/


































































































































































































































Похожие




Текст
ПЛАНОВО
ПРЕДУПРЕДИТЕЛЬНОГО
РЕМОНТА
И РАЦИОНАЛЬНОЙ
ЭКСПЛУАТАЦИИ
ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ
МАШИНОСТРОИТЕЛЬНЫХ'
ПРЕДПРИЯТИЙ
ремонтных
^риятий и других
«..ив — технологов, эконо-
•эл. 14 назв.
ПРЕДИСЛОВИЕ К ШЕСТОМУ ИЗДАНИЮ
Шестое издание состоит из двух частей.
В первой части приводится утвержденное Министерством станкостроитель-
ной и инструментальной промышленности СССР Положение о планово-предупре-
дительном ремонте технологического и подъемно-транспортного оборудования
машиностроительных предприятий.
Во второй части Единой системы ППР приведены продолжительности
межремонтных циклов, межремонтных и межосмотровых периодов, содержа-
ния типовых ремонтных работ, категории Сложности ремонта, нормы расхода
материалов (покупных комплектующих изделий, лакокрасочных, смазочных
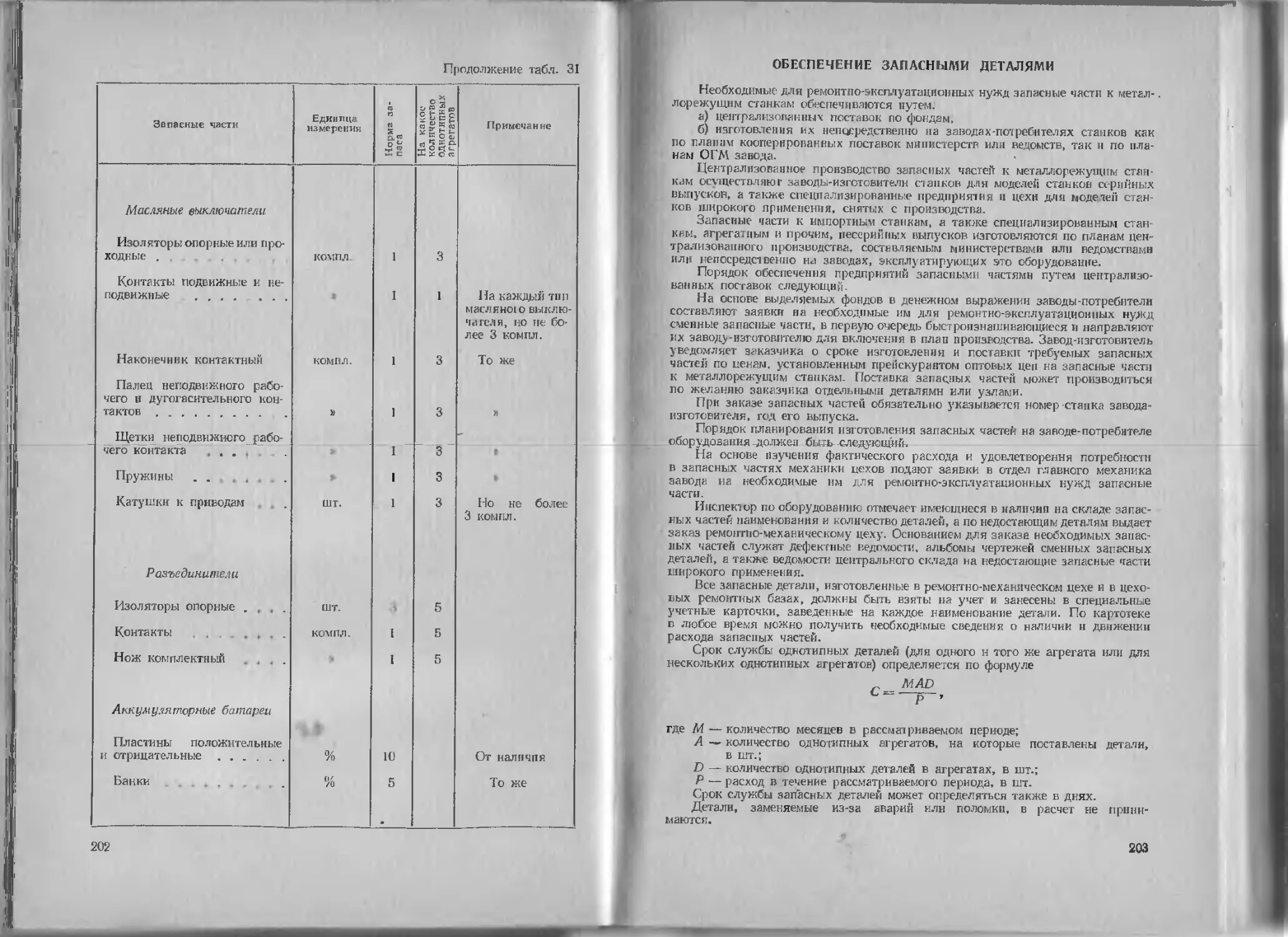
и обтирочных материалов). Кроме того, освещаются вопросы: обеспечения запас-
ными деталями, организации смазочного и ременного хозяйства, анализа аварий
и поломок и их учета, а также приводятся уточненные зависимости для опреде-
ления категорий сложности ремонта.
В приложениях даются: нормы амортизационных отчислений, штаты глав-
ного механика л главного энергетика.
Для различных видов технологического оборудования, не предусмотренных
Единой системой ППР, а также уникального оборудования нормативные мате-
риалы (структура цикла, категории сложности ремонта и т. п.) должны разра-
-батываться отделом главного, мех дни к а предприятия.ц утверждаться директором,
предприятия.
Шестое издание подготовлено Экспериментальным научно-исследователь-
ским институтом металлорежущих станков (ЭНИМС).
Работа по подготовке шестого издания выполнена под руководством заслу-
женного деятеля пауки и техники РСФСР д-ра техн, наук нроф. А. П. Владзиев-
ского и д-ра техн, наук нроф. М. О. Якобсона.
Ответственные исполнители: д-р техн, наук проф. М. О. Якобсон, инженеры
В. Г. Васина я С. Г. Розенблюм-
В переработке н уточнении отдельных подразделов участвовали Д. И. Вакс,
В. С. Покровская, В. И. Клягин, Г. К. Михна, И. И. Минскер, К- В. Габрило-
вич, Е. 3. Рудов (ЭНИМС); инж. Г. И. Платонов, П. А. Петров (ЭНИКМАШ),
инж. Е. В. Воробьев, С. А. Мартякова и В. Т. Горбачев (НИИЛИТМАШ); канд.
техн, наук 3. И. Чижова (ВНИИДМАШ); канд. техн, наук И. П. Макридин,
инж. И. С. Цветков и Д. И. Вольф-Троп (ВНИИПТМАШ).
При подготовке шестого издания книги большую помощь в подборе мате-
риалов и проверке данных оказали коллективы работников Министерства стан-
костроительной и инструментальной промышленности (начальник управления
главного механика и главного энергетика А. Н. Иванов), Министерства .химиче-
ского и нефтяного машиностроения (начальник управления главного механика
н главного энергетика Г. С. Борисов), Министерства тракторного и сельско-
хозяйственного машиностроения (начальник управления главного механика
н главного энергетика К А. Горчу ков). Горьковского автомобильного завода
(главный механик В. .4. Мазуров), Горьковского завода фрезерных станков
(главный механик В. А. Полухин), Ярославского моторного (главный механик
К. Д. Болотцев), Куйбышевского автотракторного электрооборудования (глав-
3
ный механик В. Л1. Евстафьев), «Красное Сормово» (главный механик А. И. Дур-
кин), станкозавода имени С. Орджоникидзе (главный механик А. Д. Алейников),
Московского тормозного (главный механик В. Е. Глейзер), автозавода имени Ли-
хачева (главный механик И. В. Королев), Челябинского тракторного (главный
механик В. И. Протасов), завода «Калибр» (главный механик Л. Г. Шестаков),
Московского завода малолитражных автомобилей (главный механик Б. Н. Рога-
чев), Харьковского завода транспортного машиностроения имени В. А. Малы-
шева (главный механик Ю. Г. Левчук}. харьковского завода «Серп и молот» (глав-
ный механик ГО. П. Бондарь), Харьковского тракторного завода (главный меха-
ник Е. уИ. Цыганов). а также секция ремонта и модернизации оборудования
центрального правления НТО Машпрома.
ВВЕДЕНИЕ
Производственное оборудование представляет собой наиболее важную часть
основных фондов предприятий, их технико-производственный потенциал, поэтому
вопросы использования, долговечности и работоспособности оборудования
должны быть предметом повседневного внимания директоров и главных инже-
неров заводов, начальников цехов, мастеров и рабочих.
Экономическая реформа — переход промышленности на новые методы пла-
нирования и экономического стимулирования на основе хозяйственного рас-
чета, условия платности фондов, а отсюда необходимость для предприятий
наиболее полной фондоотдачи — неизмеримо усиливают значение, рациональной
эксплуатации оборудования.
Рационально эксплуатируемое оборудование работает без дорогостоящих
ремонтов, без аварий и простоев, дезорганизующих производство. Рациональ-
ная эксплуатация оборудования обеспечивает предприятию возможность уве-
личения выпуска продукции и повышения производительности труда
В процессе эксплуатации машин происходит потеря их работоспособности
главным образом из-за износа и разрушения отдельных деталей или их поверх-
ностных слоев, вследствие чего оборудование теряет точность, уменьшаются его
мощность и производительность. Восстановление этих важнейших показателей
эксплуатационных характеристик оборудования осуществляется путем ремонта.
При ремонте машин производится замена или ремонт изношенных деталей, регу-
лировка механизмов.
Сущность системы планово-предупредительного ремонта оборудования заклю-
чается в том, что после отработки каждым агрегатом определенного количества
часов производятся профилактические осмотры и различные виды плановых
ремонтов этого агрегата (капитальный, средний, малый), чередование и периодич-
ность которых определяются назначением агрегата, его конструктивными и ре-
монтными особенностями, габаритами и условиями эксплуатации.
Система ППР предупреждает прогрессирующий износ оборудования, устра-
няет возможность случайного выхода его из строя, позволяег осуществлять
предварительную подготовку ремонтных работ и выполнять их в кратчайшие
сроки, создает необходимые предпосылки для наиболее эффективного использо-
вания оборудования, увеличения времени его полезной работы, уменьшения
интенсивности износа деталей машины, повышения качества ремонтных работ.
Система оправдала себя на практике и получила в народном хозяйстве все-
общее признание. Совершенствование работ по ремонту и техническому уходу
за оборудованием осуществляется в направлении сокращения потерь производ-
ства из-за простоя в ремонте и сокращения затрат на ремонтные работы путем:
I) установления оптимальных межремонтных циклов и сокращения объема
плановых ремонтов за счет систематического повышения культуры эксплуатации,
текущего обслуживания оборудования и ухода за ним с целью предотвращения
неисправностей, предупреждения наращивания износов;
2) снижения трудоемкости ремонтных работ и повышения их качества за
счет совершенствования технологии ремонта, механизации ручных процессов,
сокращения простоев оборудования в ремонте, организации централизованного
производства средств механизации и оснащения ими, а также технологической,
контрольной оснасткой и транспортными средствами ремонтных служб, обеспе-
5
чения ремонтных служб запасными деталями и узлами, изготовленными цент-
рализованным путем, применения прогрессивных методов восстановления и
упрочнения деталей машин;
3) повышения уровня ремонтопригодности машин* выявления и устране-
ния конструктивных дефектов, понижающих эксплуатационные качества обо-
рудования; применения устройств для ручной и автоматической компенсации
износа узлов и элементов механизмов машин;
4) широкого применения наиболее прогрессивных организационных форм
производства ремонтных работ (создания специализированных ремонтных заво-
дов н цехов для централизованного ремонта оборудования и изготовления запас-
ных частей, а также специализированных цехов для восстановления изношенных
деталей);
5) изучения, обобщения, широкого распространения опыта новаторов-ре-
монтников и развития социалистического соревнования.
Единая система ППР должна быть изучена всеми работниками отдела глав-
ного механика и энергетика, механиками и энергетиками цехов, мастерами по
ремонту, а также другими работниками предприятий.
