/

























































































Автор: Никифорова-Денисова С.Н.
Теги: электротехника электротехнические материалы и изделия микроэлектроника полупроводники полупроводниковые приборы
ISBN: 5-06-000306-X
Год: 1989
Похожие



Текст
ТЕХНОЛОГИЯ
ПОЛУПРОВОДНИКОВЫХ
ПРИБОРОВ И ИЗДЕЛИЙ
МИКРОЭЛЕКТРОНИКИ
КНИГА
МЕХАНИЧЕСКАЯ
И ХИМИЧЕСКАЯ
ОБРАБОТКА
Допущено Государственным комитетом СССР
по народному образованию
в качестве учебного пособия
для профессионально-технических училищ
Бвб^’е.’' л С П Т У 59
МОСКВА «ВЫСШАЯ ШКОЛА»
ББК 31.233
Т38
УДК 621.382
С.Н. Никифорова-Денисова
Рецензенты: канд. техн, наук, доц. Ю.С. Чернозубов
(Московский институт электронного машиностроения), препо-
даватель И.А. Малышева, (Московский техникум электронных
приборов)
Технология полупроводниковых приборов и изделий
Т38 микроэлектроники. В 10 кн.: Учеб, пособие для ПТУ.
Кн. 4. Механическая и химическая обработка / С.Н. Ники-
форова-Денисова. — М.: Высш, шк., 1989. — 95 с.: ил.
ISBN 5-06-000306-Х
В книге описаны технологические процессы механической и
химической обработки полупроводниковых пластин: резка, шли-
фовка, полировка, скрайбирование, разламывание, химическая
очистка и травление. Приведены режимы обработки, характеристи-
ки используемого оборудования, последовательность и особен-
ности выполнения операций, методы контроля качества и формы
поверхностей пластин.
2302030700(4307000000)-306 ББК 31.233
052 (01)-89 ” 6ФО.32
ISBN 5-06-0003Q6-X
© Издательство ’’Высшая школа”, 1989
ВВЕДЕНИЕ
Основными направлениями экономического и социального
развития нашей страны на период до 2000 года предусмотрено
дальнейшее увеличение темпов развития электронной промыш-
ленности, основу которой составляет производство полупровод-
никовых приборов и интегральных микросхем (ИМС), пред-
назначенных для изготовления микропроцессоров, микро- и
мини-ЭВМ и других видов радиоэлектронной аппаратуры, обес-
печивающей автоматизацию сложных технологических процес-
сов и оборудования, развитие космической и военной техники
и различных областей народного хозяйства.
Совершенствование технологических процессов, оборудова-
ния и материалов создает предпосылки для непрерывного раз-
вития технологии изготовления полупроводниковых приборов
и ИМС, в том числе механической и химической обработки полу-
проводниковых пластин.
Основным достижением последних лет является внедрение
в производство новых методов обработки: двусторонней шли-
фовки пластин, дисковой резки при разделении их на кристал-
лы, сухих методов очистки и травления.
Тенденции развития технологии обработки полупроводни-
ковых пластин предусматривают дальнейшее повышение качест-
ва и геометрической точности формы их рабочих поверхностей,
снижение уровня загрязнений, локальной дефектности и не-
плоскостности, необходимое для формирования на пластинах
субмикронных элементов ИМС.
Главными проблемами в этой области являются автомати-
зация процессов механической и химической обработки, а так-
же контроля параметров пластин, разработка прецизионного и
высокопроизводительного технологического и контрольного
оборудования, работающего под управлением ЭВМ.
Для изготовления полупроводниковых приборов и ИМС
используют пластины круглой формы диаметром 40—100 мм
и толщиной ~350 — 600 мкм из кремния, германия, арсенида
галлия и других материалов, на которых методами планарной
технологии формируют элементы, имеющие микронные и
субмикронные размеры. Для создания таких элементов и после-
дующего нормального функционирования полупроводниковых
приборов и ИМС требуется почти идеальная геометрическая фор-
ма пластин, а также отсутствие дефектов и загрязнений на их
поверхностях.
Изготовление пластин включает операции механической
(резка, шлифовка, полировка) и химической (очистка, травле-
3
ние) обработки и находится в самом начале цикла формирова-
ния полупроводниковых приборов и ИМС. После их создания
и контроля электрических параметров пластины с готовыми
структурами разделяют на отдельные кристаллы.
Рабочая поверхность кристаллов прямоугольной или квад-
ратной формы имеет площадь от 1 до 100 мм2. Боковые грани
кристаллов должны быть перпендикулярны рабочей поверх-
ности. Повреждение кристаллов при разделении приводит к
большим экономическим потерям, а несовершенство их формы
усложняет последующую автоматизированную сборку полупро-
водниковых приборов и ИМС.
Механические характеристики полупроводниковых материа-
лов пластин, высокая хрупкость и твердость, способность раска-
лываться по кристаллографическим плоскостям требуют осо-
бых методов как при их обработке, так и при разделении на
кристаллы.
Для очистки от загрязнений, появляющихся в процессе обра-
ботки пластин, создания рельефа на их поверхности и выявления
структурных дефектов в технологические процессы изготовле-
ния полупроводниковых приборов и ИМС включают операции
химической обработки.
Высокие требования к качеству и форме поверхностей плас-
тин и кристаллов заставляют использовать прецизионное обо-
рудование для их обработки и тщательно контролировать режи-
мы обработки и параметры полученных изделий.
ГЛАВА ПЕРВАЯ
ПОДГОТОВКА ПОЛУПРОВОДНИКОВОГО СЛИТКА
И ЕГО РАЗРЕЗАНИЕ НА ПЛАСТИНЫ
1. ПОЛУПРОВОДНИКОВЫЕ ПЛАСТИНЫ И ИХ ПАРАМЕТРЫ
Полупроводниковые пластины разных диаметров обычно
имеют разные толщины (табл. 1). Увеличение толщины пластин
с увеличением диаметра необходимо для сохранения их жест-
кости и термомеханической стойкости, так как пластины с за-
ниженной толщиной сильно деформируются и раскалываются
при проведении термических операций, транспортировке и
закреплении на вакуумных столиках установок литографии,
химической обработки, контроля и др.
Таблица 1. Размеры пластин кремния и арсенида галлия
Материал - Номинальная толщина, мкм, прн диаметре, мм
40 60 76 100 150 200*
380 460
420 500 675 900
Si 350 450 560
500 580
600
400 520 670 -1000* — —
GaAs 560 710
600 750
‘Перспективные размеры пластин.
На рис. 1 приведен вид кремниевой пластины. Она имеет
скругленный край по периферии с целью предотвращения появ-
ления сколов и трещин при ударах об опоры и края кассет в
автоматизированных системах транспортировки. Скругленный
край позволяет также избавиться от возникновения краевого
утолщения (’’валика”) при нанесении фоторезиста и ’’короны”
при эпитаксиальном наращивании.
Рабочая сторона пластин должна быть полированной, высо-
кой степени структурного совершенства, без остаточного нару-
шенного слоя.
5
Механические нарушения (риски, царапины, выколы, ми-
кротрещины) приводят к изменению характеристик ИМС и их
деградации. Нерабочая сторона может быть шлифованно-трав-
ленной или полированной. На поверхности пластины должны
отсутствовать загрязнения, пятна, остатки наклеечных веществ.
Отклонение толщины и прогибы пластин должны находить-
ся в пределах 10—20 мкм и 15—40 мкм соответственно. Не-
плоскостность рабочей поверхности при закреплении пластины
на вакуумном столике не должна быть более 5 мкм для точ-
ного переноса изображения при литографии, а локальная неплос-
костность в пределах площади, равной 1 см2, допускается не
более 1 мкм. Основные требования к пластинам кремния раз-
ных диаметров представлены в табл. 2.
Таблица 2. Основные требования к параметрам кремниевых
пластин
Параметры пластин
Диаметр, Допустимые
мм значения
Отклонения диаметра 76, 100 ± 0,5 мм
Отклонение толщины пластин от номиналь-
ной (в партии) 76, 100 ±10 мкм
Отклонение толщины от номинальной (по
пластине) ± 5 мкм
Прогиб в исходном состоянии 76 15 мкм
100 20 мкм
76, 50 мкм,
Прогиб после термоиспытаний 100 60 мкм
Неплоскостность 76 4 мкм
100 5 мкм
6
Продолжение табл. 2
Параметры пластин
Диаметр, Допустимые
мм значения
Точность кристаллографической ориентации
рабочей поверхности 76,100 ± 0,5°
Шероховатость рабочей стороны Rz < 0,05 мкм
Шероховатость нерабочей стороны:
шлифованно-трав ленной Ra < 0,5 мкм
полированной Rа < 0,08 мкм
Из диапазона допустимых значений параметров выбирают те,
которые обеспечивают изготовление интегральных микросхем
соответствующего класса.
Для визуального определения ориентации, типа электропро-
водности и удельного сопротивления кремниевых пластин на
них имеются базовый и дополнительный срезы (рис. 2). Базо-
вый срез служит для базирования пластин в установках лито-
Рис. 2. Расположе-
ние дополнительных
срезов на кремние-
вых пластинах раз-
личных электропро-
водностей и кристал-
лографической ори-
ентации:
а - КДБ 10 (111) -
- 4°, б - КЭФ 4,5
(100), в - КЭФ
4,5 (111), г - КДБ
10 (100), д - КЭФ
7,5 (111), е - КДБ
2 (100), ж - КДБ
10 (111) - 4°, б.с.
(110), з - КДБ
1 (Ш), и - КДБ
12 (100), к - КЭС
0,1 (111), л - КДБ
20 (100), м - КДБ
7,5 (100)
7
графин. Его длина для пластин диаметром 76 и 100 мм состав-
ляет соответственно 20—25 и 30—35 мм. Выполняют его в опре-
деленном кристаллографическом направлении. В дальнейшем
параллельно срезу будет располагаться одна из сторон кристалла
в готовой ИМС. Дополнительные срезы находятся под углами
45, 90 или 180° к основному и имеют длину 9-11 и 16—20 мм
для пластин соответственно диаметром 76 и 100 мм.
На пластинах из арсенида галлия дополнительный срез,
расположенный под углом 90° к базовому, используют для
маркировки рабочей стороны, а параллельный базовому — для
обозначения разориентации плоскости пластины относительно
кристаллографической плоскости (рис. 3). Рабочая сторона
Рис. 3. Расположение до-
полнительных срезов на
пластинах из арсенида гал-
лия для маркировки рабо-
чей стороны (срез А) и ее
разориентации относитель-
но плоскости (100) (срез
&
а - с разориентацией 3 ,
б - без разориентации
находится сверху, если дополнительный срез А расположен
справа. Длина базовых срезов для пластин диаметром 60 и
76 мм составляет соответственно 18—23 и 20—25 мм, а допол-
нительных 7—13 и 9-15 мм. Для изготовления пластин из полу-
проводникового монокристаллического слитка используют сле-
дующий маршрут: подготовка слитка и разрезание его на плас-
тины, предварительная, а затем окончательная обработка
пластин.
§2. КАЛИБРОВАНИЕ СЛИТКОВ
Последовательность операций процесса подготовки и разре-
зания слитка показана на рис. 4. Слиток калибруют по диамет-
ру, ориентируют по торцу и направлению базового среза, изго-
товляют базовый и дополнительные срезы, наклеивают на оправ-
ку для ориентированной резки и затем разрезают на пластины.
Слитки калибруют (шлифуют) по диаметру в связи с тем,
что после выращивания они могут иметь конусность и волнис-
тость цилиндрической поверхности, а также отклонение диамет-
ра, превышающее допустимое значение (для пластин диамет-
ром 76 и 100 мм Д = ± 0,5 мм). Шлифовку выполняют по
наружному диаметру на универсальных круглошлифовальных
станках типа ЗА12, ЗБ 12 или 312М алмазным шлифовальным
кругом 2720-0133 зернистостью АСМ 50/40.
8
Рис. 4. Схема подготовки и разрезания полупроводникового слитка
на пластины
Перед шлифовкой к торцу слитка 4 наклеечкой мастикой
3 приклеивают центры 2 (рис. 5). При этом необходимо выдер-
жать соосность слитка и линии центров, чтобы припуск на обра-
ботку был равномерно распределен по окружности сечения слит-
ка. Для приклеивания используют специальное центрирующее
Рис. 5. Закрепление полу-
проводникового слитка на
калибровке:
1 - центр станка, 2 - тек-
столитовый центр, прикле-
енный к слитку, 3 - мас-
тика, 4 слиток
9
приспособление. Прочность крепления центров к слитку прове-
ряют вручную. После этого слиток устанавливают в центры 1
круглошлифовального станка.
Обрабатывают слиток с режимами: частота вращения шли-
фовального круга (2500 ± 500) об/мин, частота вращения шпин-
деля передней бабки (350 ± 50)об/мин, скорость перемеще-
ния стола 2—4 м/мин, радиальная подача шлифовального круга
0,005—0,02 мм/дв. ход. Продольное перемещение стола станка
ограничивается упорами и должно на 2 мм превышать сумму
длины слитка и ширины шлифовального круга. Скорость пере-
мещения стола корректируют в зависимости от марки обраба-
тываемого материала.
При шлифовке по диаметру слиток охлаждают водой или
специальной жидкостью для отвода теплоты из зоны шлифова-
ния. Контролируют диаметр слитка штангенциркулем.
После калибрования слитка центры отклеивают и подшли-
фовывают торцы слитка, подготавливая его для ориентации.
§ 3. ОРИЕНТАЦИЯ БАЗОВОГО СРЕЗА НА СЛИТКЕ
И ПРОВЕРКА ОРИЕНТАЦИИ ЕГО ТОРЦА
Для определения кристаллографического направления,
вдоль которого должен быть расположен базовый срез, а также
значения и направления отклонения плоскости торца слитка от
заданной кристаллографической плоскости, используют рентге-
новский дифрактометрический метод. Он основан на особен-
ности отражения падающих рентгеновских лучей плоскостями
кристаллической решетки.
Если пучок параллельных монохроматических рентгеновс-
ких лучей с длиной волны X падает под углом в на кристалло-
графическую плоскость, он отражается от нее под тем же углом.
Этот процесс описывается зависимостью (уравнением Брегга)
rik = 2</sin0,
где и — порядок отражения — целое число, равное 1,2, ... и т.д.
(обычно принимают п = 1); d — расстояние между параллель-
ными кристаллографическими плоскостями (межплоскостное
расстояние).
Схема действительной рентгеновской ориентации торца слит-
ка показана на рис. 6. Если плоскость торца контролируемого
слитка 1 совпадает с искомой кристаллографической плос-
костью, например (111), достаточно установить ее под углом в
к падающему рентгеновскому пучку 5, чтобы интенсивность
отраженного от плоскости (111) пучка 3, измеренная счетчиком
Гейгера 2, достигла максимального значения. Для каждой
10
Рис. 6. Схема ориентации
слитка рентгеновским диф-
рактометрическим мето-
дом:
1,4- слиток и его торец,
2 - учетчик Гейгера, 3,5 -
отраженный и падающий
лучи, 6 - рентгеновская
трубка
кристаллографической плоскости существует свой угол 0,
значение которого приводится в справочниках. При отклонении
торца от плоскости (111) на угол 8 слиток необходимо повер-
нуть на этот угол, с тем чтобы выполнялось уравнение Брегга,
т.е. установить плоскость (111) в отражающее положение.
Слиток поворачивают в двух плоскостях: в плоскости, пер-
пендикулярной его оси, и в плоскости падения пучка. После
получения максимальной интенсивности отраженного пучка
расположение кристаллографической плоскости определяется
углами а и 0 между торцом слитка и падающим, а также отра-
женным рентгеновскими пучками:
8= (а-О)/2.
Эти углы измеряют гониометром.
Плоскость базового среза определяют аналогично, только
рентгеновский пучок направляют перпендикулярно оси слитка
на его цилиндрическую поверхность. При вращении слитка во-
круг оси регистрируют счетчиком Гейгера максимальную интен-
сивность отраженного пучка.
После ориентации на торце слитка карандашом или твердо-
сплавным инструментом наносят стрелку, которая показывает
направление базового среза, а также в какую сторону от торца
слитка отклонена искомая плоскость, а угол 8 указывают в
сопроводительном листе (паспорте) на слиток.
Ориентацию слитков и пластин методом дифрактометрии
проводят на рентгеновской установке УРС-50И, обеспечивающей
точность около 10'. На этой установке может быть выполнена
ориентация слитков в плоскости (111) и (100), а также опре-
делено направление базового среза слитка. Время ориентации
составляет 5-10 мин. Более высокую точность (до 3-5') можно
получить на установках ДРОН-2 и ДРОН-3 с гониометром ГУР-9.
Перспективными являются переносные рентгеновские уста-
новки, предназначенные для ориентации слитков большого
диаметра (до 200 мм), транспортировка которых затруднена
11
из-за их значительной массы. Рабочая чаЪть таких установок
достаточно портативна, а для повышения производительности
и получения информации в цифровом виде они оснащены вычис-
лительным блоком и дисплеем.
§4. ИЗГОТОВЛЕНИЕ БАЗОВОГО
И ДОПОЛНИТЕЛЬНЫХ СРЕЗОВ
Шлифуют срезы по всей длине слитка на плОскошлифоваль-
ных станках типа 3927 или ЗГ71 алмазным шлифовальным кру-
гом 2720-0078 зернистостью АСМ 50/40. Слиток закрепляют в
специальном зажимном приспособлении так, чтобы отметка
ориентации среза располагалась параллельно базовой плоскости
приспособления. Приспособление устанавливают на магнитном
столе станка. При шлифовке дополнительного среза слиток раз-
ворачивают на угол между этим срезом и базовым.
Устанавливают следующие режимы обработки: частота
вращения шлифовального круга (2500 ± 500)об/мин, скорость
перемещения стола 3-4 м/мин, вертикальная подача 0,005-
0,01 мм/мин. Ход стола на 5 мм должен превышать длину слит-
ка. В зону шлифования подают охлаждающую жидкость. Конт-
ролируют ширину срезов миллиметровой линейкой или штан-
генциркулем.
§ 5. РАЗРЕЗАНИЕ СЛИТКА НА ПЛАСТИНЫ
Перед разрезанием слитка на пластины производят его
ориентированное наклеивание. Монокристаллический слиток 1
приклеивают наклеечной мастикой 2 торцовой или цилиндри-
ческой поверхностью к основанию 3 или подложке 6 специаль-
ной оправки (рис. 7, а, б) и вместе с ней устанавливают на дер-
жатель, расположенный на станке. При резке слитков больших
диаметров их наклеивают торцовой и цилиндрической поверх-
ностями одновременно (рис. 7, в). Перед наклейкой стрелку 5,
показывающую направление разориентации слитка, переносят на
противоположный то^ец и следят, чтобы при наклейке она была
перпендикулярна корпусу оправки 4, либо ориентируют соот-
ветствующим образом базовый срез относительно оправки. В
последнем случае ориентируют не слиток, а первую отрезанную
пластину и указывают углы разориентации в двух направле-
ниях — перпендикулярно и параллельно базовому срезу.
Держатель для ориентированной резки позволяет повернуть
оправку со слитком в горизонтальной и вертикальной плоскос-
тях на угол разориентации.
Для разрезания полупроводниковых слитков на пластины
12
Рис. 7. Крепление слитков к оправке торцовой (а), цилиндри-
ческой (б) поверхностям и одновременно торцовой и цилиндри-
ческой (в):
1 — слиток, 2 - клеящая мастика, 3,4- основание и корпус
оправки, 5 - стрелка-указатель ориентации, б, 7 - текстолито-
вая (деревянная) и графитовая подложки
ранее использовались такие методы, как резка диском с наруж-
ной режущей кромкой, проволокой или полотнами, шаржи-
рованными алмазом (табл. 3). Кроме того, диски, проволока
и полотна могут не иметь алмазных кромок. В этом случае в
зону обработки подают абразивную суспензию.
В последнее время наибольшее распространение получил
метод резки, при котором в качестве режущего инструмента
используют диск с внутренней алмазной режущей кромкой.
