/























































































































































Текст
ANCSICS
LUPTAK ERNO
© Luptdk Er no, 1964
TN 269—h—6466
A kiada^ert a Tanc^ics Konyvkiadd igaz/atdja fclel. Felelo
szerke^zto; Ponori Thewrewk Aural. Szakmailag ellenoiizfe
Kovdor Sandor. Mu-ziki Nezeto : Faragd Imre. Mu-zaki szer
keszto: Nauy Peter. A tablaboritdt Band Entire es Oeg’ed
Istvan tervezte. Л.7. abrakat Bak Jdz-efne lajzolta. 6950 pel
d5ny, 20,5 (Л/5) iv, I db melleklet, MSZ 5601-59.
Budapest, 1964
64.0522 Athenaeum Nyomda, Budapest
Frlelos vezeto : Saproni Bdla igazgatd
L BEVEZETES
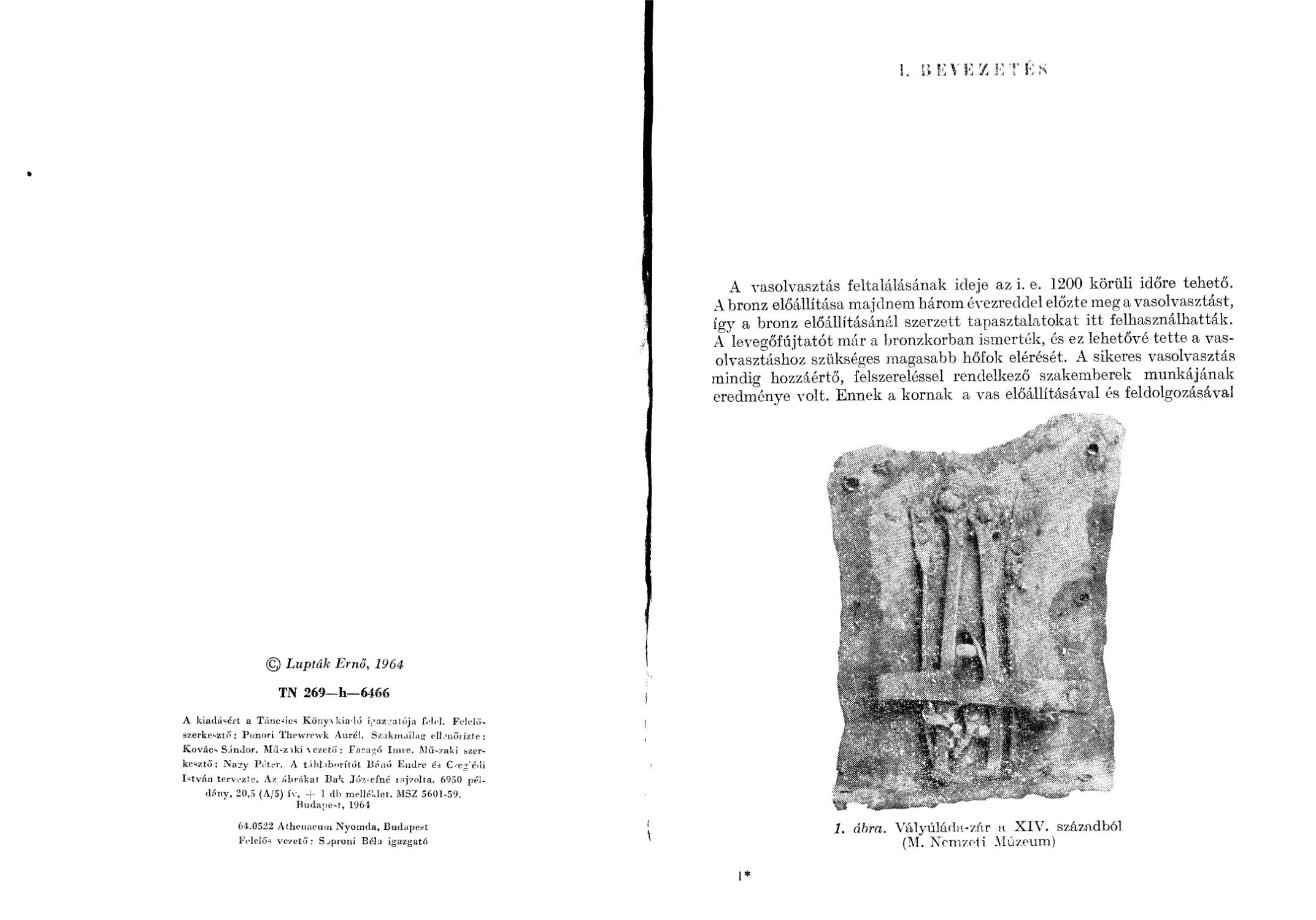
A vasolvasztas feltalalasanak ideje az i. e. 1200 kortili idore teheto.
A bronz eloallitasa majdnem harem evezreddel elozte meg a vasolvasztast,
igy a bronz eloallitasanal szerzett tapasztalatokat itt felhasznalhattak.
A levegofujtatot mar a bronzkorban ismertek, es ez lehetdve tette a vas-
olvasztashoz sziikseges magasabb hofok elereset. A sikeres vasolvasztas
mindig hozz&erto, felszerelessel rendelkezo szakemberek munkajanak
eredmenye volt. Ennek a kornak a vas eloallitasaval es feldolgozas&val
1. dbra. Valyulada-ztir a XIV. szfi,zadb61
(M. Nemzeti Muzeum)
1*
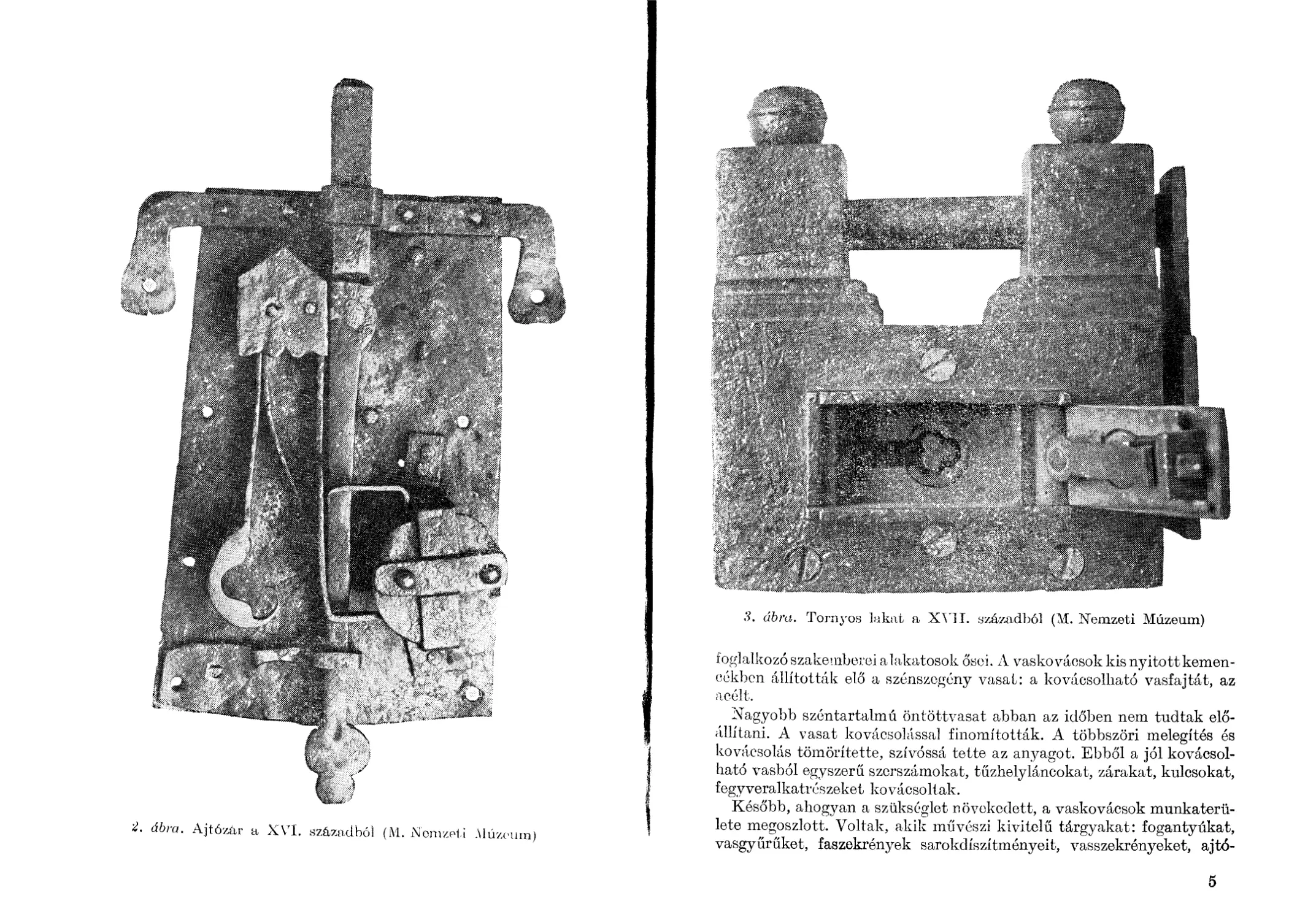
2. dbra. Ajt6z&r a XVI. szfi,zadb61 (1V1. Nemzpti Aluzeuin)
3. abra. Tornyos lakat a XVII. szkzadbol (M. Xemzeti Miizeum)
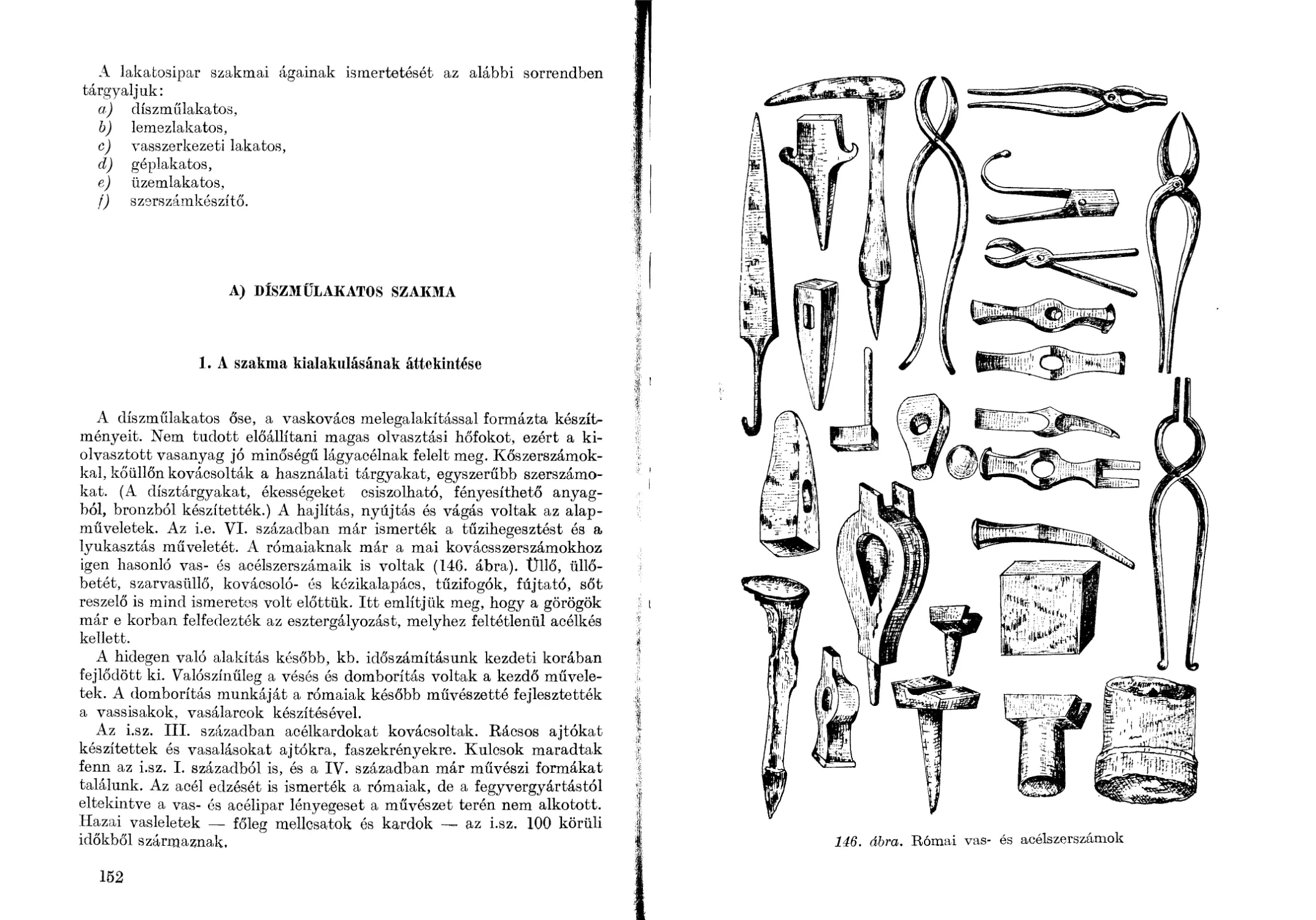
fogLalkozo szakemberei alakatosok disci. A vaskovacsokkisnyitottkemen-
cekbcn allitottak eld a szenszcgeny vasal: a kovacsolliato vasfajtat, az
acelt.
iVagyobb szentartalmu ontottvasat abban az iddben nem tudtak eld-
allitani. A vasat kovacsolassa] finomi'tottak. A tobbszori melegites es
kovacsolas tomoritette, szivdssa tette az anyagot. Ebbol a jol kovacsol-
hatd vasbol egyszeru szcrszamokat, tuzhelylancokat, zarakat, kulcsokat,
fegyveralkatrcszeket kovacsoltak.
Kesobb, ahogyan a szukseglet novekcdett, a vaskovacsok munkateru-
lete megoszlott. Voltak, akik muveszi kivitelu tdrgyakat: fogantyukat,
vasgyuruket, faszekrenyek sarokdiszitmenyeit, vasszekrenyeket, ajtd-
5
(Ibra. Kulesok a XVII—XVIII. szazadbol (M. Xemzeti Muzeum)
racsokat keszitettek, ezek a kovdcsmuvesek. A vaskovacsok masik cso-
portja fegyverek eloallitasaval foglalkozott. A jeggrerkovdcsok kardokat,
landzsahegyeket, nyilhegyeket. najzsokat, vassisakokat, a test egy-egy
reszct (mell-, vail-, kar-. lab-) vedb verteket kovacsoltak.
Az okori abrazolasok, kesdbb a kodexek rajzai oriztck meg a vasgyar-
td.s akkori munkamcnetet, a szerszamok alakjat es a kesz muveket.
A kozcpkorban a nepvandorlas idcjen es kesdbb is, szinte allando
liaboruskodas folyt. Ebben a korban a fegyverkovacsok cgy resze harci
fegyverek: csakany, bard, kard, szablya. tuzifegyverek, mozsaragyuk
6
keszitesevel foglalkozott, masok viszont a vedekezest szolgalo fegyverzet
eloallitasara vallalkoztak. Acelpajzsok, zart sisakok, pancelok, pdnoel-
ingek voltak a fo keszitmenyeik.
A kovacsmuvesek mukodcsi tore szinten a szukseglet szerint oszlott
meg: voltak, akik a jarmuvek vasalkatreszeit keszitettek (kerekagy,
kerektengely vasalas), ezek a kocsikovacsok, a dlszmutargyal^ — mint
ladak, szekrenyek, valamint az ajtdk, butorok — vereteit а йгют/й-
kovacsok kovacsoltak.
5. dbrn. Ladazar a X\ II. szAzadb61 (M. Nemzeti Muzeum)
6. abra. Ajtozar a XVIII. szfi.zadb61 (Miskolci Muzeum)
A honfoglalo magyaroknak is voltak mar kovacsmuveseik, fegyver-
kovacsaik, akik a hasznalati targyakat es a fegyvereket keszitettek.
A kozepkor masodik feleben alakul ki a tulajdonkeppeni lakatossag.
Ekkor kezdik hasznalni ezt az elnevezest a diszmukovacsok utodai.
A kovarak epitesenel a lakatosok munkai mar szamottevok. Az uj
muveszeti irany: a reneszansz epitkezesei, eletformai sok munkat adtak
a lakatosoknak. Ok keszitettek a zarakat, lakatokat, kulcsokat stb. A
lakatosszakma feltelieto kialakulasat az 1. tablazat es az 1—6. abrak
szemleltetik.
8
A vas eloiillitAsa:
VASKO VACS
1. tAbldzat
SzorszAmok, hasznalati
tdrgvak:
kovAcsmOves
Landzsahpgy, nyfl-
hegy, buzoganv:
fegyverkovAcs
Kerekagy, ke-
rektengely,
vasalds:
kocsikovAcs
LAda-, ajt6-, bu-
torveretek:
dIszmOkovAcs
Kard, mo-
zs6rd.gyu:
fegyver-
kovAcs
Pajzs, sisak,
pdncdl:
fegyver-
kovAcs
Zar, lakat. kvdc- :
LAKATOS
( Uzem- SZERSZAM-
I LAKATOS KESZITO
Szertartasi- es
kegytargvak:
DOMBORfTO-
LAKATOS
DTSZMU-
LA KATOS
GI?R-
LAKATOS
Mezogaz-
dasagi
oszkozok:
PATKOL0-
kovAcs
Gepi be-
rendezd-
sck:
kazAk-
kovAcs
VAS-
SZERK.
LAKA-
TOS
FEGYVER LEMEZ-
MtfVES LAKATOS
Az ujkor kezdeten nagyjabol ugyanez a helyzet, de kezd elterjedni a
mezogazdasag prnnitiv eszkozeinek keszi'tese is. Ezeket a munkakat a
mezogazdasagi centrumokban, a kocsikovacsok egyik agbeli utodai, a
Vatkdldkovacsok vegeztek. A kocsikovacsoknak a varosokban az utazo-
kocsik alkatrcszeinek keszitese volt a fo feladatuk. A legujabb kor kez-
doten a lokomobilok es a kulonfcle mezogazdasagi berendezesek keszi-
teset es javitasat a kocsikovacsok masik csoportja, a kazankovacsok vet-
tek at. A lofegyverek terjedese lassan feleslcgesse teszi a fegyverkova-
csok munkajat, meet a pancelok es a pajzsok a tiizifegyverek ellen mit-
sem hasznaltak. A fegyverkovacsok utodai a domboritdlakatosok. A dom-
borftolakatosokat a templom-, klastromepitkezesek sok munkaval lat-
tak el. Keresztelokutak, tabern&kulumajtok, mecsesek, egyeb szertar-
tasi es kegytargyak kesziteseben muveszi fonnakat hoztak letre. A fegy-
verkovacsok egy resze tovabbra is megmaradt a fegyverkeszitesnel, es
9
a fegyverek fejlodesevel lepest tartva, jelenleg mint fegyvermuvesek dol-
goznak. Ma mar csak javitassal foglalkoznak.
A XIX. szazadban a gyaripar rohamosan fejlodott. A lakatosok haz-
tartasi eszkozok es epitoipari sziiksegletek kielegitesere es javitasra tore-
kedtek. Igen sokan alkalmazkodtak a gyaripar kovetelmenyeihez, es
mint iizomlakatosok, geplakatosok, szerszamkeszitok helyezkedtek el.
A domboritolakatos-ipar korunkban szunt meg. Munkajukat a diszmu-
lakatos-, lemezlakatos-, vasszerkezeti lakatos szakma — alkalmazkodva
a jelenkor sziiksegleteihez — folytatja. Ahol az ipar vette at a lakatos-
szakma tevekenyseget, a kezi muveleteket kisgepesftessel igyekszik gaz-
dasagossa tenni.
A szakma kiilonbozo munkateriiletei
A lakatosszakma ma mar a tervgazdalkodas kovetelmenyeihez iga-
zodva szakosodik. Eszerint tortenik a tanuldneveles is, ahol leginkabb
kitunik, mennyi szakra oszlik a lakatossag (2. tablazat).
2. tablazat
A lakat osipari tanu]6k szakma szerinti megoszlasa
az 1960/61. evben
bAnyaelektro-lakatos 288
geplakatos 12 123
szers zamkeszf 16 1382
hjij‘66pft6 lakatos 204
jarmuszerkezet i lakatos 119
vasszerkezeti lakatos 705
Diesel-mozdony lakatos 418
Altalanos lakatos 1764
autoszerelo lakatos 4056
auto- (karosszeria-) lakatos 1328
csoszerelo lakatos 295
jarmulakatos 1498
vihamosjarmu lakatos 70
villamos geptekercselo es szcrelo lakatos 184
bpiiletlakatos 870
mtilakatos 26
Nagyobb gyarak sajat munkateriiletuk igenyei szerint is szakositanak.
A sokfele tagoltsag azonban het focsoportra oszthato, ezen beltil az bsz-
szes lakatos megtalalja az altala vegzett munka szempontjabol fontos
utmutatasokat (3. tablazat).
10
tdbldzat
\ lakatos szakmai йцак fobb csoportjni
Altaldnos lakatos csoszerelo b£nyaelektro-lakatos villamosg£p tekercselo
Lemezlakatos alvdzlakatos jkrmuszerkezeti haj66pito auto- (karosszeria-) lakatos jkrmu vjllamosjarmu lakatos
Vasszerkezeti lakatos epiiletszerkezeti lakatos £piiletlakatos
Szerszdmkeszit 6 idomszuresz mintakeszfto
G6plakatos elokeszito lakatos szerolo lakatos beallito lakatos Diesol-mozdony lakatos autoszereld lakatos
Uzemlakatos rezsi lakatos karbantarto lakatos
Diszmulakatos mtilakatos vasmuves
A lakatosmunka zome kezi munka. A kezi aiapmuveletek minden szak-
nal azonosak, ezek ismerete a lakatosok szamara elengedhetetlenul sziik-
seges.
A technologia fejlodik, a kezi muveleteket mindinkabb felvaltja a
gyorsabb, termelekenyebb, pontosabb gepi munka. A gepi munkak kdziil
azonban csak a kisgepekkel os az aiapmuveletek gepeivel vegzett mun-
kak tartoznak a lakatosmunka fogalma ala (4. tablazat).
i. tdbldzat
A lakat osipari типкйк elvegz^senek m6djai
Megmunkdlds
I
Kdzi szerszdmmal Gcppel
furo-, lyukaszto-, kisg6pesit.6ssel
menetvdgo-,
koszorfigepekkel
11
Konyviinkben a kovetkezo sorrendben foglalkozunk a lakatosszakma
ismertetesevel:
rendszerbe foglaljuk az altalanos lakatosipari ismereteket, majd
a diszmulakatos,
a lemezlakatos,
a vasszerkezeti lakatos,
a geplakatos,
az uzemlakatos es
a szerszamkeszftd inunkaknal
kiilonosen azokra a teohnoldgiai muveletekre kivanunk ramutatni, ame-
lyek novelik a termelekenyseget.
Nem targyalja konyviink a fegyvermuves-, a patkolokovacs- es a
kazankovacsszakmat. Ezek rokonszakmAk ugyan, de kiviil esnek a szu-
kebb ertelemben vett lakatossag fogalmi korcn.
A fejlodes menete: a kezi muveletek gepesitese
A korszeru gyartas celja a meretpontossag novelese, a feliileti simasag
fokozasa, a termelekenyseg emelese. Az elso ket miiszaki kovetelmenyt
kezi munkaval igen neliez tigy megoldani, bogy a termelekenyseg is emel-
5. tdbldzat
A kisg6pesitos eszkdzei
Kisg6pesit6s
G£pi mukodtetes
Kezi mAkodtetds
elektromos
fur6-,
menetvdgo-,
csavarhuzo-,
maro-. ko-
sz6rficsiszol6
gdpek,
lemezollo,
reszelo-
csiszol6 gdp
prdsldg
fiiro-,
csiszolo-.
szegecseld-,
vdsogdpok
mechanikus szdllit6-
hantolo-, emeld
szelep-csiszol6 herende’/Z'sek
gdpefc
szersztoiok
kesziildkok,
excent rikus
hofogd, vezn
1 ooszlopos,
vezetdlapos
szersztai-
hAzak
12
kedjek. Gondoljunk pl. a szegecseles, a hantolas muveletere, melyek igen
faraszto kezi munkak, tehat bizonyos ido utan a termeles visszaesik. Ha
viszont kisgeppel, pl. szegecselesnel kezi pneumatikus szegecselogeppel,
hdntolasnal gepi hantolassal helyettesitjiik a kezi rnunkat, a termele-
kenysegnek is emclkednie kell. A kisgepesites nem egyeb, mint a lakatos
kezi munkajanak, azaz egy-egy alapmuveletnek gepi vagy kezi eszko-
zokkel valo megoldasa, megkonnyitese. Az alapmdvcletek osszevonasa-
val szerkesztett nagyteljesitmenyii szerszamgepek azonban tullepik a
kisgepesites fogalmat.
A muveletek kisgepesitese tortenhet gepi felhasznalassal: elektromos-,
presleg-, mechanikus-gepekkel, szallito-emelo berendezesek reven; kezi
felhasznal.as eseten szerszamok. keszulekek igenybevetelevel (5. tdblAzat).
11. ALTALANOS LAKAT0S1PAK1
ISMERETEK
Amint mar elozo fejezetiinkben ismertettiik, a lakatosszakma jelenleg
igen szetagazo es sok reszre tagozodik. Ezckben a kiilonbozo szakmai
agakban kozos az alapismeretek tudasanak sziiksegessege. Akarmennyire
is ktilonboznek egymastol a kesz gyartmanyok, melyeket mas es mas
szakmai ag hozott letre, az egyes technoldgiai muveletek hasonlok, es a
kozos alapismeretbol szarmaznak. Alig van olyan keszgyartmany, ame-
lyen ne volna pl. egyengetes, fliras, reszeles, koszoriiles. Ezeknek a
muveleteknek helyes elvegzeset sztikseges elmeletileg is megtanulni.
Segitseget kivanunk nyujtani a lakatosoknak, barmelyik agaban dol-
goznak vagy akarnak dolgozni a lakatosszakmanak, bogy konyvtinket
fellapozva munkajukhoz utmutatast talaljanak, ha ennek sziiksege fel-
meriil.
Az ipar rohamos fejlodese, a tomeggyartas nem segiti elo a szakmai
fogasok gyakori alkalmazasat, mert azok az egyedi gyartas kereteben
fejlodtek ki, viszont ha nem rogzitjtik le oket, lassan feledesbe mertilnek.
Egy pelda: a lemezmegmunkaMs az autoiparban ma mar teljesen gepe-
sitett, a motorikus resz es a kocsi egyeb szerelvenye sokszor tiileli a vekony
lemezreszeket (ajtdt, sarhanyot stb.), ezert nagy letszamu vallalatok
foglalkoznak a fent emlitett tartozekok nagy reszben kezi uton vald eld-
allitasaval. Ezekkel a potlasokkal az auto meg evckig iizemben tarthatd.
A szoban forgo munkakhoz, a gazdasagossdgot szem elott tartva, igen
nagy szakmai tudas es dtletesseg sztikseges. A munka elkezdese elott
hasznos dolog atnezni a vonatkozo irodalmat, amely a kovetendo tech-
nologiara utmutatast adhat.
A lakatosmunkat vegezhetjiik kezi vagy gepi megmunkalassab
14
4) KEZI MLNKAVAL VEgEZHETO M(JVELETEK
A lakatos evsz&zadokon at a legnehezebb munkat is kezi erovel, kezi-
szerszamokkal vegezte. Meg a kozepkorban is kezzel kovacsoltak ki a
riidvasat, sot a lemezt is.
A kezi muveleteket kesobb gepekkel utanoztak, mechanizaltak, ez
volt az alapja a szerszamgepeknek. Mivel csak igen keson kezdddott a
sepesites, a k6ziszerszamok alakja, felhasznalasi mod]a allandoan toke-
letesedett es alkalmazkodott a gep nelkuli munka elvegzesehez. A leg-
jellegzetesebb lakatosmunkahoz a gepesites korabaii sem lehetett gepi
megmunkalast alkalmazni, ezert a lakatosszerszamok szama a felhasz-
nalas kiilonbozosege miatt igen megnovekedett.
A jelenlegi korszeru lakatosuzem mar tiiljutott a kizarolagos kezi
megmunkalasi modszeren, es a gazdasagossagot szem eldtt tartva, fel-
hasznalja a korszeru gepeket. Neha nehez elvalasztani egymastol a kezi
es a gepi lakatosmuveleteket. Gondoljunk pl. a kezi furogepre. Sokszor
azert vegzik kezzel a kijelolt muveletet, inert az iizem meg nem rendel-
kezik megfelelb kisgeppel. Mindent osszeveve, kb. tizenot kezi alapmu-
velettel dolgozik a lakatosszakma. Tekintettel arra, hogy az alapmuve-
letek kozott vannak egymashoz kozelallok, ezert az alabbiakban ezeket
osszevonva targvaljuk.
Eloszor azonban ismerjuk meg azokat a szerszamokat, melyekkel a
lakatosok dolgoznak.
1. Keziszerszamok (fiokszerszamok)
Amikor egy lakatos szakmunkas munkaba lep, az iizemben vagy egy-
munkahelyes satupadon, vagy hosszabb satupad egy reszenkezddolgozni.
A satupad fabdl vagy idomacelbol, esetleg csobol keszitett asztal,
melynek minden munkahelyenol egy-egy mely, konnyen liuzhato fiok-
ban tartja a dolgozo a szerszamait. Az asztal fedolapjan, a dolgozoval
szemben esetleg egy vegighuzodo pole is talalhato.
A satupadon vegzett munkanal fontos kovetelmeny, hogy a satupad
merev, rugozasmentes legyen, ezert tulmeretezett anyagbol allitjak
ossze, akar fabol, ak&r idomacelbol vagy csobol keszitik. Az asztallap
legaiabb 50 mm vastag, fureszelt deszka, ezt gyakran vaslemezzel is
beboritjak. A satupad legkedvezobb magassAga kb. 800 mm, szelessege
kb. ugyanennyi, egy munkahely hossza 1200 mm (7. 4bra).
15
A hozza tartozd satukat mindig az asztallab foie szereljuk — kemenyfa
lapra —, mert itt logmerevebb a satupad, kalapacsiiteseknel sem rugd-
zik. A satupad mind termeszetes, mind mesterseges megvilagitasa lehe-
tdleg arnyekmentes legyen.
Leggyakrabban haromfele satut liasznalnak: kovacssatut, parhuzamos
satut 6s csdsatut.
A kovacssatut nagyobb meretu, durva darabok befogasara, leginkdbb
a kovacsmuhelyekben alkalmazzak. Gyorsabban szorit, mint a tobbi satu,
inert a csavarorsd monete nagy emelkedesu. es igy behaitasaval rovi-
7. Abra. Egymunkahelyes satupad
8. rlbra. Kovacssatu
Jebh idd alatt erjiik el a pofak kozelfteset. Hosszabb darabok fiiggoleges
befogasa ra es ezck hajlitasara, valamint kovacsmunkakhoz hasznaljak.
A mozgo resz also vegen, csap kortil fordid el a befogopofa, es mivel kor-
iven mozog, a ket pofa befogdsfkja — egyetlen allastol eltekintve — nem
parhuzamos, tehat csak cion fog.
A befogas ezert bizonytalan, es a
munkadarabba clt nyom, inert nagy
a feliileti nyomas es az edzett pofak
kemenyek (8. abra).
A parhuzamos satai a lakatosipar
altalanosan hasznalja, a kisebb mere-
tucket a muszereszipar is (9. abra).
Az allo also resz fecskefark vezeteke-
ben mozog a felso mozgathato resz,
a trapezmenetu csavarorso mozga-
tasakor. Ez az egycues iranyu mozga-
t4s a pofakat mindig parhuzamosan
tartja. Ezert az edzett pofabetet koze
fogott munkadarab teljes feliileten
rogzitodik, nemcsak az elen. A pofa-
betetck rendszerint recezettek a biz-
tosabb megfogas elerese ccljabol. Ila kenyesebb munkadarabot akarunk
bofogni, akkor a feliilct kimelesere a pofakra ratehetd olom vagy voros-
rez vedolemozoket helyozziink. Eroltetni az osszehuzast a parhuzamos
satun nem szabad. mert az ontottvasbol vagy acelontvenybdl kesziilt
sj't'.i alkatreszei torhetnek, bcragodbatnak, kiilonosen faragaskor vagy
kalapaesiitesekkel vcgzett hajlitaskor.
D. abra. Parhuzamos satu
2 Lakatosok konyve
A parhuzamos satu tobbfele (henger, hasab) vezetessel, valamint elfor-
gathato kivitelben is keszul (6. tablazat).
Parhuzamos satu kOrvonalmdretei mm-ben 6‘. tdbldzat
Pofasz6- lesseg Teljes hossztisAg Magassag Sz£less6g Silly kg
75 210 110 115 7,5
100 300 145 150 18,5
125 400 175 180 29
150 520 205 210 62
200 620 240 250 70
A csoeatu csovek, hengeres targyak befog-isara kesztil, vizszintes,
fuggdleges kivitelben (10. abra). Nagyobb atmeroju targyaknal lancos
megoldasu csosatukat is hasznalnak. A lakatosok kisebb targyak (kul-
csok stb.) befogasara gyakran alkalmazzak a sikattyukat. Sokszor az
alkatreszt eloszbr sikattyuba szoritjak, majd sikattyuval egyiitt a satuba.
A sokfele kivitel koziil a szeles, keskeny, ferde, parhuzamos sikattyuk
hasznalatosak (11. abra).
Ide sorolhatjuk meg a csavaros szoritot (12. abra) is, amelyet akkor
hasznal a szerszamkeszfto, ha masolni akar. Az elkesziilt alkatreszt osz-
szefogja a nyers darabbal, es igy pontosan a masat keszitheti el.
A munkahely kijelolesevel egyidejuleg — szerszamkbnyvre — az allan-
doan sziikseges szerszamokat is megkapja a dolgozo. Ezek a fidkszerszd-
10. abra. CsSsatu
11. ('tbra. Szeles sikattyb
шок. Altalaban igy nevezik az allando hasznalatra kapott szerszamokat,
inert sajat fiokjaban keU megoriznie, anyagi felelosseggel. Ritkabban
sziikseges vagy kiilonleges szerszamokat. meromuszoreket szerszambar-
cara igenyelhet a dolgozo a szerszamraktarbol, do ezeket csak meghata-
rozott ideig tarthatja maganal.
A jo munka alapja a jo szerszam. Minden lakatos sajat erdekeben
vigyazzon a szerszamara, mert ettol a termelekenyseg is fiigg. A fiokja
mindig tiszta legyen, az cleket torlorongyra helyezze es a menettel ellatott
szerszamokat olajozza be.
A szerszamkdnyvekro leggyakrabban kiadott szerszamok:
A lakatos szakmvmkas kiilonbozo kalapacsokat hasznal. Szabvany sze-
rinti felkezes kalapacsbol (13. tibra) altidiban harom darab sziikseges, 20,
50 es 100 dkg-os; termeszctesen a mnnka kulonbozosege szerint valtozhat
a kalapaes nagvsaga, alakja, anyaga is. Ezonkiviil van ravero-, kereszt-,
egyengeto-, kazankolevero- es fakalapacs.
A felkezes kalapacsot a 60.11-e-; aeelbdl kovacsoljak, talpat, fokat
edzik, koszoriilik, csiszoljak. A kalanacsot kemenyfa nyelre erositik, vas-
ekkel rogzitik. Legjobb a szaliranyban hasitott, ovalis keresztmotszetu,
som-, gyertyan-, akac- es korisfanyel, gorcsmentes, egyenletes, csiszolt
kivitelben. Л sei-tilt nyelet kisebb kalapacsba hasznaljuk fel vagy dobjuk
el, mert sok balesetnek lehet okozoja (7. tablazat).
7. tdbldzat
A felkczes kala pries fo morel oi
Ndvleges siily Hossz Szflessdg Lyukm6ret ellipszis a x & Nyflhossz
dkg mm
5 75 11 12X7 250
10 82 ] 5 14x8 280
20 95 J9 18X10 280
30 105 23 20X 11 315
50 118 27 22X12 315
80 130 33 25X14 355
100 135 36 28x16 355
160 148 43 32 X 20 400
200 155 47 36x22 400
A szerszamkonyvre adott szerszamokboz tartozik a laposrago (14.
abra), 1'eresztvago (15. abra), Jioronijvagd, lemezvago. leniezhiulMszto, pon-
14. abra. Laposvago
a) teljes hossz, Ъ) rrfikedo fclulet szclessege,
c) mfikodo feluk't hossza
15. dbra. Koresztvago
a) teljes hossz, b) mfikodo felfilet vastagsdga,
c) mfikodo felfilet, d) szolesseg, e) vastagsdg
tozd. Ezek szabvanyos mereteit a 8., 9. es a 10. tablazatban. d,llltottuk
ossze. Ezeket a szerszamokat a 6O.H-cs acelbol vagy otvozetlen szerszam-
acelbol keszftik, es a dolgozd eleket edzik, koszoriiJik.
A lakatosnak a fiokba keriilo reszeldkbol kell a legtobb fajta. A durva
nagvolomunkahoz masfajta reszelo sziikseges, mint a finom simito meg-
Laposvdgc >k to meretei 8. tdbldzat
Teljes hossz Mukodo feliilet
Vasnigsilg Szdlesseg hossza J szAlessdge ' Silly kg/ db
mm
125 32 0,13
160 8 16 38 15 0,20
200 45 0,30
160 38 0,25
200 10 20 45 20 0,35
250 53 0,40
200 45 1 0,35
250 300 10 20 53 60 25 0,40 0,50
200 46 0,40
280 13 26 56 30 0,60
.>55 63 0,80
2.50 53 0,60
315 If) 32 60 36 0,90
400 70 1,20
Pont oz6k lo meretei 9. tdbldzat
h>l(i uip "i'eljes SzAr- Jelolokiip szoge
11 OH) hossz atiucrS eloraj- lakatos
zolashoz mnnkahoz kS/db
mm
*) 4 100 я A 44 0,04
115 11 >-o t.C co 0,09
t) s 1.25 140 13 15 55 S й .el 0,13 0,19
0 160 18 g g 0,32
21
It). tablazat
Teljes
hossz
125
160 8
200
Keresztv5,g6k fd rndretei
Mtikodo feliilet
Szelesstjg - --------------;-------------
hossza । vastagsdg
nnn
50
16 65 6
85
Silly
kg/db
0,16
0,20
0,25
160
200 10 20
250
0,25
8 0,35
0,40
200
250 13 26
315
250
310 16 32
400
85 0,40
100 10 0,50
125 0,70
100 0,60
125 12 0,90
150 1,20
munkalaslioz. A sik felillethez hasznalt reszelo elter alakban a sarkok,
a gombolyu feltiletek, a lyukak reszeloitol.
Felliasznalas szerintniegkiilonboztetunkkar- es taszito-, muhely-, pon-
tossagi-, kaliber-, tn-, fiiresz- es onreszelot.
Alak szerint megktilonboztotiink lapos, negyszogletu, liaromszogletu,
felkerek, kerek, kes, kard, madamyelv keresztmetszetu reszeloket (16.
abra).
A celnak megfeleloen, a reszelogyartashoz kiilonbozo kemenysegu es
otvozesu acelanyagot hasznalnak. A reszeloket lagyitott rudanyagbol
kovacsoljak, alakitjak, majd gepen vagjak, ezutan megedzik. A veget —
a tiiskct —, mely a reszelonyelbe keriil, a reszelo edzese ut4n kilagyi'tjak.
A tiireszeloknel nem hasznalnak fanyelet, hanem a reszelo anyagabol ala-
kitjak ki a lagyan hagvott nyelet.
Lapos /Vf'yy- szogl. Нагот-1 ЛА- szogl. 1 kerek Kerek Kes Kard Kladdr- nyelv
1 A ^77 I %
16. abra. Ileszelok keresztmotszeie
A reszeld finomsaga a vagasatol ftigg. A vagas ugy tbrtenik, hogy a
reszelotestet egymastol pontosan egyenlo tavolsagban vagoszerszammal
bemetszik. fgv elek keletkeznek, melyek — edzes utan — forgacsold-
hatast fejtenek ki a rnegmunkalando targyon. A megvagas lehet egyira-
nyti, vagy erre meg egy vagast keresztiranyban vegezve kesziil a kereszt-
17. Abra.
Keresztvdgasu reszelok ferdesegi szoge
vagas. Az also vagas szoge tengelyhez viszonyitva a = 54°, a felsd vagase
/9 = 71° szokott lenni (17. abra). Kemeny anyaghoz a keresztvagasu, a
lagy anyaghoz az egyszeri vagasu reszelot hasznaljak. A muhelyreszelok
also- es keresztvagasa egyenlo surusegu, a taszftoreszelok also vagasa rit-
kabb, a felso surubb, tureszelokon az also surubb, a felso ritkabb.
A vagas finomsagat a 10 mm tengelyhosszra eso vdgasok (elek) szama-
val merjuk. A vagasi finomsagok jelolese O-tbl 6-ig terjed, a legdurvabb 0
jelolesu, a 6-os a legfinomabb (11. tablazat). A reszelo fajtaja es hossza
szerint, ngyanazon finomsagi foknal, a vagasok szama valtozik.
11. tabldzat
Reszelok vagasi finomsaga
A vAgasi finomsag
megnevezfoe
jele
Durvav&gAs 0
ElovAcras 1
Fels;mit6vagks 2
SimitovaaAs 3
Kettos simit6v£g£.s 4
Finom simit6v6g£s 5
Legfinomabb simftovag&s 6
A muhelyreszelok 5 vagasi finoms^ggal kesziilnek:
A pontossagi reszelok 6 vdg^si finoms&ggttl kesziilnek:
A ttireszelok 7 vaghsi finoms&ggal kesziilnek:
0-4
1-6
0—6
A karreszeloket es a taszitoreszelolcet durva nagyolasra es eloreszelesre
hasznaljak (12. es 13. tablazat).
23
Karreszelok f<5 mdretei 12. tdbldznt
Lapos reszelo ' Negyszogletes resze!6
Hossziisag Sz6iesseg a tuskeig Vastagsdg Hossziisag oidalhossz Silly kg/db a taskcig Silly kg/db
mm - _ _ 1 mm . —
400 38 25 2,25 400 35 —
450 48 30 4,— 450 40 5,—
500 55 36 6,- 500 45 6,25
A karreszelok mind a negy oldala keresztvagAssal kesziil.
Taszitoreszelok fo m5retei 13. tablazat
Hosszdsdg a ttiskdig Sz61ess£g Vastagsag Silly kg/db
mm __ . .... .. _ _ _
300 27 11,5 0,55
350 33 15 1
400 40 20 2
450 44 25 3,4
500 48 30 5
A taszit6reszelok sz£les oldalukon keresztvagassal, keskeny oldalukon egy-
szeres vagassal keszulnek.
A muhdyreszelok a lakatosok leggyakrabban hasznalt reszeloi (14. tab-
lazat).
A pontossagi reszelok a szerszamkeszftok, geplakatosok altal leginkabb
hasznalt reszeldk.
A. tureszdok keskeny nyllasok, hezagok, lynkak megmunkalasara alkal-
18. dbra. Reszelfikefo
masak. A lakatosok kiilonosen za-
rak, kulcsok elkeszltesenel veszik
igenybe (15. tablazat).
Az onreszeloket a lagyfemek, csap-
4gyak megmunkalasanal kiildnosen a
geplakatosok hasznaljak.
A lakatosok altalaban 5—G fajta
reszelovel clolgoznak.
A reszdokefe (18. abra) a reszelok
gondozasanal sziikseges, mert a re-
szelo fogkozok megtelnek piszokkal,
femrcszecskekkel, es a reszelo esu-
szik a targyon, nem forgacsol ered-
menyesen.
Muhelyreszelok f'6 meretei 11. tablAzut
Tureszelok fo meretei
R, :el6nydek. Cserenel a reszelo tiiskejerol leiitjuk a nyelet, es ugy
adjuk at cserere a reszeloket. Az uj reszelo ttiskejet a paplr- vagy fanyel
elore elkeszitett furataba titjtik.
A femfureszkeret, melybe a femfureszlapot behelyezztik es csavarral
megfeszitjuk, az anyag bevagasanak, kivagasanak vagy meretre vagasa-
nak eszkoze (19. abra).
19. abra. Femffir6szkeret
Rajztu az elorajzolashoz sztikseges. Szerszamacelbol keszitik. Egyik
vege hajlftott, kozepso resze a biztos togas celjabdl recezett. Ebbol a tuk
kicsavarhatok (16. tablazat).
16. tablazat
B.ajztuk m6retei
Teljes hossz Tuatmih-o Tiihossz mm K6zepr£sz Atm6r6 K6z£pr£sz hossz Suly kg/db
200 4 65 7 70 0,03
250 4 90 7 70 0,04
Acel derekszoget altalanos muhelyi eelokra alkalmas (IV. pontoss&gi
osztalyu) kivitelben allandd hasznalatra кар a lakatos dolgozd (17. tab-
lazat).
27
17. tdbldzat
Асё! derekszogek fo mdretei
Alapoldal hossza Magassdgi oldal hossza Lapszeles- seg Vas tagsag Silly
1 __ _ kg/db
mm __ - _
40 63 18 3.5 0,05
63 100 20 4,- 0,07
100 160 22 i 4,5 0,18
160 250 25 i 5,— 0,60
260 400 i 28 1 5,5 1,—
400 630 32 i 6,— 2,50
630 : 1000 36 i 7,- 6,—
1000 ‘ 1600 40 । 8,— 12,—
20. dbra. Ilegyeskorzo a) hosszusag,
b) hegyezes hossza, c) vastagshg
Altalanos csavarhiizd, hegyeskorzo (20. abra) egesziti ki az allandd hasz-
nalatra kiadott fiokszerszamok keszletet.
2. Egyengetes, nyujtas, hajlitas
Egyengetes. A kereskedelmi aruk —- logyen az lemez-, rud- vagy idom-
anyag — raktari allapotukban nem dolgozhatok fel egyengetes nelkiil.
Hengerleskor az egyenldtlen hales okozta belso feszultsegek gyakran defor-
maljak az anyagot, helytelen tarolas, szallltas es megmunkalas kozben is
vetemedik. Ezert sziikseges az egyengetes. A kezi egyengeteshez sziikse-
ges vagy ontottvasegyengetoasztal, vagy kovacs iilld, amelyen kalapacs-
csal vegezziik a fenti muveletet. Vekony (0,5 mm vagy alatti) lemez
28
21. dbra. FakalapAcs
egyengetesehez fa-, esetleg kemcnygumi kalapacsot hasznalunk (21—22.
abra), vastagabb lemeznel 50—80 dkg-оз felkezes kalapacsot, tobbszori
allando hasznalatnal ogyoldali'i fcszftokalapaccsal vagy kottos egyengeto-
kalapiocsal vegezziik a munkat (23. abra). A kalapacsok sulyanak es a
kalapaccsal kifejtendd iitoeronek aranyban kell allnia a domborulat nagy-
sagaval, valamint a lemezvastagsaggal (18/<7—b. es 19. tablazat).
29
Fakalapacsok maretei 18/a. tdblazat
Kalapdcs iitofeliilet atm6r6 Kalapdcs henger- iltrn/тб Kalapacs magassag , hossz Ууё1- ilt merci Siilv kg/db
- mm _____
50 (50 HO -too 28 0,50
60 70 150 400 28 0,60
•s0 95 160 400 28 1,-
Gumikalapacsok mcretei 7S, b. tablazai
Silly kg/db Gumi- henger atm£r6 Gurni iito- feliilet Atmer6 Feluleti Kalapacb- .rorbiilet magassag ь sugara Kyel- hossz Xyel iiagy/kis tengely
mm
25 60 80 160 315 ! 20/11
50 70 60 120 240 315 22/12
75 80 70 130 260 355 25/14
LOO 88 76 140 280 355 28/] 6
150 100 90 150 300 400 ! 32/16
Kelt os egyenget okalapaesok fo moretei 19. lablazat
Utofeliilet Lynk- Nyel-
hossza szdlessege vastagsaga atinero ho«Kz,
mm
Kalapacs
Sill j- liossza
kg/db
0,30 106 25 21
0.50 110 30 2s
8 22/12 315
Lyuk к tengely
23. clbra. Ketlos cgyengetokalapacs
a) hosszusag, b) hosszusag, br) sz51ess5g,
c) hosszusag, c1) szeless6g
Ahol a lemezen domborulat van, vagy aliol a lemez szele fele fodrossag
tapasztalhatd, ott az anyag megnyult. Ha ezeknek a deformacidknak
kozeleben kalapacsutesekkel szinten nyujtjuk az anyagot, akkor a dom-
borulat vagy fodrossag tagulni tud es az anyag egesz terjedelmeben egy
szintbe kertil. Ez a kezi egyengeto muvelet egy-ket kalapacsutessel nem
dbra. Domboru lemezeknel closzor a szolelmn kezdiink
eqyen qetni
oldhatd meg. Ha a kezi egyengetesnel a sztiksegesnel nagyobbat iittink,
akkor esetleg az iitesek nyoman uj domborulat keletkezik. Lenyeges
tudni. bogy a domborulatra iitni nem szabad, hanem annak kerilleterdl
a lemez szeleig fokozatosan tortenjek a nyujtas (24. abra). A szeleken
levo fodrossag eseteben a szeltol a kozep fele baladunk a nyujtast elo-
idezo kalapacsutesekkel (25. abra).
A rudacelnal a kisebb gorbuleti sugaru alkotdjanak nyujtasaval vegez-
ziik el az egyengctcst. Ullore fektetjiik az acelt es vcgenel kezdve nyiijt-
,|uk. Idomacelnal — egyenlo, egyenlotlen szarii szogacelok, U-acelok stb.
- ket dimenzidban vonalzdval figyelve vegezzuk az egyengetest, oly
pontossaggal. ahogy azt a munkadarab felhasznalasa megkoveteli (26.
abra).
Vekony (1—2 mm-es) lemezck sikban tortent egyengeteset allanddsft-
hatjuk azal tai, bogy az atldkiranyaban, kozeprol kiindulva, aprd kalapacs-
31
25. dbra. Hullamos szeleknel kozeprol haladunk az
egyengetessel a sz61ek fele
26. dbra. Szogaeelnal a szarak узе remen
kozdjiik az egyengetbst es tobbszbr
ellendrizziik vonalz6val
iitesekkel belso fesziiltseget
letosjtiink az anyagban, es ez
biztositja a sik feliiletet.
A kalapacsutesek hatasara
az anyag kemenyedik, sotrideg-
ge valhat, torhet. Az utesek
erosseget, iddtartamat a gya-
korlat donti el.
Nyujt/is. Ez a muvelet a la-
katos- es kovacsszakma kozotti
teriiletre esik, de a di'szmulaka-
tos is gyakran. hasznalja illesz-
teseknel, dekorativ kikcpzesek-
nel. Lagyabb anyagot kis-
mertekben hidegen is lehet
kalapaccsal nyiijtani (27. abra).
Nagyobb keresztmctszetrol ki-
sebbre azonban csak melegen
kovacsolva vegezheto a nyii j tas.
Leggyakoribb a negyszogletes
anyag nyujtasa. Ha iillore
hoiyezziik a kb. Ю00 C°-ra
felhevitott szerkezeti acclt, az
egyik oldalan torteno kalapacs-
iitesekre osszelapul es meg-
пуйИк. 90°-os elforgatas titan az igy kialakult szeles oldalt kalapalva,
tovabb nyujthatjuk az anyagot a kivant hosszra es alakra.
A lakatosszakmaban alkalmazott korszeru teclmologia erdsen vissza-
szoritotta es niassal potolta ezt a muveletet, azert bdvebben nem foglal-
kozunk vele.
27. dbra. L&gyabb anyagot hidegen is
lehet nyujtani
liaflitas. A inunkadarab elkeszitesevel kapcsolatban gyakran sziikse-
ges a lemezt, lapos-, kor-, negyzet-, idomacelt, csovet hajlitani. A hajlitas
tortenhet bizonyos meghatarozott szogbe, korivbe es korbe. Hajlitaskor
az anyag a rugalmassagi hataron tul jut, mert ellenkezd esetben vissza-
szorzi eredeti alakjat; a visszamaradd kis rugalmassaggal igy is kell szd-
molni es az anyagot a tervezett merteken kisse tul kell liajlitani.
Az anyag mindsege hatarozza meg, hogy milyen legkisebb sugarban,
inilyen szogben hajlitliatunk, mert ellenkezo esetben az anyag reped vagy
torik. Ilyen esetben melegen kell hajlitani. Hajlitaskor a kozepso reszen,
iigynevezett semleges szalban, nines igenybevetel es ott az anyag meg-
tartja eredeti hosszusagat (28. abra).
3 Lakatosok konyve
33
A szinestemek, a kis szentartalmh acelok jdl hajlithatok, az bntbttvas
rideg, nem liajlitliato, ellenben a temperontveny es a precizids ontveny
keplekeny ds hajlithatd.
Lemez- es laposacel ha/jlltasa. Egyedi vagy kis sorozatgy&rtasban gyak-
ran sziikseges a kezzel vegzett hajlitds, mert a megfelelo kesziilek elkeszi-
28. abra. Ilajlitasnal vegbemenu alakvaltozas
tese koltseges lemie. A hajlitando lemez- vagy laposacelt a imageries
hossz-, azaz szaliranyaban liajlitsuk, fgy kevesbe repedezik. A satupofa-
kat szogacel vedokkel dvjuk a scriilestdl. A hajlitasi vonalat rajztfivel
jeloljiik meg, a vedopofak koze fel anyagvastagsaggal magasabban fogjuk
be az anyagot, a hajlitast pedig ugy vegezziik, bogy a jelzdvonal a belso,
nyomott oidalon legyen. A vedo szogacel pofak legalabh olyan liossziiak
legyenek, mint a hajlitando targy, es tulnyulhatnak a satupofakon. A fen-
tiek szerint pontosan befogott targyat eloszor kezzel nyomjnk ie a hajlftas
iranyaban, majd kemenyfa tusko segftsegevel kalapaccsal folytatjuk a
hajlitast (2b. abra). Vekony lemezeknel kozvetlentil gumi- '. agy fakala-
pacesal dolgozhatunk. Л1 indig a hajlitasi 61 kozeleben tissunk.
Ha a lemez-, laj)osacel mindket szarat meretre keli tneghajlilani. akkor
kemenyfa betettnskon vegezziik. PI. I7 keresztmetszetnel eloszor az egyik
29. abra. Laposacel hajiithsa
szogacel vedopofak kozott
fatuskoval
U' it hajlitjuk a megjelolt vonal men ten, ma id 180°-kal fordftva fogjuk
be a satuba, es hasonldmddonrahajlitjukatuskora a masik szarat. Z szel-
vdnynel ugyanigy jarunk el, csak a masik szarat еНепкегбкёрреп hajlit-
jnk a pontosan meretre gyalult kemenyfa tuskora (30. abra).
Fel- vagy teljes kor hajlft&sat fatuskon vagy femtiisken oldbatjuk meg.
A megfelelo kor keresztmetszetu, meretre gyalult kemenyfa tuskora vagy
az esztergalt tiiskere fokozatosan tobb befogassal liajlftjuk rea a lemezt
vagy a laposacelt (31. abra). Vegyiik figyelembe az anyag marado rugal-
massagat es a kesz meretnel valamivel kisebb atinerore keszitsiik a betete-
ket. Az els6 elkesziilt darab merete alapjan keriilhet sor a vegleges meret
eIkeszitesere. Altalaban 5 mm-nel vastagabb lemezt mar gepen szoktak
iiajh'tani.
A kor-, negyzet-, idomacel hajlftasa mar neliezebb feladat, mert leg-
tobb esetben sziikseges a keresztmetszet lehetdseg szerinti valtozatlan
megmaradasa, marpedig a felso huzott szalak megnyulnak, tehdt a felso
oidal vekonyodik, mig az alsb nyomott resz — anyagtbmoriiles kovetkez-
teben — ket oldalan kidudorodik. Ezt nem tudjuk teljesen megsziintetni,
legfeljebb megfelelo kesziilekkel vagy sablonnal csokkenthetjuk. Ezeknek
a sablonoknak az a szerepiik, hogy az anyagok ket oldalan cr6s bordaval
fitjat alljak az anyag kitiiremlesenek. A kor-, negyzetacel sarkait a fent
emlitett sablonban vald hajlftas utan egyengetolapon helyreigazitjuk.
Az idomacolokat durvabb munkaknal ugy hajlitjuk szogbe, szaraval be-
fele, hogy az egyik szarbol kivagunk (32. abra), a masik szar huzott felii-
leten kalapacsiitesekkel nyujtunk. Finomabb munkanal sablonon hajli-
tunk, a belso szarat allandoan egyengetjiik, a kiilsot kalapacsiitesekkel
nyiijtjuk. Szarral kifele valo hajlitas eseteben szinten sablon mellett haj-
b'tunk. Legfontosabb teendd a klilso szar nyujtasa.
Csovek hajutasanal a keresztmetszet erosen megvaltozik, czert 10
m n-en feliili atmeroju, un. ledugaszolt csovekot — allitott helyzotiikben
- sziritott, finorn szemoseju liomokkal toltjiik meg, kalapacsiitesekkel
a homokot meg tbmoritjiik is, ezutan feliil is fadugoval elzarjuk a csbvet.
Aedves homok oseten a melegftes kozben a fejlbdb goz szetfeszitene a csb-
vet es balesetet is okozhat. Finomabb munkanal a vekony fall! csovekot
3*
35
olvasztott gyantaval toltjiik meg. Nagyobb szamu csohajlftasnal, ha a
gazdasagossag megengedi, a cso belso atmerojenek megfelelo meretu csa-
varrugdt keszitiink, es ezt helyezziik a csdbe homok helyett. Megtoltes
utan a csovet a hajlitando helyen voros melegre hevitjiik, es a hajlitast
32. dbra. Szogacel hajhtasa kivagassal 90“-ra
33. dbra. Szhraz liomokkal toltott csd
hajlit&sa k6sziilekben
satuban, sablonban vagy hengerek kozott keszillekben vegezziik (33.
abra). Horganyzott csovet melegen nem hajh'thatunk, mert a horgany
leolvad. Satuba fogott cso szarat felfele hajlitjuk dvatosan es sziikseg ese-
ten szakaszosan. Sablon eseten a cs6 atmerojenek megfeleld horonyba, a
kivant ivvel hajlitjuk a csovet (20. tablazat). A csdhajlito keszillekben
ket vagy harom henger kozott tortenik a hajlitas. Elobbi esetben a karra
szerelt gorgovel kezzel, mig haromgorgds hengersoron gёpi meghajtassal
fejtjiik ki a hajlitoerdt.
36
20. tdbldzat
Kiilonbozo anyagbol kosziiJt csovek atmoroj^hez tartoz6
kozepes hajiitasi sugar
A cso kiilso ; atm£roje > -• mm асё! KOzepes hajiitasi sugAr = R (mm) aluminium
1 vorosrdz ) sArgardz |
8 10
10 — 10 15 15
14 — — 20 20
15 15 — _— —
16 — 15 — 30
18 — — 25 35
20 — — — 40
22 20 — 4.5
25 25 20 30 55
28 30 — 35 65
30 35 30 40 75
Xagyobb falvastagsagu es atmeroju csovek egyengetesere es kisebb
hajlitasara alkahnazzak a csdegyengetd kesziileket, melynel a villa koze
helyezett csovet a kozepen elhelyezett menetesorsoval a kivant mertekig
huzzak (34. abra).
Rugdiekercseles. Az elobbiekben emlitettuk, bogy esetenkent csavar-
(spiral-) rugot helyezunk a csdvekbe a hajiitasi mellekidd csokkentese
eeljabol. De mas esetben is elofordu], hogy a lakatosnak rugot kell keszi-
tenie, altalaban kor keresztmetszetu acellmzalokbdl. Ez a muvelet a haj-
litas korebe sorolando, ezert rdviden itt foglalkozunk a rugdkeszitessel.
Ketfele csavarrugd fordul elo a lakatos gyakorlatban: nyomo- es huzo-
rugo (35. 4bra). Ezek tekercseleset legegyszerubben ket, satuba foghatd
35. dbra. Nyomo- es huzorugo
•>’/. dbra. Csoegyengeto k£szulbk
kemenyfa tuskdn vdgezhetjiik, amelyeknek felso reszebe a rugd kiilsd 4t-
merojenek megfelelo hornyot esztergalunk. A rugd belso atmerojenek
megfelelo, hajtdkarral kikepzett tiisket keszftiink, es a karral ellentetes
vegen lyukat fiirunk. A lyukba befuzziik a rugd veget, es huzdrugdnal
szorosan egymas melle hslyezve a meneteket, feltekercseljiik az acel-
huzalt. Nyomdrugd keszitcsekor a menetemelkedesnek megfelelo tdvol-
sagot hagyva vegezziik a tekercselcst (36. abra).
36. abra. Csavarrugo
kezi tekercselese
37. abra. Tengelyvetemedds
kiegyengetdse golyospressel
Esztergapadon is keszfthetiink esavarrugdt. Itt a hajtdkart a meghaj-
tott esztergafej helyetteslti. A tokmanyba fogjuk a megfelelo tiisket, ma-
sik veget a kihajlas elkeriilese celjabol a csuccsal megtamasztjuk. A kes-
tartoba atfurt fatuskdt fogunk az acelhuzal vezetesere es az esztergapad
lassu fordulattal vegzi a rugd tekercseleset.
Huzdrugdnal mindket vegen horgot alakltunk ki, nyomdrugdnal a ve-
geket lekoszoriilve. laposan illesztjuk az utolsd menetre. Ezutan a rugd
edzesevcl fejezziik be a rugdkeszitest.
Foglalkozznnk vegiil az edzett tengelyek, csapok vagy hajtdnid gep-
elemek veteniedesenek, elhajlasanak kiegyengetesevel.
Ez a muvelet gyakran fordul elo a geplakatos- es iizemlakatos-szakma-
ban. Edzett aeelt kalapacsutesekkel nem tanacsos egyengetni, inert vagy
a fcluletotsertjiik meg, vagy eltorik az anyag. Igen kis elhajlast ket vegen
feltamasztott anyagon dlomkalapaecsal lehet kiegyengetni. Leggyako-
ribb megoldas, hogy a ket vegen feltamasztott anyagra az elhajlas, vete-
medes legmagasabb pontjan golvdspressel a klvant nyomast fejtjuk ki
(37. abra).
3. Meretek kijelol£se
Az elobbiekben elmondtuk, hogyan keszithetjuk eld az anyagot a rajz
szerinti meret kijel diesere. Ermek a muveletnek meg kell eldznie a mere-
tek folraj zolasat, mert hullamos lemezen, csavart es gorbe rudacelon, haj-
lott idomacelon vagy hosszabb, vagy rovidebb lesz a felmeres, ezaltal
else esetben anyagot pazarolunk, masodik esetben selejtet okozunk.
Ebben a fejezetben nem az elorajzolast kfvanjuk ismertetni — errdl ke-
sobb lesz szd—, lianem a-lakatos dolgozdk mereshez, jeloleshez sziikseges
ismereteit kibovfteni, mert erre minden lakatosnak sziiksege van.
Ha valamely munka elkeszltesevel kapcsolatban az alkatreszek fdbb
meretei — mint hosszusag, szelesseg, ezen beliil korkivagas, furashely stb.
— nagy szamban ismetlodnek, akkor 1—2 mm vastag lemezre elorajzolt
es pontosan meretre kivagott alaklemez (sablon) segltsegevel atmasoljuk
rajztfivel a mereteket az elkeszitendo munkadarabra. Ezt az alaklemezt
az elorajzolo rajzolja meg megfeleld pontossaggal, es legtobbszor a szer-
szamkeszitd kesziti el.
Abban az esetben, ha keves szamu vagy egyedi darabot kell kesziteni,
akkor a lakatosnak maganak kell a mereteket kijelolnie, gyakran csak a
fidkszerszamok segitsegevel.
Legelsd teendo a rajzpad es a munkadarab megtisztitasa torloronggyal,
kelevel, es a darabot messzel vagy vlzben aztatott, iszapolt, keves len-
< >lajjal kevert kretaporral kenjuk be. Ezen a feher szinen a jelzesek jol lat-
hatok. Megmunkalt feluletre vekony rezgalicoldatot, alummiumra fekete
lakkot mazolunk.
.’tS’. abra. Acelmoriek
Ha egyszeru leszabast, darabolast jelzo meretet kell kijelolni, akkor eleg
csak a ket veg befestese. Lemeznel legalabb ket oldal legyen derekszog-
ben, ezt jeloljiik meg. Riidanyagnal is egyik oldalra, koracelnal az alko-
tora legyen meroleges a jelzes. Erre az alapmeretre merjuk ra a levagando
hosszmeretet. Ezt a meretet ket-harom helyen pontozdval is megjeloljuk,
kiilonosen akkor, ha nem azonnal keriil leszabasra az anyag.
A hossztisagot acelmertekkel (38. abra) merjuk (21. tablazat). Ennek
beosztasa az egesz hossz menten 1 mm-es. A 0,5 mm-es beosztast leolvasni
nehez, kiilonben is az Altalanos lakatosmunkak hosszmereteinel rendsze-
rint nem sziikseges nagyobb pontossag.
21. tdbldzat
A colmertekek fo meret ei (mm-ben)
Teljes hossz | Vastagsag | Sz61ess6g
A-alak (rugalmas)
150 0,3 12
200 0,3 12
300 0,3 12
500 0,3 12
1000 0,6 18
В alak (merev)
.‘><9. dbra. Lyukasztas, furas, kivAgAs jelzese pontozdval
A lyukasztas, furas, korkivagas kozeppontjat az alapvonalakra mero-
legesen huzott vonalak metszesevel jeloljiik es pontozdval rogzftjiik (39.
abra). Ha e pontbdl hegyeskorzdvel (22. tablazat) meghuzzuk a kort, ak-
kor a kor keriileten is ket-harom pontot ussiink be. A szogbe hajlo vona-
lakat egyszeru beallfthatd, beosztasos szogmero segitsegevel hiizzuk meg.
Itt emlitjiik meg, hogy a rajztuvelmindigkozvetlenula vonalzo felfekvo
lapjanak elenel hiizzuk a vonalat, mert ellenkezd esetben sem meret sze-
rinti, sem kifogastalan egyenest nem hiizhatunk. Az acelmertek beoszta-
saval mindig szemben figyeljiik meg a leolvasott meretet, mert oldalrol
nezve az osztast eltolva latjuk, amihibat jelent. A derekszogek szarai sok-
szor mar a gyartasnal, de igen gyakran leejtes miatt elternek a 90°-tol.
Ezert, ha pontos munkat akarunk vegezni, a derekszbget ellenorizni kell.
Ha finom egyengetolapra a nagy pontossagii ellendrzd derekszog vagy
henger melle — hosszabbik szaraval felfele — helyezziik derekszogiinket
es egyenetlen fenyrest talalunk, akkor derekszogiink pontatlan es javf-
tasra szorul (40. abra).
22. tdbldzat
Ilegyeskorzok fo m^retei (mrn-ben)
Hosszusag Vastagsag Hegyezds hossza Silly kg/db
100 5 20 0,04
160 6 25 0,10
250 40 0,25
400 10 60 0.50
40. dbra. Mfihelyderdkszog ellendrzdse
Koracel kozeppontjat kozpontkereeo derekazoggel allapithatjuk meg.
Abban az esetben, ha nem rendelkezunk ezzel a meroeszkbzzel, akkor
prizmara helyezziik a koracelt, es tobbszor elforgatva a prizman, pdr-
huzamtuvel keressiik meg a kozeppontot (41. abra).
11. dbra. Kozpontkereses pdrhuzamtuvel
4. Meretre vagas olloval, furesszel
Lemezt, szalagacelt, vekony falti csoveket keziolloval vaghatunk, ekoz-
ben nyirasi muveletet vegzunk. A ket el egymassal szcmben benyomodik
az anyagba, fokozatosan kettevalasztja az anyag szalait, a lemez ket
reszre osztodik. A vagas kezdeten az anyagot elforditani torekszik a hato-
ero, ezert vekonyabb anyagnal kezzel (vastagabbnal es gepiolldnal iitko-
zovel) akadalyozzuk meg az elforgatast. Ha az olio eleit nem tartjuk
merolegesen a lemezre, a vekony lemez a kesek koze szorul, a vastagabb
lemez pedig szetfeszfti az eleket. A ket kes lapjat ugy kell beallitani, hogy
egymashoz fekiidjenek, de iiresjaratban konnyeden csiisszanak e gym as
feliileten.
A keziollokat szerszamacelbol keszftik. Siillyesztekbe sajtoljak, utana
edzik. koszoriilik. Tgen lenyeges a vagoelek szogeinek kialakltasa. Leg-
jobban akkor vagnanak a kesek, ha az ekszog (/5) igen hegyes szog lenne,
de ez esetben az el hamar kitoredezne (a ekszog 75—85° szokott Jenni).
A kesek homloklapjat alakoszorulik, hogy vagas kozben kisebb legyen
a surlodas a kes homlokfelulete es az anyag kozott (y homlokszbg 2—13°
legyen), a harmadik szog (a = hatszog 2—3°) kiadodik. mert a harom szog
osszege 90°.
A kesek mindig elesek legyenek. mert csak ugy kapunk szep, sorja-
men.es vagott elt. Koszoriiles utan olajkovel az olio elet a sorjatol mente-
42
si'tsiik es olajozzuk be vekonyan. Az elek gyengen iveltek. A keziollo nyele
osszecsukaskor rendszerint iitkozik, ezt iigy kell beszabalyozni, hogy meg
ez esetben is az olid hegyenel kb. 1,5 mm-es tulfedes legyen. A keziolldt
a szarak vegenel fogjuk, mert igy a
nviroero karja a leghosszabb, tehat
Jegkonnyebb a vagas.
A keziolldt nem szabad satuba
fogni es nem szabad kalapaccsal titni
a szarait. Koracel, idomacel, edzett
anyag vagasa a kesek kicsorbulasa-
hoz vezet.
Anvagmindseg, vastagsag es va-
gandd alak szerint a kezi lemezollo
lehet:
gdrbe, egyetemes, egyenes lemez-
vagd olid (42. abra),
lyuk-, sarokolld, tablalemezolld,
tokeolld, satuba foghato lemezollo
(43. abra).
43. dbra. Satuba
foghato lemezollo
12. dbra. Egyenes lemezvago ol!6
Az egyenes lemezvago olldk fd mereteit a 23. tablazat, a kezi- es rogzi-
tett olldkkal vaghatd vastagsagot — anyagmindseg szerint — a 24. tabla-
zat foglalja ossze.
Egyenes lemezvago ollok <o meretei
(mm-ben)
Lies hossz VAgoel hossza A ket olid szdlessdge A kdt olid vastagsiiga M:ook- szHesseg
200 60 40 11 50
250 70 45 1 1 50
315 90 50 13 r ~
355 J 05 55 Hi 55
43
24. icibldzal
VAghat6 legnagyobb lemezvastags4g (mm-ben)
Anyag K6ziolI6 teljes hossza, mm Tokeollo teljes hossza, mm
_ - 200 | 250 J 315 355 600 700 | 800
35 kg/mm2 szilardsagu acbllemez 0,5 • 0,6 0,8 1 1,85 2,2 2,5
40 kg/mm2 szilardsagu acellemez 0,4 0,5 0,6 0,7 1,3 1,55 1,75
50 kg/mm2 szilardsagu acellemez 0,3 i 0,4 0,5 0,6 1,1 1,3 1,5
60 kg/mm2 szilardsagu acellemez 0,25 0,3 0,4 0,5 0,95 1,1 1,25
Vorosrez 0,5 0,6 0,8 1 1,85 2,2 2,5
Aluminium, lagy 1,2 | L8 | 2,25 | 2,5 4,6 5,5 1 6,25
A vastagabb lemezeket, rudacelt, idomacelt lemezvagoval (44. abra) is
meretre szabhatunk (ha mas eszkoz nem all rendelkezesre). A lemezvagd
hasonld a laposvagdhoz, azzal a kiilonbseggel, hogy a vagd die szelesebb
es ivben gorbult. A befogott anyagot vastagsaga % reszeig bevagjak,
majd satuban vagy az egyengetdlap elen eltorik.
Itt emlitjiik meg, hogy a vastagabb anyagok vagasara hasznaljak az
emeldkaros olldt. A karon kifejtett kezi erot a kettos attetel megsokszo-
rozza. A karral egyiitt mozgathatd a leszorltd is, hogy az anyag vlzszinte-
sen alljon. A leszorltd allithatd.
Lengyel Zoltan szabadalma a kezi muhelyolld, mellyel vekonyabb
lemezen, eldzetes lyukkivagas utan, belso kivag4sok is megoldhatdk.
A masik mod, amellyel a meretre vagast vegezhetjuk, a kezi fureszeles.
Ez is forgacsolasi mlivelet. A flireszelest femfureszlappal vegezziik. Az
egy- vagy ketoldali fogaz4ssal ke-
sziilt femfureszlapot flireszkeret-
be fogjuk es szarnyasanyaval kife-
szltjiik, megpedig ugy, bogy a fo-
gak elei a tolas iranyabaalljanak.
A femfureszkcret lagyacelbdl
kesziil, de — ritkabban — csdbdl
hajlitott kivitelut is hasznalnak.
A f tires zlapot ket csapszeggel
rogzitjlik akereten levo hasltekba.
44. dbra. Lemezv6,g6
A femfureszlap (MSZ 1191) fogai ek alakuak, ezek forgacsoljak az anya-
got, a kis forgacsokat a fogkozok magukkal viszik, es a tolas vegen kiej-
tik. A femfureszlap fogainak kikepzese — a kiilonbozo anyagokhoz es
kemenysegiikhoz alkalmazkodva — eltero. Ugyancsak eszerint valtozik
a 25 mm-re eso fogszam. Kemeny anyaghoz suru, lagy anyaghoz ritka
fogazasu femfureszlapot hasznaljunk. (Konnyufemre, vorosrezre, mu-
anyagra 8—12 fogszamii, durva fogazasu, otvozott acelra, szerszam-
acelra kozepes fogazasu, 32 fogszamu fureszlapot hasznalnak.)
A femfureszlapot altalaban szerszamacelbol gyartjak. A fogakat edzik,
ezek vastagsaga 0,5—0,8 mm. A fogakat kihajtjak vagy hullamositjak,
hogy a fureszlap ne szoruljon a kivagott hezagban.
A fureszelesnel legelso teendo az anyag rezgesmentes befogasa. A kis
falvastagsagu anyagot a satupofak felso elehez kozel fogjuk be. Ha na-
gyobb gepalkatreszrol kell kiallo reszt levagni, megfelelo kitamasztassal
keriiljuk el a rezges lehetoseget. Befogas utan apro, rovid tolasokkal kezd-
jiik el a fureszelest. Ha kemeny az anyag es a fureszlap kiugrik, akkor
reszelovel egy bekezdd hornyot keszitsiink, es abban kezdjiik el a furesze-
lest. Kemeny anyagnal a surlodas csokkentese celjabol idonkent olajoz-
zuk meg a fureszlapot. A femfureszkeretet mindket kezunkkel nyomjuk
a munkadarabra a tolas iranyaban, de visszahuzaskor — amikor ugysem
vag a fureszlap — lazabbra engedjiik. Tartsuk mindig merolegesen a
munkadarab sikjara vagy tengelyere a keretet es ezzel egyutt a fem-
fureszlapot, mert ferde vagasnal elteriink a jelolestol, es csak koltsegesebb
utomegmunkalassal erhetjuk el a rajz szerinti eloirast. Ha megis eltertiink
a helyes tartastol, es eszrevessziik, hogy ferden vagunk, akkor fordftsunk
a munkadarabon es kezdjiink uj fureszelesi helyet tigy, hogy a kezdo hor-
nyok kesobb osszeerjenek. A ferde vagasu hornyokban nem szabad pro-
balkozni iranyvaltoztatassal, mert a fogak kitornek, esetleg a fureszlap is
eltorik. Hosszu lokettel, erzes szerinti eros nyomassal, kb. masodpercen-
kenti egy tolassal fureszeljiink. Kis falvastagsagu, puha anyagnal kis nyo-
massal es rovidebb lokettel dolgozzunk. Idomacelok, csovek fureszelese-
nel tobbszor fordftsunk a munkadarabon, mert a fogak beakadnak az
fires resz utan a falba es kitoredeznek. Vizszintes iranytol felfele fure-
szelni nem helyes, toredeznek a fogak, inkabb a vizszintestdl kis szoggel
lefele alljon a femfureszlap. A kitort fog csorba reszet azonnal koszoriiljuk
le, mert kiilonben a tobbi fog is kitoredezik koriilotte.
