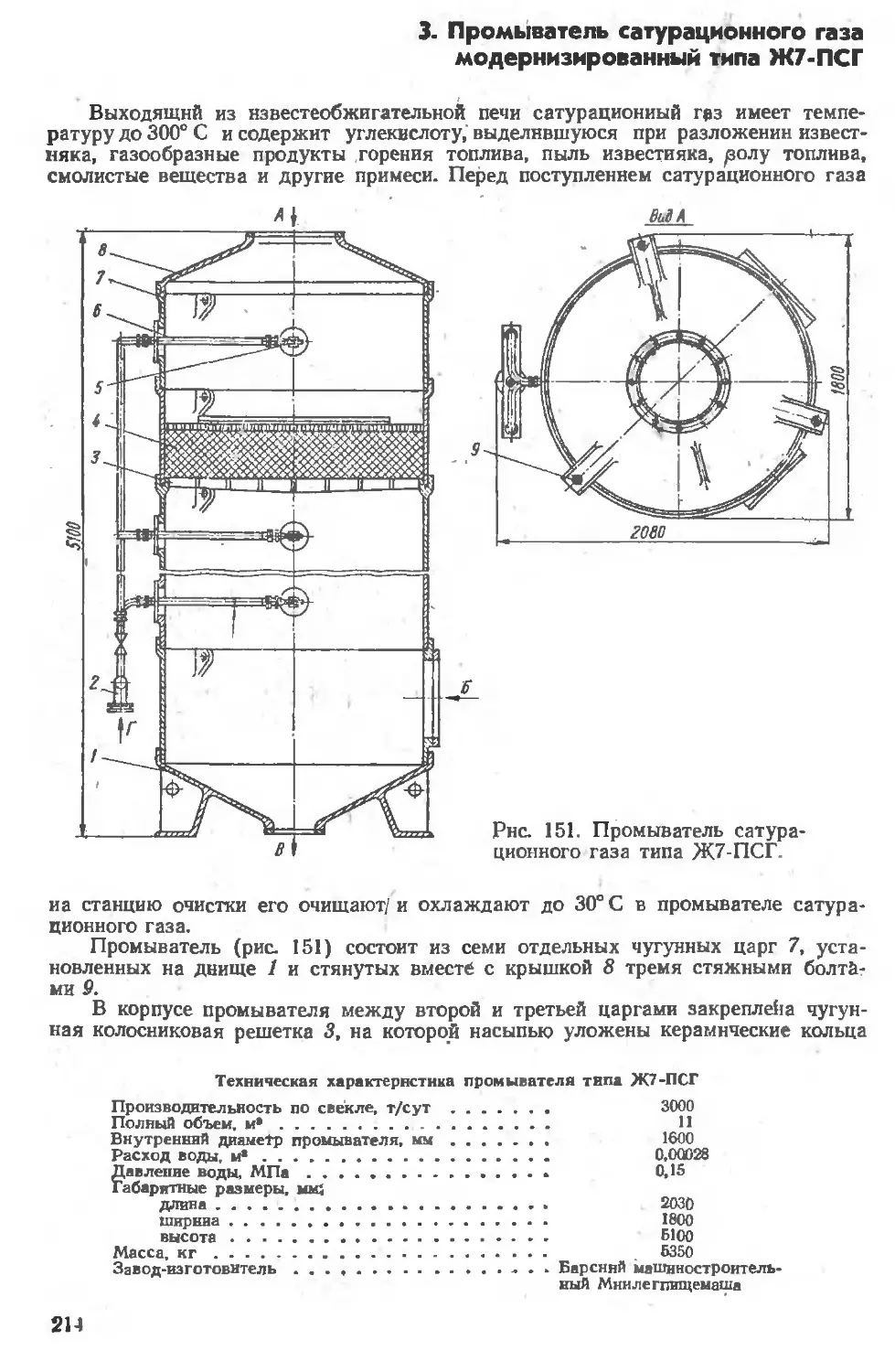
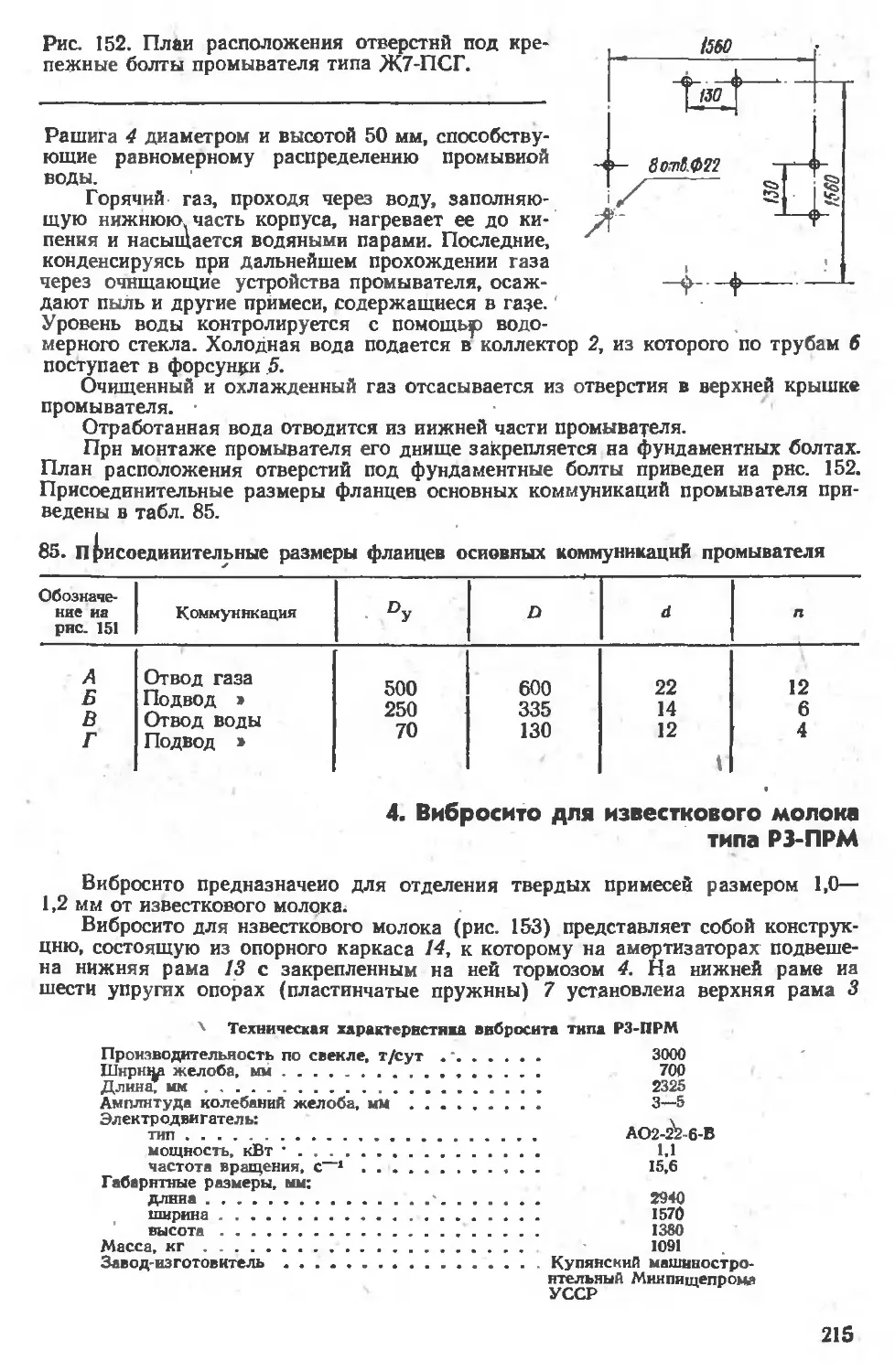
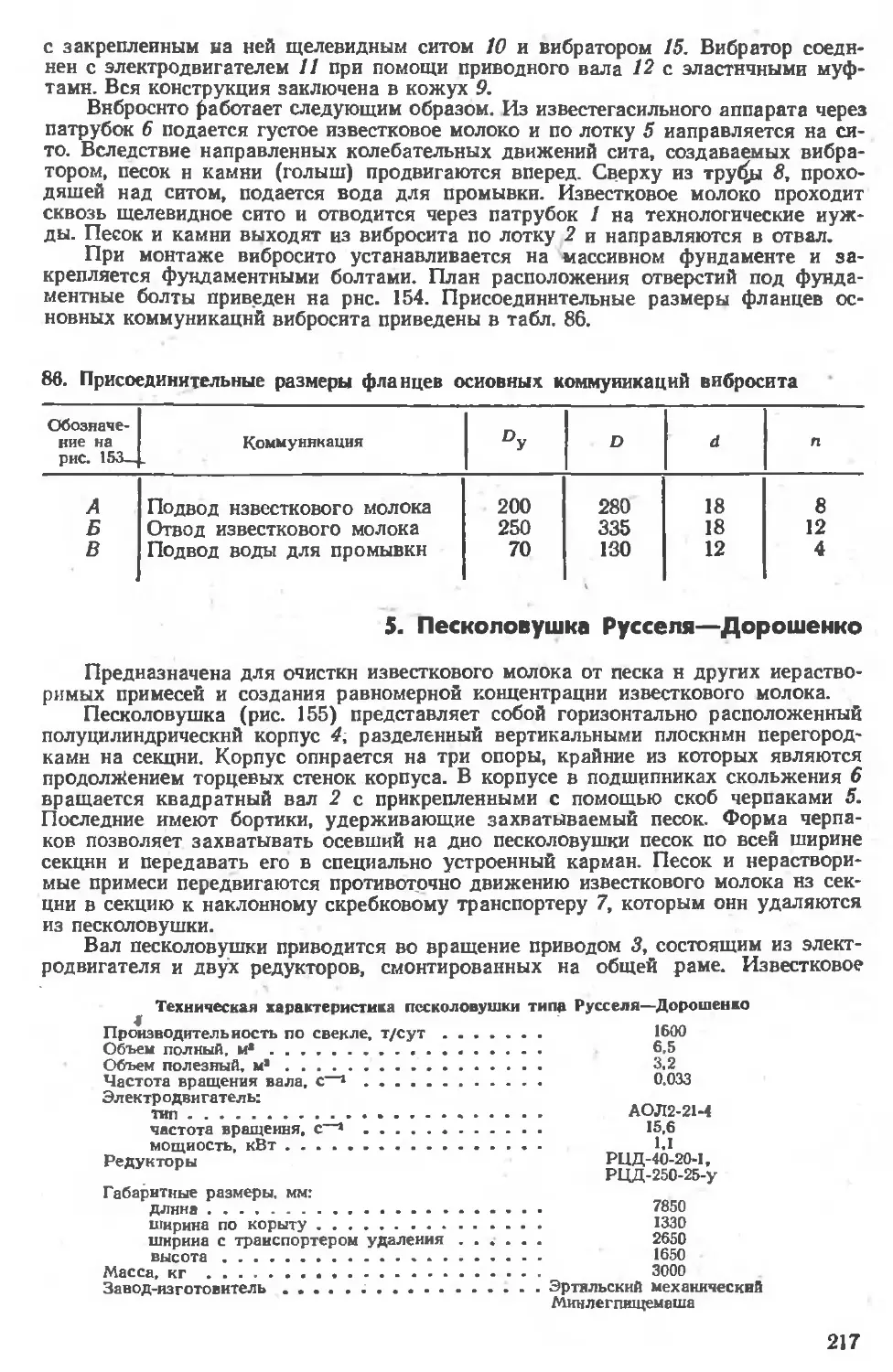
/














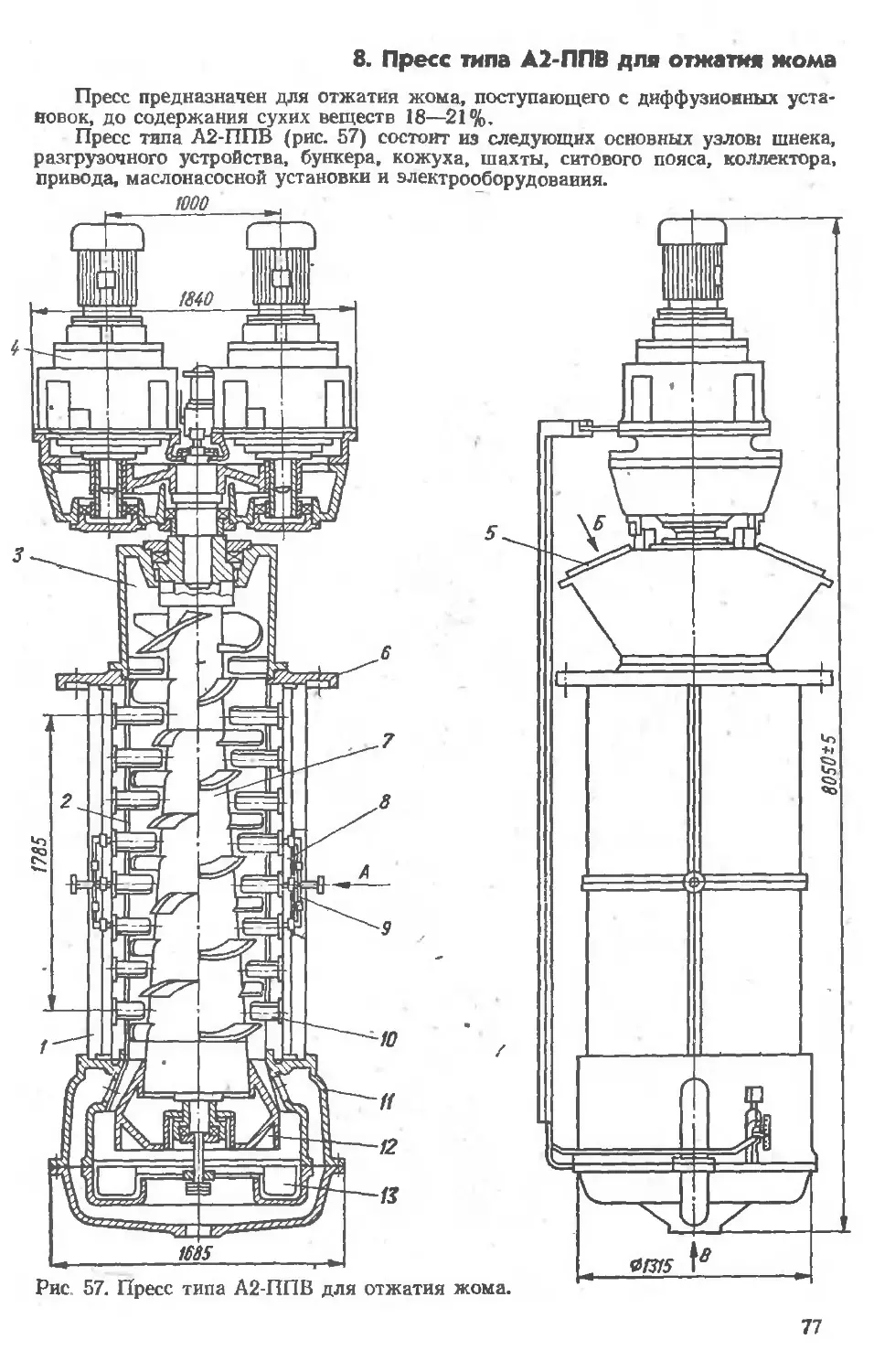

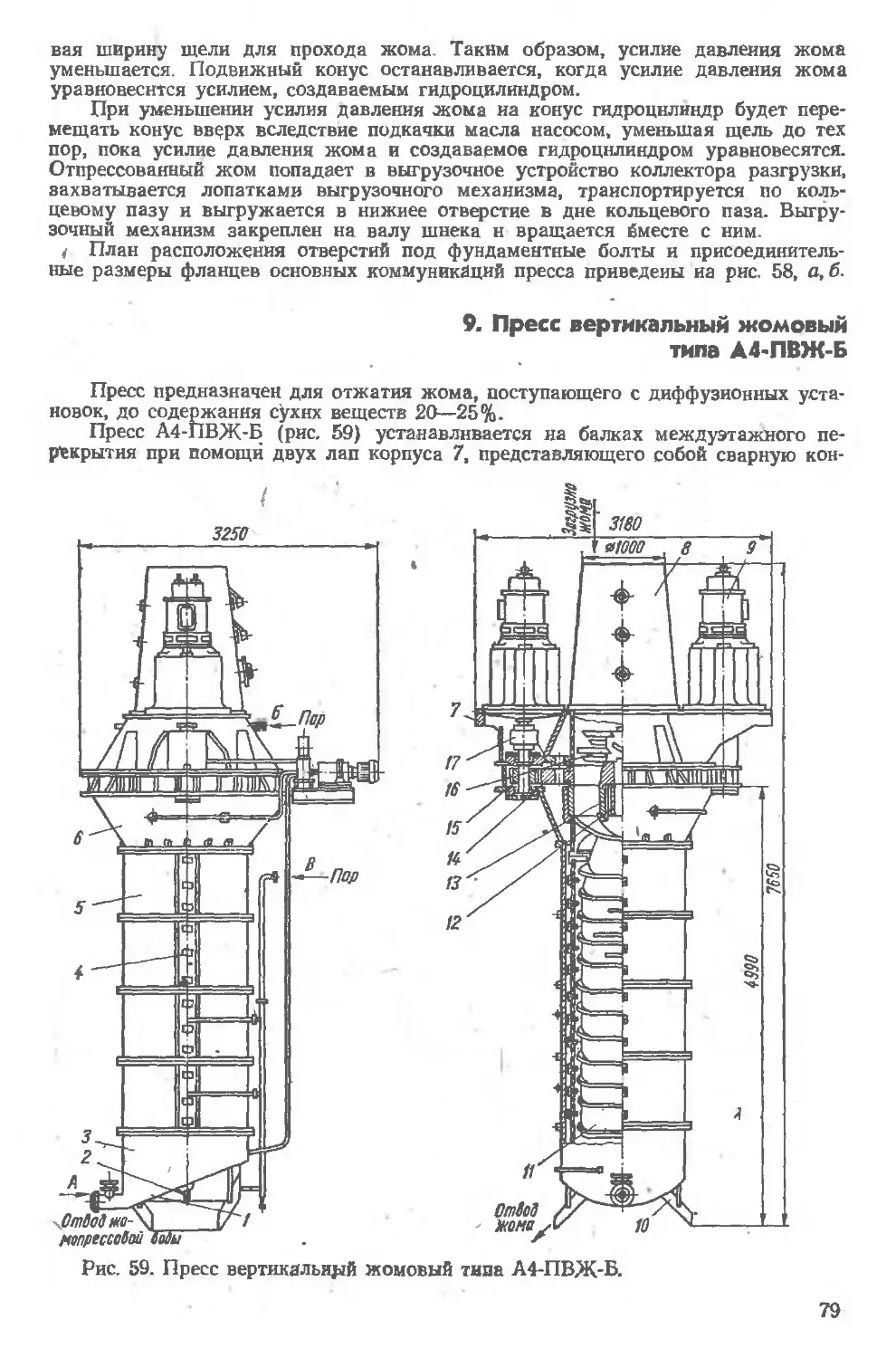






















































Автор: Белик В.Г. Зозуля С.А. Жарик Б.Н.
Теги: инженерия механическое оборудование сахарная промышленность техническое оборудование
Год: 1982




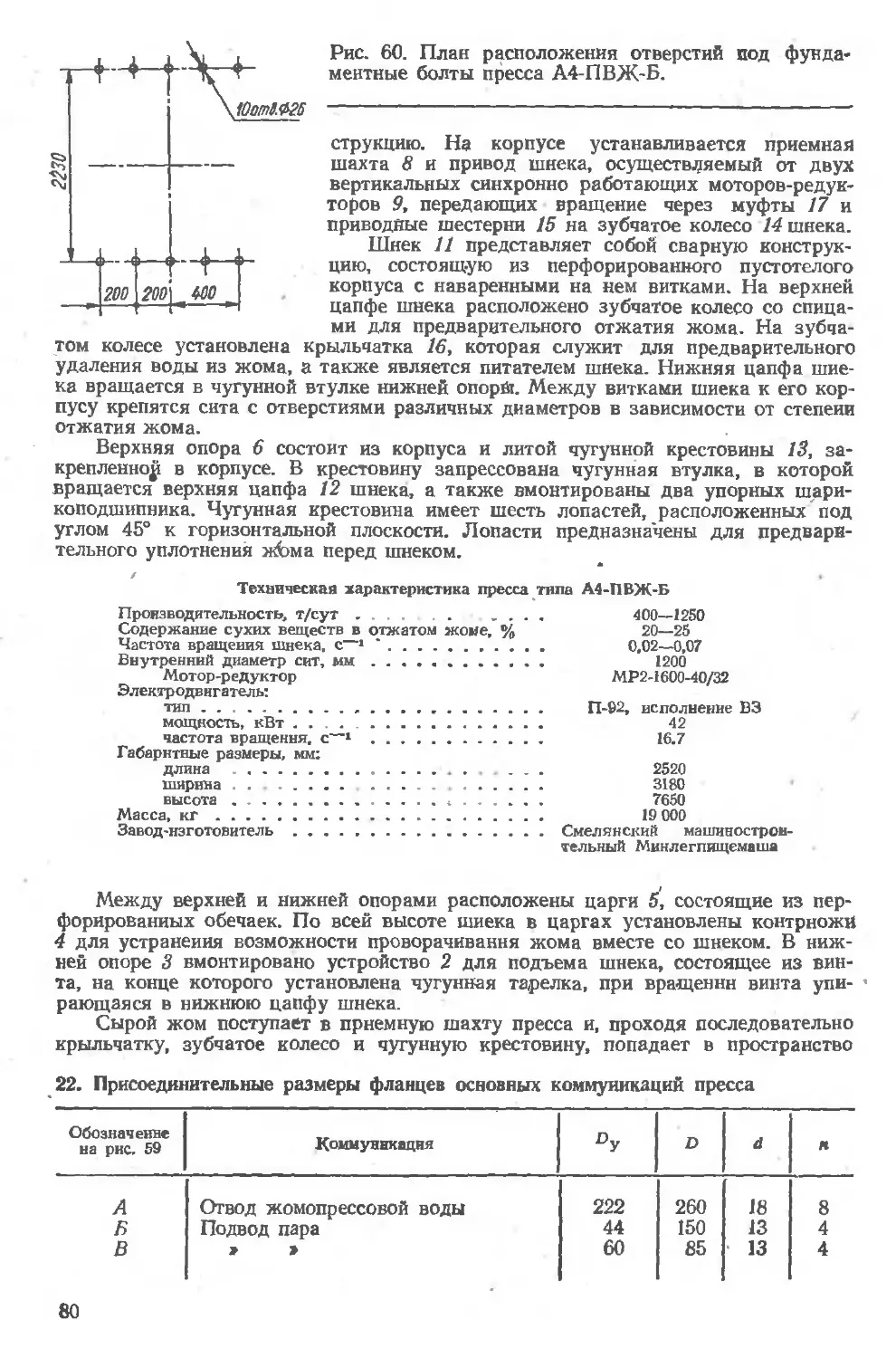
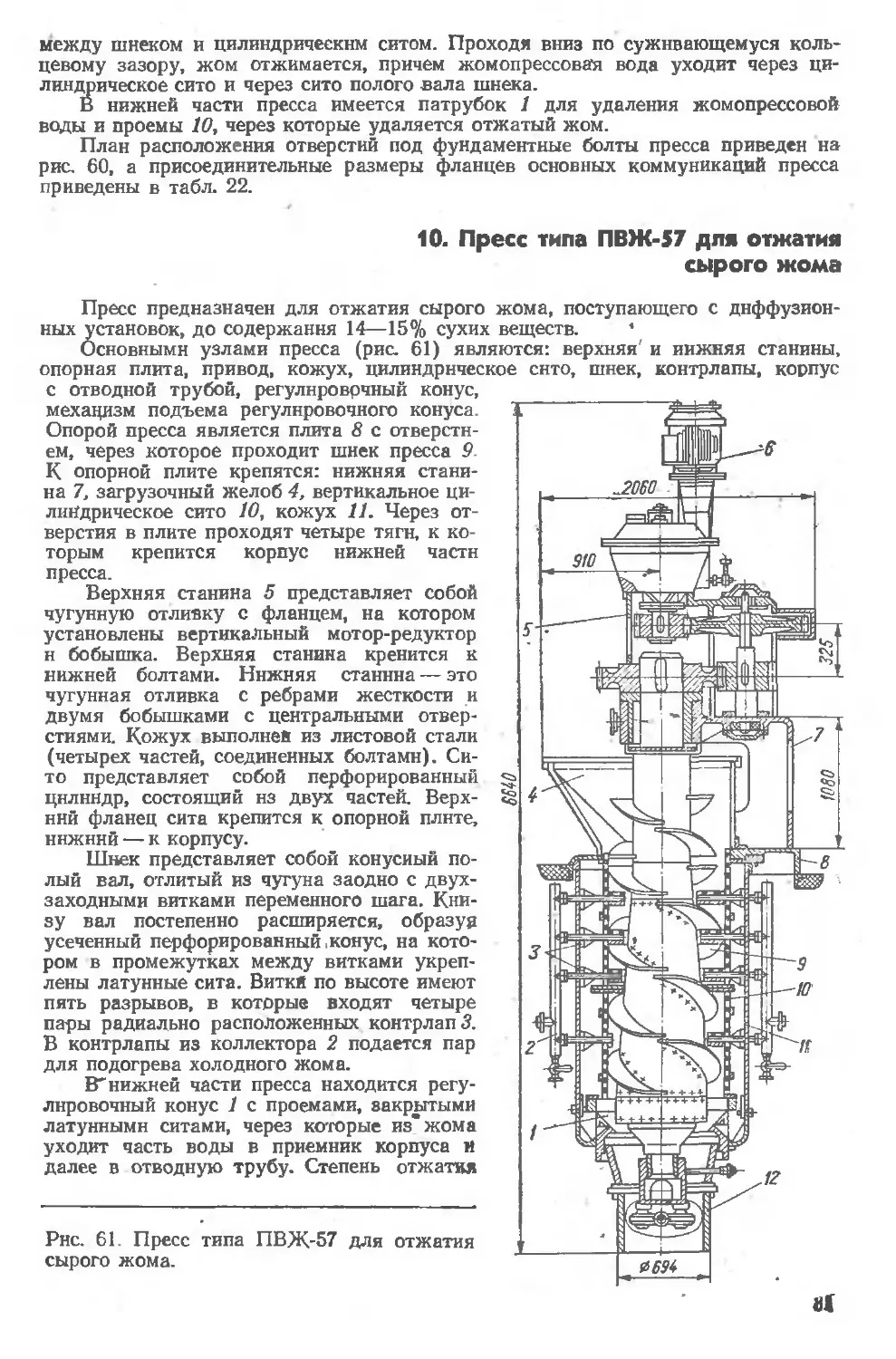
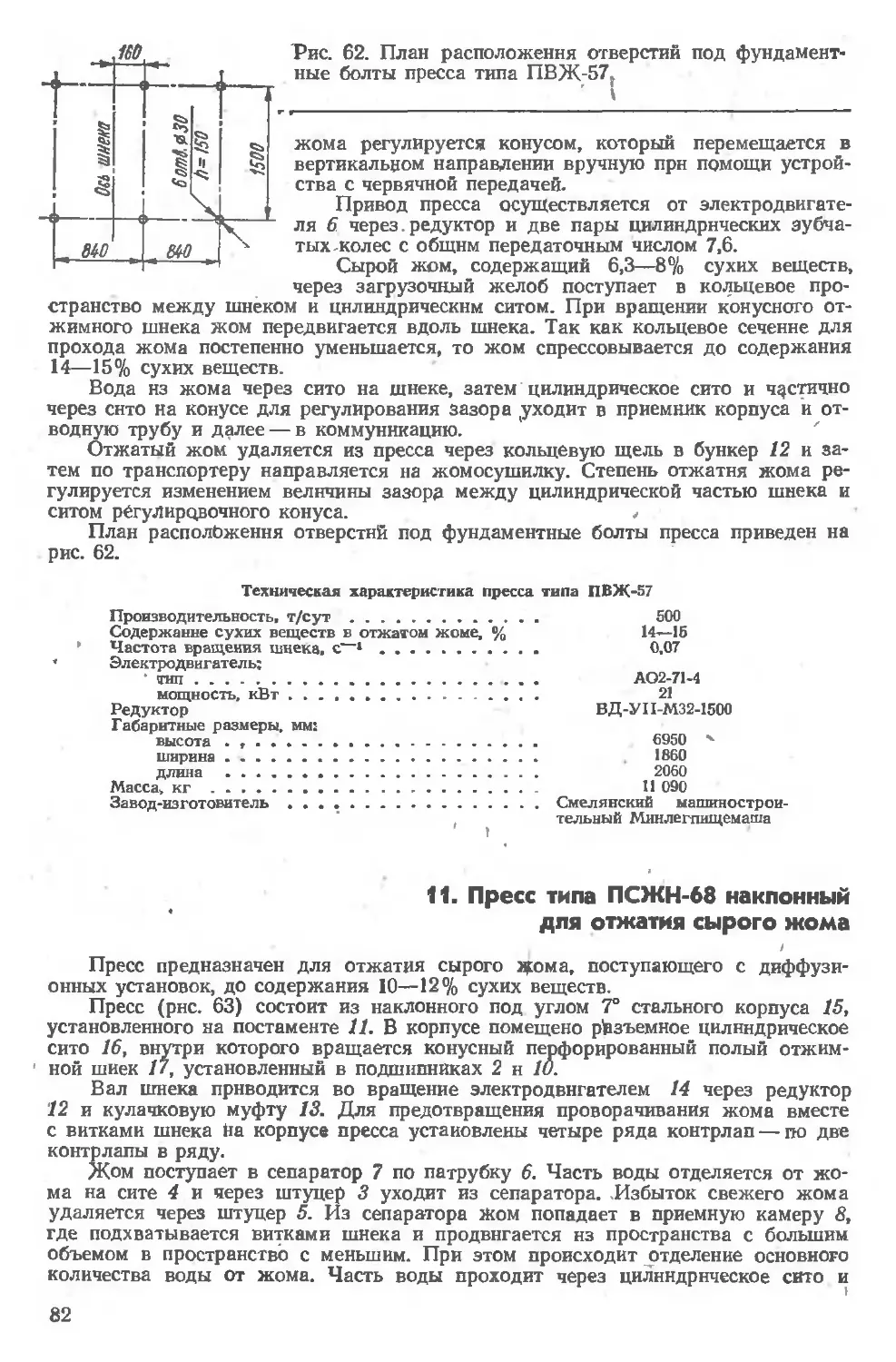
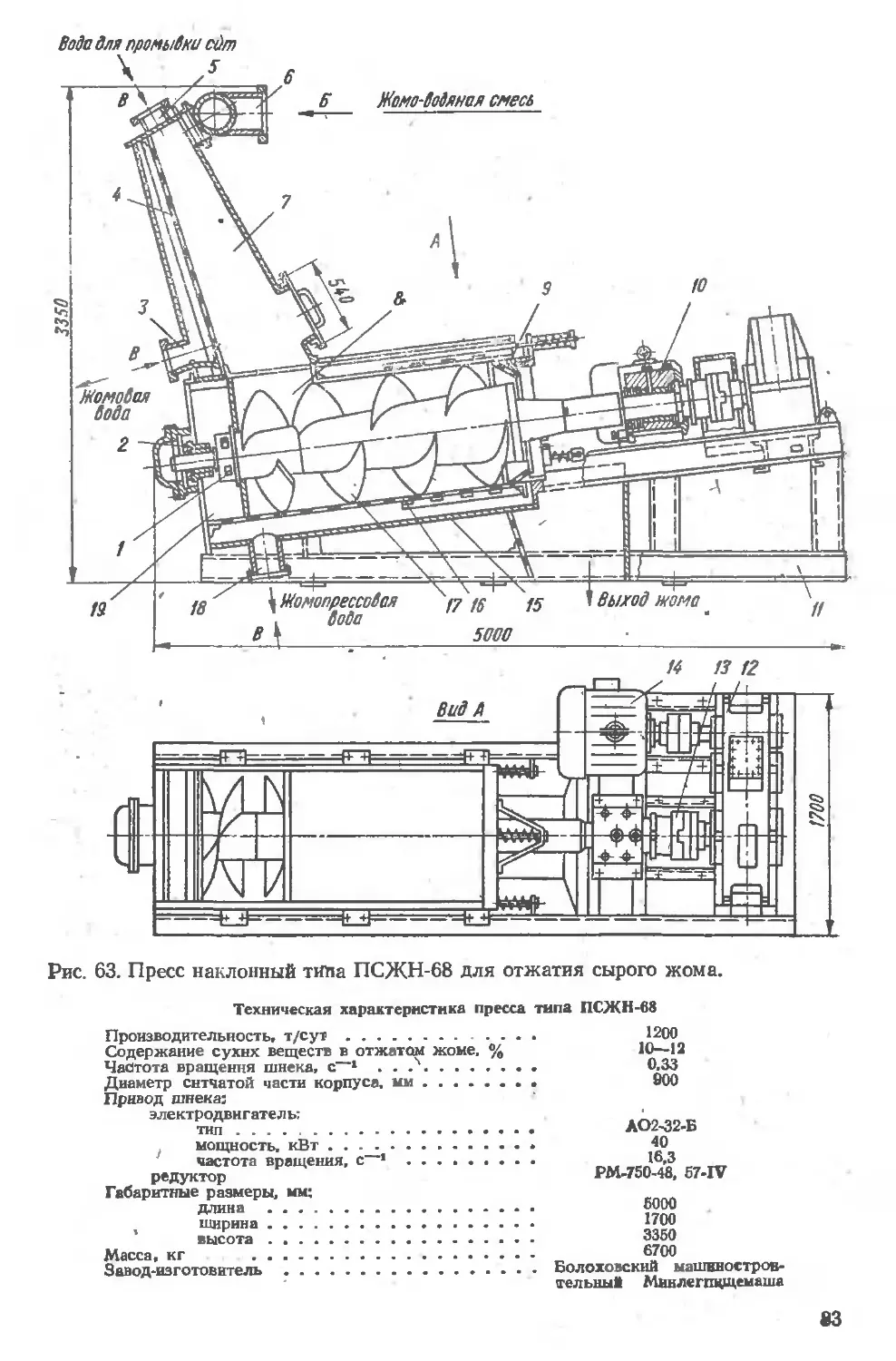
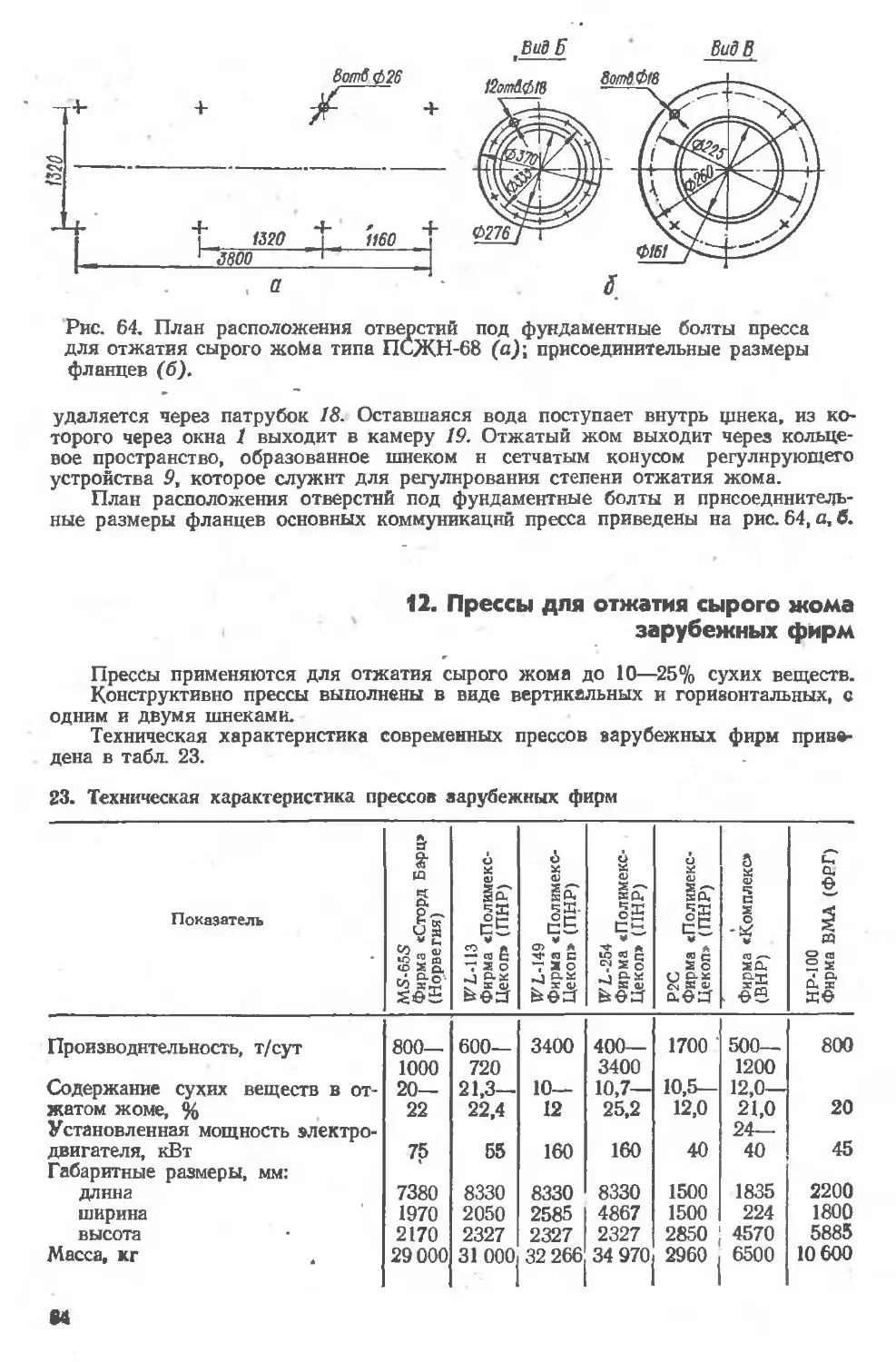
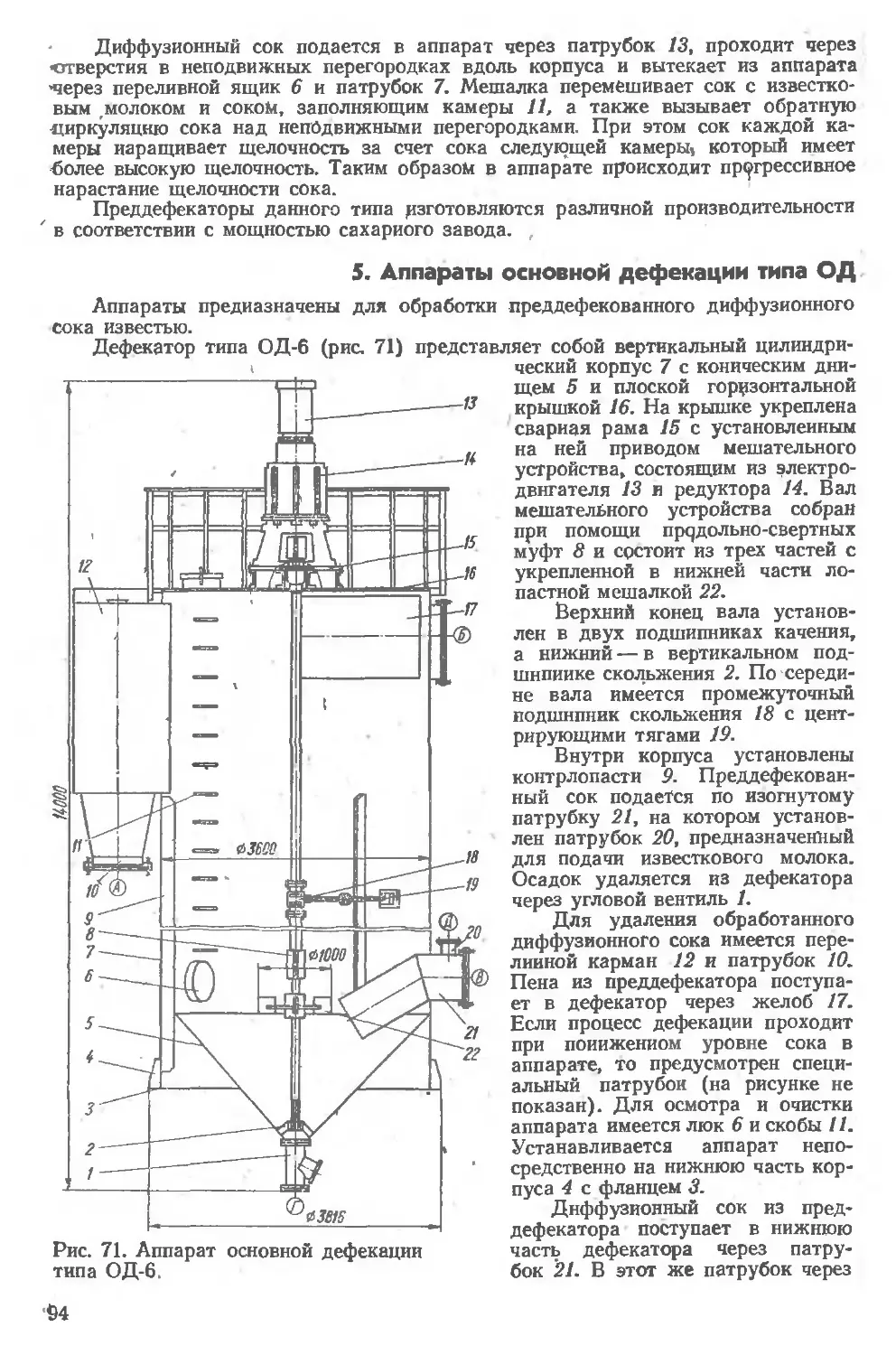
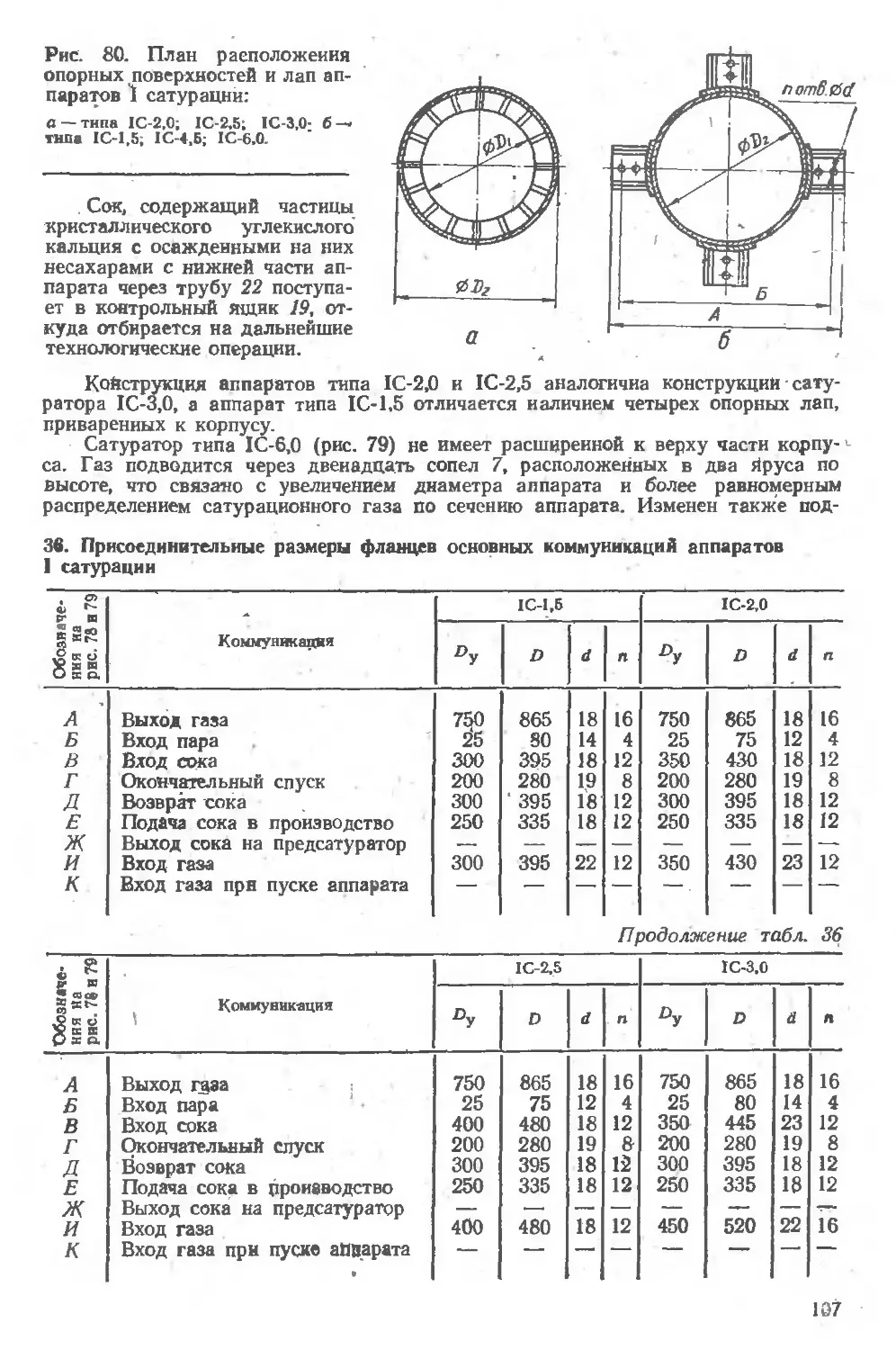
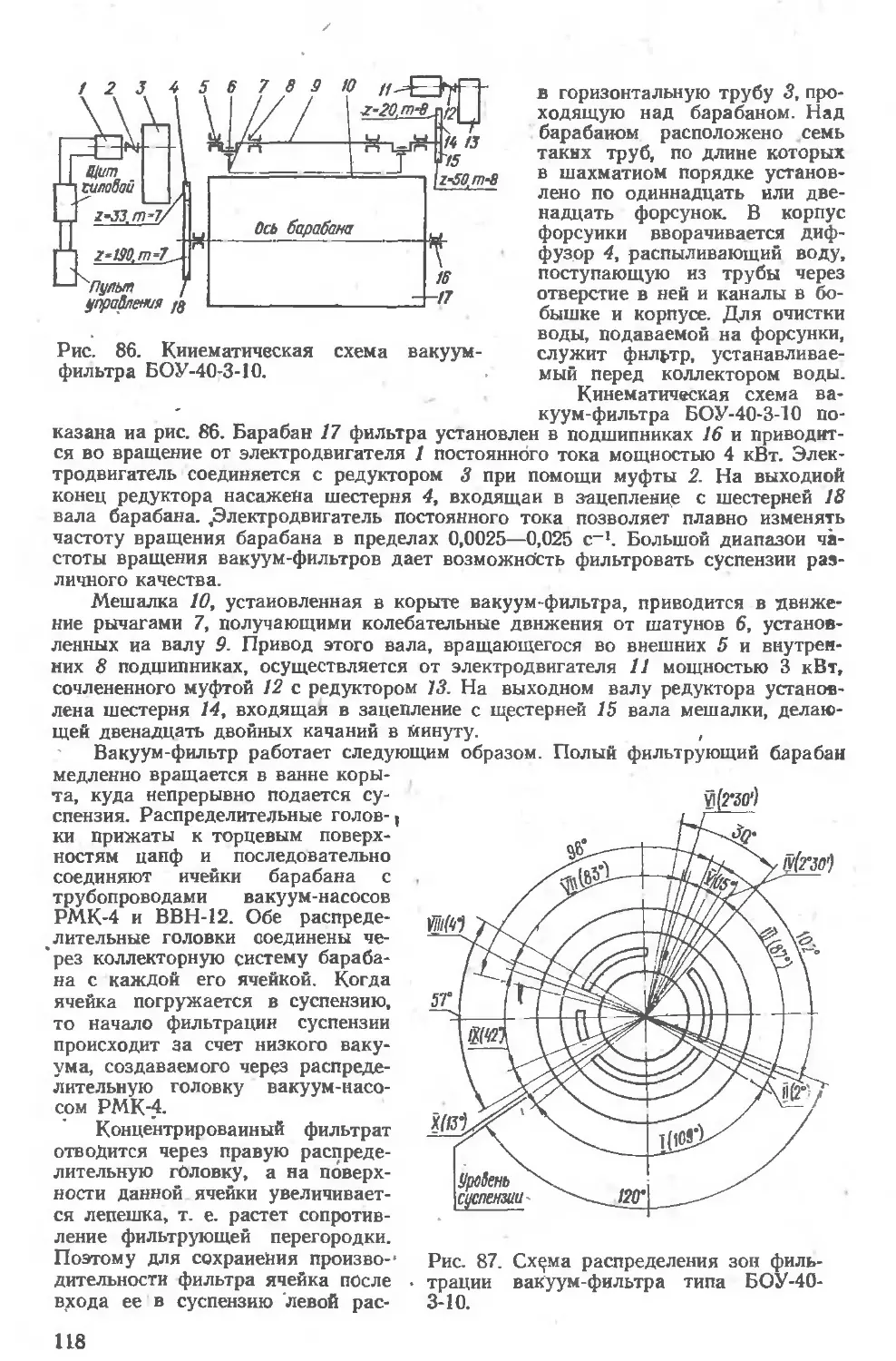
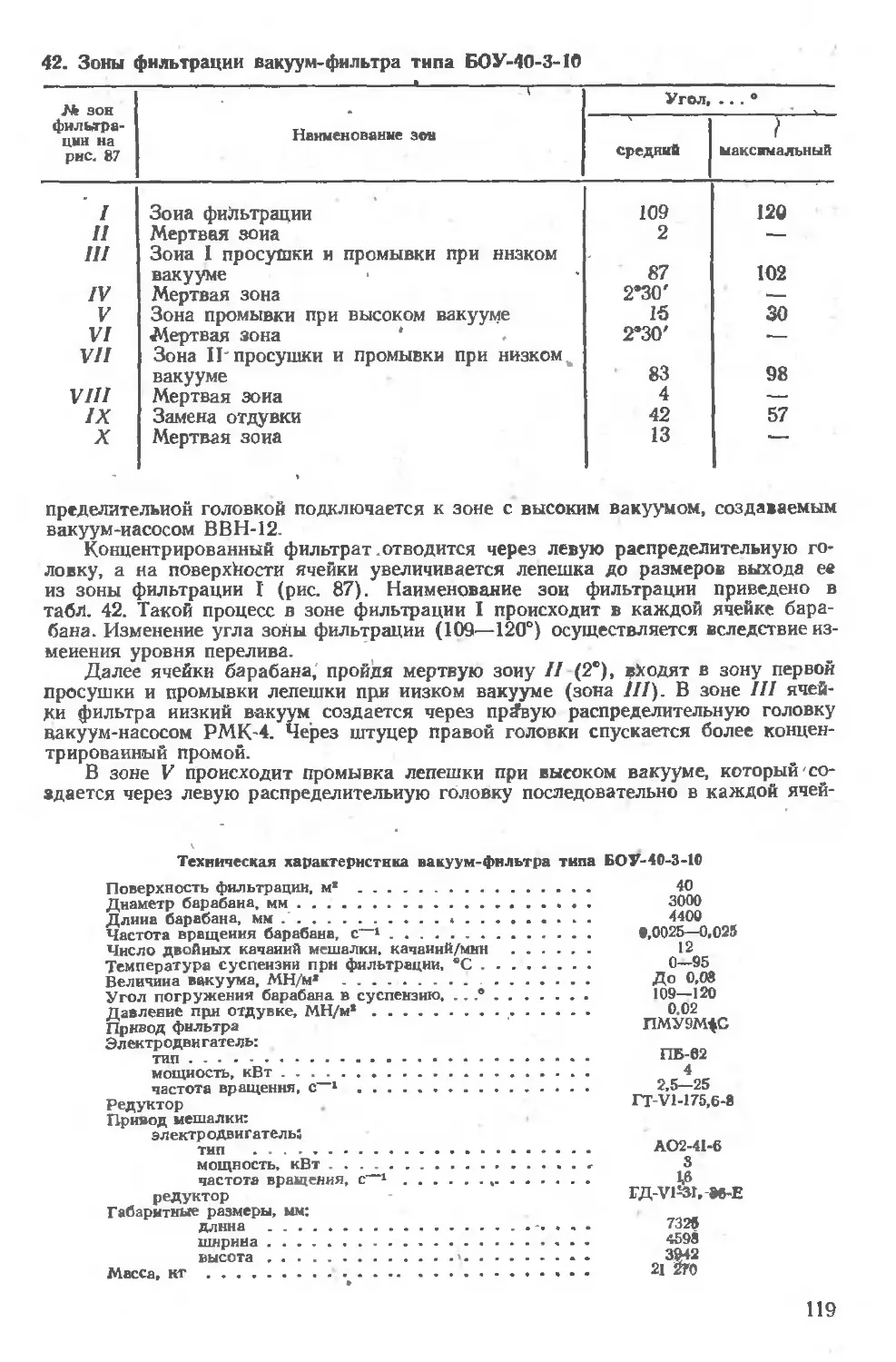
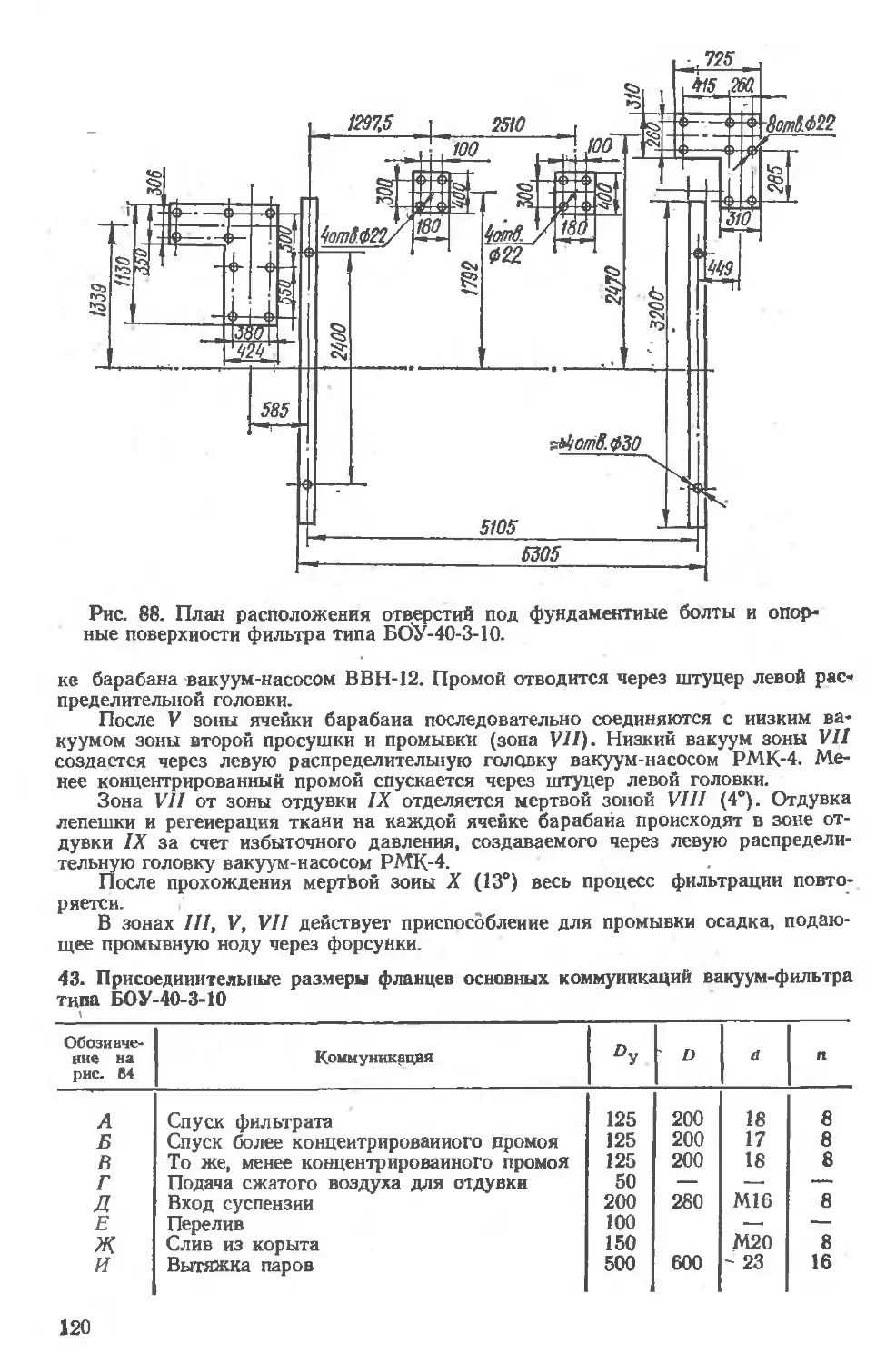
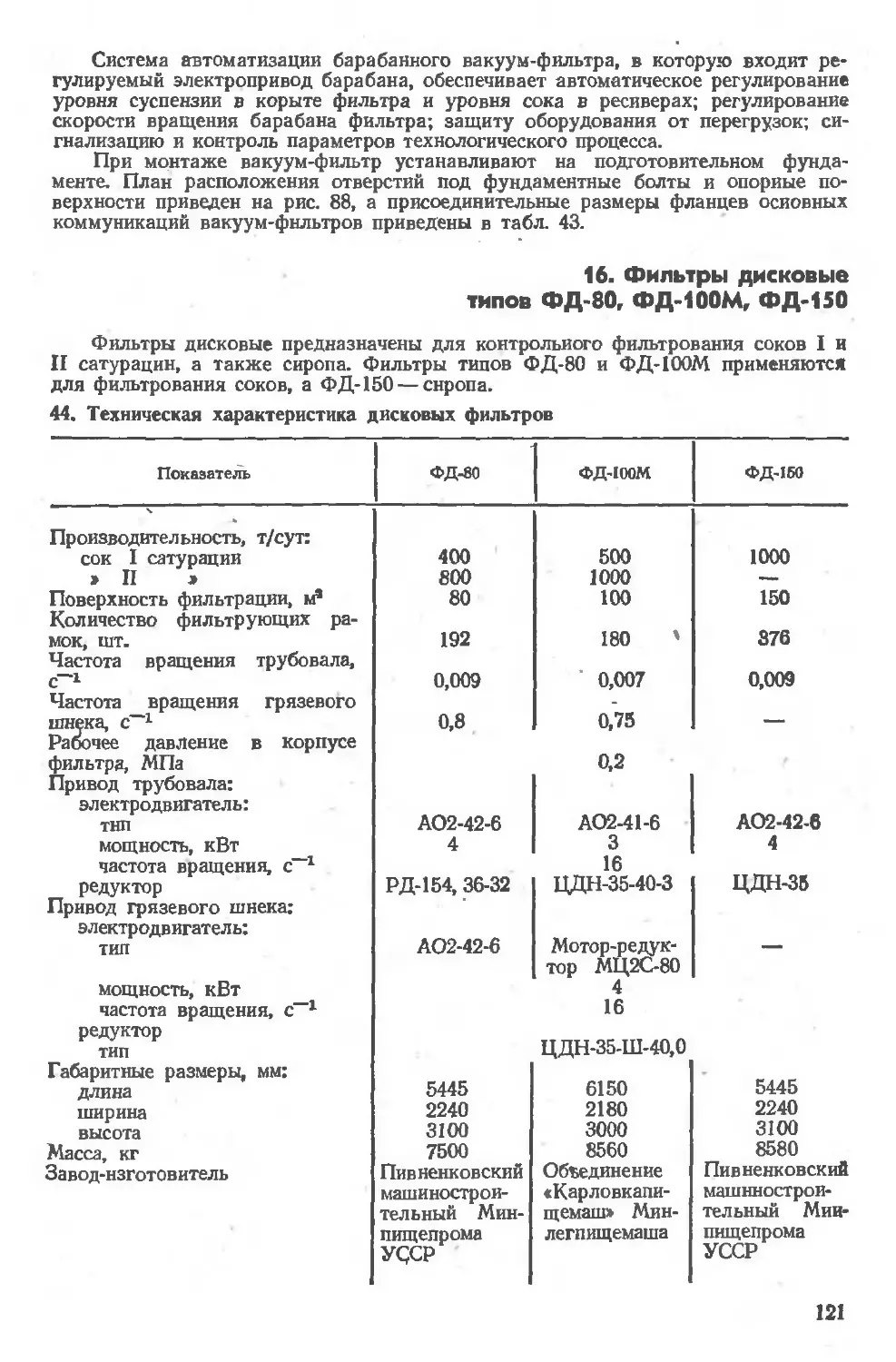
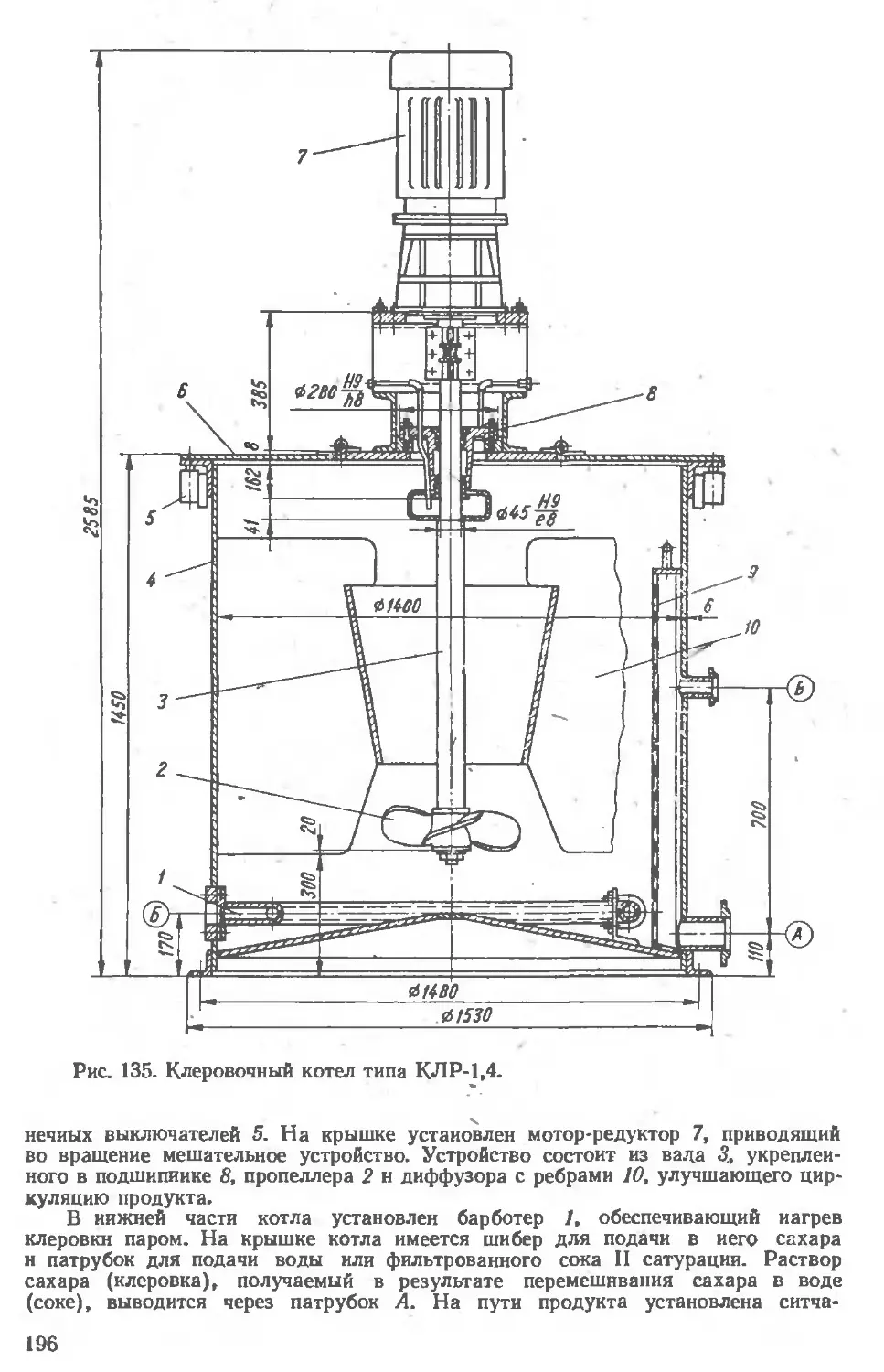
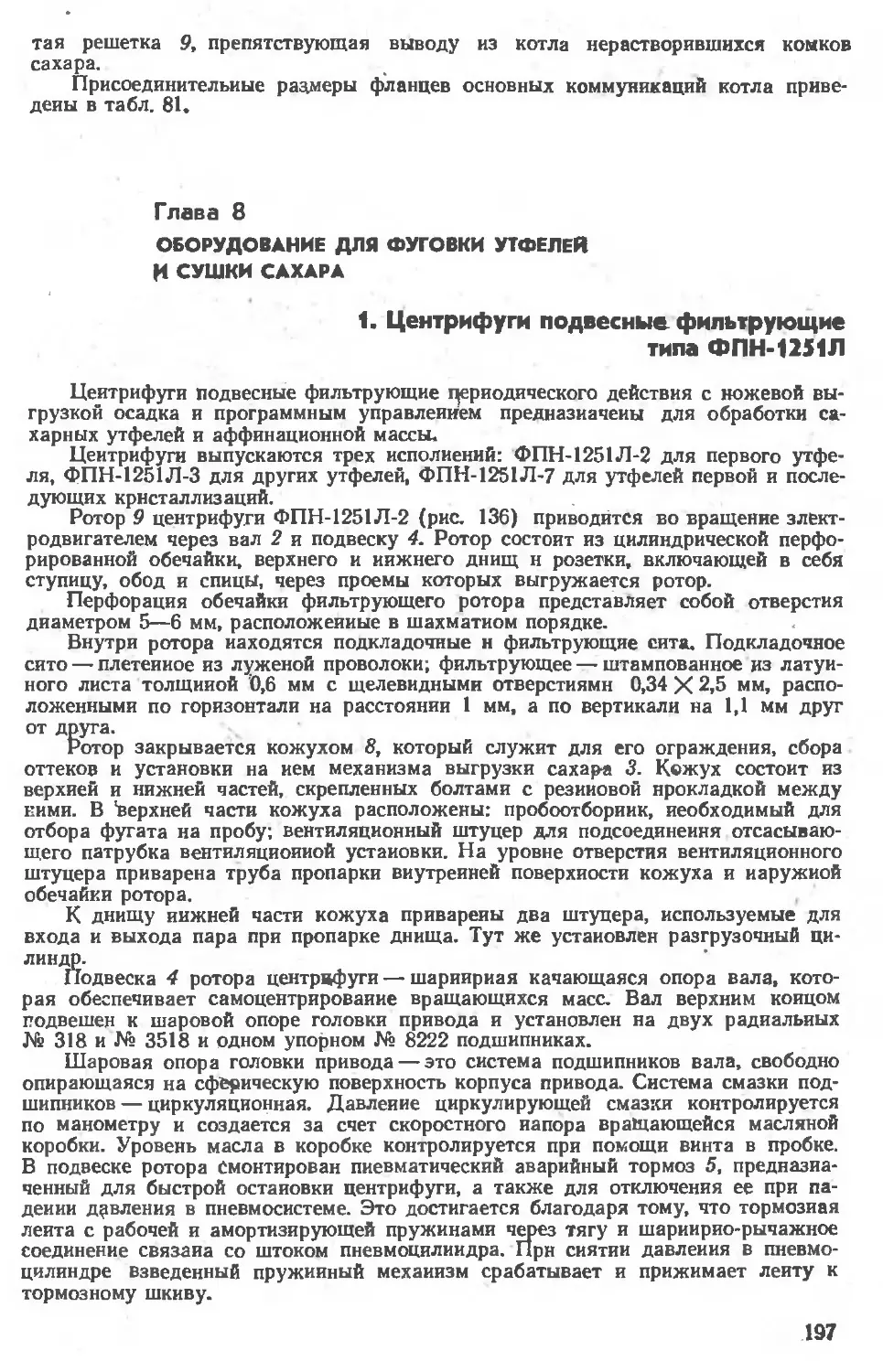
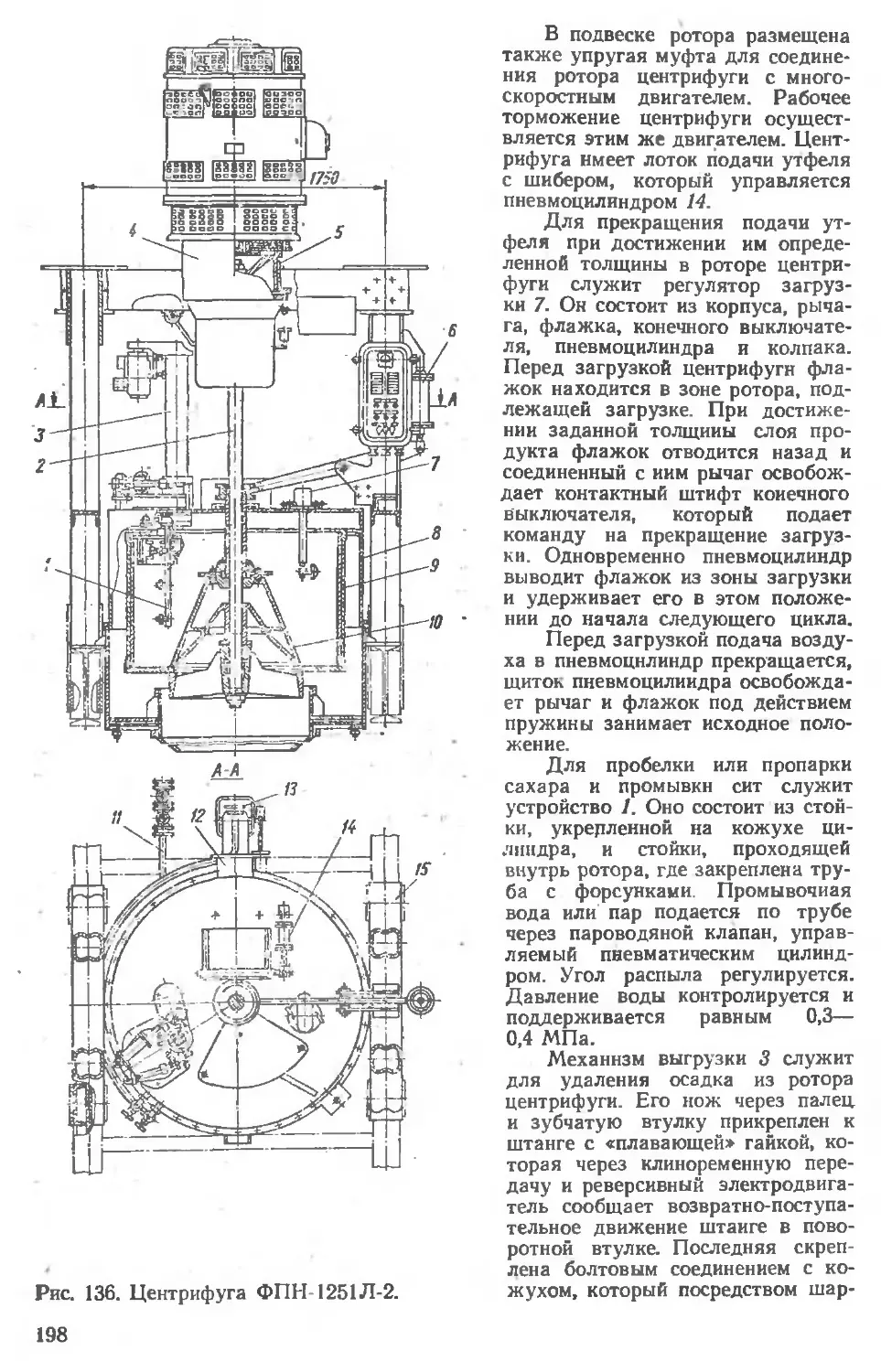
Текст
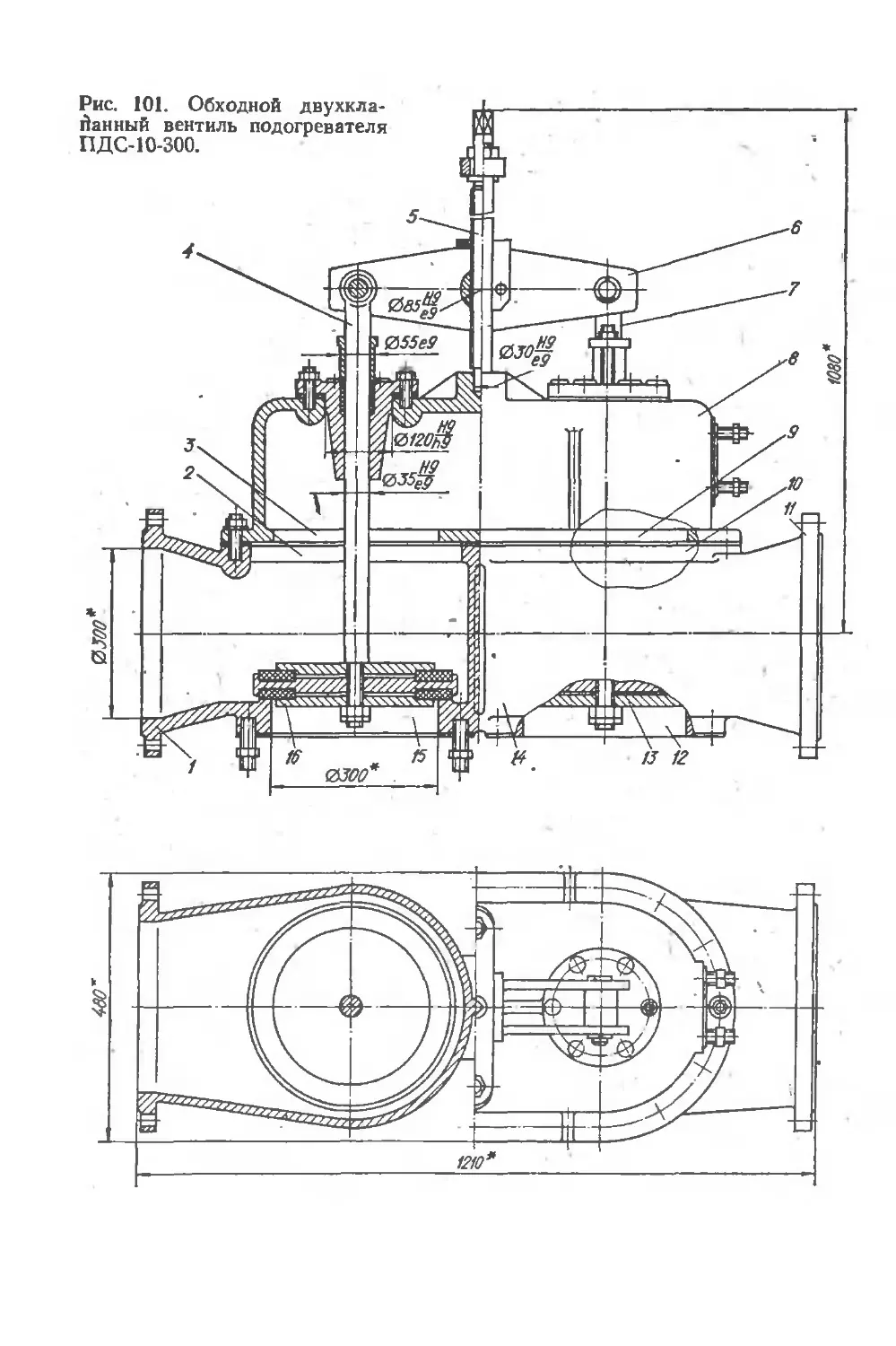
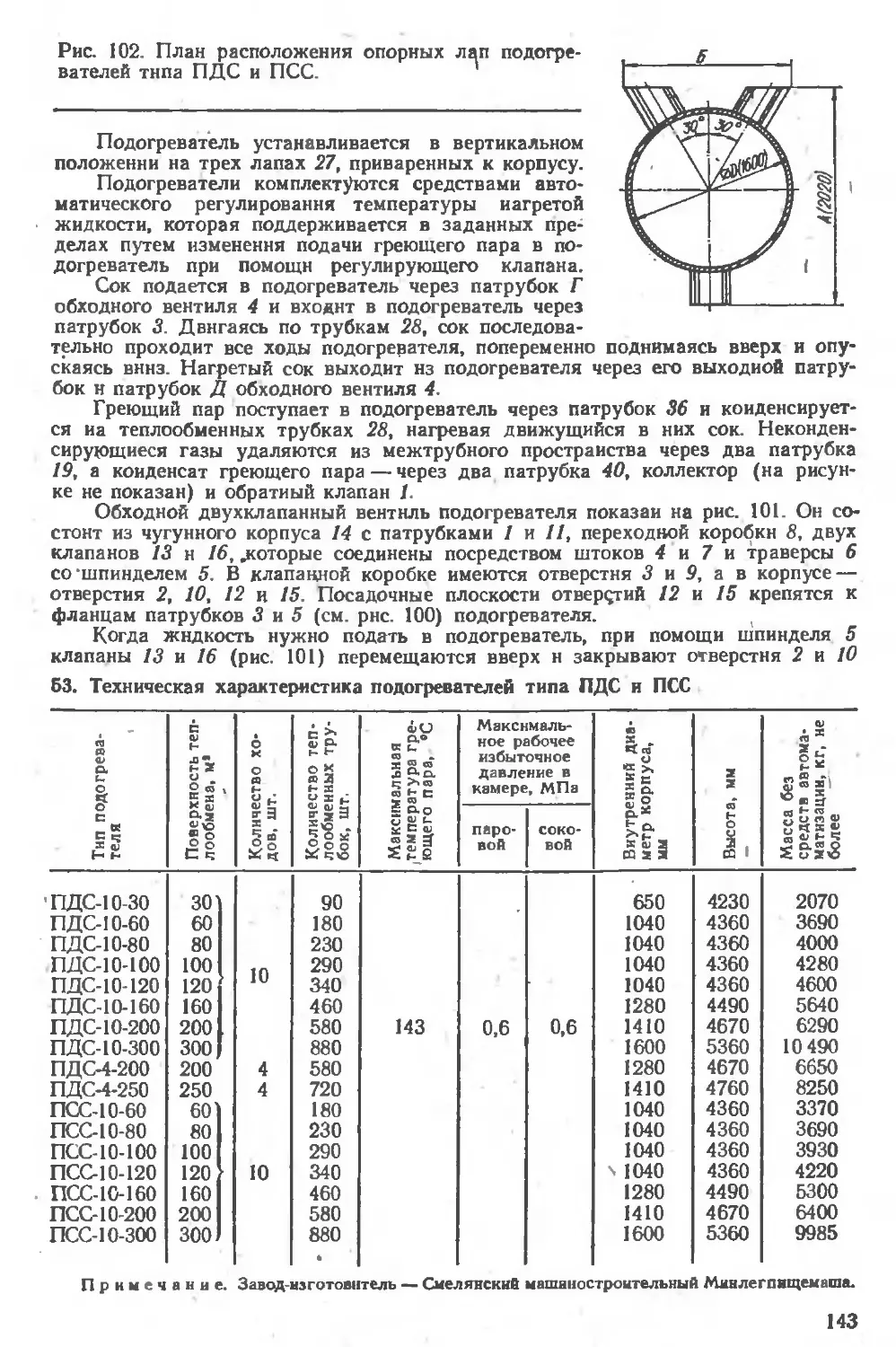
СПРАВОЧНИК
ПО ТЕХНОЛОГИЧЕСКОМУ
ОБОРУДОВАНИЮ
САХАРНЫХ
ЗАВОДОВ
Под редакцией канд. техн, наук В. Г. Белика
Киев „Техн1ка“ 1982
66.Y.1
36j84« бяД
C74
Справочник по технологическому оборудованию сахарных
С74 заводов fВ. Г. Белик, С. А. Зозуля, Б. Н. Жарик и др.; Под
ред. В. Г. Белика — К. Техшка, 1982.— 304 с., ил. Библи-
огр.: с. 301.
В пер.: 1 р. 70 к. 7000 экз.
Приведены кинематические, гидравлические, электрические и другие схемы техно-
, логического оборудования для кагатных полей и механизированных складов свеклы,
линий очистки и подачи свеклы, сокодобывающего, сокоочистительного и сокоперера-
батывающего цехов, цеха сушки и упаковки сахара и др. Особое внимание уделено
системам автоматизации технологического оборудования сахарных заводов.
Рассчитан на инженерно-технических работников сахарной промышленности. Мо-
жет быть полезен студентам вузов соответствующих спецнвльностей.
2907000000-136
С М202(04)-82 49-82 36.84—5я2
Рецензенты канд. техн, наук Б. А. Еременко, Л. К- Горский, И. А. Марочко
Редакция литературы по легкой, пищевой промышленности, торговле и бы-
товому обслуживанию
Зав. редакцией Э. А. Степанова
ВЛАДИМИР ГРИГОРЬЕВИЧ БЕЛИК. СТАНИСЛАВ АНДРЕЕВИЧ ЗОЗУЛЯ,
кандидаты техн, наук,
БОРИС НИКОЛАЕВИЧ ЖАРИК, ЮРИИ БОРИСОВИЧ УСАТЫЙ.
ТАТЬЯНА ГРИГОРЬЕВНА ЗЕМЦОВА, ВЛАДИМИР ТЕРЕНТЬЕВИЧ РУДЬ
СПРАВОЧНИК
ПО ТЕХНОЛОГИЧЕСКОМУ ОБОРУДОВАНИЮ
САХАРНЫХ ЗАВОДОВ
Редактор О. Л. Бондаренко
Оформление художника Л. А. Дикарева
Художественные редакторы Л. А. Дикарев, Н. Ф. Соловьева
Технические редакторы Е. О. Толстых, С. В. И вану с
Корректор Л. В. Ляшенко
Информ, бланк № 1903
Сдано в набор 06.02.82. Подписано в печать 13.08.82. БФ 05926. Формат вОхЭО1/,,. Бумага типогр;
№ 3. Гари. лит. Печ. вис Усл. печ. л. 19,0. Усл. кр.-отт. 19,25. Уч.-взд л. 25,28. Тираж 7000 экз;
Зак. № 2-58, Цена 1 р. 70 к.
Издательство «Техника», 252601. Киев, 1, Крещатик, Б.
Отпечатано с матриц Головного предприятия РПО «Полйграфкияг на книжной фабрик^
«Коммунист», 310012, Энгельса. 11 _
© Издательство «Техшка», 1982
ПРЕДИСЛОВИЕ
Основными направлениями экономического и
социального развития СССР на 1981—1985 годы и иа
период до 1990 года предусмотрено в ближайшее
десятилетие осуществить более полное удовлетворение
потребности населения в высококачественных и
разнообразных продуктах питания, повысить
производительность труда в пищевой промышленности
на 21—23%.
С этой целью, и частности, в машиностроении для
легкой и пищевой промышленности, должно быть
разработано и начато производство
высокоэффективных систем машин и оборудования,
обеспечивающих комплексное использование • •
сельскохозяйственного сырья, сокращение потерь при
его переработке н хранении, механизацию н._
автоматизацию технологических процессов.
Эта -задача является наиболее актуальной для
оборудования предприятий сахарной промышленности,
как наиболее масштабной отрасли, в которой
происходит непрерывная концентрация
производственных мощностей с оснащением
оборудованием большой единичной производительности.
В сахарную промышленность страны ежегодно
поступает более десяти единиц технологического
оборудования около 200 типоразмеров, включая
иасосиое. В последние годы создано много новых
высокоэффективных видов оборудования большой
единичной мощности — 6 тыс. т переработки свеклы в
сутки. В то же время сведения об оборудовании
(особенно вновь созданном) публикуются выборочно в
периодической печати и в недостаточно полном- объеме.
Отсутствие необходимой инфоо^ции затрудняет
работу проектных организаций прц пРЙре оборудования
дли комплектации иовостроящихся и реконструируемых
сахарных заводов, а также иаучио-исследовательских и
конструкторских организаций при разработке нового
оборудования.
Успешная эксплуатация и ремонт оборудования на
сахарных заводах, подготовка для этого специалистов
также немыслимы без достаточно полной информации о
современном оборудовании, оснащенном сложными
системами автоматизации.
3
Цель настоящей книги — дать возможно более
полную информацию о вдовь созданном и серийно
выпускаемом отечественном оборудовании для
сахарной промышленности, а также о новом
оборудовании, поступающем нз зарубежных стран и
эксплуатируемом на сахарных заводах страны.
Приведенный объем информации позволит
специалистам выяснить назначение, конструктивные
особенности, технические данные современного
оборудования, что даст возможность квалифицированно
вести его разработку, производство, монтаж и
эксплуатацию на сахарных заводах.
При составлении справочника использованы
государственные и отраслевые стандарты, техническая
документация организаций-разработчиков и
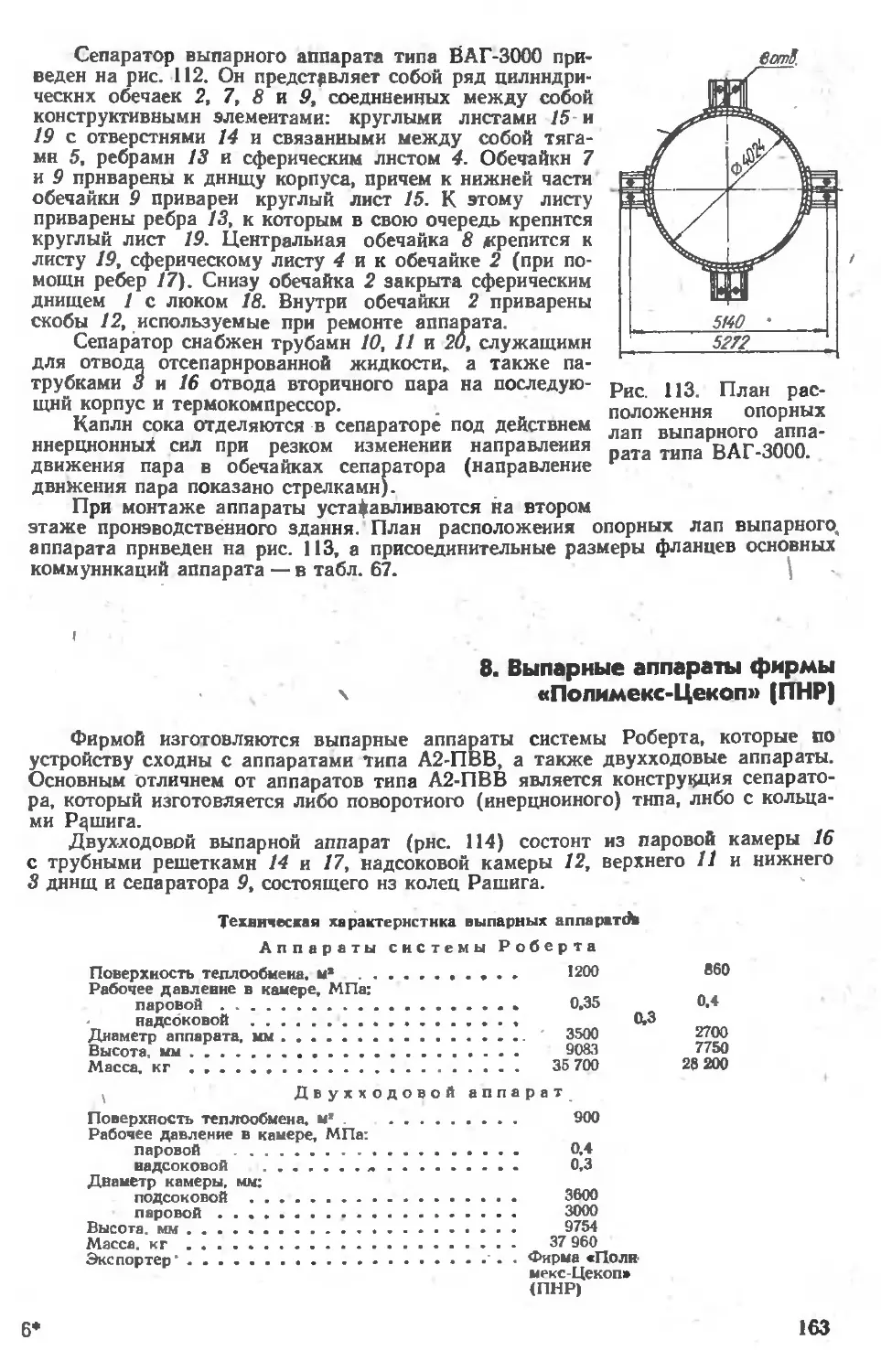
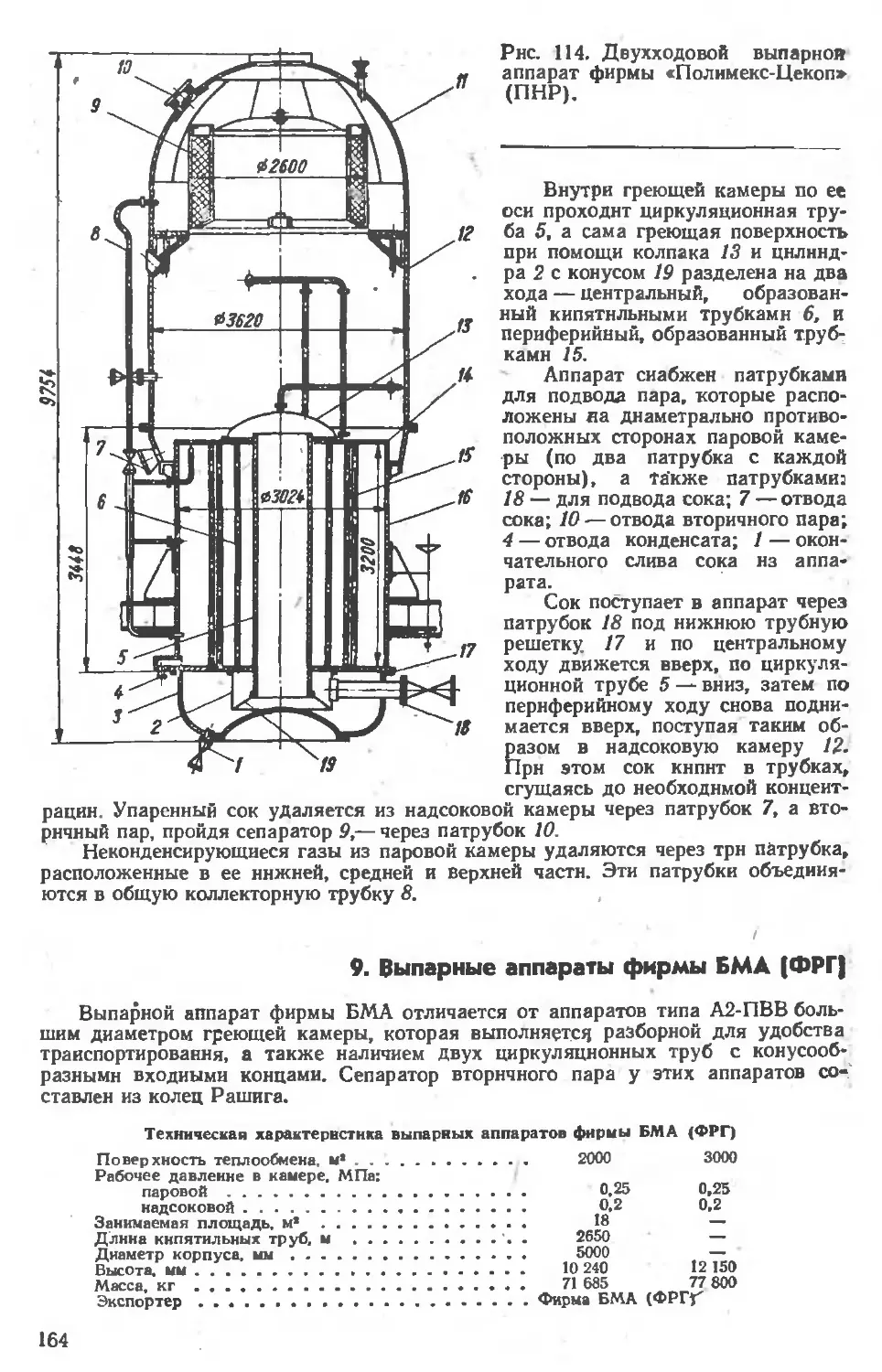
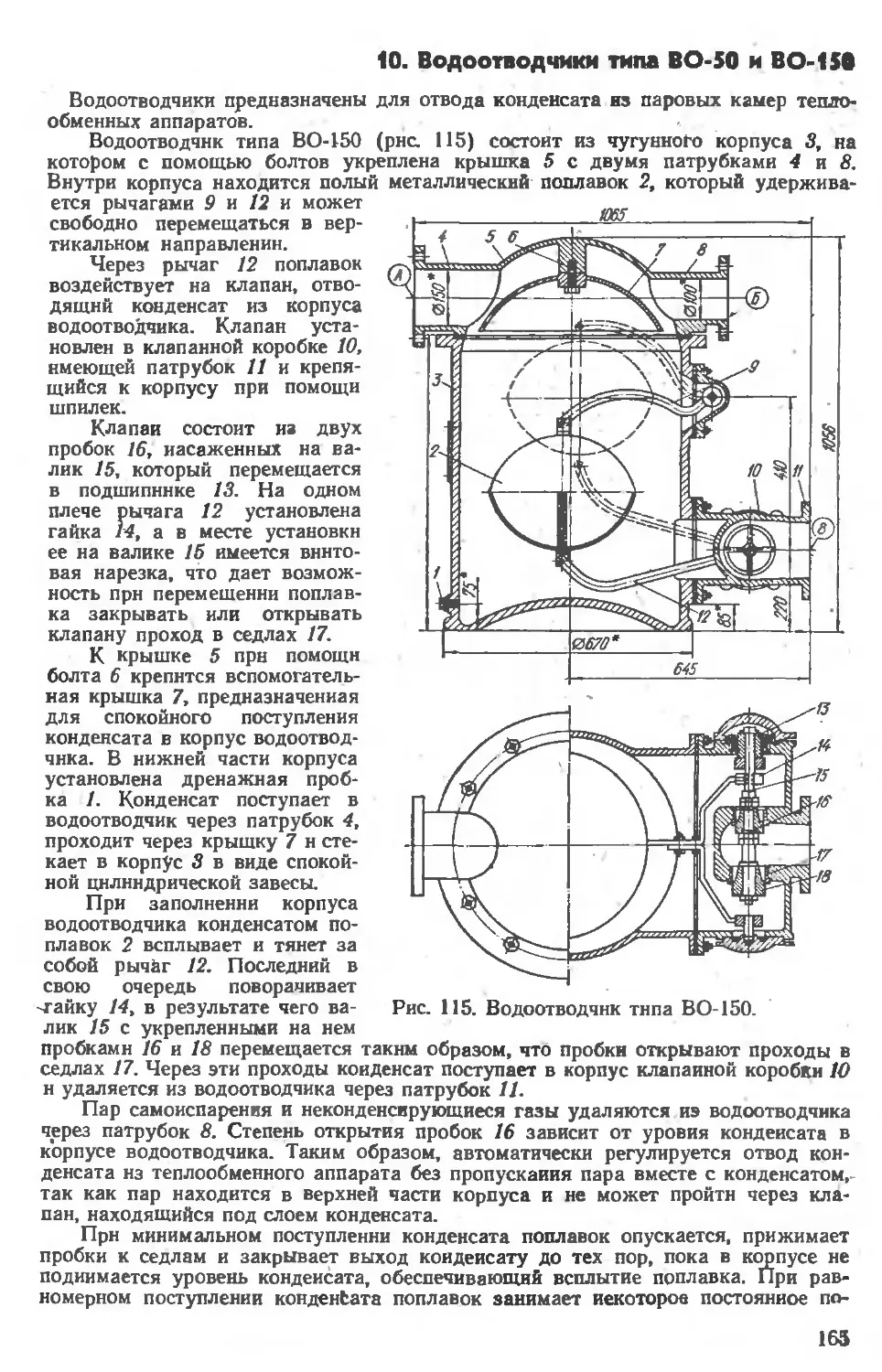
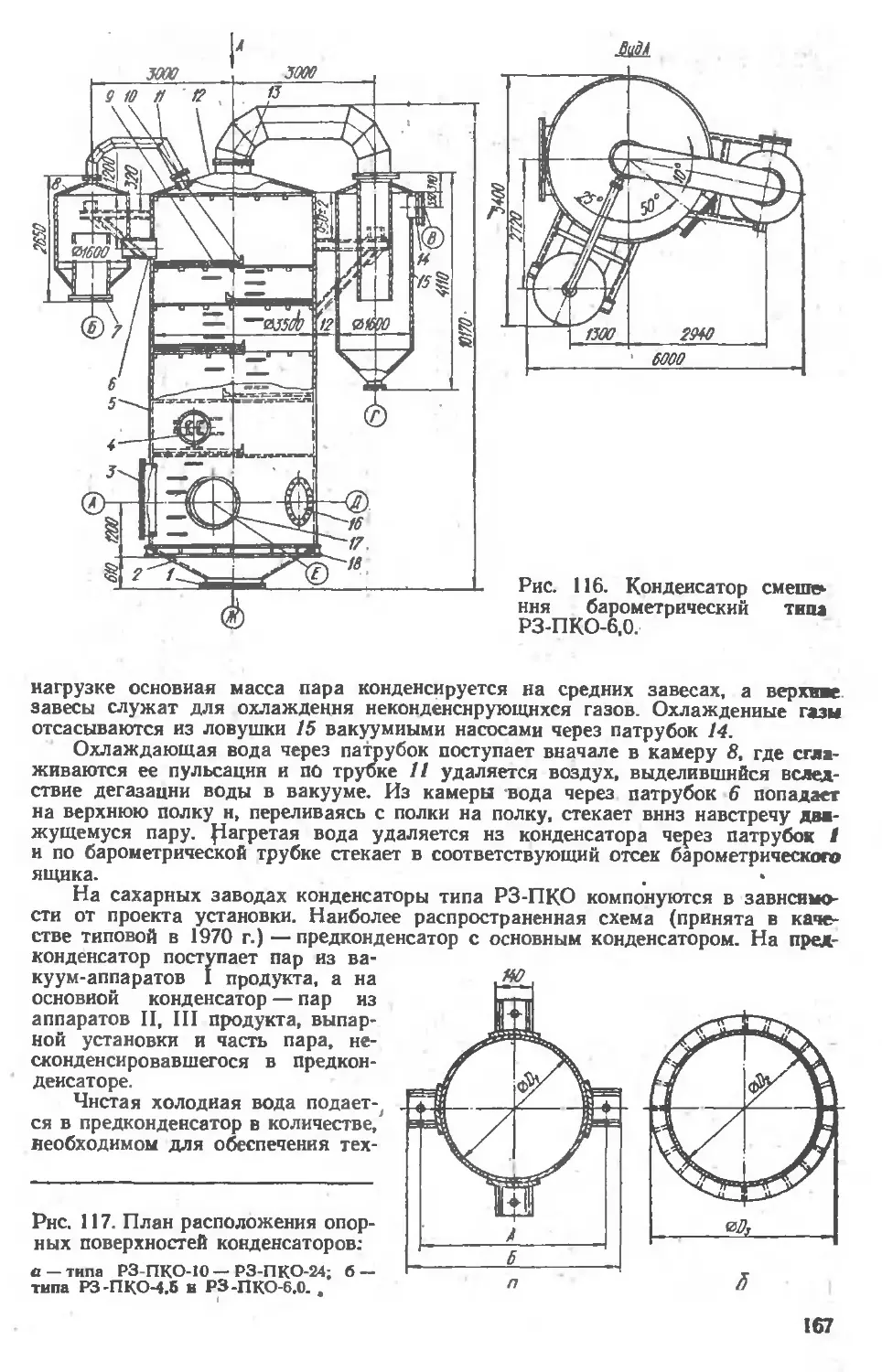
заводов-изготовителей оборудования, проспекты
зарубежных фирм. Приведены многие виды
оборудования, разработанные в Укрниипродмаше под
руководством или при участии авторов.
Авторы приносят благодарность предприятиям,
предоставившим в их распоряжение материалы,
вошедшие в справочник.
Отзывы и пожелания просим направлять по
адресу: 252601, Киев, 1, ГСП, Крещатик, 5, издательство
*Техн1ко».
Раздел I
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
САХАРНЫХ ЗАВОДОВ
Г лава 1
ОБОРУДОВАНИЕ СКЛАДА СВЕКЛЫ
1. Буртоукладчики мобильные
типов Комплекс-65М2Б-Кг
Комплекс-65МЗ-К, Комппекс-65М2БЗ-К
Буртоукладчики предназначены для выгрузки свеклы из бортовых автомо-
билей, автосамосвалов, автопоездов (включая автомобили семейства КамАЗ),
очистки свеклы от земли и других примесей и укладки ее в бурты (кагаты) тра-
пецеидальвой формы, а также для погрузки свеклы в железнодорожные вагоны
непосредственно. из разгружаемых автомобилей. Буртоукладчики могут работать
как на мощеных, так и на грунтовых площадках, покров которых тщательно
утрамбован катком.
Буртоукладчик состоит из базового трактора, транспортно-очистного и' укла-
дочного агрегатов и площадок для разгрузки автомобилей.
, Буртоукладчик типа Комплекс-65М2Ь-К имеет две разгрузочные площадки,
расположенные по обе стороны от приемного бункера. Площадка боковой раз-
грузки служит для разгрузки бортовых автомобилей н автопоездов без расцеп-
ки; площадка заднего опрокидывания — для разгрузки автосамосвалов.
Буртоукладчик типа Комплекс-65МЗ-К имеет одну площадку продольной
разгрузки для -выгрузки свеклы из бортовых автомобилей, полуприцепов и авто-
самосвалов. Буртоукладчик Комплекс-65М2БЗ-К имеет площадки боковой и
продольной разгрузки.
Бортовые автомобили и сцепные автопоезда разгружаются на площадке бо-
ковой разгрузки. Полуприцепы, бортовые автомобили и автосамосЬаЛы разгру-
жаются на площадке продольной разгрузки. Опрокидные площадки работают
поочередно.
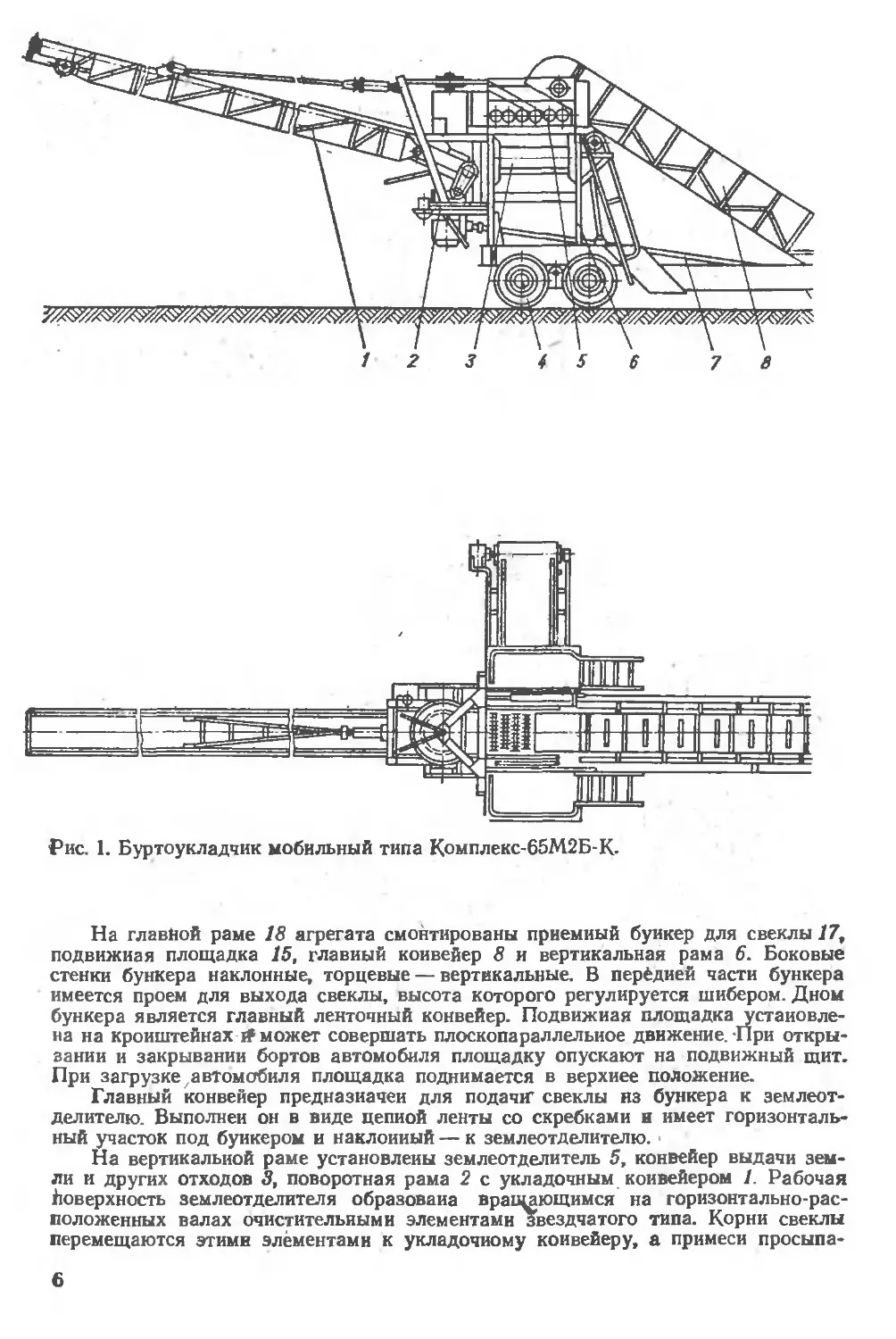
Площадка боковой разгрузки буртоукладчика типа Комплекс-65М2Б-К
(рис. 1) состоит из нижней рамы 14 и опрокидной платформы 13, шарйирно-со-
еднненных с главной рамой 18 транспортно-очистного-агрегата. На нижней раме
установлен гидроподъемник 12, соединенный тягами с опрокидной платформой.
К ойрокидной платформе шарнирно крепятся въездные и съездные мостики 16,
в которых имеются углубления-ловушки для установки колес разгружаемых ав-
томобилей. В кронштейнах, соединяющих опрокидную платформу с главной ра-
мой транспортно-очистного агрегата, имеется щариир, вокруг которого первона-
чально проворачивается опрокидная платформа на угол 15°. Вследствие этого
автомобиль приближается к приемному бункеру и уменьшается просыпание
свеклы. Поворот опрокидной платформы (после смыкания уборов) осуществля-
ется вокруг шарнира на главной раме. На осях нижних шарниров опрокидной
Платформы закреплен вертикальный кронштейн 11с горизонтальной балкой, ко-
торая имеет проушины для крепления подвижного щита 10 и механизма удер-
живания бортов 9.
Платформа для разгрузки автосамосвалов имеет нижнюю раму 23, плат-
форму для установки автосамосвалов 22 н въездные мостики- 21. В рабочем по-
ложении площадка боковой разгрузки и платформа для разгрузки автосамосва-
лов опираются на грунт, а при переездах — поднимаются гидроцилиндрами в
исходное положение и удерживаются на главной раме транспортно-очистного
агрегата.
5
Рис. 1. Буртоукладчик мобильный типа Комплекс-65М2Б-К.
На главной раме 18 агрегата смонтированы приемный бункер для свеклы 17,
подвижная площадка 15, главный конвейер 8 и вертикальная рама 6. Боковые
стенки бункера наклонные, торцевые — вертикальные. В передней части бункера
имеется проем для выхода свеклы, высота которого регулируется шибером. Дном
бункера является главный ленточный конвейер. Подвижная площадка установле-
на на кронштейнах-if может совершать плоскопараллельное движение.-При откры-
вании и закрывании бортов автомобиля площадку опускают на подвижный щит.
При загрузке автомобиля площадка поднимается в верхнее положение.
Главный конвейер предназначен для подачи* свеклы из бункера к землеот-
делителю. Выполнен он в виде цепной ленты со скребками и имеет горизонталь-
ный участок под бункером и наклонный — к землеотделителю.
