/
















































































































































































Автор: Гордон Л.В. Скворцов С.О. Лисов В.И.
Теги: лесопродукты и их использование лесное хозяйство лесоводство
ISBN: 5—7120—0065—2
Год: 1988




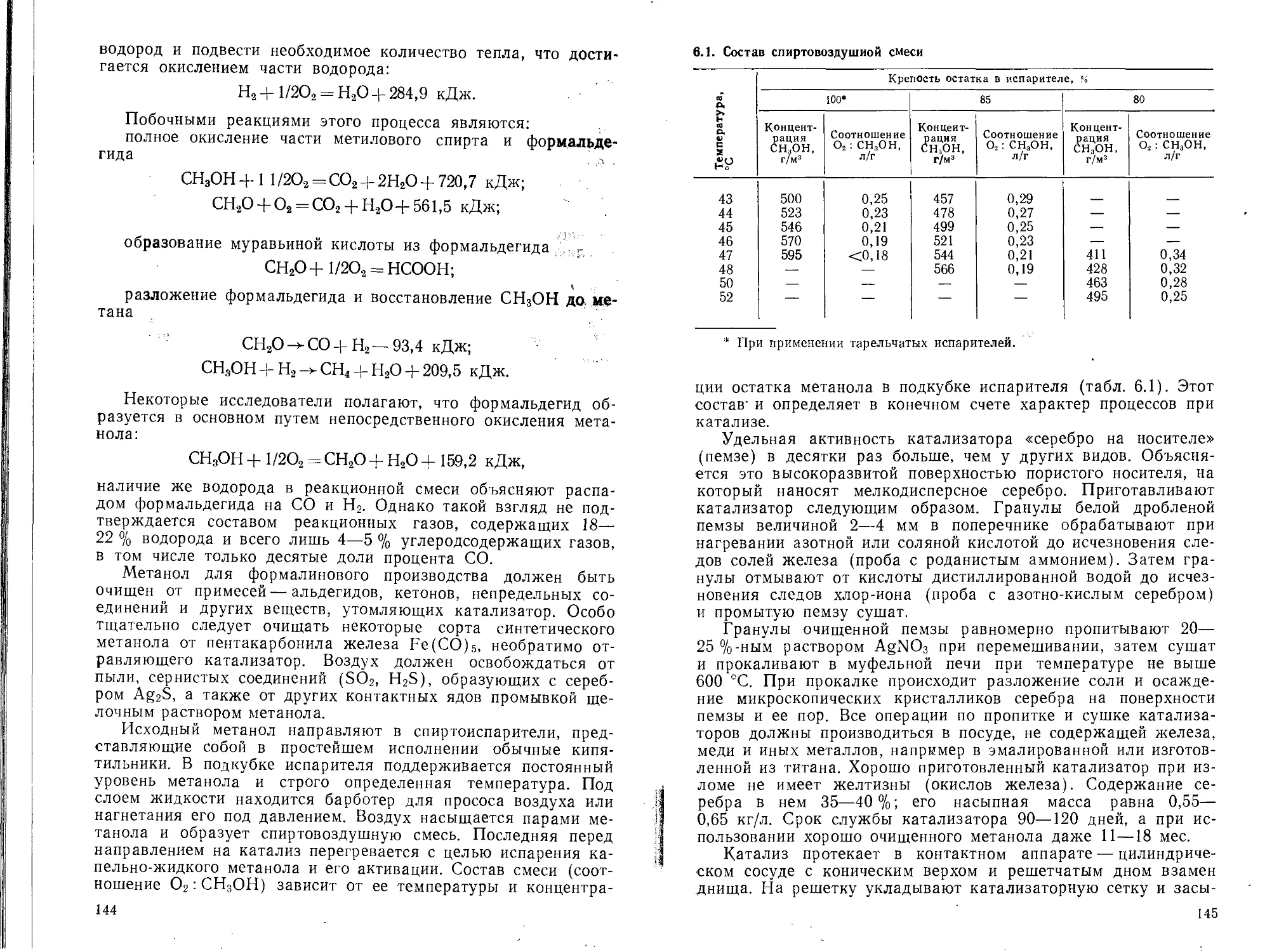
Текст
Л. В. ГОРДОН
С.О.СКВОРЦОВ
в.и.лисов
ТЕХНОЛОГИЯ
И ОБОРУДОВАНИЕ
ЛЕСОХИМИЧЕСКИХ
ПРОИЗВОДСТВ
ИЗДАНИЕ ПЯТОЕ, ПЕРЕРАБОТАННОЕ .
Допущено Министерством лесной, цел-
люлозно-бумажной и деревообрабаты- г
вающей промышленности СССР в ка-
честве учебника для техникумов
Москва
•Лесная промышленность1
1988
'к) г
УДК 630*86.002.27.51 (075.32)
Гордон Л. В., Скворцов С. О., Лисов В. И. Технология и оборудование
лесохимических производств: Учебник для техникумов. 5-е изд., перераб.— М.:
Лесн. пром-сть, 1988.— 360 с.
ISBN 5—7120—0065—2
Освещены основные направления химического использования древесины. '-
Описаны пиролизное, уксусно-кислотное, формалиновое, канифольно-скипидар-
ное производства, ацетатные растворители, переработка древесных смол, тал- ;
ловых продуктов.
Настоящее издание учебника существенно переработано по сравнению
с четвертым изданием (1979 г.) в соответствии с новой программой подго-
товки техннков-лесохимиков и с учетом изменений, происшедших в лесохими-
ческой промышленности в результате совершенствования действующих и внед-
рения новых технологических процессов, расширения ассортимента и повыше-
ния качества продукции. Значительно расширено описание оборудования ле-
сохимических производств. Введены дополнительные главы по переработке
древесной зелени и по обезвреживанию промышленных стоков п газовых вы-
бросов.
Для учащихся лесотехнических техникумов. ।
Табл. 32, ил. 113, библиогр.— 11 назв. , <
г 3003000000-017 „„ ,RK qq
Г 037(01Г-88~ Свод-план ,б5-88
ISBN 5—7120—0065—2
© Издательство «Лесная промышлен-
ность», 1979 г .
© Издательство «Лесная промышлен-
ность», 1988 г., с изменениями.
ПРЕДИСЛОВИЕ
Настоящее, пятое издание учебника «Технология и оборудо-
вание лесохимических производств» значительно переработано
по сравнению с четвертым изданием с учетом структурных из-
менений и технического прогресса в промышленности.
В 80-е годы текущего столетия изменились удельный вес и
значение различных лесохимических производств, возросла по-
требность во многих лесохимических продуктах. Внесены усо-
вершенствования в технологию и оборудование для производ-
ства уксусной кислоты, ацетатных растворителей, канифоли и
скипидара, камфары, других лесохимических продуктов.
Значительно расширен ассортимент модифицированных и
синтетических продуктов, получаемых на основе канифоли и
скипидара, разработана и освоена технология производства
медицинской камфары из скипидара и др. Повышены требова-
ния к качеству многих видов продукции, пересмотрены стан-
дарты и технические условия.
Большинство глав учебника значительно обновлено и до-
полнительно введены две главы — по переработке древесной
зелени и по обезвреживанию промышленных сточных вод и
газовых выбросов.
Значительно больше уделено места описанию и расчетам
основного технологического оборудования уксусно-кислотного,
канифольно-терпентинного и канифольно-экстракционного про-
изводств и в соответствующих главах выделены специальные
разделы по оборудованию.
Как и в предыдущих изданиях, в учебник не включены
нормы технологического режима, правила управления отдель-
ными аппаратами и устранения неполадок в их работе; эти
вопросы должны изучаться по действующим технологическим
регламентам и производственным инструкциям. По охране
труда и технике безопасности также даны лишь самые общие
указания, поскольку эти вопросы рассматриваются в специаль-
ном курсе.
Главы 1, 2, 7, 8, 11, 12 и 13 подготовил Л. В. Гордон (раз-
дел «Живица» в главе 8 совместно с
он же внес коррективы в главу 3, написанную для предыду-
щих изданий В. В. Фефиловым . Главы 4, 5, 6 и 14 подгото-
вил С. О. Скворцов, главы 9 и 10, написанные для первых трех
изданий |Г. Д. Атаманчуковым j, переработал В. И. Лисов.
Г. Б. Оловениковым ),
1*
3
ВВЕДЕНИЕ
Промышленность химической переработки древесины, или
лесохимия, охватывает разнообразные химические производ-
ства. Многие из них в процессе своего развития отделились от
лесохимической промышленности. В настоящем учебнике рас-
сматриваются различные производства, основанные на терми-
ческом разложении древесины и на использовании содержа-
щихся в ней экстрактивных веществ.
Зарождение лесохимии в России относят к XII в., когда по-
явились углежжение и смолокурение. Впоследствие углежже-
ние получило особенно широкое распространение на Урале
в связи с развитием металлургической промышленности. Вы-
работка древесного угля достигала здесь 1 млн. т/год.
Смолокурение осуществлялось преимущественно в северных
районах, в районе р. Ветлуги и на западе страны; вырабаты-
валось до 90 тыс. т смолы и 20 тыс. т скипидара-сырца в год.
Пиролизом древесины лиственных пород для получения ук-
сусной кислоты в России начали заниматься в 20-х годах
XIX в., когда был построен первый небольшой завод, выпус-
кавший ледяную уксусную кислоту, уксусно-кислый натрий,
красители. Через 30—40 лет таких заводов было уже не-
сколько.
После Великой Октябрьской социалистической революции
в целях развития производства лесохимической уксусной кис-
лоты в-1933 г. был пущен Ашинский лесохимический комбинат
в Челябинской обл., в 1937 г.— Сявский лесохимкомбинат
в Горьковской обл. На Урале были построены установки для
улавливания жидких лесохимических продуктов при углежже-
нии в непрерывнодействующих печах и при газификации дре-
весины. В послевоенный период построен Амзинский и позднее
Моломский заводы пиролиза древесины.
Первые попытки создания в России канифольно-скипидар-
ных производств относятся к началу XVIII в. В конце XIX в.
и начале XX в. в связи с высказанными русскими учеными
Д. И. Менделеевым и В. Е. Тищенко пожеланиями об органи-
зации в России собственного производства канифоли и скипи-
дара проводились многочисленные опыты подсочки сосны. Од-
нако из-за консерватизма лесного ведомства подсочка в Рос-
сии не получила развития как якобы приносящая вред лесу.
К тому же периоду относятся неоднократные попытки ще-
лочной переработки осмола, однако получить продукцию над-
лежащего качества не удавалось. В 1913 г. на заводе, постро-
енном в нынешней Владимирской обл., было реализовано
4
предложение Д. И. Менделеева о возможности извлечения ка-
нифоли из осмола органическим растворителем.
После 1917 г. были приняты энергичные меры по развитию
канифольно-скипидарных производств. В 1926 г. добыто 413 т
живицы, в 1927 г.— 1728, в 1928 г.— 8310, в 1930 г.— 34 148,
а в 1936 г.— 85948 т. Одновременно велось строительство ряда
канифольно-терпентинных заводов. В 1927 г. вошел в строй
канифольно-экстракционный завод «Вахтан» в Горьковской
обл. Все это позволило в 1931 г. прекратить ввоз канифоли
из-за границы. В последующие годы производство канифоли
систематически расширялось. Было создано также производ-
ство синтетической камфары и некоторых других продуктов
вторичной переработки скипидара и канифоли.
Значительный прирост производства канифоли был полу-
чен в результате строительства новых канифольно-экстракци-
онных заводов — Решотинского, Лесосибирского, Зиминского,
Медвежьегорского и Братского, организации сбора и перера-
ботки сульфатного мыла на сульфатно-целлюлозных предприя-
тиях, выработки талловой канифоли на Котласском, Братском,
Соломбальском, Селенгинском, Сегежском и Усть-Илимском
комбинатах.
В результате этого лесохимическая промышленность СССР
выпустила продукции в 1970 г. примерно в 6,5 раз больше, чем
в 1940 г., а в 1985 г.— в 1,5 раза больше, чем в 1970 г.
В 1986 г. выработано 168 тыс. т канифоли (в том числе
около 107 тыс. т живичной, 27 тыс. т экстракционной и 34 тыс. т
талловой), 186 тыс. т древесного угля лиственных пород и др.
Принятые XXVII съездом КПСС «Основные направления
экономического и социального развития СССР на 1986—
1990 годы и на период до 2000 года» предусматривают высо-
кие темпы развития химической промышленности, химической
и химико-механической переработки древесины, интенсивное
проведение работ по техническому перевооружению действую-
щих предприятий.
Многие выдающиеся русские химики и в их числе Д. И. Мен-
делеев, В. Е. Тищенко, Е. И. Орлов и др. занимались вопро-
сами лесохимической промышленности. После Великой Ок-
тябрьской социалистической революции плодотворно работали
над созданием и развитием советской индустриальной лесохи-
мии и связанными с этим научными проблемами акад.
В. Е. Тищенко и А. Е. Арбузов, члены-корреспонденты Акаде-
мии наук СССР проф. Н. И. Никитин и проф. Л. А. Иванов,
заслуженный деятель науки и техники РСФСР проф. Л. П. Же-
ребов, проф. В. В. Шкателов, проф. С. П. Ланговой, проф.
В. А. Ушков, проф. Д. В. Тищенко, проф. В. Е. Грум-Гржи-
майло, Л. Я. Карпов, А. А. Деревягин, проф. В. Н. Козлов,
проф. С. Я. Коротов, В И. Корякин и многие другие ученые п
инженеры.
5
Глава 1. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ
СВОЙСТВА ДРЕВЕСИНЫ
Технологические процессы химической переработки древе-
сины основаны на использовании химических реакций, проис-
ходящих при воздействии физических факторов на древесину
(например, при нагревании) и при обработке ее различными
химическими реагентами.
1.1. Строение древесины
Строение древесины различных пород неодинаково. Древе-
сина хвойных пород отличается от лиственных простым и пра-
вильным строением анатомических элементов (рис. 1.1 и 1.2).
На рис. 1.1 показаны годичные кольца, по числу которых
можно определить возраст дерева. Весенняя часть годичного
слоя, состоящая из более рыхлых и тонкостенных клеток, на-
зывается ранней древесиной, а летняя часть, состоящая из
более плотных, толстостенных клеток, поздней древесиной.
Благодаря более темной окраске поздней части годичного слоя
по сравнению с ранней у хвойных пород годичные кольца вы-
ражены обычно более резко, чем у лиственных.
Строение древесины лиственных пород (рис. 1.2, Б) слож-
нее, чем хвойных. Это объясняется тем, что лиственная дре-
весина состоит из разнообразных клеток — сосудов, древесных
волокон и клеток древесной паренхимы, тогда как хвойная
древесина более чем на 90 % состоит из однородных узких вы-
тянутых клеток — трахеид. Для лиственной древесины харак-
терно присутствие сосудов-трубок, которые проводят воду, и
механических элементов — древесных волокон. У некоторых
пород, например у дуба и ясеня, сосуды очень широкие и со-
средоточены в ранней древесине, вследствие чего они резко
выделяются и заметны в виде кольца пористой ткани. Такие
породы называются кольцесосудистыми или кольце-
поровыми. У других пород, например у березы, тополя,
осины, сосуды менее широкие и при этом равномерно распре-
делены по всему годичному слою. Эти породы называются
рассеяннососудистыми, и различить годичные слои
у них трудно. Клетки в древесине располагаются вдоль оси
дерева, кроме клеток сердцевинных лучей, вытянутых в ради-
альном направлении перпендикулярно оси дерева.
Некоторые древесные породы (сосна, лиственница, кедр,
дуб, ясень) имеют более темную, плотную и сухую централь-
ную часть — ядро и рыхлую, светлую и влажную перифери-
6
Рис. 1.1. Строение древесины сосны обыкновенной (образец вырезан зимой
из четырехлетнего ствола):
А — поперечный разрез; Б — продольный радиальный разрез; В —- продольный танген-
циальный разрез; а — сердцевина; б — первичная ксилема; в, в' и в" — границы ме-
жду смежными годичными кольцами; г — ранняя древесина; д — поздняя древесина;
е— смоляные ходы; ж — сердцевинные лучи; з — камбий; и — луб; к — лубяные лучи;
л — корка
ческую часть — заболонь. У других пород такого разделе-
ния не наблюдается. Такие породы, как пихта, ель, бук, липа,
являются спелодревесными: центральная часть их ствола
(спелая древесина), не отличаясь внешне от периферической,
содержит значительно меньшее количество влаги. Береза, клен,
ольха и другие породы являются заболонными, не имею-
щими никаких различий между отдельными частями попереч-
ного разреза ствола.
Для технолога лесохимического производства строение дре-
весины является очень важной ее характеристикой. Например,
большой интерес представляют размеры клеток древесины,
число, расположение и строение смоляных ходов (каналов, со-
держащих смолу), капиллярное строение древесины и пр.
Длина клеток (трахеид у хвойных и древесных волокон
у лиственных пород) зависит от породы дерева и других ус-
ловий. Клетки хвойной древесины имеют в среднем длину
7
Рис. 1.2. Схематическое расположение клеток в древесине:
А — сосны: а — трахеиды ранней части годичного слоя; б — трахеиды поздней части
годичного слоя; в — сердцевинные лучи; г — граница двух годичных слоев; Б — ивы:
а—сосуды; б — сердцевинные лучи; в — древесные волокна; г —граница двух годич-
ных слоев; / — поперечный разрез; 2 — радиальный; 3 — тангенциальный
3 мм и ширину 0,05 мм, а лиственной — длину примерно 1 мм
и ширину 0,03 мм. От размеров этих клеток в некоторой сте-
пени зависит прочность вырабатываемых из древесины волок-
нистых материалов, например целлюлозы.
Смоляные ходы имеются в древесине сосны, кедра, ели и
лиственницы; особенно много их в древесине сосны. Из хвой-
ных деревьев путем подсочки добывают смолу (живицу), из
которой получают канифоль и скипидар.
Капиллярное строение древесины обусловливает ее пропи-
тываемость. Легче проникают в древесину различные жидко-
сти с торца и хуже — по годичным слоям, в тангенциальном
направлении. Скорость проникновения жидкости из одного го-
дичного слоя в другой в радиальном направлении имеет
промежуточное значение.
Наиболее трудно пропитывается ядровая древесина, а также
спелая древесина хвойных пород. Заболонная же древесина
всех пород и спелая древесина лиственных пород обычно легко
поддаются пропитке.
8
1.2. Физические свойства древесины
Рассмотрим некоторые физические свойства древесины, ин-
тересующие технологов лесохимических производств.
Плотность древесины. Плотность собственно древесины,
или древесинного вещества, почти одинакова для различных
пород и в среднем равна 1,55 г/см3. Плотность древесины как
физического тела, т. е. включая пустоты (ранее этот показа-
тель назывался объемный вес), зависит от породы дерева, ус-
ловий произрастания, индивидуальных особенностей каждого
дерева и в большой степени от влажности древесины
(табл. 1.1).
Из числа наиболее распространенных в СССР древесных
пород среднюю плотность (в воздушносухом состоянии) выше
0,55 г/см3 имеют многие лиственные породы (дуб, ясень, клен,
граб, бук, береза) и только одна хвойная порода (листвен-
ница), а плотность ниже 0,55 г/см3 — все остальные хвойные
породы (сосна, пихта, ель, кедр и др.) и лишь немногие лист-
венные (ольха, осина, тополь, липа). Плотность имеет суще-
ственное значение, например, в процессах пиролиза древесины
при расчете массы загружаемого в аппараты сырья и др.
Для некоторых технологических расчетов важно знать на-
сыпную массу измельченной древесины, т. е. массу щепы или
опилок, входящую в единицу объема аппарата при свободной
загрузке. Масса 1 насыпного м3 хвойной щепы в пересчете на
абсолютно сухую древесину составляет обычно 130—160 кг/м3,
березовой щепы — в среднем 190 кг/м3, опилок 100—135 кг/м3,
щепы смешанных пород из лесосечных отходов 120—160 кг/м3.
При искусственном уплотнении насыпная масса опилок и щепы
может быть повышена на 30—50 %.
Влажность древесины. Различают абсолютную и относи-
тельную влажность древесины. Абсолютная влажность вы-
ражается в процентах от абсолютно сухого вещества древе-
1.1. Плотность абсолютно сухой древесины
Порода Плотность, г/см3 Средний объем клеточных стенок, % Объем полостей, %
пределы колебаний средняя
Пихта 0,31—0,50 0,38 25 75
Ель 0,30—0,56 0,42 27 73
Сосна 0,31—0,65 0,47 30 70
Лиственница 0,43—0,82 0,63 41 59
Осина 0,32—0,61 0,47 30 70
Липа 0,33—0,62 0,47 30 70
Ольха 0,33—0,64 0,49 32 68
Береза 0,42—0,79 0,60 39 61
Бук 0,45—0,79 0,64 41 59
Клен 0,48—0,74 0,65 42 58
Дуб 0,46—0,88 0,68 44 56
9
сины, а относительная — в процентах от влажной древе-
сины.
Относительную влажность Wo можно пересчитать в абсо-
лютную Wпо формуле
№ = 1001Го/(100 — Wo),
а абсолютную в относительную
Wo=100W/(100+W).
В расчетах по технологии лесохимических производств ис-
пользуют, как правило, показатели относительной влажности
(табл. 1.2) и в дальнейшем, если не указано иное, имеются
в виду именно эти показатели. Объем древесного сырья в учеб-
нике приводится в кубических метрах плотной древесины.
По данным табл. 1.2 можно определить содержание абсо-
лютно сухой древесины в 1 м3 древесины той или иной влаж-
ности. Например, если масса 1 м3 сосновой древесины 20 %-ной
относительной влажности равна 540 кг, то в нем содержится
540 (100—20) : 100 = 432 кг абсолютно сухой древесины, но не
470 кг, как могло бы показаться на основании цифр первой
строки табл. 1.2. Это расхождение является следствием того,
что при высушивании древесины ниже определенной влажно-
сти происходит ее усадка и уплотнение.
Влажность центральной и периферической частей расту-
щего или свежесрубленного дерева неодинакова. Средняя от-
носительная влажность ядровой древесины хвойных пород со-
ставляет 25—30 %, спелой древесины 35—40, заболони 45—
65%- У заболонных древесных пород влажность древесины от
периферии к центру уменьшается постепенно. Общая влажность
свежесрубленной древесины хвойных пород обычно равна 45—
50%, мягких лиственных 40—50, твердолиственных 30—45 Не-
способность высушенной древесины поглощать водяные
пары из воздуха до состояния равновесия называется ее ги-
гроскопичностью. Гигроскопичность древесины различ-
ных пород почти одинакова. При относительной влажности
1.2. Средняя масса 1 м3 плотной древесины различной влажности, кг
Влажность, % Ель Осина Сосна Береза Бук
абсолютная относитель- ная
0 0 420 470 470 600 640
10 9 440 490 500 630 670
25 20 470 530 540 670 710
50 33 560 620 640 790 830 «
75 43 655 730 740 915 975
100 50 750 830 850 1050 1110
10
воздуха 100 % и температуре 20 °C влагоемкость древесины
сосны и дуба составляет 29—30 %, при 90 %—21—22%, при
50 % —9—10 % и т. д.
Способность древесины при погружении в воду поглощать
ее называется водопоглощением. Предельное количество
воды, которое может поглотить древесина, зависит от объема
в ней полостей. Так, древесина березы, имеющая плотность
в абсолютно сухом состоянии 0,6 г/см3, теоретически может
поглотить около 130 % воды от массы сухого вещества, при
этом плотность ее составит 1,2 г/см3. Практически такое пол-
ное насыщение древесины водой никогда не достигается, но
при сплаве древесины березы (и некоторых других листвен-
ных пород) иногда наблюдается увеличение плотности выше
единицы, в результате чего древесина тонет.
Усушка и набухание древесины. При высушивании сырой
древесины вначале из нее удаляется свободная влага, содер-
жащаяся в клеточных и межклеточных полостях, при этом
размеры высушиваемого куска древесины не изменяются. За-
тем выделяется связанная, или коллоидная, влага, находя-
щаяся в связанном состоянии в стенках клеток. В этот момент
начинается усадка древесины, т. е. уменьшение ее размеров.
Точка перехода, наступающая при абсолютной влажности
(для разных пород) 25—30 %, называется точкой насы-
щения волокна. При увлажнении абсолютно сухая дре-
весина увеличивается в размерах до точки насыщения волокна.
Такое увеличение вдоль волокон обычно равно менее 0,5%,
в радиальном направлении 2—6%, а в тангенциальном 5—
12%. По объему набухание составляет 10—20 % от объема
абсолютно сухой древесины. При дальнейшем увлажнении дре-
весины ее размеры не изменяются. Неравномерность набуха-
ния (следовательно, и усушки) древесины в различных на-
правлениях приводит часто к ее деформации (короблению).
Однако набухание может иметь и положительное значение, на-
пример при замачивании деревянных баков и бочек для пре-
дупреждения течи.
При высушивании древесины влага в виде паров удаляется
в основном через торцы (в среднем в 4 раза больше, чем в ра-
диальном направлении); количество испаряемой влаги в тан-
генциальном направлении имеет промежуточное значение. За-
болонь высыхает быстрее ядра, древесина хвойных пород
быстрее, чем лиственных. Чрезмерно быстрое высушивание
древесины приводит к образованию трещин. Такая древесина
малопригодна для поделок, а при пиролизе из нее получается
уголь с пониженной механической прочностью.
Теплоемкость древесины. Теплоемкость древесины склады-
вается из теплоемкости собственно древесины и теплоемкости
содержащейся в ней влаги, а также смолистых веществ. При
этом теплоемкость смолистых веществ в 1,5 раза, а воды
в 3 раза больше, чем теплоемкость абсолютно сухой древе-
11
сины, равная при О °C 1,4 кДж/(кг-К). Поэтому с увеличе-
нием смолистости и особенно влажности древесины ее тепло-
емкость увеличивается. Теплоемкость древесины, как и всех
материалов, увеличивается также с повышением температуры.
Теплопроводность древесины. Древесина — плохой провод-
ник тепла. Коэффициент теплопроводности сухой древесины
колеблется в пределах 0,1—0,4 Вт/(м-К), тогда как углероди-
стой стали около 50 и меди около 400 Вт/(м-К). Чем меньше
плотность древесины, т. е. чем больше в ней полостей, тем
хуже она проводит тепло. При увлажнении древесины ее теп-
лопроводность увеличивается, так как воздух замещается во-
дой, имеющей в 26 раз более высокую теплопроводность.
Теплота сгорания древесины. Количество теплоты, выде-
ляющейся при полном сгорании вещества, называется тепло-
той сгорания (раньше эта величина называлась теплотворной
способностью). Теплота сгорания древесины сильно зависит от
ее влажности и мало от породы дерева. Теплота сгорания 1 кг
вещества называется удельной теплотой сгорания. При сжига-
нии абсолютно сухой древесины различных пород она колеб-
лется в пределах 204-21 • 103 кДж/кг. Средняя теплота сгора-
ния свежесрубленной древесины составляет около 8,5 X
X Ю3 кДж/кг, а воздушносухой — достигает 15-Ю3 кДж/кг.
Теплота сгорания 1 м3 воздушносухой древесины смешанных
пород соответствует примерно 0,25—0,28 т условного топлива,
теплота сгорания которого принимается 29,3 • 103 кДж/кг.
1.3. Химический состав древесины
Дерево в процессе роста поглощает углекислоту из воздуха
и воду из почвы с содержащимися в ней минеральными со-
лями. Зеленые растения обладают способностью превращать
энергию видимого света солнечных лучей в потенциальную хи-
мическую энергию органических соединений. В листьях де-
ревьев, содержащих зеленый пигмент хлорофилл, идет про-
цесс фотосинтеза, т. е. из углекислоты и воды при участии сол-
нечного света образуется органическое вещество. При этом
вырабатываются углеводы и другие химические соединения,
которые, видоизменяясь, служат материалом для построения
клеток древесины. Этот процесс сходен у всех древесных по-
род, поэтому органическая часть любой древесины содержит
примерно постоянное количество углерода (49,5—51%), водо-
рода (6,1—6,3%), азота (0,1%) и кислорода (почти 44%).
Минеральная часть древесины — зола составляет 0,3—1%
от ее массы, а иногда и больше. В нерастворимой в воде части
золы преобладают соединения кальция (углекислый кальций),
а в растворимой — соединения калия (углекислый калий, или
поташ).
Постоянством элементного состава объясняется одинаковая
теплота сгорания единицы массы древесины разных пород и
12
1.3. Содержание основных компонентов в древесине различных пород,
произрастающих в СССР
Порода Вещества, растворимые в горячей воде Смолы и жиры Целлю- лоза Лигнин Пентозаны (с уроиовыми кислотами)
Сосна 4,8 5,4 51,6 25,1 9,7
Ель 3,2 1,9 55,2 27,0 11,2
Пихта 3,0 2,8 50,7 29,3 7,9
Лиственница 12,8 2,4 51,6 24,3 10,3
Береза 2,2 1,2 50,3 19,5 26,4
Осина 3,0 1,5 49,2 22,6 22,7
Бук 1,4 0,9 49,6 21,8 25,6
Клен 1,4 1,6 48,0 23,1 25,0
некоторые другие свойства. В то же время из одних и тех же
исходных веществ в растущих деревьях различных пород об-
разуется неодинаковое количество конечных соединений, вхо-
дящих в состав клеточной стенки древесины. Поэтому химиче-
ские свойства древесины различных пород неодинаковы.
Основными составными частями древесины любой породы
являются целлюлоза, гемицеллюлозы и лигнин. В древесине
также содержатся смолы и терпены, жиры, камеди, дубиль-
ные, красящие и другие вещества.
Между основными составными частями древесины, прежде
всего между целлюлозой и лигнином, имеются химические
связи. Однако химия древесины как наука в значительной сте-
пени основывается на исследованиях свойств и строения со-
ставных частей древесины по отдельности. В табл. 1.3 приве-
ден средний химический состав древесины разных пород.
Из табл. 1.3 видно, что целлюлоза (клетчатка) составляет
около половины массы древесины, лигнин — одну пятую (или
немного больше) в лиственных породах и свыше четверти
в хвойных, и, наконец, пентозаны—одну десятую в хвойных и
четверть в лиственных.
Таким образом, главное отличие состава лиственных пород
от хвойных заключается в несколько меньшем содержании
целлюлозы и лигнина (а также гексозанов) и в значительно
большем содержании пентозанов.
Содержание основных составных частей древесины в раз-
личных деревьях одной и той же породы и в различных ча-
стях одного и того же дерева изменяется не очень значи-
тельно, а содержание экстрактивных веществ, наоборот, иногда
резко колеблется. Так, в древесине лиственницы содержится
от 6 до 25 % веществ, растворимых в воде (лиственничная ка-
медь, представляющая собой полисахарид арабогалактан).
Обычно содержание камеди тем выше, чем больше возраст де-
рева: в древостоях до 200-летнего возраста в среднем 10—
13
12%, 250—300-летнего возраста 14 % и выше. Содержание
смолистых веществ в сосновой древесине изменяется от 2 до
8 %- Сильно колеблется содержание дубильных веществ, или
таннидов (являющихся в химическом отношении производными
многоатомных фенолов — пирогаллола, пирокатехина и флоро-
глюцина): их в древесине дуба 3—9 %, в коре дуба и ивы 8—
14, ели 7—12, лиственницы 8—16 %.
При более детальном исследовании состава древесины вы-
яснилось, что целлюлоза, выделяемая при обычных методах
анализа древесины, не вполне свободна от гемицеллюлоз; лиг-
нин содержит примеси целлюлозы и других веществ, поэтому
цифры, приведенные в табл. 1.3, являются приближенными.
Например, исследование древесины ели позволило установить
следующий ее средний состав, %:
целлюлозы........................................... 43;
трудногидролизуемых гемицеллюлоз (полисахаридов типа
целлюлозы) .................................... 6;
легкогидролизуемых гемицеллюлоз .................... 19;
лигнина ..................................... 28;
смол, белков, ацетилов, золы и др.................... 4
Целлюлоза — это высокомолекулярный полисахарид,
имеющий общую формулу (СбНщОбЦ, которую, принимая во
внимание три активных гидроксила в каждой структурной ее
единице, можно записать в виде [СбН/С^ОНЦЦ. Молекулы
целлюлозы построены в виде цепей. Целлюлоза обладает ори-
ентированным аморфно-кристаллическим строением, которое
объясняет все ее свойства — реакционную способность, набуха-
ние в воде (чем и вызывается увеличение размеров древесины
при увлажнении) и др.
Гемицеллюлозы древесины состоят из различных по-
лисахаридов с разной величиной молекулы. В их число входят
пентозаны (С5Н8О4)„ и гексозаны (СеНюОаЦ. Из пентозанов
древесины известны ксилан и реже встречающийся арабан, из
гексозанов — маннан, галактан, фруктан и глюкан. Все они по-
строены из остатков соответствующих моносахаридов: ксилозы,
арабинозы, маннозы, галактозы, фруктозы, глюкозы и при
кислотном гидролизе переходят в них:
(С6Н8О4)„ + (и - 1) Н2О -> п С6Н10О6;
(СвН10О5)п (и— 1) Н2О —п С6Н12О6.
Маннан и ксилан наблюдаются в древесине в трудно- и лег-
когидролизуемых формах; почти все остальные гемицеллю-
лозы легко гидролизуются. Вообще под гемицеллюлозами
обычно понимают нерастворимые в воде полисахариды, гидро-
лизующиеся значительно легче, чем целлюлоза.
Из гемицеллюлоз в древесине в наибольшем количестве
содержатся пентозаны: 9—12 % в хвойной древесине и 18—
29 % в лиственной. Гексозаны в значительном количестве на-
14
ходятся в хвойной древесине, особенно маннан (до 6—9 % от
массы древесины), тогда как в лиственной древесине содержа-
ние их невелико.
Кроме остатков указанных выше моносахаридов, в состав
молекул гемицеллюлоз в количестве около 3 % от массы дре-
весины у хвойных пород и 4—5 % у лиственных входят в виде
метиловых эфиров уроновые кислоты.
Прочность древесины на разрыв определяется прочностью
цепей целлюлозы, а жесткость древесине придает лигнин.
Лигнин — это полимерное вещество ароматического ха-
рактера, состоящее из ядер в основном пирокатехинового (для
хвойных пород) или пирогаллового (для лиственных пород)
типа с боковыми цепями из трех углеродных атомов. Основная
часть лигнина у хвойной древесины находится в срединной пе-
регородке, образующейся при склеивании первичных слоев
клеточных стенок соседних волокон древесины. У лиственной
же древесины в срединной перегородке содержится лишь около
половины всего лигнина, а другая половина распределена
в толще клеточной стенки.
С лигнином связаны метоксильные группы ОСН3. В древе-
сине различных пород содержится 4—7 % метоксилов; в лист-
венных породах их больше, чем в хвойных. Ацетильные группы
древесины СН3СО в основном связаны с трудногидролизуемым
ксиланом в виде сложных эфиров (ацетат ксилана). Их содер-
жание в древесине лиственных пород составляет 5—6%,
а в хвойных породах обычно 1,5—2 %.
При гниении древесины, вызываемом действием различных
низших организмов, в особенности грибов, меняется ее ок-
раска, структура, значительно изменяются свойства и хими-
ческий состав, снижается масса 1 м3.
При коррозийной (белой) гнили гриб затрагивает главным
образом лигнин и меньше целлюлозу. При деструктивной (бу-
рой) гнили быстрее разрушается целлюлоза и возрастает от-
носительное содержание лигнина; такая древесина в значи-
тельной части теряет волокнистую структуру.
Существуют и такие виды дереворазрушающих грибов, ко-
торые, разрушая в одинаковой мере целлюлозу и лигнин, вы-
зывают коррозийно-деструктивную гниль, например гниль бе-
резы и осины от ложного трутовика. Выходы и качество про-
дукции из гнилой древесины ниже, чем из здоровой.
Г л а в а 2. ОСНОВНЫЕ НАПРАВЛЕНИЯ ХИМИЧЕСКОГО
ИСПОЛЬЗОВАНИЯ ДРЕВЕСИНЫ
Способы химической обработки и переработки древесины
весьма разнообразны и зависят от того, какие компоненты или
свойства древесины при этом учитываются. Способность со-
держащегося в древесине лигнина переходить в растворимые
15
соединения при воздействии на него щелочей, солей сернистой
кислоты и некоторых других реагентов используется в произ-
водстве целлюлозы, а способность полисахаридов древесины
гидролизоваться под каталитическим воздействием минераль-
ных кислот лежит в основе гидролизных производств.
Новые технические свойства приобретает древесина при .ее
пластификации с целью получения древесных плит и пласти-
ков. Пористость древесины, создающая возможность ее про-
питки жидкостями, используется для защитной ее обработки.
Термическое разложение древесины с образованием дре-
весного угля, уксусной кислоты, смолы и других продуктов ле-
жит в основе пиролизного производства.
Наличие в древесине экстрактивных веществ — смолистых
дубильных, камедей — создает условия для осуществления со-
ответствующих экстрактивных производств.
2.1. Целлюлозно-бумажное производство
В состав целлюлозно-бумажного производства входит по
лучение волокнистых полуфабрикатов — целлюлозы и древес
ной массы — и их переработка в различные виды бумаги и
картона.
При варке измельченной древесины, т. е. обработке ее рас-
твором химических реагентов (варочным раствором) при по-
вышенных температуре и давлении, происходит ее делигнифи-
кация— большая часть лигнина растворяется, клетки древе-
сины разъединяются и получается волокнистая техническая
целлюлоза.
Основными методами получения целлюлозы являются суль-
фатный! и сульфитный; применяют также бисульфитный, ней-
трально-сульфитный, различные комбинированные и ступенча-
тые методы варки. Перспективными являются окислительные
методы — кислородно-содовый, кислородно-щелочной и др.,
которые не связаны с использованием серосодержащих реаген-
тов и поэтому оказывают меньшее влияние на окружающую
среду.
Путем соответствующего подбора реагентов и условий
варки регулируют выход технической целлюлозы и ее свой-
ства, в первую очередь остаточное содержание лигнина. Чем
полнее удален лигнин при варке, тем волокно светлее, но вы-
ход его меньше. Целлюлозу вырабатывают нормального вы-
хода (40—50 % от массы абсолютно сухого сырья), которая
подразделяется на жесткую (содержащую 3—8 % лигнина),
среднежесткую (1,5—3 %) и мягкую (менее 1,5 % лигнина) и
высокого выхода (50—60 %). Получают также полуцеллю-
лозу (выход 60—85 %), содержащую половину или более ис-
ходного лигнина и требующую механического размола для
превращения ее в волокнистую массу.
16
Техническая небеленая целлюлоза пригодна для изготовле-
ния многих видов продукции — газетной и мешочной бумаги,
тарного картона и др. Для получения высших сортов писчей
и печатной бумаги, где требуется повышенная белизна, исполь-
зуют среднежесткую и мягкую целлюлозу, которую отбели-
вают химическими реагентами, например хлором, двуокисью
хлора, гипохлоритом кальция или натрия, перекисью водорода.
Особо очищенную (облагороженную) целлюлозу, содержа-
щую 92—97 % альфа-целлюлозы (т. е. фракции целлюлозы,
нерастворимой в 17,5%-ном водном растворе едкого натра)
используют для изготовления химических волокон, в том числе
вискозного шелка и высокопрочного вискозного кордного во-
локна для производства автомобильных шин.
Древесную массу получают механическим разделением дре-
весины на волокна. Большое количество волокнистой массы
вырабатывают из вторичного сырья — макулатуры, доля кото-
рой в производстве бумаги и картона превышает 20 % от всего
используемого волокна. На некоторых предприятиях целлю-
лозу получают из тростника.
Сырье для производства волокнистых полуфабрикатов. Ос-
новным видом сырья является древесина. Для производства
сульфатной целлюлозы пригодна древесина любых пород; наи-
более часто используют древесину сосны и лиственницы, од-
нако все больше возрастает доля древесины лиственных пород.
В то же время для производства сульфитной целлюлозы необ-
ходима малосмолистая древесина, преимущественно ели и
пихты. Поэтому дальнейшее развитие целлюлозного производ-
ства происходит в основном за счет сульфатного, а также но-
вых методов варки.
Древесина поступает на предприятия в основном в виде ба-
лансов— бревен длиной 4,5 м и более (долготье), толщиной
в верхнем отрубе 6—24 см или отрезков длиной 1,25—1,5 м
(коротье), а также в виде технологической щепы. Такая щепа
изготовляется на лесозаготовительных и лесопильно-деревооб-
рабатывающих предприятиях из отходов основного производ-
ства. Отдельные предприятия используют также крупные
опилки.
Доставка древесины на предприятия производится сплавом
(в баржах или плотах), железнодорожным и автомобильным
транспортом. Щепа доставляется железнодорожными ваго-
нами— щеповозами и специальными автощеповозами большой
вместимости, 12—40 м3.
Лесные склады современных целлюлозно-бумажных пред-
приятий хорошо оснащены механизмами для выгрузки сырья
из транспортных средств, укладки его и подачи в производ-
ство— вагоноопрокидывателями, мостовыми, кабельными и
стреловыми кранами, конвейерами, кучеукладчиками (стаке-
рами) и др. Хранят древесину в штабелях, кучах и в незамер-
зающих рейдах на воде.
17
В кучи укладывают балансы в окоренном виде, используя
для окорки корообдирочные (окорочные) барабаны или ротор-
ные окорочные станки. Долготье предварительно разделывают
на многопильных станках (слешерах). Окорка является очень
важной операцией, так как кора плохо проваривается, а при
сульфитном методе вовсе не проваривается, в результате чего
снижается производительность варочного оборудования и цел-
люлоза загрязняется частичками коры. Снятую кору исполь-
зуют в качестве топлива, для приготовления сельскохозяйст-
венных удобрений и др.
Щепу хранят в кучах по 150—250 тыс. м3, высота куч до
30 м. Насыпают щепу в кучу и подают ее в производство пре-
имущественно пневмотранспортом.
Балансы и технологическую древесину измельчают на
дисковых многоножевых рубительных машинах. Размеры
щепы, мм: длина (вдоль волокон) 16—20, ширина 20—25,
толщина 2—3. Более крупные щепки (в среднем 8 % от всей
щепы) и мелочь (опилки, пыль — около 2%) отделяют от год-
ной щепы на плоских щепосортировочных установках. Круп-
ную щепу дополнительно измельчают в дезинтеграторах. От-
ходы от измельчения и сортировки (суммарно около 3%)
сжигают.
Производство сульфатной целлюлозы. Схема производства
сульфатной целлюлозы приведена на рис. 2.1. Варят целлю-
лозу с варочным раствором (сульфатным, или белым, щело-
ком), содержащим едкий натр, сернистый натрий, небольшое
количество карбоната и сульфата натрия.
Рис. 2.1. Схема производства сульфатной целлюлозы:
/ — варочный котел; 2 — выдувной резервуар; 3 — сучколовитель; 4~ промывной фильтр;
5 — сборник щелока; 6 — сортировка; 7 — центриклннер; 8 — сгуститель; 9 — бассейн
целлюлозы; 10 — сборник белого щелока; // — известерегенерационная печь; 12 — каус-
тизатор; 13 — растворитель плава; 14 — содорегенерационный котлоагрегат; /5 — вы-
парной аппарат; / — варочный цех; // — промывной цех; /// — очистный цех; IV —
цех регенерации
18
Едкий натр и сернистый натрий составляют активную часть
белого щелока. Их суммарная концентрация в пересчете на
Na2O колеблется от 70 до 120 г/л. Чем больше активной ще-
лочи в варочном растворе и чем выше температура и давление
в варочном котле, тем быстрее идет варка и полнее удаля-
ется лигнин, но тем ниже выход волокна. Обычно температура
варки 165—180 °C, давление в котле 0,7—1,2 МПа (1 МПа ра-
вен 9,81, округленно 10 кгс/см2). Гидромодуль, т. е. объем
жидкости в кубических метрах на 1 т абсолютно сухого сырья,
составляет 4-ь4,5 : 1.
Порядок варки целлюлозы в котлах периодического дейст-
вия следующий. В котел загружают щепу в количестве 0,3—
0,35 м3 на 1 м3 вместимости котла, а при применении пропарки
щепы или специальных уплотнителей — 0,4 м3 или даже
больше. Затем заливают варочный раствор, закрывают котел
и начинают нагревать его содержимое, для чего щелок непре-
рывно прокачивают циркуляционным насосом через подогрева-
тель. Температуру в котле поднимают до заданной конечной
величины (этот период называют заваркой), потом следует
стоянка при этой температуре (собственно варка). Заварку
ведут медленно, чтобы щепа хорошо пропиталась варочным
щелоком; в этот период для удаления воздуха и образующихся
летучих продуктов (скипидара, метилового спирта и др.) про-
изводят сдувку парогазовой смеси — терпентинную сдувку. Па-
рогазовая смесь поступает в щелокоуловитель и далее подвер-
гается дробной конденсации. От конденсата во флорентине от-
деляют сырой сульфатный скипидар в количестве 8—12 кг из
сосновой древесины, 1—2 кг из еловой древесины в расчете на
1 т выработанной целлюлозы.
При производстве вискозной и кордной целлюлозы щепу
в котле сначала подвергают предгидролизу с целью удаления
гемицеллюлоз. Для этого ее обрабатывают 0,3—0,5 %-ной сер-
ной кислотой при 120—130 °C или водой при 160—170 °C.
Предгидролизат отбирают из котла и направляют на произ-
водство дрожжей, после чего в котел заливают варочный рас-
твор и начинают варку. По окончании варки, обычно не сни-
жая давления в котле, целлюлозную массу выдувают из него
в выдувной резервуар, осматривают котел и готовят к новой
загрузке.
Полный оборот котла продолжается 5—8 ч, в том числе
загрузка щепы и заливка щелока примерно 1—1,5 ч, заварка
2—4,5 ч, варка до 1 ч, конечная сдувка, выгрузка целлюлозы
и осмотр котла около 1 ч.
Стационарный варочный котел (рис. 2.2) стальной, облицо-
ван внутри легированной сталью. Общая высота 13—17 м, диа-
метр цилиндрической части 3,6—4,5 м, загрузочной горловины
800 мм, выгрузочной — 700 мм, вместимость 100—200 м3. Ще-
лок забирается из средней части котла и возвращается цирку-
ляционным насосом в верхнюю и нижнюю его части.
19
Рис. 2.2. Схема стационарного варочного котла для сульфатной варки:
1 — циркуляционный насос; 2 — корпус; 3— всасывающий трубопровод; 4— заборный па-
трубок; 5 — сита; 6 — уровень щелока; 7—щепа; 8 — сдувочный патрубок; Р — бун-
кер; 10 — загрузочная горловина; 11— кольцевой спрыск; 12 — колонки задвижек; 13 —
нагнетательные трубопроводы; /4 — подогреватель; /5 —изоляция; 16 — патрубок по-
дачн пара; 17 — выдувной вентиль; 18 — выгрузочная горловина
Сдувки в конденсатор
Рис. 2.3. Схема варочной установки «Камюр»:
1 — варочный котел; 2, 3, 4~ насосы высокого давления; 5 — регулирующий бак ва-
рочного щелока; 6 — питатель высокого давления; 7 — пропарочная цистерна; 8 —
питатель низкого давления; 9 — расходомер; 10 — бункер; // — магнитный сепаратор;
12 — питающий трубопровод; 13 — загрузочное устройство; 14— винт; /5 — цилиндриче-
ская сетка; 16, 17, 22, 23—подогреватели; 18, 19 — циклоны-испарители; 20 — выдувное
устройство; 21 — разгрузочное устройство; 24, 25, 26, 27 — ситовые пояса
На многих заводах котлы периодического действия осна-
щены автоматизированными системами управления технологи-
ческими процессами (АСУ ТП), ведущими варку по заданной
программе.
Выгруженную из котла целлюлозу промывают водой в диф-
фузорах или на барабанных фильтрах и затем подвергают
многоступенчатой очистке от сучков, непровара,частичек коры,
песка и др. Сначала производят грубое сортирование на виб-
рационных или центробежных сучколовителях, потом тонкое
сортирование в центробежных сортировках, вихревых очисти-
телях (центриклинерах) и др.
Варочный котел непрерывного действия «Камюр» (рис. 2.3)
имеет общую высоту 45 м, диаметр 4,7 м, дает в сутки 450—
500 т целлюлозы (имеются также установки производитель-
ностью 800—900 т/сут).
Щепу из бункера подают при помощи питателя низкого
давления в пропарочную цистерну, где из щепы удаляются
21
Рис. 2.4. Схема варочной установки «Пандия»:
1 — бункер; 2 — питатель высокого давления; 3 — пропиточная труба; 4 — бак цирку-
лирующего щелока; 5 — бак белого щелока; 6 — разгрузочное устройство; 7 — вароч-
ные трубы
вода и скипидар. Пропаренная щепа перемещается винтовым
конвейером к роторному питателю высокого давления, который
подает ее в котел и одновременно служит запорным клапаном.
Выходящая из питателя высокого давления щепа транспорти-
руется щелоком к загрузочному устройству котла, оснащен-
ному вертикальным вращающимся винтом. Варочный щелок
подают насосом в верхнюю часть котла. Щепа опускается
в котле под собственной тяжестью.
В верхней зоне котла идет заварка, в средней варка,
в нижней частичная промывка целлюлозы слабым щелоком.
Целлюлозная масса концентрацией 14—16%, охладившаяся
до 80—85 °C, непрерывно выгружается и поступает в выдув-
ной резервуар. Щепа в каждой зоне находится 1,5 ч, а
всего 4,5 ч.
Для получения из древесины лиственных пород целлюлозы
высокого выхода и полуцеллюлозы используют преимущест-
венно непрерывнодействующую установку «Пандия» (рис. 2.4).
Варку проводят в варочных трубах при 160—180 °C. Число
труб от 2 до 8, они имеют диаметр 0,6—1,2 м, длину 6—12 м,
оснащены винтами.
В установке «Пандия» нет зоны заварки, целлюлоза выгру-
жается без промывки, поэтому время пребывания щепы в ап-
22
парате сокращается до 15—60 мин, но выход волокна и его
прочность несколько снижаются.
По окончании варки щелок (7 -10 м3/т целлюлозы) имеет
почти черный цвет, поэтому его называют черным щелоком.
В щелок переходит большая часть лигнина древесины в виде
щелочного лигнина, а также часть гемицеллюлоз, которые
в щелочной среде гидролизуются и окисляются, образуя в ос-
новном оксикислоты. Ацетильные группы древесины при варке
отщепляются, образуя уксусную кислоту, находящуюся в ще-
локе в виде уксусно-кислого натрия.
Черный щелок упаривают в многокорпусных вакуум-выпар-
ных установках, добавляют сульфат натрия для возмещения
потерь щелочи, происходящих в производстве (отсюда и на-
звание способа), а затем щелок сжигают в топках специаль-
ных паровых котлов — содорегенерационных котлоагрегатов
(СРК). При этом сгорает органическая часть щелока, а суль-
фат натрия превращается в сернистый натрий; едкий натр пе-
реходит в углекислый натрий.
Плав растворяют в слабом белом щелоке или в воде и по-
лучают зеленый щелок, который обрабатывают гашеной из-
вестью для перевода углекислого натрия в едкий натр. Полу-
чается белый щелок, который снова используют для варки
целлюлозы.
Смоляные и жирные кислоты, содержащиеся в древесине,
при варке превращаются в натриевые соли. Эти соли при от-
стаивании собираются на поверхности черного щелока, обра-
зуя сульфатное мыло.
Путем подкисления черного щелока серной кислотой или
двуокисью углерода из него можно выделить щелочной лигнин,
применяемый в производстве пластических масс, резинотехни-
ческих изделий и др. Из черного щелока можно получить дру-
гие лесохимические продукты. Например, из подкисленного
упаренного черного щелока можно извлечь метилэтилкетоном
уксусную и муравьиную кислоты, различные оксикислоты
и др.
Производство сульфитной целлюлозы. Еловая или пихтовая
щепа из хорошо окоренной древесины варится с сульфитной
варочной кислотой в периодически действующих стальных фу-
терованных или биметаллических варочных котлах вмести-
мостью 160—400 м3.
Варочная кислота представляет собой водный раствор би-
сульфита кальция, либо магния, натрия, аммония с большим
избытком свободного сернистого ангидрида. Для получения
варочной кислоты сжигают серу или серный колчедан в печах,
печные газы очищают, охлаждают и пропускают через башни
с известковым камнем, орошаемые холодной водой, либо че-
рез абсорберы, орошаемые соответственно магнезиальным мо-
локом, водным раствором карбоната натрия, гидроокиси ам-
мония.
23
Готовая варочная кислота содержит при кальциевом осно-
вании 3—4 % сернистого ангидрида, в том числе более поло-
вины в свободном виде. При натриевом или аммониевом ос-
новании содержание сернистого ангидрида достигает 8 % или
более, в том числе свыше 3/4 в свободном виде.
Повышение содержания сернистого ангидрида в варочной
кислоте ускоряет варку, несколько увеличивает выход целлю-
лозы и повышает ее качество. В процессе варки лигнин пре-
вращается в лигносульфоновые кислоты и переходит в раствор.
Порядок варки следующий. В котел загружают щепу, про-
паривают ее с целью полного удаления воздуха, затрудняю-
щего пропитку щепы варочной кислотой, и одновременно за-
качивают варочную кислоту. При заварке щепы температуру
в котле повышают до 104—115 °C и поддерживают ее необхо-
димое время. Заварка длится 2—6 ч. После этого температуру
повышают до 130—155 °C и ведут варку при этой температуре.
Чтобы давление в котле не превышало заданной величины (от
0,4 до 0,7 МПа), в процессе нагревания производят сдувку па-
рогазовой смеси. Общая продолжительность оборота котла со-
ставляет 6—10 ч.
На каждую тонну полученной целлюлозы приходится 6,5—
8 м3 сульфитного щелока. Часть щелока удаляют из котла
после варки самотеком, часть вытесняют оборотным щелоком.
Затем целлюлозную массу из котла вымывают оборотным ще-
локом, щелок отделяют от массы. Такой ступенчатый способ
позволяет использовать для дальнейшей переработки до 90 %
всего щелока без значительного разбавления его водой.
Остающуюся в сцеже целлюлозу промывают, очищают, сор-
тируют, отбеливают и облагораживают так же, как сульфатную
целлюлозу. При одинаковой степени делигнификации, т. е.
при одинаковом остаточном содержании лигнина, выход суль-
фитной целлюлозы немного больше, чем сульфатной, а проч-
ность немного меньше.
Скипидар, содержащийся в древесине, в процессе сульфит-
ной варки сильно изменяется. Он улавливается из сдувочных
газов и носит название сульфитного масла, или сульфитного
скипидара, или сырого цимола. Сульфитное масло содержит
до 80—85 °/о п-цимола, образующегося в процессе варки из
терпеновых углеводородов, главным образом из пинена. Вы-
ход сульфитного масла из еловой древесины 0,6—1 кг/т цел-
люлозы.
Производство древесной массы. Существуют два основных
способа получения древесной массы. Путем истирания еловых
или пихтовых балансов длиной 1 —1,2 м дефибрерными кам-
нями в дефибрерах получают дефибрерную древесную массу,
а путем размола древесной щепы любых пород на дисковых
мельницах (рафинерах)—рафинерную. Преимущественное
развитие в последнее время получает производство рафинер-
ной древесной массы. Качество ее значительно улучшается,
24
если перед размолом щепу пропарить; получаемый продукт
называют термомеханической древесной массой. Наиболее вы-
сокое качество у химико-термомеханической древесной массы,,
для получения которой щепу перед размолом пропитывают не-
которыми химикатами и пропаривают.
Выход обычной древесной массы 95—96 % от древесины,
химико-термомеханической около 90 %. Древесная масса при-
меняется при изготовлении большинства видов бумаги и кар-
тона, составляя около 40 % от всех используемых волокнистых
полуфабрикатов.
Производство бумаги и картона. Ассортимент бумаги и кар-
тона очень широк — более 500 видов бумаги и 100 видов кар-
тона. Для каждого вида бумаги и картона установлена опреде-
ленная композиция, т. е. соотношение количества и вида волок-
нистых полуфабрикатов и различных добавок (наполняющих,
проклеивающих и других веществ). Например, в композицию
по волокну газетной бумаги входит 25—30 °/о небеленой суль-
фитной целлюлозы и 70—75 °/о древесной массы; в компози-
цию типографской бумаги высшего качества—70—80 % суль-
фитной беленой хвойный целлюлозы, 0—20 °/о сульфатной бе-
леной хвойной целлюлозы и 10—20 % сульфатной беленой
лиственной целлюлозы, а мешочной бумаги—100% сульфат-
ной небеленой хвойной целлюлозы и т. д. Более 40 видов бу-
маги и картона (в основном тароупаковочные материалы и
санитарно-гигиенические изделия) содержат очищенную волок-
нистую массу из макулатуры. В композицию некоторых спе-
циальных видов бумаги входят асбестовые, стеклянные, синте-
тические волокна.
Производство бумаги и картона начинается с приготовле-
ния бумажной массы (суспензии волокна в воде). Сначала
производят массный размол волокнистых полуфабрикатов
в конических, цилиндрических и в последнее время преимуще-
ственно в дисковых мельницах с целью повышения пластично-
сти волокон и способности их к сцеплению между собой. Да-
лее массу проклеивают гидрофобными (водоотталкивающими)
веществами, главным образом канифольным клеем. Различают
бурый клей, в котором смоляные кислоты нейтрализованы ще-
лочью полностью, и белый клей, где часть смоляных кислот
(обычно до 20%) остается в свободном виде. Готовый клей
фильтруют, разводят водой в горячем виде в инжекторе или
роторно-пульсационном аппарате для достижения тонкого
эмульгирования, хорошо перемешивают и доводят холодной
водой до требуемой концентрации (20—25 г/л).
Клей вводят в бумажную массу, перемешивают и осаждают
частицы смолы на волокне с помощью коагулянтов (сульфата
алюминия, алюмината натрия, квасцов), создающих кислую
среду (pH 4,5—5). Расход канифоли 0,5—3,5 % от массы во-
локна, в зависимости от требуемой степени проклейки, однако
многие виды бумаги вырабатывают без проклейки. Применяют
25
Рис. 2,5. Бумагоделательная машина Б-15 для производства газетной бу-
маги:
/ — напорный ящик; 2 — грудной вал; 3 — гидропланка; 4 — мокрый отсасывающий
ящик; 5 — отсасывающий ящик; 6 — отсасывающий гауч-вал; 7 — пересасывающее
устройство; 8 — сетковедущин вал; 9 — отсасывающий прессовый вал; 10 — гранитный
вал; 11— прессовый вал с регулируемым прогибом; 12 — сушильный цилиндр; 13 —
сукноведущий вал; 14— валы каландра с регулируемым прогибом; /5 — цнлнндр на-
ката
также различные виды композиционного клея, например кани-
фольно-парафиновый, синтал и др. Для проклейки некоторых
видов картона, где допустим темный цвет, применяют более
дешевые проклеивающие вещества — битумные и латексные
эмульсии, клей из таллового пека и др. Для проклейки обер-
точной бумаги используют также клеевые составы на основе
сульфатного лигнина.
При изготовлении многих видов бумаги, особенно для пе-
чати и письма, в массу вводят минеральные наполнители,
чаще всего каолин, улучшающие белизну и печатные свойства
бумаги. Для лучшего удержания наполнителя волокном до-
бавляют полиакриламид или другие реагенты. В массу для
выработки окрашенных сортов бумаги вводят также соответ-
ствующие красители.
Изготовление бумаги производится на плоскосеточных бу-
магоделательных машинах (рис. 2.5). Бумажная масса, раз-
бавленная водой до концентрации волокна от 0,1 до 0,8 °/о
(в зависимости от ее состава и степени размола волокна) и
очищенная от посторонних включений, поступает в напорный
ящик сеточной части машины. Из него масса выливается на
горизонтальную сетку, непрерывно движущуюся при помощи
сетковедущего вала. Напорный ящик устроен так, что масса
равномерно распределяется на сетке по всей ее ширине. Под
сеткой расположены гидропланки и отсасывающие ящики, в ко-
торых создается небольшое разрежение, способствующее по-
степенному обезвоживанию массы и формированию бумажного
полотна. Содержание сухого вещества в бумажном полотне
(сухость) достигает 8—12%. Более значительно разрежение
в отсасывающей камере гауч-вала, после которого сухость по-
лотна доходит до 20—22%.
С сетки мокрое бумажное полотно с помощью вакуум-пе-
ресасывающего устройства подхватывается движущимся прес-
совым сукном и поступает в прессовую часть машины, где по-
26
следовательно проходит между валами прессов и обезвожива-
ется до сухости 30—40 %. Затем бумага пересасывается на су-
шильное сукно и поступает в сушильную часть машины для
окончательного обезвоживания на полых сушильных цилинд-
рах, нагреваемых изнутри паром до 80—115 °C. Сушильная
часть машины закрыта колпаком, что облегчает удаление во-
дяного пара и улучшает условия труда работающих.
Далее бумажное полотно поступает в отделочную часть ма-
шины. Проходя между шлифованными и полированными ва-
лами машинного каландра, бумага приобретает повышенную
прочность и гладкость. На накате ее сматывают в рулон, кото-
рый разрезают на более узкие рулоны заданной ширины на
продольно-резательном станке.
Некоторые бумагоделательные машины оснащены двумя
сетками и формование бумажного полотна производится между
ними.
Тарный картон также вырабатывают на плоскосеточных
машинах, а переплетный, коробочный и другие виды много-
слойного картона — на круглосеточных (цилиндровых) маши-
нах. Сеточная часть таких машин состоит из нескольких ванн
с сеточным цилиндром. В ваннах находится бумажная масса.
В первой ванне на поверхности цилиндра формируется пер-
вый элементарный слой массы, во второй ванне на него наслаи-
вается второй элементарный слой и т. д. Многослойный кар-
тон прочнее, чем однослойный такой же толщины, к тому же
внутренние слои многослойного картона можно изготавливать
из более дешевых полуфабрикатов.
На современных машинах отдельные ее части и даже от-
дельные прессы в прессовой части, группы цилиндров в су-
шильной части приводятся в движение индивидуальными элек-
тродвигателями. Обеспечение постоянной скорости частей ма-
шины при установившемся режиме ее работы осуществляется
автоматизированной системой регулирования скорости машины
и ее секций.
Производительность бумаге- и картоноделательных машин
зависит от их скорости, обрезной ширины полотна и массы
1 м2 бумаги или картона. Большинство видов писчей и печат-
ной бумаги имеет массу 60—80 г/м2, газетная бумага значи-
тельно легче, 45—50 г/м2. Масса 1 м2 картона 170—250 г/м2.
Скорость машины определяется на накате и при выработке
бумаги составляет 600—1000 м/мин и даже выше, при выра-
ботке картона 200—800 м/мин. Обрезная ширина бумаги 1680—
10 500 мм, картона до 6300 мм.
Современные широкоформатные скоростные машины выра-
батывают свыше 300 т/сут газетной бумаги, 800—900 т/сут
тарного картона.
Бумагу получают также сухим способом, т. е. предвари-
тельно высушенное волокно потоком воздуха подается на сетку
машины.
27
Лесопромышленные комплексы. Весьма эффективной фор-
мой организации производства являются лесопромышленные
комплексы (ЛПК), представляющие собой крупные комби-
наты, сочетающие химическую, химико-механическую и меха-
ническую переработку древесины. Так, Усть-Илимский ЛПК
будет согласно проекту перерабатывать в год 7 млн. м3 дре-
весного сырья и вырабатывать 550 тыс. т целлюлозы, 250 тыс. м3
древесностружечных плит, 1200 тыс. м3 пиломатериалов,
44 тыс. т кормовых дрожжей, 12 тыс. т фурфурола и свыше
30 тыс. т талловых продуктов. На современных ЛПК в ре-
зультате комплексной переработки будет использоваться до
94 % поступающей древесины и лишь 6 % составят отходы и
потери.
2.2. Переработка сульфитных щелоков
Отделяемый после варки от волокна сульфитный щелок со-
держит 90—100 кг/м3 органических веществ. Из них около
половины составляют лигносульфоновые кислоты, 25—35 %
редуцирующие вещества (РВ), т. е. сумма сахаров и других
веществ, имеющих карбонильную группу. В составе РВ при-
мерно 80—85 % различных сахаров, образовавшихся приварке
вследствие гидролиза гемицеллюлоз и части целлюлозы. Ак-
тивная кислотность щелока (pH) составляет 1 —1,5. В щелоке
содержится растворенный сернистый ангидрид, а также соли
сернистой кислоты (моносульфит и бисульфит), небольшое ко-
личество уксусной кислоты, фурфурола и других соединений.
Подготовка щелока. Схема подготовки щелока к биохими-
ческой переработке показана на рис. 2.6. Для удаления сер-
нистого ангидрида, фурфурола и других летучих соединений
щелок продувают острым паром в колонном аппарате. Если
при варке применялась варочная кислота с растворимыми ос-
нованиями, то щелок дополнительно продувают воздухом
с целью окисления сульфитов до растворимых сульфатов, не
влияющих на ход биохимических процессов.
При сульфитной и бисульф'итной варке целлюлозы высо-
кого выхода и полуцеллюлозы в состав РВ в значительном ко-
личестве входят олигосахариды — промежуточные продукты
гидролиза полисахаридов. Для превращения их в моносаха-
риды (инверсии) к щелоку добавляют серную кислоту и кипя-
тят его или же нагревают до 130 °C под повышенным давле-
нием. Концентрация серной кислоты в щелоке в первом случае
0,3—0,5 %, во втором 0,1—0,2 %.
Далее щелок нейтрализуют обычно в две ступени. Сначала
ведут частичную нейтрализацию известковым молоком и до-
бавляют соли, содержащие азот, фосфор и калий, необходи-
мые для минерального питания дрожжей (сульфат аммония,
диаммонийфосфат, водную вытяжку из суперфосфата, хлори-
стый калий), потом щелоку дают отстояться для его осветле-
28
Рис. 2.6. Схема подготовки щелока к биохимической переработке:
/ — сборник сырого щелока; 2 — колонна для продувки щелока паром; 3 — конденса-
тор парогазовой смеси; 4 — теплообменник; 5 — окислитель; 6, 7 — бачки постоянного
уровня; 8 — нейтрализатор; 9, 10 — дозаторы питательных солей; // — смеситель; 12 —
сборник известкового молока; 13 — отстойник; 14 — сборник осветленного щелока;
/5 —дозатор аммиачной воды; 16 — теплообменник
ния. На второй ступени осветленный щелок нейтрализуют ам-
миачной водой до pH 4—5,5, тем самым вводя в него дополни-
тельное количество азота. Общее количество азота должно со-
ставить около 5 °/о, фосфора (в расчете на РгО5) около 2,5 %
и калия около 1,5 % от РВ. Затем щелок охлаждают до 35—
37 °C. Подготовленный щелок называют субстратом или сус-
лом, его направляют на биохимическую переработку.
Спиртодрожжевое производство. Для производства этило-
вого спирта используют щелок только от варки хвойной дре-
весины, где в составе моносахаридов преобладают гексозы.
В сусло вводят спиртообразующие дрожжи, которые с по-
мощью выделяемого ими фермента зимазы расщепляют гек-
созные (сбраживаемые) сахара до этилового спирта и дву-
окиси углерода:
С6Н13Ов -> 2С2Н5ОН + 2СО3.
Спиртовое брожение осуществляют в бродильной батарее.
На ряде заводов такая батарея состоит из трех аппаратов вме-
стимостью по 300 м3. В двух головных аппаратах, работающих
параллельно, при 32—35 °C происходит брожение. В них не-
прерывно поступают (раздельно или в смеси) сусло и дрожже-
вая суспензия, а бродящая жидкость из них непрерывно пере-
текает в третий, хвостовой аппарат для дображивания.
29
От сброженной жидкости действием центробежной силы от-
деляют на сепараторах дрожжевую суспензию, которую воз-
вращают в головные аппараты. Остающуюся жидкость назы-
вают сульфитно-спиртовой бражкой. Она содержит 1 —1,3 %
этилового спирта и в качестве примесей небольшое количе-
ство метилового спирта, эфиров, альдегидов. Бражку направ-
ляют на бражную колонну, где из нее отгоняют острым паром
спиртовую фракцию. Конденсат, выводимый из конденсатора
бражной колонны и содержащий около 20 % этилового спирта,
ректифицируют в колонне для отделения основного количества
примесей. Полученный продукт повторно ректифицируют
в спиртовой колонне для доведения массовой доли этилового
спирта до 95—96 %. Поскольку в нем остается еще до 1 % ме-
тилового спирта, последний отгоняют в дополнительной мета-
нольной колонне.
Двуокись углерода выделяется в головных аппаратах (по-
этому они закрытые) и отводится в газгольдеры. Газ очищают
пропусканием его через воду, а при получении продукта пище-
вого назначения еще и через 0,5—1 %-ный раствор перманга-
ната калия и активированный уголь. Затем газ подвергают
трехступенчатому сжатию в компрессорах до конечного дав-
ления 7 МПа и охлаждают до температуры ниже критической,
равной —31,3 °C, в результате чего двуокись углерода превра-
щается в жидкую углекислоту. Ее заливают в баллоны и при-
меняют для газирования напитков, зарядки огнетушителей
и др. Путем охлаждения жидкой углекислоты трехступенча-
тым испарением получают твердую углекислоту (сухой лед).
Выход товарного этилового спирта в среднем около 90 л,
а жидкой углекислоты около 40 кг на 1 т выработанной целлю-
лозы нормального выхода.
Вытекающую из бражной колонны жидкость называют
сульфитно-спиртовой бардой. Она содержит в неизменном виде
все пентозные (несбраживаемые) сахара и ее используют для
выращивания белковых кормовых дрожжей или же для про-
изводства технических лигносульфонатов (прежнее название —
концентраты сульфитно-спиртовой барды).
На некоторых заводах дрожжи выращивают непосредст-
венно на сусле, минуя стадию получения этилового спирта.
В этом случае на получение дрожжей расходуются все сахара,
и пентозные и гексозные, вследствие чего выход дрожжей уве-
личивается в 3 раза и более. В частности, так поступают при
переработке щелоков, получающихся при варке лиственной
целлюлозы и хвойной целлюлозы высокого выхода, поскольку
такие щелоки содержат мало гексозных сахаров.
Дрожжевое производство.. В основе дрожжевого производ-
ства лежит контролируемое размножение одноклеточных мик-
роорганизмов— дрожжей (дрожжеподобных грибов) с целью
накопления их биомассы. Обычно используют дрожжи рода
кандида (Candida), преимущественно вида кандида скоттии.
30
Рис. 2.7. Схема производства дрожжей:
1 — дрожжерастильный аппарат; 2 — дозатор аммиачной воды; 3 — дозатор пита-
тельных солей: 4— флотатор; 5, 7 — сепараторы; 6 — промывной аппарат; 8 — сборник;
9 — плазмолизатор; 10 — сборник плазмолизата; 11 — вакуум-выпарная установка; 12 —
сборник упаренного плазмолизата; 13 — распылительная сушилка; /4 — бункер
Для своего размножения и роста дрожжи нуждаются в уг-
лероде, кислороде, азоте, фосфоре, калии. Источником углерода
являются моносахариды, а также некоторые органические кис-
лоты, в частности уксусная. Кислород поступает с воздухом,
а источником остальных элементов являются минеральные
соли, введенные в щелок при его подготовке.
В дрожжевом производстве все процессы непрерывные.
Схема этого производства показана на рис. 2.7. Выращивание
дрожжей производят, как правило, в стальных дрожжерастиль-
ных аппаратах (инокуляторах) с эрлифтным воздухораспреде-
лением вместимостью чаще всего 600 м3 (рис. 2.8).
В период пуска аппарата в него
подают специально подготовлен-
ные засевные дрожжи. Для их по-
лучения берут чистую культуру
дрожжей (т. е. не содержащую по-
сторонних примесей, например кле-
ток других микроорганизмов), ко-
торую выращивают в стерильных
условиях сначала в лаборатории,
а затем в отделении чистой куль-
туры на производстве. Воздух по-
ступает в дрожжерастильный ап-
парат по трубе, на нижнем конце
которой закреплена кювета. Сусло
вытекает из трубы в кювету, раз-
ливается по ней и переливается че-
рез ее край. Воздух выходит через
Рис. 2.8. Дрожжерастильный аппарат:
1 — корпус: 2 — штуцер для ввода аммиачной
воды; 3 — ввод засевных дрожжей; 4 — ввод
сусла; 5 —воронка; 6, 11 — ввод охлаждающей
ВОДЫ; 7 — ввод воздуха; £ —диффузор; 9, 12 —
вывод нагретой воды; 10 — вывод дрожжевой
суспензии; 13 — кювета
31
узкую (высотой 25 мм) кольцевую щель между кюветой идиом
аппарата со скоростью 20 м/с, захватывает сусло и эмульги-
рует его. Пена вместе с избытком воздуха поднимается сквозь
диффузор (полый стальной цилиндр с двойными стенками),
заполняет весь аппарат, гасится под действием собственной
тяжести, опускается вниз по периферии аппарата и снова под-
нимается через диффузор. Таким образом осуществляется не-
прерывная циркуляция содержимого аппарата без применения
механических перемешивающих устройств. При необходимости
в аппарат подают аммиачную воду для поддержания опти-
мальной величины pH среды. После того, как установятся нор-
мальные параметры процесса, подачу засевных дрожжей пре-
кращают.
Дрожжи растут в пене при обильном снабжении кислоро-
дом из мелких пузырьков воздуха. На каждый килограмм аб-
солютно сухого вещества выращенных дрожжей приходится
подавать в аппарат 20—40 м3 воздуха; при недостатке воздуха
показатели процесса резко ухудшаются. Оптимальная темпера-
тура среды при выращивании дрожжей 37—38 °C. В резуль-
тате жизнедеятельности дрожжей выделяется тепло, которое
необходимо отводить, иначе температура повысится и дрожжи
погибнут. Для отвода тепла аппарат охлаждают водой сна-
ружи, а диффузор — изнутри, через пространство между его
стенками. Избыток дрожжей непрерывно выводят из аппарата
в виде дрожжевой суспензии. Время роста дрожжей 3—5 ч.
Это означает, что содержимое аппарата каждый час обновля-
ется на '/з—’/5 часть.
В циркулирующих дрожжах постепенно появляются посто-
ронние микроорганизмы, что существенно снижает накопление
биомассы и ухудшает качество дрожжей. Поэтому время от
времени в дрожжерастильный аппарат добавляют такие же за-
севные дрожжи, какие были использованы в пусковой период.
Для получения товарных дрожжей необходимо отобранную
из дрожжерастильного аппарата дрожжевую суспензию сгу-
стить и высушить. Первоначальное сгущение производят во фло-
таторах, где пена расслаивается, выделяющиеся пузырьки ув-
лекают дрожжевые клетки и образуют новую, более плотную
пену, обогащенную дрожжами до концентрации 60—80 г/л. По-
следнюю сгущают на сепараторах до 150—250 г/л; дрожжи про-
мывают водой, вновь сгущают на сепараторах до концентрации
500—600 г/л и промывают. Затем суспензию нагревают до 80 °C
для придания дрожжам текучести за счет разрушения оболочек
дрожжевых клеток (плазмолиза). Плазмолизат высушивают
в распылительных сушилках (на некоторых заводах его предва-
рительно упаривают в вакуум-выпарных установках) и товар-
ные дрожжи упаковывают в бумажные мешки. Выработка
дрожжей 9—10 т/сут на каждый действующий дрожжерастиль-
ный аппарат вместимостью 600 м3.
Выход дрожжей на 1 т выработанной целлюлозы нормаль-
32
ного выхода составляет при переработке щелока 100—ПО кг,
сульфитно-спиртовой барды 30—40 кг.
В соответствии с техническими требованиями (ссылки на
стандарты и технические требования к продукции даны в учеб-
нике по состоянию на 1 января 1987 г.) влажность дрожжей не
должна превышать 10 % (в некоторых случаях допускается до
12 или 14 %). По содержанию истинного белка дрожжи подраз-
деляются на четыре группы: высшую (не ниже 44 %), первую,
вторую и третью (соответственно не ниже 41, 36 и 32%).
Белок дрожжей является полноценным, в его состав входят
все жизненно важные аминокислоты, витамины группы В
(кроме В12), провитамин D (эргостерин), который может быть
переведен в витамин D2 путем ультрафиолетового облучения
дрожжей, а также микроэлементы. Вследствие этого дрожжи
являются одной из наиболее ценных белково-витаминных доба-
вок к кормам для животных и птиц. Использование 1 т дрож-
жей обеспечивает экономию 5—7 т зерна и дополнительное про-
изводство 0,5—0,8 т свинины, или 1—1,5 т мяса птицы (в жи-
вом весе), или 10—15 тыс. шт. яиц. Введение в рацион питания
телят и поросят 1 т дрожжей экономит 6 т цельного молока.
Освобожденную от дрожжей жидкость называют последрож-
жевой бражкой и используют для производства технических
лигносульфонатов.
Производство технических лигносульфонатов. Последрожже-
вую бражку или сульфитно-спиртовую барду упаривают
в многокорпусной (обычно 5—6-корпусной) батарее. В много-
корпусной выпарной батарее жидкость в каждом корпусе упа-
ривается лишь частично и поступает в следующий корпус, а об-
разовавшийся пар (соковый пар) используется для нагревания
жидкости в калоризаторе следующего корпуса. Это дает значи-
тельную экономию теплоэнергии по сравнению с однокорпус-
ной выпаркой.
Батарея соединена с вакуум-насосом и давление в корпусах
постепенно падает от первого к последнему, причем первые
два корпуса находятся под избыточным давлением, а осталь-
ные— под разрежением. Перетекание жидкости из корпуса
в корпус обеспечивается разностью давлений в корпусах.
Бражку подают в первый корпус, готовый концентрат отби-
рают из последнего корпуса, но применяют и обратный поря-
док, когда бражку подают в последний корпус, а концентрат
отбирают из первого корпуса (в этом случае жидкость из кор-
пуса в корпус перекачивают насосом).
Теплопередающие поверхности калоризаторов (внутри тру-
бок и в межтрубном пространстве) быстро загрязняются на-
кипью. Живое сечение трубок уменьшается, сильно снижается
теплопередача от пара к жидкости. Для уменьшения накипеоб-
разования применяют разнообразные способы и приемы, среди
которых — ограничение максимальной температуры в первом
корпусе (не выше 120—125 °C, а при использовании щелока на
2 Заказ № 2531
33
аммониевом основании 105—ПО °C) и систематическая про-
мывка выпарных аппаратов кислым конденсатом сокового пара,
способным растворять свежую накипь. На ряде заводов после-
дрожжевую бражку сжигают с целью регенерации химикатов
или получения тепла, в этом случае ее упаривают до массовой
доли сухих веществ равной 55 %.
Технические лигносульфонаты выпускаются жидкие (с со-
держанием сухих веществ в различных марках продукта не ме-
нее 46, 47 и 50%), твердые (не менее 76%), а также порош-
кообразные. Технические лигносульфонаты обладают вяжу-
щими и поверхностно-активными свойствами. Их применяют
при приготовлении формовочных и стержневых смесей в ли-
тейном деле, в производстве огнеупоров, при изготовлении дре-
весных плит в качестве связующего; в производстве цемента
в качестве разжижителя сырьевой смеси; при получении дуби-
телей как сырье для получения синтетических дубителей; при
бурении нефтяных и газовых скважин для снижения водоотдачи
буровых растворов; в дорожном строительстве в качестве обес-
пыливающей добавки для покрытий автомобильных дорог и др.
Путем оксиаммонолиза лигносульфонатов (насыщения ам-
миаком и окисления воздухом при нагревании под давлением)
с последующим связыванием избытка аммиака азотной или
фосфорной кислотой получают сельскохозяйственные удобрения.
Лигносульфонаты служат также сырьем для выработки вани-
лина.
2.3. Гидролизное производство
Гидролиз древесины может осуществляться с использова-
нием концентрированных или разбавленных минеральных кис-
лот. При обработке древесины при 20—40 °C концентрирован-
ной серной или сверхконцентрированной (41 %-ной) соляной
кислотой происходит распад макромолекул полисахаридов на
растворимые фрагменты и растворение последних в кислоте.
Полученный раствор разбавляют водой и кипятят с целью ин-
версии полисахаридов. Однако расход кислоты в этом процессе
очень велик. Поэтому в промышленности для гидролиза древе-
сины применяют разбавленную серную кислоту. В этом случае
требуется нагревание до 180 °C и выше под соответствующим
давлением. Однако при этом, кроме перехода сложных сахаров
в простые, происходят и побочные реакции; разложение обра-
зовавшихся моносахаридов с образованием гуминовых веществ,
отщепление от древесины ацетильных и метоксильных групп
и др.
Технология гидролиза древесины. Технологическая схема
процесса гидролиза древесины разбавленной серной кислотой
показана на рис. 2.9.
Основным аппаратом гидролизного производства является
гидролизаппарат (рис. 2.10). Это вертикальный цилиндриче-
ский стальной сосуд сварной конструкции, верхняя и нижняя
34
Рис. 2.9. Технологическая схема гидролиза древесины разбавленной серной
кислотой:
1 — гидролизаппарат; 2 — весомер; 3 — конвейер сырья; 4, 5 — подогреватели; 6, 7 —
теплообменники; 8 — инвертор; 9, 10 — испарители; 11 — кислотный насос; 12—мерник
кислоты; 13 — быстродействующий клапаи; 14 — циклон; 15 — конвейер лигнина
части которого представляют собой усеченный конус. Аппарат
футеруют обычно слоем бетона и поверх его кислотоупорными
плитками. Вместимость аппарата от 18 до 160 м3. В верхней
части аппарата имеется загрузочная горловина, закрываемая
крышкой. Внутри аппарата, в нижней его части, для отделения
гидролизата от лигнина установлены фильтрующие устройства,
выполненные из перфорированных кислотоупорных труб (диа-
метр отверстий 4 мм). К аппарату приварены две опорные
лапы, которыми он опирается на несущую конструкцию. Под
одну из лап подкладывают датчик весомера, а под другую —
роликовый шарнир для того, чтобы обеспечить подвижность
аппарата при его взвешивании.
В гидролизаппарат загружают измельченную древесину —
щепу или смесь щепы с опилками и одновременно закачивают
разбавленную 0,5%-ную серную кислоту. Затем закрывают
верхнюю горловину, постепенно нагревают содержимое аппа-
рата острым паром и производят сдувку для удаления воздуха
и летучих продуктов. Температуру содержимого аппарата в те-
чение 30—40 мин доводят до 130—150 °C, а давление до 0,7—
0,9 МПа. За это время значительная часть гемицеллюлоз гид-
ролизуется и переходит в раствор. Потом начинают непрерыв-
ную перколяцию, т. е. сверху непрерывно подают в гидролиз-
аппарат разбавленную серную кислоту, нагретую до 170—
190 °C, а снизу непрерывно выводят из него гидролизат.
9*
Лигнин
бор гидролизата ведут
Рис. 2.10. Гидролизаппарат:
1 — корпус; 2 — загрузочная горловина; 3 — сдувоч-
ный штуцер; 4 — весомер; 5 — выхлопная горлови-
на; 6 — фильтрующие устройства
В процессе непрерывной перколя-
ции температуру в аппарате посте-
пенно доводят до 180—190 °C, давле-
ние при этом составляет 0,9—1,2 МПа.
В этот период гидролизуется целлю-
лоза и трудногидролизуемая часть
гемицеллюлоз. Макромолекулы по-
лисахаридов при гидролизе древе-
сины последовательно укорачива-
ются. Так, из целлюлозы сначала
образуется гидроцеллюлоза, затем
целлодекстрины (состоящие из 10—
60 остатков глюкозы), олигосаха-
риды (3—10 остатков глюкозы), цел-
лобиоза (дисахарид С12Н22О11) и,
. наконец, глюкоза. Образующиеся мо-
носахариды при непрерывной перко-
ляции быстрее удаляются из реак-
ционного пространства и тем самым
уменьшается их разрушение.
Подачу пара, воды, кислоты и от-
по заданной программе, составленной
с учетом того факта, что по мере гидролиза происходит усадка
сырья и снижается содержание полисахаридов в нем. Ход про-
цесса контролируют по массе веществ, содержащихся в аппа-
рате; ее определяют по показаниям весомера, на шкале кото-
рого ноль соответствует пустому аппарату.
Когда в гидролизаппарат подано установленное програм-
мой количество кислоты, а также воды для промывки остаю-
щегося в аппарате лигнина в конце процесса, и из него выве-
дено заданное количество гидролизата, процесс заканчивается.
После этого снижают давление до 0,6—0,7 МПа, открывают
быстродействующий клапан и лигнин за 0,5—1 мин выдувается
в циклон, откуда он выгружается через отверстия в днище цик-
лона с помощью вращающегося выгребного механизма.
Лигнин используют как топливо и частично перерабатывают
в угли различного назначения, нитролигнин и другие продукты.
В зависимости от величины гидролизаппарата и вида сырья
весь цикл от загрузки сырья до выгрузки лигнина (варка) про-
должается от 2 до 5 ч.
Гидролизат от всех гидролизаппаратов поступает в общий
коллектор. На некоторых заводах установлено большое число
аппаратов (до 28), в этом случае их разделяют на группы, каж-
дая из которых имеет свой коллектор гидролизата. Из коллек-
тора гидролизат направляется на ступенчатое испарительное
36
охлаждение. В испарителе высокого давления поддерживается
давление на 0,4—0,5 МПа ниже, чем в гидролизаппарате, в ре-
зультате чего гидролизат мгновенно вскипает, частично испаря-
ется и охлаждается до 130—140 °C. Затем он поступает в испа-
ритель низкого давления, где давление поддерживается около
0,2 МПа и происходит повторное вскипание и охлаждение гид-
ролизата. Пары самоиспарения гидролизата содержат фурфу-
рол, который выделяют и очищают до товарного продукта.
Подготовка гидролизата к биохимической переработке. Гид-
ролизат содержит 3—3,5 % РВ, из них до 90 %> приходится
на моносахариды, свыше 5 %' составляют декстрины, осталь-
ное— различные примеси, затрудняющие биохимическую пере-
работку гидролизата.
Поэтому гидролизат сначала выдерживают в течение 3 ч
при 100 °C в инверторах с целью инверсии декстринов, а также
для разрушения части примесей. Затем его нейтрализуют из-
вестковым молоком и аммиаком до pH 3,2—4,2, одновременно
добавляют минеральные питательные соли. Нейтрализованный
гидролизат (нейтрализат) подвергают отстаиванию для отделе-
ния взвешенных частиц и охлаждают до 30—35 °C. Полученное
сусло (субстрат) аэрируют и затем освобождают от обра-
зовавшихся хлопьев путем отстаивания. Для снижения концент-
рации фурфурола и других веществ, тормозящих жизнедеятель-
ность дрожжей, сусло обычно разбавляют водой примерно на-
половину, часть воды может быть заменена последрожжевой
бражкой.
На некоторых заводах нейтрализованный и очищенный гид-
ролизат упаривают, получая кормовой гидролизный сахар. Он
выпускается в качестве готового продукта в виде раствора, со-
держащего 20—25 % легкоусвояемых углеводов.
Биохимическая переработка сусла. Этот процесс ведется так
же, как и процесс по переработке сульфитных щелоков. При
этом сусло из хвойной древесины, в котором из всех моносаха-
ридов 75—77 % приходится на гексозы, обычно сбраживают для
получения этилового спирта; его концентрация в бражке около
1,5 %, а выход товарного спирта 160—180 л из 1 т абсолютно
сухого сырья. Остаток после отгонки спирта — гидролизную
барду используют для выращивания дрожжей, выход которых
около 30 кг из 1 т абсолютно сухого сырья. Гидролизат из лист-
венной древесины содержит гексоз меньше, и его используют
целиком для выращивания дрожжей, выход которых возрас-
тает до 200—210 кг.
Двухфазный гидролиз. При двухфазном гидролизе листвен-
ной древесины и растительных отходов сельского хозяйства
(подсолнечной лузги, кукурузной кочерыжки и др.) сначала
в мягких условиях гидролизуют только гемицеллюлозы, преиму-
щественно пентозаны (пентозный гидролиз), а затем после от-
деления пентозного гидролизата повышают температуру и дав-
ление и гидролизуют целлюлозу (гексозный гидролиз). Пентоз-
37
ный гидролизат очищают и подвергают гидрированию, причем
ксилоза превращается в многоатомный спирт ксилит, рекомен-
дуемый больным диабетом вместо сахара. На гексозном гидро-
лизате выращивают дрожжи.
На некоторых заводах при проведении двухфазного гидро-
лиза сырье смешивают с 10—15 %-ной серной кислотой при
гидромодуле 0,2-^0,3:1, загружают в гидролизаппарат, нагре-
вают острым паром до 160—180 °C и продолжают подачу пара
в течение 2—3 ч. В это время происходит гидролиз пентозанов
до пентоз, дегидратация пентоз до фурфурола и выведение
фурфурола с паром в конденсационную систему. Как показали
производственные опыты, серную кислоту целесообразно заме-
нять солевыми катализаторами (суперфосфатом, монокальций-
фосфатом и др.). Конденсат, содержащий около 3% фурфу-
рола, очищают от примесей и ректифицируют, получая товар-
ный фурфурол. Остающийся в гидролизаппарате целлолигнин
подвергают перколяционному гидролизу 0,7—1 %-ной серной
кислотой и используют получаемый гексозный гидролизат для
выращивания дрожжей.
Фурфурол получают также из древесной щепы лиственных
пород путем обработки водяным паром при 180 °C под давле-
нием в вертикальном непрерывнодействующем аппарате. Гидро-
лиз пентозанов происходит в результате каталитического воз-
действия отщепляющихся от древесины органических кислот.
Целлолигнин после отгонки фурфурола брикетируют. Хвойную
древесину для производства фурфурола не используют из-за
малого содержания в ней пентозанов.
Новые гидролизные заводы строятся преимущественно как
специализированные фурфурольно-дрожжевые предприятия.
Разрабатывается комплексный способ переработки расти-
тельного сырья, по которому перколяционный гидролиз сырья
производится только до температуры 150 °C. Получаемый ге-
мицеллюлозный гидролизат отжимается и используется для вы-
ращивания кормовых дрожжей. Оставшийся в гидролизаппа-
рате целлолигнин с целью обогащения его сахарами заливают
0,5 %-ной кислотой и нагревают 15—30 мин при 170—180 °C,
затем выгружают и нейтрализуют газообразным аммиаком. По-
лучается растительно-углеводный корм, обладающий высокими
кормовыми свойствами. Из 1 т абсолютно сухой древесины
можно получить до 120 кг товарных дрожжей и 700 кг расти-
тельно-углеводного корма; отходов в виде лигнина нет.
Полностью используется сырье и при получении кормовой
осахаренной древесины. Например, древесную щепу подвергают
частичному гидролизу, для чего смачивают раствором серной
кислоты с таким расчетом, чтобы концентрация кислоты вну-
три древесины составила с учетом содержащейся в древесине
влаги около 0,1 %. Затем щепу пропаривают, размалывают в ди-
сковой мельнице и нейтрализуют аммиаком. При частичном
гидролизе происходит деструкция трудногидролизуемых поли-
38
сахаридов древесины, в результате чего в готовом продукте
содержится значительное количество редуцирующих веществ.
Кормовая осахаренная древесина применима в качестве угле-
водной добавки в рационах кормления крупного рогатого скота.
2.4. Производство древесных плит и пластиков
Производство древесных плит, пластиков, фанеры принято
относить к химико-механической переработке древесины. Взаи-
мозаменяемость продукции химической, химико-механической и
механической переработки древесины характеризуется следую-
щими данными: в среднем в производстве тары 1 т картона за-
меняет 9 м3 пиломатериалов или же до 15 м3 круглого лесома-
териала, в мебельном производстве 1 м3 древесностружечных
плит заменяет 4 м3 круглого лесоматериала, а 1 м3 фанеры или
твердых древесноволокнистых плит — 5 м3 круглого лесомате-
риала. Применение картона, древесных плит и фанеры дает
также существенную экономию трудовых затрат и денежных
средств^ что делает их прогрессивными видами лесопро-
дукции.
Производство древесноволокнистых плит. Основной техно-
логической операцией в производстве древесноволокнистых
плит, так же, как бумаги и картона, является формование
ковра на сетке. Щепу, изготовленную из дровяной древесины
или различных древесных отходов, размалывают на волокна
в дефибраторах или рафинерах. Волокнистую массу проклеи-
вают и подают суспензию волокна в воде на сетку отливной
машины. Для проклейки массы используют канифольно-пара-
финовую эмульсию, синтетические смолы, талловое масло
(предпочтительно окисленное талловое масло из древесины
лиственных пород), талловый пек и др.
Для получения мягких (пористых) плит ковер высушивают
в роликовой сушильной камере и раскраивают по заданным
размерам. Такие плиты применяют в строительстве в качестве
термо- и звукоизоляционного материала.
При изготовлении полутвердых (плотностью 400—800 кг/м3),
твердых (свыше 850 кг/м3) и сверхтвердых (свыше 950 кг/м3)
плит мокрый ковер раскраивают по размерам плит пресса, от-
нимают воду и прессуют в многоэтажных гидравлических
прессах под давлением 2—2,5 МПа между нагретыми до 175—
225 °C плитами пресса. Затем плиты выдерживают 3—4 ч в за-
калочных камерах при 150—170 °C, обрезают и кондициони-
руют.
Твердые плиты толщиной 2,5—6 мм применяют в строитель-
стве, мебельном производстве, для изготовления тары и т. д.,
сверхтвердые плиты — для покрытия полов. Часть твердых плит
выпускают с различными лакокрасочными покрытиями и при-
меняют как облицовочный материал. Как и бумагу, древесно-
волокнистые плиты вырабатывают также сухим способом.
39
Производство древесностружечных плит. Процесс изготовле-
ния древесностружечных плит состоит в прессовании древесных
частиц различного размера и формы, смешанных со связую-
щими веществами — преимущественно карбамидоформальдегид-
ными (реже фенолформальдегидными) смолами, техническими
лигносульфонатами. Наиболее прочные плиты получают из ре-
заной стружки, изготовляемой на стружечных станках из тех-
нологической щепы, дровяной древесины и крупных отходов
деревообработки, но используют также опилки и другие от-
ходы. Для производства древесностружечных плит предпочи-
тают древесину сосны, ели и тополя. Чаще всего плиты выра-
батывают трехслойные, причем наружные слои делают из бо-
лее мелких частиц с увеличенным количеством связующего
вещества.
Изредка применяют способ экструзионного прессования.
Проклеенную стружку непрерывно прессуют между двумя на-
гретыми плитами, расположенными обычно вертикально.
Стружка проталкивается движущимся вверх и вниз пуансоном
в полость между плитами, уплотняется и склеивается. Снизу '
со скоростью 0,5—1,2 м/мин непрерывно выводится полотно
готовой плиты, которое раскраивают на заданный формат.
Основное применение древесностружечных плит — производ-
ство мебели; здесь используют плиты плотностью 650—
750 кг/м3 и толщиной чаще всего 15—16 мм. Часть плит обли-
цовывают синтетическим шпоном (текстурной бумагой, пропи- -
тайной синтетическими смолами).
Производство фанеры. Клееную фанеру получают из древес-
ного шпона, толщиной чаще всего 0,3—1,5 мм, изготовленного
на лущильных станках из круглых лесоматериалов (чураков)
березы, ольхи, сосны, лиственницы и некоторых других пород .
древесины. Перед лущением чураки подвергают гидротермиче-
ской обработке путем вымачивания в горячей воде или про-
паривания. Шпон раскраивают на заданный формат, высуши-
вают, наносят на него связующее вещество (карбамидоформаль-
дегидный, фенолформальдегидный, альбуминоказеиновый клей)
и собирают в пакеты. Как правило, в пакете нечетное число
листов шпона, обычно от 3 до 9, причем их укладывают с вза-
имно перпендикулярным направлением волокон в соседних ли-
стах. Эти пакеты склеивают в фанеру в многоэтажных гидрав-
лических прессах под давлением 1,5—2 МПа при температуре
120—150 °C. Клееная фанера широко применяется в строитель-
стве, вагоностроении, производстве мебели и тары и других
изделий.
Производство древесных пластиков. Путем горячего прес-
сования брусков получают пластифицированную цельную дре-
весину (иногда бруски в процессе прессования склеивают
в плиты). Прочность древесины при этом увеличивается при-
мерно пропорционально степени уплотнения. Комбинированное
механическое и термическое, иногда также и химическое воз-
40
действие на древесину изменяет ее физическое состояние и хи-
мический состав, в результате чего повышается ее пластичность
в момент прессования.
Древесно-слоистые пластики (плиты или профильные изде-
лия) получают из тонкого (обычно 0,55 мм) древесного шпона.
Шпон пропитывают бакелитовым лаком, собирают в пакеты и
прессуют под давлением 15—20 МПа при 140—150 °C. Полу-
ченные плиты имеют плотность 1,25—1,3 г/см3 и отличаются вы-
сокими физико-механическими и электроизоляционными свой-
ствами.
Из измельченной древесины, проклеенной синтетическими
смолами, путем прессования в пресс-формах получают формо-
ванные древесные пластики в виде готовых деталей машин.
Древесно-слоистые пластики применяют для изготовления
разнообразных подшипников и втулок, особенно для работы
в водной и абразивной средах, для получения деталей, служа-
щих диэлектриками и одновременно несущих механические на-
грузки, а также зубчатых колес и др.
Защитная обработка древесины. Пропитка (или покрытие)
древесины различными химическими веществами для придания
ей стойкости против гниения и огня называется защитной обра-
боткой древесины.
Для консервирования древесины, т. е. придания ей длитель-
ной стойкости против гниения, разрушения некоторыми насе-
комыми (точильщиками, усачами, термитами), а также мор-
скими древоточцами применяют ядовитые для этих вредителей
консервирующие вещества (антисептики): пентахлорфенолят
натрия, кремнефтористый аммоний, каменноугольное креозо-
товое масло и др.
Чтобы повысить огнестойкость древесины применяют огнеза-
щитные вещества (антипирены), обычно смеси фосфата и суль-
фата аммония. Антипирены не предохраняют древесину, как и
всякое органическое вещество, от постепенного разрушения при
пожаре. Однако они придают ей свойство не гореть пламенем,
не поддерживать горения и не тлеть. Защитное действие анти-
пиренов заключается в том, что они при нагревании плавятся
и покрывают древесину защитной пленкой (при ее пропитке
фосфатом аммония, бурой, жидким стеклом), либо разлага-
ются и выделяют негорючие газы, вследствие чего концентра-
ция кислорода около поверхности древесины становится недо-
статочной для ее горения (различные соли аммония). Поэтому,
как только огнезащищенная древесина перестает соприкасаться
с пламенем, ее разрушение прекращается.
Антисептики (кроме маслянистых) и антипирены вводятся
в древесину в виде водных растворов. Пропитка древесины про-
изводится в ваннах или в закрытых пропиточных цилиндрах
с применением вакуума и давления. Древесину пропитывают
химическими веществами также для повышения ее физико-
механических свойств, стабильности формы в условиях пере-
41
менной влажности, для улучшения электроизоляционных
свойств и др. Можно пропитывать древесину различными мо-
номерами, которые затем под действием проникающей радиа-
ции или тепла полимеризуются внутри древесины.
Различные способы придания древесине повышенной атмо-
сферо-, био- и огнестойкости используются и в производстве
некоторых видов древесных плит.
2.5. Термическое разложение древесины
Термическое разложение (пиролиз) древесины — это разло-
жение древесины без доступа воздуха под действием высокой
температуры. В результате этого процесса получаются твердые,
жидкие и газообразные продукты. Твердые продукты остаются
в виде древесного угля в аппарате, в котором ведется пиролиз,
а жидкие и газообразные продукты выделяются совместно
в виде парогазовой смеси (см, главу 3). Парогазовую смесь
разделяют путем охлаждения на конденсат (жижку) и некон-
денсирующиеся газы. Жижку перерабатывают на уксусную кис-
лоту, метиловый спирт, смолу и другие продукты (см. главы
4—6), а неконденсирующиеся газы сжигают как топливо.
Пиролиз древесины. Процесс разложения древесины при пи-
ролизе можно подразделить на четыре стадии: 1) сушку; 2) на-
чало разложения; 3) образование, испарение и возгонку основ-
ного количества продуктов разложения древесины, протекающие
при 270—450 °C с бурным выделением тепла (экзотерми-
ческий процесс); 4) прокаливание угля до конечной темпера-
туры обычно не выше 550—600 °C и удаление остатков лету-
чих веществ. Кроме третьей стадии, все стадии процесса тре-
буют подвода тепла извне.
Тепловой эффект процесса термораспада древесины зависит
от условий проведения пиролиза и мало зависит от типа и кон-
струкции аппарата. Величина низшего теплового эффекта со-
ставляет 1000—1250 кДж/кг, или 5—6 % от теплоты сгорания
исходной древесины.
В аппаратах периодического действия стадии процесса про-
текают последовательно во времени, тогда как в непрерывно-
действующем аппарате (рис. 2.11) в одно и то же время в верх-
ней зоне происходит сушка, ниже — нагревание древесины до
температуры экзотермической реакции, в средней зоне — разло-
жение древесины и прокаливание угля и в нижней — охлажде-
ние угля перед выгрузкой. Поэтому при работе периодически
действующего аппарата состав парогазовой смеси по ходу про-
цесса изменяется, а при непрерывном процессе остается во вре-
мени практически постоянным.
Первым из компонентов древесины, уже при температуре не-
сколько ниже 150 °C, начинает распадаться ксилан, но в основ-
ном его распад идет при 250—260 °C с образованием фурфу-
рола, уксусной кислоты и газов. Распад лигнина начинается
42
Рис. 2.11. Схема пиролиза древесины в непре-
рывнодействующем аппарате:
] зона сушки; 2 — зона нагревания до температу-
ры экзотермической реакции; 3 — зона пиролиза
и прокалки угля; 4 — промежуточная зона; 5 — зона
охлаждения угля
Сыръе Парогазовая смесь
при температуре около 200 °C; этот
процесс вследствие гетеро- и гомоли-
тической диссоциации химических
связей между структурными едини-
цами лигнина и внутри их приводит
к образованию- низкомолекулярных
летучих соединений и полной пере-
стройке первичной структуры лиг-
нина. Процесс деполимеризации цел-
люлозы протекает при температуре
выше 300 °C. Как целлюлоза, так и
лигнин при пиролизе дают уголь,
газы и смолу. Однако из целлюлозы
выход угля равен 35%, а из лигни-
на— около 50%. Газы, полученные
при разложении лигнина, содержат
около 50 % СО, 35—40 % СН4 и
лишь немного СО2, тогда как целлю-
лоза дает низкокалорийный газ, со-
держащий более 60 % СОз. Образо-
вание метана (СН4) происходит в ос-
Теплоу.