45
5. Vagits, faragas, veses kezi uton
A korszeru elogyartasi teclinoldgia, valamint a gepi megmunkalasok
tokeletesftese, a kisgepesites ezt a kezi muveletet hatterbe szoritotta,
megis gyakran elofordul, bogy a szabvany szerinti merettures elhanyago-
lasa, egyedi gyartasok, hornyok kivesese, sorja eltavolitasa miatt igenybe
kell venni a faragas, veses muveletet. Hosszabb darabbdl egypar darab
levagasat ezzel a muvelettel oldjuk meg. A vagas, a faragas es a veses
forgacsoldmuvelet. eszkoze a laposvago, a keresztvagd es a lemezvago.
A vagok szabvany (MSZ 1410) szerinti teglalap alakti rudanyagbol.
szerszamaeeibdl kesztilnek. Az elt kovacsolassal alakftjak ki, megedzik,
megeresztik es megfelelo szogbon kikoszoriilik. A vagok fejet kisse legom-
bolyitik, bogy a kalapacstites mindig kozpontos legyen, a fejet szinten
edzik. A lakatosnak igen gyakran sajat maganak kell edzeni es megeresz-
teni, valamint koszorulni. Kb. 800 C°-ra kell heviteni a vago elet, majd
hutovfzben lehuteni, ozutan 240—280 C3-on megereszteni. A koszoriilest
ugy vegzik, bogy
30—50b
50—GO3.
Jagy femre
szerkezeti aeelra
szerszamaeelra
60—70
legyen az ekszog.
A koszoriiles utan azonnal hutsiik le vizben az elt. Van kis es nagy ek-
szogu vago (45. abra). Ha kis ekszogu vagot hasznalunk, az kisebb erot
igenyel, de gyorsabban is toredezik ki az ele. Nagy ekszogu vago baszna-
lataboz nagyobb его sztikseges. viszont tovabb tart az ele. Ha nem kell
nagyobb pontossag a levagando darabnal, akkor eloszor az egyik oldalt,
utana megforditva a masik oldalt vagjuk be, es satuban eltorjtik a munka-
darabot.
Lj. abra. Vagok ekszogei
Faragaskor kb. 45°-ra fer-
den tartsuk a vago elet, mert
igy vegezhetjiik el a leg-
kisebb erovel a munkat. Ha
feliiletet kell faragni, inkabb
kis keresztmetszetu for-
gaccsal ketszcr faragjunk,
mint vastagabbal egyszer.
Pl. 1,5 mm-es fogassal ket-
szer faragva rovidebb ido
alatt vegziink, mint 3 mm-
essel egyszeri faragassal.
Hegesztett varratok faraga-
sanal a varratkozeptol egy
kevesse1 kiterve faragjunk, mert akkor keves nyiroero is celhoz vezet.
Vasontveny faragAsandl a feliilet vege elott 10—20 mm-rel az ellenkez<5
oldalrol faragjunk, mert kiilonben konnyen kicsorbul az ontveny. A
vasontveny faragasa dvatossagot kiv5n, mert rideg es konnyen torik.
A vago elet ontottvasnal nem kell olajozni, mig mds femek faragasanal
(acel, vorosrez) idonkent gepolajjal kenjiik meg.
A vesest keresztvagoval vegezziik. A keresztvagonal a keskeny oldalt
kepczzuk ki elnek. Hogy ne szoruljon be a vesett palyaba, hosszabban
van lenvujtva, mint a laposvago, es ele felett a nyujtas az elnel keske-
nyebb. Ekpalyak, hornyok, sullyesztoszerszamok kivesesere, sziikseg ese-
ten vastagabb anyag ledarabolasara hasznaljuk. Nagyobb feliilet lefara-
gasanal eloszor hornyokat vesiink, majd a kiallo reszeket laposvagoval
lefaragjuk. Ekpalyak vesesenel a keresztvago ele egyezzek meg annak
szelessegevel.
A csapagyperselyek olajhornyainak vesesenel koriv alakra kikepzett
elu keresztvagot hasznalunk.
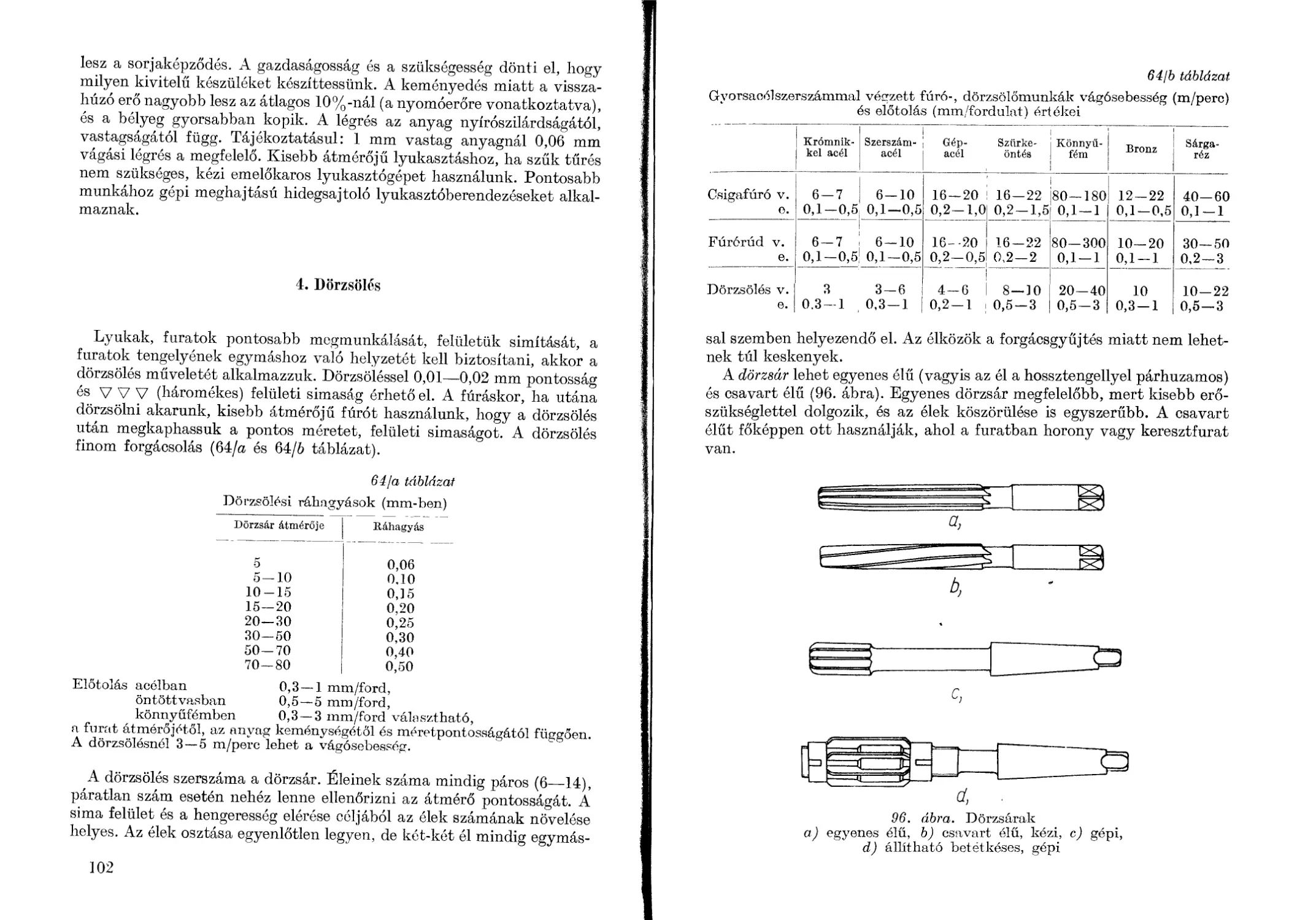
(i. Reszelovel valo alakitas
Az eddig targyalt lakatos technoldgiai miiveletek elokeszito jellegnek
voltak, egyik muvelet elvegzese utan sem kesz az alkatresz. A reszelessel
mar befejezodhet az alkatresz clkeszitese, mert a reszelo alakitdszerszam,
amely gyakran a kesz format is megadja.
A reszelo szinten forgacsoloszerszam. A forgacs nagysaga a vagas mino-
segetol fiigg, ezert hasznaljuk a durvabb kivitelt nagyolasra, a finomab-
bat a feliilet kikeszitesere (25. tablazat).
Muhclyreszelok 10 mm hosszra eso folso vagasainak szama d. lablazat
... Keszelotest hossza, mm _ _ .. _ _
f inom- JOO 125 150 200 250 300 350 400 450 500
Slig — JO mm tengelyhosbzra eso vagAsok szdma
0 ! 6 5,5 5 5 4,5 9
15 l-l 13 11 9 8 7.5 7 6,5 (•>
•> 19 18 16 11 12 10 9 8.5 7.5 7.0
3 21 20 19 17 15 1 13,5 12,5 12 1 1 10.5
1 3! 32 30 20 22 20 hl 13 12 12
A reszelovel valo termelekenyseget ket tenyezd befolyasolja: a muve-
let szakszeru kivitele es az anyagnak es kikeszitesenek megfelelo reszelo
kivalasztasa.
A reszeles kezi muvelet, eppen ezert iigyelni kell a test fdradsaganak
csokkentesere. iJgy kell elhelyezkedni a satu eldtt, hogy a bal Mb a satu-
li. abra. Lyukak reszel6se
/6*. dbra. Helyes testtart&s
a reszelesnel
padhoz kozelebb legyen, a jobb lab hatrabb (46. abra). Ez az elhelyezke-
des lehetdve teszi, hogy a testsulyt konnyeden helyezhessiik hoi az egyik,
hoi a masik labra, mert reszeleskor a tolasnal egyenletesen kell nyomni a
reszelot. Merev testtartAssal faradsagos a reszeles. A reszelo megfogasa
iigy tortenjek, hogy jobb keziink tenyereben legyen a reszelonyel, es hii-
velykujjunk feliil legyen, bal keziink tenyeret pedig a reszelo vegere he-
lyezziik, ezaltal a bal kez a testiink altal kifejtett nyomast szabalyozza es
a visszahuzasban vesz reszt. Kisebb reszeloknel, kiildnosen lyukak kimun-
kalasanal, mind a ket kez a nyelet fogja (47. abra).
A testtartasnal nem kevesbe fontos az anyag megfelelo befogasa a
satuba. Mozdulasmentesen, de a deformacid elkeriilesevel fogjuk meg a
targyat. Gyakran hasznAljak a satuvedo lemezeket vagy fat. Ugyelni kell
arra is, hogy a satupofakhoz lehetd legkozelebb fogjuk meg az alkatreszt,
nehogy rezegjen. Vekony lapot fara rogzitve fogunk a satuba.
Sik lapot felvaltva reszeljiink, hoi egyik oldalrol, hoi — a satu csavar-
orsojanak tengelyere vonatkoztatva 45°-os szogben — a masik oldalrol.
Igy ellenorizni tudjuk azt is, hogy a targy kbzepe nem lett-e domborii.
Ha olajos vagy zsfros a munkadarab reszelendo feliilete, akkor eldszor
tisztitsuk meg, mert ezeken cshszik a reszelo es nem fog jdl.
48
A termelekenyseg eleresenek masik tenyezdje a megfelelo reszelo ki-
valasztasa. Reszelovel lenyegeben haromfajta muveletet vegezhetiink:
durva, nagyold,
alakito, kikepzo,
simito, befejezo, repasszald
muveletet.
a) A szerszamgepontvenyek feliiletenek egyenletesen simanak kell len-
nie, mert a nemzetkozi verseny megkoveteli a csinos kulsot. Ezert le-
reszeljiik a kiallo ontvenyhibat. Karosszeriajavitasnal a varratok hegesz-
tese sokszor durva kiugrasokkal esufitja el a lemezt. Sok ezekhez hasonld
esetben durva reszelest vegziink, hiszen csak az a cel, hogy a ket hegesz-
tett felulet egy sikban legyen. A munkahoz karreszeldt hasznalunk.
Ha alkatresz eldallitasa alkalmaval — peldanak vegyiink egy javitas-
hoz sziikseges becsavarhatd szemet, melynel fogva a gepet felemeljiik —
nyers laposacel a kiinduld alapanyag, a nagyoldreszeles adja meg a for-
mat a kesobbi alkatresznek. Eldszor taszitdreszeldt hasznalunk, melynek
О-as vagasi finomsaga lehetdve teszi a nagy forgacsokkal valo gyors
anyaglevalasztast.
b) Folytatva tovabb a peldankat: alakito-, kikepzdmuveletet vegziink,
middn a szem kiilsd felet legombolyitjiik es csapot reszeliink ki, hogy arra
menetet vaghassunk. Ehhez mar muhelyreszelot: eldszor eldvago, majd
a felsimfto lapos- es felkerek, kdsdbb a szem belsd reszeben kerek felsimitd
reszeldt hasznalunk. A felsd legombolyftesnel billento mozdulatokat ve-
gezziink, vagyis kezdetben a reszelo vege legyen alacsonyabban, majd a
tolassal fokozatosan keriiljon magasabbra. Csapkikepzesnel ugyanezt a
mddot hasznaljuk.
c) Simito-, befejezo-, repasszaldreszeles a felvett peldakon akkor kovet-
kezik, ha pontossagi reszelovel a szem felsd reszet letisztazzuk, lapos, fel-
kerek es kerek pontossagi simitdreszeloket hasznalva. A csapot kettds
simitoval munkaljuk meg kbr keresztmetszeture, es jo felfekvcs miatt a
csapra merdleges tanyert kretaval beszort simitassal fenyesitjiik. (A pel-
dankkal kapcsolatban megjegyezziik, hogy hasonld technoldgiaval a gya-
korlatban csak akkor dolgozunk, ha szerszamgepek nem allnak rendelke-
zesiinkre.)
A repasszalas az a muvelet, amelyet akkor hasznalunk, ha csereszabatos
(cserelhetd) alkatreszeketmuhelyiinkmegnem tud eldallitani es az alkat-
reszt legtobbszor reszelessel illesztjiik a helyere. Repasszalas fogalma ala
lartozik az elkeszultalkatreszek sorjatdl, revetdl valo megtisztitasa is.
A reszeles tokeletes elsajAtitasa nagy gyakorlatot igenyel es koltseges
mfivelet, eppen ezert mar kissorozatok gyartasanAl sem hasznaljak a kezi
reszelest, hanem gepi megmunkalasra ternek at. Javitasoknal, tizemlaka-
tos munkakndl viszontnelkiildzhetetlen a reszelo hasznalata (48. abra, 26.
fablazat).
4 Lakatosok konyve
49
Karreszeld
Pontossagq
laposreszelo
Felkerek
pontossqgi
reszelo
Kerek"
reszelo
Neggszogletu
reszelo
Haromszogletu
reszelo
Hezag muhely-
reszelo
Szalagfuresz
reszelo
Felkerek
reszelo
Kesreszeld
Kardreszelo Pontossagi n Hezag z/
hezagreszeld tureszelo
48. abra. Peldak a reszelok liasznalatara
A reszeles ellendrzesere leghasznaltabb merdmuszer a tolomerce, (49.
abra). Kisebb alkatreszek hosszusaganak, szelessegenek, vastagsaganak,
valamint lyukatmero, lyukmelyseg meresere egyarant alkalmas. 0,1 mm
pontossagig biztosan mer, de kelld gyakorlattal finomabb turesek is leol-
vashatok rajta. (Varmak pontosabb beosztasu tolomercek is, de mi csak
a legegyszerubbel foglalkozunk.) A tolomerce altalaban nem fiokszer-
50
2(7. tablazat
Lapos, felkerek onreszelo f6 m6retei
(nim-ben)
A vagAs 1 Lapos szeless£g Felkerek
hoszsti- s^ga sz£less£g
| vastagsag vastagsag
200 22 6 20,5 1 6,5
250 26 24,5 i 8,5
300 31 8 30 10
350 36 9 33,5 1 11,5
szam, zsebben hordhatd kivitelu darabja nem hianyozhat a kepzett laka-
tos szerszamai kozul. Megfelelo dvatos kezelessel evtizedekig hasznalhatd,
de csak akkor, ha kopasi hibait tulajdonosa igazftani tudja. A tolomerce
fd elonye abban rejlik, hogy egy otletes megoldassal nagy gyakorlati pon-
tossaggal merhetunk.
A tolomerce ket reszbol all: alldm ercebol es mozgdmerdbdl, mely az
eldbbin pontosan csuszik. Mindkettonek kezdd resze egy-egy illeszkedo-
pofanak van kikepezve. Osszetoltallapotbanmindkettdnlevd beosztasa 0
jelzesen egymast takarja. Az alldmerce mm-es beosztasu. A mozgdmerdn
9 mm tavolsag van 10 reszre osztva es vonalkazva, vagyis egy osztas 0,9
mm. Mereskor a ket pofa koze fogott targy durva meretet a mozgdmerd
0 jelzesenek az alldmerce beosztasan kihasitott ta volsaga adja meg. Leg-
tobbszor azonban azt vessziik eszre, hogy a ket vonal nem pontosan fedi
egymast. Ez esetben megkeressiik a mozgdmercenek azt a vonalat, amely
a 0 jelzes utan pontosan talalkozik valamelyik millimeter vonalkaval,
annyi tizedresz a tavolsag a mert egesz utan. Peldaul a toldmerd 0 jelzese
a targy befogasa utan 6 mm-en all meg es a toldmerd 3. vonalkaja a 6 mm
utan all egy vonalban valamelyik mm-jelzessel, akkor a leolvasando me-
re! 6,3 mm.
49. dbra. То16тётсе
4*
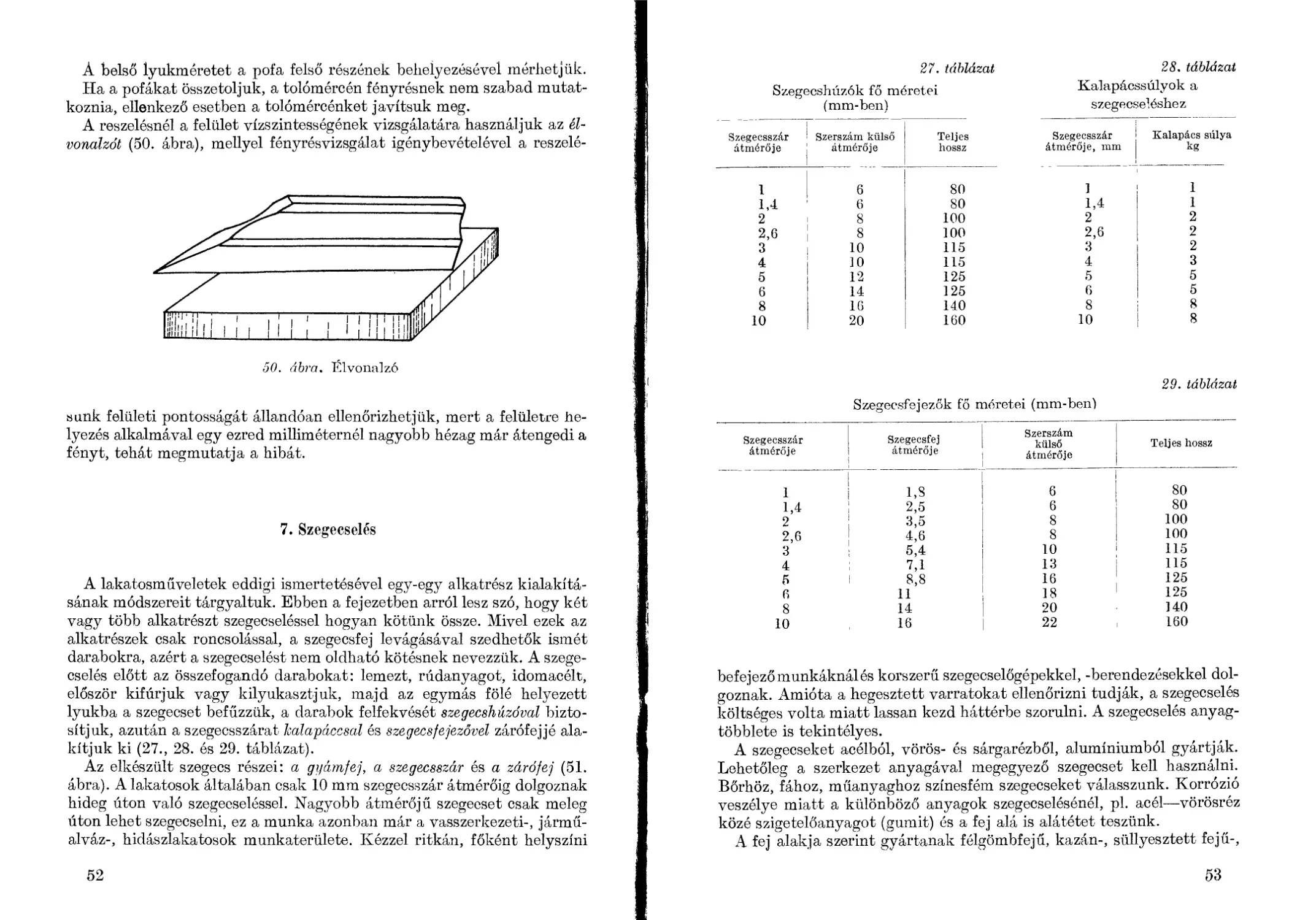
A belso lyukmeretet a pofa felso reszenek behelyezesevel merhetjiik.
Ha a pofakat osszetoljuk, a toldmercen fenyresnek nem szabad mutat-
koznia, ellenkezo esetben a tolomercenket javitsuk meg.
A reszelesnel a feliilet vizszintessegenek vizsgalatara hasznaljuk az el-
vonalzdt (50. abra), mellyel fenyresvizsgalat igenybevetelevel a reszele-
50. dbra. Elvonalzo
sunk feliileti pontossagat allandoan ellenorizhetjiik, mert a feliiletre he-
lyezes alkalmaval egy ezred millimeternel nagyobb hezag mar atengedi a
fenyt, tehat megmutatja a hibat.
7. Szegecseles
A lakatosmuveletek eddigi ismertetesevel egy-egy alkatresz kialakfta-
sanak modszereit targyaltuk. Ebben a fejezetben arrol lesz szo, hogy ket
vagy tobb alkatreszt szegecselessel hogyan kbtiink bssze. Mivel ezek az
alkatreszek csak roncsolassal, a szegecsfej levagasaval szedhetdk ismet
darabokra, azert a szegecselest nem oldhato kotesnek nevezziik. A szege-
cseles elott az osszefogando darabokat: lemezt, rtidanyagot, idomacelt,
eloszor kifurjuk vagy kilyukasztjuk, majd az egymas foie helyezett
lyukba a szegecset befuzziik, a darabok felfekveset szegecshuzdval bizto-
sltjuk, azutan a szegecsszarat Icalapaccsal es szegecsje/jezovel zardfejje ala-
kltjuk ki (27., 28. es 29. tablazat).
Az elkesziilt szegecs reszei: a gyamfej, a szegecsszar es a z&rdfej (51.
abra). A lakatosok altalaban csak 10 mm szegecsszar atmeroig dolgoznak
hideg uton valo szegecselessel. Nagyobb atmerdju szegecset csak meleg
uton lehet szegecselni, ez a munka azonban mar a vasszerkezeti-, jarmu-
alvaz-, hidaszlakatosok munkateriilete. Kezzel ritkan, fSkent helyszini
52
27. tdbldzat Szegecshiizok fo mbretei (mm-ben) 28. tdbldzat Kalapdcssulyok a szegecselbshez
SzegecsszAr Szerszam kiilso Teljes SzegecsszAr KalapAcs siilya
dtm6roje atmdroje hossz £tm£roje, mm kg
1 6 80 1 1
1,4 6 80 1,4 1
2 8 100 2 2
2,6 8 100 2,6 2
3 10 115 3 2
4 10 115 4 3
5 12 125 5 5
6 14 125 6 5
8 16 140 8 8
10 20 160 10 8
29. tdbldzat
Szegeesfejezok fo meretei (mm-ben)
Szegecsszar Atmeroje | Szegecsfej I atmeroje SzerszAm kiils6 Atm£r6je Teljes hossz
1 i 1,8 6 80
1,4 ! 2,5 6 80
2 I э Э 8 100
2,6 4,6 8 100
3 : 5,4 10 115
4 ; 7,i 13 115
5 1 8,8 16 125
6 11 18 125
8 14 20 140
10 16 22 160
befejezdmunkaknales korszeru szegecseldgepekkel, -berendezesekkel dol-
goznak. Amiota a hegesztett varratokat ellenorizni tudjak, a szegecseles
koltseges volta miatt lassan kezd hatterbe szorulni. A szegecseles anyag-
tobblete is tekintelyes.
A szegecseket acelbol, voros- es sargarezb61, aluminiumbol gyartjak.
Lehetoleg a szerkezet anyagaval megegyezo szegecset kell hasznalni.
Bbrhoz, fahoz, muanyaghoz szinesfem szegecseket valasszunk. Korrozio
veszelye miatt a kiilonbozo anyagok szegecselesenel, pl. acel—vorosrez
koze szigeteldanyagot (gumit) es a fej ala is alatetet tesziink.
A fej alakja szerint gyartanak felgombfeju, kazan-, siillyesztett fej ft-,
53
szegecs
szegecs
51. abra. Kiilonfcle szegecsek
Lencsefeju szegecsek meretei (mm-ben)
30. tdblazat
SzegecsszAr Atmero r z __ Szegecsfej Siillyeszt£s szoge
atrin'ro kiipma- gassag gombma- gassag gomb- ! sugar
8 n 2,8 1,5 15 90°
10 14,5 J 3 2 15
12 18 4 2 18
14 21,5 5 2,5 25 75°
16 26 6,5 3 30
18 30 8 3 34
20 31,5 10 3,5 Г ~ ~ 36 60°
lencsefeju-, peremes- es csoszegecseket. A lakatosok a felgombfeju- es a
siillyesztett feju szegecseket hasznaljak, finomabb kivitelu munkaknal a
tetszetosebb lencsefeju szegecset (30., 31. es 32. tablazat). Siillyesztett
feju szegecset akkor kell hasznalni, ha a fejnek nem szabad kiallnia a
munkadarabbol. Ennel a szegecsnel az anyagban stillyeszteni kell a fej
helyet.
SI. tdblazat
Felgombfeju szegecsek meretei (mm-ben)
Szegecs- Szegecsfej
&tm£r6 dtmero magass Ag sugar
1 1,8 0,6 ]
1,4 2,5 0,8 1,4
2 3,5 1,2 1,9
2,6 4,6 1,6 2,5
3 5,3 1.8 2,9
4 7,1 2,4 3,8
5 8,8 3 4,7
6 11 3,6 6
8 14 4,8 7,5
10 16 6,5 8
12 19 7,5 9,8
14 22 9 11,2
16 26 10,5 13,3
18 29 11,5 14,8
20 32 13 16,3
32. tdbldzat
Siillyesztett feju szegecsek meretei (mm-ben)
Szegecssz&r 1 Szegecsfej Sullycsztds
Atm6ro | Atmero magassAg szoge
— _
1 9 0,5
1,4 2,8 0,7
2 4 1 !
2,6 5,2 1,3
3 6 1,5 90“
4 8 2
5 10 2,5
6 11,2 2,6
8 13 • 1 2,8 ;
10 i 14,5 i 3
12 ; 18 4 !
14 21,5 5 75’
16 26 6,5
18 30 8
A jo szegecscies fiigg a megfelelo elokeszitestol. A furasnal vagy lyu-
kasztasnal keletkezo sorjat kupos sullyesztovel vagy a lyuknal nagyobb
esigafuroval, vekonyabb lemezeknel reszeldvel eltavolitjuk. Sok szegecs-
lyuk eseten eloszor fuzocsavarokkal par helyen egymasra fogjuk a targy a-
kat. Ha a lyukak nem fedik pontosan egymast, akkor tiiskevel kitagitjuk,
ha nagyobb az elteres, akkor dorzsoljiik, termeszetesen mindig a furatnak
megfelelo szegecsmeretet alkalmazunk. Ezutan a kilagyitott szegecset be-
fuzzitk a lyukba; ennek konnyeden kell beilleszkednie, mivel kis szegecs-
nol par tizeddel, nagyobbnal egy mm-rel nagyobb a lyuk, mint a szegees-
atmord. Eroszakkal beverni nem szabad, mert deformalddik a szegecsszar
es a gyarnfej nem fog helyesen illeszkedni. A befuzott szegecs gyamfeje
ala ratartoszerszamot helyeziink. A ratartoszerszamon gyarnfej nagysagti-
nak kikepzett negativ fej legyen. A szegecshuzdt (52. abra) ekkor a kiallo
szarra helyezzuk, par iitessel az osszefogando targyakat egymashoz szo-
ritjuk, majd elveve a szegeeshuzot, merdleges iitesekkel elkezdjiik a szar
zomiteset. A fejalakitas akkor kezdddik, amikor a zomites kovetkezteben
a ket resz nem mozog el. A fejalakito iitesek mar oldalirAnyiiak. A szegecs-
fe/jezo (53. abra) segitsegevel a szegecsveget szabalyos zarofejje alakitjuk.
Ha hossza volt a szegecsszar es sorja maradt a zardfejen, hgy felkor elu
szegelyvagoval kiigazitjuk.
A szegecseles nehez fizikai munka, kiilonosen nagyobb szamu es atme-
roju. szegeesek eseten, ezert megfeleld szerszamokkal hideg szegecseleshez
Teljes hossz
52Tdbra. Szegecshuz6
53, dbra, Szegecsfejezo
hasznalhatunk karos- vagy golyosprest, sorozatgyartasnal szegecselo-
gepet.
A szegecselesnel eldfordulo hibak koziil nehanyat az 54. abran muta-
tunk be.
Mint mar emlitettuk, a szegecselest, de a tobbi elterjedt kotesmodot is
kezdi kiszoritani a ragasztas, vakszegecseles es a sokfele onzaro rogzitesi
54. dbra. Szegecselesi hibak
a) ferde furat, b) eltolt furat, c) kis atmerojfi szegecs vagy
nagy atmerojfi furat, d) hosszii szegecs, e) rovid szegecs,
f) ёУепёе behuzas, g) tulzott behuzas, h) laposan fejelt
szegecs, i) ferden fejelt szegecs
55. dbra. GESIPA vakszegecseles
mod. Tekintettel arra, hogy fejlett ipari orszagokban ezek a technologiak
szeles korben elterjednek, ezert e helyen "foglalkozunk meg a vakszege-
cselessel. Ez az eljarasi mod kiilonosen erdekli a lakatosokat, mert eppen
a kis atmeroju (2—6 mm) szegecselest nagy koltsegmegtakaritassal p6-
tolja. A sokfelebol (GESIPA, Pop, Chobert Jo-Bolt stb.) csak egyet
ismertetunk. amelyen az elvet bemutathatjuk (55. abra).
5 /
GESIPA vakszegecselesnel az osszeerdsitendo lemezekben kikepzett
lyukba a szegecset a furataban levo maggal egyiitt behelyezztik es kiilon-
leges szerszammal a magot visszahuzzuk. A szar feje a szegecset defor-
malja es egyben dsszehuzza a lemezeket. A tovabbi huzas kovetkezteben
a szegecsek zarofej formara alakulnak, a kelloen meggyengi'tett szar elsza-
kad es kesz szegecs keletkezik. Elonye, bogy egy oldalrol lehet szege-
cselni, nem kell ratartoszerszam es percenkent 25—30 szegecs keszitheto.
Vastiti es kozuti jarmuvek karosszeriainal, tireges alkatreszek, csobutorok
stb. keszitesenel hasznalata igen elterjedt, noveli a gyartmany szepseget
es csokkenti az onkoltseget.
8. Kemeny- es lagyforrasztas
Kemeny- vagy lagyforrasztassal szinten nem oldhato kotes keletkezik.
Vannak bizonyos fembtvozetek, melyek olvadt allapotban az bsszeerosi-
tendo alkatreszek koze jutva es azok feliiletet reszben megolvasztva, der-
medesuk utan a ket alkatreszt dsszetartjak. A kotes korlatolt erohatasig
all fenn, mas szoval a forrasztott anyagok kozott a szilardsagi viszonyok
(ellentetben a hegesztessel) nem lesznek egyenldk a forrasztott targya-
keval.
A forrasztashoz hasznalt anyagokat omlesztett allapotban vissziik a
ket targy koze. Ha olvadaspontjuk 620 C°-nal magasabb, akkor kemeny-
jorrasztasnak, ha 60—327 C° kozott olvadnak mcg, lagyforrasztasnak ne-
vezziik a muveletet.
Ke,m6nyjorrasztast ott alkalmazzunk, ahol a forrasztassal szemben na-
gyobb szilardsagi kovetelmenyeket irunk elo (pl. szalagfuresz-szakadas
javftasanal, kemenyfem lapka tartdjara valo erositesenel, eltorott kulcs-
toll forrasztasanal stb.). Alapanyagul a rez- vagy ezustforraszokat hasz-
naljak. A rezforraszok vordsrez- es horganyotvozetek magasabb hofokon
olvadnak, folyekonysaguk kisebb, emiatt utolag megmunkalandok a felii-
letek, ellenben kemenyebbek. Az eziisttel otvozott kemenyforraszok ki-
sebb hofokon olvadnak, jol folynak, a kozoket jol tbltik ki, es nem kell
utolag megmunkalni dket. Mindket fajta forrasz olvadaspontja (max.
30%) kadmium hozzaadasaval meg csokkenthetd, emellett a szilardsagot,
kalapalhatosagot es korrozioallosagot noveli. A kemenyforrasz-btvozetek
osszeallftasat a 33. tablazaton talaljuk.
A kemenyforrasztas menete: Az osszeforrasztando targyak feliileteit
kaparassal, reszelovel, csiszolovaszonnal gondosan megtisztitjuk, 6s ki-
keszltjuk az osszeforrasztas feliileteit (pl. szalagfuresz ket fel darabjat kes-
szeruen levekonyltjuk). Ezutan kivalasztjuk a kozolt tablazatbol a for-
5S
33. tdbldzat
A kem6nyforraszt&s otvozetei
es alkalmazAsi teriilete
Forrasztd
alapanyag
Rezforraszok
Eziistforraszok
Osszet6tel %-ban Olvadas-1 pont | C° Alkalmazasi tertilet
voros- rez horgany eziist
42 58 820 Sargarez forrasztasa
45 ! 55 — 825 ) Sargarez forrasztasa
51 49 —. 850 । Sargarez forrasztasa
54 46 — 875 Sargarez forrasztasa
65 35 — 900 Bronz, vas, acel forrasztasa
98 2 ogyeb — 1070 Bronz, vas, acel forrasztasa
50 46 4 855 Vas forrasztasa
50 42 8 830 Vas forrasztasa
43 38 9 820 Sargarez forrasztasa
36 52 12 785 l Sargarez forrasztasa
40 ' 35 25 725 । Finom munkdkra
30 25 45 720 Finom munkakra
28 — 72 780 Villamos vezetekek forrasztasa
raszotvozetet. Magasabb hofokon olvado femekhez — pl. bronz vagy acel
— magasabb olvadaspontti dtvozetet valasztunk. A kovetkezo teendd a
tdrgyak felmelegftese forrasztdlampaval, gazzal vagy villamos arammal,
esetleg kemenceben egy kevessel a forrasz olvadasi hofoka foie. Legcel-
szertibb, ha a forrasztando targyak melege olvasztja meg az otvozetet.
Kiilonbozo tomegu targyaknal mindig a nagyobbat kezdjiik melegiteni,
nehogy hdmersekletkuldnbseg legyen a targyak kozott, mert ez esetben
a varrat szilardsaga egyenlotlen lesz. Megfelelo hofok elerese utan szem-
cse, szalag vagy huzal alakjaban a forrasztas helyere szdrjuk az dtvoze-
tet, ennek tetejebe a tisztito- (dezoxidald-) anyagot. Ez rendszerint ege-
tett boraxpor, mert az nem jon forrasba, ugyancsak nem forr a 60%
borax es 40% borsav kevereke, vagy a 60% borax, 20% hamuzsir es 20%
konyhasd kevereke, melyet elozdleg melegitessel viztelemteni kell. Itt
emlitjuk meg, hogy ma mar igen sokfajta dezoxidald keszitmeny keszen
kaphatd. A dezoxidalas azt jelenti, hogy az allanddan kepzddd oxidrete-
get elvonjuk a forrasztas helyerdl, mert kiilonben a forrasz nem tapad jol
a feliiletekhez.
A forrasztas helyen keletkezett iivegszeru salakot a kihules utan aprd
utesekkel vagy reszeloveggel letisztitjuk, a bdraxmaradekot szappanos
vagy szddas vfzzel leoblitjuk.
Kisebb mechanikai igenybevetelncl es ahol nagyobb teriiletet csak ala-
csony hofokra szabad felmelegiteni, ott lagyjorrasztnst alkalmazunk. Kii-
59
lonosen a villamosiparban es a haztartasi cikkek gyartasanal van nagy sze-
repe a lagyforrasztasnak, mert csak kismertekben zsugorodik, es a rezgesi
igenybeveteleket jdl blrja. A lagyforrasztashoz hasznalt otvozetek on,
olom osszeteteluek, de az on dragasaga miatt bizmuttal es kadmiummal
is otvozik, a lagyforrasz-otvozetek olvadaspontja 60 C°-tol 275 C°-ig val-
toztathato (34. tablazat).
34. tablazat
A lagvforrasztas otvozetei
es alkalmazasi tertiletei
Osszet£tel %-ban -Olvadds-
On Olom Bizmut Kadmium pont 0° Alkalmazasi teriilet
60 40 183 Konnyen olvadd femek, vill. ipari alkatreszek forrasztasa
50 50 — 220 Sargar5z, badog forrasztasa
40 60 — - 240 Sargarez lemez, feherbadog forrasztasa
33 67 — — 260 Horganyzott alkatrdszek, hor- ganylemez forrasztasa
30 70 — 270 Badogos munkak forrasztasa
25 75 — — 275 Olomcsd, olomlemez forrasz- tasa
15 25 60 — 125 Kiilbnleges cclokra
25 22 53 —— 113 Kiilonleges eelokra
15 32 53 — 9f Kiilonleges сё1окга
12,5 25 50 12,5 60 (Wood-otvozet)
alumi- vorosrez
nium vagy eziist
21 67 — 12 380 Aluminium forrasztasa
Igen lenyeges kovetelmeny a forrasztando feliiletek megtisztitasa rozs-
datdl es mas szilard szennyezoanyagtol, valamint zsirtdl, olajtol. Eldbbi
esetben drotkefevel, reszelessel, csiszolovaszonnal vegezziik a tisztitast,
ez utan vegyi tisztito- (dezoxidalo-) anyaggal oldjuk a zslrt, olajat es a
finom oxidreteget. Kiilonbozd anyagok osszeforrasztasahoz mas es mas
tisztitoanyagot hasznalunk (35. tablazat), ezeket folyadek, por vagy
paszta alakjaban visszuk a forrasztando anyagok feliiletere. Itt emlitjuk
mcg, hogy kcnyesebb forrasztas elott (pl. villamos gdpek koteseinek for-
rasztasanal) beonozzuk a forrasztandd targyat, megpedig iigy, hogy
savba, majd dnfiirddbe martjuk, es csak vekony onreteget hagyunk rajta.
Ezutan a forrasztando felhleteket melegitve egyidejuleg a lagyforrasz-
otvozetet is megolvasztjuk. Elobb melegedjek meg egy kevessel a forrasz-
tando targv, mint az otvozet. Ha ez megolvadt, a forrasztando anyagok
kozott levo resbe folyatjuk. Felhivjuk a figyelmet arra, hogy а рака he-
gyet minden forrasztas eldtt reszelovel kisse tisztitsuk mog, a forrasztas
60
o-). tdbldzat,
2sirfbltok tisztitasara hasznalt anyagok
A tlsztitando anyag
Асё1, sargar£z, j Aluminium bronz Ontdtt- vas, cink Sargar6z, { badog | 1 Villamos al- katr^szek
Cinkklorid forrasztoviz: ! Cinkklorid 50% vizzel higitott so- ! es savhoz 1/7 —1/8 resz hor- nhtrium- ganyt adagolunk (az ' klorid eros pezsgessel oldodik) A pezsges befejez^se utan 1/3 resz szalmiak- szesszel hfgftjuk, esep- penkdnt adagolva S6- sav Szalmiak Ot resz gyan- tahoz ugyan- annyi faggyut 6s egy rdsz szalmiakport adagolunk
alatt idonkent szalmiakko godreben tisztogassuk, mert а рака hegyenek
mindig oxidmentesnek kell lennie. Vorosrez testu pakan kiviil van gaz->
elektromos- es benzinpaka is. Heviteshez hasznalhatunk benzin-forrasz-
tolampat is.
A forrasztast lehules utan hantolokessel megtisztitjuk, bogy a varrat
tetszetos es folytonos legyen, mert ha helyenkent rosszul zar, a beszivargo
goz, folyadek korroziot okoz.
A nem megfeleld hofoku pakaval forrasztott varrat selejtes lesz, ugy-
szinten, ha kdszentuzben melegitjuk, mert a szen kentartalma szennyezi
a feltiletet. A biborvoros szinu рака hofoka megfelelo. A forrasztopakaval
legfeljebb 300 C°-ra melegithetjuk fel a forrasztasi helyet, de hamar lehul
а рака, azert folyamatos munkanal tobb pakat vagy forrasztolampat
hasznalunk felvaltva. Vigyazni kell, hogy a lagyfemforraszt tul ne mele-
gftsiik, mert eleg vagy elgozolog a forrasztdotvozet.
A hiradastcchnikai szereld technoldgiak koziil a legjelentosebb a lagy-
forrasztas.
9. Menetfuras, menetmetszes
Alkatreszek, alkatreszcsoportok osszefogasahoz a legtobb esetben csa-
vart es csavaranyat hasznalunk fel. Ez a gepelempar oldhato kotest lete-
sit, es a mai fejlett megmunkalasi mod mellett igen finom tureseken beliil
szerelheto.
A csavart es az anyat a csavarmenet kapcsolja osszc. A csavarmenet
eloallltAsa ugy tortenik, hogy egy hengerpalastba egyenletes emelkedes-
sel valamilyen geometriai idomot, pl. haromszoget vagunk be. Ha ennek
a haromszognek litjat egy fordulatig sikban kiteritjuk, szinten harom-
61
szbget kapunk, meiynek aiapja a henger keriilete, magassaga a menet
emelkedese. Egy menetnek nevezziik tehat azt az utat, amelyet a csavar-
menetnek egy pontja megtesz, amig ujra ahhoz az alkotoig er a menet-
emelkedes magassagaban. A tent emlitett kiteritett haromszogben a viz-
Metermenet
Menetemelked.es
Idhituorth - menet
Laposmenet
Kozepdtmerd
Fureszmenet
7Wb.
Trapezmenet
'^\^Kulspii
dtmerd
Zsindrmenet
56. dbra. Kiilonfble csavarmenetek
szintessel alkotott szog a menetemelkedes szoge. A haromszoggel kepzett
menetet elesmenetnek, a negyzettel kepzettet laposmenetnek nevezziik.
Van ezeken kivtil trapezmenet, fureszmenet es zsinormenet (56. abra).
Altalanosan az elesmenetet hasznaljak. Ezek kozott van metermenet es
Whitworth-menet, amelyek abban kiilonboznek egymastol, hogy a meter-
menet menetprofilja 60°-os egyenlo oldalii haromszog, a Whitworth-
menete 55°-os egyenlo szarh haromszog. (A szabvany szerintWhitworth-
menetet uj szerkezethez mar nem szabad hasznalni.) A metermenet lehet
Jobbmenet
Balmenet
57. dbra. Jobb- es balmenet
normal es fin от, metermenet (36. es
37. tabldzat), az utobbinal a menet-
emelkedes kisebb. Ugyanigy a Whit-
worth-menetnel a finomabb a cso-
menet (38. es 39. tablazat), ez is ki-
sebb emelkedesti. Ha a menet becsa-
varasa az dramutato jarasaval egye-
zik, akkor jobbmenetu, ha ezzel ellen-
tetes, akkorbalmenetu (57. abra). Ez
utobbit ritkabban hasznaljuk.
36. tdbldzai
Normal metermenet fo meretei (mm-ben)
) Az orsomenet Az anyamenet
Nevleges atmcro Emelkedds । ktilso кбгёр mag ktilso |кбгёр । mag
1 dtm£roje atnieroje
d h I d2 D D2 j A
1 0,25 0,034 । 0,838 0,676 0,720
1,2 0,25 0,034 , 1,038 0,876 0,910
1,4 0,3 0.040 1 1,205 1,010 1,050
1,7 0,35 0,044 1,473 1,246 1,280
2 0,4 0,050 1,740 1,480 g 1,530
2,3 0,4 0,050 2,040 1,780 £ 1,830
2,6 0,45 0,054 2,308 2,016 ‘c 2,070
3 0,5 0,060 £ ' 2,675 2,350 £ 1 2,410
3,5 0,6 0,070 3,110 2,720 ;P ! £ 2,790
4 0,7 0,079 'S । 3,546 3,091 'g : U 3,170
6 0,8 0,089 -B 4,480 3,961 43 ' £ 4,050
6 1 0,109 ! 5,350 4,701 =o 4,810
7 1 0,109 । £ 1 6,350 5,701 ” ~ 5,810
8 1,25 0,133 j ф 1 7,188 6,377 Ф g : 6,510
9 1,25 0,133 £ | 8,188 7,377 T , 2 , 7,510
10 1,5 0,179 ! я ' 9,026 8,051 й 8,230
11 1,5 0,179 1 й I 10,026 9,051 d ' Й 9,230
12 1,75 0,193 о i 10,863 9,727 S 1 ° j 9,320
14 2 0,218 § j 12,701 11,402 Я Й 11,620
16 2 0,218 i 3 14,701 13,402 8 § 1 13,620
18 2,5 0,267 । ! 16,376 14,753 < | я } 15,020
20 2,5 0,267 । ' 18,376 16,753 1 8 ' 17,020
22 2,5 0,267 1 1 20,376 18,753 1 19,020
24 3 0,327 , । 22,051 20,103 20,430
27 3 0,327 1 25,051 23,103 ! 23,430
30 3,5 0,386 ! J 27,727 25,454 ! ! 25,840
33 3,5 0,386 , ; 30,727 28,454 | j 28,840
37. tabid zat
Finom metermenet fo meretei (mm-ben)
Az orsomenet Az anyamenet
N6vleges atmerfi Emelkedds Вёз kiilso кбгёр mag kiilso kozdp mag
atmeroje atmeroje
d h I d ° Di
1 0,870 0.74 0,765
1,2 0,2 0,025 1,070 0,94 0,965
1,4 1,270 1,14 1,165
1,7 1,570 1,44 1,465
2 0,25 0,034 1,838 1,676 1,710
2,3 2,138 1,976 2,010
2,6 0,35 0,044 2,373 2,146 2,190
3 2,773 2,346 > 2,590
3,5 3,273 3,046 3,090
4 3.675 3,350 Ф 3,410
4,5 0,5 0,06 > 4,175 3,850 > to a 3,910
5 4,675 4,350 XD 4,410
5,5 5,175 4,850 a ft Ф 4,910
6 0,75 0,084 5,513 5,026 N :O 5,110
7 и Ф 6,514 6,026 to Л 6,no
8 tp Ф 7,35 6,701 © fl 6,810
9 10 1 0,109 7> XP fl 8,35 9,35 7,701 8,701 a © j 7,810 8,810
11 d 10,35 9,701 GQ 9,810
12 О 11,026 10,051 о fl N 10,230
14 & 13,026 12.051 g X 12,230
15 14,026 13.051 << О 13,230
16 15,026 14,051 fl о 14,230
17 16,026 15,051 s 15,230
18 1,5 0,179 17,026 16.051 16,230
20 19,026 18,051 18,230
22 21,026 20,051 20,230
24 23,026 22,051 22,230
25 24,026 23,051 23,230
26 25,026 24,051 24,230
27 26,026 25,051 25,230
28 27,026 26,051 26,230
30 29,026 28,051 28,230
64
s
^5
§
A Withworth-menet fo meretei
I
i--t - i-C 'S - 'Z t-t-»+ c: r- r-icDTtiTfcococDocs
7C ?: O i? -t S Si r- -S IS Si -: Z SI I - -zz О IC -t C: SI
iCOiCffiMM^^CCSlTtSiCOOr-iOhO^NIOuJOCOO
IO ь w"ro d « CO С» N >O 00 ГЧ 'J 1> 05 cd id rd d cd cd
r-l H r-‘ Si Si SI SI Z Z Z -f -f 1.0 S D t-t-Z X
8
8
Or-c: Oi.- z -1 xfi c: -f co z c: i-si z z s s si srz
МОЯХКГОгчГОНОЯМООГ-СО^ОСГ- н <£ IC о CO О
It —1 -- I - с: с: I,- S Z С. Г- LO SI - C: ?: LC о Z. LOCI I..o Z T
d cd" id' oo cd of of ос rd cd id cd of d rd о cd cd id о cd of об rd
- SI Si SiSI Z Z Z - -^ T is S C I - l-z
ОСЮЮС*5ОЮОЮО1ЛОиЭОЮОЮОООООООО
LCO^CNHOt-lONOr-iONOr-lONOiOOlOOlOOlO
о: c s I' zosi -f s i- s т si -- sz - s z si is s sc
cd id cd d of id cd of id x? d d cd d d id о td cd cd cd of x m
-- -r oi oi si z ?: z -f -t -f is s s s I' Z z s
CD CD
T - Z - OTZ -f Z 00 т? X Ol X^ TfrX ^£2
-r S Z I - — S Z I,- Hr-1 CO г—I Ю 05 Г- н н Z Г—I T «
r-' - - -r - Ol Ol Si SI z z z z
5 Lakatosok konyve
A csavar lehet egy-, ket- vagy
tobbmenetu (58. abra), azaz a menet-
emelkedes kozebe meg egy, ket vagy
tobb hasonlo emelkedesu menetet
vagnak (kozhasznalatban egy-, ket-
vagy sokbekezdesu menet).
Az elesmenet haromszog profilu
csucsat kisse letorik es tovenel lekere-
kitik, fgy tartos lesz a menet, es az
orso es az anyag kozott zsirozasra
alkalmas res keletkezik. A csavar-
menet fobb mereteit az [59. abran
lathatjuk.
58. abra. Egy-, ket- es
h&rom bekezdesu. csavarmenet
A csavarmeneteket, illetoleg csavarokat, anyakat ma mar korszeru
gepeken, automatakon allitjak elp. A lakatosnak megis kell tudni kezzel
is menetet furni, metszeni, ezert ismertetjiik ezeket a muveleteket.
59. dbra. A csavarmenet fd mdretei
60. dbra. Csavart homyu. menetfuro
5*
A kezi menetfurd (60. abra) csavarorsdhoz liasonlitliatd szerszam, mely-
nek palastjaba az alkoto menten 3—1 hornyot marnak, ezaltal a menet-
profil forgacsoldelle alakul at. A lefejtett forgacs a horonyba gyulik.
A hengeres szar veget negyszogge marjak, hogy a forditovas (61. abra)
megfelelo nyllasat belehelyezve, korbeforgatassal a menetet elkeszithes-
siik. A menetfiirast tobb fokozatban vegezziik. A menetfurd keszlot lehet
67. dbra. ТоЫЛупки forditovas
ket-, barom- es negyreszes, 5 mm atmeroig ketreszes, 52 mm-ig harom-
reszes, ezen feliil negyreszes. A keszletbol elso az elovagd, az utolso a kesz-
revagd, a kozbensok az utanvagdk. Menetet vaghatunk atmeno lyukba
vagy zsaklyukba.
A menetfliras reszere furatot kell keszlteni (40. tablazat szerint), mely-
nek atmerdje nagyobb, mint a kesz menet magatmerdje, mert a menetfurd
altal tomoritett anyag feltiiremld reszecskei reszere hely kell. Kismertek-
ben tiiremlo anyagok az ontottvas, bronz, sargarez, magneziumotvozet
stb. Erosen tiiremlo anyagok az acel, acel- es temperontveny, vorosrez
stb. Az anyagnak ezeket a tulajdonsagait figyelembe veve valasztjuk meg
a furatot. A menetfurd hornyain keresztiilkenni, huteni kell a vagdeleket.
Acelnal fiirdolajjal kenjtink, ontottvasnal repceolajjal, petrdleummal,
konnyufemnel denaturMt szesszel vagy petrdleummal.
10. tablazat
Fiiroatmerok a menetmaglyukakhoz (mm-ben)
Meter- Whitworth- Ijiroatin/'To
kismert^kben fel- erosen feltiiremlo
tiiremlo anyagokhoz anyagokhoz
M 1 0,75 0,75
M 1,2 — 0,95 0,95
M 1,4 — 1.1 1,1
M 1,7 — 1,35 1,35
M 2 — 1,6 1,6
M 2,3 — 1,9 1,9
M 2,6 — 2,15 2,15
M 3 — 2,5 2,5
M 3,5 — 2,9 2,9
40. tablazat folytatasa
Mdter-
Whitworth -
Fur6Atm6ro
menet
kismdrtekben fel- i erosen feltiiremlo
tureml6 anyagokhoz anyagokhoz
M 4 — 3,3 3,3
M 5 — 4,1 4,1
M 6 — 4,9 5
. 1/4"' 5,1 5,1
M 7 -— 5,9 6.5
— 5/16" 6,4 6,7
M 8 j _ 6,6 6,7
M 9 ! — 7,6 7,7
— 1 3/8 ' 7,8 7,9
M 10 8,3 8,4
— । 7/16 ' 9 2 9,2
M 12 — ’ io’~ 10,1
— 1/2" 10,4 10,5
M 14 , — 11,7 11,8
. 5 /8 ' 13,3 13,5
M 16 - 13,7 13,8
M 18 1 — i 15,1 15,3
— ! 3/4 " 16,3 16,4
M 20 1 — 17,1 17,3
M 22 I 7/8" 19,1 19,3
M 24 20,6 20,7
— 1" 21,9 22
M 27 1 23,5 23,7
— ’ i j/8" 24,6 24,7
M 30 26 26,1
— 1 1/4" 27,8 27,9
M 33 ! | 29 29,2
—. ] 3/8" 30,2 30,3
M 36 1 — 31,4 31,5
— 1 1/2" 33,4 33,5
M 39 1 — 34,4 34,6
— : 1 5/8" 35,7 35.8
M 42 36,8 37
— 1 3/4" 38,9 39
M 45 .— 39.8 40
— 1 7/8" 41,4 41,5
M 48 — 42,2 42,4
— 2 f 44,6 44.7
M 52 — 46,2 46,4
A kezi nwnutfurok fo mereteit a 41—44. tablazatokban lathatjuk.
41. tdbldzat
Afetermenetu kezi menetfuro fo m5retei (nun-ben)
N6vleges Emel- Teljes Vig661 N£vleges Emel- Teljes V&gd£l
4tm6r6 kedes hossz hossza Atm6r6 ked6s hossz hossza
M 1 0,25 31 8 Al 12 1,75 70 30
M 1,2 0,25 31 8 Af 14 2 75 35
M 1,4 0,3 33 10 Al 16 2 80 35
M 1,7 0,35 33 10 Al 18 2,5 90 40
M 2 0,4 35 16 Al 20 2,5 90 40
M 2,3 0,4 35 16 Al 22 2,5 95 40
Al 2,6 0,45 38 18 Al 24 3 100 45
M 3 0,5 40 18 Al 27 3 105 45
M 3,5 0,6 40 18 Al 30 3,5 115 50
M 4 0,7 45 20 Al 33 3,5 120 50
M 5 0,8 50 22 Al 36 4 130 55
Al 6 1 50 22 Al 39 4 135 55
Al 7 1 50 22 Al 42 4,5 145 60
Al 8 1,25 60 25 Al 45 4,5 150 60
Af 9 1,25 60 25 Al 48 5 160 65
Al 10 1,5 60 25 Al 52 5 165 65
Withworth-menetu kdzi menetfuro fo meretei
42. tdbldzat
N<5vleges htivelyk Menet szam hiively- kenkent Teljes hossz mm VAg661 hossza mm N£vleges atmero hfivelyk Menet- szAm hiively- kenkent Teljes hossz mm Vag6£l hossza mm
1/4 20 50 20 1 1/8 7 115 50
5/16 18 60 25 1 1/4 7 120 50
3/8 16 60 25 1 3/8 6 130 55
7/16 14 60 25 1 1/2 6 135 55
1/2 12 70 30 1 5/8 5 145 60
5/8 11 80 35 1 3/4 5 150 60
3/4 10 90 40 1 7/8 4,5 160 65
7/8 9 95 40 2 4,5 165 65
1 8 105 45
43. tdbldzat
Finom metermenetu. kezi menetfuro fo meretei (mm-ben)
I. Xevleges m^retes emelkectes IV. Teljes hossz Vigdfl hossza K£szlet db
II. 1 III.
M 3x0,35 40 18 2
M 4x0,5 45 20 2
M 5x0,5 50 22 2
M 6x0,75 50 22 2
M 8 X 1 M 8x0,75 60 25 2
M 9x1 M 9x0,75 60 25 2
M 10 X 1 M 10x0,75 60 25 2
M 12x1,5 M 12x1 70 30 2
M 13X1,5 M 13X1 70 30 2
M 14X1,5 M 14x1 75 35 3/2
M 16X1,5 M 16x1 80 35 3/2
M 18X1,5 M 18X1 90 40 3/2
M 20 X 1,5 M 20x1 90 40 2
M 22x1,5 M 22x1 95 40 2
M 24x2 M 24X1,5 M 24 X 1 100 45 3/2
M 26 x 2 M 26x1,5 M 26x1 105 45 3/2
M 27x2 M 27X1,5 M 27X1 105 45 3/2
M 30x2 M 30X1,5 M 30 x 1 115 50 2
M 36 x 3 M 36x2 M 36x1,5 M 36x1 130 55 3/2/1
M 39x3 M 39x2 M 39X1 M 39X1 135 55 3/2/1
M 42x3 M 42 x 2 M 42 x 1 M 42 X 1 145 60 3/2/1
M 45 X 3 M 45X1,5 M 45x1 M 45 X 1 150 60 3/2/1
44. tdbldzat
Whitworth-menetu kezi csomenetfuro fo meretei
Xevleges Atm£r6 htivelyk Menet- I sziim hfl- 1 velyken- k£nt Teljes hossz mm Vagdel hossza mm Nevleges j atmero ; htivelyk j Menet- szam- hiively- kenkent Teljes hossz mm Vagde hossza mm
C 1/8 28 55 25 C 1 1/4 11 100 40
c 1/4 19 65 30 C 1 3/8 11 100 40
c 3/8 19 70 30 C 1 1/2 11 105 40
c 1/2 14 80 35 C 1 3/4 11 115 45
c 5/8 14 80 35 0 2 11 120 45
c 3/4 14 85 35 C 2 1/4 11 120 45
c 7/8 14 85 35 C 2 1/2 11 130 50
c 1 11 95 40 C 2 3/4 11 130 50
c 1 1/8 11 95 40 C 3 11 140 50
A menetfurokat mindig dvatosan kezeljiik, ne erdltessiik, mert konnyen
tornek. Gyakran a helytelen edzes vagy a szakszerutlen csiszolas kovet-
kezteben mar hasznalat elott repedezettek lesznek esbeletornekafuratba.
Ha nines melyen, akkor lyukasztoval korbetitogetve kihajthatjuk, ha me-
lyebben van, akkor a hornyokba dughato kulccsal hajtsuk ki.
71
Kiilso menetet orsdra, csovekre menetmetszdvel vagunk. Kisebb es ke-
vesbe pontos meneteket metszolappal (62. abra) vaghatunk (0,5—3 mm,
1/16—1/4” atmerore). Ezt a szerszamot a lakatos maga is elkeszitheti.
Szerszamacel lapba kiilonbozo meneteket fur, ket vagy harom helyen
furassal megszakitja a menetet a forgoes eltavolitasara, es a lapot meg-
edzi.
Nagyobb atmerokre hasznaljuk a kormetszot, amely lehet zart vagy
hasftott. A zart kormetszot kozvetlenul a forditdvasba (63. abra, 45. tabla-
zat) helyezik; a kormetszo keskeny, nem sok menet fer tea. A kormetszo
(64. abra) oldalfeluleteit 60°-os kuposra kepezziikki, hogy a menetkezdes
konnyebb legyen. Ez a resz vegzi a forgacsolast, a metszo kozepso resze
vezeti a metszot es simitja a menetet.
45. tablazat
Menetmetszo forditovas fo meretei (mm-ben)
Furat- atrncro JD Befogo- r6sz vas- tagsaga h Teljes vastagsag b Teljes hossz L
30 9 11 210
45 14 16 350
65 ! 20 23 525
90 I 27 30 740
120 37 40 950
63. dbra. Kerek befogogyurus menetmotszo
fordltbvas
64. dbra.
Kormetszo
A menetmetszok fo mereteit a 46—49. tablazatok tartalmazzak.
46. tdbldzat
Metermenetu menetmetszok fo meretei (mm-ben)
Kevleges meret j Menet emel- ked6s Ktilso atmero Sz£les- seg ,\c\leges meret | Menet cniel- kedes Ktilso atmero Szdles- seg
M 1 0,25 M 12 1,75 38 14
AI 1,2 0,25 31 14 2
31 1,4 I 0,3 M 16 2 ——
A! 1,7 0,35 16 5 3'1 18 2,5 45 18
31 2 | M 2,3 ( 0,4 0.4 A! 20 2,5
M 22 > 5 22
M 2,6 0,4 31 24 3 1 55
31 3 0,5 M 27 | - - - —
I 3,5 0,6 31 30 3.5 1
31 I 0. 1 20 5 31 33 3 <) 24
M 5 0,8 31 36 4
Al 6 0,9 — 7 ЗГЗО 4 30
M 7 31 8 M 9 1 1,25 1,25 25 9 31 42 4,5 /5
31 45 31 48 4,5 5 90 36
M 10 1,5 30 u 31 52 5
47. tdhldzal
Finom-metermenetu menetmetszSk f<3 meretei (mm-ben)
Ndvleges meret 6s emelkedes
T. II. TH. IV. atmero Szelesseg
— — 1
M 3x0,35 i i 20 7
3,1 3,5x0,35 20 7
Al 4x0,5 20 7
31 4,5 X 0,5 1 1 20 7
31 5 X 0,5 20 7
M 5,5 X 0,5 20 7
Al 6 X 0,75 20 7
AT 8 X ] 3'18x0.75 ! 25 9
AT 9 X 1 3! 9x0.75 25 9
31 10X1 3110x0,75 30 11
31 И X 1 31 11x0,75 30 11
31 12X1,5 31 12x1 । ! 38 , 10
31 14 X 1.5 Al 14 X 1 38 10
31 15 X 1,5 31 15 x 1 45 14
AT 16 X 1,5 3116x1 45 14
M 18 X 1,5 31 18 X 1 45 14
31 20 X 1,5 \[ 20 x 1 45 14
31 22 X 2 31 22x1 i 55 16
3'1 24X2 31 21 X 1.5 | At 24X1 I 55 16
47. tabldzat folytatdsa
Ndvleges m6ret 6s emeikedds Kiilso'
L II. III. IV. atmero Szi-b’sseg
M 25x2 M 25X1,5 M 25 x 1 i 00 16
M 26x2 M 26x1,5 M 26x1 55 16
M 27x1,5 M 27x1 55 16
M 28x1,5 M 28X1 55 16
M 30X1 55 16
M 27x2 65 18
M 28 X 2 65 18
M 30 X 2 M 30x1,5 65 18
M 32 x 2 M 32x1,5 M 32 X 1 65 18
M 33 x 2 M 33x1,5 M 33 x 1 65 18
M 35 x 3 M 35 x 2 M 35x1,5 M 35X1 65 18
м 36 x з M 36 X 2 M 36 x 1,5 M 36 X 1 65 18
M 38x3 M 38 X 2 M 38X1,5 M 38x1 75 28
48. tabldzat
Withworth-menetu. menetmetszok fo meretei
N6vleges m6ret Kiilso atniero Sz£less£g mm j Nevleges i m6rei 1 Kiils6 й!тёгб j Sz£less£g
mm mm
1/16" 16 5 ! 5/8" 45 18
3/32" 16 5 : 3/4" 45 18
1/8" 20 7 ! 7/8" i 55 22
5/32" 20 7 i" 55 22
3/16" 20 7 1 1/8" 1 65 25
7/32" 20 Y 1 1/4" 65 25
1/4" 20 7 1 3/8" 65 25
5/16" 3/8" 25 9 1 1/2" 75 1 30
30 11 1 5/8" 75 1 30
7/16" 30 11 i 1 3/4" 80 i 36
1/2" 38 14 1 7/8" 90 ; 36
9/16" 38 14 2" 90 j 36
49. tabldzat
With worth- cs omenetu menetmetszok fo meretei
N6vleges meret Kiilso I dtm£ro Sz£less£g mm Nevloges m£ret Kiilso Atm<5r6 Sz£less£g
1 _ _ mm j
C 1/8" I 38 10 C 7/8" 65 18
C 1/4" 38 10 C 1" 65 18
C 3/8" 45 14 C 1 1/8" 75 20
C 1/2" 45 14 C 1 1/4" 75 20
C 5/8" 55 16 C 1 3/8" 90 22
C 3.4 65 18 C 1 1/2" 90 22
A hasitott kormetszot eloszor allitogyurube helyezziik, es ezzel egyiitt
rogzitjiik a fordftovasba. A hasitott metszo beallftasa ugy tortenik, hogy
ha a feszftocsavart meghuzzuk, akkor megfelelo mertekre szetfesziti a
hasftekot, ezaltal a menetmetszes allithato. Nagyobb pontossagu mene-
teknel es menetszabalyozasoknal hasznaljak.
Nagyobb hatarok kozotti allitasra a ketreszes menetmetszot hasznaljak.
A hajtokart, melybe a ket metszopofat elhelyezziik, prizmas vezetekkel
kepezik ki, es a metszdpofak a megfelelo bevagassal ebben csusznak. Az
allftast a szorftdcsavarral vegzik. Visszafele forgataskor nines forgacso-
las, tehat a menetmelyseg novelese celjabol mindig csak a behajtas elott
szabad meghuzni a szoritocsavart. A megfelelo kenest itt is alkalmazzuk.
A menetmetszest, illetoleg kitisztftast kormetszovel fejezziik be.
10. Sik es gorbe feliiletek hantolasa
A gepi megmunkalas utan az alkatreszek feliileten mindig maradnak
kiemelkedo feliiletek, forgacsolasi barazdak, egyenetlensegek. Ezeket
hantolassal — megfelelo kaparoeljarassal — tavolitjuk el. Jol vegzett
hantolas utan a meretpontossag, alakhuseg, feliileti simasag elerheti az
eloirt ertekeket.
A hantolast akkor alkalmazzuk, ha a feliileteknek egymason csuszniuk
kell (pl. a hosszgyalu mozgd asztalanak az agyban). Kiilonosen sziikseges
a meroeszkozok talpfeliiletenek merolegessege az dlloreszhez. A csap-
agyak perselyenek pontos illeszkedese a csaphoziselsorendu kovetelmeny.
A korszeru gyartasnal mar lassan kikiiszobolik a hantolast, de javfta-
soknal meg mindig nelkiilozhetetlen. A hantolas nehez es faraszto testi
munka, kello gyakorlat kell elvegzesehez. A hantolassal kb. 0,01—0,03
mm femforgacsot lehet lekaparni, a hantolas turese tehat 0,02—0,05 mm
kozott mozog. A termelekenyseg fiigg a csekely (0,1—0,2 mm) rahagyas-
tdl (50. tablazat).
50. tdbldzal
Hantolasi rahagyasok (mm-ben)
Feliilet szdles- s£ge 100-500 Feliilet hosszusdga
1 500-1000 Ц000-2000 1 2000-4000 1 4000-4600
100 alatt 0,10 0,15 0,20 0.25 0,30
100-500 0,15 1 0,20 0,25 0,30 0,40
500 — 1000 0,20 | 0,25 0,35 0,45 1 0,50
) babldzat jolytatdba
ЕигаШтёгб t । 100 alatt Furat hossza
| 100—200 200-300
80 alatt I 0,05 j 0,08 0,12
80—180 1 0,10 0,15 0,25
180-360 0,15 0,25 0,35
Megkiilonboztetunk sik- es gorbefeliilet hantolast, mert masfajta szer-
szam es ellenorzo segedeszkoz kell mindkettohoz.
Sik feliiletek hantolasahoz lapos femhantdldt (65. abra), ellenorzesre
firrom egyengetolapot hasznalunk. Ahol ritkabban fordul elo a hantolas,
ott laposreszelobol alakitjak ki a hantoldt iigy, hogy a vegen lekoszoriilik
a fogazast es vizes kovon elezik. A sorjakepzodest olajkovon (indiai ko)
sziintetik meg. TJgyamigy elezik, mint a hantoloszerszamokat.
A lapos femhantolot szerszamacelbol keszitik, megeresztes nelkiil ke-
menyre edzik, laposra koszdriilik es elezik. Anyagtakarekossag celjabol
gyakran szerkezeti acelbdl keszitik a szarat, es a kialakitott vegebe cse-
relheto hantololapkat erositenek. A szar masik veget kihegyezik es fogan-
tytival latjak el. Aluminiumhoz kapardkest hasznalunk.
A hantolas feliilcti finomsagat finom egyengetolappal ellenorzik. Ret-
icle pontossaggal kesziil: az elsd osztalyunak 25x25 mm teriileten veg-
zett festekvizsgalatkor (melyrol kesobb szdlunk) 25 pontot, a masodik
osztalyunak 16 pontot kell mutatnia.
A gorbe feliiletek hantolasara haromehi, felkor alakii kanalas femhan-
toldkat hasznalnak (66. abra). Az ellendrzest itt magaval a csappal —
mellyel egyiitt fog mukodni — vagy ellenorzo tiiskevel vegzik.
A sikhantolas muveletenel ket esetet kulonbdztetunk meg. Az egyik
eljarasnal az a lenycges, hogy csak a feliilet legyen egyenletesen sima, a
masik esetben ennek a sik lapnak egyszersmind merolegesnek, parhuza-
mosnak kell lennie a masik hantolt feliiletre. Itt emlitjuk meg, hogy a
gepi megmunkalas utan az eleken maradt sorjat hantolas elott torjiik le.
76
Elsd esetben a hantolas muveletet azzal kezdjiik, hogy a finom egyen-
getolap feliiletet vckony festekreteggel vonjuk be. Mlniumfesteket, olaj-
ban oldott kormot vagy berlini keket hasznalunk e celra, es laza szovesu,
puha vaszonbdl keszitett festoparnaval leheletvekony retegben visszuk
a finom egyengetolap feltiletere, mert ellenkezd esetben osszefolyd folto-
kat kapunk. Az igy elkeszitett finom egyengetolapot a hantolando felii-
letre helyezziik, es egyszer-ketszer keresztiranyban mozgatjuk.
Az egyengetolap levetele utan latjuk, hogy a hantolando targyon ter-
kepszeru foltok maradtak. Ahol sotetebb szinuek a foltok, ott kezdjiik el
a lapos femhantoldval a kiemelkedo reszek lekaparasat. A hantoldt kb.
30—35° szog alatt kell tartani, es egesz rovid, 2—10 mm-es hossziranyu
Haromszogletu femhdntolo
66. dbra. Gorbe feliiletek hantoloszerszamai
loketekkel fejtjiik le a forgacsot. Min dig annyit hantolunk, amennyivel
a festek eltunik. Ezutan megtoroljiik a hantolando targy feliiletet, a finom
egyengetdlapon eldorzsoljiik a festeket, es lijbdl megvizsgaljuk a kiemel-
kedo reszeket. Ezutan azonban 90°-kal elfordulva vegezziik a hantolast.
10—15 perenyi munka utan az olajkovon megfenjiik a hantoldszersza-
mot.
Idokozonkent a hantoldt hutes celjabdl acel hantolasa eseten olajos-
szappanos vizbe, aluminiumnal petrdleumba martjuk. Ontottvasnal nem
hasznalunk hutofolyadekot.
A fenti sorrendben vegzett muveleteket ismetelve azt tapasztaljuk,
hogy a festek mind kisebb feliileteket jelez, es inkabb pontokban mutat-
koznak a kialld reszek.
A muveletet addig folytatjuk, mlg nagyolohantolas eseteben a felti-
letre 3 cm2-enkent egy pont, felfekvdhantolasnal 1 cm2-enkent egy, toml-
tdhantolasnal 1 cm2-enkent negy, es esuszd feliileteknel 1 cm2-re hat pont
esik.
77
A sikhantolas masik eseteben, amikor egymasra merdleges vagy eg'y-
massal parhuzamos sikokat kell kikepezni, ugy jarunk el, hogy derek-
szogu hantololap segftsegevel vegezziik a hantolast.
Gorbe feliiletek, perselyek, csapagyak hantolasat rendszerint magaval
az elkeszitett, csiszolt tengellyel vagy csappal vegezziik. Ezt kenjiik be
67. dbra. Futomacskara szerelt
hajlekony tengelyugepi hantolo
meghajtasa
68. dbra. Hantolo szerszamfej
hajlekony tengelyhez
festekkel, es rahelyezve a perselyt forgatjuk, levetel utan a jelzett maga-
sabb pontokat lekaparjuk. Nagymeretu, beepftett csapagyakhoz meg-
feleld tiisket keszitiink, es ezt mint ellenorzo hengert hasznaljuk.
A hantolas faraszto fizikai munka, ezert allandd kfserletek folynak a
gepesitessel valo megoldasara. A finomkoszoriilessel ertek el legtokelete-
sebb eredmenyt. Vannak esetek, amikor hantolast lehet csak alkalmazni,
ilyenkor a munkaido csokkentese, a termelekenyseg novelese celjabol
gepi hantolassal oldjak meg a feladatot. Az elektromotorr61 vagy a pres-
leghalozatrol hajlekony vezetekkel viszik at a meghajtast (67—68. abra),
es az ide-oda valo mozgatast kupkerckkel, excenterrel vagy dorzskapcso-
lassal erik el. A hantolo vezetese ezeknel a gepeknel is a dolgozo kezeben
van, teh&t a megfeleld elokepzettseg es gyakorlat itt is eldfeltetele a jo
munkanak. A szoban forgo gepekkel3—5-szorosere lehet novelni a terme-
lekenyseget a kezi hantolassal szemben.
A femhantolok fo mereteit az 51. tablazat tartalmazza.
78
51. tdbldzal
a) Lapos femhantolok fo meretei (mm-ben)
Pengehosszusag ё!1е! egyiitt Tiiskehossziisag ; (nytlben) Sz61ess6g Vastagsag Elsug^r
150 60 15 4 1 40
200 60 20 40
250 70 25 6,5 40
300 70 30 8 40
b) Kanalas femhantolok fo meretei (mm-ben)
Szarhossziisdg kanallal egyiitt Tiiskehossziisag ! (пуё1Ьеп) | ozaratmero Kandlhossz Капа1згё- lessёg
200 60 10 60 16
300 70 10 70 16
c) Haromszogletu femhantolo fo mdretei (mm-ben)
Pengehosszusag Tiiskehossziisag > „ . , Mflkodo felfllet
ё!1е1 egyiitt (пуё1Ъеп) bzar hossza
150 60 12 40
200 60 14 45
250 70 16 50
300 70 18 60
B) GEPI MEG MUNK A LASS AL VEGEZlIETtf
LAKATOS Mt’VELETEK
A gazdasagos gyartas erdekeben a termelekenyseget, vagyis az egy
fore esd teljesitmenyt allanddan novelni kell. Ezt ket tenyezo befolya-
solja: a gyartmanytervezes es a technoldgia magas szinvonala. A gyart-
manytervezessel konyviinkben nem foglalkozunk, de a lakatosmunka
technologiajanak fejlddeset klserjiik figyelemmel.
A lakatosmunka kezmuipar volt, keveset torddott az anyagtakarckos-
saggal, gazdasagossaggal, legfdbb celja az eloallltott targy szepsege es
hasznalhatosaga volt. A fejlddes kesobbi fokan sem hasznaltak gepi mun-
kat, az alkatreszeket tuzben hegesztettek ossze. A gyaripar fejlddesevel
79
a lakatosmuhclyekben is egyre jobban terjcdt a gepi megmunkalas fel-
hasznalasa, reszben a faradsagos kezi munka kikiiszobolese, reszben a
gyartmany elkeszftesere felhasznalt ido csokkentese erdekeben. Ez a td-
rekves allandosult, es ma mar a nagyobb gyarak lakatosmuhelyeiben kor-
szeru megmunkalogepeket talalunk. Ezek a gepek csak a lakatosmuvele-
tek kezi munkajat kiiszobolik ki, tehat bonyolult, tobb muveletet ossze-
kapcsolo szerszamgepek, celgepek, automatak nem hasznalatosak a laka-
tosmuhelyben.