На вертикальной раме установлены землеотделитель 5, конвейер выдачи зем-
ли и других отходов 3, поворотная рама 2 с укладочным конвейером 1. Рабочая
Поверхность землеотделителя образована вращающимся на горизонтально-рас-
положенных валах очистительными элементами звездчатого типа. Корни свеклы
перемещаются этими элементами к укладочному конвейеру, а примеси просыпа-
6
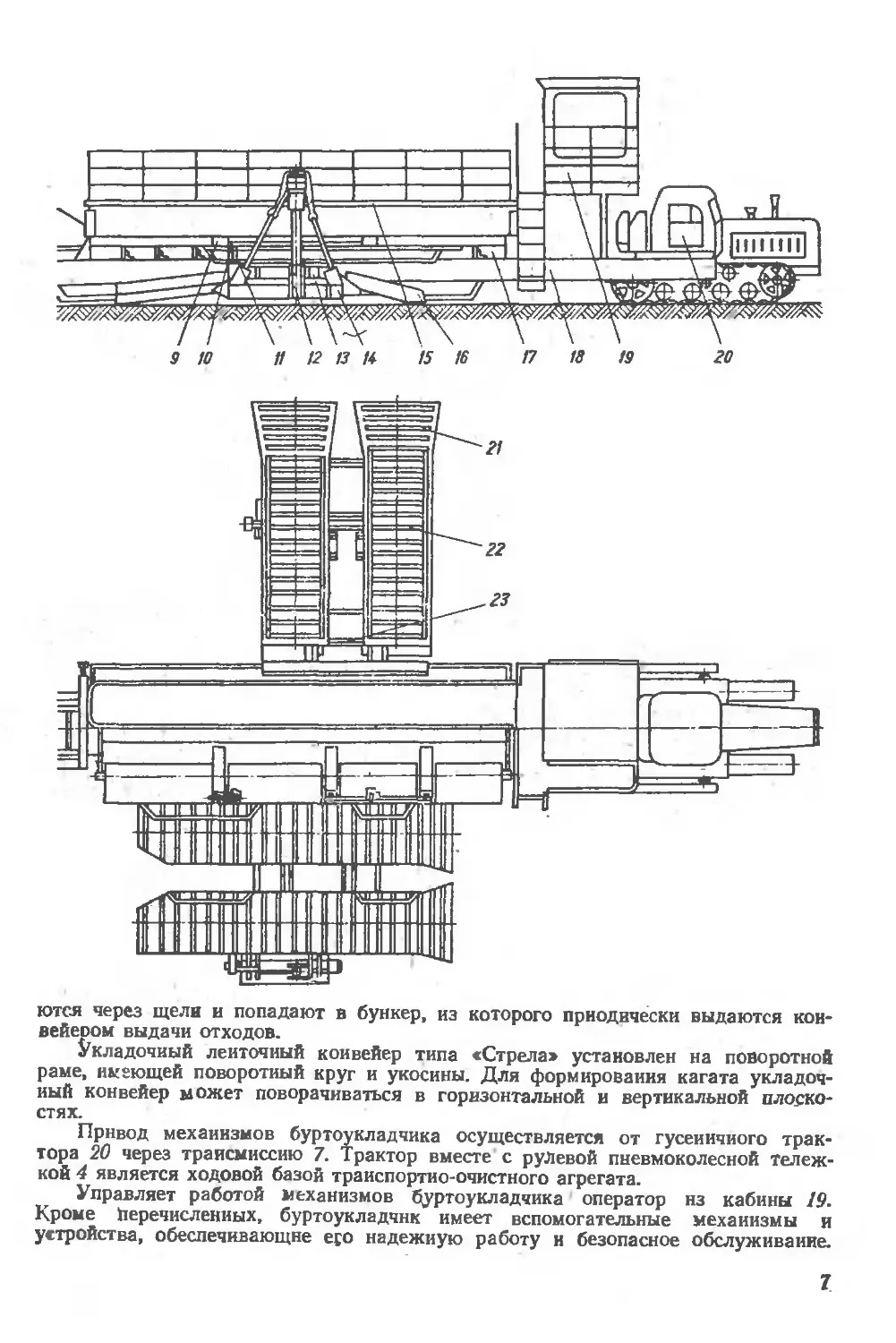
ются через щели и попадают в бункер, из которого приодически выдаются кон-
вейером выдачи отходов.
Укладочный леиточиый конвейер типа «Стрела» установлен на поворотной
раме, имеющей поворотный круг и укосины. Для формирования кагата укладоч-
ный конвейер может поворачиваться в горизонтальной и вертикальной плоско-
стях.
Привод механизмов буртоукладчика осуществляется от гусеничного трак-
тора 20 через трансмиссию 7. Трактор вместе с рулевой пневмоколесной тележ-
кой 4 является ходовой базой траиспортио-очистного агрегата.
Управляет работой механизмов буртоукладчика оператор из кабины 19.
Кроме Перечисленных, буртоукладчик имеет вспомогательные механизмы и
устройства, обеспечивающие его надежную работу и безопасное обслуживание.
7
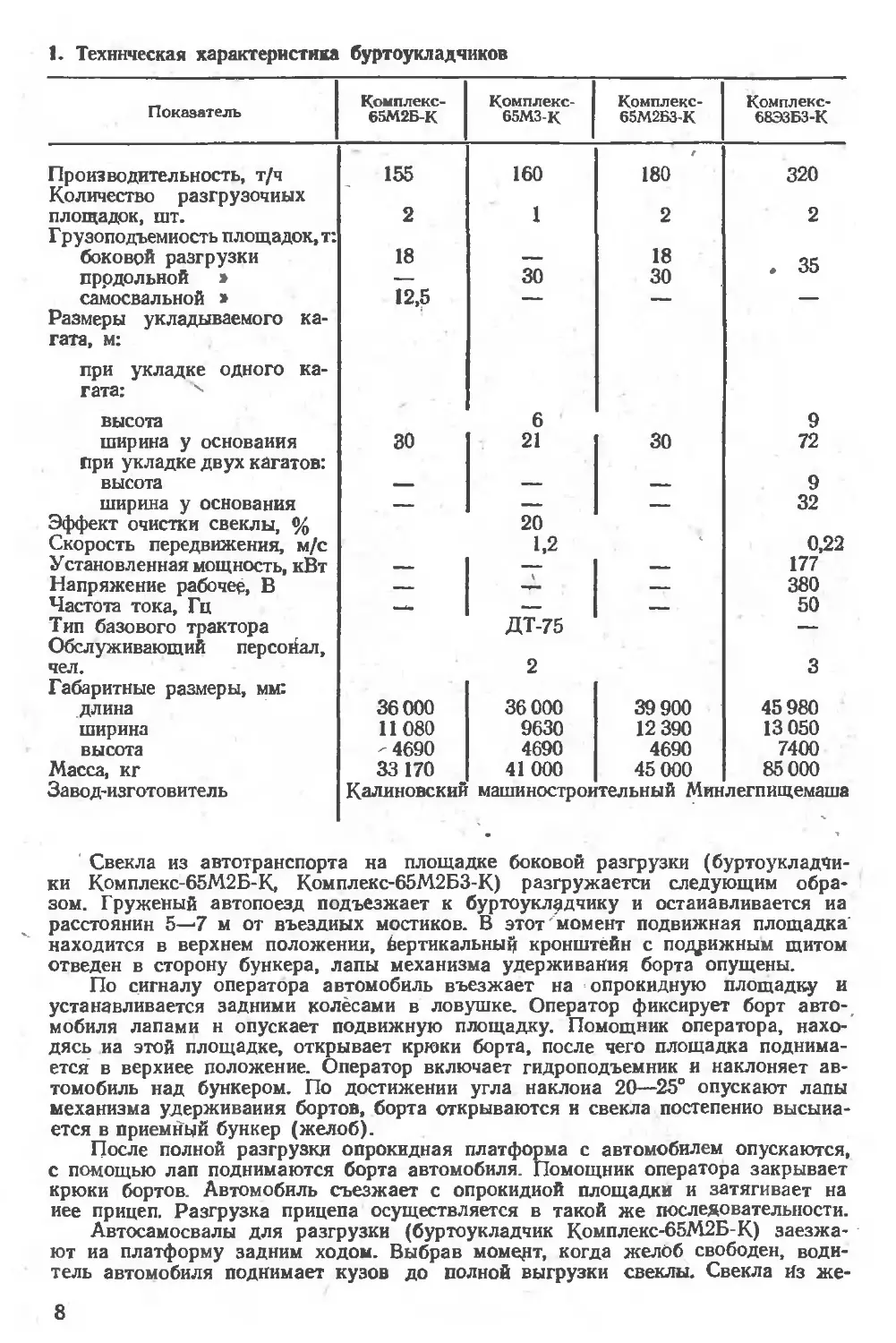
1. Техническая характеристика буртоукладчиков
Показатель Комплекс- 65М2Б-К Комплекс- 65МЗ-К Комплекс- 65М2БЗ-К Комплекс- 68ЭЗБЗ-К
Производительность, т/ч Количество разгрузочных 155 160 180 320
площадок, шт. Грузоподъемность площадок, т: 2 1 2 2
боковой разгрузки 18 — 18 , 35
пррдольной > — 30 30
самосвальной » Размеры укладываемого ка- гата, м: при укладке одного ка- гата: высота 12,5 6 9
ширина у основания при укладке двух кагатов: 30 21 30 72
высота — — —- 9
ширина у основания Эффект очистки свеклы, % — 20 — 32
Скорость передвижения, м/с 1,2 0,22
Установленная мощность, кВт — 177
Напряжение рабочее, В — г . — 380
Частота тока, Гц Тип базового трактора Обслуживающий персонал, чел. Габаритные размеры, мм: ДТ-75 2 50 3
длина 36000 36000 39900 45980
ширина 11080 9630 12 390 13 050
высота -4690 4690 4690 7400
Масса, кг 33 170 41000 45 000 85000
Завод-изготовитель Калиновский машиностроительный Минлегпищемаша
Свекла из автотранспорта на площадке боковой разгрузки (буртоукладчи-
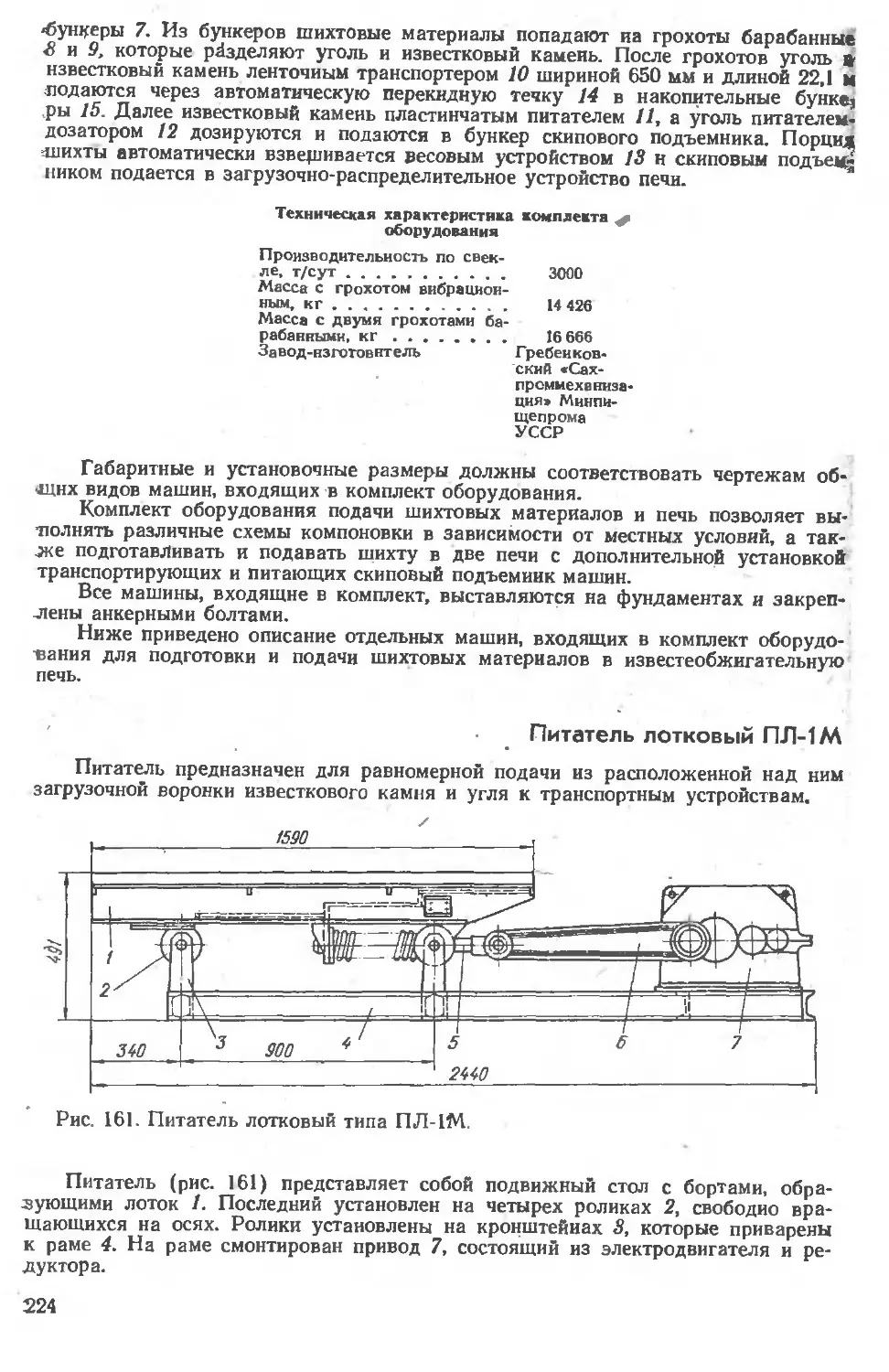
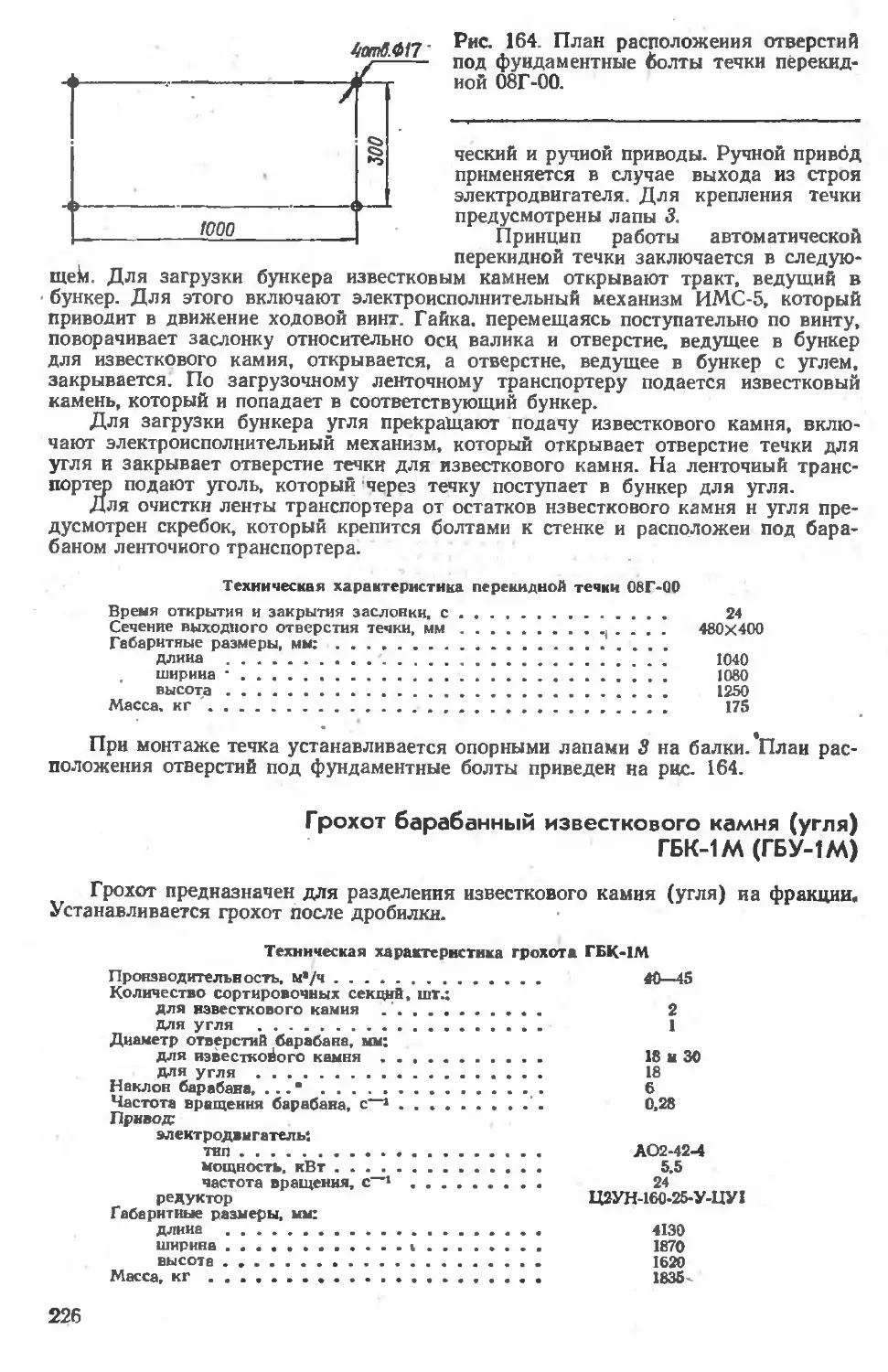
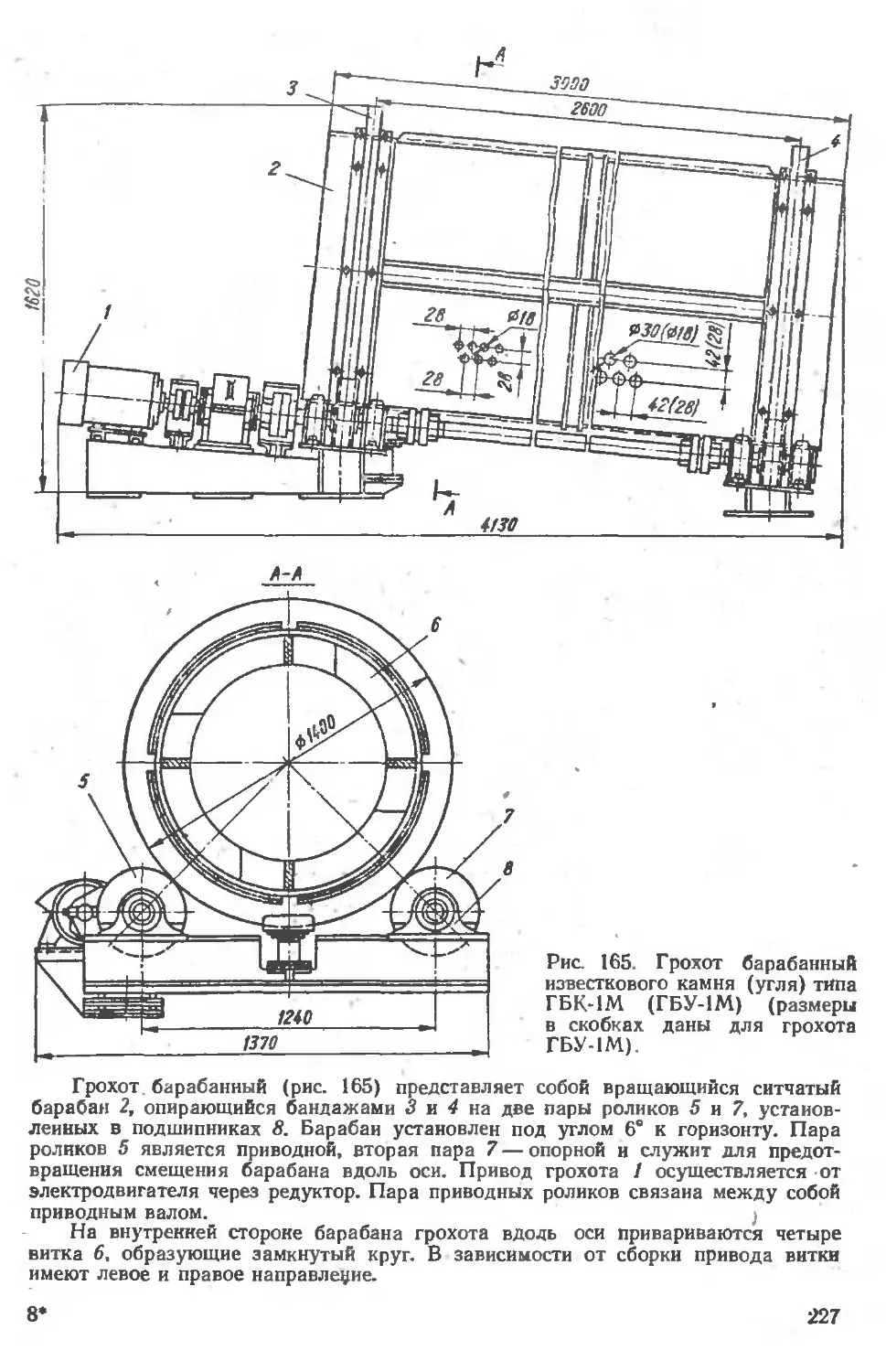
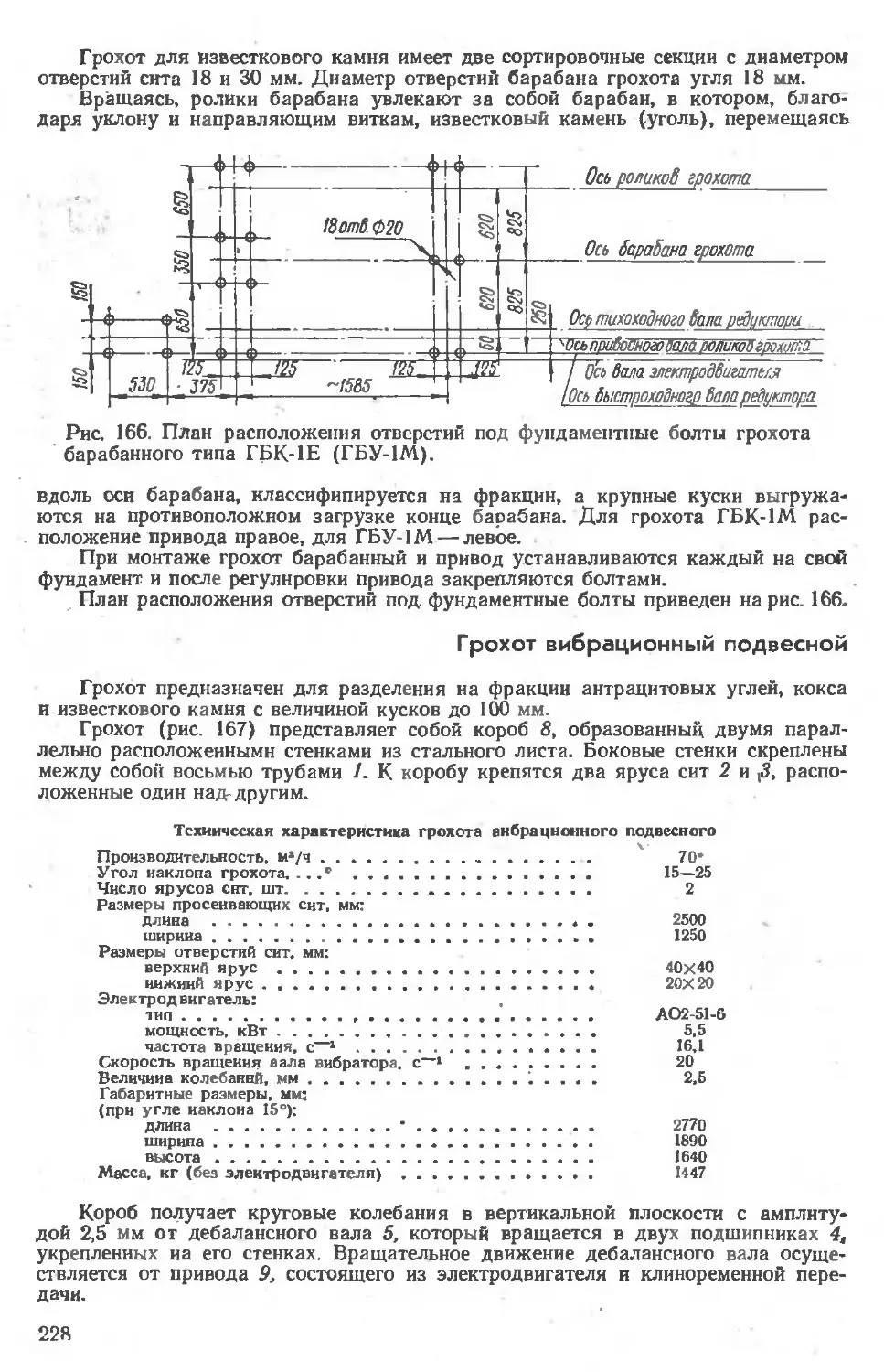
ки Комплекс-65М2Б-К, Комплекс-65М2БЗ-К) разгружается следующим обра-
зом. Груженый автопоезд подъезжает к буртоукладчику и останавливается иа
расстоянии 5—7 м от въездных мостиков. В этот' момент подвижная площадка
находится в верхнем положении, вертикальный кронштейн с подвижным щитом
отведен в сторону бункера, лапы механизма удерживания борта опущены.
По сигналу оператора автомобиль въезжает на опрокидную площадку и
устанавливается задними колёсами в ловушке. Оператор фиксирует борт авто-
мобиля лапами н опускает подвижную площадку. Помощник оператора, нахо-
дясь иа этой площадке, открывает крюки борта, после чего площадка поднима-
ется в верхнее положение. Оператор включает гидроподъемник и наклоняет ав-
томобиль над бункером. По достижении угла наклона 20—25° опускают лапы
механизма удерживания бортов, борта открываются и свекла постепенно высыпа-
ется в приемный бункер (желоб).
После полной разгрузки опрокидная платформа с автомобилем опускаются,
с помощью лап поднимаются борта автомобиля. Помощник оператора закрывает
крюки бортов. Автомобиль съезжает с опрокидной площадки и затягивает на
иее прицеп. Разгрузка прицепа осуществляется в такой же последовательности.
Автосамосвалы для разгрузки (буртоукладчик Комплекс-65М2Б-К) заезжа-
ют иа платформу задним ходом. Выбрав момедт, когда желоб свободен, води-
тель автомобиля поднимает кузов до полной выгрузки свеклы. Свекла из же-
8
лоба главным конвейером подается на очиститель. Очищенная свекла укладоч-
ным конвейером подается в кагат, а примеси накапливаются в бункере и перио-
дически транспортером выдачи отходов выгружаются на транспорт или землю.
Управляя углом поворота, подъемом и опусканием укладочного конвейера,
оператор формирует кагат свеклы. После заполнения свеклой всего сечения ка-
гата буртоукладчик переводится в походное положение, отъезжает на 1,5—
2,0 м и снова переводится в рабочее положение.
Разгружается свекла на площадке Продольного опрокидывания (бурто-
укладчики Комплекс-бБМЗ-К, Комплекс-65М2БЗ-К) в такой последовательности.
Бортовые автомобили, полуприцепы и автосамосвалы подъезжают к буртоуклад-
чику со стороны площадки 'продольного опрокидывания и останавливаются на
расстоянии 5—7 м напротив въездных мостиков. Водитель открывает правый
крюк заднего борта. По сигналу оператора автомобиль въезжает на опрокид-
ную площадку и устанавливается задними колесами в ловушку. Оператор вклю-
чает механизм открывания мостика-бункера, затем гидроподъемник опрокидной
платформы. Наличие блокировки дает возможность гидроподъемнику действо-
вать только после выдвижения упоров под задние колеса автомобиля.
После наклона автомобиля на угол 15—20° оператор открывает левый крюк
заднего борта, и свекла высыпается в приемный бункер. Затем оператор возвра-
щает платформу в исходное положение и убирает упоры из-под задних колес
автомобиля. Автомобиль съезжает с платформы, а свекла постукает в кагат в
последовательности, описанной выше.
Техническая характеристика буртоукладчиков приведена в табл. 1.
2. Буртоукладчик фронтальный
типа Комплекс-68ЭЗБЗ-К
Буртоукладчик Комплекс-68ЭЗБЗ-К предназначен для выгрузки свеклы из
грузовых автомобилей всех марок (включая автомобили семейства КамАЗ),
очистки свеклы от земли и других примесей и укладки ее в кагаты трапецеидаль-
ной формы. Техническая характеристика буртоукладчика приведена в табл. 4.
Буртоукладчик используется на комплексно-механизированных складах и
свекло-приемных пунктах сахарных заводов, имеющих между площадками для
хранения свеклы проезды с твердым покрытием.
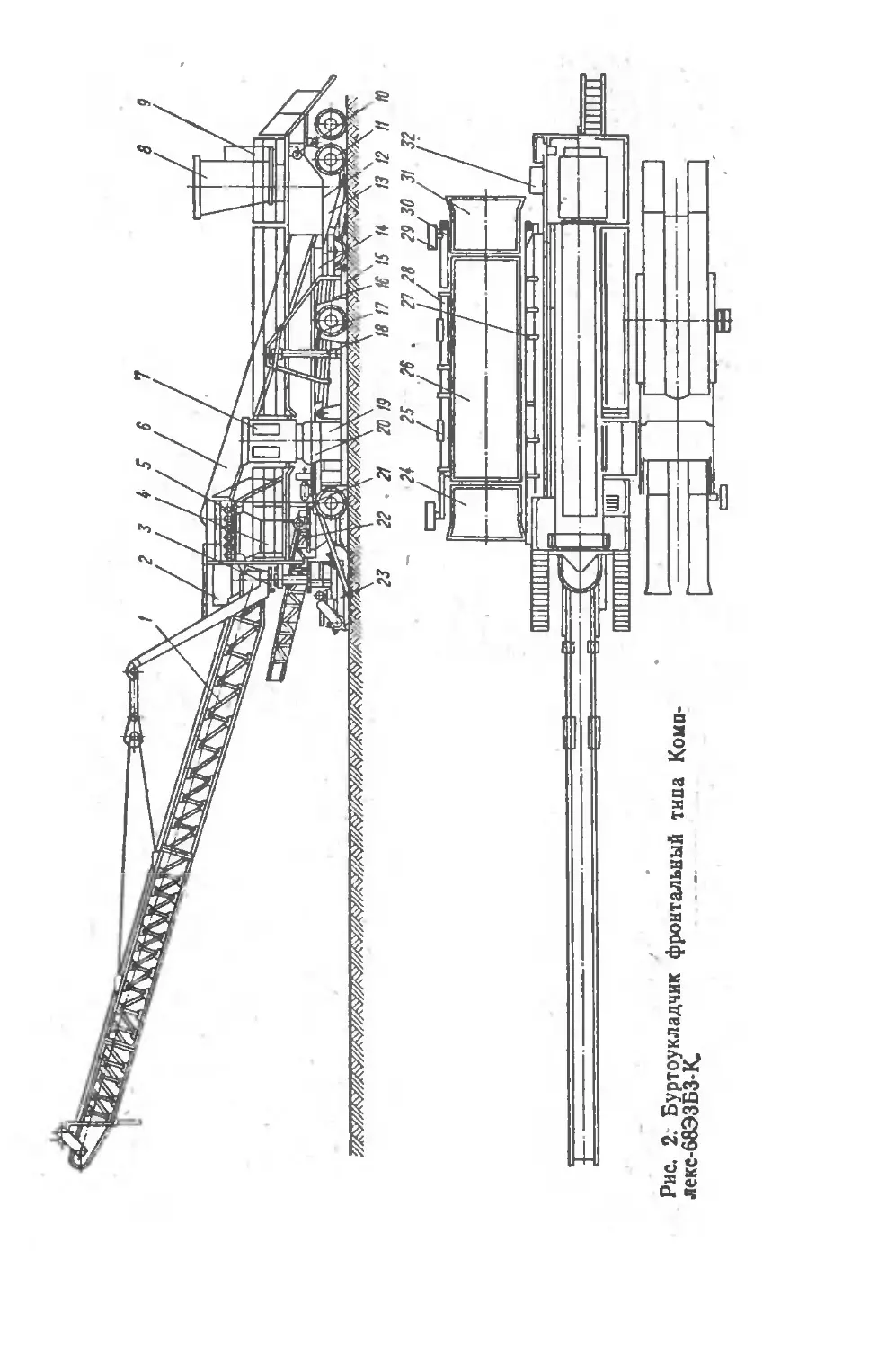
Буртоукладчик (рис. 2) состоит из транспортно-очистного агрегата и пло-
щадок боковой и продольной разгрузки автомобилей.
Площадка боковой разгрузки состоит из опорной рамы 28, поворотной
платформы 26 с телескопическими цилиндрами 25, въездных 24 и съездных 31
мостиков с гидроподъемниками, площадки обслуживания с механизмом ,для
открывания и закрывания бортов 21, устройства установки площадки в тран-
спортное положение 30 и ходовой части 29. Разгружается транспорт на площадке
через боковой борт. Автомобильные и тракторные поезда разгружаются без рас-
цепки. Управление механизмами площадки производится из центральной каби-
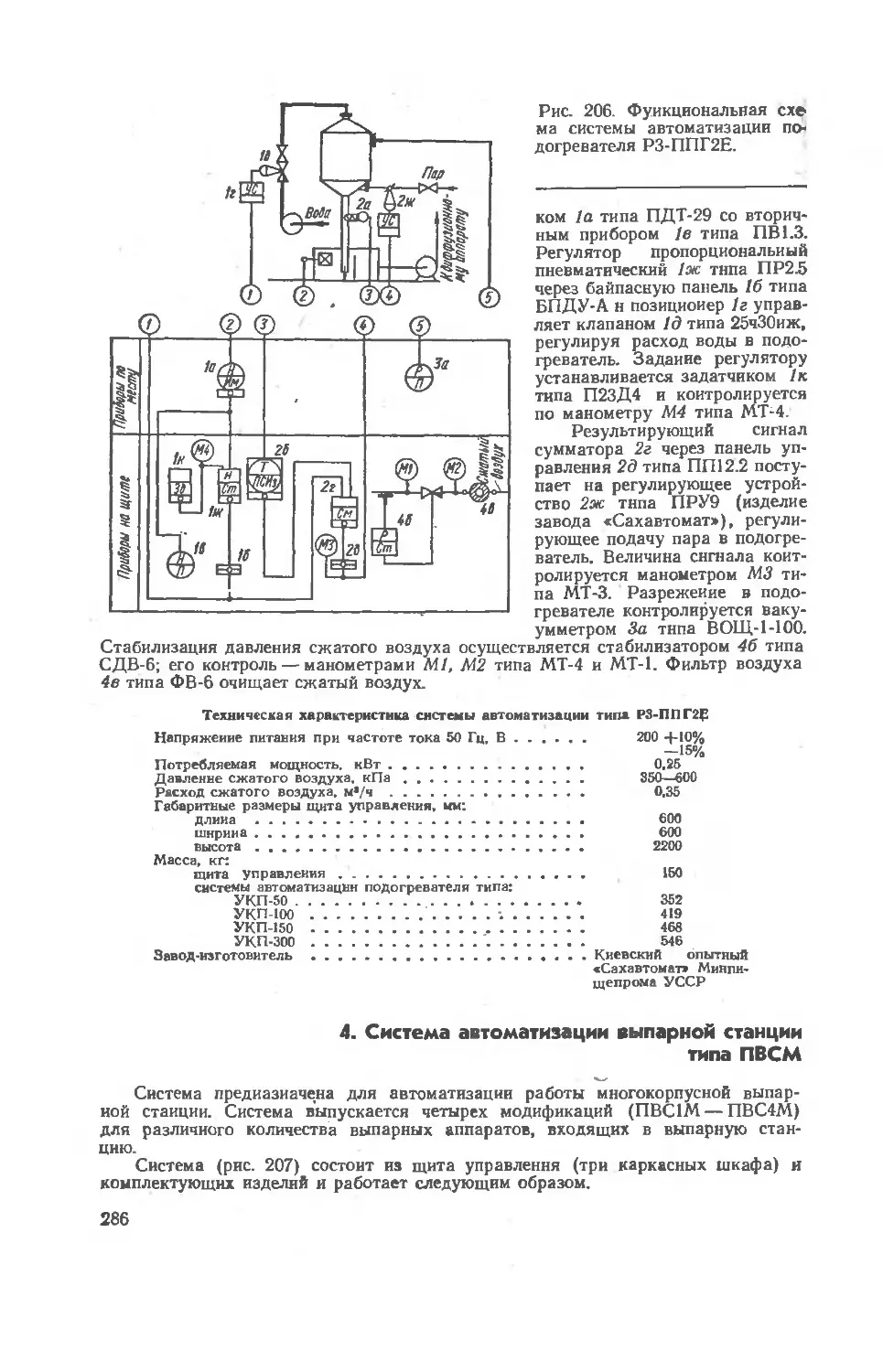
ны 8.
Площадка продольной разгрузки состоит из опорной рамы 15, поворотной
платформы 16, приемного бункера 19, основанием которого является ленточный
конвейер 20, телескопических цилиндров подъема поворотной платформы 18 и
цилиндров установки площадки в транспортное положение 17. Разгружается
транспорт только через задний борт.
Транспортно-очистной агрегат имеет продольную раму 13, на которой монти-
руются основные механизмы и металлоконструкции. Приемный бункер 14, осно-
ванием которого является главный конвейер 12, состоит из торцевых и боковых
бортов. Со стороны площадки бокового опрокидывания имеется поворотный
борт, управляемый с помощью гидроцилиндров из центральной кабины опера-
тором.
На несущем каркасе 21 смонтирован землеотделитель 5, конвейер выдачи
отходов 22, верхняя часть наклонного коииейера 6 и площадки обслуживания.
Наклонный конвейер состоит из каркаса, ленты, поддерживающих роликов и
привода. Он служит для подучи свеклы от главного конвейера на землеотдели-
тель 5 валкового типа, состоящего из двух каскадов, каждый из которых имеет
9
индивидуальный привод. Назначение его — отделение земли и других примесей
от свекломассы и подача их в бункер-накопитель 4. -
Поворотная рама 3 является несущей частью укладочного конвейера /,
приемной воронки 2 и других механизмов. Укладочный конвейер транспортирует
свеклу от землеотделителя к кагату. Ои состоит из каркаса, привода, ленты,
роликпвых опор и барабанов. Конвейер выдачи отходов служит для периодиче-
ской выдачи земли из бункера-накопителя 4 в автотранспорт или на землю.
Хрдовая приводная тележка 23 состоит из двух гусеничных тележек, свя-
занных между собой рамой. Привод каждой из них индивидуальный и состоит
из электродвигателя, редуктора и цепной передачи. На тележку опирается про-
дольнаП рама 13. С помощью тележки осуществляется передвижение бурто-
укладчика.
Ходовая рулевая тележка 11 служит для изменения иаправлеиия движения
буртоукладчика при маневрировании. Поворот колес осуществляется при помощи
гидроцнлиидра из центральной кабины оператора. На тележке установлено два
маслонасоса 10, один из которых обслуживает площадку продольной разгрузки,
второй — площадку боковой разгрузки. В буртоукладчике действуют две неза-
висимые гидросистемы, питание которых осуществляется от одного масляного
бака. Поворот колес рулевой тележки и разгрузочных площадок синхронизиро-
ван по линии гидросистемы. Управление колесами осуществляется из кабину
оператора.
Система электрооборудования 9 служит для управления' электроприводам#,
сигнализации, а также для освещения. Кроме плавного пульта управление в цен*
тральной кабине оператора имеется пульт в кабине помощника оператора. До-
полнительно на рабочих местах оператора и двух его помощников установлены
кнопки аварийного останова. Предусмотрена блокировка приводов конвейеров
для предотвращения заторов свеклы при остановка одного из них.
Кабина 8 и площадка обслуживания, расположенные над ходовой рулевой
тележкой, являются рабочим местом оператора? Рабочее место помощника опе-
ратора, обслуживающего площадку продольной разгрузки,— кабина 7. Полу-
открытая кабина 32 является рабочим местом помощника оператора, обслужи-
вающего площадку боковой разгрузки.
Работа буртбукладчика заключается в следующем. При разгрузке авто-
транспорта на площадке боковой разгрузки автопоезд со свеклой заезжает на
площадку со стороны стрелы и останавливается при касании передними колеса-
ми автомобиля специального упора, расположенного на мостике площадки. При
заезде единичных автомобилей или полуприцепов их остановка осуществляется
по сигналу оператора или его помощника. Пбёлё, &¥ановки автопоезда оператор
включает механизм подъема въездного и йезДЙ’бгё'мостиков, чём достигается
горизонтальное расположение автомобиля с'“прицепом. Затем включаются оба
механизма держателей бортов. Помощник оператора, находясь в передвижной
кабине, включает перемещение кабйнЫ и поочередно открывает крюки бортов
кузова автомобиля и прицепа. После этого возвращается вместе с кабиной в
исходное положение. Оператор включает телескопические гидроподъемники по-
воротной платформы. При достижении автотранспортом угла наклона 15—20° к
горизонту, держатели бортов опускаются и начинается процесс выгрузки свеклы.
При достижении автотранспортом угла наклона до 48° процесс выгрузки закан-
чивается.
Выгруженная свекла поступает на главный конвейер приемного бункера. Опе-
ратор опускает разгрузочную платформу в исходное горизонтальное положение,
а затем включает механизм держателей бортов. Помощник оператора, проезжая
в кабине вдоль автотранспорта над площадкой обслуживания, закрывает по-
очередно борты кузова и возвращается в исходное положение. Оператор опус-
кает въездные и съездиые мостики площадку и автомобиль съезжает с пло-
щадки. >
При работе на площадке продольной разгрузки выполняются следующие
операции. Водитель автомобиля открывает правый задний крюк борта, после
чего заезжает на опрокидную платформу плащадки со стороны стрелы укла-
дочного конвейера. Остановка автомобиля осуществляется в момент касания
задними колесами упора-ловущки. Помощник оператора открывает бункер при-
емного конвейера, поднимает упоры задних колес н открывает левый задний
It
крюк борта кузова. Производится подъем поворотной платформы. Свекломасса
из кузова высыпается в бункер приемного конвейера, откуда поступает в/при-
емный желоб буртоукладчика. Опускается в исходное положение поворотная
платформа, после чего автомобиль съезжает с площадки. Закрытие борта кузова
осуществляется за пределами зоны работы буртоукладчика. Помощник one laropa
подготавливает площадки для заезда следующего автотранспорта.
Свекла после разгрузки автотранспорта поступает в приемный желоС глав-
ного конвейера, транспортируется в приемно-поворотное устройство, откуда
лентой наклонного конвейера подается на землеотделнтель валкового Tuftа. На
землеотделнтеле свекла очищается и поступает на ленту укладочного конвейера,
а затем — в кагат. Отделившиеся от свекломассы примесн поступают в 'буикер-
накопитель, из которого они выбираются конвейером выдачи земли и сбрасы-
ваются на землю либо в специальный транспорт. Формирование кагата произво-
дится стрелой "укладочного конвейера путем автоматического либо ручного
включения поворота стрелы.
Для переезда буртоукладчика на новую рабочую позицию предварительно
устанавливают разгрузочные площадки в транспортное положение. Это дости-
гается с помощью гидроподъемников на ходовой части площадок. Затем вклю-
чаются электродвигатели привода гусеничной тележки. Маневренность бурто-
укладчика обеспечивается гидравлической синхронизацией поворота колес руле-
вой тележки н ходовой части разгрузочных площадок.
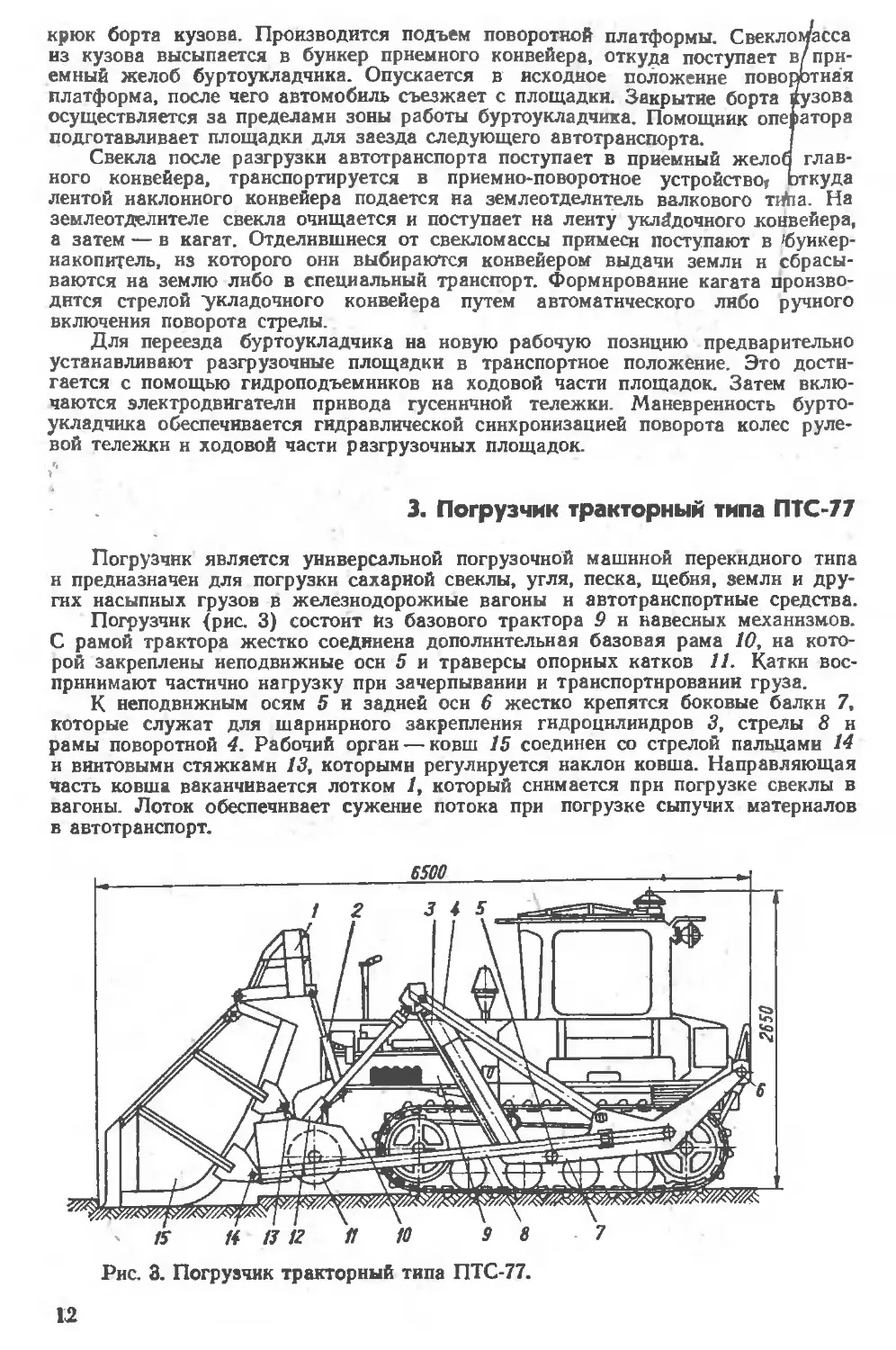
3. Погрузчик тракторный типа ПТС-77
Погрузчик является универсальной погрузочной машиной перекидного типа
и предназначен для погрузки сахарной свеклы, угля, песка, щебня, земли и дру-
гих насыпных грузов в железнодорожные вагоны и автотранспортные средства.
Погрузчик (рис. 3) состоит Из базового трактора 9 и навесных механизмов.
С рамой трактора жестко соединена дополнительная базовая рама 10, на кото-
рой закреплены неподвижные осн 5 и траверсы опорных катков 11. Катки вос-
принимают частично нагрузку при зачерпывании и транспортировании груза.
К неподвижным осям 5 и задней осн 6 жестко крепятся боковые балки 7,
которые служат для шарнирного закрепления гндроцнлиндров 3, стрелы 8 и
рамы поворотной 4. Рабочий орган — ковш 15 соединен со стрелой пальцами 14
и винтовыми стяжками 13, которыми регулируется наклон ковша. Направляющая
часть ковша ваканчивается лотком 1, который снимается при погрузке свеклы в
вагоны. Лоток обеспечивает сужение потока при погрузке сыпучих материалов
в автотранспорт.
6500
Рис. 3. Погрузчик тракторный типа ПТС-77.
12
!иа 8 соединена с поворотной рамой 4 регулируемыми по длине тягами
:ные механизмы поворачиваются с помощью гидроцилнндров 3. Управ-
ляемом и опусканием ковша осуществляется с помощью распределителя,
управления которого расположена в кабине погрузчика.
жный механизм 2 подъема лотка 1 служит для автоматического подъ-
ускания лотка ковша с целью обеспечения водителю обзора фронта ра-
зложении зачерпывания между ковшом и лотком образуется щель, до-
I для обзора. По мере подъема ковша до транспортного положения
рывается и лоток удерживается пружиной, расположенной в цилиндре
механизма.
Рабата погрузчика заключается в зачерпывании груза, транспортировании его
на небольшое расстояние и погрузку груза в транспортные средства илн ссыпа-
ние его в отвал. После зачерпывания ковш с грузом поднимается до транспорт-
ного положения н погрузчик движется задним ходом к месту разгрузки. У ме-
ста .разгрузки ковш переводится в верхнее положение и груз высыпается.
Техническая характеристика тракторного погрузчика типа ПТС-77
Производительность, т/ч....................... , . . , . 320
Высота погрузки, мм:
минимальная.......................................... 3300
максимальная ................................ . 3800
Угол разгрузки, .... не более ....................... 45
Грузоподъемность, кг, » » .................... 3500
Полезная емкость ковша, м*.................... 4.5
Тип базового трактора ................................. ДТ-7БР, ДТ-75МР
Обслуживающий персонал, чел...........................• 1
Габаритные размеры прн опущенном ковше, мм:
Длина....................................... 6500
ширина ...... ........................... *..... 2600
высота ............................. . . « , . 2650
Масса, кг .................................................. 10 000
Завод-иэготовнтель................................... Красил овскнй ма-
шиностроительный
Минлегпищемаша
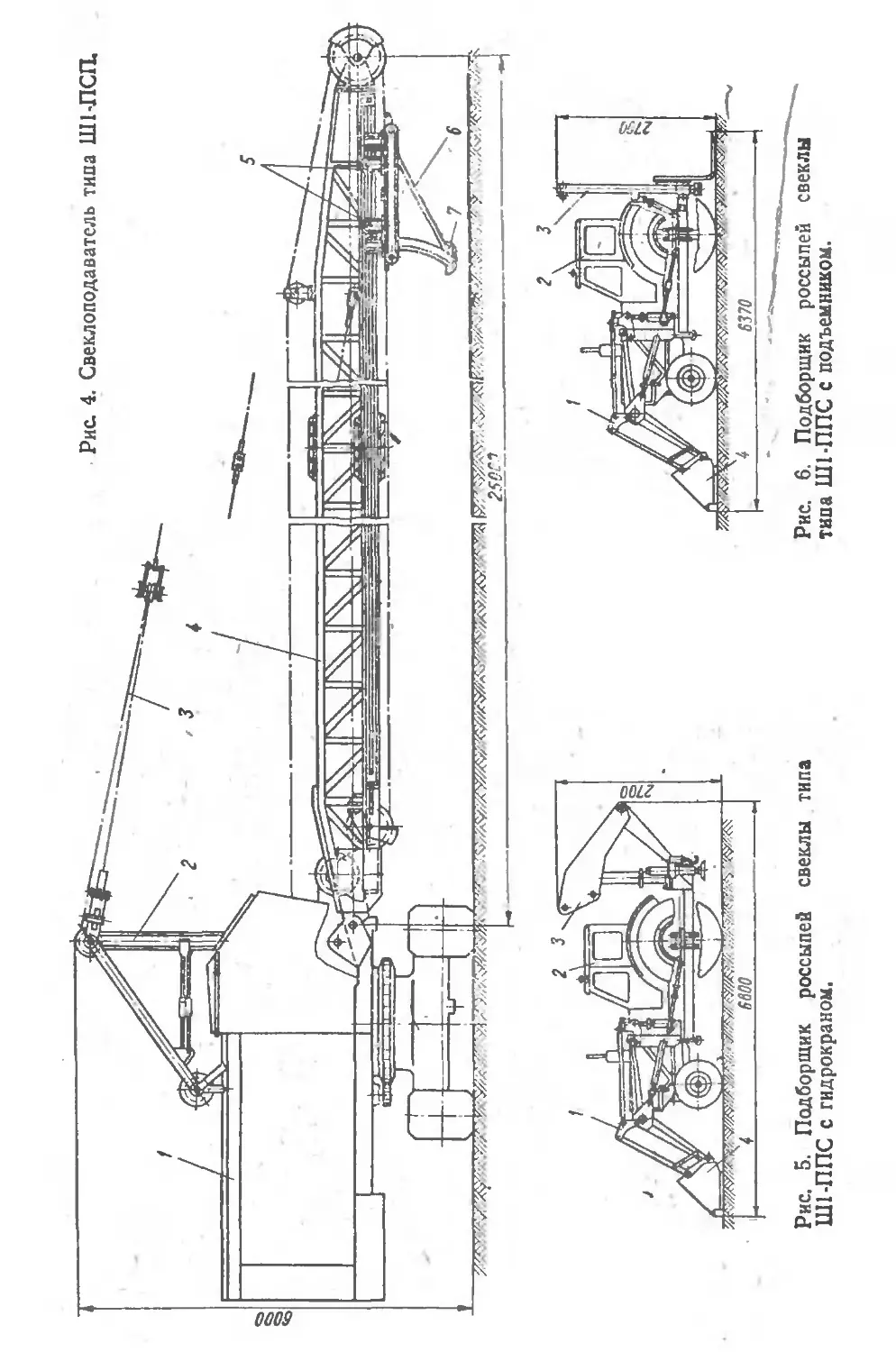
4. Свеклоподаватель типа Ш1-ПСП
Свеклоподаватель предназначен для подачн свеклы из кагатов в гндротран-
спортер. Используется и а приза водских гндромеханнзнрованных кагатных полях
сахарных заводов с мощеными и грунтовыми укатанными покрытиями.
Свеклоподаватель (рис. 4) состоит нз экскаватора /, стрелы 4, скребка 6,
стойки 2 и канатно-полиспастной системы 3. Стрела 4 представляет собой фер-
му из стального металлопроката и является несущей конструкцией для скребка.
Скребок передвигается вдоль стрелы снизу по направляющим швеллерам с помо-
щью канатов. В начале и конце стрелы расположены конечные выключатели для
сигнализации крайних положений скребка.
Скребок 6 состоит нз каркаса, на котором расположены направляющие ро-
лики 5 для его передвижения. К ннжней части каркаса приварены зубья 7 для
перемещения свеклы. Скребок крепится к канатам с помощью пружин. Стойка 2
Техническая характеристика свеклоподавателя типа Ш1-ПСП
Производительность, т/ч...................................... 300
Ширина аабнраемого кагата, м, не более........................ 20
Высота вабнраемого кагата, м, » > ..........t . . . 7
Угол подъема стрелы, . . ,®, » » ................ 45
Скорость перемещения скребка, м/с. » ».................... 0,8
Степень повреждения свеклы, %. » »........................ 0,1
Тнп базового экскйватара ........................... Э-1252Б
Обслуживающий персонал, чел.................................... 1
Габаритные размеры, мм:
длина ..................................................... 30 000 4
ширина................................................. 3000
высота...................................: . . . 6000
Масса навесного оборудования, кг...................... 5450
Завод-изготовитель........................ Красиловскнй ма-
шиностроительный
Минл е ггтищёмаша
13
представляет собой раму, к которой крепятся полиспасты. Стойка и канатно-
полиспастная система служит для- подвески стрелы, а также ее передвижения и
передвижения скребка.
При работе свеклоподаватель устанавливают вдоль кагата и поворачивают
стрелу на угол 90° по отношению к экскаватору. Стрела должна быть в подня-
том положении, чтобы каркас стрелы и скребок при повороте не задели кагат.
Затем перемещают скребок к концу стрелы и опускают стрелу на кагат. Пере-
мещением скребка в направлении экскаватора (<на себн») подают свеклу в ги-
дротранспортер.
-I 5. Подборщик россыпей свеклы типа Ш1-ППС
I _ I
Подборщик россыпей свеклы предназначен для механизированной подборкв
россыпей свеклы'около работающих буртоукладочных машин и тракторных по-
грузчиков, а также для выполнения вспомогательных работ на св^клопрнемных
пунктах (подготовка кагатного поля, установка вентиляционного оборудования,
укрывание откосов кагатов теплоизолирующими материалами, погрузка н раз-
грузка с транспортировкой на небольшие расстояния различных грузов, монтаж-
но-ремонтные, строительные и другие работы) и механизированных складах
сахарной свеклы.
Подборщик выпускается в двух модификациях: с гндрокраном и устрой-
ством для укрывания кагатов 3 (рис. 5) и с вильчатым подъемником 3 (рнс. 6).
Тяговой базой подборщика является трактор 2 (рис. 5 и 6) марки ЮМЗ-6Л
(МТЗ-50/52, МТЗ-80/82), на котором навешено погрузочное оборудование.
Погрузочное оборудование состоит из стрелы 1 и сменного ковша 4 (рис. 5
и 6) для сыпучих грузов и свеклы.
Кроме указанного оборудования, подборщик может комплектоваться двумя
тракторными прицепами для транспортирования теплоизолирующих материалов
и укрывания ими откосов кагатов свеклы.
Работа подборщика заключается в выполнении необходимых операций в за-
висимости от установленного навесного оборудования (модификации подборщи-
ка). Подборщик выполняет следующие работы в зависимости от его модифи-
кации:
Подборка россыпей свеклы (основное назначение), а также
вачистка подкагатных площадок, подготовка кагатного по- Модификации I или
ля и установка вентиляционного оборудования......... II
Укрывание кагатов теплоизолирующими материалами . . . Модификация I с
, двумя тракторны-
ми прицепами
Монтажно-ремонтные, строительные и другие работы ... Модификации I или
\ II с ковшом для
сыпучих материа-
лов
Перевозка отходов свеклы на сортировку ........ Модификации I или
II с одним трак-
торным прицепом
Техническая характеристика подборщика россыпей свеклы типа Uft-ППС
Производительность при погрузке свеклы, т/ч ......... 48
Производительность при транспортировавин-россыпей свек-
лы на расстояние 300—500 м, т/ч...................... I!
Грузоподъемность гидрокрана, кг>
без удлинительной вставки ............................ 600
со вставкой............................................. 60
Вылет стрелы, м] ,
без вставки .............................................. 3,6
со вставкой................................... . . 9,6
Угол поворота стрелы, . . .•.................................... 200
Грузоподъемность вильчатого подъемника, кг................... 1000
Высота подъема груза, м......................................... 3.2
Емкость ковша. мЪ
для свеклы ............................. ^.......... 0,75
для сыпучих материалов.......................... 0,6
15
0009
Рис. 4. Свеклоподаватель типа 1Ш-ПСП.
оси
Рис. 5. Подборщик россыпей свеклы типа
Ш1-ППС с гидрокраном.
Рис. 6. Подборщик россыпей свеклы
типа Ш1-ППС с подъемником.
Габаритные размеры в транспортном положении, м. не более>
длина ...............................................
ширина.......................... ...............
высота ..................................... .
Масса с трактором не более, кг......................
Завод-изготовитель................................
6,8
2,5
2,7
5400
Краснловский Maj
шниостронтельньщ
Мннл е гпнщема ша
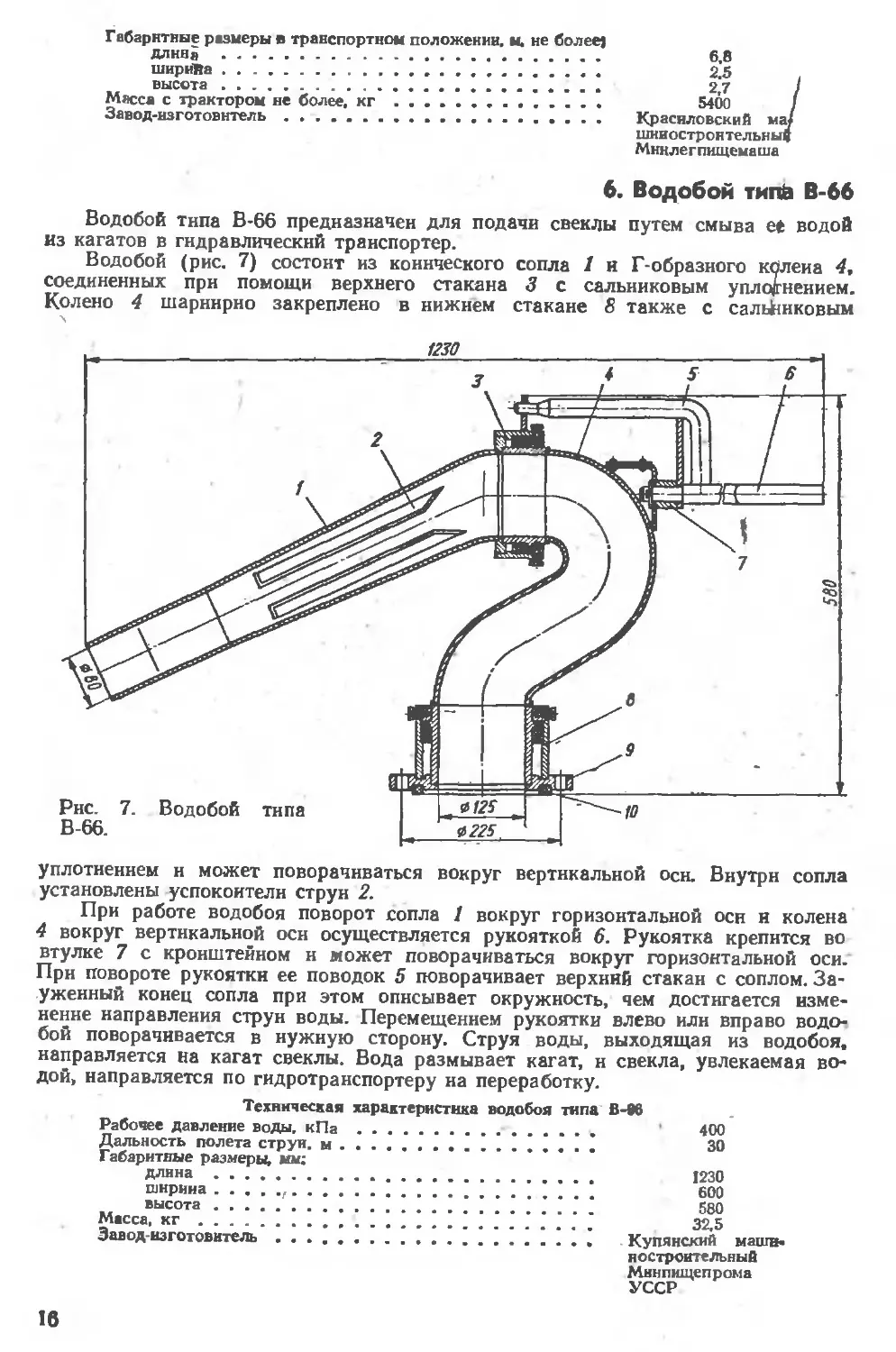
6. Водобой типа В-66
Водобой типа В-66 предназначен для подачи свеклы путем смыва ее водой
из кагатов в гидравлический транспортер.
Водобой (рис. 7) состоит из конического сопла 1 и Г-образного колена 4,
соединенных при помощи верхнего стакана 3 с сальниковым уплотнением.
Колено 4 шарнирно закреплено в нижнем стакане 8 также с сальниковым
1230
уплотнением н может поворачиваться вокруг вертикальной осн. Внутри сопла
установлены успокоители струн 2.
При работе водобоя поворот сопла 1 вокруг горизонтальной осн и колена
4 вокруг вертикальной осн осуществляется рукояткой 6. Рукоятка крепится во
втулке 7 с кронштейном н может поворачиваться вокруг горизонтальной оси.
При повороте рукоятки ее поводок 5 поворачивает верхний стакан с соплом. За-
уженный конец сопла при этом описывает окружность, чем достигается изме-
нение направления струн воды. Перемещением рукоятки влево или вправо водо-
бой поворачивается в нужную сторону. Струя воды, выходящая из водобоя,
направляется на кагат свеклы. Вода размывает кагат, н свекла, увлекаемая во-
дой, направляется по гидротранспортеру на переработку.
Техническая характеристика водобоя типа
Рабочее давление воды. кПа .............................
Дальность полета струи, м.............................
Габаритные размеры, мм;
длина ................................................
ширина...........................................
высота...........................................
Масса, кг.............................................
Завод-изготовитель....................................
В-вб
400
30
1230
600
580
32,5
Купянский наши,
ностроительный
Минпищепрома
УССР
16
Водобой крепится к колонне, по которой поступает вода, с помощью флан-
цевого соединения 9. Герметичность соединения обеспечивается за счет ман-
жеты 10.
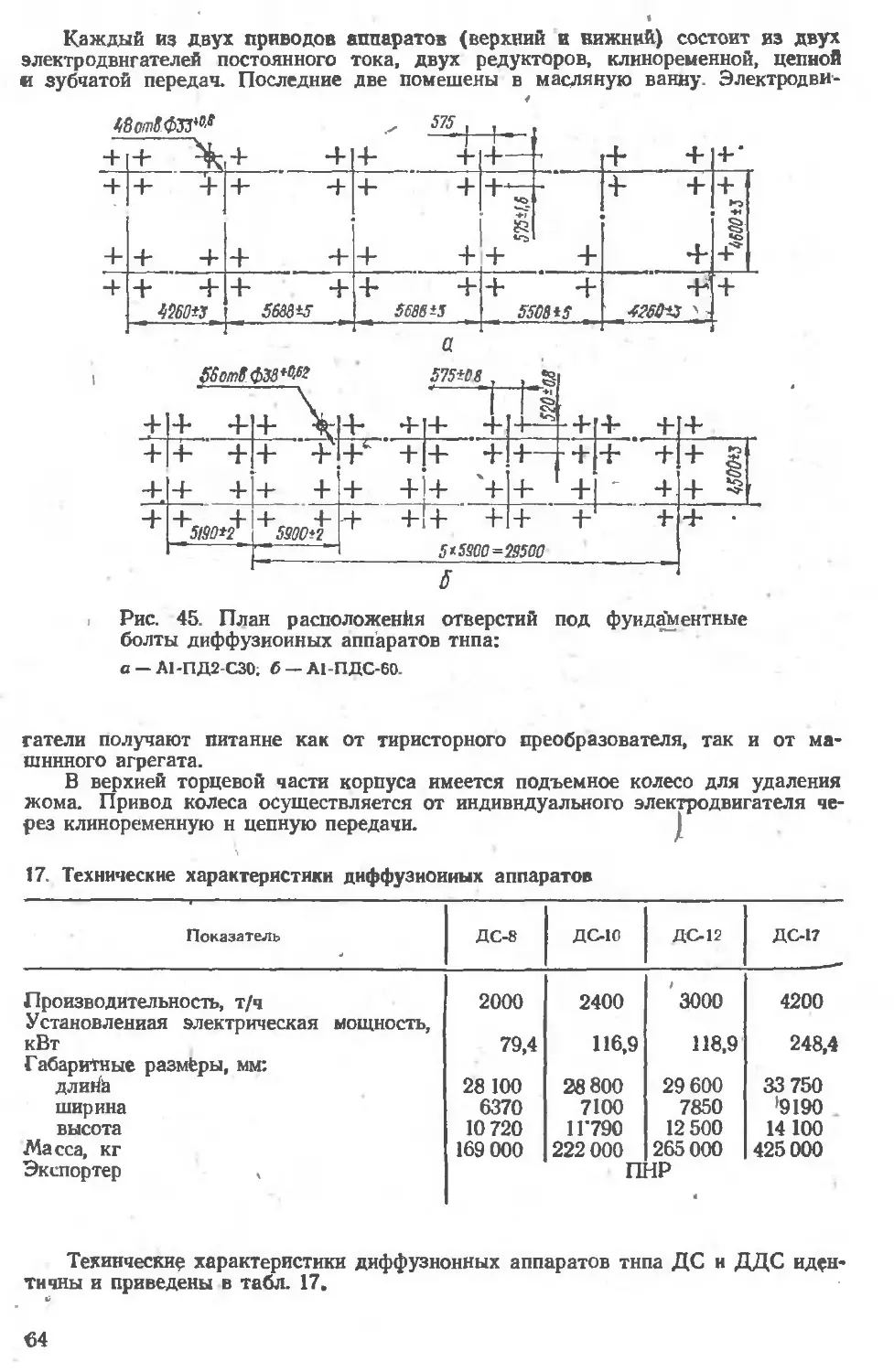
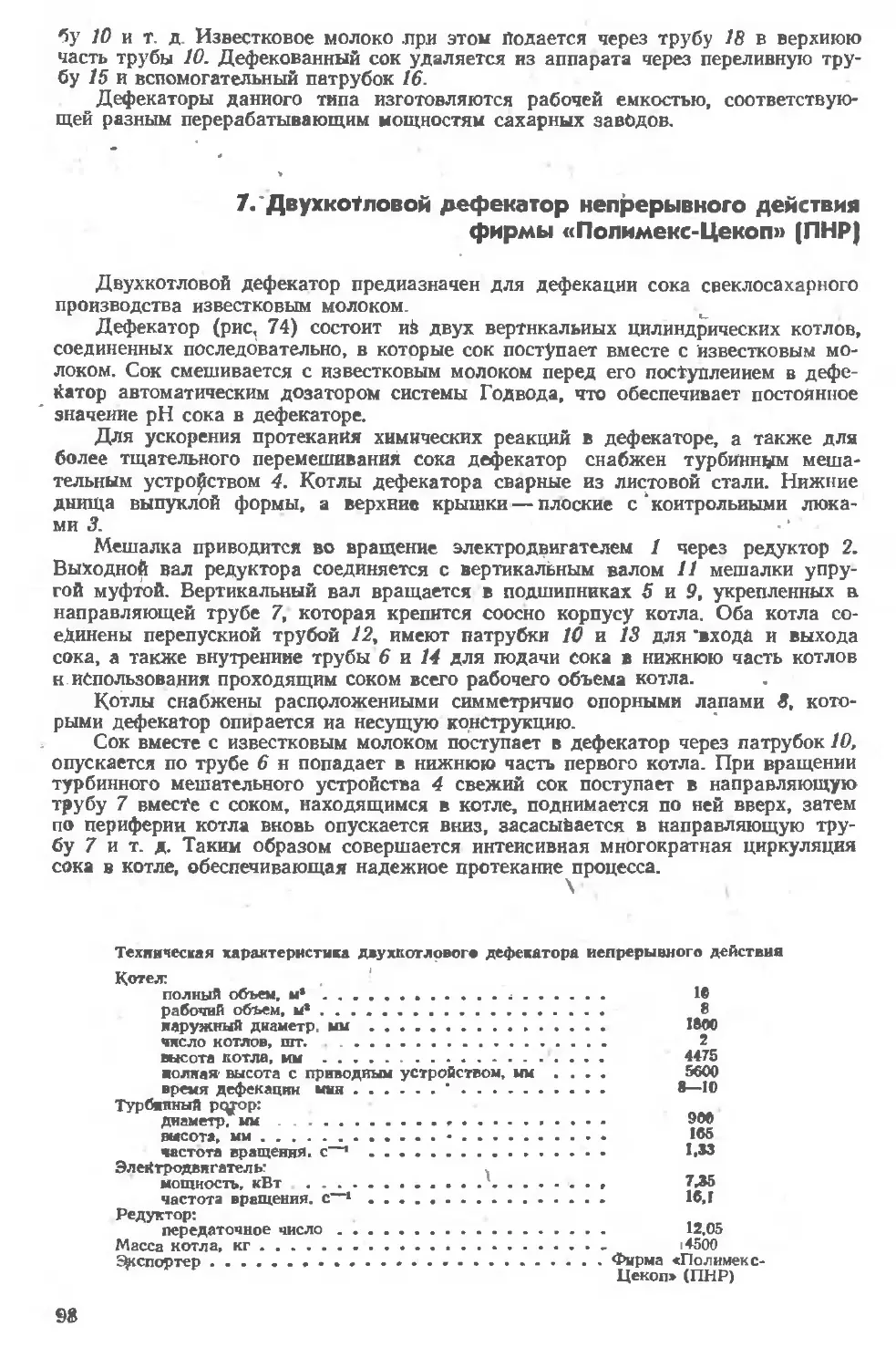
7. Линия типа А1-ПЛ2С
для механизированного отбора
и анализа проб свеклы
на загрязненность и сахаристость
Линия типа А1-ПЛ2С предназначена для механизированного отбора н ана-
лиза проб свеклы на загрязненность и сахаристость при приемке ее на свекло-
пунктах и сахарных заводах. 1
Линия состоит из установки для отбора проб свеклы, весов чистой и гряз-
ной свеклы, раздатчика проб, свекломойки, многопильного устройства, устрой-
ства для определения сахаристости свеклы и комплекта вспомогательного обо-
рудования.
Установка для отбора проб свеклы обеспечивает забор пробы свеклы мас-
сой 12—50 кг из кузовов автомобилей, самоходных шасси, автомобильных и.
тракторных прицепов, автопоездов. Установка может использоваться как в со-
ставе линии, так и самостоятельно (при дооснащении ее маслонасосной станци-
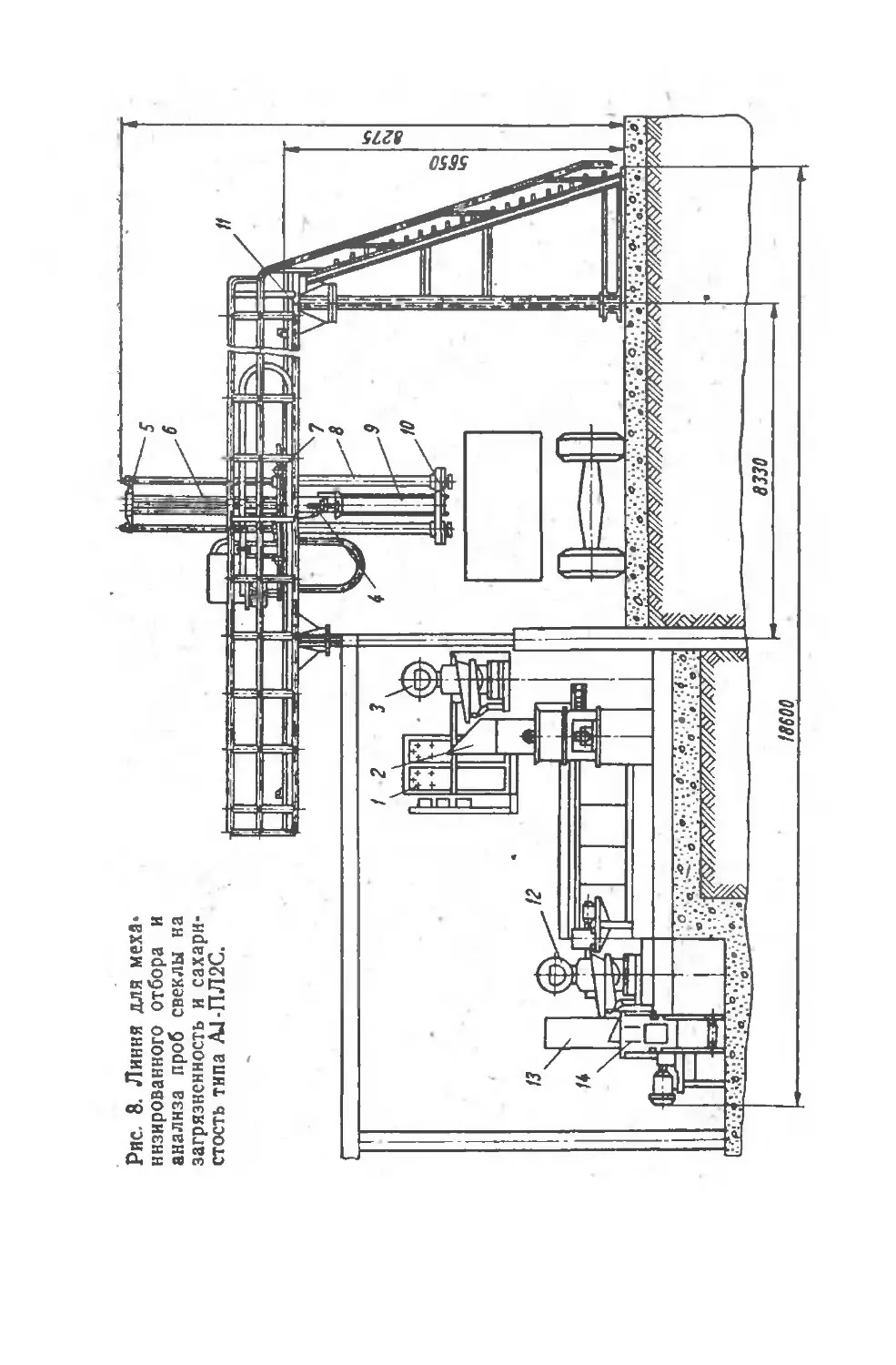
ей, порталом и пультом управления). Установка (рнс. 8) состоит из пробоотбор-
ника, размещенного на портале 11. Пробоотборник состоит из пробоотборного
механизма 9 (труба прямоугольного сечения) с грейферными заслонками 10, те-
лежки с маслостанцней и приводом 7 и гидравлических цилиндров, укрепленных
вертикально на тележке. Верхний цилиндр 6 предназначен для цнедрення трубы,
9 в массу свеклы при заборе пробы; нижний S — для подъема трубы. К плун-
жеру верхнего цилиндра прикреплена плита, входящая в трубу 9 и предназна-
ченная для выталкивания пробы свеклы. Грейферные заслонки управляются ги-
дроцилиндрамн 4. Траверса 5 обеспечивает вертикальное перемещение трубы
9, которая снабжена двумя щупами, несколько выступающими за нижний край
трубы.
Фиксирование тележки в крайних положениях осуществляется с помощью
конечных выключателей. Управление перемещением тележки и гидроприводами
производится с пульта управления 1 в автоматическом или ручном режимах.
Весы 3 предназначены для взвешивания грязной, а весы 12— чистой свек-
лы. Весы состоят из грузоподъемной платформы, на которой расположен при-
емный ковш. Ковш удерживается гидроцнлнндром подъема в порожнем состоя-
нии. После загрузки ковш с пробой свеклы плавно опускается на платформу
весов. При этом механизм гндроподъема выводится из зацепления с ковшом»,
чем исключается влияние массы посторонних механизмов на результат взвеши-
вания. Результаты взвешивания фиксируются автоматически на карточке, а
также визуально по циферблату весов.
Свекломойка 2 предназначена для мойки проб свеклы и состоит из установ-
ленного на опоре цилиндрического корпуса с вращающимся дном (ротором).
В боковой стенке корпуса имеется крышка, открываемая с помощью гидроци-
лнндра. В корпусе сверху вмонтирован коллектор с форсунками для разбрызги-
вания воды. ,
Свекла подается в свекломойку сверху через раздатчик проб и попадает на
вращающееся дно, которое приводится в движение от электропривода. Вода для
мойки свеклы поступает из форсунок под давлением 0,8 МПа при ее расходе
400 л/мин. В процессе мойки корни свеклы трутся друг о друга и боковые стен-
ки корпуса под действием центробежной силы, земля и другие примеси свеклы
удаляются вместе с во^ой через щель между ротором и Корпусом мойки. Чи-
стая свекла (проба) выгружается из свекломойки автоматическим открыванием
боковой крышки под действием центробежных сил.
Многопнльное устройство 14 с транспортером предназначено для получения
свекловичной мезги, вырезанной из различных частей корней исследуемой про-
бы, и удалений остатков проб свеклы из сырьевой лаборатории. Устройство со-
стоит из приемного бункера, набора пил, ур°чсплртлрч пптгй п прнпопп
17
пил позволяет получать мезгу из различных участков каждого корнеплода, чем
усредняется определяемая величина сахаристости. Мезга под действием центро-
бежной силы отбрасывается на транспортер, перемешивается и подается к устрой-
ству для определения сахаристости свеклы.
Полуавтомат для определения сахаристости свеклы 13 состоит из станины
с установленным на ней блоком измельчителей, устройством подачи осветлителя
конвейерами, приводом, а также весов н автоматического Печатающего сахари-
метра.
Блок измельчителей состоит из трех измельчителей тканей свеклы, установ-
ленных на общей раме. Очередность работы измельчителей — 1ч. Каждый из-
мельчитель имеет электродвигатель, рабочий вал с тремя ножами и оборудован
автономной системой подъема ножей. Для охлаждения электродвигателей на
раме установлены три вентилятора.
Устройство подачи осветлителя имеет; бак, в который заливается раствор
свинцового уксуса. Из бака насосом-дозатором через промежуточный бак ра-
створ подводится к весовому устройству с дозатором. Последний подает раствор
осветлителя в стаканы днгестнонного конвейера пропорционально массе навески
мезги. Промежуточный бак имеет переливную трубку для слива лишнего освет-
лителя в основной бак.
ДигестиоНный и фильтрационный конвейеры предназначены для передвиже-
ния дигестионных стаканов и представляют собой две бесконечные цепи, на ко-
торых через равные промежутки укреплены йтн стаканы (17 стаканов — на диге-
стнонном и 16—на фильтрационном).
Линия работает следующим образом. Автомобиль или другой вид автотран-
спорта со свеклой подъезжает к установке для отбора проб и останавливается
на площадке так, чтобы пробоотборник находился над серединой кузова. Опе-
ратор, управляя работой гидроцилиндров, вводит трубу для забора проб в мас-
су свеклы. При касании трубой дна кузова срабатывают щупы, после чего авто-
матически закрываются грейферные заслоикн, и труба с пробой поднимается.
Передвигая тележку по порталу, пробу сйеклы переносят в ковш весов «брут-
то». После фиксирования показаний взвешивания свекла поступает на свекло-
мойку через раздатчик проб, который направляет пробу на свободную мойку.
Мытая свекла вручную доочнщается на сетчатом транспортере, а затем поступа-
ет на весы «нетто» и взвешивается. Цо показаниям весов «брутто» и «нетто»
определяют процент загрязненности свеклы.
Чистая свекла поступает в бункер миогопильного устройства. В процессе
резания корив свеклы по разному ориентируются относительно пил. При этом
мезга получается из различных частей свекловичного корня.
Отходы свеклы удаляются транспортером, а мезга отбирается с транспорте-
ра мезги вручную оператором н переносится на весовое устройство. Навеска
мезги массой 52±4 г помещается в днгвстнонный стакан, в который пропор-
ционально навеске дозируется осветлитель.
Для быстрого и полного извлечения сахара из мезги последняя измельчает-
ся непосредственно в стакане с помощью измельчителя. Полученная суспензия
фильтруется, а дигерат сливается в трубку сахариметра типа ЕСП для опреде-
ления сахаристости. Результат измерения печатается на бумажной ленте.
В линии предусмотрена мойка и сушка дигестионных стаканов.
Техническая характеристика линии типа А1-ПЛ2С
Производительность, проб/ч............................
Абсолютная погрешность измерения загрязненности. %t не
более...............................................
Абсолютная погрешность определения сахаристости, %
Установленная мощность, кВт ...........................
Напряжение, В..........................................
Расход воды, л/с ........................
Давление масла в гидросистеме, МПа....................
Обслуживающий персонал, чел./смену................ •
Занимаемая площадь, м1................................
Масса, кг.............................................
Завод-нз готовитель .......
60
0,1
±0.2
54.5
380
6,7
2
Б
108
12 650
Белопольский ма-
шиностроительный
Минлегпнщемаша
19
Ряс. 8. Линия для меха*
ннзированного отбора и
анализа проб свеклы на
загрязненность и сахари-
стость типа А4-ПЛ2С.
!8Ш
9LZ9
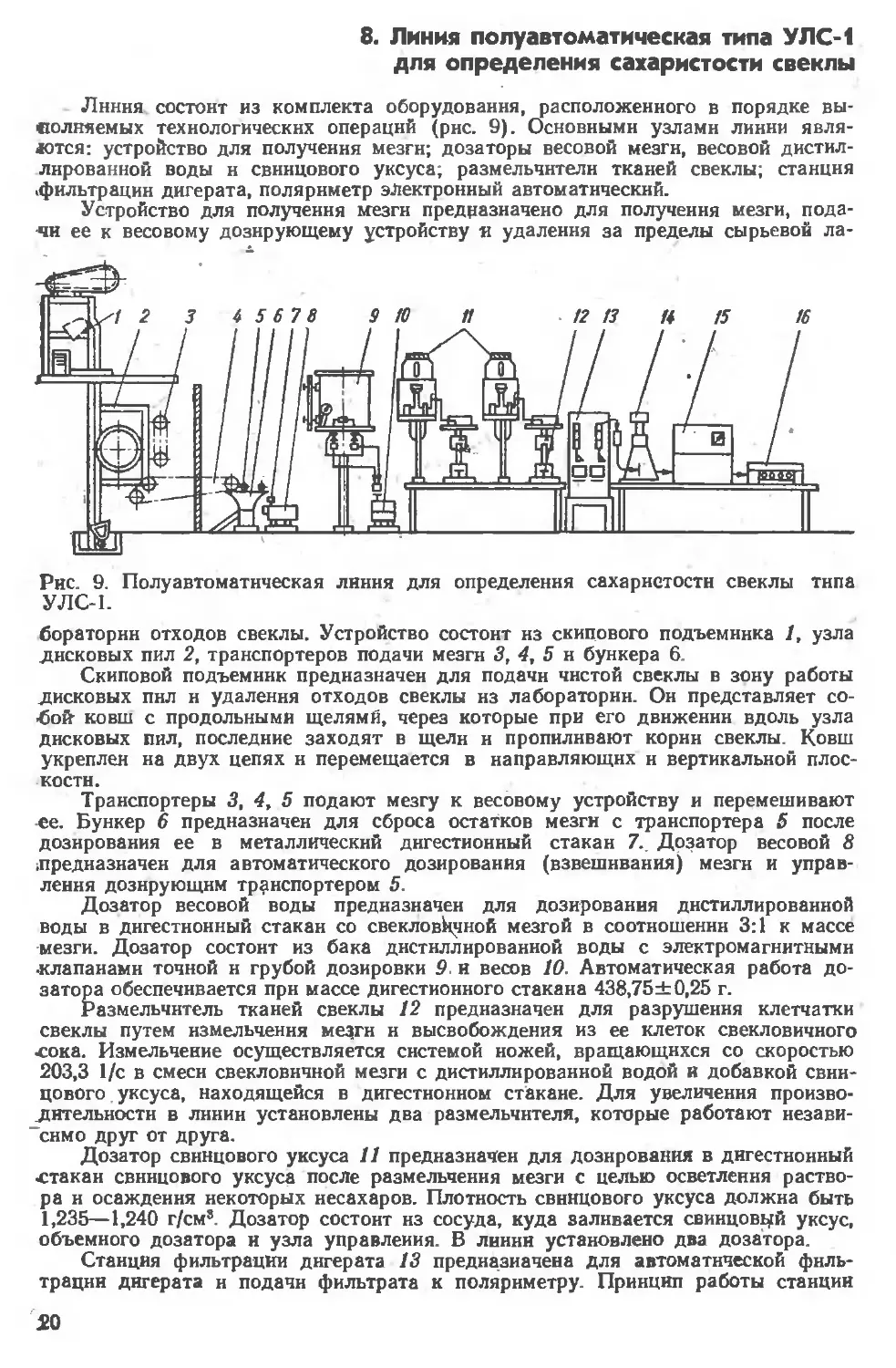
8. Линия полуавтоматическая типа УЛС-1
для определения сахаристости свеклы
Линия состоит из комплекта оборудования, расположенного в порядке вы-
полняемых технологических операций (рис. 9). Основными узлами линии явля-
ются: устройство для получения мезги; дозаторы весовой мезги, весовой дистил-
лированной воды н свинцового уксуса; размельчители тканей свеклы; станция
.фильтрации дигерата, поляриметр электронный автоматический.
Устройство для получения мезги предназначено для получения мезги, пода-
чи ее к весовому дозирующему устройству я удаления за пределы сырьевой ла-
Рис. 9. Полуавтоматическая линия для определения сахаристости свеклы типа
УЛС-1.
бораторнн отходов свеклы. Устройство состоит из скипового подъемника 1, узла
дисковых пил 2, транспортеров подачи мезги 3, 4, 5 и бункера 6.
Скиповой подъемник предназначен для подачи чистой свеклы в зону работы
дисковых пил и удаления отходов свеклы из лаборатории. Он представляет со-
бой ковш с продольными щелямй, через которые при его движении вдоль узла
дисковых пил, последние заходят в щели н пропиливают корни свеклы. Ковш
укреплен на двух цепях н перемещается в направляющих и вертикальной плос-
кости.
Транспортеры 3, 4, 5 подают мезгу к весовому устройству и перемешивают
ее. Бункер 6 предназначен для сброса остатков мезги с транспортера 5 после
дозирования ее в металлический днгестионный стакан 7.. Дозатор весовой 8
.предназначен для автоматического дозирования (взвешивания) мезги и управ-
ления дозирующим транспортером 5.
Дозатор весовой воды предназначен для дозирования дистиллированной
воды в днгестионный стакан со свекловичной мезгой в соотношении 3:1 к массе
мезги. Дозатор состоит из бака дистиллированной воды с электромагнитными
клапанами точной и грубой дозировки 9. и весов 10. Автоматическая работа до-
затора обеспечивается при массе дигестионного стакана 438,75± 0,25 г.
Размельчитель тканей свеклы 12 предназначен для разрушения клетчатки
свеклы путем измельчения мезгн и высвобождения из ее клеток свекловичного
сока. Измельчение осуществляется системой ножей, вращающихся со скоростью
203,3 1/с в смеси свекловичной мезги с дистиллированной водой и добавкой свин-
цового уксуса, находящейся в дигестнонном стакане. Для увеличения произво-
дительности в линии установлены два размельчителя, которые работают незави-
симо друг от друга.
Дозатор свинцового уксуса 11 предназначен для дозирования в дигестнонный
стакан свинцового уксуса после размельчения мезги с целью осветления раство-
ра и осаждения некоторых несахаров. Плотность свинцового уксуса должна быть
1,235—1,240 г/см’. Дозатор состоит из сосуда, куда заливается свинцовой уксус,
объемного дозатора и узла управления. В линии установлено два дозатора.
Станция фильтрации дигерата 13 предназначена для автоматической филь-
трации дигерата и подачи фильтрата к поляриметру. Принцип работы станции
20
основан на фильтровании дигерата через бумажную фильтрационную пробку
под действием вакуума с последующей подачей фильтрата в кювету поляриме-
тра. Станция снабжена двумя аналогичными ветвями фильтрации, которые ра-
ботают раздельно.
Поляриметр электронный автоматический предназначен для определения со-
держания сахара в водном экстракте сахарной свеклы и состоит из датчика 14,
электронного блока 15 и цифропечатающего устройства 16. Результаты измере-
ния выводятся на табло цифрового вольтметра блока 15, снабжаются порядко-
вым номером и регистрируются устройством 16.
Помимо описанных основных узлов линия имеет комплект электрооборудо-
вания, обеспечивающего снабжение электроэнергией приводов и аппаратов, а
также управление их работой.
Линия работает следующим образом. Проба мытой свеклы после определе-
ния загрязненности (на линии определения загрязненности) поступает в ковш ски-
пового подъемника 1. При движении скипа вверх корни свеклы измельчаются
дисковыми пилами устройства 2. Отработанная свекла, после опрокидывания
скица в верхнем положении, выгружается на транспортер и удаляется из сырье-
вой лаборатории.
Под действием центробежной силы мезга сбрасывается с зубьев пил и по-
падает на наклонную ветвь транспортера 4. Расположенные над наклонной
ветвью этого транспортера турбинки (смесители) при своем вращении набрасыва-
ют мезгу на заднюю ветвь транспортера 3. При его движении мезга переме-
щается на переднюю ветвь, с которой сбрасывается другой системой турбинок
на горизонтальный участок транспортера 4. Перебрасывание турбинками мезги
с транспортера на транспортер приводит к ее перемешиванию.
С • транспортера 4 через вращающийся валик, предназначенный также для
перемешивания мезги и равномерной ее подачн, мезга поступает на транспортер
5, а затем в дигестнонный стакан 7, устанавливаемый вручную на дозаторе мез-
ги 8. После взвешивания заданной дозы мезги, в пределах 70—80 г, автомати-
чески меняется направление движения' транспортера 5 на обратное, и оставшая-
ся мезга сбрасывается в бункер 6 и удаляется. Стакан с мезгой вручную пере-
носят на весы 10. При этом включают электромагнитные клапаны дозатора 9,
и дистиллированная вода поступает в грузоприемное устройство до уравнове-
шивания навески мезги, находящейся в дигестионном стакане, массой воды в
грузоприемном устройстве. Затем вода из грузоприемного устройства дозатора
поступает в дигестнонный стакан с мезгой.
Наполненный стакан переносят и устанавливают в гнездо столика размель-
чителя 12. После подъема стакана включают размельчитель, который отключа-
ют автоматически через 90 с, вследствие чего в стакан автоматически подается
10 мл свинцового уксуса (доза) от устройства 11. Длительность цикла дозиро-
вания около 120 с.
Дигестнонный стакан с суспензией переносят на столик станции фильтрации
13, где происходит автоматическое фильтрование раствора и подача его в кю-
вету датчика 14 поляриметра. После окончания заливки дигерата в кювету вклю-
чается поляриметр и печатаются результаты измерения. Поляриметр может
также работать в ручном режиме.
При этом раствор в кювету можно подавать вручную.
Техническая характеристика линии типа УЛС-1
Производительность, проб/ч.................................... 40
Абсолютная погрешность измерения, % ........................ ±0.2
Потребляемая электрическая мощность, кВт, не более ... 15
Напряжение, В ............................................... 380
Занимаемая площадь, м*....................................... 108
Обслуживающий персонал, чел................................... 3
Масса, кг, не более.................................. 3500
Поставщик Производственно-
техническое пред-
приятие «Сахпром-
энергоналадка»
Мннпнщепрема
УССР
Линия типа УЛС-1 находится в эксплуатации, как правило, совместно с
механизированными линиями определения загрязненности свеклы.
21
9. Механизированные линии типа РЮПРО (ГДР|
для отбора проб
и определения общей загрязненности свеклы
Линии типа РЮПРО предназначены для отбора проб свеклы с дорожно-
транспортных средств н определения ее общей загрязненности. Линин выпуска-
ются с пневматическим приводом отбора проб и гидравлическим.
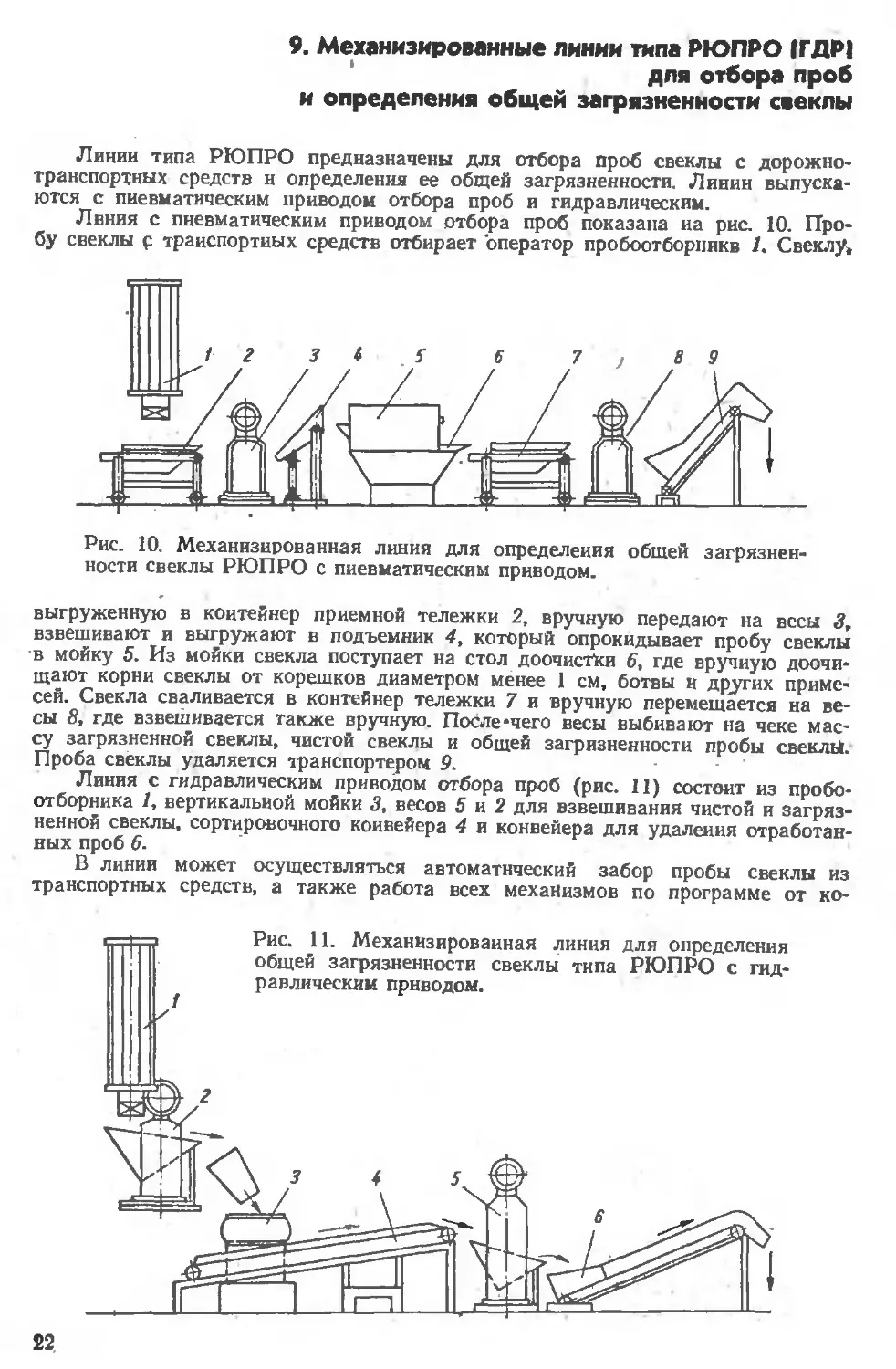
Лвния с пневматическим приводом отбора проб показана иа рис. 10. Про-
бу свеклы р траиспортиых средств отбирает оператор пробоотборника 1. Свеклу,
Рис. 10. Механизированная линия для определения общей загрязнен-
ности свеклы РЮПРО с пневматическим приводом.
выгруженную в контейнер приемной тележки 2, вручную передают на весы 3,
взвешивают и выгружают в подъемник 4, который опрокидывает пробу свеклы
в мойку 5. Из мойки свекла поступает на стол доочистки 6, где вручную доочи-
щают корни свеклы от корешков диаметром менее 1 см, ботвы и других приме-
сей. Свекла сваливается в контейнер тележки 7 и вручную перемешается на ве-
сы 8, где взвешивается также вручную. После-чего весы выбивают на чеке мас-
су загрязненной свеклы, чистой свеклы и общей загризненности пробы свеклы.
Проба свеклы удаляется транспортером 9.
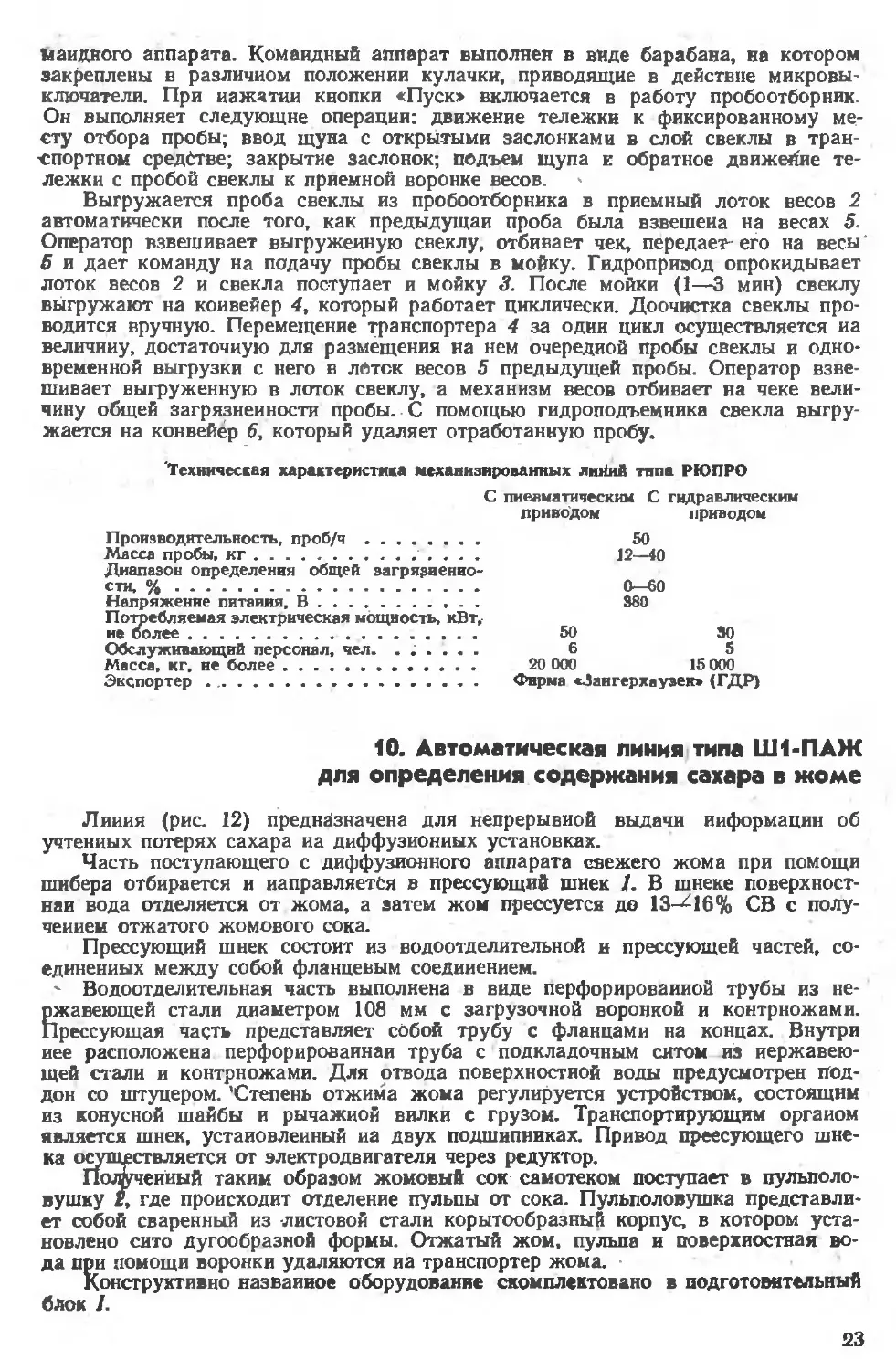
Линия с гидравлическим приводом отбора проб (рис. 11) состоит из пробо-
отборника 1, вертикальной мойки 3, весов 5 и 2 для взвешивания чистой и загряз-
ненной свеклы, сортировочного конвейера 4 и конвейера для удаления отработан-
ных проб 6.
В линии может осуществляться автоматический забор пробы свеклы из
транспортных средств, а также работа всех механизмов по программе от ко-
Рис. И. Механизированная линия для определения
общей загрязненности свеклы типа РЮПРО с гид-
равлическим приводом.
22
май иного аппарата. Командные аппарат выполнен в виде барабана, на котором
закреплены в различном положении кулачки, приводящие в действие микровы-
ключатели. При нажатии кнопки <Пуск» включается в работу пробоотборник.
Он выполняет следующие операции: движение тележки к фиксированному ме-
сту отбора пробы; ввод щупа с открытыми заслонками в слой свеклы в тран-
спортном средстве; закрытие заслонок; подъем щупа и обратное движение те-
лежки с пробой свеклы к приемной воронке весов.
Выгружается проба свеклы из пробоотборника в приемный лоток весов 2
автоматически после того, как предыдущаи проба была взвешена на весах 5.
Оператор взвешивает выгруженную свеклу, отбивает чек, передает-его на весы'
6 и дает команду на подачу пробы свеклы в мойку. Гидропривод опрокидывает
лоток весов 2 и свекла поступает и мойку 3. После мойки (1—3 мин) свеклу
выгружают на конвейер 4, который работает циклически. Доочистка свеклы про-
водится вручную. Перемещение транспортера 4 за один цикл осуществляется иа
величину, достаточную для размещения на нем очередной пробы свеклы и одно-
временной выгрузки с него в лйтск весов 5 предыдущей пробы. Оператор взве-
шивает выгруженную в лоток свеклу, а механизм весов отбивает на чеке вели-
чину общей загрязненности пробы. С помощью гидроподъемника свекла выгру-
жается на конвейер 6, который удаляет отработанную пробу.
Техническая характеристика механизированных лнйиб типа РЮПРО
С пневматическим С гидравлическим
приводом приводом
Производительность, проб/ч.............
Масса пробы, кг................... . . .
Диапазон определения общей загрязненно-
сти, %.................................
Напряжение питания, В................
Потребляемая электрическая мощность, кВт,
ие более ..............................
Обслуживающий персонал, чел. ......
Масса, кг. не более....................
Экспортер .............................