носитела''
2
О
^Нагретый
га-зг
Холодный
г^'газ
I Выгрузка
1 угля
4
новном за счет метоксильных групп лигнина.
Ароматические соединения, содержащиеся в древесных смо-
лах (фенолы и др.), образуются при термическом разложении
лигнина, алифатические соединения — в основном из целлю-
лозы и других полисахаридов.
Уксусная кислота получается из целлюлозы в количестве
2—3 %, из лигнина — около 1 %. Основным ее источником яв-
ляются ацетильные группы древесины, содержание которых
больше в древесине лиственных пород, поэтому выход уксусной
кислоты из пород лиственной древесины выше, чем из хвой-
ной. Древесина лиственных пород особенно береза и бук, пред-
почтительна для пиролиза, так как из нее получают более хо-
роший уголь.
Метиловый спирт образуется в основном из метоксильных
групп метилглюкуроновой кислоты, входящей в состав гемицел-
люлоз. Немного метилового спирта образуется из лигнина.
Фурфурол целиком получается в результате деструкции пен-
тозанов и дегидратации образующихся при этом пентоз. Если
древесину перед пиролизом пропитать разбавленной серной
кислотой, то выход фурфурола в несколько раз увеличится.
Проводя термическое разложение древесины с одновремен-
ным ее окислением, например путем обработки в водной среде
43
Топливо
Топливо
Рис. 2.12. Схема прямого процесса газификации древесины:
/ — зона подсушки (150—300 °C); 2 — зона пиролиза (300—900 °C); 3 — зона восстанов-
ления (900—1100 °C); 4 — зона горения (1100—1300 °C); 5 — зольник
Рис. 2.13. Схема обратного процесса газификации древесины:
/—зона подсушки; 2 — зона пиролиза; 3 — зона горения; 4 — зона восстановления;
5 — зольник
кислородом под давлением и при высокой температуре, можно'
получить из нее уксусную кислоту с выходом около 15 % г
а также муравьиную кислоту.
Газификация древесины. К области термического разложе-
ния древесины относится также и ее газификация, т. е. безос-
таточное (если не считать золы) разложение древесины в га-
зогенераторах. Различают два основных процесса газифика-
ции— прямой и обратный. При прямом процессе (рис. 2.12)
поток газов направлен снизу вверх, воздух вводится ниже ко-
лосниковой решетки (на которой располагается древесное
сырье — поленья, чурки или щепа), а образовавшийся генера-
торный газ отводится сверху. При обратном (обращенном) про-
цессе (рис. 2.13) движение газов происходит сверху вниз, воз-
дух подводится немного выше колосниковой решетки, а генера-
торный газ отводится снизу.
Основная горючая часть генераторного газа — окись угле-
рода образуется при неполном окислении раскаленного угля
кислородом воздуха:
2С + О2 = 200 + 246,4 кДж.
Воздух подается в газогенератор в ограниченном количестве,
иначе уголь полностью сгорит до СО2. Вместе с воздухом
можно вводить водяной пар; он реагирует с раскаленным уг-
лем, образуя окись углерода и водород, что повышает калорий-
ность газа.
44
Сырой газ, получаемый при прямом процессе, содержит дре-
весную смолу и уксусную кислоту, которые могут быть выде-
лены в процессе очистки газа. При обращенном процессе в газе
очень мало лесохимических продуктов, очищенный газ ранее
применялся взамен бензина в лесовозных автомобилях, для чего
на них устанавливали небольшие газогенераторы с упрощен-
ной системой очистки газа.
В связи с ростом цен на нефтяное топливо в некоторых стра-
нах возобновился интерес к газификации древесины с целью
получения газа для отопления жилищ и для других целей. Ве-
дутся также работы по каталитическому ожижению древесины
для получения нефтеподобных продуктов.
2.6. Использование экстрактивных веществ древесины
Основными экстрактивными веществами древесины явля-
ются смолистые вещества, дубильные вещества и камеди. При
экстракции из древесины этих веществ строение и состав кле-
точных стенок не претерпевают существенных изменений,
вследствие чего проэкстрагированную древесину можно исполь-
зовать для последующей переработки, как и натуральную.
Смолистые вещества. Находящиеся в смоляных ходах дре-
весины хвойных пород смолистые вещества извлекаются из
растущего дерева путем подсочки в виде живицы (см. главу 8)
или же из срубленной древесины (преимущественно из сосно-
вых пней) путем экстракции органическими растворителями
или щелочами.
Вытекающая при ранениях соснового дерева живица пред-
ставляет прозрачную смолистую жидкость с приятным сосно-
вым запахом. В ее состав входят смоляные кислоты, нейтраль-
ные вещества, терпеновые углеводороды. Вследствие испарения
скипидара и кристаллизации смоляных кислот живица густеет,
становится мутной, непрозрачной и вязкой, по внешнему виду
напоминает засахарившийся мед. Она всегда содержит при-
меси— сор и воду; при этом вода извлекает из сора водорас-
творимые танниды, красящие и другие вещества, которые сме-
шиваются со смолистыми веществами и загрязняют их. Очистка
живицы и ее переработка на канифоль и скипидар осуществля-
ется в канифольно-терпентинном производстве (см. главу 9).
В древесине срубленных деревьев, особенно в пневом осмоле
(в пнях, простоявших в земле несколько лет после рубки де-
ревьев), состав смолистых веществ существенно отличается от
состава живицы. Кроме смоляных кислот и терпеновых углево-
дородов, они содержат продукты их окисления (окисленные
смоляные кислоты и терпеновые спирты), а также жирные кис-
лоты. Извлечение смолистых веществ из осмола органическими
растворителями (обычно бензином) и их переработка на кани-
фоль и скипидар проходят в канифольно-экстракционном про-
изводстве (см. главу 10).
45
Извлечение смолистых веществ из осмола может быть про-
изведено также разбавленным раствором едкого натра. При
этом смоляные кислоты омыляются щелочью и переходят в ще-
лок в виде канифольного мыла, которое затем высаливается из
раствора поваренной солью. Такой способ очень прост, не
огнеопасен и ранее испытывался на некоторых заводах, но
себя не оправдал вследствие крайне низкого качества про-
дукции.
Омыление смолистых веществ щелочью происходит также
в сульфатцеллюлозном производстве. Получаемое сульфатное
мыло перерабатывается в цехах талловых продуктов целлю-
лозно-бумажных предприятий (см. главу 11).
Дубильные вещества. Многие древесные растения содержат
дубильные вещества в древесине или в коре; из них на ду-
бильно-экстрактовых заводах получают водные вытяжки — ду-
бильные экстракты.
Древесина дуба содержит 4—6 % дубильных веществ (тан-
нидов), кора дуба и ивы 8—14, ели 7—12, лиственницы 8—
16%. Кроме таннидов, в воде растворяются и недубильные ве-
щества (нетанниды). Содержание таннидов в экстракте, выра-
женное в процентах от массы сухого экстракта, называют его
доброкачественностью. Доброкачественность дубового и лист-
венничного экстракта равна 60—70 %, ивового и елового
50—60 %.
Для получения дубильных экстрактов сырье измельчают и
экстрагируют горячей водой в батарее диффузоров (экстрак-
торов) по принципу противотока. Полученный разбавленный
сок очищают и упаривают под разрежением. Дубильные экст-
ракты могут выпускаться трех видов — жидкие, тестообразные
и твердые. Их используют в кожевенном производстве для пре-
вращения необработанной шкуры животного в кожу, т. е. для
придания ей гибкости, мягкости, стойкости против загнивания
и против набухания в воде.
При экстракции дубовой древесины остается одубина
с влажностью около 60%; ее используют для производства
фурфурола или для переработки на картон. Еще более высо-
кую влажность имеет проэкстрагированная кора. На ряде за-
водов ее отжимают на прессах и используют в качестве топ-
лива.
Камеди. Камедями называют полисахариды древесины, рас-
творимые в воде. Лиственничная камедь имеет клеящие свой-
ства и применима в текстильной, спичечной и полиграфической
промышленности. Она может быть извлечена из древесины ли-
ственницы, измельченной в мелкую щепу, горячей водой при
80 °C или же 0,2 %-ным раствором уксусной кислоты при 30 °C
в батарее экстракторов. Выход камеди в зависимости от воз-
раста деревьев и других условий, составляет 8—20%, в сред-
нем 12 % от абсолютно сухой древесины.
46
Глава 3. ПИРОЛИЗНОЕ ПРОИЗВОДСТВО
Пиролиз древесины ведется либо на крупных предприятиях,
где, как правило, вырабатывают древесный уголь, уксусную
кислоту, ее производные, древесно-смоляные и другие продукты,
либо на небольших установках, где древесный уголь чаще всего
является единственным продуктом. Применяемые для пиролиза
древесины аппараты подразделяются на периодически дейст-
вующие, полунепрерывного действия и непрерывнодействующие.
В периодически действующих аппаратах цикл работы — за-
грузка древесины, ее сушка, пиролиз, охлаждение угля и его
выгрузка — периодически повторяется. Чтобы предприятие ра-
ботало непрерывно, устанавливают несколько аппаратов, ста-
дии процесса в которых не совпадают во времени: пока в одних
аппаратах ведется загрузка древесины, в других идет сушка,
в третьих — пиролиз и т. д.
В аппаратах полунепрерывного действия загрузку древесины
и выгрузку угля производят периодически, через определенные
промежутки времени, небольшими порциями, а отбор парога-
зовой смеси — непрерывно. К таким аппаратам относятся угле-
выжигательные печи системы В. Н. Козлова, вертикальные не-
прерывнодействующие шахтные реторты и др. В промышлен-
ной практике их обычно называют непрерывнодействующими
аппаратами.
При использовании измельченной древесины (щепы, опилок)
можно осуществить полностью непрерывный процесс, как, на-
пример, в топках-генераторах.
По способу обогрева аппараты для пиролиза древесины под-
разделяют на аппараты с наружным и с внутренним обогревом.
В аппаратах с наружным обогревом теплоноситель (горя-
чие дымовые газы) нагревает металлические стенки реторт,
а от них тепло передается древесине лучистым тепловым пото-
ком, а также в результате естественной циркуляции парогазо-
вой смеси внутри реторт, т. е. путем конвекции. Разложение
древесины начинается в первую очередь около нагретых стенок
реторты и из-за малой теплопроводности древесины идет не-
равномерно.
В аппаратах с внутренним обогревом древесина соприкаса-
ется с теплоносителем, принудительно подаваемым внутрь ап-
парата, что создает искусственную циркуляцию, обеспечиваю-
щую конвективный перенос тепла от теплоносителя непосред-
ственно древесине. Теплоноситель можно применять твердый,
жидкий и газообразный. На практике используют газообраз-
ный теплоноситель. Внутренний обогрев позволяет поддержи-
вать стабильный температурный режим в аппарате. Продукты
разложения быстро выводятся током теплоносителя, поэтому
выход их, в частности уксусной кислоты, выше, чем в аппара-
тах с наружным обогревом, где часть продуктов разлагается
при соприкосновении с перегретыми стенками аппарата. Однако
47
концентрация продуктов разложения древесины в парогазовой
смеси вследствие ее разбавления циркулирующим теплоноси-
телем в аппаратах с внутренним обогревом меньше, чем в ап-
паратах с наружным обогревом.
3.1. Сырье для пиролизного производства
Сырьем для термической переработки чаще всего является
специально заготовляемая технологическая древесина, которая
доставляется на лесной склад предприятия. Для устройства
склада выбирается ровная, сухая площадка возможно ближе
к заводу, но с соблюдением расстояний, требующихся по нор-
мам противопожарной безопасности.
Древесина поступает на заводы железнодорожным и авто-
мобильным транспортом в виде долготья и коротья по ГОСТ
24260—80 «Сырье древесное для пиролиза и углежжения».
Сырье разделывается на отрезки, длина которых в зависимости
от принятой технологии бывает 1 м или 230—330 мм (чурка
или тюлька). Для разделки древесины на чурку используются
многопильные станки — слешеры.
Железнодорожные пути для подвозки древесины со склада
сырья ширококолейные (ширина колеи 1524 мм), лишь на от-
дельных заводах сооружены узкоколейные пути (ширина колеи
750 мм).
Склад сырья должен быть хорошо освещен и благоустроен.
Древесина на складе хранится в кучах высотой до 14 м и объ-
емом до 50 тыс. м3. Ширина прямоугольных куч или диаметр
круглых куч не более 50 м. Расстояние между продольными
сторонами прямоугольных куч должно быть 25 м, между торцо-
выми сторонами, а также между круглыми кучами 15 м.
Схема склада сырья приведена на рис. 3.1, а план завода
пиролиза древесины на рис. 3.2.
Древесину укладывают в кучи и подают в производство
консольно-козловыми кранами. Для разборки куч используют
также экскаваторы с грейферами. Во время закладки и раз-
борки куч должны строго соблюдаться специальные требова-
ния безопасности.
Древесина всегда содержит влагу. По влажности она под-
разделяется на три группы: воздушносухая (Ц7 до 25%, Wn до
20%), полусухая (117 = 264-50%, 1FO = 214-33), сырая, с более
высоким содержанием влаги.
Воздушносухое состояние древесины достигается обычно при
ее естественной сушке на складе. Круглые сортименты, осо-
бенно березовые, в коре сохнут медленнее, чем в окоренном
виде. Расколка кругляка ускоряет сушку.
Производственный опыт показал, что древесину лиственных
пород лучше хранить в окоренном и расколотом виде, устраи-
вая под кучи соответствующие основания и приспособления
для проветривания. Коротье, уложенное весной в кучи высо-
48
Рис. 3.1. Схема склада сырья:
/, 18 — подъездные железнодорожные пути; 2, 14 — краны консольно-козловые грей-
ферные; 3, 17 — кабельные лотки; 4—штабеля длинномерной древесины; 5 — разобщи-
тель бревен; 6 — бревнотаска; 7 — слешер для долготья; 8, 12— узлы сортировки и
расколки коротья; 9 — цех подготовки сырья; 10 — конвейер выносной; // — автодорога;
13 — питатель тарельчатый; 15 — конвейер ленточный; 16 — кучевой штабель корот-
комерной древесины
Рис. 3.2. План завода пиролиза древесины:
/ — химический цех и центральная лаборатория; 2 — мастерские; 3 — склад легковос-
пламеняющихся веществ; 4 — склады материалов,- 5 — смолоразгонный цех; 6—кон-
вейер для древесного угля; 7 — ретортный цех; 8 — сборники жижки; 9 — склад угля;
10 — погрузочное отделение склада угля; 11 — трубопровод для мазута; /2--тепло-
электростанция; 13 — конвейер для древесного сырья; 14 — пожарное депо; 15 — кон-
тора
той 9—14 м, высыхает за год с 40—45 %-ной относительной
влажности до воздушносухого состояния. Древесина березы и
особенно осины в старшем возрасте часто поражена гнилью,
а при неправильном хранении ее на складе процессы гниения
49
ускоряются. Это приводит к уменьшению массы древесины
в единице объема и снижению выхода продуктов пиролиза,
кроме того, уголь получается мелкий и непрочный.
Выход угля из древесины хвойных пород немного выше, чем
из лиственных, но качество угля из лиственных пород выше.
Выход уксусной кислоты наибольший из древесины лиственных
пород и березы, немного меньше — из мягколиственных и
меньше всего из хвойных. Кора дает уксусной кислоты в 2—
3 раза меньше, чем древесина, а уголь из коры имеет высокую
зольность, поэтому сырье для пиролиза целесообразно окорять,
однако в заводской практике окорку древесины обычно не про-
изводят.
Древесное сырье для углежжения и пиролиза подразделяют
на три группы. К первой группе относятся береза и твердолист-
венные породы — бук, ясень, граб, ильм, вяз, дуб, клен, ко вто-
рой— мягколиственные породы — осина, ольха, липа, тополь,
ива, третью группу составляют хвойные породы — сосна, ель,
кедр, пихта, лиственница, которые используются только для
углежжения.
Наряду с технологической древесиной могут применяться
также отходы лесозаготовок и деревообработки, которые по
своему химическому составу мало отличаются от стволовой
древесины.
3.2. Первичные продукты пиролиза
древесины
Газообразные, жидкие и твердые продукты пиролиза древе-
сины состоят, как и исходная древесина, из трех основных эле-
ментов— углерода, водорода и кислорода, в них содержится
также незначительное количество азотсодержащих веществ.
Газы. Состав газов, образующихся при пиролизе древесины,
мало зависит от породы дерева.
Их состав при переугливании древесины при 400 °C (в объ-
емных %) приведен ниже.
Компоненты газов.........................
Береза ..................................
Сосна....................................
Ель .....................................
СО, СО СН4 С2Н4 н2
49,0 28,4 18,2 1,4 3,о
49,5 28,5 18,0 1.0- 3.0
48,0 28,0 19,0 1,0 4.0
При пиролизе 1 м3 древесины образуется 75—90 м3 некон-
денсирующихся газов.
Низшую (полезную) теплоту сгорания 1 м3 неконденсирую-
щихся газов, кДж/м3, можно вычислить по формуле
Q„ = 127,5 СО + 108,1 Н2 + 358,8 СН4 + 604,4 С2Н4,
где СО, Н2, СН4, С2Н4— объемное содержание этих газов
в смеси, %.
Жидкие продукты. Конденсат, получаемый при охлаждении
парогазовой смеси, образующейся при пиролизе древесины, на-
зывается жижкой или сырой жижкой.
50
3.1. Состав жижки, полученной при пиролизе древесины в вертикальной
реторте периодического действия, %
Компоненты • Береза Ель
влажност ью, %
8,8 83,7 7,2 33,0
Кислоты Г- 9,8 5,6 6,4 2,9
Метиловый спирт . 4,0 2,3 2,6 1,0
Сложные эфиры 4,0 3,6 3,2 2,1
Альдегиды 0,9 0,6 0,5 0,2
Кетоны 1,9 1,1 1,2 0,8
Смола:
отстойная 16,5 6,7 20,4 5,6
растворимая 17,1 4,2 12,5 5,0
Другие соединения 0,3 0,2 0,2 0,1
Вода (по разности) 45,5 75,7 53,0 82,3
Сырая жижка имеет плотность 1,02—1,03 г/см3. Она содер-
жит разнообразные органические вещества как растворимые,
так и нерастворимые в воде. Некоторые из нерастворимых
в воде веществ способны растворяться в жижке, другие же на-
ходятся в ней в суспендированном состоянии, в виде мельчай-
ших взвешенных капелек. При отстаивании они отделяются от
водного слоя, образуя отстойную смолу, собирающуюся в ниж-
ней части отстойника. Кроме того, при переугливании дров не-
которых пород, в частности березы и осины, образуется неболь-
шой слой легких масел, всплывающих на поверхность жижки
и по составу близких к дегтю; эти масла образуются в основ-
ном вследствие разложения коры. Кроме отстойной смолы
в жижке содержится также растворимая смола, отделяющаяся
только при перегонке жижки.
Состав жижки (табл. 3.1) зависит от породы переугливае-
мой древесины, ее влажности и условий ведения процесса.
В ней содержатся: кислоты муравьиная, уксусная, пропионо-
вая, масляная, валериановая и др.; спирты метиловый, пропи-
ловый, аллиловый и др.; кетоны ацетон, метплэтилкетон, ме-
тилпропилкетон, метилбутилкетон и др.; альдегиды формальде-
гид, ацетальдегид, фурфурол и др.; метиловые эфиры уксусной
и других кислот; фенолы, эфиры фенолов и многие другие сое-
динения.
Чем лучше высушена древесина, тем меньше выход жижки,
но тем соответственно больше концентрация полезных компо-
нентов в ней. При переугливании березовой древесины, высу-
шенной до влажности 8—10 %, выход жижки составляет 280—
295 кг/м3, из воздушносухой получается 350—380 кг/м3 жижки
и т. д. Из 1 м3 древесины березы получается больше жижки,
чем из осины, поскольку березовая древесина имеет более вы-
сокую плотность.
51
Процесс разложения сухой и влажной древесины протекает
различно. Сухая древесина, влажностью менее 10%, выделяет
при разложении больше тепла в единицу времени, чем сырая;
экзотермическая реакция начинается быстрее и идет более
бурно, процесс ускоряется, выход угля снижается. При разло-
жении влажной древесины процесс как бы саморегулируется:
температура снижается из-за большого расхода тепла на испа-
рение влаги, экзотермическая реакция растягивается и скорость
обугливания уменьшается, в результате чего выход кислот и
угля несколько повышается. Казалось бы, переугливание сырой
древесины более целесообразно. Однако это не так: использо-
вание реторт в качестве сушильных аппаратов нерационально,
а переработка низкоконцентрированной жижки требует увели-
ченйя размеров аппаратуры и повышенных тепловых затрат.
При искусственной сушке древесины происходит испарение
влаги с ее поверхности, одновременно идет продвижение влаги
от более влажных, внутренних слоев древесины к менее влаж-
ным, наружным. Оба эти процесса ускоряются с повышением
температуры, но второй из них протекает медленнее, что приво-
дит к растрескиванию древесины и снижению физико-механи-
ческих свойств получаемого из нее угля. Чтобы этого избежать,
следует ограничивать температуру сушки и применять частично
увлажненный теплоноситель. Важным фактором сушки является
также циркуляция теплоносителя в сушильном устройстве, не-
обходимая для подвода тепла к высушиваемому материалу и
отвода испаренной влаги.
Значительное повышение температуры сушки допускается
при высушивании чурок в непрерывнодействующей сушилке
при параллельных потоках древесины и теплоносителя. В этом
случае с нагретым до 300 °C теплоносителем соприкасается наи-
более влажная древесина, а частично подсушенная древесина —
со значительно охладившимся теплоносителем, что предохра-
няет ее от загорания.
Значительное влияние на выход продуктов, в частности ук-
сусной кислоты, оказывает величина кусков древесины. Так,
из чурки получается на 8 % больше уксусной кислоты, чем из
метровых отрезков.
Чтобы ускорить процесс пиролиза, получить достаточно кон-
центрированную жижку и снизить затраты топлива на ее пере-
работку, следует использовать чурку, высушенную до влаж-
ности io—15%.
Твердые продукты (древесный уголь). При одинаковых ус-
ловиях переугливания древесины различных пород уголь имеет
почти одинаковый состав. С повышением температуры пере-
угливания выход угля снижается, но одновременно повышается
его качество (табл. 3.2); несколько снижается выход угля и
при ускорении переугливания.
Уголь не должен быть пережженным или недожженным.
Пережженный уголь получается при действии свободного кис-
52
3.2. Выход и состав древесного угля
Конечная температура выжнга угля, С Выход абсолютно сухого угля от абсолютно сухой древесины, % Состав угля, % Теплота сгорания, кДж/кг
С н O+N
400 39,2 76,1 4,9 19,0 32 740
450 35,0 82,2 4,2 13,6 33 120
500 33,2 87,7 3,9 8,4 34 210
550 29,5 90,1 3,2 6,7 34 420
600 28,6 93,8 2,6 3,6 34 500
650 28.1 94,9 2,3 2,8 34 710
700 27.1 95,1 2,2 2,7 34 880
лорода на раскаленный уголь, он имеет много трещин, хрупок,
иногда на нем виден белесый налет. Недожженный уголь полу-
чается при недостаточной температуре или продолжительности
выжига, он содержит головни, имеет бурый цвет, при сжигании
горит пламенем. Трещины снижают прочность угля, поэтому
наиболее прочный уголь получается из коротких отрезков, ко-
торые меньше растрескиваются в процессе сушки и пиролиза.
Объем хорошо прокаленного угля составляет примерно 60 %
от объема исходной древесины.
Зольность древесного угля колеблется от 1 до 4 %; при этом
зольность крупного угля из древесины сухопутной доставки
обычно не превышает 1,5%. Уголь, выгруженный из реторты,
не содержит влаги, но поглощает ее из воздуха до влажности
10-15%.
Уголь считается хорошим, если насыпная масса 1 м3 бере-
зового угля нормальной влажности не менее 175 кг, осинового
140, соснового 135, елового 120 кг.
Важной характеристикой угля является содержание неле-
тучего углерода. Под нелетучим (или твердым) углеродом по-
нимают остаток от кратковременного прокаливания угля
в строго определенных условиях, под летучим — углерод, содер-
жащийся в летучих продуктах, выделяющихся при таком про-
каливании. Чем выше температура выжига угля, тем больше
в нем доля нелетучего углерода.
Древесный уголь обладает высокой пористостью, чем объ-
ясняются его адсорбционные свойства. Пористость угля можно
определить по его плотности с учетом плотности угольной
массы, равной около 1,8 г/см3.
Уголь ....................... Еловый Сосновый Березовый Осиновый
Плотность, г/см3 .... 0,27 1 0,347 0,42 4 0,309
Пористость, %.................. 85 81 77 83
Древесный уголь в настоящее время рассматривают как
трехмерное полимерное вещество, состоящее из связанных
между собой конденсированных ароматических структур с раз-
53
личным числом колец; эти структуры алкилированы алифати-
ческими цепями, которые могут содержать различные гетеро-
атомы. Чем выше конечная температура пиролиза древесины,
тем больше в полученном угле ароматических соединений и тем
глубже идет процесс конденсации этих соединений в полиядер-
ные системы.
Выход угля можно значительно повысить, если пиролиз ве-
сти с катализаторами, для чего пропитать древесину их вод-
ными растворами. Особенно эффективными являются кислотно-
перекисный катализатор ЦНИЛХИ (2,5 % серной кислоты и
0,2 % перекиси водорода от массы древесины) и диаммоний-
фосфат. Катализатор ЦНИЛХИ позволяет значительно снизить
температуру термораспада древесины, в несколько раз повы-
сить скорость этого процесса и увеличить в 1,3—1,5 раза выход
угля.
Выгруженный из реторт горячий древесный уголь поглощает
кислород из воздуха, при этом он еще более разогревается,
в результате чего может произойти самовозгорание угля. Наи-
большую способность к самовозгоранию имеют угли, выжжен-
ные при низких температурах и содержащие до 30 % летучих
веществ; температура самовозгорания таких углей ниже 150 °C.
Угли с небольшим содержанием летучих веществ могут само-
возгораться при температуре выше 250 °C. Самовозгорание дре-
весного угля — результат его автоокисления, развивающегося
лавинообразно, с быстрым повышением температуры под влия-
нием имеющихся в угле парамагнитных центров. Это цепной
разветвленный процесс, имеющий определенные критические
параметры. Если при контакте угля с воздухом эти параметры
не будут превышены, то уголь не воспламенится.
Исходя из этого, сделан вывод, что стабилизация горячего
угля может быть осуществлена путем контролируемого охлаж-
дения его воздухом на конвейере. Оптимальные условия этого
процесса: температура угля в момент выгрузки из вертикаль-
ной непрерывнодействующей реторты 170 °C, высота слоя угля
на конвейере 60—100 мм, продолжительность охлаждения
7 мин, температура угля, сходящего с конвейера, 70—80 °C.
В этих условиях уголь поглощает кислород из воздуха, не ра-
зогреваясь, стабилизируется и теряет способность самовозго-
раться. При низкой температуре окружающей среды уголь ох-
лаждается слишком быстро и не успевает стабилизироваться,
поэтому в зимнее время кожух конвейера должен быть тепло-
изолирован.
Древесный уголь широко применяется в народном хозяйстве,
в частности как металлургическое топливо и химический реа-
гент в производстве ферросплавов и в цветной металлургии,
для получения кристаллического кремния, для выработки се-
роуглерода, для производства активных углей, для производ-
ства электродов, как катализатор в контактных процессах, для
изготовления карбюризатора и др. Мелкий уголь (фракция
54
3.3. Требования к качеству древесного угля
Показатель Марка А, сорт Марка Б, сорт Марка В
высший |-й 1 -й 2-й
Кажущаяся плотность, г/см3, не менее Массовая доля, % : 0,37 0,37 Нс нормируй ТСЯ
золы не более 2,5 3,0 2,5 з.о 4,0
нелетучего углерода не менее 90 78 88 77 67
мелкого угля(с размером зерен в местах погрузки менее 12 мм) не более 5 5 7 7 7
4—12 мм) находит применение в качестве добавки к кормам
животных, особенно поросят; он содержит значительное коли-
чество микроэлементов, имеющих важное значение при кормле-
нии молодняка.
Требования к качеству угля определены ГОСТ 7657—84
(табл. 3.3). Для производства активных углей предназначен
древесный уголь только марки А, к которому в этом случае
предъявляются дополнительные требования: фракция мелкого-
угля считается с размером зерен менее 25 мм (вместо 12 мм),
масса 1 дм3 угля (измеряется взвешиванием определенного объ-
ема измельченного угля) не менее 210 г. Содержание воды во
всех марках угля не более 6%, причем по согласованию с по-
требителями допускается (кроме угля высшего сорта марки А)
до 20 % с пересчетом фактической массы на 6%-ную влаж-
ность.
Предельно допустимая концентрация аэрозоля древесного-
угля в воздухе рабочей зоны 6 мг/м3. Минимальная темпера-
тура самовоспламенения 340 °C, нижний концентрационный
предел воспламенения древесно-угольной пыли в воздухе
128 г/мэ.
3.3. Углевыжигательные печи
В прошлом уголь выжигали в кучах, в которые укладывали
иногда до 700 м3 древесины, или в специальных ямах. На смену
кучному и ямному углежжению пришли углевыжигательные
печи. В настоящее время при небольших объемах производства
используются печи УВП-5А и «Свердлеспром-3», а также ча-
стично сохранившиеся устаревшие печи Шварца. На одном из
заводов эксплуатируются горизонтальные печи системы
В. Н. Козлова.
Углевыжигательная печь УВП-5А (рис. 3.3). Печь смонти-
рована на металлической раме, установленной на полозьях, пе-
редвижная, на месте работы крепится растяжками. Представ-
55-
Рис, 3.3. Схема углевыжигательной печи УВП-5А:
1 — камера углежжения; 2 — направление потока горячих топочных газов; 3 — газовый
тоннель: 4 — топка; 5 — колосники; 6 — дверка поддувала; 7 — рама; 8 — термометр;
9 — перегородка; 10 — направление потока отработанной газовой смеси; 11 — заслонка
вытяжной трубы; /2 —вытяжная труба; /3 — загрузочный люк; /4 — лестница наруж-
ная с поручнями; 15 — предохранительный клапан; 16 — контрольная трубка
ляет собой цилиндрическую камеру углежжения с выносной
топкой и дымовой трубой. Процесс углежжения периодический
при внутреннем обогреве древесины горячими дымовыми га-
зами. Камера углежжения имеет геометрическую вместимость
11 м3. Ее стенки двойные, внутренний цилиндр сварен из пяти-
миллиметровых стальных листов, наружный — из трехмилли-
метровых, между ними крепится каркас жесткости из угловой
стали. Пространство между стенками во избежание повыше-
ния давления в нем сообщается с атмосферой. Снизу к задней
части камеры углежжения приварен каркас топки; топка футе-
руется огнеупорным кирпичом. По низу камеры проходит га-
зовый канал в виде свода с боковыми окнами, изготовленный
из жароупорной стали. Камера укреплена на стойках опорной
рамы и может поворачиваться вокруг своей продольной оси до
45° с помощью ручной лебедки. Для удобства обслуживания
печь оснащена наружной лестницей и рабочими площадками.
Для загрузки древесины имеются три люка — верхний и два
боковых; последние служат и'для выгрузки угля. В печь за-
гружают около 8 м3 древесины любой влажности (но лучше
подсушенной на воздухе) длиной не более 1 м и толщиной не
56
Рис, 3,4. Схема углевыжигательной печи «Свердлеспром-3»:
/—термопара; 2 — контейнер; 3 — песочный замок; 4 — железобетонная плита; 5 —
вытяжная труба; 6 — подовый канал; 7 —топка; 8 — камера пиролиза
более 150 мм, а также отходы лесозаготовок (вершинник, от-
комлевку, обрезки), Герметически закрывают люки, применяя
асбестовые прокладки, и разжигают топку. Горячие топочные
газы проходят через окна газового канала в камеру, поднима-
ются вверх, прогревают древесину, сами при этом охлажда-
ются, в передней части камеры опускаются вниз и выводятся
в атмосферу по дымовой трубе, присоединенной к горловине
на передней торцевой стенке камеры.
К концу процесса наблюдается сплошное разогревание на-
ружной поверхности камеры, температура отходящих газов до-
стигает 400 °C. После этого дают топливу в топке выгореть,
герметизируют камеру и ожидают, пока уголь охладится без
доступа воздуха до 40—50 °C. Поворачивают камеру на 45°
и выгребают уголь; при загорании его тушат водой. Продолжи-
тельность оборота печи до 60 ч, выработка угля до 130 т/год.
Качество угля при переработке здоровой древесины хорошее.
Печи УВП-5А целесообразно устанавливать группами по пяти
и более, располагая их в линию. По одну сторону этой линии
устраивают эстакаду для приемки и разделки древесины, по
другую — конвейер, которым уголь подают в бункер. Из бун-
кера уголь ссыпают в железнодорожные вагоны или автомо-
били.
Разработана модернизированная печь УВП-5Б, в которой
встроенная топка заменена выносной. Это позволяет поворачи-
вать камеру на больший угол и высыпать уголь без примене-
ния ручного труда.
Углевыжигательная печь «Свердлеспром-3» (рис. 3.4). Печь
состоит из двух прямоугольных камер для пиролиза древесины,
объединенных в блок. Стены камеры выложены из красного кир-
пича и керамзито-бетонных блоков, топка — из огнеупорного
кирпича, под—бетонный.
57
Древесина загружается в печь в металлических контейне-
рах— решетках вместимостью по 12,5 м3. В каждую камеру
помещается 10 контейнеров. Для их загрузки и выгрузки ис-
пользуется обычный консольно-козловой кран, например,
ККС-10 грузоподъемностью 10 т. После загрузки камеры пере-
крывают съемными железобетонными плитами, герметизируют
швы путем засыпки сухим песком или, лучше, с помощью ми-
неральной ваты и разжигают топку. Расход топливной древе-
сины около 18 % от количества переугленной древесины.
Образующаяся при пиролизе парогазовая смесь частично
поступает по подовым каналам в топку, где содержащиеся
в ней органические продукты сгорают, а частично уходит по де-
ревянным вытяжным трубам в атмосферу.
Процесс пиролиза контролируется по показаниям термопар
и ведется до температуры 300—320 °C под контейнером. После
этого печь герметизируют, дают охладиться до 50—60 °C, сни-
мают плиты и выгружают уголь.
Продолжительность оборота печи очень велика, доходит до
360 ч, в том числе собственно пиролиз длится около 100 ч.
Годовая производительность двухкамерной печи в среднем
400 т угля. Серьезным недостатком печи являются частые
нарушения герметичности, что ведет к загоранию угля в кон-
тейнерах, снижению его выхода и качества.
Углевыжигательная печь системы В. Н. Козлова (рис. 3.5).
Печь циркуляционная, двухканальная, вагонеточная работает
по принципу внутреннего обогрева. Каждый канал печи имеет
камеры сушки, обугливания и охлаждения угля, конденсацион-
ную и калориферную установки. Камера сушки отделена от
камер обугливания и охлаждения угля, соединенных общей
кладкой.
Кирпичная камера сушки в начале и конце имеет железные
шиберы. Она рассчитана на 10 вагонеток вместимостью каж-
дая около 7 м3 древесины, разделанной на чурки длиной
220 мм, которые загружаются насыпью (при применении чурок
длиной 160 мм производительность сушилки при тех же режи-
мах сушки увеличивается на 8%). Нагревается и сушится дре-
весина теплом смеси газов и паров, поступающей из рекупера-
тора печи. Температура этой смеси на входе в сушилку 180—
200 °C, на выходе 100—150 °C. Продолжительность пребывания
древесины в камере сушки до 20—25 ч.
Единовременно в печи находятся 16 вагонеток с древесиной:
одна в приемном тамбуре, семь в камере обугливания (жже-
ния), одна в среднем тамбуре, шесть в камере охлаждения и
одна в выводном тамбуре. Тамбуры от камер отделены шибе-
рами; все шиберы печи поднимаются и опускаются одновре-
менно с помощью одной лебедки с электроприводом. Каждые
2—2,5 ч вагонетки в печи передвигают, при этом из выводного
тамбура выходит вагонетка с готовым углем, а в приемный
тамбур подается вагонетка с высушенной древесиной.
58
Древесина обугливается циркулирующими парогазовыми
продуктами, нагретыми в рекуператоре до 400—480 °C. Они
поступают под вагонетки и идут навстречу вагонеткам с углем;
частично отдав тепло, охладившись и обогатившись продуктами
пиролиза древесины парогазовая смесь выходит из печи в на-
чале камеры обугливания в конденсационную систему.
Температурный режим камеры обугливания, °C: в начале
камеры вверху 180—240, внизу 180, в середине вверху 320—
350, внизу 275—300, в конце вверху 380—400, внизу 390—410.
Конденсационная система состоит из двух смолоотделителей
(орошаемых горячей смолой и смесью смолы и кислой воды),
солевых скрубберов (орошаемых раствором ацетата кальция)
и скруббера для промывки неконденсирующихся газов водой.
Получаемый раствор ацетата кальция идет на упаривание и
сушку.
Горячая смола при отстаивании разделяется за несколько
часов на два слоя — верхний плотностью 1,02 г/см3 и нижний
плотностью около 1,22 г/см3. Легкая смола слабокислая и по-
чти безводная, тогда как тяжелая (осадочная) смола содержит
более 10 % воды и около 7 % водорастворимых кислот. Выход
тяжелой смолы примерно втрое больше, чем легкой; она нахо-
дит применение в качестве мягчителя в резинорегенератном
производстве.
Рекуперационная установка включает две топки, в которых
сжигаются древесные отходы и неконденсирующиеся газы, и
калорифер, в котором охладившиеся циркуляционные газы
вновь нагреваются и затем подаются в камеру обугливания.
В зависимости от влажности древесины производительность
каждого канала печи равна 72—87 м3 древесины в сутки. Вы-
ход древесного угля при переработке березы доходит до 37 %
по массе к абсолютно сухой древесине, т. е. до 190 кг (в том
числе 10 % мелочи) из 1 м3. Содержание нелетучего углерода
в березовом угле 73—78 %. Расход древесины в топке рекупе-
ратора составляет 15—16 % от технологической древесины. Вы-
ходы смолы около 35 кг/м3, черного уксусно-кальциевого по-
рошка (60 %-ного) из 1 м3 переугленной березовой древесины
в среднем 53 кг, осиновой 25, хвойной 19—22 кг.
3.4. Тоннельные вагонные реторты
Для пиролиза древесины на крупных лесохимических заво-
дах применяются стальные вагонные тоннельные реторты, кир-
пичные вагонные тоннельные реторты и более производитель-
ные стальные вертикальные циркуляционные реторты непре-
рывного действия (на новых заводах устанавливают только
последние). Реторты монтируют в ретортных цехах заводов,
а переработка жижки на уксусную кислоту и другие продукты
осуществляется в химических цехах.
60
Рис. 3.6. Схема расположения аппаратов ретортного цеха
Рис. 3.7. Тоннельная вагонная реторта:
/—реторты; 2 — подвеска реторты; 3 — патрубок для отвода парбгазовой смеси; 4 —
ретортная дверь; 5 — вытяжной зонт; 6 — топка; 7—прогары; 8 — дымовая труба
Тоннельные стальные вагонные реторты. Ретортный цех, ос-
нащенный такими ретортами (рис. 3.6), включает 14—18 су-
шильных камер для искусственной сушки древесины, столько
же реторт для ее термического разложения и двойное по срав-
нению с ретортами число тушильников для тушения и охлаж-
дения угля.
Технологический процесс термического разложения древе-
сины в тоннельных вагонеточных ретортах слагается из следую-
щих операций: погрузки древесины в вагонетки, загрузки су-
шилок, сушки дров, загрузки реторт, пиролиза, разгрузки ре-
торт, тушения и охлаждения угля, выгрузки угля из вагонеток,
подачи порожних вагонеток под загрузку.
Каждая реторта представляет собой тоннель (рис. 3.7),
склепанный или сваренный из 9,5—12-миллиметровой стали.
Длина реторты 16,5 м, ширина 2 м, высота 2,5 м, геометриче-
ский объем 82,5 м3. Реторта вмещает четыре вагонетки полез-
ной вместимостью по 5,6—6,1 м3. Таким образом, в реторту од-
новременно загружают 22,4—24,4 м3 метровых отрезков или
около 20 м3 тюльки (чурки) длиной 200—330 мм. Наиболее
61
г
Рис. 3.8. Схема установки конденсаторов:
1 — реторта; 2, 5 — ретортные конденсаторы; 3, 4 — жнжкопроводы; 6 — магистраль
неконденсирующихся газов
целесообразно использовать чурку длиной 200 мм, так как при
этом древесина высыхает более полно и качество угля улуч-
шается.
Каждые две реторты заключены в кирпичную камеру и об-
разуют блок. Каждая реторта свободно висит в камере на под-
весках (разрез по В — В), прикрепленных к металлическому
каркасу. Расстояние от свода топки до дна реторты равно при-
мерно 1 м. Реторта по концам имеет массивные чугунные двери
(разрез по А—Л), снабженные бороздками для набивки про-
графиченного асбестового шнура.
Парогазовые продукты разложения отводятся из реторты
через два патрубка, расположенных в конце реторты с боковой
ее стороны, и поступают в конденсатор-холодильник (рис. 3.8).
Каждая реторта имеет два вертикальных трубчатых (по
148 медных трубок диаметром 35 мм) конденсатора-холодиль-
ника с поверхностью охлаждения по 34 м2. Верхняя крышка
легко открывается для удобства чистки трубок при их засмо-
лении. Дистиллят по выходе из конденсатора-холодильника по-
дается на переработку в химический цех, а неконденсирующи-
еся газы после промывки в скрубберах сжигаются в топках под
ретортами.
Ретортные технологические вагонетки изготовляют из стали:
раму из швеллерной, каркас из угловой, а торцевые и боковые
стенки, а также днище — из полосовой. Для удобства разгрузки
вагонеток нижняя часть боковых стенок делается съемной. Для
нормальной работы необходимо иметь в обороте не менее
30 вагонеток на каждую реторту. v
62
Древесина загружается в вагонетки на погрузочной пло-
щадке перед сушилками или непосредственно на складе. От-
резки длиной 1 — 1,25 м укладывают вручную, чурку — насыпью,
наблюдая, чтобы древесина не выходила за габарит каркаса
решетки.
Загруженные вагонетки сцепляют по четыре и по ширококо-
лейному рельсовому пути подают в сушильную камеру. Сдво-
енные сушильные камеры расположены перед каждым блоком
реторт. Каждая камера представляет собой кирпичный канал
длиной 33,7 м и шириной 2,3 м, вмещающий восемь вагонеток.
На одном из заводов сушилки удлинены и вмещают 12 вагоне-
ток. Передние двери сушилок заклинивают, а задние закры-
вают на задвижку. После этого включают вентилятор-дымосос,
подающий отходящие из ретортных топок дымовые газы, кото-
рые во избежание загорания древесины предварительно раз-
бавляют воздухом до температуры 200—250 °C при воздушно-
сухом сырье и 275—300 °C — при сыром.
Дымовые газы входят в сушилку снизу со стороны реторт
через каналы, доходящие до середины сушильной камеры. Газы
омывают вагонетки с древесиной снизу вверх, а во второй по-
ловине сушилки — сверху вниз и выходят в атмосферу через
трубу около загрузочных дверей сушилки, имея температуру
60—90 °C. Сырая древесина подсушивается в сушилке лишь до
влажности 20—25 %, а воздушносухая успевает высохнуть до
8—10 %. Расход тепла на 1 кг испаренной влаги составляет
около 7500 кДж, а нагрузка на 1 м3 объема сушильной камеры
по испаренной влаге — всего лишь 1 кг/ч.
После загрузки реторты вагонетками с высушенной древе-
синой начинается процесс ее переугливания. Реторта обогрева-
ется снаружи через стенки дымовыми газами, образовавши-
мися при сжигании топлива (мазута, неконденсирующихся газов
л различных отходов производства) в двух топках, распо-
ложенных под обоими концами реторты (см. рис. 3.7). Топки
перекрыты сводом из огнеупорного кирпича. Продукты сгора-
ния топлива проходят из топки по горизонтальному каналу
(в боковых стенках свода которого устроены 34 небольших
прогара — отверстия прямоугольной формы), омывают боковые
стенки реторты и перегородкой из толстого асбестового шнура
направляются в конец печи, где поднимаются и, омывая верх
реторты, удаляются через дымовую трубу. Шнур уложен вдоль
боковых стенок реторты, между ее стальной стенкой и обму-
ровкой печи. Низ реторты обогревается верхним сводом топки.
Тягу в дымовой трубе регулируют с помощью шиберов у ре-
торных печей, а также дросселя дымовой трубы. Разрежение
в топке поддерживается 15—30 Па.
В начале процесса переугливания топку усиливают. Затем
по достижении под ретортой 450—500 °C (в это время в ре-
торте начинается экзотермическая реакция разложения древе-
сины) во избежание износа стенок реторты и перегрева конден-
63
саторов нагрев несколько ослабляют, но в конце процесса на
1—2 ч поднимают температуру до 500—600 °C для прокалки
угля.
Попадание воздуха в зону термического разложения древе-
сины недопустимо. Поэтому во избежание подсоса воздуха дав-
ление в реторте в период разложения древесины должно быть
50—150 Па. Наблюдение за равномерностью накала свода печи
и низа реторты ведется через смотровые окна в кирпичной
кладке.
Подача в топку неконденсирующихся газов регулируется за-
движками, расположенными на подводящих патрубках; газ
должен подаваться только в достаточно раскаленную топку.
После реторт установлены стальные углетушильники, они
имеют те же размеры, что и реторты, но устроены без днища.
Боковые стенки их крепятся к деревянным брусьям, лежащим
в земле на деревянных шпалах, по которым уложен рельсовый
путь. С внешней стороны углетушильников для предупрежде-
ния подсоса воздуха подсыпают песок, который утрамбовывают.
Переугливание древесины в реторте в зависимости от ее
влажности и степени разделки продолжается 16—24 ч. Соот-
ветственно суточная пропускная способность одной реторты
равна 24—37 м3 древесины. Продолжительность сушки вдвое
больше, т. е. 32—48 ч, а в случае удлиненных сушилок — 48—
72 ч. Уголь тушат 32—48 ч, половину этого времени он нахо-
дится в тушильниках первого ряда, а вторую половину — в ту-
шильниках второго ряда на охлаждении. Далее его выдержи-
вают еще 16—24 ч в вагонетках на площадках выстаивания
угля, чтобы полностью предотвратить возможность его загора-
ния на складе, где уголь выгружают при помощи кантова-
теля— опрокидывателя вагонеток.
Разгрузку каждой реторты начинают с выбивания клиньев
у ретортной двери со стороны углетушильников и открытия за-
слонки в вытяжном колпаке над площадкой между ретортой и
углетушильником. Перед тем как выбить последний клин, обя-
зательно закрывают задвижку у конденсаторов на газовой ма-
гистрали.
После открытия двери укладывают съемные перекидные
рельсы от реторты к углетушильнику, за буфер первой ваго-
нетки прицепляют трос от электролебедки и вагонетки с углем
переводят в заранее освобожденный углетушильник. Уголь при
выгрузке из реторты загорается, поэтому вагонетки с углем во
время передвижения из реторты в первый ряд углетушильни-
ков орошают водой.
Вагонетки передвигают в такой последовательности: сна-
чала четыре вагонетки с площадки выстаивания угля подают
на склад для разгрузки. Затем из второго ряда углетушильни-
ков передвигают четыре вагонетки на площадку выстаивания,
а из первого ряда тушильников — во второй ряд. Далее из ре-
торты четыре вагонетки передвигают в тушильник, а в реторту
64
Поступают из сушилки четыре вагонетки с древесиной. Все этй
операции производят при помощи электролебедки, расположен-
ной между площадкой выстаивания и складом угля; от элек-
тролебедки к вагонеткам идет стальной трос. Наконец, при по-
мощи паровоза или мотовоза вводят в сушилку четыре вновь
загруженные вагонетки, одновременно передвигая находящиеся
в сушилке четыре вагонетки во вторую ее половину, ближе
к реторте. При передвижении вагонеток из сушилки в реторту
между ними после открытия дверей также укладывают съем-
ные перекидные рельсы. Как только передвижение вагонеток
закончено и реторта загружена (весь этот процесс носит назва-
ние перегрузки реторты), перекидные рельсы снимают, чугун-
ные двери реторты закрывают и плотно прижимают к чугунной
раме стальными клиньями. Аналогичным образом закрепляют
двери и у тушильников.
На 1 м3 переугленной древесины расходуется около 30 кг
топлива в расчете на мазут. Выход древесного угля равен
150—160 кг из 1 м3 березовой древесины, 135—150 кг из сме-
шанных пород.
На Сявском лесохимическом заводе, где эксплуатируются
удлиненные сушилки и для интенсификации сушки древесины
добавляются дымовые газы из котельной, выработка угля на
одну реторту в год достигает 1670 т против 1350 т на Ашинском
заводе.
Контроль процесса переугливания ведется по температуре
под ретортой (целесообразнее измерять температуру внутри ре-
торты). Кроме того, систематически ведется наблюдение за
скоростью выделения дистиллята, его кислотностью и темпера-
турой. Температура дистиллята при выходе из ретортных кон-
денсаторов не должна подниматься выше 20 °C, а температура
отходящей из конденсаторов воды —• выше 70—80 °C.
Главными недостатками вагонных реторт всех типов явля-
ются.низкий коэффициент использования их емкости, не дости-
гающий даже 50 %, небольшая производительность единицы
объема, значительные затраты металла, тяжелые условия ра-
боты при перегрузке реторт.
Требования безопасности при пиролизе древесины и прове-
дении других технологических процессов лесохимических про-
изводств изложены в Правилах безопасности для предприятий
лесохимической промышленности и в отраслевых стандартах
Системы стандартов безопасности труда (ССБТ).
Тоннельные кирпичные вагонные реторты. На заводах пи-
ролиза древесины применяются также кирпичные вагонные ре-
торты с обогревом при помощи калориферов (жаровых труб).
Кирпичные реторты группируются в блоки, обычно попарно,
в общей кирпичной кладке. На рис. 3.9 изображена кирпичная
реторта с калориферами с цилиндрическим сводом и цилиндри-
ческой вагонеткой в ней, но могут быть и прямоугольные ре-
торты и вагонетки. Каждая реторта представляет собой камеру
3 Заказ № 2531 65
Рис. 3.9. Кирпичная реторта с калориферами:
/ — канал реторты; 2 — люк для выпуска паров воды в период сушки древесины;
3 — штуцер для отвода парогазовой смеси; 4 — распределительный коллектор для газа;
5 — калориферы; 6 — дымоход; 7 — двери реторты; 5 —цепь для подъема двери
длиной 15,8 м с поперечником 2,1 м, имеющую толщину стенок
в 2,5 и 3,5 кирпича. С обоих концов реторты находятся двери,
стенки реторты глухие. Кладка реторты выполнена на глине
или на глине с примесью жидкого стекла; более плотной явля-
ется кладка на жидком стекле. Двери реторты бывают обычно
в виде стенки, подвешенной на специальном блоке над двер-
ным проемом. Они имеют вид рамы-каркаса, заполненного
кирпичом. Щели между полотном двери и конструкцией печи
в период переугливания замазывают глиной или закладывают
асбестовым шнуром.
66
Вдоль всей длины реторты на уровне пола на специальных
опорах уложены рельсы колеей 750 мм, по которым в реторту
поступают сцепом три-четыре вагонетки вместимостью обычно
около 4 м3 древесины каждая. Реторта обогревается продук-
тами сгорания смеси неконденсирующихся газов и генератор-
ного газа, вырабатываемого в отдельных газогенераторах. Эта
смесь сжигается в калориферах, изготовленных из стальных
(частично, со стороны горелки, жароупорных) труб, уложенных
вдоль нижней части реторты, между рельсами и уровнем пода
реторты. Диаметр труб около 200 мм, их бывает 6—8 шт.
в каждой реторте. Трубы проходят через всю реторту по длине
и заканчиваются в борове, который соединяется с дымовой тру-
бой. Каждая труба — одновременно топка и калорифер. Воз-
дух, необходимый для горения газа в трубах, подсасывается
через кольцевое пространство между трубой-калорифером и
трубой, подводящей газ из сборного газопровода. При таком
способе обогрева регулировать температуру внутри реторты
довольно легко.
Парогазовая смесь отводится из реторты через штуцер, рас-
положенный сбоку в своде передней части реторты, и направ-
ляется в поверхностный конденсатор, откуда неконденсирующи-
еся газы идут на сжигание, а конденсат (жижка) на пере-
работку.
Продолжительность оборота реторты в среднем 18—20 ч.
Углетушильники к кирпичным ретортам изготавливают ча-
сто в виде камер, поливаемых сверху струйками отходящей
воды из конденсаторов реторт, что ускоряет процесс тушения
в 2 раза.
3.5. Вертикальные циркуляционные шахтные реторты
Вертикальными ретортами в настоящее время оснащаются
как старые, так и вновь строящиеся заводы пиролиза древе-
сины. Вертикальные реторты отличаются от вагонных реторт
непрерывной циркуляцией теплоносителя — обычно топочных
газов, получаемых при сжигании в газовой топке нефтяного
топлива и неконденсирующихся газов. В реторте процесс пиро-
лиза идет непрерывно при периодической загрузке древесины
небольшими порциями в верхнюю часть и периодической вы-
грузке охлажденного угля небольшими порциями снизу ре-
торты. Производительность единицы объема камеры жжения
такой реторты в 6—9 раз больше, чем у тоннельной вагонной
реторты.
На рис. 3.10 изображена принципиальная схема вертикаль-
ной непрерывнодействующей реторты с аппаратурой для по-
дачи теплоносителя в реторту, охлаждения и очистки парогазо-
вой смеси и выделения жижки, а на рис. 3.11 ее общий вид.
Реторта представляет собой цельносварной стальной цилиндр.
3* 67
Рис. 3.10. Технологическая схема вертикальной непрерывнодействующей реторты:
/ — пачка древесины; 2 — бункер-питатель; 3 — циклон для опилок; 4 — слешер; 5 — вентилятор; 6, // — конвейеры; 7 — колун; 8 — дымосос;
9— сушилка; 10—гидравлические тележечные затворы; 12— ковши скипового подъемника; /3 — смоляной гидрозатвор; /-/ — реторта; 15 —
шлюзовой затвор; /6 — ковш скипового подъемника для угля; 17 — форконденсатор; /3 — газодувка; 19 — топка-смеситель; 20 — воздуходувка;
21 — конденсатор-холодильник; 22 — каплеуловитель; 23 — газодувка; 24 — пенный аппарат; 25 — циклон; 26 — сборник жижки; 27 — насос
Рис. 3.11. Общий вид вертикаль-
ной непрерывнодействующей ре-
торты:
1 — скиповый подъемник для древе-
сины; 2 — гидравлический тележеч-
ный затвор; 3— штуцер для отвода
парогазовой смеси; 4, 9 — разгрузоч-
ные конусы; 5 — конус горячего газа;
6—штуцер для ввода теплоносителя;
7, 13 — штуцера для вывода нагретого
газа; 8 — конус нагретого газа; 10 —
штуцер для ввода холодного газа;
И — скиповый подъемник для угля;
12 — шлюзовые затворы
В последние годы для
изготовления реторт ис-
f пользуют кислотоупорную
сталь, что значительно по-
вышает срок их службы.
Толщина стенок реторты
14 мм. Общая высота ре-
торты ранее составляла
24 м, новые реторты изго-
товляют высотой 27 м
с целью увеличения протя-
женности зоны сушки.
Расчетная производи-
тельность реторты опреде-
ляется ее диаметром.
Диаметр реторты, мм ......
Производительность, м3/год . .
Реторту подвешивают на четырех лапах, прикрепленных
к верхней ее части. Для уменьшения нагрузки на верхние лапы
к нижней части реторты монтируют дополнительные лапы, опи-
рающиеся через спиральные пружины на балки. Такое устрой-
ство компенсирует изменения размеров реторты при нагрева-
нии и охлаждении.
Реторта имеет четыре патрубка: первый, верхний, для вы-
вода парогазовой смеси, второй для ввода теплоносителя, тре-
тий для отвода нагретых газов из зоны охлаждения угля,
четвертый, нижний, для ввода холодных газов, охлаждаю-
щих уголь.
Для обеспечения равномерного распределения теплоноси-
теля по сечению реторты, а также равномерного охлаждения
угля в реторте установлены два усеченных конуса, изготовлен-
ных из листовой стали — один в зоне подвода теплоносителя,
другой в зоне отвода нагретых газов, прошедших слой угля.
Для того чтобы обеспечить равномерную усадку слоя древе-
сины и угля, в нижней части реторты по ее центру помещен
подвесной или неподвижный конус. Этот конус задерживает
69
движение среднего столба древесины и угля и, кроме того,
уменьшает давление на выгрузочное устройство. Снаружи ре-
торта хорошо теплоизолирована.
Рассмотрим технологическую схему пиролиза древесины
в вертикальных циркуляционных шахтных ретортах на примере
Амзинского лесокомбината.
Древесное сырье со склада подается в разделочное отделе-
ние в вагонетках по узкоколейному железнодорожному пути.
Древесина в вагонетках уложена пачками, что позволяет меха-
низировать ее подачу в- бункер-питатель слешерной установки.
Из бункера-питателя поленья подают на слешер, причем круп-
ные поленья предварительно раскалывают на цепном колуне.
После слешера чурку длиной 200 мм ленточными конвей-
ерами и скиповыми подъемниками подают в вертикальные
шахтные прямоточные сушилки. Вновь сооружаемые реторты
оснащаются одной сушилкой увеличенного объема.
Чурку загружают в сушилку через верхний тележечный
гидравлический затвор, открываемый при движении скипа.
Уровень чурки контролируют механическими уровнемерами. .
Теплоноситель (дымовые газы котельной), содержащий не
более 6—8 % кислорода, подается в верхнюю часть сушилки
при температуре 180—240 °C. Отработанный теплоноситель от-
водится снизу при температуре до ПО °C (повысив эту вели-
чину, можно ускорить сушку, но ценой перерасхода тепла).
Чурка влажностью 15—20 % (ее температура близка
к 100 °C) выгружается периодически через нижнее выгрузоч-
ное устройство и подается ленточным конвейером в ковш ски-
нового подъемника реторты.
В нижней части сушилки поддерживается небольшое, до
2 кПа, разрежение (1 кПа округленно равен 8 мм рт. ст., или
100 мм вод. ст.). Если сушилка устроена без нижнего затвора,
в нижней ее части поддерживается небольшое положительное •
давление во избежание подсоса воздуха при выгрузке чурки.
Приведем примерный расчет размера сушилки к реторте производитель-
ностью 74 000 м1 2 3/год и расхода топлива на сушку древесины в этой сушилке.
Исходные данные для расчета:
Состав сырья по породам, % .........
Влажность сырья (относительная), %
Насыпной объем чурки, м3/м3 .........
Температура теплоносителя, °C ....
Время пребывания древесины в сушилке, ч
Температура чурки на выходе, °C ...
Режим работы ............................
1. Определим часовую производительность сушилки: 74000/7920 =
= 9,34 м3/ч, округленно 10 м3/ч.
2. Найдем объем сушилки, исходя из ее часовой производительности, вре-
мени пребывания в ней древесины и насыпного объема чурки: 10-12/0,63 =
= 190,5 м3. Выберем типовую сушилку диаметром 4000 мм, активной высотой
17 м; ее объем 213,5 м3.
7.0
береза 90, осина 10
до сушки 45, после 15
0,63
иа входе 230, на выходе 110
12
95
непрерывный, 330 дней в году,
24 ч/сут, 7920 ч/год
3. Рассчитаем среднюю массу абсолютно сухой древесины (а. с. д.) н
воды в 1 м3 сырья, применяя интерполяцию по данным табл. 1.2 (глава 1).
При влажности (относительной) 45 % масса 1 м3 березовой древесины равна
954 кг, осиновой 759 кг. Средневзвешенная масса 1 м3 равна 954-0,9 +
+ 759-0,1=934 кг/м3, в том числе а. с. д. 934-0,55 = 514 кг и воды 934-0,45 =
= 420 кг. Таким образом, в сушилку поступает а. с. д. 5140 кг/ч и воды
4200 кг/ч.
4. Определим количество воды, испаряемой в сушилке. Начальное коли-
чество воды 420 кг/м3, конечное 514-0,15/0,85=91 кг/м3, подлежит испарению
420—91=329 кг/м3, или 3290 кг/ч.
5. Найдем расход тепла в зимний период, принимая расчетную темпера-
туру воздуха —20 °C. Тепло расходуется, кДж/ч: на нагревание льда в дре-
весине от —20 °C до 0 °C (теплоемкость льда округленно 2 кДж/(кг-К):
4200-20-2=168000; на таяние льда (теплота плавления 332 кДж/кг):
4200-332=1 394 400; на нагревание а. с. д. от —20 °C до +95 °C, т. е. на
115°С (теплоемкость а. с. д. в этом интервале около 1,4 кДж/(кг-К) :5140Х
X115-1,4 = 827 540; на нагревание воды до температуры кипения (теплоем-
кость округленно 4,2 кДж/(кг-К): 4200 100 4,2 = 1 764 000; на разрыв связи
испаряемой воды с древесиной (энергия связи около 75 кДж/кг): 3290-75 =
= 246 750; на испарение воды (теплота парообразования 2257 кДж/кг):
3290-2257 = 7 425 530; на перегрев паров воды со 100 до НО °C, т. е. на 10 °C
(теплоемкость около 2 кДж/(кг-К): 3290-10-2 = 65 800; суммарный расход
тепла 11 892 020 кДж/ч, а с учетом 10 % потерь в окружающую среду
11 892 020/0,9=13 213 350 кДж/ч =13,2 ГДж/ч.
Произведем аналогичный расчет для летнего периода, принимая расчет-
ную температуру воздуха 10 °C и величину потерь 5 %, получим 10,5 ГДж/ч.
6. Определим потребность в печном топливе. В качестве топлива выби-
раем соляровое масло, его теплота сгорания 42 600 кДж/кг = 0,0426 ГДж/кг.
Коэффициент полезного действия топки и трубопроводов в зимний период
принимаем 0,78, в летний 0,85. Потребность в топливе в зимний период
13,2/(0,0426 • 0,78) =397 кг/ч, в летний период 10,5/(0,0426 • 0,85) =290 кг/ч
(фактический расход будет меньше в связи с сжиганием в топке избытка не-
конденсирующихся газов из реторты).
Если принять выход а. с. угля в вертикальной непрерывнодействующеи
реторте 25 % от а. с. д., т. е. в данном случае ,*5140 • 0,25/1000= 1,285 т/ч, то-
среднегодовой расход тепла на сушку древесины в пересчете на уголь соста-
вит 0,5(13,2+10,5)/1,285 = 9,2 ГДж/т. По практическим данным, эта вели-
чина равна 8,8 ГДж/т, т. е. приведенный расчет сделан с небольшим запасом.
Дальнейший расчет предусматривает выбор дымососа и определение раз-
меров топки. Обычно принимается тоннельно-щелевая топка-смеситель с ци-
линдрической камерой горения.
В реторте древесина опускается сверху вниз, окончательно
высушивается, переугливается, а уголь прокаливается и охлаж-
дается.
Сжигая в топке реторты неконденсирующиеся газы, дизель-
ное или печное топливо, получают теплоноситель. Топка распо-
ложена вертикально, представляет собой стальной цилиндр вы-
сотой 4 м и диаметром 1 м. Изнутри топка выложена асбес-
том и затем футерована сначала диатомитовым кирпичом,
а сверху — шамотным. Общая толщина футеровки 250 мм. Газ
подводится в нижнюю часть топки сбоку, соляровое масло
впрыскивается снизу по оси топки. Воздух проходит через на-
ружный кожух топки, нагревается и вводится в топку снизу че-
рез завихряющее устройство. Для снижения температуры теп-
лоносителя до 600—700 °C в верхнюю часть топки подается не-
обходимое количество холодного газа.
71
Содержание кислорода в теплоносителе не должно превы-
шать 0,6%; допускается кратковременное повышение до 2%.
Для контроля за содержанием кислорода в теплоносителе и
в газе после конденсационной системы устанавливают автома-
тические самопишущие приборы. Воздух рабочей зоны в ре-
тортных цехах контролируют на содержание окиси углерода
(ПДК 20 мг/м3) и уксусной кислоты (ПДК 5 мг/м3).
Древесный уголь ниже зоны подвода теплоносителя охлаж-
дается потоком холодных неконденсирующихся газов, подавае-
мых в низ реторты, после чего его выгружают через шлюзовые
затворы в ковш скипового подъемника. Нагревшиеся газы из-
под второго конуса (считая сверху) отводятся газодувкой
в топку реторты для получения теплоносителя. Избыток газа
сжигают в топке сушилки.
Основная часть тепла, подаваемого в реторту, расходуется
на испарение воды. При производительности реторты 10 м3/ч
и влажности чурки (из березы) 15 % требуется тепла примерно
9 ГДж/ч. Тепловой баланс показывает, что примерно 45 %
тепла вводится с теплоносителем, 10 % с горячей чуркой, 1 %
с газами, охлаждающими уголь, остальное приходится на долю
тепла экзотермической реакции. С парогазовой смесью уходит
из реторты около 92 % всего тепла, с углем 1 % и с газами, на-
гревшимися при охлаждении угля, 5%. Потери тепла в окру-
жающую среду составляют около 2 %.
Если при той же производительности реторты влажность
чурки будет не 15, а 30%, то потребность в тепле возрастет
почти в 1,5 раза и подачу теплоносителя в реторту придется
удвоить.
Парогазовая смесь выходит из реторты через верхний пат-
рубок и поступает сначала в форконденсаторы, а затем после-
довательно проходит трубчатые конденсаторы. Выделяющаяся
жижка поступает в сборник. Температура конденсата не дол-
жна превышать 25 °C.
На одном из заводов неконденсирующиеся газы после труб-
чатых конденсаторов нагнетаются газодувкой в пенный аппа-
рат, или абсорбер, в котором на перфорированных тарелках
поддерживается слой пены высотой 100—150 мм; это достига-
ется высокой скоростью движения газов (около 2 м/с). Пенный
режим работы обеспечивает интенсивный массообмен между
жидкостью и газом. В летних условиях в пенных абсорберах
улавливают водой до 2 кг кислоты на 1 м3 переугленной дре-
весины.
На некоторых заводах для охлаждения и конденсации паро-
газовой смеси вместо трубчатых конденсаторов применяют
скрубберы, орошаемые жижкой, однако в этом случае ухудша-
ется качество древесной смолы.
Поскольку неконденсирующиеся газы могут образовать
с воздухом взрывоопасную смесь, в реторте во избежание под-
сосов воздуха необходимо поддерживать небольшое избыточ-
72
ное давление: вверху 0,2—0,5 кПа, в середине и внизу около
2 кПа, в нагнетательном патрубке газодувки около 10 кПа.
Только перед газодувкой находится зона разрежения, равного
2—4 кПа.
Температурный режим реторты: внизу не выше 70 °C, под
вторым конусом 130—220, в зоне прокаливания угля 500—600,
в зоне переугливания 380—450, в зоне подсушки чурки 120—
300 °C. Парогазовая смесь на выходе из реторты имеет темпе-
ратуру 110—170 °C, предпочтительно около 130 °C, так как при
более высокой температуре бывает закоксовывание газопровода.
Для снижения температуры до 130 °C практикуется, при необ-
ходимости, орошение через форсунку парогазовой смеси на вы-
ходе ее из реторты жижкой.
Средний выход древесного угля 140 кг/м3, но содержание
в нем угольной мелочи вследствие истирания угля при прохож-
дении его через шахту реторты доходит до 20 % и выше против
4 % в угле из горизонтальных реторт. Расход древесины на 1 т
угля 8—9 м3, кислотность жижки до 10—13 %, содержание кис-
лот в ней до 37 кг на 1 м3 древесины, летучих кислот до
33 кг/м3. Выход товарной уксусной кислоты из березовой древе-
сины до 26,5 кг/м3, из осиновой на 30—35 % меньше; выход угля
и кислоты из 1 м3 снижается, если излишне повышают темпе-
ратуру теплоносителя с целью увеличения выработки угля
в единицу времени.
Все основные операции по технологическому процессу, начи-
ная с загрузки древесины в сушилки и кончая выгрузкой угля,
механизированы, при этом механизмы оснащены электроприво-
дами, что создает возможность автоматизации этих операций
(рис. 3.12).
Выгружают уголь из реторты тремя специальными механиз-
мами, образующими шлюзовой затвор и срабатывающими по-
очередно снизу вверх. Сначала открывается нижний выгрузоч-
ный затвор и порция угля пересыпается из межзатворной ем-
кости реторты в ковш скипового подъемника; затем затвор
закрывается. Потом открывается второй выгрузочный затвор и
порция угля пересыпается из промежуточной емкости, имею-
щейся над этим затвором, в межзатворную емкость; затвор за-
крывается. Наконец, открывается игольчатый затвор и порция
холодного угля пересыпается из реторты в промежуточную
емкость над выгрузочным затвором; игольчатый затвор закры-
вается и отсекает порцию угля от реторты. На этом цикл вы-
грузки угля заканчивается.
Срабатывание механизмов и затворов производится следую-
щим образом: в крайних положениях затворы нажимают на ко-
нечные выключатели, подавая электрические сигналы в схему
автоматического управления, блокировки и сигнализации.
Основными параметрами для программного регулирования
разгрузки угля являются время и температуры в зоне разложе-
ния и на выходе из реторты парогазовой смеси,
73
Рис. 3.12. Схема автоматизации управления вертикальной непрерывнодейст-
вующей ретортой:
/ — конвейер для сырой чурки; 2 —скиповый подъемник к сушилке; 3 — сушилка; 4,
5—механические уровнемеры; 6 — конечные выключатели; 7 — реторта; 8 — скиповый
подъемник к реторте; 9 — скиповый подъемник для угля; 10— привод подъемника
к реторте; // — привод подъемника к сушилке
Автоматическое управление загрузкой реторты и выгрузкой
угля может быть запрограммировано во времени с установкой
цикла по заранее разработанному заданию. Команду для авто-
матического включения механизмов при этом подает механиче-
ский уровнемер. На загрузку реторт команда независимо от
температурного режима в ней подается при понижении слоя
древесины в реторте до заданного уровня и при закрытых ниж-
них затворах. Затворы для загрузки древесины и для выгрузки
угля сблокированы таким образом, чтобы не было возможности
открыть их одновременно,
74
С целью ускорения стабилизации выгружаемого угля й пре-
дупреждения его самовозгорания вместо шлюзовых затворов
устанавливают устройство, при помощи которого уголь из ре-
торты выгружается непрерывно. Уголь попадает на движу-
щийся ленточный конвейер длиной 15—20 м и шириной 1,2 м
(см. раздел 3.2). Уголь, стабилизированный на конвейере, мо-
жно срдзу же грузить в вагоны. Охлаждение угля на конвейере
позволяет сократить объем тушильной камеры вертикальной
реторты, увеличить за счет этого зону пиролиза и несколько по-
высить производительность реторты.
Далее уголь поступает в приемный ковш скипового подъем-
ника и поднимается по наклонной эстакаде на верх сортиро-
вочной вышки. Здесь ковш опрокидывается, и уголь высыпается
на сита, неподвижно укрепленные под углом 45°. При скатыва-
нии угля по ситам пыль и угольная мелочь проваливаются
в приемные бункера, снабженные внизу задвижками для пери-
одической выгрузки мелочи. При величине отверстий в сетке
12X12 мм в кусковом угле остается не более 5 % мелочи.
Отсортированный уголь ссыпается в вагонетку с откидным
дном, которая при помощи привода поднимается по наклонному
рельсовому пути на эстакаду склада угля. Дно вагонетки при
надвигании на передвижную каретку автоматически открыва-
ется, и уголь высыпается в бункер. Из бункера уголь грузится
в железнодорожные вагоны пневмотранспортом. Существуют и
другие схемы механизации сортировки и транспортировки угля.
В последнее время вертикальную непрерывнодействующую
реторту используют за рубежом для производства древесного
угля как единственного продукта, сжигая парогазовую смесь
с помощью специального устройства в самой реторте. В каче-
стве сырья используют нетоварную древесину и крупные от-
ходы лесопиления (рейку, горбыль) хвойных и лиственных по-
род. Производительность реторты 2000 т угля в год (фирма
«Ламбиот» разрабатывает реторту производительностью
6000 т/год). Реторта подобного типа установлена в одном из
лесхозов Карельской АССР.
Переугливание мелких отходов (опилок, стружки), особенно
влажных, затруднительно, так как при переугливании в тол-
стом слое они покрываются коркой угля, которая изолирует ос-
новную массу древесины от источника тепла. Поэтому для пе-
реработки опилок предложены специальные способы и аппа-
раты, например вращающиеся реторты, аппараты с кипящим
слоем и др. Получаемый в таких аппаратах мелкий уголь бри-
кетируют.
Аппараты мелких пиролизных производств. К таким произ-
водствам относятся спиртопорошковое, смолоскипидарное и
дегтекуренное.
В спиртопорошковом производстве для пиролиза древесины
лиственных пород применялись горизонтальные и вертикаль-
ные реторты периодического действия, стационарные и выем-
75
ные. Жижка перерабатывалась йа метиловый спирт-сырец и
уксусно-кальциевый порошок. Это производство устарело и не
перспективно.
Пиролиз смолистой древесины (пневого « стволового ос-
мола) ведется в периодически действующих аппаратах с внеш-
ним обогревом, чаще всего в минских ретортах. Эта реторта
представляет собой вертикальный цилиндр без дна, высотой
4,5—5 м и диаметром 2,6—2,8 м, изготовленный из 5—6-милли-
метровой стали, снабженный жестко прикрепленной крышкой
и двумя люками. Загрузка осмола и выгрузка угля произво-
дятся вручную через люки. Дном цилиндра служит кирпичный
под, в центре которого расположен ход в смоляной канал и
в канал для отвода парогазовой смеси. Реторту обмуровывают
кирпичным кожухом, образующим вокруг нее жаровой мешок;
топка — выносная. Полный оборот реторты 3,5—4 сут.
Средний выход из 1 м3 осмола: 32 кг скипидара-сырца и
80 кг смолы. Скипидар очищают и используют в основном при
изготовлении сапожных кремов и других продуктов бытовой
химии. Сосновую смолу после отгонки от нее влаги и легколе-
тучих фракций применяют в качестве мягчителя в резиновой
промышленности, для просмолки лодок, канатов, сетей и сна-
стей. Производство сосновой смолы и скипидара путем пиро-
лиза осмола постепенно сокращается.
Для дегтекурения, или пиролиза бересты, чаще всего ис-
пользуют металлические казаны вместимостью 0,7—1,4 м3. Бе-
ресту загружают в казаны в спрессованном виде. Длительность
оборота в зависимости от вместимости казанов и влажности
сырья равна 12—36 ч. Иногда для дегтекурения используют
минские реторты, на которых устанавливают вентилятор для
обеспечения циркуляции парогазовой смеси. Применяют также
реторты с выемными корзинами.
Выход берестового дегтя 30—40 % от массы чистой, без
примеси луба, воздушно-сухой бересты.
Берестовый деготь используется в кожевенной и фармацев-
тической промышленности (в качестве составной части препа-
ратов для лечения некоторых кожных заболеваний), а также
для смазки кожаной сбруи, обуви и др.
3.6. Энергохимическая переработка древесины
в топках-генераторах
Топка-генератор Центрального котлотурбинного института
(ЦК.ТИ) системы В. В. Померанцева обеспечивает комплексное
энергохимическое использование древесного топлива в одном
агрегате, что достигается сочетанием швельшахты с топкой.
В швельшахте древесина подвергается швелеванию (полукоксо-
ванию), выделяя парогазовую смесь. Твердый остаток от шве-
левания древесины (полукокс) сжигается в топке котла. Паро-
газовая смесь поступает в газоочистную систему.
76
Технологическая схема энергохимического производства
представлена на рис. 3.13. Топка-генератор энергохимического
котлоагрегата состоит из трех основных конструктивных эле-
ментов: сушилки (над которой расположен топливный бункер),
зон разложения и активного горения. В двухкаскадной су-
шилке, выполненной с одной стороны из чугунных колосников,
а с другой из кирпичной кладки в виде решетки, древесина вы-
сыхает до влажности 8—10 %. Столб топлива образует затвор,
препятствующий перетоку парогазовой смеси в сушилку и, на-
оборот, сушильного агента в швельшахту. В качестве топлива
используется проэкстрагированная осмольная щепа с добавле-
нием подруба (щепы из древесины смешанных пород). Высу-
шенное топливо, поступая в зону термического разложения,
рассыпается в ней от наклонной до экранной стенки. В эту
зону снизу из зоны горения коксового остатка поступает топоч-
ный газ температурой 900—1000 °C в количестве 0,35—0,38 м3
на 1 кг а. с. д. Топливо, нагретое топочным газом, подвергается
термическому разложению с выделением лесохимических про-
дуктов. Парогазовая смесь с температурой 90—140 °C выходит
через отборные каналы швельшахты, очищается от механиче-
ских примесей в пылеуловителях и поступает в газоочистную
систему.
Интенсивность процесса разложения подсушенной щепы
очень высока, и этот процесс занимает лишь доли минуты,
причем степень разложения древесины составляет 75—85 %.
Коксовый остаток сгорает в нижней части топки-генератора,
для чего в эту зону вентилятором подается воздух давлением
в зависимости от нагрузки котла 0,2—0,8 кПа. Основная масса
топочных газов направляется через экранную (зажимающую)
решетку на обогрев парового котла, а часть газов — в зону раз-
ложения топлива. Величину этой части можно регулировать
с помощью экранной решетки.
Для улавливания лесохимических продуктов парогазовая
смесь после пылеуловителей поступает через гидравлический
затвор в поверхностный холодильник, где охлаждается до 70—
80 °C, а затем — в центробежный смолоотделитель, в качестве
которого используется вентилятор высокого давления, выпол-
ненный из кислотостойкой стали. В нем улавливается 80—85 %
всей смолы. Обессмоленная парогазовая смесь поступает через
гидравлический затвор в топку котла и сжигается в щелевых
газовых горелках.
Смолистые конденсаты направляются на переработку вме-
сте с кислыми водами с гидрозатворов газового тракта. Вна-
чале смолу промывают слабой кислой водой и отстаивают.
Промытая отстойная смола представляет собой товарный дре-
весно-смоляной мягчитель. Смола может применяться также
в качестве противопригарного покрытия при изготовлении
стержней в литейном производстве и для других целей. Кис-
лая вода, насыщенная растворимой смолой, направляется на
77
Рис. 3.13. Технологическая схема энергохимического производства:
1 — топка-генератор; 2 — топливный бункер; 3 — пылеуловитель; 4, /0 — гидравлические клапаны; 5 — вентилятор; 6 — дымосос; 7, 26 — холо-
дильники; 8 — центробежный смолоотделитель; 9, 25 — сепараторы; 11, 13, 22, 27, 34 — сборники; 12, 14, 16, 20, 21, 29 — насосы; 15 — сборник-
смеситель; 17 — дозатор; 18 — флорентина; 19 — отстойник; 23, 28—фильтры; 24 — испаритель; 30, 35 —тара; 31 — аэратор; 32 — мерник; 33 —
вакуум-насос
выпарную установку, где получают товарные продукты: из ди-
стиллята соковых паров коптильный препарат «Вахтоль», из
остатка — литейные крепители КВ и «Оксизан», или коптиль-
ный препарат МИНХ, или ингибитор кислотной коррозии. Вы-
ход мягчителя 65 кг, препарата «Вахтоль» 17 кг из 1 т а. с. д.
3.7. Переработка древесного угля
Из многочисленных способов переработки древесного угля
приведены только некоторые, представляющие наибольший ин-
терес для лесохимической промышленности.
Брикетирование древесного угля. Древесный уголь, особенно
древесно-угольная мелочь,— малотранспортабельный материал;
при транспортировке и перевалках уголь сильно измельчается
и распыляется. Эти недостатки древесного угля устраняются
при его брикетировании с применением связующих веществ.
В качестве связующих могут быть применены растворимые
в воде продукты (растворимая смола, технические лигносуль-
фонаты и др.) и нерастворимые (отстойная смола, древесно-
смоляной пек в смеси со смолой, битум и др.).
Производство древесно-угольных брикетов состоит в приго-
товлении брикетной смеси, прессовании сырых брикетов и
сушки или прокаливания их. Например, древесно-угольную ме-
лочь растирают 30 мин на бегунах с техническими лигносульфо-
натами (полученными при производстве целлюлозы с варочной
кислотой на аммониевом основании) и получают брикетную
смесь, содержащую 77—78 % Угля, 11 —12% лигносульфонатов
(в расчете на сухое вещество) и 10—11 % воды. Смесь прес-
суют на вальцово-ручейном прессе под давлением 15—20 МПа.
Сырые брикеты высушивают при 100—120 °C в течение 2 ч или
прокаливают при 500 °C. Плотность готовых брикетов до
0,75 г/см3, прочность на сжатие около 6 МПа. Теплота сгора-
ния 1 кг брикетов примерно такая же, как у исходного угля,
однако ввиду большей плотности брикетов теплота сгорания
единицы объема их гораздо выше.
Брикеты используются в кузнечном и литейном производ-
ствах, в сфере общественного питания, туризма и др.
Существуют также способы окусковывания (склеивания)
древесно-угольной мелочи без прессования под давлением.
Производство карбюризатора. Карбюризатор — это березо-
вый древесный уголь, покрытый пленкой углекислого бария. Он
применяется для цементации стальных изделий, т. е. для обо-
гащения их поверхностного слоя углеродом с целью придания
особой твердости.
Технологический процесс производства карбюризатора со-
стоит из следующих основных операций: дробления и сорти-
ровки угля-сырца, обмазки угля углекислым барием, сушки и
охлаждения сырого карбюризатора. Уголь-сырец измельчают
на дробильных валках в три ступени, с промежуточным рассе-
79
вом, сначала на куски размером 25—35 мм, затем до 15 мм и
окончательно на куски 3,5—10 мм.
После отсева от мелочи, пыли и охлаждения уголь посту-
пает в обмазочный аппарат типа бетономешалки. Для обмазки
готовят суспензию углекислого бария в водном растворе крах-
мала. Затем карбюризатор сушат в горизонтальных вращаю-
щихся барабанах с помощью дымовых газов, температуру ко-
торых на входе в барабаны поддерживают в пределах 600—
700 °C. Готовый карбюризатор аналогично древесному углю
охлаждают воздухом в тонком слое на конвейере, что стабили-
зирует продукт и предотвращает его самовозгорание.
Расход крахмала на 1 т карбюризатора равен 10 кг, угле-
кислого бария — 215 кг. Углекислый барий — вещество
1-го класса опасности, ПДК его аэрозоля в воздухе рабочей
зоны 0,5 мг/м3.
Согласно ГОСТ 2407—83 карбюризатор должен содержать,
%: 20±2 углекислого бария, не более 2 углекислого кальция,
до 0,04 общей серы, до 0,2 двуокиси кремния, не более 8 лету-
чих веществ и 4 влаги. Не менее 92 % карбюризатора должно
при рассеве оставаться между ситами с полотном № 35 и
№ 100, масса крупных частиц не должна превышать 2 %, а ме-
лочи на поддоне 6 %.
Производство активного угля. Активным или активирован-
ным древесным углем называется продукт, получаемый путем
специальной обработки древесного угля-сырца, в результате,
которой во много раз увеличивается его пористость за счет
удаления остатков летучих веществ и выгорания смолистых пле-
нок. Активация угля производится в активационных печах пу-
тем воздействия на него перегретого водяного пара или топоч-
ных газов при температуре 750—1000 °C. Степень обгара, т. е.
потеря массы древесного угля при его активации, в зависимо-
сти от требуемых свойств готового продукта равна 40—80 %.
В древесном угле-сырце имеются в основном макропоры,
размер которых превышает 100 нм (1 нм=10-9 м). В активном
древесном угле поры гораздо мельче: микропоры размером 1— ..
2 нм и переходные, или мезопоры, размером до 50 нм, т. е. они
соизмеримы с величиной молекул различных веществ. Удель-
ная поверхность пор достигает огромной величины, исчисляемой
сотнями квадратных метров на 1 г активного древесного угля,
вследствие чего поглотительная способность его во много раз
больше, чем у исходного угля-сырца.
Поэтому активный уголь широко применяется для обесцве-
чивания жидкостей в сахарорафинадном и других производ-
ствах, для поглощения паров органических растворителей из
воздуха производственных помещений, является обязательной
составной частью противогазов и др.
В лесохимической промышленности вырабатывается актив-
ный уголь марки ДАК- Сырьем для его производства служит
угольная мелочь (отход карбюризаторного производства), при
80
необходимости добавляется кусковой уголь. Печь активации
представляет собой стальной цилиндр, футерованный жаро-
упорным кирпичом. Уголь прокаливают 45—60 мин под воздей-
ствием парогазовой смеси, состоящей из продуктов сгорания
дизельного топлива и перегретого водяного пара; температура
смеси 800—950 °C. Активирующим началом является химиче-
ски связанный кислород, в результате взаимодействия с кото-
рым смолистые вещества угля образуют твердый углерод и га-
зообразные соединения. Охлаждение готового активного угля
ведется в стальном охлаждающем барабане, орошаемом сна-
ружи водой. Выход — 50 % от исходного угля.
Активный уголь марки ДАК имеет активность по йоду не
менее 30, пористость по воде не менее 1,4 см3/г, содержание
золы до 6 % и влаги до 10%. Применяется для обезмаслива-
ния парового конденсата на теплоэлектростанциях.
Активный осветляющий уголь высокого качества можно по-
лучать из отработанной щепы канифольно-экстракционных за-
водов. Если для выработки активного угля использовать дре-
весный уголь, полученный при пиролизе древесины с катализа-
торами, то выход активного угля в расчете на исходную
древесину повышается примерно в 1,5 раза.
Производство окисленного древесного угля. Древесный
уголь дробят, сортируют и окисляют при повышенной темпера-
туре кислородом воздуха. В некоторых случаях окисленный
уголь подвергают термообработке и повторному окислению.
В результате на поверхности угля образуются различные
функциональные группы — карбоксильные, фенольные, спирто-
вые и др. Меняя условия окисления, можно добиться преобла-
дания тех или иных групп и придания продукту окисления раз-
личных свойств — ионообменных, комплексообразующих, ката-
литических и др.
Древесный окисленный уголь марки ДОУ-1—полифункци-
ональный катионит, способный заменить более дорогие и ток-
сичные катиониты на основе синтетических смол. ДОУ-2 имеет
высокую избирательность к ионам тяжелых металлов и приме-
няется для глубокой очистки химических реактивов от приме-
сей железа, меди, никеля и др. ДОУ-Зс предназначен для глу-
бокой очистки неорганических реактивов от примесей щелочно-
земельных металлов и используется, в частности, при получении
фторидов калия и натрия особой чистоты. Уголь ДОУ-4с
обладает высокой каталитической активностью, например,
в процессах этерификации и переэтерификации смесей низкомо-
лекулярных жирных кислот и их эфиров.
Древесные окисленные угли отличаются высокой термостой-
костью (до 300 °C), химической и радиационной устойчивостью,
легко регенерируются, могут выпускаться в виде гранул.
Пожаро- и взрывобезопасность производства. Большинство
технологических процессов пиролизного производства пожаро-
опасны, а некоторые из них пожаро- и взрывоопасны. В сушил-
81
ках не исключено самовозгорание древесины, поэтому горизон-
тальные сушилки должны иметь подвод острого пара; в случае
загорания останавливают дымосос и подают в сушильную ка-
меру пар. В вертикальных непрерывнодействующих сушилках
опасность загорания повышается при резком увеличении по-
дачи воздуха в топку или на разбавление теплоносителя. По-
этому сушилки должны быть оснащены устройствами, подаю-
щими сигнал при чрезмерном повышении температуры отрабо-
танного теплоносителя. Тушение загораний производится
острым паром при остановленном дымососе и закрытых затво-
рах загрузочных люков.
В тушильниках уголь выделяет горючие газы; при неполной
загрузке горизонтальных тушильников вагонетками с углем
концентрация газов в них достигает взрывоопасного уровня.
Необходимо загружать тушильники полностью или же подавать
в них инертный газ.
Вертикальная непрерывнодействующая реторта должна
иметь подвод острого пара в верхнюю, среднюю и нижнюю ча-
сти. Содержание кислорода в теплоносителе необходимо систе-
матически контролировать. Во избежание подсоса воздуха и за-
горания угля в реторте нужно поддерживать небольшое поло-
жительное давление.
Глава 4 УКСУСНО-КИСЛОТНОЕ ПРОИЗВОДСТВО
Уксусная кислота извлекается из пиролизной жижки на хо-
лоде в основном экстракцией органическими растворителями
или же азеотропным укреплением. Этими способами почти по-
всеместно вытеснен ранее распространенный двухступенчатый
порошковый метод. До извлечения уксусной кислоты жижку,'
как правило, обесспиртовывают и обессмоливают. При этом
в зависимости от применяемого способа из жижки выделяются
следующие полезные продукты, кг: отстойная смола 22—29, ук-
сусная кислота 18—22 и спиртовые продукты 7—10 в расчете
на 1 м3 переугленной древесины. Коэффициент извлечения для
всех кислот 66—75 % и для суммы спиртовых продуктов
60—70 %.
4.1. Обесспиртовывание жижки
При обесспиртовывании жижки из нее выделяются легколе-
тучие компоненты (метиловый спирт, ацетон, метилацетат и
др.) и, частично, высококипятцие вещества, способные перего-
няться в смеси с ними или с водой при более низкой темпера-
туре.
На рис. 4.1 приведена схема типового обесспиртовывающего
аппарата. Жижка вместе со смолой или в смеси с высококипя-
щими смоляными маслами (так как иначе происходит засмоле-
82
Рис. 4.1. Схема обесспиртовываю-
щего аппарата
ние исчерпывающей колонны)
поступает через теплообмен-
ник 1 (он же дефлегматор) на
верх колонны 10, в которой
при температуре внизу 105—
107 °C и давлении 20—25 кПа
происходит отгонка всех спир-
товых продуктов в колонну 3.
Степень их извлечения прове-
ряется по составу пробы па-
ров, отбираемых с нижних та-
релок через холодильник 8.
Тепло, необходимое для про-
цесса, подводится через ка-
ландрию.
Пары отогнанных спирто-
вых продуктов поступают в де-
флегматор 1 и, частично кон-
денсируясь, образуют флегму,
возвращаемую на верх колон-
ны 3. Остальная часть паров
в конденсаторе 2 образует ме-
танол-сырец, охлаждаемый в
холодильнике 5. На нижних
тарелках колонны 3 накапли-
ваются спиртовые масла, отво-
димые в жидкой фазе при 97—98 °C через холодильник 8 и от-
стаиваемые во флорентине 7, из которой водный слой возвра-
щают в колонну. Из 1 м3 древесины выходит до 1,5 кг масел.
(На рис. 4.1 позиции 9 — кипятильник (каландрия), 4 — указа-
тели давления, 6 — термометры.)
Получаемый метанол-сырец имеет крепость (содержание
метанола, мл в 100 мл смеси) 65—75 % при кислотности 0,10—
0,25 %; метанола в обесспиртованной жижке 0,10—0,20%. Со-
держание свободных спиртов в сырце 25—35 %, эфиров 7—10,
альдегидов и кетонов 16—20%; выход сырца в 100%-ном вы-
ражении 3,6—4,5 % от жижки или в натуральном выражении
15—18 кг/м3 древесины; в жижке с вертикальных реторт спир-
товых продуктов в 2—3 раза меньше.
4.2. Обессмоливание жижки
После обесспиртовывания жижки производится ее обессмо-
ливание. В противном случае смолистые примеси попадают
в уксусную кислоту-сырец и усложняют ее очистку. Вначале
путем отстаивания отделяют отстойную смолу, а затем на боль-
= .83
Рис. 4.2. Трежмррпусный аппарат для обессмоливания жижкн
шинстве заводов жижку перегоняют с целью выделения раство-
римой смолы. Можно обессмоливать парогазовую смесь в смо-
лоотделителях в ретортном цехе до конденсации ее в жижку,
предварительно пропуская эту смесь через пылеуловитель.
Наиболее распространенным способом освобождения жижки
от растворимой смолы является перегонка в НДА, состоящем
из трех последовательно соединенных кубов (рис. 4.2). В труб-
чатку первого корпуса 1 подается обесспиртованная жижка, от-
деленная от отстойной смолы, и доводится до кипения путем
обогрева паром. Пары жижки попадают в качестве так называ-
емых соковых паров в межтрубное пространство второго кор-
пуса 2 и, конденсируясь, отдают свое тепло на испарение
жижки, засасываемой во второй корпус из первого. В свою оче-
редь пары кислой воды, образовавшиеся во втором корпусе 2,
84
из-за разности давлений попадают в .межтрубное пространство
третьего корпуса 3; происходит дополнительное испарение
остатка жижки, засасываемого в третий корпус. Разрежение во
втором корпусе на разных заводах 30—50 кПа, в третьем 60—
80 кПа, а температура кипения соответственно 80—92 °C и
60—70 °C. При таком процессе расход пара сокращается в 2—
2,5 раза по сравнению с простой перегонкой жижки.
Для осаждения капелек жижки, уносимых парами, ставят
сепараторы 4, 5, 6. Конденсат из межтрубного пространства
второго корпуса отсасывается в третий корпус, а из него насо-
сом 11 подается через сепаратор 10 в общий холодильник кис-
лой воды 13. В тот же холодильник поступает кислая вода, об-
разовавшаяся при конденсации паров, выходящих из третьего
корпуса и охлаждаемых в конденсаторах 7 и 8.
Кубовая смола периодически спускается из трубчатки треть-
его корпуса 3 в вакуум-приемники 12. Разрежение в аппарате
создается паровым эжектором 9. В смоле содержится 25—35 %
воды, 8—13 % летучих кислот, 55—60 % масел и пека. Ее на-
правляют для обезвоживания в НДА. Выход смолы 7—10% от
жижки.
Из общего количества летучих кислот, содержащихся в пе-
регоняемой жижке, 82—85 % переходит в кислую воду, 10—
15 % остается в сырой кубовой смоле и 3—4 % теряется в про-
цессе перегонки.
Трубчатки выпарного аппарата периодически очищают от
закоксовавшейся смолы. На одном из заводов успешно рабо-
тает трехкорпусный выпарной аппарат с принудительной цир-
куляцией жижки через трубчатки корпусов при помощи вынос-
ных насосов.
Перспективно также выпаривание отстоявшейся жижки
в трубчатом проточном испарителе, где может быть обеспечено
минимальное время пребывания термолабильных веществ
смолы в зоне высокой температуры.
4.3. Извлечение уксусной кислоты 1
из жижки
Промышленностью освоены порошковый, экстракционный и
азеотропный способы извлечения уксусной кислоты из жижки.
Порошковый способ основан на связывании кислот, содержа-
щихся в жижке, известью с образованием раствора кальциевых
солей этих кислот, экстракционный способ — на различной
растворимости уксусной кислоты и воды в экстрагенте (раство-
рителе). При азеотропном способе укрепления жижки исполь-
зуется избирательная способность некоторых веществ (антрене-
ров) перегоняться в смеси с водой, не увлекая с собой в замет-
ном количестве уксусную кислоту.
Экстракционный способ. Обесспиртованную или не-
обесспиртованную, но обязательно отделенную от отстойной
85
4.1. Компоненты жижкн и растворители для уксусно-кислотиого
производства
Вещество Плотность при 20° С, г/см3 Температура кипения, СС Теплота испарения, кДж/кг Температура вспышки, °C Раствори- мость в воде при 20° С, %
Составные части жижки
Кислота: муравьиная 1,220 100,7 502,1 60 Смеши- вается
уксусная 1,049 118,1 405,3 38 То же ‘
пропионовая 0,992 141,1 413,7 54 » (
масляная , . 0,958 163,5 477,3 72 »
Спирт: метиловый - ' 0,792 64,7 1100,3 ~0 Смеши-
аллиловый 0,852 96,9 829,8 22 вается То же '
Ацетон : 0,791 56,1 504,5 —20 »
Метнлформнат 0,970 31,9 470,5 —21 30,0 .
Метнлацетат 0,934 56,7 410,7 —9,4 22,8 ,
Ацетальдегид 0,783 20,2 572,3 —35 Смеши-
Фурфурол ' : 1,159 161,4 450,1 60 вается 8,3 -
Фенол 1,058 182,2 432,9 79 8,1 '
Днэтиловый эфир (41 °C) Раств 0,714 эр нт ел и 34,5 365,1 —40 6,6
Этнлацетат 0,901 77,1 369,2 —3 8,6 '
Изопропилацетат 0,874 88,9 334,9 4,4 2,9
Бутнлацетат ; 0,882 126,2 310,0 29 0,6
Дихлорэтан (1,2) 1,257 83,6 324,5 21 0,8 .
Метнлэтнлкетон 0,805 79,6 443,8 1,1 26,8
Метнлпропнлкетон 0,808 102,2 — — 4,6
смолы жижку противоточно обрабатывают растворителем. При
этом образуются два слоя, разделяемые отстаиванием: верхний,
содержащий экстрагент с растворенной в нем уксусной кисло-
той (экстракт), называемый эфирокислотой, и нижний, водный
слой (рафинат) с небольшим количеством растворенного в нем
экстрагента, называемый эфироводой. Путем отгонки раствори-
теля из эфирокислоты получают черную уксусную кислоту-сы-
рец, а из эфироводы — отбросную воду. Отогнанный экстрагент
снова возвращают в цикл.
Экстрагент должен иметь максимальную растворяющую
способность для уксусной кислоты и минимальную для ее при-
месей и воды, низкую растворимость в воде и малую плотность
(для быстрого отстаивания от жижки), максимальную разность
температур кипения по отношению к кислоте, возможно мень-
шую теплоту испарения и минимальную летучесть и токсич-
ность. В табл. 4.1 приведена характеристика составных частей
жижки и различных растворителей.
86
4.2. Состав равновесных фаз в системе вода — уксусная кислота —
этилацетат при 20 °C, % (водный раствор кислоты 100 г + этилацетат 89 г)
Кислоты . в 100 г исходного раствора, г Эфирный слой Коэффициент распределе- ния К Водный слой
Кислота Эфир Вода Кислота Эфир Вода
0 0 96,70 3,30 0 8,51 91,49
3,7 1,96 92,67 5,37 0,98 2,00 8,75 89,25
7,5 3,96 88,62 7,42 0,99 4,01 8,99 87,00
15,0 7,86 82,60 9,54 1,03 7,65 9,93 83,42
26,0 13,48 74,45 12,07 1,06 12,70 12,04 75,26
Степень извлечения уксусной кислоты из жижки, т. е. отно-
шение массы кислоты в экстракте к ее массе в исходной жижке
зависит от природы кислоты и экстрагента и соотношения их
количеств, от крепости кислоты и наличия примесей в ней, от
величины поверхности контакта фаз и числа ступеней экстрак-
ции, от температуры среды и продолжительности процесса. Для
оценки пригодности растворителей в качестве экстрагента оп-
ределяют так называемый коэффициент распределения К. Его
величина выражает отношение массовой доли уксусной кис-
лоты в экстракте (Д к массовой доле ее в рафинате С2 при
полном равновесии системы, составленной из равных объемов
растворителя и водного раствора кислоты: K = Ci:C2. Чем
выше это соотношение, тем больше извлекается уксусной кис-
лоты из жижки данным количеством растворителя и тем
меньше остается ее в эфироводе. С увеличением массовой доли
уксусной кислоты в растворе значение К возрастает (табл. 4.2).
Однако в экстракторе вследствие недостаточного смешения фаз
не достигается состояние полного равновесия. Для 6—9 %-ной
жижки коэффициент распределения при этилацетате практиче-
ски равен 0,74—0,87 при соотношении объемов растворителя
и жижки 1,33 : 1.
Коэффициенты распределения высших гомологов уксусной
кислоты, а следовательно, и степень извлечения их значительно
выше, чем у самой уксусной кислоты, при всех изученных рас-
творителях (табл. 4.3). Из последних представляют интерес ме-
тилэтил- и метилпропилкетоны, содержащиеся в самой жижке.
Возможно применение комбинированных экстрагентов, включа-
ющих высшие кетоны и сложные эфиры, например изобутил-
ацетат.
Экстракция уксусной кислоты из кислой воды. Кислую воду
перед экстракцией отстаивают от масел (1 —1,5% от массы
кислой воды). После этого кислая вода имеет плотность 1,020—
1,025 г/см3, содержит 7—9 % кислот, из них в среднем 90 % ук-
сусной, 2—3 % муравьиной (в жижке от вертикальных реторт
6—8%), 4—5% пропионовой и других высших гомологов,
остальное нелетучие оксикислоты; масел и смол 0,6—1,4%.
87
4.3. Коэффициенты распределения монокарбоиовых кислот С(—С4
в системе водный раствор кислот — растворитель
Растворитель Кислота
муравьиная уксусная пропионовая масляная
Днэтнловый эфир 0,3—0,4 0,4-0,5 1,5—1,7 3,8-6,5
Этнлацетат 0,7—0,8 0,8 2,5—3,0 6,0—7,5
Изопропнлацетат — 0,7—0,9 — —
н-Бутнлацетат — 0,4—0,7 — —
Метил этнлкетон 1,4 1,2—1,4 2,5 5,1
Метнлпропилкетон 0,9 0,96 3,2 9,5 '
Кислая вода подается насосом на верх экстрактора 1
(рис. 4.3), наполненного в начале процесса кислой водой в ка-
честве сплошной фазы, а экстрагент — снизу через барботер
насосом 2 из бака 3. Вследствие разности плотностей кислой
воды и экстрагента, последний устремляется вверх, распадается
на мелкие струйки и капельки и, насыщаясь постепенно уксус-
ной кислотой и другими растворимыми в нем веществами, об-
разует эфирокислоту. Она отстаивается в верхней части аппа-
рата и во флорентине 26, а затем отводится на дальнейшую пе-
реработку.