1. Elorajzolas
Az elorajzolas sziiksegessege ket teriileten szembetuno: az atvetelnel
(anyag, felkesz-, keszaru) es az alkatreszgyartdsnal. Elso esetben csokkenti
a selejtet, masodik esetben iranyltja a celszeru gyartast, mert a techno-
logia eloirasait vetiti a nyers alkatreszre. Az elorajzolonak kepzett szak-
embernek kell lennie, mert ismernie kell a geprajzot, fejlett terszemleleti
adottsaggal kell rendelkeznie, es igen sokszor egyeni otletessege is elo-
terbe keriil a keziigyessegevel egyiitt. Az elorajzolas koltseges muvelet,
ezert torekedni kell az elhagyasara, illetoleg csak a sziiksegszeru alkal-
mazasara. Az ontvenyek nagyobb meretpontossaga, a korszeru auto-
matikus hegesztesek bevezetese, a kovacsolas, sajtolas tokeletesitese,
hidegfolyatas alkalmazasa, a precizids ontes felhasznalasa mind ezt a
edit szolgalja. Termeszetesen az elorajzolast kikiiszobolni sohasem lehet,
mert ha a tomeggydrtas meg is valosul, kesziilekei mindig egyedi gyar-
tasban kesziilnek, es ehhez sziikseges az elorajzolas.
Hazai vasiparunkat az egyedi-, a kis- es kozepsorozat-gyartas jel-
lemzi. Ezek kereteben meg nagy szerepet tolt be az elorajzolas. Kiilonosen
sziikseges az ontvenyek atvetelenel, a megmunkalas kirajzolasanal. Az
ontesnel a magok, feliiletek elcsiiszhatnak, deformalodhatnak, ezert kell
az atveteli elorajzolas, mert ha megmunkalas kozben tunik ki a meret
hibaja vagv a rahagyas liianya, akkor az ontveny a torobe keriilhet, a
belefektctctt munka koltsege elvesz. A jo elorajzolo sokszor a sok raha-
gyast is ugy tudja elosztani, hogy a kevesbe koltseges megmunkalas helyere
essek a nagyobb resz. A tiil sok rahagyas selejtte teheti az ontvenyt.
Korszeru gyartasnal a megmunkalas muvelettervek alapjan tortenik.
Ezeket a muveletterveket a technologiai osztaly irja elo. lit hatarozzak
meg az alap- vagy bazispontokat, feliileteket, ahonnan a mogmunkalas-
nak el kell indulnia. Az elorajzolonak erre mindig figyclnic kell a meg-
munkalasi feliiletek kijelolesenel.
Az elorajzolas az elorajzolo-asztalon tortenik. Ahol szuk tiireshatarok
80
vannak eloirva az alkatreszek nagy reszen, ott hantolt asztallappal ke-
sziilt elorajzolo-asztalon dolgozik az elorajzolo. Egyebkent finomra gya-
lult asztalt hasznalnak. Az elorajzold-asztal sik feliiletet gyakran kell
ellenorizni (69. abra). Ilyenkor ket merohas&bra helyezett merovonal-
zdval kepzett vizszinteshez viszonyitva merooraval vegigvizsgaljuk az
asztal feliiletet, es osszehasonlitjuk a szabvany ertekeivel (52. tablazat).
69. abra. Rajzasztal ellenorzcse
52. tabldzat
A rajzasztal feliilet6nek megengedett
elterese a koz5psikt61
! Elteres mikronbar 'ц) | j Elt6res mikronban (p) Hosszabb oldal । plosszabb oldal
m£rete mm-ben I. minos^g * 11. minoseg merete mm-ben I. minoseg ± II. mindseg ±
100 11 99 800 18 36
150 11,5 23 1000 20 40
200 12 24 1200 22 44
300 13 26 1500 25 50
400 14 28 2000 30 60
500 15 30 3000 40 80
600 16 32 4000 50 100
700 17 34 5000 60 120
6 Lakatorok konyve
Vannakvas- vagyfaallvanyrahelyezett,kismeretu asztalok, 1200 x 1200
mm-es feliilettel,
kozepmeretuek, 1500x2500 mm-ig (itt mar alafalazas sziikseges),
nagymeretu rajzasztalok alapzaton, 3000 x 5000 mm-en feliil.
Az elorajzolashoz sziikseges kisebb szerszamokat mar ismertettiik,
amikor a lakatosok gyakorlataban altalanosan elofordulo meretrogzite-
seket targyaltuk.
A kifejezetten elorajzolo eszkozoket harom csoportba sorolhatjuk:
1. beallito-, befogoszerszamok,
2. merdeszkozok,
3. ellenorzo muszerek.
E csoport kereten beliil hasznalatos eszkozoket az 53. tablazatban
foglaljuk ossze.
A beallitasnal legfontosabb az elorajzolo tu. Egyszeru kivitelben:
koszoriilt alapba pontosan derekszogben illesztett riid, mellyel a rajzolo
tu (70. abra) tolokaba befogva csiisztathato. Ugyanez dontheto kivitelben
(71. abra) is kesziil, furatokban, lyukakban valo rajzolasra. Valamely
megmunkalt ellel parhuzamos karcolast a parhuzamrajzold tiivel (72.
abra) vegzik.
53. td'blazat
Az elorajzolashoz sziikseges eszkbzbk
Be&llito-, befogo- szerszamok egyszeru dontheto kozpont parhuzamra j zolo elorajzolo tu
egyszeru talpas kereszt kozpontkeresb tengelyveg-kozpontozo derekszog
kereszt- lapos mero- kengyeles mero- prizma
csavaros lepcs6s bak
dontheto es szogben elforgathato magneses felfog6s elorajzolo- &llvany
Meroeszkozok merolec muhely vonal zo hosszushg- merok
talpas merce beosztasc^ elorajzolotu beosztdsos 6,llithat6 rajzo] 6th magass&gmerok
hegyes- tapint6- lyuk- rud- elbrajzol6 (n6niusszal) korzo
merev szogm6ro allithato el bra j zolo kesziilek gorbe palyahoz osztofejes csucsbefogo keszulbk
Ellen <3rz<3 muszerek mbrohasabok blvonalzo vfzszintmbro
mfihely melysegmbrb tolomerce
6*
A derekszdgukrul mar elozoLeg szoltunk, itt megemiitjuk a tengelyv&g-
kdzpontozot (73. abra), melyet kb. 50 mm atmeroig tengelyek, kor szel-
venyu hengerelt aruk kozeppontjanak megjelolesere hasznalnak. Kup-
palast kozepen beillesztett pontozo mozog; a kupot a hengeres feluletre
szoritjuk, es a pontozora iitve megjelolhetjiik a kozeppontot. Hasonld
elv alapjan alkalmazhato a kozpontkereso derekszog (74. abra) nagyobb
atmeroju hengeres alkatreszek, kor alaku lemezek kozeppontjanak gyors
kikeresesere. Derekszoget vonalzoval osztanak, a ket szarat a henger-
palastra szorftjak es a vonalzo mellett bekarcoljak az atmerot, majd a
derekszoget 90°-kal elforditjak es egy masik Atmerot huznak. A ketto
talalkozAsa adja a targy kozeppontjat.
A prizmak az elorajzolando targyak magassagi beallltasara liasznala-
tosak. A prizmak pontosan megmunkalt, ontottvasbol kesziilt hasabok,
molyek oldallapjaba 90°-os ekkivagast marnak. A homloklapok pontosan
parhuzamos sikok. Ezek a keresztprizmdk (75. abra). A lapos meropriz-
m/tknal egy horonybemaras van. Ha ket oldalaba U alaku hornyot vag-
nak, akkor a csavarorsoval ellatott kengyel behelyezesevel a prizmaba
helyezett targyat rogzfthetjuk (76. abra).
75. dbra. Keresztprizmak
ГЗ. abra. (1. dbra.
Tengelyv^g- Kozpontkereso
kozpontozo derekszog
76. dbra. Kengyeles prizmaszorito
liengerek befogasara
A nagyobb targyakat kiilonfele magassag beallltasara lepcsos bakra
(77. abra) helyezik. A megfelelo slkok kialakltasat csavaros bakkal (78.
abra) erik el, amellyel az orsot emelni es rogzlteni lehet.
A meroeszkozok csoportjabol a hosszusagmero eszkozoket mar eldzoleg
targyaltuk. Magassagmeres legegyszerubben talpas merce segitsegevcl
77. dbra. L6pcsos bak
79. dbra. Beosztasos 80. dbra. Beosztasos
elorajzolo til allithato elorajzolo til
tortenhet, amikor a mercet allvanyba befogjak es az elorajzolo tut a
sziikseges magassagi meretre a mercen beallltjak. Ugyanezt a celt erjiik
el, ha beosztasos elorajzolo tilt (79. abra) hasznalunk, amikor sokszor
noniusszal elUtott tolokaval egyiitt allithato az elorajzolo tu. Legkor-
szerubb a beosztasos allithato elorajzolo tu (80. abra), mert ennel az alap-
magassag valtoztatasaval szamitas nelkiil merhetjiik a viszonyitott
magassagokat. Felhasznalhatjuk e celra a tolomercet is, ha ehhez keszi-
tett befogolapba rogzftjiik a tolomercet es a szanra erdsltheto tuket alkal-
mazunk (81. abra).
A fiokszerszamokbbl mar ismerjiik a hegyeskbrzot. kz atmerok fino-
85
82. dbra. Kiilso tapinto-
(marok-) korzo
81. dbra. Befogolapba rogzitett
tolomerce
88. dbra. Belso tapint.6-
(lyuk-) korzo
84. dbra. Noniuszos
elorajzolo korzo
mabb meresere a tapinto- (82. abra) es a lyukkorzot (83. abra) hasznaljak.
Nagyobb atmerdju korok rajzolasara rudkorzot, es ennek, pontosabb
meretek eleresere, fejlesztett kivitelu alakjat, a ndniuszos elorajzolo kor-
zot hasznaljak (84. abra).
A gyakrabban ismetlodd szogek (45°, 60°, 120°) merese merev szog-
merovel (85. abra) tortenik, egyebkent a kiilonfele bedlUthato beosztasos
szogmeroket (86. abra) veszik igenybe.
Ellenorzo keszletek kozott a m&rohasab a legjelentdsebb. A merdhasa-
bokat rendszerint keszletenkent hozzak forgalomba. Segitsegiikkel pon-
tos meretek allithatok ossze az elorajzolas elvegzesere vagy ellenorze-
sere. A merohasabok apro tegla alaku aceltestek, melyek ket parhuzamos
lapjat tiikrosftik es ezeket hasznaljak meresre. A merdfeliileteket ovni
kell minden karctol, iitodestdl es a kopastol is, hasznalat utan savtalan
vazelinnel kenik be. Ezt hasznalat elott benzinnel kell lemosni es kifo-
zott flanellruhaval megtorolni.
Az tilvonalzot a feliileti erdesseg, a vlzszintmerot (87. abra) a vizszintes
feliilet ellenbrzesere hasznaljuk.
So. abra. Merev sz6gm£rok
86. dbra. Allithato szogmero
87. dbra. Vizm6rtek
Az el6rajzolas muveleti sorrendje
Az elorajzolas muvelete az elorajzolando alkatreszek befestesevel kez-
dddik. Erre azert van sziikseg, hogy az eldrajzolo tu karcai, jelzdvonalai
jol latszodjanak. (A leggy akrabban hasznalt festekek osszetetelet az 54.
tablazatban kozoljuk.)
54. tdbldzat
Elorajzolfislioz liasznalhato festekek osszetetele
Altaldnosan haszndlhato
0,3 liter viz
0,6 liter hegyi kretapor
0,1 liter hangyasavas enyvoldat
Hangyasavas oldat kdszitese:
10 dkg borenyvet 24 6raig 0,2 liter desztillalt vagy kondenzviz-
ben aztassunk. Ehhez 1,5 dkg klorkalciumot keverjunk, es viz-
fiirdoben melegitve oldjuk fel. Ha kihul, 10 dkg hangyasavat
keverjunk az oldathoz
Elomunkdlt felulethez
Pirosra szfnezett, denaturfi.lt szeszben oldott sellak
Kdnyes, kismdretfl alkatr^szekhez
90 gramm viz
JO gramm rezgfilic
1,5 gramm kfinsav
Befestes utan a megmunkalando targy rajzasztalon valo helyes elhe-
lyezese kovetkezik. Kis darabok vagy kor keresztmetszetu anyagok elo-
rajzolaskor konnyen elmozdulnak, ezert ezeket a kengyeles merdpriz-
m4ba szoktak befogni es rogziteni. Kis siilyu kovacs- vagy riidanyag
alkatreszek rogzfteset magneses lapon vegezziik.
A nagyobb ontvenyek elhelyezese lehetdleg a rajzasztalon kozvetleniil
tortenjek. Csak a sziiksegesseg szerint hasznaljunk prizm4kat, bakokat
a munkadarab beallitasara. A szerkesztd is valamilyen alapbdl kiindulva
szerkeszti meg az alkatreszt, ugyanugy az eldrajzold is rendesen egy
alapfeliiletet (bazis) valaszt, es ehhez viszonyitva rajzolja be a tobbi
sikok helyzetet. Az eldrajzolo elsd feladata a rahagy4sok mertekenek
ellenorzese, nehogy megmunkalaskor vegyek eszre, hogy a mereteket
nem adja ki az ontveny vagy a kovacsolt alkatresz. E celbol szukebb
tureseket megkovetelo munkadarabokndA tobbszor is rajzpadra keriilhet
eldrajzolasra az alkatresz.
Abban az esetben, ha az alapfeltilet parhuzamos az elorajzolo asztal
sikjaval, akkor legfeljebb ket bakkal allitjak be a ket sik p4rhuzamossa-
88
gat, harmadik szilard pont a munkadarab felfekvd resze. Nehezebb az
eset, ha az alapfeliilet szogben hajlik a rajzasztal sikjahoz, akkor harom
prizmaval vagy bakkal biztosltjuk a beallitast, mert tobb iilekkel tul-
hatarozzuk a beallltast. A szilard rogzltes biztosftja az elorajzolas szak-
szeru elvegzeset.
Nagymeretu, vekony alkatreszt, mely sajat sulyatdl behajlik, szinten
csak harom ponton allitunk be, a behajld reszeket ezek sikjahoz csavaros
bakokkal fogatjuk. A fent elmondott beallltasokat egyszeru eldrajzold
tu segltsegevel vegezziik. Az eldrajzold tu gorbltett resze a sikok belso
feliiletenek beMlltasara valo.
A lemezek beallitasa egyszerubb, mert a kis meretueket magneses
lapra fogjuk fel, a nagyobb meretueket vasnehezekkel szorltjuk le, es a
muhelyrajz mereteit atrajzoljuk a lemezre.
A munkadarabok rogzitett elhelyezese utan a rajzolas muvelete kovet-
kezik.
Elsd feladat a kdz&pvonalak meghatarozasa ёв bejeloUee. A vizszintes
vonalak meretet az eldrajzold tuvel, a talpasmercerdl vessziik le, vagy ha
beosztasos eldrajzold tu all rendelkezesre, akkor a meghatarozott mere-
tet beallftva hiizzuk meg a meretvonalat. A merdleges vonalakat derek-
szoggel jeloljiik be. Ha az ontvenynel ez a metszdpont iireges reszbe esik
es kort kell rajzolni, akkor falec beveresevel a kdzcppont reszere t^masz-
tekot adunk, mely a felette levd meretek szamara is kiindulasi pontul
szolgalhat. Beosztasos allithatd eldrajzold tu segltsegevel az alappont
vagy vonal folott levd mereteket az eldrajzold kiilon szamftas nelkiil is
meghatarozhatja. Mert az emelhetd reszt a meglevd kijelolt pontra mint
0 pontra all it j a, es innen tortenik a meret felmerese.
Masodik feladat a szogek felrajzolasa. A szog szerinti elhajlas merteket
szogmerdvel dllapitjuk meg a muhelyrajz szerinti adatok alapjan. Az elo-
frt szoget beallitva, az alldszarat az eldrajzold-asztalra fektetjiik, es a
mozgdszar mellett rajzoljuk fel a klvant szoget. Ha terbeli kidudoroda-
sok akadalyozz&k a fenti eljarast, akkor szerkcsztessel masoljuk at a
szoget; korzdvel az alapvonalra hiizunk egy korlvet, es a szogmerdn,
ugyanilyen tavolsagon korlvet kepezve a hurt korzdbe fogjuk es bemetsz-
sziik a rajzolt korlvet. Ezt a pontot az alapponttal osszekotve megkap-
juk a klvant szog masik szarat. Biitykos tarcsak, gorbek felrajzolasa csak
szerkesztessel vegezhetd. Ezeknel a szerkeszteseknel nagy szerepet jat-
szik a pontossag, mert a szerkesztok gyakran szazadmillimeter tureseket
irnak eld. Eppen ezert a gorbeket lemezen szerkesztik meg, es ezt a sab-
lont atmasoljak a megmunkalando alkatreszre.
Harmadik feladat a kijelolt meretek rogzitese pontozdval. Erre azert
van sziikseg, mert a festek, ha nines jdl elkeszitve, lepereg a munkadarab-
rdl, de gyakran a szdllftas kozben reszben leddrzsolddnek a vonalak, a
korok. E hibak clkeriilese celjabdl a korok kozeppontjat, sdt a keriiletet
S9
is pontozoval negy helyen megjeloljiik, ugyanezt tessziik az egyenesek
menten, melyeknel a megmunkalasok vegzendok. A meretkorok mellett,
kiilonosen nagyobb atmerdk eseten, ellenorzo koroket is rajzolunk az
ervenyes koron beliil, de ezeket nem kell pontozoval megjelolni.
Negyedik feladat — lakatosoknal allanddan eldfordul — a lyukosztd-
sok helyenek meghatdrozdsa koron vagy egyenes vonalon. Peremeknel,
hengerfedeleknel, karimaknal, idomacelon stb. gyakran kell egyenletes
osztasban a lyukak helyet kijelolni. A szerkesztok rendszerint nem kozlik
az osztas tavolsagat, hanem csak a furat vagy az osztas szamat.
A szerkesztok is arra torekednek, hogy egyszeru, ismertebb szabalyos
sokszog meghat&rozasaval gyorsftsak ezt a muveletet. Tudjuk azt, hogy
a kor sugara egyszersmind egy szabalyos hatszog egyik oldalanak a
hossza. Ezert korre hat egyenld beosztast ugy osztunk, hogy a kor suga-
raval hat helyen folyamatosan bemetsziink a kor keriileten. A metszes-
pontokat pontozoval megjeloljiik. Ha harom osztas kell a koron, akkor
csak minden m&sodikat pontozzuk, viszont tizenket osztasnM a hat osz-
td.s egyiket megfelezziik, es innen vegezziik a sugarral az elobbi hat osz-
t^st. Negy oszt&st ugy vegziink, hogy a korbe derekszogben osztovona-
lakat hiizunk, amelyek a kozeppontban metszik egymast. Ezek adjak a
koron valo metszdpontokkal a furat helyet. Ot osztasnal a sugarat meg-
felezziik es a felezesi pontbol ezzel az atmerdre bemetsziink. Ennek a
hurja lesz az ot osztas merteke. Tiz osztast e mertek felevel huzott met-
szopontok tavolsagaval keszithetiink. Ezek az egyszerubb szerkesztessel
elerhetd mddok. Mas esetben az 55. tabHzatbol kiolvasott szorzdszam-
mal a kor sugarat megszorozzuk, es ez az ertek adja a kivant osztdhosz-
szat.
55. tdbldzat
A korosztashoz sziiks6ges szorzoszamok ertekei
Furat Furat Furat
vagy Szorzosz&m vagy Szorzosz&m ! vagy SzorzdszAm
osztas 6rteke osztis 6rt6ke osztas 6rt6ke
szama szama szAma
2 2,0000 16 0,3902 30 0,2091
3 1.7321 17 0,3676 31 0,2023
4 1,4142 18 0,3473 32 0,1961
5 1,1756 19 0,3292 33 0,1901
6 1.0000 20 0,3129 34 0,1846
7 0.8678 21 0.2980 35 0,1793
8 0,7654 22 0,2845 36 0,1743
9 0,6840 23 0,2723 37 0,1697
10 0,6180 24 0,2611 38 0,1652
11 0,5635 25 0,2501 39 0,1609
12 0,5176 26 0,2411 40 0,1569
13 0,4786 27 0,2321 41 0,1531
14 0,4450 28 0,2240 42 0,1494
15 0,4158 29 0,2162 43 0,1459
Pelda: 100 mm sugaru kort 7 reszre kell osztanunk. A tablazatban 7
osztasnak 0,8678 felel meg. 0,8678 X 100 = 86,78 mm egy osztas tavol-
saga a koron, ezt kell korzdnyilasba venni es a keriiletre hetszer ramerni.
Hengerelt aru osztasanal pontos vonalzoval meghuzzuk az osztdvona-
lat, majd korzdbe vessziik az osztashosszat es lemetssziik az egyenes
vonalra. Ha ket vegpont adott, akkor a szamitasbdl adddott hosszal
vegigprdbalunk es a maradekot vagy a hianyt az osztandd hanyadoshoz
hozzaadjuk vagy levonjuk.
A megfeleld pontossag eleresenek modjai
A muszerek, merdeszkozok hitelesitesenek eldirt hdfoka Ц-20 C°, vagyis
ha a levego, az eldrajzolandd alkatresz es a merdeszkoz reszere ezt a hd-
fokot allanddsftani tudnok, akkor a hofok befolyasat a mereshibakra ki
lehetne kiiszobolni. Telen a lakatosmuhelyekben 15 es 22 C° kozott szo-
kott valtozni a hofok, a futes mellett melegebb, tavolabb viszont hide-
gebb a levego. Az elorajzolo n azzal segitenek, hogy az asztalt futik, ez
reszben kiegyensulyozza az ingadozast. Nyaron kevesbe kedvezd a hely-
zet, mert gyakran 26—28 C°-ra is felmelegszik a muhely levegdje. Kon-
dicionalt szoba felallitasa igen koltseges lenne, es nem lenne aranyban az
elert eredmennyel, mert az elorajzold altalaban 0,1 mm turessel dolgo-
zik. Ezert lehetdleg csak arra kell torekedni, hogy az elorajzolo-asztal
alacsonyabb oldalszarnyban, vilagos reszben, de ne napos oldalon
legyen felallftva, pormentes, sz&raz helyen. Az alkatreszeket, kiilonosen
a nagyobb sulyu alkatreszeket korabban vigyek az elorajzolo terb e, hogy
felvegye az ottani hdmersekletet.
A pontossag fiigg a merdeszkoz allapotatdl is. Gondozott, ellendrzott
muszerekkel, kesziilekekkel, szersz&mokkal a be&llitas, meres is ponto-
sabb, mint elhanyagolt allapotu eszkozokkel. Nagyobb gyarakban a
muszerfelesegeknek megfeleld ellenorzoi vannak, akik csak a hibat vagy
a hasznalhatosagot allapitj&k meg. A muszerek javitasat kiilon muhelyek
vegzik. Kisebb lakatosiizemekben kevesebb fele es egyszerubb eszkozo-
ket hasznalnak, ezeknek ellendrzeset megfeleld hitelesito meroeszko-
zokkel maga az elorajzolo vegezheti.
Fontos tenyezd az elorajzolo adottsaga is. Jd szem, magabiztossag,
kiegyensulyozott eletmdd, gyakorlottsag teszik a jd elorajzoldt szak-
majanak mestereve.
91
2. Furas
Az alkatreszek oldhato vagy nem oldhato kotessel vald osszefogasahoz
a csavarok, csapszegek helyet ki kell furni. A menetes csavarok reszere
a magatmerdnek megfelelo lyukat szinten elofurjak. A f liras alkalmazasa
a lakatosiizemben ezenkiviil is igen szeles koru: sokszor veses helyett a
levagast fiirdlyukakkal vegzik stb.
A fiiras forg&csold muvelet, es ennek szerszama a fu.ro. Mukodesi elvc
szerint haromfele furdt kiilonboztetunk meg: szivfurdt, csigafurot es
agyufurdt. A szivfuroval nehez elerni nagyobb teljesftmenyt es pontos-
sagot, mert jd vezetes nem biztosithatd, az el sarkai konnyen kopnak, a
forgacsot nem emeli ki a fiird a lyukbdl. Nagy hatranyai miatt ma mar
alig hasznaljak. Az agyiifurdt, csdfurdkat, furdrudakat csak kiilonleges
esetekben veszik igenybe, ezert ezekkel a furdtipusokkal nem foglal-
kozunk.
A csigafuro (88. abra) a korszeru megmunkalas eszkoze. A szivfuroval
ellentetben, ha kopik is a csigafuro ket sarka, koszoriilessel javithatd
anelkiil, hogy atmeroje megvaltozna. A vezetdsav (szalag) biztositja a
jd vezetest, a csigahorony a furatbdl kiemeli a forgacsot es tisztara dol-
gozza a furat falat.
A szabvany szerinti csigafiirdk a kovetkezd kivitelben kesziilnek:
hengeres szarii rovid (56. tablazat) es hosszii,
Vezetdsav
Kuposszdru
csigafuro
Hengeresszdru
csigafuro
abra. Csigafuro egyes reszeinek elnevezese
Hengeres szaru, rovid csigafurok fobb meretei (MSZ 3985)
kupos szaru rovid es hosszu,
(mindegyik altalaban jobb menettel, ritkabban [automatakhoz] bal-
menettel),
kupos szeglyukfurok (57. tablazat).
57. tdblazat
Kupos szeglyukfurok meretei (mm-ben)
A furo kiseb- bik dtm6roje, egyben jelzese Kiipossag hossza | Csigamenet j hossza j L Furo tel- jes hossza Hengeres szar &tm£roje Morse- kup szdma
3 18-40 55 95 3,9
4 20—50 65 110 5,1
5 22 — 60 80 125 6,3
6 26 — 80 100 145 7,7
8 28-100 125 205 — 1
10 32-120 145 240 — 2
13 36-150 180 275 — 2
16 40—180 216 314 — 2
A csigafurdk anyaga lehet szerszamacel, gyorsacel, es kesziilhet ke-
rn enyfem betettel is. Az utdbbi ket fajta hasznalata csak nagy vagosebes-
segeknel, vagyis nagy fordulatoknal fizetodik ki, azert a lakatosuzem-
ben altalaban megfelel a szerszamacel csigafuro is.
A csigafuro befogasa a szarral tortenik, a szar folytat4sa a csavarvonal-
ban halado hornyolt resz, melynek vegen a ket forgacsoloel kepzddik. A
ket vagdel kozott a furo tengelyen kepzddik
a keresztel, mely a filronyomast adja at az
anyagnak. Mivel a keresztel hossza is nd a furo
atmerdjevel, es mert a keresztel forgacsolas
szempontjabol kedvezdtlen (noveli az eldtolas
erosziiksegletet), azert nagyobb 4tmer6ju fu-
rokhoz a keresztelnel valamivel nagyobb at-
merdju fiirdval eldfurnak, mert esetleg a fhro
megszalad. A keresztel es a vagoel egymas-
sal bez4rt szoge rendszerint 55°. A csucsszog
vasnal es acelnal 118°, alumfniumnal 140°,
sargareznel 130° — a kialakult gyakorlat sze-
rint. A hornyok emelkedesi szoge rideg, ke-
meny anyagoknalkisebb, lagyabb anyagoknal
nagyobb legyen, bntbttvasnal tehat meredek,
aluminiumnal enyhebb. Az emelkedes 16° es
35° kozott valtozik.
A kupos szeglyukfurd (89. abra) a kupos
szegek lyukainak egy muveletben ya!6 el-
89. abra.
Kupos szeglyukfuro
keszitesere szolgal. Azeldtt eloszor hengeres lyukat furtak,
majd kupos dorzs^rral meretre bovitettek. A kupos szeg-
lyukfurd also es felso vege hengeres es a kozepso resz vezetd-
savja vegzi az 1:50 kupossag forgacsolasat. A megszorulas
ellen es a forgacs konnyu kiemelese miatt a vezetosavra
egyenld tavolsagra bemetszeseket, forgacstoroket esztergal-
nak.
Csapok, szegecsfejek, facsavarok, csavarfejek helyeinek
I
kialakftasara, vagy a kifiirt lyukak eleinek letoresere
sullyesztofurdkat hasznalnak. Ilyenek a csapos csigasuly-
lyesztd, sullyesztd csigafuro, csucssullyeszto. A furat
elletoresehez nagyobb atmerdju csigafuro is megfelel.
A furdkat a furdgep furdorsdjaba fogjuk be. A fiirdorsd
szabvanyos Morse-kup szerinti kikepzesu (58. tablazat), es
ebbe helyezziik a kiilonbozd befogdkeszulekeket. A nagyobb
atmerdju, kupos szaru csigafurdkat kozvetlenul is befog-
hatjuk a fiirdorsd Morse-kupos furataba.
A hengeres szarh csigafurdkat eldszor vagy hasitott
Morse-hiivelybe, vagy valamilyen furdtokmanyba szoritjuk
(90. abra). A hasitott Morse-hiively atmerdje a furdtokm^-
nyokenal kisebb, ezert oldalfalakhoz kozel is furhatunk vele.
A furdt elfordulas ellen az biztosftja, ha a sodrdlap jdl
beleillik a hiively sodrdnyilasaba. A masik befogasi mod
a hengeres szaru csigafurdknak furdtokmanyba valo szori-
90. dbra.
Hengeres
sz&rti
csigafuro
befogasa
kupos
furo
hiivelybe
tasa. A furdtokmanyok koziil leginkabb a ket- (59. tablazat) es
harompofas (60. tablazat) tokmanyok a legelterjedtebbek. Harom-
pofas furdtokmanyok kozott vannak menet kozben nyithatdk es on-
mukodden zardddk.
OS. tdblazat
Szabvanyos Morse-kupok meretei
(mm-ben)
Morse-kiipszAr meretei | Hiively meretei
Morse- ’ kup szama also Atmero felso iltmero ktipos r6sz hossza als6 4tm6r6 felso j &tm6r6 bels6 furat hossza
0 9,212 6,115 1 49 9.045 6,7 52
1 12.240 8,972 52 12,065 9,7 56
2 17.980 14,059 1 62 17,780 14,9 67
3 24,051 19,132 78 23,825 20,2 84
4 31,543 25,154 98 31,267 26,5 107
5 44,731 36,547 125 ' 44,399 38,2 135
G 63,759 52,419 172 63,348 54,8 187
A ket szoritopofas tokmanyoknal a pofakat az orson levo jobb- es bal-
menetu, laposmenetu csavar htizza ossze vagy tagitja. Az orso egy negy-
szoglyuk kulcs segitsegevel forgathatd. A tokmanyt kettos kiipos szarral
illesztjiik a furoorsoba.
59. tabid: at
Ketpofas furotokmanyok fo mhretei
(mm-ben)
furoAtmo TokmAny- d,tm6ro TokmAnyhoss
0,25 — 3 27 43
0,5 — 6 35 57
1-10 42 66
1,5 — 16 56 82
2-20 71 97
60. tdbldzat
Harompofas, kulcsos furotokmanyok fo meretei (mm-ben)
Jele 0 1 2% 3%
Befoghato furoatm6r6 0-3 0-6 0-10 3-15
Tokmany kiiiso atm6ro 1 21 31 44 t 59
Tokmany hossz 27 44 61 | 79
A harom szoritopofas tokmany egyik fajtaja a recezett gyuruvel nyit-
hato. Ha lefekezziik keziinkkel a recezett szoritohiivelyt, akkor menet
kozben zarja a hengeres szdru furokra a pofakat. A masik fajta harom-
pofas toknAnynal fogazott kulccsal szorithatjuk be a csigafiirdkat.
A kiipos szarii csigafurok koziil, mint mar emlitettiik, csak a nagyobb
atmerojuekot foghatjuk be kozvetlentil a furoorsoba, a kisebb atmeroju-
eket elbszor a csbkkentohiivelybe fogjuk (91. abra), majd ezzel egyiitt a
furoorsoba (61. tablazat).
91. dbra. Kiipos szArii csigafiiro befo-
gasa csokkento- (redukalo-) hiivelybe
(>l. tiibUizdt
Szabvanyj-; esokkento Morse-navelyek meretei (mm-ben)
Egyszerii kivitel Jelzes । Morse-kup Ho Mors sszabbitott kivitel
e-kiip Hossz
kiviil 1 2 3 3 4 4 5 6 6 beliil । kiviil beliil
1/2 2/1 3/1 3/2 4/2 4/3 5/3 5/4 6/4 6/5 0 1 1 2 2 3 3 4 4 5 85 95 115 115 140 140 170 170 220 220 1 1 1 1 2 2 3 4 5 155 175 190 215 240 270 300 390
92. dbra. Kiveroek
A fiiroorsobol a csokkentohiivelyt, abbol a kiipos szarii csigafiirot
kiveroekkel vessztik ki. A kiveroek (92. abra) hasznalatat sohase melloz-
zek a dolgozok, mert a Morse-kiipok eroszakos iitogetese aimak tonkre-
menetelet okozza, es ez pontatian fiirashoz, fiirdtoreshez vezet (62.
t&blazat).
62. tdbldzat
A kiverobk kiilonbozo Morse-kiipokhoz tartozo
meretei
Jel I Milyen Morse- । kiiphoz Hossz, mm Silly, kg
0 0 90 0,01
1 1:2 i 140 0,06
3 1 3:4 190 0,20
5 5:6 250 0,65
Abban az esetben, ha egy furatnal tobbfele muveletet kell elvegezni
(pl. furast, sullyesztest, menetfiirast), gyorsvaltd fiirdtokmanyt haszna-
lunk, mert a szerszamcserekhez a fiirogepet nem kell megallltani. Ennek
a kapcsolasnak a lenyege az, hogy a ket kapcsologolyo a fej reces gyuru-
jenek feltolasaval old, es fgy a szerszAmh lively a benne levo szerszammal
7 Lakatosok konyve
97
Cgyiitt kiveheto. Az eldkeszftett masik szerszamhiively behelyezheto es
a gyuru lehiizasaval rogzftodik.
A fiirast csak geppel vegezhetjiik. Pergofurdancs, kezi femfurdancs,
lakatos mellfurdancs, mellfiirogep (zart hazban), fiirokerep hasznalata-
nal a fiiro forgat4sat kezzel vegezziik, az eldtolast kez- vagy mellnyomas-
sal adjuk. Ezeket a szerszamokat nagyobbreszt csak kiilso szereleseknel
alkalmazzuk.
Korszeru lakatosmuhelyben kezi fiirasra is liordozhato villamos vagy
preslegfiirogepet haszndlnak. A teljesftmenyhez viszonyftott kis siily,
konnyu kezelhetdseg jellemzi ezeket a gepeket, ezert terjednek el mind-
jobban. Szakszeru karbantartas mellett iizembiztonsaguk is kifogastalan.
A villamos meghajtasii kezi furogepek torpefesziiltseg (42 V) alkalmazasa
nellett veszelytelenek, 110, 220 V-nal kiilonleges szigeteles ved a baleseti
veszely ellen. Kiilonleges figyelmet kell szentelni a csatlakozokabelek
lefektetesere, mert hosszabb hasznalat utan a gumiszigeteles torekennye
valik es veszedelmes z4rlatokat okozhat.
A rogzftett furogepek koziil — lakatosmuhelyben — haromfele fiirogep
hasznalatos: oszlopos, asztali es sugarfurogep.
Az oszlopos furogepek koziil a kezi eldtolasu, lepcsds-tarcsas sebesseg-
valtojii, kis teljesftmenyu gepeket olyan lakatosmuhelyekben hasznal-
jak, ahol csak iddszakos iizemben dolgoznak a gepen, es dragabb gep
beszerzese nem fizetodne ki. A nagy teljesftmenyu oszlopos furogepen
mar kezi es gepi liton tortenik az eldtolas, es kezzel vagy automatikusan
a kikapcsolas. A furoorso fordulatszama sebessegvalto szerkezettel val-
toztathato. Az asztal — mint az eldbbi gepnel — fiiggolegesen es kor-
ivben elmozdfthatd. A nagy teljesftmenyu furogepek fordulatszama
nagyobb, es a holtidok csokkentese ccljabol automatikus kapcsoloberen-
dezesei vannak.
Az asztali furogepeket reszlet- vagy vegszereleseknel hasznaljak a laka-
tosok. Kis (10—12 mm) atmerdju fiirok befogasara alkalmasak, nagy
(5000—8000 percenkenti) fordulatszam mellett.
A sugar- (radial-) furogepek (93. abra) nagy terjedelmfi darabok fiira-
sara alkalmasak. A kinyiilas 600—1000 mm-ig terjedhet. (Sziikseg sze-
rint ennek tobbszorose is lehet). Teljes koron elmozdithato. Automati-
zalt beallfto-, sebessegvalto-, kapcsoloberendezesek reven igen terme-
lekeny, ezert terjed hasznalata a lakatosiparban.
Munka kozben a furo gyakran 300—400 C°-ra is felmelegszik, ezert
huteni kell. Kivetelt kepez az ontottvas es a bronz, melynel nem szabad
huteni a furot. Ha vekony falii es igen kemeny az ontottvas, akkor a
fliras helyen vorosre felmelegftjiik, es a fiirando lyuk atmerdjenel kisebb
kendarabot helyeziink oda a fiiras el6tt. Acel, vorosrez, sargarez, temper-
ontveny fmAsakor szappanos vfzzel vagy fiiroolajjal (repceolaj es viz
keverek), ahiminiumnal petroloummal vagy szappanos vfzzel hutjiik a
98
fiirdt. Ezzel egyben kenjiik is, mert csokkenti a siirlddast. Kamforos
terpentin kendanyagot hasznalnak nagyon kemeny acel fiirasanal.
Melyebben ne furjunk a hornyolt resznel, mert nem tudjuk megfele-
loen huteni a fiirdt, azonkivul a forgacsot sem tudja kiljozni a horony.
Hosszabbitott furoval a kihajtas miatt csak ritkan es dvatosan furjunk.
A fiiro konnyen eltdrik, ha a munkadarab nines megfelelden befogva es
a fiird vege ostorozo mozgast vegez a kihajtas miatt.
93. abra. Sugarfurogep
A lyukba torott furot fiirdkiszedd szerszammal vehetjiik ki (ha nem
mely a lyuk). Ha igy nem eriink celt, akkor hegesztopisz tolly al kilagyit-
juk a betbrt furot, a furatot behegesztjuk, es lijra fiirjuk a sziikseges
lyukat.
Igen gyakran torik a fiiro a helytelen koszoriiles miatt. Kiilonosen a
kezi koszoriiles utan fordulnak eld toresek. Korszeru muhely elkepzelhe-
tetlen automatikus furokoszortilo gep nelkiil, megis gyakran eldfordul,
hogy a dolgozdk szabad kezbdl koszoriilik csigafiirdikat. Igy azonban a
ket vagdel nem lesz egyenld hosszii, es a fel csiicsszogek sem egyeznek
pontosan. A hatrakoszoriiles a hatlapon nem lesz egyenld, a keresztel
kikepzese a kdzeptdl elter. Ezek miatt a flirt lyuk nagyobb lesz a fiiro
nevleges atmerdjenel. Ha a fel csiicsszogek nem egyenldk, akkor csak az
egyik vdgdel forgacsol, es az egyenldtlen terheles miatt felre fiir, igy az
i*
99
el is hamar elkopik. A hatrakoszoriiles es a keresztel (94. abra) hibas ki-
kepzese miatt a furot jobban kell nyomni, mert nem forgacsol, hanem
kapar, igy nagyobb его kell a furashoz.
A furasi teljes|tmeny egyazon gepen a vagosebesscg, az elotolas es a
furo helyes megvalasztasatol fiigg. A vagosebesseg kemeny anyagnal
94. abra. Csigafurok keresztelenek elhelyez5si szoge
a) eles, b) tompa, c) hegyes
kisebb, lagy anyagnal nagyobb lehet. Szerszamacel furoval kisebb sebes-
seg erheto el, mint gyorsacel furoval. A fordulatszam a vagosebessegtdl,
az eldtolastol es a furoatmerdtdl filgg (63. tablazat).
63. tAblazat
Technologiai adatok kezi furashoz
(ontottvasra es 60 — 70 kg/cm2 szilardsagu acelra)
Furat atmero mm 5 10 15 20 25 30 40 50
ElSfurt lyukatmero mm — __ I 12 15 20 25
Vagosebesseg, m/perc 10 20 20 20 1 15 15 15 15
E15tolas/ford. mm 0.08 0,15 0,20 0,1.5 0,10 0,08 0,06 0,04
Kisebb (30—50) szilardsdgndl a fordulatszam 15 —20%-kal novelhetd,
nagy szilardsagu otvozott acelnal 20—30%-kal csokkentendo.
A fenti ertekeket tablazatokba foglalva kozlik a gcpeket gyarto val-
lalatok.
100
3. Lyukaszt&s
A lyukasztas es a kivagas muveletei olcsdsaguk reven a korszeru gyar-
tasban mind nagyobb teret hoditottak. Az utobbi evekben a lemezmeg-
munkalasi technoldgia rendszeres kutatasa olyan komoly eredmenye-
ket hozott, hogy alyukasztassaleldallitottlyukak vagy a kivagassal keszf-
tett lemezalkatreszek pontossaga acelszerkezeteknel sokszor feleslegesse
teszi a furast. A lyukat pontos meretre koszoriilni vagy utanfurni nem
sziikseges. Megfelelo szerszammal ma mar lyukasztassal is el lehet erni
a sziikseges pontossagot. Minel nagyobb pontossagot akarunk, annal
koltsegesebb a kivdgdkesziilek eloallftdsa.
A lyukasztas es kivagas muveletei kozott a kiilonbseg az, hogy a lyu-
kasztdsnal a kieso resz hulladek lesz, mfg a kivagasnal a kieso resz egy
darabban marad.
A lyukaszt^si, kivagasi muveletnel az anyag szalai a vagasi kereszt-
metszeten megnyulnak, a maximalis nyulasi hataron tul repedes kovet-
kezik be a lemez also felen, majd az anyagreszek elvalnak egymastdl. Az
anyagelvalas eldtt a vagas koriil az anyag megkemenyedik.
A Icivagolceszulek ket reszbdl all (95. abra). Az also a vagdlap, melyben
a megfeleld lyuk vagy idom van kimunkalva, s ebbe illik a felsd resz,
a b£lye.g.
A kettd kozott keletkezik a vagasi legres. Ha ez szuk, ugy tisztabb,
sorjamentesebb lesz a vagott feliilet. Nagyon szuk vagasi legresnel nove-
kedik a vagoerd, es vele egyiitt nd a kemenyedes is a vagott feliileten.
Nagyobb vagasi legresnel ugyan csokken a vagderdsziikseglet, de nagyobb
95. dbra. Kivag6k6sziilek
lesz a sorjakepzodes. A gazdasagossag es a sziiksegesseg donti el, hogy
milyen kivitelu kesziileket keszittessiink. A kemenyedes miatt a vissza-
huzo его nagyobb lesz az atlagos 10%-nal (a nyomderore vonatkoztatva),
es a belyeg gyorsabban kopik. A legres az anyag nyirdszilardsagatdl,
vastagsagatdl fiigg. Tajekoztatasul: 1 mm vastag anyagnal 0,06 mm
vagasi legres a megfelelo. Kisebb atmeroju lyukasztashoz, ha szuk tures
nem sztikseges, kezi emelokaros lyukasztdgepet hasznalunk. Pontosabb
munkahoz gepi meghajtasu hidegsajtold lyukasztdberendezeseket alkal-
maznak.
4. Dorzsoles
Lyukak, furatok pontosabb megmunkalasat, feltiletiik simitasat, a
furatok tengelyenek egymashoz vald helyzetet kell biztositani, akkor a
dorzsoles muveletet alkalmazzuk. Dorzsolessel 0,01—0,02 mm pontossag
es V V V (haromekes) feltileti simasag erheto el. A furaskor, ha utana
dorzsolni akarunk, kisebb atmeroju fiirdt hasznalunk, hogy a dorzsoles
utan megkaphassuk a pontos meretet, feltileti simasagot. A dorzsoles
finom forgacsolas (64/a es 64/6 tablazat).
6 4/a tdbldzat
Dorzs615si rahagyasok (mm-ben)
Dorzsar AtiWrcije Kiiliagyas
•5
5 — 10
10-15
15—20
20—30
30—50
50-70
70-80
0,06
0,10
0,15
0,20
0,25
0,30
0,40
0,50
0,3—1 mm/ford,
0,5 — 5 mm/ford,
0,3 — 3 mm/ford valaszthato,
Elotolas acelban
ontottvasban
konnyufemben
a furat atmerojetol, az anyag kemenyseget61 es meretpontossagatol fiiggoen.
A dbrzsolesnel 3 — 5 m/perc lehet a vfigosebesseg.
A dorzsoles szerszama a dorzsar. Eleinek szama mindig pares (6—14),
paratian szam eseten nehez lenne ellendrizni az atmero pontossagat. A
sima feliilet es a hengeresseg elerese celjabol az elek szamanak novelese
helyes. Az elek osztasa egyenlotlen legyen, de ket-ket el mindig egymas-
102
64/Ь tdbldzat
Gyorsac61szerszh,mmal vegzett fur6-, dorzsolomunkak v6,g6sebess5g (m/perc)
es elotolas (mm/fordulat) ertekei
Kromnik- kel асё! Szersz4m- асё! вёр- асё! Sziirke- бп1ёз Кбппуй- Гёш Bronz SArga- гёг
Csigafuro v. 6-7 6-10 16 — 20 16 — 22 80-180 12-22 40—60
e. 0,1-0,5 0,1—0,5 0,2—1,0 0,2 —1,5 0,1 — 1 0,1 —0,5 0,1—1
Furorud v. 6-7 6-10 16--20 16 — 22 80—300 10-20 30—50
e. 0,1-0,5 0,1-0,5 0,2—0,5 0,2—2 0,1 — 1 0,1 — 1 0,2 — 3
Dorzsoles v. 3 3-6 4-6 8—10 20—40 10 10-22
e. 0.3-1 0,3-1 0,2 — 1 0,5 — 3 0,5 — 3 0,3 — 1 0,5—3
sal szemben helyezendo el. Az elkozok a forgacsgyujtes miatt nem lehet-
nek tul keskenyek.
A dorzsar lehet egyenes elu (vagyis az el a hossztengellyel parhuzamos)
es csavart elu (96. abra). Egyenes dorzsar megfelelobb, mert kisebb ero-
sziikseglettel dolgozik, es az elek koszorulese is egyszerubb. A csavart
elut fokeppen ott hasznaljak, ahol a furatban horony vagy keresztfurat
van.
96. dbra. Dorzsarak
a) egyenes elu, b) csavart elu, kezi, c) gepi,
d) allithato betetkeses, gepi
A dorzsarak lehetnek kezi es gepi meghajtasiiak. Mindegyik tipus
lehet egyszeru vagy allithato kivitelu.
A kezi dorzsaraknal hosszii az el (a jo vezetes miatt) es rovid a szar,
a gepen hasznalatosak hosszii szarral es rovid ellel kesztilnek. A kezi
dorzsarakat tobblyukii vagy allithato fordltdvas (97. abra) segltsegevel
forgatjak.
97. abra. Allithato forditovas
A kezi dorzsar vegen levo 95°-os 1—3 mm hosszii bevezetdkiip utan
a forgacsolo vagdkiip kovetkezik, majd a vezetd- es egyben simlto-
henger, melyhez a rovid hengeres szar csatlakozik. A szar vegere menesz-
to negyszoget marnak a fordltdvas reszere.
Kiipos furatok simltasara es meretre munkalasara a kiipos dorzs-
arakat hasznaljak. Altalaban pontos megmunkalasnal harom kiipos
dorzsarral erik el a klvant meretet. Egy keszletben eldnagyold, nagyold
es simito dorzsar van.
A dorzsolest a lyukak, furatok kikeszltesen klviil a koncentrikus
furatok ferdesegenek kiegyenlltesere es egytengelyltesere is hasznaljak.
A dorzsarak eleinek kopasa a megmunkalando alkatresz es a dorzsar
anyaganak mindsegetdl fiiggden gyorsan bekovetkezik. Utankoszo rilles-
sei az atmero csokken. Kiilonosen fennall ez az egyszeru, merev dorzs-
arnal. Az ilyen dorzsarral a finomabb megmunkalas eseten vegezziik
az elddorzsolest, melyhez egyebkent is merev dorzsarat szoktunk hasz-
nalni. A keszrcmunkalast, finomltast ezutan allithato dorzsarral vegez-
ziik, mert ez pontos.
Az allithato dorzsarak minden koszoriiles utan a klvant atmerdre
alHthatok, sot az egyes dorzsarak betetkesei cserelhetdk is. Annal az
allithato dorzsarnal, melynel az elek a torzsbdl vannak kialakltva, a
torzsben furat van es harom hasltas. A furatba vagott menetbe behajtott
kiip az eleket szetfesziti es Igy noveli az atmerot. Ezzel csak par tized-
millimeterrel novelhetd az atmerd.
A betetkeses dorzsarnal pontos hornyokban vannak elhelyezve a
betetkesek es kiipfeliileten mozognak. Ha felfele toljuk dket, akkor
nagyobb lesz az atmerd, ellenkezd esetben kisebb. Az allltast also es
felso anyaval rogzltjiik. Ezzel a mddszerrel egy millimetert is allft-
hatunk az atmerdben.
A dorzsolesnel is kell hasznalni kenofolyadekot; aceloknal, acel-
104
ontvenynel, bronznal repceolaj a kendfolyadek, temperontveny, ontott-
vas, sargarez szarazon, esetleg gepolajjal dorzsolendo. Vorosreznelfiiro-
olaj emulzio, aluminiumnal terpentin- vagy petroleum-keverek haszna-
landd.
5. Menetfliras, menetmetszes
Menetfiiras, -metszes — osszefoglalo neven menetvagas — vegezheto
kezzel, tovabba gepen: fiirogepre szerelt kesziilekekkel, esztergalassal,
metszofejjel, menetmarassal, menethengerlessel (mangorlassal). A laka-
tosipar korebe csak a fiirogepen vegzett menetvagasok sorolhatok, azert
ebben a fejezetben ezzel a kerdessel foglalkozunk.
Fiirogepet menetvagasra abban az esetben lehet felhasznalni, ha a
gepen iranyvalto tengelykapcsolo van. Ez lehet mechanikus vagy
elektromos iranyvalto. Elso esetben a menet elkeszitese utan a tengely-
kapcsoloval az orso forgasat leallitjuk, majd hirtelen az ellenkezo fordu-
latra valtunk at, hogy a menetfiiro kicsavarodjek a furatbol. Az elektro-
mos iranyvaltoval a fenti muveleteknel meg fekezest is lehet kifejteni.
A menetfiirasra alkalmas furogepek kis (30—1500 ford/perc) fordulat-
hatarokra vannak szerkesztve.
A menetfiiroval atmeno- es zsakfuratba vaghatunk menetet. Az at-
meno menetfurdknal tobb hornyot keszitenek, hogy a fiirdk ne torjenek,
de vigyazni kell arra, hogy a hornyok miatt a szilardsag ne gyengiiljon.
A gepi menetfurok szara hosszabb, mint a kezi menetfiiroke. A megmun-
kalasi ido csokkentese miatt hasznaljak az elofiiroval egy tengelyen
levo menetfurdt (98. abra).
A zsakfuratot legtobbszor az aszokcsavarok beepitese miatt keszftik.
Az aszokcsavar kozepvonalanak arra a foltiletre, ahol behajtjak, mero-
legesnek kell lennie, ezert a menetet geppel kell vagni. A zsakfurathoz
kesziilt menetfurok bekezdoresze kiipos, ezert az elkesziilt menet utolso
1—2 menete nem teljes melysegu, tehat az orsot nem lehet vegig be-
csavarni.
Orsora vald menetvagas gepi megoldasanal leginkabb a kormetszot
hasznaljak. Megfeleld befogoberendezesek felszerelese sziikseges, mert a
metszotarcsa keskeny, keves vagdele van, egyszerre csak kis melysegu
D
98. dbra. Menetfiiro elofiiroval
menetet keszithet. Erosebb menetek keszitesenel gepi elovagas utan
inkabb simitasra hasznaljak.
Menetvagashoz kenofolyadekot sziikseges hasznalni, kiveve az ontott-
vasat. Acelhoz asvanyolaj vagy terpentin, aluminiumhoz petroleum
felel meg.
6. Koszoriiles
1
A korszeru teehnologia egyik legfejlettebb teriilete a koszoriiles. A j
megkivant tures es fellileti finomsag sokszor csak koszoriilessel erheto el. J
Ezekkel a magasabb szintu feladatokkal megfelelden kepzett szakmun- |
kasok kiilon muhelyekben foglalkoznak. Ebben a fejezetben csak a
lakatosok munkateriiletehez tartozo koszoriiles i muveleteket ismer- I
tetjiik. *
A koszoriilest csiszolokoronggal vegzik, amely ugy kesziil, hogy sarkos, I
eles, kemeny szemcseket egyenletesen elosztva kotoanyagba agyaznak. I
A csiszolokorong nagy keriileti sebesseggel forog, es a szemcsek elei a 1
megmunkalando targybd] aprd forgacsokat valasztanak le. Ezek szerint |
a koszoriiles forgacsolomuvelet. |
A koszoriilesnel ketfele megold&st kiilonboztetiink meg: egyik esetben ]
a targy all es csak a koszorukorong forog. Lakatosiizemekben ez a gyako- j
ribb eset, mert itt a koszoriilest fokeppen tisztito-, feliiletjavito munkara •
hasznaljak. A masik esetben mind a targy, mind a koszorukorong forog, '
ekkor mar kialakito megmunkalast vegeztettink a csiszolokoronggal. ;
Ezzel az eljarassal a termelekenyseg emelkedik, ezert gazdasagos.
Edzett alkatreszek edzes utani megmunktilasanal, vagy kemenyfem
lapkak kialakitasanal nelkiilozhetetlen a koszoriiles. Fejlett ipari
orszagokban, ahol csak lehet, a nagyolo forgacsolas utan a meretre valo ‘
megmunkalast koszoriilessel fejezik be. Kiilonosen automatasoroknal
alkalmazzak a koszoriilest a meretpontossag es alakhuseg eleresere.
A masodik csoportba tartoznak a
kor-, csucs-, csucsnelkiili koszorugepek,
lyukkoszbrugepek, ‘
sfkkoszorugepek, ’
menet-, fogaskerek-, masold koszorugepek,
eszterga- es gyalulas-, csigafurd-elezo koszorugepek,
tobbelu mard-, fiireszelo-, menetfuro elkoszorugepek,
forgattyhstengely —, biitykostengely —, dugattyu-koszoriigepek,
dorzscsiszolo (honolo), tiikrositd (lappolo),
tiikorfenyesito (szuperfiniselo) koszorugepek.
A lakatosok a hordozhatd es az egyszeru koszorugepeket hasznaljak,
106
ezeken kiviil nagyobb muhelyek csigafuroel koszoru gepekkel is fel
vannak szerelve.
Az egyszeru koszorugepek (99. abra) a lakatosmuhelyekben igen el-
terjedtek, alkalmazasuk igen szeles koru: ezeken koszoriilik a kiilonfele
vagokat, vesoket, csavarhuzokat, de alkalmazzak oket sorja eltavolitas-
ra, kisebb hibak kikuszobolesere is.
99. dbra. Egyszeru koszorugep
Az egyszeru koszorugepen a kozepen elhelyezett villamos motor
tengelyere ketoldalt szerelik fel a koszorukorongot. A motor teljesitme-
nye 1/2—2 LE, fordulatszama percenkent 600—-2800. A fordulatszam
hat4rozza meg a felfoghato koszorukorong atmerdjet (150—350 mm),
mert a keruleti sebesseg 30 m/masodpercnel nem lehet nagyobb.
A koszorukorong szetrepiilese sulyos baleseti veszelyt okozhat, ezert
a korongokat vedoburkolattal latjak el (ezt az MSZ 4540—52 irja elo).
A fenti gepeket szallito vallalatok
ezt be is tartjak, de a hazilag keszi-
tett koszorugepek lemezburkolatai
gyakran nem nyujtanak megfeleld
biztonsagot. A burkolatot lokes-
szeru erohatas felvetelere alkalmas,
hegeszthetd, hengerelt acelbol vagy
acelontvenybol (A0 45) kell k£szi-
teni. A mukodo hely kivetelevel a
korong egesz feliiletet kell burkolni
(100. abra). A vedoburkolattol fiig-
getlentil — a lerepiilo szemcsek elleni
vedekezesiil—- veddszemiiveg feltet-
leniil hasznalando.
100. dbra. V6doburkolat nyllasa es
a koszoruko kozotti hezag mhrteke
Az egyszeru koszorugepen nines targybefogo berendezes, hanem
szabad kezbol, a korongok elott elhelyezett kezitamasz segitsegevel
koszoriilnek. Ez a kezitamasz a korong iranyaban allithato, es egesz
kozel kell liozza elhelyezni, nehogy a res kbze bekapja az anyagot. Ez a
korong szetrepiteset okozhatja. Kis darabokat a hozzajuk szerkesztett
befogdrudon kell elhelyezni, es azzal egyiitt a kezitamaszra helyezve kell
koszoriilni.
Az egyszeru koszorugepet, ha edzett szerszamok, acel alkatreszek
koszbriilesere is hasznaljak, a tulzott fehnelegedes megakadalyozasara
folyadekos hutessel latjak el. Szaraz koszoriileskor porelszivo berendezes
keszitendo.
Lenyegileg a fenti koszoriigepek fajtajahoz tartoznak a hajUkony
tengelyu koszorugepek. Ket tipust kiilonboztetunk meg: Nagyobb meretei
kovacs es ontveny alkatreszek tisztitasara, hegesztesi varratok lekoszo-
riilesere hasznaljak a kezikocsira szerelt, hordozhato, hajlekony tengelyu
koszorugepet. Kisebb meretu. szerszamok, keszulekek, hidegsajtolo,
— precizios ontes viaszmintai keszitesere — presformak, kovaesdarabok
kikepzesenek nagyold es simito kbszoriilesere szinten. hajlekony tengelyu
koszorugepet hasznalnak. A sebessegvaltoval felszerelt elektromotor
allvanyra van szerelve. A kis atmeroju csiszolokorongot vagy a csapos
korongot nagy fordulatszammal rndkodtetik (101. abra). Ennek a tipus-
101. dbra. Hajlekony tengelyu es villamos koszorugep
nak masik valtozata a furogep orsohoz kapcsolhato hajlekony tengelyu
koszoru.
Jelenleg mindjobban terjednek a kezi koszorugepek, viszonylagos kis
sulyuk, kenyelmes uzembehelyezhetosegiik miatt. Van elektromos es
presleg meghajtasu kivitel. Ugyanazokra a munkakra alkalmazhatok,
102. dbra. BO — 80 jelu csigafuro koszorugep
mint az elobbiek. A presleg meghajtasu gepek iizemeltetese dragabb,
de biztonsagosabb. Torpe (42 V) feszultsegnel az elektromos kezi
koszorugepek is veszelytelenek, de akkor a muhely egesz teriileten ki-
epitcndo a torpefeszultsegu. halozat.
Csigafuro elkoszorugep (102. abra) hasznalata azert sziikseges minden
fejlettebb lakatosiizemben, mert a kezi koszoriiles sohasem lehet pontos;
meg ha csucsszogellendrzo kesziilekkel merjiik is a kezben koszortilt
csigafuro csucsszoget, vagoeleinek hosszat, a ket felszog szimmetrikus-
sagat csak szemmertekkel becsiilhetjuk. A csigafuro elkbszorugepen
pontosan beallithatjuk a csucsszoget es a kbzpontossagot.
A koszorulesnel a forgacsolast vegzo koszorhkorong kivalasztasa az
alabbiak szerint tortenik:
fo meretek, alak, szemcseanyag, szemcsenagysag, kbteskemenyseg,
tombrseg kotoanyag.
109
103. dbra. Koszorugepeken hasznalt
csiszulokorongok
A fo meretek megadasa sziikse-
ges, mert az atmerdtdl is fiigg a
keriileti sebesseg. Forgastestek-
nel az elsd szam a kiilso atmerot,
masodik a szelesseget, harmadik
a furatot jelenti. Mas alakunal
(pl. reszeldtesteknel) hossz, sze-
lesseg, ill. vastagsag a sorrend.
Az eldirasnal az alakot a szab-
vany szerint adjak meg, pl. a
sima korong jelzese: I (103. abra).
A szemcse anyaga — eltekintve
a kiilonlegesen eldallitott anya-
goktdl— haromfele lehet: 1. mes-
tersegesen eldallitott korund (alu-
mfniumoxid), 2. termeszetes ko-
rund, 3. sziliciumkarbid (65. tab-
lazat).
65. Idbldzat
Milyen szemcsefajtaval, milyen anyagokat koszoriilhetiink
Sziliciumkarbid
Sziirke vagy kdregontcs
Sargarez es lag у bronz
Aluminium es vorosrez
Marvany es kovek
Gumi 6s bor
Igen kemeny otvozetek
Kemenyfemek
Aluminiumoxid (korund)
Szenacelok
Otvozott acelok
Lao-yitott temperontveny
Kovacsvas
Sziv6s es kemeny bronzok
Nagy kemenysege es szivdssaga miatt az iparban a mesterseges
korundot hasznaljak, mert a termeszetben eldforduld korund tisztasagi
foka gyakran nem felel meg.
Az ontottvas es mas rideg anyagok koszoriileset a sziliciumkarbidbdl
kesziilt koszorukoronggal vegzik, amely a korundnal kemenyebb es
ridegebb. Ennek szemcsei letompulas utan eltbrnek es a keletkezett eles
szemcse tovabbra is jol forgacsol.
A szemcseanyagokat a kovetkezdkeppen jelolik:
nemes elektrokorund KA
elektrokorund KB
masodrendu elektrokorund КС
termeszetes korund KO
sziliciumkarbid SC
zold sziliciumkarbid SCZ
110
A szemcsenagysag merteke az egy angol hiivelyk hosszra eso szita-
lyukak szama. Durva feliiletet gazdasagtalan lenne finom szemcseju
koszorukoronggal megmunkalni, viszont finom feliiletet a durva szem-
cseju csiszoldkoronggal kiilonos gondossaggal, csokkentett elotolassal
eloallithatunk. Az egeszen finom szemcses csiszoldanyagot iszapolassal
vagy levegofuvassal osztalyozzak (66. tablazat).
66. tabldzat
Szemcsenagysag az egy angol hiivelyk hosszra eso szitalyukszammal jelolve
(MSZ 4501)
Csoport Nagyon durva ’ Durva Когёр Finom Nagyon finom Porfinom
8 14 30 70 150 280
10 16 36 80 180 320
Szemcse- 12 20 40 90 200 400
nagysag 24 46 100 220 500
50 120 240 600
60 800
Koteskemenysegen azt az ellenallast ertjtik, melyet a korong a szemcse
kitoredezesevel szemben kifejt. A csiszolokorongokon a koszoriiles
kozben a szemcsek allandoan tompulnak, ezaltal a szemcseket terhelo
nyomas nagyobb lesz, mint a megengedett ertek, es a szemcsek kihulla-
nak. Ezutan az alattuk levo szemcsek folytatjak a forgacsolast. Ezt a
folyamatot onelezesnek nevezik.
A koteskemenyseg nem fiigg a szemcsekemenysegtol, es a forgacsolo-
kepesseggel sines aranyban, mert ha a csiszolokorong koteskemenysege
nagyobb, mint ami sziikseges a munkadarab anyagahoz, akkor a szemcsek
eltompulva nem toredeznek le, hanem surlodnak az anyagon es nem
forgacsolnak. Ilyenkor a ko nyom, eget. A helyesen valasztott lagyabb
korongnal a szemcsek kitoredeznek, es helyet adnak az alattuk levo
szemeseknek a munka elvegzesere.
Lagy anyagok kemeny kotesu, kemeny anyagok lagy kotesu csiszold-
korongot kivannak. Kivetelt kepeznek a voros- es sargarez anyagok,
amelyek lagyak ugyan, de megis lagy kotesu csiszolokoronggal koszorii-
lenddk, mert eltomitik a csiszoloszemcsek kozotti kozoket.
A koteskemenyseget az abece nagybetuivel jeloljiik. Leglagyabb az
E, legkemenyebb a Z (67. tablazat).
A csiszoloszemcseknek es a kbztiik levo likacsoknak elhelyezkedesi
aranyat a korongban tomorsegnek nevezik (104. abra). Ez a viszonyszam
azt mutatja, hogy a terfogategysegben azonos szemcsenagysag eseten
mennyi a szemcsek szama. Ha sok a szemcse, akkor tomor, ha keves,
11 I
67. tdbldzat
A koteskemenyseg
szabvanyos jelolese
Nagyon lagy E, F, G
Lagy II, I, Je, К
Kozepes L, M, N, 0
Kemeny P, Q, R, S
Nagyon kemdny T. U, V, Z
104. dbra. Koszorukorongok tbmorsdge
akkor ritka kotesu a csiszoldkorong. A laza, pordzus csiszoldkorongok
jd forgacsoldkepesseget, jd hutesi viszonyokat es teljesitmenynovelest
biztositanak. Nem. lagyftjak ki, nem vetemedik az anyag a csiszolasnal,
kevesebb a feltileti repedeskepzddes. A tomorseget szamokkal jelzik
(68. tablazat).
68. tdbldzat
Кoszorfikorongok t omorsdgdnek
szabvanyos j el olds©
Magyar
Nagy on tomor
Tomor
Kozepes
Ritka
Nagyon ritka
KiilfOldl
1 0, 1, 2, 3
3
5 ! 4, 5, 6
7 j 7, 8, 9, 10, 11, 12
9 ;
112
69. tdbldzat,
Csiszolokorongok kivalasztasa es megengedheto keriileti sebess6giik (MSZ
4502) kovacsdarabok sorjazasanAl, ontvenytisztitasanal, bugakoszoriilbsnel
KoszortiWsi m6d Korong ker. seb. m/mp Асё1 hegeszt6si varrat OntQttvas, bronz, sargarilz Konnyufem
Hordozhato geppel korongatmero 200 mm-ig 25 KB 20 Q KB 24 P SC 16 R SC 26 R KB 36 M KB 36 0
45* KB 16 R KB 20 Q KB 16 S SC 16 s SV 20 R SC 24 R
Allo geppel korongatmero 400 mm-ig 30 KB 20 Q KB 24 P SC 20 R SC 24 Q KB 36 N Ba V. Ke KB 36 P Ba v. Ke
45* KB 16 R KB 20 Q —
Allo geppel korongatmero 450 — 750 mm 30 KB 14 R KB 20 R SC 14 S SC 14 S KB 30 N Ba V. Ke KB 30 0 Ba v. Ke
45* KB 12 Q KB 14 0 — —
Lengo geppel korongatmero 300—600 mm 25 KB 16 Q KB 20 P KB 12 R KB 14 Q —
45* KB 12 R KB 14 Q ov.SC16S br.sr.SC 20 0 —
Gyors- acel, nagy C- tart.acel Rozsda- mentes otv. асё1 Temperontveny lagy 6. v.
25 KB 16 Q KB 14 Q KB 16 R KB 16 R
45* KB 14 Q KB 12 R KB 16 Q
sebesseghoz csak mugyanta (bakelit) kotesu korongo-
* 45 m/mp keriileti
leaf szabad hasznalni-
8 Lakatosok konyve
113
A kotoanyagot egyenletes elosztasban keverik ossze a korund vagy
sziliciumkarbid megfeleld szemcseivel, formakba ontik, sajtoljak es
tovabbi muveleteknek vetik ala.
Altalaban haromfele kotoanyag hasznalatos:
I. keramiai (agyag, kaolin, foldpat, kvarc alapanyag),
II. szerves eredetu (mugyanta, gumi, sellak),
III. asvanyi (viziiveg, magnezit, cement).
A keramiai kotoanyagot hasznaljak a leggyakrabban, mert minden
fajta korong eloallftasara alkalmas, a tomorseg, kemenyseg jol szaba-
lyozhato, hoalldsaga nagy, nedvessegallosaga, kemiai ellenallokepessege
megfelelo, de rideg, az iitest nem bfrja, es 35 m/mp keriileti sebesseg
felett nem alkalmazhato. Oldalnyomasra torik, tehat vekony korongot
nem lehet vele eldallftani.
A szerves eredetu kotdanyaggal keszitett csiszolokorong az elobbivel
ellentetben rugalmas, az oldalnyomast bfrja, tehat vekony fain korong
eloallftasara alkalmas, es nagy keriileti sebesseggel jarathato (pl. bakelit
lesziird korong 70—80 m/mp-cel). Vfzzel, szodaval szemben erzeketlen,
de kemiai es hovel szembeni ellenallokepessege kicsi. Ontvenynagyolas-
ra es -tisztitasra a bakelit kotesu korongok igen alkalmasak. Ujabban
textilbetetes bakelit korongokat gyartanak, melyek az eldbbinel elonyo-
sebben hasznalhatok kovacsanyagok es ontvenyek, valamint hegeszto-
varratok tisztitasara.
Az asvanyi kotoanyagok — viziiveg (szilikat), magnezit, cement —
a ritkabban alkalmazott csoportba tartoznak. A magnezit es a cement
vfzzel szemben erzekeny. Meg a vfziiveges kotes valt be a legjobban
nagymeretu csiszolokorongok keszftesere. Ezzel a kotessel a termeszetes
koszorukoveket, az egeszsegre karos, un. vizeskoveket helyettesftik.
A csiszolokorongokat legcelszerubb az MSZ 4502 szerint kivalasztani,
es a mukodes kozben megfigyelt adatok szerint valtoztatni. Ezek szerint
bizonyos hazi etalon-korong alakul ki, es ehhez hasonlfthato a rendelt
csiszolokorong (69. tablazat).
A probaporgetes jelzesevel ellatott csiszolokorong (105. abra) meg-
felelo biztonsago t nyiijt. Felszereles elott a korong epseget, hibatlansa-
gat meg kell vizsgalni. Repedes, szinkiilonbozet a fe-
liileten ne legyen. Xe maradjon el a kiegyensiilyozas
sem. Ha erre nines megfelelo berendezes, akkor 150
ram-nel nagyobb atmero eseten masfelszeres fordulat-
ial, megfelelo biztonsagi intezkedcsekkel, par percig
meg kell porgetni. A korongok felfogasara az MSZ
4540 ervenyes (106. abra). 25 mm-nel nagyobb At-
meronel ket ontottvas szoritoperemmel kell felfogni a
korongot, ez ala keregpapfrost helyeznek. A felfogo
orson levo anyat mindig biztosftani kell. Vedd-
]05. dbra. Pr6-
Ьарбг§е1ё8 meg-
tortentenek jel-
z£se a kdszorh-
korongon
H4
szemiiveg nelkiil koszoriilni nem szabad. A koszorukorong munka kozben
gyakran egyenlotleniil kopik, ez esetben korongszabalyozoval kell
egyengetni (107. abra).
107. dbra. Korongszabalyozo
106. abra. Koszorukorong helyes
felfogasa
7. Csiszolas
Az elomunkalt alkatreszek feliiletet megfelelo finom csiszolopor seglt-
segevel addig dorzsoljuk, mlg a feliileti simasag vagy az elolrt meret a
kivanahnaknak megfelelo lesz. Lakatosoknal a csiszolas ket esete fordul
eld: slk es kupos feluletek csiszolasa. A csiszolovasznat, csiszoldpapirt
(uvegpaplrt) a konnyebb kezeles, jo fogas celjabol fahasabra ragasztjuk
es ezzel dorzsoljuk a sik feliiletet. Korund, vasoxid, kromoxid, kvarc
vagy iiveg porabol pasztat is keszitenek (70. tablazat), es ezt kenjiik
a megmunkalando feliiletre. Masik mod, hogy a feliiletre egyenletesen
valamilyen kozvetito folyadekot dorzsolnek, es ebbe szorjak ovatosan
elosztva a csiszoloport. Acelhoz kvarc- vagy korundport, kozvetltd
folyadeknak gepolajat vagy faggyiit, ontottvashoz uvegport, es petro-
leumot, bronzhoz uvegport es faggyiit hasznalunk.
Ha lehetseges, akkor a ket osszetartozo feliiletet a fenti csiszoloszerek
felhasznalasaval, egymasra csiisztatva dorzsolik ossze. Ha ennek aka-
dalya van, akkor ontottvas hantololap felhasznalasaval csiszolnak.
A kupos alkatreszek osszecsiszolasara a kovetkezo eljaras hasznalatos:
A ket kupos feliiletet pasztaval vagy a leirt emulzioval bekenjiik, es a
8*
115
70. tabldzat
Csiszol6pasztak osszetetele
Anyag % Pasztaininoseg
durva kozepes finom
Kromoxid 81 76 74
Szilikagel 2 2 1,8
Sztearin 10 10 10
Felbomlott zsfr 5 10 10
Oleinsav — — 2
Sz6dabikarb6na — — 0,2
Petr61eum 2 2 2
csapot a forgatdkarnal megfogva tobbszbr megforgatjuk, majd petro-
leummal lemossuk, es letorbljuk, megvizsgaljuk nincs-e beragodas a
feliileten, mert ebben az esetben finomabb dbrzsbloanyagot kell hasznal-
nunk. Ha a ket feliilet egyenletesen matt lesz, akkor petroleummal vagy
benzinnel lemossuk, letorbljuk es beolajozzuk. Ezzel a modszerrel 0,01—
0,02 mm-en beliili pontossag erheto el; csiszolasra 0,03—0,10 mm legyen
a rahagyas. A munka pontossagat petroleummal ellenorizhetjiik: ha a
csap veget lemeszeljuk es a felso reszere petroleumot bnttink, a rossz
tomitesndl a meszes feliileten sbtet foltok jelentkeznek.
Lemezmunkaknal a csiszolas egyik fajtajat, a fenyesitest (polirozast)
alkalmazzak. Hajtdrudak, fotengelyek szereles elotti kifenyesftese
noveli a korrozioalldsagot es megmutatja az esetleges hajszalrepedese-
ket. Ezt a munkat tbbbnyire a fenyezok vagy esztergalyozok vegzik,
azert csak rbviden megemlftjiik a technoldgiajat. A fenyesltes 30—35
m/mp keriileti sebesseggel forgo nemez-, poszto-, vaszon- vagy pamut-
fonalbol kesziilt koronggal tortenik. A korong erintkezd feliiletet fenyesi-
tokenoccsel (71. tablazat) bekenik, es a forgo koronghoz tartjak a mun-
kadarab feliiletet. Ez rovid idon beliil tiikbrfenyessc valik. A korong
meghajtasara az elektromos kezi csiszologepet is hasznalhatjuk.
Fenyesiteshez haszn&lhato paszta
71. tabldzat
Osszetiitel Kiilonleges kenocs
1. sz. 2. sz. 3. sz.
JVnyesito- anyag Kotdanyag grammokban
Aluminium-oxid 50 35 50
Kromoxid — 40 —
4. sz. csiszolopor —. —. 25
Paraffin 25 55 30
Vazelin 3 5 5
Petr61eum 2 3 3
C) A LAKATOSCZEMBEN
GYAKRABBAN HASZNALT ANYAGOK
A leggyakrabban hasznalt anyag a kiilonfele osszetetelu es alaku vas.
Ipari termelesiink allando emelkedese miatt a vas felhaszn^lasa mind
nagyobb mereteket bit, sajat vaserciink pedig igen keves, ezert behoza-
talra szorulunk. Ez teszi indokoltta az anyagtakarekossagi torekveseket.
Ez vonatkozik a tobbi anyagainkra, meg az aluminiumra is, bar bauxit
igen nagy mennyisegben all rendelkezesre, de az aluminium elo^llitasa-
hoz sok villamos energiara van sziikseg.
Vasercekbdl nagyolvasztokban nyersvasat allitanak eld. Ennek nagy
(2,8—4,5%) a szentartalma es sok szennyezo elemet tartalmaz, ezert
az ipar kozvetlenul csak alarendeltebb celra hasznalja fel. A rideg es
torekeny nyersvasat ketfele modon hasznaljak fel: kupoldban at-
omlesztve mint ontottvas, a tobbi mennyiseg pedig a tobblet-szentdl
megszabaditva, kiilonfele otvozoanyagokkal javitva, mint acel kertil
felhasznalasra. Regebben a 0,05—0,3% szentartahnii acelt Icovacsvasnak
nevezt,ek, mert alakithatosaga meg hideg allapotban is megfelelo. A
lakatosok is ezt hasznaltak. A kovacsvas azonban nem edzhetd, es ez
volt a kiildnbseg elnevezes szempontjabdl a kovacsvas es az acel kozott.
Eles hatar nines az edzhetoseg kozott, azert a szabvany a 0,05—1,7%
szentartalmii vas-szen otvozeteket egyontetuleg acelnak nevezi. A szen-
tartalom befolyasolja az acel tula j dons agait: a szentartalom novekede-
sevel a szilArdsag, a kemenyseg nd, de a nyiilas, a szivossag csokken.