50
12—40
0—60
380
50 30
6 5
20 000 15 000
Фирма «Зангерхаузен» (ГДР)
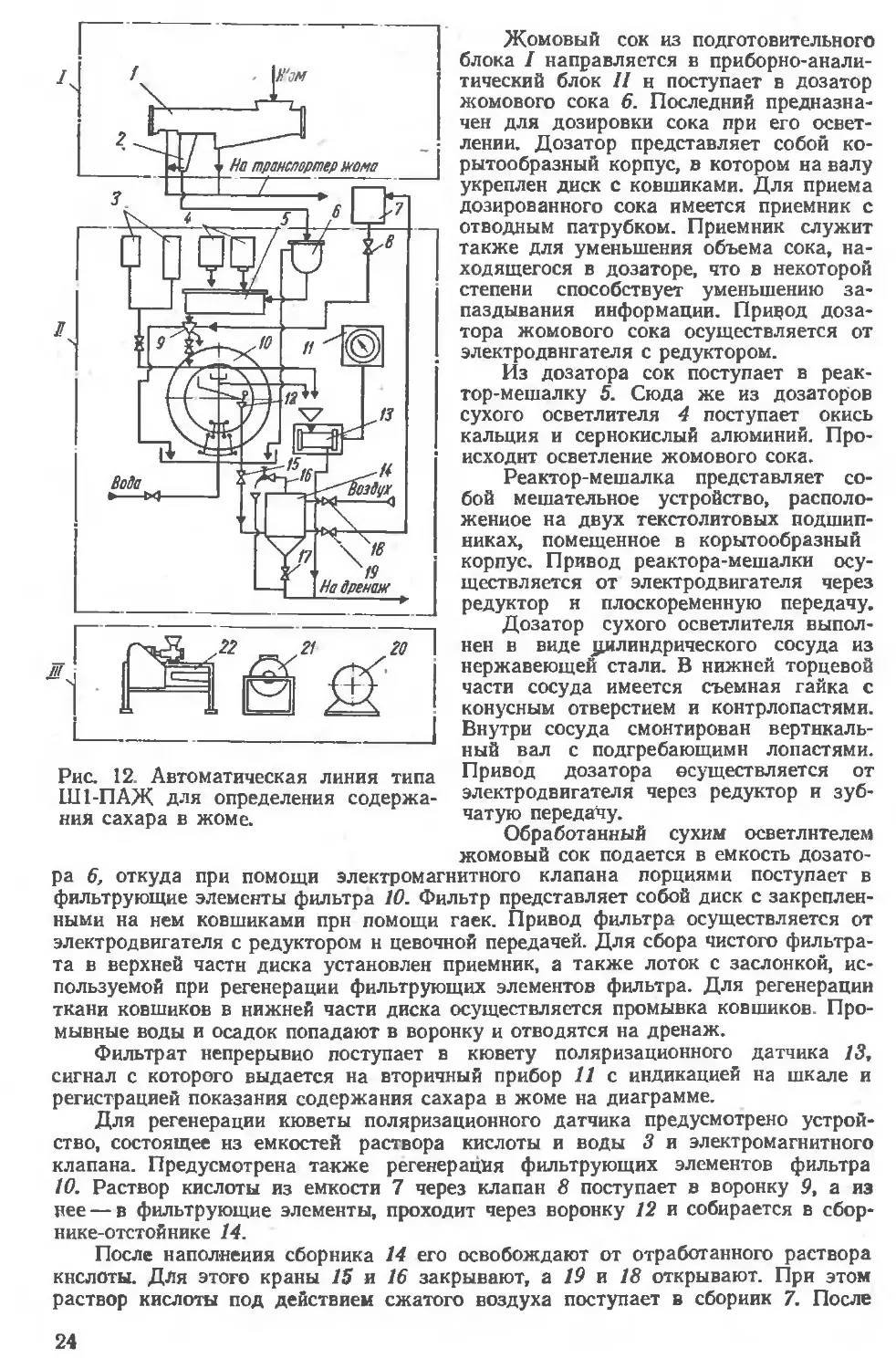
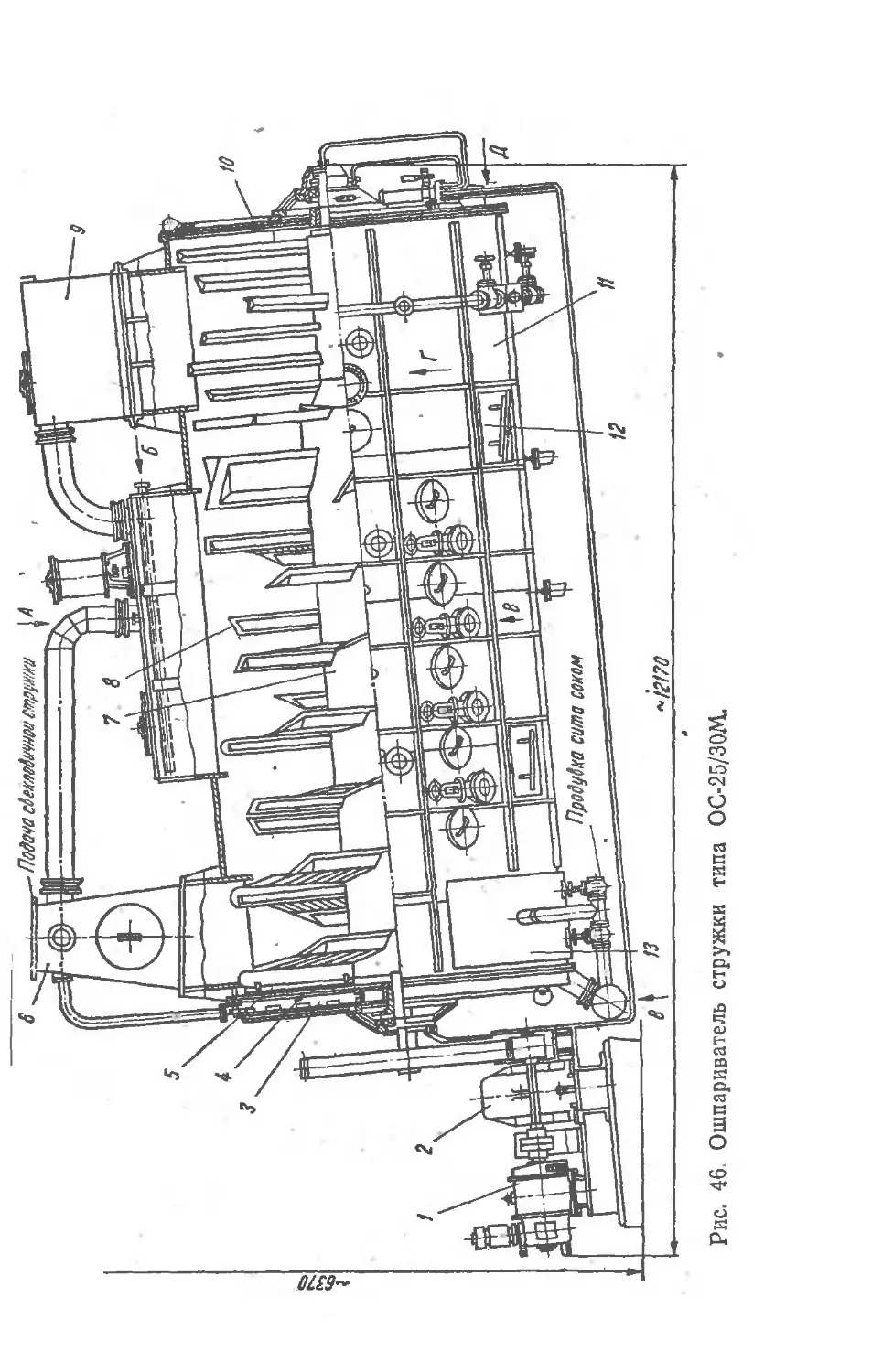
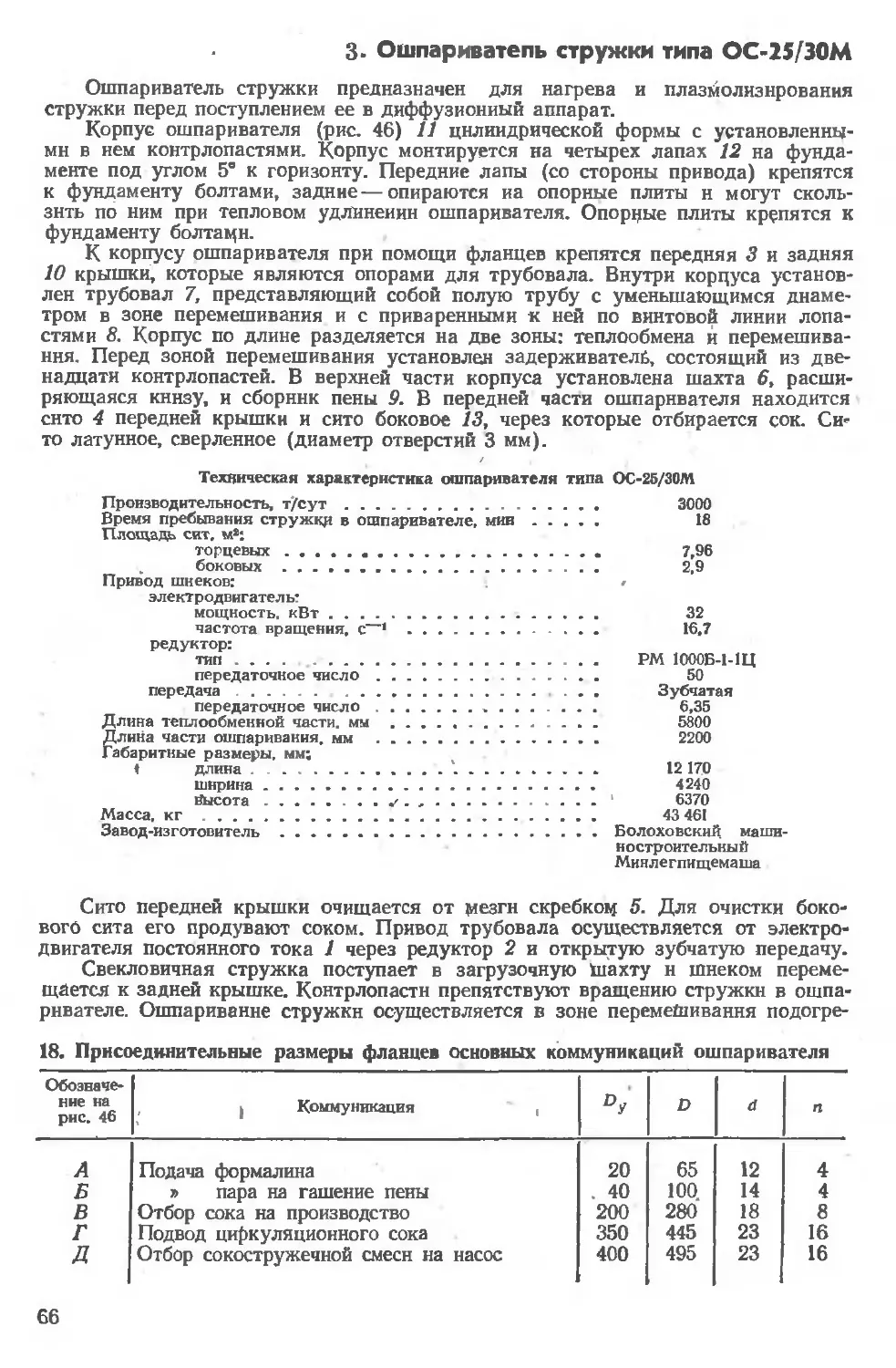
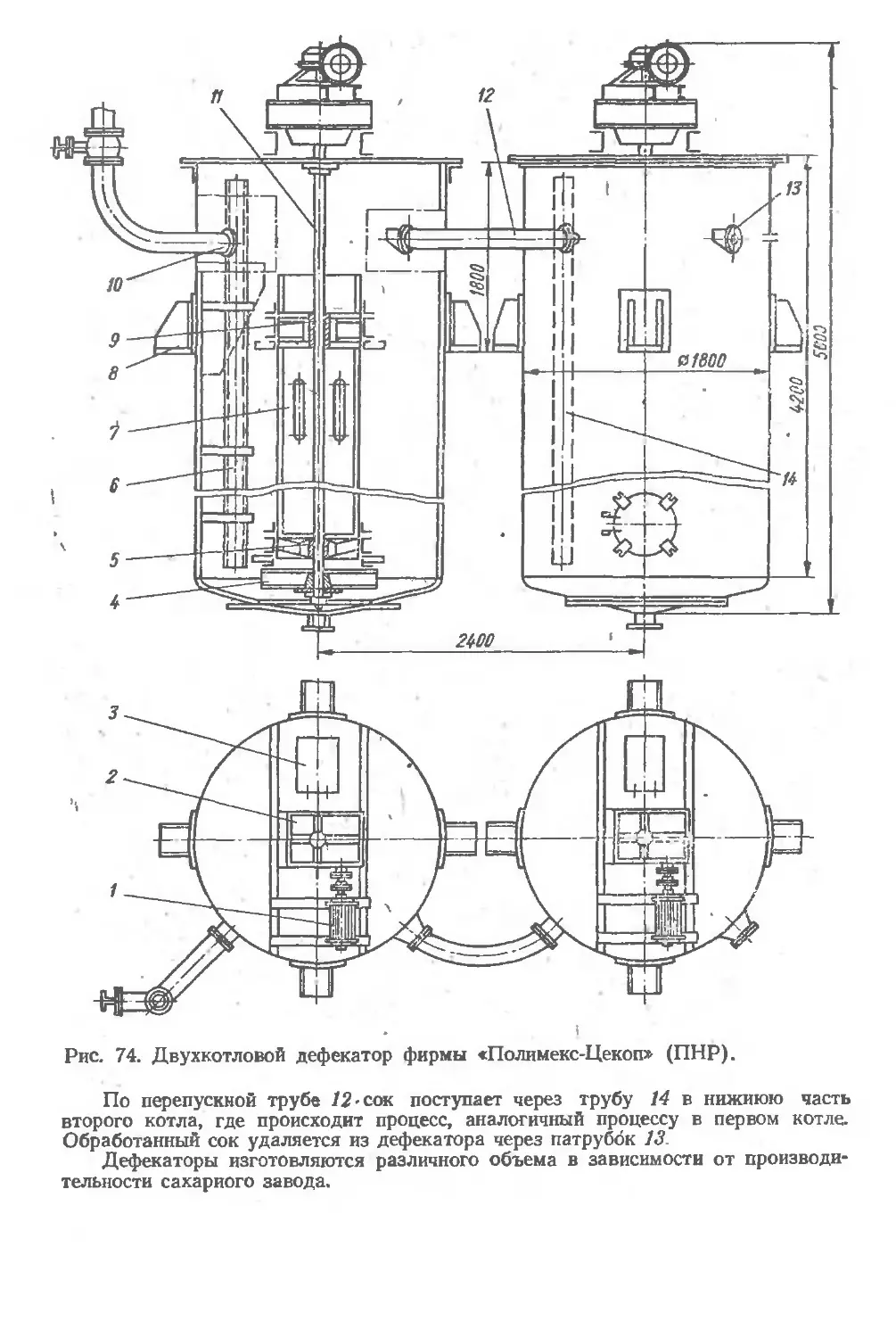
10. Автоматическая линия типа Ш1-ПАЖ
для определения содержания сахара в жоме
Линия (рис. 12) предназначена для непрерывной выдачи информации об
учтенных потерях сахара иа диффузионных установках.
Часть поступающего с диффузионного аппарата свежего жома при помощи
шибера отбирается и направляется в прессующий шнек У. В шнеке поверхност-
ная вода отделяется от жома, а затем жом прессуется до 13-^16% СВ с полу-
чением отжатого жомового сока.
Прессующий шнек состоит из водоотделительной н прессующей частей, со-
единенных между собой фланцевым соединением.
' Водоотделительная часть выполнена в виде перфорированной трубы из не-
ржавеющей стали диаметром 108 мм с загрузочной воронкой и контрножами.
Прессующая часть представляет собой трубу с фланцами на концах. Внутри
нее расположена перфорированная труба с подкладочным ситом из нержавею-
щей стали и контрножами. Для отвода поверхностной воды предусмотрен под-
дон со штуцером. ’Степень отжима жома регулируется устройством, состоящим
из конусной шайбы и рычажной вилки с грузом. Транспортирующим органом
является шнек, установленный иа двух подшипниках. Привод прессующего шне-
ка осуществляется от электродвигателя через редуктор.
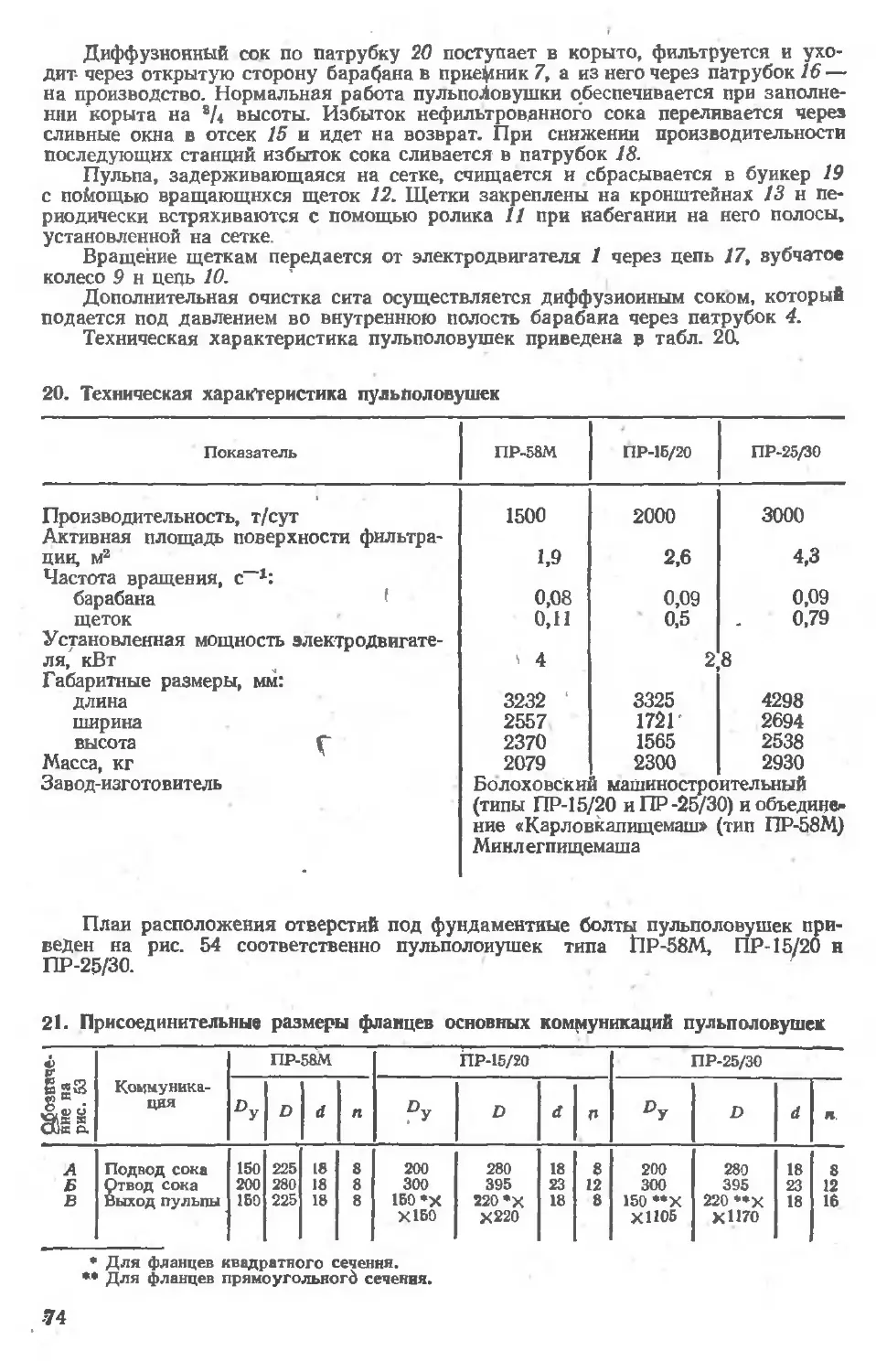
Полеченный таким образом жомовый сок самотеком поступает в пульполо-
вушку В, где происходит отделение пульпы от сока. Пульполовушка представля-
ет собой сваренный из листовой стали корытообразный корпус, в котором уста-
новлено сито дугообразной формы. Отжатый жом, пульпа и поверхностная во-
да при помощи воронки удаляются иа транспортер жома.
Конструктивно названное оборудование скомплектовано в подготовительный
блок 1.
S3
Жомовый сок из подготовительного
блока / направляется в приборно-анали-
тический блок // н поступает в дозатор
жомового сока 6. Последний предназна-
чен для дозировки сока при его освет-
лении. Дозатор представляет собой ко-
рытообразный корпус, в котором на валу
укреплен диск с ковшиками. Для приема
дозированного сока имеется приемник с
отводным патрубком. Приемник служит
также для уменьшения объема сока, на-
ходящегося в дозаторе, что в некоторой
степени способствует уменьшению за-
паздывания информации. Природ доза-
тора жомового сока осуществляется от
электродвигателя с редуктором.
Из дозатора сок поступает в реак-
тор-мешалку 5. Сюда же из дозаторов
сухого осветлителя 4 поступает окись
кальция и сернокислый алюминий. Про-
исходит осветление жомового сока.
Реактор-мешалка представляет со-
бой мешательное устройство, располо-
женное на двух текстолитовых подшип-
никах, помещенное в корытообразный
корпус. Привод реактора-мешалки осу-
ществляется от электродвигателя через
редуктор н плоскоременную передачу.
Дозатор сухого осветлителя выпол-
нен в виде цилиндрического сосуда из
нержавеющей стали. В нижней торцевой
части сосуда имеется съемная гайка с
конусным отверстием и контрлопастями.
Внутри сосуда смонтирован вертикаль-
ный вал с подгребающими лопастями.
Привод дозатора осуществляется от
электродвигателя через редуктор и зуб-
чатую передачу.
Обработанный сухим осветлителем
жомовый сок подается в емкость дозато-
Рис. 12. Автоматическая линия типа
Ш1-ПАЖ для определения содержа-
ния сахара в жоме.
ра 6, откуда при помощи электромагнитного клапана порциями поступает в
фильтрующие элементы фильтра 10. Фильтр представляет собой диск с закреплен-
ными на нем ковшиками прн помощи гаек. Привод фильтра осуществляется от
электродвигателя с редуктором н цевочной передачей. Для сбора чистого фильтра-
та в верхней части диска установлен приемник, а также лоток с заслонкой, ис-
пользуемой при регенерации фильтрующих элементов фильтра. Для регенерации
ткани ковшиков в нижней части диска осуществляется промывка ковшиков. Про-
мывные воды и осадок попадают в воронку и отводятся на дренаж.
Фильтрат непрерывно поступает в кювету поляризационного датчика 13,
сигнал с которого выдается на вторичный прибор 11 с индикацией на шкале и
регистрацией показания содержания сахара в жоме на диаграмме.
Для регенерации кюветы поляризационного датчика предусмотрено устрой-
ство, состоящее нз емкостей раствора кислоты и воды 3 и электромагнитного
клапана. Предусмотрена также регенерация фильтрующих элементов фильтра
10. Раствор кислоты из емкости 7 через клапан 8 поступает в воронку 9, а из
нее — в фильтрующие элементы, проходит через воронку 12 и собирается в сбор-
нике-отстойнике 14.
После наполнения сборника 14 его освобождают от отработанного раствора
кислоты. Для этого краны 15 и 16 закрывают, а 19 я 18 открывают. При этом
раствор кислоты под действием сжатого воздуха поступает в сборник 7. После
24
открытия крана 17 осадок с остатком раствора кислоты направляется на .дренаж.
В комплект линии входит блок подготовки сухого осветлителя III, состоя-
щий из механизма измельчения и просеивания 22, шаровой мельницы 21 и су-
шильных шкафов 20 типа 2В-151.
Механизм измельчения и просеивания 22 предназначен для измельчения и
просеивания сернокислого алюминия. Он представляет собой сварную раму из
уголков, в верхней части которой установлены редуктор и измельчитель. Измель-
читель выполнен по типу мясорубки и снабжен бункером. Привод осуществляется
от электродвигателя при помощи клиноременной передачи.
Измельченный осветлитель через воронку поступает в снто для просеивания.
Частицы осветлителя, прошедшие через сито, по наклонному днищу поступают
к выгрузочному отверстию и по лотку подаются в полиэтиленовый мешок, при-
крепленный к лотку. Аналогичным образом выгружаютси частицы осветлителя,
не прошедшие через сито. Сито подвешено на прорезиненных лентах и при по-
мощи кривошипно-шатунного механизма совершает возвратно-поступательное
движение. Привод кривошииио-шатунного механизма осуществляется от электро-
двигателя через редуктор и клиноременную передачу.
Шаровая мельница 21 предназначена для измельчения извести. Мельница
представляет собой установленный на раме барабан с размалывающими шара-
ми. Барабан имеет загрузочный люк, закрываемый при работе быстросъемной
крышкой. Привод барабана осуществляется от электродвигателя через клино-
ременную передачу и редуктор.
Техническая характеристика линии типа Ш1-ПАЖ
Техническая производительность, проб/ч, не менее .... 160
Предел основной допускаемой погрешности, % сахара
в жоме........................................................ 0,2
Запаздывание информации, с....................................... 360
Предел измерения, % ............................... 0—2,5
Напряжение питания при частоте тока 50 Гц, В .......... 220
Потребляемая электрическая мощность, кВт......................... 3,8
Габаритные размеры блока, мм:
подготовительного:
длина ........................................... 1870
ширина . ............................................ 740
высота................................................ 890
прнборно-а на литическо roj
длина ....................................... 800
ширина . ............................................ 600
высота 2200
Масса линии, кг................................................. 1348
Завод-изготовнтель.................................... Научно-производ-
ственное объедине-
ние «Сахар»'
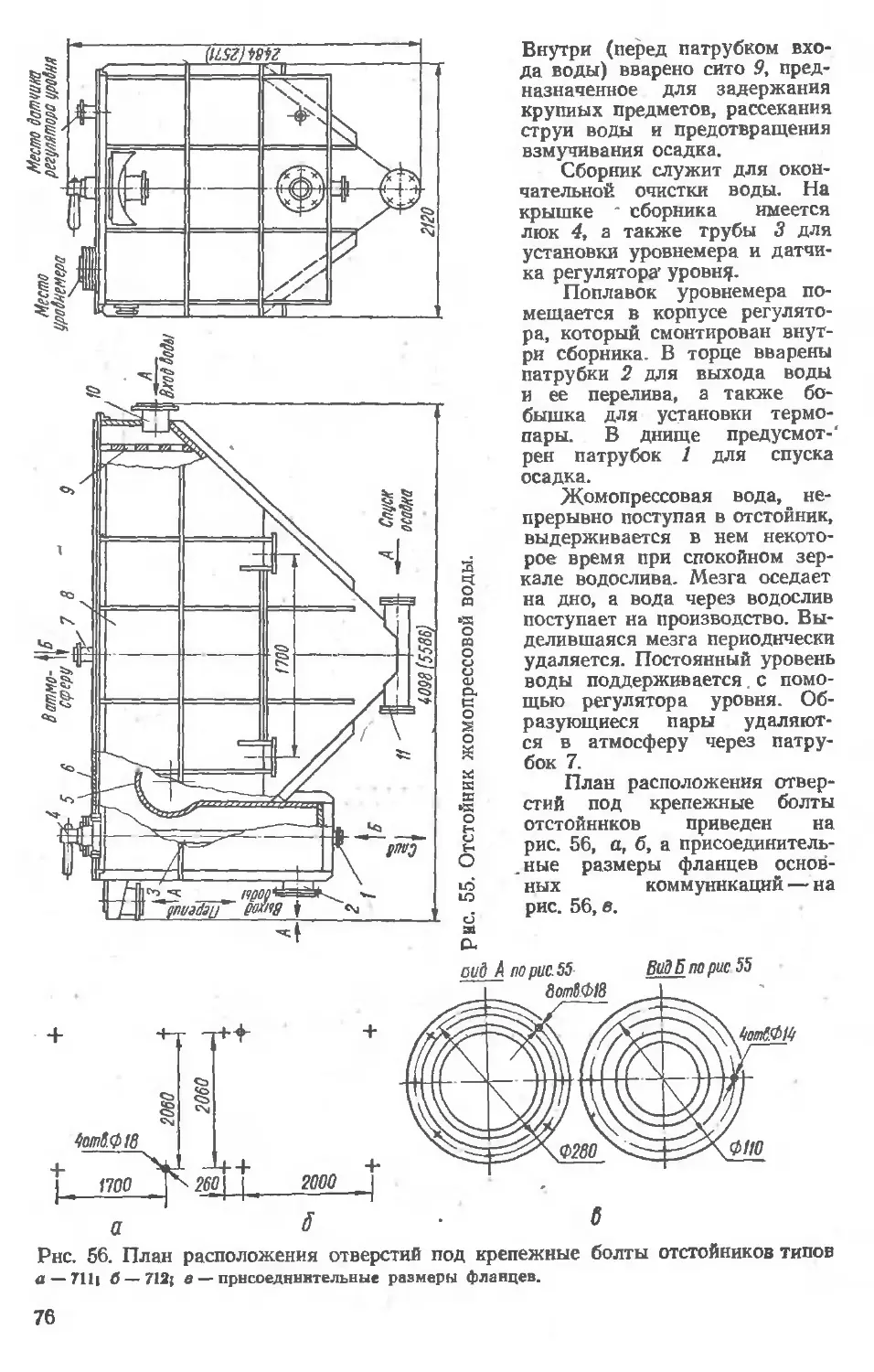
Линия устанавливается на втором этаже главного корпуса сахарного заво-
да вблизи транспортера свежего жома Подготовительный блок и шибер уста-
навливаются непосредственно под грабельным транспортером или шнеком, по ко-
торым жом, выгруженный из диффузионного аппарата, направляется на жомо-
вые пресса. При этом шибер монтируется на днище грабельного транспортера
или шнека. Взаимное расположение шибера и блока должно быть таким, чтобы
наклон лотка от шибера к бункеру прессующего шнека был не менее 60°.
Шкаф приборно-ан а литического блока устанавливается возле подготовитель-
ного блока с таким расчетом, чтобы обеспечить минимальное время движения
жомового сока, а следовательно, и минимальное запаздывание информации.
Глава 2
ОБОРУДОВАНИЕ ТРАКТА ПОДАЧИ СВЕКЛЫ
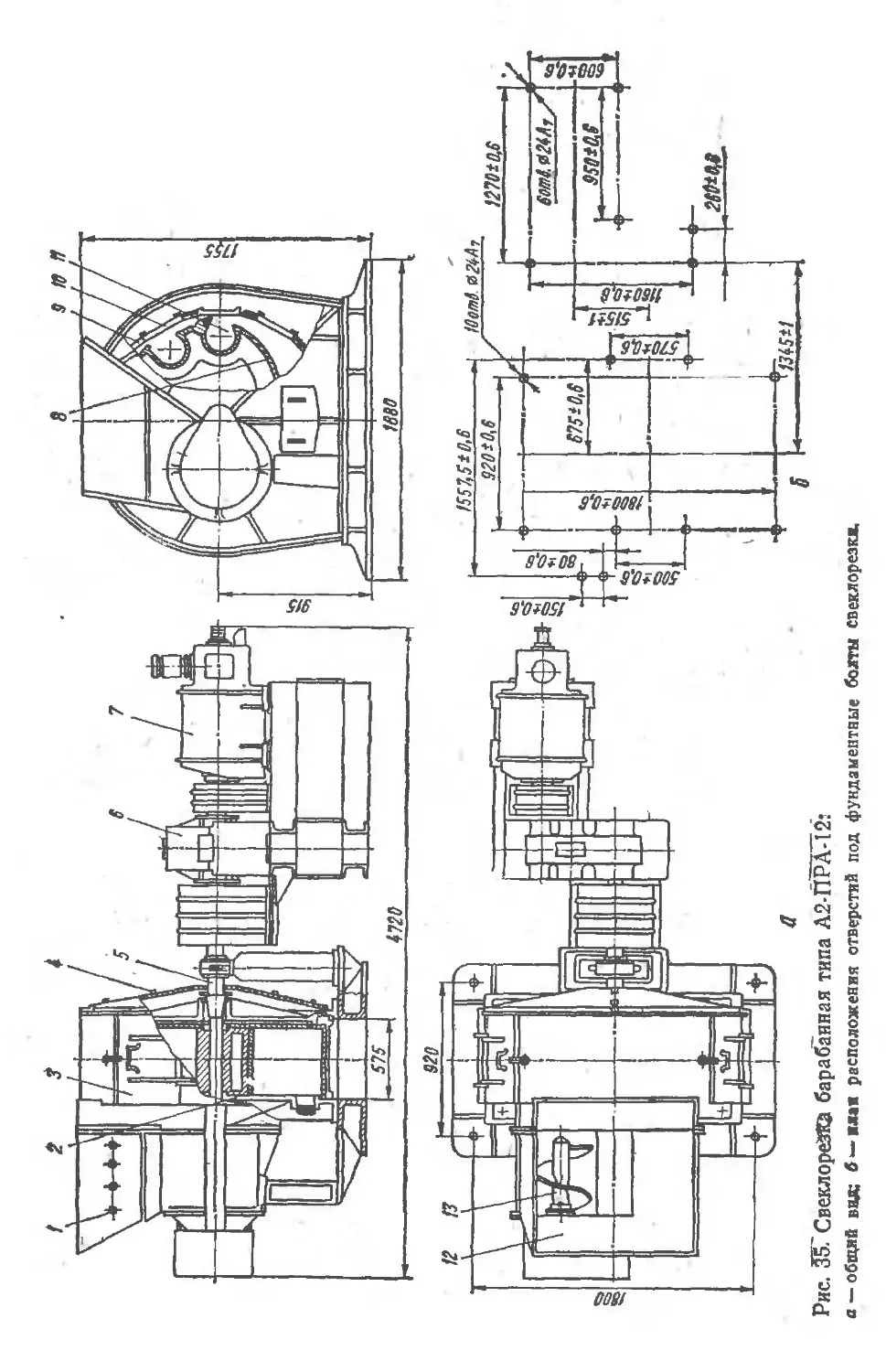
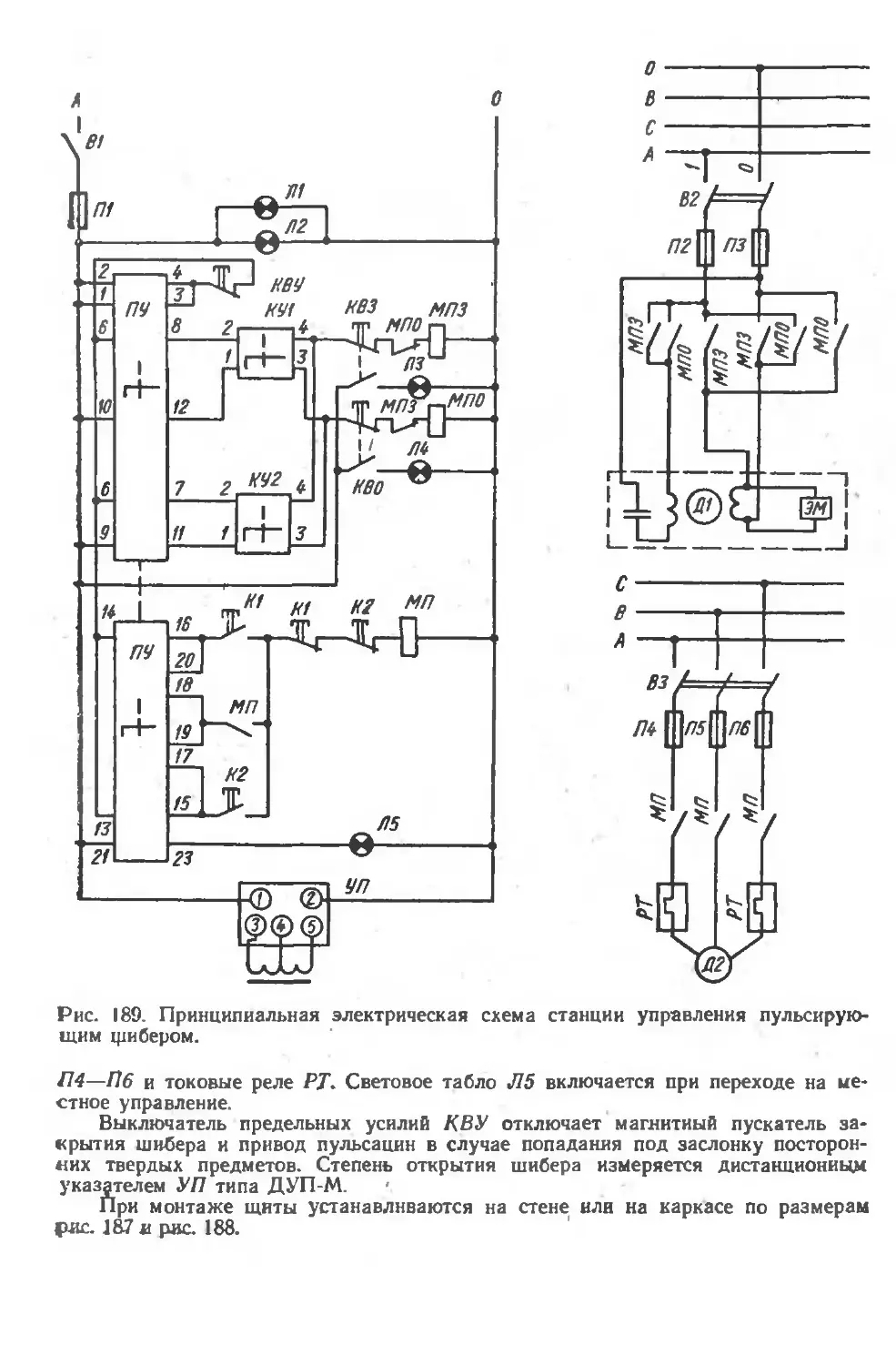
1. Шиберы пульсирующие типов РШ-1М, РШ-6М
Шнберы типов РШ-1М, РШ-6М предназначены для регулирования свеклы,
подаваемой в завод по гидравлическому тракту в режиме автоматического и
дистанционного управления.
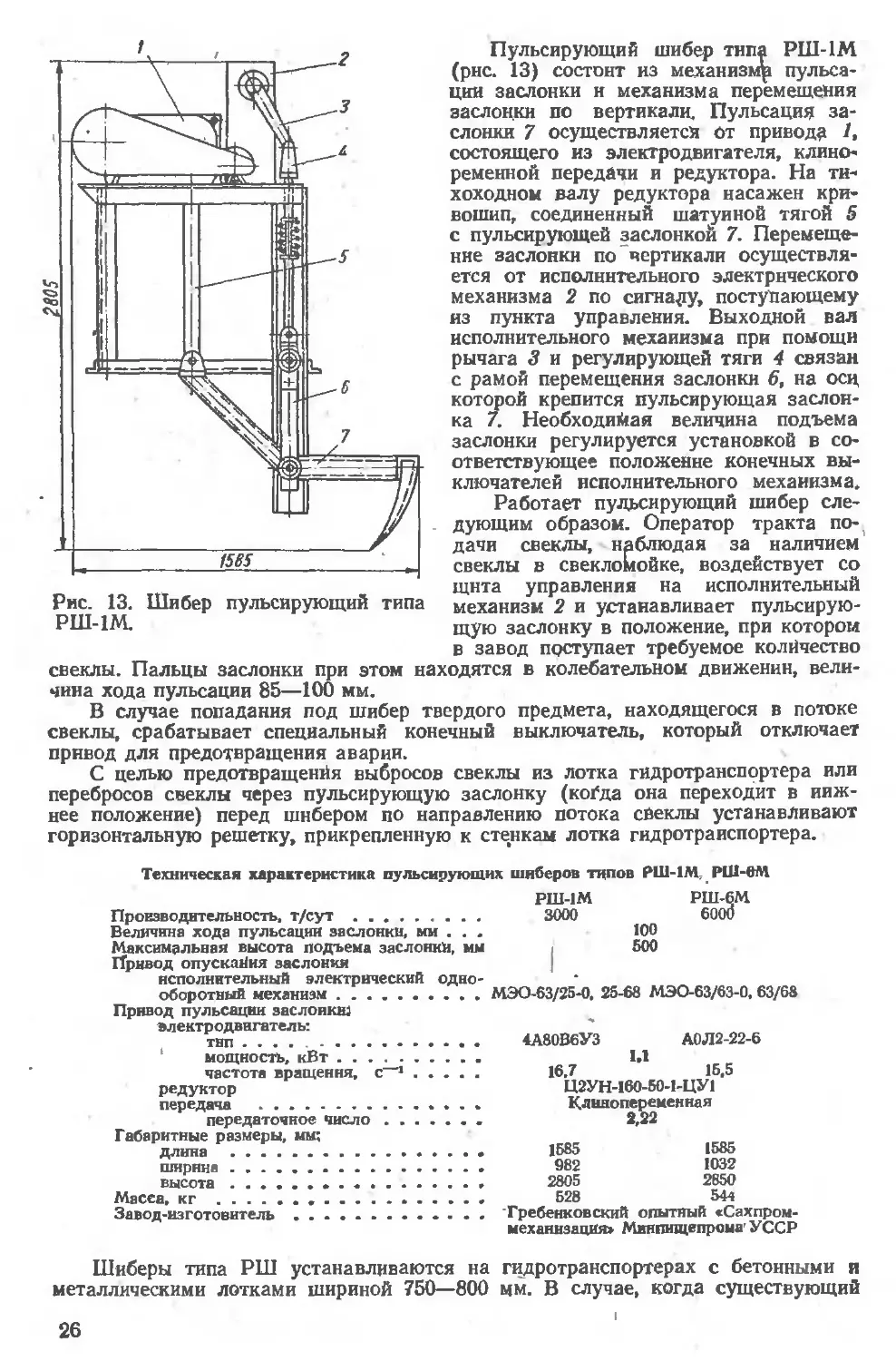
15В5
Рис. 13. Шибер пульсирующий типа
РШ-1М.
Пульсирующий шибер типа РШ-1М
(рис. 13) состоит из механизму пульса-
ции заслонки и механизма перемещения
заслонки по вертикали, Пульсация за-
слонки 7 осуществляется от приводи Л
состоящего из электродвигателя, клино-
ременной передачи и редуктора. На ти-
хоходном валу редуктора насажен кри-
вошип, соединенный шатунной тягой 5
с пульсирующей заслонкой 7. Перемеще-
ние заслонки по вертикали осуществля-
ется от исполнительного электрического
механизма 2 по сигналу, поступающему
из пункта управления. Выходной вал
исполнительного механизма при помощи
рычага 3 и регулирующей тяги 4 связан
с рамой перемещения заслонки 6, на осц
которой крепится пульсирующая заслон-
ка 7. Необходимая величина подъема
заслонки регулируется установкой в со-
ответствующее положение конечных вы-
ключателей исполнительного механизма.
Работает пульсирующий шибер сле-
дующим образом. Оператор тракта по-,
дачи свеклы, наблюдая за наличием
свеклы в свекломойке, воздействует со
щнта управления на исполнительный
механизм 2 и устанавливает пульсирую-
щую заслонку в положение, при котором
в завод поступает требуемое количество
свеклы. Пальцы заслонки при этом находятся в колебательном движении, вели-
чина хода пульсации 85—100 мм.
В случае попадания под шибер твердого предмета, находящегося в потоке
свеклы, срабатывает специальный конечный выключатель, который отключает
привод для предотвращения аварии.
С целью предотвращения выбросов свеклы из лотка гидротранспортера или
перебросов свеклы через пульсирующую заслонку (коГда она переходит в ниж-
нее положение) перед шибером по направлению потока свеклы устанавливают
горизонтальную решетку, прикрепленную к стенкам лотка гидротраиспортера.
Техническая характеристика пульсирующих шиберов типов РШ-1М, РШ-вМ
Производительность, т/сут............
Величина хода пульсации заслонки, ми . . .
Максимальная высота подъема заслонки, мм
Привод опускания заслонки
исполнительный электрический одно-
оборотный механизм ..................
Привод пульсации заслонки)
электродвигатель:
тнп.................................
мощность, кВт..............
частота вращения, с 1 , . . . .
редуктор
передача .......................
передаточное число.........
Габаритные размеры, мм;
длина ..............................
ширина..........................
высота..........................
Масса, кг ..................
Завод-изготовитель
РШ-1М РШ-6М
3000 6000
100
I 500
МЭО-63/25-0. 25-68 МЭО-63/63-0, 63/68
4А80В6УЗ А0Л2-22-6
1.1
16,7 15,5
Ц2УН-160-50-1-ЦУ1
Клинопеременная
2,22
1585 1585
982 1032
2805 2850
528 544
Требенковский опытный «Сахпром-
механизация> Минпищепроыа'УССР
Шиберы типа РШ устанавливаются на
металлическими лотками шириной 750—800
гидротранспортерах с бетонными и
мм. В случае, когда существующий
26
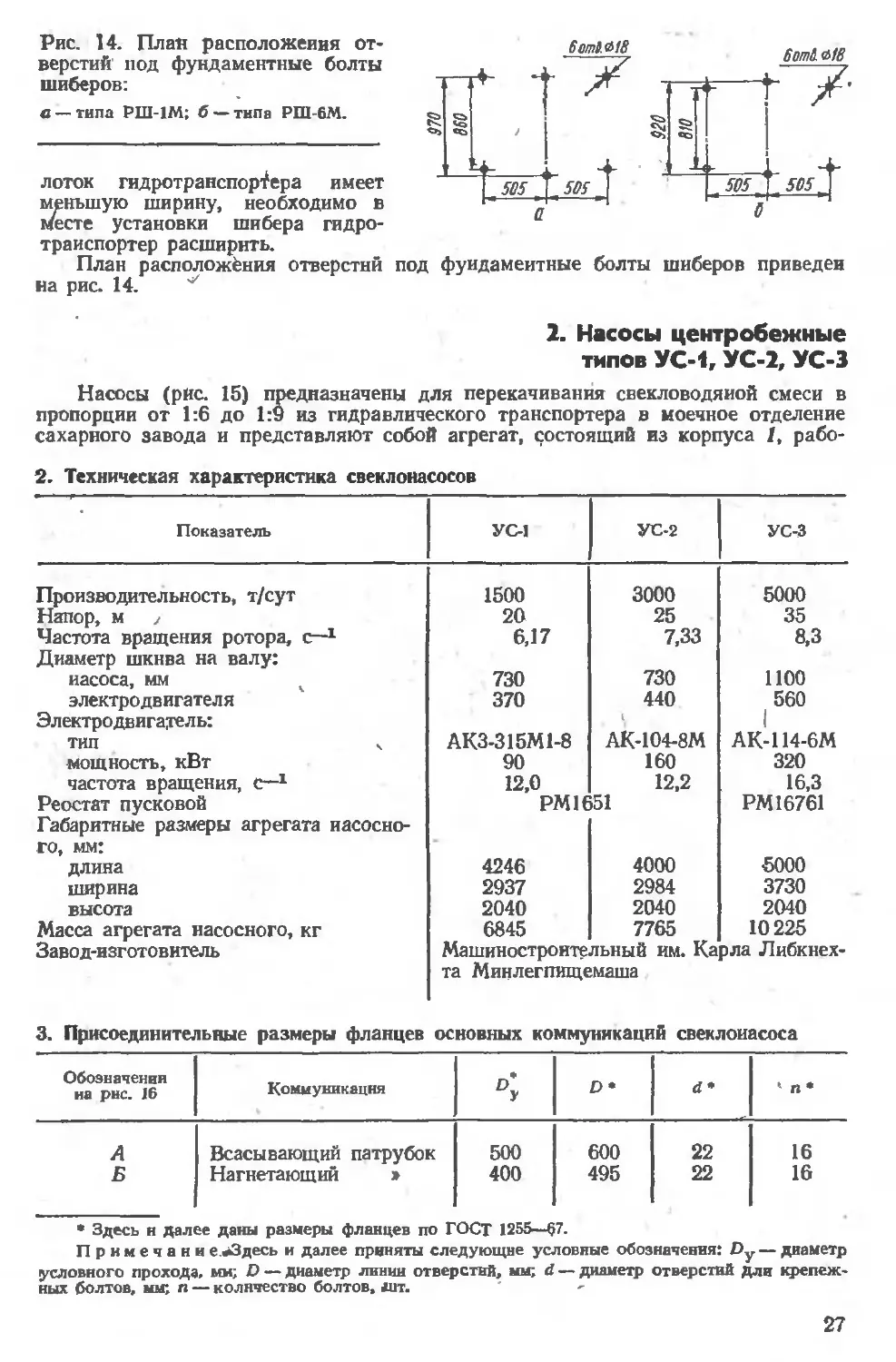
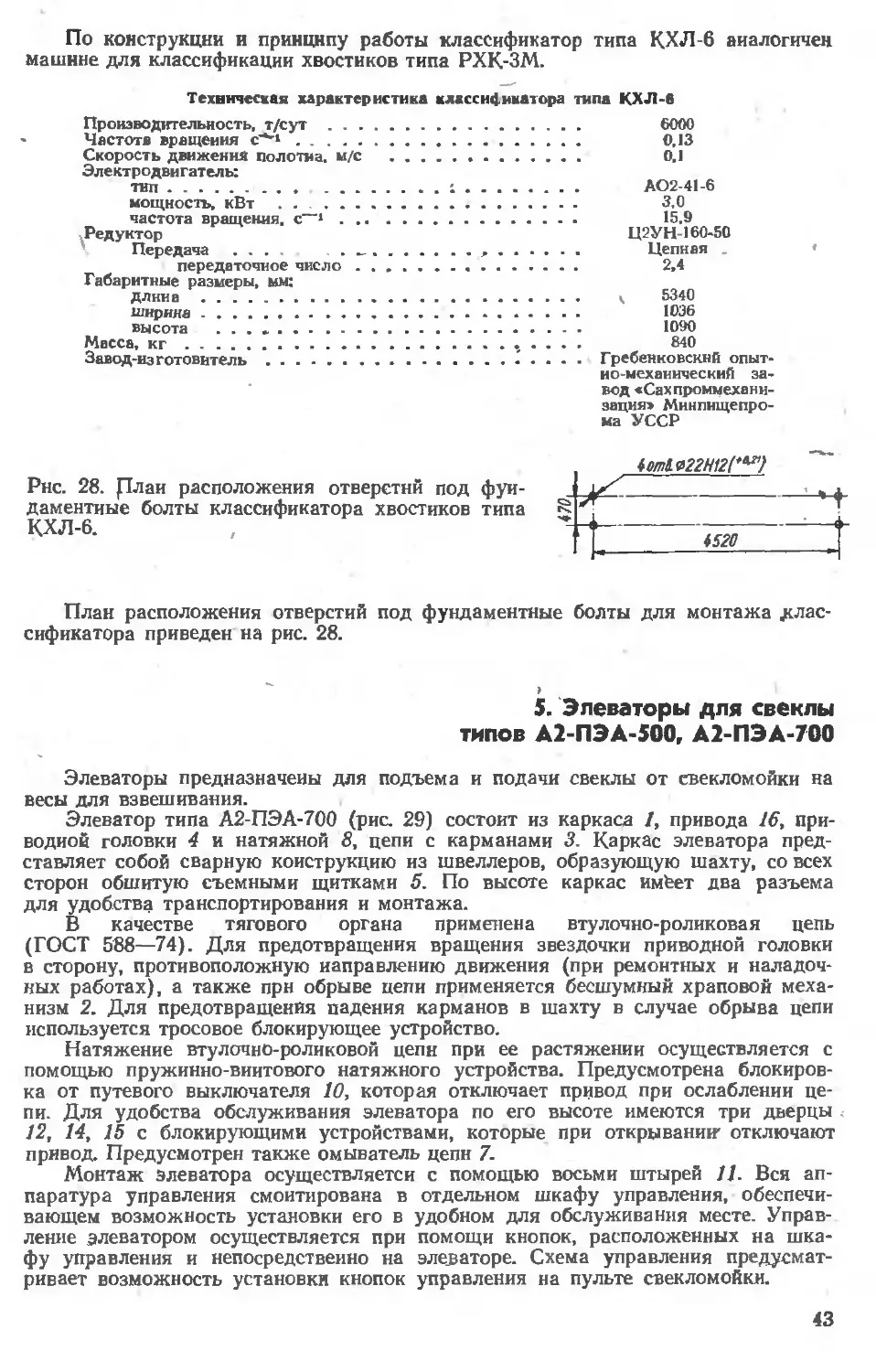
Рис. 14. Плак расположения от-
верстий' под фундаментные болты
шиберов:
а — типа РШ-1М; б — типа РШ-6М.
лоток гидротранспор^ера имеет
меньшую ширину, необходимо в
месте установки шибера гидро-
траиспортер расширить.
План расположёния отверстий
на рис. 14.
под фундаментные болты шиберов приведен
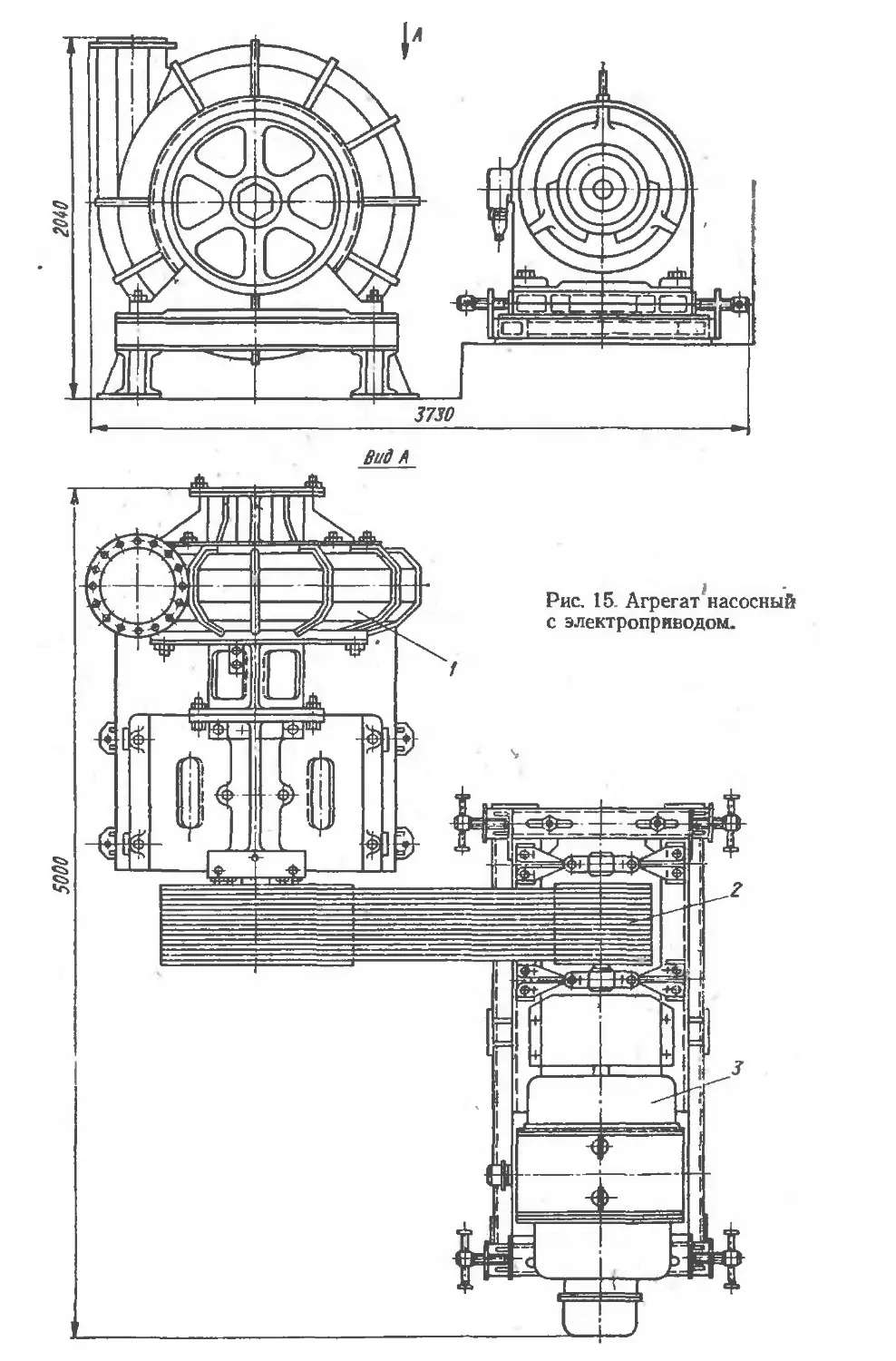
2. Насосы центробежные
типов УС-1, УС-2, УС-3
Насосы (рис. 15) предназначены для перекачивания свекловодяиой смеси в
пропорции от 1:6 до 1:9 из гидравлического транспортера в моечное отделение
сахарного завода и представляют собой агрегат, состоящий из корпуса /, рабо-
2. Техническая характеристика свеклонасосов
Показатель УС-1 УС-2 УС-3
Производительность, т/сут 1500 3000 5000
Напор, м / 20 25 35
Частота вращения ротора, с—1 Диаметр шкнва на валу: 6,17 7,33 8,3
иасоса, мм ч 730 730 1100
электродвигателя Электродвигатель: 370 440 560 1
ТИП ч AK3-315M1-8 АК-Ю4-8М АК-114-6М
мощность, кВт 90 160 320
частота вращения, с—1 12,0 12,2 16,3
Реостат пусковой Габаритные размеры агрегата насосно- го, мм: РМ1€ 51 РМ16761
длина 4246 4000 5000
ширина 2937 2984 3730
высота 2040 2040 2040
Масса агрегата насосного, кг 6845 7765 10225
Завод-изготовитель Машиностроительный им. Карла Либкнех- та Минлегшпцемаша
3. Присоединительные размеры фланцев основных коммуникаций свеклоиасоса
Обозначении иа рнс. 16 Коммуникация °; D* d* 4 п *
А Всасывающий патрубок 500 600 22 16
Б Нагнетающий » 400 495 22 16
* Здесь н далее даны размеры фланцев по ГОСТ 1255—57.
ПрнмечанневЗдесь и далее приняты следующие условные обозначения: Dy — диаметр
условного прохода, ми; D — диаметр линии отверстий, мм; d — диаметр отверстий дли крепеж-
ных болтов, мм; п — количество болтов, шт.
27
3730
мг 1 '' ooos
Вий А
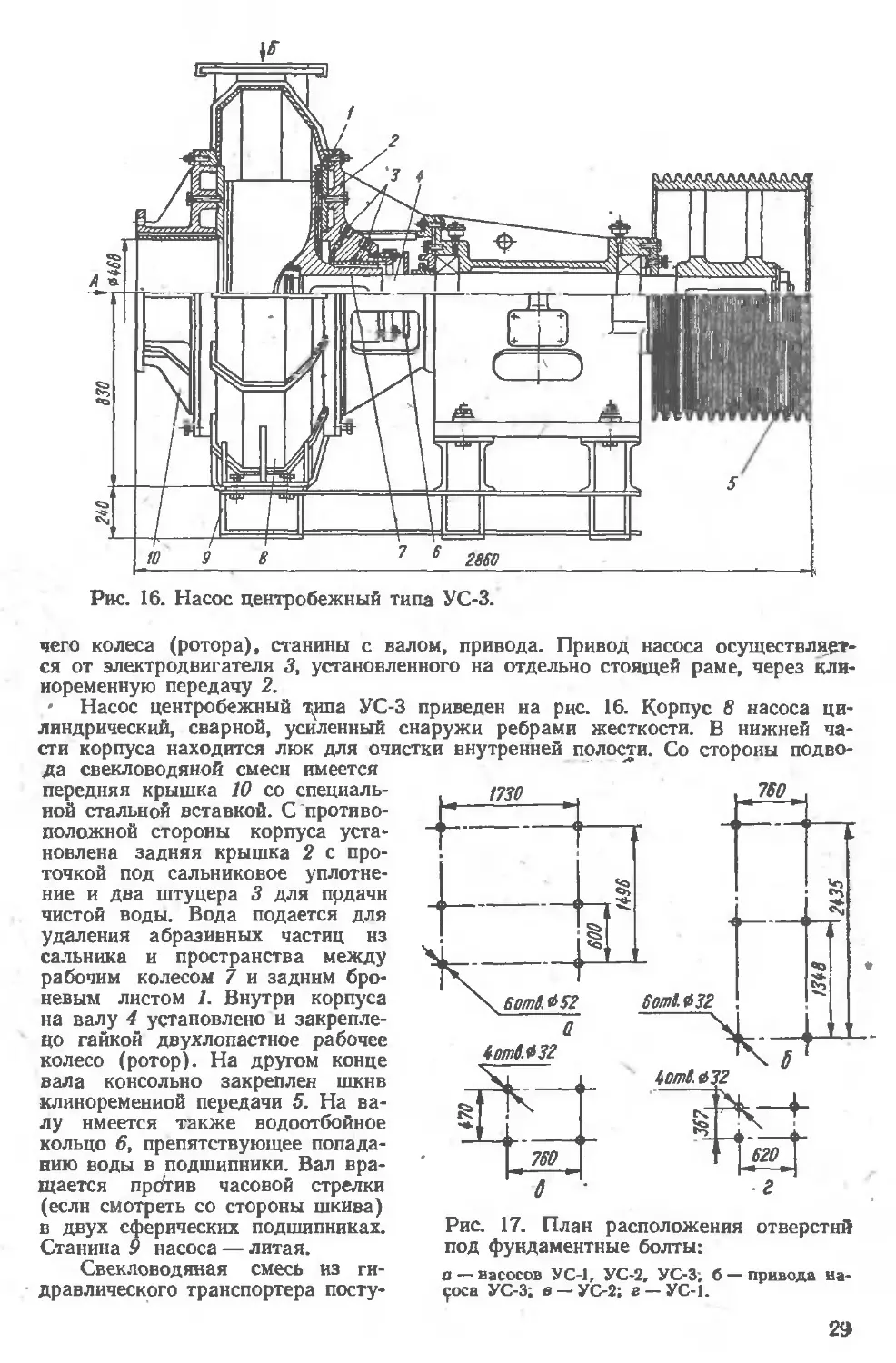
Рис. 16. Насос центробежный типа УС-3.
чего колеса (ротора), станины с валом, привода. Привод насоса осуществляет-
ся от электродвигателя 3, установленного на отдельно стоящей раме, через кли-
иоременную передачу 2.
• Насос центробежный типа УС-3 приведен на рис. 16. Корпус в насоса ци-
линдрический, сварной, усиленный снаружи ребрами жесткости. В нижней ча-
сти корпуса находится люк для очистки внутренней полости. Со стороны подво-
да свекловодяной смеси имеется
передняя крышка 10 со специаль-
ной стальной вставкой. С противо-
положной стороны корпуса уста-
новлена задняя крышка 2 с про-
точкой под сальниковое уплотне-
ние и два штуцера 3 для подачи
чистой воды. Вода подается для
удаления абразивных частиц из
сальника и пространства между
рабочим колесом 7 и задним бро-
невым листом 1. Внутри корпуса
на валу 4 установлено и закрепле-
но гайкой двухлопастное рабочее
колесо (ротор). На другом конце
вала консольно закреплен шкнв
клиноремениой передачи 5. На ва-
лу имеется также водоотбойное
кольцо 6, препятствующее попада-
нию воды в подшипники. Вал вра-
щается против часовой стрелки
(если смотреть со стороны шкива)
в двух сферических подшипниках.
Станина 9 насоса — литая.
Свекловодяная смесь из ги-
дравлического транспортера посту-
Рис. 17. План расположения отверстий
под фундаментные болты:
а — насосов УС-1, УС-2, УС-3; б — привода на-
коса УС-3; в —УС-2; е — УС-1.
2»
лает через всасывающий патрубок и насосом нагнетается наружу через верхний
выходной патрубок.
Конструкция насоса позволяет использовать его на сахарных заводах С раз-
личной производительностью. Это достигается путей изменения частоты враще-
ния рабочего колеса за счет смены шкивов и заменой при необходимости элек-
тродвигателя.
Техническая характеристика насосои приведена в табл. 2.
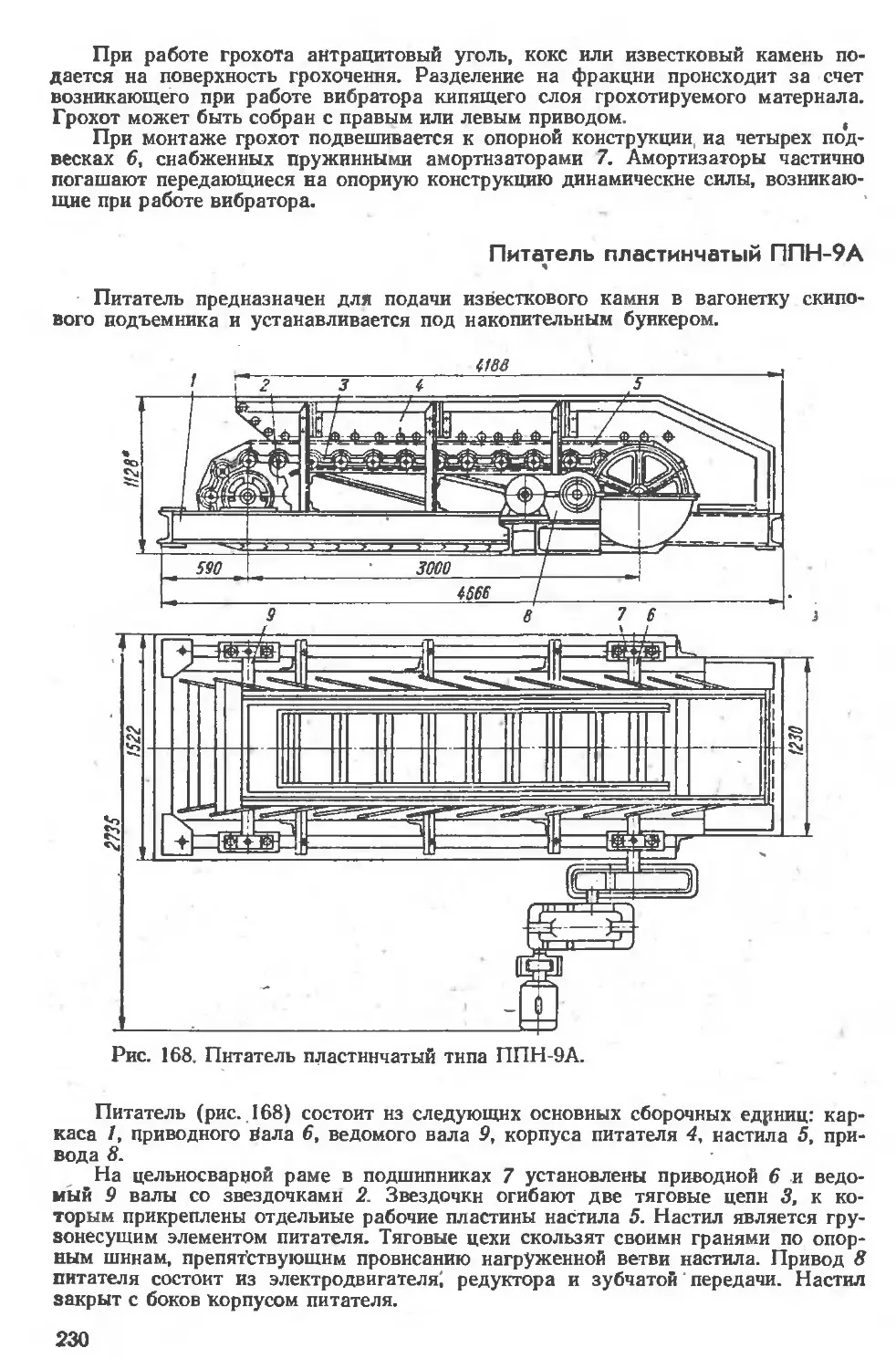
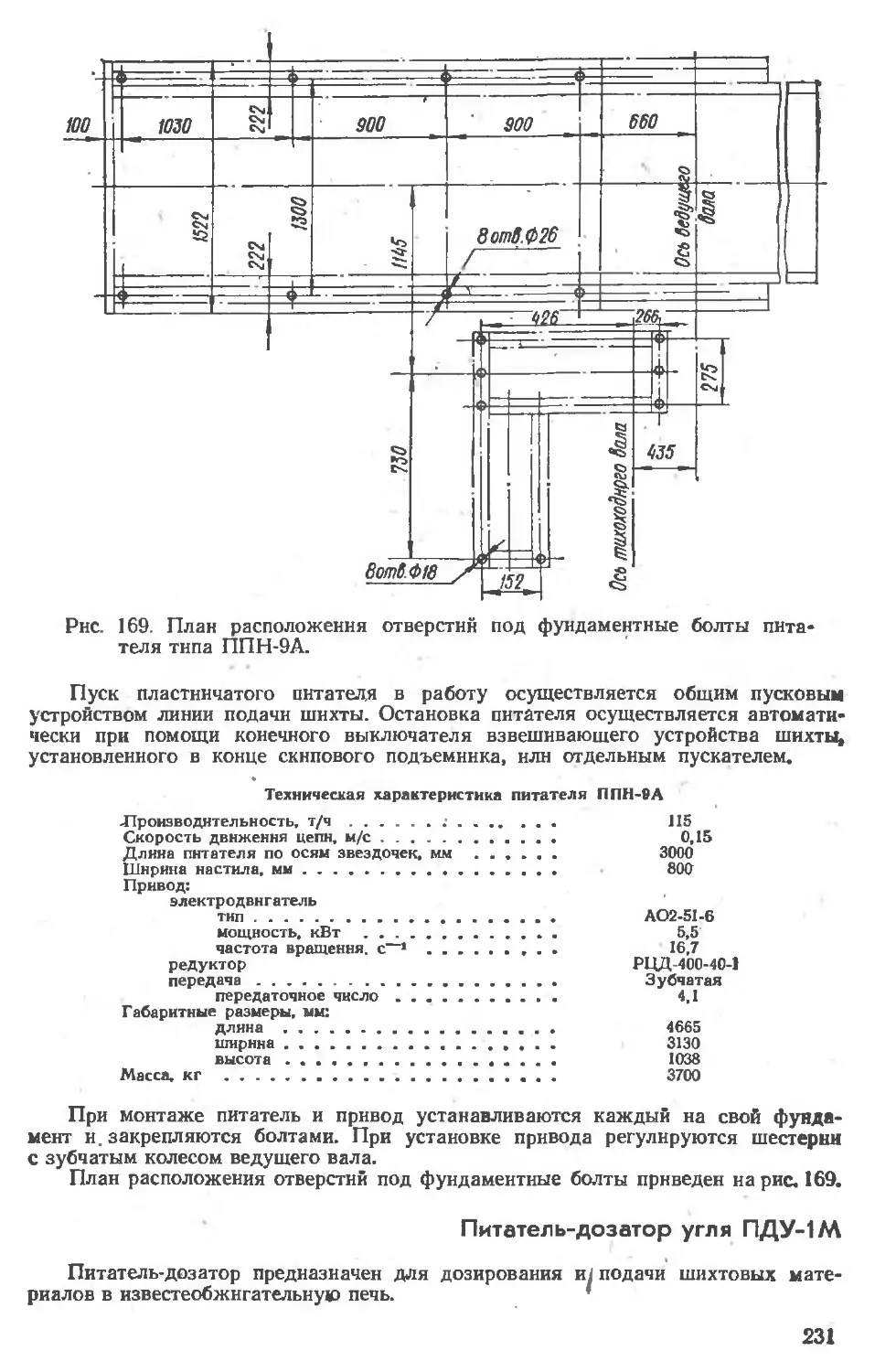
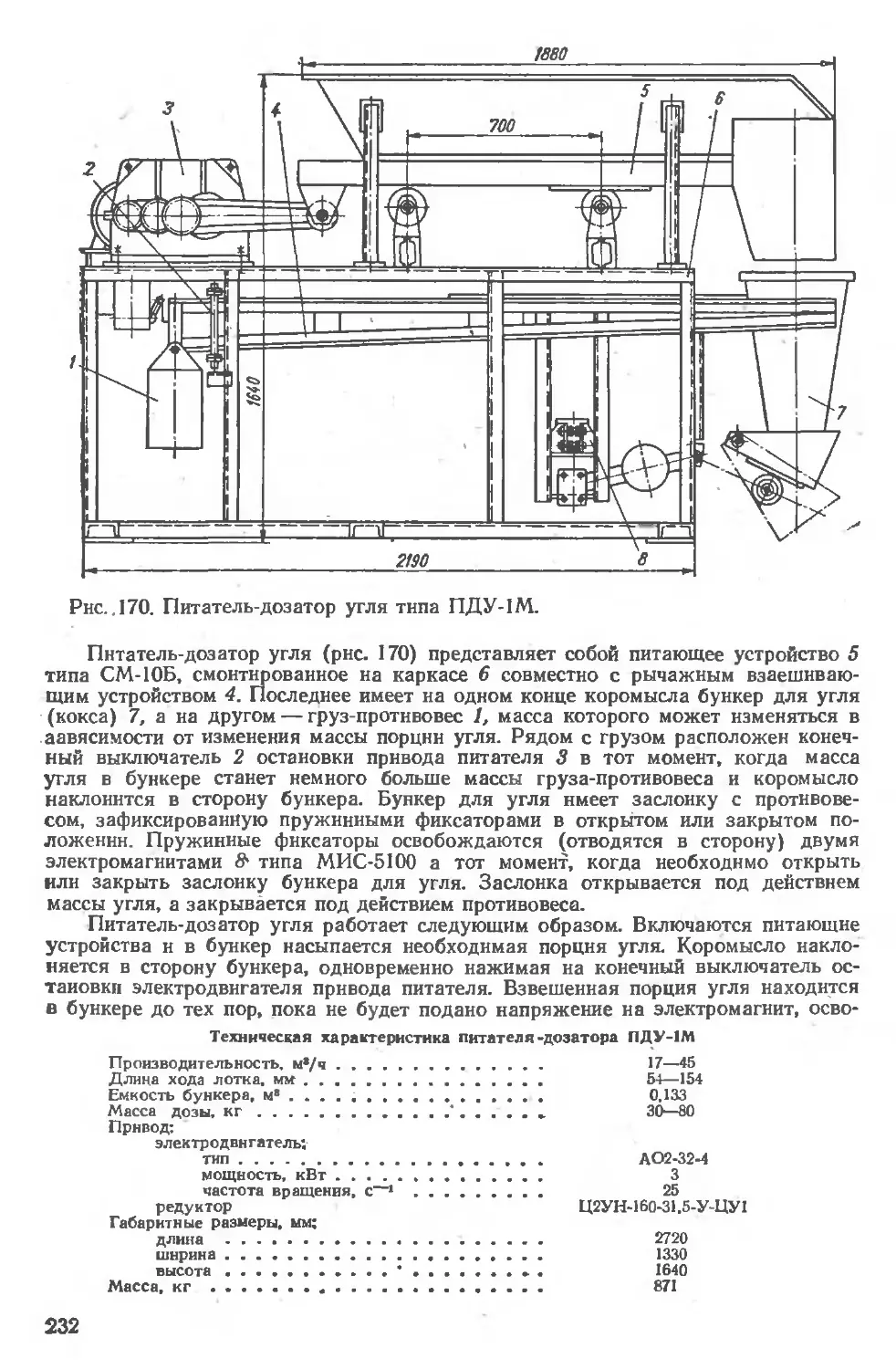
Монтаж свеклоиасоса и привода проводится раздельно. Плац расположения
отверстий под фундаментные- болты для монтажа свеклоиасосов и привода при-
веден иа рис. 17, а присоединительные размеры фланцев основных коммуника-
ций свеклоиасоса — в табл. 3.
3. Ловушки гедротранспортные барабанные
типов ЛТП-62М, РЗ-ПУБ-6, РЗ-ПУБ
Ловушки предназначены для отделении от свеклы, улавливания и непрерыв-
ного удаления примесей тяжелее воды иа гидравлическом транспортере свекло-
сахарного производства.
Ловушка ЛТП-62М (рис. 18) представляет собой корытообразный электро-
сварной корпус 7, открытый сверху, с полукруглым ступенчатым днищем. Со
стороны входа сиекловодяной смеси корпус имеет плоскую вертикальную стей-
ку и участок длиной 660 мм большего диаметра, являющийся сборником песка,
осевшего в ловушке.
Со стороны-выхода свекловодииой смеси из ловушки корпус имеет участок,
который постепенно сужается до размеров поперечного сечения гидравлического
транспортера. Нижняя часть этого участка корпуса по всей длине выполнена
как продолжение гидравлического транспортера.
Для спуска воды из нижней части корпуса ловушки предусмотрен длинной
патрубок 1. В корпусе ловушки вращается перфорированиаи обечайка барабана
'9, укрепленная на горизонтальном валу 3 при помощи восьми спиц 4 из труб,
расположенных в два ряда иа концах обечайки. Вал барабана установлен на ша-
рикоподшипниках 5. Участки барабана под спилами и цепью привода укрепле-
ны бандажами. Ось дырчатого барабана расположена идол^ корпуса ловушки
И совпадает с продольной осью гидравлического транспортера.
Вращающийся барабан и корпус имеют участки большего диаметра. Рас-
ширенный участок барабана выполнен из листовой стали и представляет собой
полое кольцо, имеющее внутреннюю и наружную обечайки. Кольцевое простраи-
стьо между этими обечайками разделено двумя перегородками на две части, к>-
Т>нс. 18. Ловушка гидротранспортерная барабанная ЛТП-62М.
-30
ждая из которых имеет вид полого полукольца и является карманом для уда-
ления из ловушки крупных и мелких примесей тяжелее воды.
Поперечное сечение полукольцевых карманов увеличено в направлении вра-
щения барабана. Каждый из двух карманов имеет два отверстия, расположен-
ные на внутренней и наружной обечайках. Для регулирования скорости выте-
кания воды из кармана при постоянном числе оборотов барабана предусмотре-
но при необходимости изменение площади окна для улавливания камней при
помощи передвижного щитка и болтов, которыми щиток крепится к внутренней
обечайке кармана.
К корпусу ловушки со стороны входа свекловодяной смеси прикреплен отво-
дящий лоток 6, на который выгружаются камни, песок и другие примеси из кар-
манов.
Для прочистки торцевого зазора между корпусом и барабаном предусмотре-
ны отвороты в полукольцевых частях. К внутренней и наружной поверхностям1
дырчатого барабана приварены щнековые ленты. Внутренняя шнековая лента
2 предназначена для противоточного продвижения в сторону полукольцевых
карманов крупных примесей тяжелее воды. Наружная шнековая лента 10 пред-
назначена для противоточного продвижения по днищу корпуса мелких приме-
сей тяжелее аоды. Снаружи обечайка дырчатого барабана имеет два параллель-
ных кольца, к которым прииарена втулочно-роликовая цепь. Привод ловушки 8
осуществляется от электродвигателя через клиноременную, передачу, редуктор и
аиездочку.
Ловушка работает следующим образом. Свекловодяная смесь (вода, свек-
ла й примеси тяжелее воды) поступает из желоба гидравлического транспортера
внутрь вращающегося дырчатого' барабана и за счет расширения поперечного
сечения потока уменьшает свою скорость. Примеси тяжелее воды оседают в ло-
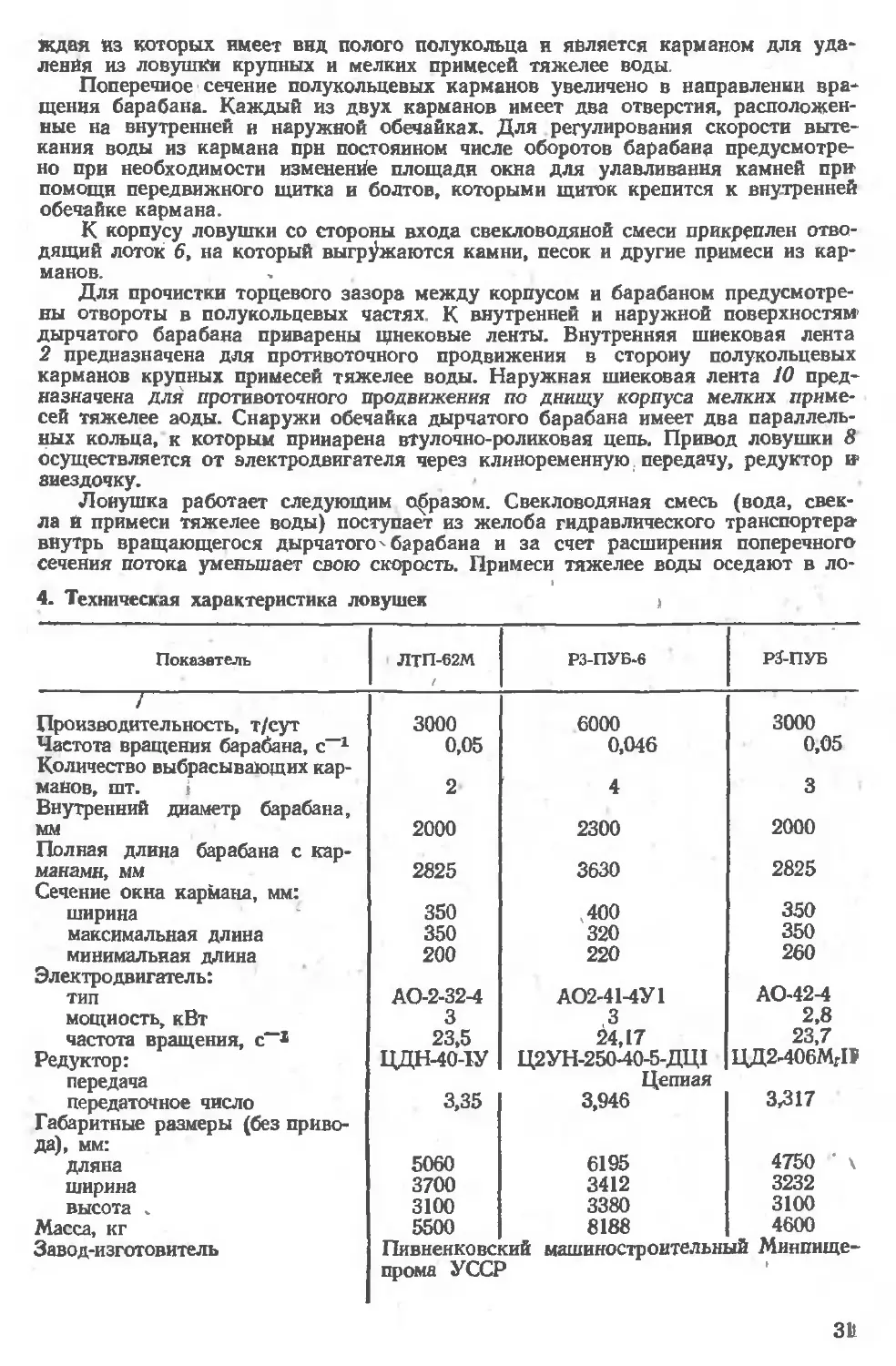
4. Техническая характеристика ловушек »
Показатель ЛТП-62М f РЗ-ПУБ-6 РЗ-ПУБ
~~1
Производительность, т/сут 3000 6000 3000
Частота вращения барабана, с-1 0,05 0,046 0,05
Количество выбрасывающих кар-
манов, шт. i 2 4 3
Внутренний диаметр барабана, 2000
ММ 2000 2300
Полная длина барабана с кар- 2825
манамн, мм 2825 3630
Сечение окна кармана, мм: 350
ширина 350 ,400
максимальная длина 350 320 350
минимальная длина 200 220 260
Электродвигатель: АО-42-4
ТИП АО-2-32-4 АО2-41-4У1
мощность, кВт 3 3 2,8
частота вращения, с-1 23,5 24,17 23,7
Редуктор: передача ЦДН-40-1У Ц2УН-250-40-5-ДЦ1 Цепная ЦД2-406Мг1>
передаточное число 3,35 3,946 3,317
Габаритные размеры (без приво- да), мм:
дляна 5060 6195 4750 ' \
ширина 3700 3412 3232
высота . 3100 3380 3100
Масса, кг 5500 8188 4600
Завод-изготовитель Пивненковский машиностроительный Минпище- прома УССР
3U
вушке и при вращении барабана выводятся в сторону нз центрального русла,
а свекла н вода продолжают свой путь через ловушку.
При вращении дырчатого, барабана шнековые ленты, приваренные к внут-
ренней и наружной стенкам барабана, передвигают противоточно потоку смеси
в сторону полукольцевых карманов, предназначенных для выброса прямесей на
отводной лоток.
Погружаясь в залитую часть ловушки, каждый полукольцевой карман за-
полняется водой и забирает осевший на дне корпуса песок. При дальнейшем вра-
щении барабана в полукольцевой карман падают камни через окна на внутрен-
ней обечайке, а навстречу им из кармана вылинается заполнявшая его вода, пре-
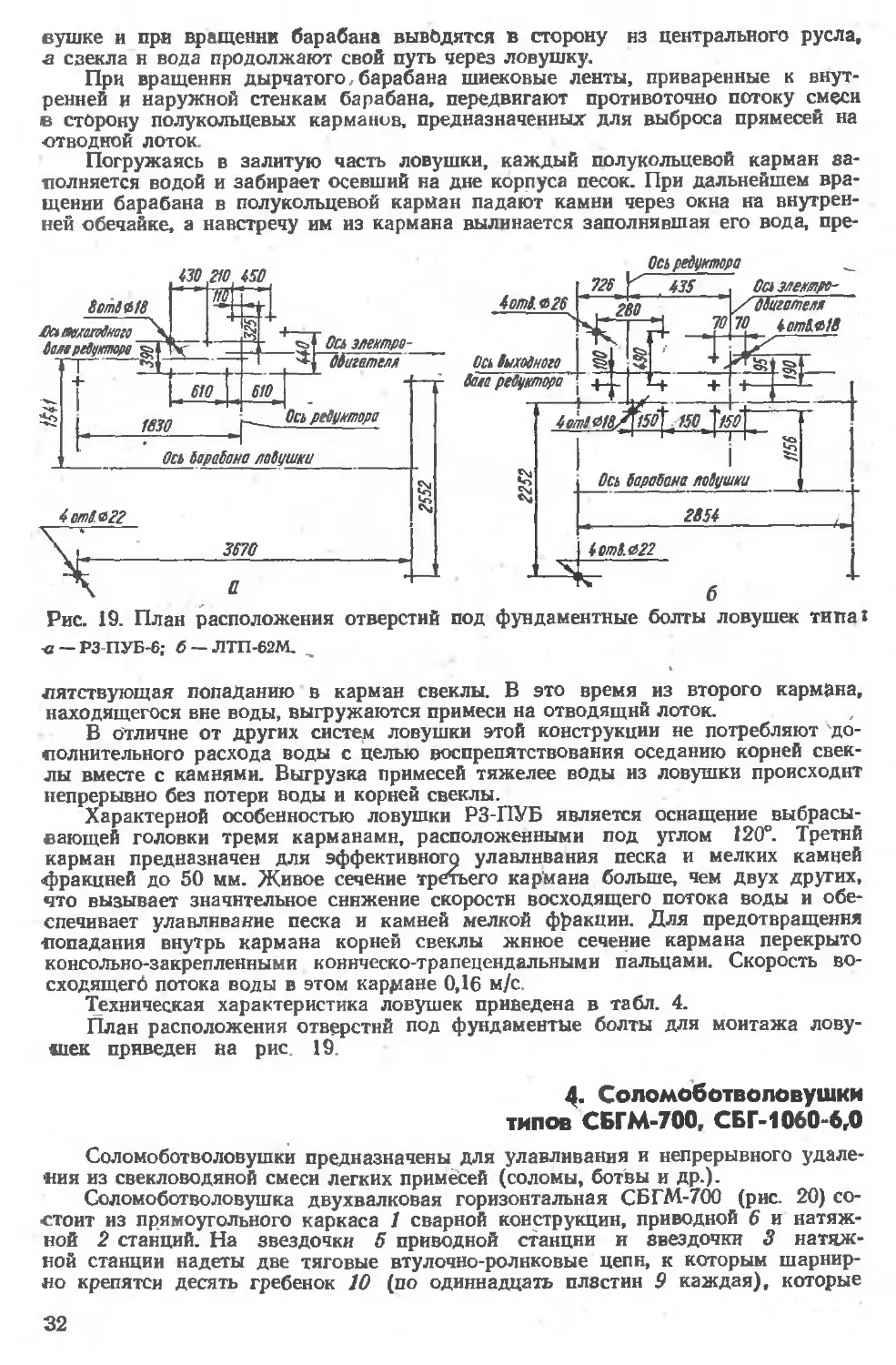
Рис. 19. План расположения отверстий
а — РЗ-ПУБ-6; б — ЛТП-62М.
435
4апй. 926
Ось быхобнага
Лиа pttymopa
Ось рабунтора
Оазшяре-
/ Обигатеяр
6aml9l6
ось барабана шуии/и
2654
4атб.922
б
под фундаментные болты ловушек типа!
лятствующая попаданию в карман свеклы. В это время из второго кармана,
находящегося вне воды, выгружаются примеси на отводящий лоток.
В отличне от других систем ловушки этой конструкции не потребляют 'до-
полнительного расхода воды с целью воспрепятствования оседанию корней свек-
лы вместе с камнями. Выгрузка примесей тяжелее воды из ловушки происходит
непрерывно без потери воды и корней свеклы.
Характерной особенностью ловушки РЗ-ПУБ является оснащение выбрасы-
вающей головки тремя карманами, расположенными под углом 120°. Третий
карман предназначен для эффективного улавлнвания песка и мелких камней
фракцией до 50 мм. Живое сечение третьего кармана больше, чем двух других,
что вызывает значительное снижение скорости восходящего потока воды и обе-
спечивает улавливание песка и камней мелкой фракции. Для предотвращения
попадания внутрь кармана корней свеклы жнное сечение кармана перекрыто
консольно-закрепленными коническо-трапецеидальными пальцами. Скорость во-
сходящего потока воды в этом кармане 0,16 м/с.
Техническая характеристика ловушек приведена в табл. 4.
План расположения отверстий под фундаментые болты для монтажа лову-
шек приведен на рис. 19.
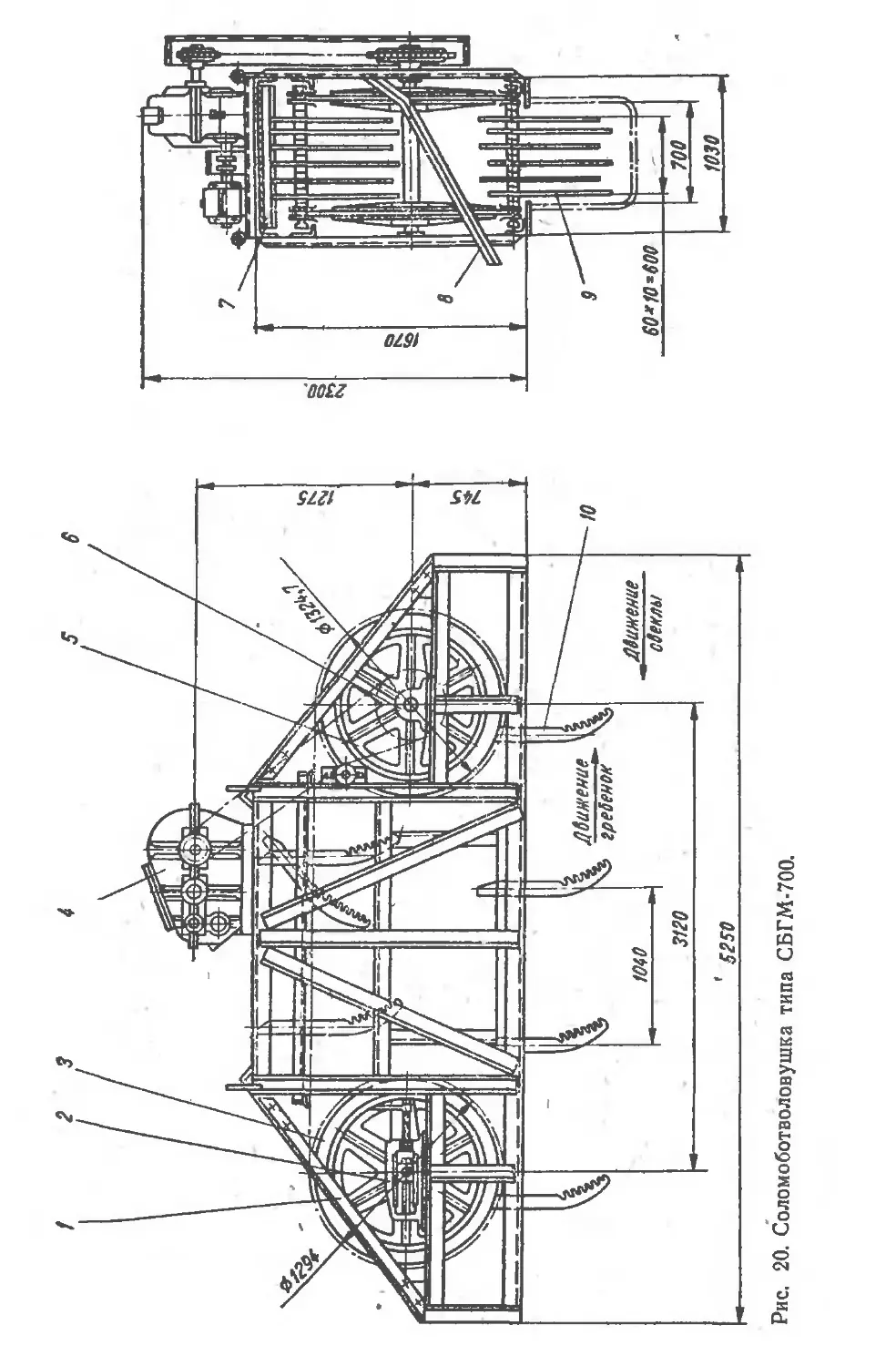
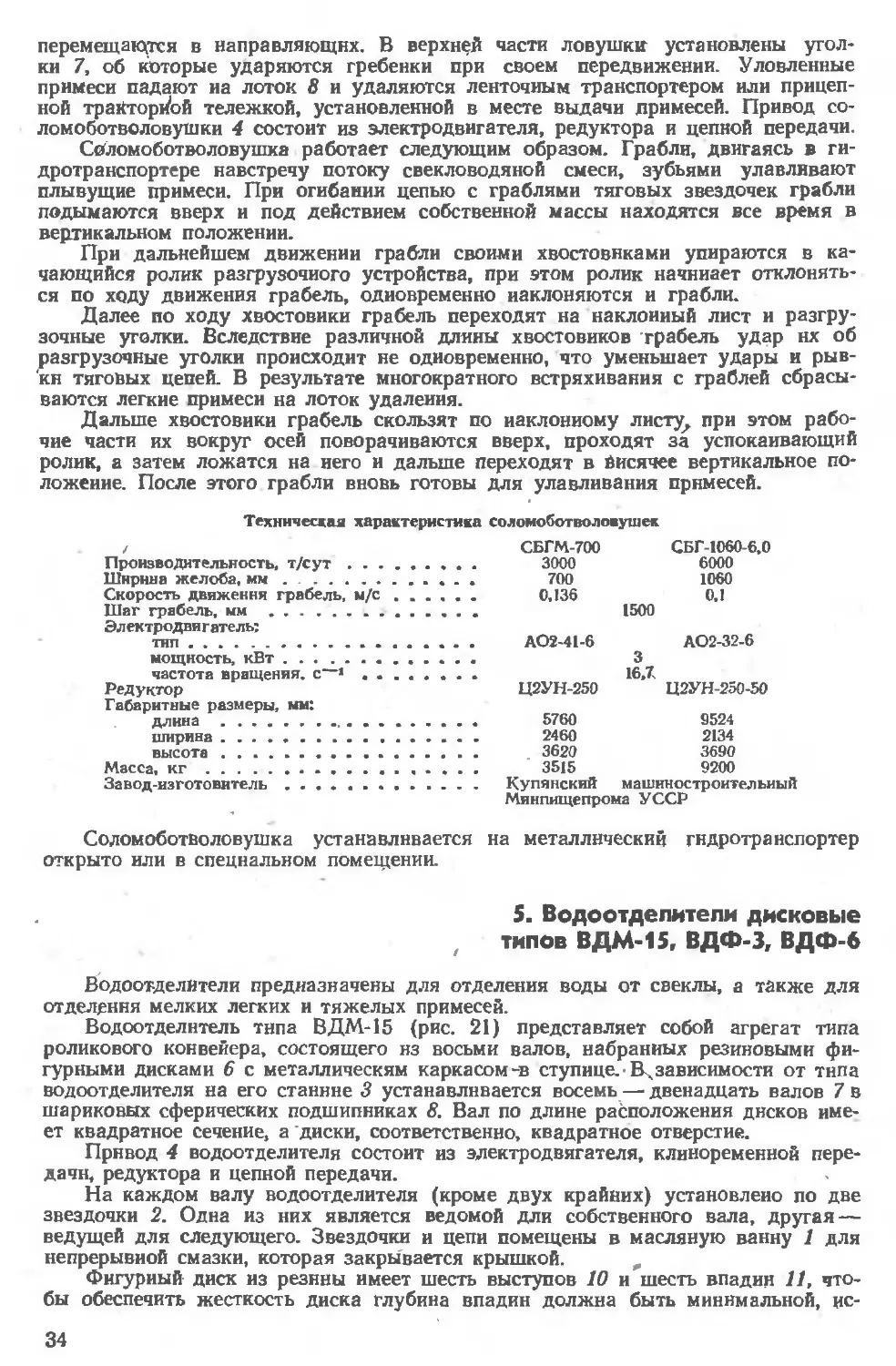
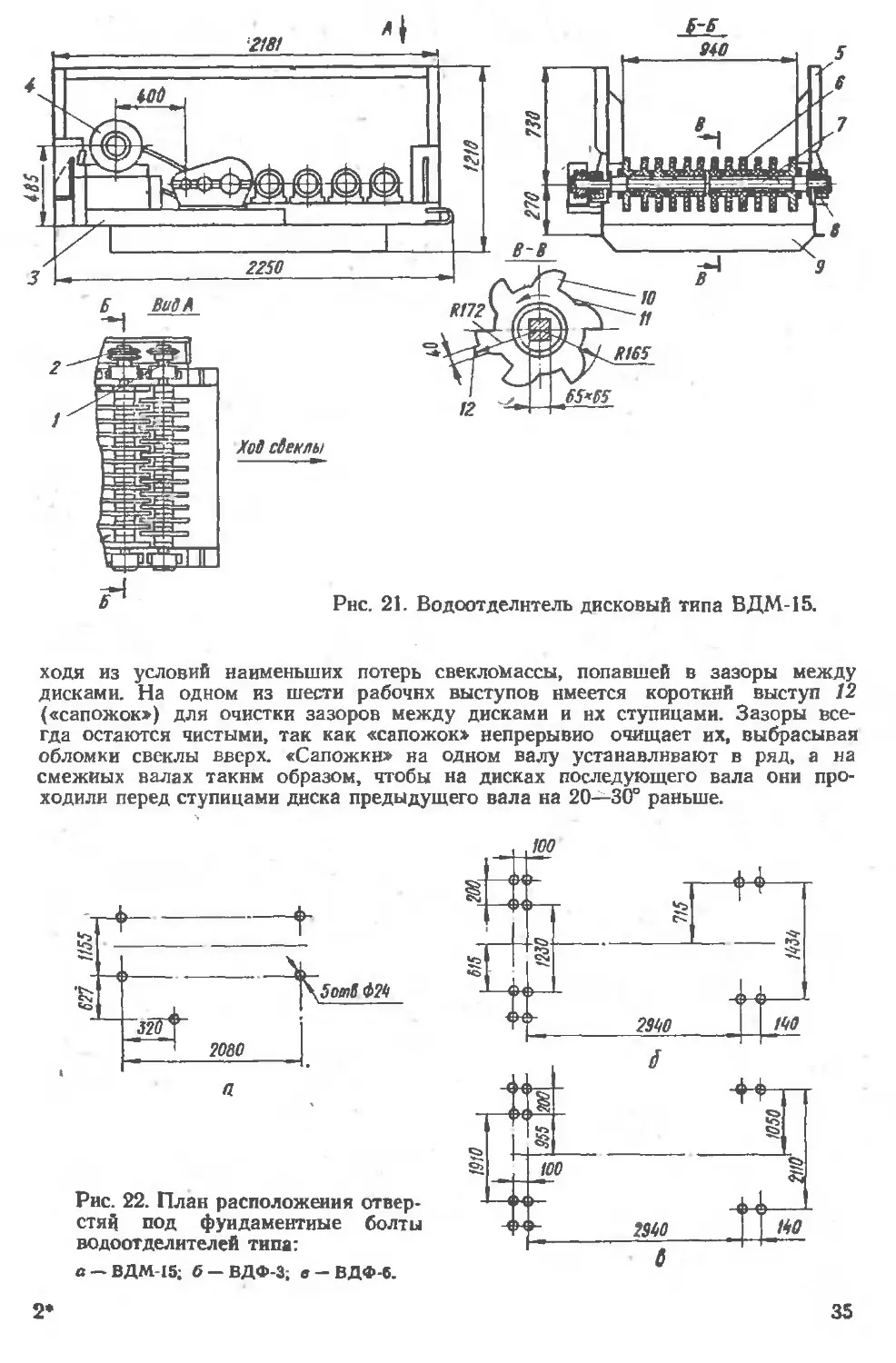
4„ Соломоботволовушки
типов СБГМ-700, СБГ-1060-6,0
Соломоботволовушки предназначены для улавливания и непрерывного удале-
ния из свекловодяной смеси легких примесей (соломы, ботвы и др.).
Соломоботволовушка двухвалковая горизонтальная СБГМ-700 (рис. 20) со-
стоит из прямоугольного каркаса 1 сварной конструкции, приводной 6 и натяж-
ной 2 станций. На звездочки 5 приводной станции и звездочки 3 натяж-
ной станции надеты две тяговые втулочно-роликовые цепи, к которым шарнир-
но крепятся десять гребенок 10 (по одиннадцать пластин 9 каждая), которые
32
Рис. 20. Соломоботволовушка типа СБГМ-700.
перемещаются в направляющих. В верхней части ловушки установлены угол-
ки Z, об которые ударяются гребенки при своем передвижении. Уловленные
примеси падают иа лоток 8 и удаляются ленточным транспортером или прицеп-
ной тракторной тележкой, установленной в месте выдачи примесей. Привод со-
ломоботволовушки 4 состоит из электродвигателя, редуктора и цепной передачи.
Соломоботволовушха работает следующим образом. Грабли, двигаясь в ги-
дротранспортере навстречу потоку свекловодяной смеси, зубьями улавливают
плывущие примеси. При огибании цепью с граблями тяговых звездочек грабли
подымаются вверх и под действием собственной массы находятся все время в
вертикальном положении.
При дальнейшем движении грабли своими хвостовиками упираются в ка-
чающийся ролик разгрузочного устройства, при этом ролик начинает отклонять-
ся по ходу движения грабель, одновременно наклоняются и грабли.
Далее по ходу хвостовики грабель переходят на наклонный лист и разгру-
зочные уголки. Вследствие различной длины хвостовиков 'грабель удар нх об
разгрузочные уголки происходит не одновременно, что уменьшает удары и рыв-
ки тяговых цепей. В результате многократного встряхивания с граблей сбрасы-
ваются легкие примеси на лоток удаления.
Дальше хвостовики грабель скользят по наклонному листу, при этом рабо-
чие части их вокруг осей поворачиваются вверх, проходят за успокаивающий
ролик, а затем ложатся на него и дальше переходят в Висячее вертикальное по-
ложение. После этого грабли вновь готовы для улавливания примесей.
Техническая характеристика соломоботволовушек
Производительность, т/сут................
Ширина желоба, мм ................... . .
Скорость движения грабель, м/с...........
Шаг грабель, мм ................
Электродвигатель:
тип........................
мощность, кВт.......................
частота вращения, с 1 . ............
Редуктор
Габаритные размеры, мм:
длина .................... ..............
ширина .........................
высота..............................
Масса, кг.........................
Завод-изготовитель.......................
СБГМ-700
3000
700
0,136
АО2-41-6
Ц2УН-250
СБГ-1060-6.0
6000
1060
0.1
1500
АО2-32-6
Ц2УН-250-50
5760 9524
2460 2134
3620 3690
3515 9200
Купянский машиностроительный
Минпищепрома УССР
Соломоботволовушка устанавливается
открыто или в специальном помещении.
на металлический
гндротра нспортер
5. Водоотделители дисковые
t типов ВДМ-15, ВДФ-3, ВДФ-6
Водоотделители предназначены для отделения воды от свеклы, а также для
отделения мелких легких и тяжелых примесей.
Водоотделитель типа ВДМ-15 (рис. 21) представляет собой агрегат типа
роликового конвейера, состоящего нз восьми валов, набранных резиновыми фи-
гурными дисками 6 с металлическим каркасом-в ступице. -В. зависимости от типа
водоотделителя на его станине 3 устанавливается восемь — двенадцать валов Z в
шариковых сферических подшипниках 8. Вал по длине расположения дисков име-
ет квадратное сечение, а 'диски, соответственно, квадратное отверстие.
Привод 4 водоотделителя состоит из электродвигателя, клиноременной пере-
дачи, редуктора и цепной передачи.
На каждом валу водоотделителя (кроме двух крайних) установлено по две
звездочки 2. Одна из них является ведомой дли собственного вала, другая —
ведущей для следующего. Звездочки и цепи помещены в масляную ванну 1 для
непрерывной смазки, которая закрывается крышкой. ,
Фигурный диск из резины имеет шесть выступов 10 и шесть впадин 11, что-
бы обеспечить жесткость диска глубина впадин должна быть минимальной, ис-
34
ходя из условий наименьших потерь свеклоМассы, попавшей в зазоры между
дисками. На одном из шести рабочих выступов имеется короткий выступ 12
(«сапожок») для очистки зазоров между дисками и их ступицами. Зазоры все-
гда остаются чистыми, так как «сапожок» непрерывно очищает их, выбрасывая
обломки свеклы вверх. «Сапожки» на одном валу устанавливают в ряд, а на
смежных валах таким образом, чтобы на дисках последующего вала они про-
ходили перед ступицами диска предыдущего вала на 20—30° раньше.
2*
35
5. Техническая характеристика водоотделителей
Показатель ВДМ-15 ВДФ-3 ВДФ-в
Производительность, т/сут 1500 3000 6000
Общее количество валов, шт. 8 2
Время пребывания свеклы на водоотделителе, с Боковые зазоры между резиновыми дисками, мм Зазоры 4<ежду выступами дисков и ступицей дисков соседнего вала, мм г электродвигатель, шт.: 1 3 6 7 2 2
ТИП мощность, кВт скорость вращения, редуктор, шт.: 1 АО2-41-6 3 16(960) 2
тип Ц2УН-160
Передача Клнноременная
передаточное число Передача передаточное число Габаритные размеры, мм: длина 2250 1,12 Цепная 1,0 3435 3435
ширина 2171 2317 2996
высота 1210 1317 1317
Масса, кг 1875 3539 4346
Завод-изготовитель Катер инопольский опытный
ремонтно-механический Мин-
пищепрома УССР
Водоотделители ВДФ-3 и ВДФ-6 имеют аналогичную конструкцию и отли-
чаются от водоотделителя ВДМ-15 габаритными размерами, массой и наличием
двенадцати валов.
Работает водоотделитель следующим образом. Свекла проходит по дискам
водоотделителя, поступает в свекломойку. В зазоры между Дисками проходят
вода и мелкие примеси, которые удаляются через желоб 9. Борта 5 не дают
свекле сваливаться с водоотделителя.
Техническая характеристика водоотделителей приведена в табл. 5.
Водоотделитель может устанавливаться перед свекломойкой или после иее.
Частота вращения валов перед свекломойкой 1,41 с-1, после свекломойки —
1,78 с-1. Изменение частоты вращения достигается заменой шкива редуктора.
План расположения отверстий под фундаментные болты для монтажа во-
доотделителей приведен на рнс. 22. '
Глава 3
ОБОРУДОВАНИЕ МОЕЧНОГО ОТДЕЛЕНИЯ,
ПОДЪЕМА И РЕЗКИ СВЕКЛЫ
1. Свекломойки типов KM3-Mr СМК-ЗМ, СКД-6
Свекломойки предназначены для отмывания свеклы, поступающей с гидро-
транспортера, от земли; улавливания и удаления соломы, ботвы, камней, песка и
других свободных легких и тяжелых примесей.
Свекломойка типа КМЗ-М (рис. 23) состоит из моечной и выбрасывающей
частей. Моечная часть (кулачкового типа) комбинированная и состоит из двух
36
2240
Рас. 23. Свекломойка типа КМЗ-М.
SSLf.
6. Техническая характеристика свекломоек
Показатель КМЗ-М емк-зм СКД-6
Производительность, т/сут Частота вращения вала, с-1: 1500 3000 6000
верхнего 0,16 0,21 0,21
нижнего 0,33 0,21 0,25
выбрасывающих ковшей Привод верхнего кулачкового вала: электродвигатель: 0,23 0,11 0,1
ТИП АО2-71-6 АО2-72-4 АО2-91-4
мощность, кВт 17 30 75
редуктор Привод нижнего кулачкового вала: электродвигатель: ЦТН-1100-1 Ц2-500-31, 5-12 Ц2У-400Н-31, 5-12
тип АО2-71-6 АО2-72-4 АО2-81-4
мощность, кВт 17 30 40
редуктор Привод, вала выбрасывающих ков- шей: электродвигатель: Ц2-500-50-1 У2-500-31, 5-12 Ц2У-400Н-40-12
тип ДО2-51-6 АО-61-6 П81
мощность,’ кВт 5,5 10 19
редуктор Габаритные размеры, мм: ЦТН-8-1 У2-500-50-12 Ц2У-315Н-40-12
длина 13160 15140 18015
ширина 3760 5010 5600
высота 5120 6500 6700
Масса, кг 23 912 49 210 57 500
Завод-изготовитель Объединение «Карловкапищемаш» Минлег- пищемаша
моечных отделений — с низким 3 и высоким 8 уровнем воды. Моечные отделе-
ния выполнены в виде корыта 2 сварной конструкции с горизонтальным ситча-
тым дном 15 и разделяющей перегородкой 7. Внутри каждого корыта (корпу-
са) установлены горизонтальные полые кулачковые валы 4 и 9 с вваренными в
них по винтовой лянни стальными кулачками 5, выполненными из труб. Враща-
ются эти валы от двух электроприводов 1.
К корпусу свекломойки в нижней полуцилнндрнческой части примыкают
две песколовушкн 16 и одна камнеловушка 14. В верхней части мойки установ-
лена соломоловушка 10, состоящая из отбойного барабана и шнека, располо-
женных поперек мойки. Здесь же установлены смывные трубы с соплами. Чер-
паки 6 перебрасывают свеклу (без воды) из первого во второе моечное отделе-
ние. В выбрасывающей части 12 расположены ковши 11, удаляющие свеклу из
свекломойки.
Свекломойка типа СМК-ЗМ отличается от КМЗ-М наличием еще одной
камнеловушки, установленной в моечном отделении с низким уровнем воды.
Моечные отделения свекломойки выполнены в виде отдельных блоков с инди-
видуальными приводами кулачковых валов.
Свекломойка типа СКД-6 также выполнена в виде блоков моечиых отделе-
ний с индивидуальными приводами, монтируемыми нВ различной высоте. В ка-
ждом моечном отделении установлено по два параллельно расположенных ку-
лачковых вала, приводимых во вращение от одного привода.