Из нижней части экстрактора через приподнятую до его
верха распределительную гребенку 5, поддерживающую посто-
янный уровень жидкости, непрерывно отводится эфировода. До-
зировка соотношения объемов поступающих жижки и экстра-
гентов и количество отбора эфироводы регулируются в соот-
ветствии с заданным режимом. При этом съем эфирокислоты
обеспечивается автоматически за счет указанной выше разно-
сти плотностей между смесью жижки с экстрагентом в экстрак-
торе и эфироводой в гребенке.
При соотношении этилацетата к кислой воде 1,2ч-1,4:1 ко-
эффициент извлечения кислот доходит до 94 %, потери летучих
кислот 4—5%. Эфировода содержит 0,3—0,5 % кислот, 0,2—
0,4 масел и 7—8 % этилацетата.
По такой же схеме производят экстракцию и из необесспир-
тованной жижки, отделенной от отстойной смолы.
Регенерации растворителя из эфироводы (см. рис. 4.3). От-
гонка растворителя из эфироводы производится в НДА 6, име-
ющем в исчерпывающей и ректификационной части колонны по
12—15 тарелок. Такой НДА может переработать до 3—4 т эфи-
роводы в час, считая на 1 м2 поперечного сечения колонны.
Эфироводу пропускают через подогреватель 7, а низ колонны
обогревают паром. Отогнанные пары растворителя охлажда-
ются в конденсаторах 8 и9 и дополнительно в холодильнике 10;
регенерированный растворитель с кислотностью 0,2 % из фло-
рентины 11 возвращается в производство. Температура в верх-
ней части колонны 70—-73 °C, а отбросной воды 101 — ЮЗ °C.
88
Рис. 4.3. Экстракционный способ извлечения уксусной кислоты из жижки
Этилацетат легко отгоняется из эфироводы, но в отбросной
воде остается этиловый спирт, содержащийся в исходном этил-
ацетате и образовавшийся в результате частичного гидролиза
эфира. Для извлечения этого спирта отбросную воду пропу-
скают через регенератор с колоннами 12, 13, имеющими по
15+15 тарелок каждая. Сверху колонны 13 через конденсаторы
14 и 15 и холодильник 16 отбирают фракцию спирта, содержа-
щую метилацетат, 5—7 % этилацетата и до 35 % этанола, на-
правляемую в этилацетатное производство. После этого в от-
бросной воде из колонны 12 остается лишь 0,1 % этилацетата
и 0,2 % спиртов. Кислотность отбросной воды до 0,3 %.
Переработка эфирокислоты. Эфирокислота содержит 5 %
уксусной и других кислот, 1—2 % смоляных масел и 5—8 %
воды. Отгонка растворителя из него производится в двухколон-
ном НДА 17, 18, в каждой из колонн которого имеется по 15—
20 тарелок. В нижнюю часть колонны 18 через подогреватель
19 подается до 2 т в час эфирокислоты в пересчете на 1 м2 се-
чения колонны. Источник тепла — глухой пар, подаваемый
в каландрию 20. Давление пара до 0,8 МПа.
Пары растворителя конденсируются в мощных конденсато-
рах 21 и 22 и дополнительном холодильнике 23. Полученный
оборотный эфир через флорентину 24 и сборник 3 возвраща-
ется в цикл, а водный слой из нее поступает в эфироводу. Все
воздушники из эфироводного и эфирокислотного НДА выве-
дены в скруббер, орошаемый исходной кислой водой. Из исчер-
пывающей колонны аппарата 17 стекает освобожденный от
растворителя кислый остаток — черная кислота. Температура
в эфирокислотном НДА вверху ректификационной колонны
72—76 °C, внизу исчерпывающей колонны 120—125 °C, в ка-
ландрии до 145 °C. (На рис. 4.3 позиции 4 — приемник эфиро-
воды, 25 — гидрозатвор, 27—бачок постоянного уровня.)
Этйлацетат образует с водой азеотропную смесь и поэтому
обезвоживает черную кислоту. При переработке жижки с кис-
лотностью 7—9 % массовая доля кислот в черной кислоте, счи-
тая по отношению к воде, достигает 95—97 %. Вместе с тем из-
за большой растворяющей способности этилацетата черная
кислота содержит много смолистых веществ (12—15%, а при
экстракции неперегнанной жижки 33—36 %); в ней остается до
2 % этилацетата.
На 1 т выработанной кислоты обычно расходуется 30—40 кг
этилацетата. Около половины из них теряется с отбросной во-
дой из эфироводного НДА, около третьей части с черной кис-
лотой. Применяемый этилацетат должен содержать не менее
96—97 % основного вещества, в противном случае его расход
возрастает в основном из-за неполной отгонки высших эфиров
из черной кислоты и растворения этилового спирта в эфироводе.
При экстракции уксусной кислоты этилацетатом из необес-
спиртованной и неперегнанной жижки расход 'тепла на про-
цессы сокращается. Кроме того, этилацетат обогащается выс-
90
шими кетонами, эфирами, альдегидами, хорошо извлекающими
уксусную кислоту, образуется комбинированный экстрагент и
расход собственно этилацетата снижается до 20 кг/т. Однако
при работе по этой схеме повышается загрязненность отброс-
ной воды с эфироводных аппаратов, поскольку в ней остаются
не извлекаемые экстрагентом компоненты растворимой смолы.
Помимо этого, экстрагент постепенно разбавляется спиртовыми
продуктами, ухудшающими процесс экстракции: снижается
степень извлечения кислоты из жижки, повышается содержание
воды в эфирокислоте и черная кислота получается менее кон-
центрированной. Во избежание этого экстрагент приходится
систематически заменять свежим.
Общий расход тепла при экстракционном способе извлече-
ния уксусной кислоты из жижки на 1 т переработанной жижки
составляет 4,3—5,9 ГДж, включая все стадии процесса вплоть
до выпуска товарной уксусной кислоты; расход воды около
80 м3, электроэнергии 1,6 кВт-ч.
Азеотропный способ. Азеотропное укрепление уксус-
ной кислоты, содержащейся в жижке, производят в паровой
фазе. Для этого пары перегоняемой обесспиртованной жижки
противоточно обрабатывают каким-либо малорастворимым
в воде веществом — антренером (водоувлекателем), который
перегоняется с парами воды в определенном соотношении и при
определенной температуре. Получившиеся смеси называют
азеотропными смесями (табл. 4.4). Они (в том числе многоком-
понентные) могут образовываться не только с водой, но и
с другими веществами. Наиболее выгодны антренеры, требую-
щие меньших затрат тепла на отгонку и увлекающие макси-
мальное количество воды, например бутилацетат, уносящий
с собой около 30 % воды, этилпропионат, а также более деше-
вые древесно-спиртовые масла, содержащие высшие кетоны.
Азеотропный способ с применением древесно-спиртовых ма-
сел. В этом случае антренером служит смесь хвостовых пото-
ков масел, выделяемых при переработке метанола-сырца. Эти
масла в смеси с водой перегоняются при 85—95 °C, обеспечи-
вая довольно высокий (0,60—0,90) коэффициент распределения
уксусной кислоты. Плотность масел 0,880—0,900 г/см3; содер-
жание альдегидов и кетонов в них 33—40 %, эфиров 18—38 и
кислот 0,3—0,9 %. Выход антренера 0,6—0,7 кг/м3 древесины.
Азеотропный способ укрепления уксусной кислоты показан
на рис. 4.4. Обесспиртованная жижка обессмоливается в трех
испарителях I, II, III, и ее пары через брызгоуловитель 1 на-
правляются в азеотропную колонну 2, где обрабатываются ант-
ренером, подаваемым на верх колонны в соотношении 1,5:1
к парам жижки. Отводимая из последнего испарителя кубовая
смола содержит 8—10 % воды и до 4,5 % летучих кислот.
Азеотропная колонна 2 имеет 20 тарелок. Ее производитель-
ность по жижке на 1 м2 сечения до 1 т/ч. По мере продвиже-
ния в верх этой колонны пары жижки освобождаются от уксус-
• .91
4.4. Азеотропные смеси, встречающиеся в уксусио-кислотном производстве
Компоненты смеси Массовая доля А, % Температура кипения, °C
А Б А Б смесн
Кислота:
муравьиная Вода 77,3 100,7 100,0 107,65
уксусная Метилпропилке- 3,2 118,1 102,2 105,3
тон
то же Пиридин 51,1 118,1 115,5 138,1
пропионовая Вода 16,4 141,1 100,0 99,2
масляная То же 17,5 163,5 100,0 99,6
Этиловый спирт » 95,6 78,3 100,0 78,17
То же Этилформиат — 78,3 54,1 54,05
» Метилацетат 3 78,3 57,0 56,9
» Этилпропионат 75 78,3 99,1 78,0
Этилацетат Вода 91,8 77,1 100,0 70,38
То же Этиловый спирт 69,4 77,1 78,3 71,8
» То же -J- вода* 82,6 77,1 78,3 70,23
Бутилацетат Вода 71,1 126,2 100,0 90,2
То же Бутиловый спирт 53,0 126,2 117,7 117,2
» То же + вода** 35,3 126,2 117,7 89,4
Вода . Спирт:
изобутиловый 33,0 100 108,0 89,8
То же бутиловый 42,5 100 117,7 92,7
Этилформиат 5 100 54,2 52,6
» Диэтилкетон 20,6 100 101,1 82,9
» - -' Пиридин 41,3 100 115,3 93,6
» . Изобутилацетат 21,9 100 118,0 87,9
» Фурфурол 65 100 161,4 97,85
» Фенол 9,2 100 182,0 99,52
* Содержание воды в тройной смеси 9 %. ** Содержание воды в трой-
ной смеси 37,3 %.
ной кислоты и обогащаются парами воды. Выходящая сверху
колонны 2 азеотропная смесь с температурой 85—90 °C содер-
жит 4 части антренера и 1 часть воды. После конденсации па-
ров смеси в конденсаторах 3 слой антренера отделяется от вод-
ного слоя во флорентине 4 и в виде флегмы возвращается на
верх колонны 2, а водный слой с кислотностью не более 0,2—
0,3%, направляется на регенерацию растворенного в воде ант-
ренера. Растворимость антренера в воде 6—10;%, а воды в ант-
ренере 5—7 %.
Обезвоженная жижка из колонны 2 поступает на верх ис-
черпывающей колонны 5, где отгоняются остатки антренера и
других легкокипящих примесей. Снизу колонны 5 стекает чер-
ная кислота, содержащая смолу. Она кипятится в две сту-
пени— в кубе-испарителе 6 и в каландрии 7. Отгоняемые здесь
пары с температурой ПО—115 °C направляются в низ исчерпы-
вающей колонны 5 с 16 тарелками. Черная кислота-сырец
имеет кислотность 45—50 %, в ней содержится до 25 % смолы
92 '! '
Рис. 4.4. Азеотропный способ укрепления уксусной кислоты
и менее 33 % воды. Ее выход составляет в среднем 59 кг на
1 м3 древесины, в том числе кислот до 29 кг.
Регенерация антренера из водного слоя (из флорентины 4)
производится в колонне 8, имеющей 17 тарелок. В ней отгоня-
ются острым паром антренер и другие летучие продукты, вы-
водимые из системы через конденсатор 9 и флорентину 10.
С водным (нижним) слоем из последней отводятся накаплива-
ющиеся в системе метилацетат, спирты и т. п., а слой антре-
нера (верхний) стекает в общую флорентину 4. Кислотность
отбросной воды из колонны 8 не должна превышать 0,2—0,3 %.
Коэффициент извлечения товарной кислоты при азеотропном
способе доходит до 72—75 %. Расход тепла немного выше, чем
при экстрационном способе, и составляет 8,3—9,6 ГДж на 1 т
кислоты-сырца, воды расходуется 80 м3, антренера до 60 кг/т.
Азеотропный способ укрепления жижки осуществим и с при-
менением бутилацетата, образующего с водой постоянно кипя-
щую при температуре 90,2 °C азеотропную смесь, содержащую
28,9 % воды. Аппаратурное оформление процессов такое же,
что и на рис. 4.4. Коэффициент извлечения уксусной кислоты
несколько ниже, чем при использовании древесно-спиртовых
масел, а расход тепла (пара) примерно равен расходу по
93
экстракционному способу с применением этилацетата. На 1 т
товарной кислоты расходуется 41—45 кг бутилацетата. Иногда
используют смесь бутилацетата с древесно-спиртовыми мас-
лами.
Азеотропные способы извлечения уксусной кислоты имеют
ряд преимуществ: упрощение стадии обессмоливания жижки,
меньшая загрязненность отбросных вод и лучшее качество про-
дукции. Главный их недостаток — невыгодность укрепления
слабой жижки.
Порошковый способ. Сущность порошкового способа
извлечения из жижки уксусной и других кислот заключается
в нейтрализации их известковым молоком с образованием
кальциевых солей этих кислот:
2СН3СООН + Са (ОН)2 = (СН3СОО)2Са+2Н2О.
При порошковом способе жижку перегоняют и ее пары про-
пускают через насытители, заполненные известковым молоком.
Полученный раствор солей кислот отстаивают от шлама, упа-
ривают до пастообразной массы и высушивают, получая в за-
висимости от количества смолистых примесей черный или се-
рый уксусно-кальциевый порошок. Черный порошок содержит
53—68 % солей в пересчете на уксусно-кислый кальций, а се-
рый — 70—75 %.
Порошковый способ применяют в углевыжигательной печи
В. Н. Козлова, а также используют' при переработке кислых
вод смолоперегонного производства (см. главу 7).
Переработка уксусно-кальциевого порошка. Для получения
уксусной кислоты порошок разлагают серной кислотой:
(СН3СОО)2 Са + H2SO4 = 2СН3СООН + CaSO4.
Процесс разложения солей протекает при перемешивании
в среднем за 1 ч, тогда как отгонка образовавшихся летучих
кислот от твердого остатка требует 3—6 ч. Кроме основной ре-
акции, в реакторе происходят побочные процессы, в том числе
образование сернистого ангидрида за счет восстановления ча-
сти серной кислоты легкоокисляемыми примесями порошка.
Разложение порошка производится периодическим способом.
В аппарат (реактор) (рис. 4.5) засыпают порошок и при пере-
мешивании постепенно заливают крепкую серную кислоту, по-
сле чего начинают прогрев аппарата и отгонку уксусной кис-
лоты-сырца. В период реакции содержимое реактора разжижа-
ется, а по мере отгонки уксусной кислоты масса вследствие
гидратации гипса густеет и ее перемешивание сильно затруд-
нено; затем она становится порошкообразной и в конце про-
цесса легко выгружается в виде сухого загрязненного гипса
(окшары).
Побочными продуктами процесса разложения уксусно-каль-
циевого порошка, кроме SO2, являются небольшие количества
неконденсирующихся газов: СО, СО2, Н2. Они вместе с вытесня-
94
Рис. 4.5. Реактор для разложения уксусно-кальцневого порошка:
/ — чугунный куб; 2 —крышка; 3 — загрузочный люк; 4 — стержень мешалкн; 5 —
линия для серной кислоты; 6 — мерннк серной кислоты; 7 — патрубок для отвода па-
рогазовой смеси; 8 — разгрузочная дверца; 9 — привод мешалкн; 10 — стояк для от-
вода парогазовой смеси; 11— медный трубопровод; 12 — холодильник; 13 — змеевнк;
14 — смотровой фонарь конденсата; /5 — прнемник-мерннк уксусной кислоты; 16 — ре-
гулятор давления; /7 — клапан ввода пара; 18 — клапан ввода кислоты; 19 — регулятор
температуры; 20 — клапан подачн охлаждающей воды; 21 — неподвижный контакт;
22 — электромагнит; 23 — клапан напуска купоросного масла; 24 — подвижный кон-
такт; 25 — регулировочный клапан; 26 — сепаратор (цнклои)
емым из реактора воздухом уносят через воздушник часть па-
ров уксусной кислоты и большую часть SO2. После промывки
этих газов водой, а затем раствором каустика получают соот-
ветственно слабую уксусную кислоту и концентрат товарного
бисульфита натрия (см. главу 14).
Оборот аппарата до 7 ч. При загрузке 1200 кг порошка и
600—750 кг серной кислоты получается 900—1000 кг уксусной
кислоты-сырца с массовой долей кислот 65—70 % (в зависимо-
сти от крепости порошка) и около 1000 кг окшары. Окшара яв-
ляется отходом производства, она содержит до 70 % гипса
(безводного), 8—12 % серной кислоты, 0,5—1% неотогнанной
уксусной кислоты и неразложившегося порошка, 7—10 %
смолы и немного воды. Попытки переработки окшары для по-
лучения стройматериалов пока не дали положительных резуль-
95
татов. Изучается возможность применения ее в нейтрализован-
ном виде для известкования почв.
При переработке уксусно-кальциевого порошка выход ук-
сусной кислоты-сырца (в пересчете на 100%-ную) составляет
87—90 %; потери кислоты тем выше, чем ниже качество по-
рошка. В расчете на 1 м3 древесины выход сырца при перера-
ботке серого порошка около 22 кг, а товарной уксусной кис-
лоты 20—20,5 кг; выход кислоты из черного порошка не пре-
вышает 15—17 кг.
На 1 т 100%-ной уксусной кислоты-сырца расходуется сер-
ной кислоты 1,34—1,35 т (в пересчете на моногидрат), тепловой
энергии в виде пара 13,1 ГДж, электроэнергии 260 кВт-ч, воды
40—60 м3.
4.4. Очистка и ректификация уксусной
кислоты-сырца
В уксусной кислоте-сырце, выделенной из жижки различ-
ными способами, содержатся вода, масла, смолы (особенно
много при экстракции неперегнанной жижки), гомологи уксус-
ной кислоты—муравьиная, пропионовая, масляная и др. (табл.
4.5). Для получения товарных сортов кислоты сырец необхо-
димо укрепить и освободить от примесей, подвергнув разгонке
на НДА.
Уксусная кислота идет на выработку сложных эфиров (аце-
татных растворителей), применяется в текстильной, кожевен-
ной промышленности, для производства ацетилцеллюлозы, ук-
сусного ангидрида, красителей и др. Из хорошо очищенных
фракций химической обработкой получают так называемые чи-
стые сорта уксусной кислоты — ледяную, пищевую и реактив-
4.5. Состав различных видов уксусной кислоты-сырца
Вид сырца Общая кислотность, % Массовая доля, %
муравьи- ной кислоты высших гомоло- гов смоли- стых примесей ВОДЫ
Порошковая кислота: из серого порошка 73—78 0,4—0,7 5—6 До 3 19—24
из черного порошка 63—68 0,7—1,2 —. До 5 27—32
Экстракционная кислота при экстракции: этилацетатом 61—63 0,8—1,0 6—7,5 До 15 5—8
то же из необессмоленной 45—47 1,5—2,0 4,5—5 До 35 До 15
ЖИЖКИ Азеотропная кислота при антренере: спиртовые масла 45—50 0,7—1,0 3—4 22—25 30—35
бутилацетат 75—80 1,0—2,0 — 18—20 До 2
96
Рис. 4.6. Аппарат для перера-
ботки черной кислоты-сырца:
1,2 — исчерпывающая и укрепляющая
части обезвоживающей колонны; 3 —
дефлегматор; 4 — конденсатор; 5 —
кипятильник; 6 — колонна техниче-
ской кислоты; 7 — конденсатор; 8 —
каландрня; 9 — приемник чернокнслот-
ного остатка; 10 — насос; // — куб для
отгонкн кислот из чернокнслотного ос-
татка; 12 — конденсатор; ЧК — черная
кислота; СК —слабая кислота; ТК —
техническая кислота; ЧКО — черно-
кислотный остаток
ную. Ледяная 98—99 %-ная
уксусная кислота затверде-
вает уже при 15—16 °C
в прозрачные или слегка
матовые «ледяные» кри-
сталлы, откуда и произо-
шло ее название (темпера-
тура застывания безводной
химически чистой уксусной кислоты 16,3—16,7 °C). В настоя-
щее время почти вся лесохимическая уксусная кислота перера-
батывается в пищевую кислоту.
Уксусная кислота перевозится в стеклянной или деревянной
таре, в алюминиевых бочках, бачках из полиэтилена, а также
в железнодорожных цистернах. Чистые сорта уксусной кислоты
разливают в спецально оборудованном разливочном отделении.
Расфасовка пищевой кислоты ведется в 20-литровые бутыли
или во флаконы по 200 г, при этом расфасовка во флаконы
полностью механизирована и автоматизирована.
Разгонка экстракционной уксусной кислоты-сырца. На
рис. 4.6 показан двухколонный НДА для переработки экстрак-
ционной черной кислоты, полученной из обесспиртованной и пе-
регнанной жижки. В исчерпывающей 1 и укрепляющей 2 части
первой колонны находятся 20 + 25 тарелок. Первая колонна
с дефлегматором 3, конденсатором 4 и кипятильником 5 предна-
значена для отгонки водной головной фракции с кислотностью
7—10 %• С этой фракцией при флегмовом числе 8 уносятся лег-
колетучие примеси, в том числе остатки экстрагента и масла,
отделяемые в отстойниках от слабой кислоты.
Вторая колонна 6 с числом тарелок 16+16 шт. питается ук-
репленной кислотой, стекающей вместе со смолой из первой ко-
лонны. Ее назначение — отогнать из смеси кислоты и смолы
максимум летучих кислот ив то же время воспрепятствовать
попаданию в отогнанную кислоту смоляных масел. Техническая
кислота, отбираемая из конденсатора 7, имеет крепость 95—
96 % при коэффициенте извлечения ее из сырца 0,82. В ней
содержится лишь 0,5 % смолистых примесей и около 1 % му-
равьиной кислоты. Смолистый остаток, выходящий через ка-
ландрию 8, содержит еще более 25 % кислот и поступает в сбор-
4 Заказ № 2531
97
ник 9, а из него насосом 10— в высшекислотный куб И для*
отгонки кислот. Иначе очищают экстракционную 60—65 %-ную
черную кислоту, содержащую много смолы (до 29%), в четы-
рехколонном НДА на Ашинском заводе (рис. 4.7). На первой
колонне 1 с числом тарелок 25 происходит отгонка кислот от
смолы почти без флегмы, на второй 10 их обезвоживание и на
третьей 15 с 32 тарелками — ректификация с отбором сверху
96—98 %-ной технической кислоты, а из нижней части — паров
фракции высших гомологов с массовой долей пропионовой кис-
лоты 20 % и более. Из кубового остатка с колонны 1 летучие
кислоты кислотностью свыше 20—25 % отгоняются в исходную
черную кислоту на четвертой, небольшой, колонне 5 под раз-
режением 50 кПа с возвратом 65 %-ного дистиллята в смеси
с остатком от колонны 15. Снизу колонны 5 через каландрию 3
отбирается обезвоженная товарная смола кислотностью не бо-
лее 10 %.
Степень обессмоливания черной кислоты в первой колонне 1
около 87 %. Во избежание ухудшения качества дистиллята от
этой колонны за счет попадания в него продуктов разложения
термолабильных соединений, температуру в каландрии 3 под-
держивают 160+2 °C, а вверху колонны 105—ПО °C. При та-
ком режиме дистиллят содержит высококипящих примесей 3—
5 % и нейтральных веществ меньше 5 %. Непрерывность ра-
боты колонны 1 обеспечивается за счет наличия двух попере-
менно работающих каландрий 3, трубчатки которых часто при-
ходится очищать от смол.
Обезвоживание обессмоленной кислоты производится в мощ-
ной колонне 10 с 45 тарелками при флегмовом числе 15 и тем-'
пературе в каландрии 12 130±2 °C. Отбираемая слабая кис-
лота с выходом до 3 % от исходной содержит до 5 % органиче-
ских примесей и масел, отслаивающих в отстойниках при кис-
лотности отбора не выше 18—20 %.
Температура в каландрии колонны 5 160—162 °C, а в ко- •
лонне 15 135—140 °C. Выход товарной кислоты с учетом воз-
врата промежуточных фракций около 90 % от сырца, окисля-
емость, по Либену, не более 12—16 мл (содержание легколету-
чих продуктов 0,2—0,3%), что позволяет получать из нее
этилацетат марки А, а также (при отсутствии опалесценции)
пищевую кислоту.
При переработке сильно загрязненной черной кислоты, по-
лученной из необесспиртованной и неперегнанной жижки,
целесообразно ввести в схему отдельную колонну для вывода
основного количества муравьиной кислоты из суммарного кис-
лотного дистиллята с головной фракцией. Это дает возмож-
ность при последующей ректификации получать техническую
уксусную кислоту I сорта.
Очистка азеотропной черной уксусной кислоты. Черная 45—
50 %-ная кислота-сырец, полученная азеотропным способом,
содержит несколько меньше смолы, чем экстракционная, но
98
4*
гомологи
Рис. 4.8. Очистка и ректификация азеотропной черной кислоты:
1, 6 — испарители; 2 — обезвоживающая колонна; 3 — конденсатор (дефлегматор); 4 —
флорентина; 5, 9— кипятильники; 7 — колонна для дообезвоживания; 8, 10, 12, 14,
16, 19 — конденсаторы-холодильники; 11 — колонна технической кислоты; 13 — куб
(испаритель); 15, /5 —колонны для чистых сортов уксусной кислоты; 17 — шестисек-
циоииый испаритель
в ней имеются остатки антренера и масла. Ее перегоняют
с целью отделения от основного количества смолы и подвергают
ступенчатому обезвоживанию и дообессмоливанию (рис. 4.8).
Пары кислоты из испарителя 1 направляются в колонну 2,
а кислая смола поступает в высшекислотный аппарат. Сверху
колонны через дефлегматор 3 отбирают слабую головную фрак-
цию, разделяемую во флорентине 4 на слой масел в смеси
с антренером и водный слой с растворенными в ней спиртовыми
продуктами кислотностью 3—5 %.
Стекающая снизу колонны 2 через кипятильник 5 укреплен-
ная кислота освобождается от остатков смолы в испарителе 6
и очищается от хвостовых примесей во второй и третьей ко-
лоннах. Головные фракции от этих колонн возвращаются на
азеотропный процесс. Из нижней части третьей колонны 11
отводят пары технической кислоты, пригодной для производ-
ства ацетатных растворителей, ледяной и пищевой кислоты,
так как она содержит менее 1,5 % суммы органических приме-
сей. Число тарелок в колоннах: 43, 28 и 24 шт., флегмовые
числа соответственно 11, 2—3 и 0.
Дальнейшая очистка технической кислоты происходит во
втором двухколонном аппарате (см. правую часть рис. 4.8).
Исходная кислота поступает в середину колонны 15, имеющей
31-—35 тарелок. Сверху колонны через конденсатор 16 отводят
головной погон, уносящий остатки воды и муравьиной кислоты,
а снизу через шестисекционный испаритель 17 при температуре
130—140 °C — фракцию высших гомологов. Пары почти без-
водной кислоты, отбираемые из исчерпывающей части колонны
100
4.6. Температура кипения уксусной кислоты и ее гомологов
Кислота Температура кипения, °C, при давлении, кПа
1,33 6,7 13,3 26,7 53,3 101,3
Муравьиная 2,1 (твердая) 25 43,8 61,4 80,3 100,7
Уксусная 17,5 48,5 63,0 80,0 99,0 118,1
Пропионовая 39,7 74,5 85,8 102,5 122,5 141,1
Масляная 61,5 90 108,0 125,5 144,5 163,5
Валериановая •„ 79,8 110 128,3 146,0 165,0 186,3
15 при температуре 116—118 °C, проходят колонну 18 с 32 та-
релками, освобождаются от хвостовых примесей и образуют
фракцию чистой (ледяной и пищевой) кислоты.
По такой же схеме очищают и черную кислоту, получаемую
при азеотропном способе с применением бутилацетата. Эта
схема позволяет перерабатывать даже относительно слабую,
50—55 %-ную кислоту и поэтапно удалять с головными фрак-
циями воду и почти всю муравьиную кислоту.
Без тщательного обезвоживания черной кислоты муравьи-
ную кислоту невозможно отделить от уксусной, так как она
с водой образует двойную, а в присутствии пропионовой кис-
лоты тройную азеотропную смесь с температурой кипения выше
107 °C. По этой причине муравьиная кислота постепенно накап-
ливается в средней части ректификационной колонны НДА,
где нет отбора отдельной фракции и распределяется по всем
фракциям и частично попадает даже в концевые погоны.
Потери при разгонке экстракционной и азеотропной черной
кислоты составляют 3,5 % и с кубовой смолой — до 3 %, извле-
чение кислот из сырца в виде технического продукта 71—74 %
(без учета возврата промежуточных фракций). При перера-
ботке черной кислоты, полученной азеотропным способом и
экстракцией необессмоленной жижки с вертикальных реторт,
последний показатель из-за обилия промежуточных фракций
(не менее 16—20 %) снижается до 66 %.
В случае необходимости ректификации фракций высших го-
мологов с чернокислотных НДА и высшекислотных ПДА этот
процесс целесообразно вести под разрежением. Данные о тем-
пературе кипения уксусной кислоты и ее гомологов в зависимо-
сти от давления приведены в табл. 4.6.
Ректификация порошковой уксусной кислоты-сырца. Схема
четырехстадийной ректификации и очистки порошковой уксус-
ной кислоты-сырца, включая стадию получения пищевого про-
дукта, показана на рис. 4.9. Исходный сырец крепостью 64 %
содержит до 2,5 % SO2 и имеет окисляемость, по Либену, 25—
50 мл. Вначале из сырца, подаваемого на верх насадочной ко-
лонны с кольцами Рашига 2, отгоняют сернистый газ и легколе-
101
Рис. 4.9. Очистка порошковой кислоты-сырца
В стоки
тучие примеси. Последние, пройдя дефлегматор 3, конденсиру-
ются в конденсаторе-холодильнике 5 и собираются в виде аль-
дегидокетоновой фракции, направляемой на сжигание. Серни-
стый газ удаляется через воздушники конденсатора-холодиль-
ника 5 и дополнительного холодильника 4. Освобожденная от
вышеуказанных примесей кислота-сырец снизу колонны 2 сте-
кает в куб-испаритель 1, проходит холодильник 6 и накаплива-
ется в промежуточной емкости 7.
Вторая ступень ректификации осуществляется в колонне 9
с 25—30 тарелками, имеющей куб-испаритель 8 и дефлегма-
тор-конденсатор 10. В дистилляте отбирают последовательно
четыре фракции: 1) головную альдегидокетоновую фракцию,
состоящую преимущественно из азеотропных смесей нейтраль-
ных масел с водой и используемую для получения растворителя
БЭФ (суммарный выход фракции 60—75 кг на 1 т пищевой
кислоты); 2) фракцию слабой 15—25 %-ной кислоты (флегмо-
вое число 4—6), уносящую воду и часть муравьиной кислоты;
она направляется в производство БЭФ и других растворителей
(бак //); 3) промежуточную фракцию (флегмовое число 2—3),
возвращаемую на ректификацию в исходную емкость 7; 4) тех-
ническую 93%-ную уксусную кислоту, или фракцию полупро-
дукта пищевой кислоты (с отсечением хвостовых погонов, со-
держащих высшие гомологи), отгоняемую в конце процесса до
полного отсутствия флегмы; суммарная массовая доля всех
органических примесей в этой фракции в пересчете на муравьи-
ную кислоту в среднем равна 4 % (сборник 12).
В третьей ступени пары концентрированного полупродукта
пищевой кислоты из куба-испарителя 13 непрерывно барботи-
руют через кипящий слой «контактной» смеси, загруженной
в реактор 14 и имеющей в своем составе серной кислоты 40—
30 %, уксусной кислоты 50—55 % и воды 10—15%. Эта смесь
при 130—135 °C разлагает большую часть муравьиной кислоты
до СО и НгО, разрушает непредельные соединения и осмоляет
остатки альдегидов и кетонов. Перегрев контактной смеси недо-
пустим, так как H2SO4, как сильный окислитель, может разру-
шить часть уксусной кислоты и сама восстановиться до SO2.
После пропускания через «контактную» смесь 60—80 объе-
мов очищаемой уксусной кислоты загрязненная смолой смесь
спускается из реактора и используется при разложении по-
рошка. Дистиллят из конденсатора 15, содержащий не более
0,5—0,6 % органических примесей, направляется для более тон-
кой химической очистки из емкости 16 в куб-окислитель 17
с перемешивающим устройством, куда подается расчетное коли-
чество заранее приготовленного раствора окислителя — перман-
ганата калия. Процесс окисления длится 2,5—3 ч без подогрева.
Затем содержимое куба 17 перекачивается в эссенционный ап-
парат 18, из которого через серебряный конденсатор-холодиль-
ник 19 отбирают вначале фракцию слабой кислоты, а затем
крепкой. Температуры отгона головного погона до 116 °C, фрак-
403
ции пищевой кислоты до 116 °C и фракции ледянки 116—
118 °C. Кубовые остатки от нескольких операций обрабатывают
в течение 4—5 ч острым паром; дистиллят подвергают повтор-
ной очистке совместно с фракцией слабой кислоты. Время обо-
рота эссенционного ПДА 3—6 ч.
Расходные нормы на 1 т пищевой 80 %-ной уксусной кис-
лоты приведены ниже.
Сырец уксусной кислоты в 100 %-ном выражении, кг 866—870
Тепловая энергия (пар), ГДж........................... 3,6
Электроэнергия, кВт-ч ......................... 51
Перманганат калия 96 %-ный, кг.......................... 6,5
Серная кислота, кг...................................... 6,5
Вода, м3............................................ 60
Получение пищевой уксусной кислоты из экстракционной
технической кислоты. Экстракционная техническая уксусная
кислота, идущая на выработку пищевой кислоты, не должна
содержать опалесцирующих веществ (в основном предельных
углеводородов Сю—С2о), выявляемых при разбавлении кис-
лоты водой. Ее крепость должна быть не менее 95 % при нали-
чии в ней суммы органических примесей не более 2,5%, в том
числе муравьиной кислоты не выше 1,5%, расход КМпО4 для
очистки такой кислоты не менее 3 %.
Схема очистки экстракционной технической кислоты до пи-
щевой изображена на рис. 4.10. Исходная кислота через подо-
греватель 1 поступает на 20-ю тарелку ректификационной ко-
лонны 3, имеющей 35—40 многоколпачковых тарелок, каланд-
рию 5 и конденсатор-холодильник 2. С головной фракцией при
флегмовом числе 10 отгоняются основное количество муравьи-
ной кислоты, легколетучие примеси, в том числе остатки этил-
ацетата, и частично вода. Эта фракция, содержащая свыше
Рис, 4.10. Очистка экстракционной технической Кислоты до пищевой
104
7 % НСООН и более 10 % суммы органических примесей, ис-
пользуется в производстве растворителей или иначе. Выход
ее — до 15% от исходной технической кислоты, общая кислот-
ность более 90 %.
В нижней части колонны постепенно накапливаются смоли-
стые вещества и высшие гомологи уксусной кислоты, периоди-
чески спускаемые из каландрии 5 в баки черной кислоты.
Полупродукт пищевой кислоты отбирается из паровой фазы
колонны 3 с 12-й тарелки, считая снизу, через конденсатор 4
в сборник 6. Он содержит до 9 % воды и менее 1 % суммы ор-
ганических примесей, в том числе лишь следы НСООН. Его
химическая очистка производится в следующей последователь-
ности. Из напорных баков 7 и 8 через смесительное устройство
9 (труба с переменными сечениями) в реактор 10 по трубе, до-
ходящей почти до его дна, непрерывно подаются дозированные
количества очищаемого полупродукта и водного раствора
КМпО4, приготовленного в отдельной емкости с мешалкой. Со-
держимое реактора 10 обогревается через паровую рубашку
или змеевик. Скорость подачи полупродукта принимается из
расчета времени пребывания в реакторе обрабатываемого по-
тока не менее 1 ч. За это время при 90 °C происходит практи-
чески полный распад примесей. Обрабатываемая смесь стекает
из верхней части реактора 10 в дистилляционный эссенционный
куб 11, из которого через серебряный конденсатор /2 отгоня-
ется пищевая кислота; ее разбавляют деминерализованной во-
дой до 80 %-ной концентрации и фасуют. Выход пищевой уксус-
ной кислоты 80 % от исходной технической при расходе КМпО4
7—9 кг на 1 т 80 %-ной пищевой кислоты.
Образовавшиеся в результате окислительно-восстановитель-
ных реакций распада КМпО4 соли уксусной кислоты
СН3СООК, Мп(СН3СОО)2, МпО2, а также накопившиеся смо-
листые вещества периодически спускаются из эссенционного
куба И при промывке кубового остатка водой и направляются
в бак кислой воды. Количество кубовых остатков 9—10 кг на
1 т пищевой кислоты. <
Производственных сточных вод при очистке и ректификации
уксусной кислоты немного. Загрязненные воды получаются
лишь при промывке аппаратов перед их ремонтом и при очи-
стке кубов от смолистых остатков.
Сравнительные показатели различных способов извлечения
уксусной кислоты из жижки приведены в табл. 4.7.
Качество продукции. По ГОСТ 6968—76 с последующими
изменениями установлены две марки уксусной кислоты — тех-
ническая и пищевая. Техническая кислота l-ro сорта имеет
массовую долю основного вещества не менее 96 % и органиче-
ских примесей (в пересчете на муравьиную кислоту) не более
2,5%, 2-го сорта соответственно не менее 93 % и не более
5,7 %. Пищевая кислота выпускается с массовой долей основ-
ного вещества 70± 1 % и 80± 1 %. Кислота высшего сорта
105
4.7. Технико-экономические показатели уксусно-кислотного
производства
Показатель Экстракция этилацетатом из жижки Азеотропный способ
перегнан- ной непере- гнаниой с масла- ми с бутил- ацетатом
Кислотность, %: '
ЖИЖКИ 6-9 7—8 9—11 9—10
кислоты-сырца 55—62 45—50 45-55 45-54
технической кислоты 96—98 95—98 92—97 94—96
эфироводы Извлечение кислоты из жижки, % : 0,1—0,3 0,3—0,4 0,1—0,3 0,1—0,4
в виде сырца 97—98 88—91 95 —
технической кислоты 69—76 68—69 72—75 —
Выход товарной 100 %-ной кислоты, кг/м3 древесины Расход на 1 т товарной кислоты; 18—21 18—19 18—19 18
растворителя, кг 30—40 20 До 60 41—45
тепловой энергии, ГДж 67—84 До 48 8—10 —
электроэнергии, кВт-ч 108—115 — 14,8 —
устойчива к 0,1 н. раствору КМпО4 в течение 60 мин и содер-
жит не более 0,008 % нелетучего остатка, 0,002 сульфатов,
0,0005 меди, 0,0001 хлоридов, железа, мышьяка, 0,00008 % тя-
желых металлов (свинца).
4.5. Очистка и переработка метанола-сырца
Метанол-сырец содержит большое число разнообразных со-
единений, полное разделение которых обычными способами рек-
тификации невозможно. Хорошо отделяются от метанола лишь
легколетучие примеси: ацетальдегид, метилформиат, метилаце-
тат, фуран, ацетон и др., имеющие высокий коэффициент рек-
тификации.
Соединения, входящие в состав метанола-сырца, образуют
двойные, тройные и еще более сложные азеотропные смеси, что
затрудняет отделение их от метанола. С учетом этих особенно-
стей для получения товарного метанола в ЦНИЛХИ были раз-
работаны непрерывнодействующие аппараты НДА-I и НДА-П.
Перед переработкой метанол-сырец рассиропливают (раз-
бавляют водой) до объемного содержания 20—30 %. При этом
отделяются всплывные спиртовые масла. На рис. 4.11 приведен
аппарат НДА-I для переработки метанола-сырца. Освобожден-
ный от масел раствор подают в первую (ацетонистую) колонну
НДА-I, орошаемую горячей водой, а в подкубок поступает
острый пар. Сверху колонны отбирают головную фракцию,
обычно уносящую много метанола. При подаче на колонну
воды (экстрактивная ректификация) при минимуме флегмы (не
более 0,5) и небольшом числе тарелок вышеуказанные азео-
106
Рис. 4.11. НДА-I типа ЦНИЛХИ для переработки метанола-сырца:
1 — ацетоиистая колонна; 2, 10 — дефлегматоры; 3, 11 — конденсаторы; 4 — холодильник
кетоновой фракции; 5 — исчерпывающая колонна; 6, 7 — холодильники двойные; 8 —
теплообменник; 9 — метанольная колонна; 12 — регулятор постоянства отбора; 13 —
регулятор постоянства подачи раствора сырья; 14 — затворный колодец для отбросной
воды; Р — указатель давления
тропные смеси разрушаются и их компоненты выводятся из си-
стемы в виде концентрата растворителя сырца. Из середины
колонны (из паровой фазы) выводят кетоновую фракцию, со-
держащую труднолетучие кетоны и эфиры.
Исчерпывающая часть второй колонны служит для отгонки
всех спиртовых продуктов из раствора и вывода из процесса
107
Рис. 4.12. НДА-II типа ЦНИЛХИ для получения метанола первого сорта:
/—теплообменник; 2 — ацетоннстая колонна; 3, 9 — дефлегматоры; 4, 8 — конденса-
торы; 5 — холодильник кетоновой фракции; 6 — метанольная колонна; 7 — холодильник
аллиловой фракции; 10— холодильник товарного метаиола
аллиловой и фурфурольной фракций. В верхней части этой
колонны метанол укрепляют до технического продукта крепо-
стью 99 %, в котором содержится не более 0,6—0,8 % альдеги-
дов и кетонов. Из хвостовых фракций извлекают антренер для
азеотропного укрепления уксусной кислоты. Выход техниче-
ского метанола 53—55 % от 100 %-ной загрузки.
Технический метанол (или укрепленный метанол, содержа-
щий около 6 °/о альдегидов и кетонов, получаемый на ПДА)
вновь разбавляют водой и подают на двухколонный НДА-П
(рис. 4.12). В первой колонне, также орошаемой горячей водой,
отбирают сверху головную (ацетонистую) фракцию, а из сере-
108
дины колонны (из паровой фазы) кетоновую фракцию. Осво-
божденный от этих фракций раствор поступает во вторую ко-
лонну, где от метанола отделяют фракцию высших спиртов
(аллиловую). Для лучшей очистки метанола на верх этой ко-
лонны подают раствор серной кислоты, в середину колонны —
раствор щелочи. Товарный метанол отбирают из дефлегматора
в горячем виде по принципу дробной конденсации, чтобы в него
не попали легколетучие примеси; эти примеси возвращают из
конденсатора второй колонны на верх первой. Выход товар-
ного метанола 90—92 % (из укрепленного метанола 84—86 % )
от 100 %-ной загрузки.
Метанол ядовит, при приеме внутрь вызывает частичную
или полную потерю зрения, а при более значительных количе-
ствах— смерть. При его хранении, переработке и применении
должны соблюдаться специальные правила безопасности. Из
других продуктов переработки метанола-сырца наиболее токси-
чен аллиловый спирт. Он имеет резкий запах, сильно раздра-
жает слизистые оболочки носа и глаз и даже при незначитель-
ной концентрации его паров в воздухе может вызвать времен-
ную потерю зрения.
Применяется метанол для производства формалина (см.
главу 6), в некоторых случаях в качестве растворителя, иногда
как добавка к автомобильному бензину.
Для получения древесно-спиртовых растворителей исполь-
зуют головные фракции с НДА-I, НДА-П и ПДА, составляю-
щие растворитель-сырец. Растворитель-сырец рассиропливают
для отделения всплывных масел и подают в двухколонный
НДА-Ш. Сверху первой колонны отбирают ацетальдегидную
фракцию, уносящую также фуран и метилформиат. Из второй
колонны отбирают готовый растворитель А (ацетоноэфирный)
или Э (эфироацетоновый). На эту колонну подают раствор ще-
лочи для омыления остатков метилформиата и связывания
окрашенных примесей.
Древесно-спиртовые растворители применяются самостоя-
тельно или же как составная часть некоторых композиций, на-
пример растворителя АДР для кожевенно-обувной промыш-
ленности.
Выход продуктов в расчете на 1 м3 древесины составляет,
кг: метанола 5,5, растворителей 4—4,7, антренера до 0,7.
В последнее время в результате развития производства син-
тетического метанола потребность в лесохимическом метаноле
резко сократилась и на многих заводах из метанола-сырца вы-
рабатывают только древесно-спиртовые растворители.
4.6. Оборудование уксусно-кислотного производства
Отстойники для жижки служат для отделения отстойной
(осадочной) смолы от жижки. Раньше их делали из деревян-
ной клепки хвойных пород, теперь же все отстойники изготов-
109
ляются из нержавеющей стали или стальные футерованные.
Батарею баков общей вместимостью не менее 2—3-суточного
запаса жижки соединяют между собой трубами, по которым
жижка перетекает сверху первого бака во второй и т. д. От-
стойная смола оседает в основном в первых двух баках и имеет
влажность 5—8% и кислотность 4—5%. Ее откачивают из
нижней части баков центробежными насосами.
Обесспиртовывающий аппарат (см. рис. 4.1)—обычно мед-
ная тарельчатая колонна, разделенная для удобства чистки на
исчерпывающую и укрепляющую части. Нижняя исчерпываю-
щая колонна высотой 8 м и диаметром 1,1—1,4 м составлена из
царг высотой 0,4—0,5 м, на каждой из которых с противопо-
ложных сторон устроены овальные люки для чистки. Крышки
люков скрепляются с горловинами струбцинами и стягиваются
болтами, тарелки аппарата многоколпачковые или коридорного
типа с широкими треугольными прорезями на нижних краях
колпачков. Чтобы тарелки не провисали, к нижней их стороне
приклепаны ребра жесткости из уголкового металла. Между
бортами каждой царги фланцами зажимают по одной тарелке
(их всего 15 шт.). Такое устройство исчерпывающей колонны
упрощает ее чистку (через каждые 1 —1,5 мес) от накапливаю-
щейся на тарелках и колпачках смолы без разборки всей ко-
лонны.
Исчерпывающая колонна обесспиртовывающего аппарата
снабжена попеременно работающими кипятильниками (каланд-
риями), в качестве которых использованы кожухотрубные теп-
лообменники с поверхностью нагрева по 80 м2, обогреваемые
глухим паром, подаваемым в межтрубное пространство. Во
избежание быстрого засмоления диаметры труб трубчатки уве-
личены до 40 мм. Пространство под нижней трубной решеткой
и низ исчерпывающей колонны соединяются прямыми широ-
кими трубами, образующими крестовину, через которую удаля-
ются смолистые загрязнения при чистке низа колонны и труб-
чатки после снятия крышки кипятильника.
Укрепляющая колонна засмоляется меньше, чем исчерпы-
вающая, диаметр ее 1 —1,2 м. Число колпачковых тарелок
22—24 (по 3—4 шт. в каждой царге), расстояние между ними
не менее 250 мм. Зазоры между бортами тарелок (кроме флан-
цевых) и обечайкой царг уплотняют асбестовым шнуром, при-
жимаемым сверху проволокой. Между тарелками установлены
опорные стойки из бронзы по 4 шт. Верхние концы их прохо-
дят через отверстия вышележащей тарелки и имеют резьбу
для привинчивания к ним последующих стоек.
Дефлегматор к колонне, который является и подогревате-
лем жижки, с поверхностью нагрева 40—60 м2, отличается от
обычных кожухотрубных теплообменников лишь большими диа-
метрами трубок трубчатки, так как в трубное пространство
подается жижка со смолой и трубчатку приходится часто чи-
стить.
ПО
Промежуточные емкости для жижки и напорные баки изго-
товляются из стали или меди.
Выпарной аппарат предназначен для перегонки жижки (см.
рис. 4.2). Каждый из трех его корпусов диаметром 1,5—1,8 м
и общей высотой до 6 м состоит из двух частей: нижней,-—
трубчатки (кипятильника) и верхней — парового простран-
ства— высокого полого сосуда, расположенного непосредст-
венно над кипятильником. В рабочем состоянии вся трубчатка
с поверхностью нагрева 190 м2 высотой более 3 м заполняется
кипящей жижкой несколько выше уровня верхней трубной ре-
шетки. Для самоциркуляции жидкой фазы в центре трубчатки
устанавливают широкую трубу диаметром не менее 200 мм при
диаметре остальных трубок по 30—40 мм. По этой трубе избы-
ток жижки непрерывно стекает под нижнюю трубную решетку
трубчатки, оттуда снова попадает в периферийные трубки ки-
пятильника и по принципу действия эрлифта в виде пенистой
парожидкостной смеси выбрасывается в верхнюю часть аппа-
рата. За счет перепада скоростей здесь происходит пеногаше-
ние и отделение жидкой фазы от паров. Пары направляются
в сепаратор-брызгоуловитель через вводной штуцер, располо-
женный тангенциально к его кожуху. Унесенная парами жид-
кость стекает из сепаратора через гидрозатвор, связанный
с низом парового пространства. Предусмотрена также линия
периодической сдувки накапливающегося в паровом простран-
стве воздуха (поступившего в растворенном виде с исходной
жижкой) из середины парового пространства в предпоследний
конденсатор; без этой меры ухудшается теплопередача. Для
наблюдения за степенью вспенивания жижки и ее уровнем
в аппаратуре в нижней половине парового пространства вмон-
тированы двусторонние смотровые окна.
Выпарной аппарат с принудительной циркуляцией жижки,
установленный на Моломском ЛХЗ, состоит из трех корпусов,
каждый из которых включает испаритель и сепаратор, соеди-
ненные циркуляционными трубами большого диаметра, а также
циркуляционный насос производительностью 4750 м3/ч с элек-
тродвигателем мощностью 125 кВт.
Аппарат перерабатывает 17 т жижки в час и выдает 15,5 т/ч
перегнанной жижки. Давление греющего пара в испарителе
первого корпуса до 0,4 МПа; в испарители второго и третьего
корпусов поступает вторичный пар из предыдущего корпуса;
система находится под разрежением и температура вторичного
пара составляет соответственно 70—80 °C и 50—60 °C. Разре-
жение в системе создается водокольцевыми вакуум-насосами.
В конусной части каждого сепаратора установлена кресто-
вина, что устраняет вращение потока жижки перед циркуля-
ционными насосами и предотвращает гидравлические удары на
их лопасти.
Чтобы смола, оседающая на поверхности нагрева в испари-
телях, не превращалась в пек, необходимо поддерживать тем-
111
Рис. 4.13. Экстрактор для извлечения
уксусной кислоты из жижки
пературу исходной жижки в пре-
делах 50—60 °C, обеспечивать
высокие скорости перетока жид-
кости из корпуса в корпус,
jl а также добавлять к жижке
ингибитор. Так, добавление
1 к жижке 0,1 — 1 % ингибиторной
фракции древесно-смоляных ма-
сел значительно удлиняет про-
должительность работы аппарата
• без чистки.
Выпарные аппараты для
жижки можно изготовлять из
меди или нержавеющей стали.
Экстрактор. В уксусно-кис-
лотном производстве применя-
ется противоточный многополоч-
ный колонный экстрактор (рис.
4.13), изготовляемый из меди или
титана, полки которого горизон-
. тальные, ситчатые, типа проваль-
ных тарелок, расположены на
расстоянии 0,4—0,5 м друг от
друга; живое сечение полок 10—
, 18 %. Часть полок зажата флан-
цами между бортами царг, часть
нанизана на отрезки труб внутри
обечаек и скреплена стяжными
болтами; эти трубы прикреплены к нижнему кольцу каждой
обечайки. Зазоры между стенками колонны и полками, а также
между фланцами, должны быть уплотнены.
Над верхней полкой расположен кольцевой барботер с от-
верстиями внизу для ввода жижки, а под нижней полкой такой
же барботер с отверстиями вверху для подачи экстрагента.
Эфировода отстаивается в верхней, расширенной полой царге
экстрактора и выводится через боковой штуцер, расположен-
ный на самом верху колонны. Аналогично эфировода отстаива-
ется в нижней полой царге и выводится через боковой штуцер
снизу экстрактора. Над сферической крышкой имеется воздуш-
ник, а под днищем штуцер большего диаметра с краном на слу-
чай аварийного опорожнения аппарата.
В нижней и верхней царге вмонтированы указатели уровня
жидкости и смотровые окна. Последние имеются также и на
других царгах, но они меньшего диаметра. Через эти окна
можно наблюдать за жидкостными потоками по всей высоте
колонны. Гребенка с 4—5 вентилями для отбора эфироводы,
112
поднятая до высоты верха экстрактора, позволяет поддержи-
вать требуемый уровень жидкости в аппарате по закону сооб-
щающихся сосудов.
Размеры экстракторов на разных заводах: диаметр 0,8—
1,2 м, высота 12—18 м, число полок 30—36 шт. Через такие
экстракторы можно пропустить 5,5—8 т/ч жижки. Линейная
скорость жидкостного потока не менее 6 м/ч соответствует про-
должительности процесса 2—2,5 ч, а удельная производитель-
ность ситчатых экстракторов на 1 м2 сечения до 20 т жижки
в час.
Несмотря на значительную высоту аппарата, число ступеней
экстракции в описанном экстракторе не превышает 5—6. Объ-
ясняется это отсутствием принудительного перемешивания
среды, а следовательно, и малой величиной удельной поверх-
ности контакта фаз. Более эффективными в этом отношении яв-
ляются .роторно-дисковые экстракторы, или экстракторы с при-
менением пульсационной подачи экстрагента, или ступенчато-
струйного перемешивания. При этом необходимо учитывать, что
вследствие низкого показателя поверхностного натяжения
у этилацетата и малой разности между его плотностью и плот-
ностью жижки продолжительность отстаивания эфирокислоты
в верхней части экстрактора приходится увеличивать, иначе
возможен проскок эмульгированной жижки в эфирокислоту.
Расчеты теоретически необходимого числа ступеней экстрак-
ции п производят применительно к периодическому процессу
с учетом желаемой степени извлечения основного продукта Е,
константы его распределения Da и соотношения объемов орга-
нического Рэ и водного Рв слоев по формуле
___________________'
/ V, \
lg (р0_^+1)
\ Ив /
При Z)o^O,8 и соотношении фаз 1 : 1 коэффициент извлече-
ния Е доходит до 0,95 после 5 ступеней периодической экстрак-
ции, а при соотношении 2: 1—после 3 ступеней. Оптимальным
считается соотношение >1:1 и <2: 1, что и практикуется для
непрерывного процесса.
Пример расчета экстрактора. Требуемая степень извлечения (экстракции)
уксусной кислоты из ее водного раствора £=0,96; константа распределения
кислоты между экстрактом и рафинатом (по табл. 4.3) £>о = О,8О; соотноше-
ние объемов органического экстрагента и водного раствора кислоты Уя : VB =
= 1,5; искомое число необходимых теоретических ступеней экстракции
_______lg (1 — 0,96) _ 1g 0,04 _ (0,60206 — 2)
~ 1g (0,80-1,5+ 1) ~ lg2,20 0,34242
_ _ — 1,39794 J
0,34242 ’
При КПД полок экстрактора 0,3 необходимо иметь в экстракторе полок
Л1=14 шт.; высота эквивалентная одной теоретической полке экстрактора
113
1
ВЭТП = 0,60 м; высота активной зоны противоточного экстрактора H=N
ВЭТП = 14-0,60 = 8,4 м; высота отстойных зон в экстракторе (верх и ииз) h =
= 1,4+1,2=2,6 м; общая высота корпуса экстрактора Я+й=8,4+2,6=11 м.
При диаметре экстрактора £>=1,1 м, площади его сечения 5 = 0,95 м2 и
условной линейной скорости нисходящего потока раствора кислоты w= 10 м(ч
через него можно пропустить кислой воды Q = Soi = 0,95-10=9,5 м3/ч.
Эфироводный аппарат — колонный тарельчатый аппарат
диаметром в исчерпывающей части 1,3—1,4 м, в укрепляющей
части 1—1,2 м и общей высотой 7,2—7,4 м. Он имеет горизон-
тальный трубчатый подогреватель эфироводы с поверхностью
теплообмена 45 м2 и длиной трубчатки 3 м. Низ колонны обо-
гревается острым паром, подаваемым через барботер. Дефлег-
матор к колонне горизонтальный, сдвоенный, трубчатый с по-
верхностью охлаждения 20—38 м2.
Колонна для отгонки спирта из отбросной воды диаметром
1,4 и 1,1 м имеет общую высоту 8 м, дефлегматор на 35 м2 и
конденсатор на 20 м2.
Эфирокислотный аппарат состоит из исчерпывающей ко-
лонны диаметром 1 —1,2 м и высотой 3,5—4,5 м, укрепляющей
колонны диаметром 2 м и высотой до 5 м, подогревателя и
каландрии с поверхностями теплообмена соответственно по 30
и 40 м2, горизонтального семикорпусного конденсатора с сум-
марной охлаждающей поверхностью 130—185 м2 и дополни-
тельного холодильника на 10 м2. Чтобы не перегружать ка-
ландрию, вместо подогревателя лучше установить испаритель
эфирокислоты.
Эфироводный и эфирокислотный аппараты указанных выше
размеров обеспечивают переработку полупродуктов, получае-
мых при экстракции 5,5—8 т кислой воды в час.
Флорентины служат для разделения слоев расслоившейся
жидкости. Это пустотелые сосуды, имеющие штуцера для ввода
дистиллята в средней части, вывода эфира сверху и водного
слоя снизу.
Гидрозатворы при небольшом перепаде давления между
аппаратами представляют собой U-образные трубы. К эфиро-
водному, эфирокислотному и другим аппаратам, работающим
под избыточным давлением, гидрозатворы устроены по типу
«труба в трубе» (рис. 4.14, см. также рис. 4.3, поз. 25). На-
ружная труба, закрытая сверху и снизу, обычно забита в грунт
ниже уровня пола; она образует «колодец». Высота И от входа
жидкости до низа внутренней трубы должна быть больше нор-
мального гидростатического напора жидкости в аппарате Р\
запас высоты h не менее 0,5 м. Высота Hi от входа жидкости
до уровня ее в колодце равна Р.
Аппарат для разложения уксусно-кальциевого порошка
(см. рис. 4.5). Это чугунный или стальной куб 1 диаметром
2370 мм, высотой 850 мм, вместимостью 4,2 м3, снабженный па-
ровой рубашкой. В крышке 2 имеется люк 3 для загрузки по-
рошка, отверстие для стержня 4 мешалки, штуцер для при-
114
Рис. 4.14. Затворы: ,
а — гидравлический; б барометрический
соединения трубопровода 5 для подачи серной кислоты из мер-
ника 6, патрубок 7 для отвода из аппарата парогазовой смеси.
Сбоку куба, внизу, имеется разгрузочная дверца 8. Нижний ко-
нец вала мешалки опирается на подпятник, расположенный на
днище куба, а верхний проходит через скобу на крышке аппа-
рата и присоединяется к системе конических шестерен 9, свя-
занных с приводным механизмом вращения мешалки (эти де-
тали и электродвигатель на рисунке не показаны). Парогазовая
смесь отводится через стояк 10, трубу 11 и холодильник 12
со змеевиком 13. Аппарат работает под небольшим разре-
жением.
Ректификационные аппараты. Для освобождения уксусной
кислоты от воды и примесей, а также для переработки других
полупродуктов используются многоколонные тарельчатые рек-
тификационные аппараты. Они имеют подогреватели подавае-
мого полупродукта, кипятильники, дефлегматоры и конденса-
торы-холодильники.
Тарелки этих аппаратов (рис. 4.15) обычно многоколпачко-
вые барботажного типа (реже ситчатые) расположены гори-
зонтально на расстоянии до 200 мм друг от друга и более, опи-
раются на стойки, а зазоры между бортами тарелок и обечай-
кой колонны уплотняются набивкой.
Колпачки должны быть равномерно размещены по всей
115
Рис. 4.15. Типы колпачков на тарелках ректификационных колонн:
1 — проволока; 2 — уплотняющий шнур; 3 — переливной стакан; 4 — колпачок; 5 —
паровой стакан; 6 — переливная труба; 7 — борт тарелкн; 8 — прорези колпачка; 9 —
обечайка колонны
площади тарелки, но не ближе 35—40 мм один от другого.
Живое сечение тарелки должно составлять не менее 12—14 %
от площади сечения всей колонны. Размеры прорезей должны
быть по высоте 14—17 мм и по ширине 3—5 мм, а при пере-
гонке смолистых жидкости — еще больше. Расстояние от верха
прорезей до уровня жидкостей на тарелках, называемое мини-
мальным барботажным слоем, чаще всего составляет не менее
15 мм (лучше 20—25 мм). В связи с этим высота сливных ста-
канов должна быть 35—40 мм, а высота паровых стаканов под
колпачками на 5 мм больше, т. е. 40—45 мм.
Скорость паров в колоннах 0,4—0,6 м/с, КПД тарелок не
превышает 0,5—0,6, так как полного равновесия в системе
жидкость — пар не достигается из-за малой поверхности кон-
такта фаз, обусловленной недостаточной дисперсностью пу-
зырьков паров, барботирующих через слой жидкости на тарел-
ках, а также наличия брызгоуноса.
Перфорированные (ситчатые) тарелки (рис. 4.16) проще
в изготовлении. Они могут быть с переливными устройствами
или без них (провального типа). В последнем случае строго
органичен интервал скоростей паров в колоннах: при малых
скоростях тарелки оголяются («провал» жидкости), а при уве-
личении скорости неизбежно «захлебывание» колонны; в обоих
случаях массообмен резко снижается. Преимуществом ситчатых
116
Рис. 4.16. Ситчатые тарелки:
а — обечайка колонны; б — ситчатая та-
релка; в — зона барботажа; г — кольцо;
д — опорные планки
Лоток
жидкости
Пары
тарелок является возможность
работы колонн при повышен-
ных скоростях паров (до 0,8—
1,2 м/с) без заметного сниже-
ния величины КПД.
Более эффективны в работе
так называемые вихревые рек-
тификационные колонны. Они
отличаются жалюзийно-щеле-
вым устройством тарелок и
наличием вертикальных пере-
городок, которые позволяют
направлять поток паров в ко-
лонне по спирали — витку в несколько ярусов, усиливая турбу-
лентность движения парожидкостной смеси. Щелевые отверстия
на тарелках располагаются радиально; интенсивность массооб-
мена в завихренной зоне над отверстиями возрастает в извест-
ных пределах пропорционально скорости паров (до 2 м/с).
Число витков по высоте колонны может быть 10 и больше при
шаге витка не менее 0,25 м.
Изготовление и монтаж вихревых колонн сложнее, чем ко-
лонн с колпачковыми тарелками, но производительность их
выше. Равновесное состояние в них достигается через 30—
40 мин после пуска против 1,5 ч в колоннах с ситчатыми та-
релками. Показатель высоты эквивалентной одной теоретиче-
ской тарелке (ВЭТТ) в вихревых колоннах равен 0,4—0,5 м
при скорости паров 0,6—0,7 м/с, КПД составляет около 0,6.
Расчет необходимого
числа тарелок в ректи-
фикационных колоннах,
предназначенных для раз-
деления сложных много-
компонентных смесей, не
дает точных результатов.
Весьма приближенно этот
расчет можно вести
графическим способом
(рис. 4.17). На диаграмме
Рис. 4.17. Расчет числа таре-
лок в ректификационной ко-
лонне:
1 — равновесная кривая; 2 — рабр-
чая линия укрепляющей части ко-
лонны; 3 — то же исчерпывающей
части колонны; ЛЛК. — легколету-
чнй компонент
117
осей координат X—Y вычерчивают равновесную кривую 1 си-
стемы жидкость-пар для условно взятых двух основных ком-
понентов разделяемой смеси. До диагонали наносят точки а
и Ь, соответствующие мольному проценту легколетучего ком-
понента в дистилляте Хл и кубовом остатке Хо. По данным
Хл, мольному проценту легколетучего компонента в исходной
разделяемой смеси Xi и в парах Y\ над этой смесью определяют
минимальное флегмовое число R, т. е. отношение количества
дистиллята Д, возвращаемого на орошение верха колонны,
к отбираемому продукту:
т?мии=хд-у1/(у1-х1).
Коэффициент избытка флегмы находят по равенству
а = Хд/(7?+1)
и полученную величину наносят на график (отрезок Od на оси
ординат). Реальное флегмовое число /? = /?мино практически до-
ходит до 3—5 (иногда и больше) и зависит от трудностей раз-
деления смеси. Чем больше R, тем меньше нужно тарелок в ко-
лонне, но при этом растет расход тепла на испарение флегмы.
Далее точку d на графике соединяют прямой линией с точ-
кой а и из точки Xi проводят перпендикуляр до пересечения его
с линией da в точке с; точку b также соединяют прямой линией
с точкой с. В результате получают две рабочих линии для раз-
дельного подсчета числа теоретических ступеней (тарелок) рек-
тификации: ас —в укрепляющей части колонны, Ьс — в исчер-
пывающей (для наглядности одна из ступеней на рисунке за-
штрихована) .
Подсчитанное на этом упрощенном графике число ступеней
ректификации составляет «исч = 3 для исчерпывающей части ко-
лонны и МукР = 6 для укрепляющей части. Это число делят на
КПД тарелок. Величина КПД зависит от типа и режима ра-
боты тарелок и определяется опытным путем, при этом в укреп-
ляющей части колонны среднее значение КПД всегда меньше,
чем в исчерпывающей. В результате деления получают реально
необходимое число тарелок в исчерпывающей части ХиСЧ =
= 3:0,6 = 5 шт. и в укрепляющей части Хукр = 6:0,5= 12 шт.,
а всего в колонне 5+12=17 тарелок.
Для более точного расчета числа тарелок в ректификацион-
ных колоннах можно использовать метод термодинамико-топо-
логического анализа свойств компонентов (не более четырех)
разделяемой смеси, т. е. графического изображения этих свойств
в плане. Эти расчеты ведут с помощью ЭВМ. Использование
ЭВМ облегчает также расчеты по так называемому способу от
тарелки к тарелке, когда по равновесному состоянию системы
жидкость — пар данного состава на питающей тарелке колонны
определяется состав системы на последующей вышележащей
тарелке и т. д. вплоть до достижения заданного состава про-
118
дукта, отбираемого сверху колонны. Аналогично по требуемому
составу кубового остатка подсчитывают число теоретических
тарелок и для исчерпывающей части колонны.
Производительность ректификационной колонны определяют
по данным материального баланса с учетом количества отби-
раемого продукта, объема его паров, числа флегмы, темпера-
туры вверху колонны и допустимых скоростей паров в колонне.
Одновременно подсчитывается расход тепловой энергии от-
дельно на подогрев исходной смеси, испарение отбираемого
продукта, повторное испарение флегмы и учитываются тепло-
потери через стенки аппарата (примерно 5—10 % от суммар-
ного расхода тепла).
Ректификационные колонны должны быть хорошо теплоизо-
лированы, иначе происходит не только перерасход тепла, но и
нарушается технологический режим: из-за излишних теплопо-
терь в окружающую среду, т. е. в результате частичной кон-
денсации паров в самой колонне образуется нерегулируемая
(«дикая») флегма. Это затрудняет управление аппаратом, так
как дополнительная флегма перегружает колонну, особенно ее
нижнюю часть, что мешает наступлению равновесия в системе.
Теплообменники. В зависимости от производительности, га-
барита и условий размещения применяются теплообменники
горизонтальные и вертикальные; однокорпусные и многокорпус-
ные; трубчатые, спиральные, пластинчатые и иных конструк-
ций. В качестве дефлегматоров и конденсаторов-холодильников
к ректификационным колоннам используются типовые кожухо-
трубные теплообменники с возможно меньшим диаметром тру-
бок (20—30 мм). В межтрубочное пространство направляют
конденсируемые пары, а в трубки — охлаждающую воду,
чтобы трубки можно было чистить от накипи, причем вводной
штуцер для подачи воды под трубчатку (скорость потока в шту-
цере не более 2 м/с) располагают тангенциально к кожуху,
иначе нарушается равномерность поступления воды во все
трубки. Сечение штуцера для стока охлаждающей воды (тем-
пература не более 40 °C) должна быть в 1,5 раза больше, чем
у вводного штуцера.
Поверхность теплообмена, м2, рассчитывают по формуле
F = Q/MK
с учетом общего количества отнимаемого тепла Q в соответ-
ствии с тепловым балансом процесса, средней разности темпе-
ратур А; в системе и коэффициента теплопередачи К через
стенки трубок (по данным справочников). Величину F находят
отдельно для стадии конденсации паров и для охлаждения по-
лучаемого дистиллята, так как А/ и К. в этих стадиях различ-
ные. Число трубок диаметром d и длиной I
NiV = Flndl.
119
IT
Найденное число АТР, а также величины d и I трубок сопо-
ставляют с данными каталога на типовые теплообменники и
уточняют для окончательного выбора его размеров.
Стабилизация технологических процессов. В уксусно-кислот-
ном и других смежных с ним производствах почти повсеместно
применяются непрерывнодействующие аппараты (НДА) со ста-
бильным режимом их работы. Поэтому управление основными
параметрами процессов на НДА (материальными потоками,
температурой, давлением) можно стабилизировать в ряде слу-
чаев установкой простейших приборов и приспособлений. Так,
при наличии бачка постоянного напора для подаваемого сырья
с переливом избытка жидкости в исходную емкость сохраняют
любую заданную скорость питания аппарата при непрерывной
работе насоса. Постоянство уровня жидкости в подкубках ко-
лонн обеспечивают через трубки перелива, постоянство отбора
дистиллятов — путем автоматического направления избытка его
в флегму.
В необходимых случаях устанавливают саморегулирующие
приборы для перекачки жидкостей; при превышении или сни-
жении уровня жидкости в сборниках сверх заданного автома-
тически включается или выключается насос, связанный через
реле с датчиком уровня. Непрерывный вывод остатка из кубов
различных НДА осуществляется через регулировочные кла-
паны, соединенные с уровнемерами жидкости в кубах. Регуля-
торы давления в кубах связаны с манометрами на линиях по-
дачи пара в каландрии. Имеются регуляторы температуры и
количества отбора дистиллятов; установлены манометрические
уровнемеры в сборниках и автоматический титрометр на линии
отбора товарного продукта.
При разложении уксусно-кальциевого порошка купоросное
масло и пар подаются в аппарат по показаниям регулятора дав-
ления, связанного с клапанами их ввода. Давление на мано-
метр передается от датчика, установленного в перекидной
трубе. Температуру отбираемой уксусной кислоты-сырца регу-
лируют клапаном подачи охлаждающей воды в холодильник по
сигналу от датчика температуры.
Для обеспечения точного соблюдения заданного оптималь-
ного технологического режима НДА вводятся системы автома-
тической стабилизации (САС) и автоматического регулирова-
ния (САР) параметров процесса.
Пожаро- и взрывобезопасность производства. Применяемые
в этом производстве растворители и антренеры имеют значи-
тельную летучесть и образуют с воздухом взрывоопасные смеси.
Так, этилацетат взрывоопасен при объемном содержании его
в смеси в пределах 3,55—16,8%, бутилацетат при 2,2—14,7 %.
Взрывоопасна и сама уксусная кислота. Поэтому производ-
ственные помещения в уксусно-кислотном производстве отне-
сены к категории пожаро- и взрывоопасных.
Для повышения безопасности особо важна тщательная гер-
120
метизация аппаратуры; недопустимы даже малейшие подтеки
экстрагента и утечки паров через неплотности или фланцевые
соединения. На воздушных и дыхательных линиях от аппара-
тов и емкостей, содержащих легковоспламеняющиеся вещества,
устанавливают огнепреградители.
В химических цехах применяют электродвигатели только во
взрывобезопасном исполнении, электроосветительные устрой-
ства должны быть закрытого типа, должна действовать эффек-
тивная приточно-вытяжная вентиляция. Концентрацию взрыво-
опасных и вредных веществ в воздухе необходимо система-
тически контролировать, а в наиболее опасных помещениях
устанавливать автоматические газоанализаторы — сигнализа-
торы довзрывоопасных концентраций, сблокированные с ава-
рийной вентиляцией. Химические цехи должны быть оборудо-
ваны пожарной сигнализацией и автоматическим пожароту-
шением.
Емкостная технологическая аппаратура с легковоспламе-
няющимися, горючими и вредными веществами должна иметь
устройства для их быстрого слива в случае пожара или аварии.
Инструменты, используемые при чистке или ремонте аппа-
ратов, должны быть изготовлены из материалов, не дающих
искрения, или же омеднены. Смолистые вещества, удаляемые
при чистке аппаратов, способны самовозгораться. Их необхо-
димо собирать в специальные емкости и немедленно удалять
из цеха.
Перечисленные меры предосторожности относятся и к про-
изводству ацетатных растворителей, описанному в главе 5.
Материалы для аппаратуры и борьба с коррозией. Под кор-
розией металлов понимают их разрушение, вызванное химиче-
ским или электрохимическим взаимодействием с окружающей
средой.
Различают два основных вида коррозии — химическую и
электрохимическую. При химической коррозии, например в без-
водных жидких или газовых средах, происходит непосредствен-
ная реакция металла с неэлектролитом. При наиболее распро-
страненной электрохимической коррозии, возникающей в рас-
творах электролитов, во влажных газах и пр., на поверхности
металла протекают электрохимические процессы: окислитель-
ный (растворение металла) и восстановительный (восстановле-
ние компонентов среды).
По характеру коррозионного разрушения различают сплош-
ную, или общую, коррозию, и местную коррозию. Сплошная
коррозия может быть равномерной и неравномерной. Большую
опасность представляет местная коррозия — язвенная, точечная,
сквозная, подповерхностная и др.
Основным показателем скорости коррозионного разрушения
является глубина проникновения, измеряемая в миллиметрах
в год; при сплошной равномерной коррозии пользуются также
показателем потери массы металла в г/(м2-ч). г. , -
121
По скорости коррозии металлы для изготовления аппара-
туры подразделяются на совершенно стойкие (менее
0,001 мм/год), весьма стойкие (до 0,01 мм/год), стойкие (до
0,1 мм/год), пониженно-стойкие (до 1 мм/год), малостойкие
(до 10 мм/год) и нестойкие.
Для аппаратуры лесохимических производств рекоменду-
ется подбирать весьма стойкие или стойкие материалы, чтобы
срок службы реакторов и кубов был не менее 10 лет, выпарных
и ректификационных аппаратов— 15 лет, емкостей — 25 лет.
Для уменьшения коррозии имеются следующие пути: пра-
вильный выбор конструкционных материалов; применение за-
щитных покрытий; введение ингибиторов коррозии в реакцион-
ную среду; применение электрохимической защиты; рациональ-
ное конструирование оборудования;использование непрерывных
процессов производства (при периодических процессах в резуль-
тате попадания в аппараты кислорода воздуха коррозия мно-
гих металлов усиливается).
До недавнего времени основным конструкционным материа-
лом в уксусно-кислотном производстве была медь. Однако в ап-
паратах с горячими крепкими кислотами она малоустойчива.
Взамен ее целесообразно использовать легированные нержа-
веющие стали: хромистые 08Х17Т и 15Х25Т, хромоникелевые
08Х22Н6Т и 12Х18Н10Т, хромоникельмолибденовые
10X17H13M3T. Марка стали характеризует ее состав, например
в обозначении 12Х18Н10Т цифра 12 впереди — содержание угле-
рода в сотых долях процента, Х18—18 % хрома, НЮ—10 %
никеля, Т — добавка титана в пределах до 1 % (остальное —
железо).
Указанные стали применяют и в виде биметаллов. Это двух-
слойные материалы, получаемые совместной прокаткой или го-
рячим прессованием двух металлов — обычной углеродистой
стали и нержавеющей стали.
Химическая стойкость нержавеющих сталей в значительной
степени зависит от содержания в них легирующих элементов,
в частности хрома, играющего главную роль в образовании пас-
сивирующей защитной пленки окислов на поверхности металла.
Для изготовления цистерн, трубопроводов, флорентин при
работе с уксусной кислотой, если температура не выше 50 °C,
пригоден алюминий марок АД1 и А85, а также алюминиево-маг-
ниевый сплав АМг2.
В последние годы в уксусно-кислотном производстве исполь-
зуют титан ВТ1-0. Из него изготавливают экстракторы, эфиро-
кислотные, эфироводные, чернокислотные аппараты, кубы-эте-
рификаторы, оборудование для производства пищевой уксусной
кислоты. Это обеспечивает долговечную, надежную работу ап-
паратуры.
Важное значение имеет правильный выбор конструкции
аппаратуры. Неудачные конструкции могут вызвать появление
внутренних напряжений, местных перегревов, зазоров, щелей,
122
неплотностей, застойных зон, обусловливать контакт разнород-
ных металлов. Все эти факторы способствуют возникновению
или развитию очагов коррозии, поэтому их следует избегать.
Например, в местах соединений (сварки) должна быть исклю-
чена возможность возникновения узких зазоров и щелей, спо-
собствующих щелевой и язвенной коррозии. Сварку листов
следует производить встык или внахлестку сплошным швом,
причем химический состав электродов должен соответствовать
составу свариваемого металла. При соединении деталей из раз-
нородных металлов контактирующие поверхности их изолируют
друг от друга неэлектропроводными прокладками.
Насосы для агрессивных жидкостей можно изготавливать
из высоколегированных сталей, кремнистого или хромистого
чугуна, фарфора и других механически непрочных, но химиче-
ски стойких материалов.
Высокой химической стойкостью обладают некоторые неме-
таллические материалы. Так, чугунные кубы и стальные емко-
сти успешно защищают от коррозии путем их футеровки в два
слоя кислотоупорными плитками — керамическими, метлах-
скими, диабазовыми, используя для крепления плиток силикат-
ные связующие, в частности диабазовую замазку. Поскольку
эта замазка частично проницаема для агрессивных жидкостей,
в последнее время чаще используют полимерсиликатзамазку
(диабазовую замазку с полимерными добавками) или арза-
мит-5. Для защиты стальных и чугунных реакторов применяют
кислотостойкие эмали.
В некоторых случаях применяют винипласт — продукт тер-
мообработки полихлорвиниловой смолы с добавкой стабилиза-
торов и мягчителей, а также полиэтилен. Винипласт стоек
к различным кислотам, но имеет невысокую теплостойкость,
может применяться для изготовления вентиляционных воздухо-
водов, труб и др. Теплостойкость полиэтилена значительно
выше и доходит до 120 °C.
При использовании трубопроводов из полимерных материа-
лов необходимо учитывать, что на их поверхности накаплива-
ется статическое электричество. Если его не отводить, то при
движении легковоспламеняющихся жидкостей по таким трубам
возникает опасность взрыва. Поэтому их применяют только
для перекачки негорючих и невзрывоопасных жидкостей.
Теплообменные аппараты иногда изготовляют из графита,
пропитанного термореактивными фенолформальдегидными смо-
лами, трубы, краны и вентили из фаолита. Надежно работают
чугунные вентили, футерованные фторопластом.
Для защиты от атмосферной коррозии наружной поверхно-
сти металлических конструкций, вентиляционных воздуховодов,
емкостей, трубопроводов, а также строительных конструкций
чаще всего используют лаки и эмали на основе перхлорвинило-
вых, эпоксидных и полиэфирных смол, наносимые в три-четыре
слоя.
123
Глава 5. ПРОИЗВОДСТВО АЦЕТАТНЫХ
РАСТВОРИТЕЛЕЙ :
Частично лесохимическую уксусную кислоту перерабаты-
вают на ацетатные растворители: этилацетат и бутилацетат,
представляющие собой сложные эфиры уксусной кислоты и со-
ответствующего спирта:
СН3СООН + С2Н5ОН СН3СООС2Н5 + Н2О;
СНзСООН + С4Н9ОН СН3СООС4Н9 + Н2О.
Аналогично этому в ограниченных количествах вырабатыва-
ются пропилацетат, метилацетат и некоторые эфиры высших
гомологов уксусной кислоты: этил- и бутилпропионаты, этил-
бутират и т. п. Эти эфиры применяются: в качестве раствори-
телей в производстве лаков, искусственной кожи, шелка; для
растворения жиров, искусственных смол; как экстрагенты при
извлечении уксусной кислоты из растворов; в парфюмерной,
фотохимической промышленности и др.
Этерификация кислот со спиртами может происходить
в жидкой и паровой фазе, она ускоряется при нагревании и
в присутствии катализаторов (минеральных кислот, их солей,
поверхностно-активных веществ, ионообменных смол и др.).
Реакция эта обратима и при эквимолярном соотношении кис-
лоты и спирта доходит до состояния равновесия, определяе-
мого законом действующих масс:
К = СэСв/СкСс,
где Сэ, Св, Ск и Сс — соответственно концентрации эфира, воды,
кислоты и спирта в равновесной смеси. Эти концентрации опре-
деляют экспериментально и по ним вычисляется константа рав-
новесия К (табл. 5.1).
Чтобы преодолеть предел этерификации и полнее превратить
в эфир один из компонентов исходной смеси, необходимо дру-
гой компонент взять в избытке. Чтобы полнее использовать кис-
лоту, в реакторе должен быть избыток спирта, а чтобы полнее
использовать спирт—избыток кислоты. Кроме того, из реак-
5.1. Предел этерификации уксусной кислоты со спиртами
(при молярном соотношении 1:1)
Спирты Сэ=Св. моль/л Ск=Сс, моль/л К Предел этерифи- кации, %
Метиловый 0,696 0,304 5,24 69,6
Этиловый 0,666 0,334 3,98 66,6
Изопропиловый 0,605 0,395 2,35 60,5
Бутиловый (вторичный) 0,593 0,407 2,12 59,3
124
ционной смеси надо постоянно выводить образовавшиеся эфир
и воду (особенно воду), иначе вновь будет достигнут предел
этерификации, хотя и более высокий.
Реакционная способность различных кислот и спиртов,
а следовательно, и скорость их этерификации, неодинакова.
Константа скорости реакции зависит, в частности, от строения
реагирующих веществ, коэффициентов их активности и других
физико-химических констант. Так, образование метилового
эфира уксусной кислоты (метилацетата) идет гораздо быстрее,
чем этилацетата и тем более бутилацетата. Эфиры муравьиной
кислоты образуются быстрее, чем уксусной, и т. д.
Процесс этерификации ведут в реакционном кубе (этери-
фикаторе), обогреваемом глухим паром и соединенном с ректи-
фикационной колонной. При этом из этерификатора будут
отгоняться пары всех компонентов реакционной смеси в коли-
чествах, определяемых их молярными концентрациями в рас-
творе. По этой причине пары и приходится пропускать через
колонный аппарат, в котором происходит укрепление легколе-
тучего компонента — эфира. И все же в дистиллят попадает
спирт, так как спирт, эфир и вода образуют между собой двой-
ные или тройные постоянно кипящие азеотропные смеси (см.
табл. 4.4). Некоторую часть спирта удается отделить от эфира,
направляя дистиллят во флорентину, где он расслаивается на
эфир-сырец и водно-эфирно-спиртовой слой, идущий на регене-
рацию.
На состав эфира-сырца влияет качество исходной кислоты
и спирта. Особенно много легколетучих примесей попадает в сы-
рец при использовании неочищенной технической кислоты, со-
держащей альдегиды, углеводороды, муравьиную кислоту и
масла, снижающие качество эфира. Например, альдегиды и
другие окисляющиеся вещества окрашивают эфир; муравьиная
кислота образует нестойкие, легкогидролизуемые формиаты,
вызывающие самоскисание эфира. Для отделения эфира от
примесей сырец подвергают осветлению, промывке, нейтрализа-
ции, сушке и ректификации.
5.1. Производство этилацетата
Сырьем для получения этилацетата служат технические
сорта синтетической и, частично, лесохимической уксусной кис-
лоты и технический этиловый спирт. Процесс этерификации,
облагораживания эфира-сырца и его ректификации ведут не-
прерывным способом. Этерификационный аппарат (рис. 5.1) со-
стоит из куба-реактора 4 вместимостью 8—16 м3, колонны 2
с 28—30 тарелками, дефлегматора 3, холодильника дистиллята
5, флорентины 6, напорных баков-мерников для кислоты, спирта
и катализатора, смесителя, подогревателя-испарителя исходной
смеси 1, приемников эфироводы 7 и эфира-сырца 8.
125
Рис. 5.1. Схема получения этилацетата-сырца на НДА
Первоначально в куб заливают смесь 92—93 °/о-ной уксус-
ной кислоты и этилового спирта в молярном соотношении 1 : 0,2
и 2—3% катализатора — крепкой серной кислоты (считая от
100 %-ной уксусной кислоты). После разогрева аппарата и ра-
боты колонны «на себя» в течение 1,5—2 ч для создания в си-
стеме некоторого запаса эфира (состояние равновесия) в куб 4
начинают непрерывно подавать через барботер парожидкост-
ную смесь исходных компонентов (смешанных заранее в мо-
лярном соотношении 1 : 1,1). Одновременно с этим начинают
отбор дистиллята (через флорентину). Уровень жидкости в ре-
акторе поддерживают постоянным, выравнивая подачу исход-
ной смеси и отбор дистиллята. Массовая доля уксусной кислоты
в кубе должна быть не ниже 70—75 %, воды 8—13 %; давление
в нижней части колонны 8—9 кПа; температура вверху ко-
лонны 68—72 °C. В реакционной смеси спирта должно быть
меньше, чем требуется для образования тройной, нерасслаи-
вающейся азеотропной смеси. Если же дистиллят близок
к двойной легкорасслаивающейся смеси этилацетат — вода со-
става 91,5:8,5% с температурой отгона 70,4 °C, то с этой
смесью при определенной величине флегмового числа из реак-
тора уходит почти вся вода, что сдвигает реакцию в сторону
эфирообразования. Конденсат, поступающий во флорентину,
охлаждается до 20—25 °C. Это улучшает условия расслоения
его на эфироводу и эфир-сырец; при этом снижается и раство-
римость воды в эфире до 3—4 %-
126
Эфир-сырец с содержанием эфиров не менее 90—93 % и
кислотностью не более 0,06 % большей частью возвращается
во флегму и частично отбирается в сборник. Количество
флегмы зависит от крепости исходной уксусной кислоты: при
80 %-ной кислоте флегмовое число около 7, 90 %-ной —5 и при
95 %-ной — 4. Целесообразно в качестве флегмы подавать обез-
воженный этилацетат, а не сырец из флорентины. Это повысит
в 1,9 раза производительность этерификатора, которая зависит
также от мощности нагревательных элементов и типа тарелок
в колонне и составляет обычно 950—1200 л/ч эфира-сырца на
1 м2 сечения колонны.
Процессы этерификации и отгонки эфира и воды из реак-
тора продолжаются непрерывно до накопления в кубе значи-
тельного количества смолистых загрязнений. Тогда в аппарат
подают спирт или спиртовую фракцию от регенерации эфиро-
воды, чтобы проэтерифицировать остатки кислоты (до содержа-
ния не более 2%), отгоняют максимально возможное количе-
ство нетоварного эфира, содержащего до 25 % спирта, и оста-
навливают аппарат на чистку. Оборот этерификатора при
применении экстракционной загрязненной кислоты составляет
25—40 дней, а при концентрированной и чистой, преимущест-
венно синтетической, до 60—90 дней. В последнем случае ис-
ключаются стадии обесцвечивания и промывки, эфир-сырец
лишь нейтрализуют и обезвоживают, а также регенерируют не-
большое количество эфироводы, содержащей 4—6 % эфиров и
3—7 % спиртов.
Имеется опыт работы НДА для этерификации синтетической
уксусной кислоты этиловым спиртом в присутствии катализа-
тора— катионита марки КУ-2 с показателем СОЕ (статическая
обменная емкость) до 2 мг-экв Н+ на 1 г сухого вещества.
Гранулы катализатора в виде цилиндриков диаметром 8—
12 мм и длиной 12—14 мм в набухшем состоянии загружают
в колонну, высота слоя должна быть 2,9 м. Этот слой ограни-
чивают снизу опорными кольцами Рашига, сверху ситчатой та-
релкой. В верхней, укрепляющей части колонны имеется 13 кол-
пачковых тарелок при общей высоте колонны 7 м. Колонна,
как обычно, связана с кубом-кипятильником и конденсатором.
В куб первоначально загружают 6 т уксусной кислоты и
после разогрева системы начинают подавать в него исходную
смесь кислоты и спирта в молярном соотношении 1:1. Весь
дистиллят направляют из конденсатора во флорентину и в ка-
честве флегмы орошают верх колонны сухим этилацетатом.
В этом случае вся реакционная вода выводится азеотропной
смесью без перегрузки колонны флегмой и производительность
НДА повышается.
Показатели процесса: температура верха зоны катализа
85—95 °C: верха колонны 70,2—72 °C; плотность орошения по
сечению колонны 2—2,5 м3/(м2-ч) при скорости паров 0,3 м/с;
перепад давления между низом и верхом колонны 18—20 кПа
127
Рис. 5.2. Обесцвечивание, промывка и нейтрализация этилацетата-сырца- На
непрерывнодействующем аппарате
при количестве паров 3,5 м3/ч; нагрузка на катализатор по ис-
ходной смеси 0,6—0,8 г/(г-ч). Производительность НДА по
эфиру-сырцу 600—800 кг/ч с содержанием в нем, %: эфиров
92—94, спирта 1,5—4,5 и воды 3,5—4,5 при кислотности не бо-
лее 0,1 %.
При работе с синтетическим исходным сырьем срок службы
катализатора без регенерации более 6 мес, засмоление поверх-
ностей нагрева в кубе не происходит, коррозия аппаратуры не-
значительна.
Очистка этилацетата-сырца. При значительном содержании
этилформиата (до 4—5%) этилацетат-сырец лучше сначала
освободить от легколетучих примесей. Обесцвечивание, про-
мывку и нейтрализацию этилацетата-сырца производят на не-
прерывнодействующем ступенчатом агрегате, показанном на
рис. 5.2. Эфир-сырец с кислотностью до 0,1 % самотеком направ-
ляется в низ противоточной колонны 1, на верх которой одно-
временно поступает заданное количество 3—5 %-ного раствора
бисульфита натрия, заполняющего колонну на ’/2 ее высоты
в качестве сплошной фазы. Пройдя через этот слой снизу вверх,
эфир осветляется, накапливается в верхней части колонны, пе-
ретекает через ее верх, обильно промывается водой в каскад-
ных смесительных трубках 2 до полного удаления сернистых
соединений. Промытый эфир отстаивается во флорентине 3 и
стекает в третью ступень очистки для нейтрализации 5—10 %-
ным содовым раствором, подаваемым на верх колонны 4. Да-
лее эмульсия отстаивается во флорентине 5, откуда эфирный
128
Рис. 5.3. Регенерация эфироводы:
1 — подогреватель; 2 — колонна для отгонки эфира; 3, 7 — дефлегматоры; 4, 6, 3 —
холодильники; 5 — каландрия; 9 — НДА для отгонки спиртов
слой с кислотностью не более 0,006 % поступает на сушку и
ректификацию.
Растворы бисульфита из колонны 1 и соды из флорентины 5
могут быть использованы несколько раз и затем присоединены
к другим солевым растворам для извлечения из них эфира
и спирта. Накапливающиеся промывные воды вместе с эфиро-
водой из флорентины этерификатора или самостоятельно идут
на регенерацию в двухколонный НДА (рис. 5.3). Получаемую
при 75—80 °C первую фракцию дистиллята, содержащую 60—
68 % эфира и до 25 % спирта, возвращают в эфир-сырец, а вто-
рую (85—90 °C), спиртовую — в куб этерификатора. Отброс-
ная вода должна содержать не более 0,03 % спиртов.
Нейтрализованный этилацетат лучше осушать азеотропным
способом в процессе его ректификации на НДА, несмотря на
то, что этилацетат увлекает с азеотропной смесью мало воды.
Ректификация этилацетата. Ее ведут на двухколонном НДА
(рис. 5.4), отбирая сверху первой, обезвоживающей, колонны 1
с числом тарелок 20 + 20 азеотропные смеси легкокипящих эфи-
ров и воды (в том числе этилформиата), а снизу, при 78—
79 °C — безводный эфир для окончательной очистки от хвосто-
вых примесей во второй колонне II с числом тарелок 10 + 20.
5 Заказ № 2531
129
Рис. 5.4. НДА для ректификации этилацетата:
/, // — ректификационные колонны; / — подогреватель; 2, 8 — кипятильники; 3, 6 —
дефлегматоры; 4, 7, 10 — холодильники; 5 — флорентина; 9 — холодильник хвостовой
фракции; К/О — кубовый остаток
С головной фракцией от колонны I (67—69 °C) отгоняются все
легкокипящие примеси. Эта фракция с выходом около 5 % воз-
вращается в эфир-сырец, а при значительном содержании в ней
формиатов подлежит отдельной переработке.
Колонна II НДА обеспечивает получение товарного про-
дукта с содержанием в нем эфира не менее 90 или 98%. Тем-
пература вверху колонны 11 77—78 °C, внизу 82—90 °C;
флегмовое число 4—5. Производительность ректификационных
колонн, считая на 1 м2 их сечения, составляет по эфиру-
сырцу 2500 л/ч, если из него предварительно удален этилфор-
миат.
При использовании лесохимической уксусной кислоты оста-
ток от второй колонны, содержащий 20—40 % этилпропионата,
этилбутират, этилизовалерат и другие вещества, собирают от-
дельно для повторной переработки и выделения указанных
эфиров. Кубовые остатки от переработки фракций высших эфи-
ров или солевых растворов содержат труднолетучие окислен-
ные вещества и соли; после отгонки из них остатков эфиров
они спускаются в сточные воды.
Конверсия уксусной кислоты при этерификации не превы-
шает 95—96 %. В эфироводу переходит до 4,5 % эфира и 8—
9 % спирта. Выход сухого эфира от сырца 95 % и товарного
85—90 %. Остальное количество эфира переходит в промежу-
точные фракции и частично теряется за счет гидролиза водой.
Значительны потери и при нейтрализации сырого эфира, кис-
лотность которого до 0,1 %.
130
5.2. Производство бутилацетата
Для получения бутилацетата применяют техническую ук-
сусную кислоту любой крепости и бутанол синтетический или
отход производства синтетического каучука (бутанол СК); по-
следний содержит в виде примесей непредельные соединения
(до 9%), гексиловый и другие спирты. Реже применяется бо-
лее чистый бутанол брожения.
Принципиально порядок операций и аппаратурное оформ-
ление процессов бутилацетатного производства такие же, как и
при производстве этилацетата. Однако здесь имеются свои осо-
бенности, обусловленные малой растворимостью бутилацетата
в воде (0,6%), высокой температурой кипения как в чистом
виде (126,2 °C), так и в азеотропной смеси с водой (90,2 °C),
а также повышенным содержанием воды в этой смеси (28,9 %)
и еще большим содержанием в тройной смеси бутилацетат —
бутиловый спирт — вода (37,3%). Бутанол также кипит при
более высокой температуре (117,7 °C), чем этанол, и образует
азеотропную смесь с очень большим количеством воды (42,5 %).
При использовании в качестве сырья чистых сортов уксус-
ной кислоты и бутанола этерификацию осуществляют непре-
рывным способом. Катализатором служат серная кислота или
же ионообменные смолы. При этерификации с серной кислотой
создают в зоне реакции избыток либо уксусной кислоты, либо
бутанола, а с ионообменными смолами — избыток ускусной
кислоты.
Этерификацию лесохимической уксусной кислоты, которая
содержит значительное количество осмоляющихся примесей,
часто ведут периодическим способом. Можно применять и не-
прерывный способ, но при этом в кубе накапливаются высоко-
кипящие эфиры и примеси, поэтому аппарат приходится часто
останавливать на чистку.
Периодический способ этерификации. Этерификацию бута-
нола уксусной кислотой в периодически действующем аппарате*
ПДА ведут с коэффициентом избытка спирта по отношению
к 100 %-ной кислоте 1,3—1,4, но первоначально реактор загру-
жают смесью уксусной кислоты и бутанола, содержащей лишь.
60 % потребного бутанола; количество катализатора (серной
кислоты) 2 %. Отбор дистиллята начинают после работы ко-
лонны «на себя» до кислотности 1—0,5 % и при температуре
вверху колонны 89—90 °C, направляя его водный слой через
флорентину в эфироводу, а эфироспиртовый слой обратно на
колонну. Так продолжают процесс до практически полного-
удаления воды из куба, т. е. до достижения температуры 98—
100 °C, одновременно добавляя в него остальное количество-
бутанола до молярного соотношения с уксусной кислотой
1,2: 1, добиваясь исчерпания уксусной кислоты. Затем отгоняют
фракцию азеотропа бутанол — бутилацетат, возвращаемую на
этерификацию.
5*
13S
По окончании процесса обезвоживания колонна снова рабо-
тает «на себя» (1—1,5 ч) для накопления в ней легкокипящей
фракции. При этом кислотность смеси в кубе должна быть не
более 0,5%, а содержание эфира не менее 89%. Если кислот-
ность в кубе выше, догружают соответствующее количество бу-
танола и продолжают процесс. После этого прекращают обо-
грев куба, спускают из колонны через холодильник легкокипя-
щий эфир, а из куба через другой холодильник насосом
откачивают черный эфир-сырец с содержанием эфира 89—90 %
и смолистых веществ до 2 %.
Оборачиваемость этерификатора с общей загрузкой куба
9,5 т при переработке синтетической уксусной кислоты 6—7,5 ч,
а сырца лесохимической кислоты 12—13 ч. Куб обогревают че-
рез змеевики паром давлением 0,6—0,8 МПа.
При использовании слабой кислоты-сырца ее вначале укреп-
ляют, добавляя в куб небольшое количество бутанола и отго-
няя азеотропную смесь бутанол-]-вода до кислотности в кубе
50—60 %. После этого этерификатор останавливают, в куб до-
гружают синтетическую уксусную кислоту или сырец, расчет-
ное количество бутанола, 1 % серной кислоты и далее процесс
идет как обычно.
Для выработки бутилацетата марки, А (преимущественно на
основе синтетической уксусной кислоты) черный эфир должен
содержать не менее 90 % бутилацетата и не более 0,5 % кис-
лот. Баланс уксусной кислоты при этерификации, % от за-
грузки: в эфироводу переходит до 1,5, в легкокипящий эфир 6—
7,5, в черный эфир 88—90 и потери 3—4. Полезное использова-
ние менее 94 %.
Недостатки ПДА: малая производительность, завышенный
расход сырья, низкое качество получаемого черного эфира, ко-
торый содержит в среднем лишь 88 % бутилацетата, сложность
его облагораживания.
Непрерывный способ этерификации. Процесс этерификации
при использовании высококачественного сырья с минимальным
содержанием органических примесей ведется в одноколонном
НДА (рис. 5.5). В реакторе поддерживается большой избыток
уксусной кислоты: массовая доля уксусной кислоты не менее
55 %, бутанола 2—4, эфира до 30 и воды 8—16 %. В эту смесь
раздельно подают уксусную кислоту и бутанол в соотношении
(1,254-1,33):! по массе в 100%-ном выражении, что соответ-
ствует молярному соотношению около 1 : 1. Величину подачи
уксусной кислоты и бутанола корректируют с учетом состава
отбираемого дистиллята.
Первоначальная загрузка уксусной кислоты в этерификатор
равна 4—5 молям на 1 моль бутанола и серной кислоты 2 % от
уксусной кислоты, после чего следует разогрев аппаратуры и
работа колонны «на себя» без отбора продукта в течение 1,5 ч
до снижения кислотности дистиллята не выше 0,1 %. С этого
момента начинается подача исходной смеси в кипятильник 1,
132
Рис. 5.5. Одноколонный НДА для производства бутилацетата:
/ — кипятильник; 2 — ректификационная колонна; 3 — куб-этерификатор; 4— дефлег-
матор (конденсатор); 5 — дозатор; 6 — флорентина; 7 — холодильник; П — пар; К —
конденсат; У — указатель уровня жидкости; Р— указатель давления; — термометры;
К/О — кубовый остаток
из которого парожидкостная смесь поступает через барботер
в куб-этерификатор 3 вместимостью 13 м3, соединенный пере-
кидной трубой с низом ректификационной колонны 2 диамет-
ром 1,2 м. Одновременно с этим происходит отбор дистиллята
из дефлегматора 4. В начале процесса дистиллят направляется
через дозатор 5 целиком во флегму (чтобы снизить его кис-
лотность), а затем целиком во флорентину 6. Эфирный слой из
флорентины частично идет во флегму, а в основном проходит
холодильник 7 и стекает в сборники эфира-сырца с массовой
долей бутилацетата 92—95 % и кислотностью не более 0,2%.
Эфировода снизу флорентины отводится на регенерацию эфира.
В случае недостатка воды в системе материальных потоков
(при крепости исходной уксусной кислоты выше 68%) часть
эфироводы присоединяется к флегме. Температура вверху ко-
лонны 90±0,5 °C, в зоне реакции 106—НО °C, избыточное дав-
ление в кубе 6—7 кПа.
Этот НДА работает на высококачественном сырье непре-
рывно 30—40 сут (с периодической добавкой серной кислоты),
133
Рис. 5.6. Этерификация уксусной кислоты в избытке бутилового спирта.
после чего его переводят на периодический режим для удале-
ния оставшегося сырья и останавливают на чистку.
Этерификация в избытке бутилового спирта (рис. 5.6).
В куб-реактор 2 предварительно загружают заданное количе-
ство исходной смеси уксусной кислоты и спирта, катализатор
(серную кислоту) и сверх того 1,2 м3 бутанола. После разо-
грева содержимого куба до 112—114 °C циркуляционным кипя-
тильником 1 в реактор непрерывно подают смесь уксусной кис-
лоты и бутанола, приготовленную в молярном соотношении
1 : (1,13—1,14). Парожидкостная смесь сверху кипятильника
поступает в барботер 3, расположенный у днища реактора. Из
реактора пары образовавшихся продуктов реакции, пройдя рек-
тификационную колонну 4, освобождаются от остатков уксус-
ной кислоты и в виде азеотропных смесей конденсируются
в теплообменнике 5. Эфировода из флорентины 6 отводится на
регенерацию, а эфирный слой направляется во флегму.
В условиях большого избытка бутилового спирта в зоне ре-
акции (до 5-ьб: 1) уксусная кислота этерифицируется почти
полностью. Оставшаяся ее часть (до 2 °/о от смеси) доэтерифи-
цируется в исчерпывающей части второй колонны 9 с 11-ю та-
релками и в испарителе 11. Расход катализатора пополняется
добавкой его в реактор 2 через каждые 30 мин из расчета 5 кг
на 1 т поступающего бутанола.
В укрепляющей колонне 10 при температуре внизу 118—
122 °C и вверху ПО °C происходит концентрирование избытка
134
бутанола. Конденсат из конденсатора 8, близкий по составу
к двойной азеотропной смеси бутиловый спирт — бутилацетат
с небольшой примесью воды, отделяется во флорентине 7 от
эфироводы и в основном возвращается в реактор 2; лишь часть
эфирного слоя из флорентины отводится в виде головной фрак-
ции, а также идет на флегму. Бутилацетат-сырец отбирается
из испарителя 11 через холодильник 12.