ЧАСТЬ ПЕРВАЯ
«УТВЕРЖДАЮ»
Заместитель министра станко-
строительной и инструменталь-
ной промышленности СССР.
(Поляков Д. И.)
22 ноября 1966 года
ПОЛОЖЕНИЕ О ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОМ
РЕМОНТЕ ТЕХНОЛОГИЧЕСКОГО И ПОДЪЕМНО-
ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
МАШИНОСТРОИТЕЛЬНЫХ ПРЕДПРИЯТИЙ
ВВЕДЕНИЕ
Настоящее Положение разработано во исполнение постановления Совета
Министров СССР №802 от 1 сентября 1961 г. «О единых нормах амортизационных
отчислений и о мероприятиях по сохранности основных фондов».
Положение устанавливает принципиальные основы организации планово-
предупредительного ремонта металлорежущего, деревообрабатывающего, куз-
нечно-прессового, литейного, подъемно-транспортного, электротехнического обо-
рудования и оборудования, встроенного в автоматические линии на машинострои-
тельных предприятиях.
На основе настоящего Положения должны быть внесены соответствующие
изменения в Единую систему планово-предупредительного ремонта и рациональ-
ной эксплуатации технологического оборудования машиностроительных пред-
приятий.
Система ППР должна содержать мероприятия, направленные на поддержа-
ние технологического и подъемно-транспортного оборудования постоянно в рабо-
тоспособном состоянии, обеспечивающем заданную производительность и высо-
кое качество выполняемых работ, удлинение межремонтного срока службы, сни-
жение расходов на ремонт и эксплуатацию, а также повышение качества выпол-
нения ремонтных работ.
Система ППР должна обеспечивать развитие инициативы работников экс-
плуатационных и ремонтных служб и повышение их ответственности за сохран-
ность основных фондов и сокращение расходов средств, отпускаемых на ремонт
и эксплуатацию оборудования.
Положение обязательно для министерств и ведомств, научно-исследователь-
ских и проектных институтов, занимающихся вопросами ремонта, и предприя-
тий, осуществляющих эксплуатацию, уход и планово-предупредительный ремонт
указанных выше видов оборудования.
Для отдельных разновидностей технологического оборудования, не пред-
усмотренных Положением, нормативные материалы (структура цикла, катего-
рия сложности ремонта и т. д.) разрабатываются главным механиком завода
и утверждаются директором завода.
7
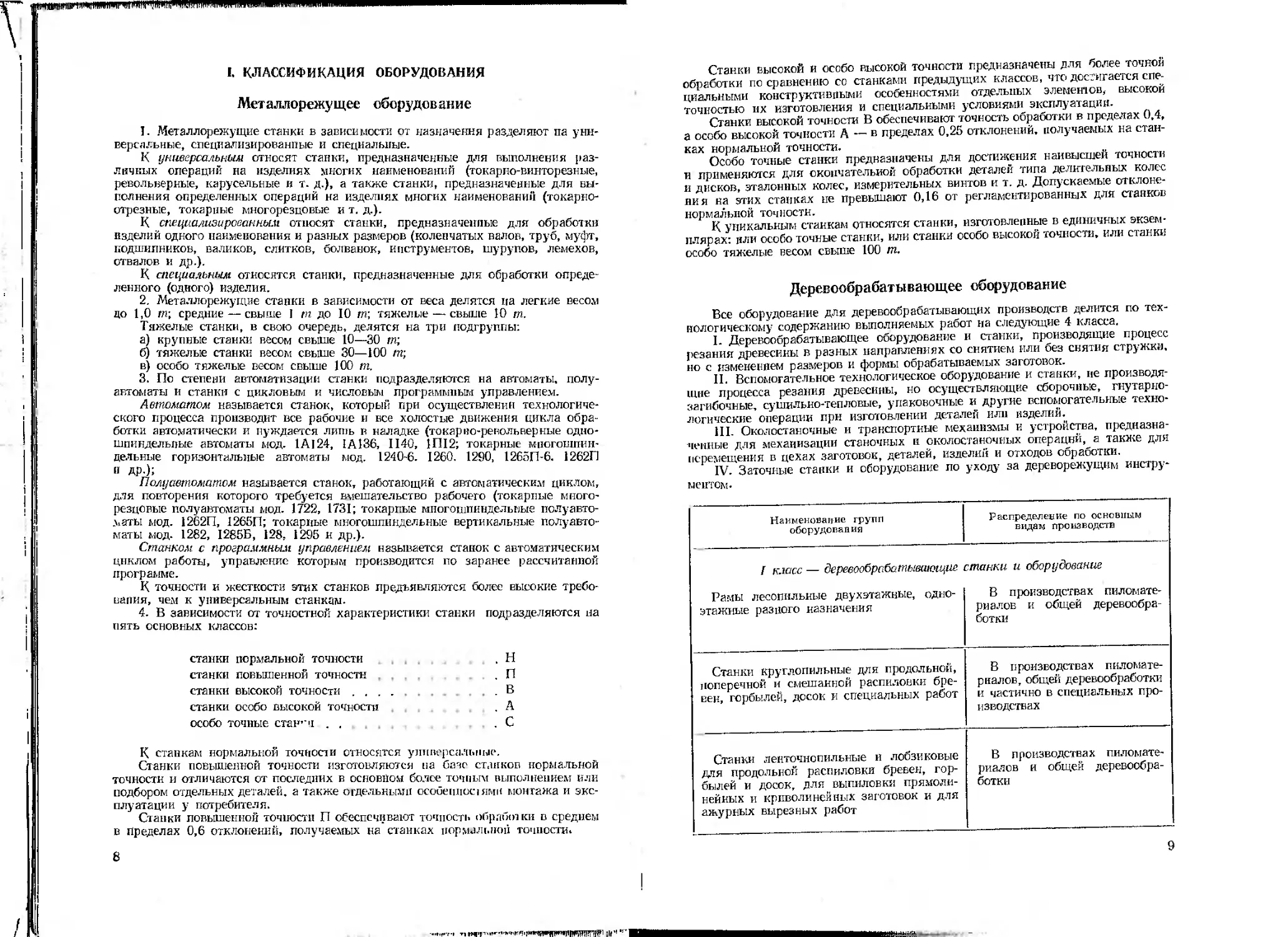
I. КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯ
Металлорежущее оборудование
I. Металлорежущие станки в зависимости от назначения разделяют па уни-
версальные, специализированные и специальные.
К универсальным относят станки, предназначенные для выполнения раз-
личных операций на изделиях многих наименований (токарно-винторезные,
револьверные, карусельные и т. д.), а также станки, предназначенные для вы-
полнения определенных операций на изделиях многих наименований (токарно-
отрезные, токарные многорезцовые и т. д.).
К специализированным относят станки, предназначенные для обработки
изделий одного наименования и разных размеров (коленчатых валов, труб, муфт,
подшипников, валиков, слитков, болванок, инструментов, шурупов, лемехов,
отвалов и др.).
К специальным относятся станки, предназначенные для обработки опреде-
ленного (одного) изделия.
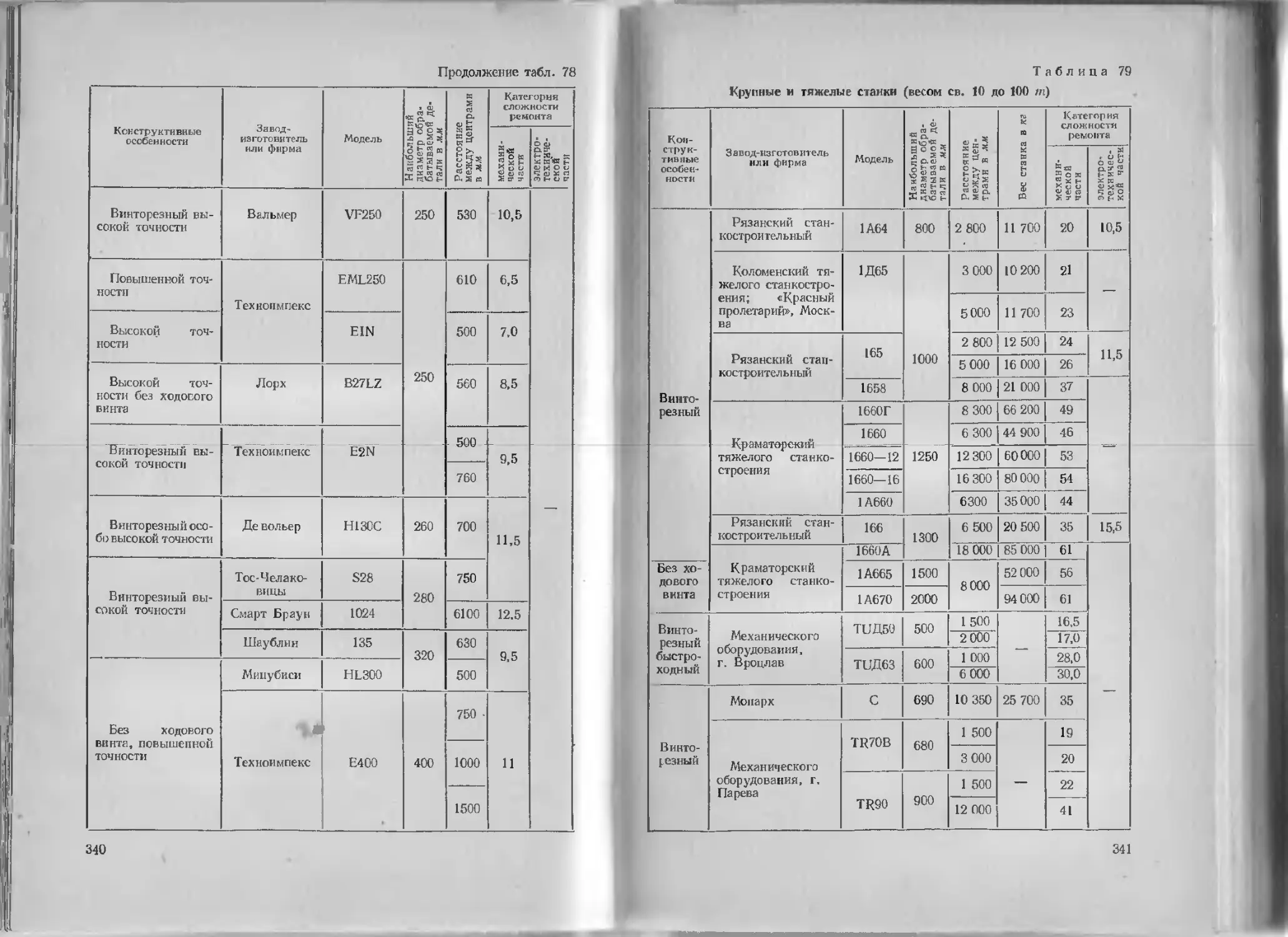
2. Металлорежущие станки в зависимости от веса делятся на легкие весом
до 1,0 т; средние — свыше I т до 10 т; тяжелые — свыше 10 т.
Тяжелые станки, в свою очередь, делятся на три подгруппы:
а) крупные станки весом свыше 10—ЙО tn;
б) тяжелые станки весом свыше 30—100 т;
в) особо тяжелые весом свыше 100 т.
3. По степени автоматизации станки подразделяются на автоматы, полу-
автоматы и станки с цикловым и числовым программным управлением.