Инструмент (рис. 8) представляет собой тонкий (от 0,1 до
0,15 мм) металлический диск 1 (основа) с центральным от-
верстием, на кромку которого гальваническим способом на-
несен алмазоносный слой 2 с никелевой связкой. Алмазные
зерна имеют размеры 40—60 мкм при резке кремния и 20—
40 мкм при резке арсенида галлия. Наружный диаметр диска
и диаметр его центрального отверстия зависят от диаметра
13
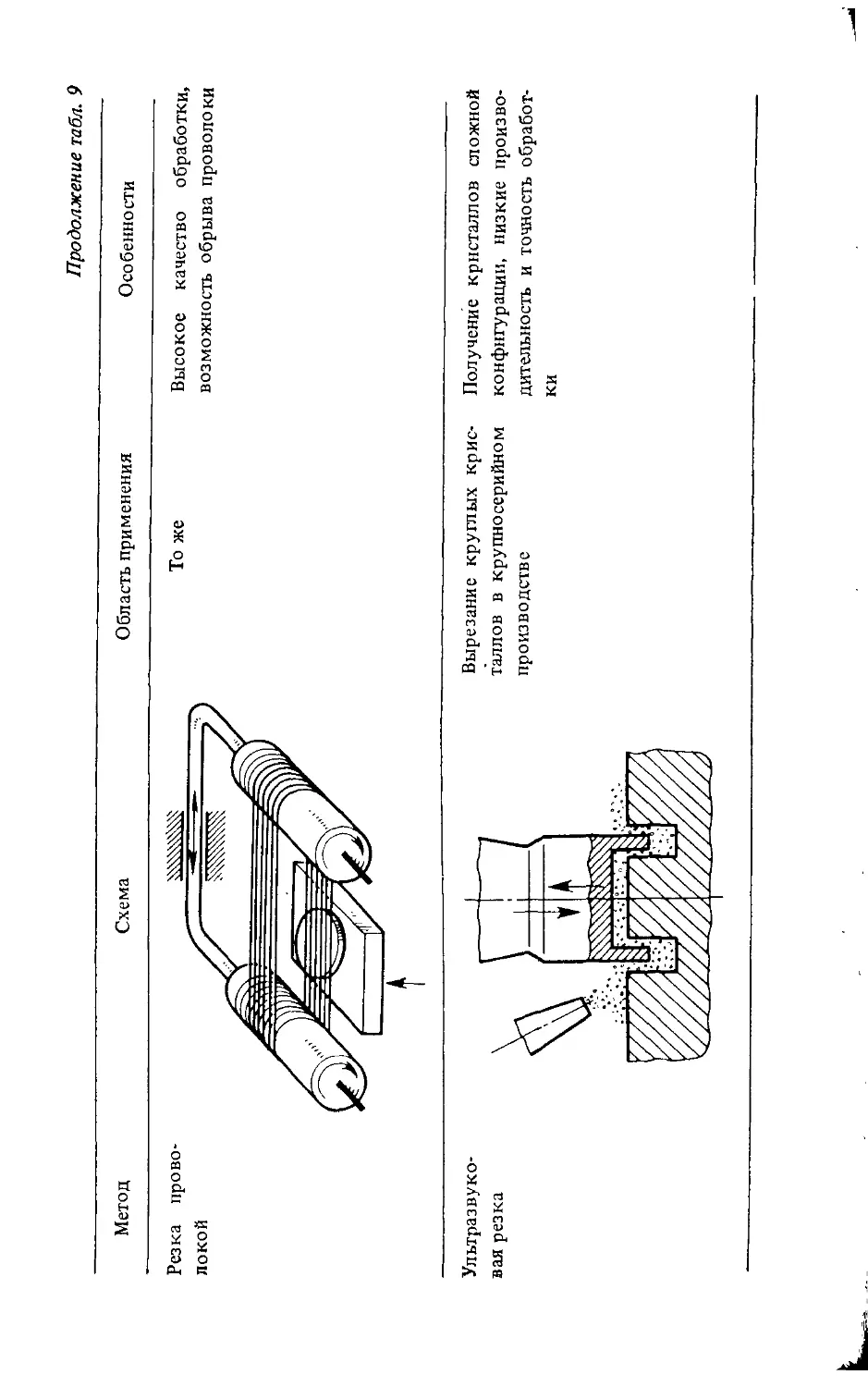
Таблица 3. Методы резки полупроводниковых слитков на пластины
Метод резки
Схема
Область применения
Особенности метода
Диском с на-
ружной режу-
щей кромкой
Резка на пластины слитков
диаметром < 30 мм, разре-
зание слитков на части
Малая жесткость режущей кром-
ки при большом диаметре слит-
ка (вибрация, увод кромки,
большая ширина пропила)
Проволокой
Резка па пластины слитков
из соединений типаЛ1иВУ
Сложность равномерного натяже-
ния проволоки, необходимость
ее перемотки для равномерности
износа неисправимый брак при
обрыве проволоки
Продолжение табл. 3
Метод резки
Схема
Область применения
Особенности метода
Набором по-
лотен
Сложность равномерного натяже-
ния полотен, выработка их сред-
ней части, что приводит к сколам
пластин
Алмазным
диском с вну-
тренней режу-
щей кромкой
Резка на пластины слитков
кремния диаметром до
200 мм и соединений типа
Высокая жесткость режущей
кромки в результате радиально-
го натяжения диска; необходи-
мость его равномерного натяже-
ния и высокой прочности осно-
вы; ограниченная длина разре-
заемого слитка
1 2
Рис. 8. Отрезной алмазный диск с
внутренней режущей кромкой:
1 - основа, 2 - алмазоносный слой;
— толщина основы, Ь и h - тол-
щина и высота режущей кромки
Рис, 9. Схема резки диском с
внутренней алмазной режущей
кромкой:
1 — шпиндель станка, 2 - алмаз-
ный диск, 3 - слиток, 4 - держа-
тель, 5 - отрезная пластина
разрезаемого слитка и для слитков диаметром 200 мм могут
соответственно быть 685 и 254 мм. Размеры алмазных дисков,
используемых для резки слитков других диаметров, приведены
в табл. 4.
Таблица 4. Размеры алмазных дисков с внутренней режущей
кромкой
Диаметр слитка, мм
Размеры диска D xd х Ь, мм
76 422X 152 X0,32
100 546X 184X 0,35
150 597X203 X0,37
Диск 2 закрепляют в шпинделе 1 (рис. 9) станка для резки
и растягивают в радиальном направлении, что придает ему боль-
шую жесткость. Для того чтобы при натяжении и в процессе
работы исключить пластические деформации, искажающие форму
диска и приводящие к его разрыву, в качестве материала основы
используют металлы, имеющие высокую прочность и упругость
(кремниевую, фосфористую и бериллиевую бронзы, легирован-
ную инструментальную и нержавеющую стали). Чаще всего
основу изготовляют из холоднокатаной ленты стали 12Х18Н10Т
или 12X18Н9 с допуском на толщину ± 0,005 мм.
Слиток 3, закрепленный в держателе 4, разрезается алмазо-
носной кромкой вращающегося диска при перемещении слитка
или диска в направлении, перпендикулярном оси барабана.
16
Отрезанные пластины 5 попадают в сборник, заполненный во-
дой, остаются на оправке в случае приклейки по способу б и
в (см. рис. 7) или удаляются вакуумным съемником.
Процесс резки полупроводникового материала диском с
алмазной режущей кромкой происходит следующим образом.
Каждое алмазное зерно, закрепленное на основе диска, пред-
ставляет собой микрорезец, который снимает мельчайшие
стружки с обрабатываемой поверхности полупроводникового
материала. При высоких скоростях резки (частота вращения
диска обычно составляет 1600—2200 об/мин) и одновременном
участии в резании большого количества алмазных зерен дости-
гается высокая производительность обработки. При резке раз-
резаемый материал деформируется, алмазные зерна трутся об
него и выделяется большое количество теплоты. Поэтому алмаз-
ный диск непрерывно охлаждают водой или специальной охлаж-
дающей жидкостью.
Жесткость кромки диска оказывает прямое влияние на
качество и форму поверхностей пластин после резки. Под дейст-
вием сил резания кромка может деформироваться, в резуль-
тате чего геометрическая точность формы пластин снижается.
Кроме того, нежесткие диски в процессе резания начинают ви-
брировать в осевом направлении, что приводит к образованию
дефектов на обрабатываемой поверхности пластин (сколов,
трещин, следов резки), а также к увеличению ширины пропила.
§ 6. ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ СЛИТКОВ
Для резки слитков диаметром 76—100 мм алмазным дис-
ком с внутренней режущей кромкой используют станок ”Ал-
маз-бМ” (рис. 10), на станине 1 которого установлена тумба
24, вмещающая гидравлический механизм подачи 23 шпинделя
19. В передней части станины расположен блок электрообору-
дования, в задней — пневмогидравлическая аппаратура. На тум-
бе установлено коромысло 11, которое качается при перемеще-
нии штока 22 гидроцилиндра, обеспечивая при резке рабочую
подачу диска на слиток в пределах от 6 до 200 мм/мин и от-
вод диска после отрезания пластины. Регулирование скорости
рабочей подачи бесступенчатое. На коромысле находится
электродвигатель 21 шпинделя, приводящий его во вращение
с частотой 1000—2500 об/мин через плоскоременную передачу
12. Регулирование частоты вращения бесступенчатое. На шпин-
деле закреплен барабан (рис. И), несущий на себе алмазный
диск с внутренней режущей кромкой. Диск в процессе резания
защищен кожухом 20 (см. рис. 10). На тумбе закреплены
пульт управления 3 и гидравлическая панель 2, позволяющие
2—523 17
Рис. 10. Станок ”Алмаз-6М” для резки слитков на пластины алмазным диском с внутренней режущей кромкой:
1 — станина, 2 - гидравлическая панель, 3 - пульт управления, 4 — цилиндр подачи стола, 5 - каретка механизма поперечной
подачи, 6 — стол, 7 - ось поворота слитка в горизонтальной плоскости, 8, 10 — шкалы отсчета углов горизонтального и верти-
кального поворотов, 9 - корпус держателя слитка, 11 — коромысло, 12 - плоскоременная передача привода шпинделя, 13 -
лента конвейера, 14 - конвейер, 15 - сборник, 16 - механизм поворота слитка, 1 7 - ось поворота слитка в вертикальной плос-
кости, 18 - вакуумная присоска для съема отрезанных пластин, 19 — шпиндель, 20 - защитный кожух режущего диска, 21 —
электродвигатель привода шпинделя, 22 - шток гидропривода коромысла, 23 — гидропривод подачи режущего диска, 24 -
тумба
управлять станком и произво-
дить его включение и выклю-
чение.
На станине размещены также
цилиндры подачи и отвода стола
4 от диска после окончания ре-
зания. Каретка 5 механизма по-
перечной подачи позволяет уста-
навливать слиток по отношению
к режущему инструменту в на-
правлении поперечной подачи и
перемещать его на шаг с помощью
шагового двигателя.
На столе 6 находится меха-
низм поворота 16 слитка в гори-
зонтальной плоскости. Корпус 9
поворачивается вокруг оси 7, а
по шкале 8 фиксируется угол
поворота в пределах ±10°. В вер-
тикальной плоскости держатель со
слитком поворачивается вокруг
оси 17 в пределах угла ±7°, от-
считываемого по шкале 10. Уда-
ляют отрезанные пластины ваку-
умной присоской 18, которая
может поворачиваться, выдвигать-
ся на нужную высоту, зависящую
от диаметра обрабатываемого
слитка, и совершать возвратно-
поступательные перемещения. Сня-
тые присоской пластины попадают
на конвейер 14 и лентой 13 пере-
носятся в сборник 15, заполнен-
ный водой.
В зону резания непрерывно подается смазывающе-охлаждаю-
щая жидкость, которая подвергается регенерации на станции
очистки.
Станок ”Алмаз-11” имеет аналогичное устройство, но позво-
ляет производить резание с вращением слитка.
Для резания слитков диаметром до 200 мм используют ста-
нок ”Алмаз-12М”, у которого рабочая подача осуществляется не
качанием серьги со шпинделем, а за счет подъема держателя со
слитком. Станок имеет автоматические системы: переменной по-
дачи, изменения частоты вращения шпинделя и контроля откло-
нения толщины пластин с управлением от микроЭВМ. Он осна-
19
Рис. 11. Барабан станка для
резки отрезным диском:
1 - втулка, 2 - корпус, 3, 5,
б - опорное, зажимное и ре-
зиновое кольца, 4 - кольцо
с впускными отверстиями
для заливки глицерина, 7 —
штифты, 8 — винты, 9 — от-
резной диск с внутренней ал-
мазной кромкой
щен механизмом автоматической загрузки отрезаемых пластин
в кассеты, устройствами предварительной отмывки пластин и
контроля деформаций режущей кромки.
§7. ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ ПРИ РЕЗКЕ
Перед началом работы устанавливают режущий инструмент,
выбирают режимы обработки, подготавливают слиток. Алмаз-
ный диск необходимо установить так, чтобы его режущая кром-
ка имела минимальное радиальное биение и оптимальную сте-
пень натяжения. От степени натяжения зависят стойкость (срок
службы) диска, а также форма и качество отрезаемых плас-
тин. Недостаточное натяжение приводит к увеличению попереч-
ного биения диска и деформации режущей кромки, а чрезмер-
ное — к интенсивному износу диска из-за текучести материала
основы и к появлению радиальных трещин.
Натяжение диска производят зажимным кольцом 5 с элас-
тичной прокладкой 6 (см. рис. И). Алмазный диск, зажимное
кольцо и кольцо 4 устанавливают по штифтам 7 на кольцо 3
и с помощью пневматического гайковерта или динамометричес-
кого ключа закрепляют винтами 8, расположенными равно-
мерно по всей окружности зажимного устройства. Затем к
впускному отверстию кольца 4 подсоединяют специальный
шприц, заполненный глицерином. Шприц снабжен манометром,
показывающим давление глицерина. Накачивая рукояткой
шприца глицерин, добиваются, чтобы зажимное кольцо 5 на-
давливало с необходимым усилием на основу алмазного диска,
образуя на нем кольцевую вогнутость, за счет которой и произ-
водится радиальное натяжение диска. При этом диаметр внут-
реннего отверстия увеличивается на ~1 % от первоначального
размера, что позволяет контролировать степень натяжения
специальным измерителем, включающим индикатор с ценой
деления 0,001 мм.
Натяжение диска можно также определить акустическим
методом с помощью приборов ТОН-1 или ’’Экран”. Последний
позволяет контролировать также радиальное биение диска.
Прибор состоит из бесконтактного возбудителя звуковых
колебаний (электродинамического громкоговорителя), бес-
контактного датчика и измерительного блока и определяет
частоту собственных колебаний диска, зависящую от его натя-
жения. Частоту возбуждающих колебаний задают генератором
низкой частоты и по максимальному показанию' индикатора
устанавливают момент резонанса. На станке ”Алмаз-12М”
диск растягивают кольцами, скрепляемыми натяжными вин-
тами, одно из которых имеет коническую часть. После натяже-
20
ния, а иногда после резки очередного слитка диск правят с
помощью специального приспособления с заправочным бруском
из А12О3 сечением 16x16 мм.
Режимы резания выбирают в зависимости от вида полу-
проводникового материала, диаметра слитка, толщины отрезае-
мых пластин и требований к качеству и точности их поверх-
ностей. С увеличением скорости резания качество и точность
поверхностей улучшается до некоторых пределов. Однако при
значительных скоростях возрастают вибрации станка и темпе-
ратура в зоне резания, что вызывает ухудшение параметров
обработки. Увеличение скорости подачи приводит к большим
силам резания, а значит, к большим деформациям режущей
кромки диска, особенно опасным для тонких пластин. Поэтому
чем тоньше отрезаемые пластины, тем меньше должны быть
подачи. Меньшие скорости продольной подачи назначаются так-
же при резке хрупких материалов.
Рекомендуются следующие режимы резания: частота вра-
щения шпинделя 1600—2200 об/мин, скорость подачи 8—
15 мм/мин при резке германия и арсенида галлия и 30-
60 мм/мин при резке кремния. Поперечная подача на шаг уста-
навливается равной сумме толщины отрезаемых пластин и пред-
полагаемой ширины пропила и корректируется по измерению
толщин первых пробных пластин.
Подготовка слитка к резке включает его ориентированную
наклейку на специальную оправку. При этом основание оправки
(см. рис. 7, а) или подложка (см. рис. 7, б, в) и наклеиваемый
слиток обезжиривают и прогревают в термостате или на электро-
плитке до температуры размягчения мастики. Затем на сопри-
касающиеся поверхности основания оправки и слитка наносят
тонкий слой мастики. Оператор, пользуясь брезентовыми рука-
вицами и захватом, устанавливает слиток и прижимает его
вручную к основанию оправки или к подложке, выдавливая
излишки мастики. Затем сборку охлаждают до комнатной тем-
пературы. Чтобы отклеить оставшуюся часть слитка от оправки
после окончания резки, сборку вновь нагревают до температуры
размягчения мастики.
Слиток, подготовленной к ориентированной резке, заводят
внутрь барабана с режущим диском. Продольный ход стола для
полного отрезания пластин выбирают таким образом, чтобы
перебег слитка относительно кромки режущего диска в начале
и в конце рабочего хода составлял 2—3 мм.
Существенное влияние на качество обработки оказывает
охлаждающая жидкость, которая не только отводит теплоту от
инструмента и обрабатываемого материала, но и удаляет отхо-
ды полупроводникового материала из зоны резания. В качестве
21
охлаждающей жидкости применяют воду с добавками поверх-
ностно-активных и смазывающих веществ. Скорость подачи
жидкости должна быть оптимальной, чтобы обеспечивать сма-
чиваемость режущей кромки, но не приводить к разбрызгива-
нию ее на периферию круга. Истекатель следует установить так,
чтобы струя попадала в зону обработки. Расход смазывающе-
охлаждающей жидкости составляет 3 л/мин.
§ 8. КОНТРОЛЬ ПАРАМЕТРОВ ПЛАСТИН ПОСЛЕ РЕЗКИ
Контролируют геометрические параметры пластин (см.
табл. 2), показанные на рис. 12 (толщину, разброс толщины в
партии пластин и в пределах площади пластины — разпотолщин-
ность, пригиб), и качество поверхностей. Геометрические пара-
метры измеряют емкостным методом на приборе 09 ОЭР-445.
5)
Рис. 12. Геометрические парамет-
ры полупроводниковых пластин:
а -толщина/г и разно топщин-
ность Д/1, б - неплоскостность
6, в ~ прогиб F
Качество поверхности характеризуется шероховатостью и
глубиной нарушенного слоя. Шероховатость поверхности в соот-
ветствии с ГОСТ 2789—73 оценивается средним арифметическим
отклонением профиля Ra и высотой микронеровпостей Rz.
Среднее арифметическое отклонение Ra — это среднее значение
расстояний yi, у...уп от точек измеренного профиля до его
Рис. 13. Профиль микронеровпостей поверхности
22
средней линии в пределах базовой длины L (рис. 13), суммиро-
ванных без учета алгебраического знака.
Высоту неровностей определяют как среднее расстояние
между находящимися в пределах базовой длины L пятью выс-
шими точками выступов и пятью низшими точками впадин,
измеренное от линии А, параллельно средней линии:
Rz = [ (/?i + h3 + ... + h9) - (h2 + h4 + ... + /i10)] /5.
Базовой длиной L называют минимальную длину участка
поверхности, используемого для выделения неровностей, харак-
теризующих ее шероховатость.
Шероховатость поверхности измеряют на профилографах-
профилометрах моделей 201 и 252 по показывающему прибору
или профилограмме. После обработки профилограмм получают
значения Rz. Погрешность измерений ±10 %. После резки пара-
метры шероховатости должны находиться в пределах: Rz =
= (1 4- 1,5) мкм, Ла = (0,2 т 0,3) мкм.
Нарушенный слой после резки состоит из трех зон (рис. 14):
I — зоны рельефа с поликристаллической структурой, толщи-
на которой составляет 0,3—0,5 размера микронеровностей. Не-
посредственно под рельефом находится зона II — зона трещин и
дислокационных скоплений, которые являются главными де-
фектами резки. Это наиболее глубокая зона нарушений. Второй
слой в 3—6 раз толще, чем первый, и имеет мозаичную структу-
ру. Плотность и размер трещин уменьшается с глубиной. Между
трещинами действуют упругие напряжения. В зоне III находятся
области с остаточными упругими напряжениями.
Рис. 14. Структура нару-
шенного слоя после резки:
I - зона рельефа, II — зо-
на трещин и дислокацион-
ных скоплений,/// - упру-
годеформированная зона
Глубина нарушенного слоя зависит от режимов резки, фи-
зико-механических свойств разрезаемого материала, состояния
отрезного круга. Знать ее необходимо для того, чтобы правиль-
но назначить припуск на последующую обработку, при которой
должна быть полностью удалена зона трещин и дислокаций.
Определяют глубину нарушенного слоя несколькими спосо-
бами: рентгеновским, электронографическим, электрохимичес-
ким, по постоянству скорости травления и др. Все они достаточ-
но сложны и трудоемки и используются при отладке процесса
на новом оборудовании с новым инструментом или для иссле-
дований. Оперативно проконтролировать глубину нарушенного
23
слоя можно, селективно протравливая поверхность косого или
сферического шлифа и анализируя ее с помощью оптического
микроскопа. Глубина зоны трещин после резки обычно не
превышает 15—20 мкм. Она может различаться на 5 мкм для
двух сторон пластины из-за разных условий воздействия на них
отрезного диска. Обрабатываемая сторона отрезаемой пластины
находится в худших условиях из-за вибрации пластины. При
визуальном контроле на обеих поверхностях пластины не дол-
жно быть грубых следов резки.
Рабочее место оператора прецизионной резки должно иметь верстак
для выполнения операций наклейки слитков и натяжения отрезных дис-
ков. Рядом должен быть размещен термошкаф или нагревательное уст-
ройство. Для выполнения работ необходимы следующие приспособления,
инструменты и материалы: шприц с глицерином для гидравлического
натяжения режущих дисков, измеритель натяжения диска, пневматичес-
кий гайковерт или динамометрический ключ для затяжки болтов, ключ
для затяжки гайки крепления барабана, съемник для съема барабана со
шпинделя, приспособление для правки круга, приспособление для при-
клейки слитков, набор текстолитовых, деревянных и графитовых под-
ложек, клеящая мастика, стойка с индикатором для контроля тол-
щины и разиотолщинности пробных отрезанных пластин. Для про-
верки ориентации пластин, их прогиба и полной разнотолщинио-
сти оператор пользуется услугами других подразделений и участ-
ков.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие требования предъявляют к параметрам полупроводниковых
пластин?
2. Для чего калибруют полупроводниковые слитки?
3. Каким способом выполняют ориентацию торца слитка в заданной
кристаллографической плоскости?
4. Как изготовляют базовый и дополнительный срезы?
5. Какие методы резки полупроводниковых слитков на пластины вы
знаете?
6. От чего зависят точность и качество отрезаемых пластин?
7. Какие материалы используют для изготовления алмазных дисков
с внутренней режущей кромкой?
8. Как контролируют степень натяжения алмазных дисков перед
рез кой?