При использовании в процессе этерификации лесохимиче-
ской уксусной кислоты, в особенности бутанола СК, получа-
ется черный эфир-сырец, загрязненный смолистыми вещест-
вами. Он содержит 89—91 % эфира, общая кислотность 0,5—
0,8 %; коэффициенты использования уксусной кислоты до 97,8
и бутанола 98,9 %. Возвратный бутанол содержит 34—40 %
эфира, 50—56 спирта, 6—9 воды и до 0,2 % ускусной кислоты.
На описанном двухколонном НДА можно переработать 60—
85 %-ную уксусную кислоту, направляя ее в смеси с бутанолом
не в реактор, а через отдельный подогреватель в середину ко-
лонны 4 для предварительного азеотропного укрепления. При
этерификации в присутствии катализатора серной кислоты об-
щим недостатком как ПДА, так и НДА является усиленная
коррозия реакторов и низа ректификационных колонн, а также
частая чистка этих аппаратов от смолистых загрязнений.
Этерификация в присутствии катионитов (рис. 5.7). В про-
изводстве бутилацетата в качестве катализатора рекомендо-
вано применять различные марки ионообменных смол, напри-
мер катиониты КУ-1, КУ-2 и др.
Мелкозернистый катионит в набухшем состоянии загружают
в обогреваемую реакционную колонну 8 с обратным холодиль-
ником 9. Исходные 90%-ная синтетическая уксусная кислота
в смеси с оборотной кислотой из напорного бака 3 и синтети-
ческий бутанол из бака 6 через дозаторы 4 проходят смеси-
тель 5, подогреваются в теплообменнике 7 и поступают в низ
реактора 8 в молярном соотношении (4н-5) : 1. Реакция этери-
фикации протекает в восходящем потоке исходной смеси через
неподвижный слой катализатора при температуре 80 °C и на-
грузке смеси на катионит в пределах 2,3—2,4 кг/(кг-ч). Ре-
акционная смесь через верх реактора стекает в нижнюю часть
ректификационной колонны 10, имеющей кипятильник И, где
поддерживается температура 112—115 °C. Непрореагировав-
шая оборотная уксусная кислота возвращается в цикл снизу
колонны через теплообменник 7, сборник 2 и насос 1 в напор-
ный бак 3. В ее состав входят: 70—75 % кислоты, до 2,5 бу-
танола, 9—11 эфира и 15—17 % воды.
Если исходная уксусная кислота имеет крепость менее 90 %,
ее подают в верхнюю часть ректификационной колонны 10 (че-
рез подогреватель, не показанный на рисунке), где она осво-
бождается от избытка воды, отводимой в составе паров азео-
тропной смеси эфир —вода — бутанол сверху колонны в кон-
денсатор 12. Полученный дистиллят частично возвращается
135
Рис. 5.7. Этерификация в присутствии катионитов
в флегму после разделения во флорентине 13 на светлый эфир-
сырец, не требующий обесцвечивания, и эфироводу. Массовая
доля бутилацетата в сырце 92—94 %; конверсия бутанола 85—
86 % при подаче его в систему в мольном соотношении к кис-
лоте 1,13 : 1.
Регенерация катализатора для восстановления его до Н+
формы производится водным раствором 5—10°/о-ной серной
кислоты с последующей промывкой водой. Коррозия аппара-
туры незначительна.
Во избежание снижения эффективности катализатора нали-
чие легкоосмоляющихся примесей в исходном сырье недопу-
стимо.
136
10% -ный раствор соды
Рис. 5.8. Нейтрализация бутилацетата-сырца:
/ — смеситель; 2 — флорентины; 3 — напорные бачки; 4 — насосы; 5 — приемник ней-
трального эфира
Облагораживание эфира-сырца. Черный бутилацетат-сырец
содержит окрашенные примеси (продукты окисления нестой-
ких непредельных соединений). Его обесцвечивают обработкой
водным раствором бисульфита по той же технологии, что и
этилацетат-сырец. Светлый эфир-сырец, полученный из синте-
тического сырья на НДА, не нуждается в осветлении и сразу
же поступает на нейтрализацию. Возможно также получение
сырца, не требующего осветления, при обработке исходной ук-
сусной кислоты окислителем в самом этерификаторе.
Нейтрализация черного бутилацетата-сырца (рис. 5.8) про-
изводится на 3-ступенчатом НДА с использованием отбросной
воды (от эфироводного аппарата и скрубберной воды от про-
мывки отходящих газов) для приготовления 8—10%-ного содо-
вого раствора. Кислый эфир нейтрализуют сперва отработан-
ным, а затем свежим содовым раствором до кислотности не
более 0,005 %. Для интенсификации процесса смешения эфир-
сырец и теплый раствор кальцинированной соды в соотношении
(2,34-1,6) : 1 к сырцу одновременно прокачивают центробеж-
ными насосами через сопла (смесители) 1, что создает усло-
вия высокой турбулизации жидкости, а затем отстаивают во
флорентинах 2.
Светлый бутилацетат-сырец проще нейтрализовать в НДА
с двумя колоннами, заполненными кольцами Рашига и 10—
16 %-ным раствором соды (рис. 5.9). Сырец самотеком прохо-
дит через барботеры, расположенные в нижней части колонн,
последовательно из первой колонны 1 во вторую 3 снизу вверх,
отстаивается от эмульсии в верхней зоне колонн и отводится
на ректификацию с кислотностью не выше 0,005 %. Отработан-
. 137
Раствор соды
От работа няы и
раствор содь/
Рис. 5.9. Нейтрализация светлого бутил-
ацетата
ный содовый раствор снизу каждой
колонны выводится через гидрав-
лики 2.
Производительность колонн диа-
метром 1,2 м и высотой 4,5 м 2—
2,5 т/ч по сырцу, а расход раствора
соды 30—50 л/ч. После 20—30 дней
работы НДА останавливают на
чистку с пропаркой острым паром
в течение 2—3 ч.
Из отработанного содового рас-
твора, не смешивая его с другими
водами во избежание вспенивания,
отгоняют содержащиеся в нем
эфиры и спирты в сумме до 2—3 %.
Уксусная кислота, связанная в виде
солей, не извлекается. Эфироводу, содержащую около 5 % ве-
ществ, перерабатывают на НДА, отбирая эфироспиртовую
фракцию, возвращаемую после расслоения во флорентине в эте-
рификатор.
Ректификация бутилацетата. Нейтрализованный бутилаце-
тат с выходом 93—95 % от сырца и влажностью до 2 % обез-
воживают азеотропным способом в сочетании с окончательной
ректификацией эфира на НДА (рис. 5.10) с отбором эфиро-
воды, головной бутилформиатной фракции, нестандартного
эфира и технического бутилацетата.
Исходный эфир-сырец подается на верх насадочной ко-
Рис. 5.10. НДА для ректификации бутилацетата:
/ — насадочная колонна; 2 — куб-испаритель; 3, 10 — ректификационные колонны; 4 —
кипятильник (каландрия); 5 — конденсатор; 6, 8 — флорентины; 7, /2 — холодильники;
9, 13— конденсаторы-холодильники; п — дефлегматор; 14 — куб (кипятильник); п —
пар; БАЦ — бутилацетат
138
лонны 1, связанной с кубом 2 и ректификационной колонной 3
с 30 тарелками, имеющей каландрию 4. Смола и высшие эфиры
выводятся из куба и каландрии при 135 °C. Пары эфира-сырца
при температуре 120 °C из колонны 1 вместе со всей влагой и
легколетучими веществами направляются на 15-ю тарелку ко-
лонны 3. В верхней ее части при флегме 5—8 укрепляются го-
ловные примеси, в том числе формиаты, выводимые при 112—
115 °C с тройной азеотропной смесью бутилацетат — вода —
бутанол в конденсатор 5, из которого дистиллят стекает во фло-
рентину 6. Эфирный слой из флорентины в основном поступает
во флегму, а частично отбирается через холодильник 7 вме-
сте с водным слоем из первой флорентины 6 во вторую фло-
рентину 8 для отделения головной фракции. Эфировода из
флорентины 8 отводится на регенерацию. Из нижней части ко-
лонны 3 (с 10-й тарелки) в паровой фазе при температуре
125 °C через конденсатор-холодильник 9 отбирается обезво-
женный нестандартный эфир или же сразу товарный бутил-
ацетат марки Б.
Для получения продукта марки А или при ректификации бо-
лее загрязненного эфира-сырца пары из второй колонны 3
(с Ю-й тарелки) с содержанием эфира 94—96 % направляют
не в конденсатор 9, а в середину третьей колонны 10 (на 22-ю
тарелку), из которой сверху при температуре 120—124 °C и
флегмовом числе 8 через дефлегматор 11 и холодильник 12
отбирают бутилацетат марки Б или немного нестандартного эфи-
ра, а из нижней части (с 8-й тарелки при температуре 124—
126 °C) через конденсатор 13 — пары бутилацетата марки А.
Суммарный выход 90%-ного продукта марки Б около 85 %
от сырца (остальное — промежуточные фракции и потери).
Если продукт содержит более 91 % эфира, к нему добавляют
бутанол. При получении продукта марки А выход его до 50 %
от сырца (остальное — продукт марки Б, промежуточные фрак-
ции и потери); температура отбора 116—118 °C.
Кубовые остатки от аппаратов 2, 4 и 14 с выходом от сырца
7—9 % содержат, %: бутанола 3—6, бутилацетата 92—88, бу-
тилпропионата 1,5—2, бутилбутирата 2—3, смолистых веществ
1—2. Они идут на выработку растворителя БЭФ (смесь бути-
ловых эфиров) или других растворителей.
С головной фракцией отбирают эфиры: при выработке бу-
тилацетата марки Б 7—9%, марки А 20—25 %, считая от по-
дачи сырца. Содержание спиртов в ней более 20%, эфиров до
70 % и воды 5—6%. Эта фракция возвращается на этерифика-
цию, так как содержит много спирта, или же идет на выра-
ботку БЭФ.
При облагораживании бутилацетата-сырца используются
вихревые ректификационные колонны (см. главу 4). Произво-
дительность НДА при диаметре вихревых колонн 1,2 м дости-
гает 2500 кг сырца в час, что почти в 1,5 раза выше, чем при
колоннах с обычными ситчатыми тарелками.
139
При производстве ацетатных растворителей управление про-
цессами на НДА частично автоматизировано. Например, под-
держивается постоянное количество кислоты и спирта, пода-
ваемых в смесители; сблокирован расходомер подачи эте-
рифицируемой смеси в реактор с клапанным устройством
с указателем уровня жидкости в кубе-этерификаторе. При раз-
дельной подаче кислоты и спирта на этерификацию использу-
ется контур автоматического регулирования соотношения их
потоков. В зависимости от изменения давления паров в реак-
торе автоматически меняется количество поступающего в зме-
евики греющего пара. Датчик температуры в нижней части
ректификационной колонны сблокирован с делителем флегмы,
регулирующим количество отбора эфира-сырца и т. п.
Количество сильно загрязненных сточных вод в производ-
стве этил- и бутилацетата 1,4—1,5 м3 на 1 т продукта.
Расход сырья и вспомогательных материалов на производ-
ство ацетатных растворителей (табл. 5.2) составляет в денеж-
ном выражении в среднем около 85 % от всей себестоимости
продукции.
Производство эфиров высших гомологов уксусной кислоты.
Лесохимическая уксусная кислота содержит небольшое количе-
ство ее высших гомологов—-пропионовой, масляной, валериа-
новой и других кислот. В процессе производства ацетатных рас-
творителей эти кислоты также этерифицируются и образуют
5.2. Расход материальных и энергетических ресурсов на 1 т продукции
Показатель Этилацетат Бутилацетат
99 %-ный 91 %-ный 99 %-ный 91 %-ный
Теоретический расход сырья:
уксусной кислоты, кг 675 620 512 470
спирта этилового, дал 66,8 71,7 — —
спирта бутилового, кг — — 642 671
Фактический расход:
уксусной кислоты, кг 693 — 541 484
этилового спирта, дал 67,7 — — —
спирта бутилового, кг — — 670 678.
Расход вспомогательных материалов, кг:
серной кислоты 0,5- -0,3 , 4- -3
соды каустической 0,5— -0,3
соды кальцинированной 5— -3 16—12
бисульфита натрия 22,5 %-ноГО • 15- -8
Расход энергоресурсов: тепловой энергии, ГДж 13- -23 5- -6
электроэнергии, кВт-ч 15- -35 24- -25
Примечание. Расход сырья приведен за 1985 г. по Ашинскому ЛХЗ
(этилацетат) и Дмитриевскому ЛХЗ (бутилацетат). По вспомогательным мате-
риалам и энергозатратам показаны пределы колебаний по различным заводам.
140
соответствующие эфиры: бутилпропионат, бутилбутират, этил-
пропионат и т.д. Такие эфиры обладают ценными свойствами —
высокой кроющей способностью и прочностью лаковых пленок
при их применении.
При переработке кубовых остатков в этилацетатном произ-
водстве можно получать 93—94 %-ный этилпропионат с выхо-
дом до 3%, в бутилацетатном производстве — смесь высших
эфиров, используемых для выработки растворителя БЭФ.
Эфиры высших гомологов уксусной кислоты могут также слу-
жить сырьем для получения пропионовой, масляной и других
кислот методом каталитической переэтерификации. Хвостовые
погоны бутилацетатного производства после вакуум-дистилля- '
ции смешивают с головными фракциями от стадии этерифика-
ции в соотношении 1 :2, нейтрализуют, пропускают через осу-
шительные фильтры с хлористым натрием и хлористым каль-
цием и получают растворитель БЭФ. Смесь бутилацетата,
толуола, бутанола и этанола в соотношении 32: 15:30:23 пред-
ставляет собой ацетатный мебельный растворитель АМР-3.
В ограниченных количествах выпускаются и другие компози-
ционные растворители, например АМР-ЗМ, 664, содержащие
формиаты и эфиры высших гомологов уксусной кислоты.
Аналогичные погоны этилацетатного производства исполь-
зуются для приготовления кожевенного растворителя АКР
(смесь ацетатов, этанола и древесно-спиртовых растворителей).
Из легкокипящих фракций, отделенных на стадиях обезвожи-
вания и ректификации этилацетата и содержащих 70—80 %
эфиров, получают растворитель Э-80, используемый в составе
смешанных растворителей для лакокрасочной промышленности.
Качество продукции. Этилацетат — летучая горючая жид-
кость с приятным эфирным запахом. По ГОСТ 8981—78 с из-
менениями 1985 г. этилацетат высшего сорта марки А должен
иметь плотность в пределах 0,898—0,900 г/см3, содержать не
менее 99 % основного вещества и не более 0,004 % кислот
(в пересчете на уксусную), 0,001 % нелетучего остатка, 0,1 %
воды; 95 % продукта должно отгоняться в пределах 75—78 °C.
Этилацетат первого сорта марки А должен содержать основ-
ного вещества не менее 98%, марки Б — 91±1 %; требования
по другим показателям снижены по сравнению с высшим сор-
том.
Бутилацетат выпускается высшего сорта марки А с массо-
вой долей основного вещества не менее 99 % и первого сорта —
98%, а также высшего и первого сорта марки Б с массовой
долей основного вещества 91 ± 1 %. Бутилацетат высшего сорта
марки А должен иметь плотность в пределах 0,879—0,881 г/см3,
содержать примесей не более 0,005 % кислот, 0,002 % нелету-
чего остатка, 0,1 % воды; 95 % продукта должно отгоняться
в пределах 122—127 °C. В1 бутилацетате первого сорта марки Б
допускаются расширенные пределы отгона 95 % продукта
(116—135 °C).
141
Глава 6. ФОРМАЛИНОВОЕ ПРОИЗВОДСТВО
Формалин — водный раствор формальдегида — получают из
метанола или из метансодержащих газов.
6.1. Формальдегид и его свойства
Формальдегид СН2О в чистом виде — это бесцветный едкий
газ, при температуре минус 19 °C сжижающийся в легкопо-
движную жидкость. Упругость паров Рсн0над водными раство-
рами невелика из-за гидратации его молекул СН2О + Н2О =
= СН2(ОН)2. В присутствии метанола величина Р возрастает.
Это отражается и на свойстве дистиллята, получаемого при
разгонке метанолсодержащих растворов формальдегида. Еще
больше возрастает упругость паров СН2О при повышении дав-
ления (рис. 6.1). Объясняется это дегидратацией находящегося
в растворе моногидрата в свободный формальдегид. Этим
свойством пользуются при отгонке СН2О из слабых загрязнен'
ных растворов, получая в дистилляте 30—40%-ный формалин.
При полимеризации СН2О в присутствии воды образуются
полиоксиметиленгликоли (СН2О)п-Н2О, растворимые при на-
гревании, которые выпадают в осадок в холодное время года
из формалина, содержащего более 30 % СН2О (осадок назы-
вают параформом). Технический параформ получают пульве-
ризацией или выпаркой обесспиртованного формалина при ос-
таточном давлении 53—60 кПа и при 45—80 °C. После вакуум-
сушки и измельчения полиоксиметиленгликоль с числом п от
6 до 12 может применяться взамен формалина. Из формальде-
гида вырабатывают также весьма ценный, особо прочный по-
лимер— полиформальдегид с числом п более 1000.
Благодаря высокой бактерицидности (1:1 000 000) форма-
лин как антисептик применяется в сельском хозяйстве (для
протравливания семян), медицине и ветеринарии.
Способность формальдегида конденсироваться с фенолами,
карбамидом, белковыми веществами (казеином, протеином),
аминами и другими веществами широко используется в произ-
водстве фенол-, карбамидоформальдегидных и других смол. Из
него вырабатывают уротропин, параксоль, пентаэритрит, краси-
тели и другие продукты.
Уротропин, или гексаметилентетрамин (CH2)6N4, получают
при взаимодействии формальдегида с аммиаком; он приме-
няется в производстве пластмасс, в медицине и т. д.
На лесохимических заводах значительное количество форма-
лина перерабатывают на месте в карбамидную смолу, исполь-
зуемую в качестве клея в производстве фанеры и мебели. Про-
цесс ведут в реакторе в две ступени. Сначала загружают фор-
малин и постепенно при нагревании и перемешивании вводят
в него карбамид, регулируя pH среды добавлением аммиачной
воды и буферного катализатора NH4C1. Затем в реакционную
142
Рис. 6.1. Кривые равновесия для
системы СН2О—Н2О при различ-
ных давлениях, кПа:
1 - 510; 2 - 200; 3 — 100; 4 — 60
смесь подают раствор кау-
стической соды, чтобы
обеспечить в щелочной
среде полноту реакции кон-
денсации основного компо-
нента— карбамида. Обра-
зовавшуюся сырую смолу
отделяют от воднощелоч-
ного раствора, промывают
водой и упаривают под по-
ниженным давлением. Из
щелочного раствора отгоняют избыток непрореагировавшего
СН2О; дистиллят, содержащий до 5 % СН2О и метанол, воз-
вращают в формалиновое производство.
На 1 т условно сухой смолы марки КС-68М расходуется
1,41 т формалина и около 450 кг карбамида. Вырабатывают и
другие марки карбамидоформальдегидных смол, например
КС-68А, М19-62Б.
Формальдегид сильно раздражает слизистые оболочки глаз;
допустимая концентрация СН2О в воздухе рабочих помещений
0,5 мг/м3. При вдыхании значительных количеств формальде-
гида появляются головные боли (в этом случае в течение 2 ч
запрещается пить молоко; рекомендуется вдыхание паров ам-
миака, крепкий чай, свежий воздух). При попадании форма-
лина на кожу или в глаза необходимо их промыть большим ко-
личеством чистой воды.
6.2. Производство формалина
из метанола
Формальдегид получают каталитической дегидрогенизацией
паров метилового спирта в присутствии кислорода воздуха. Ме-
ханизм этого процесса при действии серебряных катализаторов,
применяемых для этой цели на большинстве заводов, объяс-
няют следующим образом. Атомы серебра, расположенные на
гранях кристаллических решеток, имеют свободную энергию,
адсорбируют и ослабляют устойчивость молекул метанола,
активированных высокой температурой; происходит отрыв двух
атомов водорода и образование СН2О:
СН3ОН^СН2О + Н2—83,8 кДж.
Реакция эта эндотермическая и является обратимой. Для
сдвига ее вправо из реакционной смеси необходимо удалить
143.
водород и подвести необходимое количество тепла, что дости-
гается окислением части водорода:
Н2+1/2О2 = Н2О + 284,9 кДж.
Побочными реакциями этого процесса являются:
полное окисление части метилового спирта и формальде-
гида .
СН3ОН + 1 1/2О2 = СО2 + 2Н2О + 720,7 кДж;
СН2О + О2 = СО2 + Н2О+561,5 кДж;
образование муравьиной кислоты из формальдегида
СН2О+ 1/2О2 = НСООН;
разложение формальдегида и восстановление СН3ОН да ме-
тана
СП2О->СО II.,- 93,4 кДж;
СН3ОН+Н2->СН4 + Н2О +209,5 кДж.
Некоторые исследователи полагают, что формальдегид об-
разуется в основном путем непосредственного окисления мета-
нола:
СН8ОН + 1/2О2 = СН2О + Н2О +159,2 кДж,
наличие же водорода в реакционной смеси объясняют распа-
дом формальдегида на СО и Н2. Однако такой взгляд не под-
тверждается составом реакционных газов, содержащих 18—
22 % водорода и всего лишь 4—5 % углеродсодержащих газов,
в том числе только десятые доли процента СО.
Метанол для формалинового производства должен быть
очищен от примесей — альдегидов, кетонов, непредельных со-
единений и других веществ, утомляющих катализатор. Особо
тщательно следует очищать некоторые сорта синтетического
метанола от пентакарбонила железа Fe(CO)5, необратимо от-
равляющего катализатор. Воздух должен освобождаться от
пыли, сернистых соединений (SO2, H2S), образующих с сереб-
ром Ag2S, а также от других контактных ядов промывкой ще-
лочным раствором метанола.
Исходный метанол направляют в спиртоиспарители, пред-
ставляющие собой в простейшем исполнении обычные кипя-
тильники. В подкубке испарителя поддерживается постоянный
уровень метанола и строго определенная температура. Под
слоем жидкости находится барботер для прососа воздуха или
нагнетания его под давлением. Воздух насыщается парами ме-
танола и образует спиртовоздушную смесь. Последняя перед
направлением на катализ перегревается с целью испарения ка-
пельно-жидкого метанола и его активации. Состав смеси (соот-
ношение О2: СН3ОН) зависит от ее температуры и концентра-
144
6.1. Состав спиртовоздушиой смеси
Температура, °C Крепость остатка в испарителе, %
100* 85 80
Концент- рация СНзОН, г/м3 Соотношение О2: СН3ОН, л/г Концент- рация СНзОН, г/м3 Соотношение О2: СН3ОН, л/г Концент- рация СН3ОН, г/м3 Соотношение О,: СНзОН, л/г
43 500 0,25 457 0,29
44 523 0,23 478 0,27 — —
45 546 0,21 499 0,25 — —
46 570 0,19 521 0,23 — —
47 595 <0,18 544 0,21 411 0,34
48 — — 566 0,19 428 0,32
50 — — — — 463 0,28
52 — — — — 495 0,25
* Пр и применении тарельчатых испарителей.
ции остатка метанола в подкубке испарителя (табл. 6.1). Этот
состав’ и определяет в конечном счете характер процессов при
катализе.
Удельная активность катализатора «серебро на носителе»
(пемзе) в десятки раз больше, чем у других видов. Объясня-
ется это высокоразвитой поверхностью пористого носителя, на
который наносят мелкодисперсное серебро. Приготавливают
катализатор следующим образом. Гранулы белой дробленой
пемзы величиной 2—4 мм в поперечнике обрабатывают при
нагревании азотной или соляной кислотой до исчезновения сле-
дов солей железа (проба с роданистым аммонием). Затем гра-
нулы отмывают от кислоты дистиллированной водой до исчез-
новения следов хлор-иона (проба с азотно-кислым серебром)
и промытую пемзу сушат.
Гранулы очищенной пемзы равномерно пропитывают 20—
25%-ным раствором AgNO3 при перемешивании, затем сушат
и прокаливают в муфельной печи при температуре не выше
600 °C. При прокалке происходит разложение соли и осажде-
ние микроскопических кристалликов серебра на поверхности
пемзы и ее пор. Все операции по пропитке и сушке катализа-
торов должны производиться в посуде, не содержащей железа,
меди и иных металлов, например в эмалированной или изготов-
ленной из титана. Хорошо приготовленный катализатор при из-
ломе не имеет желтизны (окислов железа). Содержание се-
ребра в нем 35—40 %; его насыпная масса равна 0,55—
0,65 кг/л. Срок службы катализатора 90—120 дней, а при ис-
пользовании хорошо очищенного метанола даже 11—18 мес.
Катализ протекает в контактном аппарате — цилиндриче-
ском сосуде с коническим верхом и решетчатым дном взамен
днища. На решетку укладывают катализаторную сетку и засы-
145
пают катализатор. Низ цилиндра присоединен к кожуху труб-
чатого теплообменника. Перегретую спиртовоздушную смесь
вводят в аппарат через крышку, имеющую смотровое стекло
для наблюдения за степенью накала контактной массы. Для
равномерного распределения потока спиртовоздушной смеси по
всему сечению аппарата угол наклона конических стенок
крышки должен быть не более 30°. Расстояние между решетча-
тым днищем и верхом трубчатки берется минимальное (20—
25 мм), чтобы быстрее охладить реакционную смесь и прервать
течение побочных реакций («закалка»).
Аппарат разогревают при помощи электрозапальника, рас-
положенного в виде спирали над слоем катализатора. При этом
необходимо соблюдать известную предосторожность, так как
смесь паров метанола с воздухом при объемной концентрации
метанола 6,7—36,5 % образует взрывоопасную смесь. Во избе-
жание взрыва этой смеси электрозапальник включают только
после того, как температура спиртовоздушной смеси будет не
менее 38 °C (до этого смесь просасывают через обводную ли-
нию). На пути движения смеси к контактному аппарату после
перегревателя смеси ставят ловушку для разложения
Fe(CO)5—>-Fe + 5CO, заполненную силикагелем или кусками
фарфора или керамики, затем один-два слоя медной огнепре-
дохранительной сетки, препятствующей возможному распро-
странению огня из контактного аппарата в спиртоиспаритель.
Разогретый катализатор в дальнейшем работает за счет теп-
лоты окислительных реакций, без подвода тепла извне; запаль-
ник выключается.
На каталитическое превращение СН3ОН в СН2О оказывают
влияние: качество исходного сырья, природа катализатора и
степень его активности («утомленности»); соотношение
О2: СН3ОН в спиртовоздушной смеси и зависящая от этого со-
отношения температура процесса; нагрузка на катализатор, вы-
сота его слоя и др. Присутствующие в метаноле непредельные
соединения вызывают отложение сажи в порах катализатора,
а альдегиды и кетоны повышают кислотность формалина, осмо-
ляются и уменьшают активную поверхность катализатора. Осо-
бенно много сажи выделяется в присутствии окислов железа,,
а отчасти и меди. Если катализатор понизил свою активность,
то его осторожно прокаливают при 600—650 °C, частично осво-
бождая от органических отложений, и дополнительно наносят
5-7 % Ag.
Чем больше кислорода в рабочей смеси, тем полнее связы-
вается выделившийся водород; при этом повышается темпера-
тура и возрастает степень превращения метилового спирта
в формальдегид (конверсия). Но с повышением температуры
начинаются реакции частичного распада и окисления СН2О и
СН3ОН, что увеличивает химические потери (рис. 6.2). Эти ре-
акции можно затормозить присадкой водяных паров к спирто-
воздушной смеси (добавкой воды в исходный метанол), что-
146
Рис. 6.2. Зависимость состава отхо-
дящих газов и химических потерь,
%, от температуры в зоне катализа:
/ — химические потери; 2 — содержание
СО2+СО+СН4; 3 — содержание СН4
широко используется на прак-
тике, если желают более полно
провести конверсию.
Нагрузку на катализатор
исчисляют как количество па-
ров метанола в граммах, про-
пущенного в течение 1 ч через
1 см2 поперечного сечения кон-
тактной массы. Чем меньше нагрузка, тем дольше время пребы-
вания паров метанола в зоне катализа и выше конверсия и
наоборот. Оптимальной нагрузкой на свежий 35—40 %-ный ка-
тализатор серебро на пемзе при высоте его слоя 70—100 мм и
конверсии 55—65 % считается 150—175 г/(см2-ч). По мере его
утомления нагрузка падает до 125 г/(см2-ч) и ниже.
О влиянии вышеотмеченных факторов можно судить по со-
ставу неконденсируемой части реакционной смеси (табл. 6.2).
Содержание суммы углеродсодержащих газов свыше 4 % сви-
детельствует об усилении побочных реакций, в частности уве-
личение СО2 — об избытке кислорода в спиртовоздушной смеси.
Появление СО в газах — результат уменьшения нагрузки на
катализатор, или недостаточного теплоотвода, или, наконец,
отравления катализатора окисью меди. Наличие СН4 — след-
ствие завышенной температуры в нижних слоях контактной
массы, где нет уже кислорода, или же отравления катализатора
железом, или попадания в него асбеста (от прокладок). В по-
следних двух случаях характерно выделение сажи. Недостаток
водорода (ниже 18%) указывает на малую конверсию, если
температура низка, и на избыток кислорода при повышенной
температуре. Повышенное содержание Н2 в газах (даже сверх
20%) не является плохим признаком, а наоборот, чем больше
водорода, тем меньше химических потерь.
Для извлечения СН2О и остаточного СН3ОН реакционную
смесь, выходящую из контактного аппарата, направляют в по-
глотительную систему, противоточно орошаемую чистой водой.
При охлаждении горячей реакционной смеси и поглощении па-
ров СН2О и СН3ОН водой выделяется большое количество
тепла (теплота поглощения СН2О = 62,85 кДж/моль). Поэтому
подконтактный холодильник и поглотительную аппаратуру обес-
печивают мощной системой теплоотвода. Количество воды для
орошения берут из расчета получения 37 %-ного или 30 %-ного
формалина.
При неполной (55—65 %-ной) конверсии, когда в реакцион-
ной смеси имеется избыток непрореагировавшего метанола, по-
лучают так называемый конденсат, который перерабатывают
147
6.2. Влияние режима на состав некондеисируемых газов
Показатель Полезная конверсия, %
50—55 60—65 71-75 До 81
Крепость, %:
исходного СН3ОН 99,2 99,5 69—70 65
остатка в испарителе Температура, °C: 85+5 80+5 24—25 —
в испарителе 45—46 44—45 64+0,5 До 68
в зоне катализа 450—470* 590—610 670—680 До 700
Нагрузка на катализатор, г/(см2-ч) Объемное содержание ком- понентов газа, %: 150 140—130 НО—105 100
со2 3,2—3,8 3,4—3,8 3,7—4,4 5,5
СО 0,1—0,3 0,2—0,5 0,6—2,0 0,6
сн4 0,2—0,4 0,4—0,8 0,0—0,2 0,4
И т о Г о СО2 + СО 4- СН4 3,6—4,3 4,2—5,0 4,4—6,0 6,5
н2 18—22 19,5—22,8 17,2—19,2 17,5
о2 1,6—2,3 0,7—0,8 0,2—0,4 0,3
N2 (по разности) 72,1—74,7 71,4—75,8 74,5—75,9 75,7
Химические потери (ХП), % 5—6 6-8 9—12 До 14
* После выхода из зоны катализа.
на формалиноразделительной колонне с получением возврат-
ного метанола и формалина.
Муравьиная кислота, находящаяся в формалине, способ-
ствует выпадению параформа, особенно в присутствии окислов
металлов (Fe, Си и др.). Кислотность формалина снижают,
пропуская его через ионообменные смолы, доводя его pH до
2,8—4,5. Предотвратить выпадение параформа можно также
при хранении формалина в нагретом состоянии.
Одним из наиболее распространенных способов частичной
стабилизации формалина является присутствие в нем мета-
нола: в летнее время 5—7%, зимой 9—11 %. Этот способ все
же не оправдывает себя при температурах ниже О °C. По-
этому целесообразно перейти на выпуск 30%-ного формалина,
содержащего 0,5—1 % метанола, как это делается в ряде
стран. При этом одновременно повышается на 16,5 % выход
формалина (в пересчете на 37 %-ный) и на каждую тонну его
соответственно экономится свыше 57 кг метанола.
Формалин технический выпускают двух сортов: высшего и
I сорта с содержанием СНгО 37±0,5 % и кислотностью для
высшего сорта 0,02 % и для I сорта 0,04 % (не более). Содер-
жание метанола соответственно 5—8 % и не более 11 %; содер-
жание Fe не более 0,0001 и 0,0005 %.
148
w
Технологический процесс получения формалина. При работе
по способу неполной конверсии процесс ведут так (рис. 6.3):
воздух очищается от загрязнений в пенном насадочном возду-
хоочистителе 1, орошаемом циркулирующим в системе щелоч-
ным раствором, содержащим 40—60 % метанола и 1—3 % ед-
кого натра. Метанол подогревается в теплообменнике 2 и по-
ступает в тарельчатый испаритель 3. Высококипящие примеси
метанола накапливаются в подкубке испарителя и выводятся
из него в виде метанольного остатка крепостью 80±5%, ис-
пользуемого при приготовлении щелочного раствора для возду-
хоочистки. Спиртовоздушная смесь перегревается в перегрева-
теле 4 и, пройдя ловушку 5 для Fe(CO)s и огнепредохранитель-
ную сетку 6, направляется в контактный аппарат 7. Слой
катализатора (серебро на пемзе) засыпают высотой 75—100 мм;
температура в слое катализатора 580—610 °C.
Реакционная смесь по выходе из зоны катализа имеет тем-
пературу 500—550 °C. Ее охлаждение до НО—120 °C происхо-
дит в подконтактном холодильнике-парообразователе 8, в меж-
трубное пространство которого подается горячий конденсат
пара, собираемый в приемнике 9 и циркулирующий в системе
насос 10 — подконтактный холодильник 8 — сепаратор 11 —
приемник 9. Получаемый при этом пар используется для при-
готовления спиртовоздушной смеси; избыток его сбрасывается
через сепаратор 12 в барометрический затвор приемника 9,
а конденсат пара из теплообменника 2 собирается в приемник
13. Свежий пар в спиртоиспаритель (через перегреватель 4)
подается лишь при пуске аппарата.
Дальнейшее охлаждение реакционной смеси до 50—40 °C и
поглощение основного количества СН2О и паров СН3ОН про-
исходит в барботажном конденсаторе-холодильнике 14, отходя-
щие газы из которого через сепаратор 15 поступают в низ пен-
нопромывной колонны (ППК) 16. Колонна орошается сверху
деминерализованной водой, подаваемой насосом 17 через хо-
лодильник 18. Каждая из восьми ситчатых полок ППК охлаж-
дается двухходовыми трубчатками. Промытые газы содержат
минимальное количество СН3ОН и СН2О и через сепаратор 19,.
дополнительный холодильник и ресивер направляются в топку
Разрежение в конце системы 27—30 кПа.
Раствор из подкубка ППК 16 стекает в барботажный холо-
дильник 14, а конденсат из последнего с массовой долей СН2О'
30—33 % и СНзОН 16—20 % направляют в середину формали-
норазгонной колонны (ФРК) 20, имеющей до 14 + 24 тарелок,
дефлегматор 21 и конденсатор 22. ФРК работает при флег-
мовом числе 5—8, под разрежением с присоединением воздуш-
ника к низу ППК- Отбираемый из ФРК возвратный метанол,
содержащий не более 0,2—0,3 % СН2О, непосредственно
поступает на нижнюю из четырех тарелок спиртоиспарителя 3,
а в случае некондиционности (в период пуска и наладки ре-
жима)— в промежуточный приемник 23 для повторной пере-
149
Отходящие
т газы
работки на ФРК. Готовый формалин из подкубка ФРК с темпе-
ратурой до 95 °C частично охлаждают в холодильнике 24, со-
бирают в вакуум-бачки 25 и откачивают насосом 26. ФРК обо-
гревается через змеевики в подкубке. Конденсат пара из них
без охлаждения поступает в общий приемник 9.
Химические потери при работе по описанной схеме не пре-
вышают 5—7 %. Расход тепла 716 кДж, или 300 кг пара на
1 т формалина. Расход AgNOs 6—8 г, электроэнергии 34—
48 кВт-ч, воды 15—25 м3/т.
По способу глубокой конверсии используется метанол, раз-
бавленный водой до крепости 69—70 %, температура в испа-
рителе и в зоне катализа поддерживается значительно выше,
чем по способу неполной конверсии, а нагрузка на катализа-
тор несколько снижается (см. табл. 6.2). Достоинства способа:
отпадает необходимость регенерации остаточного метанола, так
как из поглотительной колонны отбирается готовый формалин;
уменьшается унос паров метанола с отходящими газами. Ос-
новной недостаток способа — повышение химических потерь,
из-за высокой температуры в зоне катализа.
В последние годы в формалиновом производстве начали при-
менять окисные катализаторы, из которых наиболее эффектив-
ными оказались смеси окислов Mo + V, Fe + Mo и др. Процесс
ведется при необычно низкой температуре в зоне катализа —
350—360 °C. Окисные катализаторы обладают высокой (до-
96 %) селективностью (т. е. до 96 % всего прореагировавшего
метанола превращается в целевой продукт) и обеспечивают при
этом глубокую общую конверсию, а потери сырья на побочные-
реакции не превышают 2 %. В отходящих газах содержится
1,1—1,3 % СО и всего лишь 0,2 % СОг. Расход метанола на 1 т
формалина снижается до 427 кг.
Материалы для аппаратуры. Аппаратуру для формалино-
вого производства изготовляют преимущественно из меди и
кислотостойкой стали марок 12Х18Н10Т или 0Х21Н5Т (лучшая
тара из той же стали). Контактный аппарат и трубчатку под-
контактного холодильника лучше изготовлять из титана. Для
колонн, емкостей и железнодорожных цистерн пригоден алю-
миний. Корродирующее начало в формалине — муравьиная кис-
лота.
Сточными водами в формалиновом производстве являются
незначительное количество отработанной воды от вакуум-насо-
сов и промывные воды от периодической чистки аппаратуры,
обезвреживаемые в смеси с общезаводскими стоками.
Технико-экономические показатели. При работе по методу
неполной конверсии выходы 37 %-ного формалина из 1 т сырья
при оставлении в нем 7% СН3ОН достигают 1,86 т. Примерные
показатели работы по этому методу (на 100 кг пропущенного-
СН3ОН) приведены ниже.
Соотношение сухой воздух: СН3ОН, м3/кг ............................... 0,952
То же О2 : СН3ОН (45,5 °C), дг’/кг .................................... 0,20
151’
Получено формалина, кг.............................................152,0
Содержание в нем, кг:
СН2О (37 %)..................................................... 56,24'
СН3ОН (7 %) .................................................... 10,64
Получено возвратного СН3ОН, кг (%) ........................... 18,28
Полезная конверсия (56, 24.1,067), кг .......................... 60,01
Полезное использование СН3ОН (60,01 + 18,28 + 10,64), кг .... 88,93
Потери, в пересчете на СН3ОН (100—88,93), кг (%).................. 11,07
В том числе, кг:
химические (по анализу газов)....................................6,10*
механические (по разности) ...................................... 4,97
Суммарная конверсия (60,01+6,10), % .............................. 66,11
Общий расход СН3ОН (100—18,28), кг ............................... 81,72
То же на I т формалина (81, 72 : 0,152), кг/т .................... 537,6
Выход 37 %-ного формалина (152,0 : 81,72), кг/кг .................. 1,86
* Объемный состав отходящих газов, %:
СО2 СО СН4 Н2 Ог
Na S
В натуре ..................... 3,5 0,2 0,4 19,5 0,9 75,2 100
Бескислородных................ 3,66 0,21 0,42 20,37 0,0 75,34 100
При составлении баланса процессов определяется полезная
конверсия К и величина химических потерь ХП, выраженные
в процентах от пропущенного через катализатор метанола:
К = al,067 • 100/6 = а106,7/б,
где а — масса полученного СН2О, кг; 1,067 — коэффициент пе-
ресчета СН2О на СН3ОН (32:30=1,067); б — масса пропущен-
ного СН3ОН, кг.
ХП вычисляют по составу отходящих неконденсируемых га-
зов, % ’
X П = V7<1’426-100 = УХ536,5
~ 0,2658N2l,0 N2
где V — суммарное объемное содержание углеродсодержащих
газов (СО2 + СО + СН4) по газовому анализу в пересчете на
бескислородный газ, %; К — соотношение О2: СНз в спиртовоз-
душной смеси, соответствующее температуре в спиртоиспари-
теле, л/г; 1,426—плотность паров СН3ОН, г/л; 0,2658 — объем-
ное соотношение О2: N2 в исходном сухом воздухе (0,21 :0,79 =
= 0,2658), %;
Пример расчета ХП. Объемное содержание О2 в исходном сухом воздухе
(по справочнику)—21 %, а в пробе газа 0,9 %. Поправка Для пересчета со-
става пробы газа на бескислородный газ (21—0,9) : 21 =0,957. Следовательно,
состав бескислородного газа, %, СОз = 3,5 : 0,957 = 3,66; СО = 0,2 : 0,957 = 0,21
и т. д.
УП (3,66 + 0,21 + 0,42)-0,20-536,5 g j %
~ 75,34 ’ °'
В этом примере величина К при температуре в спиртоиспа-
рителе 45,5 °C равна 0,20 л/г (см. табл. 6.1).
3 52
Рис. 6.4. Состав отходящих га-
зов при различной величине хи-
мических Потерь, %:
1 — химические потери; 2— сумма
СО2+СО+СН4; 3 — СОг; 4 — СО; 5~—
сн<
Повышение содержа-
ния СН4 и СО в отходящих
газах свидетельствует о воз-
растании химических по-
терь, как показано на рис.
6.4, составленном по усред-
ненным данным ряда заво-
дов, вырабатывающих фор-
малин при различных тех-
и полной
нологических режимах.
При использовании метанола высшего качества
автоматизации управления технологическими процессами можно
снизить химические потери до 3—4%, а при применении холо-
дильной смеси для теплоотвода из поглотительной колонны
уменьшить механические потери и обеспечить выход 37%-ного-
формалина, содержащего 7 % СН3ОН, свыше 1,9 т/т.
Из выхлопных газов формалинового производства можно
получить азот в количестве до 700 кг на 1 т формалина. На не-
больших предприятиях эти газы, содержащие до 20 % водорода
и имеющие теплоту сгорания 4600 кДж/м3 и более, целесооб-
разно сжигать в котельных.
Г л а в а 7. ПЕРЕРАБОТКА ДРЕВЕСНЫХ СМОЛ
Древесные смолы образуются при любых процессах терми-
ческого разложения древесины (см. главу 3). Основными ви-
дами древесных смол являются: отстойная смола — осадок
(нижний слой) в отстойниках для жижки, полученной при тер-
молизе древесины в ретортах, углевыжигательных печах, топ-
ках-генераторах; растворимая смола — остаток от перегонки
отстоявшейся (освобожденной от отстойной смолы) жижки;
экстракционная (кислая) смола — остаток от ректификации
черной кислоты.
На некоторых предприятиях, где подают в обесспиртовы-
вающий аппарат (во избежание его засмоления) отстойную
смолу, при перегонке обесспиртованной жижки получают кубо-
вую смолу, представляющую собой смесь отстойной и раство-
римой смол. На предприятиях, где уксусную кислоту извлекают
из отстоявшейся неперегнанной жижки, экстракционная смола
представляет собой растворимую в этилацетате часть раство-
римой смолы, тогда как нерастворимая в этилацетате часть те-
ряется с эфироводой.
153*
Древесные смолы имеют чрезвычайно сложный химический
•состав. Некоторые из них находят эффективное применение
в натуральном виде. Например, отстойная смола, получаемая
при пиролизе древесины в печах В. Н. Козлова или в топках-
генераторах, пригодна в качестве мягчителя при регенерации
резины из изношенных шин.
Однако основную массу древесных смол в настоящее время
подвергают фракционной разгонке и химической переработке.
Главными продуктами смолоразгонки являются древесно-смо-
ляной ингибитор и пек, а продуктами химической перера-
ботки— модифицированные смолы и различные фенольные
продукты.
7.1. Модификация древесных смол
Процессы модификации несложны, но они открывают зна-
чительные возможности расширения применения древесных
смол. Из этих продуктов наиболее известны смола древес-
ная омыленная (СДО), лак древесно-смоляной (ЛДС), смола
древесная холодного отверждения (СДХО) и лесохимическая
добавка (ЛХД).
СДО — продукт омыления щелочью частично конденсиро-
ванной (путем термообработки) отстойной смолы. Исходную
смолу выдерживают 2 ч в реакторе с работающей мешалкой и
паровой рубашкой при 105—НО °C. Затем выключают нагрев
и по охлаждении смолы до 50—60 °C медленно добавляют рав-
ное по массе количество 20 %-ного раствора едкого натра, на-
гревают до НО °C и перемешивают при этой температуре еще
некоторое время до достижения практически полной раствори-
мости в горячей воде.
СДО используется в строительном деле в качестве воздухо-
вовлекающей добавки (0,1—0,3 % от массы цемента) при при-
готовлении строительных растворов. С ней в бетон вводятся
многочисленные мельчайшие воздушные пузырьки, что позво-
ляет снизить расход цемента, улучшить удобоукладываемость
бетонной смеси и сократить продолжительность формования
изделий.
ЛДС — раствор окисленной древесной смолы, модифициро-
ванной формальдегидом. Для ее получения отстойную смолу
окисляют кислородом воздуха при температуре 80—90 °C в те-
чение 2 ч; общий расход воздуха 1000 м3/т смолы. Окисленную
смолу конденсируют с формальдегидом в течение 3—4 ч без
катализатора; количество формальдегида 0,3 моля на 1 моль
содержащихся в смоле фенолов. В готовую смолу вводят (в виде
водного раствора) отвердитель, например хромовый ангидрид,
в количестве 4—5%. Наконец, для получения лака модифици-
рованную смолу смешивают с равным количеством органиче-
ского растворителя.
Применение ЛДС в составе противопригарных покрытий
154
в литейном производстве улучшает качество поверхности сталь-
ного литья и снижает трудоемкость очистки отливок.
С этой же целью может применяться отстойная смола, по-
лучаемая в топках-генераторах. Ее смешивают с органическим
растворителем и вводят в смесь огнеупорный наполнитель, на-
пример графит и отвердитель, содержащий окись кальция. От-
верждение смолы происходит в результате экзотермической ре-
акции компонентов смолы с окисью кальция.
СДХО — продукт окисления растворимой древесной смолы..
Сырую растворимую смолу окисляют в кубе кислородом воз-
духа, одновременно отгоняя кислую воду. Воздух пропускают
медленно, во избежание выброса содержимого куба. Конечная
влажность окисленной смолы должна быть не выше 15%..
В литейном производстве на основе СДХО получают холодно-
твердеющую стержневую смесь, для чего в нее вводят непо-
средственно перед применением отвердитель—марганцевую*
руду или хромовый ангидрид. Смесь малотоксичная и обеспечи-
вает значительное улучшение условий труда в литейных цехах
по сравнению с обычно применяемыми смесями на основе син-
тетических смол.
ЛХД — нейтрализованная растворимая смола. Растворимую1
смолу, упаренную до плотности 1230—1270 кг/м3, нейтрализуют
в реакторе 40 %-ным водным раствором едкого натра до pH
10—12. В результате экзотермической реакции нейтрализации
реакционная смесь разогревается. Ее температуру поддержи-
вают в пределах 80—90 °C, изменяя скорость подачи щелочи.
Затем добавляют свежеприготовленное известковое молоко (из
расчета 2 % окиси кальция от смолы) и выдерживают горячую
реакционную смесь при перемешивании в течение 1 ч. Готовый
продукт содержит до 50 % воды. Его используют в строитель-
ном деле в качестве пластификатора гидробетонов.
7.2. Смолоперегонное производство
Для фракционной разгонки используют либо отстойную либо
кубовую смолу. Предварительно смолу обезвоживают, обычно
до влажности 7—12 %, отстойную — путем отстаивания при сла-
бом подогреве, кубовую (если она имеет более высокую влаж-
ность)— в непрерывнодействующем колонном аппарате (рис.
7.1).
Смола, предварительно отстоявшаяся от углистых частиц
в промежуточной емкости, поступает в бак 1. Из него она плун-
жерным дозировочным насосом 2 подается через подогреватель
3, где она нагревается до 90—100 °C, в колонну 4. Колонна
снабжена пятью колпачковыми тарелками, из них одна распо-
ложена выше ввода смолы. В верхней части колонны имеется
обогревающий змеевик (для разбивания пены) и брызгоуло-
витель. Тепло подводится через каландрию 5 и дополнительно
через установленные на тарелках колонны змеевики глухого
155
Рис. 7.1. Схема непрерывного обезвоживания древесной смолы
пара. Процесс ведется под разрежением, остаточное давление
на верху колонны около 35 кПа. Температура в каландрии
поддерживается 100—ПО °C. Обезвоженная, или уваренная,
смола непрерывно отбирается из верхней части каландрии 5
по барометрической трубе 6 в приемник 7, снабженный обогре-
вающим змеевиком. Пары воды и легких масел удаляют из ко-
лонны и конденсируют в конденсаторе 8. Из него кислая вода
с кислотностью 6—10 % поступает в сепаратор 9, а затем по
барометрической трубе 10 в приемник 11.
Разгонка смолы периодическим методом (рис. 7.2). Периоди-
ческая разгонка смолы проводится под разрежением с одновре-
менной подачей в куб острого перегретого пара. Куб, вмещаю-
щий 5—10 т смолы, снабжен брызгоуловителем-пекоотбойником
или же небольшой ректификационной колонной колпачкового
типа. С целью сокращения расхода пара в качестве теплоно-
сителя используют не только острый, но и глухой пар (для
нагревания жидкости до необходимой температуры и компенса-
ции теплопотерь), а также обогревают куб снаружи топочными
газами.
Пар перегревается до 300—400 °C непосредственно перед
подачей его в куб. Змеевики глухого пара должны быть распо-
156
Рнс. 7.2. Схема фракционированной разгонки смолы периодическим методом:
1 — куб; 2 — колонна; 3 — конденсатор-холодильник; 4, 5 — вакуум-приемники; 6, 7 —
мерники-отстойники
ложены в кубе таким образом, чтобы даже в самом конце раз-
гонки они оставались ниже уровня пека в кубе. Острый пар
подается через барботер, отверстия у которого направлены вниз.
Прошедший нагревательные змеевики глухой пар вновь пере-
гревают и используют в том же кубе в качестве острого пара.
Расход острого пара 100—120 % от смолы.
В период разгонки смолы острый пар непрерывно подают
также и через нижний штуцер, чтобы пек не застывал в спуск-
ной линии между кубом и спускным краном. По окончании
отгонки смоляных масел расплавленный пек выпускают из куба
через нижний штуцер, при этом спускную линию, которую де-
лают возможно более короткой, предварительно прогревают и
продувают острым паром. Куб и спускную линию после раз-
грузки пропаривают и куб снова загружают подогретой смо-
лой, засасывая ее из сборника разрежением или же при помощи
насоса.
Для перекачки смолы (а также смоляных масел) применя-
ются обычно центробежные обогреваемые насосы или поршне-
вые насосы с шаровыми клапанами из кислотоупорного мате-
риала.
Выпущенный из куба пек застывает медленно (слой 15—
25 см от 0,5 до 1 сут, слой 50 см — от 3 до 4 сут) и для уско-
рения этого процесса его поливают водой. Можно получать пек
в гранулированном виде путем выпуска его из куба непосред-
ственно в воду.
157
7.1. Температура кипения некоторых фенолов при различных давлениях
(по данным Миллер и Фалдикса)
Фенолы Температура кипения (округленно), °C, при давлении, кПа
1,33 13,3 26,7 53,3 101,3
Фенол 71 121 140 160 182
пара- Крезол 88 138 158 178 202
Гваякол > 92 144 163 184 205
3,5-Ксиленол 103 156 176 197 220
Пирокатехин '' 119 176 197 220 245
Пирогаллол 168 232 255 282 309
Температура размягчения пека зависит от полноты и дли-
тельности отгонки масел; обычно она колеблется от 50 до,
100 °C.
Разгонка смолы периодическим методом при атмосферном
давлении не производится, так как при требующихся для этого
высоких температурах в кубе — почти 400 °C к концу раз-
гонки— смола закоксовывается, а выход масел вследствие их
термического превращения в пек резко уменьшается.
Применение разрежения снижает температуру кипения пе-
регоняемого вещества и тем самым уменьшает его разложение
и термическое превращение (табл. 7.1).
Снижение температуры кипения достигается также перегон-
кой вещества с водяным паром, или, что равноценно, в токе
инертного газа. При этом величина упругости паров перегоняе-
мого вещества, при которой оно начинает кипеть, снижается
по сравнению с общим давлением в перегонном сосуде на ве-
личину парциального давления водяного пара (или инертного
газа). Это вытекает из закона Дальтона, согласно которому
общее давление смеси паров равно сумме парциальных давле-
ний (упругостей паров) отдельных составных частей этой смеси
при той же температуре. Таким образом, перегонка того или
иного вещества с паром будет происходить при такой темпе-
ратуре, при которой суммарная упругость паров перегоняемого
вещества и воды равна атмосферному давлению, а если пере-
гонка проводится при уменьшенном давлении — равна остаточ-
ному давлению в системе.
Процессы, происходящие при перегонке смолы, более
сложны. Отстойная смола содержит значительное количество вы-
сокомолекулярных соединений (среднечисловое значение моле-
кулярной массы компонентов смолы колеблется от 2400 до
6000, пека — от 9000 до 18 000, тогда как у смоляных масел
оно 150—200). При нагревании смолы выше 200 °C эти соеди-
нения претерпевают химические изменения в основном в ре-
зультате гидролитического расщепления, образуя низкомолеку-
158
Рнс. 7.3. График для приведе-
ния температур кипения фрак-
ций древесных смол к атмос-
ферному давлению
лярные соединения,
вследствие чего получа-
ется дополнительное ко-
личество смоляных ма-
сел. Этот процесс прохо-
дит только при условии,
что перегоняемая смола
содержит органические
кислоты (не менее 3%)
и воду (10—15%); по-
этому глубокое обезво-
живание смолы перед
разгонкой нецелесооб-
разно.
По мере отгонки ма-
кПа.
сел концентрация пека в остатке непрерывно повышается,
а упругость паров масел снижается. Поэтому температуру пе-
регонки приходится все время увеличивать и обеспечивать при
этом достаточно интенсивный подвод тепла к смоле.
На практике перегонка смолы ведется при температурах
жидкости в кубе, не превышающих к концу разгонки 250 °C.
Остаточное давление в кубе составляет 30—50 кПа. Конец
перегонки определяют по температуре в кубе и по температуре
размягчения взятой из куба пробы пека; кроме того, наблю-
дают за отбором масел, количество которых к концу перегонки
резко сокращается.
Производительность смолоперегонного куба определяется
длительностью его оборота, составляющей в зависимости от
его емкости, способа обогрева и глубины разрежения от
10 до 18 ч. На 1 т полученных масел расходуется примерно
50 кВт-ч электроэнергии, 33 ГДж теплоэнергии, 150 кг мазута
и 150 м3 воды.
При разгонке смолы вначале отгоняют кислую воду и за-
тем фракции масел (температуры кипения указаны при атмо-
сферном давлении): креозотовые масла 180—240 °C, ингибитор
210—310 °C, тяжелые масла 280—340 °C. График приведения
температур кипения к атмосферному давлению приведен на
рис. 7.3.
В связи с тем, что ингибитор часто имеет повышенную кис-
лотность, его промывают теплой водой, перемешивая механиче-
ской мешалкой или циркуляционным насосом, после чего до-
полнительно обезвоживают. Выходы фракций при периодиче-
ской разгонке смолы составляют, %: креозотовых масел 6—12,
ингибитора 20—30, пека 50—60.
159
Наибольший выход масел и наименьший выход пека дости-
гается при разгонке отстойной смолы без примеси растворимой.
Термическая устойчивость растворимой смолы гораздо ниже,
чем отстойной. При разгонке растворимой смолы в обычных
заводских условиях содержащиеся в ней фенолы наполовину
переходят в пек. Целесообразно направлять на разгонку только
отстойную смолу, а растворимую смолу подвергать химической
переработке.
Разгонка смолы непрерывным методом. В отличие от пери-
одического метода, когда смола обезвоживается и обескисло-
чивается в начале разгонки, при непрерывном методе разгоняе-
мая смола всегда содержит воду и кислоты. Это способствует
более полному гидролизу высокомолекулярных компонентов
смолы, вследствие чего при непрерывной разгонке выход смо-
ляных масел значительно выше (а расход тепла ниже), чем
при периодической. Различные виды смол дают при непрерыв-
ной разгонке неодинаковые выходы масел (табл. 7.2).
7.2. Выход масел н качество пека из различных смол при оптимальных
условиях их непрерывной разгонки (по данным А. И. Киприанова)
Происхождение смолы (тип аппарата, завод) Температура разгонки, °C Выход масел, % к безводной смоле Температура размягчения пека, °C
Креозотовое масло Ингибитор
Из горизонтальных ре- торт: Ашинский 300 ‘ 23 44 75
Перечинский 260 16 28 55
Свалявский 240 10 34 85
Сявский 280 24 45 75
Из вертикальных реторт: Амзинский 280 22 36 63
Ашинский 280 18 33 84
В процессе непрерывной разгонки смолы можно либо ото-
гнать из нее суммарные масла, либо разделить их в колонне
на те или иные фракции.
В производственных условиях непрерывную разгонку смолы
целесообразно вести в трубчатых печах. Такие печи давно
применяются для непрерывной разгонки нефти и каменноуголь-
ной смолы; их используют и в лесохимической промышленно-
сти. Чтобы трубы не закоксовались, движение смолы в них дол-
жно иметь турбулентный характер (критерий Рейнольдса в на-
чале трубчатки около 80 000, на выходе из нее 300 000), что
достигается подачей смолы в трубчатку под значительным дав-
лением, 0,4—0,6 МПа.
Схема технологического процесса непрерывной разгонки
смолы в трубчатой печи приведена на рис. 7.4. Смола пере-
качивается из смолохранилища 1 плунжерным насосом 2 через
160
Рис. 7.4. Схема технологического процесса непрерывной разгонки смолы
в трубчатой печи:
1— смолохранилище; 2 — насос; 3— подогреватель; 4 — трубчатая печь; 5 — сепаратор
(пекоотбонник); 6 — сборник пека; 7 — ректификационная колонна; 8 — конденсатор;
9 — холодильник; 10 — вакуум-приемники ингибитора; 11 — вакуум-приемники креозо-
товых масел; 12 — сборник ингибитора; 13 — сборник креозотовых масел; 14 — вакуум-
насос: а — конвекционная часть; б — радиантная часть: в — отверстие для форсунок;
г — боров
подогреватель <3 в конвекционную часть трубчатой системы
(змеевика) печи 4 со скоростью 0,2—0,25 м/с. На входе в зме-
евик подают небольшое количество острого водяного пара дав-
лением 0,3 МПа. Образующаяся в конвекционной части змее-
вика парожидкостная смесь проходит с большой скоростью
(90—110 м/с на выходе) радиантную часть и поступает в се-
паратор (пекоотбойник) 5. Нагрев смолы в трубах в радиантной
части трубчатки, расположенной в топочной камере печи 4,
происходит почти исключительно за счет лучеиспускания (ра-
диации) раскаленных топочных газов. В конвекционной части
трубчатки смола в трубах нагревается за счет конвекции ды-
мовыми газами, выходящими из топочной камеры.
В результате противотока топочных газов и нагреваемой
смолы достигается удовлетворительный тепловой коэффициент
полезного действия печи — около 60 %. В сепараторе 5 летучая
часть (вода и масла) отделяется от нелетучей части (пека);
для облегчения этого процесса и увеличения выхода масел в се-
параторе поддерживается разрежение и в него через барботер
подается острый пар, перегретый до 300—350 °C в количестве
4—5 % от смолы. Горячий пек из сепаратора поступает по ба-
рометрической трубе в сборник 6, а из него разливается в бу-
мажные мешки или направляется в реактор на дальнейшую
переработку. Пары из сепаратора поступают на ректификаци-
онную колонну 7, имеющую четыре колпачковые тарелки. На
6 Заказ № 2531 161
всех тарелках установлены змеевики, в которые подается вода
с целью охлаждения паров и фракционирования масел.
Легкая фракция (пары креозотовых масел и воды) посту-
пает в конденсатор 8, а тяжелая фракция (сконденсировав-
шийся ингибитор)—в холодильник 9; далее они идут в соот-
ветствующие вакуум-приемники, а из них — в сборники.
Трубчатая печь, сооруженная на Свалявском лесохимиче-
ском заводе, имела следующие размеры, мм: длину 4300, ши-
рину 3300, высоту 4500; ее производительность по смоле 700—
800 кг/ч. В конвекционной части печи расположены 36 труб
диаметром 55X2,5 мм, в радиантной части также 36 труб диа-
метром 60x8 мм (в потолочном экране 24 и во фронтовом
экране 12). Длина каждой трубы 3100 мм, а нагреваемой ее
части 2600 мм. Общая длина трубчатки 280 м, нагреваемой
части 187 м, поверхность нагрева труб 29 м2. Печь обогрева-
ется природным газом, сжигаемым в форсунках.
Сепаратор имеет диаметр 1600 мм и высоту 2100 мм, ректи-
фикационная колонна — диаметр 800 мм и высоту 3500 мм.
Трубы и ретурбенты трубчатки изготовлены из стали 1Х18Н9Т.
По мере износа трубы заменялись другими с сохранением об-
щей поверхности нагрева около 30 м2.
Разгонка отстойной буковой смолы ведется при температуре,
°C: перед трубчаткой 60—80, после трубчатки 235—250, в се-
параторе 190—230, вверху колонны 120—130. Остаточное дав-
ление в колонне 60—70 кПа. Температура газов над переваль-
ной стенкой 500—550 °C, в дымоходе 280—330 °C. Печь рабо-
тает до 20 суток, после чего ее останавливают для чистки труб.
Продолжительность выхода на режим при пуске печи после
чистки 4—6 ч.
От температуры в сепараторе зависят выход и качество ди-
стиллята и пека; чем ниже эта температура, тем меньше тем-
пература размягчения пека и больше его выход (пек с низкой
температурой размягчения направляют в жидком виде непо-
средственно в реактор для дальнейшей переработки). При пе-
регонке смеси отстойной и растворимой смол температуру в се-
параторе поддерживают значительно ниже, чем при перегонке
чистой отстойной смолы, так как растворимая смола при пе-
регреве легко коксуется.
Выход масел достигает 45—50 % от безводной смолы, при
этом температура размягчения пека составляет 65—80 °C. Про-
цесс разгонки можно вести и без ректификационной колонны,
отбирая ингибиторную фракцию из сепаратора.
При разгонке смолы образуются в виде парового конден-
сата, а также в виде промывных вод от промывки ингибитора
сточные воды, сильно загрязненные фенолами, кислотами и
другими веществами (содержание летучих фенолов 3—5 тыс.
мг/л, ХПК 150—250 тыс. мг/л). Сточные воды получаются и
при непрерывной разгонке смолы, хотя и в значительно мень-
шем количестве. Загрязненные кислые воды образуются также
162
w
в смолохранилищах, где от смолы отстаивается вода, включая
конденсат острого пара, используемого в зимнее время для по-
догрева смолы.
Кислые воды из смолохранилищ, содержащие растворимую
смолу и заметное количество летучих кислот, объединяют с кис-
лой водой и паровым конденсатом от разгонки смолы, тща-
тельно отстаивают для освобождения от отстойной смолы и
всплывных масел и фильтруют для отделения механических
примесей. Подготовленную таким образом кислую воду перего-
няют в однокорпусном непрерывнодействующем выпарном ап-
парате, а пары пропускают через насытители с известковым
молоком. Образующийся раствор уксусно-кислого кальция упа-
ривают при 120—130 °C до порошкообразного состояния, по-
лучая черный уксусно-кальциевый порошок. Растворимую смолу
непрерывно отбирают из нижней части выпарного аппарата и
используют для выработки литейного крепителя КВ и его раз-
новидностей или же строительного пластификатора (омыле-
нием щелочью). Во избежание полимеризации компонентов рас-
творимой смолы, образования при этом нерастворимых в воде
веществ и ухудшения качества крепителя упаривание кислых
вод ведут под пониженным давлением, не допуская нагревания
выше 110 °C.
Сбросные воды, остающиеся после такой переработки, за-
грязнены во много раз меньше и могут быть либо окончательно
очищены, например, биологическими методами, либо сожжены
(см. главу 14).
Легкие всплывные масла, скапливающиеся в виде слоя
над кислой водой в смолохранилищах, содержат продукты пи-
ролиза коры, главным образом березовой. Эти масла перего-
няют, отбирают фракцию дистиллята, кипящую в пределах
220—300 °C, промывают ее водой и используют под наимено-
ванием березового дегтя в качестве заменителя натурального
берестового дегтя.
Для предупреждения загрязнения воздушной среды все ва-
куум-линии соединены со скруббером, куда подают воду для
улавливания унесенных капель масел. Все воздушные линии
соединены со змеевиковым холодильником; конденсат масел и
кислой воды разделяется во флорентине.
Продукты смолоразгонки. Древесно-смоляной ингибитор при-
меняют в качестве антиокислительной добавки (в среднем 0,1 %
по массе) к крекинг-бензину с целью его стабилизации. Ста-
билизирующая способность ингибитора выражается в том, что
он каталитически задерживает происходящее при соприкосно-
вении с воздухом окисление, а следовательно, и осмоление не-
предельных соединений, содержащихся в крекинг-бензине. Тем
самым тормозится процесс образования «фактических смол»—
источников нагарообразования в цилиндрах двигателей.
Древесно-смоляной ингибитор используется также как анти-
полимеризатор (прерыватель процессов полимеризации) в про-
6*
163
изводстве синтетического каучука и как средство регулирова-
ния молекулярной массы полупродуктов в других производ-
ствах.
Недостатками древесно-смоляного ингибитора являются зна-
чительное колебание его эффективности при выработке из
различных партий смол, а также неполная растворимость
в бензине.
Стабилизирующее действие ингибитора складывается из ин-
гибирующего действия входящих в его состав фенолов за мину-
сом инициирующего действия свободных радикалов, а содер-
жание последних в смоле зависит от условий ее производства
и выделения из пироконденсатов. Исходя из этого, разработали
способ стабилизации ингибитора, обеспечивающий снижение во
много раз содержания в нем свободных радикалов и в резуль-
тате этого — существенное повышение его качества.
Для стабилизации ингибитора его подвергают термообра-
ботке без доступа воздуха с последующей перегонкой, причем
контакт горячих продуктов термообработки с воздухом должен
быть исключен или сведен к минимуму. Ингибитор-полуфабри-
кат загружают в куб, создают в нем пониженное давление для
удаления воздуха, через час включают обогрев глухим паром
и отгоняют воду. Затем начинают внешний обогрев куба ды-
мовыми газами и отгоняют креозотовое масло. Когда темпера-
тура поднимется до 200 °C, отгонку прекращают, отключают
вакуум и выдерживают ингибитор при этой температуре под
атмосферным давлением в течение 3 ч. Снова подключают куб
к вакуум-системе и при интенсивном нагревании его содержи-
мого отгоняют ингибитор. Температура дистиллята, поступаю-
щего в мерник, должна быть в пределах 20—30 °C.
Получаемый улучшенный ингибитор полнее растворяется
в бензине, чем обычный, обладает повышенным в 1,5—2 раза и
стабильным во времени ингибирующим эффектом. По качеству
он не уступает пара-трет-бутилпирокатехину.
Ингибитор древесно-смоляной прямой гонки I сорта дол-
жен содержать воды не более 6 %, фракций, кипящих до 310 °C,
не менее 95%, кислотное число не более 30 мг КОН/г, содер-
жание поглощаемых щелочью веществ (в основном фенолов)
не менее 65 °/о по объему; эффективность ингибитора в цикло-
гексене не менее 180 мин.
Древесно-смоляное креозотовое масло отличается (хотя и
слабыми) антисептическими свойствами и используется для ан-
тисептической обработки юфтевых кож на кожевенных заводах
взамен токсичного оксидифенила, иногда также для антисеп-
тической пропитки древесины. Оно должно содержать не более
15% фракции, кипящей до 190 °C (включая воду), не менее
55 % фракции, кипящей в пределах 190—240 °C, и не более
30 % — выше 240 °C.
Пек древесно-смоляной подразделяется на пластичный (тем-
пература размягчения 55—80 °C, содержание веществ, раство-
164
римых в ацетоне, не менее 80%) и твердый (температура раз-
мягчения 81 —130 °C).
Переработка смоляных масел. Древесно-смоляные масла, по-
лучаемые при перегонке отстойных смол, содержат 50—60 %
фенолов, 20—30 % нейтральных веществ и 5—15 % кислот. В со-
став фенолов входят в основном креозолы, ксиленолы, свобод-
ные многоатомные фенолы и их неполные метиловые эфиры.
Нейтральные вещества состоят из циклических альдегидов, ке-
тонов и спиртов, полных эфиров фенолов и углеводородов. В со-
ставе кислот найдены уксусная, пропионовая, масляная, изо-
валериановая, капроновая, энантовая, пальмитиновая и другие
высшие кислоты.
Одним из направлений химической переработки смоляных
масел может явиться выделение фенолов и получение синте-
тических продуктов на их основе. Другим направлением может
быть очистка масел, кипящих при 180—300 °C, от свободных
и перекисных радикалов с последующей обработкой треххло-
ристым фосфором. Получаемый продукт фосфит ДС рекомен-
дован в качестве стабилизатора полимерных материалов и легко
окисляющихся растворителей, а также в качестве ингибитора
полимеризации и смолообразования при различных химических
синтезах.
Древесно-смоляные масла могут применяться для изготов-
ления древесно-смоляного фенольного креолина; он представ-
ляет собой смесь смоляных масел с эмульгатором, в качестве
которого обычно применяется канифольное мыло. Креолин ис-
пользуют в виде 3 %-ной водной эмульсии для лечения овец и
лошадей от чесотки, а также для дезинфекции. Для приготов-
ления креолина смоляные масла нагревают, растворяют в них
при перемешивании канифоль (60—70 % от масел), добавляют
25 %-ный раствор едкого натра в количестве, достаточном для
омыления всей канифоли, и варят еще некоторое время при
80—90 °C.
Применение древесного пека. Древесный пек состоит в ос-
новном из высокомолекулярных полифункциональных феноло-
кислот, содержание которых составляет 55—85 %. Пек содер-
жит также продукты конденсации фенолов и альдегидов, обра-
зовавшихся при термическом разложении исходной древесины.
Основными продуктами переработки пека в настоящее время
являются древесно-пековый крепитель ДП и смола — связую-
щее для производства активных углей.
Крепитель ДП применяют в качестве связующего материала
при изготовлении стержней для чугунного и стального литья,
а также как противопригарное средство для литейных форм.
Для изготовления двухкомпонентного крепителя ДП пек
с температурой размягчения 70 °C и выше измельчают в ще-
ковой дробилке, а формовочную глину — в барабанной глино-
дробилке. Затем глину сушат в горизонтальном барабане ды-
мовыми газами при 150—160 °C до влажности 0,5—1 % ненова
165
измельчают в валковой дробилке до величины кусков 2—3 мм.
После этого пек и глину подают в бункер в соотношении 65—
70 : 25—30, совместно измельчают и перемешивают в шаровой
мельнице до получения однородного порошка. Готовый крепи-
тель расфасовывают в бумажные битумированные мешки.
В настоящее время изготовляется также более эффектив-
ный трехкомпонентный крепитель ДП, в который кроме пека
(50%) и глины (20—25 %) входит сухой порошкообразный
концентрат сульфитно-дрожжевой бражки (25—30 %). Такой
крепитель назван древесно-сульфитным концентратом (ДСК).
Производство крепителя ДП связано с выделением пыли.
ПДК пылей органического происхождения в воздухе рабочей
зоны 2—10 мг/м3. Для очистки газовых выбросов пыль улав-
ливают из воздушных линий в устройствах циклонного типа.
Одним из основных продуктов переработки древесных смол
является смола — связующее для грануляции угля в производ-
стве активных гранулированных углей. По одному способу полу-
чают связующее под названием «кондиционная смола» путем
уваривания сырой смолы до 3 %-ной влажности. По другому спо-
собу получают «препарированную смолу», для чего пек раство-
ряют в различных маслах. Например, 55—60 частей пека сме-
шивают при подогреве в реакторе с мешалкой с 15—20 час-
тями тяжелых и креозотовых древесно-смоляных масел и 20—
30 частями нефтяной пиролизной смолы или некоторых неф-
тяных масел, играющих роль разбавителя. При необходимости
рецептуру видоизменяют применительно к требуемой вязкости
готового продукта.
В связующем массовая доля воды должна быть не более
3 %, масел, перегоняющихся до 220°C, не более 12 %, от 220°C
до конца разгонки не менее 12 %, количество остатка от пе-
регонки (пека) в пределах 55—68 %.
При сплавлении пека с тяжелыми смоляными маслами по-
лучают продукт, пригодный в качестве простилочного вара
в обувном производстве. Растворяя пек в древесно-спиртовых
растворителях, получают пековый лак для покраски деревян-
ных и металлических изделий.
7.3. Производство понизителя вязкости
из растворимых смол
Растворимые смолы содержат летучие кислоты, оксикислоты,
фенолы и другие соединения. По элементному составу они от-
личаются пониженным содержанием углерода (около 55 % про-
тив 75 % для отстойных смол) и высоким содержанием кисло-
рода (38 % против 18%).
В настоящее время наиболее важным использованием рас-
творимых смол является синтез на основе их фенольной части
полифенольного лесохимического понизителя вязкости (ПФЛХ).
Другими продуктами переработки растворимых смол являются
СДХО, крепитель КВ и др.
166
Синтез ПФЛХ по методу Д. В. Тищенко и И. П. Уварова
состоит в следующем. Третью часть фенольного концентрата,
например экстракционной смолы, обрабатывают формалином
в присутствии едкого натра, охлаждая смесь, чтобы темпера-
тура не поднималась выше 40 °C. На 1 кг-моль фенолов, со-
держащихся в сырье, берут 2 кг-моль формальдегида и 0,5 кгХ
Хмоль щелочи. Присоединение формальдегида происходит
в орто- и пара-положениях к фенольной гидроксильной группе;
находящиеся в этих так называемых реактивных положениях
атомы водорода способны участвовать в реакциях присоедине-
ния и конденсации. Количество образующихся при этом в мо-
лекуле фенола метилольных (спиртовых) групп соответствует
числу имевшихся свободных (т. е. не замещенных какими-либо
боковыми группами) реактивных положений. В нижеприводи-
мых формулах в качестве исходных фенолов взяты для примера
и-крезол и пирокатехин; крестиками обозначены свободные ре-
активные положения.
пара-крезол.
^нметилол--крезол
Полученные фенолоспирты конденсируют при 100 °C в при-
сутствии минеральной кислоты как катализатора с остальными
двумя частями фенольного концентрата.
ONa
ОН ' СН3 ОН
трехкодьчатый новолаг
Г67
Поскольку в исходном сырье имелась смесь различных одно-,
двух- и трехатомных фенолов, в действительности получается
смесь новолаков различного строения в общем виде типа
R -СН2—R"—СН2—R"'.
Новолак промывают водой, растворяют в щелочи и подвер-
гают сульфометилированию, т. е. обработке оксиметансульфо-
натом натрия, получаемым путем смешения формалина с раство-
ром сульфита натрия:
CH2O+Na2SO3 + H2O=^HO—СН2—SO3Na + NaOH.
В результате этой обработки получают щелочной раствор
понизителя вязкости:
понизитель вязкости
На Амзинском лесохимическом заводе ПФЛХ изготовляют
из экстракционной смолы, содержащей 50—55 % фенолов, по-
лучаемой при экстракционной переработке необесспиртованной
и неперегнанной жижки, предварительно отделенной от отстой-
ной смолы. Синтез ПФЛХ ведут упрощенным способом, обра-
батывая сразу всю смолу формалином, который берут в зна-
чительно уменьшенном количестве, в результате чего получа-
ются не трехкольчатые, а двухкольчатые новолаки типа
R'-CH2-R", R' —СН.> -R"z
и др. и соответственно двухкольчатый готовый продукт.
В этом случае процесс получения новолака ведут при на-
гревании до 80—90 °C и перемешивании в реакторе периоди-
ческого действия. Новолак промывают горячей водой при непре-
рывном перемешивании, после чего растворяют в 42 %-ном
растворе едкого натра. Готовят 25 %-ный раствор оксиметан-
сульфоната натрия растворением сульфита натрия в горячей
воде и перемешиванием раствора с формалином. Затем щелоч-
ной раствор промытого новолака подвергают сульфометилиро-
ванию при нагревании до 100 °C и перемешивании с последую-
щей выдержкой при той же температуре для дозревания. Полу-
ченный раствор понизителя вязкости упаривают до влажности
не более 7 %, охлаждают, дробят в крошку (размеры частиц от
2 до 50 мм) на двухвальцовой дробилке и упаковывают в мно-
168
гослойные бумажные мешки. Содержание нерастворимых в воде
веществ в готовом продукте не должно превышать 2%.
На 1 т готового продукта расходуется примерно 1050 кг
экстракционной смолы, 250 кг сульфита натрия (безводного),
84 кг формальдегида, 40 кг серной кислоты и 100 кг каусти-
ческой соды (безводной).
Промывная вода от промывки новолака, количество которой
составляет 1,5 т на 1 т ПФЛХ, сильно загрязнена — ХПК до-
стигает 350 000 мг/л; ее обезвреживают в печи для сжигания
сточных вод.
Использование ПФЛХ при бурении нефтяных и газовых
скважин обеспечивает улучшение свойств глинистых промывоч-
ных растворов и в результате этого повышение скорости и
снижение стоимости буровых работ.
Успешно применяется ПФЛХ также в литейном производ-
стве, где его введение в формовочные смеси придает им доста-
точную текучесть в сочетании с хорошими прочностными свой-
ствами и значительно снижает брак форм и отливок. Однако
ПФЛХ, вырабатываемый для буровых работ, недостаточно
полно растворяется в воде, что не отвечает требованиям техно-
логии современного литейного производства. Для получения
полностью растворимого в воде ПФЛХ на стадии образования
новолака увеличивают расход формальдегида на 25—30 %, сер-
ной кислоты на 10 %, продолжительность и температуру кон-
денсации, а на стадии растворения новолака — количество ще-
лочи, общий расход которой возрастает почти вдвое. Получае-
мый продукт содержит 10—15 % влаги и не способен дробиться
в крошку, поэтому его транспортируют в виде водного рас-
твора, содержащего обычно 50 °/о сухого вещества.
Г л а в а 8. СЫРЬЕ ДЛЯ КАНИФОЛЬНО-СКИПИДАРНЫХ [
ПРОИЗВОДСТВ
Основными видами сырья для канифольно-скипидарных про-
изводств являются живица и осмол, а также сульфатное мыло
(см. главу 11).
8.1. Живица
Живица — смолистое вещество, образующееся в процессе
жизнедеятельности хвойных деревьев. Добывают живицу путем
подсочки. В СССР наиболее пригодна для подсочки сосна
обыкновенная (Pinus silvestris L.). Подсочка ведется на
1,5 млн. га сосновых насаждений. Из сосны добывают 99%
всей живицы, в том числе свыше 80 % на территории РСФСР
и остальное количество — на Украине, в Белоруссии, Прибал-
тийских республиках и Казахской ССР. В европейской части
страны добывают около половины всей живицы, но доля восточ-
ных районов постепенно увеличивается.
169
Рис. 8.1. Общий вид карры при под-
сочке с серной кислотой нисходящим
способом:
1 — рифленая карра предыдущего года под-
сочки; 2 —длина зеркала карры: 3 — ширина
подновки; 4 — направляющий желобок; 5, 7 —
подрумяненная поверхность ствола; 6—меж-
карровый ремень; 8 — глубина подновки; 9 —
ширина карры; 10 — приемник для живицы;
// — длина подновки; 12 — ребристая карра
текущего года подсочки; 13, 16 — шаг подно-
вок; 14 — карроподновки; 15 — межкарро-
вая перемычка
Процесс добычи живицы скла-
дывается из трех основных опе-
раций: подготовки деревьев, на-
несения на них специальных ра-
нений (подновок), сбора и за-
таривания живицы.
При подготовке деревьев
к подсочке на той части ствола,
где будут наноситься подновки,
срезают осенью или зимой гру-
бую кору, образуя подрумянен-
ную поверхность. На ней ранней
весной подвешивают приемники
для сбора живицы и в необхо-
димых случаях проводят направ-
ляющие желобки для стока жи-
вицы в приемники. Участок по-
верхности ствола дерева, подго-
товленный для нанесения подновок, называется каррой (рис.
8.1).
Подсочку, т. е. регулярное нанесение подновок, начинают
весной при повышении среднесуточной температуры воздуха до
7 °C. Еще до этого, в теплые дни сразу же после схода снеж-
ного покрова могут наноситься отдельные подновки. Подновки
наносят специальным инструментом в два приема — в обе сто-
роны от середины карры под углом 30—45° к вертикали (60—
90° между подковками): Такую двойную подновку называют
карроподновкой, а часть поверхности ствола, на которой нане-
сены подновки,— зеркалом карры. Трудовой процесс нанесения
подновок называется вздымкой, а рабочий, наносящий под-
новки, вздымщиком. Период времени между нанесением двух
очередных подновок называется паузой вздымки, измеряемой
в днях.
Различают несколько способов нанесения подновок: восхо-
дящий, когда очередная подновка наносится выше предыдущей,
нисходящий — ниже предыдущей и двухъярусный — при нане-
сении подновок в двух ярусах. При двухъярусном способе под-
новки могут наноситься одновременно в двух ярусах, пооче-
170
редно в верхнем и нижнем ярусе или же первую половину се-
зона подсочки в верхнем ярусе, вторую — в нижнем и др.
Между каррами очередных лет оставляют промежутки, на
которых подновки не наносятся, их называют межкарровыми
перемычками.
Выход живицы зависит от смолопродуктивности деревьев и
размеров подновок. Длина подновок измеряется по протяжен-
ности линии среза, глубина — по толщине (в радиальном на-
правлении) срезаемого слоя древесины (без коры), а ширина —
перпендикулярно линии среза. Расстояние по вертикали между
верхними (или нижними) гранями двух смежных подновок
называется шагом подновок.
В зависимости от принятой технологии подсочки подновки
наносят либо вплотную друг к другу, причем образуется глад-
кая или рифленая карра, либо же раздельно с оставлением
между ними полосок нетронутой коры — в этом случае получа-
ется ребристая карра.
Ширина карры измеряется по окружности ствола между
концами карроподновок, а длина — по вертикали. В большин-
стве случаев на дереве закладывают две карры. Между ними
оставляют полосы нетронутой коры, по которым питательные
вещества из кроны поступают в нижнюю часть ствола; такие
полосы называют межкарровыми ремнями.
Отношение суммарной ширины всех карр, заложенных на
дереве, к длине его окружности, выраженное в процентах, на-
зывается нагрузкой деревьев каррами и является одним из ос-
новных показателей интенсивности подсочки.
Смолообразование и смоловыделение. Современная техноло-
гия подсочки основана на использовании закономерностей про-
цессов образования живицы в дереве и ее выделения из смоля-
ных ходов древесины при нанесении подновок.
В древесине сосны находятся продольные и поперечные смо-
ляные ходы. Продольные смоляные ходы образуются, как пра-
вило, в поздней части годичного слоя древесины, они вытянуты
вдоль оси ствола, имеют длину от 10 до 80 см и средний диа-
метр 0,1 мм. Поперечные смоляные ходы находятся в паренхиме
сердцевинных лучей и имеют значительно меньшие размеры:
длина их ограничена длиной сердцевинного луча, а диаметр
в среднем равен 0,04 мм. В среднем в 1 см3 заболони неподсо-
ченной сосны можно насчитать 100 поперечных и 60 продоль-
ных смоляных ходов. Ежегодно в очередном годичном слое дре-
весины образуются новые продольные смоляные ходы и удли-
няются поперечные.
При нанесении подновок смоляные ходы заболони перере-
заются и находящаяся в них живица вытекает на поверхность
ствола. При этом под влиянием подсочных ранений в наруж-
ных слоях заболони вблизи подновок образуются дополнитель-
ные, патологические смоляные ходы. Поскольку продольные
и поперечные смоляные ходы связаны друг с другом и образуют
171
Рис. 8.2. Поперечный разрез продольного смо-
ляного хода (схема)
единую систему, живица при под-
сочке вытекает не только из вскры-
тых подновкой смоляных ходов, но и
из соседних, расположенных выше и
ниже среза, а также в неповрежден-
ных слоях заболони глубже среза.
Поперечный разрез продольного
смоляного хода показан на рис. 8.2.
Смоляной ход представляет собой
канал <3, образованный живыми вы-
делительными клетками 4, оболочки
которых срастаются в сплошное
кольцо, образуя внешнюю стенку канала. Вокруг выделитель-
ных клеток расположены живые клетки сопровождающей па-
ренхимы 2, которые играют роль хранилищ запасных пита-
тельных веществ. Сахара и другие питательные вещества из
кроны дерева транспортируются по лубу, распределяясь по
всей поверхности ствола, и поступают в паренхиму сердцевин-
ных лучей, а из нее в клетки сопровождающей паренхимы.
Между выделительными клетками и клетками сопровождаю-
щей паренхимы расположен слой мертвых сильно сплющенных
клеток 1. В местах разрыва мертвого слоя выделительные
клетки соприкасаются с клетками сопровождающей парен-
химы, что и создает возможность притока питательных ве-
ществ к выделительным клеткам.
Вопросы теории смолообразования и смоловыделения чрез-
вычайно сложны и до конца не изучены. Длительное время счи-
талось, что живица в дереве играет только защитную роль, за-
лечивая, заживляя случайные ранения, откуда и произошло ее
название. Исследования, проведенные с применением метода
меченых атомов, показали, что живица, по-видимому, участвует
в обмене веществ в дереве. Известно, что исходным материалом
для синтеза живицы являются углеводы, но о механизме обра-
зования из них терпенов и смоляных кислот имеются разные,
нередко противоречивые гипотезы. Принято считать, что жи-
вица образуется в выделительных клетках смоляных ходов, од-
нако некоторые исследователи предполагают, что биосинтез
живицы является многостадийным и протекает в различных
частях растущего дерева.
Предполагают, что механизм выделения живицы при под-
сочке таков: в незаподсоченном дереве смоляные ходы запол-
нены живицей, которая находится в них под повышенным дав-
лением. Поэтому при перерезании смоляных ходов живица
начинает сразу вытекать из них. Постепенно смоловыделение
прекращается, так как опорожнение канала смоляного хода
идет быстрее, чем новообразование живицы и приток ее в канал.
172
Выделительные клетки начинают осмотически засасывать воду
из окружающей ткани, увеличиваются в объеме, выпячиваются
внутрь канала и закрывают его. В опорожненный смоляной
канал начинает снова поступать живица; заполняя смоляной
ход, она вновь сжимает выделительные клетки; постепенно ка-
нал заполняется живицей и в нем восстанавливается перво-
начальное давление.
Эффективность подсочного производства в значительной сте-
пени зависит от смолопродуктивности насаждений. Различают
биологическую и технологическую смолопродуктивность. Био-
логическая смолопродуктивность — это способность деревьев
к выделению живицы, обусловленная их физиологической дея-
тельностью. Она повышается с увеличением общей продуктив-
ности (класса бонитета) подсачиваемых насаждений, а также
с увеличением диаметра и протяженности живой кроны де-
ревьев. На интенсивность смоловыделения существенно влияет
уровень грунтовых вод: при высоком их уровне и заболочен-
ности почвы смолопродуктивность значительно ниже. Однако
в засушливые годы различие сокращается, так как интенсив-
ность смоловыделения уменьшается и при недостатке влаги.
Биологическая смолопродуктивность сосны обыкновенной до-
стигает максимума при возрасте древостоев 80—100 лет и за-
тем несколько снижается. Она зависит также от индивидуаль-
ных особенностей отдельных деревьев. Два внешне совершенно
одинаковых дерева, произрастающих в одинаковых условиях,
могут иметь различную густоту и размеры смоляных ходов и
существенно отличаться по смолопродуктивности. Уровень смо-
лопродуктивности каждого дерева сохраняется из года в год и
передается по наследству. Деревья, давшие в первый год мало
живицы, нередко вообще исключают из подсочки.
Некоторое повышение биологической смолопродуктивности
сосновых насаждений возможно путем удобрения почвы,
а также внекорневой подкормки деревьев микроэлементами.
Высокую смолопродуктивность имеет произрастающая на
юге страны сосна крымская (Pinus pallasiana Lamb.), дающая
живицы в 2,5—3 раза больше, чем сосна обыкновенная, и при-
том с 25-летнего возраста. Однако насаждений крымской сосны
мало и промышленная подсочка ее не ведется. Облесение
песков на юге страны крымской сосной позволило бы создать
стабильную сырьевую базу подсочного производства.
Биологическая смолопродуктивность связана также с кли-
матическими и погодными условиями. Так, на Украине дли-
тельность подсочного сезона на 1,5—2 мес дольше, чем в Ар-
хангельской области, поэтому и выход живицы больше. В жар-
кое и сухое, а также холодное время выход живицы снижается.
Наибольший выход живицы бывает в теплую, влажную погоду.
Подновки лучше наносить утром или вечером.
Технологическая смолопродуктивность — выход живицы при
промышленной подсочке — находится, естественно, в прямой
173
зависимости от биологической смолопродуктивности, но, кроме
того, в существенной мере связана с применяемой технологией
и режимом подсочки.
Чем больше ширина карры и нагрузка деревьев каррами,
тем больше вскрывается продольных смоляных ходов и тем
выше (хотя и не в прямой пропорции) выход живицы. Сильное
влияние на выход живицы оказывает величина паузы вздымки.
При коротких паузах выход живицы с каждой подновки ниже,
чем при длительных паузах, соответственно ниже и производи-
тельность труда вздымщиков, но общий выход живицы с карры
и с дерева за сезон при коротких паузах выше.
Показателем эффективности различных способов и приемов
подсочки является ее интенсивность, определяемая как выход
живицы с карры и дерева за сезон и за весь срок эксплуатации
насаждений подсочкой. Чем больше интенсивность подсочки,
тем больше питательных веществ расходуется деревом на обра-
зование живицы. При чрезмерной интенсивности подсочки сни-
жается прирост древесины и может даже наступить повышен-
ный отпад деревьев. Однако, как доказано многолетними ис-
следованиями и практикой промышленной подсочки, если
подсочка ведется с соблюдением определенных правил, то она
не оказывает существенного влияния на состояние подсачивае-
мых насаждений.
Виды и разновидности подсочки. Различают два вида под-
сочки: обычную подсочку, при которой подновки никакими сти-
муляторами не обрабатывают, и подсочку с химическим воз-
действием, при которой используют различные вещества, сти-
мулирующие смолообразование, или смоловыделение, или то и
другое совместно. В зависимости от применяемого стимулятора
существует множество разновидностей подсочки: с серной кис-
лотой, с дрожжами, с последрожжевой бражкой (или суль-
фитно-спиртовой бардой), с хлорной известью и др. Подсочка
с химическим воздействием более эффективна, чем обычная
подсочка, так как обеспечивает увеличение выхода живицы
с карры и повышение производительности труда вздымщиков
почти в 1,5 раза. В 1985 г. добыли с использованием стимуля-
торов около 97 % всей живицы (табл. 8.1).
При обычной подсочке выделение живицы прекращается
в течение суток после нанесения подновки (поздней осенью до
2 сут). Оптимальная пауза вздымки при обычной подсочке
равна 3,5—4 дня. При смазывании подновок серной кислотой!
она медленно проникает в промежуток между древесиной и
лубом, впитывается в древесину и разрушает живые клетки,
в том числе клетки смоляных ходов. При этом закупорки смо-
ляных ходов уже не происходит и длительность смоловыделения
увеличивается в несколько раз — тем больше, чем выше доза
кислоты. Таким образом, серная кислота является стимулято-
ром смоловыделения. Применение серной кислоты позволяет
увеличить паузу вздымки до 2—3 недель. При этом выход
174
8.1. Выход живицы с карры и производительность труда вздымщиков
Виды и разновидности подсочки Добыча живицы, % от общей добычи Средний выход живицы с карры, г Дневная вы работка, кг
Обычная подсочка 3 590 40
Подсочка с химическим воздействием 97 882 58
В том числе подсочка:
с дрожжами 82 910 58
с бражкой (бардой) 6 875 56
с серной кислотой 5 670 66
с другими стимуляторами 4 940
живицы с каждой подновки увеличивается по сравнению с обыч-
ной подсочкой в 4—5 раз и производительность труда вздым-
щиков в 2—3 раза, но выход живицы с карры за сезон снижа-
ется. Если же принять паузу вздымки 7—10 дней, то произво-
дительность труда вздымщиков растет в меньшей степени, но
зато несколько увеличивается выход живицы с карры за сезон.
Оптимальная пауза вздымки при подсочке с серной кислотой
7—14 дней.
Существует взаимосвязь между дозой кислоты, наносимой
на подновку, паузой вздымки и возможной длительностью при-
менения этого стимулятора без вреда для жизнедеятельности
насаждения. Чем дольше ведется подсочка, тем меньше должна
быть доза кислоты. Серную кислоту применяют либо жидкую
(концентрированную или разбавленную до 50—70 %), либо за-
гущенную капроном или каолином в виде пасты.
Если нужно нанести на подновку малую дозу кислоты, рабо-
тают с жидкой разбавленной кислотой, если большую —
с пастой.
В отличие от серной кислоты стимуляторы из дрожжей,
а также из бражки (барды) содержат биологически активные
вещества и, как считают, они интенсифицируют синтез органи-
ческих веществ в деревьях, процессы смолообразования и смо-
ловыделения.
При подсочке с дрожжами применяют два способа приготов-
ления стимулятора. По первому способу белковые кормовые
дрожжи экстрагируют водой с температурой до 85 °C в завод-
ских условиях. Экстракт фильтруют, упаривают до 50%-ной
концентрации сухих веществ и выпускают под названием дрож-
жевого экстракта. Выход 50 %-ного экстракта 200 кг из 1 т
исходных дрожжей. Вздымщик берет необходимое на день ко-
личество экстракта и разбавляет водой с таким расчетом, чтобы
рабочий раствор стимулятора содержал 0,2—0,25 % сухих ве-
ществ. По второму способу рабочий раствор стимулятора го-
товят на месте. Дрожжи заливают горячей водой (60—80 °C)
из расчета 1 л воды на 25—50 г сухих дрожжей, перемеши-
175
вают, настаивают 2—3 сут, аккуратно сливают настой с осадка
через два слоя марли и используют в течение 7—10 дней (при
более длительном хранении раствор портится).
В последние годы для усиления действия дрожжевых стиму-
ляторов используют активизирующие добавки, например пова-
ренную соль в количестве 1,5—2 % от рабочего раствора сти-
мулятора. Добавка соли одновременно увеличивает срок годно-
сти раствора до 15—20 дней.
На 1 т живицы требуется около 1 кг исходных дрожжей,
однако на практике нередко расходуют значительно больше,
хотя это дополнительного эффекта не дает.
При подсочке с бражкой стимулятор готовят путем разбав-
ления технических лигносульфонатов водой до содержания су-
хих веществ 10—20 % или до плотности 1,05—1,10 г/см3. Не-
обходимо строго следить за тем, чтобы доза лигносульфонатов
не превышала 0,3 г на карродециметр-подновку (т. е. на под-
ковку при условной ширине карры 10 см). В противном случае
увеличится попадание стимулятора в живицу и, если его содер-
жание в живице превысит 0,1 %, возникают серьезные трудно-
сти при ее переработке и значительно ухудшается качество ка-
нифоли.
Оптимальная пауза вздымки при подсочке с дрожжевыми
стимуляторами, а также с бражкой составляет 4—5 дней.
В целях дальнейшего совершенствования подсочного произ-
водства ведутся работы по изысканию новых, более эффектив-
ных стимуляторов. Некоторые из них уже проходят промыш-
ленные испытания (например, дрожжевые стимуляторы, акти-
визированные компазаном, гидрелом или фосфорно-кислым
калием, оксидат торфа, щелок из древесной золы, кукурузный
экстракт и др.).
Правила подсочки. Подсочные предприятия нашей страны
расположены в различных географических поясах и экономи-
ческих районах и не могут повсюду применять единую техно-
логию подсочки. «Правила подсочки, осмолоподсочки и заго-
товки лесохимического сырья в лесах СССР» предусматривают
подразделение лесов на три пояса. К северному поясу отнесены
северные области европейской части СССР, северные районы
Свердловской и Тюменской областей, Томская область и
Восточная Сибирь, к южному поясу — Украинская и Казахская
ССР, Липецкая и Воронежская области РСФСР. Другие обла-
сти РСФСР, а также Белоруссия и Прибалтийские республики
отнесены к центральному поясу. В северном поясе добывается
около половины всей живицы, в центральном 40 % и в южном
около 10 %.
Подсочка является обязательной во всех спелых и перестой-
ных сосновых насаждениях, расположенных южнее установлен-
ной правилами северной границы зоны обязательной подсочки
и назначаемых в рубку главного пользования в лесах второй
и третьей групп. В подсочку отводятся насаждения I—IV клас-
176
сов бонитета, а в северных районах также и V класса по сухим
почвам.
Правила подсочки устанавливают порядок передачи лесосек
в подсочку, ее длительность, возможности и условия примене-
ния различных способов и видов подсочки, основные показа-
тели технологии.
Длительность подсочки в лесах южного и центрального поя-
сов 15 лет, северного пояса— 10 лет. Однако в силу ряда при-
чин фактическая длительность подсочки в среднем не превы-
шает 7—8 лет. Краткосрочная (до 5 лет) подсочка допуска-
ется в виде исключения при внеплановых рубках.
Все лесосеки, вовлекаемые в подсочку, подразделяются в за-
висимости от продолжительности подсочки и срока поступления
в рубку на три категории: I) отведенные в подсочку на 1 —
3 года; II) 4—10 лет до рубки; III) 11 —15 лет до рубки.
Чем больше срок эксплуатации деревьев подсочкой, тем
меньше разрешенная интенсивность подсочки и, прежде всего,
нагрузка деревьев каррами. Показатели нагрузки установлены
раздельно для деревьев каждой ступени толщины. Например,
на деревьях 28 см ступени толщины при подсочке по III кате-
гории разрешается закладывать только одну карру шириной
равной диаметру ствола.
Когда до рубки останется 10 лет, эти деревья перейдут во
II категорию и на них разрешается заложить вторую карру,
но так, чтобы при этом общая ширина межкарровых ремней
была не меньше 30 см. При переходе тех же деревьев в I кате-
горию, т. е. за 3 года до рубки, разрешается расширить карры
так, чтобы суммарная ширина обоих межкарровых ремней была
не меньше 20 см, а за год до рубки можно оставить один ре-
мень шириной не меньше 10 см. Если лесосека сразу отведена
только на 10 лет, то на деревьях данной ступени толщины
можно сразу закладывать по две карры.
Правилами лимитируются шаг и глубина подновок. Как
правило, глубина подновок не должна превышать 0,4 см и
только при подсочке без химического воздействия по режиму
I категории допускается 0,6 см.
Правилами и дополнениями к ним определены допустимые
сроки применения различных стимуляторов выхода живицы.
В зависимости от пояса подсочки стимуляторы из дрожжей и
бражки разрешается применять за 10—15 лет до рубки насаж-
дений, хлорную известь за 3—8 лет и серную кислоту за 2—
4 года. Пауза вздымки допускается при обычной подсочке от
2 до 5 дней, при подсочке с дрожжами и с бражкой от 2 до
7 дней, с хлорной известью от 7 до 14 дней и с серной кислотой
от 7 до 21 дня. В этих пределах подсочные предприятия уста-
навливают паузу вздымки самостоятельно с учетом местных
условий.
В правилах даны также оптимальные технологические
схемы, которыми определяется порядок чередования способов
177
—11
Рис. 8.3. Технологическая схема 10-летней подсочки с расположением карр
в два яруса. Цифрами в центре обозначены порядковые годы подсочки;
цифрами справа обозначены границы карр в сантиметрах от уровня шейки
корня
Рис. 8.4. Схема устройства хака для подсочки с жидкими стимуляторами и
его положение при нанесении подковки:
а — направление колебаний регулятора; б — направление движения хака при нанесе-
нии подиовки; в — направление движения рычага пережима
подсочки в течение всего срока эксплуатации и нормы ежегод-
ного использования поверхности ствола каррами. Пример та-
кой схемы приведен на рис. 8.3.
Организация технологического процесса подсочки. После
приемки от организаций лесного хозяйства отведенных в под-
сочку лесосек выбирают для каждой из них наиболее подхо-
дящую технологическую схему с учетом установленной длитель-
ности (категории) подсочки и других условий. Исходя из этой
схемы, разрабатывают технологическую карту — документ, рег-
ламентирующий технологию подсочки лесосеки на весь срок ее
эксплуатации.
Затем приступают к проведению подготовительных работ.
Замеряют мерной вилкой диаметр каждого дерева. В соответ-
ствии со шкалой нагрузки деревьев каррами намечают границы
зоны подрумянивания. Подрумянивание производят на высоте
до 2 м двуручным стругом, а на большей высоте одноручным.
Чтобы не повредить лубяной слой коры, оставляют поверх луба
нетронутый корковый слой толщиной 0,3—0,5 см.
Подрумянивание — весьма трудоемкая работа. Один рабо-
178
чий в день подрумянивает 150—300 карр. Предпринимаются по-
пытки механизировать эту операцию путем применения мото-
стругов, однако серийное производство их пока не организо-
вано.
Закончив подрумянивание, проводят пересчет карр и разби-
вают лесосеки на литеры по 400—500 карр.
Весной на каррах, подлежащих подсочке нисходящим спо-
собом, проводят направляющие желобки.
Для сбора живицы подвешивают приемники. Обычно исполь-
зуют приемники конической формы вместимостью 600—800 мл
из тонкого листового железа или, что предпочтительнее, из
полиэтилена (в металлических приемниках живица загрязня-
ется солями железа и ее приходится осветлять на заводах).
Приемники на каррах устанавливают под крампон или в щап —
узкий подрез в коре и древесине, в который вставляется кромка
приемника. Для нарезания щапа применяют узкие полукруглые
стамески. Чтобы в живицу попадало меньше сора и воды, при-
емники иногда закрывают специальными крышками.
