аппарата обеспечивается применением термически стойких марок резины.
Пневматические клапаны с поршневым приводом предназначены для циркуляционной мойки установки.
124
Установка трубчатого типа
Стерилизационно-охладительная установка трубчатого типа предназначена для стерилизации молока в потоке с последующей его фасовкой в асептических условиях.
При работе установки (рис. 82) сырое молоко температурой 4°С подается в уравнительный бак 38 через пневматический клапан 39. Уровень его в баке регулируется поплавковым регулятором уровня 37. Из уравнительного бака оно через трехходовой пневматический клапан 40 центробежным насосом 36 нагнетается во вспомогательный подогреватель 34 трубчатого типа и далее — в первую подсекцию рекуперации 32, где молоко нагревается до температуры 65°С.
Вспомогательный подогреватель предназначен для нагревания воды паром во время мойки установки. При движении молока в установке пар в него не подается.
После первой подсекции рекуперации молоко поступает в двухступенчатый клапанный гомогенизатор 20, где оно гомогенизируется при максимальном давлении 2,5 • 104 кПа. В гомогенизаторе создается напор, необходимый для дальнейшего прокачивания молока через остальную часть установки. Гомогенизированное молоко нагревается до температуры 110°С во второй подсекции рекуперации и окончательно до температуры 135°С — в секции стерилизации 25.
Рис. 82. Схема стерилизационно-охладительной установки трубчатого типа: / — бак для приготовления моющих растворов; 2, 3, 5, 7, 9, 11—14, 26, 28, 39, 40 — пневмоклапаны с поршневым приводом; 4, 10 — дроссельные клапаны; 6, 19, 24, 29, 30 — показывающие манометры; 8 — вспомогательный охладитель; 15, 21, 22, 33 — термодатчики; 16 — секция охлаждения водой; 17— рекуператор; 18 — вторая подсекция рекуператора; 20 — гомогенизатор; 23, 31 — пневмоклапаны с мембранным приводом; 25 — секция стерилизации; 27, 35 — конденсатоотводчики; 32 — первая подсекция рекуператора; 34 — вспомогательный подогреватель; 36 — иасос для молока; 37 — поплавковый регулятор уровня; 38 — уравнительный бак
125
Рис. 83. Устройство трубчатого нагревателя секции стерилизации:
1 — внутренняя труба; 2 — промежуточная труба; 3 — внешняя труба; 4 — проволочные вставки
Рекуператор, состоящий из двух подсекций, изготовлен в виде змеевика из двух концентрических труб. Он имеет два канала: центральный канал круглого сечения и периферийный канал кольцевого сечения. Но одному из каналов течет нагреваемое молоко, а по другому — охлаждаемое.
Секция стерилизации изготовлена в виде змеевика из трех концентрических труб (рис. 83).
В пространство первой центральной трубы вводится пар. В кольцевом пространстве между первой центральной и второй трубой течет нагреваемое молоко. В кольцевое пространство между второй
и третьей (наружной) трубой вводится пар через пневмоклапан 23 (см. рис. 82), который связан с системой автоматического регулиро-
вания температуры стерилизации.
Секция стерилизации также изготовляется в виде змеевика из одной трубы. Змеевик помещается в камеру, куда при работе установки вводится греющий пар. Конденсат как в первом, так и во втором случае удаляется через конденсатоотводчик 27 (см. рис. 82).
После секции стерилизации молоко охлаждается вначале в секции рекуперации до 30°С и далее в секции охлаждения 16 — водой до 15—18°С.
Пневмоклапаны 12—14 (см. рис. 82) предназначены для направления стерилизованного молока к фасовочным автоматам.
Установка не имеет возвратного клапана для направления молока на повторную стерилизацию. В том случае, когда температура стерилизации не достигает установленного значения (145°С), в установку автоматически прекращается подача сырого молока и она переключается на мойку.
Для мойки установки приготовляются моющие растворы в баке (см. рис. 82).
Пневмоклапаны с поршневым приводом 2, 3, 9, 39, 40 предназначены для регулирования потоков при мойке, а клапаны 5, 7, 11 — для регулирования количества холодной воды, подаваемой в секцию охлаждения и во вспомогательный охладитель 8 (см. рис. 82).
Контроль за давлением молока осуществляется показывающими манометрами 19 и 29, пара — 24 и 30 и холодной воды — 6 (см. рис. 82).
Установки пароконтактные
Стерилизационно-охладительные установки пароконтактные изготовляются с нагревателями инжекционного и инфузионного типов.
Установка с нагревателем инжекционного типа предназначена для
126
Рис. 84. Схема стерилизационно-охладительной установки пароконтактной: 1 — уравнительный бак; 2 — регулирующий вентиль; 3, 13, 19, 25, 29, 39, 50, 58 — запорные клапаны; 4, 7, 12, 18, 24, 27, 32, 44, 48 — показывающие манометры; 5, 22 — трехходовой пневматический клапан с мембранным приводом; 6 — секция охлаждения; 8 — секция предварительного иагрева; 9 — пароконтактный нагреватель для воды; 10, 11 — двухходовой пневмоклапан с мембранным приводом; 14 — пароконтактный нагреватель для молока; 15, 16, 33, 47, 56, 57 — термодатчики; 17 — вакуум-камера; 20 — возвратный клапан; 21, 49 — дренажный клапан; 23 — фильтр; 26 — вакуум-насос; 28 — иасос для откачки конденсата; 30, 34, 37, 40, 41, 43, 45, 53, 60, 62. 63 ~ пневмоклапаны с поршневым приводом; 31 — асептический гомогенизатор; 35, 42, 52, 54, 61 — вентили; 36 — циклон; 38 — асептический насос для стерилизованного молока; 46 — поплавковый регулятор уровня; 51 — асептический пластинчатый охладитель; 55 — насос высокого давления; 59 — насос для сырого молока
стерилизации питьевого молока в потоке с последующей его фасовкой в асептических условиях.
При работе установки (рис. 84) сырое молоко подается в уравнительный бак /, в котором поплавковый регулятор уровня поддерживает постоянный уровень молока при его поступлении в бак. Это предотвращает переливание молока через край бака и стабилизирует работу центробежного насоса.
Центробежный насос 59 нагнетает молоко температурой 4°С в секцию 8, где оно нагревается горячей водой до 75°С- Вода поступает из конденсатора вакуум-камеры 17, где она использовалась как охлаждающая. Температура ее на выходе из конденсатора 70°С.
Далее вода нагревается паром в пароконтактном нагревателе 9 до 78—80°С. Подогретое молоко насосом высокого давления 55 нагнетается в пароконтактный нагреватель 14, и температура его становится равной 140°С. При этой температуре молоко выдерживается в течение 3—5 с в трубопроводе, проложенном от пароконтактного
127
нагревателя до подпорной шайбы, которая находится между возвратным клапаном 20 и вакуум-камерой 17.
Пройдя возвратный клапан, молоко поступает в вакуум-камеру, где из него частично удаляется вода, а также охлаждается до 76°С. Из вакуум-камеры асептический насос 38 подает молоко к асептическому гомогенизатору 31, и далее молоко охлаждается до температуры 20°С в секции охлаждения 6 пластинчатого охладителя.
В установке осуществляются автоматическое регулирование температуры стерилизации молока и возврат недостерилизованного молока на повторную стерилизацию. После нагревателя установлен термодатчик 15, связанный через систему приборов с пневмоклапаном 11, с помощью которого регулируется количество пара, подаваемого в пароконтактный нагреватель. Одновременно срабатывает возвратный клапан 20 и направляет поток молока в уравнительный бак. Перед тем как поступить в бак, молоко охлаждается в пластинчатом охладителе 51. Вода для охлаждения поступает в охладитель после конденсатора, который встроен в вакуум-камеру. Секции 8 и 6, а также асептический пластинчатый охладитель 51 собраны на основе ленточнопоточных пластин с рифленой поверхностью.
Нагреватель инжекционного типа (рис. 85) имеет два концентрических кольцеобразных канала, по одному из которых течет молоко, а по другому •— греющий пар. Молоко вводят в нагреватель через патрубок 6, пар — через патрубок 9.
Смешение пара с молоком начинается на выходе из кольцевых каналов и продолжается в камере смешения 11 нагревателя. Часть молока проникает через отверстие 2 в центральный кольцевой канал, образованный между верхней частью корпуса 5 и центральным стержнем 7, который имеет кольцевую проточку. В нее вложено уплотнительное кольцо, предотвращающее попадание молока в регулирующее устройство. Путем осевого перемещения центрального стержня можно устанавливать сечение кольцевой щели для молока, регулируя его расход.
Рассмотренный нагреватель относится к сопловому типу с регулируемым сечением сопла.
В пароконтактных установках распространены нагреватели инжекционного типа с перфорированными вставками. Такие нагреватели более эффективны с точки зрения быстроты и равномерности нагревания и более просты по конструкции и в эксплуатации.
Нагреватель (рис. 86) имеет центральную перфорированную трубку 10, в которую вводится молоко через патрубок 1. Греющий пар подается через патрубок 7 в канал для пара 8. Пар проникает в поток через отверстия 9. Стерилизованное молоко выходит из нагревателя через патрубок 5. Для улучшения теплообмена путем турбулизации потока в начале канала устанавливается турбулизатор 12.
Нагреватели инжекционного типа в установках блокируются запорными клапанами 13 и 19 (см. рис. 84). Подобная блокировка необходима для того, чтобы при определенных превышениях давления пара или молока предотвратить проход пара в магистраль и попадание его в нагреватель 8 или попадание молока в паровую линию.
128
7
Рис. 85. Схема нагревателя инжекционного типа («пар в молоко»):
I — корпус нагревания (нижняя часть); 2— отверстие для молока; 3 — уплотнительное кольцо; 4 — кольцевой канал для молока; 5 — корпус нагревателя (верхняя часть); 6 — патрубок для ввода молока; 7 — центральный стержень; 8 — регулировочная гайка; 9 — патрубок для ввода пара; 10 — канал для пара; 11 — камера смешения
Рис. 86. Схема нагревателя типа «пар в молоко» с перфорированной вставкой:
1 — патрубок для ввода молока; 2,4 — накидные гайки; 3 — корпус; 5 — патрубок для выхода стерилизованного молока; 6 — прокладка; 7 — патрубок для ввода пара; 8 — кольцевой канал для пара; 9 — отверстия для пара; 10 —• центральная перфорированная трубка; 11 — прокладки; 12— турбулизатор
К При пароконтактном нагреве пар конденсируется и превращайся в конденсат, который разбавляет молоко. Первоначальная концентрация стерилизованного молока восстанавливается путем охлаждения молока в вакуум-камере.
Вакуум-камера 17 (см. рис. 84) представляет собой цилиндрический сосуд с встроенным в него конденсатором.
129
Внутри вакуум-камеры устанавливается щелевидная форсунка, через которую нагретое молоко выходит тангенциально по отношению к внутренней стенке цилиндра. Образовавшийся при кипении Молока в вакууме вторичный пар, поднимаясь в верхнюю часть сосуда, проходит в кольцевое пространство между наружным и внутренним цилиндрами.
В этом пространстве размещен конденсатор.
Из вакуум-камеры конденсат откачивается через циклон 36 насосом 28 (см. рис. 84).
К верхней части вакуум-камеры прикреплена форсунка для разбрызгивания моющего раствора при циркуляционной мойке установки.
После вакуум-камеры расположен поплавковый регулятор уровня 46, обеспечивающий стабильность работы центробежного насоса 38 (см. рис. 84). Когда уровень молока перед насосом (в вакуум-камере) понижается, начинается замкнутая циркуляция стерилизованного молока, в результате которой устраняется нежелательный подсос воздуха и газов из вакуум-камеры.
Чтобы избежать попадания микроорганизмов из атмосферы в стерилизованное молоко, все вспомогательные части установки после вакуум-камеры надежно герметизируются. Соединения трубопроводов, патрубки охладителя 6, сальник насоса 38, сальники плунжерного насоса гомогенизатора 31 (см. рис. 84) помещены в специальные камеры, куда подводится пар.
Установка снабжена системой автоматического контроля и регулирования процесса стерилизации, которая позволяет регулировать температуры стерилизации и предварительного нагревания молока, величину вакуума и возвращать недостерилизованное молоко на повторную стерилизацию.
Установка также имеет программное устройство, обеспечивающее последовательность и продолжительность операций стерилизации установки, стерилизации молока и мойки установки.
Стерилизационно-охладительная установка пароконтактная с нагревателем инфузионного типа предназначена для стерилизации и охлаждения питьевого молока в потоке с последующей его фасовкой в асептических условиях.
При работе установки сырое молоко (рис. 87) подается в уравнительный бак 1, в котором установлен поплавковый регулятор уровня 41. Из уравнительного бака молоко центробежным насосом 39 подается в нагреватель-конденсатор 17. Здесь оно предварительно нагревается вторичным паром. Нагреватель-конденсатор является рекуператором. Затем в секции предварительного подогрева 22 нагревается паром до температуры 75°С. При этой температуре молоко насосом высокого давления 20 нагнетается в нагреватель 8, где температура его становится равной 145°С. Несколько секунд (1—2 с) молоко выдерживается и вводится в вакуум-охладитель 12. Здесь из молока при его кипении удаляется та часть влаги, которая была внесена в виде конденсата при нагревании паром, и молоко охлаждается до 77°С. Из вакуум-охладителя молоко насосом 33 подается в асептический гомо-
130
Рис. 87. Схема стерилизационно-охладительной установки пароконтактной с нагревателем инфузионного типа:
1 — уравнительный бак; 2, 26 — трехходовые пневмоклапаны с мембранным приводом (возвратный клапан); 3, 6, 25 —датчики манометрического термометра; 4, 10, 15, 23, 37 — двухходовые пневмоклапаны с мембранным приводом; 5, 35, 36 — датчики термографа; 7, 11, 14, 18, 24, 28, 32 — показывающие манометры; 8—нагреватель типа «молоко в пар»; 9 — датчик регулятора давления; 12 — вакуум-охладитель; 13 — датчик регулятора вакуума; 16 — насос для откачивания газов и воздуха; 17— нагреватель-конденсатор; 19, 30 — вентили; 20— насос высокого давления; 21 — датчик регулятора температуры подогрева; 22 — секция предварительного подогрева; 27 — двухсекционный охладитель; 29—асептический гомогенизатор; 31 — насос для откачивания воды и конденсата; 33 — асептический насос для молока; 34, 40 — датчики регулятора уровня; 38 — выдерживатель; 39 — иасос для молока; 41 — поплавковый регулятор уровня
генизатор 29, где гомогенизируется при давлении (3,04- 3,5)104 кПа. Стерилизованное гомогенизированное молоко до температуры 20—25°С охлаждается в двухсекционном охладителе 27 обычной водой и охлажденной водой.
Установка снабжена системой автоматического контроля и регулирования процесса стерилизации, которая обеспечивает регулирование температур стерилизации, температуры предварительного нагрева молока, величины вакуума и возврат недостерилизованного молока.
Пневмоклапан 10 предназначен для регулировки количества подаваемого пара в нагреватель. Пневмоклапаны 2 и 26 осуществляют автоматически возврат молока в уравнительный бак. Клапан 2 возвращает молоко в том случае, когда его температура при входе в пароконтактный нагреватель ниже установленной (75°С). Клапан 26 возвращает молоко тогда, когда его температура ниже температуры стерилизации (145°С).
Контроль за давлением осуществляется показывающими манометрами: молока 28, пара 7, 11, 14, 24 и воды 18.
Установка имеет программную систему для обеспечения циркуляционной мойки.
131.
з-
2
i
Рис. 88. Нагреватель типа «молоко в пар»:
/ — патрубок для подвода пара в нагреватель; 2 — патрубок для подвода молока;
3 — патрубок для подвода моющего раствора; 4 — патрубок для выпуска воздуха;
5 — форсунка для молока; 6 — камера; 7 — патрубок для вывода стерилизованного молока
Рис. 89. Схема нагревателя инфузионного типа («молоко в пар») со струйными форсунками:
1 — камера нагревания; 2 — отбойник пара; 3 — болтовое соединение; 4— крышка; 5 — патрубок для ввода молока; 6 — струеобразующий диск; 7 — уплотнительные прокладки; 8 — патрубок для ввода пара; 9 — патрубок для вывода стерилизованного молока; Ю — смотровое окно
В установке для нагревания молока до температуры стерилизации применяют нагреватель инфузионного типа («молоко в пар»). Стерилизуемое молоко вводится в камеру 6 по патрубку 2 (рис. 88), а греющий пар — по патрубку 1. Стерилизованное молоко выходит по патрубку 7. Перед подачей молока в камеру из нее выводится воздух через патрубок 4. Внутри камеры установлена форсунка для мойки камеры, моющий раствор и вода в которую подаются по патрубку 3. Для распыления молока в камере установлена центробежная форсунка 5, образующая факел из распыленного молока в виде мельчайших капелек. Эффективность нагревания в результате этого увеличи
вается.
В установках также могут применяться нагреватели инфузионного типа («молоко в пар»), в которых установлены струйные форсунки, выполненные в виде сверлений в струеобразующем диске 6 (рис. 89). Молоко в виде множества цилиндрических струй малого диаметра входит в атмосферу пара, подаваемого в камеру 1 через патрубок 5. Стерилизованное молоко выходит из камеры через патрубок 9.
132
Для промежуточного кратковременного хранения стерилизован-
ного
ческие
молока перед его фасовкой применяют специальные
асепти-
резервуары.
СТЕРИЛИЗАТОРЫ
Стерилизаторы, применяемые для стерилизации молока и сгущен-
ного молока
в таре,
дического
действия
бывают непрерывного, полунепрерывного
и перио-
Стерилизаторы непрерывного действия
Стерилизатор непрерывного действия (гидростатический), применяемый для стерилизации молока в стеклянных бутылках, имеет четыре вертикальные башни (рис. 90), внутри которых движется транспортер 10, представляющий собой две параллельные цепи, между которыми крепятся носители с гнездами для бутылок. Башня 11 разделена вертикальной перегородкой на две половины. В первой половине размещается восходящая цепь транспортера. Вторая половина служит гидрозатвором и уравнивает с помощью столба воды давление пара в башне 12, которая является стерилизационной камерой. В этой башне бутылки с молоком проходят путь по восходящему участку, огибают звездочку, расположенную в верхней части башни, и опускаются вниз.
Скорость движения транспортера должна быть такой, чтобы обес-гечить нагревание молока паром до температуры стерилизации и его выдержку в течение установленного времени при этой температуре. 1алее бутылки с молоком попадают в башню 13, которая также разделена вертикальной перегородкой на две половины. В одной поло-шне, выполняющей функции гидрозатвора, происходит частичное
Рис. 90. Линия для производства стерилизованного молока в бутылках:
! — уравнительный бак; 2 — трубчатый аппарат; 3 — гомогенизатор; 4 — промежуточная емкость; 5 — подогреватель; 6 — автомат для фасовки молока; 7 — укупорочный автомат; 8 — гидростатический стерилизатор; 9 — бутылкомоечная машина; 10 — главный транспортер; 11— башня предварительного нагревания; 12 — стерилизационная башия; 13— башня первой ступени охлаждения; 14— башня второй ступени охлаждения
133
Рис. 91. Схема башенного стерилизатора непрерывного действия для стерилизации сгущенного молока в жестяных банках:
1 — транспортер загрузки;
2 — главный транспортер;
3 — башня предварительного подогрева; 4 — гидрозатвор;
5 — верхняя звездочка; 6 — цепь вращения барабаиов-иосителей; 7 — передача к цепи вращения; 8 — башня стерилизации; 9 — звездочка башни стерилизации; 10 — нижняя звездочка; 11 — башня охлаждения; 12 — течка: 13, 14 — барабаны-носители
охлаждение. Другая половина заполняется водой для последующего охлаждения бутылок со стерилизованным молоком. В башне 14 происходит окончательное охлаждение молока холодной водой. В первой половине этой башни бутылки проходят через слой холодной воды. Во второй половине с помощью форсунок осуществляется их опрыскивание холодной водой. По выходе из башни 14 установлен разгрузочный механизм, который после извлечения бутылок из гнезд устанавливает их на транспортер.
Гидростатический стерилизатор можно использовать как самостоятельный аппарат для стерилизации питьевого молока. В некоторых случаях он входит в линию для производства стерилизованного молока по схеме двойной стерилизации (см. рис. 90).
Нормализованное молоко из уравнительного бака 1 подается в трубчатый аппарат 2. Центробежный насос прокачивает молоко через первую секцию рекуперации, где оно нагревается до температуры 65°С. За этим следуют гомогенизация молока при давлении 2 • 104— 2,5 • 104 кПа в гомогенизаторе 3 и дальнейший подогрев в секции рекуперации до температуры 85°С и в секции стерилизации до температуры 140°С. Охлажденное в секции рекуперации до 40°С стерилизованное молоко резервируется в промежуточной емкости 4. В бутылки
134
молоко фасуется автоматом 6. Предварительно оно подогревается до температуры 70°С в подогревателе 5. Горлышки в бутылках укупориваются корончатым металлическим колпачком, имеющим прокладку из пробки, с помощью автомата 7. Вторичной стерилизации молоко подвергается в башенном стерилизаторе 8 при температуре 115°С. Длительность действия этой температуры 16 мин.
Башенный стерилизатор применяется также для стерилизации сгущенного молока в жестяных банках. Стерилизатор (рис. 91) имеет три вертикальные башни, через которые движется главный транспортер, несущий барабаны с жестяными банками. Банки заполнены сгущенным молоком. После фасовочного автомата банки со сгущенным молоком транспортером 1 подаются к барабану 14, установленному под загрузку. Барабан имеет восемь горизонтальных кассет, и концы его вала крепятся в подшипниках между двумя параллельными цепями главного транспортера 2. Загрузка кассет банками осуществляется попарно. Следовательно, барабан поворачивается вокруг своей оси на 90°.
В стерилизаторе размещено 35 барабанов. Одновременно с загрузкой осуществляется выгрузка банок из барабана 13, который также поворачивается на 90°. После выгрузки банки по течке 12 направляются к укладчику. Банки со сгущенным молоком загружаются в кассеты и выгружаются из них с помощью загрузочных и разгрузочных лент. Между лентами и лежащей на ленте банкой возникает сила трения, способствующая продвижению банки вдоль кассеты.
После того как барабан 14 будет загружен, а барабан 13 разгружен, главный транспортер 2 продвигается на расстояние /, равное шагу между барабанами. При этом один из барабанов устанавливается под загрузку, а другой — под разгрузку. Загруженные барабаны по восходящей ветви транспортера поднимаются в верх башни предварительного подогрева 3, огибают звездочку 5 и входят в столб воды, где происходит предварительное нагревание до температуры 90°С. Далее транспортер с банками огибает нижнюю звездочку и входит в башню стерилизации 8, где банки со сгущенным молоком нагреваются до температуры стерилизации 118°С. Здесь же происходит их выдерживание в течение 15,6 мин при температуре стерилизации. После этого главный транспортер, огибая звездочку 10, проходит второй водяной столб в башне охлаждения 11, где банки со сгущенным молоком охлаждаются до температуры 40°С. Далее, огибая верхнюю звездочку по нисходящей ветви транспортера, барабаны подводятся к месту выгрузки.
Внутри стерилизатора через башни движется цепь 6, которая осуществляет вращение барабанов вокруг собственной оси.
Все движения механизмов стерилизатора осуществляются от главного электродвигателя 1 (рис. 92) через вариатор скоростей и редуктор. Электродвигатель имеет встроенное электромагнитное тормозное устройство.
Вращение от главного привода передается через цепную передачу 12 на вал червячного редуктора 11, приводящий в движение мальтийский крест, на валу которого закреплена приводная звездочка 10.
135
Рис. 92. Схема привода стерилизатора:
1 — электродвигатель; 2 — цепная передача; 3 — звездочки барабанов-носителей;
4 — приводные диски с пальцами; 5 — ведущая звездочка; 6 — главный транспортер; 7 — червячный редуктор; 8, 9, 12 — цепи а я передача; 10 — приводная звездочка; 11 — червячный редуктор
Рис. 93. Схема устройства врате- : ния барабана:
1 — барабан-носитель; 2 — звездочка бара- ? бана-носителя; 3 — цепь главного транс- i портера; 4 — приводная цепь
Через цепную передачу 9 звездочка 10 периодически поворачивает звездочки, на валу которых крепятся приводные диски 4 с восемью пальцами. Пальцы, входя в зацепление с закрепленными на валах барабанов звездочками 3, поворачивают барабаны на 90°. Через цепную передачу 8 вращение передается на вал червячного редуктора 7. Червячный редуктор приводит в движение мальтийский крест. На валу мальтийского креста укреплена звездочка 5, приводящая в цикличное движение главный транспортер 6, который передвигается на расстояние I, равное шагу между барабанами. Рис. 93 иллюстрирует устройство, приводящее во вращение барабаны-носители при их движении в стерилизаторе.
Стерилизатор имеет систему автоматизации, которая обеспечивает заданный температурный режим и блокировку, предохраняющую основные узлы от перегрузки или повреждений, возникающих при неполадках.
Установка непрерывного действия для стерилизации сгущенного молока в жестяных банках (рис. 94) состоит из секций /, II, III, IV, в которых осуществляются ступенчатое нагревание банок с молоком до температуры стерилизации, выдержка при температуре стерилизации и охлаждение.
Каждая секция имеет форму цилиндра, установленного горизонтально. Секции изготовлены из стали и к внутренней поверхности цилиндров приварены спиральные направляющие из полосовой стали. Внутри цилиндров в подшипниках установлены барабаны, на наружной поверхности которых укреплены полосы из угловой стали.
Жестяные банки со сгущенным молоком, помещенные между полосами, при вращении бараб'ана перемещаются от одного конца ци-
136
Рис. 94. Стерилизатор непрерывного действия для стерилизации сгущенного молока в жестяных банках:
/ — патрубок для ввода воды*. 2 — паропровод; 3 — диафрагмовый клапан; 4 — циркуляционные гнезда; 5 — терморегулятор с показывающим термометром; 6 — подъемники для банок; 7 — воздушный вентиль; 8 — фильтры; 9 — герметизирующие звездочки; 10 — коивейер-подъ-емник; 11 — переливная труба, 12 — фильтры; 13 — терморегулятор; 14 — вариатор скоростей: 15 — воздушный ресивер; 16 — муфта включения; /7 — редукционный клапан; 18—масляный насос; 19 — компрессор; 20 — регулятор уровня воды; 21 — предохранительный воздушный клапан; 22 — предохранительный паровой клапан; 23 — воздушные краны; 24 — регулятор давления; II — подогреватели; HI — стерилизатор; /V — охладитель
линдра до другого по спиральной направляющей. За один оборот барабана банка передвигается па расстояние, равное ее высоте. Движение банки в цилиндрах сложное. Она вращается вокруг оси барабана, а также вокруг собственной оси и перемещается вдоль цилиндра.
Специальный механизм для загрузки банок в подогреватель / представляет собой цилиндрическую камеру с установленной внутри звездочкой. Механизм размещен в верхней части подогревателя /. Банки элеватором поднимаются к этому механизму и через окно корпуса попадают в межзубные пространства звездочки. Далее они через окно корпуса подогревателя попадают в пространство между полосами на поверхности барабана.
В подогревателе / банки нагреваются горячей водой в течение 14 мин до температуры 80°С. Температура воды в передней части подогревателя 50—60°С, а в остальной части 90—95°С.
Далее банки выгружаются из подогревателя / и элеватором перемещаются в подогреватель //, где они нагреваются горячей водой до температуры 90—95°С. Температура горячей воды 98°С. Подогреватель И имеет четыре входных окна, с помощью которых можно регулировать продолжительность нахождения банки в подогревателе II до 3, 6, 10 и 14 мин.
Из подогревателя // банки поступают через герметизирующую звездочку в стерилизатор (секцию HI). В стерилизаторе банки нагреваются паром до температуры стерилизации (125°С). Давление пара в стерилизаторе должно быть 380 кПа. Давление пара в линии, через которую он подводится к стерилизатору, должно быть 1100 кПа. Температура стерилизации поддерживается постоянной пневматическим регистрирующим терморегулятором. Продолжительность нахождения банки в стерилизаторе (II—53 мин) регулируется вариатором скорости.
Из стерилизатора банки через герметизирующую звездочку поступают в охладитель IV, в котором циркулирует охлаждающая вода.
137
Внутри охладителя создается противодавление путем нагнетания в охладитель компрессором сжатого воздуха. Величина давления воздуха в охладителе регулируется с помощью регулятора давления.
Из охладителя банки выгружаются через герметизирующую звездочку и направляются по транспортеру на хранение.
Барабаны подогревателей приводятся во вращение от индивидуальных электродвигателей. Барабаны стерилизатора и охладителя и их герметизирующие звездочки приводятся во вращение от общего электродвигателя через вариатор скорости и зубчатые передачи.
Стерилизатор полунепрерывного действия
Стерилизатор полунепрерывного действия (рис. 95) представляет собой прямоугольный туннель длиной 11 м, шириной 1 м и высотой до 2 м. Наружная поверхность стерилизатора покрыта изоляцией в целях уменьшения потерь тепла в окружающую среду.
Стеклянные бутылки с молоком, укупоренные металлическим корончатым колпачком, устанавливаются вертикально горлышком вверх
О в 16 22 52 ьо Ьв 56 72 ВО
Продолжительность, мин
Рис. 95. Стерилизатор полунепрерывного действия:
а — схема: / — тележка; 2 — этажеры с бутылками; 3 — вентилятор; 4 — изоляция; 5 — калориферы; 6 — вентиляторы горячего воздуха; 7 — трубопроводы холодной воды; 8 — теплообменники; /—XI — камеры предварительного нагревания, стерилизации и ступенчатого охлаждения;
б — график изменения температуры: / — в туннеле; 2 — в бутылке
138
в металлические корзины. Металлические корзины укладываются на тележку 1 с этажерами 2. На каждой тележке в передней части размещен металлический щит, размеры которого соответствуют сечению туннеля. Тележки продвигаются по рельсовому пути через туннель с интервалом 8 мин. Металлические щиты в туннеле образуют камеры, в которых осуществляются тепловые процессы. При полной загрузке туннеля в нем образуется 11 камер. В камерах lull молоко нагревается от 70 до 95°С за 16 мин. В них с помощью вентилятора 3 осуществляется циркуляция пара, температура которого 103°С. В камерах III и /V установлены калориферы 5 с вентиляторами 6 для нагрева и циркуляции горячего воздуха, температура которого поддерживается равной 122°С. В камерах III, IV, V, VI молоко нагревается в течение 24 мин до 120°С. В камере V!I стерилизованное молоко предварительно охлаждается до 107°С.
Ступенчатое охлаждение стерилизованного молока холодной водой осуществляется в камерах VIII (до 90°С), IX (до 70°С). X (до 50°С) и XI (до 24°С). В верхней части камер охлаждения установлены баки для холодной воды с перфорированным дном. Вода равномерно орошает бутылки со стерилизованным молоком. Охлаждающая вода подводится в баки по трубопроводам 7. В приямках камер VII1—X размещены теплообменники 8 для охлаждения отработавшей воды и фильтры для ее очистки.
При стерилизации вход в туннель и выход из него закрывается шторным затвором. Состав тележек продвигается через туннель с помощью гидравлического привода, который периодически (через каждые 8 мин) проталкивает состав тележек на одну тележку. В этот момент шторные затворы открыты.
Стерилизатор периодического действия
Стерилизатор периодического действия представляет собой герметически закрывающуюся крышкой 2 камеру /, которая может быть прямоугольной или цилиндрической формы (рис. 96). Молоко разливается автоматом в стеклянные бутылки, горлышки которых укупо
риваются металлическим корончатым колпачком. Стеклянные бутылки устанавливаются в металлические корзины и с помощью тележек загружаются в стерилизатор. После герметического закрытия крышки в стерилизатор подают греющий пар. В верхней части стерилизационной камеры имеются вентили, через которые вытесняется воздух из стерилизатора. После вытеснения воздуха вентили
Рис. 96. Стерилизатор периодического действия:
/ — стерилизационная камера; 2 — крышка; 3 — рельсы; 4 — корзины с бутылками
закрываются, и в течение установленного времени осуществляются нагревание молока и его выдержка при температуре стерилизации. По окон
139
чании стерилизаций в стерилизатор подаются сжатый воздух и охлаждающая вода.
ОСНОВНЫЕ РАСЧЕТЫ
При расчете пастеризационных установок определяют площадь поверхности теплопередачи, гидравлическое сопротивление аппарата, размеры выдерживателя, расход тепла и пара на пастеризацию.
Площадь поверхности теплопередачи комбинированного аппарата пастеризационно-охладительной установки пластинчатого типа определяется по секциям.
Для расчета площади поверхности F (в м2) пользуются формулой
F = Gc (/K-/H)/feA/cp. (12)
где G — количество пастеризуемого молока (производительность установки), кг/с; с — удельная теплоемкость нагреваемого молока, Дж/(кг К); tH и гк — начальная и конечная температуры нагреваемого молока, °C; k — общий коэффициент теплопередачи, Вт/(м2 • К); А/ Ср — средний температурный напор, °C.
Для расчета составляют общую схему аппарата и график изменения температур обрабатываемого продукта и рабочих сред по секциям (рис. 97).
Недостающие значения температур по секциям определяются формулами:
<2 = <i + (<s-<i)e;
/4 — /j + /3 ---------------- tfl’
Рис. 97. Схема и температурный график комбинированного аппарата пластинчатого типа (а) и температурные графики комбинированного аппарата трубчатого типа (б)
/5 = /;+2°с,
140
где /2—температура рекуперации, °C; tt —начальная температура молока, °C (задается); f3 — температура пастеризации, °C (задается); е — коэффициент рекуперации (задается и пределах от 0,7 до 0,85); ft — температура молока между секциями рекуперации и водяного охлаждения, °C; ts — температура молока между секциями водяного и рассольного охлаждения, °C; t'B — начальная температура охлаждающей воды, °C (задается).
Температуры горячей воды tr, холодной воды tB и рассола tp при их выходе из секций рассчитывают по формулам:
ф = ф (См/сгИг) (tg tg)>
Т (гм/свпв) (/4 tg} ,
= Т (см/српр) (С С) >
где t — начальная температура горячей воды, °С(ф = tg -+ 2°С); см, сг, св — удельная теплоемкость нагреваемого продукта (молоко, сливки, смесь мороженого и т. д.), теплоносителя (горячей воды), холодной воды, Дж/(кг • К); «г, «в, Яр — кратность подачи горячей воды (задается пт = 4 4-6), холодной воды (задается пв = 3), рассола (задается пр = 2,5 4- 3); fp — начальная температура рассола, °C (задается); te — конечная температура пастеризованного молока, °C (задается = 4°С).
Средний температурный напор Д/ср (в °Q во всех секциях определяют по формуле
А^ср = А?м/2,3 1g Afg/А?м» (15)
где Afg, Д?м — большая и меньшая разность между температурами на концах секций.
По методу расчета Н. В. Барановского общее допустимое гидравлическое сопротивление &РПГ)ЛИ (в Па), величиной которого предварительно задаются, распределяется по секциям аппарата
А/’полн = 2АРрек + АРП + АРВ + АРр,
где А-Ррею ДРП> ДРВ> дРр — допустимые гидравлические сопротивления в секциях рекуперации, пастеризации, водяного охлаждения, рассольного охлаждения, Па.
Ориентировочно общее допустимое гидравлическое сопротивление для четырехсекционного аппарата рекомендуется брать ЛР’полн^ = 5. • 105 Па.
Величина допустимого гидравлического сопротивления в каждой секции пропорциональна поверхности теплопередачи:
2АРрек/АРп/АРв/АРр — В/Р р>
где Ррек, Рп> Рв, Рр — поверхности теплопередачи секций рекуперации, пастеризации, водяного охлаждения, рассольного охлаждения, м2.
Соотношение поверхностей теплопередачи определяется с помощью равенства
Ррек/Рп/Рв/Рр = 4^
Ирен
Р
141
где SpCK1 Sn, SB, Sp — симплексы температурных режимов в секциях рекуперации, пастеризации, водяного охлаждения, рассольного охлаждения; fepeK, k„, kB, kp — общие коэффициенты теплопередачи по секциям, Вт/(ма - К).
Симплекс температурного режима определяется формулой
S = <б - ^м/Л^ер-
Значение общих коэффициентов теплопередачи при расчете пластинчатого аппарата для пастеризации и охлаждения молока рекомендуется ориентировочно принимать: & = 2900 Вт/(м2 • К), kB = 2900 Вт/(м2 К), kB = 2320 Вт/(м2 • К), kp = 2100 Вт/(м2 • К).
В соответствии с допустимыми гидравлическими сопротивлениями в секциях аппарата определяется максимально допустимая скорость потока продукта в каналах всех секций.
Скорость w (в м/с) определяют по формуле
„_2у + , (14)
' Ug ^м) Рм^секц
где ам — коэффициент теплоотдачи от сгенкн к молоку [ задается ориентировочно ам = 5000 Вт/(м2 • К)1; /ср. ст — средняя температура стенки в секции, °C (определяется как среднеарифметическая величина от значений начальных и конечных температур обрабатываемой и рабочей жидкости в секции); ДРсекц — гидравлическое сопротивление секции, Па; рм — плотность молока, кг/м3; «секц — коэффициент гидравлического сопротивления секции.
Коэффициент гидравлического сопротивления, являющийся функцией числа Рейнольдса ? = /(Re), определяют по формулам:
для ленточно-поточных пластин
__П 93
E=ll,2Re ’ ; (15)
для сетчато-поточных пластин
_л 93
5 =15 Re ’ . (16)
Для расчета скорости по формуле (14) рекомендуется использовать следующие значения коэффициента: в секции рекуперации £рек = = 1,6; в секции пастеризации = 1,4; в секции водяного охлаждения Вв = 1.95; в секции рассольного охлаждения £р = 2,2 (для аппарата производительностью 5000 л/ч).
Указанные значения коэффициентов пригодны в том случае, когда секции собираются на основе ленточно-поточных пластин.
Общий коэффициент теплопередачи k (в Вт/(м2 • К)1 находят по уравнению
k = 1/1/«, -р 6/Хст + 1/сс2, (17)
где аг — коэффициент теплоотдачи со стороны нагревающей среды, Вт/(м2 • К); 8 — толщина стенки, м; Хст — коэффициент теплопроводности материала стенки, Вт/(м • К); ссг — коэффициент теплоотдачи со стороны нагреваемой среды, Вт/(м2 • К).
В общем виде теплоотдача в закрытых каналах описывается уравнением связи критериев
142
I Рг,
Nu = A RemPr"—1 , (18)
\ Pr2 /
где Nu = %Z/XiK — критерий Нуссельта; Re = wd/v — критерий Рейнольдса; Рг = cvp/Kx — критерий Прандтля; Prv Pr2 — критерий Прандтля ядра потока, пристенного слоя.
В формулах: а — коэффициент теплоотдачи, Вт/(м2 • К); d — диаметр канала, м; Хж — коэффициент теплопроводности жидкости, Вт/(м • К); v — коэффициент кинематической вязкости, м2/с; с — теплоемкость жидкости, Дж/(кг • - К); р — плотность жидкости, кг/м3. В расчетах ai и а2 следует принимать во внимание скорость w'.
На основании формулы (18) определяются и а2 для каждой секции в отдельности по формулам:
в случае применения ленточно-поточных пластин
«1 («г) = (Wda) 0,1 Re°’7Pr°’43 (РГ1/Рг2)°’25 ;
в случае применения сетчато-поточных пластин
а1 (“г) — Рж/^эР ,135Re°’73Pr°’4'3 (Prx/Рг2)°,2° .
Эквивалентный диаметр с!э (в м) определяется формулой
da = 2bh/(b ф- /г), где b — рабочая ширина пластины, м; h — расстояние между пластинами, м.
Скорости потоков холодной воды ©х.в и рассола wp принимают равными скорости молока:
W = = W' .
X. в Р
Скорость циркулирующей горячей воды пуг.в принимают равной двойной величине скорости молока:
w = 2w'. с.в
При расчете критерия Прандтля кинематическую вязкость v1; теплоемкость с. теплопроводность определяют при средних температурах молока и рабочих жидкостей в каждой секции.
Площадь поверхности теплопередачи каждой секции находят по формуле (12).
Число пластин в секции п рассчитывают по формуле п = F/f, где F — поверхность теплопередачи секции, м2; f — поверхность теплопередачи одной пластины, м2.
Число пакетов N в секции определяется формулой
N = п/2т, (19)
где т — число параллельных каналов.
Если в результате расчета по формуле (19) число оказывается дробным, то его следует округлить до целого.
Гидравлическое сопротивление одной секции ДР (в Па) определяют по формуле
АР = 5 (Ln/da) (Рш2/2) N,
143
где? — коэффициент гидравлического сопротивления, определяемый формулами (15), (16); Ln — приведенная высота пластины, м (Ln = F/b, где F — рабочая поверхность пластины, м2; Ь — ширина пластины, м).
Общее гидравлическое сопротивление ДРобщ (в Па) можно выразить как сумму гидравлических сопротивлений всех секций:
АРобт = 2ДРрек + ДРп + &Р в + ЛРр. (20)
Сравнивая значения общего допустимого гидравлического сопротивления и общего гидравлического сопротивления, рассчитанного по формуле (20), определяется степень отклонения результатов.
Подобным образом определяются гидравлические сопротивления в каналах для горячей и холодной воды, а также для рассола.
Нагретое в аппарате до температуры пастеризации молоко необходимо выдержать в течение определенного времени при этой температуре, с тем чтобы в полной мере завершить бактерицидное действие тепла. Для этой цели пастеризационно-охладительная установка снабжается выдерживателем.
При расчете выдерживателя определяют основные конструктивные размеры его, длину и внутренний диаметр, связывая их с продолжительностью, необходимой для выдержки молока при температуре пастеризации.
Длину выдерживателя LB (в м) Можно определить по следующей формуле:
£в = ^тах^выд»
где и'тах — максимальная скорость потока по его оси, м/с; 0ВЬЩ — необходимая продолжительность выдержки молока при температуре пастеризации, с.
В случае ламинарного потока в выдерживателе
“'max ~ ^ср,
где Д'ср — средняя скорость потока, м/с, определяется формулой
шср = 4/И/г.О2, где М — количество молока, проходящего через выдерживатель, м3/с; D — внутренний диаметр выдерживателя, м.
Тогда
“*max = S/W/TtD2.
При турбулентном характере движения молока
“’шах = (°«8 °’9) шср (ПРИ Re = 104 4- 10е),
или
“'max = (3,2 4- 3,6) M/nD2.
Необходимая продолжительность выдержки 0 в многосекционных аппаратах, где молоко последовательно нагревается до температуры пастеризации и последовательно охлаждается до заданной температуры, определяется согласно теории Г. А. Кука выражением
144
f (^нагр/т) “Ь (®выд/т) “Ь j охл/"1) 1 >
60 'п
где tn — температура пастеризации, °C; 60 — температура, соответствующая началу гибели микроорганизмов, °C; dOHarp — продолжительность обработки молока в нагревателе, с; </0охл — продолжительность обработки молока в охладителе, с; Овыд — продолжительность выдержки в выдерживателе; т — необходимое и достаточное время для подавления жизнедеятельности бактерий, с.
Необходимое и достаточное время т (в с) для подавления жизнедеятельности бактерий определяется по формуле
1п т = 36,84 — 0,48/п или
36,84—0,48; т е
В целях упрощения расчета можно принять т = 0ВЫД. Тогда формула для определения длины выдерживателя Твыд (в м) после подстановки ы'тах и 0ВЬ1Д примет вид для турбулентного режима
М ' 36,84—0,48; i-выд = 2,547 —е
Внутренний диаметр выдерживателя D берется в соответствии с ГОСТом на трубы из нержавеющей стали (D = 0,075 м).
Для расчета аппарата пастеризационной установки трубчатого типа составляют график изменения температур обрабатываемого молока и ' рабочих сред по секциям (рис. 97, б). Возможны два варианта: один вариант, когда в первую и во вторую секции подают пар; другой, когда в первую секцию подают горячую воду, а во вторую — пар.
В первом варианте начальная температура молока tx (в °C) задается, температура пастеризации /3 (в °C) задается. Температура пара ta (в °C) определяется по давлению пара, подаваемого в секции аппарата. Рекомендуется применять насыщенный пар, давление которого в рубашке аппарата не должно превышать 0,3-—0,5 атм по манометру.
Во втором варианте задаются (в °C) и t3 (в °C).
Температура молока между первой и второй секцией определяется по формуле
где Ы.г.в— начальная температура горячей воды, °C (;н.г.в= 70 4- 80°С), Д/ — температурная разница между нагревающей и нагреваемой средами в конце секции, °C (Д/ =5-г 10°С).
Конечная температура горячей воды /к.г.в (в °C) определяется с помощью уравнения теплового баланса
бмСМ (^2 — U = бГСГ ( ^н.г.в — ^к.г.в)»
где GM—количество пастеризуемого молока, кг/ч; Вг — количество горячей поды, кг/ч; Ср — теплоемкость горячей воды, Дж/(кг • К).
6—1275
145
Принимая во внимание, что кратность горячей воды п = конечную температуру можно определить по формуле
zK.r.B= ^.г-в-^^^-^-
Кратность воды п принимается равной 4—8.
Средний температурный напор в секциях для первого и второго вариантов рассчитывают по формуле (13).
Общий коэффициент теплопередачи определяют по формуле (17).
Коэффициент теплоотдачи а [в Вт/(м2 - К)) со стороны пара (для первого варианта первая и вторая секции, для второго варианта вторая секция) определяют по формуле
“1= *>28 >
где Лк — коэффициент теплопроводности конденсата, Вт/(м • К); рк — плотность конденсата, кг/м3; g— ускорение-свободного падения, м/с2; г — удельная теплота конденсации Дж/кг; vK — коэффициент кинематической вязкости конденсата, м2/с; — наружный диаметр трубы для молока, м; А/ — разность
между температурами насыщенного пара и стенки, °C.
Коэффициент теплоотдачи a't (в Вт/(м2 • К)1 со стороны горячей воды (для второго варианта первая секция) определяют по формуле
а. = ( Л ld3) 0,021 (о, аэ/ м J0,8( v в / a J0’43, » \ Г-В' ' г-в г-в/ V г.в ' Г-В/
где Хг.в— коэффициент теплопроводности горячей воды, Вт/(м • К); ог.в— средняя скорость движения горячей воды, м/с; т>г."в— коэффициент кинематической вязкости горячей воды, м2/с; «г.в— температуропроводность горячей воды, м2/с.
Коэффициент теплоотдачи а2 1в Вт/(м2 • К)1 со стороны нагреваемого молока в первой и во второй секциях (для первого и второго вариантов) рассчитывают по формуле
Л nnf / J I ! I ,^,43
а2 = —Г-0,°21 (РыфзЛм) (^м/Ом)
«В j
где dB — внутренний диаметр трубы для молока, м; vM — средняя скорость дви- 1 жеиия молока, м/с (рекомендуется vM — 2 м/с.). I
Теплофизические характеристики для молока Лм, vM, ам определяют по среднеарифметическим значениям температуры молока в пер-1 вой и второй секциях. 1
Внутренний диаметр трубы dB (в м) для молока рассчитывают по! формуле |
4M/nvu , I
где М — количество нагреваемого молока, или производительность установки, | м3/с. I
Общий расход тепла <2оСщ (в Дж/кг) на подогрев и пастеризацию]
находят по уравнению
Ообщ = Q; + 0ц , 1
где Qi , Qu — расход тепла в первой и во второй секциях, Дж/кг.
146 Л
Тогда для первого варианта
Ообщ — Gmcm Оз — ^1)
и для второго варианта
Фобщ ~ GmCm 1(^2 — G) + Оз — Ml-
Расход пара D (в кг/ч) следует определять для первого варианта по формуле
D = GMcM (/3 ti)/(i' i ) 'Iti где Г', i' — энтальпия пара и конденсата, Дж/кг; Т]т — тепловой КПД аппарата (t]T — 0,85 0,9 с изоляцией).
Для второго варианта
DI = Вг.в СГ.В ( Z Н.г.в — ^.г.в)/^" - Ъ в пеРво“ сек«ии>
Рц = СмСм Оз — У/О" — О Чт во второй секции.
Основные расчеты стерилизационных установок и стерилизаторов заключаются в том, чтобы определить конструктивные размеры аппаратов с учетом задаваемой производительности и температурного режима стерилизации.
Стерилизационные установки пластинчатые, трубчатые и пароконтактные, как правило, предназначены для стерилизации молока при ультравысокотемпературном режиме (t = 1404- 145°С, т = 1 4- 2 с).
Стерилизаторы применяются для стерилизации молока и сгущенного молока при температуре /= 110 4- 120°С с длительностью выдержки т = 304- 15 м.
Расчет стерилизационно-охладительной установки пластинчатого типа выполняется по аналогичным расчетам пластинчатой пастеризационной установки. Основным элементом, подлежащим определению, является поверхность теплопередачи.
Особенностью расчета является определение коэффициента теплоотдачи oct от нагревающей среды к стенке.
Нагревание молока до температуры стерилизации осуществляется насыщенным водяным паром, который в процессе теплообмена конденсируется и отдает скрытую теплоту.
Для определения а4 в этих условиях рекомендуется применять следующие формулы:
для ленточно-поточных пластин П-1, П-2, П-3 при температурном напоре между паром и холодной стенкой А/ > 10°С и при Re,, == - 1504- 1000
NuK = 237 Re°’ePr°'4, (21)
где NuK = а1/.[[//к* ReK ~ <7Йп/грк^к» Ргк — rKvKpK/XK;
для ленточно-поточных пластин П-5 при температурном напоре между паром и холодной стенкой А/ > 10°С и Re = 1504- 1000
NuK = 376Re°’6Pr°’4 ; (22)
Ji*
147
для сетчато-поточных пластин ПР-0,5Е при температурном напоре ' между паром и холодной стенкой А/ > 10°С
NuK = 0,375 IO-3 (Ga Рг К)0,55 (Рп/₽к)1,,7? ; (23)
где Ga = gL^J vk, Nuk — К =
для сетчато-поточных, пластин ПР-0.5М при А/ > 10°С
NuK = 240Re°’7Pr°’4. (24)
В формулах (21)—(24): га — коэффициент теплоотдачи при конденсации пара, Вт/(м2 • К); 7-п — приведенная длина канала, м (Ln /Ь, где f — рабочая поверхность пластины, м2; b — ширина пластины, м); Хк — коэффициент теплопроводности конденсата, Вт/(м • К); q — удельная тепловая нагрузка, Вт/м2; г — удельная теплота конденсации, Дж/кг; рк — плотность конденсата, кг/м8; vK — коэффициент кинематической вязкости конденсата, м2/с; ск — удельная теплоемкость конденсата, Дж/(кг • К); d3 — эквивалентный диаметр канала, м; g— ускорение свободного падения, м/с2; Ga— критерий Галилея; К — критерий конденсации. Индекс «к» означает отнесение параметра к конденсату.
В стерилизационно-охладительной установке трубчатого типа для нагревания и охлаждения молока применяют трубчатые змеевики цилиндрической формы. Ориентация змеевика по отношению к горизонту может быть различной: 1) центральная ось змеевика располагается горизонтально; 2) центральная ось змеевика располагается вертикально.
Частный коэффициент теплоотдачи от пара к стенкам трубы at [в Вт/(м2 • К)] определяется по формулам:
для змеевика, центральная ось которого располагается горизонтально, ______________
а1=2,04уЛ p2gr/pK/A/ ;
для змеевика, центральная ось которого располагается вертикаль-; но,
“i = 1.28 Рк^/МнД/ . у
где рк — коэффициент динамической вязкости конденсата, Па • с; I — полови- । на длины одного витка змеевика, м; dK — наружный диаметр трубы змеевика, м; 1 kt = tH — tc-r — разность между температурами насыщенного пара и стен-: : ки, °C. - j
Коэффициент теплоотдачи а2 [в Вт/(м2 • К)1 от стенки к нагреваемому молоку также определяется с учетом расположения змеевика по отношению к горизонту.
Для горизонтально расположенного змеевика можно пользоваться формулой
Nu = 0,0416Re0,8Pr°’4 (d/R)°’2',
где d — внутренний диаметр трубы, м; R — радиус змеевика, м.
Для вертикально расположенного змеевика
Nu = 0,0423Re°’8 Pr°’4 (d/Z?)0’2*. ' Я
148
Формулы применимы, когда Re = (104- 45)103; R/d = 54-9; Sid = 24- 4; L/d = 1154- 373, где S — шаг змеевика, м; L — длина змеевика, м.
Гидравлическое сопротивление змеевика Др (в Па) определяют по формуле
ДР = £ (L/d) (pw/2)2, где Е — коэффициент гидравлического сопротивления; L —длина змеевика, м; d — внутренний диаметр трубы, м; К';— СКОрОСТЬ ЖИДКОСТИ, м/с.
Пар
Рис. 98. К расчету нагревателя типа «пар в молоко»
Коэффициент гидравлического сопротивления в змеевике рассчитывается по формулам:
при Re = 10*4- 2,1 • 104 £ = (о,521/Re0,39) (О/Р)0’625;
при Re = 2,1 • 1044- 4,5 • 104 £ = (o,22/ReO’‘) (D/R)0’475 •
При расчете пароконтактного нагревателя инжекционного типа определяют следующие основные конструктивные размеры: внутренний диаметр капала, длину перфорированной части, длину выдерживателя и диаметр отверстия дросселирующей шайбы.
Внутренний диаметр канала нагревателя dt (в м) (рис. 98) определяют по формуле
di — 4Л4/~с?Ср ,
где М — количество нагреваемого молока, м3/с; оСР — средняя скорость движения молока в канале, м/с (оСР = 2,3 -J- 2,4 м/с).
Длину перфорированной части нагревателя /4 (в м) рассчитывают по формуле
li = nS,
где п — число паровых отверстий в продольном ряду; S — шаг между отверстиями для пара, м (S = 3d3, где d3 — диаметр отверстия для пара, d3 = 14-4- 1,5 мм).
Число отверстий для пара в ряду
n = N/Z,
где N —общее число отверстий для пара в перфорированной части нагревателя; Z — число продольных рядов (Z = ndJS', где S' — шаг между отверстиями для пара в поперечном ряду, м, S' = 3d3).
Общее число отверстий определяется по формуле
W = Dn/dn,
где Dn— количество пара, необходимого для нагревания молока до температуры стерилизации, кг/с; dn — количество пара, выходящего из одного отверстия, кг/с.
149
Количество пира £>п (в кг/с) определяется по формуле
D„ = Gc^ — t^/r,
где 6 — количество стерилизуемого молока, кг/с; с — удельная теплоемкость молока, Дж/(кг-К) (берется при средней температуре /ср = ..* )> h—темпе-
ратура молока перед нагревателем, °C; t2 — температура стерилизации, °C; г — скрытая теплота парообразования, Дж/кг.
Количество пара dn (в кг/с) определяется по формуле
dn = 71,85 ( dl/v2) V it - 4 ,
где t>2 — удельный объем пара, м3/кг; i"i — энтальпия пара при давлении pi перед паровым отверстием и i2 — при давлении р2 в канале нагревателя, Дж/кг.
Давление р2 (в Па) определяют в зависимости от температуры стерилизации. Давление пара р{ (в Па) рассчитывают по формуле
Р1 = Рг + I
где Др — перепад давлений на входе в отверстие и выходе из него для пара, Па!
L Др = (4 4-6)1 ОД I
Удельный объем пара v2 определяется по таблицам при давлении р2? Длину выдерживателя (расстояние от перфорированной части до дросселирующей шайбы) 12 (в м) определяют по формуле
/2 = 4Л4т/та/|,
где т — продолжительность выдержки, с (т = 1 4- 1,5 с.)
Диаметр отверстия дросселирующей шайбы d2 (в м) рассчитывают по формуле
d2 = /4Л4/ло3ср ,
где оЗСр — средняя скорость Движения молока в суженном сечении, м/с. I Среднюю скорость движения молока в суженном сечении /// мож-^ но определить по формуле
°з ^1/ [2 Р2 — 2 Рз + Р«2»21/[ Р (яз 4Л)1.
ср |/
где р — плотность молока при температуре стерилизации, кг/м3; р3 —давление в потоке молока после дросселирующей шайбы, Па (р3 берется равным давлению в вакуум-охладителе); а2 — коэффициент Кориолиса для потока в канале нагревателя (сечение If); t>cp — средняя скорость потока молока в канале нагревателя, м/с; Og — коэффициент Кориолиса для потока в канале дросселирующей шайбы; g — коэффициент сопротивления при внезапном сужении (ориентировочно $ = 0,45 4- 0,55).
При расчете пароконтактного нагревателя инфузионного типа определяют его основные конструктивные размеры: высоту камеры Н, диаметр струеобразующего диска и внутренний диаметр камеры DB (рис. 99, a). i
150
Молоко
Стерилизованное молоко
а.
Рис. 99. К расчету нагревателя типа «молоко в пар»:
а — камера нагревателя: 1 — крышка; 2 — струеобразный диск; 3—прокладка; 4—болтовое соединение; 5, 8 — патрубки; 6 — отбойник; 7 — струи молока;
б — струеобразный диск
Высота камеры Н (в м) зависит от длины струи I, которая определяется расстоянием от струеобразующего диска до точки, когда температура молока становится равной температуре стерилизации:
Н = I + ft, где h — высота уровня моло-
; ка в камере, м (Л = 0,04 4-4- 0,05 м).
Длину струи I (в м) можно определить по формуле
/ = 8/>33/л-
d In (in ^н)/(/п — ^к)>
где d — диаметр отверстия в струеобразующем диске, мм (d = 1,0 4-2,5 мм); /п — температура пара, °C; /н — началь
ная температура молока, °C; tK— температура стерилизации, °C; А — опытный коэффициент (для молока А = 40).
Формулу рекомендуется применять при перепаде давления по обе стороны струеобразующего диска Ар = 50-4- 500 кПа.
Расчет диаметра струеобразующего диска и внутреннего диаметра камеры производится в соответствии со схемой расположения отверстий для молока в струеобразующем диске (рис. 99, б).
Для того чтобы обеспечить наилучший доступ греющего пара к поверхностям струй молока, поступающего в камеру, отверстия рекомендуется сверлить по радиально расходящимся лучам.
Число лучей К можно определить по формуле
360
А = -----•
¥
где <р угол между лучами, град (рекомендуется <р = 30 4- 45°).
Диаметр струеобразующего диска £>д (в м) рассчитывается по формуле
Од = 2 [7?н -|- (« — 1) t + S],
где Rn — расстояние от центра до первого отверстия на луче, м (RH — kd/rt); t — расстояние между центрами отверстий, м (t = 3d); S — расстояние от последнего отверстия на луче до кромки диска, м (S = 0,02 м).
Число отверстий на одном луче п определяется по формуле n = N/K.
I
151
Общее число отверстий N в струеобразующем диске определяется в зависимости от количества стерилизуемого молока (заданной производительности установки) и перепада давлений Ар:
W = l»274A4/d2p. /1962Ар/р »
где М — количество стерилизуемого молока, м3/с; р. — коэффициент расхода (р. = 0,7 4- 0,8); Др — перепад давлений на обе стороны диска, Па.
Внутренний диаметр камеры Dn принимается равным диаметру диска Од.
При стерилизации молока в пароконтактных установках как инжекционного, так и инфузионного типа молоко разбавляется конденсатом и массовая доля сухих веществ в нем понижается. Для того чтобы сохранить массовую долю на уровне исходного молока, необходимо температуру молока перед пароконтактным нагревателем определять в зависимости от температуры кипения молока в вакуум-камере
<1= [(г/г + <2 —‘iVs] +[^( ‘г—‘i)/r + *2—11]>
где г — скрытая теплота греющего пара, Дж/кг; t2, it — энтальпия вторичного пара и греющего пара, Дж/кг; (3 и /4 — температуры стерилизации и кипения молока, °C.
При расчете башенного (гидростатического) стерилизатора определяют основные размеры башен, исходя из задаваемой производительности и режима стерилизации, а также расход тепла и пара на стерилизацию.
Стерилизация продукта осуществляется в стеклянной бутылке или в жестяной банке в стерилизационной башне 8 (см. рис. 91). Через башню бутылка или банка транспортируются главным транспортером от точки а до точки Ь.
За время движения между указанными точками продукт нагревается от температуры /вх до температуры стерилизации /Ст и выдерживается при температуре стерилизации в течение времени 7ВЫд, которое соответствует установленному режиму.
Продолжительность нахождения продукта в стерилизационной башне Тполн (в с) должна удовлетворять равенству
Т'полн = 7наГр + 7’выд,
где Тцагр — продолжительность нагревания продукта от температуры Z,iX в точке а до температуры ZCT, с; 7'Выд— продолжительность выдержки продукта при температуре ZCT, с.
Продолжительность нагревания 7^.^ определяется по формуле 7цагр ~ Яс2,3 lg (/n ZBX/Zn /CT)/Ffe,
где g — количество продукта в бутылке или банке, кг; с — теплоемкость про . /вх + «СТ. „ ,, ... . о Г.
дукта при Zcp = ——- ’ Дж/(кг- К); <п — температура пара, С; F — пло щадь поверхности бутылки, м2; k — общий коэффициент теплопередачи. Вт/(м2 • К).
152
Продолжительность выдержки зависит от значения температуры стерилизации. При температуре /ст = 110°С продолжительность выдержки Твыа = 30 мин, при /от = 120°С, Твыд= 15 мин.
Длина пути L (в м) между точками а и b определяется по формуле
I- — Тв01т1/тц,
где / — шаг транспортера, т. е. расстояние между осями барабанов (I = 1,5 d, где d — диаметр бутылки или барабана), м; тв — продолжительность цикла, с,
Продолжительность цикла определяют по формуле
Тц = З600п/Л4,
где п — количество бутылок или баиок в ряду; М — производительность стерилизатора, бутылок в час.
Продолжительность цикла составляется из продолжительности движения тдв (в с) и продолжительности выстоя твыст (в с), т. е.
Тц = Тдв + твыот.
Продолжительность движения главного транспортера за один цикл и скорость его птР (в м/с) определяются по формулам:
Тдв == 3600л/Л4 тВЬ1ст »
отр = 1/тдв == /Л1/3600п —
Продолжительность выстоя главного транспортера определяется продолжительностью загрузки бутылок или банок в гнезда носителей или в кассеты барабанов-носителей и выгрузки из них. Ориентировочно для загрузки и выгрузки бутылок можно принимать твь1СТ = 34- 4 с, для банок твыст = 20 с.
Высота первой и третьей башен стерилизатора зависит от высоты столба воды в гидрозатворах, которая определяется по формуле
// = РП/Р.
где рп — давление пара в стерилизационной башне, Па; р — плотность воды, кг/м3.
Расход тепла Q (в Дж/ч) на стерилизацию определяется по формуле Q — М [GMcM -|- Gmcm -р (GH/n) сн] (/ст — tBX), где GM — масса молока в бутылке или байке; кг; Gm — масса бутылки или банки, кг; ст, сн — удельная теплоемкость стекла или стали,'Дж/(кг • К); GH — масса носителя, кг.
Расход пара D (в кг/ч) с учетом теплового коэффициента полезного действия стерилизатора цт (дт = 0,754- 0,8)
D = (?/(/" — Г) Чт.
Тепловой КПД стерилизатора учитывает потери тепла в окружающую среду. Для более точного расчета потерь тепла следует определять количество теплоты, выделяющейся с поверхности стерилизатора.
453
Глава IX. ФРИЗЕРЫ И МОРОЗИЛЬНЫЕ АППАРАТЫ
Фризеры и морозильные аппараты являются основным оборудованием в производстве мороженого. Фризеры предназначены для частичного замораживания воды в подготовленных молочных смесях и насыщения их мелкодиспергированным воздухом, морозильные аппараты — для дальнейшего вымораживания воды из смеси мороженого и придания молочной смеси требуемой структуры. В морозильных аппаратах завершается процесс замораживания частично замороженной смеси после выхода ее из фризера.
В зависимости от вида мороженого и конструкции фризера в лед переходит 25 —60% воды. Объем молочной смеси вследствие аэрации увеличивается примерно в 2 раза (размер воздушных ячеек 50— 60 мкм). В морозильных аппаратах вымораживается примерно 85— 90% смеси (размер кристаллов льда 50—100 мкм).
При выработке мороженого с наполнителями в систему машин включают фруктопитатель, который устанавливается непосредственно за фризерами, перед морозильными аппаратами.
ФРИЗЕРЫ
Фризеры бывают непрерывного и периодического действия- В промышленности используются преимущественно фризеры непрерывного действия. По сравнению с фризерами периодического действия преимуществами фризеров непрерывного действия являются высокая производительность, меньшие энергетические затраты на единицу продукции. Качество продукта также более высокое.
Важнейшими узлами фризеров являются рабочий цилиндр (с механизмом взбивания), который с внешней стороны охлаждается, системы охлаждения рабочего цилиндра и подачи продукта в него. В рабочем цилиндре подготовленный продукт частично замораживается и насыщается воздухом. Система охлаждения бывает аммиачной (реже фреоновой) или рассольной, обеспечивающей охлаждение продукта до температур —34 5°С. Система подачи продукта осуществляет впуск в рабочий цилиндр вместе с продуктом также и воздуха для насыщения им продукта.
Фризеры непрерывного действия
Принципиальная схема фризера, а также системы подачи продукта во фризер и аммиачного охлаждения его показана на рис. 100.
Основной частью фризера является охлаждаемый (аммиачное охлаждение) цилиндр со взбивающим механизмом (мешалкой).
Смесь (молочная основа + воздух) поступает в рабочий цилиндр /.! Попадая в цилиндре на взбивающий механизм (мешалку), смесь приобретает вращательное движение. При вращении смесь перемещается вдоль оси цилиндра. Воздух, находящийся в смеси, диспергируется, причем диспергирование завершается на первом этапе перемещения смеси (примерно половина от общей длины цилиндра), когда еще весь
о
Рис. 100. Принципиальная схема фризера непрерывного действия:
а —фризер; б — система подачи продукта; в — система аммиачного охлаждения;
1—’рабочий цилиндр; 2 —взбивающее устройство; 3 — охлаждающая рубашка; 4— патрубок ввода продукта и воздуха в цилиндр; 5—-насос для продукта и воздуха; 6 —трубопровод для смеси продукт — воздух; 7 — аккумулятор; 8— инжектор; 9 — фильтр; 10— предохранительный клапан
продукт находится в жидком состоянии. Затем продукт замораживается вблизи стенок охлаждаемого цилиндра. Образующийся при этом ледяной слой снимается быстровращающимися ножами, которые дробят лед на очень мелкие кристаллы (размером 50—100 мкм).
Из фризера продукт выпускается («мягкое мороженое») через отводной патрубок.
Система подачи продукта представляет собой насос 5, производительность которого превышает заданную производительность по продукту примерно в 2 раза. Недостающий объем всасывания компенсируется воздухом, поступающим в его рабочую камеру. Смесь по трубопроводу 6 направляется в рабочий цилиндр для диспергирования воздуха в смеси.
Охлаждение и замораживание смеси в цилиндре происходят в системе аммиачного охлаждения. Из общей сети хладагента после очистки на фильтре жидкий аммиак поступает в рубашку. Одна часть очищенного аммиака попадает в аккумулятор 7, а другая направляется через регулятор давления к инжектору 8. В инжекторе в поток аммиака добавляется жидкий аммиак из аккумулятора, давление в линии подачи аммиака уменьшается, и он поступает при пониженном давлении в рубашку рабочего цилиндра (аккумулятор устанавливается ниже рабочего цилиндра фризера).
В рубашку жидкий аммиак подается при давлении, соответствующем температуре кипения. Через отверстия в стенке жидкий аммиак
155
Рис. 101. Привод взбивающего устройства и насосов:
1 — электродвигатель; 2 — вал мешалки фризера; 3 — вал насоса первой ступени;
4 — вал насоса второй ступени; 5 — шкала указателя скорости
поступает в кольцевой зазор между рубашкой и внутренним цилинд- 1 ром, где при кипении отнимает тепло от охлаждающей смеси через ' стенку цилиндра.
В результате теплообмена образуется парожидкостная смесь аммиака, которая по кольцевому зазору из верхнего коллектора рубашки рабочего цилиндра возвращается в аккумулятор. В последнем из пара выделяются капли аммиака, отсасываемого компрессором.
Вращение взбивающего механизма (рис. 101) и насоса осуществляется от электродвигателя через привод (частота вращения 700—.j 800 с-1). Частота вращения взбивающего механизма постоянна, а частоту вращения рабочего органа насоса можно изменять, так какдви- жение передается через вариатор скоростей. При изменившемся ре- ; жиме работы фризера соответствующим образом изменяется производительность насоса, а следовательно, и производительность фризера. ;
Контроль за режимом работы фризера осуществляется системой1 контрольно-регулирующих приборов. При нарушении режима срабатывают предохранительные устройства. В случаях переморажива- • ния смеси, во избежание поломки взбивающего устройства и в связи с возросшей при этом потребной мощностью «разрезается» латунная шпилька, рассчитанная на определенную мощность, и, таким образом, взбивающее устройство прекращает вращение.
На рис. 102 показан фризер непрерывного действия для получения мороженого из сливочной, молочной и других смесей производительностью 250—400 кг/ч. Частота вращения взбивающего механизма (мешалки) 540 мин-1, насоса первой ступени 140—240 мин-1, а второй ступени —304—795 мин-1. Давление, при котором открывается предохранительный клапан, 16 • 10® Па. Взбитость готового мороженого 50—100%.
На рис. 103 показана технологическая схема фризера. Подготовленная для взбивания смесь мороженого из бака 1 подается в рабочий цилиндр фризера двухступенчатым насосом 9. В нем имеется штуцер, через который засасывается воздух в объеме, превышающем объем смеси продукта. Количество воздуха должно обеспечить степень взбитости мороженого 100%. Таким образом, 156
Рис. 102. Фризер непрерывного действия: 1 — аккумулятор; 2 — трубопровод жидкого аммиака; 3 —станина; 4—кран выпускной; 5 — цилиндр фризера; б— привод мешалки; 7 — бачок для смеси; 8 — насадка для наполнения гильз; 9 — трубопровод газообразного аммиака
продукт и воздух смешиваются уже в насосе, однако диспергирование его в продукте до заданной взбитости происходит в цилиндре.
В цилиндре 3 происходит термомеханическая обработка продукта: дробление воздушных пузырьков и равномерное распределение их в массе продукта, а также раздробление слоя льда, намерзающего на стенках цилиндра. На выходе готового мороженого из цилиндра установлен клапан противодавления 4. После клапана противодавления поток мороженого выходит из фризера через трехходовой край.
Сжатый воздух проходит сначала через регулятор давления, а затем через фильтр-конденсатоотводчик для очистки его от пыли и капель влаги. Проходя через следующий регулятор давления (давление снижается до 0,4 МПа), сжатый воздух поступает в стабилизаторы давления, предназначенные для регулирования степени взбитости мороженого, давления инжекции и противодавления продукта, выходящего из фризера.
В дальнейшем воздух проходит через редуктор, запорный вентиль, дроссель, мановакуумметр и обратный клапан 10 с фильтром. Обратный клапан предотвращает попадание исходной смеси при резких повышениях давления за насосом в пневматическую систему.
Жидкий аммиак, предназначенный для охлаждения и замораживания смеси мороженого и поступающий из общей сети, проходит через фильтр. После этого одна его часть поступает в регулирующий вентиль 5 и аккумулятор 8, а другая через регулятор давления инжекции 6 направляется к инжектору 7, откуда жидкий аммиак поступает для охлаждения взбиваемой массы в рубашку фризера. Через отверстия в стенке рубашки жидкий аммиак проходит в кольцевой зазор, в результате чего во фризере охлаждается продукт. Парожидкостная смесь из рубашки возвращается в аккумулятор 8, в котором капли жид кого аммиака отделяются от пара, а последний отсасывается из системы компрессором. На линии отсоса паров аммиака размещены предохранительный клапан, реле высокого и низкого давления, регулятор давления испарения 13 с задатчиком давления.
Для контроля за давлением в аккумуляторе установлен мановакуумметр, а для контроля за давлением инжекции в линии инжекции — мембранный соленоидный клапан, регулятор давления инжекции и манометр аммиачный.
При увеличении потребляемой взбивателем мощности катушка соленоидных вентилей перед регулятором давления инжекции и задатчика давления обесточивается и аммиак стекает в аккумулятор из рубашки цилиндра 3. В это время прекращается замораживание продукта. На жидкостной линии открывается соленоидный вентиль, и жидкий аммиак высокого давления перетекает в дренажную линию. При падении давления в линии всасывания клапан регулятора давления закрывается и цикл работы восстанавливается.
Как правило, фризеры изготовляются с одним цилиндром. За рубежом имеются фризеры, в которых на основе одной и той же системы охлаждения (аммиачной или фреоновой) в агрегате размещено два, три и даже шесть цилиндров с последовательным или параллельным прохождением продукта. Приводное устройство конструируется различно: с одним электродвигателем для двух цилиндров или с электродвигателями для каждого цилиндра, работающими самостоятельно.
На рис. 104 показаны такие комбинированные установки. На рис. 104, а представлена установка, состоящая из нижнего (большой) и верхнего (малый) цилиндров. Подготовленная для взбивания смесь поступает в нижний цилиндр, в котором процесс завершается. Температура смеси, выходящей из цилиндра, приблизительно —5ЛС. Из нижнего цилиндра мороженое подается в верхний, в котором температура понижается до —9°С. Взбивание в нем не осуществляется, однако структура мороженого несколько улучшается.