ГЛАВА ВТОРАЯ
ОБРАБОТКА ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН
ПОСЛЕ РЕЗКИ
§ 9. ОБЩИЕ СВЕДЕНИЯ
Операция резки не обеспечивает требуемых точности и ка-
чества поверхностей пластин: имеются погрешности формы
(неплоскостность, непараллельность плоскостей, изгиб), значи-
тельный нарушенный слой и большие отклонения по толщине.
Поэтому необходима дальнейшая обработка, которую выпол-
няют с использованием абра-
зивных материалов и подраз-
деляют на предварительную
(рис. 15) и окончательную.
Пластины больших диа-
метров (> 100 мм), получен-
ные после разрезания слитка,
подвергают термообработке
при температуре Т — 600 °C
для получения заданного
удельного сопротивления
кремния (при малых диамет-
рах такую термообработку
проводят на слитках). Затем
выполняют шлифовку плос-
ких поверхностей пластин, их
химическую очистку, скругле-
ние краев и травление нару-
шенного слоя для уменьше-
ния припуска на последую-
щую окончательную обработ-
ку рабочей стороны и снятия
остаточных механических на-
Рис. 15. Схема предварительной об-
работки полупроводниковых пла-
стин
пряжений от шлифовки. Иногда нарушенный слой стравливают
не полностью для создания механического геттера на нерабочей
стороне пластин — области стока для дефектов и вредных при-
месей. При такой обработке нерабочая сторона пластины остает-
ся матовой.
Технологический процесс предварительной обработки плас-
тин может быть построен по-другому. В этом случае сначала
протравливают нарушенный слой и скругляют края, а затем
проводят двустороннюю полировку плоских поверхностей
алмазными микропорошками. При этом нерабочая сторона
получается блестящей, полированной, с сеткой неглубоких ри-
сок (с ’’алмазным фоном”), которые выполняют роль геттера.
25
§ 10. ШЛИФОВКА ПЛАСТИН
Методы шлифовки разделяют по виду используемого абра-
зива — на обработку свободным и связанным абразивом, а по
конструкции станка и характеру удаления припуска — на одно-
стороннюю и двустороннюю (табл. 5).
При односторонней шлифовке пластины на-
клеивают будущей рабочей стороной на дюралевые блоки (го-
ловки) наклеенной мастикой из воскоканифольной смеси или
синтетического воска. Блоки устанавливают пластинами вниз
на шлифовальник из стекла, чугуна или стали (при шлифовке
свободным абразивом) или навинчивают на шпиндель станка
(при шлифовке связанным абразивом).
В первом случае абразив в виде суспензии на водной основе
подают в рабочую зону. В процессе работы зерна абразива, не
связанные между собой, образуют между пластинами и шли-
фовалышком прослойку и, перекатываясь, выкалывают части-
цы как обрабатываемого материала, так и материала шлифо-
вальника.
Таким образом, одновременно происходит обработка по-
верхности пластин И износ шлифовальника. Так как материалы
пластин и шлифовальника отличаются высокой твердостью
и хрупкостью, зерна абразива не могут ни внедриться, ни закре-
питься в нем.
Шлифованная поверхность полупроводниковых пластин
имеет матовую фактуру и состоит из большого числа кратеро-
образных выколок. Размеры выколок находятся в прямой
зависимости от размеров зерен абразива и давления на них.
Кинематика станков для обработки свободным абразивом
рассчитывается так, чтобы при взаимном движении пластин
и шлифовальника износ последнего был равномерным и он
сохранял плоскую форму. Износ шлифовальника оказывает
существенное влияние на точность формы обрабатываемых
пластин. Если шлифовальник изнашивается неравномерно
(выработка середины или краев), то необходима его периоди-
ческая правка.
При шлифовке связанным абразивом обрабатываемый
материал удаляется за счет взаимодействия поверхности пластин
с алмазными зернами чашечного шлифовального круга. Зерна
абразива, скрепленные в круге органической, керамической или
металлической связкой, при вращении высокочастотного шли-
фовального шпинделя ударяются с высокой скоростью о пласти-
ны и снимают с их поверхности микростружку. Обработанная
таким образом поверхность покрыта сеткой пересекающихся
рисок. Из-за ударного воздействия алмазного круга этим спосо-
26
Таблица 5. Методы шлифовки полупроводниковых пластин
Метод шлифовки
Односторонняя сво-
бодным абразивом
Односторонняя свя-
занным абразивом
Схема
Область применения
Особенности
Обработка тонких пластин
из хрупких материалов в
мелкосерийном производ-
стве
Необходимость приклеи-
вания пластин на блоки и
правки шлифовальника
Обработка стандартных
кремниевых пластин в круп-
носерийном производстве
Высокая производитель-
ность, ударное воздейст-
вие инструмента, необхо-
димость наклейки пластин
Метод шлифовки
Схема
Область применения
Продолжение табл. 5
Особенности
Двусторонняя свобод-
ным абразивом
Обработка пластин из крем-
ния и арсенида галлия в
крупносерийном производ-
стве
Высокая производитель-
ность и точность обраба-
тываемых поверхностей
бом нельзя обрабатывать тонкие пластины и пластины из хруп-
ких материалов.
Сначала обрабатывают нерабочую сторону пластины. Затем
ее переклеивают, сделав базовой, и обрабатывают рабочую
сторону. Двойная наклейка обычно ухудшает точность формы
окончательно Обработанных пластин из-за неравномерности
толщины клеящего слоя.
В настоящее время в промышленности для обработки
кремниевых пластин используют преимущественно двусто-
роннюю шлифовку свободным абразивом. Она позво-
ляет уменьшить прогибы пластин, связанные с деформацией
кромки алмазного диска при резке, и обеспечить наименьшую
разницу в толщинах. Высокая производительность шлифовки
достигается благодаря тому, что удаление материала происходит
одновременно с двух сторон
пластин 5 (рис. 16), уло-
женных в отверстия сепа-
раторов 7, расположенных на
нижнем шлифовальнике 2.
Верхний шлифовальник 3 сво-
бодно самоустанавливается по
поверхностям пластин. При
вращении центральная шестер-
ня 6 заставляет сепараторы
вращаться вокруг собствен-
ной оси и оси внешней шестер-
ни 4. В больших станках
вместо внутренней и наруж-
ной шестерен применяют внут-
реннее и наружное цевочные
колеса. Пластины, увлекае-
мые сепаратором, совершают
сложное движение относитель-
но поверхности шлифовальни-
ков, что способствует более
равномерному их износу.
Абразив дозирующим устрой-
ством 1 подается в зону обра-
ботки в виде суспензии.
Рис. 16. Схема двусторонней шли-,
фовки свободным абразивом:
1 - дозатор, 2,3- нижний и верх-
ний шлифовальники, 4 - внешний
венец, 5 - пластины, 6 - централь-
ная шестерня, 7 — сепараторы
§11. ОБОРУДОВАНИЕ ДЛЯ
ДВУСТОРОННЕЙ ШЛИФОВКИ
Современным станком для двусторонней шлифовки яв-
ляется СДШ-150, на котором можно одновременно обрабаты-
вать 42 пластины диаметром 76 мм, 30 пластин диаметром
29
100 мм или 6 пластин диаметром 150 мм. Станок (рис. 17)
конструктивно состоит из основания 9 и поворотной траверсы
3, смонтированной на опоре 2. В станине основания станка
находится привод вращения нижнего шлифовальника, внутрен-
него цевочного колеса и привод подъема и опускания наруж-
ного колеса. Зафиксированное на определенной высоте непод-
вижное наружное цевочное колесо и вращающееся внутреннее
цевочное колесо, между которыми укладываются сепараторы,
образуют устройство обкатки.
Рис. 17. Станок СДШ-150 для двусторонней шлифовки:
1,7- панели гидросистем и управления, 2 - опора, 3 -
поворотная траверса, 4 - смеситель, 5 - дозатор, 6 —
верхний шлифовальник, 8 - пульт управления, 9 -
основание
В нижней части станка установлены также коллектор для
подачи охлаждающей воды, станция смазки, пульт 8 с панелью
управления 7. В корпусе траверсы расположены привод враще-
ния верхнего шлифовальника б, гидроцилиндр для вертикаль-
ного перемещения шпинделя верхнего шлифовальника (подъема
и опускания) и создания рабочего давления, а также механизм
центрирования верхнего шлифовальника. Чугунные шлифоваль-
ники диаметром 900 мм при работе вращаются в разные сто-
роны с частотой 22—27 об/мин (верхний) и 25—31 об/мин (ниж-
ний) . Давление на одну пластину диаметром 76 и 100 мм состав-
ляет соответственно 12—13 и 20—21 кг. Для подачи абразивной
суспензии в зону обработки служат смеситель 4 и дозатор 5
30
закрепленные на траверсе. Суспензия вначале попадает во внут-
реннюю полость верхнего шлифовальника, а затем с помощью
очищающего скребка через отверстия в шлифовальнике — в
зону обработки.
Станок имеет устройство циркуляции охлаждающей воды,
предназначенной для поддержания равномерной температуры
шлифовальников в процессе обработки, и устройство регене-
рации абразивной суспензии, служащее для очистки станка и
сбора отработанной суспензии. Розетки и кнопки для включения
этих устройств расположены на панели 1 в задней части станка.
§ 12. ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ ПРИ ДВУСТОРОННЕЙ
ШЛИФОВКЕ
Перед обработкой станок настраивают. Для этого специаль-
ной линейкой с тремя индикаторами контролируют неплоскост-
ность рабочей поверхности шлифовальников (не должна превы-
шать 16 мкм на всей поверхности) и, если необходимо, правят
их чугунными кольцевыми притирами 5, устанавливаемыми
вместо сепараторов (рис. 18). При обнаружении крупных де-
фектов в виде раковин, царапин и заусенцев шлифовальники
протачивают. Перед работой шлифовальники очищают щеткой
от грязи, промывают струей воды. Смазывают поверхности
глицерином. Затем индикатором подбирают по толщине 6
стальных сепараторов. Разброс толщины сепараторов в партии
не должен превышать ±10 мкм, а их толщина должна быть
несколько меньше толщины окончательно отшлифованных
пластин. На рабочую поверхность нижнего шлифовальника се-
параторы устанавливают через равные интервалы.
Пластины перед двусторонней шлифовкой сортируют по
толщине с разбросом 5—10 мкм и укладывают в сепараторы.
Абразивную суспензию приготовляют на основе абразивных
порошков, которые по размеру зерен подразделяют на четыре
группы: шлифзерно, шлифпорошки, микропорошки и тонкие
мик ро по ро шки.
При обработке полупроводниковых материалов используют
только тонкие микропорошки, которые отбирают по номерам
зернистости последовательным просеиванием на специальных
ситах. Зернистость порошка определяется размером отверстия
сита в микрометрах. В США и европейских странах принята
единица зернистости порошка — меш, т.е. число отверстий в
сите на один линейный дюйм.
Размерные характеристики зерна для каждой зернистости
порошков и их обозначения приведены в табл. 6. В обозначение
абразивного порошка входят марка материала, из которого
31
Рис. 18. Схема правки шлифовальников станка
для двусторонней шлифовки:
ЦЗ- верхний и нижний шлифовальники,
2, 4 — наружное и внутреннее цевочные коль-
ца, 5 - притиры
порошок изготовлен, и номер зернистости (например, КЗМ14 —
карбид кремния зеленый зернистостью от 14 до 10 мкм или
ЭБМ20 — электрокорунд белый зернистостью от 20 до 14 мкм).
Таблица 6. Характеристика абразивных микропорошков
Группа Номер зернистости Размер зерен основной фрак- ции, мкм
по ГОСТ 3647-80 В дюймовой системе, меш
М28 600 28-20
М20 800 20-14
Абразивные тон- М14 1200 14-10
кие микропо- М10 1600 10-7
рошки М7 2400 7-5
М5 3200 5-3
32
Наряду с основной в порошках содержатся зерна побочных
фракций: мелкой, крупной и предельной, которые на один-два
номера мельче или крупней зерен основной фракции. Чем боль-
ше процент основной фракции и меньше побочных, тем лучше
гранулометрический состав порошков, а также выше произво-
дительность и качество обработки. Это объясняется тем, что
мелкие зерна удаляют меньше материала, а слишком крупные
вызывают появление больших выколов и царапин.
Абразивные суспензии представляют собой механические
взвеси абразивного микропорошка в воде или других жидкос-
тях и характеризуются концентрацией. Концентрация суспензии
может выражаться в процентах (например, а = 25 %) или как
отношения масс твердого и жидкого компонентов (Т:Ж = 1:3).
От выбора концентрации суспензии зависит интенсивность
процесса шлифования и его экономичность. Перед приготовле-
нием суспензии абразивные порошки отмучивают для улучше-
ния их гранулометрического состава (соотношения основной
и побочной фракций). Процесс отмучивания основан на разной
скорости оседания зерен различных размеров (массы) в сус-
пензии. Так как крупные зерна оседают раньше, в оставшейся
суспензии их процентное содержание уменьшается.
Для двусторонней шлифовки кремния применяют водные
суспензии на основе порошков карбида кремния зеленого или
электрокорунда белого зернистостью М14 и М20, арсенида гал-
лия — зернистостью М10. Соотношение твердого и жидкого
компонентов обычно Т:Ж = 1:2 или 1:3.
После подготовки станка нижний шлифовальщик смачи-
вают абразивной суспензией и проверяют вращение сепараторов
на холостом ходу. Затем в гнезда сепараторов укладывают
пластины, плотно прижимают их к нижнему шлифовальнику,
смачивают суспензией и устанавливают верхний шлифовальник.
Включают электродвигатель смесителя, а затем главный привод.
Регулируют расход суспензии краном дозатора. Время обработ-
ки, зависящее от припуска на данную операцию и скорости
съема материала, определяют с помощью реле времени. В конце
процесса в течение 1 мин производят выхаживание — обработку
при пониженном давлении.
§ 13. КОНТРОЛЬ ПАРАМЕТРОВ ШЛИФОВАННЫХ
ПЛАСТИН
После двусторонней шлифовки контролируют толщину,
разнотолщинность, прогиб пластин и состояние их поверхностей.
Контроль геометрических параметров производят так же, как и
после резки, используя прибор 09 ОЭР-445 или установленный
3-523 33
на стойке со сферическим столиком индикатор с ценой деления
0,001 мм, которым контролируют толщину в отдельных точках
(дискретно).
Разнотолщинность можно определить как разность между
максимальным и минимальным значениями толщины пластины,
которая не должна превышать 10 и 15 мкм в пределах площади
пластин 76 и 100 мм соответственно. Отклонение толщины от
номинальной в партии шлифованных пластин допускается до
± 10 мкм, прогиб до 20 мкм.
Состояние поверхностей контролируют визуально невоору-
женным глазом или под микроскопом. Шлифованная поверх-
ность должна быть матовой, без трещин, грубых царапин и ско-
лов. Шерховатость после шлифовки находится в пределах:
Rz = 0,5 -г 1,0 мкм, Ra = 0,1 мкм. Глубина нарушенного слоя,
состоящего из трех зон (как и после резки), может достигать
10-15 мкм.
При двусторонней шлифовке возможны следующие виды
брака: риски и выколы из-за некачественного отмучивания по-
рошка и грубых дефектов шлифовальников; клиновидность и
неплоскостность из-за их износа; сколы, трещины и поломка плас-
тин из-за износа шестерен, сепараторов и их перекоса; заниже-
ние толщины обработанных пластин из-за неправильной настрой-
ки реле времени и превышения удельного давления.
§ 14. СКРУГЛЕНИЕ КРАЕВ ПЛАСТИН
Края пластин скругляют шлифовкой по периферии профиль-
ным алмазным кругом зернистостью АСМ 28/20 на специальной
установке. Пластину 2 (рис. 19), подаваемую из кассеты через
загрузочное устройство, закрепляют на шпинделе с вакуумным
столиком 3. Частота вращения алмазного круга 1 составляет
Рис. 19. Схема скругления края:
1 — профильный алмазный шли-
фовальный круг, 2 - обраба-
тываемая пластина, 3 — ваку-
умный столик
Рис. 20. Профили скруглен-
ного края пластины и калибра
на экране лазерного проектора:
1 - предельные границы про-
ходной зоны калибра, 2 - кром-
ка пластины
34
6000—8000 об/мин, столика с пластиной — 15—20 об/мин, время
шлифовки 4—8 с.
Алмазный круг к пластине можно прижать пружиной, ко-
ромыслом или гидро- и пневмоприводом.
Профиль скругленного края должен быть близок к полу-
сфере. Для контроля его формы используют прибор, принцип
действия которого основан на преобразовании линейных пере-
мещений иглы при ее движении по радиусу пластины в электри-.
ческий сигнал с регистрацией его в виде профилограммы на
диаграммной ленте быстродействующего самопишущего прибо-
ра. Для этой же цели можно использовать стандартные профило-
графы.
Оба способа для контроля окончательно обработанных плас-
тин непригодны из-за контакта ощупывающей иглы с контроли-
руемой поверхностью и могут быть использованы только для
промежуточного контроля шлифованного края. После глубо-
кого травления и полировки рабочей стороны пластин профиль
кромки существенно изменяется.
Наилучший способ контроля формы кромки окончательно
обработанных пластин — получение изображения кромки на
экране лазерного проектора и оценка ее геометрических пара-
метров калибром (рис. 20).
Рабочее место оператора прецизионной Шлифовки должно быть
оборудовано верстаком, на котором размещают стойку с индикатором
для контроля толщины пластин и сепараторов, щетку для очистки шлифо-
вальников и ерш для прочистки отверстия дозатора суспензии, стакан
и стержень для размешивания, используемые при приготовлении сус-
пензии. Суспензию приготовляют в ведре, деионизованную воду наливают
из канистры.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие методы шлифовки полупроводниковых пластин вы
знаете?
2. В чем преимущества двусторонней шлифовки свободным абрази-
вом по сравнению с односторонней?
3. Какие абразивные порошки используют для шлифовки?
4. Как составляют абразивные суспензии?
5. Каков принцип действия станка для двусторонней шлифов-
ки?
6. Какие параметры пластин контролируют после шлифовки?
7. Как и для чего скругляют края полупроводниковых пластин?
3'
35
ГЛАВА ТРЕТЬЯ
ПОЛИРОВКА ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН
§ 15. ОБЩИЕ СВЕДЕНИЯ
При обработке полупроводниковых пластин полировкой
обеспечиваются высокое качество их рабочей поверхности, ми-
нимальный нарушенный слой и наименьшие погрешности фор-
мы. Полировка выполняется на полуавтомате Ю1МЗ.105.004
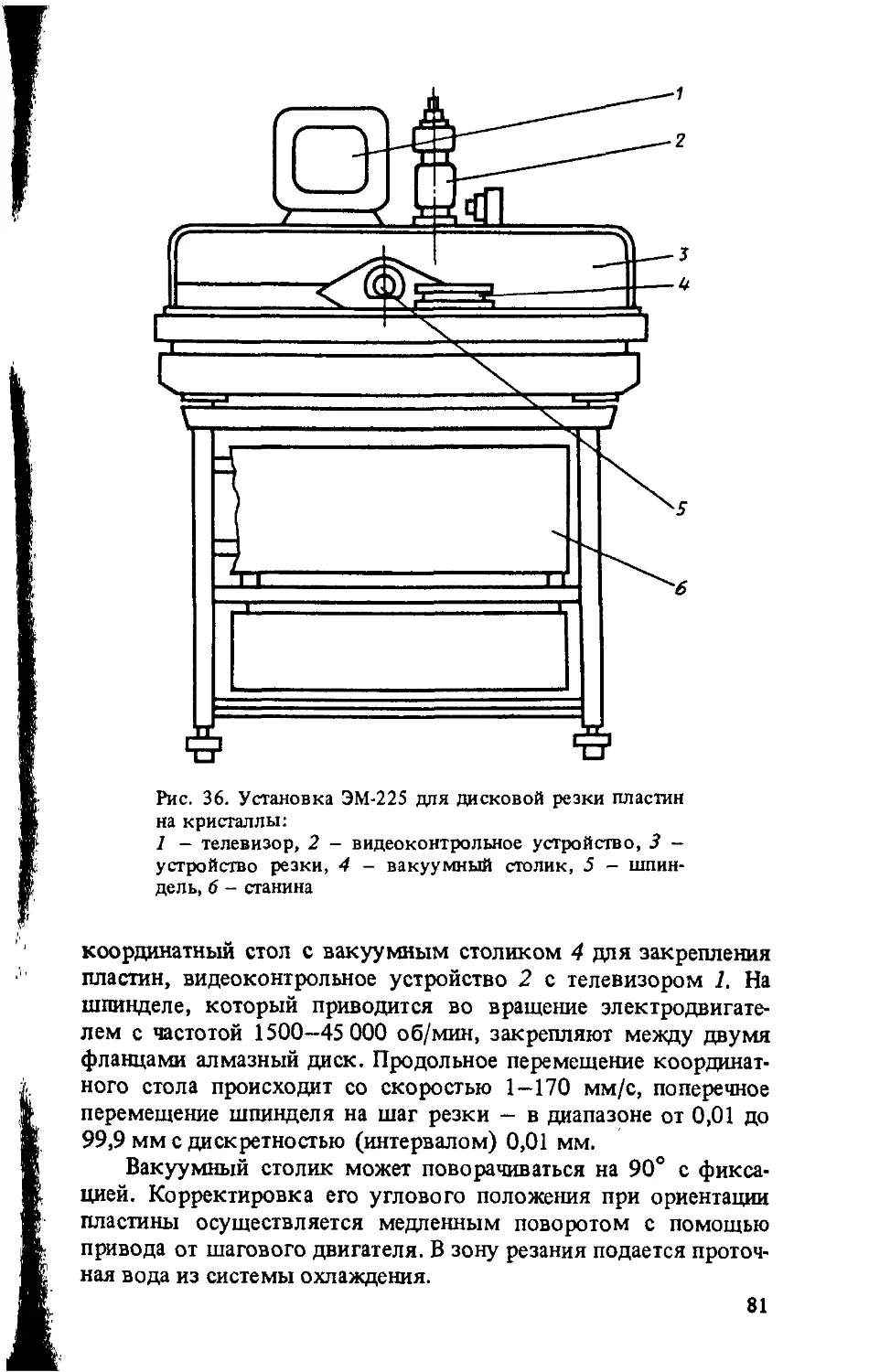
(рис. 21) по схеме, показанной на рис. 22.