Автоматом называется станок, который при осуществлении технологиче-
ского процесса производит все рабочие и все холостые движения цикла обра-
ботки автоматически и нуждается лишь в наладке (токарно-револьверные одно-
шпиндельпые автоматы мод. 1AI24, IAI36, 1140, 1П12; токарные мпогошпин-
дельные горизонтальные автоматы мод. 1240-6. 1260. 1290, 1265П-6. 1262П
и др.);
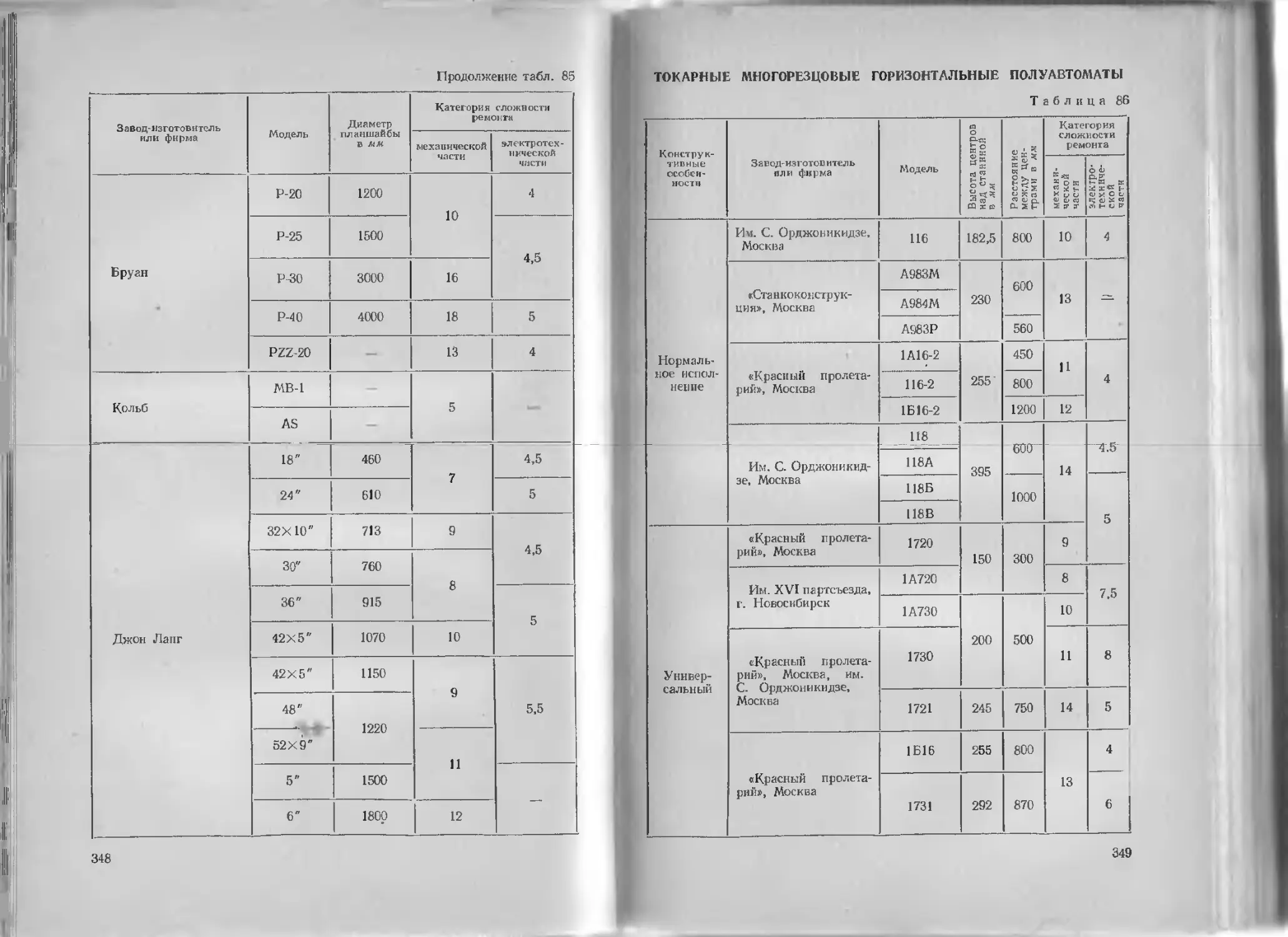
Полуавтоматом называется станок, работающий с автоматическим циклом,
для повторения которого требуется вмешательство рабочего (токарные много-
резцовые полуавтоматы мод. 1722, 1731; токарпые мпогошпивдельвые полуавто-
маты мод. 1262П, 1265П; токарпые многошпиндельные вертикальные полуавто-
маты мод. 1282, 1285Б, 128, 1295 н др.).
Станком с программным управлением называется станок с автоматическим
циклом работы, управление которым производится по заранее рассчитанной
программе.
К точности и жесткости этих станков предъявляются более высокие требо-
вания, чем к универсальным станкам-
4. В зависимости от точностной характеристики станки подразделяются на
пять основных классов:
станки нормальной точности . Н
станки повышенной точности . . П
станки высокой точности ....... ... В
станки особо высокой точности . А
особо точные стан*’а . . . С
К станкам нормальной точности относятся универсальные.
Станки повышенной точности изготовляются на базе станков нормальной
точности и отличаются от последних в основном более точным выполнением или
подбором отдельных деталей, а также отдельными особенное] ямн монтажа и экс-
плуатации у потребителя.
Станки повышенной точности П обеспечивают точность обрабеп ки в среднем
в пределах 0,6 отклонений, получаемых на станках нормальной точности.
8
Станки высокой и особо высокой точности предназначены для более точной
обработки по сравнению со станками предыдущих классов, что достигается спе-
циальными конструктивными особенностями отдельных элементов, высокой
точностью их изготовления и специальными условиями эксплуатации.
Станки высокой точности В обеспечивают точность обработки в пределах 0,4,
а особо высокой точности А — в пределах 0,25 отклонений, получаемых на стан-
ках нормальной точности.
Особо точные станки предназначены для достижения наивысшей точности
и применяются для окончательной обработки деталей типа делительных колес
и дисков, эталонных колес, измерительных винтов и т. д. Допускаемые отклоне-
ния на этих станках не превышают 0,16 от регламентированных для станков
нормальной точности.
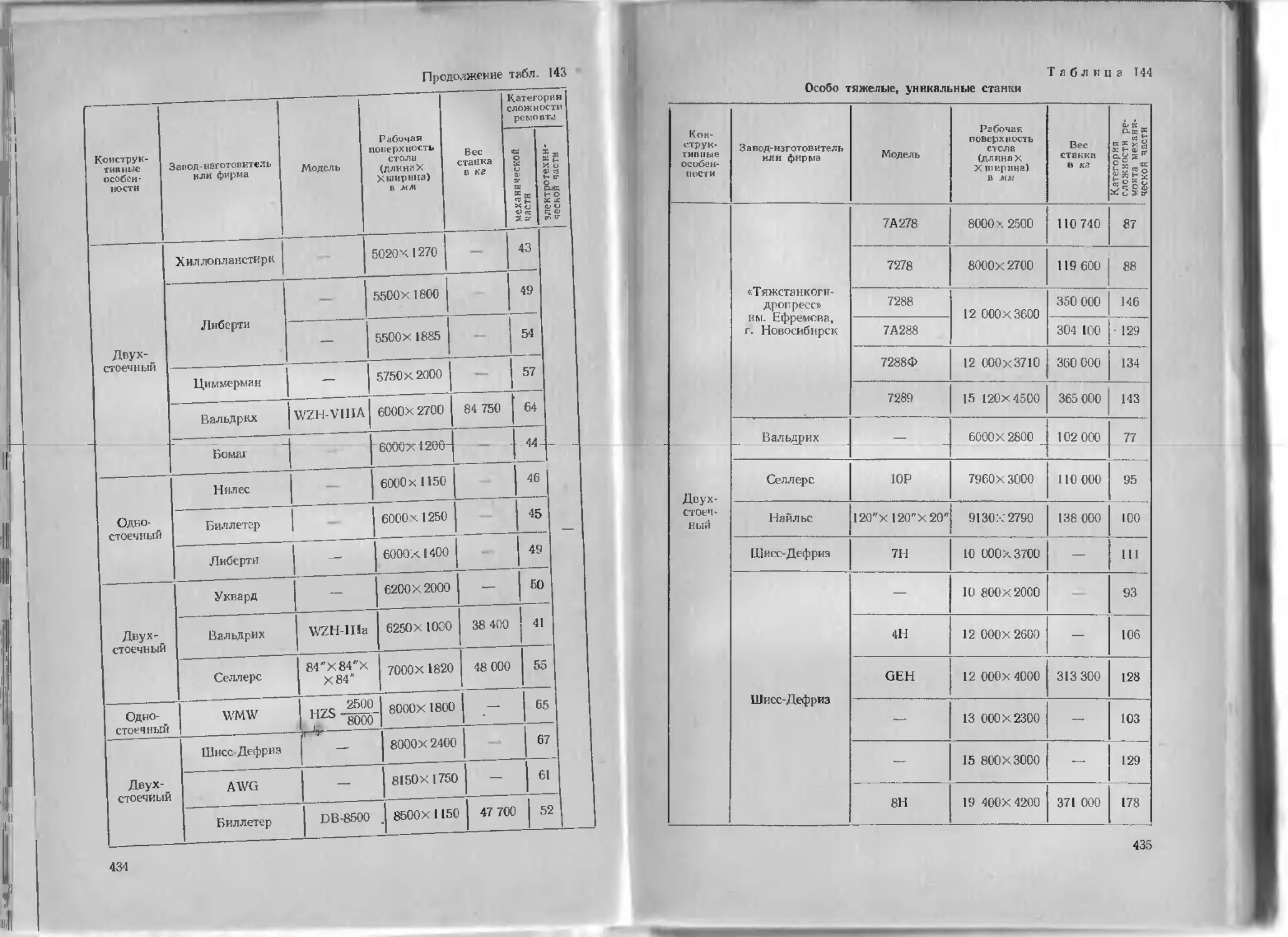
К уникальным станкам относятся станки, изготовленные в единичных экзем-
плярах: или особо точные станки, или станки особо высокой точности, или станки
особо тяжелые весом свыше 100 т.
Деревообрабатывающее оборудование
Все оборудование для деревообрабатывающих производств делится по тех-
нологическому содержанию выполняемых работ на следующие 4 класса.
I. Деревообрабатывающее оборудование и станки, производящие процесс
резания древесины в разных направлениях со снятием или без снятия стружка,
ио с изменением размеров и формы обрабатываемых заготовок.
II. Вспомогательное технологическое оборудование и станки, не производя-
щие процесса резания древесины, но осуществляющие сборочные, гнутарно-
загибочные, сушильно-тепловые, упаковочные и другие вспомогательные техно-
логические операции прн изготовлении деталей или изделий.
III. Околостаночные и транспортные механизмы и устройства, предназна-
ченные для механизации станочных н околостаночных операций, а также для
перемещения в цехах заготовок, деталей, изделии и отходов обработки.
IV. Заточные станки и оборудование по уходу за дереворежущим инстру-
ментом.