Выбрасывающие лапы приводятся во вращение от электродвигателя постоян-
ного тока с тиристорным преобразователем, что дает возможность регулировать
частоту нх вращения, а следовательно, и производительность мойки.
38
Рис. 24. План расположения отверстий под фундаментные болты свекломоек типа:
а —КМЗ-М; б —СМК-ЗМ; в — СКД-6.
Свекла поступает в' моечное отделение 3 и отмывается от земли, так как
корни свеклы в малом объеме воды находятся в скученном состоянии и интен-
сивно трутся друг о друга,- Отмытые от свеклы примеси (земля, песок) прохо-
дят через ситчатое дно 15 и скапливаются в песколовушках 16, из которых пе-
риодически удаляютсн через шибер. После чего свекла при помощи кулачков
перемещается к черпакам 6 и перебрасывается во второе отделение 8, где про-
исходит отделение легких (соломы, ботвы) и тяжелых примесей. Песок через
ситчатое дно поступает в песколовушку, а камни — в камнеловушку. Улавлива-
ние и удаление легких примесей осуществляется с помощью специального устрой-
ства н смывных труб с соплами. '
Свекла, вследствие винтообразного расположения кулаков, перемещается к
выбрасывающей части, одновременно отмываясь, и удаляется из свекломойки.
Механизм выбрасывающей части приводится во вращение индивидуальным при-
водом 13. Моечная вода подается насоСом и распределяется между моечиымн от-
делениями с помощью карманов. Свекломойки изготовляются в «правом» и «ле-
вом» исполнении.
Техническая характеристика свекломоек приведена в табл. 6. План располо-
жения отверстий под фундаментные болты для монтажа свекломоек типа
КМЗ-М, СМК-ЗМ и СКД-6 приведена на рис. 24.
39
2. Хвостикоулавливатель-классификатор типа РХК-ЗМ
Хвостикоулавливатель-классификатор предназначен для
фнкацнн хвостиков свеклы от транспортерно-моечных вод
(ботвы, соломы) в моечном отделении сахарного завода.
отделения н класси-
и легких примесей
08U
Техническая характеристика хвостикоулавливателя-классификатора типа РХК-ЗМ
Производительность, т/сут................... .........
Частота вращения ротора хвостикоулавливателя, с 1
Частота вращения классификатора, с * .................
Скорость движения полотна классификатора, м/с..........
Привод ротора хвостнкоулавливателя:
электродвигатель:
тЯп . ...........................................
мощность, кВт............. . . . ^...........
частота вращения, с 1.......................
редуктор
передача.........................................
передаточное число...............г ..... .
Привод классификатора;
электродвигатель]
тип ......................................'.......
мощность, кВт................................
частота вращения, с 1........................
редуктор
тип ...................
Передача..........................(..............
передаточное число..........................
Габаритные размеры, мм;
длина ...........................................
ширина ...... ....................................
высота............................................
Масса, кг ............................................
Завод-изготовитель • • ..............................
3000
0,15
0,16
0,115
АО2-41-6
3,0
15,9
РЦД-350-3 1,5—1
Зубчатая
3,3
АО2-22-6
М
16,7
Ц2УН-125-315-V-ЦУ!
Цепная
3.22
4245
3050
2780
2705
Гребенковский опыт-
но-эксперименталь-
ный <Сахпроммеха«
низаций» Мии-пище*
прома УССР
40
Хэостикоулавливатель-классификатор (рис. 25) состоит из двух машин-
хвостикоулавливателя и классификатора с индивидуальными приводами.
Хвостийоулавливатель представляет собой вращающийся пространственный
ротор 1 шестигранной формы с закрепленными иа нем по спирали скребками 2.
Удаление
хвостиков
Рис. 25. Хвостикоулавли-
ватель- классификатор
типа РХК-ЗМ.
Удаление примесей
(ботвы, соломе!)
Спив транспор-
терно-моечной
toiu - -гвов
Ротор установлен в корпусе 10, внутри которого находится ситчатое дно 9.
В корпусе имеется желоб 8 для отвода транспортерно-моечной воды.
Ротор с валом опирается на подшипники 11, установленные на раме корпу-
са, и вращается от привода 3, состоящего из электродвигателя, редуктора и зуб-
чатой передачи. Для удаления хвостиков из хвостикоулавливателя и передачи
их на классификатор имеется течка 12, расположенная под углом 55е.
'/1с/’приводного дала<''~
1000
3100
285255 ЗЯ,
ОсьтшохУднсеовакредуктора РИД-350
о
150
1000
чн>-
Ось вала ротора
В
Ось Сыстроходнох вала редуютра РИД-350
И»
300
Оседала электродвигателя A02-4I-5
-ОсьЬала электродвигателя
^раГРислуюховлого Рала
/Ось тихоходного вала
' редуктора Ц2УН-125
Рис. 26 План- расположения отверстий под фундаментные болты хвостикоулав-
ливателя-классификатора типа РХК-ЗМ..
4!
Классификатор хвостиков представляет собой гибкое бесконечное полотно
7, являющееся одновременно тяговым и грузонесущим органом. Оно состоит из
конвейерной ленты, которая при помощи специальных планок соединена с дву-
мя втулочно-роликовыми цепями. Цепи входят в зацепление со звездочками верх-
него 4 и иижиего 5 валов. На полотне рядами в шахматном порядке укрепле-
ны планки с выступами. Привод 6 классификаторам состоит из электродвигателя,
редуктора и цепной передачи. Угол наклона классификатора может регулировать-
ся для обеспечения оптимального режима работы.
Траиспортерно-моечная вода с хвостиками свеклы и другими примесями по-
ступает в корпус 10 и попадает на сито 9, проходит сквозь сито и удаляется в
проем 8. Хвостики, ботва и прочие примеси, осевшие иа сито, удаляются скребка-
ми 2 при вращении ротора 1 и через течку 12 поступают на классификатор. При
этом обломки свеклы и хвостики скатываются по полотну вниз, а солома и ботва
захватываются выступами планок и транспортируются вверх. На обратной сто-
роне полотна легкие примеси опадают под собственным весом и удаляются.
Хвостики и легкие примеси удаляются с помощью дополнительных транспорт-
тирующих средств.
План расположения отверстий под фундаментные болты для монтажа хво-
стикоулавливателя-классификатора приведен на рис. 26.
3. Хвостикоулавливатель типа РХ-6
Хвостикоулавливатель предназначен для отделения хвостиков свеклы и лег-
ких примесей от транспортно-моечных вод в моечном отделении сахарного заво-
Техническая характеристика хвостикоулавливателя типа РХ-6
Производительность, т/сут.............................
Частота вращения ротора, с 1 .........................
Привод ротора:
электродвигатель:
тип..............................................
мощность, кВт..............'................
частота вращения, с 1 ......................
редуктор
передача.........................................
передаточное число .........................
Габаритные размеры, мм:
длина ........................................• . . . .
ширина .....................................
высота .....................................
Масса, кг ............................................
Завод-изготовитель....................................
6000
0.09
АО2-51-6
РЦД-400-40
Зубчатая
4.4
5530
3630
3430
4180
Гребенковскнй опыт-
но-механичАкий
«Сахпроммеханиза-
ция» Миипищепрома
УССР
Рис. 27. План расположения отверстий под фунда-
ментные болты хвостикоулавливателя-классифи-
катора типа РХ-6.
да. По конструкции и принципу работы он анало-
гичен хвостикоулавливателю-классификатору ти-
па РХК-ЗМ.
План расположении отверстий под фундаментные болты хвостикоулавлива-
теля приведен на рис. 27.
4. Классификатор хвостиков свеклы типа КХЛ-6
Классификатор хвостиков предназначен для отделения хвостиков и боя свек-
лы от легких примесей (ботвы, соломы) в моечиом отделении сахарного ваводгц
42
По конструкции и принципу работы классификатор типа КХЛ-6 аналогичен
машине для классификации хвостиков типа РХК-ЗМ.
Техническая характеристика классификатора типа КХЛ-6
Производительность, т/сут ................................ 6000
Частота вращения с'**1.............................. 0,13
Скорость движения полотна, м/с ..................... 0,1
Электродвигатель:
тип.................................АО2-41-6
мощность, кВт.................................. 3.0
частота вращения, с 1........................... 15.9
Редуктор Ц2У Н-160-50
Передача .... . . ~..........,.......... Цепная
передаточное число........................ 2,4
Габаритные размеры, мм:
длина .............................................. ч 5340
ширина......................................... 1036
высота ........................................ 1090
Масса, кг........................................... 840
Завод-изготовитель.................................. Гребенковскнй опыт-
ио-мехаиический за-
вод «Сах проммеха ни-
зания» Мин пищепро-
ма УССР
Рис. 28. Цлаи расположения отверстий под фун-
даментные болты классификатора хвостиков типа
КХЛ-6.
4eml922H12{fV7
1520
План расположения отверстий под фундаментные болты для монтажа клас-
сификатора приведен на рис. 28.
5. Элеваторы для свеклы
типов А2-ПЭА-500, А2-ПЭА-700
Элеваторы предназначены для подъема и подачи свеклы от свекломойки на
весы для взвешивания.
Элеватор типа А2-ПЭА-700 (рис. 29) состоит из каркаса /, привода 16, при-
водной головки 4 и натяжной 8, цепи с карманами 3. Каркас элеватора пред-
ставляет собой сварную конструкцию из швеллеров, образующую шахту, со всех
сторон обшитую съемными щитками 5. По высоте каркас имЬет два разъема
для удобства транспортирования и монтажа.
В качестве тягового органа применена втулочно-роликовая цепь
(ГОСТ 588—74). Для предотвращения вращения звездочки приводной головки
в сторону, противоположную направлению движения (при ремонтных и наладоч-
ных работах), а также прн обрыве цепи применяется бесшумный храповой меха-
низм 2. Для предотвращения падения карманов в шахту в случае обрыва цепи
используется тросовое блокирующее устройство.
Натяжение втулочно-роликовой цепи при ее растяжении осуществляется с
помощью пружинно-винтового натяжного устройства. Предусмотрена блокиров-
ка от путевого выключателя 10, которая отключает привод при ослаблении це-
пи. Для удобства обслуживания элеватора по его высоте имеются три дверцы
12, 14, 15 с блокирующими устройствами, которые при открывании отключают
привод. Предусмотрен также омыватель цепи 7.
Монтаж элеватора осуществляется с помощью восьми штырей 11. Вся ап-
паратура управления смонтирована в отдельном шкафу управления, обеспечи-
вающем возможность установки его в удобном для обслуживания месте. Управ-
ление элеватором осуществляется при помощи кнопок, расположенных на шка-
фу управления и непосредственно на элеваторе. Схема управления предусмат-
ривает возможность установки кнопок управления на пульте свекломойки.
43
I 1500 I
Рис. 29. Элеватор для подъема свеклы типа А2-ПЭА-700.
3'OfOStl
Рис. 30. План расположения отверстий под фундаментные болты:
34010,7
5от1я26Ш4
JOfQtf
е
в— элеватора типа А2-ПЭА-800; б —элеватора типа А2-ПЭА-700; в— привода элеваторе
А2-ПЭА-600; а — Привода элеватора А2-ПЭА-700.
Техническая характеристика «леваторов
ПроиЗводятелщюсть, т/сут.......................
Вместимость карманов, м*.......................
Шаг карманов, мм...............................
Количество карманов, шт........................
Скорость перемещения карманов, м/с.............
Количество пеней, пгт. ........................
Установленная мощность электродвигателя, кВт
Частота вращения, с—1
Габаритные размеры, мм:
длина (е приводом) ............................
ширина................;...................
высота ...................................
Масса, кг, не более............................
Завод-изготовитель ............................
А2-НЭА-600 А2-ПЭА-700
2000 3000
0,051 0,1
600 600
Л
, 0,718 0,618
1 2
11,0 18,6
16,7
2630 3310
2210 2410
24 000 24 000
14 000 22 000
Смелянский машинострои-
тельный Минлегпищемаша
Работает элеватор следующим образом. Свекла подается в корзину Р шах-
ты и заполняет движущиеся на цепи карманы, которые вместе с цепью переме-
щаются по Направляющим роликам 6 вверх, В верхней части шахты карманы
опрокидываются и высыпают свеклу иа направляющий щиток. Просыпи свеклы
могут быть поданй иа элеватор вручную черев лоток 13.
План отверстий под фундаментные болты элеваторов и приводов элевато-
ров типов А2-ПЭА-500 и А2-ПЭА-700 приведен соответственно на рис. 30, а — г.
6. Весы автоматические порционные
типа ДС-800 для свеклы
Весы предназначены для взвешивания и учета сахарной свеклы, поступающей
непрерывным потоком.
Весы (рис. 31) состоят из следующих основных узлов: рамы 8, грузоприём-
иого устройства (ковша) 7, рычажной системы 10, воронки 18, счетчика с квад-
рантом 17, гиредержателя 21, распределительного механизма 27 и привода 24.
Рама 8 весов состоит из двух частей, связанных между собой балками и
приемной воронкой 18. Приемный ковш 7 подвешен на призмах 4 к. нижним гру-
зоприемным рычагам 5. К верхним грузоприемиым рычагам 10 ковш крепится
с помощью серьги 11. На правом конце рычага укреплен гиредержатедь 21 с
четырьмя гирями по 20 кг. Левые концы рычагов связаны между собой перекла-
диной 6. Нижние и верхние грузоприемные рычаги соединены разъемной серь-
гой 9. Ковш имеет откидное дно 31, шарнирно связанное с системой рычагов 2.
Дно вакрывается с помощью противовеса 1 после опорожнения ковша.
' Приемная воронка 18 перекрывается заслонками 12. Через систему рыча-
гов и тяг заслонки 12 связаны с кулисой 23 и рычагами 2. Привод механизма
весов осуществляется от электродвигателя 24 через червячный редуктор 25, пару
цилиндрических шестерен и храповик 27 с собачкой 28, укрепленной на’ рыча-
ге 26.
Весы имеют счетчик 17 с квадрантом и конечный выключатель 20 для пода-
чи импульса на дистационный счетчик. Счетчик с квадрантом расположен в
шкафчике с дверцей. Весы снабжены также регулятором плавности хода и ре-
зиновыми амортизаторами 13, 15 и 22, ограничивающими ход рычажных систем.
Работа весов заключается в следующем. Свекла поступает в ковш 7. В На-
чале взвешивания ковш находится в верхнем положении и опирается иа рычаг
3 роликом 19. По мере поступления свеклы ковш опускается и по достижении
аадавной массы рычаг 3, вращаясь по часовой стрелке, освобождает от упора
ролнк 19 вертикального рычага 14. Рычаг падает, а заслонки 12 под действием
собственной массы опрокидываются и перекрывают приемную вороику 18. При
этом прекращается поступление свеклы в ковш. Одновременно кулиса 23 ударя-
ет по пальцу 29 рычага 26 и поворачивает его против часовой стрелки. Собач-
ка- 28 соскакивает с верхнего упора и захватывается зубьями вращающегося
храпового колеса. Рычаг 26 начинает вращаться вместе с храповиком против
часовой стрелки до тех пор, ярка собачка не выйдет из зацепления, наскочив
45
2530
иа нижний упор. Затем рычаг 26 останавливается, а храповик вращается далее
вхолостую.
Дно 31 под действием противовеса 1 закрывается при опорожнении ковша.
Палец 30 системы рычагов 2 затвора ударяет по длинному концу рычага 26, ко-
торый освобождает собачку 28 от-нижнего упора.. Собачка вновь входит в за-
цепление с храповым колесом и поворачивает рычаг 26 в исходное положение.
За это время палец 29 поднимает кулису 23 и рычаг 14. Заслонки 12 открыва-
ются; .ролик 19 опирается на рычаг 3. Система рычагов приходит в исходное
положение.
Техническая характеристика порционных весов типа ДС-800
Номинальная величина массы порции, кг........................ 800
Величина избыточной массы порции, кг, не более........ 35
Предел производительности, т/ч..............'................ 100
Объем грузоприемиого устройства, м*.......................... 1,7
Класс точности . . , ........................................ 0,4
Напряжение питания при частоте 50 Гц. В...................... 380
Установленная мощность, кВт.................................. 1,7
Габаритные размеры, мм:
длина ................t................................ 2530
ширина................................................. 1800
высота:
при закрытом днище ................................... 2600'
при открытом днище ..................................; 3040
Масса (с гирями), кг.................................. 2700
Завод-нзготовитель ......................................Опытный завод пор-
ционных автоматов
им. Ф. Э. Дзержин-
ского Минпрнбора
СССР
46
При радении заслонок 12 и перекрытия ими поступления в ковш свеклы си-
стема рычагов 16 освобождает рейку счетчика 17, и происходит отсчет порции
свеклы. При этом к предыдущему показанию счетчика добавляется еще 800 кг.
Перевес свеклы (выше 800 кг) также учитывается циферблатом счетчика.
7. Весы автоматические
к ленточным конвейерам типа ЛТМ-1М
Весы предназначены для автоматического определения массы прошедшей по
конвейеру свекловичной стружки за период времени и текущего значении рас-
хода стружки. Весы вмонтированы в стационарные ленточные конвейеры с ткане-
выми прорезиненными лентами шириной от 400 до 2000 мм.
44 43 42 41 40
Рнс. 32. Кинёматическая схема весов автоматических к ленточным конвейерам
типа ЛТМ-1М.
Кинематическая схема весов приведена на рис. 32. Несущая ветвь 43 тран-
спортера, на которой находится свекловичная стружка, воспринимается грузо-
подъемной платформой 1 весов, находящейся на роликовых опорах 44 и 42.
Неподвижный конец платформы 1 опирается на станину транспортера, а подвиж-
ный — при помощи призм 41, тяг 40, 38 и рычагов 2 и 11, соединенных перекла-
диной 3, связан с рычагом 39. Последний тягой 12 соединен с рычагом 9, имею-
щим тарировочный н калибровочный 10 грузы. Рычаг передает усилие квадранту
8 с противовесом 7 и грузом 14 через тягу 6. Колебания системы сглажива-
ются масляным амортизатором 5. Квадрант через поводок 4 шарнирно связан
с интегрирующим роликом 26, который расположен в подшипнике 13. Ролик с
диском .15 образуют фрикционную пару. Диск через передачу, состоящую из
цепи, зубчатых колес 30 и 33 и шестерен 28, вращается от ролика 29, приводи-
мого в движение обратной ветвью ленты транспортера.
Масса стружки на платформе весов вызывает отклонение по часовой стрел-
ке квадранта 8, что приводит к повороту ролика 26 вокруг вертикальной ,оси и
образованию угла между направлениями вращения ролика и диска 15 в точке
нх соприкосновения. При этом возникает усилие, которое переместит ролик по
47
диску в радиальном направлении от центра диска до совмещения направлений
их скоростей. Скорости вращения ролика и диска пропорциональны соответствен-
но нагрузке весов и скорости движения ленты транспортера. ПеремцЬжение ве-
личин этих скоростей (расход стружки) осуществляется механически/ дифферен-
циалом 27. Дифференциал через зубчатые колеса 34 н 31 и цепь 85 связан с
валом 37 шестизначного счетчика 32. *
Весы имеют указатель 16 текущего значения расхода стружки. Этот расход
определяется положением каретки 17, которая перемещается по рельсам 22 при
помощи рычага 25. Весы снабжены сигнальным устройством предельных нагрузок
(конечные выключатели 18, 19).
Показания текущего расхбда стружки могут быть переданы дистанционно с
помощью сельснн-датчика 36, находящегося на валу 37, и тяги 23, связанной с
индукционной катушкой 24.
Провода 21 для подключения приборов дистаиццонного контроля выведены
на клеммник 20.
Техническая характеристика весов типа ЛТМ-1М
Нагрузка на лейте конвейера, кг/м ..................... 6,4—500
Ширина ленты конвейера, мм ............................ 400—2000
Скорость ленты, м/с, не более.......................... 2,5
Угол наклона конвейера, . . .•......................... С—20
Допускаемая погрешность взвешивания от значения взве-
шиваемой массы, %...................................... ±1
Габаритные размеры, мм;
длина ............................................ . 2300
ширина ........................................... 1150—2990
высота................................................... 1940
Масса, кг..................................................... 300
Завод-изготовитель . . . . '...........................Орехово-зуевский
ч «Прибордетальэ
Мин прибор а СССР
Завод изготовляет 20 типоразмеров весов со следующими пределами погон-
ной нагрузки (g): 6,4, 8; 10; 12,5; 16; 20; 25; 32; 40; 50; 64; 80; 100; 125; 160}
200; 250; 320; 400; 500 кг на 1 м длины ленты.
Требуемый предел погонной нагрузки при заказе весов
g = Q/3,6 о, . (1)
где Q — максимальная производительность конвейера, т/ч; о — скорость ленты
конвейера, м/с.
8. Свеклорезки центробежные типов Т1-СЦ2Б-12,
Т1-СЦ2Б-16, Т2М-СЦ2Б-12, Т2М-СЦ2Б-16,
А2-ПРБ-24 фирмы «Полимекс-Цекоп» [ПНР)
Свеклорезки предназначены для получения стружки из свеклы. Характерной
особенностью нх конструкции является неподвижность ножей и вращение свек-
лы в процессе ее изрезания, что позволяет заменять ножи без остановки машины.
Свеклорезка (рис. 33) состоит из барабана с ножевыми рамами, ротора
(улитки), загрузочного устройства, кожуха, привода, щита и пульта управления.
Барабан 1 свеклорезки представляет собой неподвижный вертикальный цилиндр,
стенки которого имеют сквозные проемы (по двенадцать проемов у Т1-СЦ2Б-12,
Т2М-СЦ2Б-12 и по шестнадцать — у Т1-СЦ2Б-16, Т2М-СЦ2Б-16). В проемы
вставлены ножевые рамы. В верхней части проемов размещены рамы 7 с ножа-
ми, в нижией — глухие рамы 8. В каждой ножевой раме с помощью Шпилек и
прижимной планки крепится по два ножа типа А и К Перемещение ножевых
рам по высоте можно регулировать дли совпадения профиля ножей, установ-
ленных в смежных рамах.
Для замены ножей без остановки свеклорезки предусмотрена лебедка 5, по-
средством которой ножевая рама выдвигается из проема вверх, а иа ее место
устанавливается глухая рама, закрывая выход свеклы из свек/юрезки. Лебедку
48
можно передвигать по корпусу резки и устанавливать над любой ножевой ра-
мой.
Внутри барабана на вертикальном валу вращается ротор (улитка) 6, со-
стоящий из верхнего и нижнего дисков, между которыми находятся три криво-
линейные поверхности. Быстроизнашнвгющиеся поверхности сопряжения улитки
с барабаном выполнены в виде сменных бандажей, а внутренняя поверхность
барабана футерована сменными накладками из износоустойчивой стали
(Сталь 65Г) и полукольцами (Сталь 45).
На концах лопастей имеются передвижные контрножи, с помощью которых
регулируется зазор между лопастями и барабаном резки (5—6 мм). К лопастям
ротора из обдувочного устройства 4, расположенного на валу резки, периодиче-
ски йодается по трем трубкам сжатый воздух. Через форсунки сжатый воздух
поступает к ножам и очищает их от налипшей мезги, стружки н др.
Вертикальный вал свеклорезки вращается через конический редуктор 10 от
привода, состоящего из цилиндрического двухступенчатого редуктора 11 и элек-
тродвигателя постоянного тока 12, который обдувается вентилятором 13. Пи-
тание электродвигателей свеклорезок Т1-СЦ2Б-12, Т1-СЦ2Б-16 осуществляется
от трехмашииного агрегата, поставляемого со 'свеклорезкой; свеклорезок
Т2М-СЦ2Б-12, Т2М-СЦ2Б-16 — от тиристорного преобразователя типа
АТЕЗ-200-460, также входящего, в комплект поставки свеклорезки.
49
Свеклорезки типов Т1-СЦ2Б-12 и Т1-СЦ2Б-16 комплектуются нй регулируе-
мыми ножевыми рамами. На свеклорезках типов Т2М-СЦ2Б-12 н Т2М-СЦ2Б-16
устанавливаются рамы с регулируемым на ходу подъемом ножа. 4
Снаружи барабан свеклорезок закрыт кожухом 9. Над барабаном распо-
ложено загрузочное устройство 3 с механическим шибером 2, который переме-
щается вручную £ помощью рукоятки. Шибером перекрывается йоДача свеклы в
свеклорезку при ее остановку. Свеклорезки А2-ПРБ-24 и Цекоп нйеют гидравли-
ческий привод шибера.
При открытом шибере свекла поступает внутрь барабана, увлекается лопа-
стями вращающегося ротора, отбрасывается к внутренним стенкам барабана под
действием центробежных сил и, двигаясь навстречу режущим кромкам ножей,
нарезается в стружку. Образовавшаяся свекловичная стружка через простран-
ство между барабаном и кожухом резки направляется вниз и через выходное от-
верстие в кожухе поступает на транспортер. ' ,
Для аварийного удаления посторонних предметов из резки в кожухе имеет-
ся карман с выходным отверстием.
Техническая характеристика свеклорезок приведена в табл. 7.
7. Техническая характеристика свеклорезок
Показатель Т1-СЦ2Б-12, Т2М-СЦ2Б-12 Т1-СЦ2Б-16, Т2М-СЦ2Б-16 • А2-ПРБ-24 Цекоп (16-рамная) Цекоп (20-рамная) Цекоп (24-рамная)
Производительность, т/сут 1200* 1600* 3000* 750— 1500 1000—2500 2000—4000
Скорость резания, м/с 4—8 4—8 4—8 5.0—8,84 5,0—8,84 3,56—-10.65
Количество ножевых рам, шт Установленная мощность электрорриво- 12 16 24 24 20 24
да, кВт Частота вращения электропривода иомн- 75 100 125 100 100 125
нальная, с 1 Габаритные размеры, мм: 16.7 25 25 25 25 25
длина 4830 5705 5452 4272 4272 4530
ширина 2260 2660 2660 2680 2680 2975
высота Масса, кг: 3150 3555 3790 3905 3905 4085
с трехмашинным агрегатом 9812 13436 И— 12720 13620 14520
с тиристорным управлением 8320 11600 11500 9620 10520 11420
Завод-изготовнтель, экспортер Смел янский машино- строительный Миняег- пищемаша жПолнмекс — Цекоп» (ПНР)
* Производительность дана при средней скорости резания 6 м/с и длине стружки до 10 м
в 100 г.
8. Численное значение коэффициентов для различных типов свеклорезок
Показатель Т1-СЦ2Б-12, Т2М-СЦ2Б-12 Т1-СЦ2В-16, Т2М-СЦ2Б-16 А2-ПРБ-24
Кк — конструктивный коэффициент 0,81 0,85 0,81
К„ — коэффициент наполнения Кп — коэффициент поворота корней свек- 0,65 0,65 0,70
лы 0,90 0,85 0,98
Z — габаритная длина ножа, м 0,165 0,165 0,165
т — количество ножей, шт. 24 32 48
50
Рис. 34. Йлан расположения от-
верстий под фундаментные болты
привода:
а — 12-рамной свеклорезки; б — тири-
сторного преобразователя; в — АТЕЗ-
200-460— 16-р а мной свеклорезки; г —
24-рампой свеклорезки.
Производительность отечест-
венных свеклорезок в процессе
эксплуатации при изменении ско-
рости резании, количества и типа
установленных ножей определяет-
ся по следующему выражению;
_ 8,64 Кк Кя Кп Imv
ts
где Q — производительность свек-
лорезок, т/сут; S — длина струж-
ки в 100 г, м; v—скорость реза-
ния, м/с; t — шаг ножа, м.
Наименование и численное
значение коэффициентов выраже-
ния приведены в табл. 8.
Скорость резания определяет-
ся по показаниям вольтметра на
пульте управления свеклорезки
Simlttr
f
1300
ioml. Ф25
Bom! 0>20
100
1от1Фгз,^г
под
1100
1915
НПО 1
випочгс*^ «
- 100:0,5_^
25004,2 _\ I
v = 0,038 U,
Lj№Z?f Т7№И
T" ST лот*/?
§
e
S5
5004,7 6504$
г
•где U — напряжение питания свек-
лорезки, показываемое вольтмет-
ром ( Umax^220 В).
Монтируют свеклорезку на балках межэтажного перекрытии с помощью че-
тырех опорных лап 14. План расположения отверстий под фундаментные болты
привода свеклорезок приведен на рис. 34.
9. Свеклорезки барабанные типов СБ-8,
А2-ПРА-12 фирмы «Магена» (Англия)
Особенностью конструкции свеклорезок являетси наличие вращающегося ба-
рабана с ножами и неподвижной улитки.
Свеклорезка состоит нз кожуха, барабана с ножевыми рамами (8 рам у
свеклорезки СБ-8, 12 — у А2-ПРА-12, 8 и 10 рам у свеклорезок «Магена»), улит-
ки, загрузочного устройства, привода и щита управления.
В неподвижном кожухе 4 свеклорезки типа А2-ПРА-12 (рнс. 35, а) на горизон-
тальном валу 5 вращается. барабан 9. Барабан имеет двенадцать окон, в кото-
рые вставлены ножевые рамы 10 с шестью ножами каждая. На станине 2
укреплена улитка 8, предназначенная для предотвращения вращения свеклы.
Быстронзнашнвающнеся поверхности улитки, барабана и ножевых рам выпол-
нены в виде сменных деталей из легированной стали. Для улавливания посторон-
них примесей улитка снабжена карманом-ловушкой 11.
Свекла подается внутрь барабана шнеком 13, "установленным в приемном
бункере 12. Приемный бункер закрывается шибером 1. Привод свеклорезки осу-
ществляется от электродвигателя постоянного тока 7 через редуктор 6. Электро-
двигатель получает питание от тиристорного преобразователя типа АТЕЗ-200-460.
51
920
ООО!
Рис. Э5.~ СвеклореЗКа барабанная типа А2-ПРА-12:
а —общий вид; б*—мая расположения отверстий под фундаментные болты свеклорезки.
При открытом шибере 1 свекла через приемный бункер и вращающейся шнек
13 поступает в барабан и заполняет его нижнюю половину. При вращении ба-
рабана свекла удерживается неподвижной возле ножей аа счет клинового при-
жима улитки и изрезается ножами, полученная стружка через проемы ножевых
рам 10 попадает в пространство между барабаном и кожухом, а затем через
горловину в опорной плите выводится из свеклорезки.
Скорости вращения шнека и барабана свеклорезки синхронизированы ме-
ханической передачей, за счет чего в свеклорезку поступает требуемое количе-
ство свеклы в соответствии с ее производительностью. Производительность регу-
лируется изменением частоты вращения привода.
При наличии в свекле камней и других тяжелых примесей они поступают
в ловушку улитки. ,
Осматривают ножи и ваменяют их,> открывая крышку 3 кожуха только при
остановленной машине. Ножевые рамки извлекают через специальное отверстие
в торце кожуха. Барабан при этом движется на пониженной скорости, управлять
можно им непосредственно у резки.
Техническая характеристика свеклорезок приведена в табл. 9.
9. Техническая характеристика барабанных свеклорезок
Показатель СБ-8 А2-ПРА-12 Фирмы «Магена» (8-рамная)
Производительность, т/сут 1500 2000 1500
Скорость резания, м/с 4—8 4-8 5—8
Количество ножевых* рам, шт. Установленная мощность электро- 8 12 8
привода, кВт 55 75 65
Частота вращения электропривода номинальная, с-1 16,7 -
Габаритные размеры, мм: 4180 4720 3900
длина
ширина 1890 1880 1900
высота 2000 1755 2000
Масса, кг 6917 7600 5927
Завод-изготовитель, экспортер Смеляиский маш и ностро- Фирма «Дрейб-
ительный Минлегпищема- хольц Флоеринг»
* ша (Англия)
План расположения отверстий под фундаментные болты приведен на
рис. 35, б. z
4 10. Свеклорезки дисковые типов RK-13 (ПНР],
' RKE-15 |ПНР], PSM-20/24 (ГДР),
{ фирм «Путш», БМА (ФРГ)
Свеклорезки дисковые предназначены для получения свекловичной стружки
из свеклы. Рабочим органом свеклорезки является вращающийся иа вртикаль-
ном валу в неподвижном корпусе горизонтальный диск с отверстиями пбд но-
жевые рамы.
Свеклорезка (рис. 36) фирмы «Путш> (ФРГ) имеет 26 расположенных на
диске 16 отверстий под ножевые рамы 14. Корпус свеклорезки 18 чугунный.
В нем находятся два суживающихся в направлении вращения диска улиткооб-
разных канала 17, образованных двумя концентрическими и двумя торцевыми
поверхностями. Улиткообразные каналы доходят почти до уровня ножей 7 и яв-
ляются прижимами для свеклы. В нижней части каналов установлены коитрно-
жи-ограничнтели 13, предназначенные дли улавливании посторонних предметов.
53
попавших в свеклорезку со свек-
лой. Для свободного доступа к
ножам предусмотрен люк с крыш-
кой 6, прижимаемой пружиной.
Смена ножей и удаление посторон-
них предметов осуществляется
после остановки свеклорезки. Для
этой цели в корпусе имеется от-
верстие, открывающее часть диска.
Ножи можно заменять как в пус-
той, так и в заполненной свеклой
машине.
Диск, закрепленный на валу 2
в подпятнике 1, вращается от элек-
тропривода С регулируемой часто-
той вращения. Электропривод со-
стоит из электродвигателя 9,
электромагнитной муфты 5, угло-
вого редуктора 3 и гидравлической
муфты 8. Последняя управляется от масляной системы, состоящей из насоса 11,
теплообменника 10 и сборника масла 12. При замене ножей диск вращается от
отдельного электродвигателя. Свеклорезка - с приводом установлена на единой
раме.
Во время работы свеклорезки свекла поступает в приемный бункер 4, плот-
но заклвнивается между диском и торцевыми поверхностями каналов, прижи-
мается к ножам и изрезается в стружку. Стружка удаляется из свеклорезки че-
рез выходную воронку 15. Посторонние предметы заклиниваются между диском
и крышкой 6, прижимают последнюю и отключают привод свеклорезки.
Свеклорезка дисковая типа RKE-15 (ПНР) имеет верхний привод диска.
Конструкцией свеклорезки предусмотрена очистка ножей на ходу. Это осуще-
ствляется прн помощи цилиндрической щетки, вращающейся со скоростью, вдвое
выше скорости диска. Щетка прижимается к ножам и отодвигается от них при
помощи пневматического серводвигателя. Работа ее проходит в автоматическом
или ручном режимах. Ножи обдуваются воздухом или паром. Для этого за щет-
кой установлены сопла, угол поворота которых можно регулировать.
Техническая характеристика дисковых свеклорезок приведена в табл. 10.
10. Техническая характеристика дисковых свеклорезок
Показатель ЛК-13 ю Ш Ч PSM-20/24 Путш • Путш *• БМД •’
Производительность, т/сут 1300 2500 1300 1800 4000 1700
Диаметр диска, мм 2000 2200 2000 2200 2780 2200
Количество ножевых рам, шт. Установленная мощность привода, 22 24 24 26 32 26
кВт Габаритные размеры, мм: 45 55 42 35 100 54
длина 3400 3770 3500 3600 4500 3500
ширина 2600 2400 2400 2600 3500 2600
высота 1900 2715 2000 2000 2500 2000
Масса, кг , 8500 J55OO* 7300 7500 8300 5500
Экспортер ТНР ГДР Фирма I «Путш» (ФРГ)
* Указана масса с трехма шинным агрегатом.
’• Приведены каталожные данные.
54
11. Ножи свеклорезные типов 1017-П, 1011-В
производства СФРЮ
Ножи свеклорезные предназначены для установки в ножевых рамах свекло-
резных машин. В СССР ножи выпускаются фрезерованные из сцецнального про-
фильного проката двух типов—безреберные (1011-В) и ребристые (1017-П). Для
изготовления ножей применяют инструментальную сталь марки У7, У7А, У8, У8А.
Ножи безреберные. (рис. 37)
изготовляются левые и правые
двух исполнений — А и Б. В но-
жевую раму устанавливают по
одному ножу левому н одному
правому исполнения А или Б.
При такой установке режущая
кромка в стыке двух ножей не
нарушается.
Нож состоит из крепеж-
ной 2 и рабочей 3 частей. Кре-
пежная часть имеет пазы 1
для установки ножа в ножевой
раме. Режущая кромка ножей
складывается из острых граней,
расположенных под углом 75°.
Расстояние между соседними
ребрами составляет шаг ножа f.
Ножи ребристые (рнс. 38)
изготовляются трех исполне-
ний — А, Б, О. Нож исполнения
О (обезличенный) имеет одно-
“ и
Рнс. 37. Нож свеклорезный безреберный.
значные стыкуемые кромки
слева н справа. Нож состоит нз крепежной части 2 с пазами 1 н рабочей части 3.
Режущая кромка ножа образована острыми гранями под углом в 90° и вер-
тикальными ребрами 4^ Ребра и торцевые поверхности ножей выполнены пря-
мыми. Требуемый профиль стружки получается за счет изменения взаимного
расположения ножей в соседних ножевых рамах.
. Свеклорезные ножи устанавливаются' в ножевой раме с помощью прижим-
ной планкн н двух шпилек так, чтобы их режущая часть выступала над кон-
трольной планкой ножевой рамы. Подъем ножа (расстояние от контрольной
планки до лезвия ножа) регулируется в зависимости от качества свеклы, типа
диффузионного аппарата и выбирается в таких пределах: для свежей здоровой
,0—3,5; подмороженной нли де-
ревянистой — 3,5—4,0 мм. Меж-
ду краем контрольной планки
и лезвием ножа для выхода
стружки устанавливается необ-
ходимый зазор в таких преде-
лах: для свежей или вялой чи-
стой свеклы — 3,0—3,5 мм; све-
жей или вялой засоренной —
4,0—7,0; волокнистой нли дере-
вянистой — 5,0—7,0; подморо-
женной чистой — 3,0—7,0; силь-
но волокнистой — 8,0—12,0 мм.
Техническая характеристи-
ка ножей свеклорезных приве-
дена в табл. 11.
Рис. 38. Нож свеклорезный ре-
бристый.
55
11.Техническая характеристика ножей свеклорезных
Тип ножа Исполне- ние ноже Шаг ножа, мм Угол при вер- шине пера, е Угол эаостре-, нмя. .. • Шир ножа, мм Масса, кг
Безреберный А Б 6,00 7,00 8,25 9,00 10,00 12,00 75 33 92 0,497 0,477 0,477 0,470
Ребристый О А, Б 5,00 6,00 90 35—45 97 0,515 0,470
Безреберный (СФРЮ) А, Б 7,00 8,25 75 33 92 0,477 0,477
Примечание. Длина свеклорезного нржа 165 мм, ширима паза ножа 15 мм, расстояние
между осями паза 105 мм. толщина крепежной части ножа 5,9 мм.
Глава 4
ОБОРУДОВАНИЕ ДЛЯ ИЗВЛЕЧЕНИЯ СОКА
1. Диффузионные аппараты колонные
типов КДА-15-66, КДА-20-66, КДА-25-66,
КДА-30-66, КД2-А25, КД2-А30
фирм БМА и «Букау-Вольф» (ФРГ)
Диффузионные аппараты предназначены для извлечения сахара из предва-
рительно ошпаренной свекловичной стружки методом противоточной диффузии.
Диффузионный колонный аппарат типа КД2-А30 (рис. 39) представляет
собой цилиндрическую колонну, установленную на постаменте 9. Последний яв-
ляется опорной конструкцией аппарата. Он состоит из двух восьмиугольных
сваррых рам, каждая из которых опирается на четыре колонны, закрепляемые
на фундаменте.
Корпус аппарата 17 состоит из отдельных царг, свариваемых между собой
при монтаже н образующих вертикальную цилиндрическую шахту. В нижней
царге имеется лаз для обслуживания н ремонта аппарата, а также установлен
манометр, показывающий давление смеси в аппарате, По высоте корпуса распо-
ложены люки 18 и окна 19 для обслуживания н осмотра аппарата. Краны 20
служат для взятия проб сока. В верхней царге смонтированы два шнека. 1 с
индивидуальными приводами для удаления жома.
Внутри корпуса аппарата расположен вращающийся трубовал-76 с лопастя-
ми и неподвижные контрлопасти 13, 21, 22, образующие в целом транспортную
систему аппарата, перемещающую сокостружечную смесь снизу вверх. В ниж-
ней части корпуса расположен ситовой пояс 10, предназначенный для ввода в
аппарат сокостружечиой смеси и отделения и вывода из колонны башенного со-
ка. Ситовой пояс представляет собой разъемную конструкцию, состоящую из
двенадцати секторов 8, набранных из проволоки колосникового типа. Секторы
шлифуются в сборе перед установкой в аппарат. На постаменте вместе с сито-
вым поясом смонтирована нижняя подшипниковая опора 5 трубовала 16, четы-
ре снтоочистнтеля 12 и коллектор для отвода сока 7.
Трубовал 16 состоит нз отдельных секций, соединяемых между собой при
монтаже. На трубовале по винтовой линии привариваются лопасти 15 и 23, ко-
56
торые образуют двухзаходный виток, а контрлопасти, привариваемые к корпусу
аппарата,— семизаходный. Лопасти выполнены обтекаемой формы по типу кры-
ла самолета постоянного сечения.
На верхней части трубовала закреплено зубчатое колесо 25, входящее в за-
цепление с приводом аппарата. Привод 27 установлен на выгрузочной царге кор-
пуса и предназначен для вращения трубовала. Он состоит из двух вертикальных
57
Подшипник 3003160
ГОСТ5721-75
Мотор-ребуктор
' МП02-658-250-3216-П81
Му/рта зубчатая
'т-8,г-1>8
Подшипник 3536
' ГОСТ5721-75
Шестерня
т=20, г-18
ГОСТ5721-15
Колесе зубчатое
т-20, z-153
Подшипник 3003160
ГОСТ 5721-75
Подшипник 9039352
ГОСТ 9962-75
Шнек иМ
Шнек прабйй.
Мотор-редуктор \ Подшипник 1218
МП,2-50-36 \ ГОСТ 2Н26-75
Myqrnt МУ8П 710-50-1ГУ6
ГОСТ 21626-75
S
Побшшник1218
ГОСТ 5720-75
Подшипник 8122
ГОСТ 6871-75
Рис. 40. Схемй привода колонных диффузионных аппаратов типа КД2-А25 н
КД^-АЗО:
о — трубовала; б — шнеков выгрузки жома.
Рис. 41. План расположения
отверстий под фундаментные
болты диффузионных аппара-
тов типа КДА-15-66, КДА-20-66,
КДА-25-66, КДА-30-66.
Рис. 42. План расположения
отверстий под, фундаментные
болты диффузионных аппаратов
типа:
а — КД2-А25; б — КД2-А30.
680iQJS TV Т 68010,8
12. Техническая характеристика колонных диффузионных аппаратов
Показатель КДА-15-66 CD сс е К ДА-25-66 со Ф М 5 КД2-А25 КД2-А30
Производительность, т/сут Потери сахара в жоме при от- качке 115—120% к массе свек- лы, % Полезный объем, м3 Полезная высота, мм Внутренний диаметр колонны, мм Горизонтальное сито: общая площадь, ма живое сечение, % Контрлапы ситчатые: общая площадь, м2 живое сечение, % Частота вращения трубовала, с-1 Привод трубовала: мотор-редуктор: тип количество, шт. електродвигатель: тнп мощность, кВт частота вращения, с-"1 Установленная электрическая мощность, кВт Габаритные размеры, мм: длина ширина высота Масса, кг Завод-нзготовнтель 1500 107,6 10450 9,4 6,7 8735 7395 19 770 135 400 Болохо маша 1700 1 143,4 13950 4000 9,4 34 6,7 0,003 мг 82 8735 7395 23 270 153 000 вский м 2500 0,25- 173,0 11220 14,9 ,0 9,3 ' 22 —0,01 / IO2-45B-2 П j 2 ,9 9760 8400 20 830 180 600 цциностр 1 3000 -0,30 208,0 13320 14,9 9,3 ,4 50-32/6-Г 2 81 2 5 9Z60 8400 22 930 196 300 оительн 2500 193,0 12600 5000 13,7 4Е 3,7 0,008- 181 71 9130 7905 21410 160 430 ай Миш 3000 234,0 12600 16,8 ,2 ч 4,1 -0,013 ,5 9620 8405 21 410 171 840 тегпище-
13. Расположение отверстий под фундаментные болты диффузионных аппаратов, мм
Обозначения на рис. 41 КДА-14-66 КДА-20-66 КДА-25-66 - КДА-30-66
А 1950 1950 2450 2450 .
Б 3900 3900 4900 49О0Г
В 1950 1950 2450 2450
Г Д d пота 3900 3900 7 4900 00 38 16 4900
59
14. Присоединительные размеры фланцев основных коммуникаций диффузионнкл
коммуникация КДА-15-66 КДА.-20-66
Оу D d п Dy D d п
Подвод барометрической воды 70 150 18 4 70 150 18 4
Подвод жомопрессовой воды 65 130 14 4 65 130 14 4
Подвод сокоструждчной смеси 250 335 16 12 250 335 16 12
Отвод сока 2Q0 350 23 12 200 350 23 12
> » 350 445 23 12 350 445 23 12
моторов-редукторов, открытой зубчатой передачи и рамы 26 с ограждениями
и люками для обслуживания. На среднем каркасе рамы смонтирована верх-
няя подшипниковая опора 28 трубовала. Зазор между трубовалом н выгрузоч-
ной царгой корпуса уплотнен лабиринтом, предназначенным также для улавли-
вания и конденсации паров, собирающихся в верхней части аппарата. Конден-
сирующиеся пары отводятся в сборник 24.
Вода вводится в аппарат через контрлопасти 21, барометрическая — через
первый, а жомопрессовая — через третий илн пятый ряды, считая сверху. До-
полнительное отделение и отвод башенного' сока осуществляется через нижний
ряд контрлопастей 13. Указанные контрлопасти имеют сверленую ситчатую ка-
меру и патрубок, выходящий наружу аппарата.
Для отвода башенного сока нз нижнего ряда контрлопастей 15 н очистки
последних обратной подачей сока предусмотрен кольцевой трубопровод 14. По-
следний опирается на кронштейны площадки 11, предназначенной для обслужи-
вания н управления запорно-регулирующей арматурой кольцевого трубопровода.
Для смазки открытой зубчатой передачи привода предусмотрена система
непрерывной жидкой смазки методом полива. Масло подается шестеренным элек-
Л'ронасосным агрегатом, закрепленным на кронштейне, приваренном к корпусу
аппарата. Регулируется подача масла с помощью маслораспределителей, уста-
новленных на площадке обслуживания привода трубовала. Для смазки подшип-
ников трубовала и шнеков предусмотрена система периодической пластичной
смазки от станции 3, установленной на фундаменте постамента. Регулируется
подача смазки с помощью пнтателёй, установленных у соответствующих точек
смазки.
Работа аппарата заключается в следующем. Сокостружечная смесь из ошпа-
рнвдтеля насосом подается в аппарат(через патрубок 6, крышку опоры и опор-
ную секцию ситового пояса. Опорная секция с ситоочистителями 12 при враще-
нии распределяет стружку по всей поверхности горизонтального сектора (сита)
8. Лопасти трубовала при вращении перемещают стружку вве^х, а навстречу ей
поступает барометрическая и жомопрессовая вода. Свекловичная стружка обес-
сахаривается и в виде жома удаляется из аппарата шнеками 1. Диффузион-
ный сок проходит через горизонтальное сито 8, патрубки 4, 2 н выводится из ап-
парата.
Управление работой аппарата осуществляется дистанционно с пульта управ-
ления илн в автоматическом режиме (см. раздел II).
Схема привода трубовала и шнеков выгрузки жома диффузионных аппара-
тов КДЙ-А25 и КД2-А30 приведена на рис. 40.
Техническая характеристика аппаратов приведена в табл. 12.
- На рис. 41 приведен план расположения отверстий под фундаментные бол-
ты диффузионных аппаратов, а в табл. 13 — размеры расположения отверстий
под фундаментные болты диффузионных аппаратов типа КДА.
План расположения отверстий под фундаментные болты для диффузион-
ных аппаратов КД2А-25 и КД2А-30 показан на рнс. 42. Присоединительные раз-
меры фланцев основных коммуникаций аппарата приведены в табл. 14.
60
аппаратов
КДА-25-66 КДА-30-66 КД2-А25 КД2-А30
Dy D d n Dy D d п Dy D d n DV D d n
70 150 18 4 50 ПО M 4 65 130 14 4 65 130 14 4
65 130 14 4 65 130 14 4 65 130 14 4 65 130 14 4
250 395 16 12 250 395 20 12 250 335 18 12 250' 335 18 12
200 350 23 12 400 495 23 16 400 495 23 16 400 495 23 16
400 495 23 16 200 350 23 12 150 225 18 8 150 225 18 8
Колонные диффузионные аппараты фирм БМА и «Букау-Вольф» (ФРГ) по
конструкции транспортной системы аналогичны соответственно отечественный
диффузионным аппаратам типа КДА и КД2-А*
2. Диффузионные аппараты наклонные типов А1-ПДС-20,
А1-ПД2-С20, А1-ПД2-С30, А1-ПДС-60, ДС (ПНР)
Диффузионные аппараты предназначены для извлечения сахара из свекло-
вичной стружки методом противоточной диффузии. Предварительное ошпарива-
ние стружки не требуется.
Диффузионный аппарат наклонный двухшнековый типа А1-ПД2-С30 (рис. 43)
имеет корытообразный корпус 9, образованный двумя пересекающимися наклон-
ными полуцилиндрами. Корпус изготовлен нз биметалла с плакирующим слоем
Рис. 43. Диффузионный аппарат наклонный типа А1-ПД2-С30.
из стали 0,8X13 и установлен на постаменте 8 под углом 10°30'. В нижней ча-
сти корпуса расположёны загрузочный бункер 4, сокоотборнаи камера, патруб-
ки подвода сока для регенерации сит. В торце корпуса установлено фильтрую-
щее сито. В верхней части корпуса расположено устройство подвода питатель-
ной воды и выгрузочное устройство для удаления жома. Устройство состоит из
двух параллельных шнекоа 5, приводимых в движение от асинхронного электро-
двигателя через редуктор и цепную передачу.
Снаружи корпуса установлены камеры 12, в которые подается пар для под;
держания в аппарате требуемого температурного режима. Конденсат удаляет-
ся из камер насосами 10. В двух нижних секциях корпуса аппарата паровые
камеры соединены с трубчатыми контрлопастями, что увеличивает поверхность
61
нагрева в зоне термоплазмолнза стружки. Сверху корпус аппарата закрыт кры-
шками с люками размером 500 Х500 мм. Для удобства и безопасности обслу-
жиааиня аппарата предусмотрены ограждения 6.
Внутри корпуса аппарата расположена транспортная система, состоящая нз
двух вращающихся трубовалов с лопастями и неподвижных'контрлопастей, при-
варенных к корпуву аппарата. По всей длине корпуса приварены планки с пере-
менным шагом. Это предохраняет стружку от вращательного движения вместе
с лопастями. /
Каждый шнек аппарата (левый и правый) состоит из двух частей — верх-
ней и нижней, имеющих наружную и внутреннюю опоры. Шнеки вращаются в
разные стороны: левый — против часовой стрелки, правый — по часовой стрелке
(со стороны фильтрующего снта).
Шнек состоит из трубовала, к которому приварены кронштейны с планками.
К планкам с помощью болтов прикреплены перфорироаанные лопасти из листо-
вого алюминия. Шиек трехзаходиый с постоянным шагом. Витки-шнека не спло-
шные, а в виде секторов и имеют угол охвата 90° с разрывом между лопастя-
ми 30°. Лопасти расположены таким образом, что по длине шнека имеются сво-
бодные зоны для размещения контрлопастей корпуса.
На участках нижиих шиеков, примыкающих к ситу, расположены скребкн
н ножи, которые при врадцении шиеков очищают поверхность сит от пульпы и
мелкой стружки. На концах верхних шнеков, находящихся в зоне выгрузки, при-
варены лопасти, которые разрыхляют и подают жом к разгрузочному устройству.
-Шнеки приводятся во вращение двумя приводами — верхним и иижннм. Каж-
дый привод состоит из двух электродвигателей постоянного тока 1, редукторов 2
и зубчатой передачи 3. Цитание электродвигателей осуществляется от тири-
сторного преобразователя, возможно их питание'от электромашиииых агрегатов.
Диффузионный аппарат оборудован системами густой 7 и жидкой 11 смазки,
а также оборудованием для подачи аитипеиного вещества и формалина. Преду-
смотрена поставка с аппаратом средств автоматизации, электрощитов и пуль-
тов управления.
Свекловичная стружка подается транспортером в загрузочный бункер 4, за-
хватывается шнеками и транспортируется вдоль аппарата к разгрузочному
устройству. Навстречу стружке движется барометрическая и жомопрессовая во-
да. За счет тепла, выделяемого при конденсации пара в паровых камерах 12,
происходит нагрев и термоплазмолиз стружки. Полученный диффузионный сок,
пройдя через сито, поступает в сокоотборную камеру, а затем насосом подается
на дальнейшую переработку. Жом с помощью двух параллельных шнеков 5,
установленных перпендикулярно транспортной системе аппарата, выводится из
аппарата.
Техническая характеристика диффузионного аппарата приведена в табл. 15.
План расположения отверстий под фундаментные болты для диффузионных
аппаратов А1-ПДС-20 и А1-ПД2-С20 приведен на рис. 44, а для диффузионных
аппаратов А1-ПД2-С30 и А1-ПДС-60 — на рис. 45.
Рис. 44. План расположения отверстий под фундаментные болты диффузионных
аппаратов типа:
О — А1-ПДС-20: б — А1-ПД2-С20. \
62
15. Техническая характеристика наклонных диффузионных аппаратов
Показатель А1-ПДС-20 А1-ПД2-С20 А1-ПД2-С30 А1-ПДС-60
Производительность, т/сут 2000 2000 3000 6000
Потери сахара в жоме прн
откачке 115—120% к массе
свеклы, % 0,25- -0,30 ‘
Диаметр шнека, мм 2600 3200 4000
Частота вращения шнека, с 1 0,006 0,005 0,007
0,017 0,016 0,019
Площадь сита, м2 8,0 12,5 17,7
Живое сечение сита, % Н,2 - 42,5
Материал сита Латунь нлн иержавею- Сетка 1-12Х18Н10Т-42-2.5
щая сталь. Отверстия (ГОСТ 9074 -71)
сверленные диаметром
4 мм
Привод шнека: - •
электродвигатель:
тип П71 П82, П91 П102
установленная электр и-
ческая мощность, кВт 76,0 114,0 300,0
частота вращения, с~1 25 16,7
напряжение, В 220
редуктор:
тип PM350-VIII-2 РЦД-350 Ц2У-400Н Ц2У-400Н
передаточное число 1 0 40 20
Суммарная установленная
электрическая мощность, кВт 83,5 79,0 117,0 311,0
Габаритные размеры, мм:
длина 21 540 21 540 28 000 37 200
ширина 7710 7710 7710 8890
высота 8150 8150 10 700 13 300
Масса, кг 165 000 150000 223 000 450 000
Завод-изготовитель Болоховский машиностроительный Минлегпищемаша
Присоединительные размеры фланцев основных коммуникаций диффузион-
ных аппаратов типа ПДС приведены в табл. 16.
Диффузионные аппараты типа ДС (ПНР) и ДДС (Дания) конструктивно
отличаются от аппаратов типа ПДС в основном транспортной системой, приво-
дом и устройством выгрузки жома. Шнеки транспортной системы этих аппара-
тов выполнены в виде винтовых непрерывных полос левого н правого заходов.
16. Присоединительные размеры фланцев основных коммуникаций диффузионных
аппаратов
Коммуникация А1-ПДС-20 А1-ПД2-С20 А1-ПД2-С30 Al-ПД С-60
° Л п Оу D d п Dy D d п Dy d n
Подвод барометрической воды 150 240 23 8 150 240 23 8 150 240 23 8 225 305 18 8
Подвод жомопрессовой вода 100 180 18 8 100 180 18 8 100 180 18 8 150 240 23 8
Подвод пара 200 295 23 8 200 295 18 8 325 410 27 12 500 660 40 18
Отвод сока 250 305 18 8 250 335 18 12 250 335 18 12 500 560 23 16
Продувка сит 125 200 18 8 125 200 18 8 125 200 18 „8 65 130 14 4
Отвод иекоиденсирую- щжхся газов 50 125 18 » 4 50 125 18 4 50 125 18 4 50 125 18 4
63
Каждый из двух приводов аппаратов (верхний и нижний) состоит из двух
электродвигателей постоянного тока, двух редукторов, клиноременной, цепной
я зубчатой передач. Последние две помешены в масляную ванну. Электродви-
5633V
56SBi3
42SD*-3
SSOStS
Рис. 45. План расположенья отверстий под фундаментные
болты диффузионных аппаратов типа:
а — А1-ПД2-С30; б —А1-ПДС-60.
гатели получают питание как от тиристорного преобразователя, так и от ма-
шинного агрегата.
В верхней торцевой части корпуса имеется подъемное колесо для удаления
жома. Привод колеса осуществляется от индивидуального электродвигателя че-
рез клиноременную н цепную передачи. )
17. Технические характеристики диффузионных аппаратов
Показатель ДС-8 ДС-10 ДС-12 ДС-17
Производительность, т/ч 2000 2400 'зооо 4200
Установленная электрическая мощность, кВт Габаритные размеры, мм: 79,4 116,9 118,9 248,4
длийа 28 100 28800 29 600 33 750
ширина 6370 7100 7850 >9190
высота 10 720 1Г790 12 500 14 100
Масса, кг 169 000 222 000 265000 425000
Экспортер , П1 HP
Технические характеристики диффузионных аппаратов типа ДС и ДДС иден-
тичны и приведены в табл. 17.
«4
3. Отпариватель стружки типа ОС-25/ЗОМ
Отпариватель стружки предназначен для нагрева и плазмолизнрования
стружки перед поступлением ее в диффузионный аппарат.
Корпус отпаривателя (рис. 46) 11 цилиндрической формы с установленны-
ми в нем контрлопастями. Корпус монтируется на четырех лапах 12 на фунда-
менте под углом 5° к горизонту. Передние лапы (со стороны привода) крепятся
к фундаменту болтами, задние—опираются иа опорные плиты н могут сколь-
зить по ним при тепловом удлинении отпаривателя. Опорные плиты крепятся к
фундаменту болтацн.
К корпусу отпаривателя при помощи фланцев крепятся передняя 3 и задняя
10 крышки, которые являются опорами для трубовала. Внутри корпуса установ-
лен трубовал 7, представляющий собой полую трубу с уменьшающимся диаме-
тром в зоне перемешивания и с приваренными к ней по винтовой линии лопа-
стями 8. Корпус по длине разделяется на две зоны: теплообмена и перемешива-
ния. Перед зоной перемешивания установлен задерживателб, состоящий из две-
надцати контрлопастей. В верхней части корпуса установлена шахта 6, расши-
ряющаяся книзу, и сборник пены 9. В передней части ошпарнвателя находится
снто 4 передней крышки и сито боковое 13, через которые отбирается сок. Си-
то латунное, сверленное (диаметр отверстий 3 мм).
Техническая характеристика ошпарнвателя типа ОС-25/ЗОМ
Производительность, т/сут..............................
Время пребывания стружкд в отпаривателе, мин .....
Площадь сит, м*
торцевых ................................................
t боковых.........................................
Привод шнеков:
электродвигатель:
мощность, кВт......................................
частота вращения, с 1 ........................
редуктор:
тип .............................................
передаточное число .........................
передача .................................... ...
передаточное число............................
Длина теплообменной части, мм .........................
Длина части ошпаривания, мм ...........................
Габаритные размеры, мм;
t длина . . ..........................'................
ширина .....................................
йЬгсота ................*...................
Масса, кг ...............................................
Завод-изготовитель ....................................
3000
18
7,96
2,9
РМ 1000Б-1-1Ц
50
Зубчатая
6,35
5800
2200
12 170
4240
6370
43 461
Болоховский маши-
ностроительны й
Минлегпищемаша
Сито передней крышки очищается от мезгн скребком 5. Для очистки боко-
вого сита его продувают соком. Привод трубовала осуществляется от электро-
двигателя постоянного тока 1 через редуктор 2 и открытую зубчатую передачу.
Свекловичная стружка поступает в загрузочную Шахту н шнеком переме-
щается к задней крышке. Контрлопастн препятствуют вращению стружкн в отпа-
ривателе. Ошпаривание стружкн осуществляется в зоне перемешивания подогре-
18. Присоединительные размеры фланцев основных коммуникаций ошпарнвателя
Обозначе- ние на рис. 46 , । Коммуникация । D а п
А Подача формалина 20 65 12 4
Б » пара на гашение пены . 40 100 14 4
В Отбор сока на производство 200 280 18 8
Г Подвод циркуляционного сока 350 445 23 16
Д Отбор сокостружечной смеси на насос 400 495 23 16
66
тым до 85“ С башеннь/м соком в количестве 300% к массе свеклы. Сюда же по-
дается формалин. Образовавшаяся при ошпаривании стружки пена направляет-
ся в пеногаситель, где гасится паром и маслом. Дополнительно для предвари-
тельного ошпаривания в среднюю часть отпаривателя подается башенный сок в
количестве 120—160% по массе свеклы с температурой 72° С. Ошпаренная свек-
Рис. 47. План расположения отверстий под фундаментные
болты отпаривателя стружки типа ОС-25/ЗОМ.
ловнчная стружка отводится насосом сокостружечной смеси в колонну. Сок, иду-
щий на производство, отбирается из отпаривателя через сито передней крышки ,и
боковое.
Температура сока, поступающего на производство, в результате отдачи теп-
ла стружке снижается до 40—42° С.
План расположения отверстий под фундаментные болты отпаривателя при-
веден на рис. 47. Присоединительные размеры .фланцев отпаривателя даны в
табл. 18.
4. Отпариватель стружки противоточный
типа А2-ПОБ-30
Отпариватель стружки противоточны предназначен для нагрева и плазмо-
лизирования стружки перед поступлением ее в аппарат с одновременным ча-
стичным извлечением из нее сахара при противоточном движении стружки и
сока.
. Ошпаряватель (рис. 48) представляет собой аппарат аналогичный наклон-
ному“двушнековому диффузионному аппарату. Корытообразный корпус 9 уста-
новлен на постаменте 10 под углом 8“ к горизонту. 'Корпус разделен поперечной
наклонной перегородкой на противоточную часть и емкость для перемешивания
сокостружечной смеси.
Внутри корпуса отпаривателя размещены два шнека, каждый из которых
состоит из двух полушнеков. Шнеки выполнены по типу шнеков диффузионных
аппаратов ДС и ДДС и крепятся на трех опорах, две нз которых находятся
внутри корпуса, а третья (нижняя)—снаружи на раме. В верхней части шнеки
снабжены лопастями для перемешивания стружки с соком. Для очистки сита,
установленного в нижней торцевой части аппарата, на шнеках укреплены
скребки.
Сверху корпус закрыт крышкой 5 с люками. В нижней его части имеется
загрузочная шахта 4. Предусмотрено, ограждение 6 площадок обслуживания. На
боковой поверхности корпуса размещены паровые камеры 11. подвода пара
в камеры, отвода конденсата и неконденсирующихся газов имеются трубопро-
воды с запорной арматурой 8.
Привод шнеков ошпрривателя осуществляется от электродвигателя постоян-
ного тока 1 через редуктор 2 и. зубчатую передачу 3. Электродвигатель питает-
ся от тиристорного преобразователя. Привод устанавливается на индивидуаль-
ном постаменте. Смазка зубчатой передачи привода осуществляется от системы
жидкой смазки 12. Для смазки внутренних подшипников шнеков н уплотнений
опорных валов привода предусмотрена система густой смазкн 7.
3*
67
Рис. 48, Отпариватель стружки Противоточный типа А2-ПОБ-30.
Техническая характеристика отпаривателя типа А2-ПОБ-80
Производительность» т/сут.............................
Время пребывания стружки в отпаривателе, с . ..........
Полезный объем, м’ . . .......................
Площадь сит м2........................................
Число зои парового обогрева, шт. .....................
Давление пйра, мПа....................................
Привод шнеков:
электродвигатель:
мощность, кВт ...................................
частота вращения, с 1 ......................
тип.........................................
тиристорный преобразователь . . . . ‘ . . . .
редуктор!
тип .......................
рередаточное число 9. ......................
3000
1800
150
12
2
0,13—0.17
50
16,7
П102
АТЕЗ-200/460-У4
РМ-850
31,2
Габаритные размеры, мм:
длина .................................................
ширина .......................................
высота........................................
Масса, кг ............................................
Завод-изготовитель....................................
опытного образца
14 180
6750
8340
96 880
Болоховский маши-
ностроительный
Миилегпищемаша
Отпариватель поставляется комплектно с пускорегулнрующей аппаратурой.
Отпариватель работает следующим образом. Свекловичная стружка посту-
пает через загрузочную шахту в корпус аппарата, где транспортирующими шне-
Рис. 49. План расположения отверстий под фундаментные болты
ошпарнвателя стружки противоточного типа А2-ПОБ-30.
ками перемещается вдоль корпуса и по наклонному листу попадает нз противо-
точной части в емкость перемешивания сокостружечной смеси (мешалку). Диф-
19. Присоединительные размеры фланцев основных коммуникаций ошпарнвателя
Обозначе- ние на рис. 48 Коммуникация D 4 п
А Отвод сока 150 225 18 8
Б Выход сокостружечиой смеси 400 495 23 16
В Подвод пара 350 - 485 23 12
Г Подвод сока в мешалку 200 295 23 8
д Подвод сока в противоточную часть 150 225 18 8
69
0081
фузиониый сок через подогреватель в количестве 300% к массе свеклы подается
в перемешивающую часть отпаривателя, а в количестве 120% — в противоточ-
ную. Нагревается стружка паром, поступающим в паровые камеры отпарива-
теля. Диффузионный сок через два нижних патрубка ситового пояса откачива-
ется иасосом и подается на производство. Сокостружечная смесь из перемеши-
вающей части отпаривателя подается насосом в нижнюю часть колонного диф-
фузионного аппарата (над ситовым поясом) для экстракции сахара.
План расположения отверстий под фундаментные болты отпаривателя стру-
жки приведен «а рис. 49. Присоединительные размеры фланцев основных комму-
никаций отпаривателя приведены в табл. 19.
5. Пульполовушки с прессом типа ПП-15/20, ПП-25/30
Пульполовушки с прессом предназначены для очистки жомопрессовой воды
от свекловичной пульпы (мезги).
Пульполовушка типа ПП-15/20 (рис. 60) состоит из корпуса 9, в котором
вращается перфорированный барабан 11, покрытый изнутри латунной сеткой. Ба-
Рис1 61. Пресс пульполовушки типа ПП-15/20.
рабан двумя бандажами опирается на две пары вогнутых роликов 21, установ-
ленных на двух валах 20. Последние вращаются в подшипниках 23. Один вал
приводится во вращение электродвигателем 1 через редуктор 4, а другой через
Техническая характеристика пульполовушек
Производительность максимальная, т/сут........
Площадь поверхности фильтрования,
активная ...............................^ . . .
полная ..................................
Частота вращения, с
' барабана ......... .................... .
шнека пресса .....................I....
Электродвигатель:
тип...........................................
мощность, кВт............................
частота вращения, с—1
Редуктор:
тип......................................... .
передаточное число.....................
Габаритные размеры, мм:
длина ....................................
ширина...................................
рысота...................................
Масса, кг а. ...............................
Завод-изгфовитель.............................
ПП-15/20 ПП-25/30
2000 3000
1,4 1.87
6,6 7.5
0,06
0,4
АО2-41-6
3
15,8
Ц2У-200-40-5Ц ЦДН-35
40
4759 5359
1828 2328
1800 2000
2718 3145
Болоховский машинострои-
тельный Мннлегпищемаша
71
Рис. 52. План расположения отвер-
стий под фундаментные болты пуль-
половушки с прессом типа ПП-15/20
и ПП-25/30 (а) и присоединительные
размеры фланцев пульполовушек (б).
цепную передачу, состоящую из цепи 5,
ведущей звездочки, установленной на ва-
лу 20, 22 и ведомой звездочки 18. На-
тяжениё цепи регулируется устрой-
ством 17.
Жомопрессовая вода с пульпой через
патрубок 6 поступает внутрь бараба-
на, фильтруется и выходит из патрубка 19 пульполовушки. Оставшаяся на сет-
ке пульпа лопатками, расположенными внутри барабана, поднимается при вра-'
щении барабана вверх н сбрасывается в бункер 10 транспортирующего шнека
8, который подает ее на шнек пресса 12. Транспортирующий шнек н шнек прес-
са установлены на одном валу, который вращается от электродвигателя 1 и ре-
дуктора 4 при помощи цепи 5 и звездочки 16. Отделенная от пульпы вода из
пресса по трубе 14 поступает в корпус ловушки ir смешивается с основным по-
током очищенной воды. Отжатая пульпа через отверстие в торце 13 удаляется
из пресса.
Регенерация сита осуществляется паром под давлением 0,2—0,25 мПа при
подаче его в два барботера 15. Муфты 2 привода и цепная передача закрыты
кожухами 3. Смазка подшипников осуществляется через масленки 7.
Пресс пульполовушки (рнс. 51) состоит из двух цилиндрических корпусов —
сплошного 4 и ситчатого 8, соединенных фланцем 7. Пресс крепится к корпусу
пульполоЬушки опорами 23 и 25. Ситчатый корпус закрыт кожухом 12 с люком,
закрываемым крышкой 10 с винтами 11. Торцы корпуса 4 и кожуха 12 закрыты
крышками 3 и 13. Внутри корпусов шнека находится вал 5, на котором укреп-
лены витки 24 и 9 соответственно транспортирующего н прессующего шнеков.
Вал установлен в подшипниках 2 и 18\ вращение на него передается посред-
ством звездочки 1. *
Пульпа через бункер 6 поступает в корпус 4 и транспортирующим шнеком
подается в ситчатый корпус. Посредством витков 9 от пульпы отделяется жомо-
прессовая вода. Она проходит через сито и собирается в сборнике 22, из ко-
торого удаляется через патрубок 21. Пульпа транспортируется к конусу 20 и
выходит из пресса через кольцевое отверстие между конусом 20 н пробкой 19.
Степень сжатия пульпы регулируется перемещением пробки 19 вдоль вала 5,
т. е. величиной кольцевого зазора. Перемещение осуществляется рычагом 17,
который поворачивается вокруг шарнирного валика 14 рычагом 15 с противо-
весом 16.
План расположения отверстий под фундаментные болты для пульполовушек
типа ПП-15/20 и ПП-25/30 приведен на рнс. 52, а. Присоединительные размеры
фланцев основных коммуникаций пульполовушек показаны на рнс. 52, б.
6. Пульполовушки ротационные
типа ПР-58М, ПР-15/20, ПР-25/30
Пульполовушки ротационного типа предназначены для очистки диффузион-
ного сока от свекловичной пульпы (мезги).
Пульполовушка ротационная типа ПР-58М представляет собой корпус 6 ко-
рытообразной формы, в котором вращается перфорированный барабан 5, покры-
тый снаружи латунным ситом. Одна сторона барабана в его торце Заглушена
(на рис, 53 — левая), другая — открыта. Открытой стороной барабан вращается
в резиновом уплотнении. Привод барабана осуществляется от электродвигателя
1 через муфту 2, редуктор 3 и цепиую передачу, состоящую из зубчатых колес
21 и 14 н цепи 17. Натяжение цепи осуществляется при помощи устройства 8.
72
s
/840
S Ю 11 12 13
ПР 58M^ Пульполовушка ротационная типа
Диффузионный сок по патрубку 20 поступает в корыто, фильтруется и ухо-
дит- через открытую сторону барабана в приемник 7, а из него через патрубок 16 —
на производство. Нормальная работа пульполовушки обеспечивается при заполне-
нии корыта на 8/< высоты. Избыток нефильтрованного сока переливается через
сливные окна в отсек 15 и идет на возврат. При снижении производительности
последующих станций избыток сока сливается в патрубок 18.
Пульпа, задерживающаяся на сетке, счищается и сбрасывается в бункер 19
с помощью вращающихся щеток 12. Щетки закреплены на кронштейнах 13 н пе-
риодически встряхиваются с помощью ролика 11 при набегании на него полосы,
установленной на сетке.
Вращение щеткам передается от электродвигателя 1 через цепь 17, зубчатое
колесо 9 н цепь 10.
Дополнительная очистка сита осуществляется диффузионным соком, который
подается под давлением во внутреннюю полость барабана через патрубок 4.
Техническая характеристика пульполовушек приведена в табл. 20.
20. Техническая характеристика пульполовушек
Показатель ПР-58М ПР-15/20 ПР-25/30
Производительность, т/сут Активная площадь поверхности фильтра- ции, м2 Частота вращения, с~х: барабана щеток Установленная мощность электродвигате- ля,' кВт Габаритные размеры, мм: длина ширина высота Масса, кг Завод-изготовитель 1500 1,9 0,08 0,11 ' 4 3232 ' 2557 2370 2079 Болоховски (типы ПР-15 ние «Карло! Минлегпище 2000 2,6 0,09 0,5 2 3325 172Г 1565 2300 i машиностро /20 и ПР-25/3 )капщцемаш> ‘маша 3000 4,3 0,09 0,79 8 4298 2694 2538 2930 ительный )) и объединен тип ПР-58М)
План расположения отверстий под фундаментные болты пульполовушек при-
веден на рис. 54 соответственно пульполоиушек типа I1P-58M, ПР-15/20 и
ПР-25/30.
21. Присоединительные размеры фланцев основных коммуникаций пульполовушек
4 £ £ 8 ние на рис. 53 Коммуника- ция ПР-58М ПР-15/20 ПР-25/30
Dy D d п D d п Dy D d It.
л Подвод сока 150 225 18 8 200 280 18 8 200 280 18 8
£ Отвод сока 200 280 18 8 300 395 23 12 300 395 23 12
В Выход пульпы 150 225 18 8 160 «X Х1Б0 220 *Х Х220 18 8 150 »»Х XIЮ5 220 *«х Х1170 18 16
• Для фланцев квадратного сечення.
•• Для фланцев прямоугольно rd сечення.
-74
370iO,B.
еы11*№*ла
6
Рис. 54. План расположения отвер-
стий под фундаментные болты пуль-
половушек:
а — ПР-68М; б — ПР-16/20; в — ПР-25/30
Присоединительные размеры фланцев пульполовушек приведены в табл. 21.
7. Отстойники жомопрессовой воды
типа 711 и 712
Отстойники предназначены для отделения пульпы путем отстаивания ^омо-
прессовой воды. Отстойники типа 711 (рис. 551 применяются с диффузионйыми
аппаратами типа КДА-15-66 и КДА-20-66, а типа 712 — е диффузионными аппа-
ратами КДА-25/66 и КДА-30-66.
Техническая характеристика отстойников
Поверхность зеркала воды, м1 ............г .
Полезная емкость сборника, ма...........
> > отстойника, мэ...............«...
Ширина водослива, мм ...........................
Глубина потока на водосливе, мм, при различной
производительности, т/сут;
1500 ......................................
2000 . .............................
2500 ......................................
3000 ......................................
Скорость потока на водосливе, м/с...........
Габаритные размеры, мм;
длина .....................................
ширина . ..................................
высота.....................................
Масса, кг.............. . . ................
Завод-изготовитель ..............................
Тип 711
5,6
1,32
7,0
2000
1,8
2,3
й.з
Тип 712
8,6
1,32
11.4
2000
1,7
>,0
.34
Б586
2160
2681
2619
машинострои-
4698
2160
2681
2014
Болоховский
тельный Минлегпищемаша
По конструкции отстойники жомопрессовой воды типа 711 и 712 аналогич-
ны и представляют собой прямоугольные сварные резервуары 8. В поперечном
нанравлении резервуар перегорожен водосливным листом 5 на две части — соб1
етвеино отстойник и сборник. Размеры отстойника 712 на рис. 55 приведены в
скобках. Для наблюдения за работой отстойника в нем предусмотрены окна.
Собственно отстойник служит для приема поступакдц й воды и очистки ее от
мезги (пульпы). Сверху отстойник закрыт крышкой 6, часть которой съемная.
В торце, ниже крышки, имеется патрубок 10 для входа воды. Нижняя часть от-
стойника сужена и заканчивается продольным патрубком 11 для спуска осадка.
75
Внутри (перед патрубком вхо-
да воды) вварено сито 9, пред-
назначенное для задержания
крупных предметов, рассекания
струи воды и предотвращения
взмучивания осадка.
Сборник служит для окон-
чательной очистки воды. На
крышке " сборника имеется
люк 4, а также трубы 3 для
установки уровнемера и датчи-
ка регулятора' уровн^.
Поплавок уровнемера по-
мещается в корпусе регулято-
ра, который смонтирован внут-
ри сборника. В торце вварены
патрубки 2 для выхода воды
и ее перелива, а также бо-
бышка для установки термо-
пары. В днище предусмот-'
рен патрубок 1 для спуска
осадка.
Жомопрессовая вода, не-
прерывно поступая в отстойник,
выдерживается в нем некото-
рое время при спокойном зер-
кале водослива. Мезга оседает
на дно, а вода через водослив
поступает на производство. Вы-
делившаяся мезга периодически
удаляется. Постоянный уровень
воды поддерживается. с помо-
щью регулятора уровня. Об-
разующиеся пары удаляют-
ся в атмосферу через патру-
бок 7.
План расположения отвер-
стий под крепежные болты
отстойников приведен на
рис. 56, а, б, а присоединитель-
ные размеры фланцев основ-
ных коммуникаций — на
рис. 56, в.
вид А по рис. 55 Вид б по рис 55
S О
Рнс. 56. План расположения отверстий под крепежные болты отстойников типов
а — 7П| б — 712; в — присоединительные размеры фланцев.
76
8. Пресс типа А2-ППВ для отжатия жома
Пресс предназначен для отжатия жома, поступающего с диффузионных уста-
новок, до содержания сухих веществ 18—21%,
Пресс типа А2-ППВ (рис. 57) состоит из следующих основных узлов( шнека,
разгрузочного устройства, бункера, кожуха, шахты, ситового пояса, коллектора,
привода, маслонасосной установки и электрооборудования.
1785
№00
нис. о/, пресс типа AZ-iliits для отжатия жома.
77
Рис. 58. План расположения отверстий под фундаментные
А2-ППВ (а), присоединительные размеры фланцев (б).
ш-
болты пресса типа
-Узлы пресса монтируются на литой прямоугольной фундаментной плите 6,
которая имеет центральное отверстие для прохода шнека и отверстия под фунда-
ментные болты для крепления на междуэтажном перекрытии. На плите установ-
лен бункер 3, в верхней части которого имеется ступица для крепления опоры
шнека и привода 4.
Цилиндрическое сито 2 и кожух 1 верхними фланцами крепятся к фунда-
ментной плите, ннжними — к корпусу разгрузочного устройства, которое соеди-
нено с фундаментной плитой с помощью двух стяжек 8.
Ситовой пояс состоит из двух цилиндрических перфорированных сит с вы-
резами для прохода контрлап. Узел разгрузки состоит из корпуса 11, подвиж-
ного регулирующего конуса 12, нижнего коллектора жомопрессовой воды и сгре-
бающего устройства жома 13. Шнек 7 представляет собой конусный полый ре-
шетчатый вал, отлитый из чугуна заодно с трехзаходными витками. В проме-
жутках между витками винта закреплены сита. Витки по высоте имеют проемы
для прохода девяти пар радиально расположенных контрлап 10. В средние три
ряда контрлап подводится пар из коллектора 9 для подогрева холодного жома.
На нижней цапфе шнека закреплен подвижный регулирующий конус. С помощью
гидросистемы конус может перемещаться в вертикальном направлении.
Сырой жом, содержащий около 6,5% сухих веществ, по двум шахтам .5,
расположенным'диаметрально противоположно, поступает в приемный буцкер и
захватывается витками шнека. Перемещаясь вниз, жом отнимается, жомопрессо-
вая вода проходит сквозь ситовой пояс в закожушное пространство и внутрь
пустотелого вала. Далее вся жомопрессовая вода стекает в нижний коллектор н
по трубопроводу направляется на пульполовушку. Степень отжатия жома регу-
лируется положением подвижного регулирующего конуса, котррое зависит от
давления в гидросистеме и количества поступающего жома в пресс.
Если усилие давления жома на подвижный конус больше усилия, создавае-
мого гидроцилиндром, то давление в гидроцилиндрах возрастает, масло из ци-
линдров вытекает через напорный золотник и конус опускается вниз, увелнчи-
Техническая характеристика пресса типа А2*ППВ
Производительность, т/сут......................
Содержание сухих веществ в отжатом жоме, %
Мотор-редуктор ,
Электродвигатель:
тип............................................
мощность, кВт.............................
количество электродвигателей, шт. ......
Наружный диаметр шнека пресса, мм..............
Частота вращения шнека, с 1....................
Поддержание заданной степени отжатия...........
Максимальное давление в гидросистеме, МПа . . .
Степень неравномерности подачи неотжатого жо-
ма. % .........................................
Габаритные размеры, мм>
длина .........................................
ширина....................................
высота ...................................
Касса, кг .....................................
Завод-изготовитель.............................
650—700
18—21
МПО2-26ВК-66. 5-17/22
АО2-62-4
17
2
800
6,073
Автоматическое
10
25
2000
1600
6050
9000
Смелянскнй машинострои-
тельный Миилегпшцемаша
78
вая ширину щели для прохода жома. Таким образом, усилие давления жома
уменьшается. Подвижный конус останавливается, когда усилие давления жома
уравновесится усилием, создаваемым гидроцилиндром.
При уменьшении усилия давления жома иа конус гидроцнлнцдр будет пере-
мещать конус вверх вследствие подкачки масла насосом, уменьшая щель до тех
пор, пока усилие давления жома и создаваемое гидроцнлиндром уравновесятся.
Отпрессованный жом попадает в выгрузочное устройство коллектора разгрузки,
захватывается лопатками выгрузочного механизма, транспортируется по коль-
цевому пазу и выгружается в нижиее отверстие в дне кольцевого паза. Выгру-
зочный механизм закреплен на валу шнека н вращается вместе с ним.
< План расположения отверстий под фундаментные болты и присоединитель-
ные размеры фланцев основных коммуникаций пресса приведены иа рис. 58, а, б.
9. Пресс вертикальный жомовый
типа А4-ПВЖ-Б
Пресс предназначен для отжатия жома, поступающего с диффузионных уста-
новок, до содержания сухих веществ 20—25%.
Пресс А4-ПВЖ-Б (рис. 59) устанавливается на балках междуэтажного пе-
рекрытия при помощи двух лап корпуса 7, представляющего собой сварную кон-
79
2230
200 2Q0\,rW0
Юот1.Ф20
Рис. 60. План расположения отверстий под фунда-
ментные болты пресса А4-ПВЖ-Б.
струкцию. На корпусе устанавливается приемная
шахта S и привод шнека, осуществляемый от двух
вертикальных синхронно работающих моторов-редук-
торов 9, передающих вращение через муфты 17 и
приводные шестерни 15 на зубчатое колесо 14 шнека.
Шнек 11 представляет собой сварную конструк-
цию, состоящую из перфорированного пустотелого
корпуса с наваренными на нем витками. На верхней
цапфе шнека расположено зубчатое колесо со спица-
ми для предварительного отжатия жома. На зубча-
крыльчатка 16, которая служит для предварительного
том колесе установлена
удаления воды из жома, а также является питателем шнека. Нижняя цапфа шие-
ка вращается в чугунной втулке нижней опорй. Между витками шиека к его кор-
пусу крепятся сита с отверстиями различных диаметров в зависимости от степени
отжатия жома.
Верхняя опора 6 состоит из корпуса и литой чугунной крестовины 13, за-
крепленной в корпусе. В крестовину запрессована чугунная втулка, в которой
вращается верхняя цапфа 12 шнека, а также вмонтированы два упорных шари-
коподшипника. Чугунная крестовина имеет шесть лопастей, расположенных'под
углом 45° к горизонтальной плоскости. Лопасти предназначены для предвари-
тельного уплотнения и&ма перед шнеком.
Техническая характеристика пресса типа
А4-ПВЖ-Б
Производительность, т/сут . . ....
Содержание сухих веществ в отжатом жоме, %
Частота вращения шнека, с—1 '..................
Внутренний диаметр сит, мм.....................
Мотор-редуктор
Электродвигатель:
тип ...........................................
мощность, кВт.............................
частота вращения, с—1 ....................
Габаритные размеры, мм:
длина ................................ ...
ширина . ............. .............
высота....................................
Масса, кг......................................
Завод-нзготовитель ............................
400—1250
20—25
0,02—0,07
1200
МР2-1600-40/32
П-02, исполнение ВЗ
42
16.7
2520
3180
7650
19 000
Смелянский машинострои-
тельный Минлегпищемаша
Между верхней и нижней опорами расположены царги 5, состоящие из пер-
форированных обечаек. По всей высоте шиека в царгах установлены контрножи
4 для устранения возможности проворачивания жома вместе со шнеком. В ниж-
ней опоре 3 вмонтировано устройство 2 для подъема шнека, состоящее из вин-
та, на конце которого установлена чугунная тарелка, при вращении винта упи-
рающаяся в нижнюю цапфу шнека.
Сырой жом поступает в приемную шахту пресса и, проходя последовательно
крыльчатку, зубчатое колесо и чугунную крестовину, попадает в пространство
22. Присоединительные размеры фланцев основных коммуникаций пресса
Обозначение на рис. 59 Коммуникация Dy D d Л
А Отвод жомопрессовой воды 222 260 18 8
Б Подвод пара 44 150 13 4
В » > 60 85 13 4
80
между шнеком и цилиндрическим ситом. Проходя вниз по суживающемуся коль-
цевому зазору, жом отжимается, причем жомопрессовая вода уходит через ци-
линдрическое сито и через сито полого вала шнека.
В нижней части пресса имеется патрубок 1 для удаления жомопрессовой
воды и проемы 10, через которые удаляется отжатый жом.
План расположения отверстий под фундаментные болты пресса приведен на
рис. 60, а присоединительные размеры фланцев основных коммуникаций пресса
приведены в табл. 22.
10. Пресс типа ПВЖ-57 для отжатия
сырого жома
Пресс предназначен для отжатия сырого жома, поступающего с диффузион-
ных установок, до содержания 14—15% сухих веществ. •
Основными узлами пресса (рис. 61) являются: верхняя' и нижняя станины,
опорная плита, привод, кожух, цилиндрическое снто, шнек, контрлапы, корпус
с отводной трубой, регулировочный конус,
мехацизм подъема регулировочного конуса.
Опорой пресса является плита 8 с отверсти-
ем, через которое проходит шнек пресса 9.
К опорной плите крепятся: нижняя стани-
на 7, загрузочный желоб 4, вертикальное ци-
линдрическое сито 10, кожух 11. Через от-
верстия в плите проходят четыре тяги, к ко-
торым крепится корпус нижней части
пресса.
Верхняя станина 5 представляет собой
чугунную отливку с фланцем, на котором
установлены вертикальный мотор-редуктор
и бобышка. Верхняя станина кренится к
нижней болтами. Ннжняя станина — это
чугунная отливка с ребрами жесткости и
двумя бобышками с центральными отвер-
стиями. Кожух выполнен из листовой стали
(четырех частей, соединенных болтами). Си-
то представляет собой перфорированный
цилиндр, состоящий нз двух частей. Верх-
ний фланец сита крепится к опорной плите,
нижний — к корпусу.
Шнек представляет собой конусный по-
лый вал, отлитый из чугуна заодно с двух-
заходными витками переменного шага. Кни-
зу вал постепенно расширяется, образуя
усеченный перфорированный .конус, на кото-
ром в промежутках между витками укреп-
лены латунные сита. Виткй по высоте имеют
пять разрывов, в которые входят четыре
пары радиально расположенных контрлап 3.
В контрлапы из коллектора 2 подается пар
для подогрева холодного жома.
В*нижней части пресса находится регу-
лировочный конус 1 с проемами, закрытыми
латунными ситами, через которые из* жома
уходит часть воды в приемник корпуса и
далее в отводную трубу. Степень отжатия
Рнс. 61. Пресс типа ПВЖ-57 для отжатия
сырого жома.
Рис. 62. План расположения отверстий под фундамент-
ные болты пресса типа ПВЖ-57}
жома регулируется конусом, который перемещается в
вертикальном направлении вручную при помощи устрой-
ства с червячной передачей.
Привод пресса осуществляется от электродвигате-
ля 6 через. редуктор и две пары цилиндрических зубча-
тых .колес с общим передаточным числом 7,6.
Сырой жом, содержащий 6,3—8% сухих веществ,
через загрузочный желоб поступает в кольцевое про-
странство между шнеком и цилиндрическим ситом. При вращении конусного от-
жимного шнека жом передвигается вдоль шнека. Так как кольцевое сеченне для
прохода жома постепенно уменьшается, то жом спрессовывается до содержания
14—15% сухих веществ.
Вода нз жома через сито на шнеке, затем ’ цилиндрическое сито и частично
через снто на конусе для регулирования зазора уходит в приемник корпуса и от-
водную трубу и далее — в коммуникацию.
Отжатый жом удаляется из пресса через кольцевую щель в бункер 12 и за-
тем по транспортеру направляется на жомосушилку. Степень отжатия жома ре-
гулируется изменением величины зазора между цилиндрической частью шнека и
ситом регулировочного конуса. <
План расположения отверстий под фундаментные болты пресса приведен на
рис. 62.
Техническая характеристика пресса типа ПВЖ-57
Производительность, т/сут.....................
Содержание сухих веществ в отжатом жоме, %
Частота вращения шнека, с 1 ....................
Электродвигатель;
тип............................................
мощность» кВт............................
Редуктор
Габаритные размеры, мм:
высота . г.....................................
ширина ..................................
длина ...................................
Масса, кг.....................................
Завод-изготовитель ...........................
* 1
500
14—15
0.07
АО2-71-4
21
ВД-УП-М32-1500
6950 v
1860
2060
11 090
Смелянскнй машинострои-
тельный Минлегпищемаша
11. Пресс типа ПСЖН-68 наклонный
для отжатия сырого жома
Пресс предназначен для отжатия сырого здома, поступающего с диффузи-
онных установок, до содержания 10—12% сухих веществ.
Пресс (рнс. 63) состоит из наклонного под углом 7° стального корпуса 15,
установленного на постаменте 11. В корпусе помещено разъемное цилиндрическое
сито 16, внутри которого вращается конусный перфорированный полый отжим-
1 ной шнек 17, установленный в подшипниках 2 н 10.
Вал шнека приводится во вращение электродвигателем 14 через редуктор
12 и кулачковую муфту 13. Для предотвращения проворачивания жома вместе
с витками шнека Иа корпусе пресса установлены четыре ряда контрлап — по две
контрлапы в ряду.
Жом поступает в сепаратор 7 по патрубку 6. Часть воды отделяется от жо-
ма на сите 4 и через штуцер 3 уходит из сепаратора. .Избыток свежего жома
удаляется через штуцер 5. Из сепаратора Жом попадает в приемную камеру 8,
где подхватывается витками шнека и продвигается нз пространства с большим
объемом в пространство с меньшим. При этом происходит отделение основного
количества воды от жома. Часть воды проходит через цилиндрическое сито и
82
3350
Рис. 63. Пресс наклонный тйПа ПСЖН-68 для отжатия сырого жома.
Техническая характеристика пресса типа ПСЖН-68
Производительность, т/сут......................
Содержание сухнх веществ в отжатом жоме, %
Частота вращения шнека, с 1 . . .ч.............
Диаметр ситчатой части корпуса, мм •
Привод шнека:
электродвигатель;
тип .......................................
мощность, кВт.......................
частота вращения, с 1............
редуктор
Габаритные размеры, мм;
длина .. ......................................
ширина .............................
высота..............................
Масса, кг .....................................
Завод-изготовитель ............................
1200
10—12
0,33
900
АО2-32-Б
40
16,3
РМ-750Ч8, 57-IV
6000
1700
3360
6700
Болоховскнй машвнострон-
тельиы! Минлегпвдцемаша
83
Рис. 64. План расположения отверстий под фундаментные болты пресса
для отжатия сырого жоМа типа ПСЖН-68 (а)\ присоединительные размеры
фланцев (б).
удаляется через патрубок 18. Оставшаяся вода поступает внутрь щнека, из ко-
торого через окна 1 выходит в камеру 19. Отжатый жом выходит через кольце-
вое пространство, образованное шнеком н сетчатым конусом регулирующего
устройства 9, которое служит для регулирования степени отжатия жома.
План расположения отверстий под фундаментные болты и присоединитель-
ные размеры фланцев основных коммуникаций пресса приведены на рис. 64, а, б.
12. Прессы для отжатия сырого жома
зарубежных фирм
Прессы применяются для отжатия сырого жома до 10—25% сухих веществ.
Конструктивно прессы выполнены в виде вертикальных и горизонтальных, с
одним и двумя шнеками.
Техническая характеристика современных прессов зарубежных фирм приве-
дена в табл. 23.
23. Техническая характеристика прессов зарубежных фирм
Показатель MS-65S Фирма «Сторд Барц» (Норвегия) П7£..113 Фирма «Полимекс- Цекоп» (ПНР) UZZ--149 Фирма «Полимекс- Цекоп» (ПНР) °? чнирма «полимекс- Цекол» (ПНР) Р2С Фирма «Полимекс- Цекоп» (ПНР) Фирма «Комплекс» (ВНР) НР-100 Фирма ВМА (ФРГ)
Производительность, т/сут 800— 600— 3400 400— 1700 ' 500— 800
Содержание сухих веществ в от- 1000 20— 720 21,3— 10— 3400 10,7— 10,5— 1200 12,0—
жатом жоме, % 22 22,4 12 25,2 12,0 21,0 20
Установленная мощность злектро- двигателя, кВт 75 55 160 160 40 24— 40 45
Габаритные размеры, мм: длина 7380 8330 8330 8330 1500 1835 2200
ширина 1970 2050 2585 4867 1500 224 1800
высота 2170 2327 2327 2327 2850 4570 5885
Масса, кг 29000 31 000| 32 266 34 970 2960 6500 10 600
М
Глава 5
ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ СОКА
1. Аппараты предварительной дефекации
типа ПР
Аппараты предварительной дефекации предназначены для предварительной
обработки диффузионного сока небольшим количеством известкового молока
(0,2—0,3% СаО) или большим количеством нефильтрованного сока I сатурации
(в зависимости от технологической схемы очистки сока).
Преддефекатор типа ПР-4,5 (рис. 65) представляет собой вертикальный ци-
линдрический корпус 18 с коническим днищем 23 и плоской горизонтальной кры-
шкой 13. На крышке укреплена сварная рама 9, на которой смонтирован привод
метательного устройства, состоящий из электродвигателя 10, редуктора 11 и му-
фты 12, соединяющей выходной вал редуктора с валом метательного устройства.
Метательное устройство состоит из вала 16, собранного при помощи двух
продольно-свертных муфт 4 и 7 и лопастной мешалки 21, укрепленной в ниж-
ней части вала. Верхний конец вала укреплен в двух подшипниках качения — ра-
24. Техническая характеристика аппаратов предварительной дефекации
Показатель ПР-1,5 ПР-2,5 ПР-3,0 ПР-4,5 ПР-6,0
Производительность, т/сут 1500 2500 3000 4500 6000
Рабочая емкость, м8 10,7 17,7 22,2 17,5 25
Полная емкость, м8 Частота вращения мешалки, с-1 13 0,99 21,2 27,0 1, 25 )7 ' 30
Редуктор Электродвигатель: тип мощность, кВт частота вращения, с-1 Габаритные размеры, мм: МПО2-15ВК-7,5/59,5 АО2-51-4 24,3 (1460) Ml 102-18 АО2- L 24,2 вк-13/е 61-4 3 1450) 4
длина 2680 3170 3400 3460 3802
ширина 2220 2700 2900 3280 3500
высота 7680 8280 8900 10 380 10 640
Диаметр корпуса, мм 1800 2200 2400 2200 2400
Масса, кг 3000 4030 4570 6200 68000
Завод-изготовитель 1 Пивненковский машиностроительный Мннпищепрома УССР
25. Установочные размеры преддефекаторов *
Тип преддефека- тора D А Dt D,
' ПР-1,5 1816 2220
ПР-2,5 2212 2700 — —
ПР-3,0 2412 2900 — —
ПР-4,5 — —- 2212 2500
ПР-6,0 — — 2412 2600
• Здесь н далее установочные размеры оборудования даны в миллиметрах.
85
0099
Ри<\ §5. Аппарат предварительной дефекации типа
ПР-4,5.
диально-сферическом и упорном, а
нижний — в вертикальном подшип-
нике скольжения 2. Кроме того, по
середине вал охватывается проме-
жуточным подшипником скольже-
ния 6, предотвращающим изгиб
вала в вертикальной плоскости.
Подшипник центрируется по оси
•Корпуса растяжками 17. В верхней
части вала укреплен пеносбрась|-
ватель 8.
Внутри корпуса для интенси-
фикации процесса перемешивания
установлены вертикальные контр-
лопасти 5. Патрубки 3, 24 и 1 пред-
назначены соответственно для под-
вода диффузионного сока, сока
I сатурации, окончательного спус-
ка сока и цродувки аппарата.
Для удаления обработанного диффузионного сока имеется переливная короб-
ка 14 и патрубок 15, для удаления пены —желоб 25. Осмотр и очистку аппара-
та осуществляют через люк 20 с использованием скоб 19. Аппарат устанавлива-
ется на опорных лапах 22.
Диффузионный сок, подлежащий обработке, поступает в преддефекатор че-
рез Патрубок 3 н смешивается с соком I сатурации, который подается через па-
26. Присоединительные размеры фланцев основных коммуникаций аппаратов
предварительной дефекации
Рис. 66. План расположения опорных по-
верхностей преддефекататоров типа:
а — ПР-1,Б; ПР-2.Б; П^ —3,0, б —ПР-4,5 и
ПР-6,0.
•Обозна-. чеиие на рас. 65 Коммуникация ПР-1,5 ПР-2,5 ПР-3,0
Dy D d п Dy D d п °У D
А Выход сока на дефека- цию 250 335 18 12 400 395 23 16 400 395
Б Выход пены 600X —. — — 650Х — — — 750Х —
В Вход диффузионного со- ка Х800 150 225 18 8 Х800 200 280 18 8 Х800 200 280
Г Вход сока I сатурации. 175 255 18 .8 250 335 18 12 250 335
Д Окончательный спуск 150 225 18 8 150 225 18 8 150 225
Продолжение табл. 26
Обозначе- ние на * рис 65 i Коммуникация ПР-4,5 ПР-6,0
d п Dy D d Л Dy D d Л
А Выход сока на дефека- цию 23 16 600 705 27 20 600 705 27 20
Б Выход пены — .—. 800Х —— 13 12 1000Х — 13 12
В Вход диффузионного сока 18 8 Х1000 , 250 335 18 12 Х1000 300 395 23 12
Г Вход сока I сатурации 18 12 300 395 23 12 300 395 23 12
Д Окончательный спуск 18 8 200 280 18 8 200 280 18 8
87
трубок 24 в количестве 150% к массе свеклы. Сюда же через патрубок (на ри-
сунке не показан) поступает осадок после продувки дефекаторов н сатураторов.
Вращающиеся мешалки интенсивно перемешивают смесь. При этом нейтрализу-
ются свободные кислоты диффузионного сока и он приобретает щелочную реак-
цию. Значительная часть коллоидов диффузионного сока коагулируется, в соке
образуются нерастворимые кальцевые соли несахаров.
В преддефекаторах типа ПР процесс протекает непрерывно при температу-
ре 85—90° С. Сок в аппарате таким образом движется снизу вверх и отводится
через переливную коробку 14 и патрубок 15. Образующаяся пена удаляется при
помощи пеносбрасывателя 8 и желоба 25.
Аппараты других типоразмеров аналогичны по конструкции аппарату типа
ПР-4,5.
Техническая характеристика аппаратов приведена в табл. 24.
Монтируют преддефекаторы на втором этаже производственного здания.
План расположения опорных поверхностей преддефекаторов и лап приведен
на рис. 66 с указанием установочных размеров в табл. 25, а присоединительные
размеры фланцев основных коммуникаций преддефекатора приведены в табл. 26.
2. Аппарат прогрессивной преддефекации
типа СВР-1С [ПНР)
Аппарат предназначен для предварительной дефекации диффузионного сока
дефекованным соком непрерывным прогрессивным методом.
Преддефекатор (рис. 67) состоит из двух желобов 12, установленных и раз-
деленных на семь двойных камер 5. Каждая камера состоит из двух частей: в
первую добавляется дефекованный сок, а во второй, стабилизационной, проходит
процесс дефекации. В конце второго желоба находится отдельная камера 2, ко-
торая обеспечивает необходимое значение pH выходящего сока.
Камеры снабжены системой мешалок 4, укрепленных на двух горизонталь-
ных валах 17 и 18 и служащих для энергичного перемешивания диффузионного
и дефекованного сока. Над желобами аппарата находится распределитель 11 с
мешадкой 3, препятствующей отстаиванию дефекованного сока. Мешалки пред-
дефекатора приводятся в движение электродвигателем 13 через редуктор 14 и
две конические передачи 15. Мешалка распределительного желоба приводится
в движение от главного вала втулочно-ролнковой цепью 16.
На пути отвода сока, нз преддефекатора установлен переливной ящик 10 с
патрубком 9. Ящик представляет собой одно целое с мерником 7, в котором
установлена измерительная щелевая диафрагма 6.
Внутри переливного ящикр 10 имеется передвижная перегородка 1, которая
передвигается вручную винтом 20 и рукояткой 19 и распределяет выходя-
щий из преддефекатора сок на два потока — один направляется непосредствен-
но к откачивающему насосу и далее на основную дефекацию, а другой посту-
Техническая характеристика преддефентора типа СВР-1С
Рабочая емкость, м*.........................................
Емкость распределительного желоба, м*.......................
Число стабилизационных камер, шт...........................
Частота вращения вала распределительного желоба, с 1........
Частота вращения вала мешалки, с—1..........................
Электродвигатель:
мощность, кВт...............................................
частота вращения,,с 1................................
Габаритные размеры, мне
длина ......................................................
ширина.............................................• . .
высота.........................".......................
Размеры распределительного желоба, мм:
длина ......................................................
ширина ................................................
высота ................................................
Масса, кг ..................................................
Экспортер ..................................................
20
3,75
7
0.067
0,35
7
150
5300
2970
3160
5300
1400
2050
8000
Фирма «Поли-
мекс-Цекоп»
(ПНР)
88
5360
6
-----
Рис. 67. Аппарат прогрессивной дефека-
ции типа СВР-IC (ПНР).
/г
пает вначале на специальный измерительный сосуд с поплавком, указывающим
количество протекаемого сока, а уже затем — к откачивающему насосу.
Поплавок системой тросов и роликов связан с дозатором дефекованного сока,
регулирующим поступление последнего в распределительный желоб //. Для уда-
ления песка н других примесей из желобов имеется отверстие.
Диффузионный сок поступает в желобы 12 через патрубок 8 и проходит по-
следовательно через камеры <5 первого, а затем второго желоба, смешиваясь при
этом с поступающим из распределительного желоба 11 в камеры 5 дефекован-
ным соком.
Дозатор обеспечивает поступление дефекованного сока в желоб 11 и полу-
чение постоянного оптимального значения pH сока, выходящего из преддефека-
тора через переливной ящик 10 и патрубок 9.
Преддефекаторы данного типа изготовляются для сахарных заводов произ-
водительностью до 8 тыс. т переработки свеклы в сутки.
3. Аппараты прогрессивной преддефекации
типа РЗ-ППД-З и РЗ-ППД-4
Аппараты предназначены для предварительной обработки диффузионного
сока, заключающейся в прогрессивном- наращивании его щелочности (холодным
или горячим способом) путем смешивания с суспензией сока I сатурации и из-
вестковым молоком.
Аппарат типа РЗ-ППД-4 (рне. 68) представляет собой корытообразный
сварной корпус 8 <! полукруглым днищем. Для удобства транспортирования
корпус имеет горизонтальный фланцевый разъем, делящий его на верхнюю и
нижнюю части. При монтаже аппарата части > корпуса соединяются болтами и
затем свариваются.
Рис. 68. Аппарат прогрессивной преддефекации типа РЗ-ППД-4.
30
В нижней части корпуса на одинаковом расстоянии друг от друга и от
днища ввареиы вертикальные перегородки 5, делящие аппарат на восемь отдель-
ных секции 12, в каждой из которых вращается перемешивающая лопасть 4.
Лопасти имеют решетчатую конструкцию и состоят' из отдельных планок, изго-
товленных из прокатной угловой и полосовой стали. Лопасти укреплены на ва-
лу 13, представляющим собой толстостенную трубу. Вал аппарата состоит из
двух самостоятельно вращающихся частей, каждая из которых имеет свой при-
вод 14, состоящий из электродвигатели 1, редуктора 2 и открытой зубчатой пе-
редачи 3. Вал вращается в подшипниках скольжения, закрепленных внутри корпу-
са аппарата. ,
Смазывают подшипники с помощью централизованной системы густой
смазки.
В верхней части корпуса непосредственно над неподвижными перегородками
установлены поворотные заслонки 6, которые могут поворачиваться вокруг
вертикальной оси на угол 0—30°. Поворот заслонки осуществляется вручную с
помощью рычага с рукояткой.
Сверху корпус аппарата закрывается Съемными крышками 16, в которых
имеются люки-лазы 17 для наблюдения, за работой аппарата и проведения ре-
монтных работ. Патрубки 11, 15 и 10 предназначены соответственно для подво-
да в аппарат диффузионного сока, суспензии сока I сатурации и известкового
молока. Для опорожнения аппарата служит патрубок/ 9, обработанный сок
отводится через переливной ящик 7 с Шибером. Последним можно регулировать
уровень сока в аппарате.
Для отбора проб сока на каждой секции установлены краны. Кроме этого,
на аппарате устанавливается система трубопроводов и клапанов, позволяющая
брать пробу сока из любой секции по команде с пульта управления. Аппарат
снабжен также системой автоматического регулирования значения pH сока на
выходе и соотношения: диффузионный сок — суспензия сока I сатурации.
Диффузионный сок, подлежащий обработке, подается в первую секцию через
патрубок 11, перемещается по низу корпуса под вертикальными перегородками
5 из одной секции в другую и выводится из противоположного конца аппарата
через переливной ящик 7.
В третью секцию (по ходу сока) аппарата через патрубок 15 подается су-
спензия сока I сатурации, а в последнюю секцию — известковое молоко.
Лопасти 4 перемешивают сок в каждой секции. Поворотные заслонки 6,
установленные в определенном положении, направляют часть обрабатываемого
сока назад, в предыдущие секции, т. е. в направлении, противоположном основ-
ному потоку. При этом происходит ощелачивание сока каждой секции соком
последующей секции, который имеет щелочность несколько 'выше, чем сок пре-
дыдущей секции.
Таким образом, перемещаясь из секции в "секцию, обрабатываемый сок посте-
пенно (прогрессивно) наращивает щелочность. Изменением угла поворота за-
Техническая характеристика аппаратов прогрессивной преддефекации
Производительность, т/сут , прн
способе преддефекации:
холодный ........................................
горячий ..................................
Расчетная температура сока, *С.................
Рабочая емкость, мя ...........................
Полная емкость, м®.............................
Частота вращения мешалок, с 1 . г..............
Редуктор
Электродвигатель:
тип . .............................. ..........
мощность, кВт.............................
частота вращения, с 1 ...... ......
Габаритные размеры, мм:
длина................................'..........
ширина...................................
высота ... ...............................
Масса, кг......................................
Завод-изготовитель ..................
РЗ-ППД-З РЗ-ППД-4
3000 4500-6000
6000 —
70
80 135
96 162
0,246 0,12
Ц2У-200-20-12-УЗ
4А132М4УЗ
11
24,3
12 845
3400
4760
24 820
4А1324УЗ
7,5x2
24,2
16 320
3855
5546
43 405
Смелянский машиностро-
ительный Минлеггшщемаша
91
Рис. 69. План расположения фундаментных болтов и опорных поверх-
ностей аппаратов прогрессивной преддефекации типа:
а — рЗ-ППД-4; б — РЗ-ППД-З. •
слонок 6 можно регулировать возвратное течение сока и установить необходимое
прогрессивное нарастание щелочности по секциям.
Аппарат типа РЗ-ППД-4 конструктивно выполнен аналогично; отличается
лишь тем, что имеет шесть секций, цельный трубовал и один привод.
При монтаже преддефекаторы типа РЗ-ППД устанавливаются на первом
этаже производственного здания. Своими лапами они устанавливаются на опор-
ные швеллеры, которые закрепляются на фундаменте.