Применяются также приемники еще большей емкости
с целью сбора живицы 1 раз в сезон. Такие приемники сверты-
вают из полиэтиленовой пленки, но они недолговечны и служат
всего лишь от одного до трех сезонов.
Для нанесения подновок применяются так называемые хаки,
а если подсочка ведется с химическим воздействием — химиче-
ские хаки (химхаки). В конструктивном отношении различные
хаки существенно отличаются друг от друга, но в принципе все
они одинаковы.
На рис. 8.4 приведена принципиальная схема устройства хи-
мического хака для подсочки с жидкими стимуляторами и по-
казано его положение в момент нанесения среза.
Инструмент состоит из режущего аппарата А (собственно
хака), служащего для нанесения подновок, и приспособления
Б для смазки подновок стимулятором (если подсочка ведется
без химического воздействия, детали этого приспособления на
инструмент не устанавливаются).
Основой конструкции служат кронштейн с хомутиком 1 и
монтажная пластина 2. При помощи хомутика инструмент при-
крепляется к ручке, а на монтажной пластине крепятся рабочие
органы хака. Монтажная пластина соединена с кронштейном
осью 3; она может качаться из стороны в сторону, как показано
стрелкой а. На монтажной пластине установлен резец 4. Он
изготовляется из инструментальной стали и оттачивается до
бритвенной остроты. Одна сторона монтажной пластины обра-
зует гребень регулятора 5, служащий для регулирования шага
и глубины подновок при работе ребристым способом, а с дру-
гой стороны к ней прикреплен двухполозковый регулятор 6,
используемый при подсочке нисходящим способом рифленой
или гладкой каррой. Длина ручки хака 7 подбирается с уче-
том высоты расположения карры. Между монтажной пласти-
179
ной и ручкой помещена возвратная пружина 8, прижимающая
монтажную пластину к кронштейну.
Для нанесения подковки инструмент прижимают резцом
к стволу дерева в середине карры или соответственно вложив
его в желобок. Инструмент толкают в направлении стрелки б,
при этом резец врезается в древесину, срезает стружку и об-
разует подновку. В это время под влиянием усилия резания
монтажная пластина отклоняется от кронштейна, растягивая
пружину, и резец огибает ствол, обеспечивая одинаковую глу-
бину подновки на всем протяжении среза.
При подсочке с жидкими стимуляторами на ручке 7 хака
при помощи хомутиков 9 укрепляют резервуар 10, в который
заливают через крышку 11 запас стимулятора.
Приспособление для подачи стимулятора на подновку со-
стоит из эластичной переточкой трубки 12, соединяющей ре-
зервуар со смазывающим соском 13, прикрепленным к мон-
тажной пластине сзади резца. Чтобы срезаемая стружка не ме-
шала смазыванию, между резцом и соском помещается струж-
коотражатель 14, отводящий стружку 17 в сторону.
Прерывание доступа стимулятора из резервуара к смазы-
вающему соску осуществляется пережимом переточкой трубки
между рычагом 15, прикрепленным к монтажной пластине, и
упором 16, прикрепленным к кронштейну или хомутику хака.
В нерабочем положении инструмента монтажная пластина при-
жата возвратной пружиной к кронштейну и прижимной рычаг,
действуя в направлении стрелки в, пережимает переточную
трубку. При нанесении подновки 18 вместе с монтажной пла-
стиной отклоняется прижимной рычаг, пережим переточной
трубки освобождается (такое положение показано на схеме) и
стимулятор начинает поступать на свежий срез. По окончании
нанесения подновки монтажная пластина возвращается пружи-
ной в первоначальное положение и переточная трубка вновь пе-
режимается.
Кроме описанного хака, имеют распространение хаки
с двумя режущими головками, укрепленными на одном крон-
штейне под углом в 35—40° друг к другу, что облегчает ра-
боту по нанесению правой и левой подновки на одной и той
же карре. У химических хаков с двумя головками имеется
один резервуар и два смазывающих соска, каждый за своим
резцом.
У некоторых химических хаков резервуары изготовляются
из полиэтиленовой трубы и одновременно сами служат ручкой.
Иногда резервуар со стимулятором носят в ранце за плечами,
а стимулятор подают к смазывающему приспособлению дав-
лением воздуха, используя для этого велосипедный насос.
При применении серной кислоты, загущенной каолином, ис-
пользуют зубчатые колесики, которые прокатываются по под-
новке вслед за резцом и выносят пасту из резервуара на све-
жий срез.
180
Вздымщики в течение всего сезона работают на одном и
тем же закрепленном за ними участке. Величина участка зави-
сит от размера дневной нормы и принятой паузы вздымки..
В средних условиях при подсочке без химического воздействия
дневная норма вздымщика составляет 1800—2000 карр, в не-
удобных условиях — на 15—20 % меньше. Если пауза вздымки
равна 3 дням, то участок вздымщика составляется из трех днев-
ных норм и в нем должно быть 5,4—6 тыс. карр.
При подсочке с химическим воздействием вздымщик затра-
чивает часть времени на подготовку стимулятора и заправку
инструмента; сам инструмент тяжелее. Поэтому вздымщик об-
рабатывает меньшее число карр, чем при обычной подсочке:
на 5—10 % при подсочке с дрожжами или с бражкой и на 10—
20 % при подсочке с серной кислотой. Размер участка при под-
сочке с серной кислотой с паузой вздымки 2 недели достигает
у опытных вздымщиков 18—20 тыс. карр. При нынешней тех-
нологии подсочки вздымщик должен сделать за сезон в среднем
24 подновки на каждой карре (24 обхода), фактически нередко
делают только 18—22 обхода, не полностью используя потенци-
альную смолопродуктивность насаждений. Поэтому в среднем
по стране с 1 га получают только 85—90 кг живицы за сезон.
Вздымщики должны работать по графику, в котором ука-
заны даты обработки каждой из закрепленных за ними днев-
ных норм. В среднем по стране вздымщики добыли в 1985 г. по-
5,7 т живицы. Наиболее опытные из них, обладающие высоким
мастерством и умением учитывать местные условия, добыли
при работе со стимуляторами по 10—15 т живицы и более.
Вздымщик Красногвардейского опытно-показательного химлес-
хоза объединения «Свердхимлес» П. И. Мурзин, применяя ин-
струменты собственной конструкции, изобретенные им стимуля-
торы и рациональные режимы работы, добыл за XI пятилетку
155 т живицы при среднем выходе на карроподновку 94 г, а на
карру 1873 г.
Живицу выбирают из приемников каждые 3—6 недель,
а иногда 1 раз в конце сезона подсочки. Выборка живицы из
конических приемников производится в ведро с помощью спе-
циальной лопаточки. Если карра расположена высоко, снятие-
приемника и подвеска опорожненного приемника производятся
специальным съемником. Одновременно с выборкой живицы со-
скабливают с карры и желобка натеки засохшей живицы (бар-
рас). Собранную живицу доставляют к пунктам хранения тары,
очищают от сора, отделяют излишки воды и затаривают-
в бочки. В основном применяют металлические бочки вмести-
мостью около 200 л с одним съемным дном. При маркировке
бочек указывают вид подсочки, так как живица, добытая при
обычной подсочке и при подсочке со стимуляторами, должна
перерабатываться раздельно.
Выборка живицы из пленочных приемников может произво-
диться либо у деревьев в ведра, либо в пунктах хранения тары,.
18 Г
куда приемники с живицеи доставляются на специальных те-
лежках.
По окончании сезона подсочки с деревьев снимают прием-
ники, очищают из от засохшей живицы и убирают на зимнее
хранение.
Производительность труда сборщиков живицы зависит от
количества живицы в приемниках и составляет в среднем
в день при выборке живицы через 2—3 недели 55—65 кг, через
4—6 недель 90—ПО кг, а при однократной выборке в конце
сезона 180—200 кг. За сезон один сборщик собирает в среднем
около 12 т живицы.
Качество живицы определяют по отраслевому стандарту, ко-
торый строго регламентирует содержание в ней смолистых ве-
ществ и примесей.
Живица I сорта должна содержать не менее 93 % смоли-
стых веществ, в том числе не менее 13 % скипидара. В ней
должно быть не более 7 % воды и примесей, в том числе не бо-
лее 1,5 % твердых примесей, а из них не более 0,1 % сухих ве-
ществ бражки. В живице II сорта смолистых веществ не менее
88%, III сорта — 85%, а содержание воды и примесей допу-
скается соответственно 12 и 15 %.
В последние годы при добыче живицы все большее распро-
странение получает бригадная форма организации труда на ос-
нове единого наряда, способствующая улучшению условий ра-
боты и росту производительности труда. При освоении новых
участков используется вахтовый метод.
Подсочка других хвойных. Кроме сосновой живицы, добы-
вают в небольших количествах также кедровую, лиственнич-
ную, пихтовую и еловую живицу.
Кедровую живицу добывают на Алтае путем подсочки кедро-
вой сосны (кедра сибирского). Техника подсочки кедра мало
отличается от техники подсочки сосны, но выход кедровой жи-
вицы с карры за сезон значительно меньше, чем сосновой.
В древесине лиственницы живица находится не только
в смоляных ходах, но и в отлупах (разрывах) древесины в ниж-
ней части ствола. Особенностью лиственницы является боль-
шая длительность смоловыделения из подновок и способность
полностью заращивать за 2 года подсочные ранения. Это позво-
ляет значительно увеличить паузу вздымки, а также наносить
повторные подповки на месте заросших карр прошлых лет.
Промышленная подсочка лиственницы ведется в небольшом
объеме на Дальнем Востоке. Для увеличения выхода живицы
применяют некоторые физиологически активные вещества.
Из внутренних вместилищ живицу извлекают через просвер-
ливаемые в стволе дерева каналы. Если такой канал встретит
вместилище, то из него будет вытекать живица. У нас такой
способ не применяется.
В древесине пихты нет смоляных ходов и они находятся
только в коре, где образуются заметные снаружи смоляные
182
вместилища — вздутия (желваки), наполненные живицей. Для
ее извлечения желваки прокалывают заостренной металличе-
ской трубкой, соединенной со сборником для живицы; надавли-
вая на кору, пережимают живицу в сборник. С одного дерева
можно получить около 100 г живицы.
Нелетучая часть хорошо очищенной пихтовой живицы (пих-
товый бальзам) имеет близкий к стеклу коэффициент прелом-
ления и применяется в оптической промышленности для склеи-
вания стекол, в микроскопической технике и др.
Еловую живицу добывают в незначительном количестве. Де-
ревья ели при подсочке легко поражаются грибками, что при-
водит к ухудшению качества древесины.
При случайных ранениях еловых деревьев из них вытекает
живица, которая затвердевает на стволе, образуя сухую, хруп-
кую массу — еловую серку. Ее собирают соскабливанием нате-
ков с поверхности ствола.
8.2. Осмол
Осмол, или смолистая древесина, является сырьем для ка-
нифольно-экстракционного производства. Небольшое количе-
ство осмола используется также в смолоскипидарном производ-
стве.
Основное промышленное значение имеет пневый сосновый
осмол, который заготавливается в Белорусской ССР, Карель-
ской АССР, на Урале, в Красноярском крае, Кировской, Иркут-
ской и некоторых других областях.
Заготовка осмола других хвойных пород не производится
из-за меньшей его смолистости и пониженного качества выра-
батываемой из него канифоли.
Созревание пневого осмола. Начальная смолистость забо-
лони надземной части сосновых пней сразу же после рубки со-
ставляет 1,5—4%, ядра 6—21 % (под смолистостью осмола
понимается содержание нелетучих смолистых веществ, обра-
зующих при переработке канифоль). Средняя смолистость всей
массы свежих пней равна, как правило, 5—8 % и только при
рубке крупномерных деревьев с узкой заболонью (Восточная
Сибирь) достигает 10 % и иногда даже 12—13%.
Процесс образования пневого осмола или, как принято го-
ворить, его созревание, состоит в относительном обогащении
ядровой части пня смолой за счет частичного разрушения дре-
весины и, в частности, постепенного отгнивания малосмолистой
заболони в результате жизнедеятельности грибков и бактерий,
поселяющихся в пне. Более мелкие пни сгнивают целиком, и
через 10—15 лет (обычный срок созревания осмола) на вы-
рубке чаще всего остается менее половины имевшихся пней,
т. е. пней, которые имели более высокую начальную смоли-
стость в момент рубки дерева. Они и составляют пневый осмол..
183
В дальнейшем постепенно разрушаются и более смолистые пни,
поэтому через 30—40 лет на вырубке, особенно на песчаных
почвах, можно вовсе не найти осмола.
В зрелом, или спелом, осмоле наиболее богата смолой
шейка корня; смолистость надземной части пня постепенно
уменьшается по мере удаления от шейки корня. Смолистость
подземной части пня, особенно боковых корней, пониженная.
Осмол, содержащий свыше 21 % канифоли (здесь и дальше
содержание канифоли указано в пересчете на осмол 20 %-ной
влажности), называют жирным, 16—21 %—средним, 13—
16 %—тощим. Жирный осмол более тяжелый, обладает силь-
ным смолистым запахом и имеет по годичным слоям более тем-
ные смолистые прослойки. Цвет очищенного осмола от светло-
желтого до буро-коричневого (розовая окраска указывает на
малую смолистость осмола).
По данным обследования сырьевых баз в Карельской АССР,
Красноярском крае, Свердловской и Иркутской областях сред-
нее содержание канифоли составляет: в свежих пнях (давность
рубки до 5 лет, I класс спелости) 10—15 %, в приспевающих
(6—10 лет, II класс) 12—16 %, в спелых (11 —15 лет, III класс)
14—19%. В пределах каждого региона по мере продвижения
па север смолистость осмола, как правило, уменьшается.
Практически при заготовке осмола корчуют спелые пни и
частично перестойные (IV класса спелости, давность рубки
16—20 лет). К этому времени осмол достигает технической спе-
лости — почти полностью обгнивают заболонь и большинство
боковых корней (у перестойных пней частично разрушается
и ядро), вследствие чего корчевка и очистка пня значительно
облегчаются.
Наиболее богатый осмол получают от перестойных деревьев
на сухих супесчаных (а также на песчаных) почвах, а наиме-
нее смолистый — на болотистых. Смолистость тем выше, чем
больше диаметр пней; при рубке молодых и тонкомерных де-
ревьев получается малосмолистый и довольно быстро сгниваю-
щий пень.
Чем выше был возраст вырубленного древостоя, тем больше
будет запас осмола на вырубке. Например, если рубить сосну
в возрасте 100 лет, то запас осмола составит всего лишь около
1 °/о от запаса вырубленного древостоя, 150 лет — 2,5—3 °/о,
200 лет — 4—5 %.
Для промышленного использования принимают вырубки,
дающие не менее 2 м3 осмола с 1 га. В среднем с 1 га добывают
4 м3 (от 2 до 8—10 м3) осмола. Чтобы получить 1 м3 очищен-
ного и разделанного спелого осмола, требуется обычно 10—
20 пней.
Некоторые исследователи считают целесообразным вести за-
готовку пней одновременно с рубкой дерева или вскоре после
рубки. Общий сбор смолистых веществ с 1 га вырубок был бы
при этом в 2 раза больше. Кроме того, осмолозаготовки в этом
184
случае могли бы стать частью лесозаготовок, что упростило бы
организацию работ. Однако малая смолистость свежего пня и
низкое качество получаемой из него канифоли делают его пе-
реработку существующими экстракционными способами невоз-
можной.
В связи с этим проводятся опыты по искусственному при-
жизненному просмолению пневой части ствола сосновых де-
ревьев. В течение последних 3—4 лет перед рубкой нижнюю
часть ствола ошкуривают на высоту до 0,5 м и глубину 2—
3 мм, оставляя не менее двух питательных ремней. На ошку-
ренную поверхность наносят подновки и смазывают их (или
опрыскивают) растворами некоторых гербицидов. После такой
обработки смолистость пня повышается до 13—14 % и качество
канифоли улучшается.
Корчевку осмола производят либо взрывным, либо механи-
зированным способом.
Взрывная корчевка пней. Этот наиболее распространенный
способ корчевки пней заключается в следующем. Заряд взрыв-
чатого вещества помещают в подпневый шпур — в скважину
под пнем, подготовленную обычно с помощью мотобура МИ-7.
При поверхностной корневой системе заряд располагают под
центром пня, а при стержневом корне — сбоку, вплотную
к нему. Сила взрыва перебивает часть корней и выбрасывает
пень, который при этом раскалывается на несколько частей.
Взрывчатое вещество (аммонит) закладывают в скважину
в бумажном пакете, в который вставляют воспламенительную
трубку (капсюль-детонатор с отрезком бикфордова шнура дли-
ной не менее 1 м), засыпают скважину грунтом и утрамбовы-
вают. Взрывник запаливает шнуры у нескольких пней и укры-
вается в заранее выбранном, вполне защищенном месте. При-
менение электрического способа взрывания (при помощи
взрывной машинки) повышает производительность труда взрыв-
ников и лучше обеспечивает их безопасность.
Взрывной способ корчевки пней исключает тяжелый ручной
труд и дает осмол, в значительной мере освобожденный от
грунта и мелких малосмолистых корней. Однако он связан со
значительными расходами на взрывчатые вещества и организа-
цию их складирования и охраны; кроме того, до 20 % осмола
теряется от разбрасывания при взрыве. Поэтому усиленно раз-
рабатываются механизированные способы корчевки пней.
Механизированная корчевка пней. При корчевке пней трак-
торными корчевальными машинами достигается более высокая
производительность труда. Однако при этом повреждается
больше подроста, чем при взрывной корчевке. Поэтому механи-
зированный способ разрешен для применения только на необ-
лесившихся или слабо облесившихся вырубках.
Кроме того, осмол механизированной заготовки содержит
30—60 % балласта (почвы и камней) против 10—15 % при
взрывной заготовке, что увеличивает трудоемкость его очистки.
185
Выше и трудоемкость разделки, так как куски осмола круп-
нее.
Наиболее проста, но менее эффективна, тросовая корчевка
пней. Пень захватывают петлей троса и выдергивают из земли
тягой лебедки трактора.
Также целиком, в неразделанном виде, извлекают пень при
помощи агрегата АКП-1 (рис. 8.5) конструкции КарНИИЛПа
на базе трактора ТДТ-55 А. Агрегат имеет гидрофицированную
стрелу с вылетом до 8 м, к концу которой прикреплено корче-
вальное приспособление, снабженное захватами для пня с при-
нудительным заглублением, а также гидравлический привод на
захваты для извлечения пня из земли и его вибрационной очи-
стки от грунта. Большой вылет стрелы позволяет корчевать пни
при относительно небольшом повреждении подроста. Мощность
базового трактора достаточна для корчевки мелких и средних
пней. В последнее время применяют более мощный агрегат
этого же типа ЛТ-52 на базе трактора Т-4.
Можно также корчевать пни бульдозером или трактором со
специальным приспособлением типа корчевальных бивней.
Тракторист опускает бивни за 1—1,5 м перед пнем, заглубляет
их под пень и в надлежащий момент поднимает, включая ле-
бедку, при этом пень из-
влекается из земли.
Применяется также
клиновидный корчева-
тель МЛ-27 (рис. 8.6),
монтируемый на мощном
тракторе, например
Рис. 8.6. Клин-корчсватель
МЛ-27
186
Т-130 (мощность 118 кВт). Клин закрепляется на специальных
кронштейнах сзади трактора. При движении трактора назад
опущенный на землю клин надвигается на пень и раскалывает
его на две части, которые при дальнейшем движении трактора
извлекаются из земли корчевальной гребенкой. Для удобства
работы одно из сидений в кабине трактора повернуто в обрат-
ную сторону и соответственно расположены рычаги управле-
ния. Такой корчеватель обеспечивает извлечение до 40 м3 пней
за смену, однако его использование допустимо только при от-
сутствии хвойного подроста на вырубке.
Очистка выкорчеванного осмола от грунта и гнили произ-
водится вручную или в барабанах сухой окорки с некоторой
их реконструкцией. Можно очищать осмол струей воды, пода-
ваемой под значительным давлением.
Для механизации трелевки осмола взрывной корчевки и по-
грузки его в автомашины используют агрегат ЛТ-176 — легкий
колесный трактор Т-40А с навесным оборудованием. Сзади
трактора расположен ковш, вмещающий 1,5 м3 осмола, с гид-
равлической системой подъема и опрокидывания, спереди —
лебедка с канатно-блочной системой для подтягивания пней
в ковш. Такой агрегат обладает высокой проходимостью и мало
повреждает подрост на вырубках.
Агрегат ПЛО-1А на базе гусеничного трактора ТДТ-55А,
оборудованного гидроманипулятором, опрокидывающимся ку-
зовом и захватами для осмола, служит не только для сбора и
погрузки, но и для транспортировки осмола на верхний склад;
выпускаются и другие машины аналогичного назначения. Раз-
рабатываются перспективные многооперационные машины, осу-
ществляющие корчевку, погрузку и подвозку осмола. Базой для
таких машин является гусеничный трелевочный трактор ТТ-4
мощностью 81 кВт.
Разделку осмола производят на верхнем (промежуточном)
складе электрическими и бензомоторными пилами, а также на
установках слешерного типа. Вывозку разделанного осмола
осуществляют большегрузными автомобилями на нижний склад
у железной дороги или водной магистрали, а иногда, при не-
большом расстоянии вывозки, непосредственно на склад кани-
фольно-экстракционного завода. Осмол взрывной корчевки
можно вывозить в частично разделанном виде, имея в виду, что
на нижних складах или складах заводов-потребителей оконча-
тельную разделку легче механизировать.
Как при взрывном, так и при механизированном способе
корчевки наиболее эффективно работают укрупненные хозрас-
четные бригады. Такие бригады насчитывают в своем составе
обычно 8—20 чел. и выполняют все операции, начиная с кор-
чевки пней и кончая вывозкой осмола на склад. При механи-
зированной корчевке передовые бригады достигают комплекс-
ной выработки осмола на одного рабочего за сезон 250 м3 и
выше, в среднем же комплексная выработка составляет около
187
100 м3 (при механизированной корчевке 120—150 м3, при взрыв-
ной 50—80 м3).
Если заготовка осмола ведется далеко от места постоян-
ного жительства работающих, используется вахтовый метод ра-
боты.
Качество пневого осмола. Согласно отраслевому стандарту
осмол подразделяется на разделанный (длина кусков не более
60 см, поперечное сечение не более 40 см) и полуразделанный
(соответственно не более 120 и 60 см). Разделанный осмол дол-
жен быть полностью очищен от балласта — почвы, камней,
гнили, обугленных частиц, а в полуразделанном осмоле допу-
скается 5 % балласта.
Влажность осмола не нормируется. Фактическая влажность
свежезаготовленного хорошего осмола 20—30 %, но в пределах
одной партии смолистость отдельных кусков осмола может
сильно различаться, причем менее просмоленные куски имеют
более высокую влажность. Осмол, содержащий не более 20 %
влаги, называют сухим, 20—25 % — полусухим, свыше 25 % —
влажным.
Массовая доля канифоли (точнее — нелетучих смолистых ве-
ществ) дифференцирована по регионам и согласно стандарту
должна быть не менее, % :
Белорусская ССР, Карельская АССР, Архангельская и Во-
логодская обл.........................................13
Иркутская обл..........................................13,5
Красноярский край ....................................14
Горьковская, Кировская и Тюменская обл................15
Свердловская обл......................................17
При поставке осмола с более высокой или более низкой смо-
листостью производится корректировка массы осмола. Напри-
мер, если поставлена партия осмола, заготовленного в Горь-
ковской обл., массой 650 т и смолистостью 14%, то зачетная
(оплачиваемая) масса составит (650 • 14) : 15 = 607 т. Поставка
осмола с пониженной смолистостью допускается только по со-
гласованию с потребителем.
Учет осмола ведется по массе. При приемке разделанного
осмола в лесу в поленницах принимают, что 1 т осмола в зави-
симости от смолистости соответствует следующий его объем:
Массовая доля канифоли, %, в
пересчете на осмол 20 %-ной
влажности ............... 12 13 14 15 16 17 18 19 20
Количество скл. м3 в 1 т осмола
при 20 %-ной его влажности 3,09 3,03 2,98 2,91 2,86 2,81 2,75 2,69 2,64
Указанные цифры являются средними, в действительности
они могут отклоняться в ту и другую сторону. Полнодревес-
ность разделанного осмола в поленницах принимается 0,5 (т. е.
1 скл. м3 равняется 0,5 м3 плотной древесины). Однако на прак-
тике при недостаточно тщательной укладке осмола в полен-
ницы полнодревесность бывает ниже и иногда не превышает 0,4.
188
Заготовка стволового осмола. Стволовый осмол образуется
в результате осмолоподсочки низкобонитетных сосновых насаж-
дений.
В осмолоподсочку вовлекаются (в основном в Архангель-
ской обл.) мелкотоварные и нетоварные сосновые древостои V
и Va бонитетов. В древостоях V бонитета осмолоподсочку ве-
дут 8 лет (Va — 4 года). На каждом стволе закладывают лишь
одну широкую карру, оставляя коровой ремень шириной 15—
20 см. Подновки глубиной 0,2—0,3 см наносят косарем или
скобелем; первые 3 года по 10 подновок высотой 5—6 см, на
4-й год 10 подновок высотой по 10 см, на 5-й — 8 подновок вы-
сотой по 15 см. На 6-й год делают перерыв для лучшего про-
смоления древесины. В последние 2 года наносят по одной под-
новке высотой 75 см, при этом на 8-й год снимают коровой
ремень.
При нанесении таких подновок происходит местное омерт-
вление и подсыхание древесины. Мертвая часть древесины иг-
рает роль естественного внутреннего приемника, куда притекает
живица из соседних живых частей дерева, в результате чего
смолистость заболони сильно увеличивается. Общая высота
просмоленной части ствола, которая после рубки и составляет
стволовый осмол, равна 4,5—6 м. Среднее содержание кани-
фоли в нем 8—12 %, а при осмолоподсочке с применением хи-
мического воздействия — несколько выше.
С 1 га получают 20—25 м3 стволового осмола. Выход бар-
раса 300—600 г с дерева в год в течение первых 4—6 лет осмо-
лоподсочки.
Заготовка каррового осмола. Опытная заготовка каррового
осмола путем снятия стружки с карр ручным стругом, а также
путем вырезки смолистой части из горбылей не дала положи-
тельных результатов. Более эффективно снятие стружки мото-
стругом. При этом с каждой карры получается 0,8—1 кг
стружки смолистостью до 25 %.
Глава 9 КАНИФОЛЬНО-ТЕРПЕНТИННОЕ
ПРОИЗВОДСТВО
Задача канифольно-терпентинного производства—перера-
ботка живицы на канифоль и скипидар. Сырьем для производ-
ства живичной канифоли является сосновая живица, добывае-
мая при подсочке сосны обыкновенной.
В небольшом объеме заготавливается и перерабатывается
также живица других хвойных пород: кедра сибирского, лист-
венницы даурской и пихты. Канифоль и скипидар, получаемые
из этих видов живицы, сильно отличаются от продуктов из сос-
новой живицы. Очень большое различие имеется также по ко-
личеству и составу неомыляемых веществ из живицы различ-
ных хвойных. Уникальное химическое строение некоторых ком-
понентов нейтральных веществ создает предпосылки для их
189
выделения и использования в качестве исходного сырья для
синтеза биологически активных веществ: гормонов, репеллен-
тов, гиббереллинов, атрактантов и др.
9.1. Основные положения переработки живицы
Технологические схемы переработки живицы всех видов
с целью получения канифоли и скипидара однотипны, но отли-
чаются некоторыми параметрами процесса. Эти отличия обу-
словлены различиями в вязкости, плотности и температуре ки-
пения веществ, входящих в состав живицы.
Сосновая живица в момент выделения из дерева содержит
до 35 % терпеновых углеводородов (скипидара), а при выгрузке
ее из приемников—15—20%. При дальнейшей потере скипи-
дара живица засыхает и превращается в баррас. Из-за дли-
тельного нахождения на воздухе баррас содержит мало скипи-
дара и большую долю окисленных смоляных кислот. Это за-
трудняет переработку барраса и снижает качество получаемых
из него продуктов. Поэтому чаще всего баррас перерабатывают
вместе с живицей, добавляя его около 10%.
Живица всегда содержит примеси — сор и воду, причем
в воде растворены танниды, красители и слизи. Если эти веще-
ства не удалить, то в процессе уваривания канифоли при вы-
сокой температуре они дадут темноокрашенные соединения, что
приведет к потемнению канифоли. Сор является не просто бал-
ластом. Его присутствие в живице влияет на качество полу-
чаемой канифоли, и чем больше сора в живице, тем ниже бу-
дет качество канифоли.
Переработка живицы включает две стадии. На первой ста-
дии из живицы удаляют воду и все механические примеси; очи-
щенная и расплавленная живица называется терпентином. На
второй стадии терпентин разделяют на терпеновые углеводо-
роды и смоляные кислоты. Это достигается отгонкой летучей
части (скипидара) от нелетучих смоляных кислот. При этом
происходит сплавление смоляных кислот с другими твердыми
нелетучими компонентами живицы. Получаемый аморфный
стекловидный продукт называется живичной канифолью, а опе-
рация носит название «уваривание канифоли».
Очистка живицы от примесей. Содержащаяся в живице вода
обычно эмульгирована в ней. Из-за близких значений плотно-
сти живицы и воды полного отслаивания воды, как правило,
не происходит.
Твердые посторонние примеси, или сор, подразделяются на
органические и минеральные. Органические примеси находятся
в живице обычно в виде сравнительно крупных и более легких,
чем вода, частиц и включений — хвои, кусков коры, древесной
стружки, остатков насекомых и некоторых мелких частиц, на-
пример образующейся из коры пыли. Минеральные примеси со-
190
Рис. 9.1. Вязкость канифоли и ее растворов в скипидаре (по данным
Ф. А. Чеснокова):
1 — 50 %-ного; 2 — 62,5 %-ного; 3 — 75 %-ного; 4 — 82,5 %-ного
стоят из мелких частиц пыли и песка, более тяжелых, чем
вода.
Мелкий сор составляет главную часть примесей, находя-
щихся во взвешенном состоянии в расплавленной живице. При
плохой ее очистке эти примеси (в основном пыль от коры) по-
падают в готовую канифоль. Такая канифоль содержит мель-
чайшие пылинки («перец»), заметные при рассматривании тон-
кого слоя канифоли в проходящем свете.
Отделить примеси от вязкой, густой живицы при обычной
температуре невозможно. Поэтому живицу расплавляют, при
этом вязкость ее уменьшается (рис. 9.1). Механические при-
меси могут быть отделены от расплавленной живицы простым
фильтрованием, а вода — отстаиванием. Обычно для отделения
примесей применяют последовательно обе эти операции. При
этом в одних случаях стремятся отфильтровать весь сор, а от-
стаиванием отделить только воду, а в других — отфильтровать
только крупный сор, а при отстаивании отделить воду и мелкий
сор. Вода и тяжелый сор опускаются на дно отстойника, а ос-
татки легкого сора всплывают кверху.
Скорость отстаивания зависит как от вязкости, так и раз-
ности в значениях плотности отстаиваемых частиц и среды.
Плотность живицы в очень большой мере зависит от содержа-
ния скипидара. Это обусловлено тем, что плотность канифоли
при нормальной температуре больше плотности воды и состав-
ляет 1080—1090 кг/м3, в то время как плотность скипидара на-
много ниже плотности воды и равна 860—870 кг/м3 (табл. 9.1).
Как видно из табл. 9.1, с ростом температуры плотность
живицы уменьшается быстрее, чем плотность воды. Живица
191
9.1. Плотность воды и живицы (терпентина) в зависимости от температуры
и содержания скипидара
Температура, °C Плотность воды, кг/м3 Плотность живицы (терпентина) при содержании скипидара, %
14 25 40 50 75
0 1000 1050 1025 993 971 923
20 998 1038 1011 979 957 908
40 992 1026 997 965 943 894
60 983 1014 983 949 927 879
80 972 1000 969 944 911 863
90 966 994 962 927 903 850
с содержанием скипидара 14 % при всех температурах тяжелее
воды; в такой живице вода будет отстаиваться сверху. Живица,
содержащая более 25 °/о скипидара, во всех случаях легче воды,
при отстаивании вода будет накапливаться внизу.
Однако необходимо отметить, что при 25—30 %-ном содер-
жании скипидара разница в значениях плотности терпентина и
воды очень небольшая, что обусловливает очень медленное от-
стаивание воды в этих условиях.
В живице, поступающей на заводы, в среднем около 18 %
скипидара, поэтому из нее практически невозможно удалить
воду отстаиванием.
На холоду воду нельзя отделить отстаиванием из-за очень
большой вязкости живицы, а при нагревании — из-за отсут-
ствия заметной разницы в плотности воды и живицы. Таким
образом, для отделения воды нужно не только нагреть живицу,
но и увеличить разность между ее плотностью и плотностью
воды. Для этого применяют два способа: или увеличивают
плотность воды, растворяя в ней соли, например поваренную
соль, или уменьшают плотность живицы, добавляя к ней какой-
либо растворитель с низкой плотностью, лучше всего скипидар,
или же используют тот и другой прием одновременно.
При очистке живицы используются методы отстаивания и
фильтрации. Основное различие между ними заключается в ха-
рактере движения фаз. При фильтрации движется сплошная
фаза, при отстаивании, как правило, дисперсная, причем ско-
рость ее движения выше, чем у сплошной.
В практике работы наших заводов метод фильтрации при-
меняется только на стадии отделения крупного сора после плав-
ления живицы, а тонкая очистка живицы осуществляется путем
отстаивания под действием силы тяжести. На частицу, находя-
щуюся в жидкости, действуют в противоположных направле-
ниях три силы: сила тяжести, архимедова и трения. Под их дей-
ствием частица вначале движется ускоренно, но очень скоро
эти силы уравновешиваются так, что движение частицы стано-
192
I
вится равномерным. Чем крупнее частица, тем быстрее она дви-
жется. При определенной скорости за тыльной стороной ча-
стицы в жидкости образуются завихрения и режим обтекания
переходит от ламинарного к турбулентному. В маловязких сре-
дах граница этого перехода соответствует частицам, имеющим
диаметр около 0,1 мм. В высоковязких средах, к каким отно-
сятся живица и терпентин, ламинарный режим обтекания ха-
рактерен для частиц с диаметром до 1 мм.
При ламинарном режиме скорость осаждения частиц v,
м/с, описывается уравнением
y = d2 (pi—р2)£/18|т,
где d — диаметр частицы, м; pi — плотность частицы, кг/м3;
р2 — плотность жидкости, кг/м3; g—ускорение свободного па-
дения, м/с2; ц — динамическая вязкость жидкости, кг/(м-с).
Зная скорость осаждения, можно определить время осажде-
ния r = h/v (h — высота зоны отстаивания, м).
Вначале нарастание массы отстоявшейся дисперсной фазы
идет очень быстро, что обусловлено большой скоростью осаж-
дения наиболее крупных частиц. В дальнейшем процесс осаж-
дения все более замедляется. При отстаивании эмульсий ка-
пельки дисперсной фазы могут объединяться и укрупняться,
особенно в начальный период, когда в жидкости присутствуют
частицы различной степени дисперсности и их концентрация
высока. При работе непрерывных отстойников дисперсная фаза
перемещается от входного к выходному отверстию отстойника.
В этих условиях частицы дисперсной фазы имеют также и ли-
нейную скорость движения, направленную горизонтально. По-
этому при определении размеров непрерывнодействующего от-
стойника требуется учесть ряд требований: горизонтальная со-
ставляющая скорости движения частицы должна быть меньше
скорости осаждения; режим движения жидкости должен быть
ламинарным, чтобы исключить возможность захвата и уноса
осевшей дисперсной фазы; время пребывания дисперсной фазы
в отстойнике должно быть больше времени осаждения, иначе
частица не успеет осесть.
Чтобы оценить скорость отстаивания, необходимо знать раз-
мер частиц дисперсной фазы. Твердые частицы, содержащиеся
в терпентине, имеют сравнительно большие размеры и не ли-
митируют этот процесс. В основном скорость отстаивания опре-
деляется размерами капелек воды, получившихся на стадии
плавления живицы острым паром.
При низкой скорости пара у отверстия барботера формиру-
ются пузырьки, диаметр которых пропорционален поверхност-
ному натяжению жидкости и диаметру отверстия и не зависит
от скорости выхода пара. При больших скоростях пара, как это
наблюдается на практике, объем пузырька пропорционален ско-
рости парового потока, диаметру отверстия и не зависит от по-
верхностного натяжения. Для каждого диаметра отверстия
7 Заказ № 2531
193
существует определенная скорость пара, при которой частота
образования и отрыва пузырьков имеет максимум. При увели-
чении скорости пара последовательные пузырьки сливаются и
их размер увеличивается. Можно принять, что минимальный
расчетный диаметр пузырька пара соответствует диаметру бар-
ботажного отверстия. Поэтому при диаметре барботажных от-
верстий 3 мм пузырьки пара будут иметь аналогичный диаметр.
Конденсируясь, они образуют капельки воды диаметром
0,28 мм. Скорость отстаивания этих капель воды при различ-
ном содержании скипидара в терпентине и температуре про-
цесса 90 °C равна:
при 25 %-ном содержании
(0,00028)2-(966— 962) 9,81 „ _ 1Л e / лл,„ ,
, v = -------—---------------= 3,7-10-6 м/с, или 0,013 м/ч;
18-0,047
при 40 %-ном содержании
(0,00028)2-(966— 927)-9,81 , , ,л_4 . „ ,
v = —-----—i—= 1,1-10 4 м/с, или 0,41 м/ч:
18-0,015
при 75 %-ном содержании
(0,00028)2.(966— 850)-9,81 „ „ 1Л . , оо /
v = —-----— = 6,3-10-4 м/с, или 2,3 м/ч.
18-0,008
Скорость отстаивания косвенным способом характеризует
полноту выделения воды в процессе отстаивания терпентина.
Это обусловлено тем, что наряду с крупными капельками воды
(для которых выполнены сравнительные расчеты) в терпентине
содержатся и более мелкие капельки, которые получаются при
гидравлических ударах, сопровождающих процесс конденсации
пузырьков пара. Скорость осаждения капелек воды обратно
пропорциональна квадрату диаметра капельки, поэтому при
уменьшении диаметра в 10 раз скорость отстаивания уменьша-
ется в 100 раз. Поэтому отстоявшийся терпентин всегда содер-
жит воду. Вместе с этой водой в терпентине остаются и раство-
ренные в ней вещества (фосфорная кислота, деэмульгаторы,
стимуляторы смоловыделения и др.), которые в конечном итоге
остаются в канифоли и ухудшают ее свойства. Для получения
высокой степени очистки терпентина необходимо правильно оп-
ределять количество скипидара, добавляемого в живицу при ее
плавлении.
Приведенные расчеты показывают, что при повышении со-
держания скипидара от 25 до 40 % скорость отстаивания уве-
личивается в 30 раз, а при доведении содержания скипидара до
75 % еще в 6 раз.
Длительное время в отечественной практике при плавлении
живицы добавляли поваренную соль из расчета получения
10%-ного водного раствора. Плотность такого раствора равна
1074 кг/м3, что позволяло отстаивать терпентин, содержащий
30 % скипидара. Однако применение поваренной соли вело к об-
194
разованию накипи в канифолеварочных аппаратах, способство-
вало повышению зольности товарной канифоли и загрязненно-
сти сточных вод.
В настоящее время при плавлении живицы содержание ски-
пидара доводят до 40 %, что обеспечивает хорошую очистку
терпентина, сокращает продолжительность плавки живицы на
10—20%, повышает степень извлечения смолистых веществ из
сора.
Уваривание канифоли. В этом процессе требуется обеспе-
чить полное отделение летучих продуктов (терпеновых углево-
дородов) от нелетучих. Десорбцию скипидара из терпентина
необходимо вести при относительно низких температурах,чтобы
избежать изомерных превращений терпеновых углеводородов и
смоляных кислот. Кроме того, в терпентине, несмотря на его
промывку, могут оставаться органические примеси, которые на-
чинают разлагаться при температуре 170—175 °C. При темпе-
ратуре выше 200 °C начинают частично разлагаться также ве-
щества, содержащиеся в канифоли. При этом образуются кани-
фольные масла, в результате чего получаются окрашенный
скипидар с резким запахом продуктов разложения и темно-
окрашенная липкая канифоль.
Начальная температура кипения чистого скипидара 156 °C
(а-пинен), однако присутствие в терпентине нелетучих смоля-
ных кислот приводит к повышению температуры кипения. Чем
меньше остается неотогнанного скипидара, тем выше темпера-
тура кипения. Поэтому при атмосферном давлении невозможна
полная десорбция скипидара даже при очень высоких темпера-
турах. Влияние содержания канифоли на температуру кипения
живицы видно из следующих данных:
Содержание канифоли, % ... 20 30 40 50 60 70 85
Температура кипения, °C ... 160,7 162,3 165,1 168,0 172,1 179,0 195,0
Разбавленная живица, очищенная от воды и сора, начинает
кипеть примерно при 179 °C. По мере отгонки скипидара темпе-
ратура перегонки быстро повышается и к концу процесса пре-
вышает 250 °C, при этом происходит разложение канифоли,
а отогнать скипидар полностью не удается.
Таким образом, для предохранения канифоли от разложения
необходимо снизить температуру отгонки скипидара. Для этого
на практике отгонку скипидара ведут с водяным паром или же
уваривают канифоль под разрежением. Из этих способов наи-
более легко осуществим и принят на всех отечественных кани-
фольно-терпентинных заводах способ уваривания канифоли
с водяным паром. Он основан на том, что температура кипения
смеси взаимно нерастворимых и химически друг с другом не
реагирующих жидкостей (в данном случае скипидара и воды)
всегда ниже, чем температура кипения каждой из этих жидко-
стей в отдельности. • . : . .... ... .
т
195
9.2. Зависимость парциального давления паров скипидара и воды
от температуры
Температура, Парциальное давление паров, кПа Температура, СС Парциальное давление паров, кПа
скипидара ВОДЫ скипидара ВОдЫ
0 0,27 0,59 90 11,7 68
10 0,42 1,18 100 17 98
20 0,58 2,4 НО 24
30 0,98 4,1 120 33 —
40 1,4 7,1 130 45 —
50 2,2 11,9 140 60 —
60 3,4 19 150 78 —
70 5,2 30 160 100 —
80 7,9 46 — — —
Уваривание канифоли при разрежении позволяет снизить
температуру процесса и получить канифоль более светлых сор-
тов. Одновременно понижается склонность канифоли к кристал-
лизации, так как вследствие снижения температуры процесса
уменьшаются изомеризационные превращения смоляных кислот
и такая канифоль содержит пониженное количество абиетино-
вой кислоты. Наиболее полно преимущества уваривания кани-
фоли под разрежением используются при двухступенчатом ме-
тоде. При этом основное количество скипидара отгоняется при
120—130 °C в канифолеварочной колонне. Остатки тяжелоки-
пящих терпеновых углеводородов отгоняются при повышенной
температуре в обогреваемой трубе, где канифоль перемещается
с большой скоростью при помощи пароэжекционного насоса,
так что время ее пребывания в зоне высоких температур со-
ставляет доли секунды.
Температура кипения смеси скипидара и воды при атмо-
сферном давлении равна 96 СС. При этом парциальное давле-
ние (упругость) паров скипидара будет составлять 14,5 кПа,
а водяных паров 83,5 кПа. Эти же значения можно найти ин-
терполяцией по данным табл. 9.2.
Количество водяного пара G, требующееся для перегонки
1 кг скипидара, определяют по формуле
G = (PBMB)/(PcMc) = (83,5-18)/(14,5-136) = 0,704 кг, или
в соотношении 0,704:1,
где Рв и Рс — упругости паров воды и скипидара при 96 °C, кПа;
Л4В и Мс — молекулярная масса воды (18) и скипидара (136).
Эти условия соответствуют наименьшей температуре пере-
гонки скипидара при атмосферном давлении. Но процесс пере-
гонки может идти и при более высокой температуре, если обес-
196
a ff
Рис. 9.2. Упругость паров скипидара при различных температурах в зависи-
мости от содержания его в терпентине:
а — до 2,5 %; б — до 36 %
печить подвод тепла извне. В этом случае формула для расчета
расхода острого пара имеет несколько другой вид:
G = (P —Рс)Мв/(РсМс),
где Р — давление, при котором идет перегонка скипидара, кПа;
Рс — давление паров скипидара при заданной температуре,
кПа.
Для атмосферного давления и температуры 120 °C имеем:
G = (98—33) 18/(33 • 136) = 0,26 кг/кг, или в соотношении 0,26: 1.
Определить расчетным путем упругость паров для такой
сложной системы как живица нельзя, поэтому приходится поль-
зоваться экспериментальными данными (рис. 9.2).
Уваренная канифоль содержит около 0,2 % летучих веществ.
Упругость их паров для температуры 173 °C составляет
0,1 кПа. Поэтому теоретический расход острого пара в конце
уваривания канифоли составляет (98—0,1) 18/(0,1-138) =
= 163:1. В процессе уваривания канифоли в канифолевароч-
ную колонну необходимо подводить тепло в виде глухого пара
в количестве, необходимом для нагрева и испарения перего-
няемой жидкости и компенсации теплопотерь. Если это тепло
не подводить, то оно будет отниматься от острого пара. Это
вызовет снижение его температуры и замедление процесса.
Таким образом, в периодических условиях расход острого
водяного пара к концу процесса резко повышается. Во избежа-
ние большого расхода пара уваривание канифоли ведут в не-
прерывнодействующих колоннах при высоких температурах,
доходящих к концу процесса до 165—170 °C. Необходимое для
этого тепло подводят не с острым паром, а через подогрева-
тели и змеевики с глухим паром, являющимся (за счет теплоты
конденсации) основным источником тепла в процессе перера-
ботки живицы. Одновременно при повышенной температуре
происходит и сплавление смоляных кислот живицы в канифоль.
Иногда указывают, что повышение температуры до 160—170 °C
необходимо еще и для подсушки канифоли, т. е. для удаления
из нее остатков воды (в присутствии воды вместо прозрачной
стекловидной канифоли получается мутная, непрозрачная, хруп-
кая обводненная канифоль). Однако в действительности остатки
воды удаляются при перегонке'живицы раньше, чем высококи-
пящие остатки скипидара. .. .. ... - - ...
- - - _ . _ / ' .
9.2. Технология переработки живицы
Прием и подготовка сырья. Живица поступает на кани-
фольно-терпентинные заводы в деревянных и металлических
бочках и хранится обычно на складах на специальных эста-
кадах с бетонным полом. При хранении в деревянных боч-
ках происходит утечка жидкой, наиболее богатой скипидаром
живицы.
Для извлечения живицы из бочек их опрокидывают на спе-
циальной площадке цеха над загрузочной воронкой, из кото-
рой живица поступает в живицемялку, где при помощи ножей
разрыхляются крупные комья слипшейся живицы, встречаю-
щиеся особенно часто в живице осенних сборов. Ножи закреп-
лены на двух валах, вращающихся навстречу друг другу. На
большинстве заводов из живицемялки живица поступает в на-
клонно расположенные винтовые конвейеры, которые затем по-
дают ее в промежуточные емкости.
Для подачи живицы в промежуточные емкости может при-
меняться также цепной элеватор конструкции инженера
В. И. Филатова. Он менее громоздок по сравнению с винтовыми
конвейерами и занимает всего 1—1,5 м2 площади пола.
На ряде заводов для транспортирования живицы исполь-
зуют бетононасосы, что позволяет перемещать живицу на боль-
шие расстояния. В конструкцию бетононасоса входит смеси-
тель, что позволяет исключить из технологического процесса
живицемялку.
Опорожненные бочки подвергают мойке. Для этих целей ра-
нее использовали горячий водный раствор щелочи или пропари-
вали бочки острым паром.
Однако оба эти метода имеют существенные недостатки.
При обработке бочек щелочью они сильно увлажняются — тре-
буется их сушка, а получающийся при этом грязный раствор
канифольного мыла не находит применения. При пропарке ост-
рым паром значительная часть живицы остается на стенках
бочки в виде сплавленной стекловидной массы и при после-
198
дующем заливе портит канифоль, а скипидар почти полностью
теряется.
В настоящее время на канифольно-терпентинных заводах
внедрен гидравлический способ очистки бочек, позволяющий
сэкономить время, затрачиваемое на очистку, и снизить потери
живицы в производстве. Способ этот заключается в следующем:
опорожненную бочку помещают в закрытую камеру, где с по-
мощью приводных роликов бочка в слегка наклонном положе-
нии вращается с частотой 5—6 мин1.
Из гибкого шланга с наконечником типа брандспойта диа-
метром 8—10 мм в бочку подают струю холодной воды под
давлением 0,4—0,5 МПа. Живица при этом легко отделяется
от стенок бочки и в виде пены стекает в емкость, где она от-
стаивается от воды и с помощью небольшого винта возвраща-
ется в цех на переработку. Вода используется многократно, по-
этому расход ее незначителен. На очистку одной бочки затра-
чивается не более 1,5 мин.
После очистки бочки просушивают, ремонтируют и исполь-
зуют в качестве тары для канифоли.
В последние годы для транспортирования живицы из леса
на перерабатывающие заводы повсеместно заменяют деревян-
ные бочки металлическими, что полностью исключает потери
живицы при хранении и транспортировке.
Важной проблемой канифольно-терпентинного производства
является сезонность работы, связанная с сезонностью добычи
живицы. Длительное хранение запасов живицы в бочках при-
водит к необходимости занимать под склады сырья значитель-
ную территорию, создает большие неудобства и трудности при
разгрузке живицы из бочек в холодные зимние месяцы, увели-
чивает потери скипидара и канифоли. Все это вызывает необ-
ходимость форсировать работу заводов в летние месяцы, а 3—
4 мес в году заводы простаивают из-за отсутствия сырья или
работают с пониженной производительностью. Такая неритмич-
ная работа заводов отрицательно отражается на экономике
производства. При использовании бетононасосов можно орга-
низовать хранение живицы в стационарных емкостях.
В настоящее время на одном из канифольно-терпентинных
заводов успешно эксплуатируются наземные металлические ци-
стерны общим объемом около 3000 м3 для длительного хране-
ния живицы. Для лучшей организации работ, связанных с бес-
тарным хранением живицы (рис. 9.3), на заводе организован
специальный цех первичной обработки сырья. Пол и рампа
с одной стороны цеха устроены на уровне пола железнодо-
рожного вагона. Вдоль рампы проложен железнодорожный
путь, на который подаются вагоны для выгрузки из них бочек
с живицей при помощи электроталя с кран-балкой. Живица вы-
гружается из бочек в бункер, откуда перекачивается бетонона-
сосом по трубопроводу диаметром 200 мм, или в цех на пере-
работку, или в емкости-цистерны на хранение. Во избежание
199
Рис. 9.3. Схема склада бестарного хранения живицы:
1, 2 — емкости для живицы; 3 — монтежю; 4 — редуктор; 5 — электромотор; 6 — фильтр;
7 — электроталь; 8 — бетононасосы С-252; 9 — электропогрузчик
значительного расслаивания при длительном хранении живицу
в цистернах не разбавляют скипидаром, прибегая к этому лишь
иногда при ее перекачивании в цеховые промежуточные сбор-
ники.
При перекачивании живицы из цистерн-хранилищ в цех на
переработку она сначала самотеком заполняет емкость — мон-
тежю вместимостью 10 м3, снабженный паровой рубашкой и
мешалкой. В зимнее время перед спуском живицу барботируют
20—25 мин острым паром. В монтежю живицу разбавляют ски-
пидаром и размешивают до однородного состояния. Затем ее
передавливают сжатым воздухом по трубопроводу диаметром
150 мм, снабженному фильтром с сеткой, имеющей размер
ячеек 65x65 мм, для улавливания крупных, случайно попав-
ших в живицу предметов.
Трубопроводы для транспортировки живицы снабжены па-
ровыми спутниками, трубопровод от монтежю — паровой ру-
башкой. Все трубопроводы имеют тепловую изоляцию. Для ус-
корения заполнения монтежю живицей рекомендуется созда-
вать в нем разрежение. В цехе первичной обработки сырья
смонтирована также установка для очистки бочек.
Как показала практика, бестарное хранение живицы полно-
стью себя оправдало: все оборудование работает нормально,
без перебоев и тем самым позволяет значительно сократить
межсезонный простой заводов.
Очистка живицы от примесей. Различают два способа очи-
стки живицы от примесей. . ... ... . ..
200
w
Рис. 9.4. Технологическая схема производства живичной канифоли:
1 — электроталь; 2 — бочка с живицей; 3— живицемялка; 4 — бетононасос; 5 — бак для
скипидара; 6 — плавильник-реактор; 7 — друк-фильтр; 8— буферный бак; 2 — отстойник;
10 — фильтры тонкой очистки; 11— насосы для подачи живицы на уваривание; 12 —
подогреватель живицы; 13— канифолеварочная колонна; 14 — дефлегматор; 15 — сепа-
ратор; 16 — холодильник скипидара; 17 — вакуум-приемники; 18— сборник для уварен-
ной канифоли; 19 — сборник для скипидара; 20 — баки для оборотного скипидара; 21 —
подогреватель; 22 — грязевой отстойник; 23— флорентина; 24 — бак для разбавленной
фосфорной кислоты; 25 — дозировочный насос для подачи фосфорной кислоты
Фильтрационный способ. Для освобождения от
крупного сора расплавленную живицу сначала фильтруют че-
рез медную сетку. После такой грубой фильтрации живицу для
очистки от мелкого сора, песка и слизеподобных веществ под-
вергают тонкой фльтрации через полотно в фильтр-прессах,
а затем дают некоторое время отстояться от воды в небольших
отстойниках.
При фильтрационном способе живица полностью освобож-
дается от механических примесей. Однако этот способ имеет
ряд существенных недостатков: он сложен, фильтр-прессы тре-
буют непрерывного наблюдения и трудоемкого обслуживания
(смены фильтров, чистки и т. д.), а необходимость в последую-
щем отстаивании профильтрованной живицы от воды все равно
не исключается.
Декантационный способ (способ отстаивания).
Очистка живицы способом отстаивания более проста и поэтому
в настоящее время принята на всех отечественных заводах.
Процесс отстаивания живицы на большинстве заводов осуще-
ствляется непрерывно в батарее последовательно соединенных
отстойников. На двух заводах успешно работает непрерывно-
действующий отстойник. При очистке декантационным спосо-
бом живица вначале плавится в плавильнике, фильтруется
через его решетку (ложное дно) и поступает для освобождения
от мелкого сора и воды в отстойники; очищенную живицу
201
направляют на перегонку. Живицу плавят при помощи острого
пара давлением 0,3—0,4 МПа, подаваемого через барботер. По-
ступающий непосредственно в живицу пар нагревает и пере-
мешивает ее, что значительно ускоряет процесс плавления.
В процессе плавления вследствие конденсации пара содержа-
ние воды в живице повышается до 10—12%. При этом в воду
переходит часть содержащихся в живице водорастворимых при-
месей, что способствует улучшению качества канифоли. Когда
живица расплавится и температура ее достигнет 100 °C, кон-
денсация пара прекращается. При этом в аппарате увеличи-
вается давление, что указывает на окончание процесса плавки.
Плавление с учетом загрузки, выгрузки и очистки плавиль-
ника продолжается около 30—40 мин при максимальном дав-
лении в аппарате 0,15 МПа. Этого давления достаточно, чтобы
передавить расплавленную живицу в отстойники. После каж-
дых четырех-пяти плавок сор промывают горячим скипидаром,
пропаривают острым паром и выгружают из плавильника.
На всех отечественных канифольно-терпентинных заводах
внедрен бессолевой метод отстаивания живицы от примесей. По
этому методу в плавильник загружают живицу и добавляют
скипидар, доводя его содержание в живице до 38—40 %,
а также фосфорную кислоту в количестве около 3 кг на 1 т
живицы для разрушения железных солей смоляных кислот, вы-
зывающих в последующем нежелательную окраску канифоли.
Расплавленную живицу из плавильника передавливают паром
или перекачивают насосом в буферный бак, откуда она само-
теком поступает в отстойники.
На Решотинском заводе (рис. 9.4) осуществлено непрерыв-
ное плавление живицы при помощи острого пара. Плавильник-
реактор конструкции Гипролесхима представляет собой полую
трубу диаметром 300 мм и высотой около 6 м, снабженную
паровой рубашкой и барботажным кольцом в нижней части для
подачи острого пара. Живица подается в плавильник-реактор
непрерывно с помощью бетононасоса по трубопроводу, снаб-
женному паровой рубашкой, в него также непрерывно пода-
ется 3%-ный водный раствор фосфорной кислоты. В резуль-
тате прогрева в трубопроводе и энергичного подогрева и пере-
мешивания в плавильнике-реакторе живица расплавляется, по-
ступает в один из попеременно работающих друк-фильтров,
представляющих собой цилиндрический автоклав с вертикаль-
ной фильтрующей корзиной, покрытой двумя сетками — густой
и редкой, отфильтровывается в них от крупного сора и через
буферный бак поступает в отстойник непрерывного действия.
Один друк-фильтр обеспечивает работу плавильника-реактора
в течение одной-двух смен, после чего подача расплавленной
живицы переключается во второй аппарат. Отключенный друк-
фильтр заполняют скипидаром и проводят экстракцию сора при
нагревании глухим паром, что позволяет снизить содержание
живицы в отработанном соре с 15—20 до 5—7 %.
202
Сор после экстрагирования и отпарки из него скипидара
обычно удаляют из друк-фильтра или плавильника вручную
в вагонетки. Ручной способ выгрузки создает большие неудоб-
ства. На Горьковском заводе внедрено гидравлическое удале-
ние сора. При этом способе после отдувки скипидара из сора
плавильник заполняют на Уз—'/2 высоты холодной (оборотной)
водой и через барботер нагнетают сжатый воздух, который
энергично перемешивает сор. Когда давление в плавильнике
достигнет 0,1—0,15 МПа, не прекращая подачи воздуха, с по-
мощью гидропривода открывают задвижку на трубопроводе
для удаления сора, и вода, увлекая за собой отработанный сор,
выбрасывается в сетчатую корзину, где задерживается сор.
Сетчатая корзина при помощи поворотного устройства перево-
рачивается, и сор высыпается в вагонетку или автомашину-са-
мосвал.
На большинстве заводов отстаивание живицы производится
в батарее отстойников, выполненных в виде цилиндрических
емкостей с конусообразным днищем вместимостью от 8 до 15 т
живицы. Если отстойник изготовлен из углеродистой стали, то
его футеруют изнутри кислотоупорным цементом, снаружи
тщательно изолируют толстым слоем асбеста для умень-
шения потерь тепла. Живица непрерывно перетекает из одного
отстойника в другой и из последнего поступает в буфер-
ный бак, однако слив грязевого отстоя производится периоди-
чески.
Для работы непрерывнодействующего отстойника требуется
непрерывная подача расплавленной живицы, что обеспечивается
установкой после плавильника буферного бака. В момент по-
ступления живицы в отстойник скорость его движения резко
падает, вследствие чего основная масса отстоя быстро отделя-
ется от живицы. При последующем движении в горизонтальной
плоскости происходит дальнейшее отстаивание живицы от воды
и сора. Очищенная живица поднимается вверх, фильтруется от
всплывающего легкого сора через сетчатую перегородку и от-
водится в канифолеварочные колонны. Из нижней части отстой-
ника через трубу и гидравлический затвор отстой непрерывно
отводится в ловушку. Обслуживание отстойника заключается
в периодическом наблюдении через смотровые фонари, вмон-
тированные на трубопроводах, за равномерностью поступления
из него очищенной живицы и отстоя. Производительность та-
кого отстойника 200—250 т живицы в сутки.
При правильной работе отстойника поступающая из него на
перегонку живица не содержит сора (даже в виде мельчайших
пылинок — «перца»), а количество воды в ней не превышает
0,5%.
Непрерывнодействующий отстойник имеет ряд преимуществ
не только перед периодически действующими отстойниками, но
и перед батареей отстойников: производительность (при про-
чих равных условиях) почти вдвое больше, меньше затраты
203
труда (обслуживание отстойника заключается только в наблю-
дении), вдвое меньше производственные площади.
При работе отстойников необходимо добиваться максималь-
ного уменьшения содержания воды в терпентине, так как вме-
сте с водой на канифолеварение попадает фосфорная кислота,
вызывающая изомеризационные превращения смоляных кис-
лот, что в конечном итоге приводит к кристаллизации кани-
фоли.
Осветление (обесцвечивание) живицы. Цветность (окраска)
канифоли является одним из важных показателей ее качества;
многие потребители канифоли заинтересованы в получении про-
дукта с более светлой окраской. Между тем применение сталь-
ных неоцинкованных приемников и металлических бочек на под-
сочке, а также стальной аппаратуры в канифольно-терпентин-
ном производстве (сборные коробки для живицы, плавильники
и др.) приводит к образованию соединений железа со смоля-
ными кислотами живицы, с таннидами, белками и другими ве-
ществами. Эти соединения вызывают значительное потемнение
канифоли.
Окрашивание канифоли обусловлено также наличием в жи-
вице водорастворимых примесей, часть которых попадает в го-
товую канифоль. Эти вещества в присутствии железа и других
металлов превращаются в темноокрашенные продукты, незна-
чительная примесь которых резко ухудшает цветность кани-
фоли.
Длительное время для очистки живицы от соединений же-
леза ее обрабатывали водной вытяжкой из суперфосфата. В на-
стоящее время на всех заводах для осветления живицы приме-
няется фосфорная кислота, которая загружается в плавильник
в виде 10 °/о-ного раствора в количестве 3—5 кг на 1 т живицы.
При действии фосфорной кислоты на живицу вытесняется
железо из солей смоляных кислот и других веществ и образу-
ются нерастворимые в воде соединения, выпадающие в осадок,
а также растворимые соли железа, уходящие со сточными во-
дами.
Более эффективным осветлителем является щавелевая кис-
лота. Однако ее применение вызывает сильную коррозию не-
ржавеющих сталей, не содержащих молибдена, а также обиль-
ное выпадение липкого осадка в канализационных трубах, по
которым спускаются сточные воды из отстойников терпентина.
Высокий эффект осветления достигается, если ввести допол-
нительную промывку отстоявшегося терпентина водой с целью
удаления .остатков фосфорной кислоты, более полного выведе-
ния солей железа и таннидов.
Осветление живицы фосфорной кислотой позволяет выпу-
скать более 90 % всей канифоли с цветностью N, Wg.
Уваривание канифоли. Процесс уваривания канифоли может
вестись как периодическим, так и непрерывным методом. На-
ряду с общеизвестными недостатками периодических процессов
204
при периодическом уваривании канифоли резко возрастает рас-
ход острого пара и увеличивается количество сточных вод.
В настоящее время в СССР применяются непрерывнодейст-
вующие канифолеварочные колонны двух типов — тарельчатые
и змеевиковые. Тарельчатые колонны до последнего времени
широко использовались при производстве как живичной, так и
экстракционной канифоли. Однако сейчас при производстве
экстракционной канифоли змеевиковые колонны получили по-
всеместное распространение.
В отличие от тарельчатых колонн они менее металлоемки,
более технологичны в изготовлении и обеспечивают меньшее
время пребывания канифоли в зоне высоких температур. Все
это позволяет рассматривать змеевиковые колонны как пер-
спективный вид аппаратов также для канифольно-терпентин-
ного производства.
Непрерывнодействующая тарельчатая колонна для уварива-
ния канифоли представляет собой аппарат, в котором терпен-
тин движется сверху вниз, а навстречу ему снизу подается ост-
рый пар.
Барботируя через слой терпентина, водяной пар увлекает
с собой скипидар, количество которого в парах возрастает по
мере движения паров вверх колонны. Из нижней части ко-
лонны непрерывно выводится уваренная канифоль, которая со-
держит 0,2—0,3 % высококипящих летучих веществ. На неко-
торых заводах проводят дополнительную отгонку летучих ве-
ществ, для чего канифоль после колонны пропускают через
змеевиковый аппарат, называемый подсушником. Этот аппарат
фактически является дополнительной выносной тарелкой к ко-
лонне. При конденсации паров, отбираемых из подсушника, по-
лучается фракция летучих веществ, обогащенная сесквитерпе-
нами. Эта фракция используется для получения иммерсионного
масла. Сверху канифолеварочной колонны отбирают пары воды
и скипидара. Для отделения высококипящих фракций скипи-
дара над колонной устанавливают дефлегматор, где происходит
охлаждение паров до температуры 98—105 °C и частичная кон-
денсация паров скипидара. Сконденсировавшаяся высококипя-
щая фракция отводится в отдельные флорентину и сборник и
используется для разбавления живицы при плавке.
Полная конденсация паров производится в конденсаторе, от-
куда конденсат поступает во флорентину, где скипидар отде-
ляется от воды.
Выходящий из флорентины скипидар содержит некоторое
количество эмульгированной воды. Такая эмульсия расслаива-
ется крайне медленно. Для быстрого разрушения эмульсии и
обезвоживания скипидар фильтруют через слой поваренной
соли.
При установившемся рабочем режиме колонны все тарелки
до уровня переточных трубок заполнены живицей. Поступаю-
щий в колонну через барботер острый пар проходит через
205
перфорацию тарелок и увлекает с собой скипидар из терпен-
тина, находящегося на тарелках. Канифоль стекает в нижнюю
часть колонны, откуда через гидравлический затвор непрерывно
вытекает в промежуточный сборник для последующего розлива
в тару.
Для снижения каплеуноса верхняя часть колонны имеет,
как правило, увеличенный диаметр. Здесь расположен также
центробежный каплеуловитель, который позволяет резко сни-
зить механический унос терпентина с парами и тем самым
уменьшить кислотность скипидара.
Розлив канифоли. Аморфное состояние канифоли обуслов-
ливает ее однородность, относительную легкоплавкость, быст-
рую омыляемость и другие важные технические свойства.
В свете современных взглядов канифоль — затвердевшая пере-
охлажденная жидкость. В процессе получения канифоли сплав
смоляных кислот при быстром охлаждении застывает, не успе-
вая закристаллизоваться. Поскольку скрытая теплота образо-
вания кристаллов при получении аморфной канифоли не вы-
деляется, такая канифоль имеет некоторый избыток энергии и
термодинамически неустойчива. При определенных, главным
образом температурных, условиях канифоль может перейти
в более устойчивое кристаллическое состояние. Это свойство
канифоли называют склонностью к кристаллизации; чаще всего
она проявляется при розливе товарной канифоли в тару. Если
сразу залить в бочку расплавленную канифоль из колонны, она
нередко кристаллизуется и в таком виде непригодна для лако-
красочной, кабельной, бумажной промышленности. Поэтому
розлив живичной канифоли нельзя рассматривать только как
процесс ее затаривания или расфасовки.
Наиболее легко канифоль кристаллизуется при температуре
90—НО °C, в присутствии пыли, влаги и при перемешивании
(выше 125 °C явление кристаллизации вообще не наблюда-
ется) .
Одним из методов предотвращения кристаллизации кани-
фоли является быстрое ее охлаждение до твердого состояния
при помощи барабанного охладителя канифоли. Другой метод
состоит в розливе канифоли с температурой 140—150 °C непо-
средственно в картонные или металлические барабаны вмести-
мостью не более 100 л и охлаждении их в полном покое.
В настоящее время большое количество канифоли перевозят
в расплавленном виде в железнодорожных цистернах-термосах,
что позволяет на канифольно-терпентинных заводах исключить
трудоемкие операции изготовления барабанов и розлива кани-
фоли, а у потребителей — выгрузку барабанов и дробление
твердой канифоли. При этом уменьшаются потери.
Для доставки расплавленной канифоли используются ци-
стерны с котлом из углеродистой стали, предназначенные для
перевозки пека, или же цистерны для расплавленной серы
с котлом из нержавеющей стали. Поверх котла расположен ме-
206
таллический кожух, образующий воздушный зазор, в котором
размещены трубчатые электрические нагреватели (ТЭН) для
разогрева продукта перед сливом в холодное время года (летом
канифоль в цистернах сохраняет текучее состояние 15—20 сут).
Снаружи кожух теплоизолирован стекловатой.
Выгрузка жидкой канифоли из цистерны осуществляется пу-
тем ее передавливания при помощи инертного газа, поэтому ко-
тел рассчитан на давление 0,07 МПа, снабжен предохранитель-
ным клапаном и трубой для передавливания.
Переработка живицы, добытой с применением стимулято-
ров. При подсочке с применением в качестве стимуляторов тех-
нических лигносульфонатов часть лигносульфоновых кислот
остается в живице. В процессе переработки такой живицы
было отмечено, что при плавлении ее с применением острого
пара нередко образуется весьма устойчивая эмульсия терпен-
тин — вода.
Пробы, взятые из отстойников, показали, что отстойная
вода содержала 15—20 % смолистых веществ, а на уваривание
поступал терпентин влажностью 1,5—2%, что вызывало кри-
сталлизацию канифоли. При содержании лигносульфонатов
0,05 % массовая доля устойчивой эмульсии составляет 10—
40 %. Устойчивость этой эмульсии столь велика, что она не под-
дается переработке по обычной технологии в грязевиках-от-
стойниках или путем дополнительного плавления в плавильни-
ках с помощью острого пара.
Лигносульфоновые кислоты вызывают эмульгирование
только в том случае, если в составе органической фазы содер-
жатся терпеновые соединения, имеющие ненасыщенную связь.
Эта способность возрастает в кислой среде. Склонность живицы
эмульгироваться повышается при ее продолжительном хране-
нии, а также при совместной переработке живицы, добытой со
стимуляторами на основе серной кислоты и концентратов суль-
фитно-дрожжевой бражки.
Анализ причин образования эмульсии показал, что осуще-
ствить переработку сосновой живицы, содержащей лигносульфо-
наты, можно путем: 1) плавления живицы с применением глу-
хого пара в отсутствие фосфорной кислоты при очень слабом
перемешивании с последующим удалением лигносульфонатов
с отстойной водой; только после этого терпентин подвергается
осветлению при интенсивном перемешивании со слабым раство-
ром фосфорной кислоты; 2) плавления живицы в существую-
щих плавильниках в нейтральной среде с введением буферного
раствора; 3) химического связывания лигносульфонатов в про-
цессе плавления живицы с помощью различных химических
реагентов.
В настоящее время на всех предприятиях переработку та-
кой живицы осуществляют с добавлением в плавильник реко-
мендованного ЦНИЛХИ химического реагента катамина АБ
в количестве 0,07—0,15 % от массы живицы. Катамин связы-
207
вает присутствующие в живице лигносульфонаты, предотвра-
щая образование эмульсии.
Процессы плавления и осветления живицы, отстаивания тер-
пентина, уваривания и розлива канифоли осуществляют по дей-
ствующей на заводах технологии. При переработке живицы
с катамином АБ необходимо определять массовую долю лигно-
сульфонатов в живице для правильной дозировки реагента и
во избежание его повторной добавки в образовавшуюся эмуль-
сию. Необходимо также систематически контролировать мас-
совую долю смолистых веществ в отстойной воде. Такой конт-
роль позволяет своевременно обнаружить возможное эмульги-
рование терпентина, обусловленное повышенным содержанием
лигносульфонатов в живице, и изменить дозировку катамина
АБ. Однако применение катамина создает и ряд отрицательных
моментов.
Продукт взаимодействия катамина АБ с лигносульфонатами
обладает клеящими свойствами. Вследствие этого сор в пла-
вильниках уплотняется и спрессовывается, что затрудняет как
ручное, так и гидравлическое удаление сора. В последнем слу-
чае в плавильнике задерживается до 20 % сора. Наблюдается
также изменение характера осадка в отстойниках, приводящее
к образованию плотного осадка на стенках аппарата и трубо-
проводов. Вследствие постоянного контакта горячего терпентина
с сором происходит частичное растворение некоторых компо-
нентов сора в терпентине, что приводит к ухудшению цвета ка-
нифоли. Резкое ухудшение цвета происходит через 20—25 дней
непрерывной работы отстойника, что требует периодической
тщательной промывки водой всей отстойной системы. Обычно
на уваривание подают терпентин, содержащий 0,5—0,6 %
влаги. Поэтому вместе с этой водой в канифолеварочную ко-
лонну поступают лигносульфонаты, катамин АБ, минеральные
кислоты, имеющие высокую растворимость в воде. После от-
гонки скипидара все эти продукты остаются в канифоли, при
этом лигносульфонаты ухудшают цвет канифоли. Катамин АБ
является ядом для многих каталитических процессов (гидриро-
вания, диспропорционирования), а минеральные кислоты спо-
собствуют изомеризационным процессам, что приводит к уве-
личению массовой доли абиетиновой кислоты в канифоли,
вследствие чего повышается ее склонность к кристалли-
зации.
Уменьшить отрицательное воздействие этих примесей на ка-
чество канифоли можно путем дополнительной промывки при
90—95 °C отстоявшегося терпентина флорентинной водой, по-
лученной с канифолеварочной колонны, взятой в количестве до
10 % от терпентина.
После промывки водно-терпентинная смесь поступает в до-
полнительный отстойник для отделения промывной воды. Про-
мывная вода, кислотность которой не превышает 0,2—0,3 %
(вместо обычных 1,5—2,5%), выводится из отстойника, а на
208
уваривание подается терпентин влажностью 0,5—0,6 %. Но эта
влага практически уже не содержит вредных примесей.
Общий коэффициент извлечения содержащихся в живице
смолистых веществ при ее переработке на практике достигает
98 %, т. е. потери в производстве составляют не более 2 % При
этом потери канифоли не превышают обычно 1 %, а скипидара
6%; расход электроэнергии на 1 т переработанной живицы ра-
вен около 15 кВт-ч, в том числе на технологические нужды
около 8,5 кВт-ч; расход тепла 1,7 ГДж и воды 7 м3. В себе-
стоимости живичной канифоли около 95 % приходится на стои-
мость сырья (живицы).
Качество продукции. Канифоль оценивается по физико-хи-
мическим показателям (склонности к кристаллизации, кислот-
ному числу, температуре размягчения) и по цветности.
Цветность канифоли определяют колориметрически — путем
сравнения с эталонами (образцами), изготовленными из окра-
шенного стекла или из самой канифоли. Для сравнения из ка-
нифоли отливают кубики с размером ребра 22 мм. В между-
народной торговле принято определение цветности канифоли
по шкале, состоящей (в порядке усиления окраски) из следую-
щих 12 эталонов марок: X, WW, Wg, N, М, К, I, Н, G, F, Е, D.
Различают четыре группы цветности: светлая — соответ-
ствует цвету раствора 52,8 мг йода в 100 мл 10 %-ного раствора
йодистого калия в слое 10 мм (не темнее марки Wg); желтая —
соответствует раствору, содержащему 116 мг йода (не темнее
марки К); оранжевая — соответствует раствору, содержащему
299 мг йода (не темнее марки G); темная — темнее марки G.
Живичная канифоль по ГОСТ 19113—84 выпускается трех
сортов. Канифоль высшей категории качества (высший сорт)
должна иметь цвет X, WW, Wg, 1-го сорта — X, WW, Wg, N;
2-го сорта М, К, L Н, G- Температура размягчения должна
быть соответственно не менее 69, 68, 66 °C; кислотное число не
менее 169, 168, 166.
Живичный скипидар должен быть прозрачным, без осадка
и воды. По ГОСТ 1571—82 он выпускается трех сортов. Со-
держание а-, fl-пиненов в скипидаре высшего сорта должно
быть не менее 60 %, 1-го сорта — 55%, 2-го сорта — 50%.
Объем скипидара, перегоняемого до 170 °C, должен быть соот-
ветственно не менее 92, 90 и 80%, кислотное число не более
0,5, 0,5 и 1,0.
Основными потребителями сосновой живичной канифоли яв-
ляются нефтехимическая (производство синтетического каучука,
шин), лакокрасочная и электротехническая отрасли промыш-
ленности.
Получение воздухововлекающей добавки. Для использова-
ния всех веществ, содержащихся в сточных водах, разработана
технология получения из них дополнительной продукции — воз-
духововлекающей добавки (ВВД). Способ предусматривает
нейтрализацию смоляных кислот, содержащихся в сточных во-
209-
дах, добавление технических лигносульфонатов, отгонку ски-
пидара и упаривание до содержания сухих веществ 20—60 %.
Полученный раствор вполне пригоден в качестве пенообразую-
щего препарата при производстве пенобетонов.
Пар, получаемый при упаривании сточных вод, может быть
использован для плавления живицы, что делает эту стадию
процесса замкнутой без образования сточных вод. При выпу-
ске 20 %-ного раствора ВВД достигается полная ликвидация
сточных вод. Если же ВВД выпускается в виде 60 %-ного рас-
твора, то получается небольшой избыток флорентинной воды —
около 0,2 м3 на 1 т канифоли. При этом в результате вывода
основной массы загрязнений в виде ВВД их поступление на
биологические очистные сооружения снижается в 20—25 раз;
кроме того, стоки не содержат смолистых веществ, которые
мешают работе указанных сооружений, приводя к гибели их
микрофлоры.
Переработка лиственничной живицы. Лиственничная живица
имеет более высокую вязкость, чем сосновая, и содержит повы-
шенное количество воды и сора—10 % и более. По химиче-
скому составу она сильно отличается от сосновой и характери-
зуется высоким содержанием сесквитерпенов (2—5%) и дитер-
пеноидов (до 20%). Качественный состав смоляных кислот
аналогичен составу кислот сосновой живицы, но количествен-
ное соотношение их иное. Лиственничный скипидар содержит
примерно 20 % р-пинена и из него путем ректификации можно
выделить технический продукт с массовой долей основного ве-
щества 80%.
При переработке лиственничной живицы на существующем
оборудовании канифольно-терпентинных заводов возникают
большие трудности. Живица лиственницы имеет высокую вяз-
кость и низкую текучесть, что затрудняет выгрузку ее из бо-
чек и подачу на переработку. Живица плавится медленно, ос-
ветление фосфорной кислотой даже при ее увеличенном рас-
ходе, равном 20—30 кг/т, достигается незначительное. Для
надежного отделения воды и сора из живицы ее приходится
разбавлять скипидаром до 45—50 % и добавлять поваренную
соль. Однако в этих условиях процесс отстаивания длится 8—
14 ч вместо 4—8 ч при переработке сосновой живицы.
В процессе отстаивания образуется значительное количе-
ство эмульсионного (грязевого) слоя; он в 2,5—3 раза превы-
шает долю эмульсии, образующейся при переработке сосновой
живицы. Причиной этого является повышенное по сравнению
с сосновой живицей содержание дитерпеновых эфиров и спир-
тов, обладающих поверхностно-активными свойствами и повы-
шающих устойчивость эмульсии терпентин — вода. Наличие
увеличенного грязевого слоя приводит к высоким потерям смо-
листых веществ, вследствие чего расход лиственничной жи-
вицы на 1 т канифоли на 40—50 % превышает удельный рас-
ход сосновой живицы. Присутствие в лиственничной живице
210
большого количества высококипящих дитерпенов обусловливает
низкое качество получаемой канифоли. Различные промышлен-
ные образцы лиственничной канифоли имели: кислотное число
100—130, температуру размягчения 46—56 °C, содержание не-
омыляемых веществ 20—28 %, цветность от I до Е. Все это де-
лает нецелесообразным переработку лиственничной живицы по
традиционной схеме с получением товарной канифоли и ски-
пидара.
Попытки улучшить свойства лиственничной канифоли путем
ее модификации или добавки ее к другим видам канифоли не
дали положительных результатов. В то же время нейтральные
дитерпеновые соединения, ухудшающие лиственничную кани-
фоль, отличаются высокой биологической активностью, что
предопределяет их большую потребительскую ценность. В отли-
чие от многих органических соединений они в настоящее время
не могут быть получены синтетическим путем. Поэтому перспек-
тивным направлением использования лиственничной живицы
является получение из нее смолы нетральной лиственничной
(СИЛ), предназначаемой для изделий декоративной косметики
и душистых веществ амбрового типа.
Для получения СИЛ лиственничную канифоль растворяют
в бензине марки БР. Процесс растворения ведут в аппарате
с рамной мешалкой при 40—60 °C и соотношении канифоль —
бензин 1 : (2-4-3). Бензиновый раствор омыляют 5—10 %-ным
водным раствором щелочи, взятым с избытком. После отстаи-
вания водный слой (раствор мыла) дополнительно промывают
бензином. Бензиновые растворы объединяют, промывают водой
до нейтральной реакции и уваривают в кубе при 130—150 °C
с присадкой острого пара под разрежением. Такие мягкие ус-
ловия уваривания обеспечивают сохранение структуры и
свойств дитерпеноидов и получение СИЛ надлежащего каче-
ства.
Бензин регенерируют для повторного использования. Вод-
ный раствор мыла нейтрализуют канифолью до pH 9—11, ува-
ривают и получают клей-пасту для проклейки бумаги, который
по своим свойствам находится на уровне клея, полученного из
живичной сосновой канифоли.
Для получения 1 т смолы требуется 18—20 т лиственничной
живицы. При этом в качестве товарных продуктов получают
также клей канифольный лиственничный (13—15 т), скипидар
лиственничный и нейтральные масла.
9.3. Оборудование канифольно-терпентинного
производства
Насосы для перекачки живицы. Для перекачивания жи-
вицы используются бетононасосы, конструкция которых позво-
ляет перемещать малотекучие смеси, содержащие крупные
твердые включения.
211
Бетононасос С-252 представляет собой плунжерный насос
одностороннего действия с принудительным приводом клапа-
нов. Насос имеет следующую характеристику: производитель-
ность 20 м3/ч; расстояние транспортировки 40 м по вертикали
или 250 м по горизонтали; диаметр трубопровода 200 мм, число
ходов плунжера в минуту — 53; ход плунжера 300 мм, диаметр
цилиндра 201 мм.
Бетононасос С-252 состоит из следующих основных узлов
(рис. 9.5): станины, смесителя с приводом, побудителя, при-
вода насоса, шатунно-поршневой группы, клапанной коробки
с тягами.
На станине размещены основные детали насоса. В задней
части на подшипниках установлен коленчатый вал. В перед-
ней части станины запрессована гильза цилиндра. К перед-
нему торцу станины на шпильках крепится клапанная коробка,
сверху к всасывающему патрубку клапанной коробки — побу-
дитель, еще выше находится смеситель. Внутри побудителя на-
ходится вал, приводимый во вращение от основного двигателя
насоса посредством цепной передачи. На валу с помощью бол-
тов закреплены три пары сменных коротких лопаток. На при-
водном конце вала насажены фрикционная муфта предельного
момента, предохраняющая детали механизма при перегрузке
и заклинивании от поломки.
Внутри смесителя имеется вал квадратного сечения, на ко-
тором с помощью разъемных головок крепятся лопасти. Вра-
щается вал от специального двигателя через редуктор и цепную
передачу. Для предохранения вала и лопаток от поломок при-
водная муфта имеет срезные пальцы.
Живица, предназначаемая для транспортировки, загружа-
ется в бункер смесителя, где она перемешивается и гомогенизи-
руется. Через горловину в днище смесителя живица провали-
вается в побудитель. Вал побудителя во время работы насоса
всегда вращается и лопатками проталкивает живицу в прием-
ную камеру клапанной коробки, тем самым улучшая заполне-
ние цилиндра.
Всасывающие и нагнетательные клапаны приводятся в дви-
жение от двух профильных кулачков (один профиль открывает,
другой — закрывает) через кулисы и клапанные тяги от колен-
чатого вала. Движение клапанов строго соответствует движе-
нию поршня. Клапанные тяги имеют пружинные амортизирую-
щие устройства, предохраняющие механизм привода клапанов
от поломок в случае захвата клапанами крупных частиц, при-
сутствующих в живице. С этой же целью предусмотрено, что
клапаны при перекачивании никогда не перекрывают полно-
стью проходных отверстий. Открывание всасывающего и за-
крывание нагнетательного клапанов происходит с некоторым
опережением начала хода всасывания. Открывание нагнета-
тельного и закрывание всасывающего клапанов происходят
с опережением начала нагнетательного хода.
212
Рис. 9.5. Бетононасос С-252;
а — общий вид; б — конструкция клапанной коробкн; 1 — станина; 2 — клапанная ко-
робка; 3 — побудитель; 4 — смеситель; 5 —цепная передача; 6 — редуктор; 7 —порш-
невая группа; 8 — клапанная тяга; 9 —кулиса; 10 — зубчатая передача; // — клиноре-
менная передача; 12 — электродвигатель насоса; 13 — фланец для подключения трубо-
провода; 14 — нагнетательный клапан; 15 — фланец для соединения с побудителем;
16 — всасывающий клапан; 17 — фланец для соединения с поршневой группой
Рабочий процесс происходит следующим образом. При вса-
сывающем ходе- плунжера (движении назад) всасывающий
клапан открывается, нагнетательный — закрывается. Порция
живицы из бункера смесителя через побудитель, облегчающий
прохождение живицы через горловину всасывающего патрубка
клапанной коробки, попадает в цилиндр.
213;
При нагнетательном ходе плунжера (движении вперед) на-
гнетательный клапан открывается, порция живицы выталкива-
ется из цилиндра в трубопровод. Благодаря наличию зазоров
в проходных отверстиях при закрывании клапанов часть жи-
вицы из трубопровода поступает обратно в клапанную коробку
при всасывающем ходе плунжера. При нагнетательном ходе
часть живицы из клапанной коробки через всасывающий кла-
пан проталкивается обратно в побудитель. Это устраняет воз-
можность расслоения перекачиваемой живйцы, которая все
время находится в движении.
Загрузочный винтовой конвейер. На большинстве заводов
в качестве загрузочного механизма используются винты. Они
имеют различную длину (10—14 м) и угол наклона (25—40°),
что определяется взаимным расположением места выгрузки
живицы и приемной емкости для живицы. Винт вращается
в металлическом корпусе, имеющем форму полукруглого же-
лоба, открытого сверху. Внутри корпуса смонтированы проме-
жуточные опоры, крепящиеся к верху корпуса так, чтобы они
не мешали движению живицы по дну желоба. Сверху корпус
закрыт съемными крышками, которые позволяют осуществлять
быстрый осмотр и ремонт, а в случае поступления с живицей
крупных твердых предметов, также и очистку винта. Корпус и
винт изготовлены из углеродистой стали. Диаметр винта 300—
400 мм, частота вращения 0,5 с-1, расчетная производитель-
ность до 25 т/ч, потребляемая мощность 9—13 кВт. Однако на
полную производительность винт эксплуатируется редко и жи-
вица движется по дну корпуса, заполняя винт на '/4—!/3 вы-
соты витка.
Для устойчивой работы винта необходимо подавать пред-
варительно подготовленную живицу из живицемялки, где спе-
циальные ножи режут и дробят крупные куски живицы. Кроме
того, в винт непрерывно подается скипидар в количестве 5—
7 % от объема живицы. Поднимая живицу в промежуточную
емкость, винт перемешивает и растирает ее. В результате этого
живица делается более жидкой и подвижной, что обеспечивает
возможность загрузки ее в плавильник самотеком.
Цепной элеватор. Элеватор конструкции В. И. Филатова
состоит из двух вертикальных параллельно расположенных
труб. В трубах движется бесконечная цепь. Нижняя часть труб
вмонтирована в сборную коробку, из которой с помощью спе-
циальных насадок цепь при своем движении захватывает жи-
вицу и сбрасывает ее из верхней сборной коробки по лотку
в промежуточный сборник. Производительность цепного элева-
тора при диаметре труб 100 мм и высоте подъема 7 м около
3 т живицы в час. Этот элеватор работает устойчиво только
при определенной вязкости живицы, для чего требуется по-
стоянно добавлять скипидар. Однако при подаче избыточ-
ного количества скипидара цепь перестает захватывать жи-
вицу.
214
Рис. 9.6. Плавильник живицы:
1 — барботер; 2 — ложное дно; 3 —
люк; 4 — предохранительный клапан:
5 — манометр; 6 — сигнализатор уров-
ня (гамма-реле); 7 — быстродейству-
ющая задвижка
0,4 МПа в период плавления
ссе гидравлического удаления
Плавильник. Основным
типом аппарата для плав-
ления живицы является
плавильник периодического
действия (рис. 9.6). Его
объем чаще всего равен
5—6 м3. Плавильник снаб-
жен ложным днищем,
имеющим отверстия 10 мм.
Ложное днище опирается
на опорное кольцо и про-
межуточные балки. Под
ложным днищем распола-
гается барботер, через ко-
торый обеспечивается по-
дача острого пара давлени
живицы или воздуха в пр
сора. Барботер имеет перфорацию диаметром 3—4 мм с та-
ким расчетом, чтобы суммарная площадь отверстий состав-
ляла 100—120 % от сечения подводящего трубопровода. На
нижней стороне трубы барботера имеются несколько отверстий
увеличенного размера, что необходимо для опорожнения трубы
барботера в период между плавками живицы. Плавильник
снабжен двумя люками. Верхний люк используется как смотро-
вой, нижний люк одновременно используется для выгрузки сора
(при его ручном удалении) и ремонта и чистки ложного днища.
В боковую стенку плавильника врезан штуцер большого диа-
метра (200 мм). К этому штуцеру подключается трубопровод,
подающий живицу из промежуточной емкости. При гидравли-
ческом способе удаления сора выше ложного дна врезан вто-
рой штуцер большего диаметра, через который производится
удаление пульпы, состоящей из воды и сора. На высоте 2/3 пла-
вильника устанавливается сблокированное с лампой гамма-
реле, выдающее световой сигнал, когда живица достигнет его
уровня. Таким образом обеспечивается постоянный объем за-
грузки живицы, исходя из которого рассчитывают и подают не-
обходимое количество скипидара и фосфорной кислоты.
Плавильник оснащен также манометром и предохранитель-
ным клапаном. По условиям безопасности плавильник рассчи-
тывают на давление 0,6 МПа, а предохранительный клапан ре-
гулируют на давление 0,15—0,2 МПа.
Плавильник непрерывного действия конструкции Гипролес-
хима описан выше. Существенным его недостатком является
215
Живица
Рис. 9.7. Непрерывнодействующий плавильник конструкции ЦНИЛХИ:
/ — бункер живицы; 2 — винт-дозатор; 3 — плавильник; 4 — отдувочный аппарат; 5 —
шлюзовой затвор; 6 — редуктор; 7 — электродвигатель; 8 — винт; 9 — корпус; 10 — ру-
башка
жесткая зависимость от работы бетононасосов, подающих жи-
вицу. Все перебои и неравномерности в подаче живицы отража-
ются на работе плавильника, поэтому поддержание стабиль-
ного соотношения живицы, скипидара, фосфорной кислоты и
катамина АБ затруднено.
В ЦНИЛХИ разработан и испытан непрерывнодействующий
плавильник, в котором плавление живицы осуществляется за
счет тепла нагретого скипидара, причем содержание скипидара
в терпентине увеличено до 70 % с целью резкого повышения
скорости последующего отстаивания воды.
Агрегат состоит из двух узлов — собственно плавильника и
отдувочного аппарата. Плавильник представляет собой наклон-
ный эллипсовидный в сечении смеситель, снабженный двумя
самоочищающимися винтами со встречным движением. Винты
выполнены с уменьшающимся диаметром и увеличивающимся
шагом витка в направлении транспортировки сора. В этом ап-
парате (рис. 9.7) осуществляется растворение живицы в скипи-
даре, отделение от нее сора и экстракция сора, тогда как ос-
ветление, промывку и обезвоживание терпентина производят
по обычной технологии отдельно. Материальные потоки органи-
зованы в аппарате таким образом, что в нем возникают две
зоны: зона А для растворения живицы и зона Б для экстрак-
ции сора.
В плавильник при постоянно вращающихся навстречу друг
другу винтах непрерывно в заданном соотношении подают че-
рез дозатор живицу, а также скипидар, подогретый до задан-
216
ной температуры. Живица с помощью винтов перемещается,
смешивается со скипидаром и растворяется в нем. Сор отделя-
ется от раствора и увлекается в верхнюю часть аппарата, всту-
пая при этом в контакт с нагретым скипидаром, в результате
чего происходит противоточная экстракция смолистых веществ
из сора. Проэкстрагированный сор непрерывно выводится из
аппарата и поступает в отдувочный аппарат, конструкция ко-
торого во многом аналогична конструкции плавильника, а тер-
пентин направляется на переработку. Переработка терпентина,
содержащего повышенное количество скипидара, требует уве-
личения диаметра верхней части канифолеварочной колонны и
небольшого увеличения расхода глухого пара.
Использование двух вращающихся навстречу друг другу
винтов с заходящими лопастями способствует их самоочистке
и предотвращает забивание аппарата живицей и сором. Умень-
шенный шаг витка винтов в нижней части аппарата и умень-
шенный зазор между ними и стенкой необходим для истирания
присутствующих в живице закристаллизовавшихся комков, что
способствует их более интенсивному растворению. Эллипсовид-
ная форма аппарата необходима для ликвидации «мертвых
зон» и наиболее эффективна для двух круглых винтов. Отду-
вочный аппарат имеет два винта со встречным вращением и
эллипсовидный корпус. Эти винты имеют постоянный шаг. Кор-
пус аппарата имеет рубашку, обогреваемую глухим паром дав-
лением 1 МПа. Винты транспортируют сор, перемешивая его,
одновременно сор нагревается за счет глухого пара. Навстречу
движению сора дается острый пар, который улучшает условия
десорбции скипидара из сора. Пары воды и скипидара направ-
ляются в конденсационную систему.
Отстойник. На рис. 9.8 показан отстойник непрерывного
действия, эксплуатируемый на Нейво-Рудянском заводе. Это
удлиненный стальной сборник в форме усеченного параллеле-
пипеда вместимостью около 60 м3 с герметически закрытой пло-
ской крышкой и конусообразным днищем. Внутри отстойник
футерован кислотоупорным цементом. Для уменьшения потерь
тепла и во избежание падения температуры ниже 80 °C отстой-
ник снаружи изолирован слоем асбеста. Живица поступает
в отстойник через три штуцера 1 и одновременно отводится
с противоположной стороны также через три штуцера 2. На
пути движения живицы в отстойнике установлены две перего-
родки. Со стороны поступления живицы установлена сплошная
перегородка 3 от крышки на глубину примерно 700 мм, направ-
ляющая поток живицы вниз. Вторая, сетчатая, перегородка 4
установлена перед штуцерами для выхода чистой живицы на
глубину от крышки около 500 мм; она служит для задержки
скапливающегося в верхнем слое легкого сора, преимущест-
венно коры. В днище отстойника расположен ряд конусообраз-
ных выступов 5, увеличивающих жесткость конструкции,
а также замедляющих движение живицы в горизонтальной
217
Рис. 9.8. Непрерывнодействующий отстойник для живицы: -
/ — штуцера для ввода живицы; 2 — штуцера для вывода отстоявшейся -живицы;
сплошная перегородка; 4 — сетчатая перегородка; 5 — конусообразные выступы; б» —
труба для сбора отстоя; 7 — гидравлический затвор для вывода отстоя
плоскости и улучшающих условия осаждения отстоя. Они соз-
дают как бы ряд отдельных отсеков, которые соединены с тру-
бой 6, расположенной под днищем отстойника по всей его
длине. Труба заканчивается гидравлическим затвором 7 для
непрерывного отвода отстоя из отстойника.
Для снижения высоты отстойника нижнюю его часть можно
выполнить в виде нескольких усеченных конусов, как это было
показано на рис. 9.4.
Аппараты для уваривания канифоли. Первые канифолева-
рочные колонны, применяемые в отечественной промышленно-
сти, были оборудованы колпачковыми тарелками, которые со-
четались с царгами, обогреваемыми глухим паром через ру-
башку. Реконструированные К- П. Михеевым колонны имели
только колпачковые тарелки. Для доуваривания канифоли
в нижней части колонны имелся змеевик и колонна была снаб-
жена выносным змеевиковым аппаратом — подсушником.
Более поздняя конструкция колонны, созданная А. А. Ган-
шиным и Н. П. Поздняковым, имела ситчатые тарелки, на ко-
торых были расположены змеевики, однако часть промежуточ-
218
Выход паро&
Рис. 9.9. Тарельчатая канифолеварочная колонна:
а —общий вид; б — переливное устройство; / — ситчатая тарелка; 2 — змеевик; 3 —
колпачковая тарелка; 4 — центробежный каплеуловитель; 5 — барботер; 6 — переливной
стакан; 7 — гидрозатвор; 8— желоб
ных тарелок были колпачковыми без змеевиков. Колонна имела
переменный диаметр, который через переходную конусную
царгу увеличивался с 600 до 800 мм. Производительность ко-
лонны составляла около 2 т канифоли в час. Повышение мощ-
ности канифольно-терпентинных заводов потребовало создания
более высокопроизводительной колонны. Такая колонна, имею-
щая производительность по канифоли до 6 т/ч, эксплуатиру-
ется на наших наиболее крупных канифольно-терпентинных за-
водах (рис. 9.9).
Колонна имеет диаметр 1200 мм в нижней части и 1600 мм
в верхней сепарационной части, где расположен центробежный
219
Рис. 9.10. Канифолеварочная колонна Бар-
наульского завода:
/ — ситчато-клапанная тарелка; 2 —змеевик; 3 —
переливная планка; 4 — сепарирующее устройст-
во; 5 — барботер; А — вход терпентина; Б— вы-
ход канифоли; В — выход паров; Г — вход глу-
хого пара; Д — выход конденсата; Е — вход ос-
трого пара
каплеуловитель. В колонне имеются
семь ситчатых и три колпачковые
тарелки. На ситчатых тарелках
расположены змеевики общей по-
верхностью 36 м2. Колонна состоит
из царг, число которых равно числу
тарелок. Змеевики на тарелках
имеют различную поверхность,
вследствие чего расстояние между
тарелками (царгами) также раз-
личное и изменяется от 400 мм до
700 мм. Уровень терпентина на та-
релках поддерживается при помощи
переливных стаканов, расположен-
ных по центру тарелки. Диаметр
переливного стакана 220 мм, что
обеспечивает нормальный переток
жидкости в процессе установив-
шейся работы. Однако в период пу-
ска колонны, когда возможны боль-
шие колебания в подаче жидкости
и пара, не исключено переполнение
тарелок. Из переливных стаканов
жидкость поступает в крестообраз-
ный желоб и по нему отводится
на периферию нижележащей та-
релки. Такая конструкция перелив-
ного стакана и желоба обеспечи-
вает движение жидкости на всех
тарелках от периферии к центру.
Ситчатые тарелки имеют 1600
отверстий диаметром 6 мм, на кол-
пачковых тарелках установлено 78
колпачков. В нижней части гидро-
затвора обязательно должны быть
просверлены отверстия диаметром
не менее 8—10 мм, что необходимо
для их опорожнения при остановке
колонны, иначе может происходить
кристаллизация смоляных кислот,
что в последующем нарушит нор-
мальный переток жидкости с та-
релки на тарелку.
220
Во все змеевики колонны и в барботер подается пар высо-
кого давления (1,0—1,2 МПа). В нижней части колонна обо-
рудована гидрозатвором для выхода канифоли, который пре-
пятствует проскоку паров вместе с канифолью. Поскольку на
нижних тарелках находится уже практически уваренная кани-
фоль, содержащая очень небольшое количество летучих ве-
ществ, поддержание жидкости на нижних ситчатых тарелках
осуществляется за счет подачи острого пара. Поэтому при сни-
жении производительности колонны по канифоли нельзя сни-
жать расход острого пара, ибо в противном случае эти тарелки
будут оголены. Это предопределяет повышенный расход ост-
рого пара в случае недогрузки колонны.
Учитывая требования машиностроителей об унификации
элементов химических аппаратов, была разработана для Бар-
наульского завода конструкция новой колонны (рис. 9.10).
Колонна имеет постоянный диаметр 1200 мм по всей высоте.
В колонне с постоянным шагом 400 мм расположено 11 сит-
чато-клапанных разборных тарелок, на которых расположены
змеевики. На двух верхних тарелках поверхность змеевиков по
5 м2, на остальных по 3,5 м2. Общая поверхность змеевиков со-
ставляет 42 м2. Высота слоя жидкости на тарелке задается
высотой переливной планки и обеспечивает полное погружение
змеевика в жидкость. На двух верхних тарелках слой жидко-
сти равен 300 мм, на нижних тарелках 200 мм.
В качестве сепарирующего устройства использована сетча-
тая насадка, где пары, содержащие капли жидкости, фильтру-
ются через мелкие ячейки насадки. Капли оседают, укрупня-
ются и стекают в колонну. Колонна имеет минимальное число
фланцевых разъемов, что улучшает ее герметизацию.
Использование типовых ситчато-клапанных тарелок позво-
ляет обеспечить стабильность работы колонны при различных
нагрузках. При низких нагрузках работает только ситчатая
часть тарелки. При номинальной и повышенной нагрузке, когда
увеличивается расход острого пара, открываются клапаны, что
автоматически увеличивает живое сечение тарелки. Наличие пе-
релива жидкости в виде сегмента большого сечения обеспечи-
вает устойчивую работу колонны в любом режиме нагрузок по
жидкости.
Непрерывнодействующая змеевиковая канифолеварочная
колонна изображена на рис. 9.11. Нагрев продукта в этой ко-
лонне осуществляется змеевиками, образующими в совокупно-
сти вертикально расположенный винт. Продукт течет по верху
винтовой поверхности, а пары, двигаясь снизу вверх, проходят
через зазоры между змеевиками и барботируют через слой дви-
жущейся жидкости.
На канифольно-терпентинных заводах небольшой мощности
используется непрерывнодействующий куб-колонна (рис. 9.12).
Он представляет собой вертикальный цилиндрический аппарат
высотой около 2,5 м с пятью-шестью секциями змеевиков глу-
221
Пары
Рис. 9.11. Змеевиковая канифолеварочная колонна:
/ — змеевик; 2 — обечайка для крепления змеевиков; 3 — сепаратор; 4 — центробежный
каплеуловитель
Рис. 9.12. Непрерывнодействующий канифолеварочный куб:
/—тарелка; 2 —змеевик; 3 — каплеулавливающая тарелка; 4 — каплеотбойник; 5 — бар-
ботер
хого пара, расположенными в нижней части аппарата. Между
секциями змеевиков смонтировано пять ситчатых тарелок.
В нижней части аппарата расположен барботер для острого
пара.
Живица в куб подается непрерывно в среднюю его часть на
специальную распределительную тарелку. Отбор канифоли про-
изводится также непрерывно из нижней части куба через гид-
равлический затвор. Перед кубом установлен змеевиковый по-
догреватель. Производительность куба при диаметре аппарата
1000 мм, высота 2500 мм и поверхности нагрева 25 м2 около
2—2,5 т живицы в час. - .