В связи с тем что в каждом цилиндре различный режим охлажде-
159
160
НИЯ и к обычно
тому же охлаждение происходит до более низких температур, принятых для фризерования, они работают на самостоятель-
ном
аккумуляторе холода.
Привод от электродвигателя передает движение на вал взбиваю-
щего механизма
го
цилиндра имеет привод
нижнего цилиндра (передача
от нижнего
точ! ым отношением
1 : 3.
ременная).
Вал верхне-
цилиндра через цепь с переда-
на рис. 104, бив показаны агрегаты равной производительности,
состоящие из
двух
и трех
от
другого.
Это позволяет
цилиндров и работающие независимо один на одной и той же установке вырабатывать
различное мороженое.
Фризеры периодического действия
Во фризерах периодического действия (рис. 105) смесь взбивается цилиндре. Мешалка взбивающего механизма в виде трех планок
Рис. 105. Фризер периодического действия:
I — станина; 2 — крав для спуска масла; 3 — маслоотделитель; 4 — мерная емкость; 5 — край для загрузки; 6 — рабочий цилиндр; 7— запорный край аммиака на всасывающей линии; К — предохранительный клапан; 9 — аккумулятор; 10 — фильтр парообразного аммиака; II — дросселирующий вентиль; 12 — поплавковый регулирующий вентиль на линии впуска амми-пка; 13 — запорный вентиль; 14 — фильтр для жидкого аммиака; /5 — коробка передач; 16 — электродвигатель
161
Рис. 106. Взбивающее устройство фризера периодического действия:
1 — проталкивающий скребок-планка; 2 — нож; 3 — продольная планка; 4 — упор; 5 — рабочий цилиндр; 6 — стержни взбива-теля
(лопастей) и ножи установлены подвижно. Центробежной силой они прижимаются к стенкам цилиндра и срезают намерзший слой (частота вращения мешалки и ножей 180—200 мин'1). По торцам Цилиндра имеются фланцы. К заднему фланцу прикреплена чугунная крышка. Между крышкой и фланцами зажимается диск из листовой нержавеющей стали. К переднему фланцу прикреплен промежуточный декоративный фланец, и на петлях установлена крышка с приемной воронкой и краном 5 для загрузки. Крышка плотно прижимается к цилиндру барашками. Для создания герметичности в паз между крышкой и цилиндром вставлено резиновое кольцо. В пе
редней части цилиндра находится вставная опора, в центре которой размещен подшипник для вала мешалки. Наружный цилиндр, образующий рубашку, покрыт слоем теплоизоляционного материала
и металлическим кожухом.
Смесь по трубопроводу поступает вначале в мерную емкость фризера, после наполнения которой поплавковый регулятор перекрывает клапан на подводящем трубопроводе. Из мерной емкости 4 через кран 5 смесь переливается в рабочий цилиндр 6, в котором она взбивается и замораживается. По достижении требуемой взбитости и степени вымораживания смесь выпускается из фризера через кран, расположенный в нижней части рабочего цилиндра.
Мешалка взбивающего механизма (рис. 106) фризера представля- . ет собой вал, на котором в планках находятся прутки, закрепленные шрифтами. Мешалка пальцем соединена с валом. Скребки 1, приваренные к планкам 3 и расположенные по винтовой линии, обеспечи-; вают циркуляцию взбиваемой массы в рабочем цилиндре и выгрузи ку готового продукта.
МОРОЗИЛЬНЫЕ АППАРАТЫ
К морозильным аппаратам относят эскимогенераторы для мороженого, фасованного мелкими порциями, и закалочные камеры с воздушным охлаждением.
Эскимогенераторы
На рис. 107 показана принципиальная схема эскимогенераторы карусельного типа для закаливания мороженого циркулирующим рассолом.
162
Рис. 107. Принципиальная схема эскимогенератора карусельного типа:
1 — емкость для масла; 2 — закалочная емкость; 3 — линии для холодного и горячего рассолов; 4 — насос; 5 — бойлер для подогрева рассола; 6 — съемно-глазировочное устройство;
7 — разгрузочный желоб; 8 — поршневой дозатор; 9 — палочкозабивательный механизм
Эскимогенератор состоит из многосекционной закалочной емкости 2, поршневого дозатора 8, палочкозабивательного механизма 9, съемно-глазировочного устройства 6 и разгрузочного желоба 7. В комплект эскимогенератора входят также насос, бойлер для подогрева рассола, линии для холодного и горячего рассолов, емкость для масла и электрооборудование.
Закалочная емкость состоит из секций, в которые входят радиально размещенные формочки, расположенные на концентрических окружностях карусели. Формочки омываются с внешней стороны вначале холодным, а затем горячим рассолом. При этом на линиях холодного и горячего рассолов установлены фильтры для очистки рассолов и центробежные насосы для их подачи в емкость.
При движении карусели формочки поступают под дозатор и наполняются порцией мороженого. Затем они проходят закалочную емкость, где частично замораживаются, и в брикеты палочкозаби-вателем вставляются палочки. На последующем этапе осуществляется полное закаливание в рассольной секции и мороженое поступает в зону теплого рассола для оттаивания поверхностного слоя. После этого брикет легко извлекается из формочек за палочки щипцами.
После закалки порции эскимо опускаются в емкость с шоколадной глазурью. Покрытые глазурью брикеты сначала обсыхают на
163
воздухе, и падают на винтовой желоб, а затем поступают на ленточный транспортер и к автомату для завертки мороженого в алюминиевую фольгу на подкладке. Освобожденные формочки подводятся вновь под дозатор, и цикл повторяется.
Для мойки формочки вынимаются подъемным устройством.
Эскимогенератор приводится в действие от электродвигателя, смонтированного в так называемом картере вариатора скоростей, в котором установлены также детали для регулирования производительности машины.
Контроль за работой эскимогенератора осуществляется с панели управления. Дистанционные термометры позволяют контролировать температуру холодного и нагретого рассола. Термометр для нагретого рассола совмещен с датчиком автоматического регулятора температуры рассола.
В зависимости от формы ячеек форма брикетов также может быть цилиндрической, конусной и др.
Неодинакова и масса брикета. Эскимогенераторы, которые изготовляются в СССР, рассчитаны также на выпуск брикетов прямоугольной формы (масса 50 г).
На рис. 108, а показана конструкция эскимогенератора производительностью 8000 шт. в час. На чугунной плите, являющейся основанием эскимогенератора, размещены колонка и привод. На колонке установлены палочкозабиватель 4 и карусель с распределителем рассола 3, который представляет собой круглую емкость с термоизолированными стенками. Емкость разделена на холодильную секцию в зоне замораживания и тепловую секцию в зоне оттаивания. Карусель состоит из фор модержателя и формы, в которую впаяны формочки. По периферии формы размещены пальцы для привода 7 карусели. На станине установлены электродвигатель, шестеренный насос для подачи масла в гидравлические цилиндры, приводы дозатора и глазировочной головки и гидроцилиндр подъема щипцов, а также золотник распределительный, фильтр для очистки масла, предохранительный клапан и манометр.
При вращении карусели каждые четыре формочки поступают под дозатор и наполняются заданной порцией мороженого. Затем формочки проходят холодильную секцию, и после предварительного замораживания палочкозабиватель вставляет палочки в каждую порцию. После этого брикет мороженого подвергается полному замораживанию (закаливанию) в холодильной секции (рассольное охлаждение) и, продолжая движение, брикет в формочке попадает в тепловую секцию. В зоне оттаивания наружная поверхность мороженого оттаивает и! оно извлекается из формочки за палочки щипцами глазировочной головки. После этого все четыре порции «Эскимо» опускаются в ванну с шоколадной глазурью. Покрытые шоколадной глазурью порции обсушиваются на воздухе, освобождаются от щипцов и подаются на винтовой желоб. С желоба брикеты толкателем отодвигаются на ленточный транспортер, а затем к автомату для завертки мороженого в алюминиевую фольгу на подкладке. После освобождения от мороженого формочки вновь подводятся под дозатор и рабочий цикл повторяется
164
Рис. 108. Эскимогенератор брикетов прямоугольной формы:
а общая схема: 1 — электрошкаф; 2 — бойлер; 3 — карусель с распределителем рассола; 4 — палочкозабиватель; 5 — дозатор; 6 — головка глазировочная; 7 — привод; 8 — насос центробежный;
б — схема подвода горячего н холодного рассолов: 1 н 2 — аммиачная линия; 3 — испаритель; 4 — трубопровод между испарителем и насосом; 5 — воздушный вентиль; 6 — трубопровод к баку; 7 — трубопровод между испарителем и фильтром; 8 — фильтр для рассола;
9 и 15 — дистанционные термометры; 10 и 13 — трехходовые краны; // — генератор; 12, 17, 24, 26 — вентнлн; 14—переливная труба; 16 — бачок для нагретого рассола; 18 — насос для нагретого рассола; 19 — трубопровод для слива нагретого рассола; 20 н 22 — трубопровод генератора; 21 — уравнительный трубопровод; 23 — сливной трубопровод; 25 — насос для холодного рассола; 27 — отстойник; 28 — бак для холодного рассола
На рис. 108, б изображена общая для эскимогенератора схема подвода горячего и холодного рассола. На первом этапе подачи рассол охлаждается. Трехходовый кран 10 установлен на циркуляцию рассола по трубопроводу 6 в отстойник 27 бака 28. Далее рассол насосом 25 забирается из бака 28, подается в испаритель 3 и фильтр 8, затем через трехходовый кран 10 поступает обратно в отстойник 27.
По достижении рассолом необходимой температуры (около —40°С) трехходовый кран 10 переключают на подачу рассола в трубопровод 22, не сообщающийся с трубопроводом 6. С этого начинается второй этап подачи рассола. Рассол циркулирует следующим образом. Насос 25 забирает рассол из бака 28 и подает его по трубопроводу 4 через
165
Рис. 109. Закалочные камеры:
о — с вертикальным конвейером: 1 — транспортер для ввода продукта; 2 — камера охлаждения; 3 — конвейер; 4 — вентилятор; 5 — рама;
б — с горизонтальным конвейером; 1 — транспортер для ввода продукта; 2 —конвейер; 3 — камера; 4 — транспортер для вывода продукта
1
испаритель 3, фильтр 8, трехходовый кран 10 и трубопровод 22 к генератору 11. Здесь рассол нагревается.
Отработавший рассол поступает в поддон и по трубопроводу 23 стекает в отстойник 27 бака 28. В отстойнике 27 осаждаются лишь крупные частицы примеси, более мелкие задерживаются в фильтре 8. Вентиль 24 устанавливают таким образом, чтобы в генератор поступало необходимое количество рассола. Нагретый рассол насосом 18 из бачка 16 через трехходовый кран 13 и вентиль 17 передается по трубопроводу 20 в генератор и возвращается в бачок 16 по трубопроводу 19.
Перед пуском нагретого рассола необходимо проверить заполнение бачка 16. При переключении трехходового крана 13 рассол по трубопроводу 21 из бака 28 поступает в бачок 16. При этом насос 25 для холодного рассола работает. Когда бачок наполнится, избыток рассола удаляется через переливную трубу 14. После этого кран 13 переключают в рабочее положение. Количество нагретого рассола регулируют вентилем 12, как и количество холодного рассола. Вентиль 12 закрывают лишь при ремонте насоса. Рассол нагревается электроподогревателем, расположенным в бачке 16.
Закалочные камеры
Они бывают с вертикальным конвейером (с люльками, в которые загружаются брикеты мороженого) или с горизонтальным (без люлек).
На рис. 109, а показан морозильный аппарат с вертикальным конвейером. Аппарат монтируется из отдельных щитов, скрепленных стяжками. Внутри аппарата размещены испаритель, вентилятор 4, конвейер 3. Конвейер не закреплен в камере, и его можно вывести из камеры при необходимости по приставным рельсам.
Загруженные в люльки брикеты мороженого поступают в закалочную камеру по транспортеру /. При движении конвейера в камере брикеты обдуваются холодным воздухом, поступающим от испарительных батарей. Продолжительность закалки 30—45 мин при температурах мороженого —124 15°С, кипения аммиака в батареях —33°С и воздуха в аппарате —28°С. Скорость движения цепи конвейера 11,7 мм/с.
На рис. 109, б показана камера с горизонтальным конвейером. Продукт закаливается в камере в результате обдувания его холодным воздухом при температуре —26°С в течение 30—45 мин. После того как брикеты мороженого пройдут весь путь, они возвращаются к месту загрузки. Освобожденный от брикетов конвейер снова поступает под загрузку.
ОСНОВНЫЕ РАСЧЕТЫ
При составлении характеристик аппаратов необходимо определять производительность фризеров и расход холода, необходимого для закалки мороженого.
168
Достаточно точный расчет производительности фризера непрерывного действия отсутствует. В известных формулах исходными являются такие величины, которые обычно неизвестны: условный коэффициент теплопередачи, средняя фактическая мощность на валу мешалки и т. д. Для ориентировочных расчетов производительности можно принимать следующие коэффициенты теплопередачи: для фризеров непрерывного действия —от 3500 до 4500 Вт/(м2 • К), для фризеров периодического действия с рассольным охлаждением — от 550 до 730 Вт/(м2 • К), для таких же фризеров с аммиачным охлаждением — от 700 до 800 Вт/(м 2 • К).
Производительность фризеров JM (в кг/ч) периодического действия определяют по формуле
•Д = 607см/"Сц,
где JCM — разовая порция смеси, загружаемая во фризер, кг; тц — время цикла мин.
Продолжительность цикла складывается из продолжительности наполнения (около 1 мин), фризерования (4,5—5 мин) и опорожнения (1,5—2 мин).
Расход холода Q (в Дж) во фризере вычисляют по формуле
<2 = Нем [Сем (Дм — Др) + см (Др — Д) + (и’п71^0) (а>л/100) 335] -|-+ (АД + АД + Ns)} г)м,
где см, ссм — удельная теплоемкость мороженого и смеси, Дж/(кг • К); /см, Др, Д — температуры соответственно начальная, криоскопическая смеси и мороженого, К; wB, w„ — массовая доля воды в смеси и воды замороженной, %; т)м — КПД, учитывающий потери холода (т)м = 0,9 -т- 0,95).
Расход холода, необходимого для закалки мороженого, Qnp (в Дж) можно определить по формуле
<?пр = / [ < (Д — t'M) + (wB/100) (Год — а-л/100) 80 + с" ( <, — Q, где J — масса мороженого, кг; с'м> с"м—удельная теплоемкость мороженого до закалки J см = 0,65 4-0,75 Дж/(кг-К)] и после нее, Дж/(кг-К) [с" = 0,40-4-4-0,50 Дж/(кг • К)]; Д, t'M, Д —температуры мороженого соответственно до закаливания, при замерзании и после него, К; и>л, — начальное и конечное количество замороженной воды, %.
Глава X. МАСЛОИЗГОТОВИТЕЛИ
И МАСЛООБРАЗОВАТЕЛИ
Основными машинами в технологических линиях выработки масла являются маслоизготовители и маслообразователи. Маслоизготовители предназначены для получения масла методом сбивания сливок нормальной жирности (30 —40%), а маслообразователи —для получения масла из высокожирных сливок (до 80—82%).
169
В маслоизготовителях осуществляются сбивание сливок и обработка масляного зерна для придания ему однородности и соответствующей структуры. Одновременно с созданием структуры регулируется и состав масла (по массовой доле воды в масле). Таким образом, при сбивании сливок масло образуется в результате механического воздействия на сливки нормальной жирности.
В маслообразователе регулирования состава масла не проводится. В него поступают сливки в полном соответствии с составом компонентов в масле. В маслообразователях осуществляется изменение структуры высокожпрных сливок. Для этого высокожирные сливки интенсивно охлаждаются в первый период и подвергаются механическому воздействию при одновременном более глубоком охлаждении во второй. Таким образом, масло образуется в результате механического и теплового воздействия на высокожирные сливки.
МАСЛОИЗГОТОВИТЕЛИ
В настоящее время используются го и периодического действия.
маслоизготовители непрерывно-;
Маслоизготовители
Сбивание сливок в масляное зерно
частота вращения рабочего органа, мин-1 скорость движения рабочего органа, м/с продолжительность сбивания, с
Обработка масляного зерна
частота вращения рабочего органа, мин-1
непрерывного действия
До 2800 и более 22—24 и более 5—7
30—40
периодического действия
30—40
5—7
(30-?40) 60
От 3—4 до 15
В отличие от маслоизготовителей периодического действия маслоизготовители непрерывного действия имеют высокие параметры сбивания и обработки.
Маслоизготовители непрерывного действия
Маслоизготовители непрерывного действия состоят из последовательно размещенных устройств для сбивания сливок в масляное зерно (сбивателп) и обрабатывающих устройств для превращения масляного зерна в пласт заданной структуры (текстураторы).
Сбиватели изготовляют с цилиндром для сбивания, в котором полностью завершается образование масляного зерна, а также с цилиндром для сбивания и разделительным цилиндром, в котором завершается сбивание и осуществляется отделение масляного зерна от пахты.
В текстураторе обработка вначале масляного зерна, а затем пласта масла заключается в отпрессовывании влаги: удаление избытка, а иногда и вработка недостающего количества воды и ее диспергирование, Текстураторы имеют шнеки с винтами. Как правило, текстураторы состоят из двух камер, в которых шнеки вращаются с одинаковой или различной частотой вращения. При необходимости в текстураторе проводятся промывка масла, посолка и вакуумирование.
170
Рис. 110. Принципиальная схема маслоизготовителя непрерывного действия: 1 — станина; 2 — электродвигатель; 3 — вариатор скоростей; 4 — кран; 5 — сбиватель; 6 — охлаждающая рубашка; 7 — мешалка; 8 — текстуратор; 9 — камера промывки масляного зерна; 10— ©тстойник пахты; 11— отстойник промывочной воды; 12 — камера обработки масла под вакуумом; 13 — перфорированные матрицы с лопастями; 14 — насос-дозатор; 15 — коническая насадка; 16 — пульт управления
Текстураторы независимо от сбивателя (с цилиндром для сбивания либо с цилиндром для сбивания и разделительным цилиндром) бывают с одной шнековой камерой и с двумя камерами, размещенными последовательно или параллельно. Каждая из этих камер может быть одно-, двух- и трехступенчатон.
Принципиальная схема маслоизготовителя непрерывного действия показана на рис. ПО.
Цилиндр сбивателя (с мешалкой) 5 предназначен для получения масляного зерна без дополнительной его доработки в разделительном цилиндре (разделительный цилиндр отсутствует). Внутри цилиндра сбивателя, который охлаждается через рубашку 6 холодной водой, вращается мешалка 7. Она приводится в движение от электродвигателя 2 через вариатор скоростей 3.
Сливки поступают через кран 4 в сбиватель с торца или по касательной к стенке сбивателя. При вводе с торца сливки, разбрызгиваемые вращающимся диском, равномерно кольцом поступают на лопасти мешалки. При вводе по касательной сливки направляются по трубе во вращающийся вместе с мешалкой конус. Равномерно распределяясь по конусу, сливки непрерывно под действием центробежной силы поступают на лопасти мешалки.
В сбивателе процесс сбивания сливок осуществляется в условиях энергичного перемешивания. Скорости движения лопастей и жидкости вполне достаточны для создания кавитационного течения. В результате сбивания образуется масляное зерно, которое после выхода сбитой массы из сбивателя отделяется от пахты.
171
Рис. 111. Устройство сбивателя:
1 — корпус; 2 — вал; 3 — лопасти мешалки;
4 — охлаждающая рубашка
После удаления пахты масляное зерно промывается в камере 9, ; которая отделена от камеры отпрессовки перегородкой. Последняя ' проходит поперек шнека. Масло сначала продавливается через уз-; кую щель в верхней части корпуса, а затем промывается водой, кото- ’ рая подается через форсунки, расположенные в верхней части корпу- ; са, или через душ. В случае необходимости интенсивной промывки вода подается в камеру 9 сразу через оба устройства, монтируемые в верхней части корпуса шнеков. Если по технологическому процессу; промывка масла не требуется, устройства можно снять. Вода для ; промывки удаляется из маслоизготовителя через отстойник 11.
За камерой промывки расположена камера обработки масла под вакуумом. Обработанное под вакуумом масло содержит значительно меньше воздуха и более стойко в хранении. \
Узлы и приборы, а также насос для воды, вакуумный насос и на-: сос-дозатор размещены внутри станины. Насос для сливок монтирует-? ся отдельно от маслоизготовителя. Амперметр, счетчик оборотов ме- j шалки и шнеков, вакуумметр водяной, манометр, термометр и другие^ приборы выносятся на пульт управления. j
На рис. 111 показано устройство сбивателя в наиболее распро- ; страненных маслоизготовителях. Основными частями сбивателя яв-> ляются корпус 1, который крепится болтами к станине, цилиндр, в котором образуется масляное зерно, вал 2, на котором посажены ло- s пасти мешалки 3. Снаружи на цилиндре сделаны винтовые канавки I для протока охлаждающей воды. ]
В сбиватель сливки обычно подаются сбоку, причем вначале они? поступают на распределительный вращающийся конус, чтобы npe-j дупредить дробление жировых шариков, а затем — на лопасти. При входе сливок в цилиндр через устройство, представляющее собой распределительный барабан, они приобретают вращение в период подачи, а на лопасти поступают уже со скоростью, примерно равной скорости вращения лопастей. Лопасти обычно делаются съемными, что позволяет регулировать зазор между ними и стенкой цилиндра.
В отличие от других сбиватель имеет двойное охлаждение: наружное и внутреннее.
В некоторых маслоизготовителях сбивание завершается «постановкой» зерна в разделительных цилиндрах, устройство которых неодинаково.
В'разделительном цилиндре (рис 112, а) находятся секция досби-вания, мешалка которой в конструктивном отношении сходна с ме-172
1
Рис. 112. Устройство разделительного цилиндра:
а — с секцией досбивания: 1 — сбиватель; 2 — секция досбивания; 3 — шнек; 4 — выводной патрубок с устройством для промывки масляного зерна;
б — трехсекциоиный: 1 — сбиватель; 2 — секция досбивания; 3 — секция удаления пахты;
4 — секция промывки масляного зерна;
в— в перфорированном барабане: 1 — сбиватель; 2— шнек в цилиндре; 3 — перфорированный барабан с направляющими; 4 — промывочное устройство иа выходе масляного зерна
шалкой цилиндра для сбивания, и шнековое устройство, расположенное на выходе из цилиндра для досбивания. В конце секции находится порог, предотвращающий попадание пахты в секцию промывки масляного зерна. Для отделения пахты предназначены сетчатые окна. Масляное зерно промывается водой, подаваемой из фор
сунки.
Разделительный цилиндр трехсекционный показан на рис. 112, б.
Схема устройства разделительного цилиндра, размещенного в барабане, показана на рис. 112, в. Разделительный цилиндр, состоящий из шнекового устройства и барабана с винтовой направляющей на внутренней стенке, установлен под углом 15°. Смесь масляного зерна и пахты перемещается по направлению к разгрузочному устройству, откуда попадает на обработку. Пахта удаляется в поддон и далее стекает к отводному патрубку.
В некоторых маслоизготовителях вместо разделительного цилиндра применяют устройство, в котором смесь масляного зерна и пахты падает на сито. На нем зерна масла отделяются от пахты и перемещаются в пресс-камеру: Сито соединено с вибратором, использование
которого позволяет ускорить процесс отделения пахты.
Кроме того, применяется также устройство, в котором емкость для отделения пахты от масляного зерна снабжена приспособлением для поддержания постоянного уровня пахты (сифон).
Текстураторы с одной и с двумя шнековыми камерами показаны на рис. 113. Принципиальных различий эти текстураторы не имеют. В текстураторе с двумя шнековыми камерами, размещенными в два яруса, в верхней камере регулируется массовая доля воды, а в нижнюю добавляется соляной раствор.
В текстураторе имеются перфорированные пластины (рис. 114), различающиеся формой самих пластин и расположением отверстий,
173
а также количеством отверстий и их геометрическими формами. Диаметр отверстий в пластинах от 2,5 до 10-3м, а количество отверстий от 400 до 1000. Величина площади перфорированных пластин составляет 15—53% от общей площади пластины. Длина канала в перфо-
Рис. 113. Устройство текстуратора с одной шнековой камерой (а) и с двумя шнековыми камерами (б):
/ — приемный бункер; 2— первая ступень текстуратора; 3—пластины для диспергирования влаги (первая ступень); 4— вторая ступень текстуратора; 5 — пластины для диспергирования влаги (вторая ступень)
Рис. 114. Перфорированные пластины:
1 — пластины; 2 — каналы в пластинах
Рис. 115. Камера для отвода воздуха:
1 — манометр; 2 — шнеки; 3 — камера
174
рированных пластинах от 3,5 до 19,10-3 м, а продолжительность обработки от 0,13 до 1,43 с.
В комплекте пластин находится камера для отвода воздуха (рис. 115). В зависимости от ее размещения создаются соответствующие условия для прохода воздуха, и в то же время исключается возможность попадания в него масла.
Весьма различны приводные устройства маслоизготовителей. У большинства из них применено бесступенчатое регулирование частоты вращения текстуратора. Однако известны и другие приводные устройства, в которых мешалка сбивателя имеет бесступенчатое регулирование частоты вращения сбивателя (1700—2000 мин-1). В тех случаях, когда привод не имеет устройств бесступенчатого регулирования частоты вращения сбивателя и шнеков, используются двух-и трехскоростные электродвигатели. Если сбиватель не имеет устройств бесступенчатого регулирования частоты вращения, то насос, подающий сливки в сбиватель, снабжается бесступенчатым приводом и таким образом регулирование впуска сливок в сбиватель в необходимом количестве достигается уже на участке, предшествующем их поступлению в сбиватель.
Маслоизготовитель непрерывного действия производительностью 1000 л/ч в комплекте со вспомогательным оборудованием показан на рис. 116, а.
Такие маслоизготовители устанавливаются в технологических линиях производства сладко- и кислосливочного масла с промывкой и без промывки масляного зерна и с обработкой масла под вакуумом.
Сбиватель (рис. 116, б) состоит из корпуса /, цилиндра 3 и лопастной мешалки. В корпусе на двух опорах установлен съемный цилиндр, в который вставляется металлическая сетка. В цилиндре размещен вал 2 со съемными лопастями, которые прикреплены к корпусу. На внешней поверхности цилиндра сделаны винтовые канавки для протока охлаждающей воды.
В верхней части сбивателя расположен патрубок с краном для подачи сливок. Выпуск масляного зерна и пахты осуществляется через патрубок в крышке. На корпусе размещены патрубки для входа и выхода охлаждающей воды.
Текстуратор состоит из трех камер со шнеками, вращающимися навстречу друг другу (рис. 116, в).
В первой камере 1 размещены бункер для масляного зерна и пахты с приспособлением для промывки масляного зерна, а также сетка, удерживающая масляное зерно вместе с выпускаемой пахтой. К камере прикреплена воронка с сифоном для удаления пахты и промывочной воды. Для охлаждения пахты и масляного зерна камера снабжена рубашкой для охлаждающей воды.
Вторая камера 4 не имеет рубашки. В верхней части находится устройство для вторичной промывки масляного зерна. Промывочная вода удаляется также через воронку с сифоном.
Между второй и третьей камерой размещены решетка и ножи для механической обработки масляного зерна.
175
1275
Рис. 116. Маслоизготовитель непрерывного действия производительностью 1000 л/ч:
а — общий вид маслоизготовителя: 1 — привод текстура-тора; 2 — привод сбивателя; 3 — станина; 4 — сбиватель; 5 — текстур атор шнековый; 6 — бак с винтовым насосом; 7 —насос центробежный; 8 — вакуум-насос; 9 — щит управления; 10 — тележка; 11 — транспортер; 12 — устройство для дозирования влаги; 13 — трубопроводы;
б — сбиватель: 1 — корпус;
2 — вал; 3 — цилиндр; 4 — лопасти;
в — текстуратор: 1 — камера первая; 2 —сифон для удаления влаги; 3—бункер; 4 — камера вторая; 5 — решетка; 6 — нож; 7 — вакуум-камера; 8 — камера третья; 9 — блок; 10 — иасадка; 11 — задвижка
В верхней части третьей камеры 8 размещена вакуум-камера 7 с патрубком для присоединения к вакуумному насосу и клапаном для регулирования глубины вакуума. К конпевому фланцу третьей камеры прикреплены блок 9 и два блока, в которых установлены ножи.
На выходе из текстуратора расположена насадка 10 с двумя выводами, снабженными задвижками. Свободный конец текстуратора опирается на съемную подставку.
Привод сбивателя осуществляется от электродвигателя через широкие клиновые ремни. Он позволяет плавно изменять скорость вращения мешалки в сбивающем устройстве через вариатор. Привод текстуратора также имеет вариатор, при этом передача движения к шнеку осуществляется через цилиндрический редуктор.
Сливки из емкости через уравнительный бак насосом-дозатором подаются в цилиндр для сбивания. Перед входом в цилиндр они попадают на распределительный конус с направляющими. Поток сливок стекает к лопастям мешалки тангенциально. Сливки постепенно приобретают скорость вращения, равную скорости вращения лопастей мешалки, что предотвращает дробление жировых шариков и интенсифицирует сбивание.
Масляное зерно с пахтой поступает в бункер первой камеры текстуратора для промывки при одновременной обработке сбитой шнеками массы. Пахта вместе с промывочной водой удаляется через сифон в бак для пахты.
Отделение от пахты масляного зерна, а также образование пласта масла происходят в первой камере. Во второй камере завершается промывка и осуществляется дальнейшая обработка пласта масла. При этом промывочная вода удаляется через сифон. В третьей камере масло подвергается вакуумированию в целях удаления из него воздуха. Обработка завершается продавливанием пласта масла через решетки, между которыми установлены ножи для его разрезания.
При необходимости добавления влаги включают дозировочный аппарат.
Готовое масло выходит через одно из отверстий насадки текстуратора.
Ледяная вода подается в наружный цилиндр сбивателя, рубашку текстуратора и вал сбивателя центробежным насосом высокого давления. Аналогичное устройство имеют маслоизготовители производительностью 3500 кг/ч и более.
Маслоизготовители периодического действия
Маслоизготовители периодического действия бывают вальцовы ми и безвальцовыми. В настоящее время вальцовые маслоизготовители, раньше имеющие широкое распространение, не изготовляются. Безвалыювые маслоизготовители продолжают совершенствоваться. Образование масла в безвальцовых маслоизготовителях происходит в одном и том же рабочем органе последовательно во времени и заключается в соединении жировых шариков в масляные зерна и отпрессо-вании масляных зерен в пласт. j
178
Рис. 117. Безвальцовый маслоизготовитель с цилиндрической емкостью:
/ — краны для выпуска масла; 2 — подшипник; 3 — емкость; 4 — устройство для орошения; 5 — привод; 6 — люк; 7 — смотровое окно.
В маслоизготовителях периодического действия сбивание сливок осуществляется в результате гравитационного перемешивания их. 11ри вращении рабочего органа, представляющего собой заполненную на 30—50% емкость маслоизготовителя, сливки, находящиеся в нем, сначала поднимаются на некоторую высоту, а затем стекают или сбрасываются под действием силы тяжести. При этом они подвергаются сильному механическому воздействию. Высота подъема сливок, возникающее давление, характер поверхности жидкости определяются размерами емкости и скоростью вращения ее.
Обработка масляного зерна и превращение его в пласт заключаются в многократном подъеме комков масла и сбрасывании их.
Емкость безвальцовых маслоизготовителей может быть цилиндрической, конической, грушевидной, усеченной (грушевидной), кубической. Наиболее распространены маслоизготовители с цилиндрической и конической емкостями.
Маслоизготовитель с цилиндрической емкостью показан на рис. 117. Емкость 3 изготовлена из нержа-неющей стали. Днища емкости выпуклые, сферические. Внутренняя поверхность емкости обработана пескоструйным способом, поэтому масло к стенкам не прилипает. Цилиндрическая емкость вращается и двух направлениях. Лопасти, находящиеся в емкости, по отношению к стенкам неподвижны. Они предназначены для интенсивного перемешивания сбиваемой массы в период сбивания сливок в масля-Ц|х- зерно и сбрасывания пласта в период обработки. В результате обеспечивается высокодисперсное и равномерное распределение влаги и масле. Масло из емкости выгружают непосредственно в вагонетку через люк 6, крышка которого открывается и закрывается одним ры-чигом.
I* 179
Рис. 118. Безвальцовый маслоизготовитель с конической емкостью:
а —общий вид: / — стойка задняя; 2 —емкость; 3 — устройство для орошения; 4 — ограж дение; 5 — станина с коробкой скоростей; б — тележка для приема масла;
б — кинематическая схема приводного механизма
Специальное устройство позволяет обрабатывать масло под вакуумом. Как правило, маслоизготовитель снабжается устройством для орошения 4 при нагревании или охлаждении сливок и масла в течение технологического процесса, а иногда при выгрузке масла.
Маслоизготовитель с конической емкостью (рис. 118) состоит из стойки задней /, емкости 2, устройства для орошения 3, ограждения 4, станины с коробкой скоростей 5 и тележки для приема масла 6.
В емкости, представляющей собой соединенные основаниями два конуса, размещены лопасти, приваренные наклонно для обработки масляного зерна и пласта масла. Внутренняя поверхность емкости шероховатая, исключающая прилипание масла. Масло выгружается через люк. Емкость снабжена двумя клапанами для спуска пахты, клапаном для выпуска газа и смотровым окном.
Привод маслоизготовителя обеспечивает четыре скорости вращения рабочего органа. Но так как электродвигатель двухскоростной, возможна работа на восьми скоростях вращения.
Для охлаждения или нагревания сливок и масла предназначено устройство для орошения, представляющее собой перфорированную трубку, которая размещена над емкостью.
В маслоизготовителе установлено уравновешиваемое противовесом защитное устройство.
Подготовленные для сбивания сливки в количестве 40—50% от общей вместимости маслоизготовителя заливают в него через люк. Затем при закрытом люке сбивание осуществляется до получения масляного зерна.
На рис. 118, б приведена кинематическая схема приводного механизма маслоизготовителя с конической емкостью.
Маслоизготовитель с грушевидной емкостью (рис. 119, а) имеет емкость, резко сужающуюся от центра к выпускному отверстию. Угол, под которым идет сужение нижней части емкости, и форма люка для выгрузки масла должны быть такими, чтобы масло обычной консистенции выгружалось из маслоизготовителя под давлением собственной массы. Люк закрывается круглой, захлопывающейся сбоку плоской крышкой.
Рис. 119. Схемы маслоизготовителей с емкостями: 1||ушевидной (а), усеченной (б) и кубической (в)
181
Рис. 120. Тре хцилиндровый маслообразователь:
/ — кронштейн; 2 — кран выпускной; 3—втулка направляющая; 4 — кран воздушный; 5 — крышка; 6 — кольцо уплотнительное; 7 — фланец цилиндра передний; 8 — вытеснительный барабан; 9 — обшивка цилиндра; 10 — обечайка цилиндра наружная; 11 — спираль; 12 — обечайка цилиндра внутренняя; 13 — фланец цилиндра задний; 14 — кольцо уплотнительное; /5 — редуктор; 16. 17 — подшипники; /8. 19 — шестерни; 20 — электродвигатель; 21 — ножи; 22 — станина
Привод маслоизготовителя вместимостью 3000—6000 л имеет три скорости для сбивания и три скорости для обработки, вместимостью 8000 и 10 000 л семь скоростей: две для сбивания, три для обработки и по одной на передний и задний медленный ход.
Маслоизготовитель с усеченной (грушевидной) емкостью (рис, 119, б) по технологическим ка чествам сходен с грушевидным. Вставки в нем отсутствуют. Через привод от электродвигателя ему сообщаются четыре скорости.
Маслоизготовитель с кубической емкостью (рис. 119, в) имеет коробку передач на шесть скоростей. Маслоизготовитель не чувствителен к недогрузке и хорошо работает при небольшом заполнении емкости.
В большинстве маслоизготовителей предусмотрена возможность их работы под вакуумом. Масло разгружается в вагонетку или бункер фасовочной машины пневматически или с помощью специального шестеренного насоса.
При выгрузке масла, особенно при пневматической, маслоизготовитель орошается водой температурой 35—40°С. При этом масло , нагревается до 20—22°С и становится текучим. Затем в емкость при ’ плотно закрытых люках и кранах подается сжатый воздух давлением 12 • 104—13 • 104 Па, и масло выдавливается через открытый кран.
МАСЛООБРАЗОВАТЕЛИ
Наибольшее распространение получили маслообразователи ни линдрические (обычно трехцилиндровые) и пластинчатые. Применяются также вакуум-маслообразователи.
Трех цилиндровый маслообразователь (рис. 120) состоит из унифицированных цилиндров одинаковой конструкции. Каждый из цилиндров включает обечайки, вытеснительный барабан, крышку, редуктор и рубашку для охлаждения продук- та водой. В рубашке проложена и закреплена спираль 11. Задней Степкой цилиндра является торцевой диск редуктора 15, а передней — Крышка 5.
Вытеснительный барабан 8 изготовлен из нержавеющей стали с ребрами жесткости. На нем размещены два ножа 21, оснащенных рластинками из пластмассы. Ножи свободно поворачиваются над Плоскостями вытеснительного барабана. При вращении барабана Ножи под действием центробежной силы отбрасываются и прижнмают-С>1 лезвием к внутренней поверхности цилиндра.
Для удаления воздуха и контроля за наполнением цилиндра слив-Мими в верхней части крышек расположены воздушные краны, кото
183
рые открывают при пуске маслообразователя. В нижней части крышки верхнего цилиндра размещен кран 2 для выпуска продукта. На выходе продукта установлены выпускной кран 2 и термометр сопротивления для контроля за температурой выходящего масла.
От электродвигателя маслообразователь приводится в движение через редуктор 15.
Высокожирные сливки температурой 80—90°С подаются в нижний барабан маслообразователя, а рассол и ледяная вода — в охлаждающую рубашку. При работе слой сливок срезается ножами и перемешивается. Температура масла на выходе обычно не превышает 10— 12°С. Д^асло, перемещаясь в направлении к выпускному патрубку, выходит из него. Продолжительность нахождения продукта в масло-образователе 3—6 мин. В случае затвердевания масла (при перерыве в работе) для обогрева цилиндра в рубашку подаются пар или горячая вода.
В нижнем цилиндре высокожирные сливки, охлаждаясь до температуры кристаллизации глицеридов (22—23°С), сохраняют свойства эмульсии. Температура рассола в нижнем цилиндре —I 4 3°С, в среднем —3-4 5°С. В среднем цилиндре начинается процесс струк-турообразования: жир из жидкого состояния переходит в вязкопластичное и отвердевает в течение 5—20 с. Продукт в среднем цилиндре охлаждается до II—13°С. В верхнем цилиндре вследствие механического воздействия в течение 150—250 с продукт приобретает мелкокристаллическую структуру и пластическую консистенцию. Температура продукта в верхнем цилиндре вследствие охлаждения водой при температуре 7—9°С даже повышается на 1—2°С. Выделение тепла при механическом воздействии превышает отвод через стенку цилиндра к охлаждающей воде.
Оптимальным углом установки ножей является угол 35°, а кольцевой зазор при производительности 450, 650 и 850 кг/ч соответственно 15, 22 и 29 мм.
Пластинчатый маслообразователь (рис. 121) состоит из теплообменного аппарата и камеры для кристаллизации жира и механической обработки продукта. В теплообменном аппарате охлаждение достигается при минимальном механическом воздействии, а в камере для кристаллизации — наоборот.
В теплообменном аппарате между опорой и нажимной плитой 12 расположены охлаждающие 18 и продуктовые 17 пластины. В охлаждающих пластинах хладоноситель движется по кольцевой полости. В пластинах имеются центральное отверстие для приводного вала и прохода продукта и два отверстия для поступления и отвода хладо-носителя. В продуктовых пластинах, образующих камеры, расположены отверстия для хладоносителя и отверстие в центре.
В каждой камере размещены два диска-турбулизатора 15. В крайних продуктовых пластинах имеется только по одному диску. На дисках-турбулизаторах расположено по три радиальных ребра-ножа с косыми прорезями, высота которых 3—6 мм. Пластины уплотнены резиновыми кольцами 13.
Камера для кристаллизации представляет собой цилиндр 10,
184
Хладоноситель
Рис. 121. Пластинчатый маслообразователь:
1, 22— подшипники; 2—приводной вал; 3 — выходной' патрубок; 4— крыльчатка; 5— дисковые решетки; 6— конусная насадка; 7, И — резиновые прокладки; 8—мешалка; 9— отражатель; 10 — цилиндр; 12 — нажимная плита; 13 — резиновое кольцо; 14 — резиновая шайба: 15 — дискн-турбулизаторы; 16, 19 — патрубки для хладоносителя; 17 — продуктовая пластина; 18 — охлаждающая пластина; 20 — центральное отверстие; 21 — опорная плита; 23, 24 — опорные шайбы
еакрытый конусной насадкой 6 с выходным патрубком 3. Внутри камеры расположены отражатель 9 (прикреплен неподвижно к плите) н лопастная мешалка на валу.
Дисковая решетка установлена в месте соединения конусной расадки 6 с цилиндром 10. В образованной таким образом полости вращается крыльчатка 4.
Высокожирные сливки поступают под давлением, создаваемым насосом, в камеру, образованную первой продуктовой пластиной. Затем по щели между охлаждающей пластиной и диском-турбулизатором высокожирные сливки направляются к центру. Через центральное отверстие 20 сливки переходят в камеру следующей продуктовой пластины, в которой перемещаются по щели от центра к периферии. В следующей камере они движутся сначала от периферии к центру, в затем от центра к периферии.
После теплообменного аппарата сливки через отверстие в нажим-ой плите поступают в камеру кристаллизации. При продавливании родукта через дисковую решетку разрушаются грубые кристалли-ационные структуры, и под воздействием крыльчатки 4 продукт вы-одит через патрубок.
В последнее время созданы аппараты для получения масла из вы-кожирных сливок с вакуумным охлаждением или в атмосфере азо-в распыленном состоянии и последующей обработкой. Маслообра-ватели такого типа с вакуумным охлаждением или с охлаждением атмосфере азота конструктивно оформляются одинаково. Отличие
Рис. 122. Вакуум-маслообразователь:
1 — патрубок ввода высокожирных сливок; 2—электродвигатель с редуктором; 3 — патрубок к вакуум-насосу; 4 — вакуум-камера; 5 — патрубок выхода хл а доносителя;
6 — машина для фасовки масла; 7 — выпускная (для масла) труба; 8 — текстура-тор; 9 — патрубок впуска хладоносителя
котором создается свойственная де образует пласт однородного
состоит в том, что в первом случае из маслообразователи отсасывается воздух, а во втором— подается азот.
Вакуум-маслообразователь показан на рис. 122. Горячие высокожирпые сливки, подаваемые в вакуум-камеру 4, на входе распыляются форсункой, размещенной на патрубке ввода 1. Так как в вакуум-камере поддерживается вакуум, а высокожирные сливки имеют температуру 70— 90°С, происходит их вскипание и они практически мгновенно охлаж .даются. Для предупреждения на липания на стенки аппарата масло со стенок снимается ножами лопастной мешалки. Охлажденные сливки падают в текстуратор, в маслу структура, и оно на выхо-продукта.
ОСНОВНЫЕ РАСЧЕТЫ
Рассчитывая маслоизготовитель непрерывного действия, необходимо определить производительность. Кроме того, при подборе электродвигателей находят мощность, потребляемую мешалкой.
В маслоизготовителях непрерывного действия должно быть достигнуто соответствие между производительностью сбивателя и тек-стуратора, т. е. /ИсС = /Ит.
Для приближенных расчетов производительности сбивателя /Исб (в кг/ч) можно использовать зависимость
мсб = Усл/Х. (25)
где Есл — объем сливок в цилиндре сбивания, см3; К — коэффициент, равный в среднем 1,005.
Учитывая соотношение (25), производительность сбивателя определяют следующим образом:
Л4сб = К(/а/Х) (2/?са),
где I — длина цилиндра, см; о — зазор между внутренней, стенкой цилиндра и краем лопасти мешалки, см; Rc — радиус цилиндра, см.
Факторы, влияющие на производительность, наиболее полно учитывал А. Д. Грищенко, впоследствии обобщенные им совместно с А М. Масловым. Авторы рекомендуют использовать критериальные зависимости вида
Л4р/{Xrf = <р (п^р/р.)2*5 (tx/p«)2’2 (Та/ Тпл)4’0 Жь,
186
где р — плотность сливок, кг/м3; |1 — динамическая вязкость сливок, Па • с; dM — диаметр мешалки, м; ф — коэффициент; п — частота вращения мешалки, с-1; а ~ температуропроводность сливок, м2/с; Тв, Тпл — температуры сбивания сливок, плавления молочного жира, К; Жь —массовая доля жира в сливках, %.
Если массовая доля жира в исходных сливках до 30%, то следует принимать коэффициент <р = 10~14, а показатель степени Ь = 0,4 при массовой доле жира в сливках 30% и более, <р = 5 • 10-17 и b = 2.
Для примерного расчета производительности текстуратора /Ит (в кг/ч) можно использовать формулу
Л4Т = 0,25m (R* - Я?) (s - ) пКобщ,
где m— число захода шнека; Rlt R2 — наружный и внутренний радиусы шнека, см; blt Ь2 — ширина винтовой лопасти в ее нормальном сечении по наружному и внутреннему радиусам шнека, см; s — шаг витков винтовой лопасти шнека, см; а— угол подъема винтовой линии лопасти по среднему диаметру шнека, угловые градусы; К — коэффициент (/( = 0,5 4- 0,6).
Мощность, потребляемую мешалкой в сбивателе, Мсб (в кВт) рассчитывают по формуле
= (2,45 • 10->^м) F,
Еде ол— окружная скорость вращения лопастей, м/с; Г|м — механический КПД ’Im — 0,7 4- 0,8), F — рабочая поверхность цилиндра, м2.
‘ Потребляемую шнеком мощность Nv (в Вт) находят по формуле
I А'р = Sonovp/l02 = 7,7vd2n0p,
где 80 — площадь поперечного сечения отверстий, м2; п0 — количество отвергший в перфорированных вставках; v — скорость продавливания продукта через гтверстия, м/с; р — потери давления [можно принять (1.5 -5- 2,0)102 кПа); d — киаметр отверстий перфорированных вставок.
I Производительность (сменную) /Исм (в кг) маслоизготовителей периодического действия рассчитывают по формуле
Мсм = (Ктсм/тц) р,
где V — вместимость емкости, м3; тсм, тц — продолжительность смены и цик-Uia. ч.
I Продолжительность цикла тц находят по уравнению
ТЦ ~ Т1 + Т2 + Т, + т4 + + тв + Т7>
где Ti, т2, т3, т4, т6, те, г, — продолжительность соответственно наполнения емкости сливками, сбивания сливок, выпуска пахты, промывки, посолки, обработки и выгрузки масла.
Продолжительность тц принимают с учетом времени, необходимого [для подготовки и мойки маслоизготовителя.
Частоту вращения маслоизготовителя при сбивании сливок можно определить, исходя из условий, что сливки при вращении отрываются от поверхности маслоизготовителя и свободно падают, а не
187
движутся вместе с ней. Свободное падение сливок возможно, если а < g
v2/R = 4-2/?n2 С g,
где R — радиус резервуара, м.
Максимальную частоту вращения пх находят по уравнению
«1 ь=0,5//Л* с-’
или
«I = 30/}/ R мин-1,
где R — внутренний радиус резервуара, м.
Существует и некоторая частота вращения (минимальная) пт,л, ниже которой резко снижается интенсивность сбивания.
Для определения nIIlln необходимо знать скорость движения потока ____
v = >
где йкр — критическая глубина потока, м:
Лкр = тЛ <?2/g .
q — количество жидкости, стекающей за 1 с через 1 м ширины потока.
Так как v = 2лДи2, g = лК2гш], то
где т) — коэффициент наполнения маслоизготовителя.
Следовательно, пг = 0,35 \'''rJR с-1; я2 = 21 мин.
Если коэффициент наполнения маслоизготовителя т) равен 0,4 и наполнение емкости нормальное, то частоту вращения рассчитывают по формуле
где b = 0,7 4- 0,8.
В маслоизготовителях периодического действия масло обрабатывается в результате многократного сбрасывания пласта. Оптимальная частота вращения емкости будет такой, при которой пласт сбрасывается с наибольшей высоты. В этом случае высоту свободного падения И (в м) масла определяют по формуле
И — — 4R sin2 a cos а.
Эта функция имеет максимальное значение при а = 54°4О'. При этом угле отрыва пласта масло будет падать с наибольшей высоты, следовательно, он является наивыгоднейшим.
188
Частота вращения п (в с-1) безвальцовых маслоизготовителей с цилиндрической емкостью во время обработки можно определить по формуле
п=
Ориентировочно мощность, потребляемую маслоизготовителем периодического действия, N (в кВт) определяют по формуле
/V = 0,0057,
где J — рабочее наполнение маслоизготовителя, кг;
= 2wgW/60,
где Н — высота подъема жидкости в маслоизготовителе, м.
Исходя из механического эквивалента тепла, мощность можно рассчитывать по формуле
= 7сс (Z к — /н) /тсл1;,
где 7С — расход сливок, кг/с; с — теплоемкость сливок, Дж/(кг • К); tK, tK — начальная и конечная температура продукта, К; тсл— продолжительность сбивания сливок, с.
Соотношение факторов, влияющих на интенсивность охлаждения масла (маслообразования), описывается уравнением
/ [С1 (6l ^п) + С2 (tn — /ц)1 = Р [“нДСр „ + “вДСп в1>
где ср с2 — удельная теплоемкость продукта перед кристаллизацией жира и жира в период кристаллизации, Дж/(кг • К); /п — температура жира перед кристаллизацией, К; F — поверхность охлаждения маслообразователи, м2; аи, ав — коэффициенты теплоотдачи соответственно в нижней и верхней поверхностях маслообразователя, Вт/(м2 К); Д/ср.н, Д/ср.в — средняя разность между температурами продукта и хладопосителя соответственно в нижней и верхней секциях, К.
Коэффициент теплоотдачи а (в Вт/(м2 • К)] от сливок к стенке определяется по формуле
а = (cftp/т) (0/0в),
где с—удельная теплоемкость высокожирных сливок, Дж/(кг • К); h—толщина слоя высокожирных сливок; м; р — плотность высокожирных сливок, кг/м3; т — продолжительность охлаждения каждого слоя высокожирных сливок, ч;
т = 1 /2 • 60м;
0. 0В — энтальпия слоя соответственно до и после охлаждения, Дж.
В маслообразователе коэффициенты теплоотдачи [в Вт/(м2 • К)] могут приниматься следующие:
В цилиндрическом
I цилиндр 560—410
Г' Н » 370—300
III » 370—300
В пластинчатом
при противоточном движении 500
при прямоточном движении . 400
189
Уравнение,, связывающее режим термомеханической обработки продукта с размерами аппарата, имеет следующий вид:
NM («! — /2)/0 = Ля8£>«р Re3 Рг6,
где N — мощность, затрачиваемая на обработку продукта; М — производительность аппарата, кг/с; (/j — /2)/0 — продолжительность нахождения продукта в аппарате, с; А — коэффициент; D — диаметр барабана, м; Re, Рг — критерии Рейнольдса и Прандтля.
Практические расчеты ориентировочны. Так, приблизительно производительность М (в кг/ч) маслообразователей можно определить из формулы
А1 — (— Ур/тп) 3600,
где V — объем кольцевых зазоров маслообразователя, м3; тп — продолжительность пребывания продукта в маслообразователе (тп = 6 -т- 4 мин).
Частоту вращения вытеснителя п (в с-1) можно определить по формуле
n = 0,3S(l/R).
Приведенные характеристики позволяют лишь качественно оценить влияние различных факторов на процесс маслообразования, а также сравнить между собой различные маслообразователи.
Глава XI. АППАРАТЫ И УСТАНОВКИ ДЛЯ ВЫРАБОТКИ НАТУРАЛЬНЫХ И ПЛАВЛЕНЫХ СЫРОВ
При изготовлении натуральных сыров применяют аппараты и установки для выработки сырного зерна, обработки сырной массы и созревающих сыров.
АППАРАТЫ И УСТАНОВКИ ДЛЯ ВЫРАБОТКИ НАТУРАЛЬНЫХ СЫРОВ
К аппаратам для выработки сырного зерна относят аппараты выработки, к аппаратам образования сырной массы — формовочный аппарат, аппарат чеддаризации, прессы и установки крупноблочного прессования, а к аппаратам и установкам для посолки сыров, обработки их при созревании и подготовки к реализации — аппараты и установки для посолки сыров, стеллажи, машины мойки и обсушки сыра, машины для нанесения покрытий на сыры.
Аппараты выработки сырного зерна
В этих аппаратах осуществляются свертывание белков молока, разрезание сырной массы, вымешивание сырного зерна, а в некоторых случаях и формование. Аппараты выработки сырного зерна бывают с полным циклом обработки, с выносной емкостью для разрезки сырного пласта и непрерывного действия.
190
Рис. 123. Схема аппарата выработки сырного зерна вместимостью 2500 л:
а — общий вид: 1 — домкрат; t — опоры несущей конструкции; 3 — привод; 4 — стойки; 5 — кран клапанного тина; 6 — ножка; 7 — подпятник; 8 ~ штуцер для выпуска конденсата; 9 — мешалка; 10—отборник сыворотки; U — мешалка лирообразной формы; 12 — линейная мерка; /3 — защитный кожух;
б — кинематическая схема; 1 — мешалка; 2 —: клн-ноременная передача; 3 — цепная передача; 4 — электродвигатель
Для выработки сырного зерна используют почти исключительно аппараты периодического действия. Как правило, они состоят из" одной или двух емкостей. Если аппарат представляет собой одну емкость, то в ней осуществляются свертывание белка, разрезка сгустка, обработка сырного зерна и придание сырной массе формы, а также самопрессование. В аппарате, состоящем из двух емкостей, в первой происходят свертывание белка, разрезка сгустка и обработка сырного зерна Затем сырная масса поступает во вторую емкость, в которой масса сырных зерен подпрессовывается и разрезается на блоки.
Аппараты выработки сырного зерна с полным циклом обработки могут быть различной вместимости.
Аппарат выработки сырного зерна вместимостью 2500 л (рис. 123) состоит из двустенной емкости и механизма мешалки 9 Форма ем-
191
кости прямоугольная с полупилиндровыми торцевыми стенками. Между стенками внутренней емкости и наружного корпуса находится пароводяная рубашка.
Сырное зерно охлаждается водой, поступающей из магистрали через отверстия в верхней трубе аппарата. Для подогрева используется пар, который поступает в барботер, размещенный на дне аппарата. В низу торцевой стенки наружного корпуса установлен патрубок для слива воды из рубашки. Для выхода зерна с сывороткой, а также сыворотки и воды при промывке емкости предназначен кран клапанного типа 5.
Стойки 4, прикрепленные к торцевым стенкам аппарата, образуют мост, по которому перемещается каретка с мешалкой 11 лирообразной формы.
Привод, предназначенный для возвратно-поступательного движения каретки и одновременно мешалок 1 (рис. 123, б) вокруг оси, состоит из электродвигателя 4, клиноременной 2, цепной передач 3 и вариатора скоростей.
В аппарате происходят свертывание молока и дробление сгустка ножами мешалки, после чего удаляют сыворотку и образованный пласт разрезают на куски или направляют в формовочный аппарат.
Аппарат выработки сырного зерна вместимостью 10 000 л (рис. 124)., используемый преимущественно в технологических линиях получения твердых сыров, состоит из двустенной емкости 9, передвижной каретки 3 с вращающимися мешалками. Двустенная емкость с наружной стороны имеет изоляцию. Аппарат снабжен запорным клапаном для спуска сырного зерна и сыворотки, пневмоцилиндром для наклона аппарата, колоннами, приводом мостовой конструкции, электро- и пневмооборудованием.
Молоко подогревается горячей водой, которая нагревается паром давлением до 0,5 • 105 Па, подаваемым через барботер. В тех случаях, когда необходимо охлаждение молока, используется вода, которая также подводится в рубашку через специальный патрубок 10. Конденсат отводится через патрубок в днище аппарата. Запорный пневмоклапан предназначен для выпуска зерна с сывороткой. Наклон аппарата регулируется пневмоцилиндром, установленным в колонне.
В аппарате для выработки сыра проводят свертывание молока сычужным ферментом при температуре, оптимальной для получения сгустка требуемой консистенции. После этого сгусток обрабатывают специальными инструментами.
Сырное зерно с сывороткой насосами подается в формовочные аппараты.
За рубежом находят применение аппараты для выработки сырного зерна, в которых рабочая емкость в плане представляет собой две полуокружности, смещенные друг относительно друга на ’/з диаметра. Отношение длины рабочей емкости к ширине составляет 4 : 3. В центре каждой полуокружности установлено по одной мешалке. Ширина ножей равна ‘/з диаметра емкости аппарата. Каждая мешалка с навешанными на нее ножами при одном обороте описывает полную окружность. Таким образом, каждый оборот мешалок захваты^
192
Рнс. 124. Аппарат выработки сырного зерна вместимостью 10 000 л: / — пульт управления; 2 — электрошкаф; 3 — каретка; 4 — лестница; 5—мешалка лирообразной формы; 6 — хомут; 7 — отвод; 8 — платформа; 9 — двустенная емкость; 10 — патрубок
Рис. 125. Аппарат выработки сырного зерна открытого типа:
а—аппарат выработки сырного зерна: / — рабочая емкость; 2—мост; 3—привод мешалок;
4 — мешалка; 5 — патрубок спуска сыворотки;
б — емкость для предварительного формования: / — рабочая емкость; 3 — патрубок ввода сгустка; 3 — насос отвода сыворотки
вает все содержимое емкости. При этом часть, находящаяся в центре, захватывается дважды. Вся масса в средней части аппарата быстро приходит в движение, что обеспечивает в других секторах переворачивание и разрезание попеременно всего сгустка. Для этого ножи дополняются вертикальными лезвиями.
Мешалки вращаются во встречном направлении, поэтому вращения всей массы не происходит. При этом ножи продвигают разрезаемый сгусток навстречу друг другу. При последующем перемещении сгустка интенсивно перемешивается содержимое аппарата.
Аппараты выработки сырного зерна с выносной емкостью для разрезки сырного
194
пласта изготовляют открытого и закрытого типов, а также с вакуумной системой.
Аппарат открытого типа, используемый в технологических линиях получения сыра чеддер, показан на рис. 125. Вместимость аппарата 10 000 л. Расположение емкости горизонтальное.
Аппарат (рис. 125, а) состоит из внутренней и наружной емкостей. Внутренняя емкость изготовлена из нержавеющей стали. С внешней стороны она облицована. В образованной внутренней и наружной емкостями рубашке находятся трубы для подачи горячей и холодной воды. На стойку, прикрепленную к торцам емкости, опираются направляющие, по которым передвигается каретка с приводным механизмом мешалки.
Привод мешалки состоит из электродвигателя, редуктора и коробки передач, с помощью которых механизм перемешивания включается на четыре скорости. Как и в других аппаратах, мешалки совершают возвратно-поступательные движения вдоль ванны и вращательные движения вокруг оси. Ножевая рама мешалок позволяет осуществлять разгрузку сгустка лезвиями ножей и обработку зерна с любой стороны ванны. При вымешивании лопасти ножей поворачиваются примерно на 15° к плоскости вращения, в результате чего улучшается обработка зерна.
Аппарат снабжен устройством для отбора сыворотки, представляющим собой сито, которое передвигается в вертикальном направлении. Сито погружается в сыворотку до тех пор, пока не срабатывает система замыкания тока. В это время включается насос и открывается воздушный клапан. По мере понижения уровня сыворотки в емкости происходит дальнейшее опускание сита. При опорожнении аппарат наклоняется к выпускному штуцеру с помощью специального пневматического устройства.
На стойке аппарата находится пульт управления, на котором размещены пусковые кнопки для управления за работой мешалок, устройства отсасывания сыворотки и наклона, а также контрольные лампы (красная и зеленая), часы с сигнальным звонком для контроля за продолжительностью той или иной стадии технологического процесса (продолжительность свертывания, вымешивания зерна, второго нагревания и т. д.).
В некоторых случаях в аппаратах выработки сырного зерна осуществляется формование сырной массы, которое проводится в емкости для предварительного формования (рис. 125, б). Она снабжена вторым подвижным дном из перфорированных плит и подвижной задней стенки. На передней стенке лежит гильотинный нож, который перемещается в вертикальном направлении. Под емкостью установлен механизм подачи подвижного дна и гильотинного ножа. К бортам емкости прикреплены пневматические цилиндры для осуществления подпрессовки сырного пласта. У передней стенки емкости размещены пульт управления, а также система блокировки всей установки.
В выносной емкости сырное зерно оседает, часть сыворотки из него удаляется насосом (до 50%) в начале работы и остаточное количество — в конце.
195
J 6
Рис. 126. Аппарат выработки сырного зерна закрытого типа:
а — аппарат выработки сырного зерна: 1 — паровая рубашка; 2 — переливной патрубок; 3 — вариатор скорости; 4 — планетарный иож; 5 — электродвигатель; 6 — редуктор; 7 — круговой нож; 8 — стойка; 9 — кожух; 10 — разгрузочный кран; 11 — мешалка;
б — аппарат самопрессования: 1 — сливная труба; 2 — патрубок; 3 — кожух; 4 — внутренняя емкость; 5 — щит с отверстиями
Для разрезки используются шесть вертикальных ножей, размещенных на штанге. Расстояние между ними 243 мм. Пласт разрезается на семь полос. После подъема пласта гильотинный нож, опускаясь, разрезает его в поперечном направлении, в результате чего образуется семь блоков.
Из одного аппарата выработки сырного зерна формуется 140 сырных блоков. В целях безопасности гильотинный нож сблокирован с защитным козырьком и может включаться только после того, как последний опущен и установлен контакт с пластом сыра.
Аппарат закрытого типа (рис. 126) состоит из емкости для получения сырного сгустка и аппарата для самопрессования и разрезки пласта.
В дно цилиндрической емкости с рубашкой вмонтирован кран для выпуска смеси (сыворотки с зерном). В межстенном пространстве аппарата помещен паровой коллектор с мелкими отверстиями. Конденсат удаляется через сливную трубу.
Планетарный нож 4 вместе с вертикальным валом привода вращается вокруг оси редуктора против потока смеси, который создается
планетарным ножом. В результате достигаются интенсивное перемешивание, нормальная разгрузка сгустка и «постановка» зерна.
Для вымешивания зерна ножи снимаются и устанавливается съемная пропеллерная мешалка. Вращение ножей и мешалки осуществляется от электродвигателя 5 через червячный редуктор 6 на вариатор 3, что обеспечивает плавную работу ножей н мешалки в допустимых пределах частоты вращения. Приводной механизм укреплен на кронштейне, который можно отвести в сторону.
В аппарате самопрессования (рис. 126, б) зерно осаждается, в результате чего образуется и подпрессовывается сырный пласт, который затем разрезается на отдельные бруски. В аппарате самопрессования установлены, сопла для автоматической мойки, смотровой люк с предохранительной решеткой для визуального контроля за содержимым аппарата, автоматическое устройство для откачивания сыворотки с погружным сетчатым отборником. При работе этого устройства
196
Рис. 127. Аппарат выработки сырного зерна с вакуумной системой заполнения:
/ — разгрузочный клапан; 2 — гидравлический затвор; 3 —рабочие органы (косой нож и лопастная мешалка); 4 — приводной вал; кость; 6 — крышка; 7 — головка; 8 — кран для отбора сыворотки; 9 — стойка; 10 — регулятор скорости
скорость перемешивания по команде «Отбор сыворотки» уменьшается до минимальной, в результате чего лопасти мешалок останавливаются по продольной оси. В емкость погружается сетчатый отборник со всасывающей трубкой. По истечении 1—2 мин, необходимых для осаждения сырного зерна, с поверхности емкости происходит откачивание сырного зерна без «сырной пыли». После достижения предписанного уровня насос для сыворотки выключается, отборник автоматически отводится в исходное положение, а затем включается мешалка, набирающая нормальную скорость перемешивания.
При обработке сгустка режущие и вымешивающие инструменты могут изменять направление движения. Навешанные на ножи отражатели при вымешивании наклоняются, в результате чего происходят взмучивание сгустка в горизонтальной плоскости и поддержание его во взвешенном состоянии.
Устройство для откачивания сыворотки и форма ножей модифицируются в зависимости от вида вырабатываемого сыра.
Аппарат выработки сырного зерна с вакуумной системой заполнения (рис. 127) применяют для выработки твердых и мягких сыров. Он представляет собой цилиндрическую емкость 5 с плоским днищем. Рабочие органы 3 устанавливаются на подвес, укрепленный в верхней части приводного вала 4. Бесступенчатый вариатор скоростей приводного механизма позволяет изменять направление и частоту вращения приводного вала от 0 до 35 мин
Сыворотку отбирают через кран 8, размещенный на боковой стенке емкости. На время отбора сыворотки устанавливается сетка с резиновым уплотнителем.
Обсушенное зерно с сывороткой выпускается через люк в дне рабочей емкости. Остатки зерна вытесняют скребком лопастной мешалки. Скорость выпуска регулируется герметически закрывающейся крышкой. При выгрузке продукта в ап-
5 парате создается небольшой вакуум (до 20%) пароструйным насосом.
Аппарат выработки сырного зерна под избыточным давлением (Ирландия) вместимостью 15000 л (рис. 128) снабжен планетарным механизмом 3. В результате полной герметизации процесса исключается возможность загрязнения и обеспечивается эффективная очистка без разборки аппарата. Кон-
Рис. 128. Аппарат выработки сырного зерна для работы под избыточным давлением:
/ — рабочая емкость; 2 — воздушный клапан; 3 — планетарный механизм мешалок; 4 — люк; 5 — патрубок для впуска молока;
6 — патрубок для вывода сырного зерна с сывороткой
струкция позволяет также осуществлять предварительную выгрузку сырной массы через пат-рубок 6 и снабжена программированной по времени автоматической системой.
198
Аппараты выработки сырного зерна непрерывного действия бывают двух типов, принципиально отличающихся один от другого. В аппарате первого типа получение сгустка из молока осуществляется в потоке. Эти аппараты являются цилиндрическими и в виде трубок с непрерывным или пульсирующим потоком молока. В аппарате второго типа движется рабочий орган (транспортер), а продукт находится в состоянии относительного покоя.
К аппаратам первого типа относятся установки «Паракурд» (Франция). Свертывание молока в них осуществляется после предварительного сгущения молока до массовой доли сухих веществ 36%. Возможна и другая концентрация, однако эта является оптимальной Установка позволяет получать в потоке молочно-белковые сгустки на основе не только сычужной, но и кислотной коагуляции.
Основными частями установки «Паракурд» являются коагуляционная камера, камера агломерации и синерезиса сгустка, барабаны для предварительного и полного обезвоживания сгустка.
В коагуляционной камере с помощью сетчатых перегородок создается строго ламинарный поток воды. Концентрированное молоко через специальную форсунку впрыскивается в поток горячей воды. Струйки молока, которые проходят через поток горячей воды, мгновенно нагреваются, в результате чего образуется зерно сгустка.
Сгусток на стадии коагуляции образуется в виде микрозерен. При контакте с водой происходит диффузия растворимых веществ сгустка: в зависимости от соотношения количества воды и молока степень удаления лактозы может быть различной. Турбулизация потока после свертывания белка в коагуляционной камере ускоряет этот процесс.
Применение в камере чередующихся суженных и расширенных конусных вставок способствует агломерации микрозерен и образованию крупных комков сгустка.
В первом вращающемся сетчатом барабане сыворотка отделяется от сгустка. Окончательное обезвоживание завершается во втором барабане.
Основными преимуществами установки являются небольшая продолжительность процесса (около 10 мин), отсутствие контакта с воздухом и ручных операций.
К аппаратам второго типа относят установку, разработанную в Болгарии (рис. 129). Установка представляет собой полукруглое корыто, производительность до 10 000 л/ч. Установка снабжена устройством для дозировки молока, сычужного фермента и заквасок.
После добавления сычужного фермента, заквасок при предусмотренной технологией температуре молоко направляется в зону смешения. Поток молока, поступившего на транспортную ленту, в результате наличия разделительных перегородок успокаивается Свертыва ние происходит в условиях, исключающих сотрясение при его перемещении в корытообразном ленточном транспортере 3.
Перед дроблением сгустка разделительные перегородки вынимаются. Кратковременное электростатическое воздействие предотвра-
199
Рис. 129. Аппарат выработки сырного зерна непрерывного действия:
1 — впускная труба; 2— зона свертывания; 3 — корытообразный ленточный транспортер; 4 — рабочая емкость; 5 — электростатический удалитель сгустка; 6 — устройство для разрезания пласта (горизонтальное); 7 — устройство для поперечной разрезки пласта; 8—устройство для очистки разделительных перегородок
щает прилипание сгустка к разделительным перегородкам. Устройства для поперечной разрезки пласта 7 размельчают сгусток на равномерные кубической формы зерна. Готовое сырное зерно выдается транспортером.
После каждого прохода лента и разделительные перегородки автоматически очищаются, что необходимо для обеспечения работы в непрерывном цикле.
Формовочные аппараты
Формовочный аппарат (рис. 130) предназначен для придания формы сырной массе, поступающей из аппарата выработки сырного зерна, и разрезки пласта на куски с последующим направлением их в формы для прессования. Рабочей частью аппарата является емкость 3 прямоугольной формы без днища из листовой нержавеющей стали с ребрами жесткости.
Рис. 130. Формовочный аппарат:
1 — насос; 2 — сильфон; 3 — рабочая емкость; 4 — ножевая рама
200
Рис. 131- Конвейер для формования:
1 — натяжное устройство; 2 — ролики групповых форм; 3 — шток; 4 — траверса; 5 — пневматический сервомотор; 6 — стойка; 7 — прессующая плита; 8 — рама ножа; 9 — пневматический сервомотор; 10 — цепь транспортера; 11 — траверса: 12 — станина; 13 — редуктор; 14—моечная камера
Аппарат установлен на ножках, представляющих собой нержавеющие трубы, которые служат трубопроводом для отвода сыворотки из желоба. Желоб размещен в верхней части емкости, а подвижное днище с сильфоном 2, в который поступает сжатый воздух, — в нижней. -Сильфон установлен на приемнике для сыворотки, просачивающейся через щель между подвижном днищем и емкостью. Сверху емкости размещены две шарнирно укрепленные крышки с отверстиями для выхода сыворотки и ножевая рама 4 для разрезки сырного пласта.
Управляют подвижным днищем при помощи распределительного крана подачи воздуха в сильфон. Рабочее давление воздуха, поступающего в сильфон, (0,2ч- 0,5)105 Па.
В установках для поточной выработки сыра предусмотрен конвейер (рис. 131). Он состоит из рамы, транспортера 10 с групповыми формами, траверсы 4 с плитами для подпрессовки пласта, приспособления для подъема днища форм, разрезания пласта и камеры для ополаскивания форм. На раме, изготовленной из угловой стали, смонтированы звездочки цепей транспортера, стойки, траверсы 4 с плитами, поддон для приема сыворотки, а под рамой размещена камера для ополаскивания форм.
У групповых форм дно съемное. Они прикреплены к звеньям цепей транспортера. Ролики, установленные на торцевых сторонах форм, при движении транспортера катятся по направляющей рамы. Электрическая часть привода транспортера смонтирована так, что ему можно сообщить пульсирующее движение. Траверса с прессующими плитами 7 поднимается и опускается пневматическим сервомотором 5.
Приспособление для подъема днищ форм состоит из пневматического сервомотора 5, на штоке поршня которого расположен захват. Планки на днище заходят под этот захват, поэтому, когда куски пласта удалены, днище опускается вместе со штоком сервомотора и уста-
201
а б
Рис. 132. Установка предварительного прессования сырной массы:
а — общий вид: 1 — люк обслуживания; 2 — место клапанов и трубопроводов; 3 — труба впуска сырной массы; 4 — кольцо-разбрызгиватель; 5 — перфорированная (верхняя) часть колонны; 6 — электроды уровня сыворотки; 7 — датчик уровня сырной массы; 8 — прозрачная часть колонны; 9 — перфорированная (нижняя) часть колонны; 10 — дно-нож; 11 — скользящий цилиндр; 12 — дозирующая пластина; 13 — форма на конвейере;
б — формующее устройство: I — дно-нож закрыто, дозирующая пластинв в верхнем положении; П — дно-нож открывается; III — дозирующая пластина опускается; /V — дно-нож отрезает блок массы; V — дозирующая пластина опускается до самого нижнего положения; (// — блок массы отталкивается скользящим цилиндром (форма наполняется); V//— скользящий цилиндр возвращается в исходное положение; VIII — дозирующая пластина движется вверх (скользящая пластина поднимается в исходное положение)
навливается на отбортовку низа форм. Пласт разрезают на равные куски ножами, проволочные или пластинчатые лезвия которых закреплены на общей раме, установленной над формами.
В камере для ополаскивания форм размещены два (верхний и нижний) коллектора душевого приспособления, к которым подводится чистая вода (горячая или холодная). С торцевых сторон камера открыта, и через нее проходит холостая (нижняя) ветвь транспортера с формами, повернутыми вверх дном. На трубах душевого устройства 1 высверлены отверстия, через которые подается вода для ополаскивания форм внутри и снаружи. Отработавшая вода стекает с форм на поддон камеры и в канализацию.
За рубежом получают применение установки для предварительного прессования сырной массы (рис. 132) после получения зерна в аппарате выработки сырного зерна. В этих установках осуществляется и розлив сырного зерна в формы.