План расположения фундаментных болтов и опорных поверхностей аппара-
тов прогрессивной преддефекации приведен на рис. 69, а- присоединительные
размеры фланцев основных коммуникаций преддефекаторов— в табл. 27.
27. Присоединительные размеры фланцев аппаратов прогрессивной преддефекации
Обозначе- ние на рис. 68 Коммуникация РЗ-ППД-З РЗ-ППД-4
оу D а п Dy D d п
А Выход сока Ъ50 445 23 12 400 495 23 16
Б Окончательн й спуск 125 200 18 8 125 200 18 8
В Вход известкового молока 50 ПО 13 4 70 430 13 4
Г Вход суспензии сока I сатура- ции 125 200 18 8 125 200 18 8
Д Вход сока 250 335 18 12 250 335 18 12
4. Преддефекатор фирмы «Полимекс-Цекоп» (ПК?)
Преддефекатор предназначен для проведения непрерывного процесса про-
грессивной преддефекации диффузионного сока.
Корпус 5 преддефекатора (рис. 70) имеет форму желоба U-образного сече-
ния, закрытого сверху крышкой 4 с люками 15. Внутри корпус разделен непод-
вижными перегородками на семь камер 11. Над каждой из этих перегородок
92
Рис. 70. Преддефекатор фирмы «Полимекс-Цекоп» (ПНР).
установлены по две подвижные перегородки 10, которые поворачиваются на
вертикальных петлях. Соответственная их установка позволяет регулировать
количество сока, циркулирующего в обратном направлении. Каждая камера
оборудована пробным краном 8. На передней торцевой стене .корпуса, в нижней
его части, установлен патрубок 13 для подвода сока, а на задней торцевой сте-
не, в верхней части,— переливной ящик 6 с патрубком 7 для отвода сока. Из-
вестковое молоко подводится по патрубкам 4, укрепленным сбоку корпуса.
Внутри корпуса по всей его длине проходит мешалка 12, состоящая из
лопастей, прикрепленных к кронштейнам, насаженным на вал 9. Последний
приводится в движение приводом, состоящим из электродвигателя 1, бесступен-
чатой передачи 2 и зубчатой передачи 3.
Техническая характеристика преддефекатор* фирмы «Полимекс-Цекоп» (ПНР)
Емкость, м*г
рабочая . . . ч . ....................... 29
полная ........................ • • М
Привод:
электродвигатель с короткозамкнутым ротором:
мощность, кВт................. , ......... .
частота вращения, с—1 .......................
передача.......................
передаточное число .........................
передача..........................................
передаточное число..............
Частота вращения мешалки (бесступенчатое регулирова-
ние), м"1 .. .......................................
Габаритные размеры, мм:
длина................................................
ширина . •..................................
высота .....................................
1U, X
Бес ступе нчатая
1—4
Зубчатая
81
0,1—0,35
9290
2084
4500
Масса, кг......................... ................. 13 430
Экспортер............... - . г........................Фирма «Полимекс-Це-
коп» (ПНР)
93
Диффузионный сок подается в аппарат через патрубок 13, проходит через
отверстия в неподвижных перегородках вдоль корпуса и вытекает из аппарата
через переливной ящик 6 и патрубок 7. Мешалка перемешивает сок с известко-
вым 'Молоком и соком, заполняющим камеры И, а также вызывает обратную
-циркуляцию сока над неподвижными перегородками. При этом сок каждой ка-
меры наращивает щелочность за счет сока следующей камеры, который имеет
более высокую щелочность. Таким образом в аппарате происходит прогрессивное
нарастание щелочности сока.
Преддефекаторы данного типа изготовляются различной производительности
' в соответствии с мощностью сахарного завода.
5. Аппараты основной дефекации типа ОД
Аппараты предназначены для обработки преддефекованного диффузионного
сока известью.
Дефекатор типа ОД-6 (рис. 71) представляет собой вертикальный цилиндри-
13
п
и
1В
19
15
№
01000
03B1S
17
Рис. 71. Аппарат основной дефекации
типа ОД-6.
№ ®
9
8
7
6
ческий корпус 7 с коническим дни-
щем 5 и плоской горизонтальной
крышкой 16. На крышке укреплена
сварная рама 15 с установленным
на ней приводом мешательного
устройства, состоящим из электро-
двигателя 13 я редуктора 14. Вал
мешательного устройства собран
при помощи пр9дольно-свертных
муфт 8 и состоит из трех частей с
укрепленной в нижней части ло-
пастной мешалкой 22.
Верхний конец вала установ-
лен в двух подшипниках качения,
а нижний — в вертикальном под-
шипнике скольжения 2. По середи-
не вала имеется промежуточный
подшипник скольжения 18 с цент-
рирующими тягами 19.
Внутри корпуса установлены
контрлопасти 9. Преддефекован-
ный сок подается по изогнутому
патрубку 21, на котором установ-
лен патрубок 20, предназначенный
для подачи известкового молока.
Осадок удаляется из дефекатора
через угловой вентиль 1.
Для удаления обработанного
диффузионного сока имеется пере-
ливной карман 12 и патрубок 10.
Пена из преддефекатора поступа-
ет в дефекатор через желоб 17.
Если процесс дефекации проходит
при пониженном уровне сока в
аппарате, то предусмотрен специ-
альный патрубок (на рисунке не
показан). Для осмотра и очистки
аппарата имеется люк 6 и скобы /1.
Устанавливается аппарат непо-
средственно на нижнюю часть кор-
пуса 4 с фланцем 3.
Диффузионный сок из пред-
дефекатора поступает в нижнюю
часть дефекатора через патру-
бок "21. В этот же патрубок через
S4
Рис 72. План расположения опор-
ных поверхностей аппаратов
основной дефекации:
а —типа ОД-1,5; ОД-2,О' ОД-2,5;
ОД-3,0, б — типа ОД-4,5 и ОД-6,0.
патрубок 20' подается известковое
молоко в количестве около 12% к
массе свеклы. При вращении ме-
шалки смесь интенсивно перемеши-
вается. При этом происходит раз-
ложение амидов инвертного сахара, органических и минеральных кислот и пекти-
новых веществ, а также образование нерастворимых кальциевых солей.
В дефекаторах типа ОД процесс протекает непрерывно при температуре
85—90° С. Сок в аппарате движется снизу вверх и отводится через переливной
карман 12 и патрубок 10.
Аппараты других типоразмеров аналогичны по конструкции аппарату
ОД-6,0.
28. Техническая характеристика аппаратов основной дефекации
1 Показатель ОД-1,5 ОД-2,0 ОД-2,5 ОД-3,0 ОД-4,5 ОД-6,0
Производительность, т/сут Рабочая емкость, м® Иодная емкость, м3 Частота вращения мешалки, с-1 Редуктор Электродвигатель: тип мощность, кВт Габаритные размеры, мм: длина ширина высота Диаметр корпуса, мм Масса, кг, ие более Завод-изготовитель 1500 12,5 18,5 МПО-2-1. 10/59 АО-5 10 2720 2710 6760 2400 3350 Пивненко 2000 19,5 27,3 0,99 5ВК- ,5 2-4 3090 3070 7250 2800 4040 вский 2500 24,75 34.7 МП02-1 13/6 АО2-61-4 13 3400 3290 7960 3000 4730 лашинострс ч ма УС 3000 27,4 41,9 ЗВК- 4 3840 3710 7760 3400 5300 >ительн СР 4500 48,2 68,3 1,07 МП02-26 22,8-55 АО2-8 55 5030 3740 13 305 3200 14 700 ыи Минпи 6000 'бв 92 -ВК- /64 ' 2-4 5400 4400 14 005 3600 16 200' цепро-
29. Установочные размеры дефекаторов
Тип дефекатора * D* Dt
ОД-1,5 1900 2412 -
ОД-2,0 2500 . »2812 — —
ОД-2,5 2700 ' 3012 —- ——
ОД-3,0 3100 3412
ОД-4,5 — —- 3216 3416
ОД-6,0 - , — —- 3616 3816
•
,95.
30. Присоединительные размеры фланцев основных коммуникаций аппаратов
основной деффекации
I Обозиа- I й а>ь- 3J а о я г а Коммуникация ОД-1.5 ОД-2,0
Dy D d rt Dy D d n
А Б В Г Д Выход сока Вход пены Вход сока Окончательный спуск сока Вход извести 250 600Х Х600 250 150 100 335 335 225 170 18 18 18 18 12 12 8 4 350 600X Х700 350 150 100 445 445 225. 170 оодолж 23 23 18 18 гние me 12 12 8 4 гбл. 30
I Обозиа- 1 я и—. с g № Коммуникация ОД-2,5 ОД-3,0
Dy D d п Dy D d n
А Б В Г Д Выход сока Вход пены Вход сока Окончательный спуск сока Вход извести 400 600Х Х1000 400 150 100 495 495 225 170 23 23 18 18 26 16 8 4 400 750Х Х800 400 150 100 495 495 225 170 23 23 18 18 16 16 8 4
Продолжение табл. 30
Обозна- чение на рис. 71 Коммуникация ОД-4,5 од-б.о
Dy D d п Dy D d п
A Выход сока 600 705 27 20 700 810 27 24
Б Вход пены 800х — -— —— 1200Х —- —— —»
В Вход сока Х1100 500 600 23 16 хпоо 600 705 27 20
Г Окончательный спуск сока 200 280 18 8 200 280 18 8
Д , Вход извести 125 200 18 8 150 225 18 8
При монтаже дефекаторы устанавливаются на втором этаже производствен-
ного здания.
Техническая характеристика аппаратов приведена в табл. 28.
План расположения опорных поверхностей аппаратов основной дефекации
приведен иа рис. 72. Установочйые размеры приведены в .табл. 29. а присоеди-
нительные размеры фланцев основных коммуникаций приведены в табл. 30.
96
6. Основной дефекатор
фирмы «Полимекс-Цекоп» (ПНР)
Дефекаторы предназначены для проведения основной дефекации диффузи-
онного сока непрерывным способом.
Дефекатор (рис. 73) представляет собой цилиндрический вертикальный кор-
пус 9 с плоской крышкой 6 и коническим днищем 14. По оси корпуса иа валу 7
расположена двухпропеллерная высо-
копроизводительная мешалка 8, при-
водимая в движение приводом, распо-
ложенным на крышке и состоящим из
электродвигателя 3 и редуктора 4.
Вал установлен в подшипниках каче-
ния вверху и в подшипнике скольже-
ния, смазываемом водой, внизу. Ло-
пасти мешалки вращаются в трубе 10,
в 'нижней части которой имеются че-
тыре окна 11.
Под крышкой аппарата помещен
дырчатый кольцевой коллектор 5 для
подвода пара через патрубок 1. Сок
подводится через отверстие, располо-
женное внизу по оси аппарата, а от-
водится через переливную трубу 15
со вспомогательным патрубком 16.
Аппарат снабжен патрубками 2
и 13 соответственно для подвода из-
весткового молока и воды в нижний
подшипник вала мешалки.
Для осмотра и очистки дефекато-
ра имеется люк 12 и скобы 17. Подле-
жащий дефекации сок поступает в де-
фекатор через отверстие по оси аппа-
рата ц нижиим пропеллером мешал-
ки 8 засасывается в трубу 10. Через
е^ нижний конец и окна 11 поднима-
ется по трубе, выходит из нее, затем
опускается по периферийной части
аппарата, вновь засасывается в тру-
Рис. 73. Основной дефекатор фирмы
«Полимекс-Цекоп» (ПНР).
Техническая характеристик* основного дефекатора фирмы «Полимекс-Цекоп*
I (ПНР)
Рабочая емкость, м’................................... 32
Привод!
алектродвигатель о короткозамкнутым ротором!
мощность. кВт.................................................. Ю
частота вращения, с-1.............................. 24,3
передача........................................ Зубчатая
передаточное число.................................. 7,7
Частота вращения пропеллерной мешалки, с~*.................... 3,17
Габаритные размеры, mmi
диаметр корпуса....................................., 3200
высота..................................... 8300
Масса, кг.....................«....................... 7900
Экспортер........................................... Фирма «Полимеко-
Цекоп» (ПНР)
4 2-58
97
бу 10 и т. д. Известковое молоко яри этом Подается через трубу 18 в верхнюю
часть трубы 10. Дефекованный сок удаляется из аппарата через переливную тру-
бу 15 и вспомогательный патрубок 16.
Дефекаторы данного типа изготовляются рабочей емкостью, соответствую-
щей разным перерабатывающим мощностям сахарных заводов.
7.'Двухходовой дефекатор непрерывного действия
фирмы «Полимекс-Цекоп» (ПНР)
Двухкотловой дефекатор предназначен для дефекации сока свеклосахарного
производства известковым молоком.
Дефекатор (рис, 74) состоит и§ двух вертикальных цилиндрических котлов,
соединенных последовательно, в которые сок поступает вместе с известковым мо-
локом. Сок смешивается с известковым молоком перед его поступлением в дефе-
йатор автоматическим дозатором системы Годвода, что обеспечивает постоянное
значение pH сока в дефекаторе.
Для ускорения протекания химических реакций в дефекаторе, а также для
более тщательного перемешивания сока дефекатор снабжен турбинным меша-
тельным устройством 4. Котлы дефекатора сварные из листовой стали. Нижние
днища выпуклой формы, а верхние крышки — плоские с‘контрольными люка-
ми 3.
Мешалка приводится во вращение электродвигателем 1 через редуктор 2.
Выходной вал редуктора соединяется с вертикальным валом 11 мешалки упру-
гой муфтой. Вертикальный вал вращается в подшипниках 5 и 9, укрепленных в
направляющей трубе 7, которая крепится соосно корпусу котла. Оба котла со-
единены перепускной трубой 12, имеют патрубки 10 и 13 для ’входа и выхода
сока, а также внутренние трубы 6 и 14 для подачи сока в нижнюю часть котлов
н. использования проходящим соком всего рабочего объема котла.
Котлы снабжены расположенными симметрично опорными лапами 8, кото-
рыми дефекатор опирается иа несущую конструкцию.
Сок вместе с известковым молоком поступает в дефекатор через патрубок 10,
опускается по трубе 6 н попадает в нижнюю часть первого котла. При вращении
турбинного метательного устройства 4 свежий сок поступает в направляющую
трубу 7 вместе с соком, находящимся в котле, поднимается по ней вверх, затем
по периферии котла вновь опускается вниз, засасывается в направляющую тру-
бу 7 и т. д. Таким образом совершается интенсивная многократная циркуляция
сока в котле, обеспечивающая надежное протекание процесса.
Техническая характеристика двухкотловогв дефекатора непрерывного действия
Котел:
полный объем, к*.......................................
рабочий объем, м1 . . , ..........................
наружный диаметр, мм .............................
число котлов, шт. ................................
высота котла, мм .................................
полная высота с приводным устройством, мм ....
время дефекации мин.............*.................
Турбинный pqjop:
диаметр, мм............................................
высота, мм........................................
частота вращения, с ’ ............................
Электродвигатель: .
мощность, кВт ......................’.............
частота вращения, с 1 .............................
Редуктор:
передаточное число.....................................
Масса котла, кг......................................-
5(кспортер.............................................
10
8
I860
2
4475
5600
в—10
906
165
1.33
12,05
|4500
Фирма «Полимекс-
Цекоп» (ПНР)
98
I
Рис. 74. Двухкотловой дефекатор фирмы «Полимекс-Цекоп» (ПНР).
По перепускной трубе 12-сок поступает через трубу 14 в нижнюю часть
второго котла, где происходит процесс, аналогичный процессу в первом котле.
Обработанный сок удаляется из дефекатора через патрубок 13.
Дефекаторы изготовляются различного объема в зависимости от производи-
тельности сахарного завода.
8. Дозаторы известкового молока
типа РЗ-ПРУ-З и РЗ-ПРУ-6
* Дозаторы предназначены для непрерывного автоматического регулирования
расхода извести на дефекацию в соответствии с количеством поступающего сока.
Дозатор типа РЗ-ПРУ-6 (рис. 75, а) представляет собой прямоугольный
корпус 3, разделенный диафрагмой прОпорциональйого слива 4 на два отсека
12 и 2.
Рис. 75. Дозатор известкового молока типа РЗ-ПРУ-ба
а — общие вид; б — схема измерительного устройства дозатора.
В нижней части корпуса установлен регулирующий клапан 16, разделяющий
поступающее известковое молоко на два потока: один — через диафрагму на-
правляется на дефекацию, другой — через клапан возвращается в известковое от-
деление. Регулирующий клапан приводится в действие мембранным •исполнитель-
ным механизмом 11 через шток 13.
Для измерения уровня перелива известкового молока через диафрагму слу-
жит поплавок 17, блок питания 5, рычажный механизм 8 с противовесом 6 и
пневматический преобразователь 7, выдающий стандартный пневматический сиг-
нал (0,2—1 кгс/см2), пропорциональный расходу известкового молока.
На поплавке смонтирована измерительная камера 9 с гибкой трубкой 18 для
определения плотности известкового молока. Дозатор снабжен патрубками 1 и
14 соответственно для отвода необходимого количества известкового молока иа
дефекацию и подвода его в дозатор.
В подводящем патрубке 14 установлена заслонка 15, служащая для регу-
лировки и настройки дозатора. Для удаления пены, а также для промывки
диафрагмы, стенок и поплавка от извести в верхней части корпуса установлено
специальное оросительное устройство — пеногаситель 10. Дозатор крепится к
несущим элементам опорных конструкций при помощи лап, приваренных к стен-
кам корпуса.
Известковое молоко поступает в отсек 12 дозатора через патрубок 14. Его
поступление регулируется заслонкой 15 в количестве 100% номинального расхо-
да. Далее через диафрагму 4 молоко поступает в отсек 2 в количестве, опреде-
ляемом степенью открытия регулирующего клапана 16, который пропускает
избыточное молоко обратно в известковое отделение.
Уровень перелива молока через диафрагму изменяется поплавком 17 и че-
рез рычажный механизм 8 передается на пневматический преобразователь 7,
100
Рис. 76. Расположение опорных лап дозаторов
типа РЗ-ПРУ для известкового молока.
который выдает пневматический сигнал, пропорци-
ональный расходу известкового молока. В свою
очередь, при помощи измерительной камеры 9
напоромер выдает пневматический сигнал, пропор-
циональный массовому расходу растворенной из-
вести. Оба эти сигнала поступают в регулятор,
расположенный иа щите управления станции де-
фекосатурации. Сюда же поступает сигнал от рас-
ходомера диффузионного сока. В результате регу-
лятор вырабатывает сигнал, направляемый на
исполнительный механизм 11, который перемещает регулирующий клапан 16 до
тех пор, пока расход известкового молока через диафрагму 4 с учетом его
плотности не будет соответствовать расходу диффузионного сока. Из отсека 2
известковое молоко, по патрубку 1 направляется в дефекатор.
Работа измерительного устройства дозатора видна из рис. 75, б.
В । измерительную камеру через стабилизирующую воронку 1 из блока пи-
тания 2 поступает вода и, установившись на определенном уровне, истекает через
гибкую трубку 5 и сопло 6 в дозатор. Сопло 6 установлено на уровне нижней
кромки диафрагмы. Разность уровней воды в измерительной камере и известко-
вого молока в дозаторе измеряется напоромером 3 путем продувания воздухом,
поступающим из блока питания, пьезометрической трубки 4.
При таком устройстве измерительной камеры разность уровней воды и
известкового молока, а следовательно, и выходной сигнал напоромера будет
функцией массового расхода извести, содержащейся в известковом молоке, по-
ступающем на дефекацию.
Дозаторы известкового молока при монтаже устанавливаются строго в вер-
тикальном положении по отвесу. Нижние присоединительные фланцы должны
31. Техническая характеристика дозаторов известкового молока
Показатель РЗ-ПРУ-З РЗ-ПРУ-6
Производительность, т/сут 2000 | 2500 | 3000 3500 | 4500 | 6000
Расчетная температура известкового моло-
ка, °C 80
Максимальный расход молока, м8/ч 13,2 16,8 21,0 26,3 33,2 42,1
Максимальный расход СаО, т/ч (при у =
=1,14 г/см8) 2,5 3,2 4,0 5,0 6,3 8,0
Номер регулирующего клапана 1 2 1 2 3
Номер гнезда клапана 1 | 2 3 1 2 3
Диаметр гнезда клапана, мм 100 120 130 145
Давление воздуха питания, кПа 300—600
Расход сжатого воздуха, м3/ч, не более 2,0
Давление воды на отметке установки до-
затора, кПа 40—300 •
Расход воды, м8/ч, не более 0,05
Габаритные размеры, мм: 1800
длина 1500
ширина 570 722
высота 1480 1500
Масса, кг 195 250
Завод-изготовитель Киевский опытный «Сахавтомат» Минпи-
щепрома УССР
101
82. Установочные размеры дозаторов
Тип дозатора А Б В
РЗ-ПРУ-З 500 290 800
РЗ-ПРУ-6 620 410 1270
38. Присоединительные размеры фланцев основных коммуникаций дозаторов
известкового молока
Обозна- чение на рис. 75, а Коммуникация РЗ-ПРУ-З РЗтПРУ-6
Dy D d п Dy D d п
А Вход известкового уолока 125 200 18 8 150 225 18 •8
Б Возврат известкового модока 100— 200 18 8 120— 240 18 8
—120 —145
В Выход известкового молока на дефекацию ‘ 100 170 18 4* 150 225 18 8
быть выше уровня перелива из дефекатора не менее, чем на 0,8 м, а верхняя
часть корпуса дозатора должна1 быть ниже патрубка слива известкового молока
из мешалки на 0,4—0,5 М. -
Техническая характеристика дозаторов приведена в табл. 31. План распо-
ложения опорных лап дозаторов приведен на рис. 76. Установленные размеры
дозаторов приведены в табл. 32, а присоединительные размеры фланцер доза-
торов основных коммуникаций — в табл. 33.
9. Дозатор известкового молока
системы Годвода (ПНР]
Дозатор применяется вместе с мешалкой и предназначен для регулирования
количества известкового молока, поступающего на обработку сырого диффузион-
ного сока.
Дозатор (рис. 77) состоит из двух сборников, работающих совместно: сбор-
ника известкового молока 8 и сборника сока 5, изготовленных из сварной ли-
стовой стали.
Сборник известкового молока цилиндрической формы открыт сверху, обору-
дован мешалкой, приводимой во вращение электродвигателем 13 через червяч-
ную передачу 12, поплавковым устройством 10 и аадвижкой 16, регулирующей
выход известкового молока из сборника. Равномерная плотность известкового
молока достигается применением лопастей мешалки специальной конструкции.
Поплавковое устройство служит для дозирования выхода известкового мо-
лока (в зависимости от его плотности). Это достигается системой рычагов 11,
которые регулируют также и -Ьыход сока из сборника.
Сборник сока прямоугольной формы с полуцнлиндрической задней стенкой
сверху закрыт крышкой и снабжен рычажным поплавком 4 с противовесом 2,
арматурой, а также автоматической задвижкой специальной конструкции, служа-
щей для регулирования выхода сока из сборника.'Задвижка открывается с по-
мощью системы рычагов, связанных с поплавком 4 и с поплавком 10 сборника
известкового молока.
Внутри сборника находится отбойный щит, имеющий форму полукруга и
защищающий поплавок от непосредственного воздействия потока сока, поступа-
102
ис 77 Дозатор известковою молока системы Годвода.
ющего в сборник. Избыток, диффузионного сока удаляется через переливной
карман 3.
Известковое молоко поступает в сборник 8 через патрубок 7. Интенсивным
перемешиванием достигается равномерная плотность известкового молока, что
необходимо для точной дозировки, .его расхода. Избыток известкового молока
через переливной карман 9 возвращается обратно в известковое отделение, а
основная его часть через регулирующую задвижку 15 поступает в трубопровод
16 диффузионного сока, идущего на дефекацию.
Одновременно в сборник 5 через патрубок 6 подается диффузионный сок.
Уровень сока в сборнике определяется его расходом, а также степенью откры-
тия Автоматической задвижки, регулирующей выход сока из сборника и связан-
ной рычажной системой с поплавком 4. Сок выходит из сборника через патру-
бок 1 в трубопровод 16, по которому он поступает иа дефекацию.
Так как поплавки сборника сока и сборника известкового молока взаимосвя-'
заны через систему рычагов 11, то соответствующей ее настройкой достигается
автоматическое регулирование расхода известкового молока в зависимости от
его плотности и расхода диффузионного сока.
В случае применения дефекосатурации дозатор комплектуется мешалкой, в
которой перемешивается сок и известковое молоко перед поступлением на сату-
рацию? /
Техническая характеристика автоматического дозаторах известкового молока
системы Годвода
Сборник известкового молока:
диаметр, мм................................
высота, мм......«л.....................
рабочий объем, м8............. • . • . .
Частота вращения мешалки, с—1...............
Мощность электродвигателя, кВт
Сборник сока, мм:
длина ..................................... .
ширина . . . . • ...... ..............
высота ............... ..........
Рабочий объем, м8 . •.....................
Мешалка:
диаметр, мм ..............................
высота, мм.............................
объем, м’.............................
Частота вращения вала мешалки, с 1.........
Мощность электродвигателя, кВт ............
Общая масса комплектного дозатора о мешалкой, кг . • .
Экспортер..................... ...........
1700
1600
1300
2,2
1000
2200 '
1.6
1,2
2,9
4858 .
Фирма «Полимекс-
Цекоп» (ПНР)
Дозаторы Данного типа изготовляются для сахарных заводов различной про-
изводительности.
10. Аппараты I сатурации типа IC
Аппараты I сатурации предназначены для насыщения углекислым газом де-
фекованного сока.
34. Техническая характеристика аппаратов I сатурации типа IC
Показатель IC-1.6 I С-2,0 IC-2,5 103,0 104,5 IC-6,0
Производительность по свекле, т/сут Коэффициент утилизации углекислого га- за Расчетная температура сока внутри аппа- рата, ®С 1500 2000 2500 | 3000 0,6 85 4500 6000
104
Продолжение табл. 34
Показатель IC-1.5 1С-2.0 IC-2.5 IC-3,0 .IC-4.5 ю-б.ц
Рабочая емкость, м’ 14 21 22,5 25,5 51 72
Полная емкость, мя Габаритные размеры, мм: 49 64 78 88,5 142 170
длина 3470 4815 4870 4790 7650 8024
ширина 3960 3925 4095 4710 5475 5700
высота 11 190 11 640 12 730 11 780 17 180 17 350
Диаметр нижней части корпуса, мм 2400 2800 3000 3400 3600 4000
» верхней » » мм 3000 3200 3600 4000 3600 4000
Масса, кг, ие более 6720 8660 10 600 11 630 24 950 29 900
Завод-изготовитель Пивненковский машиностроительный Минпшцепрома УССР
86. Установочные размеры аппаратов 1 сатурации
Лип D. A £ d
1С-1.5 2412 3100 ——
•1 С-2,0 2500 2812 — —
lC-2,5 2700 3012 —— —
IC-3,0 3100 3400 —— —- —
lC-4,5 —— 3616 5250 5070 27 4
IC-6,0 — 4016 5650 4880 27 4
Аппарат типа IC-6,0 (рис. 78) состоит из вертикального цилиндрического
корпуса 9 с коническими днищем 2 и крышкой 14.
В нижней части корпуса установлены три решетчатые перегородки 6, кото-
рые предназначены для равномерного распределения сатурационного газа по се-
чению аппарата. Решетки образованы уголками 5, уложенными иа косынки 8,
которые приварены к корпусу аппарата и кронштейнам 7. Каждая решетка со-
стоит из четырех частей, что позволяет монтировать их через люк в цилиндри-
ческой части аппарата.
Диаметр верхней части корпуса больше размера нижней части, что связано
с пенением сока. В корпусе установлен пеногаситель, представляющий собой коль-
цевую трубу 15 с отверстиями, в которую подводится пар. Под пеногасителем
расположен отражательный зонт 16, предотвращающий унос капель сока с от-
работанным газом'.
Сок подводится в аппарат по изогнутой трубе 18, которая входит в кониче-
скую тарелку 10 таким образом, что при работе аппарата образуется гидроза-
твор для уменьшения ценообразования. Тарелка 10 также предназначена для
образования зонтообразной завесы сока, дополнительной утилизации углекисло-
го газа и равномерного распределения поступающего сока по сечению аппарата.
Патрубок 4 вместе с коллектором 23 и четырьмя тангенциальными патруб-
ками 24 (соплами) служат для подвода сатурационного газа в аппарат. Для от-
вода отсатурированного сока и его дальнейшего распределения (возврат на пред-
дефекацию и фильтрацию) имеется контрольный ящик 19, в который сок посту-
пает по трубам 20 и 22. Для удаления осадка аппарат снабжен утловым венти-
лем 25, люками 1 и 12 и скобами 13, приваренными внутри корпуса.
Температура сока контролируется термометром 11. Патрубок 21 предназна-
чен для подачи в сатуратор продувочной смеси из дефекаторов, а патрубок
17 — для контроля переполнения сатуратора соком.
105
Рис. 79. Аппарат I сатурации типа 1С-6.0.
Рис. 78. Аппарат I сатурации типа
IC-3,0.
через тангенциальные патрубки 24
нимается вверх через слой сока в
Сок из дефекатора поступает в аппарат
самотеком через трубу 18, попадает на та-
релку 10, распределяется в виде стекающей
зонтообразной- завесы и заполняет нижнюю
часть корпуса до уровня, определяемого
контрольным ящиком 19.
Сатурационный газ турбогазодувками
через патрубок подается в коллектор 2&,
поступает в нижнюю часть корпуса и под»
виде пузырьков (барботаж). При этом про-
исходит взаимодействие углекислого газа, являющегося составной частью сату-
рационного газа (28—32 объемных %), с растворенной в дефековаииом соке
известью. В результате этого появляются зародыши кристаллического углекис-
лого кальция, на котором адсорбируются несахара сока. Отработанный газ, про-
йдя слой сока, через вытяжную трубу удаляется в атмосферу.
106
Рис. 80. План расположения
опорных поверхностей и лап ап-
паратов I сатураций:
а — типа IC-2,0; IC 2.5; IC-3.0- б —
типа IC-1,5; IC-4,5; IC-6.0.
. Сок, содержащий частицы
кристаллического углекислого
кальция с осажденными на них
несахарами с нижней части ап-
парата через трубу 22 поступа-
ет в контрольный ящик 19, от-
куда отбирается на дальнейшие
технологические операции.
Койструкция аппаратов типа IC-2,0 и IC-2,5 аналогична конструкции • сату-
ратора IC-3,0, а аппарат типа IC-1,5 отличается наличием четырех опорных лап,
приваренных к корпусу.
Сатуратор типа IC-6,0 (рис. 79) не имеет расширенной к верху части корпу-
са. Газ подводится через двенадцать сопел 7, расположенных в два Яруса по
высоте, что связано с увеличением диаметра аппарата и более равномерным
распределением сатурационного газа по сечению аппарата. Изменен также под-
36. Присоединительные размеры фланцев основных коммуникаций аппаратов
1 сатурации
Обозначе- ния на рис. 7S и 79 Коммуникация IC-1,5 I С-2.0
Dy D d п Dy D d n
А Выход газа 750 865 18 16 750 865 18 16
Б Вход пара 25 80 14 4 25 75 12 4
В Вход сока 300 395 18 12 350 430 18 12
Г Окончательный спуск 200 280 19 8 200 280 19 8
Д Возврат сока 300 ' 395 18 12 300 395 18 12
Е Подача сока в производство 250 335 18 12 250 335 18 12
Ж Выход сока на предсатуратор
И Вход газа 300 395 22 12 350 430 23 12
к Вход газа при пуске аппарата
Продолжение табл. 36
Обозначе- ния на рис. 78 и 79 Коммуникация I С-2,5 IC-3.0
Dy D d п Dy D d ft
A Выход газа 750 865 18 16 750 865 18 16
Б Вход пара 25 75 12 4 25 80 14 4
В Вход сока 400 480 18 12 350 445 23 12
Г Окончательный спуск 200 280 19 8 200 280 19 8
Д Возврат сока 300 395 18 12 300 395 18 12
Е Подача сока в производство 250 335 18 12 250 335 18 12
Ж Выход сока на предсатуратор 450 520 22 16
И Вход газа 400 480 18 12
К Вход газа при пуске аппарата •
107
Продолжение табл. Зв
Обоаяпче- яня на рис. 78 н 79 Коммуникация IC-4.5 IC-6,0
Ру D d п Dy D d ft
А Выход газа 80 —- — —, 900 —-
Б Вход пара 50 по 4 13 50 по 4 13-
В Вход сока 600 705 27 20 700 810 27 24
Г Окончательный спуск 200 280 18 8 200 280 18 8
Д Возврат сока 350 445 23 12 400 495 23 16
Е Подача сока в производство 350 445 23 12 400 495 23 16
Ж Выход сока иа предсатуратор 400 495 23 16 450 550 23 16
И Вход газа , 600 705 27 20 600 705 27 20
К Вход газа при пуске аппарата 200 280 18 8 200 280 18 8
вод сока — коническая тарелка 4 расположена несколько ниже подводящего
патрубка 3, что исключает образование гидравлического затвора при подводе
сока.
Контрольный ящик 1 аппаратов герметически закрыт, а газовый коллектор
5 снабжен дополнительным .патрубком 2 для входа газа при пуске аппарата.
Аппарат имеет опорные лапы 6. <
Аппарат типа IC-4,5 конструктивно выполнен аналогично, однако отличает-
ся отсутствием опорных лап и при монтаже устанавливается непосредственно
на нижнюю часть корпуса.
Техническая характеристика аппаратов приведена в табл. 34.
При монтаже сатураторы устанавливаются на втором этаже производствен-
ного здания. План расположения опорных поверхностей и лап аппарата I сату-
рации приведен на рис. 80. Установочные размеры аппаратов приведены в
табл. 35, а присоединительные размеры фланцев основных коммуникаций аппа-
ратов I сатурации приведены в табл. 36.
11. Аппараты II сатурации типа ПС
Аппараты II сатурации предназначены для насыщения углекислым газом
фильтрованного сока I сатурации.
37. Техническая характеристика аппаратов II сатурации типа ПС
Показатель ПС-1,5 ПС-2,0 ПС-2,5 ПС-3,0 ПС-4,5 ПС-6,0
Производительность, т/сут 1500 2000 2500 3000 4500 6000
Коэффициент утилизации углекислого га- за Расчетная температура сока внутри аппа- рата, °C Рабочая емкость, м3 14 19,2 0, 1С 23 50 0 24 50,4 65
Полная емкость, м3 32 42 52 63,1 121,5 148,5
Габаритные размеры, мм длина 3630 3820 4630 4460 5460 6480
ширина 3090 3610 3740 4050 4560 5190
высота 9140 9190 9990 10230 15250 15 300
Диаметр корпуса, мм 2400 2800 3000 3200 3600 4000
Масса, кг, не более 4674 5024 6823 7182 16540 19 800
Завод-изготовитель Пивненковский машиност эоительиый
Минпищепрома У ССР
108
88. Установочные размеры аппаратов II сатурации
Тип аппарата D, А В.
ПС-1,5 2413 2912
ПС-2,0 —• 2600 2810
ПС-2,5 2800 3012
ПС-3,0 — 3000 3212
ПС-4,5 3612 5240 —
ПС-6,0 4016 5660 — —
39. Присоединительные размеры фланцев основных коммуникаций аппаратов
II сатурации
Обозначе- | ние на рнс. 78 Я 79 Коммуникация IIC-I.5 ПС-2,0
Dy D d n Dy D d n
А Выход газа 500 600 23 16 500 600 23 16
Б Вход .пара 25 75 12 4 25 75 12 4
В > сока 200 280 18 8 200 280 18 8
Г Окончательный спуск 200 280 18 8 200 280 18 8
Е Подача сока на производство 200 280 18 8 250 335 18 12
И Вход газа 125 200 18 8 150 225 18 ‘8
• Продолжение табл. 39
Л IIC-2,5 IIC-3,0
у
Ей в Коммуникация Dy D d п Dy D d n
её д
А Выход газа 500 600 23 16 500 600 23 16
Б Вход пара , 25 75 12 4 25 75 12 4
В > сока 200 280 18 8 200 280 18 8
Г Окончательный спуск 200 280 18 8 200 280 18 8
Е Подача сока на производство 250 335 18 12 250 335 18 12
И Вход газа 150 225 18 8 150 225 18 8
Продолжение табл. 39
f Обозначе- ние на рие. 78 н 79 Коммуникация ПС-4,б IIC-6.0
ПУ D d п Dy D d п
А Выход гам 600 — —- 700 .—. —-
Б Вход пара 50 по 13 4 50 по 18 4
В » сока 250 335 18 12 300 395 23 12
Г Окончательный спуск 200 280 18 8 200 280 18 8
Е Подача сока на производство 300 395 23 12 350 445 23 12
И Вход газа < 200 280 18 8 200 280 18 8
109
Рис. 81. План расположения
опорных поверхностей и лап
аппаратов П сатурации:
а — типа ПС-1,5; ПС-4,5 я
ПС-6,0; б —типа ПС-2,0; ПС-2.Б;
1IC-3.0.
По своей конструкции
аппараты аналогичны аппа-
ратам I сатурации, отлича-
ясь от последних отсутстви-
ем расширенной верхней
части и меньшим объемом
надсокового пространства (в связи со значительно меньшим пенеиием сока). Ра-
бочий прбцесс в этих аппаратах также аналогичен процессу I сатурации. Здесь
происходит дополнительная очистка сока от несахаров.
При' монтаже сатураторы устанавливаются на втором этаже производствен-
ного здания. Аппараты типа ПС-1,5, ПС-4,5 и ПС-6,0 устанавливаются иа опор-
ных лапах, а аппараты остальных типоразмеров — непосредственно на нижней
части корпуса, укрепленно^ фланцем и ребрами жесткости.
Техническая характеристика аппаратов приведена в табл. 37.
План расположения опорных поверхностей и лап аппарата II сатурации при-
веден на рис.( 81. Установочные размеры аппаратов приведены в табл. 38, а при-
соединительные размеры фланцев основных коммуникаций приведены в табл. 39.
12. Установка
непрерывной безбарботерной сатурации
фирмы «Полимекс-Цекоп» (ПНР)
Установка предназначена для сатурации сока в свеклосахарном или трост-
ннково-сахарном производстве.
Установка (рис. 82) состоит из двух аппаратов-сатураторов 6 и 8, соединен-
ных между собой переливной трубой 10. Аппараты снабжены общим пеноуло-
внтелем 7, имеющим форму горизонтального цилиндра с двумя симметрично
расположенными отверстиями для входа отработанного газа изх сатураторов.
Внутри пеноуловителя установлены перегородки, осаждающие пену. Сок из пе-
нсу ловителя стекает в переливной ящик 4 через трубки 5. Газ подводится в
аппараты через коллектор 11 и расположенные по касательной к коническому
днищу сопла 12.
Внутри каждого аппарата имеется пять решеток, которые способствуют из-
мельчению пузырей газа и лучшему смешиванию его с соком. Решетки выполне-
ны из деревянных балок квадратного сечения, причем диагональ квадрата рас-
положена горизонтально. ’ .
Техническая характеристика установки непрерывной безбарботерной сатурации
I сатурация П сатурация
Рабочий объем сатуратора, м*........................ 15,3 10,4
Диаметр нижней части, мм..............•......... 2400 2000
> верхней » , мм ........................ 3000 —
Высота, мм.......................................... 11000 8770
Расстояние между аппаратами, мм...................... 3400 3000
Масса, кг......................................- 16760 12250
Экспортер.........................................Фирма «Полимекс-Цекоп»
(ПНР)
ПО
Рис. 82 Установка непрерывной без-
барботерной сатурации фирмы <По-
лимекс-Цекоп» (ПНР).
Сок поступает в аппарат В через
патрубок 9, затем по переливной
трубе 10 — в аппарат 6. По мере про-
хождения сока через аппараты он
взаимодействует с продуваемым через
его слой сатурационным газом. Обра-
ботанный сок удаляется из установки
через трубу 3 и переливной ящик 4,
а отработанный газ проходит через
пеноуловитель 7 и удаляется в атмо-
сферу.
Осадок удаляется из аппаратов
через задвижки 2 и 13 и трубу 1.
Установки данного типа изготов-
ляются для сахарных заводов различ-
ной производительности.
13. Аппараты предварительной сатурации (предсатураторы)
типа ПрС-4,5 и ПрС-6,0
Аппараты предварительной сатурации предназначены для предварительной
обработки диффузионного сока частью извести и углекислого газа с целью улуч-
шения седиментационных и фильтрационных показателей сока 1 сатурации.
Аппараты этого типа аналогичны по конструкции аппаратам IC-4,5 и 1С-6,0,
за исключением дополнительного патрубка, расположенного в нижием коническом
днище по оси корпуса аппарата, через который сок поступает на рециркуляцион-
ный насос.
Сок из дефекатора самотеком поступает в предсатуратор на. коническую та-
релку и распределяется, как и в сатураторах типа IC, в виде зонтообразной за-
весы, заполняя иижиюю часть корпуса аппарата до уровня, определяемого кон-
трольным ящиком.
Сатурационный газ подводится в нижнюю часть аппарата от коллектора по
девяти партубкам, расположенным в два ряда п< высоте и направленным танген-
циально Корпусу.
Пройдя через аппарат, частично отсатурированный сок выходит из него через
патрубок, расположенный в ииЖнем коническом днище, и рециркуляционным на-
сосом вновь подается на распределительную тарелку, распределяется по сечению
аппарата, подвергаясь снова воздействию сатурационного газа, совершая таким
образом замкнутый цикл. ,
Из контрольного ящика сок отбирается иа дальнейшие технологические опе-
рации в зависимости от аппаратурно-технологической схемы сокоочистительного
отделения завода.
111
Техническая характеристика Нредсатураторо»
Производительность, т/сут......................
Коэффициент утилизации углекислого газа ....
Расчетная температура сока внутри аппарата, *С
Рабочая емкость, м*.............................
Полная емкость, м* . . . . ,...................
Габаритные размеры, мм:
длина .........................................
ширина.....................................
высота ....................................
Диаметр корпуса, мм............................
Масса, кг, не более............................
Завод-изготовитель................
ПрС-4,5
4500
51
157
0,60
85
ПрС-6,0
6000
8140 8660
5475 5700
17 200 17 300
3600 4000
28 450 35600
Пивненковский машинострои-
тельный Минпищепрома
УССР-
При монтаже предсатураторы устанавливают на втором атаже производ-
ственного здани^.
Опорные лапы предсатураторов типа ПрС-4,5 и ПрС-6,0 расположены ана-
логично лапам аппаратов типа IC-4,5 и IC-6,0, а присоединительные размеры
фланцев приведены в табл. 40.
40. Присоединительные размеры фланцев основных коммуникаций предсатураторов
Обозна- чение на рнс. 79 Коммуникация ПрС-4,5 ПрС-6,0
D d п D d п
А Выход газа 800 - — 900
Б Вход пара 50 по 4 13 50 110 4 13
В Вход сока 700 810 27 24 800 920 30 24
Г Окончательный спуск сока 200 580 19 8 200 280 19 8
д Возврат сока 350 445 23 12 350 445 23 12
Е Выход сока в производство 400 495 23 16 450 550 23 16
Ж Выход "сока иа рециркуляцион- ный насос 700 810 27 24 800 920 30 24
И Вход газа 600 705 27 20 600 705 27 20
к Вход газа при пуске аппарата 200 280 19 8 200 280 19 8
14. Отстойник сатурационный типа РЗ-ЯОС-1,5
Отстойник предназначен для отстаивания сока после I сатурации с Целью
разделения его на осветленный сок и сгущенную грязевую суспензию.
Отстойник (рис. 83) представляет собой вертикальный цилиндрический свар-
ной корпус 22 с коническим днищем 2 и крышкой 15. Внутри корпуса установ-
лены вертикальные конические перегородки 21, которые разделяют отстойник на
пять изолированных друг от друга рабочих ярусов 20. Верхний шестой ярус 17
является подготовительным.
По вертикальной оси отстойника проходит трубовал 9, который вращается
приводом, состоящим из червячной пары 10, трехступеичатого редуктора 11, пе-
редачи 12 и электродвигателя 13. К трубовалу приварены питатели 5, через которые
сок поступает в каждый из пяти ярусов, а также сгребающие устройства 4, слу-
жа!цие для подачи осадка к центру — в грязевые камеры 1. Трубы 3 служат для
отвода осадка из грязевых камер отстойника, а коллекторы 6 с отверстиями в
нижней части — для отвода осветленного сока в наружные коллекторы 19.
Отстойник снабжен люками 7 для его осмотра и очистки, а также патруб-
ками: 18 — для входа сока, 23 — для выхода грязевой суопеизии и 27 — для вы-
хода осветленного сока.
В верхнем ярусе отстойника расположен паровой барботер 16, представляю-
щий собой кольцевую трубу с отверстиями для прохода пара и предназначенный
112
Рис. 83. Отстойник сатурационный типа РЗ-ПОС-1,5.
для гашения образовавшейся пены Короб 25 с патрубком 26 предназначен для
отвода избытка пены. ,
Сок после I сатурации через патрубок 18 и коллектор 24 поступает в верх-
ний подготовительный ярус отстойника 17. Этот ярус предназначен для отделе-
ния пены, газа и воздуха, а также пеногашения. В верхней части подготовитель-
ного яруса путем установки специальной чересной трубы образуется свободный
объем для пены. Труба имеет гидравлический затвор, предотвращающий сброс
через нее пены. Отделенная пена лопастью 14 сбрасывается в пеноотводящий ко-
роб 25 и удаляется из отстойника через патрубок 26.
Сок поступает через окна 8 внутрь трубовала 9 и, двигаясь винз, распре-
деляется по ярусам отстойника при помощи питателей 5, затем, поступает в ни-
жерасположеиный ярус через отверстия в днище грязевой камеры верхнего яру-
са. Находясь определенное время в ярусах отстойника, сок отстаивается. Освет-
ленный сок Отбирается из верхней части каждого яруса при помощи коллекто-
ров 6 и выводится из отстойника через патрубки 27. В свою очередь к послед-
ним присоединяются стояки, по которым сок поступает на контрольный ящик,
а из него на контрольное фильтрование
Осевший на конические перегородки 24 осадок сгребается устройствами 4
в грязевые камеры /, из которых в виде грязевой суспензии через трубы 3 и па-
трубки 23 отводится на контрольный ящик грязевой суспензии, а оттуда — на
вакуум-фильтры. г
Техническая характеристика отстойника сатурационного типа РЗ-ПОС-1,5
Производительность, т/сут .. .................
Частота вращения трубовала, с~‘ ...................
Общая плотность осаждения, и1.......................
Рабочая емкость. №.................................
Полная емкость, м* . ,....................
Редуктор
Электродвигатель:
тип . ......................... ..............
мощность, кВт...........
частота вращения, с 1
Габаритные размеры, мм:
диаметр.............................................
высота ........................................
Масса, кг...........................................
Завод-изготовитель.............................
1500
0,0017
118
107
130
ЦТНД-315-160-1
АО2-32ч6
2,2
16
5500
7820
22300
Смелянский машино-
строительный Мин-
легпищемаша
Монтируют отстойники на специальном фундаменте. На фундамент отстой-
ник опирается непосредственно своим днищем.
Присоединительные размеры фланцев основных коммуникаций отстойника
приведены в табл. 41.
41. Присоединительные размеры фланцев основных коммуникаций отстойника
сатурационного
Обозначе- ние на рнс. 83 Коммуникация РЗ-ПОС-1,5
оу ’ D d
А Вход пара 50 НО 13 4
Б Вход сока 200 280 18 8
В Перелив сока 200 280 18 8
Г Выход грязевой суспензии 100 170 18 4
Д Отвод осветленного сока 100 170 18 4
114
15. Вакуум-фильтр типа БОУ-40-3-1О
Вакуум-фильтр предназначен для непрерывной фильтрации сгущенной су-
спензии сока I сатурации с последующей промывкой, обезвоживанием и авто-
матической разгрузкой осадка.
' Вакуум-фильтр (рис. 84) состоит из бара/5аиа 1, распределительной головки
правой 8, распределительной головки левой 10, корыта 13, мешалки 15, приво-
да барабана 17, привода мешалки 18, приспособления для намотки проволо-
ки 12.
Барабан I представляет собой' горизонтальный сварной цилиндр с плоскими
торцевыми стенками, состоящий по длине Из двух частей, соединенных между со-
бой болтами. Стык соединения двух половин барабана уплотняется резиновой
прокладкой. К каждой части барабана с наружной стороны приварены по 24
продольных ребра, разделяющих барабан на 24 ячейки. В каждую ячейку вва-
рены два ряда труб, которые соединяются коллекторами 14 и отводящими тру-
бами 5 с торцевыми фланцами барабана. Каждая ячейка покрыта перфориро-
ванным ситом, закрепленным винтами. Обе торцевые стенки укреплены шестью
ребрами. Ребра опираются на центральную толстостенную обечайку с фланцем,
к которому шпильками крепятся цапфы 6 барабана. Изнутри обечайки правой и
левой половин барабана укрепляются кольцами из углеродистой стали. Правая и
левая цапфы барабана выполнены Из чугуна с 24 каналами, соответствующими
половине числа коллекторов барабана. На левую цапфу насаживается зубчатое
колесо 4 привода барабана.
К торцевым поверхностям цапф прижаты распределительные головки 8 и 10,
предназначенные для соединения с ячейками барабана. В каждой распредели-
тельной головке соприкосновение торца цапфы барабана с корпусом головки
происходит При помощи двух шдйб 7, одна из которых ичейковая — прикреплен
на к торцу цапфы и имеет отверстия по числу ячеек барабана, другая — рас-
пределительная — крепится к головке и имеет число отверстий, соответствующих
корпусу головки. Неподвижный корпус распределительной головки прижимает-
ся к вращающейся шайбе с помощью пружины. К цапфе крепится стакан для
поддержания распределительной головки. Конструкции распределительных голо;
вок дают возможность, изменяя вакуум в зоне |фильтрации, осуществлять пер-’
вую просушку и промывку прн низком и высоком вакууме, вторую просушку и
промывку при низком вакууме.
На левой распределительной головке имеется штуцер 3 для подачи сжатого
воздуха на обдувку. В отводах больших полостей корпуса головки крепятся хо-
мутиками рукава 11 для вывода фильтрата и менее концентрированного промоя.
К правой распределительной головке подсоединены трубопроводы 9 спуска
фильтрата и более концентрированного промоя 20 Корыто вйкуум-фильтра 1S
представляет собой сварную конструкцию из листовой стали и профильного про-
ката. К днищу корыта присоединен патрубок 16 для отвода остатков суспензии
по окончании работы фильтра перед сменой фильтрующей ткани. В торцевых
стенках корыта установлены подшипниковые опоры. Корыто имеет штуцер 19.
для подвода суспензии и церелив для поддержания постоянного уровня.
Для предотвращения сгущения суспензии на дне корыта установлена ме-
шалка 15 с приводом 18. Рама мещалки через тяги 2 укрепляется на пальцах
в главных подшипниках. Тяга выполнена из двух частей, соединенных между со-
бой муфтой. Мешалка получает качательное движение от привода через тяги.
Привод барабана П состоит из электродвигателя, редуктора, зубчатой пере-
дачи и обеспечивает бесступенчатое регулирование скорости. Привод мешалки 18
состоит из электродвигателя, редуктора, зубчатой передачи, рычажной системы
и обеспечивает двенадцать двойных качаний мешалки в минуту.
Ткань на наружной поверхности барабана закрепляется с помощью приспо-
собления для намотки проволоки 8, представляющим собой винт с трапецеидаль-
ной резьбой. По винту передвигается каретка с роликами для направления про-
волоки. При вращении барабана проволока приводит во вращение ролики,
соединенные с шестерней, сцепляющейся с шестерней-гайкой, сидящей на винте.
Таким образом, вращающийся ролик передвигает кареткУ вдоль барабана по на-
правляющей раме и проволока наматывается по всей поверхности. Натяже-
ние проволоки осуществляется тём, что она проходит через несколько малых
115
oost
1380
Рис. 84. Вакуум-фильтр типа БОУ-40-3-10.
роликов, огибая их. Ручка с фиксатором позволяет вывести нз зацепления шестер-
ню-гайку с шестерней, сидящей на одной оси с большими роликами.
Нож для съема осадка (вид с торца) вакуум-фильтра типа БОУ-40-3-10 по-
казан на рис. 85, а. Полотно 1 ножа закреплено иа листе 2. Лист приварен к
оси, которая может поворачиваться в подшипниках 3, закрепленных на стойке 4
корыта фильтра. При помощи расположенных с обеих сторон ножа пружин 7,
винтов 5 и рычагов 6 полотно ножа сначала регулируется так, чтобы его кром-
ка по всей его длине отсто-
яла от боковой поверхности
барабана на 4 мм. Подвод и
прижатие ножа к проволоке,
удерживающей ткань, регу-
лируется вращением вин-
тов 5 после навивки прово-
локи на барабан. При обра-
зовании иа поверхности тка-
ни осадка нож снимает его.
Для распыления воды
по поверхности осадка с це-
лью обессахаривания его
служат форсунки (рис. 85,
б). Форсунка состоит из кор-
пуса /, который ввинчивает-
ся в бобышку 2, вваренную
117
Рис. 86. Кинематическая схема вакуум-
фильтра БОУ-40-3-10.
куум-фильтра БОУ-40-3-10 по-
казана на рис. 86. Барабан 17 фильтра установлен в подшипниках 16 и приводит-
ся во вращение от электродвигателя 1 постоянного тока мощностью 4 кВт. Элек-
тродвигатель соединяется с редуктором 3 при помощи муфты 2. На выходной
конец редуктора насажена шестерня 4, входящая в зацепление с шестерней 18
вала барабана. .Электродвигатель постоянного тока позволяет плавно изменять
частоту вращения барабана в пределах 0,0025—0,025 с-*. Большой диапазон ча-
стоты вращения вакуум-фильтров дает возможность фильтровать суспензии pas-
личного качества.
Мешалка 10, установленная в корыте вакуум-фильтра, приводится в движе-
ние рычагами 7, получающими колебательные движения от шатунов 6, установ-
ленных на валу 9. Привод этого вала, вращающегося во внешних Б и внутрен-
них 8 подшипниках, осуществляется от электродвигателя 11 мощностью 3 кВт,
сочлененного муфтой 12 с редуктором 13. На выходном валу редуктора установ-
лена шестерня 14, входящая в зацепление с шестерней 15 вала мешалки, делаю-
щей двенадцать двойных качаний в минуту. ,
Вакуум-фильтр работает следующим образом. Полый фильтрующий барабан
медленно вращается в ванне коры-
та, куда непрерывно подается су-
спензия. Распределительные голов-,
ки прижаты к торцевым поверх-
ностям цапф и последовательно
соединяют ячейки барабана с
трубопроводами вакуум-насосов
РМК-4 и ВВН-12. Обе распреде-
лительные головки соединены че-
рез коллекторную систему бараба-
на с каждой его ячейкой. Когда
ячейка погружается в суспензию,
то начало фильтрации суспензии
происходит за счет низкого ваку-
ума, создаваемого через распреде-
лительную головку вакуум-насо-
сом РМК-4.
Концентрированный фильтрат
отводится через правую распреде-
лительную гОловку, а на поверх-
ности данной ячейки увеличивает-
ся лепешка, т. е. растет сопротив-
ление фильтрующей перегородки.
Поэтому для сохранения произво-1
дительности фильтра ячейка после
входа ее в суспензию левой рас-
в горизонтальную трубу 3, про-
ходящую над барабаном. Над
барабаном расположено семь
таких труб, по длине которых
в шахматном порядке установ-
лено по одиннадцать или две-
надцать форсунок. В корпус
форсунки вворачивается диф-
фузор 4, распыливающий воду,
поступающую из трубы через
отверстие в ней и каналы в бо-
бышке и корпусе. Для очистки
воды, подаваемой на форсунки,
служит фильтр, устанавливае-
мый перед коллектором воды.
Кинематическая схема ва-
0(2*30')
Рис. 87. Сх^ма распределения зон филь-
трации вакуум-фильтра типа БОУ-40-
3-10.
118
42. Зоны фильтрации вакуум-фильтра типа БОУ-40-3-10
Ле зон фильтра- ции на рнс, 87 Наименование зон Угол,
средний максимальный
I Зона фильтрации 109 120
II Мертвая зона 2 —-
III Зона I просушки и промывки при низком
вакууме 87 102
IV Мертвая зона 2’30' —
V Зона промывки при высоком вакууме 15 30
VI Мертвая зона * 2’30' —
VII Зона II'просушки и промывки при низкомs
вакууме 83 98
VIII Мертвая зона 4 —
IX Замена отдувки 42 57
X Мертвая зона 13
пределителыюй головкой подключается к зоне с высоким вакуумом, создаваемым
вакуум-насосом ВВН-12.
Концентрированный фильтрат.отводится через левую распределительную го-
ловку, а на поверхности ячейки увеличивается лепешка до размеров выхода ее
из зоны фильтрации I (рис. 87). Наименование зои фильтрации приведено в
табл. 42. Такой процесс в зоне фильтрации I происходит в каждой ячейке бара-
бана. Изменение угла зоны фильтрации (109—120°) осуществляется вследствие из-
менения уровня перелива.
Далее ячейки барабана, пройдя мертвую зону II (2е), вХодят в зону первой
просушки и промывки лепешки при низком вакууме (зона III). В зоне III ячей-
ки фильтра низкий вакуум создается через прйую распределительную головку
вакуум-насосом РМК-4. Через штуцер правой головки спускается более концен-
трированный промой.
В зоне V происходит промывка лепешки при высоком вакууме, который'со-
здается через левую распределительную головку последовательно в каждой ячей-
Техническая характеристика вакуум-фильтра типа БОУ-40-3-10
Поверхность фильтрации, м* ..........................
Диаметр барабана, мм.................................
Длина барабана, мм ..................................
Частота вращения барабана, с 1.......................
Число двойных качаний мешалки, качаиий/мнн ..........
Температура суспензии при фильтрации, ®С.............
Величина вакуума, МН/м* .............................
Угол погружения барабана в суспензию. . ..°..........
Давление при отдувке, МН/м*................,.........
Привод фильтра
Электродвигатель:
тип..................................................
мощность, кВт...................................
частота вращения, с 1 ..........................
Редуктор
Привод мешалки:
электродвигатель:
тип .................................................
мощность, кВт.............................-
частота вращения, с 1......................
редуктор
Габаритные размеры, мм:
длина .......................................... . . .
ширина ....................................
высота......................'...........- -
Масса, кг ...........................................
40
3000
4400
•,0025—0,025
12
0—95
До 0,08
109—120
0.02
ПМУЭМ^С
ПБ-62
4
2,5—25
ГТ-¥1-175,6-8
AO2-4I-6
3
15
ГД-У^Г.Дб-Е
7325
4598
21
3942
270
119
ке барабана вакуум-насосом ВВН-12. Промой отводится через штуцер левой рас»
пределительной головки.
После V зоны ячейки барабана последовательно соединяются с низким ва-
куумом зоны второй просушки и промывки (зона VII). Низкий вакуум зоны VII
создается через левую распределительную головку вакуум-насосом РМК-4. Ме-
нее концентрированный промой спускается через штуцер левой головки.
Зона VII от зоны отдувки IX отделяется мертвой зоной VIII (4°). Отдувка
лепешки и регенерация ткаии на каждой ячейке барабана происходят в зоне от-
дувки IX за счет избыточного давления, создаваемого через левую распредели-
тельную головку вакуум-насосом РМК-4.
После прохождения мертвой зоны X (13°) весь процесс фильтрации повто-
ряется.
В зонах III, V, VII действует приспособление для промывки осадка, подаю-
щее промывную ноду через форсунки.
43. Присоединительные размеры фланцев основных коммуникаций вакуум-фильтра
типа БОУ-40-3-10
1
Обозначе- ние на рис. 84 Коммуникация Ру ‘ D d п
А Спуск фильтрата 125 200 18 8
Б Спуск более концеитрироваииого промоя 125 200 17 8
В То же, менее концентрированного промоя 125 200 18 8
Г Подача сжатого воздуха для отдувки 50 — — —*•
Д Вход суспензии 200 280 М16 8
Е Перелив 100 -— —
Ж Слив из корыта 150 М20 8
И Вытяжка паров 500 600 - 23 16
120
Система автоматизации барабанного вакуум-фильтра, в которую входит ре-
гулируемый электропривод барабана, обеспечивает автоматическое регулирование
уровня суспензии в корыте фильтра и уровня сока в ресиверах; регулирование
скорости вращения барабана фильтра; защиту оборудования от перегрузок; си-
гнализацию и контроль параметров технологического процесса.
При монтаже вакуум-фильтр устанавливают на подготовительном фунда-
менте. План расположения отверстий под фундаментные болты и опорные по-
верхности приведен на рис. 88, а присоединительные размеры фланцев основных
коммуникаций вакуум-фильтров приведены в табл. 43.
16. Фильтры дисковые
типов ФД-80, ФД-100М, ФД-150
Фильтры дисковые предназначены для контрольного фильтрования соков I и
II сатурации, а также сиропа. Фильтры типов ФД-80 и ФД-100М применяются
для фильтрования соков, а ФД-150 — сиропа.
44. Техническая характеристика дисковых фильтров
Показатель ФД-80 ФД-100М ФД-160
Производительность, т/сут: сок I сатурации 400 500 1000
> II > 800 1000
Поверхность фильтрации, м5 80 100 150
Количество фильтрующих ра- мок, шт. 192 180 ' 876
Частота вращения трубовала, с-1 0,009 ’ 0,007 0,009
Частота вращения грязевого шнека, с-1 0,8 0,75 —
Рабочее давление в корпусе фильтра, МПа Привод трубовала: электродвигатель: тип АО2-42-6 0,2 АО2-41-6 АО2-42-6
мощность, кВт 4 3 4
частота вращения, с”"1 редуктор РД-154, 36-32 16 ЦДН-35-40-3 ЦДН-ЗВ
Привод грязевого шнека: электродвигатель: тип АО2-42-6 Мотор-редук- -
мощность, кВт частота вращения, с-1 редуктор тип Габаритные размеры, мм: длина 5445 тор МЦ2С-80 4 16 ЦДН-35-Ш-40.0 6150 5445
ширина 2240 2180 2240
высота 3100 3000 3100
Масса, кг 7500 8560 8580
Завод-нзготовитель Пивненковский Объединение Пивненковский
машинострои- тельный Мин- пищепрома УССР «Карловкапи- щемаш» Мин- легпищемаша машинострои- тельный Мии- пищепрома УССР
121
Фильтр дисковый ФД-80
(рис.< И9) состоит из корпуса 6,
трубовала 16, приемника сока /,
фильтрующих рамок 2, соплового
устройства для смыва осадка 11,
шнека аыгрузки грязи 18, привода
трубовала 9, привода выгрузочно-
го шнека 13
Корпус фильтра 6 представля-
ет собой неподвижный электро-
сварной цилиндрический резервуар
с коническими отбортованными
днищами 14, установленный гори-,
зонтально на раме 17 четырьмя
лапами 12. В центре конических
днищ вварены фланцы для креп-
ления подшипников 7 и сальнико-
вых устройств, предназначенных
для уплотнения трубовала, прохо-
дящего внутри корпуса по его го-
ризонтальной оси.
Для замены фильтрующих
рамок, расположенных внутри
корпуса фильтра на трубовале, в
обечайке корпуса с двух противо-
положных сторон предусмотрено
два прямоугольных люка 10, обес-
печивающих доступ внутрь фильт-
ра для замены всех рамок.
Для предохранения корпуса
фильтра от давления выше рабо-
чего в его верхней части установ-
лен предохранительный клапан 3.
В нижней части корпуса по всей
его длине приварено корыто для
Грязевого шнека. Давление внутри
корпуса фильтра контролируется
манометром 5.
Грязь выгружается через за-
движку в корыте 15 шнека выгруз-
ки грязи. Чтобы предотвратить за-
легание грязи, в задвижке с про-
тивоположной стороны корыта
предусмотрен смыв ее водой дав-
лением 0,5. МПа. Подвод сока и
промоя осуществляется с помощью
коллектора 4.
Грязь с фильтрующих рамок в
верхней части 'корпуса фильтра
смывается с помощью соплового
устройства 11. Вкладыши подшип-
ников скольжения трубовала и гря-
зевого шнека выполнены нз тексто-
лита.
Трубовал 16 установлен в двух
подшипниках скольжения 7. На
трубовале имеется 180 отверстий с
вваренными в них втулками для установки фильтрующих рамок. Отверстия рас-
положены в 30 рядов по шесть отверстий в каждом. Внутри трубовала размещено
18 коллекторов для отвода фильтрованного сока из рамок. Каждый коллектор
отводит фильтрат нз 10 рамок. Для предотвращения износа трубовала на его
122
концах предусмотрены сменные накладки. На одном конце трубовала крепится
червячное колесо привода, другой конец входит в приемник фильтрованного сока.
Отфильтрованный сок через коллекторы поступает в приемник сока, из ко-
торого через два штуцера с поворотными заслонками поступает в магистраль от-
вода сока. Для контроля качества фильтрата приемник оборудован двумя зри-
тельными окнами. В торцевой стороне приемника имеется люк для заглушки кол-
лектора, из которого выходит мутный фильтрат.
Рамки 2 укрепляются на трубовале при помощи шпилек, ввинченных одним
концом в трубовал и имеющих на другом конце дугообразные Накладки. Шесть
рамок одного ряда лежат в 'одной плоскости и образуют фильтрующий диск.
Каждая съемная рамка, на которую надевают фильтрующую ткань, представля-
ет собой трехслойную сетку в виде сектора, ограниченную по периметру рамкой.
В основание рацдн вварен штуцер, который вставляется в конусное отвер-
стие втулки, сообщенной с коллектором.
Для гидравлического смыва осадка из фильтрующих дисков* без разборки
фильтра в верхней части его установлено сопловое устройство 11. Сопловое
устройство состоит из двух труб. Каждая труба имеет 30 сопел с диаметром вы-
ходного отверстия 7 мм. Осадок смывается с каждого диска двумя соплами. Для
периодической очнстии сопел трубы соплового устройства выполнены съемными.
Фильтрационный осадок удаляется из фильтра шнеком 18^ который вклю-
чается в работу только ррн смыве осадка сопловым устройством. Допасти шне-
ка выполнены так, что осадок транспортируется к середине корыта. Для удоб-
ства ремонта шейки вала шнека выполнены съемными.
Трубовал приводится- во вращение приводом 9, состоящим из электродвига-
теля, редуктора и червячной передачи 8. Привод выгрузочного шнека 13 состоит
нз электродвигателя и редуктора. '
- . Фильтр работает следующим образом. Нефильтрованный сок через коллек-
торную трубу поступает' в Корпус шнека, затем через специальные прорези в
нижней части корпуса поступает в фильтр, вытесняя воздух через вентиль. Сок
проходит через фильтровальную ткань каждой рамки и отводится в приемник
фильтрованного сока через коллекторы, а осадок задерживается на фильтроваль-
ной ткани.
После прохождения 40—50 м3 сока подача нефильтрованного сока прекра-
щается н остаток нефильтрованного сока при помощи сжатого' воздуха спуска-
ется через спускную задвяжку. Затем спускную задвижку закрывают и осадок
промывают. Вначале обессахарнванне осадка ведут промоем, полученным в пре-
дыдущем цикле. Выходящий нз фильтра промой направляют в сборник фильтро-
ванного сока. Затем обессахаривают осадок аммиачной водой. Часть этого про-
45. Присоединительные размеры фланцев основных коммуникаций дисковых
фильтров
Обоэна- 1 чеиие на рис. 89 Коммуникация ФД-80 ФД-100М ФД-150
Dy D d It Dy D d n Dy D d n
А Вход нефильтрованного сока (сиропа) 80 160 18 8 80 160 18 8 80 160 18 8
Б Вход фильтрованного
сока для промывки 80 160 18 8 80 160 18 8 80 160 18 8
В Выход фильтрованного сока (сиропа) 150 210 23 8 150 210 23 8 150 210 23 8
Г Выход промоя 125 210 18 8 125 210 18 8 125 210 18 8
Д Вход барометрической воды (пара) для смыва
осадка 80 150 18 4 60 160 18 4 40 110 18 4
Е Вывод грязи 200 295 22 8 200 295 22 8 200 295 22 8
123
моя предназначается для начальной фазы промывки осадка в другом фильтре, а
часть направляется в известковое отделение для гашения извести.
Далее включают привод грязевого шнека, открывают грязеспускную задвиж-
ку и включают в работу сопловое устройство для гидравлического удаления
осадка без разборки фильтра.
< После гидравлического удаления осадка, если нет небходимости в замене
фильтрующих рамок, фильтр снова включают в работу. Полный цикл работы
фильтра (без кислотной регенерации) составляет около 3 ч.
Конструкция фильтра ФД-100М аналогична конструкции фильтра ФД-80.
У дисковых фильтров ФД-150 в отличие от фильтров ФД-80 отсутствуют соп-
ловой аппарат и шнек для отвода осадка. Техническая характеристика фильтров
приведена в табл. 44.
Монтируют дисковые фильтры иа балках сокоочистительного отделения. По-
сле контроля правильности установки рама фильтра приваривается к балкам.
Присоединительные размеры фланцев основных коммуникаций фильтров
приведены в табл. 45.
17. Фильтры листовые
типа ФиЛС-60, ФиЛС-100
Фильтры листовые предназначены для сгущения осадка сока I сатурации.
Устанавливаются они в сокоочистнтельном цехе сахарного завода.
Фильтр ФиЛС-60 (рис. 90) состоит из корпуса /, крышки 2 и фильтроваль-
ных рамок 7.
Корпус фильтра имеет вид параболоидной пирамиды, обращенной вершиной
вниз. Устанавливается корпус фильтра на лапах 5. В верхней части корпуса на-
ходится фланец 3 с откидными болтами, к которому крепится крышка. Уплотне-
ние между крышкой и корпусом достигается за счет трапецеидального шнура,
расположенного на фланце корпуса. Ниже фланца с двух сторон расположены
переливные коробкн 8 с крышками. Меж^у корпусом и переливными коробка-
ми установлены патрубки 9, отводящие сок от фильтровальных рамок. В ниж-
нюю часть переливных коробок вварены трубы 13 для отвода фильтрата.
Для подвода нефильтрованного сока служит патрубок 6. В нижней части
корпуса расположен патрубок 15 для спуска грязевой суспензии, а в верхней
части расположены стяжки с экспентрнками 12 для закрепления рамок. Под
фильтровальными элементами имеется патрубок 14 для частичного опорожнения
фильтра.
Крышка фильтра прямоугольной формы. На фланце крышки 4 расположены
проушины для крепления ее к корпусу откидными болтами. В верхней части
крышки приварены ушки 11 для строповки.
Фильтровальная рамка представляет собой сварной каркас с поперечными
связями, на котором укреплена металлическая панцирная сетка, поверх которой
надевается мешок из синтетической фильтровальной ткани. Рамки попарно смон-
тированы на коллекторных трубках 10, крепящихся одной стороной к патрубкам
9, отводящим фильтрат, а с другой — прижатых эксцентриками 12.
Техническая характеристика фильтров листовых
Производительность, т/сут..................
Количество фильтров в установке, щт. ......
Поверхность фильтрования одного фильтра, м1
Количество двойных рамок в фильтре, шт. ....
Рабочее давление в фильтре, МПа..............
Габаритные размеры, мм:
длина ...................................
ширина....................................
высота ...............................
Масса, кг..................................
Завод-изготовитель ......................
ФиЛС-60 ФиЛС-100
3000 6000
8
60 100
32 48
0*07
2622 3020
2250 2667
3745 3895
3397 4600
Катеринопольский опытней
ремонтно-механический Мин-
пищепрома УССР
124
Рис. 90. Фильтр Листовой типа ФиЛС-60.
Фильтр работает следующим обра-
зом. Нефильтрованный ‘сок подается
внутрь фильтра по патрубку 6, проходит
через фильтровальную ткань внутрь
фильтровальных рамок и через отверстия
попадает в коллекторные трубки 10. Из
коллекторных трубок сок попадает в пе-
реливные коробки 8 и по трубам 13 от-
водится из фильтра. Осадок осаждается
на внешней стороне фильтровальной
тканн.
Фильтр оборудован системой автома-
тики, которая через заданный промежу-
ток времени прекращает подачу сока по
патрубку 6 и открывает быстродействую-
щую заслонку на патрубке 14. При этом
нефильтрованный сок из расширенной
части фильтра удаляется в сборник нефильтрованного сока, образуя разрежение,
под действием которого внутрь фильтровальных элементов через коллекторные
трубки засасывается соко-воздушная смесь. Осадок отслаивается от фильтро-
вальной тканн. и попадает в коническую часть фильтра, где находится часть не-
фильтрованного сока, несколько разжижающего осадок.
После этого частичное опорожнение фильтра прекращается, в него вновь по-
дается нефильтрованный сок, затем вновь производится частичное опорожнение,
после чего открывается быстродействующая заслонка, установленная на патруб-
ке 15 конической части фильтра, и сгущенная суспензия удаляется из фильтра
и направляется на вакуум-фильтры.
125
46. Присоединительные размеры фланцев фильтров основных коммуникаций
Коммуникация Dy D d п
Подвод сока 200 280 18 8
Выход фильтрата 150 225 18 8
Частичное опорожнение фильтра 200 280 18 8
Окончательное опорожнение фильтра 300 395 23 12
Для более равномерной работы фильтры-сгустители объединяются в уста-
новки по восемь фильтров с двумя резервными на период экипировки. Цикл ра-
боты фильтров, входящих в установку, сдвинут по времени. Работа такой уста-
новки полностью автоматизирована с помощью реле времени. В качестве запор-
ной трубопроводной арматуры применяются быстродействующие поворотные за-
слонки с пневматическими приводами.
В установку входят: собственно фильтры, сборники напорный и частичного
опорожнения суспензии, мешалка.
Сборники напорный и частичного опорожнения имеют цилиндрическую фор-
му с коническим днищем н снабжены патрубками подвода и отвода сока, а так-
же чересными трубами.
Мешалка суспензии цилиндрической формы с патрубками подвода и отвода
суспензии и чересной трубой.
Прн монтаже фильтр устанавливается лапами 5 на балки второго этажа
завода. После установки по уровню лапы привариваются.
Присоединительные размеры фланцев основных коммуникаций фильтров
ФиЛС-60 и ФиЛС-100 приведены в табл. 46.
18. Оросительные сульфитаторы
типа СО-1,5 и СО-1,8
Оросительные сульфитаторы предназначены для сульфитации сока, сиропа
и барометрической воды, поступающей на питание диффузионных установок.
В качестве сульфитнрующего агента в сульфитаторах этого типа использу-
ется сернистый газ, получаемый из серосжигательных печей.
Чугунный цилиндрический корпус 8 сульфитатора типа СО-1,8 (рис. .91) со-
стоит из пяти вертикальных царг, установленных одна на другую. Верхние концы
нижележащих царг расширены, что обеспечивает- небольшой кольцевой зазор,
заливаемый расплавленной серой. К верхней и нижней царгам с помощью флан-
цевых соединений II крепятся нижнее 1 и верхнее 12 днища с отверстиями 20 и
13 соответственно для выхода жидкости и удаления отработанного газа
Внутри корпуса на кронштейнах 5 расположены чугунные распределитель-
ные решетки 6, состоящие из отдельных секций. Решетки имеют щелевидные от-
верстия трапецеидального сечения и установлены таким образом, что щелевид-
ные отверстия соседних решеток повернуты друг относительно друга на 90° с
целью лучшего дробления жидкости.
В верхней части корпуса установлена распределительная сетчатая тарелка Р,
на которую через патрубок поступает жидкость, подлежащая сульфитации.
В нижней части корпуса расположено устройство для подачи газа, представ-
ляющее собой кольцевой корытообразный барботер 2 (открытый снизу) с зазуб-
ренными краями нижней частя стенок. Газ подается в барботер через патрубки
3 и 16.
Для осмотра и очистки сульфитатора, а также замены решеток служат лю-
ки 7. Сульфитатор снабжен пробным краником 18, смотровым стеклом 4, riepe-
ливным коленом 19, контрольным ящиком 17, ловушкой 14 н выходным патруб-
ком 15.
426
Подлежащая сульфитации жидкость поступает по патрубку 10 на кониче-
скую тарелку 9 и, стекая по ней, вытекает через отверстия, распределяясь рав-
номерно по всему сечению аппарата в виде струй. Попадая на нижележащие ре-
шетки, струи разбрызгиваются и через отверстия решетки вновь вытекают ви-
де струй и т. д. Во время такого движения струи жидкости контактируют с
движущимся снизу вверх сернистым газом. Газ подается в сульфитатор через
патрубки 3 и 16, поступает в кольцевой барботер 2 и распределяется по сече-
нию аппарата. Отработанный газ удаляется из сульфитатора через отверстие 13,
а затем через вытяжную трубу в атмосферу. Отработанная жидкость собирает-
ся в нижней части корпуса и через выходное отверстие 20, переливное колено
19 и контрольный ящик 17 поступает на дальнейшую технологическую операцию.
Сульфитатор типа CO-1J5 отличается от сульфитатора СО-1,8 тем, что па-
трубок подвода жидкости у него выполнен соосно корпусу, а отверстие для вы-
хода отработанного газа смещено к периферии. Кроме того, его корпус состо-
ит из четырех чугунных царг, соединенных между собой при помощи фланцевых
соединений.
Техническая характеристика оросительных сульфнтаторов
СО-1,5
СО-1,8
Производительность, т/суи
для сока и воды ............
для сиропа .............................
Коэффициент использования сернистого ан-
гидрида:
для сока и вода.........................
для сиропа ........................
Внутренний диаметр корпуса, мм:.........
Габаритные размеры, мм:
длина ..................................
ширина..............................
высота......................... .
Масса без средств автоматизации, кг * . . .
Завод-изготовитель......................
1500 2500
3000 5000
0,99
0.60
1500 1800
2080 2600
1770 .1950
3990 6340
4630 10100
Пивненковскнй Катерииополь-
машиностроитель- ский опытный ре-
ный Минпищепро- моятио-мехаииче-
ма УССР ский Миипшце-
прома УССР
* Средствами автоматизации сульфнтаторы не комплектуются.
При монтаже сульфнтаторы устанавливаются на втором этаже производ-
ственного здания. Сульфнтаторы опираются на балки междуэтажного перекры-
тия непосредственно фланцев нижнего днища.
Присоединительные размеры фланцев основных коммуникаций оросительных
сульфнтаторов приведены в табл. 47. - *
47. Присоединительные размеры фланцев основных коммуникаций оросительных
сульфнтаторов
Обозна- чение на рис. 91 Коммуникация СО-1,5 СО-1.8
Ру D d п D d п
А Вход продукта 150 225 18 8 250 335 18 8
Б Вход газа 125 200 18 8 125 200 18 8
В Указатель уровня — — — 20 65 12 4
Г Слив сока — — — 65 130 12 4
Д Выход продукта 200 65 12 4 20 65 12 4
Е Кран пробный 20 65 12 4 20 65 12 4
Ж Выход газа 150 ' 335 18 8 300 395 23 12
128
19. Барботерные сульфитаторы
фирмы «Полимекс-Цекоп»
(ПНР)
Барботерные сульфитаторы предназначены для насыщения сахарных соков
сернистым газом.
Техническая характеристика сульфнтатора фирмы «Полимекс-Цекоп» (ПНР)
Рабочая емкость (до высоты перелива сока) максимальная,
м» ....................т...........................
Полная емкость, м> ..........................
Высота столба сульфатируемого сока, максимальная, мм
Диаметр корпуса, мм..........................
Высота корпуса, мм.................................
Масса, кг................................ .......
Экспортер....................................
Сульфитатор (рнс. ^2) представляет собой
вертикальный цилиндрический корпус 8 с кониче-
скими верхним 7 и нижним 13 днищами, Корпус
н днища изготовлены из углеродистого стального
листа, плакированного кислотоупорной сталью.
В нижней части корпуса установлен барботер 16
с дырчатыми трубами 15, изготовленными из ки-
слотоупорной стали.
Сульфитатор снабжен переливным ящиком 11
с соединительным трубопроводом 12, патрубками
1, 9 и 14 для подвода и отвода сока и сульфнта-
ционного газа. На трубопроводе для подвода сока
предусмотрен добавочный патрубок для коррек-
ции подачи сока при помощи системы автоматики.
Для наблюдения за уровнем сока в аппарате
предусмотрены смотровые стекла 4 с устройством
3 для нх промывки. Переливной ящик снабжен
телескопическим устройством 10, регулирующим
уровень сока. Опирается сульфитатор на опорные
лапы 2.
Сок (енроп), подлежащий сульфитации, посту-
пает в аппарат через патрубок 9 и зонтом 5 рас-
пределяется по сечению корпуса. Сквозь слой сока
продувается сульфнтационный газ, поступающий
в аппарат через патрубок 1 и дырчатые трубы 15.
Поднимаясь вверх, пузырьки газа взаимодейству-
ют с соком — происходит процесс насыщения сока
сернистым газом. Отработанный газ через патру-
бок 6 и вытяжную трубу удаляется в атмосферу,
а отработанный сок выходит из сульфитатора
через патрубок 14, трубопровод 12 и переливной
ящик 11.
Сульфитаторы данного типа изготовляются
для сахарных заводов различной производитель-
ности и для различных сульфитнруемых жидко-
стей.
Рис. 92. Сульфитатор барботерный фирмы «Поли-
мекс-Цекоп» (ПНР).
4.3
10.7
2200
Г500
7550
2370
Фирма «Полимекс-
Цекоп» (ПНР)
5 2-S8
129
20. Жидкостно-струйные сульфитаторы
типа А2-ПСК и А2-ПСМ
< I
Сульфитаторы типа А2-ПСМ предназначены для сульфитации сиропа с
клеровкой желтого сахара, а также клероцки сахара-сырца. \
В качестве сульфиТнрующего агента сульфитаторы могут использовать как
сернистый газ, получаемый нз серосжигательных печей, так и сжиженный серни-
стый ангидрид.
Чугунный цилиндрический корпус 17 сульфитатора типа А2-ПСМ-6 (рис. 93),
служащий для сбора отработанной жидкости, имеет внутри перегородку 18 для
образования гидравлического затвора и предотвращения попадания газа в слив-
ной трубопровод, а Также обеспечения надежного контроля и регулирования pH
выходящего продукта. Корпус снабжен люком 19.
К нижней части корпуса при помощи фланцевого соединения крепится сталь-
ное дншце 20 с опорными лапами 21, а сверху на корпусе аналогичным образом
крепится циклонный сепаратор 16, предназначенный Для отделения жидкости от
отработанного газа.
К сепаратору при помощи болтов тангенциально прикреплена камера сме-
щения 14, представляющая собой чугунную трубу с патрубком 13 для подводя
сульфитационного газа или сжиженного сернистого ангидрида. Камера смещения
имеет прямоугольное окно, закрываемое крышкой 3 и предназначенное для очи-
стки камеры в необходимых случаях. На входе камеры смещения установлен
сопловый диск 2 с отверстиями (соплами — три для входа сиропа и одно — кле-
ровки), через которые в нее посту-
пает подлежащий сульфитации
продукт.
К сопловому диску при помо-
щи болтов крепится тройник с па-
трубками 9 и 10, внутри которого
находится конус 11 и трубка 12,
одни конец которой приварен к ко-
нусу, а другоц—свободно входит
в одно из сопловых отверстий.
К диску 2 с помощью фланце-
вого соединения прикреплен регу-
лятор 1 со сливной трубкой 8,
предназначенный для поддержания
в заданных пределах давления
сульфитируемой жидкости перед
сопловыми отверстиями при изме-
нении ее расхода.
Для слива обработанной жид-
кости нз сульфитатора к его кор-
- пусу при помощи фланцевого со-
единения прикреплен сливной па-
трубок 5, на котором установлена
труба 6. К верхнему фланцу тру-
бы крепится датчик pH 7.
Сульфитатор снабжен проб-
ным краном 4, патрубком 22 для
окончательного слива жидкости, а
также зажимом 23 для крепления
провода заземления.
ia давле-
.2-ПСМ-б
показано на рис. 94. Регулятор
представляет собой стальной ци-
линдр 4, в котором свободно1 пе-
ремещается чугунный поршень 3.
С поршнем при помощи осн свя-
130
Рис. 94. Регулятор давлевия сульфитатора типа А2-ПСМ-6.
заиа заслонка 1, которая при положении поршня в крайних положениях полно-
стью закрывает или открывает одно из регулировочных отверстий соплового дис-
ка 11. Для уравновешивания давления жидкости иа поршень (со стороны сопло-
вого диска) в цилиндре имеется пружина 5, сжимаемая винтом-задатчиком 7.
Головка винта закрыта колпачком 6.
Для обеспечения безопасиоств при съеме регулятора два крепежных болта
9 удлинены, а их гайкв закрыты блокирующей шайбой 10.
Для слива жидкости, перетекающей через зазор между поршнем 3 и ци-
линдррм 4, в последнем имеется патрубок 8.
Регуляторы давления всех типоразмеров сульфнтаторов сока и сиропа уни-
фицированы и отличаются лишь формой заслонки, что связачо с различными
размерами сопловых дисков и числом регулировочных отверстий в них.
Сироп в клеровка желтого сахара, подлежащие сульфитации, соступают в
сульфитатор соответственно через патрубки 9 и 10, (см. рис. 93), причем кле-
ровка желтого сахара поступает через конус 7/ и трубку 12 непосредственно в
камеру смешения, а снроп — через сопловые отверстия диска 2.
При нормальном режиме работы перед сопловым диском должно поддержи-
ваться давление в пределах 0,2—0,3 МПа. Вытекая с большой скоростью из .от-
верстий диска и трубки, струи жидкости распыляются, превращаясь в газожид-
костную эмульсию, движущуюся вдоль камеры смещения. Этот газожидкостный
поток обладает эжектирующим действием, благодаря которому через патрубок
сернистый газ засасывается в камеру смещения газа и жидкости (сульфита-
ция).
В сепараторе отработанный газ и жидкость разделяются, причем газ удаля-
ется в атмосферу через внутренвюю трубу 15 и присоединяемую к ней вытяж-
ную трубу, а жидкость собирается в корпусе 17, из которого через слнвной па-
трубок 5 направляется, на следующий технологический процесс.
Регулятор давления жидкости, который находится перед сопловыми отвер-
ствями, работает следующим образом. При уменьшении количества жидкости,
поступающей на сульфитатор (например, при производительности сахарного за-
вода несколько ниже расчетной производительности сульфитатора или при не-
ритмичной работе завода) скорость прохождения ее через отверстия соплового
диска 11 (см. рис. 94) снижается, что приводит к снижению нх гидравлического
сопротивления и, как следствие, к снижению давления перед сопловым диском.
В этом случае поршень 3 регулятора вместе с заслонкой 1 под действием пру-
жины 5 перемешается, прикрывая регулировочное отверстие диска. Суммарное
5*
131
Рис. 95. План расположения опор-
ных лап сульфитаторов типа
А2-ПСК н А2-ПСМ.
живое сечение отверстий при этом умень-
шается и давление перед диском повы-
шается.
При увеличении расхода жидкости
по какой-либо причине поршень 3 вме-
сте с заслонкой 1 движется в обратном
направлении, открывая отверстия и сни-
жая давление перед диском. Таким обра-
зом, давление жидкости перед сопловым
диском поддерживается в заданных пре-
делах, что обеспечивает проведение про-
цесса сульфитации в режиме, близком к
расчетному.
Требуемое давление устанавливает-
ся при помощи внита-задатчнка 7 сжати-
ем пружины 5. Диапазон регулирования
составляет 20—25% от номинальной про-
изводительности сульфитатора.
Сульфитатор типа А2-ПСК-6 отли-
чается от сульфитатора типа А2-ПСМ-6 отсутствием тройника для подвода кле-
ровки, большими размерами" камеры смешения, а также конструкцией соплового
диска, который имеет шесть отверстий (нз которых два регулировочных).
Сульфитаторы типа А2-ПСК-3 и А2-ПСМ-3 по своей конструкции аналогич-
ны сульфитаторам А2-ПСК-6 и А2-ПСМ-6 отличаются от последних лвшь габа-
ритами и массой.
48. Техническая характеристика жидкостно-струйных сульфитаторов
Показатель А2-ПСК-3 А2-ПСМ-3 А2-ПСК-6 А2-ПСМ-6
Производительности т/сут Коэффициент использования сернистого ангидрида, не ниже Расчетное давление перед сопловым дис- ком, МПа Минимальное давление перед сопловым диском, при котором обеспечивается устойчивая работа сульфитаторов, МПа Внутренний диаметр корпуса, мм Габаритные размеры, мм, не более: длина ширина высота Масса без средств автоматизации, кг, не более Масса средств автоматизации, кг, не более Давление сжатого воздуха питания щита управления (техническая характеристика воздуха по ГОСТ 11882—73), МПа Расход сжатого воздуха, м3/ч, не более Напряжение сети для питания приборов автоматического контроля и регулирова- ния, В Частота переменного тока, Гц Потребляемая мощность, кВт Завод-изготовител ь 30 0,99 0,25 6 1530 742 1750 910 3 Смелянс легпище 00 0,91 0,27 С 00 1660 742 1750 *820 00 0,35- 3, 2! 5 0 кий машин маша 6( 0,99 0,25 ,1 9 2140 1070 2580 ‘ 2360 3 -0,8 0 20 0 3 остроителт >00 0,92 0,27 )0 2300 1070 2580 2310 50 >иый Мин*
132
Сульфитаторы всех типоразмеров комплектуются средствами автоматического
регулирования значения pH продукта на выходе из аппарата, которое поддержи-
вается в заданных пределах изменением подачи сернистого газа в сульфитатор
при помощи регулирующей заслонки, установленной на трубопроводе газа.
Техническая характеристика сульфитаторов приведена в табл. 48.
49. Установочные размеры сульфита тора
Тип сульфитатора О. D, d 41
А2-ПСК-3 (А2-ПСМ-3) 470 570 19 16.
А2-ПСК-6 (А2-ПСМ-6) 685 820 23 20
50. Присоединительные размеры фланцев основных коммуникаций сульфитатора
Обозна- чение иа рис. 93 Коммуникация А2-ПСК-3 А2-ПСМ-3
Оу D Оу ь п
А Вход газа 125 200 18 8 125 200 18 8
Б Выход газа 250 335 18 12 250 •335 18 12
В Окончательный слив 50 ПО 13 4 50 НО 13 4
Г Отбор пробы 10 — — — 10 — — —
Д Выход сока (сиропа) 250 335 18 12 250 335 18 12
Е Вход сока 200 280 18 8 — —, -— —
Ж Вход клеровки —— — — — 125 200 18 8
И Вход сиропа — — — —• 125 200 18 8
Продолжение табл. 50
Обозна- чение на рис. 93 Коммуникация А2-ПСК-6 А2-ПСМ-6
Гу D - Dy d п
А Вход газа 175 255 18 8 175 255 18 8
Б Выход газа 350 445 23 12 350 445 23 12
В Окончательный слив 50 ПО 13 4 50 110 13 4
Г Отбор пробы 10 — — — 10 — — —
Д Выход сока (сиропа) 350 445 23 12 350 445 23 12
Е Вход сока 300 395 23 12 — — — ——
Ж Вход клеровки — — — —- 175 255 18 8
И Вход снропа — — — 175 255 18 8
При монтаже сульфитаторы и щиты управления устанавливают и на втором
этаже производственного здания. План расположения отверстий под крепежные
болты сульфитаторов приведен на рис. 95. Установочные размеры сульфиТато-
ров приведены в табл. 49, а присоединительные размеры фланцев основных ком-
муникаций сульфитатора приведены в табл. 50.
21. Печь сернистая вращающаяся типа БВЯ-2
Печь сернистая предназначена для получения сернистого газа путем сжи-
гания кусковой серы.
133
Рис. 96. Печь сернистая тиДа БВЯ-2.
Печь (рис. 96) представляет собой чугунный барабан 14 с усеченными кону-
сами иа торцах, который вращается на роликах 2. Ролики укреплены на фунда-
ментной плите 1 (чугунной), на которой крепится также привод печи—асин-
хронный электродвигатель 19 с пальцевой муфтой 18 н червячным редуктором
17, зубчатое колесо 16 которого установлено непосредственно иа барабане 14.
Зубчатое колесо закрыто кожухом 15. Вращающийся барабан 14 имеет внутри
продольные ребра 13, которые при вращении захватывают горящую расплавлен-
ную серу, увеличивая тем самым зеркало горения.
Сернистая печь БВЯ-2 комплектуется золоотделителем ,3 и сублиматором
10, служащими для улавливания частиц золы, уносимых потоком газа, а также
для охлаждения последнего. Печь соединена с золоотделителем трубой 12.
Золоотделитель представляет собой чугунный цилиндрический корпус с на-
клонной перегородкой 4 внутри и люксу 5 для очистки от золы.
Сублиматор состоит нз чугунного трехходового (по газу) теплообменника
9 с патрубком 8 для отвода охлажденного газа и охватывающей' его стальной
134
Рис. 97. План расположения фунда-
ментных болтов сернистой печи типа
БВЯ-2.
цилиндрической обечайки 7 с патруб-
ками 6 и 11 для подвода и отвода
охлаждающей воды. Сублиматор ус-
танавливается на водоотделителе и
крепится к последнему при помощи
фланцевого соединения. !
'Сера загружается в печь через
отверстие в барабане 14, которое ос-
тается открытым во время работы
Печн и служит для поступления воз-
духа.
Розжиг печи осуществляется при
выключенном приводе (обычно бу-
мажными отходами). Когда горение
загруженной серы становится доста-
точно интенсивным, включается при-
вод Сера плавится, вследствие вра-
щения барабана 14 равномерно покрывает его внутреннюю поверхность и, сгорав
образует сернистый газ.
Благодаря тяге, которая создается вентилятором (в случае применения оро-
сительных'сульфитаторов) нли эжектирующим действием струйных сульфитато-
ров, сернистый газ по трубе 12 поступает вначале в золоотделитель 3, где огде-
ляется от унесённых частичек золы, а затем — в сублиматор 10, в котором ия
холодной поверхности оседают частички несгоревшей серы и охлаждается газ.
Охлажденный газ через патрубок 8 отсасывается вентилятором и подается в
сульфитаторы оросительного типа. Охлаждающая вода поступает и выходит Из
сублиматора соответственно через патрубки 6 и 11. В случае применения жид-
костно-струйных сульфитаторов тяга создается за счет эжектирующего действия
струй жидкости в камере смещения и необходимость. в вентиляторах отпадает.
Техническая характеристика печи сернистой типа БВЯ-2
Производительность по сжигаемой сере, иг/ч............ 8
Содержание SO, в сернистом газе. об. % ......... 6—7
Частота вращения барабана, с—1 ..................... 0,0083
Редуктор РЧУ-100-40-2-1-2
Электродвигатель:
тип.................................................. .ДО2-21-4
мощность, кВт....................'................ 1*1
частота вращения, с 1............................ 23,8
Габаритные размеры (вместе с золоотделителем н сублима-
тором), мм: > 1
длниа .................................................. 1800
ширина.................................................. 840
высота ................................................. 1685
Масса, иг.............................. 900
Завод-изготовитель ..................... Джуринсинй ремонт-
но-механический Мин-
пищепрома УССР
51. Присоединительные размеры фланцев основных коммуникаций печи
Обозначе- ние на рис. 96 Фланцы D <1 п
А Вход газа 80 150 18 4
Б Вход воды 40 100 13 4
В Выход газа 80 150 18 4
Г Выход воды 40 100 13 4
д Люк 150 225 18 8
Е » 150 225 18 8
специальном
закрытом
помеще-
Сернистые печи должны устанавливаться в
нии, оборудованном вытяжной вентиляцией.
135
План расположения отверстий под крепежные болты фундаментной плиты
сернистой печи приведен иа рис. 97, а присоединительные размеры фланцев ком-
муникаций печи приведены в табл. 51.
22. Установка для получения сернистого газа
типа Ш52-ППС
Установка предназначена для получении сернистого газа на сахарных за-
водах.
Установка (рис. 98) состоит из следующих основных частей: барабанной
печи 1 с камерами догорания 11 и 12, плавилки серы 2 с питателем 3 и субли-
матором 6 с патрубками 4, 5, 7, 8, 9 и 10. Для вентиляции помещении преду-
смотрен вентилятор.
Плавилка представляет собой вертикально расположенную цилиндрическую
емкость на опорных стойках, внутри которой установлено три вертикальных кон-
центрических ряда трубок с кольцевыми коллекторами (калорифер). Внутри ци-
линдрическая емкость разделена на две части горизонтальной кольцевой перего-
родкой, расположенной между корпусом и внутренним калорифером.
В нижней части емкости по ее оси расположен ситчатый цилиндр и конус-
ная воронка, а в центре днища — конический затвор с противовесом для перио-
дического удаления осадка. Сбоку под днищем установлен трубчатый отвод 13
расплавленной серы, заключенный во- вторую трубу, по которой проходит пар,
подогревающий расплавленную серу.
Камера догорания представляет собой вертикально расположенный циклон с
люком внизу для очистки, а также приспособлением для подвода вторичного воз-
духа, способствующего полному сгоранию возгонной серы.
Питатель выполнен в виде наклонного скребкового транспортера с углом на-
клона 60°. Сублиматор также выполнен в виде циклона, снабженного водяной
рубашкой и устройством для очистки теплообменной поверхности.
Техническая характеристика установки
Производительность по свекле, т/сут ................... 6000
Производительность по сжигаемой сере, кг/ч ....... 60
Температура газа после сублиматора. *С................. 85—88
Поверхность горения, м’..............................X. 3,25
Поверхность нагрева плавильной части калориферов, м’ 10
Объем камеры плавления, мв . ,.............. .......... 1,4
Улавливание золы в камере догорания, %................. 85
Частота вращения барабана печи, с—1 .................. 0,015
Привод печи:
редуктор Ц2У-160-40-5-ЦУ1
передача .........................................
передаточное число ......................
передача .................... ................
передаточное число....................
Цевочное зацепление:
передаточное число ....................................
Привод питателя:
электродвигатель!
тип
мощность, кВт................................
частота вращения, с 1......................
3,2
Цепная
2.57
4.8
4АЮ05ЧУЗ
редуктор ' Ц-100-31, 5-52-1-2
передача .. ........................................ Клиноременная
передаточное число • 1
Габаритные размеры, мм:
длина ....................................................... 6300
ширима............................................ 3870
высота ....................................• 4160
Масса кг:
плавилка с питателем............................. 2450
сернистая печь с камерами догорания......... 1600
сублиматор ...................................... 1290
Общая масса установки» кг ... .............. 5340
Завод-изготовитель.................................... .-ДжуринскиЙ ремонт-
но-механический Мин-
пнщепроыа УССР
136
Рис. 98. Установка для получения
сернистого газа типа Щ52-ППО.
5
"1050
Рис. 99. Сернистая печь с каме«
рами догорания установки Ш52-
ППС.
Сернистая печь (рнс. 99) состоит нз чугунного барабана 5, вращающегося
на роликах 3, установленных на сварном каркасе 2. Для интенсификации процес-
са горения, а также увеличения зеркала горения барабан 5 имеет внутри реб-
ра 8 и введенную внутрь него свободно перекатывающуюся перфорированную
обечайку — интенсификатор 9. У загрузочного отверстия барабана расположена
заслонка-регулятор У, с помощью которой регулируется подача воздуха в печь,
в выходном отверстии барабана установлена 'труба б с фланцем, при помощи
которого она крепится к камере догорания 7.
Вращение барабана осуществляется приводом, состоящим из электродвига-
теля //, клииоременной передачи 10, редуктора 13 и цепной передачи 12 с це-
вочным зацеплением 4.
С приемного бункера наклонным скребковым транспортером (питателем) 3
(см. рис. 98) куски серы подаются в загрузочный бункер плавилки 2. Контакти-
руя с горячими трубками калорифера, по которым проходит пар, сера плавится,,
проходит через ситчатый цилиндр, очищается от твердых включений и через-
трубчвтый свод 13 поступает во вращающийся барабан печи. В барабане рас-
плавленная сера сгорает на внутренней его поверхности и поверхности интенси-
фикатора. Подача воздуха -в барабан регулнруетси заслонкой-регулятором. Обра-
зовавшийся сернистый газ из печи поступает в камеры догорания, где происходит
сгорание возгонной серы, а также улавливание золы. Далее горячий газ направля-
ется в сублиматор 6, в котором ои охлаждается, а иесгоревшие частицы серы я
зола осаждаются. Охлажденный газ выходит из сублиматора через патрубки 9,
10 и 11.
Охлаждающая вода поступает в сублиматор через патрубок 8 и выходит
из него через патрубок 4. Окончательный слив воды из сублиматора осуществля-
ется через патрубок 7.
Для подачи сернистого газа иа сульфитатор воды используется камера до-
горания, из которой газ выходит через патрубок 11, минуя сублиматор.
52. Присоединительные размеры фланцев основных коммуникаций установки
Обозначение на рис. 98 Коммуникация Dy D а п
А \ Выход охлаждающей воды 32 — —
Б Вход воды 40 100 13 4
В Окончательный слив 32 —- —— —-•
Г Выход газа 150 225 18 8
а » > 150 225 18 , 8
Установка устанавливается в специальном закрытом помещении, оборудоранном
вытяжной вентиляцией, а оборудование установки — непосредственно на бетонный
пол без Дополнительного крепления.
Присоединительные размеры фланцев установки приведены в табл. 52.
Глана 6
ОБОРУДОВАНИЕ ДЛЯ НАГРЕВА,
ВЫПАРИВАНИЯ И КОНДЕНСАЦИИ
1. Подогреватели типа ПДС и ПСС
Подогреватели предназначены для нагрева до требуемой температуры со»
ков, сиропов и других жидких продуктов сахарного производстаа (жомопрессо»
вой и барометрической воды и др.).
Для нагрева жидкостей, имеющих кислую реакцию (диффузионный сок, жо-
мопрессовая вода), применяются подогреватели типа ПДС, а для жидкостей со
139
4S70
щелочной реакцией (сатурационные соки, снроп, барометрическая воля\
ПСС. г ~тапа
Оба типа подогревателей конструктивно выполнены одинаково и отличаются
лишь материалом теплообменных трубок, которые у подогревателей типа ПДС
изготовлены из нержавеющей стали марки 12Х18Н10Т, а у подогревателей типа
ПСС — из углеродистой стали марки 20А.
Подогреватель типа ПДС-10-300 (рнс. 100) состоит из стального цилиндри-
ческого корпуса 7 сварной конструкции, к фланцам которого откидными болта-
ми крепятся верхняя 10 и нижняя 33 крышки, шарнирно соединенные с корпусом.
Внутри корпуса вварены верхняя 12 и нижняя 30 трубные решетки, в которые
ввальцованы цельнотянутые теплообменные трубки 28.
Пространства (камеры) между крышками и трубными решетками в верхи й
и нижней части корпуса подогревателя разделены перегородками 14 на секции
15 и 31. Перегородки верхней камеры смещены относительно перегородок ниж-
ней камерь! таким образом, что сок последовательно проходит по всем секциям
подогревателя.
К нижней камере крепятся два обходных вентиля (у подогревателей типа
ПСС — один) 4 и 6, один нз которых служит для ввода и вывода раствора соды
или нефильтрованного сока I сатурации. Обходные вентили снабжены разгрузоч-
ным трубопроводом 18 с вентилем 24, соединяющим верхнюю камеру с вентиль-
ной коробкой и предназначенным для выравнивания давления перед клапанами
обходного вентиля и после них.
Обходные вентили располагаются под площадкой обслуживания подогрева-
теля, а штурвалы управления 8 и 9 вынесены над площадкой на удобную для
обслуживания высоту.
Крышки подогревателя соединены между собой рычажной системой 13, ко-
торая обеспечивает их легкое и синхронное открывание. Рычажная система
имеет устройство 22 для регулирования длины тяги 23. Чтобы верхняя крышка
не опрокидывалась в сторону, противоположную закрыванию, к верхним крон-
штейнам шарнирного механизма приварен упор 16.
Основной деталью шарнирного механизма является вал 20, иа одном конце
которого имеется правая, а иа другом — левая трапецеидальная резьба. Гайка
26 на ннжнем конце вала закреплена в кронштейне 25, приваренном к корпусу
подогревателя, а гайка 17 иа верхнем конце вала закреплена в горизонтальной
траверсе 38. Концы траверсы вставлены в отверстия рычагов 37 верхней крыш-
ки и зашплинтованы, при этом крышка может поворачиваться вокруг горизон-
тальной оси.
В средней части вала 20 жестко закреплен штурвал 21, при помощи которо-
го можно вращать вал. При вращении вала по часовой стрелке его нижний ко-
нец ввинчивается в неподвижную гайку 26, а верхняя гайка 17 одновременно
навинчивается на верхний конец вала, опускаясь вниз вместе с траверсой 38 и
рычагами 37 верхней крышки. При этом верхняя н связанная с ней тягой 23
нижняя крышки открываются, а нижиян уравновешивает своей массой верхнюю,
что обеспечивает легкое нх открывание. При вращении штурвала 21 в обратном
направлении крышки закрываются, причем роль противовеса в этом случае игра-
ет верхняя крышка. Верхняя и нижняя крышки подогревателя уплотняются рези-
новыми прокладками трапецеидального сечення.
На верхней крышке предусмотрен воздушный краник 7/, а в верхней части
перегородок верхней соковой камеры — отверстия для прохода воздуха нз сек-
ции в секцию при наполнении подогревателя соком н спуске его. Сок спускают
перед открыванием крышек через краники 34, расположенные на нижней крыш-
ке (по одному на каждую секцию). Из краников сок стекает в общую ворон-
ку 35.
Для подвода и отвода теплоносителей подогреватель снабжен патрубками
3, 5, 19, 36 и 40, а для контроля температуры и давления установлены маноме-
тры 2 и 29 и термометры. Для контроля за уровнем конденсата в паровой ка-
мере установлен указатель уровня 32, а иа линии слива конденсата — обратный
клапан /.
На патрубке 39 подогревателя установлен предохранительный клапан паро-
вой камеры.
141
Рис. 101. Обходной двухкла-
Аанный вентиль подогревателя
ПДС-10-300.
Рис. 102. План расположения опорных лап подогре-
вателей типа ПДС и ПСС.
Подогреватель устанавливается в вертикальном
положении на трех лапах 27, приваренных к корпусу.
Подогреватели комплектуются средствами авто-
матического регулирования температуры нагретой
жидкости, которая поддерживается в заданных пре-
делах путем изменения подачи греющего пара в по-
догреватель при помощи регулирующего клапана.
Сок подается в подогреватель через патрубок Г
обходного вентиля 4 и входит в подогреватель через
патрубок 3. Двигаясь по трубкам 28, сок последова-
тельно проходит все ходы подогревателя, попеременно поднимаясь вверх и опу-
скаясь вниз. Нагретый сок выходит нз подогревателя через его выходной патру-
бок н патрубок Д обходного вентиля 4.
Греющий пар поступает в подогреватель через патрубок 36 и конденсирует-
ся на теплообменных трубках 28, нагревая движущийся в них сок. Неконден-
сирующиеся газы удаляются из межтрубного пространства через два патрубка
19, а конденсат греющего пара — через два патрубка 40, коллектор (на рисун-
ке не показан) и обратный клапан 1.
Обходной двухклапанный вентиль подогревателя показан на рис. 101. Он со-
стоит из чугунного корпуса 14 с патрубками / и //, переходной коробкн 8, двух
клапанов 13 н 16, .которые соединены посредством штоков 4 и 7 и траверсы 6
со‘шпинделем 5. В клапанной коробке имеются отверстия 3 и 9, а в корпусе —
отверстия 2, 10, 12 и 15. Посадочные плоскости отверстий 12 и 15 крепятся к
фланцам патрубков 3 и 5 (см. рнс. 100) подогревателя.
Когда жидкость нужно подать в подогреватель, при помощи шпинделя 5
клапаны 13 и 16 (рис. 101) перемещаются вверх н закрывают отверстия 2 я 10
S3. Техническая характеристика подогревателей типа НДС и ПСС
Тип подогрева- теля Поверхность теп- лообмена, м* 1 Количество хо- дов, шт. теп- тру- Максимальная ' температура гре- ющего пара, ®С Максималь- ное рабочее избыточное давление в камере, МПа Внутренний диа- метр корпуса, мм Высота, мм Масса без средств автома- матизации, кг, не более
Количество лообменных бок, шт.
