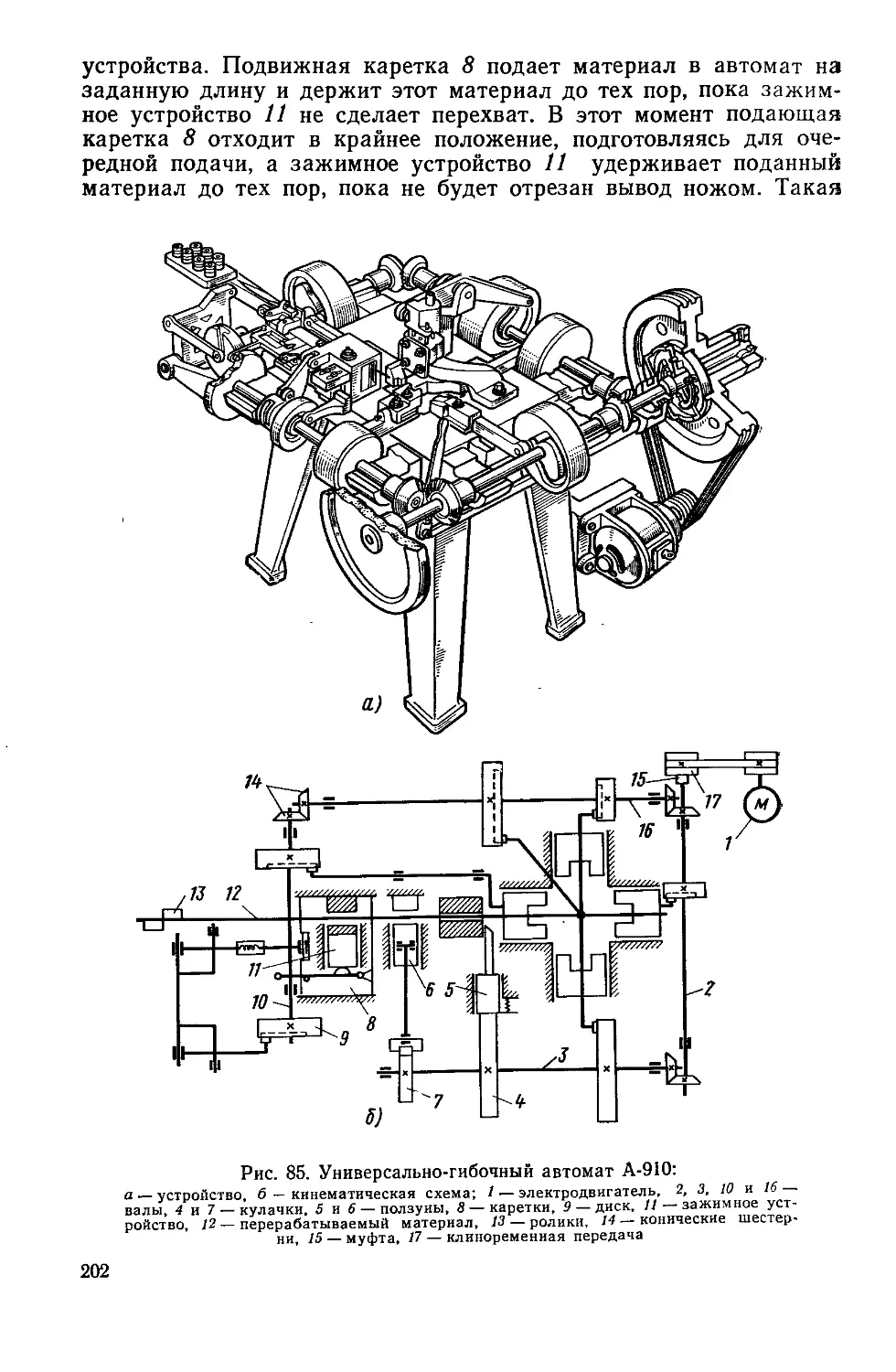
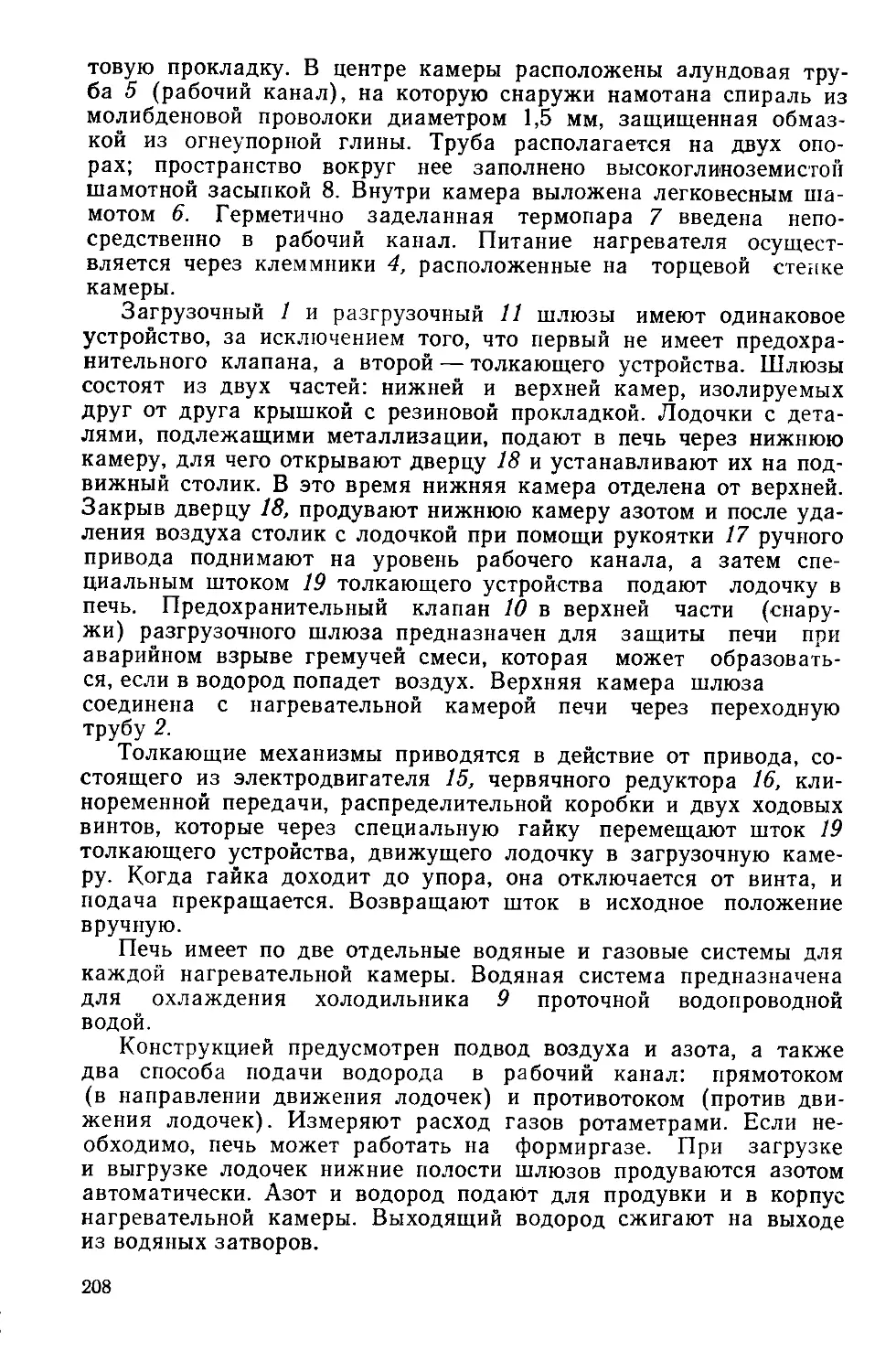
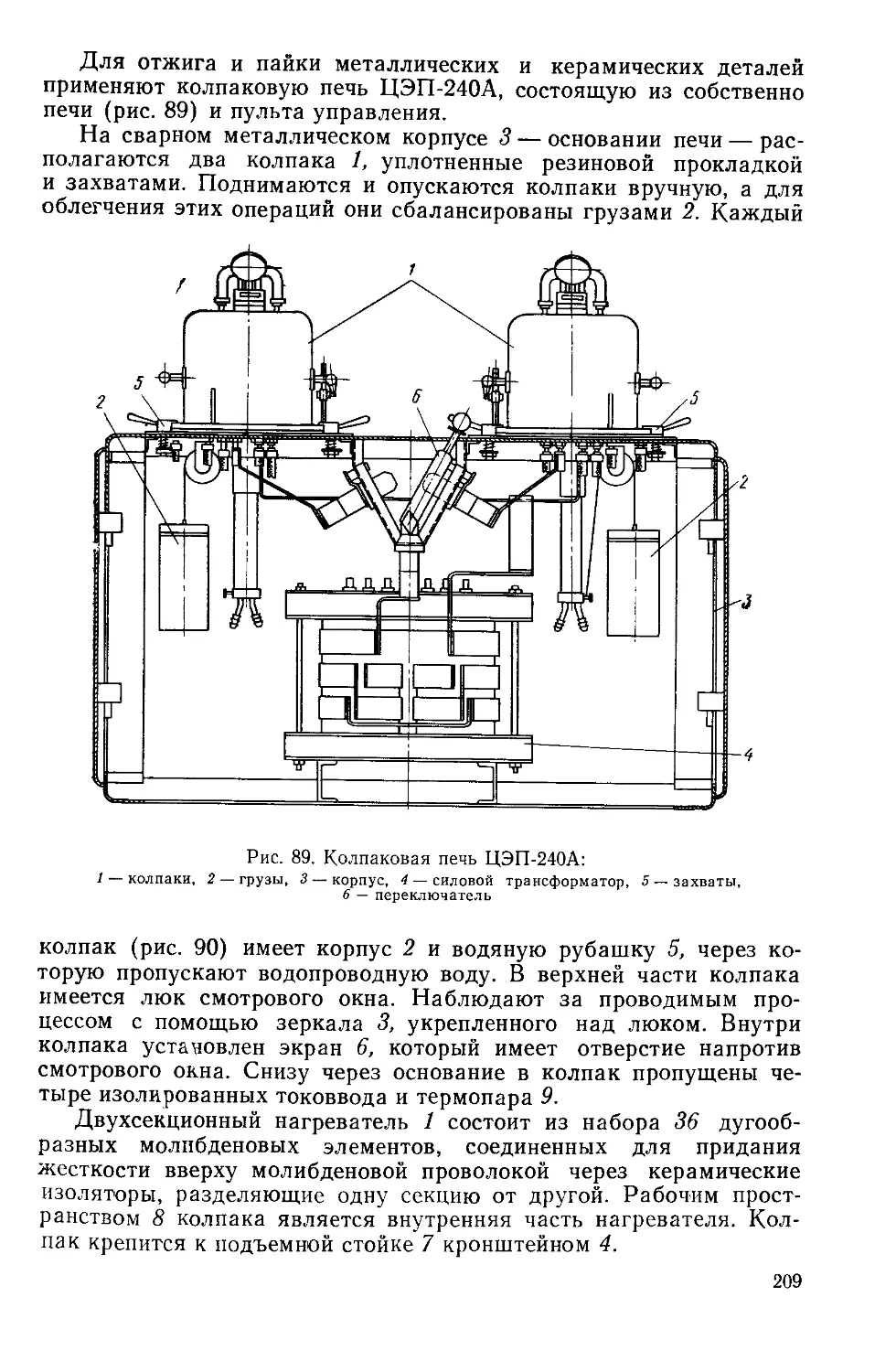
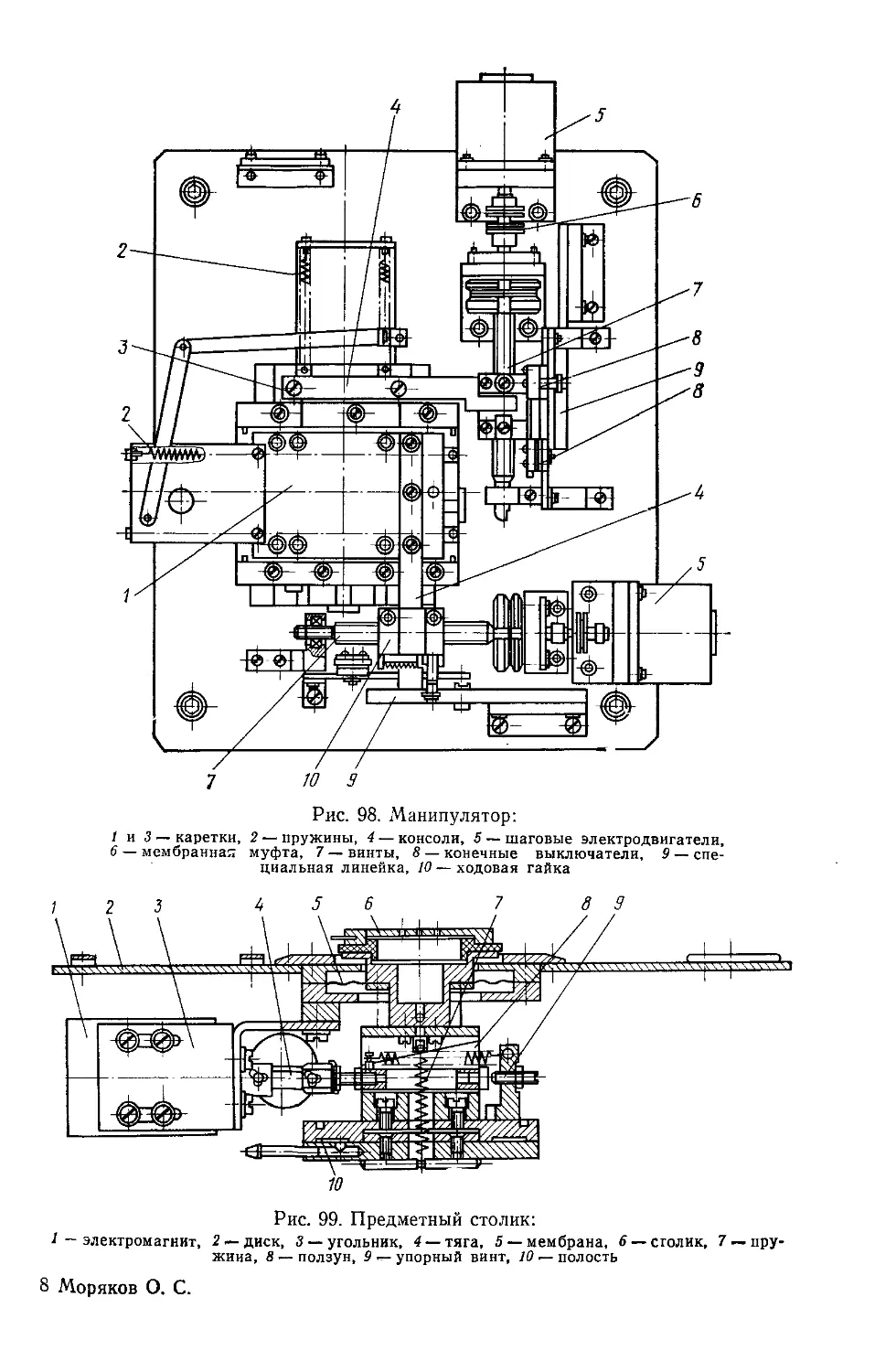
/





























































































































































































































































































Текст
С2Г JrU
И to
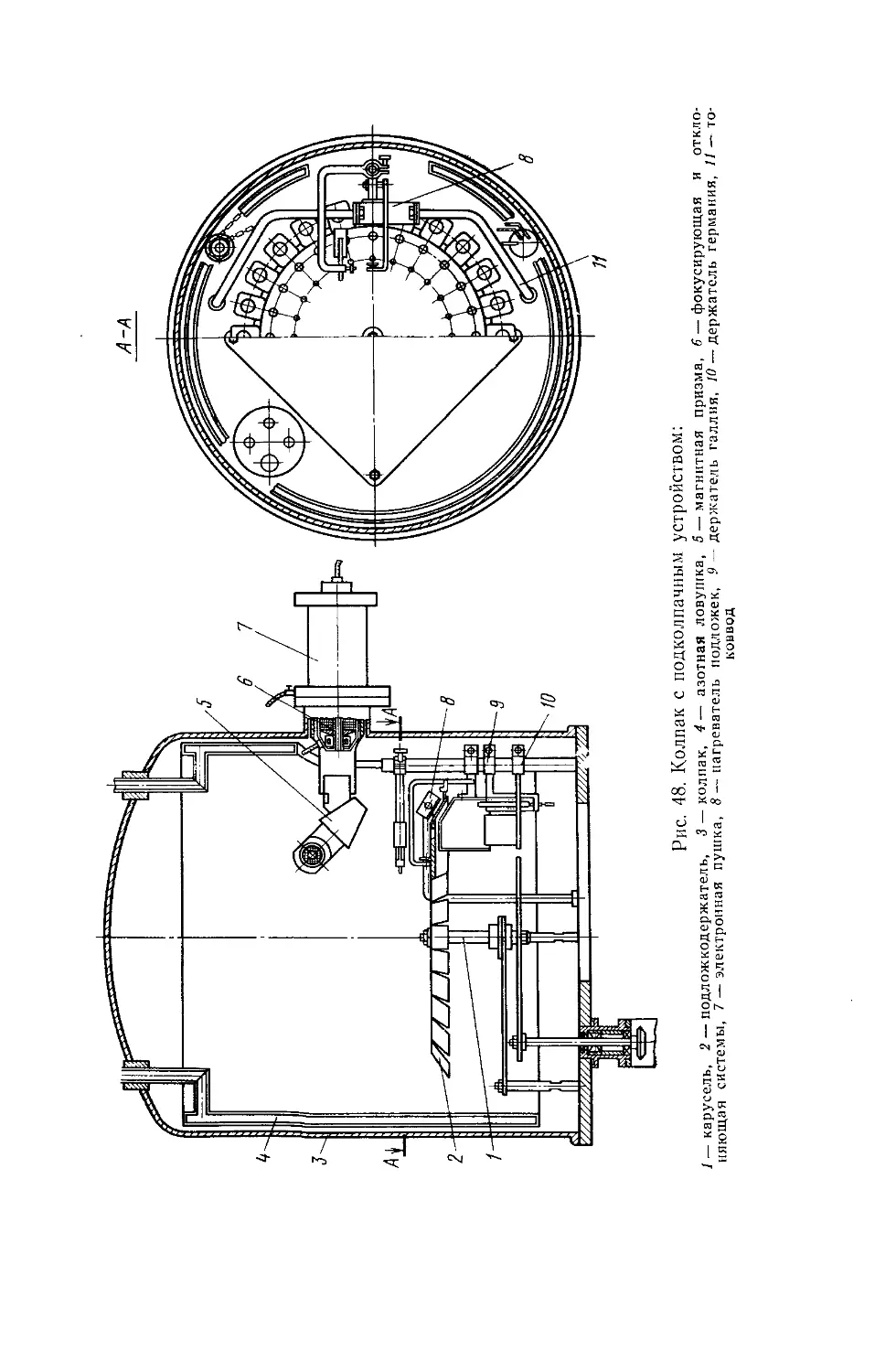
О. С. МОРЯКОВ
УСТРОЙСТВО
И НАЛАДКА
ОБОРУДОВАНИЯ
ПОЛУПРОВОДНИКОВОГО
ПРОИЗВОДСТВА
ИЗДАНИЕ ВТОРОЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Одобрено Ученым советом при Го-
сударственном комитете Совета Ми-
нистров СССР по профессионально-
„ техническому образованию в качест-
ве учебника для средних профессио-
>-технических училищ
9J?
МОСКВА «ВЫСШАЯ ШКОЛА» 1976
6Ф0.32
М79
Со всеми замечаниями и предложениями просим
обращаться по адресу: Москва, К.-51, Неглинная ул.,
29114, издательство «Высшая школа».
Моряков О. С.,
М79 Устройство и наладка оборудования полу-
проводникового производства. Учебник для
средн, проф.-техн. училищ, изд. 2-е, перераб.
и доп. М., «Высш, школа», 1976.
319 с. с ил.
В книге приведены основные сведения о технологическом
процессе производства полупроводниковых приборов, описаны
устройство, принцип действия, правила эксплуатации и налад-
ки, а также даны технические характеристики технологического
оборудования.
Второе издание переработано и дополнено описанием обо-
рудования для элнонной технологии и изготовления корпусов,
а также сведениями об оптических и терморегулирующих при-
борах; кроме того, в книге приведено новое оборудование, пред-
назначенное для шлифовки полупроводников, вакуумного напы-
ления, наращивания эпитаксиальных пленок, присоединения кри-
сталлов и электродных выводов.
м
30407—084
052(01)—76
6Ф0.32
©ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА», 1976
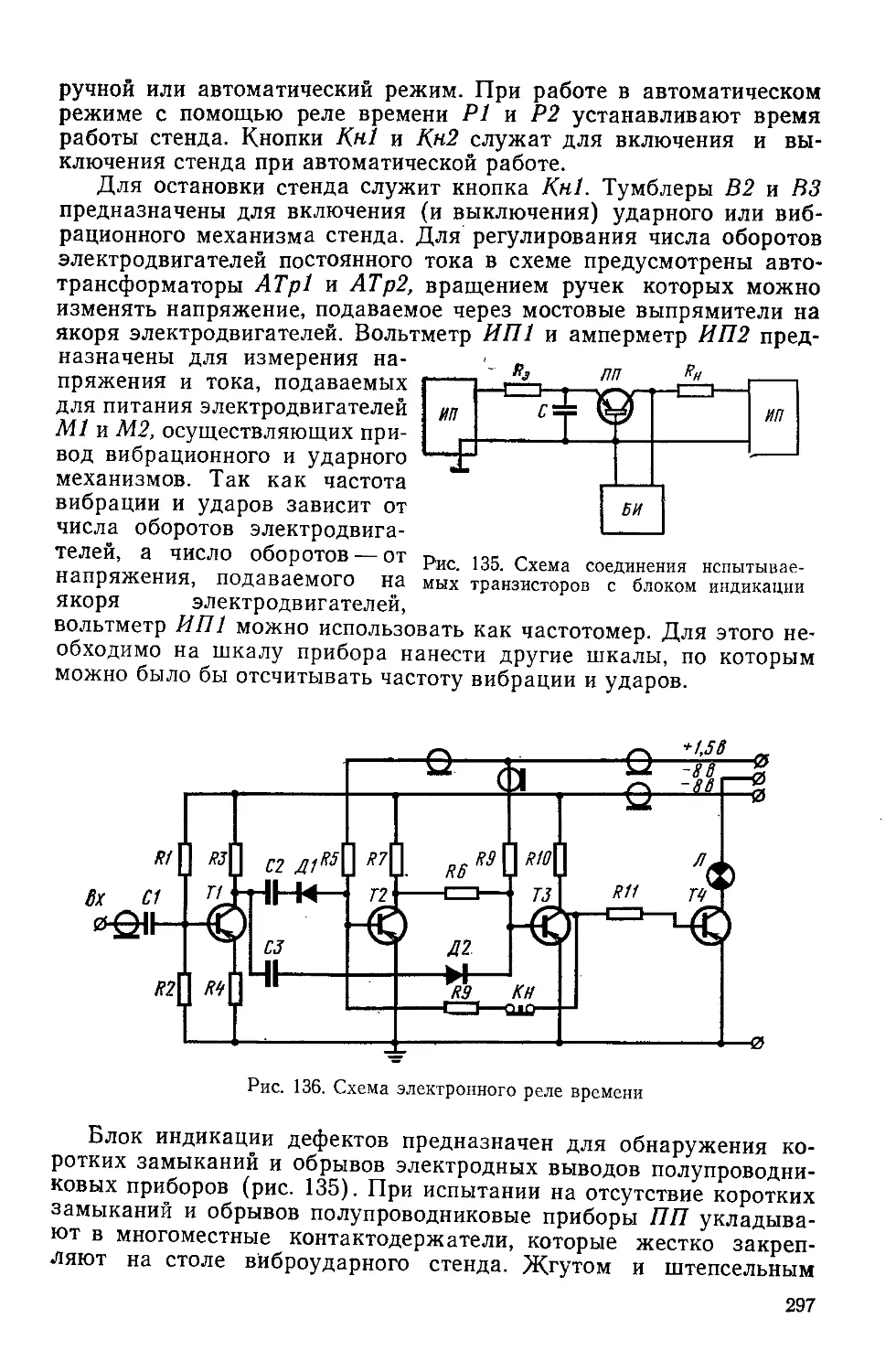
Введение
Обычно производство полупроводниковых приборов сравнивают
с производством часов, характеризуя тем самым малые размеры
деталей приборов и их высокую точность. Однако уровень произ-
водства полупроводниковых приборов и интегральных схем в на-
стоящее время таков, что механические часы нельзя сравнивать
как по точности, так и по миниатюризации с этими приборами.
Электронные часы, или, точнее, электронные приборы точного вре-
мени (ЭПТВ) — последнее достижение полупроводниковой техни-
ки. Электронные часы имеют высокую точность полупроводниковых
элементов (размеры некоторых из них составляют доли микрона)
и большую плотность (несколько сотен тысяч на 1 см2).
Естественно, что для массового производства полупроводнико-
вых приборов и интегральных схем необходимо специальное обо-
рудование, которое по своим характеристикам превосходит имею-
щееся, например, в общем машиностроении. Если два десятка лет
назад в период становления полупроводниковое производство мог-
ло использовать оборудование родственных производств (в основ-
ном электровакуумного), то в настоящее время появилась новая
отрасль — полупроводниковое машиностроение.
Полупроводниковое машиностроение отличается спецификой
конструкций, способствующих поддержанию производственной
гигиены, прецизионной точностью и большим разнообразием (по-
лупроводниковая техника использует ряд процессов из других об-
ластей техники), высоким уровнем механизации и автоматизации,
а также значительным насыщением оборудования электронными
устройствами.
Примерами такого оборудования могут служить термические
установки, в которых точность поддержания температуры в рабо-
чей зоне длиной 400 мм в течение длительного времени составляет
±0,5° С, установки совмещения фотошаблона с полупроводнико-
вой пластиной, обеспечивающие точность ± 1 мкм, автоматы для
сортировки кристаллов по толщине, разбраковывающие кристаллы
с точностью до 1 мкм, и др. Кроме отдельных установок в произ-
водстве полупроводниковых приборов широко применяют специа-
лизированные агрегаты, предназначенные для выполнения процес-
сов фотолитографии, травления, финишной очистки, значительно
повышающие производительность труда.
3
Весь комплекс технологического оборудования, предназначен-
ный для производства полупроводниковых приборов, можно раз-
делить на десять основных групп: оборудование для входного
контроля исходных материалов, обработки полупроводников, соз-
дания электронно-дырочных переходов и получения невыпрямляю-
ших контаков, изготовления корпусов, сборки приборов, измерения
их параметров, испытания и выполнения заключительных опера-
ций, а также вспомогательное оборудование для получения чистых
газов, воды, химических реактивов и изготовления фотошаблонов.
Высокая точность, малые размеры и массовость производства
полупроводниковых приборов привели к механизации и автомати-
зации наиболее трудоемких процессов и созданию высокопроизво-
дительных полуавтоматических и автоматических установок и аг-
регатов. На механизированных сборочных установках собирают
планарные кремниевые транзисторы, используя трехслойную пер-
форированную ленту, плакированную золотом. При сборке на
перфорированную ленту автоматически монтируются кристаллы
с электронно-дырочными переходами, к которым методом термо-
компрессии присоединяются электродные выводы, и выполняются
другие операции. Кроме того, в полупроводниковом производстве
широко используются механизированные агрегаты фотолитогра-
фии, травления и финишной отмывки, значительно повышающие
производительность труда.
Планами десятой пятилетки предусматривается дальнейшее раз-
витие полупроводникового машиностроения и техническое перево-
оружение всех отраслей народного хозяйства, в том числе и элек-
тронной промышленности, а также значительное улучшение каче-
ства выпускаемого оборудования и приборов, повышение их
технического уровня, производительности и надежности. Особое
внимание уделяется разработке и внедрению оборудования для
принципиально новых технологических процессов, на базе которых
постоянно развивается производство полупроводниковых приборов.
Разнообразие типов и назначений оборудования полупровод-
никового производства и обеспечение его нормальной работы тре-
буют квалифицированного обслуживания и качественной наладки.
Наладчик оборудования полупроводникового производства должен
знать устройство, принцип действия, порядок работы и наладки
обслуживаемых установок, а также технологический процесс изго-
товления изделий на данном виде оборудования. Кроме того, на-
ладчик должен уметь быстро и качественно налаживать, настраи-
вать и регулировать обслуживаемые установки, а также выполнять
профилактический осмотр, мелкий и средний ремонты. Выполнив
наладку, наладчик обязан обучить рабочих рациональным прие-
мам труда и познакомить их с режимами работы оборудования.
В настоящем учебном пособии материал расположен в соответ-
ствии с технологическим процессом производства полупроводни-
ковых приборов. В книге описано оборудование, прошедшее про-
изводственное опробование и получившее высокую оценку.
Глава первая
ОБЩИЕ СВЕДЕНИЯ
ОБ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ
§ 1. Сведения о производственной гигиене
Производство надежных и долговечных полупроводниковых
приборов, даже при правильно выбранной технологии, немыслимо
без соблюдения производственной гигиены, под которой понимают
комплекс мероприятий, обеспечивающих защиту элементов и дета-
лей приборов от всевозможных загрязнений. Кристаллы с элек-
тронно-дырочными переходами, составляющие основу полупровод-
никовых приборов, особенно чувствительны к попаданию на них
влаги, кислот, щелочей и других веществ, которые резко ухудшают
параметры приборов. Взаимодействуя с парами воды, эти вещест-
ва образуют подвижные заряды-ионы, переносящие ток через пе-
реход и нарушающие нормальную работу прибора, особенно после
его разогрева.
Чтобы обеспечить выполнение требований производственной ги-
гиены, необходимо правильно выбрать район расположения пред-
приятия, конструкцию здания, размещение цехов, обеспечить
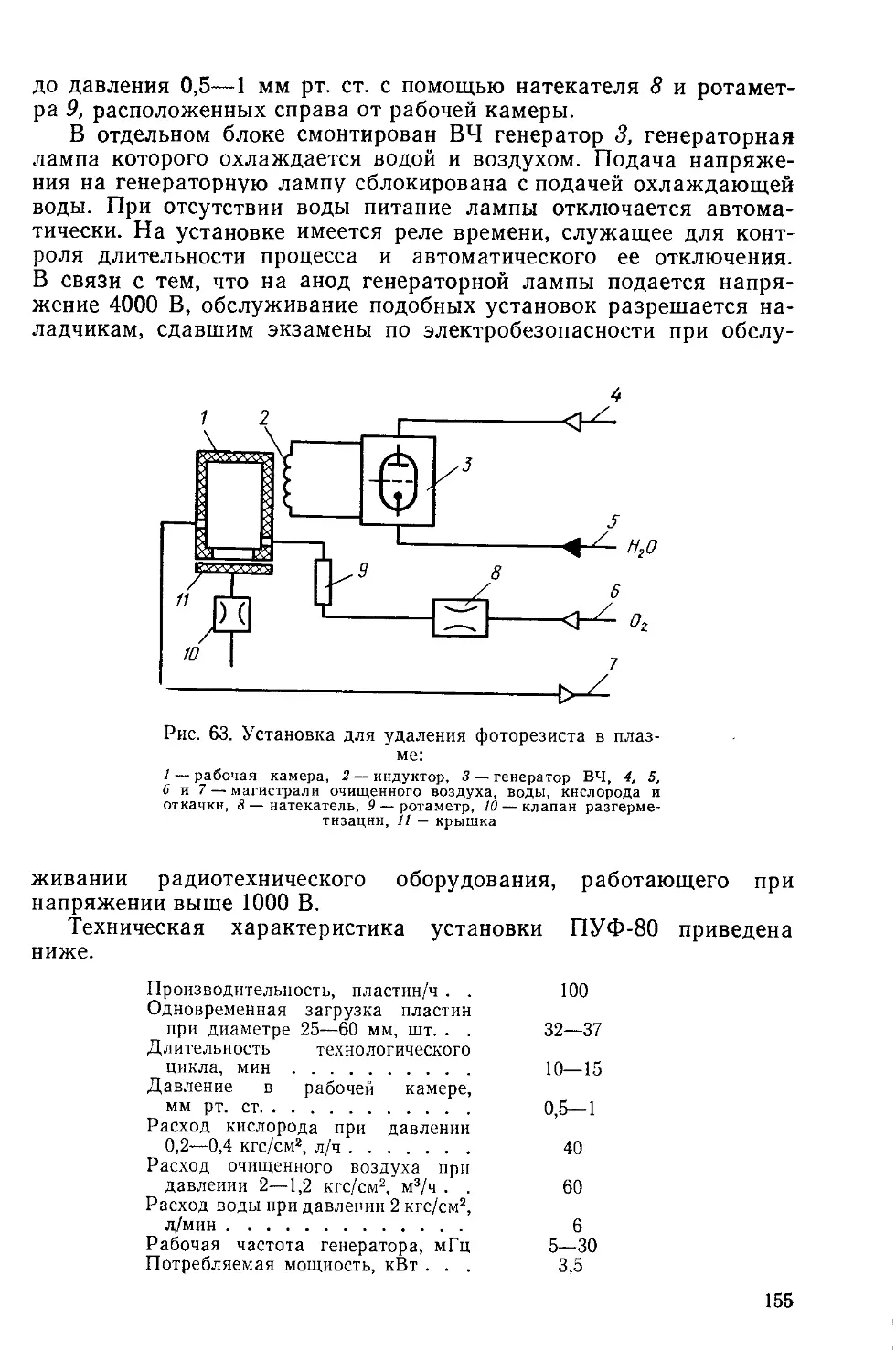
в рабочих помещениях определенный уровень влажности и темпе-
ратуры, а также провести организационные мероприятия, направ-
ленные на выполнение правил производственной гигиены работаю-
щими. Основные виды загрязнений цехов — это пыль, пары воды
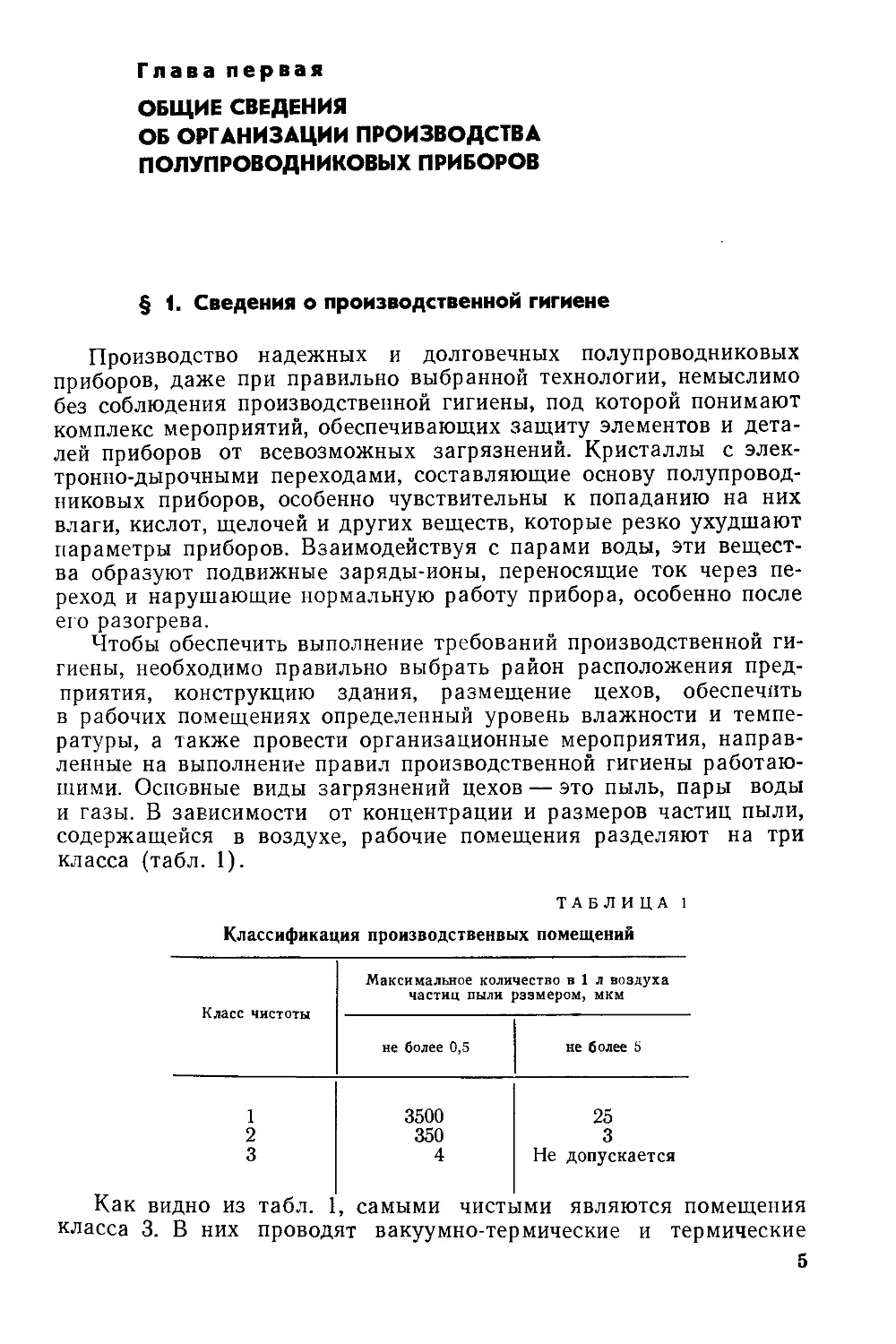
и газы. В зависимости от концентрации и размеров частиц пыли,
содержащейся в воздухе, рабочие помещения разделяют на три
класса (табл. 1).
ТАБЛИЦА 1
Классификация производственных помещений
Класс чистоты
Максимальное количество в 1 л воздуха
частиц пыли размером, мкм
не более 0,5 не более 5
1
2
3
3500
350
4
25
3
Не допускается
Как видно из табл. 1, самыми чистыми являются помещения
класса 3. В них проводят вакуумно-термические и термические
5
процессы получения электронно-дырочных переходов (диффузию,
сплавление, наращивание эпитаксиальных пленок, напыление), а
также финишную химическую обработку полупроводниковых пла-
стин, процессы фотолитографии и изготовления фотошаблонов.
В производственных помещениях должна поддерживаться ста-
бильная температура и влажность. Так, помещения класса 3 долж-
ны иметь температуру воздуха, равную летом 22+4° С и зимой
20+2° С при относительной влажности 50+10%. Присутствие вред-
ных примесей, например Cl2, H2S и SO2, недопустимо.
Следует отметить, что стоимость оборудования таких помещений
высока. С целью экономии в полупроводниковом производстве при-
меняют герметизированные линии, состоящие из скафандров (бок-
сов), внутри которых создают микроклимат. В отдельных случаях
для создания более стерильных условий, чем в помещениях клас-
са 3, пользуются так называемыми чистыми комнатами. Чистая
комната — это отдельная камера, находящаяся внутри рабочего
помещения класса 3, со стабилизированным климатом и ограничен-
ным числом персонала, одетого в специальную одежду. В чистых
комнатах проводят процессы прецизионной диффузии и фотолито-
графии.
Так как все основные технологические процессы производства
полупроводниковых приборов выполняются в помещениях класса 3,
рассмотрим более подробно способы создания в них производствен-
ной гигиены. Обычно их размещают в центре производственного
здания и изолируют от других помещений. Они должны иметь ми-
нимальное количество входов и выходов, оборудованных тамбурами
(шлюзами, в которых обдувом удаляется пыль с верхней одежды
и обуви работающих). Стены, потолки и двери окрашивают специ-
альными эмалями, препятствующими проникновению влаги, паров
и пыли, но допускающими влажную обработку. Окраска должна
обеспечить благоприятное сочетание отражательной способности
стен и пола.
Полы более всего подвержены интенсивному загрязнению, по-
этому в производственных помещениях полупроводникового произ-
водства их делают бесшовными из поливинилацетатных материа-
лов, обладающих высокой износоустойчивостью и химической
стойкостью, а также низкими звукопроводимостью и влагопогло-
щением. Мастика, применяемая для наклейки полов, оказывает
стерилизующее действие на находящиеся в воздухе микробы, что
особенно важно при работе большого количества людей.
Давление воздуха в помещениях класса 3 должно несколько
превышать наружное давление, чтобы исключить подсос загрязне-
ний. Для очистки воздуха, подаваемого в производственные поме-
щения, и создания требуемого температурно-влажностного ре-
жима, применяют системы кондиционирования и фильтрации,
поддерживающие автоматически с помощью датчиков на заданном
уровне температуру и влажность.
К технологическому оборудованию также предъявляют опреде-
ленные требования производственной гигиены. В производстве по-
6
лупроводниковых приборов целесообразно применять оборудование
с тщательно изолированными механизмами, не имеющее щелей
и углублений, чтобы сократить до минимума места скопления пыли.
При конструировании оборудования не рекомендуется использовать
материалы, способные из-за электризации притягивать частицы
пыли (например, некоторые марки органического стекла). Предпоч-
тительный цвет окраски оборудования —светло-зелёный или свет-
ло-голубой.
Обслуживающий персонал должен тщательно соблюдать пра-
вила производственной гигиены. Необходимо следить за тем, чтобы
с одеждой персонала в чистые помещения не заносилась пыль, по-
этому спецодежду шьют из безворсовых тканей. Хранят спецодеж-
ду, а также личную одежду в индивидуальных шкафах, установлен-
ных в специально отведенном месте. Для работающих в помещениях
классов 3 и 2 установлены следующие комплекты одежды: белые
или цветные светлых тонов халаты из хлопчатобумажной ткани,
лавсана со штапелем; хромовые на кожаной подошве тапочки; хлоп-
чатобумажная шапочка или косынка. Непосредственно перед ра-
ботой и во время работы запрещается пользоваться косметически-
ми средствами. Чтобы исключить попадание жировых загрязнений
на изделия и детали, работники полупроводникового производства
должны пользоваться резиновыми напальчниками, перчатками
и пинцетами. От работающих требуется правильное ношение спец-
одежды, своевременная ее стирка и чистка, периодическое мытье
рук, а также протирка рук, рабочего места и инструмента спиртом,
соблюдение технологической дисциплины и ограниченное движение
в производственных помещениях. Изготовленные детали, полуфаб-
рикаты и собранную арматуру приборов необходимо хранить в спе-
циальной таре или вакуумных шкафах.
Все лица, находящиеся в производственных помещениях, в том
числе и наладчики оборудования, обязаны выполнять требования
производственной гигиены. Если ремонт какого-либо технологиче-
ского оборудования невозможен вне основного производственного
помещения и связан с выделением значительных загрязнений, его
следует проводить в нерабочее время (например, в ночную смену),
причем должны быть приняты меры, ограничивающие распростра-
нение загрязнений на большой площади. Вновь установленное обо-
рудование в помещениях классов 3 и 2 должно соответствовать
требованиям производственной гигиены.
§ 2. Сведения об очистке газов и воды
Основные процессы изготовления полупроводниковых приборов
выполняют в защитных газовых средах высокой чистоты (водород,
азот, аргон и смеси этих газов). Применяемые в производстве по-
лупроводниковых приборов газовые среды делятся на восстанови-
тельные (водород и его смеси с инертными газами) и нейтральные
(азот и инертные газы).
7
Основным видом восстановительной среды является водород.
Замена водорода другими газами возможна, если водород оказы-
вает вредное воздействие на обрабатываемые материалы или по ус-
ловиям работы недопустимо применение взрывоопасной среды.
Инертные газы в качестве нейтральных применяют в тех случаях,
когда азот, так как он вступает в реакцию с обрабатываемыми ма-
териалами (титан, сталь, карбид кремния и др.), использовать
нельзя.
Из всех примесей, встречающихся в водороде, аргоне, азоте,
вредное влияние на качество полупроводниковых приборов при их
изготовлении оказывают в основном кислород и пары воды. Чем
меньше содержание влаги в каком-либо газе, тем при более низкой
температуре она начинает конденсироваться. Температуру, при ко-
торой происходит конденсация влаги, содержащейся в газе, назы-
вают температурой точки росы, или просто точкой росы. Естествен-
но, что чем ниже точка росы, тем меньше влаги содержится в газе.
Газы, очищенные в достаточной степени от кислорода и паров
воды, надежно обеспечивают безокислительный нагрев во всех тех-
нологических процессах.
В производстве полупроводниковых приборов применяют сле-
дующие газы:
водород по ГОСТ 3022—61 марки А, дополнительно очищенный
до содержания кислорода не более 2-10”4 объемных процентов
и паров воды не более 2,8 мг/м3 (точка росы —70° С);
азот по ГОСТ 9293—59 сорт 1, дополнительно очищенный до со-
держания кислорода не более 2-10—4 объемных процентов и паров
воды не более 2,8 мг/м3 (точка росы —70°С);
аргон чистый по ТУМХП 4315—54, дополнительно очищенный
до тех же параметров, что водород и азот.
Известно, что водород получают методом электролиза водопро-
водной воды. Качество воды в течение года изменяется. Особенно
это заметно весной, в паводок, когда в водоемы попадает много
сточных вод. Для очистки на водопроводных станциях в воду
в этот период вводят увеличенные количества химических веществ.
Замечено также, что весной качество водорода значительно ухуд-
шается несмотря на то, что содержание влаги и кислорода в водо-
роде остается прежним. Особенно сильно страдают в этот период
из-за низкого качества водорода сплавные приборы, так как про-
исходит сильное окисление электродных сплавов и кристаллов.
По-видимому, контролировать водород только по содержанию в нем
влаги и кислорода недостаточно.
Очищают газы от влаги и кислорода в специальных установках,
типовая схема одной из которых показана на рис. 1. Азот и инерт-
ные газы очищают с добавкой трех объемных процентов водорода
из баллона 2. Добавка водорода необходима для образования воды
при соединении водорода с примесным кислородом, имеющимся
в очищаемом газе. Дозируют водород, добавляемый в азот или
инертные газы, регулятором. Последовательность очистки газов
следующая: очистка от примесей кислорода, охлаждение и осушка.
8
Очищают газы, поступающие из централизованной сети через
измеритель расхода газа 1, от кислорода, пропуская их через бал-
лон 3 с палладированным алюмогелем при объемной скорости не
выше 2500 объемов газа в час на один объем палладированного
алюмогеля при рабочей температуре в баллоне от 20 до 300° С. Сте-
пень очистки при указанном режиме должна быть не хуже
2-10-4%.
Охлаждают газ, нагретый в результате очистки от кислорода,
до температуры не выше 15° С в водяном холодильнике 4.
Осушают газ в двух поочередно работающих баллонах 5, уп-
равляют которыми вентилями 6. При этом в одном баллоне произ-
водится осушка газа, а в другом — регенерация адсорбента. В ка-
Рис. 1. Схема установки для очистки газов от влаги и кисло-
рода:
1 — измеритель расхода газа, 2 и 3 — баллоны, 4— водяной холодиль-
ник, 5 — поочередно работающие баллоны, 6 — вентили
честве адсорбента применяют силикагель № 6 (или КСМ). Допу-
скается применение цеолитовых адсорбентов. Осушка по указанной
технологии обеспечивает точку росы осушенного газа не выше
—70° С.
Регенерация адсорбентов производится азотом или воздухом,
не содержащим масляных паров. Температура регенерации силика-
геля 130—200° С, а цеолитовых адсорбентов 350—400° С. Регенера-
ция считается оконченной, если температура азота (воздуха) на
выходе из баллона достигает 130—150° С при регенерации силика-
геля и алюмогеля, 300° С — при регенерации цеолитов и если при
внесении в поток выходящего газа медного хромированного зерка-
ла (при комнатной температуре) на нем не осаждается влага.
Не менее важным этапом производства полупроводниковых при-
боров является очистка воды от примесей. Для промывки деталей
и узлов полупроводниковых приборов после различных химических
операций применяют деионизованную воду, которую получают пос-
ле обработки обычной водопроводной или дистиллированной воды
(конденсата) ионообменными смолами. Деионизованную воду на-
зывают также очищенной или обессоленной.
9
Обработка воды ионообменными смолами (ионитами) основана
на способности некоторых смол связывать ионы растворимых
в воде примесей в нерастворимые органические соединения. Воду
последовательно пропускают через две колонки, одна из ко-
торых заполнена катионитами — смолами, поглощающими катио-
ны, а другая анионитами-— смолами, связывающими анионы. Про-
цесс обмена катионов называется катионированием, а процесс об-
мена анионов — анионированием. Как катионирование, так и анио-
нирование получили широкое применение в полупроводниковом
производстве для смягчения, обессоливания и обескремнивания
воды.
Продолжительность рабочего цикла ионообменных смол опре-
деляется их обменной емкостью, т. е. способностью их к ионному
обмену. После использования ионита до заданного предела обмен-
ной емкости необходимо восстановление его обменной способности
путем удаления задержанных им из обрабатываемой воды ионов
и введения взамен них ионов, которые он отдавал воде в период
рабочего цикла. Таким образом, восстановление истощенного иони-
та является процессом ионного обмена, проводимого в обратном
порядке.
В качестве катионитов обычно применяют смолы КУ-2-82, а в ка-
честве анионитов — смолы АН-31, АН-2Ф, ЭДЭ-10П. Эти смолы
выпускаются в виде мелких гранул.
Основными показателями качества деионизованной воды явля-
ется величина ее удельного сопротивления и количественное содер-
жание в ней органических веществ, Чем выше удельное сопротивле-
ние и чем меньше содержание органических веществ, тем качество
деионизованной воды выше. Наиболее качественную деионизован-
ную воду получают не из обычной водопроводной воды, а из кон-
денсата.
Стационарные установки для очистки воды (установки для по-
лучения деионизованной воды) позволяют получить очищенную
(деионизованную) воду с удельным сопротивлением не ниже
2Мом-см. Для промывки кристаллов и пластин с электронно-ды-
рочными переходами применяют воду с удельным сопротивлением
10—12 Мом-см. Воду с таким высоким удельным сопротивлением
получают дополнительной очисткой на финишных ионообменных
установках. Существует несколько конструкций финишных устано-
вок, имеющих различную производительность, например УФ-100А,
УФ-250 и УФ-400. Цифра в обозначении типа показывает произво-
дительность установки в л/ч.
Успешно эксплуатируются финишные агрегаты, в которых име-
ются шесть скафандров со специальным оборудованием для
обработки пластин в органических растворителях и кислотах с
ультразвуковым воздействием, отмывки их в деионизованной воде,
сушки методом центрифугирования в атмосфере нагретого газа,
контроля качества под микроскопом МБИ-11, а также вакуумной
сушки.
10
§ 3. Установки для очистки газов
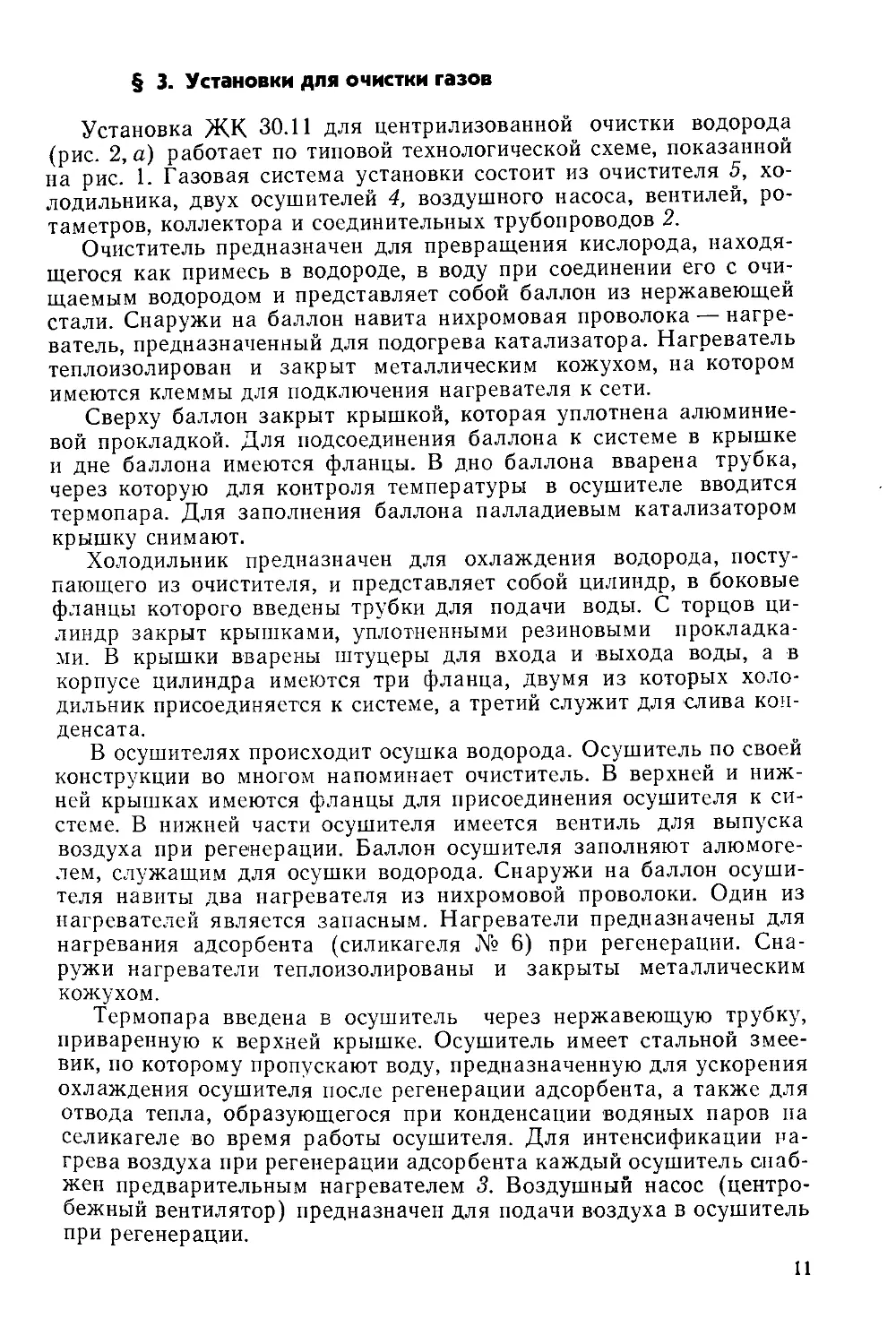
Установка ЖК 30.11 для центрилизованной очистки водорода
(рис. 2, а) работает по типовой технологической схеме, показанной
на рис. 1. Газовая система установки состоит из очистителя 5, хо-
лодильника, двух осушителей 4, воздушного насоса, вентилей, ро-
таметров, коллектора и соединительных трубопроводов 2.
Очиститель предназначен для превращения кислорода, находя-
щегося как примесь в водороде, в воду при соединении его с очи-
щаемым водородом и представляет собой баллон из нержавеющей
стали. Снаружи на баллон навита нихромовая проволока — нагре-
ватель, предназначенный для подогрева катализатора. Нагреватель
теплоизолирован и закрыт металлическим кожухом, на котором
имеются клеммы для подключения нагревателя к сети.
Сверху баллон закрыт крышкой, которая уплотнена алюминие-
вой прокладкой. Для подсоединения баллона к системе в крышке
и дне баллона имеются фланцы. В дно баллона вварена трубка,
через которую для контроля температуры в осушителе вводится
термопара. Для заполнения баллона палладиевым катализатором
крышку снимают.
Холодильник предназначен для охлаждения водорода, посту-
пающего из очистителя, и представляет собой цилиндр, в боковые
фланцы которого введены трубки для подачи воды. С торцов ци-
линдр закрыт крышками, уплотненными резиновыми прокладка-
ми. В крышки вварены штуцеры для входа и выхода воды, а в
корпусе цилиндра имеются три фланца, двумя из которых холо-
дильник присоединяется к системе, а третий служит для слива кон-
денсата.
В осушителях происходит осушка водорода. Осушитель по своей
конструкции во многом напоминает очиститель. В верхней и ниж-
ней крышках имеются фланцы для присоединения осушителя к си-
стеме. В нижней части осушителя имеется вентиль для выпуска
воздуха при регенерации. Баллон осушителя заполняют алюмоге-
лем, служащим для осушки водорода. Снаружи на баллон осуши-
теля навиты два нагревателя из нихромовой проволоки. Один из
нагревателей является запасным. Нагреватели предназначены для
нагревания адсорбента (силикагеля № 6) при регенерации. Сна-
ружи нагреватели теплоизолированы и закрыты металлическим
кожухом.
Термопара введена в осушитель через нержавеющую трубку,
приваренную к верхней крышке. Осушитель имеет стальной змее-
вик, по которому пропускают воду, предназначенную для ускорения
охлаждения осушителя после регенерации адсорбента, а также для
отвода тепла, образующегося при конденсации водяных паров па
селикагеле во время работы осушителя. Для интенсификации на-
грева воздуха при регенерации адсорбента каждый осушитель снаб-
жен предварительным нагревателем 3. Воздушный насос (центро-
бежный вентилятор) предназначен для подачи воздуха в осушитель
при регенерации.
И
В газовой системе установки применены два вентиля ДУ25
и ДУ50, изготовленные из нержавеющей стали. В вентиле ДУ25
сильфонного типа с тарельчатым клапаном, уплотняемым резино-
вой прокладкой, перемещение клапана происходит при вращении
маховичка резьбовой парой. Вентиль ДУ50 отличается от вентиля
ДУ25 наличием кулачка, при повороте которого происходит откры-
тие или закрытие клапана. На специальном кронштейне вентиля
ДУ25 установлены два микровыключателя, срабатывающие в по-
ложении открытия и закрытия клапана. Микровыключатели явля-
ются элементами автоблокировки.
В газовой системе установки применены два ротаметра РС-5 на
расход 6,3 м3/ч. Один из ротаметров предназначен для измерения
расхода водорода, а второй — расхода азота, применяемого при
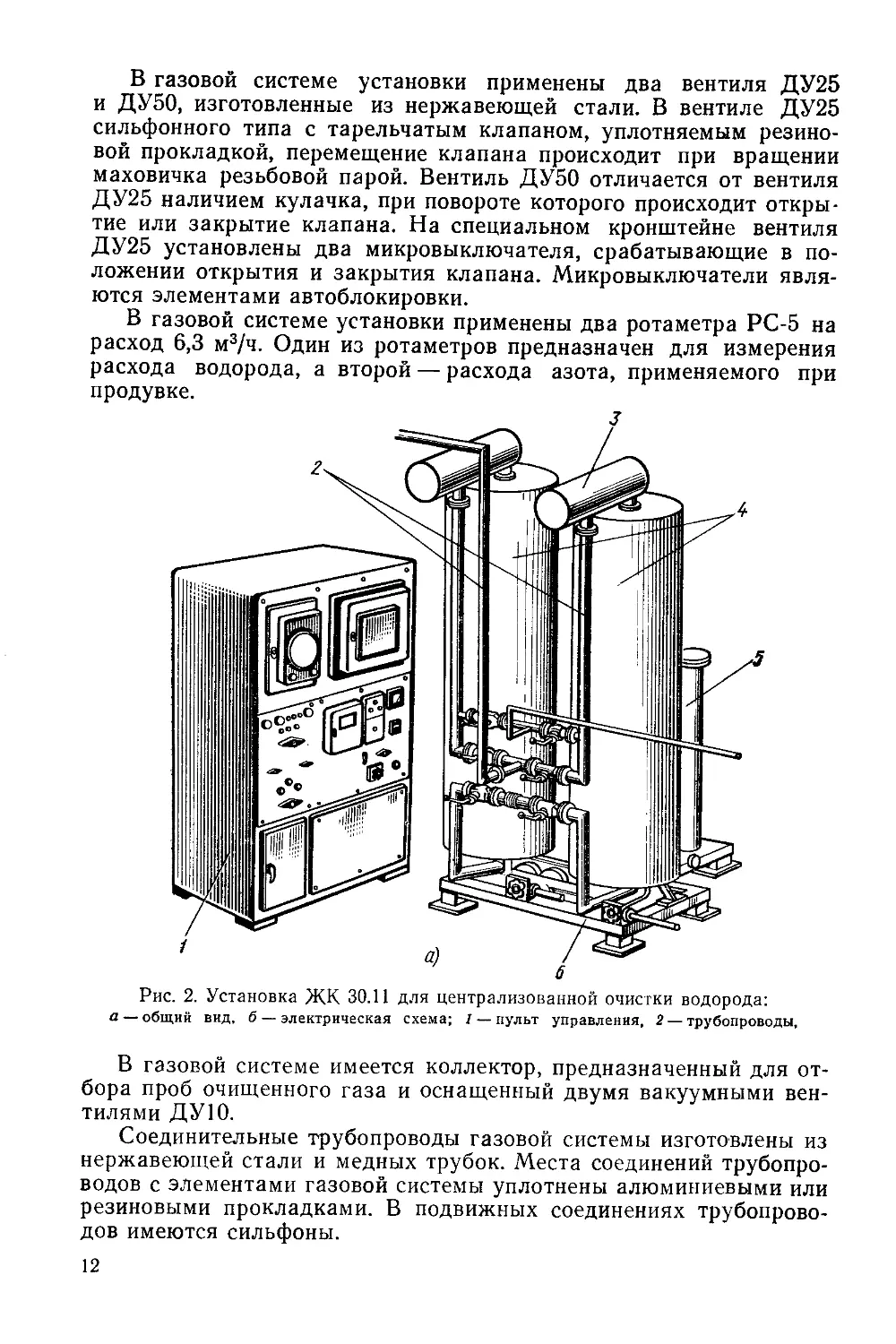
Рис. 2. Установка ЖК 30.11 для централизованной очистки водорода:
а — общий вид, б — электрическая схема; 1 — пульт управления, 2 — трубопроводы.
В газовой системе имеется коллектор, предназначенный для от-
бора проб очищенного газа и оснащенный двумя вакуумными вен-
тилями ДУЮ.
Соединительные трубопроводы газовой системы изготовлены из
нержавеющей стали и медных трубок. Места соединений трубопро-
водов с элементами газовой системы уплотнены алюминиевыми или
резиновыми прокладками. В подвижных соединениях трубопрово-
дов имеются сильфоны.
12
Водяная система установки предназначена для подачи воды
в элементы газовой системы для их охлаждения и слива ее из этих
элементов. Водяная система состоит из коллектора, реле давления,
слива и соединительных трубопроводов.
3 — нагреватель, 4 — осушители, 5 — очиститель, 6 — каркас
Коллектор предназначен для подачи воды в осушители, холо-
дильник и прибор для измерения кислорода и влагосодержания.
Коллектор имеет четыре водяных вентиля.
Реле давления предназначено для отключения электрической
цепи установки в случае прекращения подачи воды в холодильник
или попадания воды в змеевик осушителя при регенерации. Реле
Давления работает по принципу дифманометра, его контакты яв-
ляются элементом системы автоблокировки.
13
Слив представляет собой сварную металлическую коробку с па-
трубком для отвода воды в канализацию и выполнен открытым для
визуального наблюдения за поступлением воды из водяной системы
и ориентировочной оценки ее расхода.
Соединительные трубопроводы водяной системы изготовлены из
стальных труб, а соединения уплотнены фибровыми и паранитовы-
ми прокладками. Вся газовая система установки смонтирована на
каркасе 6.
Пульт 1 предназначен для управления установкой.
К установке очистки водорода может прилагаться универсаль-
ный прибор ЖК 71.12 для контроля влаго- и кислородосодержа-
ния газов.
Электрическая схема установки ЖК 30.11 показана на рис. 2,6.
Автоматическое регулирование и поддержание заданной темпера-
туры в очистителе осуществляется стандартным потенциометром
ЭПВ2-02, датчиком которого является хромель-алюмелевая термо-
пара ТПЗ.
При достижении очистителем предельной температуры нагрева
потенциометр ЭПВ размыкает цепь питания катушки магнитного
пускателя ПМ-1, который своими контактами ПМ111 и ПМ1[2 от-
ключает питание нагревателя Н1.
В случае прекращения подачи воды в холодильник контакты
ГК.1 реле давления размыкаются, обесточивают катушку реле Р2,
которое своими контактами Р2/3 и Р2/2 включает электрический
звонок Зв и выключает лампочку Л2, а контакт Р2/1 размыкается,
обесточивает катушку магнитного пускателя ПМ-1 и отключает пи-
тание нагревателя Н1.
Первый осушитель нагревается нагревателем Н2, а второй —
нагревателем НЗ. Нагреватели Н4 и Н5 служат для предваритель-
ного подогрева воздуха и расположены соответственно в первом
и втором осушителях. Температуру нагрева осушителей измеряют
милливольтметром ИП1, датчиками которого служат хромель-алю-
мелевые термопары ТП1 и ТП2, которые могут быть поочередно
подключены к милливольтметру переключателем В5.
В случае поступления воды в змеевик осушителя в период реге-
нерации адсорбента контакты ГК2 и ГК.З реле давления размыкают
цепи лампочек ЛЗ и Л4 (лампочки гаснут, сигнализируя о неис-
правности в системе) и замыкают цепи катушек реле Р5 и Р6, ко-
торые своими контактами Р5Ц или Р6/1 размыкают цепи питания
катушек магнитных пускателей ПМ2 или ПМЗ, отключающих пита-
ние нагревателей Н2 и Н4 или НЗ и Н5. Контакты Р5/2 или Р6/2
реле замыкаются и включают электрический звонок, сигнализирую-
щий о неисправности системы.
Аналогичная автоблокировка выполнена в цепях управления
кулачковыми вентилями, имеющими микровыключатели КВ1—КВ8.
При изменении состояния любого из четырех вентилей происходит
размыкание одних цепей и замыкание других, в результате заго-
рается сигнальная лампочка Л1 и включается звонок Зв. Двига-
тель М предназначен для привода воздушного насоса.
14
Технические характеристики некоторых установок для очистки
газов приведены ниже.
Характеристика Тип установки
Ж К 30.06 водорода Ж К 30.07 азота, аргона ж к зо.о1 водорода ЖК.30.11 водорода ЖК 30.14 азота, аргона
Номинальная производи- тельность, м3/ч . . . 0,3 0,3 3 25 25
Установленная мощность, кВт 1,3 1,3 9 17 18
Потребляемая мощность, кВт: при работе без реге- нерации при работе с одновре- менной регенерацией — — 2 6 5 12 6 12
Напряжение питающей сети, В 220 220 220/380 220/380 220/380
Содержание кислорода в очищенном газе, % объемные, не более 1 • 10-4 1 IO-4 1 10-4 1 • 10-4 1 • 10-4
Содержание водорода в азоте и аргоне после очистки, % объемные 3 3
Содержание влаги в очи- щенном газе при точке росы —60э С, мг/м3 . . 10 10 10 10 10
Время между двумя ре- генерациями 1-го осу- шителя, ч: при работе от мокро- го газгольдера . . . 24 100 100
при работе от балло- на 100 100 400 400
Температура охлаждаю- щей воды, °C, не более 15 15 15 15 15
Температура помещения, °C, не более 25 25 25 25 25
Габариты, мм: технологического блока 650 X 650Х 1640 X 1900ХИ90Х 1900X1190Х
хзоох Х355Х ХббОх Х2426 Х2426
пульта управления . Х760 Х760 Х150 1250x640* 1250 Х640Х
« Х1800 Х1800
Газоочиститель ЖК 30.21 (рис. 3) предназначен для очистки во-
дорода или инертного газа от примесей кислорода и паров воды.
Очищают газ от примесей кислорода методом гидрирования (соеди-
нения кислорода с водородом с образованием воды), пропусканием
очищаемого газа через палладиевый катализатор 4. При очистке
инертного газа необходимо в очищаемый газ добавлять водород
в количестве 3 объемных процентов. Очищенный газ при прохож-
15
дении через палладиевый катализатор 4 увлажняется, поэтому
для осушки его пропускают через цеолитовый адсорбент 1 ма.р-
ки СаА.
Газоочиститель представляет собой баллон 6 из нержавеющей
стали, закрытый сверху фланцем 7 с медной уплотнительной про-
кладкой 9. Все основные детали газоочистителя изготовлены из
нержавеющей стали. Во фланец и дно баллона вварены штуцеры 8,
Рис. 3. Газоочиститель ЖК 30.21:
1 — адсорбент, 2 — электронагреватель, 3 — решетка, 4 —
катализатор, 5— кожух, 6 — баллон, 7 — фланец, 8 — шту-
цер, 9 — уплотнительная прокладка, 10 — клеммы
предназначенные для входа и выхода газа. В баллоне газоочисти-
теля находится адсорбент 1 и маленький баллон, закрытый решет-
кой 3, с катализатором 4, а также электронагреватель 2 с нихро-
мовой обмоткой и теплоизоляцией, снаружи закрытый кожухом 5.
Клеммы 10 электронагревателя для подключения к сети напряже-
нием 220 В выведены наружу.
При очистке водорода к газоочистителю подводят водород
и азот, предназначенный для продувки газоочистителя. Газ
16
подводят к газоочистителю по медным трубкам, уплотненным ко-
нусными металлическими прокладками, затянутыми накидными
гайками.
При длительной эксплуатации газоочистителя качество очищае-
мого газа может ухудшаться. Для восстановления нормальной ра-
боты необходимо производить регенерацию адсорбента и палла-
диевого катализатора. Для этого их подогревают и многократно
продувают азотом в течение определенного времени. Регенерация
считается законченной, если температура азота на выходе из газо-
очистителя будет не менее 280° С и не будет запотевать холодное
зеркало, поднесенное к выходному штуцеру. После этого необхо-
димо продувать газоочиститель еще в течение 2—2,5 ч. Катализатор
химически устойчив и в регенерации не нуждается.
Включают газоочиститель в определенной последовательности.
После регенерации необходимо убедиться в том, что осушитель га-
зоочистителя остыл до температуры 60—70° С. При очистке водо-
рода газоочиститель вначале продувают азотом при максимальном
расходе в течение 5 мин, а затем открывают вентиль водорода
и только после этого прекращают подачу азота. Расход водорода
устанавливают в пределах 0,5 м3/ч. При очистке инертного газа
открывают вентиль и пропускают газ через газоочиститель с рас-
ходом 0,5 м3/ч, а затем открывают вентиль для подачи водорода
в количестве 0,3 объемных процента от расхода очищаемого инерт-
ного газа.
Выключают газоочиститель также в определенной последова-
тельности. После прекращения очистки водорода открывают подачу
азота в газоочиститель и только после этого закрывают вентиль,
подающий водород, а затем при максимальном расходе азота про-
дувают газоочиститель в течение 20 мин, после чего прекращают
подачу азота. Окончив очистку инертного газа, сначала закрывают
вентиль, подающий водород в газоочиститель, а затем — вентиль,
подающий инертный газ.
Техническая характеристика газоочистителя ЖК 30.21 приве-
дена ниже.
\ Содержание примесей в очищенном газе:
кислорода, объемные проценты, не бо-
лее ... ........................... 1 10-4
'V4 паров воды, что соответствует точке росы
Qxx при —70° С, мг/м3, не более.......... 2,7
Номинальная производительность, м3/ч ... 0,5
t j Давление газа на входе, кгс/см2........ 1,2—3
Расход дозируемого водорода, объемные
проценты................................. 3
>^4 Мощность электронагревателя, кВт .... 2
Время работы между регенерациями:
при работе на баллонном газе, ч . . . . 400
при работе от мокрого газгольдера, ч 24
Обслуживают установки для очистки газов и выполняют реге-
нерацию адсорбента операторы, а налаживают — слесари-газовщи-
ки, сдавшие экзамены на право работы с газами.
17
§ 4. Установки для получения
деионизоввнной воды
Рассмотрим стационарную ионообменную установку ЮФ 112.00,
предназначенную для глубокого обессоливания (деионизации, очи-
стки) водопроводной воды или конденсата (рис. 4, а), которая сос-
тоит из металлического каркаса 1, фильтрующих (ионообменных)
колонок 6, дегазаторов 5 и сборников 2, коммуникационных трубо-
проводов 7, вентилей 3, датчиков, ротаметров и центробежных насо-
сов 4.
На металлический каркас 1 установлены шесть фильтрующих
колонок 6, предназначенных для деионизации воды. Колонки пред-
ставляют собой цилиндры диаметром 300 мм и высотой более двух
метров, сверху и снизу закрытые крышками, уплотненными прок-
ладками и имеющие штуцеры для соединения с системой. В верх-
18
Рис. 4. (Продолжение).
ней и нижней части каждой колонки установлены фильтры, пред-
назначенные для улавливания ионообменных смол.
Колонки 6, дегазаторы 5, вентили 3, трубопроводы 7 и другие
детали и части, непосредственно соприкасающиеся с деионизован-
ной водой, изготовляют из винипласта, органического стекла или бе-
лого полиэтилена. Детали из винипласта и полиэтилена хорошо сва-
риваются между собой, а детали из оргстекла хорошо склеиваются.
Другие материалы применять нельзя, так как деионизованная вода
быстро теряет свои качества.
Три фильтрующих колонки IK, 2К и ЗК заполнены катионито-
вой смолой, а три другие 1А, 2А и ЗА — анионитовой. По мере ра-
боты смолы теряют способность ионного обмена, поэтому после ис-
пользования смол до заданного предела обменной емкости необхо-
димо восстановление (регенерация) их обменной способности.
Установка имеет также два дегазатора 5 башенного типа и два
•сборника 2 дегазированной воды, расположенные под дегазаторами.
Дегазаторы предназначены для удаления из воды углекислого га-
за. Углекислый газ удаляется в дегазаторе в процессе продувки во-
ды струей сжатого воздуха. В сборниках собирают воду, прошед-
шую через дегазаторы, и подают в систему установки центробеж-
ными насосами.
Схема трубопроводов ионообменной установки для получения
деионизованной воды показана на рис. 4, б.
Вода, предназначенная для обработки, подается по трубопрово-
дам через ротаметр РС-7 в первую катионитовую колонку 1К, где
освобождается от катионов, и далее поступает в первый дегазатор
1Д. В дегазаторе вода распыляется и встречным потоком сжатого
воздуха освобождается от углекислого газа. Дегазированная вода
собирается в сборнике, а из него насосом Н1 по трубопроводам по-
дается в первую анионитовую колонку 1А, в которой происходит
удаление анионов. Пройдя анионитовую колонку, вода подается во
вторую катионитовую колонку 2К, затем во второй дегазатор 2Д,
а далее из сборника дегазатора насосом Н2 — во вторую анионито-
вую колонку 2А, откуда поступает к потребителям.
Свободные от работы катионитовая ЗК и анионитовая ЗА колон-
ки в это время находятся на регенерации.
Схема установки для получения деионизованной воды позволяет
осуществить любые девять вариантов работы фильтрующих (кати-
онитовых и анионитовых) колонок, указанных в табл. 2.
Процесс регенерации смол состоит из трех операций: рыхления,
регенерации и отмывки.
Рыхление смол в фильтрующих колонках производят противото-
ком воды, чтобы освободить смолы от пыли, образующейся в про-
цессе работы, и устранить опрессованность, возникающую при
фильтрации воды под давлением. Рыхление выполняют до полного
удаления газов из смол, чередуя быструю подачу воды с полным
прекращением. Когда пузырьки газа перестают выходить из струи
воды, рыхление продолжают равномерным потоком до полного прос-
ветления воды над слоем смолы.
20
ТАБЛИЦА 2
Различные варианты работы фильтрующих колонок установки
для получении деионизованной воды
Работающие колонки -Регенерируе- мые колонки Работающие колонки Регенерируе- мые колонки
1К— 1Д— 1А—2К—2Д—2А ЗК, ЗА ЗК— 1Д—2А— 1К—2Д—ЗА 2К, 1А
2К— 1Д— 1 А—3 К—2 Д—2 А 1К, ЗА 1К— 1Д—ЗА—2К—2Д— 1А ЗК, 2А
ЗК—1Д—1 А— 1 К—2Д—2А 2К, ЗА 2К— 1Д—ЗА—ЗК—2Д— 1А IK, 2А
1 К-1Д-2А-2К-2Д-ЗА ЗК, 1А ЗК— 1Д—ЗА— 1К—2Д— 1А 2К, 2А
2 К— 1Д—2А—3 К—2 Д—ЗА IK, 1А
Регенерируют катионитовые смолы в определенном режиме, уп-
равляя соответствующими вентилями. В качестве регенерирующе-
го раствора применяют 4%-ный раствор серной кислоты, который
кислотным насосом пропускают через смолы в катионитовых колон-
ках. Смолы регенерируют до тех пор, пока в пробе, взятой со сбро-
са отработанного раствора, при действии на него роданистым аммо-
нием интенсивность окрашивания не уравняется с интенсивностью
окрашивания раствора, подаваемого в колонку.
Отмывают катионитовые смолы после регенерации противото-
ком катионированной воды, взятой после ее прохождения через две
катионитовых колонки.
Анионитовые смолы регенерируют также в определенном режи-
ме. В качестве регенерирующего раствора применяют 4%-ный раст-
вор щелочи (едкого натрия). Регенерацию выполняют до тех пор,
пока в пробе, взятой со сброса отработанного раствора, при дей-
ствии на него азотнокислым серебром интенсивность выпадания
хлопьев хлористого серебра не уравняется с интенсивностью их вы-
падания в растворе, подаваемом в колонку. Отмывают анионитовые
смолы прямотоком дегазированной воды, взятой после прохожде-
ния ее через две колонки до нейтральной реакции по фенолфта-
леину.
В результате регенерации катионитовой смолы поглащенные
катионы заменяются ионами водорода, а в результате регенерации
анионитовой смолы поглощенные анионы заменяются ионами гид-
роксила.
Техническая характеристика ионообменной установки ЮФ 112.00
приведена ниже.
Производительность, л/ч . . . 1000
Удельное электрическое сопро-
тивление получаемой воды,
МОм-см........................... 2
Максимальное давление воды,
подаваемой в установку,
кгс/см2.................. 2,1—2,2
Максимальная температура во-
ды, подаваемой в установку,
°C....................... 35
21
Цикл работы установки .... Непрерывный
Количество колонок в установ-
ке, шт....................... 6
Количество постоянно работаю-
щих колонок в установке, шт. 4
Применяемые ионообменные
смолы:
катионитовая......................... КУ-2
анионитовая...................... ЭДЭ-Ю-П
Тип насоса....................... Центробежный,
кислотощелоче-
стойкий
Производительность насоса, л/ч 2000
Тип электродвигателя .... АОЛ-22-4
Принцип дополнительного обессоливания воды в финишных ус-
тановках тот же, что и в стационарной.
Финишная установка отличается от стационарной тем, что она
имеет одну колонку, наполненную катионитовой и анионитовой
Рис. 5. Установка финишной очистки во-
ды УФ-250:
1 — фильтры, 2 — вентиль, 3 — ротаметр, 4—
прибор для измерения удельного сопротивле-
ния воды, 5 — ионообменная колонка, 6 — под-
ставка
смолами. Финишные установ-
ки изготовляют с рециркуляци-
ей воды и прямоточными.
В установках с рециркуляцией
деионизованную воду после
промывки деталей возвращают
снова на очистку в этой же ус-
тановке, а в прямоточных воду
после промывки сбрасывают в
канализацию. На рис. 5 показа-
на установка финишной очист-
ки воды УФ-250. Установки
деионизованной воды обслужи-
вают специалисты-химики.
Цель наладки — получение во-
ды высокого качества и содер-
жание установки в рабочем со-
стоянии. О том, как производят
регенерацию смол, уже было
сказано. Регенерацией смол
также занимаются химики. На
долю слесаря-наладчика при-
ходится работа по осмотру уз-
лов и коммуникаций установ-
ки, подтяжке разборных соеди-
нений, устранению течей в во-
дяной системе, чистке фильтров
и емкостей для воды и произ-
водству ремонта.
Что касается наладки при-
боров для измерения удельного
сопротивления деионизованной
воды, то это выполняет техник-
22
приборист. Необходимо отметить, что удельное сопротивление во-
ды измеряют специальным прибором — мегомметром переменного
тока. Датчиком прибора служит устройство, состоящее из двух пла-
тиновых электродов, устанавливаемое в трубопроводе подачи
деионизованной воды. Обычно на установки для очистки воды се-
рийного изготовления устанавливают оттарированные датчики, но
в процессе эксплуатации возникает необходимость в повторной та-
рировке, которую выполняют, пользуясь эталонными растворами.
§ 5. Оптические приборы
Так как детали полупроводниковых приборов имеют небольшие
размеры, многие операции технологического процесса их изготов-
ления выполняют под микроскопом. Наиболее широко применяют
микроскопы МБС-1 и МБС-2, отличающиеся только конструкцией
штативов. Штатив микроскопа БМС-1 представляет собой круглое
основание с вертикальной стойкой для крепления собственно мик-
роскопа, а штатив микроскопа МБС-2 (рис. 6, а) состоит из мас-
сивного основания 20 с вертикальной стойкой 8, к которой подвиж-
но крепится горизонтальная подвижная колонка 13, оканчиваю-
щаяся угольником 16 для крепления микроскопа.
Рис. 6. Микроскоп МБС-2:
а — общий вид, б— оптическая схема; / — оптическая головка, 2— рифленые
оси, 3 — винт, 4— окулярная трубка, 5 — сферические кожухи призм, 6 — виит
для крепления оптической головки, 7 — ручка вертикального перемещения
оптической головки, 8 — вертикальная стойка, 9 — муфта, 10— трансформатор,
//-—маховик, 12— стопорное кольцо, 13 — подвижная колонка, 14 — шаровид-
ная втулка, 15— осветитель, 16— угольник, 17— оправа. 18— поворотный крон-
штейн осветителя, 19—барашек поворота осветителя, 20 — основание штатива,
21 — подлокотник, 22 — корпус столика, 23 — отражатель, 24 — соединительная
планка, 25 — окулярные линзы, 26 — при-змы, 27 — ахроматическая линза, 28
и 29— галилеевы системы, 30— линзы объектива, 31— стеклянная пластина,
32 — коллектор
23
Микроскопы МБС-1 и МБС-2 являются стереоскопическими,
дающими прямое и объемное изображение рассматриваемого пред-
мета как в проходящем, так и в отраженном искусственном освеще-
нии или при естественном (дневном) свете и обеспечивают увеличе-
ние рассматриваемого предмета от 3,5 до 88 раз при поле зрения
соответственно от 42 до 2,6 мм. При этом расстояние микроскопа
до предмета при всех увеличениях остается постоянным и равным
64 мм. Микроскоп состоит из оптической системы, оптической голов-
ки с механизмом грубой подачи, окулярной насадки, столика, подло-
котников и штатива.
Оптическая система (рис. 6, б) состоит из двух пар линз 25, об-
разующих окуляры, двух ахроматических линз 27, создающих изо-
бражение объекта в фокальных плоскостях окуляров, двух галиле-
евых систем 28 и 29 и линз 30 объектива. Галилеева система 28 да-
ет увеличение в 3,5 и 0,3 раза, а галилеева система 29 дает увели-
чение в 2 и 0,5 раза. Для получения пятого варианта увеличения
галилеевы системы выключают. Призмы 26 позволяют поворачи-
вать окулярные трубки, устанавливая их по расстоянию центров
зрачков работающего, без разворота изображения объекта.
Оптическая система предусматривает рассматривание объекта
в проходящем (осветитель 15 с помощью коллектора 32 и отража-
теля 23 освещает прозрачный объект на стеклянной пластинке 31)
и в отраженном свете (источником света служит та же электролам-
почка).
К микроскопу прилагают три пары сменных окуляров с уве-
личением в 6,8 и 12,5 раз и один окулярный микрометр с восьми-
кратным увеличением, предназначенный для измерения рассматри-
ваемых объектов с точностью 0,05 мм.
Оптическая головка 1 (см. рис. 6, а) состоит из корпуса, в кото-
ром расположены линзы объектива.
С корпусом шарнирно связан кронштейн 18 для установки осве-
тителя 15, внутри корпуса расположен барабан с галилеевыми си-
стемами, рифленые оси 2 которого выведены наружу для регулиро-
вания кратности увеличения микроскопа. Верхняя часть корпуса
заканчивается гнездом для установки окулярной насадки, фикси-
руемой винтом 3. К задней стенке корпуса крепится механизм пе-
редвижения, представляющий собой пару рейка — шестерня, вра-
щением которой с помощью ручки 7 устанавливают микроскоп по>
высоте. Вращением маховика 11 с помощью такого же механизма
(рейки и шестерни) регулируют положение микроскопа по горизон-
тали.
Окулярная насадка крепится к корпусу оптической головки и со-
стоит из колодки прямоугольной формы со скошенными краями
и двумя отверстиями, в которые установлены левое и правое плато
с призмами в оправах, а также ахроматических линз и окулярных
трубок 4. Оба плато с призмами закрыты сферическими кожухами,
к которым крепятся окулярные трубки. На хвостовиках плато рас-
положены однозубая и двузубая шестерни, соединенные между со-
бой, что обеспечивает синхронное вращение окулярных трубок. Рас-
24
стояние между осями окулярных трубок можно регулировать от 56
до 75 мм и фиксировать винтом 3.
Столик служит для размещения рассматриваемого объекта
и состоит из круглого корпуса 22 с поворотным отражателем 23
внутри и барашком 19 для его вращения, расположенным снаружи
корпуса. Рекомендуется при работе с естественным освещением
пользоваться зеркальной стороной отражателя, а при искусствен-
ном освещении — молочно-матовой. Дневной свет попадает на от-
ражатель через отверстие в передней части круглого корпуса, а ис-
кусственный — от лампочки, которая вставляется в специальное
отверстие с противоположной стороны корпуса. В верхней плоско-
сти столика имеется круглое отверстие, в выточку которого уста-
навливают круглую стеклянную пластину (для проходящего света)
или металлическую пластину (для отраженного света).
Подлокотники 21 создают определенные удобства при длитель-
ной работе с микроскопом, снимая утомление рук работающего.
Штатив предназначен для установки микроскопа по отношению
к исследуемому объекту на необходимое расстояние, обеспечивая
микроскопу три степени свободы. Питание электрической лампочки
микроскопа производится от сети переменного тока через пони-
жающий трансформатор 10, который обеспечивает ручное регули-
рование напряжения питания лампочки.