Пластины 5 (рис. 21) наклеивают на круглые дюралевые
блоки 4 специальной мастикой и подвергают односторонней
полировке в два этапа: финишная и суперфинишная. Полиро-
вальник 7 представляет собой стальной или чугунный диск,
обтянутый специальным материалом. На полировальнике обра-
батывается несколько блоков с пластинами. При обработке
пластин больших диаметров, требующих особой точности фор-
мы, иногда используют двустороннюю финишную и суперфи-
нишную полировки, которые выполняют по схеме, аналогичной
схеме двусторонней шлифовки, только диски обтягивают поли-
ровальным материалом. При этом операция наклейки исклю-
чается.
Методы полировки, как и шлифовки, разделяют по виду
используемого абразива и механизму удаления материала — на
алмазную (механическую) и химико-механическую, по кон-
струкции станка и характеру удаления припуска — на односто-
роннюю и двустороннюю, по качеству обработанной поверх-
ности — на финишную и суперфинишную (табл. 7).
Алмазную (механическую) полировку вы-
полняют алмазными пастами и суспензиями зерностостью от 3 до
0,5 мкм на полировальниках из тканых и нетканых материалов
(сатин, сукно, замша, синтетическая кожа и др.), после чего
поверхность пластин имеет микронеровности высотой от 0,05
до 0,1 мкм, а нарушенный слой не превышает 3 мкм. При меха-
нической полировке обработка происходит за счет микроре-
зания, пластических деформаций и сглаживания поверхности.
Алмазные зерна, закрепленные в полировальнике, срезают
микростружку, оставляя микроцарапины, размеры которых
определяются зернистостью алмазного порошка. Поэтому
после алмазной полировки на поверхности пластин остается
’’алмазный фон”, т.е. сетка микрорисок, которую можно наблю-
дать при освещении пучком света, падающим под углом к по-
верхности.
При химико-механической полировке
применяют специальные полирующие составы из субмикронных
36
1
Рис. 21. Полуавтомат
Ю1МЗ.105.004 для химико-
механической полировки (а)
и его сечение, перпендикуляр-
ное оси шпинделей (б) :
7 - корпус, 2 - шпиндель,
3 - дозатор, 4 -- блок, 5 -
пластины, 6 - рассекатель,
7 - полировальник, 8 -
стол, 9 - станина
Рис. 22. Схема финишной об-
работки полупроводниковых
пластин
Таблица 7. Методы полировки полупроводниковых пластин
Схема
Метод полировки
d
Область применения
Особенности
Окончательная обработка
нерабочей стороны и пред-
варительная обработка ра-
бочей стороны пластин в
мелкосерийном производ-
стве
Необходимость переклей-
ки пластин, ’’алмазный
фон”
Предварительная обработ-
ка плоских поверхностей
кремниевых пластин в
крупносерийном производ-
стве
Высокая производитель-
ность, недостаточная точ-
ность формы, возмож-
ность создания геттера на
нерабочей стороне за счет
’’алмазного фона”
Химико-механи-
ческая (финиш-
ная и супсрфи-
нишная):
односторонняя
двусторонняя
Обработка пластин крем-
ния и арсенида галлия в
крупносерийном производ-
стве
Минимальный нарушен-
ный слой, высокое каче-
ство поверхности. Необ-
ходимость наклейки
Обработка кремниевых
пластин большого диамет-
ра (перспективная техноло-
гия в крупносерийном про-
изводстве)
Высокая точность фор
мы
порошков оксидов кремния SiO2, циркония ZrO2 или алюми-
ния А12О3, взвешенных в растворе на основе КОН, NaOH или
этилендиамина и образующих коллоидно-дисперсные системы —
суспензии, золи, гели. При использовании суспензий в основе
химико-механической полировки лежат химические реакции
между компонентами жидкой среды и полируемым материалом.
Гидроксильная группа щелочной компоненты, вступая в
реакцию с кремнием или арсенидом галлия, образует на поверх-
ности щелочные соединения этих материалов, которые механи-
чески разрушаются при контакте с полировальником и абразив-
ными частицами (твердой фазой суспензии). При этом твердые
фазы, как правило, составляют из относительно химически
инертных материалов и их химическое взаимодействие с обра-
батываемым материалом нс учитывается. Из-за малого размера
абразивных зёрен (~0,1 мкм) между ними и обрабатываемым
материалом прямого контакта почти не происходит, благодаря
чему поверхность пластин получается без рисок и царапин с
минимальным нарушенным слоем (менее 1 мкм).
Для повышения качества обрабатываемой поверхности
пластин и увеличения скорости удаления материала используют
составы на основе гидроалюмосиликагелей, силикагелей, алю-
мосиликазолей и силиказолей. Эффективность их применения
по сравнению с суспензиями тонкодисперсных оксидов возрас-
тает благодаря химическому взаимодействию твердых фаз с
обрабатываемым материалом.
При химико-механической полировке полировальники изго-
товляют из синтетических тканей и полотен (электростатическая
замша, синтетические кожи — политан, поливел, лавсановая
ткань и др.), которые наклеивают на полировальный диск. С
помощью полировальника подают полировальный состав к по-
верхности обрабатываемого материала, снимают материал и
отводят продукты обработки. Материал полировальника должен
быть стойким к воздействию полирующих суспензий, механи-
ческому износу, к действию сдвиговых усилий при полировке
и иметь однородность свойств и одинаковую толщину по площа-
ди полировальника.
§ 16. ОБОРУДОВАНИЕ ДЛЯ ХИМИКО-МЕХАНИЧЕСКОЙ
ПОЛИРОВКИ
Для односторонней финишной и суперфинишной полировки
используют полуавтомат Ю1М3.105.004, на котором можно
одновременно обрабатывать 56 пластин диаметром 76 мм или
32 пластины диаметром 100 мм. Станок (см. рис. 21) имеет
водоохлаждаемый полировальник 7 диаметром 820 мм, установ-
ленный на столе 8 и приводимый во вращение двигателем через
40
клиноременную передачу и редуктор с частотой ~90 об/мин.
Привод полировальника размещается в станине 9. На четырех
водоохлаждаемых кассетах закрепляются блоки 4 диаметром
320 мм с наклеенными пластинами 5. При обработке блоки сво-
бодно вращаются и прижимаются к полировальнику с помощью
расположенных в верхней части корпуса 1 индивидуальных
пневмоцилиндров, создающих рабочее давление. Полирующий
состав подается из дозатора 3 в центр полировальника и кони-
ческим рассекателем б равномерно распределяется по его по-
верхности.
На станке установлены термометр для контроля темпера-
туры полирования, которую можно регулировать от 37 до 40 °C
подачей воды для охлаждения полировальника, и система подачи
деионизованной воды для промывки пластин по окончании
полировки.
Станок имеет программное управление, позволяющее ме-
нять при обработке давление, время полировки и подачу поли-
рующего состава, охлаждающей или промывающей жидкости.
§ 17. ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ ПРИ ПОЛИРОВКЕ
Перед полировкой настраивают станок, подготовляют поли-
ровальник (очищают или заменяют материал полировальника),
приготовляют полирующий состав, а перед финишной полиров-
кой наклеивают пластины на блоки.
Полировальник заменяют при его износе или плохом ка-
честве полировки, но не реже одного раза в сутки в крупно-
серийном производстве, а очищают после обработки каждой
партии пластин, смачивая его деионизованной водой и исполь-
зуя скребки. При замене старый полировальник снимают с дис-
ка, вырезают заготовку из полировальной ткани или полотна
и прорезают в ней центральное отверстие диаметром 180 мм.
На вращающийся полировальный диск наносят клей 88Н, равно-
мерно распределяя его скребком, накладывают заготовку (ра-
бочей стороной вверх) и прокатывают ее валиком в течение
1—2 мин, затем сушат 30—40 мин.
Полирующий состав для финишной обработки приготовля-
ют на основе плазменного оксида кремния или циркония, либо
алюмосиликазолей. Навеску порошка (50—120 г) размешивают
в 1 л деионизованной воды, в которую добавляют щелочь (эти-
лендиамин или 45 9^ный раствор КОН), так, чтобы раствор
имел pH* 11,0 4- 13,0. Если pH меньше указанных значений, его
*рН = -1g [Н+] = Igl/ [Н+] - водородный показатель; для воды рН7,
при pH < 7 - кислая среда, при pH > 7 - щелочная среда.
41
поднимают, добавляя щелочь по каплям, затем дают отстояться
смеси в течение 8—48 ч, вновь перемешивают и контролируют
pH. Состав фильтруют через два слоя капрона, и он готов к
употреблению. Его концентрация составляет Т:Ж = 1:60 4- 1:20,
срок годности — 72 ч с момента приготовления.
Для суперфинишной полировки порошок диоксида кремния
”Элплаз-К” отжигают при (650 ± 20) °C с целью удаления
ионов хлора, затем в течение нескольких минут размешивают
в 1 л деионизованной воды, добавив 1—2 мл этилендиамина,
так, чтобы pH суспензии достигал 10,5 4-10,8, а ее концентрация
Т:Ж = 1:30 4-1:20.
Для оценки качества приготовленной суспензии проводят
пробную полировку и аттестуют обработанную поверхность на
наличие рисок и ямок травления. При низких pH процесс обра-
зования щелочных соединений неустойчив, вследствие чего мо-
гут появиться риски из-за контакта зерен твердой фазы с крем-
нием или арсенидом галлия. При высоких значениях pH могут
возникнуть области локального вытравливания и ямки трав-
ления.
Пластины наклеивают на круглые блоки специальными ве-
ществами, которые при нагревании размягчаются или расплав-
ляются. Вещества наносят тонким слоем через двойную капро-
новую ткань на подогретый до требуемой температурь! блок,
при этом пластины располагают на расстоянии не менее 2—3 мм
от его периферии. Блок с пластинами устанавливают на пресс
и создают давление 6-10"2 МПа. В мелкосерийном производстве
давление при наклейке создают с помощью грузов, накладывае-
мых на блок через упругую прокладку. Блок выдерживают под
давлением до остывания, которое может быть естественным или
ускоренным при охлаждении стола пресса проточной водой.
В качестве наклеечных веществ используют пчелиный или
синтетический воск, а также смесь воска с канифолью, называе-
мую пицеином. Температура размягчения восков ~60 °C, а ка-
нифоли — до 83 °C. Для получения пицеина чаще всего смеши-
вают 25 мае. ч. канифоли и 75 мае. ч. воска. Смесь варят в те-
чение нескольких часов, фильтруют и разливают по формам.
При наклейке пластин пицеином допускаются более высокие
температуры в зоне обработки пластин, а также давление и ско-
рость шлифования.
Блоки с наклеенными пластинами навинчивают на шпиндель
станка, заливают в смеситель полирующую суспензию, регули-
руя ее подачу (30—80 мл/мин), смачивают суспензией полиро-
валышк и включают его вращение. Устанавливают по реле вре-
мени длительность полировки (40 и 50 мин соответственно для
пластин диаметром 76 и 100 мм), опускают блоки до контакта
42
пластин с полировальником для создания давления 0,02 х
х Ю-2 МПа при финишной и 0,01-10"2 МПа при суперфинишной
полировке, выполняют химико-механическую полировку, а в
конце процесса — выхаживание при уменьшенном давлении, за-
тем в течение 10—20 с подают деионизованную воду с глицерином
для промывки пластин от суспензии.
По окончании полировки блоки снимают, моют с помощью
губки мыльным раствором, промывают водой и сушат фильт-
рами.
§18. КОНТРОЛЬ ПЛАСТИН ПОСЛЕ ФИНИШНОЙ
И СУПЕРФИНИШНОЙ ПОЛИРОВКИ
После финишной полировки проверяют поверхность пластин
и их толщину в наклеенном состоянии. Пластины просматривают
под пучком света, падающим под углом к их поверхности. На
них не должно быть выколов, царапин, рисок и растравленных
областей. Толщину пластин, наклеенных на блоке, контролируют
индикатором с ценой деления 1 мкм, установленным на плат-
форме с тремя опорами. После финишной полировки качество
поверхности пластин сначала также контролируют в наклеенном
состоянии, а затем одну из пластин снимают с блока и опреде-
ляют остаточный нарушенный слой (риски, царапины, выколы)
методом визуального контроля под микроскопом после селек-
тивного травления.
Если качество поверхности окончательно обработанных
пластин соответствует требованиям, а нарушенный слой отсут-
ствует, все пластины отклеивают от блока, промывают и контро-
лируют их поверхность и геометрическую форму. Состояние
рабочей поверхности пластин, наличие ямок, светящихся точек,
пятен, потеков, сколов, исчезающих и неисчезающих рисок и
трещин определяют невооруженным глазом или под микроско-
пом. С помощью стереоскопических микроскопов МБС-2 и
МБС-9 проверяют наличие на поверхностях ямок, царапин, ри-
сок, сколов, а также следов загрязнений и воздействия хими-
чески активных веществ. Микроскоп МБС, имеющий специаль-
ное устройство осветителя, позволяет наблюдать поверхность
пластин в пучке света, падающем под определенным углом, а на
микроскопе ММУ-3 в светлом и темном полях можно опреде-
лять размеры повреждений в специально установленный окуляр.
Микроскопы МБС-2 и ММУ-3 имеют соответственно 88- и 200-
кратное увеличения.
Толщину, разнотолщинность и прогиб пластин контроли-
руют емкостным методом так же, как после шлифовки и резки.
Важным параметром пластин является неплоскостность рабочей
43
поверхност при их закреплении на вакуумном столике (см.
рис. 12, б). Для контроля неплоскостности используют методы
интерферометрии или лазерного сканирования.
Рис. 23. Интерференционная картина (а) и топограмма (б) при конт-
роле неплоскостности рабочей поверхности пластин:
1 - интерференционные полосы (кольца), 2 - бугор, 3 - яма, 4 - чис-
ловые значения локальной неплоскостности
При интерферометрическом контроле
форму рабочей поверхности сравнивают с эталонной плоскостью
призмы интерферометра. На его экране наблюдают интерферен-
ционную картину (рис. 23, а), по виду и числу полос? которой
можно судить о форме поверхности (бугор 2, яма 5) и значении
максимальной неплоскостности.
При лазерном сканировании кроме макси-
мальной можно получать данные о локальной неплоскостности
на площади 1 или 2 см2. Установка измерения неплоскостности
методом лазерного сканирования имеет автоматические авто-
загрузчик и транспортер, а также печатающее устройство, позво-
ляющее представлять результаты измерений в виде топограмм
(рис. 23, б) . Программа измерений содержит число контрольных
точек, допустимый уровень и перечень геометрических парамет-
ров.
При контроле обоими методами пластины устанавливают
нерабочей стороной на вакуумном столике, от конфигурации,
точности базовой поверхности и степени вакуума которого зави-
сят результаты измерений. Рекомендуется, чтобы конструкции
столиков измерительного прибора и установки проекционной
печати были идентичны, а степень вакуума — не хуже 7’104 Па.
Рабочее место оператора прецизионной полнровкн должно быть обо-
рудовано верстаком, на котором он мог бы выполнять вспомогательные
операции наклейки пластин, их контроля, смены полировальника, приго-
44
товления суспензии. Вблизи следует расположить пресс для наклейки,
напольные весы и канистру для приготовления суспензии. Кроме того,
необходимы индикатор и осветитель для контроля толщины н поверх-
ности пластин, щетка, скребок, ножницы, кассета. Из материалов исполь-
зуют нату, хлопчатобумажную ткань, бензин для протнркн, ацетон для
отклейки, клей 88Н для наклейки полировального материала, клеящую
мастику и капроновую ткань для наклейки пластин. Все легковоспламе-
няющиеся вещества необходимо хранить в специальных шкафах с вытяж-
кой, другие материалы - в закрытых шкафах во избежание загрязнений.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие методы полировки полупроводниковых пластин вы знаете?
2. В чем заключаются особенности химико-механической полировки?
3. Каков принцип действия станка для ХМП?
4. Какие требования предъявляются к материалам полировальников
для ХМП?
5. Как приготовляют суспензию для ХМП?
6. Как выполняют операцию приклеивания пластин на блоки перед
ХМП?
7. Какие параметры пластин контролируют после ХМП?
ГЛАВА ЧЕТВЕРТАЯ
ХИМИЧЕСКАЯ ОБРАБОТКА ПОВЕРХНОСТИ
ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН
§ 19. КЛАССИФИКАЦИЯ МЕТОДОВ ХИМИЧЕСКОЙ ОБРАБОТКИ
Химическая обработка поверхности полупроводниковых
пластин предшествует операциям технологического процесса
изготовления полупроводниковых приборов и ИМС или являет-
ся их продолжением и подразделяется на очистку и травление.
При очистке удаляют загрязнения, при травлении формируют
также рельеф на рабочей поверхности пластин, удаляют с нее
технологические слои и выявляют структурные дефекты полу-
проводникового материала. В современной технологии кроме
химических методов очистки и травления используют физи-
ческие.
Технологически чистой считается поверхность, на которой
концентрация загрязнений не препятствует воспроизводимому
получению заданных параметров приборов и ИМС и их стабиль-
ности. Для правильного выбора метода очистки необходимо
знать, какие загрязнения имеются на поверхности пластин, как
их можно удалить, какое влияние они могут оказать на свойства
45
Рис. 24. Операции химобра-
ботки в цикле механической
обработки полупроводнико-
вых пластин
приборов и ИМС и качество после-
дующих операций, а также методы
контроля чистоты поверхности.
При механической обработке
пластин операции очистки проводят
5 раз (рис. 24), а при изготовлении
приборов и ИМС на эпитаксиальных
структурах со скрытым слоем —
более 10 раз (рис. 25). Современ-
ные технологические процессы из-
готовления СБИС состоят из не-
скольких сотен операций, среди ко-
торых почти половина — очистка и
травление.
Наиболее важными являются
операции очистки после суперфи-
нишной химико-механической по-
лировки, перед термическими про-
цессами и нанесением пленок. При
высоких температурах увеличивает-
ся диффузия нежелательных приме-
сей и вероятность образования их
химических соединений и твердых
растворов с кремнием.
Операции очистки и травления
подразделяют по физическому со-
стоянию используемых реактивов
на жидкостные и сухие (газовые),
по механизму процессов — на физи-
ческие и химические (рис. 26) и,
кроме того, по способам интенсифи-
кации процессов, используемым сре-
дам, оборудованию, оснастке и Др.
К физическим методам очистки относят ультразвуковую,
смывание загрязнений потоком жидкости, щетками или кистя-
ми, сдувание струей газа, бомбардировку ионными и электрон-
ными пучками, обработку ионами в плазме, обработку в ваку-
уме или инертных средах при высокой температуре, а к хими-
ческим — растворение загрязнений, стравливание загрязнений
вместе с тонким приповерхностным слоем полупроводникового
материала и т.д.
46
Слиток р- типа
Пластина р-типа
п ® —
Окисление
I
z— Фотолитография, травление —=—
® *-
Диффузия скрытого п+-слоя
I
_____Удаление слоя оксида
Зпитаксиальное наращиВание
Окисление
— Фотолитография, травление
® *
Диффузия изолирующей оВласти
I
*— Фотолитография, травление
Диффузия । Вазовой оВласти
*— Фотолитография, травление
Диффузия эмиттернои оВласти
«-- Фотолитография, травление
® *
--- Металлизация
I
-----е---Фотолитография, травление
Нанесение пассивирующего слоя
• *— Фотолитография, травление
® *
Контроль ИНС на пластине
I
СкрайВироВание и сборка
Источник
Воды
*
Предварительная
оВраВотка
Деминерали- зация
ч
Система сверх- чистой воды
® -Химическая
обработка
(очистка)
Испытания
Контроль
качества
Поставщику
Сбор сточ-
ных вод
ОВраВотка
сточных вод
Сброс
Рис. 25. Операции химобработки в технологическом процессе изготовле-
ния биполярных ИМС
Рис. 26. Классификация методов очистки полупроводниковых плас-
тин
§20 . ФИЗИЧЕСКИЕ ЗАГРЯЗНЕНИЯ ПЛАСТИН
Методика очистки зависит от характера загрязнений поверх-
ности.
Физические загрязнения, обусловленные физической адсорб-
цией, подразделяются на неорганические (пыль различного про-
исхождения, абразивные частицы) и органические (жировые
пленки, остатки ионообменных смол из промывочной воды,
частицы фоторезиста, микроорганизмы размером от 1 до
20 мкм, частицы эпителия оператора и т.д.). Физическая адсорб-
ция загрязнений к поверхности полупроводникового материала
происходит в результате межмолекулярного взаимодействия,
вызываемого силами Ван-дер-Ваальса, а также электростатичес-
кой поляризации (кулоновского взаимодействия заряженных
частиц) и является обратимым процессом. Некоторые адсорби-
рованные частицы могут преодолеть силы, связывающие их с
поверхностью, и перейти в исходную фазу (десорбироваться).
Неорганические загрязнения удаляют гидромеханической
очисткой или сдувают струей очищенного азота.