202
Основной частью установки является колонна, заполняемая смесью сырного зерна и сыворотки. Когда заполнение колонны смесью начинается, колонна закрыта снизу комбинированным скользящим дном-ножом 10 (рис. 132, а). Верхний уровень массы регулируется и поддерживается в необходимых пределах путем рециркуляции сыворотки и контролируется электродами уровня 6. Удаляемая снизу сыворотка фильтруется через слой сырной массы. Когда нижняя часть столба сырной массы приобретает необходимую плотность, скользящее дно-нож 10 отодвигается назад и весь столб сырной массы опирается на дозирующую пластину 12, которая опускается с помощью гидравлического подъемника. Когда нисходящие движения дозирующей пластины и столба массы останавливаются, дно-нож, двигаясь вперед, отрезает блок сырной массы от нижней части столба. Блок сыра в это время лежит на дозирующей пластине, и дно-нож опять служит дном колонны. Дозирующая пластина продолжает движение вниз до нижнего предела. Блок сыра в это время находится еще на пластине, его окружает скользящий цилиндр 11, открытый сверху и снизу. Движением этого цилиндра в сторону блок сыра отталкивается и падает в форму 13. После возвращения цилиндра в исходное положение и движения дозирующей пластины вверх устройство подготовлено к резке следующего блока сыра.
После удаления из колонны сыворотка поступает самотеком в отдельную емкость, из которой перекачивается в колонну для поддержания необходимого уровня, или же в бак для сыворотки. Так как сыворотка проникает через сырную массу, она фильтруется. Мелкие зерна задерживаются в более крупных, что приводит к уменьшению потерь сырной пыли.
Аппарат чеддаризации сырной массы
Для чеддаризации сырной массы применяются аппараты периодического или непрерывного действия.
На рис. 133, а показан контейнер для чеддаризации. Сырное зерно в контейнере равномерно распределяется в шести секциях. При этом сыворотка фильтруется через нержавеющую сетку и удаляется через трубу. Контейнер закрывается двумя крышками 3 и приводится во вращение по заданной программе. Поворот на 90° совершается в течение 15 мин. Затем сырная масса подвергается дроблению подвижным режущим устройством.
При дроблении сырной массы контейнер устанавливается в наклонном положении крышкой книзу. При открывании внешней, а затем внутренней крышек блок сыра соскальзывает в приемную часть режущего устройства. Нож разрезает блок на полосы толщиной 70 мм, которые попадают на решетку и пневматическим устройством продавливаются через нее. Таким образом, получаются куски размером 16 х х 16 х 70 мм, которые после разрезки поступают на ленту транспортера и направляются на дальнейшую обработку.
На рис. 133, б показан конвейер, на котором происходит чеддари-зация сырной массы, поступающей по трубопроводу на дренажный
203
Рис. 133. Аппараты чеддаризации сырной массы:
а — контейнер для чеддвризации: / — транспортер; 2—рабочая емкость; <9—крышка; 4 — ножевое устройство;
б — конвейер: / — дренажный транспортер; 2 — перемешивающее устройство; 3— верхний' транспортер; 4— нижний транспортер; 5—гильотина
транспортер 1. Наклонное положение его способствует выделению сыворотки. Затем масса попадает на перемешивающее устройство 2 и после этого на верхний транспортер 3, а с него сбрасывается на нижний 4. Обработка завершается разрезанием пласта.
Прессы
В молочной промышленности наиболее распространены пневматические прессы. Прессующая система пневматического пресса представляет собой сервомотор. В каждой из двух секций, смонтирован-
204
пых вместе, установлены приборы управления (редуктор давления с манометром) и переключатель потока воздуха.
Крышка цилиндра четырьмя болтами притягивается к верхней балке пресса. Шток поршня соединен с траверсой верхней полки, и па конце имеется прессующий упор, который передает давление на крышку формы. Для расположенных ниже сыров прессующие упоры установлены на обратной стороне соответствующих полок. Полки можно приближать одну к другой, так как связи их закреплены только нижними концами.
Из ресивера воздух, сжатый в компрессоре, подводится к переключателю потока воздуха. В зависимости от положения рукоятки переключателя воздух поступает в полость цилиндра над поршнем (при прессовании) или под ним (при распрессовке сыра). Отработавший воздух удаляется через переключатель. Перед поступлением в верхнюю полость цилиндра воздух проходит через редукционный клапан, с помощью которого устанавливается необходимое давление воздуха в цилиндре.
Автоматический регулятор включает компрессор, если в ресивере давление падает до минимальной заданной величины, и выключает его, когда давление в ресивере максимально допустимое, поэтому в цилиндре пресса всегда заданное давление.
Пневматические прессы бывают вертикального и горизонтального типов.
Вертикальный пневматический четырехсекционный шестиярусный пресс (рис. 134) предназначен для прессования любых сыров (кроме швейцарского и сыров цилиндрической формы). Он состоит из основания 6, вертикальных стоек, прессующих полок 5 траверсы, пневмосистемы и пневмоцилиндров 3.
Основание 6 представляет собой сварной каркас, облицованный нержавеющей сталью. Траверса выполнена из гнутого профиля сварной конструкции. Усилия прессования передаются бобышками, в отверстия которых входят верхние концы вертикальных стоек. Стойки крепятся гайками. Прессующие полки 5 имеют два направляющих выступа, скользящих при перемещении полок вверх и вниз по вертикальным штырям. Один конец закрепляется неподвижно, второй — подвижно.
В пневмоцилиндры 3 сжатый воздух попадает через регулятор давления. При прессовании воздух поступает в верхнюю поршневую полость пневмоцилиндра, а при подъеме прессующих полок — в пижнюю. В зависимости от технологических требований усилия прессования устанавливаются регулятором давления, а давление воздуха в нижней части полости пневмоцилиндра остается постоянным. Кран управления и регулятор давления предназначены для работы одновременно четырех пневмоцилиндров.
К штуцеру крана управления подведен центральный воздухопровод от компрессорной установки. На воздухопроводе установлены фильтр для очистки сжатого воздуха и регулятор давления. После регулятора давления расположен предохранительный клапан для вывода воздуха при превышении этого давления.
205
Янебмоцщшпдр
1
Рис. 134. Пневматические прессы:
а — вертикальный: / — кран управления; 2 — регулятор давления; 3 — пневмоцилиндр; 4 — траверса; 5 — прессующие полки; 6 — основание; 7 —клапан предохранительный; 8 — регулятор давления; 9 — фильтр для очистки воздуха;
б — горизонтальный: / — пневмоцилиндры; 2— рама; 3 — направляющие
На рис. 134, б показан горизонтальный пневматический пресс, предназначенный для прессования сыров унифицированной формы (цилиндрической), а также голландского круглого и ярославского. Пневмоцилиндры 1 этого пресса укреплены на.траверсах задней рамы. Через штоки цилиндров давление передается на сыры. Сыры в формах укладываются на направляющие 3. На пяти ярусах пресса размещается 50 форм ярославского круглого и 140 форм голландского
Установки крупноблочного прессования
Установки крупноблочного прессования работают с использованием вакуума. В комплект установки входят вакуум-прессовальная камера, несколько пресс-форм, механическое устройство для разрезания блоков и удаления отрезанных брусков сыра, гидравлическая система для создания необходимого прессующего давления, вакуум-насос для удаления газов из пресс-формы и насос для откачки выделившейся сыворотки. Устройство для разрезания блоков снабжается подъемным приспособлением.
Вакуум-прессовальная камера установки крупноблочного прессования показана на рис. 135. Обечайка 2 камеры с помощью уплотнения герметически присоединяется к днищу, в котором имеется труба 5 для отсоса воздуха. В камере на гофрированной прокладке 11 помещается металлическая форма 8 с сырной массой, на которую сверху накладывается перфорированный диск, присоединенный к прессовальной плите. Последняя, перемещаясь вдоль стенок обечайки, плотно прижимается к ним специальными уплотнениями.
206
Рис. 135. Вакуум-прессовальная камера установки крупноблочного прессования:
1, 3 — уплотнения; 2 — обечайка; 4 — прессовальная плита; 5 — труба; 6 — втулка; 7 — крышка камеры; 8 — металлическая форма; 9—перфорированная прокладка; 10 — днище; 11 — гофрированная прокладка
Рис. 136. Установка крупноблочного прессования конструкции ВНИИМСа: 1, И — насосы; Т, 18 — патрубки; 3 — верхняя часть камеры; 4 — штуцер с клапаном; 5 — вакуумметр; 6 — крышка; 7 — неподвижная прессовальная плита; 8— подвижная прессовальнвя плита; 9—камера; 10 — бачок для масла; 12 — редуктор; 13 — фильтр; 14 — дроссель: /5 — крановый переключатель; 16 — манометр; 17 — телескопический гидравлический домкрат; 19 — емкость
I В середине вакуум-прессовальной камеры находится направляющий шток, который вставляется во втулку, жестко укрепленную в крышке камеры. При удалении воздуха из камеры через трубы в ней создается разрежение, вызывающее перемещение прессовальной плиты 4 в направлении днища. При этом сырная масса уплотняется и сыворотка отсасывается через патрубок.
Установка крупноблочного прессования сыров голландской группы (рис. 136) представляет собой прямоугольную, герметически закрывающуюся камеру (500 X 550 мм), в нижней части которой на штоке телескопического гидроцилиндра установлена подвижная прессовальная плита 8, а вверху, под крышкой — неподвижная 7. В обеих плитах просверлены отверстия для сыворотки. В верху и в низу камеры имеются патрубки, присоединенные к насосу. Установка снабжена пружинным манометром 16 для измерения давления масла в гидроцилиндре и вакуумметром 5 для измерения величины вакуума в камере. В середине верхней прессовальной плиты имеется штуцер с клапаном 4, через который засасывается смесь сырного зерна с сывороткой .
207
Система гидропривода состоит из телескопического гидравлического домкрата 17, кранового переключателя 15, дросселя 14, редуктора 12, фильтра 13, насоса 11 и бачка для масла 10.
После отделения от сыворотки сырное зерно загружается на нижнюю прессовальную плиту, на которую предварительно уложен перфорированный лист из нержавеющей стали, предназначенный для дренажа прп прессовании сырной массы. Такой же лист прикреплен к нижней стороне верхней прессовальной плиты.
Установку закрывают крышкой, после чего включают вакуум-насос. В гидроцилиндре с помощью насоса создается давление, под действием которого шток с укрепленной на нем нижней плитой поднимается вверх, что приводит к уплотнению сырной массы. Первые 10—20 мин масса прессуется в вакууме, а остальные 2 ч —при атмосферном давлении. Удельное давление прессования (0,54-4- 1,0)10® Па. После удаления крышки и верхней прессовальной плиты разрезают полученный пласт (60 —80 кг) толщиной 20—25 см с помощью натянутой проволоки на несколько брусков. После обсушки и посолки бруски упаковываются под вакуумом в полимерную пленку и направляются на созревание при тех же условиях, что и обычные бескорковые сыры.
Аппараты и установки для посолки сыров
Для посолки сыра применяют аппараты посолки сухой солью обычно вибрационного типа, а также солильные бассейны и посолочные этажеры, в которых посолка осуществляется в рассоле.
Аппараты посолки сухой солью вибрационного типа представляют собой вращающийся барабан конической формы. Диаметр отверстий в барабане не более 1 мм. Посолка осуществляется при прохождении сырного зерна через барабан.
Солильные бассейны делают бетонными с облицовкой керамическими плитками или без нее, но с хорошей затиркой наружных и внутренних поверхностей. Количество отсеков устанавливают в соответствии с нагрузкой завода. При глубине бассейна 0,8—1,2 м нагрузку на 1 м2 площади бассейна при посолке крупных сыров принимают 300—350 кг, а при посолке мелких — 180—-250 кг. В целях экономии площади бассейны можно делать более глубокими и сыр в них загружать в специальных этажерах, которые при наличии подъемника облегчают труд обслуживающего персонала.
При посолке сыров в рассоле концентрация, температура и кислотность изменяются. По мере диффузии соли в сыр концентрация рассола уменьшается, а температура его за счет тепла вновь загруженных сыров и теплообмена с окружающей средой повышается. Вследствие диффузии молочной кислоты из сыров в рассол кислотность рассола также увеличивается.
Более совершенными являются солильные бассейны с механической выгрузкой и разгрузкой этажеров (рис. 137). В небольшом отсеке бассейна установлены деревянные, легко вынимающиеся решетки
208
1275 209
с солью 5, 6 мелом 4 и фильтровальной тканью 3, а также охладитель 1 и насос 7 для циркуляции рассола.
При прохождении через отсек с решетками рассол фильтруется, насыщается солью и нейтрализуется. По мере необходимости меняют фильтрующую ткань, добавляют мел и соль.
Этажеры изготовляют с деревянными полками и бетонными основаниями, предотвращающими всплывание этажера в рассоле. Три боковые стороны этажера защищены деревянными планками, а четвертой стороной, открытой для разгрузки и выгрузки сыров, этажер примыкает к следующему. Таким образом предотвращается выход сыров за пределы этажера при погружении его в рассол.
За рубежом применяется также устройство для посолки на стеллажах в рассоле (рис. 138). Основным в нем является комплект этажеров (рис. 139). На нем размещаются сыры высотой блоков 120-— 160 мм. Стеллажи перфорированы для потока жидкости. Под
сырами и над ними находится пластиковая сетка. Стеллажи укладываются в штабеля (по 8 шт.). На верхний из них накладывается крышка, чтобы и верхний ряд полностью омывался рассолом или охлаждающей водой.
Если сыры подвергались вначале охлаж-ению, а потом уже посолке, то устройство
Рис. 139. Комплект этажера:
I — верхняя крышка; // — сетки для покрытия сыров; III — посолочный желоб; IV — донный желоб; V — опора
>азделяют на секции охлаждения (их может быть две и более) и посолки.
Рассол (или вода), поступающий в бассейн при заданной темпера-уре, циркулирует через пластинчатый теплообменный аппарат и фильтр для его очистки. Стеллажи подвешены на стальных канатах
автоматически опускаются в рассол или поднимаются из него.
Между полками размещены трубы прямоугольного сечения. Каж-
ая из них прикреплена к соответствующему профилю, причем рас-
стояние между
трубами
около 1 м. При посолке сыры нажимают на
трубы, совершая при этом незначительные движения от эксцентрического привода. Положение их несколько изменяется (они соверша-
ют возвратно-поступательные движения, постоянно меняя точку опоры).
После завершения посолки стеллажи поднимаются из бассейна. Сначала сыры перемещаются на направляющую площадку, а затем
на транспортер для передачи их на созревание.
В тех случаях, когда посолке предшествует охлаждение, в соответствующий отсек поступает не рассол, а охлаждающая вода, кото-
рая после охлаждения заменяется рассолом.
8*
211
Оборудование в камерах созревания
При созревании сыров используются полки различного конструктивного оформления, собранные в стеллажи.
Широко применяются контейнеры, в которых сыр находится в течение всего периода созревания. Контейнер (рис. 140) состоит из каркаса и полок (обычно их пять), на которых размещается до 500 кг сыра.
Для сыра чеддер наряду со стационарными применяются передвижные стеллажи. Полки на таких стеллажах позволяют периодически опрокидывать сыры.
В качестве транспортных средств в камерах созревания сыров применяются следующие средства внутризаводской транспортировки: ручные тележки, электрокары, настенные краны и лебедки, тельферы, реверсивные лебедки с электродвигателями, тельферные подъемники, электропогрузчики с телескопическим подъемом, аккумуляторные автопогрузчики.
Машины для мойки и обсушки сыра
Наиболее распространены щеточные машины, в которых для протирки поверхности используются цилиндрические, вращающиеся вокруг горизонтальной оси резиновые щетки (частота вращения 1.50— 200 с-’).
Машина для мойки сыра (рис. 141) состоит из емкости 2, щеточных барабанов 1 и привода 3. На каркасе емкости смонтированы все узлы и детали машины.
В нижней части емкости расположен патрубок для слива загряз-
Вид сверху изображен со снятыми . _ пол нам и
1 — стенка боковая; 2 — основание; 3 связь верхняя.- 4 — полка
Рис. 141. Машина для мойки сыра: 1 — щеточные барабаны; 2 — емкость; 3 — привод; 4 — переливная труба
212
ис. 142. Машина для обсушки сыра:
привод; 2 — сушильная камера; 3 — транспортирующее устройство
пенной воды, а в торцевые стенки ее вмонтированы щеточные барабаны, а также смеситель для воды, поступающей в емкость заданной температуры. Ворс щеток барабанов изготовлен из полиэтилена толщиной 0,8 мм.
Машина приводится в движение от электродвигателя через клиноременную и шестеренчатую передачи.
После мойки поверхность сыров должна быть обсушена.
Машина для обсушки сыра (рис. 142) состоит из привода 1, сушильной камеры 2, транспортирующего устройства 3, калорифера и вентиляторов (двух вытяжных и одного нагнетательного). Сварной каркас сушильной камеры закрыт стальными листами и имеет дверцы и откидные крышки. Транспортирующее устройство размещено на подвижной и неподвижной рамах. На подвижной раме укреплен эксцентриковый механизм привода, который создает возвратно-поступательные движения рамы. За один ход рамы сыр перемещается на 70 мм.
Машины для парафинирования сыров
; Парафинер (рис. 143) предназначен для нанесения покрытия на ыры всех видов (кроме швейцарского). Он состоит из емкости 17, [ривода, шкафа управления 1 и натяжной установки.
Емкость изолирована пенопластом и закрыта кожухом. В ней раз-[ещены рама 5 и электронагревательные элементы, а также термо->еле и датчик дистанционного термометра 7’. Емкость закрывается ;рышкой 19.
Привод парафинера состоит из электродвигателя 10, клиноремен-Юй передачи 9 с натяжной станцией, передачи винт —гайка 8 и Подвижной рамы 3. Клиновыми ремнями вращение передается от электродвигателя на шкив винта.
Конструкция подвижной рамы позволяет размещать на ней головки сыра в таком положении, при котором лучше стекает излишний парафиновый сплав с сыров и создается наименьшее количество точек соприкосновения головок сыра с рамой.
213
Рис. 143. Парафинер:
7 —шкаф управления; 2—панель управления; 3—подвижная рама; 4 — электронагревательный элемент; 5 — рама; 6 — термореле; 7 — датчик дистанционного термометра; 8 — пере-' Дача винт—гайка; 9— клиноременная передача; 10 — электродвигатель; 11 — панель; 72-ревун; 13— болт «земля»; 14 — вентилятор; 15— диффузор; 16 — бортовой откос; 77—-ем кость; 18 — кожух; 19— крышка; 20 — неподвижная рама
Аппараты и установки для выделения
и обработки сывороточных белков и белковых осадков
Для выделения сывороточных белков, основной частью которы является альбумин, применяют установку (рис. 144), представляй щую собой емкость в виде цилиндра с коническим днищем /. Емкост снабжена крышкой. Внутренняя поверхность выполнена из нержавеи
214
ис. 144. Установка для отваривания альбумина:
I — днище; 2 — мешалка; 3 — датчик указателя уровня; 4 — разбрызгивающее устройство; б — сетки душевые; 6 — емкости; / — электродвигатель; 8— подогреватель; 9— термометр; 10 — труба сливная; 11— сливной кран
щей стали, внешняя покрыта слоем теплоизоляционного материала. В центральной части аппарата находится электродвигатель 7, от которого через червячный редуктор движение передается вертикальному валу, а от него — мешалке 2 пропеллерного типа. На стойке крепятся дна бачка для коагулянта. Отдельно от аппарата монтируется установленный на сварной подставке подогреватель 8 кожухотрубного типа.
Нагретая (до 75"С) в подогревателе сыворотка поступает в аппарат, уровень заполнения которого контролируется. После заполнения ни парата в продукт барботируется пар, в результате чего сыворотка Нагревается до 90—92°С. Одновременно с подачей пара включается Мешалка. После нагревания сыворотки до температуры коагуляции Подача пара прекращается и по полому валу мешалки в продукт поступает коагулянт. Контроль за температурой осуществляется дистанционно.
215
Рис. 145. Установка для внесения реагентов в сыворотку:
1, 2 — емкости для щелочи; 3 *— насос; < 6 — мерники-дозаторы; 5 — емкость для сыворотки; 7 — вакуумная емкость для хранения соляной кислоты; 8 — баллон с соляной кислотой; 9 — воздушный компрессор
Установка «Бактотерм»
Рис. 146.
(Швеция):
1, 5 — теплообменики; 2 — бактериоотделитель; 3 — охладитель для очищенного от бактерий молока; 4 — насос для бактофу-гата; 6 — вакуумная емкость ,для деаэрации; 7 — насос; 8 — инжектор
В результате поступления коагулянта температура смеси несколь-’ ко понижается. Поэтому после его введения температура сыворотки вновь повышается до оптимальной. Мешалка отключается после перемешивания в течение 5 мин при заданной температуре.
После отключения мешалки происходит отстаивание сгустка. Всплывающий на поверхность белок снимается и удаляется из аппарата.
Сыворотка, освобожденная от белка, сливается через сливную трубу и удаляется из аппарата. Белок, оставшийся на дне аппарата, вместе с частью сыворотки выгружается через штуцер, расположенный в нижней части конического днища. Для промывки аппарата используют две душевые сетки, а также вращающиеся устройства, предна» значенные для разбрызгивания коагулянта.
216
Для полного осаждения белков (сыворотка с высокой кислотностью, соляная кислота) в сыворотку предварительно вносят реагент с помощью специальной установки (рис. 145). Для заполнения герметической емкости с внутренним покрытием из противокислотной эмали в ней создается вакуум. При ее разгрузке создается повышенное давление компрессором путем переключения патрубков на всасывание или нагнетание. Таким образом, при создании вакуума емкость 7 заполняется соляной кислотой. При повышенном давлении кислота поступает сначала в мерник-дозатор 6, а затем в емкость, заполненную сывороткой. Мерник-дозатор представляет собой цилиндрическую емкость с крышкой, поплавковым показателем уровня и переливной трубой.
Все коммуникации изготовлены из винипласта.
При необходимости раскислять сыворотку реагенты из емкостей / и 2 подаются насосом 3 в мерник-дозатор 4 и емкости для сыворотки 5.
Чтобы исключить потери белка при бактериоотделении, созданы специальные установки. Одна из них установка «Бактотерм» (Швеция) показана на рис. 146. Поступающее в установку молоко подогревается до температуры сепарирования в пластинчатом теплообменнике и направляется в сепаратор-бактериоотделитель. Тяжелые компоненты молока, включая 90% бактерий, выгружаются из бактериоотделителя 2 через патрубки. Очищенное от бактерий молоко охлаждается в охладителе 3.
Бактофугат, перекачиваемый насосом 4 в теплообменник 5, поступает в вакуумную емкость 6- В ней бактофугат освобождается от воздушных пузырьков, которые могут вызвать подгорание в стери-л изаторе.
С помощью насоса 7 бактофугат отводится из вакуумной емкости и подается с постоянной скоростью в инжектор 8.
В нем бактофугат проходит через перфорированную трубку под давлением примерно 3 • 105 Па и стерилизуется поступающим туда же острым паром, который нагревает бактофугат до температуры 130—140JC. После выхода из инжектора стерилизованный бактофугат охлаждается в теплообменнике 5.
Таким образом, разделенный поток бактофугата и молока, очищенного от бактерий, снова смешивается. Причем молоко поступает в иппарат для получения сырного зерна в том же состоянии, в котором оно поступало и ранее, но без микроорганизмов, которые могли бы помешать течению процесса.
Эта установка рассчитана на автоматическую работу и безразбор-пую мойку.
ОБОРУДОВАНИЕ ДЛЯ ВЫРАБОТКИ ПЛАВЛЕНЫХ СЫРОВ
К этому оборудованию относятся машины для подготовки натуральных сыров к плавлению и аппараты для плавления сырной, массы.
217
Машины для подготовки сыров к плавлению
К машинам для подготовки сыров к плавлению относятся машина для снятия корок, сыроразделительная машина, волчок и вальцовка.
Машина для снятия корки (рис. 147) состоит из станины, подвижного стола с установленным на нем ножом, неподвижного упора и системы пневмопривода. Пневмопривод предназначен для того, чтобы создать возвратно-поступательное движение стола с остановкой при загрузке. Блок сыра кладется на стол /, смещение его предупреждается неподвижным упором 2. При движении стола нож 3, который совершает движение вместе со столом, срезает нижний слой бруска сыра. Срезанный слой попадает через прорезь в приемную тележку. Толщина среза регулируется высотой установки ножа. Для обработки другой стороны сыр переворачивается, и цикл повторяется.
Сыроразделительные машины применяют для разрезания сыров. В этих машинах крупные куски или даже головки сыра загружают в бункер, в котором находится режущее устройство, представляющее собой диск или барабан с ножами. Толщина срезаемой при этом стружки зависит от частоты вращения диска или барабана и количества ножей.
Волчок показан на рис. 148. Из загрузочной воронки 3 сыр по-
Рис. 147. Машина для снятия корок:
I подвижной стол; 2 — неподвижный упор; 3 — нож
Рис. 148. Волчок:
1 — решетка; 2— шнек; 3— загрузочная воронка; 4— станина; 5 — режущий механизм
218
Рис. 149. Вальцовка:
1, 8 — регулировочные винты; 2 — загрузочный бункер; 3, 4, 5 — вальцы; 6 — нож;
7 — нажимные вннты; 9 — станина; 10 — цилиндрический редуктор
ступает к шнеку 2 , который проталкивает сыр через режущий механизм 5 (ножи) и решетку 1. Ножи и решетку изготовляют из высококачественной стали. Они должны быть пришлифованы. Диаметр отверстий в решетке от 2—3 (для мелких сыров) до 16—18 мм (для крупных сыров).
Вальцовки применяются для перетирания массы. В вальцовках (рис. 149) размельченный сыр после волчка загружается в бункер 2 и увлекается изготовленными из гранита вальцами 3, 4 и 5. Вальцы имеют разную частоту вращения (нижний 24—42, средний 55—95 и верхний 130’—212 с-1), поэтому сырная масса не только размельчается, но и перетирается. С верхнего вальца 5 сырная масса снимается ножом 6, падает на скатную доску. Зазор между вальцами регулируется винтами 1 и 8.
Аппараты для плавления сырной массы ,
Аппараты для плавления сырной массы бывают с поднимающейся поворотной крышкой, с опускающейся емкостью, а также с двумя емкостями.
Аппарат для плавления сырной массы с поднимающейся поворотной крышкой показан на рис. 150.
Две емкости 10 смонтированы неподвижно на станине 13 вместе с приводом и механизмом управления. Емкости, изготовленные из нержавеющей стали, имеют съемную крышку 9, которая закреплена на штангах 8. На них закреплены рейки. Через скользящую втулку в
219
.Пар
|Конденсат
Рис. 150. Аппарат для плавления сырной массы с поднимающейся поворотной крышкой:
1 — электродвигатель; 2 — трубопровод для пара; 3 — вакуумная линия; 4 — кронштейн; 5 — штурвал; 6 — вал мешалки;
7 — стойка; 8 — штанги; 9 — крышка; 10 — рабочая емкость; 11 — рычаг; /2 — конден-сатоотводчик; 13 — станина
Рис. 151. Аппарат для плавления сырной массы с опускающейся емкостью:
1 — станина; 2, 3 — электродвигатели; 4 — кронштейн; 5 — крышка; 6 — мешалка; 7 — рабочая емкость; 8 — кран; 9 —держатель; 10 — полый шток
центре крышки проходит вал мешалки 6. Вращение мешалки передается от электродвигателя 1 через клиноременную передачу и редуктор. Редуктор размещен в поворотном кронштейне 4.
Сырная масса загружается в емкость (разовая загрузка до 100 кг), крышка 9 опускается, и поворотом штурвала 5 плотно закрывается
емкость.
Пар подается по трубопроводу 2 в паровую рубашку через пустотелую цапфу и непосредственно в емкость. Затем включают электродвигатель, который сообщает вращательное движение мешалке. Сыр нагревается до 85°С при интенсивном перемешивании. Конденсат из паровой рубашки удаляется через конденсатоотводчик 12. Цикл ! завершается остановкой электродвигателя, после чего поднимают j крышку поворотом штурвала 5, отводят кронштейн 4, опрокидывают I емкость поворотом рычага 11 и расплавленную массу выгружают.
Затем цикл работы повторяется, продолжительность его примерно
220
15 мин. Если плавление сыра осуществляется при пониженном давлении в емкости (под вакуумом), то вакуумную линию 3 соединяют с вакуум-насосом.
Аппарат для плавления сырной массы с опускающейся емкостью показан на рис. 151.
Ёмкости размещены на поворотном кронштейне, который поворачивается вокруг стойки и может опускаться и подниматься специальным механизмом. В таких аппаратах смонтированы два электродвигателя: один для вращения мешалки через клиноременную передачу и редуктор (цилиндрический), а другой для подъема и опускания котлов.
Контроль за процессом осуществляется дистанционным термометром, установленным в рабочей емкости. Наблюдение за плавлением ведется через смотровой люк на крышке емкости.
Подвод к аппарату пара и воды осуществляется по специальным трубопроводам. Пар подается непосредственно в сырную массу и в рубашку емкости. Пар, поступающий непосредственно в сырную массу, очищается в четырех фильтрах.
Плавление сырной массы можно осуществлять под вакуумом, который создается вакуум-насосной установкой. В ее состав входят вакуум-насос с электродвигателем и бачок.
Управление аппаратом осуществляется контрольно-измерительными приборами.
Аппарат для плавления сырной массы с двумя емкостями (рис. 152) состоит из крышки, привода мешалки, станины с механизмом подъема чаши 7, фильтров / для очистки пара, вакуум-насоса 3 и шкафа электрооборудования 4.
Емкости, в которых проводится плавление сыра, имеют эллиптические днища и изготовлены из нержавеющей стали. В верхней части емкости размещен фланец для соединения с крышкой посредством запорного кольца. Емкости имеют паровую рубашку, к которой пар или вода подводятся через опорные цапфы.
Сырную массу можно выгружать и без опрокидывания емкости через выпускное отверстие, которое закрывается шиберной заслонкой.
Крышка емкости также имеет эллиптическую форму. Фланцы и патрубки выполнены из нержавеющей стали. На крышке размещены патрубки с соплами для подвода пара или воды, а также патрубки для выравнивания давления и патрубок для подсоединения емкости к вакуумной линии.
Дня привода мешалки установлен трехскоростной электродвигатель. Через клиноременную и зубчатую передачи вращение от него передается валу мешалки. Натяжение ремней осуществляется натяжным роликом.
При подъеме и опускании емкости изменяется направление движения электродвигателя.
В настоящее время создан агрегат, в котором объединены две операции: измельчение сыра и плавление сырной массы.
Агрегат (рис. 153) представляет собой закрытый барабан 3 с размещенной внутри мешалкой //, с электроприводом 4, который смон-
221
Конденсат Пар
Рис. 152. Аппарат для плавления сырной массы с двумя емкостями:
1 — фильтр для очистки пара; 2—крышка емкости аппарата; 3 — вакуум-насос; 4 — шкаф электрооборудования; 5—мешалка; 6— рабочая емкость аппарата; 7 — станина
Рис. 153. Агрегат для измельчения сыра и плавления сырной массы:
/—разгрузочный шибер; 2 —обратные клапаны; 3—барабан; 4— электропривод мешалки; 5—крышка; 6— вакуумная система; 7—загрузочный шибер; 8— двухскоростной электродвигатель; 9 — тормоз; 10 — дозатор воды; 11 — мешалка; 12 — ножи; 13 — рубашка для воды
тирован на крышке 5. Емкость имеет загрузочный 7 и разгрузочный / шиберы, а также рубашку 13 для охлаждающей воды. На удлиненном валу двухскоростного электродвигателя установлено три двухлопастных серповидных ножа 12, которые предназначены для предварительного и тонкого измельчения сыра, а также для создания циркуляционных потоков сырной массы в емкости. Сырная масса с боковых поверхностей емкости и крышки при расплавлении и охлаждении снимается лопастями мешалки.
Для нагревания продукта используются пар и небольшое количество воды, подаваемые непосредственно в продукт. При этом пар предварительно очищается от механических примесей и влаги.
При измельчении и плавлении осуществляется вакуумирование сырной массы.
Аппараты для плавления сырной массы непрерывного действия разрабатывались, но распространения не получили. Такие аппараты обычно состоят из двух двустенных емкостей — вертикальной и горизонтальной. В вертикальной емкости мешалка лопастная, а в горизонтальной — шнековая. Сырная масса, которая находится в движении и соприкасается со стенками вертикальной емкости, плавится, а затем поступает в горизонтальную емкость. Продукт проталкивается к крышке горизонтальной емкости и выходит в патрубок с охлаждающей рубашкой. Здесь сырная масса охлаждается до температуры 40—45°С.
ОСНОВНЫЕ РАСЧЕТЫ
Основным расчетным показателем, характеризующим техническое совершенство аппаратов выработки сырного зерна, является пропускная способность, которая, в конечном счете, определяет производительность и энергетические затраты. Кроме того, необходимо выбрать скорость движения инструментов для обработки сырной массы.
При расчете прессов следует исходить из максимально допустимого давления на сырную массу и условий прессования в прессе.
Пропускная способность Л4ап (в кг/ч) аппарата выработки сырного зерна определяется по формуле
Мап = ^см/Тц, (26)
где V — вместимость аппарата, кг; тсм, тц— продолжительность смены и цикла, ч (для мелких сыров ти = 125 -г- 150 мин, для крупных тц = 150-^-200 мин).
Продолжительность ти (в мин) цикла находят по уравнению
Тц = Тцап + Тцагр + тсв + тр.ч + твым -J- ,
где тиап, тнагр> тсв, Тр.ч, твым, тр.п — продолжительность соответственно наполнения нагревания, свертывания, разгрузки (частичное удаление сыворотки), вымешивания и образования пласта и полной разгрузки емкости, мин.
Скорость движения режущего инструмента при разрезке сгустка определяют из уравнения
Pd = фЕ3рс (oa/2g).
223
где р — линейное удельное давление на зерно со стороны ножа, Па [сгусток из цельного молока (104-15)10-3 Па, а из обезжиренного (15-j- 20)10гз Па]; d— диаметр зерна, м; ф — коэффициент сопротивления (для крупного зерна в сыворотке ф = 2, для мелкого ф = 3); Fa — площадь сечения зерна, м2; рс — плотность сыворотки, кг/м8 (рс = 1023-4-1027 кг/м8); v — скорость движения ножа режущего инструмента, см/с.
Обычно сгусток начинают разрезать при скорости движения режущего инструмента 0,3—0,4 м/с, а заканчивают при 1,5—2 м/с.
Продолжительность перемешивания зерна от 20—30 до 100— 150 мин. В период обработки это перемешивающее устройство должно создавать восходящие потоки сыворотки, достаточные чтобы поддерживать сырное зерно во взвешенном состоянии. Это достигается при условии
rf/б (р3 — рс) = ф£рс ( t>c/2g),
где р3 — плотность зерна, кг/м8; ос — скорость восходящего потока сыворотки, с м/с.
Мощность, потребляемую мешалками, N (в кВт) определяют по формулам:
лопастная мешалка
N = 0,052рпрйглп8 (Я< - Р*) ;
мешалка с лопастями в виде решетки (или лиры)
N = О.ОЭрцр/гг/г8 | - + «»)’ - |;
мешалка с прямолинейным движением рабочего инструмента
tf = 0,005zPni/t£;
мешалка передвижного типа
д' = д' + 103 (Р + G) сур,
где рПр — плотность продукта, кг/м8; h — высота погруженной части лопасти, м; гл — количество лопастей; п — частота вращения лопастей, с-1; /?н, ДЕ — расстояние от оси вращения до наружного и внутреннего краев лопасти, м; tn — количество проволок или лезвий; 8 — толщина проволок или лезвий, м; f — лобовая поверхность лопасти, м2; ои — максимальная скорость движения рабочего инструмента, м/с; Р — сила, необходимая для разрезания сгустка; G — масса каретки с механизмом, кг; с1, — линейная скорость перемещения каретки, м/с; (су = 0,14-0,3 м/с); р — коэффициент трения (р — 0,03 4- 0,05).
Расход пара D рассчитывают по формуле
<2
D =
(/ — Чт
где Q — количество тепла, Дж; i — теплосодержание пара, Дж/кг; ск — удельная теплоемкость конденсата, Дж/(кг • К); /к — температура конденсата, °Cs Чт — коэффициент теплового использования. |
224
Максимальное допустимое значение р в зависимости от начального’ влагосодержания можно определить по эмпирической формуле
р= (7,8 • 10»)/И75’789,
где W — влагосодержание, %.
Полезное усилие Рпол в прессах вычисляют по формуле
Рпол ~ Pyjfic, где Руд — удельное давление прессования, Па/кг; Gc — масса сыра, кг.
В пневматических прессах с сервомоторами силу прессования Рпр определяют по формуле
^пр = Рс (яЙц/4 )•
‘де рс — давление воздуха или жидкости в цилиндре сервомотора, Па; — щаметр цилиндра, м.
В пневматических прессах с диафрагмами (или подушками) силу прессования Робш всей группы сыров рассчитывают по формуле
73 общ =
где /< — коэффициент, учитывающий растяжение диафрагмы (К — 0,9); рп — давление воздуха в полости над диафрагмой (или в подушке); Па; F — площадь диафрагмы, м2.
Общее давление распределяется на отдельные сыры приблизительно пропорционально площади крышек форм. Так как на практике на полку помещают сыры одних размеров, то и давление на каждой из них будет приблизительно одинаковым.
Производительность (в кг/ч) оборудования для выработки плавленых сыров определяют по следующим формулам:
сыроразделительная машина
Мс ~ (nd2/4) гЬрп 60i;M,
де d — диаметр диска, м; г — количество ножей на диске; 6 — толщина струж-и сыра, м (6 = 0,014-0,02 м); р — плотность сыра, кг/м3; п — частота враще-ия диска (п = 100 4- 150 мин'1); т]м — КПД (т)м = 0,5 4- 0,6);
ВОЛЧОК
Л4В = 60 (tJ4) ( df — rfy) snpri,
В di, d2, — диаметры поверхности и вала шнека, м; s — шаг винта, м; т] — эффициент обратного проскальзывания (г) = 0,7 4- 0,8);
вальцовка
Л4В = 60~d/;/&3p,
е I — рабочая длина пальцев, м; б3 — величина зазора между пальцами, м.
225
Производительность аппарата для плавления сырной массы определяют по формуле (26).
Продолжительность плавления тпл рассчитывают по уравнению
тпл =
где Q — количество теплоты, необходимой для плавления, Дж; k — коэффициент теплопередачи, Вт/(м? - К) Р= 190 4- 210 Вт/(м? • К)]; F— поверхность теплопередачи; м; Д/СР — средняя разность между температурами, ЧС.
Глава XII. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
ТВОРОГА И ТВОРОЖНЫХ ИЗДЕЛИЙ
Конструктивные особенности технологического оборудования для производства творога и творожных изделий определяются способами его производства.
При производстве творога обычным способом, который принято называть традиционным, для сквашивания нормализованного молока применяют специальные ванны для отделения сыворотки от творожной массы, прессы и ванны самопрессования.
При производстве творога раздельным способом используют ce-j параторы-сливкоотделители для разделения молока на сливки и обез-1 жиренное молоко. Для сквашивания обезжиренного молока применяв ются емкости, а для отделения сыворотки от творожной массы —се--; параторы-творогоотделители. Далее обезжиренный творог смешивает-'’ ся со сливками в определенной пропорции в смесителе, который снабжен дозаторами для творога и сливок.
Все оборудование, связанное с производством творога вторым способом составляет линию, называемую линией для производства творога раздельным способом.
Оборудование, применяемое для производства творога как традиционным, так и раздельным способом, можно разделить на три группы: оборудование для получения и обработки сгустка, охлаждения творога и фасовки.
Оборудование для получения и обработки сгустка бывает непрерывного и периодического действия.
К оборудованию непрерывного действия относят творогоизгото-витель многосекционный и коагуляторы.
К оборудованию периодического действия принадлежат творого-изготовители и творожные ванны.
Для охлаждения творога применяют охладители.
Фасовка и упаковка творога производится автоматами в пергамент по 250 и 125 г в виде прямоугольных брикетов (традиционный способ) и полиэтиленовые мешочки по 500 г в виде цилиндрических брикетов (раздельный способ). Часть творога на молочных заводах используется для выработки различных творожных изделий. Для этого применяют соответствующее технологическое оборудование.
226
ОБОРУДОВАНИЕ для производства творога
Творогоизготовитель многосекционный
Творогоизготовитель многосекционный (рис. 154) представляет собой корпус 1 цилиндрической формы с двумя бандажами 3. Бандажи свободно лежат на четырех роликах 10, два из которых являются ведущими. Вращение ролики получают от электродвигателя через конический вариатор скорости, двухступенчатую червячную передачу и цепную передачу. Рама 8 с выдвижными ножками является опорой конструкции.
Корпус творогоизготовителя разделен на семь изолированных секций винтообразными перегородками 2. Вместимость секции 550 л. Молоко подается по трубопроводу // в приемник 12, который имеет поплавковый запорный клапан. С его помощью можно регулировать заполнение. Для разрезки образовавшегося сгустка в четвертой секции установлено режущее устройство 7, состоящее из вертикальных и горизонтальных струн. Последние две секции, являющиеся фильтрующими, выполнены в виде цилиндрической стенки из съемных сеток 4 и съемных решетчатых щитков (сегментов) 5, закрепленных винтами. Сыворотка стекает в поддон 6, а готовый творог выгружается через лоток 9.
При работе творогоизготовителя в первых трех секциях из молока образуется сгусток, в четвертой секции его разрезают, в пятой происходит синерезис, а в двух
последних —обезвоживание.
Рис.
154. Творогоизготовитель многосекционный:
а — устройство: 1 — корпус; 2 — винтообразные перегородки; решетчатые щитки; 6 — поддон; 7 — режущее устройство; 8 — 11 — трубопровод; 12 — приемник;
б — схема образования и обработки творожного сгустка в щониом
3 — бандаж; 4 — сетки; 5 — рама; 9 — лоток; 10 — ролики;
творогоизготовителе многосек-
227
На основе этого творогоизготовителя разработана поточная линия. Она состоит из емкостей для резервирования пастеризованного и охлажденного молока, насосов для перекачивания молока в ванны для предварительного сквашивания, многосекционного творогоизготовителя, охладителя и дозатора раствора хлористого кальция и сычужного фермента.
Коагуляторы
Коагуляторы могут быть емкостные, змеевиковые и коагуляторы ВНИМИ.
Емкостный коагулятор — емкость цилиндрической формы с коническим днищем, в который поступает молоко, подсква-шенное до кислотности 47—48°Т и смешанное с кислой сывороткой (180—220°Т). Образовавшийся в коагуляторе сгусток направляется в аппарат для самопрессования, где происходит его обезвоживание.
Змеевиковый коагулятор представляет собой трубу из нержавеющей стали, свитую в змеевик. Сгусток образуется в потоке.
Коагулятор ВНИМИ (рис. 155, а) — это многотрубный одноходовой теплообменный аппарат, разделенный по длине каналов на два отделения: одно для гидродинамической стабилизации, другое для нагревания молока. Коагулятор включает в себя корпус 7, установленный на станине 3, две трубные крышки —• переднюю 4 и заднюю 2, коллекторы 5.
Корпус коагулятора (рис. 155, б) состоит из девяти секций, расположенных одна над другой. Каждая секция имеет восемь плоских труб из нержавеющей стали. Секции коагулятора сварные и отделены одна от другой герметичными перегородками. В каждой секции расположены патрубки для входа и выхода воды, соединенные коллекторами. По длине секций установлены перегородки, которые исключают прогиб труб и позволяют увеличить скорость движения греющей воды в межтрубном пространстве (рис. 155, в).
Молоко с внесенными в него дестабилизаторами (молочная кислота, сычужный фермент, хлористый кальций) по мере продвижения по трубам коагулятора нагревается горячей водой. В результате нагревания казеин молока коагулирует, образуя сгусток, который поступает на обезвоживание.
Обезвоживание сгустка, полученного в коагуляторе, осуществляется в барабанном обезвоживателе. В качестве фильтровального материала в нем использована лавсановая ткань. Она натягивается на два обода, укрепленных на валу.
Барабан приводится во вращение от привода со сменными шкивами.
Сгусток перемещается от одного конца барабана к другому вследствие некоторого наклона барабана.
Сыворотка собирается в поддоне, установленном под барабаном.
228
Подкисленное молоко
Сгусток
Рис. 155. Коагулятор ВНИМИ:
а — общий вид: I — корпус; 2— задняя крышка; 3 — станина; 4 — передняя крышка; 5 — коллекторы;
б — расположение каналов в коагуляторе;
в — схема движения продукта и греющей воды в коагуляторе;
Творогоизготовители
Творогоизготовители могут быть с прессующими ваннами, перфорированными вставками и закрытые.
Творогоизготовитель с прессующими ваннами (рис. 156), разработанный ВНИМИ, включает в себя две
Рис. 156. Творогоизготовитель с прессующими ваннами:
а — устройство: / —чнижняя ванна; 2 — перфорированная ванна; 3 — траверса; 4 — стойка;
5 — гидравлический цилиндр; 6 — плита; 7 — поворотный упор;
б — отборник: 1 — перфорированный цилиндр; 2 — патрубок для слива сыворотки;
в — схема гидравлического привода: 1— бак; 2 — лопастный насос; 3—пластинчатый фильтр; 4 — золотник; 5, 8 — обратные клапаны; 6, 9 — дроссели; 7 — гидравлический цилиндр; 10 — манометр; 11— предохранительный клапан
230
полуцилиндрические ванны 1 вместимостью до 2000 л каждая, с торцевых сторон которых смонтированы стойки 4. На них горизонтально закреплена траверса. На траверсе установлен гидравлический цилиндр 5. К штоку цилиндра крепится с помощью плиты 6 перфорированная, полуцилиндрическая прессущая ванна 2. Для предотвращения попадания масла в продукт гидравлический цилиндр ограждается гильзой. В верхнем положении прессующая ванна удерживается поворотными упорами 7. Ванна устанавливается над полом на высоте 1 м (до дна ванны) на двух опорах: задней и передней.
При работе творогоизготовителя образовавшийся в нижней ванне сгусток разрезают на кубики специальными ножами. При этом выделяется сыворотка, которая отводится из ванны с помощью отборника. После того как сыворотка будет слита, на прессующую ванну надевается фильтровальная ткань и включается гидравлический привод. Прессующая ванна начинает опускаться в ванну с творожным сгустком. Сыворотка проходит через фильтровальную ткань внутрь перфорированной ванны, откуда она откачивается самовсасывающим насосом. После завершения прессования прессующая ванна возвращается в исходное положение, а творог выгружается через люк, смонтированный в нижней части ванны в тележку, и направляется к охладителю.
Отборник (рис. 156, б) представляет собой металлический перфорированный цилиндр 1 с коротким патрубком 2, размещенным в нижней части. Отборник устанавливается в ванне вертикально, а нижний патрубок вставляется в отверстие крана для слива сыворотки. Снаружи на перфорированный цилиндр надевается фильтрующая ткань.
Перфорированная ванна опускается и поднимается с помощью гидравлического привода (рис. 156, в).
Из бака 1 масло лопастным насосом 2 через фильтр 3 подается к гидравлическому цилиндру 7. При опускании перфорированной ванны золотник 4 с помощью электромагнитов А, Б устанавливается в правое положение. Масло под давлением 19,6 • 10б Па проходит через полость золотника, обратный клапан 5 в верхнюю полость гидравлического цилиндра 7. Поршень движется вниз. В этот момент из нижней полости цилиндра начинается слив масла через дроссель 9 и полость золотника 4 в бак 1. При подъеме перфорированной ванны золотник 4 с помощью электромагнитов А, Б установлен в левое положение. Масло проходит через полость золотника 4, обратный клапан 8 в нижнюю часть гидравлического цилиндра. Из верхней части гидравлического цилиндра масло начинает стекать через дроссель 6 и полость золотника 4 в бак /.
Сила давления прессующей ванны и скорость ее опускания являются важными параметрами при обработке сгустка.
Сила давления прессующей ванны зависит от величины давления масла в гидравлическом цилиндре и регулируется с помощью предохранительного клапана 11. Он также предназначен для слива излишков масла из системы. Скорость опускания и поднятия прессующей ванны можно изменять дросселем, установленным на панели гидрав-
231
Рис. 157. Закрытый творогоизготовитель:
/ — перфорированная крышка; 2 — планка для фильтровальной ткани; 5 —поворотная ванна; 4 — съемный отбойник; 5 —рама; 6 — сборник для сыворотки и творога; 7 — опоры; в — кнопки управления; 9 — приводной механизм
лического привода. Контроль за давлением масла в гидравлической системе осуществляется манометром 10.
Творогоизготовитель с перфорированными вставками изготовлен на базе обыкновенной творожной ванны, внутрь которой вставлена перфорированная вставка, повторяющая форму ванны.
По окончании процесса сквашивания вставку вместе с образовавшимся в пей сгустком поднимают тельфером, в результате чего сыворотка стекает. Затем вставку опускают в ванну, в которой циркулирует охлажденная сыворотка, творог охлаждается. После этого вставку поднимают вновь и после стекания сыворотки опрокидывают над бункером насосной установки. Шнековое устройство насосной установки подает творог к насосу, который по трубопроводу транспортирует его к фасовочному автомату.
Закрытый творогоизготовитель (рис. 157) относится к установкам, в которых последовательно осуществляется несколько технологических операций.
Ванна рабочей вместимостью 2000 л имеет рубашку для нагревания молока и охлаждения сгустка. Приводным механизмом 9 или вручную с помощью рукоятки ванну можно поворачивать на определенный угол. Сверху ванны расположена перфорированная крыш-
232
ка 1, удерживающая фильтровальную ткань. Для сбора сыворотки и творога предусмотрен передвижной сборник 6.
Молоко наливают в ванну 3, в которой его подогревают горячей водой, подаваемой в рубашку. Температуру сквашивания поддерживают постоянной. Образовавшийся
Рис. 158. Творожная ванна:
1 — патрубок сливной; 2 — кран; 3 — рубашка; 4 — ванна; 5 — патрубок для наполнения; 6 — патрубок; 7 — ножки
сгусток разрезают, часть сыворотки сливают через спускной кран.
Затем на перфорированную крышку 1 накладывается фильтровальная ткань. Для прессования сгустка и отвода сыворотки периодически поворачивают ванну на 130° в обе стороны. В наклонном положении ванна находится в течение 10 мин. Одновременно с прессованием сгусток охлаждается ледяной водой, подаваемой в рубашку. Для выгрузки творога включается приводной механизм 9, снимаются крышка и фильтровальная ткань. Затем ванна поворачивается в наклонное положение, снимается отбойник 4 и творог выгружается в передвижной сборник 6.
Творожные ванны
Творожные ванны отличаются друг от друга различной вместимостью.
Творожная ванна рабочей вместимостью 1000 л (рис. 158) является частью комплекта оборудования, имеющего кроме ванны пресс-тележку. Полученный в ванне сгусток загружается в матерчатые мешочки и мешочки помещают в пресс-тележку.
Ванна имеет корпус полуцилиндрической формы 4, теплообменную рубашку 3, патрубки /, 5, 6 для подачи горячей или холодной воды в рубашку и слива из нее, шиберный кран 2 для выпуска продукта и четыре ножки 7 для размещения ее на полу цеха.
Рис. 159. Пресс-тележка:
I — нажимная плита; 2 — тележка с винтовым зажимом; 3— анешняя ванна; 4— внутренняя перфорированная полуванна; 5 — трубчатая рама; 6 — маховик
233
Рис. 160. Ванна для самопрессования сгустка: 1 — решетка; 2 — тележка; 3 — ванна
После сквашивания молока образовавшийся в ванне сгусток рас-
кладывают в мешочки, которые помещают в пресс-тележку (рис. 159).
Она состоит из внешней ванны и тележки с винтовым зажимом 2, внутренней перфорированной ванны 4 с нажимными плитой 1 и рамой 5. Вращением маховика 6 осуществляется нажатие решетки на мешоч
ки со сгустком, в результате чего отделяется сыворотка и она стекает
во внешнюю ванну.
Творожная ванна рабочей вместимостью 2500 л аналогична описанной ванне. Вместо пресс-тележки в комплект входит ванна для самопрессования сгустка вместимостью 700 л (рис. 160). Мешки, заполненные творожным сгустком, укладываются рядами в ванну для - самопрессования на решетку 1. Удаление сыворотки осуществляется под действием собственной массы продукта в мешках.
Линия для выработки творога раздельным способом
Линия включает следующее технологическое оборудование (рис. 161): емкость для сквашивания обезжиренного молока 2, насос для сгустка 3, емкость промежуточную 4, насос 5 для подачи сгустка в сепаратор-творогоотделитель, фильтр 9, сепаратор-творогоотдели-тель 10, охладитель для обезжиренного творога 11, насос для обезжиренного творога 12, смеситель с дозаторами 14 для смешивания обез-
жиренного творога со сливками, насос для творога 15, автомат для фасовки творога 16, насос мембранный для закваски /, емкость для сливок 6, насос мембранный для сливок 7, охладитель для сливок 8, ванну для сливок 13.
В отличие от традиционного при раздельном способе молоко сепарируется, и из обезжиренного молока получается обезжиренный творог, который смешивается со сливками. Для этого применяют смеситель с дозаторами (рис. 162).
В состав смесителя входят приемный бункер обезжиренного творога 5, дозаторы творога 4 и сливок 3, смеситель 2, привод 6 и станина 1. При работе смесителя доза творога должна быть постоянной.
доза сливок должна регулироваться в соответствии с жирностью
сливок.
234
Рис. 161. Схемы линии для выработки творога раздельным способом:
1 — насос мембранный для закваски; 2 — емкость для сквашивания обезжиренного молока; 3 — насос для сгустка; 4 — емкость промежуточная; 5 — иасос для подачи сгустка в сепаратор-творогоотделнтель; 6 — емкость для сливок; 7 — насос мембранный для сливок; 8 —охладитель для сливок; 9— фильтр; 10— сепаратор-творогоотделитель; 11 — охладитель для обезжиренного творога; 12— насос для обезжиренного творога; 13— ванна для сливок; 14 — смеситель с дозаторами; 15 — насос для творога; 16 — автомат для фасовки творога
Рис. 162. Смеситель с дозаторами творога и сливок:
1 — станина; 2 — смеситель; 3 — дозатор сливок; 4 — дозатор творога; 5 — приемный бункер; 6 — привод
Обезжиренный творог из бункера шнеком подается в дозатор 4 и заполняет пространство между расположенными в нем двумя секторами. Оба сектора получают движение, захватывая определенную дозу творога и поворачивая ее к выходному отверстию. Далее один сектор останавливается, а другой продолжает движение, выдавливая дозу через решетку. Проходя через решетку, творог принимает вид пучка непрерывных «нитей». Одновременно с этим поршень, находящийся в дозаторе 3, выталкивает очередную дозу сливок, которая, проходя через решетку и принимая вид струек, смывает пучок непрерывных «нитей» творога, тем самым достигаются лучшие условия для после- . дующего перемешивания смеси. В смесителе 2 смесь тщательно пере- * мешивается, продвигается наклонными лопатками валов к конусной i,‘ насадке и выходит из смесителя.
Охладители .
Творог, выработанный как традиционным, так и раздельным способом, подлежит охлаждению до температуры нс выше 8°С. Для этого применяют открытые и закрытые охладители. Закрытые охладители могут быть одно- и двухцилиндровыми. В линиях для производства творога раздельным способом устанавливают трубчатые или пластинчатые охладители.
Открытый охладитель (рис. 163) имеет барабан 4, установленный в двух подшипниках скольжения на станине. Через полую цапфу в барабан вводится рассол, который выходит из него по трубке, пропущенной через эту же цапфу. Барабан разделен продольными перегородками, которые образуют секции для упорядочения потока и увеличения скорости движения холодильного агента. Охлаждаемый/ творог загружается в бункер 2 и валиком 1 наносится слоем на поверхность барабана. Охлажденный творог с поверхности снимается ножом 3 и собирается в желобе, в котором вращается шнек 5, подающий его для дальнейшей переработки. Барабан и валик вращаются от электродвигателя через редуктор 6 и цепную передачу
236
11 .... IrJ
tic. 163. Открытый охладитель:
-валик; 2—бункер; 3 — нож; 4 — барабан; 5 — шнек; 6 — привод
частотой 0,075 и 0,5 с-1. Охладитель может охладить в час 400 кг юрога от 25 до 8JC.
Закрытый охладитель одноцилиндровый (рис. 164) представляет собой горизонтальный цилиндр /, в котором фащается вытеснительный барабан 2. Рабочий цилиндр, изготовленный из нержавеющей стали, имеет рубашку со спиралевидным канатом для рассола. Цилиндр укреплен на станине 16. С обоих концов вытеснительного барабана навито по три витка шнека для проталкивания творога. В средней части барабана шарнирно закреплены два ножа, изготовленные из полимерного материала, для срезания творога с внутренней поверхности рабочего цилиндра. Барабан вращается в двух подшипниках: передний подшипник скольжения изготовлен из полимерного материала и задний —подшипник качения. Творог загружается через бункер 3, в котором имеется шнековый питатель 7. Творог срезается со стенок бункера ножом 6.
Охладитель может охладить в час 400 кг творога от 25 до 8°С.
Приводной механизм охладителя состоит из электродвигателя 15, |1 вариатора скоростей 14' редуктора 10, ременной 12 и цепной 8 передач. Вращение от электродвигателя передается на приводной вал охладителя через ременную передачу, редуктор и цепную передачу, а также на вал 4 шнекового питателя 7 через коническую прямозубую передачу, вал, вмонтированный в вертикальную стойку, и цепную передачу.
Закрытый охладитель двухцилиндровый в отличие от охладителя одноцилиндрового имеет два горизонтально расположенных цилиндра. Цилиндры снабжены рубашками с винтовым ходом для охлаждающей жидкости. Впереди цилиндры закрыты коническими крышками с отверстиями для выхода охлажденного творога. С задней стороны имеется два полубункера, соединенных в общий бункер, который предназначен для загрузки творога. Снаружи цилиндры закрыты металлическим кожухом. В цилиндрах располо-
237
Рис. 164. Закрытый охладитель одноцилиндровый:
1 — цилиндр; 2 — вытеснительный барабан; 3 — бункер; 4 — вал; 5 — планка; 6 — нож; 7 — шнекоаый питатель; 8 — цепная передача; 9 — натяжной ролик; 10 — редуктор; 11 — шкиа; 12 — ременная передача; /3 — натяжное устройство; 14 — вариатор скоростей; 15 — электродвигатель; 16 «- станина
жены вытеснительные барабаны, которые имеют на поверхности в передней части по два витка шнека. В средней части на шарнирах закреплены два ножа из полимерного материала. На задней конической части имеется несколько витков шнека. Конические части, расположенные в бункере, предназначены для подачи творога в цилиндры.
Вращение к вытеснительным барабанам передается от электродвигателя через приводной механизм, состоящий из клиноременной передачи, червячного редуктора, двух цепных передач и двух приводных 238
Рис. 165. Установка для охлаждения и отделения сыворотки от сгустка:
1 — рама; 2 — ванна; 3 — цапфа для ввода рассола; 4 — кожух; 5 — поддон; 6 — цапфа для вывода рассола; 7 — приводная станция; барабан прессования н охлаждения
валов со звездочками. Приводные валы с помощью шпилек соединены с вытеснительными барабанами.
Для подачи охлаждающей жидкости параллельно в рубашки обоих цилиндров предусмотрен трубчатый коллектор.
Охладитель имеет пулы управления, в котором размещены приборы для контроля температуры творога на выходе из цилиндров и температуры охлаждающей жидкости.
Охладитель может охладить в час 600 кг творога от 25 до 8°С.
Для частичного охлаждения и отделения сыворотки от сгустка предназначена установка (рис. 165), состоящая из трубчатой рамы /, на которой смонтирован барабан для прессования и охлаждения 8. ‘ Барабан имеет загрузочное окно, которое закрывается раздвижными дверцами.
Приводной вал установки полый и разделен заглушкой на две камеры. Из трубопровода рассол поступает в левую камеру через цапфу 3, и, обойдя трубчатый барабан, поступает в правую камеру а затем возвращается в трубопровод через цапфу 6. Приводной вал приводится во вращение электродвигателем через клиноременную передачу. Сыворотка стекает в съемную ванну 2, расположенную под барабаном.
При работе установки сгусток помещают в матерчатые мешочки, которые загружают в барабан, и включают электродвигатель. Прессование сгустка происходит без циркуляции рассола в трубчатом барабане. К концу прессования влажность творога составляет 67—68%. Температура творога не выше 30°С. По окончании прессования открывают вентиль ввода рассола в трубчатый барабан и вентиль вывода рассола из него. Затем творог в мешочках охлаждается до 14°С, подача рассола прекращается, электродвигатель выключается, и мешочки с творогом выгружаются из барабана. Творог доохлаждается в холодильных камерах.
Трубчатый охладитель (рис. 166) состоит из нилинд-
Рпс. 166. Трубчатый охладитель творога:
/ — крышка; 2 — гайка с рукояткой; 3 — уплотнительное кольцо; 4 — фланец; 5 — цилиндр; 6 — теплообменные трубки; 7 — теплоизоляционный материал; 8 — обшивка; 9, 13 — патрубки; 10 — прижимные планки; ///— фланец крышки; 12 — трубчатая стойка
240
pa 5, с двух сторон которого имеются фланцы в виде трубных решеток. Внутри цилиндра расположено 25 трубок 6, концы которых герметично развальцованы в трубных решетках. Цилиндр покрыт слоем теплоизоляционного материала 7 и с двух сторон закрыт крышками 1 с конусными насадками и штуцерами для присоединения трубопроводов, по которым подается в охладитель и отводится из него творог. Для подачи в охладитель и отвода ледяной воды из межтрубного пространства служат патрубки 9 и 13. Крышка 1 прижата к фланцу 11 прижимными планками 10 с помощью гаек с рукоятками 2. Уплотнение между крышкой и фланцем достигается сжатием резинового уплотнительного кольца 3. Крышки центрируются направляющими штифтами. Цилиндр трубчатого охладителя установлен на трубчатой стойке 12- Творог при выходе из сепаратора-творогоотделителя насосом продавливается по трубам охладителя. Насос для подачи должен создавать давление не менее 6 - 10в Па.
; ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ТВОРОЖНЫХ ИЗДЕЛИЙ
, Для выработки творожных изделий применяется следующее технологическое оборудование: вальцовка и месильная машина.
I Вальцовка
1 Вальцовка (рис. 167) имеет два рабочих валика 5, закрепленных Е подшипниках качения на чугунной станине. Зазор между валиками регулируется механизмом 4. Перетертая творожная масса снимается с валиков ножами 7 в лоток, расположенный под вальцовкой. Нане-
|о~ о| о о!
б — схема привода вальцовки: 1 — рабочие валики; 2 — клнноременная передача;
3 — электродвигатель; 4 — маховички для регулировки зазора между валиками: 5 — шестеренная передача
а — устройство: 1 — боковина левая; 2 — бункер; 3 — боковина правая; 4 — механизм регулировки зазора; 6—рабочие ва-лнкн; 6 — электродвигатель; 7 — нож (зона расположения);
Рис. 167. Вальцовка для творога:
1275
г
Л ’
j' р.
Й 1
сение творога на валики осуществляется через приемный бункер 2. Во вращение валики приводятся от электродвигателя 6 через клиноременную передачу и цилиндрические зубчатые колеса, находящиеся в левой боковине 1.
Количество зубьев колес неодинаковое, поэтому валики, вращаясь в противоположном направлении, имеют различную частоту вращения, что способствует лучшему перетиранию творога.
Месильная машина
Она предназначена для перемешивания смеси, из которой изготовляют творожные сырки. На станине установлен смесительный бункер, в котором вращаются две мешалки с чугунными лопастями. Мешалки получают вращение от электродвигателя через редуктор и цилиндрические шестерни. Направление вращения мешалок противоположное. Частота вращения ведущей мешалки 1,58 с-1, ведомой — 0,75 с-1. После того как смесь будет перемешана, бункер наклоняется на 90—120°. При этом электродвигатель не выключают. Вращающиеся мешалки облегчают выгрузку творожной массы. Вместимость смесительного бункера 0,10 м3. |
Линия для изготовления и упаковки творожных глазированных сырков
В состав линии (рис. 168) входят автомат формующий 1, аппарат! глазирующий 2, емкость для шоколада, охладитель воздушный 3,’ агрегат холодильный 4, автомат заверточный 5, электрошкаф. i
Автомат формующий (рис. 169) предназначен для дозирования пор-5 ций продукта и формования их по заданной форме.
При работе автомата творожная масса загружается в бункер 19. В бункере на вертикальном валу установлены мешалки 18 и шнек 17, способствующие лучшей подаче творожной массы в питатель 15. Мешалка и шнек вращаются от электродвигателя 3 через вариатор скоростей 2 и червячный редуктор 1. В питателе установлены два шнека 16, с помощью которых творожная масса транспортируется к механизму дозирования и формования 14. Шнеки вращаются от электродвигателя 8 через вариатор 6, редуктор 5 и цепную передачу 4.
Механизм дозирования и формования представляет собой ротор с мерными карманами и плавающими поршнями.
Механизм дозирования и формования придает определенную форму творожной массе, которая выдавливается на ленту транспортера 12. При выходе на транспортер отсекающий механизм 13 разрезает сформованную массу порциями определенной длины.
Характер движения ротора механизма дозирования и формования прерывистый с фиксацией при повороте на 90° и последующим высто-ем. Длительность поворота ротора на 90° 0,5 с, а выстоя — 1,5 с. Лента транспортера имеет также прерывистое движение с выстоем во время отрезки творожной массы.
242
Рис. 168. Схема линии для изготовления и упаковки творожных глазированных сырков:
/ — автомат формующий: 2 — аппарат глазирующий; 3 — охладитель; 4 — агрегат холодиль-ный; 5 — автомат заверточный
ис. 169. Автомат формующий:
/, 5 — червячный редуктор; 2. 6 — вариатор скорости; 3, « — электродвигатель; 4, 9. 10 — Цепная передача; 7 — клнпоременная передача; II — коробка передач; /2 —лента выдающего Транспортера; 13 — отсекающий механизм; 14 — механизм Дозирования и формования; 15 — Читатель: 16 — шнеки питателя; 17 — шнек; 18 — мешалка; 19 — бункер
243
Механизм дозирования и формования, отсекзюЩий механизм и выдающий транспортер получают движение от привода аппарата глазирующего через цепную передачу 9, коробку передач 11 и цепную передачу 10.
Аппарат глазирующий устанавливается за формующим автоматом. Он предназначен для покрытия творожных сырков шоколадной глазурью.
Охлаждение творожных сырков производится в охладителе, который представляет собой горизонтальный туннель, выполненный из пяти отдельных секций, соединенных между собой винтами. В туннеле расположен транспортер для транспортировки творожных сырков, уложенных на транспортерную ленту. Охлаждение осуществляется встречным потоком холодного воздуха. Снаружи туннель закрыт теплоизоляционными щитами из пенополистирола.
Воздух в охладителе охлаждается путем создания циркуляции вентиляторами и прохождения его через батареи фреоновых воздухоохладителей, установленных в нижней части туннеля. Батереи фреоновых воздухоохладителей являются составной частью холодильного агрегата. j
ОСНОВНЫЕ РАСЧЕТЫ Н
При расчетах оборудования для производства творога и творожных изделий определяют поверхность теплопередачи аппарата для получения сгустка, потерянный напор в аппарате при движении сгустка в его каналах, продолжительность нагревания продукта при сквашивании, расход пара на нагревание, сменную производительность оборудования периодического действия, необходимое давление во время прессования творога в целях отделения сыворотки, пропускную способность аппарата при непрерывном охлаждении творога, производительность охладителя с учетом заданного температурного режима, расход холода и хладоносителя, производительность месильной машины при производстве творожных сырков.
Поверхность теплопередачи F (в м2) коагулятора ВНИМИ нахо--дят по формуле
F = Q/3600feA/ep.
где Q — количество тепла, необходимого для нагревания молока при коагуляции, Дж/ч; k — коэффициент теплопередачи, Вт/(м2 • К); Д/СР — средний температурный напор, еС.
Коэффициент теплопередачи определяется эмпирической формулой k = lOOtt/0’5 ,
где w — скорость движения сгустка в каналах коагулятора, м/с.
Формулу следует применять в условиях следующего температурного режима работы коагулятора: температура молока на входе в коагулятор 4—5^С, температура сгустка 29—32°С, температура горячей воды на входе в межтрубное пространство 45—50°С, на выходе 35—38° С.
244
Скорость движения сгустка следует рассчитывать по формуле
w — yD3/12, где 7 — градиент скорости, с"1; D3 — эквивалентный диаметр канала, м.
Градиент скорости, при котором вероятность получения творога с пороками консистенции наименьшая, рекомендуется: для творога, вырабатываемого из цельного молока, у = 18-?- 27 с-1 при температуре сгустка tc = 29°С и у = 26-?- 35 с-1 при температуре сгустка /с = 36 С; для творога, вырабатываемого из обезжиренного молока, у = 6-?- 13 с"1 при температуре сгустка tc == 25РС и у=13-?- 19 с-1 при температуре сгустка 1С — 30°С.
При определении потери давления в каналах коагулятора можно пользоваться формулой для расчета потери давления при движении сырной массы (см. главу III). Коэффициент сопротивления по длине трубы определяется по формуле
Л = 64/Reog, где Reog — обобщенный критерий Рейнольдса.
ReO6 — 1/(г)/шОэР + 6/6ш2р),
Ч — вязкость сгустка, Па • с; р — плотность сгустка, кг/м3; 0 — предельное напряжение сдвига сгустка, Д/м2.
При сквашивании молока в ваннах продолжительность нагревания z (в ч) продукта рассчитывают по формуле
L г = Gc (Д — ZH)/3600/?f Д/Ср>
1где G — количество нагреваемого продукта, кг; с — теплоемкость продукта, 1(ж/(кг - К); /н, /к — начальная и конечная температуры продукта, °C.
[ Суммарный расход пара D (в кг) для нагревания молока в ваннах | D = Gc (/к — tH) + шг/|ч (г — *к)1<
Ьде и> — масса испаренной влаги, кг; г — скрытая теплота испарения, Дж/кг; в, /к —энтальпия пара и конденсата, Дж/кг; ч — коэффициент, учитывающий Ьотери тепла в окружающую среду (ч = 0,8 4- 0,85).
I Сменную производительность /Исм (в л) ванн определяют по формуле
~ ^гсм/?ц>
де V — количество продукта в ванне, л; гсм, ги — продолжительность смены К цикла, ч.
3 Продолжительность наполнения гн (в с) ванны молоком, поступающим из трубопровода,
j гн = l//250rtrf2v,
Е.е d — диаметр трубопровода, м; с — скорость движения молока, м/с (о = 14-К- 1,5 м/с).
Продолжительность выгрузки из ванны сгустка вместе с сывороткой
гв = 6,2 • IO-3 |/2й7Г),
где dB — диаметр сливного патрубка, м; ii — коэффициент расхода; Н — высота уровня продукта в ванне, м.
Давление масла р' (в Па) в гидравлической системе творогоизго-товителя с прессующими ваннами
р- = [4 (Р — Pj/nD2^] + р2,
где Р — усилие прессования, Н: Pt — усилие, возникающее от массы движу щихся частей, РР, D — диаметр поршня гидроцилиндра, м; г)м — механический КПД гидравлического цилиндра (т)м « 0,88); р2 — потеря давления в золотнике и обратном клапане, Па.
т-т —2,387 In w
Для нежирного творога Р = е ;
—3, 425 In w
для жирного творога р = е
где w — отношение количества воды в твороге к количеству сухих веществ в нем.
Давление, создаваемое в пресс-тележке,
р' = nDP"tilSF, ;
где р' — давление на продукт; Па; Р" — сила, приложенная к ободу маховик! винтового зажима, И; D — диаметр маховика, м; S — шаг винта, м; F — плой щадь нажимной решетки, м2; т] — КПД винта (>] == 0,4 4- 0,5).
Пропускная способность охладителя закрытого одноцилиндрового определяется по формуле
М = 3600тг«н<р$р (/?| — )
где s — шаг шнека, м; п — частота вращения шнека, с"1; R2 — внутренний рг» диус рабочего цилиндра, м; Rt — наружный радиус вытеснительного барабана^ м; £ — коэффициент объемного перемещения: для охладителя закрытого одно-1 цилиндрового $ = 0,4; для охладителя закрытого двухцилиндрового Е =» = 0,3; <р — коэффициент уменьшения площади свободного прохода;
<р = 1 — [6/л (R2 — Ri) cosac],
b — толщина витка шнека, м; ас — среднее значение угла подъема витков шнека, град.
Производительность охладителя открытого и закрытого одноцилиндрового можно определить по формуле
G = ЗбОО&КД/ср/с — t2) т)т,
где G — производительность, кг/ч; !, и t2— начальная и конечная температуры творога, °C; т]т — тепловой КПД.
Расход холода на охлаждение творога Q (в Дж) определяют по уравнению
Q ~ <21 + 0.2 “Ь <2з,
где <2l — количество холода, необходимого для охлаждения творога, Дж/ч] <32 — количество холода, необходимого для компенсации тепла, выделяемого в
246
езу.пьтате механического воздействия на творог (только для закрытых охла-ителей), Дж/ч; Q3 — теплопотери, Дж/ч;
Qi — Ge (/, /2)»
де G — производительность охладителя, кг/ч; с — теплоемкость твооога, >/(кг-К);
Q2 = AA, (27)
Ле А — тепловой эквивалент работы, А = 0,981 Н • м/Дж; N — мощность, :ясходуемая на нагрев творога при его перемещении вдоль цилиндра, Вт.