При исследованиях различных объектов можно одновременно
выполнять измерения окулярным микрометром, входящим в ком-
плект микроскопа МБС-2. Окулярный микрометр служит для ли-
нейных измерений и измерения площадей исследуемых объектов
и представляет собой окуляр с механизмом диоптрийной наводки,
в фокальной плоскости которого можно установить миллиметровую
шкалу или прямоугольную сетку. Шкала и сетка представляют со-
бой стеклянные плоскопараллельные круглые пластинки с ценой
деления 0,1 и 1 мм соответственно.
Для выполнения измерений в одну из окулярных трубок микро-
скопа вставляют окулярный микрометр с установленной в нем сет-
кой или шкалой и добиваются с помощью механизма диоптрийной
наводки резкого изображения шкалы или сетки, а перемещением
тубуса получают резкое изображение рассматриваемого объекта.
Для определения измеренной величины объекта необходимо под-
считать число делений шкалы (сетки), накладываемых на измеряе-
мый участок объекта, и количество делений умножить на число,
указанное в переводной таблице свидетельства микроскопа и соот-
ветствующее тому увеличению, при котором производилось изме-
рение.
При работе следует выполнять некоторые правила ухода за
микроскопом. Не рекомендуется касаться пальцами поверхностей
оптических деталей микроскопа. Для предохранения призм от пыли
необходимо всегда окуляры оставлять в трубках, а после окончания
работы накрывать микроскоп чехлом из полиэтиленовой пленки или
помещать под стеклянный колпак. При чистке линз сначала уда-
ляют пыль мягкой кисточкой, предварительно промытой в эфире,
25
а затем их протирают мягкой батистовой тряпочкой, смоченной
бензином.
Для сохранения внешнего вида микроскопа рекомендуется пери-
одически сначала протирать его мягкой тряпкой, пропитанной бес-
кислотным вазелином, а затем — мягкой сухой и чистой тряпкой.
При загустевании смазки в направляющих следует сначала уда-
лить ее с помощью бензина, вытереть направляющие насухо, а за-
тем слегка смазать бескислотным вазелином.
§ 6. Сведения об организации
ремонтной службы
На предприятиях полупроводникового производства ремонт
и наладку технологического оборудования обычно выполняет служ-
ба цехового механика или заместителя начальника цеха по обору-
дованию, в состав которой входят наладчики (механики, электри-
ки и электромеханики) и специалисты по приборам автоматики
и измерительным установкам. Как правило, все наладчики специа-
лизируются по наладке и ремонту определенного вида технологи-
ческого оборудования. Кроме того, одна группа наладчиков ремон-
тирует преимущественно только механическую часть оборудования,
а другая — электрическую. Наладчики измерительной аппаратуры
и приборов автоматики занимаются наладкой и эксплуатацией, как
правило, только своих установок.
Для нормальной и бесперебойной работы оборудования необхо-
димо, чтобы его ремонт производился не тогда, когда оно выходит
из строя, а по определенной, планово-предупредительной системе.
Система планово-предупредительного ремонта (ППР) представля-
ет собой комплекс организационно-технических мероприятий по
уходу, надзору, обслуживанию и ремонту оборудования, проводи-
мых по заранее составленному плану. Система ППР должна обе-
спечивать поддержание оборудования в исправном состоянии, его
полную работоспособность и максимальную производительность.
Основной задачей системы ППР является удлинение сроков служ-
бы отдельных деталей, агрегатов и оборудования в целом, сниже-
ние стоимости и повышение качества ремонта.
При внедрении системы ППР выполняются следующие органи-
зационно-технические мероприятия:
инвентаризация и паспортизация оборудования, определение
продолжительности ремонтных циклов и вида ремонтных работ;
обеспечение технической документацией (рабочими чертежами,
техническими условиями, нормативами и технологией);
организация систематического учета работы оборудования;
создание резерва запасных частей, материалов и комплектую-
щих изделий, необходимых для ремонта оборудования;
ознакомление обслуживающего персонала с основными прави-
лами эксплуатации оборудования, организация систематического
повышения квалификации и проверки знаний персонала, обслужи-
вающего оборудование и производящего его ремонт;
26
организация контроля за правильностью эксплуатации обору-
дования и качеством его ремонта;
создание ремонтной базы.
Система ППР предусматривает межремонтное обслуживание,
текущие, средние и капитальные ремонты оборудования.
Межремонтное обслуживание оборудования является профилак-
тическим мероприятием и предусматривает систематическую и свое-
временную уборку и тщательный осмотр и проверку его состояния
(органов управления, системы смазки, системы охлаждения, газо-
вой системы и др.), устранение дефектов, записанных в журнале
приема и сдачи смен, а также подтяжку креплений и проверку
привода. О выполненных профилактических работах делается соот-
ветствующая запись в журнале сдачи-приема смены.
Текущий и средний ремонты являются плановыми. При текущем
ремонте заменяют или восстанавливают небольшое количество из-
ношенных деталей и регулируют отдельные элементы оборудова-
ния. При среднем ремонте частично разбирают оборудование и за-
меняют или восстанавливают изношенные детали, выверяют и
регулируют отдельные элементы оборудования. При среднем ре-
монте частично разбирают оборудование и заменяют или вос-
станавливают изношенные детали, выверяют и регулируют не-
которые блоки. О выполнении среднего ремонта делают соответ-
ствующую запись в паспорте оборудования и в журнале учета
ремонтов.
Капитальный ремонт технологического оборудования на пред-
приятиях полупроводникового производства, как правило, не произ-
водят, так как оно устаревает раньше, чем наступает необходимость
в капитальном ремонте. Статистика показывает, что в среднем при-
мерно за 3,8 года состав оборудования в электронной промышлен-
ности обновляется полностью. Следовательно, ежегодно на пред-
приятиях электронной промышленности службы наладки и ремонта
должны осваивать новое оборудование, составляющее не менее
25% от общего парка предприятия.
Бывают также внеплановые ремонты, вызванные аварией обо-
рудования.
Технологический процесс ремонта оборудования начинается с об-
наружения неисправности и установлении ее причины. Обычно
о всех неполадках в оборудовании делаются соответствующие за-
писи в журнале по эксплуатации. Определяют неисправность внеш-
ним осмотром, а также пробным пуском оборудования. Когда будет
установлена причина неисправности оборудования, можно прини-
мать решение о технологическом процессе ремонта.
Как правило, цеховые механики знают наименее надежные
места обслуживаемого оборудования и заранее создают запас необ-
ходимых деталей для замены. В отдельных случаях при выходе из
строя редко изнашиваемых деталей их изготовляют собственными
силами. В этом случае наладчику приходится быть чертежником,
технологом, слесарем, а иногда выполнять и простейшие работы на
металлообрабатывающих станках.
27
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие требования производственной гигиены должен выполнять наладчик
оборудования?
2. Каков принцип очистки газов от кислорода и паров воды?
3. Каково устройство установки для очистки водорода?
4. Как устроен и работает газоочиститель?
5. Каков принцип очистки воды?
6. Из каких частей состоит установка для очистки воды и каков принцип ее
работы?
7. Поясните принцип действия микроскопа.
8. Каково назначение системы ППР оборудования?
Глава вторая
ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ
ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ
§ 7. Основные сведения об обработке
полупроводниковых материалов
Основными полупроводниковыми материалами (полупроводни-
ками), применяемыми для изготовления полупроводниковых при-
боров, являются германий и кремний. Эти материалы имеют крис-
таллическую структуру, но для изготовления полупроводниковых
приборов используют монокристаллы германия и кремния, т. е.
полупроводники с правильной кристаллической структурой, пре-
вращенные в единый кристалл. Монокристаллы германия и крем-
ния-вещества анизотропные, т. е. их свойства в различных на-
правлениях неодинаковы и зависят от ориентирования относительно
кристаллографических плоскостей, обозначаемых индексами Мил-
лера, например (100), (110) и (111).
Скорость травления и растворимость германия или кремния в
металлах при рекристаллизации и образовании электронно-дыроч-
ных переходов в значительной степени зависят от плоскости ори-
ентации. Применение кристаллов, ориентированных по кристалло-
графической плоскости (111), обеспечивает ровный фронт вплав-
ления или диффузии параллельно поверхности кристалла при
изготовлении электронно-дырочных переходов, так как плоскость
(111) имеет наиболее плотную упаковку атомов. Поэтому слитки
монокристаллов германия и кремния обычно ориентируют по крис-
таллографической плоскости (Ш), а затем выполняют ориентиро-
ванную резку монокристаллов на пластины.
Процесс ориентирования не вызывает затруднений, так как мо-
нокристаллы имеют хорошо развитые естественные плоскости.
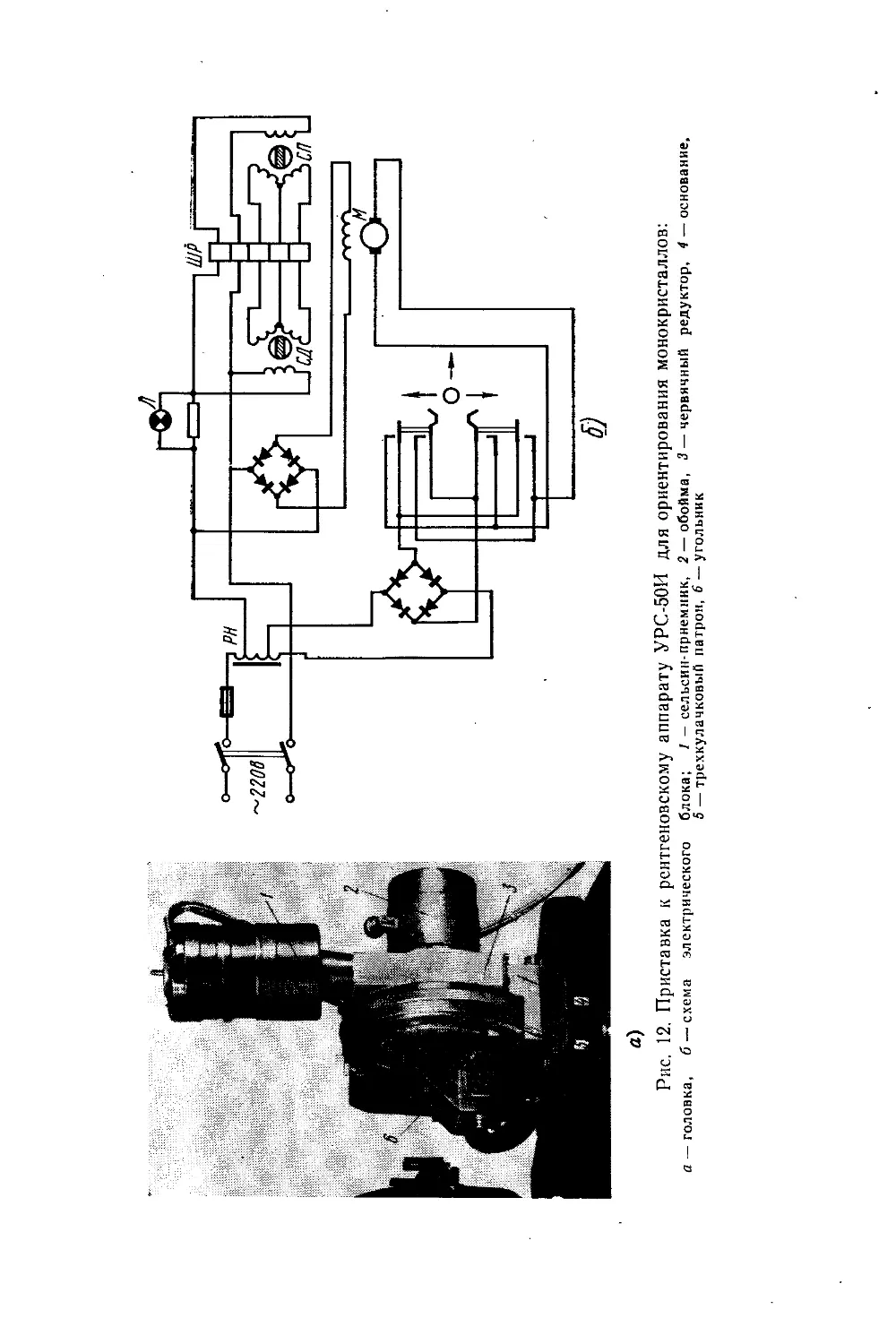
Ориентирование производят двумя методами: оптическим (свето-
вым) и рентгеновским. Для оптической ориентации используют
установку ЖК 78.08, а для рентгеновской — УРС-50И.
Полупроводниковые материалы обладают высокой твердостью
и хрупкостью. Твердость германия 6,25, а кремния 7 по шкале ал-
маза, твердость которого принята за 10. Германий в 100 раз более
хрупок, чем стекло. Полупроводниковые материалы нельзя точить,
сверлить, штамповать, но можно резать. Существуют следующие
основные способы резки:
металлическим диском с внутренней алмазной режущей кром-
кой (кольцеобразной пилой);
набором стальных полотен с помощью абразивной суспензии
(полотнами);
29
набором полотен с алмазной режущей кромкой (штрипсами);
металлическим диском или набором дисков с наружной алмаз-
ной режущей кромкой (диском);
движущейся стальной проволокой с помощью абразивной сус-
пензии (проволокой);
движущейся проволокой с закрепленными на ней зернами ал-
мазного микропорошка;
алмазным резцом (скрайбирование);
металлическим инструментом с помощью ультразвуковых коле-
баний и абразивной суспензии (ультразвуком);
вращающимся круглым алмазным резцом;
металлическим инструментом с использованием электроэрози-
онного эффекта (электроэрозионная резка).
Наиболее широко применяют в настоящее время резку моно-
кристаллов на пластины металлическим диском с внутренней ал-
мазной режущей кромкой и алмазным резцом, а также вырезку
кристаллов различной конфигурации металлическшм инструментом
с помощью ультразвуковых колебаний и абразивной суспензии.
Алмазный диск представляет собой металлическую основу, на
режущей кромке которой закреплены зерна алмаза (режущая кром-
ка которой шаржирована алмазом).
Предназначенные для резки слитки и пластины полупроводни-
ковых материалов приклеивают к оправкам или державкам шелла-
ком, эпоксидной смолой или клеящими мастиками. Нарезанные
пластины шлифуют и полируют, так как резка не обеспечивает за-
данной чистоты поверхности, точности геометрической формы и
качества разрезанной поверхности. Назначением шлифовки и поли-
ровки являются: доведение толщины пластин или кристаллов до
заданных размеров; обеспечение параллельности верхних и ниж-
них поверхностей кристаллов и пластин до 2—3 мкм на диаметре
30—40 мм; создание гладких поверхностей пластин и кристаллов
с чистотой 12—14-го классов (без царапин, углублений, неровно-
стей) и получение минимальной толщины нарушенного слоя на
шлифуемых поверхностях пластин и кристаллов.
Высокая точность и чистота обработки поверхности, а также
малая толщина или отсутствие нарушенного слоя на пластинах и
кристаллах необходимы, чтобы обеспечить высокую точность про-
движения фронтов диффузии или вплавления в пределах единиц и
даже долей микрона при создании электронно-дырочных перехо-
дов.
Шлифуют пластины и кристаллы полупроводниковых материа-
лов свободными абразивами, которые в виде абразивной суспензии
подают между шлифовальником и шлифуемыми изделиями. Эф-
фективность шлифовки свободным абразивом зависит от содержа-
ния абразива в применяемой суспензии и общего количества суспен-
зии, подаваемой на шлифовальник. Если концентрацию абразива
характеризовать отношением массового количества твердого абра-
зива (Т) к массе жидкости (Ж), применяемой для приготовления
суспензии, можно установить, что максимальной сошлифовке плас-
30
тин и кристаллов соответствует определенное значение соотноше-
ния Т : Ж применяемой суспензии, равное 1:3.
Для приготовления суспензии используют дистиллированнук>
воду и микропорошки М10 и М5. В микропорошке М10 исходным
материалом является карбид кремния зеленый (КЗ), а в М5—
электрокорунд белый (ЭБ). Для шлифовки пластин микропорош-
ком М.10 используют шлифовальники из чугуна, а микропорошком
М5 — полихлорвиниловые и стеклянные. Микротвердость применя-
емых для шлифовки абразивов приведена в табл. 3.
ТАБЛИЦА 3.
Микротвердость абразивов, применяемых для шлифовки
полупроводниковых материалов
Абразив Микротвер- дость, кгс/мм2 Абразив Микротвер- дость, кгс/мм»
Алмаз 10 000 Электрокорунд:
Карбид бора 4 900 белый (ЭБ) .... 2600'
Карбид кремния: коричневый (ЭК) - . 2270
зеленый (КЗ) .... 3 100 черный (ЭЧ) . . . 2150
серый (КС) .... 3 100 нормальный (ЭН) . . 2000'
Полируют пластины и кристаллы алмазными пастами на осно-
ве синтетических алмазных микропорошков САМЗ и САЛИ. Цифры,,
стоящие после букв в марках абразивных и алмазных микропо-
рошков, обозначают размер зерен в мкм. При алмазной полировке
применяют матерчатые полировальники, которые натягивают и за-
крепляют на круглых стеклянных шлифовальниках. Алмазными
микропоршками САМЗ полируют пластины на батистовом полиро-
вальнике, а САМ1 — на велюровых, замшевых или фетровых поли-
ровальниках. Толщина нарушенного слоя при различных видах
обработки полупроводниковых материалов микропорошками при-
ведена в табл. 4.
ТАБЛИЦА 4
Толщина нарушенного слоя на германиевых
и кремниевых пластинах после шлифовки
и полировки различными микропорошками
Обработка Толщина нарушенного слоя пластин, мкм
германиевых кремниевых
Шлифовка микропорошком М10 Шлифовка микропорошком М5 на стеклянном шли- 41—28 16—12
фовальнике Шлифовка микропорошком М5 на полихлорвини- 31—20 11—6
ловом шлифовальнике 18—15 7—6
Полировка алмазным микропорошком САМЗ . . . 9—6 2,6—1,2
Полировка алмазным микропорошком САМ1 . . . 0,2 0,3—0,8
ЗК
При шлифовке и полировке пластин используют настольный
шлифовальный станок ЖК 14.09. Применяют также шлифовку и
полировку пластин и кристаллов связанными алмазными микропо-
рошками— алмазными шайбами на специальном станке СПШ-1.
В отдельных случаях выполняют полировку на оптическом контак-
те, химико-механическую обработку, химико-динамическую поли-
ровку и полировку пластин с использованием в качестве полирую-
щего вещества пасты, состоящей из окиси хрома и горчицы.
Электрохимическая полировка пластин, применяемая в последнее
время, позволяет получать поверхности пластин высокой чистоты с
обнаженными дефектами кристаллической решетки, которые можно
•отбраковать на начальной стадии изготовления полупроводнико-
вых приборов.
Поскольку в настоящее время известно и освоено много методов
обработки полупроводниковых материалов с получением заданных
параметров и отсутствием нарушенного слоя, необходимость трав-
ления отпадает. Травят кристаллы на стадии обработки полупро-
водниковых материалов при производстве некоторых типов уста-
ревших сплавных полупроводниковых приборов.
Процесс обработки пластин и кристаллов заканчивается их сор-
тировкой по толщине, которая необходима для получения задан-
ных параметров электронно-дырочных переходов. Сортировку плас-
тин по толщине выполняют, как правило, вручную, а сортировку
кристаллов по толщине — на автоматических установках и сравни-
тельно редко вручную. При ручной сортировке используют измери-
тельные многооборотные головки ИГМ (ГОСТ 9696—61) с ценой
деления шкалы 0,001 мм. Можно использовать и другие измери-
тельные головки, обладающие такими же параметрами.
Существует несколько конструкций автоматов для сортировки
кристаллов, точность измерения толщин кристаллов на которых
составляет ± 1 мкм. Наиболее широко применяют автоматы щупо-
вого типа отечественного производства ЩЦ 050.0004 и БВ-8027 и
иностранных фирм «Симитцу» (модель ТК-500) и «Цензор». Огра-
ниченное применение имеют вибрационные и валковые автоматы
для сортировки, так как их точность составляет всего ±5 мкм.
Отходы обработки германия собирают для последующей реге-
нерации, так как стоимость изготовления слитков германия и крем-
ния очень высока. Отходы кремния для последующей регенерации
не собирают, потому что процесс регенерации кремния значитель-
но дороже процесса изготовления его из первичного сырья.
§ 8. Установка для светового ориентирования
полупроводниковых материалов
Установка ЖК 78.08 (рис. 7), предназначенная для ориентиро-
вания слитков, пластин и кристаллов германия и кремния по крис-
таллографическим плоскостям световым (оптическим) методом,
имеет техническую характеристику, приведенную ниже.
32
Размеры слитков, мм:
максимальный диаметр.................. 60
длина................................ 80
Минимальный размер пластин (кристал-
лов), мм............................. 1,5X1,5
Точность ориентации:
кремния .......................... ±3'
германия....................... ±15'
Цена деления шкалы экрана:
для кремния........................... 3'
для германия........................ 15'
угломерной -головки................... V
Источник света (лампа накаливания),
Вт...................................... 30
Применяемая энергетика (сеть пере-
менного тока):
напряжение, В..................... 220
частота, Гц........................... 50
Габаритные размеры, мм.............. 575X288X550
Масса, кг................................ 35
Рис. 7. Общий вид устанрвки для световой ориента-
ции монокристаллов:
1 — кристаллодержатель, 2 — угломерная головка, 3 — под-
вижная плита, 4— ручка поворота экрана, 5— корпус, 6 и
9 — ручки регулирования светового луча, 7— ручка регули-
рования диафрагмы объектива, 8 — ручка поворота верхнего-
зеркала, 10 — ручки цангового зажима и поворота зеркала
наблюдения, 11— ручка подъема экрана, 12 — панель элек-
трического блока, 13— ручка регулирования интенсивности
освещения шкалы, 14 — кожух смотрового окна, 15 — ориен-
тируемый образец
Установка состоит из корпуса 5, подвижной плиты 3 с кристал-
лодержателем /, угломерной головки 2, оптической системы и элек-
трического блока 12. Оптическая система и электрический блок
2 Моряков О. С.
33
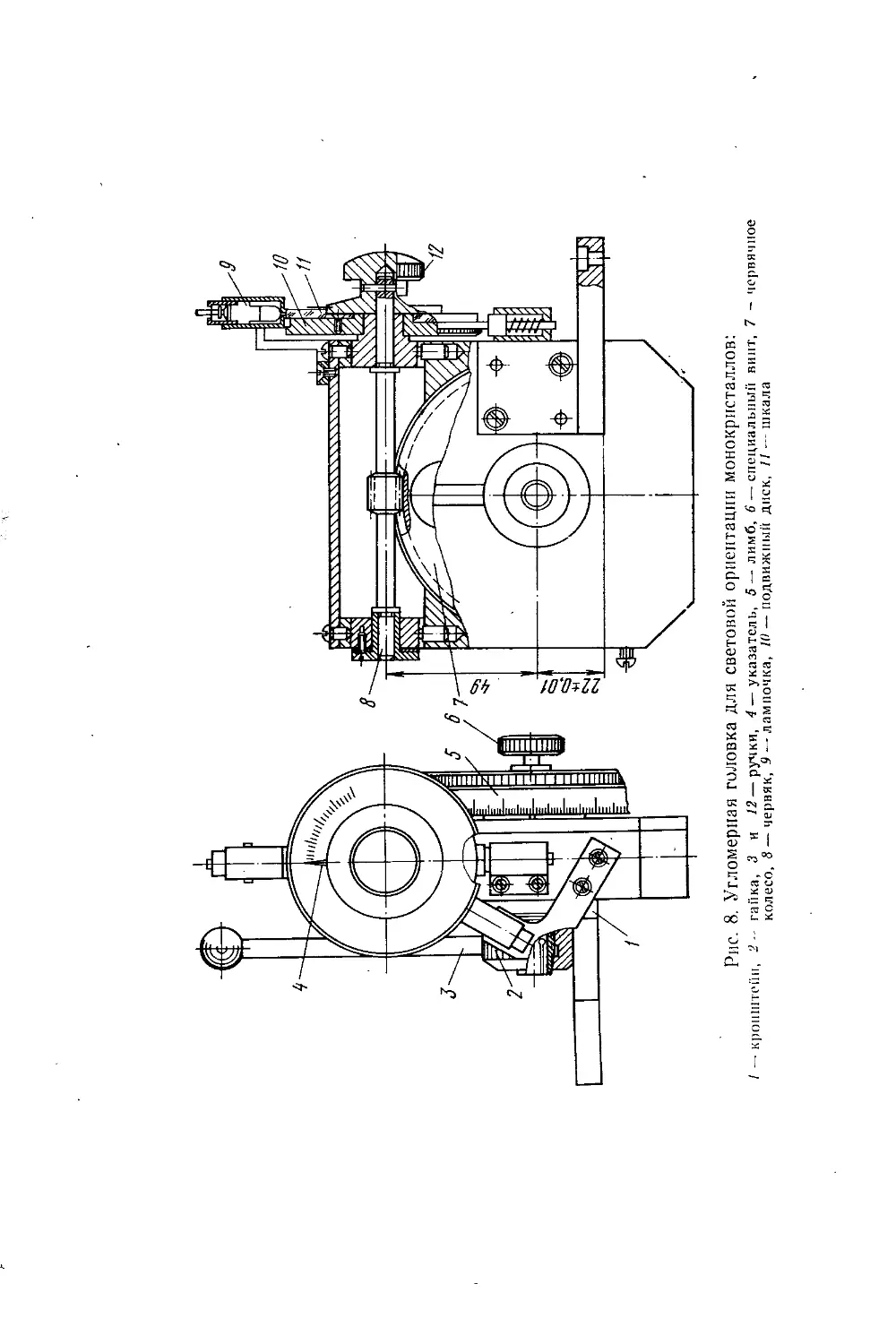
Рис. 8. Угломерная головка для световой ориентации монокристаллов:
/ — кронштейн, 2- гайка, 3 и 12— ручки, 4— указатель, 5 — лимб, 6 — специальный винт, 7 - червячное
колесо, 8 —червяк, 9 — лампочка, 10 — подвижный диск, // — шкала
смонтированы внутри корпуса, в верхней части которого находится
подвижная плита. Для удобства визуального наблюдения за поло-
жением фигуры на экране при ориентировании передняя часть кор->
пуса сделана наклонной. Поднимают экран ручкой 11. Для защиты
от попадания на экран рассеянного света из помещения на уста-
новке имеется специальный кожух 14. Ручки управления располо-
жены на передней и боковой стенках корпуса.
Подвижная плита 3 может свободно перемещаться на шарико-
вых опорах по направляющим планкам, прикрепленным к корпусу
установки, занимать два крайних положения и фиксироваться спе-
циальным устройством. На подвижной плите расположены два
стакана, в которых находятся зеркала, обращенные зеркальной по-
верхностью внутрь корпуса. Между зеркалами расположен кристал-
лодержатель, служащий для установки и закрепления ориентируе-
мого образца 15 полупроводника или специального сменного за-
жимного устройства, предназначенного для закрепления слитка
германия или кремния и приклейки после ориентирования. Крис-
тал л одержатель имеет деталь с базировочной плоскостью, к кото-
рой плотно прижимают специальным винтом образец, подлежащий
ориентированию.
С правой стороны установки к подвижной плите крепится угло-
мерная головка 2, предназначенная для отсчета величины откло-
нения кристаллографической плоскости от геометрической плоско-
сти слитка. Деталь, имеющая базировочную плоскость, может быть
жестко связана цанговым зажимом с угломерной головкой. В этом
случае при вращении ручки угломерной головки происходит пово-
рот детали с базировочной плоскостью и прижатого к ней образца.
Угломерная головка (рис. 8) состоит из червячного редуктора,
у которого на червяке 8 имеется ручка 12 с указателем 4, а на
червячном колесе 7 — лимб 5. Указатель на ручке, закрепленной
на червяке, указывает угол поворота образца (угол отклонения
кристаллографической плоскости) по шкале 11, закрепленной на
подвижном диске 10. Лимб, посаженный на вал червячного колеса,
можно вращать независимо от вращения червячного колеса или
совместно с червячным колесом, если застопорить лимб специаль-
ным винтом 6, ввернутым в торец вала.
Вал червячного колеса с конца, противоположного лимбу, имеет
цангу, которая с гайкой 2 образует цанговый зажим, приводимый
в действие ручкой 3. Цанговый зажим предназначен для жесткого
соединения вала детали, имеющей безировочную плоскость, с угло-
мерной головкой. Для подсветки шкалы и лимба имеются две
электрические лампочки 9. Шкала предназначена для отсчета углов
отклонения кристаллографических плоскостей, не превышающих
двух градусов, а лимб — свыше двух градусов. Крепится угломер-
ная головка к подвижной плите кронштейном 1.
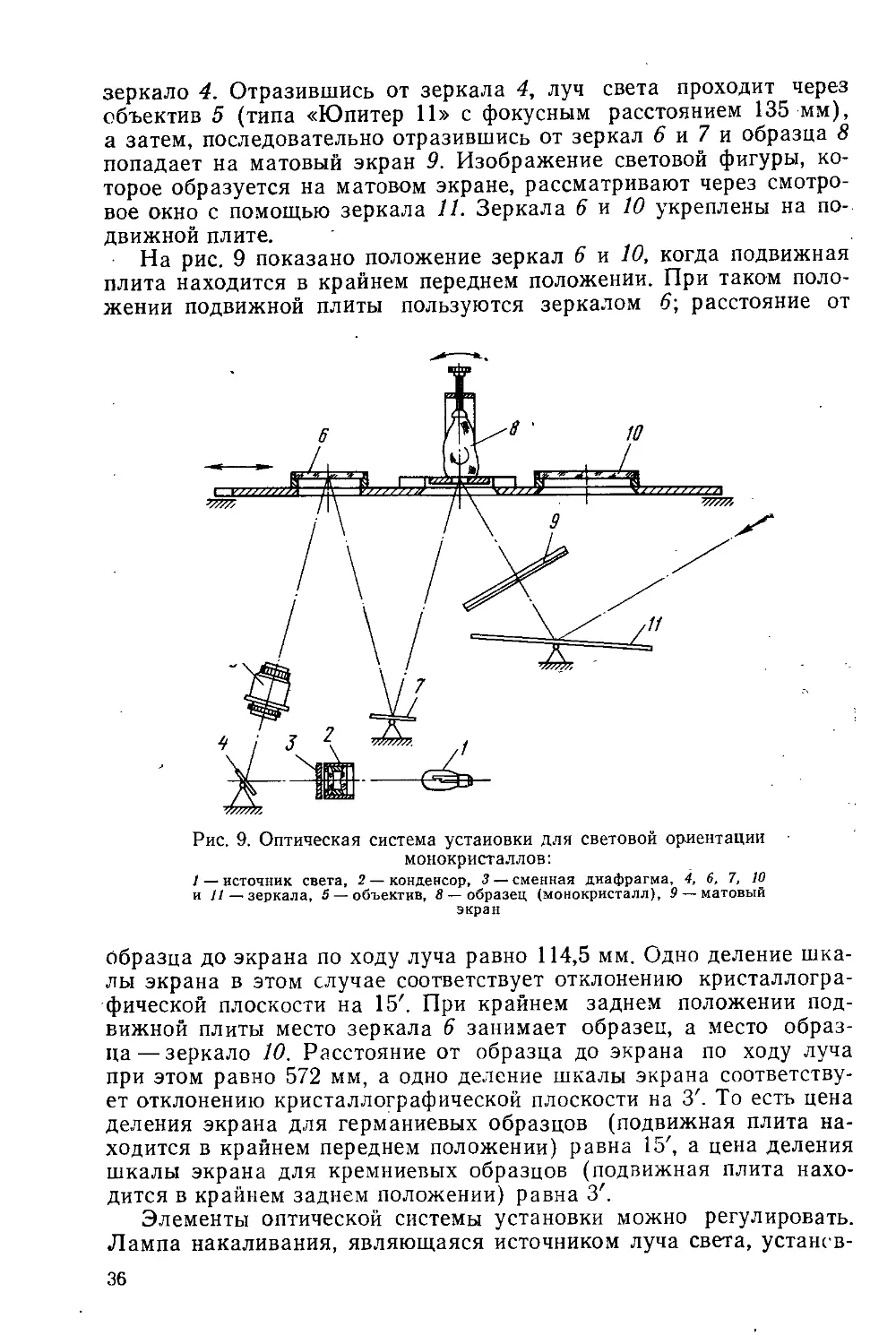
Оптическая система установки (рис. 9) состоит из источника
света, конденсора, зеркал, объектива, диафрагмы и экрана. Луч све-
та в оптической системе проходит от источника света 1 (лампа на-
каливания 8 В, 30 Вт) через конденсор 2, сменную диафрагму 3 на
2* 35
зеркало 4. Отразившись от зеркала 4, луч света проходит через
объектив 5 (типа «Юпитер 11» с фокусным расстоянием 135 мм),
а затем, последовательно отразившись от зеркал 6 и 7 и образца 8
попадает на матовый экран 9. Изображение световой фигуры, ко-
торое образуется на матовом экране, рассматривают через смотро-
вое окно с помощью зеркала 11. Зеркала 6 и 10 укреплены на по-
движной плите.
На рис. 9 показано положение зеркал 6 и 10, когда подвижная
плита находится в крайнем переднем положении. При таком поло-
жении подвижной плиты пользуются зеркалом расстояние от
Рис. 9. Оптическая система установки для световой ориентации
монокристаллов:
1 — источник света, 2 — конденсор, 3 — сменная диафрагма, 4, 6, 7, 10
и 11—зеркала, 5 — объектив, 8 — образец (монокристалл), 9— матовый
экран
образца до экрана по ходу луча равно 114,5 мм. Одно деление шка-
лы экрана в этом случае соответствует отклонению кристаллогра-
фической плоскости на 15'. При крайнем заднем положении под-
вижной плиты место зеркала 6 занимает образец, а место образ-
ца— зеркало 10. Расстояние от образца до экрана по ходу луча
при этом равно 572 мм, а одно деление шкалы экрана соответству-
ет отклонению кристаллографической плоскости на 3'. То есть цена
деления экрана для германиевых образцов (подвижная плита на-
ходится в крайнем переднем положении) равна 15', а цена деления
шкалы экрана для кремниевых образцов (подвижная плита нахо-
дится в крайнем заднем положении) равна 3'.
Элементы оптической системы установки можно регулировать.
Лампа накаливания, являющаяся источником луча света, устансв-
36
лена на подвижной каретке и может передвигаться по направляю-
щим, занимая оптимальное положение относительно конденсора.
Кроме того, изменяя положение лампы.'можно регулировать на-
правленность светового луча. Положение конденсора относительно
лампы и диафрагмы также можно регулировать. Нижнее зеркало 4
и верхнее зеркало 7 можно поворачивать вокруг осей, устанавливая
требуемое положение соответствующими ручками и фиксируя это
положение цанговыми зажимами. Фотообъектив закреплен в спе-
циальной подставке. Устанавливают диафрагму объектива и фоку-
сируют его, вращая ручки, которые зубчатыми парами поворачи-
вают соодветствующие детали объектива.
Экран 9 состоит из жесткой рамки, поворачивающейся на оси,
матового стекла и органического стекла, на которое нанесена шка-
ла. Для создания хорошей видимости шкала подсвечивается двумя
электрическими лампочками. Экран закреплен на оси в подвижной
каретке; ручкой каретку, а следовательно, и экран можно переме-
щать по шариковым опорам в направлении хода светового луча.
Перемещается экран механизмом, подъема, в котором имеется са-
мотормозящая червячная пара, сохраняющая установленное
положение экрана. Фокусируют экран при повороте, вращая ручку,
воздействующую на цанговый зажим.
Зеркало 11 может быть установлено в удобное для наблюдения
положение вращением ручки и зафиксировано цанговым зажимом.
В электрический блок, расположенный в передней стенке корпу-
са установки, входят понижающий трансформатор, лампы и потен-
циометры для регулирования подаваемого напряжения, а также
тумблер, сигнальная лампа и плата, к которой подводится питание
от сети.
При наладке установки необходимо привести световой луч в
центр шкалы экрана, т. е. в перекрестие вертикальной и горизон-
тальной осей шкалы экрана. Включив тумблером установку, начи-
нают наладку с вывода светового луча на вертикальную ось шкалы
экрана, устанавливая соответствующую диафрагму, фокусируя луч
на плоскость диафрагмы, направляя луч лампы по центру конден-
сора и перемещая лампу накаливания. Закончив вывод светового
луча на вертикальную ось шкалы экрана, выполняют регулировки,
связанные с выводом луча на горизонтальную ось шкалы экра-
на. Для чего регулируют положение отражающих поверхностей
оптической системы с последующим их фиксированием. При
этом наблюдают за положением светового пятна на экране уста-
новки.
При крайнем заднем положении подвижной плиты на базиро-
вочную плоскость кладут лист тонкой бумаги так, чтобы нанесен-
ный на нее карандашом отрезок прямой совпадал с риской на ба-
зировочной поверхности. Поворотом зеркала наблюдения выводят
световое пятно симметрично совмещенных риски и отрезка прямой
и ручкой 10 (см. рис. 7) закрепляют положение зеркала отражения.
При крайнем переднем положении подвижной плиты производят
наладку верхнего зеркала ручкой 8 так, чтобы совместить световое
37
пятно с горизонтальной осью экрана. Выполнив совмещение, за-
крепляют положение зеркала.
При наладке пользуются входящим в комплект установки эта-
лоном, который должен иметь зеркальную поверхность и устанав-
ливаться в паз кристаллодержателя. Базировочную поверхность
детали устанавливают по эталону в горизонтальном положении и
ее вал цанговым зажимом соединяют с угломерной головкой. Экран
ручкой 4 устанавливают перпендикулярно ходу луча (перпендику-
лярно направлению перемещения экрана по пазу в корпусе) и фик-
сируют в этом положении зажимом, управляемым ручкой 10. Руч-
кой 13 регулируют освещение шкалы экрана.
Яркость светового луча регулируют, вращая ручки 6 и 9, фоку-
сируя и изменяя диафрагму объектива, а ручкой 7 изменяют диа-
фрагму от 2 до 0,2 мм. На этом наладку установки заканчивают.
При ориентировании монокристаллов германия подвижную пли-
ту ставят в крайнее переднее положение, а при ориентировании мо-
нокристаллов кремния — в крайнее заднее положение.
Слитки германия и кремния устанавливают в специальные смен-
ные зажимные устройства, которые закрепляют в пазу кристалло-
держателя. В одно зажимное устройство вставляют слиток полу-
проводника и легко его прижимают. Световую фигуру на верти-
кальную ось шкалы экрана выводят поворотом легко прижатого
рукой слитка вокруг оси. Затем слиток окончательно закрепляют,
прижимая к базировочной плоскости. Световую фигуру в перекрес-
тие осей шкалы экрана выводят, вращая ручки угломерной головки.
Указатель, закрепленный на ручке, показывает на шкале (лимбе)
отклонение кристаллографической плоскости слитка от его геомет-
рической плоскости. Определив отклонение, зажимное устройство
освобождают от связей с угломерной головкой, слиток вынимают
из паза кристаллодержателя и приклеивают к столику зажимного
устройства.
При ориентировании слитков германия и кремния без приклей-
ки наносят риски на торец слитка. Процесс ориентирования не от-
личается от описанного, но нет необходимости пользоваться смен-
ными зажимными устройствами. Окончательной операцией процес-
ца ориентирования является нанесение карандашом через паз
базировочной детали на торце слитка стрелки, указывающей, в ка-
ком направлении надо повернуть слиток при ориентированной
резке, чтобы получить искомое положение кристаллографической
плоскости. Угол отклонения кристаллографической плоскости от-
считывают по шкале во время ориентирования.
§ 9. Рентгеновская установка для ориентирования
полупроводниковых материалов
Для ориентирования слитков монокристаллов германия и крем-
ния, а также пластин, отрезанных от слитков, применяют стандарт-
ный универсальный рентгеновский аппарат УРС-50И. Входящее
38
в комплект аппарата гониометрическое устройство ГУР-3 служит
для вращения образца (монокристалла) только в горизонтальной
плоскости. Этот аппарат без специальной приставки не пригоден
для ориентирования монокристаллов германия и кремния, так как
не позволяет вращать образец одновременно в горизонтальной и
вертикальной плоскостях. Вращение образца относительно горизон-
тальной оси осуществляется специальной приставкой с дистанцион-
ным управлением, что защищает оператора от облучения рентге-
новскими лучами.
Рис. 10. Рентгеновская установка с приставкой для ориентации моно-
кристаллов:
1 — стол, 2 — рентгеновская трубка, 3 — приставка, 4 — счетчик квантов, 5 —
гониометрическое устройство, 6 — электрический блок приставки
Универсальный рентгеновский аппарат УРС-50И в комплекте с
приставкой позволяет определить отклонение кристаллографиче-
ской плоскости (111) монокристаллических слитков (или пластин)
германия и кремния от их торцов. Угол отклонения торцов слитков
относительно кристаллографической плоскости (111) не должен
быть более 14° для кремния и 13° для германия.
Рентгеновская установка для ориентирования монокристаллов
с приставкой (рис. 10) состоит из стола 1, гониометрического уст-
ройства 5, рентгеновской трубки 2, счетчика квантов 4, приставки 3,
ее электрического блока 6 и измерительного шкафа (на рисунке не
показан). Все части установки, кроме измерительного шкафа,-ко-
торый выполнен отдельно, расположены на столе. Внутри стола
размещены пускорегулирующая аппаратура и высоковольтное ге-
39
нераторное устройство, питающее рентгеновскую трубку. Измери-
тельный шкаф включает стабилизатор напряжения СН-1, блок
РЕ-1 (интегрирующую схему), схему питания счетчика квантов и
самопишущий потенциометр ЭПП-09.
Блок-схема рентгеновского аппарата приведена на рис. 11.
I ВПК
I ВПК
I ипк
I ВПК
I 2ПК
I 1ПК
| ВМ1
I CAT ]
СН-1
-г
Сеть
Рис. 11. Блок-схема рентгеновского аппарата УРС-50И:
ЛВ — ламповый вольтметр, ВП — внешний прибор, ЭПП-09 —
самопишущий потенциометр, ЭМС — электромеханический счет-
чик, ВМ1 — входной мультивибратор и усилитель импульсов,
1ПК, 2ПК., ЗПК, 4ПК, 5ПК, 6ПК — пересчетные каскады, ВМ2 —
выходной мультивибратор, РВ — реле времени, ЗГ — звуковой
генератор, ИО— исследуемый образец, ГУ— генераторное уст-
ройство, CAT — стабилизатор анодного тока, СН-1 — стабилизатор
напряжения, ГУР-3 — гониометрическое устройство, МСТР-4 —
счетчик квантов, ВВ — высоковольтный выпрямитель, ОИ— огра-
ничитель импульсов, НИ — нормализатор импульсов, ИС — инте-
грирующая схема, Р/К — усилитель импульсов
Аппарат соединен с сетью через входной стабилизатор напряже-
ния СН-1 высокой точности. Генераторное устройство предназначе-
но для питания рентгеновской трубки высоковольтным напряже-
нием. Блок ПС-64М-1 преобразует импульсы для нормальной ра-
боты электромеханического счетчика.
При работе аппарата рентгеновские лучи, выходящие из окна
рентгеновской трубки, попадают на исследуемый образец, находя-
40
щийся вместе со счетчиком рентгеновских квантов М СТР-4
(РМ-4) на гониометрическом устройстве ГУР-3. Лучи, отраженные
под некоторым углом от образца, попадают на счетчик рентгенов-
ских квантов, представляющий собой газовый конденсатор в стек-
лянной оболочке с тонким слюдяным оконцем в торце, наполненный
смесью аргона и метилаля.
Между центральной нитью и обкладкой счетчика прикладывает-
ся напряжение 1300—1500 В от высоковольтного выпрямителя
блока РЕ-1, и достаточно появления в счетчике в результате иони-
зационного действия рентгеновских лучей одной пары ионов (элек-
трона и положительного иона), чтобы счетчик сработал, т. е. чтобьГ
через него прошел единичный импульс тока длительностью 200 мс.
Количество импульсов тока, возникающих в счетчике в единицу
времени, пропорционально интенсивности отраженного рентгенов-
ского пучка.
Гониометрическое устройство позволяет вращать счетчик или
образец независимо друг от друга или вместе. Вращение можно
осуществлять вручную или электроприводом с различной скоро-
стью. Тонометрическое устройство позволяет производить точный
отсчет углов относительно первичного пучка лучей и устанавливать
соответствие между углами и интенсивностью лучей, производящих
ионизацию в счетчике квантов.
Возбуждаемые в счетчике квантов импульсы тока, проходя че-
рез резисторы, преобразуются в импульсы напряжения, которые
затем усиливаются в блоке РЖ (усилителя импульсов) и переда-
ются по кабелю на вход блока ПС-64М-1. В первом каскаде этого
блока различные по длительности, форме и амплитуде импульсы
формируются в очень короткие (порядка 50 мс) прямоугольные
импульсы напряжения одинаковой амплитуды. После этого каж-
дый импульс идет по двум путям: к пересчетному устройству и к
измерителю скорости счета.
Пересчетное устройство состоит из шести каскадов, каждый из
которых пропускает один импульс из двух, поступающих на его
вход. Импульс от соответствующего пересчетного каскада, подклю-
ченного к застопоренному выходному мультивибратору, запускает
данный мультивибратор, назначением которого является формиро-
вание импульсов напряжения длительностью порядка 5 мс. Эти
импульсы запускают усилитель тока, на выходе которого получа-
ются импульсы тока 30 мА длительностью 5 мс, воздействующие
на электромеханический счетчик. Уменьшение количества импуль-
сов в пересчетном устройстве необходимо вследствие того, что
счетчик квантов может считать примерно до 5000 квантов в секун-
ду, а электромеханический счетчик до 100 импульсов в секунду.
Измеритель скорости счета блока РЕ-1 представляет собой ра-
диотехническое устройство, состоящее из нормализатора, интегри-
рующей схемы и лампового вольтметра. Нормализатор подвергает
приходящие к нему от блока ПС-64М-1 импульсы строгой нормали-
зации по длительности и амплитуде и передает их на интегрирую-
щую схему, представляющую собой реостатно-емкостный контур.
41
Среднее значение разности потенциалов на конденсаторе контура
служит мерой частоты поступления импульсов. Эта разность потен-
циалов измеряется ламповым вольтметром, шкала которого отгра-
дуирована в импульсах в секунду.
Кроме лампового вольтметра к выходу измерителя скорости
счета подключен электронный самопишущий потенциометр ЭПП-09.
Отклонение записывающей системы самопишущего прибора также
пропорционально среднему количеству импульсов. Таким образом,
интенсивность рентгеновских лучей, воздействующих на счетчик
квантов, может измеряться следующими приборами: электрическим
счетчиком; ламповым вольтметром и самопишущим прибором.
Принцип определения отклонения положения кристаллографи-
ческой плоскости (111) от торца слитка на рентгеновской установ-
ке состоит в нахождении угла положения торца слитка по отноше-
нию к исходному, при котором фиксируется максимальная интен-
сивность рентгеновских лучей, отраженных от торца слитка (плас-
тины) и воздействующих на счетчик квантов.
Такое положение слитка находят, вращая его в вертикальной и
горизонтальной плоскостях и наблюдая за максимальным отклоне-
нием стрелки прибора электромеханического счетчика. Найденное
положение слитка, соответствующее максимальной интенсивности
отраженных рентгеновских лучей, отсчитывают на проекторе гонио-
метрического устройства ГУР-3 и фиксируют на торце слитка про-
черчиванием рисок с пометкой стороны слитка, от которой следует
отсчитывать определенные отклонения в градусах кристаллографи-
ческой плоскости (111) от торца слитка.
Рентгеновский аппарат представляет собой сложное устройство;
работа на нем связана с опасностью облучения значительными
дозами рентгеновских лучей, которые вредны для здоровья. Рабо-
чее место рентгенолога должно находиться в специальном помеще-
нии, экранированном свинцовым экраном. В момент ориентации
рентгенолог должен быть защищен опускающимся свинцовым стек-
лом определенной толщины. Рентгенологи должны периодически
проходить инструктаж по безопасным приемам работы и медицин-
ский осмотр.
Учитывая сложность и опасность работы с рентгеновскими уста-
новками, монтаж, отладку и юстировку рентгеновских аппаратов
выполняют рабочие специализированных организаций. Обслужива-
ющий персонал полупроводниковых предприятий может выполнять
только мелкий ремонт электрической схемы.
Приставка к установке УРС-50И (рис. 12, а) состоит из головки
и электрического блока.
Головка предназначена для закрепления слитка (пластины)
трехкулачковым патроном и вращения его в вертикальной плоско-
сти в процессе ориентировки. Головка состоит из основания 4,
угольника 6, червячного редуктора 3, трехкулачкового патрона 5,
обоймы 2 и сельсина-приемника 1. В угольнике имеется прорезь, по
которой после окончания ориентирования наносят карандашом
стрелку, указывающую направление отклонения искомой плоско-
42
a)
Рис. 12. Приставка к рентгеновскому аппарату УРС-50И для ориентирования монокристаллов:
а — головка, б — схема электрического блока; 1 - сельсин-прнемник, 2 —обойма, 3 — червячный редуктор, 4 — основание.
5 — трехкулачковый патрон, 6~ угольник
ста ориентировки. Вращение образца в вертикальной плоскости
осуществляется при помощи сельсина-приемника и червячного ре-
дуктора. Обойма и поджимной цилиндр предназначены для пол-
ного поджатая образца к плоскости угольника перед его закрепле-
нием в трехкулачковом патроне.
Электрический блок приставки (рис. 12, б) выполнен отдельно
от головки, предназначен для дистанционного управления головкой
и состоит из электродвигателя постоянного тока М, сельсина-дат-
чика СД и регулятора напряжения PH. Изменяя выходное напря-
жение на автотрансформаторе, можно изменять угловую скорость
вращения образца. При этом изменяется скорость вращения валов
электродвигателя и сельсина-датчика, которые соединены между
собой. Изменение скорости вращения сельсина-датчика вызывает,
в свою очередь, изменение скорости вращения сельсина-приемника
СП и в конечном итоге изменяется скорость вращения ориентируе-
мого образца. Вращать образец можно вручную, для чего на другом
конце вала электродвигателя имеется маховичок. Сельсины между
собой соединены проводами с разъемами ШР.
Каждая головка должна быть подогнана и выверена под данную
рентгеновскую установку. После изготовления головки при уста-
новке ее на гониометрическое устройство необходимо точно выдер-
жать размер от плоскости базирования головки приставки до сере-
дины щелей в рентгеновской трубке, угольнике и счетчике квантов.
Наладку приставки лучше выполнять одновременно с наладкой
рентгеновской установки.
Для надежной работы необходимо два раза в год проводить
профилактический осмотр приставки и смазку трущихся деталей.
Редуктор смазывают машинным маслом, которое заливают через
крышку. Особое внимание следует обращать на состояние рабочей
поверхности угольника, так как от длительной эксплуатации по-
верхность угольника, к которой прижимают ориентируемые слитки
(пластины), со временем теряет первоначальную чистоту обработ-
ки, изнашивается. От точности изготовления угольника зависит
точность ориентации, поэтому при профилактическом осмотре необ-
ходимо осматривать угольник и контролировать его базовые раз-
меры. При отклонении размеров и чистоты поверхности от заданных
угольник необходимо отремонтировать или заменить новым.
§ 10. Станок для резки полупроводниковых
материалов кольцеобразной пипой
Станок 2405 (рис. 13) применяется в полупроводниковом произ-
водстве для резки слитков полупроводниковых материалов на плас-
тины кольцеобразной пилой — алмазным диском. Этот станок
может быть настроен на автоматическую резку и один рабочий мо-
жет обслуживать несколько таких станков.
Станок состоит из станины 6 с плитой, на которой установлены
шпиндель с головкой 7 и приводом, суппорта 3 с приводом 4, уст-
44
ройством для установки слитков 2 и узлом регулировки, механизма
подачи, наружного экрана 1 с системой подачи охлаждающей
жидкости и сбора использованного охладителя, привода, включаю-
щего в себя электродвигатель, тормоз, редуктор, рычаг отвода суп-
порта подачи, и механизма управления. На лицевой стороне станка
имеется панель управления 5.
Взаимодействие частей станка видно из кинематической схемы,
показанной на рис. 14, а (схема
упрощена, на ней' не показаны
система рычагов, предназначен-
ных для установки автоматиче-
ского режима работы станка).
Шпиндель 19 имеет самостоя-
тельный привод, состоящий из
электродвигателя 22, шкивов 18 и
21 и клинового ремня 20. Шкивы
трехступенчатыё, что позволяет,
если необходимо, изменять ско-
рость вращения шпинделя пере-
становкой ремня с одной ступени
на другую. Шпиндель имеет ско-
рости 3000, 4000 или 5000.. об/мин
и вращается в подшипниках ка-
чения повышенной точности. На
свободном конце шпинделя за-
креплена головка 17, на которой
устанавливается алмазный диск.
Суппорт служит для продоль-
ной и поперечной подачи разре-
заемого слитка и состоит из двух
частей: нижнего 13 и верхнего 14
суппортов. Нижний суппорт пред-
назначен для продольного пере-
мещения слитка во время реза-
ния с помощью винта 12 на задан-
ную толщину резки пластины.
При автоматической резке движе-
ние от электродвигателя 1 через му
Далее движение с редуктора через
Рис. 13. Станок для резки твердых
материалов кольцеобразной пилой:
1 — наружный экран, 2 — устройство для
установки слитков, 3 — суппорт, 4 — привод,
5 — панель управления, 6 — станина, 7 —
головка
£ту 2 передается на редуктор 5.
эксцентрик 7, рычаг 8 и тягу 9
передается храповому механизму. При повороте храпового колеса
поворачивается ходовой винт 12, перемещая нижний суппорт на
заданную величину. Регулируют величину перемещения (шага)
нижнего суппорта перемещением сектора, который перекрывает в
зависимости от заданного шага определенную часть храпового ко-
леса И.
Для остановки электродвигателя, приводящего в действие ниж-
ний суппорт, служит тормоз 3, включаемый микровыключателем 6
в момент, когда эксцентрик 7 сделает полный оборот. Тормозные
колодки приводятся в действие электромагнитом 4.
45
Верхний суппорт предназначен для поперечной по отношению к
разрезаемому слитку подачи; перемещается он на шариковых опо-
рах. Рабочее движение осуществляется под действием силы тяже-
сти груза 15, изменяя который можно изменять скорость подачи.
Рис. 14. Схемы станка для резки твердых материалов коль-
цеобразной пилой:
а — кинематическая, б — гидравлического устройства; 1 и 22— элек-
тродвигатели, 2 — муфта, 3 — тормоз, 4— электромагнит, 5 — редук-
тор, 6 — микровыключатель, 7 и 24 — эксцентрики» 8 — рычаг, 9 —
тяга, 10 — микропереключатель, 11 — храповое колесо, 12 — ходовой
винт, 13 и 14 — нижний и верхний суппорты, 15— груз, 16 — гидрав-
лическое устройство, 17 — головка, 18 и 21 — шкивы, 19— шпиндель,
20 — клиновой ремень, 23 — рычаг возврата, 25 — специальный винт,
26 — кнопка, 27 — конус, 28 — гидроцилиндр, 29 — шток, 30 — пор-
шень, 31 — резервуар, 32 — клапан
Регулируют плавность хода верхнего суппорта и создают необхо-
димое давление резания специальным гидравлическим устройством
16, схема которого показана на рис. 14, б.
При рабочем ходе верхнего суппорта 14 поршень 30 со штоком
29 в гидроцилиндре 28, находящемся в резервуаре 31 с маслом,
выдавливает масло через зазор между корпусом гидроцилиндра и
конусом 27; при этом клапан 32 закрывается. В зависимости от ве-
46
личины зазора изменяется скорость перемещения верхнего суппор-
та. Зазор регулируют специальным винтом 25. Для ускоренной
подачи верхнего суппорта во время наладок автомата можно поль-
зоваться специальной кнопкой 26, нажатием на которую получают
максимальную скорость подачи верхнего суппорта. Плавность хода
подачи верхнего суппорта можно визуально наблюдать на экране.
Возвращается верхний суппорт в исходное положение рычагом
возврата 23 (см. рис. 14, а), который приводится в движение от
редуктора 5 через эксцентрик 24. Возврат верхнего суппорта в ис-
ходное положение происходит автоматически в момент, когда мик-
ропереключатель 10, укрепленный на верхнем суппорте, дойдет до
специального регулируемого упо-
ра, установленного таким обра-
зом, чтобы алмазный диск пол-
ностью разрезал слиток.
Автоматическая работа стан-
ка происходит в такой последова-
тельности: отрезка пластины при
рабочем ходе верхнего суппорта;
возврат верхнего суппорта в ис-
ходное (первоначальное) положе-
ние; перемещение слитка на шаг
при движении нижнего суппорта.
После перемещения слитка на
шаг цикл работы станка повто-
ряется.
Устройство для закрепления
разрезаемого слитка крепится к
верхнему суппорту станка и по-
зволяет поворачивать слиток в го-
ризонтальной и вертикальной
плоскостях на требуемые углы по
имеющимся лимбам по отноше-
нию к плоскости вращения алмаз-
ного диска. Поворачивают слитки
для того, чтобы можно было вы-
Рис. 15. Схема системы подачи охлаж-
дающей жидкости станка для резки
твердых материалов кольцеобразной
пилой:
1 — насос, 2 — бак, 3 — трубопроводы
полнять ориентированную резку.
Система подачи охлаждающей жидкости (рис. 15) состоит из
бака 2, насоса 1 с электродвигателем, трубопроводов 3 и армату-
ры и предназначена для охлаждения алмазного диска и вымывания
отходов резки из головки. Бак расположен внутри станины автома-
та и служит резервуаром для хранения определенного количества
воды, а также является отстойником, в котором отходы резки осаж-
даются за счет резкого уменьшения скорости истечения при пере-
ливе охлаждающей жидкости через перегородки постепенно умень-
шающейся высоты.
Питание электрооборудования станка осуществляется от сети
трехфазного тока с заземленной нейтралью напряжением 380 В.
Цепи управления питаются током напряжением 220 В. Напряже-
47
ние подводится к электрооборудованию через пакетный выключа-
тель, расположенный на правой стороне станины. Включением па-
кетного выключателя подается напряжение к электрооборудованию
автомата и загорается лампочка на щите станка. При нажатии на
кнопки «Пуск насоса» и «Пуск привода» включаются электродви-
гатели насоса и привода алмазного диска и загораются лампочки
на пульте управления. Электродвигатель подачи стола включается
через микропереключатели при последовательном включении тумб-
леров «Подача включена» и «Работа в режиме». При положении
тумблера «Наладка режима» можно выполнять настройку автома-
та на рабочий режим.
Техническая характеристика станка 2405 для резки твердых
материалов кольцеобразной пилой приведена ниже.
Максимальный диаметр разрезае-
мого слитка, мм................
Максимальная длина разрезаемого
слитка, мм...................
Максимальная толщина отрезаемых
пластин, мм....................
Минимальная толщина отрезаемых
пластин, мм....................
Отклонение от плоскопараллель-
ности отрезанной пластины на
диаметре 35 мм, мм.............
Скорость вращения шпинделя,
об/мин.........................
Внутренний диаметр алмазного
диска, мм ... .................
Ход стола, мм:
продольный ....................
поперечный..................
Величина шага автоматической по-
перечной подачи стола, мм . . .
Цена деления установочной шкалы:
поперечной подачн, мм . . . .
на ноннусе поворотной головки
Установленная мощность, кВт . .
Применяемая энергетика (сеть пе-
ременного тока):
напряжение, В..................
частота, Гц............ .
Охлаждающая среда..............
Габаритные размеры, мм.........
Масса, кг......................
35
70
0,6
0,2
0,01
3000, 4000, 5000
83
65
85
0,4—0,85
0,025
6'
1,6
380/220
50
Вода
970X840X1450
550
Контролируют работу станка визуальным наблюдением за про-
цессом резки. Плавность и величину хода подачи контролируют
визуально по экрану. Настройку величины хода рабочей подачи
выполняют специальным винтом. Величину поперечной подачи ус-
танавливают перемещением сектора на храповом колесе механиз-
ма поперечной подачи в соответствии с заданной толщиной отреза-
емых пластин полупроводника.
Один раз в месяц необходимо проводить профилактический ос-
мотр станка и подтягивать резьбовые соединения.
48
/ 2
Рис. 16. Головка станка для резки
твердых материалов кольцеобраз-
ной пилой:
/ — корпус головки, 2 — прокладка, 3 и
4 — внутреннее и наружное кольца,
5 — кольцеобразная пила (алмазный
диск), 6 — винт
При наладке необходимо периодически заменять алмазный диск,
установленный в головке станка (рис. 16). Алмазный диск 5 за-
кладывают между кольцами 3 и 4 и винтами 6 слегка скрепляют
кольца. Собранные вместе кольца и диск устанавливают на голов-
ку так, чтобы передний торец корпуса 1 касался алмазного диска,
а риска с пометкой «О» совпадала с такой же риской на корпусе
головки. Затем замеряют по наружной поверхности расстояние
между кольцами и головкой и подбирают прокладки 2 таким обра-
зом, чтобы их общая толщина была на 0,1 мм меньше замеренного
расстояния. Концентричность ре-
жущей кромки кольцеобразной
пилы проверяют индикатором.
Отклонение от концентричности
должно быть не более 0,1 мм.
Периодически необходимо
смазывать трущиеся детали авто-
мата. Так, рычаг механизма по-
дачи, направляющие суппорта,
подшипники ходового винта и
шпиндель необходимо смазывать
через масленки индустриальным
маслом 30, а шпиндель — инду-
стриальным маслом 12 один.раз
в смену. Все подшипники качения
смазывают при сборке автомата.
В редукторе индустриальное мас-
ло 30 заменяют один раз в тече-
ние полугода.
Станок надежно заземляют,
присоединяя к контуру заземле-
ния шиной, которая крепится к
станине специальным болтом.
Осматривают и ремонтируют,
а также смазывают станок при
его полной остановке. При ремон-
те станок необходимо отключить от электросети.
Перед пуском станка и при его работе необходимо проверить
правильность установки поворотной головки и прочность приклей-
ки слитка к оправке.
§ 11. Полуавтомат для скрайбирования
полупроводниковых пластин
Полуавтомат ЖК 10.11 (рис. 17) предназначен для нанесения
сетки рисок на полупроводниковые пластины. Разламывают плас-
тины с нанесенными рисками на кристаллы, прокатывая их резино-
вым валиком вручную или на специальных установках. Полуавто-
мат установлен в закрепленном на столе скафандре, который слу-
49
жит для создания микроклимата. Работают на полуавтомате в
резиновых перчатках, встроенных в переднюю стенку скафандра.
Освещается рабочее место светильниками дневного света, установ-
ленными в верхней части скафандра. Полуавтомат состоит из осно-
вания 2 с панелью управления 1, привода 5, резцедержателя 4, оп-
тического устройства 3 вакуумной системы и электрического блока.
Кинематическая схема полуавтомата ЖК 10.11 для скрайбиро-
вания показана на рис. 18, а. Возвратно-поступательное движение
алмазный резец 13 получает от электродвигателя 1 через червячный
редуктор 2, кривошип 3, шатун 5 и рычаг 7. Для отвода резца от
Рис. 17. Полуавтомат для скрайбирования:
1 — панель управления, 2 — основание, 3 — оптическое устрой-
ство, 4 — резцедержатель, 5 — привод
заготовки предусмотрена система рычагов. Расстояние, на которое
перемещается резец, можно регулировать вращением винтов 18.
Перемещение стола с пластиной, подлежащей скрайбированию,
осуществляется от электродвигателя 1 через редуктор 2, кривошип
3, шатун 4, храповой механизм 6 и 9, ходовой винт 10, который,
вращаясь в гайке, закрепленной на столе 12, перемещает стол с за-
данным шагом. Отвод стола в исходное положение осуществляют
маховиком 11 вручную. Величина шага перемещения стола опреде-
ляется углом поворота храпового колеса, который регулируется
перемещением сектора 8. Параллельность движения резца относи-
тельно поверхности стола обеспечивается кареткой 19, которая при
работе полуавтомата перемещается в направляющих. Такая конст-
рукция обеспечивает нарезание пластины с заданной чистотой и
точностью.
50
S)
Рис. 18. Схемы полуавтомата для скрайоирования:
а — кинематическая, б — электрическая; 1— электродвигатель, 2— червячный редуктор, 3 — кривошип, 4 и 5—шатуны,
6 — собачка 7 — рычаг, 8 — сектор, 9 — храповое колесо, 10 — ходовой винт, 11 маховик, /2 — стол, /3 — алмазный ре-
зец, 14, 16 и 18 — регулировочные винты, /5 —пружина, 17 — винт установки резца, 19 — каретка
В резцедержателе алмазный резец закрепляется в качающейся
опоре. Степень качания резца регулируют винтом 14. Усилие, при-
жимающее резец к полупроводниковой пластине, регулируют изме-
нением длины пружины 15 винтом 16. Высоту установки резца над
поверхностью стола полуавтомата регулируют винтом 17.
Движения резца и стола в полуавтомате аналогичны движениям
резца' и стола в поперечно-строгальном станке. Алмаз резца обыч-
но гранят на четыре грани, а алмазодержатель делают квадратным
в сечении, согласовав положение ребер алмаза с плоскостями квад-
рата алмазодержателя. Такая конструкция алмазного резца позво-
ляет выполнять скрайбирование четырьмя ребрами алмаза после-
довательно по мере их затупления.
Оптическое устройство состоит из кронштейна, укрепленного на
плите основания, и микроскопа МБС-1. Л1икроскоп может переме-
щаться в вертйкальной и горизонтальной плоскостях. Положение
микроскопа может быть зафиксировано стопорным винтом. В пра-
вом окуляре микроскопа имеются визирные линии. Положение лин-
зы с линиями строго ориентировано относительно направления
движения резца и зафиксировано специальной гайкой, надетой на
правый окуляр микроскопа. :
Шаг скрайбирования может быть измерен по шкале в правом
окуляре микроскопа. Цена деления шкалы зависит от установленной
кратности увеличения микроскопа и приведена в табл. 5.
ТАБЛИЦА 5
Зависимость цены деления шкалы
от кратности увеличения микроскопа
Кратность, увеличения на ба- рабане микроскопа .... 0,6 1 2 4 7
Це,на деления шкалы окуляра, мм 0,17 0,1 0,05 0,025 0,015
Таким образом, при помощи микроскопа можно устанавливать
начальное положение пластин с электронно-дырочными переходами,
обеспечивающее скрайбирование по середине рядов переходов, и
визуально контролировать качество и шаг скрайбирования.
Закрепление полупроводниковых пластин на столе полуавтома-
та происходит за счет возникающей разности между атмосферным
давлением и разрежением, создаваемым под полупроводниковой
пластиной вакуумной системой (присасывание). Для съема полу-
проводниковой пластины с нанесенной сеткой рисок необходимо
стол полуавтомата соединить с атмосферой через предусмотренный
в вакумной системе трехходовой кран.
Схема электрического блока полуавтомата показана на
рис. 18, б. Полуавтомат подключается через штепсельный разъем к
сети переменного трехфазного тока напряжением 380 В с нулевым
проводом. Включается полуавтомат пакетным выключателем В1 и
52
тумблером ВЗ. При включении тумблера ВЗ через трансформатор
загорается лампа ЛЗ подсветки микроскопа. При нажатии на кноп-
ку Кн4 включается реле Р2, которое через контакты 4Р2 самобло-
кируется, а через контакты 1Р2, 2Р2, ЗР2 включается электродвига-
тель Ml привода вакуумного насоса. Нажатием на кнопку КнЗ
включается реле Р1, которое контактами 2Р1 самоблокируется, а
через контакт 1Р1 включается двигатель М2 привода-резцедержа-
теля. Кнопками Кн1 и Кн2 выключают электродвигатели М2 и Mt
соответственно.
Микровыключатель В2 служит для аварийной остановки двига-
теля М2, число оборотов которого (число двойных ходов резцедер-
жателя) регулируется регулятором напряжения ATpl. Включаются
и выключаются люминесцентные лампы освещения тумблером В4
и кнопками Кн5, Кнб.
На передней панели электрического блока, установленного с
правой стороны стола, находится микроамперметр, регулятор на-
пряжения и предохранители. На шкалу микроамперметра допол-
нительно нанесена шкала, отградуированная на число двойных, хо-
дов резцедержателя в минуту.
Техническая характеристика полуавтомата ЖК 10.11 для скрай-
бирования приведена ниже.
Максимальные размеры разрезае-
мой пластины, мм................ 55X55
Толщина разрезаемой пластины, мм 0,1—0,2
Ход:
резца, мм................... 60
стола, мм................... 75
Число двойных ходов резца в ми-
нуту ........................... 0—40
Диапазон шагов резки, мм . . . . 0,05—2,6
Ступень изменения шага резки, мм 0,05
Точность шага, мм..................... 0,01
Фиксированный угол поворота сто-
ла, град ............................. 90
Применяемый вакуум, мм рт. ст. 10
Потребляемая мощность, кВт . . . 0,85
Применяемая энергетика (трехфаз-
ная сеть):
напряжение, В....................... 380
частота, Гц......................... 50
Габаритные размеры, мм........... 1010X555X1320
Масса, кг . . ......................... 130
Перед началом работы на полуавтомате необходимо проверить
настройку микроскопа и величину шага скрайбирования, а также
правильность установки алмазного резца. Резец необходимо устано-
вить так, чтобы нанесенная им риска по глубине составляла бы по-
ловину толщины полупроводниковой пластины. При малой глубине
рисок, нанесенных на пластину, затрудняется ее разлом на кристал-
лы, а при большей глубине рисок возможны поломка резца и сколы
пластины.
В зависимости от толщины и размеров полупроводниковые пла-
стины устанавливают непосредственно на стол полуавтомата или
52
предварительно наклеивают на стеклянную подложку, а затем ус-
танавливают на стол. Перед закреплением на столе пластину необ-
ходимо сориентировать по отношению к визирной линии микроско-
па, которая должна проходить по середине соседних рядов элект-
ронно-дырочных переходов. Затем необходимо закрепить пластину
на столе полуавтомата, включив вакуумный насос и поставив трех-
ходовой кран в соответствующее положение, включить привод полу-
автомата, настроив его на необходимое количество двойных ходов
резца.
Когда будет выполнено скрайбирование пластин в одном на-
правлении, надо выключить привод, вращая маховичок на валу
электродвигателя привода механизма резки, вывести из зацепле-
ния собачку храповика с храповым колесом и перевести стол в пер-
воначальное положение. Выход храповика из зацепления опреде-
ляют по отсутствию характерного пощелкивания. Затем следует
развернуть верхнюю часть стола полуавтомата на 90°, проверить
установку полупроводниковой пластины по микроскопу, включить
привод и произвести скрайбирование полупроводниковой пластины
в направлении, перпендикулярном первому скрайбированию.
После окончания скрайбирования выключают привод, отводят
стол полуавтомата в исходное положение и снимают полупроводни-
ковую пластину с нанесенной сеткой рисок, предварительно отклю-
чив вакуум, создаваемый вакуумным насосом под полупроводнико-
вой пластиной.
При наладке полуавтомата устанавливают алмазный резец на
определенную высоту и подбирают усилие нажатия резца на полу-
проводниковую пластину, а также настраивают микроскоп и шаг
скрайбирования. Устанавливают алмазный резец по высоте враще-
нием головки регулировочного винта, находящегося в верхней части
головки резцедержателя. При этом пользуются шкалой, по которой
устанавливают алмазный резец по отношению к поверхности стола
полуавтомата.
При настройке микроскопа на бракованную полупроводниковую
пластину, приклеенную к подложке, или на пластину из оргстекла
(предварительно закрепленную на столе) вручную алмазным рез-
цом наносят риски (вращая маховичок, закрепленный на валу
электродвигателя привода). Затем возвращают стол полуавтомата
в исходное положение и проверяют положение нанесенных рисок по
отношению к визирной линии микроскопа. Если окажется, что ви-
зирная линия микроскопа повернута на какой-то,угол относительно
нанесенной риски, необходимо отпустить гайку на правом окуляре
микроскопа н вращать окуляр до тех пор, пока визирная линия
микроскопа не станет параллельно риске или не совпадет с ней.
После этого фиксируют положение окуляра микроскопа, затягивая
гайку.
Настройку полуавтомата по шагу скрайбирования начинают с
проверки правильности положения контрольной риски указателя
шага на шкале, указывающей величину шага. Для чего, вращая
вручную маховичок, закрепленный на валу электродвигателя при-
54 -
вода, определяют действительный шаг подачи по лимбу ходового
винта и сравнивают его с показаниями шкалы установки шага.
Если имеется различие, отпускают винт, удерживающий стрелку с
контрольной риской, и разворачивают стрелку так, чтобы риска
совпала с нужным делением шкалы.
Далее контролируют правильность настройки шага, подачи сто-
ла и настройку на заданный шаг резки. Поворотом шкалы установ-
ки шага вместе со щитком, к которому она крепится, относительно»
риски указателя шага устанавливают необходимый шаг подачи сто-
ла, а щиток стопорят винтом. Включают привод, и по лимбу ходо-
вого винта определяют правильность отсчета шага подачи. Пробное
скрайбирование выполняют, используя бракованную полупроводни-
ковую пластину или пластину из оргстекла. Совмещают одну из
нанесенных рисок с визирной линией микроскопа и снова выполня-
ют повторное скрайбирование.
Если при повторном скрайбировании риски совпадут, полуав-
томат по шагу подачи настроен правильно. Если есть какое-либо-
смещение рисок, необходимо отпустить винт, стопорящий горизон-
тальное перемещение оптической головки микроскопа, и микровин-
том, находящимся с тыльной стороны оптического устройства, пере-
местить головку микроскопа так, чтобы визирная линия окуляра-
микроскопа передвинулась от впервые нанесенной риски к риске,
нанесенной повторно. Затем проверяют настройку и, если необхо-
димо, настраивают полуавтомат до полного совпадения рисок no-
шагу.
При эксплуатации полуавтомата необходимо периодически под-
тягивать подвижные соединения и смазывать их согласно карте
смазки, прилагаемой к техническому описанию полуавтомата.
§ 12. Ультразвуковой прошивочный станок
Ультразвуковой прошивочный станок 4772 предназначен для об-
работки твердых и хрупких материалов: стекла, кремния, кварца,
керамики, германия, твердых сплавов. На станке можно выполнять
методом прошивания отверстия и полости различной конфигурации.
Станок (рис. 19, а) должен быть оснащен самостоятельным генера-
тором ультразвуковых колебаний мощностью 1,5 кВт (например,
УЗМ-1,5) и состоит из станины 1, стола 2, ультразвуковой головки
6, электрической системы, систем подачи охлаждающей воды и аб-
разивной суспензии.
Литая станина 1 коробчатой формы нижней частью крепится к
чугунной плите. В верхней части станины имеется посадочное место
для установки ультразвуковой головки 6, а в средней части она
имеет направляющие, по которым перемещается стол 2. Внутри
станины размещается бак с абразивной суспензией и элементы уп-
равления ультразвуковой головкой. Доступ к внутренним полостям
станины осуществляется через дверь и окна, закрытые съемными
крышками.
55
7
Рис. 19. Ультразвуковой прошивочный станок:
а — общий вид, б ~ электрическая схема; 1 — станина, 2 — стол,
3, 12 и 13 — ходовые винты, 4 — кожух, 5 — ползун, 6 — ультра-
звуковая головка, 7 — коромысло, 8 — опоры, 9 — противовес,
10 — соленоид, 11 — направляющие качения
Стол консольного типа может перемещаться по направляющим
ходовыми винтами 3, 12 и 13 в продольном, поперечном и верти-
кальном направлениях. Рабочая плоскость стола имеет Т-образные
пазы для крепления обрабатываемой детали, в которых имеются
сквозные отверстия для прохождения абразивной суспензии в по-
лость стола. Из полости стола суспензия проходит в станину и
сбрасывается в бак. На столе устанавливается кожух 4 из органи-
ческого стекла, защищающий работающего от брызг абразивной
суспензии.
Внутри разъемного корпуса ультразвуковой головки, закреплен-
ной в верхней части станины, размещен ползун 5, перемещающийся
относительно корпуса по вертиакльным направляющим качения 11.
Качение осуществляется шариками диаметром 6 мм, набранными в
Рис. 20. Магнитострикционный вибратор:
а — схма, 6 — рабочий инструмент; 1 — инструмент, 2 — излучатель, 3 — камера охлаж-
дения, 4 — обмотка, 5 — сердечник
сепараторы. Ползун уравновешен противовесом 9 и связан с соле-
ноидом 10, которым можно при необходимости изменять избыточ-
ную массу ползуна и, следовательно, давление инструмента на из-
делие по заданному режиму. Для повышения чувствительности этой
системы коромысло 7 опирается на закаленные опоры 8.
В нижней части ползуна имеется герметичная камера, в которой
расположен магнитострикционный вибратор, или преобразователь
(рис. 20, а), принцип работы которого основан на преобразовании
переменного напряжения ультразвуковой частоты в механические
колебания сердечника (никелевого). При подаче на обмотку 4 сер-
дечника 5 от ультразвукового генератора переменного напряжения
ультразвуковой частоты возникает электромагнитное поле, которое,
воздействуя на сердечник, вызывает изменение его длины (магнито-
стрикционный эффект). Изменение длины сердечника передается
излучателю 2, а затем рабочему инструменту 1, который крепят
жестко на резьбе к излучателю.
При работе магнитострикционного вибратора рабочий инстру-
мент совершает вертикальные колебания с частотой, задаваемой
ультразвуковым генератором.
57
Процесс резания материала происходит при воздействии колеба-
ний рабочего инструмента на абразивные частицы суспензии и воз-
никающего при этом явления кавитации. Вибратор находится в
камере охлаждения 3, наполненной водой. Рабочий инструмент
(концентратор) для вырезки круглых кристаллов показан на
рис. 20, б. При смене инструмента ползун зажимают специальным
приспособлением.
Система подачи абразивной суспензии состоит из бака, трубо-
проводов и насоса. Подается суспензия в рабочую зону насосом,
перемешивается тем же подающим насосом и струей суспензии,
сбрасываемой обратно в бак.
Система охлаждения состоит из трубопроводов, подводящих
магистральную воду к камере магнитострикционного вибратора и
генератору и отводящих ее в слив. Система охлаждения снабжена
сильфонным реле давления воды, выключающим генератор при от-
сутствии воды или при недостаточном ее давлении.
Электрическая схема ультразвукового прошивочного станка по-
казана на рис. 19, б. От ультразвукового генератора к станку под-
ведены девять проводов. Четыре провода идут непосредственно к
магнитострикционному вибратору: по двум подают переменный ток,
а по двум другим — постоянный. Два провода идут на реле давле-
ния воды. По трем сетевым проводам электрическая схема питается
переменным трехфазным напряжением 380 В. Электрическая схема
станка защищена от перегрузок тремя предохранителями, установ-
ленными в его станине.
Выключатель В1, расположенный на панели, служит для вклю-
чения и выключения электродвигателя, приводящего во вращение
насос подачи абразивной суспензии. Освещается рабочая зона стан-
ка лампой Л1, которая включается тумблером ВЗ. Питание на
лампу подается от вторичной обмотки понижающего трансформа-
тора Тр1. Соленоид К1 служит для установления статического дав-
ления инструмента на обрабатываемую деталь. Питается соленоид
постоянным током через селеновые выпрямители, включенные по
схеме моста, при включенном выключателе В2. Изменяя автотранс-
форматором АТр напряжение, подаваемое в обмотку соленоида,
можно регулировать его втягивающее усилие.
Для релаксации (постепенного ослабления) давления ультра-
звуковой головки служит расположенная на электропанели кнопка
КУ1, которая своими контактами закорачивает автотрансформатор;
при этом на соленоид подается максимальное напряжение.
Пуск станка необходимо выполнять в определенной последова-
тельности. Вначале открывают вентиль, пропускающий воду для
охлаждения магнитострикционного вибратора, а затем включают
ультразвуковой генератор. Ручным штурвалом поднимают ультра-
звуковую головку в верхнее положение. Устанавливают на столе
обрабатываемую деталь, по мере надобности опуская стол. Затем
подводят инструмент к детали, для чего штурвалом опускают го-
ловку и включают соленоид. Пусковым устройством «Насос» вклю-
чают насос подачи абразива и после этого включают анодное на-
58
пряжение генератора. Окончив работу, станок останавливают в об-
ратном порядке.
Техническая характеристика ультразвукового прошивочного
станка 4772 приведена ниже.
Оптимальный диаметр прошивае-
мых отверстий, мм.............. 30
Максимальный диаметр прошивае-
мых отверстий, мм.............. 70
Максимальная глубина прошивае-
мых отверстий, мм.............. 30
Максимальный рабочий ход ульт-
развуковой головкн, мм .... 50
Максимальные размеры обрабаты-
ваемой детали, мм................ 200X150X180
Частота колебаний вибратора, кГц 20—25
Размеры рабочей площади стола,
мм.................................. 350 X 250
Наибольшие ручные перемещения
стола, мм:
продольное.......................... 150
поперечное.......................... 150
вертикальное........................ 150
Перемещение стола на одни оборот
лимба, мм:
продольное .......................... 4
поперечное .......................... 4
вертикальное......................... 5
Электронасос для подачи абразив-
ной суспензии с электродвигате-
лем ПА-22 имеет следующую тех-
ническую характеристику:
производительность, л/мнн . . 22
мощность электродвигателя,
кВт........................ 0,125
число оборотов в минуту . . . 2850
Габариты, мм................... 560X875X1870
Станок необходимо регулярно очищать от пыли и грязи. Соле-
ноид, так как он рассчитан на длительную работу при токе 1 А, пе-
регревать не следует.
В процессе эксплуатации возникает необходимость в регулиров-
ке отдельных частей станка для восстановления нормальной рабо-
ты. Зазоры во всех сопряжениях типа «ласточкин хвост» при изно-
се клиньев регулируют, подтягивая винты, упирающиеся в клинья.
Смазывают станок согласно таблице, которая приводится в техни-
ческом описании.
Ультразвуковая установка УЗМ-1,5 (ультразвуковой генератор)
предназначена для выполнения и интенсификации различных техно-
логических процессов. В полупроводниковом производстве такими
процессами являются мойка и обезжиривание, а также обработка
(резка) полупроводниковых материалов, конечным результатом
которой является получение кристаллов требуемых размеров и кон-
фигурации. Для резки полупроводниковых материалов в виде пла-
стин на кристаллы ультразвуковая установка должна работать в
59
комплекте со специальным станком. Таким станком является рас-
смотренный ультразвуковой прошивочный станок 4772.
Ультразвуковой генератор представляет собой металлический
шкаф, внутри которого смонтированы электрические блоки. В ниж-
нем блоке находятся анодный трехфазный трансформатор, выпря-
митель анодного напряжения, выпрямитель напряжения экранных
сеток, выпрямитель напряжения смещения, коммутационная аппа-
ратура и сигнальные лампочки.
Средний блок предназначен для получения тока подмагничи-
вания магнитострикционного преобразователя. В нем расположены
трансформаторы и выпрямитель тока подмагничивания, дроссель
подмагничивания, амперметр для измерения и автотрансформатор
для регулировки тока подмагничивания.
В верхнем — генераторном блоке расположена высокочастотная
масть схемы: усилительные лампы, выходной трансформатор и т. д.
На лицевой панели генераторного блока крепится амперметр для
измерения величины суммарного тока ламп ГУ-81 и выдвижной
*блок задающего генератора. Все выдвижные блоки включаются при
ломощи ножевых разъемов. Безопасность обслуживания установки
обеспечивается наличием электромеханической блокировки двери
и электрической блокировки выдвижных блоков, ножевые разъемы
которых при выдвижении разрывают цепь питания катушки магнит-
ного пускателя.
Для удобства передвижения ультразвуковой генератор установ-
лен на роликах.
Ламповый генератор ультразвуковой установки, имеющий неза-
висимое возбуждение, предназначен для питания магнитострикци-
онных преобразователей. Высокочастотная часть электрической схе-
мы генератора рис. 21 состоит из каскадов:
7?С-генератора, собранного на лампе 6Н6П (Л1);
предварительного усилителя, собранного по двухтактной схеме
на лампах 6ПЗС (Л2 и ЛЗ), причем связь между предварительным
усилителем и ДС-генератором осуществляется через междулампо-
вый трансформатор Тр7;
усилителя мощности, собранного по двухтактной схеме на лам-
пах ГУ-81 (Л4 и Л5).
Два первых каскада имеют автоматическое смещение, осущест-
вляемое за счет падения напряжения суммарного тока, протекаю-
щего по резисторам RU и R17, шунтированным емкостями С6 и
С15.
Усилитель мощности имеет независимое смещение, подаваемое
на управляющие сетки ламп ГУ-81 от селенового выпрямителя ВС1,
собранного по мостовой однофазной схеме.
Частота генератора определяется элементами положительной
обратной связи /?С-генератора и R1—R4 и С2 и регулируется по-
тенциометрами R3 и R4, оси которых механически сопряжены. Че-
рез резистор и лампу накаливания Л12 подается отрицательная
обратная связь, которая служит для стабилизации амплитуды анод-
ного тока.
го
Выходное напряжение КС-генератора подается на управляющие
сетки ламп 6ПЗС. Регулировка выходной мощности генератора осу-
ществляется за счет изменения выходного напряжения .КС-генера-
тора потенциометром R.9. Задающий каскад питается от выпрями-
теля ВГ, собранного по мостовой однофазной схеме на германиевых
диодах Д7Ж. Выпрямитель ВГ включен в сеть через трансформа-
Рис. 21. Электрическая схема ультразвукового генератора
тор Тр1, на котором имеется обмотка накала ламп задающего
каскада.
С предварительного усилителя высокочастотное напряжение по-
дается через согласующий междуламповый трансформатор Тр2 на
управляющие сетки ламп ГУ-81 (Л4 и Л5). На экранные сетки ламп
ГУ-81 подается постоянное напряжение 600 В от селенового выпря-
мителя ВС2, собранного по мостовой однофазной схеме. Выпрями-
тели ВС1 и ВС2 включены в сеть через трансформатор Тр1.
Анодный трансформатор Тр5 и газотронный выпрямитель,
собранный по трехфазной схеме на газотронах типа ГГ1-05/5
(Лб—ЛИ), преобразуют трехфазное напряжение сети в постоянное
напряжение 3 кВ, которое подается на аноды ламп ГУ-81. Транс-
форматор накала газотронов Тр4 имеет также обмотку накала ламп
61
ГУ-81. Вторичная обмотка выходного трансформатора ТрЗ имеет
отводы для согласования с различными магнитострикционными
преобразователями.
Амперметр ИП1 измеряет суммарный ток ламп ГУ-81. Селено-
вый выпрямитель ВСЗ тока подмагничивания магнитострикционно-
го преобразователя собран по мостовой однофазной схеме и пи-
тается от трансформатора Трб, включенного в сеть через автотранс-
форматор ATpl для плавной регулировки тока подмагничивания.
Амперметр ИП2 служит для измерения тока подмагничивания.