паро- вой соко- вой
ПДС-10-30 30 90 650 4230 2070
ПДС-Ю-60 60 180 1040 4360 3690
ПДС-10-80 80 230 1040 4360 4000
ПДС-10-100 100 290 1040 4360 4280
ПДС-10-120 120 1U 340 1040 4360 4600
ПДС-10-160 160 460 1280 4490 5640
ПДС-10-200 200 580 143 0,6 0,6 1410 4670 6290
ПДС-10-300 300 880 1600 5360 10 490
ПДС-4-200 200 4 580 1280 4670 6650
ПДС-4-250 250 4 720 1410 4760 8250
ПСС-10-60 601 180 1040 4360 3370
ПСС-10-80 80 230 1040 4360 3690
ПСС-10-100 100 290 1040 4360 3930
ПСС-10-120 120 10 340 s 1040 4360 4220
ПСС-10-160 160 460 1280 4490 5300
ПСС-10-200 200 580 1410 4670 6400
ПСС-10-300 300 880 • 1600 5360 9985
Примечание. Завод-изготовитель — Смелянский машиностроительный Минлегпищемаша.
143
55. Присоединительные размеры фланцев основных коммуникаций подогревателей
Обозначе- ние ИЛ pwo tOO Коммуникация ПДС-10-30 ПД С-10-60 ПДС-10-80 ПДС-10-100 ПД С-10-120
Dy D d я Dy D d п Dy D d п Dy D d п Dy D d п
А Вход пара 150 225 18 8 200 280 18 8 250 335 18 12 250 335 18 J12 250 335 18 12
Б Спуск конденсата 80 150 18 4 80 150 18 4 80 150 18 4 80 150 18 4 80 150 18 4
В Г Подвод сока для очистки труб} Вход сока | 100 170 18 4 150 225 18 8 150 225 18 8 150 225 18 8 200 280 18 8
Д Е Выход » J Выход сока после очистки труб 100 170 18 4 150 225 18 8 150 225 18 8 150 225 18 8 200 280 18 8
Ж Клапан предохранительный 50 НО 13 4 50 ПО 13 4 50 110 13 4 50 НО 13 4 50 НО 13 4
И Оттяжка аммиачная 32 90 12 4 32 90 12 4 32 90 12 4 32 90 12 4 32 90 12 4
К Устройство запорное указателя уровня 20 — — — 20 — — — 20 — — — 20 — — — 20 — — —
Продолжение табл. 55
Обозияче- йке на рнс 100 Коммуникация ПДС-10-160 ПДС-10-200 ПД С-10-300 ПД С-4-200 ПДС-4-250
Dy D d п Dy D d п Dy D d п Dy D d п Dy D d п
А Вход пара 300 395 23 12 300 395 23 12 300 395 23 12 300 395 23 12 300 395 23 12
Б Спуск конденсата 80 150 18 4 80 150 18 4 80 150 18 4 80 150 18 4 80 150 18 4
В Г Подвод сока для очистки труб] Вход-сока > 200 280 18 8 250 335 18 12 300 395 23 12 300 395 23 12 350 445 23 12
Д Е Выход » J. Выход сока после очистки труб 200 280 18 8 250 335 18 12 300 395 23 12 300 395 23 12 350 445 23 12
Ж Клапан предохранительный 50 ПО 13 4 50 НО 13 4 50 ПО 13 4 50 НО 13 4 50 ПО 13 4
И Оттяжка аммиачная 32 90 12 4 32 90 12 4 32 90 12 4 32 90 12 4 32 90 12 4
к Устройство запорное указателя уровня 20 — — — 20 Т’ — — 20 — — — 20 — — — 20 — — —
64. Установочные размеры подогревателей
Тип подогре- вателя д А Б Тип подогре- вателя д А Б
ПДС-10-30 662 920 820 ПДС-4-200 1422 1720 1250
ПДС-10-60 1052 1350 1020 ПДС-4-250 1422 1720 1250
ПДС-10-80 1052 1350 1020 ПСС-10-60 1052 1350 1020
ПДС-10-100 1052 1350 1020 ПСС-10-80 1052 1350 1020
ПДС-10-120 1052 1350 1020 ПСС-10-120 1052 1350 1020
ПДС-10-160 1292 1590 1200 ПСС-10-160 1292 1590 1200
ПДС-10-200 1422 1720 1250 ПСС-10-200- 1422 1720 1250
ПДС-10-300 1616 1910 1470 ПСС-10-300 1616 1910 1470
в корпусе вентиля. Жидкость поступает в вентиль по патрубку 1 и через отвер-
стие 15 и входной патрубок направляется в подогреватель. Нагретая жидкость
выходит из подогревателя через выходной патрубок, попадает через отверстие
12 в корпус вентиля и выходит из него через патрубок 11.
Если необходимо пропустить жидкость мимо подогревателя (например, при
чистке трубок), при помощи шпинделя 5 клапаны 13 и 16 перемещаются вниз,
перекрывая отверстия 12 и 15. В этом случае жидкость поступает в переходную
коробку 8 через отверстия 2 и 3, выходит из нее через отверстия 9 и 10 и уда-
ляется из корпуса вентиля через патрубок 11, минуя таким образом подогрева-
тель. Подогреватели других типоразмеров конструктивно выполнены аналогично
подогревателю ПДС-10-300, за исключением Отдельных элементов. Все типораз-
меры подогревателей типа ПДС и ПСС имеют теплообменные трубки одинако-
вого диаметра (33 X 1,5 мм) и одиваковой длины (полная длина трубок состав-
ляет 3560 мм). Техническая характеристика подогревателей приведена в табл. 53.
При монтаже подогреватели устанавливают на втором этаже производствен-
ного здания, причем опорные лапы подогревателей привариваются к несущим
балкам перекрытия.
План расположения опорных лап подогревателей приведен на рнс. 102. Уста-
новочные размеры подогревателей приведены в табл. 54, а присоединительные
размеры патрубков подогревателей приведены в табл. 55.
2. Теплообменники противоточные
типа А2-ПТА ПДС)
Теплообменники разработаны на базе подогревателей типа ТДС и предна-
значены для нагрева диффузионного сока конденсатами выпарвой установки.
Теплообменник типа А2-ПТА-300 (рнс. 103) состоит нз сварного цилиндри-
ческого корпуса,<5, к фланцам которого крепятся откидными болтами верхняя 9
и нижняя 33 крышки. Внутри корпуса установлены верхняя // и нижняя 30
трубные решетки, в которые ввальцованы теплообменные трубки 7 диаметром
33 X 1.5 мм и полной длиной 3560 мм нз нержавеющей стали марки 12Х18Н10Т.
Пространство между трубными решетками разделено вертикальными пере-
городками 2 на десять ходов, по которым движется греющий конденсат. Пере-
городки установлены таким образом, что между ними и трубными решетками
попеременно внизу и вверху образованы проходы 12 н 29 для последовательного
движения конденсата по ходам.
Пространства между крышками и трубными решетками (соковые камеры) ’
также разделены иа секции 8 и 31 перегородками 10 и 32. Перегородки верхней
камеры смещены относительно перегородок нижней камеры таким образом, что
сок последовательно проходит по секциям теплообменных труб. Теплообменник
снабжен обходным вентилем 23, служащим для подачи и отвода сока из тепло-
обменника; двумя вентилями 28 и 26, предназначенными для ввода и вывода
144
раствора соды при промывке теплообменника; рычажной системой 13, обеспечи-
вающей легкое открывание крышек; воздушными 14 в 15 н спускными 34 кра-
никами; воронкой 27 для слива сока; патрубками 24 и 25 и патрубками с вен-
тилями 21 и 22 для подвода и отвода теплоносителей; манометрами 17, термо-
метрами / и щитком приборов 16 для контроля Давления, температуры сока и
конденсата и тремя опорными лапами 20.
Обходной вентиль -теплообменника снабжен разгрузочным трубопроводом
6- с запорным вентилем 5. Для удобства обслуживания штурвалы 4 запорной
арматуры выведены на площадку обслуживания. Кроме того, в нижней яасти
корпуса теплообменника установлен патрубок 18 с вентилем 19, предназначен-
ный для слива конденсата из межтрубного пространства.
Теплообменники комплектуются средствами автоматического регулирования
температуры нагретого сока, которая регулируется путем изменения подачи грею-
щего конденсата в теплообменник при помощи регулирующего клапана.
Диффузионный сок поступает в теплообменник через патрубок Д обходного
вентиля 23 и патрубой 25. Двигаясь по трубкам 7, сок последовательно прохо-
дит по'секциям (ходам) теплообменных трубок, попеременно поднимаясь вверх
и опускаясь вниз. Нагретый сок выходит из теплообменника через его выходной-
патрубок и патрубок Е обходного вентиля 23.
Греющий конденсат поступает в межтрубное, пространство теплообменника
через входной патрубок Ж вентиля 21 н движется по ходам, образованным пе-
56. Техническая характеристика теплообменников
Показатель
ТДС-120 ТДС-160 ТДС-200
А2-ПТА-250
(ТДС-250)
Поверхность теплообмена, м2
Количество ходов (по соку и конденса-
ту), шт.
Количество труб поверхности теплообме-
на, шт.
Рабочее давление в камерах, 'МПа:
соковых
конденсатной
Температура конденсата, К, но не более
конечная
начальная -
Диаметр корпуса внутренний, мм
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
Завод-изготовитель
120 160 200 250
0
340 460 580 720
( С ,6 ,3
1140 а а 1280 58 78 1410 1600
2750 1350 4390 5990 Смелянс 3000, 1590 4660 6710 .кий маши 3200 1720 5100 8540 построите^ 2900 2020 5360 10 700 ьный Мин-
легпищемаша
57. Установочные размеры теплообменников
Тил теплообменника д А Б
ТДС-120 1052 1350 1020
ТДС-160 1292 1590 1200
ТДС-200 1422 1720 1250
А2-ПТА-250 (ТДС-250) 1422 1720 1250
А2-ПТА-300 (ТДС-300) 1616 1910 1470
147
5360
2020
регородкамн 2, попеременно поднимаясь вверх и опускаясь вниз. В результате
того, что конденсат подводится в межтрубное пространство последнего хода со-
ка, конденсат и сок движутся в противотоке, обеспечивая этим самым большую
эффективность теплообмена. Охлажденный конденсат удаляется из теплообмен-
ника через патрубок 3 вентиля 22.
Теплообменники других типоразмеров конструктивно выполнены аналогично
теплообменнику А2-ПТА-300, за исключением отдельных конструктивных элемен-
тов.
Техническая характеристика теплообменников приведена в табл. 56.
При монтаже теплообменники устанавливают на втором этаже производ-
ственного здания.
Опорные лапы теплообменников расположены аналогично лапам подогрева-
телей типа ПДС и ПСС (см. рис. 102). Установочные размеры теплообменников
приведены в табл. 57, а присоединительные размеры фланцев основных комму-
никаций теплообменников приведены в табл. 58.
58. Присоединительные размеры фланцев основных коммуникаций теплообменников
Обозна- чение на рнс. 103 Коммуникация ТДС-120 ТДС-160 ТДС-200
Dy 1 D 1 а Dy D * п Dy D
Д Е Вход сока Выход сока 200 280 18 8 200 280 18 8 250 335
Ж 3 Вход конденсата Выход конденсата 150 225 18 8 150 225 18 8 200 250
И Слнв конденсата 32 90 12 4 32 90 12 4 32 90
к Слив сока
л Спуск воздуха из крышки верхней 20 — — 20 — —- 20 —
м Спуск воздуха нз ка- меры конденсатной
н Вход для промывки 1 200 280 18 8 200 280 18 8 250 335
п Выход для промывки
Продолжение табл. 58
Обозна- чение на рис. 103 Коммуникация ТДС-200 А2-ПТА-250 (ТДС-250) А2-ПТА-300 (ТДС-300)
п °У D d п Dy D d n
д Е Вход сока 1 Выход сока • । 18 12 300 395 23 12 300 395 23 12
Ж 3 Вход конденсата Выход конденсата ] 18 8 200 280 18 8 200 280 18 8
И К Л м Слив конденсата Слив сока Спуск воздуха из крышки верхней Спуск воздуха нз ка- меры конденсатной , 12 4 32 20 90 12 4 32 20 90 12 4
н п Вход для промывки ] Выход для промывки ] 18 12 150 225 18 8 150 225 18 8
148
3. Подогреватели фирмы
«Полимекс-Цекоп» (ПНР)
Подогреватели предназначены для нагрева жидких продуктов сахарного
производства и аналогичны подогревателям типа ПСС и ПДС.
Подогреватели отличаются большим -количеством ходов (12 ходов вместо
10) и плоскими крышками. Так же как и у подогревателей типа ПСС и ПДС,
верхняя и нижняя крышки соединены специальным сцепным механизмом, облег-
чающим открывание крышек.
В подогревателях применены стальные нагревательные трубки диаметром
33 X 1,5 мм.
Техническая характеристика подогревателей приведена в табл. 59.
59. Техническая характеристика подогревателей фирмы «Полимекс-Цэкоп> (ПНР)
Показатель
Типоразмеры
Поверхность теплообмена,
м2
Скорость движения сока,
м/с
Рабочее давление в каме-
ре, МПа:'
паровой
соковой
Диаметр корпуса, мм
Диаметр патрубка для
входа жидкости, мм
Высота, мм
Масса, кг
40
800
150
3660
2445
63 80 100 125 150
1,2—1,5
0,6
1000 1000 1200
150
3315
3350
150
3945
3530
200
3540
4300
1200
200
4170
5035
1400
250
3890
6920
200 420
1400 2000
250 —
4430 5500
7845 20000
4. Подогреватели пароконтактные
типа РЗ-ПКП
Подогреватели пароконтактные предназначены для нагрева питательной во-
ды диффузионных установок парами низкого потенциала (последних корпусов
выпарной установки) путем неносредственного контакта пара с водой.
Подогреватель типа РЗ-ПКП-150 (рнс. 104) представляет собой цилиндри-
ческий корпус 3 с коническим днищем 1 и плоской верхней крышкой 8.
На крышке при помощи фланцевого соединения укреплено распределительное
устройство, предназначенное для образования сплошных зонтообразных завес
нагреваемой воды и состоящее из цилиндрической обечайки 10, крышки 9, усе-
ченных конусов 13, 14, 15, 17, 18, и трубы 5 с отверстиями 6.
Внутри корпуса установлены: коническая тарелка 16 и цилиндроконическая
обечайка 19, служащие также для образования сплошных завес нагреваемой
воды.
В верхней части корпуса под крышкой приварен коллектор 12, представляю-
щий собой изогнутый по диаметру корпуса уголок с отверстиями в его нижней
полке и служащий для отвода некоидеисируюшихся газов.
В нижней части корпуса установлен сварной изогнутый патрубок 22 с на-
правляющими пластинами 24 и распределительным устройством для пара 2, кото-
рое представляет собой веерообразный пучок пластин, приваренных к патрубку 22
с некоторым шагом.
Подогреватель снабжен также патрубками 11, 23 и 7, служащими соответ-
ственно для подвода и отвода .нагреваемой воды, пара и отвода иекондеисирую-
щихси газов, а также смотровыми окнами 4.
149
Для установки и крепления подогрева-
теля при монтаже служат лапы 21 с отжим-
ными болтами 20. Подогреватели комплек-
туются средствами автоматического регули-
рования температуры нагретой жидкости иа
выходе, которая поддерживается в задан-
ных пределах изменением подачи пара в
подогреватель при помощи регулирующей
заслонки.
Жидкость поступает по тангенциально
расположенному патрубку 11 в кольцевую
камеру, образованную цилиндрической обе-
чайкой 10 и трубой 5, и, вращаясь, выходит
в виде сплошной кольцевой завесы из щели,
образованной конусами 14 и 15. Затем
жидкость попадает иа коническую тарел-
ку 16, с нее —на конус 17, затем — иа ци-
лиидро-коиическую обечайку 19 и удаляет-
ся из подогревателя череЗ патрубок 23, к
которому приваривается барометрическая
Рис. 105. План расположения
опорных лап подогревателей типа
РЗ-ПКП.
труба.
Греющий пар поступает в подогреватель
по патрубку 22 и равномерно распределяется по сечению аппарата при помощи
распределительного устройства 2. Двигаясь вверх, пар пересекает встречающиеся
на его пути завесы жидкости и, конденсируясь, нагревает жидкость. Некоидеиси-
рующиеся газы попадают через отверстия в коллектор 12, откуда удаляются из
аппарата по патрубку 7.
Часть пара поступает в трубу 5, проходит через щели 6 и, минуя три ниж-
ние завесы жидкости, контактирует непосредственно с верхней завесой, вытекаю-
щей из щели, образованной конусами 14 и 15, что несколько снижает нагрузку
иа нижние завесы. Для этой же цели служит кольцевой зазор, через который
проходит пар, образованный корпусом 3 и цилиндро-конической обечайкой 19.
60. Техническая характеристика подогревателей
Показатель РЗ-ПКП- 50 РЗ-ПКП- 100 РЗ-П КП- 150 рз-пкп- 200 РЗ-ПКП- 300
Производительность по воде, м3/ч 50 100 150 200 300
Расход пара, т/ч 3 г 5 7 10 14
Температура воды, °C: начальная конечная Температура греющего пара, °C Рабочее давление внутри аппа- рата, МПа Габаритные размеры, мм, не бо- лее: длина 1220 1290 45 70 72 0,032 1480 1720 2160
ширина 1200 , 1420 1590 1830 2300
высота 1900 '2400 2660 2996 3700
Диаметр внутренний, мм 900 1100 1300 1500 2000
Масса со средствами автомати- зации и комплексной арматурой, кг, не более 1780 2280 2580 2968 4220
Завод-изготовитель Пивиенковский машиностроительный Миипище-
• прома УССР
151
Iх
61. Установочные размеры подогревателей
Тип подогревателя Д А Б в
РЗ-ПКП-50 916 1050 1170 200
РЗ-ПКП-100 1116 1250 1370 200
РЗ-ПКП-150 1 1316 1460 1570 200
РЗ-ПКП-200 1516 1700 1820 250
РЗ-ПКП-ЗОО 2016 2200 2320 250
62. Присоединительные размеры фланцев основных коммуникаций подогревателей
Обозна- чение на рис. 104 Коммуникация РЗ-ПКП-50 РЗ-ПКП-100 РЗ-ПКП-150
Dy D d n D d п Dy D
А Вход воды 125 200 18 8 150 225 18 8 150 225
Б Вход пара 350 445 23 12 400 515 23 16 450 525
В Выход воды 300 — —— —. 350 — — —— 400 ——
Г Выход некоиденсирую- ^цихся газов 70 130 13 4 100 170 18 4 125 200
Продолжение тс1бл. 62
Обозна- чение на рнс. 104 Коммуникация РЗ-ПКП-150 РЗ-ПКП-200 РЗ-ПКП-ЗОО
d п °У D d п °У D d п
А Вход воды 18 8 150 225 18 8 200 280 23 8
Б Вход пара 23 16 500 600 23 16 600 725 25 20
В Выход воды — — 400 — — — 500 — — —
Г Выход некойдеисирую-
щихся газов 18 8 125 200 18 8 175 240 18 8
Техническая характеристика подогревателей приведена в табл. 60.
При монтаже пароконтактные подогреватели устанавливаются на отметке не
ниже 10,5 м. Труба, отводящая нагретую воду (барометрическая труба), не долж-
на иметь резких поворотов и горизонтальных участков. Объем сборника нагретой
воды должен быть не менее 1,5 объема всей барометрической трубы.
План расположения опорных лап подогревателей типа РЗ-ПКП приведен на
рис. 105. Установочные размеры подогревателя приведены в табл. 61, а присо-
единительные размеры фланцев основных коммуникаций подогревателей приведе-
ны в табл. 62.
5. Подогреватель секционный типа А2-ППС-60
Подогреватель (рис. 106) состоит из шести теплообменных секций 6, соеди-
ненных между собой переходными патрубками 7, которые крепятся к секциям при
помощи фланцевых соединений. Каждая секция представляет собой кожухотруб-
152
ный теплообменник, состоящий из цилиндрического корпуса 18, изготовленного
из стальной трубы, в верхней и нижней части которого вварены трубные решет-
ки 11 и 23. В трубные решетки ввальцоваиы теплообменные трубки 19 диамет-
ром 33 X 1,5 мм и полной длиной 5100 мм. Теплообменные секции при помоши
лап 14, приваренных к их корпусам, крепятся болтами к опорной раме 15, кото-
рая является связующим элементом всего подогревателя.
153
Рис. 107. План расположе-
ния болтов опорной рамы
подогревателя типа А2-ППС-
60.
дуд дуд К входному 1 и выходному 2 патруб-
кам крепится обходной вентиль 26, который
расположен под площадкой обслуживания
. подогревателя и предназначен для отклю-
чения подогревателя по соку. Конструкция
обходного вентиля аналогична конструкции
обходных вентилей подогревателей типа
ПДС и ПСС.
Пространства, заключенные между
трубными решетками секций, представляют
собой паровые камеры, которые попарно
соединены между собой патрубками 12 и 20,
расположенными соответственно в верхней
и нижией частях паровых камер. Эти патруб-
ки в свою очередь соединяются с паровым
коллектором 16.'
В нижией и верхней частях паровой
камеры каждой секции расположены па-
трубки 13 и 21, предназначенные для удаления иекондеисирующихся газов. Эти
патрубки при помощи фланцев соединены с коллекторными трубками 17, по
которым отводятся неконденсирующиеся газы из каждой пары теплообменных
секций. Для отвода конденсата греющего пара служит коллектор 24 с вентилем
25. Коллектор соединен с нижией частью каждой камеры при помощи патруб-
ков (иа рисунке ие показаны).
В нижией и верхней точке каждого из шести переходных патрубков 7, а
также в нижней точке коллектора 24 установлены краники 27, 28 и 8, предна-
значенные соответственно для слива сока и конденсата и удаления воздуха из
каждой секции подогревателя при иаполиеиии его соком.
Для контроля за уровнем конденсата в паровых камерах подогревателя слу-
жат указатели уровня 3. Подогреватель снабжен предохранительным клапаном'
9, установленном иа коллекторе и соединенном отводами 10 с паровыми каме-
рами, а также манометрами 22 и термометрами, установленными на соковой и
паровой камерах.
Для интенсификации теплообмена между греющим паром и поверхностью
теплообмена подогреватель снабжен пароструйным эжектором 4 и системой тру-
бопроводов 5, связывающих эжектор с паровыми камерами, по которым проис-
ходит циркуляция греющего пара из паровых камер в эжектор и снова в паро-
вые камеры.
Диффузионный сок поступает в Подогреватель через патрубок А обходного
вентиля 26, входит в первую теплообменную секцию через патрубок 1 и движет-
ся по ее теплообменным трубкам 19 вверх. По переходному патрубку 7 сок пе-
реходит во вторую теплообменную секцию, опускается по трубкам вниз, перехо-
А
Техническая характеристика секционного подогревателя типа А2-ППС-80
Поверхность теплообмена, м’ .........................
Производительность техническая по диффузионному соку,
ма/ч ..............................“.................
Количество ходов (по соку), шт.......................
Количество труб поверхности теплообмена, шт............
Максимальная температура нагрева сока, К. не более
Максимальная температура греющего пара, К.......... .
Рабочее давление в камерах, МПа, не более:
соковых . ...................................
паровых ........................................
Гидравлическое сопротивление подогревателя при номи-
нальном расходе диффузионного сока, МПа, ие более . . .
Габаритные размеры, мм:
длина .............................................
ширйна ............................... ........
высота .........................................
Масса, кг не более:
без средств автоматизации............................
со средствами автоматизации ....................
Завод-изготовитель............
60
150
6
114
389
411
0.6
0,35
0.22
2790
1250
6300
3808
4880
Смелянскнй машино-
строительный Мий-
легпищемаша
154
дит в третью секцию и т. д. Нагретый сок выходит из последней секции через
выходной патрубок 2 и удаляется из подогревателя через патрубок Б обходного
вентиля.
Греющий пар поступает вначале в пароструйный эжектор 4, затем в паро-
вой коллектор 16, из которого по патрубкам входит в паровые камеры каждой
секции и, конденсируясь на теплообменных трубках, нагревает движущийся в
них сок.
Проходя через пароструйный эжектор, греющий пар подсасывает пар из па-
ровых камер через систему трубопроводов 5, создавая таким образом интенсив-
ную вентиляцию камер, способствующую повышению коэффициента теплоотда-
чи от пара к теплообменным трубкам.
Некоидеисирующиеся газы удаляются из паровых камер через патрубки 13
и 21, а конденсат — через коллектор 24 с вентилем 25.
Подогреватели комплектуются средствами автоматического регулирования
температуры выходящего сока, которая поддерживается в заданных пределах
путем изменения подачи греющего пара в подогреватель при помощи регулирую-
щего клапана.
Подогреватель устанавливается внутри производственного здания и крепит-
ся к- несущим балкам перекрытия при помощи опорной рамы и болтов.
План расположения отверстий под болты опорной рамы подогревателя при-
веден иа рис. 107, а присоединительные размеры патрубков основных коммуни-
каций подогревателя приведены в табл. 63.
63. Присоединительные размеры патрубков основных коммуникаций подогревателя
Обозначение на рис. 106 Коммуникация ч Dy D п
А Вход сока 200 280 18 8
Б Выход сока 200 280 18 8
В Вход пара 300 395 23 12
Г Отвод аммиачных газов 20 . — —
Д Отвод конденсата 80 150 18 / 4
6. Выпарные аппараты типа А2-ПВВ
Выпарные аппараты предназначены для сгущения свекловичного сока путем
выпаривания из него воды.
Аппарат типа А2-ПВВ-2360 (рис. 108) представляет собой сварной цилин-
дрический корпус 27, к которому крепятся верхнее 32 и нижнее 22 днища. Верх-
нее днище приварено к корпусу, а иижнее — съемное и крепится к корпусу при
помощи фланцевого соединения.
Для уменьшения объема патрубного пространства иижнее днище обращено
выпуклостью вверх. Нижияя часть аппарата, ограниченная плоскими горизон-
тальными трубными решетками 29 и 38, приваренными к корпусу, с завально-
ванными в них кипятильными трубками 37 диаметром 33 X 1.5 мм, образует па-
ровую камёру.
По оси паровой камеры расположена циркуляциоииая труба 26. Паровая
камера снабжена двумя патрубками 5 и 15 для подврда пара, тремя патрубка-
ми 2, 17 и 21 для отвода конденсата, которые объединены в общий- коллектор
3 с выходным патрубком 1, указателем уровня конденсата 16 и четырьмя па-
трубками для отвода иекондеисирующихся газов 24 и 28 (два для отвода легких
газов и два — для тяжелых).
Верхняя часть аппарата (выше верхией трубной решетки) образует иадсо-
ковую камеру. С целью, обеспечения работы аппарата в качестве любого корпу-
са выпарной установки сахариогр завода (т. е. как под давлением, так и под
155
разрежением) надсоковая камера укреплена четырьмя кольцами жесткости 31.
приваренными к корпусу.
В верхней части надсоковой камеры укреплен встроенный сепаратор 35 жа-
люзийного типа, предназначенный для отделения от вторичного пара брызг и ка-
пель сока, которые отводятся из сепаратора через трубу 36. Для наблюдения
Рис. 108. Выпарной аппарат
типа А2-ПВВ-2360.
и контроля за уровнем сока в аппарате по высоте надсоковой камеры имеются
смотровые стекла 10, а также стекло, установленное в наклонном патрубке 30,
в котором вмонтирована лампа для освещения иадсокового пространства аппа-
рата.
Для автоматического регулирования уровня сока предусмотрено устройство
7, с помощью которого устанавливается регулятор уровня типа РУБ.
156
На аппарате установлены сигнальные предохранительные клапаны 4 — на
паровой камере, 9 — иа соковой, а также термометры 6 и 11 и манометры 8
для контроля за температурой и давлением в паровой и иадсоковой камерах.
Патрубки (три) 20 предназначены для входа сока, причем перед входом сока
в подтрубное пространство установлены отбойные щитки 39, которые предотвра-
щают смешивания поступающего в аппарат сока и выходящего из него. С этой же
*3260*
Рис. 109. Сепаратор выпарного аппарата типа А2-ПВВ-2360.
целью выходной патрубок 41 сгущенного сока входит в циркуляционную трубу.
Назначение остальных патрубков следующее: 33— выход вторичного пара,
34 — выход воздуха, 23— слив сока из аппарата, 42 — слив остатков сока из
кольцевого зазора между корпусом и нижним днищем, 18 — подвод реагентов
при химической очистке кипятильных трубок, а также воды при проведении гид-
равлических испытаний.
Аппарат снабжен лазами 19 для проведения текущего ремонта и очистки, а<
также опорными лапами 25. Для гашения пены в аппарате (в случае ее образо-
вания) предусмотрена масленка 14 с трубками 13 и 12, одна из которых соедине-
на с паровой камерой, а другая — с иадсоковой. При необходимости подачи мас-
ла открываются запорные вентили иа трубках и под действием разности давле-
ний в паровой и надсоковой камерах масло поступает в последнюю.
С целью обеспечения безопасного и удобного съема нижнего днища при про-
ведении ремонтных работ в четырех отверстиях фланцевогб соединения нижией
крышки установлены стержни 40 с резьбой.
Свежий сок поступает в аппарат по трем патрубкам 20 в подтрубное про-
странство, смешивается с находящимся там соком и входит в кипятильные труб-
ки 37, обогреваемые паром. Вскипая в трубках, сок вместе с образовавшимся
вторичным паром поднимается по ним за счет разности плотностей парожидкост-
ной смесн в трубках и сока р циркуляционной трубе 26. Над верхней трубной
решеткой вторичный пар отделяется от сока и, пройдя сепаратор 35, удаляется
из аппарата через патрубок 33, а сок поступает в циркуляционную трубу,' опу-
скается по ней вниз под нижнюю трубную решетку, вновь входит в кипятильные
157
Рис. 110. План рас-
положения опорных
лап выпарных аппа-
ратов типа А2-ПВВ.
трубки и т. д. Таким образом, в аппарате сок совер-
шает многократную естественную циркуляцию. При
этом вода из раствора испаряется, а сгущенный до
требуемой концентрации сок выходит из аппарата
через патрубок 41.
Процес выпаривания в аппарате протекает не-
прерывно. Для обеспечения наибольшей эффектив-
ности работы аппарата уровень сока в нем должен
находиться в определенных пределах. Этот уровень
зависит в основном от концентрации сока в аппарате
и автоматически поддерживается регулятором уровня.
Пар поступает в греющую камеру через два диа-
метрально расположенных патрубка 5 и 15 и, дви-
гаясь между кипятильными трубками 37, конденсиру-
ется на них, отдавая свое тепло кипящему в трубках
соку.
Некондеисирующиеся газы отводятся из греющей
камеры через патрубки 24 и 28, а конденсат — через
патрубки 2, 17 и 21, коллектор 3 и выходной патру-
бок 1.
Сепаратор выпарного аппарата типа А2-ПВВ-2360 приведен на рис. 109.
"Он состоит из тридцати двух жалюзийных пакетов /, которые установлены в
каркасе 2. Каркас крепится к верхнему днищу аппарата при помощи стальных
листов 3, перекрывающих одновременно зазор между сепаратором и стенками
днища, и косынок 4. Листы и косынки приварены к днищу. Снизу сепаратор
закрыт коническим зонтом 8 с патрубком 19. Зонт состоит из восьми секторов,
которые по периметру приварены к конструктивным элементам каркаса 2.
Жалюзийные пакеты свободно входят в каркас и закрепляются в нем при
помоши болтов 10 и прижимных планок. 11. Жалюзийные пластины 6 сину-
соидальной формы установлены в пакете на определенном расстоянии друг от
.друга. Зазор .между пластинами выдерживается при помоши планок 5 и 7,
к которым пластины крепятся электросваркой.
Проходя через зазоры между жалюзийными пластинами 6, содержащиеся
ео вторичном паре капли сока под действием центробежных сил, возникающих
414. Техническая характеристика выпарных аппаратов
Показатель А2-ПВВ- 1000 А2-ПВВ- 1180 А2-ПВВ- 1500 А2-ПВВ- 1800 А2-ПВВ- 2120 А2-ПВВ- 2360
Поверхность теплообмена, м1 Производительность по выпаренной во- де в режиме 1 корпуса, т/ч Рабочее давление в камере, МПа: паровой надсоковой Потеря давления в сепараторе, МПа Объем подтрубиого пространства, м8 Дйаметр внутренний, мм Полная длина кипятильных труб, мм Количество труб поверхности теплообме- на, шт. Высота, мм Масса, кг, ие более Завод-изгртовитель 1000 22 3,6 3200 3160 3272 8940 31220 Сме. легг 1180 26 3,6 3200 3160 3852 8940 33 320 1ЯНСКИ1 ищема: 1500 34 0,4— 0,4— о,( , 3,6 3200 4360 3532 10 300 40 940 машнг па 1800 40 -0,02 -0,02 ЮЗ 4,8 3600 3560 5212 10010 45 650 1 острой 2120 47 4,8 3600 4360 4992 11430 49 020 тельны 2360 52 4,8 3600 4360 5560 11 430 54 080 й Мии-
458
65. Установочные размеры выпарных аппаратов
Тип выпарного аппа- рата а А Тип выпарного аппа- рата а А
А2-ПВВ-1000) А2-ПВВ-1180 1 А2-ПВВ-1500 J 3220 4200 А2-ПВВ-18 00) А2-ПВВ-21 20 1 А2-ПВВ-23 60 J 3620 4610
66. Присоединительные размеры фланцев основных коммуникаций выпарных
аппаратов
Обозначе- ние на рнс. 108 Коммуникация А2-ПВВ-1000 А2-ПВВ-1180 А2-ПВВ-1500
Dy D d п Dy D d п ДУ D d Л
А Отвод конденсата 150 225 18 8 150 225 18 8 150 225 18 8
Б Клапан предохранитель- ный 100 170 18 4 100 170 18 4 100 170 18 4
В Выход пара 600 705 27 20 600 705 27 20 600 705 27 20
Г Подвод реагентов н воды 150 225 18 8 150 225 18 8 150 225 18 8
Д Вход пара 450 550 23 16 450 550 23 16 450 550 23 16
Е Отвод неконденснрую- щихся тяжелых газов 50 НО 13 4 50 НО 13 .4 50 ПО 13 4
Ж Слив сока 150 225 18 8 150 225 18 8 150 225 18 8
И Выход сока 200 280 18 8 200 280 18 8 200 280 18 8
к Слнв остатка 50 НО 13 4 50 НО 13 4 50 НО 13 4
л Вход сока 150 225 18 8 150 225 18 8 150 225 18 8
м Отвод иекондеиснрую- щихся легких газов 50 НО 13 4 50 НО 13 4 50 ПО 13 4
Продолжение табл. 66
1 Обозначе- | ние иа рис. 108 Коммуникация А2-ПВВ-1800 А2-ПВВ-212И А2-ПВВ-2360
Dy D d п Dy D t d п Dy D d п
А Отвод конденсата 200 280 18 8 200 280 18 8 200 280 18 8
Б Клапан предохранитель- ный 100 170 <18 4 100 170 18 4 100 170 18 4
В Г Выход пара Подвод реагентов и воды 730 150‘ 225 18 8 730 150 225 18 8 730 150 225 18 8
Д Вход пара 600 705 27 20 600 705 27 20 600 705 27 20
Е Отвод неконденснрую- щихся тяжелых газов 50 НО 13 4 50 НО 13 4 50 НО J3 4
Ж Слив сока 150 225 18 8 150 225 18 8 150 225 18 8
И Выход сока 250 335 18 12 250 335 18 12 250 335 18 12
К Слив остатка 50 110 13 4 50 ПО 13 4 50 ПО 13 4
Л Вход сока 150 225 18 8 150 225 18 8 150 225 18 8
м Отвод неконденсирую- щихся легких газов 50 ПО 13 4 50 НО 13 .3' 50 НО 13 4
159
прн прохождении паром криволинейных каналов 12, попадают на пластины и сте-
кают по ним под действием силы тяжести вниз. Вначале они попадаю! на ко-
нический зонт 8, с которого стекают затем по патрубку 9 и присоединенную к не-
му трубу в циркуляционную трубу выпарного аппарата.
Выпарные аппараты других типоразмеров конструктивно выполнены анало-
гично аппарату А2-ПВВ-2360, отличаясь от них лишь отдельными конструктивны-
ми элементами (длиной кипятильных трубок, числом жалюзийных пакетов сепа-
ратора и др.).
Техническая характеристика выпарных аппаратов приведена в табл. 64.
Прн монтаже выпарные аппараты устанавливаются на втором этаже про-
изводственного здания. План расположения опорных лап выпарных аппаратов
приведен на рис. ПО, с указанием размеров в табл. 65, а присоединительные
размеры фланцев основных коммуникаций аппаратов — в табл. 66.
7. Выпарной аппарат типа ВАГ-3000
Аппарат (рнс. 111) представляет собой стальной цилиндрический корпус 14
сварной конструкции, установленный вертикально.
Оба днища аппарата 4 и 17 приварены к корпусу. Чтобы уменьшить объем
подтрубного пространства в нижией части аппарата установлено ложное дни-
ще 31, центральная часть 29 которого крепится к его периферийной части прн
помощи фланцевого соединения, позволяющего опускать центральную часть при
ремонте аппарата. В ложном днище имеются отверстия 30 для прохождения по-
ступающего свежего сока. Обечайка 32 служит для отделения от подтрубного
пространства объема, в который поступает свежий сок.
При помощи уравнительной трубы- 33 происходит выравнивание давлений
над ложным днищем н под ним, что дает возможность значительно упростить
его конструкцию. '
Техническая характеристика выпарного аппарата типа ВАГ-3000
Поверхность теплообмена, м1 ................................ 3000
Производительность по выпаренной воде в режиме 1 кор- •
пуса, т/ч.................................................. 66
Рабочее давление в камере. МПаз
паровой....................................... I
надсоковой . *................................ . | 0,35
Объем подтрубного пространства, м’ ........... 6,0
Диаметр внутренний, мм................................. 4000
Полная длина кипятильных труб, мм.......................... 4395
Количество труб поверхности теплообмена, шт. ...... 7024
Высота, мм............................................... 13 600
Масса, кг.............................................. 71 074
Завод-нзготовнтель.................................... СмелянскнЙ машино-
строительный
Минлегпшцемаша
67. Присоединительные размеры фланцев основных коммуникаций аппарата
Обозначе- ние на рис. 111 Коммуникация ДУ D а п
Б Окончательный спуск 150 . 80 18 4
В Отвод конденсата 130 65 14 4
Г Выход пара — 800 — —
д Вход воды для гндроиспытания 150 80 18 4
Е Вход сока 395 300 23 12
Ж Вход пара 495 400 23 16
И Выход пара на термокомпрессию — 350 — —
к Продувка ложного днища 130 65 14 4
л Выход сока , 395 300 23 12
<60,
Рис. 111. Выпарной аппарат типа ВАГ-3000.
6 2-58
Паровая камера аппарата, ограниченная верхней 21 и нижней 28 трубными
решетками, имеет кипятильные трубки 28 диаметром 33 X 1,5 мм, полной длиной
4395 мм, изготовленные из нержавеющей стали 12Х18Н10Т.
Камера снабжена четырьмя диаметрально расположенными патрубками 25,
27 для подвода греющего пара, четырьмя патрубками 6 для отвода конденсата.
Рис. 112. Сепаратор выпарного аппарата типа ВАГ-3000.
указателем уровня конденсата и аммиачными оттяжками (на рисунке не пока-
заны).
Циркуляционная труба 11 имеет входную воронку 12. Такую же воронку
имеет н сокоотводящая труба 8.
В аппарате установлен встроенный сепаратор 16 поворотного типа. Аппарат
снабжен смотровыми стеклами 20, устройством 7 для установки автоматического
регулятора уровня, двумя сигнальными предохранительными клапанами 13 н 22,
термометрами 9 и манометрами 10 и 19 для контроля температуры и давления,
лазамн 35 н опорными лапами 26, масленкой 1, а также следующими патруб-
ками: 2 я 15 — для отвода вторичного пара, 24 — входа сока; 3 — выхода сока;
5 — окончательного спуска сока из под ложного днища; 34 — входа воды для
гндроиспытания; 18—выпуска воздуха для возможности опускания центральной
части при ремонте аппарата.
Рабочий процесс в аппарате протекает аналогично процессу в аппаратах ти-
па А2-ПВВ.
162
Сепаратор выпарного аппарата типа ВАГ-3000 при-
веден на рис. 112. Он представляет собой ряд цилиндри-
ческих обечаек 2, 7, 8 и 9, соединенных между собой
конструктивными элементами: круглыми листами 15- и
19 с отверстиями 14 и связанными между собой тяга-
ми 5, ребрами 13 и сферическим листом 4. Обечайки 7
и 9 приварены к дннщу корпуса, причем к нижней части
обечайки 9 приварен круглый лист 15. К этому листу
приварены ребра 13, к которым в свою очередь крепится
круглый лист 19. Центральная обечайка 8 крепится к
листу 19, сферическому листу 4 и к обечайке 2 (при по-
мощи ребер 17). Снизу обечайка 2 закрыта сферическим
днищем 1 с люком 18. Внутри обечайки 2 приварены
скобы 12, используемые при ремонте аппарата.
Сепаратор снабжен трубами 10, 11 и 20, служащими
для отвода отсепарнрованной жидкости, а также па-
трубками 3 и 16 отвода вторичного пара на последую-
щий корпус и термокомпрессор.
Капли сока отделяются в сепараторе под действием
инерционны* сил при резком изменении направления
движения пара в обечайках сепаратора (направление
движения пара показано стрелками).
При монтаже аппараты устанавливаются на втором
Рис. 113. План рас-
положения опорных
лап выпарного аппа-
рата типа ВАГ-3000.
этаже производственного здания. План расположения опорных лап выпарного,
аппарата приведен на рис. 113, а присоединительные размеры фланцев основных
коммуникаций аппарата —в табл. 67. |
8. Выпарные аппараты фирмы
«Полимекс-Цекоп» (ПНР)
Фирмой изготовляются выпарные аппараты системы Роберта, которые по
устройству сходны с аппаратами типа А2-ПВВ, а также двухходовые аппараты.
Основным отличием от аппаратов типа А2-ПВВ является конструкция сепарато-
ра, который изготовляется либо поворотного (инерционного) типа, либо с кольца-
ми Р^шига.
Двухходовой выпарной аппарат (рнс. 114) состоит из паровой камеры 16
с трубными решетками 14 и 17, надсоковой камеры 12, верхнего 11 и нижнего
3 дннщ и сепаратора 9, состоящего нз колец Рашига.
Техническая характеристика выпарных аппарат^
Аппараты системы Роберта
Поверхность теплообмена, м* ................ . . 1200
Рабочее давление в камере, МПа:
паровой...................................... 0.35
надсоковой ...................................
Диаметр аппарата, мм............................... 3500
Высота, мм......................................... 9083
Масса, кг......................................... 35 700
860
0.3
0.4
2700
7750
28 200
Двухходовой аппарат
Поверхность теплообмена, м* . ............... 900
Рабочее давление в камере, МПа:
паровой ..................................... 0.4
надсоковой ................................... 0,3
Диаметр камеры, мм:
подсоковой .................................. 3600
паровой ...................................... 3000
Высота, мм.......................................... 9754
Масса, кг....................................... 37 960
Экспортер’..................................'. Фирма «Поли
мекс-Цекоп»
(ПНР)
6*
163
Рнс. 114. Двухходовой выпарноя
аппарат фирмы «Полимекс-Цекоп»
(ПНР).
Внутри греющей камеры по ее
оси проходит циркуляционная тру-
ба 5, а сама греющая поверхность
при помощи колпака 13 и цилинд-
ра 2 с конусом 19 разделена на два
хода — центральный, образован-
ный кипятильными трубками 6, и
периферийный, образованный труб-
ками 15.
Аппарат снабжен патрубками
для подвода пара, которые распо-
ложены на диаметрально противо-
положных сторонах паровой каме-
ры (по два патрубка с каждой
стороны), а Также патрубками:
18 — для подвода сока; 7 — отвода
сока; 10 — отвода вторичного пара;
4 — отвода конденсата; 1 — окон-
чательного слива сока нз аппа-
рата.
Сок поступает в аппарат через
патрубок 18 под нижнюю трубную
решетку. 17 и по центральному
ходу движется вверх, по циркуля-
ционной трубе 5 — вниз, затем по
периферийному ходу снова подни-
мается вверх, поступая таким об-
разом в надсоковую камеру 12.
При этом сок кнпнт в трубках,
сгущаясь до необходимой концент-
рации. Упаренный сок удаляется из надсоковой камеры через патрубок 7, а вто-
ричный пар, пройдя сепаратор 9,— через патрубок 10.
Неконденсирующиеся газы из паровой камеры удаляются через три патрубка,
расположенные в ее нижней, средней и верхней части. Эти патрубки объединя-
ются в общую коллекторную трубку 8.
9. Выпарные аппараты фирмы БМД (ФРГ)
Выпарной аппарат фирмы БМА отличается от аппаратов типа А2-ПВВ боль-
шим диаметром греющей камеры, которая выполняется разборной для удобства
транспортирования, а также наличием двух циркуляционных труб с конусооб-
разными входными концами. Сепаратор вторичного пара у этих аппаратов со-
ставлен из колец Рашига.
Техническая характеристика выпарных аппаратов фирмы БМА (ФРГ)
Поверхность теплообмена, м’ ....................
Рабочее давление в камере, МПа:
паровой.........................................
надсоковой.................................
Занимаемая площадь, мя .........................
Длина кипятильных труб, м .....................
Диаметр корпуса, мм.............................
Высота, мм.....................................
Масса, кг.......................................
Экспортер ... ..................................
2000
0,25
0,2
18
2650
5000
10 240
71 685
Фирма БМА
3000
0,25
0,2
12 150
77 800
(ФРГГ
164
10. Водоотводчики типа ВО-50 и ВО-150
Рис. 115. Водоотводчнк типа ВО-150.
Водоотводчики предназначены для отвода конденсата из паровых камер тепло-
обменных аппаратов.
Водоотводчнк типа ВО-150 (рис. 115) состоит из чугунного корпуса 3, на
котором с помощью болтов укреплена крышка 5 с двумя патрубками 4 и 8.
Внутри корпуса находится полый металлический поплавок 2, который удержива-
ется рычагами 9 и 12 и может
свободно перемещаться в вер-
тикальном направлении.
Через рычаг 12 поплавок
воздействует на клапан, отво-
дящий конденсат из корпуса
водоотводчика. Клапан уста-
новлен в клапанной коробке 10,
имеющей патрубок 11 и крепя-
щийся к корпусу при помощи
шпилек.
Клапан состоит иа двух
пробок 16, насаженных на ва-
лик 15, который перемещается
в подшипнике 13. На одном
плече рычага 12 установлена
гайка 14, а в месте установки
ее на валике 15 имеется винто-
вая нарезка, что дает возмож-
ность прн перемещении поплав-
ка закрывать или открывать
клапану проход в седлах 17.
К крышке 5 прн помощи
болта 6 крепится вспомогатель-
ная крышка 7, предназначенная
для спокойного поступления
конденсата в корпус водоотвод-
чнка. В нижней части корпуса
установлена дренажная проб-
ка 1. Конденсат поступает в
водоотводчнк через патрубок 4,
проходит через крышку 7 н сте-
кает в корпус 3 в виде спокой-
ной цилиндрической завесы.
При заполнении корпуса
водоотводчика конденсатом по-
плавок 2 всплывает и тянет за
собой рычйг 12. Последний в
свою очередь поворачивает
-гайку 14, в результате чего ва-
лик 15 с укрепленными на нем
пробками 16 и 18 перемещается таким образом, что пробки открывают проходы в
седлах 17. Через эти проходы конденсат поступает в корпус клапанной коробки 10
и удаляется из водоотводчика через патрубок 11.
Пар самоиспарения и неконденсирующиеся газы удаляются из водоотводчика
через патрубок 8. Степень открытия пробок 16 зависит от уровня конденсата в
корпусе водоотводчика. Таким образом, автоматически регулируется отвод кон-
денсата из теплообменного аппарата без пропускания пара вместе с конденсатом,-
так как пар находится в верхней части корпуса и не может пройти через кла-
пан, находящийся под слоем конденсата.
Прн минимальном поступлении конденсата поплавок опускается, прижимает
пробки к седлам и закрывает выход конденсату до тех пор, пока в корпусе не
поднимается уровень конденсата, обеспечивающий всплытие поплавка. При рав-
номерном поступлении конденсата поплавок занимает некоторое постоянное по-
165
ДОжеине и конденсат отводится из водоотводчнка непрерывно. Водоотводчнк
80-50 конструктивно выполнен аналогично водоотводчику ВО-150, за исключе-
нием крышки 5, в верхней части которой установлен воздушный край н паровая
оттяжка, так как конденсат в водоотводчнк поступает через оба патрубка
крышки.
Техиичес я характержтвка водоотводчиков
ВО-50 ВО-1БО
Производительность по конденсату, т/ч, при пере-
паде давлений иа клапане, МПа;
0,03...........................................
0,05......................................
0.1.......................................
0.4.......................................
Наружный диаметр корпуса, мм...................
Габаритные размеры, мм:
длина .........................................
ширина ...................................
высота ...................................
Масса, кг .....................................
Завод-изготовитель.............................
(
3,46 , • 11,7
4.5 15.3
6,6 22,4
12.9 43,8
406 630
775 1065
505 | 765
620 1056
'240 520
Калиновский машинострои-
тельный Миилегпнщемаша
Водоотводчнки должны устанавливаться на такой отметке, чтобы расстояние
о высоте между нижней трубной решеткой теплообменного аппарата и крышкой
водоотводчнка составляло не менее 1,5—2 м.
Присоединительные размеры фланцев основных коммуникаций водоотводчи-
ков приведены в табл. 68.
•в. Присоединительные размеры фланцев основных коммуникаций водоотводчиков
Обозна- чение на рас. 115 Коммуникация ВО-50 ВО-150
Dy D d п Dy D d п
А Вход конденсата 50 НО 13 4 150 225 18 8
Б Выход пара 32 90’ 12 4 100 170. 18 4
В Выход конденсата 50 НО 13 4 150 225 18 8
11. Конденсаторы смешения барометрические
типа РЗ-ПКО
Предназначены для конденсации вторичного пара вакуум-аппаратов н послед-
них корпусов выпарной установки путем непосредственного контакта пара с охла-
ждающей водой.
Конденсатор типа РЗ-ПКО-6,0 (рис. 116) представляет собой вертикальный
цилиндрический корпус б с нижннм 2 и верхним 12 коническими дннщамн.
Внутри корпуса приварены пять горизонтальных сегментный полок 9 с прикреп-
ленными к свободным их краям планками 10. Положение планок регулируется
установочными болтами. Планкн должны устанавливаться строго горизонтально
во избежание прорыва пара через конденсатор.
Корпус конденсатора снабжен патрубками 1, 3, 7, 13, 14, 16, 17 для подвода
в отвода пара, охлаждающей воды и иеконденснрующихся газов. Для сглажива-
ния пульсаций поступающей воды служит камера 8 с трубкой 11, а для сепарации
охлажденных иеконденснрующихся газов от капель воды — ловушка 15. Люки 4
предназначен^ для очистки н ремонта конденсатора. Конденсатор при монтаже
устанавливается на опорной юбке 18.
Пар из предконденсатора поступает в Конденсатор через патрубок 3, из ва-
куум-аппаратов II н III продукта через патрубок 17, а Из выпарной установки —
через патрубок 16. Двигаясь вверх, пар пересекает завесы охлаждающей воды,
стекающие с горизонтальных полок 9, и конденсируется на них. Прн нормальной
166
л
нагрузке основная масса пара конденсируется на средних завесах, а верхние,
завесы служат для охлаждения неконденснрующнхся газов. Охлажденные газы
отсасываются из ловушки 15 вакуумными насосами через патрубок 14.
Охлаждающая вода через патрубок поступает вначале в камеру 8, где сгла-
живаются ее пульсации и по трубке 11 удаляется воздух, выделившийся вслед-
ствие дегазации воды в вакууме. Из камеры -вода через патрубок 6 попадает
на верхнюю полку и, переливаясь с полки на полку, стекает вниз навстречу дви-
жущемуся пару, Нагретая вода удаляется нз конденсатора через патрубок 1
и по барометрической трубке стекает в соответствующий отсек барометрического
ящика.
На сахарных заводах конденсаторы типа РЗ-ПКО компонуются в зависимо-
сти от проекта установки. Наиболее распространенная схема (принята в каче-
стве типовой в 1970 г.) — предконденсатор с основным конденсатором. На пред-
конденсатор поступает пар из ва-
куум-аппаратов I продукта, а на
основной конденсатор — пар из
аппаратов II, III продукта, выпар-
ной установки и часть пара, не-
сконденсировавшегося в предкон-
деисаторе.
Чистая холодная вода подает-,
ся в предконденсатор в количестве,
необходимом для обеспечения тех-
Рнс. 117. План расположения опор-
ных поверхностей конденсаторов:
а — типа РЗ-ПКО-10 — РЗ-ПКО-24; б —
типа РЗ -ПЦО-4.6 в РЗ-ПКО-6.0. ,
167
69. Техническая характеристика конденсаторов смешения
Показатель РЗ-ПК.О-10 РЗ-ПКО-15 РЗ.ПКО-18 РЗ-ПКО-20 РЗ-ПКО-22 РЗ-ПКО-24 РЗ-ПКО-4,5 РЗ-ПКО-6,0
Производительность по свекле, т/сут 500 1000 1500 2000 2500 2800 4500 6000
Номинальная нагрузка по пару, т/ч 4 12 16 20 25 30 40 50
Рабочее давление внутри аппарата, МПа Гидравлическое сопротив- ление на пару, КПа Недоохлажденне некон- денсирующихся газов до температуры охлаждаю- щей воды, °C Недогрев оборотной воды до температуры насыще- ния пара, ₽С Максимально допустимая температура оборотной воды на входе, ‘С Габаритные размеры, мм: длина 2520 3150 1 3600 0,012 4,6 12 10 25 3900 4100 4300 5100 6000
ширина 1950 2450 2950 3100 3300 3620 4900 5400
высота 5400 6670 7035 7155 7500 7810 9580 10170
Внутренний диаметр кор- пуса, мм 1000 1500 1800 2000 2200 2400 3200 3500
Масса, кг, не более 1750 3360 4660 5480 6090 8070 14 650 19 970
Завод-изготовитель Джуринский ремонтно-механический Пивиенков-
Миипищепрома УССР ский Миипн- щепрома УССР
70. Установочные размеры конденсаторов
Тип конденсатора Д, А 5 д, Д,
РЗ-ПКО-Ю 1012 1162 1305
РЗ-ПКО-15 1516 1664 1810 — —-
РЗ-ПКО-18 1816 1966 2110 — —
РЗ-ПКО-20 2020 2170 2320 — —
РЗ-ПКО-22 2220 2370 2520 — —
РЗ-ПКО-24 2420 2574 2720 — —-
РЗ-ПКО-4,5 — — — 3224 - 3425
РЗ-ПКО-6,0 — — — 3524 3725
нологических нужд завода (•~100—120% к массе свеклы), и нагревается здесь
практически до температуры насыщения пара. Оборотная вода подается в основ-
ной конденсатор, в котором конденсируется основная масса пара н охлаждаются
неконденсирующиеся газы.
168
71. Присоединительные размеры фланцев основных коммуникаций конденсаторов
Обозначе- ние на рис. 116 Коммуникация РЗ-ПКО-10 РЗ-ПКО-15 РЗ-ПКО-18
°У D d л Оу D d п Dy D d л
А Вход пара из предковден- сатора 590 900 890
Б . Вход воды 200 —— — — 280 — — — 300 —- — —
В Выход газов 260 — — — 300 — — — 330 — — —
Г Отвод воды из ловушки 150 — — — 100 — — — 100 — — —
Д Вход пара из выпарной установки —
Е Вход пара из вакуум-аппа- ратов II и III продукта
Ж Выход воды 260 — — — 420 — — — 490 — — —
Продолжение табл. 71
Обозначе- ние на рис. 116 Коммуникация РЗ-ПКО-20 РЗ-ПКО-22 РЗ-ПКО-24
Dy D d п Dy D d п °У D d л
А Вход пара из предков де н- сатора 890 890 890
Б Вход воды 300 — — — 320 — —— — 340 — — —
В Выход газов 340 — — — 350 — — — 400 — —
Г Отвод воды из ловушки 100 — — — 1Q0 — — — 250 — — —
д Вход пара из выпарной установки —
Вход пара из вакуум-аппа- ратов II и III продукта
Ж 1 Выход воды 560 — — — 630 — — — 700 — — —
Продолжение табл. 71
I Обозначе- ние на рис. 116 Коммуникация РТ-ПКО-4.Б РЗ-ПКО-6,0
Dy D d Л Оу D d Л
А Вход пара из предконден- сатора 1200 1320 30 32 1500 1620 30 40
Б Вход ВОДЫ '• 600 705 27 20 700 810 27 24
В Выход газов 500 600 23 16 450 550 23 16
Г Отвод воды нз ловушки 300 395 23 12 300 395 23 12
Д Вход пара из выпарной установки 700 810 27 24 900 1020 24 30
Е Вход пара из вакуум-аппа- ратов II и III продукта 800 920 30 24 1100 1220 30 32
Ж Выход воды 1200 1320 30 32 1200 1320 30 32
Конденсатор типа РЗ-ПКО-4,5 по конструкции аналогичен конденсатору ти-
па РЗ-ПКО-6,0 и отличается от него лишь габаритными размерами и массой.-
Конденсаторы типа РЗ-ПКО-10 н РЗ-ПКО-24 конструктивных различий меж-
ду собой не имеют, однако от конденсаторов типа РЗ-ПКО-4,5 и РЗ-ПКО<6Д)
они отличаются наличием оперных лап, выполнением патрубков подвода и отво-
169
да теплоносителей без фланцев (под сварные соединения), а также наличием
шести полок. Кроме того, у конденсаторов этого типа имеется лишь один патру-
бок для подвода пара.
Конденсаторы могут устанавливаться как внутри производственного помеще-
кя, так и на открытой площадке.
При монтаже конденсаторы устанавливаются на такой отметке, чтобы высо-
та барометрической трубы от нижнего диища до уровня воды в барометрическом
шцике была не менее 10,5 м.
Техническая характеристика конденсаторов приведена в табл. 69.
План расположения опорных поверхностей конденсаторов приведен на
рте. 117. Установные размеры конденсатора приведены в табл. 70, а присоедн-
ттельные размеры фланцев конденсаторов приведены в табл. 71.
12. Предконденсаторы барометрические
типа РЗ-ПК-4,5 и РЗ-ПК-6,0
Предконденсаторы предназначены для частичной конденсации вторичного па-
рт вакуум-аппаратов I продукта н получения чистой горячей воды, используемой
для питания диффузионных установок.
Техническая характеристика предкоиденсаторов
РЗ-ПК-4,5 РЗ-ПК-6,0
Производительность по свекле, т/сут............... 4500 6000
Номинальная нагрузка по пару, т/ч................... 10 20
Рабочее давление внутри аппарата, МПа ................ 0,012
Гидравлическое сопротивление по пару, КПа . . 10
Ледо г рев чцстой воды до температуры насыщения
вара, *G................................................. 2
Габаритные размеры, мм:
длина........................................... 3920 4440
ширина.................................... 2820 3600
высота..................................... 8400 8900
Внутренний диаметр корпуса, мм.................... 2400 3200
Масса, кг, не более.............................. 8200 14 300
Завод-изготовнтель .............................Пивиеиковскнй машино-
строительный Мин пищепро-
ма УССР
По своему устройству и принципу работы предконденсаторы аналогичны со-
ответственно конденсаторам типа РЗ-ЦКО-4,5 и РЗ-ПКО-6,0, отличаясь от них
отсутствием ловушки капель н следующих патрубков: отвода неконденснрующих-
ся газов, подвода пара нз вакуум-аппаратов II и III продукта и подвода пара
з выпарной установки.
Рис. 118. План распо-
ложения опорных по-
верхностей предкон-
денсаторов типа РЗ-
ПК-4,5 н РЗ-ПК-6,0.
В отличие от конденсаторов типа РЗ-ПКО, предкон-
денсаторы снабжены патрубком отвода иеконденсиро-
вавшегося пара на основной конденсатор. Этот патрубок
расположен В верхней части предконденсатора.
Чистая холодная водЯ в количестве, определяемом
технологическими потребностями сахарного завода, по-
дается на верхнюю горизонтальную сегментную полку
предконденсатора. Переливаясь с полки на полку, вода
каскадами стекает вниз навстречу движущемуся пару,
который поступает в нижнюю часть предконденсатора.
Так как количество поступающей в предконденсатор
воды недостаточно для конденсации всего поступающего
в предконденсатор пара, последний конденсируется здесь
лишь частично (приблизительно в количестве 15—35%
от поступившего количества) в зависимости от количе-
ства и температуры чистой холодной воды, подаваемой
в предконденсатор.
Нескоиденсировавшаяся в предконденсаторе основ-
ная масса пара выходит из него через патрубок, распо-
170
ложеннын в верхнем коническом днище, и 72. Установочные размеры поступает на основной конденсатор, где про- предконденсаторов ИГУПЛХП4 РГП ПППМЯЯ 16ЛНПРМГЯПНИ
Чистая вода, которая нагревается здесь Тнп Предкоиден- спролетным» паром практически до темпера- автора туры его насыщения, по барометрической д< Д.
трубе опускается в отсек чистой горячей воды барометрического ящика и использу- РЗ-ПК-4,5 ется затем для питания диффузионных РЗ-ПК-6,0 установок н другие технологические нуж- ды. Предконденсаторы устанавливаются на сахарных заводах i сационной установки, состоящей из предкоидеисатора и осн< 2420 3224 составе энного ко 2620 3425 кондев- нденск-
тора.
Как и конденсаторы типа РЗ-ПКО, предконденсаторы могут устанавливаться
как внутри производственного помещения, так н на открытой площадке на та*,
кой отметке, чтобы высота барометрической трубы от нижнего дннща до уровня
воды в отсеке чистой воды барометрического ящика была не менее 10,5 м.
План расположения опорных поверхностей предконденсаторов приведен на
рис. 118. Установочные размеры конденсаторов приведены в табл. 72, а присоеди-
нительные размеры фланцев основных коммуникаций предконденсаторов — в
табл. 73.
73. Присоединительные размеры фланцев основных коммуникаций
предконденсаторов
Обозна- чение на рис. 116 Коммуникация РЗ-ПК-4,5 РЗ-ПК-6,0
°У D а п Dy D d п
А Вход пара 1200 1320 30 32 1600 1730 30 40 '
Б » воды 400 495 23 16 400 495 23 IS
В Выход пара 1200 1320 30 32 1500 1620 30 40
Ж » воды 600 705 27 20 700 810 27 24
13. Конденсаторы смешения барометрические
комбинированные типа А2-ПКБ-3 и А2-ПКБ-6
Конденсаторы предназначены для конденсации вторичного пара вакуум-аппа-
ратов и последних корпусов выпарных установок путем непосредственного кон-
такта пара с охлаждающей водой.
Конденсатор типа А2-ПКБ-6 (рис. 119) состоит из двух корпусов: прямо-
точного конденсатора 11 н противоточного охладителя 2, соединенных между
собой трубой 22.
Прямоточный конденсатор представляет собой цилиндрический корпус с рас-
положенными в верхней его части устройством 8 для образования пленочного
течения чистой воды по внутренней поверхности верхней части корпуса, кольце-
вым желобом 12 для сбора нагретой чистой воды, устройством /4.для распреде-
ления поступающей оборотной охлаждающей воды в виде зонтообразно*
завесы и коническими тарелкаМи 15 и 18, причем на последней укреплены изогну-
тые ребра 17. В верхней части корпуса приварены скобы 10, служащие для про-
ведения работ по очистке конденсатора в ремонтный период.
Корпус снабжен патрубками 7, 9, 13, 25 н 21 для подвода и отвода пара и
воды, а также люками 20 н опорными лапами 16.
Охладитель также представляет собой цилиндрический корпус, внутри кото-
рого установлены конические тарелки 3 и 4, причем последние прикреплены не-
посредственно к трубе 1, по которой поступает чистая вода к распределительно-
му устройству 5, укрепленному на верхней части этой трубы. (Для подвода и От-
вода парогазовой смеси н воды служат патрубки 6, 23 и 24. '
171
полностью конденсируется, а неконденсирующнеся газы охлаждаются и отсасы-
ваются нз охладителя через патрубок 6. Чистая холодная вода поступает в кон-
денсатор через патрубок 9 н при помощи устройства 8 распределяется в виде
тонкого слоя по внутренней поверхности верхней части корпуса прямоточного
конденсатора 11.
Нагретая спролетным» па-
ром вода собирается в кольце-
вой камере 12, откуда через
патрубок 13 удаляется по при-
соединенной к нему барометри-
ческой трубе нз конденсатора.
Пройдя нагрев и сульфитацию
чистая вода используется для
питания диффузионных устано-
вок и других технологических
нужд.
Рис. 120. План расположения
опорных лап конденсаторов ти-
па А2-ПКБ.
Рнс. 119. Конденсатор смешения
барометрический комбинирован-
ный типа А2-ПКБ-3 и А2-ПКБ-6.
, Конденсаторы комплекту-
ются средствами автоматиче-
ского регулирования темпера-
туры оборотной воды на выходе
нз прямоточного конденсатора.
Вторичный пар вакуум-
аппаратов, а также пар послед-
них корпусов выпарной уста-
новки поступает в верхнюю
(пленочную) секцию прямоточ-
ного конденсатора через патру-
бок 7. Двигаясь вниз, пар кон-
тактирует со стекающей по
стенкам корпуса пленкой чистой
воды, нагревая ее практически
до температуры насыщения.
При этом может конденсиро-
ваться от 5 до 20% пара (в за-
висимости от количества и тем-
пературы поступающей чистой
воды). Основная масса пара
движется вниз, конденсируясь
иа завесах оборотной воды, об-
разуемых при помощи устрой-
ства 14 н тарелок 15 и 18.
Остатки пара (10—15% от его
общего количества) и иекон-
деисирующиеся газы по соеди-
нительной трубе 22 поступают
на вход противоточного охла-
дителя. Двигаясь вверх, паро-
газовая смесь пересекает стека-
ющие с конических тарелок 3
и 4 завесы воды. Пар при этом
172
Оборотная вода поступает в конденсатор через патрубок 25 и трубу /9, рас-
пределяется устройством 14 и коническими тарелками 15 и 18 на сплошные ко-
нические ^завесы, нагревается движущимся сверху вниз паром и через патрубок
21 удаляется по барометрической трубе в отсек оборотной воды барометриче-
ского япдаа. Отсюда оборотная вода поступает на охладительные устройства и
уже охлажденная вновь подается на конденсатор, совершая таким образом замк-
нутый цикл.
В охладителе также используется оборотная вода, которая поступает через
патрубок 24 в трубу / н распределяется в виде сплошных конических завес
устройством 5 и тарелками 4 и 3. Удаляется вода из охладителя через патру-
бок 23 и присоединенную к нему барометрическую трубу в отсек оборотной воды
барометрического ящика.
При питании диффузионных установок только аммиачными конденсатами в
смеси с жомопрессовой водой на пленочную секцию подается оборотная вода в
количестве, определяемом пропускной способностью устройства 8. Подача этой
воды необходима для снижения общего гидравлического сопротивления конден-
сатора.
Техническая характеристика конденсаторов смешения барометрических
комбинированных
А2-ПКВ-3 А2-ПКБ-6
Производительность по свекле, т/сут.............. 3000 6000
Номинальная нагрузка по пару, т/ч ........ 45 70
Рабочее давление' внутри аппарата, МПа........ 0,012
Гидравлическое сопротивление по пару, Па ... . 1.96 1.17
Недоохлаждение неконденснрующнхся гаЗов до тем-
пературы охлаждающей воды, °C, не более ... 5
Недогрев чистой воды до температуры насыщения
пара, ®С . . . . ............................. 2
Недогрев оборотной воды, °C, не более .............. 3 3
Максимально допустимая температура оборотной
воды на входе, *С:
в прямоточный конденсатор.......................... 35 35
в охладитель ................................. 35 ЗБ
Габаритные размеры, мм. не болеез
длина............................................ 4480 Б830
ширина.................................... 2130 3016
высота..............................; . . 6400 7900
Масса без средств автоматизации, кг, не более:
конденсатора..................................... 4250 8826
охладителя.................................. 3400 6583
общая ...................................... 7780 15 782
Масса комплектующих средств и средств автомати-
зации, кг, ие более ............................. 1500 2300
Давление сжатого возг ха питания щнта управле-
ния, МПа.......... ........................... 0,35—0.8
Расход сжатого воз/ м’/ч. не более............ 3
Напряжение сети для питания приборов автомати-
ческого контроля н регулирования, В........... 220
Частота переменного тока, Гц.................. 50
Потребляемая мощность, кВт................. 0,3
Завод-изготовитель............................ Смел янский машинострои-
тельный Мннлегпищемаша
Л
Конденсаторы устанавливаются как внутри производственного помещения,
так и и а открытой площадке. План расположения опорных лап конденсаторов
приведен на рнс. 120. Установочные размеры конденсатора приведены в табл. 74.
74. Установочные размеры конденсаторов
Тип конденсатора д. д, А Б В Г Д Е X
А2-ПКБ-3 1520 2220 2500 2150 1950 1950 1650 1850 1650
А2-ПКБ-6 1820 2624 • 3020 2950 2790 1 2790 2385 2550 2385
173
Все присоединительные патрубки конденсаторов (за исключением лк)кой) выпол-
нены под сварные соединения (без'фланцев). /
При монтаже конденсаторы устанавливаются на такой отметке, чтобы высота
барометрической трубы от нижнего днища до уровня воды в барометрическом
ящике была не менее 10,5 м.
14. Конденсатор смешения барометрический
фирмы БМА [ФРГ)
Рис. 121. Конденсатор смешения баро-
метрический фирмы ВМА (ФРГ).
Конденсатор (рис. 121) представляет собой сварной цилиндрический корпус
4 с коническими днищами 10 и 21.
Внутри корпуса установлены плоские кольцевые тарелки 14, 15,-16, /7, причем
верхняя тарелка 14 имеет удлиненный борт 11, который с корпусом конденсато-
ра образует кольцевую камеру 12,
предназначенную для гашения
пульсаций поступающей охлажда-
ющей воды, а также равномерно-
го перелива последней через борт
цилиндра 11.
В нижней части конденсатора
установлен цилиндр 18 для равно-
мерного распределения поступаю-
щего пара по сечению конденсато-
ра. Верхняя часть цилиндра одно-
временно служит переливным бор-
том кольцевой тарелки 19. Конден-
сатор снабжен ловушкой капель 6
с патрубками 5 и 7, соединенной
с конденсатором трубой 8, а так-
же патрубками 3 (два патрубка),
9, 13 и 22, предназначенными для
подвода и отвода теплоносителей.
Нижняя часть корпуса конденсато-
ра 2 вместе с уголком жесткости 1
является опорной.
Для осмотра, текущего ре-
монта и очистки конденсатора слу-
жат люки 20. Уголки 23 предназ-
начены для обеспечения безопас-
ности работ при проведении их
внутри конденсатора.
Охлаждающая вода поступает
в конденсатор через патрубок 13,
заполняет кольцевую камеру 12 и,
. . переливаясь через борт цилинд-
ра 11, образует сплошную водяную цилиндрическую завесу. Эта завёса стекает
на тарелку 15, заполняет ее, также переливается через ее борта,' образуя цилинд-
рическую водяную завесу и т. д. Нагретая вода удаляется из конденсатора через
патрубок 22 и барометрическую трубу, присоединяемую к этому патрубку.
Техническая характеристика конденсатора смешения фирмы БМА (ФРГ)
Производительность по свекле, т/сут ♦.,...................... 5000
Номинальная нагрузка по пару, т/ч............................. 45
Рабочее давление внутри аппарата, МПа............ 0,012
Диаметр корпуса, мм......................................... 3200
Высота, мм................................................... "ТООЗ ч
Масса, кг ................................................. 12 100
Экспортер................................................Фирма БМА (ФРГ)
♦На сахарном заводе производительностью 5 тыс. т переработки свеклы в сут-
ки устанавливается два таких конденсатора.
174
Пар Поступает в нижнюю часть конденсатора через два патрубка 3, равно-
мерно распределяется по сечению корпуса цилиндром 18 и движется вверх, пе-
ресекая При этом цилиндрические завесы охлаждающей воды, конденсируясь
на них. \
При sVom охлаждаются также некоидеисирующнеся гаЗы, которые удаля-
ются из конденсатора через патрубок 9. Пройдя трубу 8 и ловушку б, охлажден-
ные газы через патрубок 7 откачиваются вакуумными насоСамн в атмосферу.
Капли Эдды, которые попадают в ловушку 6, удаляются из нее через патру-
бок 5 н присоединяемую к нему барометрическую трубу.
Глава 7
ОБОРУДОВАНИЕ ДЛЯ КРИСТАЛЛИЗАЦИИ САХАРА
1. Вакуум-аппарат типа Ж4-ПВА
Вакуум-аппарат является аппа{Латом периодического действия с естественной
циркуляцией н предназначен для уваривания утфелей массой 40 т за одну варку.
Вакуум-аппарат (рис 122) представляет собой вертикальный цилиндрический
сварной сосуд 7 в бесфланцевом исполнении. Верхняя часть аппарата выполнена
Рис. 122. Вакуум-аппарат типа Ж4-ПВА.
175
в виде двойного конуса 4, внутри которого расположен воздушный штужр 6 для
подключения аппарата к вакуумной лнннн. Под штуцером находится ловушка 8
для сепарации капель увариваемого продукта. В нижней части обечайки ловушт
ки расположены три отверстия для спуска скопившегося продукта внутрь аппа-
рата. Конусное днище 1 заканчивается горловиной для спуска утфеля/к которой
подвешен спускной клапан 15 с гидравлическим управлением. Главный гидравли-
ческий цилиндр управляет тарелкой клапана, а вспомогательный — аамком, ко-
торый предотвращает случайное открывание клапана. {
Внутри аппарата подвешена паровая камера 10 с центральной Циркуляцион-
ной трубой 13 и коническими верхней и иижцей решетками 12. Камера крепится
к обечайке корпуса посредством болтов. Пар подводится в камерУ двумя кони-
ческими штуцерами 9. Паровая камера имеет трубку 14 для -отвода неконденсн-
рующихся газов н воздуха (аммиачная оттяжка), а также штуцев 16 для спус-
ка конденсата. *
Питание аппарата увариваемыми продуктами осуществляется через патру-
бок 11 в кольцевой зазор между обечайкой спускной горловины в днище и окру-
жающей ее рубашкой. Внутреннее пространство аппарата сообщается с этим
зазором через отверстия в обечайке горловины. В кольцевой зазор подается так-
же пар и вода для очистки аппарата после очередной варки. Подача rfapa и го-
рячей воды предусмотрена также и в верхнюю часть аппарата по трубе 5.
К корпусу аппарата приварены четыре опорные лапы 2, с помощью которых мон-
тируется аппарат. Вакуум-аппарат оснащен смотровыми окнами 3. Пробы утфе-
ля из аппарата берут через пробный бронзовый кран.
Набор продукта в аппарат осуществляется через патрубок Б, подача грею-
щего пара — через патрубок Е. В процессе уваривания утфель в аппарате цир-
кулирует, поднимаясь по трубкам греющей камеры и опускаясь по циркуляцион-
ной трубе и кольцевому каналу между стенкой аппарата н паровой камерой.
Утфельный пар проходит через ловушку. В результате резкого изменения направ-
ления и скорости пара частицы утфеля выпадают в конусе и стекают в аппарат.
Вторичный пар отводится на конденсатор. Конденсат из паровой камеры отвб-
Техническая характеристика вакуум-аппарата типа Ж4-ПВА
Масса сваренного утфеля за одну варку, т..............
Поверхность нагрева, м2...........................
Полезная емкость, м°..................................
Разрежение в аппарате, МПа............................
Давление, МПа:
в паровой камере ................................
в гидравлическом цилиндре .......................
Температура максимальная, К ..........................
Габаритные размеры, мм:
диаметр паровой камеры ..........................
диаметр внутренний аппарата .....................
высота ..............,...........................
Масса, кг . ..........................................
Завод-изготовитель .*...............................
40
200
28
0,093
0,3
0,8
363
3434
3800
7565
17 825
Смеляискнй машино-
строительный Мнн-
легпнщемаша
75. Присоединительные размеры фланцев основных коммуникаций вакуум-аппарата
1 Обозначе- ние на рнс. 122 —1— Коммуникация Dy D d n
Б Подвод продукта 200 280 18 8
Д Подключение к вакуумной маги- страли 600 700 18 24
Е Подвод пара 200 280 18 8
И Отвод конденсата 100 170 18 4
176
дится rto патрубку 16, а неконденсярующнеся газы —по трубе 14. Гото ый утфель
спускают нз аппарата через спускной шибер.
Присоединительные размеры фланцев основных коммуникаций вакуум-аппа-
рата приведены в табл. 75.
2. Вакуум-аппарат типа Л4-ПУ-2А-6О
Вакуум-аппарат предназначен для уваривания утфелей массой 60 т за одну-
варку.
Аппарат (рис. 123) состоит из верхней 7 и нижней 9 частей, паровой каме-
ры 10, спускного затвора 13 н опорной части 2. В'верхней части аппарата рас-
положена ловушка-конус 6, обращенная вершиной вверх. Окончательное улавли-
вание частичек продукта происходит в шлем-ловушке 5, установленной над верх-
ним конусом аппарата.
Паровая подвесная камера с односкатными коническими трубными решетка-
ми состоит из двух частей: верхней 8 и нижней 12. В центре камеры установлена
циркуляционная труба 11. Греющий пар подается в камеру через два штуце-
ра 3, а конденсат отводится через штуцеры 1.
Для наблюдения за работой аппарата в нем имеются смотровые окна 4.
Работа аппарата аналогична описанной ранее.
OZfSM
Рис. 123. Вакуум-аппарат типа Л4-ПУ-2А-60.
177
Техническая характеристика вакуум-аппарата типа Л4-Пу-2А*Вй
Масса утфеля, сваренного за одну варку, т ... . 60
Поверхность нагрева, м®.............................. 300
Полезная емкость» м®................................... 40
Разрежение в аппарате. МПа ............ 0,093
Давление, МПа:
в паровой камере............................ 0.3
в гидравлическом цилиндре.............. 0.8
Температура максимальная. К........................... 363
Габаритные размеры, мм:
диаметр ................................ . 4600
высота........................................... 9900
Масса, кг ....................................... 25 770
Завод-изготовитель .................... Смелинскнй машиностро-
ительный Мннлегпищ^маша
Присоединительные размеры фланцев основных коммуникаций вакуум-аппа-
рата приведены в табл. 76.
76. Присоединительные размеры фланцев основных коммуникаций вакуум-аппарата
Обозначе- ние на рис. 123 Коммуникация Dy D i п
А Ввод пара 300 395 22 12
Б Ввод продукта 150 225 18 8
Д Отвод конденсата 65 145 18 4
3. Вакуум-аппарат типа ВАЦ-800
Вакуум-аппарат предназначен для получения утфелей массой 80 т за одну
варку.
Вакуум-аппарат (рис. 124) представляет собой вертикальный цилиндриче-
ский сосуд с греющей камерой. В верхней части аппарата 8 размещены ловушки
4 и 5, в иижней части — греющая камера 10. На дннще 9 смонтирован спускной
затвор 13. Трубные решетки 6 греющей камеры односкатные конические. В цент-
ре камеры установлена циркуляционная труба 11.
Техническая характеристика вакуум-аппарата типа ВАЦ-800
Масса утфеля сваренного за одну варку, Т . . • . 80
Поверхность нагрева, м® ............. 400
Полезная емкость, м®..................... 80
Разрежение в аппарате, МПа . . . J. .......... 0,096
Рабочее давление греющего пара, МПа .......... 0,3
Максимальная рабочая температура в аппарате, К 363
Габаритные размеры, мм:
внутренний диаметр.............».............. 4930
высота............................................. 10 605
Масса, кг............................................. 35 595
Завод-изготовитель.............................Смел янский машинострои-
тельный Минлегпищемаша
77. Присоединительные размеры фланцев основных коммуникаций вакуум-аппарата
Обозначе- ние на рнс. 124 Коммуникация £у. D d п
А Ввод пара 300 395 22 12
Б Отвод конденсата 65 145 18 4
Я78
Рис. 124. Вакуум-аппарат типа ВАЦ-800.
Греющей пар подается через три штуцера 7, конденсат отводится через три
штуцера 12. Для наблюдения за работой аппарата имеются смотровые окна 3.
Аппарат снабжен коллектором 2, к которому присоединяются вентили для подачи
различных продуктов. Вакуум-аппарат устанавливается на кольцевой подстав-
ке 1.
Присоединительные размеры фланцев основных коммуникаций вакуум-аппа-
рата приведены в табл. 77.
4. Вакуум-аппараты унифицированные
типа А2-ПВЕ
Вакуум-аппараты выпускаются трех типоразмеров на 40, 60 и 80 т сварен-
ного утфеля за одну варку. Аппараты автоматизированы.
179*
Рнс. 125. Вакуум-аппарат типа А2-ПВЕ-60.
Вакуум-аппарат типа А2-ПВЕ-60 (рис. 125) представлиет собой цилиндриче-
ский сосуд 2 с конической верхней частью и днищем. В верхней части аппарата
имеется ловушка 4 и воздушный шибер 3, а в нижней части расположена грею-
щая камера 5 подвесного типа с центральной циркуляционной трубой. Трубные
решетки камеры плоские с ввальцовэнными трубами диаметром 102/3,5 мм. Для
.180
улучшения циркуляции утфеля и уменьшения оседания. кристаллов имеется вееро-
образная паровая камера 6.
Спуст'утфеля нз аппарата осуществляется через спускной затвор 1. Техни-
ческая характеристика вакуум-аппаратов приведена в табл. 78.
78. Техническая характеристика вакуум-аппаратов
Показатель / А2-ПВЕ-40 А2-ПВЕ-60 А2-ПВЕ-80
Масса утфеля, сваренного за одну вар-
ку, т Поверхность нагрева паровой камеры, м2 Рабочее давление греющего пара, МПа Разрежение в аппарате, МПа 40 60 80
225 308 0,3 0,093 406
Температура максимальная в аппарате, К Габаритные размеры, мм: ) 363 1350
высота греющей камеры 900 1050
диаметр аппарата 3800 4500 4500
высота аппарата 7800 8000 8600
Масса, кг 20 000 25 000 28 000
Завод-изготовитель Смеляиский машиностроительный Минлегпищемаша
Присоединительные размеры патрубков основных коммуникаций аппаратов
приведены в табл. 79.
I
79. Присоединительные размеры патрубков основных коммуникаций вакуум-аппарата
Обозначе- ние на рис. 12В Коммуникация А2-ПВЕ-40 А2-ПВЕ-60 А2-ПВЕ-80
Оу О d п Оу D d п Оу D d п
А Отвод вторичного пара 400 495 18 24 500 600 18 24 500 600 18 24
Б Подвод греющего » 200 295 22 12 200 295 22 12 300 395 22 12
В Отвод конденсата Подвод технологических 100 170 18 8 100 170 18 8 J00 170 18 8
продуктов 100 170 18 8 150 225 18 8 150 225 18 8
5. Вакуум-аппарат типв ВАВ-60
Вакуум-аппарат является аппаратом периодического действия с механиче-
ским циркулятором.
Вакуум-аппарат (рис. 126) представляет собой вертикальный цилиндрический
сосуд сварной конструкции с конусными верхним и нижним днищами 4. В нИж-
ней части аппарата расположена встроенная паровая камера цилиндрической
формы с вертикальными трубами поверхности нагрева. Концы каждой трубы
(верхний и нижннй) вварены в трубные решетки. В центре паровой камеры рас-
положена вертикальная, сужающаяся книзу (уклон 2°) циркуляционная труба,
к верхнему концу которой приварен дефлектор (раструб). Внизу камеры нахо-
дится конический пояс по форме поверхности, описываемой наружными кромка-
ми лопастей турбинки циркулитора.
Вследствие того, что аппарат не имеет периферийных циркуляционных ка-
налов (паровая камера встроенная), вдоль наружной| стенки камеры (с виутрен-
181
0S12
Рис. 126. Вакуум-аппарагг типа
В АВ-60.
ней стороны) располагается вер^
тнкальный канал для утфеля;
Вдоль этого канала сверху вниз;
располагаются пробный кран ц
кран для ввода масла в аппарат.';
Под пробным краном находится
сливной бачок для воды. Пар под-J
, водитси в камеру с двух сторон
через штуцеры. J
Неконденсирующнеся газы
удаляются из паровой камеры от-*
тяжкамн, расположенными в верх-
них ее точках. Конденсат отводит,
ся из нижней части паровой каме-
ры через сливиые коробы, прива-
ренные к наружной стенке. Для
наблюдения за его стоком конден-
сатные отводы, снабжены конден-
сатными фонарями. Наружная
стенка паровой камеры является
частью стенки корпуса аппарата.
В нижней части корпуса рас-
положен опорный фланец 2, верх-
няя часть корпуса укреплена тремя
кольцами жесткости. К нижней
части корпуса приварено конусное
днище, укрепленное конусной обе;-
чайкой. Нижняя центральная час+ь
-днища — съемная с фланцевым со-
единением, что позволяет монтирсм
вать нли демонтировать турбинки
циркулятора.
Для выгрузки утфеля нз аппа-
рата к нижнему днищу крепитсй
спускной затвор 1, на котором ус-
тановлены два гидроцнлиндра: для
закрывания его и фиксации в за-
крытом положении.
Сироп, патока, вода н пар для
пропарки подводятся через коллекг
тор 3 в нижнюю часть аппарата по
кольцевому зазору над спускным
затвором. На верхнем конусном
днище установлена ловушка для
улавливания частиц жидкости, уа-
леченных вторичным паром.
Ловушка имеет штуцер для
отвода вторичного пара на кондеи*
сатор. К штуцеру крепится во
душный затвор 5, который приво-
дится в действие от гидроцилиндра
дистанционно. Под ловушкой Ьнутг
ри аппарата подвешен отбойш А
щнт, который представляет собой
конус, обращенный вершиной
вверх.
182
Для принудительной циркуляции кипящего утфеля в аппарате имеетси цир-
кулятор, устройство которого следующее. По ,оси аппарата расположен верти-
кальный вал, на нижнем конце которого крейнтся трубника циркулятора. Вал
имеет две бпоры: верхняя — два радиально-упорных шарикоподшипника в одном
корпусе, нижняя — подшипник скольжения с текстолитовой втулкой. Под верх-
ней опорой Вала расположено уплотнительное сальниковое устройство, предохра-
няющее от засасывания воздуха из наружной среды внутрь аппарата. Вал цир-
кулятора приводится во вращение посредством упругой втулочно-пальцевой муф-
ты от привода 7, состоящего нз двухступенчатого планетарного редуктора и трех-
скоростного электродвигателя переменного тока. По мере сгущения увариваемой
массы в аппарате обороты вала циркулятора уменьшаются.
Для обслуживания привода циркулятора аппарат снабжен лестницами и
площадкой обслуживания 6. Аппарат имеет средства контроля и автомати-
зации.
Техническая характеристика вакуум-аппарата типа ВАВ-60
Масса утфеля сваренного, sa одну варку, т . . . .
Поверхность нагрева, м*........................
Разрежение в аппарате, МПа.....................
Рабочее давление греющего пара, МПа............
Привод вала циркулятора:
мотор-редуктор
электродвигатель
Частота вращения вала циркулятора, с 1 . . . . .
Потребляемая мощность. кВт/ч...................
Габаритные размеры, мм:
диаметр .......................................
высота............. . . •.........,....
Масса без системы автоматизации, кг . . .......
Завод-изготовитель.............................
60
321
0,093
0.35 _
МПО2-268-55/64
АО2-92-8/6/4
1.07; 0,7; 0.53
50. 40. 36
4768
11 120 .
36030 1
Смелянский машинострои-
тельный Минлегпищемаша
Присоединительные размеры фланцев основных коммуникаций аппаратов
приведены в табл. 80.
80. Присоединительные размеры фланцев основных коммуникаций аппарата
Обозначе- ние на рис. 126 Коммуникация °У D d п
Б Подвод греющего пара 450 550 23 16
В Подход пара в коллектор 100 170 18 8
Г » воды (00 170 18 4
д » патоки 150 225 18 8
Е » сиропа 200 280 18 8
6. Вакуум-аппарат фирмы ДДС (Дания)
Вакуум-аппарат (рис. 127) периодического действия с механическим цирку-
лятором. Аппарат представляет собой вертикальный цилиндр / с коническим
днищем. В ннжией части аппарата находится встроенная греющая камера 5 с
горизонтальными трубными решетками и вертикальными трубами диаметром
102/99 мм (1248 шт.). Паровая камера выполнена из двух частей, которые сва-
риваются непосредственно на месте монтажа аппарата. В центральной части
греющей камеры имеется циркуляционная труба диаметром 2300/2000 мм.
По осн аппарата вмонтирован вертикальный вал, на иижней части которого
крепится турбинка 4 циркулятора, состоящая из шести лопастей. Вал имеет
183
верхнюю опору нз двух радиально-
упорных шарикоподшипников в од-
ном корпусе н направляющую ва-
ла, расположенную па уровне
верхней части циркуляционной
трубы. Под верхней опорой вала
расположено уплотняющее устрой-
ство, предотвращающее засасыва-
ние воздуха внутрь вакуум-аппа-
рата. Вращение вала осуществля-
ется от привода 3 с двухскоровт-
ным электродвигателем.
Сироп в аппарат подается под
турбинку циркулятора при помощи
кругового коллектора с тремя шту-
церами, направленными по ходу
вращения лопастей циркулятора.
На трубопроводах подачи па-
ра в греющую камеру и отвода
вторичного пара на конденсатор
установлены поворотные заслонки
запорного типа с дистанционным
управлением. На спускном шибере
установлен пружинный привод.
В закрытом состоянии затвор под-
держивается пружинами. При спу-
ске утфеля в резиновые баллоны,
расположенные под пружинами,
подается сжатый воздух. Баллоны
сжимают пружины, при этом кла-
пан опускается, открывая выход для утфеля.
Вакуум-аппарат автоматизирован. Система автоматизации обеспечивает про-
граммное управление электропроводностью утфеля и величиной его уровня в ап-
парате во времени. Электропроводность утфеля измеряется преобразователем 7,
уровень — набором преобразователей 2. Сахарная пудра для заводки кристаллов
подается через устройство 6.
Техническая характеристика вакуум-аппарата фирмы ДДС (Дания)
Масса утфеля, сваренного за одну варку, т . . . . 90
Поверхность нагрева, м’..................... . 340
Частота вращения вала, с—».................... 1,0; 0,5
Потребляемая электрическая мощность. кВт/ч ... 70, 40
Габаритные размеры, мм;
диаметр........................................... 5500
высота........................................... 8500
Экспортер .-.........................'........Фирма ДДС (Дания)
7. Утфелемешалка типа УМ-1
Утфелемешалка предназначена для перемешивания утфеля I продукта перед,
подачей его в цеитрнфуги.
В корытообразном корпусе 4 мешалки (рис. 128, а) в подшипниках скольже-
ния 5 и 9 вращается вал 6 со спирально расположенными на нем лопастями 8
и витками 7 нз стальной ленты. Вращение вала осуществляется от электродвига-
теля 1 через редуктор 3 и червячную передачу.
Утфель подается через верх мешалки, ленточным витком перемещается вдоль
мешалки и выходит через проем, закрываемый шибером с ручным приводом, в
лоток 10.
При аварийном останове, чтобы исключить застывание утфельной массы и
оседание кристаллов на дно мешалки, вал мешалки проворачивается ручным ме-
ханизмом, состоящим из храпового колеса и рукоятки 2.
184
Рис. 128. Утфелемешалка типа УМ-1:
а —общий вид; б —план расположения отверстий под фундаментные болты.
План расположения отверстий под фундаментные болты приведен на
рнс. 128,6.
Техническая характеристика утфелемешалкн типа УМ-1
Полезный объем, м*.............
Частота вращения трубовала» с—1
Электродвигатель:
тип.............................
мощность, кВт.............
частота вращения, с 1 . . .
Редуктор
Габаритные размеры» мм:
длина .........................
ширина ...................
высота .. ................
Масса, кг .....................
Завод-изготовитель.............
30
0,012
АО2-41-4
4
25
ЦДН-35-40-1
8285
3075
2400
7000
Объединение «Карловкапн-
щемаш> Минлегпищемаша
8. Утфелемешалка I и II продуктов емкостью 65 м3
Утфелемешалка предназначена для приема сваренного утфеля нз вакуум-ап-
паратов периодического действия.
Утфелемешалка (рнс. 129) представляет собой металлический электросвар-
ной горизонтально расположенный корпус 6 с полуцилиндрическим дном и двумя
торцевыми стенками.
185
Внутри корпуса на подшипниках скольжения 2 вращается трубовал 7 со
спирально установленными на нем лопастями 8, соединенными между собой
стальной полосой. Вращение трубовала осуществляется от электродвигателя 4
через редуктор 5 и червячную пару t. Залив утфеля производится через верх ме-
шалки, спуск— через шибер 3 в задней стенке мешалки.
Техническая характеристика утфелемешалкн емкостью бБ-м*
Полезная емкость, м*.......................... Б9
Частота вращения вала, с—*..............;».... 0,0107
Привод:
электродвигатель АО2-Б2-8
редуктор Ц2У-200
Габаритные размеры мм ............................. 9600X3610X3520
Масса, кг............................................ 17 240
Завод-изготовитель ................. Объединение «Карловкапв-
щемаш» Минлегпищемаша
План расположения отверстий под фундаментные болты приведен на рис. 129.
9. Приемная утфелемешалка типа РЗ-ПУМ-65
Приемная мешалка’ последнего продукта емкостью 65 м3 (рис. 130, а) являет-
ся буферной емкостью между вакуум-аппаратом и утфелемешалками последнего
продукта-и предназначена для распределения утфеля последнего продукта по
утфелемешалкам-крнсталлизаторам.
Приемная утфелемешалка (Представляет собой металлический электросварной
горизонтально расположенный корпус 1 с полуцилиндрическим дном и двумя
торцевыми стенками. Внутри корпуса на подшипниках скольжения 2 вращаются
два шнековых вала 4, 5. Вращение валов осуществляемся от электродвигателя 7
через редуктор 8 и открытую зубчатую передачу 6. Утфель загружается через люк
в крышке мешалки, а спускается через два шибера 3, установленных на боковой
стенке мешалки.
Техническая характеристика приемной утфелемешалкн типа РЗ-ПУМ-65
Полезная емкость мешалки, м*............................... 65
Частота вращения валов мешалки, с-1 ....... Д17
Привод:
электродвигатель АО2-41-8
редуктор КЦ-2-750-1
Габаритные размеры, мм
длина.......................................... 24 510
ширина.................................... 2915
высота.................................... 1750
Масса, кг....................... ,........... 19940
Завод-нзготовнтель........................... Объединение «Карловкапв-
щемаш> Минлегпищ ша
План расположения отверстий под фундаментные болты приведен иа
рнс. 130,б.
10. Утфелемешалка-кристаллизатор типа ПМК-30
Утфелемешалка-кристаллизатор предназначена для дополнительной кристал-
лизации сахара в утфеле последнего продукта.
Утфелемешалка-кристаллизатор (рнс. 131) представляет собой металличе-
ский сварной горизонтально расположенный корпус 4 с полуцилиндрическим дни-
щем н двумя торцевыми стенками.
Внутри корпуса на подшипниках скольжения 5 и 8 вращается трубовал 6.
Отдельные секции трубовала соединяются между собой муфтами с контргайка-
ми. На трубовал насажены полы; диски 7 с секторными вырезами, которые уста-
новлены на валу так, что каждый последующий диск повернут своим вырезом
187
8000
Т508
Рис. 129. Утфелемешалка I и II
продуктов емкостью 65 м3:
а —общий вид; б —план располо-
жения отверстий под фундамент-
вые болты.
Рис. 130. Приемная утфелемешалка типа РЗ-ПУМ-65;
а — общий вид; б — план расположения отверстий под фундаментные болты.
Рис. 131. Утфелемешалка-кристаллиза-
тор типа ПМК-30:
а — общий вид; б — план расположения of,
рерстнй под фундаментные болты.
Рис. 132. Утфелемешалка-кристаллизатор емкостью 45 м3;
—общий вид; б — план расположения отверстий под фундаментные болты,
3315
2700
012
Техническая характеристика утфелемешалкн-крветаллязатора
Полезный объем мешалки, м*......... 30
Частота вращения вала мешалки. С * ....... 0.117
Поверхность теплообмена, м* ........................ 60
Давление воды в дисках, МПа ...................... 0.15
Электродвигатель:
тип ...................................... АО2-41-4
мощность. кВт . ............................... 4
частота вращения, с 1 ............ 25
1редуктор ( ЦДН-35-40Л
Габаритные размеры, мм:
длина ........................................ 8285
ширина ........................................ 3075
высота ....................................... 2400
Масса, кг ............................................ 10 000
Завод-изготовитель ........................... Объединение «Карловкапи-
щемвш» Минпищемаша
на 180° по отношению к предыдущему. Полые диски снабжены перемешивающими
лопастями.
Вращение трубовала с дисками осуществляется от электродвигателя 1 через
редуктор и червячную пару 3. В случае аварийного останова электродвигателя
мешалки на конце червячного вала привода установлен ручной механизм 2 для
проворачивания мешалки.
Утфель загружается через верхнюю часть мешалки. Диски, перемешивая
-утфель, продвигают его вдоль мешалки. Во время перемешивания утфель охла-
ждается до заданной температуры. Кроме того, утфель в мешалке подогревается
перед фуговкой, при этрм в диски подается горячая вода. Подвод воды в диски
осуществляется через приводную шейку трубовала, вывод—через заднюю. Вода,
проходя через полые диски, охлаждает утфель. Выгружается утфель через шибер,
расположенный на задней торцевой стенке в нижией части корпуса.
План расположения отверстий под фундаментные болты приведен иа
рис. 131,6.
11. Утфелемешалка-кристаллизатор емкостью 45 м3
Утфелемешалка-кристаллизатор предназначена для дополнительной кристал-
лизации утфеля последнего продукта.
Утфелемешалка (рис. 132) представляет собой горизонтально расположен-
«ый корпус 6. Внутри его на подшипниках скольжения 9 вращается трубовал 7,
на котором установлены одиннадцать дисков 8 для перемешивания и охлажде-
ния продукта. Каждый диск имеет два коллектора для входа и выхода воды.
Диски имеют секторные вырезы и установлены на валу так, что каждый после-
дующий диск повернут своим вырезом на 90° по отношению к предыдущему. Этим
обеспечивается проход утфеля вдоль утфелемешалки-кристаллизатора.
Вращение трубовала с дисками осуществляется от электродвигателя 5 через
редуктор 4 и червячную пару 1. На торцевой стенке корпуса расположены два
шибера. Рабочий шибер 2 включается от исполнительного механизма, нижний
шибер 3 с ручным приводом служит для окончательного спуска утфеля.
Техническая Характеристика утфелемешалки-кристаллизатора
Полезная емкость, м*................
Частота вращения вала, с ’..........
Поверхность теплообмена, мж . . . . •
Количество охлаждающих дисков, шт.
Рабочее давление воды в дисках. МПа
Привод:
электроде игатель
редуктор
Габаритные размеры мм:
длина,.........................
ширина ........................
высота ........................
Масса, кг ...'......................
Завод-изготовитель ..............-
11
0,31
АО2-51-4
Ц2У-200-40
0620
3315
2765
16 200
Объединение «Карловкапи-
щемаша Минлегпищемаша
190
Утфелемешалка-кристаллизатор последовательно соединяется в батарею не-
прерывного действия, которая состоит из шести аналогичных мешалок. Утфель
поступает в первую утфелемешалку-кристаллизатор из приемной мешалки сверху
в левую часть и под действием вращающихся дисков продвигается вдоль утфе-
лемешалки, затем при открытой шиберной заслонке поступает во вторую, далее
в третью и другие утфелемешалки, последовательно пройдя каждую из шести
уфтелемешалок, и самотеком поступает в утфелерЗспределитель. Охлаждается
утфель холодной водой, которая подается в диски.
План расположения отверстий под фундаментные болты приведен иа
рис. 132,6.
12. Мешалка аффинационная типа АМД-6
Мешалка предназначена для проведения процесса аффинации желтого сахара.
Мешалка аффинационная (рис. 133, а) состоит из корпуса, валов с лопастя-
ми, привода и рамы.
Корпус 2 мешалки представляет собой V-образиый желоб, изготовленный из
листовой стали с приваренными к нему торцевыми стенками. В верхней части по
периметру корпус окантован уголком. В торцевых стенках корпуса крепятся пе-
редний и задний подшипники скольжения, которые служат опорами . валов ме-
шалки. Валы 12, 13 выполнены из труб с вваренными в них цапфами. На валах
крепятся лопасти с расположенной по винтовой линии лентой 7, которыми пере-
мешивают и перемещают массу вдоль корпуса к выходному отверстию. Привод
валов осуществляется от электродвигателя 3 через клиноремеиную передачу 4,
редуктор 9, муфту'/0 и открытую зубчатую передачу 5.' В загрузочной части уста-
новлена решетка 1. На участках валов, находящихся под решеткой, крепятся ку-
лаки 8. При вращении валов кулаки проходят между «полосами решетки и измель-
чают комки желтого сахара, попадающие в пространство между решеткой и ку-
лаками.
В конце корпуса установлен сливной ящик 11, в котором имеется перегород-
ка с регулируемым по высоте порогом. Это дает возможность изменять полезный
объем мешалки, а следовательно, и время пребывания массы в мешалке. В ниж-
ней части желоба расположен спускной патрубок 6 полной разгрузки мешалки.
Для улавливания неразмельченных кусков сахара имеется корзина, располо-
женная в сливном ящике.
Техническая характеристика мешалки аффинационной типа АМД-в
Производительность по свекле, т/сут.................... 6000
Полезная емкость, м*.................................... 5,3
Частота вращения вала мешалки, с 1..................... 0.11
Длительность аффинации, мин.............................. 20
Привод: /
электродвигатель:
тип .......................................... АО2-52-6
мощность, кВт................................ 7,5
частота вращения, с 1....................... 16.2
редуктор Ц2УН-250-40
Габаритные размеры, мм:
длина ........................................ 5870
ширина ......................................... 2280
высота .......... ........... 1500
Масса, кг ............................................. 5500
Завод-изготовитель.............................Объединение «Карловкапн-
щемаш» Минлегпищемаша
План расположения отверстий под фундаментные болты приведен иа
рис. 133, б, а присоединительные размеры фланцев основных коммуникаций ме-
шалки приведены на рис. 133, в.
13. Утфелераспределители для трех
и четырех центрифуг
Утфелераспределители предназначены для равномерной подачи утфеля на ба-
тарею центрифуг с одновременным его подогревом.
7 2-58 193
Рис. 133. Мешалка аффинационная типа АМД-6:
а — общий вид; б —план расположения отверстий под фундаментные болты; в — присоединительные размеры фланцев.
$370
5955(7700)
Рис. 134. Утфелераспределитель для центрифуг.
Конструктивно утфелераспределители для трех и четырех центрифуг идентич-
ны и отличаются длиной и количеством шиберов для раздачи утфеля.
Утфелераспределитель (рнс. 134) состоит из корытообразного корпуса, трубо-
вала с лопастями, патрубков с шиберами для подачи утфеля к центрифугам, при-
вода и рамы. ।
Длина корпуса 6 соответствует длине фронта батареи центрифуг: для утфе-
лераспределителя трех центрифуг — 5305 мм, четырех центрифуг — 7055 мм. Сна-
ружи корпус имеет тепловую рубашку, куда подается горячая вода. Вдоль кор-
пуса расположены три или четыре патрубка 8 для раздачи утфеля.
194
Каждый патрубок отделен от корпуса шиберной заслонкой. Вдоль продоль-
ной оси корпуса расположен трубовал 4 с лопастями 3 в виде скребков. Концы
вала опираются на два ,подшипника скольжения 7 и 2, вмонтированные в корпус
распределителя. Кроме того, вал поддерживают подвесные подшипники 5: три в
утфелераспределителе для четырех центрифуг и два в утфелераспределителе для
трех центрифуг. Привод трубовала осуществляется от электродвигателя 10 че-
рез редуктор 11 и червячную передачу 1.
Утфелераспределитель установлен на опорных стойках 9, которые прива-
риваются к несущим конструкциям перекрытия.
Техническая характеристика утфелераспределителей
Для трёх Для четырех
центрифуг центрифуг
Объем полный, м*.................
Частота вращения трубовала, с—1................
Давление воды, подаваемой в рубашку, КПа . . .
Поверхность нагрева водной рубашки, м*........
Электродвигатель:
тип............................................
МОЩНОСТЬ, кВт ....'..а....................
частота вращения, с 1 . *.................
Редуктор z
Габаритные размеры, мы:
длина ........................................
ширина ...................................
высота ..... .............................
Масса, кг ....................................
8авод-из готовитель............................
АО2-42-4
5,6
25
Ц2УН-160-25-1
5945 7700
1780 1780
2595 2595
3020 3651
Объединение «Карловкапи-
щемаш» Минлегпищемаша
14. Клеровочный котел типа КЛР-1,4
Клеровочный котел предназначен для растворения (клероваиия) сахара.
Котел (рис. 135) представляет собой цилиндрический сосуд 4 с верхней крыш-
кой с откидными частями 6. Их закрытое положение фиксируется с помощью ко-
Техническая характеристика клеровочиого котла типа КЛР-14
Объем рабочий, м® ....... . ............. . . . 1,61
Частота вращения пропеллера, с 1 . . . . . . . 3
Максимальная температура среды. К . . • - . 363
Плотность среды. кг/м®................................. 1,316
Мотор-редуктор:
тип .....................
Габаритные размеры, мм;
длина ...................
ширина..............
высота ..........
Масса» кг.............
Завод-нзготовитель . .
МПО1-ЮВК-5,74-5,Б/170
1565
1530
2585
1110
Джуринский ремонтно-меха-
нический Мннпнщепрома
УССР ъ
81. Присоединительные размеры фланцев основных коммуникаций котла
Обозначе- ние иа рис. 135 Коммуникация Dy D d Л
А Выход продукта (клеровки) 80 150 18 4
Б ' Вход пара Вход воды (сока) 50 ПО 14 4
В Установка термометра 25 75 12 4
195
Рис. 135. Клеровочный котел типа КЛР-1,4.
нечиых выключателей 5. На крышке установлен мотор-редуктор 7, приводящий
во вращение метательное устройство. Устройство состоит из вада 3, укреплен-
ного в подшипнике 8, пропеллера 2 н диффузора с ребрами 10, улучшающего цир-
куляцию продукта.
В нижней части котла установлен барботер 1, обеспечивающий нагрев
клеровки паром. На крышке котла имеется шибер для подачи в него сахара
н патрубок для подачи воды или фильтрованного сока II сатурации. Раствор
сахара (клеровка), получаемый в результате перемешивания сахара в воде
(соке), выводится через патрубок А. На пути продукта установлена ситча-
196
тая решетка 9, препятствующая выводу из котла нерастворившихся комков
сахара.
Присоединительные размеры фланцев основных коммуникаций котла приве-
дены в табл. 81.
Глава 8
ОБОРУДОВАНИЕ ДЛЯ ФУГОВКИ УТФЕЛЕЙ
И СУШКИ САХАРА
1. Центрифуги подвесные, фильтрующие
типа ФПН-1251Л
Центрифуги подвесные фильтрующие периодического действия с ножевой вы-
грузкой осадка и программным управлением предназначены для обработки са-
харных утфелей и аффинационной массы.
Центрифуги выпускаются трех исполнений: ФПН-1251Л-2 для первого утфе-
ля, ФПН-1251Л-3 для других утфелей, ФПН-1251Л-7 для утфелей первой и после-
дующих кристаллизаций.
Ротор 9 центрифуги ФПН-1251Л-2 (рис. 136) приводится во вращение элект-
родвигателем через вал 2 и подвеску 4. Ротор состоит из цилиндрической перфо-
рированной обечайки, верхнего и нижнего днищ н розетки, включающей в себя
ступицу, обод и спицы, через проемы которых выгружается ротор.
Перфорация обечайки фильтрующего ротора представляет собой отверстия
диаметром 5—6 мм, расположенные в шахматном порядке.
Внутри ротора находятся подкладочные н фильтрующие сита. Подкладочное
сито — плетенное из луженой проволоки; фильтрующее — штампованное из латун-
ного листа толщиной 0,6 мм с щелевидными отверстиями 0,34 X 2,5 мм, распо-
ложенными по горизонтали на расстоянии 1 мм, а по вертикали на 1,1 мм друг
от друга.
Ротор закрывается кожухом 8, который служит для его ограждения, сбора
оттеков и установки на нем механизма выгрузки сахара 3. Квжух состоит из
верхней и нижней частей, скрепленных болтами с резиновой прокладкой между
ними. В "верхней части кожуха расположены: пробоотборник, необходимый для
отбора фугата на пробу; вентиляционный штуцер для подсоединения отсасываю-
щего патрубка вентиляционной установки. На уровне отверстия вентиляционного
штуцера приварена труба пропарки внутренней поверхности кожуха и наружной
обечайки ротора.