222
Рис. 9.13. Барабанный охладитель канифоли:
/ — охладительный барабан; 2 — подшипник; <3 — сальник; 4 — полый вал; 5 — разбрыз-
гиватель воды; 6 — шкив; 7 — ванна для канифоли; 8 — регулировочный .болт; 9— ста-
нина; 10 — нож; 11 — охлажденная канифоль '
В отличие от канифолеварочной колонны куб имеет мень-
шую высоту, однако время пребывания канифоли в кубе
больше, чем в колонне, что отрицательно влияет на качество
канифоли.
Барабанный охладитель канифоли. Этот аппарат (рис. 9.13)
представляет собой полый металлический барабан, охлаждае-
мый водой, проходящей через него. Частота вращения бара-
бана 5—6 мин-1, он погружен на 10—15 мм в расплавленную
канифоль, находящуюся в открытой ванне постоянного уровня.
При вращении барабан захватывает тонкий, около 2 мм, слой
канифоли, которая быстро охлаждается на его поверхности до
60—70 °C и в виде густой текучей массы опускается в бочку.
Дозатор для розлива канифоли. Дозатор обеспечивает роз-
лив канифоли температурой 140—150 °C одновременно в че-
тыре барабана (риис. 9.14). Расплавленная канифоль посту-
пает в сборник, откуда погружным насосом перекачивается
в дозатор, снабженный обогревающей рубашкой. В дозаторе
имеются четыре камеры, каждая из них объемом около 100 л.
Для точного тарирования объема камеры имеются тарировоч-
ные поплавки, перемещением которых можно изменять рабо-
чий объем камеры. Канифоль поступает в нижнюю часть пер-
вой камеры, заполняет ее, перетекает через верхнюю кромку во
вторую, далее в третью и четвертую камеры. Из последней,
четвертой, камеры избыток канифоли по переливной трубе по-
ступает в сборник канифоли. В последней камере установлен
поплавковый уровнемер, который дает сигнал на закрытие кла-
223
Рис. 9.14. Механизированный розлив канифоли:
/ — емкость для канифоли; 2— погружной насос; 3 — дозатор четырехкамериый; 4—
сигнализатор уровня; 5 — клапан; 6 — тарировочиый поплавок; 7 — кран для слива; 3 —
барабан для канифоли; 9 — поддон
\ пана на трубопроводе подачи канифоли в дозатор. Через 20—•
30 с после закрытия клапана избыток канифоли из дозатора
стечет в емкость для канифоли и порции канифоли массой
100±0,5 кг сливаются в четыре барабана, установленные на
поддоне. После слива канифоли барабаны закрываются крыш-
ками и на поддоне при помощи электропогрузчика быстро вы-
возятся на склад, где выдерживаются для охлаждения кани-
фоли в течение 1—2 сут.
Открытие клапана на линии подачи канифоли осуществля-
ется по сигналу, даваемому аппаратчиком. Далее цикл повто-
ряется.
Такой дозатор имеет производительность около 5 т/ч. При-
менение сборника канифоли соответствующего объема позво-
ляет при необходимости производить розлив всей вырабаты-
ваемой канифоли в одну-две смены.
Материалы для изготовления аппаратуры. Коррозионная
активность технологической среды канифольно-терпентинного
производства обусловлена в основном наличием серной кислоты
в живице (если она добыта с этим стимулятором), а также фос-
форной кислоты, добавляемой к живице в процессе ее плав-
ления.
На стадии перекачивания холодной живицы коррозия неве-
лика, и все технологическое оборудование (винты, бетонона-
сосы, монтежю, емкости) изготавливаются из углеродистой
стали. Наиболее сильной коррозии подвергается аппаратура,
где производится плавление живицы. Сталь 12Х18Н10Т в этих
условиях обладает недостаточной стойкостью, поэтому плавиль-
ники живицы должны изготовляться из молибденсодержащих
сталей 17Н13М2Т.
224
В качестве материала для отстойников при применении в ка-
честве осветлителя фосфорной кислоты используется сталь
12Х18Н10Т. Учитывая возможность межкристаллитной корро-
зии этой стали в присутствии скипидара и фосфорной кис-
лоты, более целесообразно это оборудование готовить из
стали 10Х17Н13М2Т. Все остальное оборудование может быть
изготовлено из низколегированной стали 08Х22Н6Т, из без-
никелевой стали 08X13 или из биметалла на основе этих
сталей.
Плавильники и отстойники могут быть изготовлены из уг-
леродистой стали при условии защиты ее от коррозии кислото-
стойкой футеровкой (плитки или бетон). Применение углеро-
дистой стали не рекомендуется также и по той причине, что она
вызывает потемнение товарных продуктов •— канифоли и ски-
пидара.
Расчет канифолеварочной колонны. Существуют различные
способы расчета числа тарелок. Часто расчет канифолевароч-
ных колонн проводится по аналогии с процессом ректификации.
Однако при канифолеварении процессы массообмена, в том
числе достижение равновесного состояния, имеют менее суще-
ственное значение, так как сдвиг в сторону равновесия дости-
гается в основном за счет принудительного фактора — подвода
тепла. Это возможно вследствие того, что один компонент си-
стемы— канифоль — практически нелетучее вещество. Поэтому
условия подвода тепла являются первостепенными по сравне-
нию с условиями массообмена. В отличие от процесса ректи-
фикации при расчетах канифолеварочных колонн необходимо
учитывать изменение температуры продукта на каждой та-
релке, так как равновесное состояние и парциальная упругость
паров в большей мере зависят от температуры процесса.
В отличие от процесса ректификации важными факторами
являются начальная, конечная температура канифолеварения
и расход острого пара. Все эти факторы определяют число сту-
пеней изменения концентраций (число тарелок).
Рассмотрим принцип расчета канифолеварочной колонны
при переработке терпентина, полученного из непрерывнодейст-
вующего плавильника и содержащего 70 % скипидара.
Принимаем, что в верхней части колонны поддерживается
температура 120 °C, а в нижней 173 °C. Терпентин поступает
в колонну подогретым до 120 °C. Производительность колонны
по канифоли 100 т/сут, или 4200 кг/ч. Колонна работает при ат-
мосферном давлении, изменение давления на тарелках вслед-
ствие их гидростатического и гидродинамического сопротивле-
ния не учитывается. В качестве греющего пара используется
пар давлением 1 МПа и температурой 180 °C. Коэффициент
теплопередачи от глухого пара к канифоли (терпентину)
1465 кДж/(м2 • ч • К), теплоемкость канифоли 2,1 кДж/(кг-К),
теплота испарения скипидара и других летучих веществ
335 кДж/кг.
8 Заказ № 2531 22 5
Канифоль, уходящая из колонны, имеет температуру 173 °C
и содержит 0,2 % летучих веществ. Изменение температуры ост-
рого пара и обусловленное этим изменение его теплосодержа-
ния данным расчетом не учитываем.
В качестве первого приближения принимаем, что колонна
будет иметь 6 тарелок и температура жидкости на соседних
тарелках отличается на 10 °C. Количество терпентина, посту-
пающего в колонну в течение 1 ч, равно
4800 100
---------= 14 000 кг,
(100- 70)
в том числе канифоли 4200 кг, скипидара 9800 г. Количество
острого водяного пара, проходящего через все тарелки, одина-
ково и определяется равновесным составом паров, отбираемых
с верхней тарелки. Ранее было показано, что при температуре
120 °C расход острого водяного пара равен 0,26 кг на 1 кг
скипидара.
В рассматриваемом примере расход острого водяного пара
составит >
9800-0,26 = 2550 кг/ч.
Сделаем расчет колонны с нижней тарелки. По условию
канифоль, уходящая из колонны, содержит 0,2 % летучих ве-
ществ, или
4200-0,002= 8,4 кг/ч.
Принимаем, что такое же содержание летучих веществ и на
первой (нижней) тарелке, где температура 173 °C.
По ранее приведенному расчету для конца процесса и тем-
пературы 173 °C соотношение водяной пар — летучие вещества
равно 163: 1. Поэтому расходуемые 2550 кг водяного пара увле-
кут с собой на этой тарелке следующее количество летучих ве-
ществ:
2550: 163= 15,6 кг/ч.
Жидкость, находящаяся на второй тарелке (снизу), содер-
жит летучих веществ
8,4+ 15,6 = 24 кг/ч,
а их массовая доля на второй тарелке будет равна
(4200+ 15,6)
Температура на этой тарелке, согласно принятому условию
на 10 °C ниже, чем на первой тарелке, или равна 163 °C.
226
Для этих условий упругость паров летучих веществ равна
0,25 кПа. Соотношение в парах составит
(98 — 0,25)-18 51 8. j
0,25-136
Острый пар увлечет с собой 2550:51,8 = 49,2 кг/ч летучих
веществ. На третьей тарелке температура равна 153 °C, а мас-
совая доля летучих в жидкости составит
(8,4+ 49,2)-100 1 36 %
4200 + 49,2
При этих условиях упругость паров летучих веществ равна
1,09 кПа. Соотношение паров на третьей тарелке будет равно
(98- 1,09)-18 = j j g . j
1,09-136 ’ ’ ’
а содержание скипидара 2550:11,8 = 216,1 кг/ч.
Массовая доля скипидара на четвертой тарелке будет равна
(8,4+ 216,1)-100 _ 5 1 о/о
4200 + 216,1 ’ '
При температуре 143 °C упругость паров скипидара на этой
тарелке составляет 4,7 кПа, а соотношение вода: скипидар бу-
дет равно
<98-Л7).:-1?... = 2,63:1.
4,7-136
Пары содержат скипидара
2550:2,63 = 969,6 кг/ч.
Массовая доля скипидара на пятой тарелке
(8,4 + 969,6)-100 ]g Q %
4200 + 969,6 ’ (
При температуре 133 °C упругость паров равна 21,3 кПа,
а соотношение паров на пятой тарелке будет равно
(98-21,3)-18 = 0 48 . j
21,3-136 ’ ’ ’
в парах содержится скипидара 2550:0,48 = 5312,5 кг/ч.
На шестой тарелке массовая доля скипидара составит . -
8,4 + 5312,5 = 56)0 о/о>
4200 + 5312,5
8*
227
9.3. Результаты расчета канифолеварочной колонны
Параметры Номер тарелки с нижней части колонны
1 2 3 4 5 6
Принятая температура, °C 173 163 153 143 133 123
Массовая доля летучих веществ в жидкости, % 0,20 0,57 1,36 5.1 18,9 55,9
Упругость паров лету- чих веществ, кПа 0,10 0,25 1,09 4,7 21,3 35
Соотношение водяной пар : летучие вещества 163 : 1 51,8 : 1 11,8 : 1 2,63 : 1 0,48 : 1 0,26 : 1
Отогналось всего лету- чих веществ, кг/ч 15,6 49,2 216,1 969,6 5312,5 9800
В том числе на данной тарелке 15,6 33,6 166,8 753,5 4342,9 4487,5
Количество жидкости, стекающей с тарелки на нижележащую, кг/ч Расход тепла на тарел- ке, тыс. кДж/ч: 4200 4215,6 4233,6 4366,8 5169,6 9512,5
на испарение летучих веществ 5 11 56 250 1460 1500
на нагрев жидкости 88 89 92 ПО 200 —
всего 93 100 148 360 1660 1500
Принятый температур- ный перепад, °C 7 17 27 37 47 57
Расчетная площадь по- верхности теплообмена, мг 9,2 4,0 3,7 6,6 24,0 18,0
При температуре 123 °C упругость
35 кПа. Соотношение паров
паров будет равна
(98 — 35)-18
35-136
0,24 : 1,
что близко к принятому соотношению в составе паров (0,26: 1),
отгоняемых из колонны (табл. 9.3).
Коэффициент полезного действия тарелки близок к единице,
что обусловлено большой глубиной барботажа паров через слой
жидкости. Поэтому на основе проведенных расчетов можно
считать, что для уваривания канифоли при заданных парамет-
рах шести ступеней изменения концентраций достаточно при
условии, что общая площадь поверхности змеевиков будет
около 66 м2. Основная поверхность теплообмена (75 %) должна
располагаться в верхней половине колонны. По конструктив-
ным соображениям с целью унификации тарелок, необходимо
взамен одной тарелки принять несколько тарелок, сохранив
общую поверхность теплообмена.
При этом, например, в нижней части колонны следует при-
нять 4 тарелки с площадью поверхности змеевика 4 м2, а в верх-
228
ней части колонны 8 тарелок по 6 м2. Общее число тарелок со-
ставит 12 шт., а площадь поверхности змеевиков 64 м2.
С учетом этой площади поверхности змеевиков на тарелках
можно уточнить температуру на тарелках и сделать второй,
уточненный расчет колонны, при котором температура на та-
релке, количества отгоняемых летучих веществ и передавае-
мого тепла должны быть взаимоувязаны.
Приведенные расчеты указывают на необходимость значи-
тельных площадей поверхности теплообмена на нижних тарел-
ках. Поэтому, в частности, необоснованно применение в колон-
нах промежуточных тарелок, не оборудованных змеевиками.
Число ступеней изменения концентрации сильно зависит от
количества острого пара, проходящего через колонну. При сни-
жении количества острого пара возрастает необходимое число
тарелок и одновременно растет температура на верхних та-
релках.
Расчет диаметра колонны, живого сечения тарелки не отли-
чаются от расчетов ректификационных колонн. При расчете
необходимо учитывать значительное увеличение объема паров
на верхних тарелках за счет паров скипидара. Поэтому живое
сечение верхних тарелок должно быть больше, чем нижних.
Из расчета также следует, что расход глухого пара на весь
процесс канифолеварения составляет около 1,7 т/ч, или около
70 % от расхода острого пара, и это несмотря на то, что расчет
выполнен для терпентина, содержащего 70 % скипидара. При
существующей технологии, когда перерабатывается терпентин
с содержанием скипидара 40 %, расход глухого пара будет еще
меньше. Поэтому экономичность работы канифолеварочной ко-
лонны в первую очередь определяется расходом острого пара.
Пожаро- и взрывобезопасность производства. Основную по-
жарную опасность в канифольно-терпентинном производстве
представляют скипидар и содержащие его материалы. Живица
имеет температуру вспышки 46 °C и загорается от любого,
даже небольшого источника открытого огня.
В то же время из-за своей высокой вязкости при обычной
температуре живица не растекается на большой поверхности и
испарение скипидара происходит на небольшой площади,
вследствие чего образование взрывоопасных смесей имеет ло-
кальный характер. Поэтому на стадии подготовки живицы к пе-
реработке электрооборудование и электропроводка допуска-
ются во взрывозащищенном исполнении.
Процессы плавления живицы, отстаивания терпентина и
варки канифоли протекают при повышенной температуре и яв-
ляются взрыво- и пожароопасными, поэтому все машины и обо-
рудование должны быть только во взрывобезопасном испол-
нении.
Любые волокнистые материалы, пропитанные скипидаром
или канифолью, способны самовозгораться на воздухе. Поэтому
сор, выгружаемый из плавильников, вата из соляно-ватных
229
фильтров, другие фильтрующие материалы и т. д. должны не-
медленно удаляться из цеха. Пролитые скипидар и терпентин
необходимо собирать и немедленно удалять; пролитая кани-
фоль сначала удаляется механически, а затем заливается рас-
твором щелочи и смывается.
Операция розлива канифоли является пожароопасной, од-
нако при розливе с использованием охладительных барабанов
в цехе может накапливаться канифольная пыль, способная да-
вать взрывоопасные смеси. Поэтому конструкция оборудова-
ния, вентиляционных систем, площадок, перекрытий должна ис-
ключать возможность накапливания пыли и позволять ее легко
удалять. Уборка пыли должна производиться ежесменно.
На воздушных и дыхательных линиях от емкостей со ски-
пидаром и терпентином должны быть установлены огнепрегра-
дители.
Глава 10. КАНИФОЛЬНО-ЭКСТРАКЦИОННОЕ
ПРОИЗВОДСТВО
Основным видом сырья для получения экстракционной ка-
нифоли является пневый сосновый осмол. В процессе созрева-
ния осмола смоляные кислоты и терпеновые углеводороды, со-
держащиеся в сосновой древесине, подвергаются изомеризации
и окислению, вследствие чего образуются новые химические
соединения — окисленные смоляные кислоты и терпеновые
спирты.
Поэтому смолистые вещества, содержащиеся в зрелом пне-
вом осмоле, существенно отличаются как от первоначальных
продуктов, содержащихся в древесине, так и от сосновой жи-
вицы. Экстракционная сосновая канифоль наряду с нормаль-
ными смоляными кислотами и нейтральными веществами со-
держит в отличие от живичной жирные кислоты (до 12 %) и
продукты окисления (2—10%). Наличие жирных кислот —
характерный признак экстракционной сосновой канифоли. Их
содержание тем выше, чем меньше возраст осмола. Содержа-
ние окисленных веществ, наоборот, увеличивается по мере со-
зревания осмола.
По данным Д. В. Тищенко, при окислении смоляных кислот
в естественных условиях, в присутствии влаги и терпенов, яв-
ляющихся переносчиками кислорода, одновременно протекают
реакции дегидрирования с образованием окисленных смоляных
(колофеновых) кислот состава С2оН2605 и С20Н2бО6. Характер-
ные особенности окисленных смоляных кислот — это высокая
температура размягчения (90—100 °C), пониженное кислотное
число (70—80) и темная окраска. Они нерастворимы в петро-
лейном эфире и лишь весьма незначительно растворяются
в бензине.
Летучая часть смолистых веществ вследствие длительного
230
пребывания пней в земле также претерпевает значительные из-
менения. Скипидар, извлеченный из осмола, характеризуется
меньшим по сравнению с живичным скипидаром содержанием
пинена и повышенным Д3-карена. Кроме того, в нем содержатся
незначительные количества высококипящих продуктов, в числе
которых надо отметить терпеновые спирты и терпингидрат
(продукт гидратации пинена) и др.
Поэтому качество и относительные выходы отдельных про-
дуктов канифольно-экстракционного производства (канифоли,
скипидара и флотационного масла) сильно зависят от харак-
тера исходного сырья. При переработке свежих сосновых пней,
содержащих повышенное количество жирных кислот, получа-
ется канифоль с пониженной температурой размягчения (46—
48 °C), скипидар с большим содержанием пинена и совсем не
получается флотационного масла.
Задача канифольно-экстракционного производства, как по-
казывает само название,— извлечение (экстракция) смолистых
веществ — канифоли, скипидара и флотационного масла — из
измельченного осмола.
Приоритет в вопросе об использовании осмола для экстрак-
ционной переработки принадлежит русским ученым. Идею та-
кой переработки выдвигал еще Д. И. Менделеев, а в 1909 г.
проф. Н. И. Курсанов впервые предложил промышленный ме-
тод переработки пневого осмола путем экстракции бензином.
Этот метод в настоящее время применяется в канифольно-экс-
тракционном производстве во всех странах.
10.1. Основные закономерности извлечения
смолистых веществ из осмола
Под экстракцией обычно понимают выделение тех или иных
веществ из их смеси с другими веществами при помощи рас-
творителя (экстрагента), избирательно растворяющего одно или
несколько веществ. Физическая сущность экстракции состоит
в переходе извлекаемого (экстрагируемого) вещества из одной
фазы (жидкой или твердой) в фазу жидкого экстрагента при
их взаимном соприкосновении.
В дальнейшем полученный раствор (экстракт) выводится из
процесса и направляется на регенерацию экстрагента.
Процесс извлечения смолистых веществ из древесины явля-
ется сложным и включает в себя такие физические процессы,
как пропитка материала растворителем, растворение смолистых
веществ, диффузию и осмос. Все эти процессы в начальный пе-
риод протекают совместно, что усложняет физическую картину
процесса.
Процесс растворения определяет скорость удаления смоли-
стых веществ, находящихся на поверхности твердой фазы,
а процесс диффузии — скорость переноса вещества, находяще-
гося в открытых порах и капиллярах. Извлечение вещества,
231
находящегося в замкнутых порах древесины, осуществляется за
счет сил осмотического давления.
Влияние этих трех факторов будет различным в зависимо-
сти от размеров перерабатываемой щепы. При малом размере
частиц действие сил осмотического давления будет невелико,
так как основное количество смолистых веществ находится на
поверхности материала и в открытых порах. Напротив, при
увеличении размера щепы все большее количество смолистых
веществ находится в замкнутых порах и влияние осмоса ста-
новится определяющим фактором.
Процесс диффузии. Применительно к основной массе тех-
нологической щепы, используемой в канифольно-экстракцион-
ном производстве, определяющую роль имеет процесс диф-
фузии.
Процессом диффузии называют самопроизвольный процесс
переноса вещества и выравнивания его концентрации, обуслов-
ленный тепловым движением молекул. Если диффузия молекул
проходит через пористую перегородку, то процесс называют
осмосом, а если диффузия протекает в порах и капиллярах,—
внутренней (молекулярной) диффузией.
Процесс, протекающий вне пористой структуры материала,
называют свободной диффузией. Скорость диффузии зависит
от плотности среды, ее вязкости, температуры процесса, при-
роды растворителя и диффундирующих частиц, воздействия
внешних сил. С повышением температуры скорость диффузии
всегда возрастает.
Скорость чисто диффузионного переноса вещества в жид-
кой среде крайне мала, и для ее завершения в сосуде с линей-
ным рамером 1 дм требуются дни и недели.
Количество вещества, переносимого в процессе диффузии,
описывается первым уравнением Фика (знак минус в этом
уравнении показывает, что перенос вещества идет в направле-
нии уменьшения концентрации):
dm= - L> — Fdi,
dx
где dm — масса переместившегося вещества; F—площадь се-
чения; dr — время; dcfdx — градиент концентрации в направле-
нии переноса; D — коэффициент свободной диффузии, опреде-
ляющий количество вещества, продиффундировавшего через
1 м2 поверхности в единицу времени при градиенте концентра-
ции равном единице; коэффициент D имеет размерность м2/с.
При экстракции смолистых веществ из осмола бензин про-
питывает щепу и растворяет смолистые вещества. При этом
внутри щепы образуются растворы более высокой концентрации
в сравнении с растворами, омывающими щепу.
Разность концентраций является основной движущей силой
как процесса диффузии, так и осмоса. Эти процессы могут про-
должаться, пока существует разность концентраций.
232
В процессе диффузионного массопереноса можно выделить
три этапа: молекулярную диффузию вещества по смоляным ка-
налам и трахеидам древесины, направленную к наружной по-
верхности щепы; молекулярную диффузию через пограничный
слой (диффузионный пограничный слой); конвективную диф-
фузию смолистых веществ от пограничного слоя к раствори-
телю, омывающему щепу.
Таким образом, извлечение смолистых веществ может про-
ходить при наличии как молекулярной, так и конвективной
диффузии. В пограничном слое имеют место оба вида переноса,
однако молекулярная диффузия является здесь всегда преоб-
ладающей. Если щепа находится в среде неподвижного рас-
творителя, то перенос вещества осуществляется только за счет
молекулярной диффузии. При этом весь наружный слой рас-
творителя можно считать за пограничный слой большой тол-
щины, которая может во много раз превышать размер щепы.
Движение растворителя уменьшает толщину ламинарной
пленки, коэффициент конвективной диффузии резко возрастает
и общее сопротивление переносу вещества резко сокращается.
При скоростях растворителя более 0,1 см/с можно считать, что
скорость извлечения смолистых веществ в капиллярах древе-
сины определяется молекулярной диффузией. Увеличить ско-
рость диффузии в этих условиях для данного растворителя
можно только повышением температуры процесса.
При температуре кипения жидкости наблюдается значи-
тельное повышение скорости массопереноса. По-видимому, это
связано с нарушением молекулярного механизма внутренней
диффузии в результате возникающих кавитаций при образо-
вании и «захлопывании» пузырьков пара применяемого раство-
рителя.
С физической точки зрения различают два метода экстрак-
ции — в слое жидкости и в орошающем токе жидкости. В пер-
вом случае разность плотности растворов, находящихся внутри
и снаружи материала, очень мала и сила тяжести не оказывает
существенного влияния на процесс переноса вещества. При оро-
сительном методе на процесс диффузионного переноса вещества
накладывается также процесс гравитационного массопереноса,
что для сравнимых условий процесса увеличивает скорость из-
влечения вещества.
При оросительной экстракции толщина ламинарной пленки,
окружающей частицу твердого вещества, зависит от поверх-
ностного натяжения растворителя. По этой причине можно ин-
тенсифицировать процесс оросительной экстракции, проводя его
при температуре кипения растворителя.
Модификацией оросительного метода является дефлегма-
ционный метод экстракции смолистых веществ. При этом ме-
тоде на орошение щепы подают свежий бензин и его пары.
Это позволяет достичь максимального градиента концентраций
на всем протяжении процесса экстракции и в значительной
233
мере устранить отрицательное влияние воды, содержащейся
в осмоле. Наличие паров растворителя, имеющих низкую вяз-
кость, большой коэффициент диффузии и высокое теплосодер-
жание по сравнению с жидким растворителем обеспечивает
быстрое их проникновение внутрь пор древесины и интенсив-
ный подвод тепла в период сушки щепы.
Влияние отдельных факторов на процесс диффузии. Про-
цесс диффузии смолистых веществ из осмола в растворитель
зависит от ряда факторов: степени и способа измельчения ос-
мола, его влажности, температуры процесса, количества и ка-
чества растворителя и др.
Размер осмольной щепы является основным фактором, оп-
ределяющим продолжительность процесса и глубину извлече-
ния смолистых веществ из осмола.
При уменьшении размеров щепы сокращается путь диффу-
зии смолистых веществ и увеличивается поверхность массооб-
мена. То и другое ускоряет процесс диффузии. Кроме того, при
более тонком измельчении изменяется внутренняя структура
щепы — появляются многочисленные трещины, расколы, что
создает более благоприятные условия для диффузии смолистых
веществ.
Для осмольной щепы скорость процесса диффузии неоди-
накова в различных направлениях. Экспериментально дока-
зано, что с единицы торцовой поверхности извлекается в 7—
8 раз больше смолистых веществ, чем с боковой.
Для того чтобы максимальное количество пор древесины
было открытым, длина осмольной щепы не должна превышать
7—10 мм.
Количество продиффундировавшего вещества прямо про-
порционально поверхности F, т. е., иначе говоря, степени из-
мельчения экстрагируемого материала. Теоретически при из-
мельчении осмола до волокна диффузия должна протекать
особенно быстро. Однако при этом возникают практические за-
труднения вследствие слеживания волокна, плохой его смачи-
ваемости растворителем, засорения аппаратов и коммуника-
ций и др. Степень измельчения должна быть обоснована также
экономически, так как измельчение является одним из наибо-
лее дорогих процессов производства. Практически принято, что
осмол для экстракции должен быть измельчен в щепу разме-
ром не более 10 мм по длине волокна при любой ее толщине.
Если же ширина и толщина щепы не превышают 2 мм, то раз-
меры ее по длине волокна могут быть и выше 10 мм. На прак-
тике длина щепы принимается не более 15 мм.
При 6-часовой экстракции из щепы размером по длине во-
локна 15 мм бензином извлекается лишь 68 % содержащейся
в ней канифоли, тогда как из щепы размером 5 мм при этих
же условиях извлекается 89%. Увеличение размера щепы при-
водит к тому, что значительная часть смолистых веществ, кото-
рая находится в замкнутых порах, извлекается не за счет диф-
234
фузии, а за счет сил осмоса. Поэтому при переработке крупной
щепы важно изменить ее внутреннюю структуру, создать вну-
три щепы трещины и расколы.
При сжатии щепы с усилием, превышающим ее прочность,
появляется множество трещин и каналов, вследствие чего ско-
рость извлечения смолистых возрастает в несколько раз. Так,
для фракции технологической щепы 10—15 мм за 7 ч был до-
стигнут коэффициент извлечения 65%. Для той же щепы, под-
вергнутой деформированию на гладковалковой дробилке, та
же степень извлечения была достигнута за 15 мин.
Влажность осмола оказывает большое влияние на ход экс-
тракционного процесса. Вода, заполняя полностью или ча-
стично трахеиды и межклеточные поры древесины, затрудняет
смачивание и пропитку щепы гидрофобным органическим рас-
творителем (бензином) и, следовательно, мешает его проник-
новению в трахеиды и смоляные каналы. В одинаковых усло-
виях экстракции из сухого осмола бензином извлекается 88 %
содержащейся в нем канифоли, а из сырого — только 72%.
С повышением температуры вязкость растворителя и смо-
листых веществ уменьшается. Поскольку коэффициент диффу-
зии обратно пропорционален вязкости среды, это приводит к по-
вышению интенсивности диффузии и значительно ускоряет
процесс экстракции в целом.
Большое значение имеет выбор подходящего растворителя
для экстракции. Известно много органических растворителей
(бензин, бутиловый и изопропиловый спирты, толуол, ксилол,
дихлорэтан, трихлорэтилен), хорошо растворяющих смолистые
вещества осмола, но не все они могут быть использованы в ка-
нифольно-экстракционном производстве. Растворитель должен
не только быть наиболее эффективным по технологическим
свойствам, но одновременно и обладать минимальной огне- и
взрывоопасностью и наименьшей токсичностью. Растворителей,
полностью отвечающих этим требованиям, нет. Менее других
токсичен бензин.
Бензин сравнительно хорошо растворяет смолистые веще-
ства, почти не затрагивая других составных частей древесины;
он может быть легко отделен от канифоли и скипидара пере-
гонкой, практически не изменяется при многократном исполь-
зовании и не растворяется в воде, дешев и сравнительно мало
токсичен, обладает рядом положительных теплотехнических
свойств (относительно высокой температурой кипения, неболь-
шой скрытой теплотой парообразования и др.). Но бензин огне-
и взрывоопасен, что необходимо учитывать.
Улучшить экстрагирующую способность бензина можно, до-
бавляя небольшое количество ароматических соединений (на-
пример, ксилола) или спиртов (например, бутанола). Такие
добавки наряду с увеличением коэффициента извлечения смо-
листых веществ заметно ускоряют процесс экстрагирования и
в то же время в незначительной степени влияют на окраску
235
канифоли. Добавка бутанола к бензину особенно полезна при
экстракции влажного осмола и если в осмоле содержится боль-
шое количество окисленных смоляных кислот.
На основании изложенного можно отметить следующие ос-
новные положения: 1) скорость извлечения смолистых веществ
увеличивается при повышении разницы концентраций раство-
ров, омывающих щепу и находящихся внутри щепы; 2) диффу-
зия идет быстрее при увеличении коэффициента диффузии D,
что достигается повышением температуры во время экстракции
до некоторого предела, зависящего от свойств применяемого
растворителя; 3) диффузия идет быстрее при снижении раз-
мера щепы и увеличении поверхности F, что достигается соот-
ветствующим измельчением осмола; 4) диффузия замедляется
при наличии в осмоле влаги. Поэтому для экстракции следует
применять сухой осмол или обеспечивать интенсивное удале-
ние влаги в начальный период экстракции.
10.2. Технология канифольно-экстракционного производства
Технология канифольно-экстракционного производства
включает следующие основные стадии процесса: измельчение
осмола в щепу; экстракцию смолистых веществ из щепы орга-
ническим растворителем (бензином); переработку бензиновых
растворов с целью получения товарных продуктов и регенера-
ции растворителя. Принципиальная схема канифольно-экс-
тракционного производства дана на рис. 10.1.
Хранение и подготовка осмола. Поступающий на заводы
осмол укладывается для хранения на складе сырья. В настоя-
щее время применяется кучевой метод хранения, при котором
осмол с помощью козловых кранов укладывается в кучи. Ши-
рина кучи в основании равна 28 м, высота 6 м. Действующими
нормами допускается объем одной кучи до 50 тыс. м3 плотной
древесины, однако практически он обычно составляет не более
10 тыс. м3. Между отдельными кучами должны быть противо-
пожарные разрывы, составляющие между торцами куч 15 м,
а между боковыми сторонами куч 25 м.
Кучевое хранение осмола и использование козловых кранов
с грейферным захватом для его внутризаводской транспорти-
ровки позволяет значительно сократить площади складов сырья
и механизировать трудоемкие работы по складированию осмола
и подаче его в производство.
Для бесперебойной работы завода на складе сырья должен
быть 2—3-месячный запас осмола. На складе осмола обычно
укладываются железнодорожные пути, по которым осмол по-
дают в отделение измельчения на специальных вагонетках-
платформах. При этом осмол одновременно учитывается тит
массе. Осмол можно транспортировать также конвейерами
скребковыми желобчатыми цепными или ленточными. Призна-
236
I Осм о л
t ______________________________
| Очистка \-*\Земля, гниль \
*
Рубка
» ~~ ___________________
Сортировка _1-Ч Пыль. крошка 1
I ,
Дробгение I
[ Сортировка (-
| Вальцевание |-
Рис. 10.1. Прин-
ципиальная схема
канифольно - экс-
тракционного про-
изводства
-----» J Сточная вора |
3 кстра кция \ \ Острый пар |
♦ /____________________
С-1 Отдувка Сточная Вода I
V
висцелла
1^ДДбр^поннЪяуш,епа^
Фильтрация,
отстаивание
______I
|/7адб> бензина Упаривание
1
| вваривание \-^Сточная Вова |
Товарная
Ц канирюль р
Скипидар-
сырец
, * ~
I. I I ступень
Г~| рек тиф
*
3 ступень
ректиср I
____________. . Г.73±
| Острый пар }^{
[ бензин
-| Скипидар [«-[
Неосвет
канисроль
[ Осветление] ^Тодтрикаци^
Освети.
канифоль
НовисриЦ'Зл
кдчифрльрр
|№7gwcc Зор с [ \/гПаДмёрьу
[Зрлато’тррё^
Ц Лериодич per тиф С, 3°Рл‘
У^Денте-^
чительном удалении складов осмола он может вывозиться ав-
тосамосвалами.
Осмол может очищаться от земли гидравлическим и меха-
ническим способами. В условиях отечественных заводов, рас-
положенных в районах, имеющих большой период отрицатель-
ных температур, наиболее эффективным является способ меха-
нического удаления земли и гнили.
Основным механизмом установки, работающей непрерывно,
является реконструированный окорочный барабан, серийно вы-
пускаемый для окорки балансов. В барабане изменена кон-
струкция узлов выгрузки и загрузки. Внутри барабана по вин-
товой линии установлен разгрузочный нож, размеры которого
позволяют захватывать поступающий осмол.
237
1]
Загрузка осмола в приемный бункер барабана проводится
грейферным краном. При вращении барабана осмол захваты-
вается разгрузочным ножом и перемещается по его плоскости
в сторону разгрузочного окна. При достижении разгрузочным
ножом положения 60° и выше от горизонтали куски осмола сва-
ливаются с разгрузочного ножа на лоток, входящий внутрь
барабана. В районе лотка на поверхности барабана предусмот-
рены окна для удаления отходов. Отходы через окна попадают
в лоток для сбора отходов и конвейером подаются в разгрузоч-
ную тележку или бункер. Очищенный от балласта, гнили, забо-
лони, песка и других примесей осмол подается пластинчатым
питателем на бетонную площадку склада и краном формиру-
ется в кучу.
На одном из заводов загрязненные отходы осмола промы-
вают водой в бассейне, сооруженном из бетонных плит. Отмы-
тый осмол выгружают на бетонную площадку для подсуши-
вания.
Механизированная загрузка осмола, очистка, поштучная вы-
дача и механизированное удаление отходов позволяют при раз-
личных компоновочных решениях с существующим технологи-
ческим оборудованием предприятий комплексно механизиро-
вать переработку осмола, исключить ручной труд и свести
к минимуму численность обслуживающего персонала.
Осмол измельчают на дисковых или барабанных рубитель-
ных машинах в щепу, которую затем доизмельчают на молот-
ковых дробилках. Для получения более однородной по разме-
рам щепы ее сортируют. Крупная щепа направляется на доиз-
мельчение. Образующаяся при измельчении осмола древесная
и минеральная пыль отделяется на сортировке от щепы и уда-
ляется при помощи аспирационных систем в специальные бун-
кера.
При измельчении осмола получается щепа размером от 3
до 25 мм по длине волокна и от 1,5 до 3 мм по толщине. При
этом щепы размером до 15 мм получается около 85 % (по
массе). Отходы при измельчении составляют 5—8 °/о от массы
осмола. Щепа занимает объем в среднем на 35 % больше, чем
исходный осмол. Насыпная масса 1 м3 щепы из осмола
20 %-ной влажности обычно равна 230—250 кг, в зависимости
от смолистости.
Для измельчения осмола применяют дисковые рубительные
машины (ДР-28 и МРН-100) и барабанные машины (фирма
ЦЕКОП, ПНР). Принципиальные схемы этих машин приве-
дены на рис. 10.2, а принципиальная схема получения техно-
логической осмольной щепы с применением дисковых машин —
на рис. 10.3. Недостаточный размер загрузочного патрона по-
зволяет измельчать на этих машинах только разделанный
осмол. Для измельчения полуразделанного осмола разрабаты-
вается конструкция отечественной барабанной машины с уве-
личенным загрузочным патроном (1200X1200 мм). Кроме того,
238
Рис. 10.2. Принципиальная
схема рубительных машин:
/ — установка ножей рубительных
машин; II — дисковые машины ДР-
28, МРН-100; III — машина фирмы
ЦЕКОП; /-—диск (барабан); 2 —
нож; 3 — контрнож; 4 — контр-
планка
машина оснащается устройством для доизмельчения щепы, что
позволяет сразу получить основное количество щепы требуе-
мого размера.
Для правильной работы рубительной машины необходима
надлежащая заточка и замена затупившихся ножей и их пра-
вильная установка. Вылет ножа над плоскостью диска или ба-
рабана должен составлять 10—12 мм, расстояние от кромки
ножа до контрпланки диска или барабана 18—22 мм, расстоя-
ние от кромки ножа до контрножа 2—3 мм.
Для улучшения качества щепы целесообразно технологиче-
скую щепу подвергать дополнительному разделению на две
фракции: менее 7 мм и более 7 мм, после чего фракцию разме-
ром более 7 мм направлять на гладковалковые дробилки.
Рис. 10.3. Принципиальная схема получения технологической осмольной
щепы:
/—дисковая рубительная машина; 2 —циклон; <3 — молотковая дробилка; 4, 8 — ков-
шевые элеваторы; 5 — сортировка; 6 — бункер для щепы; 7 — тарельчатый питатель; Р —
конвейер с тележкой для загрузки щепы в экстрактор; 10— экстрактор; 11— бункер для
отработанной щепы
239
Полученная в измельчительном отделении щепа при помощи
ленточного конвейера и ковшового элеватора поднимается
в бункер экстракционного отделения, откуда поступает на за-
грузку в экстракторы. Выгружаемая из экстракторов отрабо-
танная (обессмоленная) щепа системой конвейеров направля-
ется в котельную для сжигания; она может быть также исполь-
зована для получения активных углей. Отработанная щепа
содержит обычно 6—15 % воды и 3—5 % канифоли (от сухой
обессмоленной древесины). Содержание летучих веществ (ос-
татки бензина, масел) для безопасного сжигания щепы в топ-
ках должно быть не более 0,7 %.
Для контроля за отсутствием бензина в отработанной щепе
под ленточным конвейером устанавливают сигнализаторы типа
свк, определяющие наличие паров бензина. При срабатыва-
нии прибора щепа с помощью сблокированного устройства ав-
томатически сбрасывается в промежуточный аварийный бун-
кер, из которого она должна быть удалена в отвал.
Методы экстракции. Смолистые вещества можно экстраги-
ровать из осмола различными способами: периодическим, ба-
тарейно-противоточным, батарейно-дефлегмационным и непре-
рывным.
Периодическая экстракция осмола сводилась к многократ-
ной обработке щепы свежим растворителем и на практике
больше не применяется.
При батарейных методах экстракции различают головной и
хвостовой экстракторы. Головным называют экстрактор, в ко-
тором содержится мисцелла наиболее высокой концентрации.
Как правило, в таком экстракторе экстрагируется свежая ос-
мольная щепа и из него ведут отбор мисцеллы. Хвостовым на-
зывают экстрактор, который содержит раствор с самой низкой
концентрацией смолистых веществ. В хвостовом экстракторе
находится наиболее проэкстрагированная щепа, сюда подается
свежий растворитель.
При батарейно-противоточной экстракции на свежую смо-
листую щепу подается прошедший батарею экстракторов
раствор смолистых веществ, а на обессмоленную щепу — све-
жий растворитель. Иными словами, чем беднее смолистыми
веществами щепа, тем меньше концентрация смолистых ве-
ществ в соприкасающемся с ней растворителе. Это обеспечи-
вает достаточную разность концентрации в каждом экстракторе
батареи.
Сущность батарейно-дефлегмационного метода экстракции
заключается в следующем. В верхнюю часть экстракторов ба-
тареи, загруженных осмольной щепой, непрерывно подается
горячий бензин (флегма), который орошает щепу и стекает
в нижнюю часть экстракторов. В нижнюю часть экстракторов
поступают пары растворителя, которые обеспечивают нагрев
содержимого экстракторов, а также удаление воды, содержа-
щейся в щепе.
240
Непрерывный метод экстракции заключается в том, что экс-
трагируемый материал непрерывно подается в один конец вер-
тикального или горизонтального экстрактора, омывается рас-
творителем по принципу противотока, отдает ему растворимые
вещества и непрерывно выводится из другого конца экстрак-
тора. Непрерывные методы экстракции не получали развития
в канифольно-экстракционном производстве.
Батарейно-противоточный метод экстракции. При этом ме-
тоде растворитель проходит через ряд последовательно соеди-
ненных экстракторов, обогащаясь смолистыми веществами.
Движение растворителя в батарее создает благоприятные усло-
вия для диффузии и обеспечивает высокую разность концентра-
ций во всех экстракторах. Регулируя скорость прохождения
растворителя через батарею, можно добиться достаточно глу-
бокого извлечения смолистых веществ из щепы при высокой
заданной концентрации экстракта (мисцеллы). Необходимо
также отметить, что обогащенный смолистыми веществами рас-
твор может растворять содержащиеся в осмоле окисленные
смоляные кислоты, не извлекаемые чистым бензином.
Экстракционные батареи позволяют получить высокий ко-
эффициент извлечения смолистых веществ при сравнительно
низком расходе растворителей и тепла (технологического пара).
Хотя такие батареи имеют сложные коммуникации, однако уп-
равление ими не представляет трудностей.
Технологическая схема батарейно-противоточного метода
для экстракционной батареи, состоящей из шести экстракторов,
изображена на рис. 10.4. Процесс протекает в следующей по-
следовательности (для периода, когда хвостовым является экс-
трактор 12): свежий бензин поступает в нижнюю часть подо-
гревателя 22, проходит через слой щепы экстрактора 12, по
переточной линии поступает в низ подогревателя 23, прокачи-
вается снизу вверх через экстракторы /3, Ц, 15, по пути подогре-
ваясь в подогревателях, имеющихся у каждого экстрактора.
Сверху экстрактора /3, где находится свежезагруженная щепа,
по линии мисцеллы отбирают парожидкостную смесь и направ-
ляют ее в сепаратор 3. В сепараторе пары воды и бензина от-
деляются от мисцеллы и конденсируются в конденсаторе 4;
конденсат разделяется во флорентине 7.
Из флорентины бензин поступает в сборник рабочего бен-
зина 6, откуда насосом 11 через подогреватель 5 возвращается
в хвостовой экстрактор. Мисцелла из сепаратора поступает
сначала из отстойников 9, а затем в сборник 10.
Таким образом, у работающей батареи открыты вентиль на
подаче бензина в хвостовой экстрактор, задвижка на линии от-
бора мисцеллы из головного экстрактора и задвижки на пере-
точных линиях между соседними экстракторами. В экстракторе
1} идет отдувка растворителя от проэкстрагированной щепы.
Для этого в низ экстрактора 1\ через подогреватель 2^ пода-
ется острый пар, пары бензина вместе с парами воды отводятся
241
Рис. 10.4. Батарейно-противоточный метод экстракции:
Л—/в — экстракторы; 2i—23— промежуточные подогреватели; 3 — сепаратор; 4 —• кон-
воды; 9 — отстойники мисцеллы; 10— сборник мисцеллы; 11 — насос
Рис. 10.5. Батарейно-дефлегмационный метод экстракции с местным упари-
1\—13, /в—/8 — экстракторы; 21—23, 2$—23 — испарители; 3 — конденсаторы; 4 — сепара-
8 — сборник низкокипящего растворителя; 9 — насос
сверху экстрактора в линию паров отдувки и далее на конден-
сацию.
В экстракторе /6 производят выгрузку проэкстрагированной
щепы и затем загружают свежую осмольную щепу. После этого
экстрактор подключают к экстракционной батарее в качестве
головного экстрактора. Для этого растворы, прошедшие экс-
трактор /3, направляют в низ подогревателя 26 и отбор мис-
целлы ведут из верхней части экстрактора /6. Подача бензина
производится в экстрактор 13, а из экстрактора 12 имеющиеся
242
ч
денсаторы; 5 — общий подогреватель; 5 —сборник бензина; 7 — флорентина; 8—сборник
ванием растворов:
торы; 5 — сборник высококипящего растворителя; 6 — флорентины; 7 — сборник воды;
там растворы, называемые обратным сливом, сливают в сбор-
ник бензина, откуда их закачивают наравне со свежим раство-
рителем в хвостовой экстрактор.
Следовательно, в конце каждого рабочего периода экстрак-
ционной батареи, проводят следующие операции: 1) прекра-
щают отдувку и отключают на разгрузку очередной экстрактор;
2) подключают очередной головной экстрактор со свежезагру-
женной щепой и начинают отбор из него мисцеллы; 3) отклю-
чают очередной хвостовой экстрактор и спускают из него обрат-
243
ный слив; 4) по окончании спуска обратного слива пускают
острый пар для отгонки из щепы бензина; 5) начинают подачу
растворителя в очередной хвостовой экстрактор.
Регулируя подачу бензина в батарею и отбор мисцеллы из
нее, можно в довольно широких пределах изменять конечную
концентрацию получаемого раствора смолистых веществ,
а также создавать в батарее повышенные температуры и давле-
ние, что увеличивает полезный выход продукции и уменьшает
расход растворителя и пара. При заданной продолжительно-
сти рабочего периода, равной 1,7 ч, оборот экстрактора в сред-
нем продолжается около 10 ч, в том числе собственно экстрак-
ция 8—8,5 ч.
При установившемся рабочем режиме батареи в конце каж-
дого следующего рабочего периода из батареи на разгрузку
выключается один экстрактор, а в качестве головного подклю-
чается экстрактор, загруженный свежей щепой.
На линии обратного слива требуется установка фильтра,
так как имеет место унос мелких фракций щепы. Кроме того,
для обеспечения нормальной работы насоса приходится идти
на снижение температуры растворителя в хвостовом экстрак-
торе до 80—90 °C, хотя это ухудшает условия экстракции во
всей батарее и условия последующей отдувки растворителя от
проэкстрагированной щепы. Осмольная щепа с высокой влаж-
ностью не успевает высохнуть в одном головном экстракторе.
Процесс сушки вынужденно продолжается в других экстракто-
рах. Это обусловливает получение на экстракционной батарее
большого количества паров, что вызывает резкое возрастание
гидравлического сопротивления, а наличие воды приводит к об-
разованию азеотропных смесей с бензином, что снижает тем-
пературу процесса во всей экстракционной батарее. Вследствие
этого противоточная батарея по такой схеме не обеспечивает
удовлетворительного извлечения смолистых веществ, особенно
при работе на сыром осмоле.
Спуск горячего обратного слива из хвостового экстрактора
также вызывает излишние потери растворителя за счет резкого
увеличения давления паров бензина в воздушной системе сбор-
ников, флорентин и других аппаратов.
Экстракционные батареи, работающие по противоточному
методу, состоят из 5—6 экстракторов. При этом на противоточ-
ной экстракции находится 3—4 экстрактора. Такая экстрак-
ционная батарея обладает гидравлическим сопротивлением
350—400 кПа. Увеличение числа экстракторов в батарее при-
водит к соответствующему увеличению давления в хвостовых
экстракторах, но это практически не влияет на скорость извле-
чения смолистых веществ.
В последнее время противоточный метод усовершенствова-
ния и переключение экстракторов осуществляется в несколько
иной последовательности. Температура в хвостовом экстракторе
поддерживается на уровне 130—140 °C, что соответствует тем-
244 1
г
пературе кипения бензина при давлении 350—400 кПа, которое
имеется в этом экстракторе.
При освобождении перед отдувкой хвостового экстрактора
раствор из него передавливают острым паром (подаваемым
в верх экстрактора) в экстрактор со свежезагруженной щепой.
У этого экстрактора открывают задвижку на линии паров
сушки и пережатые растворы кипятят в течение рабочего пе-
риода. Только после этого экстрактор подключают как голов-
ной экстрактор батареи. Пережимаемые растворы, имеющие
температуру 130—140 °C, несут с собой большое количество
тепла, что способствует интенсификации процесса сушки щепы.
Обратный слив при такой схеме отсутствует, и на экстракцию
в хвостовой экстрактор всегда подается свежий растворитель.
Кроме того, сушка щепы производится в двух экстракторах:
в экстракторе со свежей щепой, куда пережаты растворы, и
в головном, откуда ведется отбор мисцеллы и паров. Такая по-
следовательность ведения процесса обеспечивает лучшую сушку
щепы, и противоточной экстракции подвергается хорошо высу-
шенная щепа, что позволяет достичь более высокой степени из-
влечения канифоли.
Положительные стороны батарейно-противоточного метода:
равномерное соприкосновение растворителя с щепой; высокая
температура процесса, обусловленная наличием соответствую-
щего давления; высокая степень взаимосвязи экстракторов
в батарее, что обеспечивает стабильные показатели процесса
для соседних экстракторов и облегчает управление процессом
экстракции.
Отрицательные стороны: повышенные требования к гермети-
зации оборудования и запорной арматуре экстракционной ба-
тареи; низкая концентрация мисцеллы (4—5%), что требует
дополнительного ее упаривания, а следовательно, и дополни-
тельного расхода тепла на эту операцию.
Батарейно-дефлегмационный метод экстракции с местным
упариванием растворов. Технологическая схема процесса для
экстракционной батареи, состоящей из восьми экстракторов,
показана на рис. 10.5. Экстракцию смолистых веществ ведут
путем постоянного орошения щепы в экстракторах /г—Л све-
жим растворителем, подаваемым через распределительные уст-
ройства в верхней части экстракторов. Бензин стекает по щепе
сверху вниз, извлекая из нее смолистые вещества; образую-
щиеся растворы собираются в нижней части экстракторов и по-
ступают в испарители 2г—27, где подвергаются частичному упа-
риванию. При этом пары растворителя поднимаются наверх
противотоком к стекающему бензину. Процессы экстракции и
сушки щепы по дефлегмационному методу идут во всех экс-
тракторах.
Нижние части экстракторов соединены трубопроводом, по
которому растворы перетекают от хвостового экстрактора 1%
к головному экстрактору /7. По пути растворы упариваются, и
245.
из низа головного экстрактора отбирают мисцеллу с концент-
рацией 150—200 кг/м3, которую направляют через фильтр на
дальнейшую переработку.
В экстракторе проводят отдувку растворителя от про-
экстрагированной щепы водяным паром, подаваемым в ниж-
нюю часть экстрактора. Перед отключением хвостовой экстрак-
тор освобождают от растворов путем пережима их острым па-
ром в соседний экстрактор.
Свежий бензин подают на орошение во все экстракторы,
в которых идет экстракция. В головной экстрактор поступает
бензина меньше, а кипячение растворов в нем производят более
интенсивно, чем в хвостовом. В результате в хвостовом экс-
тракторе образуется избыток растворов по сравнению с голов-
ным и мисцелла перетекает по батарее в направлении голов-
ного экстрактора.
Для снижения расхода тепла на разных стадиях процесса
экстракции подают различные фракции бензина. В головные
экстракторы, где идет сушка щепы, поступает высококипящий
растворитель. При этом уменьшается количество бензина, от-
гоняемого с водой. В хвостовые экстракторы подают низкоки-
пящую фракцию растворителя. При этом от щепы растворитель
отдувается быстрее и с меньшим расходом острого пара. Для
получения двух фракций конденсацию проводят в двух после-
довательно соединенных конденсаторах.
Преимущества этого метода заключаются в следующем:
1) в малой зависимости степени извлечения канифоли от влаж-
ности перерабатываемого сырья, что достигается проведением
сушки щепы во всей экстракционной батарее; 2) в отсутствии
в батарее давления, что облегчает и упрощает герметизацию
экстракторов и запорной арматуры; 3) в возможности получе-
ния мисцеллы высокой концентрации.
Недостатки метода: 1) слабая связь экстракторов в батарее,
что обусловливает практически самостоятельное проведение
процесса в каждом экстракторе, в связи с чем извлечение кани-
фоли даже при самом строгом соблюдении норм технологиче-
ского режима может колебаться в значительных пределах;
2) трудность достижения равномерного орошения щепы в экс-
тракторе; на практике наблюдаются случаи, когда загруженная
щепа образует «шатер», при этом орошающий поток бензина
отжимается к стенкам экстрактора и в щепе, находящейся
в центре, остается много неизвлеченной канифоли; во избежа-
ние этого необходима послойная загрузка щепы в экстрактор;
3) низкая температура в процессе экстракции, приводящая
к необходимости применения в качестве добавок более актив-
ных растворителей и в свою очередь к усложнению процесса;
4) необходимость иметь для каждого экстрактора большие по-
верхности нагрева; 5) орошение щепы чистым бензином ухуд-
шает извлечение смолистых веществ в конце процесса, когда
в щепе остается повышенное количество окисленных веществ.
246
При дефлегмационном методе мисцелла в нижней части экс-
трактора не соприкасается со щепой, что дает возможность
получения растворов любой концентрации. Однако полностью
реализовать это достоинство метода не удается, так как стрем-
ление повысить концентрацию мисцеллы приводит к уменьше-
нию количества бензина, испаряемого в головном экстракторе
из-за повышения температуры кипения растворов. В реальных
условиях удается получить мисцеллу концентрацией 100—
250 кг/м3.
С целью улучшения процесса сушки щепы и снижения рас-
хода тепла в головной экстрактор можно подавать пары бен-
зина, получаемые на выпарном аппарате на стадии упаривания
растворов. Эти пары по специальному трубопроводу направ-
ляются в нижнюю часть экстрактора, находящегося в головном
положении. Пары растворителя при этом используются как
дополнительный источник тепла для прогрева и сушки щепы.
Эти пары содержат повышенное количество тяжелокипящих
фракций бензина, что способствует повышению скорости сушки
щепы, сокращая ее продолжительность примерно на 0,5 ч и
соответственно увеличивая продолжительность процесса экс-
тракции. При этом экономится около 0,1 т греющего пара в час
и снижается содержание канифоли в отработанной щепе на
0,2 % к сухой древесине.
На выпарном аппарате имеется конденсатор-холодиль-
ник, в который поступают пары растворителя в случае
повышения давления и срабатывания предохранительного кла-
пана.
Батарейно-дефлегмационный метод экстракции с централи-
зованным упариванием растворов. В процессе экстракции ос-
новные тепловые нагрузки приходятся на головной экстрактор,
где при оптимальном технологическом режиме необходимо на-
греть материал до температуры процесса и отогнать до 50 %
влаги, содержащейся в щепе. При дефлегмационном методе
все необходимое для этого тепло должно быть получено непо-
средственно в головном экстракторе. По этой причине экстрак-
торы должны быть оснащены крупногабаритными испарите-
лями, загрузка которых по времени составляет 10—12%.
Для заводов производственной мощностью 300 тыс. скл. м3
осмола в год, оснащенных одной дефлегмационной батареей,
применяется метод экстракции с централизованным упарива-
нием раствора. Для этого бензин, поданный на экстракцию
в верх экстрактора и прошедший через слой щепы, отбирают
из всех экстракторов в виде слабой мисцеллы и по специальной
линии через фильтр грубой очистки насосом подают для упа-
ривания на общую выпарную установку.
Упаренная мисцелла идет на дальнейшую переработку,
а пары бензина возвращаются на батарею и подаются в ниж-
нюю часть тех экстракторов, которые находятся на экстрак-
ции.
247
Расход паров бензина максимальный в головном экстрак-
торе. В экстракторы, стоящие в хвосте батареи, поступает лишь
такое количество паров, которое необходимо для нагрева бен-
зина, подаваемого на экстракцию, и для компенсации тепло-
потерь.
Расход бензина максимальный в хвостовом экстракторе и
снижается в направлении к головному экстрактору. При любых
вариантах осуществления дефлегмационного метода количество
бензина, подаваемого на экстракцию в отдельный экстрактор,
должно определяться из условия создания во всех экстракто-
рах (с учетом образования флегмы) равной плотности ороше-
ния щепы.
Рассматриваемый метод имеет те же преимущества и недо-
статки, что и дефлегмационный метод с местным упариванием
растворов, однако позволяет достичь более рационального ис-
пользования испарителей. В отличие от батарей, работающих
по противоточному методу, дефлегмационная батарея может
иметь любое число экстракторов. Разновидностью метода явля-
ется схема прямоточной сушки и схема многократного ороше-
ния щепы в экстракторах.
Прямоточная сушка предусматривает подачу паров раство-
рителя в верхнюю часть экстракторов и отвод паров сушки из
нижней их части. Таким образом обеспечивается одинаковое
направление движения жидкости и паров, исключается оттес-
нение растворителя к стенкам экстрактора. Прямоточная сушка
осмольной щепы позволяет снизить давление паров на выпар-
ном аппарате, увеличить количество паров бензина, подавае-
мых в головной экстрактор, что уменьшает время прогрева
щепы и общую продолжительность процесса высушивания
щепы. При этом способе сокращаются затраты на эксплуата-
цию и чистку фильтрующих поверхностей в нижней и верхней
частях экстракторов в результате чередования направленных
в разные стороны потоков паров сушки и отдувки.
При многократном орошении экстракторы в батарее раз-
делены на отдельные группы. В хвостовой экстрактор на оро-
шение подается свежий бензин. Полученная слабая мисцелла
собирается в сборнике и подается на орошение во все другие
экстракторы, находящиеся в батарее на экстракции. При этом
количество перекачиваемой мисцеллы должно быть таким,
чтобы плотность орошения была одинаковой во всех экстрак-
торах. Например, если в хвостовой экстрактор подается 30 м3/ч
свежего бензина, то в остальные экстракторы по 30 м3/ч
слабой мисцеллы, а отбор мисцеллы из головного экстрактора
на выпарку должен быть 30 м3/ч, следовательно, циркуляцион-
ный насос должен прокачивать 210 м3/ч слабой мисцеллы.
Принципиальная схема потоков бензина и мисцеллы по
этому способу показана на рис. 10.6. Схема многократного оро-
шения щепы растворителем более сложна и требует дополни-
тельного оборудования. Она также более сложна в управлении
248
Миси,е/ш
Рис. 10.6. Принципиальная схема батарейно-дефлегмационного метода с мно-
гократным орошением:
1 ~ сборник слабой мисцеллы; 2 — рециркуляционный насос; 3 — сборник мисцеллы; 4 —
насос для подачи мисцеллы иа выпарной аппарат; Q — количество бензина, подаваемого-
на батарею, м3/ч; X — хвостовой экстрактор; С — средние экстракторы; Г — головной
экстрактор; 3 —загрузка щепы; О — отдувка бензина
и требует автоматизации управления расходом растворителя и
слабой мисцеллы, подаваемых на орошение.
Вместе с тем повышенная плотность орошения щепы обес-
печивает ликвидацию застойных зон в экстракторе и позволяет
тем самым добиться более полного извлечения канифоли из
щепы, загруженной в экстрактор.
Батарейно-противоточный метод экстракции с предваритель-
ной сушкой щепы парами бензина. Для батареи, состоящей из
шести экстракторов (рис. 10.7), процесс протекает следующим
образом. Свежий бензин поступает в подогреватель 22 и
прокачивается снизу вверх через хвостовой экстрактор /2- Да-
лее раствор из хвостового экстрактора /2 через подогреватель
23 подается в экстрактор /3 и через подогреватель 24—в экс-
трактор Ц.
Из верхней части головного экстрактора Ц образовавшийся
слабый раствор канифоли вместе с парами бензина поступает
в линию мисцеллы и далее в сепаратор. После этого пары на-
правляются в конденсационную систему, а мисцелла через от-
стойник в испаритель, упаривается до заданной концентрации
и идет на дальнейшую переработку. Полученные в испарителе
пары бензина по общему трубопроводу поступают в нижнюю
часть экстрактора /5, где находится свежая щепа. Из верхней
части экстрактора /5 пары воды и часть паров бензина направ-
ляются в линию паров сушки и далее в систему конденсации.
Бензин, сконденсировавшийся на щепе и извлекший часть смо-
листых веществ, собирается в нижней части экстрактора.
По истечении рабочего периода батарея переключается на
один экстрактор вперед.
Сушка щепы ведется в экстракторе /б, экстрактор /2 от-
ключают от батареи, а бензин подают в новый хвостовой
249'
Парь/ 5езина
Рис. 10.7. Батарейно-противоточный метод экстракции с предварительной
/j—-/в •*-экстракторы; ^—^ — промежуточные подогреватели; 3 — сепаратор; 4 — коиден-
в)ды; 9 — отстойники мисцеллы; 10 — сборник мисцеллы; // — насос; 12 — выпарной ап-
экстрактор /з- Из отключенного экстрактора /2 перегретые рас-
творы передавливаются острым паром в экстрактор /5, после
чего этот экстрактор подключают как головной в противоточ-
ной батарее.
Экстрактор /2, освобожденный от растворов, ставят на от-
дувку.
Этот метод экстракции обладает основными преимущест-
вами противоточного и, кроме того, позволяет перерабатывать
осмольную щепу любой влажности, обеспечивая высокую сте-
пень извлечения смолистых веществ. Некоторое усложнение
технологической схемы процесса и операций переключения экс-
тракторов компенсируется возможностью создания простой и
надежной системы автоматической стабилизации основных па-
раметров процесса, обеспечивающей устойчивую, высокоэффек-
тивную работу экстракционной батареи.
Сравнительные технические показатели, достигаемые при
работе по различным методам экстракции с применением
осмола с содержанием канифоли 15 % и бензина БР, приве-
дены в табл. 10.1.
В качестве экстрагента в канифольно-экстракционном про-
изводстве длительное время применялся бензин марки БР,
имеющий температуру кипения 80—120 °C, плотность 730 кг/м3
и содержащий до 3 % ароматических углеводородов. Начиная
с 1976 г. выпускается специальная марка бензина БЛХ,. выра-
батываемая из отходов производства технического ксилола.
Его начальная температура кипения 105 °C, что обеспечивает
при его использовании повышение скорости сушки. Конечная
250
сушкой щепы парами бензина:
саторы; 5 — общий подогреватель; 6 — сборник бензина; 7 — флорентина; 8 — сборник
парат
температура кипения-—не выше 130 °C — позволяет на суще-
ствующем ректификационном оборудовании достаточно полно
отделять растворитель от скипидара.
По сравнению с бензином БР-2 тяжелокипящий бензин
БЛХ позволяет повысить температуру экстракции на 10—15 °C.
На стадии сушки щепы удаление воды идет в соотношении бен-
зин : вода 7:1, вместо 15:1 при использовании бензина БР-2.
За счет этого процесс сушки сокращается в 1,5 раза.
Сокращение продолжительности сушки и повышение темпе-
ратуры процесса обеспечивают увеличение на 3—4 % коэффи-
циента извлечения канифоли. Давление греющего пара при при-
менении этого бензина должно быть не ниже 1 МПа.
Несколько повысить коэффициент извлечения канифоли
можно также путем увеличения продолжительности экстракции,
однако выработка канифоли в единицу времени при этом сни-
жается.
Отдувка растворителя от проэкстрагированной щепы. После
окончания процесса извлечения смолистых веществ осмольная
щепа практически не содержит воды, но полностью пропитана
бензином. Процесс удаления бензина из проэкстрагированной
щепы называется процессом отдувки растворителя. При бата-
рейных методах экстракции отдувка осуществляется за счет
тепла перегрева острого пара, подаваемого в экстрактор, и
с этой точки зрения данный процесс во многом аналогичен про-
цессу сушки щепы парами бензина.
Расход острого пара определяется из условий теплового и
материального баланса. За счет тепла острого пара происходит
251
10.1. Технические показатели различных методов экстракции
Метод экстракции Продолжи- тельность экстракции, ч Коэффициент извлечения канифоли, %, в условиях Расход бен- ! зин а, кг/т осмола
летних ЗИМНИХ
Батарейно-противоточный: при наличии обратного слива 10—12 82 75 35
с пережимом растворов 8—10 84 82 20
с предварительной сушкой щепы па- 7—8 88 86 30
рами бензина Батарейно-дефлегмационный: с местным упариванием растворов 5—7 82 80 20
с централизованным упариванием 7—10 80 77 20
растворов Непрерывный в НДЭ-100 (по проекту) 8 87 87 10
нагрев щепы и испарение бензина. При отдувке часть водяного
пара конденсируется и влажность щепы, выгружаемой из экс-
трактора, колеблется от 6 до 15%; она зависит от полноты
слива бензина из хвостового экстрактора и температуры в этом
экстракторе. Основное количество острого пара идет на обра-
зование азеотропа бензин — вода. Процесс отдувки острым па-
ром требует, с одной стороны, большого расхода тепла, а с дру-
гой— приводит к образованию большого количества сточных
вод. Их количество от данной стадии составляет более 40 %
всех сточных вод. Если вначале отгоняется смесь паров, содер-
жащих в основном бензин, то к концу отдувки в парах нахо-
дится вода со следами бензина. Это обусловлено тем, что
к концу процесса отдувки в щепе остаются высококонцентри-
рованные растворы канифоли, содержащие к тому же тяжело-
кипящие фракции бензина и скипидара. Чем ниже содержание
канифоли в отработанной щепе, тем более полно и легко до-
стигается отдувка бензина.
Объем бензина, оставшегося после слива растворов, со-
ставляет до 27 % от объема щепы, а общий расход острого пара
на отдувку бензина примерно равен количеству отгоняемого
бензина. Поэтому совершенствование процесса отдувки бензина
имеет большое значение. Эффективным способом снижения рас-
хода острого пара является прямоточная схема отдувки, когда
острый пар подается в верх экстрактора. При движении пара
сверху вниз происходит механический сдув того бензина, кото-
рый заполняет поры между щепой. Интенсифицировать процесс
отдувки можно было бы повышением температуры острого
пара, но не выше 160—165 °C, так как при более высокой тем-
пературе возможно самовозгорание щепы.
Перспективным для сокращения расхода острого пара и
снижения количества загрязненных сточных вод является уда-
ление растворителя из проэкстрагированной щепы под разре-
252
Рис. 10.8. Непрерывнодействующая установка для переработки бензиновых
растворов канифоли
жением. В экстракторах батареи, работающей по противоточ-
ной схеме, температура в конце экстракции выше средней тем-
пературы кипения растворителя. Поэтому при отключении
экстрактора от батареи происходит частичное самоиспарение
растворителя. Если после сброса давления в этом экстракторе
до атмосферного (это длится около 10 мин) и подключения его
к вакуум-системе снизить остаточное давление до 13 кПа и про-
дуть в течение 5 мин острым паром, то расход его сокращается
в 3—4 раза, а содержание летучих веществ в щепе не превы-
шает 0,5 %.
При вакуумной отдувке растворителя требуется дополни-
тельный вакуум-насос, поэтому одновременно необходимо ор-
ганизовать оборотное снабжение водой вакуумных насосов. Это
позволит ликвидировать образование сточных вод на этой ста-
дии технологического процесса.
Переработка мисцеллы. Мисцелла, полученная в процессе
экстракции, подвергается дальнейшей переработке, в ходе ко-
торой из нее регенерируется бензин, получается неосветленная
канифоль и скипидар-сырец. Неосветленная канифоль выпуска-
ется как товарный продукт или, что целесообразнее, подверга-
ется модификации или осветлению. Скипидар-сырец ректифи-
цируют на двухколонном аппарате, отделяя бензин, товарный
скипидар и флотомасло-сырец.
Переработка мисцеллы и ректификация скипидара-сырца
осуществляются на установках непрерывного действия
(рис. 10.8). Раствор смолистых веществ (мисцеллу) из сбор-
253
ника 1 насосом 2 подают в трубчатый испаритель 3 (выпарной
аппарат). В верхней, сепарационной, части испарителя, играю-
щей роль небольшой исчерпывающей колонны, установлено
пять тарелок колпачкового типа. Мисцелла поступает на верх-
нюю тарелку, откуда перетекает вниз на последующие та-
релки.
С последней тарелки раствор подается по циркуляционной
трубе 4 в нижнюю часть аппарата. Нагреваясь в трубах, обо-
греваемых глухим паром давлением 80—100 кПа, раствор на-
чинает кипеть и в виде парожидкостной смеси подниматься
вверх в сепарационную часть выпарного аппарата. Отделив-
шаяся жидкая среда вновь поступает в циркуляционную трубу,
а пары бензина и скипидара поднимаются вверх, барботируя
через стекающий по тарелкам более холодный раствор смоли-
стых веществ. При этом пары скипидара (как вышекипящей
жидкости) конденсируются и увлекаются раствором обратно.
Пары бензина попадают в холодильник 5, где конденсируются;
бензин поступает в сборник рабочего растворителя. Упаренный
раствор смолистых веществ концентрацией 300—400 кг/м3 по-
ступает по трубе 6 в исчерпывающую колонну 7, снабженную
тарелками колпачкового типа и выносным трубчатым испари-
телем 8. В испарителе 8 происходит дополнительное упарива-
ние растворов. Упаренный раствор канифоли в скипидаре-
сырце с незначительной примесью тяжелокипящих хвостовых
фракций бензина через бачок-регулятор 9 и регулирующий кла-
пан 10 непрерывно отводится из нижней части исчерпывающей
колонны 7 на дальнейшую переработку.
Примесь скипидара к бензину не улучшает экстрагирую-
щую способность последнего, но увеличивает содержание лету-
чих в отработанной щепе и ведет к излишним потерям скипи-
дара. Указанная конструкция испарительного аппарата позво-
ляет снизить содержание скипидара в отгоняющемся бензине
(рабочем растворителе) до 4—6 % при конечной концентрации
упаренной мисцеллы 650—700 кг/м3.
При работе по противоточному методу и дефлегмационному
методу с централизованным упариванием растворов получае-
мая мисцелла может содержать в небольших количествах воду.
Поэтому в процессе переработки такой мисцеллы должен быть
установлен строгий контроль за сливом воды из мисцеллоот-
стойников. Попадание воды с мисцеллой, подаваемой на испа-
рение, приводит к резкому вскипанию растворов и перебросу
мисцеллы в конденсационную систему, откуда она затем посту-
пает в сборники оборотного растворителя. Присутствие кани-
фоли в рабочем растворителе недопустимо, так как при этом
возрастают потери канифоли с проэкстрагированной щепой.
Обычно допускается содержание канифоли в оборотном рас-
творителе не более 2 кг/м3.
Растворы такой концентрации не оказывают существенного
влияния на скорость извлечения канифоли. Однако практиче-
254
ски необходимо стремиться к дальнейшему уменьшению содер-
жания канифоли в рабочем растворителе, так как при после-
дующей отдувке канифоль, содержащаяся в отдуваемом рас-
творителе, остается на поверхности древесины и теряется с от-
работанной щепой.
Снижение концентрации канифоли в оборотном раствори-
теле на 1 кг/м3 позволяет получить из 1 т осмола дополни-
тельно около 0,6 кг канифоли.
Отгонку скипидара-сырца и масел с получением неосветлен-
ной экстракционной канифоли ведут в канифолеварочных ко-
лоннах, работающих под разрежением. В настоящее время ши-
рокое распространение получила спирально-щелевая канифоле-
варочная колонна, в которой растворы движутся сверху вниз
по змеевикам, расположенным в виде спирали. В верхней части
колонна снабжена сепаратором, где осуществляется отделение
капель и брызг мисцеллы от паров. При уваривании канифоли
под разрежением объем паров, проходящих через сепаратор,
намного больше, чем в канифолеварочных колоннах, работаю-
щих при атмосферном давлении. Вследствие этого сепараторы
вакуумных канифолеварочных колонн должны быть оборудо-
ваны высокоэффективными каплеуловителями. Применение
простейших типов каплеуловителей-каплеотбойников, тарелок,
насадки из колец Рашига и других приводит к значительным
потерям канифоли со скипидаром-сырцом, величина которых
может достигать 8—10 %. При последующей переработке ски-
пидара-сырца эта канифоль получается в смеси с высококипя-
щими терпеновыми углеводородами. Эта смесь под названием
полимеры находит применение для получения антивибрацион-
ных смазок и эмульсола.
Подача упаренной мисцеллы из испарителя на канифолева-
рочную колонну, как правило, производится через гидравличе-
ский затвор. Однако величина гидрозатвора оказывается очень
большой, если пары с испарителя используются для высушива-
ния осмольной щепы. В этом случае между испарителем и ка-
нифолеварочной колонной перепад давлений составляет около
200 кПа, что требует гидрозатвора высотой около 30 м.
Однако и это не исключает поступления из испарителя вме-
сте с жидкостью также и паров бензина. Это обусловлено тем,
что упаренная мисцелла по отношению к условиям канифоле-
варочной колонны является перегретой жидкостью и начинает
кипеть в трубопроводе. Поэтому рабочая часть гидравлического
затвора оказывается заполненной не жидкостью, а парожидко-
стной эмульсией с малой плотностью, что нарушает работу гид-
розатвора.
Для исключения попадания паров на линии между испари-
телем и канифолеварочной колонной устанавливают бачок и ре-
гулирующий клапан. В бачке размещают уровнемер, который
управляет работой клапана, увеличивая его открытие при по-
вышении уровня мисцеллы в бачке, и наоборот.
255
Для уменьшения тепловой нагрузки на канифолеварочную
колонну 12 (см. рис. 10.8) перед ней устанавливают трубчатый
подогреватель 11. С целью улучшения условий отгонки лету-
чих компонентов в канифолеварочную колонну дают острый
пар.
Отгоняемые с присадкой острого пара скипидар-сырец и
масла направляются из сепаратора колонны в холодильник 13,
а после конденсации и охлаждения — в двойной вакуум-прием-
ник 14. Готовая канифоль непрерывно сливается снизу ко-
лонны через контрольный фонарь 15 в поочередно включаемые
вакуум-приемники 16, обогреваемые глухим паром.
Канифоль из вакуум-приемников сливается в промежуточ-
ный бак 17, а отсюда в охладительные барабаны или непо-
средственно в тару. Получаемая при вакуумном уваривании ка-
нифоль отличается более светлой окраской и повышенной тем-
пературой размягчения.
Так как в перерабатываемой мисцелле содержатся терпено-
вые спирты и масла с высокой температурой кипения, то для
уменьшения расхода острого пара применяют перегретый пар
с температурой 200—220 °C. Повышение температуры пара до
230—240 °C вызывает частичное разложение канифоли в ко-
лонне, что снижает температуру ее размягчения. При снижении
температуры острого пара до 160—170 °C даже при значи-
тельном увеличении его количества температура размягчения
канифоли уменьшается вследствие неполной отгонки тяжелых
канифольных масел.
Выходящая из колонны при 160—175 °C готовая канифоль
имеет температуру размягчения обычно в пределах 54—55 °C
и содержит лишь следы веществ, летучих с паром.
Важным условием нормального ведения процесса является
поддержание заданной глубины разрежения. Остаточное давле-
ние в аппарате должно быть в пределах 10—20 кПа. Несоблю-
дение этого требования вызывает необходимость увеличения
подачи острого пара, однако это приводит к вредному форси-
рованию работы колонны (увеличению скорости паров) и к из-
лишним потерям канифоли за счет уноса ее в виде капель.
При переработке по описанной схеме осмола, имеющего не-
большой возраст, а также добытого в северных районах
страны, в котором содержится больше жирных кислот и ней-
тральных веществ, не удается получить канифоль требуемого
качества даже при увеличении расхода острого пара. В этом
случае готовую канифоль приходится дополнительно уваривать.
Схема двухступенчатого уваривания канифоли, внедренная на
Зиминском заводе, показана на рис. 10.9.
Упаренная мисцелла при 160—170 °C за счет разрежения
подается в змеевиковую канифолеварочную колонну, в нижней
части которой поддерживается температура 175±5 °C. Кани-
фоль из колонны поступает через гидрозатвор в паровой эжек-
тор, в который вводится острый водяной пар давлением 1 МПа
256
Рис. 10.9. Схема двухступенча-
того уваривания канифоли:
1 — змеевиковая канифолеварочная ко-
лонна; 2 — смотровой фонарь; 3 —
гидрозатвор; 4 — эжектор; 5 — сепара-
тор; 6 — конденсатор
и температурой 210—220 °C.
Поскольку пар в сопле
эжектора приобретает
сверхзвуковую скорость,
возникает высокая турбу-
лентность потока, обеспе-
чивающая высокоинтенсив-
ный контакт двух фаз.
В зоне глубокого разреже-
ния, создающейся в эжек-
торе, происходит испарение
жирных кислот и нейтраль-
ных веществ. Содержание
жирных кислот в канифоли
снижается с 6—7 до 4—
5%, а нейтральных ве-
ществ с 17—19 до 13—
14%; состав отгоняемых в эжекторе веществ мало отличается
от состава канифольно-экстракционных полимеров. Одновре-
менно на 2 °C повышается температура размягчения кани-
фоли. Однако выход канифоли уменьшается примерно на 4 °/о
и такой процесс целесообразно использовать только при по-
ставке канифоли потребителям, предъявляющим повышенные
требования к температуре ее размягчения.
Ректификация скипидара-сырца. Получение товарного ски-
пидара из скипидара-сырца осуществляется на непрерывнодей-
ствующей двухколонной ректификационной установке, показан-
ной на рис. 10.10.
На первую ректификационную колонну, имеющую 24 та-
релки, подается скипидар-сырец, содержащий 30—40 % бензина
плотностью 790—810 кг/м3. Колонна работает при атмосферном
давлении и флегмовом числе 1—2. Температура в нижней ча-
сти колонны поддерживается в пределах 168—172 °C. В про-
цессе работы необходимо стремиться к тому, чтобы содержа-
ние бензина в продукте, отбираемом снизу колонны, было ми-
нимальным и во всех случаях не превышало 0,5—0,7%.
С этой целью часто приходится идти на снижение чистоты
отбираемой бензиновой фракции, сопровождающееся увеличе-
нием ее плотности. При этом содержание терпеновых углеводо-
родов может достигать 10 %, что допускается по условиям тех-
нологии, так как количество бензина, отгоняемого при ректи-
фикации скипидара-сырца, невелико в сравнении с общим
количеством оборотного растворителя.
9 Заказ № 2531
257
Рис. 10.10. Схема процесса ректификации экстракционного скипидара-сырца:
/ — бак для скипидара-сырца; 2 — подогреватель; 3 — регуляторы давления; “/ — регуля-
торы расхода; 5 — приборы контроля за температурой; 6 — испарители; 7 —колонна для
отгонки бензина; 8 — приборы контроля за уровнем; 9 — приборы контроля за расхо-
дом; 10 — дефлегматоры; 11— промежуточный сборник; /2 —регулятор плотности; 13 —
колонна для получения товарного скипидара; 14 — холодильник флотомасла-сырца; 15 —
вакуум-приемник для флотомасла-сырца; 16— индикатор состава паров; /7 — холодиль-
ник товарного скипидара; 18 — вакуум-приемиик для товарного скипидара; 19 — сборник
товарного скипидара
Скипидар-сырец содержит терпингидрат, растворимость ко-
торого в терпеновых и алифатических углеводородах невелика.
Чтобы избежать зарастания ротаметров кристаллами терпин-
гидрата, необходимо подогревать скипидар-сырец, а ротаметры
располагать между подогревателем и колонной.
На второй ректификационной колонне, работающей при
остаточном давлении 13 кПа, выделяется товарный скипидар.
Из нижней части колонны отбирается флотомасло-сырец. Рек-
тификационная колонна имеет 28 тарелок и работает с флегмо-
вым числом 2—4. Товарный скипидар высшего сорта имеет
плотность 855—864 кг/м3, коэффициент рефракции 1,465—1,472.
Если флотомасло-сырец в дальнейшем перерабатывается путем
его простой перегонки, то необходимо стремиться к возможно
более полному исчерпанию терпеновых углеводородов, так как
иначе они перейдут в товарное флотомасло и ухудшат его ка-
чество.
При переработке флотомасла на ректификационных уста-
новках можно улучшить качество товарного скипидара, остав-
ляя часть терпеновых углеводородов в кубовом продукте.
В этом случае флотомасло-сырец может содержать до 15 %
высококипящих терпеновых углеводородов, кроме того, оно со-
258
I
держит сесквитерпены, терпеновые спирты, терпингидрат и по-
лимеры.
Разделение скипидара на индивидуальные терпены из-за
многокомпонентного состава продукта осуществляют методом
периодической ректификации на колоннах, имеющих около
60 тарелок. Выделение а-пинена с чистотой 90—95 % достига-
ется при однократной ректификации. Для получения А3-карена
с аналогичной чистотой необходима двукратная ректификация.
Это связано как с малым содержанием А3-карена в экстрак-
ционном скипидаре (около 30 %), так и близкими температу-
рами кипения соседних углеводородов (р-пинен 167 °C, Д3-ка-
рен 170 °C, а-терпинен 174 °C).
При переработке флотомасла-сырца не требуется такая вы-
сокая чистота продуктов, как при получении индивидуальных
терпеновых углеводородов. Поэтому при ректификации флото-
масла-сырца используют периодически действующие ректифи-
кационные колонны, имеющие около 15 тарелок колпачкового
типа.
В процессе вакуумной ректификации отбирают следующие
фракции: скипидар обеспиненный, промежуточную фракцию,
спирты терпеновые, терпингидратную фракцию и сесквитерпе-
новые углеводороды. Первые две фракции отбирают при оста-
точном давлении 13 кПа, остальные при 1,3 кПа. В виде кубо-
вого остатка получаются полимеры.
Фракция обеспиненного скипидара направляется в товар-
ный скипидар, а промежуточную фракцию направляют во фло-
томасло-сырец на повторную переработку.
Терпингидратную фракцию по мере накопления загружают
в куб, добавляют 2—3 % фосфорной кислоты и проводят пере-
гонку под разрежением. При этом терпингидрат дегидратиру-
ется частично до спиртов, частично до моноциклических терпе-
новых углеводородов. Дистиллят, содержащий до 50 % терпе-
новых спиртов, направляют во флотомасло-сырец. .
Компоненты, входящие в скипидар-сырец, имеют большое
различие как по плотности, так и по температуре кипения и по
коэффициенту рефракции. Это позволяет оценивать их чи-
стоту в процессе ректификации с достаточной точностью при
помощи данных физических показателей.
Полимеры канифольно-экстракционного производства ис-
пользуются для производства эмульгатора при бурении сква-
жин. Они также могут быть разделены под глубоким разреже-
нием на фракцию сесквидитерпенов и фракцию сесквитерпено-
вых спиртов, используемых в животноводстве как средство,
подавляющее развитие болезнетворных микроорганизмов и об-
ладающее одновременно свойством дезодоранта.
Терпингидрат содержится также в сточных водах, получае-
мых при уваривании канифоли и перегонке флотомасла. При
кипячении с минеральными кислотами терпингидрат превраща-
ется в терпинеол, который имеет низкую растворимость в воде
9*
259
и является основным компонентом флотомасла. Поэтому кис-
лотная обработка этих сточных вод дает возможность получить
дополнительное количество флотомасла и попутно снизить на
70—80 % их загрязненность. Обработку сточных вод ведут 1 —
1,5 ч в присутствии 0,1 % серной кислоты или же 6 ч в присут-
ствии 0,2—0,3 % фосфорной кислоты. Целесообразнее исполь-
зовать фосфорную кислоту, оказывающую меньшее коррозион-
ное воздействие на материал аппаратуры; кроме того, фос-
форная кислота после ее нейтрализации является биогенным
элементом при последующей биохимической очистке воды.
Применяют как периодический, так и непрерывный методы по-
лучения терпинеола; непрерывный метод сложнее, но обеспечи-
вает снижение расхода тепла.
В канифольно-экстракционном производстве при современ-
ных методах переработки сырья из 1 т соснового осмола, содер-
жащего 14 % канифоли (при 20 %-ной влажности), можно по-
лучить 90—95 кг неосветленной канифоли, 25—30 кг скипидара,
5—6 кг флотомасла. Расход сырья и энергоресурсов в расчете
на 1 канифольную единицу составляет: осмола (20 %-ной влаж-
ности) 7,5—8 т, бензина 160—180 кг, пара 70—75 ГДж, элек-
троэнергии 400—420 кВт>ч.
За канифольную единицу принимается 1 т живичной кани-
фоли I сорта. Количество всех других видов и сортов кани-
фольно-скипидарной продукции приводится к этой единице
умножением на соответствующие коэффициенты, установлен-
ные с учетом их стоимости.
В расчете на 1 т канифоли затраты на переработку осмола
в 2,5 раза выше, чем на переработку живицы. Однако стои-
мость смолистых веществ, поступающих на заводы в осмоле,
в 2—2,5 раза ниже, чем в живице, трудоемкость добычи кото-
рой очень высока. Поэтому общие затраты на производство 1 т
экстракционной канифоли в 1,2—1,5 раза ниже, чем живичной.
Для повышения экономической эффективности производства
целесообразно перерабатывать проэкстрагированную щепу на
активные угли, древесные плиты, использовать как добавку
к основному сырью в гидролизном производстве и др.
Качество продукции. Экстракционная канифоль по цвету со-
ответствует маркам F, Е и D. Она имеет по сравнению с жи-
вичной канифолью пониженную температуру размягчения (не
ниже 48—54 °C). Экстракционный спипидар высшего сорта
имеет плотность 0,855—0,864 г/см2, коэффициент рефракции
1,465—1,472, начальную температуру кипения не ниже 155 °C.
Объем отгона до 170 °C должен быть не менее 90 % (для ски-
пидара I и II сорта 80 и 75 % соответственно). Сосновое флото-
масло может выпускаться трех сортов с содержанием спиртов
не менее 75, 65 и 50%, температура начала кипения для всех
сортов не ниже 170 °C. Полимеры имеют плотность 0,940—
1,020 г/см3, кислотное число не менее 60 и вязкость при 50 °C
не более 50 °Е (0,36 Па/с).
260
Осветление экстракционной канифоли. На современных ле-
сохимических предприятиях применяется химический метод
осветления экстракционной канифоли (при необходимости он
может быть использован также и для живичной и талловой ка-
нифоли).
Метод заключается в обработке канифоли серосодержа-
щими соединениями, относящимися к производным полисуль-
фидов / и тиофенолов II и имеющими химическое строение:
В настоящее время для осветления применяется октофор S,
имеющий строение, близкое к структурной формуле I.
При взаимодействии канифоли с ароматическими тиофено-
лами и полисульфидами химическому превращению подверга-
ются только абиетиновые кислоты. Реакции протекают в трех
направлениях: дегидрирования, изомеризации и частичного гид-
рирования абиетиновых кислот. Поскольку эти реакции прохо-
дят только при повышенных (более 200 °C) температурах, на-
блюдаются частичное декарбоксилирование и деструкция смо-
ляных кислот, что сопровождается снижением кислотного
числа канифоли, увеличением содержания неомыляемых ве-
ществ и выделением газов, состоящих из водорода, метана и
окиси углерода.
Основным химическим процессом является дегидрирование.
Выделяющийся при этом атомарный водород восстанавливает
темнящие компоненты канифоли.
Осветлению подвергаются окисленные смолы, тогда как ре-
зинаты железа не осветляются. По этой причине улучшение
цветности канифоли может быть достигнуто также путем обра-
ботки упаренной мисцеллы раствором фосфорной или щавеле-
вой кислоты с целью удаления солей железа.
Осветление канифоли при помощи октофора S может быть
осуществлено как непрерывным, так и периодическим процес-
сом. Сущность процесса заключается в совместном нагревании
канифоли и октофора при 260+5 °C в течение 1 ч с последую-
щей отгонкой острым паром легкокипящих компонентов, охлаж-
дением и розливом канифоли. Количество октофора состав-
ляет 0,15—0,2%, а отгоняемых масел 1—2 % от массы кани-
фоли, расход острого пара 5%. Выход осветленной канифоли
равен 97—98 % от темной канифоли. Марки канифоли М, К, I,
261
температура размягчения не ниже 50°, кислотное число не ме-
нее 135.
Периодический процесс осуществляется в реакторах объ-
емом 3—5 м3, снабженных рамной или пропеллерной мешал-
кой. Обогревают реакторы при помощи высокотемпературного
органического теплоносителя (ВОТ), подаваемого в рубашку
реактора в виде паров или в виде жидкости, находящейся под,
давлением и имеющей температуру на 10—15 °C ниже темпе-
ратуры ее кипения при этом давлении. Обогрев реактора па-
рами ВОТ не позволяет охлаждать канифоль после осветления
непосредственно в реакторе. По этой причине в технологиче-
ской схеме процесса предусматривается установка специаль-
ных охладителей, аналогичных по конструкции реакторам. Для
охлаждения канифоли в рубашку охладителя подается или
вода, или конденсат.
В случае применения жидкого ВОТ охлаждение канифоли
осуществляется непосредственно в реакторах за счет подачи
в реактор более холодного теплоносителя с температурой 100—
120 °C. Такая схема проще как в монтаже, так и эксплуатации
по сравнению со схемой, предусматривающей обогрев реакто-
ров парами ВОТ.
В качестве ВОТ обычно используют эвтектическую смесь
дифенилового эфира (73,5%) и дифенила (26,5%), называе-
мую дифенильной смесью (динил). Температура кипения смеси
при атмосферном давлении 258 °C, застывания 12,3 °C. В ка-
честве жидкого теплоносителя могут также применяться него-
рючие кремнийорганические жидкости и специальные нефтя-
ные масла.
Продолжительность реакции осветления канифоли зависит
от температуры процесса и резко сокращается при ее повыше-
нии. Так, если при 260 °C необходима выдержка канифоли
в течение 1 ч, то при 280 °C осветление канифоли заканчива-
ется за 15 мин, а при 290—300 °C за 1—2 мин. Необходимость,
нагрева больших количеств канифоли до высоких температур
и охлаждения приводит к тому, что общая продолжительность,
периодического процесса в 3—4 раза превышает продолжи-
тельность стадии осветления. Вследствие такого длительного
термического воздействия наблюдается декарбоксилирование
смоляных кислот и ухудшение цветности готового продукта.
Непрерывный метод химического осветления позволяет
уменьшить термическое воздействие на канифоль, вследствие
чего удается повысить цветность канифоли на одну марку,,
а кислотное число на 2—3 единицы по сравнению с периодиче-
ским методом. Однако применение реакторов периодического
действия позволяет при необходимости выпускать не только,
осветленную канифоль ЭО, но и канифоль различных модифи-
каций— осветленную модифицированную ЭМО, малеинизиро-
ванную неосветленную ЭМ, малеинизированную в присутствии
формальдегида ЭМ-3, а также вести диспропорционирование
262
в присутствии повышенных количеств серосодержащих катали-
заторов и др. (см. главу 12).
При проведении непрерывного процесса с помощью дозиро-
вочных насосов осуществляют подачу и смешение, расплавлен-
ной темной канифоли и бензинового раствора октофора S, имею-
щего концентрацию 35—50 %. Смесь нагревается в подогрева-
теле до температуры 260—280 °C и поступает в нижнюю часть
реактора. В качестве реактора используется обогреваемый вер-
тикальный сосуд диаметром 400—600 мм. Объем реактора дол-
жен обеспечить достаточную для завершения реакции про-
должительность пребывания канифоли. Линейная скорость
движения канифоли должна быть порядка нескольких санти-
метров в секунду. Выделяющиеся газы в виде мелких пузырь-
ков движутся прямотоком с канифолью и отделяются в верх-
ней, сепарационной, части реактора.
Ламинарный режим движения жидкости исключает неже-
лательное поперечное перемешивание в реакторе даже при от-
сутствии внутри реактора каких-либо специальных устройств.
Осветленная канифоль поступает в десорбционный аппарат,
аналогичный по конструкции канифолеварочной колонне. Здесь
при помощи острого пара производится отгонка масел, обра-
зовавшихся в процессе термической деструкции канифоли,
а также одновременное охлаждение продукта. Выход масел и
их состав аналогичны тому, что получается при периодическом
процессе.
Вещества, входящие в состав экстракционной канифоли,
сильно различаются по температуре кипения. Это позволяет
провести достаточно четкое их разделение путем простой фрак-
ционированной перегонки при остаточном давлении 0,13—
0,7 кПа. Наиболее высокой летучестью обладают жирные кис-
лоты и неомыляемые вещества. Поэтому кислотное число и тем-
пература размягчения товарной фракции канифоли растут
с увеличением количества отбираемой головной фракции. Окис-
ленные смолы практически нелетучи и остаются при перегонке
как кубовый продукт. Поэтому для полной отгонки смоляных
кислот следует повысить температуру и снизить давление
в конце перегонки. Вместе с тем, чтобы избежать значительных
термических воздействий, время пребывания канифоли в зоне
высоких температур должно быть сведено к минимуму.
Эти требования обеспечиваются при применении для дистил-
ляции роторных пленочных испарителей, работающих устой-
чиво при достаточно высокой плотности орошения. Поэтому для
хорошего исчерпания смоляных кислот из кубового продукта
отбор целевой фракции ведут из двух или трех последовательно
соединенных аппаратов, последний из которых обычно имеет
меньший диаметр.
Для улучшения качества товарной канифоли из первого ис-
парителя отбирают головную фракцию, регулируя ее количе-
ство путем изменения подачи ВОТ. Неиспарившийся продукт
263
перетекает во второй испаритель, а затем в третий, где проис-
ходит полное исчерпание смоляных кислот от кубового остатка.
Товарная дистиллированная канифоль отбирается одновре-
менно со второго и третьего испарителя. Эта канифоль обла-
дает высокой способностью к кристаллизации, что ограничивает
область применения ее в натуральном виде. Однако при после-
дующем облагораживании (модификации и др.) получаются
продукты, не уступающие по свойствам и цвету продуктам на
основе живичной канифоли.
При непрерывной дистилляции под давлением 0,4 кПа
можно достигнуть 94—95 %-кого выхода дистиллированной ка-
нифоли, имеющей цвет WW. Кислотное число и температура
размягчения такой канифоли близки к показателям исходной
канифоли. Если вести достаточный отбор головной фракции, то
эти показатели приближаются к показателям живичной кани-
фоли. Так, при отборе 20—25 %-ной головной фракции с кис-
лотным числом 100—140 получается около 70 % канифоли
с цветностью X, кислотным числом 170—175 и температурой
размягчения 66—67 °C. Температура жидкой фазы в конце
перегонки при указанном выше давлении составляет 290—
295 °C, температура паров 250—255 °C.
По групповому составу головная фракция канифоли пред-
ставляет собой смесь смоляных (30—50 %) и жирных кислот
(10—20%), а также нейтральных дитерпенов (30—40 %).
В зарубежной практике в настоящее время применяются два
метода осветления экстракционной канифоли.
По одному методу горячая канифоль растворяется в бен-
зине до концентрации 10—20 %, раствор охлаждают до комнат-
ной температуры, обрабатывают фурфуролом и отстаивают.
При этом окисленные смолы переходят в фурфурольный слой.
Из него под разрежением отгоняют фурфурол и уваривают
окисленные смолы. Бензиновый раствор осветленной канифоли
промывают водой для удаления растворенного фурфурола, от-
гоняют бензин и уваривают канифоль.
Взамен фурфурола могут применяться и другие высокопо-
лярные растворители — формамид, диоксан, обладающие вы-
сокой растворяющей способностью в отношении окисленных
смол и имеющие низкую растворимость в бензине. Выход освет-
ленной канифоли составляет 80—85 %.
По другому методу получают 50%-ный раствор канифоли
в бензине, который затем разбавляют до 10—15 % и интенсивно
промывают холодной водой. При этом в осадок выпадает тем-
ная смола в количестве 3—4 % от канифоли. Освобожденный от
осадка раствор подают в сорбционную батарею. Сорбентом
служит природная активная глина или искусственный тримаг-
нийсиликат в виде гранул размером 1—2 мм. Осветленную ка-
нифоль уваривают, а сорбент промывают спиртом, в который
переходят сорбированные окисленные смолы. Выход осветлен-
ной канифоли около 70%.
264 ’
/
Управление технологическим процессом. Батарейные методы
экстракции являются полунепрерывными, что накладывает оп-
ределенные ограничения на степень автоматизации управления
процессом. Необходимость разлюковки и залюковки экстракто-
ров после окончания процесса экстракции, переключения запор-
ной арматуры через рабочий период требует расположения
щитов управления непосредственно вблизи рабочего места стар-
шего аппаратчика батареи. Регулирование параметров процесса
и контроль за процессом осуществляются, как правило, при по-
мощи общепромышленных приборов КИП, дифманометров, ро-
таметров, манометров и др.
Запорная арматура большого диаметра (0=100 мм), как
правило, снабжается электроприводами, управление которыми
осуществляется с местных щитов. На общий щит выносятся по-
казания приборов, контролирующих параметры, общие для всей
экстракционной батареи: уровни жидкостей в емкостях, темпе-
ратуру конденсации паров, общий расход бензина, мисцеллы,
пара и т. д.
При противоточном методе экстракции имеется жесткая
связь всех экстракторов, что позволяет относительно легко ре-
гулировать и контролировать процесс. Как правило, достаточна
стабилизация основных технологических параметров, общих
для всей батареи — подачи бензина, расхода пара, температуры
нагрева бензина.
При батарейно-дефлегмационном методе одних только ста-
билизирующих контуров недостаточно: если подача раствори-
теля и тепла будет производиться без учета изменения влаж-
ности щепы в процессе ее сушки, то степень извлечения кани-
фоли снизится. Поэтому приходится регулировать параметры
процесса в каждом экстракторе отдельно. С этой целью разра-
ботана автоматизированная система управления процессом ба-
тарейно-дефлегмационной экстракции, предусматривающая ре-
гулирование расхода паров растворителя в каждый экстрактор
в зависимости от хода процесса сушки щепы в нем, характе-
ризуемого температурой паровой смеси в верхней части ап-
парата.
Расход растворителя автоматически поддерживается на за-
данном уровне с момента достижения определенной темпера-
туры в верхней части экстрактора и до конца процесса экстрак-
ции. Схема предусматривает изменение расхода паров раство-
рителя за счет регулирования расхода паровой смеси из
экстрактора в конденсационную систему. Подвод паров раство-
рителя в экстрактор не регулируется, и задвижка на линии по-
дачи паров открыта полностью. Система автоматического регу-
лирования (САУ) батареи, работающей по схеме батарейно-
дефлегмационного метода с местным упариванием растворов,
показана на рис. 10.11.
Эта система содержит контуры автоматического регулиро-
вания температуры паровой смеси в верхних частях экстрак-
265
Парь/ отдувка В кокдексаторд/
Рис. 10.11. Схема автоматизации батарейно-дефлегмационного метода экс-
тракции:
/ — подогреватель бензина; 2 — испаритель; 3 — экстрактор; 4 — конденсатор паров
сушки первой ступени; 5 — то же второй ступени; ТС — автоматическое регулирование
температуры; FC — автоматическое регулирование расхода
торов с регулирующим воздействием на отвод паров сушки из
каждого экстрактора. Автоматическое регулирование подачи
тепла в каждый экстрактор обеспечивает полноту сушки щепы
и оптимальную температуру процесса экстракции. Контуры
автоматического регулирования температуры в верхней части
экстракторов сблокированы с контурами автоматического ре-
гулирования расхода растворителя на орошение щепы, предна-
значенными для поддержания заданной плотности орошения
в каждом экстракторе при достижении заданной температуры
в верхних зонах экстракторов. Кроме того, в САУ входят кон-
туры автоматического регулирования температуры раствори-
теля, подаваемого на орошение щепы и расхода охлаждающей
воды в конденсаторы паров сушки и отдувки. Регулирование
температуры в конденсаторах паров первой ступени осущест-
вляется в зависимости от температуры воды на выходе из них,
а в конденсаторах второй ступени — в зависимости от темпера-
туры дистиллята.
В качестве исполнительного механизма при регулировании
температуры в верхних частях экстракторов использованы по-
воротные регулирующие заслонки.
Температура растворителя, подаваемого на орошение щепы,
поддерживается близкой к температуре его кипения. Темпера-
тура в верхней части экстрактора задается в зависимости от
запаса тепла. При работе на бензине БЛХ эта температура
принимается 95±2,5 °C. При избытке тепла температура мо-
жет быть повышена, при недостатке — снижена.
266
Схема автоматизации процесса ректификации скипидара-
сырца (см. рис. 10.10) включает ряд контуров стабилизации и
измерения параметров процессов: регулятора давления грею-
щего пара <3, подаваемого в испарители ректификационных ко-
лонн; регулятора расхода продукта 4, подаваемого в колонны;
измерение уровня жидкости 8 в расходных емкостях; измере-
ние температуры 5 вверху и внизу колонн; измерение количе-
ства флегмы и отбираемых продуктов.
Для обеспечения высокой разделяющей эффективности ко-
лонны должны быть оснащены высокочувствительными прибо-
рами, включенными в контур, регулирующий количество отби-
раемого продукта. Применяемые на практике термометры не
обеспечивают необходимой точности регулирования. Исполь-
зование для этих целей плотномера позволило повысить разде-
ляющую способность установки, что привело к снижению со-
держания бензина в товарном скипидаре с 5—6 до 0,5—0,7%.
Важным элементом в данной автоматизированной системе
является промежуточный сборник 11 (см. рис.10.10), наличие
которого позволяет исключить передачу возможных возмуще-
ний из одной колонны в другую.
В ректификационных установках возможны две схемы ре-
гулирования работы верхней части колонны: первая схема пре-
дусматривает регулирование количества флегмы, подаваемой
в колонну, и отбор верхнего продукта как избыточного; вторая
схема регулирует количество отбираемого продукта и подачу
на флегму избыточного верхнего продукта.
При флегмовых числах более 1 вторая схема является пред-
почтительней, так как позволяет уменьшить возмущения в ра-
боте колонны, обусловленные нарушением материального ба-
ланса по верхнему продукту из-за возможных колебаний в ра-
боте других регулирующих и стабилизирующих контуров.
Управление непрерывными технологическими процессами
в канифольно-экстракционном производстве осуществляется ди-
станционно с центрального щита.
10.3. Оборудование канифольно-экстракционного производства
Рубительные машины. Для измельчения осмола в СССР
применяются два вида рубительных машин — дисковые и ба-
рабанные (табл. 10.2).