Если потери тепла в окружающую среду учесть коэффициентом силовых потерь (грг =1,14- 1,2), то
Q — (Qi + 0а) Ат
Расход хладоносителя Gx (в кг/ч) можно определить по формуле
Gx = Q/cx(7X2-(Xi),
Де сх — теплоемкость хладоносителя, Дж/(кг К); /Х1, (х_начальная и
онечная температуры хладоносителя, К.
Производительность месильной машины G (в кг/ч) определяется Ю формуле
G = ₽ Гтсм/Тц,
Ле V — емкость бункера, м3; тсм — продолжительность смены, ч; тц — тт + к т2 + тз — продолжительность вымешивания, загрузки и выгрузки бунке-а, ч.
В процессе вымешивания творога температура продукта повыша-пгся вследствие перехода механической энергии в тепловую. При том количество тепла, проникающего в продукт, можно найти по юрмуле (27).
г Глава XIII. УСТАНОВКИ И АППАРАТЫ
ДЛЯ ПРОИЗВОДСТВА СГУЩЕННЫХ МОЛОЧНЫХ
ПРОДУКТОВ
Установки и аппараты для производства сгущенных молочных 1родуктов можно подразделить на вакуум-выпарпые установки, щпараты для приготовления сахарных сиропов и кристаллизаторы [дя проведения кристаллизации лактозы.
ВАКУУМ-ВЫПАРПЫЕ УСТАНОВКИ
Вакуум-выпарные установки можно классифицировать следующим Збразом. В зависимости от принципа действия различают установки непрерывного и периодического от формы от числа корпусов — одно-11 многокорпусные установки, дейстлия; греющих поверхностей — установки с трубчатыми и пластинчатыми калоризаторами; от греющего агента — установки с паровым, аммиачным и фреоновым обогревом; от условий кипения продукта— циркуляционные и пленочные.
Физическая сущность работы вакуум-выпарных установок заключается в том, что молоко сгущается в результате удаления пара из ки
247
пящего продукта. Продукт кипит вследствие искусственно создаваемого вакуума при температурах, значительно меньших, чем температура кипения при атмосферном давлении. В вакуум-выпарных установках молоко и молочные продукты сгущают при температурах 23—80°С. В вакуум-выпарных установках вакуум создается в результате удаления пара из зоны кипения. Пар конденсируется, и его объем уменьшается в тысячи раз. Чтобы получить 1 л воды при остаточном давлении 9,8- 103 — 5- 104 Па, необходимо сконденсировать соответственно пара 14,95 и 3,3 м®. Пар, удаляемый из продукта, называют вторичным, или соковым. При кипении продукта под вакуумом расход тепла на образование вторичного пара больше, чем при атмосферном кипении. Это объясняется увеличением теплоты парообразования с понижением температуры кипения.
Установки с трубчатыми калоризаторами
Однокорпусная установка с барометрическим конденсатором (рис. 170) предназначена преимущественно для сгущения сыворотки на небольших сыродельных заводах.
Рис. 170. Схема вакуум-выпарной установки с барометрическим конденсатором:
/ — суховоздушиый вакуум-насос; 2 — ловушка; 3 — барометрический конденсатор; 4 — резервуар; 5 — площадка обслуживания; 6 — сепаратор (пароотделитель); 7 — пульт управления; 8 — пробоотборник; 9 — трубчатый калоризатор; 10 — воздушный кран; 11 — инжектор; 12 — предохранительный клапан; 13 — конденсатоотводчик
248
Осветленная сыворотка температурой 55°С поступает в трубчатый калоризатор 9, в межтрубное пространство которого из инжектора II поступает греющий пар (75°С). Сыворотка интенсивно закипает .1 при температуре 55°С. Вторичные пары вместе с частицами продукта I попадают в сепаратор (пароотделитель) 6, в котором сгущенный про-i дукт отделяется от вторичных паров. Продукт опускается в низ се-1 паратора и по возвратной трубе направляется в калоризатор. На | возвратной трубе установлен пробоотборник 8.
Вторичный пар, освобожденный от частиц продукта, из сепаратора К расходится по двум направлениям: в барометрический конденсатор В? и инжектор 11, в сопло которого поступает острый пар. Пар из ин-кектора попадает в межтрубное пространство калоризатора 9. Вторичный пар, поступивший в барометрический конденсатор 3, конденсируется. Смесь конденсата и воды по трубе опускается в резервуар 4. В Воздух и газы, не сконденсировавшиеся в конденсаторе 3, переводят из него в ловушку 2, где от них отделяются частицы воды, стенающие по трубам в резервуар 4. Затем воздух и газы непрерывно отсасываются суховоздушным вакуум-насосом 1. Конденсатор и су-Ховоздушный насос обеспечивают требуемое разрежение во всей си-стеме.
В Греющий пар, поступающий в межтрубное пространство калори-Взатора и отдающий тепло кипящему молоку, конденсируется. Кон-Вценсат отводится из межтрубного пространства конденсатоотводчи-Вком 13, соединенным двумя трубопроводами с калоризатором. Верхний трубопровод служит для выравнивания давления во внутренней полости конденсатоотводчика и межтрубном пространстве калори-затора, а нижний —для поступления конденсата из калоризатора в конденсатоотводчик. В последний вводится острый пар, который выдавливает конденсат через клапан и трубу.
Вакуум-выпарная установка снабжена пультом управления 7, ' на который вынесены основные приборы (термометры, манометры, вакуум-манометры и т. д.) контроля за режимом работы установки. Калоризатор снабжен предохранительным клапаном 12 и воздушным краном 10 для гашения вакуума во всей установке.
После герметизации всей системы первоначальный вакуум в установке создается включением в работу барометрического конденсатора и суховоздушного насоса. При этом вакуум создается и в межтрубном пространстве калоризатора. В случае необходимости в межтрубное пространство калоризатора можно вводить и острый пар. Для создания предварительного вакуума и подачи в межтрубное пространство острого пара на соответствующих трубопроводах установлены вентили.
Однокорпусная вакуум-выпарная установка с двумя инжекторами изображена на рис. 171. Во время работы вакуум-выпарной установки молоко подается в аппарат до тех пор, пока в сепараторе не накопится сгущенный продукт в достаточном количестве. При этом необходимо следить за тем, чтобы уровень молока в сепараторе 30 не достигал соединительного патрубка 2.9. Регулировочный кран 21 закрывают настолько, чтобы обеспечить
249
Рис. 171. Схема вакуум-выпарной установки с двумя инжекторами: ?
1 — конденсатоотводчик; 2 — дроссельная шайба; 3 — промежуточный конденсатор; 4 — концентрические тарелки; 5, 6— вентили для охлаждающей воды; 7— эжекторы для отсоса воздуха из конденсаторов 3 и 13\ 8 — водоотделитель; 9 — паровые вентили; 10, 14 — манометры; 11— пусковой эжектор; 12— задвижка к пусковому эжектору; 13 — конденсатор; 15 — вакуумметр; 16, 19 — задвижки; 17 — центробежный насос; 18— большой инжектор; 20—малый нижектор; 21 — регулировочный кран для подачн продукта; 22— подпорная шайба; 23 — электродвигатель; 24 — пробоотборник; 25—кран для выпуска продукта; 26 — циркуляционная труба; 27 — калоризатор; 28 — термометр калоризатора; 29 — соединительный патрубок; 30 — сепаратор (пароотделнтель); 31 — термометр сепаратора; 32—воздушный кран
такую подачу новых порций молока, при которой сохраняется нор-мальная циркуляция молока (из сепаратора молоко по циркуляционной трубе 26 отводится в калоризатор).
В результате испарения концентрация сгушаемого продукта постепенно увеличивается, вследствие чего уменьшается коэффициент теплоотдачи от греющей поверхности к продукту и снижается производительность аппарата. Чтобы компенсировать уменьшение производительности в конце цикла сгущения, необходимо в начале процесса обеспечить превышение средней производительности (4000 кг испаренной влаги в час). Для этого каждый цикл осуществляют в три этапа.
На первом этапе в процессе выпаривания работают оба инжектора (термокомпрессора). Цикл длится до тех пор, пока разность между температурами греющего пара и молока не станет равной 20°С (примерно 1 ч). Разность между температурами проверяют по термометрам 28 и 31, установленным на калоризаторе и сепараторе. Как только разность станет больше 20°С, малый инжектор 20 отключают задвижкой 19 и вентилем 9.
Второй этап происходит во время сгущения. При этом работает только большой инжектор 18 (примерно 1 ч). Когда разность между указанными температурами превысит 20°С, выключают большой инжектор и снова включают малый.
На третьем этапе процесс сгущения происходит только при работе малого инжектора. Сначала в аппарат засасывается через регулировочный кран 21 сахарный сироп (подача молока в это время прекращена). Затем закрывается регулировочный кран 21 и продукт сгущается до требуемой концентрации сухнх веществ, которую устанавливают путем отбора проб через пробоотборник 24,
250
При выключении установки паровые вентили 9 перекрывают, а вентили 5 и 6 закрывают. Центробежный насос 17 выключают, воздушный кран 32 открывают. Продукт спускают через кран 25.
В многокорпусных вакуум-выпарных установках расход греющего пара меньше, чем в однокорпусных. Количество корпусов увеличивать целесообразно до определенного предела: чем выше порядковый номер корпуса, тем меньшую экономию пара можно получить в этом корпусе по сравнению с предыдущим.
Количество корпусов ограничивается температурным режимом выпаривания. В каждом корпусе разность между температурами греющего пара и кипения раствора должна быть не менее 5—7°С.
На основе теоретического анализа и опыта промышленности установлено, что себестоимость выпаривания 1 кг воды в зависимости от числа корпусов изменяется следующим образом. Если принять себестоимость выпаривания 1 кг воды в однокорпусной установке за 100%, то она будет составлять 49, 36, 32, 34% соответственно в двух-, трех-, четырех- и шестикорпусных установках.
Таким образом, при одинаковой производительности в двухкорпусных установках себестоимость выпаривания влаги по сравнению с однокорпусной снижается более чем в два раза, а в трехкорпусной по сравнению с двухкорпусной —всего в 1,36 раза, в четырехкорпусной по сравнению с трехкорпусной —в 1,12 раза. В шестикорпусной установке себестоимость выпаривания влаги возрастает по сравнению с четырехкорпусной. С увеличением корпусов вакуум-выпарных установок уменьшается расход воды на конденсацию вторичных парсв.
Двухкорпусная циркуляционная вакуум-вы парная установка с поверхностным конденсатором и системой пароструйных вакуум-насосов показана на рис. 172.
Вакуум-выпарная установка имеет три трубчатых подогревателя 11, 13, 14, в которых молоко движется по трубам. В межтрубное пространство подается пар для нагревания продукта. В подогреватель первой ступени 11 поступает вторичный пар (50°С), образованный во втором корпусе, из сепаратора 2, а в подогреватель второй ступени 13 — вторичный пар, образованный в первом корпусе, из которого он сначала проходит через калоризатор второго корпуса, а затем попадает в межтрубное пространство этого подогревателя. Температура пара 68°С. В подогреватель 14 паровоздушная смесь (100°С) направляется из двухступенчатого эжектора 8. Кроме того, подогреватель 14 может выполнять функции пастеризатора, т. е. исходное сырое молоко не нужно предварительно пастеризовать.
Вторичный пар, образованный в первом корпусе, используют следующим образом. Часть его служит греющим агентом во втором корпусе установки, часть направляют в подогреватель 13, остальной пар поступает в инжектор, где происходит его термокомпрессия. После термокомпрессии вторичный пар используется в качестве греющего в калоризаторе первого корпуса.
При использовании вторичного пара, поступающего из второго
251
Рис. 172. Схема двух корпусной вакуум-выпарной установки:
1 — инжектор (термокомпрессор); 2 — сепаратор; 3 — термометр; 4 — поверхностный конденсатор; 5 — мановакуумметр; 6 — шибер; 7 — пусковой эжектор; 8 — двухступенчатый эжектор; 9 — вакуум-насос для откачивания конденсата; 10 — насос для откачивания сгущенного молока; // — подогреватель первой ступени; 12 — дроссельный клапан для сгущенного молока; 13 — подогреватель второй ступени; 14—подогреватель третьей ступени; 15— калоризаторы
корпуса, в подогревателе // для нагревания молока часть его конденсируется, поэтому в поверхностный конденсатор 4 направляется сравнительно небольшое количество пара, который не успел сконденсироваться в подогревателе первой ступени.
Вакуум в установке создается и поддерживается системой эжекторов (пароструйных вакуум-насосов). Эжектор 7 используется только в начале работы для создания предварительного вакуума в системе. Паровоздушная смесь из него выбрасывается в атмосферу. Двухступенчатый эжектор 8 является рабочим. В период пуска установки (создание предварительного вакуума) паровоздушная смесь из него также отводится в атмосферу. В рабочий период (сгущение молока) эта смесь поступает в подогреватель 14.
Система отвода конденсата из калоризаторов, подогревателей и конденсатора работает следующим образом. Из калоризатора первого корпуса конденсат через подпорную шайбу переходит в калоризатор второго корпуса. Затем через подпорную шайбу поступает в конденсатор 4, из которого конденсат, собранный из калоризаторов, подогревателя второй ступени и образованный в конденсаторе, отводится вакуум-насосом 9. Конденсат, образованный в подогревателе 11, отсасывается тем же насосом 9.
При работе вакуум-выпарной установки молоко поступает в подогреватель 11, затем переходит в подогреватели 13 и 14. Из подогревателя 14 молоко попадает в калоризатор первого корпуса. Частично подсгущенное молоко из сепаратора первого корпуса через дроссельный клапан 12 переходит в калоризатор второго корпуса. Сгущенное
252
до требуемой концентрации молоко из сепаратора второго корпуса через дроссельный клапан непрерывно отсасывается насосом 10.
Двухкорпусная циркуляционная вакуум-в ы парная установка с поверхностными конденсаторами показана на рис. 173. Поверхностные конденсаторы состоят из отдельных секций.
Из бака-балансера 3 молоко насосом 1 нагнетается в пластинчатый пастеризатор 2, работающий на паре. В нем молоко нагревается до 80° С. Из пастеризатора молоко поступает в калоризатор 5. Под-сгущенное молоко из калоризатора 5 и сепаратора 6 переходит в калоризатор 8, откуда сгущенное молоко непрерывно отводится насосом 14. Температура кипения молока в первом корпусе 60—65°С, во втором 43—45°С.
Продукт в калоризаторе 5 нагревается паром, поступающим в него из инжектора 7. Вторичный пар, образовавшийся в первом корпусе, полностью попадает в калоризатор 8. Вторичный пар, образовавшийся во втором корпусе, частично направляется в инжектор 7 и частично — в конденсатор 9, который представляет собой трубчатый теплообменник, состоящий из нескольких секций. В зависимости от начальной температуры охлаждающей воды можно использовать все или только некоторые из этих секций.
Холодную воду в конденсатор подают насосом 12. Конденсат из пастеризатора 2, калоризаторов 5, 8 и конденсатора 9 отводится насо-
Рис. 173. Схема двухкорпусной вакуум-выпарной установки с горизонтальным конденсатором:
у — насос для молока; 2 — пластинчатый пастеризатор; 3 — бак-балансер для молока;
•У — бак для моющего раствора; 5 — калоризатор первой ступени; 6 — сепаратор первой ступени; 7 — инжектор; 8 — калоризатор второй ступени; 9 — поверхностный конденсатор; 10 — , сепаратор второй ступени; 11 — вакуум-насос; 12 — насос для охлаждающей воды; 13 — насос для конденсата; 74— насос для готового продукта
253
сом 13. Для отвода воздуха и несконденсированных газов из конденсатора используют вакуум-насос 11.
Двухкорпусная вакуум-выпарная установка со сдвоенными калоризаторами и циклонами для вторичных паров приведена на рис. 174.
Предварительно пастеризованное при температуре 80°С молоко центробежным насосом 12 нагнетается в резервуар 10 для накопления Далее молоко переходит в калоризаторы 3 и 5 первого корпуса. Температура кипения молока в первом корпусе 75°С, а температура греющего пара в межтрубном пространстве калоризаторов 85°С. Часть кипящего молока из калоризаторов 3 и 5 попадает в сепаратор 4, вторичные пары из которого поступают в циклон 2.
Молоко, подсгущенное в первом корпусе, поступает в калоризаторы 6 и 9 второго коопуса, в которых кипит при 55°С, а температура греющего пара 75°С. Готовый продукт из сепаратора 7 шестеренным насосом 18 непрерывно отводится в промежуточный резервуар, установленный перед сушильной установкой. Вторичный пар, образовавшийся во втором корпусе, из циклона 8 отводится в противоточный конденсатор смешения 11.
Вторичный пар из циклона 2 частично направляется в инжектор 1 и частично — в калоризаторы 6 и 9 второго корпуса. Воздух и газы - из конденсатора 11 отсасываются водокольцевым вакуум-насосом 13. Конденсат из калоризаторов отводится насосом 19. Для обеспечения требуемой разности между давлениями в обоих корпусах часть конденсата из первого корпуса подается в калоризаторы второго корпуса.
К недостаткам многокорпусных циркуляционных установок относят следующие. Они характеризуются большим объемом продукта, сгущаемого в калоризаторах, и многократной циркуляцией его при выпаривании. Продолжительность пребывания сгущаемого продукта
Рис. 174. Схема двухкорпусной вакуум-выпарной установки со сдвоенными калоризаторами и циклонами:
1 — инжектор; 2, 8 — циклоны; 3, 5 — калоризаторы первого корпуса; 4 — сепаратор первого корпуса; 6, 9 — калоризаторы второго корпуса; 7 — сепаратор второго корпуса; 10 — резервуар; 11 — конденсатор смешения; 12 — центробежный насос; 13 — вакуум-насос; 14, 15 — бачкн для моющих растворов; 16 — насос для моющих растворов; 17 — насос для воды; 18 — шестеренный насос; 19 — насос
254
этих установках до 30—40 мин и более. Кроме того, в установках подобного типа не удается регулировать продолжительность теплового воздействия на продукт.
Вакуум-выпарные аппараты пленочные бывают со всползающей (поднимающейся) и падающей пленками. Вторые наиболее рациональны, поэтому наиболее распространены. Преимущества аппаратов с падающей пленкой состоят прежде всего в очень малом объеме выпариваемой жидкости, сокращении продолжительности пребывания продукта в каждом выпарном аппарате до 3 мин и исключении потерь на гидростатическую депрессию. Кроме того, эти аппараты могут работать при малых разностях между температурами греющего пара и кипящей пленкой при достаточно высоких значениях коэффициента теплопередачи. Поскольку выпаривание молока происходит в тонкой пленке, практически исключается пенообразование, что позволяет работать без заметной потери продукта вследствие брызгоуноса и одновременно получать достаточно чистый конденсат вторичного пара.
В связи с тем что в аппаратах с падающей пленкой одновременно находится небольшое количество сгущаемого молока (150—300 л), они более чувствительны к изменениям давления греющего пара, температуры и количества охлаждающей воды, а также к изменениям расхода молока, подаваемого на сгущение.
Двухкорпусная пленочная вакуум-выпарная установка приведена на рис. 175. Исходное молоко насосом 8 подается в трубчатый подогреватель первой ступени 9 и нагревается вторичным паром (50—65°С), поступающим из сепаратора 4 второго корпуса. Из подогревателя первой ступени молоко переходит в подогреватель второй ступени, который обогревается греющим паром, поступающим из термокомпрессора 2.
После подогревателя второй ступени молоко, поступающее в калоризатор S первого корпуса, тонкой пленкой стекает сверху вниз внутри трубок. Межтрубное пространство калоризатора заполнено греющим паром, который поступает из термокомпрессора 2. При течении пленки молока вниз оно кипит, и в сепаратор 4 попадает смесь под-сгущенного продукта и вторичного пара. Подсгущенное молоко опускается в низ сепаратора и циркуляционным насосом 10 передается в калоризатор второго корпуса. В межтрубное пространство этого калоризатора поступает вторичный пар, который в сепараторе первого корпуса полностью освобождается от частичек продукта. В этом калоризаторе также происходит пленочное кипение продукта. Из сепаратора насосом 8 готовое сгущенное молоко непрерывно отводится к сушильной установке.
Конденсат, образованный в калоризаторе первого корпуса, через подпорную шайбу переходит в межтрубное пространство калоризатора второго корпуса, откуда попадает в подогреватель первой ступени и затем в конденсатор. Из подогревателя второй ступени конденсат.через подпорную шайбу переходит в подогреватель первой ступени и далее в конденсатор 5. Весь конденсат, образовавшийся и собравшийся в конденсаторе 5, отводится из него вместе с воздухом и газами вакуум-насосом 6.
255
Вид сверху
Двухкорпусная пленочная вакуум-выпар-
Н а я установка с горизонтальными сепараторами показана Юа рис. 176.
Т. Продукт подается насосом / через счетчик 16 в подогреватель пер-। вой ступени 7. Частично нагретый продукт поступает в подогреватель ' второй ступени 6, обогреваемый вторичным паром, из калоризатора 4, далее подается в верхнюю часть калоризатора 4. Распределяясь тон-
ступени;
11 — насос
15 — насо-
16 — счет-
0 12
Конденсат
---Проду к... Пар
—=—Отходящий воздух
---Вторичный лар
—,,—Рода
Рис. 176. Схема двухкорпусной пленочной вакуум-выпарной установки с горизонтальными сепараторами:
1 насос для подачи исходного молока; 2, 13—сепараторы (пароотделители); 3 — термокомпрессор (инжектор); 4 — калоризатор первой ступени; 5 — вентиль для острого пара; 6 — подогреватель второй ступени; 7 — подогреватель первой ступени;
8 — первый калоризатор второй ступени;
9 — второй калоризатор второй
10 — конденсатор смешения;
для отвода конденсата; 12, 14, сы для подсгущенного молока; чик для молока
Рис. 177. Схема трехкорпусиой пленочной вакуум-выпарной установки:
I — водоотделитель; 2 — парораспределитель; 3 — вентиль для охлаждающей воды; 4, 6, 7 — жекторы; 5 — промежуточный трубчатый конденсатор; 8 — конденсатор смешения; 9, 23 -~ Бодпорная (дроссельная) шайба; 10 — подогреватель второй ступени; 11 — подогреватель аервой ступени; 12 — сепаратор (пароотделитель) третьего корпуса; 13 — форсунки; 14 — калоризатор третьего корпуса; 15 — подпорная шайба на воздухоотделителе; 16 — воздухоотделитель; 17 — подогреватель третьей ступени; 18 — сепаратор (пароотделитель) второго Корпуса; 19 — калоризатор второго корпуса; 20, 21 — инжекторы; 22 — калоризатор первого корпуса; 24 — сепаратор (пароотделитель) первого корпуса; 25, 26, 29, 31 — насосы для мо-Гока; 27 — подпорная шайба на нагнетательной линии насоса; 28 — насос для отвода конденсата; 30 — счетчик для молока; 32 — молокоочиститель; 33—вакуум-насос
257
ким слоем, продукт стекает вниз, в пароотделитель 2, в результате чего частично сгущается. Затем насосом 15 продукт, поступающий в верхнюю часть калоризатора 8, который обогревается вторичным паром из первого корпуса, стекает в пароотделитель 13. После этого продукт, нагнетаемый насосом 14 в верхнюю часть калоризатора 9, стекает вниз, в результате чего окончательно сгущается. Концентрированный продукт, непрерывно откачивающийся насосом 12, поступает на сушку.
Особенностями этой установки являются устройство пароотдели-телей и наличие двух калоризаторов во второй ступени, что позволяет увеличить степень сгущения продукта за один проход через вакуум-
аппарат.
Трехкорпусная пленочная вакуум-выпар-ная установка для сгущения цельного и обезжиренного молока представлена на рис. 177. При работе на цельном молоке производительность установки составляет 5500 кг испаренной влаги в час, при сгущении обезжиренного молока производительность возрастает до 8000 кг испаренной влаги в час. Максимальную степень сгущения можно в обоих случаях довести до 50% сухих веществ. Предварительной пастеризации сырья не требуется, так как перед сгущением молоко нагревается в подогревателях до 80°С.
Молоко насосом 31 нагнетается через счетчик 30 в двухсекционный трубчатый подогреватель первой ступени 11, первая секция ко-
торого нагревается вторичным паром, поступающим из сепаратора 12, вторая секция — вторичным паром из сепаратора 18 второго корпуса. Подогретое до 54°С молоко выходит из подогревателя первой ступени и направляется в молокоочиститель 32, затем в двухсекционный подогреватель1 второй ступени 10. Первая секция подогревателя 10 нагревается вторичным паром, поступающим из сепаратора 24, вторая — инжектированным паром. Нагретое до 80°С молоко поступает в калоризатор 22, в межтрубное пространство которого направляется пар из инжекторов 20 и 21 (при сгущении молока инжектор 21 отключают.)
В этом калоризаторе температура греющего пара должна составлять 90°С, а температура кипения около 75°С. Движение греющегс пара и продукта в калоризаторе прямоточное. В калоризаторы все> корпусов продукт подается через форсунки 13. Молоко равномерщ распределяется по трубам калоризатора, чему способствуют перфорированные перегородки, расположенные в его верхней части.
Кипящий в первом корпусе продукт достаточно тонким слоем сте кает по трубам в низ калоризатора и переходит в сепаратор 24. От сюда подсгущенное молоко насосом 25 нагнетается в калоризатор 19 где в качестве греющего используется вторичный пар, поступающи! из сепаратора 24. Из межтрубного пространства калоризатора 11 часть вторичного пара забирается в инжекторы 20 и 21. Температур! кипения во втором корпусе 62°С.
1 В случае недостаточного напора, создаваемого молокоочистителем 32, ним и подогревателем второй ступени устанавливается дополнительный
258
Из калоризатора 19 молоко поступает в сепаратор 18 и насосом '6 нагнетается в подогреватель 17, который подогревается вторичным 1аром, образованным в сепараторе 24. После подогревателя 17 мо-1око переходит сначала в калоризатор 14, а затем в сепаратор 12. Кипение в калоризаторе 14 осуществляется при 45°С. Готовый сгу-ценный продукт из сепаратора 12 отводится непрерывно насосом >9, на нагнетательном патрубке которого размещен дросселирующий Юнтиль для возврата части или всего сгущенного молока в подогреватель 17. На этом же патрубке расположен пробоотборник. При юрмальной работе установки, когда готовый продукт имеет требуемую концентрацию, дросселирующий вентиль можно отрегулировать Гаким образом, что все сгущенное молоко будет отводиться из установки.
Вторичный пар, образовавшийся во время сгущения, в основном используется в качестве греющего. Лишь небольшая часть его из “епаратора 12 поступает в конденсатор смешения 8, где конденсируется. Смесь охлаждающей воды и конденсата отводится вакуум-lacocoM 33. В конденсатор 8 направляется конденсат из подогревателей 10, //и промежуточного трубчатого конденсатора 5. В подогре-ja геле 11 скапливается конденсат греющего пара из подогревателя 17.
Конденсат из калоризатора 22 поступает в калоризатор 19, а из него—в калоризатор 14, откуда через воздухоотделитель 16 отво-аится насосом 28. Конденсат из калоризатора в калоризатор, из Юдогревателя в подогреватель переходит через подпорные шайбы J, 23, выполняющие функции конденсатоотводчиков. Подпорные лайбы 15, 27 расположены также на воздухоотделителе 16 и нагне-Гательном патрубке насоса 28.
Из воздухоотделителя воздух и несконденсировавшиеся газы Уступают в конденсатор смешения 8. Воздух и несконденсировав Лнеся газы из верхней части конденсатора 8 отсасываются эжектором 5, паровоздушная смесь из которого поступает в промежуточный конденсатор 5. Из последнего оставшийся воздух остасывается эжек-Гором 4 и выбрасывается наружу. Охлаждающая вода температурой 15—2(ГС подается последовательно в конденсаторы через вентиль 3. Сначала она проходит по трубам конденсатора 5, а затем в разбрызгивающие устройства конденсатора 8.
Эжектор 7, являющийся пусковым, во время работы отключают. Во все эжекторы и инжекторы острый пар подается из парораспределителя 2. Пар должен быть сухим, для чего перед парораспредели-гелем устанавливают водоотделитель /.
| Трехкорпусная пленочная вакуум-вы парная установка отечественного производства приведена на (ис. 178.
I Молоко, предназначенное для сгущения и сушки, поступает в Ьриемный бак 5, откуда насосом 6 подается в подогреватели 2, кото-Ьыс оно проходит последовательно. Нагрев продукта в этих подогре-
ЖЖетслях осуществляется вторичным паром, образовавшимся в кало-ЯГЯизаторах установки, и греющим паром, поступающим в калори-ЯвВвтор первого корпуса. Затем молоко проходит высокотемпературный
259
Рис. 178. Схема трехкорпусной вакуум-выпарной установки:
/ — коллектор; 2 — подогреватели; 3 — инжекторы; 4 — конденсатор; 5 — приемный бак;
6 — насосы; 7 — выпарные аппараты; 8 — самоиспарнтель
подогреватель, где оно нагревается до 140°С. В качестве греющего агента в этот подогреватель подается острый пар из коллектора /. После этого молоко поступает в самоиспарнтель 8. Здесь частично удаляется влага, в результате чего молоко охлаждается. Далее молоко насосом подается в распределительное устройство первого корпуса калоризатора. Из стекающего по внутренним поверхностям труб калоризатора молока удаляется пар. Подсгущенное в калоризаторе молоко попадает в сепаратор, откуда оно насосом 6 направляется в калоризатор второго корпуса и т. д. Из калоризатора третьего корпуса молоко также насосом передается в промежуточный резервуар для последующего направления на сушку.
Образовавшийся в калоризаторах и подогревателях конденсат проходит последовательно из греющей камеры одного калоризатору в греющую камеру другого. 1'
Zp
Установки с пластинчатыми калоризаторами
Вакуум-выпарные установки с пластинчатыми калоризаторами достаточно компактны и не требуют высоких помещений.
Однокорпусная вакуум-выпарная установка с пластинчатыми калоризаторами показана на рис. 179. В ней сгущают главным образом обезжиренное молоко, предназначенное для выработки высококачественного сухого молока. Стерилизованное при 140°С и охлажденное до 88 С обезжиренное молоко подается в пластинчатый калоризатор на пластины 5 первой секции (рис. 179, б). В результате подачи в установку греющего пара который распределяется по пластинам 4, молоко закипает и, подняв-
260
Рис. 179. Схема одно корпусной вакуум-выпарной установки с пластинчатым калоризатором:
а — общий внд: 1 — канал для выхода продукта из пластинчатого калоризатора в испаритель; 2 — каналы в пластинах для входа греющего пара; 3 — подвижная плита пластинчатого калоризатора; 4 — пластины; 5—патрубок для входа пара; 6 — передняя плита пластинчатого калоризатора; 7 — патрубок для отвода вторичного пара; 8 — испаритель (пароотделитель); 9 — ловушка с патрубком для выхода готового продукта;
б — схема движения продукта в пластинчатом калоризаторе: / — патрубок для выхода конденсата; 2 — патрубок для входа молока; 3 — канал для пара; -4 — пластины с каналами для пара; 5 — пластины для молока; 6 — каиал для выхода продукта;
7 — передняя плита
niiicb по пластине 5, переходит во вторую секцию, где кипение продукта продолжается.
Из второй секции продукт с частицами вторичного пара выходит пт калоризатора по каналу 6 и поступает в испаритель 8 (см. рис. рис. 179, а), в котором продукт интенсивно кипит и вторичный пар удаляется на конденсацию. Продукт в испарителе приобретает вращательное движение. Сгущенный готовый продукт, выходящий из иакуум-выпарной установки, проходит через ловушку для отделения пара.
Двухкорпусная вакуум-выпарная установка с пластинчатыми калоризаторами пред-пявлена на рис. 180.
Стерилизованное молоко поступает в автоматический регулятор подачи 12, поддерживающий необходимое количество молока. Из регулятора молоко переходит в пластинчатый калоризатор / (вакуум Да • Ю4 Па). Продукт нагревается паром, давление которого близко и атмосферному. В результате теплообмена между паром и продуктом последний закипает.
261
5
Продукт ---------------Пар —-------------Холодная вода
— Конденсат -------*---/- Паровоздушная снвсь
Рис. 180. Схема двухкорпусной вакуум-выпарной установки с пластинчатыми калоризаторами:
/ пластинчатый калоризатор первой ступени; 2 — испаритель (пароотделитель) первой ступени; 3 — трубопровод для вторичного пара; 4— конденсатор смешения; 5 — трубопровод для острого пара; 6 — двухступенчатый эжектор; 7 — насос для отвода воды; 8, 11 — насосы для сгущенного продукта; 9 — испаритель (пароотделитель) второй ступени; 10—пластинчатый калоризатор второй ступени; 12 — автоматический регулятор подачи; 13 — насос для конденсата
Из калоризатора 1 продукт переходит в испаритель 2, в котором происходят интенсивное кипение и удаление вторичного пара. По трубопроводу 3 вторичный пар переходит в пластинчатый калоризатор 10 и используется в качестве греющего. Сгущаемый продукт из испарителя первой ступени насосом 11 нагнетается в калоризатор второй ступени. Давление и температура выпаривания здесь более низкие, чем в первой ступени. В испарителе 9 вторичный пар окончательно удаляется из продукта и направляется в конденсатор смешения 4.
Выход готового продукта автоматически регулируется в зависимости от концентрации сухих веществ. Продукт отводится из испарителя второй ступени насосом 8. Из конденсатора смешения 4 нескон-денсировавшиеся пары и газы поступают в двухступенчатый эжектор 6, в обе степени которого подается острый пар из трубопровода 5. Из эжектора 6 паровоздушная смесь отводится наружу.
Конденсат из калоризатора 10 и промежуточного конденсатора двухступенчатого эжектора направляется в конденсатор смешения 4, откуда смесь конденсата и охлаждающей воды отводится насосом 7.-Эта смесь направляется частично в промежуточный кондесатор двух-; ступенчатого эжектора. Конденсат из калоризатора 1 отводится насосом 13. ;
Установки могут работать без разборки в течение 20 ч в сутки.; Степень сгущения продукта для молока 50% сухих веществ, для обезжиренного молока 46% сухих веществ.
Пластинчатые вакуум-выпарные установки компактны, имеют небольшую высоту. Добавляя или убирая пластины, можно изменять производительность установки. J
262 11
четвертой ступени;
корпуса; 7 — подо-
Рис. 181. Схема трехкорпусной вакуум-выпарной установки с пластинчатыми калоризаторами и инжектором:
[ — балансировочный бак; 2, 16, 17, 18, 19 — насосы; 3 — подогреватель 4 — калоризатор первого корпуса; 5 — инжектор; 6 — сепаратор первого греватель третьей ступени; 8 — калоризатор второго корпуса; 9 — сепаратор второго корпуса; 10 — подогреватель второй ступени; 11 — калоризатор третьего корпуса; 12 — сепаратор третьего корпуса; 13— прибор для определения сухих веществ; /4 — подогреватель первой ступени; 15 — конденсатор
Трехкорпусная пластинчатая в а к у у м - в ы-парная установка приведена на рис. 181.
Молоко поступает в балансировочный бак 1 и насосом 2 нагнетается в подогреватель 14, где нагревается паром, поступающим из сепаратора 12. Затем молоко направляется в подогреватель 10 и нагревается паром, поступающим из сепаратора 9. Далее оно последовательно проходит подогреватели 7 и 3 третьей и четвертой ступеней, где нагревается паром, поступающим из сепаратора первого корпуса 6 и инжектора 5.
Молоко насосом 19 направляется в калоризатор 4, нагрев в котором осуществляется паром из инжектора 5. Кипящее молоко из калоризатора переходит в сепаратор 6. Выделившиеся пары поступают в инжектор 5, подогреватель 7 и калоризатор 8 второго корпуса. Под-сгущенное молоко насосом 18 перекачивается в калоризатор 8, в котором продолжается сгущение. Сгущеннное молоко насосом 17 передается в калоризатор третьего корпуса 11, вторичные пары направляются в подогреватель 10. Вторичные пары из сепаратора 12 поступают в подогреватель первой ступени и конденсатор 15. Готовое сгущенное молоко насосом 16 непрерывно откачивается из сепаратора и нагнетается через прибор для ществ.
определения содержания сухих ве-
Установки с аммиачным обогревом
Вакуум-выпарная установка с аммиачным обогревом приведена на рис. 182.
Продукт, подлежащий сгущению, предварительно нагревается в пластинчатом пастеризаторе до 72°С. Насосом 9 он нагнетается в калоризатор 5, где по трубам опускается вниз и переходит в сепаратор 6. Насосом 11 осуществляется циркуляция молока между сепарато-
263
Рис. 182. Схема вакуум-выпарной установки с аммиачным обогревом:
1 — двигатель компрессора; 2 — пароаммиачный отделитель; 3 — конденсатор; 4 — двухступенчатая эжекторная установка; 5 — калоризатор; 6 — сепаратор; 7 — ресивер для газообразного аммиака; S — ресивер для жидкого аммиака: 9— насос для подачи молока; 10—• иасос для отвода сгущенного молока; 11 — насос для циркуляции продукта; 12 — иасос для отвода конденсата вторичных паров; 13 — аммиачный компрессор
ром и калоризатором. Необходимую для парообразования теплоту молоко воспринимает от горячего газообразного аммиака, который поступает в калоризатор из аммиачного компрессора 13. Предварительно газообразный аммиак температурой свыше 100°С проходит через специальный ресивер 7. В калоризаторе температура конденсации аммиака 42°С, а температура кипения молока 29,5°С.
Сконденсировавшийся аммиак из межтрубного пространства калоризатора стекает в ресивер 8, откуда жидкий аммиак поступает сначала в отделитель 2, а затем в конденсатор 3. В трубах конденсатора образуется вакуум, в результате чего аммиак закипает (21 °C) и становится газообразным. Пары аммиака засасываются в компрессор 13, где онп сжимаются, и вновь нагнетаются в калоризатор. Компрессор приводится в действие двигателем 1. Для его охлаждения ис4 пользуется вода. Охлаждающая вода в рубашке нагревается до 74°С,| затем ее используют в пластинчатом пастеризаторе для предвари-^ тельного нагрева молока. I
Воздух и газы, несконденсировавшиеся в конденсаторе, отводятс! двухступенчатой эжекторной установкой 4. По мере сгущения молоко когда первые порции его достигают необходимой концентрации, иг сосом 10 отводится из установки. Часть готового продукта рецирк^ лируется насосом 11.
Производительность установки по испаренной влаге около 2500 кг в час. Потребляемое количество воды при этом сокращается в 2—3 264
I и
[, раза по сравнению со сгущением в вакуум-выпарных установках, I работающих на паровом обогреве. При использовании таких вакуум-', выпарных установок не нужны мощные паровые котлы и конденса-р торы для водяного пара.
и Достоинствами подобных установок являются низкие температуры кккипения, при которых можно сохранить не только белковый, но и витаминно-ферментативный состав молока при его сгущении. Низ-кая температура кипения позволяет сгущать молоко до очень высо-кой концентрации сухих веществ (80%).
Установки с фреоновым обогревом
V' Вакуум-выпарные установки с фреоновым обогревом относятся ^к пленочным с нижним расположением сепаратора. Калоризатор вто-! рой ступени установки состоит из двух частей. Для работы установки ' требуется фреон-114, пары которого, сжимаясь в компрессоре, посту-: пают в калоризатор первого корпуса. Температура сгущения, за-i висящая от условий работы, составляет 20—50°С. Конечная концент-I рация сухих веществ в готовом продукте 50%. Основные рабочие < узлы вакуум-выпарной установки с фреоновым обогревом изготовлены из нержавеющей стали.
Основные элементы и вспомогательные устройства
В состав вакуум-выпарных установок входят вакуум-аппараты, конденсаторы, вакуум-насосы, пароструйные аппараты, а также вспомогательные устройства и коммуникации. Во многих вакуум-выпарных установках к основным элементам относятся также термокомпрессоры.
Вакуум-аппараты выпарной установки представляют собой комплекс, состоящий из калоризатора и сепаратора (пароот-делителя); взаимное расположение калоризаторов и сепараторов может быть различным. Калоризаторы могут находиться на одном уровне с сепараторами, быть выше или ниже них.
Широко распространены в молочной промышленности вакуум-аппараты, в которых греющая поверхность калоризаторов выполнена в виде трубчатых и пластинчатых теплообменников.
Пленочный вакуум-аппарат имеет калоризатор, состоящий из пучка вертикальных трубок (рис. 183). Выделяющиеся пары движутся в середине трубок. По их поверхности продукт стекает тонкой пленкой. В сепараторе поддерживается более глубокий вакуум, поэтому вторичные пары и продукт опускаются в калоризаторе вниз.
Конструкция калоризаторов трехкорпусной пленочной вакуум-выпарной установки представлена на рис. 184.
Для анализа работы вакуум-аппаратов, представляющих собой теплообменники, в которых происходит кипение продукта и удаление вторичных паров, наибольший интерес представляют материальные и тепловые балансы, вопросы теплоотдачи и теплопередачи, а также испарение и самоиспарение влаги и температуры сгущения продукта.
265
I Рассмотрение их позволяет оценить интенсивность и эффектив-иость процессов сгущения молочных продуктов и установить факторы, ВТ которых они зависят.
Уравнение материального баланса при выпаривании имеет следующий вид:
GjS, . G2S2
I ------ -- -------------- - --------- , (zo)
F loo loo loo
Где G1( G2 — количество исходного и готового продукта, кг; W — количество Влаги, подлежащей выпариванию, кг; Sv S2, — массовая доля сухих веществ В исходном и готовом продуктах, %.
I Из уравнения (28) можно определить количество испаренной влаги
W = G, [(S2 - Si)/S2] = Gj - G2.
I Концентрацию сухих веществ S2 (в %) в готовом продукте рассчитывают по формуле
В S2 = (GjSjJ/CGi - Г) = (G1/Gs) Sv
В Если считать процесс выпаривания уже установившимся и допустить, что тепловые потери отсутствуют, то приход тепла равен его расходу, т. е. тепловой баланс выпаривания
DZ, + G,c,/, = ИЧ2 + (G1 - W) t2c2 + Осконд/ конд» (29)
где D — количество греющего пара, кг; 1\, i2 — энтальпия греющего и вторичного пара, Дж/кг; Gt — количество исходного продукта, кг; с1( с2 — удельная Теплоемкость исходного и готового продуктов, Дж/(кг • К); tlt Ч — начальная Ь конечная температуры продукта, °C; сконд — теплоемкость конденсата, Кж/(кг • К); <конд — температура конденсата, °C.
I Из уравнения (29) легко получить расчетную формулу для определения расхода греющего пара
D = [1У (1'2 - C2t2) -G, (Cjlj -C2/2)]/(ij - скондДонд)
где i; — коэффициент, учитывающий потери (т] = 0,97 4- 0,98).
I Решение уравнения (29) относительно W дает:
U7 = D [ц - — сКОнд1конд)/(Ч — с212)] Ч" [(Cj/i — сгМ/(Ч Ч/гЖ (30) I Дробь при первом члене уравнения представляет собой коэффициент испарения аи'
I Ч сконд(конд гг
аИ — . , — ’
i ^2 ^2^2 *”в
[Где гг, гв — теплота парообразования для греющего и вторичного пара, Дж/кг. I Коэффициент испарения показывает отношение количества теплоты, отдаваемой 1 кг греющего пара, к количеству теплоты, затрагиваемой на образование 1 кг вторичного пара. С увеличением аи [повышается эффективность работы вакуум-аппарата.
267
Дробь при втором члене правой части уравнения (30) называется коэффициентом самоиспарения: '
Р = сЯг)/(*2 с2^г)* *
Коэффициент самоиспарения р характеризует количество вторичных паров, образованных 1 кг продукта вследствие разности между температурой в момент его поступления в вакуум-аппарат и температурой кипения. Очевидно, чем выше этот коэффициент, тем выше эффективность работы вакуум-аппарата.
Коэффициент самоиспарения может в общем случае быть больше и меньше 0, т. е. 0 > |3 > 0. Знак перед р зависит от начальной температуры продукта. В большинстве случаев продукт перед сгущением пастеризуют и нагревают до температуры выше температуры кипения в вакуум-аппарате. Поэтому для повышения его производительности необходимо или крайне желательно направлять для сгущения продукт, имеющий начальную температуру выше температуры кипения.
Количество вторичных паров образовавшихся в результате самоиспарения, рассчитывают по формуле
U7c = G1c1₽ = II7[S2/(S2-S1)]C1₽.
Если принять, что В = 0, то тепловую нагрузку ваккуум-выпар-ной установки q [в Вт/(м2 ч)1 определяют по уравнению
<7 ~ (*1 скондДонд)1/^2 = QJFZi !'
где F — площадь поверхности нагрева, м2; г— продолжительность нагрева, 4J Q — количество теплоты, подводимой с греющим паром, Дж. j
Важным моментом анализа работы вакуум-аппаратов является’ определение интенсивности процесса выпарки /. Она показывает; количество воды, испаряющейся с 1 м2 поверхности нагрева за 1 ч< Определяют ее по формуле
/ = WIFf= [D (ij Сконд^кондЛ/^Я*? — = Q/rBF.
Интенсивность процесса выпарки можно представить в другому виде: i;
/ = kFAtn/rBF = kMntrB, 1
где k — усредненный коэффициент теплопередачи, Вт/(м2 • К); Д/п — полезная^ разность температур, представляющая собой разность между температурами г греющего пара tn и кипения t2.
Полезная разность температур всегда меньше общей разности Л/ (в °C):
Л<об = <п~ <в.п , где /в.п — температура вторичного пара, °C. I
Превышение общей разности температур над полезной можно объ- j яснить температурными потерями:
2 Д = Д/Оо — Д<п-
268
)
Температурные потери обусловлены температурной депрессией, т. е. понижением упругости паров воды вследствие изменения концентрации раствора, повышением температуры кипения продукта г результате гидростатического давления и понижением температуры вторичного пара в паропроводах между корпусами. Ориентировочно можно считать, что между двумя корпусами температурные потери [составляют 1,5°С.
В вакуум-выпарных установках, в которые поступает продукт с [температурой, более низкой, чем температура кипения, процесс теплообмена можно подразделить на два этапа: I — нагрев продукта го температуры кипения; II—теплообмен при кипении. Очевидно, [коэффициент теплопередачи на этих этапах будет различным, поэтому для определения интенсивности выпарки и других технических расчетов приходится пользоваться понятием усредненного коэффициента теплопередачи, когда процесс теплообмена условно не подразделяют на два этапа.
Коэффициент теплопередачи k в [Вт/(м2 - К)] в общем виде в вакуум-выпарных установках определяется формулой
k = [(1 /«г) + (1 /«2) + (ММ + (ММГ1.
Где а1э а2— коэффициент теплоотдачи от пара к стенке и от стенки к жидкости, Вт/(м2 К); 62 — толщина стенки трубок и накипи на трубках, м; Х2 —
теплопроводность металла трубок и накипи, Вт/(м • К).
Однако достаточно надежные расчетные формулы для определения at и а2 отсутствуют, что вынуждает использовать приближенные.
В случае пленочной конденсации на поверхности вертикальных трубок и ламинарном течении пленки
at = 1,12 У А/НМ ,
где Н — высота трубок, м; Д/ — разность между температурами, °C;
Д/ — — /ст»
(п, /ст — температура греющего пара и стенки, °C;
А = г₽к ^к/^к»
где г — скрытая теплота парообразования, Дж/кг; рк — плотность конденсата, кг/м3; Хк— коэффициент теплопроводности конденсата, Вт/(м • К); рк— коэффициент динамической вязкости конденсата, Па • с.
При турбулентном течении пленки
ах = 1,38 \ГаГнЫ.
Режим течения пленки конденсата на поверхности вертикальных рубок можно определить по критерию Рейнольдса
Re = ок8кРк/8к = (Чк^к/^к).
де vK — средняя скорость течения конденсата, м/с; 6К — толщина пленки конденсата, м; мк — коэффициент кинематической вязкости конденсата, м2/с.
269
Среднюю скорость течения конденсата определяют по формуле
= D2/nr.d8KpK,
где D2 — количество конденсата (количество греющего пара), стекающего по трубкам калоризатора в единицу времени, кг/с; п— количество трубок в калоризаторе; d — диаметр трубок, м.
Экспериментально установлено, что критическое значение критерия Re для пленочного течения равно 180. Следовательно, при Re <180 пленка имеет ламинарный режим течения, а при Re > > 180 —турбулентный.
При определении а2 для калоризаторов циркуляционных вакуум-выпарных аппаратов С. С. Кутателадзе предлагает следующую формулу:
(₽к — Рп\0-5 I "•> \о,35 пп
-----Щ — -------ЧЕ------,
° / \ а / грп (рн рп)
где рп — плотность вторичного пара, кг/м3; о—поверхностное натяжение, Н/м; а — коэффициент температуропроводности, м2/с; Р — абсолютное давление над поверхностью нагрева, Па.
При расчете а2 для калоризаторов пластинчатых вакуум-выпарных аппаратов известны лишь эмпирические формулы. Так, одна из них имеет следующий вид:
а2 — 2,3 • 106 р1; / q Gq , (31)
где рк — давление, при котором происходит кипение продукта, Па; Go — количество продукта, поступающего на пластину (плотность орошения), кг/(м • ч).
Формула (31) справедлива при q < 45000 Вт/(м2 • ч), Go == 5004-4- 800 кг/(м • ч) и = (1,24- 2,5)104 Па.
Для определения значения а2 в калоризаторах пленочных вакуум-выпарных аппаратов можно использовать следующую формулу:
0,2
а2 = 1000 (pKG0/Atn) . (32)
Эта формула справедлива при Go = 2004- 600 кг/(м • ч); рк = = (0,14- 4) • 104 Па и при q = 46004- 26600 Вт/(м2 • ч).
Несмотря на сложность аналитических расчетов, связанных с определением коэффициентов теплопередачи и теплоотдачи, в настоящее время накоплен большой практический и теоретический материал, показывающий их зависимость от полезной разницы температур, концентрации сгущаемого продукта, наличии накипи, концентрации воздуха в греющем паре и от уровня конденсата в калоризаторе.
С увеличением полезной разности температур эффективность теплообмена увеличивается. В циркуляционных вакуум-выпарных аппаратах полезная разность температур должна составлять 15—25°С. При снижении, а также в отдельных случаях и при повышении ее интенсивность циркуляции жидкости в калоризаторе падает, что приводит к уменьшению коэффициента теплопередачи.
270
| От концентрации сгущаемого продукта зависит а2. С повышением Концентрации продукта коэффициент теплоотдачи а2 и общий коэффициент теплопередачи будут уменьшаться.
Появление накипи, или так называемого молочного камня, на внутренних стенках трубок калоризаторов резко снижает эффективность теплообмена. Поэтому при нескольких последовательно проводимых циклах сгущения без мойки и чистки аппарата с каждым циклом эффект теплопередачи уменьшается.
Коэффициент снижения теплопередачи <|>т характеризуется отношением
Фт ~ ^ср/^’о’
где йср — средний коэффициент теплопередачи за несколько циклов сгущения, Вт/(м2 • К); k0 — коэффициент теплопередачи (при чистых поверхностях калоризатора), Вт/(№ • К).
На эффективность теплообмена существенно влияет концентрация в греющем паре воздуха. При концентрации в паре всего лишь 1 —3% воздуха величина tzf падает в 2 раза и более.
При накоплении излишнего слоя конденсата в калоризаторе снижается общий коэффициент теплопередачи, поэтому необходимо обеспечивать своевременный и систематический отвод конденсата из калоризатора.
С увеличением концентрации растворенных в жидкости веществ повышается температура сгущения (кипения) продукта и возрастает температурная депрессия. Константа температурной депрессии (/<д = — 0,8-i- 1 для молока) выражается равенством
= (G о)/(^в ^в)>
где tlt tB, /р tB — температуры кипения продукта при атмосферном давлении, воды при атмосферном давлении, продукта при заданном вакууме и воды при заданном вакууме, °C.
На интенсивность процесса сгущения влияет величина поверхности нагрева калоризаторов. Ее в трубчатых калоризаторах можно определить по формуле
F = red In,
где (I — диаметр трубок калоризатора, м; / — длина трубок, м; п — количество трубок.
Поверхность нагрева пластинчатых калоризаторов определяют по формуле
F = lhnn,
где I — длина пластины, м; h — ширина пластины, м; п„ — количество теплообменных пластин.
Эффективность работы вакуум-выпарных аппаратов зависит от полноты выделения частиц сгущаемого продукта из вторичных паров, которое осуществляется в сепараторах (пароотделителях). В связи с этим паровое пространство сепаратора должно быть таким, чтобы
271
обеспечить достаточно полное отделение частиц продукта от вторичного пара. В противном случае продукт будет унесен со вторичными парами и попадать в межтрубное пространство калоризаторов или подогревателя других корпусов.
Важными показателями работы вакуум-выпарных аппаратов являются скорость витания частиц (капелек) в паровом пространстве, скорость движения пара в этом пространстве и продолжительность нахождения пара в нем. Для условий сгущения молока и молочных продуктов скорость витания нвпт (в м/с) капелек продукта определяют по формуле
СВИТ = (Р1 — р2)^к]/3<рр2 >
где dK — диаметр капли, м; рх, р2 — плотность продукта и пара, кг/м3; <р — коэффициент сопротивления (при Re < 500 <р = 18,5/ReO>6, при Re > 500 <р = 0,44).
Для определения критерий Re рассчитывают по формуле
Re = cndK/vn,
где оп — скорость движения пара, м/с; vn — кинематическая вязкость пара, м2/с.
Скорость витания капелек продукта в паровом пространстве должна быть больше скорости движения в нем вторичного пара. Если овит будет меньше скорости вторичного пара, то частицы продукта будут уноситься вместе с ним.
Скорость движения пара оп в паровом пространстве можно определить по формуле
оп = 4V/3600^, Г
где V — количество пара, м3/ч; с!с — диаметр сепаратора, м.
Продолжительность пребывания т (в с) частиц пара в паровом пространстве сепаратора установки рассчитывают по формуле
т = 36001/с/В71/в п,
где 1'с —объем парового пространства сепаратора, м3; U7 — количество вторичных паров, кг/ч; Рв.п— удельный объем вторичного пара, м3/кг.
Объем парового пространства сепаратора определяют по формуле
Vc= Ve/VH,
где — объем выделяющихся паров, м3; Рн— напряженность парового пространства, м3/(м3 • ч) (У„ = 1000 1600 м3/(м3 • ч).
Диаметр сепаратора находят по уравнению.
г/с = г'4\'с/пН , где Н — высота выпарного пространства, м.
272
Высоту Я следует принимать с учетом высоты подбрасывания капель, которая обычно составляет 0,3—0,8 м, в отдельных случаях Капли поднимаются на высоту до 1,5 м.
1 Уравнение материального баланса сгущения в вакуум-аппаратах Многокорпусных вакуум-выпарных установок имеет следующий вид:
(G1 — W1 — W2-----Wn)Sn = G1S1,
Де G, — количество исходного продукта, кг; П7Х, Ц72, Wn— количество ис-гаренной влаги в I, II корпусах, кг; S„, S, — концентрация сухих веществ в |родукте, выходящем из данного корпуса, и в исходном продукте, %.
Тепловой баланс для любого вакуум-выпарного аппарата многокорпусной установки можно определить по уравнению
Dnin + (G1-Wl-Wz--------rIW) =
= + (Gx - ------FH) /пс„ + DniK n,
де Dn — количество греющего пара, поступающего в данный корпус, кг; гп— гнтальпия греющего пара, Дж/кг; /п-1 — температура продукта, поступающего I данный корпус, °C; «2П, г«.п— энтальпия вторичного пара, получаемого в дан-юм корпусе, и конденсата в калоризаторе данного корпуса, Дж/кг; tn — тем-юратура кипения продукта в данном корпусе, °C; cn-i> сп— теплоемкость проекта, поступающего в данный корпус и выходящего из него, Дж/(кг • К).
Конденсаторы вакуум-выпарных установок являются тепло-именными аппаратами, в которых теплота вторичных паров отдается . охлаждающему агенту, что приводит к их конденсации. В вакуум-еыпарных установках применяют конденсаторы поверхностные и конденсаторы смешения.
Устройство поверхностного конденсатора приведено на рис. 185. Тар поступает в конденсатор через патрубок 4. При движении в меж-грубном пространстве пар соприкасается с охлаждающей поверх-icTbio, в результате чего конденсируется. Конденсат по поверх-сти труб 11 стекает вниз, откуда его откачивают насосом через па-убок 2. В парах содержится воздух, который удаляется из конден-гора через патрубок 12.
Достоинствами поверхностных конденсаторов являются чистота иденсата, который можно использовать для технических нужд, и 1лый расход энергии на отвод конденсата и воздуха, а недостатком — лыиие габаритные размеры.
Конденсаторы смешения (рис. 186) подразделяют на противоточ-ie и прямоточные.
Противоточный конденсатор барометрического типа (рис. 186, а) ботает следующим образом. Вторичный пар через патрубок 2 по-упает в корпус 7 конденсатора, где смешивается с охлаждающей дой, стекающей с одной полки 6 на другую, а пар при движении ерх соприкасается со струйками воды. Смесь конденсата и охлаждающей воды попадает в барометрическую трубу. При этом уровень водяного столба зависит от разрежения в системе. Конденсат и охлаждающая вода в результате разности между давлениями в. барометрической трубе и окружающей среде протекает в бассейн 1. В проти-10—1275 273
Рис. 186. Конденсаторы смешения: а — противоточный барометрического типа; б — прямоточный с трубчатым разбрызгивателем; в — прямоточный с полками;
1— бассейн; 2—патрубок для входа вторичного пара; 3 — патрубок для входа воды; 4 — воздуховод; 5 — ловушка; 6 — полки; 7 — корпус конденсатора; 8 — возвратная труба; 9 — барометрическая труба; 10 — патрубок для выхода смеси воды и конденсата
Рис. 185. Поверхностный конденсатор:
1 — станина; 2 — патрубок для отвода конденсата; 3 — патрубок для входа смеси воздуха и конденсата из калоризатора; 4— патрубок для входа смеси вторичного пара и воздуха из сепаратора; 5 — патрубок для выхода охлаждающей воды; 6 — крышка; 7, 9 — перегородки; 8 — корпус; 10 — вакуумметр; 11 — трубы; 12— патрубок для отвода воздуха; 13 — патрубок для входа охлаждающей воды
воточных конденсаторах барометрического типа воздух из камеры смешения отсасывается специальными устройствами (суховоздушный насос, эжекторы и т. п.). Насоса для отвода смеси воды и конденсата не требуется. Конденсаторы этого типа имеют большие габаритные размеры, высота их 12 м.
В прямоточных конденсаторах (рис. 186, в) вода поступает в конденсационную камеру, предварительно пройдя через разбрызгиватели. При соприкосновении пара с большой поверхностью водяных' капель обеспечивается интенсивная конденсация. Образованная в процессе конденсации смесь конденсата и охлаждающей воды стекает вниз, к выходному патрубку 10, далее она откачивается насосом.
274
Количество холодной воды, необходимой для конденсации вторичных паров, В (в кг) вычисляют по уравнению
В = (Г(/2-/к)]/(Ск.,/кв-Снв<нв),
где W — количество вторичных паров, направляемых на конденсацию, кг; L—энтальпия вторичных паров, Дж/кг; tK в, в— конечная и начальная температура воды, °C; iK — энтальпия конденсата, Дж/кг; ск в, сн в— начальная и конечная теплоемкость воды, Дж/(кг • К).
| Для конденсаторов смешения конечная температура конденсата равна конечной температуре воды.
I Поршневые вакуум-насосы и пароструйные Аппараты применяют для отсасывания паров из вакуум-аппарата, воздуха и смеси конденсата с водой — из конденсаторов смешения, воздуха —из поверхностных конденсаторов и конденсаторов барометрического типа.
I Поршневые вакуум-насосы делят на мокро- и суховоздуш-рые.
Мокровоздушные насосы отсасывают одновременно воду и воздух, р молочной промышленности применяют мокровоздушные насосы с конденсационной камерой. В этой камере, расположенной между цилиндром и корпусом, вторичные пары конденсируются так же, как и в конденсаторах'смешения. Вода поступает по трубе и разбрызгивается специальным приспособлением.
Суховоздушный насос (рис. 187) предназначен для всасывания воздуха при вакууме и нагнетания его при атмосферном давлении. При движении поршня 2 справа налево воздух из конденсатора засасывается в правую полость цилиндра 1, а из левой полости цилиндра воздух вытесняется в атмосферу. Насос —двойного действия,
1Рис. 187. Схема одноступенчатого суховоздушного насоса двойного действия: / — цилиндр; ? —поршень; 3 — соединительный канал; 4, « — всасывающий и нагнетательный клапаны; 5 — золотниковое устройство
10'
275
т. е. нагнетание и всасывание происходят при прямом и обратном ходах поршня.
При положениях поршня в правой или левой стороне цилиндра образуются так называемые «мертвые пространства» с частично сжатым воздухом (давление равно атмосферному), который при обратном ходе поршня расширяется до давления всасывания. Это уменьшает объемный коэффициент полезного действия насоса. Для увеличения его до 0,9-—0,93 насос снабжают золотниковым устройством, которым мертвое пространство сообщается с противоположной стороной цилиндра, и воздух из мертвого пространства переходит в полость, где всасывание завершено.
Количество воздуха (бв03Д), отсасываемого за 1 ч суховоздушными насосами, зависит от вида конденсатора. Для поверхностных конденсаторов оно составляет Овозд — (0,01 4- 0,015)1^, а для конденсаторов смешения бвозД = (0,012 4- 0,02)11?.
Производительность поршневых вакуум-насосов V (в м3/с) можно определить по формуле
у = tffn pud2/4) Sn,
где <р — коэффициент подачи (гр = 0,8 —• 0,9); т — количество всасываний за один оборот шкива, d —• диаметр поршня, м; S — ход поршня, м; п — частота вращения шкива, с-1.
В вакуум-выпарных установках пароструйные аппараты выполняют двоякую функцию. Их используют как термокомпрессоры и как вакуум-насосы. В первом случае их называют инжекторами, а во втором — эжекторами. Существенных различий в устройстве и принципе действия они не имеют, инжектор предназначен для нагнетания, а эжектор —для отсасывания.
Устройство и принцип действия инжектора можно рассмотреть на рис. 188. Острый пар в сопле 3 адиабатически расширяется. Из сопла пар выходит со скоростью, превышающей скорость звука. Движущаяся с такой скоростью струя пара характеризуется большим поверхностным трением, поэтому она увлекает за собой вторичные пары или воздух, что обусловливает всасывание вторичного пара или воздуха в камеру 4.
В камере смешения 2 острый пар перемешивается со вторичным. Скорость движения резко снижается, и смесь поступает в диффузор / (камеру сжатия), где давление смеси повышается. Сжатая смесь направляется в нагнетательный трубопровод.
В вакуум-выпарных установках, применяемых в молочной промышленности, широко используют одно и двухступенчатые эжекторы. Устройство и принцип действия одноступенчатых эжекторов аналогичны инжектору. Двухступенчатые эжекторы бывают двух типов — без промежуточного конденсатора и с ним (рис. 189).
Эжектор без промежуточного конденсатора (рис. 189, а) работает следующим образом. Отсасываемый из конденсатора воздух захватывается острым паром, выходящим из сопла 2, и вместе с ним посту-, пает в диффузор 4, из которого сжатая смесь поступает в камеру всасывания эжектора второй ступени. Смесь увлекается острым паром;
276
Рис. 189. Двухступенчатые эжекторы:
а — без промежуточного конденсатора: 1 — паровой вентиль; 2 — сопло; 3 — камера всасывания; 4 — диффузор (камера сжатия); 5 — эжектор первой ступени; 6 — эжектор второй ступени; б — с промежуточным конденсатором смешения: 1 — эжектор первой ступени; 2 — конденсатор смешения; 3 — эжектор второй ступени; 4— вакуумметру 5—манометр; 6 — спускная труба; в — с промежуточным поверхностным конденсатором: 1 — патрубок для входа воды; 2 — эжектор второй ступени; 3 — патрубок для выхода воды; 4 — поверхностный конденсатор; 5 — эжектор первой ступени
ис. 188. Инжектор:
1 - диффузор (камера сжатия); 2 — камера смешения; 3 — сопло; 4 — камера всасывания; h - патрубок для входа острого пара; 6 — патрубок для входа вторичного пара.
и вместе с ним направляется в диффузор второго эжектора, откуда отводится в теплообменник или атмосферу.
Работа двухступенчатых эжекторов с промежуточными конденсаторами (рис. 189, б, в) отличается от ранее рассмотренного тем, что паровоздушная смесь эжектора первой ступени передается в промежуточный конденсатор, где пар конденсируется, а воздух отсасывается эжектором второй ступени.
Эффективность работы пароструйных аппаратов (инжекторов и жекторов) определяется коэффициентом инжекции И, показывающим, какое количество вторичного пара или воздуха засасывается |а каждый килограмм острого пара
И = DB/D0,
Дс DB, Do — количество вторичного пара (воздуха), острого пара, кг.
К вспомогательным устройствам относят брызгоуловители (логики), пробоотборники и конденсатоотводчики.
277
3 b 5
Рис. 190. Конденсатоотводчики:
а — с цилиндрическим поплавком: 1 — патрубок с клапаном для входа конденсата; 2 — патрубок с клапаном для соединения с паровым пространством калоризатора; 3 — рычаг; 4 — пружина; 5 — патрубок с клапаном для впуска острого пара; 6 — поплавок; 7 — корпус;
8 — клапан для отвода конденсата;
б — с шаровым поплавком: 1 патрубок для выхода конденсата; 2 — патрубок для входа конденсата; 3 — поплавок; 4 — корпус; 5 — рычаг для подъема поплавка; 6 — клапан для отвода конденсата;
в ~ подпорная (дроссельная) шайба: 1 — труба; 2 — фланцы; 3 — соединительные болты;
4 — шзйба
Брызгоуловители (ловушки) устанавливают, чтобы предотвратить унос частичек продукта со вторичными парами. Работа брызгоуловителей основана на многоступенчатом изменении направления движения. При этом капельки продукта, как более тяжелые, оседают на поверхностях и через специальный патрубок попадают в аппарат. Ловушки должны быть доступными для мойки.
Пробоотборники предназначены для отбора проб, чтобы определить готовность сгущаемого продукта.
Конденсатоотводчики предназначены для отвода конденсата из калоризаторов, в которых может быть пониженное или повышенное по сравнению с атмосферным давление.
Конденсатоотводчики, применяемые в вакуум-выпарных установках, можно подразделить на три основных типа: с цилиндрическим и шарообразным поплавком, а также подпорные шайбы.
Принцип работы конденсатоотводчика с цилиндрическим поплавком (рис. 190, а) заключается в следующем. Патрубок 2 сообщается , с трубопроводом, соединенным с верхней частью калоризатора. Это обеспечивает создание в конденсатоотводчике такого же давления, как и в межтрубном пространстве калоризатора. Патрубок 1 соединяется с нижней частью калоризатора. Конденсат, самотеком напол- , няя конденсатоотводчик, поднимает поплавок 6. Под действием столба жидкости клапан 8 закрывается. Поплавок, поднимаясь до определен- , ного уровня, рычагом 3, шарнирно соединенным с ним, закрывает ,
278
клапан на патрубке 2, соединяющем конденсатоотводчик с межтруб-ным пространством калоризатора. Одновременно открывается клапан на патрубке 5 для впуска острого пара. Острый пар выталкивает конденсат через клапан 8. Клапан для впуска в это время закрыт. Поплавок, опустившись, рычагом перекрывает клапан острого пара и открывает клапан на входе вторичного пара. Цикл работы повторяется. Плавучесть поплавка в зависимости от требуемых условий работы регулируют добавлением или убавлением песка, для чего на поплавке имеется специальная пробка.
Этот конденсатоотводчик устанавливают в установках, в калоризаторах которых давление греющего пара меньше атмосферного.
На рис. 190, б приведена схема конденсатоотводчика с шаровым поплавком, используемым для отвода конденсата из калоризаторов, работающих при избыточном давлении греющего пара. Конденсат попадает в конденсатоотводчик через патрубок 2. По мере наполнения конденсатоотводчика поплавок 3, приподнимаясь, открывает клапан 6, через который конденсат выходит наружу. В процессе работы устанавливается равновесие и конденсат вытекает из конденсатоотводчика непрерывно.
Для нормальной работы конденсатоотводчиков с шаровым поплавком необходимо систематически рычагом 5 поднимать поплавок на величину максимального открытия клапана. Этим достигается прочистка конденсатоотводчика и клапана 6.
Работа подпорной шайбы (рис. 190, в) заключается в том, что при определенной разности давлений через ее отверстие может пройти в 35—45 раз больше конденсата, чем пара. Подпорная шайба представляет собой стальной диск толщиной 5—6 мм с отверстием в центре.
£ ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ САХАРНОГО СИРОПА
J На молочноконсервных заводах для приготовления сахарного сиропа создают сироповарочные станции периодического и непрерывного действия (рис. 191).
В состав станции периодического действия (рис. 191, а) входят сироповарочный котел 3, насос 6, фильтр 1 и трубопровод 2 для молока. Приготовленный в котле 3 сироп насосом 6 подается на фильтр /, а затем поступает в вакуум-выпарную установку.
В станции непрерывного действия (рис. 191, б) производительностью 2000 кг/ч для дозирования сахара установлены автоматические весы. Прежде чем поступить в растворитель 8, сахарный песок проходит через просеиватель 1. Воду дозируют и подогревают в подогревателе-дозаторе. В качестве греющего агента в сироповарочных станциях используют острый пар.
Расход теплоты и пара определяют из уравнения теплового баланса
D/'j + GjCj/j — Wi2 + G2c2/2 + DcKtK -p Qn,
где D — количество греющего пара, кг; ii, i2 — энтальпия греющего и вторичного пара, Дж/кг; Gi, G2 — количество продукта, поступающего на варку, и Готового сиропа, кг; а, с2 — теплоемкость исходного и готового продукта,
279
Соковый пар
Рис. 191. Сироповарочная станция:
а — периодического действия: / — фильтр; 2 — трубопровод для молока; 3 — сироповароч ный котел; 4 — воздушный край; В — предохранительный клапан; 6 — насос;
б — непрерывного действия; 1 — просеиватель для сахарного песка; 2 — автоматические весы 3 — подогреватель-дозатор для воды; 4— площадка; б — промежуточный бачок; 6 — насос для сиропа; 7 — конденсатоотводчик; 8 — растворитель; 9 — электродвигатель растворителя
I Дж/(кг • К); ti, t2 — начальная и конечная температуры продуктов, С; W — I Количество выпаренной при варке сиропа влаги, кг; ск — теплоемкость конденсата, Дж/(кг • К); tK — температура конденсата, °C; Qn — потери тепла в окружающую среду, Дж.
Потери тепла в окружающую среду можно определить по основному уравнению теплопередачи. Для этого предварительно рассчитывают внешнюю поверхность аппарата. Коэффициент теплоотдачи ОТ аппарата к воздуху принимают 6—18 Вт/(м2 • К).
Производительность сироповарочных станций периодического действия Мсм (в м3) рассчитывают по формуле
Л4СМ— 1/2см/2ц,
'Де V — вместимость сироповарочных котлов, м3; ZCM, Zu — продолжительность Виены и цикла, ч.
КРИСТАЛЛИЗАТОРЫ
Кристаллизаторы подразделяют на периодического и непрерывного действия.
Кристаллизаторы периодического действия
: Эти кристаллизаторы бывают атмосферные и вакуумные. Атмосферные кристаллизаторы относятся к устаревшим, поэтому они не ^писаны. Вакуум-кристаллизаторы делят на вакуум-кристаллизаторы, В которых продукт охлаждается в результате самоиспарения, и вакуум-кристаллизаторы с комбинированным охлаждением, в которых продукт охлаждается самоиспарением и холодильным агентом.
Наиболее распространены вакуум-кристаллизаторы, работающие по принципу самоиспарения (рис. 192). Молоко из вакуум-аппарата поступает в приемники испарителей 4 и 17. Системой эжекторов 1 двумя конденсаторами смешения в приемнике создается глубокий Вакуум, вследствие чего продукт кипит. В результате выделения тепла При парообразовании снижается температура сгущенного молока и ано охлаждается.
Для равномерности охлаждения и кристаллизации в приемниках Вращаются мешалки. В вакуум-кристаллизаторах можно устанавливать поверхностные конденсаторы вместо конденсаторов смешения.
В результате разрежения, созданного в кристаллизаторе с комбинированным охлаждением (рис. 193), сгущенный продукт из вакуум-вппарата поступает самотеком. В аппарате, заполненном продуктом, В результате включения эжекторов 24, 22 и 19 давление еще понижается, что вызывает дополнительное охлаждение продукта. Интенсивность охлаждения увеличивается в результате работы мешалки, в Трубы 18 которой'подается холодная вода, предварительно охлаждаемая в трубчатом охладителе 25. При охлаждении сгущенного молока происходит кристаллизация сахара. Кристаллизатор снабжен Контрольно-измерительными приборами.