Схема генератора работает следующим образом. При включе-
нии пакетного выключателя загорается зеленая сигнальная лам-
почка Л14 и подается напряжение накала всех ламп, анодное на-
пряжение ламп задающего каскада, напряжение смещения и напря-
жение на экранные сетки ламп ГУ-81, а также напряжение
подмагничивания магнитострикционного преобразователя. Ток под-
магничивания регулируется автотрансформатором ATpl от нуля до
номинальной величины. Кроме того, подается напряжение на эле-
ктродвигатель М вентилятора, который охлаждает колбы ламп
ГУ-81.
При включении кнопки КУ1 подается напряжение на катушку
пускателя и загорается красная сигнальная лампочка Л13. При
этом контакты пускателя включают в сеть анодный трансформатор
Трб, и подается высокое напряжение на аноды ламп ГУ-81. Кнопка
КУ1 блокируется нормально-открытым контактом пускателя. На-
стройка частоты генератора в резонанс с частотой магнитострикци-
онного преобразователя осуществляется сдвоенным потенциомет-
ром ЯЗ—Л4.
К эксплуатации генератора допускаются работники, изучившие
правила безопасной работы с высокочастотными установками, а ре-
монт этих установок могут выполнять только высококвалифициро-
ванные работники, аттестованные специальной комиссией.
Перед включением генератора в электрическую сеть необходимо
подать воду для охлаждения магнитострикционного преобразовате-
ля, затем включить генератор, в течение одной минуты прогреть
газотроны, рукояткой автотрансформатора установить ток подмаг-
ничивания 10—13 А и включить высокое напряжение кнопкой
«Анод». При включении высокого напряжения на лицевой стороне
блока питания генератора должна загореться красная лампочка.
Далее следует ручку «Возбуждение», расположенную на лицевой
стороне генераторного блока, поставить в среднее положение, а
ручкой «Частота» настроить генератор в резонанс с магнитострик-
ционным преобразователем по максимуму анодного тока. После
этого можно приступать к работе на ультразвуковом прошивочном
станке. Поворотом ручки «Возбуждение» можно увеличить мощ-
ность генератора до величины, требуемой технологическим процес-
сом.
Окончив работу, генератор необходимо выключить. Для чего
следует повернуть ручку «Возбуждение» влево до отказа, выклю-
чить высокое напряжение кнопкой «Анод выключен», ручку авто-
62
трансформатора поставить в крайнее левое положение, а затем от-
ключить подачу электроэнергии на генератор и ультразвуковой про-
шивочный станок и воды в' магнитострикционный преобразователь.
Конструкция генератора обеспечивает безопасность работы
обслуживающего персонала только при наличии исправной электро-
механической блокировки и надежного заземления каркаса, поэто-
му категорически запрещается пользоваться генератором при не-
исправной блокировке и открытой или неплотно закрытой дверце.
При обнаружении каких-либо неисправностей в работе генератора
или каких-либо отклонений от нормального режима необходимо не-
медленно выключить генератор и сообщить о замеченных неисправ-
ностях мастеру.
§13. Плоскошлифовальный прецизионный станок
Плоскошлифовальный прецизионный станок настольного типа
ЖК 14.09 (рис. 22, а), техническая характеристика которого при-
ведена ниже, предназначен для односторонней шлифовки и поли-
ровки пластин и кристаллов германия, кремния, кварца и других
твердых материалов с приклейкой их к головкам.
Диаметр, мм:
шлифовальника..................... 385
головок............................ 174
Число рабочих головок, шт....... 3
Число. оборотов шлифовальника
(плавно регулируется) в мин. . . 0—200
Плоскопараллельность пластин на
диаметре 40 мм, мм.............. 0,002—0,003
Диапазон установки реле времени,
мин............................. 10—240
Подача абразивной суспензии . . капельная
Скорость подачи абразивной сус-
пензии, капель/мин.............. 8—60
Объем мешалки, л................ 1,2
Применяемая энергетика (сеть пе-
ременного тока):
напряжение, В.................... 380/220
частота, Гц................. 50
Габариты, мм.................... 730X648X750
Станок состоит из корпуса 4, редуктора с приводом, шлифоваль-
ника 2, панели управления 5, мешалки с приводом 1 и защитного
кожуха 3. Корпус служит основанием станка. В передней части
корпуса расположена панель управления, на которой смонтированы
приборы и элементы управления станком — кнопки, сигнальная
лампа, реле времени, регулятор напряжения.
На рис. 22, б показана схема станка. В нижней части каркаса
к уголкам через резиновые амортизаторы 9 крепится стальная пли-
та 7, на которой установлен одноступенчатый, червячный редуктор
Ю с вертикальным расположением ведомого вала 8. На верхний
конец вала 8 на шпонке посажен фланец 6, к которому винтами и
63
Рис. 22. Плоскошлифовальный
а — общий вид, б — устройство, в — расположение головок, а —
ник, 3— кожух, 4 — корпус, 5 — панель управления, 6 — фланец,
редуктор, // — диск шлифовальника, 12— кронштейн, 13 — рабочие головки
прецизионный станок:
электрическая схема; 1 — мешалка с приводом. 2 — шлифоваль-
7— плита, 8— ведомый вал, 9 — амортизаторы, 10— червячный
3 Моряков О. С.
65
штифтами крепят металлический диск шлифовальника 11. Рабочий
шлифовальник 2 крепят замазкой к металлическому диску. В зави-
симости от выполняемых операций шлифовки рабочие шлифоваль-
ники можно менять. Так, при шлифовке пластин или кристаллов
абразивными микропорошками применяют стеклянный шлифоваль-
ник, для полировки окисью хрома — полихлорвиниловый, для ал-
мазной полировки — специальные шлифовальники из тканевых и
других материалов.
Защитный кожух 3 служит для защиты рабочей зоны станка от
попадания пыли и грязи и ограничивает зону разбрызгивания абра-
зивной суспензии. Кожух изготовлен из прозрачного органического
стекла. На рабочий шлифовальник 2 устанавливаются три рабочие
головки 13 (рис. 22, в) с наклеенными пластинами или кристалла-
ми. Головки удерживаются от перемещения по шлифовальнику спе-
циальными направляющими кронштейнами 12 с опорными ролика-
ми. За счет силы трения, возникающей между соприкасающимися
поверхностями рабочего шлифовальника и головками, головки по-
лучают вращение вокруг своих осей, создавая тем самым условия
для равномерного шлифования пластин или кристаллов.
В зависимости от назначения станок выпускают в двух вариан-
тах: станок, предназначенный для алмазной полировки пластин или
кристаллов, изготовляют без мешалки, а станок, предназначенный
для шлифовки пластин и кристаллов с применением микропорош-
ков, должен иметь мешалку для перемешивания абразивной суспен-
зии и капельницу для ее дозирования. Мешалка расположена на
вертикальной стойке в левом дальнем углу станка и состоит из ба-
ка, крыльчатки, электродвигателя АОЛ 11-1, капельницы и крон-
штейна, которым мешалка крепится к вертикальной стойке станка
и перемещается по ней вверх или вниз.
При шлифовке пластин или кристаллов рабочие поверхности
шлифовальника и головок постепенно изнашиваются, поэтому ре-
комендуется перед началом работы на станке в начале смены кон-
тролировать плоскостность рабочего шлифовальника и головок.
Контролируют плоскостность методом щели с помощью лекальной
линейки. Человеческий глаз является довольно точным оптическим
устройством и позволяет улавливать просвет в 3—4 мкм.
При контроле плоскостности лекальную линейку накладывают
ребром на рабочую поверхность шлифовальника или головки и ви-
зуально наблюдают просвет между контролируемой поверхностью
и ребром линейки. Отсутствие просвета указывает на то, что кон-
тролируемые поверхности обладают требуемой плоскостностью.
Контроль выполняют в двух взаимно перпендикулярных направле-
ниях. Если окажется, что между ребром лекальной линейки и
поверхностью шлифовальника или головкой имеется просвет, счита-
ют, что шлифовальник (головка) имеет завал, т. е. не обладает тре-
буемой плоскостностью. Шлифовальник, имеющий завал по перифе-
рии, необходимо выравнивать, сошлифовывая внутреннюю область,
и, наоборот, если имеется завал на внутренней области шлифоваль-
ника, сошлифовывают периферийную область.
66
Правят или притирают шлифовальники абразивной суспензией
специальными головками, которые на рабочих поверхностях имеют
напаянные твердосплавные, тщательно прошлифованные и притер-
тые пластины. При завале к центру шлифовальник правят прити-
ром с узким твердосплавным кольцом, сдвинув направляющие крон-
штейны, а следовательно, и притиры к периферии шлифовальника.
При завале периферии правят шлифовальник притиром с широким
твердосплавным кольцом, сдвинув его к центру шлифовальника.
Завал рабочих поверхностей головок устраняют шлифованием на
притертом рабочем шлифовальнике станка.
Приклеивают пластины или кристаллы к головкам составом,
из 75% пчелиного воска и 25% канифоли. Приготовляя состав,
расплавляют воск и канифоль, обязательно фильтруют их через
2—3 слоя марли с прокладкой ваты, а затем разливают по формам,
изготовленным из кальки, и дают остыть.
При наклейке пластин (кристаллов) на головку нагревают пли-
ту, на которую укладывают головки рабочей поверхностью вверх.
На разогретые головки наносят клеящий состав, затем на слой
клеящего состава кладут пластины или кристаллы ближе к пери-
ферии головок. Снимают головки с нагревающего устройства и
быстро накрывают бумагой, на бумагу кладут резиновую проклад-
ку, а на нее — металлический прижим (груз), который необходим,
чтобы обеспечить плотное прилегание пластин (кристаллов) к по-
верхности головок. Толщину сошлифовки пластин определяют как
разность толщины головки с наклеенными пластинами или кристал-
лами до и после шлифовки. Шлифовальные головки изготовляют из
дюралюминия с заданной плоскостностью и плоскопараллель-
ностыо. Толщину или высоту головок измеряют до приклейки пла-
стин и с приклеенными пластинами.
Прежде чем приступить к работе на станке, необходимо позна-
комиться с его устройством и органами управления.
Перед началом работы следует лекальной линейкой проверить
плоскостность шлифовальника. Если шлифовальник не потерял
плоскостности, на него можно установить одну, две или три голов-
ки с приклеенными пластинами (кристаллами). Затем надо отре-
гулировать подачу абразивной суспензии. Абразивную суспензию
приготовляют из отмученных микропорошков и дистиллированной
воды в соотношении по массе твердого компонента к жидкому 1 : 3.
Потом включают станок. Вращением ручки регулятора напряжения
из нулевого положения устанавливают требуемую технологическим
процессом скорость вращения шлифовальника, а следовательно, и
скорость вращения головок.
Время шлифования можно задать реле времени; после истечения
его станок автоматически выключится. Головки снимают со станка
и промывают в проточной воде над специально предназначенной
раковиной. После промывки по индикатору (или микрометру) изме-
ряют толщину сошлифованного слоя. Если толщина пластин соот-
ветствует заданной, головки разогревают на специальном приспо-
соблении (используется то же приспособление, что и для наклейки)
3*
и снимают пластины. Если необходима шлифовка вторых сторон,
пластины переклеивают; если пластины отшлифованы с двух сто-
рон, их отклеивают и тщательно отмывают или передают для по-
следующей обработки в наклеенном виде согласно технологическо-
му процессу обработки.
Окончив работу на станке, необходимо слить остатки абразив-
ной суспензии, промыть мешалку и шлифовальник проточной водой
и протереть шлифовальник чистыми салфетками.
Все станки, предназначенные для шлифовки и полировки полу-
проводниковых материалов, разделяют по материалам, для обра-
ботки которых они предназначены (германия или кремния), и по
крупности (маркам) микропорошков. На станках должны быть
надписи или повешены таблички, указывающие назначение станка,
например «Шлифовка германия микропорошком КЗ М10». Нав-
лучшим следует считать разделение станков не только по мате-
риалам обработки и крупности микропорошков, но п по видам
обработки полупроводниковых материалов в различных помеще-
ниях.
Станки для алмазной полировки также разделяют по материалу
обработки и маркам применяемых алмазных микропорошков. По-
лировку выполняют последовательно двумя по размеру зерен ал-
мазными микропорошками АМЗ или САМЗ (АСМЗ) и АМ1 или
САМ1 (АСМ.1). Алмазные микропорошки для полировки применя-
ются в виде паст, помещенных в тубы. В качестве шлифовальников
при алмазной полировке применяют матерчатые материалы, натя-
гиваемые на обычные стеклянные шлифовальники. Так, для поли-
ровки микропорошками АМЗ или САМЗ в качестве шлифовальника
используют батист, а для полировки микропорошками АМ1 или
САМ1 — велюр, фетр или замшу.
Перед полировкой алмазную пасту выдавливают из тубы на
шлифовальник и равномерно растирают по нему. Затем на станок
устанавливают головки с приклеенными пластинами, включают его
и выполняют полировку. По мере полировки пасту дополнительно
наносят на шлифовальник.
При натяжке матерчатого шлифовальника кусок материи на-
кладывают на стеклянный шлифовальник и охватывают его метал-
лическим хомутом, равномерно натягивая материю за края и затяги-
вая хомут. Лишнюю материю за хомутом обрезают, а центральную
часть шлифовальника шайбами и винтом прижимают к метал-
лическому диску станка, на котором закреплен стеклянный шлифо-
вальник. Перед натяжкой матерчатого шлифовальника необходимо
проверить плоскостность стеклянного. Если стеклянный шлифоваль-
ник не потерял плоскостности, только в этом случае можно натя-
гивать матерчатый.
Шлифовальный станок позволяет шлифовать пластины и кри-
сталлы в сепараторах, для чего необходимо применять головки спе-
циальной конструкции. Способ шлифовки пластин и кристаллов без
приклейки обычно применяют для их выравнивания после резки
монокристаллов.
68
Станок подключают к сети переменного тока напряжением
380/220 В. Электрическая схема станка показана на рис. 22, г. При
нажатии на кнопку КнЗ через магнитный пускатель Р1 на станок
подается напряжение, о чем сигнализирует неоновая лампа Л. Вы-
ключателем ВЗ включается электродвигатель Ml, приводящий во
вращение вал мешалки абразивной суспензии.
Питание электродвигателя постоянного тока М2, приводящего в
движение шлифовальник станка, осуществляется через трансфор-
матор Тр 220/36/220, имеющий во вторичной обмотке отводы через
каждые 20 В. Изменением напряжения с помощью переключателя
В1 в цепи якоря электродвигателя изменяют скорость вращения ва-
ла электродвигателя и соответственно — скорость вращения шли-
фовальника.
Для выпрямления тока питания электродвигателя служат дио-
ды, включенные по мостовой схеме. Включают электродвигатель М2
кнопкой Кн4 через магнитный пускатель Р2 и трансформатор Тр,
но вал двигателя будет вращаться только в том случае, если пере-
ключателем В1 будет подано напряжение на якорь двигателя.
Тумблером В2 включается и выключается реле времени РЗ, кото-
рому задается время шлифовки или полировки. После истечения
заданного времени реле автоматически отключает двигатель при-
вода шлифовальника. Электродвигатели привода мешалки и шли-
фовальника выключают кнопками Кн1 и Кн2.
§ 14. Станок для прецизионного шлифования
полупроводниковых пластин алмазным инструментом
Плоскошлифовальный станок СПШ-1 предназначен для одно-
сторонней шлифовки полупроводниковых пластин алмазным инст-
рументом (рис. 23, а), работает по принципу карусельно-шлифо-
вального станка и состоит из станины, нижних и верхних шпинде-
лей с приводом, системы охлаждения и электрооборудования. На
передней наклонной панели сварной станины 1, изготовленной из
стального проката, расположен пульт управления, а на задней сто-
роне ее находятся контактные устройства и фильтр 3. Боковые стен-
ки станины закрыты дверцами 2. Сверху на станину опирается пли-
та 5, прикрепленная к ней болтами. На плите закреплены два ниж-
них шпинделя 19, которые предназначены для вращения столиков
18 с обрабатываемыми полупроводниковыми пластинами или дру-
гими изделиями. Шпиндели вращаются в прецизионных подшип-
никах и привод их осуществляется от электродвигателей 4 с по-
мощью клиноременной передачи 20, имеющей двухступенчатые
шкивы.
Регулировкой четырех болтов производят строгое выставление
нижнего шпинделя перпендикулярно верхней плоскости плиты и па-
раллельно оси верхнего шпинделя 6. Правильное положение ниж-
него шпинделя по отношению к верхнему выверяют микронным ин-
дикатором, для чего в держатель верхнего шпинделя 6 устанавли-
69
Рис. 23. Станок для прецизионного шлифования пластин алмазным инструментом:
иустройство, бэлектрическая схема; У —станина, 2 --дверца, 3 — фильтр. 4 и 8 — электродвигатели
привода нижнего и верхнего шпинделей, 5 —плита, 6 и /У--верхний и нижний шпиндели. 7 — втулка,
У и 20 — клипоремеиные передачи, 10 — штифт, //—индикатор, 12, 14 и 16 - ганки, 13—нониус, 15 — кор-
пус, /7 — шлифовальный инструмент, 18 — столик
вают индикатор, который своим штоком опирается на столик 18,
закрепленный на нижнем шпинделе. Измерение величины торцево-
го биения фланца нижнего 19 шпинделя и биение поверхности сто-
лика 18 производят также микронным индикатором, установленным
на стойке с державкой. Торцевое биение столика не должно быть
более 3 мкм при диаметре 200—210 мм.
Верхние шпиндели 6 предназначены для вращения шлифоваль-
ного инструмента 17, закреплены в корпусах на специальных верти-
кальных стойках и также вращаются в прецизионных подшипниках.
На верхнем конце корпуса имеется резьба с мелким шагом, на ко-
торую навинчивается нониус 13 и ограничительная гайка 12 со
штифтом 10, на который опирается ножка индикатора 11, служа-
щего для определения величины отвода и подвода инструмента к
шлифуемым изделиям при настройке станка, а также осевой вибра-
ции верхнего шпинделя и скорости сошлифовки. Регулируют зазор
между втулкой и корпусом верхнего шпинделя вращением конус-
ных гаек 16, сжимающих или разжимающих втулку 7 с прорезями.
Быстрый вертикальный подъем или опускание верхнего шпин-
деля производят вращением гайки и винта с двухзаходной резь-
бой, имеющих крупный шаг. Вращательное движение верхний шпин-
дель 6 получает от асинхронного электродвигателя 8 через трехсту-
пенчатую клиноременную передачу 9. Столики с полупроводнико-
выми пластинами и шлифовальный инструмент вращаются навстре-
чу друг другу.
Охлаждаются шлифовальный инструмент и полупроводниковые
пластины, а также удаляются отходы шлифовки водой, подаваемой
на столик нижних шпинделей. Улавливают сошлифованный мате-
риал специальным фильтром, представляющим собой стакан с дву-
мя фетровыми прокладками и двумя латунными сетками, подвод и
отвод жидкости к которым выполнен дюритовыми шлангами.
Электропитание подается на станок через пакетный выключа-
тель В1, о чем сигнализирует загорание лампы ЛЗ (рис. 23, б).
Электродвигатели включаются магнитными пускателями.
Цепь управления станка состоит из цепей питания катушек маг-
нитных пускателей Р1—Р4 и приборов для включения ламп днев-
ного света и сигнализации. При замкнутых контактах выключателя
В2 лампы дневного света включаются при нажатии на кнопки КН9.
Конденсаторы С1 и С2 служат для защиты радиотехнических уст-
ройств от помех, возникающих прн включении ламп дневного света.
Шлифование выполняют после приклейки пластин на сменный
столик 18, который с помощью втулки и болта крепят к верхнему
торцу нижнего шпинделя. Перед шлифованием инструмент опуска-
ют до соприкосновения с обрабатываемыми изделиями, ножку ин-
дикатора также подводят до соприкосновения с опорным штифтом
шпинделя и устанавливают его стрелку в нулевое положение. Затем
поворотом нониуса шлифовальный инструмент поднимают на 50—•
60 мкм, включают приводы верхнего и нижнего шпинделей и мед-
ленно вращением нониуса опускают шлифовальный инструмент до
соприкосновения с обрабатываемыми изделиями, предварительно
71
подав охлаждающую жидкость на столик, после чего начинается
процесс шлифования. Окончив сошлифовку требуемого слоя, верх-
ний шпиндель поднимают вместе со шлифовальным инструментом,
выключают привод шпинделей и меняют столик. Верхние шпиндели
опускаются под действием собственной массы.
Станки СПШ-1 поставляются в комплекте с инструментом —
кругами, предназначенными для правки и притирки базовых по-
верхностей верхнего и нижнего шпинделей, а также контрольной
пластиной. Шлифовальным инструментом служат алмазные круги
(шайбы) диаметром 85 мм, вращающиеся в рабочем положении в
горизонтальной плоскости. Обычно станок оснащен набором алмаз-
ных кругов с различной зернистостью и содержанием синтетическо-
го алмаза.
Станок СПШ-1 довольно прост по конструкции, но для получе-
ния высокой чистоты (VII—V12), плоскостности и плоскопарал-
лельности (±2 и 4 мкм соответственно) необходимо постоянно сле-
дить за его техническим состоянием. Кроме наладки перед шлифов-
кой очередной партии пластин и ежедневной проверки состояния
сменных столиков необходимо контролировать базовые поверхно-
сти нижнего и верхнего шпинделей и, если их нормальное положе-
ние нарушено, производить регулировку, правку и притирку, а так-
же один раз в три месяца смазывать подшипники универсальной
среднеплавкой смазкой. Техническая характеристика станка СПШ-1
для прецизионного шлифования приведена ниже.
Максимальный диаметр обрабаты-
ваемых полупроводниковых пла-
стин, мм....................... 35—40
Минимальная толщина обрабаты-
ваемых полупроводниковых пла-
стин, мм....................... 0,1
Класс чистоты шлифовальной по-
верхности ..................... VII—V12
Максимальное отклонение толщи-
ны отшлифованных пластин от
заданной, мкм.................. ±2
Максимальное отклонение шлифо-
ванных плоскостей пластин от па-
раллельности, мкм.............. 4
Наибольшее перемещение шпинде-
лей шлифовальных головок по
вертикали, мм.................. 20
Диаметр шлифовальных столиков,
мм............................. 220
Количество одновременно обраба-
тываемых пластин диаметром
35 мм, шт...................... 25
Производительность станка при
обработке пластин диаметром
35 мм, шт./смену............... 350—400
Скорость вращения шлифовальных
головок, об/мин................ 2400; 1400;
850
Скорость вращения шлифовальных
столиков, об/мин............... 750, 350
72
Источники питания:
трехфазная сеть переменного
тока напряжением, В................ 380
Габариты, мм..................... 790X790X1540
Масса, кг............................. 400
§ 15. Оборудование для разбраковки и сортировки
кристаллов полупроводниковых материалов
Для разбраковки и сортировки кристаллов полупроводниковых
материалов применяют автоматические устройства, которые с вы-
сокой точностью и большой производительностью выполняют эту
работу. Рассмотрим в качестве примера устройство и принцип дей-
ствия автоматов для разбраковки и сортировки кристаллов фирм
«Цензор» (GPS) и «Симитцу» (ТК—500).
Автомат GPS служит для автоматической сортировки и разбра-
ковки тонких (кристаллов) германия или кремния в соответствии с
заданными допусками по толщине. Диапазон разбраковки кристал-
лов по толщине от 50 до 500 мкм при геометрических размерах от 1
до 5 мм. В автомате предусмотрены тринадцать групповых контей-
неров. В двенадцать из них автомат сортирует кристаллы в соот-
ветствии с допусками по толщине, а в тринадцатом собираются
склеившиеся кристаллы или кристаллы, допуск по толщине кото-
рых превышает эталонированный.
В первый контейнер, обозначенный знаком «—», попадают кри-
сталлы, толщина которых меньше нижней границы допуска, а в
двенадцатый, обозначенный знаком « + », — кристаллы, толщина
которых больше верхней границы допуска. В обоих случаях вторая
граница не определена. Все кристаллы в пределах заданного до-
пуска рассортировываются на десять одинаковых групп, для кото-
рых предназначены остальные десять контейнеров. Максимальная
толщина кристалла в предыдущей группе равна минимальной тол-
щине кристалла в следующей за ней группе. Размер группы может
быть установлен в соответствии с необходимостью от 1 до 20 мкм.
Автомат дает безупречные результаты разбраковки только при
использовании абсолютно чистых кристаллов. Для очистки измери-
тельной поверхности после каждого измерения в автомате преду-
смотрен специальный очиститель. Точность измерений зависит так-
же от окружающей температуры, которая должна поддерживаться
в пределах 18—23° С.
Автомат (рис. 24) состоит из двух частей: собственно автомата 1
и электрического блока 3. Корпуса обеих частей литые. Электриче-
ски автомат соединен с электроблоком электропроводами, вилками
и разъемами. На передних панелях автомата и электроблока раз-
мещены ручки органов управления, сигнальные лампы, кнопки и
индикаторный прибор. В собственно автомат входят главный при-
вод, расположенный в верхней части, привод 2 сортировочного
устройства 4 с ротором и вентилятором 8, измерительные устрой-
73
ства 5 (измерительная головка и столик), вибробункер 7 и блок
присосок 6.
Автомат имеет от отдельных электродвигателей три самостоя-
тельных привода: вентилятора, ротора сортировочного устройства
и главный, предназначенные для приведения в действие каретки,
присосок, воздушных насосов и управления системой автоматики.
На рис. 25 показана кинематическая схема главного привода. От
электродвигателя 1 трехступенчатыми шкивами 2 и клиновым рем-
нем 25 движение передается на вал 24. Трехступенчатые шкивы по-
Рис. 24. Автомат GPS фирмы «Цензор» для сортировки кри-
сталлов по толщине:
1 — автомат, 2 — привод сортировочного устройства, 3 — электрический
блок, 4 — сортировочное устройство. 5 — измерительные устройства, 6 —
блок присосок, 7 — вибробункер, 8 — вентилятор
зволяют устанавливать три скорости вращения вала (30, 45 и
60 об/мин.). Вращение вала 24 передается двум распределительным
валам 6 и 23 через пару шестерен 5 и цепную передачу 20.
Размещенные на валу 6 три кулачка 3 предназначены для уп-
равления системой контактов 4, связанных с электрическим блоком.
Кулачок 9 через ролик 7 приводит в действие воздушный насос 8,
который создает давление воздуха, необходимое для привода из-
мерительной головки. Кулачки 10 и 22 приводят в действие воздуш-
ные насосы 19 и 21, создающие разрежение, необходимое для за-
крепления сортируемых кристаллов на воздушных присосках 13 и
измерительном столике. Последовательность работы каждой при-
соски устанавливается положением каретки 15 и кулачков 9 и 22.
74
Кулачки И и 18 через систему рычагов 14 и 16 и копир 12 сообща-
ют горизонтальное и вертикальное возвратно-поступательное пере-
мещение блоку присосок 13.
На валу 23 предусмотрен маховик 17 для ручного привода, ис-
пользуемый при настройке автомата.
Привод ротора сортировочного устройства (рис. 26) осущест-
вляется от электродвигателя 2 через ременную передачу 3, закры-
тую кожухом 4, и магнитную муфту 6, снабженную тормозом 7.
Рис. 25. Кинематическая схема главного привода автомата GPS фирмы
«Цензор»:
1 — электродвигатель, 2 — шкив, 3, 11 и 18— кулачки, 4 — контакты, 5 — шестерня,
6 и 23— распределительные валы, 7— ролик. 8, 19 и 21— воздушные насосы, 9, 10 и
22 — кулачки привода насосов, 12 — копир, 13 — присоска, 14 и 16 — рычаги, 15— ка-
ретка, 17 — маховик, 20 — цепная передача, 24 — главный вал, 25 — клиноремениая
передача
Тормоз приводится в действие электромагнитом и служит для бы-
строй остановки ротора 9 в требуемом положении по отношению к
присоске. Электродвигатель и сортировочное устройство с контей-
нерами 8 крепятся к корпусу автомата при помощи кронштейна 5
и винтов.
Под ротором на неподвижном основании 1 расположены по кру-
гу тринадцать электрических лампочек, напротив каждой из кото-
рых имеется тринадцать фототранзисторов. При загорании лампо-
чек свет попадает на фототранзисторы, в цепях которых появляется
электрический ток. Между лампочками и фототранзисторами нахо-
дится цилиндрическая заслонка, прикрепленная к вращающемуся
диску и имеющая одну прорезь. При загорании одной из лампочек
ее свет не попадает на соответствующий фототранзистор до тех
75
пор, пока заслонка ротора прорезью не пройдет между загоревшей-
ся лампочкой и фототранзистором. После этого происходит сраба-
тывание автоматической системы и ротор сортировочного устрой-
ства останавливается соответствующим контейнером под присоской
с кристаллом, который падает в этот контейнер при обратном ходе
поршня воздушного насоса, управляющего работой присоски. Кон-
тейнеры, изготовленные из пластмассы, свободно вставляются и вы-
нимаются из ротора. Сверху контейнеры закрыты крышками с ко-
нусными отверстиями.
Для охлаждения электромагнитной муфты и тормоза сортиро-
вочного устройства воздушным потоком имеется вентилятор,
приводимый в действие электродвигателем, на валу которого име-
5 4 3
Рис. 26. Привод ротора сортиро-
вочного устройства автомата GPS
фирмы «Цензор»:
1 — основание, 2 — электродвигатель,
3 — ременная передача, 4 — кожух, 5 —
кронштейн, 6 — магнитная муфта, 7 —
тормоз, 8 — контейнер, 9 — ротор
ются крыльчатки. Устройство за-
ключено в кожух, имеющий от-
верстие для выхода воздуха в на-
правлении охлаждаемых объек-
тов.
Измерительное устройство
(рис. 27) с летком 9 состоит из
столика 12 и головки 8 и крепит-
ся скобой к корпусу автомата. Из-
мерительный столик 12 устанав-
ливается так, что один из двух
юстировочных винтов 10 распола-
гается справа относительно из-
мерительной плоскости столика, а
второй — впереди. Измеритель-
ная поверхность столика изготов-
лена из твердого сплава, имеет
незначительное отклонение от
плоскостности и высокий класс
.чистоты обработки. В центре из-
мерительной плоскости имеется
отверстие, которое предназначено
для удержания измеряемого кристалла вакуумом, создаваемым спе-
циальным насосом. Когда для транспортировки в контейнер сорти-
ровочного устройства присоска берет кристалл с измерительного
столика, кристалл не удерживается. Работа присоски столика и ра-
бота транспортирующей присоски связаны определенной последо-
вательностью.
Измерительная головка состоит из двух частей: пневматическо-
го приспособления 2 и датчика 1. Пневматическое приспособление
предназначено для перемещения измерительного штока и состоит
из резиновой гофрированной трубки, верхний конец которой плот-
но соединен с корпусом приспособления, а нижний — с подвижной
системой датчика. Измерительный щуп 13 в свободном состоянии
втянут в корпус датчика пневматическим приспособлением на
4 мм. В этом положении измерительный щуп не действует. После
подачи в пневматическое приспособление сжатого воздуха от спе-
та
циального насоса через шланг 3, закрепленный муфтой 4, на шту-
цере 5 измерительный щуп 13 опускается и измерительная головка
начинает действовать. После замера давление воздуха в пневма-
тическом приспособлении при обратном ходе поршня в воздушном
насосе становится равным атмосферному, и измерительный щуп
пружиной поднимается в исходное положение.
Датчик 1 измерительной головки индукционного типа пред-
ставляет собой систему, состоящую из неподвижной двухсекцион-
ной катушки и подвижного ферритово-
го сердечника, который находится
внутри катушки и может свободно пе-
ремещаться вверх или вниз. Переме-
щение сердечника совместно с измери-
тельным щупом по отношению к ка-
тушке при измерениях кристаллов вы-
зывает изменение в ней индуктивности,
которое воспринимается и преобразо-
вывается электрической схемой. Дат-
чик заключен в металлическую гильзу,
которая служит экраном от возможных
и нежелательных наводок, которые мо-
гут внести ошибки в работу автомата.
Электрический сигнал к датчику под-
водится по проводу 6. Измерительная
головка вставлена в верхнюю муфту 15
скобы и зажата в ней винтом 7. В ниж-
нюю муфту 11 скобы 14 вставлен и
зафиксирован винтом измерительный
столик. Скоба для установки измери-
тельного устройства автомата крепит-
ся винтами к корпусу автомата.
Измеряют толщину кристаллов на
автомате по наибольшему размеру ме-
жду двумя плоскопараллельными на-
конечниками (щупом и столиком) кон-
тактным методом. Пределы измерения
устанавливают по эталонам.
Вибробункер предназначен для упо-
рядоченной автоматической подачи
кристаллов, насыпанных навалом в
Рис. 27. Измерительное уст-
ройство автомата GPS фир-
мы «Цензор»:
1 — датчик, 2 — пневматическое
приспособление, 3 — шланг, 4 и
15 — муфты, 5 — штуцер, 6 —
электрический привод, 7— винт,
8 — измерительная головка, 9 —
лоток, 10 — юстировочные винты,
11 — нижняя муфта, 12 — столнк,
13— измерительный щуп, 14 —
скоба
транспортирующую чашку, к месту, в котором их забирает присос-
ка, и состоит из вибратора, который с помощью основания, стержня
и кронштейна крепится к корпусу автомата и транспортирующей
чашки. На вибратор могут быть поставлены различные транспор-
тирующие чашки в соответствии с размерами сортируемых кристал-
лов. Транспортирующая чашка устанавливается тремя пазами на
вибратор и закрепляется. Режим работы вибратора может изме-
няться потенциометром. Вращая ручку потенциометра, уменьшают
или увеличивают амплитуду колебаний вибратора. Нажатием кноп-
77
ff
Рис. 28. Блок присосок автомата GPS фир-
мы «Цензор»:
/ и 3 — присоски, 2 — щетка, 4 — копир, 5 — изме-
рительный столик, d —держатель, 7 — рычаг, 8 —
ролик, 9— качающийся рычаг, 10— кронштейн,
11 — каретка, 12 — вибробункер
ки, расположенной на лицевой панели автомата, можно увеличить
амплитуду колебаний вибратора и ускорить движение кристаллов
по спирали транспортирующей чашки.
Блок присосок (рис. 28) предназначен для транспортировки
кристаллов от транспортирующей чашки вибробункера 12 на плос-
кость измерительного столика, а затем до контейнера сортиро-
вочного устройства. Блок присосок состоит из двух присосок 1 и 3,
щетки 2, держателя 6, кронштейна 10, каретки И и механизма
подъема присосок. Щетка предназначена для очистки поверхно-
сти измерительного столика 5. Кроме движения совместно с при-
сосками, получаемого от ка-
ретки и механизма подъема,
щетка имеет самостоятель-
ное движение по копиру 4.
Таким образом, когда пер-
вая присоска находится ме-
жду транспортирующей чаш-
кой вибробункера и измери-
тельным столиком, а вто-
рая — между измеритель-
ным столиком и контейне-
ром сортировочного устрой-
ства, щетка, двигаясь по ко-
пиру, очищает измеритель-
ный столик, а при обратном
ходе каретки отодвигается
от него.
Присоски и щетка кре-
пятся к кронштейну держа-
телем. При работе автомата
присоски вместе с держателем, кроме движения от вибробун-
кера до контейнера, совершают еще одно движение: при присасы-
вании кристаллов они опускаются на кристаллы, затем берут их,
приподнимают, транспортируют и опускают на место транспорти-
ровки, после чего снова возвращаются в исходное положение.
Такое движение присосок с держателем совершается механизмом
подъема, состоящим из качающегося рычага 9 с роликом 8 и ры-
чагом 7.
Техническая характеристика автомата GPS фирмы «Цензор»
для сортировки кристаллов по толщине приведена ниже.
Производительность, шт./ч .... 2000
Количество групп сортировки ... 13
В том числе:
годных кристаллов............. 10
брак ................................ 3
Размеры сортируемых кристаллов,
мм:
толщина......................... 0,04—0,3
диаметр или сторона кристалла 1—3,2
Потребляемая мощность, кВт ... 0,1
78
Применяемая энергетика (сеть пе-
ременного тока):
напряжение, В...............
частота, Гц.................
Габариты, мм....................
380/220
50
590X595X800
Принцип действия автомата ТК-500 фирмы «Симитцу» для
сортировки кристаллов по толщине (рис 29, а) аналогичен прин-
ципу действия автомата GPS, хотя по конструкции они отличают-
ся. Автомат ТК-500 состоит из корпуса 5, индикаторной панели 4,
электрического блока 1, измерительного устройства с приводом,
вибробункера, кассеты с контейнерами 2, скафандра 3.
Кристаллы, предназначенные для сортировки, насыпают в чаш-
ку вибробункера 16 (рис. 29,6), из которого они поднимаются по
винтовой дорожке чашки на ее верхнюю точку, откуда один крис-
талл 15 захватывает присоска 14 и опускает в наклонный лоток
13. По лотку кристалл попадает через воронку 17 в отверстие ро-
тора 12, который транспортирует его на позицию измерения.
Измерение проводится контактным методом с помощью индук-
ционного датчика 8 и щупа 11. Привод щупа осуществляется
от кулачка 6 через рычаг 7. При опускании или подъеме
щупа изменяет свое положение сердечник 10 в индукционной ка-
тушке 9, связанный жестко со щупом. В результате перемещения
сердечника изменяется индуктивность катушки. Изменение ин-
дуктивности катушки по сравнению с ранее установленной при
настройке автомата регистрируется и преобразовывается электри-
ческим блоком.
Электрический блок подает сигнал электромагнитному реле,
управляющему крышкой 19 одного из контейнеров 18. Кристалл
после прикосновения к нему щупа по желобу 20 перемещается до
того момента, пока не встретит на своем пути поднятую крышку
одного из контейнеров. Сталкиваясь с крышкой, кристалл попа-
дает в соответствующий контейнер. Кристаллы в зависимости от
толщины попадают в различные контейнеры, но в каждом кон-
тейнере собираются кристаллы с заданным разбросом по толщи-
не, который задается автомату при его настройке.
Техническая характеристика автомата ТК-500 фирмы «Симит-
цу» для сортировки кристаллов по толщине приведена ниже.
Производительность, шт./ч......
Число размерных групп..........
Разброс размеров в группе, мкм . .
Точность измерения кристаллов по
толщине, мкм....................
Размеры сортируемых кристаллов,
мм:
диаметр.....................
сторона квадрата ...........
толщина.....................
Потребляемая мощность, кВт . . .
Давление сжатого воздуха, кгс/см2
Габариты, мм....................
Масса, кг......................
1800
10
3
1,4—8
1—5
0,1 — 1
0,5
2 5_4
700X600X2100
330
79
10
Рис. 29. Автомат ТК-500 фирмы «Симитцу»
для сортировки кристаллов по толщине;
а — общий вид, б — устройство: 1 — электриче-
ский блок, 2— кассета с контейнерами, 3 — ска-
фандр, 4 — индикаторная панель, 5 — корпус, 6 —
кулачок, 7 — рычаг, 8 — датчик, 9 — катушка,
10 — сердечник, 11 — щуп, 12— ротор, 13— лоток,
14 — присоска, 15 — кристалл, 16 — вибробункер*
17 — воронка, 18 — контейнер, 19 — крышка, 20 —
желоб
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каков принцип ориентирования монокристаллов германия и кремния?
2. Каковы устройство и наладка установки для световой ориентации?
3. Какими способами выполняют резку полупроводниковых материалов?
4. Каково устройство станка для резки полупроводниковых материалов коль-
цеобразной пилой?
5. Какие абразивные материалы применяют для шлифовки и полировки полу-
проводниковых материалов?
6. Каковы устройство и наладка настольного станка для шлифовки и поли-
ровки полупроводниковых материалов?
7. Объясните основные методы сортировки пластин и кристаллов по толщине.
8. Каковы устройство и принцип действия автомата для разбраковки и сор-
тировки кристаллов?
Глава третья
ТЕРМИЧЕСКОЕ ОБОРУДОВАНИЕ
ДЛЯ ИЗГОТОВЛЕНИЯ
ЭЛЕКТРОННО-ДЫРОЧНЫХ
ПЕРЕХОДОВ В ГАЗОВЫХ СРЕДАХ
§ 16. Основные сведения о методах изготовления
электронно-дырочных переходов
Основу полупроводникового прибора составляет кристалл по-
лупроводникового материала с одним или несколькими электрон-
но-дырочными переходами. Известны пять основных методов
получения электронно-дырочных переходов: точечно-контактный;
сплавления; электрохимический; в процессе вытягивания моно-
кристалла и диффузии примесей. Наиболее широко применяют
два метода: сплавления и диффузии примесей. Познакомимся
с этими методами более подробно.
Метод получения электронно-дырочных переходов сплавлени-
ем является наиболее распространенным. Этим методом изготов-
ляют германиевые и кремниевые диоды и транзисторы. До-
стоинством метода сплавления является сравнительно простой
технологический процесс, не требующий сложного оборудования,
а недостатками — большой разброс параметров, ограниченность
частотных пределов и высокая чувствительность параметров
р—n-переходов к воздействиям окружающей среды.
Принцип получения электронно-дырочных переходов методом
сплавления состоит в создании в полупроводнике одного типа
проводимости области, обладающей другим типом проводимости,
для чего в полупроводник вплавляют (или с полупроводником
сплавляют) какой-либо элемент III или V группы периодической
таблицы Менделеева. Сплавление полупроводника может произ-
водиться не с одним, а с несколькими элементами, образующими
сплав.
Элементы III группы таблицы Менделеева являются акцепто-
рами и при сплавлении с полупроводником электронного типа
проводимости образуют в нем область с дырочным типом прово-
димости. К этим элементам относятся индий, алюминий, галлий,
бор. Элементы V группы таблицы Менделеева являются донорами
и при сплавлении с полупроводником дырочного типа проводимо-
сти образуют в нем область с электронным типом проводимости.
К этим элементам относятся сурьма, мышьяк, фосфор и висмут.
Так как процесс сплавления проводят при высоких темпера-
турах, чтобы избежать окисления кристаллов и электродных
сплавов, их сплавляют в вакууме или в восстановительной (во-
дород) атмосфере. Сплавление можно проводить также в ней-
тральной среде (аргон, гелий). При массовом производстве полу-
82
проводниковых приборов процесс сплавления в вакуумных
термических установках выполнять нецелесообразно из-за низкой
производительности этих установок (длительность процесса до-
стижения необходимого вакуума) и сложности их эксплуатации.
Поэтому в серийном производстве предпочтительным оборудова-
нием являются конвейерные термические установки (печи), в ко-
торых сплавление происходит в газовой атмосфере.
Диффузия — это процесс проникновения атомов одного ве-
щества между атомами другого. При изготовлении электронно-
дырочных переходов методом диффузии примесей процесс диф-
фузии зависит от концентрации примесей, температуры, типа
полупроводникового материала и диффузанта, а также от про-
должительности процесса. Принцип образования электронно-ды-
рочных переходов методом диффузии примесей основан на соз-
дании в полупроводнике одного типа проводимости другого типа
проводимости вследствие диффузии примеси в полупроводник.
Электронно-дырочный переход в этом случае образуется в том
месте полупроводника, где концентрация продиффундировавшей
примеси становится равной концентрации исходной примеси полу-
проводника, т. е. той примеси, которая определяет тип проводи-
мости исходного полупроводника.
Обычно при изготовлении электронно-дырочных переходов ме-
тодом диффузии процесс проводят при постоянной температуре
на одних и тех же материалах, т. е. полупроводниковом материа-
ле и диффузанте определенных марок, и глубина залегания пере-
хода зависит только от продолжительности процесса диффузии.
Изменяя время, можно изменять глубину диффузии и, наоборот,
зная требуемую глубину залегания перехода, можно определить
время диффузии.
Диффузия может быть встречной: примесь диффундирует од-
новременно с двух сторон пластины полупроводника и одновре-
менной: в одну пластину полупроводника одновременно проводят
диффузию двух различных примесей (двойная диффузия) с раз-
личными коэффициентами диффузии.
Может быть также последовательная диффузия примесей, ког-
да диффузия двух различных по типу проводимости примесей
проводится в две стадии последовательно. Последовательная диф-
фузия более предпочтительна по сравнению с одновременной, так
как одновременная диффузия не позволяет раздельно регулиро-
вать концентрацию примесей и температуру. При последователь-
ной диффузии можно применять донорные или акцепторные при-
меси с одинаковыми коэффициентами диффузии, а глубину
залегания диффузионных слоев регулировать изменением време-
ни процесса первой и второй стадий диффузии.
Преимущественное применение получил процесс проведения
диффузии по методу открытой трубы (диффузия в незамкнутом
объеме, или в потоке газа-носителя) в две стадии. При проведе-
нии первой стадии диффузии по методу открытой трубы в рабо-
чий канал печи со стороны диффузанта подают очищенный газ
83
(азот, аргон, гелий), который, проходя по каналу, переносит пары
диффузанта в зону диффузии. Пары диффузанта, проходя через
пластины полупроводника, частично осаждаются на них, а осталь-
ная часть паров вместе с газом-носителем выбрасывается в вы-
тяжную вентиляционную систему. При проведении второй стадии
диффузии процесс можно проводить на воздухе или в атмосфере
увлажненного кислорода, когда необходимо одновременно с раз-
гонкой диффузанта по глубине пластины получить окисную плен-
ку на полупроводнике для защиты (маскировки) диффузионного
слоя.
Первую стадию диффузии (загонку диффузанта, или просто
загонку) проводят в двухзонной печи, например СДД-13, где
одна зона является зоной источника диффузии, или зоной диффу-
занта, а вторая — зоной диффузии. Рабочим каналом служит
кварцевая труба из чистого и высококачественного (переплавлен-
ного) кварца, которая проходит через обе зоны печи. Кварц вы-
бран потому, что обладает способностью сравнительно длитель-
ное время выдерживать температуру до 1350° С и не загрязнять
атмосферу зоны диффузии при этой температуре.
При первой стадии диффузии в пластинах полупроводника
создают диффузионный слой с заданными характеристиками. Ос-
новным параметром удачно проведенного процесса диффузии
(первой стадии) является получение в поверхностном слое полу-
проводника заданной концентрации неосновных носителей, или
заданного удельного сопротивления. Убедившись, что первая ста-
дия диффузии прошла успешно, проводят вторую стадию (разгон-
ку диффузанта, или просто разгонку).
На второй стадии диффузии происходит процесс проникнове-
ния неосновных носителей в пластину полупроводника на значи-
тельную, заданную по сравнению с первой стадией, глубину. Вто-
рая стадия диффузии проводится обычно в однозонной термиче-
ской установке, например СДО-13, рабочим каналом которой
является кварцевая или керамическая труба. Керамические трубы
по сравнению с кварцевыми обладают большей температурной
стойкостью. Для диффузии первой стадии их не применяют, так
как в процессе диффузии происходит насыщение внутренней по-
верхности трубы парами диффузанта, что может вызвать брак
диффузии, а затем — изделий.
Процесс диффузии довольно длителен. Если первая стадия
диффузии (загонка) происходит в течение нескольких часов, то
вторая стадия диффузии (разгонка) длится десятки часов.
В настоящее время широко освоена разновидность диффузи-
онного метода изготовления электронно-дырочных переходов,
планарная технология, обеспечивающая высокую надежность
и стабильность параметров приборов, а также воспроизводимость,
массовость и универсальность технологического процесса. Сущ-
ность планарной технологий заключается в создании на поверх-
ности полупроводниковой пластины методом диффузии диодных
или транзисторных структур с омическими (невыпрямляющими)
84
контактами, защищенных окисной пленкой. Изготовление планар-
ных полупроводниковых приборов включает в себя кроме созда-
ния электронно-дырочных переходов, защищенных окисным слоем,
еще ряд универсальных или типовых технологических процессов,
связанных с обработкой полупроводниковых материалов, процес-
сами фотолитографии, созданием невыпрямляющих контактов,
присоединением электродных выводов и герметизацией.
Как было сказано, сплавление и диффузию выполняют в тер-
мических установках (печах). Для сплавления обычно используют
конвейерные термические установки, например ЖК 40.07, а для
диффузии — двухзонные СДД-13А и однозонные СДО-13 и
СДО-125 термические установки периодического действия. Техно-
логической средой обычно служит очищенный водород, а темпера-
тура в рабочем канале поддерживается автоматически с высокой
точностью. Сплавление проводят в кассетах, изготовленных из
графита, керамики или нержавеющей стали, а для диффузии при-
меняют лодочки (подставки) или боксы, в которые устанавлива-
ют полупроводниковые пластины. Лодочки и боксы изготовляют
из кварца, графита, кремния, т. е. материалов, не изменяющих
геометрических размеров при многократном нагреве и охлажде-
нии, не выделяющих вредных для диффузии веществ и не всту-
пающих в реакцию с веществами, участвующими в диффузии.
При изготовлении германиевых и кремниевых планарных при-
боров на поверхности полупроводниковых пластин одновременно
с диффузией создают пленку двуокиси кремния, служащую для
маскировки отдельных участков кристалла при проведении ло-
кальной диффузии, пассивировании и стабилизации поверхности
полупроводника, а также изоляции активных и получения пассив-
ных компонентов приборов и микросхем. Достоинствами пленки
двуокиси кремния являются сравнительно высокая диэлектриче-
ская прочность и механическая совместимость с полупроводника-
ми, а недостатком — пористость, снижающая эффективность пас-
сивации и ведущая к нестабильности параметров приборов, а
также высокая температура ее получения (1200—1300° С на крем-
нии и 650—700° С на германии). Высокая температура нанесения
пленки двуокиси кремния отрицательно сказывается на электро-
физических свойствах полупроводников, способствуя миграции
легирующих примесей.
В последнее время научились получать пленки двуокиси крем-
ния при низких температурах (300° С). Если для обычного оки-
сления используют те же термические установки, что и для диф-
фузии, то для низкотемпературного осаждения двуокиси кремния
применяют специальные термические установки, например
ЖКМЗ.017.017.
§17 . Приборы для измерения
и регулирования температуры
В настоящее время известно довольно много различных авто-
матических терморегулирующих приборов, например, пирометри-
ческие милливольтметры типа МРЩПр, самопишущие милли-
вольтметры типа МСЩПр, электронные потенциометры ЭПД
и мосты ЭМД, а также показывающие потенциометры ЭПВ, пока-
зывающие самопишущие потенциометры ПСР и др.
Рассмотрим принцип действия и устройство двух приборов
ЭПВ и ПСР, широко применяемых в производстве полупровод-
никовых приборов. Точность измерения этих приборов составляет
±0,5% от предела измерения.
Автоматические потенциометры ЭПВ и ПСР в комплекте
Рис. 30. Схема потенциометра
с термопарами предназначены для из-
мерения и регулирования температуры
и могут быть также использованы для
измерения и регулирования э. д. с. в
комплекте с соответствующими датчи-
ками.
Принцип действия приборов ос-
нован на компенсационном методе из-
мерения напряжения, выдаваемого
датчиком, преобразующим измеряе-
мую величину в э. д. с. или напряжение
постоянного тока, при этом компенса-
ция измеренного напряжения произво-
дится автоматически.
Схема потенциометра (рис. 30) представляет собой четырех-
плечий мост с резисторами RM, RI;, Rs и калиброванным рези-
стором-реохордом Rp, в диагональ СД которого включен источник
постоянного тока Е. Для измерения неизвестного напряжения
в диагональ моста АВ включены последовательно датчик (тер-
мопара) и чувствительный нуль-индикатор НИ, причем напряже-
ние Ех направлено навстречу измерительной схеме в точках А и В.
Для каждого значения Ех можно найти такое положение пол-
зунка В на реохорде, при котором ток в диагонали АВ будет
равен нулю, что соответствует равенству напряжений Ех и в
точках А и В. Таким образом, каждому значению Ех соответству-
ет вполне определенное положение ползунка на реохорде и
соответствующее положение указателя температуры или величи-
ны э.д.с.
В приборах ЭПВ и ПСР компенсация (уравновешивание) не-
известного напряжения Ех, снимаемого с датчика, происходит
автоматически при помощи электронного усилителя УМ, включен-
ного в диагональ моста вместо нуль-индикатора. При изменении
э.д.с. термопары равновесие системы нарушается и на вход уси-
лителя УМ подается напряжение разбаланса постоянного тока,
которое преобразуется и усиливается до величины, достаточной
86
для приведения в действие асинхронного реверсивного двигателя
РД-09. При вращении ротора двигателя ползунок перемещается по
реохорду до наступления равенства напряжений в схеме.
В приборе ЭПВ на оси двигателя жестко укреплен цилиндри-
ческий циферблат, перемещающийся при работе двигателя отно-
сительно неподвижного указателя, а в приборах ПСР ползунок
жестко связан с указателем, который перемещается вдоль непод-
вижной шкалы при работе двигателя. Перо в свою очередь также
жестко связано с указателем и непрерывно записывает на дви-
жущейся диаграммной ленте значение измеряемой величины.
Таким образом, в электронных автоматических потенциометрах
измерительное устройство следует за изменением измеряемой ве-
личины.
Терморегулирующие приборы могут быть одно- и многоточеч-
ными. В многоточечных приборах ЭПВ поочередное подключение
термопар производится вручную кнопочным переключателем, а
в многоточечных приборах ПСР имеется переключатель, автома-
тически подключающий к измерительной схеме по очереди все
присоединенные к прибору датчики. После наступления компен-
сации печатающий механизм отпечатывает точку с порядковым
номером того датчика, э.д.с. которого в данный момент изме-
ряется.
Терморегулирующие приборы ЭПВ и ПСР состоят из крон-
штейна, реохорда, реверсивного двигателя, электронного усили-
теля, источника стабилизированного питания и устройства для
дистанционной передачи показаний. Кроме того, прибор ПСР
имеет лентопротяжный механизм с приводом, пишущую (печатаю-
щую) каретку и многоточечный переключатель. Несмотря на раз-
личие приборы ЭПВ и ПСР имеют несколько унифицированных
элементов: электронный усилитель, источник стабилизированного
питания и др.
Большая часть элементов смонтирована на кронштейне, кото-
рый при открыто?! крышке прибора может выдвигаться из кор-
пуса, обеспечивая удобный доступ ко всем частям прибора.
Реохорд представляет собой калиброванное сопротивление, изго-
товленное в виде двух спиралей из манганиновой проволоки, на-
мотанных равномерно на изолированные медные шины. Одна
спираль является рабочей, а другая служит для отвода тока и за-
корочена. Потенциал с рабочей спирали снимается с помощью
ползунка, перемещающегося одновременно по обеим спиралям.
Реохорд закрывается съемным стальным кожухом, в который за-
ливается трансформаторное масло.
Для приведения измерительной схемы прибора к равновесию
служит асинхронный реверсивный двигатель РД-09, выполненный
со встроенным редуктором.
Электронный усилитель УМ-109 предназначен для усиления
напряжения разбаланса постоянного тока и состоит из преобра-
зовательного каскада, усилителей напряжения и мощности, вы-
прямителя и силового трансформатора.
87
Измерение э.д.с. компенсационным методом возможно только
при питании схемы постоянным током, поэтому в приборах при-
менен источник стабилизированного питания ИПС-020, обеспечи-
вающий на выходе заданное по величине и постоянное во време-
ни напряжение.
Для дистанционной передачи показаний в прибор встраивается
дополнительный реохорд, спирали которого размещены на том же
основании, что и основной реохорд, а дополнительный ползунок
жестко связан с основным. Дополнительный реохорд может быть
подключен к логометру, который будет дублировать показания
основного прибора.
Лентопротяжный механизм в приборах ПСР служит для сма-
тывания диаграммной ленты с заданной скоростью. Привод этого
механизма осуществляется от синхронного двигателя СД-54 че-
рез редуктор и ручной фрикцион.
Пишущая (печатающая) каретка предназначена для записи
пером на диаграммной бумаге значений измеряемой величины
и применяется в многоточечных приборах.
Для поочередного подключения термопар к измерительной схе-
ме служит многоточечный переключатель.
Кроме рассмотренных приборов в последнее время применяют
высокоточный регулятор температуры ВРТ-2, обеспечивающий
точность регулирования температуры 0,5° С. Регулятор ВРТ-2 со-
стоит из двух приборов: измерительного блока И-101 (102) и ре-
гулирующего блока Р-111. В приборе И-101 сигнал термопары
сравнивается с сигналом задатчика, а разница этих сигналов уси-
ливается предварительным усилителем, сигнал с выхода которого
подается на вход прибора Р-111, где формируется закон регули-
рования и происходит преобразование входного сигнала в унифи-
цированный сигнал постоянного тока. Выходной сигнал прибора
Р-111 может быть использован в блоках питания (тиристорных,
магнитных или др.), управляющих нагревательным устройством.
Прибор Р-111 имеет индикаторы, по которым можно контролиро-
вать разбаланс и выходной ток, органы настройки, а также пе-
реключатель автоматического и ручного управления объектом.
Ремонт, наладку и поверку терморегулирующих приборов вы-
полняют работники лаборатории контрольно-измерительных при-
боров.
Датчиком терморегулирующих приборов служит термопара,
действие которой основано на свойстве спая разнородных метал-
лов развивать термо-э.д.с. при нагревании. Термопара состоит из
двух разнородных проводников, рабочие («горячие») концы ко-
торых спаяны друг с другом, а свободные («холодные») подклю-
чены к измерительному прибору. Наиболее часто используют тер-
мопары следующих типов: ТПП — платинородий (10% родия)—
платиновая с градуировкой ПП-1; ТППР — платинородий (30%
родия)—платинородиевая (6% родия) с градуировкой ПР 30/6;
ТХА — хромель-алюмелевая с градуировкой ХА; ТХК — хромель-
копелевая с градуировкой ХК и др. Эти термопары взаимо-
88
заменяемы. Кроме того, применяют нестандартные термопа-
ры: железо-копелевые, медь-копелевые, вольфрам-молибденовые,
вольфрам-рениевые и др.
Долговечность и надежность термопар зависят от технологи-
ческой среды, в которой они работают. Известно, например, что
платинородий-платиновые термопары применимы для измерения
температур до 1600°С при условии использования их в окисли-
тельной газовой среде. В восстановительной среде термоэлектро-
ды таких термопар из-за науглероживания меняют свою термо-
э.д.с. и быстро разрушаются, поэтому применяют вольфрам-рение-
вые термопары.
В вакууме платинородий-платиновые термопары используют
только при температуре до 1000° С, так как при более высокой
температуре (1250° С) и выше начинается интенсивное распыле-
ние платины. Хромель-алюмелевые термопары надежно работают
при температуре до 1300° С в окислительной атмосфере, но учи-
тывая, что на поверхности термоэлектродов этих термопар при
нагреве легко образуется защитная пленка окислов, их можно
с успехом применять и в вакууме, предварительно окислив на
воздухе. Хромель-копелевые термопары применяют в окислитель-
ной среде и вакууме.
Кроме термопар, в производстве полупроводниковых приборов
используют ртутные термометры и термометры сопротивления.
Принцип действия ртутных термометров основан на температур-
ном расширении тел, а термометров сопротивления — на темпера-
турном изменении электрического сопротивления металлов.
Пределы измерений температуры серийными приборами при-
ведены в табл. 6.
ТАБЛИЦА 6
Пределы измерений температуры серийными приборами
Прибор Рабочий диапазон температуры, СС
от до (длительно) до (кратковре- менно)
Ртутный термометр —35 500
Платиновый термометр сопротивления —200 500 —
Медный термометр сопротивления . . —50 100 —
Платинородий-платиновая термопара —20 1300 1600
Платинородий-платинородиевая тер-
мопара 300 1600 1800
Хромель-алюмелевая термопара . . —50 1000 1300
Хромель-копелевая термопара . . . —50 600 800
Термопары из сплавов НК—СА . . 300 — 1000
Вольфрам-молибденовые термопары —140 — 2000
Довольно широко в производстве полупроводниковых прибо-
ров применяют контактные термометры с магнитной регулировкой
положения рабочего контакта для поддержания температуры на
89
заданном уровне, которые состоят из трёх частей: контактного
ртутного термометра с двойной шкалой, колпачка и магнитно-
поворотного приспособления. Для автоматического поддержания
температуры на заданном уровне контактный термометр КТ вклю-
чают в схему универсального реле (рис. 31) при помощи двух
клемм, расположенных на основании колпачка.
Настраивают контактный термометр (рис.
температуру при помощи винта 3, вращаемого
магнитом 2. При вращении винта овальная
гайка 4 с вольфрамовым контактом 6, входя-
щим своим концом в капилляр 7, будет опус-
каться или подниматься внутри стеклянной
овальной трубки термометра и перемещать
подвижный контакт в капилляре. Настройка
считается законченной, если нижняя поверх-
ность овальной гайки установлена на штрихе
заданной температуры верхней шкалы 5. Пос-
ле этого проверяют положение конца подвиж-
ного контакта в капилляре относительно штри-
ха нижней шкалы 8, которое должно быть та-
ким же, как положение овальной гайки отно-
сительно штриха верхней шкалы. В случае
расхождения регулировку выполняют поворо-
том магнита, после чего его закрепляют сто-
порными винтами 1.
32) на заданную
Рис. 31. Схема универсального реле:
Rl, R2, R3, R4, R5 — резисторы, КТ — кон-
тактный термометр, Tl, Т2— транзисторы,
Р—реле, С—электролитический конденса-
тор, Д — диод
Рис. 32. Схема контактного термомет-
ра:
]— стопорный винт, 2—магнит, 3—винт,
4 — овальная гайка, 5 и 8 — верхняя и
нижняя шкалы, 6~ вольфрамовый контакт,
7 —капилляр, 9 — ртутный столбик
Терморегулирование осуществляется следующим образом. При
достижении заданной температуры ртутный столбик 9 замыкает
электрическую цепь между подвижным и неподвижным контакта-
ми, а универсальное реле выключает питание нагревательного
элемента. После охлаждения ртутный столбик опускается, элек-
трическая цепь размыкается и универсальное реле включает пи-
тание нагревательного элемента. Таким образом, включая и вы-
90
ключая питание нагревательного элемента, универсальное реле
при помощи контактного термометра поддерживает температуру
нагреваемого объекта на заданном уровне.
§ 18. Основные сведения об автоматической системе
регулирования температуры
Термические процессы в производстве полупроводниковых при-
боров требуют соблюдения температурных режимов с высокой
степенью точности, при которой допустимые колебания темпера-
туры относительно номинальной величины составляют в некото-
рых случаях 0,1—0,01%- Такая точность может быть получена
только при использовании в термическом оборудовании автомати-
ческих систем регулирования температуры.
Системой автоматического регулирования называется замкну-
тая динамическая система, в которой поддерживается заданное
постоянное значение или ведется изменение по заданному закону
величины, характеризующей какой-либо процесс. Регулирование
может быть программным, если задание регулируемой величины
изменяется во времени.
При автоматическом регулировании температуры в термической
установке объектом регулирования является камера печи, в кото-
рой регулятор автоматически поддерживает заданную температу-
ру, включая или выключая подачу электрического тока в нагре-
ватель.
Для знакомства с принципом автоматического регулирования
температуры в термических установках рассмотрим блок-схему
системы автоматического регулирования и поддержания темпера-
туры на заданном уровне двухзонной диффузионной термической
установке СДД-13 (рис. 33).
Чтобы обеспечить необходимую длину рабочей тепловой зоны
с равномерным распределением температуры и высокой точностью
ее поддержания, в конструкции термической установки примене-
на трехканальная система регулирования температуры. Все три
канала имеют одинаковое устройство, поэтому рассмотрим рабо-
ту центрального канала регулирования. Датчиком температуры
в рассматриваемой схеме является платинородий-платиновая тер-
мопара 1.
При работе нагревателя 2 в горячем конце термопары возни-
кает термо-э.д.с., которая по компенсационным проводам подает-
ся в компенсатор 4 холодных концов термопары. Как известно,
градуировка термопар производится при температуре 0° С их хо-
лодных концов. В эксплуатационных условиях холодные концы
термопар находятся в различной и изменяющейся температуре
окружающего воздуха производственного помещения. При темпе-
ратуре холодных концов термопары, отличной от 0° С, возникает
дополнительная погрешность. Для ее автоматической компенсации
служит компенсатор 4. Величина сопротивления зависит только
91
от градуировки термопары и поэтому одинакова для всех термо-
пар одной градуировки.
Скомпенсированный сигнал с компенсатора холодных концов
термопары поступает на блок компенсатора 5, где происходит
сравнение сигнала термопары с заданным значением сигнала (ус-
тавкой) задатчика температуры. Задатчик температуры представ-
ляет собой устройство, предназначенное для установки в системе
Рис. 33. Блок-схема системы автоматического ре-
гулирования и поддержания температуры на за-
данном уровне двухзонной диффузионной терми-
ческой установки:
1— термопара, 2 — нагреватель, 3 — краевые секции на-
гревателя, 4 — компенсатор, 5 — блок компенсатора, 6—•
предварительные усилители, 7 — стабилизатор, 8 — регу-
лирующие устройства, 9 — блок смещения, 10 — блоки
управления тиристорами, 11 — силовые трансформаторы,
12— блоки тиристоров, 13 — измерительные приборы
любого желаемого режима работы. Заданный уровень температуры
в центральной секции нагревателя 2 печи и задание по изменению
уровней температуры в краевых секциях нагревателя 3 вырабаты-
ваются в виде опорных напряжений одним стабилизированным
источником питания, входящим в блок компенсатора.
При отличии сигналов термопары от величины, установленной
задатчиком, в блоке компенсатора формируется сигнал рассогла-
сования между уровнем входного сигнала, поступающего от тер-
мопары, и заданным уровнем температуры. Рассогласование про-
порционально отклонению температуры от требуемого значения,
т. е. ошибке системы регулирования. Эта разность напряжений по-
дается на усилитель питающий исполнительный орган.
92
Характерной чертой системы автоматического регулирования
является то, что сама ошибка (рассогласование) является дви-
жущим сигналом для системы, работающей на уничтожение этой
ошибки. Сигнал рассогласования подается на предварительный
усилитель 6, предназначенный для усиления сигнала постоянного
тока. Усиленный сигнал с предварительного усилителя подается
на регулирующее устройство 8, предназначенное для формирова-
ния сигнала управления по определенному закону. Регулирующее
устройство представляет собой усилитель постоянного тока с от-
рицательной обратной связью. Обратная связь — это непосредст-
венная связь от выхода системы к ее входу.
Питание блоков компенсатора, предварительного усилителя
и регулирующего устройства осуществляется от стабилизатора 7
переменного тока напряжением 220 В.
С регулирующего устройства сигнал поступает в блок смеще-
ния 9, предназначенный для более качественной настройки систе-
мы автоматического регулирования температуры. Блок смещения
представляет собой регулируемый вручную источник постоянного
напряжения, в котором происходит суммирование сигнала регули-
рующего устройства с постоянным напряжением, величина кото-
рого задается. Суммарный сигнал с блока смещения поступает
на блок 10 управления тиристорами (тиристоры — управляемые
вентили) и корректирует положение выходного сигнала блока
управления тиристорами таким образом, чтобы сократить интер-
вал изменения регулируемой мощности, подводимой к нагревате-
лю за счет сигнала управления регулирующего устройства.
Блок тиристоров 12 представляет собой усилитель мощности,
контролируемый измерительными приборами 13. Тиристоры вклю-
чены совместно с каждой секцией нагревателей печи во вторичные
обмотки силовых трансформаторов 11. По принципу действия ти-
ристор представляет собой управляемый бесконтактный ключ,
который до подачи на него сигнала закрыт, а при появлении уп-
равляющего сигнала и положительной полярности напряжения на
аноде — открыт.
В тот период, когда тиристоры открыты, через них проходит
электрический ток, разогревающий нагреватель. Нагрев печи вы-
зывает образование в термопаре термо-э.д.с., которая после слож-
ных преобразований в виде сигнала управления подается на блок
тиристоров. При закрытых тиристорах подача электрического тока
на нагреватель прекращается и нагреватель в этот период начина-
ет охлаждаться. Таким образом, включая и выключая нагреватель,
система автоматического регулирования поддерживает температу-
ру печи на заданном уровне.
§19 . Конвейерная термическая установка
Электронно-дырочные переходы выполняют методами сплавле-
ния и диффузии в термических установках (печах), которые мож-
но классифицировать:
по рабочей атмосфере в рабочем канале печи — на вакуумные
и газовые;
по типу нагревателя сопротивления — на прямонакальные
печи, в которых рабочий канал одновременно является нагре-
вателем, и с косвенным нагревом, в которых в качестве нагрева-
теля используются силитовые стержни, проволочные нагреватели
и др.;
по принципу действия — на печи периодического действия,
в которых загрузка, процесс и выгрузка выполняются через один
вход в рабочий канал, и непрерывного действия, например кон-
вейерные;
по подвижности нагревателя — на печи с подвижным (накат-
ные, с программным управлением перемещения нагревателя)
и с неподвижным нагревателем;
по количеству рабочих каналов — на одно- и многоканальные;
по количеству термических зон — на одно- и многозонные;
по величине рабочей температуры — на низкотемпературные
(для германиевых приборов, максимальная рабочая температура
900° С) и высокотемпературные (для кремниевых приборов, мак-
симальная рабочая температура 1300° С);
по типу терморегулятора — на печи с программным терморегу-
лятором и печи с автоматическим поддержанием и регулирова-
нием температуры на заданном уровне, но без программы.
Установки, применяемые для изготовления электронно-дыроч-
ных переходов, состоят из: системы нагрева; рабочего канала
печи; газовой (ваккумной) системы; системы охлаждения; систе-
мы регулирования и поддержания заданной температуры; сило-
вого блока питания и привода.
Рассмотрим устройство и работу печи ЖК 40.07 конвейерного
типа (рис. 34), предназначенной для получения электронно-дыроч-
ных переходов методом сплавления, а также для напайки кристал-
лов с р—«-переходами на ножки полупроводниковых приборов.
Печь состоит из корпуса 1 с приборным щитом 6, рабочего
канала, конвейера 2 с приводом, водяной и газовой систем и элек-
тросилового блока с системой терморегулирования.
Корпус 1 представляет собой металлическую сварную конст-
рукцию (каркас), выполняющую роль основания печи, на котором
и внутри которого смонтированы все части и системы. Снаружи
каркас закрыт съемными металлическими защитными панелями
20. Органы управления печью вынесены на переднюю панель 19,
где расположен также милливольтметр 18. Верхняя часть каркаса
закрыта металлическими плитами, на которых укреплен рабочий
канал печи. На верхнем поясе каркаса на двух стойках установлен
94
кожух приборного щита 6, на передней панели которого располо-
жены:
два амперметра 8, измеряющие токи первичной обмотки сило-
вого трансформатора первой зоны нагрева и первичной обмотки
трансформатора (регулируемого подмагничиванием шунта) вто-
рой зоны нагрева;
вольтметр 9, измеряющий напряжение на якоре электродвига-
теля постоянного тока привода конвейера;
Рис. 34. Конвейерная печь ЖК 40.07:
/ — корпус, 2 — конвейерная лента, 3 и 15 — насадки, 4 — термопара, 5 — нагре-
ватель, 6 — приборный щит, 7 — электронный потенциометр, 8— амперметр, 9 —
вольтметр, 10 — электронный регулирующий прибор, 11 и 13 — ручки грубого и
тонкого регуляторов температуры, 12 — ротаметры, 14 — холодильник, /6 — патру-
бок, 17 — слив, 18— милливольтметр, /9 — панель управления, 20 — съемные за-
щитные панели
электронный потенциометр 7, регулирующий температуру
в первой зоне нагрева (ЭПВ-2-11);
электронный регулирующий прибор 10, являющийся элементом
автоматической системы регулирования температуры во второй
зоне нагрева ЭР-Т-59;
сигнальные лампочки;
три ротаметра 12, показывающие расход азота в азотных за-
весах и расход рабочего газа (водорода), проходящего через ра-
бочий канал печи.
На передней панели приборного щита находятся ручки грубого
11 и тонкого 13 регуляторов температуры.
95
Рабочий канал печи состоит из четырех частей: нагревателя 5,
холодильника 14 и двух насадок 3 и 15. Рассматриваемая печь
является конструкцией прямонакального типа. Канал печи (нагре-
ватель) представляет собой трубу квадратного сечения с карма-
ном в верхней части для установки термопары. К нагревателю,
сваренному из листового жаростойкого сплава, приварены пять
токоподводов, четыре из которых попарно ограничивают две само-
стоятельные температурные зоны. В зависимости от требуемой
формы температурной кривой соединение токоподводящих шин
к токоподводам может иметь различные варианты.
Теплоизоляция нагревателя выполнена в виде двух экранов
из нержавеющей стали и алюминиевой фольги, которой обернуты
наружные экраны каждой зоны; снаружи фольгу закрывает ме-
таллический кожух с рубашкой, охлаждаемый проточной водой.
Продолжением канала печи является холодильник, предназна-
ченный для охлаждения изделий, прошедших через нагреватель.
Холодильник представляет собой две трубы с водяной рубашкой
охлаждения. По длине холодильник разделен на две самостоя-
тельные секции, меньшая из которых примыкает непосредственно
к нагревателю, а большая имеет внутри поперечные перегородки,
придающие потоку воды в холодильнике зигзагообразное движе-
ние. Сброс охлаждающей воды происходит через слив 17.
Для отвода водорода от рабочего канала печи и снятия его
пламени на входе в нагреватель и на выходе из холодильника ус-
тановлены насадки. Насадка представляет собой трубу того же
сечения, что нагреватель и холодильник, наклоненную к горизонту
на угол 10° и имеющую у свободного торца патрубок 16 для вы-
хода водорода.
Водород, как легкий газ, в такой конструкции рабочего канала
занимает полное его сечение, исключая расслоение атмосферы
в канале печи и окисление сплавляемых компонентов. Чтобы ис-
ключить подсос воздуха, в начале и в конце рабочего канала соз-
дают поток азота, образующий азотную завесу.
Соединение нагревателя, холодильника и насадок между собой
выполнено фланцами с канавочно-клиновыми уплотнениями и ме-
таллическими прокладками между ними.
Для измерения и регулирования температуры в рабочем кана-
ле печи установлены три термопары: одна помещена в первую
зону, а две другие — во вторую зону нагрева. Все термопары за-
ключены в кварцевые трубки. Термопара 4 первой зоны введена
внутрь нагревателя через отверстие во входной насадке, а две
другие термопары введены в нагреватель второй зоны нагрева со
стороны холодильника и уплотнены резиновым уплотнением. Одна
из термопар служит датчиком системы терморегулирования, а
вторая — для непосредственного измерения температуры.
Конвейер представляет собой бесконечную ленту, изготовлен-
ную из нержавеющей стали Х18Н9Т, и предназначен для транс-
портирования изделий. Привод конвейера осуществляется при-
водной станцией (рис. 35), а его натяжение — роликами. Элек-
96
тродвигатель 1 постоянного тока через клиноременную передачу
2, двухступенчатый червячный редуктор 3, карданный вал 4, ко-
робку скоростей 5 и цепную передачу 6 передает движение веду-
щему шкиву 7 конвейера. Регулируют скорость движения конвей-
ера, изменяя скорость вращения вала электродвигателя и пере-
ключая шестерни коробки скоростей.
Система охлаждения печи предназначена для подачи охлаж-
дающей воды в кожух нагревателя, в первую (малую) секцию
холодильника, в выходную насадку и вторую секцию холодиль-
ника, в радиатор транзистора П208 и накладки, крепящие токо-
подводящие шины к токоподводам нагревателя. В системе ох-
лаждения имеется гидрореле, которое при прекращении подачи
Рис. 35. Схема приводной станции конвейера печи
ЖК 40.07:
1 — электродвигатель, 2 — клиноременная передача, 3 — чер-
вячный редуктор, 4 — карданный вал, 5 — коробка скоростей,
6 — цепная передача, 7 — ведущий шкнв
воды отключает цепь управления трансформатором, регулируе-
мым подмагничиванием шунта. Радиатор, накладки и гидрореле
соединены последовательно.
Наличие и примерный расход воды в системе контролируют
визуально по сливу 17 (см. рис. 34), в который поступает вода из
всех разводок системы. Слив расположен на передней панели
корпуса печи и освещается лампочками. Маховички вентилей для
управления системой охлаждения выведены на переднюю панель.
Газовая система печи предназначена для подачи в рабочий ка-
нал печи рабочего газа (обычно водород) и азота и управления
этой подачей. Газовая система состоит из газовых вентилей, рота-
метров и соединяющих их трубопроводов. Расход газов регули-
руют вентилями, расположенными на передней панели корпуса
(над сливом) и контролируют ротаметрами, расположенными на
приборном щите.
Принцип автоматического регулирования температуры был
рассмотрен в § 16. Система регулирования температуры в печи
ЖК 40.07 построена по этому принципу. Схема электросилового
блока с системой терморегулирования печи ЖК 40.07 показана
на рис. 36. Обе тепловые зоны печи имеют самостоятельное элек-
4 Моряков О. С. 97
тропитание и самостоятельные системы регулирования темпера-
туры.
Автоматическое регулирование температуры в первой зоне на-
грева осуществляется стандартным терморегулирующим прибо-
ром ЭПВ2-11, который выполняет двухпозиционное регулирова-
ние, включая и выключая подачу электропитания на нагреватель
контактом 1ЭПВ. В качестве датчика применена хромель-алюме-
Рис. 36. Схема электросилового блока с системой терморегулирования конвейер-
ной печи ЖК 40.07
левая термопара ТПЗ, а питание нагревателя Н1 осуществляется
от силового трансформатора Тр2.
Автоматическое регулирование температуры во второй зоне
нагрева осуществляется следующим образом. При нагреве горя-
чего спая термопары ТП2 в ней образуется термо-э.д.с., которая
подается на стандартный терморегулирующий прибор ЭР-Т-59
и сравнивается с заданным внешним напряжением. Заданное на-
пряжение определяет уровень регулирования и задается двумя
задатчиками 3д1 и Зд2, находящимися на лицевой панели термо-
регулирующего прибора. При отклонении температуры печи от
заданной в терморегулирующем приборе появляется сигнал рас-
согласования, знак которого определяется знаком отклонения тем-
пературы от заданной. Этот сигнал усиливается и подается в виде
98
команды на регулирующий орган, которым является трансформа-
тор, регулируемый подмагничиванием шунта, именуемый кратко
ТРПШ. Цепь управления ТРПШ выполнена на полупроводнико-
вых приборах; питание на обмотку управления ТРПШ подается
от выпрямителя ВС1. Для регулирования напряжения в цепи пи-
тания ТРПШ имеется мощный транзистор ПП, который управ-
ляется потенциометром R2. Движок потенциометра R2 связан
через редуктор с реверсивным электродвигателем Ml.
При отклонении температуры печи от заданной прибор ЭР-Т-59
в зависимости от знака отклонения включает одно из реле Р1 или
Р2 и электродвигатель Ml, который, вращаясь в соответствующую
сторону, будет передвигать движок потенциометра R2, изменяя
смещение в транзисторе ПП. При этом изменяется ток подмагни-
чивания ТРПШ, а следовательно, и напряжение, подаваемое на
нагреватель второй зоны печи, в сторону ликвидации отклонения
температуры. Потенциометры R1 и R3 служат для установки ре-
жима работы транзистора ПП.
При переходе на ручное управление температурой во второй
зоне нагрева печи реле Р1 и Р2 отключают переключателем В1 от
прибора ЭР-Т-59 и подключают к выпрямителю ВС2 через ключ
дистанционного управления К.
Контролируют температуру во второй зоне нагрева милли-
вольтметром mA, датчиком которого служит хромель-алюмелевая
термопара ТП1.
Питание электродвигателя постоянного тока М2, служащего
для привода конвейера, осуществляется от трансформатора Тр1,
во вторичную обмотку которого через выпрямитель ВС4 включена
обмотка возбуждения электродвигателя, а через автотрансформа-
тор АТр и выпрямитель ВСЗ происходит подача питания в об-
мотку якоря и управление работой электродвигателя при изме-
нении напряжения, снимаемого движком с автотрансформато-
ра АТр.
При включении печи необходимо:
подать питание на печь поворотом ручки сетевого выключателя
и тумблером включить питание запальников;
открыть вентиль азота и произвести продувку канала печи, за-
тем пустить азот в патрубки азотной защиты и только после это-
го в канал печи пустить водород;
открыть вентили и пустить воду в водяную систему;
включить конвейерную ленту печи, задав необходимую ско-
рость движения, и установить на ленту пустые кассеты друг за
другом;
задать необходимую температуру нагрева первой зоны печи по
ЭПВ и включить ее нагрев;
включить нагрев второй зоны печи и задатчиками Зд1, Зд2
терморегулятора ЭР-Т-59 установить требуемую температуру вто-
рой зоны нагрева;
контролировать подъем температуры во второй зоне нагрева
по шкале милливольтметра и при достижении заданной темпера-
4* 99
туры во второй зоне переключателем перевести ее нагрев на авто-
матическое регулирование;
поставить на конвейерную ленту кассеты с загруженными де-
талями для получения электронно-дырочных переходов или
пайки вслед за непрерывно движущимися пустыми кассетами.
Выключают печь в такой последовательности:
выключают питание первичной обмотки ТРПШ второй зоны
нагрева печи, а затем питание первой и второй зон нагрева;
охлаждают печь до температуры 100—150° С, наблюдая за ох-
лаждением по шкале милливольтметра;
останавливают движение конвейера;
продувают печь азотом и прекращают подачу водорода в ка-
нал;
выключают питание запальников;
закрывают подачу азота в рабочий канал и прекращают пода-
чу воды в систему;
снимают подачу питания на печь поворотом сетевого выклю-
чателя.
Следует отметить, что к работе на водородных печах допу-
скаются работники, прошедшие специальный инструктаж и имею-
щие удостоверение на право работы на таких установках.
Наладка и обслуживание конвейерной печи состоит в перио-
дическом осмотре, регулировке и смазке основных частей. При
эксплуатации необходимо руководствоваться техническим описа-
нием печи и не превышать указанных в нем значений температур,
токов, напряжений и других параметров. Необходимо регулярно
следить за исправностью термопар и правильностью показаний
контрольных приборов по эталонным.
Натяжение конвейерной ленты регулируют специальным уст-
ройством. Края ленты должны находиться на одинаковом расстоя-
нии от боковых стенок канала печи, а в местах входа ленты в ра-
бочий канал и выхода из него между лентой и дном рабочего
канала должен быть зазор 2—3 мм. Подшипники скольжения
приводной и натяжной станций необходимо смазывать солидолом
не реже двух раз в неделю. Один раз в три месяца необходимо
осматривать редуктор и добавлять в него смазку ЦИАТИМ-201.
Не реже одного раза в год полностью разбирают и промывают
редуктор. Те же требования по смазке относятся и к коробке ско-
ростей.
Техническая характеристика конвейерной печи ЖК 40.07 при-
ведена ниже.
Число зон нагрева..................... 2
Максимальная температура нагрева
первой зоны, °C .................... 600
Точность регулирования темпера-
туры нагрева в первой зоне, °C ±10
Максимальная температура нагрева
второй зоны, °C..................... 900
Точность регулирования температу-
ры нагрева во второй зоне, °C ±2,5
100
Сечение рабочего канала печи, мм 35X35
Скорость движения конвейерной
ленты, мм/мин.................... 5—160
Установленная мощность потреби-
телей электроэнергии, кВт ... 12,2
Габариты, мм....................... 3100 X 860X1850
§ 20. Диффузионные термические установки
Диффузионные термические установки, используемые в произ-
водстве полупроводниковых приборов, предназначены для введе-
ния легирующих компонентов (примесей) в пластины кремния
и германия методом диффузии. В качестве примера рассмот-
рим 37. Диффузионные термические установки:
а —двухзонная СДД-13, б — однозонная СДО-13
рим устройство термических диффузионных установок СДД-13
и СДО-13, широко применяемых в производстве кремниевых по-
лупроводниковых приборов. Процесс диффузии примесей в крем-
ниевые пластины состоит из двух стадий.
Первую стадию диффузии проводят в двухзонной диффузион-
ной установке СДД-13 (рис. 37, а), которая состоит из двух час-
тей: корпуса печи с блоками питания и управления и термических
камер. В корпусе размещены приборы и детали системы автома-
тического регулирования температуры для трех секций нагрева-
тельного устройства зоны диффузии и зоны источника диффузии.
На лицевой панели корпуса расположены компенсатор, предва-
рительный усилитель, регулирующее устройство, приборы изме-
рения тока и напряжения, кнопки управления подводом мощности
101
к нагревателям и ручки установки рабочей точки для каждого
канала регулирования.
Термические камеры установлены на корпусе установки. Ка-
мера зоны источника диффузии для удобства перемещения отно-
сительно камеры зоны диффузии имеет специальные ролики для
перемещения в направляющих. Камера зоны диффузии неподвиж-
но закреплена болтами на каркасе корпуса установки.
В качестве нагревателей в зоне источника диффузии примене-
на проволока из жаростойкого сплава ОХ27Ю5А (ЭИ-626), свер-
нутая в спираль. Витки спирали уложены в специальные гребенки
из жаропрочного керамического материала, исключающие дефор-
мацию витков спирали и их закорачивание при нагреве. Снаружи
нагреватель покрыт огнеупорной обмазкой. В зоне источника диф-
фузии можно получить рабочую температуру в диапазоне от 300
до 1200° С.
Нагреватель установлен на специальные подставки из высоко-
глиноземистого кирпича и электрически разделен на три секции,
выводы которых проходят через отверстия в поде камеры. Сред-
няя секция нагревателя служит для создания зоны равномерного
нагрева, а крайние — для выравнивания температуры по краям
средней секции.
В качестве нагревателей камеры зоны диффузии применены
46 силитовых стержней, расположенных горизонтально в два ряда.
В этой зоне можно получить рабочую температуру в диапазоне от
700 до 1300° С. Для создания зоны с одинаковой температурой и
удобства регулирования силитовые стержни в камере расположены
на определенном расстоянии друг от друга и также разделены на
три электрически изолированные секции с независимым подводом
электроэнергии к каждой.
Нагреватели подключены к шинам питания через гибкие про-
вода и специальные зажимы. Следует отметить, что вертикальное
расположение силитовых стержней является наиболее рациональ-
ным с точки зрения увеличения их срока службы. Перед установ-
кой в термическую камеру силитовые стержни предварительно
обжигают в специальной печи в течение двух суток при рабочем
режиме. После обжига измеряют их действительное сопротивле-
ние, т. е. сопротивление, которое они обычно имеют после не-
скольких часов работы. Затем их комплектуют по величине сопро-
тивления для каждой камеры установки. Все это позволяет
получить более равномерный нагрев рабочего канала печи и уве-
личить срок работы стержней.
В торце камеры зоны источника имеется прямоугольный выс-
туп из высокоглиноземистого кирпича, который входит в соответ-
ствующее углубление камеры диффузии при их совмещении.
С лицевой стороны в термические камеры вводятся термопары-
датчики в защитных металлических чехлах из жаропрочного спла-
ва. Причем в камеру зоны источника введена одна термопара, а
в камеру диффузии — пять. Горячие концы термопар расположе-
ны на расстоянии 3—5 мм от нагревателя. Термопары камеры
102
зоны диффузии являются датчиками трехточечного регулятора
температуры. Холодные концы центральной термопары идут непо-
средственно к регулятору температуры, две другие термопары
соединены с крайними так, что на выравнивающие регуляторы
температуры поступают сигналы, соответствующие разности тем-
ператур в центре и по краям средней зоны нагрева.