В дисковых рубительных машинах механизм резания (ре-
жущий орган) выполнен в виде вращающегося диска с распо-
ложенными на его рабочей поверхности режущими ножами. Ра-
нее выпускавшаяся машина ДР-28 является малоножевой ма-
шиной и имеет 4 ножа. Современная рубительная машина
МРН-100 является многоножевой и имеет 10 ножей.
В малоножевых рубительных машинах процесс резания ха-
рактеризуется цикличностью (прерывностью). Многоножевые
машины работают по принципу непрерывного резания, при
267
10.2. Техническая характеристика рубительных машин
Параметры ДР-28 Машина
МРН-100 фирмы ЦЕКОП
Загрузочный патрон, мм Диаметр, мм: 550x550 550x550 650 x 590
диска 2800 2440 —
барабана — — 1200—600
Длина барабана, мм — — 750
Число ножей, шт. 4 10 20
Частота вращения ротора, мин-1 216 365 610
Мощность электродвигателя, кВт 130 500 40
Производительность, скл. м3/ч 8—15 До 75 6,5—12
Направление выброса щепы Вверх Вверх Вниз
котором очередной режущий нож входит в контакт с древесиной
раньше, чем выходит из соприкосновения с древесиной преды-
дущий нож. Рабочий орган дисковой рубительной машины —
ножевой диск. Ножи закреплены на лицевой стороне диска та-
ким образом, что их лезвия несколько выступают над поверхно-
стью диска. К лицевой стороне диска с некоторым зазором при-
мыкает направляющий патрон, по которому осмол подводится
к ножам. На стенках, образующих днище патрона, установлены
контрножи. В теле диска вдоль всей режущей кромки каждого
ножа сделаны сквозные подножевые щели. Диск огражден ко-
жухом.
Осмол по направляющему патрону подается к ножам, вра-
щающимся в вертикальной плоскости диска. Каждый нож от-
рубает шайбу толщиной, равной выпуску ножа. При этом по-
дача сырья под следующий нож осуществляется затягиваю-
щим усилием режущего ножа. Под действием скалывающих
усилий от передней грани ножа отрубаемый слой древесины
распадается на отдельные элементы — щепу, которая через
подножевую щель поступает на приводную сторону диска и за-
тем удаляется из кожуха.
В рассматриваемых машинах, предназначенных для из-
мельчения коротких кусков древесины, осмол к диску подво-
дится под действием силы тяжести.
Выброс щепы идет вверх под действием центробежной силы,
сообщаемой щепе лопатками, закрепленными на диске.
В барабанных рубительных машинах режущим органом:
(механизмом резания) является вращающийся барабан, на об-
разующей которого установлены ножи. Имеются две конструк-
ции ножевых барабанов, отличающиеся друг от друга спосо-
бом удаления из зоны резания полученной щепы,— пазушная
и щелевая.
В барабанах пазушного типа срезанная щепа собирается
во впадинах (пазухах), расположенных в теле барабана перед
268
каждым режущим ножом. В этом случае ножевой барабан де-
лается массивным и служит одновременно маховиком. К этому
типу относится 4-ножевая машина МРБ-03, конструкция ко-
торой разрабатывалась для измельчения осмола. Однако дли-
тельные испытания показали ее непригодность для рубки ос-
мола из-за больших ударных нагрузок на ножи и узел их
крепления.
Щелевые барабаны делаются полыми; образующаяся в про-
цессе рубки щепа через подножевые щели поступает внутрь
барабана и затем удаляется вдоль его оси вращения через
один или оба торца барабана. Принципиальная конструкция
щелевого барабана двухконусной рубительной машины фирмы
ЦЕКОП показана выше на рис. 10.2.
Барабанные машины при их сравнительно небольших га-
баритах могут иметь большие размеры загрузочного патрона,
что очень важно для канифольно-экстракционного производ-
ства, где осмол имеет неправильную форму и большие раз-
меры в поперечнике. Использование небольших по размерам
ножей, работающих как резцы, их спиральное расположение
на поверхности диска обеспечивает устойчивую работу ма-
шины при измельчении осмола. С учетом этого для кани-
фольно-экстракционных заводов создается конструкция мощ-
ной двухконусной машины МРПС-1, которая в отличие от ма-
шины ЦЕКОП имеет встроенный узел доизмельчения щепы.
Конструкция этой машины приведена на рис. 10.12, где по-
казан разрез машины по большому основанию конуса бара-
бана. Основным рабочим органом машины является барабан,
состоящий из двух усеченных конических дисков (конусов), на-
саженных на вал и состыкованных между собой вершинами при
помощи болтов. Диаметр большего основания конусов 2220 мм.
На каждом конусе размещено 20 ножей, выступающих за на-
ружную поверхность конуса на 10 мм, которые в радиальном
направлении перекрывают друг друга. Всего на барабане уста-
навливается 40 ножей, кроме того, установлено 45 бил, которые
при работе машины обеспечивают доизмельчение щепы на ко-
лосниковых решетках.
Колосниковые решетки (по две с каждой стороны машины)
предназначены для доизмельчения щепы после рубки пней
в конической части барабана. Решетки расположены в нижней
части машины и занимают сектор в 150° окружности ротора.
Колосниковая решетка состоит из двух секторов, соединенных
шарнирно, а каждый сектор — из двух дугообразных боковин,
соединенных между собой трубчатой связью. Рабочая ширина
колосниковой решетки 450 мм. В каждой боковине имеется 60
отверстий треугольной формы, в них вставляются трехгранные
колосники, режущие кромки которых направлены навстречу
вращению ротора.
Каждая колосниковая решетка шарнирно подвешена на оси,
в рабочем положении задвинута внутрь станины и зафиксиро-
269
7 6
Рис. 10.12. Двухконусная барабанная рубительная машина МРПС-1:
1—конус барабана; 2 — сектор колосниковой решетки; 3 — колосник; 4 — нож; 5 — паз
для установки ножа; 6 — вал; 7—фиксатор колосниковой решетки; 8 — броневой лист;
9 — загрузочный патрон; /0 —ребро жесткости; //—лопатка; 12 — отбойник центро-
бежного камнеотделителя; 13 — било; 14 — регулировочный винт центробежного камне-
отделителя; 15 — колосниковая решетка в положении для замены колосников
вана фиксаторами. При замене колосников решетка выдвига-
ется за пределы станины, при этом сектора, поворачиваясь во-
круг осей, складываются.
Машина имеет размер загрузочного патрона 1200X1200 мм,
что позволяет перерабатывать крупногабаритный осмол дли-
ной куска до 1100 мм. Осмол подается в загрузочный патрон
сверху и попадает на контрнож, где начинает рубиться ножами,
размещенными на периферии барабана. По мере уменьшения
размера куска осмол затягивается к центру барабана и рубку
завершают ножи, установленные ближе к центру барабана.
Полученная щепа через подножевые щели поступает во
внутреннюю полость конусов барабана, откуда сбрасывается
в дробильные камеры, расположенные по торцам конусов.
В дробильных камерах щепа доизмельчается на колосни-
270
Рис. 10.13. Молотковая дробилка фирмы ЦЕКОП:
1— молоток; 2 — дуга колосниковой решетки; 3 — колосник; 4 — наружный диск; 5 —
вал; 6 — штифт для крепления решетки; 7 — основание дробнлкн; 8 — дробящая плнта;
9 — регулировочный болт; 10— задняя крышка; 11— передняя крышка; 12 — отверстие
в молотке для его перестановки
ковых решетках с помощью бил. Измельченная до кондици-
онных размеров щепа проваливается сквозь зазоры между ко-
лосниками и падает на конвейеры, которые транспортируют ее
на сортировку.
Производительность машины 30 м3/ч плотной древесины, ус-
тановленная мощность электродвигателя 400 кВт, частота вра-
щения барабана 5 с-1. Машина снабжена ручным ленточным
тормозом и гидроприводами для поворота крышки и для пе-
ремещения колосниковых решеток.
Дробилка. Для доизмельчения щепы, получаемой после ру-
бительной машины, в канифольно-экстракционном производ-
стве применяются молотковые дробилки, в которых режущие
колосники выполнены в виде трехгранника. Это позволяет про-
цесс дробления щепы вести на острых гранях, что приближает
процесс дробления к процессу резания. Кроме того, за режу-
щей кромкой при этой конструкции колосника образуется рас-
ширяющийся зазор, что исключает возможность запрессовы-
вания этого зазора волокнистой массой раздробленной щепы.
Описание конструкции этой машины дано на примере дробилки
271
фирмы ЦЕКОП, эксплуатируемой на большинстве наших заво-
дов (рис. 10.13).
Корпус дробилки является разъемным и состоит из передней
и задней крышек и основания. Все эти элементы соединены
между собой болтами. Передняя крышка закреплена на оси,
что позволяет получить доступ внутрь корпуса за счет пово-
рота крышки, не снимая ее. К задней крышке крепится дробя-
щая плита, положение которой регулируется при помощи регу-
лировочных болтов. Регулировка состоит в сближении или уда-
лении дробящей плиты от барабана.
Дробящая плита служит опорной плоскостью, на которой
происходит первичное дробление. Основным элементом дро-
билки является ротор, вращающийся в подшипниках. Ротор
состоит из 16 внутренних и 2 наружных дисков. Между дис-
ками на осях шарнирно закреплено 192 молотка. Каждый
молоток имеет два отверстия, благодаря чему возможна че-
тырехкратная перестановка и эксплуатация режущих кромок
молотков. При затуплении кромка наплавляется твердосплав-
ным электродом и затачивается на точильном станке. Когда
ротор не вращается, положение молотков произвольно, при
вращении ротора под действием центробежной силы молотки
располагаются радиально, как это показано на рис. 10.13.
В нижней части корпуса дробилки закреплены две колосни-
ковые решетки. Каждая решетка состоит Из трех дуг, соеди-
ненных поперечными балками, образуя тем самым корпус ко-
лосниковой решетки, который выполнен в двух вариантах, поз-
воляющих закрепить 32 или 36 колосников, в зависимости
от требуемой степени дробления и времени года (летнее или
зимнее).
Колосниковая решетка выемная, что необходимо для по-
ворота или замены колосников в случае их затупления или
поломки. Кромки колосников наплавляются твердосплавным
электродом, после чего затачиваются на точильном станке.
Производительность дробилки 12 м3/ч плотной древесины.
Частота вращения ротора 1160 мин~', мощность электродвига-
теля 55 кВт, передача движения от электродвигателя через
клиноременную передачу.
Экстрактор фирмы ЦЕКОП. Этот экстрактор представляет
собой вертикальный цилиндрический аппарат, имеющий верх-
ний, загрузочный, и нижний, выгрузочный, люки. Корпус ап-
парата имеет форму конуса, расширяющегося вниз (рис. 10.14).
Угол раскрытия конуса 6°, что позволяет исключить зависание
выгружаемой щепы на стенках аппарата. В верхней части экс-
трактора расположена фильтрующая поверхность, образован-
ная 9 съемными ситами, и штуцер вывода паров бензина и
воды. Здесь также расположено оросительное кольцо для по-
дачи бензина, имеющее 12 форсунок. В нижней части экстрак-
тора расположены 12 быстросъемных сит, образующих цилинд-
рический фильтр. Этот фильтр защищает штуцер подачи паров
272
5
Рис. 10.14. Экстрактор фирмы ЦЕКОП:
а _ общий вид; б — конструкция ннжнего байонетного затвора; / — корпус экстрактора;
2 — верхний фильтр; 3 — штуцер вывода паров; 4 — оросительное кольцо; 5 — верхний
байонетный затвор; £ —гидроцилиндр верхней крышки; 7 — гидроцилиндр нижней крыш-
ки; 8 — нижний фильтр; 9 — штуцер ввода паров; 10 — подвижное кольцо; // — днище;
12— рычаг; 13 — горизонтальный гидроцилиндр; 14 — зубчатый обод; 15 — штуцер для
подачи пара на уплотнение прокладки; /£ —неподвижное кольцо; /7 — резиновая про-
кладка; 18 — впадина поворотного кольца; 19 — зуб
бензина и штуцер отвода мисцеллы от попадания в них щепы.
Сита изготовлены из двухмиллиметровой листовой нержавею-
щей стали и имеют перфорацию в виде щелей шириной 1 мм,
длиной 20 мм. Геометрический объем экстрактора 37,5 м3 при
общей высоте 10,5 м и диаметре внизу 2,6 м.
Операции подъема и опускания крышек механизированы за
счет использования гидропривода. Запирание и герметизация
крышек осуществляются при помощи байонетных затворов.
Нижняя крышка состоит из днища и зубчатого обода, который
имеет на своей окружности 20 зубьев и столько же впадин.
Открывание и закрывание крышки происходит при помощи
двух вертикальных гидроцилиндров, передающих движение ры-
чагу, на котором при помощи шарнирной опоры закреплено
днище. Применение шарнирной опоры обеспечивает центриро-
вание крышки.
К нижней части корпуса приварено неподвижное кольцо
с кольцевым пазом, где располагается резиновое кольцо (про-
кладка). На неподвижное кольцо надето подвижное кольцо,
273
которое собирается из двух половинок. Запирание крышки
осуществляется поворотным кольцом, которое имеет 20 впадин.
При закрывании крышки ее зубья входят во впадины поворот-
ного кольца, после чего при помощи двух горизонтальных гид-
роцилиндров кольцо передвигается на один шаг — 250 мм.
После этого крышка уплотняется резиновым кольцом. Для
этого в паз через три штуцера подается пар давлением
0,6 МПа, который и поджимает прокладку к уплотнительной
поверхности крышки.
При открывании крышки снимается давление пара на уп-
лотнительную прокладку, подвижное кольцо при помощи гори-
зонтальных цилиндров поворачивается на один шаг. При этом
зубья крышки совпадают с впадинами поворотного кольца,,
и с этого момента начинается медленное опускание крышки
под собственной массой, регулируемое при помощи выпуска
гидравлической жидкости из вертикальных цилиндров. При от-
крывании крышки происходит самопроизвольное высыпание от-
работанной щепы из экстрактора.
Конструкция механизма закрывания и уплотнения верхней
крышки аналогичны конструкции нижней крышки, йз-за мень-
шего диаметра верхней крышки запирающее устройство (байо-
нетный затвор) имеет 16 зубьев.
Экстрактор Нейво-Рудянского завода. Экстрактор исполь-
зуется при противоточном методе экстракции и рассчитан на
работу при повышенном давлении (до 0,6 МПа). Он имеет
загрузочный люк диаметром 450 мм, в который вставлена
съемная корзина. Корзина выполнена из перфорированного
листа и обтянута мелкой сеткой. В нижней части экстрактора
имеется выгрузочный люк диаметром 600 мм. На люке смонти-
рована фильтрующая корзина, выполненная из перфорирован-
ного стального листа, обтянутая мелкой сеткой и открываемая
вместе с люком. Корзина имеет одно отверстие, по диаметру
равное диаметру штуцера, через который подается бензин.
В закрытом состоянии отверстие корзины и отверстие штуцера
совмещаются с минимальным зазором. Подъем и опускание
нижнего люка механизировано и осуществляется гидроцилинд-
ром. Нижний и верхний люки герметизируют затягиванием
болтов. В качестве уплотняющего материала используют
масло-, бензо- и термостойкую резину. Уплотняющая поверх-
ность имеет форму шип — паз.
Подача в экстрактор бензина (без кипячения) позволяет
иметь небольшую фильтрующую поверхность в нижней части
экстрактора. За счет этого нижняя, конусная, часть экстрак-
тора сделана гладкой, что облегчает выгрузку щепы. В верхней
части экстрактора корзина имеет большую поверхность, кото-
рая после каждого экстракторооборота требует чистки. Это вы-
звано тем, что вся мелкая щепа и пыль потоком бензина
выносится в верх экстрактора и за счет перепада давления об-
разует на сетке толстый слой волокнистого материала, оказы-
274
J
Рис. 10.15. Экстрактор Нейво-Рудяиского завода:
/ — корпус; 2 — штуцер выхода растворов; 3 — верхняя крышка; 4 —съемная кор-
зина; 5 — штуцер ввода растворов; 6 —нижнее днище; 7—фильтрующая корзина; 8 —
гидроцилиндр
Рис. 10.16. Роторно-пленочный испаритель:
/—распределительная тарелка; 2 — обогреваемый корпус испарителя; 3—ротор; 4 —
графитовый вкладыш; 5 — встроенный теплообменник; 6 — мотор-редуктор
вающего большое сопротивление процессу фильтрации. Кон-
струкция экстрактора показана на рис. 10.15. Экстрактор имеет
геометрический объем 8,7 м3, диаметр аппарата в цилиндри-
ческой части 1,6 м, высота 5,9 м.
Экстрактор непрерывного действия. Из ряда конструкций
аппаратов непрерывного действия, предлагавшихся для экст-
ракции осмольной щепы, опытно-промышленную проверку про-
шел только экстрактор конструкции ЦНИЛХИ, мощностью
15 тыс. скл. м3 осмола в год. Движение щепы в аппарате про-
исходит сверху вниз под действием собственной массы щепы.
Равномерность движения щепы достигалась за счет системы
винтов, перекрывавших полностью нижнее сечение аппарата.
Процесс экстракции протекает в двух зонах экстрактора:
в верхней зоне происходит высушивание щепы парами бензина
275
в условиях прямоточной экстракции, в нижней части экстрак-
тора осуществляется противоточная экстракция при темпера-
туре близкой к температуре кипения бензина.
Проэкстрагированная щепа с помощью ковшевого элева-
тора, выполняющего роль бензоотделителя, поступает в отду-
вочный аппарат, конструкция которого аналогична конструк-
ции экстрактора. Отдувка растворителя из проэкстрагирован-
ной щепы осуществляется путем подачи в нижнюю часть
отдувочного аппарата острого пара. Пары сушки и отдувки от-
водятся в конденсационную систему.
Роторно-пленочный испаритель (РПИ). Этот испаритель
предназначен для перегонки высококипящих продуктов под глу-
боким разрежением. Небольшое время пребывания продукта
в зоне нагрева (несколько секунд) и практическое отсутствие
перепада давления между верхом и низом аппарата позволяют
свести к минимуму термическую деструкцию перегоняемого ве-
щества. В отличие от серийных аппаратов, имеющих два тор-
цевых уплотнения, РПИ для перегонки канифоли (рис. 10.16)
имеет только одно уплотнение. Это достигается применением
ротора колокольного типа, который подвешен на верхней
опоре.
Расплавленная канифоль подается в верхнюю часть аппа-
рата, где с помощью специальной тарелки равномерно рас-
пределяется по периметру греющей поверхности корпуса ис-
парителя и стекает сверху вниз. Ротор колокольного типа
снабжен 8 вертикальными направляющими планками. Планки
имеют форму прямоугольных желобов, в пазы которых вло-
жено по 12 графитовых вкладышей. При вращении ротора
графитовые вкладыши под действием центробежной силы вы-
двигаются из паза и рабочей поверхностью прижимаются
к внутренней, обогреваемой, поверхности аппарата. На рабо-
чей поверхности вкладышей профрезерованы косые прорези,
наличие которых способствует перемешиванию и равномерному
растеканию пленки канифоли. При стекании тонкой пленки ка-
нифоли происходит ее испарение. Пары канифоли конденси-
руются на трубах встроенного теплообменника, дистиллирован-
ный продукт стекает вниз и отбирается из нижней части ап-
парата. Неиспарившаяся жидкость собирается во встроенную
камеру и отводится через боковой штуцер. Вращение ротора
осуществляется от мотора-редуктора.
Роторно-пленочный испаритель имеет следующую техниче-
скую характеристику.
Мощность электропривода, кВт 3 Внутренний диаметр аппарата, м 0,8
Частота вращения ротора, Общая высота аппарата, м . . 4,55
мин—1 ......................... 130 В том числе, м:
Рабочая обогреваемая поверх- корпуса ....................3,0
ность, м2 ....................... 4 обогреваемой зоны .... 2,0
Поверхность встроенного кон-
денсатора, м2 .................. 10 ' . ?
276
Материалы для изготовления аппаратуры. В процессе экс-
тракции смолистых веществ из пневого осмола в водном и
бензиновом дистилляте, а также в мисцелле обнаруживаются
низкомолекулярные карбоновые кислоты (уксусная и муравьи-
ная). Эти кислоты образуются в процессе отдувки раствори-
теля от проэкстрагированной щепы вследствие начинающейся
термической деструкции древесины. Хотя абсолютное содер-
жание этих кислот невелико (до 0,1 %), корродирующее их
действие значительно, особенно в трубопроводах сушки и от-
дувки, что обусловлено высокой температурой и большими ско-
ростями паров, содержащих к тому же механические примеси
(древесную пыль, песок).
Экстракторы обычно изготовляют из углеродистой стали.
Как показывает опыт, сильная коррозия проявляется в верх-
них горловинах и особенно в местах ввода в них трубопрово-
дов. Величина коррозии здесь достигает 0,5 мм/год, в то
время как в средней части экстрактора она в 2—2,5 раза
ниже.
По этой причине непрерывнодействующая экстракционная
установка должна изготовляться только из коррозионно-стойких
материалов. Высокой стойкостью в средах канифольно-экстрак-
ционного производства обладают хромистые безникелевые
стали 08X13, 08Х17Т. Учитывая их технологические свой-
ства (хрупкость и невысокую пластичность), наиболее целесо-
образно применять оборудование, изготовленное из двухслой-
ных сталей, при этом механические нагрузки воспринимает
наружный слой (углеродистая сталь), а внутренний, плаки-
рующий, слой обеспечивает высокую коррозионную стойкость
оборудования. Емкостное оборудование, устанавливаемое на
открытых площадках и работающее при низких температурах
окружающего воздуха, должно быть изготовлено из двухслой-
ных сталей типа 16ГС +08X13, 09Г2С +08X13. Оборудование,
которое по техническим причинам не может быть изготовлено
из безникелевых сталей (теплообменные аппараты, тарелки рек-
тификационных колонн, арматура и др.), необходимо изготов-
лять из низколегированных сталей типа 08Х22Н6Т, 08Х18Г8Н2Т,
10Х14Г14Н4Т.
При очистке сточных вод от терпингидрата в качестве ката-
лизатора применяется или серная, или фосфорная кислота кон-
центрацией 0,1—0,3%. Коррозионная активность такой среды
весьма высока, что требует применения хромникельмолибдено-
вых сталей при использовании серной кислоты и сталей типа
12Х18Н10Т при использовании фосфорной кислоты.
Терпеновые углеводороды (скипидар) сами по себе явля-
ются неагрессивными, однако в присутствии воды они окисля-
ются с образованием спиртов, кетонов, кислот. Вследствие
этого на границе раздела фаз наблюдается сильная коррозия
углеродистой стали и скипидар окрашивается, что приводит
к снижению его потребительских свойств.
277
Пожаро- и взрывобезопасность производства. Основные
'стадии технологического процесса производства экстракцион-
ной канифоли характеризуются как особовзрывоопасные из-за
наличия бензина и скипидара в горячем состоянии или в виде
паров. При противоточном методе бензин перегрет и в случае
утечки мгновенно испаряется. Поскольку температура вспышки
бензина —17 °C, а скипидара 34 °C, внутри аппаратов практи-
чески всегда существует взрывоопасная концентрация паров.
Все электрооборудование, машины и механизмы должны
иметь взрывобезопасное исполнение. Для перекачки бензина
тиогут применяться только специальные насосы с повышенной
герметичностью, имеющие взрывобезопасное исполнение не
только электродвигателей, но и проточной части. Не допуска-
ется применение сальниковых уплотнений, так как всегда име-
ется опасность их перегрева при сильной затяжке сальниковой
набивки. Все передвижные механизмы, загрузочные и разгру-
зочные тележки должны иметь бронзовые или латунные ко-
леса, не дающие искрения.
Во избежание самовозгорания в цехе все засмоленные во-
локнистые материалы, сор из фильтров и отстойников должны
быть немедленно удалены. Существует большая опасность са-
тиовозгорания горячей обессмоленной щепы, поэтому для от-
дувки должен применяться пар только низкого давления с тем-
пературой не выше 155—160 °C, а сама щепа после выгрузки
должна немедленно удаляться из цеха. При подаче на сжига-
ние она должна обязательно проходить через промежуточный
бункер, чтобы создать разрыв потока щепы. При несоблюдении
этого требования или при работе с пустым бункером отмеча-
лись случаи проскока пламени из топки котла в экстракцион-
ный цех. При выгрузке отработанная щепа обязательно про-
веряется на содержание летучих. Если оно превышает установ-
ленную технологическим регламентом норму, то щепу нельзя
подавать в котельную и ее приходится вывозить в отвал.
Чтобы снизить выделение пыли при разгрузке экстрактора
верхние загрузочные люки должны быть закрыты. Весь инстру-
мент, применяемый для выгрузки щепы, должен быть омеднен.
Воздушные линии экстракторов, фильтров, мисцеллоотстой-
ников снабжены запорной арматурой и в случае ошибки при
ее переключении в этих аппаратах может создаться повышен-
ное давление. Поэтому они должны быть рассчитаны на дав-
ление пара, используемого для отдувки сора, щепы, или же
необходимо устанавливать предохранительные клапаны, отре-
гулированные на то давление, на которое рассчитан ап-
парат.
Особо ответственным элементом является уплотнительная
прокладка в люке экстрактора. После каждого экстракторообо-
рота должен производиться ее визуальный осмотр. В качестве
уплотняющего материала должна применяться бензомаслостой-
кая резина, способная выдерживать температуру процесса.
278
Байонетные затворы должны иметь подвод давления от двух
независимых источников.
В цехе должен осуществляться непрерывный контроль за
содержанием паров бензина в воздухе. Если концентрация их
превысит 20 % от нижнего предела взрываемости, должны ав-
томатически останавливаться насосы, подающие бензин на
экстракцию и мисцеллу в выпарной аппарат, должен пода-
ваться сигнал тревоги, который слышен на рабочих местах, и
должна включаться аварийная вентиляция.
Процесс измельчения осмольной щепы относится к пожаро-
опасным, но осмольная пыль взрывоопасна, поэтому все аспира-
ционные системы должны иметь взрывобезопасное исполнение
и располагаться на удалении от измельчительного цеха. Тре-
бования по предупреждению накопления пыли и ее уборке те
же, что изложены в главе 9.
10.4. Переработка еловой серки
Абиетиновая смола является продуктом глубокого окисле-
ния еловой канифоли, которая в своем составе уже имеет 40—
60 % окисленных смоляных кислот. До настоящего времени ос-
новным сырьем для производства абиетиновой смолы служила
еловая серка, которая содержит 50—70 % смолистых веществ,
15—25 % механических примесей и 15—25% влаги. Содержа-
ние скипидара в ней очень невелико и обычно составляет
1-3 %.
Извлечение смолистых веществ из еловой серки осущест-
вляется экстракционным методом. В качестве экстрагента при-
меняют бензинобутанольную смесь, которая хорошо растворяет
как нормальные, так и окисленные смоляные кислоты. Полу-
чаемая при этом канифоль имеет очень темный цвет (в слое-
толщиной 22 мм она почти непрозрачна) и высокую темпера-
туру размягчения (75—80 °C). Содержание окисленных смо-
ляных кислот, нерастворимых в петролейном эфире, в этой
канифоли достигает 50%. Дополнительным окислением, напри-
мер продувкой горячим воздухом, содержание окисленных смо-
ляных кислот может быть повышено до 70 % и более. В ре-
зультате такого доокисления получается твердая, хрупкая,
почти черного цвета смола, получившая название абиетиновой.
Более ценным продуктом является смола нейтральная возду-
хововлекающая (СНВ), получаемая путем омыления абиетино-
вой смолы. Смола СНВ применяется в гидростроительстве для
придания бетону морозостойкости, а также в производстве
пенобетона, обеспечивая получение легких мелкоячеистых пе-
нобетонов, обладающих высокими теплоизолирующими свой-
ствами.
Процесс переработки еловой серки включает следующие опе-
рации: измельчение серки, периодическую экстракцию бензи-
нобутанольной смесью, отгонку растворителя от экстракта,.
279
уваривание канифоли, окисление канифоли кислородом воз-
духа, омыление абиетиновой смолы едким натром, фасовку го-
тового продукта.
Во избежание слеживания серки в процессе экстракции
к ней перед загрузкой подмешивают щепу или стружку хвой-
ных пород. Кроме того, на ложное дно экстрактора укладывают
подушку из той же щепы, предохраняющую ложное дно от
засмоления и улучшающую фильтрацию растворов от остатков
сора при сливе. Щепы добавляют около 10 % от объема серки.
Экстракцию еловой серки ведут периодическим методом при
сочетании оросительной экстракции и экстракции в слое кипя-
щего растворителя.
Вначале в экстрактор на '/з его высоты закачивают сла-
бые растворы, полученные в предыдущем цикле, кипятят их,
одновременно на орошение подают растворитель и отбирают из
экстрактора растворы концентрацией выше 10%. Продолжи-
тельность стадии 3 ч.
Затем для предотвращения слеживания и слипания мате-
риала экстрактор заполняют на 2/3 высоты и в течение 2 ч
проводят интенсивное кипячение.
После этого начинают слив слабых растворов с одновре-
менной подачей на орошение чистого растворителя. Продол-
жительность такой промывки проэкстрагированного материала
составляет 2 ч и определяется концентрацией отбираемых рас-
творов, которая должна составлять 2—3%. После полного
слива растворов с помощью острого пара проводят отгонку
растворителя от проэкстрагированного сора. После этого сор
выгружается из экстрактора и отправляется в котельную.
Растворы с концентрацией смолистых веществ более 10 %
направляют на непрерывнодействующую испарительно-увари-
тельную установку, аналогичную по принципу работы и пара-
метрам процесса установкам по переработке мисцеллы в кани-
фольно-экстракционном производстве. Растворитель, отгоняе-
мый на этой стадии, возвращается на экстракцию, а уваренная
канифоль направляется на окисление в окислительные кубы.
Окисление канифоли производится кислородом воздуха при
200—220 °C. Процесс окисления является автокаталитическим,'
вследствие чего скорость окисления возрастает по мере накоп-
ления окисленных смоляных кислот. Скорость процесса также
возрастает с повышением температуры. Однако при темпера-
туре выше 220 °C скорость окислительных процессов увеличи-
вается в такой мере, что процесс становится неуправляемым,
происходит резкое повышение температуры реакционной смеси,
сопровождающееся часто взрывом парогазовоздушной смеси,
имеющейся в аппарате.
Учитывая эти особенности процесса, реакцию окисления про-
водят в полунепрерывных условиях. В реакторе при сливе го-
тового продукта оставляют затравку в количестве 20—30 %
от объема реактора. После этого начинают непрерывную по-
280
дачу канифоли и воздуха, поддерживая температуру в преде-
• лах 200—210 °C. Регулирование температуры осуществляют из-
менением как подачи греющего пара, так и количества пода-
ваемой канифоли, имеющей температуру 160—170 °C. Когда
реактор будет заполнен на 70—75 % его объема, подачу ка-
нифоли прекращают, отбирают из реактора продукт на анализ.
Когда абиетиновая смола достигает регламентируемых показа-
телей, 2/3 ее количества сливают как готовый продукт, а ос-
тавшуюся часть используют как затравку в новом цикле.
Реактор окисления представляет емкость, снабженную бар-
ботером для подачи воздуха и змеевиком для подачи греющего
пара. Обогрев реактора производится перегретым паром, имею-
щим температуру около 250 °C. Пар проходит змеевики, не кон-
денсируясь, отдает часть тепла перегрева и с температурой
210—220 °C используется как технологический пар в других
процессах. Попытки перевести процесс окисления на непрерыв-
ный показали, что это возможно только при наличии экспресс-
ных методов анализа качества абиетиновой смолы. Существую-
щие методы определения ее качества по показателю текуче-
сти требуют на каждый анализ 30—40 мин. Этого времени при
непрерывном процессе вполне достаточно, чтобы показатели ка-
чества могли существенно выйти за пределы регламентируе-
мых показателей.
В процессе окисления смолы из реактора с воздухом уно-
сится около 5 % канифольных масел, улавливаемых затем
в скрубберной системе.
Выход абиетиновой смолы составляет около 50 % от массы
исходного сырья (еловой серки). Абиетиновая смола марки
СА имеет температуру размягчения не ниже 90 °C, кислотное
число не более 100, содержание веществ, нерастворимых в бен-
зине, не менее 65%, показатель текучести не ниже 320 с. Для
получения специального сорта абиетиновой смолы с повышен-
ным содержанием веществ, нерастворимых в бензине (93 % и
более), еловую серку вначале подвергают экстракции бензи-
ном без добавки бутанола, что позволяет удалить из нее значи-
тельное количество нормальных смоляных кислот.
При выпуске товарную абиетиновую смолу направляют на
охладительные барабаны, применяемые при розливе кани-
фоли.
При выработке смолы СНВ абиетиновая смола с темпера-
турой 190—200 °C подается в винт-смеситель, куда дозиру-
ется также 42 %-ный раствор едкого натра с небольшим из-
бытком против теоретического расхода. Здесь происходит ре-
акция омыления абиетиновой смолы, а также охлаждение ее'
в результате испарения воды, как подаваемой со щелочью, так
и образующейся в результате реакции омыления. При этом-
температура реакционной массы снижается до 90—100 °C и
из смесителя выходит товарная смола СНВ в виде твердых кус-
ков, которую затаривают в мешки или барабаны.
28Т
Процесс получения смолы СНВ сопровождается интенсив-
ным испарением воды, поэтому должны быть установлены
местные отсосы у смесителя.
Смола СНВ должна иметь влажность не более 16 % и со-
держание веществ, растворимых в воде, не менее 95%. Для
выработки 1 т смолы (в расчете на безводную) требуется
900 кг абиетиновой смолы и 360 кг 42 %-ного раствора едкого
натра. Аналогичный продукт, притом в большем количестве,
получают из таллового пека (см. главу И).
Глава 11. ПРОИЗВОДСТВО ТАЛЛОВЫХ ПРОДУКТОВ
Сырое сульфатное мыло содержит соли смоляных и жир-
ных кислот и является важным источником получения кани-
фоли и других талловых продуктов.
11.1. Сбор сульфатного мыла
Раствор сульфатного мыла в черном щелоке представляет
собой сложную полидисперсную систему, в которой находятся
в равновесии частицы мыла различной степени дисперсности:
Молекулярно- -> Коллоидно- -+ Грубодисперсное
растворенное ч- растворенное мыло
мыло (мицеллярное)
мыло
Соотношение между такими частицами зависит от многих
факторов. Так, при низкой концентрации мыла в щелоке рав-
новесие сдвигается влево; если содержание мыла меньше 1,3%
сухих веществ щелока, оно вовсе не отделяется от него. Уве-
личение содержания в щелоке электролитов (Na2SO4, Na2CO3,
Na2S и др.) сдвигает равновесие вправо, т. е. приводит к уве-
личению грубодисперсной и уменьшению молекулярно- и кол-
лоидно-растворенной частей мыла. Повышение температуры
сдвигает равновесие влево, что объясняется дезагрегирующим
влиянием усиливающегося теплового движения ионов жирных
и смоляных кислот.
Отстаивание щелоков и выделение мыла ведут в две сту-
пени. Вначале щелок отстаивают до выпарки, предварительно
доведя его плотность до 1100—1120 кг/м3 путем смешения
с упаренными щелоками. При этом выделяется 30—40 % со-
держащегося в щелоке мыла. Концентрация мыла в щелоке
уменьшается, равновесие сдвигается влево и выделение мыла
прекращается. Тогда щелок упаривают до плотности 1160—
1180 кг/м3; концентрация мыла и электролитов при этом
увеличивается, равновесие вновь сдвигается вправо и появля-
ется возможность выделения дополнительного количества мыла.
Для этого щелок указанной плотности (полуупаренный ще-
282
лок) выводят из выпарной станции и дают ему отстояться; при
этом выделяется еще 20—30 % мыла, а всего 50—70 % от его
содержания в щелоке.
На некоторых предприятиях, где производят окисление чер-
ного щелока, мыло собирают также и с окисленного щелока.
Отстаивание мыла ведется в отстойных резервуарах (ба-
ках) при температуре около 80 °C. Щелок вводится в баки
посредине их высоты, а всплывающее в виде плотной пены
мыло отводится из верхней части бака по лотку через окно
в стенке. При этом граница между щелоком и слоем мыла
должна находиться выше штуцера, из которого отбирается от-
стоявшийся щелок. Целесообразно осуществлять отбор мыла
не непосредственно из баков, а из отдельных аппаратов-мыло-
отделителей.
Наиболее полно при отстаивании мыла выделяются из ще-
лока жирные кислоты (на 70—75 %), затем смоляные кис-
лоты и неомыляемые вещества (на 55—65%), тогда как окис-
ленные вещества в основном остаются в щелоке. Чем выше*
содержание жирных кислот и ниже содержание окисленных
веществ в щелоке, тем быстрее и полнее выделяется сульфат-
ное мыло. Ускорить отстаивание мыла можно путем фло-
тации, например, вводя воздух (или лучше азот) в поток
щелока, направляемого в баки, а также путем добавления
в щелок 0,5—1 °/о не смешивающегося с ним растворителя.
Более эффективна добавка к щелокам поверхностно-ак-
тивных веществ (ПАВ) как катионоактивных, например
«Коллектор АНП-2», так и анионоактивных, например легкое'
талловое масло.
Легкое талловое масло в виде 10—20%-ной эмульсии
масло — вода подается во всасывающую линию насоса, перека-
чивающего полуупаренный щелок в отстойные баки. Расход
масла 0,1—0,5 кг на 1 м3 черного щелока. Применение ПАВ
способствует выделению более мелких частиц сульфатного
мыла и повышает скорость их коагуляции, что позволяет рас-
считывать на извлечение в виде сульфатного мыла до 80—
85 % смолистых веществ от поступивших на варку с древе-
синой.
При сборе сульфатного мыла из больших емкостей не всегда
удается поддерживать в них постоянный уровень жидкости и
стабильный режим отстаивания. В связи с этим разрабаты-
ваются непрерывные способы отстаивания, при которых про-
цесс отделения мыла выносится в отдельный аппарат с разви-
той поверхностью отстаивания.
Собранное мыло имеет темно-коричневый цвет и мазеоб-
разную консистенцию. Оно содержит, как правило, не менее
45 % суммы смоляных и жирных кислот, а также неомыляемых
(нейтральных) веществ, не более 9 % общей щелочи и 35 %
влаги. Чем выше была смолистость исходной древесины, тем
больше относительное содержание в мыле смоляных кислот.
283-'
Выход сырого сульфатного мыла составляет от 50 до 140 кг
в расчете на 1 т сульфатной целлюлозы, выработанной из со-
сновой древесины. Наиболее высокий выход получается из дре-
весины, произрастающей в Восточной Сибири. Из кедровой и
лиственничной древесины получается значительно меньше суль-
фатного мыла, а из еловой и пихтовой — незначительное коли-
чество. Из древесины лиственных пород также получается суль-
фатное мыло в количестве до 30 кг на 1 т целлюлозы; в со-
ставе смолистых веществ такого мыла преобладают жирные
кислоты и неомыляемые вещества.
Смешение щелоков от варки хвойной и лиственной древе-
сины нежелательно, так как в этом случае при переработке
смешанного таллового масла возникают различные затрудне-
ния, приводящие к снижению выхода и качества продукции.
Сульфатное мыло из хвойной древесины необходимо собирать
и перерабатывать отдельно от мыла из лиственных пород,
а последнее перед переработкой в талловое масло облагоражи-
вать путем извлечения из него неомыляемых веществ.
Разработаны два способа облагораживания мыла. По пер-
вому способу сульфатное мыло смешивают с водой и обраба-
тывают этилацетатом в непрерывнодействующем пульсацион-
ном экстракторе. Из экстракта отгоняют растворитель и полу-
чают в остатке нейтральные вещества. Из облагороженного
мыла также отгоняют растворитель в непрерывнодействующем
проточном испарителе трубчатого типа. По второму способу на-
гретое сульфатное мыло смешивают с этиловым спиртом, раз-
бавляют водой, перемешивают и извлекают из смеси бензином
нейтральные вещества.
Степень очистки сульфатного мыла от нейтральных ве-
ществ по первому способу выше (80—90 % против 70—80 %
по второму способу), но с нейтральными веществами теряется
несколько больше смоляных и жирных кислот.
Облагороженное сульфатное мыло пригодно в качестве воз-
духововлекающей добавки при изготовлении бетона для до-
рожных покрытий.
Нейтральные вещества могут быть использованы в качестве
гидрофобизатора и пластификатора при выработке твердых и
сверхтвердых древесноволокнистых плит, для замены жиров
в кожевенной и меховой промышленности и др. Нейтральные
вещества содержат р-ситостерин, бетулин, сквален и могут
быть сырьем для получения биологически активных веществ.
В последние годы древесина во все большем количестве
поступает на сульфатно-целлюлозные предприятия в виде гото-
вой щепы из различных древесных отходов; это преимущест-
венно заболонная древесина, имеющая пониженную смолис-
тость. При открытом хранении привозной щепы в кучах содер-
жание смолистых веществ в ней быстро уменьшается (за 2 мес
на 50—80 %) и соответственно падает выход из нее сульфат-
ного мыла. При этом увеличивается доля окисленных веществ
.284
в смолистых веществах. Еще быстрее теряется из щепы ски-
пидар.
Сырое сульфатное мыло частично используют как товар-
ный продукт (в качестве собирателя при флотационном обо-
гащении некоторых руд и др.), но, как правило, его перера-
батывают на сырое талловое масло.
11.2. Получение сырого таллового масла
Сырое талловое масло получают путем разложения суль-
фатного мыла серной кислотой периодическим или непрерыв-
ным способом. Перед разложением мыло необходимо промыть
для удаления остатков черного щелока, поскольку при разло-
жении непромытого мыла увеличивается расход серной кис-
лоты и теряется 10—20 % таллового масла.
При периодическом способе разложения промытое мыло по-
дают насосом в реактор, где его обрабатывают 30 %-ной сер-
ной кислотой до pH 2—2,5 при нагревании острым паром до
60—70 °C и перемешивают циркуляционным насосом. Затем,
продолжая циркуляцию, повышают температуру смеси до 98—
100 °C. К концу разложения pH должен быть равен 3—3,5.
Реакционная смесь при отстаивании разделяется на три
слоя. Верхний слой — сырое талловое масло; его сливают с по-
мощью декантационной трубы, дополнительно отстаивают, про-
мывают горячей водой до pH 6—7 и сушат при 105—115 °C
в течение 2—3 сут.
Однако при этом, а также при последующем хранении го-
рячего масла в баках, оно темнеет, уменьшается содержание
в нем жирных кислот и снижается кислотное число. Поэтому
подсушивание масла следует вести под разрежением (остаточ-
ное давление 30—50 кПа), а хранение сухого масла — при
45—50 °C (не выше, но и не ниже, чтобы вязкость масла не
слишком повысилась).
Средний слой — лигнин, его растворяют в белом щелоке и
направляют в баки черного щелока или же в содорегенераци-
онные котлы для сжигания.
Нижний слой — раствор бисульфата натрия. Его нейтрали-
зуют белым щелоком до pH 9—10 и используют для промывки
исходного мыла. Промывку осуществляют смешением мыла
с этим раствором при 70—80 °C. Смесь медленно перемеши-
вают, и она разделяется на промытое мыло и отработанный
раствор, который направляют в систему регенерации щелочи.
Более эффективно проводить разложение сульфатного
мыла непрерывным способом (рис. 11.1). Вначале сульфатное
мыло подготавливают к переработке. Для этого мыло подают
в сборник 1, где промывают раствором бисульфата натрия,
подщелоченным белым щелоком до pH 9—10 или же непосред-
ственно слабым белым щелоком для удаления остатков чер-
ного щелока. Затем мыло гомогенизируют прокачиванием при
285
Рис. 11.1. Схема установки для непрерывного разложения сульфатного мыла
помощи циркуляционного шестеренчатого насоса 2 через го-
могенизатор 3, снабженный распределительной насадкой и па-
роэжектором для подогрева мыла; при необходимости добав-
ляют горячую воду для улучшения текучести мыла. Далее
мыло фильтруют через фильтр 4 для отделения механических
примесей и насосом 5 подают на смешение с 30 %-ной серной
кислотой. Интенсивное смешение происходит непрерывно
в смесителе 6. Разложение мыла завершается в реакторе 7,
снабженном мешалкой полочного типа (или же без мешалки).
Реакционная смесь из реактора поступает в дегазатор 8,
откуда насосом 9 подается в центробежный сепаратор 10.
В сепараторе осуществляется непрерывное разделение реакци-
онной смеси на легкую фракцию (сырое талловое масло),
среднюю (кислый раствор бисульфата натрия с лигнином) и
тяжелую (гипс, волокно и механические примеси). Таким об-
разом, талловое масло быстро выводится из сферы реакции.
Раствор бисульфата натрия с лигнином отбирают в емкость
И, откуда часть раствора циркулирует через дегазатор 8 для
разбавления реакционной смеси перед сепарированием, а ос-
тальная часть идет в сборник мыла. Готовое талловое масло
поступает в бак 12. Газы из дегазатора отсасываются вентиля-
тором 13. Они содержат сероводород и меркаптаны и должны
подвергаться очистке, например путем промывки распыленным
белым щелоком в газоочистительной башне.
Непрерывный способ обеспечивает снижение потерь талло-
вого масла, но требует дорогостоящих сепараторов и запасных
286
частей к ним. Более экономичные бессепарационные непрерыв-
ные способы находятся в стадии разработки.
Во избежание забивания волокном оборудования и тру-
бопроводов установки для разложения сульфатного мыла съем
мыла должен производиться только с профильтрованных ще-
локов.
Полученное сырое талловое масло обрабатывают так же,
как и при периодическом способе.
Основным показателем, характеризующим процесс разло-.
жения сульфатного мыла, является величина pH реакционной
смеси. На основе этого показателя ведется автоматическое
регулирование подачи серной кислоты (или мыла). Датчик
величины pH связан с регулирующим устройством, которое
воздействует на исполнительный механизм вариатора дозиро-
вочного насоса, меняя число его оборотов и, следовательно,
количество подаваемой серной кислоты. Стабилизация техно-
логического процесса повышает производительность оборудо-
вания и выход сырого таллового масла.
Расход серной кислоты составляет в среднем 230 кг (в рас-
чете на моногидрат) на 1 т выработанного масла. Выход масла
примерно равен суммарному содержанию в сульфатном мыле
смоляных и жирных кислот, а также неомыляемых веществ и
на практике составляет 45—55 % от мыла, в зависимости от
его состава и, прежде всего, от влажности. При этом из мыла,
промытого подщелоченным солевым раствором, талловое масло
получается с большим выходом, чем из непромытого, и к тому
же со сниженным содержанием лигнина. Последнее очень важно,
поскольку лигнин налипает на греющие поверхности в ректи-
фикационных аппаратах, что затрудняет их работу. С целью
отделения остатков лигнина рекомендуется дополнительно от-
стаивать талловое масло в емкостях в течение 2—3 сут и пода-
вать на ректификацию через соответствующие фильтры.
Средний выход сырого таллового масла в расчете на 1 т
сваренной целлюлозы в 1985 г. составил 42 кг.
Сточные воды установки для разложения сульфатного мыла
сильно загрязнены: ХПК равно 10 000—15 000 мг Ог/л и выше.
Их обычно добавляют к упаренным щелокам, подаваемым на
сжигание.
Сырое талловое масло — темная вязкая жидкость, имеющая
плотность 960—990 кг/м3 и содержащая обычно 1—2 % влаги,
0,5—2 % лигнина (иногда выше), а также немного сернистых
соединений и терпенов. Оно используется в горнорудной про-
мышленности для флотационного обогащения фосфоритных и
апатитовых руд, при изготовлении некоторых эмульгаторов,
смазочно-охлаждающих жидкостей, сиккативов и др.
Сырое талловое масло из необлагороженного сульфатного
мыла лиственных пород используется взамен рыбьего жира
в кожевенной промышленности, в качестве флотореагента и др.
Окислением этого таллового масла воздухом при температуре
287
11.1. Состав сырого таллового масла некоторых предприятий
(по данным А. Н. Трофимова и др.)
Предприятие Состав древесного сырья, % по массе Состав сырого таллового масла, % по массе, в расчете на абсолютно сухое масло
1 сосны других хвой- ных пород лиственных пород i смоляных 1 КИСЛОТ жирных ки- слот j окисленных I кислот нейтральных веществ
Завод «Питкяранта» 100 37—41 35—47 4—5 17—20
Братский ЛПК 72 14 14 41—44 29—32 3—4 20—24
Сегежский ЦБК 60 24 16 41—42 32—33 4—6 18—20
Соломбальский ЦБК 30 70 — 33—36 43—44 4—6 16—18
Котласский ЦБК (хвой- — 87 13 25—31 39—42 4—7 21—25
ный поток) Архангельский ЦБК — 50 50 14—15 42—44 9—10 28—30
Котласский ЦБК (лист- венный поток) — 7 93 8—9 48—55 7—8 27—34
около 200 °C можно получить заменитель льняного масла для
пропитки твердых и сверхтвердых древесноволокнистых плит,
а также реагент для приготовления технологических эмульсий,
применяемых при обработке цветных металлов и их сплавов.
Основную часть хвойного таллового масла (а также лист-
венного из облагороженного мыла) подвергают ректификации
для получения талловой канифоли, талловых жирных кислот
и других продуктов.
Состав сырого таллового масла зависит от состава экстрак-
тивных веществ исходной древесины и, следовательно, от по-
родного состава перерабатываемого сырья (табл. 11.1).
Согласно ОСТ 13-184—83 сырое талловое масло выпус-
кают трех марок: ХТМ — из древесины хвойных пород; СТМ —
из смеси 50—90 % хвойных и 10—50 % лиственных пород,
а также из древесины хвойных пород при наличии в ней более
50 % лиственницы; ЛТМ — из древесины лиственных пород
с примесью хвойных до 10 %. Массовая доля смоляных кислот,
% не менее: в ХТМ 1-го сорта — 40, 2-го сорта — 35, в СТМ
1-го сорта — 30, 2-го сорта — 20, а в ЛТМ — не более 12 %.
Соответственно кислотное число должно быть не менее 145, 135,
130, 120 и 96. Регламентируется также массовая доля неомы-
ляемых веществ, лигнина, механических примесей и воды. Для
ректификации предназначается талловое масло марки ХТМ и
1-го сорта марки СТМ, т. е. содержащее не менее 30 % смоля-
ных кислот (при меньшем их содержании эффективность пере-
работки таллового масла методом ректификации снижается).
Чем выше кислотное число таллового масла, т. е. чем
больше суммарное содержание в нем смоляных и жирных кис-
лот, тем выше выход продуктов при его ректификации. При
кислотном числе 165—170 суммарный выход талловой кани-
288 .
фоли и жирных кислот достигает 75—80 %, а пека получается
10—15%; при кислотном числе 140—145, при прочих равных
условиях, соответственно 60—65 % и 25—30 %. При снижении
кислотного числа на единицу суммарный выход указанных про-
дуктов уменьшается примерно на 0,5%, а выход пека на-
столько же увеличивается.
Сульфатное мыло содержит фитостерин, который извлекают
из него по методу Ф. Т. Солодкого. Для этого мыло, получен-
ное из древесины хвойных пород (допускается небольшая при-
месь лиственных пород), растворяют при нагревании в этило-
вом спирте. Раствор отстаивают и декантируют в горячем виде
для отделения от примесей, разбавляют водой и направляют
на кристаллизаторы. Выделившиеся кристаллы фитостерина-
сырца отделяют фильтрованием или центрифугированием. Вы-
ход составляет 2,5—3,5 % от сухого вещества сульфатного
мыла.
Путем растворения фитостерина-сырца в этиловом спирте,
обработки перекисью водорода и повторной кристаллизации по-
лучают осветленный фитостерин — биоактивный эмульгатор, ис-
пользуемый в качестве компонента косметических кремов,
эмульсий и др.
Фитостерин-сырец содержит 40—60 % ф-ситостерина, кото-
рый может быть выделен в чистом виде для использования в ка-
честве сырья при получении различных гормональных препа-
ратов. От маточного раствора после отделения фитостерина-
сырца отгоняют растворитель и воду, получая облагороженное
сульфатное мыло.
11.3. Ректификация сырого таллового масла
Жирные и смоляные кислоты таллового масла имеют тем-
пературу кипения значительно выше 350 °C и не могут быть
перегнаны при атмосферном давлении. Уже при 300 °C смо-
ляные кислоты быстро отщепляют Н2О и СО2 и превращаются
в углеводороды (этот процесс идет медленно и при более низ-
ких температурах). Жирные кислоты полимеризуются и пре-
терпевают другие превращения, образуя нелетучие продукты.
Чтобы разложение компонентов таллового масла было невелико,
температура в жидкости при его перегонке или ректификации
не должна превышать 260—270 °C, для чего процесс следует
вести при максимально возможном разрежении. По этой при-
чине, а также вследствие того, что при подсосе воздуха воз-
можно самовозгорание содержимого колонн, оборудование дол-
жно быть вполне герметичным. Изготовлять его целесообразнее
из титановых сплавов.
Ректификационная установка Котласского ЦБК. На
рис. 11.2 представлена трехколонная установка фирмы «Крупп»,
частично модернизированная советскими специалистами.
Сырое талловое масло прокачивают насосом через фильтр
(на рисунке не показан) и подогреватель 1 в сушилку 2, где
ValO Заказ № 2531 ' , 289
Рис. 11.2. Трехколонная установка фирмы «Крупп» для ректификации сырого таллового масла (после частичной реконструк-
290
от него при температуре 150 °C отгоняются легколетучие дур-
нопахнущие вещества, терпены и влага. Высушенное талловое
масло проходит подогреватель 3, обогреваемый высокотемпера-
турным органическим теплоносителем (ВОТ). В качестве ВОТ
используют смесь 25 % дифенила и 75 % дифенилоксида (ПДК
этой смеси в воздухе рабочей зоны 10 мг/м3). Здесь масло на-
гревается до 250—260 °C и поступает в отгонную ванну 4, где
при остаточном давлении 0,5—0,7 кПа и с присадкой водяного
пара отгоняются все летучие вещества. Из ванны стекает не-
летучий пек. Пары охлаждаются в конденсаторе при непосред-
ственном контакте на слое насадки с разбрызгиваемой хо-
лодной жидкостью того же состава. Избыток дистиллята
отводится из конденсатора через высокотемпературный подо-
греватель в первую ректификационную колонну.
Ректификационные колонны 11, 15, 19 состоят из нижней,
отгонной, средней, укрепляющей, и верхней, конденсационной,
частей. Остаточное давление в верхней части колонн 0,4—
0,7 кПа, в нижней 1,6—2,3 кПа. Подвод тепла в колонны осу-
ществляется с помощью высокотемпературных циркуляционных
испарителей 13, 17, 20, обогреваемых ВОТ. Для нагревания
ВОТ до 350 °C без кипения его держат под давлением 0,6—
0,8 МПа. Подаваемые в колонны полупродукты нагреваются
в подогревателях 12, 16 и 21.
Первоначально установка работала по следующей схеме.
Снизу первой колонны отбиралась основная часть смоляных
кислот, а из циркуляционной линии — смоляные кислоты по-
ниженного качества. В верхней части первой колонны конден-
сировались пары остальных компонентов аналогично тому,
как это происходит в конденсаторе отгонной ванны. Часть дис-
тиллята направлялась в укрепляющую часть колонны в виде
флегмы, часть отбиралась из цикла и подавалась через высо-
котемпературный подогреватель в следующую колонну. Снизу
второй колонны отбиралось дистиллированное талловое масло
(с содержанием 30—50 % смоляных кислот), сверху — проме-
жуточная фракция (жирные кислоты с высоким содержанием
неомыляемых веществ). Промежуточная фракция окончательно
разделялась в третьей колонне на легкие масла (с которыми
отходит основная часть неомыляемых веществ) и жирные
кислоты.
Описанная установка имеет ряд недостатков. Талловое
масло находится в отгонной ванне значительное время и пре-
терпевает различные превращения. Гидростатическое давление
столба кипящей жидкости в испарителях создает перегрев про-
дуктов. Эффективность применяемой насадки — фарфоровых
седел «Инталлокс» — весьма низка: разделительная способ-
ность колонн не превышает 3—5 теоретических тарелок, вслед-
ствие чего в целевые фракции переходит в среднем только
54 % смоляных и 41 % жирных кислот. Из-за жестких условий
процесса 14 % смоляных и 12 % жирных кислот разлагаются,
4210* 291
в результате чего общее содержание неомыляемых веществ
в конечных продуктах на 25 % выше, чем в исходном талловом
масле. Жирные кислоты имеют повышенное содержание нео-
мыляемых веществ и темную окраску.
При реконструкции установки была, во-первых, изменена
технологическая схема. Дистиллят из первой колонны теперь
подают в колонну 15, где сверху отбирают легкие масла, а снизу
смесь смоляных и жирных кислот с относительно небольшим
(около 4 %) содержанием неомыляемых веществ. Эту смесь
разделяют в колонне 11 на жирные кислоты (дистиллят) и дис-
тиллированное талловое масло (кубовый остаток). Во-вторых,
на отгонной ванне установлен дополнительный конденсатор
смешения (на конденсацию паров подается легкое масло), а на
колоннах И, 15 и 19 — дополнительные поверхностные конден-
саторы. С их помощью осуществляется дробная конденсация
паров.
Дистиллят с основного конденсатора отгонной ванны на-
правляют в первую колонну для выделения канифоли, а дис-
тиллят с дополнительного конденсатора — в емкость дистил-
лированного таллового масла.
В основных конденсаторах 10, 14, 18 и 22 конденсируются
80—90 % паров, в дополнительных конденсаторах 6, 7, 8 — ос-
тальные 10—20 %. Разрежение в системе создается вакуум-
эжекторными установками 5 и 9.
Для повышения эффективности работы установки предус-
мотрена замена отгонной ванны роторно-пленочным испарите-
лем, а насадки «Инталлокс» регулярной металлической насад-
кой из титанового сплава.
Описанная установка автоматизирована с целью стабилиза-
ции технологического процесса ректификации. Для этого от-
дельно на каждой колонне осуществляют автоматическое ре-
гулирование количества питания и флегмы, а также темпера-
туры питания (она должна быть равна температуре жидкости
на приемной тарелке) и температуры в нижней части колонны.
Сигнал об отклонении величины параметра (расхода, тем-
пературы) от заданной величины поступает от соответствую-
щего измерительного прибора (датчика) на вторичный прибор
(регулятор), где поступающий сигнал сравнивается с сигналом
задатчика. В результате обработки двух сигналов вырабаты-
вается управляющий пневматический сигнал. Пневматический
исполнительный механизм под воздействием управляющего
сигнала изменяет степень открытия клапана соответственно
на линии подачи питания, флегмы или теплоносителя и восста-
навливает заданную величину данного параметра.
Талловая канифоль предназначена для целлюлозно-бумаж-
ной, лакокрасочной и других отраслей промышленности.
Согласно ГОСТ 14201—83 талловая канифоль высшей кате-
гории качества должна иметь температуру размягчения не ниже
60 °C, кислотное число не менее 165, содержание, %, не более:
292
неомыляемых веществ 5, золы 0,03, механических примесей 0,03.
Требования к талловой канифоли первой категории качества
несколько ниже.
Большинство предприятий выпускают талловую канифоль
в модифицированном виде (см. главу 12).
Талловые жирные кислоты (ГОСТ 14845—79) характеризу-
ются по цветности, кислотному и йодному числам, содержанию
смоляных кислот и неомыляемых веществ. Так, жирные кис-
лоты высшего сорта марки А должны содержать не более 2 %
смоляных кислот и 2 % неомыляемых веществ, 1-го сорта со-
ответственно 2 и 4%, 2-го сорта 3 и 5 %. В жирных кислотах
марки Б содержание смоляных кислот находится в пределах
18—30%. Жирные кислоты предназначены в основном для
лакокрасочной промышленности.
На реконструированной установке Котласского ЦБК боль-
шую часть жирных кислот получают марки А.
Жирные кислоты с дополнительного конденсатора (марки
ПЛ) содержат до 15% неомыляемых веществ. Они находят
применение в производстве линолеума, а также в качестве
компонента жирующих смесей для выделки кож.
Легкие масла используются в качестве флотореагента и при
изготовлении пектола. Путем их дополнительной ректификации
с последующей кристаллизацией и промывкой можно выделить
в качестве товарного продукта пальмитиновую кислоту.
Хранить талловые продукты в емкостях следует под слоем
инертного защитного газа с целью предотвращения их сопри-
косновения с воздухом, что повлекло бы за собой окисление и
потемнение продуктов. Защитный газ получают сжиганием ма-
зута. Горячий газ сжимают, охлаждают, освобождают от сле-
дов кислорода, дожигая остатки горючих компонентов газа,
снова охлаждают, фильтруют, осушают и хранят в газгольдере
под давлением.
На 1 т перерабатываемого таллового масла расходуется
около 60 кВт-ч электроэнергии, 3,4 ГДж тепловой энергии,
40 м3 воды, выход канифоли около 24 % от сырого таллового
масла, жирных кислот 11%, дистиллированного таллового
масла 20 %, легких масел 8 %, пека 27 % (с содержанием смо-
ляных кислот в нем 11—18 %).
Ректификационная установка Братского ЛПК- На заводе
лесохимических продуктов Братского ЛПК (а также на Селен-
гинском целлюлозно-картонном комбинате) установлена швед-
ская трехколонная схема непрерывной ректификации сырого
таллового масла, предварительно освобожденного от остатков
влаги.
В колоннах находятся полочные тарелки в виде дисков или
полукругов со срезанными сегментами. В них имеются круглые
отверстия для прохода паров и щелевидные прорези для слива
жидкости. По периметру тарелки, а также по периметру па-
ровых проходов края тарелки загнуты вверх, чтобы предотвра-
10 Заказ № 2531
293
тить стекание жидкости через паровые проходы. Между круг-
лым краем тарелки и обечайкой установлены уплотнительные
трубки. Тарелки расположены одна относительно другой так,
чтобы обеспечить зигзагообразный путь прохождения паров
в колонне.
Каждая колонна снабжена электронагревателем, присоеди-
ненным к дну колонны. Через электронагреватели в колонны
вводится острый перегретый пар, который на верху колонны
не конденсируется и уходит вместе с инертными газами.
Из первой колонны сверху отбирают легкие масла, снизу
пек и из середины смесь смоляных и жирных кислот, которую
подают во вторую колонну. Из второй колонны отбирают сверху
легкие масла, несколько ниже — жирные кислоты и снизу смо-
ляные кислоты. Жирные кислоты дополнительно ректифицируют
в третьей колонне, однако по качеству они соответствуют только
марке Б.
Остаточное давление на верху колонн 0,3—0,7 кПа, внизу —
от 0,8—1,3 кПа (первая колонна) до 2—2,5 кПа. Разрежение
в колоннах создается при помощи четырехступенчатой эжек-
торной установки.
Из-за значительного объема продуктов в колоннах установка
отличается большой инертностью в управлении. На ней нельзя
получить высококачественные жирные кислоты; с целью устра-
нения этого недостатка необходима четвертая колонна.
Выход канифоли около 28 % от сырого таллового масла,
т. е. выше, чем на Котласском ЦБК, а выход жирных кислот
8—10 %, т. е. несколько ниже.
Ректификационные установки Усть-Илимского ЛИК и Се-
гежского ЦБК. За последние годы за рубежом и в СССР соз-
даны более современные ректификационные установки, в кото-
рых используются тонкопленочные испарители — с падающей
пленкой и роторно-пленочные.
Испаритель с падающей пленкой представляет собой кожу-
хотрубный теплообменник с распределительным устройством,
обеспечивающим, чтобы пленка жидкости образовывалась во
всех трубках и по всей их внутренней поверхности; испаритель
должен быть расположен строго вертикально, а распредели-
тельное устройство — строго горизонтально. Устройство роторно-
пленочного испарителя описано в главе 10.
Тонкопленочные испарители обеспечивают очень быстрое на-
гревание продуктов до температуры их кипения. Поэтому время
пребывания продуктов в зоне высокой температуры очень мало:
в роторно-пленочных испарителях оно исчисляется секундами,
в кожухотрубных 1—2 мин. В результате этого резко сокраща-
ются потери смоляных и жирных кислот от разложения.
В ректификационных колоннах современных установок при-
менена высокоэффективная регулярная насадка из вертикально
расположенных металлических листов с наклонными гофрами
и горизонтальными щелями (прорезями) по гребню гофр. Та-
294
кая насадка создает малое гидравлическое сопротивление (в 5—
10 раз меньше, чем «Инталлокс») и обеспечивает высокую раз-
делительную способность при большой скорости паров в ко-
лоннах.
Схема одной из установок с тонкопленочными испарителями
приведена на рис. 11.3.
Исходное масло без подогрева поступает в роторно-пленоч-
ный испаритель (РПИ), где оно за несколько секунд нагрева-
ется до 230—240 °C при остаточном давлении 3 кПа. Сверху
отбирают смесь влаги и легколетучих компонентов (терпенов,
сернистых соединений), снизу — сухое талловое масло.
Сухое талловое масло в горячем виде поступает в систему
из двух последовательно расположенных РПИ. В первом из
них поддерживается температура 260—265 °C и остаточное
давление 1,7 кПа, во втором — 310—320 °C и 0,5 кПа. Из пер-
вого РПИ сверху отбирается легкокипящая часть таллового
масла, а остальная часть выводится снизу и поступает на от-
деление пека во второй РПИ. Отделение пека происходит за
один проход без рециркуляции.
Дистиллят, освобожденный от пека, разделяется на фрак-
ции в четырех насадочных колоннах. Он поступает в среднюю
часть первой колонны в виде паров из первого РПИ, несколько
ниже — в виде жидкости из второго РПИ. Из верхней части
первой колонны отбирают сырые жирные кислоты, из ниж-
ней— смоляные кислоты. При этом в виде жидкости с отбор-
ной тарелки выводят смоляные кислоты высшего качества, а из
выпускного отверстия в дне колонны пониженного качества.
Если необходимо получить смоляные кислоты с малым коли-
чеством высококипящих компонентов, то отбор производят из
паровой фазы.
Во второй колонне от сырых жирных кислот отделяют лег-
кие масла с высоким содержанием летучих неомыляемых ве-
ществ. Жирно-кислотную фракцию с небольшим содержанием
смоляных кислот (кубовый продукт) подают в третью колонну,
где получают жирные кислоты высшего качества и дистилли-
рованное талловое масло.
В верхней части колонн имеются встроенные конденсаторы
смешения, орошаемые головными погонами. Часть головных по-
токов отбирается для переработки в четвертой колонне, где
получают жирные кислоты марки ПЛ.
Из нижней части каждой колонны с помощью насоса осу-
ществляется принудительная циркуляция кубового продукта че-
рез тонкопленочные испарители. У первой колонны установлены
последовательно испаритель с падающей пленкой и РПИ. В пер-
вом из них отгоняется основная часть летучих веществ, во вто-
ром— наиболее высококипящие компоненты. Такие же испари-
тели установлены у третьей колонны. Вторая колонна снабжена
одним испарителем с падающей пленкой, четвертая — одним
РПИ. Температура в циркуляционном контуре первой колонны
10* 295
г
составляет 265—280 °C, второй и третьей 250—270 °C, четвер-
той 220—230 °C.
Разрежение в системе создается '|ароэжекторными вакуум-
ными насосами. Управление и контрол е за процессом ректифи-
кации таллового масла автоматизирована и осуществляется
с помощью ЭВМ.
Ректификационные установки с тонкопленочными испарите-
лями сооружены на Сегежском целлюлозно-бумажном комби-
нате и Усть-Илимском лесопромышленном комплексе.
Проектом установки Сегежского ЦБК предусмотрена пере-
работка высококачественного таллового масла (содержание
смоляных кислот 40%) и в результате четкого разделения
фракций — высокие выходы основных продуктов: канифоли
41 °/о и жирных кислот высшего сорта 16 %. Соответственно
меньше должно получаться жирных кислот марки ПЛ (3%),
дистиллированного таллового масла (4%) и легких масел
(4%). Выход пека предусмотрен 27%, потери минимальные,
около 5 %.
На 1 т перерабатываемого таллового масла согласно про-
екту должно расходоваться 144 кВт-ч электроэнергии, 3,9 ГДж
тепловой энергии (пар давлением 1,3 и 0,3 МПа), 55 м3 воды.
Переработка таллового пека. Талловый пек образуется в ре-
зультате взаимодействия гидроксилсодержащих соединений
(стеринов, фенолов и др.)1 со смоляными и жирными кисло-
тами, декарбоксилирования и окисления смоляных и жирных
кислот и других реакций, протекающих при ректификации сы-
рого таллового масла. Чем больше нейтральных веществ в ис-
ходном масле, чем выше температура и давление в колоннах
и чем дольше талловое масло находится в зоне высокой темпе-
ратуры, тем больше образуется пека.
Талловый пек содержит 25—40 % неомыляемых и 12—20 %
окисленных веществ, 10—20 % смоляных кислот и 25—35 %
свободных и связанных жирных кислот.
Кислотное число пека колеблется от 30 до 50 мг КОН/г.
Пек имеет низкую температуру размягчения, обычно в пределах
30—40 °C, что делает его неудобным при транспортировании и
использовании. В натуральном виде пек применяют только
в дорожном строительстве в качестве пластифицирующей до-
бавки (10—20%) к нефтяному битуму для улучшения качества
дорожных покрытий. Более распространена переработка пека
на месте его выработки.
Омыляя пек раствором щелочи или соды, получают пековый
клей (клей-пасту), применяемый для проклейки гофрирован-
ного и обувного картона и некоторых видов бумаги. Однако
для этой цели можно использовать только такой пек, который
содержит не менее 20 % смоляных кислот. Отсюда следует, что
чем эффективнее ректификационное оборудование и чем меньше
смоляных кислот останется в пеке, тем менее он пригоден для
получения клея.
297
В некоторых случаях применяют также смешанный кани-
фольно-пековый клей, в котором пек заменяет около 30 % ка-
нифоли.
Омыленный пек может заменять канифоль для приготов-
ления сельскохозяйственного креолина. В значительном коли-
честве омыленный пек используют в качестве воздухововлека-
ющей добавки в бетонные смеси. На основе таллового пека
получают гидрофобизатор для древесностружечных плит и
другие продукты.
Растворяя талловый пек в легком масле, получают пектол,
используемый в качестве эмульгатора в процессе регенерации
резины. Применение пектола позволяет улучшить качество ре-
генерата. Пек используют также при изготовлении ингиби-
тора коррозии для нефте- и газодобывающей промышленности.
На основе таллового пека можно получить эффективный
эмульгатор, устойчивый при температуре до 150 °C, для эмуль-
сионных буровых растворов. Для этого расплавленный пек пе-
ремешивают при ПО—120 °C с суспензией окислов кальция и
магния.
Окислением таллового пека кислородом воздуха при 240—
280 °C достигают повышения температуры его размягчения до
100—ПО °C. При этом кислотное число пека резко снижается,
а содержание окисленных веществ в несколько раз возрастает.
Выход окисленного пека около 80 % (попутно получается около
15 % масел). На основе окисленного пека можно получить, ис-
пользуя технологию производства крепителя ДП (см. главу
7), порошкообразное литейное связующее.
В талловом пеке концентрируется фитостерин. Однако в на-
стоящее время предпочитают извлекать фитостерин непосред-
ственно из сульфатного мыла.
Выработка талловой канифоли и жирных кислот быстро воз-
растает с развитием сульфатно-целлюлозного производства.
Этому способствует невысокая себестоимость талловых продук-
тов, поскольку для их выработки требуются значительно мень-
шие затраты труда, чем для получения экстракционной и, осо-
бенно, живичной канифоли.
Г л а в а 12 ПЕРЕРАБОТКА КАНИФОЛИ И СКИПИДАРА
В этой главе рассматривается производство наиболее важ-
ных модифицированных и синтетических продуктов на основе
смоляных кислот канифоли и терпеновых углеводородов скипи-
дара. ,,, , . .
12.1. Химическая переработка канифоли
Основную часть сосновой живицы, получаемой при подсочке
сосны обыкновенной, составляют смоляные кислоты. Это нена-
сыщенные соединения фенантренового ряда, имеющие общую
298
формулу С20Н30О2 (С19Н29СООН), образующие при перегонке
живицы канифоль.
Смоляные кислоты состоят в основном из кислот типа абие-
тиновой, имеющих две сопряженные двойные связи (абиетино-
вая, левопимаровая, палюстровая и неоабиетиновая), и типа пи-
маровой, у которых одна из двух двойных связей находится вне
цикла (пимаровая и изопимаровая). В составе смоляных кислот
живицы содержится до 36 % левопимаровой кислоты. Все кис-
лоты абиетинового типа, и в первую очередь левопимаровая,
легко изомеризуются под действием повышенной температуры и
минеральных кислот с образованием равновесной смеси, преоб-
ладающим компонентом которой является абиетиновая кислота.
При этом кислоты пимарового типа практически не изменяются.
Изомеризация левопимаровой кислоты в технологическом про-
цессе перегонки живицы при 160—170 °C происходит почти пол-
ностью, в результате чего содержание абиетиновой кислоты (от-
личающейся способностью легко окисляться кислородом воз-
духа) возрастает в зависимости от условий канифолеварения до
40 % и более.
левопимаровая кислота
абиетиновая кислота
Экстракционная и талловая сосновая канифоли отличаются
от живичной канифоли в основном высоким содержанием дегид-
роабиетиновой кислоты (13—16 % в экстракционной, 40 % и бо-
лее в талловой), а также наличием значительного количества
жирных кислот (7—12%).
Технические требования к различным сортам сосновой кани-
фоли, предусмотренные действующим стандартом, вполне обес-
печивают интересы большинства потребителей канифоли. Од-
нако для некоторых из них, в особенности для лакокрасочной
и кабельной промышленности, отдельные свойства канифоли
нежелательны.
К отрицательным свойствам канифоли относится прежде
всего ее способность кристаллизоваться. Закристаллизовавша-
яся канифоль хуже растворяется в органических растворителях
и труднее омыляется щелочами. Более того, даже прозрачная
канифоль, будучи растворенной, через некоторое время может
закристаллизоваться. Такое явление иногда наблюдается, на-
299
пример, в массах, состоящих из канифоли (80—85 %) и нефтя-
ных масел (20—15%), служащих для изоляционной пропитки
электрических кабелей. В этом случае кристаллизация кани-
фоли сопровождается нарушением изоляции кабеля и ведет
к аварии.
Канифоль легко окисляется кислородом воздуха, довольно
легкоплавка (температура размягчения обычно не превышает
70 °C), хрупка и недостаточно влагостойка. Поэтому многие
потребители нуждаются в канифоли, которая при сохранении
ее кислотных (наиболее важных) свойств и светлой окраски
имела бы более высокую температуру размягчения, стабиль-
ность к окислению, была гарантирована от кристаллизации и
имела повышенные электротехнические показатели.
Знание состава смоляных кислот помогает управлять про-
цессами их изомеризации при химической переработке кани-
фоли и получать высококачественные вторичные продукты на
ее основе.
Улучшенными физико-химическими свойствами обладают
различные виды модифицированной (измененной) канифоли.
Так, полимеризованная канифоль не склонна к кристаллизации,
слабо окисляется на воздухе и имеет повышенную температуру
размягчения. Большой стабильностью к действию кислорода
воздуха обладают гидрированная и диспропорционированная
канифоль. Гидрированную канифоль получают обработкой ка-
нифоли водородом в присутствии катализаторов, причем водо-
род присоединяется по месту одной или двух двойных связей.
Диспропорционированная канифоль получается в результате
каталитической реакции сопряженного гидрирования и дегид-
рирования— перераспределения водорода в молекулах смоля-
ных кислот. Она состоит преимущественно из дегидроабиетино-
вой кислоты С20Н28О2 с примесью дигидроабиетиновой С20Н32О2
и тетрагидроабиетиновой С20Н34О2 кислот. Эти же кислоты, хи-
мически устойчивые и инертные к окислению, образуются в не-
большом количестве и при термической обработке канифоли
(при 280—300 °C) и, возможно, даже при перегонке живицы,
если применять перегретый до 220—230 °C греющий пар.
На кислотных свойствах канифоли, в том числе модифици-
рованной, основано получение продуктов ее этерификации
различными спиртами — эфиров канифоли (глицеринового, эти-
лен- и диэтиленгликолевого, пентаэритритового, метилового,
этилового и др.) и солей с различными металлами—-резинатов
(марганца, свинца, цинка, кальция и др.). Резинаты марганца
и свинца применяются как сиккативы, т. е. вещества, ускоряю-
щие высыхание масел, в том числе различных олиф, а рези-
наты цинка и кальция в рецептурах различных водостойких
лаков.
Смоляные кислоты с сопряженными двойными связями мо-
гут вступать в реакции диенового синтеза с малеиновым ангид-
ридом или фумаровой кислотой с образованием канифольно-
300
малеинового или канифольно-фумарового аддукта (эти аддукты
называют также малеинизированной, фумаризованной кани-
фолью).
Левопимаровая кислота легко, уже при комнатной темпера-
туре, количественно образует аддукт с малеиновым ангидридом.
Другие смоляные кислоты абиетинового типа в условиях син-
теза, т. е. при повышенной температуре, находятся в состоянии
подвижного равновесия, причем в составе равновесной смеси
всегда присутствует левопимаровая кислота. Именно она всту-
пает в реакцию, поэтому равновесие в смеси кислот непрерывно
смещается в сторону образования дополнительных количеств
левопимаровой кислоты.
левопимаровая
кислота
малеиновый
ангидрид
аддукт
Получаемые на основе таких аддуктов канифольно-малеино-
вые и канифольно-фумаровые смолы применяются в лакокра-
сочной промышленности. Смоляные аддукты, полученные
этерификацией модифицированной канифоли, например, пента-
эритритом, дают лаковые пленки повышенной эластичности и
морозостойкости. Использование этих аддуктов в полиграфиче-
ских красках дает возможность существенно повысить их ка-
чество. Мебельные лаки, полученные с применением модифици-
рованных канифольных продуктов, отличаются повышенным
блеском, пленки лаков хорошо шлифуются и полируются и об-
ладают повышенной влагостойкостью.
Канифольно-малеиновые и канифольно-фумаровые аддукты
из экстракционной и талловой канифоли используются преиму-
щественно для проклейки бумаги, что позволяет высвободить
живичную канифоль и существенно снизить расход проклеиваю-
щих составов.
Канифоль, сплавленная с сополимером этилена с винилаце-
татом, низкомолекулярным полиэтиленом и веретенным маслом,
образует клей-расплав, используемый в производстве бумажной
клеевой ленты, необходимой для герметизации картонной и
бумажной тары с полиэтиленовым или микровосковым покры-
тием, а также для обандероливания заготовок картонных ящи-
ков на автоматических линиях. Более перспективно применение
вместо канифоли продуктов на ее основе, например эфиров
301
1
полимеризованной, гидрированной или малеинизированной ка-
нифоли, что обеспечивает возможность создания термопластич-
ных клеев-расплавов (термоклеев) различного назначения,ста-
бильных при хранении и эксплуатации.
Составы, содержащие канифоль, нигрол, битум и специаль-
ные присадки, используются в качестве антивибрационных
смазок (КАВС), применяемых в геологоразведочных работах
для преодоления вредного влияния вибрации при алмазном ко-
лонном бурении скважин в твердых породах.
Представляют интерес некоторые аминопроизводные кани-
фоли. Для получения аминов канифоль специальной модифи-
кации обрабатывают аммиаком и образовавшиеся нитрилы под-
вергают гидрированию. Амины канифоли дают ряд новых
вязких, эластичных и твердых продуктов, имеющих широкое
распространение в мировой практике в качестве эмульгаторов,
антикоррозионных составов, инсектицидов, фунгицидов, герби-
цидов и т. д. Инсектицидными, фунгицидными и антикоррози-
онными свойствами обладают также нитрилы канифоли, кото-
рые, кроме того, могут служить хорошими пластификаторами
и мягчителями для синтетического каучука и пластических ма-
териалов.
Модифицированная канифоль. Рассмотрим методы
производства наиболее важных видов модифицированной кани-
фоли.
Производство полимеризованной канифоли. При обработке
канифоли, растворенной в бензине, толуоле или другом подхо-
дящем растворителе, полимеризующими агентами (серной кис-
лотой, соединениями бора, цинка и др.) происходит частичная
димеризация содержащейся в канифоли абиетиновой кислоты,
в результате чего получается так называемая полимеризован-
ная канифоль. При этом наряду с полимеризацией кислот абие-
тинового типа частично происходит также их диспропорциони-
рование, вследствие чего в готовом продукте содержатся ди-
гидроабиетиновая кислота и (в повышенном количестве по
сравнению с исходной канифолью) дегидроабиетиновая кис-
лота. Дигидроабиетиновая кислота присутствует в полимеризо-
ванной канифоли в виде лактона, поэтому продукт имеет пони-
женное кислотное число.
По технологии, разработанной ЦНИЛХИ, полимеризован-
ную канифоль получают путем обработки 50%-ного бензино-
вого раствора живичной канифоли концентрированной серной
кислотой при перемешивании в течение 6—7 ч при темпера-
туре около 40°C. Полимеризат разбавляют бензином, охлаж-
дают для отделения окисленной смолы, образующейся в ре-
зультате различных побочных реакций, промывают раствором
поваренной соли или аммиачной водой и затем водой для уда-
ления серной кислоты. После отделения водного слоя полимери-
зованную канифоль уваривают и подсушивают 10—15 мин под
разрежением (остаточное давление 20—30 кПа) при темпера-
302
туре около 170 °C. Выход готового продукта — около 90 % от
исходной канифоли.
Производство диспропорционированной канифоли. Калиевые
или аммонийные соли смоляных кислот диспропорционирован-
ной канифоли применяются в производстве синтетического ка-
учука в качестве эмульгатора.
Диспропорционированную канифоль вырабатывают различ-
ными способами. Наиболее распространенный из них состоит
в непрерывном пропускании расплавленной живичной канифоли
при 220—250 °C через колонный аппарат, заполненный катали-
затором—палладированным углем.
На одном из заводов экстракционную канифоль диспропор-
ционируют октофором-S (0,4 % от канифоли) при 290—300 °C
в течение 2,5 ч. Полученный полупродукт подвергают дистил-
ляции в роторно-пленочном испарителе с целью освобождения
от головной и хвостовой фракции, как описано в главе 10. Вы-
ход диспропорционированной канифоли около 60 %, головной
фракции 15 % и кубового остатка (окисленной канифольной
смолы) 23 % от исходной экстракционной канифоли.
Основным компонентом диспропорционированной канифоли
является дегидроабиетиновая кислота, содержание которой со-
ставляет 40—60 %. По техническим условиям кислотное число
диспропорционированной канифоли должно быть не менее 162,
а содержание остаточной абиетиновой кислоты не более 3 %,
так как при более высоком ее содержании эмульгатор оказы-
вает тормозящее действие на процесс полимеризации мономе-
ров при получении каучука.
Склонность канифоли к кристаллизации при диспропорци-
онировании не устраняется.
Производство гидрированной канифоли. Гидрированная ка-
нифоль по своим физическим свойствам мало отличается от
обычной канифоли, но имеет иной состав смоляных кислот,
вследствие чего не окисляется на воздухе. Она может приме-
няться вместо обычной канифоли во всех областях использо-
вания, при этом продукция, изготовленная на ее основе, при
эксплуатации не подвергается старению. Кроме того, гидриро-
ванная канифоль является ценным сырьем для различных син-
тезов. Соли гидрированной канифоли могут применяться
в качестве эмульгатора в производстве бутадиенстирольного
каучука, а ее эфиры с многоатомными спиртами — при произ-
водстве красок и в различных адгезионных композициях.
Гидрирование канифоли осуществляют непрерывно в бата-
рее последовательно соединенных реакторов, заполненных ка-
тализатором (палладированным углем), при 130—150 °C и дав-
лении 4—5 МПа. Бензиновый раствор канифоли и водород про-
пускают прямоточно через смеситель в реакторы.
Выход гидрированной канифоли 98—99 % от исходной. Она
состоит в основном из дигидросмоляных кислот, содержит не
более 3—5 % кислот типа абиетиновой и до 7 % дегидроабие-
303
типовой кислоты, по цвету несколько светлее исходной кани-
фоли.
Производство канифольно-малеиновых и канифольно-фума-
ровых аддуктов. По разработанному ЦНИЛХИ режиму посту-
пающую из колонны сосновую канифоль — талловую или эк-
стракционную— охлаждают глицерином в кожухотрубном теп-
лообменнике до 140—150 °C при применении в качестве моди-
фицирующего агента малеинового ангидрида или до 180 °C
при применении фумаровой кислоты и подают в реактор, снаб-
женный пропеллерной мешалкой и греющей рубашкой (пары
ВОТ) или электрообогревом. Затем в реактор медленно за-
гружают модифицирующий агент в количестве 4—5 % (тем
больше, чем ниже температура размягчения канифоли). Нагре-
вают реакционную смесь при постоянном перемешивании, под-
нимая за 2—3 ч температуру до 180—190 °C при работе с ма-
леиновым ангидридом или до 190—195 °C при работе с фума-
ровой кислотой и выдерживают при указанной температуре еще
час (поднимать температуру выше указанных величин нельзя,
так как в результате испарения модифицирующего агента воз-
растут его потери). Готовый продукт сливают из реактора, ох-
лаждая его при этом в теплообменнике до 140—160 °C, и раз-
ливают в тару.
Вместо малеинового ангидрида можно применять и малеи-
новую кислоту. Поскольку она содержит до 10 % воды, необ-
ходимо для обеспечения безопасности процесса снизить темпе-
ратуру канифоли и вводить в нее реагент очень медленно, не-
большими порциями.
По сравнению с исходной канифолью канифольно-малеино-
вые и канифольно-фумаровые аддукты имеют более высокое
кислотное число и температуру размягчения; склонность к кри-
сталлизации у них отсутствует. Получаемый из них клей для
проклейки бумаги и картона называется усиленным или ук-
репленным клеем, так как он более эффективен, чем клей из
обычной канифоли.
Совмещая в одном процессе модификацию экстракционной
канифоли и ее осветление, получают канифоль марки ЭМО, за-
меняющую живичную канифоль для проклейки высокосортной
бумаги. Для этого в расплавленную канифоль при 150—160 °C
вводят при перемешивании фумаровую кислоту или малеиновый
ангидрид (4—5 % от канифоли), октофор-S (0,15—0,2%) и
в качестве активатора 72—78%-ную фосфорную кислоту
(0,025 %). Продолжая перемешивание, смесь нагревают до
220 °C, отгоняют острым паром канифольные масла, повышают
температуру до 240 ±5 °C и выдерживают 40—60 мин. Кани-
фоль ЭМО имеет кислотное число не менее 155, температуру
размягчения не менее 60 °C (I сорт) и 56 °C (II сорт).
В последние годы лесохимические предприятия выпускают
клей не в твердом виде, а в виде клея-пасты, централизованно
снабжая им бумажные фабрики. Так, клей-пасту из канифоли
304
ЭМО готовят следующим образом: горячую ЭМО из реактора
подают в омылятор, снабженный мешалкой и рубашкой. Ох-
лаждают ЭМО до 100 °C и постепенно, при перемешивании,
вводят 16—18 %-ный раствор едкого натра, подогретый до 90—
95 °C. Количество щелочи берут из расчета нейтрализации
90—95 % смоляных кислот. Во время введения щелочи в ру-
башку подают охлаждающую воду, иначе за счет тепла экзо-
термической реакции нейтрализации произойдет саморазогре-
вание массы выше 100 °C и выброс ее из реактора. Затем про-
должают перемешивание массы еще 15—20 мин.
В готовой пасте 70±3 % сухих веществ, содержание малеопи-
маровой кислоты не менее 8 % в пересчете на сухое вещество.
Клей-пасту перевозят в железнодорожных цистернах и на ме-
сте потребления разводят водой до требуемой концентрации.
На ряде предприятий укрепленный клей готовят по техноло-
гии Института химии древесины Академии наук ЛатвССР не-
посредственно из живицы. Очищенную и обезвоженную живицу
(терпентин) обрабатывают в реакторе малеиновым ангидридом
при температуре 80—90 °C, добавляя реагент во избежание
сильного вспенивания очень медленно, небольшими порциями,
лучше в расплавленном виде, при непрерывном перемешивании.
Из всех смоляных кислот при этой температуре вступает в ре-
; г акцию только левопимаровая, образуя малеопимаровую кислоту.
Реакционная масса разогревается до 100—110 °C. Далее реак-
ционную массу частично нейтрализуют 36—38 %-ным раство-
ром едкого натра; добавляют также и щелочь очень медленно
во избежание интенсивного выделения тепла, вспенивания и пе-
ребросов. Скипидар отгоняют острым паром и добавляют в го-
товый клей при перемешивании воду с таким расчетом, чтобы
получаемая паста содержала 70±3 % сухих веществ. Клей-па-
ста высшего сорта содержит 7—16 % свободных смоляных кис-
лот, не менее 10 % малеопимаровой кислоты и не более 1,5%
летучих веществ от массы сухого клея. На 1 т клея-пасты рас-
ходуется в среднем 841 кг живицы и 57,5 кг малеинового ан-
гидрида.
Клей на основе модифицированной канифоли можно выпу-
скать также в порошкообразном виде.
Для проклейки высокосортной бумаги разработан компози-
ционный клей синтал — смесь равных количеств, считая по су-
хому веществу, низкомолекулярного стиромаля (сополимера
стирола и малеинового ангидрида) и модифицированной тал-
ловой канифоли.
Для применения в качестве ингредиента резиновых смесей
в производстве шин и резинотехнических изделий экстракцион-
ную канифоль модифицируют малеиновым ангидридом (или
фумаровой кислотой) и формальдегидом; этих реагентов берут
тем больше, чем ниже температура размягчения канифоли.
В реактор подают расплавленную канифоль и с помощью па-
ровой рубашки поддерживают ее температуру в пределах 130—
305
150 °C. Затем включают мешалку и медленно (в течение 3—
4 ч) во избежание сильного вспенивания и выброса массы
из реактора добавляют формалин (2—3 % от канифоли в рас-
чете на формальдегид). Реакционную смесь передают во вто-
рой реактор, добавляют малеиновый ангидрид (4—5 % от ка-
нифоли), перемешивают насосом, постепенно, за 1,5—2 ч, по-
вышают температуру до 190—200 °C, выдерживают в течение
часа и охлаждают до 160—170 °C. Готовый продукт—кани-
фоль ЭМ-3 разливают в картонные барабаны или же гранули-
руют и упаковывают в 3—5-слойные бумажные мешки. Темпе-
ратура размягчения канифоли ЭМ-3 — 70—80 °C, кислотное
число 160—170.
Из экстракционной канифоли получают также мягчитель для
резиновых смесей (смолу КЭМОН) путем обработки октофо-
ром-N (алкилфеноламинной смолой).
Для гранулирования канифоли ЭМ-3 используют ленточные
грануляторы. Основная их часть — заключенная в кожух бес-
конечная лента (конвейер) из специальной стали, скорость дви-
жения которой можно изменять в значительных пределах
(0,03—0,43 м/с). Общая длина гранулятора 16 м, ширина 2,3 м,
высота 2,5 м.
Расплавленная канифоль ЭМ-3 с температурой 140—150 °C
непрерывно самотеком поступает через распределительный же-
лоб гранулятора на ленту, образуя на ней слой толщиной около
1,5 мм. Сверху лента обдувается воздухом при помощи венти-
лятора, снизу орошается холодной водой. В результате интен-
сивного отвода тепла происходит охлаждение (до 20± 10 °C)
и затвердевание канифоли. Затвердевший слой на перегибе
ленты разламывается на пластинки (гранулы) различной
формы, размером обычно 5—10 мм.
Для гранулирования смолы КЭМОН используют барабан-
ные грануляторы, аналогичные барабанным охладителям кани-
фоли.
Эфиры и резинаты канифоли. Применение обыч-
ной канифоли в лакокрасочной промышленности нежелательно
из-за ее кислотности, легкоплавкости, склонности к кристалли-
зации и недостаточной влагостойкости. Все эти недостатки мо-
гут быть в значительной степени устранены при этерификации
канифоли различными спиртами, в результате чего получаются
эфиры канифоли. Наибольшее практическое значение из них
имеют глицериновый и пентаэритритовый эфиры.
Производство глицеринового эфира канифоли. Этот эфир по-
лучают при взаимодействии канифоли с глицерином по реакции
ЗС19Н29СООН -р С3Н5 (ОН)з = С3Н5 (OCOCjgHjg):] Д ЗНоО.
На рис. 12.1 приведена схема технологического процесса
получения глицеринового эфира канифоли. Расплавленную ка-
нифоль из цеха переработки живицы (или же раздробленную
канифоль, расплавленную глухим паром в специальном пла-
306
Рис. 12.1. Схема процесса получения глицеринового эфира канифоли:
/ — сборник канифоли; 2 — мерник глицерина; 3 — этерификатор; 4, /0 — конденсаторы*
холодильники; 5 — охладитель; 6 — охлаждающий барабан; 7 — флорентина; 3 —сбор-
ник канифольных масел; 9 — вакуум-приемник; // — вакуум-линия
вильнике) загружают в этерификатор, обогреваемый парами
ВОТ или электричеством. Этерификатор снабжен лопастной ме-
шалкой и соединен с конденсатором, который может работать
и как обратный и как прямой холодильник. Обратный холо-
дильник служит для разделения паров воды и глицерина, от-
гоняющихся при этерификации. Сконденсировавшийся глицерин
возвращается в этерификатор, а пары воды проходят через
холодильник далее. Для такого разделения пары охлаждаются
в холодильнике на этой стадии процесса не водой, а водяным
паром.
После загрузки канифоли температуру в этерификаторе по-
вышают до 240—250 °C, при этом от канифоли отгоняются ос-
татки скипидара и масла. Затем постепенно подают необходи-
мое количество глицерина и этерификацию ведут при 260—
280 °C. Для устранения вредного действия кислорода воздуха
и для безопасного ведения процесса в этерификатор подают
углекислый газ. Содержимое этерификатора непрерывно пере-
мешивают мешалкой и периодически отбирают пробу реакци-
онной массы для испытания. Реакция считается законченной,
когда нанесенная на стекло капля пробы после остывания
307
вполне прозрачна, а кислотное число продукта падает до тре-
буемой величины. По окончании этерификации отгоняют под
разрежением через прямой холодильник неизрасходованный
глицерин, а также канифольные масла (около 3,5 % от кани-
фоли). Готовый эфир канифоли охлаждают сначала в охлади-
теле до 220—230°C, а затем так же, как и живичную канифоль
на разливочном аппарате.
Технический эфир канифоли состоит в основном из тригли-
церидов смоляных кислот с примесью ди- и моноглицеридов.
Он должен быть вполне прозрачным, цвет его по йодометриче-
ской шкале не должен быть темнее для высшего сорта 60 еди-
ниц и для первого сорта 80 единиц, кислотное число соответ-
ственно не более 11 и 12, температура размягчения не ниже
77 и 75 °C, зольность не более 0,1 и 0,15%; он должен пол-
ностью растворяться в спиртобензольной или спиртотолуольной
смеси; способность к кристаллизации должна отсутствовать.
Для получения высококачественного эфира светлой окраски
на 1 т живичной канифоли высшего качества берут 120—140 кг
глицерина высокого качества.
Путем частичной этерификации канифоли глицерином по
технологии Института физико-органической химии Академии
наук БССР получают канифоль некристаллизующуюся модифи-
цированную кабельную (КНМК). Используют живичную ка-
нифоль высшего качества, поскольку другие виды канифоли со-
держат больше жирных кислот, существенно снижающих ее
электроизоляционные свойства. Для этерификации берут
уменьшенное количество глицерина, а именно 50 кг на 1 т ка-
нифоли. Канифоль КНМК имеет температуру размягчения не
ниже 70 °C, удельное объемное электрическое сопротивление
при напряжении 100±5 В и температуре НО °C не менее 2-1012
Ом-см; склонность к кристаллизации отсутствует.
Этерификации глицерином подвергают также экстракцион-
ную и талловую канифоль, но обычно после ее модификации.
При этерификации глицерином высокоочищенной нелетучей
части еловой и лиственничной живицы получают модифициро-
ванный бальзам для кондитерской промышленности, пригодный
в качестве основы в рецептурах жевательной резинки.
Производство пентаэритритового эфира канифоли. Схема
технологического процесса получения пентаэритритового эфира
канифоли подобна описанной выше. Этот эфир получают в ре-
зультате взаимодействия канифоли и четырехатомного спирта
пентаэритрита в течение 7—9 ч при 260—270 °C:
4С19Н29СООН + С (СН2ОН)4 -> С (СН2ОСОС19Н29)4 + 4Н2О.
Путем частичной (на 30%)' этерификации пентаэритритом
талловой канифоли можно получить кабельную канифоль
КМТК, по электроизоляционным свойствам не уступающую
КНМК, но более дешевую.
Производство эфиров модифицированной канифоли. Эфиры
308
модифицированной канифоли, в том числе разработанные
ЦНИЛХИ различные элканы, имеют еще более высокое каче-
ство, чем эфиры обычной канифоли.
В настоящее время вырабатывают глицериновые эфиры по-
лимеризованной, гидрированной, малеинизированной и модифи-
цированной формальдегидом канифоли, а также пентаэритри-
товые эфиры малеинизированной канифоли.
Глицериновый эфир полимеризованной живичной канифоли
(элкан А-110) имеет высокую температуру размягчения— 100—
115 °C; он используется в составе термоклеев (клеев-расплавов)
для оклеивания облицовочными материалами кромок щитовых
деталей мебели.
Глицериновый эфир гидрированной живичной канифоли (эл-
кан А-120) имеет температуру размягчения не ниже 76 °C и
кислотное число не более 10. Предназначен для использования
в производстве пигментов, красителей, липких лент.
Глицериновый эфир малеинизированной живичной канифоли
(смола КМ) входит в состав масляных и нитроцеллюлозных
лаков и эмалей. Смола КМ имеет температуру плавления в ка-
пилляре НО—125 °C, кислотное число не выше 13, цвет по
йодометрической шкале не более 60 (для высшего сорта).
Глицериновый эфир малеинизированной или фумаризован-
ной талловой канифоли (элкан Г-102-6) имеет температуру
размягчения не ниже 80 °C, кислотное число не более 18. Его
применяют в качестве адгезионной добавки к термоклеям, ис-
пользуемым при изготовлении влагопрочного гофрированного
картона по методу термосклеивания. Элкан Г-102-10, отличаю-
щийся более высокой (не ниже 100 °C) температурой размяг-
чения, используют в качестве заменителя инден-кумароновой
смолы в рецептуре мебельного клея-расплава КРУС-2.
Глицериновый эфир экстракционной канифоли, модифициро-
ванной формальдегидом (элкан Б-103), входит в состав термо-
клеев, применяемых в мебельной промышленности; его темпе-
ратура размягчения не ниже 80 °C, кислотное число не бо-
лее 13.
Введение элканов в состав термоклеев придает им необходи-
мые адгезионные и технологические свойства. Термоклеи при
нагревании до 140—160 °C становятся текучими и могут быть
легко нанесены на склеиваемые поверхности. При охлаждении
они быстро затвердевают и образуют прочную клеевую пленку.
Благодаря таким свойствам их применяют также в полигра-
фической промышленности для бесшвейного клеевого скрепле-
ния книг на автоматических поточных линиях.
Пентаэритритовые эфиры малеинизированной живичной ка-
нифоли (смолы ПЭМАК, ПКМ-130, синрезол М-80) использу-
ются для изготовления полиграфических красок. Смола ПЭМАК
имеет температуру плавления в пределах 120—140 °C и кислот-
ное число не более 20; сходные свойства и у других видов та-
ких смол. ...
309
Рис. 12.2. Схема процесса получения элкана Б-103:
/ —мерник глицерина; 2 — мерник формалина; 3 — этерификатор; 4, 8 — конденсаторы-
холодильники; 5 — вакуум-приемник; 6 — флорентина; 7 — ресивер; 9 — ловушка; 10—
вакуум-насос; 11 — сборник сточной воды; 12 — охладитель
Путем неполной этерификации малеинизированной или фу-
маризованной живичной канифоли пентаэритритом получают
щелочерастворимую смолу элкан А-201, используемую в каче-
стве компонента самоблестящих составов для ухода за полами,
мебелью и др. Аналогичным путем, но на основе полимери-
зованной канифоли, получают смолу для полиграфических
красок.
Этерификация модифицированных видов канифоли произво-
дится в общем так же, как и обычной канифоли, однако могут
вводиться некоторые изменения технологии, температурного
режима и др. Например, элкан Б-103 вырабатывают следую-
щим образом (рис. 12.2).
В расплавленную экстракционную канифоль при 140—150 °C
постепенно, не допуская вспенивания, вводят формалин (не ме-
нее 4 % от канифоли в расчете на формальдегид). Повышают
температуру до 210—220 °C и добавляют в реакционную смесь
при перемешивании катализатор — окись кальция (0,1 %) и гли-
церин (10 % от канифоли). Через час нагрев усиливают и по-
вышают температуру до 260—270 °C, после чего выдерживают
310
необходимое время (4,5—5 ч) для снижения кислотного числа
до нормы. При таком ступенчатом ведении процесса достига-
ется более полная этерификация смоляных кислот. Затем про-
дукт подсушивают при температуре 260—270 °C под разреже-
нием (остаточное давление 5—8 кПа) до тех пор, пока в ре-
зультате отгонки канифольных масел температура размягчения
не достигнет нормы, охлаждают до 160—180°С и разливают
в картонные барабаны.
Производство резинатов канифоли. В настоящее время наи-
больший интерес представляют резинаты модифицированной
канифоли, имеющие значительно более высокую температуру
плавления, чем канифоль. Некоторые из них, например каль-
циевая или цинкокальциевая соли полимеризованной канифоли,
применяются в качестве смоляной основы для высококачествен-
ных полиграфических красок.
Цинковая соль полимеризованной канифоли с содержа-
нием не менее 8,5 % цинка имеет температуру плавления 140—
150 °C. Для ее получения в расплавленную полимеризованную
канифоль вводят при интенсивном перемешивании уксусно-кис-
лый цинк и повышают температуру до 270 °C, после чего от-
гоняют под разрежением уксусную кислоту и канифольные
масла. При этом во избежание окисления нагретой канифоли
воздух в реакторе вытесняют инертным газом.
Кальциевая соль полимеризованной канифоли (релкан-1)
содержит 2% кальция и имеет температуру размягчения 115—
140 °C. Ее получают так же, как цинковую соль, но вместо
уксусно-кислого цинка берут уксусно-кислый кальций или его
смесь с окисью кальция.
12.2. Химическая переработка скипидара
Развитие производства дешевых органических растворите-
лей, в основном на базе продуктов нефтехимического синтеза,
привело к резкому сокращению использования скипидара в ка-
честве растворителя.