Первоначальный вакуум, необходимый для загрузки продукта, Должен достигать (8,5-*- 8,6)104 Па. Продолжительность загрузки
Рис. 192. Вакуум-кристаллизатор, работающий по принципу самоис-ларения;
/ — мешалка; 2 — люк; 3 — смотровое окно; 4. 17 — приемники испарителей; 5 — осветительный фонарь; 6 — термометр; 7 — редуктор; 8 — эжектор первой ступени; 9 — конденсатор первой ступени; 10 — эжектор второй ступени; 11 — конденсатор второй ступени; 12 — эжектор третьей ступени; 13 — конденсатор третьей ступени; 14 — эжектор четвертой ступени; 15 — барометрические трубы; 16 — пусковой эжектор
Рис. 193. Горизонтальный вакуум-кристаллизатор с комбинированным охлаждением:
1 — масляные кольца; 2 — масленка; 3— подшипник; 4 — сальниковая набивка; 5 — патрубок для входа воды; 6 — втулка сальника; 7 — муфта; 8 — редуктор; 9 — электродвигатель; 10— крышка сальника; 11— вал мешалки; 12 — люк; 13, 16 — дистан-
ционные термометры; 14, 21 — вакуумметры; 15 — термограф; 17 — смотровое стекло; 18 — трубы мешалки; 19 — эжектор второй ступени; 20 — поверхностный конденсатор; 22 —• эжектор первой ступени; 23 — манометр; 24 — пусковой эжектор; 25 — трубчатый охладитель для воды
1J—15 мин, а охлаждения продукта до температуры усиленной кристаллизации не должна превышать 45—50 мин. Продукт выдерживаю! при 30—32°С в течение 45 мин. Повторное охлаждение до температуры 27,5°С продолжается 10—15 мин, выдержка —45 мин. До конечной температуры (20—21°С) продукт окончательно охлаждается з< 20 мин.
В вакуум-кристаллизаторах, работающих по принципу самоис-
282
парения, количество тепла Q (в Дж), отдаваемого при охлаждении продукта, рассчитывают по формуле
Q = Впг, где Ви— количество влаги, испарившейся во время кристаллизации, кг; г — теплота парообразования, Дж/кг.
Количество влаги, испарившейся во время кристаллизации, можно определить из уравнения материального баланса -
Ви — GH — GK,
где GH, GK— масса продукта до кристаллизации и после нее, кг.
Во время охлаждения в вакуум-кристаллизаторах увеличивается концентрация сухих веществ в продукте. Чтобы влажность готового сгущенного молока соответствовала стандартной, необходимо подбирать оптимальную влажность исходного продукта. Для определения оптимальной влажности исходного продукта известна следующая формула:
Вн = (248 + 0,58/н + 0,002245//;) 10~2,
Где /н — начальная температура продукта, °C.
Кристаллизаторы непрерывного действия
Кристаллизаторы непрерывного действия бывают винтовые, трубчатые и цилиндрические.
Вся установка винтового кристаллизатора, разработанного Н. Н. Липатовым и Н. И. Гаркавенко (рис. 194), состоит из корпуса кристаллизатора 4, насоса 1 для подачи сгущенного молока в кристаллизатор, насоса 6 для подачи затравки (небольшого количества кристаллизованного продукта), коммуникации 2, бака 3 и пульта управления 5 с приборами контроля температуры и управления электродвигателями. Процесс кристаллизации осуществляется в цилиндрах 7, 8, 9.
По рубашке цилиндров проходит холодильный агент. Рубашка закрыта теплоизоляцией. В цилиндре расположен вращающийся вытеснительный барабан с винтовой навивкой. Спереди цилиндр закрыт крышкой, сзади прикреплен к панели. Внутри вытеснительного барабана имеется рубашка, по которой проходит холодильный агент, охлаждающий наружную поверхность барабана.
Направление винтовой навивки —обратное направлению движения продукта. Зазор между вытеснительным барабаном и цилиндром 1,5 мм.
В крышках цилиндров смонтированы шарикоподшипники и уплотнительные устройства барабана и центральной трубы для входа холодильного агента в барабан и выхода из него. Вытеснительный барабан с одной стороны надет на приводной вал и соединен с ним ведущим штифтом, а с другой — опирается через втулку на подшипник. \
283
Рис. 194. Винтовой
кристаллизатор:
1 — насос для сгущенного молока; 2 — коммуникации;
3 — бак для затравки; 4 — корпус кристаллизатора; 5 — пульт управления; 6 — иасос для затравки; 7 — второй цилиндр; 8 — первый цилиндр;
9 •=- третий цилиндр
Приводной вал барабана вращается в шарикоподшипниках, смой- . тированных в корпусах. На ведущем валу закреплена звездочка. Вращение вытеснительным барабанам передается от электродвигателя через ременную передачу на контрпривод, а от него через цепную передачу —на промежуточный вал и через цепные передачи —на приводные валы вытеснительных барабанов.
Для контроля за температурой сгущенного молока, охлаждающей воды и рассола установлены термометры сопротивления, связанные с показывающими приборами на щите управления. Для контроля за давлением применяют мембранные манометры.
Для подачи продукта используют шестеренный насос. Затравка подается из бака, закрепленного на кронштейне станины, дополнительным шестеренным насосом. Привод его осуществляется от общего привода кристаллизатора.
Продукт проходит последовательно три цилиндра в тонком слое между вытеснительным барабаном и цилиндром, перемешивается винтовой навивкой и охлаждается в первом цилиндре до температуры 32 —30°С и в третьем —до 16—18°С. Во втором цилиндре продукт не охлаждается, в нем сгущенное молоко выдерживается при температуре массовой кристаллизации. Все детали и узлы кристаллизатора изготовлены из нержавеющей стали, что позволяет проводить безраз-борную мойку кристаллизатора.
284
Трубчатый кристаллизатор представляет собой батарею труб длиной в несколько десятков метров. Сгущенное молоко нагнетается в него насосом высокого давления (55 • 104 Па). Движется оно противотоком по отношению к воде. Затравку в сгущенное молоко вносят только при пуске, затем охладитель сам обеспечивается затравочным материалом. Им служит образовавшийся в трубах слой продукта, содержащий кристаллический молочный сахар. Сгущенное молоко должно быть охлаждено до 32°С в трубчатом охладителе. Затем его перекачивают в резервуар с мешалкой. После выдержки сгущенного молока в резервуаре его пропускают через следующую батарею труб.
Более совершенным аппаратом для непрерывного охлаждения и кристаллизации сгущенного молока с сахаром является аппарат «Ро-та-Про» (США), который поставляется в комплекте с трубчатым охладителем. В последнем сгущенное молоко с сахаром охлаждается от 49 до 32,2°С и пропускается через аппарат «Рота-Про», где охлаждается приблизительно до 17,2°С.
Аппарат «Рота-Про» представляет собой герметический теплообменный аппарат для охлаждения жидких и полужидких продуктов высокой вязкости. Аппарат состоит из цилиндра с рубашкой, служащей испарителем жидкого аммиака. В цилиндре вращается стержень из нержавеющей стали. Между поверхностью стержня и внутренней стенкой цилиндра образуется очень узкое внутреннее прост-} анство, через которое пропускают сгущенное молоко.
Здесь оно быстро охлаждается. В результате сильного механического воздействия и под действием большого температурного перепада в аппарате «Рота-Про» происходит мгновенная кристаллизация молочного сахара в сгущенном молоке.
Глава XIV. УСТАНОВКИ ДЛЯ СУШКИ МОЛОКА
И МОЛОЧНЫХ ПРОДУКТОВ
В зависимости от того, какие молочные продукты (жидкие либо твердые) подвергаются сушке, установки для сушки (сушильные установки) подразделяют на установки для сушки молока и жидких молочных продуктов и установки для сушки твердых молочных продуктов.
Установки для сушки твердых молочных продуктов подразделяют на установки периодического и непрерывного действия.
УСТАНОВКИ ДЛЯ СУШКИ МОЛОКА и жидких молочных ПРОДУКТОВ
Эти установки подразделяют на контактные и распылительные.
Контактные сушильные установки
В контактных сушильных установках молочные продукты сушатся теплом, воспринимаемым жидкостью от теплопередающей контак-
285
Рис. 195. Вальцовая атмосферная сушилка:
1 — станина; 2, 5 — воздуховоды; 3 — электродвигатель вентилятора; 4 — электродвигатель вальцов; 6 — приводной механизм; 7 — вытяжной зонт; 8 — устройство для отвода паров; 9—вальцы; 10 — патрубок для входа пара; И— элеватор; 12 •— электродвигатель дробилки; 13 — дробилки; 14 — шнек; 15 — конденсатоотводчик; 16 — патрубок для отвода конденсата
тирующей с ним поверхности. Современные контактные сушильньм установки бывают вальцовыми и ленточными. Г"' «
В свою очередь вальцовые сушилки можно подразделить на атмосферные (процесс сушки протекает при атмосферном давлении) и вакуумные (процесс сушки протекает при пониженном давлении). По количеству вальцов различают одно- и двухвальцовые сушилки.
Вальцовые сушилки применяют преимущественно для сушки обезжиренного молока, пахты и сыворотки. Растворимость продуктов, получаемых на этих сушилках, не превышает обычно 80—85%, поэтому область применения их ограниченна.
Основным рабочим органом вальцовых сушилок являются вальцы (барабаны), изготовленные из специального чугуна. Съемные днища вальцов снабжены цапфами, одна из которых полая. Через эту цапфу поступает пар (в кольцевом зазоре) и проходит труба для отвода конденсата. На другой цапфе закрепляется шестерня для привода. Сальник является уплотняющим устройством в месте перехода пара из невращающегося паропровода во вращающиеся сушильные вальцы.
Ножи плотно прижимаются к поверхности барабана. При большой длине барабанов ножи делают составными (длина каждой части не более 400 мм). Для удобства заточки ножи изготовляют откидными.
286
Вальцовая атмосферная сушилка, в которой молоко на вальцы наносится распылителями, представлена на рис. 195. Сгущенное молоко по трубопроводу поступает в желоба, расположенные параллельно вальцам. Молоко разбрызгивается через валы с дисками. Валы приводятся в движение через цепную передачу. При вращении дисков нижний край их погружен в слой сгущенного молока. К каждому диску подведены две воздушные форсунки, по одной с каждой стороны. Воздух к форсункам поступает от вентилятора по воздуховоду 5. Поверхность дисков смачивается сгущенным молоком тонким слоем, и оно поднимается до уровня открытых отверстий воздушных форсунок. Выходящий из форсунок воздух способствует распылению сгущенного молока, слетающего с разбрызгивающих дисков.
Вальцы 9 вращаются навстречу друг другу. Продолжительность сушки на вальцах меньше продолжительности одного оборота.
Пленка .сухого молока снимается ножами, которые прижимаются к поверхности вальцов ручными маховичками. Ножи и пленка молока охлаждаются воздухом, поступающим от вентилятора по воздуховоду 2. Напор охлаждающего воздуха контролируется манометром. Снятая с вальцов пленка сухого молока поступает в шнек, откуда сбрасывается в сборный шнек 14 и из него элеватором 11 — в дробилку 13. Вторичные пары удаляются через зонт, в нижней части которого расположены желобки и патрубок для отвода конденсата.
Привод вальцов распылительных дисков шнеков осуществляется от общего электродвигателя 4 через редуктор. Конденсат отводится из каждого вальца через патрубок 16 отдельным конденсатоотводчи-ком 15 в общую линию.
। Подводимый через полую цапфу пар в вальцы проходит по коль-I цевому зазору. На вальцах сушилки предусмотрено устройство ры-I чажных предохранительных клапанов, срабатывающих при повыше-| нии допустимого давления пара.
Зазор между вальцами (0,2—0,8 мм) регулируется прижимными ^Механизмами, позволяющими передвигать один из вальцов (другой укреплен на станине неподвижно). Расстояние между вальцами не-Кбходимо изменять при пуске сушилки в работу, когда вальцы нагреваются и расширяются, а также при переходе с сушки одного про-В.укта на сушку другого для изменения толщины пленки.
Вальцовые вакуумные сушилки применяют для у ушки продуктов при относительно низких температурах (60—70°С). Зри этом продукты Получаются значительно лучшего качества, чем на вальцовых атмосферных сушилках, хотя растворимость их все же Недостаточна. В вальцовых вакуумных сушилках вальцы расположе-; ны в камере, где поддерживается вакуум. Сгушенное молоко из спе-’’ циальных резервуаров подается на вальцы. За время поворота валь-* нов примерно на 300° молоко высушивается и снимается ножами. 1 Сухой продукт шнеком транспортируется к разгрузочным бункерам. ? Чтобы частички молока, пар и воздух не уносились из ка-' меры сушилки, они перед конденсатором проходят гидравлический ». затвор.
287
Через цапфы вальцов подается пар и отводится конденсат. В ка! мере сушилки давление поддерживается 0,15 • Ю4 —0,2 • 104 Па. "
При эксплуатации вальцовых сушилок возникает необходимость, в расчете их производительности по испаренной влаге и определении расхода тепла и пара, продолжительности сушки и толщины пленки.
Производительность по испаренной влаге определяют из уравнения материального баланса и по заданной напряженности поверхности нагрева сушильной установки.
Материальный баланс вальцовых сушилок можно составить, исходя из постоянства концентрации сухих веществ в исходном и готовом продуктах:
GSj = (G — IF) S2,
где G — количество исходного продукта, кг: Si, S2 — концентрация сухих веществ в исходном и готовом продуктах, %; W — количество испаренной влаги, кг.
Напряженность поверхности нагрева Т [в кг/(м2 • ч)] сушильной установки по испаренной влаге находят из уравнения/
7= WIFz.
где F — рабочая поверхность нагрева сушилки, м3; г — продолжительность сушки, ч.
Напряженность поверхности нагрева различных вальцовых сушилок от 40 до 90 кг/(м2 • ч).
Аналогично рассчитывают напряженность поверхности нагрева сушилки по готовому продукту. Производительность сушилки по испаренной влаге зависит главным образом от температуры исход-, ного продукта и давления пара в вальцах.
Количество теплоты Q (в Дж), поступающей с паром в барабан вальцовых сушилок, определяют из уравнения теплового баланса
Q — Qm + Сисп + Qn + Qr>
гДе Qm. Qhch. Qn. Qr — количество теплоты, расходуемой на прогрев исходного продукта до температуры сушки, идущей на испарение влаги из высушиваемого продукта, теряемой в окружающую среду, уходящей с готовым продуктом, Дж.
Количество теплоты, расходуемой на прогрев исходного продукта, рассчитывают по формуле
Qm — 6с (^исп 91).
где с—удельная теплоемкость высушиваемого продукта, Дж/(кг • К): /исп, tH — температура сушки и начальная температура продукта, °C.
Количество теплоты, затраченной на испарение влаги, находят по уравнению
Оисп = Wr, где г — теплота парообразования при температуре сушки, Дж/кг. 288
В приближенных расчетах количество теплоты, теряемой в окружающую среду, вычисляют по формуле
Qn acpF( ^ср-ст ^возд),
где иср — средний коэффициент теплоотдачи от вальцов к воздуху, Вт/(м2 • К) («ср = 12 4-15 Вт/(м2 K)l; F — общая поверхность вальцов, м2; /ср.ст — средняя температура стенок вальцов, равная температуре сушки или испарения, °C: /ВОЗд — температура воздуха, °C.
Количество теплоты, уносимой готовым продуктом, вычисляют tio формуле
I Qp == GpCp/r,
где Gr —количество готового продукта; кг; сг —удельная теплоемкость готового продукта, Дж/(кг • К); tr — температура готового продукта, °C.
Расход пара D (в кг) для вальцовых сушилок определяют по формуле
D — (QM + Qhch + Qn + Qr) / (*'п Ы) •
|или D = [Gc (/„cn — /ц) + + “cpf ( ^ср.ст — ^возд ) +
+ GrcPte]l(in — /„),
|де /п, «к — энтальпия греющего пара и конденсата, Дж/кг.
I При заданном режиме для каждой сушильной установки продол-вкительность сушки — величина постоянная. Применительно к какой-|либо конкретной сушилке длительность сушки т (в с) рассчитывают |из соотношения
I т = у/<о,
где <р — угол, пройденный частицей высушиваемого продукта за время сушки на вальце, рад;
Г ? = 1/R; (33)
в — путь, пройденный высушиваемой частицей по окружности, м; R — радиус вальца, м; ш — угловая скорость движения вальцов, с-1;
<о = 2~/г, (34)
де п — частота вращения вальцов, с-1.
С учетом формул (33) и (34) продолжительность сушки можно определить
т — lUunR.
г В зависимости от типа сушилок и вида высушиваемых продуктов продолжительность сушки колеблется от 2 до 20 с. В сушилках с распылительным устройством вследствие равномерного нанесения молока на поверхность вальцов увеличена частота вращения барабанов и сокращена продолжительность сушки.
С увеличением пути, проходимого высушиваемой частицей, а следовательно, и частоты вращения барабанов, производительность Вальцовых сушилок повышается.
289
Ленточная сушилка (рис. 196) работает следующим образом. Жидкий продукт специальным питающим устройством 1 наносится на нижнюю сторону бесконечной ленты-конвейера 7 из нержавеющей стали. Над лентой, справа от входа продукта, установлены электронагревательные приборы 6 с регулируемым напряжением, что обеспечивает более интенсивный нагрев в начале процесса и более слабый по мере выпаривания.
Продукт, пройдя первую зону нагрева, поступает на обогреваемый паром барабан 8, температура в котором зависит от условий сушки и изменяется от 60 до 149°С, а затем проходит вторую зону нагрева электронагревательными приборами. Степень нагрева также можно регулировать. Продолжительность цикла сушки в зависимости от вида продукта от 15 с до нескольких минут.
Сухой продукт охлаждается на барабане 5, снимается с ленты специальным ножом 4 и шнеком подается в два приемника 2, разгружающиеся поочередно. Для этого специальный воздушный затвор 3 гасит в них вакуум, который создается многоступенчатым пароструйным эжекторным агрегатом. Остаточное давление в системе 70— 1500 Па.
Распылительные сушильные установки
Распылительные установки для сушки можно квалифицировать по способам распыления, очистки и подачи воздуха, а также по расположению сушильной башни и растворимости готового продукта.
По способу распыления их подразделяют на дисковые и форсуночные. В дисковых установках продукт распыляется под действием центробежной силы дисками, а в форсуночных распыляется, вылетая с большой скоростью из форсунок.
По способу очистки отходящего из сушильной башни воздуха выделяют установки с матерчатыми рукавными фильтрами, установки для сушки с циклонной очисткой воздуха и установки для сушки с мокрой очисткой воздуха.
290
По способу подачи воздуха в сушильную башню и направлению его движения в ней различают установки для сушки противоточные, прямоточные, смешанные и комбинированного типа. В противоточных установках воздух и высушиваемый продукт движутся противоположно один другому, в прямоточных воздух и продукт движутся в одну сторону, в установках смешанного типа воздух подается в сушильную установку из нескольких мест, а в комбинированных установках совмещаются различные технологические процессы (обезвоживание, агломерация, охлаждение, кристаллизация и т. д.).
По расположению сушильной башни установки для сушки делят ihia вертикальные и горизонтальные.
I По способу удаления сухого продукта из сушильной башни различают установки со скребковым механизмом, с пневматическим «борщиком, установки с ленточными, шнековыми или вибрационными транспортерами, а также с гравитационным механизмом удаления продукта.
I По растворимости готового продукта различают установки для ’получения сухого продукта обычной растворимости и установки для получения быстрорастворимого сухого молока.
В настоящее время выделяют еще распылительные установки для сушки вспененного продукта, акустические и низкотемпературные.
Сухие продукты, полученные на распылительных сушильных установках, обладают хорошей растворимостью (99,9%). Поэтому эти установки широко применяют для сушки цельного молока, сливок, ^мороженого, пахты, обезжиренного молока, сыворотки, продуктов Детского питания, ЗЦМ, а также для производства сухого масла. I Распылительная сушильная установка смешанного типа производительностью 300 кг испаренной ьлаги в час показана на рис. 197.
I Сушильная башня имеет цилиндрическую форму. Для уменьшения [потерь теплоты башня имеет слой изоляционного материала из шла-I коваты толщиной 75 мм. Из сушильной башни молочный порошок I удаляется скребковым механизмом и шнековым транспортером. В про-I цессе работы шнек диаметром 0,2 м вращается (частота вращения 0,83 с’1).
В качестве приводного механизма распылительного диска используется вертикальная паровая турбина мощностью 12,5 кВт. Отработавший пар турбины используется в калорифере для нагревания воздуха, поступающего на сушку.
Главный воздушный вентилятор сушильной установки имеет производительность 16000 м3/ч.
Установка снабжена двумя паровыми пластинчатыми калориферами, суммарная поверхность нагрева которых 380 м2.
Сгущенное молоко из промежуточной ванны 1 насосом 28 подается в бак 8, откуда поступает на распылительный диск 5. Основная масса частиц сухого молока оседает на дно башни 7, где скребковым . механизмом через отверстия передается на шнековый транспортер 116. Остальное сухое молоко уносится из башни воздухом, который |По трубопроводу поступает в фильтровальную камеру 12. Частицы
291
Рис. 197. Распылительная сушильная установка смешанного типа:
1 — промежуточная ванна; 2 — пылевой фильтр; 3 — калорифер; 4 — регулятор турбины; 5 — распылительный диск; 6 — паровая турбина; 7 — сушильная башня; 8 — бак для молока с регулирующим устройством; 9 — устройство для автоматической подачи продукта; 10 — встряхивающее устройство; 11 — калорифер для продувочного воздуха; 12 — фильтровальная камера; 13 — охлаждающее сито; 14 — главный вентилятор для отвода воздуха; 15, 25 — вентиляторы для подачи горячего и охлаждающего воздуха; 16 — шнековый транспортер; 17 — привод уборочного механизма; 18 — охладитель; 19 — масляный фильтр; 20 — шестеренный насос для масла; 21 — масляный насос; 22 — компрессор для пара, выходящего из лабиринтового уплотнения турбины и быстрозапорного вентиля; 23 — регулирующий вентиль; 24 — регулятор давления отработавшего пара; 26 — конденсатоотводчик; 27 — парораспреде-лительнав установка; 28 — насос для молока
сухого молока осаждаются на поверхности фильтровальной ткани, а воздух вентилятором 14 удаляется в атмосферу.
Рукавные фильтры периодически встряхиваются. Сухое молоко осыпается в бункер шнекового транспортера 16, который передает готовый продукт к охлаждающему ситу 13, откуда порошок поступает в тару.
Наружный воздух проходит через пылевой фильтр 2, где очищается от механических примесей, затем подогревается в калориферах 3, обогреваемых острым и мятым паром. Диск 5 приводится во вращение паровой турбиной 6, работающей на остром паре.
Сушильные установки смешанного типа компактны, удобны в обслуживании, отличаются простотой и надежностью в эксплуатации.
Сушильные установки смешанного типа используются для производства сухого обезжиренного и цельного молока, сухих сливок и заменителей цельного молока.
Прямоточная распылительная сушильная установка с циклонной очисткой отработавшего воздуха приведена на рис. 198.
Исходный продукт из ванны 1 насосом 2 подается на распылительный диск, приводимый в движение электродвигателем через редуктор 4. Через воздухораспределительную головку 6 вентилятором 20 подастся воздух, очищенный в фильтре 21 и нагретый в калорифере 18.
292
Г777777777777777777777777777777777777777777777777777777777777777777777777777777777777777777777/
г
Рис. 198. Прямоточная распылительная сушильная установка с циклонной г^очисткоЙ отработавшего воздуха:
1 — ванна для исходного продукта; 2 — иасос; 3 — щнт управления; 4 — редуктор; 5 — сушильная башия; 6 — воздухораспределительная головка; 7 — дефлектор; 8 — вентилятор для отсасывания воздуха; 9 — возвратный воздуховод; 10 — вентилятор для возврата воздуха; И — второй циклон; 12 — сборник порошка; 13 — затвор для выпуска порошка; 14 — первый циклон; 15 — пневмотраиспортиое устройство; 16 — воздуховод для отработавшего воздуха; 17 — устройство для отвода порошка; 18 — калорифер; 19 — воздуховод для поступающего воздуха; 20 — вентилятор для нагнетания воздуха; 21 — фильтр для наружного воздуха
В нижней конусной части сушильной башни 5 отработавший воздух поступает сначала в воздуховод 16, а затем в первый циклон 14. Здесь продукт опускается вниз, а воздух вентилятором 8 отводится из сушилки. Порошок из первого циклона 14 и сушильной башни по пневмотранспортному устройству 15 поступает во второй циклон 11, воздух из которого вентилятором 10 возвращается в выводной воздуховод 16. Сухой продукт попадает в сборник 12 и через затвор 13 его выгружают из сушильной установки.
Управление сушильной установкой сконцентрировано на щите управления 3, на который выведены основные приборы автоматического контроля за процессом.
В процессе эксплуатации эти сушилки положительно зарекомендовали себя как простые в эксплуатации. Несмотря на это, они имеют конструктивные недостатки: неудобство в чистке в период между сушками, наличие пригара на жалюзийной воздухораспределительной головке-
В настоящее время одна из указанных сушильных установок модифицирована. Центральный воздуховод для подачи горячего воздуха, расположенный внутри сушильной башни, демонтирован. Вместо него смонтировано воздухораспределительное устройство для сосредоточенной подачи теплоносителя на факел распыла сверху. Проведенные испытания и последующая эксплуатация переоборудованной установки показали ее полную работоспособность, позволили повысить производительность сушилки и уменьшить пригар молочного порошка.
1 293
Рис. 199. Установка для производства сухого обезжиренного молока: 1 — бачок; 2 — насос; 3 — калорифер; 4 — распылитель; 5 — сушильная башня; 6 главный циклон; 7 — дополнительный циклон; 8 — трубопровод для возврата мелких частиц; 9 — виброохладитель; 10 — патрубок для удаления мелких частиц из сушильной башни
Рис. 200. Принципиальная схема сушильной установки типа РСМ:
1 — сушильная камера; 2 — дисковый рас-пылитель; 3 — воздухораспределитель; 4 —• вентилятор; 5 — дополнительный вентилятор; 6 — бункер-накопитель; 7 — циклоны; 8 — пиевмотраиспортная линия; 9 — вибро-лоток; 10— фильтр; И — вентилятор высокого давления; 12 — калорифер; 13 — шестеренный насос
Сушильная установка для производства сухого обезжиренного молока, мелкие частицы которого в той или иной мере агломерировались с более крупными, показана на рис. 199. Отличительными особенностями этой установки являются отсутствие пневмотранспорта для готового продукта и наличие возврата циклонной фракции обратно в сушилку.
Сгущенное молоко поступает в бачок /, из которого насосом 2 подается в дисковой распылитель 4. Для сушки молока используется горячий воздух, нагреваемый в калорифере 3. Сушильная башня 5, имеющая коническое днище, в нижней части снабжена патрубком 10 для удаления мелкой фракции порошка в главный циклон 6. Готовый продукт поступает для охлаждения в виброохладитель 9. Циклонные фракции молочного порошка, отделяемые в циклонах 6 и 7, по трубопроводу 8 возвращаются в сушильную башню 5.
Прямоточные распылительные сушильные установки типа РСМ (рис. 200) производительностью 500 и 1000 кг испаренной влаги в час получили в последние года,! определенное распространение в молочной промышленности нашей страны.
294
Сушильная установка состоит из вертикальной цилиндрической сушильной башни, снабженной коническим днищем, циклонов и вспомогательными устройствами. Внутренний диаметр цилиндрической части сушильной башни 5,5 м, высота 3 м при общей ее высоте 7,55 м. Внутренняя поверхность сушильной башни облицована нержавеющей сталью. Теплоизоляция выполнена из минеральной ваты, снаружи она покрыта листовым алюминием.
В центре верхней части сушильной башни смонтированы воздухораспределитель 3 и дисковый распылитель 2.
Частота вращения распылителя 200—250 с“*.
Воздух, подаваемый на сушку, нагревается в калорифере 12 при давлении пара 11 • 10Б Па. Расход пара на сушку составляет 1460 кг/ч. Воздух подается нагнетательным вентилятором И высокого давления производительностью 14200 м3/ч. После прохождения калорифера воздух нагревается до температуры 180—200°С и сосредоточенно подается в корень факела распыла. При этом в воздухораспределителе поток воздуха подвергается закрутке в направлении, 1ротивоположном направлению движения частиц распыленного проекта. После потери частицами продукта высокой начальной скорости ши совместно с потоком воздуха движутся по нисходящей спиралеобразной траектории. Имеющий температуру 85—96°С отработавший воздух с наиболее мелкими фракциями молочного порошка через специальный патрубок выводится из сушильной башни в батарею циклонов 7 для очистки. Воздух отсасывается вентилятором 4. Высушенный молочный порошок по коническому днищу сушильной башни ссыпается в вибролоток 9, из которого подается в пневмотранспортную линию 8.
Пневмотранспортирование сухого молочного порошка осуществляется воздухом, забираемым непосредственно из цеха дополнительным вентилятором 5. Перед поступлением в пневмотранспортную линию воздух очищается в фильтре 10 со сменными элементами из креп-силона. В процессе пневмотранспортирования молочный порошок охлаждается до температуры, которая на 10—15°С выше температуры засасываемого воздуха. В пневмотранспортную линию поступает также молочный порошок из батареи циклонов. Молочный порошок поступает по пневмотранспортной линии в разгрузочный циклон, из которого подается в бункер-накопитель 6. Ввиду недостаточной очистки воздух из разгрузочного циклона возвращается в воздуховод, по которому отработавший воздух из сушильной башни подается в батарею циклонов.
С помощью шлюзового затвора, установленного под бункером-накопителем, готовый продукт выгружается из установки, после чего осуществляется фасовка его в крафт-мешки.
Сушильная установка со скрубберами производительностью 1000 кг испаренной влаги в час показана на рис. 201.
Сгущенное молоко из вакуум-выпарной установки через поочередно работающие фильтры 1 шестеренным насосом 2 направляется в пластинчатый подогреватель 3. После нагревания до 60°С сгущен-
295
Рис. 201. Принципиальная схема сушильной установки со скрубберами:
1 — фильтр; 2 — шестеренный насос; 3 — пластинчатый подогреватель; 4 — воздухораспределитель; 5 — распылитель; 6 — сушильная башня; 7 — калорифер; 3, 10 — вентиляторы; 9 — форсунка; // — разгрузочный циклон; /2 — распределитель; /3 — вентилятор пневмотранс-портной линии; 14 — бункера; 15 — аэрозольтрэкспортная линия; 16 — пневмотрэкспортная линия; 17 — пиевмотранспортная линия для циклонной фракции сухого молока; 18 — скруббер; 19 — циклон; 20 — переходник; 21 — шлюзовой питатель; 22 — насос; 23 — емкость; 24 — гомогенизатор
ное молоко подается в гомогенизатор 24 и далее в емкости, из которых насосом 22 направляется на сушку. В сушильной установке предусмотрена возможность непосредственной подачи сгущенного молока в сушилку насосом 2 или гомогенизатором 24.
В сушильной башне 6 диспергирование сгущенного молока осуществляется дисковым распылителем 5. Частоту вращения распылительного диска можно регулировать в широком диапазоне. Окружная скорость его должна составлять 160—200 м/с.
Воздух, направляемый вентилятором 8 через воздухораспределитель и в сушильную башню 6, подогревается до температуры 160— 220°С в калорифере 7. В воздухораспределителе воздух разделяется на два концентрических потока, один из которых подвергается закрутке с помощью специальных лопаток, а другой направляется на факел распыла продукта.
Отработавший воздух и молочный порошок выводятся через горловину конического днища сушильной камеры в переходник 20, снабженный устройством для частичного инерционного разделения продукта и отработавшего воздуха. При этом отработавший воздух, резко изменяющий направление своего движения, поступает на даль-
296
Рис. 202. Принципиальная схема сушильной установки фирмы «Блау-Нокс» (США): 1 — воздушный фильтр; 2 — циклоны; 3 — воздуш-иый коллектор; 4 — вытяжной вентилятор; 5 — перегородка; 6 — нагнетательный вентилятор; 7 — камера воздушных фильтров; 8 — сушильная камера; 9 — калорифер; 10 — воздуховод; 11 — направляющие пластины; 12— распылительные форсунки; 13 — вентилятор охлаждающего воздуха; 14 — плунжерный насос; 15 — трубчатый подогреватель; 16 — центробежный молочный насос; 17 — пневматические вибраторы; 18 — центральный шнек; 19 — разгрузочный шлюз; 20 — вентилятор; 21 — разгрузочный циклон; 22 — сито; 23 — пневмотранспорта ая линия; 24 — промежуточные шнеки
пейшую очистку в циклон 19, из которого он переходит в скруббер 18. Очищенный вентилятором 10 воздух выбрасывается в атмосферу.
Для обеспечения высокого эффекта очистки отработавшего воздуха в скуббере жидкость распиливается форсункой 9 или коллектором подобных форсунок.
Основная масса молочного порошка из переходника поступает через шлюзовой питатель 21 в пневмотранспортную линию 16, которая соединена с разгрузочным циклоном 11. Далее отработавший воздух возвращается в головной циклон 19, а порошок через шлюзовой питатель и распределитель 12 поступает в бункера 14.
Молочный порошок из бункеров 14, в которых может осуществляться азотирование, по аэрозольтранспортной линии 15 направляется на фасовку.
Выгружаемый из циклона 19 молочный порошок по пневмотранс-портной линии 17 подается в основную пневмотранспортную линию 16.
Прямоточные форсуночные распылительные сушильные установки горизонтального типа получили распространение в ряде стран. На рис. 202 приведена принципиальная схема сушильной установки фирмы «Блау-Нокс» (США) производительностью 1200 кг испаренной влаги в час.
Установка имеет горизонтальную сушильную камеру, выполненную в виде прямоугольного короба с двускатным коническим дни-
297
щем. В торцевой части сушильной камеры смонтированы два кольцевых воздухораспределителя, снабженных специальными гнездами для шестнадцати распиливающих форсунок, объединенных общим коллектором. Конструкция узла распиливания позволяет заменять форсунки в процессе работы установки и осуществлять сушку при их различном количестве. Торцевая сторона сушильной камеры охлаждается воздухом, нагнетаемым специальным вентилятором. Ближе к противоположной торцевой стороне сушильная камера снабжена вертикальной направляющей перегородкой, которая перекрывает верхнюю прямоугольную часть сушильной камеры в целях снижения нагрузки циклонов. В нижней части сушильной камеры смонтирован шнековый транспортер для удаления молочного порошка. На конических поверхностях днища размещено несколько пневмопобудителей, на верхнем перекрытии сушильной камеры — фильтры, калориферы и вентиляторы для нагревания и вывода сушильного воздуха.
Сушильная установка снабжена батареей из шестнадцати параллельно действующих циклонов и пневмотранспортной линией.
Сгущенное молоко центробежным насосом 16 подается в трубчатый подогреватель 15, в котором тепература его доводится до 73— 75°С. Подогретое сгущенное молоко поступает в плунжерный насос 14, из которого под давлением (1454- 180)105 Па подается в коллектор распылительных форсунок 12. Воздух, поступающий на сушку, очищается воздушными фильтрами 1 и нагнетательным вентилятором 6 подается в калорифер 9, в котором нагревается до температуры 160°С. Нагретый воздух по воздуховоду 10 поступает в воздухораспределительные устройства, в которых подвергается закрутке. Распыляемый форсунками 12 продукт подхватывается потоком воздуха, высушивается и частично оседает на вертикальных и конических внутренних поверхностях сушильной камеры. Под действием пневматических вибраторов 17 молочный порошок стряхивается со,стенок и шнеком 18 выводится из сушильной камеры. Часть молочного порошка в-состоянии аэровзвеси огибает перегородку 5 и вместе с отработавшим воздухом поступает в циклоны 2. Из циклонов молочный порошок попадает в промежуточные шнеки 24, из которых через разгрузочный шлюз 19 подается в шнек 18. Из шнека порошок поступает в пневмотранспортную линию 23, в которую вентилятором 20 через фильтр 1 из помещения цеха подается воздух.
Частично охлажденный в пневмотранспортной линии молочный порошок поступает в циклон 21, из которого через разгрузочный шлюз 19 поступает на сито 22. После просеивания сухое молоко по- , дается на фасовку.
Сушильные установки фирмы «Блау-Нокс» компактны, имеют большую величину напряжения объема сушильной камеры, равную примерно 12 кг/(м3 • ч), просты в обслуживании и эксплуатации. Основным недостатком сушилок этого типа является значительный ‘ унос молочного порошка в циклоны, что вызывает необходимость ' тщательной очистки отработавшего воздуха.
В отличие от рассмотренных установок в сушилках фирмы «Мо- 1 .1 298
Рис. 203. Принципиальная схема сушилки фирмы «Морииага» (Япония):
10 11
Рис. 204. Принципиальная схема распылительной сушильной установки с прямопроходным инстантайзе-ром фирмы «Ниро-Атомайзер» (Дания):
1 — иасос; 2 — фильтр; 3 — калорифер; 4 — воздухораспределитель; 5 — дисковый распылитель; 6 — сушильная башня; 7 — патрубок; 3 — вибролоток; 9 — инстантайзер;
10 — калориферы горячего воздуха; 11 — воздухоохладитель; 12 — главный циклон;
13 — вспомогательный циклон; 14 — разгрузочный циклон; /5 — аэрозольтранспорт-ная линия
Z — вентилятор; 2 — воздухоохладитель; 3 —
циклон; 4 — сушильная камера; 5 — нагне-
тательный форсунка;
ховоды
вентилятор; 6 — калорифер; 7 — 8, 10 — патрубки; 9, 11 — возду-
ринага» (Япония) (рис. 203) исключена закрутка сушильного агента, подаваемого в сушильную башню. Благодаря этому сопротивление воздухораспределительного устройства сравнительно невысоко и уменьшено налипание порошка на внутренних поверхностях сушильной башни.
Распыливание продукта в указанных установках независимо от их типоразмера осуществляется одной форсункой при сравнительно невысоких параметрах давления. Характерной особенностью сушилок фирмы «Морииага» является то, что процесс охлаждения молочного порошка осуществляется непосредственно в сушильной башне.
Воздух, нагреваемый калорифером 6, нагнетальным вентилятором 5 подается в верхнюю часть вертикальной сушильной камеры 4, в которой форсункой 7 распыляется сгущенное молоко концентрацией 50% сухих веществ. В потоке горячего воздуха, движущегося сверху вниз, частицы сгущенного молока высушиваются.
Отработавший воздух через патрубок 8 выводится на дополнительную очистку в циклон 3, после чего выбрасывается в атмосферу. Высушенный молочный порошок в конической части сушильной камеры охлаждается воздухом, подаваемым вентилятором 1 по воздуховодам 9 и 11. Часть воздуха, охлаждаемого в воздухоохладителе 2, используется для транспортировки молочного порошка, выгружаемого из циклона 3 по патрубку 10 в сушильную камеру. Готовый молочный порошок выгружается из сушильной камеры через шлюзовой питатель.
Распылительные сушильные установки комбинированного типа -ч-
299
Рис. 205. Принципиальная схема сушильной установки с системой досушки молочного порошка на транспортерной ленте:
1 — вентилятор; 2 — сушильная камера; 3 — калорифер; 4 — емкость; 5 — механическая форсунка; 6 — вибрационное снто; 7 — охладительная камера; 8 — воздуховод для отвода холодного воздуха; 9 — воздуховод отработавшего воздуха; /0 — отверстие для вывода отработавшего воздуха; 11— камера; 12 — транспортерная сетчатая лента
можно отнести к наиболее прогрес-1 сивным системам, и некоторые из< них приобретают все большее распространение для производства сухих агломерированных молочных продуктов.
Сушильная установка комбинированного^ типа, снабженная и н-1 стантайзером, фирмы «Ниро-Атомайзер» (Дания) приведена на рис. 204.
Сгущенное молоко насосом 1 подается в дисковый распылитель 5. \ Горячий воздух, нагретый в калорифере 3, через воздухораспре- 1 делитель поступает в верхнюю часть сушильной башни 6. Молочный ! порошок из сушильной башни по- , падает в инстантайзер 9, который выполняет функции вибрационной конвективной сушилки. В первых двух секциях инстантайзера молочный продукт досушивается и агло- ,
мерируется. Досушка осуществляется в результате подачи в него < нагретого в калориферах горячего воздуха. В третьей секции инстан- I тайзера молочный порошок охлаждается холодным воздухом, посту- I лающим из воздухоохладителя 11.
Отработавший воздух из сушильной башни имеет температуру на 10—15°С ниже той, которая предусмотрена при получении про- 1 дукта стандартной влажности. При такой температуре молочный . порошок поступает в инстантайзер, имея влажность 6—8% вместо . стандартной 4%.
Сушильная установка с системой досушки | (рис. 205) работает следующим образом.
Сгущенное молоко из емкости 4 подается в форсунку 5, уставов- ' ленную в верхней части сушильной камеры 2. Распыленные частицы сгущенного молока подхватываются потоком воздуха, подаваемого в 1 сушильную камеру вентилятором 1 через калорифер 3. Подсушен- j ные частицы опускаются на дно сушильной камеры, представляющей i собой бесконечную транспортерную сетчатую ленту 12. Задержанные на ней частицы влажного молочного порошка образуют пористый слой, досушиваемый проходящим через него сверху вниз потоком * воздуха, который затем поступает в камеру //.Из нее через отверстие 1 10 по воздуховоду 9 отработавший воздух выбрасывается в атмо- | сферу. Находящийся на транспортерной ленте слой молочного порош- j ка поступает затем в охладительную камеру 7, в верхнюю часть 1 которой подается холодный воздух. После прохождения через пористый слой продукта воздух выводится из охладительной камеры по
300
яс. 206. Принципиальная схема сушильной установки комбинированного ina с форсуночным распылением отечественного производства:
— сушильная камера; 2 — автономный вентилятор; 3— форсунки; 4—калорифер; 5—-на-етательиый вентилятор; 6 — фильтр для очистки наружного воздуха; 7 — вытяжной вен-лятор; 8 циклоны; 9— вибрационное сито; 10 — элеватор; 11— вибрационная конвек-вная сушилка (инстантайзер); 12— вибротраиспортер; 13—аэрозольтраиспортиая линия;
14 — гранулятор
воздуховоду 8. Охлажденный в охладительной камере продукт поступает в вибрационное сито 6 и далее на фасовку.
Особенностями осуществления процесса сушки на установке описанной конструкции является то, что пористый слой молочного порошка выполняет функции фильтра, предотвращающего унос частиц вместе с отработавшим воздухом. Возможность поддержания относительно высоких скоростей воздуха, проходящего через пористый слой молочного порошка, позволяет кроме этого интенсифицировать его досушку и охлаждение.
Сушильная установка комбинированного типа с форсуночным распылением производительностью 1000 кг влаги в час отечественного производства показана на рис. 206.
Сушильная камера 1 установки имеет прямоугольную форму с двускатным коническим днищем. В передней торцевой части камеры расположено два кольцевых воздухораспределителя для подачи сушильного агента и смонтированы шестнадцать форсунок 3 для распыления сгущенного молока. Для охлаждения торцевой стенки предусмотрен автономный вентилятор 2, засасывающий охлаждающий воздух из помещения цеха. С помощью гибкой манжеты днище сушильной камеры сочленено с вибрационным гранулятором 14 конвективного типа, на перфорированной пластине которого осуществляется частичная досушка молочного порошка. Отработавший воздух из сушильной камеры и гранулятора выводится в первые два циклона 8 и после очистки выбрасывается в атмосферу. Молочный порошок, уловленный в этих циклонах, поступает в вибротранспортер 12, из которого по аэрозольтранспортной линии 13 возвращается в инстан-тайзеры 11.
301
Рис. 207. Принципиальная схема сушильной установки фирмы «Шторк-Бовен» для получения сыворотки с кристаллизованной лактозой:
1 — разгрузочный циклон; 2 — циклон; 3 — батарея циклонов; 4— сушильная камера; 5 — коллектор форсунок; 6 — калорифер; 7 — резервуары для кристаллизации; 8 — вибрационная конвективная сушилка; 9 — ленточный транспортер; 10 ~~ теплообменник; 11 — аэрозоль-транспортная линия
Молочный порошок, выгружаемый из сушильной камеры, подвергается затем дальнейшей обработке в двух вибрационных конвектив-, ных сушилках 11, сквозь перфорацию пластин которых подается на-
гретый или охлажденный воздух. В первой и частично во второй конвективной сушилке осуществляется окончательная досушка молочного порошка до стандартной влаги. В последней секции второй конвективной вибрационной сушилки происходит охлаждение молочного порошка. Охлажденный молочный порошок элеватором 10 подается 4 в вибрационное сито 9, после чего на фасовку. Отработавший воздух
из конвективных вибрационных сушилок направляется в третий цик-I лон 8 и после очистки выбрасывается в атмосферу.
। Молочный порошок из этого циклона по аэрозольтранспортной
il линии возвращается в сушильную камеру и гранулятор на повтор-
! ную агломерацию.
pi На установках этого типа получают высококачественные сухие
| молочные продукты, в том числе и продукты, обладающие агломери-
рованной структурой. Работа установки характеризуется понижен-h ными по сравнению с сушилками традиционного типа теплоэнерге-
тическими затратами. Установка характеризуется сравнительно небольшим объемом сушильной камеры, равным 114 м3.
Г . 802
||<>
Сушильная установка комбинированного г и п а для получения сухой негигроскопич-1ой сыворотки с кристаллизованной лакто-» о й фирмы «Шторк-Бовен» (Нидерланды) приведена на рис. 207. Установка снабжена цилиндрической сушильной камерой 4 с верхним подводом сушильного агента, нагретого в калорифере 6. Нижняя
часть сушильной камеры снабжена устройствами для дополнительного подвода воздуха, охлаждаемого в теплообменнике 10. Сгущенный продукт распыливается коллектором форсунок 5. Отработавший сушильный агент очищается батареей циклонов 3, из которых мелкие частицы сухой сыворотки по аэрозольтранспортной линии 11 возвращаются в сушильную камеру. Установка снабжена комплектом резервуаров 7, снабженных мешалками и системой для поддержания определенной температуры в сгущенной сыворотке. В указанных
резервуарах осуществляется предварительная кристаллизация лактозы. Окончательная кристаллизация лактозы происходит на ленточном транспортере 9, на который выгружается влажный сывороточный порошок из сушильной камеры. Частицы кристаллизованной молочной сыворотки досушиваются в вибрационной конвективной сушилке 8, снабженной автономным циклоном 2. Готовый продукт
ованного и м о г о м о-показана на
через разгрузочный циклон 1 подается на фасовку.
Сушильная установка комбинир типа для получения быстрораствор л о к а с использованием лиофилизующих веществ рис. 208.
Распылительная сушильная установка фирмы «Ниро-Атомайзер» (см. рис. 208, а) дополнительно снабжена специальным устройством,
Гис. 208. Распылительные сушильные установки для получения быстрорастворимого молока с использованием лиофилизующих веществ:
L—фирмы «Ниро-Атомайзер» (Дания); б — фирмы «Шторк» (Нидерланды); 1 — насос для подачи сгущенного молока; 2— сушильная башня; 3—циклоны; 4 — емкость; 5 — насос для подачи лиофилизующих веществ; 6 — расходомер; 7 — линия возврата мелких фракций в сушильную башню; 8 — линия подачи сжатого воздуха; 9 — устройство для внесения лиофилизующих веществ; 10 — вибрационное сито; 11— прямопроходной инстантайзер; 12 — фильтр; 13 — линия подачи мелких фракций порошка; 14 — паровая линия; 15 — форсунка
303
расположенным между прямопроходным инстантайзером и виброситом. Это устройство представляет собой камеру конусообразной формы, в центральной части которой установлена пневматическая форсунка. Сухой агломерированный молочный порошок, поступающий в камеру из инстантайзера, опускается вниз в виде аэровзвеси. При оседании он покрывается лиофилизующим веществом и поступает в вибрационное сито, в котором происходит выравнивание количества лиофилизующих веществ на поверхности частиц молочного порошка. В результате просеивания продукт разделяется на две фракции, из которых наиболее мелкая возвращается в сушильную башню, а крупная поступает на фасовку. Раствор лиофилизующего вещества подают на распыление насосом из специальной емкости, снабженной мешалкой.
Распылительная сушильная установка фирмы «Шторк» (см. рис. 208, б) снабжена устройством, предназначенным для внесения лиофилизующих веществ в молочный порошок, в верхнюю цилиндрическую часть которой подводится пар. В результате контакта пара с частицами молочного порошка происходит их увлажнение и агрегирование. В нижней конусообразной части устройства на агломераты молочного порошка, опускающиеся вниз, с помощью форсунки распыляются лиофилизующие вещества. Из устройства продукт поступает в прямопроходной инстантайзер, в котором осуществляется дополнительное распределение лиофилизующих веществ по поверхности частиц молочного порошка.
Линия для получения сухого цельного быстрорастворимого молока с использованием лиофилизующих веществ представлена на рис. 209.
Из сушильной башни 4 и линии возврата циклонной фракции 9 продукт непрерывно выгружается в агломерационную камеру 2, где интенсивно перемешивается в псевдоожиженном слое и увлажняется обезжиренным молоком, поступающим через пневматические форсунки 3. Количество обезжиренного молока, подаваемого насосом для увлажнения, составляет 2—3% от количества сухого молока. В процессе агломерации влажность продукта увеличивается на 2—3%.
Для предотвращения образования комков при повторном увлажнении через пневматические форсунки и агломерационную камеру подается сжатый горячий воздух (60—90°С).
Из агломерационной камеры сухое молоко влажностью 7—10% поступает в первую вибрационную конвективную сушилку 5. Температура воздуха, подаваемого в первую сушилку, 95—120°С. Это позволяет быстро удалить избыточную влагу. Во второй вибрационной конвективной сушилке температура воздуха составляет 70— 95°С, что предотвращает перегревание продукта. На выходе из второй сушилки влажность сухого молока не превышает 5,5%, а температура 45—55°С. Общая продолжительность досушки в первой вибрационной конвективной сушилке 6—8 мин.
Из первой вибрационной конвективной сушилки сухое молоко поступает в камеру 15, где на продукт с помощью пневматических форсунок 14 напыляется смесь лиофилизующих веществ и молочного
304
к>£7Ж>-
линии для получения сухого цельного быстрорастворимого
Рис. 209. Схема
иолока:
В — насос для подачи обезжиренного молока; 2 — агломерационная камера; 3 — пневматические форсунки; 4— сушильная башня; 5 — первая вибрационная конвективная сушилка; те — заслонки; 7,8 — циклоны; 9 — линия возврата циклонной фракции; 10 — вторая вибрационная конвективная сушилка; //-—вибросито; 12— воздухоохладитель; 13, 17, 18, 19 — калориферы; 14— пневматическая форсунка; 15 — камера для нанесения смеси лиофилизую-L щих веществ; 16 — насос для подачи смеси лиофилизующих веществ
жира (в соотношении 5,6 : 3,8). Температура воздуха, подаваемого па форсунки, ПО—130°С.
Смесь подается насосом 16 в таких количествах, чтобы концентрация лиофилизующих веществ в готовом продукте составляла 0,15— 0,2%, но не превышала 0,5%. Так, на Гагаринском молочноконсерв-пом комбинате установлена распылительная сушилка производительностью 1550—1600 кг испаренной влаги в час. Количество напыляемой в час смеси составляет 6—8 кг. Равномерное распределение смеси но поверхности частиц достигается путем интенсивного перемешивания продукта в псевдоожиженном слое и в результате высокой (80— 90°С) температуры воздуха, поступающего в камеру для нанесения гидрбфилизующих веществ.
Из камеры 15 сухое молоко подается во вторую вибрационную конвективную сушилку 10, где в первой секции досушивается при температуре воздуха 70—95°С до влажности 3,3—3,7%. Во второй секции продукт охлаждается до 18—25°С, однако в результате контакта с холодным воздухом температурой 10—15°С влажность продукта увеличивается на 0,3—0,7%.
Камеры для агломерации и нанесения лиофилизующих веществ
11—1275
305
разделяются перфорированной пластиной на две части. В нижнюк часть подается воздух вентиляторами, а в верхнюю поступает про дукт.
В верхней части камеры 2 установлены пневматические форсунки распыляющие обезжиренное молоко. Форсунки расположены таки», образом, что обеспечивают орошение всей поверхности кипящего слоя сухого молока. Для регулирования высоты кипящего слоя установлена специальная заслонка 6, поворачивая которую, можн< увеличивать сечение выходного отверстия. Для подачи жидких компонентов в пневматические форсунки применяются дозирующие аг-
регатвь
Из второй вибрационной конвективной сушилки 10 сухой продукт поступает на вибросито 11 и далее направляется ковшовым эле ватором и скрепковым «ранспортером для фасовки. В связи с тел что сухое цельное быстрорастворимое молоко имеет агломерирован ную структуру, применение для его транспортировки пневмотранспорта нежелательно; ввиду высоких скоростей транспортирования (20—25 м/с) происходит разрушение агломератов и снижаются относительная скорость растворения и смачиваемость.
Распылительные сушильные установки для получения быстрорастворимого су х о г < молока в отличие от ранее рассмотренных имеют специальные дополнительные устройства, в которых обычное сухое молоко превращается в быстрорастворимое. Эти устройства могут работать в комплекте с различными сушильными установками.
На рис. 210 изображена принципиальная схема установки для получения агломерированного сухого обезжиренного быстрорастворимого молока фирмы «Черри-Барель».
Сухое обезжиренное молоко подается в питательный бункер 4
Рис. 211. Схема установки для получения сухого обезжиренного быстрорастворимого молока фирмы «Ниро-Атомайзер» (Дания):
1 — бункер; 2 — циклон; 3 — агломератор 4 — горизонтальный трубопровод; 5 — воздухоотделитель; б — циклоны; 7 — вибра ционная конвективная сушилка
Рис. 210. Схема установки для получения обезжиренного сухого быстрорастворимого молока фирмы «Черри — Барель» (США):
1 агломерационная труба; 2 — патрубок для ввода пара; 3 — вентилятор; 4 —- питательный бункер; 5 — отводящая труба;
6 — циклон: 7 — шлюзовой затвор; 8 — калорифер; 9 — сушильная труба; 10 — разгрузочный циклон; 11 — виброохладигель; 12 — трубопровод для отвода мелкой фракции порошка; 13 — вспомогательный циклон
»
306
а из него в агломерационную трубу 1. Для осуществления эффективной агломерации частиц продукта через патрубок 2 в трубу вводится нар. Вентилятор 3 предназначен для подачи воздуха и продукта в агломерационную трубу, которая тангенциально сочленена с первым циклоном 6 таким образом, что воздух и транспортируемое сухое молоко приобретают круговое движение.
В верхней части циклона имеется отверстие для выхода отработавшего воздуха, который по отводящей трубе 5 подается обратно в вентилятор. В нижней части первого циклона имеется шлюзовой затвор 7, через который агломерированный продукт подается в сушильную трубу 9. Сушильная труба связана с воздухонагревателем и направлена к разгрузочному циклону 10, в верхней части которого имеется патрубок для выхода воздуха. На конической нижней части циклона находится вращающийся шибер, через который агломераты сухого молока поступают в виброохладитель //. Мелкие частицы порошка по трубопроводу 12 отсасываются в вспомогательный циклон 13.
Если сухое молоко выходит в пылевидном состоянии и агломераты слишком малы, то увеличивают приток пара. Если же сухое молоко выходит повышенной влажности в виде растянутых тестообразных агломератов, то приток пара уменьшают. Воздух в сушильной камере должен иметь температуру 150°С, при которой влажность сухого молока не должна превышать 3—4%. Скорость воздуха в сушильной трубе регулируют таким образом, чтобы агломераты частиц не разрушались. В виброохладителе температура молока снижается до 45°С.
На рис. 211 приведена принципиальная схема еще одной установки для получения сухого быстрорастворимого обезжиренного молока фирмы «Ниро-Атомайзер».
Сухое молоко пневмотранспортом подается в бункер 1, азатем через циклон 2 транспортируется в агломератор 3, в который тангенциально подается теплый влажный воздух. В результате этого поверхность частиц молока становится влажной и липкой, что приводит к их агломерации.
Агломерированные частички поступают далее в горизонтальный трубопровод 4, в котором происходит предварительная подсушка в целях повышения их стойкости против механических воздействий в процессе дальнейшей обработки. Подсушенные агломераты поступают в воздухоотделитель 5, из которого отработавший воздух поступает в циклоны 6, в то время как агломераты подаются в вибрационную конвективную сушилку 7, в первую секцию которой вводится горячий воздух для окончательной досушки агломератов, а во вторую — холодный для охлаждения их.
На рис. 212, а представлена принципиальная схема установки фирмы «Ниро-Атомайзер» (Дания) для получения сухого цельного быстрорастворимого молока* с добавками лиофилизующих веществ.
* Следует подчеркнуть, что до настоящего времени в мире нет промышленного способа получения сухого цельного натурального молока без использования лиофилизующих веществ или каких-либо других наполнителей.
.1 <
11
307
Рис. 212. Принципиальные схемы установок для получения сухого цельного быстрорастворимого молока:
а — фирмы «Ниро-Атомайзер»; б — фирмы «Ангидро»;/ — накопительный бункер; 2 — вибро* аппарат для подогрева молочного порошка; 3 — трубопровод для подачи сжатого воздуха;
4— расходомер; 5 — циклон; 6 — емкость для лиофилизующих веществ; 7 — насос для пода« чи лиофилизующих веществ; 8 — виброаппарат; 9 — пневматическая форсунка; 10—смеси' тель; 11 — прямопроходной инстантайзер
На этой установке подлежит обработке сухой агломерированный молочный порошок, выработанный на прямоточных распылительных сушилках, снабженных прямопроходными виброаппаратами. Из накопительного бункера порошок поступает в виброаппарат, в который' подводится воздух температурой 50—60°С. Подогретый молочный; порошок далее поступает в смеситель, в котором с помощью пневматической форсунки распыляются лиофилизующие вещества. После обработки молочный порошок поступает во второй виброаппарат,’ сквозь перфорированную пластину которого продувается воздух,! нагретый до температуры 40—50°С. В указанном виброаппарате про-| исходит окончательное распределение лиофилизующих веществ на ’ поверхности частиц молочного порошка. Выгружаемый из аппарата ! продукт поступает в контейнеры вместимостью 200 кг, из которых j затем фасуется в атмосфере азота в жесткую тару. ч
Для получения быстрорастворимого молока фирма «Ангидро» Н (Дания) использует модифицированный прямопроходной инстантай- ' зер, дооснащенный системой подачи лиофилизующих веществ непосредственно в кипящий слой молочного порошка (рис. 212, б).
Для введения лиофилизующих веществ используют пневматичес-! кие форсунки, расположенные в торцевой части инстантайзера. Не-; посредственно над форсунками находится устройство для подачи мелких фракций молочного порошка, возвращаемого из циклона,
В установке обрабатывается неагломерированное сухое молоко полученное при сравнительно низких температурных режимах суш; ки. Молочный порошок увлажняется путем внесения лиофилизую щих веществ в виде водной эмульсии. В процессе агломерации части цы порошка покрываются этими веществами, после чего досушив; ются. 1
308
1
a
Рис. 213. Принципиальные схемы сушильных установок для сушки вспененных молочных продуктов:
а— из кислой сыворотки; б— сгущенного молока; 1 — калорифер; 2— сушнльйая камера; 3 — форсунка; 4 — ресивер для сжатого газа; 5 — регулятор давления; 6 — газовый счетчик; 7—пеногенератор (смеситель); 8 — насос; 9—подогреватель; 10 — резервуар для сгущенного продукта; 11 сепаратор газа; 12 — дисковый распылитель
Режимы обработки молочного порошка в установке примерно аналогичны режимам получения сухого агломерированного молока в прямопроходных инстантайзерах.
Сухое быстрорастворимое молоко, выработанное на указанных аппаратах, обладает более ярко выраженными свойствами быстрой растворимости, чем продукт, полученный в ходе одностадийного процесса.
Распылительные сушильные установки для сушки вспененных молочных продуктов представлены на рис. 213.
Установки снабжены специальным устройством, с помощью которого на распыление подается жидкий продукт, обладающий пенообразной структурой.
Продукт, предназначенный для сушки, из резервуара 10 прохо-. дит через подогреватель 9 и попадает в насос 8, нагнетающий его в пеногенератор 7. В последнем происходит вспенивание продукта. Далее вспененный продукт направляется в распыливающее устройство сушильной башни.
Процесс сушки осуществляется так же, как и в обычных сушильных установках.
Основные устройства и узлы распылительных сушильных установок
Рассмотрение распылительных сушильных установок позволяет сделать вывод о том, что они представляют собой сложные агрегаты, состоящие из ряда устройств и узлов, предназначенных для проведе
309
ния различных процессов, играющих важную роль при выработке сухих молочных продуктов.
Основные устройства и узлы распылительных сушильных установок подразделяют на две группы: устройства и узлы, контактирующие с высушиваемым продуктом; устройства и узлы, контактирующие с воздухом.
К устройствам и узлам, контактирующим с высушиваемым продуктом, относят устройства для распыления продукта в сушильной башне (распылители), сушильную башню с воздухораспределительными и воздухоотводящими устройствами, устройства для выгрузки продукта из сушильной башни, устройства для обработки сухого продукта по выходе из башни, устройства для транспортировки сухого продукта в распылительных сушильных установках, а также устройства для возврата циклонной фракции в сушильную установку.
К устройствам и узлам, связанным с воздухом, относят устройства для очистки воздуха, поступающего в сушильную башню и отводимого из нее, устройства для нагрева воздуха, устройства для создания принудительного движения воздуха.
Устройства для распыления продукта в сушильной башне (распылители) должны обеспечивать требуемые габариты факела распыла, дисперсность капель распыляемой жидкости и равномерность их распределения по размерам, так как эти параметры оказывают существенное влияние на интенсивность лепло- и массообменных процессов в сушильной башне. Они должны быть надежными и простыми в эксплуатации, соответствовать производительности распылительной сушильной установки. Одним из важнейших требований, предъявляемых к распылителям, является получение высококачественного молочного порошка, обладающего требуемыми дисперсностью, объемной массой, сыпучестью и рядом других показателей. Немаловажными факторами,' предопределяющими выбор типа распыливающего устройства, являются его конструктивная простота, невысокая стоимость изготовления и минимальные энергетические затраты в процессе работы.
Используемые в те-хнике получения сухих молочных продуктов распылители целесообразно классифицировать по конструктивным признакам на центробежные дисковые и форсуночные.
Несмотря на сравнительную сложность их конструктивного исполнения, центробежные дисковые распылители приемлемы и для диспергирования молочных продуктов, обладающих значительной вязкостью. Сравнительно менее распространены форсуночные распылители, которые подразделяют на механические и пневматические форсунки.
Вопрос о преимуществах распыления молока с помощью центробежных дисков или форсуночных распылителей до сих пор окончательно не решен. Как те, так и другие распылители обладают своими достоинствами и недостатками. При условии надлежащего конструктивного исполнения этих устройств они способны обеспечить практически одинаковую дисперсность частиц в факеле распыла. Однако
310
центробежные диски являются более универсальными при сушке молочных продуктов.
На сушилках, снабженных дисковыми распылителями, получают частицы более однородного размера при переменном расходе продукта, чем в случае использования распылителей другого типа.
Основным недостатком центробежных дисковых распылителей является необходимость в сложном и дорогостоящем приводе, с помощью которого создается высокая окружная скорость диска.
Главный недостаток форсуночных распылителей, особенно механических, заключается в том, что они легко засоряются. Кроме того, для обеспечения распыла в механических форсуночных распылителях необходимо создавать высокие давления (10—20 МПа).
Обобщенные данные по эксплуатации различных устройств для распыления позволили установить, что энергетические затраты на распыление 1000 кг продукта для центробежных дисковых распылителей составляют 0,8—1 кВт, механических форсунок — 0,3—0,5 кВт и для пневматических форсунок превышают 1 кВт.
Принцип действия всех центробежных дисковых распылителей основан на действии центробежной силы на жидкость, подаваемую на быстровращающийся диск. Под ее действием жидкость вследствие контакта с распылителем приходит во вращательное движение и перемещается с непрерывно возрастающей скоростью к периферии диска. Срываясь с его распыливающих кромок, она распыляется в атмосферу сушильного агента, подаваемого в башню распылительной сушильной установки.
Частота вращения центробежных дисков в зависимости от диаметра и требуемой окружной скорости колеблется от 6000 до 20 000 мин-1. Окружная скорость распылительных дисков, применяемых в молочной промышленности, составляет 100—200 м/с.
В настоящее время для сушки молочных продуктов используются распылительные диски разнообразных конструкций, позволяющие создавать требуемую конфигурацию факела распыления жидкого продукта и необходимую дисперсность частиц в факеле.
По условиям формирования жидкостной пленки в дисках и особенностям ее срыва с их распыливающих кромок диски можно условно классифицировать на гладкие, сопловые, канальные, комбинированные. Г
По гидродинамическим условиям выхода продукта из приемной камеры диска диски можно подразделить на напорные и безнапорные. В напорных дисках в приемной камере создается жидкостное кольцо, способствующее равномерному поступлению продукта в каналы диска. В безнапорных дисках жидкость к распыливающим кромкам равномерно подается специальными распределителями. Жидкостного кольца в этом случае не образуется.
По количеству ярусов распылительные диски подразделяют на одно- и многоярусные.
По форме каналов центробежные распылительные диски можно подразделить на диски с радиальными, изогнутыми, наклонными тангенциальными каналами, а по форме выходного отверстия — на диски
311
Рис. 214. Центробежный диск с сопловыми трубками:
1 — корпус; 2 — крышка; 3 — сопловая труб* ка; 4 — гайка
со щелевыми, круглыми, прямо-' угольными и овальными отверстиями.
Классификацию распылительных дисков можно дополнить и по степени их воздействия на продукт, подвергающийся распылению. По этому признаку диски целесообразно подразделить на диски, создающие дополнительно гомогени-
зирующий эффект, позволяющие осуществлять фракционное разделение продукта и обеспечивающие уменьшение содержания включенного в продукт воздуха.
И наконец, распылительные диски можно подразделить на диски, используемые для получения обычных, агломерированных, быстрорастворимых и многокомпонентных сухих молочных продуктов.
Гладкие центробежные диски, которые получили весьма ограниченное распространение, бывают плоские, конические, параболические и цилиндрические. Жидкостная пленка продукта в дисках формируется на гладкой поверхности и сбрасывается с непрерывной по всему периметру диска распыливающей кромки.
Сопловые центробежные диски характеризуются наличием сопловых вставок (трубок). Такие диски (рис. 214) используются на распылительных сушильных установках со смешанной подачей воздуха. Конструктивно эти диски устроены так, что имеется возможность замены сопловых вставок, так как в процессе эксплуатации они изнашиваются. Особенно большой износ сопловых вставок наблюдается
при сушке молочных продуктов, имеющих в своем составе кристаллизованную лактозу.
Для увеличения срока службы сопловые вставки целесообразно изготовлять из высококачественной стали.
Наиболее распространенные конструкции канальных дисков представлены на рис. 215.
Одноярусные диски с прямоугольными каналами (рис. 215, а) получили некоторое распространение для получения сухих молочных продуктов. Эти диски просты в эксплуатации и надежны в работе. Достаточно большая величина поверхности смоченного периметра у дисков с прямоугольными каналами достигается путем увеличения их количества и высоты.
Диск, представленный на рис. 215, б, имеет изогнутые каналы, что позволяет снизить концентрацию воздуха в частицах сухого молока. Получаемое при использовании этих дисков сухое цельное молоко обладает повышенным на 7—10% по сравнению с продуктом, выработанным с использованием дисков с радиальными каналами, насыпным весом.
Применение диска, схематически изображенного на рис. 215, в, позволяет достигать высокую производительность при сохранении
312
Рис. 215. Канальные центробежные диски: а — одноярусные с прямолинейными каналами; б — одноярусные с криволинейными каналами; в — двухъярусные с прямолинейными каналами
Рис. 216. Принципиальные схемы двухкамерных дисков:
с/— обычный двухкамерный диск; б —с наклонными каналами; в—с различным диаметром ярусов; г — для совместного распыления жидкого продукта и частиц сухого продукта
качества распыления и без изменения диаметра диска и его частоты вращения.
В последние годы среди многоярусных дисков все большее распространение получают диски, в которых каждый ярус снабжен самостоятельной приемной камерой для продукта. Их называют многокамерными.
Схемы наиболее характерных двухкамерных дисков изображены на рис. 216.
Представленный на рис. 216, а диск является наиболее простым
313
в конструктивном отношении среди многокамерных. Областью применения данной конструкции может являться получение сухих многокомпонентных молочных продуктов в том случае, когда смешивание отдельных компонентов перед сушкой нежелательно. Такими продуктами могут являться, например, сухие сывороточные концентраты, получаемые из творожной сыворотки и обезжиренного молока. Смешивание этих продуктов перед распылением вызывает коагуляцию белков обезжиренного молока и приводит к ухудшению качества готового продукта.
С помощью диска (рис. 216, б) можно регулировать конфигурацию факела распыла в сушильной башне путем придания выходным каналам соответствующего наклона относительно горизонтальной плоскости. Другой возможной сферой использования данной конструкции диска является осуществление пересечения факелов распыла различных ярусов, что увеличивает вероятность столкновения частиц в этих факелах.
Диск, изображенный на рис. 216, в, позволяет благодаря различному диаметру диска образовывать взаимопересекающиеся факелы распыла частиц с различной дисперсностью, а следовательно, и влажностью.
Диск, изображенный на рис. 216, г, предназначен для совместного распыления жидкого и сухого порошкообразного продукта. Обычно диски такой конструкции используются для совместного распыления сгущенного молока и частиц циклонной фракции сухого молока.
Принципиальная схема комбинированного распылителя представлена на рис. 217.
Сгущенное молоко по трубопроводу, смонтированному в полом приводном валу, подается к центру центробежного диска, вращающегося с частотой 3000 мин-1. Под действием центробежной силы сгущенное молоко отбрасывается к периферии диска и распыляется на капли с размером около 300 мкм. Дополнительное дробление капель до размера 50—100 мкм осуществляется подаваемым внутрь корпуса воздухораспределителя потоком холодного воздуха. Капли подхватываются горячим воздухом и подсушиваются. Интенсивность дробления капель в данной конструкции распылителя регулируется давлением подаваемого холодного воздуха.
К особой группе распылителей относятся диски, в которых осуществляются разделение поступающего в распылитель продукта на различные по своим свойствам фракции и их последующее распыление в сушильной башне в виде пересекающихся факелов. Так, к ним относятся диски сепараторы.
Для достижения больших частот вращения дисковых распылителей используются специальные приводные механизмы, в качестве которых применяются паровые турбины, электродвигатели с повышающими редукторами, „а также высокочастотные электродвигатели.
Схема привода распылительного диска от паровой турбины приведена на рис. 218. Турбина 12 снабжена регулятором 4 частоты вращения, регулирующим вентилем 2 для пара и быстрозапорным вентилем 1. Вращающиеся детали и подшипники смазываются под давлением.
314
Рис. 217. Принципиальная схема комбинированного распылителя:
1 — распылительный диск; 2 — трубопровод для подачи продукта; 3 — полый вал; 4 — корпус воздухораспределителя холодного воздуха
Рис. 218. Принципиальная схема привода распылительного диска от паровой турбины:
1 — быстрозапориый вентиль; 2 — регулирующий вентиль; 3 — быстрозапорное устройство; 4 — регулятор частоты вращения;
5 — распылительный диск; 6 — масляный насос; 7 — масляный фильтр; 8—масляная ванна; 9 — охладитель; 10 — переливной вентиль; 11 — конденсатор; 12 — турбина
Подшипники уплотнены лабиринтовым сальником. Регулирующий вентиль 2 представляет собой двухконусный дроссельный вентиль, управляемый центробежным регулятором, который приводится в движение посредством зубчатых колес, вращающихся от вала турбины.
Масло для смазки турбины сначала охлаждается в охладителе 9, а затем вода направляется в конденсатор 11, где конденсируется пар, проникающий в него вследствие утечки из лабиринтового сальника турбины и регулирующего вентиля.
В приводном устройстве (рис. 219) используется фланцевый электродвигатель, который через муфту сцепления 2 от вала 12 приводит в движение главный вал 7. Вращение от главного вала к валу диска 9 осуществляется от зубчатого зацепления.
Схема привода распылительного диска от высокочастотного электродвигателя приведена на рис. 220. Вращение диска диаметром 0,425 м осуществляется высокочастотным электродвигателем. Частота вращения центробежного диска 6500 мин-1. Электродвигатель питается от преобразователя частоты, увеличивающего частоту электротока с 50 до 124 Гц.
В обмотке приводного электродвигателя расположен специальный термостат, который срабатывает при температуре обмотки выше 125°С. При этом выключаются преобразователь частоты и насос для подачи сгущенного молока. Для охлаждения приводного механизма используется воздух, поступающий от автономного вентилятора.
Принцип действия механических форсуночных распылителей основан на выбрасывании жидкости под высоким давлением через отверстие небольшого размера. По конструктивным признакам меха-
315
Рис. 219. Приводное устройство соплового распылительного диска от электродвигателя:
j — нижняя часть корпуса; 2 — муфта сцепления; 3 — лабиринтное уплотнение; 4 — верхняя часть корпуса; 5 — подшипники; 6 —шестерня; 7 —главный вал; 8 —бронзовое кольцо; » — вал диска; 10 — разбрызгивающее кольцо; 11 — патрубок для отвода масла; 12 — вал 1электродвигетеля
нические форсунки подразделяют на струйные и центробежные форсунки.
В струйных форсунках сопла бывают цилиндрическими и коническими. Из сопла под давлением выбрасывается осесимметричная струя с небольшим углом раскрытия факела распыла. Струйные форсунки не получили широкого распространения в технике сушки молочных продуктов, так как они не обеспечивают требуемую дисперсность распыла жидкости.