Наименование групп оборудования Распределение по основным видам производств
I класс — деревообрабатывающие станки и оборудование
Рамы лесопильные двухэтажные, одно- этажные разного назначения В производствах пиломате- риалов и общей деревообра- ботки
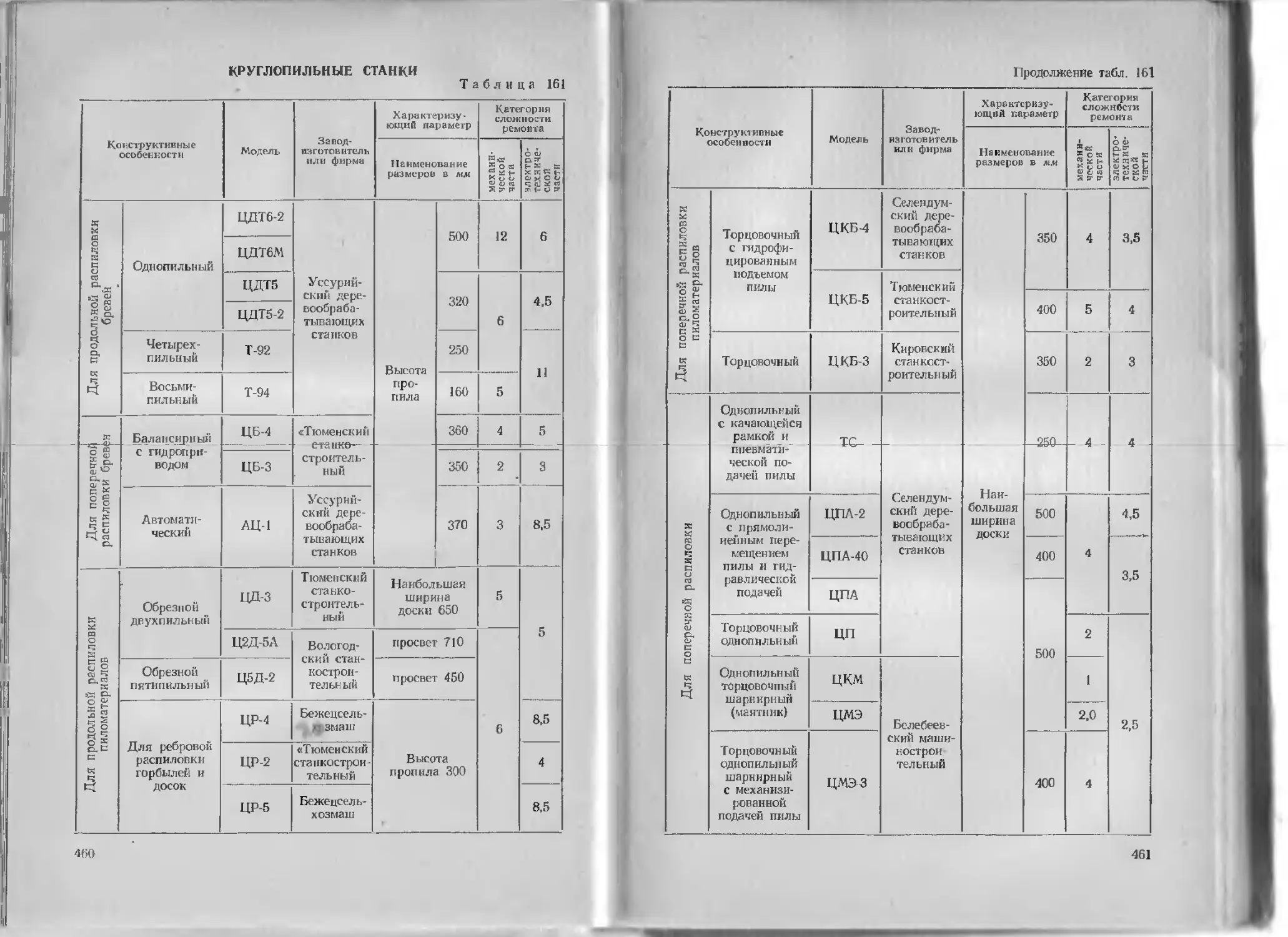
Станки круглопильные для продольной, поперечной и смешанной распиловки бре- вен, горбылей, досок и специальных работ В производствах пиломате- риалов, общей деревообработки и частично в специальных про- изводствах
Станки ленточиопильные и лобзиковые для продольной распиловки бревен, гор- былей и досок, для выпиловки прямоли- нейных и криволинейных заготовок и для ажурных вырезных работ В производствах пиломате- риалов и общей деревообра- ботки
9
Продолжение
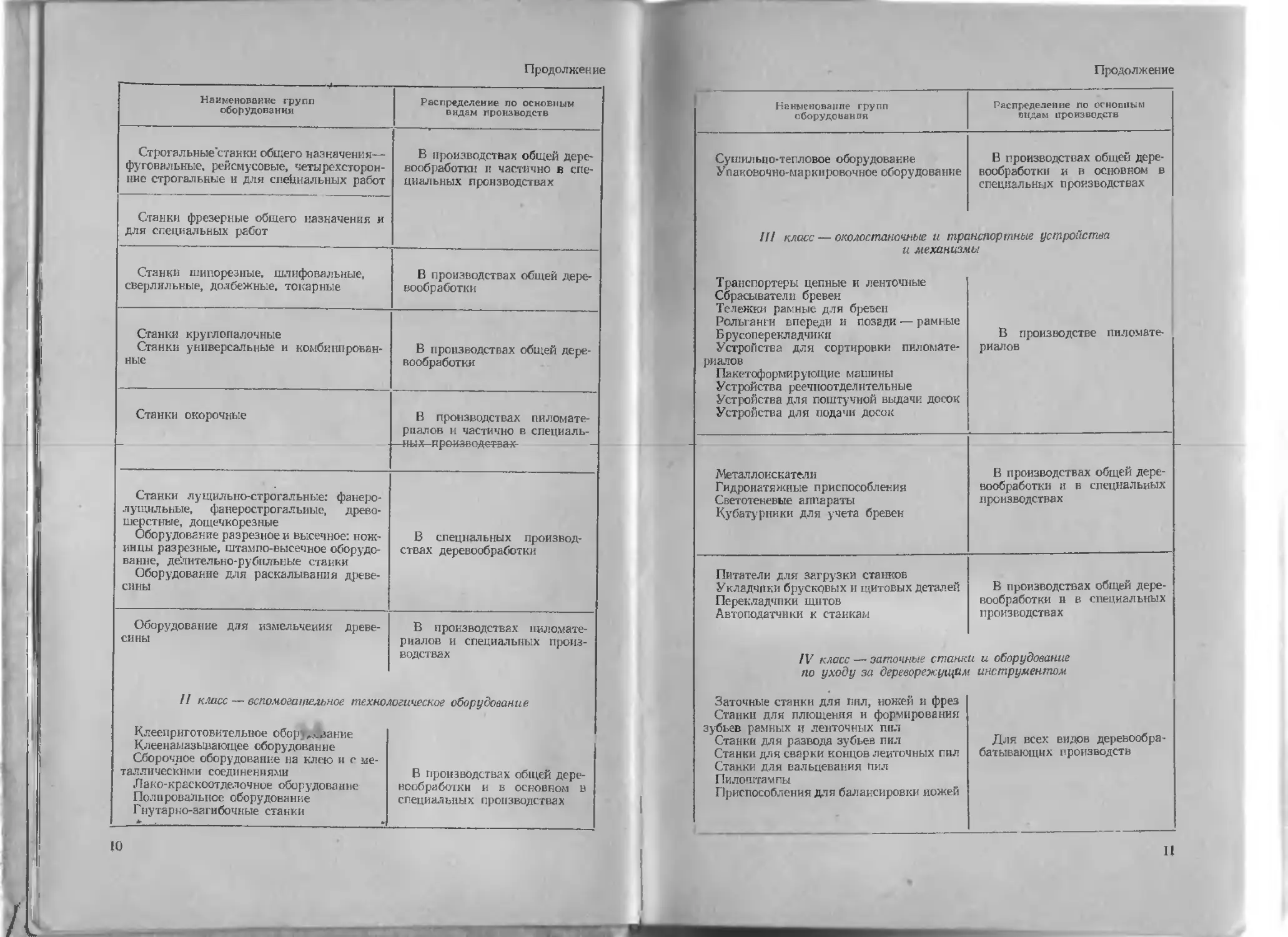
Наименование групп оборудования Распределение по основным видам производств
Строгальные'станки общего назначения— фуговальные, рейсмусовые, четырехсторон- ние строгальные и для специальных работ В производствах общей дере- вообработки п частично в спе- циальных производствах
Станки фрезерные общего назначения и для специальных работ
Станки шипорезные, шлифовальные, сверлильные, долбежные, токарные В производствах общей дере- вообработки
Станки круглопалочные Станки универсальные и комбинирован- ные В производствах общей дере- вообработки
Станки окорочные В производствах пиломате- риалов и частично в специаль- ных- прсшаволсфдй-х
Станки лущильно-строгальные: фанеро- лущильные, фанерострогальные, древо- шерстные, дощечкорезные Оборудование разрезное и высечное: нож- ницы разрезные, штампо-высечное оборудо- вание, делительно-рубильные станки Оборудование для раскалывания древе- сины В специальных производ- ствах деревообработки
Оборудование для измельчения древе-
сины
В производствах пиломате-
риалов и специальных произ-
водствах
Н класс — вспомогательное технологическое оборудование
Клееприготовителыюе обору^Лзание
Клеенамазывающее оборудование
Сборочное оборудование на клею и с ме-
таллическими соеди нени ями
Лако-краскоотделочное оборудование
Полировальное оборудование
Гну та рно-зг гибочные станки
В производствах общей дере-
вообработки и в основном в
специальных производствах
10
Продолжение
Наименование групп оборудован пи Распределение по основным видам производств
Сушильно-тепловое оборудование Упаковочно-маркировочное оборудование III класс — околостансчные и трс и механиз. Транспортеры цепные н ленточные Сбрасыватели бревен Тележки рамные для бревен Рольганги впереди и позади — рамные Брусоперекладчики Устройства для сортировки пиломате- риалов Пакетоформирующие машины Устройства реечноотделительные Устройства для поштучной выдачи досок Устройства для подачи досок В производствах общей дере- вообработки и в основном в специальных производствах тспортные устройства 1Ы В производстве пиломате- риалов
Металлоискатели Гидроиатяжные приспособления Светотеневые аппараты Кубатурники для учета бревен В производствах общей дере- вообработки и в специальных производствах
Питатели для загрузки станков Укладчики брусковых и щитовых деталей Перекладчики щитов Автоподатчики к станкам IV класс — заточные стана по уходу за дереворежущей Заточные станки для пил, ножей и фрез Станки для плющения и формирования зубьев рамных и ленточных пил Станки для развода зубьев пил Станки для сварки концов ленточных пил Станки для вальцевания пил Пилоштампы Приспособления для балансировки ножей В производствах общей дере- вообработки и в специальных производствах и и оборудование инструментом Для всех видов деревообра- батывающих производств
Кузнечно-прессовое оборудование
Наименование оборудования Легкое Среднее | Тяжелое
Вес оборудования в т
До 10 | Св. 10 до 60 | Св. 60
Основная характеристика
Прессы механические Листоштамповочные одно- кривошипные открытые про- стого действия До 100 Т Св. 100 Т -
Закрытые листоштамповоч- ные: одаокривошипные двухкривошипные четырехкривошипные - До 500 Т » 315 » Св. 500 Т. » 315 » » 400 »
Закрытые листоштамповоч- ные двойного действия: однокривошипные двухкривошипные четырехкривошипные До 40 Т Св. 40-250 Г 160 Т Св. 250 Т » 160 » » 500 »
Чеканочные кривошипно- коленные До 250 Т Св. 250- ’ 1600 Т Св. 1600 Т
Кривошипные горячештам- повочные До 1000 Т Св. 1000 Т
Винтовые фрикционные До 160 Т Св. 160 Т -
Прессы гидравлические Ковочные и горячей объем- ной штамповки — — Св. 800 Т
Для листовой штамповки - До 400 Т Св. 400 Т
Правильно-запрессовочные До 160 Т Св. 160— 630 т Св. 630 Т
Пакетировочные и брикети- ровочные До 400 Т Св. 400— 1000 т Св. 1000 Т
Для пластмасс До 400 Т Св. 400— 1000 т Св. 1000 Т
Т ермопл аставтоматы До 125 см9 Св. 125 см3
12
Продолжение
Наименование оборудования Ла кое Среднее Тяжелое
Вес оборудования в m
До 10 Св. 10 до 60 Св. 60
Основная характеристика
Автоматы Холодновысадочные, горя- чевысадочные До 10 ММ Св. 10—16 лш Св. 16 ММ
Обрезные и резьбоиакатные До 16 мм Св. 16 мм —
Листоштамповочные До 63 Т Св. 63—250 Т Св. 250 Т
Гибочные До 6 мм Св. 6 мм -
Проволочно-гвоздильные До 8 мм - -
S с g Пневматические ковочные Паровоздушные ковочные Паровоздушные штамповой- До 250 кг Св. 250 кг До 2000 кг « 2000 » Св. 2000 кг » 2000 »
ные Лпстоштамповочные — » 3150 » » 3150 »
Горизонтально-ковочные ма- шины - До 400 Т Св. 400 Т
Ножницы Кривошипные листовые Комбинированные и пресс- ножницы Сортовые Арматурные Дисковые До 12,5 мм До 32 мм До 63 мм » 6,3 » Св. 12,5— 25 мм До 65 мм Св. 6,3 мм Св. 25 мм
Г ибочные машины Сортогибочные, листогибоч- ные прессы и бульдозеры Листогибочные валковые ма- шины Зигмашины До 100 Т » 100 Т До 3,15 мм Св. 100 Т Св. 100 Т —
Примечание. Основную характеристику различных видов кузнечно-
прессового оборудования составляют следующие параметры: для прессов механи-
ческих и гидравлических (за исключением термопластавтоматов). гибочных ма-
шин, листоштамповочных автоматов, горизонтально-ковочных машин — усилие в
Т (тонно-сила); термопластавтоматов — объем материала аа 1 ход в см3; холодно-
высадочных и горячевысадочных автоматов — наибольший диаметр стержня изде-
лия в мм; обрезных, резьбонакатиых и гибочных автоматов — наибольший размер
заготовки в мм; проволочно-гвоздильных автоматов — наибольший диаметр заго-
товки в мм; молотов — вес падающих частей в кг; ножниц — толщина разрезаемого
листа в мм: зигмашин—толщина заготовки вл.«.