Ontottvassal kis mennyisegben minden lakatosszakma dolgozik, fdleg
a geplakatosok es az iizemlakatosok. Szabvany szerinti neve sziirke-
ontveny, szentartalma 1,7% folott van. Rideg, nem hajlithato, nyiiEsa
csekely.
A szabvany szerinti osztalyozas a szakitoszilardsag alapjan tortent.
Kozonseges ontveny: O.V. 12, O.V. 14, O.V. 18.
Mindsegi ontveny: O.V. 22.
Kiilonleges ontveny: O.V. 26, O.V. 30.
A jelolesben az O.V. jelenti az ontottvasat, a ket szam pedig a szakitd-
szilardsagot.
A temperontvenyt iigy allitjak eld, hogy a feher toretu ontvenyt hosz-
szabb ideig tartjak kb. 900—1050 C° hdmersekleten szenredukald kozeg-
ben vagy homokban, majd lassan kihulni hagyjak. Az igy eldallitott
ontveny hajlithato, kismertekben alakithatd es kevesbe torik. Meg-
kiildnboztetiink fekete es feher temperontvenyt.
Az MSZ 2591 szerint a feher temperontveny jelzese:
To. 00, To. 35, To. 40.
117
A fekete temperontveny jelzese:
To.fk. 00, To.fk. 30, To.fk. 35, To.fk. 38.
Az acfrlontvenyt a szerszamkeszitdk hasznaljak presformak, kivago-
kesziilekek eloallitasara. Az acelontveny 0,6%-nal kevesebb szenet
tartalmaz, a szentartalomtdl fiigg az acelontveny tulajdonsaga. A maga-
sabb szentartalmu kemenyebb, szakitdszilardsaga nagyobb, de nyulasa,
szivossaga csokken.
A szabvany szerint a kereskedelmi ontvenyek jelolese:
A.O. 38, A.O. 45, A.O. 52, A.O. 60, A.O. 72.
Kulonleges minosegeknel jellemzo kikoteseket is eldirnak.
Precizids ontveny ketfele technoldgiaval kcszithetd: viaszkiolvasztasos
es hejformazasi mddszerrel. Els6 esetben presformaban elkeszitjiik
viaszbdl az alkatreszt, tuzalld anyaggal bevonjuk, kiszaradas utan a
viaszt kiolvasztjuk es a tuzalld format kiegetjiik, hogy nagyszilardsagu
formank legyen. Ebbe a formaba tetszes szerinti otvozesu acelanyagot
ontiink, mely megfelelo hokezeles utan kozel egyenerteku. a forgacsolas-
sal vagy a kovacsoHssal eldallitott alkatresszel. A masik mddszer a hej-
formaba ontes, a Croning-eljaras. Ennelfembdlkeszitjiikelamunkadarab
masat, eztfelmelegltjuk, muanyaggalkeverthomokkalbeszorjuk es 200—
400 C°-on kistitjuk. Igy kapjuk az un. formaalarcot. A ket fek forma-
alarcot osszeragasztva, esetleg maggal ellatva, ontesrekeszformatkapunk.
A precizids ontes igen gazdasagos, es a f orgacsolas kikuszobolese miatt
nagy anyagtakarekossaggal jar. A kesz ontvenyeket ugyanis sokszor
tovabbi megmunkalas nelkiil be lehet epiteni a keszulo gyartmanyba.
A masik paratian eldnye az, hogy ha uj otvozott acelt kivannak be-
szerelni kiprobalasra, akkor nines szukseg mazsas adagok keszitesere,
mert precizids ontessel 1—2 kg-os darabok is eldallithatok.
Az acel osszetetele szerint lehet szenacel es otvozott acel. Szennyezddes
nelkiili acel gyakorlatilag nines, ezert a szenacel is nemesak vasat es
szenet tartalmaz, hanem kent es foszfort is. Ha a ket utobbi szennyezo
osszesen nem haladja meg a 0,1%-ot, akkor a szenacel felhasznalhatd.
0,3%-nal nagyobb kentartalommeleg (voros) torest, es 0,2%-nal nagyobb
foszfortartalom hideg (kek) torest okoz.
A szenacelokat a szabvany szerint feloszthatjuk szerkezeti es szerszam-
acelokra. Szerkezeti acelok:
1. Otvozetlen, hengerelt, ill. kov4csolt gepacel (MSZ 111)
2. Otvozetlen, hengerelt szerkezeti acel (MSZ 112)
3. Betetben edzhetd otvozetlen acel, kovacsolt,
ill. hengerelt (MSZ 61)
4. Lemez anyagok
5. Varratnelkiili acelcsovek
6. Szegecsacel
7. Csavaracel
118
A gepacel jelzese: A 00.11, A 34.11, A 37.11, A 42.11, A 50.11, A 60.11,
A 70.11.
A szerkezeti acel jelzese: A 00.12, A 34.12, A 37.12, A 42.12, A 44.12.
A betetben edzhetd acel jelzese: C 10, C 15.
Nemesitheto otvozetlen szerkezeti acelok: C 35, C 40, C 45, C 50, C 55,
C60.
A haromfajta acel szilardsagi ertekei megegyeznek, kiilonbseg csak a
tisztas^gi fokban van (72. tabkizat). A 111-es acelok foszfor (P) es ken
Szilardsagilag egyenerteku acelok
72. talMzat
Szakito szilArdsag 34-42 42-50 | 50-60 60-70 70-85
MSZ 111 A 34.11 A 42.11 1 ; A 50.11 A 60.11 A 70.11
MSZ 61 MSZ 112 C 10 C 15 A 34.12 A 44.12 C 25 A 42.12 C 35 C 45 C GO
(S) tartalmanak megengedett hatara: P % 0,06%, S <7 0,06%, P 4- S
0,1%. A 112-es acelnal a P es S tartalom nines eloirva. Mindkettonel
tisztabb a 61-es acel, azert nagyobb igenybeveteleknel ezt hasznaljak.
A megengedett szennyezes: P <C 0,05%, S 0,05%, P-yS 0,09%.
Az MSZ 61 ezen acelok hdkezeleset is megadja. A 112-es allo vagy mozgd
szerkezetben (hid, magasepftes, darn, vasiiti kocsi, hajotest stb.)
alkalmazhato szelvenyek hengerlessel valo gyartasara hasznalhato.
Ennek megfeleloen foleg egyszeru. igenybevetelre (huzas, nyomas, hajli-
tas) alkalmazzak 6ket.
Az MSZ 112 acelfajtabol allitjak eld a hengerelt idomacelokat, ezeket
hasznaljak leggyakrabban a lakatosiizemek. Szelvenyeik szerint lehet-
nek rudacelok es idomacelok. Rudacel a kor, felkor, negyzet, hatszog,
h^romszog keresztmetszetu acel. Idomacelolc az U, T, I, L, Z szelvenyuek
(73. tabkizat).
Mindjobban terjednek az acel nyilaszard szerkezetek. Az ezekhez
sziikseges acelidomokat reszben huzassal, reszben sajtolassal szalag-
acelbdl a gyarak maguk allitjak el3. Egyes vallalatoknak ezekre sajat
haziszabvanyaik vannak.
A 111 acel altalaban gepalkatreszek gyartasara hasznalhato, lokes-
szerden is igenybe veheto.
Kereskedelmi es minosegi lemezek kdziil (3 mm-nel vekonyabb finom
lemezek, MSZ 23) az A.I. 23 es A.II. 23 (szekrenyben lagyitott) jelzesuek
fekete b^doglemezek, az utobbiak simabb, hajlitasra alkalmasabbak. Az
A.III. 23 zomancozasra es horganyoz&sra alkalmas. A.V. 23. —A.X. 23-
ig sajtolhato, melyhhzo, burkolat es karosszeria lemezeket jelolik.
П9
73. tdbldzat
Osszeroglalo tablazat a melegen hengerelt rud- es idomvasakrol
A szelv6ny
megnevez/'se szabvtiny sztima meret bat ar a
Koracel MSZ 4337-52 8 — 180 mm 0
Negyzetacel MSZ 5341-52 6 — 60 mm
Egyenlo szaru L szelveny MSZ 328-51 20x20x3 — 200 X 200 x 20
Egyenlotlen szaru 25 X 40x4 —
L szelveny Eles sarku, egyenlotlen szaru MSZ 329-51 100x150x14
L szelveny MSZ 4313-51 15x30 — 18x40
I szelveny MSZ 325-51 80-500
Kiilonleges U szelvdny MSZ 17 716-53 70x70—70x80
U szelveny vezetosin MSZ 4315-51 10x 15-30x50
U szelveny MSZ 326-51 50-300
Magas gerincu T szelveny MSZ 324-51 20x20-75x75
Sz£les talpu T szelveny MSZ 424-51 30x40-55x100
Eles sarku T szelveny MSZ 4314-51 26x30—40x40
Z szelveny MSZ 4311-51 30-60
Laposacel MSZ 4342-51 10x4-150x50
Szelesacel MSZ 5726-51 150x6-160x50 170X6—500X30
Huzott varratnelkuli csovek siilya (kg/m-ben) 74. tdblazat
Ktilso at- тёгб mm { Асё1 I Alumi- ! nium Kez Stirga- гёг Асё! Alumi- nium Вёг Stirga- гёг Асё! Alumi- nium | Вёг Stirga- гёг
falvastagstig
1,00 mm 2,00 mm 3,00 mm
5 0,098 0,034 0,11 0,11
6 0,12 0,042 0,14 0,13
7 0,15 0,051 0,17 0,16
8 0,17 0,059 0,20 0,19 0,30 0,101 0,38 0,37
9 0,20 0,068 0,23 0,21 0,34 0,118 0,40 0,38
10 0,22 0,076 0,25 0,24 0,40 0,136 0,45 0,42 0,44 0,152 0,50 0,48
12 0,27 0,093 0,31 0,29 0,49 0,170 0,56 0,53 0,66 0,228 0,75 0,72
14 0,32 0,110 0,36 0,34 0,60 0,204 0,67 0,64 0,81 0,279 0,92 0,88
16 0,37 0,127 0,42 0,40 0,70 0,238 0,79 0,75 0,96 0,330 1,09 1,04
18 0,42 0,144 0,48 0,45 0,79 0,271 0,90 0,85 1,11 0,383 1,26 1,21
20 0,48 0,161 0,53 0,51 0,89 0,305 1,01 0,96 1,26 0,434 1,43 1,36
22 0,58 0,178 0,59 0,56 0,98 0,339 1Д2 1,07 1,41 0,505 1,59 1,52
25 0,60 0,204 0,67 0,64 1,12 0,390 1,29 1,23 1,63 0,559 1,84 1,76
28 0,67 0,229 0,76 0,72 1,28 0,441 1,47 1,39 1,85 0,636 2,11 2,02
30 0,72 0,246 0,82 0,77 1,40 0,475 1,57 1,50 2,00 0,686 2,26 2,16
32 0,76 0,263 0,87 0,83 1,48 0,509 1,68 1,60 2,15 0,738 2,43 2,32
35 0.84 0,288 0,95 0,94 1,63 0,560 1,84 1,76 2,37 0,813 2,70 2,56
38 0,91 0,314 1,04 0,99 1,77 0,611 2,02 1,92 2,59 0,890 2,93 2,80
40 0,96 0,331 1Д1 1,04 1,86 0,645 2,13 2,03 2,77 0,950 3,28 2,96
42 1,01 0,348 1,15 1,09 1,97 0,679 2,24 2,14 2,85; 0,980 3,30 3,12
45 1,03 0,373 1,23 1,17 2,14 0,729 2,40 2,30 3,11 1,070 3,52 3,36
50 1,21 0,416 1,36 1,31 2,37( 0,814 2,70 2,56 3,481 1,200 3,94 3,77
120
75. tdbldzat
Varratn61kuli, melegen hengerelt, sima vegu acelcso (forrcso) fo jellemzoi
(MSZ 99)'
A cso FalvastagsAg mm-ben
ktilso
Atm6- 2,5 1 2,75 1 3 | 3,25 ( 3,5 3,75 4
roje mm silly, kg/ni
18 0,956 1,П 1,25 1,38
20 1,08 1,26 I 1,42 1,58
22 1,20 1,41 | 1,60 1,78
24 1,33 1,55 1,77 1,97
25 1,39 1,63 1,86 2,07
26 1,45 1,70 1,94 2,17
28 1,57 1,85 2,11 2,37
30 1,70 2,00 2,29 2,56
32 1,82 2,15 2,46 2,76
35 2,00 2,37 2,72 3,06
38 2,19 2,59 2,98 3,35
41,5 2,40 2,85 3,28 3,70
44.5 2,59 3,07 3,54 4,00
51 2,99 3,55 4,10 4,64
54 3,18 3,77 4,36 4,93
57 3,68 4,00 4,62 5,23
60 4.22 4,88 5,52
63,5 4.48 5,18 5,87
70 4,96 5,74 6,51
76 5,40 6,26 7,10
83 6,39 6,85 7,79
89 ; 6,87 7.38 8,38
95 | 7,90 8,97
102 ! 9,09 9,67
108 i 1 9,64 10,30
A kozeplemezeket (3—7,5 mm) az MSZ 322 szakitoszilardsag szerint
csoportositja. A 8 mm-nel vastagabb durvalemezek szilardsagi adatait
az MSZ 21 frja elo.
A lakatosok az acelgyartmanyok koziil a varratnelkuli csoveket (MSZ
29, 108. abra) hasznaljak. Hegesztett csoveket ritkabban alkalmazunk,
mert hajlitasoknal a varrat gyakran szetvalik (74. es 75. tablazat).
Az MSZ 113 a szegecsaoelok szilardsagi adatain kivul az alakithatosa-
got (hideg, meleg) is eloirja.
Az MSZ 229 a csavaranyag minosegen, a szilardsagi adatokon kivul
a technologiai ellenorzo vizsgalatokat is tartalmazza.
Az otvozetlen szerszamacelok (MSZ 4354—56) jelzesei: S 71, S 72, S 73,
S 81, S 82, S 101, S 102, S 103, S 111, S 112, S 113, S 131, S 132, S 133.
S jelenti az otvozetlen szerszamacelt, kettagu szamoknal az elsd szam,
haromtaguaknal az elso ket szam az atlagos C-tartalmat jelenti (pl.
121
S 81-nel C a=i 0,8%, S 131-nel C 1,3%), az utolsd szam megkiildnboz-
teto jel (1-es a legjobb, 3-as a leggyengebb). A foszfor- (P) es a ken- (S)
tartalom egyenkent max. 0,035%, osszesen 0,06% lehet. Eldiras a salak-
es zarvany tartalom maximalis mennyisege is. A hokezelesi tajekoztatdt
is megtalaljuk a szabvanyban.
Ha szerkezeti aceloknal nagy szilardsag mel-
lett nagy szivdssagra is sziikseg van, szerszam-
aceloknal pedig nagyobb eltartdsag, kopasalld-
sag, megeresztesalldsag es melegszilardsag a
kovetelmeny, akkor otvozziik az acelokat.
Az aceloknal leggyakrabban hasznalt otvozd-
anyagok:
A szilicium (Si) elosegiti az onthetdseget,
noveli a kemenyseget es a szilardsagot, tovabba
az acel magneses tulajdonsagat.
A mangdn (Mn) noveli a kemenyseget, a szi-
vdssagot, a hegeszthetoseget es a kopasallds^got.
A nikkel (Ni) a kemenyseg, a szilardsag es a
szivossag novelese mellett a rozsdaalldsagot is
elosegiti.
A kromot (Or) leggyakrabban a nikkellel
egyiitt szoktak adagolni. A krommal otvozott
acel kopasallo es nagy vagdkepessegu. Lokes-
szeru terheleseknek a krom otvozetu acel jol
ellenall.
A wolfram (W) az eltartdsagot, a meleg-
szilardsagot, a magneses tulajdonsagot; a va-
nadium (V) a rugalmassagot, a hegeszthetoseget, a kemenyseget; a
molibden (Mo) a melegszilardsagot, az eltartdsagot, a forgacsolhatdsa-
got es a kovacsolhatdsagot segiti eld. A felsoroltakon kivtil meg mas
otvozdanyagot is hasznalnak, ha a kohaszok kiilonleges kovetelmdnyek-
nek kivannak eleget tenni.
I. Az otvozott szerkezeti acelok szabvanyai a szilardsagi ertekek mellett
a hdkezelesi eldirasokat is megadjak):
1. Betetedzesi acelok:
MSZ 68 krdmnikkel acelok
MSZ 2644 krdmmolibden acelok
MSZ 2664 krom- es krdmmangan acelok
2. Nemesitheto acelok:
MSZ 69 krdmnikkel acelok
MSZ 2655 krdmmolibden acelok
MSZ 2665 mangan-, krom-, manganszilicium
es mangankrdmszilicium acelok.
108. dbra. Ajt6tol6-
rud (Miilakatosipari
V. Bp.)
122
Л 18% krom- es 8% nikkeltartalmu acelok a rozsdamentes acelok.
Teljes korroziovedelmet azonban csak tiikrositett kivitelben nyujtanak.
II. Az otvozott szerszamacelok szabvanyai (megadjak az osszetetelt es
a hdkezelest):
MSZ 4353 krom- (KI—K6), nikkel-krom- (NK), mangan- (Ml, М2)
otvozesu szerszamacelok.
MSZ 4352 wolfram-krom (Wl—W10) otvozesu szerszamacelok.
MSZ 4351 krommal es wolframmal, azonkiviil meg vanadiummal es
molibdennel is kisebb mertekben otvozott gyorsacelnak
nevezett szerszamacelok (III—R5). Ezek koziil a legnagyobb
teljesitmenyueket (R1—R2) meg 12—4% kobalttal is otvozik.
Gyorsaceloknak nevezztik azokat a magasan otvozott szer-
szamacelokat (R1—R5),melyek nagy forgacsolosebesseg mel-
lett eliiket, forgacsolokepessegiiket meg kezdo vorosizzasnal
(550 C°) is megtartjak.
Az aluminium az acel utan a lakatosszakma legkeresettebb felhaszna-
lasi anyaga. Konnyufem, fajsulya kb. 1/3-a az acelnak. Eziistos feher
szine miatt diszitdelemkent is felhasznalhato. Nyersanyaga, a bauxit,
Magyarorszagon nagy mennyisegben fordul eld, de eldallitasahoz sok
elektromos aram sziikseges. A savaknak ellenall, de a lugnak nem. A
tiszta aluminium korrozioallo, de az otvozofemek csokkentik ezt a tulaj-
sagat. Festessel vagy eloxalassal vedik a korrozio ellen. Az eloxalas
lenyege, hogy a feliiletre oxidreteget visznek elektromos fiirddben. Ez a
kiilonfele szinben is eloallithato reteg ved a levegd nedvessegtartalma
ellen, az iiteseknek es a kopasoknak is ellenall.
Az aluromiumot leginkabb otvozve hasznaljak fel, ontveny vagy
hengerelt aru formajaban. Ez utobbibol lemezeket, sajtolt idomokat,
edenyeket gyartanak. Szerkezeti anyagkent kiilonosen az epiiletlakatos-
iparban dolgozzak fel (ajto, ablak, racs stb. kesziil belole).
A legismertebb es leggyakrabban hasznalt otvozott aluminium ontveny
a szilumin. Szilicium (11—13%) -aluminium otvozet.
Az aluminium—szilicium—rez otvozetu. ontveny mar nehezebben ont-
heto, es szilardsaga is kisebb.
Az aluminium—szilicium—magnezium ontveny nemesitheto, szakito-
szilardsaga elcri a 35 kg/mm2-t.
A saitolhato aluminiumbtvozetek koziil a Dural (aluminium—rez—mag-
nezium) a legnagyobb szilardsagii (42—46 kg/mm2), nemesitve.
A hengerfejek aluminium—rez—nikkel otvozetekbol kesziilnek, mert
ezek a magas homerseklotet is birjak.
Korrozioallo a liidronalium, ez aluminium—magnezium otvozet, 3—9%
magneziumtartalommal. A magnezium noveli a szilardsagot, de nehe-
zebbe valik a megmunkalas.
123
Nagy szilardsaguak az aluminium—rez—magnezium—nikkel—vas ot-
vozetu fredal anyagok.
A rozsdavedelem anyagai. A levegoben levo para, szennyezesek, eso
a femek feliiletet megtamadja. Ha valami veddeljarast nem alkalmazunk,
a korrdzio teljesen elpusztltja a vasat. A korrdzio vilagszerte nagy
109. abra. Oxidmentesites drotkefevel gdpi uton (MAHART)
karokat okoz (hazankban evente kb. 500 millid form tot). Kisebb targy a-
kat oxidalassal, horganyozassal, dnbevonattal, galvanizalassal lehet
megvedeni. Az eddnyek lemezet zomancozassal vedik a korrdzio ellen.
Nagyobb szerkezetek vedelmet festessel lehet biztosftani, de tokeletes
vedelem meg jelenleg sines. Ahhoz, hogy a festekbevonat hosszu ideig
vedje a szerkezetet, sziikseges a jd feliiletelokeszltes, jd festekanyag es a
felvitelnel alkalmazott helyes technoldgia.
A feliileteldkeszltes Idnyege a jd tapadas megteremtese, hogy az alap-
femmel erintkezd bevonat az alapba behatolhasson. A femfeliiletet mindig
boritja szervetlen szennyezddes, reve, rozsda, por; tovabba gyakran
szerves szennyezddes, pl. olaj, zslr. Ezert a szennyezddes eltavoht&sdnak
ket fajtajat kiilozboztetjiik meg: az oxidmentesltest es a zsirtalanitast.
Az oxidmentesltest vekonyabb reve, rozsda eseten csiszolassal (csiszold-
v^szonnal vagy geppel), vastagabb retegnel drotkefevel (109. abra) vegez-
hetjiik el. Tokeletesebb az eldbbi eljarasnal a homok- vagy vasszemcse
fuvas surltett levegovel vagy ropitessel. A szemcseropltest a gyorsan
forgo tengelyre szerelt szarnyak vegzik. Ultrahanggal vagy langsugar-
ral vald oxidmentesites igen terjed az iparosodott orszagokban. A feliiletet
eldszor benedvesitik, majd langsugarral 3 m/perc sebesseggel vegig-
mennek a feliileten. A reve-, rozsdareteg ala beszivargott viz gdzze
alakul ds az oxidreteget fellazltja. Ez aztan drotkefevel lekaparhatd.
3 mm-nel vastagabb acelszerkezetek, vasuti-, vlzijarmhvek oxidmente-
sltesere jdl bevalt, olcsd es termelekeny eljdras.
A zsirtalanitas az asvanyi, novenyi es allati olajoktdl, valamint a
szilard, megtapadt szennyezddesektdl mentesiti a femfeliiletet. Durva
134
zsirtalanitassal eldszor kb. 9/10 reszet tavolitjuk el a szennyezesnek,
majd a tobbi 1/10 reszet finom zsirtalanitassal. Festeshez eleg a durva
zsirtalanitas. Erre leginkabb benzint hasznalnak, de ez tuz- es robbanas-
veszelyes, azonkiviil az egeszsegre is karos. Mivel nagyobb szerkezetekre
ecsettel kell felvinni a benzint, sok elfolyik es elparolog, ezert draga. A
fenti hibak kikiiszobolesere hasznaljak a trikldretilen szappanosvizes
oldatat, kefelessel. Ilyen zsirtalanitas utan vizzel obliteni kell.
Az eldzdkben kbzblt feliileteldkeszites utan a feliileteldkezeles, a
foszfatozas kovetkezik, mely javitja a tapadast es tobbszorosere noveli
a festekbevonat tartdssagat. Olcsd es nagyobb acelszerkezetek, hidak,
hajdk helyszinen is bevonhatdk. Hideg foszfdbozasra alkalmasak a
Hifosz 10, Ferrofixol 124, Erolgit, Wash Primer elnevezesd anyagok.
1 kg anyag kb. 15 m2 feliilet foszfatozasara elegendo. A foszfatreteg a
korrdzio ellen magaban is ved rovid ideig, de teljes vedelemhez sziikseges
a foszfatreteg pdrusainak festekkel vald eltomitese. A bevonast teljes
szarad&s utan kb. 24 dra utan kell elvdgezni. A Wash Primer mugyanta
bevonatra mar 30 perc mulva lehet festeni (76. tablazat).
Jelmagyarazat:
+ alkalmas,
— nem alkalmas,
X alkalmazhato.
Igen jd muanyagfestek a klorotex (kldrkaucsuk), ez ala hasznalhato a
korrdziddlld Tixolin alapozd. Az alapozas utan feltetleniil sziikseges negy -
napi sz^radas. A klorotox eldnye, hogy hamar szarad, rugalmas, iitesnek
ellenall.
Megfeleld festesi technoldgia alkalmazasaval igen jd eredmcnnye]
125
hasznalhatd alapozd a lenolajos minium (dlompir). Ez korrdzidgatld, a
feliileti nedvesseget elnyeli, es ha a nedvesseg elparolog, jol tapadd vedd-
reteget kapunk. A minium felvitele utan ket hettel lehet olajfestekekkel
mazolni. A miniumreteget csak ecsettel lehet felvinni. A benne levo
dlom mergezo hatasu, tehat eves elott alapos kezmosas sziikseges! A
minium mechanikai ellenallasa, kopasalldsaga nem nagy, hosszabb ideig
nem lehet tarolni, es hideg, paras iddben nem tapad jol.
A miniumot koltseges volta es fenti tulajdonsagai miatt bauxitvorossel
es vasoxiddal igyekeznek pdtolni. Ezek az anyagok nem mergezo hata-
suak, szoropisztollyal is felvihetok, jol tap add, iitesnek, karcolasnak,
dorzsblesnek jol ellenalld alapot adnak, de fontos, hogy teljesen szaraz,
tiszta feliiletre keriiljenek, megfelelo vastagsagban.
Az emlitett alapfestekek barmelyikere fedofesteket visziink, hogy a
levego paratartalmanak, az esonek karos befolyasat megakadalyozzuk,
vegyi, mechanikai hatasok ellen vedjiik a szerkezetet ds tetszetds kiilsdt
adjunk neki. A lenolajos festeket a napfeny, es a szel hatasa ellen lakk
fedoreteggel vonjuk be.
Kenoanyagok. A lakatosszakma egesz teriileten hasznalnak olajat
vagy gepzsirt gepek kenesere, kesziilekek, szerszdmok megvedesere.
Nagyobb mennyisegben a szerszamkeszitok, geplakatos szereldk es
iizemlakatosok hasznalnak kenoanyagokat.
A kendanyagok lehetnek asvanyi, novenyi es allati eredetu olajok.
Asvanyi olajok a kdolaj kiilonfele leparlas al tai eloallftott szarmazekai,
a petroleum, a gazolaj, a hengerolaj stb. Novenyi olajok a len, a repce,
a ricinus olajos magvainak kisajtolt termekei. Allati eredetu olajok a
csontolaj, a gyapjuolaj, a halzsir stb.
Ha a csapagyakban nem kennenk a csapokat, a tengelyeket, akkor
a surlddas megnone, a csapagybeles kiolvadna, a gep tonkremenne. Az
olaj tehat a csuszast segiti eld, csokkenti es elvezeti a termelt meleget.
Sikldcsapagyaknal az tin. olajfihnen forog a csap, mely kozte es a csap-
agybeles kozott van. A megfelelo olajat a tervezoiroda valasztja ki (77.
tablazat). A gordiildcsapagyaknal hig olajat nem lehet hasznalni, mert
elfolyik, itt tehat golydscsapagyzsirt helyeznek a golydk kbze, ugyanugy
fogaskerekzsfrt a fogaskerekek egymassal erintkezd feliileteire (78.
tablazat). A kendanyagok kivalasztasanal eloterbe keriil az olaj ho-
mers ekletbf rasa (lobbanaspont), szennyezddese (viz-, hamutartalom)
es viszkozitasa. A viszkozitas jelenti azt a viszonyszamot, mely a viz es
az olaj belso surlddasa kozott fennail, vagyis azonos koriilmenyek kozott
a vizhez viszonyitva mennyi idd alatt folyik ki valamely folyadek egy
adott meretu nyilason.
126
77. tdbldzat
TONTOSABB OLAJT1PUSOK
Viszkozitas
Lobban£s Dermedes- , о
Olajtipus meresi pont pout max. Viztartaiom |.2 и
E° (Eng- (CO min. C° c° max. /О § Й «
ler fok) hofok [ M* S
Kcnoolaj finommechanikai
сё1га 1,8 20 125 -15 finomitott 0,1 0,05
finomitott 0,1 0,05
CsapJigyolaj 2-7,5 50 140-170 + 5 desztil< 0,2 0,3
Vasiiti kocsi csapAgyolaj 4-8-10 50 140-160 nyari +5
t61i -10 0,2 0,3
Kompresszorolaj 4-12 50 180-200 + 5 finomitott 0,1 0,05
6 100
Fogasker£kolaj 4-12 50 175 — finomitott 0,1 0,05
desztilalt 0,2 0,3
Automobil motorola] 3-28 50 170 + 5 finomitott 0,1 0,05
Gazmotorolaj 50 175 + 5 finomitott 0,1 0,05
desztilAlt 0,2 0,2
Dieselmotorolaj 6 50 180 + 5 finomitott 0,1 0,05
Gozhengerolaj
ttilhevitett gozhbz 3-9 10 270 0,5 0,1
nedves gozhbz 2,5-7 240
Hiitogdpolaj 60-170 20 145 15-20-25 finomitott 0,1 0,05
4-25 0
Gozturbina csap&gyolaj 2,5-7 50 165-180 + 5 finomitott 0,1 0,01
Vizturbinaolaj 200-900 0 160 — finomitott 0,1 0,05
2,5-12 50
78. tdbldzat
Gepzsirok
Gdpzsir Viztartaiom max. % Hamutartalom max. % Cseppen£spont min. C°
Golyoscsapagyzslr kisford. nagyford. 1 2 4 120 60
F ogaskerdkzsir 4 4 75
Stauffer-zsir 4 4 75
Kocsikenocs 6 12 60
D) LEGSZtJKSEGESEBB GEPEK ES SZERSZAMOK
A lakatosszakma a szazad elejen meg igen keves geppel dolgozott es
nagyobbreszt kezi munkaval vegezte a termelest. A termeles fokozasa
kesdbb a meretpontossag noveleset, a geometriai forma betartasat, a
feliileti simasag fokozasat kovetelte az ipartbl. Ezek voltak azok az okok,
amelyek miatt meg a legkisebb iizemeket is gepekkel kellett felszerelni.
Jelenleg a korszeru lakatosiizemben a kezi munka altalaban az elokeszltes,
az bsszeallitas es a szereles muveleteire terjed ki. Az elobb emlltett okok
127
f
miatt novekedctt a gyartashoz hasznalt szerszamok es kesziilekek szama
is, mert ezek megkonnyitik a kezi munkat es tokeletesebbe teszik a
gyartast. Peldaul az elektromos kezi lemezollo — 4 kg siilyii kezigep —
110. dbra. Allvanyos fur6gep
2 mm vastag, 45kg/mm2szilard-
sagulemezt2m/perc sebesseggel
vag., .
Kezi munk^val ezt elerni nem
lehet.
A lakatosuzemekben sziik-
seges megmunkalogepeket ha-
rom reszre csoportosithatjuk:
1. rogzitett, beepitett gepekre,
2. kezi kisgepekre, 3. kozep
teljesftmenyu gepekre.
1. A rogzitett, allando helyre
beepitett gepek koziil legsziik-
segesebb a fiirogep. Oszlopos
fiirogep nelkiil meg a legkisebb
lakatosmuhelyt is nehez elkep-
zelni. Asztali gyorsfiirogep es
sugarfiirogep a korszeru mu-
helyekben nelkiilozhetetlenek.
(Ezeket mar ismertettiik a fiiras
fejezetnel.) A fiirogepeket kie-
gesziti a csigafiiro koszorugep.
Az FOF-32 oszlopos furoge-
pen (110. abra) gazdasagosan
lehet fiirni az acelt, szines- es
konnyufemet. A fordulatszam
karral valthato. Az automati-
kus kikapcsolo a beallitott fii-
rasmelyseg elerese utan az elo-
tolast megsziinteti. A gep a tiil-
terheles ellen vedve van. Az
asztal emelhetd-sullyesztheto,
es oldaliranyban is elforgathato.
Acelban 32 mm atmerojufurdval
200 mm melysegig lehet fiirni. A
FAP/12 asztali furdg&p (111. ab-
ra) egyszeru fiirasra acelnal,
konnyufemnel hasznalhato. A
fiirofej magassaga szabalyozha-
to, a furasrnelyseg iitkozovel
beallithatd. Maximalis fiirasi atmero acelban 12 mm, fiirasi mely-
seg 100 mm.
Javito munkanal es szerelesnel hasznalhato a SWB 80 szerszam.lcoszdru-
gep (112. abra). Csigafiirok elezesdre alkalmas. Az elezest a koszoru-
korong homlokfelulete vegzi. Szogbe allithato, es a fo koszorulesi mozgas
a szantengely koriili lengetes, mely szerint a fiiro egyik, majd a masik
hatlapjat koszoriili, ezert a legjobb forgacskepzesi kiipfeliilet alakul ki,
es a csiicsszog a fiiro pontos kozepvonalahoz illeszkedik. A fogasvetel
beosztassal ellatott kezikerekkel szabalyozhato.
Koszorugepek is szuksegesek a lakatosiizemben. Helyettesitik a
nagyolo reszelest, es sok kezi munkatol mentesitik a lakatosokat.
Nagyolo alakitas, sorja eltavolitas, ontvenyek riicskossegenek kijavitasa
azok a fontosabb muveletek, melyek miatt kis iizemekben is allitanak fel
koszorugepeket. Hazai ipar kesziti a magas Allv&nyii Astra 3 (Csk 74/4,
Sopiana Gepgyar) Icdszdruge/pet (113. dbra). Szabvanyos veddburkolattal
9 Lakatosok konyve
129
112. dbra. Szerszamkoszorugep
113. abra.
Magas allvanyil koszoru-
es csiszologep
is ellatott karos szoritocsavarral rogzft-
heto targy asztallal van felszerelve. A ket
korong egymastol nagyobb tavolsagra
van elhelyezve, es ez modot ad a nagyobb
alkatreszek egyidejd megmunkalasara.
Fordulatszam 1440/perc, korongmeret
350 x 50 mm.
Egyedi gydrtasokkal foglalkozd la-
katosiizemek reszere elegendo a padra
szerelheto emeltyus lemezolld(114. abra).
Allv4nya durva lemezbdlkeszul. Avagd-
nyilast az also reszbe fogott kes es a
keskarra erositettmozgo felso kes alkot-
ja. A htizokar fogasive htizza magaval
vagaskor a kest es a vezetokart. 300 mm
keshosszal 9 mm-es lemez is vaghato
ezzel a geppel.
in. dbra. Padra szcrelheto emeltyus lemezollo
115. dbra. Ketkaru golyospr£s
9*
KGP tipusu ketkaru golyuspres (115. abra) potolja kis iizemekben az
excenterprest. A felfogoasztallal egytitt ontott allvany jo mindsegu
ontottvasbol kesziil. Az allvany felso reszeben van a bronz anya, mely-
Ьэп forog a rendesen tobb bekezdesu orsd, ennek vegere erdsltik а lokd-
fejet. A lokdfej az allvanyban kikepzett ekpalyan fel-le mozog, ha a
siillyal ellatott lenditokart korbe mozgatjuk. A lokdfejben van a hiively,
melybe a szerszamot fogjak be. A felfogdasztalban van elhelyezve a
kidobdnyllas. A baleset megeldzesere a lenditogolydk kiilso felere vedd-
abroncs szerelendd. Az orsdatmero 45—75 mm-ig, a legnagyobb loket
130—185 mm-ig valtozik a ktilonbozo nagysagii gepeken.
A lemezmunkaknal gyakran kiilonbozd atmeroju lyukakat kell fiirni.
Erre a munkara nagyon alkalmas a forgdzs&molyos lyukaszto (116. abra).
3 mm-tdl 10,5 mm-ig 12 kiilonbozd atmeroju lyukkal ellatott matrica
van elhelyezve az also reszben, az ugyancsak 12 fajta lyukaszto reszere.
Az also es felso resz kozds tengely koriil foroghat.
A lyukasztas hiizdkarral tortenik, mely korhagyo segitsegevel hat a
fiiggoleges palyan mozgd nyomdtiiskere. Ha a forgdzsamolyt elforditjuk,
akkor valtozik a lyukasztas nagysaga.
Egyedi gyartds eseten mind a langhegeszteshez, mind a langvagashoz
116. dbra. Forgozsamolyos
lyukaszto
117. abra. Kisnyom&sii
acetildn g&zfejleszto
hordozhato, kisnyomasu acetilen gazfejleszto kdsziiUket (117. abra) kell
beszerezni. Elarasztorendszerrel allitjak eld a kisnyomasu acetilengazt.
Ket fejlesztdedenyben egy-egy karbidvalyu van, melyekbe ket-ket kg
kalciumkarbid helyezheto, a vfzadagolobol viz jut a karbidvalyuba es
acetilengaz fejlddik. Ez csovon keresztiil a harangba keriil, majd a
vfzz&ron at, csovon jut a felhasznalas helyere. A gep uzemnyomasa 0,2
att, megengedett legnagyobb gazvetel 1200 liter/ora.
118. dbra. Elektromos kezi fiirogep
119. dbra. Elektromos kezi csiszologep
2. A kezi kisgepek elektromos vagy presleg iizemeltetesuek es mecha-
nikus maghajtasiiak. A lakatosiparban dltalaban az elektromos mukod-
tetesu gepeket hasznaljak, mert ezek kezelese egyszeru, sulyuk meg-
feleld es kevesbe vannak helyhez kotve.
Elsosorban a k£zi furogepek hasznalatosak. Hazai gyartmanyok koziil
a Villamos Kismotorgyar К 110 vagy 113 tipusa johet szamitasba
(118. abra). Az elsobe max. 10 mm-es, a masodikba 13 mm-es atmeroju
fiiro foghato be. A motor forgoresze es a fiiroorso golyoscsapagyakban
forog. A hutes belso ventillatorral tortenik. A markolatba van beepftve
az inditokapcsolo. Az aramsziikseglet 110 watt. Ezeket a gepeket csak
szakaszosan lehet iizemeltetni, es 30 perc utan meg kell varni a teljes
lehulest.
Az elektromos kezi csiszolog&p (KCs 106., 119. abra) kiilonosen a szer-
szdmkeszftesnel hasznalatos. A csapos csiszoldkorongokat (max. 30 mm
atm.) csavarmenetes, kiipos patron fogja be. A gep 220 es 42 voltos
fesztiltsegre kosztil. A 220 voltnal foldelni kell. Teljesftmenye 50 watt,
fordulatszama 16 000/perc.
133
Az elektromos kezi lemezolld(120. abra) egyenes es alakos vagasra 2 mm
lemezvastagsagig alkalmazhato. A fdtengely excenter segltsegevel allitja
el 6 a rezgo mozgast. Vagas alatt a loketek szama percenkent 770.
Teljesftmeny 1200 watt. A motort belso ventillatorral hutik. A fejreszen
levo fix es mozgo kes csavarral allfthato es rogzithetd.
120. dbra. Elektromos kezi lemezollo
Az elektromagneses kezi finom reszelo- es csiszoldg&pben (121. abra) a
kiilonbozo kotesu es szemcsefinomsagu reszeldtestek 6000 frekvenciaval
valb ide-oda mozgatasaval 2,5 mm utat tesznek meg es a kezi reszelest
helyettesitik. Ha a testekre nemezt ragasztanak, tiikrositeshez is hasz-
nalhato. Kiilonosen befejezo munkalatoknal nyiijt nagy eldnyt.
A fentiekben a leggyakrabban hasznalt elektromos kezi kisgepeket
soroltuk fel, termeszetesen ezeken kivul meg sokfajta specialis elektromos
kisgepet hasznalnak.
A kezi muveleteket presleg kisgepekkel is helyettesithetjiik. Ez eset-
ben a sziikseges energiat 5—7 att-s surftett levegd szolgaltatja. A suritett
levegovel (presleg) valo iizemcltet's koltsegesebb az elektromos ar am
hasznalatanal, ezert olyankor alkahnazzuk, amikor fokozott baleset-
vedelem miatt az elektromos kisgep liasznalata nem johet szamitasba,
vagy iitve mukodo (szegecselo, vesd) gepre van sziikseg.
A forogva mukodo gepeknel mind megtaHljuk az elektromos kis-
gepeknel ismertetett tfpusok presleg valtozatait (lasd peldaul a 122.
abrat). ezert csak az iitve mukodo legiizemu gepekbol ismertetiink ket
fajtat.
134
LegiCzemu szegecselopisztoly (MS 9 tip us, gyartja a Pneumatikus es
Hidraulikus Gepek Gyara; 123/a abra). Kis atmero ju szegecsek tomori-
tesere, fejezesere hasznaljak a lemez-, jarmugyarto- es jarmujavitd ipar-
ban. Vesobetettel hegesztesi varratokat is tisztithatnak vele. A leverheto
szegecsszar atmeroje konnyufemnel 5 mm, acelnal 3 mm.
121. dbra. Elektromagneses kezi rezgo
finom reszelo- es csiszologep
Nagyobb atmeroju (14 mm) szegecssz4r fejelesere, tovabba faragasara,
vesesre, tomoritesre, ontvenytisztftasra az MV 12 A tipusu, leguzemti
reso- es tomoritolcalapdcsot (123 /b abra) hasznaljak.
Mechanikus uzemeltetesu kisgepek valamely szerszamgeprol vagy
kiilonallo elektromotorrol hajlekony tengelyen keresztiil kapjak a meg-
72/. Abra. Hajlekony tengelyu furo- ds csiszologep
hajtast (124. abra). Ilyenek a kiilonbozS hantologepek, szelepiiles rbzsa-
maroval valo kezi kilincsmuves megmunkalasa, tiikrosftese, csiszolas.
3. A lakatosiizem fejlesztese az elbbbiekben felsorolt gepek teljesit-
menyet meghalado szerszamgepek beallitasat teszi szuksegesse a ter-
melekenyseg fokozasa erdekeben. Alabbiakban nchany megmunkalo-
gepet sorolunk fel, amelyek elosegitik a fenti cel elereset.
Sugarfiirogep felallitasa azert sziikseges, mert az oszlopos fiirogeppel
nem lehetseges a nagyobb terjedelmu munkadarabok belso reszeinek
pontos megmunkalasa. A Csepeli Szerszamgepgyar RE. 1 sugarfurogepe
(125. 4bra) furasra, menetfurasra, dorzsolesre es keszulekben furat-
esztergalasra alkalmas, mert az orso fordulatszama es elotolasa nagy
hatarok kozott valtoztathato. Ferde furatok megmunkalasa is lehetseges
a gephez szallitott fokbeosztasos, donthetd asztalon. A forgasirany
valtoztathato. A furatmelyseg eldre pontosan beallithato, es eleresekor
a furoorsd megall. A furatra beallt furokar es furoszan rogzitheto. A gep
legnagyobb terheleskor, legnagyobb kinyiilasnal is rezgesmentesen mil-
137
kodik. A legnagyobb furhato lyukatmero acelba 32 mm, legnagyobb
kinyulas 1000 mm, furdmelyseg 300 mm.
Vasszerkezeti es kiilso szerelesimunkakra alkalmas az FRH 25 hordozha-
td radial furdgep (Furdgepgyar; 126. abra). Viszonylag kis sulyu (1200
a furofej minden iranyban beallithato. A filggoleges emeles,
sullyesztes gepi uton tortenik. A gep kereken mozgathatd, es a negy
tamasztobakkal a beallitott helyzet rogzrtheto. Furoatmcro acelba max.
25 mm, orsokinyiilas az oszlop szeletdl 800 mm, furasi melyseg 250 mm.
Lemezek vagasara, automatikus darabolasara, nagyobb teljesftmeny
Z25. Abra. Sugarfurogep
eleresere alkalmas az OL-3 lemezollo (DIMAVAG; 127. abra). Beallithato
utkozokkel keskeny lemezcsikokat vagy lemezeket meghatarozott szog-
ben vaghatunk. A kesgerenda az allvany felso reszen csuszdvezetekben
mozog es labinditoval mukodtetheto. A kesek negyeluek, az elek kopasa
utan cserelhetdk. A kesek parhuzamosra es megfelelo hezagra szabalyoz-
hatdk. A balesetelharitas celjabol minden mozgo resz burkolt. Vaghato
vastagsag 45 kg/mm2 szakitoszilardsagu acellemeznel 3 mm. A leg-
nagyobb vag&si melyseg 1250 mm.
IZG, abra. Hordozhato radial furogep
128, abra. Keretes fureszgep
Rud- es idomacelok, csovek darabolasara hasznaljak a PR 30 M
Iceretes ftireszg&pet (128. abra). Ez a nagy teljesitmenyu gep kis forgacso-
lasi hezaggal dolgozik. A vagando anyag keresztmetszetehez kell ki-
valasztani a fureszlapot. A munkadarab vagasi hosszat menetes allitd-
orsoval allithatjuk be. Acelnal kisebb, szfnesfemnel nagyobb a vago-
sebesseg Vagaskor a kar teljes nyomassal nehezedik a darabra, vissza-
menetkor felemelkedik a fureszlap. A nyomas hidraulikusan szabalyoz-
hatd. A vagas kezdeten — 5—10 mm melysegig — kis nyomast ajan-
latos adni, ezutan fokozhato a nyomas. Vekonyabb riid, csd kis nyomas-
sal, vastagabb anyag nagyobb nyomassal vagando. A nyomoerd nagy-
saga a nyomasmeron leolvashatd. A gep merev es rezgesmentes. Vagasi
atmero 300 mm.
Lakatosiizemben gyakori a sajtolasi munka, ezert sziikseges a Jcor-
hagyos (excenter) sajto (DIMAVAG; 129. abra). Az SD-10 donthetosajtdja
141
kisebb darabok sajtolasara alkalmas. A geppel kivago-, lyukaszto- es
hajlitdmunkakat lehet vegezni. Onmukodd adagold- es kilokdszerkezet-
tel felszerelve tomegmunkara is alkalmas. Labpedallal vagy ketkezes
kapcsoloval lehet inditani, ez ved a kezserules ellen. Az ekszfj, a lendito-
kerek es a nyomoszan vedoburkolattal van ellatva. A legnagyobb nyomo-
130. dbra. Hugos kalapacs
его 10 t, a 335 mm hosszu, 240 mm szeles asztal kozepen 140 mm at-
merojii ej tony das van. Legnagyobb kivaghatd lemezvastagsag 4 mm.
A kovacsolasi munkak elvegzesere az Ajax Trugds kalapacs (DIMAVAG;
130. abra) felel meg. Nyiijtas, zbmites, kovacshegesztes vegezheto vele.
A beszerzesi koltsege alacsony, erdsziikseglete keves, iizembiztossaga
megfelelo, kezelese egyszeru. A medve elott levo labpedallal kapcsolhato
be es ki, es ezzel allithato be az titoero is. A toke tolgyfatuskon nyugszik,
ez csokkenti a zajt es a lokesek atadasat a kornyezetnek. Utosuly 30 kg,
iitesszam 300/perc. 40 mm elszelessegu idomacel kovacsolhato vele.
Nagyobb lemezmunkakhoz hasznaljak a lemezelhajlitd gepet (Abkant-
maschine; 131. abra), kiilonbozo merevitdprofilok keszitesere. Szekrenyek-
hez, autokarosszeriakhoz, ajtokhoz, ablakokhoz felhasznalt lemezek
alakkikepzese gazdasagosan, nagy sorozatban vegezhetd ezzel a geppel.
142
131. dbra. Lemezelhajlfto g6p
A lemezek teljes tablaszelesseggel, illetoleg hosszusaggal az also prizmas
hajlftokesziilekbe helyezve a felso, megfeleloen kialakltott nyomoellel,
excenter vagy hidraulika segltsegevel, nyomassal keszltik a profilokat
(132. abra). Ezek a gepek igen termelekenyek.
Kissorozat gyartasanal sziikseges meg lemezegyengetd gep (133. abra).
Az egyszerubb, keves hengerrel ellatott gepek nem vegeznek jo munkat,
viszont a komolyabb preclzios gepek beszerzese koltseges, ezert a kezi
egyengetes gyakran megmarad.
Elozdkben osszefoglaltuk azokat a gepeket, melyek egy korszeru,
132. dbra. Profilkialakitok lemezelhajlito gephez
133. dbra. Lemezegyengeto gep
kisebb kapacitasu lakatosiizemnel sziiksegesek. Az egyes szakmai agak
altal hasznalt kiilonleges gepeket a megfelelo helyen fogjuk ismertetni.
A lakatosiparban altalanosan hasznalt kesziilekeket a kovetkezo
134. dbra. Vezetblapos szerszamhaz
keppen csoportosithatjuk: be-
fogd-, fiiro-, kivagd es hajlltd-
kesziilekek. Termeszetesen
vannak olyan esetek, amikor
a megmunkalashoz kiilonleges
gyartdeszkoz sziikseges, ezeket
ebben a fejezetben nem tar-
gyaljuk.
A bejogokeszuleltelc koziil a
vezetolapos szerszamhaz (134.
abra) alkalmazasa gyakori,
ezekbe a sajtold szerszam-
elemeket (belyeg, iitkozo) epi-
tik be. Ezt a kesziileket a
nyomdszanba a befogocsap
segltsegevel fogjak be, az also
reszt a peremeknel erositik fel
a sajtologep asztalara.
Hasonld celbdl hasznaljak a
vezetooszlopos szerszamhdzat.
13,5. dbra. Vezetooszlopos
szerszamhazak
10 Lakatosok konyve
136. abra. Vezetooszlopos szerszamhazba
fogott kivagoszerszam
137. dbra. Gorges szorit^su
furotokm&ny
Ez lehet tengelyiranyban elhelyezett es hatul elhelyezett vezetooszlopokkal
ellatva (135. es 136. abra). A fejlap es az alaplap ontottvasbol keszul.
Ujabban a vezetooszlopok hiivelyet golyok beepltesevel gyartjak, tehat a
ket resz kozott gordiilo surlodas lep fel, ezzel a kopAst csokkentik (79.
es 80. tablazat).
79. tdbldzat
Vezetooszlopos szerszamhaz,
hhtul elhelyezett vezetooszlopokkal (MSZ 3452)
Munkafeliilet mm Alaplap, fejlap magassdg mm Oszlop- magassdg mm
80 x 63 36 140
100x 80 45 180
125X100 56 200
160X125 56 220
200x125 56 220
80. tdbldzat
Vezetooszlopos szerszhmhaz,
tengelyiranyban elhelyezett vezetooszlopokkal
_______________(MSZ 3452)______________________
Munkafeliilet mm Alaplap, fejlap magassdg mm Oszlop- magassdg mm
63 x 50 28 125
100X 80 45 180
125x100 45 180
160x125 56 200
200x125 56 220
A furokeszulekek a termelekenyseg es pontossag novelese celjabol
kesziiltek. A gorgos szoritdsu furdtokmdny (137. abra) alkalmazasa
csokkenti a szerszamok cserejenek idejet. A tokmany kiilso megfogasa-
val a hirom gorgot a centrifugalis его a spiralis horony nagyobb at-
merojere szoritja, a szerszam szoritasa megszunik es a fiirot cserelni
lehet. A befogasnal rugok nyomasara a gorgok a szerszamot elforditani
akaro его ellen aranyosan szoritanak. Forgas kozben csak hosszu szaru
szerszamok cserelhetok.
A gyorsvdltd furdiej (138/a abra) alkalmazasa olyan megmunkaUsnal
elonyos, ahol kiilonbozo atmeroju lyukakat kell furni, vagy egyn el elo-
es utanfurni. Ezek a muveletek az orso es a munkadarab elmozditasa
nelkiil vegezhetdk el ugy, hogy a megfelelo betetbe elore elhelyezik a
furdt vagy a dorzsarat. A csere a gep forgasa kozben tortenhet. A gyors-
valtofej is acelgolyok segitsegevel meneszt es old (138/b abra).
Furogepeknel hasznaljak az onmukodo menetfuro keszuleket (VMF
10*
147
tipus; 139. abra), inert az egyszeru es egyiranyii fordulatii fiirogepen
is lehet ezzel menetet fiirni. A fiirogep iitkozojenek beallitasa utan a be-
allitott melysegig menetet fiir, majd a visszaforgast onmukodoen meg-
oldja. Van tilterheles-szabalyozoja is, ez csokkenti a menetfurok toreset.
Tobborsos furdfejjd a munkaidomegtakaritas lenyegesen novelheto,
138fa dbra. Gyorsvalid furofej
egy ilyen megoldast mutat a 140.
abra.
A kivdgo- es lyukasztokeszulekek
novelik a lemezmunkak pontossagat
es emelik a termelekenyseget. Eld-
zokben a z ide vonatkozd kes ziilekeket
mar ismertettuk. Itt csak azt jegyez-
ziik meg, hogy a kivagoreszt li jabban
mar nem a teljes alappalegyiitt keszi-
tik, hanem csak a sziikseges kivago-
1381b dbra. Gyorsvhlto furofej motszete
elt k&rettel, es ezeket muanyaggal rogzitik az alapba (141. abra). Nagy
megtakaritas erheto el anyagban, megmunkalasban es az edzesnel a
tombr anyag repedesi veszelyenek kikuszobolesevel.
A liafllt6k&szul£keknek foleg a diszitoelemek kikepzesenel van nagy
szerepiik. Megkulonboztetunk szogbehajlitast (142. abra) es domborito
vagy melyitd alakitast. A megfelelo kesziilekek ismerteteset majd a
szakmai agak munkajanak targyalasanal ismertetjuk.
Csovek keszitesere a lakatosiizemekben gongyolitoszerszamokat
hasznalnak. Az egyszerubb keszitesi eljarasokat a 143., 144. es 145.
abrak szemleltetik.
142. dbra. Hajlitasi modok
a) szabad-, b) felig kenyszeru-, c) kenyszeru-hajlitas
143. dbra. Fiiggoleges
belyegti gepi
gongy olit os zers zam
144. dbra.
Csok6szft£s gongy61it6ssel
145. dbra. Csokeszites elohajlitassal es gongyolftessel
III. A LAKATOSIPAR
szakmai Agak szerinti tag оzOdAsa
A lakatosipar magyarorszagi tagozddasa a gyaripar kialakulasi
idejevel esik egybe (1890 koriil). Ebben az idoben meg nem lehetett
eles hatart vonni a szakmai agak kozott. A gazdasagossagra valo torek-
ves e szazad elejen ervenyesiti azt a tetelt, hogy aki valamely szakmaban
hosszabb ideig dolgozik, folenyben van az ideiglenesen ott dolgozokkal
szemben.
A gyakori munkahiany miatt a fentiek ervenyesiteset csak kiilon-
legesebb kivitellel es a finomabb turessel gyartd iizemeknel ertek el. A
munkanelkiiliseg eseten a lakatos ott dolgozott, ahol munkat kapott.
Az elobbi fejezetekben ismertetett alapmuveletek elsajatltasa tartotta
es tart]a ossze a kiilonbozo lakatosszakmakat. Ennek bizonyitasAra
figyeljiik meg a ket kiilonbozo lakatos, pl. a geplakatos- es a lemez-
lakatos-munkat. A geplakatosiparban foleg a szerelesen van a hangsuly.
Az allo es mozgo feliiletek osszeillesztese, ezzel kapcsolatban hantolas,
csavarok, aszokcsavarok elhelyezese, repasszalas a gyakoribb munka.
A lemezlakatosnal hajlitas, lemez meretrevagas, domboritas, forrasztas
vagy hegesztes utan a varratok koszoriilese adja a munkak szamottevo
reszet, de mindket esetben mindegyik dolgozd tud menetet vagni, reszel-
ni, vesni, vagyis ismeri az osszes alapmuveleteket.
A gepiparban a rokonszakmaknal nem mondhatjuk el ezt minden
esetben. Peldaul az esztergalyos a legtobb esetben nem tud vesogepen,
marogepen dolgozni, es ritka az olyan vesds, mards, gyalus, aki eszter-
galyozni is tudna. Barmilyen kiilonbsegek vannak is a munkak kivitele,
minosege kozott a lakatosszakma egyes agaiban, a szakmai ismeretek
egy kozos technoldgiai muveletsorozat elsajatftasabol erednek.
Az egyes szakmak targyalasanal minden muszaki teriiletet es azok
reszleteit nem lehet e konyv kereten beliilismertetni, eppen ezertminden
lakatosszakma osszefoglalo attekinteset adjuk.
A szakosftas, a tervgazdalkodas nem sziintetheti meg a lakatos-
szakma sokretuseget, mert a befejezd, osszefogd munkak a lakatosok
kezebe kertilnek.
151
A lakatosipar szakmai againak ismerteteset az alabbi sorrendben
targyaljuk:
a) dfszmulakatos,
b) lemezlakatos,
c) vasszerkezeti lakatos,
d) geplakatos,
e) tizemlakatos,
f) szcrszamkeszfto.
A) DISZMULAKATOS SZAKMA
1. A szaknia kialakulasanak ittekint^se
A dfszmulakatos dse, a vaskovacs melegalakftassal formazta keszft-
menyeit. Nem tudott eloallftani magas olvasztasi hofokot, ezert a ki-
olvasztott vasanyag jo minosegu lagyacelnak felelt meg. Koszerszamok-
kal, koiilldn kovacsoltak a hasznalati targyakat, egyszerubb szerszamo-
kat. (A disztargyakat, ekessegeket csiszolhato, fenyesitheto anyag-
bol, bronzbdl keszftettek.) A hajlitas, nyujtas es vagas voltak az alap-
muveletek. Az i.e. VI. szazadban mar ismertek a tuzihegesztest es a
lyukasztas muveletet. A rdmaiaknak mar a mai kovacsszerszamokhoz
igen hasonlo vas- es acelszerszamaik is voltak (146. abra). tllld, iillo-
betet, szarvasiillo, kovacsold- es kezikalapacs, tuzifogok, fiijtato, sdt
reszelo is mind ismeretes volt elottiik. Itt emlitjuk meg, hogy a gorogok
mar e korban felfedeztek az esztergalyozast, melyhez feltetleniil acelkes
kellett.
A hidegen vald alakitas kesobb, kb. idoszamftasunk kezdeti koraban
fejlodott ki. Valdszfnuleg a veses es domboritas voltak a kezdd muvele-
tek. A domboritas munkajat a romaiak kesdbb muveszette fejlesztettek
a vassisakok, vasalarcok keszitesevel.
Az i.sz. III. szazadban acelkardokat kovacsoltak. BAcsos ajtokat
keszftettek es vasalasokat ajtdkra, faszekrenyekre. Kulcsok maradtak
fenn az i.sz. I. szazadbol is, es a IV. szazadban mar muveszi formakat
talalunk. Az acel edzeset is ismertek a romaiak, de a fegyvergyartastol
eltekintve a vas- es acelipar lenyegeset a muveszet teren nem alkotott.
Hazai vasleletek — foleg mellcsatok es kardok — az i.sz. 100 koriili
idokbol szarmaznak.
152
146. dbra. Romai vas- es acelszerszaniok
A melegalakitas tovabbi fejlddesevel a csavarast, tomoritest, a tuzi-
hegesztest is alkalmazzak a kozepkorban. A hidegalakitas is kiszelesedik
a furas, veses, faragas es reszeles alkalmazasaval.
A muveszi kialakitas lenyeges muvelete a melegen vald kovacsolas
marad. A kozepkor diszmukov^csa mar valogat a hamorbol kapott vas-
anyag mindsegeben, de meg alakjaban is, mert pl. negyzetes vasat meg
racsokhoz is ritkan alkalmaz.
Az alapmriveletek soraban nem foglalkoztunk meg a tomorites
(duzzasztas), kovacslyukaszt&s es tiizi hegesztes munkajaval. Ezek
ismerete sziikseges a roman, got, reneszansz korban keszitett, esetleg
napjainkban e stilusban kovacsolt munkak megertesehez. A kozep-
korban a muveszi kovacsmunkat ulldn, kalapaccsal, lyukasztassal
vegeztek, az osszeerdsitest es osszefoglalast tuzihegesztessel. Ez adta
meg a targy muveszi erteket, szepseget. Ezert a korunkban kovacsolt,
e stflusii munkak csak akkor jelentenek muveszi erteket, ha nem lang-,
vagy elektromos-hegesztessel, kemenyforrasztassal, hanem a kozepkor
megoldasaival kesziilnek.
Az anyag keresztmetszetenek kovacsolassal valo noveleset tomorit&s-
nek (duzzasztasnak) nevezziik (147. abra). Erre akkor van sziikseg, ha
lyukat akarunk a riidban kialakitani, pl. r4csrudak reszere vagy tuzi
hegesztessel ket rudat foglalunk bssze, vagy a racsoknal biijtatni akar-
juk a masik rudat.
147. abra. Tomorites (duzzasztas)
148. dbra. Lyukasztds
A tomorites (duzzasztas) a riidvegeken, de barhol a hosszban is vegez-
heto. Az anyagot a tomorites helyen feherizzdra melegitjiik, melynek
hofoka alig van az olvadaspont alatt. Ha a sziiksegesnel nagyobb hossz
melegednek fel erre a hofokra, ott vizben lehutjuk az anyagot. Ekkor,
ha rovid a darab, az ullore fiiggolegesen helyezzuk. A kalapacsiitesek
hatasdra bekovetkezik a keresztmetszet-novekedes, az anyag ,,hasas”
lesz. Hosszabb darabnal rafektetjuk az ullore a rudat es egyik veget
utjiik kalapaccsal, a masik vegere nagyobb kalapaccsal ratartunk.
Az acelt a lagyacelenal alacsonyabb homersekleten, vorosmelegen
(750—950 C°-on ) kovacsolhatjuk.
A fent leirt duzzasztas helyen kovetkezhet a meleglyukasztas muvelete
(148. abra). Ezt nem vegezhetjiik el egy szerszammal. E16szor hasznal-
juk az elohasitot, ez a szerszam hidegvagohoz hasonlit, azzal a kiilonb-
seggel, hogy nemcsak a vegen van ele, hanem a ket oldalan is. A fel-
hasitott reszt tagitoval nagyitjuk. A tagito lehet kerek vagy negyzet,
esetleg teglalap keresztmetszetu, amilyenre a lyukat kialakitani akar-
juk. A tagitast rendszerint tobb fokozatban vegzik. A hasitdt es a
tagitot idonkent vizben hiitjuk. A hasito vastagabb legyen, mint a lyu-
kasztando anyag fel vastagsaga. Vegso kialakitasat az ullobeteten
kapja az anyag, mert ez a muvelet az egyontetuseget biztositja.
A legnagyobb szakertelmet es gyakorlatot igenylo kovacsmunka a
tUzihegesztes (149. abra). vagyis ket lagyacelnak adalek nelkiili eggye-
kovacsolasa. Elomdvelet ez esetben is a vegek tomorftese (duzzasztasa).
Ezutan a feltbmoritett vegeket feherizzo allapotra melegitik fel (ekkor
m4r szikrakat vet, ,,hiccel”), es az egymasra helyezett vegeket az ossze-
149. abra. Tuzihegeszt£s
kotes kozepere mert kalapacsiitesekkeFegybekovacsoljak. A siker titka
a j6, salakmentes, reztdl nem szennyezetttuz, areve letisztitasa afeliile-
tekrdl es a gyors munka, mely megakadalyozza a feliilet oxidalodas^t
es az idd elotti lehulest. A tuzihegesztes fajtai: az egymasra hegesztes,
az atlapolt hegesztes, az elhegesztes es a tompahegesztes.
Uj technoldgiat a kdzdpkor kozepen, a X—XI. szazadban talalunk,
mert a huzalokat ebben a korban mar nem kovacsoltak, hanem iiregen
hiiztak keresztiil. Kup alakra kikepzett, acellapba flirt iiregen atdugtak
a kihegyezett vasat, a veget fogoval megszoritotta egy hintan iild
munkas, es labaval segitve hiizta az anyagot. Egy-egy hiizas 250—300
mm hosszii huzalt eredmenyezett. A kaliberek soran alakult ki a finom
huzal. Pancelingek keszitesere hasznaltak. A XII. szazadban a lakatos-
szerszamok tokeletesedtek, pl. negyzet, haromszog es kor keresztmet-
szetu edzett reszeldt keszftettek. E szazadban alkalmazzak mar a vasnak
onnal vald bevonasat. A lakatosszerszamok e korban meg nem jatszot-
tak oly nagy szerepet, mint a XIV. szazadban, mert a lakatosszakma
csak a XIII. szazadban kezd levalni a diszmukovAcsok cehebdl. A
reneszansz kezdeten a XIV. szazadban ugyan mar mint onallo iparag
mukodik, de technologiai felkesziiltsege szazadunk elejeig csak keveset
valtozik. A muhelyek berendezese meg nagyobb dolgozoletszam eseten
is csaknem azonos.
Az eldzokben kozolt technologiakkal a lakatosok mind a hasznalati,
mind az iparmuveszeti targyakat eld tudtak allitani az egymast kovetd
korokban. A lakatosszakma jelenlegi korszeru technoldgiajat mar a
gazdasagossag es a termelekenyseg kovetelmenye es a szerszamgepek
fejlodese alakitotta ki.
A szdzadforduldig a lakatosmunkak fajtait a kovetkezdkben foglal-
hatjuk ossze:
a) Melegen alakitott kovacsmunkak, osszefoglalo neven vert vas-
munkak. Ezek koziil legegyszerubb az, ha a vagoval a riidvas sarkait
bemetszik, egyebkent nyersen hagyjak (a csiicsfves — got — stilus siirun
alkalmazza). Ezek a hasitott munkak (150. abra).
A nyerskovacsolasnal a rudanyagot ellapitjak es szeleit bevagdaljak,
az igy kialakitott leveleket, viragokat bordazzak es erezik, egyebkent
nyers marad a darab (151, dbra).
Az odormunkaknal a lapitott vasanyagot melegen verik az odorokba.
(Roman stilusnal kedvelik; 152. abra.)
Attort munkanal a lelapitott vas vagy lemez felszinet lyukasztd es
vagd segitsegevel kilyukasztva szep dfszitmenyek alakithatdk (a csiics-
ives stilus gyakran hasznalta).
Vegiil az atbujtatott munkanal a keresztbemend rudak nem keriilik
egymast, hanem az eldzokben kozolt technologiaval a kilyukasztott
rudakon afbiijtatjak dket (153, abra).
156
b) A hidegalakitas jellegzetes formai: a hidegen attortlemezmunkak,
a csucsives stihisu munkaknal, a hidegen vagdalt levelek, viragok. A
domboritott munkakat kivulrol domboritva behuzott, beltilrol homoritva
jelhuzott munkanak nevezik (154. abra). A barokk es a rokoko stilus
alkalmazta.
150. abra. Csucs-
ives hasitoti miinka
151. abra. Kovacsolt
nyers barokk level
152. abra. Odorokba kova-
csolt roman stilusu munka
153. abra. Bujtatas
154. abra. Domboritas marokiillSn
(behuzas), domboritas homoru iillon
(felhuz&s)
Ide tartoznak meg az arkolt (gravirozott), a vesett (cizellalt) es a
faragott kivitelek.
Legtobbszor hidegen vegzett munka a kotegeles (bundolas) (155. es
156. abra). Ennel az egyes diszito- vagy tartoelemeket nem melegen
hegesztik ossze, hanem egy szalagvassal osszefogjak. Vastagabb kotdvas
eseten melegen is kotegelnek.
A fenti kivitelezesi modokat mint iranyelveket kozoltiik, mert igazi
iparmuveszeti targgya csak akkor valik a munkadarab, ha alkotoja
egyeni gondolatat, izleset, az anyagszeruseget es a kidolgozas szepseget
viszi bele.
155. dbra. Kotegel6s
156. dbra. Kotegelt munka
A diszitoelemek
A diszitoelemek a korok stilusai szerint alakulnak. Az egyes korokat
az iparmuveszetben az epiteszet alkotasainak stilusa jellemzi. A disz-
mukovacsok, kesobb a lakatosok alkotasai szorosan alkalmazkodnak az
epiteszeti stilusokhoz. Az egyes korokban ez a kifejezesi mod, izles mas
es mas. Egy kornak a stilusa nem valtozik egyik naprol a mdsikra, ezert
vannak ilgynevezett atmeneti stilusok is. A korokat jellemzo stilusok
fiiggnek az akkori eszmearamlattdl, a politikai es gazdasagi viszonyok-
tol, valamint a rendelkezesre allo anyagtol. Korunk lakatosat ez annyi-
ban erdekli, hogyha egy bizonyos stilusu munkat vagy restauraldst kell
keszitenie, ill. vegeznie, ne keverje ossze a kiilonbozo korok diszito-
elemeit, mert a stilustalan munka ertektelen.
ElOszor foglaljuk ossze a diszitoelemeket, majd kozoljiik, hogy az
egyes stilusok koziil mit es milyen formaban hasznalnak fel.
Legaltalanosabb diszitoelem a csiga. A roman stilustol a rokokdig
mindegyik felhasznalja, de a jelenkori stilustorekvesek mellozik. A csiga
erteket az adja meg, ha a csigavonal teljesen kovacsmunkabdl kesziil.
A kiilonbozo kapu- vagy ablakboltozat felkor, negyzetes racsainal az
iires helyek kitoltesere, de sokszor osszekoto- vagy tartdelemkent is
alkalmazzak. A csigakat az iillo szarvan vagy az iillobe helyezett villa
koriil melegen hajlitjak. A csigak alakja igen valtozatos lehet. Az egy-
szeru csiga vegzOdhet tompa formaban, ugyanezt a vegen lelapithatjak,
es ha ezt kettevagjak, kosszarvti csiga ke-
letkezik. A csiga vegeit sokszor vnAg, level
vagy figuralis formakka kovacsoljak. Kor
keresztmetszetu riidbdl kesziilt a ktipos С/ /f Л A
csiga, ezt gyakran tobb menetuve kdpezik I ( ( у
ki (157—162. abra). Il ------'
A levelet mint diszitoelemet igen sok- \ \
szor alkalmazzak. Eloszor az akantusz \y
level stilizalt formajat vette at a diszmu-
kovacs az epiteszettol (163. abra). Az el-
keszitendo levelet eloszor sikban kiteritve
papiron megraj zoljak, ezt a rajzot lemezre /// ] )
masoljak at. Csak a gyakorlat mutatja /// (j'yL/
meg, hoi es milyen mertekben nyiilik I
majd kovacsoAskor az anyag, ezert ezt \ \ \
figyelembe veszik a kirajzolaskor. Kova-
csolaskor a lemezrajzhoz igazitjak a ke-
sziild darabot. A termeszetbol vett eredeti ^67. dbra.
levelmintat nem szabad apro reszletei- Egyszeru tompa csiga
ben lemasolni, hanem osszefoglalt egyseget kell a szemlelonek nyujtani.
All ez kiilonosen az erezesre, akar melyitett, duzzasztott vagy kidom-
boritott modon kesziilt. Az erezest nyeles vagy kezi erezovel keszitik.
Ezek a szerszamok a vagokhoz hasonldk. A munka kozben belevitt egyeni
elgondolas es megoldas adja meg a level kikovacsolasanak erteket. Az
erezet kiverese utan az anyagot kilagyitjak, es ezutan domboritjak
160. dbra. Csigkk diszitve
— homorura kikepzett iillobeteten — vegso alakra a levelet. A leg-
eloszor megformazott level diszi'toelem az akantusz volt. Ez a vadon
termo noveny a delvideken diszlik. Mar a gorog epiteszet is alkalmazta
stilizalva. A tobbi kedvelt viragdisz a zsaja, irisz (ndszirom), kontyvirag,
szololevel, baberlevel es meg igen sokfajta level. Mind igen jellemzo
161. dbra. Kupos csig<>„
162. abra. Tobbmenetu 163. dbra. Akantusz level
csiga keszltese (spiral)
11 Lakatosok konyve
diszitoelemek. A kehely kovacsolt alakja alig kiilonbozik a tulipan
vonalatol (164. es 165. abra). Ezeket a leveleket, viragokat csokorba
foglalva vagy mas diszltoelemekkel elhelyezve keletkeztek a dlsztar-
gyak, racsok es egyeb muveszi alkotasok.
Diszltdelemnek hasznaltak a rozettakat (166. abra), vagyis a panto-
kat leerositd szogek vegeinek diszes kikepeset, es a szogek ala helyezett
parna- (domborltott) munkakat. Rozettak racsokba betervezve is el6-
fordulnak.
A gesztenye es a makk (167. es 168. abra), valamint az allati alakok
166. abra. Rozetta
167. dbra. Gesztenye
kozill a sarkany es az oroszlanfej az ajtofogantyuknal, a kutyafej az
ajtdkopogtatoknal es a kandallofat tarto tuzikutya diszes kivitelenel
szerepel. Emberfej stilizalt alakja is elofordul diszitoelemkent.
A vas megcsavarasaval a feny- es arnyekhatas fokozodik, ez is a
diszites egyik formaja (169. es 170. abra) a hullamvonal, a negylevelu
lohere, a kor es a sziv konturokban valo kialakitasaval egyiitt.
A racsrudak vegenek landzsava vagy viragga valo kikovacsolasa
egesziti ki a diszitoelemek sokasagat.
Kesobb a savval maratott feliiletek kiilonosen a vasszekrenyeket
169. abra. Rudvas esavarasa
170. dbra. Legombolyitett fonasszeru csavaras
diszitik. A maratast nem mindig a disz-
mulakatosok vegeztek, hanem erre a celra
muhelyek alakultak. A mart mely reszeket
korom, terpentinolaj es kopallak kevere-
kevel befeketitettek.
Az iparmuveszetben a diszmhkovacs,
lakatos egyeni fzlese sohasem engedte meg
az ismetleseket, ezert a reszletmegolda-
sok a kulonbozo alkotasoknal legfeljebb
hasonlatosak, de sohasem azonosak, ebbol
kovetkezik a diszitoelemek sokfelesege.
Vizsgaljuk meg, hogy az egyes stilusok
mit alkalmaztak a fentiekbol. Az okor sti-
lusaival nem foglalkozunk, mert ebbol a
korbol keves vasmunka maradt fenn.
A roman stilus a romai birodalom pusz-
tulasa utan alakult ki a romai kultura szel-
lemi liagyatekakent. A formakat atveszi,
de raegtolti a kozepkor eszmeivel.
171. dbra. Roman stilusii vas-
racs a XIII. szazadbol
11*
A diszitoelemekbol foleg a csigat hasznalja fel (171. abra), de egysze-
rubb formaban, mint akesobbi korok a virag- es leveldisziteseket (172.
abra), valamint a kutya es az oroszlan stilizalt formait. Emberfejet
vagy emberi testreszeket igen ritkan alkalmaz. Fo anyaga a gombolyu-
es laposvas (173. abra). Ez utobbit foleg pantokra (174. abra) hasznalja,
melyet vorosre festett borre vagy voros szlnre mazolt fara erosit. A
vasanyagot festessel, aranyozassal vagy onozassal vedtek a rozsda ellen.
AXIL es a XIII. szazadban az ember a hitben keresi boldogsag4t es
az eg fele tekint. Ezt akarja kifejezni a csucsives (got) templomokkal,
kesobb palotaival, hazaival. A roman vaskos epitkezest felvaltotta a
konnyedebb oszlop, ablakokban a csucsiv. Egyik stilus nem szoritotta
ki azonnal a masikat, es ezert kifejlodott atmeneti roman-csticsives
stilus (175. es 176. abra). A XIV. szazadban mar nem kultivaljak a
roman stilust. Mindez termeszetesen a diszmukovacs-munkakra is
ervenyes. Jellemzo a diszitesnek geometriai formak koze szoritasa
(177. a, b abra) ellel vagy lappalkifele forditott, megcsavart, lapos, negyze-
tes vagy hatszogletes kovacsolt vasrudak alkalmazasa. Negylevelu 16-
here (178. 4bra) stibzalasaba viragok helyezese, lemezek 4tlyukasztasa,
makk es kecses csigadisz. A viragok mindig zart formaban jelentkeznek.
A kutyafej igen gyakori a racsvegzodeseken.
172. dbra. Roman stilusu levelek
173. dbra. Boman stilusa vasracs es raosvegzodes
174. dbra. Boman stilusu. ajtopant
177/a abra. Csucsives stilusu stiliza.lt levelek es viragok
177/Ъ abra. Csucsives stilusu stilizalt levelek es viragok
A (got) csucsives stilust a reneszansz, a gorog es a romai muveszet
formai ujjaszuletesenek kora valtotta fel egy evszazados kuzdelem utan.
A gotikaval folytatott hare korszakat korai reneszansznak nevezik. A
termeszethez vald fordulas, az egeszseges ember, szep, erds test &brazo-
lasa a jellemzoje ennek a kornak. Magyarorszagra az olasz kapcsolatok
folytan koran erkezett, es Matyas kiraly alatt (XV. szazad) eri e] tetd-
pontjat. A reneszansz is szereti a csigamotfvumokat (179. abra), a leve-
lekkel (180. abra), tovabba a groteszk alakokkal vald diszitest.