К днищу нижней части кожуха приварены два штуцера, используемые для
входа и выхода пара при пропарке днища. Тут же установлен разгрузочный ци-
линдр.
Подвеска 4 ротора центрифуги — шарнирная качающаяся опора вала, кото-
рая обеспечивает самоцентрирование вращающихся масс. Вал верхним концом
подвешен к шаровой опоре головки привода и установлен на двух радиальных
№ 318 и № 3518 и одном упорном № 8222 подшипниках.
Шаровая опора головки привода — это система подшипников вала, свободно
опирающаяся на сферическую поверхность корпуса привода. Система смазки под-
шипников— циркуляционная. Давление циркулирующей смазки контролируется
по манометру и создается за счет скоростного напора вращающейся масляной
коробки. Уровень масла в коробке контролируется при помощи винта в пробке.
В подвеске ротора смонтирован пневматический аварийный тормоз 5, предназна-
ченный для быстрой остановки центрифуги, а также для отключения ее при па-
дении давления в пневмосистеме. Это достигается благодаря тому, что тормозная
лента с рабочей и амортизирующей пружинами через тягу и шарнирно-рычажное
соединение связана со штоком пневмоцилиидра. При снятии давления в пневмо-
цилиндре взведенный пружинный механизм срабатывает и прижимает леиту к
тормозному шкиву.
197
Рис. 136. Центрифуга ФПН-1251 Л-2.
В подвеске ротора размещена
также упругая муфта для соедине-
ния ротора центрифуги с много-
скоростным двигателем. Рабочее
торможение центрифуги осущест-
вляется этим же двигателем. Цент-
рифуга имеет лоток подачи утфеля
с шибером, который управляется
пневмоцилиндром 14.
Для прекращения подачи ут-
феля при достижении им опреде-
ленной толщины в роторе центри-
фуги служит регулятор загруз-
ки 7. Он состоит из корпуса, рыча-
га, флажка, конечного выключате-
ля, пневмоцилиндра и колпака.
Перед загрузкой центрифуги фла-
жок находится в зоне ротора, под-
лежащей загрузке. При достиже-
нии заданной толщины слоя про-
дукта флажок отводится назад и
соединенный с ним рычаг освобож-
дает контактный штифт конечного
выключателя, который подает
команду на прекращение загруз-
ки. Одновременно пневмоцилиндр
выводит флажок из зоны загрузки
и удерживает его в этом положе-
нии до начала следующего цикла.
Перед загрузкой подача возду-
ха в пневмоцнлиндр прекращается,
щиток пневмоцилиидра освобожда-
ет рычаг и флажок под действием
пружины занимает исходное поло-
жение.
Для пробелки или пропарки
сахара и промывки сит служит
устройство 1. Оно состоит из стой-
ки, укрепленной на кожухе ци-
линдра, и стойки, проходящей
внутрь ротора, где закреплена тру-
ба с форсунками. Промывочная
вода или' пар подается по трубе
через пароводяной клапан, управ-
ляемый пневматическим цилинд-
ром. Угол распыла регулируется.
Давление воды контролируется и
поддерживается равным 0,3—
0,4 МПа.
Механизм выгрузки 3 служит
для удаления осадка из ротора
центрифуги. Его нож через палец
и зубчатую втулку прикреплен к
штанге с «плавающей» гайкой, ко-
торая через клиноременную пере-
дачу и реверсивный электродвига-
тель сообщает возвратно-поступа-
тельное движение штаиге в пово-
ротной втулке. Последняя скреп-
лена болтовым соединением с ко-
жухом, который посредством шар-
198
нирного соединения связан с
пневмонилиндром и демпфером.
К нижнему торцу поворотной
втулки прикреплен ролик для
предотвращения врезания ножа
в сито при колебании ротора во
время загрузки. Плавность по-
ворота ножа регулируется вин-
том демпфера и болтом, позво-
ляющим дросселировать воздух
в пиевмоцилиндре. р конце по-
ворота ролик нажимает на
шток конечного выключателя,
который прекращает подачу
воздуха в пневмоцилиндр. Ре-
гулировка угла поворота осу-
ществляется болтами-упорами.
Первый н второй оттеки на-
правляются в„различные сбор-
ники с помощью сегрегатора.
Сегрегатор состоит из трубча-
того колена с фланцами, лотка
и пневмоцилиндра. Жидкость
из кожуха через колено и лоток
поступает в соответствующий
сборник. Лоток поворачивается
с помощью штока пневмоци-
линдра.
Для защиты белого сахара
и транспортирующих механиз- л Q ,
мов, находящихся под центри- 113„7,:Ла"0рН0е У^Р0^00 Центрифуги
фугой, от попадания иа них из <PllH-lzolJl-z.
ротора утфеля и промывной
воды служит запорное устройство 10 с пневмоприводом 6.
Для пропарки и промывки кожуха в него подается пар через трубу 13,
а через трубу 11 — вода. Отводится пар через патрубок 12. Центрифуга уста-
новлена иа металлоконструкциях 15.
Запорное устройство центрифуги ФПН-1251Л-2 (рис. 137) во время всех опе-
раций, за исключением выгрузки, находится в -закрытом состоянии. При этом за-
порный конус 1 находится в нижнем положении.
Подъемная труба 12 с фланцем иа верхнем кольце 6 скользит по валу рото-
ра центрифуги. За фланец верхнего кольца закрепляется вилка рычага 7, подни-
маемого или опускаемого пневмоцилиндром 11. Подъемная труба 12 установлена
в сферической поверхности 2, образованной верхним диском 4 и кольцом 3, и за-
креплена винтами 13. В этой сферической поверхности корпус конуса 1 может
свободно поворачиваться.
Конус поднимается и опускается пневмоцилиндром через шарнирно-рычажное
соединение. Центровик 14, установленный иа ступице ротора, устраняет переко-
сы при закрытии выгрузочного устройства.
На верхней части кожуха смонтирован фланец с двумя регулировочными
болтами 5, которые при подъеме конуса выворачивают его в сторону, противопо-
ложную расположению механизма выгрузки. Высоту подъема >й опускания кону-
са регулируют при помощи болтов. 8 и 9. Конечный выключатель 10 служит для
сигнализации положения этого рычага и всего запорного устройства.
Установки из трех или четырех центрифуг комплектуются вспомогательным
оборудованием: компрессором, утфелераспределителем, баком промывки и венти-
ляционной установкой.
Утфелераспределитель перемешивает, распределяет и подает утфель через
шнбер в ротор центрифуги. Вентиляционная установка отсасывает пары из ко-
жуха центрифуги, образующиеся при центрифугировании, пропарке и промывке
199
утфелей. В баке промывки вода нагревается и затем подается под давлением в
ротор центрифуги для промывки осадка и регенерации сит.
Центрифуга, совместно с исполнительными органами, обеспечивает автома-
тическую работу по программе в любом из следующих режимов: центрифугиро-
вание на скорости вращения 25с—* в течение 10—240 с; центрифугирование иа
скорости вращения 25 г* в течение 30—900 с, с задержкой переключения со
скорости 12,5 с-1 на 16,7 с-1 в течение 10—180 с; центрифугирование иа скоро-
сти 16,7 с-1 в течение 10—240 с; центрифугирование иа" скорости 16,7 с-1 в тече-
ние 30—300 с, с задержкой переключения со скорости 12,5 с~1 на 16,7 с-1 в те-
чение 10—180 с.
Применение многоскоростиого двигателя позволяет получить минимальную
длительность цикла работы центрифуги равной 3 мин при хороших утфелях пер-
вого продукта, что обеспечивает высокую производительность центрифуги.
Техническая характеристика центрифуг
Внутренний диаметр ротора, мм.........
Внутренняя высота ротора, мм........ .
Рабочая емкость ротора, л.............
Наибольшая загрузка ротора, кг........
Наибольшая частота вращения ротора, с—*
Частота вращения ротора прн выгрузке, с™>
Фактор разделения при наибольшей частоте
вращения ................................
Главный электродвигатель:
тип............................
частота вращения, с-"* ........
ФПН-1251Л-2
ФПН-1251Л-3
1250
800
455
660
. 25
1,16—1,66
(70—100)
1560
ФПН-1251Л-7
1250
1000
700
1000
1,66
Среднеквадратичная величина тока при 20 ци-
клах в час, А....................
Максимальный ток переключения. А '. . . .
Электродвигатель механизма выгрузки:
тип................................ .
частота вращения, с >.............
мощность, кВт.....................
Рабочее давление в подводящих сетях, МПа:
воздуха ...............................
воды..............................
пара..............................
Габаритные размеры, мм;
длина ............................
ширина....................
высота ...........................
Масса центрифуги электроприводом, кг
MA-93-65/74-5CIH
25; 16,7; 12,5;
3,9 (1500; 1000:
750; 230)
250
420
АОЛ-1-12-6
15.7
0.6
0.6—0,8
0.3—0,4
0,2—0,3
2250
2060
4500
6720
25; 16,7;
12,5; 1,67
(1500; 1000;
750; 100)
4АХ80Л6УЗ
15,8
0,75
0,6—0,8
. 0.3—0,4
0,2—0,3
2480
2630
5240
9200
Данные 'для ра счета фундамента;
Эксцентриситет вращающихся масс, мм 1,25 1,25
Коэффициент динамичности......................... 4 4
Масса вращающихся частей с учетом за-
грузки, кг.................................... 2000 2560
Завод-нзготовитель.......................Сумской машиностроительный
им. Фрунзе
2. Центрифуга подвесная фильтрующая
типа ФПН-1251Т-1
Центрифуга подвесная предназначена для обработки сахарных утфелей пер-
вого продукта. Детали центрифуг, соприкасающиеся с обрабатываемым продую^
том, изготовлены из титана.
В комплект центрифуги входят электродвигатель, станция и пульт управле-
ния. Каждый режим работы центрифуги периодического действия иа частоту
вращения 16,7 или 25 с-1 представляет собой одиночные или автоматически по-
вторяющиеся ^иклы с регулируемой длительностью.
200
Техническая характеристика центрифуги типа ПН-1215Т-1
Внутренний диаметр роторе, мм . . . ..............
Внутренняя высота » , мм ........ ...........
Рабочая емкость » ,л... .. ...............•
Наибольшая загрузка » , кг .................. <♦ .
Минимальный цикл работы, мин .........• • •.......
Наибольшая частота вращения ротора., с”1 ........
Фактор разделения.........•............
Главный электродвигатель:
тип ..............................................
частота вращения, с 1 ........................
Среднеквадратичная величина тока прн 24 циклах в час, А
Максимальный ток переключения, А ...........
Рабочее давление в подводящих сетях, МПа:
воздуха....................................... •
воды................
пара .....................................
Габаритные размеры с электродвигателем, мм:
длина ............................................
ширина ......................................
высота . .................................
Масса, кг.........................................
1250
1100
515
750
2.5
16,7; 25
1560
МА-93-65/74-5СЦ4
25; 16,7; 12,5; 3,9
250
420
0,6-—0,8
2250
2060
4845
6020
Данные для расчета фундаментов:
Эксцентриситет вращающихся масс, мм...... . 1,25
Масса вращающихся частей с учетом загрузки, кг ... . 1700
Коэффициент динамичности ................. 4
Завод-изготовитель.................. . • . т . Сумской машино-
строительный
им. Фрунзе
В отлнчне от центрифуг ФПН-4251Л она имеет цилиндрический ротор боль-
шой емкости и более простой механизм выгрузки осадка. Все узлы этой центри-
фуги аналогичны узлам центрифуги ФПН-1251Л за исключением ротора.
Ротор (рис. 138) состоит из верхней цилиндрической и нижней конической
обечаек. Внутри ротора находится запорный конус 1, укрепленный на подъемной
трубе 3, которая перемешается По валу ро-
тора. К трубе крепится траверса, соединен-
ная со штоками пневмоцилиндра 4. В рото-
ре находится также кольцевой механизм вы-
грузки сахара. Он состоит из верхнего 6 и
нижнего 8 перфорированных кольцевых но-
жей, соединенных между собой тягами 7.
Кроме того, нижний нож соединен с запор-
ным конусом горизонтальными тягами 2.
Вся эта система при выгрузке сахара подни-
мается пневмоцилиндрами, при этом кольце-
вые ножи врезаются в слой сахара и снима-
ют его с ротора. Ход траверсы ограничива-
ется стопорами 5.
Рис. 138. Схема центрифуги ФПН-1251Т-Е
201
3. Центрифуга фильтрующая вертикальная
нелрерывнодействующая типа ФВИ-1001К-1
с инерционной выгрузкой
осадка
Центрифуга предиазиачеиа для обработки второгб промежуточного н аффи-
иационного утфелей свеклосахарного производства. Она представляет собой вер-
тикальную машину с коническим ротором.
Все основные узлы центрифуги (рис. 139) смонтированы на кожухах 12 и 3.
Конический ротор 4 центрифуги включает в себя сварной корпус, стакан, дре-
нажное и фильтрующие Сита. В качестве фильтрующего элемента используется
никелевое коническое снто со щелевндными отверстиями шириной 0,06 мм.
Рнс. 139. Центрифуга непрерывного действия ФВИ-1001К-1.
Опора 6 ротора состоит из сварного стакана, в котором на подшипниках ка-
чения установлен вал 8 со шкивом 14. Для предотвращения утечек и загрязнения
масла иа обоих концах вала, выходящих из опоры, установлены уплотнения: ниж-
нее — манжетное, верхнее — лабиринтное. Опора ротора устанавливается в ко-
жухе на амортизаторах.
Привод центрифуги состоит из электродвигателя со шкивом, смонтированно-
го на кронштейне 1. Корпус центрифуги представляет собой сварную конструк-
цию нз двух концентрических обечаек (кожухов), иа которых смонтированы все
узлы центрифуги. Он снабжен отводными фланцами, трубками для подачи пара,
пробоотборниками, крышками. Все эти коммуникации снабжены запорно-регули-
рующей аппаратурой.
Утфель через коническую насадку 7 подается в цилиндрический приемник 9
ротора. На дне приемника происходит разгон утфеля до окружной скорости вра-
щения ротора. Утфель под напором вновь поступающих масс перемещается по
вертикальной стенке приемника, а затем под действием центробежных снл пере-
мещается по наклонным стенкам конического ротора. При этом патока проходит
через отверстия сита и попадает в кожух, а сахар продвигается к верхнему краю
конического ротора и выгружается в кольцевой приемник 2 между наружным ко-
жухом 3 и внутренним кожухом 12, после чего через кольцевое отверстие 15
выходит из центрифуги. По мере продвижения по ротору сахар отбеливается.
Толщина слоя сахара составляет 5—Т мм-в нижней части ротора и 1 мм —
202
в верхней. Время центрифугирования такого тонкого слоя составляет не более
10 с. В верхней части ротора сахар просушивается. Первый оттек попадает в
кольцевую камеру 5, а из нее в приемник и удаляется из цеитрифугн. Камеры б
н 11 разделены сегрегатором 10.
Маслонасосная станция 13 подает масло к трущимся деталям центрифуги.
Применяемое масло — «индустриальное-20» или МС-20. ,
Недостатком центрифуг с /нерционной выгрузкой осадка является возмож-
ность повреждения кристалла сахара при его движении по ротору, а также за-
трудненное регулирование пребывания обрабатываемого продукта в роторе. По-
втому они не применяются для центрифугирования первого н третьего утфелей.
Техническая, характеристика центрифуги типа ФВИ-1001К-1
Наибольший внутренний диаметр ротора, мм............ 1000
Угол при вершине конуса ротора, ₽................... 70
Частота вращения ротора, с 1 . . :.................. 29,2
Фактор разделения на максимальном диаметре.......... 1700
Производительность по утфелю, т/ч........... 8
Привод цеитрифугн;
тип ............................................ АО2-72-4
частота вращения ротора, с 1................... 24,4
мощность, кВт ................................. 30
Габаритные размеры, мм:
длина .................................. 2400
ширина................................................. 1940
высота................................................ 2050
Масса центр>^фугн с электродвигателем, кг................... 2900
Данные для расчетов фундаментов:
Масса вращающихся частей, кг ..................... 280
Допускаемый эксцентриситет, мм к............. 0.5
Завод-изготовитель........................... Сумской машино-
строительный
им. Фруизе
4. Сушильно-сортировочный комплекс
типа СК-1
Сушильно-сортировочный комплекс предназначен для сушкн и охлаждения
сахара-песка, а также сортнровкн его по фракциям.
Комплекс (рис. 140) состоит из трех отдельных агрегатов: сушильного ап-
парата П пневмокипящего действия с ворошителем САВ-20,< охладительной каме-
ры 1 с псевдосжиженным слоем ОК-20 и машины 6 для сортировки сахара-песка
по фракциям УССП-20.
Сушильный аппарат с ворошителем САВ-20 состоит из камеры прямоуголь-
ного сечення, снабженной внизу щелевидной решеткой, установленной с укло-
ном 0,05 рад. Под решетку по воздуховоду равномерной раздачи подается горя-
чий воздух, подогретый в калориферах. Количественная раздача воздуха осуще-
ствляется с помощью поворотных шиберов. С торцевых сторон камеры находятся
входной и выходной проемы (течки), в которых установлены турникеты—доза-
торы сахара.
Вверху камера снабжена патрубком для отвода воздуха вытяжным вентиля-
тором 8 через мокрый пылеуловитель 5 для очистки его от сахарной ПЬ1ЛЦ.
Внутри камеры .подвешен ворошитель, который снабжен в средней .частй двумя
приемными ситами. В нижней части ворошителя установлены струны' на расстоя-
нии 10—15 мм от щелевидиой решетки. Ворошитель приводится в возвратно-по-
ступательное движение эксцентриковым приводом, расположенным с наружной
стороны аппарата.
Влажный сахар-песок после центрифуг по турникету 9 поступает в дозатор
на верхние качающиеся сита ворошителя и равномерно просеивается на щелевнд-
ную рейгетку, где кристаллы сахара обдаются потоком горячего воздуха, нагне-
таемого вентилятором через решетку.
Ворошителем и потоком воздуха сахар приводится в состояние непрерывно-
го движения, чем достигается интенсивный процесс сушки в режиме «иитеисирно-
го кипения». Просушенный горячий сахар поступает нз сушильного аппарата че-
рез дозатор в охладительную камеру ОК-20.
203
Охладительная камера прямоугольного сечения. Основным рабочйм органом
камеры является неподвижная щелевидная решетка. Под решетку, установленную
с уклоном 0,05 рад, подается холодный воздух, посредством воздуховода равно-
мерной раздачи от вентилятора 10. Количественная раздача воздуха осуществля-
ется поворотными шиберами. Находящийся на решетке горячий сахар обдается
потоком холодного воздуха, подаваемого вентилятором. При этом кристаллы
сахара приводятся в состояние «спокойного кипения» и непрерывного движения
к выходу, откуда через турникет охлажденный сахар с помощью перевалочного
ленточного транспортера 4, снабженного магнитным сепаратором для улавлива-
нии ферропримесей, поступает в сортировочную машину УССП-20. Воздух уда-
ляется из верхней части охладительной камеры вытяжным вентилятором 3 и
перед выбросом в атмосферу очищается от сахарной пыли в мокром пылеулови-
теле 2.
Ротационная сортировочная машина УССП-20 состоит из кожуха круглого
сечения в Верхней части и конического сечення в нижней части.
Внутри кожуха установлен вращающийся сетчатый барабан, состоящий из
четырех обечаек, соединенных последовательно. Обечайки обтянуты ситами с раз-
личным сечением отверстий. Для интенсификации процесса просеивания внутри
кожуха установлен трубопровод с соплами для продувки воздухом снт.
Сортировочная машина установлена наклонно в сторону движения сахара
под углом 0,07 рад. Сахар поступает во внутрь вращающегося барабана по теч-
ке, установленной в торцевой части кожуха. Двигаясь по наклонно установлен-
ному барабану и просеиваясь через сита, соответствующая партия сахара ссы-
пается по конусным течкам вниз на передвижной транспортер 7, распределяющий
сахар по бункерам, а отходы сахара отводятся по специальной течке в сторону.
В сушильном комплексе СК-1 приборами системы «Старт» автоматически
регулируются: температура и количество воздуха, подаваемого в сушильный ап-
парат САВ-20 и охладительную камеру ОК-20, а также поддерживается постоян-
ное разрежение в сушильном аппарате и охладительной камере и температура
еахара на выходе.
204
Техническая характеристика сушильного комплекса типа ьк-1
Производительность, т/ч.....................
Начальная влажность сахара, %...............
Конечная влажность сахара, %................
Нач льная температура сахара, поступающего в
сушильный аппарат, °C........................
Температура воздуха, поступающего в сушильный
аппарат. “С..................................
Температура воздуха, поступающего в охладитель-
ную камеру, °C..............................
Температура охлажденного сахара. °C..........
Частота колебаний ворошителя, период/мин ....
Амплитуда колебаний ворошителя, мм...........
Габаритные размеры без площадок обслужива-
ния. мм:
для САВ-20 .............................
для ОК-20..............................
для УССП-20 ............................
Масса без вспомогательного оборудования, кг:
для САВ-20 ..................................
для ОК-20...............................
для УССП-20 ............................
Площадь щелевндной решетки. м*:
для САВ-20...................................
для ОК-20...............................
Завод-изготовитель ...........1..............
20
До 1.5
До 0,05
50
100
От 17 до 20
23—25
200
25
4500X 2530X3500
7170X1800X 4500
4700X2350X3800
4200
3200
2500
3.9
7.8
Купянский машиностро-
ительный Миипнщепрома
УССР
5. Сушильно-охладительные установки
для сахара-песка типа ПСП
Сушильно-охладительная установка предназначена для сушки сахара-песка
в псевдосжижеииом слое на сахаропесочных заводах.
В комплект установки типа ПСП-20 (рис. 141) входят сушильно-охладнтель-
иый аппарат 5, два дутьевых 12, 13 и один отсасывающий вентилятор 1, циклоны
2, воздухоочистки 3, щит управления КИПиА.
Сушильно-охладительный аппарат выполнен из листовой стали толщиной
4 мм. Внутри корпус разделен на сушильную и охладительную камеры 6 и 8
Рис. 141. Сушильно-охладительная установка типа ПСП-20.
соответственно. В нижней части камер размещены газораспределительные решет-
ки 9, изготовленные из стальной легированной проволоки. Ширина щелевых от-
верстий решеток 0,35 ± 0,1 мм. Живое сечение — 8%. Решетки монтируются от-
дельными секциями с наклоном 0,043 рад в направлении перемещения сахара.
Во избежание подсоса или утечки воздуха в загрузочных и выгрузочных гор-
ловинах установлены шлюзовые затворы 4 и 11.
Высота слоя сахара составляет 0,2—0,4 м в сушильной камере и 0,08—
0,12 м— в охладительной и регулируется высотой поднятия над уровнем решетки
поворотных секторовидиых порогов 7 и 10. Площадь поверхности решеток су-
шильной камеры 2,4 м2, охладительной — 9,6 м2. Расположенный в расширяющей-
205
Рнс. 142. Модернизированная сушнльно-ох-
ся части аспнрапионный коллектор
предназначен для равномерного от-
соса воздуха по всей камере. Ка-
меры аппарата снабжены смотро-
выми люками.
Установка снабжена системой
автоматического регулирования
подогрева воздуха.
На щите КИПиА имеются при-
боры контроля температуры подо-
грева воздуха, отработанного воз-
духа и температуры продукта, при-
боры для контроля давления и
разрежения в аппарате. Произво-
дительность центробежного венти-
лятора для подачи воздуха в су-
ладнтельная установка. шильную камеру составляет
18 800 м3/ч при давлении 5000 Па.
Воздух подогревается калорифером при давлении 0,2—0,25 МПа. В охладительную
камеру подается 30000 м3/ч воздуха прн давлении 1600 Па. Отработанный воздух
отсасывается вентилятором производительностью 50 000 м3/ч при давлении
3800 Па.
Для очистки отработанного воздуха от сахарной пыли применена двухсту-
пенчатая система параллельно включенных циклонов и скрубберов, причем воз-
дух нх циклонов последовательно поступает на скрубберы.
Аппарат типа ПСС-40 устроен аналогично аппарату типа ПСП-20, однако
производительность его в два раза выше. Кроме того, компоновка камер в аппа-
рате ППС-40 требует меньшей площади. Конструктивно аппарат разделен на две
части, каждая нз которых может обеспечивать независимое высушивание и охла-
ждение 20 т сахара в час.
Имеются модернизированные аппараты типа ПСП (рнс. 142), где взамен
двухступенчатой циклонной системы очистки отработанного воздуха применен
скоростной улавливатель 2, работающий по принципу трубы Вентури, с капле-
улавлнвателем 1. Заменены вентиляторы высокого давления на вентиляторы
среднего давления. Для повышения устойчивости работы в сушильной камере
применена рассредоточенная загрузка влажного сахара-песка по площади решет-
ки, пульсирующее псевдоожижение и предусмотрена установка вращающихся
82. Техническая характеристика сушильно-охладительиых установок
Показатель ПСП-20 РЗ-ПСП-20 ПСС-40
Производительность по высушенному и 20 40 .
охлажденному сахару, т/ч Влажность сахара, %: 20
начальная 1 1,6 1
конечная 0,03 0,03—0,05 0,03
Температура охлаждения сахара, К Установленная мощность электродвигате- 303 297 303
лей, кВт Габаритные размеры, мм; 160 135 320
длина 9963 10000 -—
ширина 4225 2400 —
высота 5100 5700 —
масса, кг 28 500 15 500 —
Завод-Изготовитель Купянский машиностроительный Минпищепрома УССР
206
рыхлителей слоя сахара для исключения слипания и комкообразоваиия. Приме-
нены беспровальные щелевые решетки. Упрощена конструкция аспирационного
коллектора. Техническая характеристика аппаратов типа ПСП-20, РЗ-ПСП-20,
ПСС-40 приведена в табл. 82.
Глава 9
ОБОРУДОВАНИЕ ИЗВЕСТКОВОГО ОТДЕЛЕНИЯ
1. Известеобжигательные печи
типа ИПШ-100, ИПШ-200
Известеобжигательиые печи предназначены для получения извести н ’ сату-
рационного газа путем обжига известняка.
Печь рассчитана на обжнг известняка с размером фракций 40—120 мм. В ка-
честве топлива применяется антрацит или кокс с размером фракций 30—80 мм.
Смесь известняка и топлива (шихта) подается в печь в соотиошеиии 9:1.
Известеобжигательная печь ИПШ-100 (рис. 143) представляет собой цилин-
дрическую шахту 1, сужающуюся к зоне охлаждения.
В качестве загрузочно-распределительного устройства 3 шахты использует
-ся одноклапанный затвор и лотковое распределительное устройство. Конструк-
ция загрузочного устройства пре-
дусматривает возможность уста-
новки второго клапана, позволяю-
щего переводить печь на отопление
природным газом или мазутом.
Лоткоаое устройство представляет
собой поворотный лоток с отвер-
стием и двумя отбойниками, уста-
новленными под различными угла-
ми. Угол наклона известняку к го-
ризонту несколько больше угла
естественного откоса известняка и
составляет 37,5°. За одну загрузку
шихтой перекрывается сектор, со-
ответствующий примерно 1/в части
площади сечения шахты.
Весовая дозировка топлива и
известняка устанавливается при
помощи дозирующей установки.
Выгрузочное устройство 4 пред-
ставляет собой квадратный стол
в виде двухскатной решетки, со-
вершающий возвратно-поступа-
тельное движение. Его производи-
тельность регулируется изменением
частоты возвратио-поступатеЛьно-
го движения стола.
Мелкие куски извести при дви-
жении стола проваливаются в за-
зоры между колосниками, а более
крупные отводятся к выгрузочным
щелям, расположенным по бокам
стола.
Во время работы печи шихта
подается скиповым подъемником
в загрузочно-распределительное
устройство и постепенно, по мере
выгрузки готовой извести, опуска-
ется вниз. Сначала загруженный
Рис. 143. Известеобжигательная печь
типа ИПШ-100.
207
Рис. 144. Распределение температуры
по зонам известеобжигательной печи.
известняк и антрацит подогреваются.
Затем антрацит сгорает, а известняк
Разлагается на известь и углекислоту.
Отовая смесь охлаждается и выгру-
жается из инжней части печи.
Необходимый для горения антра-
цита воздух входит в печь снизу и
нагревается от соприкосновения с на-
ходящейся здесь накаленной известью,
которая при этом охлаждается. На-
гретый воздух поступает иа сжигание
антрацита. Продукты горения топлива
и неиспользованный воздух смешива-
ются с углекислотой, выделившейся
от разложения 'известняка, и подни-
маются вверх. Проходя между куска-
ми свежезагруженного известняка и
антрацита, печные газы нагревают их,
а сами прй этом охлаждаются и от-
бираются из верхней части печи. От-
бор газа из печи осуществляется с по-
мощью специального короба 2, уста-
новленного иа 1,5 м ниже уровня за-
сыпки шихты.
Таким образом, твердый материал
(известняк и антрацит) в печи дви-
жется сверху вниз, а газы проходят
ему навстречу, поднимаясь снизу
вверх. В результате такого встречного движения твердого материала и газов в
печи осуществляется принцип противотока.
Благодаря использованию теплоты отходящих газов для нагревания свеже-
Загружеиного известняка и антрацита и теплоты накаленной извести для подо-
гревания поступающего воздуха достигается большая экономия в расходе топли-
ва на обжиг известняка.
Горение топлива, а следовательно, и разложение известняка в печи происхо-
дит непрерывно, даже при периодической загрузке и выгрузке.
Все внутреннее пространство шахты печи во время ее работы по темпера-
Рис. 145. План расположения отверстий под фундаментные болты печи
типа ИПШ-100.
208
Технически характеристик известеобжигательиых печей
ИПШ-100
Производительность по извести, т/сут . . . 100
Полезный объем печи, м*.................... 150
Содержание углекислого газа в сатураци*
окном газе, %..........................
Температура уходящих газов, *С..........
Температура выгружаемой извести, *С
Степей^ обж га, %......................
Расход известняка на 1 т извести, кг ...
Расход условного топлива на обжиг I т из-
вести. кг................................... 133
Диаметр цилиндрической части печи, мм:
внутренний............................ 3400
наружный.............................. 4730
Полезная высота печи, мм ..............
Грузоподъе ностъ ковша, кг................. 1000
[ривод поворота направляющего лотка!
МП Ш-20
200
250
35—36
120
80
90—95
2000
143,4
4300
5600
16 000
2000
электродвигатель]
тип .... ..................
мощность. кВт.........
частота вращения, с 1
редуктор
АО2-12-6
24,2
У-169-31,5-4-3
Р4У-63А-32-2-12
4А71В6УЗ
5,5
15
У-160-31,5-2—3
РЧУ-63А-32-3-1—2
Привод каретки механизма выгрузки:
электродвигатель:
тип..................................
мощность, кВт........... . .
частота вращения, с"1 . . .
редуктор
Вентилятор дутьевой
Привод лебедки скипового подъемника:
электродвигатель:
тип ..............................
мощность, кВт..............
частота вращения, с—1 . • .
редуктор
Грузоподъемность, кг............. .
Скорость подъема, м/с................
Габаритные р змеры, мм:
длина со скиповым подъемником .
ширина .........................
высота .........................
Масса, кг:
без футеровки ...........
с футеровкой .......Л...
Завод-нзготовитель ...........
АО2-42-4 4А132Б4УЗ
5,5 7,5
25 24.4
Ц2УН-200-40-2Ц
ВАД № 8
АО2-72-6 4А200М6УЗ
22
16,7 16,3
РМ-6Б0-11-4М-40.17
4000
0,55
9525 16 270
6950 8600
38 400 43 550
90 500 181 470
435 100 486 400
Краснловский машиностроительный
турному признаку подразделяется на следующие три зоны (рнс. 144): подогре-
ва, где загруженный известняк и антрацит подогреваются за счет теплоты ухо-
дящих печных газов; разложения,-где сгорает антрацит и разлагается известняк;
охлаждения, где накаленная известь охлаждается, отдавая свою теплоту входя-
щему воздуху.
В каждом отдельном месте внутри печи различают две температуры: твердо-
го обжигаемого материала (вверху — известняка и топлива, внизу — готовой из-
вести) и окружающего газа (внизу — воздуха, вверху — печных газов). В верх-
ней части шахты (в зонах подогрева и разложения) температура печных газов
выше температуры известняка, а в нижней части шахты (в зоне охлаждения) тем-
пература воздуха ниже температуры готовой извести. Температура обжигаемо-
го материала постепенно повышается, начиная от температуры наружного воз-
духа (температура известняка и антрацита перед загрузкой равна температуре
наружного воздуха) до температуры разложения известняка, которая равна
898° С.
Температура известняка и антрацита повышается за счет отнятия теплоты
уходящих печных газов, которые при этом охлаждаются, оставаясь, однако, на
всем этом участке более нагретыми, чем известняк. После достижения известня-
ком температуры разложения она некоторое время ие изменяется, так как вся
воспринимаемая теплота расходуется на скрытую теплоту разложения) которая
составляет 425,2 ккал иа 1 кг известняка. Однако по мере накопления на поверх-
ности кусков известняка обожженной извести температура фракций обжигаемого
209
famine M20
Ось редуктора
6 ИотоОМИ^^^
Ось ОараОана
Ось ыектродОистля,
№ pg
7*000-0200
WumSMjll
+ 1 s
, Ось ствола cKunoSoto подъемника <=>*“ .<n
[550[
Ось new ,
--------------+5
0luma! MIS
'Рис. 146. План расположения отверстий под фундаментные болты печи
типа ИПШ-200.
материала начинает постепенно повышаться и достигает внутри фракций 940° С,
st снаружи — 950—1100° С.
Монтаж известеобжигательной печй. должен осуществляться специализиро-
ванной монтажной организацией.
Последовательность выполнения монтажных работ, а также перечень необхо-
димого для этого оборудования определяются монтажной организацией. Футе-
ровка н бетонирование выполняются но документации проектной организации.
План расположения отверстий под фундаментные болты известеобжигатель-
«ой печи ИПШ-100 приведен иа рис. 145, а печи ИПШ-200 — на рнс. 146.
2. Аппараты мзвестегасильные типов
АИ-1.8М2, АИ-2-4,5; АИ-2,5-6,0
Аппараты нзвестегаснльные предназначены для получения известкового моло-
ка, применяемого в процессах дефекации и сатурации свеклосахарного производ-
Рис. 147. Аппарат известегасильный типа АИ-1.8М2.
210
83. Техническая характеристика известегасильных аппаратов
Показатель АИ-1.8М2 АИ-2^,5 АИ-2,5-6,0
Производительность по извест- ковому молоку, т/сут 75—80 135 180
Диаметр барабана, мм 1800 2000 2500
Длина > мм 7000 9000 9000
Частота вращения барабана, с~1 Привод аппарата: 0,058 0,05 0,05
электродвигатель: АО2-52-6 4А160М6УЗ
тип АО2-42
мощность, кВт 5,5 7,5 15
частота вращения, с~1 25 16,2 16,2
редуктор ЦДН 40-1-43 Ц2УЙЗ15-50-2 Ц2У-315Н-50-22’
Габаритные размеры, мм: 13 900
длина 9500 14 200
ширина 2400 3755 4176
высота 2550 3709 4577
Масса, кг 7540 23 770 ’ 28 980
Завод-изготовитель Купянский машиностроительный Минпщцепро- ма УССР J
Аппарат известегасильный АИ-1.8М2 (рис. 147) представляет собой горизон-
тальный цилиндрический барабан 1, опирающейся баидаж|ми 15 на две пары,
роликоопор 16. Барабан приводится во вращение приводом, состоящим из элект-
родвигателя 14, редуктора 13 и зубчатой передачи 12. Обожженная известь по-
ступает в хвостовую часть барабана через загрузочное устройство 10, снабжен-
ное дозирующей заслонкой. Для предотвращения образования мертвого про-
странства на внутренней стенке барабана наварены планки 11, образующие-
подающий шнек и служащие для перемещения извести. Через штуцер 9 подается-
на гашение аммиачная вода и промой. На внутренней поверхности барабана по
Рис. 148. Пдан расположения отверстий под фундаментные болты аппарата
типа АИ^1,8М2.
Рис. 149. План расположения отверстий под фундаментные болты аппарата
типа АИ-2-4,5.
винтовой линии расположены лапы-черпакн 7, передвигающие куски извести к го-
ловной части аппарата. Здесь, в неподвижном кожухе, вращаются два концент-
рических ситчатых цилиндра, имеющих на внутренней поверхности ленты шнека.
Отверстия внутреннего сита более крупные, чем наружного. Из барабана изве-
стковое молоко поступает на внутреннее снто, фильтруется через оба сита и уда*
ляется через патрубок 2. Примеси, задержанные ситамн, лентами шнека удаля-
ются через патрубок 3. Пары н образовавшиеся при гашении газы отводятся че-
рез патрубок 6. Песок и недопал удаляется из аппарата ковшом 5, выдвигаемым
с помощью тягн 4.
Известегасильные аппараты АИ-2-4,5 н АИ-2,5-6,0 отличаются от аппарата
АИ-1.8М2 только некоторыми конструктивными особенностями. Загрузочный ло-
ток у них имеет прямоугольную форму и трубу промоя, а также шибер для от-
вода извести. В выгрузочной части имеется дополнительное вентиляционное уст-
ройство, состоящее из системы труб большого диаметра н конденсатора.
Известегаснльный аппарат работает следующим образом. Негашеная известь
подается транспортирующим устройством в загрузочную часть аппарата, откуда
112
ссыпается в барабан. В ннжнюю часть загрузочного устройства для гашения из-
вести подается вода н промой. Перемешиваясь лопатками во вращающемся бара-
бане, известь гасится и образует при этом известковое молоко. Затем нераство-
рившиеся компоненты вместе с известковым молоком подаются из барабана в
выгрузочную часть. Известковое молоко проходит сквозь сита и отводится из
аппарата. Твердые компоненты транспортируются шиеком, находящимся внутри
сит и по выходному патрубку выводятся нз аппарата. В загрузочной и выгрузоч-
ной частях предусмотрены патрубки 8 и 6 для вытяжки паров и газов.
Техническая характеристика известегасильных аппаратов приведена в
табл. 83.
План расположения фундаментных болтов известегасильного аппарата
АИ-1.8М2 приведен на рис. 148, аппарата АИ-2-4,5 — на рис. 149, аппарата
АИ-2,5-6,0 — на рис. 150. Присоединительные размеры фланцев основных комму-
никаций известегасильного аппарата приведены в табл. 84.
84. Присоединительные размеры фланцев основных коммуникаций известегасильных
аппаратов
Обозначе- ние на рис* 147 Коммуникация АИ-1.8М2 АИ-2-4,5
Dy D d ft Dy D
А Вытяжка 400 495 22 12 800 920
Б Выход извест- кового мо- лока 260 X260* 310X310* 18 8 200 280
В Выход голыша 170X170* 220X220 18 8 400X600 468 X 742**
Г Вытяжка 200 280 18 8 500 600
Д Подача извест- кового камня 280X300** 320 X350 ** 18 6 580X970 ♦♦ 650X1040**
Е Подача воды на гашение 80 160- 18 4 80 160
Продолжение табл. 84
Обозначе- ние иа рнс. 147 Коммуникация АИ-2-4.5 АИ-2,5-6,0
d п Dy D d Л
А Вытяжка 30 24 800 920 30 24
Б Выход извест- кового мо- лока 18 8 300 395 23 12
В Выход голыша 17 22 400 x 600** 468 X742** 17 22
Г Вытяжка 22 12 500 600 22 12
д Подача извест- кового камня 22 26 580x970** 650x1040 ** 22 26
Е Подача воды иа гашение 18 4 100 170 18 ч 8
• — квадратное сеченве.
•• — прямоугольное сечение (отверстая по большим сторонам).
213
3. Промыватель сатурационного газа
модернизированный типа Ж7-ПСГ
Выходящий из нзвестеобжигательной печи сатурационный газ имеет темпе-
ратуру до 300° С и содержит углекислоту, выделившуюся при разложении извест-
няка, газообразные продукты горения топлива, пыль известняка, ролу топлива,
смолистые вещества и другие примеси. Перед поступлением сатурационного газа
иа станцию очистки его очищают/и охлаждают до 30° С в промывателе сатура-
ционного газа.
Промыватель (рис. 151) состоит из семи отдельных чугунных царг 7, уста-
новленных на днище 1 и стянутых вместе с крышкой 8 тремя стяжными болта-
ми 9.
В корпусе промывателя между второй и третьей царгами закреплена чугун-
ная колосниковая решетка 3, на которой насыпью уложены керамические кольца
Техническая характеристика промывателя типа Ж7-ПСГ
Производительность по свекле, т/сут..................... 3000
Полный объем, м®.......................................... П
Внутренний диаметр промывателя, мм...................... 1600
Расход воды, м1 ............................... 0,00028
Давление воды, МПа .................................... 0,15
Габаритные размеры, мм;
длина.............................................. 2030
ширина.......................................... 1800
высота............................................. 5100
Масса, кг..................................... 5350
Завод-изготовитель ...»...................- . . Варений машиностроитель-
ный Мнилегпищемаша
214
Рис. 152. План расположения отверстий под кре-
пежные болты промывателя типа Ж7-ПСГ.
Рашита 4 диаметром и высотой 50 мм, способству-
ющие равномерному распределению промывной
воды.
Горячий- газ, проходя через воду, заполняю-
щую нижнюю, часть корпуса, нагревает ее до ки-
пения и насыщается водяными парами. Последние,
конденсируясь при дальнейшем прохождении газа
через очищающие устройства промывателя, осаж-
дают пыль и другие примеси, содержащиеся в газе.
Уровень воды контролируется с помощьр водо-
мерного стекла. Холодная вода подается в коллектор 2, из которого по трубам б
поступает в форсунки .5.
Очищенный и охлажденный газ отсасывается из отверстия в верхней крышке
промывателя.
Отработанная вода отводится из иижней части промывателя.
Прн монтаже промывателя его днище закрепляется на фундаментных болтах.
План расположения отверстий под фундаментные болты приведен иа рнс. 152.
Присоединительные размеры фланцев основных коммуникаций промывателя при-
ведены в табл. 85.
85. Присоединительные размеры фланцев основных коммуникаций промывателя
Обозначе- ние иа рис. 151 Коммуникация Dy D d п
А Б В Г Отвод газа Подвод » Отвод воды Подвод » 500 250 70 600 335 130 22 14 12 t 12 6 4
4. Вибросито для известкового молока
типа РЗ-ПРМ
Вибросито предназначено для отделения твердых примесей размером 1,0—
1,2 мм от известкового молока.
Вибросито для известкового молока (рис. 153) представляет собой конструк-
цию, состоящую из опорного каркаса 14, к которому на амортизаторах подвеше-
на нижняя рама 13 с закрепленным на ней тормозом 4. На нижней раме иа
шести упругих опорах (пластинчатые пружины) 7 установлена верхняя рама 3
х Техническая характеристика вибросита типа РЗ-ПРМ
Производительность по свекле, т/сут »*.................. 3000
Шнрнзш желоба, мм......................................... 700
Длина, мм............................................. 2325
Амплитуда колебаний желоба, мН........................... 3—5
Электродвигатель: х
тип............................................. АО2-22-6-В
мощность, кВт •................................... 1,1
частота вращения, с 1 .............................. 15,6
Габаритные размеры, мм:
длина........................................... 2940
ширина ............................................. 1570
высота.............................................. 1380
Масса, кг.................................... 1091
Завод-изготовитель............................ Купянскнй машиностро-
ительный Мин пищепрома
УССР
215
с закрепленным на ней щелевидным ситом 10 и вибратором 15. Вибратор соеди-
нен с электродвигателем 11 при помощи приводного вала 12 с эластичными муф-
тами. Вся конструкция заключена в кожух 9.
Внброснто работает следующим образом. Из известегасильного аппарата через
патрубок 6 подается густое известковое молоко и по лотку 5 направляется на си-
то. Вследствие направленных колебательных движений сита, создаваемых вибра-
тором, песок н камни (голыш) продвигаются вперед. Сверху из тру(£ы 8, прохо-
дящей над ситом, подается вода для промывки. Известковое молоко проходит
сквозь щелевидное сито и отводится через патрубок 1 на технологические нуж-
ды. Песок и камни выходят из вибросита по лотку 2 и направляются в отвал.
При монтаже вибросито устанавливается на массивном фундаменте и за-
крепляется фундаментными болтами. План расположения отверстий под фунда-
ментные болты приведен на рнс. 154. Присоединительные размеры фланцев ос-
новных коммуникаций вибросита приведены в табл. 86.
86. Присоединительные размеры фланцев основных коммуникаций вибросита
Обозначе- ние на рис. 153— Коммуникация Dy D d п
А Подвод известкового молока 200 280 18 8
Б Отвод известкового молока 250 335 18 12
В Подвод воды для промывки 70 130 12 4
5. Песколовушка Русселя—Дорошенко
Предназначена для очистки известкового молока от песка н других нераство-
римых примесей и создания равномерной концентрации известкового молока.
Песколовушка (рис. 155) представляет собой горизонтально расположенный
полуцилиндрическнй корпус 4, разделенный вертикальными плоскими перегород-
ками на секции. Корпус опирается на три опоры, крайние из которых являются
продолжением торцевых стенок корпуса. В корпусе в подшипниках скольжения 6
вращается квадратный вал 2 с прикрепленными с помощью скоб черпаками 5.
Последние имеют бортики, удерживающие захватываемый песок. Форма черпа-
ков позволяет захватывать осевший на дно песколовушки песок по всей ширине
секции и передавать его в специально устроенный карман. Песок и нераствори-
мые примеси передвигаются противотрчно движению известкового молока нз сек-
ции в секцию к наклонному скребковому транспортеру 7, которым онн удаляются
из песколовушки.
Вал песколовушки приводится во вращение приводом 3, состоящим из элект-
родвигателя и двух редукторов, смонтированных на общей раме. Известковое
Техническая характеристика песколовушки типа Русселя—Дорошенко
Производительность по свекле, т/Сут..................... 1600
Объем полный, м1.............................. 6,5
Объем полезный, м1............................ 3,2
Частота вращения вала, с 1 . . . ............. 0.033
Электродвигатель:
тип............................................ АОЛ2-21-4
частота вращения, с 1..................... 15,6
мощность, кВт............................. 1.1
Редукторы РЦД-40-20-1.
РЦД-250-25-у
Габаритные размеры, мм:
длина............................................ 7850
ширина по корыту.......................... 1330
ширина с транспортером удаления............. 2650
высота................... 1650
Масса, кг..................................... 3000
Завод-изготовитель ............................Эртильскнй механический
Минлегпищемаша
217
Рнс. 156. План расположения от-
верстий под фундаментные болты
песколовушки Русселя—Доро-
шенко.
молоко с твердыми включениями
поступает из известегасильного ап-
парата в корыто песколовушки.
6 отВ. Ф22
Вал с лопастями, медленно враща-
ясь и постепенно перебрасывая из ячейки в ячейку твердые включения, выбрасы-
вает их на скребковый транспортер. Одновременно через слнвное окно / отбира-
ется очищенное известковое молоко.
При монтаже песколовушка устанавливается при помощи трех опорных лап.
Привод монтируется на отдельной раме. План расположения отверстий под фун-
даментные болты приведен на рис. 156, а присоединительные размеры фланцев
основных коммуникаций песколовушки приведены в табл. 87.
87. Присоединительные размеры фланцев
основных коммуникаций песколовушки
Обозначе- ние на рис. 155 Коммуникация D d п
б' Окончательный спуск 108 170 18 4
в Выход известково- го молока 133 200 18 8
88. Размеры под фундаментные
болты мешалок известкового
молока
I Обозначе- ние на рис. 158 Величина, мм Мешалка
1860 РЗ-ПИМ-18
д 2060 РЗ-ПИМ-20
2460 РЗ-ПИМ-24
2660 РЗ-ПИМ-26
6. Мешалки известкового молока типа РЗ-ПИМ
Предназначены для перемешивания известкового молока и получения его
равномерной концентрации.
Мешалка известкового молока РЗ-ПИМ-18 (рис. 15/) состоит из корпуса 13,
метательного механизма 12, подшипника 1, привода 7.
I
89* Присоединительные размеры патрубков основных коммуникаций мешалок
типа РЗ-ПИМ
Обозначе- ние на рис. 157 Коммуникация РЗ-ПИМ
Dy D d n
А Подача известкового молока 150 225 18 8
Б Выход Известкового ллолока 100 170 18 4
В Перелив известкового молока 150 225 18 8
Г Выход газов 150 225 18 8
Корпус 13 мешалки цилиндрической формы с верхним 4 н нижиим 2 днища-
ми. На верхней крышке смонтирована рама 9 с опорной плиткой 6 для установ-
ки привода 7, состоящего из мотора-редуктора. Выходной вал мотора-редуктора
прн- помощи пррдольно-свертибй муфты 10 соединяется с валом мешательного
219
Рис. 155. Песколовушка Русселя — Доро>
шейка
Рис. 157. Мешалка известковою молока
типа РЗ-ПИМ-18.
Рис. 158. План располо-
жения отверстий под
крепежные болты меша-
лок известкового молока
типа РЗ-ПИМ.
механизма 12. Метательный механизм представляет собой вал с двумя парами
лопастей — верхней 11 и нижней 14. Нижний конец вала вращается в скользящем
подшипнике 1.
Мешалка работает следующим образом. Известковое молоко через патру-
бок 5 подается в мешалку и перемешивается при вращении метательного меха-
низма с двумя парами лопастей. Для взмучивания осадка на нижней паре ло-
пастей крепятся в шахматном порядке цепи 15. Равномерная концентрация из-
весткового молока достигается вращением верхней пары лопастей. Забор молока
из мешалки осуществляется через патрубок 3. Газы отводятся через патрубок 8.
220
Для предотвращения переливов служит патрубок 16. При монтаже мешалка мон-
тируется на бетонный фундамент. План расположения отверстий под фундамент-
ные болты приведен на рис. 158, размеры под фундаментные болты даны в
табл. 88, а присоединительные размеры патрубков основных коммуникаций ме-
шалки приведены в табл. 89. Техническая характеристика мешалок приведена,
в табл. 90.
90. Техническая характеристика мешалок
Показатель РЗ-ПИМ-18 РЗ-ПИМ-20 РЗ-ПИМ-24 РЗ-ПИМ-26
Объем мешалки, м3: номинальный рабочий 'Максимальное гидростатическое давление столба жидкости, МПа Те пература известкового молока, ‘С Мотор-редуктор Габаритные размеры, мм: длина ширина высота Масса, кг Завод-изготовитель 5,0 3,4 о,с МПО^ЛББ 2290 1962 2900 1060 Джурин 1* 6,18 4,16 16 К-81,5 3/18 2490 2162 2900 1190 ский ремо Аиишпцепр 7,95 5,15 0,014 0 МПО2-18В1 2890 2562 2950 1295 нтно-механ ома УССР 12,5 9.2 0,02 ;-66,5 5,5/22 3090 2762 3550 1515 ический
7. Гидроциклоны известкового молока
типа РЗ-ПГМ-10, РЗ-ПГМ-15, РЗ-ПГМ-25
Гидроциклоны предназначены для очистки известкового молока от песка,
гравия, необожженных фракций известняка, фракций кокса и других примесей.
Устанавливаются в известковых отделениях сахарных заводов.
Гидроциклон известкового молока (рис. 159) состоит из двух основных
частей: верхней — цилиндрической 5 и нижней — конической 3. Тангенциально к
цилиндрической части установлен питающий патрубок 1 с таким углом наклона
к оси аппарата, чтобы подаваемая через патрубок струя суспензии опускалась
вниз на один оборот иа высоту сечения питающего патрубка (3—10°С). Освет-
ленная жидкость удаляется через концентрическое отверстие 4 в цилиндрической
части гидроциклона (сливной патрубок). В вершине конуса имеется выходной
патрубок 2, по которому выводится сгущенная суспензия.
Гидроциклон известкового молока работает следующим образом. Суспензия
подается через питающий патрубок, получая при этом вращательное движение.
Под действием центробежной силы частицы с удельным весом большим, чем
удельный вес жидкости, отделяются от нее и через выходной патрубок удаляют-
ся вместе с небольшой частью жидкости. Через сливной патрубок уходит боль-
шая часть жидкости вместе с мелкими частицами осадка.
Кроме жидкости и осадка через гидроциклон проходит воздух, который при
нормальной работе аппарата входит в выходной и уходит вместе с жидкостью
через сливной патрубок, образуя воздушный столб, давление в котором ниже
атмосферного. Воздушный столб ограничивает с внутренней стороны восходящий
поток осветленной жидкости с мелкими частицами и играет важную роль в раз-
деляющем действии аппарата.
В производственных условиях регулировка работы гидроциклона, в основном,
сводится к регулировке отверстия для песка выходного патрубка путем смены
насадок для песка, а также подъему и опусканию сливного патрубка с тем, чтобы
его заборная часть оказалась в зоне наименьшей концентрации примесей.
221
Техническая характеристика гидроциклона приведена в табл. 91.
4)1. Техническая характеристика гидроциклонов
Показатель РЗ-ПГМ-10 РЗ-ПГМ-15 РЗ-ПГМ-25
Производительность по известковому молоку, мэ/ч Диаметр сливного отверстия, мм , Диаметр выходного отверстия, мм1 Сечение питающего патрубка, мма Габаритные размеры, мм: высота ширина Масса, кг Завод-Изготовитель 1 7,5—8,5 30 8 234 490 227,5 61,25 Джурннс нический 11,5—15 35 10 490 695 297,5 90,3 кий ремонт Минпшцеп] 23,5—36 60 12 1002 1000 430 119,8 но-меха- юма УССР
Гидроциклон известкового молока рекомендуется устанавливать как можно
ближе к насосу с доведением до минимума потерь давления в трубопроводах.
02. Присоединительные размеры фланцев гидроциклонов известкового молода
Обозначе- ние на рис. 159 Коммуникация РЗ-ПГМ-10 ' РЗ-ПГМ-15 РЗ-ПГМ-25
Dy D а п Dy D а п Dy о d п
Б Подача известкового молока 30 90 14 4 38 100 14 4 50 ПО 14 4
222
На предварительно подготов-
ленной площадке гидроциклон ус-
танавливается в собранном виде.
При этом необходимо обратить
внимание на герметичность про-
кладок. уплотняющих стыки разъ-
емных частей, а также на соос-
ность диаметров сливного патруб-
ка и песковой насадки.
Присоединительные» размеры
фланцев гидроциклонов подачи из-
весткового молока приведены в
табл. 92.
8. Комплект оборудования
для подготовки и подачи
шихтовых материалов
в известеобжигательную
печь
Комплект оборудования пред-
назначен для механизации дробле-
ния, очистки,, сортировки, дозиров-
ки и подачи известкового камня и
угля в известеобж'игательиую печь
сахарного завода.
Комплект оборудования
(рис. 160) состоит из следующих
основных сборочных, единиц: пита-
теля лоткового 2, конвейера лен-
точного 5, автоматической течки 6,
грохота барабанного угля 8, гро-
хота барабанного камня 9 (по со-
гласованию с заказчиком вместо
двух грохотов барабанных для
угля и камня может поставляться
один грохот вибрационный), кон-
вейера ленточного 10, питателя
пластинчатого 11, питателя-дозато-
ра угля 12, весового устройства
для шихты 13^
Шихтовые материалы (извест-
ковый камень и уголь) подаются
автотранспортом в загрузочную
воронку Г и оттуда поступают на
питатель лотковый 2. Питатель
равномерно подает шихтовые ма-
териалы через течку 3 на дробил-
ку 4 (поставляется Кемеровским
заводом <Строймашииа»). Фран-
ции величиной кусков менее 120 мм
свободно проходят через дробилку,
более крупные фракции дробятси
и попадают на ленточный транс-
портер 5 шириной 650 мм, длиной
45,1 м. Далее шихтовые материалы
поступают на автоматическую пе-
рекидную течку 6, где поочередно
загружаются в соответствующие
223
-бункеры 7. Из бункеров шихтовые материалы попадают на грохоты барабанные
8 и 9, которые разделяют уголь и известковый камень. После грохотов уголь i
известковый камень ленточным транспортером 10 шириной 650 мм и длиной 22,1 м
додаются через автоматическую перекидную течку 14 в накопительные бункер
ры 15. Далее известковый камень пластинчатым питателем 11, а уголь питателем-
дозатором 12 дозируются и подаются в бункер скипового подъемника. Порци^
шихты автоматически изверивается весовым устройством 13 н скиповым подъем-
ником подается в загрузочно-распределительное устройство печи.
Техническая характеристика комплекта
оборудования
Производительность по свек-
ле, т/сут.................. 3000
Масса с грохотом вибрацион-
ным, кг.................... 14 426
Масса с двумя грохотами ба-
рабанными, кг.............. 16 666
Завод-нзготовнтель Гребеиков-
скнй <Сах-
проммехе низа-
ния» Минпи-
щепрома
УССР
Габаритные и установочные размеры должны соответствовать чертежам об-
щих видов машин, входящих в комплект оборудования.
Комплект оборудования подачи шихтовых материалов и печь позволяет вы-
полнять различные схемы компоновки в зависимости от местных условий, а так-
же подготавливать и подавать шихту в две печи с дополнительной установкой
транспортирующих и питающих скиповый подъемник машин.
Все машины, входящие в комплект, выставляются на фундаментах и закреп-
лены анкерными болтами.
Ниже приведено описание отдельных машин, входящих в комплект оборудо-
вания для подготовки и подачи шихтовых материалов в известеобжигательную
печь.
Питатель лотковый ПЛ-1М
Питатель предназначен для равномерной подачи из расположенной над ним
загрузочной воровки известкового камня и угля к транспортным устройствам.
Рис 161. Питатель лотковый типа ПЛ 1М
Питатель (рис. 161) представляет собой подвижный стол с бортами, обра-
зующими лоток 1. Последний установлен на четырех роликах 2, свободно вра-
щающихся на осях. Ролики установлены на кронштейнах 3, которые приварены
к раме 4. На раме смонтирован привод 7, состоящий из электродвигателя и ре-
дуктора.
224
Рис. 162. План расположения отверстий
под фундаментные болты для установки
питателя типа ПЛ-1М.
лотка при помощи изменения ра-
При помощи регулируемого эксцентри-
ка 6 через тягу 5 столу передается прямо-
линейное возвратно-поступательное движе-
нце в горизонтальной плоскости. Известко-
вый камень и уголь во время хода лотка
захватываются выступами стола и передви-
гаются к выходу из лотка. Производитель-
ность питателя регулируется изменением хода
диуса эксцентрика, а также высотой слоя материала на лотке.
Техническая характеристика питателя ПЛ-1М
Производительность, т/ч......................... 18—50
Длина хода лотка, мм............................ 54—154
Привод; I
электродвигатель! 1 •
тип.......................•............ АО2-41-6
мощность, кВт . ... I ... 4........... 3
частота вращения, с 1............ . . 16,7
редуктор Ц2УН-160-25-1-ЦУ1
Габаритные размеры, мм:
длина................................................ 2440
ширина ............................................ 1303
высота ............................................... 491
Масса, кг ................................................. 493
При монтаже питатель лотковый устанавливается на установочную площадку
и крепится болтамй. План расположения отверстий под фундаментные болты при-
веден на рис. 162.
Автоматическая перекидная течка 08Г-00
Автоматическая течка предназначена для поочередной загрузки известкового
камня и угля в соответствующие бункеры.
Течка (рис. 163) представляет собой цельносварной металлический короб 1.
В нижней части течка разделяется на два выходных рукава, которые открывают-
Рис. 163. Аитомэтическая перекидная течка
08Г-00.
ся и закрываются при помощи
перекидной заслонки 2, выпол-
ненной в виде стального листа,
жестко соединенного с вали-
ком 5. На конце валика укреп-
лен рычаг 4, верхний конец.,
которого связан с гайкой (иа
чертеже не показано). Гайка
перемещается по ходовому вин-
ту, который приводится в дви-
жение от электроисполнитель-
ного механизма ИМС-5, уста-
навливаемого на площадке
торцевой стороны корпуса теч-
ки. Кроме того, гайка переме-
щается по пазу рычага. Это
предотвращает ее от заклини-
вания, т. е. рычаг перемещает-
ся по радиусу относительно ва-
лика 5.
Электроисполнительный ме- '
хаиизм ИМС-5 имеет "^лектри-
8 2-58
225
Рис. 164. План расположения отверстий
под фундаментные болты течки перекид-
ной 08Г-00.
ческий и ручной приводы. Ручной привод
применяется в случае выхода из строя
электродвигателя Для крепления течки
предусмотрены лапы 3
Принцип работы автоматической
перекидной течки заключается в следую-
щей. Для загрузки бункера известковым камнем открывают тракт, ведущий в
бункер. Для этого включают электроисполнительный механизм ИМС-5, который
приводит в движение ходовой винт. Гайка, перемещаясь поступательно по винту,
поворачивает заслонку относительно оси валика и отверстие, ведущее в бункер
для известкового камня, открывается, а отверстие, ведущее в бункер с углем,
закрывается. По загрузочному ленточному транспортеру подается известковый
камень, который и попадает в соответствующий бункер.
Для загрузки бункера угля прекращают подачу известкового камня, вклю-
чают электроисполнительный механизм, который открывает отверстие течки для
угля и закрывает отверстие течки для известкового камня. На ленточный транс-
портер подают уголь, который через течку поступает в бункер для угля.
Для очистки ленты транспортера от остатков известкового камня н угля пре-
дусмотрен скребок, который крепится болтами к стенке и расположен под бара-
баном ленточного транспортера.
Техническая характеристика перекидной течки ОвГ-ОО
Время открытия и закрытия заслонки, с ....................... 24
Сечение выходного отверстия течки, мм......................... 480X400
Габаритные размеры, мм:......................................
длина .................................................. 1040
ширина •.................................................. 1080
высота.................................................... 1250
Масса, кг....................................................... 175
При монтаже течка устанавливается опорными лапами S на балки. План рас-
положения отверстий под фундаментные болты приведен на рис. 164.
Грохот барабанный известкового камня (угля)
ГБК-1М (ГБУ-1М)
Грохот предназначен для разделения известкового камня (угля) иа фракции,
Устанавливается грохот после дробилки.
Техническая характеристика грохота ГБК-1М
Производительность, м’/ч...................... 40—45
Количество сортировочных секций» шт.:
для известкового камня . ’............................ 2
для угля ............................................. 1
Диаметр отверстий барабана, мм:
для известкового камня......................... 18 и 30
для угля ................................ 18
Наклон барабана, ..."........................... 6
Частота вращения барабана, с"-1................. 0,28
Привод:
электродам гателы
тип........................................... АО2-42-4
Мощность, кВт................. 5,5
частота вращения, с1................ 24
редуктор Ц2УН-160-25-У-ЦУ1
Габаритные размеры, мм:
длина ............................................ 4130
ширина.....................*....................... 1870
высоте .......................................... 1620
Масса, кг............................................... 1835
226
огя
Рис. 165. Грохот барабанный
известкового камня (угля) типа
ГБК-1М (ГБУ-1М) (размеры
в скобках даны для грохота
ГБУ-1М).
Грохот, барабанный (рис. 165) представляет собой вращающийся ситчатый
барабан 2, опирающийся бандажами 3 и 4 на две пары роликов 5 и 7, установ-
ленных в подшипниках 8. Барабан установлен под углом 6° к горизонту. Пара
роликов 5 является приводной, вторая пара 7 — опорной и служит для предот-
вращения смещения барабана вдоль оси. Привод грохота 1 осуществляется -от
электродвигателя через редуктор. Пара приводных роликов связана между собой
приводным валом. j
На внутренней стороне барабана грохота вдоль оси привариваются четыре
витка б, образующие замкнутый круг. В зависимости от сборки привода витки
имеют левое и правое направление.
8*
227
Грохот для известкового камня имеет две сортировочные секции с диаметром
отверстий сита 18 и 30 мм. Диаметр отверстий барабана грохота угля 18 мм.
Вращаясь, ролики барабана увлекают за собой барабан, в котором, благо-
даря уклону и направляющим виткам, известковый камень (уголь), перемещаясь
18 отв Ф20
530
«га
375
^*7725 2Ё
'-I585
чьч>-^
_ Ось роликов грохота
___Ось барабана грохота
Осу тихоходного вала редуктора ,
'•Ось приборного рам роликоо грохита
/ Ось вала электродвигателя
/Ось быстроходного вала редуктора
-<—<>-
dt
К
Рис. 166. План расположения отверстий под фундаментные болты грохота
барабанного типа ГБК-1Е (ГБУ-1М).
вдоль оси барабана, классифипируется на фракции, а крупные куски выгружа-
ются на противоположном загрузке конце барабана. Для грохота ГБК-1М рас-
положение привода правое, для ГБУ-1М — левое.
При монтаже грохот барабанный и привод устанавливаются каждый на свой
фундамент и после регулировки привода закрепляются болтами.
План расположения отверстий под фундаментные болты приведен на рис. 166.
Грохот вибрационный подвесной
Грохот предназначен для разделения на фракции антрацитовых углей, кокса
и известкового камня с величиной кусков до 100 мм.
Грохот (рис. 167) представляет собой короб 8, образованный двумя парал-
лельно расположенными стенками из стального листа. Боковые стенки скреплены
между собой восьмью трубами 1. К коробу крепятся два яруса сит 2 и |3, распо-
ложенные один над-другим.
Техническая характеристика грохота вибрационного подвесного
Производительность, м*/ч..............................
Угол наклона грохота. ...' ...........................
Число ярусов снт, шт..................................
Размеры просеивающих сит, мм:
длина ...............................................
ширина ..........................................
Размеры отверстий сит, мм:
верхний ярус ........................................
нижний ярус......................................
Электродвигатель:
тип..................................................
мощность, кВт.....................................
частота вращения, с 1 ...........................
Скорость вращения аала вибратора, с—1 ................
Величина колебаний, мм........................L . . . .
Габаритные размеры, мм;
(при угле наклона 15°):
длина ..........................• . ................
ширина...........................................
высота ..........................................
Масса, кг (без электродвигателя)......................
ТО-
15—25
2
2500
1250
40X40
20X20
АО2-51-6
2770
1890
1640
1447
Короб получает круговые колебания в вертикальной плоскости с амплиту-
дой 2,5 мм от дебалансного вала 5, который вращается в двух подшипниках 4,
укрепленных иа его стенках. Вращательное движение дебалансного вала осуще-
ствляется от привода 9, состоящего из электродвигателя и клиноременной пере-
дачи.
228
При работе грохота антрацитовый уголь, кокс или известковый камень по-
дается на поверхность грохочения. Разделение на фракции происходит за счет
возникающего при работе вибратора кипящего слоя грохотируемого материала.
Грохот может быть собран с правым или левым приводом. (
При монтаже грохот подвешивается к опорной конструкции, иа четырех под-
весках 6, снабженных пружинными амортизаторами 7. Амортизаторы частично
погашают передающиеся на опорную конструкцию динамические силы, возникаю-
щие при работе вибратора.
Питатель пластинчатый ППН-9А
Питатель предназначен для подачи известкового камня в вагонетку скипо-
вого подъемника и устанавливается под накопительным бункером.
Питатель (рис. .168) состоит из следующих основных сборочных едрниц: кар-
каса /, приводного Нала 6, ведомого вала 9, корпуса питателя 4, настила 5, при-
вода 8.
На цельносварной раме в подшипниках 7 установлены приводной 6 и ведо-
мый 9 валы со звездочками 2. Звездочки огибают две тяговые цепи 3, к ко-
торым прикреплены отдельные рабочие пластины настила 5. Настил является гру-
зонесущим элементом питателя. Тяговые цехи скользят своими гранями по опор-
ным шинам, препятствующим провисанию нагруженной ветви настила. Привод 8
питателя состоит из электродвигателя; редуктора и зубчатой' передачи. Настил
закрыт с боков корпусом питателя.
230
Пуск пластинчатого питателя в работу осуществляется общим пусковым
устройством линии подачи шихты. Остановка питателя осуществляется автомати-
чески при помощи конечного выключателя взвешивающего устройства шихты,
установленного в конце скипового подъемника, нлн отдельным пускателем.
Техническая характеристика питателя ППН-9А
-Производительность, т/ч...........;............
Скорость движения цепи, м/с................
Длина питателя по осям звездочек, мм ......
Ширина настила, мм..............................
Привод:
электродвигатель
тип.......................................
мощность, кВт .......................
частота вращения. с“*............. . .
редуктор
передача...................................
передаточное число ... ..............
Габаритные размеры, мм:
длина .........................................
ширина ..............................
высота..........................
Масса, кг ...............................
115
0,15
3000
800
АО2-51-6
РЦД 400-40-1
Зубчатая
4,1
4665
3130
1038
3700
При монтаже питатель и привод устанавливаются каждый на свой фунда-
мент н. закрепляются болтами. При установке привода регулируются шестерни
с зубчатым колесом ведущего вала.
План расположения отверстий под фундаментные болты приведен на рис, 169.
Питатель-дозатор угля ПДУ-1 М
Питатель-дозатор предназначен для дозирования и! подачи шихтовых мате-
риалов в известеобжнгательную печь. *
231
Рнс.. 170. Питатель-дозатор угля типа ПДУ-1М.
Пнтатель-дозатор угля (рнс. 170) представляет собой питающее устройство 5
типа СМ-10Б, смонтированное на каркасе 6 совместно с рычажным взвешиваю-
щим устройством 4. Последнее имеет на одном конце коромысла бункер для угля
(кокса) 7, а на другом — груз-протнвовес 1, масса которого может изменяться в
зависимости от изменения массы порцнн угля. Рядом с грузом расположен конеч-
ный выключатель 2 остановки привода питателя 3 в тот момент, когда масса
угля в бункере станет немного больше массы груза-противовеса и коромысло
наклонится в сторону бункера. Бункер для угля имеет заслонку с противове-
сом, зафиксированную пружинными фиксаторами в открытом или закрытом по-
ложении. Пружинные фиксаторы освобождаются (отводятся в сторону) двумя
электромагнитами & типа МИС-5100 а тот момент, когда необходимо открыть
или закрыть заслонку бункера для угля. Заслонка открывается под действием
массы угля, а закрывается под действием противовеса.
Питатель-дозатор угля работает следующим образом. Включаются питающие
устройства н в бункер насыпается необходимая порция угля. Коромысло накло-
няется в сторону бункера, одновременно нажимая на конечный выключатель ос-
тановки электродвигателя привода питателя. Взвешенная порция угля находится
в бункере до тех пор, пока не будет подано напряжение на электромагнит, осво-
Техническая характеристика питателя-дозатора ПДУ-1М
Производительность. м*/ч........................ 17—45
Длина хода лотка, мм............................ 54—154
Емкость бункера, м*............................. 0.133
Масса дозы, кг.......................'............ 30—80
Привод:
электродвигатель;
тип...................................................... АО2-32-4
мощность, кВт..................................... 3
частота вращения, с 1........................... 25
редуктор Ц2УН-160-31.5-У-ЦУ1
Габаритные размеры, мм;
длина .............................................. 2720
ширина.............................................. 1330
высота....................*.............* . 1640
Масса, кг ...................................... 871
232
Рис. 171. План расположения отверстий
под фундаментные болты питателя-доза- ботИФ'8
тора типа ПДУ-1М.
бождаюшнй фиксатор заслонки. При вы-
грузке угля рычаг заслонки фиксируется
другим пружинным фиксатором в откры-
том (верхнем) положении для того, что-
бы заслонка не закрылась до высыпания
всего угля. Фиксатор открытого положе-
ния заслонки отводится в сторону при
подаче напряжения на второй электромагнит, заслонка, закрывается под дей-
ствием противовеса н снова включается питающее устройство.
При монтаже пнтатель-дозатор угля устанавливается на установочную пло-
щадку и крепится болтами. План расположения отверстий под фундаментные-,
болты приведен на рис. 171.
Весовое устройство для шихты 12Г.001
Весовое устройство предназначено для автоматического взвешивания бункера
скипового подъемника с загруженной в него шихтой. Масса порции шихты регу-
лируется в зависимости от установленного контргруза.
Рис. 172. Весовое устройство для шихты типа 12Г.00.
Весовое устройство (рис. 172) состоит из рамы 1, на которой установлены две
стойки 3. В стойках на шарикоподшипниках вмонтирована ось 5. С двух сторон
осн крепятся два коромысла 2 н 4. К коромыслу 2 крепится седло для установки
ковша скипового, подъемника, а к коромыслу 4 — ящик для контргруза. Под ры-
чагом устанавливается концевой выключатель типа ВК-200А.
Техническая характеристика весового устройства для шихты 12Г. 00
Полезная нагрузка ковша, кг ............................... 480—500
Габаритные размеры, мм:
Длина ..................................................... 1385
ширина.................................................... 1200
высота..................................................... 990
Масса, кг....................................................... 237
233
Рис. 173. План расположения отверстий под кре-
пежные болты устройства типа 12Г.00.
Весовое устройство работает следующим об-
разом. Ковш скипового подъемника устанавливает-
ся на площадку седла и загружается. Когда масса
ковша с шихтой дойдет до установленной, седло
вместе с ковшом опускается вниз и нажимает на
концевой выключатель, который выключает пита-
тель. Масса шихты, загружаемой в ковш, регули-
руется массой установленного контргруза. *
При монтаже весовое устройство устанавливается иа установочную площадку
к крепится болтами. План расположения отверстий под фундаментные болты при-
веден на рнс. 173.
Глава 10
ОБОРУДОВАНИЕ ДЛЯ СУШКИ И ГРАНУЛИРОВАНИЯ ЖОМА
1. Барабан жомосушильный типа А2-ПСА
Барабан предназначен для высушивания отжатого жома. В сухом жоме со-
храняются питательные вещества, теряющиеся при хранении сырого, жома.
Барабан жомосушильный состоит нз следующих основных сборочных единиц
(рис. 174): барабана 2, устройства загрузочного 9, шнека выгрузки /, двух цик-
лонов 12 и 14. двух вытяжных труб 10, 11.
Корпус барабана диаметром 3500 мм изготовлен нз толстолнстовой стали
толщиной 20 мм. На корпусе закреплены два опорных бандажа и зубчатый ве-
нец 5. Бандажи опираются на две пары роликов опорной 7 и упорно-опорной 4
станций. Каждая нз этих станций укреплена на сварной раме. Упорные ролики
служат для предотвращения осевого сдвига барабана. В начальной части бара-
бана со стороны загрузки жома к внутренней поверхности барабана приварены
перекидные лопатки, которые служат для приема жома, а также равномерного
распределения его по сечению барабана. Остальной внутренний объем барабана
заполнен шестью секциями крестообразных насадок, предназначенных для уве-
личения контакта жома с сушильным агентом. Насадки состоят из сваренных
крестообразно листов, продольные кромки которых отбортованы и собираются в
секции. Каждая секция отделена одна от другой промежутками, равными 600 мм,
и состоит нз определенного количества насадок, соединенных с лестницами. По-
следние с помощью болтов соединены с корпусом барабана. Кроме этих кресто-
образных насадок, между лестницами к стенкам корпуса крепятся дополнительно
насадки, которые также служат для пересыпания жома. Лестницы этих насадок
должны быть жестко скреплены между собой стяжками. Как и в начальной части
барабана, в промежутках между секциями приварены два ряда перекидных
лопаток дли приема жома с одной секции насадок н передачи его на следу-
ющую.
На корпусе барабана имеется шесть люков 13 для осмотра, технического об-
служивания и ремонта барабана, которые расположены против каждого проме-
жутка между секциями. \
Ввиду высокой температуры газа при входе в барабан перекидные лопатки,
а также три первые секции крестообразных насадок вместе с лестницами и стяж-
ками изготовлены из термостойкой сталй. У входного конца барабана име-
ется неподвижная часть — загрузочная камера с загрузочным коробом для входа
отжатого жома из загрузочного устройства. Загрузочная камера устанавливается
в проеме задней стенки топки и изнутри футеруется-огнеупорным кирпичом. Зад-
няя сторона патрубка, обращенная к топке, также защищена от горячих газов
каркасом нз жаропрочной нержавеющей, стали,
В коробе с помощью болтов и хомутов закреплена труба, служащая для
подачи в барабан пара при загорании жома.
234
В открытый торец загрузочной камеры поступают газы, получаемые в отдель-
ной топке. Для предотвращения подсосов воздуха на загрузочной камере н на
выгрузочном устройстве устанавливаются уплотнения. Выходной конец барабана
входит в неподвижную часть — выгрузочное устройство, которое состоит из бло-
ков, соединенных между собой фланцевыми соединениями.
В верхней части загрузочного устройства находятся дйа. патрубка' для выхо-
да отработанных газов. К этим патрубкам присоединяется дымосос.
Для регулировки количества выходящих газов патрубки снабжены шибера-
ми. Оба шибера приводятся в движение одновременно вручную. Внутри выгрузоч-
ной камеры находится улитка, с помощью которой увеличивается продолжитель-
ность пребывания жома в барабане. Улитка крепится к барабану н вращается
вместе с ним. Она состоит из двух боковых стенок, соединенных между собой
спиральными лопастями, изогнутыми по ходу вращения улитки. Боковые стенки
имеют отверстия, равные диаметру барабана. К наружной поверхности улнткн
болтами крепится двенадцать скребков, равномерно расположенных по окружно-
сти, которые транспортируют жом к выгрузочному шнеку. Скребки можно пере-
мещать, регулируя зазор между внутренней поверхностью загрузочной камеры
и самими скребками.
На боковой задней стенке улитки находится устройство, которое способствует
увеличению заполнения барабана высушиваемым жомом. Оно состоит из цилинд-
рического патрубка, внутри которого расположены двадцать секторных пластин,
образующих в середине еще одно отверстие диаметром 1160 мм. Секторные пла-
стины могут поворачиваться, увеличивая или уменьшая количество выгружае-
мого жома, что дает возможность регулировать уровень жома, находящегося в
барабане. Кроме того, четыре' пластины имеют закрывающиеся отверстия, кото-
рые также служат для регулирования выхода жома. На стенках выгрузочного
устройства' имеются четыре люка для технического обслуживания н смотровое
окно для наблюдения за технологическим процессом. На боковой стенке загру-
зочного устройства имеется прямоугольный патрубок, к которому присоединяется
шнек выгрузки сухого жома.
Барабан устанавливается горизонтально и приводится во вращение приво-
дом 6, состоящим из электродвигателя, редуктора и зубчатой передачи.
Загрузочное устройство 9 предназначено для перемещения отжатого жома от
транспортного механизма жомосушильного отделения к барабану. Оно представ-
ляет собой винтовой шнек длиной 3600 мм, диаметром 700 мм и шагом витков
500 мм. Загрузочная горловина выполнена в виде сварного прямоугольного ко-
236
Рис. 175. План расположе-
ния отверстий под фунда-
ментные болты барабана
А2-ПСА.
роба, соединенного фланцевым разъемом с кор-
пусом шнека. Для наблюдения за поступлени-
ем жома на горловине имеется четыре смот-
ровых окна.
Привод 8 загрузочного устройства состоит
нз электродвигателя, вариатора и редуктора.
Корпус шнека представляет собой полуцилннд-
рнческнй короб сварной конструкции, сверху
закрытый съемной крышкой. На конце корпуса,
противоположном приводу, приварен выгрузоч-
ный патрубок, соединяемый фланцевым разъ-
емом с загрузочной камерой барабана. Вал шне-
ка смонтирован на подшипниках качения. Шнек
рассчитан на предельное перемещение 42 т/ч
жома при максимальном коэффициенте запол-
нения 0,9. Количество перемешиваемого жома
регулируется изменением частоты вращения
вала шнека. Частота вращения вала джека за-
грузочного устройства плавно регулируется
вариатором.
Шнек выгрузочный 1 предназначен для пе-
ремещения высушенного жома от барабана к
передаточным транспортным механизмам скла-
да готовой продукции. Конструкции корпуса и
шиека выгрузочного и загрузочного устройств
аналогичны. Длина выгрузочного шнека 6000 мм, диаметр 700 мм, шаг витков
560 мм. На корпусе шнека имеются загрузочный и выгрузочный патрубки прямо-
угольного сечення. Привод 3 имеет нерегулируемую частоту вращения и состоит
из электродвигателя и редуктора.
Для предотвращения загрязнения окружающей среды измельченным сухнм
жомом в жомосушильном барабане предусмотрены циклоны 12 и 14, которые
улавливают частицы сухого жома, уносимые отходящими газами. Отходящие га-
зы, попадая в циклон, изменяют направление движения и уменьшают скорость,
благодаря чему частицы попадают в нижнюю конусную часть циклона, установ-
ленную на четырех опорах, а газы уносятся через верхний его патрубок в вытяж-
ные трубы 10 и 11. в - -
Вытяжная труба служит для отвода отработанных газов в атмосферу. На
верхнем конце трубы предусмотрен предохранительный зонт, предотвращающий
Рис. 176. Присоединительные размеры патрубков барабана А2-ПСА.
237
попадание атмосферных осадков внутрь трубы. Своим нижним концом труба
присоединяется к циклону Каждый циклон имеет свою вытяжную трубу.
Жомосушильный барабан работает следующим образом. От загрузочного
устройства через патрубок загрузочной камеры отжатый жом с содержанием
сухих веществ 18—20% и температурой 50° С поступает на перекидные лопатки
барабана. Одновременно нз топки через загрузочную камеру в барабан поступают
дымовые газы, получаемые при сжигании мазута. Температура газов при входе
в барабан 600—900° С. Перекидные лопатки принимают жом и направляют его
иа крестообразные насадкн, равномерно распределяя по сечению барабана. Ды-
мовые топочные газы с высокой температурой соприкасаются с влажным жомом,
при этом происходит интенсивное испарение влаги. По всей длине крестообразных
насадок барабана жом перемещается под действием силы движения горячих га-
зов. Из барабана жом попадает во внутрь улитки выгрузочного устройства, да-
лее поднимается спиральной лопастью на некоторую высоту и ссыпается с нее
на нижележащую лопасть. Этот процесс повторяется до тех пор, пока уровень
жома не достигнет отверстия, образованного подпорными заслонками. Жом не
может пройти через щели между спиральными лопастями, так как онн загнуты
по ходу вращения барабана и перекрывают друг друга. Пройдя отверстие, обра-
Техническая характеристика барабана
Производительность по сушеному жому, т/сут 175
Влажиосту жома, %:
отжатого ..................................... 82—80
сухого............................... • 12—14
Температура. ®С:
поступающего жома...................... 50
топочных газов............................ 800—900
отходящих из барабана газов ............. 130—150
Время пребывания жома в барабане, мин ................. 45—60
Количество отжатого жома, поступающего в бара-
бан* т/сут..................................... 920—1000
Количество влаги, испаряемой нз жома, т/ч .... 31—34
Количество отходящих из барабана газов, м’/ч 190 000—230 000
Электродвигатель:
тип ........................................ • АО2-92-6
мощность, кВт............................. 55
частота вращения, с—1 ..............• • а 12,3
Редуктор Ц2У-400Н-25-12
Диаметр барабана, мм........................... 3500
Длина вращающейся части барабана, мм . ...» • 20000
Устройство загрузочное, мм:
диаметр шнекВ............................... • 700
длина » ........................... 3600
шаг витка.............................. . « 560
Электродвигатель:
тип ......................................... 4Д112М4УЗ
мощность, кВт.......................• • • * 5,5
частота вращения, с 1..................... 24,2
Редуктор Ц2У-315Н-40-12
Устройство выгрузочное, мм:
диаметр шнека.................................. 700
длина » ............................. 6000
шаг витка................................. 660
Электродвигатель:
тип .... .............................................. 4Д1122М4 .
мощность, кВт..............• .................... 5.5
частота вращения, с 1 ............ 24,2
Редуктор Ц2У-200-40
Циклоны:
количество, шт...................................... 2
диаметр, мм..................................... 4200
высота цилиндрической части, мм ...... . 3250
Трубы вытяжные:
количество, шт........................................ 2
диаметр? мм.............................. 2 600
высота, мм............................ • 20 210
Габаритные размеры барабана, мм;
длина ........................................... 27 700
ширина............................................. 7 800
высота................................«... 10 400
Масса барабана, кг ............................ 187 000
Завод-изготовитель ........................... Болвховский машинострои-
тельный Мннлегпищемаша
238
зованное подпорными заслонками, жом поступает в нижнюю часть выгрузочного
устройства, откуда скребками улитки направляется в выгрузочный шнек.
Отработанные газы с температурой 130—150° С через патрубки в выгрузоч-
ной камере отсасываются дымосвсом и поступают иа циклон. За время пребыва-
ния жома в барабане (45—60 мин) он высушивается до окончательной влажно-
сти. Недосушенный жом по специальному патрубку вновь поступает в выгрузоч-
ное устройство на досушивание.
Завод-изготовитель оснащает жомосушильный барабан А2-ПСА приборами:
двумя термометрами манометрическими типа ТПГ-4 для контроля температуры
газов внутри барабана и тягомером мембранным ТИИП-52 для контроля разре-
жения газов на выходе из барабана, создаваемого дымососом.
План расположения отверстий под фундаментные болты приведен иа рис. 175,
а присоединительные размеры патрубков показаны на рис. 176, обозначения
основных коммуникаций приведены в табл. 93.
93. Присоединительные размеры патрубков основных коммуникаций
Обозначе- ние иа рнс. 174 Коммуникация Тип барабана
А Б В Г Д Выход уловленных частиц сухого жома Вход отработанных газов в циклон Выход отработанных газов из барабана Вход отжатого жома в загрузочный шнек Вход отжатого жома в барабан А2-ПСА /
2. Установка для гранулирования жома
типа Е8-ПГА
Установка предназначена для гранулирования рассыпного сухого свеклович-
ного жома и охлаждения полученных гранул. Устанавливается в жомоперераба-
тывающем отделении сахарного завода.
Установка состоит из гранулятора и охладителя. Гранулятор (рис. 177) со-
стоит из питателя, смесителя, пресса, привода (питателя, смесителя и пресса),
коммуникаций.
Питатель 3 предназначен для равномерной подачи рассыпного жома в смеси-
тель. Величина подачи может изменяться путем варьирования числа оборотов
шнека. Питатель представляет собой закрытое корыто 2, внутри которого на двух-
рядных шариковых подшипниках с закрепительными втулками расположен шнек
1, получающий вращение через цепную передачу от привода 9. Привод состоит
из электродвигателя, вариатора, редуктора и позволяет регулировать частоту вра-
щения шнека во вр'емя работы.
Смеситель 4 предназначен для увлажнения продукта паром или водой либо
для смешивания жома с мелассой. Он представляет собой корпус? внутри которо-
го на двухрядных шариковых подшипниках находится вал с лопатками, прива-
ренными под углом к оси вала. Благодаря этому при вращении вала достигаются
одновременное смешивание и транспортирование продукта к окну выгрузки. Вал
вращается от электродвигателя через зубчатую пару и цепную передачу.
Привод 8 смонтирован на качающейся плите. В верхней части смесителя
установлены трн форсунки для подачи мелассы. Степень разбрызгивания мелассы
регулируется передвижением трубки. В ннжней части смесителя имеется окно
для выгрузки продукта в воронку' пресса.
Пресс 5 предназначен для получения гранул из жома, поступающего из смеси-
теля. Пресс приводится в действие от электродвигателя 7, который через упругую
втулочно-пальцевую муфту 6 передает вращение на вал редуктора.
Охладитель жома (рнс. 178) состоит, из. кодоцкй ‘охладителя с разгрузочным
устройством, привода разгрузочного устройства, воздушных камер, вентиляцион-
ной установки.
239
Колонка 12 представляет собой сборно-сварную конструкцию. В ее верх
части имеется приемный бункер 6, на одной из стенок которого установлены
датчика 9 и смотровое окно 11.
Техническая характеристика гранулятора установки типа Е8-ПГА
Производительность по грвнулированиоыу жому на матри-
цах с отверстиями, т/ч;
0 9,7 мм.......................... . . ,........
0 12,7 мм ..................*............ . .
0 19 мм-.......................
Влажность жома до смесителя, % ..................
Влажность гранул после пресса, %............
Рабочее давление пара, МПа..........,..........
Электродвигатель привода гранулятора:
тип ........................................
мощность, кВт..............
частота вращения, с 1 ................
Внутренний диаметр матрицы, мм........
Частота вращения матрицы, с 1....................
Электродвигатель привода питателя:
тип..............................................
мощность, кВт...............................
частота вращения, с 1 ......................
частота вращения шнека питателя, с—1 ........
Электродвигатель привода смесителя;
тип.....................................
мощность, кВт...................
частота вращения, с 1 ........
частота вращения вала смесители, с"*1 * I * « • <
Габаритные размеры гранулятора, мм|
длина . .........а.',............
. ширина . .••••••••*••«•<*#••...................
высота . . . ♦ н м М • И М ...............
Масса, кг........i » t i < ь « . « м И • « * • . . . *
Зааодюготоаитель
До 2,5
До 3,0
До 4,0
15±1
15—16
0,25—0,3
АО2-9М
406
3,55
АОЛ-12-4
0,8
9 9^
0J93—0,97
АОЛ-2-31-4
2,2
25
2,04
2200
1100
2185
3295
Ростовский -иа-Дону
ма шиностр оите л ьныв
Ми нлегпищемаша
240
Рис. 178. Охладитель жома.
Нижний датчик связан с приводом 13 разгрузочного устройства, а верхний
датчик является аварийным. Приемный бункер накрыт крышкой 4, в которой
имеется загрузочная горловина 5, патрубок для подвода аспирации 10 н окно 3
для доступа внутрь бункера. Внутри бункера размещается рассекатель, разде-
ляющий поток гранул на две охлаждающие полости колонки. Последние обра-
зованы двумя торцевыми стенками, между которыми внутри колонки закреплены
по две секции сеток и снаружи.— по две секции жалюзи. Колонка устанавлива-
ется на основание, в котором смонтировано разгрузочное устройство 1. В ниж-
ней части колонки имеется окно с диффузором 8 для соединения воздухопровода
с вентиляционной установкой. На воздушной линии между охладителем и венти-
лятором установлена заслонка 7 для регулирования расхода и напора воздуха.
Со стороны жалюзи прикреплены камеры 2 для подвода воздуха из атмо-
сферы.
Разгрузочное устройство представляет собой два вала с лопастями, которые,
вращаясь, создают в центре единый поток продукта.
241
Рис. 179. План расположения отверстий под фундаментные болты:
а — гранулятора; б — охладителя.
Вентиляционная установка состоит из вентилятора, электродвигателя, уста-
новленного иа салазках, и клиноременной передачи.
Сухой свекловичный жом после жомосушильного барабана транспортером
подается в гранулятор. Питатель распределяет сухой жом и равномерно подает
в смеситель. Для увеличения производительности, получения однородной струк-
туры гранул сухой жом в смесителе увлажняется паром. При этом уменьшается
выделение тепла за счет трения, развивающегося в матрице — пар действует на
жом как смазка, благодаря чему увеличивается производительность гранулятора
и срок службы матриц и роликов.
Для улучшения кормовых качеств гранулированного жома добавляется ме-
ласса. Она подается через форсунки, находящиеся в верхней части смесителя.
Попача. .мелассы должна быть равномерной и составлять 5—6% от производи-
тельности гранулятора. Через окно в нижней части смесителя увлажненный жом
подается в воронку пресса, затем он поступает в atony прессования, представляю-
щую собой вращающиеся матрицы и конус, прикрепляемый хомутом к торцу
матрицы. Внутри матрицы находится ролик, представляющий собой стакан с
углублениями на наружной поверхности, обеспечивающими лучший захват про-
дукта в зону прессования. Стакан вращается на эксцентриковой неподвижной оси.
Продукт, проходя через матрицу, гранулируется и срезается ножами, а затем
удаляется из пресса через разгрузочные окна. /
Техническая характеристика охладителя установки типа Е8-ПГА
Производительность, т/ч............................... До 5
Влажность гранул после охлаждения, %................... До 14
Электродвигатель привода:
тип....................................................... АО Л 2-12-4
мощность, кВт . ............................. 0,8
частота вращения, с 1............. 22,5
Габаритные размеры охладителя, мм:
длина.............................................. 2175
ширина ................................................. 1720
высота 3144
Масса, кг ............................................ 800
Завод-изготовитель..................................... РостовскиЙ-на-Доиу
машиностроительный
Минлегпищемаша
Техническая характеристика вентиляционной установки
(вентилятор центробежный пылевой Ц6-46 №7)
8000
200
АО2-52-4
10
25
1900
920
1300
480
РостовскиЙ-иа-Дону машино-
строительный Минлеггшще-
миш
Производительность, м’/ч.......................
Напор, МПв.................................
Электродвигатель привода вентиляторaj
тип........................................ .
мощность, кВт......................... .
частота вращения, с—1 ....................
Габаритные размеры вентиляционной установки, мм3
длина .. ......................................
ширина....................................
высота..................................
Масса, кг......................................
Завод-изготовитель.............................
242
Готовые гранулы потоком подаются в охладитель .через соединительный ру-
кав. Затем поток разделяется рассекателем и направляется в две охлаждающие
полости колонки охладителя. Охладитель при помощи воздухопровода соединя-
ется с вентиляционной установкой. При работе охладителя воздух засасывается
через жалюзи, проходит через слой гранул й сетку л отсасывается через диффу-
зор вентилятором. Охлажденные гранулы удаляются из охладителя через раз-
грузочное устройство.
При монтаже гранулятор и охладитель устанавливают раздельно. Охладитель
устанавливают под прессом таким образом, чтобы поток гранул распределялся
равномерно на обе камеры охладителя. Вентиляционная установка может быть
смонтирована в любом удобном для ее обслуживания месте, на расстоянии не
более 10 м от охладителя.
План расположения отверстий под фундаментные болты гранулятора и охла-
дителя приведен на рис. 179.
3. Смеситель мелассы и карбамида
типа СМК-0,5
Смеситель предназначен для равномерного смешивания водного раствора
карбамида с мелассой.
Смеситель (рис. 180, а) представляет
собой вертикальный цилиндрический ре-
зервуар 2, установленный на трех ла-
пах 15. Внутри смесителя установлены
подогреватель 3 и мешалка 6. Сверху
резервуар закрыт крышкой 8, в которой
имеется смотровой -люк. На крышке уста-
новлен привод мешалки, состоящий из
червячного редуктора 9, соединительной
муфты 10 и электродвигателя 11. В ци-
линдрической части корпуса смесителя
вварены патрубок 12 для подачи мелассы
в смеситель и патрубок 13 для слива из-
бытка мелассы, а также вмонтировано
смотровое стекло 7 для наблюдения за
уровнем мелассы и работой мешалки.
В днище резервуара имеются два отвер-
стия. В одно из них вварен спускной па-
трубок 14, а в другое закреплен подшип-
ник скольжения мешалки.
Подогреватель 3 служит для подо-
грева раствора карбамида и мелассы и
представляет собой змеевик, состоящий
из пяти витков спирали диаметром
530 мм, изготовленной из стальной трубы
диаметром 33 мм. Подогреватель закреп-
лен в цилиндрической части- резервуара
и с наружной^, стороны имеет штуцеры
для подвода горячей воды или пара 5
и отвода воды из подогревателя 1.
Мешалка 6 служит для перемешива-
ния раствора карбамида и мелассы. Со-
стоит она из вала 4 и двух (верхней и
Рис. 180. Смеситель мелассы и карбами-
да типа СМК-0,5:
а — общий вид; б — план расположения от-
верстий под фундаментные болты..
24»
нижией) втулок, к которым приварена рамка, изготовленная из стальной полосы
Для лучшего перемешивания различных слоев жидкости к верхней втулке прива-
рен один виток шнека.
Сместитель работает следующим образом. Меласса из хранилища подается
в смеситель насосом через патрубок 12 до уровня сливного патрубка 13. Затем
из растворителя-подогревателя карбамида РПК-250 добавляют необходимое ко-
личество водного раствора карбамида в воде. При этом по змеевику подогрева-
теля пропускают горячую воду, нагретую до температуры 80—100° С или пар
для подогрева раствора. Готовая смесь через патрубок И по трубопроводу по-
ступает в смеситель-дозатор мелассы СМД-3.
Смеситель мелассы и карбамида является агрегатом периодического дей-
ствия.
Техническая характеристика смесителя типа СМК-0,5
Емкость, л:
общая .........................
рабочая ...........................
Диаметр резервуара, мм ..................
Частота вращения мешалки, с 1 . . ....... .....
Площадь иагрева змеевика, м1 ...............
Габаритные размены, мм;
длина ..............................
ширина ............. .............
высота .........................
Масса, кг.........................
Завод-из готовите ль ..................
500
312
710
0,78
1.1
1085
925
1865
307
Барский машиностро-
ительный Миилегпн-
щемаша
При монтаже смеситель устанавливают иа подготовленный фундамент и кре-
пят фундаментными болтами. План расположения отверстий под фундаментные
болты приведен иа рис. 180, б, а присоединительные размеры фланцев —
в табл. 94.
94. Присоединительные размеры фланцев основных коммуникаций смесителей
Обозначе- ние на рнс. 180 Коммуникация /°У D d п
А Б Подача мелассы Слив избытка мелассы 25 100 12 8
В Спуск массы 80 185 18 4
Г Д Отвод воды Подвод горячей воды 25 100 12 8
।
4. Смеситель-дозатор мелассы типа СДМ-3
Смеситель-дозатор предназначен для внесения жидких ингредиентов в комби-
корма и кормовые смеси.
Смеситель-дозатор (рис. 181) состоит из следующих основных сборочных еди-
ниц: каркаса 1, кожуха смесителя 3, вала смесителя б, привода вала 8, станции
подачи мелассы 11. На цельносварном каркасе крепятся кожух смесителя и при-
вод, состоящий из электродвигателя, соединенного муфтой 7 с валом смесителя
Кожух смесителя представляет собой цилиндр диаметром 350 мм с загрузочным
люком 5 и выгрузочным лотком 2. Сбоку кожуха имеется люк со съемной крыш-
кой, обеспечивающий свободный доступ внутрь кожуха. Вблизи загрузочного лю-
ка расположена форсунка 4 для подачи жидких ингредиентов в смеситель. Внут-
ри кожуха иа двух подшипниках установлен шестигранный вал 6 с закрепленны-
ми иа нем тридцатью лопатками. Последние расположены по винтовой линии с
244
шагом витка 216 мм. Каждый виток образован шестью лопатками, расположен-
ными под углом 45° к оси вала.
Станция подачи мелассы It состоит из ротационно-зубчатого насоса и трубо-
проводной арматуры. Насос приводится в движение от электродвигателя 9 че-
рез эластичную муфту 10. Жидкие ингредиенты очищаются от посторонних при-
Рис. 181. Общий вид смесителя-дозатора Рис. 182. Схема смесителя-доза-
для мелассы типа СДМ-3. тора мелассы типа СДМ-3.
месей фильтром 12. Для учета расхода жидких ингредиентов смеситель обору-
дован расходомером ИР-2-13.
С еситель-дозатор мелассы работает следующим образом (рис. 182). При
вращении вала смесителя 1 исходный мучнистый продукт, поступающий на ло-
патки непрерывным потоком через загрузочный люк 2, приобретает скорость ло-
паток и под действием центробежной силы и воздушного потока располагается
тонким подвижным слоем на внутренней боковой поверхности кожуха смесителя.
При этом исходный продукт перемещается вдоль кожуха к выгрузочному лот-
ку 3. Жидкий ингредиент, подаваемый ротационно-зубчатым насосом в форсунку
под давлением, выходит из нее тонкой струей, направленной на грань шестигран-
ного вала, и разбивается на мелкие капли.
Большая скорость и высокий удельный вес капель обеспечивают проникнове-
ние их в толщу подвижного мучнистого слоя продукта, смачивание и тщательное
смешивание. Количество подаваемого жидкого ингредиента определяется показа-
нием расходомера. Повышенная скорость вращения вала предотвращает налипа-
ние мучнистого продукта на валу и лопатках, а внутренняя поверхность кожуха
постоянно зачищается концами лопаток. *
Система трубопроводов и кранов позволяет регулировать подачу жидкого
ингредиента. Избыток его пропускается через регулировочный край в расходный
бак или хранилище. Для предотвращения разрыва трубопроводов установлен
предохранительный клапан, который при повышении давления открывается, и
жидкий ингредиент направляется также в расходный бак или хранилище.
Техническая характеристика смесителя-дозатора типа СДМ-3
Производительность, кг/ч.................
Частота вращения вала, с”"1 ............
Электродвигатель:
тип.........................
МОЩНОСТЬ, кВт
частота вращения................ »ъ
Габаритные размеры, мм;
длина..................•
ширина ............................
высота.............................
Масса, кг
Завод-изготовитель
3000
24.2
АО2-52-ЗУЗ
10
25
2190
566
1125
334
Барский машиностроитель-
ный Минлегпнщемаша
245
Раздел II
СИСТЕМЫ АВТОМАТИЗАЦИИ
ОБОРУДОВАНИЯ ТЕХНОЛОГИЧЕСКИХ УЧАСТКОВ
Глава 1
АВТОМАТИЗАЦИЯ ОБОРУДОВАНИЯ ПОДАЧИ
И МОЙКИ СВЕКЛЫ
1. Система автоматизации тракта
подачи свеклы типа РЗ-ПТС2
Система автоматизации типа РЗ-ПТС2 предназначена для автоматического
регулирования количества подаваемой иа переработку свеклы в зависимости от
темпа работы завода.
Система обеспечивает управление и контроль работой пульсирующих шибе-
ров, свеклонасосов, соломоботволовушек и камнеловушек, водоотделителей,
свекломоек, элеваторов для подъема свеклы и весов свеклы над бункерами свек-
лорезок.
Система состоит из щитов и комплектующих изделий, необходимых для внеш-
него монтажа. Приборы контроля и регулирования смонтированы на щите управ-
ления (рис. 183).
Щит управления каркасный с боковой дверью и пультом 6, на котором раз-
мещены органы управления. Щит установлен на цоколе 7. На щите расположе-
на мнемосхема с сигнальными лапами 3, сирена 1 и приборы контроля и регули-
рования 4 с рамками 5 для надписей. Лампа 2 сигнализирует о подаче питания
иа щит. Щит имеет коллектор воздуха высокого и низкого давлений для пита-
ния пневмоприборов как внутри щита, так и. применяемых 'для внешнего монта-
жа. Внутри щита имеется также электрический клеммник для подключения внеш-
них электротрасс и внутренних проводок.
Система работает следующим образом. На участке подачи свеклы, свеклово-
дяная смесь поступает через пульсирующий шибер 1а типа РШ (рис. 184) в
емкость для накопления свеклы, а затем через второй пульсирующий шибер За
на свеклонасосы М5 и Мб типа УС и далее на соломоботволовушки.
Состояние открытий пульсирующих шиберов контролируется дистанционны-
ми указателями положения 16, 36 типа ДУП-М, на которые поступают сигналы
от преобразователей положения шиберов. Система предусматривает как авто-
матическое, так и дистанционное управление прицелами Ml, М3 и пульсирующи-
ми-заслонками М2, М4 пульсирующих шиберов. Для этого их магнитные пуска-
тели Mill, МП2 и МПЗ, МП4 управляются с местных щитков-и со щита управ-
ления с помощью переключателей ПУ1, ПУ2, КУ1, КУ2, кнопочного поста управ-
ления КП 1 <и переключателей ПУЗ, ПУ4, КУЗ, КУ4 и кнопочного поста КП2.
Лампы Л4 и ЛИ сигнализируют на мнемосхеме о работе шиберов (закрытом
положении); табло Т1 и Т2 установлены по месту.
Потребность завода в свекле сигнализируется на кагатном поле (светофоп с
лампами Л1—ЛЗ н ревуны Pl, Р2), в помещении свеклонасосов (лампы ЛЗ—
ЛЮ, сирена С1, кнопки КС I—КПЗ) и на мнемосхеме щита управления.
Потребление заводом свеклы .контролируется, по уровню свекловодяной сме-
си в накопителе свеклы кондуктометрическим преобразователем с подогревом
2а в комплекте с регулятором-сигнализатором уровня 26 типа ЭРСУ-ЗУ и сиг-
246
нальиыми лампами Л5—Л7, Лампа Л17 сигнализирует предельный верхний уро-
вень.
Нагрузки свеклоиасосов измеряются амперметром 4в типа Э378, подключен-
ным через переключатель ПУ5 к трансформаторам тока 4а и 46 типа ТК 20, ко-
Рис. 183. Щит управления системы автоматизации тракта подачи
свеклы. \
торые получают питание от магнитных пускателей свеклоиасосов МП5 и МП6.
Преобразователем 4г типа Е-708 токовый сигнал 0—5мА преобразуется в сигнал
по напряжению 0—5 В и подается на регулятор 8д. Лампа Л12 включается при
аварийном останове свеклоиасосов.
На участке очистки и мойки свеклы (рис. 185) свекловодяная смесь прохо-
дит через соломоботволовушки М7, М9, камнеловушки М8 и М10, пульсирующий
шибер 6а и поступает через поворотный шибер с пневмоприводом 7к и водоот-
делители М13, М14 на две свекломойки М15, М16. Управление выбрасывающи-
ми лапами свекломоек (МП, М18) осуществляется отдельно от валов их мою-
щих частей
247
Количество свеклы, подаваемой иа свекломойки, регулируется регулятором
8д типа РП2—ПЗ с задатчиком 8е типа ЗД-50. В регулятор введены сигналы по
нагрузке свеклонасоса (для уменьшения запаздывания) и свекломоек. В обрат-
ной полярности введен сигнал по положению регулирующего шибера перед све-
Рис. 184. Функциональная схема автоматизации участка подачи свёклы.
ИР
клонасосами. Сигналы по нагрузке свекломоек формируются с помощью транс-
форматоров тока 7а, 8а типа ТК-20, которые получают питание через магнит-
ные пускатели моек МП15 и МП16, а также преобразователи 7в, 8в типа Е-708.
Величины токовых нагрузок свекломоек измеряются амперметрами 76, 86 типа
Э-378. Выходной сигнал регулитора 8д поступает через переключатели ПУ6,
ПУ7 на магнитный пускатель МП11 и управляет подъемом пульсирующего ши-
бера 6а. Этим же сигналом через соответствующие переключатели управляются
предыдущие шиберы по тракту подачи свеклы. При увеличении токовой нагруз-
ки иа свекломойки, что свидетельствует об увеличении поступления в них свеклы
(или уменьшении отбора свеклы на переработку), регулятор прикрывает пульси-
рующие шиберы и наоборот.
Дистанционное управление пульсирующим шибером 6а осуществляется вклю-
чением магнитных пускателей МП11 и МП12 (привод пульсатора) ключами
КУ5, КУ6 и кнопочной станцией КПЗ. Положение шибера контролируется ди-
248
станционным указателем положения 66 типа ДУП-М, а его предельное положение
сигнализацией — лампой Л18 и таблом ТЗ.
Сигнализация останова соломоботволовушек и камнеловушек осуществляет-
ся на мнемосхеме лампами Л13—Л16, которые включаются от магнитных пуска-
-?лей МП7-МП10.
Свекла распределяется между свекломойками при помощи пневматического
регулятора 7д типа ПР3.34 и поворотным шибером с пневмоприводом 7к типа
ПРУ 24.00.000 (изделие завода «Сахавтомат>).
На вход регулятора 7д поступают сигналы, пропорциональные нагрузкам
свекломоек. Электрические сигналы с трансформаторов тока преобразуются в
пневматические электропреобразователями 7г, 8г типа ЭПП-63. В зависимости от
соотношения нагрузок свекломоек шибер поворачивается и распределяет свеклу
равномерно в обе свекломойки. В случае различных типов свекломоек в регуля-
249
/!26 7!27
7128
От ПУ 13
Рис. 186. Функциональная схема автоматизации участка подъема свеклы.
тор 7д от вторичного прибора 7е типа ПВ3.2 вводится корректирующий сигнал,
с помощью которого оператор может изменять соотношение сигналов, следова-
тельно, и распределение свеклы между свекломойками. При остановке одной из
свекломоек срабатывают электропневмопреобразователи 7ж или 7и типа П1ПР.5
и переключают поворотный шибер для поступления свеклы на мойку.
Ввиду того, что одна свекломойка не может обеспечить прежнюю пропуск-
ную способность тракта, происходит автоматическое прикрытие пульсирующих
шиберов наполовину по сравнению с предыдущим положением.
Системой предусмотрено также последовательное отключение магнитных пу-
скателей электроприводов технологического оборудования в направлении от оств-
новнвшегося привода к приводу выбрасывающих лап свекломоек. При отключе-
нии электроприводов какого-либо оборудования предусмотрена блокировка по-
дачи свеклы на свекломойку.