Органические загрязнения при термической обработке раз-
лагаются с образованием атомов углерода, которые служат цент-
рами дефектообразования. Органические загрязнения можно
разделить на полярные и неполярные. Полярные — жиры, белки,
48
остатки поверхностно-активных веществ, молекулы которых,
как правило, ориентированы на поверхности и, притягиваясь,
способствуют сокращению площади загрязнения. Неполярные —
минеральные масла, парафины, вазелины, молекулы которых
имеют высокую поверхностную энергию и способны покрывать
большие площади.
Нерастворимые в воде органические жировые загрязнения
делают поверхность пластины гидрофобной, т.е. плохо смачивае-
мой водой. Для равномерной очистки поверхность необходимо
перевести в гидрофильное, т.е. хорошо смачиваемое водой сос-
тояние. Удаление жировых загрязнений, сопровождаемое пере-
водом поверхности из гидрофобного состояния в гидрофильное,
называют обезжириванием.
Органические загрязнения удаляют отмывкой в органичес-
ких растворителях или их’ парах. Сначала в неполярных или
слабополярных растворителях (бензоле, толуоле, четырех-
хлористом углероде, некоторых фреонах) отмывают неполяр-
ные загрязнения, а затем — в спиртах, ацетоне, трихлорэтилене —
полярные.
§21 . ХИМИЧЕСКИЕ ЗАГРЯЗНЕНИЯ ПЛАСТИН
Химические загрязнения связаны с поверхностью полупро-
водникового материала силами химической адсорбции (хемо-
сорбции) . При хемосорбции образуются прочные ковалентные
или ионные связи между атомами адсорбированного вещества
и поверхности. Это необратимый процесс.
Химические загрязнения бывают ионными и атомными.
Ионными загрязнениями являются растворимые в воде соли,
кислоты и основания, которые осаждаются на поверхности плас-
тин из моющих и травильных растворов, полирующих суспензий,
металлической основы режущих дисков, шлифовальников и
полировальников. Атомные загрязнения осаждаются в виде
Мик роза родышей из атомов золота, серебра, меди, железа,
Й? имеющихся в химических реактивах, и могут покрывать всю
а поверхность и даже образовывать микроскопические слои.
Ш Химические загрязнения удаляют в кислотах, часто в смеси
Ж с сильными окислителями, комплексообразователях или по-
верхностно-активных веществах.
В первую очередь при очистке удаляют органические загряз-
нения и химически связанные с поверхностью пленки, а затем —
ионные и атомные.
Д; Основными источниками различных загрязнений являются
S; абразивные и клеящие материалы, применяемые при механи-
Ж Ческой обработке полупроводниковых пластин; пыль, находя-
Ж 49
щаяся в воздухе производственных помещений; оборудование,
оснастка, а также тара для транспортировки и хранения пластин;
технологические среды, органические и неорганические реаген-
ты, промывочная вода. Существенными источниками загрязне-
ний являются одежда, эпителий, косметика, бактерии, вирусы
и жировые отпечатки пальцев оператора.
Применяемые при очистке методы и составы должны быть
инертны по отношению к обрабатываемому полупроводнико-
вому материалу, минимально токсичными и пожаробезопасны-
ми. Химреактивы, газы и вода должны иметь высокую степень
чистоты, чтобы, в свою очередь, не вносить загрязнения. Обору-
дование, на котором выполняют очистку, должно конструиро-
ваться по принципу ’’бесконечного разбавления” (каскадные
ванны, обработка в парах и др.).
§ 22. МЕТОДЫ ФИЗИЧЕСКОГО
И ХИМИЧЕСКОГО ОБЕЗЖИРИВАНИЯ
При физическом обезжиривании — раство-
рении органических загрязнений в горячих или кипящих орга-
нических растворителях — молекулы жиров, отрываясь от по-
верхности пластин, равномерно распределяются в объеме раство-
рителя. Одновременно происходит обратный процесс — адсорб-
ция молекул жира очищенной поверхностью, для снижения
интенсивности которого используют каскадный метод отмывки
(рис. 27). При этом кассета с пластинами поочередно переносит-
ся из нижней 2 ванны в верхнюю 5. Таким образом соблюдается
принцип ’’бесконечного разбавления” и чистый растворитель не
смешивается с загрязненным, который постепенно вытесняется
в отстойник 8, а из него в перегонный куб 6.
Растворение загрязнений в органических растворителях
весьма эффективно, однако требует многократной очистки
растворителей и сопровождается их большими потерями. Кроме
того, некоторые из растворителей токсичны и огнеопасны.
Принцип ’’бесконечного разбавления” соблюдается и при
очистке пластин в парах растворителя (рис. 28). Пластины 1
помещают в рабочую камеру в корпусе 3, куда из перегонного
куба поступают пары 2 кипящего растворителя, которые кон-
денсируются на очищаемых поверхностях. Капли конденсата,
стекая с поверхностей пластин, уносят загрязнения. При этом
пластины непрерывно омываются свежим чистым конденсатом,
а загрязненный стекает вниз.
Такую очистку производят в парах изопропилового спирта,
фреона-113 или хлорированных углеводородов. Наиболее эф-
фективна очистка в фреоне-113 — негорючей и нетоксичной жид-
50
Рис. 27. Схема установки для обез-
жиривания пластин с каскадными
ваннами:
1 - напорный бак, 2, 4, 5 - нижняя,
средняя и верхняя ванны, 3 - ох-
лаждающий змеевик, 6 — перегон-
ный куб, 7 - подогреватели, 8 -
отстойник, 9 — насос
Рис. 28. Схема установки очистки
в парах растворителя:
1 — кассета с пластинами, 2 - пары
растворителя, 3 — корпус, 4 - рас-
творитель, 5 - слой загрязнений,
б — нагреватель, 7 - предохрани-
тельный клапан
кости, имеющей температуру кипения 47,6 °C и плотность
1,57 г/см2. В парах растворителей плохо удаляются мыла,
растворимые масла, а также соединения, содержащие воду.
Недостаток этого метода очистки — значительные потери раство-
рителя из-за испарения и необходимость высокой герметичности
установок. <,
Химическое обезжиривание производят в сос-
тавах, разрушающих молекулы жира и не действующих на обра-
батываемый материал. Поэтому в растворе отсутствуют моле-
кулы жира и исключается процесс их десорбции очищенной по-
верхностью. Для химического обезжиривания используют горя-
чий (75—80 °C) перекисно-аммиачный раствор, состоящий из
водного раствора, перекиси водорода Н2О2 и гидроксида аммо-
ния NH40H. Атомарный кислород, выделяющийся при нагреве
пергидроли, окисляет как органические, так и неорганические
загрязнения, а щелочь ускоряет реакцию разложения Н2О2,
омыляет или эмульгирует жиры, а также связывает в хорошо
растворимые комплексы ионы некоторых металлов.
Химическое обезжиривание по сравнению с физическим
обезжириванием в органических растворителях менее токсично
и трудоемко.
Очистку поверхности от атомов и ионов металлов, а также
остатков пленок оксидов, сульфидов, нитридов производят в
кислотах. Удаление с помощью кислот ионов металлов основано
на их вытеснении ионами водорода. При кислотной очистке сле-
дует тщательно соблюдать правила техники безопасности, так
как попадание кислот на кожу и в глаза вызывает ожоги.
§ 23. ИНТЕНСИФИКАЦИЯ ПРОЦЕССОВ ОЧИСТКИ
Для повышения эффективности очистки используют раз-
личные методы интенсификации. При этом ускоряются более
медленные стадии процесса (например, подвод свежего реагента
в зону обработки, отвод продуктов химической реакции от
обрабатываемой поверхности), обеспечивается десорбция ато-
мов или ионов и т.д.
Методы интенсификации подразделяют на физические, хи-
мические и комбинированные. К физическим методам интенси-
фикации относят нагрев, кипячение, обработку струей, гидро-
циркуляцией, протоком, гидромеханическую очистку, центри-
фугирование, ультразвуковую обработку, вибрацию промыш-
ленной частоты, плазменную очистку, к химическим — очистку
поверхностно-активными веществами, комплексообразователя-
ми. Комбинированные методы интенсификации объединяют фи-
зические и химические методы (обработка горячей струей,
подогрев ультразвуковой ванны и т.д.).
При обработке полупроводниковых пластин из физических
методов чаще всего используют гидромеханическую и ультра-
звуковую очистки и почти все химические методы.
При гидромеханической очистке (рис. 29)
интенсификация процесса обеспечивается за счет контакта с
52
Рис. 29. Схема гидромеханической очистки:
1 - линия подачи деионизованной воды, 2 - тетка,
3 - валик, 4 - пластина, 5 - вакуумный столик
рабочей поверхностью вращающейся пластины 4, закрепленной
на вакуумном столике 5, мягких нейлоновых щеток 2, надетых
на валик 3, ось вращения которого перпендикулярна оси плас-
тины. Этот метод обычно используют при финишной отмывке
деионизованной водой, которая подается на пластину под давле-
нием 50—200 кПа. Основным недостатком гидрохимической
очистки является возможность переноса загрязнений со щеток
на рабочую поверхность пластины и появление на ней царапин
в случае засорения щеток кремниевой пылью. Чтобы избежать
этого, следует соблюдать регламент смены и очистки щеток.
При ультразвуковой очистке интенсифика-
ция достигается за счет перемешивания отмывочного состава,
ускорения процесса растворения и десорбции загрязнений под
действием кавитационных пузырьков, образующихся при коле-
баниях, передаваемых ванне концентратором магнитострикцион-
ного излучателя. При захлопывании газовых пузырьков проис-
ходит растрескивание пленок поверхностных загрязнений и их
отслоение. Достоинством ультразвуковой очистки поверхнос-
тей после шлифовки и резки является проникновение жидкости
в глубокие поры, трещины, углубления, которые при обычных
методах остаются неочищенными.
Наиболее интенсивно ультразвуковая очистка происходит
при частоте колебаний 20—40 кГц. С повышением мощности
ультразвуковых колебаний интенсивность очистки повышается,
но возш<кает опасность повреждения тонких пластин или появ-
ления в них трещин.
Химическая интенсификация с помощью по-
верхностно-активных веществ и комплексообразователей яв-
ляется одним из перспективных направлений повышения качест-
ва очистки и в ряде случаев позволяет отказаться от токсичных
53
и огнеопасных органических растворителей и концентрирован-
ных кислот. Загрязнения в водных растворах поверхностно-
активных веществ (ПАВ) удаляют в четыре этапа: смачивание
очищаемой поверхности водными растворами ПАВ; адсорбция
молекул ПАВ поверхностью и частицами загрязнений; отделение
частиц загрязнений от поверхности; перевод водонераствори-
мых загрязнений в состояние эмульсии или суспензии. При этом
связь между частицами загрязнений и поверхностью ослабляется
благодаря расклинивающему действию молекул ПАВ. Молеку-
лы, адсорбируемые частицами, образуют прочные оболочки и
препятствуют их повторному осаждению на очищаемую поверх-
ность. Наиболее широко используют поверхностно-активные
вещества ОП-7 и ОП-Ю, синтанол ДС-10, смачиватель СП-104 П.
Комплексообразователи создают с поверхностными загряз-
нениями или водными продуктами химических реакций устой-
чивые сложные соединения — комплексы, которые переходят в
раствор и остаются в нем. Наиболее распространенными ком-
плексообразователями являются триаммонийная соль оксиэти-
лендифосфоновой кислоты (ТАСОЭДФ) и оксиэтилендифос-
фоновая кислота (ОЭДФ).
Особенности методов жидкостной очистки полупроводни-
ковых пластин от различных загрязнений приведены в табл. 8.
Таблица 8. Методы жидкостной очистки полупроводниковых
пластин
Вид загрязнений Метод очистки Особенности
Неорганические (абразив, пыль) Гидромеханическая очистка деионизован- ной водой (ГМО) Высокие эффективность и производительность, но воз- можность загрязнений и ме- ханических повреждений по- верхности пластин щетками
Органические (жировые плен- ки) Обработка в жидких органических раство- рителях с подогревом (физическое обезжи- ривание) Высокая стоимость и боль- шой расход растворителей, токсичность и пожароопас- ность
Интенсификация ультразвуком Высокая эффективность, но возможность трещин в хруп- ких материалах и тонких пластинах
54
Продолжение табл. 8
Обработка в парах Высокая эффективность,
растворителей принцип ’’бесконечного раз-
бавления”, большой расход
растворителя, необходи-
мость высокой герметично-
сти установки
Химические
(ионные, атом-
ные)
Обработка в перекис-
но-аммиачных раство-
рах (Н2О2 + NH4OH)
Обработка в смеси
кислот с сильными
окислителями
(К2Сг2О7 + HNO3,
Н2О2 + НС1, Н2О2 +
+ H2SO4)
Применение поверх-
ностно-активных ве-
ществ и комплексо-
образователей
Отсутствие десорбции жи-
ров, возможность одновре-
менного удаления неоргани-
ческих загрязнений, мень-
шие токсичность, стоимость
и трудоемкость процессов
по сравнению с растворите-
лями и кислотами
Токсичность, опасность при
попадании на кожу и в гла-
за; проблемы утилизации
Высокое качество очистки,
отсутствие десорбции, мень-
шие по сравнению с други-
ми методами стоимость и
токсичность
§ 24. ТРАВЛЕНИЕ
Химическое травление подразделяют на изотропное, анизо-
тропное и селективное.
Изотропное травление — растворение полупро-
водникового материала с одинаковой скоростью по всем крис-
таллографическим направлениям — позволяет равномерно страв-
ливать тонкие слои и получать ровную поверхность. Такое трав-
ление называют также полирующим или химическим полиро-
ванием.
Анизотропное травление — растворение полу-
проводникового материала с неодинаковой скоростью по раз-
личным кристаллографическим направлениям — позволяет
вытравливать глубокие канавки и щели.
Селективное (избирательное) травление —
растворение полупроводникового материала с повышенной ско-
ростью травления в местах выхода на поверхность структурных
55
дефектов. Благодаря такому травлению они становятся разли-
чимыми невооруженным глазом или под микроскопом, поэтому
можно определить их вид и плотность.
Травление используют также для очистки поверхности полу-
проводниковых пластин от загрязнений.
Процесс травления состоит из пяти этапов:
диффузии реагентов к поверхности полупроводникового
материала;
адсорбции их поверхностью;
химического или электрохимического взаимодействия реа-
гента с поверхностью;
десорбции продуктов реакции;
диффузии их от поверхности.
Скорость травления определяется скоростью самого медлен-
ного этапа. Травители, в которых самыми медленными этапами
являются диффузионные, называются полирующими. Эти трави-
тели нечувствительны к неоднородностям поверхностей, сгла-
живают шероховатости и выравнивают микрорельеф. Скорость
травления существенно зависит от вязкости и перемешивания
травителя и незначительно от температуры.
Травители, в которых самыми медленными являются по-
верхностные реакции, называют избирательными. Скорость
травления в них зависит от температуры, структуры и кристал-
лографической ориентации поверхности и не зависит от вязкости
и перемешивания травителя. Избирательные травители с неоди-
наковой скоростью травления в различных кристаллографичес-
ких направлениях называют анизотропными, а с большой ско-
ростью в области структурных дефектов — селективными.
Химическое травление полупроводниковых пластин осно-
вано на процессах окисления их поверхности и растворения
образовавшихся оксидов. Поэтому травильные смеси обычно
состоят из окислителя, комплексообразователя (для образова-
ния растворимых соединений с оксидом), растворителя, уско-
рителя или замедлителя реакций окисления и растворения окси-
да и специальных добавок (например, обеспечивающих изби-
рательное действие травителя). В большинстве случаев составы
травителей подбирают опытным путем.
В процессе изготовления пластин полирующим травлением
удаляют нарушенный слой полупроводника после грубой обра-
ботки (резки, шлифовки, скругления края), а также очищают
их от загрязнений (глубокое травление) в водном 20—30%-ном
растворе КОН или ИаОНпри 95—125 °C. Травление кремния в
щелочном травителе состоит из реакций его окисления до диок-
сида, гидратации и взаимодействия его со щелочью с образова-
нием растворимых силикатов:
56
Si + 2H2 О -> SiO2 + 2H2
SiO2 + xH2 О -> SiO2 • x2 H2 О
SiO2 xH2 О + 2 KOH -> K2 SiO2 + (x + 1) H2 О
В этом травителе вода является окислителем, а растворите-
лем оксида (комплексробразователем) — щелочь. Скорость
растворения кремния зависит от концентрации щелочи и макси-
мальна при концентрации ~1 — 1,5 моль/л и температуре 100 °C.
Повышение скорости травления обусловлено увеличением сте-
пени гидратации оксида, что увеличивает его растворимость в
кремнии, а снижение — уменьшением растворимости силика-
тов, осаждающихся на поверхности пластины. Поэтому очень
важно травление выполнять в избытке щелочи, иначе на поверх-
ности возможно образование нерастворимых кремниевых, кис-
лот, а следовательно, и полное прекращение процесса.
Недостатками щелочных травителей являются возможность
загрязнения поверхности кремния ионами щелочных металлов,
которые трудно удаляются, и растворимость в них маскирующей
пленки SiO2. Рельеф поверхности после обработки в таком тра-
вителе зависит в основном от рельефа предшествующей меха-
нической обработки.
В ряде случаев полирующее травление, используемое для
уменьшения остаточных нарушений на рабочей поверхности
окончательно обработанных пластин, выполняют в смеси кислот
HF, HNO3 и СН3СООН, при этом окислителем является азотная
кислота:
Si + 4HNO3 -> SiO2 + 4NO2 + 2H2 О
Фтористоводородная кислота служит комплексообразователем,
который переводит диоксид кремния в тетрафторид кремния:
SiO2 + 4HF -> SiF4 + 2Н2 О
Уксусная кислота является разбавителем и ингибитором (замед-
литель реакции).
При таком травлении поверхность пластины 7, помещенной
во вращающийся стакан 2 специальной установки, омывается
ламинарным потоком травителя 3, 'по обеспечивает хороший
доступ его к поверхности и отвод от нее продуктов химических
реакций. Этот вид обработки называют химико-динамической
полировкой (ХДП) (рис. 30).
Для химико-динамической полировки арсенида галлия
применяют растворы на основе H2SO4: Н2О2:Н2О с высоким
содержанием серной кислоты, систему Вт2 — метиловый спирт
(метанол), а также смеси азотной, фосфорной и серной кислот.
Недостатком кислотного травления является необходимость
57
Рис. 30. Схема установки для химико-динамической
полировки:
I - пластина, 2 - фторопластовый стакан, 3 - трави-
тель, 4 - ось вращения стакана, 5 - основание с приво-
дом стакана
утилизации кислот. Особенно затруднен слив фтористоводород-
ной кислоты, которую нейтрализуют специальными методами
из-за повышенной активности ионов фтора.
Анизотропным травлением получают микрорельеф (углуб-
ления различных конфигураций, мезаобласти) на поверхности
полупроводниковых пластин, дифракционные решетки, разде-
лительные канавки для диэлектрической изоляции и др. Обычно
зто травление является локальным, т.е. выполняется через окна
и дорожки в маскирующих пленках SiO2, Si3N4, поэтому его
скорость, форма углубления и боковое подтравливание зависят
от кристаллографического направления их сторон. Например,
при травлении дорожек, ориентированных в направлении <110>
на кремнии с ориентацией (100), можно получить V-образные,
а в направлении <100> — прямоугольные дорожки.
Анизотропное травление кремния производят в водном
растворе КОН с концентрацией 300—350 г/л. При добавлении в
щелочной травитель Н-пропилового или изопропилового спирта
температура травления снижается до 70—80 °C. Для арсенида
галлия используют кислые или щелочные растворы перекиси
водорода и безводные растворы брома в диметилформамиде или
метиловом спирте.
Селективное травление применяют для выявления на по-
58
верхности пластин дислокаций, дефектов упаковки, точечных
дефектов, линий скольжения, а также микроцарапин и микро-
выколов. Для повышения избирательности действия в состав
травителя вводят поверхностно-активные вещества, которые
увеличивают разность между скоростями травления дефектного
и бездефектных участков.
В качестве травителя для пластин кремния ориентации
(111) используют смесь из 250 г хромового ангидрида СгО3,
500 мл воды и 500 мл фтористоводородной кислоты HF, а
ориентации (100) — бихроматный травитель, состоящий из 22 г
К2Сг2О7, 500 мл Н2О и 1000 мл HF. Для селективного травле-
ния пластин арсенида галлия ориентации (111) применяют тра-
витель, состоящий из 2 ч. Н2О, 1 ч. СгО3 и 1 ч. HF с небольшой
добавкой азотнокислого серебра AgNO3, а ориентации (100) —
расплав КОН при 300—350 °C. Для четкого выявления дефектов
на протравленной поверхности время травления должно быть
1—2 мин.
§ 25. ОБОРУДОВАНИЕ И ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ
ДЛЯ ЖИДКОСТНОЙ ОБРАБОТКИ
Современное оборудование для жидкостной обработки
представляет собой автоматизированную линию из отмывоч-
ных устройств и травильных ванн, в которой предусмотрена
кассетная или штучная загрузка пластин, их передача от одной
операции к другой с помощью захватных механизмов или
треков и автоматическая выгрузка в кассетах окончательно
обработанных пластин.
Отмывочные ванны и арматуру изготовляют из химически
стойкого материала (титан, винипласт, фторопласт и др.), осна-
щают нагревателями, механическими или ультразвуковыми сис-
темами перемешивания растворов, датчиками температуры. В
линию встраивают центрифуги для сушки пластин.
Химические участки располагают в помещениях, изолиро-
ванных от других участков предприятия, так как пары травите-
лей, растворителей, воды, выделяющиеся при обработке, вред-
но действуют на параметры пластин и приборов.
Особенно важно соблюдать чистоту атмосферы помещения,
так как пылинки и пары различных веществ адсорбируются
очищенной поверхностью пластин и вновь загрязняют ее. Поме-
щение, где работает оператор, должно быть первого класса
чистоты, в котором на каждый литр воздуха допускается не
более четырех частиц пыли размером 0,5 мкм. Над каждой уста-
новкой должна находиться местная вытяжная вентиляция. В
специальных шкафах хранят только дневной запас кислот, ще-
лочей, растворителей и других химреактивов.