13
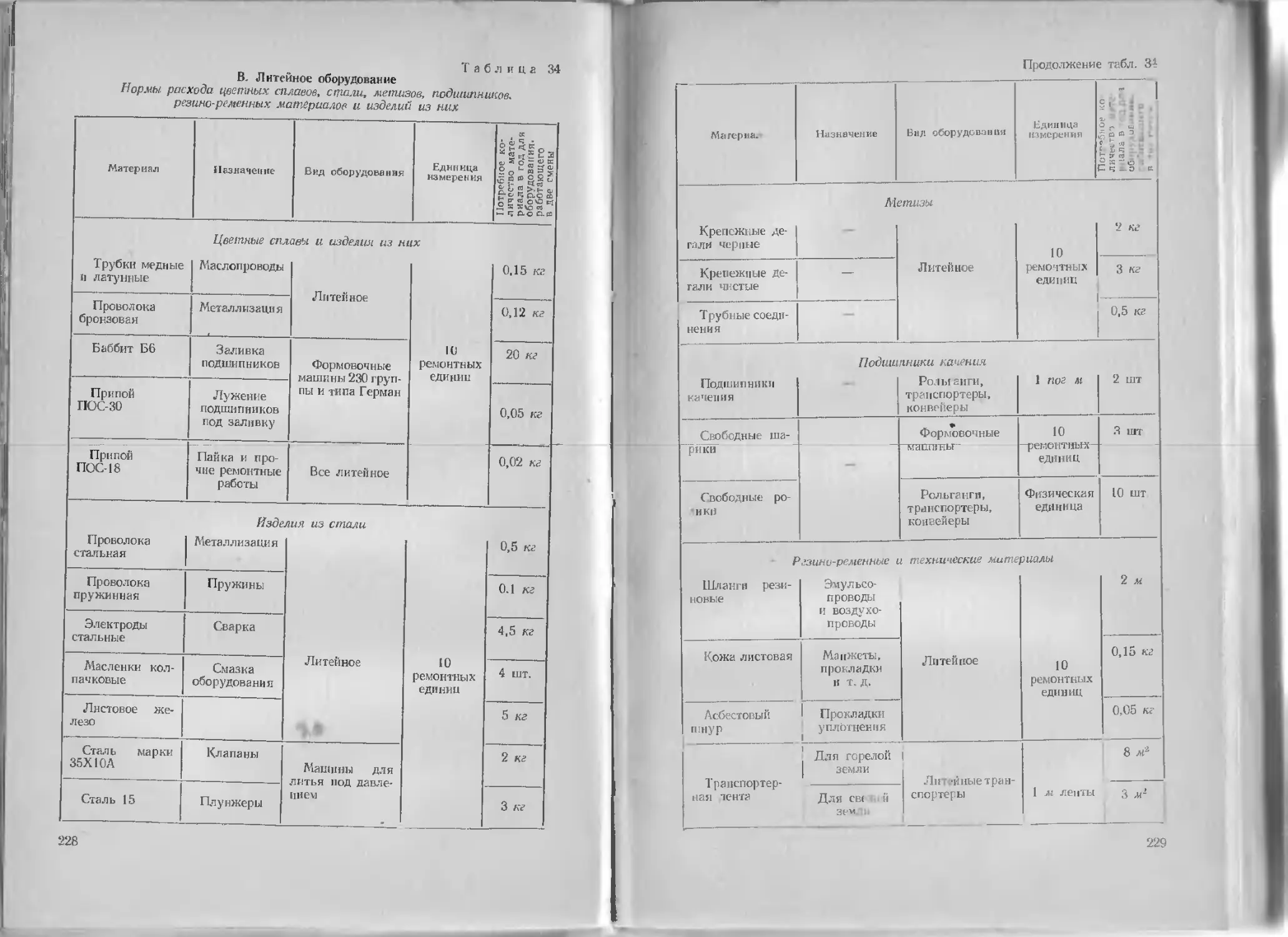
Литейное
Оборудование для литья
в разовые песчаные формы
Смесеприготовшпельное
оборудование
I. Бегуны:
1) с вертикальными катками;
2) с горизонтальными катками;
а) с двумя катками;
б) с тремя катками;
3) с вращающейся чашей.
2. Разрыхлители:
1) ленточные;
2) лопастные;
3) дисковые.
3. Сита:
1) плоские:
а) инерционные;
б) качающиеся;
2) барабанные полигональные.
4. Машины для регенерации формо-
вочных и стержневых смесей:
1) сепараторы электрокоронные ба-
рабанные;
2) сепараторы электрокоронные ка-
мерные.
Формовочное оборудование
1. Формовочные машины:
1) прессовые;
2) вибролрессовые;
3) встряхивающие с допрессовкой:
а) со штифтовым съемом опок;
б) с протяжной рамкой;
в) с поворотным столом;
г) с поворотным механизмом
встряхивания и прессования;
4) встряхивающие без допрессовки:
а) со штифтовым съемом опок;
б) с поворотно-вытяжным устрой-
ством и откатной тележкой;
в) с перекидным столом.
2. Стержневые машины:
I) ручные;
2) встряхивающие;
3) пескодувные;
4) лескострельные.
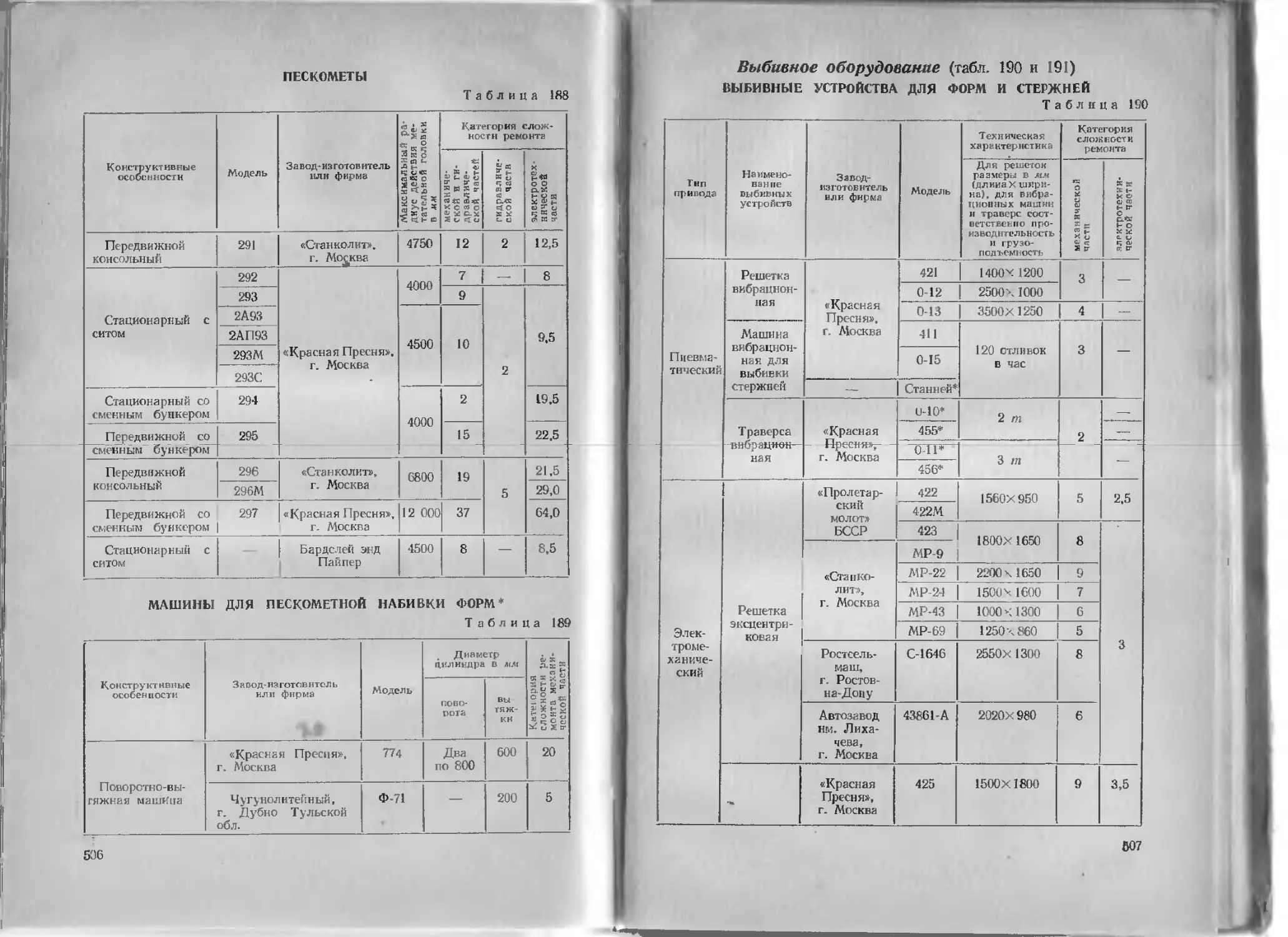
3. Пескометы:
I) стационарные:
а) с питанием непосредственно це-
ховым транспортером;
б) с питанием через бункер н эле-
ватор, установленные на песко-
мете;
оборудование
2) передвижные:
а) с питанием непосредственно це-
ховым транспортером (на одно-
рельсовом пути—консольные);
б) с питанием через бункер и эле-
ватор, установленные на песко-
. мете (на двухрельсовом пути).
4. Поворотные устройства:
1) поворотно-вытяжные;
2) карусельные.
Выбивное оборудование
I. Машины вибрационные для выбивки
стержней.
2. Траверсы вибрационные.
3. Решетки:
I) пневматические;
2) электромеханические:
а) эксцентриковые;
б) инерционные;
в) инерционно-ударные.
4. Установии для пескоги-дравлической
выбивки:
1) гидравлические;
2) пескогидравлические.
Очистное оборудование
1. Галтовочные барабаны:
1) цилиндрические;
2) полигональные.
2. Дробеметные аппараты.
3. Дробеметные камеры:
1) непрерывного действия проход-
ные;
2) пульсирующего действия проход-
ные;
3) периодического действия:
а) с поворотным столом;
б) с подвижным подом;
в) с вращающимися тарелками.
4. Дробеструйные аппараты.
5. Дробеструйные камеры периодиче-
ского действия с поворотным сто-
лом.
Оборудование
для специальных методов литья
Оборудование
для литья в металлические формы
1. Машины для литья под давлением:
1) с холодной вертикальной камерой
прессования и гидравлическим
* запором пресс-форм;
14
2) с холодной горизонтальной каме-
рой прессования;
а) с гидравлическим запором;
б) с гидромекаиическим запором;
в) с клиновым запором;
3) с горячей горизонтальной камерон
прессования и гидравлическим
запором пресс форм.
2 Кокильные машины:
I) однопозиционные с горизонталь-
ным разъемом кокили;
2) многопозиционные карусельного
типа:
а) с горизонтальным разъемом ко-
килей;
б) с вертикальным разъемом ко-
килей.
3. Центробежные машины:
1) для отливки труб и йзло>книц:
а) однопозиционные;
б) мяогопозиционные;
2) для отливки деталей типа втулок,
дисков и др.
Оборудование для литья в оболочковые
формы
Оборудование
для литья по выплавляемым моде vut
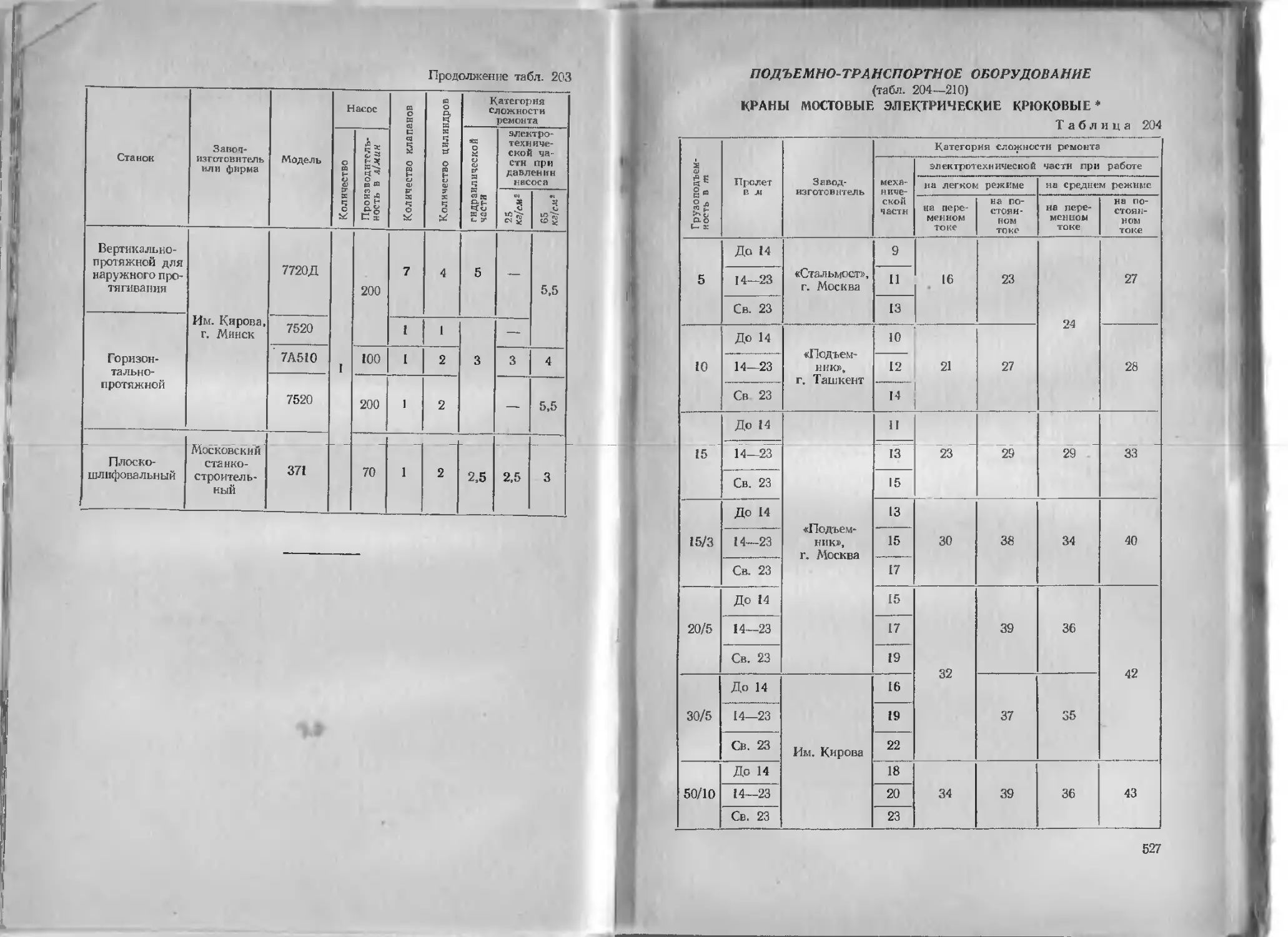
Крановое оборудование
Классификация грузоподъемных машин разработана в зависимости от режима
работы (по правилам Госгортехнадзора).