Дистанционное управление приводами выбрасывающих лап свекломоек осу-
ществляется кнопочными станциями КП8—КПП через переключатели ПУ10—
ПУ 18. Сигнализация работы свекломоек осуществляется нв мнемосхеме лампа-
ми Л21—Л24 и !по месту табло Тб, Т7. Управление водоотделителями (магнитные
пускатели МП 18, МП 14) производится аналогично (кнопочные станции КП4~
КП7, переключатели ПУ8, ПУ9, сигнальные лампы Л19, Л20 и световые табло
Т4 и Т5).
На участке подъема свеклы и подачи ее на свеклорезки (рис. 186) .свекла
проходит водоотделители М19, М20 и поступает на элеваторы М21, М22, а за-
тем после взвешивания на весах М28, М24 направляется в бункер свеклы, уста-
новленный иад свеклорезками.
Системой предусмотрено дистанционное управление водоотделителями (маг-
нитные пускатели МП 19, МП20) как со щита управления (кнопочные станции
КП12, КП14), так и по месту (кнопочные станции КП13, КП 15; переключатели
ПУ 14, ПУ15). Сигнализация работы приводов водоотделителей производится лам-
пами Л25 и Л26 и световым табло Т2.
Аналогична описанной выше схема дистанционного управления и сигнализа-
Техническая характеристика системы автоматизации типа РЗ-ПТС2
Напряжение питания при частоте тока 50 Гц, В.....
Потребляемая мощность, кВт .........................
Давление сжатого воздуха, кПа.......................
Расход сжатого воздуха, ы*/ч . .....................
Габаритные размеры мм:
щита з правления:
длина...............................?..............
ширина.........................................
высота ........................................
щита релейного: /
длина .........................................
ширина.........................................
высота ............................ .........
щита управления пульсирующим шибером:
длина .............................................
ширина ..............................
высота ........................................
щита сигнализации:
длина .............................................
ширина.........................................
высота.........................................
поста местного управления:
длина..............................................
ширина ......................................
высота ........................................
Масса, кг;
щита управления ................................
в релейного..................................
» пульсирующего шибера .............
в сигнализации .......................’ . . . .
поста местного управления...........................
системы автоматизации с комплектующими изделиями . . .
За а од-из готовите ль ...................... . . .
220 4-10%
-15%
7
350—800
1.5
800
1200
2340
1000
442
1650
180
180
316
220
180
415
180
180
310
Киевский опытный
«Сахавтомат» Минпч-
щепрома УССР
251
ции работы элеватора' для подъема свеклы (магнитные пускатели МП21, МП22,
кнопочные станции КП16—КП19, лампы Л27, Л28, табло Т10, Т11).
Система автоматизации предусматривает регулирование уровня свеклы в
бункере перед свеклорезками. Уровень измеряется в двух точках преобразовате-
лями 9а, 96 и 10а, 106 типа ПДТ 13.00.000 (изделие завода «Сахавтомат») в
комплекте с релейными усилителями 9в, 10в типа ИКС-2Н. Сигнализация пре-
дельного уровня свеклы осуществляется лампами Л29, ЛЗО. При наполнении
бункера отключаются выбрасывающие лапы свекломоек, а при опорожнении —
включаются.
На мнемосхеме щита управления имеется также сигнализация работы двига-
телей весов ДС-800 (лампы Л31, Л32, которые получают питание от пускателей
магнитных МП23, МП24).
На щнте установлен стабилизатор давления сжатого воздуха для питания
пневмоприборов 116 типа СДВ-6 и сигнализатор наличия воздуха в коллекторе
(манометр электроконтактный 11а типа ЭКМ-1У, лампа ЛЗЗ).
При монтаже щит управления устанавливают в месте удобном для обслужи-
вания, неподверженном вибрации, обеспечивающем наилучший обзор свекломоек
и другого оборудования коечного отделения. Наружную сторону цоколя щита
после монтажа заливают цементным раствором во избежание попадания воды
внутрь щита. Там же устанавливают шит релейный.
Щнт сигнализации устанавливают на стене в помещении свеклонасосов, а щит
управления регулирующим шибером — в непосредственной близости от шиберов
на стене в помещении или иа металлической конструкции.
Посты местного управления устанавливаются иа стенах, колоннах или метал-
лических конструкциях вблизи электроприводов.
2. Станция управления пульсирующим шибером
типа ПРУ-11
Станция предназначена для местного и дистанционного управления Пульси-
рующим шибером.
Она состоит из двух щитов управления: местного и дистанционного. Мест-
ный щит управления (рис. 187) выполнен в виде шкафа с передней дверцей 4.
Шкаф имеет скобы 6 для крепления и болт «9 для подключения заземления.
На дверце шкафа расположены: заводская табличка 5, сигнальная лампа 3,
переключатель режима работы (местного или дистанционного) 2, ключ управле-
ния шибером 7, киопочнаи станция управления приводом пульсации заслонки
шибера 1 и таблички для надписи 8.
Щит дистанционного управления (рис. 188) — шкафного типа с передней
дверцей 3. Он крепится с помощью трех проушин 2. Болт 8 служит для зазем-
ления щита. На дверце щита расположены: световое табло 4, сигнализирующее
о переключении щита на местное управление; лампы 5 (закрытое и открытое по-
ложение шибера), дистанционный указатель положения шибера 6, ключ управ-
ления шибером 7, кнопочная станция привода пульсации 1.
Принципиальная электрическая схема станции управления пульсирующим
шибером приведена на рис. 189. При включении пакетного выключателя В1 типа
ПВ1.10 загораются лампы Л1, Л2 («щит под напряжением») и подается питание
на схему управления через предохранитель П1 типа ППТ-10. Переключателем
ПУ типа ПМОФ-45-222222/1-Д61 выбирается род работы (Д-дистаициониый, О —
отключено, М— местный). При дистанционной работе замкнуты контакты 2—4,
6—8, 10—12, 14—16, 18—20 переключателя ПУ. Оперируя переключателем КУ1
типа ПМОВ, подают питание иа катушку МПЗ (закрытие шибера) или МПО
(открытие шибера) реверсивного магнитного пускателя типа ПМЕ-073. Контак-
ты этого пускателя (МПО, МПЗ) подключают двигатель Д1 привода шибера к
питающей сети через пакетный выключатель В2 и предохранители П2—ПЗ. При
работе с местного щита управления замкнуты контакты 5—7, 9—11, 1—3, 13—
15, 17—19, 21—23 переключателя ПУ. Управление осуществляется переключате-
лем КУ2. Сигнализация предельных положений шибера осуществляется лампа-
ми ЛЗ, Л4 через конечные выключатели КВЗ, КВО.
252
Рис. 187. Щит местный станции
управления пульсирующим шибе-
ром.
Рис. 188. Щит дистанционный станции
управления пульсирующим шибером.
Управление приводом пульсации (магнитный пускатель МП типа ПМЕ-012*
двигателя Д2) производится кнопочной станцией KI, К2. Двигатель Д2 подклю-
чается к сети через пакетный выключатель ВЗ типа ПВЗ-10, предохранители
Техническая характеристика станции ПР У-11
Напряжение питания при частоте тока 50 Гц, В
Потребляемая мощность, кВт....................
Габаритные размеры щита управления, мм:
местного:
длина ...............................................
ширина......................................
высота ....................
дистанционного:
длина .........................................
ширина ....................... ..........
высота.....................................
Масса щита управления, кг: 4
местного................................... •»....
дистанционного ...................
За вод-изготовитель . . . ............................
220/3804*10%
-15%
0,3
300
275
450
400
275
650
13.2
36.0
Киевский опытный
«Сахавтомат» Мин-
пищепрома УССР
25S
Рис. 189. Принципиальная электрическая схема станции управления пульсирую-
щим щибером.
Л4—Пб и токовые реле РТ. Световое табло Л5 включается при переходе на ме-
стное управление.
Выключатель предельных усилий КВУ отключает магнитный пускатель за-
крытия шибера и привод пульсации в случае попадания под заслонку посторон-
них твердых предметов. Степень открытия шибера измеряется дистанционным
указателем УП типа ДУП-М.
При монтаже щиты устанавливаются на стене илн на каркасе по размерам
рис. 187 и рис. 188.
АВТОМАТИЗАЦИЯ ОБОРУДОВАНИЯ
ДЛЯ ИЗВЛЕЧЕНИЯ СОКА
1. Система автоматизации
колонных диффузионных
аппаратов типа РЗ-ПДК2
Система предназначена для автоматизации комплекса основного оборудова-
ния, входящего в комплект колонного диффузионного аппарата, а также отдель-
ных видов вспомогательного оборудовання (сборники, насосы, транспортеры
и пр.).
Система состоит из четырех щитов управления 1—4. и комплектующих нзде--
лий, монтируемых вне их (рис. 190). ,
Щиты управления компонуются в один ряд и соединяются между собой
внутри коллекторами, сжатого воздуха 5, пневмо- н электротрассами. Щиты уста-
навливаются на цоколях 6. На наружных панелях щнтов смонтированы показы-
вающие и регулирующие приборы, органы дистанционного управления исполни-
тельными механизмами в соответствии с приведенной на рис. 191 и 192 функцио- .
иальной схемой автоматизации, а также мнемосхема участка автоматизации со
световой и звуковой сигнализацией.
Система работает следующим образом. На участке (рис. 191) получения
свекловичной стружки и подачи ее в диффузионный аппарат свекла из бункера
поступает на свеклорезки. Полученная свекловичная стружка по транспортеру
подается на ошпариватель, куда поступает и подогретый сок из колонны. Соко-
стружечная смесь из ошпарнвателя направляется в колонный диффузионный ап-
парат, в охлажденный диффузионный сок подается насосом через пульполовуш-
ку в сборник диффузионного сока и далее на станцию сокоочистки. Для прове-
дения процесса экстракции в колонный диффузионный аппарат подается пита-
тельная и жомопрессовая вода.
Уровень в сборнике диффузионного сока контролируется преобразователем’
1а типа ПДТ9.00.000 (изделие завода «Сахавтомат») в комплекте с показываю-
щим прибором 16 типа ППВ1.3. Сигнал, пропорциональный уровню, поступает-
на регулятор позиционный пневматический 1в типа ПР1.5. При максимальном
уровнем сигнал регулятора подается на реле переключения 1д типа ПП2.5 и обес-
печивает закрытие регулирующего клапана откачки сока 2е типа 25ч30нж. Од-
новременно пневматический сигнал регулятора с помощью пневмоэлектропреоб-
разователя 1г типа П1.ПР4 преобразуется в электрический сигнал и включается
лампа Л1.
Управление откачкой диффузионного сока из отпаривателя осуществляется
по количеству поступающей в него стружки. Расход стружки измеряется преоб-
разователем За типа ППРЗ.01.040 (изделие завода «Сахавтомат»), установлен-
ным на ленточных весах в комплекте со вторичным прибором 36 типа КСД-3.
Расход сока измеряется индукционным расходомером 2а, 26 типа 5РИМ-150-7.
Регулятор пропорцнонально-нитегральный соотношения 2в типа ПР3.24 управля-
ет через байпасную панель дистанционного управления 2г типа БПДУ-А и пози-
ционер 2д типа ПР10.100 регулирующим клапаном с пневмоприводом 2е. Соот-
ношение сигналов регулятора устанавливается задатчиком Зв типа ПВ2.3.
Управление откачкой башенного диффузионного сока из колонны осуществ-
ляется по соотношенвю «стружка — сумма потоков башенного сока в шахту и
мешалку отпаривателя». На регулятор 5д типа ПРЗ.ЗЗ поступают сигналы по
расходу стружки от прибора 36 и по расходу сока от прибора алгебраического
суммирования Бг типа ПФ 1.1. Расход сока в мешалку отпаривателя и его шахту
измеряется соответственно индукционными расходомерами 4а, 46, и 5а, 56 типоб
5РИМ-200-7 и 5РИМ-150-7. Их сигналы после умножения на постоянный коэф-
фициент приборами 4в, Бв типа ПФ 1.9 подаются на прибор 5г. Регулятор 5д
управляет пневматическим клапаном 5к типа 25ч30нж через байпасную панель
5ж в позиционер 5и.
255
2200
Рис. 190. Шит управления системы автоматизации колонного, диффузионогр аппарата-
2340
В случае забивания снт в колонне, что фиксируется по перепаду давления с
обеих сторон сит преобразователем 6а типа ПДТ9.00.000 в комплекте со вторич-
ным прибором 66 типа ППВ.1.3, регулятор позиционный 6в типа ПР1.5 переклю-
чит реле Бе типа ПП2.5 н закроет клапан откачки сока. При этом через пиевмо-
электропреобразователь 6г типа П1.ПР4 включится сигнальная лампа Л2.
Системой автоматизации предусмотрен контроль и регулирование соотноше-
ния «сок в шахту — сок иа пополнение поперечного потока отпаривателя». На
регулятор 28в типа ПРЗ.ЗЗ подаются сигналы по расходу сока в шахту от рас-
ходомера Ба, 56 и расходу иа пополнение поперечного потока от аналогичного
расходомера 28а, 286. Регулятор осуществляет управление клапаном 28е через
байпасную панель 28г н позиционер 28д.
Расход сока на поперечный поток ошпарнвателя контролируется индукцион-
ным расходомером 29а, 296 типа 5РИМ-200-7. Регулирование этого потока осу-
ществляется клапаном с пневмоприводом 31в типа 25ч30нж с помощью байпас-
ной панели дистанционного управления 31а и позиционера 316.
Регулирование потока сока в мешалку отпаривателя осуществляется также
дистанционно клапаном 8и от байпасной панели 8е через позиционер 8ж. Уровень
сока в мешалке отпаривателя измеряется преобразователем 8а типа ПДТ9.00.000
со вторичным показывающим прибором 86 типа ПВ3.2. Пропорциональный регу:
лятор 8в типа ПР2.8 через электропневмопреобразователь 8г типа П1.ПР5
управляет пневмоприводом дискового затвора 9д типа ПРУ19.00.000 (изделие за-
вода «Сахавтомат»), установленного на подаче сокостружечной смеси в-колонну.
Системой предусмотрен контроль и сигнализация предельного перепада дав-
ления на ситах отпаривателя. Перепад давления измеряется преобразователями
30а и 7а типа ПДТ9.00.000 со вторичными приборами 306 н 76 типа ППВ1.3.
Регуляторы позиционные ЗОв и 7в типа ПР 1.5 через пневмоэлектропреобразова-
тели ЗОг и 7г типа П1.ПР4 включают сигнальные лампы Л12 и ЛЗ.
Уровень в шахте отпаривателя регулируется- через позиционер 9е клапаном
9ж, установленным иа коммуникации подачи сока в шахту. Измеряется уровень
преобразователем 9а типа ПДТ9.00.000 и показывающим прибором 96 типа
ПВ3.2. Клапаном управляет регулятор 9д типа ПР2.8. Для сигнализации пре-
дельного значения уровня применены позиционный регулятор 9в типа ПР 1.5,
пневмоэлектропреобразователь 9г типа П1.ПР4 и сигнальная лампа Л4.
Измерение и регулирование1 температуры нагрева башенного сока, поступаю-
щего на отпариватель, осуществляется автоматическими мостами 196 и 326 ти-
па КСМ-3 с термометрами сопротивления 19а и 32а типа ТПС. Панели управле-
ния 19в и 32в типа ПП-122 позволяют дистанционно управлять клапанами 19д
и 32д (позиционеры Юг и 32г), установленными на коммуникациях подачи грею-
щего пара в подогреватели.
Уровень в диффузионном аппарате регулируется пропорциональным регуля-
тором 12д типа ПР2.8 путем воздействия на клапан 12и с позиционером 12к,
установленным на коммуникации подачи питательной воды. Уровень в колонне
измеряется преобразователем 12а типа ПДТ9.00.000 и вторичным пробором 126
типа ПВ10.1Э. Сигнализация минимального и максимального значений уровня
обеспечивается за счет позиционных регуляторов 12в и 12е типа ПР 1.5 и сигналь-
ных ламп Л7, Л8.
Система автоматизации предусматривает контроль ряда технологических па-
раметров. Контроль температурного режима работы отпаривателя н диффузион-
ного аппарата осуществляется логометром 2Бк типа Л-64, к которому через пе-
реключатель 25и типа ПМТ-8 подключаются термометры сопротивления 25а—
25ж типа ТСП. Расход питательной жомопрессовой воды контролируется щеле-
выми расходомерами 13а, 14а типа ПДТ15.00.000 (изделие завода «Сахавтомат»)
с дифманометрами 136, 146 типа ДМ-П2. Показание и запись параметра произ-
водит вторичный прибор 13в типа РПВ4.3Э. Контроль pH диффузионного сока
осуществляется чувствительным элементом 15а типа ДПг-4М-1 с преобразовате-
лем 156 типа П-201.2 в комплекте с миллиамперметром 15в типа М325. Прибор
вторичный самопищущнй 15д типа РПВ4.3Э,, подключенный к преобразователю
через электропневмопреобразователь 15г типа ЭПП-63, обеспечивает показание
и запись параметров.
На участке подготовки жомопрессовой и питательной воды (рис. 192). по-
следняя сульфитируется, подается иасосом иа пароконтактный подогреватель,
9 2-58
257
Рис. 191. Функциональная схема автоматизации участка получения и подачи
свекловичной стружки в диффузионный аппарат.
9*
Питвтельная
подогревается в непосредственном контакте с паром и подаете^ в диффузионный
аппарат. Жом из диффузионного аппарата отжимается жомовыми прессами, по-
лученная при этом жомопрессовая вода подогревается, отстаивается в отстойни-
ке и также иодается в диффузионный аппарат.
Измерение и регулирование температуры жомопрессовой воды осуществляет-
ся автоматическими мостами 206, 216 тина КСМ-3 с термометрами сопротивления
20а, 21а типа ТСП. Исполнительными органами являются клапаны с пневмопри-
водами и позиционерами 20д, 20г и 21г, 21д. Для дистанционного управления,
клапанами служат панели управления 20в, 21в типа ПП-122. Температура пита-
тельной воды регулируется аналогично (автоматический мост 236, термометр со-
противления 23а, заслонка регулирующая с пневмоприводом 23д, паиель управ-
ления 23г). В схему включен прибор алгебраического суммирования 23в типа
Уровень регулируется в сборнике питательной воды буйковым регулятором
22а типа РУБ-1 -ОНТ-37-0,2. На щите установлен показывающий прибор 22в ти-
па ППВ1.3 для. измерения величины уровня н панель для дистанционного управ-
ления 226 типа БПДУ-А.
Разрежение в пароконтактном подогревателе измеряется вакуумметром об-
щетехническим 24а типа ВОЩ-1-100.
Контроль, регулирование уровня и сигнализация об уровне в отстойнике жо-
мопрессовой воды и сборнике питательной воды выполнены аналогично. Уровень
измеряется' датчиками уровня 10а, Иа типа ПДТ9.00.000 в комплекте с показй-
йающймн приборами 106, 116 типа ПВ3.2. Пропорциональные регуляторы 10д,
Ид типа ПР2.8 управляют соответственно клапанами 10е и Ив через позицио-
неры Юж и 11ж. Предельные значения уровней сигнализируются лампами Л5 н
Лб, которые включаются через пневмоэлектропреобразователи Юг, Иг от пози-
ционных регуляторов 10в, lie типа ПР1.5.
Техническая характеристика системы автоматизации типа РЗ-ПДК2
Напряжение питания при частоте тока 50 Гц, В ..... . 220 +10%
-15%
Потребляемая мощность, кВт......................., . 2,5
Расход сжатого воздуха, м*/ч...................... 15
Давление сжатого воздуха, кПа .................... 350—800
Габаритные размеры щитоц управления, мм:
длина................1....................• , . . 3000
ширина.............................................. 600
высота ....г................................. 2200
Масса системы, кг.......................4260
Завод-изготовитель ........................*......Киевский опытный
«(Сахавтомат» Мнн-
пищепрома УССР
pH питательной воды измеряется чувствительным элементом 16а типа
ДПг-4М-1 и преобразователем 165 типа П-201.2 в комплекте с миллиамперме-
тром 16в типа М325. Вторичный прибор 15д типа РПВ 4.3.Э подключей к преоб-
разователю 166 через электропиевмопреобразователь 16г типа ЭПП-63 и обеспе-
чивает показание н запись величины pH питательной воды. V
Система автоматизации предусматривает сигнализацию о работе электропри-
водов свеклорезок, вала отпаривателя, трубовала колонны,, транспортеров стру-
жки и жома, насосов. Схемное решение указанных узлов выполнено идентично.
'На рис. 192 в качестве примера изображен узел сигнализации работы и остагрв-
ки насоса питательной воды. Через контакты магнитного пускателя МП1 включа-
ются лампы сигнальные Л12 или Л13. При отключении пускателя включается
также сирена СС.
Для питания пневматических приборов сжатым воздухом в щите установ-
лен стабилизатор давления 26а типа СДВ-25 и фильтр -воздуха Ф типа ФВ-^5.
Сигнализация наличия сжатого воздуха осуществляется манометром электрокон-
тактным 266 типа ЭКМ-1У, лампой ЛИ и сиреной СС.
При монтаже щиты управления устанавливаются на месте удобном для об-
служивания Диффузионного апцарата.
2М
2. Система автоматизации
колонных диффузионных аппаратов
типа КД2-А25 и КД2-А30
Система предназначена для автоматизации и управления электроприводами
оборудования участка сокодобывания с колонным диффузионным аппаратом от
свеклорезок до станции очистки сока.
Система состоит из щита оператора, пульта управления и комплектующих
изделий внешнего монтажа.
Щит оператора (рис. 193) состоит из трех шкафов 1, 3, 4, крайние из кото-
рых имеют боковые двери 6. На передних панелях шкафов размещены приборы
управления 5 и мнемосхема 2. Над приборами расположен козырек 7 со встроен-
ными лампами для их освещения.
Пульт управления (рис. 194) состоит из двух пультов 1 и 2, установленных
рядом. На вертикальной панели пультов расположены электроизмерительные
приборы, определяющие режим работы колонного диффузионного аппарата,
свеклорезок, ошпаривателя и свеклонасосов, а также лампы сигнализации рабо-
ты оборудования. На наклонной панели пульта сосредоточены органы управления
электроприводами диффузионного аппарата и другого оборудования. Для осмот-
ра и ремонта электроаппаратуры пульт снабжен задней открывающейся дверью.
Система работает следующим образом. На участке ошпаривания стружки и
подачи ее в диффузионный аппарат предусмотрен контроль, управление и сигна-
лизация работы технологического оборудования (рис. 195). Электрический сигнал,
пропорциональный расходу стружки, от индукционного датчика 401а ленточных
весов типа ЛТМ поступает на вторичный прибор 4016 типа КСД-3. Со вторичного
прибора пневматический сигнал подается на самопишущий прибор 401в типа
ПВ10.1Э и регулятор 401г типа НРЗ.ЗД. Пневматический сигнал регулятора пре-
образуется в электрический пневмоэлектропреобразователями 401д и 401е типа
ПЭ-55М. Управление работой свеклорезок осуществляется воздействием на их
тиристорные преобразователи 401ж и 401з. При ручном управлении задание
свеклорезкам по производительности устанавливается задатчиком, при автомати-
ческом— от сигнала по расходу сока (индукционный расходомер 401н, 401п типа
ИР-51, электропневмопреобразователь 401р типа ЭПП-63, интегрирующий прибор
401у типа ПВ9.4П).
Сигналы по производительности свеклорезок от ленточных весов и по расхо-
ду диффузионного сока поступают на прибор двухшкальиый 401с типа ПВ10.2Э
и регулятор соотношения 401т типа ПР3.34. Выходной сигнал регулятора через
электропневмоклапан 401ц типа ЭПК. 1/4" в позиционер 401ф типа П10-100-11Б
воздействует на клапан откачки сока на производство 401х типа ч 25ч32нж5м.
При превышении максимального уровня в сборнике диффузионного сока сра-
батывает клапан 401ц и закрывает клапан 401х, при этом загорается лампа ЛСЗ.
Уровень в сборнике сока измеряется пьезометрическим уровнемером 402а в ком-
плекте с дифманометром 4026 типа 13ДД11М и вторичным прибором 402в типа
ПВ10.1Э. Для сигнализации применен позиционный регулятор 402ж типа ПР 1.5
и сигнализатор мембранный 402з типа СМ-1.
Уровень в сборнике диффузионнрго сока регулируется регулятором 402г ти-
па ПР2.8 воздействием на клапан 402е через позиционер 402д.
Системой осуществляется контроль ряда параметров. Уровень свеклы в бун-
керах над свеклорезками измеряется датчиками 401п—401м типа ИКС-2Н и
сигнализируется лампами ЛС1 и ЛС2. Расход сока в шахту и мешалку ошпарн-
вателя измеряется индукционными расходомерами 403а, 4036 и 404а, 4046 типа
ИР-51. Расход сульфитированной и жомопрессовой воды в колонну измеряется
соответственно.диафрагмой 405а типа ДК6-150-Па/г-2 с дифманометром 4056 типа
13ДД11М и индукционным расходомером 405г, 405д типа ИР-51. Показания
соответственно диафрагмой 405а типа ДК6-150-Па/г-2 с дифманометром 4056 типа
ПВ4.3Э через электропневмопреобразователь 405е типа ЭПП-63 и прибор извле-
чения квадратного корня 405в типа ПФ 1.17.
Система обеспечивает Автоматизацию работы ошпаривателя стружки. Уро-
вень сокостружечной смеси в шахте ошпаривателя измеряется пьезометрическим
уровнемером 407а, 4066 в комплекте со вторичным прибором 406в типа ПВ10.1Э.
262
Рис. 193. Щит оператора системы автоматизации диффузионных аппаратов типа КД2-А.
то
Рве. 194. Пульт управления системы автоматизации диффузионных аппаратов типа КД2-А.
Регулирование уровня осуществляется регулятором 406г -типа ПР3.31 с воздей-
ствием на клапан 406е через позиционер 406д. Сигнализация предельного значе-
ния уроцня производится лампой ЛС4, подключенной ,к уровнемеру через сигна-
лизатор мембранный 406з типа СМ-1 и позиционный регулятор 406ж типа ПР 1.5.
При максимальном значении уровня закрывается клапан 406м через позиционер
406.fi и электропневмоклапан 406а типа ЭПК 1/4". Панель 405к типа БПДУ-4
служит для дистанционного управления клапаном 406м.
Контроль перепада давления на ситах ошпаривателя осуществляется дифма-
нометром 407в типа 13ДД11М с двумя датчиками 407а и 4076 и вторичным
прибором 407г типа ПВ1.3. Для сигнализации о засорении сит в ошпаривателе
использованы позиционный регулятор 4070 типа ПР 1.5, сигнализатор 407е типа
СМ-1 и сигнальная лампа ЛС5.
Автоматическое регулирование Уровня в мешалке ошпаривателя осуществля-
ется при помощи дифманометра 4096 типа 13ДД11М с пьезометрической трубкой
409а, вторичного прибора 409в типа ПВ10.1Э, регулятора 409г типа ПР3.31 и
регулирующего, клапана 409е. По сигналу минимального уровня в мешалке ошпа-
ривателя через позиционный регулятор 409ж н сигнализатор мембранный 409з,
реле РП и клапан 406а воздействие передается на клапан 406м. При этом вклю-
, чается лампа ЛС7.
Нагрузка Шнека ошпаривателя контролируется при помощи амперметра са-
мопишущего 4106 типа Н392 через шунт 410а -типа ШСМ-75. В схеме преду-
смотрен также контроль нагрузки трубовала колонны (амперметр 4116, шунт
411а).
Уровень едкостружечной смеси в колонне измеряется пьезометрическим уров-
немером 412а, 4126 и вторичным прибором 412в типа ПВ10.1Э. Регулятор 412г
типа ПР3.31 через позиционер 4120 управляет клапаном 412е подачи питатель-
нор сульфатированной воды в аппарат. При 'минимальном и максимальном
уровнях в колонне включаются соответственно цозиционные регуляторы 412ж.
или 412и, а также сигнализаторы 412з или 412к с лампами ЛС8 или ЛС9.
Перепад давлений на ситах колонны контролируется при помощи дифмано-
метров 408в типа 13ДД11М с пьезометрическими датчиками 408а, 4086 и вторич-
ным прибором 408г типа ПВ1.3. В схему сигнализации включены позиционный
регулятор 4080 с сигнализатором 408ё и лампой ЛС6. При засорении сита сиг-
нал с прибори 408е поступает на трехходовой клапан 406а и далее иа клапан
406м. Закрытие клапана 406м приводит к снижению уровня в мешалке и шахте
ошпаривателя и увеличению уровня в колонне. При достижении минимального-
значения уровня в мешалке ошпаривателя открывается клапан 406м. Это повто-
ряется дд полной очистки сит колонны.
Системой автоматизации обеспечивается также контроль температур с по-
мощью термометров сопротивления по зонам колонны (421в—421е) и ошпарива-
теля (421а, 4216). Осуществляется регулирование температуры сока рециркуля-
ции, подаваемого иа ошпариватель. (термометр сопротивления 417а, вторичный
прибор типа КСМ-3 с регулятором 4176 и панельШ управления 417в, позиционер
417г, клапан 4170).
Система имеет контуры контроля pH сока в колонне, поступления сока в
отборное устрдйство pH-метра, продувки отборных устройств, а также управле-
ния быстродействующей задвижкой на трубопроводе сокостружечной смеси.
Контроль поступления сока1 для измерения его pH осуществляем с помощью
реле протока 424в типа РП-20. При отсутствии сока включается лампа ЛС13.
Для измерения PH сока применен pH-метр с чувствительным элементом 424а
типа ДМ-5М-1 и преобразователем 4246 типа П201.1. Отборные устройства про-
дуваются сжатым воздухом (кнопкой КнП путем включения клапана 424г типа
ЭПК1/4").
Управление задвижкой, установленной на трубопроводе сокостружечной сме-
си, осуществляется дистанционно со щита оператора и автоматически при оста-
новке колонны. Для этого 1сжатый воздух через клапан' 4226 или 42'гв типа
ЭПК 1/4" подается в пневмопривод 422а задвижки, открывая или закрывая ее.
Сигнализация положения задвижки производится лампами ЛС11 или ЛС12.
На участке подготовки и подачи в диффузионный аппарат питательной и
жомопрессовой воды предусмотрена автоматизация основного технологического
оборудования (рис. 196).
26&
В сборнике питательной воды уровень измеряется пьезометрическим уровне-
мером 413а с дифманометром 4136 и вторичным прибором 413в типа ПВ10.1Э.
Пневматический регулятор 413г типа ПР2.8 через позиционер 413д управляет
клапаном 413е подачи барометрической воды в сборник. Имеется блокировка по
266
подаче аммиачной воды (позиционный регулятор 413ж, панель управления 413з,
позиционер 413и, клапан 413к). Минимальный уровень в усбориике сигнализиру-
ется лампой ЛС10, которая включается от сигнализатора 413м и позиционного
регулятора 413л.
267
Рис. 196. Функциональная схема автоматизации участка подготовки жомопрессо-
вой и питательной воды.
Крнтроль и регулирование'уровней в сборниках жомопрессовой н сульфити-
роваиной воды, а также в отстойнике жомопрессовой воды выполнены аналогич-
но описанному выше контуру (датчики 414а, 415а, 416а, дифманометры 4146,
268
415 б, 4166, вторичные приборы 414в, 415в, 416в, регуляторы 414г, 415г, 416г, по-
зиционеры 414д, 415д, 416д, клапаны 414е, 415е, 416е).
Контроль и регулирование температуры жомопрессовой и питательной воды
выполнены идентично (термометры сопротивления 418а—420а типа ТСМ5071,
вторичные приборы 4186-—4206 с регуляторами и панелями управления 418в—
420в типа КСМЗ-П, позиционеры 418г—420г, клапаны 418д—420д).
Система автоматизации имеет контур контроля и регулирования pH сульфи-
тированной воды. Измерение осуществляется pH-метром, состоящим из чувстви-
тельного элемента 423а типа ДМ-5М-1 и преобразователя 4236 типа П201.1.
Электрический сигнал pH-метра преобразуется в пневматический преобразовате-
лем 423в типа ЭПП-63 и подается на вторичный самопишущий прибор 423г типа
ПВ10.1Э и регулятор 423д типа ПР3.31. Выходной сигнал регулятора через пози-
ционер 423е управляет клапаном 423ж, направляя неиспользованную часть сер-
нистого газа в атмосферу.
При монтаже щит оператора и пульт управления устанавливаются в месте,
удобном для обзора диффузионного аппарата в соответствии с рис. 193 н рис. 194.
Техническая характеристика системы типа КД2-А25 и КД2-А30
Напряжение питания при частоте тока 50 Гц, В... 220
Г -15%
Потребляемая мощность, кВт.................... 3
Расход сжатогр воздуха, м’/ч ................ 20
Давление сжатого воздуха, кПа................. 350—800
Габаритные размеры, мм;
щита оператора:
длина......................................... 3700
ширина ..... ............................... 1480
высота.......• 2265
пульта управления:
длина.................................... . 1620
ширина ................................... -1022
высота 1447
Масса, кг:
щита ........ 'I.... .................. 1190
пульта......... .............................. 312
системы ....................................... 4500
Завод-изготовитель Волохове кий машино-
строительный завод
Минлегпищемаша (по-
ставляется комплект-
но с диффузионной
установкой КД2-А25»
КВ2-А30)
3. Система автоматизации
наклонных диффузионных аппаратов
типа А1-ПД2-С20 и А1-ПД2-С30
Система предназначена для автоматического регулирования, а также управ-
ления электроприводами оборудования участка сокодобывания с наклонным
диффузионным аппаратом.
Система состоит нз щита оператора, пульта управления и комплектующих
изделий.
Щит оператора (рис. 197) состоит из двух шкафов 1, 2, с боковыми дверями 3.
На передних панелях шкафов размещены приборы и органы управления 4
В верхней части щитов расположен козырек 5 для освещения приборов. Пульт
управления одиночный. По габаритам и фундаментным болтам пульт соответ-
ствует одной секции пульта управления диффузионного аппарата типа КД2-А
(см. рис.. 194).
Система работает следующим образом (рис. 198). Свекла из бункера, уро-
вень в котором измеряется датчиком уровня 418а типа ИКС-2Н, поступает на
свеклорезки. Производительность свеклорезок автоматически регулируется изме-
нением скорости их вращения по сигналу расхода стружки от ленточных весов.
Расход стружки измеряется индукционным датчиком 403а и вторичным прибором
4036 типа КСД с пневмопреобразователем, сигнал с которого поступает на прибор
обратного предварения 404ж типа ПФ3.1 и далее в контур регулирования
269
Рис, 197, Щнт оператора системы автоматизации наклонных диффузионных аппаратов.
содержания сухих веществ в диффузионном соке, а также на вторичный прибор
403в типа ПВ10.2Э и регулятор 403г типа ПР3.31. Сигнал регулятора через пнев-
моэлектропреобразователи 403д и 403е типа ПЭ-55М управляет тиристорными
преобразователями 403з и 403ж привода свеклорезок.
Автоматическое регулирование содержания сухих веществ в диффузионном
соке осуществляется воздействием на расход сульфитированной воды с коррек-
цией по содержанию сухих веществ в экстракционной смеси диффузионного ап-
парата и с учетом соотношения расходов свекловичной стружки и воды, пода-
ваемых в аппарат.
Содержание сухих веществ в диффузионном соке и жидкой фазе экстрак-
ционной смеси измеряют автоматическими рефрактометрами типа А1-ЕДР (405а,
404а, 4056, 4046) со вторичными приборами 405в, 404в типа КСМЗ со встроен-
ными пневмопреобразователями. Регулятор 405д типа ПР3.34 со вторичным
прибором 405г типа ПВ10.1Э воздействует через позиционер 405е на клапан
405м: подачи сульфитированной воды в аппарат. Сигнал коррекции формируется
регулятором 404д типа ПР3.34 в зависимости от соотношения расходов свекло-
вичной стружки и воды (суммы расходов сульфитированной и жомопрессовой),
а также содержания сухих веществ в экстракционной смеси. Сигнал подается
через станцию управления 404е типа ПП12.2. Для улучшения качества регули-
рования сигнал от прибора 404в дифференцируется с помощью прибора 404г ти-
па ПФ2.1.
Расход сульфитированной воды измеряется диафрагмой 402а типа ДК6 с
дифманометром 4026 типа 13ДД11М. Сигнал дифманометра через прибор извле-
чения квадратного корня 402в типа ПФ 1.17 поступает на вторичный прибор 402s
типа ПВ4.4Э и прибор 402г типа ПФ 1.9, производящий умножение его на посто-
янный коэффициент, а затем на суммирующий прибор 402н типа ПФ1.1 Рас--
ход жомопрессовой воды измеряется индукционным расходомером типа ИР-51
(402и, 402к). Сигнал расходомера через электропневмопреобразователь 402л типа
ЭПП-63 поступает на вторичный прибор 402з, а также через множитель на по-
стоянный коэффициент 402м — на сумматор 402н.
Расход диффузионного сока измеряется аналогично измерению расхода жо-
мопрессовой воды (индукционный расходомер 402д, 402е, электропневмопреобра-
зователь 402ж).
Подача жомопрессовой воды чз аппарат регулируется дистанционно со щита
оператора панелью 401а типа ПДУ-А воздействием на клапан 401в через позици-
онер 4016.
Контуры регулирования температуры сульфитированной и жомопрессовой
воды, а также сокостружечной смеси в диффузионном аппарате выполнены иден-
тично. Температура измеряется термометрами сопротивления 406а—411а типа
ТСМ-5071 в комплекте со вторичными приборами 4066—4116 типа КСМЗ-П. Ре-
гулятор вторичного прибора управляет через позиционеры 408г—411г, 411д кла-
панами'подачи пара 408д—411д, 411е, 4Пж. Дистанционное управление клапана-
ми производится с помощью панелей 406в—411в типа ПП12.2.
Температура контролируется логометром 412д типа Ш69000 в комплекте с
переключателем 412г типа ПМТ-6 и термометрами сопротивления 412а—412в
типа ТСМ-5071. •
Давление греющего пара, подаваемого в зоны обогрева аппарата, регули-
руется в коллекторе клапаном 413е типа 25ч30нж1М. Давление измеряется силь-
фонным манометром 4136 типа МС-П1 в комплекте с разделительным сосудом
413а типа СРС-63-За-а. Сигнал с манометра поступает на вторичный прибор
413в типа ПВ10.1Э и регулятор 413г типа ПР2.8, который через позиционер 413д
управляет клапаном 413е. '
Уровень в соковой камере аппарата измеряется пьезометрическим уровнеме-
ром-414а с дифманометром 414в типа 13ДД11М и вторичным прибором 414г типа
ПВ1.3.
Уровень в аппарате перед лобовым ситом и на отметке 4 м от него изме-
ряется также пьезометрическими уровномерами 416а,^415а с дифманометрами
416в, 415в. Сигнал уровнемера, установленного перед ситом, поступает через регу-
лятор 416д типа ПР2.8 вторичного прибора 416г, реле переключения 416е типа
ПП2.5 и позиционер 416и на регулирующий клапан 416к отбора сока с диффу-
зионного аппарата. При максимальном значении уровня перед ситом срабатывает
271
Рис 198. Функциональная схема системы автоматизации наклонных диффу-
10 2-58
273
регулятор 416ж тяпа ПР 1.5 и через сигнализатор мембранный 416з включается
лампа Н1.
Уровень в сборнике регулируется автоматически пьезометрическим уровнеме
ром (4Г7а, 417в), вторичным прибором 4Г7з, регулятором 4Г7д воздействием че
рез позиционер 417г на клапан 417и отбора сока. При максимальном уровне сра-
батывает регулятор 417е и через сигнализатор мембранный 417ж включается лам-
па Н2. Вторичный прибор 417з используется для показания и записи второго
параметра уровня в средней части аппарата (уровнемер пьезометрический 423а,
423в).
Устройство для отбора диффузионного сока с целью определения его pH
управляется со щнта оператора. Уровень в сборнике регулируется регулятором
типа ЭРСУ-3 с электродами 421а путем управления соленоидными вентилями
422а, 4226, 421в тнпц 15кч877брСВВ. Датчик pH-метра установлен на трубопро-
воде подачи сока в сборник (420а). Вторичный прибор 4206. типа П201.1 уста-
новлен на щите оператора.
Системой предусмотрены автоматический и дистанционный режимы подачн в
аппарат формалина Это обеспечивается соленоидным вентилем 419в из сбор-
ника, уровень в котором поддерживается автоматически регулятором 419а типа
ЭРСУ-3.
При монтаже щнт оператора и пульт управления устанавливаются в месте,
удобном для обзора диффузионного аппарата. План отверстий под фундамент-
ные болты приведен на рис. 194 и 197.
Техническая характеристика системы автоматизации пакленных диффузионных
аппаратов типа АЫ1Д2-С20 н А1-ПД2-С30
Напряжение питания при частоте тока 50 Гц, В ......
Потребляемая мощность. кВт.........................
Давление сжатого воздуха. кПа .....................
Расход сжатого воздуха. мж/ч ........................
Габаритные размеры, мм;
щнта оператора:
Длина
ширина ........................ .............
высота...................................
пульта управления;
Длина...........................................
ширина ..................................
высота.............................. .
Масса, кг:
щита оператора ...............................
пульта управления ............................
системы .................................
Завод-изготовитель.................................
220 ±15%
2
350—800
20
2495
1480
2265
815
1022
1447
ВолоховскиЙ машино-
строительный завод
Миилегпищемаша
(поставляется комп-
лектно с диффузион-
ными аппаратами
А1-ПД2-С20 и
А1-ПД2-С30)
Глава 3
АВТОМАТИЗАЦИЯ ОБОРУДОВАНИЯ
ДЛЯ ОЧИСТКИ СОКА
1. Система автоматизации дефекосатурации
типа ПДС-8
Система предназначена для контроля основных параметров и автоматическ.-
го управления работой оборудования дефекосатурации.
Система- состоит из щита управления, щита газоанализатора и комплектую-
щих изделий, необходимых для ее внешнего монтажа. Щит управления состоит
из четырех шкафов размеррм 600X600X2000 мм, конструкция которых соответ-
ствует приведенной на рис. 190. Шкафы монтируются на двух цоколях размером
1200x580x 200 мм. В верхней части одного шкафа расположена мнемосхема.
274
Система работает следующим образом (рис. 199). Расход извести на дефе
кацию регулируется поддержанием соотношения «диффузионный сок — извес
Расход диффузионного сока измеряется индукционным расходомером 5РИМ
(13а, 136). Расход извести измеряется щелевым расходомером дозатора извести
1а н напоромером 16 типа НС-П1 и фиксируется вторичным прибором 1е типа
ПВ10.1Э. Расход известкового молока контролируется вторичным прибором 1н
типа ПВ1.3. Регулятор соотношения 1м типа ПР3.34, иа который подаются сиг-
налы по расходу сока и извести, воздействует на регулирующий клапан дозато-
ра известкового молока, изменяя его количество. Соотношение «диффузионный
сок — известь» устанавливается задатчиком 1д типа П2.3Д4 и контролируется с
помощью вторичного прибора 1ж типа ПВ1.3. В системе предусмотрена сигнали-
зация отсутствия известкового молока. При полностью закрытом клапане доза-
тора (все известковое молоко идет на производство) позиционный регулятор 1к
типа ПР 1.5 формирует сигнал, который поступает иа реле переключения 1г типа
ПП2.5. На это же реле поступает сигнал с позиционного регулятора 1в при сни-
жении расхода изиести ниже нормы. Реле переключения включает сигнализатор
мембранный 1п тйпа СМ-1, который и свою очередь включает лампу ЛС5 и зву-
ковую сигнализацию.
Регулирование расхода сока рециркуляции осуществляется поддержанием со-
отношения «диффузионный сок — сок рециркуляции». Расход сока рециркуляции
измеряется индукционным расходомером 5РИМ (2а, 26). Регулятор соотношения
2в типа ПРЗ.ЗЗ, на который подаются сигналы по расходу диффузионного сока
и сока рециркуляции, управляет через байпасную панель 2е типа БДДУ-А н по-
зиционер 2д типа ПР 10-100 клапаном регулирующим 2г типа 25ч30нж, изменяя
расход сока рециркуляции.
Контуры регулирования pH преддефекованиого сока, сока I и II сатурации
выполнены идентично. Для измерения pH продуктов использованы датчики по-
гружные типа ДПГ (За—5а) в комплекте с прёобразователями 36—56 типа
П201.2. Электрические сигналы с приборов 36—56 преобразуются в пневматиче-
ские с помощью электропневмопреобразователей Зв—5в типа ЭПП—63 и по-
ступают иа вторичные приборы Зд—5д типа ПВ10.1Э и регуляторы Зе—5е
типа ПР3.35. Пневмоемкости Зг—5г типа П332 применяются для демпфирования
сигнала. Регулирующее воздействие регулятора pH преддефекованиого сока на-
правлено на клапан сока подщелачивания, регуляторов I н II сатурации — иа
регулирующие заслонки подачи сатурационного газа в котлы Зл и 5к тцпа
ПРУ9.00.000 (изделие завода «Сахавтомат»),
' Регулирование давления сатурационного газа в коллекторе осуществляется
сбросом излишка его в атмосферу. Давление газа измеряется путем продувки
сжатым воздухом с использованием дросселей регулируемых 6а, 66 типа П2Д2М.
Сигнал по давлению подается на пропорциональный регулятор 6в типа ПР2.8,.
задание которому устанавливается задатчиком 6г типа П23Д4 и контролируется
манометром Ml. Регулятор управляет запорно-регулирующей заслонкой 6л (из-
делие завода «Сахавтомат»), изменяя количество выпускаемого газа в атмосфе-
ру. Дистанционное управление заслонкой осуществляется с помощью байпасной
панели 6д. При отклонении давления сатурационного газа от нормального сра-
батывает прибор контроля бе типа ПВ2.2 и включает сигнализаторы мембран-
ные 6ж или 6 к, от которых загорается лампа ЛС9.
Содержание СОа в сатурационном газе контролируется газоанализатором ти-
па ТП2220 в комплекте со вторичным прибором типа КСМ-2-024 (7а, 76).
Подача известкового молока на II сатурацию осуществляется дистанционно
с помощью байпасной панели 8а воздействием иа клапан делителя известкового
молока 86 типа РЗ-ПРУ-34 (изделие завода «Сахавтомат»).
Стабилизация сокового потока осуществляется поддержанием определенной
зоны измеиеиия уровня в сборниках сока. Уровни в сборниках измеряются пьезо-
метрическими уровнемерами 9а—На типа ПДТ конструкции завода «Сахавто-
мат». Сигналы с этих приборов поступают на пропорциональные регуляторы 9д—
11д типа ПР2.8, задание которым устанавливается задатчиками 9в—lie и кон-
тролируется манометрами М2—М4. Выходные сигналы регуляторов 'инвертиру-
ются приборами 9ж—Их типа ПФ.1.1. Селекторы 9р, 9м, Юл, 11л типа ПФ4/5.1
сравнивают два сигнала (выходной сигнал регулятора последующей станции и
иивёнтированный сигнал регулятора предыдущей станции) и пропускают на кла-
275
Рис. 199. Функциональная схема системы
автоматизации дефекосатурации.
паи, больший по величине. Байпасные панели 9н, 9п, Юм, Им позволяют управ-
лять дистанционно клапанами 9с, 10п, Пн. При автоматическом режиме работы
степень открытия клапана определяется величиной большего сигнала.
Сигнализация предельных значений уровня сока в сборниках осуществляет-
ся приборами контроля с сигнализацией 9е—Ле типа ПВ2.2. Сигналы от этих
приборов поступают на сигнализаторы мембранные 9к, 9л, Юр, Юк, Пр, Пк, а
последние включают сигнальные лампы ЛС6—ЛС8.
Системой автоматизации предусмотрена сигнализация останова электродви-
гателей насосов с включением на мнемосхеме сигнальных ламп ЛС1—ЛС4 от
контактов .магнитных пускателей МП1—МП8, а также сирены СС.
Давление сжатого воздуха, применяемого для питания пневмоприборов, кон-
тролируется электроконтактным манометром 12а типа ЭКМ-1У. Давление возду-
ха регулируется стабилизатором 126 типа СДВ-25. Об отсутствии сжатого воз-
духа сигнализируют лампа Л10 и сирена СС.
Техническая характеристика системы автоматизации дефекосатурации
типа ПДС-8
Напряжение питания при частоте тока 50 Гщ В..............
Потребляемая мощность, кВт.............................
Давление сжатого воздуха, кПа..........................
Расход сжатого воздуха, м8/ч ..........................
Габаритные размеры, мм:
щита оператора;
длина .......................................
ширина ......................................
высота.......................................
щита газоанализатора:
длина.............................................
ширина.......................................
высота.......................................
Масса, кг:
щита оператора ...................................
» газоанализатора ..............................
системы...........................................
Завод-нзготовитель.....................................
220 4-10%
-15%
2
350—800
20
2400
600
220
900
400
1700
680
150
2720
Киевский опытный
<Сахавтомат> Мнипи-
щепрома УССР
2. Система автоматизации фильтров ФиЛС
типа РЗ-ПФЛ8
Система предназначена для автоматического программного управления ра-
ботой станции фильтров типа ФиЛС, состоящей из четырех — восьми фильтров.
Система включает пульт управления и комплектующие изделия для ее внеш-
него монтажа. Пульт управления (рис. 200) состоит из шкафного щита 2, уста-
новленного на цоколе 1, к которому примыкает приставной блок 8. На щите
расположены сирена 3, мнемосхема 5, приборы 6 с рамками для надписей 7 н
лампа 4, включающаяся при подаче напряжения на щит.
Система работает следующим образом (рис. 201). Расход фильтрованного
сока измеряется щелевым расходомером 9а типа ПДТ в комплекте с дифмано-
метром 96 типа ДМ-П2 и вторичным прибором 9в типа ПВ1.3. Сигнал дифма-
нометра поступает на амплитудно-частотный преобразователь (АЧП) 9г (изде-
лие завода «Сахавтомат»). Выходным сигналом АЧП являются электрические
импульсы, частота которых пропорциональна расходу сока. АЧП может работать
и с постоянной частотой импульсов. Импульсы АЧП поступают на реле счета им-
пульсов (РСИ) релейного блока, которое делит их иа коэффициент пересчета.
Величину коэффициента устанавливает оператор в зависимости от технологиче-
ских требований. Выходные импульсы РСИ управляют схемой обегания, выпол-
ненной на шаговом искателе. Через первое поле шагового искателя и ключи П1—
П8, установленные в положение «'Автоматическая работа», фильтры поочередно
останавливаются на регенерацию после 15—20 мин активной работы (фильтра-
ции). При установке одного из ключей П1—П8 в положение «Дистанционная
работа» фильтр, ключ которого переведен в это положение, обходится, а на ре-
генерацию останавливается следующий за ним фильтр. При этом время обще-
го цикла работы батареи фильтров сокращается. В положении ключа «Отклю-
278
чено» программа регенерации не включается, переход шагового искателя иа сле-
дующую ламель произойдет только после поступления очередного импульса от
РСИ. Длительность общего цикла работы батареи сохраняется за счет паузы.
Через второе поле шагового искателя выбирается вариант регенерации дан-
ного фильтра: возврат сока без вывода осадка (полуцнкл) нлн возврат сока с
последующим выводом осадка
(цикл). «Полуциклы» и «циклы»
чередуются в соответствии с вы-
бранной программой. Система по-
зволяет работать по двум програм-
мам: I — фильтрация — возврат
сока — фильтрация — возврат со-
ка— выгрузка осадка илн II —
фильтрация — возврат сока —
фильтрация — возврат сока —
фильтрация — возврат сока — вы-
грузнд. осадка. Длительность филь-
трации зависит от расхода сока.
Программы меняются по техноло-
гическим соображениям установ-
кой соответствующего блока шаго-
вого искателя (I или II).
Предусмотрена блокировка
выполнения команд по положению
дисковых затворов, которое фикси-
руется конечными выключателями
1-КВ/, 1-КВ2, 1-КВЗ —8-КВ/,
8-КВ2, 8-КВЗ типа ВПК-2112. По-
дача сока на фильтр возможна,
если закрыты дисковые затворы
возврата сока и выгрузки осадка.
Возврат сока и выгрузка осадка
возможны только при закрытом
затворе подачн сока.
Через третье поле шагового
искателя световым сигналом ука-
зывается фильтр, который станс
внтся на регенерацию (лампы
1—ЛС15 — 8—ЛС15).
Рнс. 200. Пульт управления системы ав
томатнзацин фильтров ФиЛС.
В режиме - фильтрации одно-
временно с работой фильтра сок подается из сборника возврата в напорный сбор-
ник. Прн этом дисковый затвор 15д типа ПРУ 19 открывается на угол, величина
которого устанавливается задатчиком 15г типа П23Д4 и контролируется мномет-
ром М типа МТ-4. Через время, достаточное для заполнения фильтра, которое
определяется реле времени релейного {>лока, затвор 15д закрывается. Циклограм-
ма регенерации реализуется с помощью реле времени н повторителя релейного
блока.
Управление дисковыми затворами 1а—8а (подача сока), 16— 86 (возврат
сока), 1в — 8в (выгрузка осадка) осуществляется по описанной выше програм-
ме с помощью электропиевмопреобразователей 1 — ЭК1, I — ЭК2, 1 — ЭКЗ —
8 — ЭК1, 8 — ЭК2, 8 — ЭКЗ типа П1.ПР5. Дистанционное управление работой
фильтров осуществляется тумблерами 1 — Т1 — 1 — ТЗ— 8—Т1—8 — ТЗ типа
ТП1-2.
Система предусматривает автоматическую стабилизацию сокового потока на
станции фильтров с учетом его состояния иа предыдущих н последующих стан-
циях. Это осуществляется регулированием притока н стока сока по уровню в
сборниках нефильтрованного и фильтрованного сока. Уровни в сборниках изме-
ряются пьезометрическими уровнемерами 10а н Па в комплекте с дифманоме-
трами 106 и 116 (изделие завода «Сахавтомат») н вторичными приборами 10д,
11д типа ПВ2.2. Статистические регуляторы Юг, 11г типа ПР2.5 при уровне вы-
ше половины сборника прикрывают через селекторы Юк, 11к типа ПФ 4/5.1
279
Рнс. 201. Функциональная схема системы
автоматизации фильтров ФиЛС.
281
приток сока в сборники. Задания регуляторам устанавливаются задатчиками 10в,
Ив типа П23Д4 и контролируются манометрами М. В случае, если уровни в
сборниках меньше половины, регуляторы при помоши приборов Юе, lie типа
ПФ1.1 прикрывают сток сока из сборников. Дистанционное управление регули-
рующими клапанами Юн, Пн через позиционер Юм, Им осуществляется байпас-
ными панелями Юл, Ил типа БПДУ-А.
Уровни в сборниках возврата сока и суспензии также измеряются пьезомет-
рическими уровнемерами (12а, 126 и 13а, 136) со вторичными приборами типа
ПВ2.2 (12в, /Зе). Сигнализация предельных значений уровня в сборниках выпол-
нена на пневмоэлектропреобразователях Юж, 11ж, 12г, 13г типа Ш.ПР.4 и си-
гнальных лампах ЛС1—ЛС4. Сигнализатор приращения пневматического сигна-
ла 13в типа ПБФ14 применен для контроля выгрузки осадка из фильтров по
приращению уровня в сборнике суспензии. Если выгрузка не произошла, то сра-
батывает аварийная сигнализация (лампа ЛС5, сирена СС). Программа работы
батареи при этом не нарушается. Давление в напорном сборнике измеряется пье-
зометрическим датчиком типа РЗ-ПДТ.31 (14а, 146) со вторичным прибором 14в
типа ПВ1.3.
Системой автоматизации предусмотрена сигнализация открытого положения
дисковых затворов (1— ЛС11 — Х—ЛС13, 8 — ЛС11 — 8 — ЛС13, ЛС14) и оста-
новки электродвигателей насосов (ЛС7 — ЛС10) от их магнитных пускателей
1МП—8МП. Давление питающего воздуха поддерживается стабилизатором 166
типа СДВ-25. При отсутствии сжатого воздуха сигнал подается электродоконтакт-
ным манометром 16а типа ЭКМ-1У и лампой сигнальной ЛС6.
Техническая характеристика системы автоматизации фильтров Фи Л С
типа РЗ-ПФЛ8
Напряжение питания прн частоте тока 50 Гц, В........
Потребляемая мощность кВт..........................
Давление сжатого воздуха, кПа............. ........
Расход сжатого воздуха, м’/ч........................
Габаритные размеры пульта управления, мм:
длина...............................................
ширина ....... ................................
высота..................................... .
Масса, кг:
пульта управления .............................. .
системы .......................................
Завод-изготовитель..................................
200 4-%01
-15%
1
350—600
10
600
1000
2375
270
2300
Киевский опытный
<Сахавтомат» Мни пи-
щепрома УССР
3. Система автоматизации
жидкостно-струйных сульфитаторов
типа А2-ПСК и А2-ПСМ
Система предназначена для автоматического управления работой жидкостно-
струйных сульфитаторов типа А2-ПСК и А2-ПСМ.
Система состоит из щита управления и комплектующих изделий, применя-
емых при внешнем монтаже.
Щит управления (рнс. 202) состоит из каркаса 1 с открывающимися дверца-
ми 3. В нижней части щита расположены пиевмоколлектор и электроклеммннк,
в верхней — приборы и регуляторы. На переднюю панель щита управления вы-
несены приборы 2, которые обеспечивают показание, запись и изменение зада-
ния регулятору, а также световое табло 4. Щит монтируется на фундаменте в
соответствии с присоединительными размерами.
Система работает следуюющнм образом (рис. 203). На выходе из сульфита-
тора измеряется pH сульфитирбванного продукта с помощью чувствительного
элемента А1 типа ДПг-4м-7 и преобразователя А2 типа П201.2. Сигнал с послед-
него преобразуется с помощью электропневмопреобразователя АЗ типа ЭПП-63
в пневматический и поступает на вторичный прибор А4 типа ПВ10.1Э и регу-
лятор А5 типа ПР3.31. Регулятор управляет заслонкой поворотной А7 с пнев-
моприводом А6 типа МИМ-ППХ-250-25-05В, регулируя количество сернистого
газа в сульфнтатор. Давление воздуха в коллекторе сжатого воздуха поддер-
282
Рис. 202. Щнт управления системы
V автоматизации сульфнтаторов типа
А2-ПСК, А2-ПСМ.
Рнс. 203. Функциональная схема'
системы автоматизации сульфита-
торов типа А2-ПСК, А2-ПСМ.
живается стабилизатором давления А9 типа СДВ-25. Воздух очищается филь-
тром А10 типа ФВ-25. Контроль’величины давления воздуха и сигнализация об
его отсутствии осуществляется манометром электроконтактным А8 типа ЭКМ-1У
и таблом световым АН типа ТСБ.
Техническая характеристика системы автоматизации сульфнтаторов типа
А2-ПСК и А2-ЛСМ
Напряжение питания при частоте тока 50 Гц, В..........
Потребляемая мощность, кВт..........................
Давление сжатого воздуха, кПа.......................
Расход сжатого воздуха, м’/ч........................
Габаритные размеры щита управления, мм;
длина ..............................................
ширина.........................................
высота...................................... . .
Масса, кг:
щита................................................
системы .......................................
Завод-изготовитель .................................
200 +10%
350—600
5
600
600
1600
190
300
Смелянский машино-
строительный Мии-
легпшцемаша (по-
ставляется в комп-
лекте с сульфитато-
рамн)
Глава 4
АВТОМАТИЗАЦИЯ ОБОРУДОВАНИЯ
ДЛЯ НАГРЕВА И ВЫПАРИВАНИЯ ПРОДУКТОВ
1. Система автоматизации подогревателей
типа ППГЗ
Система предназначена для автоматического регулирования температуры
или теплообменниках.
продуктов в подогревателях
Система состоит из щита управления и
комплектующих изделий внешнего монтажа.
Щит управления каркасный одиночный. На
нем смонтирован комплект приборов, необ-
ходимый для автоматизации работы двух
подогревателей. Оба узла регулирования
идентичны. Функциональная схема одного
из них приведена на рис. 204.
Температура выходящего продукта из-
меряется термометром сопротивления 1а
типа ТСП-5071 со вторичным прибором 16
типа КСМЗ-П. Пневматический регулятор
прибора 16 через панель управления 1г ти-
па ПП12.2 и позиционер 1д типа ПР10-100
управляет клапаном регулирующим 1е типа
25ч30нж. Клапан регулирует количество
пара, подаваемого на подогрев продукта.
Рис. 204. Функциональная схема системы
автоматизации подогревателей ППГЗ.
Техническая характеристика системы автоматизации подогревателей типа ППГ8
Напряжение питания при частоте тока 50 Гц, В.....
Потребляемая мощность, кВт............................
Давление сжатого воздуха, кПа.........,........... .
Расход сжатого воздуха, м*/ч......................
Количество точек измерения и регулирования, шт........
Пределы измерения и регулирования температуры, К . . •
Габаритные размеры щита управления, мм;
длина ...........................................
ширина .........................................
высота.......................................
Масса, кг;
щита управления .................................
системы .........................................
Завод-изготовитель....................................
220 4-10%
350—600
0,5
2
273—423
600
600
2200
140
980
Киевский опытный
«Сахавтомат» Минпн-
пищепрома УССР
2. Система автоматизации сборников-подогревателей
типа ППГ5
Система предназначена для автоматического регулирования температуры про-
дуктов в сборниках, работающих под атмосферным давлением, обеспечивает
контроль уровня в сборниках. Система состоит из щита управления н комплек-
284
Рис. 205. Функциональная схема системы авто-
матизации подогревателей ППГ5.
УС
тующих изделий. Щит управления каркасный
одиночный с задней дверью. Конструкция его
и условия монтажа такие же, как приведенно-
го иа рис. 190. Система позволяет регулиро-
вать температуру продуктов в двух сборниках.
Функциональная схема одного узла регу-
лирования приведена иа рис. 205. Температура
продукта в сборнике измеряется термометром
сопротивления 1а типа ТСП-5071Б со вторич-
ным прибором 16 типа КСМЗ-П. Сигнал пнев-
матического регулятора прибора 16 поступает
через реле переключения 1г типа ПП2.5, па-
нель управления 1в и позиционер 1д на клапан
1е, который регулирует подачу пара в греющую
камеру сборника. При снижении уровня про-
дукта в сборнике до места расположения гре-
ющей камеры во избежание его пригорания и
карамелизации сахара происходит автоматиче-
ское закрытие клапана 1е. Уровень продукта
измеряется датчиком 2а типа ПДТ31 (изделие
завода «Сахавтомат») со вторичным прибором
26 типа ПВ2.2. Сигнал вторичного прибора при
минимальном уровне переключает реле 1г. Панель 1в обеспечивает дистанцион-
ное управление клапаном 1е.
Техническая характеристика системы автоматизации типа ППГ5
Напряжение, питания при частоте тока 50 Гц, В........
Потребляемая мощность, кВт...........................
Давление сжатого воздуха, кПа........................
Расход сжатого воздуха, м®/ч.........................
Количество точек измерения и регулирования, шт.......
Пределы измерения н регулирования температуры. К •
Габаритные размеры щнта управления, мм;
длина ........................................• .
ширина .........................................
высота ..... ...................................
Масса, кг:
щита управления.............•........................
системы ........................................
Завод-изготовитель ..................................
220 +10%
—15%
0,25
350—600
4.0
2
273—42»
600
600
2200
180
300
Киевский опытный
<Сахавтомат» Миипи-
щепрома УССР
3. Система автоматизации
универсального пароконтактного подогревателя
типа РЗ-ППГ2В
Система предназначена для обеспечения автоматической работы универсаль-
ных парокоитактных подогревателей воды типа УКП.
Система включает в себя щит управления, состоящий ив одного шкафа, и
комплектующие изделия внешнего монтажа.
Функциональная схема автоматизации системы приведена на рис. 206. Тем-
пература выходящей из подогревателя воды измеряется термометром сопротив-
ления 2а типа ТСП-5071 со вторичным прибором 26 типа КСМЗ-П. Выходной
сигнал регулятора прибора 26 поступает на прибор алгебраического суммирова-
ния 2г типа ПФ1.1. Сюда же поступает сигнал от регулятора уровня воды в
сборнике как сигнал предварения. Уровень воды в сборнике измеряется датчи-
235
Рис. 206 Функциональная схе
ма системы автоматизации по-
догревателя РЗ-ППГ2Е.
ком 1а типа ПДТ-29 со вторич-
ным прибором 1в типа ПВ1.3.
Регулятор пропорциональный
пневматический 1ж типа ПР2.5
через байпасную панель 16 типа
БПДУ-А н позиционер 1г управ-
ляет клапаном 1д типа 25ч30иж,
регулируя расход воды в подо-
греватель. Задание регулятору
устанавливается задатчиком 1к
типа П23Д4 и контролируется
по манометру М4 типа МТ-4.
Результирующий сигнал
сумматора 2г через панель уп-
равления 2д типа ПП12.2 посту-
пает на регулирующее устрой-
ство 2ж типа ПРУ9 (изделие
завода сСахавтомат»), регули-
рующее подачу пара в подогре-
ватель. Величина сигнала конт-
ролируется манометром М3 ти-
па МТ-3. Разрежение в подо-
гревателе контролируется ваку-
умметром За типа ВОЩ-1-ЮО.
Стабилизация давления сжатого воздуха осуществляется стабилизатором 46 типа
СДВ-6; его контроль — манометрами Ml, М2 типа МТ-4 и МТ-1. Фильтр воздуха
4в типа ФВ-6 очищает сжатый воздух.
Техническая характеристика системы автоматизации типа РЗ-ППГ2Р
Напряжение питания при частоте тока 50 Гц, В.....
Потребляемая мощность, кВт ..........................
Давление сжатого воздуха, кПа.................
Расход сжатого воздуха. ма/ч......................
Габаритные размеры щита управления, мм:
длина ...............................................
ширина .........................................
высота..........................................
Масса, кг:
щита управления......................................
200 4-10%
-15%
0,25
350—600
0,35
600
600
2200
150
системы автоматизации подогревателя типа:
УКП-50 .......................................... 352
УКП-100..................................... 419
УКП-150 .................................... 468
УКП-300 .......................'............ 546
Завод-изготовитель ....................................Киевский опытный
«Сахавтомат* Минпи-
щепрома УССР
4. Система автоматизации выпарной станции
типа ПВСМ
Система предназначена для автоматизации работы многокорпусной выпар-
ной станции. Система выпускается четырех модификаций (ПВС1М — ПВС4М)
для различного количества выпарных аппаратов, входящих в выпарную стан-
цию.
Система (рис. 207) состоит из щита управления (три каркасных шкафа) и
комплектующих изделий и работает следующим образом.
286
Контроль давления греющего пара и сигнализация его предельных значений
осуществляются электроконтактиым манометром /а типа ЭКМ-1У, от контактов
которого включаются сигнальные лампы Л1, Л2 и сирена СС. Давление вторич-
ного пара в I корпусе регулируется воздействием иа подачу греющего пара в
корпу Измеряется оно манометром 2а типа МС-П1 со вторичным прибором 26
типа ПВ10.1Э. Регулятор 2в типа ПР3.31 управляет регулирующими пневмати-
ческими заслоночными устройствами 2г, 2д типа ПРУ-9, которые изменяют рас-
ход пара в греющую камеру корпуса. Работа узла автоматизации возможна толь-
ко при автоматической работе редукционно-охладительной установки (РОУ).
Контроль расхода сока на выпарную станцию осуществляется индукцион-
ным расходомером 36 типа 4РИМ. Уровни сока в выпарных аппаратах станции
и сборниках регулируются по принципу продольной стабилизации в зависимости
от величины и направления изменения уровня сока в сборниках. Система преду-
сматривает возможность реализации одного из вариантов: с применением инвер-
торов 4д—13д; с применением пропорциональных регуляторов обратного дей-
ствия 4г—13г (показано пунктирными линиями). Уровни измеряются уровнеме-
ра'ми буйковыми 4а—9а, 13а типа УБ-ПВ-0,8. Сигналы уровнемеров передаются
на вторичные приборы 46—96, 136 типа ПВ2.3 и для второго варианта — на ре-
гуляторы прямого действия 4в—9в, 13е и обратного действия 4г—9г, 13г типа
ПР2.8. Сигналы регуляторов двух смежных емкостей (аппаратов, сборника н ап-
парата) поступают на селекторы 5ж—13ж типа ПФ4/5.1. Сигналы с мень-
шим значением проходят через байпасные панели 4е—10е, 13т на регулирующие
клапаны 4м, 5м, 6к—9к, 13к, 13м, 13п типа 25ч32нж. Таким образом, на регули-
рующие клапаны могут поступать сигналы по изменению уровня до корпуса или
после него. При высоком темпе работы последующих после выпарной станции
участков происходит регулирование по стоку («после себя»). При этом исклю-
чается оголение греющих камер выпарных аппаратов. При нормальном темпе ра-
боты предыдущих станций идет регулирование по притоку («до себя»), т. е.
система автоматически выбирает нужный режим работы с плавным переходом
от одного к другому. (
Работа системы с инверторами 4д—9д, 13д типа ПФ1.1 аналогична.
Аммиачная вода в сборник сока перед выпарной станцией подается при ми-
нимальных уровнях сока в сборнике и в I корпусе. Сигналы от уровнемеров 4а,
5а поступают на позиционные регуляторы 4 к, 5к типа ПР 1.5, которые подают
сигнал иа реле переключения 4ж типа ПП2.5. Сигнал от регулятора 5к подклю-
чает исполнительное устройство 4р типа ПРУ16 (изделие завода «Сахавтомат»)
к сигналу регулятора 4к, при этом клапан открывается. Сигнал подается также
на сигнализатор мембранный 4п типа СМ-1, который включает сигнальную лам-
пу Л4 и сирену СС.
Разрежение в концентраторе регулируется изменением расхода пара на кон-
денсатор. Измеряется разрежение вакуумметром 15а типа ВС-411 со вторичным
прибором 15г типа ПВ2.2. Регулятор 15в типа ПР3.31, сравнивая сигнал от за-
датчика 156 типа П23Д.4 с сигналом вакуумметра, управляет через панель 15е
регулирующей заслонкой типа ПРУ-9. Значение задания контролируется мано-
метром 15ж типа МТ-4. При низком разрежении в концентраторе включается
лампа Л5 через сигнализатор мембранный 15д.
Техническая характеристика системы типа ПВСМ
Напряжение питания прн частоте тока 50 Гц, В
Потребляемая мощность, кВт................
Давление сжатого воздуха, кПа.............
Расход сжатого воздуха, ма/ч..............
Габаритные размеры щита, мм:
длина ....................................
ширина ................................
высота ..... ..........................
Масса системы, кг:
ПВС1М .....................................
ПВС2М.................................
пвсзм.................................
ПВС-4М................................
Завод-изготовитель .......................
220 4-10%
350-^-800
16,0
1800
600
2200
5000
5500
6000
6500
Киевский опытный
«Сахантоматэ Мннпи-
щепрома УССР
287
Рис. 207. Функциональная схема системы автоматизации выпарной станция
ПВС1М.
Система обеспечивает контроль плотности сиропа датчиком 14а типа ПДТ-
28А (изделие завода «Сахавтомат») и вторичным прибором 146 типа ПВ4.2Э.
Управление пневматическими исполнительными механизмами осуществляется че-
рез позиционеры 4н—9н, 13и,'13н, 13р типа ПР 10-100.
Давление сжатого воздуха для питания пневмоприборов поддерживается на
требуемом уровне стабилизатором давления воздуха и контролируется электро-
«онтактным манометром 16а типа ЭКМ-1У, от контактов которого при мииималь-
нрм значении давления воздуха включается с^нальная лампа ЛЗ и сирена СС.
Глава 5
АВТОМАТИЗАЦИЯ ОБОРУДОВАНИЯ
ДЛЯ КРИСТАЛЛИЗАЦИИ
И СУШКИ САХАРА
1. Система автоматизации вакуум-аппаратов
периодического действия типа ПВА1
' Система предназначена для автоматизации вакуум-аппаратов периодического
действия первого продукта.
Система состоит из щита управления унифицированного шкафного типа с
мнемосхемой и пультом управления и комплектующих изделий.
Система работает следующим образом (рнс. 208). Регулирование уровня си-
ропа в аппарате осуществляется регулятором Зи типа ПР2.8. Для ускорения на-
бора продукта в аппарат предусмотрен дополнительный клапан начального на-
бора Зя типа 25ч36эмз, который подключается пиевмотумблером Зч типа П1Т.2.
Задания схеме регулирования формируются блоком задатчиков 106—Юх типа
П23Д.4. Контроль заданий осуществляется показывающим прибором 10а типа
ПВ1.3, его подключение к каждому каналу заданий — пневмокнопками Юл—10ц
типа П1КНЗ. Выходной сигнал регулятора Зи через переключающий блок, состоя-
щий из реле 4и, 4т, 4у типа ПП2.5, поступает на клапаны Зя, 4х, обеспечивая
набор продуктов в аппарат. Этот узел автоматически включается в работу при
достижении в аппарате заданного значения разрежения, устанавливаемого за-
датчиком Юк блока задатчиков.
Время открытия клапанов греющего пара Зх, Зц типа 25ч32иж определяет- •
ся величиной уровня продукта в аппарате и заданием, поступающим от задат-
чика Юг на позиционный регулятор Зе типа ПР1.5. При достижении заданного
уровня сигнал регулятора Зе через реле Зр типа ПП2.5 поступает на усилитель
мощности Зс типа ПП1.5‘и через байпасную панель дистанционного управления
-Зт типа БПДУ-А иа клапаны подачи пара. Клапаны пара остаются открытыми
до конца варки. Уровень продукта в аппарате измеряется дифференциальным
пьезометрическим датчиком уровня За типа РЗ-ПДТ-29-40 (изделие завода
«Сахавтомат») и вторичным прибором Зд типа ПВ4.3Э. Для сглаживания пуль-
саций и усиления сигнала применены дроссель регулируемый 36 типа П2Д.21Ч,
пневмоемкость Зв типа П332 и усилитель мощности Зг типа ПП1.5.
Уровень в аппарате поддерживается постоянным в процессе уваривания си-
ропа. При заданном значении электрического сопротивления сиропа, установлен-
ном задатчиком Юе, позиционный регулятор 4е типа ПР 1.5 через пневмоэлектро-
преобразователь 4ж типа П1.ПР4 включит сигнализацию (лампы Л6, Л7), сви-
детельствующую о необходимости ввода сахарной пудры. Оператор включает
тумблером 4к реле 4и, которое закрывает клапан Зя. Эта операция сигнализи-
руется лампой ЛЗ через пневмоэлектропреобразователь 4м. После образования
требуемого количества кристаллов сахара оператор включает тумблер 4н, вклю-
чается реле 4т, пропустив иа клапан Зя сигнал регулятора соотношения «уро-
вень— электросопротивление раствора» 4в типа ПРЗ.ЗЗ. Коррекция соотношения-
сигналов выполняется вручную задатчиком 106. Операция сигнализируется лам-
пой Л4 через пиевмоэлектропреобразователь 4г типа П1.ПР4.
При максимальном значении уровня утфеля в аппарате срабатывает пози-
ционный регулятор Зж типа ПР 1.5 и подает сигнал иа реле Зк. На это же реле
290
поступает сигнал от позиционного регулятора 4д при достижении электрическим
сопротивлением утфеля заданного значения. При наличии двух указанных сигна-
лов на выходе реле Зк формируется сигнал, свидетельствующий об окончании
варки, который поступает на реле Зю. При этом клапан Зя закрывается. Одно-
временно сигнал об окончании варки через реле Зп, Зр закрывает клапаны по-
дачи пара. Окончание варки сигнализируется световым и звуковым сигналами
(лампы Л1, Л2, сирена СС1). Электрическое сопротивление утфеля измеряется
кондуктометрическим датчиком 4а типа РЗ-ПДТ42 (изделие завода «Сахавто-
мат») с автоматическим мостом 4в типа КСМ-3, проградуированным на предел
измерения 0—1000 Ом.
Система обеспечивает прекращение подачи продукта на подкачку и греюще-
го пара в аппарат при падений разрежения в нем. Разрежение измеряется ва-
куумметром сильфонным 2а типа ВС-П1, сигнал с которого подается иа вторич-
ный прибор Зд и иа позиционный регулятор 26. Задание регулятору устанавли-
вается задатчиком Юк. Сигнал с регулятора через реле 2ж, 4у поступает на-
клапаны Зя. Этот же сигнал через реле Зп, Зр закрывает клапаны. Зх, Зц.
Система имеет ряд каналов регулирования и дистанционного управления ис-
полнительными механизмами. Регулирование разрежения в аппарате осуществ-
ляется регулятором 2в типа ПР3.31, который управляет пневмоприводом 2 д'
заслонки типа ПРУ-9 (изделие завода «Сахавтомат»). Клапаном пропарки 76 ти-
па 25ч36эм1_управляет пневмотумблер 7 а. Аналогично управляются пиевмокла-
. паны подачи и сброса вакуума 56, 66, сброса давления масла спускного шибера
86 и подачи масла в цилиндр шибера 96 (пиевмотумблеры 5а, 6а, 8а, 9а). Ко-
нечные выключатели /в, 6в—9в, 12в, 13а, 136 обеспечивают сигнализацию по-
ложения исполнительных механизмов (лампы Л9—Л18). Управление электро-
приводом воздушного шибера 16 типа ИМС-5 осуществляется переключателем
1а типа П2Т-1 (магнитный пускатель МП1 типа ПМЕ-0,74). Аналогично управ-
ляется фиксатор спускного шибера 126 (магнитный пускатель МП2, переключа-
тель 12а).
Давление масла в цилиндре спускного шиберр контролируется электрокои-
тактным манометром 14а типа ЭКМ-1 и сигнализируется его предельное мини-
мальное значение лампой Л5.
Контроль давления сжатого воздуха осуществляется также электроконтакт-
иым манометром lie и манометром техническим 11а. Сжатый воздух очищается'
фильтром Ф типа ФВ-6, величина его давления стабилизируется стабилизатором
116 типа СДВ-6.
Техническая характеристика системы типа ПВА1
Напряжение питания частотой 50 Гц, В . . . . ...... 380/220 +10%
-15%
Потребляемая мощность, кВт..................... 2
Давление сжатого воздуха, кПа.................... 350—800
Расход сжатого воздуха, м*/ч..................... 15
Габаритные размеры щита управления, мм:
длина.............................................. 600
ширина............................................. 1000
высота ........................................... 2500
Масса, кг:
щита управления.................................... 250
системы ................................ . 1665
Завод-изготовитель ........................... Киевский опытный
«Сахавтомат* Минпи-
щепрома УССР
2. Система автоматизации сушки сахара
типа. ПСС1
«
Система предназначена для контроля н автоматического регулирования ос-
новных технологических параметров процесса сушки и охлаждения сахара-песка
в аппаратах типа СК-1.'
Система состоит из одного щита шкафного типа и комплектующих изделий.
Работает система следующим образом (рис. 209). Температура горячего возду-
ха; поступающего в сушильную камеру, регулируется изменением количества па-
ра, подаваемого на калорифер.
29»
Рнс. 208. Функциональная схема системы
Температура воздуха после калорифера измеряется манометрическим газо-
вым термометром 1а типа ТПГ-4-V со вторичным прибором 16 типа ПВ3.2. Про-
порционально-интегральный регулятор 1в типа ПР3.31 управляет пневмоклапа-
ном 1д типа 25ч30нж через позиционер 1г типа ПР 10-100.
Узел регулирования температуры воздуха, поступающего в охладительную
камеру, выполнен аналогично описанному выше (термометр За, вторичный при-
бор 36, регулятор Зв, позиционер Зг, клапан Зд). ,
Температура сухого сахара регулируется косвенно по температуре воздуха,
выходящего нз сушильной камеры, а температура измеряется газовым - термо-
метром 2а типа ТПГ-4-V со вторичным прибором 26 типа ПВ3.2. Сигнал регу-
лятора 2в типа ПР3.31 управляет мембранным пневмоприводом 2д типа
МИМ-К-250-100-05В, который регулирует расход воздуха в сушильную камеру,
воздействуя на поворотную заслонку вентилятора. Мембранный пневмопривод
работает в комплекте с позиционером 2г.
Температура воздуха, выходящего из охладительной камеры, регулируется
аналогично (термометр 4а, вторичный прибор 46, регулятор 4в, позиционер 4г,
клапан 4д).
Температура охлажденного сахара контролируется газовым термометром 10а
типа ТПГ-4-V и вторичным показывающим прибором 106 типа ПВ1.3.
Давление воздуха в надсеточном пространстве сушильной камеры измеряет-
ся тягонапоромером 5а типа ТНС-П1 с пневматической дистанционной передачей
показаний. Сигнал передается иа вторичный прибор 56 типа ПВ3.2 и регулятор
5в типа ПР3.31. Регулятор управляет поворотной заслонкой 5д с пневмоприво-
дом типа МИМ-К-250-100-05В и позиционером 5г, изменяя производительность
вытяжного вентилятора и, следовательно, давление воздуха в сушильной каме-
ре. При падении разрежения в сушильной камере позиционный регулятор 5ж
типа ПР1.5 через реле переключений 11а типа ПП2.5 закрывает клапан 76 типа
25ч30иж подачи сока на циклоны.
Давление воздуха в охладительной камере регулируется Аналогично (тяго-
напоромер 6а, вторичный прибор 66, регулятор 6в, пневмопривод 6д, позицио-
нер 6г, позиционный регулятор 6ж).
293
Рис. 209. Функциональная схема системы автоматизации сушки сахара П£С1,
Давление воздуха, поступающего на сушку сахара, регулируется стрелочным
тягонапоромером 8а типа ТНМП-52, установленным по месту, давление охла-
ждающего воздуха — аналогичным тягонапоромером 9а.
Техническая характеристика системы типа ПСС1
Давление сжатого воздуха для питания приборов, кПа 350—800
Расход сжатого воздуха, м»/ч.................................. 12
Габаритные размеры щита управления, мм:
длина.................................................. £80
ширина.................................................. 600
высота................................................ 2000
Масса, кг:
щита управления...................................... 189
системы................................................. 527
Завод-Изготовитель...................................Киевский опытный
«Сахавтомат» Мин пи-
щепрома УССР
Глава 6
АВТОМАТИЗАЦИЯ ОБОРУДОВАНИЯ
ИЗВЕСТКОВОГО ОТДЕЛЕНИЯ
1. Система автоматизации известково-газовой печи
типа ПИГЗ
Система предназначена для автоматизации известково-газовых печей, рабо-
тающих на твердом топливе и оборудованных комплектом механизмов для до-
зировки шихтовых материалов.
Система состоит из щита и пульта управления, силового шкафа и комплек-
тующих изделий для внешнего монтажа. Аппаратура контроля и регулирования
теплового режима работы печи смонтирована на шкафном щите управления. При-
боры и аппараты управления дозировкой и загрузкой шихтовых материалов смон-
тированы на пульте управления. Аппараты управления электродвигателями уста-
новлены в силовом щите.
Система работает следующим образом (рис. 210). Управление работой элек-'
тродвйГателей осуществляется включением магнитных пускателей 1МП—9МП
типа ПМЕ дистанционно или в автоматическом режиме. Рабочее положение ме-
ханизмов печи и состояние основных параметров сигнализируются сигнальными
лампами 1Л—20Л на мнемосхеме. В аварийных ситуациях включается звуко-
вая сигнализация (электрозвонок Зв типа ЗП-220, кнопки съема сигнала КОС
КО типа КМ2-1).
Известняк илн кокс подаются транспортером и распределяются шибером с
приводом 9ЭД в соответствующие бункеры. Положение шибера фиксируется ко-
нечными выключателями К.ТГ, КТИ и сигнализируется иа мнемосхеме лампами
Л1, Л2. Уровень шихты в бункерах измеряется датчиками 1а, 16, 2а, 26 типа
ПДТ13 (изделие завода Сахавтомат») в комплекте с реле 1в, 2в типа ИКС-2Н.
При установке скипового подъемника на рычажные весы открывается затвор до-
затора кокса (пускатель 1МП, электродвигатель 1ЭД). .После опорожнения до-
затора (время определяется реле времени) и закрытия его затвора включается
питатель кокса (пускатель 2МП, электродвигатель. 2ЭД), который обеспечивает
наполнение очередной дозы кокса в дозатор (контролируется конечным .выклю-
чателем КВТ}. Конечные выключатели КДО, КДЗ сигнализируют на мнемосхе-
ме положение затвора дозатора. Одновременно с открытием затвора дозатора
топлива схема предусматривает включение питателя подачи в скип известняка
(пускатель ЗМП, электродвигатель ЗЭД). Заполнение дозатора фиксируется ко-
нечным выключателем весов КВИ, от которого отключается питатель известняка.
Нахождение скипа в ннжнем и верхнем положении сигнализируется с помо-
щью датчиков 4q, 5а, 46, 56 типа ПДТ12 (изделие завода «Сахавтомат»). ПерёД
поднятием скипового подъемника контролируется уровень шихты в печи при
помощи штангового уровнемера Ду (изделие завода «Сахавтомат»). Штанга уров-
немера касается шихты, и трос, которым она связана с лебедкой, ослабляется.
295
Рис. 210. Функциональная схема системы автоматизации известково-газовой
печи ПИГЗ.
При этом конечный выключатель КТД выключен и пускатель 4МП привода ле-
бедки 4ЭД обесточен.
По мере выгрузки обожженного известняка из печи уровень шихты в ней
опускается. Штанга теряет контакт с шихтой; трос, на котором она висит, натя-
гивается. При этом включается конечный выключатель КТД, электродвигатель
4ЭД опускает штангу до контакта с шихтой, трос вновь ослабляется н лебедка
отключается. Конечные выключатели КУН, КУВ типа Д703 фиксируют предель-
ные значения уровней, его текущее значение измеряется прибором 6а, 66 типа
КСД-3.
При замыкании контактов конечного выключателя КУН дается разрешение
на подъем скипового подъемника. При этом штанга поднимается вверх для ис-
ключения ее поломки при выгрузке скипа. В верхнем положении штаигн от ко-
нечного выключателя КУВ (при уставке реле счета импульсов 5в типа СИ-206
равной единице) включается пускатель 6МП и двигатель 6ЭД откроет нижний
загрузочный клапан. По истечении времени, достаточного для выгрузки, клапан
закроется. Включится пускатель 7МП0 и электродвигатель 7ЭД откроет верхний
загрузочный клапан. Шихта пересыпается в межклапанное пространство, после
чего верхний клапан закрывается. Положение клапанов фиксируется конечными
выключателями IKKO, 2ККО, 1ККЗ, 2ККЗ типа ВК-200Б.
В верхнем положении скипового подъемника отключается электропривод
8ЭД. По истечении времени, достаточного для опорожнения скипа, последний
опускается. Штанговый уровнемер вновь измеряет уровень шихты и, если он про-
должает оставаться минимальным, загрузка повторяется. Конечные выключатели
КЛН, КЛВ механизма включения скипового подъемника ИВП типа П484 (из-
делие завода «Сахавтомат») фиксируют направление движения скипа. Датчик
За, 36 типа ПДТ11 (изделие завода «Сахавтомат») сигнализирует о состоянии
натяжения троса скипового'подъемника.
Система позволяет за одни прием загружать в печь несколько порций ших-
ты, накопив их на загрузочном устройстве (количество порций шихты опреде-
ляется уставкой реле счета импульсов).
Дистанционное управление приводами механизмов осуществляется ключами
1П—7П и кнопками 1КН—8КН.
Система обеспечивает регулирование теплового режима печи изменением
температуры отходящих газов. Температура измеряется термометром сопротив-
ления 7а типа ТСП-5071 со вторичным прибором 76 типа КСМ-3. Регулятор 7в
типа ПР2.5, сравнивая значения сигналов от прибора 76 и задатчика 7г, управ-
ляет через байпасную панель 7д заслонкой 7с типа ПРУ-9, установленной на
коммуникации отбора газа из печи.
Техническая характеристика системы типа ПИГЗ
Напряжение питания частотой 50 Гц, В..............
Потребляемая мощность, кВт......................
Давление сжатого воздуха. кПа.....................
Расход сжатого воздуха, №/ч.......................
Габаритные размеры, мм:
щита управления;
длина ............................................
ширина ...............................t
высота .................................
пульта управления;
длина ......................................
ширина .................................
высота .................................
щита силового:
длина ......................................
ширима .................................
высота ......................
Масса, кг:
щита управления .................................
пульта » .............................
щита силового................................
системы .....................................
Завод-изготовитель . .............................
380/220
2,0
350—800
0,85
600
600
2200
1000
1200
1600
1000
400
1650
Киевский опытный
«Сахавтомат» Мин пи-
щепрома УССР
298
Температура газа в лавере регулируется с помощью термометра сопротивле-
ния 8а типа ТСП-5071, моста автоматического 86 с пневморегулятором типа
КСМ-3, панели управления 8в типа ПП12.2 и клапана регулирующего с пневмо-
приводом 8г типа 25ч30нж. Клапан регулирует подачу холодной воды нй лавер.
Тягомеры 96, 10а типа ТММП-52 измеряют давление по тракту подачи газа.
Сжатый воздух для питания пиевмоприборов очищается фильтром Ф типа ФВ-6,
его давление стабилизируется стабилизатором 11а типа СДВ-6. Давление’ возду-
ха контролируется электроконтактным манометром 12а типа ЭКМ-1.
2. Система автоматизации приготовления
известкового молока типа ПИМ2
Система предназначена для автоматизации оборудования получения извест-
кового молока. Система состоит из щита управления, питателя извести и Ком-
плектующих изделий, необходимых для внешнего монтажа.
Система работает следующим образом (рис. 211). Регулирование произво-
дительности известкового отделения ведется по косвенному параметру, которым
является уровень в мешалке неочищенного известкового молока. Уровень изме-
ряется буйковым уровнемером За типа РУБ-1-ОНТ-33-08 и вторичным прибором
36 типа ПВ10.1Э. Регулирующее воздействие регулятора Зв типа ПР2.8, промо-
дулнроваиное широтно-импульсным модулятором Зг типа ПБФ.5 (изделие заво-
да «Сахавтомат») и преобразованное в электрический сигнал сигнализатором Зд
типа СМ-1, управляет пускателем 2МП привода питателя извести и клапаном
подачи воды на гашение извести бе через электропневмопреобразователь бд ти-
па П1.ПР5. Время работы питателя (количество поданной на гашение извести)
и время открытия клапана (расход воды) является, следовательно, переменным
и зависит от потребности завода в известковом молоке.
Дистанционное управление работой питателя осуществляется переключате-
лем 2ПУ типа ПМОФ45.
Система обеспечивает автоматическое регулирование плотности известково-
го молока. Датчик плотности ба типа ПИМ2/2 завода «Сахавтомат» измеряет
плотность молока на выходе из нзвестегаснльного аппарата. Сигнал, пропорцио-
нальный величине плотности молока, с дифманометра 66 типа ДМ-П1 поступает
иа вторичный прибор 6в типа ПВ10.1Э и' статический регулятор бг типа
ПР2.8. Сигнал регулятора управляет клапаном подачи воды бе. Величина откры-
тия клапана определяется плотностью известкового молока. Расход воды изме-
ряется щелевым расходомером 5а типа ПДТ14 (изделие завода «Сахавтомат»)
с дифманометром 56 типа ДМ-П2 и вторичным прибором 5в типа ПВ1.3.
Для поддержания уровня извести в бункере над питателем применен датчик
1а типа ПРУ17.03.020 (изделие завода «Сахавтомат»). Он действует по принци-
пу щупа, периодически в 0—300 с по команде от прибора 1в типа КЭП-12У, про-
изводя проверку наличия извести. Если щуп имеет контакт с известью, что фик-
сируется конечным выключателем, то останавливается привод выгрузочного ме-
ханизма печи (пускатель 1МП). Управление пневмоприводом щупа осуществля-
ется через электропневмопреобразователь 16 типа П1.ПР5. Давление сжатого
воздуха устанавливается-редуктором РД типа РДВ-5М и контролируется мано-
метром М. Дистанционное и местное управление механизмом выгрузки произво-
дится ключей 1ПУ и со щитка 1ПМУ. Сигнализация его работы осуществляется
с помощью табло 1ТС, 2ТС типа ТС-1.
Для повышения точности дозирования воды, идущей на гашение извести,
поддерживается постоянным напор воды в сборнике. Учитывая, что к сборнику
подводится вода трех видов, система предусматривает автоматическое переклю-
чение вида питающей воды с соблюдением следующей очередности: промой, ам-
миачная вода, холодная вода. Отключение осуществляется в обратном порядке.
Уровень воды в сборнике измеряется в пяти точках по высоте уровнемерами
9а, 96 типа ЭРСУ-3. Управление подачей воды производится при помощи клапа-
нов 9н, 9ж, 9з типа 25ч25эмз через электропиевмопреобразователи 96, 9в, 9г ти-
па П1.ПР5. Дистанционная работа клапанов осуществляется от переключателей
ЗПУ — 5ПУ тира ПМОФ45. Сигнализация подачи воды осуществляется с по-
мощью световых табло 5ТС—8ТС.
299
Система обеспечивает поддержание заданной температуры воды, подаваемой
иа гашение извести. Температура измеряется термометром сопротивления 8а ти-
па ТСП-5071Б с логометром 86 типа ЛР-64-02. Логометр управляет клапаном
подачи пара в сборник 8г типа 25ч36эм1 через электропневмопреобразователь
8в типа П1.ПР5. При минимальном уровне воды в сборнике предусмотрена бло-
кировка на отключение пара.
Помимо описанных выше узлов регулирования, система предусматривает
также измерение температуры извести в бункере под печью (термометр сопро-
тивления 2а, логометр 26), измерение и запись плотности очищенного известко-
вого молока (плотномер 7а типа ПДТ7 завода «Сахавтомат», дифманометр 76
типа ДМ-П2, вторичный прибор 7в типа ПВ4.2Э), измерение уровня в мешалке
очищенного известкового молока (уровнемер 4а типа РУБ-1-ОНТ-33-08, вторич-
ный прибор 46 типа ПВ1.3), а также блокировку подачи извести и воды в из-
вестегасильный аппарат при остановке его привода.
300
Техническая характеристика системы типа ПИ М2
Напряжение питания при частоте 50 Гц, В. .......
Потребляемая мощность, кВт...........................
Давление сжатого воздуха, кПа........................
Расход сжатого воздуха. м*/ч.........................
Расход чистой питьевой воды для питания плотномера,
м*/ч ................................................
Габаритные размеры, мм;
щита управления]
длина............................. .............
ширина .....................................
высота......................................
питателя с бункером]
длина .........................................
ширина......................................
высота .................................
Масса, кг]
щита управления ...................................
питателя.........................................
системы .........................................
Вав од-из готовите ль ................................
380/220
7
350—800
3
0,02
800
600
2200
2105
970
2730
235
Б65
1500
Киевский опытный
«Сахавтомат» Миипи-
щепрома УССР
СПИСОК
ЛИТЕРАТУРЫ
Азрилевич М. Я.
Технологическое обору-
дований свеклосахарных
.заводов. М., Пищ.
’пром-сть, 1979, 343 с.
Белик В. Г., Щерба-
ков А. М. Оптимальные
рабочие скорости свекло-
резок.-!- Сах. пром-сть,
1980, № 5, с. 34—36.
Бурдун Г. Д. Спра-
вочник по международ-
ной системе единиц. М.,
Изд-во стандартов, 1977,
232 с.
Гребенюк С. М. Тех-
нологическое оборудова-
ние сахарных заводов,
приготовления известкового молока ПИМ2. ДО., Пнщ пром-сть 1969
180 с.
Заборсин А. Ф., Дмитрюк А. А. Сушка и охлаждение сахара-песка в псев-
доожиженном слое. М., Пищ. пром-сть, 1979. 101 с.
Соколенко Т. Г., Белик В. Г. Отраслевой каталог. Оборудование для сахар-
ной промышленности. М_, ЦНИИТЭИлегпищемаш, 1980. 133 с.
Современное оборудование для упаковки пищевых продуктов / Ю. В. Бурляй,
Л. А. Сухой, В. Ю. Жидонис и др. М., Пищ. пром-сть, 1978. 238 с.
Щербаков А, М., Белик В. Г. Расчет и конструирование основных элементов
центробежных свеклорезок.— Сах. пром-сть, 1979, № 6, с. 28—31.
Монтаж и наладка средств автоматизации в сахарной промышленности
/В. Г. Белик, С Ф. Геращенко, Э. А. Ковальчук и др. М., Пищ. пром-сть, 1976.
301
ОГЛАВЛЕНИЕ
Стр.
Пред-ислоние . . .................................................... 3
Раздел I
Технологическое оборудование сахарных заводов . ..................... 5
Глава 1. Оборудование склада свеклы.................................. 5
1. Буртоукладчики мобильные типов Комплекс-65М2Б-К, Комп-
лекс-65МЗ-К, Комплекс-65М2БЗ-К............................... 5
2. Буртоукладчик фронтальный типа Комплекс-68ЭЗБЗ-К ... 9
3. Погрузчик тракторный типа ПТС-77........................ 12
4. Свеклоподаватель типа Ш1-ПСП . -........................ 13
5. Подборщик россыпей свеклы типа Ш1-ППС....................15
• 6. Водобой типа В-66....................................... 16
7. Линия типа А1-ПЛ2С для механизированного отбора и ана-
лиза проб свеклы на загрязненность и сахаристость .... 17
8. Линия' полуавтоматическая типа УЛС-1 для определения са-
харистости свеклы........................................... 20
9. Механизированные линии типа РЮПРО (ГДР) для отбора
проб и определения общей загрязненности свеклы............ 22
10. Автоматическая линия типа Ш1-ПАЖ для определения содер-
жания сахара в жоме......................................... 23
-Глава 2. Оборудование тракта подачи свеклы......................... 25
1. Шиберы пульсирующие типов РШ-1М, РШ-6М.................. 25
2. Насосы центробежные типов УС-1, УС-2, УС-3.............. 27
3. Ловушки гндротранспортные барабанные типов ЛТП-62М,
РЗ-ПУБ, РЗ-ПУБ-6.........................................: . 30
4. Соломоботволовушки типов СБГМ-700, СБГ-1060-6,0 .... 32
5. Водоотделители дисковые типов ВДМ-15, ВДФ-3, ВДФ-6 34
. Оборудование моечного отделения, подъема и резки свеклы 36
1. Свекломойки типов КМЗ-М, СМК-ЗМ, СКД-6.................. 36
2. Хвостнкоулавлнватель-классификатор типа РХК-ЗМ .... 40
3. Хвостнкоулавливатель типа РХ-6.......................... 42
4. Классификатор хвостиков свеклы типа КХЛ-6............... 42
5. Элеваторы для свеклы типов А2-ПЭА-500. А2-ПЭА-700 ... 43
6. Весы автоматические порционные типа ДС-800 для свеклы 45
7. Весы автоматические к ленточным конвейерам типа ЛТМ-1М 47
8. Свеклорезки центробежные типов Т1-СЦ2Б-12, Т1-СЦ2Б-16,
Т2М-СЦ2Б-12, Т2М-СЦ2Б-16, А2-ПРБ-24 фирмы «Полимейс-
Цекоп» (ПНР) ............................................. 48
9. Свеклорезки барабанные типов СБ-8, А2-ПРА-12 фирмы «Ма-
гена» (Англия)......................................... . 51
10. Свеклорезки дисковые типов RK-13 (ПНР), RKE-15 (ПНР),
PSM-20/24 (ГДР), фирм «Путш», БМА (ФРГ)..................... 53
11. Ножи свеклорезные типов 1017-П, 1011-В производства СФРЮ 55
Глава 4. Оборудование для извлечений сока........................... 56
L Диффузионные аппараты колонные типов КДА-15-66,
КДА-20-66, КДА-25-66, КДА-30-66, КД2-А25, КД2-А30 фирм
БМА и «Букау-Вольф» (ФРГ)................................. 56
2. Диффузионные аппараты наклонные типов А1-ПДС-20,
А1-ПД2-С20, А1-ПД2-С30, А1-ПДС-60, ДС (ПНР)................. 61
3. Ошпарнватель стружкн типа ОС-25/ЗОМ . „ ...... ; 66
4. Отпариватель стружки противоточный типа А2-ПОБ-30 67
5. Пульполовушки с прессом типа ПП-15/20, ПП-25/30 .... 71
6. Пульполовушки ротационные типа ПР-58М, ПР-15/20, ПР-25/30 72
7. Отстойники жомопрессовой воды типа 711 и 712............ 75
8. Пресс типа А2-ППВ для отжатия жома...................... 77
9. Пресс вертикальный жомовый типа А4-ПВЖ-Б................. 79
Ю. Пресс типа ПВЖ-57 для отжатия сырого жома................. 81
П. Пресс типа ПСЖН-68 наклонный для отжатия сырого жома 82
12. Прессы для отжатия сырого жома, зарубежных фирм .... 84
•302
Глава 5. Оборудование для очистки сока.............................. 85
1, Аппараты предварительной дефекации типа ПР............... 85
2. Аппарат прогрессивной йреддефекации типа СВР-1С (ПНР) 88
3. Аппараты прогрессивной преддефекацин типа РЗ-ППД-З и
РЗ-ППД-4 .................................................... 90
4. Преддефекатор фирмы «Полимекс-Цекоп» (ПНР)............... 92
5. Аппараты основной дефекации типа ОД...................... 94
6. Основной дефекатор фирмы «Полимекс-Цекоп» (ПНР) ... 97.
7. Двухкотловой дефекатор непрерывного действия фирмы «По-
лимекс-Цекоп» (ПНР).......................................... 98
8. Дозаторы известкового молока типа РЗ-ПРУ-З и РЗ-ПРУ-6 ЮО
9. Дозатор известкового молока системы Годвода (ПНР) . . . 102
10. Аппараты I-сатурации типа IC............................ 104
И. Аппараты II сатурации типа ПС............................ 108
12. Установка непрерывной безбарботёрной сатурации фирмы
«Полимекс-Цекоп» (ПНР)................................. ПО
13. Аппараты предварительной сатурации (предсатураторы) типа
ПрС-4,5 и ПрС-6,0....................................... Ш
14. Отстойник сатурационный типа РЗ-ПОС-1,5............112
15. Вакуум-фильтр типа БОУ-40-3-10..................... 115
16. Фильтры дисковые типов ФД-80, ФД-100М, ФД-150 .... 121
17. Фильтры листовые типа ФиЛС-60, ФиЛС-100............124
18. Оросительные сульфитаторы типа СО-1,5 и СО-1,8 .... 126
19. Барботерные сульфитаторы фирмы «Полимекс-Цекоп» (ПНР) 120
20. Жидкостно-струйные сульфитаторы типа А2-ПСК и А2-ПСМ 130
21. Печь сернистая вращающаяся типа БВЯ-2.............. 133
22. Установка для получения сернистого газа типа Ш52-ППС 136
Глава 6. Оборудование для нагрева, выпаривания и коидеисации .... 139
1. Подогреватели типа ПДС и ПСС............................139
2. Теплообменники противоточные типа А2-ПТА (ТДС) .... 144
3. Подогреватели фирмы «Полимекс-Цекоп» (ПНР)...............149
4. Подогреватели пароконтактные типа РЗ-ПКП.................149
5. Подогреватель секционный типа А2-ПВС-60.................152
6. Выпарные аппараты типа А2-ПВВ . ........................ 155
7. Выпарной аппарат типа ВАГ-3000 ......................... 160
8. Выпарные аппараты фирмы «Полимекс-Цекоп» (ПНР) ... 163
9. Выпарные аппараты БМА (ФРГ)............................. 164
10. Водоотводчикн типа ВО-50 и ВО-150 . . »................. 165
11. Конденсаторы-смешения барометрические типа РЗ-ПКО . . . 165
12. Предкоиденсаторы барометрические типа РЗ-ПК-4,5 и
РЗ-ПК-6,0.................................................. 17»
13. Конденсаторы смешения барометрическйе комбинированные
типа А2-ПКБ-3 и А2-ПКБ-6..................................171
14. Конденсатор смешения барометрический фирмы БМА (ФРГ) 174
Глава 7. Оборудование для кристаллизации сахара................ 175
1. Вакуум-аппарат типа Ж4-ПВА.......................... 175
2. Вакуум-аппарат типа Л4-ПУ-2А-60......................177
3. Вакуум-аппарат типа ВАЦ-800 ............................. 175
4. Вакуум-аппараты унифицированные типа А2-ПВЕ...............179
5. Вакуум-аппарат типа ВАВ-60.......................«... 181
6. Вакуум-аппарат фирмы ДДС (Дания) ......... 183
7. Утфелемешалка типа УМ-1.......................' . . . . 184
8. Утфелемешалка I и II продуктов емкостью 65 м3.......... 185
9. Приемная утфелемешалка типа РЗ-ПУМ-65.................. 187
1Q. Утфелемешалка-кристаллизатор типа ПМК-30...............-187
11. Утфелемешалка-кристаллизатор емкостью 45 м3............ 190
12. Мешалка аффинационная типа АМД-6....................... 193
13. Утфелераспределителн для трех и четырех центрифуг . . . 193
14. Клеровочный котел типа КЛР-1,4......................... 195
Глава 8. Оборудование для фуговки утфелей и сушки сахара............197
1. Центрифуги подвесные фильтрующие типа ФПН-1251Л . . . 197
303
2. Центрифуга подвесная фильтрующая типа ФПН-1251Т-1 . . . 200
3. Центрифуга фильтрующая вертикальная непрерыв недействую-
щая типа ФВИ-1001К-1 с инерционной выгрузкой осадка 202
4. Сушильно-сортировочный комплекс типа СК-1................203
5. Сушильно-охладительные установки для сахара-песка типа ПСП 205
Глава 9. Оборудование известкового отделения.........................207
1. Известеобжигательные печи типа ИПШ-100, ИПШ-200 . . . 207
2. Аппараты известегасильные типов АИ-1, 8М2; АИ-2-4,5;
АИ-2,5-6,0 ..........................’....................210
3. Промыватель сатурационного газа модернизированный типа
Ж7-ПСГ.......................................................214
4. Вибросито для известкового молока типа РЗ-ПРМ ..... 215
5. Песколовушка Русселя—Дорошенко...........................217
6. Мешалки известкового молока типа РЗ-ПИМ..................219
7. Гидроциклоны известкового молока типа РЗ-ПГМ-10, РЗ-ПГМ-
15, РЗ-ПГМ-25 .............................................. 221
8. Комплект оборудования для подготовки и подачи шихтовых
материалов в известеобжигательную печь.......................223
Глава t0. Оборудование для сушки и гранулирования жома...............234
1. Барабан жомосушильиый типа А2-ПСА........................234
2. Установка для гранулирования жома типа Е8-ПГА.........239
3. Смеситель мелассы и карбамида типа СМК-0,5...............243
4. Смеситель-дозатор мелассы типа СДМ-3.....................244
Раздел II
Системы автоматизации оборудования технологических участков .... 246
Глава 1. Автоматизация оборудования подачи и мойки свеклы .... 246
1. Система автоматизации тракта подачи свеклы типа РЗ-ПТС2 246
2. Станция управления пульсирующим шибером типа ПРУ-11 252
Глава 2. Автоматизация оборудования для извлечения сока..............255
1. Система автоматизации колонных диффузионных аппаратов
типа РЗ-ПДК2.................................................255
2. Система автоматизации колонных диффузионных аппаратов
типа КД2-А25, КД2-А30 ...................................... 262
3. Система автоматизации наклонных диффузионных аппаратов
типа А1-ПД2-С20, А1-ПД2-С30 ............................... 269
Глава 3. Автоматизация оборудования для очистки сока.................274
1. Система автоматизации дефекосатурации типа ПДС-8 . . . 274
2. Система автоматизации фильтров ФиЛС типа РЗ-ПФЛ8 . • . 278
3. Система автоматизации жидкостно-струнных сульфитаторов
типа А2-ПСК, А2-ПСМ . . .....................................282
Глава 4. Автоматизация оборудования для нагрева и выпаривания про-
дуктов ...............................................................284
1. Система автоматизации подогревателей типа ППГЗ .... 284
2. Система автоматизации сборников-подогревателей типа ППГ5 285
3. Система автоматизации универсального пароконтактного подо-
гревателя типа РЗ-ППГ2Е......................................285
4. Система -автоматизации выпарной станции типа ПВСМ . . . 286
Глава 5. Автоматизация оборудования для кристаллизации и сушки сахара 290
1. Система автоматизации вакуум-аппаратов периодического дей-
ствия типа ПВА1...........................................290
2. Система автоматизапии сушки сахара типа ПСС1.............291.
Глава 6. Автоматизация оборудования известкового отделения...........296
1. Система автоматизации известково-газовой печи типа ППГЗ 295
2. Система автоматизации приготовления известкового молока
типа ПИМ2...............................................lit 299
Список литературы............................... . . . , . . . . . 301