59
Перед обработкой приготовляют отмывочные и травиль-
ные составы, проверяют их pH, фильтруют, определяют лазер-
ными анализаторами частиц содержание механических взвесей
(размером выше 0,3—0,5 мкм), промывают ванны и щетки
для гидромеханической очистки, заливают составы в ванны,
перегружают обрабатываемые пластины в транспортные или
операционные кассеты, которые устанавливают соответственно
в загрузочные позиции установок или в ванны для химобра-
ботки.
Перед травлением пластины обязательно обезжиривают,
так как только в этом случае травитель хорошо смачивает их
поверхности и верхний слой материала удаляется равномерно.
После выполнения операций химической очистки или трав-
ления пластины промывают деионизованной водой, которую
получают природной последовательной очисткой, состоящей
из фильтрации от дисперсных частиц, удаления органических
примесей и микроорганизмов, дистилляции (перегонки) и тон-
кой очистки ионообменным способом.
Пластины промывают в воде следующими способами:
погружением в протоке в многокаскадных ваннах, струей, по-
даваемой под давлением, щетками (гидромеханический способ).
Чтобы загрязнения, перешедшие в воду, не осаждались вновь на
очищаемой поверхности, необходимо иметь достаточное коли-
чество воды в ванне либо поддерживать постоянный приток
свежей воды. Чистоту рабочего объема воды периодически
контролируют, измеряя удельное сопротивление мегаомметром.
§ 26. КОНТРОЛЬ КАЧЕСТВА ЖИДКОСТНОЙ
ХИМИЧЕСКОЙ ОБРАБОТКИ
В процессе очистки контролируют чистоту технологических
сред, атмосферы, воды, растворителей, реагентов, а также ка-
чество поверхности каждой партии обработанных пластин.
Запыленность воздуха и сжатого азота для обдувки изме-
ряют следующими методами: седиментационным (определение
числа пылинок, оседающих на 1 см2 площади чистой полирован-
ной поверхности кремниевой пластины или предметного стекла),
фильтрационным (определение числа пылинок на поверхности
фильтра, через который пропускают необходимый объем воз-
духа или азота), оптическим (определение числа электрических
импульсов, полученных в результате преобразования световых
сигналов, рассеянных пылинками).
Уровень загрязнения сжатого азота парами воды определяют
по ’’точке росы” — температуре, при которой осаждается иней
на никелированное зеркало, расположенное в потоке исследуе-
60
мого газа. Допускаемая ’’точка росы” (—65 °C) соответствует
содержанию паров воды ~0,01 г/см3. При более высоком уров-
не паров на поверхности пластины, обдуваемой сжатым возду-
хом, могут оставаться пятна и разводы.
Чистоту деионизованной воды, как уже отмечалось, прове-
ряют по ее удельному сопротивлению, а наличие пылинок —
лазерным анализатором частиц. Состав жидких реактивов и
растворителей гарантируется заводом-поставщиком, но периоди-
чески проверяется на соответствие требованиям технических
условий. При составлении отмывочных смесей и травителей
обычно контролируют pH-методом их водородный показатель,
лазерным анализатором частиц — наличие пылинок, а при пло-
хом качестве отмывки или травления и их химический состав.
Для промышленного контроля чистоты поверхности отмы-
тых пластин используют прямые и косвенные методы.
Прямые методы позволяют определить загрязнения
непосредственно на поверхности пластин (обследование поверх-
ности под ’’косым” пучком осветителя и в темном поле микроско-
па, методы, основанные на смачиваемости, трибометрический).
При обследовании поверхности пластин под пучком освети-
теля или в темном поле микроскопа лучи света, падающие под
углом к поверхности, рассеиваются инородными частицами и
делают их различимыми в виде светящихся точек, число которых
контролируют обычно на всей поверхности пластины или на еди-
нице площади (1 см2). Их плотность не должна превышать
10 см" 2 .
Чистоту поверхности пластин по смачиваемости проверяют
методами окунания в чистую воду, распыления воды, запотева-
ния, конденсации и измерения угла смачивания.
При окунании в чистую воду очищенная поверхность плас-
тин, свободная от жировых загрязнений, вследствие адгезии
способна удерживать сплошную пленку воды. Жировые загряз-
нения делают поверхность пластин гидрофобной и нарушают
целостность пленки, что обычно наблюдают визуально после
стекания воды с поверхности извлеченной пластины.
Аналогичное явление происходит при распылении чистой
воды на сухую поверхность очищенной пластины. Чистую по-
верхность вода сразу же покрывает сплошным слоем, а на гряз-
ной удерживается в виде отдельных пятен. Такой метод распы-
ления в несколько раз чувствительнее метода окунания, так как
позволяет обнаружить загрязнения малых размеров.
Метод запотевания основан на визуальном наблюдении по-
верхности Пластины после обдува увлажненным воздухом. Влага,
конденсируемая на поверхности, образует ’’фигуры запотева-
ния”. При наличии загрязнений поверхность покрыта мелкими
61
каплями воды (’’серая фигура запотевания”), при хорошем
качестве ее отмывки — сплошной пленкой воды (’’черная фи-
гура запотевания”).
Метод конденсации основан на аналогичном наблюдении
поверхности, но при этом пластину охлаждают жидким азотом
до температуры ниже точки росы. Смачивание поверхности
конденсатом наблюдается после таяния инея.
Угол смачивания очищенной поверхности каплей воды
определяют теневым методом на установке УКУС-1, на экране
которой проецируется изображение капли и поверхности. На
гидрофильной поверхности капля растекается, и угол смачива-
ния не превышает 1—3°, на гидрофобной — остается в виде
шарика, причем угол смачивания близок к 90°. При промежу-
точном состоянии поверхности капля растекается частично.
Трибометрический метод основан на измерении усилия,
необходимого для перемещения металлической иглы специаль-
ной установки по поверхности пластины. Органические загряз-
нения уменьшают силу трения при перемещении, на чистой по-
верхности коэффициент трения значительно выше. Контроль
пластин таким методом выполняется только на образцах-спут-
никах, так как на рабочих пластинах могут остаться царапины
от иглы.
Косвенные методы основаны на удалении с по-
верхности загрязнений растворителями или стравливании их
вместе с тонким поверхностным слоем. Измеряют удельное со-
противление раствора или травителя до и после погружения в
него контролируемой пластины либо проводят спектральный
анализ сухого остатка после их выпаривания.
§ 27. ТИПОВЫЕ ПРОЦЕССЫ ЖИДКОСТНОЙ ХИМИЧЕСКОЙ
ОБРАБОТКИ ПОВЕРХНОСТИ ПОЛУПРОВОДНИКОВЫХ
ПЛАСТИН
Типовые процессы используют при очистке полупроводни-
ковых пластин после их механической обработки и перед выпол-
нением высокотемпературных операций изготовления полу-
проводниковых приборов и ИМС (окисления, диффузии, эпи-
таксии) . Рассмотрим некоторые из них.
Очистка кремниевых пластин после су-
перфинишной химико-механической поли-
ровки выполняется в такой последовательности:
обработка в ванне с кипящим фреоном-113 (при 47,6 °C);
в ультразвуковой ванне с дистиллятом фреона-113 и в парах
фреона-113 (эти операции необходимы для удаления с пластин
наклеечной мастики и других органических загрязнений) ;
62
кипячение пластин в смеси бихромата калия с азотной кисло-
той для удаления органических загрязнений и ионов металлов;
промывка деионизованной водой в двухкаскадной ванне;
травление в полирующем травителе (смесь HNO3 с HF) в
течение 7-10 с для удаления оксидных пленок;
промывка деионизованной водой в двухкаскадной ванне;
кипячение пластин в смеси бихромата калия с азотной кис-
лотой для окончательной очистки от ионов металлов;
промывка деионизованной водой в двухкаскадной ванне;
гидромеханическая очистка для удаления дисперсных частиц
с поверхности пластин;
сушка пластин на центрифуге.
Очистка кремниевых пластин перед тер-
мическим окислением выполняется в такой после-
довательности:
обезжиривание в горячем (75—85 °C) перекисно-аммиачном
растворе;
промывка в проточной деионизованной воде для удаления
продуктов химических реакций предыдущей обработки;
обработка в кислотно-перекисной смеси Каро (H2SO4 +
+ Н2О2) при 120-150 °C для удаления ионов металлов;
промывка в проточной деионизованной воде для удаления
остатков кислоты;
гидромеханическая очистка;
сушка пластин на центрифуге.
Очистка пластин арсенида галлия поспе
суперфннишной химико-механической по-
лировки выполняется в такой последовательности:
обезжиривание в толуоле в двухкаскадной ванне при 60 °C
для удаления остатков наклеечных веществ;
обезжиривание в изопропиловом спирте при 50—60 °C;
промывка в проточной деионизованной воде для удаления
остатков изопропилового спирта;
гидро механическая очистка с использованием мыльного
раствора;
промывка в проточной деионизованной воде для удаления
остатков мыльного раствора;
сушка пластин на центрифуге.
Перед проведением молекулярно-луче-
вой эпитаксии очистка пластин арсенида
г а л л н я выполняется в такой последовательности:
обезжиривание в трихлорэтилене или изопропиловом спирте
при 60 °C;
промывка в проточной деионизованной воде для удаления
остатков отмывочных средств;
Ji
А:
63
травление в составе НС1 : Н2О для удаления оксидов;
химико-динамическая полировка в травителе H2SO4 +
+ Н2О2 + Н2О при 50—70 °C для удаления остаточных наруше-
ний поверхности;
промывка в проточной деионизованной воде для удаления
остатков травителя;
сушка пластин на центрифуге.
В линии химической обработки должно быть расположено рабочее
место оператора, представляющее собой стол в затемненном боксе, где
он проверяет качество обработанных пластин. На столе устанавливают
осветитель типа ОИ-19 н микроскоп с 200-кратным увеличением, имею-
щий ’’темное поле”. Рядом должен находиться азотный пистолет для
сдувания сжатым азотом случайно осевших пылинок с поверхности плас-
тин. При контроле пластины берут фторопластовым пинцетом с ограни-
ченной областью захвата (не более 3 мм от края пластины). Во избежание
загрязнения пластин пинцет следует периодически очищать кусочком ба-
тиста, смоченным спиртом.
При обработке пластины в ваннах с агрессивными средами (ще-
лочами, кислотами) оператор должен использовать индивидуальные
средства защиты (защитные очки, резиновые перчатки, фартук, нару-
кавники).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Для чего применяют химическую обработку поверхности полу-
проводниковых пластин?
2. Какие виды загрязнений на поверхности полупроводниковых
пластин вы знаете?
3. Какие методы жидкостной очистки пластин используют для уда-
ления загрязнений?
4. Каковы разновидности травления?
5. Как выполняется химико-динамическая попировка?
6. Какие травители применяют для селективного травления поверх-
ности полупроводниковых пластин?
7. Какими методами контролируют качество химической обработки?
ГЛАВА ПЯТАЯ
МЕТОДЫ СУХОЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ
ПЛАСТИН
§ 28. ОБЩИЕ СВЕДЕНИЯ
Методы сухой обработки, так же как и жидкостной, исполь-
зуются для очистки и травления поверхности полупроводнико-
64
вых пластин, но в отличие от них имеют ряд преимуществ: ис-
ключается возможность загрязнения поверхности в результате
адсорбции примесей из жидких сред; не требуются дорогостоя-
щие, сверхчистые и токсичные жидкие химреактивы; обеспе-
чиваются высокая производительность и возможность автома-
тического регулирования процессов очистки и травления. Сухую
очистку выполняют методами термоотжига (в вакууме, реак-
тивных или инертных средах) и газового травления, а сухое
травление полупроводникового материала пластин — одним из
методов ионно-плазменной обработки.
При термоотжиге, который производят обычно перед про-
цессами диффузии и нанесения диэлектрических или эпитакси-
альных пленок, с поверхности пластины десорбируются влага,
углекислый газ, летучие углеводороды, оксидные пленки. С
ростом температуры отжига эффективность очистки повы-
шается, однако она зависит от свойств очищаемого материала и
слоев на его поверхности. Например, очистку пластин арсенида
галлия от оксидных пленок перед проведением молекулярно-
лучевой эпитаксии выполняют в вакууме (1 + 7)-10-9 Па при
520—570 °C, а очистку кремниевых пластин перед эпитаксиаль-
ным наращиванием — в среде водорода при 1200—1260 °C.
§29 . ГАЗОВОЕ ТРАВЛЕНИЕ
При газовом травлении, совмещаемом- с операциями окис-
ления или эпитаксии, обеспечивается максимальная чистота
поверхности пластин. Этот процесс называют также газовой
полировкой. Загрязнения удаляются вместе с поверхностным
слоем материала пластин, что улучшает структуру полученной
поверхности.
В качестве газов-реагентов для травления кремниевых плас-
тин применяют галогены (F2, С12, Вг2), галогеноводороды
(НВг, HF, НС1, Н1), пары воды, соединения серы (H2S, SF6),
которые добавляют в небольших количествах (1—5 %) к газу-
носителю (водороду, аргону или гелию). Обработку пластин
выполняют в диапазоне температур от 850 до 1250 °C.
В промышленной технологии преимущественно применяют
предэпитаксиальное газовое травление поверхности кремниевых
пластин в безводном хлористом водороде, сопровождаемое
реакцией
Si+ 4HCl-*SiCU t+ 2H2t
При содержании 2 % НС1 в водороде скорость полировки при
1200 °C составляет ~1 мкм/мин. При снижении температуры и
повышении концентрации хлористого водорода полирующее
65
1
травление может перейти в селективное, и поверхность покроет-
ся ямками травления.
Сухую очистку, основанную на химическом взаимодействии
газовой среды и металлических ионов загрязнений, выполняют
также в галогеносодержащих средах (1—25 % НС1, трихлорэти-
лена, хлористого нитрозила в газе-носителе) при 500—1300 °C
в реакционной камере перед окислением, диффузией или эпи-
таксией. Очистка состоит из распада молекул галогенных соеди-
нений, взаимодействия продуктов распада с ионами металлов и
образования летучих соединений, которые легко удаляются газо-
вым потоком.
Газовое травление и сухую химическую очистку выполняют
в эпитаксиальном реакторе или диффузионной печи, устройство
которых рассмотрено в книге 5 ’’Термические процессы”.
§ 30. ИОННО-ПЛАЗМЕННОЕ
И ИОННО-ЛУЧЕВОЕ ТРАВЛЕНИЕ
Эти виды травления поверхности полупроводниковых плас-
тин, используемые в технологическом процессе изготовления
ИМС после операций фотолитографии для создания рельефа
(формирования канавок, углублений, меза-областей, меток для
проекционной фотолитографии), относятся к классу анизотроп-
ного травления. Коэффициент его анизотропности (отношение
скорости травления материала по нормали к поверхности к ско-
рости бокового травления) может быть от 10 до 100, что значи-
тельно больше, чем для жидкостного травления. Кроме того,
при ионно-плазменном травлении повышается воспроизводи-
мость глубины вытравленных областей по пластине (± 2 %) и в
партии пластин (± 5 %), а из-за небольшого бокового подтрава
можно уменьшать зазоры между элементами ИМС и увеличивать
степень интеграции.
Преимуществами ионно-плазменного травления являются
незначительная зависимость травления от адгезии защитной
маски к пластине, отсутствие операции промывки и сушки и
низкая стоимость, а его недостатками — возможность радиа-
ционного повреждения поверхности полупроводниковых плас-
тин под действием бомбардировки ионами и электронами и
невысокая селективность (соотношение скоростей травления
маски и поверхности пластины), в результате чего при травлении
можно одновременно снять и маскирующий слой.
Ионно-плазменное травление основано на использовании
низкотемпературной газовой плазмы в качестве источника
частиц для обработки полупроводниковых пластин. Такая плаз-
ма представляет собой слабо ионизированный газ, состоящий
66
г*
Г
из смеси стабильных и возбужденных атомов и молекул (ради-
калов), электронов, положительно и отрицательно заряженных
ионов, и образуется при внешнем энергетическом воздействии
на газообразное вещество различного рода разрядов в сильных
постоянных и переменных электрических полях и постоянных
магнитных полях. Магнитное поле обеспечивает удержание плаз-
мы в заданном пространстве, увеличивает длину пути движения
электронов и повышает степень ионизации газа. При диссоциа-
ции молекул образуются химически активные продукты — ра-
дикалы, вступающие в химические реакции с обрабатываемым
полупроводниковым материалом.
Ионно-плазменное и ионно-лучевое травление разделяют
по природе взаимодействия энергетических частиц плазмы с
материалами (физическое или химическое взаимодействие) и
способу его осуществления (ионное или плазменное). Физичес-
кое взаимодействие характеризуется обменом энергией и им-
пульсом при упругом столкновении ионов газа и атомов обра-
батываемого материала, что приводит к распылению его по-
верхности. Энергетические частицы должны иметь энергию,
превышающую энергию связи атомов материала обрабатываемых
пластин. Химическое взаимодействие определяется обменом
электронами между частицами газа и атомами обрабатываемого
материала и приводит к его химическим превращениям. При
достаточно низких температурах образуются летучие соедине-
ния, которые легко удаляются из камеры откачкой.
Если полупроводниковые пластины находятся в плазме
или в непосредственной близости от нее и обрабатываются всем
набором ее частиц (возбужденные атомы и молекулы, положи-
тельно и отрицательно заряженные ионы, электроны), а также
ультрафиолетовым и тепловым облучением из плазмы, трав-
ление называют плазменным-, если пластины находятся вне плаз-
мы и обрабатываются только ионами, отбираемыми из нее, —
ионным. Природа основных ’’рабочих” частиц плазмы или энер-
гетических ионов определяет соответственно для обоих спосо-
бов физический или химический характер их взаимодействия
с обрабатываемой поверхностью.
В полупроводниковой промышленности для очистки и
создания рельефа на поверхности пластин преимущественно
применяют плазмохимическое травление (ПХТ).
В качестве рабочих веществ при обработке используют
инертные (Аг) и галогеносодержащие (CF4, СС14, SF6 и др.)
газы, а также кислород и водород.
Скорость ионно- и плазменно-химических процессов зависит
от концентрации реагентов, свойств, температуры и площади
поверхности обрабатываемого материала и параметров газораз-
рядной плазмы. 67
t
§31 . ПЛАЗМОХИМИЧЕСКОЕ ТРАВЛЕНИЕ
При плазмохимическом травлении поверхности полупровод-
никовых пластин обрабатываются химически активными ато-
мами или радикалами, поступающими из высокочастотной
газоразрядной плазмы в пять этапов:
доставка молекул активного газа в зону разряда;
превращение этих молекул в активные радикалы под воз-
действием электронов в плазме разряда;
доставка радикалов к поверхности материала, подвергае-
мого травлению;
взаимодействие радикалов с поверхностью материала (ад-
сорбция, химические реакции и десорбция) ;
отвод продуктов реакции из рабочей камеры. Наиболее
сложно протекает четвертый этап процесса.
Для ПХТ кремния используют газовые смеси соединений
углерода и серы с галогенами (CF4, ССЦ, C2F6, CCl3F, SF6 и
др.) и кислорода или азота. Последние служат для разбавления,
обеспечения селективности и анизотропности травления. При
использовании смеси фреона-14 (CF4) с 2—8 % кислорода под
действием высокочастотного электрического поля происходит
диссоциация фреона-14:
CF4 Z F* + СГ3 + е,
где F* — возбужденный атом фтора; CF£ — положительно заря-
женный радикал; е — электрон. Атом фтора взаимодействует
с кремнием, образуя летучее соединение SiF4, которое легко уда-
ляется из рабочей камеры:
Si+ 4F* ->SiF4t
При введении в газовую смесь кислорода резко увеличивает-
ся скорость плазмохимического травления благодаря образова-
нию радикалов COF*, которые диссоциируют
COF* -> F* + COt
и повышают концентрацию возбужденных атомов фтора.
Для плазмохимического травления арсенида галлия исполь-
зуют смеси СС14 + О2 или СС14, СНС13 с газами-носителями.
§32 . ОБОРУДОВАНИЕ, ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ
И КОНТРОЛЬ КАЧЕСТВА ПЛАЗМОХИМИЧЕСКОГО
ТРАВЛЕНИЯ
Плазмохимическую обработку пластин кремния и арсенида
галлия выполняют в установке 08ПХ0100Т-004 (рис. 31),
68
имеющей реакционную камеру 4 с двумя параллельными элект-
родами, один из которых (нижний 5) служит подложкодержа-
телем для обрабатываемых пластин. Подложкодержатель изго-
товляют из алюминиевого сплава, покрываемого слоем оксида
алюминия для уменьшения распыления его поверхности. Реак-
ционную камеру выполняют из нержавеющей стали. Распыление
материала подложкодержателя и стенок реакционной камеры
может влиять на процесс травления полупроводниковых пластин
и приводить к загрязнению их поверхности, поэтому над загру-
зочным окном камеры расположена местная вытяжная система.
Рис. 31. Установка для
плазмохимического
травления 08ПХ0-100Т-
-004:
1 - блок ВЧ-генерато-
ра, 2 - панель управ-
ления, 3 - высоко-
вольтный блок, 4 —
реакционная камера,
5 — подложкодержа-
тель (нижний элект-
род) , б - станина
Установка имеет панель управления 2 с газораспределитель-
ными устройствами и высоковольтный блок 3. Высокочастот-
ный генератор установлен в отдельном блоке 1. В станине 6 раз-
мещены вакуумная система с механическим насосом, азотная
ловушка для вымораживания паров воды, привод подложко-
держателя и система его водяного охлаждения.