Центробежные форсунки в отличие от струйных снабжаются завихрителями потока, в которых жидкость закручивается. В результате этого движущаяся под давлением жидкость приобретает вращательное движение перед поступлением в сопло, что способствует фор- j мированию конусообразного факела распыла требуемой дисперсности, j Этот тип форсунок создает факел распыла в виде полого конуса и наи- i более пригоден для распыливання молока и молочных продуктов, j обладающих сравнительно невысокой вязкостью.
Наиболее распространенные типы центробежных механических ’ форсунок представлены на рис. 221.
В форсунку (рис. 221, о) сгущенное молоко подается под давлением 1
i
316
Рис. 220. Схема привода распылительного диска от высокочастотного электродвигател я:
1 — электродвигатель; 2 — распылительный диск
Рис. 221. Центробежные механично кие форсунки:
а — с фильтром; б — с рабочими элементами из твердого сплава; 1 — колпачок; 2 — корпус; 3 — патрубок для подвода продукта; 4 — фильтр; 5 — сопло; 6 — завихритель
.о 245 • 106 Па. Подобные форсунки нашли применение в распыли-ельных сушильных установках- небольшой производительности. Соп-ювой канал в этих форсунках из-за недостаточной прочности металла юдвергается значительной эрозии, что ухудшает качество распыла: Ггого недостатка не имеет форсунка, схема которой приведена па ис. 221, б. Сопло и завихритель изготовлены из твердого сплава.
Перед подачей жидкости в центробежные механические форсунки существляется тщательная ее фильтрация. Несмотря на это, дли-ельность непрерывной работы форсунки относительно невысока, ак как сравнительно быстро забивается. Поэтому сушильные уста-ювки снабжаются коллекторами быстросъемных форсунок.
В пневматических форсунках дробление жидкости осуществляется год воздействием высокоскоростного потока газа. Принято подразделять пневматические форсунки на низконапорные, работающие
317
при создании избыточного давления подаваемого газа до 10 кПа, и высоконапорные с избыточным давлением выше 10 кПа.
Кроме того, пневматические форсунки подразделяют на форсунки внутреннего и внешнего смешения. Первый тип характеризуется тем, что смешение продукта и потока газа осуществляется в корпусе форсунки. Второй тип характеризуется смешением потоков вне корпуса форсунки.
В зависимости от конструкции форсунки струя вытекающей жидкости может находиться внутри обдувающего газового потока или в виде кольцевой пленки по его периферии. По отношению к потоку газа струя жидкости может располагаться перпендикулярно, под некоторым углом или параллельно.
Пневматические форсунки обладают незначительным износом и мало подвержены засорению из-за большого поперечного сечения отверстия для выхода продукта.
Жидкость в пневматических форсунках вытекает со скоростью до 3 м/с и дробится на капли потоком газа, движущимся со скоростью 50—300 м/с. На распад струи при пневматическом распылении основное влияние оказывают свойства распыляемого продукта, толщина пленки жидкости и параметры газового потока. При этом структура распыляемого продукта практически не изменяется, что очень важно при сушке молока с различного рода добавками. Так, они себя положительно зарекомендовали при сушке молочно-картофельного пюре.
Сушильная башня является одним из основных узлов распылительных сушильных установок. Именно в сушильных башнях происходит процесс сушки. В настоящее время имеется большое разнообразие конструкции сушильных башен вертикального и горизонтального типов. Сушильные башни вертикального типа представляют собой цилиндрическую камеру или камеру, имеющую форму цилиндра и конуса, соединенных основаниями. Сушильные башни горизонтального типа представляют собой короб, верхняя часть которого имеет прямоугольную форму. Нижняя часть имеет треугольную форму.
В современных сушильных установках внутренний кожух сушильной башни изготовляется из листовой нержавеющей стали.
В некоторых сушильных установках, например, корпус башни делается из бетона, а облицовка ее внутренней поверхности выполняется из пластмассы. Снаружи сушильные башни современных установок обшиваются полированным алюминием, нержавеющей сталью или пластмассой. Для уменьшения тепловых потерь между внутренним и внешним кожухами сушильных башен помещается изоляция из стеклянной или асбестовой ваты.
В последние годы на некоторых заводах распылительные сушильные установки размещаются вне производственного здания. Сушильные башни таких установок снабжаются увеличенным слоем изоляции.
Для уменьшения налипания молочного порошка на внутренних поверхностях сушильных башен применяют специальные устройства. Так, на дисковых прямоточных сушильных установках производительностью 1000 кг испаренной влаги в час установлено по девять
318
электромолотков на цилиндрической и конической частях сушильной башни.
В целях освобождения поверхности сушильных башен от слоя сухого продукта применяют различные скребковые механизмы, локальный или общий обдув внутренних поверхностей, а также прогрев внутренних поверхностей до температур, превышающих температуру воздуха, обдувающего эти поверхности. Однако в этом случае следует учитывать возможную опасность нагрева и ухудшения качества молочного порошка, контактирующего с нагретой поверхностью. В практических условиях температуру обогреваемых поверхностей нецелесообразно повышать свыше 80—85°С.
В оздухора спредел ительные и воздухоотводящие устройства предопределяют равномерное и интенсивное распределение воздуха в сушильной башне. Эффективность сушки зависит прежде всего от равномерного распределения сушильного агента во всему сечению башни и что особенно важно, быстрого смешивания его с частицами продукта. Интенсивность смешения воздуха с частицами имеет важное значение в связи с тем, что время пребывания частиц продукта в сушильной башне невелико.
Наиболее давно применяющимися в молочной промышленности СССР установками являются сушилки «Краузе». На рис. 222 представлена принципиальная схема модернизированного воздухораспределительного устройства сушилки этого типа. Горячий воздух, поступающий из калорифера, разделяется в воздухораспределителе на два потока. Основной поток выходит из кольцеобразной щели, расположенной в нижней части воздухораспределителя. С помощью смонтированных в кольцеобразной щели жалюзи 5 поток воздуха закручивается. Другая часть воздуха выходит из верхней кольцеобразной щели, расположенной несколько ниже распылительного диска S.
Очищенный с помощью фильтра 15 охлаждающей воздух, забираемый из помещения цеха, через шесть металлических шлангов 14 поступает в патрубки 6, из которых попадает в кольцевое пространство между средним 10 и наружным 9 кожухами и выбрасывается затем через кольцеобразную щель 7 в сушильную башню. Подвод охлаждающего воздуха обеспечивает охлаждение внешней поверхности наружного кожуха. Нижний кожух 2 охлаждается путем подвода в пространство под ним охлаждающего воздуха, подаваемого по патрубкам 13 и поступающего в сушильную башню через отверстия 3. Кроме этого для охлаждения паровой турбины часть воздуха подается под внутренний кожух 11 и по трубе / отводится к всасывающей стороне главного вентилятора.
Принципиальная схема воздухораспределительного устройства прямоточной сушильной установки фирмы «Ниро-Атомайзер» представлена на рис. 223. Нагретый воздух из калорифера по патрубку 4 поступает в улиткообразную камеру 2 переменного сечения. Внутренняя полость камеры разделена вертикальной перфорированной перегородкой. Переменное сечение камеры и перфорированная перегородка позволяют создать равномерное поступление сушильного
319
II
Рис. 222. Принципиальная схема ' модернизированного воздухораспределительного устройства сушилки «Краузе»:
/ — труба диаметром 50 мм для отсоса i воздуха от турбины; 2 — нижний кожух;
3 — четыре отверстия диаметром 25 мм по окружности для выхода охлаждающего ‘ воздуха из-под нижнего кожуха; 4 — поток горячего воздуха в камеру сушилки; 5 — [
жалюзи; 6 — шесть патрубков диаметром 50 мм по окружности; 7 — щели в среднем кожухе для выхода охлаждающего возду-^Ак ха; 8 — распылительный диск; 9 — наруж«^^К| ный кожух; 10 — средний кожух; 11 внутренний кожух; 12— охлаждающий во дух между наружным и средним кожуха^^^И ми; 13 — четыре патрубка диаметром^И^В 25 мм для подвода охлаждающего воздухл^КЗИ под нижний кожух; 14 — шесть металличе-^^^К ских шлангов диаметром 20 мм для подво-^^^К да охлаждающего воздуха в пространствЯм между наружным и средним кожухамиз^^^В 15 — фильтр
Рис. 223. Принципиальная схем! воздухораспределительного устрой* ства прямоточной сушильной уста<| новки фирмы «Ниро-Атомайзер»: । 1 — центробежный распылитель; 2 — ули.* кообразная камера; 3 — перфорированная перегородка; 4 — патрубок; 5 —наружны! кожух; 6 — коническая вставка; 7 — лопал ки; 8 — внутренний кожух; 9 — охлаждаю* щая камера
агента во внутреннюю полость камеры, из которой он направляется в аппарат, ограниченный внутренним 8 и наружным 5 кожухами!
В конической вставке 6 поступивший в направляющий аппарат сушильный агент разделяется на два закрученных потока. Закрутке внешнего потока усиливается лопатками 7. Конфигурация факел! распыла регулируется углом наклона лопаток и относительной выД сотой расположения конусообразной вставки в направляющем ап-парате. При длительной непрерывной работе сушильной установки в полость между корпусами центробежного распылителя 1 и внут-] ренним коническим кожухом специальным вентилятором вводится] охлаждающий воздух. Часть воздуха, подаваемого этим вентилято-] ром, поступает непосредственно в корпус центробежного распылителя] для его дополнительного охлаждения и предотвращения отложений] молочного порошка между диском и распылителем. На верху суш иль-1 320 .
Рис. 224. Воздухораспределитель, разработанный Сибирским филиалом В НИМИ:
I — корпус; 2 — наружный конус; 3 — внутренний конус; 4 — уравнительная решетка; 5 «• канал для охлаждающего воздуха; 6 — лопасть; 7 — ось лопасти
ной башни, по периферии воздухораспределительного устройства, имеется кольцеобразная охлаждающая камера 9. В нее от автономного вентилятора подается воздух, забираемый непосредственно из помещения.
В воздухораспределителе фирмы «Ниро-Атомайзер» поток сушильного агента равномерно смёшивается с факелом распыла сгущенного молока.
К несомненным достоинствам данной конструкции относится также практически полное отсутствие пригара молочного порошка на поверхности воздухораспределителя, корпусе центробежного распылителя и потолке сушильной камеры.
Некоторые распылительные сушильные установки фирмы «Ниро-Атомайзер» снабжаются воздухораспределительными устройствами, подающими сушильный агент под корень факела распыла. Эксплуатация подобных установок выявила ряд недостатков, присущих подобным системам распределения горячего воздуха.
На распределителе и воздуховоде горячего воздуха отлагается молочный порошок, качество которого в процессе сушки ухудшается в результате перегрева и пригорания.
Воздухораспределитель не позволяет получить надежного и равномерного распределения воздуха, а также довольно сложен в регулировке. Указанная система воздухораспределения затрудняет чистку сушильной башни и обусловливает возможность попадания пригоревших частиц в готовый продукт.
Этих недостатков не имеет воздухораспределитель, разработанный в Сибирском филиале ВНИМИ (рис. 224).
Для закрутки воздуха, поступающего на сушку, устройство снабжено шестнадцатью лопастями, регулировку положения которых можно осуществлять непосредственно в ходе сушки. Эксплуатация указанного устройства показала его надежность и простоту в работе, позволила повысить производительность сушильной установки, сни-
321
Распылитель
Рис. 225. Воздухораспределитель для подачи воздуха с высокой температурой: 1 — элементы воздухораспределителя; 2 — форсунка
зить потери сухого молока, уменьшить затраты на очистку сушиль-ной башни.
В настоящее время получают распространение воздухораспределительные устройства для подачи в сушильную башню горячего воздуха температурой 200—250°С.
Известно, что с повышением температуры входящего воздуха повышается эффективность сушильной установки.
Применение теплоносителя более высокой температуры позволяет уменьшить количество воздуха, необходимого для сушки, и снизить эксплуатационные затраты. Сушильные установки, имеющие такие распределители воздуха, отличаются меньшими размерами распылительных башен и вспомогательных устройств.
На рис. 225 схематически изображена принципиальная схема воздухораспределителя для подачи воздуха с высокой температурой. Характерной его особенностью является позонная подача сушильного агента в распылительную башню. В зону контакта сушильного агента и факела распыления жидкого продукта подают воздух температурой около 220°С. В зоны, удаленные от распылительного устройства, поступает воздух температурой 120°С. При использовании такого воздухораспределителя температура в зоне сушки продукта составляет 60’С.
Основные расчеты и анализ устройств для распыления продукта и сушильной башни включают определение поверхности, количества и размера частиц жидкости, скорости движения частиц и сопоставление ее со скоростью воздуха, дальности полета частиц, расчет потребляемой мощности и размеров сушильной башни, анализ факела распыла и плотности орошения жидкости, предела обезвоживания продукта, расхода воздуха и пара, термического коэффициента распылительных сушильных установок, анализ самовозгорания и взрывоопасности сухого продукта в сушильной башне.
Поверхность контакта (суммарную поверхность частиц) высушиваемого продукта с греющим агентом (воздухом) F (в м2) можно определить по формуле
322
F = 6G/pdcp, (35)
где G — количество распыленного продукта, кг; р — плотность продукта, кг/м3; dcp — средний диаметр частиц (капель) продукта, м.
Количество частиц п можно найти из уравнения
п — 6G/pmJpp. (36}
Расчеты по формулам (35) и (36) показывают, что при распылении 1 кг сгущенного молока образуется до 15 • 10® частиц со средним диаметром 50 мкм, поверхность контакта этих частиц с воздухом составляет 100—130 м2 (для сравнения напомним, что поверхность 1 дм3 составляет 0,06 м2).
При распылении жидкости средний размер капель можно определить по эмпирическим формулам. М. Е. Лурье рекомендовал рассчитывать диаметр d (в м) частиц по следующим формулам:
при дисковом распылении
•iCp = 98,5/«д a/Rpu ,
где «д — частота вращения диска, мин-1; а— поверхностное натяжение продукта, Н/м; R — радиус диска, м; рп — плотность жидкости (продукта), кг/м3;
при форсуночном распылении
d=K (8<zg/pBo2),
где К — коэффициент, зависящий от свойств жидкости (для молока ориентировочно К = 3); рв— плотность воздуха, кг/м3; vn — скорость струи продукта, входящего в сопло, м/с.
Н. С. Панасенков предложил следующую формулу для определения размера капель г„ (в м), вылетающих из форсунки:
rK = 3,2D/Re°’125,
где D — диаметр форсунки, м; Re — число Рейнольдса, характеризующее движение жидкости в сопле форсунки.
Частота вращения диска и скорость жидкости, входящей в сопло форсунки и выходящей из него, предопределяют мощность, потребляемую распыливающими устройствами.
При дисковом распылении мощность, затрачиваемую на работу диска, N (в кВт) определяют по формуле Г. А. Кука
N = (2,25t£KpG)/(1000 • 2d 3600),
где цОкр — окружная скорость вращения диска, м/с; d — диаметр диска, м» G — производительность сушилки по исходному продукту, кг/ч.
При форсуночном распылении
W = Gp/(3600 • 1000т;),
где G — производительность сушилки по исходному продукту, кг/ч; р — давление, создаваемое плунжерным насосом, Па; д — КПД (Д = 0,6 0,85).
323
Рис. 226. График зависимости критерия Ki от критерия Re
Скорость витания ивит (в уравнению
Частицы в неподвижном воздухе из-за его сопротивления сначала оседают с равномерно ускоренной скоростью. С того момента, когда ускорение станет равно нулю, частица начинает падать с постоянной скоростью — скоростью витания ивит. При осаждении частиц в движущемся восходящем потоке воздуха возможны три случая. Если скорость воздуха, движущегося вверх, меньше скорости витания (цвозД<: оВ11Т), то частица осаждается; если овозд = овит, частица находится в покое; при цвозД> > ивит частица движется вверх.
м/с) можно определять по критериальному
^ВИТ ReBBTv/^4’
где ReBBT— критерий Рейнольдса при скорости, равной скорости витания частицы; т — кинематическая вязкость воздуха. м2/с; d4 — диаметр частицы, м.
Найти пвит можно по графику (рис. 226) зависимости величины критерия Рейнольдса от величины критерия Кирпичева Ki;
Ki = d4k|4g (рп - Рв)]/3--2Рв -
В сушилках с противоточной подачей воздуха, когда имеет место восходящий его поток, необходимо соблюдать условие цвозд < &вит. Скорость движения воздуха в сушильной башне овозд приблизительно можно определить нз уравнения
Гвозд = 4l//r.D2,
где V — количество воздуха, м3/с; D — диаметр башни, м.
Скорость витания необходимо также знать для определения суммарной скорости осаждения частиц. При прямотоке, когда воздух движется сверху вниз, скорость осаждения частиц равна сумме скоростей витания и движения воздуха; при противотоке и смешанной подаче воздуха—разности между скоростями витания и восходящей скоростью движения воздуха.
Дальность полета S (в м) частиц определяют по формуле Кука
где он, ск— начальная и конечная скорости движения частицы, м/с; <р — коэффициент сопротивления; г — радиус частицы, м.
Коэффициент q> зависит от режима движения частицы:
324
Критерий Рейнольдса
Re < 2
Re < 1000
Re >1000
Режим
Ламинарный
Переходный
Турбулентный
Коэффициент
24
Re
18,5 Re0’6
0,44
Критерий Рейнольдса определяют по формуле
Re — v4d4/v, где v4 — скорость полета частиц, м/с.
Дальность полета частиц молока тем меньше, чем больше частота вращения диска, так как при увеличении частоты вращения диска уменьшается размер частиц, а запас кинетической энергии их очень мал, и они быстро теряют скорость. Кроме того, с увеличением частоты вращения диска увеличивается сопротивление, оказываемое частицам воздухом, что также сокращает их дальность полета.
Дальность полета частиц предопределяет величину диаметра D (в м) сушильной башни. Известно соотношение между дальностью полета частиц и диаметром сушильной башни.'
0 = 2,255.
Факел распыла и форма струи, выбрасываемой из форсунки, видны на рис. 227. Факел распыла, форма и направление струи, выбрасываемой из диска, приведены на фотографиях (рис. 228). Факел распыла
Рис. 227. Фотография струи, выбрасываемой из форсунки
Рис. 228. Фотография струй сгущенного молока, выбрасываемых из дисков:
а — с каналом круглого сечения (вид сверху); б —с прямоугольным каналом большого сечения (вид сверху)
325
Рис. 229. График плотности орошения по сечению су шильной башни
жидкости дисками обусловливается формой и площадью сечения выходного канала, направлением этого канала, скоростью диска и производительностью. Отверстия малого размера дают факел в форме расширяющейся струи, прямоугольные отверстия больших размеров приводят к образованию пленочных струй, которые затем распадаются.
Эффективность процесса сушки зависит от плотности орошения продукта. Экспери-
ментально установлено, что плотность орошения при окружных скоростях диска более 60 м/с по мере удаления от него возрастает и достигает максимального значения, а затем постепенно уменьшается. В качестве примера плотность орошения в зависимости расстояния от диска приведена на рис. 229.
Материал можно высушить до равновесной влажности, которая зависит от температуры и относительной влажности воздуха. Равновесная влажность продукта является пределом его обезвоживания. Зависимость равновесной влажности молочного порошка от температуры воздуха и относительной влажности характеризуется уравнением
1g Вр = 0,01445<рв + 1g (1,423 + 0,00543/).
где Вр — равновесная влажность сухого молока, %; <рв — относительная влажность воздуха, %; /— температура воздуха, °C.
Важным показателем процесса сушки является количество влаги, удаляемое из продукта Вул (в %) и рассчитываемое по формуле
буд = Bi — By,
где By — начальная влажность, %.
Количество воздуха GB (в кг) для высушивания определяют по формуле
G„ = 1000W7(d2 — d0), (37)
где W — количество испаренной влаги в сушильной башне, кг/ч; d2, d0— влаго-содержание воздуха, выходящего из сушильной башни и входящего в нее, г влаги на 1 кг сухого воздуха.
Относительная влажность воздуха, выходящего из сушильной башни, не превышает 18—20%.
Количество теплоты, затраченной на сушку, определяют по количеству теплоты Q (в Дж), необходимой для нагревания воздуха в калорифере:
Q = GB (Л-и, (38)
где /0, /1 — энтальпия воздуха до поступления в калорифер и на выходе из него, Дж/кг.
326
ис. 230. 1 — d-диаграмма влажного воздуха
Для расчетов по формулам (37) и (38) пользуются / — d -диагаммой влажного воздуха (рис. 230).
Для построения процесса сушки в / —d-диаграмме сначала необходимо определить два основных параметра воздуха1, который за-
Для расчетов сушильных установок данные о воздухе целесообразно брать из метеорологических сводок для конкретной географической зоны, в которой расположен завод.
327
бирается для сушки. Психрометром, установленным в атмосфере забираемого воздуха, определяют психрометрическую разность темпе-ратур. По психрометрическим таблицам находят относительную влажность воздуха.
По температуре и относительной влажности воздуха находят на / —d-диаграмме точку, характеризующую основные параметры воздуха перед забором его в калорифер сушильной установки. Если воздух поступает в сушилку из атмосферы при температуре сухого термометра tc = 15° С и мокрого /м = 11°С, то при пересечении этих двух линий получается точка А, по которой определяют относительную влажность <р = 60%, влагосодержание d0 = 6,5 г/кг сухого воздуха и энтальпию 1 = 32 • 103 Дж/кг. Далее воздух поступает в калорифер, где нагревается при постоянном влагосодержании до 160°С. В результате пересечения линии d0 = 6,5 г/кг сухого воздуха с изотермой t = 160°С получается точка В, характеризующая параметры воздуха на выходе из калорифера и входе в сушилку (dt = 6,5 г/кг сухого воздуха, / = 178 • 103 Дж/кг).
При теоретическом процессе сушки воздух, поступающий в сушильную башню, отдает тепло на испарение влаги из материала и воспри-. нимает его обратно вместе с испаренной влагой, поэтому в процессе сушки энтальпия воздуха остается неизменной. Зная конечную температуру воздуха, выходящего из сушильной башни, можно получить на пересечении линии / = 178 • 103 Дж/кг сухого воздуха и линии /кон= 75°С точку С, характеризующую параметры воздуха на выходе из сушилки (d3 = 40 г/кг сухого воздуха, I = 178 • 103 Дж/кг).
Таким образом, получены основные данные для определения теоретического расхода воздуха и теплоты на нагрев воздуха. Однако процесс сушки сопровождается потерями теплоты, с учетом которых определяют действительное положение точки С на I — d-диаграмме. Эту точку можно найти, откладывая на диаграмме потери тепла, вы-численные аналитически. Учет потерь показывает, что действительный расход тепла на 15—20% больше теоретического.
Расход пара D (в кг) на нагревание воздуха рассчитывают по формуле
D==Q/[(/n — ы) ’ll. (39)
где /п, ZK — энтальпия греющего пара и конденсата, Дж/кг; т; — КПД калорифера (д — 0,9 4- 0,97).
Термический коэффициент распылительной сушилки т определяют по формуле
т = tc),
где t, tK, tc — температура входящего и выходящего воздуха, а также воздуха, поступающего в калорифер, °C.
При определенных условиях сухие молочные продукты могут самовозгораться. В связи с этим очень важна критическая темпера-тура самовозгорания, которая зависит от высоты слоя сухого молока, его температуры и продолжительности воздействия ее на продукт. На рис. 231 приведена диаграмма критических условий самовозгорания.
328
Область, лежащая выше кривой, соответствует опасной зоне возможного самовозгорания. Кривая показывает зависимость между критической температурой и критической толщиной слоя осадка сухого молока. Так, при 160°С возможно самовозгорание продукта высотой слоя 25 мм и более. Продолжительность нахождения этого осадка при температуре 160°С до начала возгорания составляет 2 ч.
В практике наиболее опасной ситуацией для самовозгорания является прекращение подачи сгущенного молока в сушильную башню при продолжающемся поступлении в нее горячего воздуха. Через 5—10 мин после прекращения подачи сгущенного молока
О 20 ВО ВО ВО 100
высота слоя сухого молокаут
Рис. 231. Диаграмма критических условий самовозгорания
температура воздуха на входе в сушильную башню и выходе из нее становится одинаковой и возможно самовозгорание сухого продукта в сушильной башне, фильтровальной камере и бункере. По. прекращении подачи сгущенного молока необходимо прекращать подачу воздуха. Нужно осуществлять блокирование подачи в сушильную башню сгу-
щенного продукта и воздуха.
Самовозгорание сухих молочных продуктов может привести и к их взрыву. Взрыв молочного порошка оказывается возможным, если концентрация сухого молока во взвешенном состоянии превысит 6,3—7,5 г/м3. Температура при этом должна быть 600—725°С.
Устройства для выгрузки продукта из су-ш ильной башни отличаются большим многообразием, обусловленным конструкцией сушильных башен, главным образом формой и размерами нижней части башни, где возможно скапливание го
тового сухого продукта.
Вне зависимости от типа сушильных башен и устройств для выгрузки готового продукта к последним предъявляются определенные требования. Основное из этих требований заключается в том, чтобы они не оказывали отрицательного воздействия на готовый продукт и не разрушали его структуры. Кроме того, эти устройства должны полностью выгружать продукт, с тем чтобы не допускать образования
его слоя.
Устройства для выгрузки сухого продукта из башни можно разделить на скребковые, пневматические, снабженные ленточным или вибрационным транспортером и гравитационные.
В скребковых устройствах по днищу башни вращаются свободно насаженные на штанги скребки, представляющие собой прямоугольные пластины. При вращении скребки передвигают сухой продукт к отверстиям, через которые продукт попадает в бункер или непосредственно на транспортное устройство, отводящее его на дальнейшую обработку. Скребковые устройства применимы в сушильных башнях, имеющих плоское днище. Они используются также в башнях, днища
329
Рис. 232. Шлюзовый затвор:
1 — разгрузочный патрубок; 2 —лопастный барабан; 3 — корпус затвора; 4— штифт; 5 — пружина; 6 — скребок; 7 — приемный патрубок; 8— труба для выравнивания давления в ячейке барабана и аппарата
которых имеют небольшой уклон (не более 45°С). Устройства этого типа наиболее приемлемы для выгрузки малогигроскопичных молочных продуктов с невысокой концентрацией жира.
Пневматические устройства, принцип действия которых основан на отсосе молочного порошка, осевшего на; днище сушильной камеры, пригодну для многих видов сухих молочных пр>> дуктов. Вместе с тем они не рекомендуются для выгрузки агломерированных и высокожирных сухих продуктов. Как правило, пневматические устрой, ства применяют в башнях, днища которых имеют небольшой (9—12°) угол наклона образующей конуса к горизонтальной плоскости.
Устройства для выгрузки, снабженные ленточным или вибрационным транспортером для удаления молочного порошка из сушильной башни, не полу
чили широкого распространения в технике сушки молочных продуктов. Однако эти устройства будут использоваться в дальнейшем ввиду их пригодности для удаления из сушильной камеры практически всех видов сухих молочных продуктов. Они незначительно влияют на структуру порошка, а также позволяют осуществлять на этой стадии дополнительные процессы обработки про-
дукта, его охлаждения, агломерации и т. д.
Гравитационные устройства представляют собой коническое днище сушильной башни. В этом случае коническое днище должно иметь’ большой угол наклона (60° и более), образующий конус к горизон-' тальной плоскости. К их достоинствам относятся возможность удаления из сушильной башни практически всех видов сухих молочных продуктов, получение дополнительного циклонного эффекта в сушильной камере, а также сравнительная простота конструкции установки.
При гравитационной выгрузке продукта в низу конического днища башни обязательно должен быть затвор для выпуска сухого продукта.
Наиболее широкое распространение среди подобных затворов получили шлюзовые (рис. 232). Рабочим элементом этих затворов является барабан, расположенный внутри неподвижного корпуса. Вращение лопастей барабана осуществляется от электродвигателя, снабженного редуктором. Производительность шлюзового затвора G (в м3/с) определяется по формуле
nf,
где D — внутренний диаметр затвора, м; L — ширина лопасти, м; V — объем внутренней полости затвора, занимаемый валом и лопастями, м3; п — частота вращения барабана, с"1; f — коэффициент заполнений, равный 0,4—0,6.
330
Устройства для обработки сухого молока ио выходе из сушильной башни входят в комплект современных распылительных сушильных установок. К числу таких устройств относятся вибрационные аппараты (виброаппараты). В установках, предназначенных для производства обычных видов сухих молочных продуктов, используются виброаппараты, предназначенные для просеивания и охлаждения молочного порошка (виброохладители). Установки, предназначенные для получения агломерированных сухих молочных продуктов, оснащаются вибрационными конвективными сушилками для досушки и охлаждения молочного порошка (ипстантайзерами), конструкция которых позволяет осуществлять позонное регулирование температуры и скорости газа.
В виброохладителях и инстантайзерах продукт находится в состоянии виброкипящего слоя, что позволяет не только интенсифицировать процессы термической обработки молочного порошка, но и проводить одновременную его транспортировку, внесение добавок различного рода и другие операции.
Все виброаппараты, применяемые для обработки молочного порошка, подразделяют на две группы. К первой группе относят аппараты, у которых частота возбудителя колебаний несколько выше или ниже собственной частоты колебаний (аппарат работает в режиме, близком к резонансным колебаниям), а ко второй — аппараты, работающие при сверхкритической частоте (аппарат работает в режиме зарезонансных колебаний). Указанный тип аппаратов в последние годы получает все большее распространение.
Наиболее простыми виброаппаратами, предназначенными для просеивания, являются сита, которые позволяют отделять комки сухого продукта.
Широкое распространение в молочной промышленности приобрело вибрационное сито СВ-0,9, состоящее из цилиндрического корпуса с набором сит, свободно колеблющегося на цилиндрических пружинах в режиме зарезонансных колебаний. Колебания цилиндрического корпуса создает вибратор, приводимый в действие электродвигателем через клиноременную передачу. Продукт поступает на просеивание через центральное отверстие, имеющееся в крышке корпуса. Для выгрузки продукта определенного гранулометрического состава на уровне сит в боковой поверхности корпуса предусмотрены патрубки. Площадь росеивающей поверхности одного сита составляет 0,6 м2.
По способу теплопередачи виброаппараты подразделяют на уста-ювки конвективного и кондуктивного типов. Наиболее широкое рас-ространение в технике сушки молочных продуктов получили аппа-аты конвективного типа.
Принципиальная схема прямоходного инстантайзера фирмы «Нию-Атомайзер» (Дания), работающего в режиме дорезонансных колебаний, представлена на рис. 233. В неподвижном корпусе инстантай-ера имеется три вибрирующих лотка, закрытых сверху перфориро-1анными пластинами, по ним перемещается молочный порошок, ко-юрый подается из сушильной башни. В пластинах в шахматном по-
331
11 w
Рис. 233. Принципиальная схема прямопроходного инстантайзера:
1 — загрузочный бункер; 2 — вибрирующий лоток; 3 — перфорированная пластина^ 4 — гибкоЯ сочленение; 5 — упругая пластина; 6 — тяга; 7 — патрубок; 8 — патрубок для отвода воздуЯ ха; 9 — патрубок для выгрузки готового продукта; 10 — вентилятор; 11 — электродвигателе
рядке расположены отверстия. Пластины соединены между собой ; эластичными прокладками, что позволяет продукту беспрепятственно перемещаться по ним. Лотки, на которых крепятся пластины, снизу имеют патрубки, соединяющиеся гибкими сочленениями с воздуховодами, подающими горячий или охлажденный воздух в зависимости от назначения лотка. ‘
Продукт по лоткам движется поступательно благодаря вибрации и углу их наклона (1,5°). Скорость движения продукта по лоткам зависит от амплитуды и частоты вибраций. При их увеличении скорость движения молочного порошка возрастает. На инстантайзерах данной конструкции частота вибрации не должна превышать 9—10 Гц. При превышении указанного предела возможно быстрое разруше-; ние рабочих элементов аппарата.
Через каждый лоток вентилятором продувается воздух. В верхней части инстантайзера имеются патрубки 8, соединенные с воздуховодом для удаления отработавшего воздуха и мелких частиц продукта. Продукт из инстантайзера выгружается через специальный патрубок 9.
Влажный порошок из сушильной башни поступает на первую перфорированную пластину и перемещается на ней в результате вибрации лотка. Сквозь отверстия в пластине слой продукта продувается горячим воздухом температурой 70—80°С. При этой температуре частицы поступают на вторую пластину, сквозь отверстия которой продувается воздух температурой 100— 110°С. На второй пластине частицы молока досушиваются до стандартной влажности. Далее частицы поступают на последнюю пластину, сквозь которую продувается холодный воздух, охлажденный с помощью ледяной воды до температуры 10—12°С. На последней пластине частицы сухого продукта охлаждаются до температуры 25°С.
К недостаткам рассмотренного инстантайзера относят сложность конструкции, потери продукта, значительную трудоемкость чисткИ' и мойки.
В конвективных виброаппаратах (рис. 234) с зарезонансной частотой колебаний осуществляются досушка и охлаждение молочного
332
Рис. 234. Конвективный виброаппарат:
1 — инспекционный лючок; 2 — дверцы для чистки; 3 — патрубок для отвода отработавшего воздуха; 4 — сушильная камера; 5 — переходник; 6 — переключатель; 7 — патрубок пневмо-транспортной линии; 8 патрубок для подвода воздуха из помещения цеха; 9 — вибропривод; 10— патрубок для подвода охлажденного воздуха; // — патрубок для выгрузки готового продукта
i‘Hc. 235. Принципиальная схема виброаппара-fja фирмы «Ангидро» йДання):
е — перфорированная пластина; 2 — основание; 3 — наклонные пластины; 4 — вибро-привод; 5 — заслОнка; 6 — корпус
порошка. В зависимости от назначения в виброаппарат может подаваться воздух с соответствующей температурой.
Виброаппараты фирмы «Ангидро» (рис. 235) предназначены только для охлаждения молочного порошка. Перфорация пластин, на которых осуществляется ожижение молочного порошка, в этих виброаппаратах выполнена в виде наклонных отверстий.
Эффективность работы конвективных виброаппаратов достаточно высока, их можно использовать практически для всех видов сухих молочных продуктов. Аппараты этого типа в основном различаются между собой типом вибропривода, параметрами вибрации, конструктивными особенностями корпуса и перфорированной пластины.
Продолжительность пребывания молочного порошка на перфориро-
333
Рис. 236. Принципиальная схема виброохладителя кондуктивного типа:
1 — корпус; 2 — охлаждаемые пластины; 3 — разгрузочный патрубок; 4 — привод; 5 — сито
ванных пластинах конвективных виброаппаратов можно регулировать. Уменьшение скорости перемещения молочного порошка по виброаппарату достигается снижением частоты колебаний перфорированной пластины.
На рис. 236 представлена принципиальная схема виброохладителя кондуктивного типа для сухих высокожирных сливок.
Продукт из сушильной башни подается в приемную воронку корпуса / виброаппарата и, пройдя через сито 5, поступает на охлаждаемые пластины 2, имеющие волнообразную поверхность. Охлаждение пластин осуществляется водой температурой 2—3°С. Привод 4, состоящий из электродвигателя, кривошипно-шатунного и кулисного механизмов, обеспечивает вибрацию пластин с частотой и амплитудой, позволяющими поддерживать длительность контакта продукта с теплообменной поверхностью около 1 мин. Готовый продукт температурой 20—25°С выгружается через патрубок 3.
Виброаппараты кондуктивного типа весьма компактны, не требуют специальных систем для улавливания молочного порошка, позволяют снизить окислительное воздействие воздуха на продукт. К недостаткам подобных аппаратов следует отнести более низкий, чем у конвективных виброаппаратов, коэффициент полезного действия.
Слой порошкообразного материала в виброаппарате может находиться в двух качественно различных состояниях. При воздействии на слой внешних факторов, например при продувке слоя потоком газа с определенной скоростью, частицы теряют прежний взаимный контакт, получают возможность перемещаться относительно друг друга, слой расширяется и в таком состоянии напоминает кипящую жидкость. В этом случае слой называют псевдоожиженным.
Псевдоожиженный слой при обработке сухих молочных продуктов создается продувкой слоя потоком газа, вибрационным воздействием на слой (виброкипящий слой) и вибрационным воздействием в сочетании с продувкой слоя потоком газа.
Условия псевдоожижения сухого цельного молока в существенной степени зависят от сил когезионного взаимодействия между частицами. На эти силы существенное влияние оказывает температура газа, продуваемого через слой. Резкое снижение псевдоожиженного слоя, сопровождающееся образованием в нем каналов, начинается при температурах 30 ± 40°С. Это явление объясняется увеличением кон
.334
центрации свободного жира на поверхности частиц, способствующего росту сил когезии между ними. С увеличением среднего размера агломерированных частиц влияние сил когезии на процесс псевдоожижения уменьшается.
Наиболее рациональной является виброобработка слоя сухого, молока при частоте колебаний 25 Гц и амплитуде 2,2 мм или близких к ним значениях.
Устройства для транспортировки сухого продукта в распылительных сушильных установках — это пневмотранспортные линии, ленточные, скребковые, винтовые (шнековые) транспортеры, нории и т. д.
В пневмотранспортных линиях перемещение продукта осуществляется потоком воздуха, движущегося в трубопроводе с определенной скоростью, взвешивающего и увлекающего в процессе движения находящиеся в нем частицы продукта. Пневмотранспортные линии используются для удаления молочного порошка из сушильных башен, для подачи его в бункера промежуточного хранения, межцехового-транспортирования и возврата мелких фракций молочного порошка в сушильную башню. Широкое распространение получило охлаждение молочного порошка в пневмотранспортных линиях низкого давления воздухом, забираемым непосредственно из помещения цеха или пред-варительно охлажденного.
I К достоинствам пневмотранспортных линий относят беспыльную I работу, сравнительную простоту конструкции, отсутствие движущих-|ся рабочих элементов, соприкасающихся с молочным порошком, воз-|можность транспортирования порошка на большие расстояния и его F охлаждение в ходе транспортировки.
К недостаткам пневмотранспортных линий следует отнести трудности их использования для транспортировки жирсодержащих сухих молочных продуктов, а также с повышенной влажностью и склонных к к слипанию, сравнительно высокий расход энергии, необходимость очистки отработавшего воздуха, ухудшение структуры большинства видов сухих молочных продуктов в процессе пневмотранспортировки. Пневмотранспортные линии по величине развиваемого давления ’(разрежения) подразделяют на следующие группы: с низким, средним J и высоким давлением.
В пневмотранспортных линиях низкого давления разность между давлениями в системе составляет менее 8 кПа. Требуемое давление создается центробежными вентиляторами, работающими обычно как отсасывающий агрегат. Работа пневмотранспортных линий этой группы характеризуется низкой концентрацией смеси (0,14-4,0 кг/кг воздуха), большим количеством расходуемого воздуха и его высокой скоростью (20 м/с и более). Вследствие этого на практике пневмотранспортные линии низкого давления характеризуются большим диаметром продуктопровода (0,1—0,2 м и более) и нуждаются в сравнительно крупных устройствах для очистки отработавшего воздуха.
В пневмотранспортных линиях высокого давления (аэрозольтранс-портные линии), работающих обычно в режиме нагнетательных уста-
335
Сжатый воздух
Рис. 237. Принципиальная схема аэрозольтранспортной линии:
1 — шнек сушильной башни; 2 — вибрационное сито; 3 — шлюзовые питатели; 4 — трубопровод диаметром 50 мм из нержавеющей стали; 5 — промежуточный бункер; 6 — фасовочные машины; 7 — кран-переключатель (пятиходовой); 8 — бункера для хранения сухих молочных продуктов; 9 — трубопровод для сжатого воздуха; 10 — переключатели
/IСжать/и воздух
новой, необходимо применение компрессоров или воздуходувок, обеспечивающих создание избыточного давления свыше 50 кПа.
Концентрация смеси в аэрозольтранспортных линиях продукта составляет 20-4- 200 кг/кг воздуха, скорость движения воздуха обычно колеблется от 4 до 7 м/с. Аэрозольтранспортные линии характеризуются сравнительно небольшим диаметром продуктопцоводов (0,03—0,08 м).
На рис. 237 представлена принципиальная схема аэрозольтранспортной линии, производительность которой около 900 кг/ч, а длина « 50 м.
Сухое молоко, выводимое шнеком из сушильной башни, поступает на вибрационное сито. После просеивания молочцый порошок поступает в шлюзовой питатель, из которого с помощью сжатого воздуха давлением (0,5-4- 0,9) 104 Па подается в транспортирующий трубопровод диаметром 0,05 м.
Одной из разновидностей пневмотранспортной линии является аэрожелоб (рис. 238), принцип действия которого основан на аэраций ,1 слоя молочного порошка воздухом, подаваемым через пористую перегородку. При этом частицы порошка приобретают легкую подвижность, что позволяет обеспечить движение слоя порошка в желобе при небольшом наклоне.
Аэрожелоб делается обычно из отдельных секций. По высоте он разделяется на верхнюю и нижнюю части, между которыми установлена пористая перегородка 4. В нижнюю часть аэрожелоба вентилятором нагнетается холодный воздух под давлением (30-4- 50) 1Q2 Па, 336
F'nc. 238. Поперечное сечение аэро-£ ел оба:
Г — корпус; 2 — фильтр; 3 — слой продукта; f — пористая перегородка
Рис. 239. Схема устройства для напыления в сушильной установке с форсуночным распылителем (сушильная установка фирмы «Моринага»):
1 — отражатель; 2 — насадка; 3— корпус узла напыления; 4 — трубопровод; 5 — воздухораспределитель; 6 — кольцевая щель;
7 — сушильная камера; 8 — форсунка
В качестве пористой перегородки используется пористая керамика или многослойная техническая ткань.
Воздух, проходящий через перегородку, аэрирует находящийся [а ней слой продукта 3. Молочный порошок становится текучим и еремещается к месту выгрузки. Отработавший воздух отсасывается циклон или удаляется через фильтр. При транспортировке и охлаж-ении продукта в аэрожелобах расход воздуха на 1 м2 пористой пере-ородки рекомендуется поддерживать примерно на уровне 100 м3/ч ри давлении 49 • 102 Па.
Устройства для возврата циклонной фракции в сушильную установку смонтированы на ряде распылительных сушильных установок, где используются возврат и напыление мелких частиц молочного порошка, отделяемых в циклонах, на факел распыла сгущенного молока в сушильной башне.
Сухое молоко, полученное с использованием циклонных фракций, отличается от обычного агломерированной структурой, лучшей сыпучестью и меньшей склонностью к так называемому «сводообразованию».
| В настоящее время получили распространение несколько устройств для возврата циклонной фракции в сушильную башню.
На рис. 239 показано устройство для напыления циклонной фракции в форсуночной сушильной установке фирмы «Моринага» (Япония). Сгущенное молоко по трубопроводу подается в механическую форсунку, установленную коаксиально цилиндрическому корпусу вертикальной сушильной камеры. По воздуховоду в корпус узла напыления подаются частицы циклонной фракции сухого молока. Напыление
12—1275
337
Рис. 240. Принципиальная схема устройства для ввода циклонной фракции в сушильную башню методом фирмы «Ниро-Атомайзер» (Дания):
/ — корпус распылителя; 2 — патрубок; 3 — пластина; 4 — канал для выхода холодного воздуха; 5 — распределитель
частиц циклонной фракции на факел распыла частиц сгущенного молока регулируют установкой определенного пространственного положения насадки и отражателя. Затем они подхватываются горячим воздухом, выходящим из кольцевого воздухораспределителя, в котором предусмотрена подача холодного воздуха через кольцевую щель в целях исключения перегрева порошка на стенках сушильной камеры.
В последних типах своих распылительных сушилок фирма «Ниро-Атомайзер» (Дания) использует возврат циклонных фракций в сушильную башню через корпус распылителя. Принципиальная схема устройства для ввода циклонной фракции в сушильную башню по этому способу приведена на рис. 240. Циклонная фракция молочного порошка через патрубок 2, смонтированный внутри корпуса распылителя /, тенгенциально поступает в кольцеобразную камеру, ограниченную снизу пластиной 3. Зазор между пластиной и корпусом можно изменять. Выходящая из распылителя сухая циклонная фракция смешивается с распыленными частицами жидкого продукта, поступающими через распределитель 5. При этом происходит процесс агломерации частиц. Воздух, поступающий на охлаждение корпуса распылителя, через канал 4 выходит в пространство между распылительным диском и корпусом распылителя, что предотвращает возможность подсоса частиц продукта из сушильной камеры в эту зону.
Применяют устройства для возврата циклонной фракции, в которых она поступает в специальные многоярусные распылительные диски. С помощью указанных дисков в сушильной камере производится совместное распыление частиц циклонной фракции молочного порошка и сгущенного молока.
Устройства для очистки воздуха, поступающего в сушильную башню, применяют в связи с тем, что сушильный агент должен поступать в сушильную башню очищенным. Он не должен содержать никаких механических примесей (пыли) и вредных газообразных веществ, способных перейти в продукт. В молочной промышленности в качестве греющего агента используется почти исключительно воздух, забираемый из окружающей среды. В связи с тем что заводы по производству сухого молока располагаются, как правило, вдали от химических и других производств, необходимость в очистке воздуха от вредных газообразных веществ отпадает. Очистка воздуха от механических примесей необходима.
338
Рис. 241. фильтр:
Пылевой
1 — секция; винтовое пластинки
2 — рама; крепление;
3 —
4 —
для очистки воздуха, поступающего в су-
В качестве устройств
шильную ного рода
башню через калориферы, чаще всего фильтры, называемые пылевыми.
используют различ-
Широкое распространение в технике сушки молочных продуктов Получили кассетные фильтры. В большинстве фильтров этого типа фильтрующие перегородки промасливаются. В качестве фильтрующих перегородок используют гофрированные металлические пластины или сетки, перфорированные металлические или винипластовые лис-
ты
а также набивку
из стеклянных
фективность очистки
или синтетических волокон. Эф-
воздуха
в указанных
фильтрах
зависит от ка-
чества промасливания и свойств используемого масла.
Один из наиболее распространенных в молочной промышленности типов пылевых фильтров приведен на рис. 241. Каждая секция /,
которых в фильтре несколько, состоит из волнистых перфорированных пластинок 4. Воздух, проходя через фильтр, совершает зигзагообразное движение. Все механические примеси осаждаются на
тонком слое висцинового масла, нанесенного на пластинки.
Находят применение также металлические фильтры, в которых фильтровальная секция представляет собой плоский ящик, наполненный мелкими металлическими кольцами или стружкой.
Устройства для очистки отработавшего воздуха могут быть классифицированы на следующие основные виды; фильтры матерчатые; циклоны и жалюзийные очистители (жалюзи), мокрые фильтры, электростатические фильтры, ультразвуковые фильтры*.
Правильное функционирование устройств для очистки во многом предопределяет эффективность работы всей сушильной установки.
Для очистки отработавшего сушильного агента некоторых распылительных установок используются матерчатые рукавные фильтры. Рукавный фильтр и встряхивающе-обдувочный механизм приведены на рис. 242.
’ Два последних типа очистительных устройств не получили распространения в технике сушки молочных продуктов и поэтому не рассматриваются. По этой же причине не рассмотрены жалюзи.
12*
339
Рис. 242. Матерчатый рукавный фильтр для очистки отработавшего воздуха: а — схема фильтра: 1 — воздуховод из сушильной башни; 2 — матерчатые рукава; 3 — встря-хивающе-обдувочный механизм; 4 — воздуховод для обдувочного воздуха; 5— воздуховод для очищенного воздуха; 6 — головка рукава; 7 — кожух; 8— механические кольца; 9 — шнек; 10 — бункер;
б — встряхивающе-обдувочный механизм: 1—тяга фильтров; 2 — пружина; 3— патрон для пружины; 4—рычаги; 5 — ролик; 6 — кулачок для встряхивания; 7 — кулачок для перекрывания жалюзи; 8 — вал с кулачками; 9 — вал; 10 — крышка; 11 — тяга; 12 — жалюзи
Отработавший воздух из сушильной башни по воздуховоду (см. рис. 242, а) поступает в нижнюю часть внутренних полостей матерчатых фильтровальных рукавов. Частицы молочного порошка оседают на внутренней поверхности рукавов, а очищенный воздух по воздуховоду 5 выбрасывается в атмосферу. Собирающийся на фильтрах слой молочного порошка периодически стряхивается в бункер 10 встряхивающе-обдувочным механизмом 3. Его действие основано на том, что кулачок для встряхивания 6 (см. рис. 242, б) нажимает на ролик 5 рычага 4. При опускании рычага тяга 1 и фильтры также опускаются, а пружина 2 сжимается. В то же время кулачок 7 для перекрывания жалюзи нажимает на рычаг 4, противоположный конец которого, поднимаясь, ведет за собой тягу 11. Последняя перекрывает жалюзи 12 и открывает крышку 10. Через крышку в фильтр-камеру проникает свежий воздух. Когда же кулачки 6 и 7 соскакивают с роликов, пружина 2, разжимаясь, встряхивает фильтровальные рукава. Встряхивание осуществляется последовательно в каждом отсеке. Оно улучшается при проникновении в фильтр-камеру струи обдувочного воздуха через крышку 10.
Так как в сушилке поддерживается небольшое разрежение, свежий воздух пронизывает ткань матерчатых рукавов в направлении,
340
Запшен-\ ный воздух
Очищенный ' воздух
Нисходящий потоп воздуха
(Восходящий, потаи воздуха
Пыль
Рис. 243. Схема циклона
обратном потоку отработавшего воздуха, и фильтры очищаются от молочного порошка. Поступающий в фильтр-камеру воздух необходимо предварительно подогреть в калорифере для предотвращения возможного охлаждения фильтров и последующей конденсации па них влаги из отработавшего воздуха.
В рукавных фильтрах чистая ткань выполняет главным образом функции несущей поверхности, т. е. служит основой накапливающегося на ней слоя частиц. Стабильность слоя частиц и его газопроницаемость зависят от гранулометрического размера и других свойств молочного порошка, а также от скорос-
ти фильтрации и вида фильтрующего материала. Для обеспечения надежной работы рукавных фильтров необходимо иметь большие фильтрующие поверхности. В качестве фильтрующего материала можно использовать шерстяные, нитроновые, лавсановые ткани и стеклоткани. Последние материалы могут работать в широком диапазоне температур.
Принцип действия циклонов основан на использовании инерционных сил, возникающих при изменении направления движения газового потока. При этом частицы, обладая значительной инерцией, сохраняют направление своего движения и удаляются из потока.
Циклоны получили наиболее широкое распространение в распылительных установках для получения сухого молока и других сухих молочных продуктов. Обычно циклон представляет собой цилиндр, переходящий в нижней части в конус (рис. 243). В верхней части цилиндрического корпуса циклона имеются центральный патрубок для вывода очищенного воздуха и встроенный тангенциально патрубок для подвода запыленного воздуха. Скорость потока воздуха во входном патрубке составляет 20—25 м/с, в выходном — 3—8 м/с.
Отработавший воздух с частицами сухого продукта тангенциально вводится с большой скоростью в полость циклона, где поток воздуха приобретает вращательное движение. Под действием центробежной силы частицы сухого продукта отделяются и оседают на конусообразное дно. Очищенный воздух уходит через вертикальную трубу, расположенную в центре верхней части циклона.
Количество порошка, поступающего в циклоны, зависит от дисперсности частиц. Чем меньше диаметр частиц, тем больше их поступает в циклоны сушилки. При выработке сухого обезжиренного молока на распылительных сушилках наблюдается более значительная нагрузка циклонов, чем при получении сухого цельного молока или сухих сливок.
Циклонные фракции сухого молока имеют большую дисперсность, чем продукт, выгружаемый из сушильной башни.
341
На эффективности работы циклонов в значительной степени сказывается наличие подсосов воздуха из атмосферы, искажающих аэродинамическую обстановку в аппарате. Подсосы воздуха могут возникать вследствие негерметичности фланцевых соединений и неплотностей шлюзовых затворов и питателей, встроенных под циклоном. Поступление воздуха из атмосферы в количестве 10—15% может привести к полной потере функций циклона как пылеосадительного аппарата.
Все применяемые в настоящее время типы циклонов не обеспечивают полной очистки отработавшего воздуха, выходящего из сушилки. В зависимости от аэродинамических особенностей сушильной башни и циклонов, скорости движения сушильного агента, концентрации частиц продукта в воздухе, поступающем в циклоны, физико-химических свойств продукта и его гранулометрического состава количество частиц, уносимых с отработавшим воздухом, колеблется в широких пределах и в отдельных случаях может быть значительным.
Потери увеличиваются обычно с уменьшением размера частиц сухого молока, поступающих с отработавшим воздухом в циклон. Значительные потери наблюдаются при сушке обезжиренного молока и цельного при низких концентрациях сгущенного продукта, поступающего на распыление. При получении сухих высокожирных продуктов также возникают трудности вследствие склонности их к интенсивному осаждению на стенках циклонов, что ухудшает условия работы последних и качество продукта.
Способствуют уменьшению налипания порошка на стенках их изоляция, а также снабжение циклонов вращающимися очистными устройствами.
Можно отметить, что при наличии батареи циклонов доля уносимых крупных частиц меньше, чем в случае одного-двух циклонов.
Снижение потерь готового продукта в циклонах возможно за счет уменьшения количества продукта, поступающего с отработавшим воздухом в циклоны, а также благодаря дополнительной очистке воздуха, выбрасываемого из циклонов.
В мокрых фильтрах улавливание твердых частиц осуществляется в результате тесного взаимодействия жидкости и запыленного воздуха. Этот контакт создается двумя способами: распыливание жидкости (чаще всего продукта, предназначенного для сушки), образование жидкостных пленок как на стенках пылеуловителя, так и по его объему. Движение жидкости и воздуха, как правило, противоточное.
В последнее время мокрым фильтрам уделяется большое внимание при разработке сушильных установок для молочной промышленности. Промышленное распространение за рубежом в последние годы начали получать устанавливаемые за циклонами распылительных сушилок мокрые фильтры, называемые скрубберами Вентури (рис. 244).
Отработавший сушильный агент вентилятором подается в вертикальный патрубок 11, на выходе из которого создается разрежение. В эту зону жидкость подается кольцевым коллектором, куда она поступает из сборного бачка, снабженного подводящим 7 и отводящим 8 патрубками. Подаваемая через питающее отверстие жидкость рас-
342
Рис. 244. Принципиальная схема скруббера Вентури:
/ — воздуховод очищенного воздуха: 2—цилиндрический корпус: 3 — завихритель потока; 4 — трубопровод; 5 — труба Вентуры; 6 — сборный бачок; 7 — трубопровод для подвода жидкости; 8 — отводящий патрубок; 9 — питающие отверстия; 10 — коллектор: tl — патрубок входящего воздуха; 12— вентилятор
пыляется в трубе Вентури высокоскоростным потоком воздуха.
Осаждению капель жидкости на стенках разделителя способствует завихритель потока. Жидкость, выделяемая в разделителе, по трубопроводу 4 возвращается в сборный бачок. Кратность циркуляции жидкости можно регулировать. Очищенный поток сушильного агента по воздуховоду выбрасывается в атмосферу. Отработавший воздух поступает на очистку при температуре около 78°С, а выходит из установки с температурой 42°С.
На отечественной сушильной установке производительностью 1000 кг испаренной влаги в час используется скруббер центробежного действия.
Для определения степени очистки воздуха типах устройств можно использовать формулу
г] (в %) на всех д = [(С, — Ся)/Сг] 100,
где Ci и С? — массовая концентрация частиц в потоке соответственно до и после очистного' аппарата, кг/м8.
При подборе поверхности фильтров исходят из допустимых удельных нагрузок воздуха (объем воздуха в кубических метрах в час) на 1 м2 поверхности ткани. Для матерчатых фильтров из миткаля рекомендуется нагрузка воздуха до 100 м3/(ч • м2), из бумазеи — до 200 м3/(ч • м2). Нагрузку воздуха на пылевой фильтр можно принять в пределах 4000 —8000 м3/(ч • м2).
При подборе и оценке устройств для очистки воздуха важным является величина сопротивления его движению. Это предопределяет требуемое давление на входе воздуха в устройство для очистки. Сопротивление движению воздуха Н (в Па) в пылевых фильтрах определяют по формуле н = о.ОБбп1’8 , где 6 — толщина фильтров, м; v— скорость движения воздуха в живом сечении фильтра, м/с.
Сопротивление матерчатых фильтров Н (в Па) вычисляют по формуле И — qnK •
где q — удельная нагрузка ткани по воздуху, м3/(ч • м2) (q — ЮО-г-200); и — показатель степени (для бязи п = 1,17, для шерстяной байки п = 1,1, для шерстянки «Мельстрой» п= 1,012); /<—коэффициент, зависящий от рода ткани (для бязи /< — 3,24, для шерстяной байки К — 4,97, для шерстянки «Мельстрой» К = 5,03).
343
Гидравлическое сопротивление движению воздуха в циклоне мож- ' но определить по формуле
2 = 10; .
где Ар — гидравлическое сопротивление циклона, Па; 5 — коэффициент гидравлического сопротивления, отнесенный к условной скорости движения газа;
р — плотность газа, кг/м3; v — условная скорость движения газа, м/с; g — ускорение свободного падения.
Условную скорость движения воздуха в цилиндрическом сечении циклона можно найти из следующего соотношения:
vy = 4V/jcD2,
где V — расход воздуха, м3/с; D — диаметр циклона, м.
При анализе циклонов важно знать величину движущей (центробежной) силы. Центробежную силу F, развиваемую частицей, определяют по формуле
F = tmR/R,
где tn — масса частицы, кг; v — окружная скорость движения воздуха и частицы; R — радиус вращения (радиус циклона), м.
Следовательно, для частиц заданной массы эффективность очистки зависит от скорости движения воздуха.
Эффективность циклонов можно характеризовать также безразмерным критерием Фруда, называемым в данном случае фактором разделения:
Fr = tf/Rg.
Этот критерий характеризует отношение радиального ускорения к ускорению силы тяжести: чем больше это отношение, тем эффективнее работает циклон.
Количество жидкости, подаваемой в скруббер, Qm (в кг) можно определить по формуле
G;r = 0,14т;£)ск, где DCK — диаметр скруббера.
Устройства для нагрева воздуха устанавливают в распылительных сушильных установках. К ним относят различного рода калориферы (воздухонагреватели). Среди них наибольшее распространение получили паровые и приобретают промышленное значение огневые.
Коэффициент полезного действия паровых калориферов т] = = 0,97 -г- 0,99. Сопротивление движению воздуха через живое сечение такого калорифера сравнительно невелико.
Паровой калорифер схематически изображен на рис. 245. Пар или конденсат сначала поступает в пространство между трубной решеткой и крышкой — коллектор 1. Затем он расходится по трубам 2, в результате чего нагревает их. От труб тепло передается пластинам 3, приваренным к трубам. Воздух, проходя межтрубное пространство
344
Рис- 245. Паровой калорифер:
1 — коллектор; 2 — теплообменные трубки;
3 — пластины; 4 — патрубок для подвода пара
Рис. 246. Принципиальная схема огневого калорифера рекуператив-
ного типа
или пластины, воспринимает тепло и нагревается. Сконденсировавшийся пар отводится из калорифера через конденсатоотводчики.
Чаще всего секции в калориферах с прямоточной подачей воздуха устанавливают последовательно. Воздух, поступающий в калорифер, сначала проходит секцию, в которой в качестве теплоносителя используется конденсат. Далее воздух переходит в секцию, которая обогревается отработавшим паром, и затем в секцию, которая нагревается острым паром.
Пластинчатые калориферы сушилок смешанного типа состоят из трех секций. Первая секция обогревается конденсатом, вторая — отработавшим (мятым) паром давлением 1,2 • 10s Па, поступающим из паровой турбины, третья —острым паром давлением 8 • 106 Па, подаваемым из котельной.
С повышением температуры воздуха, используемого для сушки молока и молочных продуктов, возникла необходимость интенсифицировать его нагрев.
В связи с этим все более широкое применение получают огневые калориферы, работающие на жидком или газообразном топливе (рис. 246). Топливо сгорает во внутреннем цилиндрическом пространстве корпуса, по периферии которого располагаются трубы. По этим трубам воздух направляется в сушилку. Отработавшая смесь топочных газов выбрасывается в атмосферу. В огневых калориферах часто в качестве топлива используется мазут, нагретый до температуры 118°С и подаваемый под давлением 18 • 105 Па. При температуре входящего воздуха 5°С и подогреве его до 180°С температура выходящих топочных газов составляет 215°С.
При выборе калориферов необходимо предварительно определять их греющую поверхность F (в м2). С этой целью можно использовать формулу
345
г — Q/k (tn — <возд) ТЧ>
где Q — количество теплоты, необходимой для нагревания воздуха, Дж; k — коэффициент теплопередачи, Вт/(ма • К); t„, /возд— температура пара и возду ха, °C; т; — коэффициент полезного действия; т — время, с.
Для пластинчатых паровых калориферов k определяют по эмпи рической формуле
Л = 1,163 (2 + 7 /и ),
где v — скорость движения воздуха в калорифере, м/с. Скорость определяют по уравнению расхода
v — VB/F к,
где Ув — количество потребного воздуха, м3/с; FK — живое сечение калориф! ра, м2.
Сопротивление потоку воздуха Н в пластинчатых калорифера; определяют также
по эмпирической формуле И = 5,39ц2.
Устройств
а для создания принудительно-
го движения воздуха являются основным элементом распылительных сушилок. К ним относят центробежные вентиляторы (рис. 247). Рабочее колесо 5 с лопатками 6, вращаясь, отбрасывает газ или воздух от центра к периферии, в результате чего на периферии рабочего колеса создается повышенное давление. Здесь газ приобретает большую скорость. При повышении давления создается статический напор, а при увеличении скорости —динамический. Статический и динамический напоры обусловливают выход воздуха через нагнетательный патрубок 2 с определенной скоростью. В центре ко
Рис. 247. Вентилятор: <
/ — станина; 2 — нагнетательный. патрубок; 3 —корпус; 4 — всасывающий патрубок; 5 — рабочее колесо; 6 — лопатки
346
леса создается некоторое разрежение, поэтому наружный воздух засасывается в вентилятор через патрубок 4.
В зависимости от создаваемого напора вентиляторы классифицируют следующим образом: низкого давления (50—1000 Па), среднего давления (1000—2000 Па), высокого давления (2000 —4000 Па). Для подачи и отвода воздуха из сушильных башен используют вентиляторы низкого и среднего давления. Для подачи воздуха в инстантай-зеры и виброохладители могут использоваться вентиляторы высокого давления.
Регулировка производительности вентиляторов во время работы осуществляется путем изменения положения шибера на нагнетательном трубопроводе. В сушилках производительностью 1000 кг испаренной влаги в час и выше положение шибера регулируется либо авто-томатически, либо с центрального пульта управления установки.
При эксплуатации вентиляторов следует иметь в виду, что их производительность, создаваемый ими напор и потребляемая мощность предопределяются частотой вращения рабочего колеса. Эта зависимость имеет следующий вид:
п____V_____ j3Л2Е
«1 ~ ~ V ~ V ’
где V, Vi — паспортная и фактическая производительность вентилятора, м3/с; п, «г — паспортная н фактическая частота вращения рабочего колеса, с-1; Н, Hi — паспортный и фактический напор, создаваемый вентилятором, Па; N, Ni — паспортная и фактическая мощность двигателя, кВт.
Элементы распылительной сушильной установки (сушильная башня, инстантайзер, циклоны, фильтры) соединяются между собой системой воздуховодов. Чтобы исключить возможность отложений молочного порошка на внутренних поверхностях воздуховодов, целесообразно избегать их горизонтального расположения. В случае необходимости горизонтального расположения воздуховодов в них следует поддерживать скорость движения воздуха не менее 12 м/с.
УСТАНОВКИ ДЛЯ СУШКИ ТВЕРДЫХ МОЛОЧНЫХ ПРОДУКТОВ
Из твердых молочных продуктов высушиваются казеин, казеинаты, копреципитаты, творог, молочный белок, молочный сахар, сыр. В зависимости от характера высушиваемого материала используют сушилки периодического и непрерывного действия. Сушилками для твердых молочных продуктов являются также сублимационные сушилки.
Сушилки периодического действия
К сушилкам периодического действия относят камерные (шкафные), которые бывают атмосферными и вакуумными.
В атмосферных камерных (шкафных) сушилках с паровым калорифером рециркуляция воздуха осуществляется регулированием кла-
347
Рис. 248. Вакуум-камерная сушилка:
/ — сушильная камера; 2 — конденсатор; 3 — суховоздушный вакуум-насос
панов на вводном, отводном и промежуточном воздуховодах. Воздух подогревается в калорифере. Подготовленный для сушки казеин-сы-рец накладывают на рамки равномерным слоем до 6 мм. Рамки устанавливают на тележку, которую вкатывают в сушильную камеру.
Вакуум-камерные сушилки применяют главным образом для сушки молочного сахара. Принципиальная схема вакуум-камерной сушилки приведена на рис. 248. Кристаллы молочного сахара насыпаются слоем на сита или металлические противни, которые устанавливают на полые плиты в сушильную камеру 1. Герметически зак-< рытые двери камеры сушилки изолируют продукт от атмосферы. Про«1 дукт нагревается паром или горячей водой, поступающими в плитьы Испаряемая влага и воздух, содержащийся в камере, направляются на поверхностный конденсатор 2, где пары конденсируются. Воздух из конденсатора откачивается суховоздушным вакуум-насосом 3.\
Сушилки непрерывного действия
Сушилки непрерывного действия подразделяют на барабанные, ленточные, скребковые, вибрационные и вихревые.
Барабанная сушилка для казеина работает следующим образом. Казеин-сырец непрерывно из загрузочного бункера через питатель поступает в барабан, который медленно (2—4 мин-1) вращается. В барабане казеин захватывается винтовыми лопастями и постепенно передвигается к разгрузочному бункеру. Небольшой уклон барабана, лопасти и поток воздуха способствуют достаточному перемешиванию казеина. За время прохождения барабана казеин высыхает,
348
Воздух, нагретый в паровом калорифере до температуры 90— 95°С, со скоростью 1—1,5 м/с проходит вдоль барабана и омывает зерна казеина. Отработавший воздух вентилятором удаляется наружу. Барабан расположен на опорных роликах (катках). Вращение он получает от приводного механизма (шестерня привода вступает в зацепление с большой шестерней, надетой на барабан в виде кольца).
Основным рабочим органом барабанной сушилки для молочного сахара является вращающийся барабан, соединенный одной стороной с дробящим механизмом и бункером, а другой —с разгрузочной камерой.
Сырой сахар поступает в загрузочный бункер и шнековым питателем подается непрерывно в барабан. Наклонными лопатками, расположенными на внутренней стенке по всей длине барабана, сахар захватывается, при вращении барабана поднимается вверх. Затем сахар сбрасывается, поэтому барабан заполняется его падающими частичками, которые омываются горячим воздухом (130—140°С), поступающим из пластинчатого калорифера.
На концах барабана расположены лабиринтовые сальники. Конец барабана, входящий в разгрузочную камеру, имеет мелкие отверстия и подпорное кольцо. Мелкие сухие частицы сахара проходят через отверстия, а крупные задерживаются кольцом и частично перетираются, остальные переваливаются через борт кольца.
Калорифер соединен воздуховодом с загрузочной камерой и через нее — с барабаном. Движение воздуха создается вентилятором, который работает на отсос. Сахарная пыль, уносимая отходящим из сушилки воздухом, улавливается матерчатым фильтром со встряхивающим механизмом. Механизмы сушилки, приводящие во вращение барабан, дробящее, загрузочное, разгрузочное и встряхивающее устройства, работают от одного электродвигателя, передающего движение через понижающий редуктор.
Ленточная сушилка показана на рис. 249.
Продукт в сушилку подается по наклонному питающему транспортеру 1. Далее он поступает на сетчатые ленты и располагается на них тонким слоем. Специальный шибер 2 выравнивает продукт на ленте. Лента очищается от продукта скребком 4.
Переходя с ленты на ленту, продукт постепенно высыхает, так как через ленты продувается горячий воздух, нагреваемый в секциях калорифера 6, расположенного внутри самой камеры. Скорость движения нижних лент меньше, чем верхних. Это необходимо для того, чтобы слой продукта на них был постоянным. Скорость движения лент изменяется вариатором скоростей. В зависимости от установленной скорости лент продукт находится в камере 1,5—5,5 ч.
Скребковая сушилка (рис. 250) имеет прямоугольную форму. Сварной каркас ее закрыт металлическими щитами. На боковых щитах находится по три смотровых окна.
Внутри сушилки расположены полки 1, изготовленные из металлической сетки, которая натянута на отдельные вынимающиеся рамы.
349
Влажный Воздух
Рис. 249. Схема ленточной сушилки:
/ — питающий транспортер; 2 — шибер для разравнивания продукта; 3 — психрометр; 4 — скребки для очистки ленты; 5 — термометры; 6 ~ секции калорифера; 7 — конденсатоотводчик
Рис. 250. Схема скребковой сушилки:
1 — сушильные полкн; 2 — скребки; 3 — жесткие рамы;
4 — измельчитель; 5 — дополнительное дробильное устройство: 6 — вентилятор; 7 —• паровой калорифер; 8 — бункер шиека
Казеин перемешивается и транспортируется вдоль полок в процессе сушки скребками 2, смонтированными в рамах 3.
Рама со скребками движется поэтапно. Сначала верхняя рама передвигается в горизонтальном направлении слева направо. Скребки медленно перемешивают казеин и перемещают его. Затем рама поднимается и движется справа налево, скребки не касаются слоя казеина. Достигнув крайнего левого положения, рама вновь опускается и начинает двигаться слева направо. Направление движения нижней рамы противоположно движению верхней. Привод рам осуществляется от электродвигателя через червячный редуктор и цепную или ременную передачу.
На верхней полке продукт, поступающий из измельчителя 4, равномерно распределяется слоем 30 мм по всей ее ширине. Верхняя 350
полка справа не достигает торца сушилки. Через этот зазор казеин с верхней полки ссыпается на нижнюю. Здесь установлено дополнительное дробильное устройство 5. После прохождения по нижней полке сухой казеин (влажностью 10—12%) ссыпается в бункер 8, откуда шнеком передается на фасовку. Частицы казеина могут в незначительном количестве просыпаться через сетки и собираться в поддоне.
Казеин сушится горячим воздухом (90—95°С), поступающим из калорифера 7. Отработавший воздух выходит из сушилки через центральное отверстие. Для автоматического регулирования процесса сушки около калорифера расположен электроконтактный термометр, который связан с электромагнитным клапаном, регулирующим подачу пара в калорифер.
Вибрационная сушилка для молочного сахара (рис. 251) имеет вертикальную цилиндрическую камеру. В верху и в низу камеры смонтированы опорные устройства, снабженные подшипниками скольжения. Внутри камеры расположен спиральный желоб 7. Шаг витков спирали различный. Желоб, подвешенный на пружинном амортизаторе 5, получает через эксцентриковый механизм 11 возвратно-поступательное движение. Эксцентриковый механизм 11 монтируют на станине 10, на которой расположен и приводной механизм. Привод состоит из электродвигателя, вариатора скорости и системы
Рис. 251. Схема вибрапион-ной сушилки'
/ — сборник сухого продукта; 2 — нижняя цапфа; 3 — верхняя цапфа;
4 — загрузочное устройство; 5 — пружинный амортизатор; 6 — верхнее опорное устройство; 7 — спиральный желоб; 8 — цапфа корпуса сушилки; 9 — нижнее опорное устройство; 10 — станина; 11 — эксцентриковый механизм; 12 — привод
ременной передачи.
Сахар поступает в загрузочное устройство 4 и переходит в вибрирующий спиральный желоб 7. Из-за вибраций желоба кристаллы молочного сахара отбрасываются от поверхности и практически нахо-
дятся во взвешенном состоянии. Сахар движется сверху вниз, навстречу подается горячий воздух начальной температурой 70—100аС. Воздух поступает в каждую из трех секций сушильной камеры от общего калорифера, а отводится одним общим вентилятором. Перед выбросом воздуха в атмосферу он проходит через циклон.
Высушенный молочный сахар поступает в сборник 1, снабженный системой сит. Продолжительность сушки молочного сахара 4—6 мин.
351
Рис. 252. Схема установки для прессования, гранулирования и сушки казеина: 1— пресс; 2 — гранулятор; 3 — элеватор; 4— транспортер; 5, 7 — калориферно-вентиляционные станции; 6 — сушильная камера; 8 — циклонная установка; 9 •— отсасывающий вентилятор; 10 —- разгрузитель пневмотранспорта
Вместо эксцентрикового механизма для вибрации желоба можно применять электромагнитный вибратор.
К вибрационным сушилкам можно отнести установку для прессования, гранулирования и сушки казеина (рис. 252). Сушильная камера облицована теплоизолирующими панелями. Двери камеры также изолированы. Внутри камеры расположены четыре короба, которые совершают вертикальные колебательные движения с частотой 6,6 Гц и амплитудой 8 мм. Для создания колебательных движений коробов имеется вибропривод. С двух сторон камеры имеются калориферно-вентиляционные станции, в которых расположены для каждого короба индивидуальные вентиляторы, калориферы и фильтры. Отсасывающий вентилятор 9 создает в сушильной камере небольшое разрежение.
В прессе 1 влажность казеина-сырца доводят до 60—65%. Далее он поступает в гранулятор 2, где четырехструнным устройством разрезается на гранулы диаметром 2,5 мм и длиной 6 мм. Элеватор 3 и транспортер 4 подают гранулы в верхний короб сушилки 6, далее они попадают на газораспределительное решето, под которое поступает нагретый воздух.
В результате вертикальных колебаний коробов, а также действия восходящего потока воздуха образуется виброкипящий слой.