Устанавливаются следующие условные обозначения режимов работы кра-
нов: с ручным приводом — Р, с машинным приводом: легкий —Л, средний —С,
тяжелый —Т и весьма тяжелый — ВТ.
Режим работы механизмов грузоподъемных машин с машинным приводом
устанавливается в зависимости от следующих факторов:
а) коэффициента использования механизма по грузоподъемности
к ®ср
Кгр~0^’
где Qcp —среднее значение величины поднимаемого груза за смету;
Qhom — номинальная грузоподъемность;
б) коэффициента годового использования механизма
число дней работы механизма в году
365
в) коэффициента суточного использования механизма
г. Число часов работы механизма в сутки
Ас - 24 ;
г) относительной продолжительности включения двигателя механизма
ПВ = 8-100%,
где Время работы механизма в течение цикла j
Полное время цикла *
для электрооборудования величина & вычисляется для промежутка времени
не свыше 10 мин, для механизмов — в течение 1 ч;
д) температуры окружающей среды в сС;
е) числа включений механизма в час (пункты д н принимаются только
для расчета электрооборудования).
Режим работы определяется для каждого механизма в отдельности с учетом
типа крана по табл. 2.
Режим работы крана в целом устанавливается по механизму главного
подъема.
Число включений в час принимается как максимальное расчетное для аппа-
ратуры и электроприводов.
15
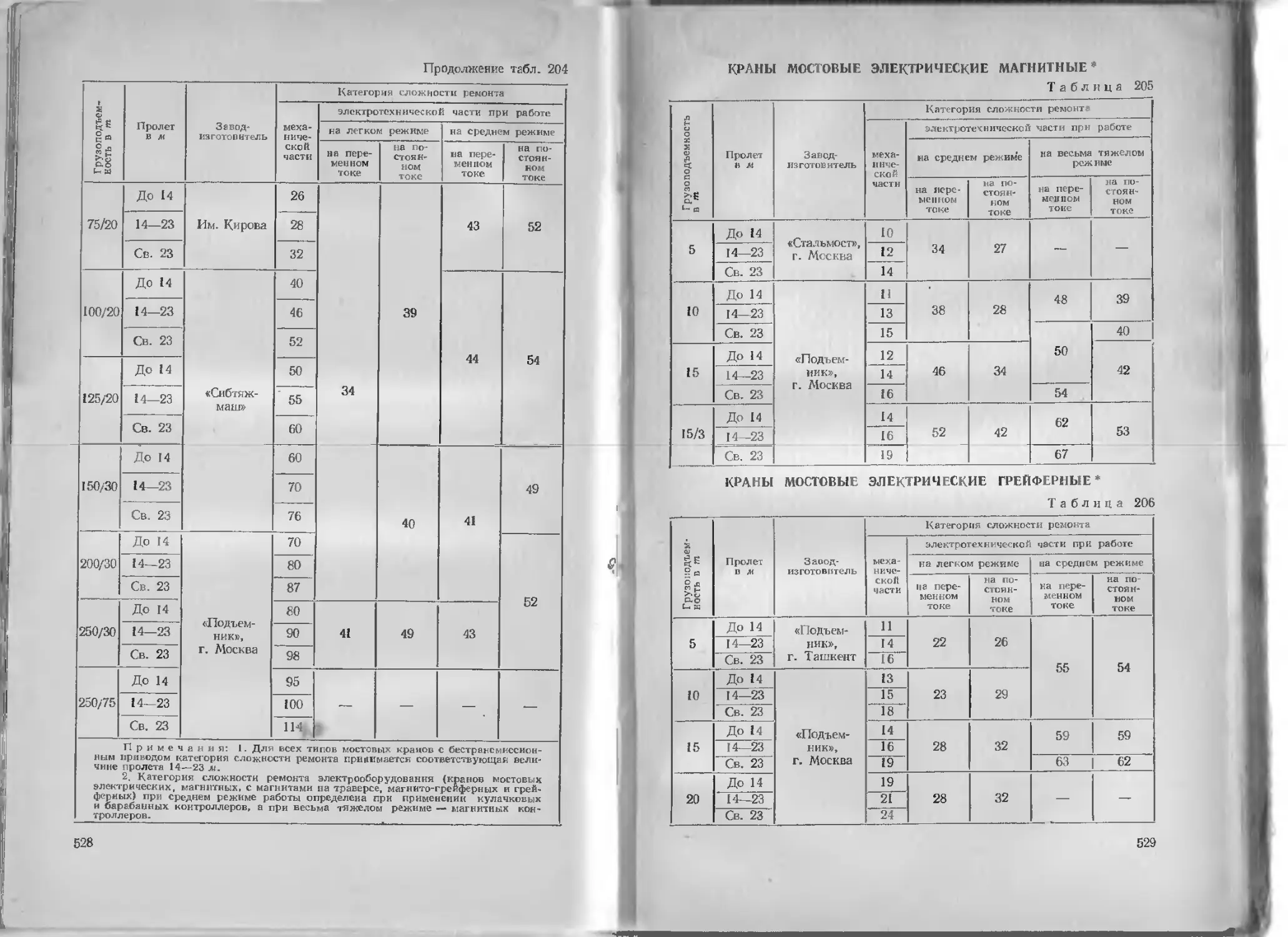
Режим работы механизмов крюковых мостовых кранов, а также кранов, не
указанных в табл. 2, определяется расчетом и устанавливается по табл. I. Отне-
сение электрооборудования к различным режимам работы приведено в табл. 3.
Примечание. Электрооборудование может быть отнесено к той
или иной группе при условии, если оио удовлетворяет всем показателям
соответствующего режима; если по отдельным показателям имеют место
превышения, то электрооборудование должно быть отнесено к группе
более тяжелого режима работы.
Таблица 1
Режимы работы механизмов Среднее допускаемое использование механизма
по грузе- подъемности Кгр по времени
в течение года Ъ в течение суток Кс
Л 0,75—1,0 Нерегулярная работа Редкая работа
с 0,75 0,5 0,33
т 1,0 1.0 0,33
ВТ 1,0 1,0 1,0
Таблица 2
Режимы работы механизма
Краны Главного подъема о X 5 h It Пс ДВН> тел (та « х “ 5 я вспомога- =!?« тельной '“'х § ' гоейферной Передвижки крана Поворота Управления Изменения вылета стрелы Вращения
Л1остовые (подвесные) С С
Крюковые: легкого режима работы Л л Л Л
среднего режима работы, в том числе с использованием электротали , . . С с с С
тяжелого режима работы т* с с т
грейферные . . ВТ В1 ВТ — ВТ — — —
Магнитные, в том чи- сле со съемным грейфе- ром , Т - т - т - - - -
16
Продолжение табл. 2
Магнитно-грейферные
С лапами ..........
Магнитные:
с жесткой травер-
сой .............
с гибкой травер-
сой .............
Магнитные шихтовых
скрапных дворов, а так-
же копровые .........
Мульдо-магнитные
“Литейные- . .—- . ~
Для раздевания слит-
ков .......
Колодцевые
Ковочные .
Закалочные
Завалочные
Козловые крюковые
Грейферные ....
Перегружатели - .
Башенные строитель-
ные:
для монтажа
сборных сооруже-
ний ...........
для подъема мел-
ких штучных гру-
зов ...........
Портальные монтаж-
ные ...............
Портальные перегру-
зочные крюковые . .
.Портальные перегру-
зочное ДО’йфернБге ~-
Кабельвыв 'MQjjl.tei
ныё ; . г
Гсх"иче4
г; и
54^
Режимы работы механизма
Пере-
ДВПЖНЫХ я
pj О тележек к
1 i (тали) £ 1
g 5 •- 5 Е и
° £ g g§ ч .Si © U ЙЕ главной МЭ1ниткой вспомога- тельной грейферно Передвиж Поворота Управлен: Изменен»! стрелы Вращения
ВТ ВТ ВТ ВТ ВТ — —
ВТ — ВТ — ВТ ВТ — — —
ВТ — ВТ — ВТ — — — —
ВТ — ВТ — ВТ — — - —
ВТ — ВТ — ВТ — —
ВТ ВТ ВТ — ВТ — с — —
-тс С - с Т —
ВТ т ВТ — ВТ — — —
ВТ с ВТ — ВТ ВТ Т — —
т т т с т — — — —
т с ВТ — т — — — —
т с ВТ С ВТ ВТ — ВТ ВТ
с с с — с - - — —
т т т — т — — — —
ВТ ВТ ВТ • л — — — —
л — л — л л — л —
с — л — л л — л
л с — — л с — с —
с; — _ _ л с — с -
ВТ ВТ - - Л Т - Т -
. л — л — л — — — —
Си 1
оа I -
Продолжение табл 2
Краны Режимы работы механизма
Главного подъема Л ч 0) U я § 2 й с Пере- движных тележек (тали) Передвижки крана Поворота Управления Изменения вылета стрелы § о. со
Л И вспомога- тельной грейферной
Кабельные перегру- зочные грейферные . . Кабельные перегру- зочные крюкосые . , . Т С - т с — Л Л —
Примечания: 1. Механизмы подъема грейфера и магнита считать
механизмами главного подъема.
2- Механизмы подъема мульд и замыкания грейфера считать механиз-
мами вспомогательного подъема
3/ При наличии на кране одной тележки следует руководствоваться дан-
ными графы 4 табл. 2.
Таблица 3
Режим работы Коэффициент использования пв В % Число вклю- чений в час (среднее за смену) Температура окру! жающей среды в ’а
По грузо подъемноетн «гр По времени
0) к X а> %« X § и
Легкий Л Средний С Тяжелый Т Весьма тяжелый ВТ 1,00 0.75 0,50 0,25 0,10 1,00 0,75 0,50 0,25 0,10 1,00 J.00 "•/.75 0.50 0,25 1,00 0.75 0,50 0.25 0.10 н 0,25 0,5 1,00 1,00 0.50 0,50 1,00 1,00 1.00 1,00 0,75 1,00 1,00 1.00 1,00 1.00 1.00 1.00 ерегул 0,33 0,67 1,00 0,67 0,33 0,67 1.00 1,00 0,67 0,33 0.67 1.00 1,00 1,00 1.00 1.00 1,00 1,00 яр пая 15 15 25 15 25 25 40 х 60 4 25 40 40 40 60 40 60 60 60 60 редкая рабо1 60 120 240 300- 600 а 25 25 25 45 25 45 45 45
18
Лифты
Характеристика лифта
I pyjo- под'ьеыиость в кг Тип лифта Скорость в м/сек Этвж
До 100 Ог 350 Св 2000 Малые грузовые Магазинные Пассажирские массового типа Грузовые Высокоскоростные Грузовые 0,5 До 1.0 » 0,5 » 3,5 » 0,5 До 5 6—10 До 14 . 6 От 15 и выше До 6
II. ОСНОВНЫЕ ВИДЫ РАБОТ ПО ТЕХНИЧЕСКОМУ УХОДУ
ЗА ОБОРУДОВАНИЕМ И РЕМОНТУ
Под планово-предупредительным ремонтом следует понимать восстановление
работоспособности машин (точности, мощности и производительности) путем
рационального технического ухода, замены и ремонта изношенных деталей и
узлов, проводимых по заранее составленному плану.
Планово-предупредительный ремонт проводится по определенной системе.
Под системой планово-предупредительного ремонта следует понимать сово-
купность различного вида работ по техническому уходу и ремонту оборудования,
проводимых по заранее составленному плану—с-целью -обеспечения—наиболее-
эффективной эксплуатации оборудования.
Системой планово-предупредительного ремонта предусматривается после
отработки каждым агрегатом заданного количества часов проведение профилак-
тических осмотров и плановых ремонтов (капитальных, средних, малых).
Чередование и периодичность осмотров и плановых ремонтов оборудования
определяются его особенностями, назначением и условиями эксплуатации.