Основное назначение скипидара в настоящее время — синтез
на его основе различных вторичных продуктов. Ранее для хи-
мической переработки применяли только живичный скипидар,
как продукт наиболее высокого качества, но теперь используют
также экстракционный и очищенный сульфатный скипидар.
Отечественный живичный скипидар представляет собой мно-
гокомпонентную смесь терпеновых углеводородов: а-пинена
(65—70 %), р-пинена (5—7%), Д3-карена (10—15%), а также
незначительных количеств p-мирцена, /-лимонена, дипентена
и др. Из этих компонентов получают разнообразные вторичные
продукты: камфен, камфару, терпингидрат, синтетическое фло-
тационное масло, душистые вещества (из р-пинена) для пар-
фюмерной промышленности и др. В последние годы приобрели
важное значение терпеновые смолы — терпенофенольные и
политерпеновые; они используются как компонент адгезивных
311
композиций, например в клеевом слое липких лент различного
назначения, в том числе для изготовления картонной тары и
упаковки товаров. Введение термопластичных терпеновых смол
повышает клейкость адгезивных материалов и обеспечивает
сохранение клейкости при низких температурах.
Очистка сульфатного скипидара. Сырой сульфатный скипи-
дар— резко и неприятно пахнущая жидкость желтого или чаще
темно-красного цвета. Он содержит терпенов при переработке
сосновой древесины 70—85 %, еловой 50—60 %, а также 10—
30 % сернистых соединений. Скипидар очищают путем ректи-
фикации, обычно в двухколонном аппарате, в сочетании с хи-
мической обработкой, но предварительно его промывают рас-
твором щелочи и высушивают. В первой колонне отбирают лег-
кие масла, обогащенные сернистыми соединениями. Легкие
масла используют для получения одоранта, а также сырья для
выработки диметилсульфоксида (одорант—средство для при-
дания запаха газу, используемому в газовых плитах; это дает
возможность вовремя обнаружить по запаху утечку газа). Во
второй колонне скипидар освобождают от высококипящих фрак-
ций, после чего его обрабатывают в реакторе раствором гипо-
хлорита натрия при перемешивании (хорошие результаты дает
также промывка скипидара перекисью водорода). Затем ски-
пидар отделяют от раствора гипохлорита натрия, промывают
раствором щелочи и водой и высушивают поваренной солью.
По качеству очищенный сульфатный скипидар подразделя-
ется на три сорта — высший, I и II.
Производство камфары. Камфара представляет со-
бой бициклический терпеновый кетон с эмпирической формулой
СюН16О. Известны два вида камфары — естественная и синте-
тическая.
Естественную камфару добывают из древесины и листьев
камфарного дерева, произрастающего на острове Тайвань,
в южной части континентального Китая и в Японии. В чистом
виде естественная камфара обладает следующими свойствами:
температуры плавления 179 °C, кипения 209 °C; р420 = 0,995;
а420= +4О-М40 (10 %-ный раствор в этиловом спирте); раство-
римость при 20 °C в воде 0,16%, а в абсолютном этиловом
спирте около 150 % и в ксилоле 160 %.
Синтетическая камфара — это продукт переработки скипи-
дара (пинена) или пихтового масла. Она находит применение
в производстве целлулоида, небьющегося стекла и др. Камфара
и ее производные, отвечающие требованиям фармакопеи, при-
меняются в медицине.
Из предложенных методов получения синтетической кам-
фары на основе скипидара (пинена)—пиненхлоргидратного,
тетрахлорфталевого, изомеризационного и др.— наиболее ши-
рокое применение получил изомеризационный метод, основан-
ный на изомеризации пинена (как а- так и р-пинеиа) в камфен
в присутствии поверхностно-активных кислых катализаторов.
312
Промышленный метод получения синтетической камфары
разработали В. Е. Тищенко, Г. А. Рудаков, С. Я. Коро-
тов и др. В качестве сырья они использовали свободный от
продуктов окисления живичный скипидар или же выделенный
из него технический пинен, а в качестве катализатора — акти-
вированную глину, которую получали, обрабатывая природную
глину Зикеевского месторождения 10 %-ной соляной кислотой,
затем промывая водой и высушивая при 150 °C. В настоящее
время вместо активированной глины применяют титановый ка-
тализатор. Процесс синтеза камфары по изомеризационному
методу идет в такой последовательности:
пинен камфен изоборнилформиат изоборнеол камфара
Стадии технологического процесса синтеза камфары пока-
заны на рис. 12.3.
Ректификация скипидара. Из скипидара под разрежением
путем ректификации выделяют пиненовую фракцию. Подогре-
тый скипидар подают в среднюю часть непрерывнодействующей
ректификационной колонны, снабженной каландрией или под-
кубком. Колонна имеет 40—60 колпачковых тарелок. Пары пи-
нена выводят сверху колонны в дефлегматор-конденсатор, а вы-
шекипящую часть скипидара — снизу колонны. Дистиллят —
пиненовую фракцию частично отбирают в приемник, а осталь-
ную часть возвращают в колонну в виде флегмы, поддерживая
флегмовое число от 4 до 8. Давление на верху колонны реко-
мендуется поддерживать около 15 кПа, при этом температура
на верху колонны составляет около 100 °C, а в каландрии до
140 °C.
Пиненовая фракция содержит 88—92 % а-пинена и 6—7 %
р-пинена; ее плотность 0,858—0,861 г/см3, показатель преломле-
ния 1,465—1,467.
Вышекипящая часть скипидара (кубовый остаток) содер-
жит около 50 % Д3-карена, 20 % лимонена, 3—4 % а- и [3-пине-
нов и др. Ее смешивают с другими скипидарными отходами
камфарного производства и подвергают перегонке для отделе-
ния от смолистого остатка. Дистиллят называется «скипидаром
без пинена». Плотность его 0,856—0,870 г/см3, «о20 1,4735—
1,4820, отгон до 170 °C не более 5%, а до 190 °C — не менее
90%.
Все ректификационные колонны в камфарном производстве
должны быть хорошо герметизированы, так как в случае заса-
сывания воздуха происходит окисление терпенов и образова-
313
ние твердых осадков на тарелках, что нарушает нормальную ра-
боту колонн.
Изомеризация пинена в камфен. Катализатор этой реакции
приготовляют из технической метатитановой кислоты H2TiO3,
используемой в производстве титановых белил. Для очистки
метатитановой кислоты и придания ей каталитической актив-
ности ее переводят в натриевую соль, промывают водой, снова
выделяют в свободном виде путем подкисления муравьиной
кислотой, промывают водой до нейтральной реакции, отфиль-
тровывают и подсушивают сначала на воздухе, а потом в су-
шильном шкафу при 70—80 °C. Полученный катализатор из-
мельчают в порошок и хранят в закрытых бутылях.
Для проведения изомеризации пинена в камфен служит изо-
меризатор, снабженный обратным холодильником, пропеллер-
ной мешалкой и змеевиком для подачи пара и охлаждающей
воды. В изомеризатор загружают пиненовую фракцию и при
перемешивании катализатор в количестве 0,2 % от загрузки
(сразу или же постепенно, небольшими порциями). Продолжая
перемешивание, нагревают содержимое изомеризатора при за-
крытом люке глухим паром до 135—140 °C, а при применении
оборотного катализатора на 10—15° выше; если температура
поднимается выше 155 °C, в змеевик подают охлаждающую
воду. Процесс контролируют по величине показателя прелом-
ления реакционной смеси; когда этот показатель возрастет до
1,473—1,474 и содержание камфена достигнет 68—74 %, а за-
тем снизится на 0,5—1 %, нагревание прекращают.
Одновременно с основной реакцией некоторая часть пинена
изомеризуется в моноциклические углеводороды (дипентен, тер-
пинолен и терпинен), а небольшая часть терпенов полимеризу-
ется.
По окончании процесса изомеризат быстро охлаждают до
50—70 °C, отстаивают и фильтруют под небольшим давлением
через закрытый рамный фильтр, причем катализатор во избе-
жание потери активности от соприкосновения с воздухом дол-
жен находиться все время под слоем жидкости. Оставшийся
на фильтре катализатор смывают небольшим количеством изо-
меризата и полученную суспензию возвращают в изомеризатор
для повторного использования.
Катализатор теряет активность постепенно и может быть
использован многократно. Если при изомеризации с оборотным
катализатором показатель преломления растет слишком мед-
ленно, что указывает на «утомление» катализатора, через люк
добавляют немного свежего катализатора, предварительно ох-
ладив содержимое изомеризатора до 100 СС. В зависимости от
объема изомеризатора, активности катализатора и других ус-
ловий длительность реакции изомеризации может составлять от
8 до 140 ч, но чаще всего она не превышает 20 ч.
Ректификация изомеризата. Изомеризат ректифицируют
на непрерывнодействующей колонне с 50—60 колпачковыми
315
тарелками с целью выделения камфена по возможности в бо-
лее концентрированном виде. Температура на верху колонны за-
висит от глубины разрежения и составляет обычно 100—105 °C.
Флегмовое число поддерживается 4—8. Во избежание заку-
порки коммуникаций кристаллическим камфеном температура
дистиллята должна быть выше 40 °C, а все трубопроводы и
приемники камфена должны обогреваться. Технический кам-
фен— кристаллическое вещество с температурой начала кри-
сталлизации не ниже 37 °C, содержит не менее 95 °/о этери-
фицируемых терпенов (камфена в сумме с трицикленом). Вы-
ход его должен быть не ниже 74 %. Остаток от ректификации
содержит моноциклические терпены, около 5 °/о камфена,
а также полимеры; его присоединяют к вышекипящей фракции,
получаемой в качестве кубового остатка при ректификации
скипидара.
Камфен используют также для выработки ряда других про-
дуктов, в том числе изоборнилфенилового эфира, применяемого
под названием камфенфенилового пластификатора КФ в ком-
позициях эпоксидных клеев с целью улучшения их качества,
в частности водостойкости.
Смесь расплавленного камфена и фенола в мольном соот-
ношении 1 : 1 выдерживают в реакторе при 50°C, периодиче-
ски перемешивая, в течение 8—10 ч в присутствии контакта
Петрова как катализатора. Готовый продукт выделяют из ре-
акционной смеси отгонкой, сначала при атмосферном давлении,
затем под разрежением.
Этерификация камфена. Технический камфен формилируют
95°/о-ной муравьиной кислотой в присутствии серной кислоты
как катализатора для получения изоборнилформиата. При этом
происходит следующая реакция:
с10н16 + нсоон -> с10н17оосн.
Процесс этерификации разделяют на два этапа. Сначала
ведут предварительное формилирование без катализатора. Тех-
нический камфен подают в расплавленном виде в форэтерифи-
катор (футерованный керамическими плитками аппарат с про-
пеллерной мешалкой) и перемешивают 2—3 ч при 70—80 °C
с муравьиной кислотой. При этом ввиду обратимости реакции
муравьиную кислоту берут с избытком (25 °/о против расчет-
ного количества). В результате реакции содержание изобор-
нилформиата в смеси достигает 55—65 %, а температура повы-
шается до 70—90 °C. На втором этапе реакционную массу пе-
реводят в этерификатор (футерованный или освинцованный ап-
парат с пропеллерной мешалкой и змеевиком для охлаждения),
охлаждают до 18—20 °C и медленно, при перемешивании и ох-
лаждении, добавляют серную кислоту в количестве 130 % от
воды, содержащейся в муравьиной кислоте, не допуская под-
нятия температуры выше 30 °C. Реакцию ведут до тех пор,
пока содержание изоборнилформиата в эфире-сырце не достиг-
316
нет 90—94 % и затем снизится на 0,5—1 %. Суммарная продол-
жительность обоих этапов процесса 15—30 ч.
По окончании реакции эфир-сырец отделяют отстаиванием
от кислотного слоя, который после добавления свежей кислоты
используется повторно. Эфир-сырец промывают водой и ней-
трализуют щелочью, получая сырой нейтральный эфир, содер-
жащий примерно 95 % изоборнилформиата и 3 % непрореаги-
ровавшего камфена.
Формилирование камфена можно проводить непрерывным
способом без катализатора, совмещая в одной ректификацион-
ной колонне получение и очистку эфира.
Для этого необходимо, чтобы реакция этерификации про-
ходила при избытке муравьиной кислоты. Нагретый камфен
подают в верхнюю часть колонны, 96—97 %-ную муравьиную
кислоту — в среднюю часть. Колонна работает под разреже-
нием, остаточное давление 15—30 кПа. Пары, отбираемые
сверху колонны, охлаждают, конденсат разделяют в обогревае-
мой флорентине и камфен возвращают в колонну. Мольное со-
отношение исходных реагентов 1:1, а избыток муравьиной
кислоты в реакционной зоне создается путем ее рециркуляции
из флорентины. В нижней части колонны накапливается изо-
борнилформиат, который циркулирует через испаритель и ча-
стично выводится в вакуум-приемники. Степень превращения
камфена в эфир выше (до 96%), чем при периодическом про-
цессе, а количество примесей в нем меньше.
Этерификацию камфена можно проводить также с уксусной
кислотой вместо муравьиной.
Ректификация сырого эфира. Сырой нейтральный эфир рек-
тифицируют под разрежением для освобождения от остатков
камфена, трициклена и других летучих продуктов. Во избежа-
ние разложения изоборнилформиата на камфен и муравьиную
кислоту рекомендуется добавлять в куб кальцинированную
соду. По этой же причине в колоннах не применяют насадку
из черных металлов и керамики.
Камфеновую фракцию отбирают сверху колонны, а сырой
изоборнилформиат — в виде кубового остатка. Последний пере-
гоняют под разрежением с целью освобождения от образовав-
шихся при этерификации полимеров.
Дистиллированный эфир содержит 95—97 % изоборнилфор-
миата, а полимеры (темная вязкая жидкость)—не более 5%
его. Если для этерификации применять 97—98 %-ную муравьи-
ную кислоту или же ледяную уксусную кислоту, то получается
высокопроцентный эфир, не требующий ректификации. Также
не требует ректификации эфир, полученный непрерывным спо-
собом.
Омыление изоборнилформиата. Омыление изоборнилформи-
ата с целью получения изоборнеола протекает по реакции
НСО— О— С10Н17 + NaOH = С10Н17ОН + HCOONa.
317
Омыление проводят 20%-ным раствором едкого натра, взя-
тым с избытком 5—10 % против расчетного количества. Реак-
цию ведут в автоклаве при давлении 0,3—0,4 МПа и темпера-
туре 140 °C в течение 3—4 ч (иногда более) при хорошем пе-
ремешивании. По окончании процесса реакционную массу
переводят в отстойник, охлаждают до 60—80 °C и дают отсто-
яться. Изоборнеол промывают горячей водой и отжимают на
центрифуге. Маточный раствор (изоборнеольные масла) соби-
рают отдельно.
Омыление изоборнилформиата можно проводить непрерыв-
ным способом, пропуская его вместе с раствором щелочи через
реактор «труба в трубе» или иного типа при 145—150 °C.
Технический изоборнеол — белое кристаллическое вещество
с температурой плавления не менее 195 °C. Он содержит до
3 % влаги и 0,5 % неомыленного изоборнилформиата. Выход
изоборнеола немного более 80 % от эфира, или около 97 % от
теоретически возможного количества.
Разработан способ прямой гидратации камфена в изобор-
неол, позволяющий исключить стадии этерификации камфена
и омыления изоборнилформиата.
Дегидрирование изоборнеола и очистка камфары-сырца. Де-
гидрирование изоборнеола для получения камфары произво-
дится каталитическим способом по реакции
СюН17ОН —>- C10Hi6O Ц- На.
Реакция эта эндотермическая. В качестве катализатора ре-
акции применяют основной карбонат меди CuCO3-Cu(OH)2.
Для приготовления катализатора к раствору углекислого нат-
рия медленно приливают при перемешивании и нагревании до
40—50 °C раствор медного купороса. Осадок полученной соли
отжимают, промывают водой, высушивают и размалывают.
Применяют также смешанный катализатор, при приготовлении
которого часть сульфата меди заменяют сульфатом никеля.
Изоборнеол растворяют в толуоле и загружают для дегидри-
рования в аппарат, снабженный рубашкой для обогрева, ме-
шалкой скребкового типа и обратным холодильником. Смесь
нагревают до 90 °C и отгоняют воду с частью толуола. Затем
температуру повышают до 150 °C и отгоняют избыток толуола
(его отделяют от воды и используют повторно). После этого
в дегидратор постепенно загружают катализатор в количестве
1,5 % от взятого изоборнеола. Температуру реакционной массы
постепенно повышают при постоянном перемешивании до
180 °C. При этом изоборнеол превращается в камфару. Выде-
ляющийся водород проходит газовый счетчик и по трубе, снаб-
женной огнепреградителем, выводится в атмосферу выше крыши
здания. По интенсивности выделения водорода наблюдают за
ходом реакции; если реакция замедляется, добавляют немного
катализатора. Дегидрирование считают законченным, когда
в пробе возгона из дегидратора останется не более 10 % непро-
318
реагировавшего изоборнеола. Оседающие в период дегидриро-
вания в обратном холодильнике кристаллы камфары и изобор-
неола смывают толуолом, оставшимся в реакционной массе
после удаления воды. Продолжительность дегидрирования около
2 сут.
По окончании реакции, не выгружая камфару-сырец из де-
гидратора, от нее отгоняют остаточный толуол и затем пере-
гоняют ее с острым паром. Пары камфары поступают на ох-
лаждаемую изнутри поверхность барабана, где камфара кри-
сталлизуется. Кристаллы срезают неподвижно закрепленными
ножами и ссыпают в приемник. Средняя фракция камфары
с температурой кристаллизации не ниже 164 °C образует то-
варный продукт марки Б и частично марки А. Фракция с бо-
лее высокой температурой кристаллизации поступает на пере-
кристаллизацию из этилового спирта для дополнительного по-
лучения камфары марки А, а также медицинской рацемической
камфары, используемой для наружного применения в составе
мазей и др. Головная и хвостовая фракции подвергаются по-
вторной переработке. Выход перегнанной камфары не менее
90 % от взятого изоборнеола, перекристаллизованной камфары
85—90 %.
В последнее время перегонку камфары с паром заменяют
возгонкой под разрежением. Пары камфары поступают в при-
емник с мешалкой через трубу, идущую до дна. В приемнике
находится спирт, в котором камфара при перемешивании рас-
творяется. От раствора отгоняют спирт, камфару кристалли-
зуют и фугуют.
Дегидрирование борнеолов осуществляют также непрерыв-
ным методом, пропуская пары снизу вверх через трубки много-
трубчатого реактора, заполненные медно-никелевым таблети-
рованным катализатором и обогреваемые парами ВОТ до 250—
260 °C. При непрерывном методе толуол не требуется, ведение
процесса облегчается и загазованность воздуха производствен-
ных помещений снижается (ПДК камфары 3 мг/м3). Однако
качество камфары несколько ниже, так как в ней остаются все
примеси, содержавшиеся в изоборнеоле, тогда как при пери-
одическом методе часть примесей выводится с головной фрак-
цией камфары.
Из 1 т технической камфары образуется до 5 м3 сильно за-
грязненных сточных вод (ХПК до 100 000 мг/л).
Разработан способ очистки камфары путем периодической
или непрерывной ректификации в присутствии легкокипящего
растворителя, например толуола или ксилола (при ректифика-
ции камфары без растворителя происходит закупорка аппара-
туры) .
При периодической ректификации камфары марки А, содер-
жащей 93 % основного вещества, получается высококачествен-
ная 98—99 %-ная медицинская камфара, которую используют
для инъекций наравне с оптически деятельной камфарой, полу-
319
чаемой на основе пихтового масла. Выход медицинской кам-
фары свыше 85 % от исходной. Из камфары марки Б, содер-
жащей 90 % основного вещества, получается 40 % технической
и 40 % медицинской камфары. Можно также ректифицировать
камфару-сырец из дегидратора, не отгоняя из нее остаточный
толуол. При непрерывной ректификации камфары-сырца с со-
держанием 71 % камфары и 21 % толуола была получена очи-
щенная 96 %-ная камфара.
Согласно ГОСТ 1123—79 качество синтетической камфары
оценивается по цвету, температуре кристаллизации высушенного
остатка (для марки А не менее 169 °C, Б—164 °C), содержа-
нию основного вещества (не менее 92 и 87 % соответственно),
влаги (не более 0,4 и 2%), нелетучего остатка (не более 0,05
и 0,1 %), нерастворимого в спирте остатка (не более 0,01 и
0,05 %) и железа (не более 0,0003 и 0,001 %). В камфаре марки
А, полученной парофазным способом, допускается до 1,5 %
влаги.
Синтетическая камфара медицинская рацемическая согласно
X Государственной фармакопее СССР полностью растворима
в спирте, имеет температуру плавления 171—178 °C, содержит
не более 0,05 % нелетучего остатка, угол вращения плоскости
поляризованного света (10 %-ный раствор в спирте) составляет
от + 1 до —1°.
Более высокие требования, согласно фармакопейной статье
ФС 42-2315—85, предъявляются к камфаре рацемической для
инъекций: в ней должно быть не менее 97 % основного веще-
ства, температура затвердевания 174—179 °C.
На 1 т синтетической камфары в зависимости от ее марки
расходуется 2300—2400 кг живичного скипидара, 400—500 кг
каустической соды, 70—120 кг серной кислоты, 440—460 кг
муравьиной кислоты, 50—55 кг толуола, 25—270 л этилового
спирта и другие химикаты. Расход пара составляет примерно
70 ГДж, электроэнергии 1500 кВт-ч и воды 400 м3 на 1 т то-
варной камфары.
Получение камфары на основе пихтового масла. Пихтовое
масло содержит борнилацетат (29—40 %), борнеол (1—6%),
камфен (10—25%), а также а- и р-пинен, Д3-карен, р-феллан-
дрен, лимонен, сесквитерпены и другие соединения. Плотность
его находится в пределах 0,900—0,915 г/см3.
Основным исходным материалом для синтеза камфары слу-
жит борнилацетат. Для его выделения в концентрированном
виде пихтовое масло сначала ректифицируют под разрежением
в периодически действующем аппарате, отгоняя пиненкамфено-
вую фракцию. Кубовый остаток от ректификации перегоняют
под разрежением для отделения борнилацетата и борнеола
от высококипящих компонентов (сесквитерпенов и полимеров).
Дистиллят содержит 85—90 % борнилацетата и 2—8 % бор-
неола. Борнилацетат омыляют 18—20 %-ным водным раство-
ром едкого натра в автоклаве с винтовой мешалкой под дав-
320
лением 0,45—0,6 МПа при температуре 150—155 °C в течение
4 ч. Охлажденную реакционную массу центрифугируют для
отделения борнеола от образовавшегося раствора уксусно-кис-
лого натрия и примесей терпеновых соединений.
Полученный борнеол подвергают непрерывному парофазному
дегидрированию над катализатором (соосажденными основными
углекислыми солями меди и никеля) при 245—260 °C. Обра-
зующуюся камфару фугуют, затем очищают перекристаллиза-
цией из этилового спирта, снова фугуют и высушивают. Очи-
щенная камфара содержит около 97 % основного вещества.
Расход пихтового масла в расчете на 33 %-ное содержание бор-
нилацетата составляет 4,5 т на 1 т медицинской камфары.
Согласно требованиям фармакопеи медицинская камфара из
пихтового масла должна иметь температуру плавления 174—
180 °C, содержание нелетучего остатка не более 0,05%, угол
вращения плоскости поляризованного света 10 %-ным раство-
ром камфары в 95°-ном этиловом спирте от —39 до —44°.
Разработан способ получения медицинской оптически дея-
тельной камфары из компонентов живичного скипидара — пра-
вовращающей из а-пинена и левовращающей из р-пинена.
Производство терпеновых смол. Из числа тер-
пеновых смол на лесохимических предприятиях вырабатывают:
окситерпеновую смолу, полимеры терпенов, терпенофенольные
смолы.
Окситерпеновая смола. Скипидар без пинена окисляют кис-
лородом воздуха в полых вертикальных непрерывнодействую-
щих реакторах колонного типа, изготовленных из кислотоупор-
ной стали. Сырье поступает в реактор сверху, воздух — снизу;
окисленный полупродукт выводится снизу через гидравлический
затвор в приемник. Температура реакции 70—80 °C, продолжи-
тельность около 4 ч. Наиболее быстро окисляется карен, моно-
циклические углеводороды — значительно медленнее. Уносимые
с воздухом пары скипидара конденсируются и дистиллят воз-
вращается в реактор. Подачу воздуха регулируют таким обра-
зом, чтобы окисленный полупродукт имел плотность в пределах
0,935—0,940 г/см3. Окисленный полупродукт промывают горя-
чей водой для освобождения от водорастворимых веществ, об-
разовавшихся в результате побочных реакций. Затем от него
отгоняют с острым паром летучие вещества: вначале непрореа-
гировавшую часть скипидара, в основном состоящую из моно-
циклических терпенов (ее используют в качестве растворителя),
затем, начиная с плотности дистиллята 0,875 г/см3, так назы-
ваемый окситерпеновый растворитель.
Остаток от перегонки окисленного полупродукта, подсушен-
ный под разрежением, представляет собой окситерпеновую
смолу. Эта прозрачная, густая, вязкая масса красновато-золо-
тистого цвета содержит не более 1,5 % влаги, 8—16 % летучих
веществ, имеет кислотное число не более 6, цвет не темнее
489 единиц по йодометрической шкале.
321
Окситерпеновая смола и окситерпеновый растворитель при-
меняются как компоненты нитроцеллюлозных мебельных лаков
(так называемых терпеноколлоксилиновых лаков НЦ-224) и
эмалей. В состав эмалей промышленного и бытового назначе-
ния входят окситерпеновая смола, окситерпеновый раствори-
тель, глицериновый эфир канифоли, камфарное масло, пиг-
менты и соответствующие летучие растворители. При перера-
ботке скипидара без пинена получается 40—43 % окситерпено-
вой смолы и до 16 % окситерпенового растворителя.
На одном из заводов скипидар без пинена перед окисле-
нием подвергают изомеризации. Сырье загружают в реактор-
изомеризатор, снабженный мешалкой, двумя змеевиками (для
пара и охлаждающей воды) и обратным холодильником, до-
бавляют туда же титановый катализатор (используемый в кам-
фарном производстве) в количестве 0,2 % и ведут реакцию
изомеризации в течение 16—24 ч, до достижения показателя
преломления 1,4920—1,4925, при температуре 160—170 °C и по-
стоянном перемешивании. После охлаждения и отстаивания
изомеризат окисляют воздухом на непрерывнодействующей
установке из нескольких последовательно соединенных окисли-
телей при температуре 80—85 °C.
Получаемый с выходом 80—90 % окисленный продукт имеет
плотность 1 —1,1 г/см3 и кислотное число не более 5,5. Он со-
держит 80—85 % окситерпеновой смолы, 15—18 % окситерпе-
нового растворителя и используется без разделения на состав-
ные части в производстве лаков.
Полимеры терпенов. Полимеры терпенов, или политерпено-
вые смолы, получают путем каталитической полимеризации ин-
дивидуальных терпенов (особенно |3-пинена и дипентена) или
же смеси терпеновых углеводородов. Политерпеновые смолы
используются в основном для изготовления различных адгези-
вов, придавая клейкость основному полимеру — натуральному
и синтетическому каучуку, полиэтилену, с которыми эти смолы
хорошо совмещаются.
На одном из заводов в качестве сырья используют скипи-
дар без пинена. Его пропускают через изомеризатор, заполнен-
ный шариковым алюмосиликатным катализатором. В изомери-
заторе при 130—150 °C бициклические терпены (в основном
Д3-карен) изомеризуются в моноциклические. Образующийся
изомеризат поступает в полимеризатор, заполненный таким же
катализатором; здесь при 140—180 °C, моноциклические тер-
пены полимеризуются. Полимеризат охлаждают и отгоняют от
него под разрежением (остаточное давление 10—15 кПа) ос-
татки мономеров до достижения заданной вязкости. Выход по-
лимеров около 50 % от скипидара без пинена. С некоторыми
изменениями параметров процесса возможно использовать в ка-
честве сырья также экстракционный скипидар.
Получаемые жидкие полимеры содержат примерно 70 % ди-
меров и 30 % три-, тетра-и пентамеров моноциклических углево-
322
дородов. Они используются в составе так называемого политер-
пенового замасливателя, применяемого в производстве стеклово-
локна и стеклопластиков, а также в составе лыжных мазей.
Терпенофенольные смолы. Из числа различных продуктов
взаимодействия терпенов и фенола в лесохимической промыш-
ленности выпускается терпенофенолформальдегидная смола
(ТФФС). Это — продукт, получаемый путем алкилирования фе-
нолформальдегидной смолы терпеновыми углеводородами, пред-
почтительно скипидаром без пинена.
Сначала фенол конденсируют с формальдегидом (мольное
соотношение 1 :0,75) в присутствии серной кислоты как ката-
лизатора (0,3—0,4 % от фенола). В реактор с мешалкой и обо-
греваемой рубашкой загружают фенол и катализатор, нагре-
вают до 100 °C и при перемешивании медленно добавляют
формалин, после чего массу выдерживают в течение 1 ч при той
же температуре.
Затем в реакционную массу добавляют скипидар (мольное
соотношение 1:1 к фенолу), перемешивают и кипятят смесь.
При этом воду и часть скипидара отгоняют, пары конденси-
руют и скипидар из флорентины возвращают в реактор. По
окончании отгонки воды температуру поднимают до 130—
150 °C и смесь выдерживают 2 ч. Наконец из смеси отгоняют
под разрежением непрореагировавшие компоненты.
Получаемый после охлаждения готовый продукт — твердая
стекловидная смола от светло-желтого до красновато-коричне-
вого цвета, содержащая не более 0,1 % свободного фенола.
Температура размягчения смолы 85—90 °C. На 1 т смолы рас-
ходуется 520 кг фенола, 340 кг формалина и 720 кг скипидара.
Терпенофенолформальдегидная смола в определенной сте-
пени совместима с оксидированным растительным маслом, ис-
пользуется для его частичной замены в рецептуре олифы ок-
соль и может найти применение также и в других отраслях.
Производство терпинеола. Для производства тер-
пинеола вначале при охлаждении и перемешивании гидрати-
руют скипидар (или, лучше, выделенный из него пинен), напри-
мер, смесью серной кислоты с паратолуолсульфокислотой. По
окончании гидратации реакционную смесь разбавляют водой и
из нее выкристаллизовывается терпингидрат СюНгоОг-НгО
(50—60 % от пинена).
Терпингидрат превращают в терпинеол СюИрОН путем де-
гидратации, обычно при помощи нагревания с сильно разбав-
ленным водным раствором (0,05%) серной или фосфорной кис-
лоты. При этом от молекулы терпингидрата отщепляются две
молекулы воды. Сырой терпинеол ректифицируют под разре-
жением и получают с выходом 65—80 % технический продукт,
содержащий не менее 80 % спиртов (смесь а-, (5- и у-терпине-
олов). Путем тщательного фракционирования жидкого терпине-
ола и последующего вымораживания средних фракций полу-
чают кристаллический терпинеол.
323
Скипидар
Рис. 12.4. Схема процесса получения терпинеола:
1—мерник муравьиной кислоты; 2—реактор; 3 — нейтрализатор; 4—обратный холо-
дильник; 5 — мерник раствора щелочи; 6 — сборник щелочного раствора; 7 — сборник
соснового масла-сырца; 8 — куб; 9 — ректификационная колонна; 10 — дефлегматор-
холодильник; // — вакуум-приемники; 12 — сборник углеводородной фракции; 13 —
сборник товарного продукта
По методу ЦНИЛХИ терпинеол (сосновое масло синтетиче-
ское) получают в одностадийном процессе, минуя стадию об-
разования терпингидрата (рис. 12.4). Для этого используют
способность пинена гидратироваться в среде разбавленной му-
равьиной кислоты. Скипидар обрабатывают в реакторе при ат-
мосферном давлении и при постоянном перемешивании 70 %-ной
муравьиной кислотой, взятой в количестве 1,5—2 объемов по
отношению к пинену, содержащемуся в скипидаре.
Температуру реакционной смеси поддерживают около 65 °C,
для чего в рубашку реактора подают сначала горячую воду,
а затем, при необходимости, холодную, не допуская дальней-
шего повышения температуры. В течение 6—10 ч пинен превра-
щается в терпинеол и частично в его муравьино-кислый эфир.
После отстаивания нижний кислый слой отделяют, укрепляют
и используют повторно. Масляный слой нейтрализуют при пере-
мешивании раствором щелочи, отделяют от водного слоя и ки-
пятят с обратным холодильником с целью омыления эфира. По-
лученное сосновое масло-сырец отделяют от нижнего щелочного
324
слоя и ректифицируют под разрежением из щелочной среды (во
избежание дегидратации спиртов), для чего в куб добавляют
немного раствора щелочи.
Вначале выделяют углеводородную (скипидар без пинена) и
промежуточную фракции, а затем при остаточном давлении не
выше 10 кПа отбирают без флегмы товарное сосновое масло.
Промежуточную фракцию возвращают в сосновое масло-сырец.
Через каждые 4—5 операций выгружают кубовый остаток (по-
лимеры терпенов) и пропаривают куб и колонну.
Готовый продукт — прозрачная, бесцветная или светло-жел-
тая с зеленоватым оттенком вязкая жидкость, имеющая плот-
ность при 20 °C 0,930—0,945 г/см3. Она содержит не менее 95 %
спиртов (в пересчете на терпинеол), не более 1 % влаги и имеет
кислотное число не выше 0,25. На 1 т продукта расходуется
2,2—2,6 т скипидара (в зависимости от содержания в нем пи-
нена), примерно 0,4 т муравьиной кислоты (в пересчете на
100 %-ную) и 0,4 т соды каустической.
Терпинеол обладает приятным запахом, слегка напоминаю-
щим запах сирени. Он используется в качестве душистого ве-
щества при выработке косметической и парфюмерной продук-
ции и для других целей. Сосновое масло синтетическое приме-
няется для приготовления лакокрасочных композиций в маши-
ностроении, для флотационного обогащения руд и др.
Пожаро- и взрывобезопасность производства. Производство
продуктов химической переработки канифоли и скипидара по
пожаро- и взрывоопасности сходно с канифольно-скипидарным
производством. Поэтому большинство мероприятий, указанных
в главах 9 и 10, относится и к данному производству. Однако
здесь существуют и другие факторы, создающие опасность по-
жаров и взрывов.
Многие продукты химической переработки канифоли спо-
собны самовозгораться при высоких температурах. В расплав-
ленную канифоль необходимо загружать щелочь и модифици-
рующие реагенты медленно, небольшими порциями во избежа-
ние бурного вспенивания, выброса и возможно загорания. Перед
сливом продуктов необходимо перекрыть подачу ВОТ (выклю-
чить электрообогрев) и охладить содержимое реактора до за-
данной технологическим регламентом температуры. После слива
не открывать люк, пока температура в реакторе не снизится до
заданной величины. Некоторые продукты, например глицерино-
вый эфир канифоли, следует выгружать из реактора с использо-
ванием инертного газа. При сливе в бочки лаков, эмалей и дру-
гих веществ наконечник шланга и сами бочки должны быть
заземлены во избежание накопления зарядов статического
электричества.
Недопустимо модифицировать канифоль малеиновым ангид-
ридом в присутствии солей щелочных или щелочно-земельных
металлов из-за взрыва, поэтому нельзя модифицировать этим
реагентом частично омыленную канифоль.
325
В производстве камфары, на стадии парофазного дегидри-
рования изоборнеола, систему необходимо заполнить инертным
газом для предотвращения образования взрывоопасной смеси
водорода с воздухом и во избежание самовозгорания катализа-
тора при контакте его с воздухом и при последующем пуске
установки; выгруженный отработанный катализатор немед-
ленно залить водой.
Глава 13. ИСПОЛЬЗОВАНИЕ ДРЕВЕСНОЙ ЗЕЛЕНИ
Древесная зелень содержит эфирные масла, хлорофилл, раз-
личные витамины (Вь В2. В6, С, Е, К, Р и др.), провитамин А
(каротин), белки, жиры, углеводы, микроэлементы и другие
ценные вещества.
Такой состав древесной зелени дает возможность получать
путем ее переработки эфирные масла, различные биологически
активные препараты, а также витаминную муку. Для этих це-
лей используется древесная зелень хвойных пород, преимущест-
венно сосны и ели, но витаминную муку и некоторые другие
продукты можно получать и из древесной зелени лиственных
пород.
Древесную зелень заготовляют со свежесрубленных и час-
тично с растущих деревьев. Отделение древесной зелени произ-
водят на лесосеках, верхних или нижних складах лесозаготови-
тельных предприятий сразу же после обрубки сучьев либо вруч-
ную специальным ножом, либо с помошыо различных перед-
вижных и стационарных хвоеотделителей.
В еловых и пихтовых насаждениях средней полноты можно
получить до 100 кг древесной зелени (хвойной лапки) на 1 м3
заготовленной древесины (практически же, с учетом потерь, до
50 кг), а в сосновых насаждениях — вдвое меньше,
С растущих деревьев хвойную лапку срезают секатором; за-
готовка лапки может производиться только в насаждениях, на-
значенных в рубку. При этом ветви срезают максимально с ’/з
живой кроны дерева, а если до рубки осталось меньше года —
до 2/з. С 1 га пихтовых насаждений можно заготовить до 5 т
лапки.
На лесосеках используются передвижные хвоеотделители.
Широкое применение получил передвижной двухбарабанный от-
делитель зелени ОЗП-1,0, приводимый в действие от трактора.
Стационарные хвоеотделители устанавливают на нижнем
складе поблизости от цеха переработки древесной зелени, не-
смотря на то, что в процессе вывозки деревьев с кронами на
нижний склад до 70 % всей хвои теряется (зимой больше, чем
летом).
Из стационарных хвоеотделителей наиболее часто исполь-
зуют измельчитель-пневмосортировщик древесной зелени ИПС-
1,0 (рис. 13.1). Охвоенные ветви диаметром до 50 мм конвейе-
326
Рис. 13.1. Схема измельчителя-пневмосортировщика древесной зелени
ИПС-1,0:
/ — конвейер; 2 — подающий механизм; 3 — ножи измельчителя; 4 — загрузочный циклон;
5 — загрузочный шлюзовой дозатор-питатель; 6 — сортирующая вертикальная колонна;
7— разгрузочный циклон; 8— разгрузочный шлюзовой дозатор-питатель; 9 — заслонка;
10 — вентилятор
ром подаются в измельчитель типа КИК-1,4 и нарезаются на
частицы длиной 15—60 мм. Измельченная более или менее од-
нородная сыпучая масса подается воздушным потоком в цик-
лон, а из него через шлюзовой дозатор-питатель по наклонному
патрубку в вертикальную сортирующую колонну. Через ко-
лонну снизу вверх вентилятором просасывают воздух со ско-
ростью 8—12 м/с, регулируя интенсивность воздушного потока
заслонкой. Более легкая кондиционная древесная зелень выно-
сится во второй циклон, откуда выгружается через шлюзовой
дозатор-питатель. Более тяжелые древесные частицы до цик-
лона не доходят, выгружаются из колонны через отдельный от-
вод и используются преимущественно как топливо. Производи-
тельность ИПС-1,0 по кондиционной древесной зелени от 600
до 1000 кг/ч, в зависимости от породы. Применяются также ста-
ционарные измельчители ШИЗ-2 (типа мясорубки), «Вол-
гарь-5» (типа молотковой дробилки) и др.
Древесная зелень хвойных пород обычно содержит 65—75 %
хвои, 15—20 % коры, 10—15% древесины, однако в древесной
зелени лиственницы лишь около 50 % хвои. Чем тоньше побеги,
тем больше доля хвои, поэтому наиболее ценными являются по-
беги диаметром до 0,6 см. В древесной зелени могут присут-
ствовать органические примеси (мох, лишайник, травянистые
растения) и минеральные (песок). . , .
327
Согласно ГОСТ 21769—84 древесная зелень, предназначен-
ная для выработки витаминной муки и продуктов лесобиохими-
ческого производства, а также для использования в свежезаго-
товленном виде в качестве добавки в рационы сельскохозяй-
ственных животных и птиц, представляет собой хвою, листья,
почки и неодревесневшие побеги (т. е. побеги текущего года
в течение не более 3 мес с начала вегетационного периода), без
признаков плесени и загнивания. По содержанию указанных
элементов древесная зелень подразделяется на сорта: 1-й сорт—
не менее 80%, 2-й — 70 и 3-й — 60%, соответственно содержа-
ние коры и древесины не должно превышать 15, 25 и 35 %. Ко-
личество органических примесей допускается до 5%, неорга-
нических до 0,2 %.
Условия хранения древесной зелени должны обеспечивать
сохранность биологически активных веществ. Поскольку содер-
жание витаминов и особенно каротина при хранении древесной
зелени быстро падает, стандартом установлены жесткие пре-
дельно допустимые сроки ее хранения с момента заготовки и до
запуска в установку для производства витаминной муки — при
плюсовой температуре воздуха не более 1 сут, при минусовой —
не более 5 сут.
13.1. Производство хвойно-эфирных масел
Эфирные масла отгоняют от хвойной лапки диаметром до
0,8 см слегка перегретым водяным паром с температурой обычно
105—110 °C. Масло нерастворимо в воде и после конденсации
паров образует верхний слой дистиллята, который отделяют во
флорентине. Из пихтовой лапки получается 1,5—3 % масла, из
кедровой — до 1,5%, из сосновой — до 0,5%, еще меньше из
еловой. Деревья с хорошо развитой кроной дают более богатую
маслом лапку, чем затененные деревья со слабой кроной. Су-
щественное значение имеет возраст дерева (наилучшие выходы
масла получаются из лапки молодых и средневозрастных де-
ревьев), а также время сбора лапки (летом лапка содержит
больше масла, чем зимой). Потери эфирных масел при хране-
нии лапки невелики.
Хвойно-эфирные масла используют как отдушки в мылова-
рении, парфюмерно-косметической промышленности и др. Наи-
большую ценность представляет пихтовое масло, применяемое
для выработки медицинской камфары (см. главу 12).
Пихтовое масло получают в основном на периодически дей-
ствующих установках западносибирского типа. Такие установки
оборудованы одним или двумя деревянными перегонными ча-
нами, вместимостью, как правило, 7,5 м3. Чаны снабжены при-
способлениями для загрузки и выгрузки лапки, холодильни-
ками, флорентинами, приемниками и отстойниками для масла.
В каждый чан загружают до 2,5 т лапки. Для получения пара
используют обычно котлы КВ-300. Годовая выработка пихто-
328 - .
\ • * . . ~
boro масла на одночанной установке около 5 т, на двухчанной
7—8 т. Применяются также одночанные передвижные уста-
новки (ППУ-1), смонтированные на тракторных санях.
Продолжительность оборота чана на стационарных установ-
ках 19—22 ч, на передвижных 24—27 ч. Выход пихтового масла
обычно в пределах 1,5—1,9%, причем летом несколько больше,
чем зимой. Выход и качество масла можно немного повысить
путем предварительного дробления лапки. Масло отгоняют
также из пихтовой коры с выходом около 1 %.
В настоящее время используют также пихтоваренные уста-
новки непрерывного действия (УНП). Перегонный аппарат та-
ких установок состоит из двух вертикальных колонн. Подают
лапку (измельченную на винтовом измельчителе ШИЗ на ку-
сочки длиной 5—7 мм) в нижнюю часть первой (подъемной)
колонны загрузочным винтом, который уплотняет массу, созда-
вая на входе в колонну пробку, препятствующую выбросу па-
ров из колонны. В первой колонне лапка продвигается снизу
вверх при помощи подъемного винта и прямоточно обрабаты-
вается при температуре до 115 °C водяным паром, подаваемым
через барботер снизу. Из верхней части первой колонны масса
сбрасывается во вторую (выгрузочную) колонну, где она опус-
кается в противотоке водяного пара. Сверху второй колонны
выводят пары масла в циклон, в котором улавливаются увле-
ченные частицы сырья, и далее в холодильник. Снизу при по-
мощи выгрузочного винта удаляют отработанную лапку. Про-
изводительность УНП по сырью 0,25 т/ч, т. е. лишь немного
выше, чем двухчанной установки периодического действия.
Пихтовое масло должно иметь плотность при 20 °C в преде-
лах 0,895—0,915 г/см3 и показатель преломления 1,469—1,472.
Содержание борнилацетата в масле высшего сорта не менее
33%, кислотное число не более 0,5, в масле первого сорта со-
ответственно 30 % и 1. В масле из коры содержание борнил-
ацетата не превышает 18 %.
При переработке сосновой (и еловой) лапки накапливаю-
щейся в перегонном чане конденсат применяют для получения
жидкого или твердого хвойного экстракта для лечебных хвой-
ных ванн. При получении жидкого экстракта конденсат упари-
вают до плотности около 1,2 г/см3 (содержание сухих веществ
около 50%) и добавляют к нему 0,5—1 % соснового эфирного
масла. Выход упаренного экстракта 10—15% от массы зеленой
лапки. При получении твердого экстракта упаривание ведут
дольше, продукт упаривания смешивают с поваренной солью,
добавляют сосновое масло и формуют смесь в соляно-хвойные
брикеты массой по 50 г (каждый на одну ванну).
На одном из заводов отгонку эфирного масла и извлечение
водорастворимых веществ из еловой лапки (с примесью сосно-
вой) ведут в батарее экстракторов вместимостью по 4,5 м3 ба-
тарейно-противоточным способом с пульсирующим режимом.
Продолжительность экстракторооборота 18 ч. Эфирное масло
11 Заказ № 2531
329
ректифицируют и отбирают тяжелую фракцию (выход около
10 %) называемую ТЭМ. Она представляет собой вязкую, про-
зрачную жидкость желтого цвета с запахом хвои, содержит тер-
пены, сесквитерпены, терпеновые спирты и их эфиры, причем
массовая доля терпеновых спиртов должна быть не меньше
16 %. ТЭМ используют для получения пинабина — 50 %-ного
раствора ТЭМ в персиковом масле. Пинабин — эффективное
средство лечения почечно-каменной и желчно-каменной бо-
лезни.
Отработанную хвойную лапку в смеси со свежей лапкой ис-
пользуют для получения витаминной муки.
13.2. Производство биологически активных
препаратов
Для производства биологически активных препаратов при-
меняют древесную зелень хвойных пород. В хвое содержится
7—15% липидов; под этим термином понимают вещества, со-
держащиеся в живых клетках, растворимые в неполярных орга-
нических растворителях. В состав липидов входят зеленые пиг-
менты, каротиноиды, жирорастворимые витамины, эфирные
масла, глицериды, эфиры стеринов, смоляные и жирные кис-
лоты, воскообразные и другие вещества. Производство биоло-
гически активных препаратов из древесной зелени основано на
разработках проблемной лаборатории по использованию живых
элементов дерева Ленинградской лесотехнической академии,
Сибирского технологического института и других организаций.
Для получения хлорофиллокаротиновой пасты по методу
Ф. Т. Солодкого (рис. 13.2) сосновую и еловую лапку раздав-
ливают на вальцах или, лучше, измельчают на молотковых дро-
билках и экстрагируют бензином БР-1 в периодически дей-
ствующем экстракторе дефлегмационно-оросительным способом
при гидромодуле 0,7—0,8 л/кг. Экстракт (мисцеллу) направ-
ляют для отделения от воды и воскообразных веществ в от-
стойники, где поддерживается температура 8—10 °C, и затем
фильтруют. Воскообразные вещества образуют воск-сырец; от
него отгоняют воду и бензин, получая хвойный воск.
Экстракт, освобожденный от воска, направляют в перегон-
ный куб, где из него отгоняют бензин и эфирные масла. Кубо-
вой остаток — смолистые вещества — обрабатывают в реак-
торе-омылителе при нагревании до 80—90 °C и перемешивании
40 %-ным водным раствором едкого натра до нейтральной ре-
акции по фенолфталеину. Полученную пасту разбавляют водой
до требуемой влажности.
Таким образом, хвойная хлорофиллокаротиновая паста пред-
ставляет собой сумму бензинорастворимых веществ древесной
зелени сосны и ели, омыленных едким натром. При температуре
18 °C паста представляет собой густую однородную мазеобраз-
ную массу оливкового или темно-зеленого цвета с характерным
330 1 :
11*
331
хвойным запахом; при температуре выше 25 °C паста более
жидкая.
На некоторых установках вместо бензина применяют него-
рючий трихлорэтилен. Однако этот растворитель более токси-
чен, а получаемая паста имеет несколько пониженную биологи-
ческую активность, что ограничивает ее применение. Одним из
перспективных растворителей является изопропиловый спирт.
Согласно ГОСТ 21802—84 влажность пасты должна быть не
более 40%, pH 1 %-ного водного раствора пасты в пределах
8—9. В 100 г сухой пасты высшего сорта должно содержаться
не менее 1000 мг производных хлорофилла и 45 мг каротина,
соответственно в 100 г сухой пасты 1-го сорта 700 и 30, 2-го
сорта — 600 и 20. Нормируется также предельное содержание
воскообразных веществ (5—10%) и нерастворимых в воде ле-
тучих веществ (1,5—4 %).
Паста является поливитаминно-фитонцидным препаратом;
она используется главным образом в производстве парфю-
мерно-косметических изделий в качестве биологически активной
добавки, например в мыло «Лесное» и зубную пасту «Лесная»,
в количестве 3—5%. Она может также применяться при лече-
нии ожогов, вялозаживающих ран, в животноводстве, птицевод-
стве, пушном звероводстве и др.
Выход пасты из 1 т сосновой лапки до 70—75 кг, из ело-
вой— значительно меньше.
Поскольку еловая лапка отличается повышенным содержа-
нием хлорофилла, ее целесообразно использовать для выра-
ботки хлорофиллина. С этой целью освобожденный от воска
бензиновый экстракт обрабатывают 30 %-ным водным раство-
ром едкого натра при 65 °C и непрерывном перемешивании до
pH 8—10, затем добавляют воду и снова перемешивают. Масса
разделяется на два слоя — бензиновый (оранжевого цвета) и
водно-щелочной (зеленого цвета).
Бензиновый раствор промывают водой, отгоняют бензин и
эфирные масла, и получают в остатке провитаминный концен-
трат, содержащий неомыляемые вещества хвои (каротиноиды,
фитол, витамин Е, стерины и др.). Выход 4—5 кг из 1 т ело-
вой лапки.
Водно-щелочной раствор промывают бензином при 65 °C,
подкисляют 15—20 %-ной серной кислотой и перемешивают. От-
стоявшуюся смолистую массу промывают бензином, отгоняют
бензин, омыляют смоляные и жирные кислоты щелочью, добав-
ляют горячую воду до влажности 40—50 % и получают с выхо-
дом 4—5 кг/т бальзамическую пасту, содержащую значительное
количество хлорофилла.
В качестве нерастворимого остатка при промывке смолистой
массы бензином получается хлорофиллин-сырец. Его очищают
и омыляют слабой щелочью. Образующийся раствор хлорофил-
лина натрия высушивают до пасты или до порошка. Выход хло-
рофиллина натрия всего лишь до 0,2 кг из 1 т еловой лапки, но
332
он содержит не менее 15 % производных хлорофилла (практи-
чески 20—30 % и даже больше) и является высокоценным пре-
паратом. Хлорофиллин натрия, провитаминный концентрат и
бальзамическая паста используются в производстве парфюмер-
но-косметических изделий.
Ценным производным хлорофилла является также феофитин.
Его получают при обработке хлорофилла кислотами, в резуль-
тате чего комплексно связанный атом магния, находящийся
в центре молекулы хлорофилла, замещается двумя атомами во-
дорода. Феофитин может найти важное применение в медицине.
Проэкстрагированную бензином лапку обрабатывают горя-
чей водой и из водного раствора вырабатывают лечебный хвой-
ный экстракт. Из отработанной лапки можно изготовить кормо-
вую муку.
Предложены также различные комбинированные способы,
например одновременная экстракция бензином и водой в перио-
дически действующем экстракторе дефлегмационно-ороситель-
ным способом. Пары бензина и воды конденсируются на дре-
весной зелени и экстрагируют из нее бензинорастворимые и
водорастворимые вещества. Экстракт разделяют и каждый ра-
створ перерабатывают, как описано выше. Такой процесс сокра-
щает общую продолжительность экстракции и несколько увели-
чивает выходы продукции.
Разработан способ экстракции хвойной лапки холодной во-
дой. Из экстракта высаливается белково-витаминный концен-
трат, а лапка перерабатывается на эфирные масла, хлорофил-
локаротиновую пасту и другие продукты. Другой способ
предусматривает экстракцию хвойной лапки холодным изопро-
пиловым спиртом с последующим разделением экстракта на
феофитин, белково- и пигментно-витаминный концентраты.
Изучается возможность получения хлорофиллина натрия и
других препаратов из древесной зелени лиственных пород. Ус-
тановлено, что препараты из древесной зелени ольхи не усту-
пают еловым.
13.3. Производство хвойно-витаминной муки
Древесная зелень по химическому составу сходна с травой,
но содержит меньше каротина. В расчете на сухую массу в хвое
содержится 6—12% протеина и нуклеиновых кислот, 70—80 %
углеводов. В состав протеина древесной зелени входят около
20 аминокислот, в том числе лизин, лейцин, изолейцин, валин и
другие незаменимые аминокислоты. Поэтому витаминная мука,
получаемая путем измельчения и высушивания древесной зе-
лени, является эффективной белково-витаминной добавкой
к корму для скота и птицы. По питательной ценности древесная
зелень сходна с пшеничной и ржаной соломой. Однако надо
иметь в виду, что древесная зелень в отличие от травы содер-
жит алкалоиды, смолистые и дубильные вещества, поэтому
333
4
Рис. 13.3. Технологическая схема производства хвойно-витаминной муки на
передвижной установке СХБП-0,1:
/ — отделитель древесной зелени; 2 — дробилка-измельчитель ДКУ-М; 3 — бункер; 4 —
задняя камера сушилки СЗПБ-2,0; 5 — барабан сушилки; 6 — передняя камера сушилки;
7 — вентилятор; 8 — выгрузочный люк; 9 — бункер-циклон; 10 — пнтатель-дозатор; 11 ~
дробилка-мельница для измельчения сухой хвои в муку; А — хвойная лапка; Б —
топливо; В — готовая продукция; Г — отвод дымовых газов
витаминная мука не является самостоятельным кормом и
должна лишь добавляться к корму, причем в меньшем количе-
стве, чем травяная мука.
Выработку витаминной муки производят как на передвиж-
ных установках, преимущественно типа СХБП-0,1, так и на ста-
ционарных, в основном АВМ-0,65.
Передвижная установка СХБП-0,1 устанавливается на трак-
торных санях. Ее производительность 0,1 т/ч готовой муки. Тех-
нологическая схема производства хвойно-витаминной муки на
этой установке (рис. 13.3) включает измельчение хвойной
лапки, отделенной от ветвей на дробилке ДКУ-М, скоростную
сушку в барабанной сушилке СЗПБ-2,0 и измельчение высушен-
ной массы в дробилке ДКУ-1,0. Подача измельченной лапки из
дробилки в бункер сырой зелени и готовой муки в бункер-цик-
лон производится в пневмоконвейерах потоком воздуха, а по-
дача лапки из бункера в сушильный барабан — винтом, вы-
грузка высушенной зелени из сушилки также винтом. Из
бункера-циклона мука выгружается через питатель-дозатор. Су-
шильный барабан имеет длину 4,6 м и диаметр 1 м, он враща-
ется на роликах со скоростью 6 мин-1.
Сушка измельченной лапки производится дымовыми газами,
подаваемыми из топки сушилки. Температура теплоносителя
250—300 °C (до 400 °C), продолжительность сушки около Юс,
конечная влажность около 10%. Барабан необходимо полнее
заполнять высушиваемой массой, частицы массы за время пре-
бывания в барабане не должны нагреваться выше 60—70 °C,
а температура отработанного теплоносителя должна быть в пре-
делах 75—80 °C. Такие условия сушки позволяют максимально
сохранить каротин в хвое.
Стационарная установка АВМ-0,65 рассчитана на выработку
650 т/год витаминной травяной муки. При переработке древес-
ной зелени производительность этой установки достигает
1000 т/год и более.
Установка (рис. 13.4) включает измельчитель древесной зе-
лени (КИК-1.4, «Волгарь-5» или ИПС-1,0), агрегат АВМ-0,65,
мешкозашивочную машину, весы, конвейеры и др.
Агрегат АВМ-0,65 состоит из подающего конвейера, аппара-
туры для сжигания дизельного топлива, вращающейся сушилки
барабанного типа, молотковой дробилки, бункера-циклона су-
хой массы и винтового устройства для подачи готовой муки
в мешки.
335
Рис. 13.4. Технологическая схема производства хвойно-витаминной муки на
стационарной установке АВМ-0,65:
1, 2, 3, 4, 6 — циклоны; 5 — пневмосортировщик; 7 — конвейер; 8 — гидроподъемник; 9 —
винтовой конвейер; 10 — емкость для топлива; // — вентилятор; /2 —конвейер; 13 — би-
тер; 14 — камера газификации; 15 — топка; 16 — направляющий желоб; 17 — сушильный
барабан; 18 — дисковый измельчитель; 19—молотковая мельница; 20 — выгрузочный виит
Температура теплоносителя (смесь продуктов сгорания топ-
лива с воздухом) летом 350 °C, зимой 400 °C. Продолжитель-
ность сушки мелких частиц несколько секунд. Конечная влаж-
ность муки около 10 %• Расход лапки до 3 т на 1 т муки.
Согласно ГОСТ 13797—84 витаминная мука из древесной
зелени подразделяется на сорта по содержанию каротина,
мг/кг: мука высшего сорта не менее 90, первого 75 и второго 60.
Содержание Сырой клетчатки должно быть соответственно не
более 30, 33 и 35 %.
Мука из лапки осенне-зимней заготовки имеет более высо-
кое качество, поскольку содержание каротина в хвое в этот пе-
риод значительно выше, чем в летний. В муке из свежей лапкн
содержание каротина выше, чем из отработанной (после от-
гонки эфирных масел).
Витаминную муку можно выпускать в гранулированном
виде, что повышает удобство ее применения и предотвращает
самовозгорание.
При хранении витаминной муки в тканевых мешках в тече-
ние месяца, а в бумажных или полиэтиленовых — в течение
двух месяцев допускается снижение содержания каротина не
более чем на 20%. При более длительном хранении муки ка-
ротин не учитывается.
336
Глава 14. ОЧИСТКА И ОБЕЗВРЕЖИВАНИЕ ПРОМЫШЛЕННЫХ
СТОКОВ И ГАЗОВЫХ ВЫБРОСОВ
В процессах производства лесохимических продуктов обра-
зуются различные сточные воды — отбросные воды ректифика-
ционных аппаратов, промывные, подсмольные и подскипидар-
ные воды и др. Все они объединяются общим названием про-
мышленных стоков (промстоков). Они подразделяются на
сильно загрязненные, частично загрязненные и условно чистые
воды.
К условно чистым водам относится охлаждающая вода от
теплообменных аппаратов, не содержащая вредных примесей
и используемая в основном повторно в виде оборотной воды.
Доля оборотной воды на лесохимических предприятиях доходит
до 90 % от общего количества стоков. К числу сточных вод от-
носятся также загрязненные хозяйственно-бытовые стоки и лив-
невые воды.
Особенно много сильно загрязненных стоков получается при
извлечении уксусной кислоты из жижки и при выработке эти-
лацетата (табл. 14.1). Они содержат кислоты, спирты, эфиры,
альдегиды и кетоны, смолистые вещества, соли металлов и др.
В меньших количествах загрязненные промышленные стоки об-
разуются в канифольно-скипидарном производстве.
На всех стадиях производства лесохимических продуктов об-
разуются также и газовые выбросы. Их количество и состав не
постоянны, так как зависят от многих причин. .
14.1. Очистка и обезвреживание промышленных стоков
Количество промышленных стоков и степень их загрязнен-
ности зависят от принятой схемы технологических процессов и
на различных заводах колеблются в весьма широких пределах.
В частности, при экстракции уксусной кислоты из жижки
этилацетатом загрязненность отбросной воды с эфироводного
14.1. Количество сточных вод, м3 на 1 т продукции
Продукция Стоки, подлежащие очистке Условно чистые воды
промыш- ленные хозяйст- веиио- бытовые всего
Уголь древесный Уксусная кислота: 0,5 1,5 2,0 59
техническая 28,0 5,7 33,7 596
пищевая 0,3 1,9 2,2 77
Древесно-спиртовые продукта! 1,0 0,3 1,3 25
Этилацетат . . ' 5,4 7,2 12,6 425
Бутил ацетат . 0,4 0,3 0,7 41
337
f
аппарата по ХПК при переработке неперегнанной жижки превы-
шает 70 тыс. мг/л, а при перегнанной жижке не более 13 тыс.
мг/л. Наименьшую загрязненность (не выше 5 тыс. мг/л) имеют
аналогичные стоки с азеотропных установок, использующих
в качестве антренера спиртовые масла или бутилацетат.
Часть отбросных вод используется повторно. Например, про-
мывная вода от скрубберов после трехкорпусного аппарата и
вода от вакуум-насосов может циркулировать в системе много-
кратно. Воду от эфироводных НДА в уксусно-кислотном произ-
водстве и частично в производстве ацетатных растворителей
применяют для промывки кубов; отбросную воду от регенера-
ции эфироводы нейтрализуют содой и используют для про-
мывки эфира-сырца и приготовления растворов соды. В произ-
водстве метанола до 40 % отбросной воды с НДА-I и НДА-П
после отстаивания идет на отмывку спиртовых масел, сиропку
метанола-сырца и растворителя-сырца.
При налаженной системе оборотного водоснабжения с испа-
рительно-охладительными устройствами (бассейном, градир-
ней) расход свежей воды (на подпитку) можно сократить до
10 °/о от оборотной, а общий расход снизить на 70 %. На одном
из заводов оборотное водоснабжение организовано при помощи
искусственного пруда. Нагретая условно чистая вода сбрасы-
вается в дальний конец пруда, зеркало которого рассчитано на
охлаждение воды до заданной температуры. В некоторых слу-
чаях расход охлаждающей воды можно снизить в 3—4 раза пу-
тем использования конденсаторов воздушного охлаждения, на-
пример, для конденсации паров сушки и отдувки щепы в кани-
фольно-экстракционном производстве.
Существенно уменьшить объем загрязненных промышлен-
ных стоков можно путем применения более совершенной техно-
логии на ряде предприятий.
Основными способами обезвреживания промышленных сто-
ков лесохимических предприятий являются их биохимическая
очистка, выпаривание и сжигание. Менее загрязненные про-
мышленные стоки отстаиваются, фильтруются, обрабатываются
химикатами, разбавляются оборотной или условно чистой водой
и направляются в биохимическую очистку. Наиболее загрязнен-
ные стоки, не поддающиеся очистке (например различные кубо-
вые остатки), выпаривают или сжигают в различных печах.
Биохимическая очистка сточных вод. Этот способ наиболее
распространен. Он предназначен для доочистки разбавленных
сточных вод перед спуском их в водоемы. Предварительная ме-
ханическая и химическая очистка стоков перед направлением
на биохимическую очистку обязательна, чтобы снизить общую их
загрязненность. После этого они смешиваются с менее загряз-
ненными промышленными стоками, хозяйственно-бытовыми и
фекальными водами, разбавляются возвратной водой до вели-
чины ХПК не более 1—2 тыс. мг/л, обогащаются содержащими
азот и фосфор питательными солями (растворами сульфата
338
аммония, диаммонийфосфата) и направляются в оросительно-
циркуляционные аэротенки.
Аэротенки соединены между собой последовательно, засе-
лены разнообразной аэробной микрофауной (активным илом),
усваивающей все органические вещества, включая и фенолы.
Секции аэротенков усиленно продуваются через сеть барботе-
ров воздухом из расчета 60 м3 на 1 м3 очищаемых вод.
Очищенные таким образом воды отделяются от отработан-
ного ила в отстойниках и идут на сброс в водоемы. Концентра-
ция взвешенных веществ в них составляет 40—50 мг/л, фенолов
0,02—0,1 мг/л и БПК20 20—33 мг/л. Степень очистки по БПКз
обычно 99—99,7 % и по летучим фенолам 96—99 %.
Недостатками описанной схемы являются неполнота очистки
и отсутствие стадии обеззараживания воды. Поэтому значи-
тельная часть этой воды используется повторно для разбавле-
ния промышленных стоков перед биохимической очисткой.
Комплексная очистка суммарных промышленных стоков.
Принципиальная схема комплексной очистки сточных вод, при-
годная для очистки стоков как пиролизных производств, так и
производства ацетатных растворителей (рис. 14.1), предусмат-
ривает стадии механической, химической и биологической
очистки.
Перед механической очисткой промышленные стоки от всех
аппаратов химического цеха, имеющие в среднем ХПК около
6 тыс. мг/л и БПК20 около 4,5 тыс. мг/л, направляются (безраз-
Лротстока Масла: Известь ХозЛь/тср/ош
X
4
Воздух
Смолы
Шлам
।
В отвал г-*—I
-«---- в
/У
Из5_ыт_оч_нь!^й_ ил_
^Раство_р_ солей
ВозЗратлз/й^
Пульпа
(песок)
10
В водоем
13
Т
Осадок //
I 12
Воздух
6Х+
9
" Г* _ _здух_
7
Рис. 14.1. Комплексная очистка суммарных промышленных стоков:
1 — смеситель; 2 — смолоотстойник; 3 — фильтр; 4 — нейтрализатор; 5 — шламоотстойиик;
6 — насос; 7 — песколовка; 8 — шламовая площадка; 9— преаэратор; 10— песковая
площадка; // — иловая площадка; /2 — двухъярусный отстойник; 13 — аэротенк; 14 —
вторичный отстойник; 15 — контактный резервуар
339
бавления их другими водами), через усреднительный смеси-
тель 1 барботажного типа, в смолоотстойники 2, где они нахо-
дятся 8 ч и более. Всплывающие при этом легкие смолистые ве-
щества отводятся через щелевые трубы-лотки. Накапливаю-
щийся на дне осадок тяжелых смол периодически удаляется при
помощи гидроэлеватора. Далее стоки пропускаются через кон-
тейнерные фильтры 3, заполненные древесными стружками или,
что хуже, древесным углем. Этими фильтрами улавливают тон-
коэмульгированные смолы и масла. Во избежание проскока
смолистых веществ скорость фильтрации не превышает 1,5 м/ч.
Затем промышленные стоки направляют на станцию нейтрали-
зации 4, где они смешиваются с 3—5 %-ным раствором извест-
кового молока в резервуарах-смесителях. Нейтрализованные
стоки перекачивают в шламоотстойники 5 для отстаивания в те-
чение 2—2,5 ч от известкового шлама и направляют в насосную
станцию 6. Шлам выгружается для обезвоживания на шламо-
вые площадки 8, с которых по мере накопления вывозится
в отвал.
Механическая очистка в сочетании с нейтрализацией позво-
ляет снизить загрязненность промышленных стоков по ХПК на
15—20%, БПК20 на 20—25, смолистым веществам на 70—80 и
летучим фенолам на 30 %.
Кроме промышленных стоков, в насосную станцию 6 посту-
пают хозяйственно-бытовые сточные воды, прошедшие предва-
рительную очистку от минеральных грубодисперсных примесей
в песколовках 7. Осадок из песколовок периодически выгружа-
ется в виде пульпы на песковые площадки 10 для подсушива-
ния. Смесь хозяйственно-бытовых и промышленных сточных вод
с ХПК 1000—1500 мг/л и БПКэ 600—1000 мг/л перекачивается
насосной станцией в преаэратор 9, где смешивается с избыточ-
ным активным илом при непрерывном барботировании сжатым
воздухом. Из преаэратора сточная вода поступает в двухъярус-
ные отстойники 12 для отстаивания от взвешенных веществ и
избыточного активного ила. Их смесь в виде осадка накапли-
вается в септических камерах отстойников, где подвергается
анаэробному сбраживанию. Сброженный осадок периодически
выпускается на иловые площадки И для подсушивания. Име-
ется также возможность его утилизации на сельскохозяйствен-
ных полях в качестве удобрения.
Из двухъярусных отстойников сточная вода направляется
в аэротенки 13, в которых осуществляется биохимическое окис-
ление растворенных органических примесей микроорганизмами
активного ила в присутствии необходимого количества раство-
ренного кислорода и биогенных веществ. Для этого в аэротенки
непрерывно подается воздух от насосно-воздуходувной станции
и раствор азотных и фосфорных удобрений из специально обо-
рудованного узла. Барботирование содержимого аэротенков
сжатым воздухом осуществляется через перфорированные
трубы с диаметром отверстий 3—4 мм.
340
При биохимическом окислении органических веществ сточ-
ных вод происходит образование СОг и НгО и синтез новой
биомассы. Это приводит к постоянному приросту активного ила.
Для поддержания заданной концентрации активного ила в аэро-
тенке на уровне 3 г/л по сухому веществу часть образующегося
ила выводится из системы.
Во вторичных отстойниках 14 происходит отстаивание очи-
щенной воды от хлопьев активного ила. Затем она поступает
в контактные резервуары 15, где происходит дополнительное от-
деление взвешенных веществ.
Дальнейшая доочистка стоков происходит в прудах с дном
и стенками из железобетона. Пруды имеют камеру предвари-
тельной аэрации (длительность ее 12 ч), две секции тонкослой-
ного отстоя, три последующие отделения для окисления (аэра-
ции) и емкость для возможного обеззараживания вод хлором.
Введение предварительной аэрации стоков облегчает последую-
щее отстаивание активного ила и способствует обогащению
среды кислородом.
После доочистки воды поступают в канал с высшими фор-
мами растительности и затем спускаются в реку.
Обезвоживание различных осадков (шлама, песка, ила) осу-
ществляется на открытых площадках. Расход на очистку 1 м3
вод: извести 3—4 кг, прочих химикатов 1,5—2 кг. Для приготов-
ления их растворов используется оборотная вода.
Из характеристики сточных вод химического цеха пиролиз-
ного предприятия на различных стадиях очистки (табл. 14.2)
следует, что при описанной комплексной схеме очистки показа-
тель ХПК и БПК20 кислых промышленных стоков (pH в сред-
нем 4,4) после механической и химической очистки снижается
на 30 %, а по смолистым веществам на 70 % и содержанию
взвешенных веществ на 84 %. Дальнейшая биоочистка смеси
14.2. Характеристика сточных вод химического цеха пиролизного
предприятии (средние данные)
Стадии очистки хпк, мг/л БПК2о, мг/л Взвешен- ные вещества, мг/л Смолы, мг/л Летучие фенолы, мг/л
Промышленные стоки до очистки 5950 4460 620 70 6
То же после механической и химической очистки 4170 3120 100 21 6
Смесь промышленных и хозяйственно-бытовых сто- ков перед биохимической очисткой 1910 1600 60 7 3,5
То же после биохимической очистки 300 15 50 — 0,14
То же после доочистки в пру- дах 120 10 10 — 0,07
341
14.3. Характеристика сточных вод канифольно-экстракционного
производства (в расчете на 1000 т осмола 20 ?Ф-ной влажности)
Стадия образования сточной воды Количе- ство, м3 Загрязненность, Загрязняющие компоненты
хпк, мг/л БПК20, мг/л
Конденсат паров сушки и отдувки 120 2 300 1 300 Бензин, органические кислоты
Уваривание канифоли 7,5 17 000 12 000 Терпеновые углеводо- роды, терпингидрат
Перегонка флотомасла 6 29 000 20 000 Терпингидрат, терпено- вые спирты
Сточная вода от вакуум- насосов 30 1 200 600 Бензин, канифольные масла
промышленных и хозяйственно-бытовых стоков снижает ХПК
на 84 %, а БПК20 на 91 %. После доочистки в прудах спускае-
мые в реку воды имеют БПК20 не более 10 мг/л, что вполне
приемлемо.
Сточные воды канифольно-экстракционного производства
также проходят биохимическую очистку. Промышленные стоки
этого производства содержат в растворенном и эмульгирован-
ном виде небольшие количества органических кислот, бензина,
скипидара, канифольных масел, канифоли. Их количество по-
казано в табл. 14.3. Предварительно эти стоки подвергаются
локальной очистке: стоки, получаемые на стадии экстракции и
при работе вакуум-насосов, отстаиваются в течение 8—12 ч,
после чего направляются на биоочистные сооружения, а стоки,
получаемые при уваривании канифоли и перегонке флотомасла,
предварительно очищаются от терпингидрата, как описано
в главе 10.
В канифольно-терпентинном производстве промышленных
стоков немного, 1—1,5 м3 на 1 т выработанной канифоли. Наи-
более загрязненные стоки образуются на стадиях отстаивания
терпентина, промывки терпентина и мытья бочек, ХПК этих вод
18—20 тыс. мг/л. Кислые воды после отстаивания терпентина
обрабатывают гашеной известью, что снижает их загрязнен-
ность в 2—3 раза в результате выпадения в осадок резинатов
кальция и сорбции других смолистых веществ на поверхности
гидроокиси кальция. Воды из флорентин канифолеварочных
колонн, содержащие терпеновые спирты и эмульгированный
скипидар, загрязнены меньше (ХПК 2—4 тыс. мг/л) и их ис-
пользуют повторно для приготовления раствора фосфорной кис-
лоты, промывки терпентина или для мытья бочек. Вследствие
этого объем сточных вод уменьшается, но общее количество
сбрасываемых загрязнений практически не изменяется. Исполь-
зование загрязняющих веществ сточных вод для получения до-
полнительной продукции описано в главе 9.
342
Рис. 14.2. Схема работы циклонных топок:
/ — отстойник стоков; 2 — угольный фильтр; 3 — насосы; 4 — турбовоздуходувка; 5 —
циклонная топка; 6 — боров; 7 —скруббер; 8 — приемник промывной воды; 9 — циркуля*
ционный насос
Сжигание промышленных стоков и отходов в печах. Для
обезвреживания суммарных кислых стоков уксусно-кислотного
и других производств используются горизонтальные или верти-
кальные цилиндрические стальные печи с циклонными топками.
Одна из действующих горизонтальных печей показана на
рис. 14.2. Топки печи футерованы внутри огнеупорным кирпи-
чом. Снаружи они охлаждаются воздухом, нагнетаемым в ко-
жух топки турбовоздуходувкой. При наружном диаметре 2,5 м
и длине 7,3 м печь обеспечивает обезвреживание в сутки до
65 м3 стоков, имеющих ХПК около 5 тыс. мг/л, при расходе
топливного газа 265 м3/м3.
Вначале стоки отстаиваются от грубых примесей (шлама),
очищаются от смолы и масел в древесно-угольных фильтрах и
затем повторно отстаиваются. После этого промышленные стоки
пропускают через второй угольный фильтр (содержание фено-
лов снижается до 70 мг/л) и насосом под давлением подают
в форсунки циклонной топки. Форсунки расположены под углом
к оси камеры сжигания и обеспечивают тонкое распыление сто-
ков. При температуре до 1050 °C, развиваемой в топке диффу-
зорными горелками, вмонтированными по периметру топки впе-
реди распылительных форсунок для воды, и избытке воздуха
происходит быстрое испарение распыляемой воды, разложение
и окисление органических веществ. Интенсивность этих процес-
сов обеспечивается вихревой структурой газовоздушного по-
тока. Продукты сгорания проходят в камеру дожигания с до-
полнительными газовыми горелками и форсунками для подачи
слабозагрязненных вод. Здесь температура газов снижается до
800 °C, они разбавляются в борове воздухом и с температурой
343
200 °C отсасываются в дымовую трубу через скруббер, орошае-
мый водой, циркулирующей в системе. Загрязненный уголь из
фильтров сжигают или вывозят в отвал.
В аналогичных циклонных топках сжигают стоки и без от-
деления от смол, но после нейтрализации их кальцинированной
содой в реакторах с мешалкой. Во избежание засмоления реак-
тор обогревается паром через рубашку, а емкости — через змее-
вики. Установка имеет трубчатые пароперегреватель и воздухо-
подогреватель, использующие теплоту топочного газа самой
печи.
Удельная нагрузка на 1 м3 объема циклонной печи в зависи-
мости от степени загрязненности стоков составляет 0,5—1,5 м3/ч
при расходе воздуха до 1,1 от расчетного по окисляемости сто-
ков. Теплоту отходящих газов можно использовать для получе-
ния технологического пара.
Сжигание промышленных стоков и смолистых отходов про-
изводится также в вертикальных шахтных печах. В качестве
топлива используется мазут, который подогревается при по-
мощи паровых змеевиков и нагнетается в форсунки топки.
В этих печах в отличие от горизонтальных циклонных топок
можно сжигать особо сильно загрязненные промышленные
стоки и отходы.
Накапливающийся в топках печей шлаковый плав солей и
золы периодически выгружается и идет в отвал (изыскиваются
14.4. Затраты на очистку промышленных стоков
Способ очистки Исходная ХПК, тыс. мг/л Затраты на 1 м3 Стоимость очистки, р уб/м3
топлива (мазут), кг электро- энергии, кВт- ч капиталь- ные вложения, тыс. р.
Сжигание в шахтной печи Не ог- рапи- чивает- ся 50—100 15 2 5-7
Сжигание в циклонной топке То же 300—500* 65 4,7 16—27
То же с предваритель- ным отделением смол Биохимическая очистка: 5 Газ (м3) 265 22 1,8 6
(после подготовки) неполная 10 Пар (тыс. кДж) 107 26 2,3 1,5
(разбавленных вод) полная 1—1,5 — 4-5 1 0,3—0,5
Доочистка в аэрируемых прудах (после биохими- ческой очистки) 0,2—0,3 0,1 0,1—0,2
* Или 210 м3 газа.
344
14.5. Предельно допустимые концентрации вредных веществ*
Вещество Концентрация
в воде водоемов, мг/л в воздухе рабочей зоны, мг/м3 в атмосфер- ном воздухе, мг/м3
Ангидрид:
малеиновый -— 1 —
сернистый — 10 0,5
Ацетон — 200 0,35
Ацетальдегид 0,2 5,0 0,01
Барий углекислый 4 0,5 —
Бензин-растворитель (в расчете на С) — 100 5
Бутилацетат 0,1 200 0,1
Камфара -— 3 —
Кислота:
масляная - — 10 0,01
муравьиная — > 1,0 —
серная — 1,0 0,3
уксусная у (0,01) 5 0,2
Ксилол — 50 —.
Метилацетат 0,1 100 0,07
Метилэтилкетоп 1 200 —
Медь (Си2+) 1,0 0,1 0,009
Пыль древесная — 6 —
Скипидар (в расчете на Q 0,2 300 2,0
Спирт: ч- “ '
аллиловый 0,1 ' 2 —
п, бутиловый 1,0 10 0,1
метиловый 3 ' 5 1,0
пропиловый 0,25 10 0,3
этиловый : : < — 1000 5
Окись углерода ; — 20 5
Едкие щелочи (NaOH) — 0,5 —
Фенол 0,001 0,3 0,01
Формальдегид 0,01 0,5 0,035
Фурфурол :• 1 10 0,05
Этилацетат 0,1 200 0,1
* По данным справочника «Предельно допустимые концентрации химиче-
ских веществ в окружающей среде». —Л.: Химия, 1985.
способы его использования). Отходящие газы печей почти не
содержат вредных примесей и выпускаются в атмосферу без
очистки. Показатели очистки сточных вод пиролизного пред-
приятия различными способами даны в табл. 14.4
Концентрация вредных примесей в воде водоемов не должна
превышать величин, приведенных в табл. 14.5. В случае их пре-
вышения необходимо очищенные сточные воды подвергнуть пов-
торной очистке или дополнительно разбавить оборотной водой.
В табл. 14.5 даны также ПДК вредных веществ в воздухе рабо-
чей зоны и в атмосферном воздухе.
345
14.2. Обезвреживание газовых выбросов
Отходящие газы от различных аппаратов лесохимических
производств содержат значительное количество паров летучих
веществ и подлежат очистке с целью предотвращения попада-
ния их в атмосферу и регенерации некоторых из них.
Газовые выбросы уксусно-кислотного производства. При из-
влечении уксусной кислоты из жижки экстракцией этилацета-
том наибольший унос паров летучих веществ через воздушники
происходит при регенерации экстрагента на эфирокислотном и
эфироводном аппаратах. Так, в пробах воздуха из общего воз-
душника этих аппаратов обнаружено 41 ±1 тыс. мг/м3 этилаце-
тата и до 4 тыс. мг/м3 спиртов (табл. 14.6). Во избежание
потерь этих веществ на большинстве заводов воздушники аппа-
ратов и емкостей экстракционной системы и этилацетатного от-
деления присоединяют к коллектору, связанному со скруббе-
ром, орошаемым кислой или оборотной водой. Воздушники от
ректификационных аппаратов также связаны с коллектором.
Промывная вода от скрубберов присоединяется к жижке.
Несмотря на такую промывку, суммарное содержание лету-
чих веществ в газах, отходящих из общего воздушника уксусно-
кислотного производства, превышает в среднем 4 тыс. мг/м3;
особенно много в них альдегидов и кетонов, а также этилаце-
тата. Однако вследствие того, что количество газов, выбрасы-
ваемых из общих воздушников, незначительно, заметного за-
грязнения атмосферы не происходит.
Газовые выбросы производства ацетатных растворителей.
В производстве этилацетата унос его через общий воздушник
составляет 24,7±9 тыс. мг/м3. Для снижения потерь продукции
на некоторых заводах все воздушники от аппаратов на каждой
стадии производства ацетатных растворителей выведены к от-
дельным коллекторам, присоединенным к оросительным скруб-
берам. При достаточном орошении скрубберов достигается хо-
рошая очистка газов. Весьма целесообразно применение холо-
дильных смесей в системе охлаждения дистиллятов.
14.6. Концентрация вредных веществ в газовых выбросах, мг/м3
(средние данные по Сявскому ЛХЗ)
Вещество Выбросы на стадии Выбросы из общих воздушников при производстве
этерифика- ции "регенерации ’экстрагентов уксусной кислоты этилацетата
Альдегиды -f- кетоны 41 541 1800 следы
Метанол 13 2 000 198 900
Метилформиат 29 16 437 1 000
Этанол 23 2 000 1000 900
Этилацетат 175 41 100 1100 24 700
346
Рис. 14.3. Очистка газов от разложения уксусно-кальциевого порошка:
1, 4 — насадочные скрубберы; 5, 6, 7, 8 — нейтрализаторы; 2, <3 — напорные баки; 9 —
бак раствора щелочи; 10 — бак раствора бисульфита; // — сборник промывной воды;
12, /4 — насосы; 13 — сборник раствора уксусной кислоты
Очистка газов от разложения уксусно-кальциевого порошка.
Неконденсирующиеся газы, отходящие от реактора для разло-
жения порошка, содержат пары органических кислот и других
легколетучих веществ, а также значительное количество SO2.
Система очистки этих газов, осуществленная на Дмитриевском
ЛХЗ, обеспечивает их обезвреживание с одновременной утили-
зацией ценных веществ, что является ступенью к созданию без-
отходной технологии.
Газы сначала противоточно-ступенчато промывают водой
в двух насадочных скрубберах 1 и 4, а затем просасывают их
через барботажные нейтрализаторы 5, 6, 7 и 8 (рис. 14.3). Про-
мывная вода из скруббера 4 циркулирует по системе: сборник
11 — насос, 12— напорный бак 3 до достижения кислотности
5—8 %, после чего ее перекачивают тем же насосом 12 в напор-
ный бак 2 для аналогичного циркуляционного орошения пер-
вого скруббера. В конечном счете из скруббера 1 стекает в сбор-
ник 13 уже 15—20 %-ная уксусная кислота, которую насосом 14
перекачивают в баки кислоты-сырца.
Растворимость SO2 в воде ограничена, поэтому большая
часть его проскакивает скрубберы и связывается лишь при бар-
ботаже газов через слой раствора каустика в нейтрализаторах.
В последний по ходу потока газов нейтрализатор 8 из бака 9
засасывают 15—18 %-ный раствор каустика. По системе трубо-
проводов при наличии вакуум-воздушников этот раствор перио-
дически, противоточно движению газов пропускается из послед-
347
него нейтрализатора в предыдущий и т. д., чем достигается пол-
ная нейтрализация свободной щелочи поглощаемым сернистым
ангидридом с образованием бисульфита натрия NaHSCh.
В конце процесса полученный в первом нейтрализаторе 5 гото-
вый раствор бисульфата натрия спускают в бак 10 как товар-
ный продукт. Обезвреженные описанным способом инертные
газы отсасывают из системы паровым эжектором и выпускают
в атмосферу.
Некоторое количество SO2 содержится и в газах, отходящих
через воздушники конденсаторов первой стадии ректификации
порошковой уксусной кислоты-сырца. Эти газы очищаются
тоже в системе скрубберов, орошаемых раствором каустиче-
ской соды.
Газовые выбросы канифольно-скипидарных производств.
В канифольно-терпентинном производстве воздушные выбросы
от аппаратов загрязнены парами скипидара, однако этих выб-
росов немного и их влияние на состояние атмосферы незначи-
тельно. Для очистки от скипидара воздух от воздушников про-
пускают через концевой холодильник, охлаждаемый большим
количеством речной или артезианской воды.
В канифольно-экстракционном производстве применяемая
схема очистки газовых выбросов обеспечивает одновременно и
сокращение количества сточных вод. По этой схеме оборотная
вода пропускается через холодильную машину и с температу-
рой 1—2 °C подается в насадочный скруббер, куда противото-
ком поступает воздух из системы воздушников. При охлажде-
нии воздуха происходит конденсация содержащихся в нем па-
ров бензина в виде очень мелких капель. Эти капли механи-
чески улавливаются водой, а промытый воздух с температурой
3—5 °C отводится в атмосферу. Промывная вода из скруббера
с температурой 8—10 °C поступает во флорентину, откуда вод-
ный слой самотеком стекает к вакуум-насосу. После вакуум-на-
соса вода собирается в сборник и затем насосом вновь подается
в холодильную машину. Далее цикл повторяется. Потери бен-
зина при этом определяются количеством отходящего воздуха,
его температурой и упругостью паров применяемого бензина.
Исчерпывающую очистку от паров бензина можно обеспечить,
если воздух дополнительно направить на скруббер, орошаемый
охлажденным соляровым маслом.
Адсорбционные методы для улавливания паров бензина
в канифольно-экстракционном производстве неприменимы, так
как в воздухе от воздушников, кроме бензина, содержатся
также терпеновые углеводороды, которые легко окисляются и
полимеризуются в порах, адсорбента.
Кроме предельно-допустимых концентраций вредных веществ
в атмосферном воздухе, предприятия должны руководствоваться
величинами предельно-допустимых выбросов в единицу времени
(ПДВ). Нормативы ПДВ утверждаются для каждого предпри-
ятия отдельно с таким расчетом, чтобы после смешения выбро-
348
сов с приземным слоем воздуха концентрация вредных веществ
в этом слое не превышала ПДК-
Помимо выбросов в атмосферу, вредные вещества могут по-
падать через неплотности в аппаратах и в воздух производ-
ственных помещений. Если их концентрация в воздухе рабочей
зоны превысит ПДК, условия труда станут неблагоприятными.
Поэтому содержание вредных веществ в воздухе рабочей зоны
должно систематически контролироваться.
Неблагоприятные условия труда могут возникать и при от-
клонении параметров, характеризующих микроклимат в рабо-
чей зоне, от допустимых величин, установленных ГОСТ
12.1.005—76. Этими параметрами являются температура, влаж-
ность и подвижность (скорость движения) воздуха.
При надлежащей герметизации и теплоизоляции аппара-
туры и эффективной работе вентиляционных систем воздух ра-
бочей зоны соответствует установленным санитарно-гигиениче-
ским требованиям. Например, в производстве этилацетата на
рабочем месте аппаратчиков обычно обнаруживается около
50 мг/м3 этилацетата, в производстве бутилацетата 50—85 мг/м3,
т. е. значительно ниже ПДК-
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Бронникова Г. В., Падерин В. Я-, Седельников А. И. Продукты на основе
канифоли и скипидара.— М.: ВНИПИЭИлеспром, 1984.— 60 с.
Генкин А. Э. Оборудование химических заводов.— М.: Высшая школа,
1970,—352 с.
Ковернинский И. Н. Основы технологии химической переработки древе-
сины.— М.: Лесная промышленность, 1984.— 184 с.
Левин Э. Д., Репях С. М. Переработка древесной зелени.— М.: Лесная
промышленность, 1984.— 120 с.
Подсочка леса/В. Я. Бондарев, А. А. Высоцкий, Я. Г. Дрочнев и др.—
М.: Лесная промышленность, 1975.— 232 с.
Санников Ю. Г., Смоленский А. А., Карасев В. П. Таксация смолистой
древесины н технология ее заготовки.— М.: Лесная промышленность, 1987.—
224 с.
Скворцова О. В. Качество лесохимической продукции.— М.: Лесная про-
мышленность, 1987.— 96 с.
Сластников И. И., Бедрин А, К. Совершенствование канифольно-экстрак-
ционного производства.— М.: ВНИПИЭИлеспром, 1985.— 52 с.
Справочник лесохимика/С. В. Чудинов, А. Н. Трофимов, М. И. Глуха-
рева и др.— М.: Лесная промышленность, 1987.— 272 с.
Чащин А. М., Глухарева М. И. Производство ацетатных растворите-
лей в лесохимической промышленности.— М.: Лесная промышленность, 1984.—
240 с.
Шабуров М. А. Совершенствование производства пищевой уксусной кис-
лоты.— М.: ВНИПИЭИлеспром, 1984.— 48 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматизация производственных
процессов 73, 265, 292
Аддукты 301, 304
Азеотропные смеси 90, 101, 106, 125,
139,244,252
Антренер 85, 91, 100, 108
Аппарат
— выпарной многокорпусный 23, 33,
84, 111
— высшекислотный 100
— дрожжерастильный 31
— • для пиролиза древесины 47, 55, 60,
67
— для разложения порошка 95, 114
— для уваривания канифоли 218
— контактный 145
— обесспнртовывающий 83, НО
— пенный 72
— ректификационный 115
— эссенционный 103, 105
— этерификационный 125, 131, 134
— эфироводный 114
— эфирокислотный 114
Аэротенки 339
Бальзам пихтовый 183
Барда 30, 33, 37
Баррас 181, 189
Бензин-растворитель 250
Бета-ситостерин 289
Бетононасос 212
Борнеол 319, 320
Борнилацетат 320
Бражка 30, 33, 174
Брикеты 79
Брожение спиртовое 29 ' -
Бутилацетат 93, 124, 131
Вар простилочный 166
Водоснабжение оборотное 338
Воды сточные 105, 140, 151,Г 162,
209, 259, 287, 319, 337
Выбросы газовые 346
Газ защитный 293
Газогенераторы 44
Гидролиз древесины 34 , -
Гидромодуль 19
Гранулирование 157, 306, 336
Дегидратор 318 • ' ;
Деготь 76, 163
Динил 262
Диффузия смолистых веществ .232
Дозатор для розлива канифоли 223
Древесина
— влажность абсолютная и относи-
тельная 9
— для пиролиза 50
— для целлюлозного производства 17
— защитная обработка 41
— масса 1 м3 10
— плотность 9
— сушка 11, 52, 58, 63, 70
Дробилка для щепы 271
Дрожжи
— белковые кормовые 30, 174
— засевные 31
— спиртообразующие 29
Друк-фильтр 202
Живица
— добыча 169
351
— осветление 204
— отстаивание 192, 201
— очистка 190, 200
— плавление 202
•—плотность 192
— хранение 199
Жижка
— обессмоливание 83
— обесспиртовывание 82
—-переработка азеотропным спосо-
бом 91
— то же порошковым 94
— то же экстракционным 85
—состав 51
Зелень древесная 326
Изоборнеол 318
Изоборнилформиат 316
Изомеризатор 315,322 : .
Ил активный 340 - . ,
Ингибитор 159, 163
Инокулятор 31
Испарители тонкопленочные 263, 276,
294
Казан 76
Камеди 13, 46
Камфара 312
Камфен 315
Канифоль
— гидрированная 303
—Диспропорционированная 303
— живичная 204, 209
— модифицированная 262, 302
— полимеризованная 302
— талловая 292
— экстракционная 255, 260
— то же дистиллированная 264
— то же осветленная 261
— ЭМ-3 306
— ЭМО 304
352
Карбюризатор 79
Катализатор
— алюмосиликатный 322
—-карбонат меди основной 318
— катионит 135
— медно-никелевый 319, 321
— окнсный 151
— палладированный уголь 303
— серебряный 143
— титановый 315, 322
Катамин 207
Кислоты
— жирные талловые 293, 295
— лигносульфоновые 207
— смоляные 299
— то же талловые 291, 294
—уксусная ледяная 96
— то же пищевая 101, 104
— то же техническая 97, 98, 100, 103
Клей-паста 304
Клейпековый 297
Клей-расплав 301, 309
Клей укрепленный 304, 305
Колонны вихревые 117, 139
Колонны канифолеварочные 205, 218
Конверсия 146, 148, 151
Конвейер винтовой для живицы 214
Константа равновесия 124
Концентрат
— барды, бражки 30, 207
— провитаминный 332
—фенольный 167
Котлы варочные 19, 21, 22
Коэффициент распределения 87, 88,
91
Креолин 165, 298
Крепитель литейный 79, 163, 165,
169, 298
Кристаллизация канифоли 196, 206
Лак
— древесно-смоляной 154
терпеноколлоксилиновый 332 .
Лигносульфонаты 33, 207, 210
Липиды 330
Масла
— древесно-смоляные 159, 165
— древесно-спиртовые 83, 91, 106
— пихтовое 320, 328
— сосновое синтетическое 324
— сосновое флотационное 258, 260
— талловое 285, 289
— хвойно-эфирное 328
— эфирное тяжелое (ТЭМ.) 330
Материалы для изготовления аппа-
ратуры 121, 151, 224, 277
Машины рубительные 18, 238, 267
Метанол 83, 108, 143
Мисцелла 240, 253, 330
Мука хвойно-витаминная 333
Мыло канифольное 46
Мыло сульфатное 23, 282
Огнепреградитель 121, 146, 149, 230.
278, 318
Одорант 312
Октофор 261, 303, 304, 306
Окшара 94
Осмол
— заготовка 185, 189
— измельчение 238
— очистка 237
— созревание 183
Осмолоподсочка 189
Охладитель канифоли 223 ,
Параформ 142
Паста
— бальзамическая 332
- - хлорофиллокаротиновая 330
Пек
— древесно-смоляной 157, 161, 165
— талловый 297
Пектол 298
Перколяция 35
Печи
— для сжигания промстоков 343
— -трубчатые для разгонки смолы 160
— углевыжигательные 55
Пинен 259, 311, 313
Плавильники для живицы 202, 215
Пластификатор древесно-смоляной
163
Подсочка
— виды, разновидности 174
— правила 176
— способы 170
Пожаро- и взрывобезопасность про-
изводства 72, 81, 120, 123, 146, 229,
278, 280, 325
Полимеризатор 322
Полимеры терпенов 255, 259, 322
Понизитель вязкости 166
Порошок уксусно-кальциевый 60, 94,
163
Предельно допустимые концентрации
вредных веществ 345
Пределы этерификации 124
Препараты коптильные 79
Разгонка смолы 155 .......
Растворители
— ацетатные 124
— для извлечения смолистых 235, 250
— для переработки древесной зелени
332
— для уксусно-кислотного производ-
ства 86
— древесно-спиртовые 109 .
— окситерпеновый 321
Расчет
— канифолеварочной колонны 225
— поверхности теплообмена 119
•Ж
— расхода пара на отгонку скипида-
ра 196
— скорости отстаивания терпентина
193
— сушилки для чурки 70
— химических потерь в производстве
формалина 152
— числа ступеней экстракции уксус-
ной кислоты 113
— числа тарелок в колонне 117
Резинаты 300, 311
Ректификация
— бутилацетата 138
— камфары и полупродуктов ее про-
изводства 315, 319
— метанола-сырца 106
— скипидара 257, 313 '
— таллового масла 289
— уксусной кислоты 96
— этилацетата 129 *
Реторты для пиролиза древесййй 43,
60, 67, 76
Розлив канифоли 206, 223
• \
Самовозгорание 54, 75, 80, 121, 229,
252, 278, 287, 325, 336
Серка еловая 183
Скипидар
— живичный лиственничный 210
— то же сосновый 196, 205, 209, 311
— обеспиненный 259, 313, 321
— сульфатный 19, 312
— сульфитный 24
— экстракционный 253, 258
Смола
— абиетиновая 279
— древесная кубовая 85
— то же легкая 60
— то же модифицированная 154
— то же отстойная 51, 77, 83, 153
— то же растворимая 51, 77, 153, 163,
166
— то же связующее для грануляции
угля 166
— то же сосновая 76
— то же тяжелая 60
— то же уваренная 156
— то же экстракционная 153, 167
— канифольно-малеиновая 301, 309
— канифольно-фумаровая 301
— карбамидная 142
— КМ 309
— КЭМОН 306
— нейтральная воздухововлекающая
279
—нейтральная лиственничная 211
— окситерпеновая 321
— политерпеновая 322
— терпенофенольная 323
Смоловыделение 171
Смолообразование 171
Смолопродуктивность 173 '
Соли питательные 28, 31, 37, 338
Спиртодрожжевое производство 29,
37
Спирты терпеновые 259, 323
Термоклеи 309 " ‘
Терпентин 190, 192
Терпингидрат 259, 323
Терпинеол 259, 323
Топка-генератор 76
Требования к качеству
— бутилацетата 141
— древесной зелени 328
— дрожжей 33
— живицы 182
—ингибитора 164
— камфары 320, 321
— канифоли 209, 260, 292 ' ' ‘
— карбюризатора 80 ’
— кислот жирных талловых 293 ‘
354
—кислоты уксусной 105
— масла пихтового 329
— то же соснового 260, 325
— таллового 288
— муки хвойно-витаминной 336 -
— осмола 188
— пасты хлорофиллокаротиновой 332
— скипидара 209, 260
— смолы абиетиновой 281 ;
— то же нейтральной воздухововле-
кающей 282
— то же окситерпеновой 321
— то же связующей для грануляции
угля 166
— угля древесного 55
— формалина 148
• —этилацетата 141
• — эфиров канифоли 308
Углерод летучий, нелетучий 53
Углетушильники 61, 64
Уголь древесный
— активный 80, 240
— брикетированный 79
— окисленный 81
— стабилизированный 54, 75
Уротропин 142
Феофитин 333
Фильтр-пресс 201
Фитостерин 289, 298
Формалин 142
Фурфурол 38
Хаки 179
Хвоеотделители 326
Хлорофилл 326
Хлорофиллин 332
Щелок
—сульфатный 18
— сульфитный 24, 28 "
— черный 23, 282
Щелочь активная 19
. ’ 1
Экстракт
— дубильный 46
— лечебный хвойный 329
Экстрактор для извлечения
— биологически активных веществ
330
— смолистых веществ 272, 274, 275
— уксусной кислоты II2
Элеватор цепной для живицы 198,
214
Экстрагент — см. растворители
Элканы 309
Этилацетат 125
Эфиры
— канифоли 300, 306, 309
— уксусной кислоты и ее гомологов
124, 140
ОГЛАВЛЕНИЕ
Предисловие...........................................•............ 3
Введение............................................................4
Глава 1. Физические и химические свойства древесины ...... 6
1.1. Строение древесины....................................1 . 6
1.2. Физические свойства древесины..............................9
1.3. Химический состав древесины...........................: 12
Глава 2. Основные направления химического использования древесины 15
2.1. Целлюлозно-бумажное производство..........................16
2.2. Переработка сульфитных щелоков............................28
2.3. Гидролизное производство..................................34
2.4. Производство древесных плит и пластиков...................39
2.5. Термическое разложение древесины..........................42
2.6. Использование экстрактивных веществ древесины.............45
Глава 3. Пиролизное производство...................................47
3.1. Сырье для пиролизного производства........................48
3.2. Первичные продукты пиролиза древесины.....................50
3.3. Углевыжигательные печи....................................55
3.4. Тоннельные вагонные реторты . ............................60
3.5. Вертикальные циркуляционные шахтные реторты...............67
3.6. Энергохимическая переработка древесины в топках-генераторах 76
3.7. Переработка древесного угля . .....................79
Глава 4. Уксусно-кислотное производство . ;........................82
4.1. Обесспиртовывание жижки...................................82
4.2. Обессмоливание жижки......................................83
4.3. Извлечение уксусной кислоты из жнжки......................85
4.4. Очистка и ректификация уксусной кислоты-сырца.............96
4.5. Очистка и переработка метанола-сырца ....................106
4.6. Оборудование уксусно-кислотного производства.............109
Г л а в а 5. Производство ацетатных растворителей.................124
5.1. Производство этилацетата . ..............................125
5.2. Производство бутилацетата................................131
Глава 6. Формалиновое производство................................142
6.1. Формальдегид и его свойства..............................142
6.2. Производство формалина из метанола.......................143
Глава 7. Переработка древесных смол...............................153
7.1. Модификация древесных смол...............................154
7.2. Смолоперегонное производство.............................155
7.3. Производство понизителя вязкости из растворимых смол . . .166
Глава 8. Сырье для канифольно-скипидарных производств.............169
8.1. Живица . : . :..................................... 169
8.2. Осмол . .............................................. 183
356
Глава 9. Канифольно-терпентинное производство......................189
9.1. Основные положения переработки живицы.....................190
9.2. Технология переработки живицы.............................198
9.3. Оборудование канифольно-терпентннного производства . . . .211
Глава 10. Канифольно-экстракционное производство...................230
10.1. Основные закономерности извлечения смолистых веществ из ос-
мола ..........................................................231
10.2. Технология канифольно-экстракционного производства .... 236
10.3. Оборудование канифольно-экстракционного производства . . . 267
10.4. Переработка еловой серки . : :........................ . 279
Глава 11. Производство талловых продуктов..........................282
11.1. Сбор сульфатного мыла................................. 282
11.2. Получение сырого таллового масла . :.....................285
11.3. Ректификация сырого таллового масла......................289
Глава 12. Переработка канифоли и скипидара.........................298
12.1. Химическая переработка канифоли..........................298
12.2, Химическая переработка скипидара....................... 311
Глава 13. Использование древесной зелени......................... 326
13.1. Производство хвойно-эфирных масел........................328
13.2. Производство биологически активных препаратов............330
13.3. Производство хвойно-витаминной муки......................333
Глава 14. Очистка и обезвреживание промышленных стоков и газовых
выбросов...........................................................337
14.1. Очистка и обезвреживание промышленных стоков.............337
14.2. Обезвреживание газовых выбросов..........................346
Список рекомендуемой литературы................................... 350
Предметный указатель...............................................351