В качестве датчика температуры в камерах установки приме-
нены платина-платинородиевые термопары ПП-1, которые обычно
непрерывно работают свыше года в зависимости от рабочих тем-
ператур. Чем выше температура, тем скорее перегорает термопа-
ра. В процессе эксплуатации термопары изменяют свои парамет-
ры: выходное напряжение их при высоких температурах обычно
уменьшается со временем. Поэтому необходимо все термопары
периодически проверять.
Рабочей камерой диффузионной термоустановки является ке-
рамическая труба — муфель или кварцевая труба диаметром
60 мм, проходящая через обе термические камеры. Труба в камере
зоны источника проходит внутри спирального нагревателя, а
в камере зоны диффузии — между двумя рядами нагревателей
(силитовых стержней) и опирается на подставки из высокоглино-
земистого кирпича, что уменьшает ее деформацию при длительной
работе при высокой температуре. Одновременно труба является
тепловым демпфером, способствующим созданию рабочей зоны
с постоянной температурой.
Техническая характеристика двухзонной диффузионной уста-
новки СДД-13 приведена ниже.
Камера диффузии:
максимальная температура,
°C.........................
диапазон рабочих темпера-
тур, °C ...............
длина площади с постоян-
ной температурой, мм . . .
градиент температур на уча-
стке 300 мм, °C........
нагреватель .
размер рабочей части сили-
тового стержня, мм . . . .
диаметр рабочей камеры в
свету, мм..............
потребляемая мощность,
кВт....................
Камера источника:
максимальная температура,
СС.....................
диапазон рабочих темпера-
тур, °C ...............
величина площади с посто-
янной температурой, мм . .
градиент температур на уча-
стке 100 мм, °C........
1350
(700—1300) ±0,5
300
±0,5
трехсекционный
на силитовых стерж-
нях
150X8
60
9
1150
(400—1100) ±2
100
±2
103
нагреватель ..............
потребляемая мощность,
кВт......................
Регулятор:
диапазон входного сигнала,
мВ...........................
разрешающая способность
уставки задания, мкВ . . .
Габариты, мм ...............
Масса, кг . . ..............
трехсекциоиный
из проволоки
ОХ27Ю5А 0 5 мм
6
0—20
2
300X800X1700
1100
Вторую стадию диффузии примесей проводят в однозонной
диффузионной установке СДО-13 (рис. 37,6), техническая харак-
теристика которой приведена ниже и которая по устройству ана-
логична установке СДД-13, но не имеет камеры зоны источника
диффузии.
Максимальная температура, °C
Диапазон рабочих температур,
°C...........................
Длина площади с постоянной
температурой, мм.............
Градиент температур на участке
300 мм, °C...................
Нагреватель..................
Размер рабочей части силитово-
го стержня, мм...............
Диаметр рабочей камеры в све-
ту, мм.......................
Потребляемая мощность, кВт
Регулятор:
диапазон входного сигнала,
мВ.......................
разрешающая способность
уставки задания, мкВ . . .
время предварения, с . . .
Габариты, мм.................
Масса, кг ...................
1350
(700—1300) ±0,5
300
±0,5
Трехсекционный
на силитовых
стержнях
150X8
60
9
0—20
2
180
370X800X1720
700
Кроме того, в настоящее время выпускаются более совершен-
ные однозонные установки СДО-125/А из унифицированных эле-
ментов, применение которых значительно упрощает и удешевляет
производство и позволяет по желанию заказчика изготовлять
одно-, двух-, трех- или четырехканальные установки. Установки
СДО-125/А предназначены для проведения диффузионных про-
цессов в диапазоне температур 500—1250° С, в которых рабочим
каналом служит труба с внутренним диаметром 70 мм из высо-
коглиноземной керамики (она же и температурный демпфер) или
кварцевая труба.
Четырехзонная диффузионная термическая установка СДО-
125/4А (рис. 38) состоит из унифицированного основания и на-
гревательных камер 2. Сварное из стального профиля основание
104
предназначено для размещения 1, 2, 3 и 4-х нагревательных ка-
мер и соответственно унифицированных систем автоматического
регулирования температуры, каждая из которых состоит из регу-
лятора РЕПИД-1, силового блока питания, компенсатора темпе-
ратуры холодных концов термопары и других элементов. Для пе-
ремещения установки предусмотрены четыре колеса, а в рабочем
состоянии установка опирается на домкратные винты. С трех сто-
рон основание закрыто съемными панелями с жалюзями, а с чет-
вертой— приборной панелью. Регулятор температуры РЕПИД-1
смонтирован на выдвижном
шасси, перемещающемся по
направляющим, что удобно
для обслуживания.
Нагревательные камеры
состоят из цилиндрического
патрона с нагревательным
элементом и теплоизоляцией,
каркаса для крепления па-
трона, основания камеры с
направляющими (для за-
крепления нагревательных
камер), боковых и торцовых
крышек. Термопары вводят-
ся в нагревательную камеру
(рабочий канал) сбоку. На-
гревательный элемент спи-
рального типа изготовлен
из проволоки ОХ27Ю5А диа-
метром 5 мм с керамически-
ми изоляторами между вит-
ками. При перегорании на-
гревательного элемента на-
гревательная камера легко
и просто заменяется новой.
В установке применена
трехканальная независимая
Рис. 38. Четырехканальная диффузионная
термическая установка СДО-125/4А:
1— рабочие каналы, 2 — камеры нагрева, 3 — бокс
с газовой системой, 4— основание, 5 — терм-опара
на подставке, 6 — бокс для загрузки
система регулирования тем-
пературы. В связи с тем, что каналы регулирования температуры
имеют одинаковые устройства, рассмотрим в качестве примера ра-
боту центрального канала (нагреватель 1 — рис. 39).
При работе установки в рабочем конце термопары 2 возникает
термо-э.д.с., которая подается в компенсатор 3 холодных концов
термопары. Скомпенсированный сигнал поступает в блок 4 зада-
ния температуры (БЗТ), где формируется сигнал рассогласования
между действительным значением регулируемой величины и на-
пряжением задания. Сигнал рассогласования усиливается блоком
5 усиления постоянного тока (БУПТ) и подается в блок функцио-
нального преобразования (БФП) 6, в котором формируются сиг-
налы управления по заданному закону (пропорциональному,
405
пропорционально-интегральному, пропорционально-интегрально-
дифференциальному) в зависимости от типа объекта регулиро-
вания.
Сигнал управления с БФП поступает на блок управления ти-
ристорами (БУТ) 7, где преобразовывается в фазоимпульсный
сигнал, необходимый для управления тиристорами и подается
в цепь ограничения температуры для отключения силового блока
питания (СБП) 8 нагревательных элементов установки и для вы-
дачи сигнала 220 В в цепи внутренней и внешней сигнализации
при увеличении сигнала рассогласования выше допустимого зна-
чения.
Рис. 39. Схема автоматической системы регулирова-
ния температуры установки СДО-125/4А:
/ — нагреватель, 2— термопара, 3 — компенсатор, 4— блок
задания температуры, 5 — блок усиления постоянного тока,
6 — блок функционального преобразования, 7 — блок управ-
ления тиристорами, 8— силовой блок питания
Технические характеристики термических установок СДО-
125/2А и СДО-125/4А приведены ниже.
Характеристика
Диапазон рабочих температур,
°C .........................
Длина рабочей тепловой зоны
с отклонением температуры
от заданной ±1°С не менее,
мм...........................
Точность поддержания темпе-
ратуры в пределах длины ра-
бочей зоны, °C..............
Воспроизводимость рабочей теп-
ловой зоны без изменения
параметров настройки систе-
мы автоматического регули-
рования, °C.................
Тип СДО-125/2А установки СДО-125/4А
500—1250 500—1250
400 400
±0,5 ±0,5
±1 ±1
Ю6
Время разогрева из холодного
состояния до максимальной
рабочей температуры в уста-
новленном режиме, не более,
ч.................................. 3 3
Количество рабочих каналов
(труб), шт............... 2 4
Максимальная электрическая
мощность, кВт.................... 15 30
Габариты, мм . . .......... 1400x750x1750 1400x750x1750
Масса, кг.................. 600 800
Несмотря на автоматическое регулирование температуры
в термических установках перед началом каждого очередного
термического процесса производят контроль с помощью контроль-
ной термопары 5 (см. рис. 38) и потенциометра постоянного тока
ПП-63. Контроль необходим, чтобы убедиться, что термическая
установка находится в рабочем состоянии, так как брак при терми-
ческих процессах исчисляется сотнями и даже тысячами рублей.
Контрольная термопара должна иметь деления по длине.
Контроль выполняют следующим образом. Вводят рабочий
(горячий) конец контрольной термопары в рабочий канал терми-
ческой установки на небольшую длину и производят замер. По-
стоянно продвигая термопару, измеряют температуру вдоль всего
рабочего канала. Когда будет определена требуемая температура
в канале печи, начало, а затем и конец зоны с этой температурой
отмечают на холодном конце контрольной термопары. Участок ра-
бочего канала с одинаковой заданной температурой и будет рабо-
чей зоной. Для удобства работы длину зоны отмечают на обшив-
ке термической камеры (или соответствующего нагревателя, если
печь многоканальная). В некоторых термических установках для
отметок сделаны специальные линейки с миллиметровыми деле-
ниями и передвижными фиксаторами.
Если при измерениях обнаружено, что температура в рабочем
канале не соответствует заданной, необходимо с помощью задат-
чика температуры ее отрегулировать, а затем снова произвести
контрольные измерения. Все измерения температуры выполняют
при установившемся режиме работы установки.
Диффузионные термические установки оборудованы газовыми
системами (рис. 40), служащими для окисления полупроводни-
ковых пластин 2 в сухом и влажном кислороде. При окислении во
влажном кислороде кислород направляют через вентиль 4 и рота-
метр 6 в увлажнитель 7, дистиллированная вода в котором по-
догревается нагревателем 8. Пройдя через увлажнитель, кислород
с парами поступает в рабочий канал 1 термической установки.
Имеющийся в увлажнителе кран позволяет направлять кислород
через воду или минуя ее прямо в рабочий канал термической уста-
новки. Температура воды увлажнителя поддерживается на задан-
ном уровне автоматической системой регулирования.
При одновременном проведении диффузии и окисления кисло-
род направляется через питатель 5 с жидким диффузантом и да-
лее, обогатившись парами диффузанта, в термическую установку.
107
Нанесение окисной пленки кремния на пластины германия ме-
тодом пиролитического разложения может производиться при
пропускании аргона через питатель 10 с этилсиликатом.
Диффузионные процессы из твердого источника диффузии мо-
гут быть проведены с использованием в качестве газа-носителя
аргона или азота, для напуска которых можно использовать одну
магистраль. Применяемые для диффузионных процессов газы
должны быть очищены от паров воды и кислорода, для финишной
очистки которых служат специальные газоочистители 9.
Рис. 40. Схема газовой системы диффузионной термической
установки:
/ — рабочий канал, 2 — пластины, 3 — лодочка. 4 — вентили, 5 —пита-
тель с жидким диффузантом, 6 — ротаметры, 7 — увлажнитель, 8— на-
греватель, 9 — газоочиститель, 10 — питатель с этилсиликатом
Как уже отмечалось, термические установки СДО-125А пред-
назначены преимущественно для проведения процессов на крем-
ниевых пластинах. Однозонная одноканальная термическая уста-
новка ЖКМЗ.017.002 (рис. 41, а) с максимальной температурой
нагрева 950° С, имеющая автоматическую систему регулирования
и поддержания температуры на заданном уровне и программное
охлаждение, предназначена для проведения процессов диффузии
и нанесения окисной пленки при производстве германиевых при-
боров и состоит из металлического сварного основания, обшитого
снаружи металлическими панелями, камеры нагрева 4 с рабо-
чим каналом 2, газовой системы, автоматической системы регули-
рования температуры и программного охлаждения, а также пуль-
та управления, расположенного внутри основания.
Камера нагрева состоит из нагревательного элемента и метал-
лического каркаса, футерованного внутри теплоизоляционным
108
Рис. 41. Однозонная одноканальная термическая установка
ЖКМ 3.017.002:
а — общий вид, б — схема автоматической системы терморегулиро-
вания; 1 — газовый затвор, 2 — кварцевая труба, 3 — линейка с фик-
саторами, 4 — нагревательная камера, 5 — затвор для загрузки и вы-
грузки пластин, 6—12 — термопары; В — автоматический выключа-
тель, Тр — трансформатор, ДЛ ДЛ ДЗ - кремниевые управляемые
диоды, БП— блок программирования, БУТ1, БУТ2, БУТЗ— блоки
управления тиристорами, Pl, Р2, РЗ — регуляторы
материалом. Нагревательный элемент представляет собой трехсек-
ционную спираль из сплава ОХ27Ю5А, которая помещена в алун-
довую трубу, а алундовая труба, в свою очередь, вставлена
в металлический кожух. Между алундовой трубой и кожухом про-
ложен теплоизоляционный материал. Четыре токопроводящие
шины от трехсекционной спирали выведены на одну сторону на-
гревательного элемента.
В центральной части камеры нагрева имеется отверстие, через
которое проходит кварцевая труба, служащая рабочим каналом
термической установки. Концы кварцевой трубы опираются на
специальные стойки и закрываются затворами 1 и 5: с одной сто-
роны в рабочий канал подают газы, а с другой производят загруз-
ку и выгрузку пластин через специальную крышку, уплотняемую
в рабочем состоянии резиновой прокладкой и винтом со специаль-
ной гайкой. Затворы 1 и 5 уплотнены по наружному диаметру
кварцевой трубы резиновыми уплотнителями и гайками. На об-
шивке камеры нагрева имеется линейка 3 с передвижными фикса-
торами для отметки рабочей зоны с постоянной температурой.
Датчиками автоматической системы регулирования темпера-
туры (рис. 41,6) являются шесть термопар. Две термопары 9 и 10
типа ТППР расположены в центральной секции и по одной 8 и 11
в крайних секциях камеры нагрева. Эти термопары служат дат-
чиками трехточечной системы регулирования. Две термопары 7
и 12 типа ТПП находятся в крайних секциях камеры нагрева и вы-
полняют роль датчиков для защиты термической установки от пе-
регрева, питание которой отключается выключателем В.
Для регистрации температуры в рабочем канале термической
установки установлена термопара 6 типа ТХА, являющаяся дат-
чиком высокочувствительного прибора.
Каждая секция нагревательного элемента питается от отдель-
ной вторичной обмотки силового трансформатора Тр, первичная
обмотка которого включена в сеть через автоматический выклю-
чатель В. Регулирование температуры происходит во всех сек-
циях регуляторами Pl, Р2 и РЗ соответственно. Устанавливают
температуру камеры нагрева задатчиком терморегулятора Р2
центральной секции. Термопара 10 выполняет роль датчика термо-
регулятора Р2, а три другие-—8, 9 и 11 — являются датчиками
терморегуляторов Р1 и РЗ, включены по дифференциальной си-
стеме и во время работы установки поддерживают определенную
разность температур, в результате чего на вход регуляторов по-
дается разность термо-э.д.с. Сигналы с регуляторов подаются на
блоки управления тиристорами БУТ1, БУТ2 и БУТЗ и далее на
соответствующие кремниевые управляемые диоды Д1, Д2 и ДЗ,
включенные в цепи вторичных обмоток силового трансформатора
Тр, которые, выполняя роль регулируемого органа, изменяют
мощность, подаваемую на секции нагревательного элемента.
Программное охлаждение включается при отключении задат-
чика регулятора Р2 центральной секции. Программирование осу-
ществляется от специального блока БП, который плавно изменяет
НО
напряжение, сравнивая с термо-э.д.с. термопары 10 регулятора
Р2. После окончания программного охлаждения при включении
тумблера камера нагрева может перемещаться вдоль рабочего
канала с помощью привода от электродвигателя через ходовой
винт.
Термическая установка оборудована двумя газовыми система-
ми, предназначенными для подачи водорода и аргона при нанесе-
нии пленки двуокиси кремния на германиевые пластины методом
пиролитического разложения этилсиликата.
Техническая характеристика термической установки ЖКМ
3.017.002 приведена ниже.
Диапазон рабочих температур,
°C...........................
Точность поддержания темпера-
туры в пределах рабочей зоны
в одной и той же точке в тече-
ние 24 ч работы, °C .........
Длина рабочей зоны с отклоне-
нием температуры ±1°С, мм
Программное охлаждение со ско-
ростью, °С/мнн ..............
Время выхода на режим, мин
Внутренний диаметр рабочего
канала (кварцевой трубы), мм
Расход водорода и аргона, л/ч
Установленная мощность, кВт
Габариты, мм.................
300—950
±0,5
200
1-5
120
55
25—250
3,5
1970X590X1550
§ 21. Оборудование для контроля качества
диффузионных слоев и окисных пленок
Диффузионные слои характеризуются глубиной залегания'
р—n-перехода и удельным сопротивлением.
Глубину залегания диффузионных слоев на полупроводнико-
вых пластинах определяют методами косого (рис. 42, а) или сфе-
рического (рис. 42, б) шлифа.
Для получения косого шлифа на полупроводниковых пласти-
нах используют шлифовальный станок ЖК14.09 и специальное
приспособление. При этом полупроводниковую пластину приклеи-
вают стороной, не имеющей диффузионного или окисного слоя
к оправке, которая заведомо имеет заданный угол. Затем оправку
закрепляют в специальном приспособлении, которое устанавлива-
ют на шлифовальник станка ЖК14.09, подают абразивную суспен-
зию, включают станок и выполняют шлифование полупроводни-
ковой пластины. После истечения заданного времени привод
шлифовальника останавливают, снимают приспособление, промы-
вают полупроводниковую пластину и отклеивают ее с оправки.
Так как пластина приклеена к оправке под заданным углом, на
ней после шлифовки также получится заданный угол косого
шлифа.
111
Анализируют шлиф наряду с другими методами окрашиванием
(травлением в кислотах), которое основано на способности участ-
ков полупроводника электронной и дырочной проводимости изме-
нять цвет под воздействием специальных составов.
После шлифовки полупроводниковой пластины под небольшим
углом (3—7°) к поверхности и окраски угол косого шлифа конт-
ролируют на установке ЖК78.08 для оптической ориентации слитков
или при помощи микроскопа МИМ-7. Глубину h залегания диффу-
зионного слоя определяют по формуле
5)
Рис. 42. Схемы измерения шлифов:
а — косого, б— сферического; 1 — диф-
фузионный слон, 2 — пластина полу-
проводника, 3 — шлифовальник, 4 —
шкала микроскопа
h = zm tga,
где z—число делений шкалы на ма-
товом стекле микроскопа МИМ-7,
соответствующее видимой ширине
слоя; пг — цена деления шкалы; a —
угол шлифа.
Сферический шлиф на полупро-
водниковых пластинах получают на
установке ЖК14.13 (рис. 43) с по-
мощью абразивной суспензии и
стального шарика (сферы) 2, кото-
рый удерживается на шпинделе при-
тяжением магнита. Пластину, пред-
назначенную для изготовления сфе-
рического шлифа, приклеивают вос-
ком к столику и закрепляют вместе
со столиком на держателе 1, кото-
рый имеет два устойчивых положе-
ния — рабочее, когда пластина опи-
рается на шарик, и свободное, ког-
да держатель откинут. Разогрева-
ется воск на установке малогаба-
ритной электроплиткой 6, а ох-
лаждение его происходит за счет
поглощения тепла металлом уста-
новки (холодильником 5) и окружающим воздухом.
Необходимое положение пластины по отношению к шарику по-
лучают, перемещая держатель по двум взаимно перпендикуляр-
ным направлениям с помощью винтов 3 и 4. Глубину шлифа
определяют по числу оборотов шарика, отсчитываемых счетчи-
ком 7.
При работе включают установку в сеть, держатель со столи-
ком устанавливают на плитку, разогревают столик и наносят на
него воск, а затем укладывают пластину и легким нажатием на
пластину выдавливают излишек воска. Затем воск охлаждают на
холодильнике, после чего столик с пластиной помещают на шарик
в рабочее положение. Предварительно шарик смачивают суспен-
зией, состоящей из карбида кремния и воды в соотношении 1 : 3.
После этого включают электродвигатель и изготовляют шлиф,
наблюдая за количеством оборотов по счетчику.
112
После окраски шлифа в специальном растворе измеряют на
микроскопе МИМ-7 длину хорды, которая является касательной
к внутренней концентрической окружности шлифа, как видно из
рис. 42, б. Эта окружность определяет нижнюю границу диффузи-
онного слоя. Глубину залегания диффузионного слоя определяют
по формуле
х2к2
h = —----,
d
Рис. 43. Установка для изготовления сферических шлифов:
1 — держатель, 2 — шарик, 3 и 4 — винты манипулятора, 5 — холодиль-
ник, 6 — электроплитка, 7 — счетчик
где X, — половина длины хорды (по делениям шкалы микроскопа
МИМ-7); К— масштаб увеличения; d — диаметр шарика.
Для большей точности обычно делают несколько замеров
в различных частях пластины и определяют среднее арифметиче-
ское значение.
Для измерения удельных сопротивлений полупроводниковых
материалов, диффузионных слоев, а также поверхностной кон-
центрации примесей и удельного сопротивления эпитаксиальных
пленок используют установку ЖК 78.13 (рис. 44, а). Все измере-
ния на этой установке выполняют четырехзондовым методом
(рис. 44,6). Ток I от батареи Е подводят к полупроводниковой
пластине через крайние зонды 1 и 4 и устанавливают по милли-
амперметру mA при помощи переменного резистора R. Напряже-
ние U между зондами 2 и 3 измеряют потенциометром ПТ. Зонды
113
Св; Si
| о о/о2 oj 04 о IZZ/У
Ед
В)
ХИОразец I
Рис. 44. Установка ЖК 78.13 для измерения удельного сопротивления полупровод-
ников:
а — общий вид, б — схема измерений, е — электрическая схема
укреплены в специальном держателе таким образом, чтобы обе-
спечивалось строгое равенство расстояний I между ними. Удель-
ное сопротивление определяют по формуле
Rs=^-2nl.
Установка ЖК 78.13 состоит из электрического блока и мани-
пулятора. Манипулятор предназначен для закрепления образца
и создания контакта с зондами и имеет подставку с препаратово-
днтелем, четырехзондовую головку и механизм ее перемещения.
Расстояние между соседними зондами головки равно 250 мкм.
Электрический блок заключен в металлический кожух, на наклон-
ной передней панели которого находятся измерительные приборы
и ручки управления. Электрическая схема установки показана на
рис. 44,в. При включенном тумблере В1 через штепсельные разъемы
Ш1иШ2 на первичную обмотку трансформатора Тр подается на-
пряжение 220 В, 50 Гц. Трансформатор и полупроводниковые диоды
Д образуют выпрямитель; роль фильтра играет электролитический
конденсатор С. Выпрямленное напряжение равно 40 В. Транзис-
тор Т является генератором; ток эмиттера задается батареей Б1
и регулируется резисторами R2 и R3. Питание токовых зондов 1
н 4 головки манипулятора производится также от батареи. Для
измерения тока служит микроамперметр и. Л, параллельно которо-
му для расширения рабочих пределов включены шунты R4, R5
и R6, а также переключатель В5. Клеммы KJ и К2 предназначе-
ны для подключения выносного прибора.
Высокоомный потенциометр постоянного тока ПТ регистрирует
потенциал, снимаемый через разъемы Ш6—Ш9 и колодку КЗ
с зондов 2 и 3 головки манипулятора. Потенциометр и батарею
Б1 соединяют с генератором тока и образцом через разъем
Ш4—Ш5. Гальванометр Г служит нуль-индикатором. Питание
потенциометра производится от батареи Б2 с контролем по
нормальному (имеющему постоянную э.д.с.) элементу Б4. Тумб-
лером ВЗ можно менять полярность измеряемого напряжения,
а тумблером В2—полярность тока, пропускаемого через обра-
зец.
Чтобы определить удельное сопротивление диффузионного
слоя, выполняют следующие операции:
устанавливают испытываемую пластину на столик манипуля-
тора и закрепляют ее лапками;
включают установку и проверяют ток потенциометра по нор-
мальному элементу (при максимальной чувствительности гальва-
нометра) ;
рукояткой манипулятора опускают зонды на поверхность
образца;
пользуясь микроамперметром, определяют ток, протекающий
через крайние зонды;
измеряют потенциометром падение напряжения на средних зон-
дах (эта величина, выраженная в милливольтах, численно равна
116
удельному сопротивлению полупроводника в данной области пла-
стины и измеряется в Ом-см);
подняв головку с зондами, перемещают пластину при помощи
препаратоводителя и повторяют измерения.
Толщину окисных пленок определяют по количеству так назы-
ваемых красных интерференционных полос, пользуясь, например,
микроскопом МИИ-4. Расчеты ведут по формуле
t=Q,27N,
где t — толщина пленки, мкм; N — количество красных интерфе-
ренционных полос; 0,27 — высота неровностей контролируемой по-
верхности, соответствующая искривлению в одну интерференци-
онную полосу, мкм.
Например, при четырех-пяти полосах толщина окисного слоя
на кремниевых пластинах составляет 1 —-1,3 мкм.
Для определения толщины окисного слоя используют также
другие методы, например эллипсометрический и отражения поля-
ризованного луча, но они не нашли широкого применения.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие методы изготовления электронно-дырочных переходов вы знаете?
2. Каков принцип работы терморегулирующих приборов ПСР и ЭПВ?
3. Каковы устройство и принцип действия контактного термометра?
4. Каков принцип автоматического регулирования температуры в термических
установках?
5. По каким признакам классифицируют термические установки?
6. Каково устройство конвейерной печи?
7. Каково устройство диффузионных термических установок?
8. Какое оборудование используют для контроля качества диффузионных
слоев и окисных пленок?
Глава четвертая
ОБОРУДОВАНИЕ ДЛЯ НАРАЩИВАНИЯ
ЭПИТАКСИАЛЬНЫХ ПЛЕНОК
И ЭЛЕКТРОННО-ИОННОГО
ЛЕГИРОВАНИЯ ПОЛУПРОВОДНИКОВ
§ 22. Общие сведения о наращивании
эпитаксиальных пленок
В последнее время в полупроводниковом производстве для соз-
дания р — «-переходов используют эпитаксиальные пленки (слои),
которые наращивают на полупроводниковые подложки, что значи-
тельно сократило цикл изготовления приборов и повысило процент
выхода качественных приборов. При соответствующих условиях на-
ращивания пленка оказывается монокристаллической, ориентиро-
ванной, и как показывают электронограммы, в точности продолжа-
ет монокристаллическую подложку. Эпитаксиальное наращивание
слоев можно проводить на подложки из различных полупроводников
и получить эпитаксиальные слои различных типов проводимости не-
зависимо от типа проводимости подложки.
Наибольшее распространение получило осаждение эпитаксиаль-
ных пленок из паровой фазы в результате термического разложения
галоидных соединений германия и кремния. Рассмотрим процесс
эпитаксиального наращивания слоя кремния при восстановлении
газообразного тетрахлорида кремния SiCI4 водородом при темпера-
туре выше 1100° С.
удаляется вытяжной системой
SiCl4-bH2^± Sij +4НС1Т
осаждается на подложку
Кристаллическая ориентация наращиваемого на подложку
кремния соответствует ориентации подложки. При температуре
ниже 1100° С качество наращиваемого слоя резко ухудшается и при
температуре 1000° С образуется поликристаллический кремний.
Чтобы получить заданный тип проводимости наращиваемой
пленки в парогазовый поток при эпитаксии вводят контролируемое
количество легирующих примесей. В качестве исходных соединений
для получения пленки кремния дырочного типа проводимости ис-
пользуют диборан BsHg и бромистый бор ВВг3, а для получения
слоя кремния электронного типа проводимости — хлористый фос-
фор РС13, фосфин РН3, хлористый мышьяк AsCl3 и хлористую сурь-
му SbCls. Для получения воспроизводимых результатов необходи-
мо обеспечить высокую степень чистоты всех веществ, используе-
118
о о о о о
Рис. 45. Схема реакционных камер уста-
< новок для эпитаксиального наращивания:
а — горизонтальная, б — колпаковая, в — типа
«бочонок»; 1 — в. ч.-индуктор, 2— подложко-
держатель, 3— поток парогазовой смеси
мых в эпитаксиальном процессе, строго дозировать их количество
и поддерживать заданную температуру.
Наращивание эпитаксиальных пленок выполняют в специаль-
ных установках. По конструкции реакционной камеры (реактора)
эпитаксиальные установки можно классифицировать на три типа,
каждый из которых имеет свои достоинства и недостатки: с гори-
зонтальной камерой (подложки расположены наклонно к газовому
потоку-—рис. 45, а), с ка-
мерой колпакового типа
(подложки расположены го-
ризонтально, а газовый по-
ток направляется перпенди-
кулярно их поверхности—•
рис. 45, б) и с камерой типа
«бочонок» (подложки распо-
ложены вертикально, а газо-
вый поток направляется па-
раллельно их поверхности —
рис. 45, в).
Реакторы обычно изго-
товляют из кварца, реже
применяют хромоникелевые
сплавы и монель-металл, а
для уплотнений используют
фторопласт-4. Подложкодер-
жатели, выполняющие роль
подставок, служат также для
поглощения и передачи теп-
ловой энергии подложкам.
По форме они могут быть в
виде бруска, пирамиды, диска или цилиндра и изготовляют их из
химически термостойкого материала (графита и стеклографита).
§ 23. Установка для наращивания
эпитаксиальных пленок на кремнии
Установка Т 089.01 (рис: 46,а) предназначена для наращивания
монокристаллических и поликристаллических пленок на монокрис-
таллические пластины кремния диаметром до 30 мм и состоит из
индукционной печи, скруббера 9 дожигания газов, шкафа управ-
ления 1, холодильной установки, магнитного усилителя и высоко-
частотного генератора 4. Индукционная печь, смонтированная на
столе 10, включает в себя реакционную камеру (реактор) 8 с ин-
дуктором 6, бокс 2 и блок оптических пирометров 5.
Кварцевый реактор выполнен в виде цилиндра, расположенного
горизонтально и имеющего по всей длине водяную рубашку 7 для
охлаждения. С одной стороны реактор имеет шлиф 3, через кото-
рый загружают и выгружают подложки, а с другой—оливу, к ко-
119
торой присоединяют трубопровод для подачи газа в полость реак-
тора. Шлиф реактора закрывается пробкой-охладителем.
В зависимости от типоразмеров подложек, участвующих в про-
цессе эпитаксиального наращивания, предусмотрено применение
Рис. 46. Установка для наращивания эпитаксиальных пленок:
а — устройство, б — блок-схема системы регулирования температуры под-
ложки; / — шкаф управления, 2—бокс, 3 — шлиф, 4 — высокочастотный
генератор, 5—блок оптических пирометров, 6 — индуктор, 7 — водяная ру-
башка, 8 — реактор, 9 — скруббер, 10 — стол
двух типоразмеров реакторов, охладителей, подставок и держате-
лей.
Загружают и выгружают подложки в чистой атмосфере через
бокс, который может прередвигаться в направлении реактора при
снятом охладителе. При работе воздух через фильтры грубой и тон-
кой очистки нагнетается вентилятором в бокс и реактор.
120
Регистрируется и регулируется температура подложек, находя-
щихся в реакторе, двумя пирометрами (регистрирующим и регу-
лирующим) и системой автоматического регулирования температу-
ры.
Скруббер дожигания газов предназначен для улавливания ак-
тивных побочных продуктов эпитаксиального процесса. Отработан-
ные газы из реактора направляются к горелке скруббера. К этой
же горелке подается азот, что позволяет сжигать газы в защитной
атмосфере. Для поджигания горелки и контроля процесса горения
служит контрольная свеча, на которую по отдельной магистрали
подается водород. Постоянное горение контрольной свечи прове-
ряют по микроамперметру, датчиком которого является термопара.
Продукты сгорания по трубке скруббера поднимаются вверх и
частично удаляются через фильтр системой вытяжной вентиляции.
Часть продуктов сгорания смывается водой нижнего и верхнего
оросителей. Для увеличения площади соприкосновения продуктов
сгорания с водой в трубу насыпают кольца Рашига. Смытые водой
продукты сгорания попадают в винипластовую емкость, а затем
через сливной штуцер удаляются в канализацию.
Шкаф управления представляет собой сварной каркас, обши-
тый снаружи металлическими листами. В шкафу расположены во-
дяная система, система газораспределения и два термостата. Для
ведения и регулирования процесса эпитаксиального наращивания
в шкафу предусмотрены панели ротаметров, управления, газорас-
пределения, контроля, блок управления, а также программное уст-
ройство.
Для охлаждения жидкости, циркулирующей по змеевику термо-
стата, имеется холодильная установка, которая состоит из холо-
дильного агрегата, ванны холодильника и помпы-мешалки. В ванну
холодильника заливается охлаждающая жидкость (40% спирта и
60% воды), которая помпой-мешалкой, имеющей электрический
привод, подается из ванны в змеевик термостата и обратно. Термо-
статы служат для точного поддержания температуры хлоридов, не-
обходимых при ведении процесса эпитаксиального наращивания.
Для этого кварцевые сосуды (испарители) с хлоридами помеща-
ют в термостаты. Два термостата расположены в шкафу управ-
ления.
Термостаты представляют собой винипластовые ванны, в кото-
рые заливают дистиллированную воду. В ваннах расположены зме-
евики, по которым проходят охлаждающие жидкости: водопровод-
ная вода или смесь воды со спиртом. Снаружи ванны теплоизоли-
рованы понопластом.
Выходной магнитный усилитель мощности системы регулирова-
ния температуры подложки выполнен по трехфазной схеме на трех
магнитных усилителях УСО-20 с внутренней положительной обрат-
ной связью. Для компенсации падения напряжения на магнитном
усилителе на его выходе включен повышающий автотрансформатор.
В установке применен серийный высокочастотный генератор
ИО 60.011 мощностью 25 кВт. Для удобства обслуживания уста-
121
новки все цепи управления генератором сдублированы и вынесены
в шкаф управления.
На установке предусмотрена возможность нагрева подложки до
максимальной температуры 1450° С. Поднимают температуру до за-
данной величины как вручную, так и автоматически по команде с
программного устройства.
Блок-схема системы регулирования температуры подложки пока-
зана на рис. 46, б. Нагрев подложек происходит за счет тепла, от-
даваемого графитовой подставкой П, которая нагревается токами
высокой частоты. В качестве источника энергии высокой частоты
используется генератор ГВЧ. Согласование индуктора с генерато-
ром высокой частоты осуществляется блоком конденсаторов и до-
бавочной индуктивностью (БК и ДИ). Регулируется выходная
мощность ГВЧ, а следовательно, и температура подложек измене-
нием анодного напряжения генераторной лампы. В качестве датчи-
ка температуры подложки служит оптико-электронный пирометр с
фотодиодным преобразователем ПИР1. Режим автоматического
регулирования обспечивает поддержание температуры с точностью
±3° С в диапазоне 1200—1300° С. При автоматическом регулирова-
нии температуры подложек выходное напряжение пирометра срав-
нивается с опорным напряжением источника ОП1 и разностное
напряжение поступает на фотокомпенсационный усилитель ФУ1.
Для ослабления воздействия помех (пузырьки газа, двойные
стенки камеры реактора, слой охлаждающей воды) на пути лучей,
идущих к пирометру, в систему регулирования на входе фотоком-
пенсационного усилителя включена интегрирующая цепочка ИЦ1.
Выходной сигнал ФУ1 поступает на транзисторный усилитель УС1,
который обеспечивает развязку между цепями, расположенными до
УС1 и всеми последующими цепями.
Выходное напряжение УС1 сравнивается с напряжением обрат-
ной связи, снимаемым с выхода магнитного усилителя МУ, и раз-
ностное напряжение подается на усилитель мощности УМ, выраба-
тывающий ток управления магнитным усилителем. Магнитный уси-
литель включен в цепь анодного трансформатора генератора ГВЧ
и регулирует анодное напряжение генераторной лампы, а следова-
тельно, и мощность генератора. Сигнал обратной связи по выход-
ному напряжению магнитного усилителя на схему сравнения СС2
подается с выпрямителя ВП через интегрирующую цепочку ИЦ2,
увеличивающую быстродействие системы при отклонениях темпе-
ратуры.
Система регулирования температуры подложки может работать
в режиме стабилизации выходного напряжения магнитного усили-
теля. В этом случае на вход схемы сравнения СС2 подключается ис-
точник опорного напряжения ОПЗ вместо усилителя УС1. Измене-
ние выходного напряжения МУ (в конечном счете температуры
подложек) осуществляет оператор, изменяя выходное напряжение
ОПЗ. Контролируют качество регулирования пирометром ПИР2,
выходное напряжение которого через систему сравнения ССЗ срав-
нивается с опорным напряжением источника ОП2 и разность этих
122
напряжений, усиленная фотокомпенсационным усилителем УФ2,
подается на самопишущий милливольтметр ИП.
Техническая характеристика установки Т 089.01 для наращива-
ния эпитаксиальных слоев приведена ниже.
Производительность, пластин/цикл
Температура в зоне наращивания,
°C..............................
Точность поддержания температу-
ры в зоне наращивания, °C . . .
Точность поддержания температу-
ры испарителей, °C ...........
Точность поддержания расхода га-
зов в ротаметрах при колебаниях
давления на входе ±25%, % . .
Число газовых магистралей . . . .
Потребляемая мощность, кВт . . .
Габариты, мм:
индукционной печи ..........
скруббера дожигания газов . .
шкафа управления............
холодильной установки . . .
магнитного усилителя . . . .
высокочастотного генератора
Масса, кг:
индукционной печи ..........
скруббера дожигания газов . .
шкафа управления............
холодильной установки . . .
магнитного усилителя . . . .
высокочастотного генератора
11
1200—1300
±3
±5
10
60
1819X792X1617
610X610X1775
1320X810X2131
1000X635X470
800X900X1726
1300X1312X1880
220
94
495
85
800
1300
§ 24. Установка для наращивания
эпитаксиальных пленок на германии
Установка УРМЗ.279.010 вакуумного реактивного напыления
(рис. 47), предназначенная для наращивания эпитаксиальных пле-
нок высокой чистоты с контролируемым уровнем легирования гал-
лием на германии состоит из основания 1, колпака 7 с подколпач-
ным устройством, вакуумной системы, системы водоохлаждения,
системы электрооборудования и пульта управления. Сварное осно-
вание представляет собой металлический каркас, закрытый снару-
жи съемными декоративными панелями. На передних панелях раз-
мещены ручки управления вакуумной системой, гидроподъема кол-
пака, поворота карусели. Внутри основания размещены вакуумная
система, система водоохлаждения, гидросистема подъема колпака
и трансформаторный блок системы электрооборудования.
На верхней плите основания расположена рабочая камера уста-
новки (колпак) с подколпачным устройством (рис. 48). Сварной
колпак 3 из нержавеющей стали имеет два смотровых окна, кран
для напуска воздуха, а также кронштейн для крепления устройст-
ва к подъемной стойке. Сверху к колпаку приварена воронка для
заливки жидкого азота в азотную ловушку 4 и штуцер для выхода
123
азота из азотной ловушки, а сбоку колпака закреплена электрон-
ная пушка 7. Подколпачное устройство состоит из карусели 1 с под-
ложкодержателями 2, нагревателя 8 подложек, электронной пушки
7 с фокусирующей и отклоняющей системами 6 и магнитной приз-
мой 5, держателей 9 и 10 галлия и германия и азотной ловушки 4.
Двадцатичетырехпозиционная карусель предназначена для по-
очередного напыления пленок на 24 подложки, которые удержива-
Рис. 47. Установка УРМ 3.279.010 для вакуумного реактивного
напыления:
1— основание, 2 — рукоятка управления вакуумным затвором, 3-—руко-
ятка поворота карусели, 4 — рукоятка управления гидроприводом подъ-
ема колпака, 5 — сосуд Дьюара, 6 — карусель, 7— колпак, 8 — воронка
для заливки жидкого азота, 9 — электронная пушка, 10 и 11 — рукоят-
ки управления клапанной коробкой, 12 — механический насос, 13 — диф-
фузионный (паромасляный) насос
ются вольфрамовыми подложкодержателями 2. Смену позиций ка-
русели производят вручную вращением специальной ручки через
систему конических и цилиндрических шестерен, а фиксируется по-
ворот карусели на очередной позиции мальтийским крестом. Наг-
реватель подложек 8 представляет собой вольфрамовую ленту, зак-
репленную на охлаждаемых токовводах 11.
Электронная пушка (электроннолучевой испаритель — рис. 49)
предназначена для расплавления и испарения германия, осажда-
емого на подложки и представляет собой сварную камеру 4 из нер-
жавеющей стали, внутри которой находятся катод 3, анод 2 и уп-
равляющий (катодный) электрод 5. При нагревании электрическим
124
A-A
Рис. 48. Колпак с подколпачным устройством:
/—карусель, 2— подложкодержатель, 3 — колпак, 4— азотная ловушка, 5 —магнитная призма, 6 — фокусирующая и откло-
няющая системы, 7 — электронная пушка, 8 — нагреватель подложек, 9~ держатель галлия, 10 — держатель германия, 11— то-
коввод
током катод начинает испускать пучок электронов, который прохо-
дит через анод, представляющий собой втулку с отверстием, за-
крепленную в держателе 1, фокусируется специальными системами
и с помощью магнитной призмы отклоняется на 90°, попадая на
поверхность слитка германия. Анод и катод электронной пушки
должны быть расположены соосно. Если необходимо, их взаимное
Рис. 49. Электроннолучевой испаритель:
/ — держатель, 2 — анод, 3 — катод, 4 — камера, 5 — управляющий электрод, 6 — винт, 7 —•
гайка
расположение регулируют винтами 6 и фиксируют гайкой 7. Мини-
мальный зазор между анодом и катодом должен быть равен 0,1 мм.
Фокусирующая и отклоняющая системы и магнитная призма
предназначены также для защиты от запыления германием элек-
тродов электронной пушки.
Галлий испаряют из кварцевой трубки, нагреваемой вольфра-
мовой спиралью, которая закреплена на держателе 9 ( см. рис. 48).
Температура нагрева испарителя галлия регулируется в диапазоне
250—450° С.
126
В установке использован бестигельный способ испарения гер-
мания, обеспечивающий максимальную чистоту процесса. Цилинд-
рический слиток германия устанавливают на держателе и ведут
испарение из середины верхней плоскости слитка. Для контроля
тока электронного луча слиток германия заземляют через микро-
амперметр, установленный на пульте управления.
Вакуумная система установки состоит из колпака, механичес-
кого насоса ВН-6-2М, паромасляного насоса Н-2Т, высоковакуум-
ного затвора, клапанной коробки, натекателей, азотной ловушки
с питателем и трубопроводов. Паромасляный насос, высоковакуум-
ный затвор, азотная ловушка с питателем в совокупности образу-
ют вакуумный агрегат ВА-2-3 РМ.
Для создания и поддержания высокого вакуума внутри колпака
имеется азотная ловушка, в которую через воронку заливают жид-
кий азот. Подача азота в ловушку производится специальным пи-
тателем из сосуда Дьюара. Рукоятки клапанной коробки выведены
на лицевую панель установки. При вытягивании верхней рукоятки
10 (см. рис. 47) начинается откачка рабочего объема колпака, а
при вытягивании нижней рукоятки И — откачка полости паромас-
ляного насоса. Натекатели предназначены для быстрого напуска
воздуха под колпак. С помощью магнитного натекателя открыва-
ется доступ воздуха в трубопровод механического насоса, а также
в паромасляный насос при вытянутой рукоятке,//.
Система водоохлаждения предназначена для охлаждения паро-
масляного насоса и токовводов. Работа ее контролируется гидроре-
ле.
Электрооборудование установки предназначено для питания,
управления, стабилизации и защиты следующих систем: вакуумной,
охлаждения, гидропривода подъема колпака, азотного питателя,
нагревателей галлия и подложек, а также электроннолучевого ис-
парителя.
Пульт управления, выполненный отдельно, представляет собой
металлический сварной шкаф с приборами и органами управления
на лицевых панелях и с помощью панели разъемов подключается к
установке. С пульта управляют вакуумной системой, нагревателя-
ми подложек и галлия, электронным лучом, питанием катода и вы-
соким напряжением.
Техническая характеристика установки вакуумного напыления
УРМЗ.279.010 приведена ниже.
Объем рабочей камеры (колпака),
м3.......................... 0,12
Количество одновременно напыляе-
мых подложек, шт./цикл .... 24
Размер подложки, мм........ 22—27
Температура нагрева подложек, °C 0—900
Предельно допустимый вакуум в
рабочей камере, мм рт. ст. . . . 5-Ю-7
Время достижения предельного ва-
куума, мин............................ 130
Мощность электронной пушки, кВт 0,5
Ускоряющее напряжение, кВ . . . 20
127
Диаметр электронного пучка, мм 1
Скорость осаждения германия,
мкм,/мин....................... 2
Диапазон регулировки температуры
испарителя галлия, °C.......... 250—450
Применяемая энергетика (сеть пе-
ременного тока):
частота, Гц........................ 50
напряжение, В............... 380
Расход водопроводной воды при
давлении 3—5 кгс/см2, л/ч . . . . 400
Давление сжатого воздуха, кгс/см2 3—5
Мощность, потребляемая установ-
кой в установившемся режиме,
кВт................................. 7,5
Габариты установки, мм. . . . . 1260X816X1960
Масса, кг.............................. 550
Габариты пульта, мм............. 1200X650X1950
Масса, кг.............................. 270
При работе на установке переключателем «сеть» подают пита-
ние. При достижении давления в системе 5 -10—2 - 1 • 10~2 мм рт. ст.
включают паромасляный насос и с помощью гидропривода подни-
мают колпак и отводят его в сторону. Загружают в рабочую каме-
ру германий и галлий, установив их относительно центра напыляе-
мой подложки, а также загружают карусель подложки. Колпак
поворачивают и опускают. Затем следует утопить нижнюю ручку
клапанной коробки, а верхнюю вытянуть до упора.
При достижении заданного давления под колпаком верхнюю
ручку клапанной коробки следует утопить, а нижнюю — вытянуть
до упора и открыть высоковакуумный затвор. Далее включают наг-
рев подложек и устанавливают по амперметру требуемый ток наг-
ревателя, включают нагреватель галлия и устанавливают требуе-
мую температуру.
При достижении давления 2- 10~5—1-105 мм рт. ст. заливают
в азотную ловушку колпака жидкий азот, а при достижении давле-
ния 510-7—1 • 10-7 мм рт. ст. включают накал электронной пушки
и ручкой регулятора напряжения накала устанавливают необходи-
мый ток накала, контролируя его по амперметру. Затем включают
ускоряющее напряжение электронной пушки, устанавливают ток
электронного пучка (5 мА) и необходимое напряжение управляю-
щего электрода. Вращая ручки управления отклонением электрон-
ного пучка, выводят пучок в центр испаряемого слитка германия,
наблюдая за его положением в зеркало через смотровое окно. Тре-
буемый ток луча устанавливают изменением ускоряющего напря-
жения или напряжения на управляющем электроде или тока нака-
ла катода.
После напыления одной подложки поворачивают карусель на
очередную позицию, вращая ручки привода по часовой стрелке, а
после напыления всех 24-х подложек отключают ускоряющее нап-
ряжение и накал катода, выключают питание нагревателей подло-
жек и галлия, и продувают ловушку сжатым воздухом. Далее сле-
дует закрыть высоковакуумный затвор и отключить вакуумметри-
128
ческие лампы, разгерметизировать колпак, открыв натекатель,
расположенный на колпаке, включить гидропривод колпака, под-
нять колпак, отвести его в сторону и выгрузить подложки из уста-
новки.
Обслуживание и наладку установки должны выполнять налад-
чик (вакуумную и механическую часть) и электрик (электричес-
кую часть), сдавшие экзамены по правилам технической эксплуа-
тации оборудования и технике безопасности по работе с оборудова-
нием находящимся под напряжением выше 1000 В. В их обязан-
ности входят проведение планово-предупредительного ремонта и
текущий ремонт установки. Оператор, эксплуатирующий установку,
должен периодически очищать рабочий объем колпака и подколпач-
ного устройства. Внутренние стенки колпака, экраны и другие за-
пыляемые элементы обычно чистят микропорошком М5 и М7, а
хромированные детали — жидкими моющими средствами, которые
не должны попадать на уплотнительные прокладки. Защитные стек-
ла смотровых окон вынимают и очищают в соленом растворе. Все
очищенные детали сначала промывают в бензине Б-70, сушат, а
затем промывают в этиловом спирте и снова сушат.
§ 25. Сведения об элионной технологии
Использование направленного переноса энергии электронными
и ионными пучками (лучами) для сплавления, легирования, сварки,
микрофрезерования, засветки фоторезистов, разложения поверх-
ностных соединений, распыления материалов и других целей полу-
чило название элионной технологии. Термин элион образован из
двух слов — электрон и ион.
При изготовлении электронно-дырочных переходов по элионной
технологии используют энергию электронных пучков для сплавле-
ния различных веществ с полупроводниками, а энергию ионных
пучков — для легирования (имплантации) полупроводников.
Достоинством элионной технологии является возможность авто-
матизации технологических процессов. Кроме того, регулируя по
заданной программе энергию и дозу ионов, можно в широких пре-
делах изменять профиль распределения примеси в легированном
слое, что является важным преимуществом ионного легирования,
так как электрические свойства электронно-дырочных переходов и
создаваемых на основе их приборов зависят от распределения при-
месей вблизи перехода.
Электронный луч имеет широкую универсальность. Так, его при-
меняют для термических и нетермических процессов обработки.
Термическими процессами электроннолучевой обработки являются
сварка, испарение, плавка, сверление и фрезерование материалов,
а также сплавление различных химических элементов с полупро-
водниками и герметизация корпусов полупроводниковых приборов.
В этом случае электронный луч имеет высокую плотность энергии.
К нетермическим процессам применения электронного луча отно-
5 Моряков О. С. 129
сятся процессы, связанные с анализом и контролем (сканирующая
электронная микроскопия, электроннолучевой микроскоп и др.).
В этом случае электронный луч имеет низкую плотность энергии.
Электронный луч обладает высокой разрешающей способностью,
большой глубиной зоны, в которую проникают электроны с высокой
энергией, легко поддается управлению и поэтому может быстро и
точно перемещаться в пространстве и менять интенсивность во вре-
мени. От источника, генерирующего луч, в микроскопический объем
может быть передана большая энергия. Так, не составляет большо-
го труда получить электронный луч с удельной поверхностной мощ-
ностью 109 Вт/см2. Благодаря большой площади рассеяния элек-
тронов можно выделить большую мощность в тонком слое мате-
риала.
Электроннолучевая обработка основана на превращении в теп-
ловую энергию кинетической энергии электронов при их торможе-
нии в поверхностных слоях твердого тела. В результате бомбарди-
ровки электронами происходит расплавление материала в зоне
действия электронного пучка. Скорость электронов определяют по
формуле
Ге^6-104/Г см/с,
а мощность, передаваемую пучком электронов телу, по формуле
P=x\IU,
где I — ток пучка, мА; U — ускоряющее напряжение в кВ; т] — эф-
фективный к. п. д. процесса.
Как видно из формул, скорость и мощность электронов зависят
От ускоряющего напряжения, и чем оно выше, тем больше скорость
и мощность электронного пучка.
Принцип легирования ионным пучком как и электронно-лучевая
обработка заключается в преобразовании кинетической энергии
ионов в тепловую, но при этом процессе происходит перенос не
энергии, а вещества и внедрение его в кристаллическую решетку
полупроводников. Ионные пучки не удается фокусировать как
электронные, а следовательно, нельзя получить ионный пучок с
большой поверхностной мощностью.
Ионные пучки широко применяют для легирования полупровод-
ников, так как они легко управляются с помощью электрических и
магнитных полей.
При бомбардировке ионами вводят в полупроводник примеси,
которые нельзя ввести иным способом, при этом скорость проникно-
вения частиц примеси значительно повышается и можно создавать
концентрации носителей, значительно превышающие предел раст-
воримости при равновесных условиях для примесей, которые вводят
в полупроводник другими способами, а область легирования четко
определяется краем маски, в то время как при диффузионном леги-
ровании имеет место проникновение примесей под маску. Кроме
того, ионное легирование выполняют при комнатной температуре и
сравнительно быстро. Однако после ионного легирования полупро-
130
водниковые пластины необходимо отжигать для устранения радиа-
ционных дефектов, возникающих под действием ионной бомбарди-
ровки. Но процесс отжига кратковременен и происходит при низ-
кой температуре. Так, для кремния температура отжига составляет
примерно 700° С в течение 30 мин.
Применение ионного легирования позволило повысить частотные
свойства биполярных транзисторов (биполярными в отличие от
униполярных называют транзисторы, в которых используются но-
сители обоих знаков — электроны и дырки) за счет уменьшения
толщины базового слоя (менее 0,1 мкм).
Ионное легирование применяют также для создания МОП-тран-
зисторов (металл—окисел—полупроводник) и интегральных схем
на их основе, что позволяет свести к минимуму паразитные емко-
сти и повысить частотный предел этих приборов. Благодаря своим
специфическим свойствам ЛЮП-транзисторы могут использоваться
как в качестве активных, так и в качестве пассивных компонентов
(резисторов) интегральных схем. Кроме того, ионное легирование
используют в технологии МОП БИС (больших интегральных схем)
для обеспечения низких пороговых напряжений, более высокой
воспроизводимости, повышения процента выхода годных изделий
и увеличения их быстродействия, а также для уменьшения геомет-
рических размеров приборов и получения более тонких конфигура-
ций каналов длиной до 0,5 мкм и повышения плотности компонен-
тов.
§ 26. Ионнолучевая установка
Установка ИЛУ-3 (рис. 50) предназначена для ионного легиро-
вания (ионной имплантации) полупроводниковых материалов в ус-
ловиях высокого вакуума, и может применяться для получения
омических контактов к ионно-легированным слоям полупроводни-
ковых пластин, а также для нанесения тонких металлических пленок
на металлические и диэлектрические подложки методом распыления
различных материалов в вакууме.
Методом двойного ионного легирования фосфором и бором на
установке ИЛУ-3 впервые был получен электронно-дырочный пере-
ход в алмазе, а также созданы электронно-дырочные переходы в
таких полупроводниковых соединениях как арсенид галлия, карбид
кремния и др.
Установка ИЛУ-3 представляет собой ускоритель ионов на
100 кэВ с сепарацией (разделением) их по массе и состоит из ис-
точника ионов 7, магнитного анализатора 5, приемника ионов 2,
системы управления ионным пучком (ионнооптической системы) ва-
куумной и электрической систем, а также пульта управления.
Рабочее (легирующее) вещество 6 загружают в тигель 1 источ-
ника ионов (рис. 51) и нагревают до температуры испарения. В ка-
мере источника ионов имеется катод косвенного нагрева 3, который,
разогреваясь нитью накала 2 до температуры 2400—2500° С, испус-
кает электроны. В газоразрядной камере 4 возникает дуговой
5*
131
разряд, образующийся между катодом 3 и дном газоразрядной ка-
меры 5, являющимся анодом. Под действием энергии электронов
пары рабочего вещества, находящиеся в газоразрядной камере,
ионизируются, образуя плазму.
Плазма представляет собой газ, состоящий из положительно и
отрицательно заряженных частиц, общий заряд которых равен ну-
лю и подчиняется газовым законам. Необычные свойства плазмы
А-А
Рис. 50. Ионнолучевая установка ИЛУ-3:
/ и 9 — вакуумные агрегаты, 2— приемник ионов, 3— ион-
ный пучок (плазма), 4 — азотная ловушка, 5 — электромаг-
нитный анализатор, 6 — задвижка, 7 — головка источника
ионов, 8 — фреоновая ловушка, 10 — клапан, И — автокла-
пан, 12— механический иасос, 13 — вспомогательный магнит,
14 — вакуумная камера
проявляются только тогда, когда на нее действует сильное магнит-
ное поле. Чтобы перевести газ в состояние плазмы, нужно оторвать
хотя бы часть электронов от атомов и превратить эти атомы в ионы,
т. е. газ необходимо ионизировать. Ионизировать газ можно раз-
личными способами. В установке ИЛУ-3 ионизация пара рабочего
вещества производится разрядом.
Головка источника ионов (см. рис. 50) расположена между по-
люсами вспомогательного магнита 13, который предназначен для
концентрации потока электронов, придания плазме вертикальной
фокусировки и необходимой кривизны в средней части электромаг-
нитного анализатора 5. Плазма вытягивается через щель газораз-
132
рядной камеры ионнооптической системы и ускоряется до необхо-
димой энергии, причем ускорение ионов производится в два этапа:
сначала ионы ускоряются до 50 кэВ в области ионнооптической
системы ионного источника, а затем дополнительно до такой же
энергии в области приемника. Применение высокоэффективного
ионного источника и вертикальной перефокусировки пучка позволя-
ет пропускать через установку большие ионные токи, среднее зна-
чение которых достигает примерно 10 мА на приемнике для одно-
зарядных ионов.
Проходя по вакуумной камере, плазма находится в состоянии
дрейфа на участке от источника ионов до входной границы магнит-
ного поля, создаваемого электромаг-
нитным анализатором, и от выход-
ной границы этого поля до заземлен-
ного электрода приемника ионов 2.
В пространстве дрейфа на плазму не
действуют никакие электрические и
магнитные поля, кроме электриче-
ского поля объемного заряда самого
ионного пучка (плазмы) 3.
В области действия магнитного
поля электромагнитного анализато-
ра ионы движутся по круговым тра-
екториям, радиус которых при за-
данных значениях напряженности
поля и энергии ионов зависит от их
массы. После прохождения элект-
ронным пучком электромагнитного
анализатора в камеру приемника
ионов попадают только ионы веще-
ства, предназначенного для легиро-
вания полупроводниковых материа-
лов, а примеси, имея массу ионов,
Рис. 51. Источник ионов ионно-
лучевой установки ИЛУ-3:
/ — тигель, 2—нить накала, 3 —
катод косвенного нагрева, 4 — газо-
разрядная камера, 5 — дно газораз-
рядной камеры, 6 — легирующее ве-
щество
отличную от массы ионов легирующего вещества, отделяются в
анализаторе. Таким образом, электромагнитный анализатор обес-
печивает высокую чистоту легирующего вещества, что является
одним из достоинств ионного легирования.
Изменяя величину кинетической энергии ионов, можно очень
точно регулировать глубину проникновения ионов легирующего
вещества в полупроводниковые пластины, закрепленные в приемни-
ке ионов, что также является достоинством ионного легирования.
В установке ИЛУ-3 пучок ионов фокусируется в линию 2Х
Х100 мм. Вводя горизонтальную развертку, можно обрабатывать
пучком ионов площадь примерно в 100 см2. Легируемые полупро-
водниковые пластины закрепляются в приемнике ионов в специаль-
ной кассете, которая может поворачиваться с высокой точностью
относительно ионного пучка. В приемнике ионы фокусируются на
заземленном подвижном электроде. Если необходимо, возможно
поочередное облучение образцов, находящихся в приемнике. Для
133
этой установки разработаны специальные устройства, например
конвейерный приемник ионов, позволяющий легировать до 1 м2 по-
лупроводниковых пластин за 100 мин.
Ионнооптическая система установки состоит из трех электродов
(линз): основного, промежуточного и фокусирующего, с помощью
которых производится управление ионным пучком.
Рабочий объем установки откачивают до заданного давления с
помощью вакуумной системы, состоящей из двух вакуумных агре-
гатов 1 и 9, присоединенных соответственно к камерам приемника
и источника ионов, вакуумных задвижек, фреоновой 8 и азотной 4
ловушек, вакуумной камеры 14 и механических насосов 12 ротаци-
онного типа (два из них рабочих и один запасной), присоединенных
к вакуумным агрегатам. Задвижка 6 служит для отключения го-
ловки источника от остального рабочего объема установки при сме-
не рабочего вещества и имеет ручной и механизированный приводы.
Автоклапаны 11 предназначены для автоматического отключения
вакуумной системы при внезапном снятии напряжения питания ус-
тановки. Клапаны 10 имеют ручной привод.
Питается установка от сети трехфазного переменного тока на-
пряжением 220 В. Управляют работой установки с пульта, имею-
щего специальные экраны для защиты оператора от облучения.
Техническая характеристика ионнолучевой установки ИЛУ-3
приведена ниже.
Энергия однозарядных ионов, кэВ (кило-
электроновольт)...................... До 100
Максимальная напряженность магнитного
поля, Э................................ 5500
Максимальная ширина пучка в средней
плоскости анализатора, мм............ 120
Площадь, обрабатываемая сканирующим
пучком на приемнике, см2............. 20—50
Максимальная температура тигля источ-
ника, °C ............................ 900
Рабочее давление в камере источника,
мм рт. ст............................ 3—5-Ю-6
Рабочее давление в камере приемника,
мм рт. ст............................... 5-Ю-6
Потребляемая мощность, кВт.......... 45
Площадь, необходимая для размещения
установки, м2........................ 58
Кроме установки ИЛУ-3 в производстве полупроводниковых
приборов нашла применение ионнолучевая установка «Везувий-1»,
предназначенная для вакуумного легирования металлов, полупро-
водников и диэлектриков ионами некоторых веществ, имеющих тем-
пературу испарения менее 500° С.
При работе этой установки рабочее вещество в источнике ионов
испаряется и ионизируется дуговым зарядом, причем питатель ис-
точника ионов устроен таким образом, что рабочее вещество можно
применять в твердом, жидком или газообразном состоянии. Обра-
зовавшийся пучок ионов вытягивается из источника и ускоряется
в ускорительной трубке до 200 кэВ электрическим полем. Проходя
134
масс-сепаратор, ионный пучок разделяется по массам в стабилизи-
рованном магнитном поле с фокусировкой по двум направлениям
и освобождается от примесей.
Для обработки больших полупроводниковых пластин служит
система сканирования, обеспечивающая отклонение ионного пучка
в двух взаимно перпендикулярных направлениях при подаче на
электроды пилообразных напряжений частотой 3000 Гц (сканиро-
вание в горизонтальной плоскости) и 30 Гц (сканирование в верти-
кальной плоскости). Сканирующий пучок ионов попадает на каж-
дую из ста полупроводниковых пластин, автоматически подаваемых
на рабочую позицию специальным устройством, расположенным в
приемнике ионов. В результате ионной обработки происходит леги-
рование полупроводниковых пластин рабочим веществом, доза
которого измеряется автоматически.
Установка «Везувий-1» оборудована пультом, с которого выпол-
няется дистанционное управление источником ионов, вакуумной
системой и процессом легирования.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы основные достоинства эпитаксиальных пленок и электронноионного
легирования полупроводников по сравнению с диффузией примесей?
2. Каковы устройство и принцип действия установок для наращивания эпи-
таксиальных пленок?
3. Каков принцип электронноионного легирования полупроводников?
4. Каково устройство ионнолучевой установки ИЛУ-3?
5. Что такое плазма?
Глава пятая
ОБОРУДОВАНИЕ ДЛЯ ПРОВЕДЕНИЯ
ПРОЦЕССОВ ФОТОЛИТОГРАФИИ
§ 27. Основные сведения о процессе фотолитографии
Фотолитография — один из важнейших технологических про-
цессов современного производства полупроводниковых приборов.
Так, наиболее прогрессивная планарная технология изготовления
полупроводниковых приборов строится в основном на сочетании
диффузии и фотолитографии: диффузией получают строго задан-
ную толщину электронно-дырочного перехода и определенную кон-
центрацию примесей, а фотолитографией — с высокой точностью
необходимые размеры и конфигурацию элементов электронно-ды-
рочных переходов в плоскости.
Процесс фотолитографии состоит из:
подготовки полупроводниковой пластины и нанесения на нее
пленки фоторезиста;
экспонирования фоторезиста через фотошаблон и проявления
его;
травления пленки двуокиси кремния (или полупроводниковой
пластины) в местах, не защищенных слоем фоторезиста и удаления
остатков слоя фоторезиста.
Для примера рассмотрим процесс изготовления германиевых
планарных транзисторов ГТ311 (рис. 52). На германиевую пласти-
ну 2 электронного типа проводимости наносят слой двуокиси
кремния 1 (рис. 52, а), а далее на слой двуокиси кремния — слой
фоторезиста (светочувствительное вещество 3 — рис. 52, б), на
который затем накладывают фотошаблон, экспонируют (засвечива-
ют) фоторезист, проявляют и получают базовые окна в слое фото-
резиста, точно соответствующие рисункам на фотошаблоне
(рис. 52, в). Под защитой оставшегося фоторезиста (теперь он
уже не светочувствителен) на полупроводниковой пластине вытрав-
ливают точно такие же базовые окна в слое двуокиси кремния
(рис. 52, г), удаляют фоторезист с пластины (1-я фотолитография),
под защитой слоя двуокиси кремния легируют германий галлием
(1-я диффузия) и получают базовые области 4 электронно-дыроч-
ных переходов p-типа проводимости (рис. 52, д).
Затем эти операции повторяют: после нанесения слоя двуокиси
кремния и слоя фоторезиста (рис. 52, е, ж) накладывают и совме-
щают с базовыми окнами, расположенными на пластине, фотошаб-
лон, экспонируют фоторезист, проявляют его (рис. 52, з), вытрав-
ливают эмиттерные окна в слое двуокиси кремния и удаляют остав-
136
шийся фоторезист (рис. 52, и — 2-я фотолитография). Через эмит-
терные окна германий легируют мышьяком (2-я диффузия) и по-
лучают эмиттерные области 5 электронно-дырочных переходов
n-типа проводимости (рис. 52, к).
Для получения омических (невыпрямляющих) контактов все фо-
толитографические операции повторяют. В результате 3-й фотолито-
графии (рис. 52, л, м, н) и вакуумного напыления металла (рис.
Рис. 52. Схема изготовления германиевых планарных тран-
зисторов ГТ311:
а, е. — нанесение двуокиси кремния, б, ж — нанесение слоя фото-
резиста, в, з—проявление фоторезиста, г — получение базовых
окон, д — создание базовой области, и — получение эмиттерных
окон, к — создание эмнттерной области, л, м, н. — получение окон
под невыпрямляющне контакты, о — создание невыпрямляющих кон-
тактов; 1—слой двуокиси кремния, 2— пластина германия, 3 —
слой фоторезиста, 4 — базовая область, 5 — эмиттерная область, 6 —
невыпрямляющие контакты
137
52, о) получают невыпрямляющие контакты 6 к базовым и эмит-
терным областям электронно-дырочных переходов. Коллекторной
областью электронно-дырочных переходов служит исходный гер-
маний.
Чередуя термические и фотолитографические процессы, на по-
лупроводниковой пластине получают несколько сотен электронно-
дырочных переходов (на рис. 52 условно показаны только две тран-
зисторные структуры). Такой метод изготовления переходов полу-
чил название группового. Скрайбированием полупроводниковую
Рис. 53. Структура транзистора
ГТ311:
1—слой двуокиси кремния, 2—невы-
прямляющий контакт эмиттера, 3 —
эмиттер, 4 — база, 5 — невыпрямляющий
контакт базы, 6 — кристалл германия
пластину разделяют на кристал-
лы, имеющие только по одной
транзисторной структуре.
Из рис. 53 видно, что в струк-
туре транзистора ГТ311 термиче-
ские процессы обеспечивают глу-
бину диффузионных слоев с точ-
ностью 1—2 мкм, а фотолитогра-
фия — с точностью до 6—10 мкм.
От качества фотошаблонов,
применяемых в полупроводнико-
вом производстве зависит выход
годных структур. Для каждого
процесса фотолитографии приме-
няют специальный фотошаблон.
В рассмотренном примере триж-
ды применялся фотолитографиче-
ский процесс; при изготовлении
более сложных полупроводнико-
вых приборов фотолитография
применяется 5—7 и более раз. По-
этому фотошаблоны должны с до-
статочно высокой точностью сов-
мещаться между собой, т. е. весь
комплект фотошаблонов должен
быть изготовлен по единой коор-
динатной сетке с одинаковой
ошибкой по шагу, а все элементы фотошаблонов быть идентичны
друг другу, так как полупроводники относятся к твердым материа-
лам, при многократном плотном соприкосновении с ними фотошаб-
лон повреждается, изнашивается и выходит из строя, поэтому фо-
тошаблоны должны обладать высокой износостойкостью, не иметь
таких дефектов, как проколы (точечные отверстия на непрозрач-
ном поле), неровные края элементов и других, снижающих выход
годных структур. Кроме того, фотошаблоны должны иметь высо-
кую разрешающую способность и высокую контрастность элемен-
тов, стабильность характеристик при изменении условий их
эксплуатации, а также минимальное отклонение рабочей (контакт-
ной) стороны от плоскостности (неплоскостность рабочего участка
фотошаблона с изображениями может составлять всего 0,5 мкм).
138
Этим требованиям в какой-то мере удовлетворяют стеклянные
фотошаблоны, непрозрачные элементы которых изготовлены из
пленки хрома, предварительно напыленного на стеклянную под-
ложку. Обычный размер фотошаблонов (размер подложки) 70Х
Х70 мм, толщина 3—4 мм, а изображения располагаются на участ-
ке площадью 25x25 мм.
В фотолитографии применяют
два типа фоторезистов: позитив-
ные (рис. 54, а) и негативные
(рис. 54, б). После экспонирова-
ния через один и тот же фотошаб-
лон и последующего проявления
на позитивном фоторезисте полу-
чают «столик» (см. рис. 54, а), а
на негативном — «окно» (см.
рис. 54, б), точно соответствую-
щие рисунку (темному полю) фо-
тошаблона, т. е. при проявлении
удаляется засвеченная область
позитивного фоторезиста и неза-
свеченная область негативного.
торезистов:
1 — ультрафиолетовые лучи, 2 — фото-
шаблон, 3— фоторезист, 4 — полупро-
водниковая пластина
§ 28. Агрегаты фотолитографии
Так как фотолитография отно-
сится к прецизионным процессам,
для получения стабильных результатов с высоким процентом вы-
хода годных структур ее необходимо проводить в соответствующих
условиях; рабочая атмосфера должна быть обеспылена, не содер-
жать вредных примесей, иметь определенную влажность и темпера-
туру, фоторезист должен быть защищен от действия света, а неко-
торые виды оборудования (установка совмещения и экспонирова-
ния) не иметь как собственных, так и посторонних вибраций.
Чтобы обеспечить подобные условия, применяют агрегаты фото-
литографии, представляющие собой комплекс технологического
оборудования, смонтированного в унифицированных столах и ска-
фандрах. Агрегаты фотолитографии могут состоять из герметичных
скафандров, из открытых скафандров с ламинарным воздушным
потоком, а также быть комбинированными.
Агрегат фотолитографии 4415 состоит из двенадцати установок,
которые можно также использовать отдельно. Установки соединя-
ются шлюзами и затворами, которые позволяют транспортировать
полупроводниковые пластины из скафандра в скафандр без сопри-
косновения их с атмосферой помещения. В скафандрах создается
контролируемая атмосфера — очищенный воздух или азот. На ли-
цевых панелях столов смонтированы элементы управления и конт-
рольные приборы; часть их находится снаружи вверху скафандров,
а часть — внутри.
139
Техническая характеристика агрегата для фотолитографии при-
ведена ниже.
Максимальная производитель-
ность, пластин/ч.................. 20
Количество единиц оборудова-
ния, входящего в агрегат . . 12
Загрузка и выгрузка изделий ручная
Размеры обрабатываемых пла-
стин, мм:
диаметр..................... 33—42
толщина.................. 0,15—0,3
Установленная мощность, кВт 33,4
Применяемая энергетика (сеть
переменного тока):
напряжение, В........................ 220
частота, Гц....................... 50
Сжатый воздух:
давление в сети, кгс/см2 . . 2—3
расход, м3/ч............. 30
Водопроводная вода:
давление, кгс/см2............ 1,5—2
расход, л/ч.............. 220
Деионизованная вода:
давление в магистрали,
кгс/см2............................1,5
расход, л/ч.............. 60
Очищенный воздух или азот:
влагосодержаиие, соответ-
ствующее точке росы, °C . . —60
степень очистки воздуха от
пылинок размером более
0,7 мкм/л ... ........... 5
давление, кгс/см2 ..... 1,5—2
расход, м3/ч............. 60
Расход реактивов на максималь-
ную производительность, см3/ч:
трихлорэтилена ............. 740
смеси (HP + H4F+H2O)—840
98%-ной серной кислоты . . 1680
расход фоторезиста ... 10
Обслуживающий персонал, чел. 6
Габариты, мм................... 10 300X1370X1800
Масса, кг........................... 4960
В полупроводниковом производстве используют также другие
агрегаты фотолитографии, например линию «Таран», состоящую
из нескольких установок, которые могут быть использованы и от-
дельно. Каждая установка имеет унифицированный стол и ска-
фандр, оснащенный соответствующим оборудованием для выпол-
нения определенной операции фотолитографии.
Для нанесения и сушки фоторезиста служит установка ЛФ-3.
Фоторезист из специального дозатора наносят на полупроводнико-
вую пластину, предварительно уложенную на столик центрифуги
и удерживаемую на нем присосом. Равномерное растекание
фоторезиста по полупроводниковой пластине обеспечивается
центрифугированием. Сушат пластины со слоем фоторезиста
в двух сушильных шкафах, расположенных в скафандре. При
>40
этом пластины закреплены на специальных кассетах-спутниках и
непрерывно вращаются в сушильных шкафах. Источниками тепла
в сушильных шкафах являются лампы инфракрасного излучения.
Время сушки и температура в сушильных шкафах поддерживают-
ся автоматически. Центрифуга имеет регулируемое число оборотов
Рис. 55. Камера установки ЛФ-5П
для проявления фоторезиста:
/ — форсунка для проявителя, 2 — штуцер
для сжатого воздуха, 3 — форсунка для
деионизованной воды, 4 — колпак, 5 — полу-
проводниковая пластина, б — камера, 7 —
столик центрифуги, 8 — труба для откач-
ки, 9— сливная трубка
столика и управляется реле времени.
Далее пластины передают на экспонирование, которое вы-
полняют на отдельной установке, не входящей в состав линии
«Таран».
Проявляют фоторезист на установке ЛФ-5П, оборудованной гер-
метичной камерой с центрифугой внутри (рис. 55). Восемь полу-
проводниковых пластин 5 укладывают на столики центрифуги 7
при откинутом колпаке 4 камеры.
При вращении пластины удержи-
ваются на столиках присосом. По-
сле закрытия колпака включают
центрифугу и подают форсункой 1
на пластины тонкораспыленный
проявитель. Затем пластины с
проявленным слоем фоторезиста
промывают и сушат, не вынимая
их из камеры. Этот способ прояв-
ления фоторезиста довольно эф-
фективен.
Для задубливания фоторези-
ста имеется специальная установ-
ка ЛФ-6, оборудованная двумя
сушильными шкафами, обогре-
ваемыми лампами инфракрасно-
го излучения. Сушат и задубли-
вают фоторезист на полупро-
водниковых пластинах в специ-
альных кассетах-спутниках, ко-
торые, вращаясь, автоматиче-
ски подаются в сушильные шка-
фы. Вращение кассет необходи-
мо для равномерного обогрева полупроводниковых пластин.
На полуавтоматической установке ЛФ-8П вытравливают окна
в двуокиси кремния. Травление, вращение кассет в ванне травле-
ния, перенос их в ванну промывки, вращение при промывке и вы-
ход на позицию разгрузки выполняется автооператором, а перенос
кассет на центрифугу — вручную.
Алюминий, используемый в качестве омических контактов, с тех
мест полупроводниковой пластины, где он не нужен, удаляют трав-
лением на установке ЛФ-9 с последующей промывкой и сушкой на
центрифуге.
Наряду со специальными агрегатами фотолитографии, выпуска-
емыми серийно в производстве полупроводниковых приборов, до-
вольно широко применяют установки, изготовляемые полупровод-
141
никовыми предприятиями, в конструкциях которых воплощены
специфические условия данного производства, а также устранены
некоторые недостатки серийных агрегатов. Поэтому в этой главе
рассмотрены также наиболее удачные конструкции, применяемые
в производстве в качестве отдельных установок.
§ 29. Оборудование для очистки
и сушки полупроводниковых пластин
В прецизионной фотолитографии, кроме химического, в послед-
нее время начали применять механический метод очистки полупро-
водниковых пластин. На рис. 56 показан механизм кистевой очист-
ки ЖКМ5.050.004. Шесть полупроводниковых пластин, подлежащих
очистке, укладывают на столики 11 увлажнителя, на которых они
удерживаются присосом. С помощью шестерни 12 и рейки 13 привод
механизма очистки опускают так, чтобы концы кистей 5 коснулись
поверхности полупроводниковых пластин и специальным краном
подают деионизованную воду, которая тонкими струйками вытека-
ет из отверстий, расположенных по периферии увлажнителя, и по-
падает на кисти и полупроводниковые пластины. Затем включают
привод кистей, которые, вращаясь вокруг собственной оси, вра-
щаются также и по круговой траектории. Загрязнения, снятые кис-
тями, вместе с водой удаляются в круговую канавку увлажнителя,
а оттуда — в канализацию.
Сложное движение кистей обеспечивается планетарным меха-
низмом. Вращение относительно собственной оси кисть получает
по следующей кинематической схеме: от реверсивного электродви-
гателя 2 (РД-09) через вертикальный вал 6, центральную шестер-
ню 8, шестерню 4 привода кисти и ось 3, а вращение по круговой
траектории — от реверсивного электродвигателя 1 (ДР-1,5р) через
малую 10 и большую 9 шестерни и ось, опирающуюся верхним кон-
цом на шариковый подшипник, закрепленный в большой шестерне
9, опорой которой служит вертикальный вал 6, относительно кото-
рого она и вращается.
Кисти являются сменным инструментом и крепятся к осям кони-
ческими штифтами 7, которые легко вынимаются. Лучшими являют-
ся беличьи или колонковые кисти. Так как все детали установки
подвержены действию влаги, то большинство из них изготовлено
из пластмассы, а металлические — защищены специальными кожу-
хами и защитными покрытиями.
Установка имеет реле времени, автоматически выключающее
привод после очистки пластин, а также автоматически переключа-
ющее направление вращения кистей, что необходимо для повыше-
ния качества очистки и равномерного изнашивания кистей.
Сушат полупроводниковые пластины центрифугированием. Этот
метод нашел широкое применение, так как на пластинах не остает-
ся следов влаги и сушка происходит значительно быстрее, чем при
других методах.
142
На рис. 57 показана малогабаритная центрифуга ЖКМ2.052.001,
предназначенная для сушки полупроводниковых пластин после хи-
мической обработки. Кассета с шестью полупроводниковыми плас-
тинами приводится во вращение пневматической турбинкой 2. При
Рис. 56. Механизм кистевой очистки:
1 и 2 — реверсивные электродвигатели для вращения кистей по кругу н отно-
сительно собственной оси, 3 — ось, 4 — шестерня привода кисти, 5 — кисть, 6 —
вертикальный вал, 7 — конический штифт, 8 — центральная шестерня, 9 и 10 —
большая и малая шестерни, 11— столик увлажнителя, 12 — шестерня привода
механизма очистки, 13 — рейка
работе центрифуги кассету 6 закрывают прозрачной крышкой 5 из
оргстекла. Кроме крышки, имеется колпак 4 также из оргстекла,
который ограничивает зону распространения капель влаги и слу-
жит своеобразной камерой для подачи очищенного и подогретого
газа, ускоряющего процесс сушки полупроводниковых пластин.
143
Скорость вращения кассеты и количество подаваемого под колпак
газа регулируется в широком диапазоне пневмокранами 7 и 3 соот-
ветственно.
Рис. 57. Малогабаритная центрифуга:
1 и 3 — пневмокраны, 2 — пневмотурбина, 4 — колпак, 5 — крышка, 6 — кассета
§ 30. Установка для совмещения
и экспонирования
Существует несколько конструкций установок для совмещения
изображения фотошаблона (маски) с изображением на полупровод-
никовой пластине и последующим экспонированием светочувстви-
тельного слоя на пластине через фотошаблон, принцип действия
которых одинаков. Рассмотрим в качестве примера установку
ЖК 50.56 (рис. 58), которая состоит из стола 5, скафандра 1, сто-
лика совмещения 6, осветителя 2, пантографа 7, электроблока и
системы пневмоуправления 3, пульта управления 4.
На столе 5, являющемся основанием, смонтированы все части
установки. Стол металлический, сварной конструкции, верхняя
плоскость деревянной столешницы покрыта органическим стеклом.
Скафандр 1 предназначен для предохранения полупроводнико-
вых пластин с нанесенным светочувствительным слоем (фоторезис-
том) от засвечивания, состоит из четырех стоек, закрепленных на
столешнице, к которым с трех сторон и сверху прикреплены листы
144
органического стекла красного цвета, чтобы предохранить фоторе-
зист от засвечивания.
Столик совмещения (рис. 59) предназначен для совмещения
изображения фотошаблона с изображением на полупроводниковой
пластине. К корпусу столика 5 винтами и штифтами прикреплен
Рис. 58. Установка для совмещения фотошаблона с полу-
проводниковыми пластинами и их экспонирования:
/ — скафандр, 2 — осветитель, 3 — блок системы пневмоуправле-
ння, 4 — пульт управления, 5 — стол, 6 — столик совмещения,
7 —пантограф
нижний поршень 20, который вставлен в нижний цилиндр 34. Меж-
ду корпусом и цилиндром 34 имеется зазор. Верхней частью ци-
линдр 34 плоской пружиной 22 и винтами соединен с корпусом.
В верхней части цилиндра 34 имеется отверстие, в которое встав-
лена втулка 32, служащая верхним цилиндром для верхнего порш-
ня 33. Верхний поршень 33 крепится к цилиндру 34 резьбовым
хвостовиком и гайкой. Втулка 32 имеет резьбовую часть, на кото-
145
tz
13 17
!6 17 18 19
(777?
ГМ\
'9 28 2725
30
25
31
28
32
23
33
22
32
15
11
10
9
20
Рис. 59. Столик для совмещения и
экспонирования:
1 — горизонтальный цилиндр, 2 — палец,
3 — плунжер, 4 — рычаг, 5 — корпус, 6 —
ось, 7 —диск, 8 — фиксатор, 9 — гайка,
10 и 11— нижняя и верхняя каретки, 12—
зубчатое колесо, 13 — верхнее кольцо, 14—
шаблонодержатель, 15 и 16 — внутреннее
и наружное кольца, 17 — фланец, 18 — ба-
рабан, 19— винт, 20 и 33 — нижний и
верхний поршни, 21 — вкладыш, 22 — плос-
кая пружина, 23 — переходное кольцо,
24— стойка, 25 —обойма, 26 — прокладка,
27 — полусфера, 28 — столик, 29 — пружи-
на, 30 — сепаратор, 31 — кольцо, 32— втул-
ка, 34 — нижний цилиндр
рую навернута стойка 24, имеющая сферическое углубление, в ко-
торое вставлена полусфера 27 со столиком 28 и прокладкой 26.
При совмещении полупроводниковой пластины с фотошаблоном
пластину укладывают на прокладку полусферы 27 и она удержи-
вается на ней вакуумом, создаваемым вакуумным насосом и пере-
даваемым к полусфере, столику и прокладке по трубопроводам и
проточкам, имеющимся в стойке 24, и отверстию в полусфере.
В нижней части корпуса столика находится горизонтальный
цилиндр 1 с плунжером 3. К горизонтальному цилиндру 1 и плун-
жеру 3 пальцами 2 подвижно крепятся рычаги 4, которые при по-
даче сжатого воздуха в горизонтальный цилиндр и движении плун-
жера поворачиваются относительно осей 6 и своими верхними кон-
цами через фиксатор 8 и винт могут фиксировать в определенном
положении втулку 32 и цилиндр 34.
Управление горизонтальным, нижним и верхним цилиндрами
осуществляется системой пневмоуправления совместно с электро
блоком.
Фотошаблон закрепляют пружинами 29 в шаблонодержателе
14, который, в свою очередь, фиксируется при повороте относитель-
но отверстия в зубчатом колесе 12. Для совмещения изображения
на фотошаблоне с изображением на полупроводниковой пластине,
которая в рабочем положении неподвижно закреплена на полусфе-
ре, необходимо перемещать фотошаблон. Перемещают зафиксиро-
ванный фотошаблон с шаблонодержателем в двух взаимно перпен-
дикулярных направлениях винтами 19, вращая барабаны 18. Кроме
того, можно вращать фотошаблон специальной ручкой зубчатой
пары, зубчатое колесо 12 которой показано на рисунке.
Все перемещения шаблонодержателя с фотошаблоном осущест-
вляются верхней 11 и нижней 10 каретками, зубчатой парой, зубча-
тое колесо которой жестко связано с верхним 13 и наружным 16
кольцами. Наружное кольцо опирается на шарики, заключенные в
обойму 25, а на наружное кольцо через шарики опирается внутрен-
нее кольцо 15. Таким образом, все перемещения осуществляются
по шариковым опорам.
Осветитель (рис. 60) предназначен для экспонирования свето-
чувствительного слоя на полупроводниковой пластине через фото-
шаблон и укреплен на стойке 2, которая закреплена винтами на
столе 1 установки. Осветитель может поворачиваться на шарико-
подшипниках 3 и 6 относительно стойки, ести приложить некоторое
усилие к ручке 10, закрепленной в крышке 7, которая укреплена
на втулке 5. В положении экспонирования осветитель фиксируется
фиксатором 4.
В качестве источника ультрафиолетового света использована
ртутно-кварцевая лампа 12 (ПРК-4), которая закреплена в держа-
телях 13 и снабжена отражателем 11. Электроэнергия подводится
к электродам лампы по электрическому проводу 8.
Корпус 14 осветителя представляет собой пустотелую конструк-
цию сложной формы, через которую для охлаждения ртутно-квар-
цевой лампы создается поток воздуха при подключении к вытяжной
147
системе. Под лампой имеется стекло 16, а ниже стекла в крышке 15
расположен затвор, управляемый реле 9.
Пантограф предназначен для подвода микроскопа к месту сов-
мещения фотошаблона с изображением на пластине и отвода его
после окончания совмещения и состоит из нижнего и верхнего крон-
штейнов, соединяющей их втулки и горизонтальной и вертикальной
стоек. Вращение кронштейнов относительно втулки и пальцев отно-
сительно оси осуществляется на шарикоподшипниковых опорах.
Рис. 60. Осветитель к установке для совмещения и экспонирования.
1— стол, 2 — стойка, 3 и 6 — шарикоподшипники, 4 — фиксатор, 5 — втулка,
7 — крышка, 8 — электрический привод, 9 — реле, 10— ручка, 11— отражатель,
/2 — лампа, 13— держатель, 14— корпус, 15—крышка затвора, 16— стекло
Фиксируется палец винтом. Вертикальная стойка для установки
микроскопа связана с верхним пальцем тягой, такой же тягой свя-
зана ось нижнего кронштейна с нижним пальцем, поэтому при
изменении положения одного кронштейна происходит изменение
положения другого. Пантограф крепят к диску столика совмеще-
ния горизонтальной стойкой.