В реакторе ВЧ-полем возбуждается газоразрядная плазма
между двумя параллельными электродами 1 и 3 (рис. 32),
расположенными на расстоянии 15 или 40 мм друг от друга. Плас-
тины 2 при обработке находятся в области газового разряда.
Рис. 32. Схема реактора
для плазмохимическо-
го травления с парал-
лельными электродами:
1,3- верхний и ниж-
ний электроды, 2 - об-
рабатываемые пласти-
ны
69
Установка обеспечивает работу в автоматическом режиме
по заданному технологическому циклу в соответствии с прог-
раммой и имеет автозагрузочное устройство и систему шагового
поворота подложкодержателя с углублениями для размещения
обрабатываемых пластин.
Перед началом плазмохимического травления в новой уста-
новке или после ремонта действующей производят откачку
реакционной камеры до давления 10“1 Па и очистку подложко-
держателя и камеры в плазме аргона или азота. Проверяют ра-
.боту установки в автоматическом цикле, для чего устанавли-
вают кассеты в устройство загрузки. После разгерметизации
камеры загружают автоукладчиком обрабатываемые пластины
рабочей стороной вверх на подложкодержатель (25 пластин
диаметром 76 мм или 16 пластин диаметром 100 мм). Для
выполнения селективного травления пластины предварительно
защищают фоторезистивной маской. Травление кремниевых
пластин осуществляют в газовой плазме фреона-14 (CF4) или
фреона-218 (C3F8) с кислородом, образующейся после откачки
до давления ~ 6 Па, напуска реакционных газов и включения
ВЧ-генератора, рабочая частота которого составляет ~ 5 МГц.
Для равномерности травления подложкодержатель вращают с
частотой ~ 0,1 об/с. Контроль процесса травления осуществляют
по времени и по пластине-спутнику. По окончании процесса
выключают ВЧ-генератор и подачу реакционных газов, продува-
ют в течение 5 мин камеру азотом и производят ее разгермети-
зацию, выгрузку пластин и контроль качества травления.
Для контроля глубины и размеров протравленных областей
используют пластину-спутник, на которой записывают профило-
грамму с помощью профилографа-профилометра. Определяют
величину наклона профиля травления и отклонение размеров,
а также наличие сыпи и матовости на обработанной поверхности
под микроскопом при 200-кратном увеличении. В новейших
установках для плазмохимического травления предусмотрен
контроль процесса с использованием масс-спектрометрических,
лазерных и оптических методов.
На рабочем столе оператора должны быть установлены микроскоп
с 200-кратным увеличением и профилограф-профилометр. Для проверки
работы загрузочного устройства оператор должен иметь набор имитато-
ров пластин или забракованных полупроводниковых подложек.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какими методами выполняют сухую очистку поверхности полу-
проводниковых пластин?
2. Как осуществляют газовое предэпитаксиальпое травление поверх-
ности кремниевых пластин?
70
3. По каким признакам разделяют процессы ионно-плазменного и
нонно-лучевого травления?
4. Каков механизм плазмохнмнческого травления?
5. Какие газовые смеси используют при ПХТ?
6. Как контролируют качество ПХТ?
7. Какие типовые процессы химической обработки полупроводни-
ковых пластин вы знаете?
ГЛАВА Ш ЕСТАЯ
РАЗДЕЛЕНИЕ ПЛАСТИН НА КРИСТАЛЛЫ
И ИХ РАЗЛАМЫВАНИЕ ПОСЛЕ СКРАЙБИРОВАНИЯ
§ 33. ОБЩИЕ СВЕДЕНИЯ
При изготовлении интегральных схем по планарной техно-
логии используют групповые методы обработки, когда на одной
пластине получаются десятки или сотни однотипных приборов.
Перед сборкой их в корпуса и герметизацией пластину необхо-
димо разделить на отдельные кристаллы размером от 1x1 мм до
10x10 мм. Процесс разделения пластин состоит из скрайбирова-
ния (надрезки) и разламывания их на кристаллы.
Термин ’’скрайбирование” образован от английского слова
“scribe” — риска, царапина. Скрайбирование заключается в на-
несении рисок на рабочую поверхность пластины с готовыми
интегральными схемами. Риски располагают по межсхемным
дорожкам в двух взаимно перпендикулярных направлениях.
Применяют различные методы скрайбирования (табл. 9).
Алмазное скрайбирование (царапание алмазным резцом)
долгое время было единственным методом при разделении
пластин на кристаллы. Существенные его недостатки — боль-
шие (30—50 мкм) сколы по краям риски и форма поперечного
сечения кристаллов в виде параллелограмма или трапеции с
острыми углами от 55 до 70° (рис. 33, а, б), неудобная для
работы захватных устройств при автоматизированной сборке,
а также небольшая глубина риски, не обеспечивающая качест-
венное разламывание толстых пластин. В настоящее время
алмазное скрайбирование осталось только в виде лабораторного
метода разделения пластин толщиной не более 350 мкм.
На смену алмазному в 70-х годах пришло лазерное скрай-
бирование, при котором риска шириной 25—40 мкм и глубиной
50—100 мкм создавалась испарением полупроводникового ма-
териала с поверхности пластин сфокусированным лазерным
пучком и обеспечивала их разламывание с перпендикулярными
рабочей поверхности боковыми гранями кристаллов. Достоин-
Таблица 9. Методы скрайбирования полупроводниковых пластин
Метод
Схема
Область применения
Особенности
Алмазное
скрайбирова-
ние
Скрайбирование тонких
пластин в лабораторных
условиях
Большие сколы по краям, малая
глубина риски, неперпендику-
лярность боковых граней крис-
таллов после разламывания
Лазерное
скрайбирова-
ние
Скрайбирование пластин
кремния диаметром до
76 мм в крупносерийном
производстве
Отсутствие сколов от скрайби-
рования, высокая производи-
тельность, необходимость защи-
ты пластин
Дисковая рез-
ка
Разрезание пластин лю-
бого диаметра из кремния
и арсенида галлия в круп-
носерийном производстве
Возможность резки на любую
глубину и сквозной резки, необ-
ходимость отмывки пластин от
Продуктов абразивной обработ-
ки
Резка пластин в лаборатор- Групповая обработка, невысо-
ных условиях кая точность, неравномерный из-
нос инструмента
Метод
Схема
Ультразвуко-
вая резка
Продолжение табл. 9
Область применения
Особенности
То же
Высокое качество обработки,
возможность обрыва проволоки
Вырезание круглых крис- Получение кристаллов сложной
таллов в крупносерийном конфигурации, низкие произво-
производстве дительность и точность обработ-
ки
s)
Рис. 33. Форма кристаллов, полученных алмазным скрай-
бированием и разламыванием пластин:
а - с ориентацией (111), б - с ориентацией (100)
ством этого метода является высокая производительность из-за
отсутствия механического воздействия на полупроводниковый
материал. На поверхности пластин не образуются сколы, что
позволяет увеличить скорость скрайбирования.
Лазерное скрайбирование обеспечивает качественное разла-
мывание пластин кремния толщиной до 400—450 мкм.
Для разделения пластин толщиной более 450 мкм исполь-
зуют дисковую резку, при которой скрайберпые риски наносят-
ся с помощью алмазного круга с наружной режущей кромкой
на любую глубину вплоть до сквозного прорезания пластины.
Ширина рисок зависит от толщины алмазной кромки диска и
составляет 40—50 мкм. Полученные после разламывания крис-
таллы имеют вертикальные боковые грани почти по всей вы-
соте.
Резку стальными полотнами и проволокой применяют,
когда не требуется высокая точность изготовления кристаллов
и сохранение их первоначальной ориентации.
Набор полотен толщиной 0,05—0,1 мкм, шириной 5—10 мм
и разделительные прокладки собирают в пакет, закрепляют в
кассете, которая совершает при резке возвратно-поступательное
движение с большой частотой от 400 до 600 дв. ход./мин, и рас-
тягивают в продольном направлении. Резание осуществляется
при подаче в зону обработки абразивной суспензии.
Вольфрамовую или стальную проволоку диаметром
~0,1 мм наматывают на вращающиеся ролики, имеющие канав-
ки с шагом, соответствующим размерам кристаллов. Ролики
закреплены в кассете, совершающей возвратно-поступатель-
ное движение с частотой 700—1000 дв. ход./мин. Для увеличе-
ния срока службы проволоку перематывают с помощью подаю-
щей и приемной катушек и одновременно натягивают, подтор-
маживая подающую катушку.
Преимуществом резки полупроводниковых пластин на
75
кристаллы проволокой и полотнами является их мягкое абра-
зивное воздействие на обрабатываемый материал, что позволяет
разрезать пластины с покрытиями из золота, никеля и других
материалов без их отслаивания, а недостатком — возможность
обрыва при износе, что приводит к неисправимому поврежде-
нию разрезаемой пластины.
Ультразвуковая резка полупроводниковых пластин осу-
ществляется в результате воздействия на зерна абразивной сус-
пензии инструмента, совершающего колебания с высокой часто-
той (16—25 кГц) и разрушения этими зернами обрабатываемой
поверхности с высокой интенсивностью. При образовании ка-
навки ее форма копирует форму и размеры инструмента. Благо-
даря этому ультразвуковым методом можно вырезать кристал-
лы сложной конфигурации (круглые с глухими отверстиями,
лунками и т.д.).
Точность ультразвуковой обработки зависит в основном от
размера зерен абразива, степени износа инструмента, глубины
обработки, а также характеристики оборудования.
§ 34. ЛАЗЕРНОЕ СКРАЙБИРОВАНИЕ
Лазерное скрайбирование основано на взаимодействии ко-
герентного (направленного) монохроматического, сфокусиро-
ванного лазерного пучка с поверхностью полупроводникового
материала. Для появления такого взаимодействия излучение
должно иметь определенную длину волны, близкую к полосе
поглощения полупроводникового материала. В этом случае
излучение поглощается и приводит к нагреву поверхности в
области фокального пятна от лазерного пучка до температуры
испарения материала. Происходит выброс частиц с образованием
углубления (лунки) и одновременным оплавлением его краев.
При лазерном скрайбировании нужна защита рабочей по-
верхности пластины от продуктов обработки — частиц испаряе-
мого и расплавленного полупроводникового материала, кото-
рые оседают на этой поверхности с готовыми ИМС и могут
явиться причиной их повреждения. Пластины из арсенида галлия
нельзя скрайбировать лазерным методом, так как при испарении
образуются вредные соединения мышьяка.
Для скрайбирования используют твердотельный лазер
(оптический квантовый генератор ОКГ), активный элемент ко-
торого выполнен из алюмоиттриевого граната с примесью неоди-
ма (АИГ : Nd), а длина волны излучения составляет X = 1,06 мкм.
Лазер работает в режиме модуляции добротности с длитель-
ностью импульсов порядка 100—500 нс. Каждый импульс обес-
печивает формирование лунки размером, близким диаметру
76
фокального пятна. Для образования скрайберной риски эти
лунки должны перекрываться. Коэффициент перекрытия зави-
сит от соотношения частоты импульсов и скорости перемеще-
ния столика с пластиной. Пластину обычно закрепляют вакуум-
ным прижимом на столе установки. Скорость скрайбирования
выбирают в пределах от 100 до 200 мм/с.
§35 . ОБОРУДОВАНИЕ, ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ
И КОНТРОЛЬ КАЧЕСТВА ЛАЗЕРНОГО СКРАЙБИРОВАНИЯ
Серийная установка ЭМ-210 (рис. 34) состоит из твердо-
тельного ОКГ, расположенного в верхней части корпуса 6, опти-
ческой системы для фокусировки лазерного излучения и визу-
ального наблюдения за процессом скрайбирования с объекти-
вом 2 и проектором 3, блоков управления с пультами 4 и 5 и
механизма перемещения рабочего стола, на котором установлен
вакуумный столик 1. Для снижения инерционности при быстром
Рис. 34. Установка ЭМ-210 для лазерного скрайбирования:
1 - вакуумный столик, 2 - объектив, 3 - проектор, 4,5- ста-
ционарный и выносной пульты управления, 6 - верхняя часть кор-
пуса
77
1
перемещении рабочий стол подвешен на магнитовоздушной по-
душке.
Рабочий цикл при скрайбировании включает продольное
перемещение рабочего стола в одном направлении, поперечную
подачу на шаг и возвратное продольное перемещение. При этом
лазерное излучение взаимодействует с полупроводниковой
пластиной при каждом ходе стола.
Поперечное перемещение стола может выполняться с шагом
от 0,01 мм до 9,99 мм с интервалом через 0,01 мм. Накопленная
ошибка шагового перемещения стола не превышает 25 мкм при
его общем ходе, равном 125 мм, по каждой координате. При
скрайбировании полупроводниковых пластин на прямоуголь-
ные кристаллы шаг скрайбирования должен быть выбран раз-
личным для каждой из координат. Максимальный диаметр
скрайбируемой пластины 100 мм. Для улучшения качества ла-
зерного скрайбирования предусмотрен режим многократного
скрайбирования, при котором рабочий стол повторно переме-
щается по той же траектории.
Перед лазерным скрайбированием наносят защитную плен-
ку на рабочую поверхность разделяемых полупроводниковых
пластин, производят настройку установки, выбирают режимы
скрайбирования. Установка ЭМ-210 имеет устройство для ваку-
умного отсоса продуктов лазерного скрайбирования, а ее объек-
тив защищен сменным стеклом, на котором оседает часть рас-
плавленных брызг. Однако рабочая поверхность скрайбируемых
пластин все же оказывается сильно загрязненной продуктами
обработки, поэтому для ее защиты на центрифуге предваритель-
но наносят слой натурального латекса (водного раствора каучу-
ка), поливинилового спирта, поверхностно-активных веществ
и т.д. Защитное покрытие не должно ухудшать качество скрай-
бирования, загрязнять рабочую поверхность пластины и должно
легко удаляться после скрайбирования. Пленку латекса отди-
рают с помощью липкой ленты вместе с продуктами скрайби-
рования, другие защитные покрытия удаляют гидромеханичес-
кой или ультразвуковой отмывкой.
Установку лазерного скрайбирования настраивают таким
образом: юстируют оптическую систему ОКГ, проводят фоку-
сировку пучка, выполняют наладку механизма перемещения
рабочего стола и электронной системы управления, а при необ-
ходимости смену ламп накачки ОКГ и замену вышедших из
строя элементов электрических схем. Для данной установки
длина волны и мощность излучения, диаметр фокального пят-
на, частота следования и длительность импульсов являются по-
стоянными. К переменным режимам относят скорость скрайби-
рования, шаг поперечной подачи и число проходов. Они опреде-
78
ляют глубину получаемой лазерной риски, а их выбор зависит
от толщины пластины и размеров кристаллов. Обычно кремние-
вые пластины диаметром 76 мм и толщиной ~380 мкм скрайби-
руют за два прохода при рабочей скорости стола 120 мм/с,
при этом глубина риски должна составлять не менее 80 мкм.
Пластины диаметром 100 мм, толщиной ~460 мкм скрайбируют
при той же скорости, но за три прохода, получая риску глуби-
ной 100 мкм. Правильность выбора режимов определяют по
качеству разламывания после скрайбирования пробных пластин.
Контроль качества лазерного скрайбирования осуществляют
как в процессе его проведения, наблюдая на экране проектора
за формированием риски, так и по окончании визуально и под
микроскопом (проверяют равномерность ширины рисок, а при
необходимости значение и равномерность глубины на попереч-
ном сколе пластин). После удаления защитной пленки визуаль-
но контролируют отсутствие ее остатков на рабочей поверхности
проскрайбированных пластин.
На рабочем месте оператора лазерного скрайбирования должен быть
установлен скафандр с вытяжкой, в котором находится центрифуга для
ванесеиия защитного Слоя иа рабочую поверхность пластины, и должны
храниться сменный запас наносимого вещества, бюкса со спиртом и
хлопчатобумажные салфетки для протирки вакуумного столика скрай-
бера перед установкой пластин, а также рулой липкой ленты. Рядом по-
мещают микроскоп ММУ-3 с объективом, обеспечивающим 200-кратное
увеличение, и струбциной для зажима полоски с лазерными рисками для
контроля поперечного скола.
§36 . ДИСКОВАЯ РЕЗКА
Механизм резки полупроводниковых пластин на кристаллы
с помощью алмазных дисков с наружной режущей кромкой анало-
гичен механизму резания полупроводниковых слитков диском
с внутренней кромкой. Алмазные зерна, закрепленные в связке,
выполняют роль микрорезцов, удаляющих с большой относи-
тельной скоростью микростружку материала пластины.
В качестве инструмента можно использовать один из трех
алмазных дисков, показанных на рис. 35,л-в. При изготовлении
этих дисков алмазоносный слой получают двумя способами.
При первом способе смесь металлического и алмазного порош-
ков уплотняют, спекают и охлаждают под давлением (способ
порошковой металлургии). При этом используют связки типа
оловянистых бронз, которые обладают высокой пластичностью
при температуре спекания и обеспечивают прочное скрепление
алмазных зерен. Диски, полученные спеканием, имеют высокие
79
Рис. 35. Отрезные алмазные дис-
ки с наружной режущей кром-
кой на металлической основе
(а), из алмазосодержащей ленты
(б) и с жестким металлическим
корпусом (в)
стойкость и точность геометри-
ческих размеров алмазного слоя,
а их режущая кромка — прямо-
угольное (рис. 35, а) или трапе-
цеидальное сечение, обращенное
большим основанием к пери-
ферии диска, что способствует
уменьшению трения между дис-
ком и разрезаемым материалом.
Алмазные диски, показан-
ные на рис. 35, б, получают тем
же способом (прокатка и термо-
обработка тонких алмазосодер-
жащих лент). Такие диски не
имеют металлической основы:
алмазосодержащую шихту,
включающую композиции медь
— олово и алмазный порошок, прокатывают между вращающи-
мися валками и спрессовывают в ленту. Полученные листы
спекают при 800—850 °C, а затем подвергают холодной уплот-
няющей прокатке. Из проката штамповкой или токарной обра-
боткой изготовляют алмазные диски толщиной 0,025—0,1 мм
с размером зерна алмаза 3—5 мкм.
Второй — гальванический — способ получения алмазного
слоя применяют также при изготовлении дисков с внутренней
алмазной режущей кромкой. Недостатком его является труд-
ность получения тонких (менее 0,15 мм) дисков из-за нежест-
кости металлической основы. Для обеспечения необходимой
жесткости диски устанавливают на станке между прижимными
фланцами.
Диск, показанный на рис. 35, в, имеет жесткий алюминие-
вый корпус, на котором электролитическим осаждением нане-
сен алмазоносный слой с никелевой связкой. Режущую кромку
высотой до 0,5 мм получают удалением части алюминиевого
корпуса химическим травлением. Такие диски имеют минималь-
ное торцевое биение режущей кромки и обеспечивают высокое
качество резки. Минимальная толщина кромки при резке плас-
тин кремния составляет 0,036 мм, арсенида галлия — 0,025 мм.
§37 . ОБОРУДОВАНИЕ ДЛЯ ДИСКОВОЙ РЕЗКИ
Для разделения пластин кремния и арсенида галлия на крис-
таллы используют установку резания ЭМ-225 (рис. 36), на кото-
рой можно разрезать пластины диаметром до 100 мм. Установка
имеет, высокоскоростной шпиндель 5 на аэростатических опорах,
80
1
Рис. 36. Установка ЭМ-225 для дисковой резки пластин
на кристаллы:
1 — телевизор, 2 - видеоконтрольное устройство, 3 —
устройство резки, 4 - вакуумный столик, 5 - шпин-
дель, 6 - станина
координатный стол с вакуумным столиком 4 для закрепления
пластин, видеоконтрольное устройство 2 с телевизором 1. На
шпинделе, который приводится во вращение электродвигате-
лем с частотой 1500—45 000 об/мин, закрепляют между двумя
фланцами алмазный диск. Продольное перемещение координат-
ного стола происходит со скоростью 1—170 мм/с, поперечное
перемещение шпинделя на шаг резки - в диапазоне от 0,01 до
99,9 мм с дискретностью (интервалом) 0,01 мм.
Вакуумный столик может поворачиваться на 90° с фикса-
цией. Корректировка его углового положения при ориентации
пластины осуществляется медленным поворотом с помощью
привода от шагового двигателя. В зону резания подается проточ-
ная вода из системы охлаждения.
81
В станине б расположены пневмоблок и блок питания, в
верхней части установки — блоки управления. Система управ-
ления построена на базе микропроцессора с применением микро-
ЭВМ, которая позволяет решать следующие задачи: обход плас-
тины по контуру, программирование скорости и ускорения ре-
зания, демпфирование колебаний скорости подачи каретки
предметного стола, расширение диапазона рабочих скоростей,
управление приводами, оптимизация подготовительных опера-
ций.
Если необходимо получить кристаллы прямоугольной фор-
мы, устанавливают различный шаг поперечной подачи для каж-
дого направления. После резки пластины в одном направлении
и поворота вакуумного столика на 90° шаг резания изменяется
автоматически. Программно-управляемое перемещение рабочего
стола, обеспечивающее увеличение скорости перемещения по
мере врезания диска в пластину при входе нли уменьшение при
выходе из нее, позволяет повысить износостойкость алмазных
дисков и улучшить качество обработки.
Установка оснащена блокирующими устройствами: враще-
ние шпинделя и перемещение стола возможны только при вклю-
чении подачи сжатого воздуха, воды и вакуума.
§38 . ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ
И КОНТРОЛЬ КАЧЕСТВА ДИСКОВОЙ РЕЗКИ
Перед началом резки настраивают установку: проводят
юстировку оптической системы, наладку механизмов переме-
щения рабочего стола, вращения и перемещения шпинделя, а
при необходимости замену изношенного алмазного диска и
вышедших из строя элементов электрических схем управления.