Планово-предупредительный ремонт технологического оборудования пред-
усматривает выполнение следующих работ по техническому уходу и ремонту.
Работы по техническому уходу за оборудованием
Межремонтное обслуживание включает наблюдение за вы-
полнением правил эксплуатации оборудования, указанных в технических руко-
водствах заводов-изготовителей, особенно механизмов управления, ограждений
и смазочных устройств, а также своевременное устранение мелких неисправно-
стей и регулирование механизмов. Межремонтное обслуживание выполняется
во время перерывов в работе агрегата без нарушения процесса производства.
Межремонтное обслуживание выполняют рабочие, обслуживающие агрегаты,
и дежурный персонал ремонтной службы цеха (слесари, электрики, смаз-
чики и др.).
Межремонтное обслуживание автоматических линий проводится ежесуточно,
либо реже, в зависимости от назначения линии: при работе линии в две смены —
в нерабочую смену, а при работе линии в три сйены — на стыке двух смен.
Межремонтное обслуживание автоматических линий выполняется силами
наладчиков и операторов с привлечением, в случае необходимости, слесарей
цехового механика.
Межремонтное обслуживание грузоподъемных машин, управляемых из ка-
бины, осуществляется ежесменно крановщиками (машинистами), дежурными
19
слесарями и электромонтерами. У грузоподъемных машин, управляемых с ПоЛа
или дистанционно, доступные с пола части осматриваются ежедневно лицами,
допущенными к их эксплуатации.
В межремонтное обслуживание включается сдача смен, для чего крановщи-
кам предоставляется 15—20 мин.
Результаты осмотров при сдаче смен фиксируются в журнале. Журналы
просматриваются дежурными слесарями и электромонтерами, которые устра-
няют отмеченные неисправности и ставят свою визу в журнале о разрешении
дальнейшей эксплуатации.
Промывке подвергается оборудование согласно инструкции заводов-изгото-
вителей и с учетом условий эксплуатации.
При периодических промывках необходимо промыть картеры, ванны, отстой-
ники; заменить предохранительные прокладки; промыть и прочистить все сма-
зочные отверстия и масленки; проверить и прочистить предохранительные филь-
тры смазочной системы; продуть и при необходимости перебрать маслопроводы
смазочной системы; установить новые масленки взамен негодных; заправить све-
жим маслом картеры, ванны, масленки, смазочные отверстия.
Перечень агрегатов и отдельных узлов, подвергающихся промывке, уста-
навливается отделом главного механика предприятия. Промывку производят
ремонтные слесари, не нарушая процесса производства, используя для этой цели
технологические перерывы в ‘'работе агрегата, нерабочие смены и выход-
ные дни.
Смена и пополнение масел проводится по специальному
графику для всего оборудования с централизованной и картерной сис-
темами.
Проверка геометрической точности производится после
плановых ремонтов н профилактически по особому плану-графику для преци-
зионного и финишного оборудования, а также некоторого оборудования, встроен-
ного в автоматические линии.
Проверку-теометрическойтт)чнист1Гагр&гатовТ1рбводят в соответствии с нор
мами, предусмотренными ГОСТами или техническими условиями.
Перечень оборудования, подлежащего проверке на геометрическую точ-
ность, устанавливает главный технолог; периодичность этой проверки устанав-
ливает главный механик предприятия.
Перечень оборудования и чередование проверок утверждает главный инже-
нер предприятия.
Проверку геометрической точности выполняет контролер отдела техниче-
ского контроля с привлечением ремонтных слесарей.
Проверка жесткости производится после плановых ремонтов
(капитального, среднего).
Проверка жесткости производится в соответствии с нормами, указанными
в ГОСТах для металлорежущих станков: токарных, револьверных, вертикально-
сверлильных, радиально-сверлильных, консольно-фрезерных, поперечно-стро-
гальных н др.
Осмотр производится с целью проверки состояния оборудования, устра-
нения мелких неисправностей и выявления объема подготовительных работ, под-
лежащих выполнению при очередном плановом ремонте.
Осмотры между плановыми ремонтами оборудования проводит ремонтные
слесари по месячному плану с привлечением, в случае необходимости, работаю-
щих иа этом оборудовании.
Осмотры оборудования, поднадзорного Госгортехнадзору, проводятся строго
по графику и в соответствии с ин- унцией, разработанной применительно к осо-
бенностям конструкции и назначению агрегата, составленной с учетом Правил
Госгортехнадзора (1964 г.).
Профилактические испытания электрооборудования и элек-
тросетей проводятся на основе Правил технической эксплуатации и безопасности
обслуживания электроустановок промышленных предприятий, утвержденных
главным энергетическим управлением при Госплане СССР (Союзглавэиерго)
10 февраля 1961 г. «Единых требований безопасности к конструкциям металло-
20
режущих станков» * и «Правил .устройств электроустановок» — ПУЭ ** и согла-
сованных с ВЦСПС 31 января 1961 г., в нерабочее время и в сроки, установлен-
ные ОГЭ для всего оборудования, кроме кранов и лифтов, для которых пред-
усматриваются простои.
Периодическое освидетельствование оборудования, поднадзорного Госгор-
технадзору, производится в- соответствии с графиком, составленным с учетом
правил Госгортехнадзора и утвержденным главным инженером завода. Освиде-
тельствование производится инженером отдела главного механика, ответствен-
ным за подъемно-транспортное оборудование.
Освидетельствование подкрановых путей, подкрановых балок, площадок,
галерей, лестниц и др. производится лицом, ответственным за исправное состоя-
ние металлоконструкций цеха.
Профилактические осмотры грузоподъемных машин, закреп-
ленных распоряжением или приказом по цеху или заводу' за дежурными слеса-
рем и электромонтером, а также ремонтной бригадой проводятся в сроки, опреде-
ленные графиком. График осмотров составляется цеховым механиком и преду-
сматривает сроки осмотров с учегом режима работы машины и условий эксплуа-
тации, инструкций завода-изготовителя, правил технической эксплуатации,
правил Госгортехнадзора, но для тяжелых режимов работы не реже одного раза
в 10 дней.
Ремонтные работы
Малый ремонт — вид планового ремонта, при котором заменой или
восстановлением изношенных деталей и регулированием механизмов обеспечи-
вается нормальная эксплуатация агрегата до очередного планового ремонта.
Средний ремонт — вид планового ремонта, при котором произво-
дится частичная разборка агрегата, капитальный ремонт отдельных узлов, замена
и восстановление основных изношенных деталей, сборка, регулированием испы-
тание под нагрузкой.
Капитальный ремонт — комплекс работ, включающий полную
разборку агрегата, замену? всех изношенных деталей н узлов, ремонт базо-
вых и других деталей и узлов, сборку, регулирование и испытание агре-
гата под нагрузкой.
Прн среднем и капитальном ремонтах восстанавливают предусмотренные
ГОСТами или техническими условиями геометрическую точность, мощность
и производительность агрегата на срок до очередного планового ремонта —
среднего или капитального.
Внеплановый ремонт — вид ремонта, вызванный аварией обо-
рудования или не предусмотренный годовым планом ремонта. При надлежащей
организации системы Г1ПР внеплановые ремонты, как правило, не должны иметь
места.
111. СТРУКТУРА МЕЖРЕМОНТНЫХ ЦИКЛОВ, ПРОДОЛЖИТЕЛЬНОСТЬ
МЕЖРЕМОНТНЫХ ЦИКЛОВ, МЕЖРЕМОНТНЫХ И МЕЖОСМОТРОВЫХ
ПЕРИОДОВ ОБОРУДОВАНИЯ
Структура межремонтных циклов
Структура межремонтного цикла представляет собой перечень и последова-
тельность выполнения ремонтных работ и работ по техническому' уходу в период
между капитальными ремонтами или между вводом в эксплуатацию и первым
капитальным ремонтом.
Структура межремонтных циклов, количество ремонтов н осмотров обору-
дования приведены в табл. 4.
* Издание ЦИНТИ б. Госкомитета по автоматизации и машиностроению
прн Госплане СССР, 1963 г.
** Издательство «Энергия», 4-е издание 1965 г.
21
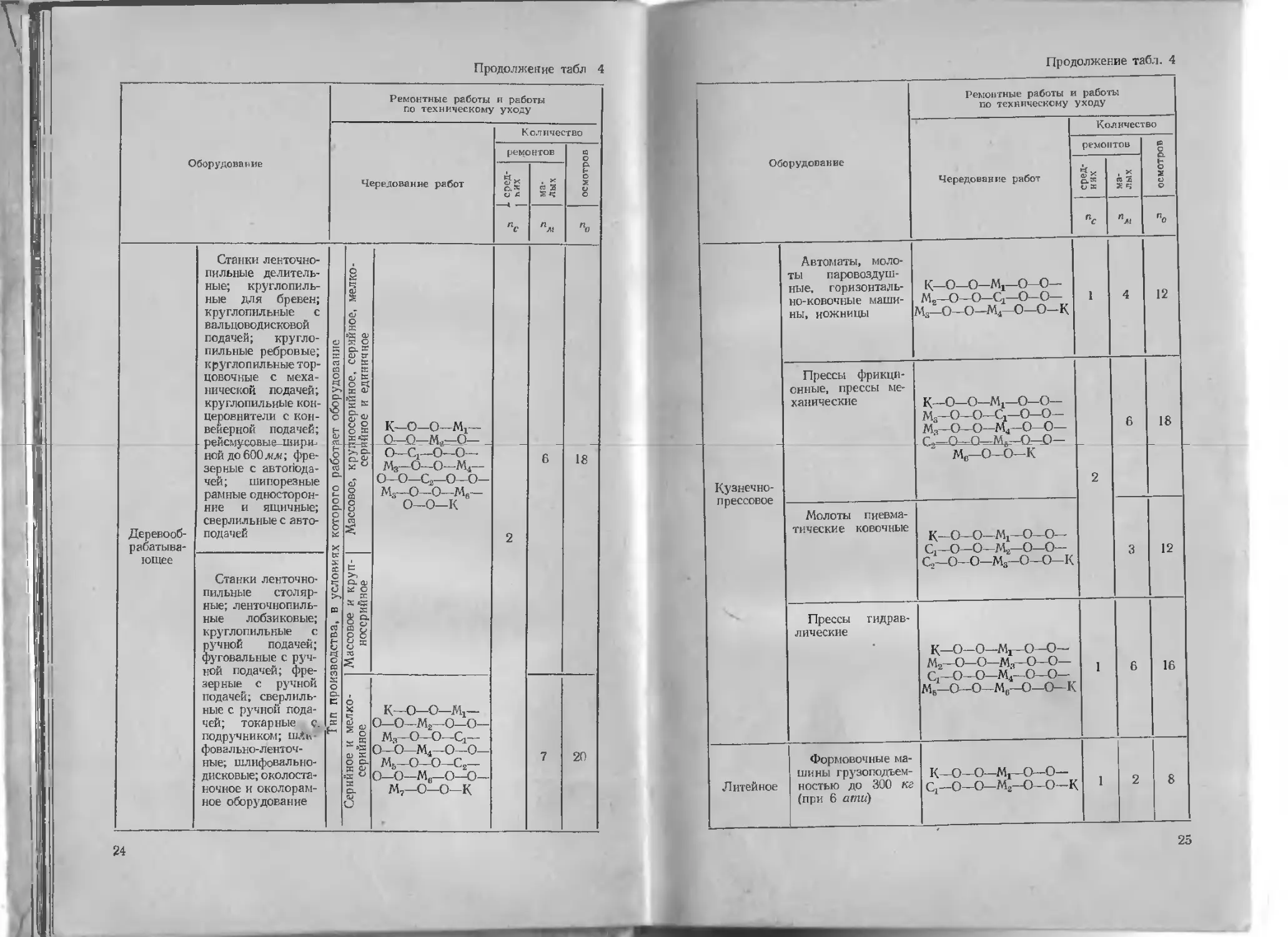
Таблица 4
Структура межремонтных циклов для технологического
и подъемно-транспортного оборудования
Оборудование Ремонтные работы и работы по техническому уходу
Чередование работ Количество
ремонтов о о. о Z о
й* ох а ч
пс пм по
Металло- режущие станки 1 Легкие и средние весом до 10 т Выпускаемые до 1967 г. К-О-Мг-О-М3-О- q—о—м3—о—м4—о— с2—о—мв—о—мв— о-к 2 6 9
Выпускаемые с 1967 г. К—О—м, —О—М>—О— Q—О—М8—О- М4— о-к 1 4 6
Крупные и тяже- лые весом св. 10— 100 т К—O—O—О—Мг—О— О -О—Мп—О—О—О— Ci—О—О-О-Мз—О— О—о—М4—О-О—о— С2—О—О—О—М5—О— о—о—ме—о—о—о—к 2 6 27
Особо’ тяжелые весок! свыше 100 т и уникальные K—O—O—O—Mt—O— 0—0—М2—0—О—0— М3—0-0-0-Cj—о— 0-0 —М4—0-0—0— М5—О- О—О—М6—О— М7-О-О—(?—М—О- 0-0—М.,—0-0—о—к 2 9 36
22
Продолжение табл. 4
Оборудование Ремонтные работы и работы по техническому уходу
Чередование работ Количество
ремонтов а о 1 о
Зх X s 3 ж ч
пс пм по
Автомати- ческие линии из агрегатных станков Станки для пред- варительной и по- лучке говой обра- ботки К. _ О—М^- О -М.—О— Q—О- М3-О - М4 - О— Са—О—Ms—О—мс— о-к 2 6 9
18
Станки для фи- нишных операций, контрольные авто- маты Ц—O—O^Mj—O—O- ма—О-О—Ci—0-0— м,—0—О—М4—0—О - - q—0—0—М,-0-0— м3—о—о—к
Деревооб- рабатыва- ющее Рамы лесопиль- ные одноэтажные и двухэтажные; стан- ки строгальные че- тырехсторонние мощные; станки рейсмусовые двух- сторонние шириной 1200 мм и более; станки шлифоваль- ные трехцилиндро- вые Тип производства, в условиях которого работает оборудование массовое, крупносерии- ' ное и серийное K^O-Mt—О— м2_о-мй-о— с^о-м^-о- М—О—М^—0— с2—о—м2—о— м8-о—м0—о—к 2 9 12
Станки строгаль- ные четырехсторон- ние средней мощ- ности; обрезные двухпильиые; при- резные с гусенич- ной подачей; рей- смусовые шириной до 1200 мм; фуго- вальные с автопо- дачей; фрезерные модельные с кару- сельным столом Станки шипорез- ные двухсторонние; шипорезные ящич- ные 24-тпиндель- ные; для заделыва- ния сучьев, заточ- ные Массовое
Серийное, мелкосерийное ; и единичное к-0—о—Мг— о—О-М2-О- O-Q—0-0— Мя—0-0- м4— О-ОС..-О- О-Мз-0—0 - Мв-О-О—к 6 18
23
____________Тип производства, в условиях которого работает оборудование “
Серийное и мелко- Массовое и круп- I Массовое, круйносеоийное. сеоийнпр. мрлт<л.