Ekkor fejlodik a maratas alkalmazasa is. A reneszansz vasipari
alkahnazasa inkabb a palotak kulso es belso dfszitesere terjed ki (181. es
182. abra). A tobbszor csavart csiga templomajtok kivitelenel ad mara-
dandot. Az egyszeru raesrudakat landzsa- vagy levelveggel, a diszeseb-
beknel viragcsokorral latjak el. Itt kezdik alkalmazni a plasztikus
kelyhet. Az odorokba kovacsolt profiles rudakbol keszftik a racsoszlo-
pokat, bevagott elekkel. Lakatosok a zarakat, lakatokat ormotlan
nagyra keszftettek.
A reneszansz kor, a kesdi reneszansz 1580-ban er veget, amikor Roma
leghatalmasabb templomat, a Szent Peter templomot befejeztek,
167
A reneszansz stilust koveti a barokk, amely mar a XVI. szazad elso
eveiben a vas muveszi feldolgozasaban is jelentkezik. (Baroque francia
szo, jelentese: kiilonos, kajsza.) Diszitoerejet itt is megtartja a csiga-
disz, kulonosen a kosszarv. A csigak szimmetrikusan helyezkednek el.
Osszekotesukre gyuruket hasznalnak, kozepiiket rozettaval diszitik,
melybol indak vagy kelyhek agaznak ki. A kehely- es viragdfszek (183.
abra) nyujtottak, az akantuszok terbeli kikepzesuek. A barokk stilus
tovabb elt mint a reneszansz, es igen fellendftette a lakatosipart. A
kozepiiletek, udvarhazak, varosi palotak mozgalmas racsai, kapui meg
ma is gyonyorkodtetik a szemet.
A barokk stflusnal meg diszesebb, cikornyasabb a rokoko stilus,
amely keriili az egyenes vonalat, valamint a szimmetriat. Gyakran
alkalmazza a 0 alaku csigat, a viragdiszeket (184. abra) kotetlen forma-
ban. A stilizalast kozelebb viszi a termeszetbez. Az akantusz ebben a
korban is szerepel, de uj a napraforgo, a rdzsa es a futoka. A vasala-
sok eppen a sok diszites miatt csokkentek, de terjedt a gyertyatartdk
(185. abra), lampasok keszitese es ablakracsok, kapuk (186. abra), kilin-
csek is nagy mennyisegben keszultek.
A rokokot felvaltd Maria Terezia, majd az empire, biedermeier es
szecesszio stilusa a lakatosiparban nem hoz uj megoldasokat, csak
egyszerusiti es kombinalja az elobbieket, ezert konyvtinkben nem
foglalkozhatunk veliik reszletesen.
178. dbra. Korai osuosives stilusu
kovacsolt vasrfi.es (XIV. szfizad)
179. dbra. Reneszfinsz kovficsolt
fis hegesztett munka
180. dbra. Reneszfinsz stilusu levelek
181. dbra. Reneszansz szekrenyfogantyu
182. dbra. Reneszansz
stilusu gyertyatarto
183. dbra. Barokk kehelydiszek
181. dbra. Rokoko stilusu levelek, viragok
186. Abra. Az egri megyei tanacshaz kapuja
187. dbra. Falikar aranyozva, leinezdombonfas 6s kovacsolt r6sz
(Mulakatosipari V.)
3. Jelenlegi munkateriiletek
A dlszmulakatos szakma jelenleg— es valosziniileg meg hosszii ideig
— ket feladatot teljesit. Az elso a haboruk soran megseriilt vagy meg-
semmisiilt muemlekek javitasa es korhu potlasa, a masodik az uj koz-
epiiletek es lakohazak izleses, de nem koltseges vasmunkakkal valo
ellatasa.
Az elso feladat gyakran sok gondot, utanjarast kdvetel a tervezdtdl,
ha nem maradtak rajzok, fenykepek, masodpeldanyok. De nehez
munkaja van a diszmulakatosnak a korhu megoldas kivitelezeseben is.
Sokszor a csillarok gyertya- vagy gazvilagitasanak elektromos atszere-
lese, vagy az egykori kontarok stilustalan javitasanak eltiintetese a
feladat (187. abra).
A muemlekek egesz sora var restauralasra, ezek kozul kiemelkedik a
budai Var ujjaepitese a megfelelo dlszmulakatos mualkotasok helyre-
allitasaval.
A masodik feladat megoldasa sem egyszeru. Az uj epitoanyagokkal:
betonnal, muanyagokkal, a kiilonbozo eloregyartott panelokkal valo
kiserletezesek megfelelo dekorativ megoldasokat kivannak. Korunkat
jellemzd egyseges stilus meg nem alakult ki, ezert a diszmulakatosok a
kiilonbozo klasszikus stilusok diszitdelemeinek alakitott felhasznalasa-
val kiserleteznek. A nagy epitkezesek jelenleg mar folyamatossa kezde-
nek valni, ezert remelheto, hogy a dlszmulakatos is megkapja vagy ki-
alakitja a vezetd stilus iranyvonalat.
A jelenlegi epitkezesekhez sziikseges ktilso munkak a keritesek, ajtok
388. t'lbra. Figunilis kovacsolt korlat
189. abra. Az oroszlanyi vdjariskola korlatja (Mulakatosips
lampak, racsok, korlatok, siremlekek. Belso diszitesek a faldlszek, a
csillarok, a falilampak, a vazak stb.
A felhaszna.lt anyag tobbnyire olcso rudanyag, idomacel es lemez;
melegen hajhtva, kovacsolva vagy a lemez hidegen kivagva es dombo-
ritva. A kesz munkat legtobbszor egy szfnre festik, kulso terben sotetre,
belso diszitesnel vilagos szlnre.
Egy erdekes kiilfoldi korlatmegoldast mutat a 188. abra.
A racsokra, korlatokra igen izleses kivitelezeseket keszitett a Mu-
lakatosipari Vallalat (189. dbra). tJjszeru. kova.csolt munkakat abrazol
190. dbra. Feliilvilagfto racs egy stuttgarti iskolaban
191. dbra. Kovacsolt 16pcsokorlat
12 Lakatosok кбпу ve
192. dbra. Falikar lemezbol domboritva az oroszlanyi vdjariskolaban
(Mulakatosipari V.)
a 190. a 191. es a 192. abra. Huzott
anyagbdl keszitett lampat a 193.
abra mutat be.
A lemezmunkak jelenleg nelkuld-
zik a klasszikus stllusok domborltasa-
nak koltseges es munkaigenyes kivi-
telezeset, ellenben a vonalvezetes
eredetisegevel es ujszeru stilusaval
hatnak (194. abra).
A dlszmulakatos sajat keszltme-
nyeire kilincset, zarat, kulcsot, laka-
tot is szerel fel, ezert az alabbiakban
ismertetjuk a zarak, lakatok jelenlegi
rendszereit.
A zar es a lakat egy-ket evtizeddel
ezeldtt meg a lakatosok kezi munka-
janak termeke es kedvezd kereseti
forrasa volt. Ajtdkon, kapukon kfvul
zarat szereltek a szekrenyekre, la-
dakra is. Az elmult szazadokban a
zarak, lakatok es a hozza tartozd
kulcsok sokszor muveszi kiviteluek
voltak.
193. dbra. Lampa iskolaban
A fenti szerelvenyek keszltese, a
sziiksegletre vald tekintettel, ma mar
a gyarak tomegcikk-gyartmanya.
A lakatosok csak a felszerelest, a javftast es a kulcsok pdtlasat veg-
zik. A fejlddes menete arra mutat, hogy nem lesz sziikseg javltasra,
mert az sok idot venne igenybe.
Az elzard lehet epiiletzar, biitorzar es lakat. Az epiilet- es biitorzarak
lehetnek raszegezo, beveso vagy beereszto kiviteluek. Ezek mindegyike
lehet egyszeru, biztonsagi es hengeres (cilinderes) szerkezetu. A bizton-
sagi z4rakat gyakran megteveszto modon utanozzak az olcsobb al-
biztonsagi zarakkal. Ezek kiilsd formaban biztonsagi zarhoz hasonllta-
nak, de lenyegukben egyszeru. zarak.
Vjabban — kiilonosen butorzarak helyett — magneses csappantyu-
kat szerelnek fel.
Vannak meg kiilonleges zarak is (paneelszekreny betus-zar stb.), de
ezek a mindennapi eletben ritkabban fordulnak eld. A fent emlitett
zarak is lassan elvesztik jelentosegiiket, mert a legtijabb epltkezesi
rendszerek fokozottabb kovetelmenyeket klvannak a zaraktdl es a
gy&rak tervezesiikkel ezeket akarjak kieleglteni. Ezekrdl kesobb lesz szd.
12*
179
194. dbra. Cfmer egy muncheni gyermektakar6kban
Az egyszeru szegezett zar az ajtdszarny ktilso lapjara keriilt, a zar
retesze az ajtdkeretre erositett kengyelbe csukodott. Ennek az volt a
hibaja, hogy a kengyelt es a zarat konnyen lefeszithettek vagy al-
kulccsal kinyithattak (195. abra).
A bev&sozar mar ugy van az ajtdszarnyba helyezve, hogy sem a zar-
hoz, sem a reteszfeszekbeszoritdlemezeheznemlehetkonnyenhozzaferni.
Ennel is vehetnek azonban viaszmintat a kulcsnyilasrol, es az elkeszitett
kulccsal illetektelenek is behatolhatnak az elzart helyisegbe.
180
A biztonsagi bev&sdzarak, ha nem is akadalyozzak meg, de megnehezi-
tik az idegenek behatolasat a helyisegbe. Ennel a zartipusnal a retesz
nyugalmi helyzetet az elzardlemez rogziti. A csap koriil elforgathatd el-
zardlemezt rugd tartja. Az elzardlemez vegen kivagas van, melybe a
195. dbra. Egyszeru szegezozar
reteszen levd negyszogletes csap illeszkedik. Nyugalmi helyzetben ez a
csap az elzardlemez fves kivagasanak felso reszen talalhatd (196. abra).
Ha a kulcstoll az elzardlemez also fvelt reszet megemeli, csak akkor
tudja a reteszt eldremozgatni, amikor a negyszogletes csap az elzard-
lemez vizszintes kivagasdba kerul. A kulcs tovabbi fordftasaval a viz-
szintes kivagasban tovabbcsuszik a csap es az elzardlemez masodik
merdleges kivagasaba ugrik (197. abra 1., 2., 3. es 4. helyzet). A kulcs
tovabbi forgatasaval ismetlddnek az eldbbiek es a zar ,,ketszerbezart”
lesz. Ha a kulcstoll tobbet vagy kevesebbet emel az elzardlemezen, a
reteszcsap mar megakad es a zar nem csukddik es nem nyilik. Amennyi-
ben tobb elzarolemezt epitunk a zarba, a biztonsag tovabb fokozddik,
mert mindegyik elzardlemezbe mas-mas kivagast alkalmazhatunk.
Termeszetesen a kulcs tollat is ennek megfelelden kepezziik ki.
A legkorszerubb zarak jelenleg a hengeres (cilinder) zarak (198. abra),
njelyeket egyarant lehet epiilet-, butorzarnak es lakatnak is alkalmazni.
181
19
196. abra. Biztonsdgi bevesozar kdttollu kulccsal
1 — alapszekreny, 2 — elolap, 3 — retesz szar,
4— retesz, 5 — valtokar, 6 — elzaro, 7 — rug6ta-
-I maszto lemez, 8 — di6fels6resz I, 9 — dibbetet II,
10 — diobetdt III, 11 — dioalsooldal IV, 12 — diorugo, 13 — rugovezeto cso,
14 — tolokaszar, 15 — terkitolto biively, 16 — visszahuzo kar. 17 — toloka-
rugo, 18 — zarolemez, egyenes, 19 — fedoszekreny, 20 — elolaptarto csap,
21 — zarszogecs, 22 — tolokarugotarto csap, 23 — a tolokavisszahuzokar
csap j a, 24 — rugotamaszto csap, 25 — toI6kavezeto csap, 26 — reteszvezeto
csap, 27 — retesz szegecs, 28 — elzftrotarto csap, 29 — vdlt6kartart6 csap,
30 — elzdr6rug6, 31 — di6szegecs, 32 — dioszegecs, 33 — toloka idom, 34 —
tpl6ka szegecs, 35 — toloka csavar, 36 — fedoszekrdnytartd csap, 37 —-
visszahuz6kar betdt
A hengeres zar lenyege az, hogy a zarszerkezetbe beepitett elzaro- es
ellencsapok, rugok mukodtetesere ugy toltik ki a haz es a henger furatait,
hogy kulcs nelkiil a henger nem fordithato el, ezert a szerkezet zarva
van.
Ha a kulcsot betoljuk, a csapok a hengerpalasttal egy sfkba keriil-
nek, a henger elfordithato, a zar kinyilik. Ezzel a zarszerkezettel ot
biztonsagi csap hat kulonbozo meretevel 7776 valtozatban keszitheto
hozza kulcs, tehat gyakorlatilag teljes biztonsagot nyujt.
197. dbra. Biztonshgi bevdsozar mukodese
A korszeru kovetelmenyeknek eleget teve a hengeres zarral a kovetkezo
harom zarrendszer valosithato meg:
1. Fokulcsos zarrendszer, amelynel egy fokulcs tobb kulonbozo
epiiletzart, butorzart vagy lakatot nyit, de az egyes zarak kulcsai a
tobbi zarakat nem nyitjak.
2. Vezerfdkulcsos zarrendszer kulcsaval a tobb fokulcsos zarrend-
szer osszes zarai nyithatok. Alkalmazzak szallodakban, raktarhazak,
hajdk helyisegeinel, tehat olyan helyen, ahol szukseges a teljes ellenorzes
lehetdsege.
3. Kozponti zarrendszer eseteben tobb kulonbozo kulccsal nyithato
egy kozponti zar, de a kulcsok nem nyitjak a tobbi zarakat. Tarsas-
hazaknal alkalmazzak a bejarati kapu nyitasara, ugyanakkor a berlok
nem nyithatjak egymas lakasait.
Fenti harom zarrendszert lehet egymassal kombinalni is.
183
i
A butorajtdk kinyitasanak megakadalyozasara, kiilonosen kiilfoldon,
igen terjed a mdgneses csappantyu. Ennel a megoldasnal az ajtd be-
hajtasa utan a magnes akadalyozza meg a kinyllast (199. abra). A mu-
anyagbdl kesziilt hazban (1) foglal helyet a fegyverzetek (3) kozott a
magnestest (2).
A magnes, illetve a fegyverzetek kiesesenek megakadalyozasara a haz
belsd falabol mindket oldalon borda emelkedik ki.
A fegyverzetek lazan illeszkednek a hazban, hogy mindenkor bizto-
sfthatd legyen a sfkon vald felfekves.
A zardlemezt (4) az alaplemezre ket helyen, annak ket vegen erdsftik
1(J9. tibra. Mdgneses csappantyu
200. dbra. Ugrokengyeles (hengeres) lakat
1 — haz, 2 — henger, 3 — dio, 4 — kengyel, 5 — rug6 alatdt, 6 — kengyelkidob6
rug6, 7 — diofordito rucro, 8 — kengyelrogzito csap, 9 — diorogzito csap,
10 — diorogzito csap, 11 — eszterghlt v£lln61kuli csap, 12 — ellencsap,
13 — eszterghlt valln61kuli csan, 14 — vagott csap, 15 — biztosit6 csap
nyomorugo, 16 — nagymeretu hengeres zhrkulcs, 17 — kulcsgyfiru, 18 —
hengeres csap, 19 — diorogzito ellencsap
fel egy rugoval (5) olykeppen, hogy a minden iranyban sziikseges elbille-
nes lehetove valjek. Ezaltal biztosftjak a fegyverzetek es a zarolcmez
tokeletes 6rintkezeset, ugyanakkor oldott allapotban a rugo nyugalmi es
egyben fix helyzetben tartja a zarolemezt.
Ezzel a megoldassal elerjiik azt is, hogy a zarolemez zorgese es kotyo-
gasa csekely mervu.
A hengeres zarbetetet felhasznaljak a lakatok keszitesenel is. A 200.
abra ilyen ugrokengyeles, hengeres (cilinderes) lakatot abrazol.
B) LEMEZLAKATOS SZAKMA
1. A szakma jellemzoi
A lemezlakatos elnevezes gyujto fogalom, de atment a gyakorlatba,
es a durvalemezek osszeallltasaval, szerelesevel foglalkozo szakmunka-
sokat is gyakran lakatosoknak hfvjak. Az alvaz- es jarmulakatosok a
veso-, furo- es gyalugeprol kapjak a durvalemezeket, es munkajuk a
tovabbiakban az osszealhtas es a szereles. A hajdepitesn£l mar kiilon-
valasztjak a szakmakat: a legfeljebb 3 mm vastagsagu lemezt feldolgozo
szakmunkast hajolakatosnak, az azon feliili vastagsagiit bedolgozo
lemezmunkast hajokovacsnak nevezik.
A lemezlakatosok feladata a finomlemezeknek az altalanos reszben
ismertetett technologiak alkalmazasaval valo feldolgozas. A korszeru
tizemekben a lemezmegmunkalast mindjobban gepesftik. TJj gyartasi
eljarasokat alkalmaznak, pl. a ragasztott femkoteseket, robbantasos
lemezalakftasokat; a jovoben varhato elterjedesiik miatt a lemez-
lakatosoknak ezeket is feltetleniil ismerniiik kell. A finomlemezek rend-
szerint kiegyengetett, sima vagy domborftott alakban, vasvazra ra-
erdsitve keriilnek kivitelre, vagy sajat anyagabol kialakltott merevltd-
bordakkal hasznaljak fel burkolasra dket. A lemez hajlekonysagara valo
tekintettel szuk tureshatarok kozott a kivitelezett alkatresz csak kolt-
segesen allfthato elo, ezert a lemezmunkaknal sok a kezi munka. Ezt
igyekeznek csokkenteni, es ezert is terjed a mhanyag (tivegszalvazas
polieszter) feldolgozasa, mely merevebb es merettartobb. Az ajto-
szarnyakat, csomagtartofedelet, szerelvenyfalat stb. az autoipar nagy
mennyisegben hasznalja, de a gyartmanyok volumenjehez viszonyftva
csekely szazalekban,
187
A lemezlakatosok munkaja a jarmugyartasnal szamottevo: a mozdo-
nyok, vagonok es villamoskocsik burkololemezeit szabjak meretre es
helyezik el. A lemezek mereteire, a hulladek kis ertekre valo leszoritasa-
ra, az ablakok elhelyezesevel kapcsolatos kifaradasi repedesek meg-
aka daly о zasara a szerkesztesi irodak lemeztervet bocsatanak a gyartas
rendelkezesere. A mozdonyoknal a hosszkazan burkolata es a vedhaz
elkeszftese a lenyeges munka. A gozmozdonyt lassan kiszoritja a Diesel-
mozdony, ennek lemezburkolata nagyobb feliiletu.
A hajolakatosok a fedelzeti hazak, lakoterek, szolgalati helyisegek,
szellozogombak, nyomo- es szivoszellozok, kazanburkolatok, iizem-
anyag- es viztartalyok elkesziteset vegzik. Az autogyartasnal sok a
lemezmunka, de az auto tomegcikk, es minden lemezmunkat nagy
teljesitmenyu presgepeken, nem szakmunkasok igenybevetelevel keszi-
tenek. Ez tehat kiviil esik konyviink megszabott kereten, es csak a lemez-
alkatreszek j a vitas aval foglalkozunk.
A szocialista ipari es lakohaz-epitkezesekkel kapcsolatban felmeriil a
kulonbozo perforalt lemezek, fix- es zsaluleveles, fonatos szelldzok,
aknafedok, tovabba vegyifiilkek keszitese, melyek tulnyomo reszet
lemezbol gyartjak.
201. dbra. Lengyel-f61e Iemezv4g6
q!16 ^llvAnyra szerelve
%. A lemezmegmunkalas kezi es gepi muveletei
Lemezek kezi kivagasara egyedi vagy kissorozat-gyartasnal igen
hasznalhato a Lengyel-fele szabadalmazott lemezvago olio (Szerszam-
es Kisgepertekesito V.). Az ollot satuba fogva vagy allvanyra szerelve
(201. abra) hasznalhatjuk. Ezzel az oiloval nemcsak egyenes vonal
szerinti vagasokat, hanem tetszoleges korfvet, belso (zart) kort, negy-
Mnl£H
202. dbra.
Lengyel-fele oll6n vaghato idomok
szoget pontosan rajz szerint lehet vagni (202. abra) kulonbozo vastag-
sagban (81. tablazat) a kesek kiilonleges kikepzese reven. Belsd kort,
negyszoget tigy alakitunk ki, hogy a lemezbe eloszor 40—50 mm-es
lyukat vagunk vagoval, es ezen keresztiil az olloszaron atbuktatjuk.
Termeszetesen csak olyan lyukat lehet vagni, amely a mozgokesen el-
fordithato. Megfelelo gyakorlattal sokfele hasznalhato idomot keszit-
hetunk.
81. tdbldzat
Lengyel-f61e lemezvago o!16val vdghato anyagok vastagsAga
Vaslemez 0,5—2 mm-ig
Freddl-lemez 3 mm-ig
Voros- 6s sArgardzlemez, csilld.m-,textilbakelit-lemez 3—4 mm-ig
Ldgy aluminiumlemez 4—5 mm-ig
Karton-, klingerit, tauril, azbeszt-lin61eum-, nemez-, ferrodol-, gumi-,ragasztott falemez 5 mm-ig
189
Kiilso-belsd radiuszu kivagd-, sarokcslpo szersza/mok excenterpresbe
befogva vagjak ki a rajz szerinti lyukakat, melyek a finomlemezek
hajlitas el6tti sziiksegszeru alakitasat elvegzik. A kivagasnal es a lyu-
kasztasnal akkor kapunk sorjamentes alkatreszt, ha a helyes legres be-
tartasa mellett a vagoeleket allandoan eles dllapotban tartjuk, vagyis
sztikseg szerint koszoriiljiik. Kivagasnal eleg iddnkent a belyeget
201. dbra. Lemezmegmunkdlo geprol lekeriilt alkatr^szok
koszoriilni, mert a sorja mindig a lekopott vagoelnel keletkezik. Lyukasz-
tasnal viszont, ahol a kieso resz hulladek lesz, a vagolap elet kell elezni.
A kenoanyag megfelelo alkalmazasaval a vagasi munkat 35%-kal, a
visszahiizo erot 60%-kal lehet csokkenteni.
Nagyobb lemezmegmunkalo iizemeknel nagy teljesltmenyu univer-
zalis vibracios gepekkel (Pullmax, Toyokoki „Vibro-Shear”) dolgoznak.
Ezek kiilonfele kesziilekekkel felszerelve nemcsak ollokent hasznalhatok,
hanem borddkat, domboritasokat, szell6ztetdnyild.sokat, peremezeseket
es kiilonfele hajlitasokat is keszftenek (203. es 204. abra).
HajUtast kezi erdvel leginkabb javitotizemekben vegeznek, ahol a
pdtlandd lemezek vastagsagban, hosszban es a sziiks6ges szog kialakf-
tdsaban elternek egymastdl. Ro videbb lemezeket hidraulikus sajton
befogott szersz&mmal hajlitanak (205. abra), hosszabb lemezek el-
hajhtd gepen (Abkantmaschine) munkalhatdk meg. Csobehajlitast
vegziink akkor, ha a lemezt kesziilekben, kenyszerpalyan huzalbetet
n61kul kor keresztmetszet felvetelere kenyszeritjiik (206. abra).
191
Gyakran elofordul, bogy ujbol elovesznek ritkan alkalmazott tecbno-
logiat valamely uj gyartmany kivitelezesere. Igy tortent a nyujto
nyomassal, vagy ahogy altalanosan nevezik: femnyomdssal is. A raketa-
technika hoallo es nagy szilardsagu (molibden-, titan-, wolfram-) otvo-
zetek felhasznalasat tette sziiksegesse. Ezek sajtolasa nem sikeriilt, de
nyujtonyomassal vald megmunkalasa megoldast nyert. Ugyanakkor a
gazdasagossagi szamitasok azt mutattak, bogy a nagy terfogatu dara-
bok elkeszitese nybjtonyomassal olcsobb. Kiilonosen kisebb darabszam
eseten gazdasagos, es az eldkesziileti ido is rovidebb. Ennek az eljaras-
nak lenyege az, bogy a kesz gyartmanyhoz sziikseges lemezt a forgo
tengelyre erosftett mintara merolegesen, centrikusan felfogjuk, es meg-
206. dbra.
Csobehajlitas
207. dbra. Lemezalaklt&s
nyom6padon
205. dbra. Lemezhajlitas
hidraulikus ргбяЪеп
208. dbra.
Lemezek korcolasa
felelden kialakitott, riid alakii szerszammal, nyomassal es hiizassal a
mintahoz alakitjuk. Az anyag keplekeny alakvaltozast szenved a nyomd
es hiizd igenybevetel alatt (207. abra). A nyomdfesziiltsegek hatasara
ranckepzodes keletkezik, ez azonban a tarcsa szelenek beperemezesevel
csokkenthetd. Az eljaras elonye a nyomas hatasara eldallott szilardsag-
novekedes, a sima feliilet es a meretpontossag.
A finomlemezeket merevites celjabdl sziikseg eseten pere/mezik. Kezi
megmunkalasnal kis sugarii korben huzal- vagy gombvasbetettel vegzik
ezt a muveletet. Ez a betet rendszerint benn marad az elkesziilt munka
darabban. Nagyobb sugarii kor es vastagabb lemez eseten satuba
fogott csore hajlltjak a lemezanyagot, es ha elkesziilt, a csdrdl lehiizzak.
Gepi megmunkalasnal a fent emlftett Pullmax-gepen vagy sajtoldgepen
megfelelo kesziilekben, esetleg ket-harom fazisban peremeznek.
A lemezek korcolasa kiilonosen az epl to- es jarmuipar munkainal
fordul eld. Ket lemezt vegiikon 180 C°-ban meghajlltunk, es a keletke-
zett, keskeny U alakii horonyba a vegeket ellentetes iranyba behe-
lyezziik, majd lekalapaljuk (208. abra). Labirintszeru tomltes keletkezik,
ugyanakkor nagy homersekleti ingadozasoknak kitett tagulasoknal sem
merev a kotes.
A ragasztott femszerkezeti kotesek alkalmazasa a legiijabb technoldgiai
kutatasok eredmenye. Az iparilag fejlett orszagokban igen terjed, es
nagyobb letesitmdnyek (pl. hutotornyok) is kesziilnek ezzel a korszeru
eljarassal.
Lenyege az, hogy megfeleloen elokeszltett lemezek koze filmszeru,
vekony mfianyag reteget — femragasztot — helyeznek, mely adhezios
molekularis kotest, szilard kapcsolatot letesit a ket femlemez kozott. A
femragasztd gyanta, kaucsuk vagy mas muanyag alapanyagii, folyekony
kendcs vagy por halmazallapotii, gyakran ket vagy tobb alkotdbdl allo
keverek. A ragasztd hidegen vagy melegen keriil az dsszeragasztandd
feliiletre. A hidegragasztas hosszabb, a melegragasztas rovidebb idd
alatt kot. A kotes bizonyos hdfokhatarok kozott oldhatatlan. A kiserle-
tek allanddan folynak, nemcsak laboratdriumokban, de hasznalat alatt
allo mutargyakon is. A kotesek az igenybevetel mddja szerint lehetnek
ek alakii, lapolt, hevederes, merdleges, korcolt vagy hornyolt kiviteluek
(209. abra). Teherblrast tekintve a kettdsen lapolt es kettdsen hevedere-
zett kotesek viselkednek a legkedvezdbben.
A ragasztdszer sajat hiizoszilardsaga nem eri el az alapanyag szikird-
sagat, de ez nem is sziikseges, az a fd, hogy afemhezvalo tapadoszilard-
saga legyen elegendd.
A ragasztdszer alkalmazasa eldtt a femfeliileteket megfeleloen eld kell
keszlteni. A megklvant merteku tapaddszil&rdsag csak szennyezddes-
mentes, tehat rozsdatdl, zslrtdl, olajtdl megtisztltott feliileten erhetd el.
Fontos a ragasztdreteg felvitele eldtti erdesltes, melyet gepi vagy kezi
13 Lakatosok kfinyve
193
csiszolassal, langfuvassal vagy homokfuvassal vegezhettink el. Ez a
mechanikai modszer. Erdesithetiink vegyi titon is, pacolas es oxidacio
utjan. Gyakran egyuttesen alkalmazzak a mechanikai es a vegyi mod-
szert. Acelnal a mechanikai, alumfniumnal a vegyi feltiletelokeszites
valt be.
209. dbra. Kiilonfele kivitelezesu
femragasztasok
A feliiletelokeszitessel a teherbiras novelheto, amint azt a 82. tablazat
mutatja.
52. tdbldzat
A nemet gyartmanyu ,,Metallon” melegragasztoval vegzett feluletolokeszi-
tesek eredmenyei fa zsirtalanftast trikl6retil6ngozzel vegoztok)
Feliiletel6k£szit6s
i fluzo-nyiro sziUrds^ig (kg/mm2)
Erdesft£s nelkul
Csiszol6papirral (kezzel) erdesitve
Forgo drotkofevel Erdesitve
Pickling-fele pacolassal (natriumbikromatos
kensavoldatban &ztatva.)
1,32-1,82
1,69-2,10
2,17-2,49
2,40-2,72
A feltiletelokeszites utan a ragasztoanyaggal valo bekenes kovetkezik,
mivel a ragasztdanyag sajat szilardsaga kisebb, mint a tapadoszilardsag,
ezert igen kis (0,15 mm) vastagsagii reteg alkalmazasa a helyes. 0,5—0,6
mm vastagsagig a tapadoszilardsag nagymertekben csokken, azonfelul
mar nem valtozik. A ragasztdreteggel ellatott femfeltileteket ossze-
194
szorltjak, megpedig a hidegragasztasnal kisebb mertekben, mert csak az
osszefogas, rogzites es a ragasztoanyag megfelelo vastagsaganak bizto-
sltasa a cel. Melegragasztasnal azonban elengedhetetlen a kotesi ido
tartamara az eros osszeszoritas, mert ez teszi lehetove, hogy az illo
alkatreszek bentmaradjanak a ragasztoban, es sziikseges, hogy a zsugo-
rod4si fesztiltsegek meg a plasztikus allapotu ragasztoanyagban ki-
egyenlltodjenek. A melegragasztis kotesi ideje 130—300 0° kozott 1—12
6ra, a hidegragasztase kb. 24 ora. ,,Eporesit К 5” magyar ragaszto-
anyagnal (Muanyagipari Kutato Intezet) 180 0° hofoknal 1—10 ora,
280 C°-nal 3—-5 perc a kotesi ido. Ezalatt lezajlik a kemiai reakcio 6s
megkot a ragasztoanyag.
Kifaradas ellen — mint azt az eddigi kiserletek bizonyftjak — a
ragasztott kotesek jol viselkednek.
A ragasztott munkadarabok kdnyesek arra az erdhatasra, mely a
lemezeket a ragasztas sikjara merolegesen akarja igenybevenni, tehat
az egyik lemezt a masik lemezrol lefejteni igyekszik. Az tito es hajlito
igenybevetelek a ragasztoanyagok ridegsege miatt szinten artalmasak.
Az tizemi hofok a hidegragasztassal eloallftott kapcsolatnal 40 C°-nal,
melegeljarasiinal 50 C°-nal nem lehet tobb, a hideget azonban a ragaszta-
sok jobban birjak. A nedvesseg, viz, de kiilonosen a tengerviz artalmas
a ragasztasra. A fenti hatranyok kiktiszobolesere allandoan folynak a
kiserletek, es mar igen kedvezo eredmenyek sziilettek.
Az onkoltsegcsokkento technologiak alkalmazasaval kapcsolatban
megemlitjiik a robbantasos femalakltast is, amely a jovdben szeles koru
alkalmazasra fog lelni. A fejlett ipari orszagokban ezt mar ma is iizem-
szeruen alkalmazzak, es hazankban is megkezdodtek a kiserletek.
Az eljaras lenyege az, hogy a kialakitando forma foie helyezik a
lemezt es — szinten zart terben — a robbanotoltetet, melynek fel-
210. dbra. Robbantasos formA.z6s elvi megoldasa
13*
robbanasakor a keletkezett nyomas a lemezt visszaugras nelkiil a
formahoz sajtolja. (210. abra)
Robbantasra az angol gyartmanyu zsinor alakii „ Cord tex” anyagot
hasznaljak, melyben a robbanoanyag robbantasanal 1370 kal/g fejlo-
dik. Tekintettel arra, hogy kiserletek alapjan a technologiat mar jol ki-
dolgoztak, elore ki lehet szamltani az eredmenyt. A robbanasnal nagy
nyomas fejlodik es ez gyorsan terjed. Ez magyarazza a formazas elonyet
(83. tablazat).
83. tdbldzat
Osszehasonlito adatok a terjedesi sebess^gre a robbantAsos form&zassal
kapcsolatban
A mdlyhuzAs sebess6ge
Az ejtokalapAcs sebessege
A robban6.sos formAzAsnAl a terjedesi sebess6g
A robbanAsos formazAsndl fell6p5 liofok
A fell£po nyomas 6rtbke
0,75 m/mp
8,00 m/mp
5000 m/mp
2000-4000 C°
10 tonna/cm2
Altalaban viz kozvetltesevel robbantanak, mert a fellepo lokes-
hullam nyomasa vizben nagyobb, mint a levegoben.
Zart tartalyok szegecselesenel hasznaljak a robbanoszegecseket,
melyeket a furatba helyeznek es 150 C°-ra hevitve elrobbantanak, igy
szegecskotes jon letre (211. abra).
A robbantasos kialakltas formait altalaban kb. 10 mm vastag
epoxireteggel vonjak be.
211. dbra. Robbanoszegecsek alkalmazasa
a) robbanotoltet, b) robbanAs utan
3. A lemezek kiegyengetese
A jarmuvek karosszeriai, a hajdk felepitmenyei, a vasuti szemely-
szallito kocsik lemezoldalai kikeszltesenel kovetehneny a horpadasok,
dudorok kiegyengetese. Bar a lemezeket felszereles elott mindig ki-
egyengetik, a szerelesi munkalatok alatt tobb egyenetlenseg keletkezik.
Ezek a lemezfalak tarto- vagy merevitovazakra vannak radolgozva,
ezert a szokvanyos alatetsiilyon vagy kalapacson valo egyengetes nem
oldhato meg. Idok folyaman tobbfele mddszer keletkezett az egyenlot-
lensegek eltiintetesere. A belso fesziiltsegek miatt nem lehet a hibakat
tokeletesen kikiiszobolni. A legszakszerubb gitteles, mazolas sem tiintet-
heti el a mely feliileti egyenetlensegeket, mert a melyebb helyekre oly
vastag gitt keriilne, amely az idojaras valtozasai miatt megrepedezne
es kihullana, ez ellen pedig szigoru nemzetkozi szabvanyok vedik a meg-
rendelot.
Az elobbiekre valo tekintettel elsdsorban az alapegyenetlenseget kell
megszuntetni a lemezen. Minthogy a domborulatot a lemez nyulasa
okozza azon a helyen, a koriilotte levo ter file ten nyujtani kell a lemezt
es igy eloszlatni a domborulatot. A szereles utan mar csak kisebb teriile-
ten mutatkoznak ezek a hibak. A nyujtasoknal a kalapacs szerepet itt
az autogenpisztollyal vegzett pontmelegltes veszi at.
A melyebb horpadasokat valamivel magasabbra mint a lemez szintje
horgannyal feltoltik, es utana reszelovel, hantolassal szintbe hozzak.
tljabban gazdasagossagi okokbol muanyaggal helyettesitik a horganyt.
A hajoepftesnel alkalmazzak az un. havariazast. (A hajosok minden
hajoseriilest ezzel az olasz eredetu szoval fejeznek ki.) A hajo vekony
lemezeinek horpadasait langhegesztovel koros-koriil fehnelegltik, es
utana vizet fecskendeznek ra. A hirtelen lehules kihuzza a horpadast.
A gozmozdony hosszkazanja burkololemezeinek egyenetlensegei a
megfelelo gorbiiletre valo hengerlesnel kihuzodnak, felszereles utan
mar nem kell egyengetni. A vedhazat viszont a foldon szerelik, tehat
meg alkalom nyilik a kalapaccsal valo egyengetesre.
A Diesel-mozdonyok burkolatanak egyengetes ere a fent emlitett
technologiak alkahnazhatok.
197
212. dbra. Alvazfordito berendezes (II. sz. Autojavfto V.)
4. Karosszeria-munkak
A szemelyauto gyartasa csak nagysorozatban gazdasagos, ezert a
hazai ipar nem foglalkozik ezzel a gyartasi aggal. Teherautokat es
autobuszokat gyartunk, ezek karosszeriai azonban teljesen a sorozat-
gyartas elvei szerint kesziilnek, es igy nem tartoznak a lakatosipar
tevekenysegi korebe.
Beszelniink kell azonban az auto es autobusz karosszeridk javitasa-
rol, mert tobb vallalatunk kizarolag e fajta munkakkal foglalkozik.
Tekintettel arra, hogy szemelyautd-szuksegletunket importalassal
fedezziik, sziikseges a karosszeria-javit4s, kiilonosen akkor, ha a moto-
rikus resz meg hasznalhato. Az autobuszoknal fokeppen kifaradas okoz-
ta repedesek es osszeiitkozesbol szarmazo serulesek javitasa a gyakori.
A szervezett javitas elso lepese a hibafelvetel, amikor a javitas mer-
teket ennek megfeleloen elore meghatarozzak. A javitasra behozott
autot eloszor luggal mossak. Ezutan a kovetkezo munkak sziiksegesek:
1. A bontas. Villanyszerelo, karpitos, lakatos, autoszerelo — ki-ki
a maga teriileten — szetszereli az autot.
2. A hibafelvetel megallapftja, milyen mertekben erdemes javftani,
alkatreszeket cserelni (212. abra).
3. A karosszeria test javitasa tobbnyire lemezjavitas, mert az autok
legnagyobb resze onhordo vazii.
4. Ajtojavitas, mert leginkabb az ajto lemeze megy tonkre.
5. Sarvedojavitas.
6. Kromozott alkatreszek javitasa.
7. Osszeszereles.
A fent emlitett munkak koziil e helyen csak a karosszeria kiilonbozo
javitasaval, a lemezek kialakitasaval foglalkozunk.
Az autobuszok javitasa is altalaban a fenti sorrend szerint tortenik,
kivetel a seriilt autobuszok javitasa, amikor focel az, hogy a lemez-
burkolat lehetdleg a vazrol valo levetel nelkiil legyen javithatd.
A lemezkialakitas az autoajto-potlasnal a kiilonbozo tipusok szerint
valtozik. A szemelykocsiknal idomacelbol keszitett formara (213. abra)
domboritjak a lemezt (214. abra). A lemezek vastagsaga 0,75—1,00 mm
kozott valtozik (215. abra) (84. tablazat).
A sarvedoket gyakran osztjak, azaz darabokbol allitjdk ossze, es
autogennel osszehegesztik.
Autobuszoknal a nagyobb meretu lemezek kialakitasa domborito
kalapacson (216. abra) tortenik. Ez a gep hasonlit a kovacsolasnal
hasznalatos levegokalapacshoz, azonban kisebb teljesftmcnyu elektro-
motor tartja iizemben a levegokompresszort, amely a kalapacsot mu-
kodteti. Az iitoerot levegoszeleppel szabalyozzak. A kalapacs egy
199
213. dbra. Idomacdl forma az elso- es h&tsoajto kialakftasdhoz (II. sz.
Autojavito V.)
i
84. tdbldzat
Lemezek m2-enek sulya (kg-ban)
Vastag- sag mm Асё1
Voros- rez Sdrga- r6z Al- pakka Hor- gany Olom Bronz Alumi- nium Magn6- zium otvo- zetek
le m e z e к
0,10 0,80 0,89 0,85 0,865 0,718 1,137 0,86 0,27 0,182
0,15 1,20 1,34 1.28 1,30 1,08 1,706 1,29 0,41 0,283
0,20 1,60 1,78 1,70 1,73 1,44 2,274 1,72 0,54 0,364
0.25 2,00 2,23 2,13 2,165 1,80 2,843 2,15 0,68 0,455
0,30 2,40 2,67 2,55 2,60 2,15 3,411 2,58 0,81 0,546
0,35 2,80 3,12 2,98 3,03 2,51 3,99 3,01 0,95 0,637
0,40 3,20 3,56 3,40 3,46 2,87 4,55 3,44 1,08 0,728
0,45 3,60 4,01 3,83 3,89 3.23 5,12 3,92 1,22 0,819
0,50 4,00 4,45 4,25 4,33 3,59 5.69 4,30 1,35 0,910
0,60 4,80 5,34 5,10 5,19 4,31 6,82 5,16 1,62 1,090
0,70 5,60 6,23 5,95 6,06 5,03 7,76 6,02 1,89 1,284
0,80 6,40 7,12 6,80 6,92 5,74 9,10 6,88 2,16 1,46
0,90 7,20 8,01 7,65 7,79 6,46 10,23 7,44 2,43 1,64
1,00 8,00 8,90 8,50 8,65 7,18 11,37 8,60 2,70 1,82
1,50 12,00 13,40 12,80 10,80 10,80 17,07 12,90 4,05 2,73
2,00 16,00 17,80 17,00 17,30 14,40 22,74 17,20 5,40 3,64
2,50 20,00 22,30 21,30 21,65 18,00 28,43 21,50 6,75 4,55
3,00 24,00 26,70 25,50 26,00 21,50 34,11 25,80 8,10 5,46
3,50 28,00 31.20 29,80 30,30 25,10 39,80 30,10 9,45 6,34
4,00 32,00 35,60 34,00 34,60 28,70 45,48 34,40 10,80 7,28
4,50 36,00 40,10 38,30 38,90 32,30 51,17 39,20 12,20 8,19
5,00 40,00 44,50 42,50 43,30 35,90 56,85 43,00 13,50 9,10
214. dbra. Domboritott h&ts6ajt6 (II. sz. Autojavito V.)
homorura kimunkalt tolgyfatombre tit. A lemezt efolott mozgatva
alakitjak megfelelo mereture.
A masik mddszer a kisebb daraboknal hasznalatos, az tin. rdncolds
(217. abra). Szerszama a rancold, forgatdkarral ellatott villa. Ezzel a
szerszammal ket egymassal ellentetes hullamot forgatnak a lemezbe,
mely altal megnyulik es kalapaccsal a nyulast homoruva kalapaljak
(218. abra). Sziikseg szerint tobbszor ismetlik ezt a muveletet a sziikse-
ges domborulat elerese celjabdl (85. tablazat).
215. dbra. Lemezbehuzo berendezes (II. sz. Aut6javit6 V.)
21'5. dbia. Domborfto
legkalapdcs
(MAVAUT Javito)
217. dbra. Lemez rdncolds (MAVAUT Javftd)
85. tdbldzat
Konnytifem lemez dlhajlitAsakor megengedett legkisebb belso hajh'tasi sugar
1 Alkalmass&ga Lemezvastagsdg, mm
Anyag | Minoseg hidegen 0,5 1 1 1,5 2 3 4 6 10
hajlitasra
! Legkisebb belso hajlitasi sugar: R mm
lagy nagyon j6 elesen hajlithato
Al 99,5 felkemeny jb 0,5 1 I 1,5 2 I 3 4 9 20
kemeny kozepes 1 213 4 6 8 15 30
lagy nagyon j6 elesen hajllthato
Al Mn felkemeny j6 0,8 | 1,5 । 2,5 3 1 4,5 6 12 25
kemeny kozepes 1,5 1 3 4,5 6 9 12 30 40
। la^v .1’6 0,5 . 1 1,5 2 3 5 12 30
Al Mg 5 pem£ny kozepes 1,5 3 j 4,5 G 9 12 25 60
lagy nagyon j6 0 1 1,5 2 1 3 i 5 12 30
Al Mg felkemenyre 1 i
Si nemesitett J 6 1 2 3 4 6 I 8 IS 40
kemenyre
nemesitett kozepes 1,5 , 3 4,5 6 J 9 I 12 25 50
Al Cu 3 । lagy nagyon jo 0 j 1 1,5 2 । 3 5 12 30
Mg nemesiiett kozepes 1.5 : 3 [ 4,5 6 | 9 ' 12 I 25 50
218. dbra. Rancolas utani bomoruva kalapalas (MAVAUT Javito)
1 — hengerlokerbk, 2 — tengely,
3 — kardan-keret, 4 — villa,
5 — fogantyu 6 — kiemelo
fogantyu, 7 — kiemeloszar,
8 — vezetocsap, 9 — alland6
suly, 10 — kikapcsolhato suly,
11 — kiemelo- ds vezetocsap,
12 — kiemeloszar,
13 — kiemelokar, 14 — tart6cs6,
15 — gombfej, 16 — tartobak
Tetogerenda
Eggengetolap
-16
15
/4
219. dbra. Fiigg6, gorgos lemezhengerl6 gdp (MAVAUT Javit6)
A sik vagy domboru lemezeket fiiggd, gorgos lemezegyengeto, -hengerlo
szerkezettd (Koszegi Janos szabadalma, MAVAUT), roviden „vasald”-
val simitjak (219. abra). Ez a szellemes szerkezet valamelyik mennyezet-
tarto gerendara van fiiggesztve az egyengetoasztal folott. A felerosftes
gombcsuklos. A kardankeretbe foglalt 160 mm atmeroju 80 mm szeles
hengerlokereket csovaz tartja. Ennek belso tereben sulyok vannak,
melyeket a szuksoglotnok megfeleloen a terheles novelesere be lehet
kapcsolni a kiemelokarokkal. A kereken hasznosithato terheles kb. 80
kg. A kalapaccsal kialakitott lemezforman a kerek megfelelo tologata-
saval meg a kalapacsnyomokat is el lehet tiintetni. A javftasnak ennel
a modszerenel a kijavftandd potlast nem elore meghatarozott sablonra
dolgozzak ra, hanem tobbszdri probalgatas utan kesziil a feldolgozott
lemez, de ez az emlftett segedeszkdzok alkalmazasaval gyorsan el-
keszul (220. abra).
Az osszeutkozesbol eredo seriilesek nyoman az autobuszoknal a
lemezek erosen megnyulnak. Ezert arra torekszenek, hogy a burkolati
lemezt lofejtos nelkiil a vazon igazftsd,k ki. Termeszetesen, ha a seriiles
atterjedt a vazra is, akkor a lemez ugyis olyan gyurodest szenvedett,
hogy uj lemezbol betettel kell potolni a seriilt reszeket. Ilyenkor a vazat
is kiegyengetik, az esetleges repedeseket hegesztessel javftjak. A vazon
221. dbra. Lampahely-sajtolo kesziilek (MAVAUT Javito)
222. dbra. Kisajtolt lampahely (MAVAUT Javit6)
valo lemezjavitasnal az eljaras az, hogy a horpadas kornyeket lang-
hegesztovel megmelegitik, vizzel hirtelen lehutik, majd kozepen vagd-
pisztollyal felvagjak es a sziikseges lemezcsik kivetele utan ujbdl ossze-
hegesztik.
Lampahelyek serulesenel a melyhuzo prest utanzo, csavarhajtasos
kezi preskesziileket hasznaljak (221. abra). A ranctarto a csavarokkal
leszoritott lemezgyuru, ebben a dugattyut a csavarmenettel mukodte-
tett kinyomdbetet helyettesiti (222. abra).
filhajlitasokat kezi mukodtetesu hajlltdgepen vegeznek. A fent
emlitett javitasi technologia a javitasok valtozatossagahoz igazodik.
Nagyobb teljesitmenyu gepek keszulekeinek befogasaval eltoltott idd
kb. egyenerteku a kezi muveletek idejevel. Az anyagban szegeny orszag
nem nelkiilozheti a javitasok gazdasagos merteku elvegzeset.
C) ACELSZERKEZETI LAKATOS SZAKMA
1. Az iparag fontosabb mimkateriiletei
Az acelszerkezeti lakatos szakma —• a diszmulakatossal egyiitt —- a
legonallobb szakma. A tobbi lakatos szakmak mind nagyobb gyarak
fiiggosegben levo egysegei, az acelszerkezeti szakma fiiggetleniil termel-
het, es nem is segediizeme valamely gyarnak. Ennek oka az, hogy keves
szerszamgepre van szuksege es a gepipar is ritkan hasznalja fel termekei
kialakitasaban az acelszerkezetet, ezert az acelszerkezet sajAt teriileten
mint keszaru keriil felepitesre.
Az acelszerkezetek altalanos felosztasa: konnyu, kozepnehez es nehez
acelszerkezetek. Ez egyszersmind a dolgozdk munkakori elnevezeset is
meghatarozza.
A konnyu acelszerkezeti munkak egy reszet a diszmulakatosok
keszitik: a kiilonfele rdcsmunkdkat, mint ajto-, ablak-, keritesracsokat,
kapukat, korlatokat, erkely-, fiiggofolyoso-, lepcsd- es hldr^csokat.
Ilyen munkak meg a huzaljonalakkal osszeepitett tablas keritesek
kapukkal stb. Ezekkel a munkakkal a diszmulakatos fejezetben mar
foglalkoztunk.
A konnyu acelszerkezetek masik csoportjat epuletlakatos-ipari szerke-
zeteknek nevezik. Ide sorolhatok a nyiHsz^ro szerkezetek: acelablakok,
acelajtdk, iivegfalak, lengdajtdk, forgoajtok, toldkapuk, billendkapuk,
207
harmonikakapuk, acellemez redonyok, olldsracsok, detektivracsok, eld-
tetdk, karzatok, iskolakorlatok, csigalepcsdk, hagcsdk, letrak, zsalu-
szelldzdk, hdfogd-, akna-, labtorld racsok stb.
A ledzepnehez acelszerkezetekhez sorolhatjuk az onalld, kulonallo es
kiilonleges acel- es femepitmenyeket. Ilyen kisebb acelszerkezetek a
telefonfiilkek, arusitdhazak, vardcsarnokok, transzformatorhazak,
acel- es femportalok, napellenzo szerkezetek, kerekparallvanyok, kabel-
csatorna fedelek, vasszekek, szereldracsok stb.
A konnyu es kozepnehez acelszerkezeteket hengerelt, hiizott vagy
sajtolt szelvenyekbdl, lemezekbdl allitjak eld, de ezek tervezesehez
statikai-szilardsagi szamitasok nem sziiksegesek, mert a felhasznalt
szelvenyek mereteit gyakorlati es tapasztalati adatok alapjan allapit-
jak meg. Az alkalmazott szelvenyek — az erdhatasokat tekintve —
tulmeretezettek.
A neh&z acelszerlcezetek tervezeset mindig statikai, szilardsagtani
szamitas eldzi meg. Efajta acelszerkezetek koteseinek — csavarok,
szegecsek, hegesztesek — erdatviteli szereptik van, ezeket is szilardsA-
gilag meretezik.
A nehez acelszerkezetek fogalmi korehez tartoznak a hidszerkezetek,
daruk es darupalyak, csarnokszerkezetek, fedelszekek, falvazak (pl.
labazati tartok, fiiggdleges tartok, kozbensd oszlopok), toronyszerke-
zetek (pl. tavvezetek-oszlopok, antennatornyok, kotelpalyak). Az acel-
szerkezeteknek ezzel a csoportjaval (kiveve az egyszeru csarnokszer-
kezetet) konyviinkben nem foglalkozunk, ezeket kiilon szakmaba
tartozd hidaszok, daruszereldk stb. keszftik.
Az acelszerkezeteknek az ujabb iddkben komoly versenytarsa a vas-
beton. Olcsdbb az eldallftasa es kevesebb koltseggel jar a karban-
tartasa, mint az acelszerkezeteknek. Eldszor a statika fejlddesevel,
majd az otvozott acel felhasznMasaval vettek fel a versenyt a vas-
betonnal, azutan a draga csavarkotesek, szegecselesek kikiiszobolesevel
az olcsdbb hegesztesek alkalmazasaval. Ebben a versenyben jelenleg
nagy szerephez jut a femragasztas. Csavarokrdl, szegecsekrdl, ragasz-
tasrdl az eldzd fejezetekben mar szdltunk, de nem emlitettiik meg a
hegesztesi muveleteket. Ezek ismerete nelkiil nem volna teljes a vas-
szerkezetek ismertetese, ezert roviden osszefoglaljuk a hegeszteshez
sziikseges tudnivaldkat. A hegesztes, amfg az ellendrzd vizsgalatok
korszerft szintre nem emelkedtek, csak alarendelt szerepet jatszott.
Ma mar konnyebb es gyorsabb ellendrizni a hegesztes jdsdgat, mint a
szegecseleset.
A hegesztes ket femanyag kotoanyag nelkiil vagy kotdanyaggal,
meleg hatasara vald molekularis egyesftese. Hegesztesnel az alapanya-
gok megolvadnak, es olyan kotes keletkezik, amelynel a varrat szilard-
sagi tulajdonsagai megegyeznek az alapanyagokeval.
208
A hegeszteseket ket nagy reszre oszthatjuk:
sajtolo hegesztesek es
olvaszto hegesztesek csoportjaba.
Az dso csoportba tartozik a gyakran hasznalt ddctromos dlendllds-
hegesztds. Lenyege az, hogy kisfesziiltsegu, de nagy erossegu aramkort
a ket osszehegesztendo munkadarabon at zarunk. Ekkor magas hdfok
fejlodik, mely a ket lemezt kis teriileten megolvasztjaessajatanyagaval
223. dbra. Ponthegesztes
224. dbra. Vonalhegeszt£s
6 d
225. dbra. Tompahegeszt£s
14 Lakatosok konyve
osszehegeszti. Ha az elektrodak pontban erintkeznek, akkor poni-
hegesztes (223. dbra) a neve, ha ket gorgonek vannak kikepezve az
elektrodak es folyamatosan vonalszerhen hegesztik az anyagokat,
akkor vonalhegeaztiianek (224. abra) nevezziik. Elobbi elv alapjan torte-
nik a tompah&geaztea (225. abra) is. Kiilonosen rudak osszekotesere
alkalmazzak. Az aramkor zardsa utan a rudvegeket osszenyomjak es
azok osszehegednek.
A masodik csoporthoz tartozik a termithegeaztea. Igy hegesztik a
sineket. Az eljaras lenyege az, hogy a sinvegeket agyagbdl kialakftott
iireggel veszik koriil, ebbe aluminium- es vasoxidpor kevereket ontenek.
Ezt a kevereket meggyujtva magas hofok fejlodik, a vaspor megolvad
es a ket sinveg osszeheged.
Ugyancsak olvasztohegesztes a langhegeaztea. Ennel a sziikseges ho-
fokot az acetdengaznak oxigennel valo elegetesevel nyerik. A jo gaz-
kevereket a hegesztdpisztoly szabalyozasaval allitjak elo. Tokeletes
eleges eseten 3200 0° hd fejlodik. Az acetilengazt lehet helyszinen
fejleszteni, vagy dissous-gaz alakban palackokbol kivenni. A helyszini
gazfejlesztes olcsobb, de veszelyesebb, 6s a gaz nem tiszta. A dissous-
gaz dragabb, de kezelese egyszeru es tisztabb a gaz. Elektromos iv-
kemenceben meszko es koksz osszeolvasztasaval nyerik a karbidot. Ha
a karbid vizzel erintkezik, acetilengaz fejlodik, es hatramarad oltott
mesz. A bentmaradt szennyezddesek eloidezhetik a gaz robbanasat,
ezert az acetilengazt tisztitjak. 2 att-nal nagyobb nyomasnal veszedel-
mes onrobbanas is keletkezhet. Ezert a faszenpor, cement, azbeszt es
kovafold keverekebdl osszeallitott masszat acetonnal itatjak dt, es
ebbe sajtoljak az acetilengazt. Ezzel az eljarassal veszelytelenitett gazt
nevezik dissous-gdznak, mert 15—-20 att-ig nines onrobbanasa, kezelese
egyszeru es szdllitasa veszelytelen.
Az acetilen elegesehez sziikseges oxigent 125—150 att-ig toltik. Sem
az oxigent, sem a gazt nem hasznalhatjak fel teljes nyomassal, hanem
nyomascsokkentd szelepeket —- reduktorokat — szerelnek a palackokra.
Azokat a pisztolyokat, amelyek kifuvonyilasa ket koncentrikus kor-
b<51 all, autogen vagopisztolynak nevezik. Ennel a korgyuriiben az
acetilen-oxigen keverek aramlik ki —- kozepen az oxigen — es a meg-
gyujtott keverek langja megolvasztja az acelt.
Hegeszteshez az acetdennel kb. 10%-kal tobb oxigent hasznalnak,
ez az un. semleges lang. A felhasznalt kotoanyag (pdtanyag) a hegesztd-
palca, ennek megolvasztott, majd lohult anyagat varratnak nevezik.
A hegesztdpalcat bevonattal latjak el. Ez a bevonat melegftesnel gdz-
kepzodest okoz, amely a folyekony varratot elzarja a Ieveg6t61, nehogy
az olvadt acelba oxigen es nitrogen kertiljon, mert ez gazhdlyagokat
okoz a varratban. Ezenkiviil salakkepzo anyag is van a bevonatban,
es ez konnyebb fajsiilya miatt a varrat felszinere keriil, igy a varrat
210
lassan hul le, a gazok a felszinre keriilhetnek. A hegesztdpalcakat
mindig a hegesztendd anyaghoz kell kivalasztani.
A hegesztes elott az alapanyagokat kiilonfele mddon kell megmunkal-
ni, ezert mas es mas keresztmetszetu (X, K, U, V stb.) varratfeszket
kapunk (86. tablazat). A varrat jdsaga nagyon fiigg a dolgozdtol, ezert
a szerkesztonek pentosan eld kell irnia a hegesztopalca minoseget es a
kivitelezesi utasitasokat.
Az olvasztdhegesztes masik jelentds mddja a villamos ivhegesztes. Az
aramforras egyik sarkat a munkadarabhoz kotjiik, a masik sarkat az
elektrodaba vezetjiik. Ha az elektrdda a munkadarabhoz er, zarddik
az aramkor, es ha az elektrodat elhiizzuk, akkor villamos iv keletkezik
igen erds fenyjelenseg es magas hofok kisereteben. A villamos energia
a villamos ivben hove alakul. A femelektrdda megolvad ds kotdanyag-
kent feltolti a megmunkalt varratfeszket. Az elektrodak helyes vezetese
es tartasa kikiiszbboli az oxidbeagyazasokat es a salakz&rvanyokat. A
vekony elektrodat a fiiggdlegestol 15°-ra, a bevont elektrddakat 45°-ra
kell tartani. A varratfeszkek kialakitasanak elvei megegyeznek a lang-
hegesztesevel. Itt is lenyeges a tervezd gondos eloirasa, a megfeleld eld-
keszites es elektrdda kivalasztasa.
Az acelszerkezeti munkaknal acelanyag helyett ma mar sokszor
hasznalnak aluminiumot. Ennek hegesztese hosszii ideig nehezsegbe
iitkozdtt, mert a levegdn finom oxidreteg keletkezik az aluminium
feliileten. Ez kemiai behatasokkal szemben eldnybs, de hegesztesnel
hatranyt jelent, mert az oxidhartya 2000 C° folott olvad, az aluminium
viszont mar 650 C° koriil. Folydsitdanyagot kell tehat hasznalni, hogy
az oxidok megolvadjanak es a toltdanyag dsszekdsse a ket aluminium-
feliiletet. A toltdanyag, tehat a hegesztopalca vagy elektrdda tisztasaga-
ra, olaj-, zsir- es korrdzidmentessegere igen nagy figyelmet kell fordi-
tani. A hegesztdpalca olvadaspontja alacsonyabb legyen a hegesztendd
targyakenal. A sokfele folydsitdanyagot keszen szallitja a kereskedelem.
Legtobbjiik alapanyaga a bdrax. Por vagy pep allapotban kenik a
toltoanyagra. A hegesztes utan megmaradt folydsitdanyagot oblitessel,
drdtkefevel vagy az eldirt vegyszerrel el kell tavolitani.
14*
211
86. tdbldzat
Hegeszt^si varratok jeloldsei
Megnevezes Hegesztes! alak A lap- Jel Jelkepek
lapos homoru dombori auokQid h?U/$zh/e
perem- varrat egyes >— —)
kettds >— ^=4
/ varrat =) (=)
1/ varrat о -<)
X varrat (X)
U varrat ~d — -C) •—cz)
J varrat !ZK3 fjgs X" t X'**)
1/2 V varrat X) IXх)
kettds U varrat D-C 1X1 Cx)
kettds J varrat bdl
К varrat \x
sarok vagy elvarrat L
haromtemez T varrat U TT LJ Q
Megnevezes Hegesztes! to rm a Alapjel Jelkepek
tompa-' hegesztes zdmitd к (§ * I I
bmlesztett к 1 J t X
ponthegesztes © % о о
dudorhegesztes «ЭДИ №23 © о •
vonal-' hegesztes atlapolt И о 5^:
lapltott £Z3f 1 о
86la tdbldzat
Ha az elozokben felsorolt jelo-
Idsek az egydrtelmu megertAshez
nem kielegitok, akkor rdszletrajzo-
kat kell adni.
Ha vegigmeno folyamatos varra-
tot kihangsulyozottan kivanjuk je-
lolni, akkor a jelkdpet vfzszintesen
athuzzuk.
A K, kettds I ds X varratoknAl
kdtoldalt kiilonbozo varratform&k
johetnek tekintetbe, ezt a jelkdpben
is kifejezesre juttathatjuk.
A helyszini szereldsndl kdszitendd
varratokat zdszlocsk&val jeloljiik.
(x|
2. Acel- es aluminium ablakok, ajtok kSszitSse
Korunk epiteszetenel hatterbe szorulnak a falazott epiiletek, mert
vasbeton- es acelvazas epiiletek keriilnek kivitelezesre. Ahogy az epit-
kezes valtozik, ugy marad el a fa felhasznalasa a nyilaszard szerkezetek
keszitesenel, s terjed az acel-, aluminium- es a kettd egyesitesebdl
tervezett keretszerkezet. Kozrejatszik ennel az is, hogy a munkahoz
tobb feny sziikseges, nagyobb meretu nyilaszarakat kell tervezni es
ezert szilardsagilag is jobban megfelel a fem (a nyilaszard szerekezet
ugyanis nem hordhat az epitmenybdl terhet), nem vetemedik es tartd-
sabb a fanal.
Kiserjiik figyelemmel a konnyu acelszerkezeti munkak gyartasi
technoldgiajat az acelablakok es -ajtdk keszitesenel.
A nyilaszard szerkezetek altalaban ablakokbdl, ajtdkbdl tevodnek ossze:
az iivegfalak, portalok ezeknek kombinacidi, ezert gyartasi technoldgia-
juk is hasonld.
A nyilaszard szerkezeteket is az altalanos gyakorlathan mar jdl bevalt
megoldasok koziil valasztjak ki. Ez a szerkesztd feladata, tehat a terve-
ket az iizem keszen kapja. Sokszor az egesz szerkezet, de gyakrabban
a reszletek rajza a megfelelo szabvanybdl vehetd ki, ezt a terveken
jelzik. Az iizem megfelelo szerveinek kotelessege a tervek ellendrzdse.
A muvelettervezes, vagyis az elkeszites sorrendjenek eldirasa az iizem
adottsagainak megfelelden tortenik, ezert ezt mdr a gyartd iizem dolgoz-
213
227. dbra. Veddporos hegesztoautomata
za ki. Ugyancsak ide tartozik az eloirt anyag beszerzese vagy a valtoz-
tatasok (esetleg rajzvaltoztatasok) letargyalasa a szerkesztovel.
Nagyobb epiiletnel vagy epiiletcsoportnal mar folyamatos gyartasra
elegendd darabszam jelentkezik, ezert az elkeszitesnel a varakozasok
kikuszobolhetok, es muvelet-koncentracid, vagyis az egyidoben vegez-
het6 muveletek osszekapcsolasa is alkalmazhatd.
J61 szervezett uzemben az anyagot kozponti szabasz-, egyengetd- es
sajtoldmiihelyben keszftik eld.
Itt emlitjiik meg, hogy az E.M. Femmunkas Epiiletlakatosipari V.
a folyamatossag elerese celjabdl az egyes szerkezeti anyagokat nem sajto-
lassal, hanem hengerlessel allitja eld. A tisztitdszarny es uvegszorito
hengerlo automated a 226. abra mutatja. A sziikseges hegesztest v&doporos
hegesztoautomata (227. abra) es a meretre vagd.st hidraulikus vezerlesu
gep vegzi (228. abra). A negyszogletes, esdiireges alkatreszek gyartasa-
nak muveleteit (csdhengerld, hegesztd es leszabd) egyesito automata
(229. abra) kesziti.
Ezutan a leszabott, egyengetett, kivagott, tort alkatreszeket (rend-
szerint zart ciklusban) eldkeszitd szerelesnek vetik ala (230. abra),
vagyis a rajzok szerinti reszleteket az ablak- vagy ajtdkon felszerelik
215
228. dbra. Hidraulikus vez£rlesu alumfniumdarabolo
(pl. a befalazd karmokat, melyek a falba kotik, majd a nyflaszardt). A
kereteket bsszeillesztik, es a sarokilleszteseket mind a toknal, mind a
szarnynal elokeszftik. A hegesztesi varratokat letisztitjak es az el-
hiizodasokat kiegyengetik. Vegleges szereles elott az else darabnal a
mereteket ujbol ellenorzik. Kiilonosen fontos ez a portalok keszftesenel,
melyeknel a vegleges szereles elott helyszini ellenorzest is kell vegezni.
A vegleges szerelest a tok osszeallftasaval kezdik. Bcszerelik a fiiggo-
leges es vi'zszintes osztasokat (csappal vagy hegesztessel), es a mar
osszeszerelt nyfloszarnyakat beillesztik. Ha megfelelo az illesztes, akkor
rateszik a pantokra es kiprobaljak a zarast-nyitast. Amennyiben hibak-
ra jonnek ra, ugy ujra illesztik a nyfloszarnyakat. Ezekutan a kezelo-
szerkezetek, vedoracsok, tolorudak felszerelese es kiprobalasa kovet-
kezik. Ezeket a munkalatokat mind az iizemben kell vegezni, mert a
helyszfnre csak a kifogastalan ablakok, ajtok, iivegfalak portalok
szallfthatok. Szetszereleskor az osszetartozo reszket osszejelolik.
Ha a dfszito vagy takaro reszek aluminiumbol kesziilnek es az acel-
216
229. dbra. Negyszogletes esohengerlo hegesztovel, 3eszab6val osszeepitve
230. dbra. Aluminium panelelemek zart ciklusu gy&rUsa
szerkezettel kozvetlenul erintkeznenek, akkor a ket fem koze muanyag
veddt vagy bitumenes mazolast alkalmaznak, mivel az drintkezesndl
korrozio lepne fel. Tisztan acelbdl epitett szerkezetek alapmazolasara
igen jo a lenolajban kevert minium, de a mar ismertetett rozsdavedo
festekekbdl is valaszthatunk. Az aluminiumbdl gyartott nyilaszarot
sem szabad kozvetlenul kore, cementre, betonra, habarcsra helyezni
veddreteg nelkiil. Megfelel a muanyag, a gumi, a katranypapir. Ugyan-
ez az dvatossag sziikseges ket kiilonbozd fem szegeccsel vagy csavarral
valo osszeerositesenel is. Mivel a rezcsavarok nem felelnek meg, nem
rozsdasodd acel onmetszo-csavarokat vagy horganyzott csavarokat
kell alkalmazni. A szegecsek ala kadmiumozott alatetet hasznalnak.
Az ablakot a kiilon kerettel — tokkal — helyezziik a nyilasba. A tok
felsd resze a stiveg, ket oldalresze a tokszar es also resze a talp. Az
ablakszarny a nyithatd-csukhatd resz, mely a pantokon, vasalasokon
mozog. Az ablakot legtobbszor vizszintes es fiiggoleges osztasokkal
latjak el. Az ablakszarny nyilhat fiiggoleges tengely koriil, pantokon
ki- es befele, egy vagy ket szarnnyal, vizszintes tengely koriil kozepen, le-
fele vagy folfele billenliet es vizszintes, fiiggoleges iranyban eltolhato
lehet. Az ablakokat iivegezik, a nagyobb feliiletueket fa, fem vagy acel
iivegszorito lecekkel rogzitik. A kisebb feliiletu iivegeket ragaccsal
(kittel) vedik a kieses ellen, de ez esetben is iivegszorito lemezkekkel
232. dbra.
Csuklosp&nt
233. dbra.
Szekrdnyes nyelvz&r
biztositjak az iiveglemezek helyzetet. A szarnyak also reszere vizvetd
lecet alkalmazunk. A tokokat befalaz6 karmokkal rogzitik a falba.
Az ablakszarnyat a tokra diopanttal (231. abra) vagy csuklospanttal
(232. abra) erdsitik fel, a forgdszarnyas ablakok csapagyszeru vasalason
csukodnak.
Zardszerkezetnek szoritdkallantyut, szekr&nyes nyelvzarat (233. abra)
vagy kilincses rudzarat hasznalnak. A magasan fekvd szellozdablako-
kat — bukoablakokat — emeltyds vagy forgattyiis rudazattal mukdd-
tetik.
Az ablaktokra iitkozik az ablak szarnya. Az iitkozes lehet egyszeres,
ketszeres es haromszoros, aszerint, hogy mennyi a felfekves szama.
Az altalanosan hasznalt ablaktfpusok a kovetkezdk:
a) Egyretegu. ablakszerkezetek:
egyretegu felnyild szarnyas acelablak,
egyretegu billend acelablak,
egyretegu billend acelablak kettds iitkozessel,
nagy feliiletu, egyretegu ablak fix betonpillerek kozott,
nagy feliiletu, egyretegu ablak billeno szarnyakkal pillerek kozott,
egyretegu sorablak billend szarnyakkal.
Ugyanezeket konnyu aluminium profilbdl is gyartjak.
b) Ketretegu ablakszerkezetek:
ketretegu, tisztitdszarnyas acelablak, nyild szarnyakkal,
kdtretegu ablak kiilon nyithatd kiilso es belso szarnyakkal,
ketretegu ablak egyesitett, egyiitt nyithatd szarnyakkal.
Az egyretegu ablakokat acelidomokbdl keszitik szabvany szerinti
L, T, U keresztmetszettel, vagy a „Femmunkas V.” hazi szabvanyaval
eldallitott negyszogletes acelcsd kerettel es eloxalt aluminium iiveg-
szoritd lecekkel. Az eldbb emlitett szabvany idomokbdl osszeszerelt,
egyretegd, egyszeres iivegezesu ablakokat futetlen raktarakban, ritkan
hasznalt muhelyekben szerelik fel, ahol nem sziikseges a hdfoktartas,
mert ezeknek az ablakoknak hdszigeteld kepessege csekely es a parale-
csapddas nagyfoku (234. abra). A ,,Femmunkas V.” hazi szabvanyaival
keszitett egyretegu ablakokat mar ketszeres iivegezessel is el lehet
latni. Igy mindsegileg megfelelobb kivitelu, hdszigetelesu ablak gyart-
hatd. Ezeknel az ablakoknal az iitkozeseknel a felfekves is megfeleldbb,
ezert az ablakok feliileten atadott hoveszteseg 20%-kal kevesebb, mint
az elsd esetben (235—239. abra).
219
234. dbra. Egyszeres iivegezdsu, fix acelablak
235. dbra. Buk6sz4myu, kettSs iivegez^su acelablak
г
236. dbra. Egyszarnyu, egyszeres iivegezesu acelablak
237. dbra. Forg6szamyu, egyszeres iivegezesu acelablak
239. dbra. KdtszArnyu, egyszeres iivegezesu acdlablak
15 Lakatosok konyve
A legegyszerubb ketretegu ablak, ha ket egyretegu ablakot helyeziink
egymas moge ugy, hogy az ablakok nyitasa egymas t ne akadalyozza.
A ket tivegtabla 150—200 mm vastag levegoreteget zar be. A hdszige-
teles ennel nem megfelelo, mert a levego a ket ablak kozott allando kor-
mozgasban van es huti az ablakszarny-feliileteket. Kfserletek alapjan
megallapitottak, hogy a lovegd mint hoszigeteld 30—40 mm vastag-
sagban felel meg, amikor az emlitett korfolyamat meg nem tud ki-
fejlodni. (Ez az iireges falak epftesenel is ervenyes.) A fenti celt gazda-
sagossagban, anyagtakarekossagban es hdszigetelesben az egyesitett,
egyiitt-nyithatd, kettos iivegezesu ablak kozelfti meg a legjobban. A
kiilso iiveges szarnyat foszarnynak nevezik, es a tokra diopantokkal
orosftik fel. A zarofeliileten nemezszalaggal iitkozik a tokhoz. A belso,
iivegezett tisztftoszarny a foszarnyra didpanttal vagy nyelves fel-
forditdkkal szorul. A ket szarny egyiitt nyflik, anyaguk T es Z idomacel.
Tokeletesebb megoldast lehet elerni a „Femmunkas V.” hazi szab-
vanya szerint keszitett kiilonleges szelvenyekkel. Ezek az ablakok
jobban zarnak, por, nedvesseg nehezebben jut az iiregek koze, ritkab-
ban kell tisztltani oket, fenyateresztd kepessegiik is megfelelobb.
A nyflaszard szerkezetek masik alapeleme az ajto. Fallal koriilvett,
zart terbe vald behatolas megakadalyozasara alkalmazzak. Fodem
nelkiili teriiletek elzarasara a kaput hasznaljak, mint az ajto valtozatat.
Az ajtdn is megkiilonboztetiink ajtotokot, ajtoszarnyat es ajtdvasa-
last. Az ajtotok az a keret, melyre az ajtoszarny az
ajtovasalas segftsegevel felerdsftheto. Az ajtoszarny
az ajtotokhoz iitkozik, es beepftett zarral csukddik.
A tokot befalazokarmokkal erosftik a falba. Minel
nagyobb az ajto, annal tobb befalazokarom kell. 600—
700 mm tavolsagban kell egyet-egyet elhelyezni, alul-
feliil a tokkerettdl merve 100—200 mm-re, a tobbit
a kozepen elosztva. A falazdkarmok anyaga felhasl-
tott laposacel, a tokra hegesztve. Ha legmentes zarasra
van sziikseg, akkor iitkozokiiszobot is fel kell szerelni.
A tokot es a szarnykeretet korszeru megoldasoknal
negyszogletes acelcsdbol keszitik. Az ajtoszarny pan-
tok koriil fordul nyilaskor-csukaskor. A ketszarnyii
ajtonal rendszerint az egyik szarny rogzithetd, rete-
szelheto.
Az acelajtoknal hasznalt vasalasok: a pantok,
zardkesziilekek, rogzftdkesziilekek, kiilonleges vasala-
sok.
A pant lehet csapos (240. abra) vagy nehezebb ajtok-
nal golyds didpant. Longoajtokhoz a Bommer-pdntot
(241. abra) alkalmazzak, melynel a beepftett tekercs-
240. dbra.
Csapos p4nt
rugok az ajtdszarnyateredetihelyere visszanyomjak. Az idomvaskeretbe
fabetetet illesztenek a lengdel (242. abra) es az atcsapdel (243. abra) kikep-
zesere.
Zardkesziilekek a zarak, a tolozarak, a kilincsek.
Kiilonleges vasalasok az ajtdiitkozdk, az iivegvedd rudak, az ajtd-
ved6 lemezek es a fogantyuk.
Az ajtokat a kovetkezo csoportokba foglalhatjuk: sajtolt lapajtdk,
dobozkeretes ajtdk, idomacel ajtok, idomacel lengdajtdk, sajtolt keretes
lengdajtdk, negyszarnyu forgdajtdk, hajdajtdk, tuz-, gaz- es szilank-
biztos ajtok.
A kapuk lehetnek toldkapuk, billendkapuk es harmonikakapuk. A
legegyszerubb acelajtdt 1,2—2 mm vastag lemezbdl keszitik, es a
szeleken szogacel vagy laposacel kerettel merevltik. Sziikseg eseten
andraskereszt merevltdt is szegecselnek vagy hegesztenek kozepen,
atlos iranyban. Hang- es hoszigeteles celjabdl ket lemezt foglalnak
ossze, az egyikbe sajtolt bordaval tartjak a kozoket es a lemezek par-
huzamossagat. Ezeket a sajtolt lapajtdkat olcsdsaguk, egyszerusegiik
miatt leginkabb iizemekben, raktarakban lielyezik el.
243. dbra. Atesap661
15*
Dekorativ kivitelu dobozkeretes ajtok elhelyezeset leginkabb a
jelenlegi epftkezesek homlokzati nyilasainak lezarasara hasznaljak,
legtobb esetben iivcgfalakba beepitve. Uzlethelyisegeknel, belso csar-
nokok kikepzesenel, irodafiilkek keszitesenel, nagy feliiletek lezarasanal
hasznaljak az iivegfalakat (245. abra). A termeszetes vilagitas leg-
nagyobb merteku megvaldsitasara epitik, de a korszerd epftkezesek
dekorativ celjait is megvalositja. Az iivegfal nem hordhat terhet, a
nyflast gyakran a mennyezetig elzarjak. Ezekbe a beuvegezett feliile-
tekbe ajtdkat, ablakokat epftenok be. A tervezoirodak, irodahazak
homlokzati fala — a vasbeton szerkezeti vazat kiveve — iivegezett
acel nyilaszarokbol kesziil. Nehez hatart vonni az iivegfal es az ablak
kozott.