Пульт для управления работой установки при проведении опе-
раций совмещения и экспонирования выполнен в виде отдельного
блока и расположен на правой стороне установки. На его наклон-
ной панели размещены амперметр и вольтметр, сигнальные лампы,
тумблеры, кнопки, ручка управления реле времени и ручка потен-
циометра. Кнопки и тумблеры имеют соответствующие надписи.
148
Амперметр и вольтметр предназначены для контроля режима за-
жигания ртутно-кварцевой лампы.
Электрическая схема электроблока, предназначенного для пи-
тания осветителя и управления процессами совмещения и экспони-
рования совместно с системой пневмоуправления, показана на
рис. 61.
Схема системы пневмоуправления паказана на рис. 62. Блок
пневмоуправления выполнен в отдельном кожухе, расположен с
правой стороны установки и состоит из блоков стабилизаторов, ма-
нометров и соединяющих их трубопроводов. Кроме того, в систему
пневмоуправления, входят трехходовые электромагнитные клапаны
2, дроссель 1, маслораспылитель 3, манометры 4 и блоки стабили-
заторов с фильтрами 5, а также столик совмещения, являющийся
объектом регулирования.
Согласно схемы системы пневмоуправления, в верхний цилиндр-
может быть подан воздух под давлением, а также он может быть-
соединен с вакуумом или с атмосферой, нижний цилиндр может
находиться под давлением воздуха или под вакуумом, а горизон-
тальный цилиндр — под давлением воздуха или соединен с атмос-
ферой. Полость полусферы может быть соединена с атмосферой или
находиться под вакуумом. Фиксация полупроводниковой пластины
на плоской поверхности полусферы происходит при соединении ее
с вакуумом, при этом плоскость полупроводниковой пластины стро-
го параллельна плоскости фотошаблона, а снятие пластины воз-
можно при соединении полусферы с атмосферой.
При работе на установке для совмещения и экспонирования;
полупроводниковую пластину с нанесенной пленкой светочувстви-
тельного слоя (фоторезиста) укладывают на прокладку полусферы
слоем фоторезиста вверх. Фотошаблон закрепляют в шаблонодер-
жателе плоскими пружинами, а затем устанавливают в гнездо-
столика совмещения и закрепляют. Закрепляют полупроводниковую-
пластину на полусфере, нажимая на кнопку Кн1 «Отсос вкл.» (см.
рис. 61 и 62), в результате чего включается реле РЗ, сигнальная
лампа Л5 и катушка Э1 электромагнитного клапана 1. Клапан I
включает вакуум в центральном отверстии полусферы и атмосфер-
ное давление закрепляет пластину, плотно прижимая ее к проклад-
ке полусферы. Контакты реле P3j 1 удерживают клапан 1 во вклю-
ченном состоянии при отпускании кнопки Кн1, а следовательно,,
полупроводниковую пластину в закрепленном состоянии на полу-
сфере. Нажатием на кнопку Кн2 («Отсос выкл.») можно отключить
вакуум (отсос) и снять пластину.
При нажатии кнопки К.н.3 («Контакт вкл.») срабатывает реле
Р4 и электромагнитный клапан II, соединяющий полость верхнего;
цилиндра с атмосферой, и клапан III, подающий сжатый воздух в
полость нижнего цилиндра. Под действием давления воздуха ниж-
ний цилиндр приподнимается до упора в корпус. Одновременно;
срабатывает реле времени Р7, контакты Р7Ц которого включают
реле времени Р9 и электромагнитный клапан IV, подающий сжа-
тый воздух в полость верхнего цилиндра. Верхний цилиндр подни-
149
Рис. 61. Электрическая схема электрического блока установки для совмещения и экспонирования
I
Рис. 62. Схема системы пневмоуправления установки для совмещения и экспонирования:
/ — дроссель. 2 — электромагнитный клапан, 3 — маслораспылитель, 4 — манометр, 5 — бдок стабилизаторов с фильтрами
мается до соприкосновения полупроводниковой пластины с поверх-
ностью фотошаблона и при повороте полусферы происходит кон-
тактирование пластины с фотошаблоном по всей плоскости.
Контакты реле Р9/1 с некоторым запаздыванием включают ре-
ле времени Р11 и электромагнитный клапан V, который соединяет
полость кольцевой выточки под полусферой с вакуумной системой,
в результате чего происходит фиксирование полусферы в положе-
нии контакта полупроводниковая пластина — фотошаблон. Контак-
ты реле Р11 /1 включают реле времени Р13 и электромагнитный
клапан VI, который подает сжатый воздух в горизонтальный ци-
линдр. Плунжер и горизонтальный цилиндр расходятся и через
рычаги зажимают верхний цилиндр в положении контакта полу-
проводниковая пластина — фотошаблон. Контакты реле Р13)1
включают реле Р14, контакты Р14/2 которого выключают электро-
магнитный клапан IV, соединяющий полость верхнего цилиндра с
атмосферой. Контакты реле P14I1 включают лампу Л7, сигнализи-
рующую об окончании процесса контактирования.
Нажатием кнопки Кн9 («Совмещение») включается реле Р15,
который соединяет полость нижнего цилиндра с вакуумной
•системой. Нижний цилиндр опускается до нижнего упора корпу-
са. В результате между полупроводниковой пластиной и фото-
шаблоном образуется зазор, необходимый для перемещения фото-
шаблона относительно полупроводниковой пластины при совме-
щении.
Наблюдая в микроскоп, совмещают изображение на фотошабло-
не с рисунком на полупроводниковой пластине, вращая барабан
микровинта, и перемещают фотошаблон в двух взаимно перпенди-
кулярных направлениях. Совмещение по угловому направлению
выполняют вращением специальной ручки, при котором происходит
поворот фотошаблона относительно неподвижной полупроводнико-
вой пластины.
Закончив совмещение, нажимают кнопку Кн8 («Возврат»), ко-
торая с помощью электроблока и системы пневмоуправления вклю-
чает электромагнитный клапан III, соединяющий полость нижнего
цилиндра с сетью сжатого воздуха. Нижний цилиндр поднимается
вверх до упора в корпус, а полупроводниковая пластина плотно
прижимается к поверхности фотошаблона. Когда совмещение за-
кончено и пластина подготовлена к экспонированию, микроскоп
отводят в сторону от столика совмещения, а вместо него подводят
осветитель. В установке предусмотрено два способа экспонирова-
ния: ручное и автоматическое.
При ручном способе экспонирования тумблер В4 ставят в поло-
жение 2 («Ручное»), Нажатием на кнопку Кнб («Затвор вкл.»)
включают сигнальную лампу Л6, реле Р5, контакты Р5/1 которого
включают электромагнит Р1, управляющий затвором осветителя.
Контакты реле Р6/1 служат для блокировки кнопки Кнб, а контак-
ты реле I31511 служат также для блокировки, не позволяя откры-
вать затвор осветителя при зазоре между полупроводниковой плас-
152
тиной и фотошаблоном. Выключают затвор нажатием кнопки Кн7
(«Затвор выкл.»).
При автоматическом способе экспонирования тумблер В4 пере-
водят в положение 1 («Автоматическое»), Нажатием на кнопку
Кнб включают реле Р4 времени и электромагнит Р1 затвора. Время1
экспонирования устанавливают поворотом ручки реле Р2 времени
в пределах от 1 до 60 с. Контакты 10 и 11 реле Р2 при замыкании
с заданной выдержкой времени включают реле Р8, контакты Р8)2'
которого включают реле времени РЮ. Контакты реле Р10/2 вы-
ключают электромагнит Р1 затвора без выдержки времени, а кон-
такты реле Р10Ц включают реле Р12, контакты Р12)2 которого
снимают напряжение со всех электромагнитов клапанов, в резуль-
тате чего верхний цилиндр опускается, полость полусферы соеди-
няется с атмосферой, освобождая полупроводниковую пластину от
прижатия.
Контакты реле Р 12j 1 выключают реле Р8. Вынув шаблонодер-
жатель с фотошаблоном, снимают заэкспонированную полупровод-
никовую пластину.
При изменении толщины фотошаблона регулируют зазор меж-
ду полупроводниковой пластиной и фотошаблоном, подбирая про-
кладки 21 (см. рис. 59). Этот зазор необходим для перемещения
фотошаблона относительно неподвижно закрепленной пластины в
процессе их совмещения без соприкосновения.
Техническая характеристика установки ЖК 50.56 для совмеще-
ния и экспонирования приведена ниже.
Точность совмещения, мм.............. ±0,0015
Пределы регулирования времени
экспонирования, с................ 1—60
Максимальный диаметр полупро-
водниковых пластин, используе-
мых при совмещении и экспони-
ровании, мм.................... 35
Увеличение микроскопа МБС-2,
применяемого для совмещения 3,5—88
Давление в сети сжатого воздуха,
кгс/см2.......................... 4—7
Давление в вакуумной системе
установки, мм рт. ст............. 50—60
Тип источника ультрафиолетового
света (ртутно-кварцевая лампа) ПРК-4
Давление в системе охлаждения
ртутно-кварцевой лампы, мм
вод. ст............................... 300—400
Источник электрического тока
(сеть):
напряжением, В....................... 220
частотой, Гц........................ 50
Габариты, мм...................... 1280 X 740X1470
С завода-изготовителя установки для совмещения и экспониро-
вания поступают отрегулированными, со смазанными трущимися
деталями. Местами смазки являются шариковые подшипники и
шариковые опоры, которые требуют незначительного количества
153
масла. Если произвести смазку шарикоподшипников при сборке,
этого будет достаточно до капитального ремонта установки.
При эксплуатации установки необходимо следить, чтобы давле-
ние воздуха в системе соответствовало заданному. Если давление
ле соответствует заданному, необходимо регулировочными винтами
стабилизаторов установить по манометрам две атмосферы на мано-
метре, контролирующем давление в нижнем цилиндре, и одну ат-
мосферу на манометрах, контролирующих давление в верхнем и
горизонтальном цилиндрах.
Для зажигания ртутно-кварцевой лампы (см. рис. 61) авто-
трансформатором ТрЗ по вольтметру ИП2 устанавливают напря-
жение питания в пределах 120—140 В. Для зажигания лампы
быстро замыкают и размыкают кнопкой К,н5 («Зажигание») кон-
такты до тех пор, пока в лампе не возникнет дуговой разряд. Экс-
понирование следует выполнять не раньше чем через 15—20 мин
после включения лампы. При установившемся режиме работы
лампы напряжение на ее электродах по вольтметру ИП2 устанав-
ливают 70±8 В, а силу тока по амперметру ИП1 — 3,7±0,6 А.
Повторно включить работавшую лампу можно только после ох-
лаждения.
При работе на установке необходимо выполнять правила
безопасной работы с оборудованием при напряжении 220 В. Кар-
кас установки должен быть заземлен. Учитывая, что ртутно-квар-
цевая лампа является мощным источником ультрафиолетовых лу-
чей, необходимо следить, чтобы персонал не попадал под
облучение.
§ 31. Установка для удаления фоторезиста в плазме
Более эффективным способом удаления фоторезиста с полу-
проводниковых пластин по сравнению с химическим является уда-
ление его в кислородной плазме. Очищающее действие кислород-
ной плазмы основано на повышенной химической активности ком-
понентов плазмы (атомарного кислорода и ионов кислорода),
которые разлагают фоторезист и образуют летучие соединения,
удаляемые из рабочей камеры установки.
Установка ПУФ-80, предназначенная для удаления фоторези-
ста в плазме, состоит из двух блоков: электровакуумного и пита-
ния (рис. 63). Слева в электровакуумном блоке расположена
изготовленная из кварца рабочая камера 1, соединенная с по-
мощью штуцеров с вакуумным насосом и кислородной магист-
ралью. Крышка 11 камеры имеет ручной клапан 10, служащий для
ее разгерметизации. Фланцем и кронштейном, изготовленным из
изолирующих материалов, рабочая камера крепится соответствен-
но к переднему и нижнему экранам блока. Кислородная плазма
образуется при приложении высокочастотного напряжения к ин-
дуктору 2, расположенному вокруг рабочей камеры, в которую
после создания разрежения до 4-10~2 мм рт. ст. подают кислород
154
до давления 0,5—1 мм рт. ст. с помощью натекателя 8 и ротамет-
ра 9, расположенных справа от рабочей камеры.
В отдельном блоке смонтирован ВЧ генератор 3, генераторная
лампа которого охлаждается водой и воздухом. Подача напряже-
ния на генераторную лампу сблокирована с подачей охлаждающей
воды. При отсутствии воды питание лампы отключается автома-
тически. На установке имеется реле времени, служащее для конт-
роля длительности процесса и автоматического ее отключения.
В связи с тем, что на анод генераторной лампы подается напря-
жение 4000 В, обслуживание подобных установок разрешается на-
ладчикам, сдавшим экзамены по электробезопасности при обслу-
Рис. 63. Установка для удаления фоторезиста в плаз-
ме:
1— рабочая камера, 2 — индуктор, 3 — генератор ВЧ, 4, 5,
6 и 7 — магистрали очищенного воздуха, воды, кислорода и
откачки, 8 — натекатель, 9 — ротаметр, 10— клапан разгерме-
тизации, 11 — крышка
живании радиотехнического оборудования, работающего при
напряжении выше 1000 В.
Техническая характеристика установки ПУФ-80 приведена
ниже.
Производительность, пластин/ч . . 100
Одновременная загрузка пластин
при диаметре 25—60 мм, шт. . . 32—37
Длительность технологического
цикла, мин...................... 10—15
Давление в рабочей камере,
мм рт. ст....................... 0,5—1
Расход кислорода при давлении
0,2—0,4 кгс/см2, л/ч............ 40
Расход очищенного воздуха при
давлении 2—1,2 кгс/см2, м3/ч . . 60
Расход воды при давлении 2 кгс/см2,
д/мин................................. 6
Рабочая частота генератора, мГц 5—30
Потребляемая мощность, кВт . . . 3,5
155
Питание от сети трехфазного пере-
менного тока напряжением, В . . 380/220
Габариты, мм..................... 545x492X562
Масса, кг.............................. 140
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Поясните назначение процессов фотолитографии в производстве полупро-
водниковых приборов.
2. Какова последовательность процесса фотолитографии?
3. Каковы назначение и устройство агрегатов фотолитографии?
4. Каково устройство оборудования для очистки и сушки полупроводниковых
ятластин?
5. Каково устройство и последовательность наладки установки для совмеще-
яия и экспонирования?
6. Каков принцип действия установки для удаления фоторезиста в плазме?
Глава шестая
СВЕДЕНИЯ ИЗ ВАКУУМНОЙ ТЕХНИКИ.
ВАКУУМНОЕ И ВАКУУМНО-ТЕРМИЧЕСКОЕ
ОБОРУДОВАНИЕ
§ 32. Основные сведения из вакуумной техники
Вакуумное оборудование находит широкое применение в про-
изводстве полупроводниковых приборов. К этой группе оборудова-
ния прежде всего следует отнести установки, предназначенные
для получения различных пленок в вакууме, вытягивания моно-
кристаллов и элионное оборудование.
Металлические пленки довольно широко применяют в произ-
водстве полупроводниковых приборов и микросхем в качестве не-
выпрямляющих (омических) контактов, а также пассивных ком-
понентов (токопроводящие дорожки, резисторы, конденсаторы
индуктивности). Основным методом получения металлических
пленок является вакуумное осаждение (термическое испарение
в вакууме) различных металлов (алюминий, золото и др.), так как
оно обладает рядом преимуществ: чистотой и воспроизводимостью
процессов напыления, высокой производительностью, возмож-
ностью напыления на полупроводниковые пластины одного или
нескольких металлов за одну операцию, и сплавления напыленной
пленки металла в вакууме для предохранения ее от окисления,
легкостью контролирования процесса напыления и возможностью
получения пленок металла различной толщины и конфигураций
при напылении металлов с применением масок.
Напыление выполняют в вакуумной установке с остаточным
давлением под колпаком порядка 5-10~6 мм рт. ст. Такое давление
выбирают для того, чтобы между испаряемыми атомами металла
и молекулами остаточного газа под колпаком установки не проис-
ходило столкновений, которые приводят к образованию пленок
нарушенной конфигурации. Низкий вакуум приводит к окислению
напыляемого материала.
В соответствии с теорией строения материи все вещества состо-
ят из атомов и молекул и в зависимости от сил сцепления между
ними вещество может находиться в твердом, жидком или газооб-
разном состоянии. У газов силы сцепления очень малы, и молеку-
лы свободно перемещаются в предоставленном им объеме, занимая
его полностью. Движение молекул газа имеет хаотический харак-
тер и называется тепловым, так как средняя кинетическая энергия
частиц газа пропорциональна его абсолютной температуре. Моле-
кулы массой т в количестве п (на единицу объема), ударяясь
с так называемой среднеквадратичной скоростью о о стенки сосу-
157
да, в который заключен газ, создают давление Р, которое определя-
ют по формуле
2 znv2
3 2
mts
где —-— — кинетическая энергия молекулы.
Находясь в непрерывном хаотическом движении, молекулы
газа сталкиваются между собой и со стенками сосуда. Количество
этих столкновений или соударений зависит от числа молекул
в единице объема: чем молекул больше, тем чаще происходят со-
ударения. Среднее расстояние X, которое молекула проходит меж-
ду двумя соударениями, называется средней длиной свободного
пути и определятся по формуле
V 2лРа2
где К—-молекулярная газовая постоянная; Т—абсолютная тем-
пература, К; о — эффективный диаметр молекулы газа.
Из формулы следует, что X обратно пропорциональна давлению
газа. Следовательно, по мере уменьшения давления в сосуде X бу-
дет возрастать и может наступить такой момент, когда взаимные
столкновения молекул практически прекратятся и будут происхо-
дить лишь столкновения молекул со стенками сосуда. Поэто-
му давление газа можно характеризовать средней длиной свобЬд-
ного пути его молекул. Соотношение между средней длиной сво-
бодного пути молекулы и линейным размером сосуда, в который
заключен газ, определяет степень разрежения, или вакуума в со-
суде.
Если средняя длина свободного пути молекул значительно
меньше размеров сосуда (X<^d), т. е. если молекулы чаще стал-
киваются между собой, чем со стенками сосуда, считают, что газ
находится под давлением, близким к нормальному (низкий ваку-
ум). Состояние газа, при котором 7.~d, называют средней сте-
пенью разреженности, или средним вакуумом. Наконец, состояние,,
для которого соблюдается условие т. е. молекулы значитель-
но реже сталкиваются между собой, чем со стенками сосуда, со-
ответствует условиям высокого вакуума. Таким образом, под ва-
куумом, или степенью разреженности понимают состояние газа
в замкнутом или откачиваемом объеме, имеющем давление мень-
ше атмосферного.
Давление ниже атмосферного обычно выражают в мм рт. ст.
Эту единицу измерения называют также «Тор». 1 мм рт. ст.= 1 Тор.
По международной системе единиц (СИ) следует пользоваться
единицей давления Н/м2 (Ньютон на квадратный метр) : 1 мм
рт. ст.= 133,322 Н/м2. Согласно ГОСТ 5197—70 низким вакуумом
называют давление от 760 до 10-2 мм рт. ст., средним — от 10-2 до
10~4 мм рт. ст., высоким — от 10~4 до 10-7 и сверхвысоким — ме-
нее 10-7 мм рт. ст.
158
§ 33. Вакуумные материалы и конструкции
Материалы, применяемые для изготовления деталей и элемен-
тов вакуумных установок, должны обладать вакуумной плот-
ностью, легкостью обезгаживания, антикоррозионной стойкостью
и низкой упругостью насыщенных паров. Этим требованиям отве-
чают стекло и керамика, металлы, а также технохимические ма-
териалы (резина, пластмассы, смазки и др.).
Особенно широко в вакуумной технике используют нержавею-
щую сталь, в частности в производстве полупроводниковых при-
боров ее используют для изготовления высоковакуумных систем
напылительных установок. Так, из
изготовляют трубы, сильфоны,
вентили, натекатели, а также от-
дельные элементы вакуумных си-
стем. Трубы и сильфоны выпуска-
ются серийно, так как они явля-
ются стандартными элементами
вакуумных систем. Кроме того,
промышленность выпускает ваку-
умные резиновые шланги и раз-
личные изделия из фторопласта,
полиэтиленовые трубы и др.
Металлические гибкие шлан-
ги-сильфоны и мембраны приме-
няют в вакуумных соединениях
нержавеющей стали Х18Н9Т
Рис. 64. Уплотнение Вильсона:
1 — вал, 2 — гайка, 3 — металлическая
шайба, 4 — корпус, 5— уплотняющая
прокладка
для передачи поступательного
движения. В отдельных случаях их используют для передачи вра-
щательного движения в вакуум. Сильфоны изготовляют из нержа-
веющей стали Х18Н9Т и полутомпака Л80. Сильфоны из нержа-
веющей стали допускают растяжение (сжатие) в пределах 15—20%
их первоначальной длины, имеют больший срок службы и облада-
ют по сравнению с полутомпаковыми сильфонами значительной
химической стойкостью. Вакуумно-плотное соединение сильфонов
из нержавеющей стали с другими деталями выполняют методом
аргоно-дуговой сварки оплавлением.
Полутомпаковые сильфоны дешевы, допускают растяжение
(сжатие) в пределах 35% их первоначальной длины, легко соеди-
няются с другими деталями вакуумно-плотным соединением пай-
кой. Недостатками этих сильфонов являются низкая химическая
стойкость и ограниченный температурный интервал работы.
Для передачи движения в вакуум в вакуумных системах при-
меняют подвижные соединения. К таким соединениям, обеспечи-
вающим передачу движения и требуемое вакуумно-плотное соеди-
нение вала, передающего движение в вакуум, относится, например,
уплотнение Вильсона (рис. 64). Принцип действия уплотнения
Вильсона состоит в том, что вакуумная плотность соединения по-
лучается благодаря равномерному по окружности прижатию рези-
новых прокладок 5 к валу 1 атмосферным давлением воздуха. При
159
этом для получения надежного и подвижного вакуумно-плотного
соединения необходима обильная набивка зазоров между валом
и уплотняющими прокладками высококачественной вакуумной
смазкой. Кроме того, вал в этом месте должен быть тщательно от-
полирован, а прокладки должны иметь ровные края и плотно вхо-
дить в корпус 4.
Вакуумное уплотнение подвижных соединений может осущест-
вляться также фигурными резиновыми прокладками. Наличие ре-
зиновых прокладок в уплотнениях Вильсона ограничивает их
применение в прогреваемых высоковакуумных установках.
Рис. 65. Вакуумные электрические вводы:
а — с прокладкой, заключенной в замкнутый объем, б — охлаждаемый
водой; / — токоввод, 2 — прокладка из фторопласта, 3 — плита, 4 — изо-
лирующая втулка, 5 •— трубка водяного охлаждения, 6 — стальное коль-
цо, 7 — изолятор
Для подвода электроэнергии внутрь вакуумных установок при-
меняют различные по конструкции вакуумно уплотненные элек-
трические изолированные вводы, которые конструктивно состоят
из металлических выводов, спаянных со стеклом или с керамикой
(в разборных вводах металлические выводы уплотняют резиновы-
ми или фторопластовыми прокладками, которые являются одно-
временно уплотняющими и изолирующими — рис. 65, а). Для под-
вода больших мощностей применяют вводы, охлаждаемые водой
и уплотняемые прокладками из фторопласта (рис. 65, б).
На рис. 66 показан вакуумный термопарный ввод. Через плиту
вакуумной установки проходит корпус ввода 4, уплотненный фто-
ропластовой прокладкой 5, находящейся между корпусом ввода,
плитой 7 и ограничительным кольцом 6. Уплотнение термопарных
проводов 8 выполняют следующим образом. Четыре провода 8
продевают в отверстия фторопластовой втулки 2, а затем создают
уплотнение, врезая с одной стороны во фторопластовую втулку 2
торец корпуса 4, а с другой — обжимая по наружному конусу на-
жимной гайкой 3. Экран 1 служит для защиты термопарного ввода
от перегрева.
160
JR
Рис. 66. Вакуумный термо-
парный ввод:
1 — экран, 2 — фторопластовая
втулка, 3 — гайка, 4 — корпус
ввода, 5 — фторопластовая про-
кладка, 6 — ограничительное
кольцо, 7 — плита, 8 — термопар-
ные провода
Вакуумные резиновые шланги изготовляют толстостенными,
с толщиной стенки, равной диаметру проходного отверстия, чтобы
шланги не сдавливались атмосферным давлением воздуха при
откачке.
Уплотняющие прокладки изготовляют из вакуумной резины,
фторопласта-4, свинца, алюминия (А-1), меди МБ или М-1. Про-
кладки из вакуумной резины рекомен-
дуется применять в соединениях с пре-
дельным вакуумом не выше 5-10~6, из
фторопласта — 1 • 10-7, из свинца —
1-10~6, а для остальных прокладок —
1 • 10-8 мм рт. ст.
§ 34. Средства для получения
вакуума
Основными средствами для получе-
ния вакуума являются вакуумные на-
сосы, которые разделяют на два клас-
са: вращательные и пароструйные.
Вращательные (механические или
форвакуумные) насосы предназначены
для создания низкого вакуума поряд-
ка 1 -10_3 мм рт. ст., а пароструйные
(диффузионные) — для создания высо-
кого вакуума порядка 1 • 10-6 мм рт. ст.
Для получения сверхвысокого вакуума
порядка 1 • 10~8—1-10~12 мм рт. ст. и
выше применяют другие типы насосов,
например геттерно-ионные, или вакуум
получают химическим путем, применяя
газопоглотители.
В производстве полупроводниковых
приборов вакуумного оборудования
10~7 мм рт. ст. не применяют, поэтому познакомимся более подроб-
но с устройством и работой насосов для получения высокого ва-
куума.
По конструкции вращательные насосы разделяют на пластин-
чато-роторные, пластинчато-статорные и золотниковые, а также
специальные (газобалластные и многопластинчатые). Промыш-
ленностью выпускаются в основном пластинчато-статорные и зо-
лотниковые насосы, среди которых наиболее широко применяют
золотниковые, имеющие сравнительно большую быстроту дейст-
вия. Под быстротой действия понимают объем газа, удаляемый
насосом из откачиваемого сосуда в единицу времени. Кроме быст-
роты действия к основным параметрам вакуумных насосов относят
предельный вакуум и наибольшее выпускное давление. Предель-
ным вакуумом называется вакуум, который достигается насосом
6 Моряков О. С. 161
с разрежением ниже чем
при длительной откачке системы, не имеющей натекания и газо-
отделения, а наибольшим выпускным давлением насоса — такое
давление у выпускного патрубка, при котором насос еще может
создавать разрежение.
Познакомимся с устройством и работой механического насоса
ВН-2 золотникового типа, применяемого в напылительной уста-
новке ЖК 43.05.
Золотниковый насос (рис. 67) представляет собой комбинацию
двух насосов — поршневого и пластинчато-статорного. Поршень 3
состоит из патрубка 8 и обоймы 6. При вращении эксцентрикового
вала 5 происходит движение обоймы по корпусу насоса и патруб-
ка 8 по золотнику 1. При опускании патрубка вниз происходит
засасывание газа, который через отверстие 2 у патрубка попадает
в камеру всасывания 4. При движении обоймы в камере 7 проис-
ходит сжатие газа, а затем его выброс в атмосферу, в результате
чего происходит откачка системы. В связи с тем, что количество
трущихся деталей в рабочем пространстве насоса сведено до
минимума, золотниковые насосы не требуют масляной ванны для
охлаждения корпуса. Для смазки трущихся деталей и уплотнения
камер сжатия и всасывания в рабочее пространство подается не-
большое количество масла.
Техническая характеристика некоторых вращательных насосов
приведена ниже.
Характеристика Тип насоса
пластин- чато-ро- торный пластинчато-статорные золотниковые
ВН-494 ВН-461М РВН-20 ВН-2 вн-1 ВН-4
Скорость действия, л/с
(при 760 мм рт. ст.) 0,21 0,83 2,7 7,0 18,3 59
Предельный вакуум,
мм рт. ст l-10-з 1-Ю-з 1-Ю-з З-10-з З-10-з 5-Ю-з
Марка масла . . . . ВМ-4, ВМ-4, ВМ-4 ВМ-4 ВМ-4 ВМ-4
ВМ-6 ВМ-6
Число оборотов рото-
ра, об/мин . . . . 360 540 400 525 500 500
Мощность электродви-
гателя, кВт .... 0,6 0,6 0,8 1,7 2,8 7
Масса, кг 36 75 110 180 312 1050
Принцип действия диффузионных пароструйных насосов
(рис. 68) основан на откачивающем действии струи пара рабочей
жидкости, выходящей с большой скоростью из рабочего сопла.
Пар рабочей жидкости из испарителя поступает в паропровод 1
и далее в расширяющееся сопло 2, на выходе из которого струя
пара приобретает большую скорость и захватывает молекулы от-
качиваемого газа, поступающие из патрубка 3 через кольцевое
пространство между корпусом насоса и соплом 2. Попав в струю
162
пара, молекулы откачиваемого газа приобретают направление
движения в сторону выпускного патрубка 5. При этом движении
смесь пара рабочей жидкости с газом попадает на охлажденную
стенку 4 корпуса насоса, на которой пар конденсируется и стекает
в испаритель, чтобы вновь включиться в рабочий цикл работы
насоса, а молекулы откачиваемого газа продолжают движение
в сторону выпускного патрубка 5, откуда они откачиваются вра-
щательным насосом. По свойствам применяемой рабочей жидкости
диффузионные пароструйные насосы разделяются на паромасля-
ные и парортутные, основной недостаток которых состоит в ток-
сичности паров ртути.
Рис. 67. Золотниковый насос:
1 — золотннк, 2 — отверстие, 3 —
поршень, 4 — камера всасывания,
5 — эксцентриковый вал, 6 — обой-
ма, 7 — камера сжатия, 8 — патру-
бок
Рис. 68. Схема простейшего
диффузионного пароструйно-
го насоса:
I — паропровод, 2 — сопло, 3—
впускной патрубок, 4 — охлаж-
денная стенка, 5 — выпускной
патрубок
Пароструйные насосы промышленного типа по своему устрой-
ству значительно сложнее описанного. Рассмотрим устройство
и работу трехступенчатого паромасляного насоса Н-2Т (рис. 69, а),
применяемого в напылительных установках УВН-2М-2, который
состоит из корпуса, паропровода, электронагревателя, маслоотра-
жателя и гидрореле.
Корпус насоса представляет собой стальной цилиндр с прива-
ренным к нему днищем и входным 1 и выпускным 2 патрубками
с фланцами. С наружной стороны цилиндра и выпускного патруб-
ка приварены водяные рубашки, соединенные между собой после-
довательно. Вода подается в штуцер, приваренный к водяной ру-
башке выпускного патрубка 2. Все присоединительные фланцы
имеют крепежные отверстия и канавки для уплотнительных про-
6* 163
кладок. Нижняя часть корпуса насоса служит кипятильником,
нагреваемым электронагревателем 5.
Паропровод (рис. 69, б) состоит из основания 7, к которому
с помощью стержня 9 и гайки крепится раструб 10 к зонду 4, а
внизу — эжектор 8 выпускного патрубка, и имеет три сопла: верх-
нее, нижнее и эжекторное и соответствующие им паропроводящие
каналы 5, 6 и 8. При работе насоса пары масла из кипятильника
по паропроводящим каналам 5 и 6 попадают в соответствующие
сопла и, выходя из них вместе с молекулами откачиваемого газа,
Рис. 69. Паромасляный насос Н-2Т:
а — устройство, б — паропровод; 1 — входной патрубок, 2—выпускной патрубок, 3— элек-
тронагреватель, 4— зонд, 5, 6 и 8 — паропроводяшие каналы, 7 — основание, 9— стер-
жень, 10— раструб
конденсируются на охлаждаемых стенках корпуса насоса. При
этом конденсат стекает вниз по стенкам корпуса обратно в кипя-
тильник, где проходит к центру дна, а молекулы откачиваемого
газа направляются к выходному патрубку.
Электронагреватель представляет собой электрическую плитку
с нихромовой спиралью, закрытую металлическим кожухом, через
который концы нихромовой спирали выведены на клеммник.
Маслоотражатель предохраняет откачиваемый объем от паров
масла из насоса. Охлаждается маслоотражатель холодной водо-
проводной водой.
Гидрореле предназначено для автоматического отключения
электронагревателя в случае прекращения подачи воды или недо-
статочного ее поступления в охлаждающую систему.
164
Характеристика
НВО-40М Н-015С
Диапазон рабочих давлений, мм рт. ст. 5.10-6—1-Ю-з 2-10-6—1-10-3
Средняя скорость дей- ствия по воздуху, л/с 40 15
Предельный вакуум, мм рт. ст., не более 5-10-6 2-10-6
Наибольшее выпуск- ное давление, мм рт. ст 0,3 0,4
Рабочая жидкость ВМ-1 ВМ-1
Мощность нагревате- ля, кВт 0,45 0,2
Расход охлаждающей воды, л/ч — 25
Габариты, мм ... . 302X283X159 240X165X120
Масса, кг 8 3
Тип насоса
Н-1С-Б Н-5С-М Н-2Т-3 Н-8Т-М Н-20Т
2.Ю-6—1.10-3 1-10-7-1.10-4 1 • 10—6— 5'10-4 5-10-7— 4Л0-4 2-10-6— 2'10-4
50 500 1500 7500 20 000
2-10-7 ЬЮ-6 1 • 10-6 5-10-7 2-10-6
0,3 0,2 0,3 0,3 0,4
ВМ-1 ВМ-1 ВМ-1 ВМ-1 ВМ-1
0,35 0,7 1,7 3,5 6,0
40—50 120 250 300 1000
328X206X124 540X344X240 755Х555Х Х388 1234Х985Х Х600 1435X1375X XI140
8 22 65 225 650
Технические характеристики некоторых диффузионных паро-
масляных насосов приведены ниже.
Как было указано, для получения сверхвысокого вакуума при-
меняют турбомолекулярные, геттерноионные и другие насосы.
Турбомолекулярные насосы относятся к механическим и отка-
чивают газы в результате сообщения молекулам направленного
перемещения быстро вращающимися поверхностями ротора. Необ-
ходимая степень сжатия газов обеспечивается многоступенчатым
осевым компрессором. Основными достоинствами этих насосов
следует считать постоянство скорости откачки, малое время запус-
ка, возможность получения высокого и сверхвысокого вакуума
без применения ловушек, а недостатками — избирательность от-
качки по различным газам, низкая температура обезгаживания
корпуса.
Геттерноионные насосы относятся к группе электрофизических
вакуумных насосов и откачивающее действие их основано на пре-
дварительной ионизации молекул газа и последующем поглощении
(связывании) неинертных газов пленками распыляемых активных
металлов (геттеров) с образованием различных химических соеди-
нений и твердых растворов при комнатной температуре. Основным
достоинством геттерноионных насосов является высокая скорость
откачивающего действия при небольших собственных габаритах, а
недостатками — малая надежность, сложность обслуживания
и продолжительность запуска.
§ 35. Вакуумные системы
Совокупность средств для получения вакуума (механические
и диффузионные насосы), запорно-регулирующих (затворы, кра-
ны, вентили, натекатели и др.) и вспомогательных (электрические
вводы, смотровые окна, вводы движения и др.) устройств вакуум-
метров, ловушек и других элементов, необходимых для создания
и поддержания требуемой степени разрежения в откачиваемом
объеме, соединенных между собой вакуумпроводами, называется
вакуумной системой. Рассмотрим устройство и работу вакуумной
системы напылительной установки ЖК43.05 (рис. 70), которая
состоит из вакуумного агрегата ВА-05-4, вращательного насоса
ВН-2, трубопроводов с вакуумной арматурой и манометрическими
лампами (вакуумметрами) 4, а также рабочей камеры (колпака)
2 установки.
Вакуумный агрегат ВА-05-4, в свою очередь, состоит из паро-
масляного насоса Н-5С-М1, вакуумного затвора 13, гидрореле 11,
соединительных трубопроводов 6 и блока электрооборудования,,
смонтированных на металлическом каркасе. Вакуумный затвор-
предназначен для перекрытия паромасляного насоса от откачи-
ваемого объема (колпака) и имеет ручной и механизированный
привод 14 от электродвигателя. При ручном приводе управление
затвором осуществляется вращением маховика, а при механизи-
166
рованном управлении — нажатием кнопки, включающей электро-
двигатель.
Для отключения электронагревательного устройства паромас-
ляного насоса от электросети при отсутствии воды или при недо-
статочном ее количестве в системе охлаждения предусмотрено гид-
Рис. 70. Вакуумная система напылительной установки ЖК 43.05;
1— сосуд Дьюара, 2 —рабочая камера (колпак), 3 — вентиль, 4 — манометри-
ческие лампы, 5— вымораживающая ловушка, 6 — трубопровод, 7 — золотни-
ковый кран, 8 — сильфон, 9 — механический (вращательный) иасос, 10 — сосуд
Дьюара вымораживающей ловушки, 7/— гидрореле, 12 — диффузионный на-
сос, 13 — вакуумный затвор, 14 — привод вакуумного затвора
рореле 11, установленное на выходе воды из рубашки охлаждения.
Гидрореле (рис. 71) состоит из корпуса 17, на котором смонтирова-
ны кронштейн ввода 14 с прокладкой 16, стойки 1 с кожухом 6 мик-
ропереключателя 5. В корпус ввернут штуцер 7 с регулировочной
гайкой 2, через которую проходит шток 18 с тарелкой 4 и контр-
гайками на одном конце и шайбой с гайкой на другом. Шток упи-
рается в пробку 10. Пружина 3 работает в сильфонном уплотнении
9, передавая усилие сжатия на диафрагму 12 с диском 11. Края
167
диафрагмы прикреплены к корпусу. Крышка 8 с прокладкой 13
также прикреплена к корпусу. В кронштейн ввода вставляются
сменные дроссели 15 с калиброванными отверстиями.
При работе гидрореле охлаждающая вода через калиброван-
ное отверстие поступает в полость гидрореле и создает в диафраг-
менной полости давление. При этом диафрагма удерживается от
прогиба отрегулированной пружиной. При отсутствии воды или
Рис. 71. Гидрореле:
1 •— стойка, 2 — регулировочная гайка, 3 — пружи-
на, 4 — тарелка, 5 — микропереключатель, 6 — ко-
жух, 7 — штуцер, 8 — крышка, 9 — уплотнение,
10 — пробка, 11 — диск, 12 — диафрагма, 13 и 16 —
прокладки, 14 — кронштейн ввода, 15 — дроссели,
17 — корпус, 18 — шток
недостаточном ее поступ-
лении в систему охлажде-
ния давление в диафраг-
менной полости падает,
тарелка под действием
пружины отходит от кон-
такта микропереключате-
ля, разрывая цепь элект-
ронагревателя насоса и
одновременно подавая
аварийный сигнал на зво-
нок или лампу.
Вместо гидрореле
можно применять темпе-
ратурное реле ТР-200, ко-
торое крепят к корпусу
насоса и регулируют на
определенную температу-
ру корпуса. При превыше-
нии установленной темпе-
ратуры реле срабатывает
и отключает электрона-
греватель от сети, одно-
временно подавая сигнал
на звонок. Принцип рабо-
ты температурного реле
основан на разности коэф-
фициентов линейного рас-
ширения латуни и инвара.
Золотниковый кран
(рис. 72) представляет собой устройство, состоящее из корпуса 1
и диска 2 с тщательно притертыми рабочими поверхностями.
В кольцевые канавки корпуса и диска через отверстие 3 в диске
подается масло. Притертые поверхности корпуса и диска и смазка
между ними обеспечивают условия для сохранения высокого ваку-
ума.
В корпусе золотникового крана имеется пять отверстий, что
позволяет диску при повороте относительно корпуса занимать пять
положений, соответствующих определенной последовательности ра-
боты вакуумной системы.
Напуск азота в рабочий объем установки осуществляется вен-
тилем-натекателем.
168
Электроблок вакуумного агрегата подключается к электриче-
ской сети. Питание подается на нагреватель паромасляного насо-
са через микровыключатель гидрореле, в цепь которого включен
электрический звонок. При отсутствии воды в гидрореле отклю-
чается питание нагревателя паромасляного насоса и включается
электрический звонок, сигнализирующий о прекращении работы
паромасляного насоса.
Рис. 72. Золотниковый кран:
1 — корпус, 2 — диск, 3 — отверстие
Техническая характеристика вакуумного агрегата ВА-05-4 при-
ведена ниже.
Предельное разрежение, создавае-
мое агрегатом, мм рт. ст.:
при включенной охлаждаемой ловуш-
ке ..............................
при выключенной охлаждаемой ло-
вушке ...........................
Средняя быстрота откачки воздуха в се-
чении фланца впускного патрубка агре-
гата, в диапазоне давлений 1 -10“’—
2-Ю-4 мм рт. ст., л/с................
Наибольшее выпускное давление, мм
рт. ст.............................
Марка применяемого масла.............
Расход охлаждающей воды при темпера-
туре на входе в охлаждаемую систему
агрегата 15±5°С, л/ч.................
Расход жидкого азота в ловушке:
на предварительное охлаждение, л
в установившемся режиме, л/ч . .
Время на первоначальное охлаждение
ловушки, ч...........................
Время действия ловушки без доливки
при работе со стандартным сосудом
Дьюара емкостью 0,5, л/ч.............
5-Ю-7
5-Ю-6
2г 200
2== 150
ВМ-1 (Д-1А)
120—150
2,5
0,25
1,5
1
169
Привод затвора ручной н дистанционный
от электродвигателя переменного тока
напряжением, В....................... 220/380
Время закрытия затвора с электропри-
водом, с........................... . 2
Нагреватель насоса однофазный:
напряжением, В....................... 220
мощностью, кВт ....................... 0,7
Рекомендуемый механический насос . . . ВН-2
Рассмотрим некоторые вопросы, связанные с эксплуатацией
и наладкой вакуумной системы напылительной установки
ЖК43.05. Все детали вакуумной системы должны быть тщательно
очищены от грязи, промыты растворителями, просушены и прове-
рены на герметичность. Герметичность вакуумной системы прове-
ряют последовательно по мере монтажа. Обнаруженные течи уст-
раняют заменой уплотнительных прокладок пайкой или заваркой.
После монтажа проверяют уровень масла в механическом насосе,
подключают его к электросети, а систему охлаждения — к водо-
проводной и канализационной магистралям, проверяют исправ-
ность измерительных приборов, нагревателя пароструйного насоса
и сигнально-аварийного устройства.
Если в процессе откачки давление в системе становится ниже
максимального противодавления пароструйного насоса, то предва-
рительно охладив проточной водой его рубашку, можно включить
электронагреватель пароструйного насоса. После того как паро-
струйный насос начинает работать, давление в системе сначала
быстро, а потом медленно убывает, достигая величины, характе-
ризующейся равновесием между количеством поступающих и от-
качиваемых из установки паров и газов. Запуск ловушки снижает
давление в системе вследствие снижения упругости пара.
Работу механического насоса контролируют термопарным, а
работу пароструйного насоса — ионизационным манометрами. При
проведении технологического процесса, как правило, происходит
выделение паров и газов из материалов и деталей, участвующих
в процессе. Давление в системе возрастает и может, несмотря на
непрерывную откачку, превысить рабочее давление. Обычно в та-
ких случаях процесс прекращают до получения рабочего давления.
Для остановки вакуумной системы сначала выключают мано-
метры и закрывают вакуумный затвор. Затем выключают подогрев
пароструйного насоса и после его остывания золотниковым кра-
ном отключают магистраль от механического насоса. Далее оста-
навливают механический насос и в его впускной патрубок напу-
скают атмосферный воздух. Чтобы избежать выброса масла из
механического насоса, его следует включать не сразу, а несколь-
кими последовательными включениями электродвигателя.
§ 36. Приборы для измерения вакуума
Для измерения давления от 2-10-1 до 1- Ю-3 мм рт. ст. при-
меняют термоэлектрические манометры (вакуумметры), состоя-
ло
щие из датчиков — термопарных манометрических ламп ЛТ-2 или
ЛТ-4М. и измерительного электрического блока ВТ-2 (вакууммет-
ра). Принцип действия вакуумметров этого типа основан на зави-
симости теплопроводности газа от давления.
Термопарная манометрическая лампа (рис. 73, а) состоит из
трубки 1 (с газопоглотителем) для присоединения к вакуумной си-
стеме, баллона 2 и цоколя 5 с четырьмя штырьками 6. Внутри
баллона расположены находящиеся в тепловом контакте платино-
S)
Рис. 73. Приборы для измерения вакуума:
а — устройство термопарной манометрической лампы, б — схема термопарного
вакуумметра ВТ-2, в — схема измерительного блока ионизационного вакуум-
метра ВИ-3; 1 — трубка, 2 —баллон, 3 — платиновый подогреватель, 4 —тер-
мопара, 5 — цоколь, 6 — штырьки
171
вый подогреватель 3 и хромель-копелевая термопара 4. Лампа
имеет два ввода подогревателя и два ввода термопары. Лампы
ЛТ-2 и ЛТ-4М имеют аналогичные устройства, но в отличие от
лампы ЛТ-2, имеющей стеклянный баллон, лампа JIT-4M. имеет
металлический баллон. Термопарные лампы предназначены для
работы в режиме постоянного тока подогревателя.
При постоянном токе накала подогревателя лампы, соединен-
ной вакуумноплотно с обследуемым объектом, термо-э.д.с., обра-
зующаяся в термопаре лампы, будет определяться давлением ок-
ружающего газа, так как изменение температуры подогревателя
будет определяться теплопроводностью окружающего газа. При
понижении давления теплопроводность газа уменьшается, темпе-
ратура подогревателя увеличивается, а следовательно, увеличи-
вается и термо-э.д.с. термопарной лампы. Таким образом, измеряе-
мой величиной, по которой судят о давлении, является термо-э.д.с.
термопары лампы. Зависимость термо-э.д.с. от давления находят
по градуировочной кривой, прилагаемой к термопарной маномет-
рической лампе.
Измерительный электрический блок ВТ-2 состоит из ферроре-
зонансного стабилизатора напряжения, выпрямителя, измеритель-
ного прибора и металлического кожуха. Схема термопарного ваку-
умметра ВТ-2 показана на рис. 73, б. Феррорезонансный стабили-
затор Ст предназначен для питания выпрямителя В, а через
выпрямитель — всего блока. Стабилизатор поддерживает напря-
жение во вторичной обмотке трансформатора с точностью ±1,5%'
при изменении напряжения в первичной обмотке не более ±10%-
Выпрямитель предназначен для выпрямления переменного на-
пряжения в постоянное и собран по мостовой схеме. В качестве
фильтра включен электролитический конденсатор С. Нагрузкой
выпрямителя служит подогреватель лампы, последовательно с ко-
торым включены балластные резисторы R1—R6, назначением ко-
торых является стабилизация тока подогревателя термопарной
лампы при изменении измеряемого давления. Так как суммарная
величина балластных резисторов примерно в 100 раз превосходит
сопротивление самого подогревателя и поэтому изменение сопро-
тивления подогревателя не отражается на изменении нагрузки
выпрямителя.
Ток подогревателя и термо-э.д.с. термопарной лампы измеряют
одним милливольтметром mV, который переключателем П может
подключаться к концам термопары или в цепь подогревателя.
Для измерения давлений от НО-3 до 1 10~7 мм рт. ст. приме-
няют ионизационные манометры (вакуумметры), состоящие из
датчиков — ионизационных манометрических ламп ЛМ-2 и изме-
рительного электрического блока вакуумметра ВИ-3. Принцип
действия ионизационных вакуумметров основан на движении за-
ряженных частиц в вакууме.
Ионизационная манометрическая лампа представляет собой
триод, в стеклянном баллоне которого имеется катод, сетка и анод.
На анод (коллектор) лампы подается отрицательный по отноше-
172
нию к катоду потенциал, равный 25 В, а на сетку — положитель-
ный, равный 200 В. При работе, когда лампа вакуумноплотно
соединена с обследуемым объектом, электроны с раскаленного ка-
тода, ускоренные положительным потенциалом, ионизируют нахо-
дящийся в баллоне разреженный газ, в лампе возникает ионный
ток, который при постоянных параметрах лампы пропорционален
давлению газа в баллоне. Так как известна чувствительность
ионизационной лампы, равная 105 мкА/мм рт. ст, измерительный
прибор вакуумметра градуируют непосредственно в единицах из-
мерения давления, т. е. в мм рт. ст.
Образующиеся при ионизации разреженного газа ионы соби-
раются на аноде (коллекторе), находящемся под отрицательным
потенциалом относительно катода. Ионный ток с анода (коллекто-
ра) лампы подается в усилитель, где регистрируется прибором, от-
градуированным в милливольтах.
Электрическая схема измерительного блока ионизационного
вакуумметра ВИ-3 показана на рис. 73, в. Блок состоит из ферро-
резонансного стабилизатора напряжения, выпрямителя, электрон-
номагнитного стабилизатора тока эмиссии манометрической лам-
пы и усилителя ионного тока коллектора.
Феррорезонансный стабилизатор Ст напряжения представляет
собой тороидальный трансформатор с группой конденсаторов,
соединенных между собой параллельно и включенных последова-
тельно с первичной обмоткой трансформатора. Феррорезонансный
стабилизатор питает накальные цепи всех ламп и анодную цепь
выпрямителя, собранного по двухполупериодной схеме на лампе
6Ц4П. В качестве фильтра включен электролитический конденса-
тор С. От выпрямителя питаются сеточная цепь ионизационной
лампы ЛМ-2, делитель напряжения ДН, с которого снимается
опорное напряжение на управляющую сетку лампы 6П14П, анод-
ная цепь усилителя ионного тока.
Электронномагнитный стабилизатор тока эмиссии лампы ЛМ-2
выполнен на лампе 6П14П, работающий как однополупериодный
регулируемый выпрямитель. Напряжение на анод лампы 6П14П
подается со вторичной обмотки трансформатора, первичная обмот-
ка которого включена последовательно с нитью накала лампы
ЛМ-2 и обмоткой накального трансформатора, питающей эту цепь.
При изменении тока эмиссии катода ионизационной лампы ЛМ-2
изменится потенциал на управляющей сетке лампы 6П14П, изме-
нится ток через лампу 6П14П или, что то же самое, изменится на-
грузка на вторичной обмотке трансформатора, следовательно,
изменится полное сопротивление первичной обмотки трансформа-
тора, что и компенсирует изменение тока эмиссии путем коррекции
напряжения накала ионизационной лампы ЛМ-2 в ту или другую
сторону.
Измерение ионного тока ионизационной лампы ЛМ-2, проходя-
щего по входному сопротивлению усилителя в зависимости от по-
ложения переключателя шкалы «Множитель», производится при
помощи усилителя постоянного тока. Усилитель постоянного тока
173
выполнен на лампе 6НЗП по схеме моста. Регистрирующий при-
бор включен между анодами лампы 6НЗП в диагональ моста. Ба-
лансировка моста производится потенциометром с градуировкой
«Регулировка нуля», при этом управляющая сетка рабочего трио-
да должна быть отключена от анода (коллектора) ионизационной
лампы ЛМ-2 переключателем «Установка нуля — измерение», по-
ставленным в положение «Установка нуля».
Для удобства измерения давления термопарами манометриче-
скими лампами ЛТ-2 (ЛТ-4М) и ионизационными манометриче-
скими лампами ЛМ-2 измерительные электрические блоки ВТ-2
и ВИ-3 объединены в один прибор, который выпускают специали-
зированные предприятия. Этот прибор называется ионизационным
термопарным вакуумметром ВИТ-1А. Так как ВИТ-JA является
стандартным прибором, работа с ним подробно описана в прила-
гаемой технической документации, которой следует руководство-
ваться.
§ 37. Вакуумные напылительные установки
В производстве полупроводниковых приборов применяют не-
сколько типов установок для вакуумного напыления, различных
материалов на полупроводниковые пластины и последующего вы-
явления напыленного слоя, принцип действия которых одинаков.
Рассмотрим устройство и работу установок УВН-2М-2 и
ЖК 43.05.
Установка УВН-2М-2 состоит из основания, колпака с подкол-
пачным устройством и механизмом для подъема колпака, вакуум-
ной системы, системы охлаждения и пульта управления с электри-
ческим блоком.
Основанием служит стальной сварной каркас, закрытый ме-
таллическими панелями и панелями пульта управления. Колпак
с подколпачным устройством (рис. 74) расположен на верхней па-
нели, а внутри каркаса смонтированы все остальные системы
и элементы. Колпак 20 представляет собой металлическую (из
нержавеющей стали) герметичную оболочку, которая вакуумно
плотно соединяется с базовой плитой 13. Для наблюдения за про-
цессом напыления колпак имеет два смотровых окна, а снаружи
он обвит змеевиком, предназначенным для пропускания по нему
горячей или холодной воды. На цилиндрической части располо-
жены два натекателя. На колпаке находится электродвигатель 1,
служащий для привода с помощью рычага 2 карусели подложек
и масок 18, находящейся под колпаком. Под колпаком расположе-
ны карусель подложек и масок 18, нагреватель подложек 4, уст-
ройство для очистки подложек 7, карусель испарителей 14 с эк-
ранами 16 и заслонка с электромагнитным приводом.
На семи позициях восьмипозиционной карусели подложек и ма-
сок можно устанавливать кассеты с подложками и масками 19, а
на восьмой — имитатор 5, предназначенный для установки конт-
174
рольного образца, с помощью которого в процессе напыления из-
меряют сопротивление пленок, а с помощью датчика, установлен-
ного там же, — температуру подложек. Карусель подложек
и масок может вращаться от электродвигателя, расположенного
на колпаке, относительно неподвижного диска 8 с регулируемым
Рис. 74. Подколпачное устройство установки
УВН-2М-2:
1 — электродвигатель, 2 — рычаг, 3 — экраны нагревателя,
4 — нагреватель, 5 — имитатор, 6 и 12 — токоподводы, 7 —
электроды, 8—неподвижный диск, 9 — стойки, 10—коллек-
тор, 11— заслонка, 13—базовая плита, 14 — карусель испа-
рителей, 15 — неподвижный контакт, 16 — экраны испарите-
лей, 17 — специальные экраны, 18 — карусель подложек и ма-
сок, 19 — маски, 20 — колпак
числом оборотов (50—150 об/мин), опирающегося на стойки 9.
Сигналы с датчиков карусели передаются на пульт управления че-
рез коллектор 10.
Кольцевой нагреватель подложек 4 сверху закрыт двумя экра-
нами 3. Положение нагревателя относительно подложки может
регулироваться в пределах 10 мм. Нагреватель крепится к верхней
части колпака, а питание к нему подается от специального токо-
подвода 6.
Очистка подложек перед напылением производится ионами,
образуемыми тлеющим разрядом, который возникает между элек-
175
тродами 7, питающимися от высоковольтного трансформатора че-
рез токоподвод 12.
Пятипозиционная карусель испарителей 14 позволяет выпол-
нять с пяти испарителей напыление различных материалов пооче-
редно. Основанием карусели служит медный диск, который с по-
мощью специального ручного привода может занимать пять
фиксированных положений, при которых питание подается на один
из испарителей через подвижный и неподвижный 15 контакты.
Рис. 75. Вакуумная система установки УВН-2-2М:
1 — паромасляный насос, 2— вакуумный затвор, 3 — ручной
привод, 4 — азотная ловушка, 5 — колпак, 6, 7 и 9 — натека-
тели, 8 — клапанная коробка, 10—рукоятки, 11 — механический
насос ВНМ-7Г, 12 — трубопроводы
Испарители закрепляются в цанговых зажимах, расположенных
на медном диске.
Для направления распыляемого материала на подложки в под-
колпачном устройстве предусмотрены специальные экраны 17.
Заслонка И служит для прерывания движения потока испаряемо-
го материала в направлении подложек и приводится в действие
от сердечника электромагнита через специальный шестеренчатый
механизм. Экран заслонки сделан сменным, так как после пере-
крытия потока испаряемого материала осаждение металла проис-
ходит на экран и через некоторое время его необходимо снимать
и очищать от напыленного металла или заменять другим.
Вакуумная система установки (рис. 75) предназначена для по-
лучения разрежения под колпаком 5 в заданных пределах и состо-
ит из вращательного (механического) насоса И (ВНМ-7Г), паро-
176
масляного насоса 1 (Н-2Т), вакуумного затвора 2, клапанной
коробки 8, натекателей 6, 7 и 9 и трубопроводов 12, а также азот-
ной ловушки 4 спирального типа. Управляют работой вакуумной
системы рукоятками 10; вакуумный затвор приводится в действие
ручным приводом 3.
Порядок включения вакуумной системы на откачку одинаков
для всех вакуумных систем. Вначале включают вращательный на-
сос, который откачивает систему до давления 1 • 10_3 мм рт. ст.,
а затем — паромасляный насос, который обеспечивает давление
в системе до 1-Ю-5 мм рт. ст. Для получения более высокого ва-
куума пользуются азотной ловушкой, пропуская через нее жидкий
азот. Натекатели 6, 7 и 9 служат для поддержания вакуума в за-
данном диапазоне (1 • 1СН—1- 10~5 мм рт. ст.) и для напуска воз-
духа под колпак и в вакуумные насосы соответственно.
В системе охлаждения установки, предназначенной для охлаж-
дения проточной водопроводной водой паромасляного насоса, кол-
пака и испарителей, предусмотрено гидрореле, выключающее уста-
новку и сигнализирующее об этом при недостаточном давлении
воды. Для прогрева колпака с целью его обезгаживания (а также
подколпачного устройства) и для устранения конденсации паров
воды при поднятии колпака в установке предусмотрена подача
горячей воды в змеевик колпака.
Пульт управления смонтирован на лицевой стороне установки.
С помощью аппаратуры и приборов управляют работой вакуумной
системы и системы охлаждения, гидросистемы подъема колпака,
испарителями, заслонкой, электрооборудованием и другими объ-
ектами установки.
Техническая характеристика установки УВН-2М-2 приведена
ниже.
Предельное разрежение в рабо-
чей камере с использованием
азотной ловушки, мм рт. ст. 1-10-6
Время, необходимое для получе-
ния предельного разрежения,
мин........................ 90
Габариты колпака, мм . . . . 500x640
Количество позиций карусели
испарителей, шт............ 5
Максимальная температура
испарения, °C...................... 1500
Максимальная мощность пита-
ния испарителей, кВ-А . . . 2
Напряжение питания очистки
подложки, кВ............... 0—3
Мощность питания нагревате-
ля подложек, кВт, не более 3
Диапазон нагрева подложек, °C 100—400
Число оборотов карусели подло-
жек в мин.................. 50—150
Количество позиций карусели
подложек и масок, шт. ... 8
Габариты, мм.................... 1550X1050X1950
Масса, кг............................. 700
177
Установка ЖК 43.05 предназначена для напыления различных
металлов на пластины полупроводниковых материалов и после-
дующего вплавления напыленных металлов в высоком вакууме,
состоит из колпака с подколпачным устройством и механизмом
подъема, вакуумной системы и пульта управления.
Сварной из металлических уголков каркас установки закрыт
снаружи съемными панелями. Для удобства перемещения в кон-
струкции установки предусмотрены опоры качения. На верхней
плите каркаса расположены некоторые элементы управления
и рабочая напылительная камера, выполненная в виде колпака
с подколпачным устройством, а под ней — вакуумная система
и механизм подъема колпака.
Колпак представляет собой цилиндр с днищем. Внутри колпа-
ка расположен охлаждаемый жидким азотом змеевик, служащий
для улучшения вакуума в результате конденсации молекул газа
его охлажденными поверхностями. Оба конца змеевика вварены
в днище колпака. В один из концов змеевика вставляют сосуд
Дьюара для заливки в него жидкого азота, а через другой конец
азот выходит в атмосферу. В верхней части колпака находится
ионизационная лампа для контроля вакуума.
Нижним торцом колпак в рабочем положении опирается на
подколпачную плиту и уплотняется кольцевой прокладкой из ва-
куумной резины благодаря прижимному усилию, создаваемому
тремя запорами. Откачка подколпачного объема производится
через отверстие в подколпачной плите, на которой имеются ваку-
умноплотные вводы для питания нагревателей, испарителей и вво-
да термопар и предусмотрены стойки для крепления различной
арматуры. Конструкция подколпачного устройства выполнена для
двух вариантов напыления металлов: снизу вверх и сверху вниз.
Так как при производстве планарных приборов металлы напы-
ляют преимущественно сверху вниз, рассмотрим подколпачное уст-
ройство для этого варианта напыления. При этом варианте напы-
ления на плите имеется три нагревателя, которые можно включать
параллельно или последовательно, пользуясь переключателем,
расположенным на верхней панели блока управления. Распыление
происходит при испарении металлов за счет тепла, выделяемого
спиральными молибденовыми нагревателями. Контролируют тем-
пературу нагревателей тремя термопарами. Для прогрева колпака
с целью улучшения вакуума в подколпачном устройстве имеется
специальный нагреватель. Для удаления загрязнений, имеющихся
на испаряемом металле, в первый момент напыление производят
на заслонку, закрывающую полупроводниковые пластины, а затем
заслонку откидывают.
Поднимают и опускают колпак специальным механизмом, со-
стоящим из электродвигателя, редуктора и винтовой пары. Край-
нее верхнее и нижнее положения штока механизма подъема огра-
ничено конечными микровыключателями. Электроблокировка не
позволяет поднимать колпак при разрежении в рабочем объеме.
Поднимать и опускать колпак необходимо прерывисто, чтобы уст-
178
ранить перегрузки электродвигателя, что достигается включением
на короткое время и выключением электродвигателя с помощью
соответствующих кнопок.
Пульт управления установки изготовлен в виде самостоятель-
ного блока на четырех колесах, что позволяет легко перемещать
его и устанавливать вплотную к установке. В верхней части пульта
смонтирована электрическая часть установки, расположены изме-
Рис. 76. Электрическая схема пульта управления установки ЖК 43.05
эительные и регулирующие приборы, сигнальные лампы и ручки
/правления. В нижней части расположен механический насос. Для
/меньшения вибрации при работе насос установлен на деревянной
тодставке с войлочной прокладкой. Чтобы извлечь насос из карка-
са, необходимо сначала поднять его с помощью тяг вверх, вынуть
тодставку, затем опустить и выкатить на имеющихся роликах.
Электрическая схема пульта управления показана на рис. 76.
При работе на установке для вакуумного напыления поворотом
зыключателя «Сеть» подают напряжение на установку, затем
зключают механический насос, а через 3—5 мин золотниковым
<раном соединяют механический насос с диффузионным (паромас-
179
ляным). Далее открывают кран и пускают воду в рубашку охлаж-
дения паромасляного насоса и включают его электронагреватель.
Пока происходит нагрев и откачка системы, приступают к под-
готовке рабочего объема установки к процессу напыления. Для
чего тщательно протирают бязевым тампоном, смоченным в аце-
тоне, все внутренние поверхности подколпачного устройства. Укла-
дывают на нагреватели полупроводниковые пластины, на которые
необходимо напылить металл, проверяют состояние испарителей
и в случае их исправности вешают на них определенное количест-
во испаряемого материала в виде тонких и узких полосок — гуса-
риков. Проверив состояние термопар, опускают колпак и закре-
пляют его специальными запорами. Далее механическим насосом
предварительно открыв вакуумный затвор вакуумного агрегата,
откачивают рабочий объем установки до давления 5-Ю-2—
б - 10—2 мм рт. ст. Измеряют вакуум термопарным вакуумметром
(лампа ЛТД). Затем золотниковый кран ставят в положение, прг
котором механический насос будет производить откачку паромас-
ляного насоса. При получении давления 1 • 10~3 мм рт. ст. включа-
ют на прогрев лампу ЛМ-2 и в дальнейшем измеряют давление
по ионизационному вакуумметру.
При получении давления 2-105 мм рт. ст. обезгаживают эле-
менты подколпачного устройства и изделия. Для этого необ-
ходимо:
пустить воду в токовводы;
включить последовательно нагреватели;
включить нагрев полупроводниковых пластин;
ручкой автотрансформатора подать напряжение на нагревате
ли, постепенно увеличивая ток и контролируя его по амперметру
Дальнейшие операции напыления и вплавления выполняют
в соответствии с технологией, контролируя температуру потенцио
метром, а давление — вакуумметром. В первый момент напыления
чтобы на изделие не попали загрязнения разных металлов, полу
проводниковые пластины закрывают заслонкой, а затем ее отводя-
в сторону, вращая маховичок, расположенный на верхней панелг
установки. Для получения вакуума лучше 5-10~6 мм рт. ст. необ
ходимо охладить змеевик (ловушку) сжатым воздухом, а зате^
залить его жидким азотом.
Окончив процесс напыления и вплавления, змеевик следуе-
продуть сжатым воздухом, а при достижении в рабочем объеме
заданной температуры, напустить воздух или азот в рабочий объ
ем установки, предварительно закрыв вакуумный затвор и поста
вив золотниковый кран в положение, при котором паромасляньп
насос соединен с механическим. Затем освобождают колпак от за
поров, поднимают его, пинцетом извлекают полупроводниковые
пластины и укладывают их напыленной стороной вверх в специ
альную тару.
Выключают вакуумную систему установки в определенной по
следовательности. Сначала выключают нагрев диффузионного на
coca, опускают его электронагреватель и не менее чем через 5 миг
180
охлаждают водой его нижнюю часть. После полного охлаждения
диффузионного насоса закрывают краны, через которые подава-
лась вода в рубашку и ванну для охлаждения нижней части насо-
са, в токовводы, а также общий кран подвода воды. Ставят золот-
никовый кран в нейтральное положение, выключают механический
насос, а затем золотниковый кран ставят в положение, при кото-
ром механический насос соединяется с атмосферой. Далее следует
обесточить установку, а золотниковый кран вновь поставить
в нейтральное положение.
Если установка не обеспечивает заданный вакуум, необходимо
убедиться в исправности механического насоса. В исправном со-
стоянии при работе «на себя» он должен обеспечивать вакуум не
ниже 1,5-10-2 мм рт. ст. Убедившись в исправности механического
насоса, необходимо подтянуть все уплотнения. Если вакуум не
улучшается, следует поднять колпак и проверить состояние рези-
новых уплотнений колпака, проверить работу диффузионного
насоса, для чего поставить заглушку на отверстие в плите. Насос
считается нормально работающим, если он обеспечивает вакуум
не ниже 5-10-6 мм рт. ст. Если выяснится, что насос работает нор-
мально, а вакуум не улучшается, необходимо последовательно,
заменяя заглушкой змеевик, термопару и заслонку, производить
откачку и обнаружить течь в системе.
Техническая характеристика установки ЖК 43.05 для напыле-
ния приведена ниже.
Внутренний объем колпака, м3 . . 0,1
Габариты колпака (диаметр Xвысо-
та), мм...................... 300X380
Предельное давление в рабочем
объеме колпака, мм рт. ст. . . . 5-10_7
Среднее время откачки до пре-
дельного давления, мин....... 90
Максимальное давление при напы-
лении, мм рт. ст............... 3-10—6
Средства откачки системы:
диффузионный насос .... Н-5С-М1
форвакуумный насос .... ВН-2
Количество вводов для нагревате-
лей, шт.............................. 7
Количество вводов для испарите-
лей, шт.............................. 3
Количество термопар, шт................. 3
Расстояние от испарителей до пла-
стины, мм...................... 50—240
Максимальная температура нагрева
пластин, °C.................... 850
Максимальное количество одновре-
менно напыляемых пластин диа-
метром 40 мм, шт............... 9
Применяемая энергетика (трехфаз-
ная сеть переменного тока), В 22Q/380
Потребляемая мощность, кВт ... 6
Расход водопроводной воды, л/ч 150
Давление воздуха воздушной маги-
страли, ат..................... 3—4
181
8
6
Расход газообразного азота, л/ч 8
Расход жидкого азота, л/процесс 6
Габариты, мм .............i. . . 1600X900X1900
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое вакуум?
2. Какие требования предъявляют к вакуумным материалам и конструкциям?
3. Каковы устройство и принцип действия вращательных насосов?
4. Каковы устройство и принцип действия пароструйных насосов?
5. Поясните правила обслуживания вакуумных систем.
6. Каков принцип действия термопарных и ионизационных вакуумметров?
7. Из каких частей состоят вакуумные установки для напыления?
Глава седьмая
ОБОРУДОВАНИЕ ДЛЯ ХИМИЧЕСКОЙ
И ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ
§ 38. Общие сведения о химической
и электрохимической обработке
полупроводниковых мвтериалов
В технологическом процессе изготовления полупроводниковых
приборов имеется много операций, связанных с химической и элек-
трохимической обработкой полупроводниковых материалов. Рас-
смотрим химическую, химико-динамическую и электрохимическую
обработки полупроводниковых пластин и кристаллов, а также элек-
тролитическое травление кристаллов с электронно-дырочными пере-
ходами и оборудование, применяемое при этих операциях.
Химическую обработку называют травлением, а химико-динами-
ческую (полировку) — полирующим травлением. Химическая и
электрохимическая обработка включает также операции отмывки
(очистки) и сушки обработанных полупроводниковых пластин и кри-
сталлов.
Химическое травление полупроводниковых материалов (кри-
сталлов, пластин) выполняют, чтобы удалить нарушенный слой,
являющийся результатом механического разрушения монокристал-
лической структуры германия и кремния, а также загрязнения,
появляющиеся при их механической обработке. В отдельных слу-
чаях пластины или кристаллы травят, чтобы довести их толщину до
требуемых размеров.
Существенным недостатком травления следует считать неравно-
мерность стравленного слоя на пластинах и кристаллах. Например,
травление острых кромок по периферии кристаллов происходит
наиболее интенсивно. В результате кристаллы теряют первоначаль-
ную плоскостность и параллельность сторон, приобретая в попереч-
ном сечении форму чечевицы, что приводит к значительному браку
на последующих операциях сплавления.
Принцип травления кремния и германия основан на окислении
их поверхности и последующем удалении этих окислов, поэтому в
состав травителей должны входить вещества, окисляющие поверх-
ность этих материалов и растворяющие образовавшиеся окислы.
Кроме того, в травители вводят компоненты, назначением которых
является ускорение или замедление реакции травления. После трав-
ления кристаллы тщательно промывают, а затем сушат.
В процессе химико-динамической полировки при движении по-
лупроводниковых пластин в полирующем растворе происходит
одновременное химическое и механическое воздействие на обраба-
тываемые пластины. Химико-динамическую полировку можно вы-
183
поднять в подогретом до заданной температуры травителе (полиру-
ющем растворе). После истечения заданного времени обработки
раствор из рабочей камеры удаляют, а камеру заполняют деиони-
зованной водой, останавливая травление. Промывку в динамиче-
ском режиме производят до тех пор, пока удельное сопротивление
деионизованной воды на выходе не станет равным удельному сопро-
тивлению воды на входе.
Промывать полированные пластины можно в подогретой до за-
данной температуры деионизованной воде. Температура полирую-
щего раствора и деионизованной воды поддерживается автомати-
чески. Время полировки и промывки можно задавать реле времени.
Среди промышленных установок, предназначенных для химико-ди-
намической полировки, наиболее совершенной является установка
УХДП-5А.
Процесс электрохимической обработки (полировки) основан на
анодном растворении германия и кремния. Во время полировки
•скорость растворения микровыступов превышает скорость раство-
рения микровпадин на поверхности пластин. В результате полиров-
ки получают чистую (V13 — V 14-го классов чистоты) и ровную
(неплоскостность 1—2 мкм/см на 80% площади пластины) поверх-
ность пластин. Кроме того, при электрохимической полировке про-
исходит удаление нарушенного слоя, образовавшегося при механи-
ческой обработке пластин, и вскрытие дефектов кристаллической
решетки полупроводников.
Электролитическое травление, как известно, заключается в
анодном растворении и происходит тогда, когда ток течет от полу-
проводника к электролиту. Электролитическое травление кристал-
лов со сплавными электронно-дырочными переходами по сравнению
с химическим обладает определенн'ыми преимуществами, которые
выражаются в большей возможности управления процессом трав-
ления. Травление германиевых кристаллов с р — «-переходами вы-
полняют обычно, используя в качестве электролитов растворы ще-
лочей КОН или NaOH.
Промывают пластины и кристаллы, а также кристаллы с элек-
тронно-дырочными переходами различными способами. Наиболее
широко применяют промывку кристаллов с р—«-переходами в тур-
булентном (вихревом) потоке деионизованной воды в установках
типа «Фонтан» (модель СВК 857 0000), а также в потоке деионизо-
ванной воды с использованием вращающихся кассет, в которые
уложены кристаллы с р—n-переходами, и в ультразвуковых уста-
новках. Деионизованная вода или другие вещества, применяемые
для промывки, могут быть предварительно подогреты до заданной
температуры.
Промышленностью выпускаются серийно агрегаты для финиш-
ной отмывки пластин, которые представляют собой технологические
линии, состоящие из унифицированных скафандров и столов с со-
ответствующим оборудованием, смонтированным в этих столах и
скафандрах. Обычно агрегат для финишной отмывки пластин вклю-
чает в себя шесть установок:
J84
ультразвуковой отмывки в растворителях (трихлорэтилене, аце-
тоне, спирте);
ультразвуковой отмывки в кислотах;
отмывки в деионизованной воде;
сушки пластин центрифугированием в атмосфере нагретого газа;
контроля качества поверхности с помощью микроскопа МБИ-11;
вакуумной сушки пластин.
После промывки пластины, кристаллы и кристаллы с р—«-пере-
ходами сушат различными методами. Так, пластины и кристаллы
с р—«-переходами, уложенные в кассеты, сушат методом центрифу-
гирования в потоке горячего и очищенного газа (воздуха или азо-
та) или кристаллы с р—«-переходами сушат в вакуумных сушиль-
ных шкафах. В сушильных шкафах завода «Электродело» сушат
обычно пластины и кристаллы, а иногда кристаллы с р—«-перехо-
дами. В настоящее время для сушки широко используют установки,
в которых использованы в качестве источников тепла лампы инфра-
красного излучения, например конвейерную печь УЖ 11.00 термо-
радиационной сушки.
§ 39. Установки для электрохимической обработки
полупроводниковых материалов
Основу конструкции установки ЖКМЗ
ческой полировки (рис. 77) составляют
244.001 для электрохими-
два дисковых электрода,
Рис. 77. Установка ЖКМЗ 244.001
для электрохимической полировки:
/ — бак, 2 — анодный диск, 3 — катод-
ный диск
Рис. 78. Схема элек-
тролитического трав-
ления
отделенных друг от друга капроновой сеткой, пропитанной электро-
литом. Угол наклона оси вращения катодного диска к горизонту
для изменения скорости истечения электролита может регулиро-
ваться от 0 до 15°. Капроновая сетка натягивается натяжным коль-
цом на катодный диск 3, изготовленный из нержавеющей стали и
185
имеющий сквозные щели, через которые освещают специальной
лампой полируемые пластины «-типа проводимости для инжектиро-
вания неосновных носителей (дырок). Вращается катодный диск
электродвигателем постоянного тока, что позволяет плавно регули-
ровать скорость его вращения.
Анодный диск 2 с закрепленными в нем шаровым шарниром и
полупроводниковыми пластинами занимает всегда положение, па-
раллельное плоскости катодного диска. Между полупроводниковы-
ми пластинами (анодным диском) и вращающимся катодным ди-
ском самотеком подается из бака 1 электролит (разбавленные рас-
творы КОН, HNO3, НС1 или H2SO4). Напряжение к пластинам,
закрепленным в анодном диске, подводится через контактную си-
стему.
Эта установка отличается простотой конструкции и надежно-
стью в эксплуатации; недостатком ее является низкая производи-
тельность.
Принципиальная схема электролитического травления показа-
на на рис. 78. При приложении к кристаллу с р—«-переходом, по-
груженному в электролит, обратного смещения область «-типа бу-
дет анодом, а область р-типа — катодом. При этом область «-типа
будет стравливаться, а на область p-типа травитель не будет ока-
зывать воздействия. При травлении транзисторной структуры
п—р—п для выявления р—«-переходов используют импульсный ре-
жим. В этом случае в течение одного из полупериодов травится од-
на область «-типа, в течение второго периода — вторая область
«-типа, а область p-типа не травится. Если же обрабатывают тран-
зисторную структуру р—п—p-типа, то «-область будет травиться в
течение обоих полупериодов, а р-область — лишь в течение одного
из полупериодов. Присоединив электрод к базовой области, можно
травить каждый переход отдельно.
На рис. 79, а показан общий вид установки ЖКМЗ 240.002 для
электролитического травления кристаллов с р—«-переходами мощ-
ных германиевых сплавных транзисторов. Установка имеет шести-
позиционную карусель, предназначенную для транспортировки об-
рабатываемых кристаллов с переходами от позиции к позиции,
включая закрепление и снятие кристалла с р—«-переходами на пер-
вой позиции, травление и промывку в горячей деионизованной воде
на четырех последующих позициях. Все детали установки, которые
соприкасаются со щелочами, или подвержены воздействиям ее па-
ров, изготовлены из прозрачного органического стекла.
Карусель, также изготовленная из органического стекла, пред-
ставляет собой шестиконечную звезду, на концах которой находятся
цанговые зажимы, предназначенные для закрепления кристаллов
с р—«-переходами. Во время работы карусель совершает движения:
подъем, поворот на 60° и опускание, управление которыми, а также
процессом травления осуществляется от распределительного вала
с кулачками, приводимого в движение электродвигателем через
червячный редуктор. В момент подъема карусели кулачки распре-
делительного вала замыкают контакты цепи, в которую включен
186
электродвигатель, поворачивающий карусель за один оборот вала
на 60°, т. е. с одной позиции на другую.
Устройство травления представляет собой изготовленную из
органического стекла ванну с лабиринтным насосом (рис. 79, б)
и является основной функциональной частью установки. Привод
лабиринтного насоса 15 осуществляется от электродвигателя через
вертикальный вал. При работе насоса электролит (щелочь) 14
Рис. 79. Установка для электрохимического травления кристаллов
ср — п-переходами:
а —общий вид, б —устройство для травления с лабиринтным насосом; 1 — стол, 2 —
блок кранов для подачи воды, 3 — скафандр, 4 — электроблок, 5 — блок управления
нагревателями деионизованной воды, 6— карусель, 7— ванны промывки, 8 — ванна
травления, 9— позиция загрузки и выгрузки, 10 — нагреватель деионизованной воды,
11 — цанговый зажим, 12—ножка транзистора, 13— кристалл с электронно-дырочными
переходами, 14 — электролит, 15 — лабиринтный насос, 16 — никелевый кольцевой элек-
трод (катод)
циркулирует из ванны 8 в отверстия корпуса насоса, поднимается
насосом вверх и в виде фонтана омывает кристалл 13 с перехода-
ми, а затем стекает обратно в ванну. Конструкция насоса обеспе-
чивает постоянный уровень и хорошее перемешивание щелочи, что
создает одинаковые условия травления, т. е. одинаковые темпера-
туру и химический состав, а также постоянную скорость истечения
электролита. Постоянство условий травления — залог качествен-
ного травления. На дне ванны 8 расположен кольцевой никелевый
электрод 16.
В ванне 7 для промывки, также изготовленной из органическо-
го стекла, горячая вода подается через трубку в виде фонтана не-
187
посредственно на кристалл с переходами. Для подогрева деиони-
зованной воды применен специальный нагреватель, источником
тепла в котором служат инфракрасные лампы мощностью 1000 Вт
каждая (НИК 220). Нагреватель обладает очень малой инерцион-
ностью. При расходе воды 120 л/ч нагрев ее до температуры
•80+3° С осуществляется за 4 мин. Поддерживается заданная тем-
пература воды автоматически.
Установка для электролитического травления позволяет под-
-бирать режимы травления в широком диапазоне путем изменения
напряжения и силы тока травления, а также частоты и длительно-
сти импульсов, подаваемых на коллекторный или эмиттерный пе-
реходы.
§ 40. Установка для промывки
и сушки полупроводниковых материалов
Рассмотрим в качестве примера ультразвуковую установку
УЗУ-0,1 (рис. 80, а), применяемую для промывки пластин, кри-
сталлов и других деталей полупроводниковых приборов, которая
состоит из ультразвуковой ванны 1 и генератора 2.
Изготовленная из нержавеющей стали ультразвуковая ванна
имеет два отсека: промывочный и ультразвуковой. Промывочный
отсек предназначен для предварительной промывки очищаемых
деталей без воздействия ультразвуковых колебаний. В отсеке
ультразвуковой очистки детали промывают с помощью ультразву-
ковых колебаний. В качестве моющей жидкости применяют рас-
творители, кислоты, щелочи, горячую и холодную воду. В дно
отсека ультразвуковой ванны вмонтирован преобразователь уль-
тразвуковых колебаний. Снаружи ультразвуковая ванна закрыта
металлическим кожухом, на лицевой стороне которого расположе-
ны ручки управления сливными кранами. Оба отсека ванны могут
быть закрыты одной крышкой из нержавеющей стали.
На передней панели генератора ультразвуковых колебаний,
выполненного в виде отдельного блока, расположены тумблер
и сигнальная лампочка, а на задней находятся патрон предохрани-
теля, штепсельные разъемы, клемма для заземления. Штепсельные
разъемы служат для соединения генератора с ванной и питающей
сетью. Конструкция генератора обеспечивает свободный доступ ко
всем элементам схемы.
Электрическая схема генератора показана на рис. 80, б. Пита-
ние установки осуществляется от сети переменного тока напряже-
нием 220 В, частотой 50 Гц с помощью силового трансформатора
Тр4, имеющего одну первичную и три вторичные обмотки, одна из
которых служит для питания задающего генератора, вторая —
предварительного и оконечного усилителей, а третья питает сиг-
нальную лампочку. Питание задающего генератора осуществляет-
ся от двухполупериодного выпрямителя, собранного на диодах
Д1 и Д2 (Д7Ж), а питание предварительной и выходной ступеней
188
Рис. 80. Ультразвуковая установка УЗУ-0,1 для промывки изделий в моющих растворах:
а — общий вид, б — электрическая схема ультразвукового генератора; / —ультразвуковая ванна, 2 — генератор
усилителя осуществляется также от двухполупериодного выпрями-
теля, работающего на диодах ДЗ и Д4 (Д243А).
Задающий генератор работает на германиевом транзисторе
ПП1 (П4Б) по схеме с индуктивной обратной связью и колеба-
тельным контуром. Колебания ультразвуковой частоты (18 кГц)
с задающего генератора подаются на вход предварительного уси-
лителя мощности, собранного на транзисторах ПП2 и ППЗ (П4Б).
работающих в режиме переключения. Такой режим работы тран-
зисторов позволяет получить высокий к.п.д. при достаточно боль-
шой мощности. Цепи без транзисторов предварительного усилите-
ля мощности подключаются к отдельным обмоткам возбуждения
трансформатора Тр1, которые включены навстречу друг другу,
что обеспечивает поочередную работу транзисторов.
Автоматическое смещение каждого транзистора обеспечивается
резисторами R3—R4 и конденсаторами С4—С5. Переменное на-
пряжение возбуждения подается на базу каждого транзистора че-
рез конденсаторы, а постоянная составляющая базового тока —
через резисторы, создавая на них падение напряжения, которое
закрывает или открывает транзисторы. Усилитель мощности со-
бран на транзисторах ПП4 и ПП5 (П210А), работающих в режи-
ме переключения.
Электрические колебания с предварительного усилителя мощ-
ности подаются на каждый транзистор с отдельной обмотки
трансформатора Тр2, в которых напряжения противофазны. С кас-
када усилителя мощности переменное напряжение поступает на
первичную обмотку, выходного трансформатора ТрЗ, повышается
и подается на пьезоэлектрический преобразователь П. Так как
транзисторы работают в режиме переключения, выходное напря-
жение, содержащее гармоники, имеет на трубке осциллографа
прямоугольную форму.
Для выделения первой гармоники напряжения на преобразова-
теле П к выходной обмотке трансформатора ТрЗ последовательно
с преобразователем включена катушка индуктивности L1, рассчи-
танная таким образом, что с собственной емкостью пьезоэлектри-
ческого преобразователя она составляет колебательный контур,
настроенный на первую гармонику напряжения, что позволяет по-
лучить на нагрузке синусоидальное напряжение, не меняя энерге-
тически выгодного режима работы транзисторов.
Техническая характеристика ультразвуковой установки УЗУ-0,1
приведена ниже.
Потребляемая мощность, кВт ... 0,18
Выходная мощность, кВт.......... 0,1
Рабочая частота, кГц.................... 18
Габариты ванны, мм................. 324X232X238
Габариты генератора, мм . . . . 320x220x200
Масса установки, кг..................... 15
При работе с ультразвуковой установкой необходимо выпол-
нять правила техники безопасности. Установка должна быть обя-
зательно заземлена. При работе на установке должен быть пол-
190
ностью исключен непосредственный контакт рук рабочих с жид-
костью, ультразвуковым инструментом и обрабатываемыми дета-
лями.
Промывают полупроводниковые пластины, уложив их в специ-
альную тару. При включении установки в сеть загорается сигналь-
ная лампочка, а затем появляется звук кавитирующей жидкости.
О появлении кавитации можно заключить также по образованию
на преобразователе ванны мельчайших подвижных пузырьков. При
появлении кавитации детали погружают в ванну и промывают сог-
ласно требованиям технологической документации.
Моющий раствор или воду заливают в ванны перед включением
установки в сеть до уровня 85—90 мм. Максимальная температура
Рис. 81. Сушильный шкаф:
а — общий вид, б — электрическая схема терморегулятора; / — подставка, 2 — корпус, 3 —
вентиляционный колпачок, 4 — дверцы, 5 — рабочая камера, 6 — терморегулятор, 7>—выклю-
чатель, 8 — сигнальная лампа
моющей среды не должна превышать 80° С. Нельзя, чтобы преоб-
разователи работали без моющей жидкости.
После промывки пластины и кристаллы сушат в стандартном
сушильном шкафу № 3 завода «Электродело» при температуре
115± 10° С в течение 25—35 мин. Поддерживается заданная темпе-
ратура терморегулятором, имеющимся в сушильном шкафу, а
контролируется ртутным термометром. В процессе сушки в шкаф
подают осушенный и очищенный воздух с точкой росы не выше
—50° С. Сушильный шкаф (рис. 81, а) состоит из цилиндрического
корпуса 2, подставки 1, рабочей камеры 5, дверцы 4 и терморегу-
лятора.
На наружной поверхности рабочей камеры имеется для обогре-
ва нагревательная обмотка из материала с высоким электрическим
сопротивлением. Пространство между корпусом шкафа и рабочей
камерой заполнено теплоизоляционным материалом. В подставке
шкафа смонтирована электрическая часть регулятора температуры,
а на ее передней стенке расположены сигнальная лампа 8, выклю-
чатель 7 и рукоятка терморегулятора 6 со шкалой. Сверху в кор-
191
пусе имеется отверстие для установки термометра и вентиляцион-
ный колпачок 3, поворотом которого можно регулировать конвек-
цию воздуха в рабочей камере. В нижней части рабочей каме-
ры имеется отверстие для притока воздуха по вентиляционной
трубке.