Сухой казеин поступает через разгрузочный вибролоток, попадает в пнев-мотранспортную систему и затем в разгрузитель 10.' Отсасываемый вентилятором воздух проходит циклоны, в результате чего от него отделяются мельчайшие частицы казеина, которые собираются в бочках, установленных под циклонами.
Температура воздуха, подаваемого в короба, поддерживается на следующих уровнях: 80—90°С в первом, 100—120°С во втором и третьем и 20—50°С в четвертом. В первых трех коробах скорость движения воздуха составляет 1—1,8 м/с, а в нижнем — 0,6 м/с.
Вихревая сушилка показана на рис. 253. ।
Из загрузочного устройства 3 казеин-сырец поступает в питатель-гранулятор 4, откуда гранулы продукта размером 2—5 мм попадают в сушилку 5. В сушилку подается воздух температурой до 120°С. В сушилке воздух проходит через щели решетки, в результате чего приводит казеин в вихревое движение и псевдоожиженное состояние. Высохший казеин переходит через порог из сушильной камеры в приемник, откуда пневмотранспортером 9 подается в бункер 8. Движение воздуха и продукта в пневмотранспотере создает вентилятор 7. Этот же вентилятор отсасывает воздух из сушильной башни. Воздух предварительно проходит через циклон 6, где из него удаляются мельчайшие частицы сухого казеина. Подача греющего воздуха осущест
352
вляется вентилятором / сначала в калорифер, а затем в сушильную башню. Перед поступлением на сушильную установку казеин должен иметь влажность 45—65%. Температура его на входе 20°С, а температура готового продукта 20—50°С. Производительность сушилки 150—160 кг/ч сухого казеина.
Рис. 253. Схема вихревой сушилки: t, 7 — вентиляторы; 2 — калорифер; 3 — загрузочное устройство; 4 — питатель-гранулятор; 5 — сушилка; 6 — циклон; 8 — бункер; 9 — пневмотранспортер
Сублимационные сушилки
Сущность сублимационной сушки состоит в следующем. Высушиваемый материал помещают в сушильную камеру (сублиматор), в которой создан глубокий вакуум. Влага, содержащаяся в исходном продукте, начинает интенсивно испаряться. При испарении из материала выделяется тепло, продукт охлаждается, и в нем замерзает свободная влага.
К высушиваемому материалу подводят тепло, а конденсационные поверхности охлаждают. Температура материала выше температуры поверхности конденсации, поэтому начинается сублимация, т. е. переход льда в пар, который немедленно отводится в конденсатор.
Водяные пары из сублиматоров удаляются двумя способами: с использованием охлаждаемых конденсаторов и механических вакуум-насосов и с использованием пароэжекторных многоступенчатых установок.
Конденсатор необходимо располагать в непосредственной близости от сублиматора. Если между ними проходит паропровод, то это отрицательно сказывается на работе установки, что предопределяется гидравлическими сопротивлениями, которые возникают в сублиматоре и конденсаторе.
Наиболее рациональное расположение сублиматора и конденсатора приведено на рис. 254.
Рис. 254. Схема блока сублиматор — конденсатор
353
ОСНОВНЫЕ РАСЧЕТЫ
При анализе и расчете сушилок для твердых молочных продуктов необходимо определить скорость и продолжительность сушки, равномерную влажность продукта и температуру вероятной его денатурации, рассчитать напряжение сушилки по ее объему, составить материальный и тепловой баланс сушилки, определить расход пара.
Скорость сушки характеризуется уравнением
U = dW/Fdt,
где 1F — количество удаляемой влаги, кг; F — поверхность высушиваемого материала, м2; т — продолжительность сушки, ч;
т = (Alj — MJ/UF,
где Мг, Мг — начальное и конечное количество высушиваемого материала, кг
Скорость сушки изменяется в течение процесса, поэтому аналитически определить ее почти невозможно. Для расчета продолжительности сушки приходится скорость сушки устанавливать экспериментальным путем. Интенсивность скорости сушки возрастает при увеличении поверхности высушиваемого материала и скорости движения сушильного агента, повышении температуры и уменьшении начальной относительной влажности сушильного агента, а также при перемешивании высушиваемого материала.
Скорость сушки зависит также от природы и влажности высушиваемого материала, вида сушильного агента, разности между температурами сушильного агента, входящего в сушилку и выходящего из нее, конструкции сушилки и других факторов. Кривые скорости в зависимости от вл а госодержан ия высушиваемых материалов имеют примерно одинаковый характер у различных материалов.
На рис. 255 изображены кривые скорости сушки казеина. Участок а—б характеризует возрастание скорости сушки в первый момент процесса, когда прогревается весь слой казеина. Участок б—в по-
казывает постоянную скорость сушки, когда с поверхности материала
удаляется влаги меньше или столько же, сколько поступает ее в результате диффузии к поверхности изнутри материала. Скорость сушки в период постоянной скорости не зависит от толщины слоя материала и его начальной влажности. Точка перегиба в называется критической точкой процесса сушки. Она соответствует некоторой средней критической влажности материала, когда на отдельных участках
его произошло значительное подсыхание поверхности.
Рис. 255. Кривые скорости сушки казеина
Начиная от точки в, скорость сушки резко падает и, достигнув равновесной влажности, становится равной нулю. Участок кривой в—г характеризует период падающей скорости сушки. В это время скорость сушки зависит от скорости диффузии влаги изнутри материала к его поверхности. Высушить
354
материал можно только до равновесной влажности, которая ЗйПИСИТ от содержания паров в воздухе.
Равновесное влагосодержание wp казеина можно определить по формуле
о>р = 17 <р/(155 — <р),
где <р — относительная влажность воздуха, %.
Взаимосвязь между температурой t (в °C) и продолжительностью ее воздействия выражается формулой
t = 157 — 321g тв, где тв — продолжительность воздействия температуры, мин.
Карамелизация и побурение молочного сахара начинаются при 80°С, поэтому сушат его при 50—70°С.
Периодом наиболее вероятной денатурации белков молочных продуктов является начало сушки. В это время возможны задержка влаги на поверхности и повышенная концентрация солей в ней, в результате чего оплавляется казеиновое зерно. Побурение молочного сахара также наиболее вероятно в условиях высокой влажности. Действительную температуру продукта в этот период ориентировочно можно определить по формуле
— (^в ^м)Ф>
где t„, tB — температура на поверхности материала и воздуха, °C; tM — температура мокрого термометра, °C; <р — отношение скорости сушки при данной влажности материала к максимальной скорости, т. е. приведенная скорость сушки.
Принято считать, что в период постоянной скорости сушки, когда ip = 1, температура поверхности материала равна температуре мокрого термометра, после достижения продуктом критической влажности tn = tB.
Напряжение объема сушилки по испаренной влаге характеризует экономичность сушилки: чем оно выше, тем экономичнее работа сушильной установки. Напряжение объема А [в кг/(ч • м3)] сушилки рассчитывают по формуле
A=W/tV,
где W — количество испаренной влаги, кг; V — объем сушильной камеры, м3.
Напряжение объема сушилки обычно определяют экспериментальным путем.
При высушивании воздухом продукт взаимодействует с теплоносителем, который соприкасается с увлажненной поверхностью продукта вследствие испарения и диффузии жидкости и насыщается в той или иной степени парами.
Количество испаренной влаги W устанавливают по уравнению материального баланса сушки
(GjWj — G2w2)/100 = W = L (d2 — dJ/1000,
355
где Gj, G2 — количество исходного и готового продуктов, кг; L — расход во.ч« Духа, кг; di, d2 — влагосодержание воздуха в начале и конце процесса, г вла« ги иа 1 кг сухого воздуха; шх, ш2 — начальная и конечная влажность продукта.
Уравнение теплового баланса
А ~ Ai ~ св.в 01 — ~ «’п — О
ИЛИ
/(/1-/2) + Л = /свв(/1-у-(;+Д = 0, (40)
где /х, 12 — энтальпия воздуха, выходящего из калорифера и сушилки, Дж/кг; Св.в— теплоемкость влажного воздуха, Дж/(кг • К); /х, t2 — температура воздуха в начале и конце сушки, °C; I — расход воздуха на 1 кг испаренной влаги, кг; «п — энтальпия водяного пара в воздухе, уходящем из сушилки, Дж/кг; А — потери тепла на 1 кг воздуха.
Из уравнения материального баланса
L/W = / = 1000/(Д2 — dt). I
Из уравнения теплового баланса
£/Г = /=( <-л)/Свв(/,-/2).
Параметрами воздуха на входе в сушилку d, и /х задаются, исходя из следующих соображений: dt — влажность в цехе, откуда берется воздух для сушки; tt — максимальная температура, при которой еще не происходит изменений в материале. Величину А принимают ориентировочно равной 10% расхода тепла. Таким образом, неизвестными остаются параметры воздуха на выходе из сушилки d2 и Обычно задается также относительная влажность уходящего воздуха. Таким образом, уравнение (40) разрешимо. Однако аналитическое решение его возможно лишь путем подбора. Решение упрощается при использовании I—d-диаграммы.
Количество теплоты, затрачиваемой на сушку, рассчитывают по уравнению
Q = Gxc (/ср — + Wr + tn (Gncn) (/Cp — ti) + ,
где G, — количество продукта, кг; с, сп — теплоемкость продукта, paty (противней), Дж/(кг • К); /ср — средняя температура нагрева продукта и рам, °C; /х — начальная температура продукта и рам, °C; W — количество влаги, удаляемой из продукта, кг; г — теплота испарения, Дж/кг; т — количество рам; Gn — масса рам (противней), кг; F — рабочая площадь поверхности сушилки, м2; k — осредненный коэффициент теплопередачи от сушилки к окружающему воздуху, Вт/(м2 • К); А/СР — средняя разность температур между сушилкой и воздухом, град.
Эта формула справедлива для сушилок, в которых продукт загружается на рамах или противнях.
РАЗДЕЛ Г
ОБОРУДОВАНИЕ ДЛЯ ПОДГОТОВКИ
ПРОДУКТОВ К РЕАЛИЗАЦИИ
И ОБЩЕЗАВОДСКОГО НАЗНАЧЕНИЯ
Глава XV. ОБОРУДОВАНИЕ ДЛЯ ФАСОВКИ
И УПАКОВКИ МОЛОЧНЫХ ПРОДУКТОВ
Для фасовки и упаковки молока и молочных продуктов используется полимерная, стеклянная и металлическая тара, а также пергамент, фольга или просто бумага. В полимерную 'тару фасуются практически все виды молочной продукции, в стеклянную — жидкие молочные продукты (молоко, жидкие кисломолочные продукты), а в металлическую — жидкие, но преимущественно концентрированные (сгущенное молоко) молочные продукты. В пергамент, фольгу и бумагу фасуются такие продукты, как масло, плавленый сыр и др.
В зависимости от видов тары различают автоматы для фасовки в полимерную и стеклянную тару, а также в металлическую, картонную и картонно-металлическую тару. Исполнительные механизмы их выполняют различные функции: розлив и фасовку продуктов с одновременным дозированием, изготовление колпачков, укупорку, изготовление пакетов, завертку и т. п. Поэтому основным условием нормальной работы автоматов является синхронизация действия исполнительных механизмов, что достигается устройством приводного, распределительного механизмов и механизма транспортировки, а также соответствующей блокировкой, предотвращающим работу исполнительных механизмов розлива, фасовки и укупорки при отсутствии тары в соответствующей позиции.
АВТОМАТЫ ДЛЯ ФАСОВКИ В ПОЛИМЕРНУЮ ТАРУ
К ним относят автоматы для фасовки жидких молочных продуктов в термосвариваемые пакеты, пастообразных продуктов и штучных , продуктов и продуктов в порошкообразном виде.
Автоматы для фасовки жидких молочных продуктов в термосвариваемые пакеты
Автомат для фасовки молока и жидких диетических молочных продуктов в пакеты тетраэдальной формы показан на рис. 256. В автомате осуществляется изготовление рукава способом термосклейки рулонной крафт-бумаги, покрытой с наружной стороны тонким слоем парафина, а с внутренней — пленкой низкомолекулярного полиэтилена. Образованный после склейки рукав заполняется молоком. При этом поперечные швы заделываются термоимпульсной сваркой с последующей разрезкой гирлянды тетраэдров на отдельные пакеты, ко-
357
Рис. 256. Автомат для фасовки молока и жидких диетических молочных продуктов:
1 — клин механизма прижима; 2— бумажный рукав; 3 — вертикальный цепной транспортер; 4 — зажим; 5 — транспортер; 6 — ковш; 7 — желоб; 8 — толкатель; 9 — заслонка; 10 — разделительная звездочка; // — корзина; 12 — поворотный диск для корзин; 13 — поворотный стол укладчика; 14 — червячный редуктор; 15 — крестовина механизма для отрезки пакетов; 16 — ловитель
торые транспортером перемещаются в автомат укладки в корзины шестигранной формы.
В состав автомата входят рулонодержатель с механизмом датировки, устройство для образования бумажного рукава с наполнительной системой, устройство для образования пакетов, механизм для отрезки пакетов, транспортер 3 со столом укладчика 13, электрооборудование, электропневматический регулятор уровня, гидравлическая система прижима носителей. Кроме того, автоматы снабжены централизованной системой смазки.
Рулонодержатель закреплен на корпусе и снабжен поворачивающейся крышкой. На корпусе рулонодержателя находится устройство для нанесения даты.
Устройство для образования бумажного рукава состоит из направляющих для бумаги, верхнего формующего кольца, нагревателя продольного шва и нижнего формующего кольца.
В состав наполнительной системы входят вертикальная труба внутри бумажного рукава 2 и регулятор уровня.
Устройство для образования пакетов (рис. 257) состоит из цепных транспортеров 2, установленных в проемах верхней станины коробчатой формы. Расположение транспортеров обеспечивает образование квадратной шахты, внутри которой проходит бумажный рукав 1. Бумажный рукав, поочередно прижимаясь, образует гирлянду пакетов. В транспортерах размещены на1реватели, которые работают
358
Рис. 257. Схема образования гирлянды пакетов: 1 — рукав упаковочного материала; 2 — вертикальный цепной транспортер с носителями
Рис. 258. Укладчик пакетов в корзины:
1 — подъемный коашовый транспортер; 2 — механизм распределения пакетов; 3 — поворотный стол; 4 — вращающиеся диски для корзин; 5 — корзина; 6 — зубчатое колесо привода дисков
синхронно с механизмом прижима для термической сварки поперечного шва.
Механизм для отрезки пакетов 15 (см. рис. 256) состоит из двух пар крестовин, оси которых лежат в одной горизонтальной плоскости, образуя квадрат. В каждой паре на одной из крестовин размешены ножи, а на другой — упругие прокладки.
Ковшовый транспортер имеет шарнирно укрепленные ковши 6. Отрезанные пакеты падают в ловитель, из которого пакеты забираются ковшами 6 и поднимаются к механизму распределения.
На поворотном столе укладчика 13 размещены поворотные диски 12, на которые устанавливаются корзины для пакетов.
Наложенные друг на друга края бумаги проходят между прижимными роликами и резиновой обоймой. Один из зажимов, снабженный электроимпульсным нагревателем, сжимает трубку и проваривает шов. Затем проваривается верхний шов, являющийся одновременно и нижним следующего пакета.
Сначала пакеты укладываются укладчиком (рис. 258) в специаль
359
ные корзины шестигранной формы тремя рядами по 6 пакетов в каждом ряду. Затем пакеты транспортируются в верхнюю часть укладчика, где распределяются по корзинам: в первую укладывается первый ряд пакетов, во вторую — второй, в третью — третий.
Укладчик состоит из подъемного ковшового транспортера, механизма распределения пакетов, который смонтирован на выходном конце транспортера, и механизма для перемещения корзин, выполняемого в виде стола, который совершает периодически перемещения для подвода корзин к разгрузочному устройству транспортера.
Корзины размещаются под механизмом распределения на столах четырехпозиционной карусели. Каждый из столов после укладки пакета, поворачиваясь вокруг своей оси на 60°С, занимает последовательно шесть различных положений. За полный оборот стола в корзину укладываются шесть пакетов, которые составляют полный ряд, и карусель поворачивается на 90°, подводя корзины к следующим положениям распределителя для укладки следующего ряда. В последней позиции карусели осуществляются съем наполненных корзин и установка порожних корзин манипулятором.
Манипулятор (рис. 259) состоит из станины 9 в виде клиновидного каркаса с опорными ножками 8. На корпусе манипулятора имеется цилиндрическая колонна /, на которой установлена несущая поворотная балка 3 с укрепленным на ней пневмоцилиндром 4. В основании пневмоцилиндра установлена захватывающая головка 6, представляющая собой раму из двух подвижных лап 5 с резиновыми роликами 7. Манипулятор для равномерной подачи пустых корзин с помощью воздушной системы соединен блокирующим устройством с транспортером.
После того как корзина наполнена и в нее уложен третий ряд пакетов в последней позиции карусели поворотного стола укладчика, захватывающая головка 6 опускается и лапы охватывают обод корзины с двух противоположных сторон. Затем корзина с продуктом поднимается на высоту 50 мм от поверхности стола укладчика, перемещается поворачивающимся кронштейном и останавливается под постоянно движущимся отводящим транспортером. Кронштейн с корзиной опускается на него, захватывающие лапы головки разжимаются, и кронштейн поднимается вверх.
Переместившись в новое положение, головка с подвижными лапами 5 останавливается над транспортером, подающим пустые корзины. Захватывающая головка 6 вновь опускается, подвижные лапы 5 захватывают пустую корзину. Головка опять поднимается в верхнее положение и поворотный кронштейн совершает обратный ход, перенося пустую корзину к столу укладчика.
Манипулятор устанавливают с правой стороны стола укладчика.
Автоматы для фасовки стерилизованного молока в асептических условиях показаны на рис. 260.
В автомате «Тетра-Пак-Асептик» (рис. 260, а) ламинированная бумажная лента 1 поступает к механизму образования бумажной трубы 3. Предварительно лента обрабатывается 15%-ным раствором перекиси водорода и 0,1%-ного смачивающего вещества из емкости
360
Рис. 259. Манипулятор:
1 — колонна; 2 — фрикционный тормоз; 3 — несущая поворотная балка; 4 — пневмоцилиндр; 5 — подвижные лапы; 6 — захватывающая головка; 7 — резиновые ролики;
8 — опорные ножки; 9 — станина; 10 — воздушная система
Рис. 260. Автоматы для фасовки стерилизованного молока в асептических условиях:
«—автомат «Тетра-Пак-Асептик»: / — ламинированная бумажная лента; 2 — емкость для перекиси водорода; 3 — механизм образования бумажной трубы; 4 — механизм сварки продольного шва; 5 — электронагреватель; 6 — трубка для ввода стерилизованного молока; 7 — механизм сварки поперечного шва;
б—автомат «Тетра-Брик-Асептик»: / — камера стерилизации бумажной ленты; 2 — воздушные прижимы; 3— стерильная камера; 4 — трубка для подвода воздуха; 5 — механизм образования трубы прямоугольного сечения; 6 — трубка для стерилизованного молока; 7 — механизм запайкн поперечного шва; 6 — механизм формирования пакета; 5—механизм наклеивания этикетки; 10 — рулон бумаги
2, которая находится в верхней части автомата. Бумажная труба обогревается с внутренней стороны потоком тепла от электронагревателя 5. При нагревании внутренней поверхности бумажной трубы до 200—250°С перекись водорода разлагается. При этом вода испаряется, в результате чего поверхность трубы стерилизуется. После этого труба запаивается поперечным швом и заполняется стерилизованным молоком. Затем труба запаивается еще и вторым поперечным швом, повернутым по отношению к первому на 90°. Таким.образом образуется упаковка тетраэдальной формы.
В автомате «Тетра-Брик-Асептик» (рис. 260, б) образуются пакеты прямоугольной формы с одновременным заполнением их молоком. Поверхность ленты обрабатывается 15%-ным раствором перекиси водорода при температуре около 80°С. Раствор перекиси водорода с поверхности ленты удаляется воздухом, который поступает из камер 3, расположенных по обе стороны от движущейся бумажной ленты. Затем ленте придается прямоугольная форма, она запаивается меха-
361
Рис. 261. Автомат для упаковки молока в пакеты (мешочки):
/ — рулон; 2 —механизм для нанесения даты; 3 — бактерицидная лампа; 4—формующая труба; 5 — дозатор; 6 — механизм продольной сварки; 7 — механизм поперечной сварки и резки пакетов: 8 — заваренный н отрезанный пакет; 9 — транспортер пакетов; 10 — бункер; 11 — фотоэлемент счетного устройства
низмом 7 поперечным швом. После этого пакет заполняется молоком,
заваривается и отрезается.
Автомат «Пюр-Пак» предназначен для изготовления пакета из специального «бланка». «Бланки» укладываются стопкой в магазин автомата. В целях стерилизации «бланки» в запечатанных картонных коробках обрабатываются газом окиси этилена, а после образования пакета в автомате его внутреннюю поверхность стерилизуют 35%-ным раствором перекиси водорода, который наносится на поверх-^ ность в виде тумана. Раствор перекиси водорода снимается горячим воздухом (232°С). Пакеты запечатываются в стерильной камере,
Автомат для упаковки молока в пакеты (мешочки) показан нг рис. 261.
Упаковочная бумажная лента сначала подается с рулона 1 в ем-
кость химической обработки, которая наполнена перекисью водорода а затем огибает направляющий ролик и проходит в зоне бактери цидной лампы 3. В формующем колесе лента свертывается в тру бу 4.
Бумажная труба проходит через электронагреватель, в которок быстро нагревается до 300—400°С, в результате чего мгновенно раз
лагается перекись водорода, и тем самым достигается надежная сте рилизация пакетов. После стерилизации пакетов в бумажную труб) непрерывным потоком поступает стерилизованное и охлажденное мо локо. При этом ценообразование полностью исключается.
В нижней части транспортера находится механизм 7 для поштучной резки пакетов, наполненных молоком. Отрезанные пакеты подают в ковши подъемного механизма укладчика, который укреплен в основании автомата. Пакеты автоматически укладываются в специальные корзины шестигранной формы.
362
Автоматы для фасовки пастообразных продуктов
Автомат для фасовки плавленых сыров показан на рис. 262, а автомат для фасовки мороженого — на рис. 263. Принцип работы обоих автоматов — объемное дозирование. Плавленый сыр фасуется в стаканчики из полимерных материалов, а мороженое — в вафельные или бумажные стаканчики.
Автомат для фасовки плавленого сыра (см. рис. 262) состоит из станины с приводом, механизма выдачи стаканчиков, стола с опорой, дозатора, механизма подачи вкладышей, транспортера и механизма подачи клея.
Из общей стопки стаканчиков отделяется один, который опускается в гнездо карусельного стола. При этом отсекатели кассеты разомкнуты столько времени, чтобы обеспечить прохождение вниз только одного стаканчика. Затем рычаг блокировки 2 опускается на поверхность карусельного стола и щупальцами проверяет наличие в гнезде стаканчика. При отсутствии стаканчика срабатывают контакты блокировочного реле и автомат останавливается: гнездо 3 свободно от операции.
Стаканчики наполняются через кран дозатора 4, который, погружаясь в полость стаканчика, выдает заданную порцию продукта, а затем поднимается в исходное положение.
Вакуумная присоска 6 отделяет крышку от общей стопки в кассете и надевает ее на верхний борт стаканчика. При повороте крышки на 180°С образуется замок, удерживающий крышку на стаканчике. В это же время вакуумная присоска отделяет этикетку от общей стопки в кассете и накладывает ее на крышку, поверхность которой предварительно покрывается клеем в четырех точках.
Стаканчики выталкивателем 8 поднимаются выше карусельного стола и съемником подаются на транспортер для отвода стаканчиков от автомата.
Автомат для фасовки мороженого (см. рис. 263) подает бумагу с рулона бобины 1 под пуансон 2, отрезает заготовку, выдает нижнюю вафлю из магазина вафель <?, дозирует порцию мороженого. Подаватель вафель 4 накладывает на брикет верхнюю вафлю. Брикет мороженого вместе с вафлями и бумагой проталкивается через матрицы 5 и образует коробочку вокруг брикета. При этом происходят завертывание коробочки и подача ее в кассету 7, после чего брикет, переворачиваясь, поступает на переходную площадку и ленточный конвейер 8. Брикеты попадают в люльки цепного конвейера для перемещения в морозильный аппарат.
Аппараты для фасовки штучных продуктов и продуктов в порошкообразном виде
Аппарат для термоимпульсной сварки полимерных пленок типа полиэтилен, полиэтилен-целлофан (рис. 264) состоит из рамы, столика, ящика электрооборудования, универсальной подставки, сваривающей планки, микропереключателя.
363
Рис. 262. Автомат для фасовки плавленых сыров в стаканчики:
1 — отделитель стаканчиков; 2 — рычаг блокировки; 3 — гнездо; 4— кран дозатора; 5 — куумный захват; 6 — вакуумная присоска; 7 — крышка стаканчика; 8 — выталкиватель
Рис. 263. Автомат для фасовки мороженого:
1 — бобина с рулоном бумаги; 2 — пуансон; 3 — магазин вафель; 4 — подаватель вафель} 5 — матрица; 6 — лапка; 7 — кассета; 8 — ленточный конвейер; S — проталкиватель брикета} 10 ~ толкатель брикетов на выходной транспортер
Рис. 264. Аппарат для термоимпульсной сварки полимерных пленок:
1 — передвижной упор; 2— линейка-шкала; 3 — столик; 4— ящик электрооборудования; 5 — рулонодержатель; 6 — конус; 7 — микропереключатель; 8 — сваривающая плаика; 9 — подставка
Рама сварной конструкции. В верхней ее части установлен рулонодержатель 5 с конусами, между которыми находится рулон пленочного материала.
На столике, высоту которого можно регулировать, размещены передвижной упор 1 и две линейки-шкалы 2. Цифры на линейках позволяют учитывать расстояние от середины планки.
В комплект оборудования входят реле времени, трансформатор и передний щит, на котором размещены тумблер-выключатель, контрольная лампочка, ручка регулирования продолжительности импульса и предохранитель.
Сваривающая планка имеет полость, через которую подается охлаждающая вода, необходимая в случае длительной работы установки. Сваривающая планка состоит из стальной и стеклотекстолитовой частей.
Для сваривания пакетов двойную полиэтиленовую пленку кладут на подставку. На реле времени устанавливают продолжительность импульса (около 1 с). Аппарат включают нажатием на педаль. При этом включается сигнальная лампочка. После того как сигнальная лампочка погаснет, что указывает на конец сварки, педаль опускают и пакет снимается с аппарата.
Агрегат для фасовки и упаковки сухих молочных продуктов в непропитанные бумажные мешки с полиэтиленовым вкладышем (рис. 265) состоит из ультразвукового аппарата, ленточного и протяж-
365
Рис. 2б5. Агрегат для фасовки и упаковки сухих молочных продуктов: 1 — механизм зашивки; 2 — протяжной транспортер; 3 — ультразвуковой аппарат; 4 — стойка; 5 — весы; 6 — лестница; 7 — вибростол; 8 — рольганг; 9 — ленточный транспортер
Рис. 266. План разливочно-укупорочного автомата:
/ — разливочная головка; 2— штамп; 3 — укупорочная головка; 4 — направляющие; 5 — поворотная головка; б — поворотный узел, 7 — же Лоб.
кого транспортеров, пибростола, рольганга, весов, стойки и меха-1 низма зашивки.
На горловину полуавтоматических весов 5, размещенных на стой-1 ке 4, надевается бумажный мешок с полиэтиленовым вкладышем. I При включении привода дозатора сухое молоко поступает в мешок. | После заполнения мешок опускается сначала на рольганг 8, а затем на вибростол 7, который необходим для уплотнения молока в мешке. Привод вибростола отключается реле времени. Мешок с наполненным продуктом поступает на рольганг ультразвукового аппарата 3 и закрепляется в зажимах.
Мешок, поступивший по рольгангу, вводится между наковальней и прижимной планкой, и включается ультразвуковой аппарат. После сварки аппарат отключается. Мешок, освобождаясь от зажимов, поступает на ленточный транспортер, на котором расправляется верх мешка.
Зашитый мешок с помощью специального устройства опрокидывается и передается на внутрицеховое транспортное устройство.
АВТОМАТЫ ДЛЯ ФАСОВКИ В СТЕКЛЯННУЮ ТАРУ
В молочной промышленности автоматы для фасовки в стеклянную тару применяют преимущественно для маловязких молочных продуктов (молоко, жидкие диетические продукты и др.) Основными узлами автоматов являются дозирующие устройства и устройства для укупоривания тары. Кроме того, технологические линии оснащаются механизмом выемки и укладки бутылок.
Компоновочная схема, типичная для большинства автоматов для фасовки молока и жидких молочных продуктов в стеклянную тару, показана на рис. 266, а технологическая линия с механизмом выемки и укладки бутылок — на рис. 267.
Дозирующие устройства могут быть отмеривающими продукт по объему и уровню. При дозировании по объему точность розлива зависит от конструкции дозирующего устройства, а по уровню количество продукта в бутылке зависит от точности изготовления бутылки, так как наполнение ее прекращается, когда уровень продукта достигнет^ наконечника.
Устройство с дозированием по объему показано на рис. 268. I
Молоко из емкости промежуточного хранения через трубу 7 по-1 ступает во вращающуюся приемную емкость дозирующего устройства Л На нижний конец трубы надет поплавок 8, на скобе которого нахо-1 дится клапан 9, прикрывающий выходное отверстие трубы. При на-1 полпенни емкости молоком поплавок всплывает и клапан уменьшает" отверстие притока молока из трубы, а при понижении уровня, nao6o-;J рот, приток молока увеличивается. Уровень молока в емкости под-держивается постоянным. Чтобы не допустить чрезмерного повышения { уровня молока в емкости в случае нарушения работы регулятора, | на боковой стенке вращающейся емкости установлена переливная 1 труба, через которую избыток молока отводится в расположенный! вокруг емкости кольцевой поддон.
368
Рис. 267. Технологическая линия:
1 — автомат для извлечения бутылок из корзин; 2 — транспортер корзин; 3—машина бутылкомоечная; 4 — машина для мойки ящиков; 5 — экран световой; 6 — шкаф электрооборудования; 7 — транспортер бутылок; 8 — автомат разливочно-укупорочный; 9 — автомат для укладки бутылок в корзины
Из приемной емкости молоко поступает в мерные стаканы дозирующего устройства. Если под дозирующим устройством нет бутылки, то мерный стакан занимает нижнее положение. При этом заплечики трубы 10 опущены на гнездо штуцера 4, отверстия в стенке нижней части трубы изолированы и выход молока перекрыт. При таком положении мерный стакан погружается под уровень молока в приемной емкости, в результате чего он заполняется.
Чистые бутылки поступают в дозирующее устройство по пластинчатому транспортеру. Бутылки на стол подаются в момент подхода очередной площадки 19.
При входе бутылки на площадку плунжер находится в нижнем положении. При дальнейшем вращении круглого стола ролик плунжера катится по наклонной направляющей вверх и поднимает плунжер с бутылкой в верхнее положение. При этом бутылка достигает грибка 13 дозирующего устройства и перемещает его в крайнее верхнее положение. Край мерного стакана поднимается над уровнем молока в емкости, а внутренняя труба открывает молоку выход из мерного стакана в бутылку.
При истечении молока воздух, находящийся в бутылке, уходит через канавки в резиновой прокладке 15 грибка. Отверстия остаются открытыми, пока ролик катится по горизонтальной части направляющей. К моменту начала опускания бутылки все молоко, заключенное в полости мерного стакана, должно успеть полностью вытечь из бутылки, иначе часть молока не перельется в бутылки.
При подъеме бутылки в верхнее крайнее положение пружина 3 несколько сжимается, и бутылка достаточно надежно удерживается при движении площадки 19 без опасности раздавливания.
13-1275 369
Рис. 268. Устройство с дозированием по объему*
1 — ролик; 2 — гильза; 3— пружина плунжера; 4 — штуцер; 5 — вытеснитель; 6—мерный стакан; 7, 10 — трубы; 8 — поплавок; 9 — клапан; 11 — пружина; 12, 16 — гайки; 13 — грибок; 14 — сопло; 15 — резиновая прокладка; 17 — направляющая втулка; 18 — трубка; 19 — площадка
Так как автомат работает по принципу объемного дозирования, количество молока, заключенного в полости мерного стакана, должно точно соответствовать номинальной вместимости наполняемой бутылки. На автомате можно осуществлять розлив в бутылки вместимостью 0,5 и 1,0 л. При переходе от бутылок вместимостью 0,5 л к литровым из мерных стаканов вынимают вытеснители 5.
370
Рис. 269. Устройство с дозированием по уровню:
1 — транспортер; 2 — резиновый клапан; 3 — разливочный патрон; 4 -* пружины; 5 — ролик; 6 — трубка; 7, 9— воздушные трубки; 8— емкость; 10—канал для молока; 11— отверстие для воздуха; 12— разливочный патрон; 13—резиновый клапан; 14— круговая направляющая
Устройство с дозированием по уровню показано на рис. 269.
Разливочные патроны <3 установлены на днище закрытой вращающейся емкости 8. Воздух из емкости отсасывается по трубке 7. При вращении емкости разливочные патроны опускаются вниз под действием пружины 4. Горлышко бутылки, стоящей на транспортере 1, отжимает резиновый клапан, в результате чего бутылка, находящаяся под вакуумом, заполняется.
Первоначально бутылка заполняется молоком до самого верха, так как воздух выходит через отверстие в наконечнике воздушной трубки 7. Затем патрон несколько поднимается, и атмосферное давление вытесняет избыток молока через воздушную трубку вверх. При этом уровень молока понижается до нижнего конца воздушной трубки. После этого патрон поднимается в верхнее положение и горлышко бутылки полностью выходит из патрона.
13:
371
Рис. 270. Устройство для укупоривания:
1 — ролик; 2, 5 — пружины;
3 — эксцентрик; 4 — диск;
6 — выталкиватель; 7 — упорное резиновое кольцо;
8 — обжимное резиновое кольцо; 9 — шайба; 10 — рычаг; 11 — столик транспортера; 12 — тяга
Бутылки, установленные в патронах этого типа, заполняются i только после того, как в них будет достигнут вакуум, равный вакууму в верхней емкости с молоком. Это позволяет автоматически отбрако
вывать бутылки с неисправным горльпиком, которые остаются не-
заполненными. Кроме того, наличие постоянного вакуума в верхней
емкости предотвращает подтекание молока через неплотности в разливочном устройстве.
Устройство для укупоривания (рис. 270) карусельного типа содержит несколько укупорочных патронов, которые поднимаются и опускаются под действием роликов, катящихся по круговой направляющей. При опускании патрона обжимное резиновое кольцо 8 надевается на горлышко бутылки с колпачком, а горлышко упирается в упорное резиновое кольцо 7 и сжимает пружину 5 выталкивателя 6. При дальнейшем движении ролика 1 вниз сжимается пружина 2', а тяга 12 нажимает на рычаг 10 и поворачивает эксцентрик <3, который давит на диск 4.
Диск 4 передает давление на шайбу 9, и она сжимает резиновое кольцо 8. Кольцо может деформироваться только внутрь. При этом оно плотно охватывает горлышко и обжимает на нем алюминиевый колпачок. При подъеме ролика 1 тяга поднимается, давление экс-
372
Рис. 271. Автомат для выемки и укладки бутылок в кассеты:
а — схема: / — поворачивающаяся крышка; 2 — корпус; 3 — пневматические аахваты;
4 — распределительная гребенка; 5 — поперечный прут; 6 — подвижной стол; 7 — боковые направляющие; 8 — цепной транспортер для кассет; 9 — командное табло; 10 — транспортер; 11 — поднимающаяся платформа;
б — захватный патрон: 1 — цилиндрический корпус; 2 — поршень; 3 — шток; 4 — захва ты (лапки); 5, 6 — пружины; 7 — нижняя крышка; в—-резиновый амортизатор для бутылок
центрика прекращается и резиновое кольцо отпускает горлышко бутылки, а выталкиватель 6 выталкивает его из патрона, предотвращая захват бутылки за горлышко.
Высота фасовочных и укупорочных патронов над транспортером регулируется в зависимости от размеров бутылок.
Пресс, изготовляющий алюминиевые колпачки, смонтирован на колонке. В рабочем положении он расположен над бутылками. Для осмотра пресса и ухода за ним его можно повернуть в удобное положение в сторону. Пресс поднимается и опускается подъемным устройством. Механизм для подачи алюминиевой фольги расположен над прессом, а внизу под корпусом имеется барабан для наматывания вырубленной ленты.
Автомат для выемки и укладки бутылок показан на рис. 271. После укупорки бутылки с молоком снимаются с конвейера и устанавливаются в корзины. Съем их осуществляется специальным съемным устройством (крейтером). Исполнительными механизмами крейтера, так же как и декрейтера (механизма для выемки пустых бутылок из корзин), являются захватные патроны.
Корпус автомата 2 (см. рис. 271, а) изготовлен из стальных свар
373
ных профилей. В верхней части корпуса имеется шарнирно укрепленная поворачивающаяся крышка, в которой находятся быстро демонтирующиеся боковые колпаки.
Наполненные продуктом и закрытые колпачками бутылки подаются к съемному устройству по сдвоенному ленточному транспортеру. Для распределения бутылок по рядам над подвижным столом 6 закреплена распределительная гребенка 4. У каждого съемного устройства имеются по два распределительных гребня — один для бутылок вместимостью 0,5 л, а другой для бутылок вместимостью 1,0 л. На краю подвижного стола бутылки задерживаются поперечным прутом 5. В верхней части съемного устройства под крышкой 1 размещена каретка, на которой смонтированы пневматические захваты 3.
С одной стороны автомата для установки бутылок в карманы находится цепной транспортер для кассет 8, который состоит из двух цепей, движущихся в направляющих профилях. Обратное движение транспортера происходит в нижней части машины. Между параллельными цепями транспортера 8 размещена поднимающаяся платформа //, которая находится под цепями транспортера 8. Правильная постановка бутылок в кассеты (ящики) может быть обеспечена только при строго определенном положении платформы 11, которое регулируется боковыми направляющими 7 и двумя резиновыми роликами. Последние, передвигаясь с помощью специальных цилиндров, устанавливают переднюю и заднюю части корзин в требуемое положение.
Для приведения в действие всех пневматических устройств и захватывающих головок автомат снабжен системой клапанов и трубопроводов, через которые подается сжатый воздух к соответствующим узлам. Сжатый воздух в систему поступает от компрессора через промежуточную емкость, размещенную в корпусе машины.
Захватный патрон (рис. 271, б) состоит из цилиндрического корпуса 1, поршня 2 с резиновым уплотнительным кольцом, штока <?, захватов 4, двух пружин 5, 6, которые предназначены для сжатия лапок, нижней крышки 7 и резинового амортизатора для бутылок 8.
Под давлением воздуха (2,5 • 10® кПа), поступающего в верхнюю полость цилиндра, поршень опускается вниз. Через канавки, которые имеются в теле поршня, под острым углом к вертикальной оси входят верхние концы захватных лапок. При опускании поршня верхние концы лапок разжимаются, а нижние сжимаются. Горлышко же бутылки окажется сжатым. Для освобождения горлышка бутылок от сжимающих его лапок необходимо выпустить воздух из пространства под поршнем.
Автомат для извлечения бутылок из ящиков показан на рис. 272. При его работе в автомат пропускаются 3—10 ящиков, а остальной поток задерживается механизмом разделения. Ящик с бутылками центрируется направляющими 2 и останавливается под разливочной головкой 1, которая, опускаясь, сжимает горлышко бутылки. После этого она, поднимаясь, перемещает бутылку на стол. В это время ящик после его разгрузки с помощью цепи транспортера выходит из автомата. И наконец, захватные головки освобождают бутылки, установив их на стол.
374
Рис. 272. Автомат для извлечения бутылок из ящиков:
1 — разливочная головка; 2 — направляющая бутылки; 3 — каретка; 4 — направляющая каретки; 5, 7 — направляющие для ящиков; С — пневмооборудование и разводка пневмотру-бок; в, $ — крышка
Разливочно-укупорочный автомат для молока и кисломолочных напитков (рис. 273) состоит из разливочной 1 и укупорочной головок.?, механизмов для изготовления алюминиевых колпачков и создания вакуума, а также из приводного механизма. Автомат снабжен механизмом для настройки нужной высоты рабочих органов.
Привод автомата осуществляется от электродвигателя через бесступенчатый вариатор с клиноременной передачей и редуктор.
375
Рис. 273. Разливочно-укупорочный автомат для молока и кисломолочных напитков:
1 — разливочная головка; 2 — штамп; 3 — укупорочная головка; 4 — направляющие; 5—поворотная головка; 6 — электрошкаф; 7 — кнопочное управление; 8 — поддон
Все детали, узлы и механизмы смонтированы на станине, на которой размещен и транспортер, основу которого составляет втулочнороликовая цепь с пластинками.
Разливочная головка включает также боковой! коллектор с регулируемой шиберной заслонкой для отсоса воздуха, осевое впускное устройство для подачи продукта с поплавковым регулятором его уровня.
Механизм для изготовления колпачков смонтирован на поворотной колонке. На механизме имеется штамп с прижимом для выдавливания на колпачке соответствующего текста.
За рубежом начинают применяться автоматы для фасовки и укупоривания бутылок с молоком в асептических условиях (рис. 274). В таких автоматах наполнение молоком бутылок и укупоривание их алюминиевым колпачком осуществляются в автономной камере, которая состоит из цилиндра 1 и головки 4. В цилиндре находится механизм для подачи колпачков 8 к наполненной бутылке. В головке имеются каналы для прохода пара, вакуумный канал 10 и клапан фасовки, а также резиновое уплотнительное кольцо 2 для герметизации бутылки. Пар входит и выходит через патрубки, которые перекрываются пневмоклапанами 9, 11 с дистанционным управлением.
Подготовленная к наполнению бутылка устанавливается на платформе, которая перемещается плунжером вверх. После упора верхней площадки плунжера в основание бутылка поднимается вверх до тех пор, пока горлышко не будет плотно прижато к уплотнительному кольцу. Одновременно в механизм для подачн колпачков вводится алюминиевый колпачок (толщина 0,2 мм).
376
Рис. 274. Антомат для фасовки и укупоривания бутылок с молоком в асептических условиях:
1 — цилиндр; 2 — уплотнительное кольцо; 3 — эжектор; 4 — головка; 5 — емкость для молока; 6 — разливочный канал; 7 — колпачок; 8 — механизм для подачи колпачков; 9, 11 — выходной и входной пневмоклапаны; 10— вакуумный канал;- 12 — центральный шток; /3— сливная труба; 14 — кольцо; 15 — наконечник; 16 — дополнительный плунжер; 17 — главный плунжер; 18 — платформа
Таким образом, внутренняя полость камеры вместе 6 бутылкой оказывается изолированной от внешней среды. После полной герметизации камеры открываются пневмоклапаны и пространство между бутылкой и камерой заполняется насыщенным паром (давление 4 • К? кПа). В это же время из бутылки отсасывается воздух и в течение 5—6 с в бутылке поддерживается вакуум, а наружная поверхность бутылки обогревается паром.
При стерилизации бутылки наконечник плотно прижимается к кольцу, которое в свою очередь прижимается к сливной трубе. Конфигурации наружной поверхности наконечника и части кольца вы-
377
1 — механизм включения дозатора; 2 — механизм для изготовления колпачков; 3 — механизм для надевания колпачков; 4 —дозатор; 5 — укупорочная головка; 6 — транспортер; 7 —направляющий диск; 8 — корпус
полнены таким образом, чтобы предотвратить возможное вспенивание молока при сливе его в бутылку.
В стеклянную тару фасуется не только молоко, но и некоторые молочные продукты. Автомат для фасовки и дозировки сметаны порциями по 200 г в стеклянные широкогорлые бутылки, укупориваемые алюминиевыми колпачками, показан на рис. 275. Этот автомат пригоден и для фасовки простокваши. Основными частями автомата являются дозатор 4, механизм для изготовления 2 и надевания колпачков 3 и укупорочная головка 5.
Пластинчатым транспортером пустые бутылки подаются и устанавливаются на рабочем диске с десятью гнездами. После этого бутылки подводятся к дозатору, наполняются сметаной, а затем на них надеваются колпачки. Бутылки с продуктом поступают к укупорочной головке для обжатия колпачка. Из укупорочной головки бутылки освобождаются и выводятся из автомата.
АВТОМАТЫ ДЛЯ ФАСОВКИ И УПАКОВКИ В МЕТАЛЛИЧЕСКУЮ, КАРТОННУЮ И КАРТОННО-МЕТАЛЛИЧЕСКУЮ ТАРУ
В металлическую тару фасуются молочные продукты относительно' невысокой (стерилизованное сгущенное молоко) и высокой вязкости (сгущенное молоко с сахаром), предназначенные для длительно-378
Рис. 276. Схема шестипатронной наполнительной машины для вязких жидкостей:
1— поршень дозатора; 2 — мерный цилиндр; 3—' золотник дозатора; 4— емкость; 5 — ролик;
6 — направляющая золотника; 7 — вращающийся золотник; 3 — направляющая поршней; 9 — шток
го хранения. В качестве тары обычно используется металлическая банка.
В машинах для фасовки и дозировки вязких молочных продуктов применяют поршневые устройства, обеспечивающие принудительное наполнение стеклянной тары и дозирование продукта.
Схема шестипатронной наполнительной машины для вязких жидкостей приведена на рис. 276.
Мерные цилиндры 2 укреплены на дне вращающейся емкости 4. Внутри цилиндров находятся поршни 1, которые перемещаются штоками 9. В дне емкости имеется несколько отверстий. Они закрыты
379
золотником, который перекрывает четыре отверстия. Каждый цилиндр снабжен фланцем с закрепленным на нем золотником 3, который может соединять отверстие во фланце с боковым отверстием в емкости или с наконечником для выхода продукта. Золотник перемещается под действием ролика 5, катящегося по направляющей 6.
При вращении емкости отверстия золотника 7 поочередно сов-
Рис. 277. Машина для фасовки масла:
1 — рольганг; 2 — загрузочный бункер; 3 — корпус; 4 — шнеки
падают с отверстиями днища. В это время цилиндры заполняются. При движении ролика 5 вверх по направляющей 6 поршень нагнетает продукт из цилиндра в тару.
Блокировочное устройство машины предотвращает выливание продукта из цилиндра. Золотник 3 занимает положение, показанное на фасовочном устройстве слева, а поршень вытесняет продукт обратно в емкость.
Работу золотника можно отрегулировать таким образом, что часть продукта перед вытеснением его в тару будет удалена обратно в емкость. Таким образом можно
регулировать количество продукта, подаваемого в тару.
Машина для фасовки масла в крупноблочную тару (картонные короба или ящики вместимостью 20 и 25,4 кг) показана на рис. 277. Машина состоит из привода, приемного бункера, приемного и боковых
столов, пневмосистемы.
Картонный короб или ящик, выложенный пергаментом, устанавливается на подвижную каретку. Если фасовка происходит в картонные короба, то короб удерживается обхватами, обеспечивающими достаточную его жесткость при наполнении. После установки короба или ящика включается привод шнеков и осуществляется подача сжатого воздуха для перемещения каретки. Во время наполнения ящик с кареткой отходит назад до крайнего положения, при котором заканчивается наполнение тары продуктом. При этом выключается
привод шнеков и подача сжатого воздуха прекращается.
Линия фасовки сухих молочных продуктов и сыпучих продуктов детского питания в комбинированные банки (рис. 278) включает следующее оборудование: установку для обдува и бактерицидного облучения банок, фасовочный автомат, закаточный автомат, полуавтомат укладки банок в ящики и автомат для обандероливания ящиков.
На установке для обдува и бактерицидного облучения 1 из внут-
380
in:
д
I I
Ш 1
ренних полостей банок выдувается оставшийся сор и внутренние поло-; сти облучаются бактерицидными лампами для уменьшения бактериальной обсемененности.
Из этой установки банки поступают на фасовочный автомат 2 наполнения продуктом, а затем на закаточный автомат 3, на котором осуществляются маркировка донышек банок, надевание донышек на банки и закатывание.
Закатанные банки выходят на участок контроля качества закатанных швов банок 4. Затем банки перемещаются к полуавтомату укладки 5. где они укладываются в ящик с бумажной прокладкой между рядами банок.
Заполненный ящик поступает на автомат для обандероливания 6. Между агрегатами предусмотрены автоблокировки.
Производительность шнековых устройств /7Ш.У (в м3/с) для нагнетания продуктов пластической консистенции и сухих определяются по формуле
/7ш.у= У-0,7850^,
где Ош — диаметр камеры шнека, м; s — шаг витка, м; <р — коэффициент, зависящий от возможного проворачивания продукта со шнеком.
Производительность транспортеров, связывающих отдельные автоматы для фасовки и укупорки в агрегаты с равномерным движением потока, находят следующим образом:
для штучных грузов:
V
/7щ.г = 3600 ~
где v — скорость движения транспортера, м/с (обычно v = .0,1 4- 0,2 м/с); а — расстояние между штучными грузами по длине, м; <рп — коэффициент использования технической производительности транспортера (<рн = 0,7 -4-0,8);
для сыпучих продуктов:
П п = ЗбООДоу,
F — площадь сечения материала, находящегося на транспортере, м2; у — объемная масса транспортируемого материала, т/м8.
При этом площадь сечения материала, находящегося на транспортере,
F = vBh,
где В — ширина транспортера, м; h — высота слоя материала на транспортере, м (для сыпучих материалов h — 0,1 В).
Производительность транспортеров с неравномерным движением потока (с остановками) определяется так же, но с учетом интервалов остановки и движения.
ОСНОВНЫЕ РАСЧЕТЫ
При расчете автоматов для фасовки молока и молочных продуктов требуется определить продолжительность наполнения бутылки или пакета и нахождения заполняемой емкости под устройством для роз
382
лива, а также производительность автомата в целом. В автоматах для фасовки пластических и сухих продуктов рассчитывают производительность шнековых устройств, используемых в качестве нагнетателей и транспортеров.
Продолжительность наполнения бутылки (пакета) /пап продуктом рассчитываются по формуле истечения
при фасовке по принципу «розлив по уровню»
7'пап = с/|х/ |/ 2-^
при фасовке
(по объему)
т л , l / г» ^^макс 7Нап=2У/р./ 1/ 2--------
У ?
гле v — вместимость бутылки (пакета), м3; р—коэффициент, учитывающий вязкость и условия истечения, в зависимости от вязкости 0,4 т-0,7; f — минимальное прохождение сечение разливочного патрона, м2; ДРМакс — давление столба жидкости над сечением истечения, Па; р — плотность жидкости, кг/м8.
Продолжительность нахождения емкости под разливочным патроном 7\ (в с) находят по формуле
т _ J____?р_
т и 360 ’
где <рР — угол поворота карусели разлива, град; п — частота вращения карусели, с"1.
Производительность автомата для фасовки П (в шт. в час) зависит от частоты вращения карусели и числа дозирующих аппаратов г
П = 3600гп
Глава XVI. ОБОРУДОВАНИЕ ДЛЯ КОЛИЧЕСТВЕННОГО УЧЕТА СЫРЬЯ, ПРОДУКЦИИ И ИНСПЕКЦИИ
ИХ КАЧЕСТВА В ТЕХНОЛОГИЧЕСКИХ ЛИНИЯХ
Для определения количества молока и молочных продуктов, сырья и вспомогательных материалов широко используют устройства для измерения массы (весы), для определения объема (расходомеры-счетчики) и для подсчета количества штучной продукции (счетчики).
ОБОРУДОВАНИЕ ДЛЯ КОЛИЧЕСТВЕННОГО УЧЕТА
Весы
Для взвешивания молочных продуктов в таре применяют весы общего назначения (рычажные и циферблатные). Наименьший груз, взвешиваемый на таких весах, обычно составляет 25 кг (погрешность весов ±0,5 кг). На них взвешивают молоко и сливки во флягах, творог в бочках, масло в ящиках и бочках и другие молочные продукты.
383
5 4
Рис. 279. Рычажные весы с устройством для автоматического определения массы молока:
1 — корпус; 2 — стойки; 3 —• грузоприемный бак; 4 — стержневые датчики: 5 — механизм для ручного открывания выпускных клапанов; 6 — выпускное устройство; 7 — блок кондуктометрического сигнализатора уровня; 8 — циферблатный указатель; 9 — регистрирующая машина; 10, 11— панель с кнопками управления и сигнальными лампами; 12 — распределительная коробка
Кроме того, для взвешивания груженых автомашин и повозок используют товарные платформенные станционарные весы грузоподъемностью 25 т (погрешность весов ±25 кг), а также вагонеточные и вагонные грузоподъемностью 100 т (погрешность весов ±100 кг). Платформенные весы могут быть с автоматической выдачей кассовых чеков на принятую массу продукции. Известны также устройства, i фиксирующие количество продукции, поступившей за определенный
i период.
fi Молоко и жидкие молочные продукты без тары взвешивают на ры-
чажных и циферблатных весах с подвесными резервуарами (люльками). Грузоподъемность рычажных весов 50, 100, 200, 400 кг, циферблатных — 100, 250, 500 кг. Цена наименьшего деления шкалы I составляет 0,1% от максимальной грузоподъемности весов. Минимальное количество взвешиваемого продукта — не менее 5% от мак-" симальной грузоподъемности весов. Максимальное количество взве-
шиваемого продукта не должно превышать 100% грузоподъемности й: весов.
Рычажные весы с устройством для автоматического определения массы молока представлены на рис. 279. Принцип действия рычажных весов основан на том, что под действием массы продукта, помещен-L ного в грузоприемный бак 3, через системы рычагов срабатывает механизм циферблатного указателя 8, на котором указывается коли-е чество взвешиваемого продукта.
1 Эти весы позволяют определять и регистрировать массу отдельных
। порций продукта, а также суммарную партию продукта, взвешен-
L ного на весах за какой-то период времени. Подобная регистрация
I осуществляется на специальной бумажной ленте.
| Весы для автоматического определения массы молока включают
в себя собственно весы, пульт управления и шкаф с электропневма-
384
Рис. 280. Устройство циферблатных весов:
1 — резервуар; 2— тяга; 3, 4, 5— система рычагов; 6 — механизм циферблатного указателя; 7 — демпфер; 8—клапан; 9 — тяга клапана; 10 — сито-цедилка; 11 — опорная стойка
Рис. 281. Устройство тензорезистор-ных датчиков
тическими клапанами. Корпус 1 установлен на стойках 2. Над корпусом расположен циферблатный указатель 8, внутри которого помещен датчик регистрирующего прибора с рычажной системой. К последней подвешен грузоприемный бак 3. На боковой стенке корпуса весов укреплено выпускное устройство 6, которое имеет диафрагменные приводы выпускных клапанов. К нижней части корпуса 1 прикреплен блок 7 со стержневыми датчиками 4 кондуктометрического сигнализатора уровня.
Электроаппаратура весов размещена в пульте управления, над которым помещена панель 10 с кнопками управления и сигнальными лампами.
В распределительной коробке 12 расположены электропневмати-ческие клапаны, соединенные воздушными шлангами с выпускными клапанами.
Циферблатные весы (рис. 280) работают следующим образом. Взвешиваемое молоко поступает в резервуар 1, который при этом опускается. Через систему тяг 2 и рычагов 3, 4, 5 приходит в действие механизм циферблатного указателя 6. Опорная стойка 11 предназначена для упора горловины фляги при сливе молока (сливок). Молоко выпускается через клапан 8. Дно резервуара имеет уклон в сторону клапана.
В качестве устройств для определения массы молока, поступающего на молочноконсервные комбинаты, применяют резервуары с тензорезисторными устройствами, которые практически выполняют функции весов. Отличительная особенность этих резервуаров заключается в том, что они снабжены тензометрическими весами. Основа работы этих весов заложена в использовании тензорезисторных датчиков (рис. 281). В результате воздействия массы молока, поступившего в резервуар, датчики изменяют величину своего сопротивления, измеряемого автоматическим электронным мостом.
385
Рис. 282. Принципиальная схема конвейерных весов:
1 — грузовая платформа; 2, 4 — рычаги; 3 — тарнровоч-ный груз; 5 — поводок; 6 — гире держатель; 7 — квад-
рант; 8 — диск; 9 — ролик; 10 — проводок; 11 — указатель; 12, 13 — микропере-
ключатели; 14, 18 — сельсины; 15 — каретка; 16 — приводной ролик; 17 счетчик; 19 — дифференциал
Тензорезисторные датчики, устанавливаемые под опорами резервуара, связаны со вторичным показывающим прибором. Количество датчиков должно соответствовать количеству опор резервуара.
Подобного вида устройства имеют погрешность при максимально допустимой нагрузке до ±0,5%. При этом необходимо соблюдать температуру и влажность окружающего воздуха. Температура воздуха может изменяться от 0 до 50°С. Относительная влажность воздуха для нормальной работы датчиков может составлять 98%, для точных показаний вторичного прибора относительная влажность воздуха не должна превышать 80%.
Пропускная способность весов для молока и жидких молочных продуктов зависит от продолжительности цикла взвешивания, а именно от продолжительности наполнения резервуара продуктом, проведения отсчета массы и продолжительности его слива. Продолжительность наполнения весов можно значительно сократить, применяя флягоопрокидыватели. Продолжительность слива непосредственно зависит от уклона дна резервуара, поэтому при конструировании резервуаров уклон выбирают с учетом физических свойств (вязкости) взвешиваемых продуктов.
Рычажные весы для масла грузоподъемностью 50 кг (точность ±50 г) состоят из передвижной тележки и собственно весов. Опорные ножки весов снабжены специальными регулировочными винтами для установки' их по уровню.
Все рассмотренные системы весов — периодического действия. Для непрерывного взвешивания применяют конвейерные весы (рис. 282). Весовая система их включает грузоприемный узел, рычажную систему и весоизмерительный механизм маятникового типа с постоянным уравновешиванием (квадрант).
Масса материала, расположенного на ленте конвейера, при прохождении участка ленты по грузовой платформе 1 воспринимается двумя весовыми опорами, закрепленными на ней. Каждое отклонение квадранта из-за увеличения нагрузки на платформу вызывает поворот ролика интегратора около вертикальной оси. Каждому положению квадранта соответствует определенное расстояние между фрикцион-
386
Рис. 283. Автоматический поплавковый (рота-метрический) счетчик:
/ — вертикальная коническая трубка; 2 — поплавок; 3 — шкала
Рис. 284. Кольцевой счетчик:
1 — съемная крышка; 2 — крышка мерной камеры; 3 — ось поршня с магнитом; 4—радиальная перегородка; 5 — кольцевой поршень; 6— измерительная камера; 1 — направляющее кольцо; 8 — счетный механизм;
/, //» III, IV — основные положения кольцевого поршня
ной точкой ролика интегратора и центром диска. При этом угловая < скорость ролика пропорциональна массе материала, что и отмечается на циферблате весов.
Расходомеры -счетчики
Расходомеры-счетчики бывают поплавковыми, кольцевыми, ультразвуковыми, электромагнитными и турбинными.
Поплавковый (ротаметрический) расходомер (рис. 283) представляет собой вертикальную коническую трубку, расширяющуюся кверху. В нижней ее части находится металлический поплавок, который в нерабочем состоянии плотно прилегает к внутренней поверхности трубки. Под напором молока поплавок поднимается, между ним и стенками трубки образуется зазор. Чем сильнее поток, тем шире зазор и больше пропускается молока. Количество молока отсчитывают по шкале.
В кольцевом счетчике (рис. 284) жидкость поступает в измерительную камеру 6. Радиальная перегородка 4 в камере 6 отделяет отверстия для входа и выхода жидкости. В центре основания мерной камеры находятся направляющие ролик и кольцо 7. Кольцевой поршень 5
387
Рис. 285. Установка для приемки молока с использованием счетчиков: 1 —• измерительная камера счетчика молока; 2 — воздухоотделитель; 3 — фильтр; 4 — подставка; 5 — трубопровод; 6 — насос; 7 — обратный клапан
Рис. 286. Блок-схема ультразвукового расходомера молока:
1, 4 — генераторы; 2, 5 — детекторы; 3, 6 — усилители; 7, 8 — преобразователи; 9 — смеситель; 10 — регистрирующий прибор
-представляет собой цилиндр, внутри которого установлена поперечная перегородка с большим количеством отверстий и осью с магнитом в центре. В вертикальный прорез в поршне входит радиальная перегородка 4 измерительной камеры.
Под давлением жидкости поршень перемещается в камере. Ось 3 его обкатывается внутри направляющего кольца 7. Магнит, перемещаясь вместе с осью поршня, передает движение через стенку камеры счетному механизму.
Кольцевые счетчики, как правило, входят в специальные установки для приемки молока. Наиболее распространенная установка для приемки молока с использованием счетчиков приведена на рис. 285.
Насосом 6 молоко по трубопроводу 5 подается в фильтр 3, из ко-1 торого оно переходит в воздухоотделитель 2. Далее молоко проходий через камеру счетчика молока 1, после чего молоко попадает в обрат-1 ный клапан и поступает на дальнейшую переработку.
Назначение фильтра заключается в том, чтобы не допускать попадания в камеру счетчика случайно попавших в молоко механических примесей, которые могут исказить показания счетчика и вывести из строя подвижные детали камеры счетчика. Воздухоотделитель выполняет главным образом функции пеногасителя. Наличие в молоке диспергированного воздуха (пены) приводит к завышению показателей количества измеряемого молока.
В кольцевых счетчиках измерение количества проходящей жидкости основано на учете отмеряемых объемов ее. Этим объясняется сравнительно высокая точность их работы (погрешность до ±0,5%).
На рис. 286 приведена блок-схема ультразвукового расходомера. В трубопроводе размещены две пары ультразвуковых датчиков.
388
Рйс. 287. Электромагнитный счетчик:
/ — кожух; 2 — электроды; 3 — труба; 4 — обмотка; 5 — сердечник; 6 — покрытие; 7 —* электромагнитное поле
Рис. 288. Схема турбинного счетчика молока:
1 — лопастная турбинка; 2 — катушка; 3 — магнит
Импульсы электрических колебаний поступают на излучатели, где преобразуются в импульсы ультразвуковых колебаний. Импульсы проникают через жидкость и поступают на приемные пьезоэлементы, где преобразуются в импульсы электрических колебаний, которые поступают в детектор.
Продолжительность прохождения ультразвукового импульса
t — Не,
где I—толщина жидкостного слоя, м; с — скорость звука в жидкости, м/с.
Электромагнитный счетчик (рис. 287) представляет собой трубу, через которую проходит продукт. Внутренняя поверхность трубы покрыта тефлоном, неопреном или небьющимся стеклом. К трубе прикреплен электромагнит, магнитное поле которого проходит через поток молока. Внутри трубы (заподлицо с внутренней поверхностью) размещены два электрода (металлические). Электродвижущая сила, возникающая между электродами, зависит от скорости потока продукта, являющегося электролитом.
Турбинный счетчик (рис. 288) состоит из датчика, расположенного в трубе, частотного преобразователя и электронного потенциометра. Частота тока, возникающего в системе магнит катушка, пропорциональна скорости потока. Турбинный счетчик не подвержен прямому влиянию скоростного напора и не реагирует на незначительные колебания температуры молока.
389
г
Производительность весов Q (в кг/ч) определяют по формуле
Q = 6О<7/т,
где q — грузоподъемность весов, кг; т — продолжительность одного цикла, мин ('< = 3 + 5 мин).
Важным показателем, который характеризует точность применяемых весов, является их погрешность Т
Т=(Рг-Ра)1Рд 100%, где Рг, Ра — масса груза, показываемая весами и действительная, кг;
Объем жидкости V (в м3/с), проходящей через расходомер, вычисляют из уравнения неразрывности
У = fv, где [ — площадь сечения потока, м2; v — скорость движения жидкости, м/с. Относительную погрешность 8 расходомеров-счетчиков можно определить по формуле
8 = (Ус- Уд)/Уд • 100%, где Vc, Уд — объем жидкости по показаниям счетчика и действительный, м3.
Для пересчета объема продукта Гп (в м3) в массу ЛГП (в кг) или наоборот пользуются соотношением
м = УпРп, где рп — плотность продукта, кг/м3.
Объем молока при различных температурах определяют по следующей формуле;
П = [1 + М/1-/2)] V2, где Уд, Уг —объем молока при температурах tv t2, м8; Р — коэффициент объемного расширения, °C”1 (₽ = 2 • КГ4 °C-1).
Счетчики
Различают механические и электрические фотоэлектронные счетчики штучной продукции.
Наиболее совершенными являются фотоэлектронные счетчики (рис. 289). Фотоэлемент 3 пропускает электрический ток только при воздействии на него света. Груз, перемещаемый транспортером, при прохождении фотоэлемента изменяет интенсивность света, излучаемого осветительной лампой. Прохождение тока прерывается и восстанавливается в интервалах между грузами. Импульс изменения тока ламповым усилителем приводит в действие регистрирующий прибор.
Для учета корзин эффективно используют механический счетчик корзин, блок-схема которого приведена на рис. 290. Основными элементами счетчика являются четыре электромеханических датчика (Дь Д2, Д3. Дь) релейно-счетного блока 1. Электромеханический
390
Рис. 289. Фотоэлектронный счетчик: 1 — ленточный транспортер; 2 — ящик; 3 — фотоэлемент; 4 — электромагнитный счетчик
ный счетчик; 14 — микропереключатель; 15, 11 — планкн; 16 — гайка; 18 — шпилька
датчик Дч отличается от других наличием пластины 12. При движении корзин рычаги 5, 6, 10, 11 отклоняются. При этом рычаг 6 поворачивает кулачок 2, сидящий с ним на одном валу.
Кулачок 2 действует на коромысло 4, которое закреплено на кронштейне 8, перемещающем шток 9. Через рамку этот шток действует на два микропереключателя 14. Подвижная система рамки состоит из скобы 3, двух шпилек 18 и планок 15 и 17, которые закреплены на ней гайками 16. Одновременное использование двух микропереключателей обеспечивает более надежную работу счетчика. Микропереключатели преобразуют перемещение рычагов датчиков в электрические импульсы, которые передаются на релейно-счетный блок.
391
ПРИБОРЫ УЧЕТА И КОНТРОЛЯ В ТЕХНОЛОГИЧЕСКИХ ЛИНИЯХ
В технологических линиях основным прибором, предназначенным для учета количества молока, является молокосчетчик. Качество продуктов определяют с помощью влагомера, рефрактометра и кислотомера.
Молокосчетчик и, размещенные в линиях приемки молока из автомолцистерн и передачи его в емкость хранения, показаны на рис. 291.
По схеме (рис. 291, а) молоко из промежуточной емкости 6 поступает в емкость 4, разрежение создается вакуум-насосом 3. В емкости
Рис. 291. Молокосчетчики в линиях приемки молока:
а — с промежуточной емкостью: 1 — емкость хранения молока; 2 — клапан для взятия проб молока; 3 — вакуум-насос; 4— емкость; 5 — насос для молока; 6 — емкость для поступающего молока; 7 — молокосчетчик;
б — без промежуточной емкости: 1 — цистерна; 2 — емкость хранения молока; 3 — насос; 4 — клапан для взятия проб молока; 5 — молокосчетчик; 6 — фильтр; 7 — вентиль; 8 — поплавковый регулятор
Рис. 292. Влагомер в линии выработки масла:
1 — стойка; 2 — компенсационная емкость; 3—специальный кабель; 4—труба; 5 — кабель; 6 — регистратор; 7 — выключатель регистратора; 8 — корректирующее устройство; 9 — сигнальное устройство; 10 — измерительное устройство; 11 — выходная (для масла) труба; 12 — выходной патрубок; 13 — датчик влагомера; 14 — конус выходного патрубка маслоизготовителя
392
4 размещены электроды для подачи импульсов, с помощью которых ведется управление насосом 5 и вакуум-насосом 3. Молоко проходит через счетчик в емкость хранения 1. При прохождении молока через автоматический клапан 2 проводится отбор проб.
По схеме (рис. 291, б) молоко из цистерны 1 перемещается в промежуточную емкость с поплавковым регулятором 8. Электроды в отстойнике при заполнении его молоком посылают импульс на насос 3 и вентиль 7. Молоко через двухступенчатый вентиль поступает на фильтр 6 и через молокосчетчик 5 насосом направляется в емкость хранения 2. Автоматический клапан для взятия проб размещен на напорном трубопроводе насоса.
Влагомер (рис. 292) состоит из регистратора 6 влажности с непрерывной автоматической записью и сигнального устройства 9 (две лампочки, загорающиеся, если массовая доля воды выше или ниже установленного предела). Влагомер находится в контакте с системой управления насосом-дозатором. Если массовая доля воды в масле превышает заданное значение, параметры насоса-дозатора изменяются в соответствии с массовой долей воды до первоначально установленного значения.
На пульте управления маслоизготовителем размещены приборы, регистрирующие основные параметры его работы: температуру сливок и рассола, частоту вращения мешалки сбивателя и шнеков текстура-тора, количество подаваемых в маслоизготовитель сливок и степень разрежения в вакуум-камере. Информация и графическая регистрация массовой доли воды в масле позволяют определить оптимальные условия работы маслоизготовителя. Для удобства управления приборы, показывающие массовую долю воды в масле, монтируются дистанционно.
В выходном патрубке 12 установлен датчик влагомера 13, по сигналам которого корректируется работа насоса-дозатора.
По сигналу от влагомера насосом-дозатором увеличивается или уменьшается количество воды, поступающей в камеру орошения маслоизготовителя .
Точность измерения составляет 0,01—0,02%.
С учетом показателя «массовая доля воды в масле» маслоизготовитель может быть укомплектован дозирующим устройством непрерывного действия.
Рефрактометры устанавливаются в поточных линиях сгущения молока. Принцип действия их основан на зависимости между концентрацией сухих веществ и углом преломления светового луча, проходящего через продукт. С помощью фотоэлементов в рефрактометре регистрируется отклонение концентрации от заданной, которое преобразовывается в электрический сигнал. Последний усиливается исполнительным механизмом.
В двух- или многокорпусных вакуум-выпарных установках рефрактометр размещается в последнем корпусе. Линия контроля, в которой установлен рефрактометр, показана на рис. 293. Датчик 8 рефрактометра установлен на циркуляционной трубе отдельно от регулирующего устройства 4. С помощью циркуляционного насоса 9
393
Рис. 293. Рефрактометр в линии сгущения молока:
I — аппарат; 2— подпорная шайба; 3— стабилизатор; 4 — регулирующее устройство; 5 — датчик регулирующего устройства: 6 — клапан; 7 — насос; 8 — датчик рефрактометра; 9 — циркуляционный насос
продукт из аппарата 1 направляется в насос 7. При этом небольшое количество продукта возвращается обратно в вакуум-аппарат через подпорную шайбу 2. Если концентрация сухих веществ недостаточна по сравнению с заданной, то выпуск продукта из вакуум-аппарата прекращается. При прекращении выпуска продукт возвращается обратно в вакуум-аппарат через обратный клапан 6 с помощью насоса 7. Стабилизатор 3 в линии, соединяющей рефрактометр и регулирующее устройство 4, поддерживает напряжение в сети постоянным.
Для измерения кислотности молока применяется блок-схема (рис. 294).
соединен
устройство 3 со шкалой указателя 2.
полупро-
В этой схеме используется погружной датчик. Электрод 1 проводником через контактное
Для компенсации температурных влияний используется водниковое термосопротивление 4.
394
Глава XVII. МАШИНЫ ДЛЯ МОЙКИ ВОЗВРАТНОЙ ТАРЫ И СИСТЕМЫ ЦИРКУЛЯЦИОННОЙ МОЙКИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Тара, многократно используемая для фасовки молока, сливок, кефира, ряженки, простокваши, сметаны и других жидких молочных продуктов, подлежит возврату на молочный завод, и ее называют возвратной. К ней относят стеклянные бутылки, стеклянные банки, металлические фляги, а также металлические и полиэтиленовые ящики. Возвратная тара перед последующим употреблением обязательно подвергается мойке и стерилизации.
МАШИНЫ ДЛЯ МОЙКИ ВОЗВРАТНОЙ ТАРЫ
Мойку и стерилизацию возвратной тары осуществляют в машинах, которые называют бутылко-, банко-, фляго- и ящикомоечными.
Бутылкомоечные машины
На молочных заводах для мойки стеклянных бутылок применяют отмочно-шприцевальные машины. При мойке бутылок в таких машинах их вначале отмачивают в щелочном растворе, а затем смывают загрязнения с поверхности.
Бутылкомоечные машины могут быть, двух типов: одно- и двусторонние.
Конструкция отмочно-шприцевальных машин представляет собой соединение двух устройств: отмачивающего и шприцевально-ополас-кивающего, которые размещены в металлическом корпусе прямоугольной формы.
Отмачивающие устройства предназначены для размягчения под действием химического раствора загрязнений, которые оседают на стенках бутылок. Они представляют собой ванны прямоугольной формы, устанавливаемые в нижней части машины.
Шприцевально-ополаскивающее устройство с помощью струй моющего раствора и воды отделяет размягченные во время отмачивания загрязнения от внутренних и наружных стенок бутылки. В этих устройствах внутренняя полость бутылки подвергается шприцеванию струей моющего раствора или воды, выбрасываемых из форсунки, а наружная поверхность ополаскивается струями, вытекающими из специальных лотков с перфорированным дном или перфорированных труб, расположенных над бутылками.
Во время шприцевания внутренней полости бутылки она устанавливается горлышком вниз над форсункой.
Струя моющего раствора и воды вводится внутрь бутылки через горлышко, ударяется в донышко и стекает по боковым стенкам, в результате чего загрязнения удаляются из внутренней полости бутылки.
Эффективность действия шприцевально-ополаскивающего уст-
395
роиства определяется кинетической энергией струи. При этом необходимо соблюдать следующие условия.