Проверяют алмазные диски на отсутствие дефектов (забоины,
вмятины, следы перегибов и выколок на режущей кромке),
так как иначе при резке ухудшается качество обработки, увели-
чивается ширина реза, на гранях кристаллов появляются сколы,
при сквозном разрезании возможны случаи срыва кристаллов
с ленты и их раскалывание. Полиэтиленовые и лавсановые лен-
ты с липким слоем толщиной 80—100 мкм используют для
сохранения ориентации кристаллов после сквозного разрезания.
В этом случае требуется точная настройка глубины резания, что-
бы при резке алмазный диск только слегка надрезал ленту.
Заданную глубину резки устанавливают медленным пере-
мещением стола по высоте в направлении диска с помощью
шагового двигателя. В момент касания кромкой диска поверх-
ности стола загорается контрольная лампочка, сеть питания
электродвигателя размыкается и движение стола немедленно
82
прекращается, чтобы не повредить кромку диска. Затем стол
опускают на величину реза, набирая ее значение на счетчике ря-
дом с клавишей ’’Зазор”. Оптимальной глубиной резки считает-
ся 2/3—3/4 толщины пластины. Затем назначают остальные режи-
мы. Оптимальными являются частота вращения шпинделя при
резке кремния и арсенида галлия 40 000—45 000 об/мин, ско-
рость продольной подачи для кремния до 100 мм/с, для арсенида
галлия — 7 мм/с.
После настройки установки и задания режимов производят
резку. Пластину устанавливают иа вакуумный столик и совме-
щают визирную линию иа экране телевизора с межсхемной до-
рожкой. Включают автоматический цикл. Пластина разрезается
в одном направлении по всем межсхемным дорожкам, стол оста-
навливается, шпиндель с диском отводится в исходное положе-
ние, вакуумный столик с пластиной поворачивается на 90°.
После этого производят корректировку ориентации пластины и
разрезают ее в перпендикулярном направлении.
По окончании резки пластину снимают с вакуумного столи-
ка и помещают в кассету, находящуюся в ванне с деионизован-
ной водой для отмывки от продуктов абразивной обработки.
При правильной настройке установки и выборе режимов
резки разброс размеров кристаллов ие превышает ±0,02 мм, а
сколы на рабочей поверхности кристаллов — 0,01—0,02 мм.
Состояние рабочей поверхности пластин, ширину, а также глуби-
ну реза на поперечном сколе контролируют с помощью микро-
скопа ММУ-3 при 200-кратном увеличении.
Другим методом контроля глубины является пробное раз-
ламывание пластины вручную по полученному надрезу. Если
полоска легко отламывается, это указывает на достаточную
глубину резания.
Рабочее место оператора дисковой резки должно быть оборудовано
столом, на котором располагают микроскоп для контроля качества рез-
ки, набор запасных дисков, рулон липкой ленты, используемой для
наклейки пластин при сквозной резке. На рабочем месте должна быть
ванна для хранения разрезанных пластин в деионизованной воде.
§39 . РАЗЛАМЫВАНИЕ ПЛАСТИН НА КРИСТАЛЛЫ
После лазерного скрайбирования или дисковой резки на
глубину, меньшую толщины пластины, производят разламыва-
ние пластин на кристаллы. На этой операции брак из-за образова-
ния больших сколов иа кромках кристаллов и разламывания
не по риске, а также из-за царапин на металлизации может дости-
гать 10—15 %.
Первоначально проскрайбированные пластины разламывали
83
валиком вручную. Для этого пластины помещали рисками вниз
на мягкую резиновую прокладку и с небольшим усилием прока-
тывали параллельно рискам по обратной стороне стальным или
резиновым валиком диаметром 10—30 мм. Вследствие упругос-
ти опоры и давления валика в зоне рисок возникали изгибаю-
щие напряжения и пластина разламывалась на полоски. После
прокатывания в перпендикулярном направлении полоски разла-
мывались на кристаллы.
Этот метод имеет низкую производительность, требует
искусства оператора в сохранении направления и усилия прокат-
ки и характеризуется низким качеством ломки, после которой
остаются нераэломанные кристаллы (двойники). Поэтому в
настоящее время ручную ломку валиком используют только в
мелкосерийном производстве и в лабораторных условиях
(табл. 10).
Производительность процесса значительно повышается при
использовании метода разламывания на полусфере, при котором
пластину, закрытую с двух сторон полиэтиленовыми пленками,
помещают рисками вниз на резиновую диафрагму. При воздейст-
вии давления воздуха или жидкости на диафрагму пластина при-
жимается к поверхности полусферы и разламывается на крис-
таллы сразу в двух направлениях. Радиус кривизны полусферы
и давление в рабочей камере зависят от размеров получаемых
кристаллов. Чем меньше и толще кристалл, тем больше должно
быть давление и меньше радиус кривизны.
Недостатками этого метода являются невозможность разла-
мывания пластин диаметром более 60 мм (их края крошатся
при облегании полусферы из-за несоответствия ее периметра
периметру пластины) и получения кристаллов прямоугольной
формы (с соотношением сторон более 3:1).
В настоящее время применяют более современный метод
разламывания пластин любого диаметра — прокатывание их
между цилиндрическими валиками, при этом резко повышается
качество и производительность процесса. Пластину, расположен-
ную рисками вверх, прокатывают между верхним упругим (ре-
зиновым) и нижним (стальным) валиками. Для сохранения
первоначальной ориентации кристаллов пластину закрепляют
нерабочей стороной на термопластичной или адгезионной пленке-
носителе и защищают ее рабочую поверхность полиэтиленовой
или лавсановой пленкой. Расстояние между валиками, опреде-
ляемое толщиной пластины, устанавливают, перемещая нижний
валик.
При прокатке упругий валик деформируется в зависимости
от толщины пластины и к ней прикладывается изгибающее на-
пряжение, пропорциональное площади поперечного сечения плас-
84
Таблица 10. Методы разламывания пластин на кристаллы
Метод
Схема
Область применения
Особенности
Ручное прокатыва-
ние валиком
Разламывание пластин в мелко- Низкое качество и производи-
серийном производстве тельность разламывания
Разламывание
полусфере
на
b
Разламывание пластин диамет-
ром менее 60 мм в крупносе-
рийном производстве
Низкое качество разламывания
на кристаллы прямоугольной
формы, высокая производи-
тельность
Метод
Схема
Прокатывание ме-'
жду двумя цилин-
дрическими валика-
ми
Продолжение табл. 10
Область применения Особенности
Разламывание пластин кремния Высокая производительность и
и арсенида галлия любого ди- качество разламывания
аметра в крупносерийном про-
изводства
ga
тины или длине скрайберной риски. Пластина изгибается и разла-
мывается по рискам вначале на полоски, а после поворота ее
на 90° — на отдельные кристаллы.
§ 40. ОБОРУДОВАНИЕ ДЛЯ ЛОМКИ
В серийном производстве для ломки пластин используют
полуавтомат ПЛП-3 (рис. 37), который предназначен для разла-
мывания проскрайбированных полупроводниковых пластин диа-
метром до 150 мм с сохранением ориентации кристаллов на
адгезионной пленке-носителе толщиной 0,005—0,02 мм. Кристал-
лы получают прямоугольной формы с отношением сторон до 3.
В полуавтомате смонтированы механизм ломки 1 с валиками
4, блоки 7 (управления) и 8 (питания), пульт управления 5 и
микроскоп 2. Там же размещены три манометра, показывающие
давление воздуха в магистрали (не менее 2,5-10s Па), пневмо-
сети полуавтомата и пневмоцилиндре прижима валиков, стаби-
лизатор давления, обеспечивающий создание необходимого уси-
Рис. 37. Установка ПЛП-3 для разламывания пластин на кристаллы:
1 - механизм ломки, 2 - микроскоп, 3 - катушка, 4 - валики,
5,7 - пульт и блок управления, 6 - корпус, 8 - блок питания
87
лия разламывания (от 100 до 1500 Н), и динамометр для его
измерения. Полуавтомат имеет вакуумную магистраль с давле-
нием не более 0,640s Па, подведенную к подвижному вакуум-
ному столику, который перемещает разламываемую пластину
к валикам. Во избежание внедрения осколков кремния в рези-
новое покрытие верхнего валика его поверхность защищают
полиэтиленовой пленкой, перематываемой с катушки 3 на дру-
гой ролик. Отработанную пленку выбрасывают.
Процесс разламывания происходит по схеме, показанной
на рис. 38. Пластина 3, расположенная рисками вверх на транс-
портирующей ленте 4, подводится к валикам 5 и б, которые
сходятся и зажимают ее край. Снимается вакуум, включается
вращение верхнего упругого валика 5, пластина прокатывается
Рис. 38. Схема узла для разламывания пластин на кристаллы методом
прокатывания между цилиндрическими валиками:
1 - фиксатор, 2 - подвижный рычаг, 3 - разламываемая пластина, 4 -
транспортирующая лента, 5,6- упругий и стальные валики, 7 - барабан
между валиками со скоростью (40±10)мм/с, при этом верхний
валик останавливается, валики расходятся, транспортирующая
лента возвращает пластину назад, оператор поворачивает разло-
манную в одном направлении пластину на 90° и повторяет цикл.
Для выбора оптимального усилия разламывания пластин на
кристаллы различных размеров в полуавтомате предусмотрено
пять жестких металлических валиков 6’ диаметром от 20 до
60 мм, установленных в гнезда барабана 7. Барабан закреплен
на конце подвижного рычага 2, приводимого в движение пнев-
могидроприводом. После создания необходимого усилия прижи-
ма положение рычага фиксируется с помощью фрикционных
прокладок.
Для ориентации пластины используют микроскоп, установ-
ленный на полуавтомате. Усилие сжатия валиков подбирают
экспериментально, изменяя толщину резинового покрытия и
88
диаметр металлических валиков, а также толщину транспорти-
рующей ленты. При этом чем меньше размер кристаллов и боль-
ше их толщина, тем больше должны быть усилия сжатия. При
правильно выбранных режимах количество неразделенных
(сдвоенных) кристаллов на полупроводниковой пластине
после разламывания не превышает 2—3 %.
§41 . ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ
И КОНТРОЛЬ КАЧЕСТВА РАЗЛАМЫВАНИЯ
Для сохранения ориентации кристаллов после разламыва-
ния пластину закрепляют нерабочей стороной на пленке-носи-
теле, имеющей форму круга диаметром на 20—30 мм больше
диаметра пластины. Сверху липкий слой части пленки-носителя,
выходящий за пределы пластины, закрывают кольцом из лавса-
новой пленки. Рабочую сторону пластины закрывают тоже лавса-
новой пленкой с тонким слоем латекса, нанесенным на центри-
фуге. Таким образом пластина со всех сторон окружена
пленкой.
Из комплекта сменных частей устанавливают верхний валик
с толщиной резинового покрытия, соответствующей шагу
скрайбирования пластины. Поворачивают барабан со стальными
валиками, переводя в рабочую позицию тот, диаметр которого
соответствует отношению размеров кристалла к его толщине.
Наматывают защитную пленку на резиновый валик. Помещают
пластину на вакуумный столик и под микроскопом ориенти-
руют ее так, чтобы скрайберные риски были параллельны ви-
зирной линии окуляра. Включают вакуумный прижим, и начи-
нается рабочий цикл разламывания в одном направлении, а
затем в перпендикулярном.
Визуально и под микроскопом при 100—200-кратном увели-
чении контролируют наличие неразделенных кристаллов, разло-
манных не по риске, величину и количество сколов от разла-
мывания, повреждения металлизации. Перспективным является
контроль с помощью лазерных проекционных микроскопов с
1000-кратным увеличением.
Рабочее место оператора разламывания пластин иа кристаллы должно
иметь иытяжиой шкаф с центрифугой для нанесения латекса иа лавсано-
вую пленку. На рабочем столе необходимы запасы пленки с адгезионным
слоем, липкой ленты для защиты резинового валика от кремниевой крош-
ки, латекса и лаисановой пленки, бюкса с этилоиым спиртом и хлопчато-
бумажные салфетки для протирки рабочей поиерхности вакуумного сто-
лика, а также микроскоп для контроля качества кристаллов после
ломки.
89
§ 42. Сквозное прорезание
Перспективным методом разделения полупроводниковых
пластин на кристаллы является их сквозное прорезание, кото-
рое исключает необходимость операции разламывания. Для
сохранения ориентации разделенных кристаллов пластины перед
резкой закрепляют на адгезионном носителе (пленке) толщи-
ной ~ 75-100 мкм. Носитель натянут в спутнике-рамке, выпол-
ненном из нержавеющей стали толщиной 0,5 мм или полистиро-
ла толщиной 2 мм и имеющем направляющие для совмещения
с вакуумным столом установок резки монтажа кристаллов.
Рамка имеет центральное отверстие круглой или прямоуголь-
ной формы, размер которого на 20—30 мм больше диаметра
пластины.
Сквозная резка выполняется алмазными дисками с наруж-
ной режущей кромкой зернистостью 10/7 мкм на установках
04ПП150М или УРП-150 при частоте вращения шпинделя
5-104 об/мин и скорости подачи при попутном резании 100—
120 мм/с, встречно-попутном — 80—90 мм/с. Установка УРП-150
имеет двупольную систему ориентации с выводом информации
на телеэкран, автоматический поворот стола на 90°, систему
компенсации износа дисков, их автоматической правки, микро-
процессорное управление (память до 10 программ) и возмож-
ность резки набором из двух-трех дисков.
Для сквозной резки рекомендуется применять "бескорпус-
ные диски (см. рис. 35, а, б) , так как даже при частичном износе
корпусных дисков (см. рис. 35, в) невозможно их дальнейшее
использование и оперативное изменение высоты рабочего лез-
вия. Для повышения эффективности сквозной резки пользуют-
ся устройством гидродинамического крепления бескорпусных
дисков, когда передача крутящего момента обеспечивается через
слой жидкости, благодаря чему улучшается качество резки.
Использование сквозной дисковой резки пластин позволяет
создавать автоматизированные участки для разделения и подго-
товки кристаллов к сборке, на которых выполняют операции
раскроя адгезионного носителя, формирования спутника и
приклейки пластины, ее резки на адгезионном носителе насквозь
с частичным надрезанием пленки, отмывки и сушки (операция
ломки отсутствует). Все установки могут быть связаны единой
вычислительной и транспортной системами.
Автономные устройства для выполнения первых трех опе-
раций являются простыми, однако требуют ручного труда опе-
ратора. Автоматическая установка может обеспечить сборку
60 спутников с пластинами за час. Спутники и пластины подают-
ся из магазинов, взаимно ориентируются и поступают в рабо-
90
чую зону, где соединяются в вакуумной камере для предотвра-
щения попадания воздушных пузырьков в зону склейки. Рабо-
чий стол для склейки имеет устройство регулируемого подогре-
ва с целью изменения адгезионных свойств носителя. Подготов-
ка носителей с пластинами является в настоящее время одной
из основных проблем, сдерживающих широкое внедрение сквоз-
ной резки пластин в производстве.
При разделении методом сквозной резки пластин с прибо-
рами, выход годных которых ниже 25 %, целесообразно допол-
нять автоматизированные комплексы оборудованием для авто-
матической сортировки и укладки годных кристаллов в кас-
сеты, используемые при дальнейшей сборке.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие методы скрайбирования вы знаете?
2. Как выполняют лазерное скрайбирование?
3. В чем преимущество дисковой резки?
4. Какой инструмент используют при дисковой резке?
5. Как осуществляют контроль качества операций лазерного скрайби-
рования и дисковой резки?
6. Какими пользуются методами при разламывании полупроводни-
ковых пластин на кристаллы?
7. Как работает установка для разламывания пластин методом про-
катывания между цилиндрическими валиками?
8. Как контролируют качество разламывания пластин на кристаллы?
ЗАКЛЮЧЕНИЕ
Уважаемый читатель!
Изучив эту книгу, вы узнали о методах получения полупро-
водниковых пластин из монокристаллических слитков, их шли-
фовке, полировке, очистке и травления. Теперь вы знаете, что к
чистоте, структурному совершенству и геометрической точности
формы рабочей поверхности пластин предъявляют высокие тре-
бования, позволяющие формировать на них структуры с разме-
рами элементов около 1 мкм.
Настоящая книга должна помочь вам при дальнейшем изу-
чении технологии изготовления полупроводниковых приборов
и изделий микроэлектроники.
В процессе своей дальнейшей работы вы будете встречаться
с новыми методами обработки полупроводниковых пластин,
технологическими приемами, оборудованием. Поэтому вы
должны систематически углублять свои знания, следить за тех-
нической литературой, изучать новейшую технологию. Все это
будет способствовать повышению вашей квалификации и мас-
терства, позволит сознательно выполнять работу и вносить свой
вклад в развитие микроэлектроники.
В добрый путь!
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Бочкин О.И., Брук В.А., Н и к и ф о р о в а-Ден и с ов а С. Н.
Механическая обработка полупроводниковых материалов. - М.: Высшая
школа, 1977.
Запорожский В.П., Лапшинов Б.А. Обработка полупро-
водниковых материалов. - М.: Высшая школа, 1988.
Материалы для производства изделий электронной техники / Т.Н. Ка-
дыкова, Г.С. Фонарев, В.Д. Хвостикова и др. - М.: Высшая школа, 1987-
М о к е е в О. К., Р о м а н о в А. С. Химическая обработка и фото-
литография в производстве полупроводниковых приборов и микросхем.
- М.: Высшая школа, 1985.
ОГЛАВЛЕНИЕ
Введение ...................................................... 3
Глава первая. Подготовка полупроводникового слитка и его
разрезание иа пластины................................... 5
§1. Полупроводниковые пластины и их параметры............. 5
§2. Калибрование слитков.................................. 8
§ 3. Ориентация базового среза иа слитке и проверка ориен-
тации его торца ....................................... 10
§4. Изготовление базового и дополнительных срезов.... 12
§5. Разрезание слитка на пластины........................ 12
§6. Оборудование для резки слитков....................... 17
§ 7. Технологические приемы при резке..................... 20
§8. Контроль параметров пластин после резки.............. 22
Глава вторая. Обработка полупроводниковых пластин после
резки................................................... 25
§ 9. Общие сведения....................................... 25
§ 10. Шлифовка пластин.................................... 26
§11. Оборудование для двусторонней шлифовки.............. 29
§ 12. Технологические приемы при двусторонней шлифовке. . 31
§13. Контроль параметров шлифованных пластин............. 33
§ 14. Скругление краев пластин............................ 34
Глава третья. Полировка полупроводниковых пластин .... 36
§ 15. Общие сведения...................................... 36
§ 16. Оборудование для химико-механической полировки . . . 40
§ 17. Технологические приемы при полировке................ 41
§ 18. Контроль пластин после финишной и суперфинишной
полировки...............................................43
Глава четвертая. Химическая обработка поверхности полу-
проводниковых пластин................................... 45
§19. Классификация методов химической обработки.......... 45
§ 20. Физические загрязнения пластин...................... 48
§21. Химические загрязнения пластин...................... 49
§22. Методы физического и химического обезжиривания ... 50
§ 23. Интенсификация процессов очистки.................... 52
§ 24. Травление........................................... 55
§ 25. Оборудование и технологические приемы для жидкост-
ной обработки.......................................... 59
§ 26. Контроль качества жидкостной химической обработки. . 60
§ 27. Типовые процессы жидкостной химической обработки
поверхности полупроводниковых пластин.................. 62
94
Глава пятая. Методы сухой обработки полупроводниковых
пластин................................................. 64
§ 28. Общие сведения..................................... 64
§ 29. Газовое травление................................ 65
§ 30. Ионно-плазменное и ионно-лучевое травление ....... 66
§31. Плазмохимическое травление........................ 68
§ 32. Оборудование, технологические приемы и контроль
качества плазмохимического травления..................... 68
Глава шестая. Разделение пластин иа кристаллы и их разла-
мывание после скрайбирования ........................... 71
§33. Общие сведения.................................... 71
§ 34. Лазерное скрайбирование........................... 76
§ 35. Оборудование, технологические приемы и контроль
качества лазерного скрайбирования........................ 77
§ 36. Дисковая резка.................................... 79
§ 37- Оборудование для дисковой резки................... 80
§ 38. Технологические приемы и контроль качества дисковой
резки.................................................... 82
§ 39. Разламывание пластин на кристаллы................ 83
§40. Оборудование для ломки............................ 87
§ 41. Технологические приемы и контроль качества разламы-
вания 89
§ 42. Сквозное прорезание............................... 90
Заключение......................................... 92
Рекомендуемая литература........................... 93
Учебное издание
Технология полупроводниковых приборов
и изделий микроэлектроники
Книга 4
Никифорова-Денисова Светлана Николаевна
МЕХАНИЧЕСКАЯ И ХИМИЧЕСКАЯ ОБРАБОТКА
Зав. редакцией С.В. Никитина. Редактор М.В. Золоева. Мл. редак-
тор Т.В. Шеганова. Художественный редактор В.Г. Пасичник. Ху-
дожник П.Б. Борисовский. Технический редактор Л.М. Матюшина.
Корректор Г.А. Чечеткина. Оператор О.М. Есипова
ИБ № 7867
Изд. № ЭГ-214. Сдано в набор 24.01.89. Подп. в печать 21.03.89.
Формат 84х108*/32- Бум. тип № 2. Гарнитура Пресс-Роман.
Печать высокая. Объем 5.04 усл. печ. л. 5.25 усл. кр.-отт.
5,14 уч. изд. л. Тираж 30000 экз. Зак. № 523. Цена 10 коп.
Издательство ’’Высшая школа”, 101430, Москва, ГСП-4, Недлин-
ная ул., д. 29/14.
Набрано на наборно-пишущих машинах издательства
Отпечатано иа Ярославском попиграфкомбинате Госкомпечати
СССР. 150014, Ярославль, ул. Свободы, 97.