Теморегулятор состоит из механической и электрической час-
тей. Механическая часть расположена снаружи задней стенки ра-
бочей камеры и состоит из алюминиевой лодочки, стального стер-
жня, направляющих и контактных пластин. Алюминиевая лодочка,
скрепленная со стенкой рабочей камеры, надета на стальной стер-
жень, верхний конец которого прикреплен к лодочке, а нижний,
проходя через направляющие, воздействует при нагревании на од-
ну из контактных пластин, замыкая или размыкая электрические
контакты. При включении холодного шкафа контакты замкнуты.
Электрическая часть терморегулятора состоит из электромагнит-
ного реле Р1, кенотрона Л1, трансформатора накала Тр и конден-
сатора С (рис. 81, б).
При включении сушильного шкафа в сеть с помощью выключа-
теля В1 контакты 2Р1 терморегулятора находятся в замкнутом сос-
тоянии и напряжение через них подается в первичную обмотку
трансформатора Тр накала кенотрона Л1. По истечении некоторого
времени, необходимого для создания электронной эмиссии в кенот-
роне, по обмотке электромагнитного реле Р1 проходит ток, якорь
реле притягивается, замыкая контакты 1Р1, в результате чего вклю-
чается нагревательная обмотка Н (нагреватель) камеры. Такое
последовательное включение трансформатора накала и нагрева-
тельной обмотки необходимо, чтобы исключить произвольное сра-
батывание реле при случайном и недостаточно надежном включе-
нии контактов терморегулятора от сотрясения камеры.
При нагревании шкафа алюминиевая лодочка, обладая боль-
шим коэффициентом термического расширения по сравнению со
стальным стержнем, удлиняется и поднимает стержень, при этом
электрические контакты 1Р1 размыкаются и выключают питание
нагревательных обмоток камеры. При охлаждении камеры контак-
ты замыкаются, и процесс работы терморегулятора повторяется.
В результате замыкания и размыкания контактов то включается,
то отключается питание нагревательной обмотки камеры и темпе-
ратура в камере поддерживается на заданном уровне.
Техническая характеристика сушильного шкафа приведена ни-
же.
Разброс температур по объему ра-
бочей камеры, °C............. 10
Точность поддержания температу-
ры на заданном уровне, °C . . . ±3
Размеры рабочей камеры, мм . . . 350X280
Время разогрева до температуры
200° С при незагруженной рабо-
чей камере, ч................ 2
Номинальная мощность камеры, Вт 575± 10%
Напряжение сети, В............. 220
Габариты камеры, мм.............. 500 X 470 X 600
192
Наладка сушильного шкафа заключается в установлении задан-
ной температуры. Для этого необходимо включить сушильный
шкаф в сеть, повернуть ручку терморегулятора по ходу часовой
стрелки до 5-го деления (для быстрого нагрева рабочей камеры) и
дать возможность рабочей камере прогреться.
При достижении температуры в рабочей камере ниже заданной
на 4—8°С следует плавно поворачивать ручку терморегулятора
против часовой стрелки до тех пор, пока не погаснет лампа. Если
окажется, что за время прогрева камеры температура по термомет-
ру превышает заданную, ручку терморегулятора следует повернуть
против часовой стрелки. Если температура установится ниже за-
данной, необходимо ручку терморегулятора немного повернуть по
часовой стрелке. Когда заданный уровень температуры в устано-
вившемся режиме работы сушильного шкафа получен, наладку
терморегулятора считают законченной.
Этот метод применяют только при первоначальной настройке
терморегулятора рабочей камеры сушильного шкафа. При работе
на повторяющихся режимах необходимо зафиксировать положение
указателя ручки терморегулятора при установившемся режиме и
при последующей работе можно сразу же включать сушильный
шкаф на требуемую температуру. Во всех случаях работы сушиль-
ного шкафа контроль температуры по термометру необходим.
Работу терморегулятора можно контролировать по свечению
лампы и щелканью реле. Отсутствие свечения свидетельствует о
неисправности лампы или электрической цепи, в которую она вклю-
чена. Когда лампа светится, реле работает, а температура в рабо-
чей камере не поднимается, необходимо проверить исправность
нагревательной обмотки и устранить обрыв или заменить сгорев-
шую обмотку. Если при работе сушильного шкафа окажется, что
показания термометра значительно отличаются от показаний
шкалы температур, необходимо снять колпачок в верхней части
шкафа и торцовым ключом повернуть стержень вправо или влево,
установив первоначальное значение температуры на шкале.
Для повышения точности регулирования температуры в рабочей
камере вместо унифицированного терморегулятора сушильного
шкафа можно применить автоматическую схему регулирования
температуры, используя контактный термометр.
КОНТРОЛЬНЫЕ ВОПРОСЫ
,1. Каковы принципы химической и электрохимической обработки полупровод-
никовых материалов?
2. Каково устройство установки для электрохимической полировки?
3. Каково устройство установки для электролитического травления?
4. Каковы устройство и работа ультразвуковой установки?
5. Каковы устройство и порядок наладки сушильного шкафа?
7 Моряков О. С.
193
Глава восьмая.
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ
КОРПУСОВ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ
§ 41. Общие сведения о корпусах и оборудовании,
применяемом для их изготовления
Кристаллы с электронно-дырочными переходами для защиты от
механических и климатических воздействий окружающей среды
помещают в корпуса. Обычно корпус состоит из двух частей: ножки
и баллона. В зависимости от конструкции и назначения
ножка или баллон или одновременно и ножка и баллон могут иметь
металлостеклянные или металлокерамические спаи. По материалу
спая корпуса можно классифицировать на металлостеклянные,
металлокерамические, керамические, пластмассовые, металлоквар-
цевые и т. д. Наиболее часто применяют металлостеклянные и ме-
таллокерамические корпуса, предназначенные соответственно для
низкочастотных и СВЧ полупроводниковых приборов.
Типовой технологический процесс изготовления металлостек-
лянных и металлокерамических корпусов обычно состоит из вход-
ного контроля исходных материалов (металлических лент, полос,
прутков, проволоки, трубок, а также стеклотаблеток, стеклокапил-
ляров, керамических деталей или шликера), изготовления металли-
ческих и изолирующих деталей (резка стеклокапилляров, литье ке-
рамических изделий и их обжиг, нанесение металлизации, вжига-
ние металлизации и гальваническое покрытие металлизированного
слоя), получения спая (металла со стеклом, металла с керамикой
или металла с металлом), нанесения гальванических покрытий (на
ножки и баллоны или колпаки), а также из различных видов испы-
таний на надежность (механических, климатических и др.) и вы-
ходного контроля.
В этой схеме указаны лишь основные этапы технологического
процесса изготовления корпусов и не упомянуты, например, такие
операции, как обезжиривание, травление, отжиг и др. Кроме того,
цри изготовлении металлостеклянных корпусов никелирование
фланцев иногда выполняют до получения металлостеклянного спая
(никелирование, а затем пробивка отверстий под изоляторы для по-
лучения спая металл — стекло), чтобы не подвергать стеклянные
изоляторы воздействию агрессивных электролитов при гальваниче-
ской обработке.
Так как корпуса полупроводниковых приборов состоят из ме-
таллических, изолирующих (стеклянных, керамических) деталей
и соответствующих спаев, оборудование, предназначенное для
изготовления корпусов, целесообразно разделить на прессовое,
194
для изготовления изолирующих деталей, термическое, гальвани-
ческое.
К прессовому оборудованию, предназначенному для изготовле-
ния металлических деталей холодной штамповкой, относятся прессы
общего назначения (эксцентриковые, кривошипные, чеканочные,
прессы-автоматы и универсально-гибочные автоматы).
К оборудованию для изготовления изолирующих деталей мож-
но отнести станки для резки стеклянных капилляров алмазными
дисками, литьевые машины для отливки керамических деталей,
оборудование для металлизации керамических деталей и др.
Термическое оборудование представляет довольно значительную
группу, в которую входят печи для отжига металлических деталей,
получения металлостеклянных спаев, предварительного и оконча-
тельного обжига керамических деталей, вжигания металлизации и
пайки.
Гальваническое оборудование предназначено для нанесения раз-
личных покрытий на детали и корпуса полупроводниковых приборов.
В производстве корпусов применяют меднение, никелирование, лу-
жение, серебрение, золочение и другие покрытия.
Кроме того, в производстве корпусов используют сварочное обо-
рудование для изготовления двузвенных выводов и приварки кор-
пусных наружных выводов, к которому относят автоматы ВО-808
и монтажно-сварочные столы, применяемые также при сборке по-
лупроводниковых приборов.
Рассмотрим наиболее часто применяемое в полупроводниковом
производстве прессовое, термическое и гальваническое оборудова-
ние.
§ 42. Прессовое оборудование
Для изготовления металлических деталей корпусов полупровод-
никовых приборов применяют прессовое оборудование общего на-
значения, на котором получают детали корпусов методами холодной
штамповки (вырубка, вытяжка, высадка, гибка и т. д.). Причем
номенклатура применяемых прессов по усилию охватывает доволь-
но широкий диапазон: от 3 до 400 т. Рассмотрим три типа прессов,
отличающихся друг от друга как по конструкции, так и мощностью.
Трехтонный эксцентриковый пресс модели 661 (рис. 82, а) имеет
чугунную, литую станину и состоит из трех частей: левой и правой
стоек, основания и С-образного корпуса, жестко соединенных меж-
ду собой. Корпус пресса можно наклонить назад относительно
основания на угол до 30°. Наклон необходим для удобства удаления
со штампа готовых изделий и отходов.
В верхней части корпуса, в подшипниках скольжения располо-
жен главный вал 6 (рис. 82, б) с эксцентричной средней частью, на
которой посажен шатун 3, имеющий эксцентричную корончатую
втулку 4, поворачивая которую можно регулировать эксцентриси-
тет главного вала 6, а следовательно, и ход ползуна 13, шарнирно
связанного с шатуном. Шатун имеет шаровой шток 15, вращая
у*
195
который можно опускать или поднимать ползун и тем самым
изменять расстояние между нижней частью ползуна и подштам-
повой плитой 12 пресса (этот размер регулируют в зависимости от
высоты закрытого штампа). Ползун перемещается в двух на-
правляющих 14 типа ласточкина хвоста.
Главный вал получает привод
от электродвигателя 9 через ре-
менную передачу 8- и маховик 7,
расположенный на его конце, а
на левом конце вала находится
ленточный тормоз 2. Электродви-
гатель установлен на плите, пово-
рачивая которую можно регули-
ровать натяжение ремня.
С правой стороны пресса рас-
положена коробка электрообору-
Рис. 82. Эксцентриковый пресс модели 661:
а — общий вид, б— кинематическая схема; 1— кривошип, 2 — ленточный тормоз, 3 — шатун,
4— корончатая втулка, 5—муфта, 6 — вал, 7— маховнк, 8 — ременная передача, 9 — элек-
тродвигатель, 10 — упоры, 11— планка, 12— подштамповая плита, 13— ползун, 14— направ-
ляющие, 15 — шаровой шток
дования, служащая для включения питания электродвигателя и
лампы местного освещения. Пресс включается педалью, если пред-
варительно нажаты левая и правая ручки блокирующего механиз-
ма. Блокировка необходима при штамповке мелких деталей на оди-
ночных ходах ползуна. Возможна также работа на прессе при вклю-
чении его только от педали на одиночных ходах при условии, что
руки штамповщика заняты (держат деталь или ленту значитель-
ной длины) и находятся на безопасном расстоянии от штампа. Кро-
ме того, пресс может быть включен на автоматический ход при
штамповке некоторых деталей из длинной ленты или при штампов-
ке деталей из ленты с подачей ее в штамп специальным механизмом
196
автоматической подачи, получающим привод от кривошипа 1, уста-
навливаемого на левом конце главного вала рядом с тормозом.
Хвостовик штампа крепят к ползуну пресса с помощью приз-
мы и шпилек с гайками, а нижняя часть штампа (плита) крепит-
ся к подштамповой плите пресса прихватами с болтами, голов-
ки которых удерживаются в Т-образных пазах подштамповой
плиты.
От правильной установки штампа и наладки пресса зависит ка-
чество и долговечность их работы. Штамп в сомкнутом состоянии
ставят на стол пресса (подштамповую плиту), предварительно уда-
лив с него детали, отход и прочие предметы и вручную проворачи-
вают маховик до полного соприкосновения ползуна со штампом
так, чтобы ползун находился бы в крайнем нижнем положении.
Если этого не придерживаться, возможна поломка пресса и штампа,
так как произойдет заклинивание ползуна (пресс будет работать
в распор).
При установке необходимого хода ползуна освобождают корон-
чатую втулку, разобщая ее с ведущей муфтой 5, и поворачивают
втулку против хода вращения главного вала. Поворот втулки в
противоположную сторону может быть причиной поломки пресса.
После установки требуемого хода ползуна корончатую втулку
сцепляют с зубцами переходного кольца, которое при повороте
эксцентричного пальца может перемещаться вдоль оси главного
вала пресса.
Для опускания и подъема ползуна шаровой шток 15 имеет резь-
бовую часть. При этом отпускают два стопорных болта, фиксирую-
щих контргребенку, а затем вывертывают или ввертывают шток в
тело шатуна. Необходимо помнить, что шаровой шток можно вывер-
тывать не более чем на 30 мм.
Далее хвостовик штампа закрепляют в ползуне, прокручивают
вручную маховик пресса, в рабочее пространство штампа обычно
кладут заготовку, чтобы не поломать его рабочий инструмент, вы-
веряют положение нижней плиты штампа относительно нижней
плоскости ползуна бумажными подкладками, а затем закрепляют
нижнюю плиту штампа. Еще раз проверяют правильность установ-
ки штампа и наладки пресса (обычно вращением маховика вруч-
ную), затягивают гайки и болты регулировочных устройств и вклю-
чают электропривод. Изготовив несколько деталей, контролируют
их качество и, если они соответствуют требованиям технической
документации, к работе приступает штамповщик. В тех случаях,
когда съем деталей с верхней части штампа производится съемной
планкой 11, следует соответствующим образом установить упоры
10 и зафиксировать их, затянув винты.
Ремонтировать пресс следует только при отключенном электро-
питании. Перед началом работы наладчику необходимо проверить
установленный режим работы (одиночный или непрерывный ход),
состояние тормоза и ползуна, крепление защитного кожуха, работу
блокирующей системы, надежность заземления пресса, а также
смазку трущихся частей пресса и штампа.
197
Техническая характеристика пресса модели 661 приведена ниже.
Давление пресса в конце хода, т 3
Ход ползуна, мм............. . О—40
Число ходов ползуна в мин . . . 135, 210
Регулировка ползуна по высоте, мм 30
Расстояние от плиты до ползуна
в нижнем его положении при
ввернутом штоке, мм............ 129
Диаметр отверстия в ползуне под
хвостовик, мм . . ............. 25
Расстояние от центра ползуна до
станины, мм.................... 95
Наибольший угол наклона корпуса
пресса, град.......................... 30
Питание от трехфазиой сети пере-
менного тока, В............. 380/220
Габариты, мм...................... 710X715X1575
Масса, кг.............................. 340
В последнее время в производстве полупроводниковых приборов
применяют прессы с нижним приводом, так как они по сравнению
с прессами, имеющими верхний привод, обладают стабильным хо-
Рис. 83. Схема пресса модели 2РС-20
с нижиим приводом:
1 — электродвигатель, 2, 3 и 7 — клииоре-
менные передачи, 4 — промежуточный вал,
5 — опоры, 6 — муфта, 8 и 9 — шестерни,
10 — коленчатый вал, 11— колонки, 12—
верхняя траверса, 13 — втулки, 14 — стол,
15 — эксцентрик, 16 н 17 — конические ше-
стерни, 18 — шатун, 19 .— винт, 20 — нижняя
траверса, 21 — ось, 22 — пружины
дом ползуна, бесшумны в рабо-
те и, кроме того, колонки, верх-
няя траверса и стол не имеют
люфтов и перекосов.
На рис. 83 показан двадца-
титонный пресс модели 2РС-2О
с нижним приводом. При рабо-
те пресса движение от электро-
двигателя 1 через’клиноремен-
ную передачу 2, 3 и 7 передает-
ся промежуточному валу 4Г
опирающемуся на подшипнико-
вые опоры 5. Ведомый шкив
передачи 7 одновременно яв-
ляется маховиком, который мо-
жет свободно вращаться на
промежуточном валу 4, а с по-
мощью фрикционной дисковой
муфты 6, управляемой элект-
ромагнитом, соединяться с
этим валом, и тогда вращение
от электродвигателя будет пе-
редаваться на коленчатый вал
10 пресса через пару шестерен
8 и 9.
Коленчатый вал имеет две подшипниковые опоры. В его средней
части расположена шатунная шейка, на которой подвижно закреп-
лен шатун 18, опирающийся своим нижним концом на ось 21, за-
крепленную на нижней траверсе 20, которая жестко связывает обе
направляющие колонки 11 между собой. При работе пресса враща-
ющийся коленчатый вал своим кривошипом перемещает шатун
198
вверх — вниз, который через нижнюю траверсу 20 приводит в дви-
жение направляющие колонки 11 и жестко с ними связанную верх-
нюю траверсу 12. Штамп устанавливают на стол 14 пресса, а его
плиты крепят к столу и верхней траверсе.
Для создания плавности хода верхней траверсы предусмотрены
амортизационные пружины 22, находящиеся в напряженном состо-
янии между станиной пресса и нижней траверсой. Расстояние меж-
ду столом и верхней траверсой можно регулировать, удлиняя или
укорачивая длину шатуна винтом 19. Ход верхней траверсы в этом
прессе не регулируется. Направляющие колонки перемещаются
вверх — вниз в разрезных втулках 13, которые можно затягивать и
ослаблять специальными гайками и тем самым регулировать зазор
между втулками и колонками. Привод вспомогательных устройств
для механизации штамповочных работ может осуществляться от
специального механизма, состоящего из пары конических шестерен
16 и 17 и эксцентрика 15.
Наряду с широко универсальными однопозиционными прессами
в производстве полупроводниковых приборов для изготовления
вытяжкой полых деталей применяют многопозиционные. Рассмот-
рим устройство и работу семипозиционного пресса-автомата А821
(рис. 84, а); кинематическая схема его показана на рис. 84, б.
Привод всех механизмов пресса-автомата осуществляется от
электродвигателя 1 с помощью клиноременной передачи 2 по трем
направлениям. Привод ползуна 12 осуществляется по следующей
кинематической цепочке: маховик 3 — фрикционная муфта 10 —
главный вал 35— шестерни 9 и 7 — коленчатый вал 5 — шатун 4
и ползун 12, который перемещается вверх — вниз по специальным
направляющим.
Автоматическая подача перерабатываемого материала в виде
ленты в штампе-автомате выполняется парой валков 17, приводи-
мых в движение от коленчатого вала 5 через две пары шестерен 34
и 33, ось 32 и шестерни 31, вертикальный вал 30, диск 26 с эксцен-
тричным пальцем 21, который через рычажную систему 19 и хра-
повой механизм 18 приводит в движение валки. Регулировка
величины подачи материала в пресс производится изменением
эксцентриситета пальца 21 с помощью винтовой пары. Подающие
валки 17 кинематически связаны тягой, храповым механизмом
и шестернями с другой парой валков, предназначенных для смот-
ки отходов ленты перерабатываемого материала.
Привод грейферных захватов, предназначенных для автомати-
ческой транспортировки изготавливаемых деталей с позиции на
позицию, производится от шестерен 29, 28, 27, вала 25, конических
шестерен 24, горизонтального вала 23 и кулачка 22, который при
помощи кулисного механизма и рычажной системы 20 продольно
перемещают грейферные захваты 15. В поперечном направлении
движение грейферные захваты получают от вращающегося ку-
лачка 6 через ролик 8, тягу 13, рычажную систему 16 и раздвигаю-
щиеся грейферные линейки 14, сжатие которых происходит двумя
пружинами 11, связанными с тягой 13.
199
Работа всех механизмов пресса-автомата согласована кинема-
тически. При штамповке деталей пуансоны располагают на столе
пресса, а матрицы — на ползуне. В производстве полупроводнико-
вых приборов на таких прессах штампуют баллоны (колпаки).
При изготовлении деталей за семь операций на первой позиции
выполняется вырубка и одновременно первая вытяжка, далее сле-
дуют перетяжки на второй — пятой позиции, на шестой — калиб-
ровка, а на седьмой — обрубка фланца баллона.
Для изготовления выводов и других мелких деталей в произ-
водстве полупроводниковых приборов довольно широко применя-
ют универсально-гибочные автоматы А-910 (рис. 85, а). Кинема-
тическая схема автомата показана на рис. 85, б.
Автомат имеет четыре вала 2, 3, 10 и 16, приводимые во вра-
щение от электродвигателя 1 с помощью клиноременной передачи
17, муфты 15 и трех пар конических шестерен 14. На валах жестко
закреплены кулачки 4 и 7, кинематически связанные с ползунами
5 и 6, на которых устанавливают сменный рабочий инструмент.
Рис. 84. Семипозиционный пресс-автомат А-821:
а — устройство, б — кинематическая схема; 1— электродвигатель, 2 —
6 и 22 — кулачки, 7, 9, 27, 28, 29, 31, 33 и 34 — шестерни, 8 — ролик, 10_
ферные линейки, 15— грейферные захваты, 16, 19 и 20 — рычажные
лец, 23 — горизонтальный вал, 24 — конические шестерни, 25 — вал при.
вал
200
Перерабатываемый материал (проволока или узкая лента) 12
подается в автомат через правильные ролики 13 с помощью под-
вижной каретки 8 и зажимного устройства И. Величина подачи
регулируется изменением эксцентриситета на диске 9 подающего
клиноременная передача, 3 — маховик, 4— шатун, 5 — коленчатый вал,
фрикционная муфта, // — пружины, 12— ползун, 13 — тяга, 14 — грей-
системы, 17 — валки, 13— храповой механизм, 21 — эксцентриковый па-
вода захватов, 26 — диск, 30 — вертикальный вал, 32 — ось, 35 — главный
201
устройства. Подвижная каретка 8 подает материал в автомат на
заданную длину и держит этот материал до тех пор, пока зажим-
ное устройство 11 не сделает перехват. В этот момент подающая
каретка 8 отходит в крайнее положение, подготовляясь для оче-
редной подачи, а зажимное устройство 11 удерживает поданный
материал до тех пор, пока не будет отрезан вывод ножом. Такая
Рис. 85. Универсально-гибочный автомат А-910:
а — устройство, б — кинематическая схема; 1 — электродвигатель. 2. 3, 10 и 16
валы, 4 и 7 — кулачки, 5 и 6 — ползуны, 8 — каретки, 9 — диск, // — зажимное уст-
ройство, 12—перерабатываемый материал, 13 — ролики, 14 — конические шестер-
ни, /5 — муфта, 17 — клиноремениая передача
202
система работы автомата необходима, чтобы обеспечить заданную
длину изготовляемых изделий.
§ 43. Термическое оборудование
В производстве корпусов
полупроводниковых прибо-
ров термическое оборудова-
ние применяют для отжига
металлов, пайки, получения
металлостеклянных и метал-
локерамических спаев, а так-
же для предварительного и
окончательного обжига ке-
рамики и вжигания в нее
металлизационного слоя.
Основанием конвейерной
газовой печи ЖК40.10
(рис. 86), предназначенной
для получения металлосте-
клянных спаев и металличе-
ских изделий, служит свар-
ной металлический каркас 1,
секции которого соединены
болтовыми стяжками. Сна'
ружи каркас закрыт съемны-
ми панелями, а внутри него
смонтированы привод кон-
вейерной ленты 5, натяжная
станция и силовые трансфор-
маторы питания нагревате-
лей. На каркасе расположе-
на двухсекционная нагрева-
тельная камера 2 и холо-
дильник 9, соединенные че-
рез асбестовые прокладки.
Каждая нагревательная ка-
мера представляет собой
сварную конструкцию, футе-
рованную огнеупорным кир-
пичом с металлической
крышкой. Сверху (через
крышку) в камеру введены
термопары 8. Водоохлаждае-
мые токовводы для питания
нагревателей 6 расположены
по бокам; здесь же установ-
лены ротаметры для измере-
ния расходов газов.
203
Рабочий канал 3 печи проходит через нагревательную камеру
и холодильник 9 и выложен кирпичом-ультралегковесом. Вдоль
рабочего канала по боковым сторонам укреплены нагреватели 6
в виде зигзагообразных спиралей. Токовводы, соединенные с на-
гревателями уплотнены асбестовым шнуром. По дну рабочего ка-
нала проложены направляющие с конвейерной лентой 5. Холо-
дильник предназначен для охлаждения изделий перед выходом из
рабочей камеры и представляет собой обычную водяную рубашку.
Вдоль дна нагревательных камер проложены трубы для продувки
азотом. Газ подводится через насадки, вмонтированные в дно
и боковые стенки корпуса, между нагревательными камерами, что
обеспечивает создание газовой завесы, препятствующей проникно-
вению газа из одной секции в другую.
В крышках корпуса имеются два игольчатых вентиля 7 для
взятия проб газа. Кроме того, в крышке первой секции закрепле-
ны пять, а во второй — три термопары 8. На входе и выходе рабо-
чей камеры установлены газовые насадки 4. В верхней стенке
корпуса насадки имеется отверстие, закрытое набором металли-
ческих сеток, и спиральный электронагреватель, обеспечивающий
сгорание отходящих газов.
Конвейерная лента приводится в действие электродвигателем
11, который через специальную муфту 12 вращает бесступенчатый
вариатор 13, позволяющий регулировать скорость в пределах от
70 до 250 об/мин. От вариатора движение передается на двухсту-
пенчатый червячный редуктор 14 с передаточным числом, равным
1200, выходной вал которого через цепную передачу вращает при-
водной барабан 15, сообщающий движение конвейерной ленте.
Транспортировка изделий в рабочей камере осуществляется
плетеной лентой из нихромовой проволоки, натянутой между ве-
дущим и ведомым барабанами. Нижнюю ветвь ленты поддержи-
вают четыре ролика, а пятый ролик (для увеличения угла охвата)
установлен непосредственно у приводного барабана.
Подача газов в печь производится от двух магистральных труб,
проложенных внутри каркаса вдоль нагревательных камер.
Через одну трубу подают азот, а через другую — водород. На входе
труб установлены контрольные манометры 10 и редукторы дав-
ления.
Энергия к нагревательным камерам подводится от индивиду-
альных трансформаторов, напряжение которых регулируется
в пределах от 0 до 30 В, а ток измеряется амперметрами, установ-
ленными на лицевой панели пульта управления.
Для регулировки и поддержания на заданном уровне темпе-
ратуры конвейерная печь оборудована автоматической системой.
Автоматический регулятор обеспечивает контроль и запись тем-
пературы в восьми, а регулирование — в трех точках. Датчи-
ками температуры служат платинородий — платиновые термопа-
ры, сигналы которых подаются на вход самопишущих потен-
циометров. На пульт также вынесено управление приводом кон-
вейера.
204
Техническая характеристика конвейерной газовой печи ЖК
40.10 приведена ниже.
Максимальная рабочая температу-
ра, °C ....................'. 1150
Точность регулирования темпера-
туры, °C............................. 15
Скорость движения конвейера, м/ч 3—12
Сечение рабочего канала, мм . . . 100X100
Минимальный расход газов (азот,
водород), м3/ч................ 2
Потребляемая мощность, кВт . . . 13—15
Максимальное напряжение нагре-
вателей, В.................... 30
Напряжение питающей сети, В . . 380/220
Габариты, мм.................. 6050X850X1600
Для предварительного обжига керамики, чтобы удалить связку
(парафин) из деталей, специального оборудования нет. В полу-
проводниковом производстве обычно используют сушильные шка-
Рнс. 87. Устройство высокотемпературной печн К-311:
1 — термопара, 2 — алундовый муфель, 3 — огнеупорный кирпич, 4 — патрубок,
5 — предохранительный клапан, 6 и 9— крышки, 7 — шток, 8 — стол, 10—загру-
зочная камера, 11— штурвал, 12— смеситель, 13— каркас, 14 — тяга, 15—маги-
страль подачи азота, 16 — шестерни. 17 — разгрузочная камера, 18 — рейки, 19—
холодильник, 20 — водяной затвор
фы, оборудовав их программными терморегуляторами, или
силитовые печи KS-520/14, имеющие собственную систему термо-
регулирования. Это оборудование имеет существенный недостаток,
заключающийся в том, что оно не обеспечивает плавного подъема
температуры до 300—350° С. Для окончательного обжига керами-
ки используют несколько конструкций печей промышленного изго-
товления (К-311 и ПВТ-6).
205
Рассмотрим устройство и работу высокотемпературной печи
К-311 (рис. 87). Нагревателем печи служит алундовый муфель 2,
на который снаружи навита спираль из молибденовой проволоки.
Муфель расположен в герметичном металлическом коробе и теп-
лоизолирован шамотной засыпкой и огнеупорным кирпичом 3. Му-
фель, холодильник 19 и патрубки 4 прямоугольного сечения в сово-
крупности образуют рабочий канал, имеющий с обоих концов
загрузочную 10 и разгрузочную 17 камеры. Рабочий канал имеет
уплотняемые крышки 6 с окнами, служащие для его чистки, на-
блюдения за продвижением лодочек и состоянием нагревателя, а
также для измерения температуры нагревателя оптическим пиро-
метром.
Загружают и выгружают лодочки через нижние уплотняемые
крышки 9 камер, в которых предварительно создают азотные заве-
сы. Для загрузки очередной лодочки штурвалом И подвижный
стол 8 опускают на уровень нижней крышки. Опускают и подни-
мают столы с помощью шестерни 16, рейки 18 и тяги 14 при вра-
щении штурвала И одновременно с загрузочной и разгрузочной
камерами. Продвижение керамических лодочек с обжигаемыми ке-
рамическими изделиями осуществляется ручным толканием штока
7 после выгрузки — загрузки очередной лодочки.
Продувают печь водородом через футеровку, что предохраняет
нагреватель от окисления, увеличивая срок его службы. Выходя-
щий из печи водород сжигают при выходе из водяного затвора 20.
Если необходимо — рабочей атмосферой печи может быть фор-
миргаз (смесь азота с водородом). Со стороны загрузочной каме-
ры установлен предохранительный клапан 5, который должен
разгерметизировать канал печи при образовании взрывоопасной
смеси и ее взрыве.
В центре нагревателя введена вольфрам-рениевая термопара 1,
являющаяся датчиком для контрольного (ПП-63) или показываю-
щего (ПСР) прибора. Печь имеет максимальную рабочую темпе-
ратуру 1700° С и не имеет автоматической системы регулирования
температуры. Регулируют температуру с помощью автотрансфор-
матора по контрольным электрическим приборам. Действительную
температуру печи определяют оптическим пирометром или прибо-
рами для контроля э.д.с.
Вжигание металлизации на керамических деталях выполняют
при температуре около 1400° С в атмосфере водорода в толкатель-
ной электропечи СКВ-7032 (рис. 88), на сварном столе 12 которой
расположены две нагревательные камеры 3. В тумбах 13 стола
смонтирована система электрооборудования и привод 15, 16 и 19
механизма толкания, а на лицевой панели 14 расположены конт-
рольные приборы и приборы автоматической системы регулирова-
ния температуры. Собственно печь состоит из нагревательных
и загрузочных камер, электрооборудования, газовых и водяных
коммуникаций.
Нагревательная камера 3 представляет собой сварной корпус
с металлической крышкой, герметично привинченной через асбес-
206
Рис. 88. Толкательная электропечь СКБ-7032:
/ и // — загрузочный и разгрузочный шлюзы, 2—переходная труба, 3 — нагревательная камера, -/—клеммни-
ки, 5 — алундовая труба, 6 — легковесный шамот, 7 — термопара, 8 — высокоглииоземистая шамотная засыпка,
9 — холодильник, 10 - предохранительный клапан, /2 — стол, /3 — тумба, /-/ — лицевая панель, /5 и /(/—при-
вод, 17 — рукоятка, /8 —дверца, 19 — шток толкающего устройства
товую прокладку. В центре камеры расположены алундовая тру-
ба 5 (рабочий канал), на которую снаружи намотана спираль из
молибденовой проволоки диаметром 1,5 мм, защищенная обмаз-
кой из огнеупорной глины. Труба располагается на двух опо-
рах; пространство вокруг нее заполнено высокоглиноземистой
шамотной засыпкой 8. Внутри камера выложена легковесным ша-
мотом 6. Герметично заделанная термопара 7 введена непо-
средственно в рабочий канал. Питание нагревателя осущест-
вляется через клеммники 4, расположенные на торцевой стенке
камеры.
Загрузочный 1 и разгрузочный 11 шлюзы имеют одинаковое
устройство, за исключением того, что первый не имеет предохра-
нительного клапана, а второй — толкающего устройства. Шлюзы
состоят из двух частей: нижней и верхней камер, изолируемых
друг от друга крышкой с резиновой прокладкой. Лодочки с дета-
лями, подлежащими металлизации, подают в печь через нижнюю
камеру, для чего открывают дверцу 18 и устанавливают их на под-
вижный столик. В это время нижняя камера отделена от верхней.
Закрыв дверцу 18, продувают нижнюю камеру азотом и после уда-
ления воздуха столик с лодочкой при помощи рукоятки 17 ручного
привода поднимают на уровень рабочего канала, а затем спе-
циальным штоком 19 толкающего устройства подают лодочку в
печь. Предохранительный клапан 10 в верхней части (снару-
жи) разгрузочного шлюза предназначен для защиты печи при
аварийном взрыве гремучей смеси, которая может образовать-
ся, если в водород попадет воздух. Верхняя камера шлюза
соединена с нагревательной камерой печи через переходную
трубу 2.
Толкающие механизмы приводятся в действие от привода, со-
стоящего из электродвигателя 15, червячного редуктора 16, кли-
ноременной передачи, распределительной коробки и двух ходовых
винтов, которые через специальную гайку перемещают шток 19
толкающего устройства, движущего лодочку в загрузочную каме-
ру. Когда гайка доходит до упора, она отключается от винта, и
подача прекращается. Возвращают шток в исходное положение
вручную.
Печь имеет по две отдельные водяные и газовые системы для
каждой нагревательной камеры. Водяная система предназначена
для охлаждения холодильника 9 проточной водопроводной
водой.
Конструкцией предусмотрен подвод воздуха и азота, а также
два способа подачи водорода в рабочий канал: прямотоком
(в направлении движения лодочек) и противотоком (против дви-
жения лодочек). Измеряют расход газов ротаметрами. Если не-
обходимо, печь может работать на формиргазе. При загрузке
и выгрузке лодочек нижние полости шлюзов продуваются азотом
автоматически. Азот и водород подают для продувки и в корпус
нагревательной камеры. Выходящий водород сжигают на выходе
из водяных затворов.
208
Для отжига и пайки металлических и керамических деталей
применяют колпаковую печь ЦЭП-240А, состоящую из собственно
печи (рис. 89) и пульта управления.
На сварном металлическом корпусе 3 — основании печи — рас-
полагаются два колпака 1, уплотненные резиновой прокладкой
и захватами. Поднимаются и опускаются колпаки вручную, а для
облегчения этих операций они сбалансированы грузами 2. Каждый
Рис. 89. Колпаковая печь ЦЭП-240А:
1 — колпаки, 2 — грузы, 3 — корпус, 4— силовой трансформатор, 5 — захваты,
6 — переключатель
колпак (рис. 90) имеет корпус 2 и водяную рубашку 5, через ко-
торую пропускают водопроводную воду. В верхней части колпака
имеется люк смотрового окна. Наблюдают за проводимым про-
цессом с помощью зеркала 3, укрепленного над люком. Внутри
колпака установлен экран 6, который имеет отверстие напротив
смотрового окна. Снизу через основание в колпак пропущены че-
тыре изолированных токоввода и термопара 9.
Двухсекционный нагреватель 1 состоит из набора 36 дугооб-
разных молибденовых элементов, соединенных для придания
жесткости вверху молибденовой проволокой через керамические
изоляторы, разделяющие одну секцию от другой. Рабочим прост-
ранством 8 колпака является внутренняя часть нагревателя. Кол-
пак крепится к подъемной стойке 7 кронштейном 4.
209
Оба колпака, плита-основание и детали, за которые крепятся
нагревательные элементы (два полукольца и нижнее кольцо),
охлаждаются водой. Газовая система печи включает трубопрово-
ды, вентили, ротаметры и затворы. Трубопроводы для подачи
воды и газа проходят через стойку колпака.
Перед началом работы колпак для удаления воздуха продува-
ют азотом, затем в него постепенно подают водород и прекращают
Рис. 90. Колпак печи ЦЭП-240А:
1 — двухсекционный нагреватель, 2 — корпус, 3 — зеркало, 4 —
кронштейн, 5 — водяная рубашка, 6 — экран, 7 — стойка; 8— ра-
бочее пространство, 9 — термопара
подачу азота, когда выходящий из водяного затвора газ при под-
жигании будет гореть. Окончив отжиг или пайку, вновь печь про-
дувают азотом, прекращая подачу водорода. При этом факел у за-
твора гаснет.
Печь действует периодически: процесс проводят то в одном,
то в другом колпаке.
Система электрооборудования состоит из силового трансфор-
матора мощностью 20 кВт, автотрансформатора, электродвигателя
привода автотрансформатора, переключателя, контрольных при-
боров (амперметров, вольтметров и милливольтметра), аппарату-
ры сигнализации и управления. Силовой трансформатор 4 (см.
210
рис. 89) предназначен для питания нагревателей. Подключают
питание к тому или другому колпаку переключателем 6. Авто-
трансформатор служит для регулирования напряжения на первич-
ной обмотке силового трансформатора. Температуру в рабочих
камерах измеряют хромель-алюмелевыми термопарами и милли-
вольтметром, переключаемым на одну из них.
Пульт управления печи представляет собой металлический
шкаф, на передней панели которого расположены контрольные
приборы и сигнальные лампы, а внутри — автотрансформатор
и элементы электрической схемы.
Техническая характеристика колпаковой печи ЦЭП-240А при-
ведена ниже.
Печь
Количество камер (колпаков), шт. 2
Рабочая атмосфера ............. Водород
Установленная мощность, кВт . . 20
Напряжение, В:
питающей сети..................... 220
нагревателей....................... 10
Максимальная рабочая температу-
ра, °C ......................'. 1150
Размеры полезного пространства,
мм:
диаметр.................... 140
высота..................... 140
Габариты, мм .................... 1500X1650X650
Масса, кг.............................. 618
Пульт управления
Напряжение, В.................. 220—220/22
Регулирование температуры . . . Вручную
Тип показывающего прибора . . . МПЩПр-54
Габариты, мм.... 1840X1600X1000
Масса, кг................. 1260
Достоинством трубчатой водородной печи (рис. 91), предназ-
наченной для отжига металлических деталей, а также тонкой про-
волоки на металлической катушке или ленты, свернутой в рулон,
является непрерывность
рабочего цикла, поэтому
по сравнению с колпако-
вой она обладает большей
производительностью. Об-
рабатываемые детали за-
сыпают в никелевые ло-
дочки и вводят в печь че-
рез входной люк 1. В за-
висимости от заданного
режима отжига лодочки
время от времени продви-
гают с помощью штанги
Рис. 91. Трубчатая водородная печь:
1 — входной люк, 2— запальники, 3 — теплоизоля-
ционный материал, 4 — термопара, 5— крышка, 6 —
нагреватель, 7 — канал, 8 — холодильник, 9 — выход-
ной люк, 10— вентили, 11— терморегулятор
через горячую зону печи в
холодильник 8, а затем
вынимают через выходной
люк 9. При открывании
211
крышек люков в рабочий канал (трубу 7) печи попадает неболь-
шое количество воздуха, который, соединяясь с водородом, сгорает
с небольшим хлопком, не опасным для окружающих, так как его
энергия воспринимается откидными крышками.
Конструкция печи несложна. На металлическом каркасе рас-
положена корытообразная нагревательная камера, к которой
с противоположных сторон приварены входной патрубок и холо-
дильник. Рабочим каналом печи служит керамическая труба,
обвитая спиралью из молибденовой проволоки. Снаружи труба
вместе со спиралью покрыта обмазкой из огнеупорной глины. На-
греватель 6 сменный. Нагревательную камеру футеруют теплоизо-
ляционным материалом 3. Через верхнюю часть камеры — крыш-
ку 5 вводится термопара 4. Газы (азот или водород) заполняют
свободный объем нагревательной камеры и предохраняют спираль
от окисления.
Управление газовой и водяной системами осуществляют с по-
мощью соответствующих вентилей 10. Отходящий водород сжи-
гается в запальниках 2. Температура печи поддерживается авто-
матически терморегулятором 11.
§ 44. Оборудование цехов гальванических покрытий
Основным оборудованием цехов гальванических покрытий
в производстве полупроводниковых приборов являются ванны, ко-
торые бывают двух типов: стационарные и вращающиеся. Все
ванны, как правило, самодельные. В зависимости от технологиче-
ского процесса покрытия стационарные ванны изготовляют с по-
догревом или без него. Технологический процесс покрытия опре-
деляет также и материал ванны. Так, золочение изделий
в цианистом электролите проводят в эмалированной металличе-
ской ванне с подогревом; лужение — в ванне из нержавеющей
стали — также с подогревом, а никелирование — в винипластовой
ванне без подогрева. Для подогрева электролита обычно применя-
ют трубчатые электронагреватели, которые обогревают ванну
через водяную рубашку. При оборудовании гальванических цехов
необходимо соблюдать следующие требования:
помещение должно быть достаточных размеров и иметь при-
точно-вытяжную вентиляцию, стены должны быть облицованы ке-
рамической плиткой, пол выложен плиткой на водостойком и кис-
лотостойком растворе и иметь уклоны к сливным трапам, а
потолок выкрашен масляной краской, ванны должны иметь мест-
ную вытяжную вентиляцию;
электрооборудование гальванических ванн (выпрямители, пус-
ковая аппаратура и прочее) должно быть размещено за предела-
ми цеха, а в цехе следует оставить только кнопки и рубильники
включения электрического тока, контрольные приборы и сигналь-
ные лампы;
гальванические ванны должны быть изготовлены в виде бло-
ков, снаружи облицованы керамической плиткой, а рабочее
212
зеркало ванн должно закрываться поворачивающимися кожу-
хами.
На рис. 92 показана схема одного блока ванн, предназначен-
ного для золочения изделий в цианистом электролите. Блок ванн
12 представляет собой металлический каркас, внутри которого
расположены четыре ванны. Ванна золочения 2 имеет бортовой
отсос 5, и ее зеркало закрывается поворачивающимся кожухом 9
из органического стекла, под которым расположены анодные 4
и катодные 3 штанги. Ванны улавливания 11 цианистого электро-
лита также оборудованы поворачивающимся кожухом 10. Снару-
Рис. 92. Схема блока ванн:
1 — шкаф, 2 — ванна, 3 и 4 — катодные и анодные штанги, 5 — бортовой
отсос, 6 — коммуникации, 7 — стена, 8 — выпрямитель, 9 и 10 — кожу-
хи, 11 — ванна улавливания, 12— блок ванн
жи металлический каркас обтянут металлической сеткой и обли-
цован плиткой. Сверху весь блок покрыт винипластом. Спереди
блока и между ваннами к винипластовому покрытию приварены
ребра, ограничивающие растекание электролита и воды. С задней
открытой стороны блока ванн проложены водяные и воздушные
коммуникации 6, что создает удобства при обслуживании ванн.
Пусковая и контрольная аппаратура каждой ванны смонтиро-
вана в отдельном шкафу 1, а выпрямитель 8 вынесен за пределы
цеха и отгорожен стеной 7. Расположение выпрямителей вне ра-
бочего помещения значительно увеличивает срок их службы, так
как они не подвержены агрессивному действию химических ве-
ществ.
Для питания гальванических ванн постоянным током обычно»
применяют выпрямители переменного тока и реже генераторы по-
стоянного тока, так как выпрямители проще в эксплуатации и их
можно устанавливать близко к ваннам, что сокращает длину шин.
Кроме того, выпрямители позволяют индивидуально питать галь-
ванические ванны, что экономит электроэнергию и дает возмож-
213
ность плавно регулировать силу тока на ванне, а также применять
приборы автоматического регулирования плотности тока.
Технические характеристики селеновых регулируемых выпря-
мителей типа ВСМР на номинальное выпрямленное напряжение
12/6 В приведены ниже.
Характеристика Тип выпрямителя
ВСМР-200-6 А. ВСМР-600-6 ВСМР-1200-6 ВСМР- 2000-6 ВСМР- 5000-6
Номинальный выпрям- ленный ток, А . . . 100/200 300/600 600/1200 1000/2000 2500/5000
Потребляемая мощ- ность, кВт .... 2,5 7 13 16 45
Коэффициент полезно- го действия, % • - 50 60 60 60 60
Ток и напряжение пи- тающей сети, В . . Расход охлаждающей воды, л/ч Однофазный 220 100 280 Трехфазный 460 220/380 900 1500
Габариты, мм . . . . 405 Х405Х 595X595X 665х645X 665 X 1210Х
Х840 XI юо Х1345 X 45Х Х1240Х
Масса, кг 140 455 725 Х1540 1500 Х1615 3300
Нанесение покрытий в стационарных ваннах требует монтажа
покрываемых изделий на контактных устройствах —• подвесках
или навязку их на медную проволоку. Монтаж и демонтаж, как
правило, трудоемкая и, следовательно, низкопроизводительная
операция. Поэтому в полупроводниковом производстве наряду со
стационарными ваннами широко применяют вращающиеся ванны
(колокольные, барабанные и др.). В колокольных ваннах обычно
никелируют или, например, золотят мелкие изделия.
Колокольная ванна для никелирования (рис. 93, а) имеет ме-
таллическое основание 5, на котором расположен колокол 1 с при-
водом 4 от электродвигателя и редуктора. Кроме вращательного
движения колокол может наклоняться (для разгрузки) и подни-
маться в рабочее положение с помощью ручного привода. Коло-
кол обычно изготовляют из винипласта. На дне его (внутри и сна-
ружи) расположены катодные кольца 7, к которым ток подводится
скользящим контактом 6. Анодный электрод 8 заводится внутрь
колокола снаружи.
Колокол 1 ванны для золочения (рис. 93, б) изготовлен из ор-
ганического стекла, может свободно сниматься и надеваться на
шток, имеет привод от электродвигателя 9 (РД-09) и скользящий
контакт 6, к которому подведен катодный электрод 7, заканчиваю-
щийся медным кольцом в самом колоколе. Такой колокол может
работать только при погружении его в электролит 2 стационарной
ванны, так как он сделан перфорированным, не может иметь соб-
ственного электролита, а также не имеет анода. Несмотря на это,
214
подобные колоколы довольно удобны, особенно для нанесения по-
крытий на мелкие детали 3. Колокол опирается на шарнирное
основание и, если необходимо, может быть отведен в сторону от
ванны, тем самым освободив ее для покрытия других изделий.
Рис. 93. Колокольные ванны:
а — для никелирования, б— для золочения; 1 — колокол, 2 — электролит, 3 — детали, 4 — при-
вод, 5 — основание, 6 — скользящий контакт, 7 — катод, 8 — анод, 9 — электродвигатель
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Поясните устройство и правила наладкн эксцентрикового пресса моде-
ли 661.
2. Каковы устройство и принцип действия семипозиционного пресса-автомата?
3. Каковы устройство и принцип действия универсально-гибочного автомата?
4. Каково устройство конвейерной газовой печи?
5. Каково устройство толкательной печи?
6. Каковы устройство и принцип действия колпаковой печи?
7. Каково устройство гальванических ванн?
Глава девятая
ОБОРУДОВАНИЕ ДЛЯ СБОРКИ
ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ
§ 45. Общие сведения о сборке
полупроводниковых приборов
Сборка полупроводниковых приборов включает комплекс тех-
нологических операций, основными из которых являются:
сборка деталей, участвующих в образовании электронно-дыроч-
ных переходов;
разбраковка р—«-переходов по форме вольтамперных характе-
ристик и другим параметрам;
напайка кристаллов с р—«-переходами на ножки или кристал-
лодержатели;
приварка кристаллодержателей на ножки;
присоединение внутренних и наружных выводов;
межоперационный контроль;
герметизация корпусов полупроводниковых приборов.
Сборку полупроводниковых приборов выполняют на сборочных
линиях, состоящих из отдельных установок, расположенных в тех-
нологической последовательности сборочных операций. Учитывая,
что электронно-дырочные переходы очень чувствительны к влиянию
влаги и различных загрязнений, сборку выполняют в микроклимате
(контролируемой атмосфере).
Сборочные линии монтируют, как правило, используя унифици-
рованные скафандры, столы, шлюзы, соединительные патрубки, су-
шильные шкафы и другие элементы, выпускаемые машинострои-
тельными заводами серийно. Скафандры соединяют между собой
непосредственно или через переходные шлюзы и соединительные
патрубки. Загружают и выгружают детали и полуфабрикаты в сбо-
рочной линии обычно с помощью загрузочных шлюзов или специ-
альных контейнеров, чтобы исключить загрязнение контролируемой
атмосферы скафандров.
Скафандры заполняют очищенным и осушенным азотом или
воздухом с заданными параметрами. Работают в скафандрах в ре-
зиновых перчатках, которые резиновыми рукавами соединены с
входными отверстиями скафандров. Изготовляют скафандры из
нержавеющей стали, алюминиевых сплавов или органического
стекла. Металлические скафандры обладают более высокой герме-
тичностью по сравнению со скафандрами, изготовленными из орга-
нического стекла, но последние имеют хороший внешний вид. Ра-
ботать в резиновых перчатках довольно неудобно, поэтому наряду
с закрытыми скафандрами используют полуоткрытые, в которых
216
J 4
5
Рис. 94. Схемы расположения обору-
дования сборочных линий:
а — однорядное, б — двухрядное, в — ком-
бинированное; 1 — загрузочные шлюзы, 2 —
скафандры, 3 — сушильные шкафы, 4— пе-
реходные патрубки, 5 — переходные шлю-
зы, 6 — конвейер
открыта нижняя часть со стороны рабочего места. Для защиты ат-
мосферы скафандра от попадания воздуха из помещения создают
ламинарный поток очищенного воздуха, образующий завесу со сто-
роны открытой части скафандра.
На рис. 94 показано различное расположение оборудования сбо-
рочных линий. Однорядное расположение скафандров 2 (оборудо-
вания) в сборочной линии (рис. 94, а) удобно тем, что доступ к
любой единице оборудования
(скафандру) открыт с двух
сторон. Такое расположение
скафандров удобно для обслу-
живания, наладки и ремонта
оборудования, удобен также
доступ к коммуникациям, про-
ложенным со стороны задней
части столов скафандров. Но
этот вариант расположения
скафандров нерационален с
точки зрения использования
производственных площадей,
ограничены также возможно-
сти увеличения количества еди-
ниц оборудования (скафанд-
ров) в линии. Загружают из-
делия в скафандры через
загрузочные шлюзы 1.
Двухрядное расположение
скафандров в сборочной линии
(рис. 94, б) наиболее предпоч-
тительно, так как наиболее ра-
ционально используется про-
изводственная площадь. Ска-
фандры этой линии могут быть
соединены между собой пере-
ходными патрубками 4, су-
шильными шкафами 3 или
шлюзами 5. Шлюзы одновре-
менно являются устройствами,
служащими для разделения атмосферы одного скафандра от дру-
гого, поэтому необходимо предусмотреть в шлюзах подвод осушен-
ных и очищенных газов (воздух, азот или предварительная откачка
с последующим наполнением осушенным и очищенным азотом) для
продувки шлюзов.
Компоновка сборочной линии с комбинированным расположени-
ем скафандров показана на рис. 94, в. Соединительным звеном ска-
фандров является конвейер 6, заключенный в герметичную 'трубу
с контролируемой атмосферой. Конвейер предназначен для пере-
носа кассет с собираемыми приборами от одного рабочего места к
другому. Такая транспортировка значительно сокращает непроиз-
217
верительные потери рабочего времени. Сборочная линия комбини-
рованной компоновки может быть использована для сборки боль-
шого количества (несколько миллионов штук в год) полупровод-
никовых приборов. Достоинством такого расположения скафандров
является широкая возможность увеличения (или уменьшения) чис-
ла рабочих мест за счет дополнительного присоединения (или сня-
тия) скафандров в направлении, перпендикулярном к конвейеру,
или по длине конвейера. Длину конвейера можно также изменять,
дополнительно присоединяя или отключая секции, причем одновре-
менно изменяют длину герметичной трубы, в которую заключена
лента конвейера.
При сборке деталей для получения сплавных электронно-дыроч-
ных переходов кристаллы полупроводника и электродные навески
р виде дисков, колец или шариков укладывают, как правило, вруч-
ную в кассеты, помещают в печь и нагревают, в результате чего
происходит процесс плавления с образованием р—«-переходов. При
производстве некоторых полупроводниковых приборов применяют
комплекты технологических приспособлений, значительно облегча-
ющих труд сборщиц и резко повышающих производительность
труда.
Оценка качества электронно-дырочных переходов сводится к
визуальному контролю кристаллов, проверке формы их вольтампер-
ной характеристики (ВАХ) и величины статического коэффициен-
та передачи тока. Качество сплавления характеризуется также для
транзисторов обратными токами переходов, а для диодов — обрат-
ными напряжениями. Обратные токи переходов должны быть как
можно меньшими, а обратные напряжения-—как можно большими.
В производстве полупроводниковых приборов для разбраковки
электронно-дырочных переходов на полупроводниковых пластинах
по форме ВАХ и другим параметрам используют несколько различ-
ных установок, например ЖК 50.46, Зонд-Al и др.
Приваривают кристаллодержатели к фланцам и выводам но-
жек, а также электродные выводы к выводам ножек на монтажно-
сварочных столах ИО 20.005, ИО 20.006 и др.
Напайку кристаллов с электронно-дырочными переходами на
ножки или кристаллодержатели выполняют в газовых конвейерных
печах ЖК 40.07, но наиболее прогрессивной является ориентиро-
ванная напайка на установках П-1398, ЭМ-415 и других, обладаю-
щая рядом преимуществ, основное из которых состоит в том, что
процент выхода годных изделий при напайке на установках выше
из-за отсутствия продолжительного нагрева, а появившийся брак
может быть легко устранен. Принцип действия установок П-1398 и
ЭМ-415 одинаков, но по конструкции они несколько отличаются
друг от друга.
Для присоединения электродных выводов к электродам и кон-
тактным площадкам электронно-дырочных переходов разработано
несколько методов, основными из которых являются: пайка, свар-
ка, термокомпрессионная сварка (термокомпрессия), ультразвуко-
вая пайка и комбинированные методы. Наиболее широко применя-
218
ют термокомпрессию, так как этот метод позволяет надежно при-
соединять электродные выводы к контактным площадкам
электронно-дырочных переходов размерами в несколько десятков
микрон, глубины залегания которых составляют единицы и доли
микрон. Для присоединения электродных выводов в настоящее
время создано много различных установок.
§ 46. Установка для контроля параметров
электронно-дырочных переходов
S)
Рис. 95. Блок-схемы приборов:
а — для снятия вольгамперных характеристик,
б — для измерения статического коэффициента
передачи тока
Для контроля оптимальности и правильности выбора режимов
изготовления р—«-переходов и своевременной отбраковки дефект-
ных переходов проверяют вольтамперные характеристики перехо-
дов на электроннолучевой
трубке осциллографа и ста-
тический коэффициент пере-
дачи тока транзисторных
структур.
Блок-схема прибора для
проверки вольтамперных ха-
рактеристик приведена на
рис. 95, а. Полупроводнико-
вый прибор или кристалл с
р—«-переходами устанавли-
вают в контактное приспо-
собление К.П, телефонным
ключом К подают напряже-
ние от источника переменно-
го тока ИПН поочередно на
любые два электрода р—«-
перехода. Осциллограмму
вольтамперной характери-
стики наблюдают на экране
электроннолучевой трубки
ЭЛ осциллографа. В осцил-
лограф входят блок питания
БП и усилителя вертикаль-
ного У В и горизонтального У Г отклонения.
Блок-схема прибора для измерения статического коэффициента
передачи тока показана на рис. 95, б. Автотрансформатором источ-
ника постоянного коллекторного напряжения ИКН устанавливают
заданное напряжение на коллекторе транзистора ПП, автотрансфор-
матором источника постоянного базового тока ИБТ устанавливают
заданный ток на эмиттере, а по микроамперметру цА в цепи базы
читают значение базового тока. Зная величины коллекторного /с
и базового /в токов, легко определить статический коэффициент
передачи тока -
^Ч\Е— ,
* в
219
Напряжение между эмиттером и базой замеряют вольтметром V.
Установка для снятия вольтамперных характеристик и контро-
ля статического коэффициента передачи тока состоит из стола и
скафандра, приспособления для проверки вольтамперных характе-
ристик и электрического блока. Стол и скафандр являются основа-
нием установки для снятия вольтамперных характеристик, а блоки
электрической схемы размещены под скафандром.
Рис. 96. Контактное приспособление для проверки вольтамперных характери-
стик:
1 — зонд, 2— подвижная планка, 3—кронштейн, 4 н 9 — верхний и нижний ползуны, 5 и
€ — микрометрический винт, 7 — храповой механизм, 8 и 10— призмы, 11 — регулировоч-
ный винт, 12 — капельница, 13 — пробка, 14 — столик, 15 — специальное устройство, 16 —
груз, 17 — ручка, 18 — плита
Контактное приспособление для проверки вольтамперных харак-
теристик электронно-дырочных переходов на пластине, показанное
на рис. 96 представляет собой винтовой микроманипулятор, обес-
печивающий перемещение столика с закрепленной на нем пласти-
ной с электронно-дырочными переходами в двух взаимно перпен-
дикулярных направлениях и контакт игл зонда с р—«-переходами.
На столик 14 укладывают полупроводниковую пластину с элек-
тронно-дырочными переходами. Отверстия столика соединены с
вакуумной системой, и за счет разности давлений пластина удержи-
вается неподвижно на столике. Для отключения столика от ваку-
умной системы служит пробка 13. Столик закреплен на подвижной
220
планке 2, которая верхним ползуном 4 и микрометрическим вин-
том 5 может перемещаться вдоль приспособления, а нижним пол-
зуном 9, микрометрическим винтом 6 и храповым механизмом 7
столик может перемещаться на заданный шаг во взаимно перпен-
дикулярном направлении. Нижний и верхний ползуны перемеща-
ются по шариковым опорам, находящимся в призмах 8 и 10.
При контроле вольтамперных характеристик и измерении /г21в
иглы зонда 1 опускают на контактные площадки р—«-переходов.
Усилие нажима игл зонда на контактные площадки р — «-переходов
регулируют передвижением груза 16 по рычагу. Поворотом ручки 17
с помощью специального устройства 15 можно плавно поднимать
и опускать зонд. Концы игл зонда для улучшения контакта позоло-
чены. Одна игла, контактирующая с эмиттером р— «-перехода сдела-
на подвижной, а другая, контактирующая с базой р—«-перехода, —
неподвижной.
На кронштейне к плите 18 приспособления крепится капельни-
ца 12, предназначенная для заливки бракованных р—«-переходов
красящим веществом. Применение специальных магнитных чернил
для заливки бракованных переходов позволяет легко извлечь маг-
нитом кристаллы с забракованными переходами после разрезки
полупроводниковых пластин на кристаллы. Кронштейн 3 предна-
значен для установки микроскопа. Устанавливают иглы зонда на
контактные площадки перехода под микроскопом.
Перед началом работы необходимо тщательно протереть столик
и иглы зонда этиловым спиртом. При установке на столик (столик
контактирует с коллекторной областью переходов) полупроводни-
ковую пластину с переходами следует сориентировать так, чтобы
левая игла зонда контактировала с базой, а правая — с эмиттером.
Ориентируют пластины визуально, вращая регулировочный винт
//, который поворачивает столик. Храповым механизмом 7 осуще-
ствляется грубая подача столика с пластиной на шаг 2 мм. Затем
микрометрическим винтом 5 визуально устанавливают контактные
площадки перехода точно под иглы зонда.
Капельницу заполняют красящим веществом через отверстие в
верхней части. Шариковые опоры манипулятора, предназначенные
для перемещения столика, и микрометрические винты смазывают
трансформаторным маслом один раз в месяц.
Электрический блок состоит из источников питания цепей базы
и коллектора контролируемого транзистора, источника питания
осциллографа и приставки.
Источник питания цепи базы транзистора обеспечивает на вы-
ходе выпрямленное напряжение 3 В при токе 10 мА и 30 В при то-
ке 10 и 100 мА. В источник питания цепи базы входят автотранс-
форматор, трансформатор и выпрямитель. Напряжение на выходе
выпрямителя контролируют вольтметром, а ток базы — миллиам-
перметром. Переключатель служит для изменения пределов изме-
рения измерительных проборов.
Источник питания цепи коллектора транзистора обеспечивает
на выходе выпрямленные напряжения 6 В при токе 2 А и 60 В при
221
токе 100 мА. В источник питания цепи коллектора также входят
автотрансформатор, трансформатор и выпрямитель. Напряжение
и ток контролируют измерительными приборами. Один из переклю-
чателей служит для изменения пределов измерения напряжений, а
другие—-для изменения пределов измерения измерительных при-
боров.
Источник питания осциллографа имеет выходное выпрямленное
напряжение 250 и 650 В. Напряжение 250 В используется для пи-
тания анодных цепей ламп усилителей вертикального и горизон-
тального отклонения. Суммарное напряжение (900 В) использует-
ся для питания электроннолучевой трубки. В источник питания
осциллографа входят трансформатор и два выпрямителя, собран-
ные на двух кенотронах, имеющих на выходе 250 и 650 В. На элек-
троды трубки подается напряжение, снимаемое с делителя, состоя-
щего из резисторов.
В осциллограф кроме источника питания входят электроннолу-
чевая трубка и усилители вертикального и горизонтального откло-
нения, собранные на лампах.
Напряжение на коллекторе транзистора задают с помощью
приставки, входящей в электрический блок установки, которая со-
стоит из трансформатора, переключателя, телефонного ключа и
лампочки.
Трансформатор имеет на выходе напряжение от 5 до 100 В,
изменяемое переключателем ступенчато. Телефонный ключ обеспе-
чивает поочередную подачу напряжения на любые два электрода
р—«-переходов транзистора. Индикатором включения в сеть при-
ставки служит лампочка.
Для проверки формы вольтамперных характеристик р—«-пере-
ходов необходимо поместить пластину с р—«-переходами на столик
приспособления, опустить иглы зонда на контактные площадки пе-
рехода, поставить переключатель в положение «Осциллограф-ха-
рактериограф». Затем ключом подать напряжение на нужные
электроды перехода и на трубке осциллографа наблюдать получен-
ную осциллограмму (вольтамперную характеристику). Режим про-
верки вольтамперных характеристик и их вид обычно приведены в
технологической документации на изготовление конкретного полу-
проводникового прибора.
Для измерения статического коэффициента передачи тока необ-
ходимо поместить пластину с р—«-переходами на столик приспо-
собления и опустить иглы зонда на контактные площадки р—«-пе-
рехода. Ручками /с и Uc установить и подать требуемый ток и на-
пряжение коллектора на переход, а затем на шкале измерительного
прибора базового тока прочесть значение тока базы.
Техническая характеристика установки для снятия вольтампер-
ных характеристик и измерения статического коэффициента пере-
дачи тока приведена ниже.
Максимальное перемещение пластины
с переходами в двух взаимно пер-
пендикулярных направлениях, мм 40
222
Расстояние между осями игл зонда, мм 0,1
Радиус заточки игл зондов, мм . . . 0,018—0,02
Полярность контролируемых транзи-
сторов . ......................... п — р — п
Схема измерения h2}E.............. С общим
эмиттером
Пределы регулирования тока базы
при измерении Н2\е, мА............ 0—10
0—100
Пределы регулирования тока коллек-
тора при измерении /i2ib, мА .... 0—10
0—100
0—500
0—2000
Пределы регулирования напряжения
коллектора при измерении h2iE, В 0—6
0—60
0—200
Погрешность измерения /i2ib, % . . . 10
Пределы регулирования напряжения,
подаваемого на р — «-переход при
снятии ВАХ (регулировка ступенча-
тая), В ........................... 5—100
Время прогрева электрического блока,
мин . ............................ 20
§ 47. Автомат дря разбраковки полупроводниковых
пластин со структурами
Автомат «Зонд-Al» (рис. 97), предназначенный для автомати-
ческой разбраковки полупроводниковых пластин с диодными, тран-
зисторными и интегральными структурами по статическим пара-
метрам с последующей маркировкой бракованных структур, рас-
считан на разбраковку структур с размерами не более 3X3 мм,
имеющих контактные площадки не менее 0,06x0,06 мм и состоит
из манипулятора 2, предметного столика 3, держателя головки 5,
зондодержателей 4, маркирующей головки, блоков управления и
электрооборудования 7, а также микроскопа 6, смонтированных на
основании 1.
Манипулятор (рис. 98) предназначен для перемещения предмет-
ного столика с проверяемой пластиной в двух взаимно перпендику-
лярных направлениях и состоит из двух кареток 1 и 3, перемещаю-
щихся по призматическим направляющим во взаимно перпендику-
лярных направлениях с помощью гаек 10 и винтов 7, приводимых
в движение шаговыми электродвигателями 5 (ШДР-721) через
мембранную муфту 6. Движение от гаек 10 к кареткам передается
через консоли 4. Люфт в системе винт-гайка и прижим консолей к
гайкам устранен пружинами 2, а погрешность изготовления коррек-
тируется специальной линейкой 9. Конечные выключатели 8 огра-
ничивают перемещение кареток.
Предметный столик (рис. 99) служит для закрепления вакуум-
ным присосом и ориентирования полупроводниковых пластин отно-
сительно осей манипулятора. Ориентируют пластины поворотом
223
диска 2, соединенного через мембрану 5 со столиком 6, а фиксация
поворотной части предметного столика осуществляется разрежени-
ем, создаваемым в полости 10. Мембрана выполняет также роль
вертикальной направляющей столика 6. Столик 6 может переме-
щаться вертикально вверх при включении электромагнита 1, свя-
занного через тягу 4 с клиновым ползуном 8. Величина хода опре-
деляется ходом ползуна и регулируется вращением упорного винта
9 и передвижением электромагнита 1 по пазу угольника 3. Пружи-
на 7 прижимает клин к ползуну 8. Контролируется верхнее положе-
ние столика бесконтактным датчиком.
Рис. 97. Автомат «Зонд-Al» для разбраковки полупроводнико-
вых пластин со структурами:
1 — основание, 2 — манипулятор, 3 — столик, 4 — зондодержателн, 5 —
держатель головки, 6 — микроскоп, 7 — электрический блок
Держатель головок (рис. 100) предназначен для установки зон-
довых и маркирующих головок, а также размещения розеток 2 и 9
для подсоединения зондодержателей и зондодержателей-датчиков и
представляет собой два кольца 10 и И, соединенных с рычагом 1, ко-
торый может поворачиваться вокруг оси 3 и фиксироваться в трех
положениях с помощью стержня 5 и пластины 4. В верхнем положе-
нии держателя устанавливают измеряемые пластины на предмет-
ный столик и размещают зондодержателн и маркирующие головки,
в среднем — очищают зонды, а нижнее — рабочее. Эти положения
держатель головок занимает при воздействии на рычаг 8. Ручкой
7 можно одновременно перемещать зондодержатель и маркирую-
щие головки по высоте, а по лимбу 6 отсчитыают вертикальное
перемещение.
224
Рис. 98. Манипулятор:
1 и 3 — каретки, 2 —пружины, 4 — консоли, 5 — шаговые электродвигатели,
6 — мембранная муфта, 7 — винты, 8 — конечные выключатели, 9 — спе-
циальная линейка, 10 — ходовая гайка
Рис. 99. Предметный столик:
1 — электромагнит, 2 — диск, 3 —угольник, 4 —тяга, 5 —мембрана, 6 —сголик, 7 — пру-
жина, 8 — ползун, 9 — упорный винт, 10 — полость
8 Моряков О. С.
Зондодержатель (рис. 101) служит для крепления инструмента
(зонда) и выполнения с помощью собственного манипулятора на-
ладочного совмещения его с контактной площадкой на полупро-
водниковой пластине. Крепится зондодержатель к кольцу 10 (см.
рис. 100) винтом 4 (см. рис. 101), а зонд 17 фиксируется в держа-
2 3
Рис. 100. Держатель головок:
1 и 8 — рычаги, 2 и 9— розетки, 3 — ось, 4 — пластины, 5 — стержень,
8 —лнмб, 7 — ручка, 10 н И — кольца
теле 15 пружиной 1. Рычаг 9 крепится к ползуну 12 манипулятора
пластиной 8, используемой как шарнир. Движение зонда 17 вниз
ограничено упором 16, закрепленным на планке 13. Манипулятор
зондодержателя представляет собой шарнирный механизм с осью 10,
ползуном 12 и шарниром 7. Ползун прижимается к корпусу 3 пру-
жиной 11 и фиксируется винтом 5. Точная настройка зонда по вы-
226
соте выполняется вращением винта 6, вызывающего при этом уп-
ругую деформацию корпуса 3. Плавная регулировка силы прижи-
ма зонда к контактной площадке полупроводниковой пластины
производится вращением винта 2, изменяющего длину пружины 14.
При замене зонда необходимо ослабить винт 18.
Зондодержатель-датчик отличается от зондодержателн тем, что
имеет упор 16 и контактную группу. При работе автомата предмет-
ный столик с полупроводниковой пластиной приподнимается вверх
и при касании зондом пластины размыкается цепь контактной груп-
пы. Если полупроводниковой пластины нет на предметном столике
или она разбракована, контакты остаются замкнутыми и через оп-
Рис. 101. Зондодержатель:
1, 11 и 14 — пружины, 2, 4, 5, 6 и 18 — винты, 3 — корпус, 7 — шарнир, 8 — пластина, 9 —
рычаг, 10 — ось шарнирного механизма, 12 — ползун, 13—планка, 15— держатель, 16—
упор, 17 — зонд
ределенное время на пульт управления поступает сигнал об окон-
чании разбраковки.
Зонд представляет собой иглу из твердого сплава Т5КЮ, ост-
рый конец которой заточен в форме сферы с радиусом 0,025 мм и
обработан по 12-му классу чистоты.
Маркирующая головка (рис. 102), которой наносят краску на
бракованные структуры, по конструкции во многом напоминает
зондодержатель, но отличается от него наличием бачка 1 и плун-
жера 2 с рычажно-электромагнитным приводом. Бачок крепится к
держателю 5, соединенному с ползуном 15 винтами и пружиной 17.
Плунжер, закрепленный винтом на корпусе, приводится в воз-
вратно-поступательное движение электромагнитом 10. При вклю-
чении электромагнита якорь 11 притягивается к сердечнику 9 и
через стержень 12 поворачивает относительно оси 13 рычаг 14 со
стойкой 16 и держателем 3.
Ход плунжера регулируется вращением гаек 18 и перемещени-
ем электромагнита 10 относительно корпуса 7 и фиксируется вин-
8* 227
том 8. При регулировке необходимо обеспечить соосность плунже-
ра 2 с бачком 1, для чего следует выставить держатель 3 относи-
тельно стойки 16 и зафиксировать гайкой 4. Нормальный зазор
между электромагнитом и сердечником должен быть установлен в
пределах 0,1—0,3 мм, а плунжер должен выступать из капилляра
бачка на 0,5—1 мм (устанавливают вращением винта 19). При ра-
боте автомата плунжер 2 не должен касаться полупроводниковой
пластины. Размер маркировочного пятна краски регулируется по-
ложением бачка 1 и плунжера 2 вращением винтов 6 и 19. Размеры
плунжера и бачка подбирают в зависимости от требуемого размера
маркировочного пятна.
Электрооборудование предназначено для питания и управления
автоматом и включает ряд блоков, с помощью которых осуществля-
ется работа шаговых двигателей, предметного столика, зондовых и
Рис. 102. Маркирующая головка:
/ — бачок, 2 — плунжер, 3 и 5 —держатели, 4 и 18— гайки, 6, 8 и 19 — винты, 7 — корпус,
9 — сердечник, 10 — электромагнит, 11 — якорь, 12 — стержень, 13 — ось, 14 — рычаг, 15 — пол-
зун, 16 — стойка, 17 — пружина
маркирующих головок, сигнализации и разбраковки полупроводни-
ковых структур по статическим параметрам. Управление автоматом
сосредоточено на верхней и нижней панелях. В автомате установлен
микроскоп МБС-1.
Автомат «Зонд-Al» является универсальным устройством и при
соответствующей наладке на нем можно разбраковывать диодные,
транзисторные и интегральные структуры. Для автоматической раз-
браковки структур автомат должен иметь соответствующий изме-
ритель параметров. После необходимой наладки автомата полупро-
водниковую пластину со структурами укладывают на предметный
столик и закрепляют присосом, а затем включают автомат. При ра-
боте предметный столик с полупроводниковой пластиной автомати-
чески поднимается до соприкосновения с зондами, в этот момент
измеряемый параметр сравнивается с заданным и, если он соответ-
ствует требуемому, предметный столик опускается и перемещается
228
на очередной заданный шаг. Если измеренный параметр не соответ-
ствует заданному, маркирующая головка получает команду и бра-
кованная структура автоматически заливается краской. В автомате
предусмотрена заливка бракованных структур краской двух цветов.
Об окончании измерений автомат сигнализирует включением зумме-
ра и загоранием лампочки. Зуммер включается и тогда, когда не-
прерывно следует брак.
Так как автомат «Зонд-Al» является довольно сложным устрой-
ством, его наладка и обслуживание должны поручаться наладчику
5-го разряда и выше. При наладке, выполнении ежедневных и пе-
риодических контрольно-профилактических, а также ремонтных ра-
бот следует руководствоваться техническим описанием и другой до-
кументацией. Техническая характеристика автомата «Зонд-А1»
приведена ниже.
Частота контактирования при шаге
1 мм, циклы/ч ....................... 9000
Количество зондовых головок, шт. . . 20
Количество маркирующих головок,
устанавливаемых вместо зондовых,
шт...................................... 4
Ход столика по осям х и у, мм . . . 60X60
Шаг перемещения столика, мм . . . 0,01 до 9,99
Непараллельность перемещения плос-
кости предметного столика по
осям х и у на длине 50 мм, мкм,
не менее.......................... 10
Неперпендикулярность перемещения
рабочей плоскости предметного сто-
лика по осям х и у на длине хода,
мкм, не более..................... 5
Точность перемещения предметного
столика по осям х и у на расстояние
60 мм, мкм, не менее.............. 15
Скорость перемещения предметного
столика по осям х и и, мм/с, не ме-
нее .............................. 4
Время подъема и опускания предмет-
ного столика, с, не более......... 0,2
Наименьшее расстояние между рабо-
чими точками двух соседних зондов
при отсутствии контактирования
между ними, мм, не более.......... 0,1
Наладочные перемещения зонда в го-
ризонтальной плоскости должны
быть в пределах круга диаметром,
мм, не менее...................... 2
Величина контактного усилия зонда,
регулируемая индивидуально, гс,
в пределах........................ 0,05—0,15
Ход плунжера маркирующей головки,
регулируемый индивидуально, мм,
в пределах........................ 1—3
Напряжение питания, В.................... 220
Максимальная потребляемая мощ-
ность, Вт............................. 300
Габариты, мм........................ 650X700X650
Масса, кг................................ 90
229
§ 48. Монтажно-сварочные столы
Для выполнения сварочных операций в процессе сборки полупро-
водниковых приборов обычно применяют монтажно-сварочные сто-
лы нескольких типов: ИО 20.003; ИО 20.005; ИО 20.006; ИО 20.012;
ИО 20.014; ИО 060.003; ИО 060.062 и др. Рассмотрим столы
ИО 20.005 и ИО 20.006.
Монтажно-сварочный стол ИО 20.005 имеет игнитронный регу-
лятор времени сварки, а ИО 20.006 — конденсаторный дозировщик
энергии. По конструкции оба стола одинаковы и различаются толь-
ко электрическими схемами. Техническая характеристика монтаж-
ных сварочных столов приведена ниже.
Характеристика Тип стола
ИО 20.005 ИО 20.006
Номинальная мощность сварочного трансформато- ра, кВА 3 2,2
Напряжение на вторичной обмотке сварочного трансформатора, В 7 5
Время протекания сварочного тока, с 0—0,01 —
Диапазон регулирования напряжения зарядки кон- денсаторов, В — 0—300
Диапазон регулирования силы сжатия сваривае- мых деталей, кг 2—25 2—18
Диапазон регулирования емкости конденсаторного блока, мкФ 10—310
Наибольший ход электродов, мм 20 20
Наибольшая суммарная толщина свариваемых де- талей из никеля, мм 3 1
Применяемая энергетика (однофазная сеть пере- менного тока): напряжением, В 220 220
частотой, Гц 50 50
Однофазная осветительная сеть: напряжением, В 220 220
частотой, Гц 50 50
воздушная магистраль (сухой очищенный воз- дух), ат 1,8 1,8
Габариты, мм 1000X650x1160
Монтажно-сварочный стол (рис. 103) состоит из стола 8, кол-
пака 5, клюва 4 с системой привода и педалью 7, блока электрообо-
рудования 10 со сварочным трансформатором 9.
Стол представляет собой металлическую сварную конструкцию,
на которой смонтированы остальные элементы. В левой части стола
расположен шкаф 1 для хранения инструмента, а в правой — блок
электрооборудования.
Колпак служит для защиты деталей полупроводниковых прибо-
ров от загрязнений при сборке. Для подачи очищенного и осушен-
ного воздуха в пространство, ограниченное колпачком, служат
230
трубопроводы и краны. При помощи крана, находящегося слева от
ключа, обдуваются детали полупроводниковых приборов в процес-
се сварочных работ. Осушенный и очищенный воздух подают под
колпак с давлением 1,8 кгс/см2. Под колпаком находятся лампа
дневного света, включаемая тумблером, расположенным на рефлек-
торе 6 колпака, и вся пусковая аппаратура к ней. Колпак оснащен
козырьком 3 и лупой 2.
На рис. 104 показан клюв с системой привода, который крепит-
ся на корпусе 7. При нажатии на педаль 13 через муфту 12, тягу
11 и траверсу 17 движение передается на держатель 1, который
начинает опускаться. Педаль создает предварительное сжатие на
электродах 3, 4 и 6, которые крепятся гайкой 2 и держателем 5, а
также последовательно включают микровыключатели электромаг-
Рис. 103. Монтажно-сварочный стол:
/—шкаф, 2 — лупа, 3 — козырек, 4 — клюв, 5 — колпак,
6— рефлектор, 7— педаль, 8 — стол, 9 — трансформатор,
10 — блок электрооборудования
нита 18. Движение педали вниз ограничивается упорным винтом 14.
Окончательно сжимаются свариваемые детали электромагнитом,
действующим через пружину 16 на подвижную часть клюва.
Регулируют усилие сжатия свариваемых деталей, вращая втул-
ку 15, перемещением которой вдоль шкалы 10 с миллиметровыми
делениями позволяет оценить величину сжатия. Реечная передача
21 с втулкой 23 обеспечивает регулирование хода сердечника 19
электромагнита 18. Ручкой 20 фиксируют реечную втулку 23. За-
зор величиной 1—2 мм между сердечником 19 и нижней крышкой
(ярмом) 9 электромагнита регулируют, вращая ручку 22, когда
подвижная часть клюва находится в крайнем нижнем положении.
Подвижная часть клюва уравновешивается натяжением спираль-
ной пружины амортизатора 8, вращая ручку которого устанавли-
вают необходимое возвратное усилие, обеспечивающее плавное
опускание подвижной части клюва под действием его нескомпенси-
рованной массы. Соосность электродов 4 и 6 и устранение углового
231
Рис. 104. Механическая часть мон-
тажно-сварочного стола (клюв
с системой привода):
1 И 5 — держатели, 2 — гайка, 3, 4 и 6 -
электроды, 7 — корпус, 8 — амортизатор,
9 и 18 — электромагниты, 10 — шкала,
11 — тяга, 12 — муфта, 13 — педаль, 14 —
винт, 15 и 23 — втулки, 16 — пружина,
17 — траверса, 19 — сердечник, 20 и 22 —
ручки, 21 — реечная передача
люфта подвижной части клюва достигается регулированием экс-
центриковых осей.
Блок электрооборудования расположен с правой стороны стола
и представляет собой выд-
вижную панель, на которой
смонтирована электроаппа-
ратура. На лицевой стороне
блока размещены ручки уп-
равления с соответствующи-
ми надписями, сигнальная
лампа, измерительный при-
бор. Сварочный трансфор-
матор крепят с нижней сто-
роны столешницы стола.
Электрическая схема
монтажного сварочного сто-
ла с конденсаторным дози-
ровщиком энергии показана
на рис. 105, а. Питание элек-
троблока монтажного сва-
рочного стола и лампы днев-
ного света производится
раздельно от сети 220 В.
Штепсельные разъемы Ш2 и
Ш4 служат для подключе-
ния к силовой и осветитель-
ной сетям других столов од-
ной линии. Подключаются
монтажные столы к элек-
трической сети штепсель-
ными разъемами Ш1 и ШЗ.
Выключателем ВЗ включа-
ется питание монтажного
стола, а выключателем
ВИ — лампа дневного света.
При переводе переключате-
ля В4 в положение «Сварка»
происходит зарядка конден-
саторов С1—С5 через выпря-
митель Д1 до амплитудного
значения переменного напря-
жения, устанавливаемого
автотрансформатором Тр2.
Напряжение заряда конден-
саторов контролируется по вольтметру ИП.
При нажатии на педаль первыми замыкаются контакты микро-
переключателя В1, включающие электромагнит ЭМ, затем замыка-
ются контакты микропереключателя В2, включающие промежуточ-
ное реле Р1. При срабатывании реле Р1 контакты Р1а размыкают-
232
Рис. 105. Электрические схемы монтажно-сварочных столов:
а —с конденсаторным дозировщиком анергии, б —с игнитронным регулятором времени сварки
ся и отключают питание конденсаторов С1—С5, контакты Р1б,
Р1в включают батарею конденсаторов на разряд. Сварочный транс-
форматор ТрЗ преобразует разряд конденсаторной батареи в сва-
рочный импульс большой силы тока и низкого напряжения.
Количество сварочной энергии регулируется изменением сум-
марной емкости конденсаторов С1—С5, а также изменением напря-
жения зарядки конденсаторов, осуществляемым автотрансформа-
тором Тр2. После прекращения работы на монтажно-сварочном
столе происходит автоматическое снятие напряжения с конденсато-
ров при разряде их на резисторах R3—R7, которые шунтируют
каждый конденсатор батареи.
Электрическая схема монтажно-сварочного стола с игнитрон-
ным регулятором времени сварки показана на рис. 105, б. Питание
электроблока монтажного стола и лампы дневного света произво-
дится раздельно от сети 220 В. Включают силовую сеть выключа-
телем ВЗ, а лампы дневного света — выключателем В5. При вклю-
чении выключателей ВЗ и В4 напряжение подается на первичную
обмотку трансформатора Тр1, а следовательно, и на тепловое реле
времени Р2. Через 5—8 мин реле времени Р2 срабатывает и контак-
тами Р21 включает реле Р1. Когда реле Р1 сработает, замкнутся
контакты Р13 и Р14 и разомкнутся контакты PH, которые отклю-
чают питание реле времени Р2. Контакт Р12 срабатывает на бло-
кировку. На этом заканчивается подготовка электрической схемы
к сварке.
Сварка протекает следующим образом. При нажатии на педаль
вначале замыкаются контакты микропереключателя BI, включаю-
щего электромагнит, а затем замыкаются контакты микропереклю-
чателя В2 и при положительной полуволне через тиратрон Л1 за-
ряжается конденсатор С2 до амплитудного напряжения сети. Под-
жигание игнитрона ЛЗ происходит при разрядке конденсатора С2
через тиратрон Л4, дроссель Др2 и поджигатель игнитрона ЛЗ.
С момента поджигания игнитрона ЛЗ во вторичной обмотке транс-
форматора Тр2 возникает импульс и происходит контакная элек-
тросварка деталей.
Изменением угла сдвига по фазе и напряжения сеточного сме-
щения можно регулировать угол поджигания игнитрона ЛЗ. Регу-
лируют угол зажигания игнитрона от 20 до 90е переменным рези-
стором R4 в цепи сетки тиратрона Л4 (на лицевой панели блока
электрооборудования это — режим А) при переключении выключа-
теля В6 вверх. Регулируют угол зажигания игнитрона от 90 до 160°
переменным резистора R4 (режимы Б и В) при переключении вы-
ключателя В6 вниз.
При прохождении сварочного импульса через первичную обмот-
ку сварочного трансформатора Тр2 происходит зарядка конденса-
тора С1 и запирание зарядного тиратрона Л1. При отпускании
педали замыкаются нормально закрытые контакты микропереклю-
чателя В1. При этом происходит разряд конденсатора С1 на ре-
зистор R3 и тиратрон Л1 отпирается. При следующем нажатии на
педаль цикл сварки повторяется.
234
Дозирование энергии в данной схеме производится игнитронным
регулятором времени сварки, продолжительность сварки регулиру-
ется от 0 до 0,01 с, а сила тока — в пределах, определяемых одной
полуволной синусоидального напряжения. Схема регулятора вре-
мени сварки обеспечивает прохождение одного сварочного импуль-
са при каждом нажатии на педаль.
При работе на монтажно-сварочном столе необходимо соблю-
дать следующий порядок:
подготовить рабочее место, положив на столешницу необходи-
мые детали;
проверить заземление монтажного стола;
открыть краны воздушной системы, включить «Общий тумб-
лер» и тумблеры «Сварка» и местного освещения, затем устано-
вить защитный козырек и лупу в удобное для проведения сварки
положение;
установить свариваемые детали между электродами и, нажи-
мая на педаль, произвести сварку.
При наладке необходимо отрегулировать ход сердечника элек-
тромагнита, для чего подвижную часть клюва опустить до сопри-
косновения электродов со свариваемыми деталями. Правой ручкой
20 (см. рис. 104) освободить реечную втулку 23 и вращать левую
ручку 22 до прекращения движения вниз штока сердечника 19
электромагнита 18. Далее, вращая левую ручку 22 по часовой
стрелке, поднять шток сердечника на 1—2 мм, а правой ручкой 20
застопорить реечную втулку 23.
Для проверки работы микропереключателей, управляемых пе-
далью, необходимо медленно перемещать педаль до упора 14,
после остановки подвижной части клюва проконтролировать нали-
чие двух щелчков микропереключателей. При отсутствии их необ-
ходимо укоротить тягу 11, вращая муфту 12.
Для установки сварочного режима необходимо поворотом ру-
чек режимов А, Б и В установить величину сварочного импульса
для монтажного сварочного стола ИО 20.005 и установить по
вольтметру ручкой «Регулятор напряжения» напряжение зарядки
конденсаторов для монтажно-сварочного стола ИО 20.006.
Для регулировки усилия сжатия свариваемых деталей необхо-
димо повернуть втулку 15 и по шкале 10 установить требуемое
усилие сжатия.
При наладке электрического блока монтажно-сварочных сто-
лов необходимо соблюдать правила безопасной работы с электри-
ческими установками.