Расстояние донышка бутылки должно быть в пределах сплошного участка струи. Длина сплошного участка зависит от диаметра отверстия в форсунке и напора, а также от формы отверстия форсунки. С увеличением диаметра отверстия длина сплошного участка увеличивается, а с увеличением напора уменьшается. В практике мойки обычно создают напоры в пределах (1,54- 3)10в Па. Если отверстие цилиндрическое, то его края должны быть закругленными. Наличие заусенцев на краях отверстия отрицательно влияет на образование сплошного участка. При конической форме отверстия длина сплош-
ного участка увеличивается.
Количество жидкости, вводимой в бутылку через горлышко, должно быть строго определенным. С точки зрения улучшения мойки количество жидкости необходимо увеличивать. Однако количество моющего раствора и воды, вводимых в бутылку при шприцевании, имеет строго определенный предел. Предельное количество моющего раствора и воды определяется условием обратного вывода их вместе с загрязнением из горлышка бутылки. В бутылкомоечной машине во время шприцевания бутылка устанавливается над форсункой в положение обязательного совмещения осей бутылки и отверстия форсунки, иначе будут нарушены правильное поступление жидкости в бутылку и вытекание ее из горлышка. В горлышке бутылки при шприцевании образуются два потока: струя моющего раствора, вводимого в бутылку в центре, и поток по стенкам горлышка вокруг струи. Необходимо, чтобы встречные потоки не соприкасались и не сталкивались. При чрезмерном увеличении количества жидкости наступает явление «захлебывания» горлышка. В этом случае струя вводимого в бутылку моющего раствора или воды натолкнется на массу жидкости, вытекающей из бутылки, произойдет разрушение ее, и струя потеряет свою энергию. Таким образом, внутренний диаметр горлышка определяет предельное количество жидкости, вводимой в бутылку. Наружная поверхность бутылок омывается струями моющего раствора и воды, вытекающими самотеком из лотков или трубок с отверстиями.
Бутылки, поступающие на мойку, имеют различную степень загрязненности. В зависимости от загрязненности конструкция машины должна обеспечивать определенное время мойки, которое принято называть полезным временем мойки. Полезное время мойки складывается из продолжительности отмачивания и общей продолжительности шприцевания.
Для более загрязненных бутылок необходимо увеличивать полезное время мойки, но если бутылки имеют небольшую степень загрязнения, то увеличение полезного времени мойки нерационально, так как это повлечет за собой увеличение затрат моющих средств, электроэнергии и пара. Минимально допустимое полезное время мойки, принимаемое в расчет при проектировании машин, 5—8 мин. При этом необходимо учитывать и концентрацию моющего раствора, и
его температуру.
Общая продолжительность шприцевания слагается из количест
396
ва шприцеваний и продолжительности одного шприцевания. Общее количество шприцеваний моющим раствором и водой от 10 до 20. Продолжительность одного шприцевания определяется временем выстоя бутылки над форсункой. В зависимости от конструкции машины и ее производительности время выстоя может быть от 3 до 10 с. Время выстоя уменьшается при увеличении производительности машины. Сумма времени выстоя главного транспортера и времени его движения определяет продолжительность цикла.
Полезное время мойки с учетом степени загрязненности бутылок зависит от длины главного транспортера и его скорости. В свою очередь скорость главного транспортера влияет на производительность машины. Общее полезное время мойки и производительность машины связаны с габаритными размерами машины.
Сравнение различных машин с точки зрения их рациональности выполняется путем расчета коэффициента габаритное™
Кг = Ibh/MT, где I — длина машины, м; b — ширина машины, м; h — высота машины, м; М — производительность, тыс. бутылок в час; Т — общее полезное время мой- • ки, мин.
Более рациональной машиной при сравнении двух машин с различными рабочими схемами считается та, у которой коэффициент габаритное™ будет меньше.
Во время мойки главный транспортер машины переносит бутылки из одной зоны в другую. При этом бутылка проходит последовательно зоны отмачивания, шприцевания моющим раствором и ополаскивания водой. При отмачивании и шприцевании используют нагретые до 70—75°С жидкости. Необходимо, чтобы перепад температур между зонами не превышал 30°С во избежание термического боя.
Главный транспортер представляет собой две параллельные втулочно-роликовые цепи, натянутые на звездочки. Между цепями укреплены носители с гнездами для бутылок. Загрязненные бутылки загружаются в гнезда, а вымытые выгружаются с помощью загрузочных и разгрузочных механизмов. Для осуществления периодического движения главного транспортера применяют различные приводные механизм^. Они могут быть сделаны с применением кулачкового устройства, кривошипно-шатунного механизма, мальтийского креста, гидроцилиндра.
Приводной механизм бутылкомоечных машин, изготовляемых в СССР, состоит из электродвигателя, клиноремеиного вариатора с предохранительной муфтой и червячного редуктора, который с помощью зубчатой пары и храпового механизма осуществляет периодическое движение главного транспортера и с помощью цепных передач —-постоянное движение цепей с планками загрузочного и разгрузочного механизмов.
На молочных заводах широко применяется бутылкомоечная машина отмочно-шприцевального типа, в корпус которой дополнительно вмонтирована машина для мойки проволочных корзин. Все основные механизмы машины расположены в сварном корпусе 31 (рис. 295).
397
о § X и 4> §
EeS?3S
£ о с Е«§ , Й о
о я
о ч
•« Q I в ° 2 « 1 Я X g X 4ft S-OFs
к га
= Н ,. га §2*£ я к *• bi
а с га а о я
я £ ** я я s
2 g и S а?й»5|'
к I 2 5
3s I s к
iih-i . га т- s. cl га
я § £§
га х
<у
с s
е о X X
CS 0
5 Р. С Э 6 к
о 2
о
х s
X ТО s
sS О X
о 2 О X
» g 1S1 х >1_2
| ..« в 2 2 ..
§ § § § .С
ЬШ О О g S 4)
. У о и , £ $’& « I о 9 r-v х
2 5 £•
а и 2 о 2 Й
о
с Q S со Ч Ч и о о
£“5 3SSg^. и- ¥ й ® i gJc s и Р> о О sSS&'g.
я я
“ §
га s
» 1 =4 3 .. U' »м. g«g s = ^4 hWs и о к К «в SS&oSS
ф
га
О G 2 га Ч о
398
Бутылки, подлежащие мойке, пластинчатым транспортером загрузки 1 подаются на приводной роликовый транспортер 2. Роликовый транспортер продвигает бутылки к механизму загрузки 3, загружающий с помощью непрерывно движущихся планок бутылки в гнезда носителей. Каждый носитель, укрепленный между двумя параллельными втулочно-роликовыми цепями главного транспортера, имеет 20 гнезд.
При движении главного транспортера, огибая направляющую звездочку 30, бутылки попадают в бак 23 для щелочи, где происходит их отмачивание. Далее, пройдя направляющую звездочку 22, бутылки по восходящей ветви транспортера поднимаются вверх. При огибании направляюще-натяжной звездочки 17 они переворачиваются горлышком вниз и из них вытекает щелочь. В верхней части машины установлены коллекторы с форсунками для ополаскивания наружной поверхности бутылок 10, 11, 13, 15 и коллекторы с форсунками для шприцевания внутренней поверхности бутылок 9, 12, 14, 16. После прохождения ведущей звездочки 7 чистые бутылки с помощью вы-талкивателя выдвигаются из гнезд носителей и механизмом выгрузки 6 устанавливаются на пластинчатый транспортер 5, который отводит их из машины.
Все механизмы машины, за исключением пластинчатых транспортеров загрузки и выгрузки, получают движение от электродвигателя, мощность которого равна 4,5 кВт, а частота вращения вала 950 мин-1.
Вращение от электродвигателя передается с помощью клиноременного вариатора скорости на первый вал червячного редуктора. Вариатор снабжен предохранительной муфтой. Со второго вала червячного редуктора вращение передается на зубчатую пару, которая приводит в действие храповой механизм. Последний осуществляет периодическое движение главного транспортера. При движении транспортера полный цикл составляется из периода движения и периода вы-стоя. Длительность полного цикла 6 с.
На этом же валу редуктора крепится звездочка, которая через цепную передачу осуществляет постоянное движение цепей с планками загрузки и вращение роликов транспортера 2.
При работе машины бутылки, которые находятся на транспортере, ополаскиваются теплой водой при температуре 30иС с помощью форсунок 1 (рис. 296). После того как они будут загружены в гнезда носителей, главный транспортер вводит их в ванну 12 для отмачивания в растворе щелочи при температуре 65°С.
На верхней ветви главного транспортера осуществляются ополаскивание наружной поверхности и шприцевание внутренней. Для первого ополаскивания и шприцевания применяют щелочь при температуре 65°С. Щелочь центробежным насосом 16 подается к форсункам 10 и И. Центробежный насос 16 забирает раствор щелочи из ванны 12.
При втором ополаскивании и шприцевании бутылок горячая вода температурой 45°С забирается центробежным насосом 17 из бака 9
399
Рис. 296. Схема расположения отмочных и шприцевально-ополаскивающих устройств:
1 — форсунки для предварительного ополаскивания бутылок; 2, 5, 8, 11 — форсунки для ополаскивания бутылок холодной водопроводной водой, теплой водой, горячей водой, раствором щелочи; 3, 4, 7, 10 — форсунки для шприцевания бутылок холодной водопроводной водой, теплой водой, горячей водой, раствором щелочи; 6, 9 — баки для теплой н горячей воды; 12 — ванна для раствора щелочи; 13 — коллектор с форсунками для мойки проволочных корзин горячей водой; 14 — бак для горячей воды; 15—центробежный насос для горячей воды; 16 — центробежный насос для раствора щелочи; 17 — центробежный иасос для горячей воды; 18 —- центробежный насос для теплой воды
и нагнетается к форсункам 7 и 8. Горячая вода циркулирует в замкнутом контуре.
Для третьего ополаскивания и шприцевания используют теплую воду температурой 30°С, которая циркулирует в замкнутом контуре и нагнетается центробежным насосом 18 к форсункам 4 и 5.
При четвертом ополаскивании и шприцевании холодная вода подаётся к форсункам 2 и 3 из водопровода. Эта вода по лотку стекает в бак 6 для теплой воды. Образующийся в баке излишек воды в результате ее притока из водопровода направляется к форсункам 1 для предварительного ополаскивания бутылок.
Перед форсунками 2, 5, 8, 11 установлены вентили для регулирования подачи воды и раствора щелочи. В баках для теплой 6 и горячей 9 воды установлены барботеры для поддержания температуры воды на заданном уровне. Излишек горячей воды из бака 9 выводится в бак 14, из которого насос 15 забирает воду и подает ее в коллектор с форсунками для мойки яшиков. В баке для раствора щелочи установлен нагреватель поверхностного типа во избежание разбавления раствора щелочи конденсатом и, следовательно, понижения установленной концентрации раствора щелочи. Эта ванна снабжена тремя вводами для подачи в него водопроводной воды, раствора щелочи и концентрированного раствора щелочи.
На всасывающей линии центробежных насосов устанавливаются
400
фильтры для фильтрования отработавших растворов щелочи и воды.
Автоматическая система контроля и регулирования бутылкомоечной машины осуществляет контроль и регулирование температуры и концентрации раствора щелочи в ванне 12, контроль и регулирование температуры горячей и теплой воды в баках 6 и 9, контроль давления жидкости, подаваемой к форсункам, и давления пара.
Для контроля температуры воды и раствора щелочи применяют манометрические термометры типа ТПП-СК, датчики которых устанавливаются в соответствующей ванне, а манометрическим регулятором прямого действия осуществляется регулирование температуры воды и раствора щелочи.
Для автоматического контроля и регулирования концентрации раствора щелочи применяют управляющее устройство.
На передней части машины установлены манометры и манометрические термометры, показывающие давление в системах мойки и паровой магистрали, а также температуру воды в баках.
Машина снабжена блокирующим устройством, которое отключает электродвигатель главного привода в случае неполадок в машине при ее работе.
Банкомоечные машины
Для мойки стеклянных баночек вместимостью 0,2 л применяется банкомоечная машина отмочно-шприцевального типа (рис. 297).
Все механизмы машины монтируются в металлическом корпусе сварной конструкции. В нижней части машины имеется ванна для раствора щелочи, а в верхней —два бака для горячей и теплой воды. Баночки, подлежащие мойке, подводятся к машине пластинчатым транспортером и устанавливаются на роликовый транспортер 1. Механизмом загрузки 2 они вталкиваются в гнезда 3 носителей главного транспортера 6. Носитель представляет собой металлическую полосу с шестнадцатью гнездами, укрепленную между двумя втулочно-роликовыми цепями.
После загрузки баночки поступают в ванну 19, где происходит отмачивание загрязнений в растворе щелочи при температуре 65°С. Во время огибания транспортером звездочки 16 баночки переворачиваются горлышком вниз и из них выливается раствор щелочи. На верхнем участке главного транспортера баночки подвергаются шприцеванию и ополаскиванию раствором щелочи при температуре 65°С с помощью форсунок 14 и 15, шприцеванию горячей водой при температуре 65°С с помощью форсунок 12 и 13, шприцеванию и ополаскиванию теплой водой (форсунки 10, 11) и холодной водопроводной водой (форсунки 8, 9).
Вымытые баночки выталкиваются из гнезд и механизмом разгрузки 4 устанавливаются на пластинчатый транспортер, который выводит их из машины.
Для подогрева раствора щелочи в ванне 19 установлен нагреватель 17 поверхностного типа. Вода в ваннах 20 и 22 подогревается барботерами 21.
14—1275
401
Рис. 298. Кинематическая схема банкомоечной машины:
/ — цепная передача к роликам загрузочного транспортера; 2 — загрузочный механизм; 3 — главный транспортер; 4 — разгрузочный механизм; 5 — тяга; 6 — храповое зацепление; 7 — ведущая звездочка; 8 — натяжная звездочка; 9 — клиноременная передача; 10 — электродвигатель; // — червячный редуктор; 11 — цепная передача; /3 —кривошип; 14, /5 — цепные передачи к загрузочному механизму, валикам загрузочного транспортера
Машина имеет центробежные насосы, которые подают воду и раствор щелочи к шприцевально-ополаскивающим устройствам.
Транспортировка баночек через зоны мойки осуществляется главным транспортером 3 (рис. 298)).
Главный транспортер движется прерывисто. Он приводится в движение от электродвигателя 10 через клиноременную передачу и червячный редуктор 11. Червячный редуктор через цепную передачу 12 приводит во вращение вал с кривошипом 13, который через тягу 5 и храповое зацепление 6 периодически поворачивает ведущий вал со
14*
403
звездочками, и главный транспортер протягивается на один шаг, равный расстоянию между центрами баночек.
Механизм загрузки 2 и ролики загрузочного транспортера приводятся в движение с помощью цепных передач /, 14, 15.
Флягомоечные машины
Мойка металлических фляг, проволочных корзин и полиэтилено- ! вых ящиков производится в машинах шприцевального типа, т. е. операция отмачивания в таких машинах отсутствует.
Для мойки металлических фляг используют машины карусельного и туннельного типов.
Основной транспортер машины (рис. 299) карусельного типа представляет собой карусель, которая вращается с частотой 0,75 мин-1 от электродвигателя через клиноременную передачу, червячный редуктор и коническую пару. Карусель имеет восемь гнезд для размещения фляг горловиной вниз. Устанавливаются в машину загрязненные фляги через окно в боковой стенке корпуса. В нижней части машины, под каруселью, расположены баки для щелочи и горячей воды вместимостью 410 л каждый.
Машина имеет устройство в виде труб с отверстиями для ополаскивания внешней поверхности фляги. Внутренняя поверхность ополаскивается с помощью форсунки. При мойке фляги она последовательно проходит через зоны ополаскивания холодной водой, щелочным раствором при температуре 30°С, горячей водой при температуре 8б°С, холодной водой и сушки горячим воздухом. Вымытая фляга удаляется из машины через то же окно в боковой стенке.
Подача воды с целью ее экономии производится только тогда, когда фляга находится над форсункой. Для подачи щелочного раствора применяется центробежный насос. При циркуляции щелочного раствора он подвергается очистке с помощью фильтра. Щелочной раствор подогревается подогревателем поверхностного типа.
Флягомоечная машина туннельного типа представляет собой горизонтальный решетчатый транспортер, проходящий через туннель прямоугольного сечения (рис. 300). Фляги устанавливаются на решетке транспортера горловинами вниз. При движении их до входа в туннель из них стекают остатки молока в поддон. В движение транспортер приводится от электродвигателя через червячный редуктор и приводную звездочку. Натяг транспортера обеспечивается натяжной звездочкой.
При мойке фляг в машине туннельного типа они проходят через следующие зоны мойки: ополаскивания холодной водой, горячим раствором щелочи при температуре не ниже 70°С, ополаскивания горячей водой при температуре 85°С и холодной водой.
В нижней части машины установлены четыре ванны: две —для сбора холодной воды: две —для сбора и хранения горячего щелочного раствора и горячей воды.
Щелочной раствор и горячая вода посредством центробежных насосов циркулируют в замкнутом контуре. Важную роль в работе ма-40!
Рис. 299. Схема флягомоечной машины карусельного типа:
/ — электродвигатель; 2 — червячный редуктор; 3 — коническая шестерня; 4 — колпак; 5 — коллектор; 6 — окно; 7— стойка; 8—гнездо; 9 — венец; 10 — поддон; 11— резервуар; 12— бачок с фильтром; /3, 16 — центробежные насосы; 14, 15, 17, 18, 19, 20 — форсунки „
шины играют фильтры для щелочного раствора и горячей воды. Фильтры в виде металлических сеток установлены на всасывающей и нагнетательной трубах насоса. Без хорошей фильтрации моющего раствора и горячей воды быстро засоряются форсунки, что приводит к нарушению процесса мойки.
405
Рис. 300. Схема флягомоечной машины туннельного типа:
/ — приводная станция; 2—червячный редуктор; 3 — трубки для водопроводной воды; < .5, « — трубки для горячей воды, щелочного раствора и холодной воды; 7 —поддон; « — решетчатый транспортер; 9 — натяжная станция; 10 — труба для спуска воды; 11, 13, /5 — форсунки для холодной воды, щелочного раствора и горячей воды; 12, 16 — бак для щелочи и горячей воды; 14 — штуцер для паропровода; 17, 18 — насо-
сы для горячей воды и щелочи
Ящнкомоечпые машины
Для мойки проволочных корзин и полиэтиленовых ящиков применяют машины туннельного типа.
Машина (рис. 301) имеет корпус прямоугольной формы. Корпус изготовлен из листовой стали. Транспортер для ящиков встраивается в машину. На обоих концах корпуса имеются окна, через которые входят и выходят ящики. Окна закрыты резиновыми занавесками, предотвращающими разбрызгивание воды при мойке ящиков.
Внутри машины установлены трубы с косыми щелями, через которые вода с четырех сторон направляется на ящик. Вода нагнетается центробежным насосом и стекает в бак. В баке^она подогревается паром с помощью барботера до температуры 55 С.
Рис. 301. Схема машины для мойки ящиков:
/ — каркас; 2 — фильтр; 3 — термометр; 4 — трубопровод; 5 — вентиль; 6 — инжектор; 7 — направляющая цепи; 8 — ножка; 9, 10 — крышки; 11 — насос
Рис. 302. Схема водовоздушной моющей форсунки:
1 — сопло; 2 — корпус; 3 — штуцер; 4, 6 — гайки; 5 — гибкий шланг; 7 — щелевидный насадок; 8 — трубопровод; 9 — гайка
407
Машина снабжена съемными крышками, которые дают возможность свободного доступа внутрь машины при ремонте и чистке.
Вода и пар подаются в машину по трубопроводам, снабженным вентилями.
Большой эффект мойки проволочных корзин и ящиков дают водовоздушные форсунки, предложенные А. В. Горбуновым (рис. 302). Водовоздушная форсунка представляет собой двухканальный концентрический смеситель, в центральный канал которого вводится моющий раствор, а в кольцевой —сжатый воздух. Перед щелевидным насадком моющий раствор и воздух перемешиваются и смесь выбрасывается под давлением в виде веерообразной струи. Водовоздушные форсунки устанавливаются в туннеле машин.
Эффективная работа водовоздушных форсунок обеспечивается при давлении воды 1,25 • 10® Па и давлении сжатого воздуха (0,8 4-4- 1,5)10® Па.
СИСТЕМЫ ЦИРКУЛЯЦИОННОЙ МОЙКИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Все технологическое оборудование, эксплуатируемое на молочных заводах, по окончании работы подлежит мойке и дезинфекции. При этом особое внимание уделяется оборудованию, поверхности которого соприкасаются с молоком и молочными продуктами.
Осадки от молока и молочных продуктов, образующиеся на поверхности технологического оборудования, обладают различной силой сцепления с поверхностью, зависящей от физико-химической структуры осадков и условий их образования. В связи с этим мойка различного технологического оборудования имеет свои особенности, определяемые подбором соответствующих режимов мойки и химических моющих средств.
Мойка технологического оборудования механизирована и автоматизирована. Механизация мойки технологического оборудования — это образование замкнутой системы, которая должна состоять из объекта мойки, циркуляционного насоса, промежуточных емкостей, подогревателей и связывающих трубопроводов. Автоматизация систем циркуляционной мойки заключается в том, чтобы при мойке автоматически поддерживать задаваемую температуру, время циркуляции растворов и их концентрацию.
Цистерны
Мойку цистерн осуществляют в специальных помещениях, которые оборудованы моющими установками. Для ополаскивания наружной поверхности применяются дождевальные устройства. Мойка внутренних поверхностей производится с помощью форсунки, которая вводится внутрь через люки цистерны.
Общий порядок мойки включает ополаскивание холодной водой (2 мин), мойку щелочным раствором (2 мин), ополаскивание горячей
408
Рис. 303. Система централизованной мойки цистерн:
а — схема: 1 — бак для моющего раствора; 2 — вихревой иасос; 3, 4, 7, 13 — пневмоклапаны для подачи пара в цистерны; 5, 6, 14 — пневмоклапаны для подачи моющего раствора в цистерны; 8 — пиевмоклапан подачн пара в бак; 9, 10 — пневмоклапаны возврата моющего раствора и воды в бак; 11, 12, 19, 20 — пневмоклапаиы подачи моющего растворе и воды к иасосу; 15 — люк цистерны; 16 — иасос возврата; 17, 18 — пневмоклапаиы аля сброса отработавших раствора и воды в канализацию;
б — насосная установка: / — вихревой насос; 2, 5 — уровнемеры; 3 — отсек для моющего раствора; 4 — отсек для воды; 6— коллектор с пиевмоклапанами для подачн раствора и воды к насосу; 7 — рама; 8 — коллектор для сбора моющего раствора и воды, возвращаемых в бак
водой (2 мин), пропаривание (5 мин) и ополаскивание холодной водой (2 мин).
Система централизованной мойки цистерн показана на рис. 303.
Щелочной раствор приготовляется в одном из отсеков бака / (рис. 303, а), который снабжен двумя насосами 2 и клапанами 9, 10, 11, 12, 19, 20. Бак также имеет ввод для подачи пара из магистрали через паровой клапан 8. Холодная и горячая вода, а также моющий
409
раствор подводятся к моющим форсункам, которые во время мойки вводятся внутрь цистерн через люки 15. Выходные патрубки цистерн соединяются с насосами возврата 16. Клапаны 17 и 18 предназначены для изменения потоков моющего раствора и воды, выходящих из цистерн и направляемых на рециркуляцию (закрыт клапан 18, открыт клапан 17) или в канализацию (открыт клапан 18, закрыт клапан 17).
При ополаскивании холодная вода из водопровода через пневмоклапан И насосом 2 подается в цистерны. В этот момент клапаны 9, 12, 18, 19, 20 закрыты. Из цистерны вода откачивается насосом 16 обратно в отсек для воды. Клапаны 17 и 10 открыты. При накоплении воды в отсеке приблизительно на одну треть его объема закрывается клапан //, и одновременно открывается пневмоклапан 20. Холодная вода циркулирует в системе 2 мин, после чего открывается пневмоклапан 18 и закрывается пневмоклапан 17. Холодная вода сбрасывается в канализацию. После того как отсек для воды будет опорожнен, закрываются клапаны 10, 18, 20 и открываются клапаны 9, 17, 19. Из отсека для щелочного раствора начинает подаваться к форсункам раствор в течение 2 мин. По истечении этого времени закрывается клапан 19. Имеющаяся в цистерне щелочь откачивается насосом 16 обратно в отсек для щелочи, и начинается ополаскивание горячей водой. Открываются клапаны 10 и 12. После заполнения отсека для воды приблизительно на г/3 его объема закрывается клапан 12 и открывается клапан 20. В системе циркулирует горячая вода в течение 2 мин. По истечении этого времени горячая вода сбрасывается в канализацию через клапан 18. Клапан 17 в этот момент закрыт. Далее в течение 5 мин проводится пропаривание цистерны. Открыты клапаны 3, 4, 7 и 13. Остальные клапаны закрыты. Окончательное ополаскивание холодной водой длится 2 мин. Клапаны 3 и 7 закрываются. Открываются клапаны 10, 11, 17. После того как в отсеке для воды накопится объем воды, равный х/3 объема отсека, клапан // закрывается и открывается клапан 20. По истечении времени ополаскивания клапан 17 закрывается, открывается клапан 18 и холодная вода сбрасывается в канализацию. Установка предназначена -для мойки двух- и трехсекционных цистерн с прицепом.
Бак насосной установки (рис. 303, б), устанавливаемый на раме 7, имеет два отсека. В нижней его части находятся два коллеки.ра с пневматическими клапанами, один из них 6 предназначен для распределения моющего раствора и воды, другой 8 —для сбора. В нижней части на раме смонтированы два вихревых насоса 1 для подачи моющего раствора и ополаскивающей воды к форсункам. Форсунки для мойки внутренней поверхности цистерны применяются ротационного типа.
Система централизованной мойки технологического оборудования предназначена для приготовления моющих растворов в отдельных помещениях и подачи их к объектам мойки (рис. 304).
Концентрированный раствор щелочи из автоцистерн самотеком по трубопроводу 1 поступает в баки 2. Баки снабжены сливной трубой 3 во избежание перелива щелочи. Баки также снабжены трубопроводом 4, который соединяет их с трапом. По трубопроводу 4 в
410
трап сливают промывные воды.
Из баков концентрированный раствор щелочи насосами 6 подается в цехи по трубопроводам 8 и 9.
По трубопроводу 8 концентрированный раствор подается непосредственно к бутылкомоечным машинам. По трубопроводу .9 раствор подается к баку 10. Бак 11 предназначен для приготовления моющего раствора определенных концентрации и температуры.
При мойке оборудования в цехе моющий раствор из бака 11 и дезинфицирующий из бака 16 подаются к объектам мойки центробежным насосом 15.
Емкости хранения и трубопроводы
Для мойки емкостей можно применить моечную установку (рис. 305). Она имеет два бачка 1 с люками 2 в верхней части для чистки бачков. В бачках приготовляются моющие растворы. Бачки
имеют вводы для воды и химических растворов. Внутри на входе химических растворов устанавливаются фильтры 4. Моющие растворы из бачков откачиваются кислотоупорным насосом 7 и подаются к моющим форсункам.
Для мойки внутренней поверхности как горизонтальных, так и вертикальных емкостей применяются форсунки. Форсунки для оро-
Рис. 304. Схема централизованной доставки моющих растворов в цехи: 1 — трубопровод; 2 — баки; 3 — сливная труба; 4— трубопровод для соединения бака со сливом; 5 — пробник; 6 — центробежные насосы для подачи щелочного раствора в цехи; 7 — трубопровод для соединения баков с центробежными насосами; 8 — трубопровод к бутылкомоечной машине; 9 — трубопровод в аппаратный цех; 10 — бак для концентрированного раствора щелочи; 11 — бак для рабочих моющих растворов; 12 — кран; 13 — трубчатый подогреватель; 14 — конденсационный горшок; /5 — центробежный насос; 16 — бак для дезинфицирующего раствора; 17 — трехходовой кран
Рис. 305. Схема моечной установки:
1 — бачок для моющих растворов; 2 — люк; 3 — вентиль;
4 — съемный фильтр; 5 — каркас; 6 — край; 7 — насос;
8 — электродвигатель
411
тения поверхностей промывной водой и моющими растворами бывают стационарными и переносными. Стационарная форсунка устанавливается, как правило, в верхней части резервуара и находится в нем постоянно, а переносная — в открытом люке только во время мойки резервуара.
Стационарные форсунки применяются двух типов: невращающие-ся (рис. 306, а, б, в) и вращающиеся (рис. 306, г, д, е).
Невращающиеся форсунки представляют собой полую головку шарообразной или другой формы с круглыми или щелевидными отверстиями. Количество отверстий и их расположение должны обеспечить равномерное распределение струй на внутренних поверхностях емкостей.
Вращающиеся форсунки могут быть в виде шарообразной головки с тангенциальными отверстиями. При выходе струй жидкости из отверстий возникают реактивные силы, направленные тангенциально к поверхности головки. В результате форсунка приобретает вращательное движение.
Другой вид вращающихся форсунок выполнен в виде трубок, которые могут вращаться или в одной плоскости (см. рис. 306, г), или в двух плоскостях (см. рис. 306, д) от реактивных сил, возникающих в результате выброса струй из форсунок.
Применяются также устройства (см. рис. 306, е), у которых вращение вокруг вертикальной оси осуществляется с помощью конического зубчатого зацепления. Струи воды и моющего раствора, выходя из сопел головки, создают реактивную силу, вращающую сопла вокруг горизонтальной оси. На валу сопел крепится коническая шестерня, которая при вращении обкатывает вторую коническую шестерню. В результате сложного движения сопел головка хорошо омывает внутреннюю поверхность емкостей.
Вращающиеся форсунки бэлее интенсивно орошают внутренние поверхности емкостей по сравнению с невращающимися.
Промывная вода и моющие растворы подаются к форсункам центробежным насосом, который забирает их из специальных бачков.
Система циркуляционной мойки трубопроводов —это замкнутый контур, объектом мойки которого является отдельная трубная коммуникация для транспортировки молока или других молочных продуктов между двумя пунктами.
Особенность мойки трубопроводов заключается в том, что режимы мойки для трубопроводов из нержавеющей стали и из стекла должны быть различными. При мойке стальных трубопроводов не допускается повышение концентрации моющих растворов во избежание возникновения коррозии, при мойке стеклянных трубопроводов —резкие и большие температурные перепады (не выше 30°С) и высокие температуры моющих растворов, которые могут вызвать разрушение трубопровода.
Теплая вода температурой 35°С ополаскивает внутренние поверхности до тех пор, пока не исчезнут следы молока в воде. После ополаскивания циркулирует химический моющий раствор при температуре 70°С в течение 20—30 мин. Затем следует ополаскивание и при
4J2
Рис. 306. Типы форсунок для мойки цистерн и емкостей:
а, б, в — стационарные невращающнеся форсунки: / — отверстия; 2 —патрубок для ввода моющего раствора и воды;
г — стационарная моющая головка с произвольно вращающимися соплами вокруг верти' калькой оси: 1 — перфорированная вращающаяся трубка; 2 — гайка крепления; 3—патру^ бок для подвода моющего раствора и воды; 4 — уплотнительное кольцо;
д — стационарная моющая головка с независимым вращением вокруг вертикальной и горн-аонтальной осей: / — сопла, вращающиеся в вертикальной плоскости; 2, 5 — уплотнения; 3, 8—заглушки; 4—патрубок для подачи моющего раствора и воды; 6 — обойма крепления трубок; 7 — реактивная трубка для вращения головки в горизонтальной плоскости;
е — стационарная моющая головка с принудительным вращением вокруг вертикальной оси: 1 — неподвижный корпус головки; 2, 7 — шестерни конические; 3 — стакан; 4 — цапфа; 5 — вал; 6 — ротор с соплами
необходимости осуществляется обработка горячей водой температурой 85'С в целях дезинфекции. При мойке трубопроводов, по которым протекало холодное молоко, используется 0,5%-ный щелочной раствор. В том случае, когда по трубопроводу протекало горячее молоко, концентрацию раствора следует увеличить до 1 %, так как образующийся при транспортировке горячего молока осадок обладает большей силой сцепления с поверхностью трубопровода.
Образование замкнутого контура для циркуляционной мойки трубопроводов требует некоторой перестройки трубных коммуникаций. В места соединений должны быть вставлены специальные прокладки для уменьшения щели при стыке тоуб. Уклон горизонтальных участков должен быть 0,5—1%. На трубопроводах устанавливаются пневматические клапаны с поршневым приводом для управления потоками воды, моющих растворов и молока. Это управление обычно автоматизируется.
Схема централизованной мойки емкостей и трубопроводов показана на рис. 307.
Мойка емкости и трубопровода может осуществляться только тогда, когда емкость будет свободна от молока. В этом случае необходимо следить за положением трубных вставок 11 и 12. Трубная вставка 11 устанавливается при мойке емкостей, а трубная вставка 12 — при наполнении и опорожнении.
Для циркуляционной мойки емкостей и трубопроводов применяется установка (рис. 308).
На сварной раме-основании установлена емкость, имеющая три отсека: для холодной, горячей воды и моющего раствора с добавками дезинфицирующих средств. В каждом отсеке имеется поплавковый регулятор уровня, а во втором и третьем отсеках установлены подогреватели змеевикового типа. Во время приготовления моющего раствора в третьем отсеке он перемешивается мешалкой эжекторного типа. Подача воды и моющего раствора в трубопроводы и емкости осуществляется насосом вихревого типа. Установка имеет систему автоматического регулирования, которая обеспечивает температурный режим мойки, время циркуляции и очередность циркуляции воды и моющего раствора.
Пастеризационно-охладительные
и стерилизационно-охладительные установки
Особенность мойки пастеризационно-охладительных и стерилизационно-охладительных установок заключается в том, что на поверхности теплообменных пластин образуются осадки в виде пригара в секциях пастеризации и стерилизации. Для удаления пригара применяют два вида моющих растворов —щелочной и кислотный, которые пропускают через аппарат поочередно.
По окончании работы пастеризационно-охладительная установка и все коммуникации промываются водой при температуре 25°С в течение 5 мин. Затем циркулирует 0,7%-ный раствор азотной кислоты при температуре 65—68°С в течение 30 мин. Для мойки воспрещается
414
Рис. 307. Схема централизованной мойки емкостей и трубопроводов:
1, 2, 3 — емкости для пастеризованного молока; 4, 5 — емкости для сырого молока; 6, 7, 8 — трехходовые краны; 9, /0 — бакн для моющего и дезинфицирующего растворов; II— положение трубной вставки при мойке резервуаров; 12— положение трубиой вставки при наполнении и опорожнении резервуаров молоком
Рис. 308. Схема установки для циркуляционной мойки резервуаров и трубопроводов:
/ — отсек для холодной воды; // — отсек для горячей воды; /// — отсек для моюще-дезинфицирующего раствора; IV — молокохраиильиые емкости; /, 27, 30, 31 — трехходовые краны для раствора; 2, 4. 6, 8, 10, 11, 12 — клапаны электроприводные; 3 — насос вихревой для откачки моющего раствора; 5 — иасос вихревой для подачи моющего раствора; 7. 9, 14 — сливные вентили; 13 — кондеисатоотводчик; IS — фильтр; 16 — нагреватель; 17, 21, 22 — вентили; 18 — датчик температуры; 19 — емкость трехсекционная; 20 — регулятор уровня жидкости; 23 — бачок для приготовления раствора; 24 — корзина для компонентов раствора: 25 — мешалка эжекторная; 26 — основание; 28 — кран молочный; 29 — реактивная моющая головка; 32 — тройник
Рис. 309. Схема циркуляционной мойки пластинчатой пастеризационно-охладительной установки:
/ — емкость для приготовления моющих растворов; 2—пневматические клапаны; 3—пластинчатый аппарат; 4 — уравнительный бак; 5 — центробежный насос пастеризационно-охладительной установки; 6 — пульт автоматического регулирования мойкой; 7 — датчики;
8, 9 — центробежные насосы; 10 — секция рекуперации моечной установки; 11 — секция нагрева моечной установки
применять серную и соляную кислоты, так как эти кислоты разрушают оксидную пленку на поверхности нержавеющей стали и вызывают точечную коррозию металла. После циркуляции кислотного раствора установку промывают водой при температуре 25°С в течение 10 мин. Вторично в установке и коммуникациях циркулирует 1,2—2%-ный раствор щелочи (NaOH или КОН) при температуре 20—25°С в течение 5—10 мин. Порядок чередования растворов следующий: кислотный — щелочной; щелочной — кислотный.
Моющие, растворы приготовляются в емкостях (рис. 309), которые имеют автоматические регуляторы уровня. В емкости установлено по два датчика 7 верхнего и нижнего уровня. Из емкостей моющие
416
Рис. 310. Схема циркуляционной мойки стерилизационно-охладительной установки трубчатого типа:
1 — емкость для приготовления моющего раствора; 1а — отделение для приготовления растворов кислоты и щелочи требуемой концентрации; 16 — отделение для концентрированного раствора кислоты; 1е — отделение для концентрированного раствора щелочи; 2, 3 — охладители; 4 — секция рекуперации; 5 — секция стерилизации; 6 — гомогенизатор; 7 — подогреватель; 8 — центробежный насос; 9 — уравнительный бак; 10 — распределительный клапан; 11 — клапан с поршневым приводом
растворы насосом 9 качаются в теплообменник пластинчатого типа, в секцию рекуперации 10. Нагревание растворов до необходимой температуры производится в секции парового нагрева 11 и далее растворы подаются в уравнительный бак 4 пастеризационно-охладительной установки. Чередование циркулирующих растворов обеспечивается пневматическими клапанами 2.
Установка имеет систему автоматического контроля и регулирования. Приборы автоматического регулирования помещены в пульте 6. Система автоматического регулирования обеспечивает поддержание температуры и концентрации моющих растворов на заданном уровне. Мойка пастеризационно-охладительной установки осуществляется по установленному режиму. Циркуляция химических растворов в коммуникациях и в каналах пластинчатого аппарата осуществляется центробежным насосом 5, который забирает их из уравнительного бака 4. Отработавшие растворы откачиваются центробежным насосом 8 и возвращаются в емкость 1.
Как правило, стерилизационная установка снабжается дополнительными емкостями для химических моющих растворов. Приборы автоматического регулирования процесса и мойки установлены на пульте управления стерилизационной установки.
Моющие растворы для мойки стерилизационно-охладительной установки трубчатого типа (рис. 310) приготовляются в емкости 7, которые имеют три изолированных отделения. В двух отделениях 16 и 1в хранятся концентрированные растворы кислоты и щелочи. Кислота или щелочь определенными дозами в процессе мойки подаются в главное отделение большей вместимости 1а. Их подача в глав
417
ное отделение осуществляется сжатым воздухом, который вводится в отделения /би 1 в через воздуховоды. В это же отделение подается вода из водопровода. Количество воды и концентрированных растворов рассчитывается таким образом, чтобы получить моющий раствор требуемой концентрации.
Циркуляционная мойка установки начинается после того, как в уравнительном баке 9 молоко достигает нижнего уровня. Автоматически в этот момент отделение 1а заполняется водой, открывается клапан 10 и вода поступает к центробежному насосу 8. Вода вытесняет остатки молока из установки. После вытеснения молока система замыкается на циркуляцию переключением клапана и производится ополаскивание установки водой. По окончании ополаскивания отделение 1а заполняется чистой водой, в которую из отделения 16 подается определенная доза концентрированного раствора кислоты. Раствор кислоты концентрацией 1 % центробежным насосом прокачивается по каналам установки. Раствор подогревается до 65—70°С в нагревателе 7 и циркулирует в установке 30 мин. Вслед за этим осуществляется ополаскивание водой, и после приготовления раствора щелочи концентрацией 1,2—2,0% и подогрева до 65—70°С продолжается циркуляция в течение 30 мин. Окончательно установка ополаскивается чистой водой и подвергается стерилизации водой, нагретой в секции стерилизации 5 до температуры 135—140'С, в течение 30 мин.
Горячая вода после охладителя 3, в который в момент мойки охлаждающая вода не подается, проходит через дополнительный охладитель 2. В этом охладителе вода охлаждается до температуры 95 — 983С для того, чтобы при входе в отделение 1а не происходило ее вскипание. Клапаны //, направляющие стерилизованное молоко к разливочным автоматам, во время мойки закрыты.
Технологическое оборудование других видов
Мойка вакуум-выпарных аппаратов является наиболее трудоемкой операцией по сравнению с мойкой других видов технологического оборудования. Это объясняется тем, что остающиеся на внутренних поверхностях вакуум-аппарата осадки относятся к виду осадков, трудно удаляемых с поверхностей.
После работы вакуум-аппарат ополаскивается водой при температуре 37° С в течение 10 мин. Вода спускается в канализацию. Затем циркулирует щелочной раствор (0,3—0,5%-ный) при температуре 82°С в течение 30 мин. Раствор можно использовать при последующих мойках. Для этого необходимо восстановить его концентрацию добавлением концентрированного раствора.
После циркуляции щелочного раствора аппарат ополаскивается водой при температуре 37°С в течение 10 мин. Затем следуют обработка 1 %-ным раствором азотной кислоты при температуре 69°С в течение 20 мин и окончательное ополаскивание водой при температуре 37—40°С в течение 10 мин.
418
Рис. 311. Схема циркуляционной мойки вакуум-аппарата:
1 — калоризатор трубчатого типа; 2 — форсунки; 3, 7 — нагреватели; 4, 8 — центробежные насосы; 5 — бак для моющего раствора; 6 — бак для дезинфицирующего раствора
Рис. 312. Схема циркуляционной мойки маслоизготовителя периодического действия:
/ — центробежный насос; 2 — смеситель пара н воды; 3 — предохранительный клапан; 4 — трубопровод для подачи моющих растворов; 5 — трехходовой край; 6, 9 — подшипники; 7 — гибкий шланг; 8 — форсунка;
10 — сливной клапан; И— бачок; 12 — шланг для пара; 13 — всасывающий патрубок
Наиболее удобным с точки зрения образования замкнутого циркуляционного контура движения воды и моющих растворов является вакуум-выпарной аппарат с вертикальным калоризатором.
Внутри вакуум-выпарного аппарата (рис. 311) устанавливаются форсунки 2. Форсунки имеют цилиндрические отверстия или щели, расположенные таким образом, чтобы обеспечить равномерное разбрызгивание моющих растворов на внутренние поверхности сепара-тора-пароотделителя и калоризатора. Промывная вода и моющие растворы подаются к форсункам центробежным насосом 8. Моющий и дезинфицирующий растворы приготовляются в баке 5.
Система циркуляционной мойки снабжена подогревателями 3 и 7, через которые осуществляется замкнутая циркуляция воды и растворов с помощью центробежного насоса.
Аналогичные замкнутые циркуляционные контуры используются для мойки технологического оборудования других видов, которые имеют закрытые резервуары (маслоизготовители, творогоизготовители, асептические резервуары, вакуум-камеры стерилизационных установок и т. д.).
Схему циркуляционной мойки маслоизготовителя, имеющего цилиндрическо-коническую форму, иллюстрирует рис. 312.
В нижней конической части маслоизготовителя имеется клапан 10 для выпуска пахты. При мойке через этот клапан выходят промывная вода и моющие растворы, которые собираются в бачке 11. Вода
419
и растворы из бачка откачиваются центробежным насосом / и подаются к вращающейся форсунке 8 по шлангу 7. По мере необходимости в бачок вводится горячая вода, приготовляемая в смесителе 2, или пар для нагревания моющих растворов до шлангу 12. По нему пар также подается в маслоизготовитель для дезинфекции его внутренней поверхности. Температура горячей воды и пара контролируется термометром. Перед работой маслоизготовителя бачок убирается, шланги 12 и 7 отсоединяются.
ОСНОВНЫЕ РАСЧЕТЫ
При расчете бутылкомоечной машины определяют расход моющего раствора при шприцевании и ополаскивании, диаметры отверстий форсунок для шприцевания и ополаскивания, расход тепла и пара на мойку и расход мощности на работу машины.
Общее количество раствора, необходимого для шприцевания бутылок моющим раствором, М (в м3/ч) определяют по формуле
Мг = ЗбООпх^ч.
где п1 — число шприцевальных форсунок (определяется как произведение числа шприцевальных трубок на число форсунок в одной шприцевальной трубке; Число форсунок в одной шприцевальной трубке должно быть равно числу гнезд в носителе); т1 — количество моющего раствора, необходимого для шприцевания одной бутылки при отсутствии захлебывания горлышка бутылки.
Количество моющего раствора mt (в м3/с) рассчитывается по формуле
/п, = 0,64 Ю-ЧЗ1’63,
где D — внутренний диаметр горлышка бутылки, мм.
Общее количество моющего раствора, необходимого для ополаскивания бутылок, М2 (в м3/ч) находят из уравнения
/И2 = 3600n2m2,
где «2 — число ополаскивающих форсунок, равное числу шприцевальных форсунок; т2 — количество моющего раствора, необходимого для ополаскивания наружной поверхности бутылки, м8/с.
Количество моющего раствора т2, необходимого для ополаскивания наружной поверхности бутылки, должно быть таким, чтобы моющий раствор при стекании по поверхности бутылки покрывал эту поверхность тонким слоем без разрывов. Для бутылки вместимостью 0,5 л
т2 = (0,15 4-0,20) 10~5.
Диаметр отверстия шприцевальной форсунки dt (в м) определяют по формуле
<?х = V 0,82 10-eDll63/p./2^7i,
где р — коэффициент расхода (р. = 0,65 -4-0,7); Pj — давление моющего раствора перед форсункой, Па [р± = (24- 3) 105 Па]; р — плотность моющего раствора, кг/м3.
420
Рис. 313. Схема к расчету расхода тепла:
/ — форсунки для предварительного ополаскивания бутылок теплой водой; 2 — главный транспортер; 3 — бак для теплой воды; 4 — форсунки для шприцевания и ополаскивания холодной водопроводной водой; 5 — форсунки для шприцевания и ополаскивания теплой водой; 6 — центробежный насос для теплой воды; 7 — центробежный насос для горячей воды; 8 форсунки для шприцевания и ополаскивания горячей водой; 9 — бак для горячей воды; 10 — форсунки для шприцевания и ополаскивания щелочным раствором; 11 — центробежный насос; 12 — ванна для щелочного раствора
Диаметр отверстия ополаскивающей форсунки d2 (в м) определяют по формуле
— V \,242т21у.^2р2/р >
где р2 — давление перед форсункой, Па [р2 = (0,5 4-0,6) 105 Па].
При работе бутылкомоечной машины расход тепла определяется на первоначальный нагрев моющего раствора и воды в ванне и баках машины, мойку бутылок при работе машины в соответствии с установленным температурным режимом и компенсацию потерь тепла в окружающую среду.
Расход тепла Q' (в Дж) на первоначальный нагрев моющего раствора и воды в ванне 12 и баках 3, 9 (рис. 313) определяется по формуле
Q — Ос (tк /н).
Для ванны 12'.
Qi — количество тепла, необходимого для первоначального нагрева моющего раствора, Дж; Ох — масса моющего раствора в ванне 12, кг; сг — удельная теплоемкость моющего раствора, Дж/(кг • К); (и, — начальная температура моющего раствора, °C; /к, = t3 — конечная температура моющего раствора (температура отмачивания и первого шприцевания моющим раствором), °C.
Для бака 3:
Q2 — количество тепла, необходимого для первоначального нагрева воды, Дж; О2 — масса воды в баке 3, кг; с2 — удельная теплоемкость воды при температуре <5, Дж/(кг- К); tus — начальная температура воды, °C; = Z5 — конеч-
ная температура воды (температура третьего шприцевания и ополаскивания теплой водой), °C.
Для бака 9:
Q'з — количество тепла, необходимого для первоначального нагрева воды, Дж; Оз — масса воды в баке 9, кг; с3 — удельная теплоемкость воды при температуре t8, Дж/(кг • К); /н,—начальная температура воды, °C; 1к„ ~ Д — конечная температура воды (температура второго шприцевания и ополаскивания горячей водой), °C.
Значения начальных температур tHl, t^, tHa при расчете следует брать равными температуре окружающей среды, т. е. температуре воздуха в цехе.
Массу моющего раствора и воды в ванне и баках Gt, G2, G3 (в кг) определяют по формуле
G = ₽Vp,
421
где р — плотность моющего раствора или воды, кг/м3; Vp — рабочий объем ванны или бака, м3.
Расход тепла на мойку бутылок при работе машины рассчитывается в соответствии с температурным режимом мойки и с учетом температурной разницы между зонами мойки, которая не должна превышать 30°С.
Тепло Qi (в Дж/ч), потребное для нагревания бутылок и носителей до температуры t3 в ванне 12 (см. рис. 313) со щелочным раствором, определяется по формуле
Qi = М (G6c6 + (f8 - t ),
n )
где M — производительность машины, бутылок в час; Gg, GH — масса бутылки и носителя, кг; eg, сн — теплоемкость стекла и стали, Дж/(кг • К); п — число гнезд в носителе, шт., tt, ts — начальная и конечная температуры бутылки и носителя, °C.
Тепло Q2 (в Дж/ч), возвращаемое в машину путем подогревания бутылок водой при их предварительном ополаскивании, находят из уравнения
0.2 ~ MG^c^ (t2 <х),
где /2 — температура бутылок после предварительного ополаскивания, °C.
Расход тепла Q3 (в Дж/ч) при работе машины
<23 = <2, - 0,2. или
<23 = Л11 (g6c6 -F (t3 - /х) - 0бсб (/2 - /х) | .
Коэффициент рекуперации тепла
„ 0бсс + -^«3-<1) е = Jk =______________п_________
01 OftCft (/2 <i)
Температура бутылок после предварительного ополаскивания t2 по величине приравнивается к значению температуры смешанной воды /io- В свою очередь температура /10 по величине приравнивается к значению температуры ополаскивания теплой водой /5. При этом условии режим работы машины наиболее благоприятный, так как не требуется дополнительно подводить тепло в бак 3.
Количество холодной водопроводной воды Вх (в л/ч) определяется по формуле
В.г Д-ГЛ, — ^cm<iq)
ССМ<10 СХ<8
где Вт — количество теплой воды на шприцевание и ополаскивание, л/ч; ст, Сем, сх •—теплоемкость теплой воды, смешанной воды, холодной воды, Дж/(кг • К); /8, /9 — температура отработавшей воды холодной и теплой, °C.
422
Температура отработавшей холодной воды /8 после шнрпцепапия и ополаскивания бутылок и носителей форсунками 4 определяете»! по формуле
Ccm^IO (^5 ^в) I
/8 =---------------------------------------zr------------------ '
[BTcx (сДэ Ccm/10)J+ (Zq tG) | -f- | - cx (/5 - te) J
где /, — температура холодной водопроводной воды, °C; /6 — температура бутылок и носителей после шприцевания и ополаскивания холодной водопроводной водой, °C (Ze = Zj принимается равной температуре воздуха в цехе).
Расход тепла на компенсацию потерь тепла QT (в Дж/ч) в окружающую среду определяется формулой
QT = 3C00Fa (/с — /0),
где F — поверхность корпуса машины, м2; а — коэффициент теплоотдачи от стенки машины к окружающему воздуха, Вт/(м2 • К); tc, to— температура стенки машины и окружающего воздуха, °C.
Расход пара D' (в кг) на первоначальный нагрев моющего раствора и воды в ванне 12 и баках 3, 9 определяется формулами:
для ванны 12
= -скМ; (41)
для бака 3
D2 = Q2/<1" ~ ct^)\ (42)
для бака 9
Оз=<Ь/С"-^Д4). (43)
Расход пара D (в кг/ч) при работе машины находят из уравнения
£> = (01-02)/Й’"-ек«к)- (44)
Расход пара Оп (в кг/ч) на компенсацию потерь тепла в окружающую среду рассчитывают по уравнению
On = Qt/(,v — СкД)- (45)
В формулах (41)—(45):
V — энтальпия греющего пара, Дж/кг; ск, с/,, с/8 — удельная теплоемкость конденсата и воды при температурах /4 и /5, Дж/(кг • К); tK — температура конденсата, °C; /5, ti — температура воды в баках 3 и 9, °C.
Мощность N (кВт) на ведущем валу главного транспортера определяют по формуле
N = Ро/1000,
где Р — окружное усилие, определяемое по методу обхода контура, Н; v — окружная скорость ведущей звездочки, или линейная скорость транспортера, м/г.
Мощность электродвигателя М9Д (в кВт) определяется с учетом ее потерь в приводном механизме:
Мщ = Л''ЧГ'12'1зт14.
<Н
где tj1, т]2, r)3, г]« — КПД храпового механизма, зубчатой передачи, червячного редуктора, вариатора скорости.
Мощность Л'п (в кВт) на работу центробежных насосов
WH = Gp/1000pi]M,
где G — количество жидкости, подаваемой насосом к форсункам и лоткам, кг/с; р — давление, создаваемое насосом, Па; цм — механический КПД.
Во флягомоечной машине тепло расходуется на предварительный нагрев моющего раствора и воды в баках, Qf, а также на нагревание фляг и транспортера при работе машины и Q2 (в Дж)
Qi — ₽крс (<к /н),
где р — плотность воды и моющего раствора, кг/м»; Кр — рабочий объем бака, и3; <ц, tK — начальная и конечная температуры воды моющего раствора;
Q2 = (G® 4- GT) (/2 — tj),
где М — производительность машины, фляг в час; с — удельная теплоемкость стали, Дж/(кг • К); Оф — масса фляги, кг; От — масса транспортера, приходящаяся на одну флягу, кг (приблизительно можно принимать GT = 20ф).
С учетом потерь тепла в окружающую среду (около 20%) расход тепла определится
(?'= 1,2(Оф + От) (/,-/,)
и расход пара при работе машины Dt (в кг/ч)
D1 — Qd г •
где г — скрытая теплота парообразования, Дж/кг.
Расход тепла и пара в ящикомоечной машине определяется аналогичным путем.
Мощность при работе флягомоечной и ящикомоечной машин расходуется на работу насосов и движение транспортера.
При расчете систем циркуляционной мойки подбирают центробежный насос, который должен прокачивать воду и моющие растворы через объект мойки с заданной скоростью.
Величина скорости движения воды и моющих растворов берется в пределах 1,5—2 м/с, что позволяет сохранять турбулентный режим потоков при мойке. Также рассчитывают объем баков для воды, моющих и дезинфицирующих растворов.
При подборе центробежного насоса необходимо зиать количество воды или моющих растворов, циркулирующих в контуре, и общий напор.
Количество воды или моющего раствора М (в м3/ч) определяется по формуле
М = 2826Д2щ
где d — внутренний диаметр трубопровода, м; v — средняя скорость потока, м/с.
Общий напор, необходимый для движения воды или моющего раствора с заданной скоростью при мойке трубных коммуникаций, оп
424
ределяется как сумма напоров на преодоление геометрической высоты, гидравлических сопротивлений и скоростного напора.
Расчет общего напора ЯОб1Ц (в м) производится по формуле
о2 / L \
Нобщ — ft, + ~~~ ~ + 2С 4- 1 j ,
где hr — геометрическая высота; v — заданная скорость движения моющего раствора, м/с; g — ускорение силы тяжести, м/с2; L — общая длина трубопровода, м; d — внутренний диаметр трубопровода, м; Л — коэффициент сопротивления по длине трубопровода; С — коэффициент местного сопротивления.
Геометрический объем бака для воды или моющего раствора Уг (в м3) определяется по формуле
Гг= 1,2Ур, где Ур — рабочий объем, м3;
Гр= h -ь Г2, /(46)
где Vi — объем контура мойки, м3; V2 — объем, необходимый для предотвращения засасывания центробежвым насосом воздуха и обеспечения его нормальной работы, м8;
У, = 0,785d2L;
V2 = th, (47)
где F — площадь, сечения бака, м2; h — высота столба жидкости над центром отверстия, из которого вытекает моющий раствор к насосу, м (h — 0,15 S-0,20m).
Потребное количество воды или моющего раствора при мойке цистерн и емкостей определяется по формуле
М = 0,785фр / 2giT,
где <?1 — диаметр отверстия в форсунке, м; п — число отверстий в форсунке (число отверстий должно обеспечивать равномерное покрытие моющим раствором внутренней поверхности резервуара); р. — коэффициент расхода (р = 0,8-т-4-0,85); Н— напор, создаваемый перед отверстием, м.
Определение напора Н (в м) воды или моющего раствора связано с определением необходимой длины I струи от форсунки до самого
удаленного места на внутренней поверхности цистерны или емкости. Для вертикальных и горизонтальных емкостей она будет различна (рис. 314).
Уравнение траектории свободной струи, вытекающей из отверстия форсунки под напором Н и под некоторым углом а к горизонту, имеет вид
у — X tg а — (gx/2t»Q COS2 а).
Экстремальная точка траектории (х) определяется
Рис. 314. К расчету системы циркуляционной мойки:
а— вертикальных емкостей: б — горизонтальных емкостей и цистерн
425
у' = tg а — (2gx/2Pp COS2 a) = О, тогда
X = VqCOS2 a tg a/g
и длина струи l (АВ), на которой она обладает достаточным запасом кинетической энергии, определится
/ = x/cosa = t»pcosa tg a/g. (48)
Скорость истечения и0 (в м/с) определяется по формуле
о0 = р/%7Г. (49)
Формула для определения напора Н после подстановки уравнения > (49) в (48) и преобразований будет иметь вид
2(Л2 sin a
Рабочий обьем бака для воды или моющего раствора Vv (в м3) определяется по формуле (46).
Объем контура мойки Vt (в м3) определяется
1\ = V' + V",
где V' — объем трубопровода от центробежного насоса до форсунки, м3;
V = 0,789d2L;
V" — объем моющего раствора, необходимого для покрытия дна цистерны или емкости:
для вертикальных емкостей V” (в м3)
V" = 0,785£>2Д,
где D — внутренний диаметр емкости, м; h — высота уровня раствора в емкости м (h = 0,3 м);
для цистерн и горизонтальных цилиндрических емкостей V" (в м3)
V'r = /с£Р>
где f с — площадь сегмента, м2. Lp — длина емкости, м.
Высоту уровня раствора в резервуаре (высоту сегмента) следует принять h с = 0,3 м.
Объем воды или моющего раствора в баке определяется по формуле (40).
Общий напор Яобщ (в м) системы циркуляционной мойки цистерн и емкостей, необходимый для подбора центробежного насоса, определяется по формуле
Вобщ = hi + h2 Н, где h± — геометрическая высота подачи, м; — потери напора по длине трубопровода и в местных сопротивлениях, м.
При расчете систем циркуляционной мойки пастеризационноохладительных и стерилизационно-охладительных установок напор, необходимый для преодоления гидравлических сопротивлений в пластинчатых аппаратах определяется по формуле (20). —
426
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Барановский А. В., Коваленко Л. М., Ястребенецкнй А. Р. Пластинчатые и спиральные теплообменники. —М.: Машиностроение, 1973. — 160 с.
Генель С. В., Кестельман Н. Я., Кестельман В. Н. Полимерные материалы в пищевом машиностроении. —2-е изд., перераб. и доп. —М.: Машиностроение, 1969. — 535 с.
Горбунов А. В., Митин В. В., Усков В. И. Механизация и автоматизация мойки оборудования на предприятиях молочной промышленности. —М.: Пищевая промышленность, 1970. — НО с.
Золотин Ю. П. Стерилизованное молоко. — М.: Пищевая промышленность, 1979. — 157 с.
Кук Г. А. Процессы и аппараты молочной промышленности. — 2-е изд., перераб. и доп. —М.: Пищевая промышленность, 1973. — 786 с.
Липатов Н. Н., Марьин В. А., Фетисов Е. А. Л1ембранные методы разделения молока и молочных продуктов. —М.: Пищевая промышленность, 1976. — 168 с.
Липатов Н. Н., Новиков О. П. Саморазгружающиеся сепараторы. —М.: Машиностроение, 1975. — 247 с.
Липатов Н. Н. Производство творога. — М.: Пищевая промышленность, 1973. — 270 с.
Липатов Н. Н. Руководство к лабораторным и практическим занятиям по курсу оборудования предприятий молочной промышленности. —М.: Пищевая промышленность, 1978. — 287 с.
Липатов Н. Н., Харитонов В. Д. Сухое молоко. —М.: Легкая и пищевая промышленность, 1981. — 263 с.
Основы расчета и конструирования машин и автоматов пищевых производств /[ ГернетМ. М., Гольдин Е. М., Гортинский В. В., Демидов А. Р., Мар-шалкин Г. А., Пелеев А. И., Попов В. И., Соколов А. Я-, Соколов В. И., Сурков В. Д. и др.]; под ред. А. Я- Соколова — 2-е изд., перераб. и доп. — М.: Машиностроение, 1966. — 639 с.
Романков П. Г., Плюшкин С. А. Жидкостные сепараторы. — Л., Машиностроение, 1976.— 256 с.
Соколов В. И. Основы расчета и конструирования деталей и узлов пищевого оборудования. — 2-е изд., перераб. и доп. — М.: Машиностроение, 1970. — 443 с.
Технология молока и молочных продуктов/[П. Ф. Дьяченко, М. С. Кова-.ленко, А. Д. Грищенко, А. И. Чеботарев]. — М.; Пищевая промышленность, 1974. —449 с.
Томбаев Н. И. Справочник по оборудованию предприятий молочной промышленности. — 2-е. изд., перераб. и доп. —М.: Пищевая промышленность, 1972. — 543 с.
Шувалов В. Н. Машины-автоматы и поточные линии пищевой пррмышлен-,ности. — М.; Л. i Машиностроение. 1966. — 482 е.
427
Предметный указатель
Автоматы для фасовки жидких молочных продуктов в термосвариваемые пакеты 357 ------пастообразных продуктов 363 Агрегат для измельчения сыра н плавления сырной массы 222
Аппарат для плавления сырной массы с двумя емкостями 221
— — —---------опускающейся емкостью 221
--------------поднимающейся поворотной крышкой 219
— пластинчатый 109
— промежуточного хранения в асептических условиях емкостный 24
— чеддаризации сырной массы 203
Аппараты выработки сырного зерна 190
---------непрерывного действия 199 ---------с выносной емкостью для разрезки сырного пласта 194
----- —----полным циклом обработки 191
— • для плавления сырной массы 219 --- фасовки штучных продуктов и продуктов в порошкообразном виде 363
— и установки для выделения н обработки сывороточных белков и белковых осадков 214
—--------посолки сыров 208
— посолки сухой солью 208
— формовочные 200
Бак уравнительный 108
Бассейны солильные 208
Башня сушильная 318
Брызгоуловнтели 278
Вальцовки 219, 241
Вакуум-аппараты 265
Вакуум-маслообразователь 186
Вакуум-насосы поршневые и пароструйные аппараты 275
Ванна длительной пастеризации 22
— для нормализации высокожнрных сливок 21
— рабочей вместимостью 1000 л творожная 233
------ 2500 л творожная 233
— универсальная 22
Ванны для созревания сливок с качающейся трубчатой мешалкой 18 — творожные 233
Весы 383
— рычажные 384
— циферблатные 385 -
Вибраторы 65
Влагомер 393
Волчок 218
Гомогенизатор клапанного типа 59
Гомогенизатор-пластификатор для масла 67
• сырной массы 65
Заквасочникн 17
Емкости для биохимических процессов 16
• тепловых процессов 22 V
---физико-химических процессов 18
_ — накопительные 24
— хранения и трубопроводы 411
. 428
Емкость вертикальная 20
— для выработки кисломолочных продуктов 16
— уравнительная 24
Камеры закалочные 168
Коагулятор емкостный 228
— змеевиковый 228
— ВНИМИ 228
Конденсатоотводчики 278
Конденсаторы 273
Кристаллизаторы-охладители 21 Кристаллизаторы непрерывного 283
действия
— периодического действия 282
Линия для выработки творога раздельным способом 234
----изготовления и упаковки творожных глазированных сырков 242
— •— получения сухого цельного быстрорастворимого молока 304
Маслоизготовители непрерывного действия 170
— периодического действия 178
Маслоизготовитель с грушевидной емкостью 181
---конической емкостью 181
---кубической емкостью 183
---усеченной (грушевидной) емкостью 183
---цилиндрической емкостью 178
— пластинчатый 184
— трехцилиндровый 183
Машина для снятия корки 218
— месильная 242
Машины банкомоечные 401
— бутылкомоечные 395
— для мойки н обсушки сыра 212
---парафинирования сыров 213
— — подготовки сыров к плавлению 218
— сыроразделительиые 218
— флягомоечные 404
Машины ящикомоечные 407
Механизм приводный 84
ЛАолокосчетчикн 392
Нагреватель пластинчатый 102
Нагреватели трубчатые 101
Насос-дозатор 37
Насос одновинтовой 34
— самовсасывающнйся 31
Насосы дисковые 31
— кулачковые 35
— лопастные 31
— мембранные 35
— поршневые 36
— роторные 32
— центробежные 30
— шестеренные 32
— шиберные 34
Оборудование в камерах созревания 212
— Других видов технологическое 418
Охладители 236
Охладитель двухцилиндровый закрытый
— одноцилиндровый закрытый 237
— открытый 236
— трубчатый 240
Парафннер 214
Пластина ленточно-поточная 1»:>
— сетчато-поточная 113
Прессы 204
Пробоотборники 278
Расходомер поплавковый (ротг.метриче-ский) 387
Расходомеры-счетчики 387
Рефрактомеры 393
Сбиватели 170
Система всасывающая 39
— нагнетательная 40
Сепаратор высокожирных сливок 91
— для обезвоживания творога 93
Сепаратор-молокоочнститель 90
Сепаратор-слнвкоотделнтель 87
Сепараторы-диспергаторы 92
Стерилизатор периодического действия 139 — полунепрерывного действия 138 — непрерывного действия 133 Сушилка атмосферная вальцовая 287 — барабанная 348 — вибрационная 351 — вихревая 352 — ленточная 290, 349 — скребковая 349
Сушилки вакуумные вальцовые 287
— непрерывного действия 348
— периодического действия 347
— сублимационные 353
Счетчик кольцевой 387
— турбинный 389
— электромагнитный 389
Счетчики 390
Творогонзготовнтель закрытый 232
— многосекцнонный 227
— с перфорированными вставками 232
— — прессующими ваннами 230
Творогоизготовителн 230
Текстур аторы 173
Установка вакуум-выпарная пластинчатая трехкорпусная 263 --- пленочная двухкорпусная 255, 257 --- трехкорпусная 258, 259
---с двумя инжекторами однокорпусная 249
------пластинчатыми калоризаторами двухкорпусная 261 ------ однокорпусная 260
------поверхностными конденсаторами двухкорпусная циркуляционная 253
------поверхностным конденсатором н системой пароструйных вакуум-насосов двухкорпусная циркуляционная 251
---со сдвоенными калоризаторами и циклонами для вторичных паров двухкорпусная 254
— для внесения реагентов в сыворотку 216
---отваривания альбумина 215
--- приготовления заквасов в асептических условиях 17
---производства сухого обезжиренного молока сушильная 294
---термовакуумной обработки молока (сливок) 101
— комбинированного типа для получения быстрорастворимого молока сушильная 303 -----------сухой иегигроскопнчной сыворотки с кристаллизованной лактозой сушильная 303
---• — снабженная инстантайзером, сушильная 300
-----с форсуночным распылением сушильная 301 4-
Усталопка пластинчатого типа 122 — производительностью 5000 л/ч 52 — с барометрическим конденсатором одно-корпуспая 248 — — системой досушки сушильная 300 — со скрубберами сушильная 295 — смешанного типа сушильная распылительная 291 — сушильная распылительная прямоточная 292 — трубчатого типа 125 ----пастеризационная 119 — ультрафильтрационная 53 Установки для кисломолочных продуктов пастеризационно-охладительные 116 ----мороженого пастеризационно-охладительные 118 ----питьевого молока пастеризационно-охладительные 114 ----питьевых сливок пастеризационноохладительные 117 ----получения быстрорастворимого сухого молока сушильные распылительные 306 ----сушки вспененных молочных продуктов сушильные распылительные 309 ----ультрафильтрации сыворотки 54 — крупноблочного прессования 206 — пароконтактные 126 — пластинчатого типа пастеризационноохладительные 108 — с аммиачным обогревом 263 ----пластинчатыми калоризаторами 260 ----трубчатыми калоризаторами 248 — — фреоновым обогревом 265
Установки сушильные контактные 285 ----распылительные 290 — -—- прямоточные 294 ----форсуночные прямоточные 297 Устройства воздухораспределительные и воздухоотводящие 319 — для выгрузки продукта из сушильной башни 329 ----возврата циклонной фракции в сушильную установку 337 ---- нагрева воздуха 344 ----обработки сухого молока по выходе из сушильной ба шин 331 ----отвода сливок н обезжиренного молока 80 --------очистки воздуха, поступающего в сушильную башню 338 ----отработавшего воздуха 339 — — распыления продукта в сушильной башне (распылители) 310 — — создания принудительного движения воздуха 346 ---- транспортировки сухого продукта в распылительных сушильных установках 335 — приемно-отводящие 77
Устройство для посолки на стеллажах в рассоле 211 — сепарирующее 71
Фильтр для выделения посторонних примесей н белковых частиц 50 — — очистки смеси мороженого 50 Фильтры для очистки молока 48 Фризеры непрерывного действия 154 — периодического действия 161
Центрифуга непрерывного действия 96 —- периодического действия 95 Цистерны 408 Цистерны автомобильные 7 — водного транспорта 9 — железнодорожные 8
Электродиализаторы 54 Эмульсоры 63 Эксимогенераторы 162
429
ОГЛАВЛЕНИЕ
Введение ............................. . .................. 3
Раздел А. Оборудование транспортировки, хранения молока и меж операционного назначения....................................... 7
Глава I. Транспортные цистерны и емкости хранения................... 7
Транспортные цистерны........................................... 7
Емкости хранения................................................ 9
Основные расчеты . . . ........................................ 12
Глава II. Емкости технологического и межоперационного назначения • 16
Емкости технологического назначения............................ 16
Емкости и емкостные аппараты межоперационного назначения . « 24
Основные расчеты .............................................. 25
Глава III. Трубопроводы, насосы и пневматические транспортные системы ............................................................. 27
Трубопроводы ...................................... 28
Насосы ........................................................ 30
Пневматические транспортные системы............................ 37
Основные расчеты............................................... 40
Раздел Б. Оборудование для механической и тепловой обработки молока ............................................................ 47
Глава IV. Фильтры, фильтр-прессы и мембранные фильтрационные аппараты .......................................................... 47
Фильтры и фильтр-црессы ....................................... 48
Мембранные фильтрационные аппараты и установки................. 52
Основные расчеты .............................................. 57
Глава V. Гомогенизаторы и гомогенизаторы-пластификаторы ... 57
Гомогенизаторы................................................. 57
Гомогенизаторы-пластификаторы ................................. 65
Основные расчеты............................................... 67
Г лава VI. Сепараторы и центрифуги................................. 68
Сепараторы..................................................... 71
Центрифуги .................................................... 94
Основные расчеты............................................... 96
Глава VII. Установки для термовакуумной обработки, нагревания и охлаждения молока (сливок)........................................ 100
Установки для термовакуумной обработки.........................100
Установки для нагревания и охлаждения ........ 101
Основные расчеты...............................................104
Раздел В. Оборудование для выработки молочных продуктов . . 108
Глава VIII. Оборудование для пастеризации и стерилизации .... 108
Пастеризационные установки .................................... 108
Стерилизационно-охладительные установки........................ 122
Стерилизаторы..................................................133
Основные расчеты............................................... 140
Глава IX. Фризеры и морозильные аппараты........................... 154
Фризеры..........................................'.............154
430
Морозильные аппараты ......................................... 162
Основные расчеты.............................................. 168
Глава X. Маслоизготовители и маслробразователи.................... 169
Маслоизготовители . ...........................................170
Маслообразователи............................................. 183
Основные расчеты.............................................. 186
Глава XI. Аппараты и установки для выработки натуральных и плавленых сыров ...................................................... 190
Аппараты и установки для выработки натуральных сыров . . . 190
Оборудование для выработки плавленых сыров ....................217
Основные расчеты ..............................................223
Глава XII. Оборудование для производства творога и творожных изделий 226
Оборудование для производства творога .........................227
Оборудование для производства творожных изделий .... 241
Основные расчеты ..............................................244
Глава XIП. Установки и аппараты для производства сгущенных молочных продуктов......................................................247
Вакуум-выпарные установки .....................................247
Оборудование для приготовления сахарного сиропа................279
Кристаллизаторы................................................281
Глава XIV. Установки для сушки молока и молочных продуктов . . 285
Установки для сушки молока и жидких молочных продуктов . . 285
Установки для сушки твердых молочных продуктов.................347
Основные расчеты ..............................................354
Раздел Г. Оборудование для подготовки продуктов к реализации и общезаводского назначения..........................................357
Глава XV. Оборудование для фасовки и упаковки молочных продуктов 357
Автоматы для фасовки в полимерную тару......................357
Автоматы для фасовки в стеклянную тару .....................368
Автоматы для фасовки и упаковки в металлическую, картонную и картонно-металлическую тару...............................378
Основные расчеты ............................................ 382
Глава XVI. Оборудование для количественного учета сырья,продукции и инспекции их качества в технологических линиях...................383
Оборудование для количественного учета.........................383
Приборы учета и контроля в технологических линиях .... 392
Глава XVII. Машины для мойки возвратной тары и системы циркуляционной мойки технологического оборудования..........................395
Машины для мойки возвратной тары...............................395
Системы циркуляционной мойки технологического оборудования 408
Основные расчеты ..............................................420
Список рекомендуемой литературы ............................. ... 427
Предметный указатель................................ . . 428