A bejarati iivegfalba egy- vagy ketszarnyu ajtot epitenek be, de
keszfthetd tobbszarnyu ajtoval is. A fobejarati iivegfal sajtolt doboz-
keretes ajtdkkal valo megoldasat latjuk a 246—247. abrakon.
Az iivegezeshez hasznalhato minoseget es vastagsagokat sikiivegre
az MSZ 2735, ontott iivegekre az MSZ 2736 irja el6. Ajtok, ablakok,
kirakatok iivegezesehez sikiiveget, felulvilagitokhoz, pinceablakokhoz,
elotet6khoz reces vagy huzalbetotes ontott iiveget hasznalnak. A reces
iiveget 5 mm, a huzalbetetes iiveget 6 mm vastagsagban ontik. Az iiveg
fajstilya 2,4 kg/dm3, tehat 1 mm vastag, 1 m2 feliiletd iiveg siilya 2,4 kg.
228
245. dbra. Uvegfal
D~D B~B
246. abra. Egyszeres iivegezesfi fobejarati iivegfal, egyszarnyu ajtoval, ridgy-
szogletes acelcso tokkal 6s sz^irnykerettel
D-D В-В
247. dbra. Fobejarati iivegfal ketsz&rnyu ajtoval
3. Gyakrabban hasznalt egyszeru tetoszerkezet
Kisebb muhelyek, raktarak, gepszinek gyors felepitesere igen el-
terjedt a csovazas csarnokszerkezet. A csarnok keszregyartott elemek-
bdl, valtoztathato hosszban allithato elo. Altalaban 8 meter fesztavon,
5 meteres mezokben epitheto a kivant hosszusagra. Az oldaliranyu
eroket csdvazas keretmerevito veszi fel. A szerkezet labait 70 x 70 x
X 110 cmmeretubetonkoloncokreallitjak, melyekbenegy darab horgony-
csavart epitenek be. A szelemenekre erositik a hullamlemez tetot. Az
egyes mezdk kozeit teglafallal toltik ki, es sziikseg szerint ablakokat
helyeznek el. A belso hasznos magassag kb. 3,5 meter, a szelesseg 7,5
meter. A szigetel61emezre fektetett betonaljazat valamivel magasabb
legyen a kiilso szintnel a csapadekvedelem miatt (248. abra, lasd a
mellekleten).
D) geplakatos szakma
1. A szereles szersz^mai, gepelemek, gepreszek, szerelesi egysegek szerelese
A geplakatos szakma a gepelemek, gepreszek, a kiilonfele gepszer-
kezetek osszeszerelesevel foglalkozik. Szereles szempontjabol minden
gepen az alabbi egysegek talalhatok:
a) alkatreszek, gepelemek,
b) szerelesi csoportok, gepreszek,
c) szerelesi focsoportok, szerelesi egysegek,
(ezeket a geptol fuggetleniil elore szerelhetjuk ossze, majd az
alkatreszekbol, gepreszekbol allithatok ossze a)
d) gepszerkezetek (vegszereles).
A gepszerkezet „szerelesi egysegenek” nevezziik azt a reszt, amely
az egyeb reszektol fiiggetlentil is osszeszerelheto. A szerelesi egysegen
belul vannak a gepreszek, szerelesi csoportok, melyek bizonyos szamu
es rendu gepelemeket foglalnak magukba.
A szerelesi egysegek, csoportok osszeszerelese csak meghatarozott
sorrendben tortenhet. A szereles sorrendjet a muveleti utasitas adj a
meg. A muveleti utasitast a technologiai osztdly kesziti. A muveleti
utasitas a gyartmanytervezes kozvetlen vegrehajtasa a muhelyben.
232
Gondosan gyartani csak ugy lehet, ha minden muvelet reszere eloirjak
a rendelkezesre allo gepekre vonatkozo legkorszerubb, gazdasagos
technoldgiat.
A megfelelo felkeszulessel elkeszltett muveleti utasltasok biztosit-
jak a szereles jo minoseget es gyors atfutasi idejet.
A szereles szerszdmai es eszkozei elternek azoktol az altalanos lakatos-
szerszamoktdl, melyekkel mar foglalkoztunk. A szerszamok, kesziilekek,
szereloallvanyok esszeru felhasznalasaval a gepszereles jo minoseget es
az Atfutasi ido csokkeneset erhetjuk el.
Lenyeges, hogy a szerelde rendelkezzek kiilonleges kulcsokkal (pl.
dugokulcskeszlet, imbuszkulcs, nyomatekjelzo kulcs stb.)
Adugokulcsot ott hasznaljak, ahol a csavarfej vagy a szegecs siily-
lyesztve van, es cs6kulccsal nem ferhetiink hozza (249. abra).
249. dfrra.Dugokulos; / — forgat6kar agy, 2 — forgatokar,
3 — egyszeres forgat6szAr, 4 — goly6, 5 — rug6, 6 — golyo,
7 — rug6, 8 — hajlitott forgatosz&r, 9 — fej
tljabban igen sok helyen alkalmazzak a belso kulcsnyildsu csavarokat
(imbusz). Ezek hasznalata azert eldnyos, mert a csavarfej nem all ki
a gdprdszbdl. Kulonosen szerszamgepeknel alkalmazzak oket (250.
4bra).
A nyomatekjelzo kulcs alkalmazasara akkor van~sziikseg, ha a csava-
rokat a maradd alakvaltozas hataran beliil ugy kell meghuzni, hogy
vele a ket illesztett feliileten az eroatvitelt biztositsak (251. abra).
251. dbra. Nyomatekjelzo kulcs
A szerelesnel eldfordul, hogy idomszerekre van szukseg. Az idom-
szerek hasznalata meggyorsitja a szerelest, mert az illeszteseknel nines
szukseg az ellendarabra. Ha peldaul kupos tengelyvegre tengelykapcso-
lot kell illeszteni, a tengelyveg rajza szerint elkeszftik az idomszert,
felillesztik ra a tengelyveget, a jo illeszkedest kretaval rajzolt csfkkal
ellenorzik. Altalaban kupos es hengeres idomszereket hasznalnak.
A szerelddllvanyok az egyes gepreszek szerelesi munkait konnyitik
meg azaltal, hogy azok a kivant szogbe allithatok. A 252. abran lathato
szereldallvany egy Diesel-motor karterenek es dugattyuinak kiszere-
leset segiti elo. Nagyobb gepek szerelesenel az allvany kerekeken mozgat-
hatd, hogy a gepnek az egyik munkahelyrdl a masikra valo szallitasat
megkonnyitse.
A szerelomuhely sziikseges berendezese a probapad. Az osszeszerelt
alkatresz-csoportokat, gepreszeket vegszereles eldtt a probapadon
234
vizsg£lj&k meg. Ezzel elkertilik azt, hogy a kdsz gepet ujra szetszereljek,
ha valami hiba mutatkozna. A prdbapadi vizsgdlat igen fontos rdsze a
szerelesnek, mert a gepreszeket az tizemi viszonyoknak megfelelo kortil-
menyek kozott mukodtetik, hogy az eloirt feltetelek kielegiteserol meg-
gydzddjenek. Az egyes gepreszek helyes mukodeserdl osezeszereles utan
legtobbszor igen nehez meggydzodni, ilyen esetben elkerulhetetlen a
prdbapadi vizsgalat.
252. abra. SzereWillvany
Egyes alkatreszek ellendrzesekor nagy nyomasu, feszmerdvel ellatott
szivattytira is szukseg van. Ilyen vizsgalat peldaul a motoroknal a
hengerblokk vagy a szivattyuhaz megnyomatasa az ontveny esetleges
porozitasanak megallapitasa celjabol. A prdbanyomas mindig tobb-
szbrose az uzemi nyomasnak. A probanyomasokat szabvanyok, szer-
kesztok Irjak eld.
Armaturak (pl. szelepek, csapok stb.) javltasan^l nelkiilozhetetlen a
probaszivattyu.
Alkatreszek, g&pelemek szereldse. Azt a gepelemet, melyben a tengely
forog, csapagynak nevezik. A csapagyakat ket fd csoportba oszthatjuk:
sikld’ vagy cstiszdcsapagyak,
gorduldcsapagyak.
235
A csiiszdcsapagyaknal a csap es a csapagy feluletei egymason csiisz-
nak, fordulnak el.
A gordiilocsapagyaknal a csapagyhely es a tengely koze iktatott
gorgokon gordiil a tengely.
Csuszocsapdgyak es szerdesuk. A csapnyomas iranya szerint meg-
kulonboztetiink hordozd es tamasztd csapagyakat. A hordozd csap-
253. dbra. Szemescsap&gy
agyaknal a csapnyomas a csap tengelyere merdleges, mlg a tamasztd-
nal (talpcsapagynal) a tengellyel egybeesik.
A hordozd csapagyak egyszeru fajtaja a szemescsapagy (253. abra).
Rendszerint bronz perselybol all. Szerelese sajtolassal tortenik. Sajto-
laskor ugyelni kell arra, hogy a persely ne ferden keriiljon a csapagyba,
ezert hasznalnak vezetdgyurut vagy vezetdtiisket. A szemescsap-
agyakat a besajtolas utan dorzsolessel munkaljak meretre. A szemes-
csapagy nem allfthatd, mert egy darabbdl kesziil, ezert, valamint a
szereles megkonnyitese miatt, altalaban a hordozd csapagyakat ket
reszbol, a csapagytestbdl es csapagyfedelbdl keszitik. A ket resz koze
szereleskor vekony lemezeket tesznek, hogy a kopas mertekenek meg-
feleloen a lemezek kiszedesevel a csapagy utanallithatd legyen.
A csapagytestbe betetet helyeznek el. A betet lehet bronz, reZ vagy
feherfem. A csapagybetetek szerint megkulonboztetiink vekony es
vastag falii beteteket.
A vekony falu betetet acelbdl keszitik es kopasalld femotvozettel
ontik ki. A csapagybetet falvastagsaga 2—5 mm. Lenyeges a pontos
illeszkedese a csapagytestbe, mert kiilonben a csapsurlddas altal kelet-
kezett hdt a csapagytest nem tudja elvezetni, es igy a betet konnyen
kiolvad. A csapagybeteteket elforduUs ellen biztositani kell. Ezt sajtold
illesztessel erik el. A betet szele a feszekbe illesztes utan a csapagy
szele folott 0,05—0,1 mm-rel tuler. A fedel osszehiizasakor a betet be-
nyomddik a csapagytestbe. A csapagybetet a feszekbe illesztes elott
a 254. abran lathatd mddon helyezkedik el.
A vastag fall! beteteket acelbdl, ontottvasbdl, bronzbdl keszitik es
kopasalld femotvozettel ontik ki. A betetek csap^gyfemmel vald ki-
ontese a kovetkezokeppen tortenik: A betetet drdtkefevel, hantoldval
gondosan letisztitjak, utana 230—280 C°-ra felmelegitik, a kiontendd
feliiletet sdsavval zsirtalanitjak, majd szalmiaksdval behintik. Az fgy
eldkeszitett betet feliiletere helyezik a forrasztddnt, es megolvadasa
254 dbra. Vekonyfalu csapagybet£tek szerel£se
a) elhelyezcSs, b) szereles ufAn
utan vaszondarabbal szetdorzsolik. Fontes, hogy az onozas egyenletes
legyen a csapagybetet egesz felideten. A keszidek alaplemezere azbeszt-
lapot helyeznek, es a magot az alaplemezre csavarral felerosftik. A mag
kore egyenlo liezaggal a beteteket helyezik el, csavarral vagy sidyokkal
leerositik, nehogy a csapagyfem kifolyjek.Ezutan a felolvasztott csapagy-
femet a mag es a betet kozotti hezagba ontik (255. abra).
A vastag fall! csap^gybeteteket elfordulas ellen csavarral vagy csappal
biztositjak.
A csapagyfedelet a csapagy also reszehez vallal vagy csapokkal hozza-
illesztik, majd csavarokkal osszefogjdh.
A cstiszocsapagy masik faj'taja a tamasztd csapagy. Lehet talp-,
feeds- es harangcsapagy. A talpcsapagyat csak tengelyvegeken lehet
alkalmazni, mig a festts- vagy liarangcsa/pagycit a tengely barmely
helyen (256. abra). A csuszdcsapagyakat a forgacsolas utan hantolassal
illesztik a csapokra. Ehnek a muveletnek lenyege az, hogy minel egyen-
letesebb felidetet tudjunk biztositani. Ez esetben lesz a csap es a csap-
agy kozott legvekonyabb az olajfilm, ami a nagyobb terhelesnel eldnyos.
A hantolas kivitelezeset az elobbiekben mar ismertettiik.
Bejarataskor a csapagy also reszenek megkop^sa utan a csapagy-
betetek koze helyezett vekony rezlemezek segitsegevel tokeletes illesz-
test biztosfthatunk. Ez kiilonosen nagyobb sulyii forgdreszek (pl.
szivattyuk) csapagyainal lenyeges. tljabban muanyag csapagybeteteket
is alkalmaznak, ezek kidonosen kis fordulatszamnal es 80—90 0° alatt
hasznalhatdk. Eldnyiik, hogy nagy feliileti nyomast birnak ki, kopasuk
csekely, porra, piszokra nem erzekenyek. Kenesiik olajjal vagy vizzel
tortenik.
237
Gordulocsapagy a OSap es a csap&gy kozotti surlddast elmeletileg
a legcsekelyebbre redukalja. A gordiilo surlddas tort resze a csiiszo
surlddasnak.
’//7777777А
256. dbra. Csap&gyak; a) talpcsap&gy, b) f6suscsap&gy
A gordiildcsapagy eldnyei:
a siirlddas kisebb es alig fiigg a fordulatszamtol,
keves a helysziikseglete,
keves a kenoanyag-fogyasztasa,
gyorsan cserelhetd,
a csapagy ha z es a csap alig kopik.
A gordiildcsapagy hatranyai:
gondos szerelest kivan,
szennyezddesre erzekeny,
pontos illesztest kivan mind a csapon, mind a csapagyhazban.
A terheles szerint haromfajta csapdgy kiilonboztethetd meg:
1. Hordozd vagy radialis csapagy, melynel a terheles a tengelyre
merdleges.
2. Talp- vagy axialis-csapagy, melynel a terheles tengelyiranyu.
3. Mind a ket iranyii terheles felvetelere alkalmas radiax csapagy.
A tengely bizonyos mervu szogelfordulasat engedik meg az onbealld
csapagyak (257. abra), melyeknel a kiilso gyuru belsd futdfeliiletet
homorura kepezik ki.
1. A hordozd golyds- vagy gorgoscsapagyakat ma mar tigy keszitik,
hogy bizonyos mervu tengelyiranyu terhelest is fel tudnak venni. Ilyen
a mely hornyu golydscsapdgy (258. abra), ennel a kills# es belsd gyurukon
mely futdhorony van kikepezve, es ebben gordiilnek a golydk.
A hengergorgos csa/pagyak (259. abra) nagyobb terhelesek felvetelere
alkalmasak, mert henger vagy hordd alakti. gorgdket alkalmaznak
benniik. Ezeknel az erintkezofeliiletek nagyobbak.
2. A talp- vagy axialis gordiilocsapagyak harom kiilonalld reszbdl
allnak: ket gyurubdl es a golydkoszorubdl. A harom reszt a szereleskor
258. Abra. Egysoni, m£ly hornyu
goly6scsap&gyak; a) egyszerh,
b) porv£ddvel, c) kiilso horonnyal
257. Abra. ОпЪе&Пб
goly6scsap6.gyak
helyezik egymasra. Egy- vagy ketsoros kivitelben kesziilnek, aszerint,
hogy a terheles egyiranyu vagy valtozo (260. abra).
3. A radiax csctpagyak lehetnek golyosak vagy kupgorgosek (261.
abra), ezaltal a tengely- es sugariranyh er6felvetelere alkalmasak. Ezek-
259. dbra.
Henger-
gorgos
csapdgy
261. dbra. Radiax kiipgorgos aolyoscsapdgy
a) f£szek-tarcsas talpcsapagy egyfel6 hat6,
b) feszek-tarcsas talpcsapdgy ketfele hat6
262. dbra. Radidl csapdgy k£tirdnyu его
felvetelere alkalmas szereldse
240
bdl a csap&gyakbdl rendszerint kettot kell beszerelni, a m4sik mindig
ellentetes iranyu, mint az elsd. Van olyan megoldasu csapagy is, amely
ketiranyu его felfogasara alkalmas (262. abra).
Gordulocsapagyak szerelesenel kiilonbsen kell vigyazni a tisztasagra.
Szereles elott a csapagyakat jol mossuk ki benzinben vagy g^zolajban.
Utana tiszta ronggyal le kell torolni dket. A csapagyakat fedessel
illesztik a tengelyre. Nagy on iigyelni kell arra, hogy a fedes ne legyen
tul nagy, mert akkor a csapagy megszorul. Altalaban azzal szamolhatunk,
hogy a belso gyuru kiilsd atmeroje a fedes 0,7-szeresevel megno, es a
kiilsd gyuru belso atmerdje a tiilfedes 0,8-szorosaval csokken. Ezert a
csapagy felhuzasa elott a tulfedest mikrometerrel ellenorizni sziikseges.
Ezutan pressel, vagy ha az nines, olyan csovel, mely a belsd gyurure
tamaszkodik, a helyere kalapaljuk a csapagyat. Nem szabad kalapaccsal
kozvetlenul a csapagyra iitni, mert konnyen eltorhet. A csapagyakat
a tengely egyik oldalan valla], a masik oldalan hengeres anyaval szoktuk
biztositani az elmozdulas ellen. A kiilsot egesz kis hezaggal illesztjiik
a csapagyhazba. Ha esetleg a kiilso gyuru lassan elforog, nem hiba,
mert egyenletesebb lesz a kopas.
Haatengelyen nines vail, akkor kupos szoritohiivellyel szereljiik fel a
gordiilocsapagyakat. A csapagy belsd gyuruje es a szorftdhiively kiilsd re-
sze 1 : 12 kupossagu. A hiively kisebb Hmeroju felen van a menet, es ezen
azanya. Szereleskor afelhasitott szoritdhiivelyt felhuzzuk a tengelyre,
majdra a csapagyat, vegiilracsavarjuk az anyat. Az any a a csapagyat a ku-
pos hiively nagyobb atmerdje fele szoritja, es az rogzitddik a tengelyen
(263. abra). Ezutan a gdrdiildcsapagyat savmentes gepzsfrral bekenjiik.
Nagy fordulatszam eseten olajkenest is hasznalnak. Hazsirkenest alkalma-
zunk, iigyeljiink arra, hogy azsir a csap-
agyhaz 2/3-attoltse csak ki, ola jkenesnel
az olajszint az also gorgdk feleig erjen.
Tengelyek es csapok szerelese. A tenge-
lyek forgo mozgast biztosito gepelemek.
A csapagy es a csap kozott fellepo
nyomast csapnyomasnak nevezziik.
Uzemeltetesiik szerint a tengelyeket
ket csoportba osztjuk. Vannak:
forgo alkatreszeket hordd allo tenge-
lyek, es
az alkatreszekkel egyiitt forgo ten-
gelyek..
Az allo tengelyek nem adnak &t
forgatonyomatekot, keresztmetszetuk
barmilyen alaku lehet, csak a csapresz
legyen hengeres (pl. kocsitengely).
Szon'td-
(homy os)
Biztosito-
lemez
»8ДДаВВ8Яа|
Kup
263. dbra. Kiipos szorft6-
hiivelyes gorgdcsapdgj-szereUs
16 Lakatosok kOnyve
241
Az alkatr4szekkel egyiitt forgo tengely forgatonyomatekot is visz at,
tehat csavarasra is meretezni kell. Ezek a tengelyek kor keresztmetsze-
tuek. A rajtuk kikepzett csapok az elhelyezestol fiiggoen lehetnek derek-
vagy vegcsapok (pl. transzmisszio-tengely vagy fogaskerektengely).
A tengelyek altalaban nem egesz hosszukban hengeres testek, а ra-
szerelt alkatreszek miatt vallak, beszurasok vannak rajtuk. Ezek meg-
munkalasara iigyelni kell, mert minden atmerocsokkenes vagy -noveke-
des fesziiltseggyujto hely, ezert a vallakat gondosan le kell kerekfteni
(264. abra).
A tengelyek konnyitesere iireges- vagy csotengelyeket keszftenek*
Nyerges ek
264. dbra.
TengelyvAllak kialakitAsa
<a) szabad 6tmenet, b) utkozo vAll,
c) utkozo vA.ll alaszurassal
Lejtes 1:100
Orros nyerges ek
Orros feszkes ek
265. dbra. Kiilonbozo Akmesrolddsok
Nagy forgatonyomatek dtvitelere (szabvanyositott) borcMstengelyeket
hasznalnak.
Ives retesz
A tengelyekre az alkatrdszeket ekkel vagy retesszel rOgzftik. A ket-
fajta kotes kozott az a ktilonbseg, hogy retesszel csak forgatonyomatd-
kot vihetunk at, tengelyiranyn. elmozdulas ellen nem biztosit, az dk
viszont kupossaganal fogva minden iranyban rogzfti a tengelyen az
alkatreszt.
t Megkiilonboztetunk nyerges, orros, hornyos, feszkes es drintos ekeket
(265. abra). Az ekek kupossaga altalaban 1: 100.
mA reteszek is lehetnek Ives, hornyos vagy feszkes reteszek (266. abra).
A szerelesnel iigyelni kell arra, hogy a retesz felso lapja es a retesze-
lendo alkatresz kozott hezag maradjon, igy elkeriilhetjuk az alkatresz
reteszeles utani excentricitasat. Termeszetesen ket oldalan szorosan,
esetleg igen kis tulfedesse] kell illeszteni a reteszt az alkatreszhez.
Szerelesi esoportok, gepreszek szerelese. Tobb gepelem osszeszerelese-
bol — ha azok a gepszerkezettol fuggetleniil osszeszerelhetok — kelet-
keznek a gepreszek, a szerelesi csoportok. Legtobb esetben ezek is forg6-
mozgas atvitelere kesziilnek.
A szljhajtasnak ket megol-
dasat kiilonboztetjuk meg: la-
pos- es ekszijmeghajtast. A la-
pos szijhajtast ma mdr egyre
kisebb mertekben hasznaljak.
Alkalmazasa csak ott indokolt,
ahol a hajtott es a haj to tengely
tavolsaga 3—10 meter. A szij-
hajtas elonyei: szerelese egy-
szen'i, nem igenyel nagy pon-
tossagot, lokesszeru terhele-
seknel megcsuszik, es igy
egyenletesen adja &t a terhe-
lest. Hatranya, hogy a szij
hamar kopik, cserelese draga,
es nagy a helyszukseglete.
A lapos szfjhajtasnal ket
szijtarcsa van, az egyik a haj td,
a masik a hajtott tarcsa. Alta-
laban a hajtott tarcsa mellett
szalad egy szabadonfuto tar-
csa is, hogy a ki-bekapcsolas
megoldhato legyen. Ilyenkor
a hajtotarcsa is ketszeres sz£-
lessegu. A lapos szijhajtasnala
Hornyos retesz
266. dbra. KulonbozS reteszmegolddsok
16*
fordulatszamok fordftott aranyban allnak az atmerokkel. Kiilonbbzo
attetelekletesfteserelepcsostarcsakathasznalnak(267.&bra).Ha ahajtott
es a hajto tarcsa forgasiranya megegyezik, akkor egyenes, ha ellenkezd,
akkor keresztpzett szfjhajtasrol beszeliink. Ha a modosftas (attetel)
1: 6 felett van, akkor szijfeszito hengert kell alkalmazni, mert ezaltal
a kisebb tarcsan a szfj surlodo feliiletet megnagyobbftjuk (268. £bra).
A szfjtarcsak ontottvasbol, esetleg fabol vagy aluminiumbol keszulnek.
A tarcsakat ekelessel rogzitjuk a tengelyre. Szereles eldtt a t&rcsakat
kiegyensulyozzak, mert ha iitnek, a tengely beragodik. A tarcsak futo-
feliilete enyhen domboru, hogy a szfj mindig kozepen fusson. A szfjakat
ragasztassal vagy tamkapcsokkal illesztik ossze. Ha a szfj megcsuszik,
gyantat szoktak raszomi, de ez igen megrbviditi a szfj elettartamat,
mert torekennye, ridegge teszi. Idonkent faggyuval enyhen vegig kell
kenni a szfjat.
Kisebb tengely tavolsagoknal az dksziiJiajtast alkalmazzak. Nagyobb
modosftas erhetd el, nagyobb az atviheto teljesftmeny, olcsobb, cserelese
egyszerubb, nagyobb a felfekvdfeliilete. Az ekszfjak trapez kereszt-
metszetuek, gumi es vaszon kombinacioi (269. abra). Nem alkalmazha-
tdk olyan helyen, ahol a homerseklet 60 C° folott van. Az olaj, sav, lug,
benzol art az ekszfjnak. Az ekszfjak, valamint az ekszfjtarcsak szabva-
nyosftva vannak. Nagy teljesftmeny atvetelenel egymas mellett tobb
ekszfjat szerelnek fel. Az ekszfj a tarcsaba esztergalt horony oldalfalain
267. abra. Fordulatsz6m-
vAltoztatds l£pcs<5s
szijt&rcs&val
268. 6bra. Surl6d£.s novel6se a
hajtott кегёкеп szijfeszitd
alkalmazhshval
fekszik fel. A tarcsakat 6kkel szerelik a tengelyre. Az attetel vdltozta-
tasanak egyik megoldasa az, bogy a hajto es hajtott tarcsa ket-ket
ktipos kikepzesu felbol all. Amikor az egyik par kozeledik egymashoz,
a masik par tavolodik. fgy az ekszij kiilonbozo atmerokre tolodik, es a
hajtott tarcsa fordulatszama valtozik (270. abra).
269. abra. I^kszfj keresztmptszete, fclfekvdse
a) ekszij keresztmetszete, b) szdlessdg, c) az
ekszij felfekviise
270. dbra. Fokozat nelkiili fordulatszAm-
modosft&s dkszfjjal
Ldnchajtast akkor letesftiink, ha kenyszerkapcsolasra van sziikseg,
de a tengelytavolsagok miatt fogaskerekhajtas nem alkalmazhato. A
lanchajtas elonyei: nines esuszas, kis es nagy tengelytavolsagnal is
hasznalhato, hosszu az elettartama. Hatr&nyai: a gordiiles nem sima,
zajos, fennail a hirtelen szakadas veszelye, csak kis sebessegeknel hasz-
n&lhato. Ennek ellenere szeles korben hasznaljak az iparban (motor-
kerekpar, hajo kormanyvezetek).
245
A lAnc alakja szerint van fogaslAnc (271. Abra) 6s gdrgosl&nc (272.
Abra). A lancok a lAnckerekeken futnak. A lanckerekek szerelese ekeles-
sel vagy reteszelessel tortenik. Fontos, hogy a ket lanckerek egy sikban
fusson. A lane egyenletes futasat feszltokerekkel szoktak biztosftani.
A lane osszekoteset kiilon erre a celra gyartott lancszemekkel oldjak
meg.
Fogaskerekhajtast egymashoz kozel fekvd tengelyek eseten a telje-
sitmeny Atvitelere hasznalnak. A fogaskerekhajtas elonyei: a kenyszer-
kapcsolatban allo kerekek fogai gordiilnek egymason, zajtalan, nagy
modositas erheto el, nagy sebesseg, nagy teljesftmeny Atvitele lehetseges.
HAtrAnya, hogy igen pontos, koltseges megmunkalast es gondos szere-
lAst kivan.
A fogaskerekgyartas modszerei: 1. A modal- vagy a fogprofilnak ki-
alakitott tarcsamaroval vagy lefejtd csigamaroval a kerek palastjaba
bemarjak a fogakat. 2. Fellow- vagy lefejtokessel, mely tulajdonkeppen
egy fogaskerek, kigyaluljak a vele kapcsolodd, megmunkalando fogas-
kereket. 3. Maag-automataknAl a szerszam egy fogaslec, amely fiiggo-
leges irAnyban mozog es gyalulAssal alakitja ki a fogakat.
A fogaskerekek kikepzese szerint megkulonboztetiink homlok- As
kupkerekeket. A homlokkerek hajtAsnal a ket tengely pArhuzamos. A
fogak AltalAban parhuzamosak a tengellyel, ez az egyenes fogazAs (273.
Abra), ha a tengellyel szoget zArnak be, az a ferde vagy nyilas fogazas
(274. abra). Ezek eldnye az egyenletesebb jaras.
271.’^d bra.; FogaslAnc
272. dbra. GSrgosMnc
273. dbra. Homlok fogaskerek
271. dbra
Nyilas-
fogazAsd
кегёк
Кйркегекекпё! az osszekapcsolando ket tengely szSget zar be. A
fogak kupfeliileten helyezkednek el. Lehetnek egyenes fogazasuak, de
van ferde- vagy nyilfogazasu kupkerek is.
A fogaskerekek szerelesenel iigyelni kell arra, hogy a fogaskerekek
profilja szabalyos, fogvastagsaga azonos es pontos, a tengelyek kozep-
vonala egy sikban legyen. A fogaskerekeket ekelessel vagy retesszel
275. dbra. Tobbfogmerd mikrom£ter
276. dbra. Fogh^zag m6r6s
illesztjuk a tengelyre. Ha a kereket igen szorosan sajtoljuk, vagy tiiske
es kalapacs segitsegevel eroszakoljuk a tengelyre, a fogprofil elvaltoz-
hat, ezert csak kis fedessel vagy hezaggal szabad a tengelyre illeszteni.
A fogaskerekek helyes megmunkalasat meg a beszereles elott ellen-
orizni kell: a fogak kbzpontosan fussanak a tengellyel, a fogprofil pontos
legyen.
A fogak kozpontossagat merooMval, a fog mereteit fogmerd told-
mercevel vagy tobbfogmero mikrometerrel ellendrizhetjiik (275. abra).
A fogaskerekek helyes mukodesehez sziikseges, hogy a fogak kozott
megfeleld hezag legyen, mert ennek hianya beragodast, felmelegedest,
nagyobb hezag pedig gyors elhasznalodast, zajt okozhat.
A hezagot merodraral (276. abra) ellendrizhetjiik. Nagyobb modulu
kerekeknel olomhuzalt tesznek a fogak koze, es az osszenyomott huzalt
mikrometerrel merik.
Elofordulhat az is, hogy a foghezagok nem azonosak a fogaskerek
keriileten. Ilyenkor celszeru egymashoz viszonyitva elforgatni a ket
kereket, mert az elteres egyenldtlen fogvastagsagbol adodhat, es ez
osszeforgatassal esetleg kikiiszobolhetd.
A fogaskerekek helyes kapcsoloclasat a szereles utan festdkes mdd-
szerrel ellenorzik. Az egyik kereket vekonyan befestik, majd koriil-
forgatjak. A masik ke reken meglatszanak a festek nyomai. Helyes
szereles eseten a fog magassaganak es szelessegenek legalabb 60%-ban
festekesnek kell lennie. A fogaskerekeket ontottvasbdl, ontottacclbol,
nagyobb igenybevetelnel A 60—11, A 70—11, 0 45, 0 60 szenacelbdl
277. dbra. Fogasker£k jellemzS mdretei
keszitik. Meg nagyobb igenybevetelek eseten MSZ 69, MSZ 2655, MSZ
2665 nemesltheto otvozott acelbol kesztilnek. A kopasnak nagyobb
mertekben kitett fogaskerekeket fdkeppen nagyobb fordulatszamok
eseten A 34.11, 0 10, C 16 betetben edzheto szenacelbol, es ha az igeny-
bevetel is nagv, MSZ 68, MSZ 2644, MSZ 2664 otvozott, betetben
edzheto acelbol gyartjak. tJjabbanmuanyag fogaskerekeketis keszftenek.
Tekintettel arra, hogy forgaskor a fogaskerekek egymason gordiilnek,
az erintkezesi feliileteket kenni kell. A kenoanyagot a kortilmenyek
helyes felmeresevel valaszthatjuk meg. Altalaban lassu fordulatszamnal
su.ru, gyors fordulatszamnal Ing olajjal keniink.
A fogaskerekek fo meretei: a fogaskerek kiilso koret fejkornek (D),
a belso kort, amelyen a fogak vannak, a labkornek (d}), azt a kepzelet-
beli kort, amelyen a gordiiles tortenik gordulo kornek nevezziik. Egyenes
fogazasnal a fogak egymastol valo tavolsagat ezen a koron merjiik,
azert a gordiilo kort osztdkdrnek (d) is nevezziik (277. abra). Az dsztd-
koron mert ket fog ta volsaga (t) az osztas. A fogak szamat z jeloli. Ha
ki akarjuk szamitani az osztokor atmerojet, akkor a kovetkezd ossze-
fiiggest frhatjuk fel: dn = tz, vagyis d — Tehat az osztokor at-
merojet megkapjuk, ha a fogosztas es fogszam szorzatat 3,14-dal el-
osztjuk. A - hanyadost modulnak (m) neveztek el, tehat d = mz. A
modul fogalmat azert vezettek be, mert ezzel minden jellemzd meret,
248
a tengelytavolsag (szerelesnel fontos), valamint a fogaskerdkszerszam
adatai is megadhatok. PL a fog fejmagassaga egyenlo a modullal, a fog
7
labmelysege — modul. A fogak szorulasanak elkeriilese miatt a lab-
meret nagyobb, mint a fejmeret, a hezag — m.
A modosftas (i) az osztokorok atmerdjenek nagysagatdl ftigg. На щ
a hajto es n2 a hajtott kerek fordulatszama:
n, cL z2
« = — = — =
77-2
a modosftas egyenlo a kapcsolodo kerekek fogszam&nak hanyadosaval.
Mindig a nagyobbik fogszamu kerek forog lassabban. Tobb fokozat
modositasa egyenlo az egyes fokozatok mbdosftasanak szorzataval:
i = i2. Ket fokozattal kb. 75-os mddosftasnal nagyobbat nem keszfte-
nek.
FogasUc akkor keletkezik, ha a fogaskerek sugarat v^gtelenre novel-
juk. Ekkor az osztokor egyenesbe megy at. A fogaslecnel az osztokort
osztdvonalnak nevezziik. Ha a modul megegyezik, a fogaslecet kapcsolni
lehet fogaskerekkel, ezaltal a forgbmozgast egyenes mozgassa lehet at-
alakftani vagy forditva. A fogaslecet fogazasra is lehet haszn&lni.
Csigahajids szerelesevel egymasra meroleges tengelyek kozott lehet
meghajtast letesfteni. A csigahajtashoz csigakerek es csigatengely kell
(278. abra). A csigakerek olyan ferde fogazasii kerek, amely a csiga-
tengely fogaiba illeszkedik, tehat a fogak fejresze fvelt. A csigatengely
tulajdonkeppen olyan csavarorso, amelyben a menet fogprofilnak van
kikepezve. A tengely egy koriilfordulasa egy foggal elfordftja a csiga-
kereket. Ebbol erzekelhetjiik, hogy a csigahajtassal igen nagy modosftas
erheto el. A modosftas nagysagat a csigakerek fogszamanak es a csiga
bekezdesenek hanyadosa hatarozza meg: min el tobb a fogak es minel keve-
sebb a bekezdesek szama, annal na-
gyobb a modosftas. A csigahajtas hat-
ranya, hogy a fogak kozott nagy a sur-
lodas, ezert hatasfoka csak 50—70%.
A surlodas csokkentese miatt a csigat
acelbol, a csigakereket bronzbol szoktak
kesziteni, ezenkivul gondoskodni kell
boseges kenesrol, valamint a csiga hute-
serol, mert a nagy terhelesne] a surlodas
altal keletkezett ho igen jelentos. A
hutest a csigatengelyre szerelt ventilla-
torral vagy az olajterbe epitett es
vizzel hutott csokigyoval oldjak meg.
278. dbra. Csigahajtas
A csigatengelyen tengelyiranyii erd is felldp, ezert tamasztd es hordozd
csapagyakat kell felszerelni.
Ddrzshajtast az egy sikban levo tengelyek kozotti forgo mozgas at-
vitelere lehet alkalmazni. A tengelyekre ekelt dorzstarcsakat ossze-
szorltjuk es a tarcsak kozott fellepo surlddas miatt a hajtdtarcsaval a
masik tarcsat is meghajtjuk. A ket tarcsa kozotti stirlddas novelese
miatt a tarcsak feliiletet bdrrel, gumival, azbeszttel vonjak be. A dorzs-
kerekek atmerojenek valtoztatasaval kiilonfele mddositast erhetiink el.
A dorzskerekek kozott nines kenyszerkapcsolat, ezert indltaskor vagy
lokesszeru terheleskor megestisznak egymason. Ez reszben hasznos,
mert az esetleges alkatresztorest megakadalyozza, de karos is, mert a
kerekek hamar elkopnak. A ddrzshajtas hatranya meg, hogy az ossze-
szoritd его miatt nagy a csapagyterheles, ezert csak nagy fordulatszam-
nal es kis terhelesnel hasznalhatd.
A ddrzshajtast peldaul a frikeids preseknel alkalmazzak.
Szerelesi focsoportok, szerelesi egi/segek szerelese. Ha az alkatreszeket,
gepelemeket dsszeallitottuk, beldliik szerelesi csoportot, gepreszeket
szereltiink ossze, akkor ezekbol szerelesi focsoportokat, szerelesi egyse-
geket alakftunk ki. Alabbiakban ismertetiink egy gyakrabban eldfor-
duld szerelesi fdcsoportot.
Feldierendezesek szerelese. A fekek feladata a mozgas csokkentese vagy
teljes besziintetese. Afekezderd felhasznalasa szerint megkuldnboztetunk:
mechanikai feket,
kozegellenallason alapuld feket,
villamos feket.
Ezek kdziil a szereles szempontjabdl legjellegzetesebb es a leggyak-
rabban eldfordnld mechanikai feket ismertetjuk. Ennel a fekezderd a
stirlddas, amely a fektarcsa es a fekpofa kozott lep fel. A mechanikai
fekek lehetnek szalag-, pofas-, ktipos-fekek stb.
A szalagjek (279. abra) a fdktarcsan atvezetett 3—5 mm vastag fek-
szalag. Ha ket szarat megfeszitjuk,
279. dbra. Szalngfdk
tarcsan stirlddast ideziink eld, amely
lassitja vagy megallitja a forgo
gepet. A fekszalag lecstiszasat a
fektarcsa ket szelen kikepzett
peremmel gatoljak meg. A jobb
fekhatas kedveert a fekszalagot
nagy siirlddasi tenyezdju anya-
gokkal szoktak belelni. A beles
lehet btikkfa, nyarfa vagy ferro-
dolszalag. A beleseket aluminium-
vagy rezszegeccsel erdsltjuk afek-
szalaghoz. A kopast is tekintetbe
kell venni, ezert a fekszalag egyik
vdge allithatd. A szalagfek hatrdnya, hogy a tengelyt hajlitasra veszi
igenybe. Elonye egyszeru szerkezete, kis helysziikseglete, es hogy kis
erovel nagy fekhatas valosithato meg.
• Pofas fek (280. abra). A fekezeshez sziikseges surlodas a fekpofakon
keletkezik. Az egypofas fek a tengelyt hajlitasra veszi igenybe. Hogy
ezt kikiiszoboljek, altalaban ketpofas feket szoktak alkalmazni. Elekt-
romos emelogepeknel a fekeket elektromagnessel szerelik ossze oly
inddon, hogy az aramkor megszakadasa eseten a magnes elengedi a
feksulyt es igy a gep az emeldszerkezet kozbeiktatasaval lefekezodik. A
fekpofak anyaga lehet fa, de lehetnek ferrodolbetetesek is.
Киров fek (281. abra). Altalaban az emeleshez hasznalt csigahajtasnal
vagy olyan helyen hasznaljak, ahol tengelyiranyii ero lep fel a fekezes-
nel. A csigahajtasnal a csigatengelyre szerelt kupos fektarcsat a terheles
miatt a tengelyen ebredo axialis ero a szinten kupos fekpofahoz nyomja.
Ezaltal a fek onzaro lesz, mert minel nagyobb a terheles, annal jobban
z&r a fek.
280. dbra. Kdtpofas fek elektromagneses irftnyitfissal
281. dbra. Kupos f6k
2. Vegszereles, iizembehelyez6s, prbbftk
Az alkatreszek, szerelesi csoportok es szerelesi fdcsoportok 6ssze-
szerelesevel elerkeziink a vegszereleshez. A vegszereles nemcsak a szere-
lesi focsoportok osszeepitesebdl all, hanem ezek mellett egyes szerelesi
Dugaityu f
Forgattyu
; Henger Egyenes-
' ’ vezetek
Lendkerek
Dugattyurud Tdmszelence Hajtorud
282. dbra. Dugattyus szerkezet
csoportokat, valamit alkatreszeket is szereliink fel. A vegszereles nagyobb
iizemekben szerelesi technologiai utasitas szerint tortenik. Elkeszitik
a szerelesi vazlatot. Ez tartalmazza a szerelesi sorrendet, a szerelesi
modszert, a betartando tureseket, es felsorolja a sziikseges szerszamokat
es muszereket. Egyedi gyartasnal altalaban csak a szereles fo szem-
pontjait adjak meg, sorozatgyartasnal viszont sziikseges, hogy a mure-
leti utasitas reszletes legyen.
A tovabbiakban ismertetjiik a gyakrabban eldfordulo gepszerkezetek
szereleset.
Dugattyus szerkezetek szerelese. A dugattyus szerkezet az egyenes
vonalu mozg&st forgo mozgasra alakit ja at (pl. gozgep). A dugattyus
szerkezet fo reszei: a henger, a dugattyu, a keresztfej, a hajtorud 6s a
lenditokerek (282. abra). A szerelest altalaban a hengernel kezdik. A
henger anyaga ontottvas. A hengerfurat ket vegen helyezik el a ki- es
beomloszelepeket. A dugattyu jo tbmiteset dugattyugyuruk biztositjak.
A dugattyugyhruket koszoriiles utan illesztik a hengerbe. Hengerbe
helyezes utan lampaval — az ellenkezd oldalrol megvilagitva — meg-
vizsgaljak a pontos illeszkedest. A gyuru ket vege kozott 0,2—0,5 mm
hezagnak kell lennie, hogy az iizem kozben keletkezo hotagulas ne
okozzon gyurufesziilest. A hengerbe illesztes utan a gyuruket a dugattyti
hornyaba behelyezziik. Fontos, hogy a horonyban a gyuru konnyen
mozogjon, de ne legyen tul nagy hezag sem. Ha a gyuru szorul, csiszo-
lolapon lecsiszoljuk. Ha a dugattyun tobb gyuru van, iigyelni kell arra,
hogy a gyuruk vegei ne keriiljenek egymas vetiiletebe. A gyuruk anyaga
252
Altalaban kiilonleges ontottvas, de szivattyiiknal lehet garni, bor vagy
rez is.
A tomitdgyurun kiviil meg olajlehuzo gyurut is helyeznek a dugaty-
tyiira. Ennek a palastja kisse kupos. Szerepe az olaj lehiizasa a henger
falardl.
A dugattyiis g£pszerkezet tovabbi szerelendo r6sze a keresztfej.
283. dbra. Duyattyukik£pz£s
robbanomotorokndl
284. dbra. Hajt6rudcsap4gy
Robbanomotorokndl a keresztfejet a dugattyu helyettesiti. Ez6rt
hosszabbra kepezik ki, es a hajtorud csapagyat a dugattyuban helyezik
el (283. abra).
A keresztfej feladata a dugattyu vezetese es csuklos kapcsolat letesi-
tese a hajtorud es a dugattyurud kozott. A keresztfejet ketoldalrol kell
csapagyazni es vezetosinnel kell ellatni. Gondoskodni kell a surlodo
feluletek jo olajozasarol. Ha a hajtorud veget villasra kepezik ki es a
csapot a rudba rogzitik, akkor a keresztfej csapagynak van kikepezve.
Alkalmazzak azt a megoldast is, hogy a csapot a keresztfejbe rogzitik
es a hajtorudat kepezik ki csapagynak.
A hajtorud viszi at az erot a dugattyu es a forgattyus tengely kozott.
Anyaga szivos kovacsolt acel. Rovidebb hajtorudak ontott acelbdl
kesziilnek. A hajtorud csapagyazasat a forgattyun ugy oldjak meg,
hogy a kop&s mertekenek megfeleloen utanallithato legyen (284. abra).
A forgattyus tengely altalaban vegforgattyus vagy konyokos kivitel-
ben kesziil (285. abra).
A vegforgattyut csak kisebb teljes itmenyu gepeknel alkalmazzak.
Ket darabbol all: a forgattyukarbol es a forgattyucsapbol. A forgattyu-
csapot fedessel sajtoljak a forgattyiikarba.
A konyokos tengelyt, ha tobb forgattyu van rajta, egy darabbol,
sullyesztekes kovacsolassal keszitik.
A forgattyukarok ellenkezo veget ellensulynak kepezik ki, hogy a
forgattyus tengely ne razza a szerkezetet.
253
Az egyenletes jdrdst, valamint a forgattyti holtponton valo d,tjut&sat
segiti elo a lenditokerek. A lenditokereket ugy tervezik, hogy a kiilsd
keruleten megvastagitjak, igy kisebb sulynal is nagyobb a lenditoerd.
A nagyobb kerekeket ket darabbol keszitik es csavarokkal fogjak ossze.
Korf or go szivattyu szereUse. A korforgo szivattyu fobb reszei: a
szivattyuhaz, a jarokerek es a tomszelence (286. abra). Mukodese: a
szivattyut feltoltik vizzel, majd a lapatos kerekkel forgasba hozott
285. dbra. Vegforgattyu 6s konyokos tengely
vizet a centrifugalis ero beropiti a nyomovezetekbe. Az eltavolitott viz
nyoman vakuum (legritka ter) keletkezik, es a berendezes a szivd-
vezeteken folyamatosan szivja a vizet.
A korforgo szivattyuk szerelesenel fokozottabban kell iigyelni a
szivdvezetek es a tomszelencek legmentes zarasara, mert ha a szivattyu
levegot sziv, visszaejti a vizet. Nagyobb szivattyuknal a tomszelence
tokeletes zarasanak elerese erdeke-
ben olomtornfteseket alkalmaznak
286. dbra. Korforgo szivattyu
(287. abra). A tomites iireges, aziireg-
ben grafitos faggyu van, ez uzem
kozben felmelegszik, es keni a ten-
gelyt. A nagyobb szivattyhk altala-
ban ket oldalrol szivnak, igy a muko-
deskor ebredo tengelyiranyh erok
kiegyenh'todnek. A csapagyazas go-
lyos, de vannak siklocsapagyuak is.
A jobb hatasfok celjabol vezeto-
lapatokat helyeznek az alloreszbe,
amelyek a folyadek jobb kiaram-
lasat segitik eld. A nyomo magassag
novelesere tobb jarokereket szerel-
nek egy tengelyre. A jardkerekeket ekelessel vagy retesszel rogzitik a
tengelyen.
A korforgo szivattyu eldnyei: egyenletes vizszalh'tas, gyors fordulat-
szam (ezert kozvetlenul kapcsolhatd elektromotorhoz), nagy (7 m)
szi'vdmagassag, szennyes folyadek szallitasara is alkalmas. Hatranya:
nem onfelszivd, hatasfoka nem jo. Ezert ott alkalmazzak, ahol kis
magassagu, nagy mennyisegti folyadekot kell szallitani.
287. dbra. Olomtomitds
Uzembe helyezte, probak. A szereles elkesziiltevel a gepet vizsgalat
ala veszik. Termeszetesen azokat az alkatreszeket es egysegeket, ame-
lyek keszre szerelt allapotban hozzaferhetetlenek, szereles elott kell
ellenorizni.
A muszaki ellendrzes mddszerei a szemrevetelezes, meroeszkozok,
valamint erzekeles litjan vegzett vizsgalatok.
Szemrevetelezessel ellendrzik peldaul a gepek kiilso feliiletet, ki-
kesziteset, az alkatreszek helyes biztositasat (pl. csavaranya, sasszeg).
Meroeszkozokkel az illeszteseket, fogaskerekek jarasat, a rezges-
mentesseget vizsgaljuk feliil.
A tengelyek, ontvenyek, fo alkatreszek roncsolasmentes vizsgalatardl
kesdbb lesz szd, ezek legnagyobb reszet mar szereles elott alkalmazzak.
A szereleskor leggyakrabban eldforduld hiba az illesztesek hianyos-
saga. Ez altalaban tovabbi hibakat okoz, pl. a till szorosan illesztett
golydscsapagy felmelegszik, beragddik, vagy a till kozeli tengelytavolsag
miatt a fogaskerekeknel fogtoresek keletkezhetnek.
A muszaki ellenorzes utan keriil sor a prdbabejaratasra. A prdbabe-
jarataskor a gep iizemi viszonyait igyekeznek eloallitani, hogy a szere-
lesi hibak meg a prdbahelyen kititkozzenek. Sokszor nagyobb teljesit-
menyre allitjak be, pl. a szerszamgepeket, hogy a csapagyak kopasat
ellendrizhessek. Ilyenkor termeszetesen a legnagyobb dvatossagra es
fokozott kenesre van sziikseg.
255
A motorokat fekpadon vizsgaljak, ahol megfeleld meromdszerek
merik a fogyasztast, fordulatszamot es teljesltmenyt. Ezekbol az ada-
tokbol szamitjak ki a motor hatasfokat.
Szersz&mgepek helyes mukodeset prbbadarab keszftesevel vizsgaljak.
Pl. esztergapadon egy adott meretu. targyat az eldirt ido alatt kell el-
keszlteni. Az elkeszitett alkattoszt meromuszerekkel ellendrzik. Igy
meg&llaplthato a szerszamgep pontos mukodese.
3. Jotallasi munkak hibafelvetele
A muszaki vizsgalat 6s a probajaratas utan a gepeket atadjak az
iizemeltetonek.
Tekintettel arra, hogy a gepek esetleges hibAi nem mindig jelentkez-
nek a probajarataskor, a gyar jotallast v&llal az altala keszitett gepert.
A jotallas azt jelenti, hogy a gyar kotelezettseget vallal az altala
keszitett gep moghatarozott ideig tarto hibatlan mukodeseert, es az eld-
irt teljesftmeny elereseert.
Amennyiben a gep jotallasi idon beliil meghibasodik, a szallito v&llalat
koteles dijmentesen kijavltani.
Egyes iparcikkek jotallasi idotartamarol miniszteri rendelet intezke-
dik. Ez altalaban 6—12—18 honap, de a megrendelovel a szerzddes-
koteskor hosszabb iddben is megallapodhatnak.
Ha a jotallasi iddn beliil a gepen hibat eszlelnek, az iizemelteto ertesiti
a gyarto vallalatot. A vallalat kikiildi megbizottjat, es kozosen hiba-
felveteli jegyzdkonyvet keszitenek.
A jotallas csak a rendeltetesszeru. hasznalatra vonatkozik. Olyan
hibak javftasara, amelyek termeszetes kopas, gondatlan kezeles, ttilzott
igenybevetel, nem megfeleld kendanyag hasznalata miatt lepnek fel,
a jotallas nem vonatkozik. Felmenti a vallalatot a jotallasi kotelezett-
sdge alol az is, ha a gepet az iizemelteto vagy barki mas javitja, vagy
valtoztatasokat vegez rajta. Ezert szokas leplombalni azokat a csava-
rokat, amelyek a gep szetszereleset lehetove teszik. Mieldtt a gyarto
vallalat a hiba javftasahoz fogna, meg kell gydzodnie a plombak epse-
gerdl.
Amennyiben csak valamelyik alkatresz szorul javitasra, ugy a
gyarto vallalat azt es az altala okozott kart koteles kijavltani vagy
megterlteni. A javltasi vagy lijitasi munkak elkeszultet jegyzokonyv-
ben kell rogzlteni.
256
E) CZEMLAKATOS SZAKMA
tlzemek, tarsadalmi, kulturalis letesltmdnyek karbantartds&t, az eld-
forduld javltasok lakatos szakmai reszet az uzemlakatosok vegzik.
Kisebb egysegeknel a vizvezetek-javitastol a kazankarbantartasig
mindent a lakatos vegez. Nagyobb letesitmenyeknel, gepgyaraknal ma
mar szinte gyaregysegnyi uzem gondoskodik a gepek zavartalan, kieses
nelkiili uzemelteteserol.
Az iizemfenntartas, mig szervezetten nem dolgozott, lebecsu.lt munka-
kor volt, mert a hibak kijavltasara csak akkor keriilt sor, ha a gep le-
allt. Termeszetesen a leallas termeleskiesest jelentett, es a javitas
siettetese a javitas minosegere is kihatott. Hosszu, celtudatos munka
eredmenye a mai tervszeru megelozd karbantartas (roviden TMK),
amely elozetes vizsgalatok alapjan kikiiszoboli a vara tian meghibasodas
okat, es rd vid ido alatt, kisebb koltseggel, a gep leallasa elott vegzi el a
javit&sokat.
A TMK mukodese kiterjed az epiiletjavitasra, a villamossagi gep-,
kesztilek-es haldzat-karbantartasra, a levego-, viz-, gaz- es gdzhalozat, a
fhtes, az utak, a daruk, a vasut es a kemencek ellendrzesere, de legfo-
keppen a szerszamgepek karbantartasara. Tekintettel arra, hogy kony-
vunk a lakatos szakmai agak munkait targyalja, a karbantartas teljes
munkateriiletebol csak a gepek es a gepi berendezesek javltasat ismer-
tetjiik. A gepkarbantartas szakmunkas-letszama altalaban 30% gepi
ds 70% kezi szakmunkasbol tevddik ossze. Ez utobbiak nagy resze lakatos
1. Uzemi hibak felkutatasa, felismerese, megelozdse, TMK
A gepgyarak termelese nemcsak mennyisegben, de minosegben is
fej!6dott. Bonyolult, nagy pontossagu gepeket szereliink be, es hasonld,
korszeru szerszamgepeket gyartunk. Csak olyan gepekkel lehet korsze-
ruen termelni, amelyeknel a megmunkalasi pontossag, a bonyolult vezerld-
es automatizalo berendezesek — karbantartas utjan — az eloirt fel-
teteleket kielegltik.
A folyamatos iizemeltetest tervszeru javftasi rendszer felepltesevel
lehet megvalositani. Ez reszben statisztikai adatokra tamaszkodva,
reszben a kialakult gyakorlat alapjan eldre meghatarozott idoben vonja
ki a termelcsbol javltasra a szerszamgepet.
1 7 Lakatosok кбпуve
257
Ezt a javitasi rendszert a TMK valositja meg. Ezert celszeru meg-
ismerni mukodeset a szerszamgepek karbantartasaval kapcsolatban.
A TMK gepjavitd szervezet lehet kozpontositott vagy az egyes iizem-
reszekben decentralizalt. Ez utobbi koltsegesebb, mint a kozpontosltott,
viszont jobban ell at j a az iizemreszt. Mind a ket rendszer lehet feliil-
vizsgalat utani, idoszakos es szabvanyos.
Az elso esetben felulvizsgaljakagepet,elkeszftikesbeepitik a javitasra
javasolt alkatreszeket.
Az idoszakos rendszernel a gepek kartotekrendszere alapjan elore
meghatarozzak a gep ket altalanos javitasa kozotti idotartamot.
A szabvanyos karbantartasnal szabvanyositjak a javitas tartamat,
a gepi es kezi munkaorakat, valamint a javitasok kozotti ledolgozott
munkaidot. A ket altalanos javitas kozotti idot ciklustartamnak neve-
zik. Ez a kiilonbozd gepcsoportoknal mas es mas, atlagosan negy ev.
A gepeket bonyolultsagi fok szerint is osztalyozzak, vagyis a leg-
egyszerubb gep (pl. egyszeru kezi furdgep) javitasi idejehez viszonyit-
jak a tobbi gepet.
A gepek allando ellenorzese az iigyeletes lakatosok munkakore. A
helyi viszonyoktol fiiggoen bizonyos szamu gep tartozik feliigyeletiik
ala. A kozponti olajozas kezeleset, a zsirozast, az atmosast, a gepen
dolgozok olajozokannainak feltolteset a kozponti olajozdk vegzik.
A javitas haromfele lehet:
Kisjavitdsndl a gep reszleges szetszerelese utjan kivizsgaljak a hiba-
kat, felderitik a kesdbbi alkatreszcserek sziiksegesseget. Ezeket az alkat-
reszeket a kovetkezo javitasig elkeszftik. A legsziiksegesebb javitasok
elvegzese utan osszeszerelik a gepet. A kisjavitas az altalanos javitas-
nak kb. 20%-a.
Kozepes javitdsnal kb. 50%-os javitast vegeznek. A gepet teljesen
szetszerelik, a rejtett hibakat feltarjak es hantolas nelkiil osszeszerelik
a gepet.
Altalanos (general) javitaskor teljesen szetszerelik a gepet, az elore
elkesziilt alkatreszeket beepitik, az bsszes alkatreszt kijavitjak es pon-
tosan illesztik. Ekkor keriilhet sor az „eszmei kopas” ertekcsokkenese-
nek potlasara. Az eszmei kopas alatt ertjiik azt a hatranyt, amellyel
valamely szerszamgep a kesdbb gyartott gep mogott teljesitmeny,
kezelhetdseg stb. tekinteteben lemarad. A korszerusitesnek a gazdasa-
gossag szab hatart, ezert ennek elvegzesere a fotechnoldgus, fomernok
adhat engedelyt. Altalanos javitas utan minden esetben a MEO veszi
at a gepet, mtiszerek segitsegevel, pontossagi vizsgalat alapjan, Schle-
singer: „Szerszamgepek vizsgalati konyve” utasitasa szerint.
Megemlitjuk meg a szerkezeti vizsgalat muveletet. Ennel az ellen-
6rz6 lakatos a kotyogast, a kopast, a beragodast, a torest, a melegedest
a gep szetszerelese nelkiil allapitja meg.
258
A gdpjavlt&s muveleti sorrendje a javltandd szerszamgep tisztltasaval
kezdddik. Sziikseges a belsd alkatreszek tisztltasa is, mert hibafelvetelt,
pontos merest nem lehet vegezni olajos alkatreszeken. Rosszul felszerelt
tizemekben a kiilso tisztitast kefevel, petroleumos ronggyal, a belso
olajtalam'tast petroleumban valo aztatassal oldjak meg. Ez a meg-
oldas koltseges, tuzveszelyes, lassii, es erzekenyebb boruek kiiiteseket
kaphatnak az oldoszertdl.
Nagyobb iizemek kiilonfele mosogepeket hasznalnak erre a celra,
melyekben a forro mosooldatot (pl. 5%-os trisd) gumitomldvel lovellik
a feliiletre. A gep ezaltal minden szennyezodestol megtisztul.
A mosdkadbdl daruval kiemelt szerszamgep a TMK szerelde el-
kiildnftett reszebe, a szereldallomasra, egy alacsony (2 x I X 0,5 m),
csdvazas szereldasztalra keriil. A szereloallomason levo alkatresztarolo
szekrenybe kerulnek a hibatlan alkatreszek, valamint a potlasra el-
keszltett alkatreszek. Az alkatresztarolo szekreny ajtajan levd tablara
fellrjak a javitasra keriilt szerszamgep jelzeset. Minden lakatosnak, aki
a szetszerelest es kesdbb az osszeszerelest vegzi, kiilon satupadja van.
Minden gephez — a gep bonyolultsagi fokatol fiiggoen — egy vagy
ket lakatost osztanak be a szetszerelesre (87. tablazat). A szetszereles
87. tdbldzat
A szersz&mgdpek hibafelv6te!6vel foglalkoz6 lakatosok idonorrniii
1 A g6p szerkezeti Lakatos fo NapokszAma
bonyolultsagi foka j ha mar van fenykdpe-
fenykep zessel
1-2 1 0.5 1
3-5 i 1 1 2
6-7 j 1 2 3
8-11 o 9 3
12-14 2 3 4
15 — 17 2 4 5
18-20 2 4 6
21-24 2 5 7
kozben kesziil el a hibafelvetel is. Kijelolik a cserere vagy javitasra
keriild alkatreszeket. A hibafelvetelt a lakatosok es a javitas iranyitasa-
val megbizott mernok vagy technikus kozosen vegzik. Errol jegyzd-
konyvet vesznek fel. Ennek alapjan keszlti el a szerkesztes a gepjavitas
muszaki tervet, a gyartaselokeszites az alkatreszgyartas es a szereles
eloirasait. A tervezes ideje alatt a gepagyak es szanok hantolasa kesziil.
A javitasra keriilt szerszamgep korszerusltesenek vagy a felhasznald
iizemnek a gep atalakitasara vonatkozo klvansagainak eldontese a
vallalati fdtechnoldgus joga, aki ismeri a termelesi terveket, a muszaki
fejlesztes szempontjait. A szerkesztes ennek ismereteben keszlti el a
17* 259
terveket. Ahhoz, hogy a lakatos a gep osszeszereleset — kiilonosen
bonyolult gepeket — nehezseg nelkiil elvegezhesse, sziikseges a szer-
keszto altal elkeszitett fdcsoportok osszeallitasi rajza es darabjegyzeke.
Erre a diszpecsernek is sziiksege van, hogy az egyes fdcsoportok alkat-
reszeinek elkesziteset megfeleloen beiitemezze, es a gepfdcsoportok
kulon-kulon mine] hamarabb elkesziilhessenek.
A fent emlitett osszeallitasi rajzok elkeszitese koltseges ds hosszadal-
mas, ezert nagyobb iizemek ezt fototechnikai eljarassal helyettesitik.
Ezt az elmiilt evek folyaman igen magas szintre tokeletesitettek. A fo-
csoportok szetszerelese utan a megmosott alkatreszeket a szerelesi
sorrend szerint kirakjak a szereloasztalra, es szinten lefenykepezik.
Ezek alapjan kesziti el a szerkesztd a muhelyrajzokat, a megfeleld
tures es illesztes eloirasaval. A rajztar megfeleld szervezese eseten ezek a
dokumentaciok evek miilva is rendelkezesre allanak.
A rajzok elkeszitesi idejet a szerkesztok reszere hatariddzik. Ezeket
az idoket osszegezve kapja meg a programiroda, ezek alapjan meg-
hatarozza a gep javitasi idejet, es idoben megrendelteti a szabvanyos
meret es minoseg szerinti kotdelemeket. A gyarto vallalatok nehezen
tudjak fedezni az orszagos sziiksegleteket, ezert gyakran hazilag, koltse-
gesebben kell ezeket eloalh'tani.
A szerkesztesi munka bofejezese utan a technoldgia elkeszitese kovet-
kezik. Ez abbol all, hogy meghatarozzak a kiindulasi anyagmereteket
ds formakat, es eloirjak a sajat gepparkra vonatkozo legalkalmasabb
es leggazdasagosabb muveleteket es azok sorrendjet. Fejlettebb,
nagyobb gyarak TMK iizemenel — a produktfv termeles technoldgiaja-
nak megfeleloen — abras muveletterveket keszitenek. Az abrakon
vastagabb vonallal bejelolik a megmunkalando feliileteket, roviden le-
irjak a mhveletet, forgacsolasnal a rahagyast a kovetkezo muvelet
reszere, a fordulatszamot, az elotolast, a sziikseges szerszamot, mero-
eszkozt, idomszert es kesziileket.
Kisebb iizemekben ez koltseges megoldas, ezert ott szoveges muvelet-
tervet keszitenek. Ennel az abrat tiizetes leiras potolja. Betanitott
gepmunkasok szamara ez megfelelobb, mert rajzot kevesbe tudnak
olvasni. Ma mar a gepjavito iizemekben igen sok a j61 kepzett szakmun-
kas. A javitas kozben hirtelen eloadodo, elore nem latott hiba sokszor
nem varhat, igy a szakmunkasnak — esetleg a muvezetovel egyiitt —
kell eldontenie menet kozben a kovetendd javitasi modot.
A szerkesztes elkesziilt tervei es a gyartaseldkeszitesi szervek bizony-
lati anyaganak alapjan megkezdddik az alkatreszek elkeszitese a forga-
csoloiizemben, es a felkesz anyag kivalasztasa a tartalekalkatresz-
raktarban. A tartalekalkatreszek kooperacid utjan valo beszerzese a
TMK iizemek eseteben nem valt be, az atfutasi ido megroviditese erde-
keben legcelszerubb hazilag legyartani 6ket.
260
Az alkatreszek muszaki 4tv6tele utan a fSdarabok, majd a focsopor-
tok osszeszerelese, valamint a dokumentaciok eloirasa szerint veg-
szereles kovetkezik. A gepek atveteli vizsgalatait, bemereseit, a be-
jaratast, ill. a probaforgacsolast kiilon helyen letesftett prdbaallomason
vegzik el.
A hibatlan mukodes utan a gepet befestes utjan ujszeru ^llapotba
kell hozni. A korszeru. kiilso, a megfelelo szin igen nagy hatassal van a
dolgozok munkakedvere, hangulatara, faradtsaguk lekiizdesere, ezert a
festes elengedlietetlen.
A gep belsejet a lakatosok mar a szereles eldtt befestik voros festek-
kel. Az osszeszereles, a minosegi ellenorzes, valamint a probak utan a
gepet daruval felemelik, legtobbszor a gepszallitasra kesziilt kiilonleges
kocsira helyezik, es a festdmuhelybe szallftjak. Eloszor benzinnel le-
mossak a geprol az olajat, es vasoxiddal (primol), festekszoro pisztoly-
lyal beszdrjak. Az eldirt technologia szerinti kittelesek, csiszolasok es
lemosasok utan szintetikus festekkel tobbszor lefujjak a vegleges szfnre.
A gepjavitasokat ismertetve meg kell emh'tenfink a pontos munka
elofeltetelekent a gepjavitd iizem allando liomersekleten vald tartasat.
A valtozd homerseklet — foleg telen — elhiizodasokat okozhat, es ez a
pontossag rovasara megy. A bejarokapukat ponyvafiilkevel kell el-
valasztani a javitdiizem belso legteretdl. Korszerubb megoldas a leg-
fiiggony alkalmazasa, melynel fiivokakbol a kapusikkal parhuzamosan
elomelegitett levegdt fujnak a kapu nyitasakor, es ez a legfiiggony
meggatolja a kiilso levego behatolasat. A melegftett levegot ventilia tor
nyomja a fiivokakba.
2. Roncsolasmentes vizsgalatok egyszerubb m6djai
A gepjavitas befejezese Titan — a festesen kfviil — a muszaki ellenorzes
(MEO) kovetkezik. Emlitettiikmar, hogyazanyagotis meg kell vizsgalni,
mert gyakran eldfordul az anyagcsere. Ugyancsak lenyeges a gyartaskozi
minosegellenorzes, nehogy a selejtes munkadarabot tovabbi megmunka-
las kovesse.
Az anyagvizsgalat a megmunkalas elott tortenik. Ez esetben rend-
szerint kemiai es mechanikai, vagyis roncsolassal jaro vizsgalatot vegez-
nek. Kemiai vizsgalat alkalmaval az anyag alkotdinak szazalekos ossze-
tetelet, ezek szovetkepzeset vizsgaljak, es ebbol kovetkeztetnek az
anyag fizikai. mechanikai tulajdonsagaira. Ez roncsolassal jar, mert az
anyagbol furdval kell mintat venni a vizsgalat celjara. Metallografiai
vizsgalatnal az anyagot koszoriilni, maratni, polfrozni kell a mikroszkop
261
aid,. A kiilonfele szilardsagi vizsgalatoknal prdbatestet vagnak ki az
anyagbol. Peldaul a hiizoszilardsag meghatarozasanal ezt a probatestet
elszakitjak. Az ilyen vizsgalatok roncsolassal jarnak.
A gyartaskozi minosegellenorzesne] ritkabban kell felaldozni egy-egy
alkatreszt az elobbi vizsgalatok elvegzeseert, mert a vizsgalatok celja
a geometriai alak, a meretek turese, a porozitas es a feliiletminoseg
ellenorzese.
Vegszereles elott es utan a gep tokeletes mukodese erdekeben sok
vizsgalatot kell vegezni (ezek osszesseget vegdlenorzAsnek nevezik)
anelktil, hogy valamely alkatreszt megsemmisitenenek, elroncsolnanak.
Ezert ezeket a vizsgalatokat roncsolasmentes hibakereso anyagvizsga-
latoknak nevezik.
A legegyszerubb, kesz alkatreszen is alkalmazhato roncsolasmentes
vizsgalat a szikrak&p-dlendrzes. Bizonyos mertekig a kemiai elemzest
potolja, ha az acel osszetetelet akarjuk ismerni. Vegrehajtasa ugy torte-
nik, hogy 60—-80-as szemcsenagysagu, keramikus kotesfi, kozepkemeny,
sima korund korongra kis erovel ranyomjuk a vizsgalando acelt, es
utana ugyancsak azon a kovon ismert osszetetelu (etalon) anyagu
aceleval hasonlitjuk ossze a szikrakepet. A kertileti sebesseg kb. 25 m/
raasodperc. Az alkatreszrol a koszorukorong izzd ahapotu apro reszecs-
keket szakit le, es az otvozok minosege es mennyisege szerint kulonbozo
lesz a szikrak alakja, tagozottsaga, szine. Ezekbol gyakran mennyisegi-
leg is kovetkeztetni lehet a kemiai osszetetelre.
A karbomder az otvozott acelok mennyisegi szenvizsgalatara hasznal-
hato elektromos muszer. Elve az, hogy a szentartalom valtozasa aram
hatasara, kiilonbozd kitereseket okoz az aramkorbe bekapcsolt galvano-
meteren. Ismert osszetetelu anyagok vizsgalata alkalmaval megfigyel-
288. dbra. Egyen&ram gerjesztdsfi
m^qneses reped6svizsg6,lat
jiik a galvanometer mutatojanak kitereset, es ezekhez hasonlitjuk a
vizsgalando anyagot.
A mlsztejvizsgalat a feliileti repedesek egyszerii es bevalt modszere.
A megvizsgalando targyat furoolajban kb. fel oraig 100 C°-ra melegft-
jtik, zsirtalamtas utan forro vizben leoblitjiik es az alkatreszt benzinnel
vagy alkohollal elkevert, iszapolt
kretaoldattal bevonjuk. Ezutan 100
0° hoteru kemencebe tessziik. Ha
repedes van a targyon, a kiaramlo
olaj a feher alapon nyomot hagy.
Magneses repedesvizsgalattal igen
finom, feliiletig ero vagy a feliilet
kozeleben levo repedeseket lehet ki-
mutatni. Ennek a modszernek az a
hianyossaga, hogy igy csak magne-
sezhet# femalkatreszeket lehet vizs- )On ,, хт,л, ,,_____________
galni. A vizsgalatkor az alkatreszt niukodo repeddsvizsgalat alapelve
magneses terbe helyezziik (288. abra),
elozoleg olaj es finom vaspor keverekevel bevonjuk a targy feliiletet. Ha
repedesmentes, akkor az erovonalak parhuzamosak es a vasporkeverek
is igyChelyezkedik el. Ha a targyban kozel a felszinhez repedes van,
akkor az erdvonal a kills# terben zarodik, ha viszont a felszin alatt
melyebben van a repedes, akkor az erovonalak kiternek a repedes ira-
nyaban. A finom vaspor mindket esetben feltiinteti a repedes helyet.
Hosszininyti, kis repedesek csak akkor mutathatok ki, ha valtakozo
arammal keresztiranyban kormagneses teret allitunk el# (289. abra).
290. dbra. Eeypsitett egyen- ds vAltakoz6 hramii
reppddsvizsghld berendezes elvi vazlata
A kdt eljaras t egyesiteni szoktak, es anelkiil, hogy kivennek a targyat
a kesziilekbol, mindket iranyban megvizsgaljak az alkatreszt (290. abra).
Az egyenaramu vizsgalat utan a targyat magnestelemteni kell. A vizsga-
latot sima, fenyes feliileten celszeru vegezni, mert durva feliileten az
olajos vaspor ott is megtapad, ahol nines hibahely.
Nagyobb (50—1500 mm) falvastagsagok belso reszeben a repedesek
es a hosszanti lapos anyaghibak kimutatasara az ultrahang anyagvizsga-
lat alkalmas. Az ember fiile masodpercenkent legfeljebb 20 000 rezges-
szamot erzekel. Az ultrahangok ennel nagyobb rezgesszamuak. Egyenes
vonalban terjednek, es terjedesi sebessegiik az anyagban az anyagi
minosegtol ftigg. Ha az adofejen keresztiil az anyagok feliileterdl ultra-
hang hullamok hatolnak az anyagba, a ha tar feliiletre erkezve vissza-
verodnek. Ha ismeretes a kiilonfele osszetetelu. anyagokban az ultra-
hang terjedesi sebessege es a targy merete, az adofej jeladasa es a vevo-
fej eszlelese kozotti ido kiszamithatd. Ha nem a targyat hatarold falrol,
hanem a hibahelyrol verodik vissza az ultrahang, akkor ez az ido rovi-
debb lesz. Ipari ultrahang es anyagvizsgalo
berendezesekben az ultrahangot kvarckris-
talybol kivagott rezgokristallyal allitjak elo
(291. abra). Ha a kristaly oldalara nyomast
gyakorolunk, akkor bizonyos lapjain villamos
toltes keletkezik. Ha ezt a jelenseget megfor-
dftva alkalmazzuk, es a rezgokristalyt valta-
kozo aramkorbe kapcsoljuk, akkor osszehuzd-
dik-kitagul, vagyis rezgomozgast vegez. Igy
alh'thato elo az ultrahang.
291. dbra. Kvarckristaly-
b61 kivdgott rezgokristdly
x) villamos tengely,
y) semleges tengely,
z) optikai tengely
fokuszhelyzet F2 fokuszhelyzet
292. dbra. A liiba hely£nek megdllapf-
t&sa; ket ferde iriinyu rontgenfelv<ite]
Az ultrahanghullamok a f6mekben j‘61 terjednek, levegdretegen azon-
ban rosszul haladnak at, ezert a hibahely — repedes, szetvalas —
falarol visszaverodnek. Ultrahangos vizsgalattal ezredmillimeter vastag
hiba mar erzekelhetd.
A hibakereso roncsolasmentes anyagvizsgalatAnak igen fontos eszkoze
a femiparban altalanosan hasznalt rontgenvizsgalat. Nagy elonye, hogy
a hiba helyet, alakjat fenykepezessel is rogziteni lehet, igy a hibaerte-
keles reszletesebb (292. abra).
A rontgensugarzas elektromagneses rezges, a targyakon keresztiil
294. dbra. Kazhnlemez vizsg&lata hordozhat6 rontgenberendez^ssel
halad, es kozben a sugarak egy rdszet az anyag elnyeli (293. dbra). Ha
a targyban valahol hiba van, pl. hegesztesi varratban gazzarodmany,
homokzarvany, az ontvenyekben belso zsugorodasi iireg, akkor at-
vilagitas eseten ezek kevesbe nyelik el a sugarakat, mogottiik az ernyon
az ep resz halvanyabb, mig a hibas resz intenzivebb. Fenykepezesnel
tehat a film az anyaghibas reszen erosebben feketedik, mint a hibatlan
reszen (294. abra).
A rontgenvizsgalattal jol kimutathatok a belso hibak, de vannak
esetek, amikor a hibahely ele sikban, a rontgensugarak iranyaban
helyezkedik el. Ilyenkor nem lehet kovetkeztetni megfelelo biztonsag-
gal a hibdkra, bar ezek a szerkezeti darabok szempontjabol veszelyesek.
Ilyen esetben celszeru ultrahang vizsgalatot is vegezni.
A rontgensugarakhoz hasonlo Sugarakat bocsatanak ki a termeszetes
radioaktiv elemek, pl. az uran, a torium. Ezek beszerzese igen koltseges,
helyettiik a mestersegesen radioaktlvva tett izotopokat hasznaljak. Az
izotopok kis terjedelmuek, ezert jol felhasznalhatok az alkatreszek
gorbiileteiben, kis feliiletein.
A rontgensugarak, tovabba a radioaktiv elemek es izotopok sugarai
sulyos betegsegeket (voros-, feherversejt-valtozast, rakot stb.) okoznak,
ha kozvetleniil erik az emberi testet, ezert az MSZ 836-ot a legszigorub-
ban be kell tartani.
3. A hibak javitasanak modjai, eszkozei, fdmszdrds
A gepek felujltdsakor ki kell cserelni min den olyan alkatreszt, amely
akadalyozza a pontos mukodest. Akkor is sziikseges a csere, ha a javitasi
ciklusido lejarta utani javltast mar nem erne el nagyobb hibasodas
nelkiil. Az alkatreszek mereteit, a kopast, a korkorossdget, az elgorbii-
lest, a feliiletminoseget, az esetleges faradasi repedeseket gondosan meg
kell vizsgalni.