§ 49. Установки для напайки кристаллов
с переходами на ножки
Рассмотрим устройство и работу установок П-1398 и ЭМ-415,
предназначенных для ориентированной напайки кристаллов
с электронно-дырочными переходами на позолоченные поверхности
235
ножек. Ориентированной такая напайка называется потому, что
при присоединении кристалл располагают относительно выводов
ножки таким образом, чтобы расстояние от его контактной пло-
щадки до соответствующего вывода ножки было минималь-
ным, обеспечивая тем самым наименьшую длину электродного
вывода. Схема ориентированной напайки кристалла показана на
рис. 106.
Установка П-1398 (рис. 107, а) состоит из монтажно-сварочного
стола ИО 20.0015 со скафандром, приспособления для напайки
и электрического блока.
На крышке монтажно-сварочного стола, являющегося основа-
нием установки, смонтировано приспособление для напайки, основ-
л бак. магистрали
Рис. 106. Схема ориентированной на-
пайки кристалла:
/ — вакуумный пинцет (инструмент), 2—
контактная площадка, 3 — кристалл, 4—
вывод ножки, 5 — ножка
производиться напайка
ными элементами которого
являются поворотная плита 15,
вертикальная стойка 9 с гори-
зонтальным кронштейном 10,
на котором укреплены скобы 2
и 4 с реле 3, штоком 5, труб-
кой 6 и трубчатой иглой-при-
соской 1, электронагреватель
и устройство для управления
присоской.
Поворотная плита 15 вруч-
ную может поворачиваться от-
носительно оси, образованной
цапфой 14 и винтом 13. Угол
поворота плиты ограничивает-
ся регулируемым упором. На
поворотной плите закреплен
электрический нагреватель,
предназначенный для подогре-
ва ножки транзистора (или
держателя диода), на которую
галла с переходами. На плите
15 находится столик 16 с дисками припоя и напаиваемыми кристал-
лами, который может свободно передвигаться по плите.
Совместно с горизонтальным кронштейном присоска может
опускаться и подниматься. В нерабочем состоянии присоска нахо-
дится в верхнем положении. Пружина 8 поджимает стержень 7
через шарикоподшипник к кулачку 11. Тросом 12 кулачок соединен
с правой педалью, при нажатии на которую происходит поворот
кулачка и опускание штока и кронштейна с присоской вниз.
При работе на установке в гнездо электронагревателя вставля-
ют ножку прибора. Вакуумной присоской на ножку прибора по-
дают сначала диск припоя, а затем кристалл с переходами, кото-
рые берут со столика 16, находящегося на поворотной плите. Эту
работу выполняют под микроскопом. Нажав на левую педаль,
через микровыключатель ' и электромагнитный клапан присоску
соединяют с вакуумным насосом. Диски припоя и кристаллы удер-
236
живаются на присоске атмосферным давлением, когда их подают
на ножку, вакуум отключают, освобождая левую педаль.
Во время пайки наконечник вакуумной присоски прижимают
к кристаллу. Процесс пайки происходит в результате нагрева
и механических колебаний наконечника присоски. Механические
колебания с частотой 50 Гц присоске сообщает реле 3, закреплен-
ное на корпусе присоски. Напайку кристаллов на ножки выполня-
ют в атмосфере азота, который подают от сети через резиновый
шланг, надетый на штуцер электронагревателя. Расход азота
контролируют по ротаметру.
Электрический блок (рис. 107, б) предназначен для питания
установки и регулирования температуры нагревателя. Температу-
ра рабочей зоны нагревателя автоматически поддерживается на
заданном уровне с точностью ±10° С терморегулирующим прибо-
ром (потенциометром ПП), установленным наверху скафандра.
Датчиком температуры служит хромель-копелевая термопара.
Электронагреватель, рассчитанный на напряжение 36 В, питается
от сети переменного тока через понижающий трансформатор Тр1.
Нагреватель имеет две секции спирали R1 и R2. Секция R2 вклю-
чается с помощью тумблера В4 и питается непрерывно во время
работы установки. Секция R1 включается и выключается контак-
тами КП реле Р2 в зависимости от уровня температуры в рабочей
зоне нагревателя, т. е. секцией R1 осуществляется поддержание
температуры на заданном уровне. Питание люминесцентных ламп
Л2 и ЛЗ, освещающих рабочую зону установки, а также осветите-
ля Л1 микроскопа осуществляется через электрический блок.
Ножным выключателем В6 и реле Р1 управляют электромаг-
нитным клапаном, который предназначен для соединения присоски
с вакуумным насосом или атмосферой.
Техническая характеристика установки П-1398 приведена ниже.
Производительность, шт./ч........ 60—80
Максимальная температура нагревате-
ля, °C .............................. 450
Точность поддержания температуры,
°C.......................... ±10
Напряжение питающей сети, В . . . . 220
Потребляемая мощность, Вт .... 300
Расход азота, л/ч.............. 40
Давление азота, кгс/см2......... 2
Необходимое разрежение для вакуум-
ной присоски, мм рт. ст.......... 50
Габариты, мм..................... 800X755X450
Перед началом работы необходимо проверить исправность ус-
тановки и удобно расположить детали и инструмент на столе. За-
тем надо включить электронагреватель рабочей зоны, установить
заданную температуру на терморегулирующем приборе, включить
подачу азота, поместить ножку прибора в гнездо электронагрева-
теля, подвести столик с прокладками припоя и кристаллами под
микроскоп и последовательно перенести на ножку прокладку при-
поя и кристалл с помощью присоски. Далее следует прижать иглу
238
присоски к кристаллу и включить вибратор, произвести пайку, а
затем выключить вибратор и вынуть ножку из гнезда нагревателя,
поместив ее в гнездо тары.
Установка П-1398 для ориентированной напайки кристаллов
проста по конструкции и надежна в эксплуатации, поэтому кроме
профилактического осмотра и смазки трущихся поверхностей де-
талей особой наладки не требует.
Установка ЭМ-415 (рис. 108), предназначенная для присоеди-
нения германиевых и кремниевых кристаллов к позолоченным кор-
пусам полупроводниковых приборов методом пайки, состоит из
Рис. 108. Установка ЭМ.-415:
1 — микроскоп, 2 — держатель, 3— вибратор, 4— линейка, 5—кулачок,
6 — тяга, 7 — рукоятка, 8 — стойка, 9 — нагреватель, 10 — рабочий инст-
румент
стола, механизмов перемещения, нагружения и привода инстру-
мента, микроскопа с держателем, нагревателя, газовой и вакуум-
ной систем, а также системы электрооборудования. Основанием
установки служит унифицированный металлический стол сварной
конструкции с деревянной столешницей, покрытой пластиком, на
которой расположены основные механизмы установки. Система
электрооборудования смонтирована в нише стола.
Механизм перемещения предназначен для периодического вве-
дения под рабочий инструмент и в поле зрения микроскопа на-
гревателя 9 с ножкой (или с держателем) или стойки 8 с кристал-
лами (и золотыми прокладками) и представляет собой шарнирный
двузвенник, одно звено которого вращается относительно непод-
вижной оси вместе с закрепленным на нем нагревателем, а второе,
на котором расположена стойка для кристаллов, имеющая воз-
239
можность вращаться вокруг собственной оси, шарнирно соединено
с первым. Нагреватель 9 служит для закрепления ножки (или
держателя) и нагрева ее до заданной температуры. Для ориенти-
рованного присоединения кристалла к ножке верхнюю часть
нагревателя можно вращать на угол 130° вместе с ножкой. В на-
гревателе применены четыре сменных унифицированных нагрева-
тельных элемента. Датчиком температуры является керамический
элемент сопротивления.
Механизм нагружения необходим для создания заданного уси-
лия рабочего инструмента 10 с кристаллом на золоченую поверх-
ность ножки, к которой он присоединяется, и вибрации инструмен-
та с кристаллом при этом в плоскости, перпендикулярной оси
инструмента. Необходимое усилие устанавливается перемещением
груза по специальной линейке 4. Амплитуда колебаний инстру-
мента регулируется вращением ручки переключателя напряжения.
Рабочая часть инструмента, изготовленного из стали, представляет
собой отверстие в виде усеченной четырехгранной пирамиды, в ко-
торое помещается квадратной формы кристалл, примерно, на одну
треть толщины. Удерживается кристалл в инструменте при пере-
носе вакуумом.
С помощью механизма привода инструмента осуществляется
опускание и подъем инструмента. Управляет механизмом привода
инструмента оператор левой рукой с помощью рукоятки 7, кото-
рая через систему рычагов и регулируемую тягу 6 может повора-
чивать кулачок 5, поддерживающий толкатель, который, в свою
очередь, перемещает механизм нагружения вместе с инструментом.
Изменением длины толкателя можно регулировать высоту подъе-
ма инструмента, а изменением длины тяги регулируют ход инстру-
мента по вертикали. На рукоятке управления механизмом привода
расположена кнопка включения и выключения вакуума.
Выполняют присоединение кристаллов к ножкам под микро-
скопом 1. В установке ЭМ-415 используется бинокулярный микро-
скоп МБС-1, закрепленный на специальном держателе 2, позво-
ляющем поворачивать его, устанавливая в нужное положение. При
работе на установке в поле зрения микроскопа поочередно попа-
дают стойка с кристаллами, ножка, расположенная на нагревате-
ле, а инструмент постоянно виден в микроскоп.
Газовая система установки предназначена для создания защит-
ной среды вокруг ножек, помещаемых в нагреватель 9, для охлаж-
дения ножек и присоединенных к ним кристаллов обдувом их
через отверстие в инструменте, а вакуумная система — для захва-
та и переноса кристаллов (и золотых прокладок) со стойки к
нагревателю. Управляют работой этих систем электромагнит-
ными клапанами, а вакуум создают специальным вакуумным
насосом.
Система электрооборудования служит для нагрева и автомати-
ческого поддержания температуры нагревателя на заданном уров-
не, освещения места присоединения кристаллов, автоматической
выдержки времени пайки и работы вибратора 3, сигнализации
240
о готовности установки к работе, а также о начале и окончании
процесса присоединения кристалла к ножке и др.
Принцип регулирования температуры электронным терморегу-
лятором основан на изменении среднего значения тока, протекаю-
щего через нагревательные элементы нагревателя и управляющего
углом отпирания кремниевого управляемого диода (тиристора).
Реле времени предназначено для автоматической установки вре-
мени выдержки присоединения кристалла к ножке. Время выдерж-
ки в реле задается при зарядке конденсатора через резисторы.
Техническая характеристика установки ЭМ-415 приведена
ниже.
Производительность, шт./ч . . . 900
Температура нагрева рабочей зоны
нагревателя, °C ................ 200—450
Точность поддержания установлен-
ной температуры, °C............. ±5
Время выхода нагревателя на ре-
жим, мин........................ 18
Выдержка времени присоединения,
с............................... 1—10
Размеры присоединяемых кристал-
лов, мм......................... 0,5X0,5—2x2
Усилие инструмента на место при-
соединения, гс.................. 10—140
Амплитуда колебаний торца инст-
румента, мм..................... 0,2—0,8
Ход инструмента по вертикали, мм 8
Применяемая энергетика (сеть пе-
ременного тока):
напряжением, В........................ 220
частотой, Гц................ 50
Технологическая среда:
Защитный газ:
давлением, ат...................... 2,5
расходом, м3/ч....................... 0,2
вакуум, мм рт. ст.................... 450
Габариты, мм ..................... 960 X 660X1185
Масса, кг................................ 95
§ 50. Некоторые сведения о термокомпрессии
Поскольку термокомпрессию наиболее часто используют для
присоединения выводов, остановимся на этом методе более под-
робно. Процесс термокомпрессии происходит при воздействии по-
вышенной температуры и давления, без применения припоя
и плавления. При термокомпрессии один из соединяемых металлов
(обычно электродный вывод) должен быть обязательно пластич-
ным, особенно при нагреве. Температура термокомпрессии не
должна превышать температуру образования эвтектики соединяе-
мых материалов. Оптимальной считают температуру, близкую
к температуре отпуска или отжига более пластичного металла.
Непременным условием получения прочного соединения являет-
ся чистота свариваемых материалов. При термокомпрессии дефор-
241
мируемый металл вытесняет из зоны соединения газы, жировые
и окисные пленки, находящиеся на поверхности более твердого
металла, и в результате соприкосновения чистых поверхностей
соединяемых металлов происходит их схватывание. Рассмотрим
три наиболее широко применяемых вида термокомпрессирования.
Последовательность выполнения шариковой термокомпрессии
показана на рис. 109. Шарик, образующийся оплавлением золотой
микропроволоки 1 диаметром от 18 до 50 мкм в пламени водород-
ной горелки 3 (рис. 109, а), вводят в соприкосновение с контакт-
ам д)
Рис. 109. Последовательность выполнения шариковой термо-
компрессии:
а — образование шариков, б— создание контакта шарнка с кристал-
лом, в — термокомпрессированне, г, е — вытягивание микропроволо-
ки, д — термокомпрессирование вывода к ножке; 1 — микропрово-
лока, 2 — капилляр, 3 — пламя горелкн, 4— кристалл, 5— вывод
ножки
ной площадкой кристалла 4, на которую предварительно нанесен
слой алюминия (рис. 109,6). При опускании твердосплавного или
рубинового капилляра 2 и приложении к нему некоторого усилия
(около 50 гс) шарик деформируется и довольно прочно присоеди-
няется к подогретому до 300° С металлическому слою контактной
площадки (рис. 109, в). Далее капилляр приподнимают, отводят
вместе с микропроволокой в сторону от кристалла (рис. 109, а)
и тормокомпрессируют микропроволоку к выводу ножки 5
(рис. 109, д), имеющей позолоченную поверхность и подогретую
до указанной температуры. Затем приподнимают капилляр
(рис. 109, е), вытягивая микропроволоку с катушки и пламенем
горелки отрезают ее, образуя при этом два шарика (см. рис. 109, а).
Процесс проводят в атмосфере азота.
242
Очень похожа на описанную термокомпрессия сшиванием.
Микропроволоку 1 диаметром от 18 до 75 мкм из алюминия или
золота пропускают через отверстие твердосплавного капилляра 2,
обрезают ее конец ножницами 3 и загибают под прямым углом
(рис. ПО, а). Далее капилляр с микропроволокой совмещают
с контактной площадкой кристалла 4 (рис. 110,6), покрытой сло-
ем алюминия и подогретой до 300° С, и через капилляр прижимают
микропроволоку к контактной площадке с усилием 25 гс
(рис. ПО, в). При этом капилляр нагревают до температуры
Рис. ПО. Последовательность выполнения термокомпрессии
сшиванием:
а — обрезание и загибание вывода, б — совмещение вывода с кри-
сталлом, в — термокомпрессирование, г, е — вытягивание микропро-
волоки, д — термокомпрессирование вывода к иожке; 1 — микропро-
волока, 2 — капилляр, 3 — ножницы, 4 — кристалл, 5 — вывод ножки
165° С и процесс проводят в атмосфере азота. Под действием уси-
лия и температуры микропроволока деформируется и прочно при-
соединяется к контактной площадке. Затем капилляр отводят
в сторону, разматывая микропроволоку с катушки (рис. ПО, г),
термокомпрессируют электродный вывод к выводу ножки 5
(рис. 110,3), после чего капилляр поднимают (рис. ПО, е), а вы-
вод обрезают ножницами.
Описанные способы термокомпрессионной сварки предназначе-
ны в основном для присоединения довольно толстых электродных
выводов к соответствующего размера контактным площадкам. Для
присоединения электродных выводов из золота диаметром 10—
12 мкм к контактным площадкам 26X70 мкм применяют третий
способ, выполняемый инструментом 2 в виде клина (иглы), изго-
товленного из сапфира. Термокомпрессию проводят в атмосфере
азота к нагретым до температуры 300° С позолоченным элементам
243
кристалла и ножки. Микропроводы 4 с катушки подают через
стеклянный капилляр 3 и совмещают его конец с контактной пло-
щадкой кристалла 1 и иглой (рис. 111, а), опускают иглу, нагру-
жая ее определенным усилием в течение заданного времени и тер-
мокомпрессируют микропровод (рис. 111,6). Затем вытягивают
микропровод из капилляра (рис. 111, в), термокомпрессируют его
к выводу 6 ножки 5 (рис. 111, г), отводят иглу и капилляр, а за-
тем обрезают (рис. 111, д) ножницами 7 или обрывают конец
электродного вывода.
Рис. 111. Последовательность термокомпрессирования иглой:
а — совмещение вывода с кристаллом, б — термокомпрессирование микропро-
вода, в — вытягивание микропроволоки, г — термокомпрессирование вывода
к ножке, д — обрезка вывода; 7— кристалл, 2 — инструмент, 3 — капилляр,
4 — микропровод, 5 — ножка, 6 — вывод ножкн, 7 — ножницы
§ 51. Оборудование для присоединения
электродных выводов
Из многочисленных конструкций установок для присоединения
электродных выводов к контактным площадкам и выводам ножек
рассмотрим приспособление ЖК 44.07 и установку «Контакт-1А»,
предназначенные для термокомпрессирования электродных выво-
дов, а также установку УЗП-02, применяемую для присоединения
электродных выводов методом ультразвуковой сварки.
Приспособление ЖК 44.07 широко применяют в производстве,
так как его легко изготовить на предприятии, оно надежно в экс-
плуатации и по производительности не уступает более сложным
и дорогим установкам. Кроме того, приспособление можно пере-
оборудовать в установку, для чего необходимо поместить его в уни-
фицированный скафандр, установленный на унифицированном
столе, а к нагревателю присоединить термопару, холодные концы
которой должны быть подключены к автоматическому терморегу-
лирующему прибору.
Приспособление ЖК 44.07 (рис. 112) состоит из плиты 8 со
стойкой 3 и микроскопом 1, манипулятора 13, устройств подачи
проволоки и управления иглой и нагревателя 11. К плите 8, слу-
жащей основанием, крепится поворачивающаяся стойка 3, на ко-
торой устанавливают микроскоп 1 (МБС-1). На передней части
плиты жестко укреплен манипулятор 13, имеющий две каретки,
которые при вращении винтов могут перемещаться по шариковым
244
опорам в двух взаимно перпендикулярных направлениях. К правой
каретке прикреплена планка 12, на которой находится устройство
подачи проволоки.
При вращении ручек винтов 10 манипулятора перемещение
в двух взаимно перпендикулярных направлениях получает устрой-
ство подачи проволоки, которое представляет собой пинцет 6
с плоскими губками, шарнирно закрепленный на плите. Шарнир-
ное соединение пинцета
обеспечивает ему сво-
бодное вращение в го-
ризонтальной плоско-
сти и некоторую свобо-
ду движения в верти-
кальной. При повороте
ручки 7 пинцета губки
могут раскрываться
или закрываться. Кро-
ме пинцета на плите в
правом дальнем углу
находятся катушка 5
с проволокой, имеющая
возможность свободно
вращаться на оси, и
специальный зажим 4
для захвата и удержи-
вания конца проволоки.
Подача проволоки
к контактной площадке
электронно - дырочного
перехода происходит
следующим образом.
При перемещении пин-
цета с проволокой, сма-
тываемой с катушки,
проволока перехваты-
вается губками непод-
Рис. 112. Приспособление ЖК 44.07 для термо-
компрессирования выводов:
/ — микроскоп, 2— игла, 3 — стойка, 4— зажим, 5 —
катушка, 6 — пинцет подачи проволоки, 7 — ручка пин-
цета, 8—плита, 9— диск, 10 и 14— ручки винтов,
11 — нагреватель, 12 — планка, 13 — манипулятор
вижного зажима и обрывается. После термокомпрессирования, ког-
да один конец проволоки, находящейся в губках пинцета, будет
присоединен к переходу, пинцет раскрывают и освобождают про-
волоку. Для захвата следующего отрезка проволоки губки пинце-
та в сомкнутом состоянии вводят в зажим, захватывают проволо-
ку, которую снова перехватывают губки зажима, и цикл повторя-
ется. Чтобы конец проволоки, разматываемый с катушки, не мог
выйти из зажима 4, в зажиме имеется устройство, которое посто-
янно удерживает проволоку. Освободить проволоку из зажима
можно только пинцетом в момент захвата очередного отрезка.
При вращении ручек винтов 14 устройство управления иглой 2
получает от левой каретки движение в двух взаимно перпендику-
245
лярных направлениях. Кроме этих движений игла может подни-
маться и опускаться вверх и вниз при повороте ручки, которая
воздействует на устройство подъема иглы. Для создания необхо-
димого усилия на конце иглы при термокомпрессировании имеется
передвижной груз, закрепляемый на держателе иглы.
В середине плиты имеется круглое отверстие, в котором распо-
ложен нагреватель 11, предназначенный для нагрева кристалла
с электронно-дырочными переходами до температуры, необходи-
мой для термокомпрессирования. Нагреватель может вращаться
при вращении расположенного под плитой приспособления тек-
столитового диска 9 с контактными кольцевыми дорожками, через
которые подается электропитание на нагреватель.
Данное приспособление позволяет произвести в поле видимости
микроскопа совмещение проволоки с контактной площадкой пере-
хода и иглы с проволокой и в результате присоединить проволоч-
ный вывод к переходу.
Установка «Контакт-1А» (рис. 113, а) состоит из стола 4, ми-
кроманипуляторов 1, механизма нагружения и держателя иглы 6,
механизма подачи 2 проволоки с приводом и ножницами, нагрева-
теля 5, держателя 7 с микроскопом, пульта управления 3 и элек-
трического блока. Сварной металлический стол является основа-
нием установки и служит для размещения всех ее элементов.
Манипулятор предназначен для горизонтальных и вертикаль-
ных перемещений механизма нагружения и держателя иглы, а
также механизма подачи проволоки с приводом и включает в себя
рычажно-пантографный механизм, который обеспечивает тонкую
и грубую подачу. Управляют электромагнитами, входящими в ры-
чажно-пантографный механизм, нажимая на кнопки, расположен-
ные на ручках управления манипулятором. При нажатии кнопки
на ручке управления прихватывается магнит ЭМ2 и перемещение
через него передается горизонтальным кареткам, причем происхо-
дит грубое перемещение. При ненажатой кнопке прихватывается
магнит ЭМ1 и перемещение передается через него, причем проис-
ходит тонкое перемещение.
Вертикальное перемещение механизма нагружения и держате-
ля иглы осуществляется левой ручкой, а вертикальное перемеще-
ние механизма подачи проволоки с приводом — правой. Верти-
кальное перемещение осуществляется от ручки через систему ры-
чагов на эксцентрик, который воздействует на соответствующее
устройство. Таким образом, манипулирование осуществляется
сдвоенным трехкоординатным манипулятором.
Механизм нагружения и держатель иглы предназначены для
создания необходимого давления иглы, закрепленной в держателе,
на свариваемые элементы в момент термокомпрессирования. Это
давление регулируют перемещением груза по планке. Механизм
нагружения устроен таким образом, что при соприкосновении иглы
со свариваемыми элементами происходит размыкание контактов
и нагружение иглы грузом, при этом включается реле времени
и уменьшается яркость лампы подсветки микроскопа, сигнализи-
246
г}
Рис. 113. Установка «Контакт-1А» для
термокомпрессирования выводов:
а — общий вид, б и в — роликовый и газовый
механизмы подачи проволоки, г — нагреватель;
1 — микромаиипуляторы, 2 — механизм подачи
проволоки, 3— пульт управления, 4 — стол, 5 —
нагреватель, 6— держатель иглы, 7 — держа-
тель микроскопа, 8— шестерни, 9— реверсив-
ный электродвигатель, 10 — катушки, 11 и 12 —
ролики, 13 — капилляр, 14 — корпус, 15 — про-
кладка, 16 — пружина, 17 — нагревательный
элемент, 18 — термопара, 19 — трубопровод,
20 — ручка
руя о начале термокомпрессирования. По истечении времени свар-
ки реле времени включает лампу на полную яркость. Термоком-
прессионная игла представляет собой стержень, в котором
закреплен твердосплавной или сапфировый наконечник со специ-
альной заточкой.
Механизм подачи проволоки с приводом предназначен для по-
дачи проволоки к месту сварки. Установка комплектуется двумя
механизмами подачи проволоки: роликовым (рис. 113,6) и газо-
вым (рис. 113, в). Подача проволоки роликовым механизмом осу-
ществляется за счет трения, возникающего между двумя резино-
выми роликами И и 12. Привод одного из роликов и катушки 10
с проволокой осуществляется от реверсивного электродвигателя 9
через шестерни 8. Отрывается проволока при реверсе электродви-
гателя. В газовом механизме проволока подается струей газа,
выталкивающей проволоку через капилляр 13, при этом включает-
ся электродвигатель 9, который разматывает проволоку с катуш-
ки 10. Корпус 14 газовой камеры уплотнен прокладками 15.
Нагреватель (рис. 113,г) предназначен для закрепления пру-
жиной 16 и нагрева ножки полупроводникового прибора до опре-
деленной температуры. Конструкция нагревателя обеспечивает
поворот ножки в процессе манипулирования ручкой 20. В нагре-
вателе имеются три нагревательных элемента 17. В качестве
датчика электронного терморегулятора, предназначенного для
автоматического регулирования и поддержания температуры на-
гревателя на заданном уровне применен элемент сопротивления
ЛТ-1798557, а кроме него имеется еще термопара 18. Через нагре-
ватель по трубопроводу 19 подается газ, который служит для за-
щиты свариваемых элементов в зоне сварки от окисления.
Держатель предназначен для установки на него микроскопа,,
необходимого для наблюдения за подготовкой и проведением опе-
рации присоединения выводов к контактным площадкам р—п-
перехода.
На пульте управления, закрытом металлическим кожухом
и расположенным с правой стороны стола, установлены милли-
вольтметр и ручки управления освещением микроскопа, нагрева-
телем и реле времени.
Техническая характеристика установки «Контакт-1А» приведе-
на ниже.
Количество присоединений в час, шт. . . 100—180
Перемещение рабочих столов микрома-
нипулятора, мм:
в горизонтальной плоскости .... 20X20
в вертикальной плоскости......... 10
Передаточное отношение перемещения
столов микроманипулятора:
на грубой ступени..................... 20 : 1
на тонкой ступени.................... 500 : 1
Точность установки координат в го-
ризонтальной плоскости, мм:
на грубой ступени............... ±0,01
на тонкой ступени................ ±0,002
248
Точность установки координат в
вертикальной плоскости, мм . . ±0,01
Температура нагрева рабочей зоны
нагревателя, °C .................. 200-Н450
Точность поддержания заданной
температуры нагрева, °C ... . ±5
Усилие нажима иглы на сваривае-
мые элементы, гс................ 20—150
Точность установки заданного уси-
лия нажима иглы, %.............. ±10
Выдержка времени термокомпрес-
сировання, с.................... 1—10
Диаметр присоединяемых прово-
лочных выводов, мкм............. 10—100
Потребляемая мощность, Вт . . . 320
Габариты, мм....................... 1100X660X1190
Масса, кг............................... 135
Питание установки осуществляется от сети переменного тока
напряжением 220 В, частотой 50 Гц. Напряжение питания вклю-
чается тумблером «Сеть», при этом загорается сигнальная лампа.
В исходном положении, когда инструмент (игла) поднят, контакт
находится в замкнутом состоянии. В момент касания иглы элект-
родной проволоки, находящейся на кристалле, контакт размы-
кается, реле обесточивается и разомнувшимся контактом включает
реле времени. Одновременно при переключении контакта в цепь
лампы микроскопа вводится резистор и яркость лампы уменьшает-
ся, сигнализируя о начале сварки. По истечении времени термо-
компрессии, установленного галетным переключателем, переклю-
чаются исполнительные контакты реле времени и яркость лампы
увеличивается, сигнализируя об окончании сварки.
При нажатии на кнопку включается электромагнит подачи газа
и электродвигатель механизма подачи проволоки. Намотка прово-
локи происходит при нажатии на кнопку. Манипулятор также
управляется кнопками.
Электронный терморегулятор работает в комплекте с датчиком
температуры (резистором), который служит для задания опреде-
ленной температуры нагревателю. Для визуального контроля
температуры применяется милливольтметр, который имеет свой
датчик (термопару).
Установка У'ЗП-02 (рис. 114) предназначена для присоедине-
ния электродных выводов (микропроводов) к контактным площад-
кам кристаллов с электронно-дырочными переходами и выводам
ножек полупроводниковых приборов методом ультразвуковой
сварки, технологический процесс которой состоит из следующих
операций:
поиска и совмещения контактной площадки кристалла и конца
микропровода (микропроволоки) со сварочным инструментом
(выполняется оператором);
автоматической приварки;
поиска и совмещения торца вывода ножки и микропровода
с рабочим инструментом (выполняется оператором);
автоматической приварки;
249
обрыва микропровода около места его приварки;
подачи конца микропровода под рабочую часть инструмента.
Ультразвуковая сварка не требует нагрева ножки. При ультра-
звуковом воздействии на свариваемые материалы (прежде всего
на микропровод или электродный вывод) пластически деформиру-
ются поверхности контакта между микропроводом и контактной
площадкой, образуя большую поверхность соединения между
ними. При этом ультразвук способствует удалению окисных пле-
нок и с его помощью образуется прочная межмолекулярная связь
свариваемых металлов.
Рис. 114. Установка УЗП-02 для присоединения электродных выводов
методом ультразвуковой сварки:
1 — микроскоп, 2 — электрический блок, 3 — сварочная головка, 4 — кулачко-
вый механизм, 5 — столик
Установка УЗП-02 состоит из сварочной головки 3, кулачкового
механизма 4, столика 5 с приводом и манипулятором, держате-
ля микроскопа 1, электрического блока 2, педали и других эле-
ментов, смонтированных в литом из алюминиевого сплава
корпусе.
Сварочная головка (рис. 115) предназначена для выполнения
операций по приварке микропроводов и состоит из вибратора со'
сварочным инструментом, механизма подачи микропровода и уст-
ройства для настройки сварочного инструмента по высоте.
На основании 13 укреплены направляющие колонки 3, по ко-
торым может перемещаться каретка 4, поднимаемая пружинами 14
до упора в винт 2. В центрах 12 ползуна закреплены сложной
формы рычаг 11, который может вращаться относительно центров
и имеет на одном конце вибратор 10, и механизм подачи проео-
250
локи 6, а на другом — ролик 15, опирающийся на приводной ку-
лачок и уравнивающий груз 1. Вибратор состоит из преобразо-
вателя 5, двухполуволнового концентратора 7 и сварочного ин-
струмента 8.
Механизм подачи микропровода предназначен для подачи мик-
ропровода в рабочую зону и обрыва его после приварки в двух
местах. Привариваемый микропровод зажимается в губках 9, и ко-
нец его пропускается в отверстие сварочного инструмента. Подает-
ся микропровод движением губок с перехватом; губки приводятся
в действие тремя электромагнитами, управляемыми кулачковым
механизмом.
Кулачковый механизм управляет работой установки в заданной
последовательности с помощью восьми кулачков, приводимых во
вращение электродвига-
телем РД-09. Назначение
кулачков следующее:
один служит для привода
рычага сварочной головки
и сварочного инструмен-
та, три включают электро-
магниты механизма по-
дачи проволоки, два ку-
лачка включают подачу
ультразвуковых колеба-
ний на инструмент и два
выключают электродви-
гатель привода кулачко-
вого механизма на время
манипулирования и свар-
ки. Включение и выключе-
ние электромагнитов и
электродвигателя произ-
водится с помощью мик-
Рис. 115. Сварочная головка:
/ — уравновешивающий груз, 2 — винт, 3 — направ-
ляющие колонки, 4 — каретка, 5— преобразова-
тель, 6 — механизм подачи проволоки, 7 — двух-
полуволновой концентратор, 8 — сварочный инст-
румент, 9 — губки, 10 — вибратор, 11 — рычаг, 12 —
ползун, 13 — основание, 14— пружины, 15 — ролик,
15 — приводной кулачок
ровыключателей.
Столик, предназначенный для крепления ножки полупроводни-
кового прибора и ориентирования ее относительно сварочного
инструмента, может вращаться и перемещаться в двух взаимно
перпендикулярных направлениях рычажным манипулятором вруч-
ную. На столике закреплен держатель, служащий для зажима
ножки. Основные операции присоединения электродных выводов
выполняют под микроскопом МБС-1.
Электроблок служит для управления работой установки и пи-
тания магнитострикционного преобразователя и состоит из генера-
тора ультразвуковых колебаний с качающейся частотой, блока
автоматики, обеспечивающего работу исполнительных механизмов
(трех электромагнитов для зажима, отрыва и подачи проволоки),
а также электродвигателя для привода программирующего кулач-
кового механизма.
251
Техническая характеристика установки УЗП-02 приведена
ниже.
Резонансная частота ультразвуковых
колебаний, кГц.....................
Пределы регулирования разницы вы-
сот между первой и второй сварка-
ми, мм.............................
Напряжение питающей сети, В . . .
Общая потребляемая мощность, Вт . .
Габариты, мм.......................
Масса, кг.........................
Машинное время цикла приварки вы-
вода в двух местах, с..............
Пределы регулирования длительности
сварки, с .........................
Передаточное отношение манипуля-
тора ..............................
Пределы манипулирования, мм . . .
Пределы регулирования давления сва-
рочного инструмента, гс............
Диаметр привариваемой проволоки,
мкм................................
Выходная мощность генератора уль-
тразвуковых колебаний, Вт . . . .
75
+ 1,2+ —0,4
220
150
540X530X480
52
2
0,045—0,45
6: 1
7X7
5—70
20—50
8
§ 52. Инструмент для сборочных операций
На рис. 116 показаны некоторые виды инструмента, применяе-
мого для различных сборочных операций полупроводникового про-
изводства.
Инструмент, напоминающий иглу (рис. 116, а), называется зон-
дом, применяется для контроля вольтамперных характеристик
и других параметров полупроводниковых структур на пластинах
и изготовляется из быстрорежущей стали Р18 или твердого сплава
Т5КЮ и др. Сферический рабочий конец зондов скругляют радиу-
сом 25 мкм.
Для напайки кристаллов на ножки полупроводниковых прибо-
ров используют инструмент, представляющий собой трубку, внутри
которой имеется отверстие в виде четырехгранной пирамиды
(рис. 116,6), в котором кристалл квадратного сечения удержи-
вается присосом. Инструмент этого типа, изготовляемый из
быстрорежущей стали Р18, применен в установках ЭМ-415,
ЖКМ 1.121.001 и др. Размер инструмента для кристаллов
0,5 X 0,5 составляет 0,7 X 0,7 мм.
Особым многообразием отличается инструмент для присоедине-
ния электродных выводов. Каждая установка для присоединения
выводов имеет инструмент, пригодный только для нее. Конструк-
ция инструмента определяется также условиями эксплуатации
и зависит от размеров электродных выводов и контактных площа-
док, а также от свойств присоединяемых материалов и других
специфических условий процессов. Рассмотрим несколько при-
меров.
252
вид 6
M'OiSO
и) 7iQA A =20°
cus’t?
— - — — - -
•2 yl
1 1 ' -^1 ©
-0,M S) 5-0,14 AU| Г
На термокомпрессионной установке «Контакт-1 А» для присое-
динения электродных выводов диаметром 10 мкм из сплава золо-
то — серебро применяют иглы ТКП 20-30 из синтетического корун-
да (рис. 116, в), имеющие рабочую площадку размером 20X30 мкм
в виде клина с усеченными тремя сторонами. Корундовая часть
иглы закрепляется в специальном держателе из нержавеющей ста-
ли клеем К-400.
Для присоединения электродных выводов диаметром 20 мкм
и более из алюминия и золота применяют термокомпрессионные
иглы ТКК из сапфира с различным диаметром острия. Сапфиро-
вую часть инструмента вклеивают клеем К-400 в оправку из стали
(рис. 116, г).
На, установках Т-2Ш-02М для шариковой термокомпрессии
применяют инструмент, представляющий собой капилляр (рис.
116, д), изготовленный из твердого сплава или рубина. Рабочее
отверстие капилляра равно 32 мкм для золотого микропровода
24 мкм.
Для присоединения электродных выводов с помощью ультра-
звука на установке УЗП-02 применяют более сложный инструмент
(рис. 116, е), обычно изготовляемый из твердого сплава ВКЗМ.
Микропровод проходит через наклонное отверстие в инструменте
и присоединяется к кристаллу выступающей частью инструмента,
через которую на микропровод передается давление и ультразву-
ковые колебания, действующие в горизонтальной плоскости. Раз-
мер d0 соответствует определенному диаметру микропровода. На-
пример, для микропровода диаметром 20 мкм d0 равно 50 мкм.
Кроме того, существует множество различного инструмента,
предназначенного для контроля параметров полупроводниковых
структур, пайки кристаллов и присоединения электродных выво-
дов, отличительной особенностью которого являются высокая точ-
ность, малые размеры и сложность изготовления. Поэтому от
наладчиков оборудования полупроводникового производства и
сборщиков требуется бережное обращение с инструментом, так
как плохое состояние оборудования, небрежная его наладка
и даже невнимательность сборщика могут привести к поломке ин-
струмента.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы назначение и устройство сборочных линий?
2. Каков принцип действия установки для снятия вольтамперных характе-
ристик?
3. Поясните устройство и принцип действия автомата «Зонд-Al» для разбра-
ковки полупроводниковых пластин со структурами.
4. Какие типы монтажно-сварочных столов вы знаете и как они работают?
5. Каковы устройство и принцип действия установок для напайки кристал-
лов на ножки?
6. Поясните основные схемы работы установок для присоединения выводов
методом термокомпрессии.
7. Каково устройство установок для присоединения выводов методами тер-
мокомпрессии и ультразвуковой сварки?
8. Какие виды сборочного инструмента вы знаете?
Главе десятая
ОБОРУДОВАНИЕ ДЛЯ ГЕРМЕТИЗАЦИИ
И КОНТРОЛЯ ГЕРМЕТИЧНОСТИ КОРПУСОВ
ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ
§ 53. Общие сведения о герметизации корпусов
полупроводниковых приборов
•
В настоящее время существует около десятка методов гермети-
зации корпусов полупроводниковых приборов различных конст-
рукций. Металлические корпуса герметизируют двумя наиболее
распространенными методами: холодной сваркой (сварка методом
пластической деформации металлов, или сварка давлением) и кон-
тактной электросваркой (горячая сварка).
Холодная сварка. Герметизация полупроводниковых приборов
холодной сваркой обеспечивает получение вакуумноплотного сва-
рочного шва. При сварке этим методом детали не разогреваются,
нет газовыделения и выплеска металла. Но применение холодной
сварки требует соответствующей конструкции корпуса, ограничи-
вает выбор металлов как по толщине, так и по свойствам. Холод-
ная сварка металлов толщиной менее 0,3 мм в настоящее время
еще не освоена, так как хотя бы один из свариваемых металлов
должен быть обязательно пластичным. Значительные деформации
металлов, происходящие при холодной сварке, усложняют конст-
рукцию корпуса и увеличивают габариты полупроводниковых при-
боров.
Физическая сущность холодной сварки состоит в сближении
свариваемых поверхностей на расстояние действия межатомных
сил, при котором в зоне сближения образуется общее электронное
облако, взаимодействующее с ионизированными атомами обоих
металлов. В результате этого образуется прочное цельнометалли-
ческое соединение. Для получения такого соединения необходимо,
чтобы в близкий контакт вошел чистый металл соединяемых по-
верхностей, свободных от жировых и окисных пленок.
В полупроводниковом производстве поверхности свариваемых
деталей защищают от окисления пленками никеля, наносимыми
гальваническим способом. В момент сварки твердая и хрупкая
пленка никеля растрескивается, обнажая свободную от окислов-
поверхность металлов. Никелированные поверхности деталей кор-
пусов, предназначенные для холодной сварки, непосредственно
перед герметизацией корпусов должны быть тщательно обезжире-
ны. Загрязнения свариваемых поверхностей резко снижают проч-
ность холодносварного шва.
В полупроводниковом производстве методом холодной сварки
герметизируют корпуса из меди и стали при соединении их с нож-
255
ками или держателями, изготовленными из меди или ковара. При
этом возможно следующее сочетание материалов: медь с медью,
медь со сталью, ковар с медью. Рабочий инструмент для гермети-
зации корпусов должен иметь такую геометрическую форму и раз-
меры, чтобы обеспечить требуемые характер и степень деформации
Рис. 117. Транзистор
П212 (а) и рабочий ин-
струмент для его гермети-
зации (б):
/ — ножка, 2 — баллон, 3 —
верхний пуансон, 4 — нижний
пуансон, 5 — обойма, 6 —
кольцо
свариваемых металлов, чем и определя-
ется качество холодной сварки.
На рис. 117 показан корпус и рабо-
чий инструмент для герметизации тран-
зисторов П212. В корпусе транзистора
фланец ножки 1 изготовлен из бескисло-
родной меди и имеет толщину сваривае-
мого буртика О,6_о,о8 мм, а баллон 2 из-
готовлен из стали 10 и имеет толщину
буртика О,6_о,о5 мм. После сварки толщи-
на металлов в месте сварки должна со-
ставлять 0,17_о,о5 мм. В корпусе транзис-
тора ГТ108 коваровый фланец ножки
имеет толщину буртика под сварку
О,3_о,оз мм. а медный баллон — О,3-о,оз мм.
Толщина сваренных металлов для данно-
го корпуса должна быть 0,15-о,оз мм. Сле-
дует отметить, что корпус транзистора
П212 герметизируют двусторонней хо-
лодной сваркой. В этом случае деформа-
ции подвергаются оба свариваемых ме-
талла корпуса.
При герметизации корпуса транзисто-
ра ГТ108 применяют одностороннюю хо-
лодную сварку. В этом случае деформа-
ции подвергают металл фланца ножки и
значительно меньше деформируют фла-
нец баллона. Возникающие при холодной
сварке деформирующие фланец усилия
гасятся предусмотренной в нем кольцевой
канавкой. Такая конструкция фланца
предохраняет стеклянные изоляторы от
растрескивания и потери герметичности.
Контактная электросварка. В настоящее время известно не-
сколько видов контактной сварки: точечная, роликовая, рельеф-
ная, стыковая и др. Для герметизации корпусов полупроводнико-
вых приборов используют методы контактной сварки, но по замкну-
тому контуру. Этот метод герметизации корпусов целесообразно
называть контактной контурной сваркой (ККС), а в случае приме-
нения рельефов — контактной контурно-рельефной сваркой
(ККРС).
Широкому распространению контактной контурной и контурно-
рельефной сварки способствовала разработка специальных конст-
256
рукций корпусов, создание промышленных сварочных машин, а
также освоение производства электродных материалов.
Для качественной герметизации корпусов полупроводниковых
приборов необходимо, чтобы контактное сопротивление деталь —
деталь (ножка и баллон) было значительно выше, чем контактное
сопротивление деталь — электрод (ножка — электрод и баллон —
электрод). В конструкциях корпусов полупроводниковых приборов
для повышения контактного сопротивления свариваемых деталей
применяют два способа: узкие сварочные пояски (рис. 118, а)
и рельеф на одной из свариваемых деталей (рис. 118, б, виг).
Например, в корпусах КТ-21 (ТО-18) сварочный поясок при-
мерно равен 0,3 мм, а в корпусах КТ-22 (ТО-5) он составляет
0,4 мм. Рельефы, как правило, применяют в корпусах мощных по-
Рис. 118. Варианты герметизации корпусов контактной сварки:
а — узкие сварочные пояски, б, в и г — сварочные рельефы; 1 — баллон, 2 —
ножка
лупроводниковых приборов, диаметр сварочного контура которых
равен более 8 мм. Рельеф может быть расположен как на ножке,
так и на баллоне, а по форме сечения он может быть в виде гофры
(рис. 118,6), треугольника (рис. 118, в) и многоугольника
(рис. 118, г). В первом случае рельеф получают методом вытяжки,
а в двух других — чеканкой. Наиболее предпочтительной формой
сечения рельефа является многоугольная. Причем при одних и тех
же условиях сварки качество герметизации зависит от формы се-
чения и высоты рельефа. Чем выше рельеф, тем качество сварки
выше. Обычно высота рельефа лежит в пределах от 0,1 до 0,2 мм.
Для герметизации корпусов полупроводниковых приборов наи-
более целесообразна конденсаторная сварка, при которой в ка-
честве аккумулирующей системы используется батарея электроли-
тических конденсаторов. Электрическая энергия в конденсаторах
накапливается при зарядке от источника постоянного напряжения
(выпрямителя), а затем в процессе их разряда используется для
сварки, превращаясь в тепловую энергию. Накопленная энергия
в батарее конденсаторов определяется по формуле
с г/2
Л =-^-^-10-6 Вт с,
к 2
где Ср — рабочая емкость батареи конденсаторов, мкФ; Uc—на-
пряжение зарядки конденсаторов, В.
.257
9 Моряков О. С.
Конденсаторная сварка по сравнению с другими видами сваоки
обладает следующими технологическими достоинствами:
постоянным расходом электроэнергии, что обеспечивает высо-
кую воспроизводимость результатов;
кратковременностью и концентрированным тепловыделением
в месте сварки, обеспечивающими минимальную зону нагрева сва-
риваемых металлов, непосредственно окружающую сварной шов;
возможностью качественного соединения разнородных метал-
лов и сплавов, плохо свариваемых или совсем не свариваемых
между собой другими методами;
не требует высокой квалификации сварщика для получения
качественных соединений.
Практически мгновенный процесс разряда конденсатора (ты-
сячные доли секунды) позволяет сваривать большое число пар
Рис. 119. Зависимость сварочного тока сварочной машины:
а — от времени разрядки, б — от емкости батарей, в — от напряжения зарядки
металлов и сплавов с различными теплофизическими свойствами,
а также производить сварку металла малой толщины с металлом
любой толщины. В производстве полупроводниковых приборов
при герметизации корпусов сваривают следующие пары металлов:
никель — ковар, сталь — ковар, медь — никель, ковар — ковар,
толщины которых лежат в пределах от 0,15 до 3 мм.
Качество герметизации зависит от правильно подобранного ре-
жима сварки для конкретных условий (материала, конструкции,
состояния поверхностей деталей, их покрытия, сварочных электро-
дов и т. д.), под которым понимают усилие сжатия свариваемых
поверхностей деталей, емкость батареи конденсаторов С, напря-
жение зарядки U конденсаторной батареи и коэффициента транс-
формации RT, определяющий длительность сварочного импульса.
Зависимость сварочного тока I и времени разряда t батареи кон-
денсаторов от изменения коэффициента трансформации (рис.
119, а), емкости конденсаторной батареи (рис. 119,6) и напряже-
ние ее зарядки (рис. 119, в) графически показывает большие воз-
можности сварочной машины МТК-5-3 для подбора режимов
сварки.
258
Загрязнения и окисли на свариваемых поверхностях деталей
значительно увеличивают сопротивление контакта и приводят
к ряду таких дефектов, как выплески металла и прожоги. Поэтому
детали, подлежащие сварке, должны быть тщательно очищены.
Образование сварного шва при электроконтактной сварке про-
исходит в результате одновременно протекающих и взаимосвязан-
ных процессов нагрева свариваемых металлов током и их пласти-
ческой деформации под действием приложенного усилия сжатия.
При подаче тока в сварочную цепь и мгновенном нагреве кон-
тактирующие выступы под действием приложенного усилия сжа-
тия быстро сближаются и входят в соприкосновение с расположен-
ными рядом участками. Зона нагрева свариваемых металлов при
этом расширяется, а сопротивление контакта и плотность тока
уменьшаются. При дальнейшем нагреве и продолжающемся дей-
ствии усилия сжатия свариваемые металлы подвергаются пласти-
ческой деформации и плавятся. Получаемое соединение должно
быть равнопрочно основному металлу.
Малогабаритные корпуса полупроводниковых приборов лучше
герметизировать в специальном стакане, предназначенном для
строгой центровки сварочных электродов (инструмента), а по ним
и свариваемых корпусов. Смещение свариваемых элементов кор-
пуса (ножки относительно баллона) в малогабаритных корпусах
при герметизации более 0,1—0,2 мм может быть причиной негер-
метичности и неудовлетворительного внешнего вида корпуса при-
бора. На рис. 120 показаны транзистор ГТ 322 и сварочный инст-
румент для его герметизации. Фланец ножки 7 изготовлен из
ковара (толщина исходной ленты 0,15 мм), а баллон 2 — из лен-
точного никеля также толщиной 0,15 мм.
От сварочных электродов требуются высокие механическая
прочность и теплопроводность, а также низкое электрическое со-
противление. Такими свойствами в некоторой степени обладают
сплав вольфрам — медь (ВМ), называемый эльконайтом, и бронза
Бр. НБТ, довольно широко применяемые в производстве полупро-
водниковых приборов. Свойства электродных материалов приведе-
ны в табл. 7. В приведенном примере сварочные электроды изго-
ТАБЛИЦА 7
Свойства материалов, применяемых для изготовления электродов
Характеристика Сплав
ВМ Бр. НБТ
Теплопроводность, кал/см-с-°С . . . Электропроводность при 20° С, % от 0,66 0,593
меди Удельное электрическое сопротивление 20—25 50—55
при 20° С, Ом-мм2/м 35—40 0,0383
Твердость НВ, кг/мм2 200—220 170—240
9*
259
товлены из меди, а их рабочие поверхности из эльконайта. Вставки
13 из эльконайта напаивают на медные электроды 3 и 8. Причем
желательно, чтобы твердость сплава ВМ по Бринеллю была не
менее 240—260 кгс/см2. При указанной твердости этот сплав об-
ладает высокой стойкостью при сварке и сравнительно легко об-
рабатывается режущим инструментом при изготовлении из него
вставок.
Кроме указанных методов герметизации реже применяют дру-
гие. Например, завальцовку применяют при герметизации корпу-
сов управляемых диодов, сварку стекла со стеклом — при гермети-
Рис. 120. Транзистор ГТ322 (а) и сварочный инструмент
для его герметизации (б):
I — ножка, 2 — баллон, 3 и 8— верхний и нижннй электроды,
4 — верхняя втулка, 5 —обойма, 6—наружная обойма, 7 — рас-
шорная втулка, 8 — нижний электрод, 9 — нижняя втулка, 10 —
пружина, 11—кольцо, 12 — штифт, 13 — вставка нз эльконайта
зации стеклянных корпусов точечных диодов, аргоно-дуговую
сварку — при герметизации фототранзисторов, а пайку — при гер-
метизации корпусов диодов.
Для герметизации корпусов полупроводниковых приборов ме-
тодом контактной электросварки применяют сварочные машины
МТП-75 и МТК-5, МТК-80 и др.
§ 54. Полуавтомат для герметизации корпусов
полупроводниковых приборов холодной сваркой
Для герметизации корпусов полупроводниковых приборов хо-
лодной сваркой широко используют полуавтомат ИО 20.007
(рис. 121, а), который состоит из скафандра, стола, карусели с ме-
ханизмом привода, гидросистемы и электрического блока.
260
Скафандр служит для создания микроклимата при герметиза-
ции корпусов полупроводниковых приборов и представляет собой
сварной металлический каркас, застекленный органическим стек-
S)
Рис. 121. Полуавтомат для герметизации полупроводниковых прибо-
ров методом холодной сварки:
а — устройство, б — кинематическая схема, в — схема гидравлической системы;
1 — электродвигатель, 2 и 7 — кулачки, 3 — механизм снятия приборов, 4 —
карусель, 5 — улита, 6 — золотник, 8— ролики, 9 — вал, 10— редуктор, И—
бак, 12— насос, 13— фильтр, 14 — манометр, 15 — гидроцнлиндр, /5 — травер-
са, 17 — инструмент, 18 — клапан, 19 — маслопровод
лом и уплотненный резиновыми уплотнителями. В передней стенке
скафадра имеются два отверстия, на обечайки которых надеты
резиновые перчатки. Для подачи деталей в скафандр и извлечения
из него загерметизированных приборов имеется два шлюза. Ска-
фандр наполняют инертным газом или осушенным и очищенным
воздухом. Сверху на скафандре расположена люминесцентная
лампа местного освещения.
261
Основные устройства полуавтомата смонтированы на столе,
состоящем из двух литых стоек, соединенных двумя плитами
(верхней и нижней). К верхней плите крепятся карусель, гидрав-
лический пресс, механизм разгрузки, помещенные в объем герме-
тичного скафандра. Снизу к верхней плите крепятся редуктор,
соединенный клиноременной передачей с электродвигателем при-
вода карусели, четырехходовой золотник и кронштейн, служащий
опорой кулачкового вала. На нижней плите расположены масля-
ный бак с насосом и электродвигатель, служащий для привода
насоса.
В передней части полуавтомата на литых стойках расположены
панели управления электро- и гидрооборудованием. Пуск и оста-
новку полуавтомата осуществляют кнопками, расположенными на
верхней плите под скафандром. К основанию полуавтомата сзади
крепится коробка с электрооборудованием.
Двенадцатипозиционная карусель предназначена для переме-
щения установленных в ее гнезда полупроводниковых приборов.
К месту сварки и далее К месту их выгрузки из сварочного инст-
румента.
Холодная сварка корпусов полупроводниковых приборов произ-
водится только в одной позиции.
Кинематическая схема полуавтомата показана на рис. 121,6.
Движение от электродвигателя 1 через клиноременную передачу
и одноступенчатый червячный редуктор 10 сообщается распреде-
лительному валу 9, на котором расположены кулачки всех автома-
тически действующих механизмов, в том числе механизма 3 для
снятия герметизированных приборов. Улита 5 сообщает периоди-
ческое вращательное движение диску с роликами 8 и связанной
с ним карусели 4. Кулачок 2 через систему рычагов приводит
в действие механизм разгрузки загерметизированных приборов.
Кулачок 7 управляет работой золотника 6 гидравлической систе-
мы полуавтомата.
Гидравлическая система (рис. 121, в) состоит из гидроцилинд-
ра 15 с поршнем, золотника 6, предохранительного клапана 18,
масляного бака 11, лопастного насоса 12, фильтра 13, манометра
14 и соединяющих их маслопроводов 19. Поршень приводится
в движение маслом, поступающим по маслопроводам от лопастно-
го насоса через фильтр и золотник и уплотнен в цилиндре тремя
чугунными кольцами.
Гидросистема работает следующим образом. При рабочем ходе
масло поступает под поршень, который поднимается вверх и сжи-
мает сварочный инструмент 17, находящийся в этот момент между
штоком поршня и траверсой 16, закрепленной на двух колонках.
Масло из верхней полости цилиндра в это время сливается в бак.
При обратном ходе поршня золотник перемещается и масло ш>
маслопроводам поступает в верхнюю полость цилиндра, опуская
поршень вниз и снимая давление с пуансонов. Одновременно мас-
ло из нижней полости цилиндра, расположенной под поршнем,
сливается в бак.
262
Предохранительный клапан 18 с переливным золотником пред-
назначен для поддержания заданного постоянного давления в гид-
росистеме, а также для предохранения системы от перегрузки.
В гидросистеме применено индустриальное (веретенное) масло 20.
Подача напряжения на полуавтомат производится пакетным
выключателем, при этом на панели управления зажигается сиг-
нальная лампа «Сеть». При нажатии на кнопку «Пуск» одновре-
менно включаются реле, которые своими контактами включают
электродвигатель гидравлического насоса и электродвигатель при-
вода кулачкового вала. Специальная лампа сигнализирует
о включении электродвигателей. Защита электродвигателей, транс-
форматора и цепей управления осуществляется предохранителями.
Для местного освещения полуавтомата предусмотрена люмине-
сцентная лампа, которая получает питание от понижающего
трансформатора и включается тумблером.
Схемой предусмотрены специальные тумблеры для раздельного
включения и выключения электродвигателей при наладке полуав-
томата. Для остановки полуавтомата имеется кнопка.
Техническая характеристика полуавтомата ИО 20.007 для хо-
лодной сварки приведена ниже.
Производительность, шт./ч . . 600—900
Максимальное усилие на пуан-
сонах, тс................ 10
Рабочее давление в гидросисте-
ме, ат................... 50
Ход поршня, мм........... 25
Количество гнезд в карусели 12
Установленная мощность, кВа 3
Применяемая энергетика (сеть
переменного тока):
напряжением, В................ 380/220
частотой, Гц...................... 50
Габариты, мм................... 1090X1030X1360
Масса, кг............................. 750
Сварочный инструмент, применяемый для герметизации корпу-
сов маломощных полупроводниковых приборов на полуавтомате
ИО 20.007 состоит из двух пуансонов, заключенных в обойму.
В отверстия карусели полуавтомата вставляют стаканы, в которые
устанавливают сварочный инструмент. Загрузку деталей полупро-
водниковых приборов и выгрузку загерметизированных приборов
производят вручную, а весь цикл герметизации осуществляется
автоматически.
Кроме профилактического осмотра, периодической замены мас-
ла и манжет полуавтомат особого ухода не требует. Наладки тре-
бует сварочный инструмент и устройства полуавтомата, воздейст-
вующие на сварочный инструмент.
При продолжительной работе полуавтомата в стаканах кару-
сели образуются забоины от сварочного инструмента при его уста-
263
йбвке и снятии во время герметизации, а на траверсе и штоке
полуавтомата образуются неровности вследствие выработки ме-
талла. В результате нарушается параллельность рабочих поверх-
ностей траверсы, штока и стаканов, что приводит к появлению
брака при герметизации корпусов полупроводниковых приборов.
Следует не реже одного раза в месяц проверять перечисленные
детали и при необходимости шлифовать их.
Перед началом работы на полуавтомате наладчик обязан про-
извести пробную герметизацию корпусов (без кристаллов с пере-
ходами) и убедиться в исправности оборудования и инструмента.
§ 55. Сварочная машина для герметизации корпусов
полупроводниковых приборов
контактной электросваркой
Сварочная машина МТК-5 (рис. 122, а) состоит из корпуса 5
с верхним кронштейном 3, пневмоцилиндра давления 2, сварочного
приспособления 6, газовой системы, пневматической системы, стан-
ций питания и управления 7 с балластными резисторами 8.
Основанием машины является корпус, на котором установлены
и закреплены кронштейн 3 и скафандр 4. Внутри корпуса разме-
щены сварочный трансформатор, дроссель, элементы пневматиче-
ской и газовой систем и электрического блока. Доступ внутрь кор-
пуса осуществляется через боковые двери.
На сварном кронштейне установлен пневмоцилиндр давления.
Внутри кронштейна под щитком помещены два дросселирующих
клапана и проходят шланги для сжатого воздуха и электропрово-
да. На передней стороне кронштейна имеется откидная крышка,
закрывающая регулировочные гайки пневмоцилиндра давления
и микропереключатели, контролирующие положение поршня
пневмоцилиндра давления.
В сварочной машине применено пружинно-пневматическое уст-
ройство для создания давления (пневмоцилиндр давления), в ко-
тором усилие, передаваемое сварочным электродам, создается
пружиной, а сжатый воздух используется для перемещения штока
и создания рабочего усилия пружины дополнительным сжатием.
Пневмоцилиндр давления (рис. 122, б) состоит из цилиндра 13
с двумя крышками И и 15, поршня 12 со штоком 14, пружины 10
и других деталей. Усилие на электродах создается в результате-
сжатия пружины поршнем и передачи усилия сжатой пружины
через толкатель 17 на сварочное приспособление, привод которого-
осуществляется шпилькой 18.
Регулировочная гайка 1 служит для предварительного сжатия
пружины в исходном состоянии пневмоцилиндра давления, когда
воздух подается в нижнюю камеру цилиндра и поднимает пор-
шень со штоком до упора гайки 16 в буфер 19. Сжатие пружины
поршнем происходит в конце рабочего хода, когда поршень со
штоком опускается до упора в буфер 20 поршня. Сжатие пружины
264
осуществляется за счет более длинного (на 3—5 мм) хода поршня
по сравнению с ходом толкателя, равным суммарному зазору
между верхним электродом и нижним токоподводом.
После смыкания электродов и сжатия свариваемых деталей
толкатель останавливается, а поршень, опустившись еще на
3—5 мм, сжимает пружину. Регулируют усилие давления, вращая
регулировочную гайку, в результате чего изменяется предвари-
тельное сжатие пружины. Усилие сжатия на электродах определя-
ют по графику зависимости усилия от сжатия пружины, которое
отсчитывают по шкале 9 указателя давления. В исходном состоя-
нии пневмоцилиндра давления указатель показывает предвари-
тельное сжатие пружины. Такая конструкция пневмоцилиндра
давления обеспечивает стабильность усилия сжатия электродов
при значительных колебаниях сжатого воздуха в системе.
Сварочное приспособление (рис. 122,в) состоит из сварного
корпуса, к вертикальным стойкам которого крепятся две направ-
ляющие призмы 23, по которым на шариковых опорах может пере-
мещаться по вертикали ползун 24, также имеющий две направ-
ляющие призмы. К верхнему торцу ползуна крепится фланец 22,
в который ввернут регулировочный винт 21. В торец винта упи-
рается толкатель пневмоцилиндра давления при его ходе вниз.
Подъем ползуна вверх осуществляется шпилькой с гайками, ввер-
нутой в толкатель пневмоцилиндра давления и проходящей через
отверстие в регулировочном винте 21 ползуна 24. При регулировке
призм 23 добиваются свободного хода ползуна и параллельности
торцов электродов.
В расточку нижнего торца ползуна запрессован верхний мед-
ный токопровод 25, к которому накидной гайкой 26 прижимается
верхний электрод 27, а к медной колодке присоединена гибкая
шина, соединенная с концом вторичного витка сварочного транс-
форматора.
На нижней горизонтальной плите корпуса установлен нижний
медный токоподвод 31, который текстолитовой втулкой 30 изоли-
рован от корпуса. К верхнему торцу токоподвода накидной гайкой
29 прижимается нижний электрод 28.
Газовая система машины предназначена для осушки и регули-
рования подачи газа в скафандр, количество подачи которого ре-
гулируют вентилем и ротаметром; выход газа из скафандра пере-
крывают вакуумным вентилем. Осушают газ в осуши ге-
ле, представляющем собой цилиндрический сосуд из нержавею-
щей стали, наполненный влагопоглощающим веществом —
алюмогелем. Для удаления влаги из алюмогеля в осушителе
имеется печь.
Пневматическая система машины предназначена для сжатия
сварочных электродов с помощью пневмоцилиндра давления. Уп-
равляют пневмоцилиндром давления с помощью электропневмати-
ческих клапанов КПЭМ-10, установленных в корпусе. Для регули-
рования скорости перемещения штока пневмоцилиндра применены
дросселирующие клапаны КД П-1-1.
265
Станция питания и управления СПУ-3 состоит из нескольких
выдвижных и съемных блоков, размещенных в металлическом
шкафу и закрытых дверцей, имеющей окно против блока с руко-
ятками настройки на передней панели. На верхней лицевой панели
шкафа станции размещены измерительные приборы, автоматиче-
ский выключатель, сигнальные лампы и кнопки управления. На
крышке шкафа укреплены зарядные балластные резисторы с пе-
реключателем ступеней сопротивления.
Электрическая схема машины (рис. 122, г) состоит из силовой
части и цепей управления. Силовая часть предназначена для соз-
дания запаса электрической энергии из электросети в батарее кон-
денсаторов и подачи этой энергии к месту сварки, а цепи
управления — для управления силовой частью пневмоцилиндра
давления и другими частями машины.
Основным элементом силовой части является батарея конден-
саторов С, заряд которой происходит через автоматический вы-
ключатель, предохранители, контакты реле, зарядный выпрями-
тель В и еще одно реле П, которое включает и выключает заряд
Рис. 122. Сварочная машина МТК-5 для герметизации полупроводниковых
а — общий вид, б — пневмоцилиндр давления, в — сварочное приспособление, г — элек
скафандр, 5 — корпус, 6— сварочное приспособление, 7 — станции питания и управле
цилиндр, 14 — шток, 17— толкатель, 18— шпилька, 19 и 20 — буферы, 21— регулиро
29— накидные гайки, 27 и 28— верхний и нижний электроды, 30 — втулка
батареи, замыкая и размыкая зарядную цепь и балластные рези-
сторы, сопротивление которых определяет время заряда батареи
конденсаторов.
В разрядную цепь батареи входят сварочный трансформатор,
сварочный контур, магнитные пускатели и кремниевые вентили.
Магнитные пускатели служат для включения разряда батареи
конденсаторов путем замыкания разрядной цепи, а также для
изменения направления разрядного тока в первичной обмотке
сварочного трансформатора, а кремниевые вентили шунтируют
батарею конденсаторов от обратного напряжения. Сварка проис-
ходит в момент разряда батареи конденсаторов на первичную об-
приборов методом контактной электросварки:
трическая схема; 1 и 16 — гайки, 2— пиевмоцилиидр давления, 3— кронштейн, 4—
ния, 8 — резисторы, 9 — шкала, 10 — пружина, И и 15 — крышки, 12 — поршень, 13 —
©очный винт, 22 — фланец, 23 — призма, 24 — ползун, 25 и 31 — токоподводы, 26 и
мотку сварочного трансформатора Тр при замкнутом на сваривае-
мые детали сварочном контуре машины.
Запас энергии в конденсаторной батарее и подводимая к сва-
риваемым деталям энергия регулируется изменением емкости
и напряжения батареи конденсаторов. Управление зарядом бата-
реи конденсаторов основано на принципе сравнения на сетке ти-
ратрона двух напряжений отрицательного смещения от источника
постоянного напряжения (выпрямителя) и положительного сме-
щения от батареи конденсаторов (отрицательное и положительное
напряжение относительно сетки).
В исходном состоянии тиратрон запирается отрицательным
смещением от выпрямителя. Положительное смещение на сетку
тиратрона подается при появлении напряжения на батарее кон-
денсаторов во время заряда. По мере повышения напряжения на
батарее конденсаторов положительное смещение увеличивается,
в результате чего суммарное смещение на сетке (отрицательное
по знаку) уменьшается. При заданном напряжении на батарее
конденсаторов суммарное смещение становится отпирающим и ти-
ратрон загорается, размыкается зарядная цепь батареи и заряд
прекращается.
При разряде батареи положительное смещение с сетки тира-
трона снимается и он запирается отрицательным смещением от
выпрямителя. Через систему реле в определенный момент цик-
ла включается и замыкается зарядная цепь батареи. В резуль-
тате начинается очередной заряд батареи до заданного напря-
жения.
Напряжение батареи регулируют в пределах от 150 до 280 В,
изменяя положительное смещение на сетке тиратрона с помощью
делителя напряжения (регулирование ступенями) и отрицательное
смещение — резистором (регулирование плавное в пределах сту-
пеней). Время заряда батареи конденсаторов определяется сопро-
тивлением балластного резистора, которое регулируется в зави-
симости от варианта включения составляющих резисторов. Бал-
ластные резисторы могут быть включены по одному из трех ва-
риантов.
При понижении напряжения на батарее конденсаторов вследст-
вие утечки положительное смещение на сетке тиратрона умень-
шается и суммарное смещение становится запирающим. Тиратрон
гаснет, замыкается зарядная цепь батареи, в результате чего про-
исходит подзарядка батареи конденсаторов до заданного напря-
жения. Процесс подзарядки периодически повторяется до момента
разряда батареи конденсаторов.
При неисправностях, когда напряжение на батарее конденсато-
ров превысит допустимое напряжение (400 В), включается блоки-
ровочное реле, которое через систему реле и зарядный выпрямитель
отключает батарею от сети. Батарея при этом разряжается на шун-
тирующий резистор.
Разряд батареи конденсаторов на первичную обмотку сварочно-
го трансформатора происходит при замыкании разрядной цепи кон-
268
тактами одною из магнитных пускателей, которые работают по-
очередно, изменяя в каждом следующем цикле направление токов
в обмотках сварочного трансформатора на противоположное по
сравнению с предыдущим циклом.
Для пуска сварочной машины необходимо подать воздух в пнев-
матическую систему; подать воду в систему охлаждения; наполнить
скафандр газом, установить заданное усилие на электродах; вклю-
чить необходимую емкость батареи конденсаторов и необходимый
балластный резистор; установить требуемый коэффициент транс-
формации и подать напряжение на машину; установить рукоятки
«Напряжение конденсаторов» на минимальное напряжение, тумблер
«Наладка» — в положении «Выкл.»; зарядить батарею конденсато-
ров, включив кнопку «Заряд конденсаторов» — «Пуск», и установить
требуемое рабочее напряжение конденсаторов; запустить машину
по циклу, нажав кнопку «Пуск» на пульте; переключить тумблер
«Сварочный ток» в положение «Вкл.». При неисправностях необхо-
димо остановить машину, нажав кнопку «Стоп» или педальную
кнопку.
Техническая характеристика сварочной машины МТК-5 приве-
дена ниже.
Производительность, сварок/ч . - 600
Усилие сжатия электродов, кг . . 30—300
Ход верхнего электрода, мм . . . 65
Максимальная запасаемая энергия,
кВт/с....................... 4,1
Потребляемая мощность, кВт ... 5
Максимальное давление воздуха
в воздушной сети, кгс/см2 . . . 5—6
Расход воздуха, м3/ч.......... 3
Применяемая энергетика (сеть пе-
ременного тока):
напряжением, В.................. 380/220
частотой, Гц................ 50
Габариты, мм:
сварочной машины............ 928 X 980X1785
станции управления............ 660 X 600X1830
Масса, кг:
сварочной машины................ 1000
станции управления ......... 300
При наладке оборудования и инструмента, применяемых для
герметизации, наладчик должен проконтролировать качество гер-
метизации. Опробуют оборудование и сварочный инструмент на
корпусах, не имеющих смонтированных в них кристаллов с элект-
ронно-дырочными переходами, называемых в производстве пустыш-
ками. В механической прочности сварного шва наладчик убежда-
ется, применяя метод разрушающего контроля. Для чего тисками
или плоскогубцами наладчик разрушает 3—5 загерметизированных
корпусов в месте сварки. Если на фланце одной из деталей, имеется
ровный след металла от другой в виде сплошного кольца, это зна-
чит, что сварка выполнена качественно.
269
Далее наладчик должен убедиться в том, что внешний вид за-
герметизированного корпуса соответствует требованиям техниче-
ской документации, в месте сварочного шва отсутствуют вы-
плески и прожоги металла, нет смещения одной детали относитель-
но другой. Затем наладчик должен замерить сварной шов (при
холодной сварке) и испытать загерметизированные приборы на
герметичность.
§ 56. Методы контроля герметичности корпусов
полупроводниковых приборов
Герметичность корпусов является важнейшей характеристикой
надежной и долговечной работы полупроводниковых приборов в
различных климатических условиях. Чтобы убедиться, что корпуса
полупроводниковых приборов действительно обладают требуемой
степенью герметичности, их подвергают контролю. Существует не-
сколько методов контроля корпусов полупроводниковых приборов
и их деталей на герметичность. Основные из них:
масс-спектрометрический, основанный на индикации атомов ге-
лия, которые вытекают через имеющиеся в корпусе прибора или в
его отдельных узлах течи;
радиоактивный, основанный на индикации гамма-излучения,
радиоактивного газа, проникающего через неплотности внутрь кор-
пуса при предварительной опрессовке готового изделия в камере со
сжатым радиоактивным газом;
вакуумно-жидкостный, основанный на регистрации пузырьков
воздуха, выходящих через неплотности корпуса в жидкость, над
которой создается вакуум;
бомбовый, основанный на опрессовке готовых изделий в жид-
кой среде, которая, проникая внутрь негерметичного корпуса, рез-
ко изменяет электрические параметры полупроводникового прибора.
ацетоновый, основанный на выдержке готовых изделий в ацето-
не, который, проникая внутрь негерметичного корпуса, изменяет
электрические параметры;
влажностный, основанный на выдержке готовых приборов в ус-
ловиях повышенной влажности, которая, проникая внутрь негерме-
тичного корпуса, изменяет электрические параметры изделия;
компрессионно-термический (масляный), основанный на повы-
шении давления газа в замкнутом объеме корпуса, погруженного
в нагретое масло, и регистрации пузырьков газа, выходящих че-
рез неплотности в корпусе;
компрессионный, основанный на регистрации пузырьков газа в
жидкой среде, выходящих через неплотности в узлах корпусов по-
лупроводниковых приборов при давлении газа на узлы корпусов
приборов 11 —13 кгс/см2.
Наиболее распространены масс-спектрометрический, вакуумно-
жидкостный, компрессионно-термический и влажностный методы,
среди которых наиболее чувствительным является масс-спектро-
270
метрический. Если гелий, введенный в корпус прибора, обладаю-
щий очень высокой проникающей способностью, выходит через
микроотверстия в корпусе прибора и эти утечки обнаруживаются
течеискателем, это значит, что прибор имеет негерметичный кор-
пус. Чувствительность масс-спектрометрического метода контроля
герметичности зависит от типа применяемого течеискателя. Напри-
мер, предельная чувствительность течеискателя ПТИ-6 составляет
10~7 л-мкм рт. ст./с. Герметичными считаются корпуса полупровод-
никовых приборов и их узлы, имеющие течь менее 5- 10~6 л-мкм
рт. ст./с.
Наряду с достоинством (высокой чувствительностью и надеж-
ностью) масс-спектрометрический метод имеет недостатки: низкую
производительность, сложность обслуживания установок и необхо-
димость в высококвалифицированных специалистах. В связи
с кратковременностью контроля этим методом могут быть не обна-
ружены малые течи в корпусах приборов, а также не отбракованы
корпуса с большими течами, если введенный в корпус гелий вый-
дет из них прежде, чем они будут подвергнуты контролю, т. е.
в корпусе не окажется пробного газа.
Поэтому основным методом контроля корпусов приборов дол-
жен быть более простой способ, которым могут быть проверены
на герметичность 100% приборов. В этом случае масс-спектро-
метрическим методом можно производить только выборочный
контроль. Существует два способа ввода гелия в корпуса
приборов.
При первом способе гелий вводят в корпуса приборов при гер-
метизации их в атмосфере гелия. Для рационального расходования
гелия при герметизации корпусов приборов применяют специаль-
ный инструмент, обеспечивающий подачу гелия в корпус только
в момент герметизации.
Второй способ ввода гелия состоит в опрессовке уже загерме-
тизированных приборов в специальном устройстве (гелиевой бом-
бе). Опрессовывают полупроводниковые приборы, корпуса кото-
рых не подвергались окраске или гальваническим покрытиям.
Окрашенные приборы или приборы с гальваническими покрытия-
ми опрессовывать не следует, так как микроотверстия в корпусах
приборов могут быть закрыты для доступа гелия краской или ме-
таллом покрытий и брак может обнаружиться только при эксплуа-
тации.
При опрессовке в газе (гелий) полупроводниковые приборы
помещают в бомбу и герметично ее закрывают. Затем откачивают
из бомбы воздух до давления 1 • 10_ 1 — 5- 10-2 мм рт. ст. После
откачки бомбу наполняют гелием и в течение нескольких суток
поддерживают в ней давление 5 кгс/см2 согласно принятому техно-
логическому процессу опрессовки. За время выдержки в бомбе
в корпуса приборов, имеющих течи, попадает гелий, который ос-
тается в них некоторое время после окончания опрессовки и в даль-
нейшем обнаруживается гелиевым течеискателем на специальной
установке (например, ЖК 75.11).
271
Кроме опрессовки в гелии полупроводниковые приборы можно
опрессовывать в жидкости, применяя ту же бомбу. Для опрессовки
в жидкости (воде, ацетоне) полупроводниковые приборы помеща-
ют в бомбу, герметично ее закрывают, откачивают воздух до дав-
ления ЫО’1—5-10-2 мм рт. ст., а затем наполняют бомбу
жидкостью до определенного уровня, подают в нее сжатый газ под
давлением 5 кгс/см2 и выдерживают приборы в течение заданного
времени, после истечения которого приборы извлекают из бомбы,
еушат и контролируют их обратные токи. Негерметичными счита-
ются корпуса приборов, обратные токи которых увеличились выше
допустимого значения.
В комплект оборудования для контроля герметичности корпу-
сов (ножек и баллонов) полупроводниковых приборов масс-спект-
рометрическим методом входят установки ЖК 75.08, бомба
ЖК75.12 для опрессовки приборов в атмосфере гелия и установка
ЖК75.11 для контроля герметичности полупроводниковых при-
боров.
При проверке герметичности полупроводниковых приборов ва-
куумно-жидкостным методом испытываемые изделия помещают
в стеклянный сосуд с керосином или уайт-спиритом, который за-
крывают резиновой пробкой и откачивают его до давления 3—6 мм
рт. ст. Если корпус контролируемого изделия негерметичен, то за
счет разности давлений внутри изделия и вне его газ, находящийся
в нем, начинает вытекать в керосин или уайт-спирит. Место течи
определяют по пузырькам газа, выделяющимся непрерывной
струйкой из корпуса испытываемого изделия. Чувствительность
этого метода контроля примерно 5-10-3 л-мкм рт.ст./с. При конт-
роле герметичности изделий вакуумно-жидкостным методом ис-
пользуют установку ЖК75.14.
Компрессионно-термическим методом можно контролировать
качество холодной и электроконтактной сварки готового прибора.
Герметичность заваренного корпуса без электронно-дырочных пе-
реходов или герметичность металлостеклянного спая и паяных
соединений ножек и баллонов, предварительно уплотненных с от-
крытых сторон.
Одним из возможных путей увеличения давления газа в испы-
тываемом изделии оказывается повышение температуры, для чего
испытываемое изделие погружают в нагретую жидкость. Чем выше
температура, тем больше давление, тем выше чувствительность
испытаний. Например, силиконовое масло ВКЖ-94А может быть
нагрето без образования пузырьков (при условии, что оно не со-
держит воды) до температуры 200° С, что приведет к повышению
давления в испытываемом изделии (ножке или корпусе) до
2,68 кгс/см2. При наличии течи воздух будет выходить в виде
пузырьков, скорость, величина и место образования которых по-
казывают место и величину течи. Применение силиконово-
го масла ВКЖ-94А позволяет регистрировать течи величиной
4-10~3 л-мкм рт. ст./с. Этим методом можно контролировать 100%
изделий.
Влажностный метод контроля герметичности корпусов полупро-
водниковых приборов является наиболее распространенным, так
как он прост, надежен и одновременно позволяет контролировать,
кроме герметичности, еще и стойкость покрытий корпусов полупро-
водниковых приборов на воздействие повышенной влажности. Этот
метод является заключительным в серии всех видов контроля и ис-
пытаний приборов и служит одновременно одним из видов клима-
тических испытаний.
Для испытания на герметичность влажностным методом корпу-
са полупроводниковых приборов помещают на несколько суток
в камеру тепла и влаги при температуре 40±5° С и относительной
влажности 95—98%. После испытаний полупроводниковые прибо-
ры не должны изменять своих параметров. Если корпус прибора
негерметичен, влага, попадая на р—n-переход через микроотвер-
стия в корпусе, резко ухудшает электрические параметры прибо-
ров. Такие приборы являются браком.
§ 57. Установки для контроля герметичности корпусов
полупроводниковых приборов
Установка ЖК 75.14 (рис. 123, а), предназначенная для конт-
роля герметичности полупроводниковых приборов вакуум-
но-жидкостным методом, состоит из стола 2, кронштейна 5, зо-
лотника 7, колб 6, экрана 4 и вакуумной системы с мановакуум-
метром 1.
На столе, служащем основанием установки, укреплен крон-
штейн, к верхней части которого крепится золотник, состоящий из
двух дисков: верхнего подвижного 11 (рис. 123,6) и нижнего не-
подвижного 12, сжатых между собой пружиной 13. Силу прижима
дисков регулируют гайками. Для устранения перекоса дисков от-
носительно друг друга в верхнем диске имеется сферическая втул-
ка. Тщательно обработанные и притертые контактирующие поверх-
ности дисков золотника и двойные концентрические канавки в них,
заполненные маслом, поступающим по трубке, обеспечивают ваку-
умную плотность золотника при работе установки.
Верхний диск золотника четырехпозиционный, т. е. он имеет
три загрузочные позиции одну рабочую. В верхнем диске имеют-
ся четыре штуцера, соединенные вакуумными резиновыми шланга-
ми с колбами. Для поворота верхнего диска относительно нижнего
имеются четыре ручки, расположенные на кольце. Колбы соединя-
ют с вакуумной системой через нижний неподвижный золотник,
штуцер которого связывает золотник с механическим насосом. Дл.я
напуска воздуха в колбы при их разгерметизации в нижнем золот-
нике имеются два других штуцера.
В колбы — стеклянные сосуды наливают жидкость (уайт-спи-
рит) и опускают контролируемые приборы, закрепленные на зажи-
мах 8. Освещаются колбы на рабочей позиции при вакуумировании
273
Рис. 123. Установка для контроля герметичности полу-
проводниковых приборов вакуумно-жидкостным мето-
дом:
а — общий вид, б — золотниковое устройство; 1 — мановакуум-
метр, 2 — стол, 3 — короб, 4 — экран, о— кронштейн, 6 — колбы,
7 — золотник, <5 —зажим, 9 — полупроводниковый прибор, 10 —
пузырьки воздуха, 11 и 12 — верхний и нижний диски золотника,
13 — пружина
а)
жидкости и наблюдении за истечением пузырьков газа 10 электри-
ческой лампочкой через матовый экран.
В установке в качестве вакуумного применен механический на-
сос ВН-461М, помещенный в короб 3, предназначенный для умень-
шения шума, создаваемого работающим насосом. Для удаления
выхлопных газов в насосе имеется специальный шланг, соединяе-
мый с вентиляционным каналом.
При работе на установке в каждую колбу заливают около
80 см3 уайт-спирита, затем контролируемые приборы закрепляют
в зажимах, погружают в жидкость, закрывая колбы крышками,
и включают вакуумный насос. Погружать приборы в колбы можно
на любой позиции положения верхнего диска золотника, кроме
рабочей. На рабочей позиции наблюдают за истечением пузырьков
газа из корпуса полупроводникового прибора. Прибор считается
негерметичным, если пузырьки газа выделяются из корпуса при-
бора равномерно, непрерывной струйкой, или если после легкого
постукивания пальцами руки по колбе, струйка пузырьков не ис-
чезает.
Техническая характеристика установки ЖК 75.14 приведена
ниже.
Производительность установки, шт./ч 150—200
Чувствительность метода контроля,
л-мкм рт. ст./с....................... 5-Ю-3
Давление газа над поверхностью ваку-
умируемой жидкости, мм рт. ст. . . . 3—6
Применяемая энергетика (сеть трехфаз-
ного переменного тока):
напряжением, В...................... 220/380
частотой, Гц.......................... 50
Потребляемая мощность, кВт................ 0,6
Герметичный металлический сосуд ЖК 75.12 (рис. 124) или,
как его принято называть, бомба, предназначенный для опрессовки
полупроводниковых приборов в жидкостях или газах, состоит из
крышки 1, корпуса 2, труб с вентилями и мановакуумметром 8
и подставки 3. Крышка изготовлена из стали и предназначена для
герметичного закрывания корпуса бомбы при опрессовке полупро-
водниковых приборов.
Корпус представляет собой сварную металлическую конструк-
цию и вакуумно-плотно соединяется с крышкой резиновой про-
кладкой и болтами, ввертываемыми во фланец корпуса. В корпусе
бомбы имеются два отверстия: одно, предназначенное для откачки
и напуска газа и воды по шлангу 5, а другое — для слива жидко-
сти. Откачивают воздух, напускают газ и жидкость, а также сли-
вают жидкость из бомбы через вентили. Вакуум в бомбе создается
форвакуумным насосом 6 через вакуумный шланг 7.
Полупроводниковые приборы, подлежащие опрессовке, насы-
пают на перфорированные тарелки и помещают в корпус бомбы,
устанавливая их одна на другую, а нижнюю — на специальную
подставку. Центрируют тарелки относительно корпуса бомбы по
вертикальной трубе, расположенной по оси корпуса бомбы. Эта
275
труба имеет открытый верхний конец, через который откачивают
воздух из бомбы и наполняют ее газом или жидкостью. С нижним
концом трубы под прямым углом соединена другая труба, которая
в месте выхода из корпуса бомбы герметично приварена и закан-
чивается тройником 9, несущим два вентиля 10 и мановакуум-
метр 8. В дно корпуса бомбы вварена труба, заканчивающаяся
Рис. 124. Бомба ЖК 75.12 для опрес-
совки полупроводниковых приборов
в жидкостях или газах:
1 — крышка, 2 — корпус, 3 — подставка, 4
и 10 — вентили, 5 и 7 — шланги, 6 — насос,
8 — мановакуумметр, 9 — тройник
вентилем 4. Через эту трубу и вен-
тиль сливают жидкость из бомбы.
Установка ЖК 75.11 для
контроля герметичности полупро-
водниковых приборов масс-спек-
трометрическим методом (рис.
125) состоит из течеискателя 1,
камеры 3 установки, вакуумной и
пневматической систем, гребенки
2 и электрического блока 4. Те-
чеискатель ПТИ-6 состоит из
масс-спектрометра и вакуумной
1 системы, образованной диффузи-
онным (паромасляным), механи-
ческим насосами и азотной ловуш-
кой.
Принцип действия масс-спек-
трометра со 180-градусной фоку-
сировкой, который является од-
ним из основных устройств, вхо-
дящих в конструкцию течеискате-
ля ПТИ-6, состоит в следующем.
Раскаленный катод эмиттирует
электроны, которые фокусируют-
ся магнитным полем и ускоряют-
ся электрическим полем, прило-
женным между катодом и каме-
рой ионизатора. Сталкиваясь с
молекулами пробного газа (ге-
лия), поступающего в камеру
ионизатора, электроны ионизиру-
ют газ. Образовавшиеся ионы вытягиваются из камеры, фокусиру-
ются в пучок, ускоряются и направляются в анализатор.
В анализаторе происходит разделение ионов в постоянном маг-
нитном поле по массам. В однородном магнитном поле могут быть
разделены по массам ионы, обладающие одинаковой энергией. Так
как начальная энергия (энергия теплового движения) электронов
мала по сравнению с энергией, которую получают ионы в иониза-
торе, начальной энергией электронов можно пренебречь и считать,
что они входят в анализатор, обладая одинаковой с ионами энер-
гией. В анализаторе, имеющем однородное магнитное поле, ионы
перемещаются по окружностям, радиус которых зависит от массы
и заряда ионов. Поэтому и происходит разделение ионного пучка
276
сложного состава на ряд пучков, имеющих определенное отноше-
ние массы к величине заряда ионов. Поставив в определенном
месте круговой траектории коллектор ионов, можно собрать на
коллекторе только ионы, имеющие заданное отношение их массы
к величине заряда.
Коллектор, воспринимающий выделенный пучок ионов, соеди-
няется с землей через высокоомное сопротивление, на котором сла-
бые токи создают значительное падение напряжения, достаточное
для последующего усиления и индикации. Ионные токи в течеиска-
Рис. 125. Установка ЖК 75.11 для контроля герметичности масс-
спектрометрическим методом:
/ — течеискатель, 2 — гребенка, 3 — камера, 4— электрический блок
теле ПТИ-6 усиливаются усилителем постоянного тока, что по
сравнению с усилителем переменного тока значительно повышает
чувствительность течеискателя.
На рис. 126 показана схема установки ЖК 75.11 для контроля
герметичности приборов масс-спектрометрическим методом. Во-
семнадцатигнездная карусель 6 помещена в герметичный корпус 1,
закрытый крышкой. В крышке имеются два отверстия. Одно из них
предназначено для соединения рабочего объема камеры с течеис-
кателем 19 через вакуумный вентиль 17, а через другое загружают
и выгружают испытываемые на герметичность полупроводниковые
приборы. Отверстие, через которое загружают и выгружают при-
боры, герметично закрывается крышкой 5 при помощи рукоятки 3
и фиксатора 4\ необходимое уплотняющее усилие создается пру-
жиной.
Ввод карусели в камеру осуществляется через уплотнение Виль-
сона 7. Поворот карусели на 20° производится рукояткой 27 через
277
храповое колесо 28. В каждое из 18 отверстий карусели вставлен
стакан 20, предназначенный для загрузки, транспортировки на
позиции контроля и выгрузки проверяемых на герметичность по-
лупроводниковых приборов. Все стаканы по верхнему торцу имеют
Рис. 126. Схема установки ЖК 75.11 для контроля герметичности масс-спек-
трометрическим методом:
/ — корпус, 2 — отверстие. для напуска воздуха, 3 и 27 — рукоятки, 4 — фиксатор, 5 и
18— крышки, 6—карусель, 7 — уплотнение Вильсона, 8 — отверстие для подачи гелия,
9 — штуцер, /0— корпус гребенки, 11 — корпус запоминающего устройства гребенки,
12— микровыключатель, 13— калиброванная течь, 14— колено, 15 — вентиль калибро-
ванной течи, 16 — кронштейн, 17 — вакуумный вентиль, 19— течеискатель, 20 — ста-
кан, 21—толкатель стакана, 22 — тормозная камера, 23 — механический насос, 24 —
диффузионный насос, 25 — вертикальный вал, 26 — палец, 28 — храповое колесо, 29 —
ручка управления запоминающего устройства, 30— рычаг, 31 — толкатель микровы-
ключателей
уплотнительные прокладки, необходимые для их герметичного
соединения с вакуумной системой на позиции контроля.
Храповое колесо 28 имеет восемнадцать пальцев 26. Пальцы,
расположенные на храповом колесе, представляют собой запоми-
нающее устройство и служат для фиксирования стаканов с негер-
метичными полупроводниковыми приборами. Палец, соответствую-
щий стакану с негерметичным прибором, выталкивается из
храпового колеса рычагом разбраковки.
278
Фрикционный диск расположен внутри храпового колеса
и предназначен для торможения движения храпового колеса, а че-
рез него и карусели. Необходимость торможения вызвана наличи-
ем большого момента инерции карусели, возникающего при ее
повороте с одной позиции на другую. Фрикционный диск прижи-
мается к торцу храпового колеса тремя штоками с пружинами,
закрепленными на нижней части корпуса камеры. Необходимое
усилие прижима создается пружинами.
В корпусе механизма блокировок, расположенном под камерой
(в передней ее части), размещены четыре микровыключателя. Два
из них включаются при закрывании загрузочного отверстия. При
этом толкатель 31 через рычаг действует на микровыключатели,
один из которых включает лампочку «Камера закрыта», а дру-
гой — воздушный клапан, управляющий вакуумным клапаном
предварительной откачки. Третий микровыключатель включает
лампочку, сигнализирующую о наличии брака, когда палец на
храповом колесе выдвинут в крайнее верхнее положение. Четвер-
тый микровыключатель сигнализирует об окончании загрузки или
выгрузки полупроводниковых приборов.
Механизм прижима предназначен для подъема стакана вверх
и вакуумного уплотнения его с верхней крышкой 18 на позиции
контроля, а также для соединения объема стакана с вакуумной
системой течеискателя. Механизм прижима крепится снизу к кор-
пусу камеры. Приводом механизма прижима служит пневматиче-
ская тормозная камера 22, которая при подаче в нее сжатого воз-
духа через толкатель 21 воздействует на стакан, прижимая его
к крышке камеры. Шток механизма прижима вакуумно-плотно
соединен через уплотнительную прокладку и сильфон с рабочим
объемом камеры. При движении штока механизма прижима вверх
включается микровыключатель, который подает команду на сраба-
тывание воздушного крана, управляющего работой вакуумного
вентиля 17, соединяющего объем камеры с течеискателем.
Вакуумная система установки ЖК 75.11 (рис. 127) включает
в себя механические 9 и паромасляный И насосы, камеру 5, вен-
тили 2, 6 и 10 и трубопроводы 4, 7 и 8, соединяющие указанные
элементы в систему, а также калиброванную течь 3. Вакуумная
система установки соединена с вакуумной системой гелиевого те-
чеискателя 1.
Пневматическая система установки служит для подвода сжа-
того воздуха к вентилям и пневматической камере механизма
прижима и состоит из распределителя и воздушных кранов. Рас-
пределитель служит для подвода сжатого воздуха к четырем воз-
душным кранам золотникового типа, три из которых подают воз-
дух в систему при выключенном соленоиде, а четвертый — при
включенном соленоиде (или электромагните).
Гребенка предназначена для контроля ножек и баллонов кор-
пусов полупроводниковых приборов на герметичность, имеет
двадцать два гнезда, в которых находятся грибковые уплотнители,
предназначенные для герметичного уплотнения контролируемых
279
изделий и крепится кронштейном к вакуумному вентилю уста-
новки.
Схема электрического блока установки показана на рис. 128.
Питание электродвигателей Ml и М2 привода механических насо-
сов осуществляется от трехфазной сети переменного тока. Осталь-
ные элементы электрического блока подключаются через пакетный
выключатель В8 и трансформатор Тр1 к однофазной сети напря-
жением 220 В. Непосредственно к сети 220 В подключаются ка-
тушки реле Р1 и Р2, а также нагреватель Н пароструйного насоса,
в цепи которого имеется регулятор напряжения Тр2 и амперметр
Рис. 127. Вакуумная система установки ЖК 75.11 для конт-
роля герметичности масс-спектрометрическим методом:
1— течеискатель, 2, 6 и 10 — вентили, 3 — калиброванная течь, 4,
7 и 8 — трубопроводы, 5 —камера, 9 и // — механический и паро-
масляный насосы
МП для измерения силы тока. Нагреватель включают выключате-
лем В13.
Во вторичные обмотки трансформатора Тр1 включены сигналь-
ные лампы, катушки (соленоиды) электромагнитных клапанов,
питаемые от выпрямителя Д, и другие элементы электрического
блока. Лампочка Л1 красного цвета сигнализирует об отсутствии
воды в системе. Когда в систему подана вода, контакты В1 реле
давления размыкаются и лампочка Л1 гаснет. Лампочка Л2
(«Цикл») молочного цвета загорается, когда карусель находится
в определенном положении и контакты В2 микровыключателя ме-
ханизма блокировок замкнуты. Лампочка Л4 зеленого цвета горит,
“когда камера закрыта, и контакты В4 микровыключателя в этом
случае замкнуты. При открытии камеры лампочка Л4 гаснет, а
контакт В4 микровыключателя замыкается. Лампочка ЛЗ красного
цвета загорается при замыкании контакта ВЗ микровыключателя,
280
управляемого пальцами запоминающего устройства. Лампочка Л5
зеленого цвета сигнализирует о готовности вакуумной системы
к работе.
А В С У
Пр2
Рис. 128. Схема электрического бло-
ка установки ЖК 75.11 для конт-
роля герметичности масс-спектро-
метрическим методом
При контроле герметичности готовых приборов тумблер В14
ставят в соответствующее положение. Контакт В9 при этом замк-
нут. Когда камера будет закрыта, контакты В4 и В5 микровыклю-
чателей замкнутся. При этом контакт В4 включит лампочку Л4, а
контакт В5 — реле Р1, которое своими контактами включит реле
времени Р2 и электромагнит воздушного крана Э2. Воздушный
кран соединит вакуумную систему с механическим насосом,
281
и при работающем насосе будет происходить откачка системы. Че-
рез определенное время контакты Р2/1 реле времени размыкают-
ся и прекращается предварительная откачка системы механическим
насосом, а контакты Р2/2 замыкаются, включают электромагнит
воздушного крана ЭЗ, который соединяет систему с работающим
пароструйным насосом, т. е. происходит откачка системы до высо-
кого вакуума. Через 100 с срабатывают контакты Р2/3 реле време-
ни, подготовляя включение электромагнита Э4 воздушного крана,
управляющего механизмом прижима. При замыкании контактов
В6 микровыключателя, управляемого ручкой перевода карусели,
замыкаются контакты В7 микровыключателя механизма прижима,
после чего срабатывает электромагнит Э1 воздушного крана, ко-
торый соединяет объем стакана с вакуумной системой течеиска-
теля ПТИ-6.
При контроле герметичности ножек или баллонов тумблер В14
ставят в соответствующее положение. Работа установки в этом
случае происходит примерно так же, как и при контроле герметич-
ности готовых приборов. Основное отличие состоит в том, что при
контроле ножек и баллонов используется гребенка с гнездами
и запоминающими рычажками, а не камера с каруселью. При до-
стижении высокого вакуума в системе установки каждое гнездо
гребенки обдувают гелием из специального пистолета и наблюда-
ют за положением стрелки выносного прибора ВПУ-1. Если стрел-
ка прибора отклонится вправо и не возвратится назад, ножка или
баллон в данном гнезде негерметичны. В этом случае следует от-
кинуть запоминающий рычажок на гребенке против гнезда, соот-
ветствующего негерметичному изделию.
Техническая характеристика установки ЖК 75.11 для контроля
герметичности приведена ниже.
Производительность при контроле
готовых приборов:
единичный контроль, шт./ч . . 200
групповой контроль, шт,/ч . . 300—350
Производительность при контроле
ножек и баллонов, шт./ч .... 100—150
Максимальная чувствительность
установки при чувствительности
течеискателя ПТИ-6 3—5-107
л-мкм рт. ст./с........................ 5-Ю-7
Рабочий вакуум в камере установ-
ки, мм рт. ст................... 5-10-5—1 -10“5
Внутренние размеры стакана, мм 0 42 X 35
Количество стаканов в установке,
шт.................................... 18
Количество рабочих гнезд на гре-
бенке, шт............................. 22
Потребляемая мощность, кВт ... 5
Применяемая энергетика (сеть
трехфазного переменного тока):
напряжением, В................ 220/380
частотой, Гц......................... 50
Магистраль сжатого воздуха:
давлением, кгс/см2............... 4—6
расходом, л/ч........................ 300
282
Водопроводная магистраль:
давлением воды, кгс/см2 . . , 3—4
расходом, л/ч.............. 100—150
Габариты, мм..................... 1850X1400X1235
При обслуживании и наладке установки ЖК 75.11 необходимо
руководствоваться техническим описанием и инструкцией, прила-
гаемыми к течеискателю ПТИ-6, а также правилами эксплуатации
вакуумных установок. Механическая часть установки сравнитель-
но проста и надежна в эксплуатации. Для приведения установки
в рабочее состояние необходимо произвести калибровку течеиска-
теля, чтобы при контроле герметичности полупроводниковых при-
боров правильно отбраковать негерметичные приборы, имеющие
течь выше допустимой. Для калибровки течеискателя при контро-
ле полупроводниковых приборов необходимо:
поставить тумблер «Контроль ножек — контроль готовых при-
боров» в положение «Контроль готовых приборов»;
включить выключатель «Электросхема»;
нажать и удерживать кнопку «Откачка трубопровода», пока не
загорится сигнальная лампа «Высокий вакуум», при этом открыть
вентиль, соединяющий калиброванную течь с вакуумной систе-
мой;
осторожно открыть вентиль ДУ-32;
включить катод течеискателя;
вращая ось потенциометра «Регулировка ускоряющего напря-
жения», получить на течеискателе максимальный отсчет аНе по при-
бору ВПУ-1;
закрыть вентиль, соединяющий калиброванную течь с вакуум-
ной системой, и произвести отсчет сю от остаточного гелия;
вычислить чувствительность течеискателя по формуле
е Q
’
4 ане~ «о
где Sq — чувствительность течеискателя, л-мкм/с-мВ; Q — вели-
чина калиброванной течи, л-мкм/с; ане — показания шкалы тече-
искателя с включенной калиброванной течью, мВ; cto — показания
по шкале течеискателя остаточного гелия, мВ.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие методы герметизации и контроля герметичности вы знаете?
2. Какие факторы влияют на режим герметизации корпусов методами холод-
ной и контактной контурной сварки?
3. Каково устройство полуавтомата для холодной сварки корпусов?
4. Каковы устройство и принцип действия сварочной машины?
5. Каковы устройство и принцип действия установки для контроля герметич-
ности масс-спектрометрическим методом?
Глава одиннадцатая
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ
И КЛИМАТИЧЕСКИХ ИСПЫТАНИЙ
ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ
§ 58. Общие сведения о механических
и климатических испытаниях
Согласно ГОСТ 11630—70 и техническим условиям полупро-
водниковые приборы должны отвечать при испытании на механи-
ческие и климатические воздействия определенным требованиям.
Например, германиевые приборы должны быть работоспособны
при изменениях температуры окружающей среды от —60 до
+70° С, а кремниевые от —60 до +125° С.
Известно, что р—«-переходы очень чувствительны к влаге,
и при попадании влаги на переход параметры прибора резко ухуд-
шаются. Поэтому корпус полупроводникового прибора должен
быть герметичным, и прибор при испытании в камере влаги в те-
чение нескольких суток при температуре 40±5° С и относительной
влажности 95—98% не должен изменять своих электрических па-
раметров.
Полупроводниковые приборы должны быть механически проч-
ными, обеспечивать целостность конструкции в условиях воздейст-
вия на них вибрационных ускорений до 10 g в диапазоне частот от
10 до 600 Гц и ударных ускорений до 75 g.
На воздействие холода и тепла полупроводниковые приборы
испытывают в специальных установках. Существует много различ-
ных конструкций установок холода и тепла, но все они имеют мно-
го общего. Наиболее широкое применение получили установка
холода ТТМ 295.000 и установка тепла КТ-0,01, которые при неко-
торой модернизации позволяют испытывать полупроводниковые
приборы на воздействие тепла и холода с измерением параметров
в процессе испытаний и выполнять термоциклирование приборов.
При испытаниях на воздействие холода и тепла (термоцикли-
ровании) германиевые и кремниевые полупроводниковые приборы
нагревают до температуры 80 или 120° С соответственно и выдер-
живают в камере тепла в течение 30 мин, а затем переносят в ка-
меру холода, в которой их также выдерживают 30 мин при тем-
пературе —60° С. Время переноса из одной камеры в другую не
должно превышать 1—2 мин. Количество попеременных нагрева-
ний и охлаждений (термоциклов) для разных приборов устанав-
ливают различное. Обычно число термоциклов не превышает 3—5.
Для испытаний полупроводниковых приборов при заданной
влажности применяют камеры тепла и влаги. В качестве примера
может служить камера тепла и влаги КТВ-0,16-155, которая может
284
быть использована для испытания полупроводниковых приборов
как на воздействие высоких температур, так и на воздействие по-
вышенной влажности, а также на одновременное воздействие по-
вышенных температур и влажности.
Испытание полупроводниковых приборов на воздействие удар-
ных нагрузок выполняют на ударных установках, например СУ-1,
а на воздействие вибрационных нагрузок — на вибрационных
установках ВС-68 и др.
Кроме указанных установок для механических испытаний при-
боров, имеется виброударная установка ЖК 76.02, которая позво-
ляет испытывать приборы на одновременное воздействие вибра-
ционных и ударных нагрузок. На виброударной установке можно
также испытывать полупроводниковые приборы на воздействие
только ударных или только вибрационных нагрузок.
При испытаниях приборы закрепляют в специальных много-
местных контактодержателях, или колодках, которые должны
быть просты по конструкции и надежны в эксплуатации, обеспечи-
вать надежный электрический контакт, иметь высокое электриче-
ское сопротивление изоляции, сохранять целостность и внешний
вид испытываемых приборов. При испытаниях в камерах тепла
и холода колодки с приборами крепят обычно к крышкам камер,
а при испытаниях на воздействие механических нагрузок жестко
крепят к столам стендов.
Выдержавшими испытания считаются приборы, которые после
испытаний или в процессе их сохранили свою первоначальную ра-
ботоспособность, герметичность корпуса, электрические парамет-
ры, внешний вид и не изменили конструктивной формы. Это озна-
чает, что полупроводниковые приборы надежны и могут с успехом
применяться в различных электронных устройствах.
§ 59. Вибрационная установка
Вибрационная установка ВС-68 предназначена для испытания
изделий массой до 15 кг на вибропрочность при виброперегрузках
от 0,05 до 25 g в диапазоне частот вибрации от 10 до 80 Гц и ам-
плитуде колебаний до 5 мм. Техническая характеристика установ-
ки приведена ниже.
Максимальная масса испытываемо-
го изделия, кг................. 15
Диапазон частот вибрации, Гц . . 10—80
Диапазон виброперегрузок .... 0,05—25 g
Диапазон амплитуд колебаний, мм 0,1—5
Тип вибратора..................... Инерционный
Размеры рабочей поверхности сто-
ла вибростенда, мм............. 400X400
Применяемая энергетика (сеть пе-
ременного тока):
напряжением, В........................ 220
частотой, Гц........................ 50
Габариты стенда, мм................. 930X800X650
285
Габариты пульта управления, мм 632X430X354
Масса стенда с пультом управле-
ния, кг.......................... 250
Вибрационная установка ВС-68 состоит из вибрационного стен-
да и пульта управления, выполненного в виде отдельного блока
и соединенного кабелем с вибростендом. Вибрационный стенд
ВС-68 (рис. 129, а) состоит из чугунной станины (основания) 4,
вибратора 3 с приводом и электродвигателем 2 и подвижной части
1. Кинематическая схема вибрационного стенда показана на
рис. 129, б.
Рис. 129. Вибрационный стенд ВС-68:
а — устройство, б — кинематическая схема; 1— подвижная часть, 2 — электродвигатель, 3 и
10 — вибраторы, 4 — станина, 5 —стол, 6 — вертикальный шток, 7 - хомут, 8 —амортиза-
ционная пружина, 9— сферическая шайба, И и 12— валы, 13— шестерни, 14 — клиноремен-
ная передача, 15 и 16 — неподвижный и подвижный секторы
Движение от электродвигателя 2 через клиноременную переда-
чу 14 передается на валы 12 и 11, которые связаны между собой
кинематически шестернями 13. На концах валов И и 12 имеются
диски с закрепленными на них подвижными 16 и неподвижными 15
секторами. При вращении валов И и 12 с одинаковой угловой
скоростью в противоположных направлениях горизонтальные со-
ставляющие неуравновешенных сил взаимно уравновешиваются,
а вертикальные суммируются и вызывают вертикальные переме-
щения подвижной системы.
Регулируют амплитуду колебаний, перемещая подвижные сек-
торы. С увеличением асимметрии положения подвижных секторов
относительно неподвижных возрастает амплитуда. Для установки
подвижных секторов на заданную амплитуду служат нониусы
и закрепленные на валах шкалы. Шкалы отградуированы через 5°,
286
а нониусы — через 4°, что позволяет устанавливать секторы с точ-
ностью до 1°. Необходимо следить, чтобы угол сдвига всех секто-
ров был строго одинаков. Несоблюдение этого условия может по-
влечь за собой поломку установки.
Подвижная часть 1 установки, включающая в себя вибратор 10,
вертикальный шток 6 стола и стол 5 опираются на станину амор-
тизационной пружиной 8, которая в свою очередь упирается сверху
в прочно закрепленный хомут 7, а снизу — в сферическую шайбу 9.
Внутри станины, в нижней ее части, закреплен П-образный
кронштейн, имеющий одну неподвижную и одну подвижную план-
ки, которые служат направляющими для подшипника, посаженно-
го на ось ролика. Ось приварена к корпусу вибратора. Зазоры
между подшипником и планками регулируют установочными вин-
тами, связанными с подвижной планкой, что предотвращает произ-
вольный поворот стола и вибратора вокруг оси вертикального
штока. Электродвигатель стенда укреплен на чугунной литой пли-
те, которая шарнирно связана со станиной, что позволяет регули-
ровать натяжение ремня.
Один из валов вибратора связан с якорем тахометрического
генератора, являющегося датчиком частотомера. Во время работы
установки в обмотках тахогенератора постоянного тока возбуж-
дается электродвижущая сила, пропорциональная числу оборотов
вала вибратора, и, следовательно, частота вибрации стола стенда.
Электродвижущая сила от тахогенератора подается на микроам-
перметр, по которому отсчитывают частоту вибрации стола. Ре-
гулируют частоту, изменяя число оборотов вала электродвигателя
постоянного тока за счет изменения напряжения автотрансформа-
тором, подаваемого на обмотку электродвигателя.
Увеличение частоты колебаний ограничивает величину получае-
мой амплитуды. Так, при амплитуде 5 мм максимальная частота
колебаний равна 35 Гц, а при амплитуде 1 мм — 77 Гц, но для
амплитуды от 0,9 до 0,1 мм она равна 80 Гц при полной нагрузке
на стол стенда. Величина амплитуды определяется ручным вибро-
графом ВР-1. Для получения заданной амплитуды колебаний при
различной массе испытываемых изделий устанавливают сектора,
пользуясь графиком, показанным на рис. 130. По графику произво-
дится грубая установка амплитуды, более точно амплитуду опре-
деляют вибрографом. Как пользоваться графиком, станет понятно,
если рассмотреть три примера.
Даны амплитуда 0,5 мм и нагрузка на стенд 5 кгс. Необходимо
провести на графике линии, соответствующие амплитуде 0,5 мм
и нагрузке 5 кгс до пересечения их между собой. Затем из полу-
ченной точки пересечения проводят кривую, параллельную преды-
дущей кривой, до пересечения с нагрузочной линией, соответст-
вующей предельной нагрузке (15 кгс). Точка пересечения
проведенной кривой и линии предельной нагрузки показывает ко-
личество делений для установки подвижных секторов. При данных
условиях подвижные сектора необходимо установить на деле-
нии 2,4.
287
Рис. 130. График зависимости амплитуды колебаний от массы испытываемых
изделий
Рис. 131. Электрическая схема пульта управле-
ния вибрационной установки ВС-68
При амплитуде 1,2 мм и нагрузке 10 кгс подвижные сектора
следует установить на делении 6, а при амплитуде 1,4 мм и нагруз-
ке 15 кгс — на делении 7,1.
Пульт управления установкой ВС-68 выполнен в виде отдель-
ного передвижного блока, электрическая схема которого показана
на рис. 131. Для пуска установки ВС-68 необходимо:
установить ручку автотрансформатора АТр в нулевое положе-
ние, для чего повернуть ее до упора против стрелки, нанесенной
на рукоятку;
включить пакетный выключатель В (при включении загорается
сигнальная лампа Л);
плавным поворотом ручки Л Гр по направлению стрелки пустить
электродвигатель и установить нужную частоту вибрации по мик-
роамперметру цЛ.
Для выключения установки необходимо плавно перевести ручку
автотрансформатора против стрелки до упора и выключить пакет-
ный выключатель.
При испытаниях приборы следует установить на стол стенда
так, чтобы их центр тяжести совпадал или был расположен воз-
можно ближе к центру тяжести стола. В соответствии с задавае-
мой амплитудой колебаний и массой испытываемых приборов
с помощью графика (см. рис. 130) определяют положение подвиж-
ных секторов вибратора и устанавливают их, пользуясь специаль-
ным торцовым ключом. Эксплуатация вибростенда на макси-
мальное ускорение 25 g допускается не более 3—5 мин, а дли-
тельная эксплуатация допускается только при ускорении не бо-
лее 5 g.
Для правильной эксплуатации вибростенда необходимо смазы-
вать подшипники скольжения вертикального штока. Верхний под-
шипник смазывается через масленки, а нижний подшипник мас-
лом, стекающим по валу. Подшипники вибратора смазывают через
масленки, находящиеся на торцах валов.
Электродвигатель один-два раза в год необходимо разбирать,
очищать от пыли и грязи, проверять подшипники и заменять в них
смазку. Подшипники электродвигателя необходимо смазывать уни-
версальной среднеплавкой смазкой УС-3.
При обслуживании стенда необходимо соблюдать правила
безопасной работы с электроустановками.
§ 60. Ударная установка
Ударная установка СУ-1 (рис. 132, а), предназначенная для
испытания полупроводниковых приборов на воздействие ударных
нагрузок, состоит из ударного стенда, пульта управления и пита-
ния, а также электрометрического каскада и пьезодатчика
ИДК-2М. Принцип действия стенда основан на свободном падении
стола с испытываемыми изделиями и внезапном замедлении его
движения.
10 Моряков О. С.
289
Ударный стенд, в свою очередь, состоит из станины, приводно-
го механизма и стола. Станина представляет собой чугунную от-
ливку коробчатой формы с располагаемыми внутри выступами для
Рис. 132. Ударный стенд
СУ-1:
а — устройство, б — электри-
ческая схема, в — схема
электрометрического каска-
да; 1 и 7 — шестерни, 2 —
сменные прокладки, 3—на-
правляющий шток, 4 — стол,
5 — ролнк, 6 — кулачок, 8 —
масляная вэина, 9 — клнно-
ременная передача, 10 —
электродвигатель постоянно-
го тока
крепления редуктора и площадкой для установки электродвигате-
ля. Четырьмя резиновыми амортизаторами станина крепится
к основанию. В верхней части станины имеются два окна, закры-
тые крышками, для установки упоров и резиновых прокладок.
Приводной механизм состоит из электродвигателя 10 постоян-
ного тока, который через клиноременную передачу 9 передает дви-
290
жение на редуктор, состоящий из двух пар цилиндрических шесте-
рен 1 и 7. Внутри редуктора расположен кулачок 6. Смазка
деталей редуктора производится разбрызгиванием масла из масля-
ной ванны 8 при вращении кулачка 6. При вращении кулачка 6
происходит сначала подъем через ролик 5, а затем падение стола
стенда на упоры, в результате чего образуется удар.
Натяжение ремня регулируют, удаляя или подкладывая под
опоры двигателя съемные шайбы. На приливах кронштейна редук-
тора установлены постоянные упоры, к которым крепятся сменные
упоры. На сменные упоры установлены винипластовые крышки,
которые воспринимают удар от упоров, установленных с нижней
стороны стола стенда. Количество ударов в единицу времени ре-
гулируют изменением числа оборотов электродвигателя привода,
а ускорение — заменой резиновых прокладок 2 на кронштейне ре-
дуктора.
В редукторе приводного механизма установлен микровыключа-
тель с роликом, который замыкает и размыкает цепь электросчет-
чика У, установленного в пульте управления и предназначенного
для отсчитывания числа ударов, сделанных столом стенда.
Стол 4 стенда представляет собой плиту с Т-образными пазами
для крепления испытываемых изделий. К нижней стороне стола
прикреплены направляющие штоки 3, которые скользят в бронзо-
вых втулках кронштейнов редуктора, обеспечивая столу парал-
лельное перемещение.
Пульт управления выполнен в виде отдельного блока, помещен
в металлический кожух и соединен со стендом электрическим ка-
белем. Электрическая схема пульта управления показана на
рис. 132, б.
Электрометрический каскад (рис. 132, в) служит приставкой
к катодному осциллографу и предназначен для согласования вход-
ного сопротивления осциллографа с пьезодатчиком при измерении
параметров ударного импульса до 200 g при условии, что чувстви-
тельность пьезодатчика совместно с каскадом не превышает 10 мВ
на единицу ускорения g. Каскад собран на электрометрическом
тетроде Л (1Э1П) по мостовой схеме с питанием от источника по-
стоянного тока напряжением 12,5 В. В качестве источника питания
может быть использована аккумуляторная батарея 10КН-21М.
Мостовая компенсационная схема позволяет исключить дрейф
нуля, возникающий вследствие изменения напряжения накала,
анодного тока и собственных шумов лампы. Пьезодатчик ИДК-2М,
подсоединенный к испытываемым изделиям, является пьезопреоб-
разователем и предназначен для измерения ускорений.
Техническая характеристика ударной установки СУ-1 приведе-
на ниже.
Число ударов в минуту (регули-
ровка плавная)................. 10—100
Величина ускорения (ступенчатая
регулировка)................... 10—150 g
Масса испытываемого изделия, кг до 50
Размеры стола, мм.............. 285X452
10*
291
Питание от сети переменного тока
напряжением, В............. .
Потребляемая мощность, кВА . .
Габариты стенда, мм.............
Габариты пульта, мм.............
Масса стенда, кг............ . .
Масса пульта, кг............ .
220
1
620X540X750
632X430X354
266
30
Схема подключения приборов для измерения перегрузок и дли-
тельности ударного импульса стенда показана на рис. 133. По та-
кой же схеме измеряют ударные перегрузки на других установках
Рис. 133. Схема подключения приборов
для измерения перегрузок и длительности
ударного импульса:
1 — ударный стенд, 2 — колодка с испыты-
ваемыми приборами, 3 — пьезодатчик, 4— элек-
, трометрический каскад, 5 — катодный осцил-
лограф, 6 — блок питания
для механических испытаний
полупроводниковых приборов
(удары и вибрация). В качест-
ве датчиков в установках ис-
пользуют стандартные измери-
тели ускорений.
При измерениях перегрузок
в момент удара на экране ос-
циллографа появляется кривая
ударного импульса. Ускорение
определяют по формуле
~ NK
(j =---,
где G — ускорение
сти, выраженное в
N — замеренная
силы тяже-
единицах g>
амплитуда
ударного импульса, мм; К — коэффициент усиления осциллографа,
мВ/мм; Р — чувствительность пьезодатчика, мВ, на единицу уско-
рения g.
При замере длительности ударного импульса на экране осцил-
лографа в момент удара отсчитывают число временных отметок,
укладывающихся в основание кривой ударного импульса. Длитель-
ность ударного импульса определяют по формуле
х=пх',
где х — длительность ударного импульса, мс; х' — длительность
отметки, мс; п — число временных отметок, укладывающихся в ос-
новании ударного импульса.
При работе на стенде необходимо:
перед началом работы убедиться в наличии заземления и от-
сутствии механических повреждений соединительных кабелей
стенд — пульт управления;
закрепить колодку с испытываемыми приборами на столе
стенда;
выключателем на пульте управления подать питание на стенд,
при этом должна загораться лампочка «Сеть»;
плавным поворотом рукоятки автотрансформатора по счетчику
МЭС-54 установить заданное количество ударов;
провести испытание.
292
Для нормальной эксплуатации ударной установки необходимо
через 30 тыс. ударов проверять крепление электродвигателя, ре-
дуктора, постоянных и сменных упоров и штоков с фланцами. Че-
рез каждые 100 тыс. ударов надо производить контрольную тари-
ровку и при необходимости заменять резиновые прокладки.
Смазывают трущиеся детали стенда через 10 тыс. ударов. Поверх-
ности трения штоков и бронзовые втулки редуктора смазывают
консистентной смазкой, набивая ее через отверстия в станине
стенда. Кулачок редуктора смазывается при вращении, когда он
опускается в масляную ванну с индустриальным маслом. Контро-
лируют уровень масла в ванне по маслоуказателю.
§61. Ударно-вибрационный стенд
Ударно-вибрационный стенд ЖК 76.02 (рис. 134, а) также
предназначен для механических испытаний полупроводниковых
приборов. Конструкция ударного и вибрационного механизмов по-
зволяет испытывать полупроводниковые приборы на воздействие
как ударных нагрузок с ускорением от 50 до 200 g, так и вибра-
ционных с ускорением от 1 до 20 g раздельно и одновременно, при-
чем ударные нагрузки направлены в вертикальной плоскости, а
вибрационные — в горизонтальной. На ударно-вибрационном стен-
де испытывают полупроводниковые приборы на отсутствие корот-
ких замыканий и обрывов выводов.
Техническая характеристика ударно-вибрационного стенда
ЖК 76.02 приведена ниже.
Масса испытываемых изделий, кг 2
Амплитуда колебаний стола при
вибрации, мм............... . . 0,3—1,8
Диапазон частоты вибрации, Гц 0—60
Максимальная величина вибра-
ционного ускорения.................. 20 g
Максимальная величина ударного
ускорения..................... 200 g
Длительность ударного импульса,
мс............................ До 2
Максимальное число ударов в ми-
нуту .................... . . До 20
Площадь стола стенда, мм . . . . 160X165
Габариты, мм . . . ........... 480X480X870
Ударно-вибрационный стенд 1 состоит из вибрационного
и ударного механизмов, основания и электрического пульта 2. Для
испытания полупроводниковых приборов на отсутствие коротких
замыканий и обрывов выводов используется блок индикации де-
фектов 3, который является самостоятельным устройством и в ком-
плект ударно-вибрационного стенда не входит. Ударный и вибра-
ционный механизмы, как видно из схемы рис. 134, б, крепятся
к одной плите 5, помещены в общем основании стенда, на верхнюю
293
б)
Рис. 134. Ударно-вибрационный стенд ЖК 76.02:
а — общий вид, б — кинематическая схема, в — электрическая схема; 1 — ударно-вибрацион-
ный стенд, 2 — электрический пульт, 3 — блок индикации дефектов, 4 — стол, 5 — плита, 6 —
прокладки, 7 — стержни, 8 — колонка, 9 — линейки, 10 — шток, // — планка, 12 — пружина,
13 — кулачок, 14 и 20 — валы, 15 — червячный редуктор, 16 — муфта, 17 и 18 — электродвига-
тели, 19— полукольца, 21 — стакан, 22 — крышка, 23 — эксцентриковая втулка
часть которого опирается плита 5 и имеют индивидуальные приво-
ды от электродвигателей.
Полупроводниковые приборы, предназначенные для испытаний
на стенде, предварительно укладывают и закрепляют в специаль-
ные многоместные контактодержатели, которые затем жестко
закрепляют на столе 4 стенда. При испытании в заданном элек-
трическом режиме на полупроводниковые приборы подают элек-
трический сигнал от блока индикации дефектов через многомест-
ный разъем и жгут электрических проводов, присоединяемый
к контактодержателю с приборами.
Передача ударных нагрузок на стол стенда происходит по сле-
дующей кинематической цепи: от электродвигателя 17 вращение
передается на червячный редуктор 15, далее через муфту 16 на го-
ризонтальный вал 14, на котором жестко закреплен кулачок 13,
на который опирается вертикальный шток 10. На шток 10 надета
ударная пружина 12, которая нижним концом упирается во фла-
нец, жестко закрепленный на штоке, а верхним — в планку 11, ко-
торая регулировочными винтами связана с плитой основания стен-
да. Изменяя регулировочными винтами длину пружины, можно
изменять величину ускорения ударной нагрузки.
Для удобства наладки стенда на заданные ударные нагрузки
величины ударных импульсов наносят на линейки 9, и при совме-
щении стрелки, находящейся на планке 11, с соответствующими
делениями шкалы линеек 9 можно быстро налаживать стенд.
Верхний конец штока 10 заканчивается фланцем, который через
стержни 7 связан со стаканом 21. Ударный импульс в ударном ме-
ханизме возникает после удара штока в стакан под действием
ударной пружины. Между корпусом стенда и плитой 5, а также
между стаканом и направляющей установлены резиновые про-
кладки 6, оказывающие влияние на длительность ударного им-
пульса. Фиксируется плита 5 на колонках 8.
При вращении кулачка 13 шток поднимается вверх, сжимает
ударную пружину и поднимает направляющие с плитой на 3—4 мм
от корпуса. При падении штока под действием ударной пружины
происходит удар штока в стакан и через направляющие удар пе-
редается на плиту. Частота ударов регулируется числом оборотов
электродвигателя с пульта управления.
Вибрационные нагрузки на стол стенда передаются от элек-
тродвигателя 18 через муфту на вертикальный вал 20, который
имеет на верхнем конце эксцентрик с эксцентриситетом 1,1 мм.
Эксцентриковый конец вала 20 вставлен в эксцентриковую втулку
23 с эксцентриситетом 0,7 мм. Снаружи на эксцентриковую втулку
посажен шариковый подшипник, который наружным кольцом
вставлен в крышку 22.
Конструкция сочленения эксцентриковой втулки с овальной
втулкой, жестко связанной с плитой, плавающая, что позволяет
перемещаться плите и направляющей в вертикальном направлении
при одновременном перемещении плиты в горизонтальном направ-
лении, т. е. одновременно испытывать приборы на воздействие
295
ударных и вибрационных нагрузок. Возвратно-поступательное пе-
ремещение стола стенда в горизонтальной плоскости при передаче
вибрационных нагрузок на стол стенда происходит по шариковым
опорам.
Величина ускорения при вибрационных нагрузках зависит от
двух величин: установленного эксцентриситета и числа оборотов
электродвигателя. Для регулирования величины ускорения вибра-
ционных нагрузок в вибрационном механизме предусмотрено шесть
фиксированных положений эксцентриковой втулки 23, которые она
может занимать относительно эксцентрикового конца вала 20. Во
фланец вала 20 запрессовано шесть штифтов, которые обозначены
цифрами от 1 до 6 соответственно. В эксцентриковой втулке 23
имеется шесть отверстий, против одного из которых выгравирова-
на стрелка.
Если эксцентриковую втулку повернуть в направлении стрелки
и совмещать с цифрами в порядке счета на фланце вала, получим
суммарный эксцентриситет, равный 1,8; 1,6; 1,05; 0,35; 0,58
й 1,4 мм. Максимальное колебание стола стенда в каждом фикси-
рованном положении будет в два раза больше приведенных сум-
марных эксцентриситетов. Максимальные величины колебаний
стола стенда при шести фиксированных положениях выгравирова-
ны на крышке, закрывающей отверстие в плите стола стенда. Для
изменения суммарного эксцентриситета необходимо эксцентрико-
вую втулку 23 извлечь из гнезда вместе с подшипником с помощью
специального съемника, затем повернуть ее на заданную величину
суммарного эксцентриситета, поставить на место и надежно закре-
пить на валу.
Частота колебаний стола стенда равна числу оборотов вала
электродвигателя. Изменяя число оборотов вала электродвигателя
изменяют частоту колебаний и ускорение стола стенда. *
Для разгрузки кинематической цепи электродвигатель — стол
стенда от динамических перегрузок, вызванных возвратно-посту-
пательным движением стола стенда с испытываемыми приборами,
на вал 20 посажен фланец с двумя массивными полукольцами 19.
Обладая значительной массой, эти полукольца создают равномер-
ное вращение вертикального вала при работе вибрационного ме-
ханизма.
Электрический пульт выполнен в отдельном кожухе в виде при-
ставки, предназначен для питания и управления электродвигателя-
ми стенда и обеспечивает работу стенда в трех режимах:
испытание приборов на воздействие только ударных нагрузок;
испытание приборов на воздействие только вибрационных нагру-
зок; испытание приборов на одновременное воздействие ударных
и вибрационных нагрузок. Электрическая схема ударно-вибраци-
онного стенда показана на рис. 134, в.
Питание на схему подается от сети 220 В через штепсельный
разъем Ш1. При включении общего пакетного выключателя В1 на
Пульте загорается сигнальная лампа Л1, показывающая, что пита-
ние подано. Тумблером В4 можно установить работу стенда на
296
ручной или автоматический режим. При работе в автоматическом
режиме с помощью реле времени Р1 и Р2 устанавливают время
работы стенда. Кнопки Кн1 и Кн2 служат для включения и вы-
ключения стенда при автоматической работе.
Для остановки стенда служит кнопка Кн1. Тумблеры В2 и ВЗ
предназначены для включения (и выключения) ударного или виб-
рационного механизма стенда. Для регулирования числа оборотов
электродвигателей постоянного тока в схеме предусмотрены авто-
трансформаторы ATpl и АТр2, вращением ручек которых можно
изменять напряжение, подаваемое через мостовые выпрямители на
якоря электродвигателей. Вольтметр ИП1 и амперметр ИП2 пред-
назначены для измерения на-
пряжения и тока, подаваемых
для питания электродвигателей
Ml и М2, осуществляющих при-
вод вибрационного и ударного
механизмов. Так как частота
вибрации и ударов зависит от
числа оборотов электродвига-
телей, а число оборотов — от Рис 135 Схема
соединения нспытывае-
напряжения, подаваемого на мых транзисторов с блоком индикации
якоря электродвигателей,
вольтметр ИП1 можно использовать как частотомер. Для этого не-
обходимо на шкалу прибора нанести другие шкалы, по которым
можно было бы отсчитывать частоту вибрации и ударов.
Блок индикации дефектов предназначен для обнаружения ко-
ротких замыканий и обрывов электродных выводов полупроводни-
ковых приборов (рис. 135). При испытании на отсутствие коротких
замыканий и обрывов полупроводниковые приборы ПП укладыва-
ют в многоместные контактодержатели, которые жестко закреп-
ляют на столе вйброударного стенда. Жгутом и штепсельным
297
разъемом контактодержатель соединяют с блоком индикации БИ,
в котором имеется источник питания ИП транзисторов. Режим ис-
пытания транзисторов устанавливают согласно техническим усло-
виям. Для маломощных транзисторов напряжение на коллекторе
устанавливают 5 В, а ток 5 мА. Для механического воздействия на
приборы устанавливают следующий режим: ударное ускорение
150+20 g при длительности ударного импульса 0,5—2 мс, частота
20 ударов в минуту, вибрационное ускорение 12—15 g при частоте
50+10 Гц; продолжительность испытаний 3—5 мин.
На рис. 136 показана схема электронного реле времени одного
канала блока индикации, предназначенная для контроля полупро-
водниковых приборов на воздействие виброударных нагрузок
с целью обнаружения обрывов и коротких замыканий электродных
выводов приборов, находящихся в электрическом режиме. Схема
имеет чувствительность 0,5±0,1 В от импульса длительностью
0,01—0,1 мс, что гарантирует выявление приборов, имеющих крат-
ковременные или постоянные короткие замыкания и обрывы.
§ 62. Камера холода
Камеру холода ТТМ. 295.00.00 применяют для испытания полу-
проводниковых приборов на воздействие отрицательных темпера-
тур с замером некоторых параметров приборов и без их замера.
В качестве хладоагента применяют жидкий азот, который, испа-
ряясь, создает в рабочем объеме камеры отрицательную темпера-
туру —60° С. Камера холода состоит из корпуса, рабочей камеры,
системы создания отрицательной температуры и автоматической
системы поддержания заданной температуры (рис. 137).
В нижней части корпуса установлен сосуд Дьюара с жидким
азотом, а в верхней расположена рабочая камера, которая пред-
ставляет собой горизонтально расположенный алюминиевый ци-
линдр с дном. Загружают приборы с лицевой стороны установки
при снятой крышке. Рабочая камера с трех сторон покрыта тепло-
изоляционным материалом 3 (пенопластом). К рабочей крышке 1
камеры, изготовленной из дерева, крепят многоместный контакто-
держатель, в который вставляют приборы для испытания. Штеп-
сельными разъемами и переключателями все приборы поочередно
можно подключать к измерительным установкам. После извлече-
ния приборов с контактодержателем камеру закрывают обычной
крышкой. Для создания равномерного распределения температуры
по всему объему за счет улучшения условий конвективного тепло-
обмена в камере на противоположной стороне от крышки распо-
ложен вентилятор 7, приводимый во вращение электродвигате-
лем 8.
Система создания отрицательной температуры состоит из со-
суда Дьюара 13 с жидким азотом, медного змеевика 5, навитого
вокруг цилиндра 2, рабочей камеры воздушно-инжекционного на-
соса И, клапана 10 с электромагнитным приводом 9 и глушите-
ля 12.
298
При открытом клапане и подаче сжатого воздуха из централь-
ной заводской системы в воздушно-инжекционном насосе создает-
ся разрежение, благодаря которому происходит засасывание
жидкого азота в змеевик через конец трубки, опущенной в сосуд
Дьюара. Испаряясь, жидкий азот охлаждает рабочий объем каме-
ры. Глушитель 12 предназначен для уменьшения шума, создавае-
мого струей истекающего из трубки воздуха.
Система может заполняться жидким азотом и Другим способом.
Так, интенсивное испарение жидкого азота происходит, если на
конец трубки, опускае-
мой в сосуд Дьюара с
жидким азотом, по-
местить электрический
нагреватель. При вклю-
ченном нагревателе
происходит нагрев ок-
ружающего азота, ко-
торый интенсивно ис-
паряясь создает избы-
точное давление в со-
суде, над поверхностью
жидкого азота и вы-
тесняет его в систему
через открытый конец
трубки, опущенной в
сосуд Дьюара. Такая
Рис. 137. Схема системы создания отрицатель-
ной температуры в камере холода
ТТМ 295.00.00:
1 — рабочая крышка. 2 — цилиндр, 3 — теплоизоля-
ционный материал, 4— датчик температуры, 5 — мед-
ный змеевик, 6 — терморегулируюгций прибор, 7 — вен-
тилятор, 8 — электродвигатель, 9 — электромагнитный
привод, 10— клапан, 11— воздушно-инжекционный
насос, 12 — глушитель, 13 — сосуд Дьюара
система заполнения
жидким азотом значи-
тельно проще, но менее
надежна из-за перего-
рания нагревателя.
Температура в каме-
ре холода задается и
поддерживается стан-
дартным прибором 6 (МСР-1 29Т). В качестве датчика 4 темпера-
туры используют термометр сопротивления ТСП-331, который вве-
ден в камеру холода. При достижении в камере заданной темпе-
ратуры сигнал с датчика поступает на прибор МСР-1 29Т, преоб-
разующий и управляющий исполнительным органом — электромаг-
нитом, который в зависимости от поданного сигнала открывает
или закрывает клапан и тем самым подает или прекращает подачу
жидкого азота в систему.
Камера холода проста по конструкции и надежна в эксплуата-
ции. Окончив испытания приборов, необходимо тщательно проте-
реть и просушить рабочую камеру установки. Один раз в полгода
необходимо смазывать подшипники вентилятора консистентной
смазкой. Периодически выполняют профилактический осмотр
установки. Для того чтобы не замерзали трубки, по которым жид-
299
кий азот поступает в систему, необходимо применять осушенный
сжатый воздух.
Техническая характеристика камеры холода приведена ниже.
Минимальная рабочая температура, °C . . —60
Точность поддержания температур в рабо-
чей камере, °C......................... ±3
Время достижения рабочей температуры,
мин ..... j ............ . 30
Расход жидкого азота в смену, л........ 25
Давление сжатого воздуха, кгс/см2....... 6
Потребляемая мощность, Вт . .......... 100
Габариты рабочей камеры:
диаметр, мм......................... . . 360
длина, мм.......................... 360
§ 63. Камера тепла
Полупроводниковые приборы на воздействие тепла в диапазоне
температур от 25 до 155° С испытывают в установках тепла, на-
пример в установке КТ-0,01 (рис. 138), которая обеспечивает на-
Рис. 138. Установка тепла КТ-0,01:
1 — термокамера, 2 — коммутационная вставка, 3 — терморегулирующий
прибор
гревание воздуха в рабочем объеме камеры до любого значения
указанного диапазона температур с неравномерностью распреде-
ления температуры не более ±1°С и автоматическим ее поддержа-
нием. Время нагрева до максимальной температуры составляет
около 30 мин.
Установка КТ-0,01 состоит из термокамеры 1, коммутационной
вставки 2, прибора управления и контроля температуры 3. Корпус
300
термокамеры изготовлен из металлических уголков и обшит сна-
ружи стальными листами. К верхней обшивке корпуса крепится
верхний вентилятор. Внутри корпуса находится каркас, а
свободное пространство со стороны задней и частично передней
стенок заполнено теплоизоляционным материалом. При вращении
крыльчатки верхнего вентилятора образуется поток воздуха, ко-
торый нагревается до заданной температуры двумя нагревателями,
и, обтекая ребристый корпус термокамеры, нагревает воздух в ее
объеме. Равномерность распределения температуры воздуха внут-
ри рабочего объема термокамеры в пределах ±1°С создается
нижним вентилятором, который находится внутри рабочего объема
камеры. Датчик температуры ТСП терморегулирующего прибора
МСР1-03 вмонтирован в одно из задних ребер корпуса.
На левой стороне каркаса камеры закреплена коммутационная
вставка, предназначенная для закрепления кассет с испытываемы-
ми полупроводниковыми приборами и подключения к ним питаю-
щей и измерительной аппаратуры для контроля работоспособности
приборов в процессе испытаний. Доступ в рабочий объем камеры
обеспечивается через дверь, уплотненную резиновыми проклад-
ками.
Прибор управления и контроля температуры выполнен в виде
автономного переносного блока, в котором с левой стороны распо-
ложена часть прибора, осуществляющая контроль температуры, а
с правой — управление. На лицевой панели прибора расположены
органы управления и сигнальные лампочки.
Для испытания полупроводниковых приборов на воздействие
повышенных и пониженных температур используют установки теп-
ла и холода. Для примера рассмотрим установку КТХ-0,015-65/155
(рис. 139), обеспечивающую повышение до 155° С или понижение
до —65° С температуры в рабочем объеме камеры при автомати-
ческом или ручном управлении. Точность поддержания и неравно-
мерность распределения температуры в рабочем объеме не превы-
шает ±2° С. Время нагрева до рабочей температуры 155° С
составляет 30 мин, а время охлаждения до температуры —65° С —
45 мин. Установка состоит из термокамеры 2, коммутационной
вставки 1 и автоматической фреоновой двухступенчатой холодиль-
ной машины 3 (ФДС-0,ЗА) с пультом управления.
Термокамера состоит из камеры и основания. Внутри сварного
металлического каркаса камеры расположен корпус. Между кор-
пусом и каркасом находится слой теплоизоляции. Внутри корпуса
укреплены трубчатые электронагреватели и воздухоохладитель хо-
лодильной машины. Для равномерного распределения температуры
в рабочем объеме служит вентилятор, расположенный на задней
стенке камеры. На этой же стенке находится изолированный кожух
щита приборов холодильной машины, а на боковой стенке — термо-
метр сопротивления ЭТП-307. В нижней части камеры имеется слив
для конденсата. Спереди камера закрывается уплотненной дверцей,
в которой сделан проем для закрепления коммутационной вставки.
Для автоматического поддержания температуры на заданном уров-
301
не служит стандартный терморегулирующий самопишущий прибоо
ЭМП-209М2.
Питающую и измерительную аппаратуру для контроля рабо-
тоспособности полупроводниковых приборов в процессе испытаний
подключают через коммутационную вставку, которая представляет
собой закрытую коробку с электровводами. Внутренний объем ко-
робки заполнен стекловатой, а ее стенки выполнены из стекло-
текстолита. Кассета с полупроводниковыми приборами крепится
к специальной скобе, закрепленной на внутренней стенке комму-
Рис. 139. Установка тепла и холода КТХ-0,015—65/155:
1 — коммутационная вставка, 2 — термокамера, 3 — холодильная машина
тационной вставки. Вставка имеет 70 электровводов с герметизи-
рованными разъемами, жестко укрепленными на внутренней стенке
вставки, а малогабаритные однополюсные гнезда установлены на
наружной стенке вставки.
Техническая характеристика установки КТХ-0 015-65/155 при-
ведена ниже.
Полезный объем камеры, м3 . . . 0,015
Максимальная повышенная темпера-
тура, °C...................... 155
Максимальная пониженная темпе-
ратура, °C.................... —65
Время ввода камеры в режим при
достижении максимальной повы-
шенной температуры, мин ... 30
Время ввода камеры в режим при
достижении максимальной пони-
женной температуры, мин ... 45
302
Точность поддержания температу-
ры в рабочем объеме, °C ... . ±2
Равномерность распределения тем-
пературы в рабочем объеме, °C ±2
Применяемая энергетика (трехфаз-
ная сеть переменного тока):
напряжением, В....................... 380
частотой, Гц....................... 50
Потребляемая мощность, кВт ... 9
Расход воды, м3/ч.............. 0,3
Габариты термокамеры, мм . . . . 1850X850X1100
Масса термокамеры, кг................ 835
Кроме описанных установок для испытания полупроводниковых
приборов на воздействие повышенной и пониженной температуры
известны и другие, например установка КТБ-0,015-155, предназна-
ченная для раздельного или одновременного испытания полупро-
водниковых приборов на воздействие повышенной температуры и
пониженного давления. Испытания полупроводниковых приборов на
устойчивость к циклическим изменениям температуры выполняют
в обычных установках тепла и холода.
§ 64. Камера теппа и влаги
Камера тепла и влаги предназначена для испытаний полупро-
водниковых приборов (или других изделий) на теплоустойчивость
и влагоустойчивость одновременно или раздельно. В камере имеют-
ся электровводы, позволяющие при необходимости испытывать по-
лупроводниковые приборы в электрическом режиме и снимать необ-
ходимые характеристики в процессе испытаний.
Техническая характеристика камеры КТВ-0,16-155 тепла и вла-
ги приведена ниже.
Полезный объем испытательной ка-
меры, л.........................
Линейные размеры полезного объ-
ема камеры, мм..................
Пределы получаемых рабочих тем-
ператур, °C.....................
Точность поддержания и неравно-
мерность распределения темпера-
тур в диапазоне, °C:
до +100° С..................
от +100 до 4-155° С.........
Время изменения температуры от
25 + 10° С до 155° С, мин . . . .
Пределы относительной влажности,
получаемой в камере при темпе-
ратуре в пределах от 25+10° С
до +40° С окружающей среды, %
Точность поддержания и неравно-
мерность распределения относи-
тельной влажности, %............
Время получения относительной
влажности 100% от относитель-
ной влажности окружающей сре-
ды, мин.........................
160
543 X 543 X 543
25—155+10
±2
±5
<40
50+100 +3
±3
<40
303
Количество проходных технологи-
ческих отверстий 0 80 мм . . . 2
Максимальное переменное напря-
жение, подаваемое на испытывае-
мые изделия, В.............. 5000
Максимальный ток, подаваемый
на испытываемые изделия, А . . 50
Потребляемая мощность, кВт ... 6
Применяемая энергетика (трехфаз-
ная сеть переменного тока):
напряжением, В.............. 380
частотой, Гц............... 50
Габариты, мм.................. 1790X870X1985
Камера тепла и влаги КТВ-0,16-155 выполнена в виде шкафа
и состоит из каркаса с обшивкой, рабочей камеры, систем нагре-
ва и автоматического регулирования тепла, создания и автомати-
ческого регулирования влажности (рис. 140, а). Сварной из угол-
ков каркас камеры снаружи обшит металлическими листами.
Для доступа к различным частям камеры имеются двери. На
лицевой стороне имеется дверь рабочей камеры с окном, панель
управления и самопишущие приборы — мосты МСР1-03 (регу-
лятор температуры 5) и АСММ психрометра ПЭ (регулятор
влаги 6).
В стенках рабочей камеры, изготовленной из листовой нержа-
веющей стали, имеется пять двойных перегородок, образующих воз-
духоводы. Снаружи рабочая камера имеет тепловую изоляцию. За-
данный температурный режим достигается циркуляцией воздуха в
объеме испытательной камеры, создаваемой вентилятором 9, через
электронагреватель 3, расположенный внутри камеры. Контролиру-
ют и поддерживают заданную температуру самопишущим мостом
ИП1 (МСР 1-0,3).
Для создания и поддержания заданного температурного режима
подвижный контакт термометра (датчика) 4 устанавливают на за-
данную температуру, указатель задающего устройства электрон-
ного моста ИП1 устанавливают на отметку, соответствующую за-
данной температуре. Устанавливая переключатель рода работ в
положение АН («Автоматический нагрев»), подают напряжение на
регулирующее устройство моста ИП1 (рис. 140, б).
Если температура в камере ниже заданной, контакты регули-
рующего устройства находятся в замкнутом состоянии, магнитный
пускатель Р2 включает нагреватель Н1, о чем сигнализирует лам-
почка ЛЗ. Магнитный пускатель Р7 включает нагреватель Н2, о
чем также сигнализирует лампочка Л1. В начальный момент вклю-
чаются оба нагревателя для уменьшения времени установления за-
данного температурного режима.
При достижении температуры, бликой к заданной, нагреватель
Н2 отключается, а при достижении заданной температуры регули-
рующим устройством выключается нагреватель Н1 и гаснут сиг-
нальные лампы. При понижении температуры ниже заданной кон-
такт регулирующего устройства замыкает цепь питания катушки
магнитного пускателя, который включает нагреватель.
304
сл
Рис. 140. Камера тепла и влаги
КТВ-016—155:
а — система создания влажности, б —
электрическая схема; 1 и 9— вентиля-
торы, 2 и 10— заслонки, 3 —• электро-
двигатель, 4—датчик, 5 и 6 — регуля-
торы температуры и влаги, 7 — психро-
метр, 8 — аварийный термометр, И —
бак, 12— термометр, 13 — увлажнитель,
14 — нагреватель
6)
Если температура в камере будет выше заданной, замкнется
контакт регулирующего устройства, который магнитным пускателем
включит питание электромагнитов ЭМ1 и ЭМ2, управляющих за-
слонками 2 и 10 (см.рис. 140, а) Заслонки откроются и соединят
камеру с окружающей средой. При дальнейшем повышении темпе-
ратуры по причине выхода из строя электронного моста ИП1 или
неисправности в цепях управления нагревателя замыкаются кон-
такты аварийного термометра 8, сигнал с которого через цепь уп-
равления включает звонок, сигнальную лампочку «Авария» и обес-
точивает цепи питания исполнительных устройств.
Заданная влажность в камере создается увлажнителем 13, ко-
торый представляет собой прямоугольный резервуар, сваренный из
нержавеющей стали. В увлажнителе расположены нагреватель 14,
датчик температуры 12, трубопроводы подачи воздуха из вентиля-
тора влаги 1 в увлажнитель и из увлажнителя в камеру, трубопро-
вод подпитки водой увлажнителя, крышка со стенками, которые
направляют поток воздуха над поверхностью воды, указатель уров-
ня воды и сливное отверстие. Вентилятор влаги 1 центробежного
типа, двухступенчатый, с приводом от электродвигателя. Присо-
единяют трубопроводы к испытательной камере резиновыми тру-
бками.
Уровень воды в увлажнителе 13 поддерживается за счет созда-
ния вакуума в баке 11 и уравновешивания массы столба воды дав-
лением окружающего воздуха. При снижении уровня воды в увлаж-
нителе 13 ниже среза трубки пузырьки воздуха по трубке поступа-
ют в бак и вытесняют воду до момента перекрытия нижнего среза
трубки. Так же поддерживается уровень воды в резервуаре для
смачивания мокрого термометра (психрометра) 7.
Заданный режим влажности достигается принудительной цирку-
ляцией воздуха испытательной камеры, создаваемой центробежным
вентилятором 1 над слоем воды испарителя.
Система автоматического регулирования влажности в камере
работает следующим образом. Подвижный контакт «сухого» термо-
метра, служащего для контроля и автоматического поддержания
температуры в камере, устанавливается на заданную влажность
для испытаний полупроводниковых приборов в камере, а подвиж-
ный контакт «мокрого» термометра — на температуру, взятую по
психрометрической таблице, соответствующую заданной относи-
тельной влажности.
Подвижный контакт термометра 12 (датчика температуры ув-
лажнителя), контролирующего температуру воды в испарителе, ус-
танавливают на несколько градусов выше установленной темпера-
туры в камере для компенсации потерь тепла в трубопроводах.
Указатель задающего устройства электронного моста ИП2 устанав-
ливают на отметку, соответствующую заданной относительной влаж-
ности. Затем включают электронагреватель 3 камеры и нагреватель
14 увлажнителя. При достижении заданной температуры в камере
и в испарителе, о чем сигнализирует загорание лампочек, включа-
ют электродвигатель центробежного вентилятора 1, создающего
306
циркуляцию воздуха по замкнутой системе: камера — вентиля-
тор — испаритель — камера. Далее процесс поддержания заданной
температуры воды в увлажнителе происходит автоматически.
После достижения заданной температуры воды в увлажнителе и
воздуха в камере напряжение через реле РЗ и Р4 (см. рис. 140, б)
подается на катушку реле Р5, которое срабатывает и обеспечивает
подачу напряжения на регулирующее устройство психрометра ИП2
При влажности воздуха в камере, меньше заданной на психрометре
ИП2, напряжение через контакты регулирующего устройства ИП2
и реле Р6 подается на катушку магнитного пускателя Р1, который,
срабатывая, подает питание на электродвигатель Ml вентилятора
влажности. О включении электродвигателя вентилятора влажности
сигнализирует лампочка. Электродвигатель М2 служит для привода
вентилятора камеры тепла и влаги. На электрической схеме камеры
тепла и влаги ТК1 и TR2 обозначены термометры увлажнителя и
аварийный соответственно.
При эксплуатации необходимо производить ежедневные и перио-
дические осмотры камеры. Ежедневные осмотры сводятся к поддер-
жанию чистоты в камере, контролю за исправностью заземляющих
устройств и техническим состоянием всех элементов, а также сли-
ву воды из вентилятора влаги и камеры через предусмотренные от-
верстия. Периодические осмотры выполняют не реже одного раза в
квартал для очистки частей и агрегатов, электрических контактов,
проверки заземляющих устройств, подтяжки резьбовых соединении,
осмотра и смазки подшипников. Кроме того, необходимо один раз
в год проверять цепи питания и управления, подавая напряжения
1,5 кВ, и проверять сопротивление изоляции, которое должно быть
не менее 20 Мом. Смазывать подшипники электродвигателей и вен-
тиляторов следует один раз в полгода консистентной смазкой УТВ
(1-13).
При обслуживании и наладке камеры необходимо соблюдать
правила безопасной работы. Запрещается выполнять какой-либо
ремонт камеры во время ее работы, оставлять работающую камеру
без наблюдения. При обнаружении неисправностей камеру надо от-
ключить от сети и только затем устранять неисправности.
Кроме автоматического управления конструкцией камеры пре-
дусмотрено еще ручное. При ручном управлении переключатель В7
рода работ ставят в положение Р, а затем тумблерами В1—В7
включают нагреватели, заслонки и электродвигатели.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каким испытаниям подвергают полупроводниковые приборы?
2. Каковы устройство и принцип действия вибрационной установки?
3. Каковы устройство и принцип действия ударного стенда?
4. Каков порядок наладки ударно-вибрационной установки?
5. Каковы устройство и принцип действия камеры холода?
6. Каковы устройство и наладка камеры тепла и влаги?
Глава двенадцатая
ОБОРУДОВАНИЕ ДЛЯ ВЫПОЛНЕНИЯ
ЗАКЛЮЧИТЕЛЬНЫХ ОПЕРАЦИИ ИЗГОТОВЛЕНИЯ
ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ
§ 65. Основные сведения об окраске
и маркировке полупроводниковых приборов
Окрашивают корпуса полупроводниковых приборов для защиты
их от внешних воздействий при эксплуатации в различных условиях,
а также, чтобы придать им хороший внешний вид. Применяемые для
окраски корпусов приборов лакокрасочные материалы (грунты,
эмали и т. д.) должны обладать следующими свойствами:
удовлетворительной механической прочностью и высокими адге-
зионными свойствами к покрываемому материалу корпусов прибо-
ров (стали, ковару, стеклу и т. д.);
минимальной влагопоглощаемостью, высокой влагостойкостью,
светонепроницаемостью и удовлетворительными электроизоляцион-
ными свойствами;
теплостойкостью и морозостойкостью;
невысокой температурой сушки (менее 150°С).
Этим требованиям отвечают грунты ФЛ-ОЗКК (ФЛ-03), ФЛ-ОЗК
(В-329) и др., эмали ПФ-28, ПХВ-715, ЭЭ-341-1, ЭП-716, НЦ-11
и др.
Рассмотрим технологический процесс окраски корпусов полу-
проводниковых приборов черной эмалью ПФ-28, который состоит из
операций: обезжиривания и сушки; грунтования и сушки; первой
окраски и сушки и второй окраски и сушки.
Обезжиривание выполняют в органических растворителях (че-
тыреххлористом углероде и спирте или толуоле и ацетоне). Для
обезжиривания приборы кипятят в четыреххлористом углероде в
течение 10—15 мин, а затем промывают в спирте в течение 3—5 мин.
Обезжиривать можно также, погружая прибор в толуол на 2—
3 мин, а затем в ацетон на 1—2 мин. Ванны, в которых проводят
обезжиривание, находятся в вытяжном шкафу. Сушат обезжирен-
ные приборы в вытяжном шкафу при комнатной температуре в те-
чение 10—15 мин (до полного удаления растворителя).
В грунты ФЛ-ОЗК или ФЛ-ОЗКК перед употреблением добавля-
ют 5% нефтенатного сиккатива № 63 или № 64. В качестве раствори-
телей применяют ксилол, каменноугольный сольвент или смесь
уайт-спирита с ксилолом или сольвентом в соотношении 1:1. Грунт
наносят на приборы различными способами: пульверизацией, оку-
нанием или кистью. В зависимости от способа нанесения устанавли-
вают вязкость грунта.
Сушат загрунтованные приборы в сушильных шкафах или спе-
циальных установках при температуре от 20 до 150° С в зависимости
308
от марки эмали. При низкой температуре процесс сушки занимает
до 12 ч, а при высокой — 20 мин. Сушка при повышенных темпера-
турах повышает сцепление грунта с металлом. Но температурный
режим сушки необходимо выбирать в зависимости от типа прибо-
ров. Для кремниевых приборов температура сушки не должна быть
более 150° С, а для германиевых— 120° С.
При окраске приборов эмалью ПФ-28 используют те же раство-
рители эмали, что и для грунтов. Окрашивают приборы пульвери-
зацией, окунанием или кистью. При пульверизации или окунании
используют специальные установки. Сушат окрашенные приборы в
сушильных шкафах или специальных установках полуавтоматиче-
ского действия при температуре не выше 120° С для германиевых
приборов и 150° С для кремниевых приборов в течение 2,5—6 ч в за-
висимости от температуры сушки. Окрашенные приборы проходят
100%-ный осмотр и выборочный контроль.
Технологический процесс окраски приборов другими эмалями
отличается от приведенного.
Некоторые типы приборов не окрашивают, а защищают гальва-
ническим покрытием. Так, например, приборы ГТ311,ГТ312 и ГТ313
никелируют, а приборы Д7, ГТ108 и ГТ309 лудят электролитиче-
ским методом.
Маркируют полупроводниковые приборы для обозначения типа
прибора, даты его изготовления, товарного знака завода-изготови-
теля и знака ОТК, подтверждающих годность данного прибора.
Маркируют полупроводниковые приборы маркировочными краска-
ми № 1 (белая), № 2 (оранжевая), № 3 (синяя), нитроцеллюлозны-
ми эмалями НЦ-11 разных цветов, быстросохнущий красками
БМКБ, БМД4 и др. Технологический процесс маркировки состоит
из операций нанесения маркировочных знаков на корпуса прибо-
ров и последующей сушки нанесенного клейма. Далее согласно тех-
нической документации выполняют осмотр и выборочный контроль
качества маркировки.
Маркировку на полупроводниковые приборы наносят печатным
способом ручными приспособлениями, на полуавтоматах или авто-
матах в зависимости от количества изготовляемых приборов, раз-
мера шрифта клейма и конструкции корпусов полупроводниковых
приборов. Для повышения стойкости маркировочные знаки на при-
борах покрывают лаком АК-51-
При работе с лакокрасочными материалами следует выполнять
правила безопасной работы. Все работы по грунтовке, окраске, мар-
кировке, обезжириванию и снятию лакокрасочных покрытий (при
исправлении брака) следует выполнять в специальных вытяжных
шкафах или в хорошо проветриваемом помещении в зависимости от
метода нанесения на полупроводниковые приборы лакокрасочных
материалов, Работать с лакокрасочными материалами необходимо
в спецодежде и резиновых перчатках. Во избежание выброса лако-
красочного материала стакан пульверизатора необходимо закрывать
крышкой, окрашиваемое изделие и рука с пульверизатором должны
находиться внутри краскораспылительной кабины.
309
При попадании эпоксидных материалов, отвердителя АЭ-4 или
полиэтиленполиамина на кожу необходимо немедленно стереть эти
вещества сухой тряпкой, а затем вымыть это место теплой водой с
мылом. Бумаги и тряпки, загрязненные лакокрасочными материа-
лами, должны быть собраны в металлический ящик, закрыты крыш-
кой и после работы удалены из помещения. Краскораспылительную
кабину и ванны необходимо убирать в резиновых перчатках.
§ 66. Приспособление для окраски и установка для сушки
корпусов полупроводниковых приборов
Рис. 141. Приспособ-
ление для окраски
приборов окунанием:
1 — электродвигатель, 2 —
шпиндель, 3 — кассета,
4 — сосуд с краской, 5 —
педаль
Для окраски корпусов полупроводниковых приборов окунанием
применяют специальное приспособление (рис. 141), напоминающее
малогабаритный сверлильный настольный станок. Полупроводнико-
вые приборы, подлежащие окраске, за-
крепляют в многоместной кассете 3, кото-
рая специальным устройством закрепля-
ется на шпинделе 2. Затем кассету с при-
борами окунают в краску, приподнимая
сосуд 4 с краской, а ножной педалью 5
включают вращение шпинделя. При вра-
щении кассеты лишняя краска сбрасыва-
ется с приборов. Через определенное вре-
мя кассету перестают вращать, сосуд 4
с краской оопускают на стол, а кассету
с окрашенными приборами снимают со
шпинделя и передают на сушку.
Наряду с окраской окунанием широко
применяют распыление краски пистоле-
том. Окрашивают приборы в специальной
камере, оборудованной вытяжной венти-
ляцией и водяной завесой. Приборы поме-
щают в кассету, которая удерживает их
и защищает места, не подлежащие окрас-
ке. Сушку выполняют, не вынимая при-
боры из кассет.
Окрашенные приборы можно сушить в сушильных шкафах заво-
да «Электродело»; хорошие результаты получены при сушке прибо-
ров в конвейерной установке УЖ 11.00 терморадиационной сушки
(рис. 142). Установка представляет собой трехзонную туннельно-
конвейерную печь с инфракрасными источниками тепла.
Техническая характеристика конвейерной терморадиационной
печи УЖ 11.00 приведена ниже.
Производительность, кассет/смена 720
Рабочая температура печи, °C . . 120—180
Габариты загрузочного окна рабо-
чего канала, мм......................... 150X60
Длина рабочего канала, мм . . . . 1200
310
Скорость движения конвейера,
мм/мин...........................
Общая установленная мощность,
кВт..............................
Габариты, мм.....................
Масса, кг........................
20—200
5 25
1400X680X1450
385
Горизонтально расположенная термическая камера 6 имеет пря-
моугольное сечение со сводом в виде съемной плоской крышки, на
которой установлены источники лучистой энергии. Над подовой
частью канала печи смонтирован пластинчато-цепной конвейер 7 со
Рис. 142. Конвейерная установка УЖ 11.00 терморадиационной сушки:
7 — самопишущий милливольтметр, 2 — показывающие милливольтметры, 3 — привод конвей-
ера, 4—панель управления, 5—панель приборов, 6 — термическая камера, 7 — конвейер, 8 —-
термопара, 9 — коллектор
станциями привода 3 и натяжения, а также устройство для направ-
ления движения пластин конвейера. Конвейер приподнят относи-
тельно плоскости пода печи для прохода нижней ветви конвейера,,
служащей для возврата кассет.
Канал печи, крышка и элементы конвейера изготовлены из не-
ржавеющей стали. Отражателем инфракрасных ламп служат пла-
стины конвейера. Рабочий канал печи и съемная крышка теплоизо-
лированы ультралегковесным кирпичом. Снаружи канал печи за-
крыт декоративной крышкой, через которую и слой теплоизоляции
в рабочий канал введены хромель-алюмелевые термопары 8. Канал
печи вентилируется специальным отсасывающим коллектором 9,
связанным с общеобменной вентиляционной системой.
311
Конвейер приводится в действие от электродвигателя постоян-
ного тока через предохранительную муфту, двухступенчатый чер-
вячный редуктор и цепную передачу, сообщающую вращение веду-
щему барабану. Контролируют скорость вращения электродвигате-
ля по вольтметру, установленному на панели приборов 5, на
которой смонтированы также:
самопишущий милливольтметр 1, регистрирующий температуру
во всех трех зонах печи;
милливольтметры 2 (МР1-02), показывающие и регулирующие
температуру во всех зонах печи;
амперметры, измеряющие и показывающие силу тока, подава-
емую на инфракрасные лампы в каждой зоне печи;
переключатели цепей регулирования температуры каждой зоны
печи;
вольтметр, показывающий скорость движения конвейера;
контрольные лампы и тумблер включения самопишущего милли-
вольтметра.
Кроме того, в установке имеется панель управления 4, выпол-
ненная в виде открывающейся дверки, на которой смонтированы:
автоматический выключатель, служащий главным выключате-
лем установки;
автотрансформатор, регулирующий скорость движения кон-
вейера;
тумблеры-выключатели цепей автоматики и движения конвейера.
Электроблок состоит из левой и правой частей. В левой части
смонтированы элементы электросхемы управления и автоматиче-
ского поддержания температуры печи, а в правой — элементы элек-
тросхемы, предназначенной для питания установки.
§ 67. Приспособления для маркировки
полупроводниковых приборов
Возможность механизации процесса нанесения клейм определя-
ется размерами и формой корпусов полупроводниковых приборов.
Поэтому наряду с высокопроизводительными автоматами для мар-
кировки полупроводниковых приборов применяют также ручные
приспособления. Рассмотрим устройство и работу ручного приспо-
собления для маркировки полупроводниковых приборов (рис. 143).
Приспособление состоит из корпуса 7, на котором смонтирова-
ны диск 1 с нанесенной на него краской, рамка с маркировочным
клише (клеймом) 2, резиновые валики 3, качающаяся панель 5 с
резиновой подушкой 4. Краска предварительно наносится на диск
1 кисточкой и равномерно растирается по его поверхности. На кли-
ше краска переносится резиновыми валиками при повороте в ниж-
нее положение панели 5. При верхнем положении панели резиновая
подушка 4 прижимается к клише и оставляет на себе его отпеча-
ток. После возвращения панели в горизонтальное положение по-
верхность корпуса полупроводникового прибора вручную обкатыва-
312
ют по резиновой подушке или прижимают к ней и получают отпеча-
ток клейма.
Панель 5 шарнирно соединена тягами 6 с рычагами 9. При по-
вороте панели рычаги поворачиваются на оси 10 и вместе с ними
поворачиваются переносящие на клише краску резиновые валики 3.
При перемещении валики плотно прижимаются к плоскому клише и
к диску благодаря компенсирующим пружинам 8, позволяющим
изменять расстояние от валика 3 до оси 10. Для более равномер-
ного распределения краски на резиновых валиках диск 1 при каж-
дом качании панели поворачивается на 15—20° вокруг своей оси
Рис. 143. Приспособление для маркировки полупровод-
никовых приборов:
/ — диск, 2 —клише, 3 — валики, 4— подушка, 5 — панель, 6 —
тяга, 7 — корпус, 8 — пружина, 9 — рычаг, 10 — ось
при помощи собачки, сидящей на оси, и храповика, зубцы которого
расположены на торце диска.
Наладка приспособления состоит в правильной установке марки-
ровочного клейма по отношению к валикам и резиновой подушке.
Поверхность резиновой подушки 4 должна быть чистой, ровной и
при подъеме панели 5 всей плоскостью соприкасаться с плоскостью
маркировочных знаков на клейме. В этом случае отпечаток знаков
клейма на резине будет четким, а это является гарантией высоко-
качественной маркировки.
На рис. 144 показано механизированное приспособление для
маркировки. Привод деталей приспособления осуществляется от
электродвигателя через редуктор, связанный с валиком 10, с кото-
рого движение через шестерни 8 получают остальные три валика
6, каждый из которых вращается в двух шариковых подшипниках.
На валиках 6 закреплены соприкасающиеся ролики 1, 2, 3, 4 и 5,
предназначенные для растирания маркировочной краски, которую
наносят на верхний ролик 5. С обрезиненного ролика 3 краска пе-
реносится на знаки ролика-клейма 2, а затем на обрезиненный ро-
313
лик 1, а с него маркировочный знак переносится на корпус полу-
проводникового прибора. Подшипники, в которых вращаются вали-
ки, посажены в эксцентриковые втулки 7 и 9, которые ручками 14
можно поворачивать, регулируя межосевое расстояние между вали-
ками и контактное давление между ними. Давление клейма на об-
резиненный ролик 1 можно устанавливать по сектору 15.
Стопорными винтами 22 эксцентриковые втулки фиксируют в
необходимом положении. Корпус маркируемого полупроводниково-
Рис. 144. Механизированное приспособление для маркировки приборов:
1, 2, 3, 4 и 5 — соприкасающиеся ролики, 6 и 10 — валики, 7 и 9 — эксцентриковые втулки,
8— шестерня, 11 — кулачок, 12— тормозное устройство, 13— ролик серьги, 14— ручки,
15 — сектор, 16 и 18 — конусные ролики, П — ось, 19 — рычаг, 20 — шток, 21 — груз, 22 —
винты, 23 — корпус
го прибора помещают на специальные конусные ролики 16 и 18 в
момент, когда передняя часть рычага 19 находится в нижнем поло-
жении. Затем передняя часть рычага приподнимается, поворачива-
ясь относительно оси 17, зажимает маркируемый прибор между
конусными роликами и обрезиненным роликом, сообщая прибору
вращение вокруг собственной оси. Отпечатки знаков клейма пере-
носятся на корпус прибора, после чего передняя часть рычага опус-
кается, освобождая отмаркированный прибор.
Автоматическое управление движением рычага 19 производится
кулачком И через ролик 13 серьги. Усилие зажима маркируемого
прибора на рабочей позиции регулируют, перемещая груз 21, на-
ходящийся на штоке 20, ввернутом в тело рычага 19.
314
Принцип маркировки в этом приспособлении сохранен тот же,
что и при ручной маркировке. Маркировочное приспособление мо-
жет быть использовано также в автомате для маркировки. Для это-
го необходимо это приспособление снабдить бункером, лотком и пи-
тателем, т. е. теми дополнительными устройствами, которые обес-
печивали бы автоматическую подачу полупроводниковых приборов
к месту маркировки, превратив его из механизированного приспо-
собления в автомат.
Рассмотренное приспособление предназначено для маркировки
одного типа приборов или приборов многих типов, имеющих одина-
ковую конструкцию (одинаковые корпуса). Для маркировки при-
боров, отличающихся конструкцией корпуса, необходимо перенала-
живать приспособление, т. е. прежде всего заменить конусные ро-
лики 16 и 18, ролик-клеймо 2 и, возможно, некоторые другие дета-
ли. Но даже без переналадки на нем можно маркировать полупро-
водниковые приборы МП13—МП16, КТ601 и подобные им по конст-
руктивному оформлению корпуса.
Наладка маркировочного приспособления состоит в регулировке
контактного давления роликов друг на друга, изменении усилия
зажима маркируемого прибора на рабочей позиции и изменении
положения кулачка, а также затяжке тормозного устройства 12.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы назначение окраски и маркировки полупроводниковых приборов?
2. Какое оборудование применяют для окраски и сушки полупроводниковых
приборов?
3. Каково устройство ручного приспособления для маркировки?
4. Каково устройство механизированного приспособления для маркировки?
ЛИТЕРАТУРА
Ворончев Т. А., Соболев В. Д. Физические основы электровакуум-
ной техники. М., «Высшая школа», 1967.
Гуляев М. А., Е р ю к и н А. В. Измерение вакуума. М., Стандартгиз,
1967.
Закиров Ф. Г., Николаев Е. А. Откачник-вакуумщик. М., «Высшая
школа», 1973.
3 е л и к м а н Г. А. и др. Полупроводниковые кремниевые диоды и триоды.
М„ «Энергия», 1964.
Кацман Я. А. Полупроводниковые плоскостные маломощные триоды. М.,
«Энергия», 1964.
Коутный И. П. и др. Технология серийного производства транзисторов
и полупроводниковых диодов. М., «Энергия», 1968.
Ланис В. А., Левина Л. Е. Техника вакуумных испытаний. М., Гос-
энергоиздат, 1963.
Моряков О. С. Производство корпусов полупроводниковых приборов. М.,
«Высшая школа», 1973.
Моряков О. С. Вакуумно-термические и термические процессы полупро-
водникового производства. М., «Высшая школа», 1974.
Оборудование для производства полупроводниковых диодов и триодов. Под
ред. П. Н. Масленникова. М., «Энергия», 1970.
Тихонов Ю. Н. Технология изготовления германиевых и кремниевых
диодов и триодов. М., «Энергия», 1964.
ОГЛАВЛЕНИЕ
Введение , ....................................................... 3
Глава первая. Общие сведения об организации производства полупроводни-
ковых приборов ................................................• • • 3
§ 1. Сведения о производственной гигиене.................... . 5
§ 2. Сведения об очистке газов и воды.......................... 7
§ 3. Установки для очистки газов..............................» 11
§ 4. Установки для получения деионизованной воды...............18
§ 5. Оптические приборы................................... . 23
§ 6. Сведения об организации ремонтной службы .................26
Глава вторая. Оборудование для обработки полупроводниковых материа-
лов ........................................................... 29
§ 7. Основные сведения об обработке полупроводниковых материалов 29
§ 8. Установка для светового ориентирования полупроводниковых ма-
териалов .......................................................32
§ 9. Рентгеновская установка для ориентирования полупроводниковых
материалов..................................................... 38
§ 10. Станок для резки полупроводниковых материалов кольцеобраз-
ной пилой ......................................................44
§ 11. Полуавтомат для скрайбирования полупроводниковых пластин 49
§ 12. Ультразвуковой прошивочный станок....................... • . 55
§ 13. Плоскошлифовальный прецизионный станок....................63
§ 14. Станок для прецизионного шлифования полупроводниковых пла-
стин алмазным инструментом .....................................69
§ 15. Оборудование для разбраковки и сортировки кристаллов полупро-
водниковых материалов......................................... 73
Глава третья. Термическое оборудование для изготовления электронно-ды-
рочных переходов в газовых средах.............................. 82
§ 16. Основные сведения о методах изготовления электронно-дырочных
переходов.................................................... . . 82
§ 17. Приборы для измерения и регулирования температуры.........86
§ 18. Основные сведения об автоматической системе регулирования тем-
пературы .......................................................91
§ 19. Конвейерная термическая установка.........................94
§ 20. Диффузионные термические установки ............ . 101
§ 21. Оборудование для контроля качества диффузионных слоев и
окисных пленок................................................ Ill
Глава четвертая. Оборудование для наращивания эпитаксиальных пленок
и электронно-ионного легирования полупроводников................118
§ 22. Общие сведения о наращивании эпитаксиальных пленок........118
§ 23. Установка для наращивания эпитаксиальных пленок на кремнии 119
317
§ 24. Установка для наращивания эпитаксиальных пленок на германии 123
§ 25. Сведения об элионной технологии...........................129
§ 26. Ионнолучевая установка....................................131
Глава пятая. Оборудование для проведения процессов фотолитографии . . 136
§ 27. Основные сведения о процессе фотолитографии...............136
§ 28. Агрегаты фотолитографии...................................139
§ 29. Оборудование для очистки и сушки полупроводниковых пластин 142
§ 30. Установка для совмещения и экспонирования.................144
§ 31. Установка для удаления фоторезиста в плазме...............154
Глава шестая. Сведения из вакуумной техники. Вакуумное и вакуумно-тер-
мическое оборудование .......................................... 157
§ 32. Основные сведения из вакуумной техники....................157
§ 33. Вакуумные материалы и конструкции.........................159
§ 34. Средства для получения вакуума............................161
§ 35. Вакуумные системы.........................................166
§ 36. Приборы для измерения вакуума.............................170
§ 37. Вакуумные напылительные установки.........................174
Глава седьмая. Оборудование для химической и электрохимической обра-
ботки полупроводниковых материалов...............................183
§ 38. Общие сведения о химической и электрохимической обработке
полупроводниковых материалов....................................183
§ 39. Установки для электрохимической обработки полупроводниковых
материалов......................................................185
§ 40. Установка для промывки и сушки полупроводниковых материалов 188
Глава восьмая. Оборудование для изготовления корпусов полупроводнико-
вых приборов.....................................................194
§ 41. Общие сведения о корпусах и оборудовании, применяемом для их
изготовления................................................... 194
§ 42. Прессовое оборудование.....................................195
§ 43. Термическое оборудование ..................................203
§ 44. Оборудование цехов гальванических покрытий.................212
Глава девятая. Оборудование для сборки полупроводниковых приборов 216
§ 45. Общие сведения о сборке полупроводниковых приборов........216
§ 46. Установка для контроля параметров электронно-дырочных пере-
ходов ..........................................................219
§ 47. Автомат для разбраковки полупроводниковых пластин со струк-
турами .........................................................223
§ 48. Монтажно-сварочные столы...................................230
§ 49. Установки для напайки кристаллов с переходами на ножкн . . . 235
§ 50. Некоторые сведения о термокомпрессии.......................241
§ 51. Оборудование для присоединения электродных выводов . . . 244
§ 52. Инструмент для сборочных операций........................... 252
Глава десятая. Оборудование для герметизации и контроля герметичности
корпусов полупроводниковых приборов..............................255
§ 53. Общие сведения о герметизации корпусов полупроводниковых
приборов........................................................255
§ 54. Полуавтомат для герметизации корпусов полупроводниковых при-
боров холодной сваркой..........................................269
§ 55. Сварочная машина для герметизации корпусов полупроводнико-
вых приборов контактной электросваркой..........................264
§ 56. Методы контроля герметичности корпусов полупроводниковых
приборов........................................................270
318
§ 57. Установки для контроля герметичности корпусов полупроводни-
ковых приборов.................................................273
Глава одиннадцатая. Оборудование для механических и климатических ис-
пытаний полупроводниковых приборов.............................284
§ 58. Общие сведения о механических и климатических испытаниях . . 284
§ 59. Вибрационная установка...................................285
§ 60. Ударная установка........................................289
§ 61. Ударно-вибрационный стенд................................293
§ 62. Камера холода............................................298
§ 63. Камера тепла.............................................300
§ 64. Камера тепла и влаги.....................................303
Глава двенадцатая. Оборудование для выполнения заключительных опе-
раций изготовления полупроводниковых приборов..................308
§ 65. Основные сведения об окраске и маркировке полупроводниковых
приборов.......................................................308
§ 66. Приспособление для окраски и установка для сушки корпусов
полупроводниковых приборов ................................... 310
§ 67. Приспособления для маркировки полупроводниковых приборов 312
Литература.........................................................316
ОЛЕГ СЕРГЕЕВИЧ МОРЯКОВ
УСТРОЙСТВО И НАЛАДКА ОБОРУДОВАНИЯ
ПОЛУПРОВОДНИКОВОГО ПРОИЗВОДСТВА
Редактор А. Ш. Долгова. Переплет художника Ю. Д. Федичкина.
Художественный редактор Т. М. Скворцова. Технический редак-
тор Н. В. Яшукова. Корректор Р. И. Самофатова
Т-02810. Сдано в набор 20/VI—75 г. Подп. к печати 14/1—76 г.
Формат 60X90’/je. Бум. тип. № 2. Объем 20 печ. л. Усл. п. л. 20
Уч.-изд. л. 21,34. Изд. № ЭГ—245. Тираж 12 000 экз. Цена 65 коп.
План выпуска литературы издательства
«Высшая школа» (профтехобразование) на 1976 г. Позиция № 53.
Москва, К-51, Неглинная ул., д. 29/14,
Издательство «Высшая школа»
Московская типография № 8 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли.
Хохловский пер., 7. Зак. 3464.