A tengelyeket elhajlas, a mukodo feltiletek egytengelyusdge es be-
ragodasok szempontjabol kell vizsgalatnak alavetni. Ha uj tengely
keszltese sziikseges, akkor a meglevo csapdgycseszekhez sziikseges
mcretrahagyassal kell legyartani. Abban az esetben, ha a tengely meg-
felelo, csak dtkoszoriilesre keriil, akkor a csapagycseszeket kell kicserel-
ni, es ezeket kell hozzailleszteni a tengelyhez.
Gordiilo csapagyazasnal a tengelyek javltasa femszorassal jol meg-
oldhato. Alkalmazasanak elso idejeben a femszorast kazanok rostelyai-
nak korai elhasznalodasa ellen hasznaltak. Jelenleg meretnovelesre,
kopott reszek feltoltesere veszik igenybe. A femszoras lenyege az, hogy
266
a sz6r6fejbe a kivdlasztott anyagot por vagy huzal alakban elhelyezve
gazzal vagy villamos uton megolvasztjak, es folyamatos adagolasrol
gondoskodva, nagynyomasu levegovel a javitando feliiletre fujjak. Az
olvasztashoz altalaban gaz es oxigen kevereket hasznalnak. Ezt a meg-
oldas t egyelore nem szoritotta ki az elektromos olvasztas sem. A gaz-
olvasztasnal az adagolast pontosan kell beallitani, nehogy a gaz- vagy
oxigen-felesleg kemiailag befolyasolja a megolvadt femanyagot.
A femszort reteg szakitoszilardsagat, tapadokepesseget, nyomo-
szilardsagat nemzetkozi eloirasok szerint vizsgaljak, tehat kivalaszthato
a megfelelo fem, amely a szorashoz sziikseges.
Nagy kemenysegu retegek eloallitasara az elektromos 6s a gazszbrast
kombinaljak, megpedig a jo tapadokepesseg elcresere eloszor elektromos
szorast alkalmaznak, majd a kemenyseget a masodik, gazzal olvasztott
femreteg szorasaval erik el.
Igen gyakran fordul elo javitasa fogaskerekeknel. Kopdsok, beragoda-
sok, kifaradas miatt kell kicserelni oket. Ritkan lehet pontosan utan-
fogazni a fogaskereket, meg nehezebb a parhoz, az ellenkerekhez meg-
hatarozni a mereteket, ezert a fogaskereket altalaban parban cserelik.
Ontvenyek furatainak javitasanal a kopasokat felfurassal vagy
perselyezessel hozzak rendbe.
Sok gondot okoz az import eredetu gepek javitasanal a hiivelyk-
(coll-) rendszeru kotdelemek potlasa. A magyar ipar ma mar csak
szabvanyos, metrikus mereteket gyart, ezert hiivelyk meretu. kot6-
elemeket egyedi gyartassal kellene potolni. Gazdasagossagi szamitas
dontheti el, hogy a gepne] hiivelykrendszer maradjon, vagy atterjenek-e
teljesen a metrikusra. Nem lehet a szerszamgepen peldaul metrikus
es collos csavar egyiitt.
tlgyszolvan minden szerszamgepen talalunk szanagyat es csiiszd-
vezeteket, melyek a hasznalati iddtol fiiggoen kikopnak, beragodnak.
Ezek szabnak hatart a gep pontossagdnak. A gepagyakon a kopasokat
a helytelen kenes, a berdgodasokat tobbnyire az odakeriilt forgacs-
darabok okozzak. Legtobb iizemben meg jelenleg is hantolassal javitjak
6s hantololec segitsegevel ellenorzik az agyakat. A hosszu agyaknal igen
figvelmes ellenorzes sziikseges, mert hantololecet teljes hosszban a be-
hajlas miatt nem hasznalhatunk. Az ilyen hantololecnek a javitasa es
ellendrzese kiilonben is hosszadalmas es koltseges, nagyobb gyarak ezert
atternek az agyvezetek koszoriilesere, mert ezaltal a pontossag is javul,
emellett a koszoriiles a kopasallosagot noveli. E celra rendszerint hossz-
gyalugepet alakftanak dt, csokkentik az asztal jaratanak sebesseget
(7—8 m/p), es a kestarto helyere szerelik a koszoriifejet.
Gyakran javitjak, vagy nagyobb kemenyseg elerese erdekeben dt-
alakitjd,k a prizmas vezeteket ugv, hogy a vezetek helyere edzett
prizmas lecet csavaroznak, es azt koszoriilik meg a sziikseges turesek
267
betartd.sd.val. Ezeknek az dgyaknak tartdssaga tobbszorose a rendes
ontottvas agyakenak. A szegnyereg csuszdvezeteke, leginkabb a csuszo-
korvezetek az, amely gyorsan kopik. Ezek javitasa felfurassal tortenik.
A korvezetek es a csuszohiively kozotti finomillesztes miatt a furas utan
meg dorzskoszoriilni is sziikseges, mert a nagy feliileti simasag noveli a
kopasallosagot.
Dorzskoszoriilest (hdnoHst) furdgepen is lehet vegezni. A csiszold-
testek kormozgasat a furdgep, a tengelyiranyu mozgast a kezi erd hajtja
vegre. Korszeru hdnoldgepeknel a ketiranyu mozgas automatikus. A
dorzskoszoriilessel elert feliileti simasag nem tiikrosfenyu, de a kezi
hdnolasnal finomabb feliiletu.
Ha a furatban hossziranyu horony van, akkor a folyamatos hdnolas
erdekeben a horonyba betetet tesznek, hogy a csiszolokovek meg ne
akadjanak.
A kovek keriileti sebessege 30—50 m/perc,
a tengelyiranyu mozgas 15—50 m/perc legyen,
ontottvashoz 120 szemcsefinomsdgu szilicium karbidko, acelhoz
aluminiumoxid kd valasztandd.
Hutesre 80% petroleum es 20% olajemulzid hasznalandd.
Szerszamgepekbe ma mar gyakran muanyag alkatreszeket epitenek be.
Ezeknek az a hibajuk, hogy mukodes kozben felmelegszenek, es ter-
fogatnovekedesiik leallfthatja a gepet. Ha pedig lazabb az illesztes,
akkor ez a pontossag rovasara megy. A muanyag alkatrdszek javitasa-
hoz, cserejehez feltetleniil be kell szerezni a szallitd vdllalattd] a jellemzd
adatokat. Vannak szerszd.mgepek, ahol a muanyag gepelemek jdl be-
vdltak.
A muanyagot a hosszabb ideig tavolandd es kenyesebb alkatreszek
korrdzidvedelmere is felhasznaljak. A szilikogel nevu dtldtszd mu-
anyagot 200 C°-ra felmelegitik. Az olajszeruve valt anyagba ma.rtjak
az alkatreszt, es ha a felesleges bevondanyag lecsorog, egyenletes mu-
anyag hartya dermed az alkotdreszre, amely megvedi a korroziotdl,
iitddesektdl.
Az iizemlakatos munkdja nemcsak a gepek javitasaban meriil ki. Az
eltoltott evek alatt, a szamtalan fajta gep szet- es osszeszerelese kozben
megismeri szerkezetiiknek azon kenyesebb reszeit, melyekre kulonosen
iigyelni kell. Atfutd javitasok alkalmdval tapasztalatait atadhatja a
gdpen dolgozdnak, akinek gyakran nines alkalma sajat gepet tiizetesen
megismerni.
268
F) szekszAmkEszItO szakma
A gyartas mennyisegi bs minosbgi szintjbnek emelbse a gy&rtdeszko-
zok szamatol es elkeszltesiik pontossagatol fiigg. A gyartoeszkbz a
szerszam, kesziilek, idomszer (merfieszkoz). Ha rendelkezik is az uzem
korszerfi gepekkel es megfeleloen kepzett szakmunkasokkal, gyarto-
eszkozok hianyaban nem erheti el a pontossag mai kovetelmenyeit. A
gyartoeszkozoket a szerszamkeszftfi rendszerint egyedi gyartmanykent
allitja elo, mert anyagat, kivitelezeset ugy tervezik, hogy minel tobb
alkatresz elkesziteset vegezhesse el, vagyis meg nagy darabszam esete-
ben is keves szerszamot, kesziileket hasznaljanak fel. Az egy darabra
eso felszerszamozasi koltseg minel kisebb legyen.
A szerszamkeszitonek gyakran teridomok negativjat kell nagy pontos-
saggal kimunkalni ontottvas- vagy aceltestben, ezert a szakmai kepzett-
seg, a jo rajzolvasas, a terszemlelet es a keziigyesseg azok a tulajdonsa-
gok, amelyek segitsegevel munkaja magas szinvonalat erhet el.
A gepiparban hasznalatos szerszamok a kovetkezok:
a) forgacsoloszerszamok:
oszterga-, gyalu-, vesokesek,
fiirok,
sullyesztok,
dorzsarak,
marok,
korf fires zek,
menetvagok, menetmetszfik,
iiregeloszerszamok,
koszorfikorongok;
b) hidegsajtolo szerszamok:
lyukaszto-, kivagoszerszamok,
hajlito-, gongyolitoszorszamok,
melyhuzo szerszamok;
c) mfianyagsajtolo szerszamok:
sajtoloszerszamok,
froccsonto szerszamok;
d) sullyesztekes kovacsoloszerszfimok;
e) kokillak, nyomasos ontoszerszfimok.
Mig a szerszamok kozvetlenul munkaljak meg az alkatreszeket, a
kesziilekek kozvetve segitik a megmunkalast. A darabszam novelese,
a pontossag fokozasa erdekeben barmelyik megmunkdlogephez keszft-
hetiink kesziileket.
269
А кёвгиШсек koziil ismertebbek a kovetkezdk:
a) befogokesziilekek,
tajolo-, meretre-beallito kesziilekek,
szerszamgepekhez befogokesziilekek,
szerszamokhoz vezetokesziilekek;
b) adagolokesziilekek (foleg tomeggyartasnal)
mechanikus megoldassal,
pneumatikaval;
c) szerelokesziilekek, hegesztokesziilekek,
szilard illesztesu koteseket szerelo kesziilek (hidraulikus, pneuma-
tikus, kezi pres), lehuzokesziilek;
d) precizibs bnteshez sziikseges kesziilekek.
Az alkatreszek geometriai tulajdonsagait univerzalis es kiilonleges
meroeszkozokkel merhetjiik. Az univerzalis meroeszkozzel valb meres
(ido) koltseges, ezert lehetoleg a kiilonleges, egycelii meroeszkozt: az
idomszert hasznaljuk.
Idomsze/rek, m&roeszkdzok lehetnek:
a) normalidomszer csapok ellenorzesere,
b) hataridomszer a tomeges meresre (megy-, nem-megy-oldal),
c) kupidomszer,
d) alakidomszer,
e) dugos idomszer,
f) hezagmero scgedidomszer,
g) menetemelkedest merb eszkoz,
h) tapin tbs indikator,
i) mikromcter,
j) univerzalis meromikroszkop,
1c ) erdessegmero profilmeter.
A fentiekben ismertetett gyartoeszkozok nagy reszet ma mar csak az
ezekre berendezett gyarak allitjak elo, es a szerszamkeszitok nem
foglalkoznak keszitesiikkel. Ezert a kovetkezdkben csak par jellegzetes
szerszam, kesziilek eloallftasat ismertetjiik, melyeket a gyarak kerete-
ben mukodo szerszammuhelyek maguk keszitenek.
A kesobbiek megertesenek erdekeben foglalkozzunk a tiires, illesztes
6s feliiletminoseg rovid ismertetesevel.
1. Turesre, illesztesre, feliiletminosegre vonatkozo szabvauyok
A szerkeszto a tervezett alkatresz rajzat meretekkel latja el. Ha az
alkatreszbdl tobb darabot legyartanak es pontos mereseknek vetik ala
dket, akkor tapasztalat szerint a meretek elternek egymastol es a rajz-
270
ban megadott merettdl is. A gazdasagos gyartas erdekeben a megenge-
dett mereteltereseket korlatok, az elore megadott tureshatarok koze kell
szoritani. A meret megengedett eltereset tilresnek nevezziik. Az alkat-
resz meretenek a tureshatarok kozott kell maradnia, kiilonben selejtess6
valik. Peldaul egy 0 10 q’q^ csapot kell legyartani. A fentiek sze-
rint 10,1 mm-nel nagyobb atmeroju es 9,95 mm-nel kisebb meretu
csap mar selejtnek szamft.
A szuk tureshatarok dragitjak a gyartmanyt. Ezert ott, ahol nem
sziikseges, tagabb hatarokat engednek meg. A tervezo elore megha-
tarozhatja az egymassal osszeszerelt alkatreszek egyiittmukodesenek
felteteleit. Egyes alkatreszek kozott hezagra van sziikseg, viszont
masokat szorosan kell illeszteni. Igy osszeszereleskor bizonyos jatek
vagy tulfedes keletkezik az alkatreszek kozott. Ezeket az eldre meg-
hat&rozott felteteleket illesztesnek nevezziik. Ezzel a gep jo mukodesehez
sziikseges mereteket mar a tervezesnel megszabhatjuk. A ket alkatresz,
amely egymas feliileten erintkezik, a turesek eldirasa szerint illeszkedik.
Az illeszkedes legtobbszor hengeres feliileten tortenik, de sikokat is
illesztenek, pl. eket az ekhoronyba.
A tureseken beliili illeszkedes lehetove teszi az alkatreszek cserelheto-
seget, mert a mukodesi feltetelek a csereles kovetkezteben nem valtoz-
nak meg.
A cserelhetdseg megkonnyiti a szerelest, mert elmaradhat az utan-
megmunkalas, a potalkatreszeket raktarrol lehet felhasznalni, a keszii-
lekekben jol illeszkednek az alkatreszek, es a tovabbi muveletek folya-
matossa valnak.
A hatarmeretek kiilonbsege jelenti a tures nagysagat. A tures eldjele
a nevleges merethez (alapvonal) valo helyzetet jelenti. A turesi el5-
frasokbol kovetkeztethetiink a megfelelo technologiara, mert az egyes
szerszamgepek csak meghatarozott pontossaggal dolgozhatnak (88/a
tablazat).
88ja tdbldzat
Kiilonbozfi szersz&mg6pekkel elerheto
mdretpontoss^gok (mm-ben)
Szerszdmgdpi mflvelet | M6retpontossdg
Esztereal&s (similes) 0,01
Gvalul&s 1 0,1
Flirts ' 0,1
Mards ; o,o5-o,oj
Koszoriil6s : 0,001
Reszelds 1 0,1-0,01
Finom megmunk&l&s 0.001-0,0001
A feliiletek illeszkedese laza, amikor jatek van kozottiik, egymd>son
elmozoghatnak. Az dtmeneti iHeszkedesnel az egymashoz tartozd alkat-
reszek meretturesei szerint kis jatekkal es kis tulfedessel is illeszkedhet-
nek, pl. az oldhatd kotesek. Szilard illeszkedes eseten a belso alkatresz
merete nagyobb, mint a kiilsde, a tures tulfedest ir elo, a ket alkatresz
nem mozdulhat el, ez a kotes nem oldhato.
Vannak esetek, amikor a tervezo nem ir elo turdst, mert a szerkezet
mukodese nem teszi szuksegesse, de kiilalak vagy a technologia miatt
egyseges mereteket kell betartani. Ez esetben a twrteezetlen meretek
megkivant pontossagat kell betartani (88/b tablazat).
88/b tdbldzat
Turdsezetlen meretek megkfv&nt pontossfiga (mm-ben)
(MSZ 6300)
N6vleges
m6ret
csoport
1 felett
6-ig
6felett
18-ig
18 fe-
lett
50-ig
50 fe-
lett
120-ig
120 fe-
lett
315-ig
315 fe-
lett
800-ig
800
felett
11250-
ig
1250 1
felett
2000-ig!
200013150j5000
felett felett felett
3150-5000- 8000-
ig ig ig
8000
felett
12500.
ig
Megkfvdmt
pontossag
± 0,l| ± 0,2
± 0,4 ± 0,5 ± 0,8 ± 1 ± 1,5 ± 2 ± 3
± 4 ± 6
Tengelyek megmunkalasanal, amikor tobb vail vagy besztiras tori
meg a hosszmeretet, az egyes meretek lancot alkotnak. Ha valamennyi
meret turessel lenne ellatva, a tengely merete tulhatarozott lenne. Az
ilyen m&retldncnal a helyes megmunkalas erdekeben egy tagot, a zd.ro-
tagot szabadon (turesezetleniil) kell hagyni. Ez esetben a valasztott
technologia szerint ki kell jelolni a kiindulasi agat.
A tureseloirasok sziiksdgesseget mar igen regen (kb. 200 eve) be-
Httak, de igazaban a tomeggyartas es a korszerti gyartas fejlesztette ki.
Eleinte az iizemek kozott tortent megallapodas a turesre vonatkozolag,
89. tdbldzat
Kulonbozo 6.tm6r6csoporthoz tartoz6 tur6s IT minosegekndl
Mi- Тйгёз mikronban, ha az dtm6r6csoport
nos6g 1-3 3-6 6-1010-18 18-30 j30-50 50-80 80- 120- 180- 250- 315- 400-
! 120 I 180 250 315 400 500
1 1,5 1,5 1,5 1,5 1,5 2 2 - 6 4 5 6 7 8
2 2 2 2 2 2 3 3 4 5 7 8 9 10
3 3 3 2 3 4 4 5 6 8 Ю 12 13 15
4 4 4 4 5 6 7 8 10 12 14 16 18 20
6 5 4 5 6 8 9 11 13 15 18 20 23 25 27
6 8 9 11 13 16 ]9 22 25 29 32 36 40
7 9 12 15 18 21 25 30 35 40 46 52 57 63
8 14 18 22 27 33 39 46 54 63 72 81 89 97
9 25 30 36 43 52 62 74 87 100 115 130 140 155
10 40 48 58 70 84 100 120 140 160 185 210 230 250
11 60 75 90 110 130 160 190 220 250 290 320 360 400
12 90 120 150 180 210 250 300 350 400 460 520 570 630
13 140 180 220 270 330 390 460 540 630 720 810 890 970
14 250 300 360 430 520 620 740 870 1000 1150 1300 1400 1550
15 400 480 580 700 840 1000 1200 1400 1600 1850 2100 2300 2500
16 600 750 900 1100 1300 1600 1900 2200 2500 2900 3200 3600 4000
es csak kesobb keletkeztek az orszagos, majd a nemzetkozi szabvanyok.
Magyarorszag az ISA (Nemzetkozi Szabvanybizottsagok Nemzetkozi
Szovetsege) rendszeret fogadta el. Ennek kereteben 16 mindseg van,
ezeket T 1-tol T 16-ig jeloljtik (89. tablazat). Ezek szerint a nevleges
meret az alapvonal, ehhez viszonyitva a turesmezo helyzetet alapel-
teresnek nevezztik. Az alapelteres tehat az alapvonal es a turesmezo
hatarvonala kozotti tavolsag. Csapoknal kis betukkel, lyukaknal nagy
betukkel jeloljuk az alapelteres nagysagat es jelleget, vagyis az alap-
vonaltol valo pozitiv vagy negatfv elterest.
Az illesztesnel vagy a csapot (295. £bra), vagy a lyukat (296. 4bra)
296. dbra. Alaplyukrendszer
18 Lakatosok kOnyve
vessziik alapul, es ahhoz viszonyitunk. Az ISA-rendszerben altalaban
az alaplyukrendszert hasznaljAk. A lyuk mindig H jelu. A csapokat az
illesztes merteke szerint adja meg ehhez a szabvany, pl. H6/g5 (laza
illesztes).
Az alaplyukrendszernel az alkatresz gyarHsi koltsege kedvezobb. A
nagy turessel keszitett alkatr£szek koltsegesek, viszont a szerkezet
mukodese es elettartama attol fugg, bogy milyen finom a tures. Ez az
ellentmondas feloldhato az osszevdlogatd illesztes modszerevel. A gorom-
ba tureshez keresnek olyan goromba turesu. alkatreszt, hogy azokat
pdrositva megis megfelelo finom legyen az illesztes turese.
Feluletminoseg. A rajzmeretekkel vagy az elkeszftesi technologiaval
jellemzett feliiletet m^rtani feluletnek nevezziik. Ha ezek alapjan el-
keszitjiik a munkadarabot, es egyszeru nagyitoval, meroeszkozzel meg-
vizsgaljuk, tapasztalhatjuk, hogy ez a valdsagos felulet nem olyan,
mint azt a rajzmeretek feltiintetik. A val6sagos feliilettel a mertani
feliiletek megkbzelitese csak bizonyos hatarig lehetseges, mert a munka-
darab feliileten kis tbrkozu, kiilonfele jellegzetes egyenetlenseg, azaz
&rdess&g mutatkozik.
Az erdesseg keletkezhet a munkadarab feliileten, pl. esztergalasndl,
amikor a kes hegye hullamvonal keresztmetszetet vag a feliiletre. Ezek
finommegmunkalasnal csak mikroszkoppal eszlelhetok (297. abra). Az
eszlelt profil (hullamvonal) pontjainak tavolsagat a kozepvonaltol
(algebrai elojel nelkiil) az alaphosszon osszegezziik, es elosztjuk a mert
pontok szamaval. Igy kapjuk az atlagos erdesseg meroszamat, 2?0-t.
Ugyanezen a hosszon, ugyanazon magassagi ordinatdk negyzeteibol
alkotott szamtani kozepertek negyzetgyoke adja meg a hq simasagi
m6ro8zamot mikronban (p,).
Kbzepvonaltol meet egyen/et/enseg - mag ass ag
297. dbra. A.z 6rdess6g hbrAzolAsa 6s meghat^rozdsa
Feliileti 6rdess6g ISA IT minos6gekhez. Finom fokozat
Qs
Cl
18*
A simasagi merdszam (hq) es az atlagos erdesseg (Ra) forgacsolt
feliileten alig kiilonboznek, tehat kenyes eseteket kiveve, atlagos erdes-
seg helyett hasznalni lehet a feliileti simasag kifejezest.
A szerkeszto a gep rendeltetesenek megfeleloen eldirhatja az alkat-
reszek atlagos erdesseget. Ez meghatarozza a megmunkalas modjat,
mert minel finomabb feliileti simasag sziikseges a rajz eloird-sa szerint,
annal finomabb megmunkalasi technoldgiat kell hasznalni. Ennek
hatart szab az eloallitasi koltseg, igy csak az okvetleniil sziikseges Ra
irhatd eld. A rajzokon eloirt es szabvanyos (ISA) turessel megadott
meretu (illesztett) feliiletekhez, — ha nines kiilonleges kovetelmeny —
a 90. tablazatban megadott erdessegi ertekek hasznalhatdk.
2. Szorszamok, kesziilekek keszitose
A szerszamokat az ezek gyartasara berendezett gyaraktol keszen
kapjak a felhasznalo iizemek. Hazilag vald gyartas koltseges, £s meg-
felelo celgepek hianyaban a minoseg sem volna megfelelo. Meg az utan-
dlezest is e celra kesziilt gepeken vegzik, tehat ez sem a szakmunkas
feladata. A szerszamok, kesziilekek keszitose koziil egyes tipusok szerint
azokat ismertetjiik, melyek jelenleg is gyari szerszammuhelyekben
kesziilnek.
A forgacsoloszerszamok koziil a kemenyfem lapkaval ellatott eszterga-
keseket igen gyakran a szerszamkeszitonek sziikseges eloallitania, mert
a kiilonfele munkadarabokhoz mas-mas fajta kemenyfem lapka es acel-
szar sziikseges. A kemenyfem igen draga, ezert csak a forgdcsolast
vegzd reszt keszitik belole. A tarto acelszarat olcsd, otvozetlen (0,5—
0,7% C-tartalmu, 60—70 kg szilardsagii) acelbol allitjak elo. Csak
akkor kdszitik a szarat gyengen otvozott acelbol, ha nagy igenybevetelu
szerszamra van sziikseg.
A kemenyfemet ugy allitjak elo, hogy a nagy kemenysegti es magas
olvadaspontii wolframkarbid alapanyagot megdrlik, valamilyen seged-
fem (pl. kobalt) porra orolt anyagaval osszekeverik, a kevereket formaba
sajtoljak es 700—900 C°-on elozsugoritjak. Ekkor meg megmunkalhatd.
Ezutan tijra zsugoritjak, a segedfem megolvad es oldja a karbidszem-
csek feliiletet. Ha megszilardult, mar keves karbidot tartalmaz, es meg-
tartja eredeti szivossagat. Ezeknek az N vagy К jelii lapkaknak nagy a
kemenysegtik es a kopassal szembeni ellenallasuk, de a szivossaguk
kisebb. Hibajuk az, hogy az el homlokfeliileten a nagy nyomas alatt az
izzo acelforgacs kemenyfem reszecskeket ragad magaval, melyek az un.
krdtert idezik elo.
276
Ha meg titankarbidot is adagolnak a kemenyfem anyaghoz, az A,
В, 0 jelzesu anyagokat kapjuk. Ezek ellenallnak a kraterkepzddesnek,
de a szivdssaguk a titankarbid jelenlete miatt csokken. Hosszu forgacsot
add acelanyagok is megmunkalhatdk vele. A kemenyfem lapkakat leg-
inkabb forrasztassal erdsitik a szarhoz, mert a ket anyag nagyon eltero
hotagulasa miatt nem lehet hegeszteni.
A kiilonbozomindsegu kemenyfemeket kiildnos gonddal kell raktaroz-
ni, mert forrasztas utan nem lehet megbizhatoan ellendrizni a minoseget.
A lapka minoseget az acelvazon fel kell tiintetni. Forrasztas elott a kes-
szaron a lapka helyet kialakitjak, revetol, rozsdatdl drdtkefevel meg-
tisztitjak, es benzinnel, szentetrakloriddal vagy trikldretilennel zsirtala-
nitjak. Ezeknek az anyagoknak gozei huzamosabb idon keresztiil be-
lelegezve artalmasak az egeszsegre, a benzingdz robbanasveszelyes,
tehat a gozok elvezetcserdl gondoskodni kell.
Az oxidacid elleni vedekezestil folydsi'tdanyagkent porra tort egetett
bdraxot hasznalnak. A bdraxport mindig zart dobozban tartjak, mert
nedvszivd tulajdonsagii. A megtisztitott es eldmelegitett kesszaron a
lapka helvere bdraxport szdrnak es rahelyezik a forrasztdanyagot: acel-
szitara galvanizalt elektrolitrezet, sargarezet vagy eziistot, majd ismdt
bdraxot szdrnak ennek a feliiletere.
A lankat is eld kell kesziteni a forrasztashoz. ]5rintkezesi feliileterdl
koszoriilessel vagv h om ok fii vassal a felso 0.1—0.2 mm-es lazabb reteget
eltavoh'tjak es szinten zsi'rtalanitjak. Az eldkeszitett lapkat ezutan be-
helvezik a lankafeszekbe, es egyiitt (lehetoleg elektromos kemenceben)
felmelegitik 1100 C°-ra, mi'g a forrasztdanvag megolvad. Ezut&n ki-
veszik a szerszamot a kemencebdl, a lankat helvere igazitjak, rajztu-
szeru szerszammal a lapkat addig nyomjak, mig a forrasztdanyag meg-
dermed. Fontos, hogv ez a szerszam ne nagy feliileten erintkezzek az
izzd kemenvfem lapkaval, mert kiilonbcn a lapka megrepedezik. A
forrasztdanyag megdermedese utan faszenporban, hamuban hutik a
szerszamot. A hutesi idd kb. 0,5—1 dra. Igen nagy gondot kell forditani
a forrasztdanvag es segedanvag helves adagolasara, nehogy a lapka es a
feszke kozott forrasztdanyag-dusulas jojjon letre. Kis (100 mm2) forrasz-
tasi feliileten 0,1 mm lehet a forrasztasi res. Kozepes feliiletnel, melybe
a leghasznalatosabb kesek tartoznak, 0.2—0,3 mm, nagy keseknel
0,5 mm-ig novelhetd a forrasztasi res. A kihult szerszamot homokftivd-
val megtisztitiak a revetol, oxidretegtdl. E celra nem szabad durva
koszoriilest alkalmazni. Higftott kdn^avval vald maratassal tiszta,
sziirke felfilet erheto el.
A kest mindig ellel szemben koszoriiljiik. Ne hasznaljunk iddszakosan
huto folvadekot, mert a lapkaban repedesek keletkezhetnek. A lapka
diet zold sziliciumkovel fenjiik.
A Mszulekek feladata az, hogy a pontossagi kivanalmaknak meg-
277
feleloen biztositsak a sziikseges muveletet. A kesziilek a szerszamgep
szerszamkihasznalasat is noveli. Bizonyos muveletre tobbfele kesziileket
lehet tervezni. Ezek koziil azt kell kivalasztani, amelyik a munkaidot
annyira csokkenti, hogy az ebbol szarmazo megtakaritas nagyobb, mint
a bonyolultabb kesziilek tobbletkoltsege.
A kesziilekek hasznalata a kovetkezo elonyokkel jar: gazdasagosabb
a gyartas, minosegjavillas reven cserelheto alkatreszeket gyarthatunk,
a minosegi munka nem fiigg annyira a munkas kepzettsegetol, kisebb
faradsaggal lehet termelni es csokken a baleseti veszely.
A mellekidok csokkentese a befogasi idok csokkenesevel all aranyban,
ezert van annyifele befogokesziilek.
A befogokesziilekek iizemen beliil valo eloallftasa igen gyakori
szerszamkeszitd munka. A pontossagra valo torekves es a fent emlitett
mellekidok csokkentese miatt alkalmazzak ezeket a kesziilekeket,
kiilonosen akkor, ha nagyobb szamu alkatreszen hasonld muveletet
vegeznek. Ezeket a kesziilekeket ugy tervezik, hogy a szoritdelemeken
kfviil tajoldelemek is biztositsak a munkadarab pontos helyzetdt. Fiiro-
kesziilekek az eldbbieken kiviil meg a ftirot is vezetik. A kdsziilektest
kialakitasa olyan legyen, hogy a megfelelo merevseggel biztosftsa a
pontossagot es a rezgesmentesseget.
A megmunkalas kozben fellepd erok hatasara a munkadarab el-
mozdulna, ha a szoritdelemek ezt nem akadalyoznak. A szoritoelemek
lehetnek kezi es gepi mukodtetesuek.
Kezi szoritok: szorftdcsavarok, excenterek, ekek (298. £bra).
Gepi szoritok: pneumatikus, hidraulikus, hidroplasztikus ds elektro-
magneses mukodtetesuek.
Altalanos gyakorlatban a szorftocsavaros es az elektromagneses felfogd-
kesziilekek hasznalatosak. A csavaros szoritasu befogokesziilekek, satuk
megbizhatok ugyan, de abefog&s dsoldashosszadalmas. Amardgepeksatu-
iba egyszerre tobb darab foghato be, ezaltal az egy darabra eso befogasi-
oldasi ido csokken, de meg igy is rossz a hat^sfokuk (91. tablazat).
9J. tdbldzat
Kul6nboz6 megoldAsu befo^6k6sziil6kek hatasfoka
A befog6k£szill£k tipusa Egy befog&s ideje percben Kozepes id6 percben Hatasfok %-ban
Oszlopos fur6k£sziil6kek 0,01—0,02 0,014 100
Excenter vagy bajonett 0,01-0,03 0,020 70
Homlok excenter 0,01-0,07 0,027 52
Csavaros, kiilonbozo kik6p- z6su fogantvukkal 0,02-0,07 0,046 30
Csavaros any^val 6s kulccsal 0,05-0,22 0,13 10
Satu vagy tokmAny szorft6- pofhkkal 0,10-0,30 0,175 8
298. dbra. K6zi szorit6k
a—c) csavarosak, d~g) excenteres kivitelftek
299, dbra. Vezetooszlopos
befogok^szulek
Az egyszeru gdptartozekok es segedeszkozok hasznalatdndl a munka-
idd hosszii. Ezert korszeru gyarakban mindjobban terjed az egyetemes
Iceszul&li. Ezeknel a kesziilekeknel szerelekcserevel tobbfajta meretu
es alaku alkatresz munkalhatd meg. A kesziilek eldallitasanak az ideje
lerovidiil, es mivel tobbfajta alkatresz megmunkalasara alkalmas, az
egy darabra esd koltseg keve-
sebb.
Az oszloposbefogolteszulek a
legjobban elterjedt egyetemes
kdsziilek (299. abra). А ke-
sziil oktestben egy tengely el-
forgat4saval a csapok moz-
gathatdk. Ezekre a csapokra
befogdlap van erositve, mely
a csapok behu zasaval a munka-
darab befogasat is vegzi. A
kesziilek kiilsd oldalfalat az
alapsikra merdlegesen is ki le-
het kepezni, akkor 90° elfordftassal merdleges lyukak is furhatdk. A ten-
gely forgatasa kezi karral tortenik. Hogy a szoritderd ne csdkkenjek,
befogas utan onzdrdszerkezetet kell bciktatni.
Az egyetemes kesziilekek bonyolultabb formai ktilonosen a tomeg-
gyartasnal hasznalatosak, de ezek ismertetcsere nem terhetiink ki.
Az eloregyartasi technoldgiak koziil allanddan novekedo helyet foglal
el a precizids ontes. Ennel az eljarasnal a viaszbdl elkeszitett alkatresz
altalaban 0,1 mm turessel kesziil. Az ennek felhasznalasaval ontott acel
alkatrdsz gyakran minden megmunkalas nelkiil beepitheto, es kb. 40%-
kal olcsdbb, mint a forgacsolassal eldallitott munkadarab.
Gazdasagos gyartas megis csak ott lehetseges, ahol megfelelo szer-
szammuhely van, es eld tudjak allitani a magas szakmai tudast igenyld
presformakesziilekeket. A presformaban a minta negativjat kell ki-
alakitani, amely rendszerint bonyolult teridom (300. abra).
A besajtolt viaszmintat seriiles es deformalddas nelkiil ki is kell venni
a kesziilekbdl, ezert az oszthatdsag eleresere nagy gondot kell forditani.
A prcsformak gyakran 10—15 darabbol rakhatdk ossze. Ezeket illesztd-
szegek, vezetdcsapok, rogzftdcsavarok tartjak egyiitt, de ugy, bogy a
sorjakepzddes a lehetd legkisebb legyen. Az egyes prcsforma rcszeket
szegecselessel vagy csavarral rogzitik, a belsd szogcit kcpezd elcket le-
kerekitik es a viaszminta alakjat meghatarozd feliileteket tiikrositik.
A tures a viaszmintat meghatarozd mereteknel altalaban 0,05 mm.
Anyaga altalaban A GO.ll-es. A szcrszamkeszitdt csak a nagyolasban
segiti a gepi megmunkalas, a vegso format vesdvel, reszelovel, esctleg
280
300. dbra. Precizi6s 6nt6ssel eloallithatd bonyolult teridomok
hajlekony tengely u koszbruvel alakitja ki. A presformat nem sziikseges
hokezelni, mert a viaszt kb. 50 0° homersekleten nyomjak a kesziilekbe.
Joi elkeszitett presformaval 50 000 db minta allithato elo. A 301—302.
abrak a kesziilekek kiviteli rajzait es kesz darabjait abrazoljak.
301. dbra. Precizi6s 6nt6shez sziiks6ges kesziilek
В mebzef
/1 +
C mefczet
302. dbra. Precizi6s ontdshez sziikseges kesziilek rajza
3. A megmunkalas utani muveletek, hokezeles
A szerszamoknal termeszetes kovetelmeny, hogy a megmunkalando
anyagnal kemenyebbek legyenek. Az elek eltartdssaga miatt is sziikseges
a kemenyseg es a kopasalldsag, de a mag, a test szivos legyen, hogy el-
birja az iitesszeru igenybeveteleket.
Az elobb emlitett celok elerese erdekeben eloszor megvalasztjuk az
anyagot, majd a hokezeles alkalmazasaval kifejlesztjtik a kivant tulaj-
donsagokat.
A gyartbeszkozok elkeszitese utan a celnak es anyagnak megfelelo
hokezeles kovetkezik. A kiserleti kutatasok es az ellenorzo muszerek
fejlodese annyira tokeletesftettek a hokezelesi eljarasokat, hogy ahol a
multban koltseges otvozott acelokat hasznaltak, ma mar otvozetlen,
olcsd szenacelok is kifogastalanul megfelelnek.
Ha az acelt (megfelelo metszet keszitese utan) 200—250-szeres nagyi-
tasban megvizsgaljuk, azt tapasztaljuk, hogy az anyag nem egyseges,
hanem terkepszeruen kisebb-nagyobb, szabalytalan keriiletu szemcsek-
bdl tevodik ossze. Ezek a szemcsek a mikroszkdpi latdmezohoz viszo-
nyitva lehetnek nagyobb vagy aprdbb foltok, aszerint, hogy durva
vagy finom szemcseju az anyag szerkezete. Sokfele szovetszerkezet van,
mindegyiknek mas a neve es tulajdonsaga. A hokezeles celja az, hogy
az acelban a celjainknak megfelelo szovetszerkezetet allitsunk elo,
vagvis meghatarozott muvelettel vagy muveletsorozattal (felmelegites,
lehutes, hontartas) elerjiik az acel szilardsag-, kemenyseg-, szfvdssag-
nbvelesdt, kopasalldsdga fokozasat, fesziiltsegmentesit£set stb. Pl.
edzdsndl un. martensites (igen kemeny) szovetszerkezetet allftunk eld,
utana megeresztjiik, ezaltal a ridegseget es ezzel a toresveszelyt csok-
kentjiik.
Az acelfajtak szerint kiilonfele hdkezeles sziikseges. Egviket nagyobb,
masikat kisebb homersekletrol kell edzeni. Az acel hokezeleset laboratd-
riumok kikiserletezik, es az adatokat kozlik a megrendeldkkel (ha nem
szabvanyos acelrol van szo). Szabvanyos acelnal a szabvanyban kozolt
hdkezelesi utasitas szerint kell eljarni.
Fontosabb hokezelesi eljarasok a kovetkezok:
A lagvitas celja a nagy szilardsagii anyag (700 C° koriili homersekletre
melegites es kemenceben vegzett lehutes iit jd.n vald) lagyabb allapotba
hozasa, hogy a forgacsolo megmunkalas konnyebb legven.
A megmunkalas utan, ujabb hokezelessel, az acel szilards&gi, kemeny-
segi, konasall6sagi stb. tulajdonsagait a sziikseges mertekben fejlesztik
ki. Kiilonfele hidegalakitasoknal. megmunkalasoknal (pl. melvhuzasnal)
az acel kemeny, rideg lesz. Ilyen esetben az egyes muveletek utan
ismetelten kilAgyitjak az anyagot.
283
A feszults£gmernte,8itd lagyitas celja a megmunkalas hatdsdra az anyag-
ban keletkezo belso fesziiltsegek csokkentese, hogy elhuzddas- es repedes-
mentes edzest erjenek el. Bonvolult alaku szerszamokat a nagvoid meg-
munkalas utan lassu felmelegitessel, kb. kdt drai, 500—650 C°-on valo
hontartassal lehet fesziiltsegmentesfteni. A lehutes lassi! legyen, mert a
gyorsabb hutes ujabb fesziiltsegeket okoz.
A normalizdld Idggitas a melegmegmunkalasndl vagy ontesnel kelet-
kezett, durva szemcsezetu szovetszerkezet djrafinomitasa. A tul magas
lagvitasi hofok es tul hosszu lagvitasi ido szemcsedurvulashoz vezethet.
A kiilonfele acclfajtak osszetetele szerint kb. 800—900 C° a normal iza-
lasi hofok. Hontartas utan nyugodt levegon kell huteni. Igen durva
szemcsezetnel a hdkezelest megismetlik, mert vagv helytelen volt az
elozo normalizalas hofoka, vagv till hosszu volt a hontartas.
EdzAsritl a szentartalom novekedesevel az edzett acelok kemenysdge
is novekszik. de a kemenvsegnovekedes 0,55% C-tartalom felett mar
csak kismerteku. Az otvozoanvagok az atedzhetosegre vannak be-
folvassal. Az edzesnel a kiilonfele acelokat osszeteteliik szerint mas es
mas hofokra (otvozetlen szerszamacelokat 750—800 C°-ra. az otvozott
acelokat nedig 740—1000 C°-ra) melegitik fel (92. tablazat), utdna
vfzben, olaiban, levegon. esetleg mas hutoanyagokban hirtelen lehiitik.
Az edzesnel karos fesziiltsegek keletkeznek az anyagban, ezek repedese-
ket. toreseket, elhiizddasokat okozhatnak. Ezert edzes utan megeresztik
az acelt. A megeresztes hdfoka hatarozza meg a szerszam kemenvsegdt.
Minel magasabb hofokon tortenik a megeresztes. annal kisebb lesz a
kemenyseg. A megeresztesi hdfokot (az aceltdl fiiggoen) 150—600 C°
kozott olai'fiirdoben, sdfiirddhen vagv kcmenceben allitjak elo. Kezi
szerszamoknal futtatasi szinek szerint is vegzik a megeresztdst. Az
anvagon egv kisebb reszt mcgtisztitanak, es azntan addig melegitik,
amig a megfelelo hofokhoz tartozd szin megjelenik a megtisztitott
feliileten. Ezutan lehutik az anyagot.
A megeresztes masik formaia, amikor az edzeshez felmelegitett szer-
szamnak csak azt a reszet hntik le. amelvik dolgozik. ezutan megvariak,
mig a szerszamtest melegetol a lehutott resz eleri a futtatasi szint, utana
maid az egesz szerszAmot eloiras szerint lehiitik.
M^lghulessel, edzes utan egves esetekben meg novelni lehet a kemeny-
sdget. Az alkatreszt denaturalt szeszbe helyezett szilard szensav (szaraz-
jeg) —76 C°-ra huti le. Ebbe a fiirdobc tessziik egy oraig a mcgeresztett
munkadarabot a kemenyseg fokozasa ccljabol.
Be.t/tedzht olvan helven alkalmaznak, ahol a magnak igen szivdsnak,
a feliiletnek pedig kemenvnek kell Jennie. Erre a celra otvozetlen vagy
otvozott, kis szentartalmu acelokat hasznalunk, mclyek magja betet-
edzes ut4n szivos marad, a kulso feliilet pedig edzds utan kemennyd
ds kopasalldva valik.
284
Az асё! izzft&si szinei
92.'tdbl(izat
H6fok kb. C° Izzitdsi szin
500 sot6tbarna-v6ros
550 sot5tbarna
630 barn aspires
650 ?о!ё! piros
680 vil&gosabb sotdtpires
740 sotot eseresznyepiros
750 cseresznyepiros
770 vilagosabb cseresznyepiros
800 kezdS vilavospiros
850 viligospiros
900 ё1ёпк vildgospiros
950 sotAtsirga
1000 s^rgtispiros
1100 vildgossArga
1200 sareisfelibr
1300 feher
1400 izz6feh5r
Otvozetlen асё! те£егезг1ёз1 (futtatasi) szinei:
200 f5mesen feh5r
210 halvanysArga
220 szalmasarga
230 aranysirga
240 sotetsirga
250 halvAnyvoros
260 barnasvoros
270 voros
280 ibolya
290 sotetk£k
300 biizavi.r<zigk6k
310 vi!6.gosk5k
320 sziirk5skek
330 sziirke
A munkafolyamat else reszeben az acel feliiletet szen felvetelere
kenyszeritjiik azal tai, hogy szcnben diis (szilard, folyekony vagy gaz)
anyagba igyazzuk, melybol a szen megfelelo felmelegites ds ido utin a
szenszegeny acel feliiletet dusitja. A betetedzesnek ezt a reszet cementd-
lasnak nevezik. Cementaid anyagok:
szilard: fa, bor, csontszen, fureszpor es bariumkarbonat keverekei,
folyekony: cian es mas sdk olvasztott kevereke,
gaz: szenmonoxid, szenhidrogenek: metan, propin.
A cementalandd alkatreszt lemezbdl kesziilt ladaba helyezziik. A
szabad helyet valamilyen szilard cementaldanyaggal toltjiik meg es a
ladat agyaggal letapasztjuk, hogy levego ne juthasson a targyhoz, majd
285
93. tdbldzat
Konny ufdmek hfikezeldse
N emesitds Ldgyitas Kov&csol&s H6kezel6si idd dra Kiedzds
Edz6s Megeresztds Hofok C° Lehiitds Hfifok C° Lehfltds Nemesitds L&gyit&s
Hfifok C° Lehfltds Hofok C° Lehutds
Alumi- nium tiszta — — — 360—450 ny- levego 520—280 ny- levpgo — ¥2 —
Al- Cu- Ni 490—505 20°-os viz szoba- hom. — 300—360 ny- levego v. viz 460—400 ny. levego l/4-16 falvastags&g szerint —
Al- Cu- Ni 500—520 fozds viz v. olajban 100 foz.6s viz v. o^jban 330—360 ny- levego v. viz 500—350 ny. levego %—io — Уг-2
AI-Cu 500—510 20°-os viz 120—150 ny- levego 330-360 ny- levego 450—360 nv. levego У2-1 l/2-l 10—40
Al- Mg- Si 500—560 20°-os viz 140—160 пУ- levego 330—360 lassan ny- levego 500—400 ny. levego ¥2 ¥2 10—36
Al-Mg — — — 300—400 lassan ny- levego 440—330 ny. levego — У4-У2 —
Al- Mg- Mn — — — — 400—450 lassan ny- levego 450—350 ny- levego — ¥2 —
Al-Si — — — — 360—400 lassan ny- levego 500—400 ny- levego — ¥2 —
Al-Mn — — — — 450—500 lassan ny- levego 520—350 nv. levego — ¥2 —
0. Al- Si-Mg 510—530 20°-os viz 150—170 ny- levego — — — 3 — 4 — 20
850—900 C°-ra melegftjiik. A hontartas a cementalt reteg kivant vastag-
saganak megfeleloen 1 oratol 60 oraig tarthat. A betetedzes masodik
muvelete az alkatresz edzese. Edzeni lehet a cementalasi homersekletrdl
is, akkor azonban durva szemcseket kapunk, de sok esetben az el-
huzodas kisebb merteku lesz. Jobb eredmeny erheto el, ha a cementalas
utan 550 C° koriili sofiirdoben 15—60 percig tartjuk az alkatreszt, es
utana a kereg osszetetelenek megfelelo hofokrol eddziik es hutjiik az
anyagot.
Amely reszen nem akarunk szenfelvetelt, oda elektrolitikus uton
rezet csapatunk, vagy rahagyas es.annak lemunkalasa re ven nem lesz
kemeny a feliiletresz.
A cementalas ellentete a temperdlds, amikor a nagy szentartalmii
ontvenybol elvonjuk a szenet, es az alkatresz kovacsolhatova valik.
Nitraids, helyesebben nitriddlds eseten az alkatreszben ammoniak
gaz vagy ciantartalmu sofiirdo reven nitrideket hozunk letre, ezaltal
az anyag feliilete kemennye, kopasallova valik es megakadalyozza a
szerszamok elere valo felhegedest.
A megmunkalas utani muveletek masik csoportja a hokezelesi muve-
letek utani elhuzodasok egyengetese, az egymashoz tartozo reszek
osszeillesztese, valogatasa, a repasszalas. Ezeket a muveleteket az el6z6
fejezetekben mar ismertettiik.
A konnyufemek hokezeleset a 93. tablazat ismerteti.
4. Az cllenorzes modszerei es muszerei
A gyartmanyellenorzest a gyarak a kovetkezo sorrendben vegzik:
a) anyagvizsgalat (kemiai-, mechanikai-vizsgalata,
b) felkeszaru-vizsgalat (kooperaciobol vagy sajat gyartasbol ered6
alkatresznel),
c) gyartasellendrzes (az egyes fontosabb technologiai folyamatoknal),
d) atveteli ellenorzes (a gyartmany hasznalhatosaganak eldontese).
Az anyagvizsgalat tulajdonkeppen mind a negy csoportra kiterjed.
Bejott anyagnal az elolrt minoseg vizsgalata a cel. Felkesz anyagnM
annak megallapitasa a fontos, hogy nem csereltek-e fel a megmunkalas-
n&l a felhasznalt anyagot. A gvartascllenorzesnel es atvetelnel a h5-
kezelesek eredmenyeit is vizsgaljak az anyagon.
A vizsgalatok masik nagy csoportja a felkeszaru gydrtaskozbeni 5s
&tv£teli ellendrzesnel a geometriai forma vizsgalata. Ez kiterjed a
merethusegre, alakhusegre es a feliileti simasagra.
M&rethu az alkatresz, ha meretei az eldirt tureseken beliil vannak.
288
Alakhu a munkadarab, hamereteinekegymashoz viszonyftott helyzete
megfelel az eldirt felteteleknek, pl. ket feliilet derekszbgusege, parhuza-
mossaga fennail. A tengelyek, ha elternek a kor keresztmetszettbl es
ovalissa valnak, nem alakhuek.
A feliileti simasag a feliilet egyenetlensegeinek az elolrt erdessegi
merbszam szerinti kivitele.
Az ellenorzes csak kozvetett hasznot hoz azaltal, hogy a gyartas
kbzbeni selejtet kiiktatja a tovabbi megmunkalasbbl. A vegellenbrzes
pedig a gyartmany termelekenysegenek csokkeneset akadalyozza meg.
A turesek a lehetbseggel, az ellenorzesek viszont a gazdasagoss&ggal
valo megalkuvasok. Oly mertekig sziikseges az ellenorzes, ameddig a
kbltsege kevesebb, mint az elmulasztasabol szarmazo kar. Ezert gyakran
elegseges csak a szuroproba szerinti ellenorzes. Tomeggyartasnal minden
egyes darabot ellenoriznek, kiilonosen akkor, ha az bsszeszerelest is
gepek vegzik. Statisztikai adatok szerint egy kiilfoldi autogyarban a
cserelhetbseg elerese miatt napi tiz millio merest hajtanak vegre.
Gepgyartasunkban a kovetkezo merbeszkbzoket hasznaljak:
kereskedelmi merbeszkozoket,
idomszereket,
merborakat,
feliiletminbseg-merbt.
A kereskedelmi meroeszkozoket mar az elbzbkben ismertettiik. Ilyenek
az ellenbrzb vonalzbk, derekszbgek, tolbmercek, szbgmerbk, merbhasa-
bok, merbhengerek (303. abra), mercevel ellatott elbrajzolb tuk. A
mikrometer is ehhez a csoporthoz tartozik, ezert itt ismertetjiik. A
mikrometer patkb alakii test, melyhez a hiivelynek kikepzett szar
csatlakozik, ebben a hiivelyben van a csavaranya, melybe fel millimeter
emelkedesu csavarorsb hajthato. A csavarorsot hiivelyes kbpeny vedi.
Ennek a patkbhoz esb ferde feliiletere 50 egyenlb beosztast graviroznak.
A csavaranyat alkoto hiivelyen fel millimeteres beosztasok vannak.
Ezen olvassuk le a fb meretet. A pontossagi meret a csavarorso kupos
reszen levb beosztason szazadmillimeter pontossaggal olvashato le. A
mikrometer 25 mm-enkenti lep-
csbben, tbbb nagysagban kesziil
(pl. 0—25, 25—50, 50—75 mm
stb).
Pontos meresnel nagyon kell
vigyazni a helyes merbnyomasra.
Szoritasnal esetleg a nagyobb at-
merb is jbnak tunik fel. Ugyan-
ezt a meresi hibat elkbvethetjiik,
ha till lazan erintkeztetjiik a mik-
rometert. Ennek elkeriilese cel-
19 Lakatosok konyve
jabol egy rugos szerkezettel vegezhetjiik a befogast, es ha a megfeleld
meronyomast elerik a tapin tofeliiletek, kikapcsolodik a behajtdorsd
mukodtetese.
Ketfele mikrometert kiildnbdztetiink meg: kiilso mikrometert (ten-
gelyek, csapok meresbre) es belso mikrometert (furatok, lyukatmerdk
meres ere).
Az idom8ze.re.lc lehetnek
kiilso meretet merdk,
belso meretet merok,
atmeno meret mereset vegzdk,
alakidomszerek.
a) Kiilso meretet mer a villas (hatar) merd. Az idomszer egyik
oldala ramegy a csapra, ez a jo meret, ezt az oldalt megy oldali idom-
szemek hivjuk. A masik oldal nem megy ra a csapra, ez a nem megy
oldal. A merest a ket hatar kozott vegeztiik. Az idomszer megy oldalat
megengedett rahagyassal keszftik, es ezert bizonyos kopas utan mbg
mindig hasznalhato.
Csavarorsbk meretet, megpedig a kiilsd atmerot, a magatmerot es a
kozepatmerdt merjiik villas idomszerekkel, nem allithato menetes
gyurus idomszerrel. Ezeknel ugyanugy van „megy” es „nem megy”
oldal.
b) Belsd meret, furat meresere dugos hataridomszert alkalmaznak.
A jo oldal bemegy, a selejt oldal nem megy be a merendd furatba (304.
abra). Hasonld elv szerint mukodik a csavaranyak meresere a menetes
dugos idomszer. Van sima merofeliiletu dugos idomszer, amely csak a
magatmerot meri, menetprofilja nines.
301. dbra. TEBO tfpusii dug6s idomszer
c) Atmeno meretek merese a kupos furatellendrzd idomszerrel
tortenik. A kupossagot festekezesi eljarassal ellendrzik (305. abra).
d) Az alakidomszerek acellemezbdl kesziilnek. A mert feliilettel vald
drintkezesnel leelezik dket, hogy a fenyres megmutassa az elterest. Mar
ezred mm (/i) nagysagrendu. alakhiba is eszlelheto vele (306. abra).
306. dbra. Hengeres v6gu
kuposcsap alakiclomi-zere
Mtrodraval — igen nagy pontossaggal — osszehasonlito mereseket,
illetdleg eltereseket merhetiink. Van olyan meroora (mas neven indika-
tor ora), amely ezred mm-t is mer. Osszehasonlito merest vegziink
akkor, ha megfelelo, rezgesmentes befogdszerkezetbe fogjuk a merd-
drat, pontos merethez beallitjuk (pl. merohasabbal), es ezutan az alkat-
resz meretevel osszehasonlitjuk.
Elterest akkor merunk, ha a tengely egyik veget beallitjuk a meroora
nulla pontjara, es megvizsgaljuk a masik vegeig az elhhzddasokat,
iiteseket. A merddraval lehet korkorosseget, parhuzamossagot, golyds-
csapagy-beallitast stb. is ellenorizni.
Fduletmindseg m&rese.. A feliiletmindseg allando javitasara iranyulo
torekves a gepgyartasban rendkiviil fontos, mert a cserelhetdseg —
utolagos igazitas nelkiil — csak az eloirt mindseg betartasa mcllett
biztositott. Fizikai vonatkozasban a surlddasok, aramlasok, hdatadas,
hosugarzas stb. a feliileti erdesseg fuggvenyei. Pl. nagyobb teljesitmenyu
motoroknal hiaba tartjak be a csap merettureseit, ha a feliileti mindseg
nem megfelelo (durvan csiszolt feliilet karcokkal), a csapagy melegszik.
A korrdzid is csokken a feliileti erdesseg javulasaval. A feliileti mindseg
Allando figyelesevel a megmunkaldgep elhasznalddasara is kovetkeztet-
ni lehet. A tobbfelc feliileti erdesseget merokesziilek kozul hazai iparunk
19*
291
is gyartja a tapintds elektronikus merdmuszert. A Gamma Optikai
Muveknek ez a gyartmanya nemzetkozi szempontbdl is figyelemre
meltd. A kesziilek tapogatos merofejbdl es hozza tartozd elektronikus
berendezesbol all. A muszer 0,1—30 /z hatarok kozotti meresekre
alkalmas sfk, es 10 mm-nel nagyobb gorbiileti sugaru domboru feliileten.
Homoru feliileten 25 mm-nel nagyobbnak kell lennie a gorbiileti sugar-
nak. A feliileten csuszd tapintdfejben a gyemantcsucs egy tekercset
mozgat magnes erdtereben, ennek kovetkezteben villamos aram indu-
k^lddik, mely felerositve a merdmuszer szamlapjan kozvetleniil leolvas-
hatd. A tapogatd merdfejet masodpercenkent 10—15 mm sebesseggel
kell mozgatni.
Ha haldzati aram nem all rendelkezesre, a Gamma-gyar tranziszto-
ros kesziileket lehet hasznalni.
IV. LAKATO SMUHELYEK,
tZEMRESZEK TERVEZESE, BERENDEZESE
A) Altalanos elvek
Az uj muhelyek terveit rendszerint tervezdintezetek keszitik. Ebben
az esetben elozoleg megadott tervfeladat szerint, elore meghatarozott
gyartmanyfeleseg gazdasagos legyartasa erdekeben, adatfelvetelezes
alapjan keszitik el a tcrveket es a technoldgianak a megfelelo szervezdsi
iranyelvet. Lakatosmuhelyeknel leggyakrabban fejlesztesi feladatok
keriilnek eloterbe, peldaul a meglevo muhelyek korszerusitese, bdvitese.
Ket uton lehet ezt elerni: eloszor szervezessel, masodsorban beruhazas-
sal. Azert emh'tjiik elsdnek a szervezest, mert igen gyakran egvszeru
karbantartassal, gepek, munkahelyek athelyezesevel keves koltseg-
raforditassal, jelentos koltsegmegtakaritassal lehet korszerusiteni.
A szervezesi intezkedesek fobb pontjai:
a satupadok, munkagepek, szereldhelyek elhelyezese a keszremunkalas
folyamatanak egviranyusaga erdekeben;
az anyag, felkeszaru megfelelo mennyisegenck biztositasa, 6s a
fentiekhez sziikseges raktarak felallitasa;
a szallitas korszeru megszervezese;
a gyartasi segedeszkozok szukseglet szerinti beszerzesc, illetve el-
keszitese;
a helvsziikseglet megallapftasanal inkabb tobblcttel szamitsunk, mert
a fejlodes iiteme gyors, a sziik helyisegben koltseges a gyartas;
a rendezettseg, attekinthetoscg elerese.
A szervezesi intezkedesek vegrchajtasat legtobb esetben a rendelke-
zdsre allo epiilet, helyiseg alkalmatlansaga gatolja. Kiilonosen vonatko-
zik ez a lakatosmuhelvckre, amelveket a fejlodes erdekeben toldoznak.,
bovitenek, de az ilyen toldozott-foldozott helyisegek sohasem erik el az
igazan jol berendezett muhely szint jet. Ebben az esetben csak a beruha-
zas igenvbevetelevcl lehet segfteni. A fent elmondottak ez esetben is
iranyadok es tij cpulctnel konnyebben megvalosithatdk.
A gydrtasi rendszerek leginkabb alkalmazott tipusaiban az elobb
emlitett szempontok az alabbiak szerint ervenyestilnek:
1. A tomeggyartas a folyamatos gyartasnak az a formaja, amikor egy
293
helyen allanddan azonos gyartmany t vagy alkatreszt keszitenek. A
nagy sorozatgyartas ugyancsak folyamatos gyartas, abban kiilonbozik
a tomeggyartastol, hogv idonkent egvazon munkahelyen mdsfele
gyartmany t is alii tan ak elo, ennek megfeleloen a gepeket is athelvezik.
A folyamatos gyartas lenyege az, hogv a gvartasi folvamatot egyszcru
elemi muveletekre bontva munkahelyekre rogzitik, idoben osszehangol-
jak, es iitemesen haladd szallitoberendezessel tovabbitjak a felkesz
gyartmanvt egyik munkahelvrdl a masikra. Ezt a gyartasi rendszert
tobb mint szaz eve alkalmaztak eldszor. A gepiparba az autogyartassal
kapcsolatban, a szazad elejen vezettek be. A gepesites, automatizalas
egymagaban nem jelenti a termelekenvseg novel eset, ha a szervezes
szamftason kiviil hagyja a dolgozo szellemi kimeriiltsegdnek kikilszobo-
leset, amit a folyamat kenyszeru munkaiiteme eloidez.
A gepek, szerelohelvek beallitasat a munkafolyamat hatarozza meg.
Az anvag, a felkeszellatas nem akadhat el. A gyartasi segedeszkozok
ellatottsaga nagvfoku legven, a helysziikseglet, rendezettseg, dttekint-
hetoseg semmi kivannivalot nem hagvhat hatra. Az egyes muveletek
kozott varakozasi ido nem lehet. Folyamatos gyartas csak tokeletes
szervezettseggel lehetseges.
Ennel a gvartasi rendszernel helvhez kotott szallitoberendezeseket
(konvejor, szallitdszalag stb.) enftenek iizemen beliili. a raktarak es az
iizem kozotti szalh'tashoz. Legfeljebb az iizemek kozott alkalmazhato
jarmuvel vald szallitas. Nagyobb genegvsegek szerelesenel a kesziild
gyartmany helvhez kotott, a dolgozdk brigadja folvamatosan megy a
specialis munkareszlet elvegzesere egvik gentol a masikhoz.
2. Kissorozatgyartas altalaban a zart ciklusu gyartasi rendszerben
valosul meg. Ez esethen valamely alkatresz vagv szerelveny gvartasat
szervezetileg elkulonitett modon, az anvagtol a befejezesig, tobbnyire
egy helven keszitik el. Ennek megfeleloen a gepeket ugv helvezik el,
hogv az alkatresz vagv a szerelveny az eldre meghatarozott technologia
sorrendjeben es iddhen kesziiljon el. Peldanak megemlitjiik, hogy a
vagongv4rtasnal cikhisban kesztil az ajto, az ablak; az antdgvartasnal
a hatso hid: a mozdonvgvartasnal a vedhaz. A zart ciklusu gvartasnal
lenveges, hogv mas alkatreszt, szerelvenvt ne gvartsanak egviddben
ugvanott, es lehetoleg minden miivelet a cikluson beliil kesziiljon el. A
ciklusgvartasban gyaranodik a dolgozo szaktudasa es csokken a selejt,
mert novekedik a begvakorlottsag. Az eldbbiekben kozolt elvi meg-
allani'tasok itt is ervenvesek, csak a szallitas megoldasaban vannak el-
teresek. Ennel a gvartasi rendszernel a jarmuvekkel vegzett szallitas
keriil eldterbe, leggvakrabban a zsamoly (egvseff) rakomanv rendszert
alkalmazzak. A raktarak es a ciklus kozotti szallitast gepi jdrmfivekkel
vegzik. A zart ciklusti rendszerben az eldbb mondottak ertelmeben a
294
szallitasi utak megrovidiilnek, a szallitasi koltsegek es vesztesegek
csokkennek. A muveletek kozotti idok is lerovidiilnek.
3. Egyedi ggartasnal a muhelvrendszeru gyartast alkalmazzak. Enn 61
az dsszetartozo muveleteket kiilon-kiilon muhelyekben vegzik. Lemez-
munkakat a • lakatosmuhelvben, forgacsolast a kiilonbozd eszterga-,
mards-, gvalus- stb. muhelyekben, az osszeallitast a szereldeben. Az
alkatreszeket a technologia utasitasai szerint a megmunkalas sorrend-
jeben egvik muhelybdl a masikba szallitjak. Megfelelo szervezes mellett
a gepek kapacitasa es terhelese felmdrhetd, a termeles menete attekint-
hetd. A szallitas, anyagmozgatd,s korulmenvesebb, az adminisztracio
megnovekedik, ezert ez a gyartasi rendszer koltsegesebb. Egyedi gyartas
szdllitasaihoz a zsamoly, rakomany rendszert alkalmazzak, nagyobb
terjedelmu gvartmanyoknal csak az esetenkenti szallitast (a legkoltse-
gesehhet) veszik igenvbe. Kisebb targvaknal ingajarat vagy korforgalmi
szallitasi rendszer bevezetesere kell torekedni.
Egvedi gvartasnal a lakatosmuhely tagas legyen, mert kiilonfele
meretu munkadarabok keriilhetnek legvartasra. Egy lakatos dolgozdra
4—6 m2 padldfeliilet, 25—30 m3 legterfogat szamithatd, beleertve a ki-
jelolt utakat, a megmunkalandd es elkeszitett munkadarabok tarold-
helveit is. A szocialis berendezesekre (oltozd, mosdd, etkezo, fvdvfz,
illemhelv stb.) a megfeleld szabvanvokat kell alkalmazni.
A munkas munkaido alatti tevekenvsege negy reszbdl tevddik ossze:
a munkadarab gepi vagv kezi kialakitasa,
meretek, turesek sziikseg szerinti ellenorzese,
munkadarah-felfogas, -kifogas (beleertve ezek mellekmuveleteit),
szerszamheallitas, -csere.
Ha azt akarjuk, hogv ezeket a feladatokat a legkisebb faradsaggal ds
csak a sziikseges idd raforditasaval erje el a dolgozo, akkor a muhely
berendezeset ennek a celnak erdekeben kell kialakitani. Tekintve, hogy
het lakatosszakmai ag mnnkaiaval foglalkoztunk, Altalanosmegoldaskent
fogadjuk el a munkahoz sziikseges mozgasok szamanak es hosszanak
csokkenteset. A szerszamgepeket nem csoportokhan, hanem a technold-
gia altal megkivant sorrendben tanacsos elhelvezni. Sziikseg eseten
satunadok kozbeiktatasaval kell biztositani a gvartmany elkeszitesehez
sziikseges egviranyu mozgatast. Bar a lakatosmubelyek termekei igen
sokfelek, megis a muveletek sorrendjeben, az egves muhelyekben ha-
sonlosagot lebet megallanitani. Ezekben az esetekben egyes szerszam-
geneket kell beiktatni. Az attekinthetoseg es a keresesek elkeriilese
drdekeben a munkahely anvag-. kesziilckmozgatasanak megszervezese
a gazdasagossag elerese celiabol a legkomolyabb feladat. A helyhez
szallitandd anyag zsamolvainak elhelvezeset, valamint az elkesziilt
muvelet utan a masik zsamolvra gyujtott munkadarab tovabbitasat
terv szerint kell megoldani. Ugyanez vonatkozik a kesziilckekkel vald
295
ellatasra. A fizikai erokifejtes csokkentesere nehezebb kdsziilekekhez
emeloberendezest allitsunk be.
Az u tobbi iddben vegzett pszichologiai kutatasok kimutattak, hogy a
kornyezet kulonbozo szinre valo festese javltja a dolgozok kozerzetet
es csokkenti a monoton munka okozta faradtsagot. A faradtsdg es
rossz kozerzet noveli a balesetek szam4t. Olyan szlnekkel kell tehat ki-
festeni a falakat, a gepeket, amelyek a dolgozok idegrendszeret nyugtat-
jak. Nyugtatd szin a kek, a zoldeskek, a zold; izgato szin a sdrga es a
piros. Monoton munkanal az utobbi szineket kell hasznalni. A kulonbozd
szfneknek a gondolkodasra es az erzelmekre is van hatasuk, pl. a narancs-
sarga melegltd, kozlekennye, a kozepkek kedelyesse, fogekonnya tevo.
Vannak meleg es hideg szfnek. A meleg szi'nekkel (s^rgaszold, sarga
narancs, voros) ott kell festeni a falakat, ahol hidegek a helyisegek.
Hideg szlnekkel (lilaskek, kek, zoldeskek, zold) a meleguzemek falat
festik, mert ezaltal 2—3 C°-kal hidegebbnek erezheto a homerseklet.
A sarga szin javit.ia a termeszetes fenyeffektust.
A szlnek igazi jelentosege az egymas melletti kolcsonhatasokban
rejlik, ezert ugyanegy helyisegben az osszevalogatott szineket alkal-
mazz^k. Peldakeppen a lakatosmuhely festesenek szinezeset az alabbiak
szerint javasoljuk:
a muhely falanak als6 egyharmada olaizold, a felsd ketharmad
vilagoszold (mohazold), a mennyczet elefantcsont szlnu (ha nagyon
vilagos a helyiseg, akkor vilagoskek) legyen, az ajtdkat, ablakokat a fal
szlnenel viMgosabb zoldre fessiik.
A gepek szfne vilagos olaizold (MSZ 17 066) legyen, melven a veszelyes
reszeket riaszto piros szinnel, a mozgo gdpreszeket sarga-fekete csikozas-
sal, az olajozonyilasokat pedig sarga szinnel jeloljiik. A padlo szine
betonzold lehet, melyen az utak hatarvonalait, a rosszul yilagitott
sarkokat feher szinnel kell jelolni.
Termeszetesen a szlnosszeallitas az iizem helyi adottsdga szerint
valtozhat (94. tablazatl.
A szlnekkel befolyasolhato a zaj hatasa is. files, rikoltd zajt a tompa-
zold, olaizold, sziirkesbarna; a fojtott, nyomasztd zajt a vilagossarga,
vildgoszold, s4rgaszold szlnek ellensulyozzak.
Vannak ,,szaraz” es ,,nedves” szlnek. Nagy paratartalmti, nedves
padlojti helyisdg sarg4sbarna, narancspiros; szaraz-poros helyiseg
nedves szlnekkel (szurkeskek, mohazold) kompenzalhato (pszichikai
hatas).
A muhelytelepltesnel a dolgozok egeszsege es a termeles noveldse
drdekeben figyelemmel kell lenni a za] csokkentesere is. Megfigyelhetjuk,
saj4t magunkon, hogy zajban figvelmes — akar fizikai, akar szellemi —
munkat vegezni nehez, faraszto. Nyugtalansagot, rossz kozerzetet, rossz
hangulatot okoz, sokszor anelkiil, hogy rajonnenek az okara. A meg-
296
94. tdbldzat
A mhhelyfalak als6 £s felso rdszeinek harmonikus
szfn6ssze&.lllt6.sa
Alsd r6sz Fels6 r6sz
soMtzold r6zsafa kbzdpzold. sfitdt okker busszfn Van Dyck barna vilAgoszold elefAntcsont elefantcsont elefantcsont eziistszurke vilhgoszold
Mennyezet: fehAr, elefantcsont, vilftgos helyis^gek-
ben viltigosk6k, vilagoszold
NyilAsz6.r6 (ajt6, ablak): fal szfn6nel vildgosabb
t6nusu (de sohasem sztirke)
Padl6: fal szin6n61 sot 6tebb szfnti.
szaporodott jdrmuvek, a radiok helytelen hasznalata, az httesteken
vegzett munkak zajszintje annyira emelkedett, hogy a nagyvarosokban
csendrendeletekkel igyekeznek leszorftani. Sajnos a munkahelyeken,
meg nem alakult ki ez iranyban egyseges gyakorlat, pedig a zaj lelektani
hatasa karos az egeszsegre. Nagy zajban valo allando tartozkodas
hallastompulast, siiketseget es idegbantalmakat okozhat. A tiszta
(zenei) hang meghatarozott szamu es ismetlodo (periodikus) rezgesekbol
All. A zorej olyan hang, amely nem periodikus tulajdonsagu. A zaj a
tiszta hang ds a zorej keverekebol tevodik ossze. A hallaskuszobhoz
viszonyitott zajerosseg merteket fonnak nevezziik (95. tablazat). Ennek
a megitelesenel sok koriilmeny jatszik szerepet, ezert ma meg nehez
targyilagosan merni a zajt.
95. tdbldzat
KiilonbozS zajok hangoss&g6rt6kei (fonban)
HangossAg
Felso hallAskiiszbb (fdjdalomkuszbb)
blotorvizsgdld pad, szegecselds prtAsl6gkalapAccsal
Kov&csmuholy, csavargy&rt6 iizem
Motorker6kn6.r, szovos^p
Zajos gepmuhely, korfur^sz
Szerelde, turbinacsarnok
Forgalmas utca
Porsziv6g<Sp, irog^p
Norm&Jis be«z6d
Hal к zene, kSmyezeti beszdd
SuttogAs
6rnketyec6«, lapozfts
Szell6susog&s
Halldskuszob
£rt6k
130
120
110
100
P0
80
70
60
50
40
30
20
10
0
297
Muhelyekben a zaj forrasai a gepek, gepreszek stirlodasa, iitkoz£se,
kalapacsiitesek stb. Ezeket az okokat kell megkeresni es csokkenteni,
ha pedig a technologia reven csokkenteni nem lehet (pl. tisztitodob),
akkor kiilon helyisegben, esetleg a muhelyben fabol keszitett kamraban
kell elhelvezni az ilyen gepet.
Nagy fordulatszamu gepeket zajcsokkentes celjabol alatetekre he-
lyezziik. A kezi szerszamgepeknel a kopott fogaskerekek okoznak zajt.
Fogaskerekcserevel segfthetiink ezen.
Jo csokkentd elem volt a multban a padlo fakockakkal valo burkolasa.
Betonalapra impregnalt fakockakat helyeztek, es a hezagokat bitumen-
nel toltottek ki. A fa 1*6 ho- es hangszigetelo, ezert a beton kellemetlen
hi deg kisugarzasat ellensulvozta, valamint a zajszintet csokkentette.
Hatranya volt, hogy a megfelelo kezeles elmulasztasa eseten a fa poros
lett es tisztantartasa koriilmenyesse valt.
B) VnAGfTAS, SZELLOZES, FUTES
Vilagitas
Az ember kiilvilaggal valo kapcsolata, fgy mnnkaianak elvegzese
osszefiiggesben van szemenek — ennek a rendkivill finom ontikai
muszernek — megfelelo mnkodesevel. A szem igen alkalmazkodokenes,
azonban kfmeletlen. megeralteto hasznalatakor erosen romlik. es kelloen
meg nem vilagitott munkahelven hamar kifarad. A munkahely megfeleld
megvil igitasa a gvors es selei'tmentes munka egvik fontos tenvezoje.
Az MSZ 6270—52 megfelelo utmutatast nvujt a muhelveniiletek termd-
8zefM vilagit/iH'iwilc helves megoldasara. Ezek fobb iranyelveit a kovet-
kezokben osszegezhetiiik:
A termeszetes vilagftas kovetelmenyei:
A kello megvilagitasi erosseg.
A megfelelo arnvekossag.
Kanrazatmentesseg.
A kello egvenletesseg.
A kozvetlen nansiites sziikseges szabalvozhatosd-ga.
1. A latas iosaga, a targvak terheli felismerese. a felismeres gvorsas£-
ga a latdterben levo feliiletek feliileti vilagossdgatol fiigg. Ez a feliileti
vilagossag viszont a meqrilf'igifas p.rossegetol es a feliilet fenyvisszavero
k^nessegetdl fiigg. A feliileti vilagossag novekedesevel bizonyos hatarig
a latas javul.
298
Tajekoztatasi ertekek a fenyvisszaveresre:
feher szinu feliiletek 66—80%
vilagos szinu feliiletek 46—65%
kozepes szinu feliiletek 16—45%
sotet szinu feliiletek 5—15%
A termeszetes vilagftas napkozben es evszakonkent valtozik, ezert
egy feliilet megvilagitasi erossegenek merteket un. kozepes vilagossagi
tenyezovel (eh) hatarozzuk meg (96. tablazat). Ez megmutatja, hogy a
helyiseg belsejeben a megvilagitasi erosseg kozepertekben hany szaza-
leka a szabadban mert ugyanakkori megvilagitasi erossegnek. Nap-
siiteses idore nem vonatkoztathato.
A kozepes megvi]6.glt6.si tCnyezo ert6kei
96. f.abldzat
Munkamin<5s6g KSzepes viUgossAgi t£nyez<5, ек %, ha a helyis6gben munk/mal a kontraszthatAs
nagy khzepes kicsl
Durva 0.5—1,0 0,8 —2.5 2,5 —5,0
Kozepes 0,8 —2.5 1.5 —5.0 5.0—10,0
Finom 1,0-5.0 6,0-8.0 10 felett
Nagyon finom 6,0 felett 10 felett
A munkamindseg jelzesenel durva munka az, ahol a megmunkalas
meretpontossaga legfeljebb 0,5 mm (pl. kovacsolas).
Kozepes munkanal a meretpontossag kb. 0,5—0,2 mm kSzott van,
pl. furas, maras, sajtolas, durva szereles.
Finom munka meretpontossaga 0,2—0,1 kozotti (pl. finomabb
esztergalyozas, szerelesi munkak).
Nagyon finom munkaknal a megmunkalasi meretpontossag legalabb
0,1 mm (pl. csiszolas, finom esztergalyozas, szerszam- es idomszerkesz-
tes).
A megvilagitasi erosseg jo erteket erjiik el, ha az ablakokat magasan
helyezziik el. A mennyezet es az ablak felso szele kozott ne legyen tobb
30 cm tavolsagnal (97. tablazat).
2. Arni/ekhalds. fipiiletszerkezetek, felszerelesi targyak, berendezesi
targyak kozvetlen napsugarzaskor vetett arnyekot okozhatnak. ez a
latast zavarhatja. Ezert fenyt szdro fiiggony alkalmazasaval, ablakok
fenvt szoro iivegezescvel, vagv az iivegnek ilyen anvaggal valo befeste-
sevel es a falak, mennyezet vilagos szinu festesevel kiiszobolhetjiik ki a
karos arnyekhatast. Viszont a testszeruseg felismerese arnydkhatas
nelkiil nem lehetseges, ezert sziikseges a jo arnyekhatas, melyet feny-
iranyitassal erhetiink el.
3. Kaprazatmentesseg. A till eros fenyhatas az emberi szem latasat
299
97. tdbldzat
Ipari dpiiletben sziiksbges vildgossdgi t^nyezok termtfszetes vilagittis esetbben
A munka minosdge KOzepes vildgossAgl t£nyez6 вк % Oldalablakokon At tortAnd vilagitdsndl a legkisebb vilagitAsi tAnyezo во %
Durva Kbzepes Finom Nagyon finom 1,0—1,5 2,5—4,0 4,0—6.0 6,0 felett A kisebb 6rt6kek a vildgos falakkal hatfirolt jo reflexibtbnyezoju helyi- sbgre, a nagyobb brtokek a por pisz.ok miatt rossz fdnyvisszavero kfipessbeu falakkal hatdirolt helyi- sdgre vonatkuznak. 0,3 0.5 1,0 1,5 felett
annyira zavarhatja, hogy idolegesen elvakul (pl. hovaksag). A kapraz&st
a kozvetlen napsiites vagy annak visszavert fenye okozhatja. A dolgozo
munkaja kbzben ne alljon az ablakkal szemben, hanem oldalrol, kb.
60°-os szog alatt kapja a fenyt. Nem a dolgozot kell megvilagitani,
hanem a munkateriiletet.
4. Eggenletesseg. A megvilagitas egyenletessege a helyisegben az
egyidejuleg fellepo legkisebb es legnagyobb megvilagit^si erosseg viszo-
nya. Az egyenletesseg szempontjabol kedvezo a szabadon allo epiilet.
A feliilvilagito ablakokkal ellatott helyiseg egyenletessege kedvezo.
Oldalablakokkal vilagitott helyisegben az ablak felso szelebol huzott
egyenesnek a vizszintessel be-
zart 27°-os szogeig terjedhet
a munkavegzesre alkalmas
melyseg. Igen egyenletes meg-
vilagitast biztosit a Shed-teto-
szerkezet (307. abra).
Feliilvilagitokat es ablako-
kat leghelyesebb eszaki irany-
ba tajolni, mert a vilagitas igy
idoben egyenletesebb, az ar-
nyekhatas kedvezobb, a kap-
razas veszelye kisebb.
5. A kozvetlen napsuUs sziik-
вёдев ezabdlyozhatosagcj. megfe-
lelo arnyekoloszerkezetekkel,
az ablakiiveg homalyositasaval,
az ablakiiveg fenyt szdrd festekkel vald befestesevel oldhato meg.
A feliilvilagitdkat, iUetve a fiiggonyoket rendszeresen tisztitani kell,
valamint a falak elpiszkolddott festeset is idejeben fel kell ujitani, mert
ezek erosen befolyasoljak a jo megvilagitast.
A termeszetes megvilagitas a megfelelo munkavegzds szempontj^bdl
a legtokeletesebb, megsem szabad figyelmen kivtil hagyni azt a tenyt,
hogy hazankban az ev 8760 draja koziil 3600 drat szamfthatunk meg-
felelo erossegu termeszetes megvilagitasra (un. vilagos drak).
A vilagos drak nagy reszeben is valtakozd erossegu a megvilagitas,
es a legtobb gyarepiiletben nem lehet megvaldsitani azok zsiifoltsaga
es nagy alaprajzi meretei miatt. Ezert a legtobb esetben mesterseges
megvilagitast is sziikseges alkalmazni.
Mindenekelott leszogezhetjiik, hogy a mesterseges vilagitas annal
jobb, minel inkabb megkozeliti a nappali vilagitast. Ebbdl kovetkezik,
hogy a mesterseges vilagitassal szemben tamasztott kovetelmenyek is
ugyanazok, mint a termeszetes vilagitdsnal emlitettek.
1. A kello megvildgitasi erosseg termeszetesen nem erheti el a nappali
megvilagitas szintjet, de altalanos torekves az, hogy ezt minel jobban
megkozelitsek. Ma mar nem ritka az 500 luxos vagy ennel erdsebb
megvilagitas sem. A lux a megvilagitas erossegenek egysege, jele: lx. Ha
1 m2 feliiletre 1 lumen fenyaram esik, akkor azt mondjuk, hogy a meg-
vilagitas erdssege 1 lux. (1 lumen fenyaram = 1 normal gyertya feny-
forrasbdl az 1 m sugarii gomb feliiletenek 1 m2-ere kibocsatott feny-
aram.) A megvilagitas erosseget szemmel igen nehez megitelni, mivel
sok a befolyasolasi tenyezo (98. tdblazat).
98. tdbldzat
Adatok a megvikigit/isi erdss6g 6rz6kel6?6re
Csillagos ej jel
HoMviia^os ajjoi
FelhSs agbolt
Deriilt nappali 6gn61, йгпуёкЬап
Kozepes utcai kivilagitAs
J6 utcai kiviltigitas
0,0003 lux
0,1-0,15 lux
1000 lux
2000—] 00 000 lux
5 lux
20 lux
Az ipari munkak elvegzesehez sziikseges megvilagit^si erdssdget a
munkak mindsege hatarozza meg (99. tabUzat).
Akellomegvilagitasttdbbfelefenyforrassal (izzdlampa, fenycsd, higany-
gozlampa stb.) erik el. Az alkalmazott lampatestek anyaga es forma-
ja is kiiidnbdzolehet, es nem erdektelenafalakburkoldanyaga,szine sem.
A fenyforrasok mindsege nagyban fiigg a megvilagitasi szinttdl is.
301
99. tdbldzal
Ipari munk&kn&l sziikseges megvilagitasi erftssdg (luxban)
(MSZ 2587-52)
MegviUgit^sok munkahelyen
A munka minos^ge Kozepes megvilAgitas
Csak dltaldnos megvilagitAs eset6n Munkahelyn61 6s dltaldnos vilagftas eset6n
munkahelyi vilagftds erossege Altaldnos viligitis erossege
Durva 40-80 50—100 20—60
Kozepes 80-150 100—300 30-80
Finom 150—300 300—1000 40-80
Nagy on finom 300—500 1000-5000 50-100
Minel kisebb a megvilagitasi szint, annal inkabb ajanlatos izzolampat
alkalmazni, mig magas megvilagitasi szintet csak fenycsovel vagy
higanygdzlampaval lehet jol es gazdasagosan elemi.
A munka iiteme, a gepek mozgasi sebessege is befolyasolja a meg-
vilagitas erosseget. Nagy figyelmet igenyld, veszelyes munka eseten
ketszeres erteket is el kell erni.
2. Megfelelo drnyekossdg. Ml arnyek kiilonbozd lehet, eppen ezert
nem minden esetben karos. A testszerti felismereshez feltetleniil sziikse-
ges, hianya a vasipari munkaknal rendkiviil zavaro. Megallapithato,
hogy az arnyekossag akkor a legjobb, ha megkozelfti a nappali vilagftas
dltal keletkezo arnyekot.
A mozgo arnyek (pl. forgo gepresz) zavaro, a lampatestek megfelelo
elhelyezesevel ki kell kiiszobolni. A megfelelo amyekkepzes a kiilonbozo
tipusu lampatestekkel valdsfthato meg. A pontszeru, kozvetlen vilagftas
eles arnyekot ad, mfg a nagy feliiletu vagy kozvetett vilagftas joval
kisebbet (308. abra).
3. A kaprazas elofordulasa a mesterseges vilagftasi berendezes leg-
nagyobb tervezesi hibaja. Az MSZ 1587 eloirja, hogy a kaprazas letre-
jottet mindenkeppen meg kell akadalyozni, mert a latasterdsen zavarja.
Elsdsorban a fenyforrasok tulzott surusege miatt johet letre, es fdleg
akkor zavaro, ha a fenysugarak a munkadarab iranyabol jonnek. At-
latszatlan lampatesttel, rdncsal vagy terelolemezzel kell megakadMyozni
a karos iranybol szembe tuzo fenysugarakat. A fenysurtiseg azzal is
csokkenthetd, ha megnoveljiik a lampatest hatterenek fenyvissza-
verd kepesseget (pl. mogotte a falat vilagos szinure festjiik). A kaprazas
302
a lanipatestek megfelelo elhelyezesevel is megsziintethetd. Altalanos
vilagltasnal a fenyforrast magasra kell helyezni, mig a munkalampat
minden iranyban mozgathatdan, csuklds kbnybkkel szereljiik fel.
4. Az idbbeli es terbeli eggenletesseg a mesterseges megvilagitasnak
is fontos kbvetelmenye. Ebbdl a szempontbol az izzolampa elonyosebb,
308. dbra. Kozvetlen 6s szort fenyu.
viMgit^s f6nyeloszlftsi gorbeje
mert az izzoszal hotehetetlensege folytan kevesbe koveti a fesziiltseg-
ingadozast, amely a periodusszam fiiggvenye, mig a fenycsbveknel
erosebb ez az un. stroboszkop-hatas (100 villogas mp-enkent). Kiilonosen
forgo gepeknel veszelyes, mert elbfordulhat, hogy a forgas periodusa
megegyezik a fenyaram valtozasaval, es egyes forgo reszek allni latsza-
nak, ami sulyos baleset forrasa lehet. Erzekeny szemu. dolgozoknal
kbnnyen fejfajast okoz ez a szapora villogas.
A periodusos valtozas haromfazisu vagy duo kapcsolassal erosen
csbkkenthetb. Ezeknel a mp-enkenti villogasok szamat megsokszorozzak,
igy a szem mar nem erzekeli oket.
A terbeli egyenetlenseg is zavaro hatasu, mivel a szem alkalmazkodo-
kepessege — kiilonosen vilagosbdl sotetbe tortenb atmenetnel — lassu.
Helyes lampaelosztassal, a felfiiggesztesi magassag novelesevel, vagy a
falak jo visszaverb kepessegu, vilagos szinnel valo festesevel ez a proble-
ma is megoldhato.
A megvilagitas akkor mondhato egyenletesnek, ha a leggyengebben
megvilagitott ponton is legalabb egynegyed resze a lampa alatti leg-
nagyobb megvilagitasi erossegnek. Nagy feliiletu, teljesen egyenletes
erdssegu mennyezetvilagitdk felszerelesevel meg lehet kozeliteni az
E — 1 egyenletesscget is a helyisegben.
5. Jo szinhatdera kell torekedni a mestersdges vilagltasnal, hogy
minel inkabb megkozelitse a termeszetes, nappali vilagitast. Az izzo-
lampaban foleg a verbs szin dominal, mig a fenyesbvekben — ellentetben
a nappali feny szinkepevel — a zbld szin. Ezert a targyak szine meg-
valtozik a mesterseges megvilagitasban. A mesterseges vilagitast kevert
fennyel kell elballitani oly esetben, amikor a targyak nappali szinenek
megitelese sziikseges, pl. festbmuhelyben. Ez a „mesterseges napfeny”
napfenylampak, F-csbvek es izzok vegyes alkalmazasaval erheto el
(100. tablazat).
303
100. tdbldzat
Szinkiil6nbs£gek szubjektiv £rt6kel6se kulonbozo f6nyforr&sokn&l
(Az egyiitt alkalmazbatd fenyforrfisok kiv£.laszt&R6.ra ir6nyado)
Fdnyforras IzzdlAmpa F-csovek Higanygfiz kevert fdny
meleg szin meleg feh6r fehdr nappali fenyu
Izz61Ampa j<5 j<5 kozepes kozepes rossz rossz
F-csovek meleg szin meleg fchdr fehdr nappa i fbnyu j6 kozepes kozepes rossz jd kozepes kozepes rossz kozepes jb kozepes rossz kozepes kozepes jo kozepes rossz rossz kozepes jd rossz rossz kozepes jd
Higanygdz kevert f6ny 1:1 rossz rossz rossz kozepes ]d jd
6. Gazdasagossag. A mesterseges vilagitds tervezesenel a szakszeru-
seg es ennek alapjan a kivitelezes lenyeges. Olcsd energiaforrasokban
szegenyek vagyunk, szakszerutlensegbdl viszont sok kar keletkezik.
A lampatestek porosodasa a felere csokkentheti a hatasfokot, ezert
rendszeresen tisztitandok. A falak szennyezodese is csokkenti a meg-
vildgitasi erdsseget. Az ablakokat celszeru. fiiggonyozni, mert a szabadba
sugarzott feny veszteseg.
7. Uzembiztonsagra, bales etv^delemre a mesterseges vilagitassal kapcso-
jatban fokozott figyelemmel kell iigyelni.
Szell6z6s
Az ipari munk&knal az egyes technoldgiai folyamatok elkeriilhetetle-
nul szennyezik az iizemek levegdjet. A szocialis gondoskodas egyre
nagyobb kovetelmenyekkel lep fel a muhelyek levegdjenek tisztas^ga-
val kapcsolatban. A kedvezd munkakoriilmdnyek kialakftasdnak fontos
eszkoze a szelldzes. A megfelelo levegdallapot letrehozasa erdekeben a
szennyezett levegot a tartdzkodasi terbol el kell tavolitani, es tiszta
levegdvel kell pdtolni.
A jo szellozest elvileg ket uton lehet megvaldsitani:
termeszetes szellozessel,
mesterseges szellozessel.
304
1. A termeszetes szelldzes a belso es a kiilso levego kozotti hdmerseklet-
ktilonbseg, illetoleg fajsulykiilonbseg, vagy a szel okozta nyomaskiilonb-
sog hatasara jon letre. Igy nagyreszt csak olyan helyen alkalmazhato,
ahol az elvezetni kivant levego es a friss levego kozott a fajsulykiilonb-
seg nagy (pl. melegiizemek). A szel okozta nyomAskiilonbseg felhaszna-
lasi lehetosege meg korlatozottabb (pl. egyediil allo magas epiiletek,
allando szeljaras, jarmuvek). Bar nem minden esetben valdsithato meg
megfelelden, megis sok helyen alkalmazzak a termeszetes szellozest,
mivel nem igenyel energiafelhasznalast, s igy iizemeltetese elvileg
koltsegmentes.
Termeszetes szelldzes eseten a keletkezett nyomaskiilonbseg a helyi-
segek falAn, ajtokon, ablakokon, valamint az e celra keszitett reseken
igyekszik kiegyenlitodni, es igy Allando legaramlas keletkezik (101.
tablazat). A termeszetes legcsere nagysaga drAnkent a helyiseg kob-
tartalmAnak 0,5—1,5-szeresere becsiilhetd, es arAnyos a fal feliiletevel,
vastagsAgAval, a belsd es kiilsd levego nyomaskiilonbsegevel, a kiilon-
fele anyagbdl kesziilt fal ateresztdkepessegevel.
Ajt6k, ablakok IbgAteresztd kApcssesze
Megnevez6s fa | vas
101. tablazat
fdm
Egy 6ra alatt, 1 mm vizoszlop nyo-
mAskulonbsbg es 1 meter rdshossz
mellett, m3
Egyszeru ajto 2,25 2,25 0,75
Kettos ajto L5 1,5 0,75
Tomitessel ellatott ajto 0,5 0,5 —
Egyszeru ablak 2,25 2,25 0,75
Kettos ablak 1,5 1,5 0,6
Kapcsolt szArnyii ablak 2,0 2,0 0,75
Toldablak 4,5 — —
Tomitessel ellatott ablak 0,5 0,5 —
A kiilonfele anyagok legAteresztd kepessegenek sorrendje:
fenydfa,
meszhabarcs,
beton,
tegla,
tolgyfa.
A hatAsos szellozteteshez megfelelo szAmii es rendszeru nyithatd
ablak, illetve szelldzdres sziikseges. Az el nem erhetd ablakok es szelld-
zdk nyitAsAt tAvmukodtetd szerkezettel kell megoldani.
A munkAsokat ne erje kdzvetleniil hideg levegd, kiilonosen meleg
20 Lakatosok kdnyve
305
legteru. helyisegben kell kikiiszobolni a hideg levegdnek a dolgozora
valo kozvetlen aramlasat. Az ablaknyflast lehetoleg ugy kell megoldani,
hogy telen a felso ablaksort, nyaron az alsot lehessen nyitva tartani. A
bearamlo levegd szennyezest, artalmas gazokat nem tartalmazhat. A
huzatjelensegek elkeriilese erdekeben fontos tudni a helyiseg es a kiilso
309. dbra. Zart helyisdg nyom&sviszonyai
levegb kozotti nyomasktilonbseg eloszlasat. Ha egy zart, meleg helyiseg
egy pontjan szelldzdnyllast keszltiink (309. abra), akkor ezen keresztii]
legaramlas indul meg, amely mindaddig tart, mig a nyomas a nyllas
mindket oldalan ugyanaz lesz. Az egyensuly helyreallta utan a nyo-
mas itt a kiilsd es belso ter kozott 0, ettdl a restdl felfele beliilrol kifele
hat6 tulnyomas, mlgarestdl lefele kiviilrol befele hato es a tavolsaggal
novekvd nyomaseses van. A resnel a kialakult egyensulyi allapot helyet
semleges ovnek nevezziik. A semleges ov padlohoz viszonyltott tavols&-
ga igen fontos, mert alatta a kiilsd, hideg levegd betddul a helyisegbe
es huzatot okoz. A nyllas helyzetenek valtoztatasaval elerhetjiik, hogy
a helyisegben a tulnyomas vagy depresszio kozel nulla legyen.
2. Mesterseges szellozes. Eldszor a helyisegek altalanos szelldztetesenek
lehetdsegeit vizsgaljuk meg, amelyek rendszeriiket tekintve: tulnyoma-
sos (nyomoszelldzes), depresszios (szlvdszelldzes) vagy kiegyenlltett
(szlvo-nyomo) jelleguek lehetnek. Komoly es koriiltekintd vizsgalattal
dontheto el, hogy e harom koziil muhelyiinkben melyik rendszert
alkalmazzuk.
A tulnyornasos szellozes alkalmazasa eseten — amikor a helyisegben
nehany vlzoszlop mm tulnyomast letesitiink — a muhely levegdjet
fertdzd szennyezddesek jelentds resze az ajto- es ablakreseken stb. is
kiaramolhat, Igy a kornyezet levegdjet is szennyezi. Tehat gdz-, gaz-,
eros por es kellemetlen szagu szennyezddesnel ne alkalmazzuk ezt a
szellozesi modot. Megfeleloen alkalmazhato viszont szennyezett kornye-
zetben levd irodak, kezeldfiilkbk megvedesere, valamint meleg levegd
306
es nedvesseg kiszoritasara. A bevezetett levegdt megfeleld legelvezetd
ktirtdkon bocsathatjuk a szabadba. Tulnyomasos szelldzesnel rend-
szerint I—-5 v. o. mm nyomast alkalmazunk, tehat vigyazni kell e leg-
elvezetd kiirto mereteire. A nyilaszard szerkezeten a tulnyomas fenn-
tartasa erdekeben a beftivott levegdnek csak 60—80%-at vezessiik el
(310. abra).
310. dbra. Tulnyomasos szelldzes
A megfeleld elvezetesre azert is sziikseg van, mert ezek hfjan az
ajtokon, ablakokon at tavozd levegd kellemetlen huzatjelensegeket
okoz. Az elvezetes helyes meretezese is fontos, nehogy eloforduljon a
szennyezddesek helyi koncentracioja, tovabba, hogy az elvezetes kor-
nyeken elkeriilhetetlen erdsebb legmozgas ne hasson zavarolag. A ki-
aramlo szennyezett levegd miatt gondos megvalasztast igenyel a friss
levegd veteli helye. A befuvott levegot rendszerint szurovel teszik por-
mentesse.
A tulnyomasos szelldzes kozponti vagy egyedi befuvasos rendszerrel
oldhato meg.
A szwdszellozest olyan helyeken szokas alkalmazni, ahol a helyisegbdl
kiaramlo szennyezett levegdtol vagy mergezd szagu gazoktdl es gdzok-
tdl akarjuk megvedeni a kornyezetet. A legpdtlas legbevezetd nyilaso-
kon keresztiil tortenhet (311. abra). A szivdszelldzesnel a legpotld
nyilasok megfeleld elrendezesere kell kiilonosen iigyelni, hogy a helyiseg
min den reszeben megtortenhessek a legcsere, ezert a termeszetes aram-
lasok iranyaban helyezziik el dket.
20*
307
Nem gazdasagos a legpotlo nyflasok elhelyezese a futdtestek mogott.
Kalyhaval futott helyisegben egyaltalan nem alkalmazhato szivo-
szellozes, mert az egestermekek a helyisegbe aramlananak.
A muhelyben letesitett depresszio rendszerint 1—5 v. o. mm-es. Hogy
ez allandoan fenntarthato legyen, a befuvott legmennyiseg az elszivott-
nak csak 60—80%-a legyen.
311. dbra. Depresszios szdlozos
312. dbra. Kiegyenlitett szellSzds
Az elszivott levego kifuvasanal iigyelni kell, hogy ne tortenhessen
visszaaramlas sem a kornyezd. sem a szelldztetett muhelybe. Tisztftasra
rendszerint nines szukseg.
Kiegiierilitett szellozte eseten a helyisegben lev# legnyomas nagyjabo]
megegvezik a kornyezet nyomasaval. Eztigennehez pontosan beallitani,
ezert mindig szamithatunk helyi tulnyomasokra vagy depresszidkra.
Ez az oka annak, hogy artalmas szennyezodesek keletkezesi helyen
nem alkalmazzak. Nagy elonye viszont, hogy a levegoaramlas igy a leg-
egyenletesebb, a szervezetlen be- es kiaramlas kismerteku, vagyis
huzatjelenseg nem lep fel. Igaz viszont, hogy ez a rendszer eleve koltse-
gesebb, mert ket ventillatort igenyel. Ez a rendszer is kesziilhet kozponti
vagy helyi kivitelben (312. abra).
Helyi elszivoberendezesek. Sok esetben az altalanos szelldzes nem old-
hato meg megnyugtatd mddon, vagy till koltseges berendezeseket ige-
nyel. A helyi elszivassal a szennyezoanyagokat kozvetlenul a keletkezesi
forrasnal tavolithatjuk el, aranylag kis legmennyiseg mozgatasaval,
kisebb koltseggel. A helyi elszivas alapfeltetele a szennyezddes forrasa-
nak megfelelo burkolasa (elszivdernyo vagy elszivoburkolat). A helyi
elszivoberendezesnel ket lenyeges szempontot kell figyelembe venni: a
megfeleld legsebesstiget, valamint az elegendd Ugmennyiseget. Gondosan
iigyelniink kell arra is, hogy a legelvezetest helyesen hatarozzuk meg,
mivel a helyi elszivasnal a csatornaban igen nagy a szennyezdanyag
koncentracidja. A ventillatort es a vezeteket dvni kell a por koptato
hatasatol es a korroziotdl is. Igen jo korrdzidalld es konnyu csatorna-
anyag a kemeny PVC, pl. a vinidur. A por koptatasanak kitett feliilete-
ket viszont veddbevonattal kell ellatni. Erre nemcsak a levalaszto-
szerkezetek korlatozott szfirokepessege miatt van szukseg, hanem hogy
a meghibasodasok eseten is sziikseges atmeneti iizemeltetesnel se menjen
idd eldtt tonkre a nagy erteku berendezes.
Fates
Az esetek legnagyobb szazalekaban a szelldzes szorosan osszefiigg
a futessel. Nalunk az eldirasok megszabjak, hogy a muhelycsarnokokban
12—15 C° hdmersekletet kell tartani a kedvezd munkakdriilmenyek
kialakitasa celjabdl. Ezert sok esetben, amikor a szelldzes folytan nagy
mennyisegu. hideg levegd aramlott be, a megfeleld hdfok eleresehez
futeni kell. A muhelycsarnokok fiitese tobbnyire kozponti futes, s a
hdkozles mddja szerint haromfele lehet:
konvekcids,
sugar zo,
legfutes.
309
318. dbra. Konvekcios futes
1. A konrekcids futesn&l a homennyiseg leadasa a futotest feliiletevel
erintkezo levogo felmelegitesevel tortenik. Ez felfele szallva mozgasba
hozza a helyiseg levegojet. A legmozgas folytan a futdtestekhez allandd-
an hideg levego aramlik es meleg tavozik, fgy a helyisegben egyenletes
meleg erlieto el. Szamos elonye miatt ez a futesi mod terjedt el leg-
inkabb. Foleg kis meretti epiiletekben hasznalhatd, ahol nem gyakori
az ajtonyitogatas (313. abra).
2. A sugared f ates futotestjei a helyiseg futesehez sziikseges hdmennyi-
seget sugarz&s utjan adjak le. Elonye, hogy a helyiseg levegojet nem
melegiti fel tiilsagosan, mert csak a sugarzas utjaba eso feliileteket
melegfti, igy joval kisebb energiasziikseglettel biztositja a kellemes
kozerzetet, mint a konvekcios futes. Magas csarnokok, tetszes szerinti
magassagban, sot akar rovidebb idd-
szakra is, reszlegesen is futhetdk. A be-
ruhazasi koltseg is igen kicsi. Hatra-
nya viszont, hogy a magas feliileti
homerseklet miatt fokozott dvatossa-
got es allandd ellenorzest igenyel (314.
abra).
3. A leg jutes helyi levegomelegites-
sel a mestersegesen szelloztetett muhe-
lyek legmegfeleldbb futesi modja. En-
nel a hdhordo kozeget (viz vagy gdz)
egy kozponti kazanban melegitik fel,
majd csdhalozaton keresztiil a futendd
helyisegekben levd hdleadokhoz veze-
311. dbra. Sugarzo f'tites
315. dbra. LCgfiites
tik, es a szelldzo ventillator ezen nyomja at a levegot. A holeaddkat
celszeru tigy elrendezni, hogy a beszivott friss levegdt melegitsek fel.
Energiatakarekossagi szempontbdl azonban sokszor csak a belso levegot
keringtetik a hdleaddkon keresztiil (termoventillator, 315. abra).
A legfutes hatranya csupan a ventillator es a motor miatti zajossag.
Ha a belso levegot a masik muhelybol szivjak be, iigy a levegdel-
szfvas nem haladhatja meg a teljes levegdmennyiseg 50%-at. Ennel
az tin. visszakeringd futesnel akkor jarunk el helyesen, ha a levego
frissltese celjabol legcserenkent 10% friss levegdrdl is gondoskodunk.
Ez a futesi mod csak akkor engedelyezhetd, ha a muhely levegdje nem
tartalmaz egeszsegre artalmas gazokat es szennyezd anyagokat.
Minden futdberendezesnel sziikseges, hogy a helyiseg egyenletes
futese biztosftva legyen, a dolgozdkat ne erje kozvetleniil kellemetlen
hdkisugarzas, es ne veszelyeztesse egeszsegtiket es testi epsegiiket,
tovabba ne jelentsen tuzveszelyt.
C) tZEMI MUNKA VfiDELEM, BALESETEI IIARITAS,
TUZRENDESZET, UZEMI EGESZSEGVEDE’LEM
A szocialista iparban a legfontosabb feladat a tenneles fokozasa
mellett a dolgozok munkakoriilmenyeinek allandd javitasa, hogy
munkajuk egyre konnyebb, veszelytelenebb es egeszsegesebb legyen.
A munkavedelem muszaki fejleszteseben hazankban hatalmas eldre-
lepest tettiink, igy a veszelyes munkafolyamatok tobbsegere meg-
feleld biztonsagtechnikai eljarasokat sikeriilt kidolgozni. Az uj el-
jarasokkal es a tokeletesebb veddberendezesek alkalmazasaval leginkabb
a balesetek megeldzeset es a foglalkozasi artaimak csokkeneset akarjuk
elerni. Sohasem szabad figyelmen kiviil hagyni azt, hogy a balesetel-
harftas nem csupan technikai kerdes, igen nagy szerepe van a felvilago-
sitd munkanak is. A technikai berendezesek alkalmazasa mellett meg
kell ismertetniink a dolgozdkkal a biztonsagtechnikai modszereket es a
korszeru veddeszkozoket, mert hatasos vedelemrol csak igy lehet szd.
Nem szabad azonban megelegedntink a munka kozben eloforduld
balesetek megeldzesevel, hanem ezen tulmenden megfeleld egeszseges
munkakoriilmenyeket is biztositanunk kell.
A Szakszervezetek Orszagos Tanacsa, a munkaiigyi, az egeszsegiigyi
es az illetekes miniszter a dolgozok jdlete es egeszsege erdekeben meg-
feleld intezkedeseket leptet eletbe. A balesetelbdritd es egeszsegvedo
311
ovorendszabalyok betartasat nemcsak a szakszervezetek munka-
vedelmi feliigyeloi, hanem az iizemi munkavedelmi eloado is ellenorzi.
Az ovorendszabalyok megtartasaert a vallalat vezetdje, s5t a 240/1951.
MT rendelet es a 2080/25/1952. MT— SZOT hatarozat ertelmeben az
egyes vezetok is felelosek biintetojogi kovetkezmenyek mellett a hozzajuk
beosztott dolgozok testi epsegeert, egeszsegeert. Az a dolgozo, aki nem
tartja be az ovorendszabaly eloirasait, fegyelmi vetseget kovet el.
Altalanos balesetelliarftas
Az altalanos balesetelharitb es egeszsegvedd ovorendszabalyok szerint
a muhelyekben a muvezeto munkakezdes elott koteles megvizsgalni a
munkahelyet, a gepeket es berendezeseket, hogy megfelelnek-e a munka-
vedelmi eloirasoknak. Csoportvezetd vagy muvezeto csak az lehet, aki
ismeri a munkateriiletere vonatkozo elolrasokat, amelyek a munka-
vedelmi konyvtar es a Munkaiigyi Miniszterium kiadvanyaiban vannak
Jerogzitve.
Minden hjonnan felvett dolgozot a biztonsagi megbizottnak elmeleti
es gyakorlati balesetelharitasi oktatasban kell reszesitenie.
Az elmeleti oktatas soran ismertetni kell az altalanos, valamint az
iparagi balesetelharitb es egeszsegvedo ovorendszabalyokat es a munka-
helyhez sziikseges balesetelharitasi es egeszsegvedelmi tudni valokat. A
gyakorlati oktatas soran a dolgozonak el kel] sajatltania a berendezesek,
vedofelszerelesek. vbddeszkozok helyes hasznalatat. Az oktatas utan a
dolgozonak vizsgat kell tennie, es alalrasaval igazolnia kell az oktatas
megtortentet.
Mindenekeldtt fel kell hlvni a dolgozok figyelmet arra, hogy a leg-
tobb balesetet a rendetlenseg okozza. Ep pen ezert fontos, hogy a pilla-
natnyilag munkaba nem vett anyagokat, felkesz termekeket hogyan
kell tarolni a munkahelyen es a raktarakban.
Altalanos szabaly: a kozlekedesi utvonalakat szabadon kell hagyni,
nem szabad eltorlaszolni, a tarolt anyagon ne legyenek kiallo reszek,
amelyek benyulnak a kozlekedesi terbe. Anyagot csak vizszintes talajon,
a talaj teherblrasanak megfeleloen, biztos egyensulyi helyzetben szabad
tarolni. Minden emeleti szinten ki kell irni az I m2 alapteriiletre el-
helyezheto legnagyobb suly nagysagat. Terjedelmes, nagy stilyu anya-
gokat a foldszinten, konnyebbeket az emeleten kell tarolni. A raktaro-
zasra varo anyagokat ugy keU elhelyezni, hogy a foldhoz kozelebb
fekvo darabok aHtamasszak a magasabban levdket, a lehordast viszont
feliilrdl kell kezdeni.
Ugyelni kell, hogy a raktarozott anyagok szabadon hagyjak a vesz-
kijaratokat, ajtokat, ablakokat. es ne akadalyozzak a vilagit^st es a
312
szelldzest. (')mlesztett anyagot vagy zsakokban, vagy bunkerekben
taroljunk.
Csdveket celszeru. allvanyokra vagy polcokra helyezni. Foldre vagy
padozatra is helyezhetok 1,5—2 m-enkent lerakott gerendakra, a
foldtdl 20—30 cm magassagban, egymas folotti sorokban. Vascsdvek
magassaga ne legyen 1 m-nel nagyobb. Ehhez hasonloan t&roljuk a
rudanyagokat is. Lehetdleg keriiljiik a falhoz vald dontest. Ha megis
igy kell tarolni, elcsdszas ellen szegelyleccel biztositsuk.
Koszorukoveket, csiszoldkorongokat az MSZ 4505 szerint tarolunk.
150 mm atmerdig es 10 mm vastagsagig egymasra fektetve, ezen feliil
elere allitva kell tarolni. Fagytdl es nedvessegtdl dvni kell dket, mert a
mallasztott es repesztett darabok hasznalatkor balesetet okozliatnak.
A vaslemezeket (lemezvastagsagtol fiiggden) fektetve vagy allitva
lehet tarolni. Az utobbi esetben iigyelni kell, hogy a lemezek el ne dolhes-
senek.
Profilanyagokat egymas feletti sorban kell tarolni. Soronkent, a
vegektdl befele 30—40 cm-re alatetpalldkat helyezziink kozejiik. Kezi
szerszamokat polcokon es allvanyokon helyezziink el.
Folyadekokat ep, tomitett taroloedenyben, medenceben tarolhatunk.
A taroldmedencet le kell fedni, lableccel es korlattal kell ellatni.
Gyulekony anyagok tarolasanal szigoruan be kell tartani a tuzrende-
szeti eloirasokat. Az MSZ 1600 tartalmazza a taroldhelyekre vonatkozd
eloirasokat.
A gaznemu anyagokat acelpalackokban taroljak. Az ezzel kapcsolatos
tarolasi modra az MSZ 6292 ad utasitast. Igen fontos, hogy a palackokat
napsiitestdl, fagytdl, a futotest hdhatasatdl dvjuk. Vagy allvanyon kell
elhelyezni, vagy eldoles ellen rogzitdbilinccsel biztositani kell <5ket.
A munkahelyi tarolasnal a legfontosabb a rend. A muhelyben oda nem
tartozo anyagokat vagy felkesz termekeket nem szabad tarolni. A
tdrolas ideje a munkagepek melletti allvanyokon vagy muhelyladaban
a lehetd legrovidebb legyen.
Az anyagok mozgatasabdl szarmazd balesetek elkeriilese celjabdl
anyagmozgatd brigadokat kell letrehozni. A brigad tagjait ki keU
oktatni a szakszeru szallitasra es a biztonsagtechnikai eloirasokra.
A szallitas lehet egyeni vagy csoportos, kezi erovel vagy geppel
tortend. 18 evesnel iddsebb ferfi — segedeszkoz nelkiil — legfeljebb
80 kg-mal terhelhetd, de csak 50 kg-ot emelhet es vihet.
Nem szabad feszitett, merev labbal emelni, csak hajlitott terddel,
guggolva. Vallon szallitott hosszti targy eleje ferden felfeld emelkedjen.
Hegyes sarkii, eles szegelyti targyat csak tenyerveddvel szabad meg-
fogni. Sok balesetet okoz a botlas es a megcsuszas, ezert vigyazni kell
a kozlekedesi utak tisztantartasara. A szallitott targyat nem szabad
ledobni, csak ovatosan letenni.
21 Lakatosok. kouy ve 313
Csoportos szalh'tasnal a munka egyontetuen, elore megbeszelt fogasok-
kal, a brigadvezeto vezenyszavara tortenjek. Ladat az egyik sarkara
vagy alatetekre kell helyezni, hogy a dolgozok keze meg ne seriiljon.
A szallitast lehet6seg szerint segedeszkozokkel kell megkonnyiteni
(fogok, kampok, emeldrudak stb.). Alatetul csak szilard, kello felfekvest
nyujto targy alkalmas (tegla pl. nem).
Az anyagmozgatasi normak megszabjak, hogy egy dolgozo mekkora
sulyii anyagot szalhthat. Gepjarmuvel valo szallitas eseten a kozuti
kozlekedes rendjenek szabalyzata (KRESZ) ad utmutatast.
Bar az igen elterjedt emeldberendezesek nagyon megkonnyftik a
nehez fizikai munkat, veszelyesse valhatnak es balesetet okozhatnak,
ha a biztonsagi eldirasokat nem tartjak be, illetve a sziikseges biztonsagi
berendezeseket nem szerelik fel.
Kenderkotelet csak kisebb igenybevetel eseten alkalmazzunk. Elo-
fras: MSZ 3222. A kotelet hasznalat elott probaterhelesnek kell alavetni.
Vedeni kell a rongalodasoktol (pl. foldon valo huzastol) es meg kell
akadalyozni a kot£l felbomlasdt is.
Akoteletnyolcszorosbiztonsaggal,huzasra kell merete zni( 102. tablazat).
102. tdbldzat
Kenderkotelnk terhelhetosege
(A nagyobb ertekek uj kotelekre
vonatkoznak)
Kot61dtm6r6 dk, mm Kot/'lsuly kg/fm Egy kot61Ag teherbfriisa 8-szoros biztonsAg mellett, kg
13 0,14 130— 165
16 0,21 200— 251
18 0,25 254— 330
20 0,31 314— 393
23 0,39 416- 519
26 0,51 531— 663
29 0,67 660— 825
33 0,80 855—1067
36 0,96 1017 — 1271
39 1,15 1194—1492
46 1,50 1661—2055
52 1.95 2122 — 2599
55 2,25 2226 — 2783
60 2,55 2473 — 3180
65 2,90 2694 — 3563
70 3,50 2885-3846
75 3,90 3160—4101
80 4,50 3328 — 4460
8.5 5.00 3757 — 4890
90 5,60 4133 — 5404
95 6,30 4665-5932
100 7,20 5163-6467
kz acelsodrony kotelek az emeldgepek legfontosabb alkatreszei. Eld-
irasait az MSZ 5742 tartahnazza. Az acelsodrony kotelet szinten htizasra
meretezik hatszoros-kilencszeres biztonsaggal (103. tablazat).
Acelsodrony kotelek
103. tdbldzat
Szamitott szakitderd
Штёгб tim iUtm6ro nm Ikereszt- szet 2 •<0 5 £ kg KOtdlszerkezet
130 kg/mm2 160 kg/mm2 180 | kg/mm2
s * 3 < Ф fl • ьр szakitdszilardsagu
и > у я и 1 1-1 acelnal
9 0,4 27,9 0,26 3 630 4 460 5 020
11 0,5 43,6 0,41 5 670 6 930 7 850 6 paszmas
13 0,6 62.8 0.59 8 160 10 050 11 300 1 pdszmaban
15 0,7 85,4 0,81 11 100 13 660 15 370 37 drotszal
18 0,8 111,6 1,06 14 510 17 860 20 090 Osszesen:
20 0,9 141,2 1,04 18 360 25 590 25 920 6x37 = 222
22 1,0 174,4 1,65 22 670 27 900 31 390 drotszalu
24 1,1 211,0 2,0 27 430 33 750 37 980 a celsodrony kotel
26 1,2 251,1 2,38 32 640 40 180 45 200
28 1,3 294,7 2,80 38 310 47 150 53 050
A kotelkorong atmerdje nem lehet kevesebb, mint az elemi szal at-
merojenek negyszazszorosa. Ha az elemi szalak 15%-a elszakad, a
kotelet nem szabad tobbe teheremelesre hasznalni.
A darukat vegallaskapcsoldval kell ellatni. A kotelek toldasa tilos.
Horgok. Meretezesiikre az MSZ 9705 es 9706 vonatkozik. Ontessel
kesziilt horgot nem szabad alkalmazni. A horgokat evente legalabb
egyszer szet kell szerelni, gondosan megtisztftani es nagyftoval meg kell
vizsgalni, hogy vannak-e rajta repedesek. Ez rendszerint a nyakresznel,
a menet kezdetenel szokott jelentkezni. Repedt horgot tovabb hasznalni
tilos, hegesztessel nem szabad javitani.
Dobok. Csak peremmel ellatott dobokat szabad hasznalni. Ugyelni
kell arra, hogy a legalacsonyabb horogallas mellett is legalabb ket
menet legyen a dobon.
Lanckerek hasznalata eseten a lancszemeknek olyan szerelest kell
biztosltani, hogy a kerek fogaibol ne ugorhassanak ki.
Teherfelfuggesztest rogzito elemek. Csak a megfelelden kioktatott
dolgozo kotozheti fel a terhet, iddkdzonkent ellendrzott, biztonsagos
kotoelemek segitsegevel. A terhet hgy kell felkotni, hogy biztos egyen-
sulyi helyzetben legyen, es a kotozoelemet ne torje meg, ne rongalja.
Minden dolgozora nezve kotelezd elofras, hogy a fhggd teher ala allni
tilos, es szemelyek felett nem szabad terhet emelni vagy szallitani.
21*
315
A legelterjedtebb rogzitdszerkezetek a kilincsmuvek. Kiemelt, illetve
kitort fogu zardkilinccsel terhet emelni nem szabad.
A fekek mukodesi elvuket tekintve ketfelek lehetnek: rogzitd- es
sebessegcsokkentd fekek. A rogzitdfekek az emeles befejezesekor, az
utobbiak a teher kivalasztott siillyedesi sebessegenek ertekenel mukod-
nek. Forditsunk nagy gondot a fekek megfelelo karbantartasara, mert
ettdl fiigg a teheremeles biztonsaga.
Emelocsigctk es csigasorok. Az emeldcsigak kotellel, sodronykotellel
vagy lanccal mukodtethetdk. A t&rcsAkat a foglalatba olyan kozel kell
elhelyezni, hogy a kotelek ne eshessenek le es ne szorulhassanak be. Az
emeldcsigakat ugy kell szerelni, hogy a teher a vonderd megszunte utan
se essek le, tehat a berendezes onfekezd legyen. A felfiiggesztd elemek
teherbirasa legalabb ketszerese legyen a felemelesre keriild teher sulya-
nak. A fekek teherbfrasAt az iizeminel 25%-kal nagyobb terhelessel kell
kiprdbalni.
Emelok. A kezi csavaros vagy fogasrudas emeldknel is biztositani kell,
hogy a terheles hatasara se ereszkedhessenek le. Az orsd vagy a fogaslec
nem futhat ki tokjabdl.
Hidraulikus es pneumatikus emeldknel is olyan szerkezeteket kell
alkalmazni, hogy a dugattyurud terheles alatt is megallithatd legyen,
es csak lassan ereszkedjek le.
Emeldket csak szilard, megfelelden alAepitett tamasztekra lehet
alapozni. Torekeny anyagokat, pl. teglat, alatetii] hasznalni nem szabad.
Minden emeldberendezesen fel kell tiintetni a legnagyobb teherbirast.
A villamos hajtasii emelddobok hasznalati mddjardl az MSZ 6705
rendelkezik.Ugyelnikellafekszerkezetes a rogzitd megfelelo mukodesere
Daruk. Muhelyekben leggyakrabban futddarut hasznalunk, de eld-
fordulhat konzolos futddaru vagy fali forgddaru is. A szabad teren
hasznAlt daruknak igen sok fajtajuk van. A muhelyben dolgozd darn
legmagasabb pontja az epiilet elemeitdl legalabb 100 mm-re legyen.
A kezeldj^rdaval felszerelt darunal a mennyezet es a jarda kozott leg-
alabb 2000 mm-re, a faltdl 400 mm-re legyen. A sinpalyak biztos,
zokkendmentes jarast biztosftsanak. A sinpalyak vegeire iitkozdket
kell felszerelni. Ezek kis sebessegeknel (100 m/perc) fabdl, azon feliil
gumibol vagy acelrugdbdl lehetnek.
A futdkerekek lehetdseg szerint ketkarimAsak legyenek. A tamasztd-
kerekek karima nelkiil is kesziilhetnek. A feljardkat korlattal kell el-
latni. A kezeldfiilkekben biztositani kell a szelldzes es fates lehetdseget.
Megfeleld vegallaskapcsoldkat, fekszerkezeteket itt is kell alkalmazni.
A darut a muhely zajatdl elterd hangii akusztikai jelzdberendezessel
is fel kell szerelni. A teherbirast jelzd feliraton kiviil ki kell irni: ,,A
fiiggd teher alatt tartdzkodni tilos es eletveszelyes”. A feljaratnal a
kovetkezd figyelmeztetd tablat kell elhelyezni: ,,A darura kizardlag
316
a darukezeldnek, a karbantartasi megbizottnak es az ellenorzokozegnek
szabad felmenni.”
A kezeldfulkebdl veszkijaratot is kell biztositani.
Darut csak darukezeloi vizsgaval rendelkezo dolgozo kezelhet. A
darut tulterhelni, vele huzatni-tolatni, terhet ferden emelni, beepitett
vagy leragadt, befagyott terhet felszakitani szigoruan tilos. A darukat
megfelelo erossegu lampakkal kell felszerelni. A horgon fiiggd terhet
hosszabb idore fennhagyni tilos.
Uzemben levo darut javftani, kenni, vagy azon mas karbantartasi
munka t vegezni nem szabad. A darukra vonatkozo szabvanyok: MSZ
4850, 6726, 6727, 9721, 16736.
Munkagepekre vonatkozo balesetelharito ovorendszabalyok
Lemezollok. A lemezollo kese ele megfelelo, biztonsagos kezvedd beren-
dezest kell felszerelni. A nagy meretu lemezeket biztosan fel kell tamasz-
tani, s ha tobb szemely kozremukodesevel tortenik a vagas, egy felelos
szemelyt kell kijelolni, aki a gep inditoberendezeset kezeli. Az olio
hatso reszenel az anyag kiszedese celjabol a kes ala nyulni nem szabad.
A lyukasztdgepet anyaglehiizoval kell felszerelni.
Hengerlogep. A hengerek utanallitasat csak felelos dolgozo vegezheti.
Az anyag kezelesehez megfelelo segedeszkozoket kell hasznalni. Meg-
felelo biztonsagi berendezessel meg kell akadalyozni, hogy a dolgozo a
mhkodd hengerek koze nyulhasson. Ha ez nem valosithato meg,'akkor
a gepet a munkahely minden pontjarol mukodtethetd pillanatleallito
es reverzald kapcsoloval kell ellatni.
Mukodes kozben legfeljebb csak a kifutasi oldalrol szabad tisztitani
a hengereket.
Sajtoldgepek. Torekedni kell zart szerszamok alkalmazasara. Meg-
felelden beallitott veddkosAr, racs, mozgoracs vagy veddlemez akadalyoz-
za meg, hogy a dolgozo keze a veszelyes terbe juthasson. Megfelelo
vedelmet nyujthat a ketkezes inditoberendezes vagy a keseltolo szerke-
zet is. A kisajtolt munkadarabot csak szerszammal szabad megfogni.
A gepet csak felelos szemely allithatja be.
F or gacsolo gepek. Munkadarabot es szerszamot csak leallitott gepnel
szabad cserelni. Forgo munkadarabot ellendrizni legfeljebb csak speci-
alis merdeszkozzel szabad. A szerterepuld forgacs okozta baleseteket
veddlapokkal kell megakadalyozni (plexi, szilankmentes iiveg, illetve
vedoernyd). A forgacsot csak szerszammal szabad eltavolitani. A munka-
darabot furas kozben megfelelden rogziteni kell.
A koszoriigepeken fel kell tiintetni a geptengely mindenkori fordulat-
za mat. A korongokat a megengedettnel nagyobb fordulatszammal
317
jaratni tilos. A gepet megfeleld veddburkolattal es allithato tamasszal
kell ellatni. Allandd jelleggel hasznalt szaraz koszdrunel elszivdberende-
zest kell alkalmazni.
A koszoriilesnel veddszemiiveg hasznalata kotelezo, ennek erdekeben
figyelmezteto tablat is kell felszerelni, es a szemiiveget allandoan a gep
mellett kell tartani.
Ktziezerszamok. Hibas szerszamokkal, munkaeszkozokkel dolgozni
nem szabad, ilyeneket a szerszdmraktarbdl sem szabad kiadni. Munka
eldtt gondosan meg kell vizsgalni, hogy a kalapacs szildrdan iil-e a
nyelen, a vagok nincsenek-e kiperemesedve. A szerszamokat nem
szabad tarsunkhoz dobassal eljuttatni, kabat- vagy nadragzsebben
tartani. A csavarkulcsokat egymasba kapcsolassal vagy csdvel meg-
hosszabbitani nem szabad.
Villamos kezi szerszamokat csak szakkdpzett szereldnek szabad
javltania.
Hegesztes. Hegeszteni, vagni, melegfteni csak az eldirt tanfolyam
eredmenyes elvegzese utan szabad. A szetreptilo szikrak, femcseppek,
valamint a sugarartalom ellen megfelelo vedofelszereleseket kell alkal-
mazni. Tiizveszelyes anyagok kozeleben hegeszteni legfeljebb akkor
szabad, ha tuzdrseg van jelen. Ha olyan tartalyokat kell hegeszteni.
amelyekben gydlekony anyagok voltak, akkor azt a hegesztes meg-
kezdese eldtt ki kell tisztitani, vagy gozolessel eltavolitani.
A tartalyokat beliilrdl csak iigy szabad hegeszteni, hogy megfelelo
szelldzesrdl gondoskodunk, es a hegeszto megfigyelesere kfviil dr all.
A salakeltavolftasnal szilankmentes veddszemuveget kell hasznalni.
A gazpalackokat csak ket dolgozd viheti, azt dobni, e]teni vagy
iitodesnek kitenni nem szabad. Szallitas eseten a palackot el kell zarni
es veddsapkaval kell ellatni. Naptdl, magas hdmdrseklettdl dvni kell.
Elddles ellen bilinccsel kell rogziteni, es csak 45°-ra dontve szabad el-
helyezni. A szelepet csak a toltdallomason javithatjak. Seriilt palackot
hasznalni tilos. Olajos kezzel vagy ronggyal oxigenpalackhoz nyulni
nem szabad.
Karbidot csak leg- es vfzmentesen elzart tartalyban szabad forgalom-
ba hozni. Szaraz helyen kell tdrolni, felnyitni csak szikrat nem add
szerszammal szabad. Egyszerre csak egy tartaly lehet nyitva. A raktart
felirattal es dohanyzast, illetve nyilt lang hasznalatat tilto tablaval
kell ellatni.
Az acetilenfejlesztd kesziilek 10 kg-ig hordozhatd, azon feliil helyhez
kotott telepnek mindsiil. Csak hatdsagi engedellyel mukodtethetd. A
helvhez kotott fejlesztdt csak vizszintes, szilard alanon lehet elhelyezni.
Muhelybe csak hordozhatd kesziilek allithato be. Koriilotte 6, illetve 3
meteres korzetben tilos dohanyozni. Teli iddszakban a fejlesztdt szabad-
ban hasznalni nem szabad. A kesziilekeket a muhelyben szdtszedni es
318
tisztitani tilos, gyulekony anyag 3 meteres tavolsagban, masik fejleszto
4 meteres korzetben ne legyen. Karbidport es tormeleket tilos toltesre
felhasznalni. A kesziilekbol toltes utan a levegot ki kell ereszteni, es csak
ezutan szabad hasznalni.
A szivargd helyek csak szappanos vizzel kereshetok. Nagynyomasu
kesziilek csak 1,5 att nyomassal mukodhet. Kethetenkent a kesziileke-
ket tisztltani kell. A kisnyomasti fejleszto harangjat leterhelni szigoruan
tilos. Kesziilekeket elektromos vezetek kozeleben tilos elhelyezni.
A vizzdr allapotat munkakezdes elott ellendrizni kell. Minden pisztoly-
hozkiilon vizzar es elzardszerkezet sziikseges. A pisztolyok prdbanyoma-
sa 15 atm. Hibas nyomascsokkentdt hasznalni tilos. Az oxigen tomldjen
a felcsereles elkeriilese vegett sziirke, fekete vagy kek, az acetilen-
tomldn voros szinjelzes van. Seriilt tomldt szigeteldszalaggal javitani
nem szabad.
Villamos hegesztes. A berendezest megfelelden foldelni kell. A tap- es
munkavezeteket dvni kell a seriilestdl. Az eldirt vedofelszereles (vedd-
pajzs, kesztyu, koteny, lab- es vallvedd) hasznalata kotelezd. Muhely-
ben a hegesztes helyet vedofallal kell koriilvenni. Kazanokban, vas-
testeken csak olvan kesziilek alkalmazhatd, ahol a gydjtdfesziiltseg
24 V alatt van. Kiviil drt kell allitani, aki a kesziileket sziikseg eseten
azonnal ki tudja kapcsolni. Haszndlat, illetve munkaidd befejezese
utan a kesziileket aramtalanitani kell.
Forrasztas. Forrasztani csak jol szelldzott muhelyben szabad. A
melegitdkalyha foie gdzelvezeto sisakot kell helyezni. Benzint a munka-
helyen csak a folvamatos munkavegzeshez sziikseges mennyisegben
szabad tartani. Hibas benzinlampaval tilos a forrasztas, a lampat
olvadddugdval kell ellatni.
Villamos berendezesekre vonatkozd eloirasok
Villamos berendezesek javitasat es kezeleset csak szakkepzett dolgozo
vegezheti. Villamos berendezesek lezart szerelvenyeihez nyiilni az arra
fel nem jogositott dolgozdknak szigoruan tilos. A vilagitas kapcsoldit
a bejarathoz kozel, konnyen elerhetd helyen kell elhelyezni. Kazanok,
tartalyok vasszerkezeteben vegzett munkat csak 24 V-os izzdlampaval
szabad mcgvilagitani, es csak ilyen fesziiltsegu kisgepekkel szabad meg-
munkalni.
Keziszerszamot csak hatasos erintesvddelmi biztositassal ellatva
lehet hasznalni. A karbantartast csak szakkepzett dolgozo vdgezheti.
Osakis eredeti gyari olvadd biztositdbetetet szabad hasznalatra kiadni
ds felhaszndlni. A biztositdbetetek toldasa, athidalasa tilos, es csak
azonos dramerdssegu es fajtaju betetekkel szabad pdtolni.
319
A szabvanyoknak es az dvdrendszabalyoknak meg nem feleld, rossz
vezetekeket, villamos gepeket iizemben tartani nem szabad. Minden-
fele rendellenesseget, iizemzavart azonnal jelenteni kell az iizemresz
vezetojenek.
Villamos berendezeseket vizzel oltani cletveszelyes es tilos. Ilyen
esetekben gazolto kesziileket kell hasznalni.
Tuzrendeszet
Tuz- vagy ongyulladasveszelyes tisztitdanyagot, rongyot vagy
hulladekot tilos felhalmozni a munkahelyeken. Minden mnhelyben
megfelelo szamu, jdl zaro fedelu femedenyeket kell tartani a hulladek
osszegy u j tesere.
A hatosagok rendelete szerinti tiizolto berendezeseket kell beszerezni,
ezeket allandoan keszenletben kell tartani, es a dolgozokat ki kell
oktatni hasznalatukra.
tJzemi egeszsegvedelem
Uj iizemet leteslteni, meglevot athelyezni, felujitani, boviteni csak a
Szakszervezetek Orszagos Tanacsa es az Egeszsegiigyi Minisztdrium
jdvahagyasaval szabad.
A kiildnbozd ipari iizemeket es iizemreszeket ugy kell telepiteni, hogy
a szennyezo, artalmas iizemresz a kevesbe szennyezore ne legyen karos
hat^ssal. Ha a muhely, illetve iizem eldtt vasiiti vagy villamosvagany
hiizddik, 5 m-es tavolsagon beliil terelokorlatot kell felszerelni. A kozle-
keddsi szabalyokat az iizem teriileten is be kell tartani. A csapadekot
es a szennyvizet megfelelden le kell vezetni.
A muhelyek olyan tagasak legyenek, hogy minden dolgozora 15 m3
legterfogat es 2 m2 munkahelyi padldfeliilet jusson. Ebbe nem szamft-
hato bele a gepek es berendezesi targyak alapteriilete. A helyiseg belsd
magassaga legalabb 3,20 m legyen. Ha a muhely levegdje portal, gdzzel
stb. szennyezett, a legterfogatot novelni kell. Cj tizemekben jdleti es
egeszsegiigyi helyisegeket pinceben vagy alagsorban nem szabad el-
helyezni. Kalorikus erogepeket, elektromos generatorokat, akkumula-
tortelepeket csak a biztonsagi, egcszsegvedelmi es tuzrendeszeti sza-
balyoknak megfelelden, kiilon helyisegben szabad elhelyezni.
Zajos iizemben a falakat es a padldt hangszigeteld burkolattal kell
ellatni.
A munkahelyeket es eszkozoket a dolgozok kotelesek tisztan tartani.
A tatarozast es tisztitast (a muhelyfalak festeset, meszelesdt, a munka-
320
helyek munkaiddn kiviili takarltasat, esetleg felmosasat, ablakok,
lampatestek lemosasat stb.) az igazgatd rendeli el.
A muhelyeket veszely esetere feltunden megjelolt veszkijaratokkal
kell ellatni. Az utvonalak egyenesek, belathatdk es megfelelden ki-
jeloltek legyenek. A fo kozlekedesi utak szelessege legalabb 1,5 m, a
mellekutake 1 m legyen. A kijarati ut 30 meternel nem lehet hosszabb.
A munkahelyek ajtdit eltorlaszolni vagy — amig a dolgozok bent
tartdzkodnak —- lezarni nem szabad.
A muhely padldzata szilard es konnyentisztantartha to legyen. Semmi-
lyen vezetek, csd vagy sin ne alljon ki beldle.
Az akndkat, godroket, livegtetdket le kell fedni. Csigalepcsdk csak
kiilon engedellyel letesithetdk.
Gondoskodni kell a helyisegek megfelelo fiiteserol, vilagltasardl es
szelldzteteserdl is.
Egyeni vedelem
A vallalat koteles gondoskodni a dolgozok egeszsegenek es test1
epsegenek megvedeserdl. Ezert szukseg eseten veddszemiivegge], vedd-
alarccal, kesztyuvel, biztonsagi ovvel stb. kell ellatni dket. A dolgozokat
nem lehet kotelezni a munka vegzesere, ha nem ah rendelkezesiikre a
megfeleld, jo allapotban levo veddfelszereles.
A veddfelszereles karbantartasat a vallalat vegzi. A veddeszkoz meg-
hibasodasa eseten a hibat azonnal jelenteni kell.
A gepek es berendezesek kozott foglalatoskodd dolgozo testhez
simuld ruhazatot, a ndk hajukat teljesen elfedd hajhalot vagy kenddt
kotelesek viselni. A gepeken es szallftasnal dolgozoknak gyurut, drat,
karkotdt viselniiik nem szabad. Mezitlab dolgozni tilos. Ket meter
magassagon feltil, tovabb& mindeniitt, ahol a dolgozo leeshet, bizton-
sagi 6 vet kell viselnie.
A muhelyekben a dolgozdk szamanak megfeleld meretu es felszerelesu
mentodobozt jdl hozzaferhetd, tiszta helyen kell tartani.
Minden 25 dolgozd szamara egy egeszsegiigyi szempontbdl kifogas-
talan vfzu, felirattal ellatott ivdkutat kell biztosltani. Megfeleld oltozd-
rdl, mosddrdl es WC-rdl is kell gondoskodni. 50 vagy ennel tobb dolgozdt
foglalkoztatd iizemben etkezdhelyiseget kell biztosltani. Ahol lizemi
etkeztetes nines, ott etelmelegltd berendezest kell leteslteni.
Egesz napi + 8 0° alatti es szakaszos +4 0° alatti foglalkozas eseten
futott melegeddt kell biztosltani, es megfeleld meleg vedditalrdl kell
gondoskodni.
A hulladekokat resmentes tartalyban kell osszegyujteni es a szemet-
tel e] kell szallitani.
321
V. ARTENYEZOK BEFOLY1SA
A TECHNOLOGY! ME GVALAS ZTASARA
A gepipari gyartmany ok forgalmi aranak osszetetele, durvan: 60%
anyagertek, 10—15% munkaber, 30—25% rezsi. Amuszeripar, villamos-
ipar termekeinel az anyag erteke az eladasi arhoz viszonyftva keves, a
munkaber es a rezsi magas. Ebbol kovetkezik, hogy anyagszegeny
orszagnak olyan gyartmanyokat kell forgalomba hoznia (kiilonosen
exportalnia), amelyekben keves anyagertek mellett sok a munkaber.
Termeszetesen ennek az elvnek kereszttilvitele igen sok tenyezotol fiigg.
Kiilkereskedelmi erdekbol sokszor hidat vagy gdzmozdonyt is sziikseges
exportalni.
Az artenyezok koziil az anyagra, munkaberre legnagyobb befolyasa
a szerkesztoknek van. (Pl. a tetoszerkezeteknel az anyag sulyat a szi-
lardsagi meretezes iij mddszereinek alkalmazasaval, a fogaskerekek
mereteit az tij anyagok — muanyag — beepitesevel csokkentettek stb.)
A munkaber csokkenthet6 pl. a precizids ontvenyek felhasznalasaval.
Ezaltal a forgacsolasi munka kevesebb lesz, szakmunkaerd es szerszam-
gep kapacitas szabadul fel. Igen sokat lehet megtakaritani, ha a szer-
keszto pontosan alkalmazza a feliileti erdesseg es a tures kozotti ossze-
fiiggesre vonatkozo szabvanyt (MSZ 9655).
A korszeru gyartasnal a technologusnak allanddan egyiitt kell mukod-
nie a szerkesztovel, mert a gyartmany tervezesenel a meglevo geppark
keriil elsosorban felhasznalasra. Ha esetleg uj gepberuhazasra van
sziikseg, akkor is kozosen kell eldonteniiik a kialakitandd technologiat.
A gyartmanyszerkeszto es a technologus egyiittmukodese a szereles,
helyesebben a szerelhetoseg megoldasaban jut kifejezesre.
A gyartmany elkeszftesere fordftott teljes munkaberbol tekintelyes
resz jut a szerelesre. A fejlett ipari orszagokban is mindent elkovetnek
a szerelesi koltsegek csokkentesere, a kezi munkanak mincl nagyobb
szazalekban gepi munkara valo felcserclesere, de ma meg a gep bonyo-
lultsagi fokaval egyiitt novekszik a szerelesi koltseg.
A tervezesi munka befejezese utan a gyartmany koltsegeinek ki-
alakftasa a technologia kezebe keriil. A muvelettervek kijelolik az utat,
322
hogy az alkatreszek, kesobb a szerelesek hogyan kesziiljenek el. Meg-
levo geppark eseten ugvanabban a gyarban a megmunkalasnak tobb
modja lehet. Ezek koziil kell valasztani a technoldgusnak, hogy melyik
megoldas gazclasagosabb. A tobbfele lehetoseg kivalasztasaban ad nagy
segitseget a teuhnologiai Icoltsegszamitas, mely a varhato gvartasi koltse-
gek osszeget allapftja meg az egyes muvelettervekkel kapcsolatban.
Ezeket egymassal osszehasonh'tva kitunik az olcsdbb, gazdasagosabb
megoldas. A technoldgiai koltsegszamftas nem azonos a szamviteli
kalkulacidval, sot attdl el is terhet. Ha a kiindulasi anyag mindket
esetben ugyanaz, nem kell a szamitasba venni, csak azokat a koltseg-
tenyezoket, melyeket a megmunkalas elterese okoz.
Egy peldaval megvilagitjuk a mondottakat. Az tizemlakatos fejezet-
ben szo volt a szerszamgepek javitasanal arrol, hogy egyes import-
gepek kotoelemei hiivelykmeretekben vannak elkeszftve. Javitasnal
felmeriil a kerdes, ha ezek koziil tobb elkopik, mivel potoljuk: a magyar
szabvany szerinti metrikus, vagyis mm-meretu csavarokkal vagy az
eredeti hiivelykmeretuekkel. Ebben az esetben elvegezziik a technoldgiai
koltsegszamitast. A gepben — tegyiik fel — van 50 db csavar. Ezekbol
20-db-ot kellene pdtolni. Mivel a pdtlas egyedi gvartasban kesziilhet el,
melynek koltsege a kereskedelmi aruenak tobbszorose, tegyiik fel,
hogy a 20 db csavar osszes koltsege 100 forint. Ha viszont 50 db metrikus
csavart kereskedelmi cikkent vennenk 50 forintert, akkor nem ketseges,
hogy az osszes csavart kicsereljiik metrikus rendszerure, annal is inkabb,
mert egy gepben csak egv rendszerii kotoelemek lehetnek.
Technoldgiat befolyasolo artenyezo a gvartasi kiilonkoltseg is. Ebbol
a legfontosabbat, a felszerszamozasi koltseg befolvasat figyeljiik meg.
Lakatosmunkak altalaban egyedi vagy legfeljebb kissorozat gvartasban
kesziilnek. Ha mar elerik a folyamatos gyartas darabszamat, akkor mar
nem beszelhetiink lakatosmunkarol. Ilyen esetben (pl. nagysorozatu
lemezmunkaknal) mar a presgepek, adagoldberendezesek sorozatan,
osszeallito kesziilekekben, lakatos kez nelkiil, csak gepbeallito lakatos
munkajaval kesziil el a gyartmany. (Gondoljunk itt a zarak, lakatok
gyArtasara, amelyet mar nem lehet lakatosmunkanak nevezni.) Ezeknel
az tizemeknel a felszerszamozottsagi szam magas, mert az egy kesz-
gyartmanyra esd koltseg keves, es a pontos, cserelheto alkatreszeket
kiilonleges gyartoeszkozokben lehet eldallitani.
Az egyedi es kissorozat (zart cikhis) gvartasnal kevesebb kesziilek
sziikseges. Ebben az esetben az elerheto eladasi arbol es a darabszambol
szamitjak vissza a sziikseges felszerszamozottsagot. Tehat nem annyi
kesziileket gyartanak, amennyi sziikseges lenne, hanem amennyit az
eladasi ar elbir.
Az drtenvezok koziil hatra vannak meg a rezsik: a muhelyrezsi es az
altalanos koltseg. Ez utobbira a szerkeszto es a technoldgus keves be-
323
folyast gyakorolhat, mert ezt orszagos rendeletek szabalyozzak. A
muhelyrezsi allando resze tobbe-kevesbe ugyanazokbol a kbltsegekbbl
tevbdik ossze, es csak csekely szazalekban befolyasolhato. Marad a rezsi
valtozo resze, melynek csbkkenteseben a dolgozok mindegyike reszt
vehet.
A rezsitetelek koziil fel kell hivni a figyelmet a belso szallitas helyes
megszervezesere. A szervezetlen szallitas nemcsak nbveli a kozvetlen
kbltseggel jarb rezsiteteleket, hanem nbveli a gyartasi atfutasi idbt is
es a forgoalapot, pedig jo programozassal, szervezessel, belso szallitas
megjavltasaval csokkenteni lehetne. A belso szallitas helyes szervezesevel
a termelekenyseg is javul, mert a dolgozo produktlv idejebol az anyag-
kezelesi, szerszamkivetelezesi, atadasi idb stb. nem vesz el sok idbt.
324
FELHASZVAI.T IRODALOAl
Az anyag vizsgalat szerepe a minosegellenorzesben. Bp., GTE 9. 1960.
Bdlint—Selmeczi—Szeniczei—Wallenstein : Gepelemek II. Bp., Muszaki
Konyvkiado. 1959.
Bieber Kdroly : A diszmukovacs. Bp., Szikra. 1944.
Boesak—Dr. Bordas—Erdos—Nesnera—Sajo— Szenczi : Vas- es Femipari
Tananyag (esztergdlyos). Bp., Kepszava Konyvkiado.
Childe, V. G.: A szerszdmok tortenete. Bp.
Gsery—Schutz : Korszeru gepjavitas eldkeszitese es modszerei. Bp., AGep-
ipari Tudomanyos Egyesiilet tanf. jegyzete.
Denes—Pdtzay—Sille : Kisgepek, elektromos, mechanikus es presl5ggepek,
hegesztokeszulekek es lancok. Bp., Kozgazdasagi es Jogi Konyvkiado.
1961.
Edvi Illes Aladdr : Az os- es okor, kozepkor vasmuvessege. Bp., Lampel
Robert. 1898.
Ё. M. „Femmunkas” Epiiletlakatosipari Vallalat. Zsebkonyv. Bp., 1961 —
1962.
Fdber Miklos : Ragasztott femszerkezeti kotesek kialakitasa es telierbirasa.
Bp., G5pgyartastechnol6gia, 1961. 5. sz.
Farago Ferenc : Csiszoloanyagok es koszoriilesi eljarasok a gepiparban.
Bp., Nehdzipari Konyv- es Folyoiratkiado Vallalat. 1952.
Gdti Zoltan : Altalanos geptan. Bp.. Muszaki Konyvkiado. 1960.
Gelldri Mor : Magyar ipar uttor6i. Budapest, Bobrovsky es Franke kiadok.
1887.
Hegediis Jozsef : Lakatos kisipar. Bp. KISZ. Orsz. Kozpontja. 1959.
Hirsch Lalos : Ipari iizemek mesterseges szelloztetese. Bp., Tancsics Konyv-
kiad6. 1961.
Hollo Imre : Elorajzolas a gepiparban. Bp., Nepszava. 1952.
Dr. Hornung Andor : Koszorus tanfolvam. Bp., K0I16- es Gepipari Min.
1956.
Dr. Kalotai—Czabalay : Epiiletlakatos Munka. Bp., Muszaki Konyvkiad6,
1962.
Kardoss Jozsef : Turesek es muszaki meresek I. kiad. Kezirat. Bp., Oktatas-
iigyi JegyzetelKto V. 1953.
Kemdny Tamas : Korszerti kotfielemek. Bp., Gepgyartastechnologia 4. sz.
1962.
Kis Ldszlo : Muszereszmunka. Bp., Tancsics Konyvkiad6. 1958.
Korbidy—Szdcsy : G5pek szerelese. Bp., Neh5zipari Konyvkiado. 1954.
325
Korszcru szerszamgydrtasi technologia. GTE. 12. sz. Bp., Muszaki Kiadvhny-
sorozat. 1960.
Dr. Ladd Laszld : A gazdasagos belso szhllitas. Bp. Kozgazdas&gi ds Jogi
Konyvkiado. 1957.
Ligeti Gyorgy : Nehany pelda a robbantdsos alakfths alkalmaztishrol. Bp.,
Gepgyartastechnologia. 1962. 3. szam.
Luptdk—Narancsik— Bdnky : Precfzios ontbs. Bp., Muszaki Konyvkiad6.
1962.
Markos Gyorgij : A magyar ipar szhz eve. Bp., Studium kiadasa. 1942.
Martos—Rilnwald—Gyenes : Kbziszerszamok. Bp., Nehezipari Konyv- bs
Foly6iratkiad6 Vallalat. 1953.
Medek—Knizsek—Szabo : A tervszeru megelozo karbantartas alkalmazasa
a gbpiparban. Bp., Nehezipari Konyv- es Foly6iratkiad6 V. 1959.
Dr. Mdszaros Gyula : Lemezanyagok megmunkalasa kivagassal es lyukasz-
tassal. Bp., GTE. 1960. Kbzirat.
Milley— Vdlgyes : Kozponti fiitbs. Bp., Muszaki Konyvkiado. 1960.
Nagy Zoltan : Gbplakatos szakmai ismeretek. Bp., Tankbnyvkiado. 1953.
Pardnyi Gyorgy : Korszerii munkaszervezes. Bp., Kozgazdasagi bs Jogi
Konyvkiado. 1962.
Rdbel Gyorgy : Gazdasagos kesziilbkezbs. Bp., Mbrnoki Tovabbkbpzo Intb-
zet. 1958.
Rdth Gyorgy : Az iparmuveszet konyve. 3. kotet. Bp., Athenaeum. 1912.
Ritter—Hubert—Bdlint—Torok : Gbplakatos szakmai ismeretek. Bp., Tan-
konyvkiado. 1951.
Sashegyi— Visi : Acelszerkezetek I. rbsz. Bp., Muszaki Konyvkiado. 1958.
Scheel, Hans : Schmiede- und Schlosserarbeiten. Stuttgart, J. Hoffmann.
1961.
Schell J end : Gyartoeszkozok konstrukcio-felepftesi iranyelvei. Bp., Felso-
oktatasi J egy zetellato V. 1951.
Simdn Miklos : A folyamatos gyartas. Bp., Kozgazdasagi es Jogi Konyv-
kiado. 1961.
Syrek Janos : Bevesozarak biztonsaga. Bp., Technika. 1938. 5. sz.
Szabo Sandor : Gbpjarmuzajok. Bp., Jarmuvek, Mezogazdashgi Gbpek.
1960. 5. sz.
Szandtner Frigges : Gbplakatos szakismeretek. 2. kiadas. Bp., Miiszaki
Konyvkiado, 1962.
Dr. Szadeczky Lajos : Iparfejlodes bs a cehek tortenete Magyarorszagon.
Bp., Hanschburg Gusztav konyvkeresk. kiadasa. 1913.
Szendrodi Valer : Turesek, illesztbsck. Bp., Nepszava Konyvkiado. 1952.
Szentkuti Karoly : Furogepek. Bp., Nepszava Konyvkiado. 1950.
Szecsi Laszld : Gepipari szerszamok kbszitbse. Bp., Muszaki Konvvkiado.
1961.
Dr. Tajlhy Karoly : A femfeliiletek elSkbszitbse es elokezelese festbs elott.
Bp., Gepgyartastechnologia. 1962. 8. sz.
Taky—Sebestyen : Ipari vilagitastechnika. Bp., T&ncsics Konyvkiado. 1961.
Temesvary Ferenc : Kulcstipusok es zar-mechanizmusok fejlodbse. Folia
Arcbaclogica. 1960, 1961.
Tolnai Ferenc : A babiloniai fakulcstol a vezbrfokulcsig. Elzett gyhr.
Kbzirat. 1962.
Toth Peter : Gbplakatos szakmai ismeretek. Bp., Muszaki Konyvkiado V.
1962.
326
TARTALOM
I. Bevezetes ....................................................... 3
II. Altalanos lakatosipari ismeretek .............................. 14
A) Kezi munkaval vegezhetd muveletek.......................... 15
1. Keziszerszamok (fiokszerszamok) ......................... 15
2. Egyengetes, nyujtas, hajlitas ........................... 28
3. M6retek kijelolSse....................................... 39
4. M5retre vagas oiloval, furcsszel ........................ 42
5. Vagas, faragas, veses kezi liton ........................ 46
6. Reszelovel valo alakitas ................................ 47
7. Szegecselos ............................................. 52
8. Kemeny- 5s lagyforraszt&s ............................... 58
9. Menetfuras, menetmetszes ................................ 61
10. Sik es gorbe feliiletek hantolasa........................ 75
B) Gepi megmunkalassal vdgezheto lakatos muveletek ........... 79
1. Elorajzolas.............................................. 80
2. Fiiras .................................................. 92
3. Lyukasztas ............................................. 101
4. Dorzsoles .............................................. 102
5. Menetfuras, menetmetszes ............................... 105
6. Koszoriiles ............................................ 106
7. Csiszolis............................................... 115
С) A 1 ikatosiizemben gyakrabban hasznalt anyagok ............ 117
D) Legszuksegesebb g6pek es szerszamok....................... 127
III. A lakatosipar szakmai hgak szerinti tagozodas i .............. 151
A) Diszmfilakatos szakma .................................... 152
1. A szakma kialakulasanak attekintese .................... 152
2. A diszitoelemek ........................................ 159
3. Jelenlagi munkateriilotek .............................. 175
B) Lemezlakatos szakma....................................... 187
1. A szakma jellemzbi ..................................... 187
2. A lemezmegmunkalas kezi es gepi muveletei............... 180
3. A lemezek kiegyengetese................................. 197
4. Karosszeria-munkak ..................................... 199
C) Acelszerkezeti lakatos szakma.............................. 207
1. Az iparag fontosabb munkateruletei...................... 207
2. Ac61- 6s aluminium ablakok, ajtok keszitese ............ 213
3. Gyakrabban hasznalt egyszeru i etoszerkezet ............ 232
D) G6plakatos szakma ........................................ 232
327
1. A szereles szerszamai, gepelemek, gepreszek, szerelesi egyse-
gek szerelese .............................................. 232
2. V£gszerel£s, uzembehelyez5s, ргбЬбк ..................... 252
3. J6tall6si munkhk hibafelv6tele........................... 256
E) Ozemlakatos szakma ......................................... 257
1. Uzemi hibak felkutatasa, folismer6se, megelozese, TMK .... 257
2. Roncsolhsmentes vizsg61atok egyszerubb m6djai ........... 261
3. A hibak javft6sanak modjai, eszkozei, femszoras ......... 266
F) Szerszamkeszitd szakma ..................................... 269
1. Turesre, illesztesre, feliiletmindsegre vonatkozo szabvanyok . 270
2. Szerszhmok, kesziilekek keszitdse ....................... 276
3. A megmunkalas ut6ni muveletek, hokezeles ................ 283
4. Az ellenorzes modszerei As muszerei ..................... 288
IV. Lakatosmtihelyek, iizemreszek tervezese, berendezese .......... 293
A) Altalanos elvek ........................................... 293
B) Vil6gitas, szellozes, ftites ............................... 298
C) Uzemi munkavedelern, balesetelharfths, tuzrendeszet, iizemi
egёszsёgvёdelem ................................................ 311
V. Arfenyezok befoly&sa a technologia megvalasztashra ............. 322
Felhaszn6.lt irodalom .............................................. 325
248. dbra. Gripszinelemek es Ossze&llit&n vtizlat