осмотров
ма-
лых
Литейное Кузнечно- ппессовое Оборудование
Формовочные ма- шины грузоподъем- ностью до 300 кг (при 6 ати) Прессы гидрав- лические Молоты пневма- тические ковочные Прессы фрикци- онные, прессы ме- ханические — о? * S я g" "1 Автоматы, моло- ты паровоздуш- ные, горизонталь-
Й Й й 1 1 ЙЙ Л? si ш w К—О—О—Мх—0—0— Со—0—О—Мз—0—о— к Мз—о—О—Сх—0—О— Мз—О—О—М4 -О -0— г,—О—О—Мв—О—£)— м„—0-6—к ж $ й *1 1 Чередование работ Ремонтные работы и по техническому
- ЬО - сред- них 1 а ° Х>в Е
№ О ы Сг> л г ма- лых
00 О 1 00 1 КЗ о3 осмотров
Продолжение табл. 4
Оборудование Ремонтные работы и работы по техническому уходу
Чередование работ Количество
ремонтов га о CL о X
5* О Ж si
п пм %
Литейное Бегуны, разрых- лители, сита, фор- мовочные машины грузоподъемностью свыше 300 до 5000 кг (при 6 amity, стержневые машины, выбивные устройства для форм и стержней, очистные галтовоч- ные барабаны и ка- меры, дробеметные аппараты и камеры, дробеструйные ап- тгаратьГи камеры К -О—О—Мг—О—O— C1—О—О—М2—О—О— С2—о—О—М3—о—о—к 2 3 12
Формовочные ма- шины грузоподъем- ностью свыше 5000 кг (при 6 a nitty, пескометы, машины для пе- скометной набивкн, оборудование дли гндровыбивки, ма- шины для регене- рации формовоч- ных и стержневых смесей К—о—О--М!—О—СЭ- Ма—о—О—Cj—О—о— М3—О—О—М4-О—О- С,—О—О—Мв-О-О— мв—о—о—к 6 18
Машины для литья под давле- нием, кокильные машины, центро- бежные машины, оборудование для литья в оболо .<?- вые формы, обору- дование для литья по выплавляемым моделям, транспор- теры, элеваторы, подвесные и на- польные конвейеры к-0—О—О—Мх—0- О—О—Мй—О—О—О— q-о-о-о-мз-о- О-О—Мд—О—О—О— C2—O—0—O—M;>U3— о—о—м4—о—о—о—к 27
26
Продолжение табл 4
Оборудование Ремонтные работы и работы по техническому уходу
Чередование работ Количество
ремонтов га о ё я 8
я ч
пс пм по
Подъемио- транспорт- ное Краны мостовые, краны ручные, края-балки, лебед- ки и электротель- феры К—0-0-О-О—Мг- О—о —0—0 М2—0- 0—О—0—М3-О—о- О—0—М4-О—О—0— 0—М5-0—0-0-0— м6-о~о-о-о-м7- 0—0—0—0—М8—0— 0—0—0—к — 8 36
Подкрановые пу- ти Планируются в зависи- мости от технического состояния - -
1 Лифта с годовым пробегом в км 1 От 1000 до 2500 Цикл с начала ввода в эксплуатацию 1 Первый ^_М,—М2—Ма—М4— Q—Ms—Мв—М7—М8— С2 Мд М1(| МЦ— м12—К 2 12 -
Последую- | щие K—Mi—Ms—Ma—Mi— Cj—Ms—Ma—Mj—M8-K 1 8
Св. 2500 до 4500 Первый K—Mj—Mo—M3—G— M4— Ms—Me—C2—MT— M8-Ms-K 2 9
1 Последую- 1 щие K—Mi—M2—Мч—Ci— M4—Ms-Me-K 1 6
27
Продолжение табл 4
Ремонтные работы и работы
по техническому уходу
Количество
Оборудование Чередование работ S-g S Ч с X и
пс пм по
Подъемно- транспорт- ное Лифты с годовым пробегом в км Св. 4500 до 8000 j Цикл с начала ввода в эксплуатацию I Первый К—М4—Ма—С4—Мя— м4—с2—мь—Л1с—к 2 6 —
I После- ! дующие i K-Mj—Мг—q—Ms— м4—к 1 4
| Первый К—М]—С2—М2—С2— М3—С3—М4—к 3 4
Сз^-8000 до 10 000
После- । дующие К—М,—Q—М„—С2— Ms—к ‘ 2 3
Ленточные транс- портеры К—О—О—Mj—О—О— М2—О—О- Q—О—О— М3—О-О—С,—О—О— м4—О—О—к 4 14
Все виды оборудования с (кроме деревообрабатыва- ющего и оборудования часовой и приборостроительной •уч» мышленности) С—О- О—Мх—О—O— M2—О—О—М3—О—О— Mj-O—О—М5—О—о— ML-O—О—М7—о—о— Ms-D-O-C 1 8 18
Принятые обозначения: К — капитальный ремонт; С — средний ремонт,
М — малый ремонт; О — осмотр; пс — количество средних ремонтов в цикле*.
пм — -количество малых ремонтов в цикле; nv — количество осмотров в цикле
28
Продолжительность межремонтных циклов,
межремонтных и межосмотровых периодов
Система ППР предусматривает применительно к различным видам оборудо-
вания и условиям его эксплуатации разную продолжительность межремонтных
циклов, межремонтных и межосмотровых периодов.
Межремонтным циклом называется:
а) для оборудования, находящегося в эксплуатации, — период работы
агрегата между двумя капитальными ремонтами;
б) для вновь установленного оборудования — период работы агрегата от
начала ввода его в эксплуатацию до первого капитального ремонта.
Межремонтным периодом называется период работы оборудования между
двумя очередными плановыми ремонтами.
Межослютровым периодом называется период работы оборудования между
двумя очередными осмотрами или между очередным плановым ремонтом и ос-
мотром.
Продолжительность межремонтного цикла, межремонтного и межосмотро-
вого периодов в отработанных часах установлена для каждой группы оборудова-
ния в зависимости от типа оборудования, условий н характера работы.
Продолжительность межремонтных циклов, межремонтных и межосмотро-
вых периодов учитывается по количеству отработанных оборудованием часов
или смен или какой-либо эквивалентной величине, характеризующей число рабо-
чих циклов машины (число изготовленных деталей).
Учет часов или смен должны вести плановые бюро цехов или плановый отдел
завода. Данные учета ежемесячно должны представляться отделу главного
механика предприятия для установления планового срока постановки данного
агрегата в ремонт.
' Продолжительность межремонтных циклов и межремонтных периодов элек-
тротехнического оборудования устанавливается по календарному времени его
эксплуатации с учетом сменности работы оборудования.
Зависимости для определения продолжительности мёжрёмОнтпьЕГ циклотг
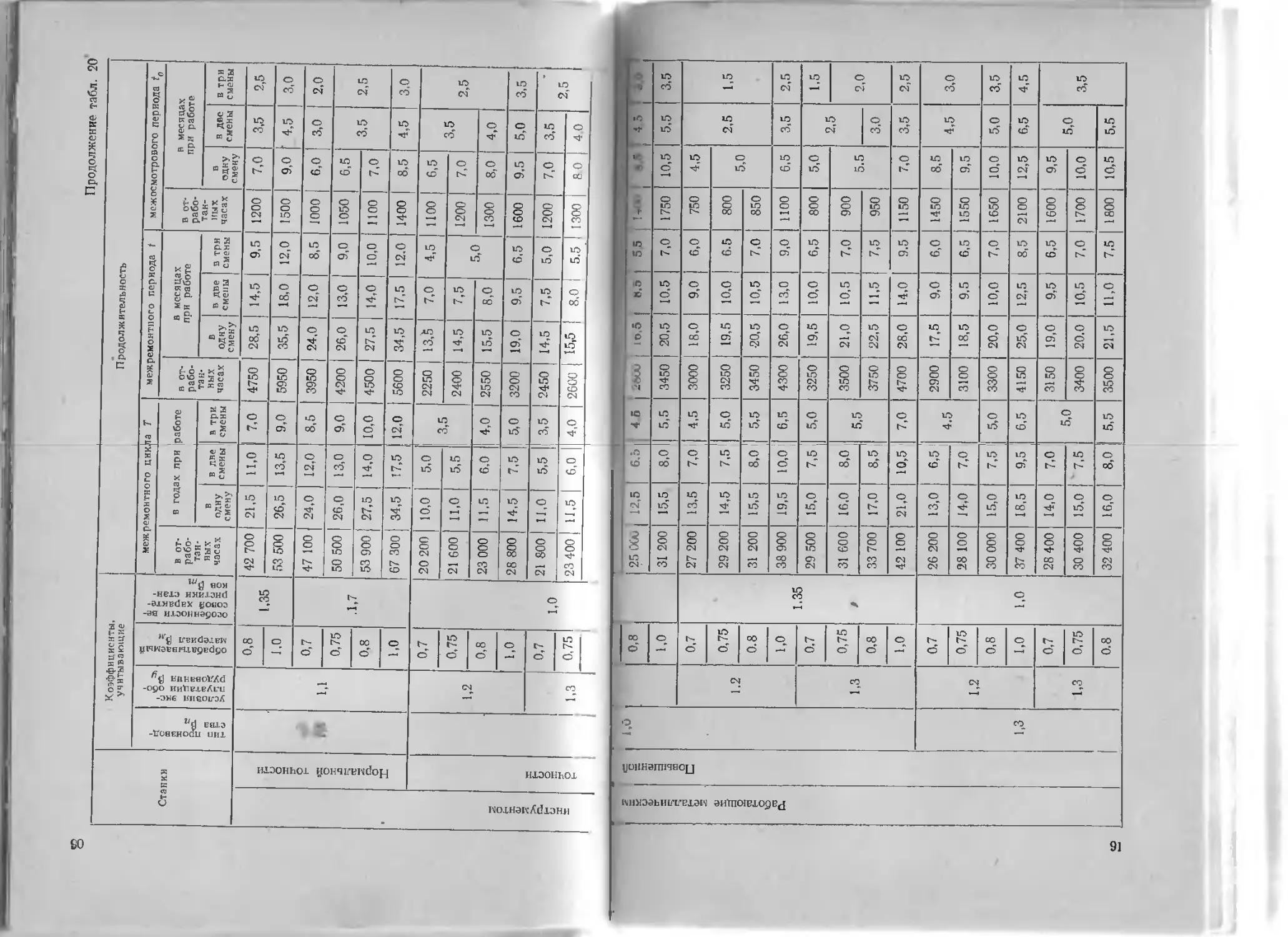
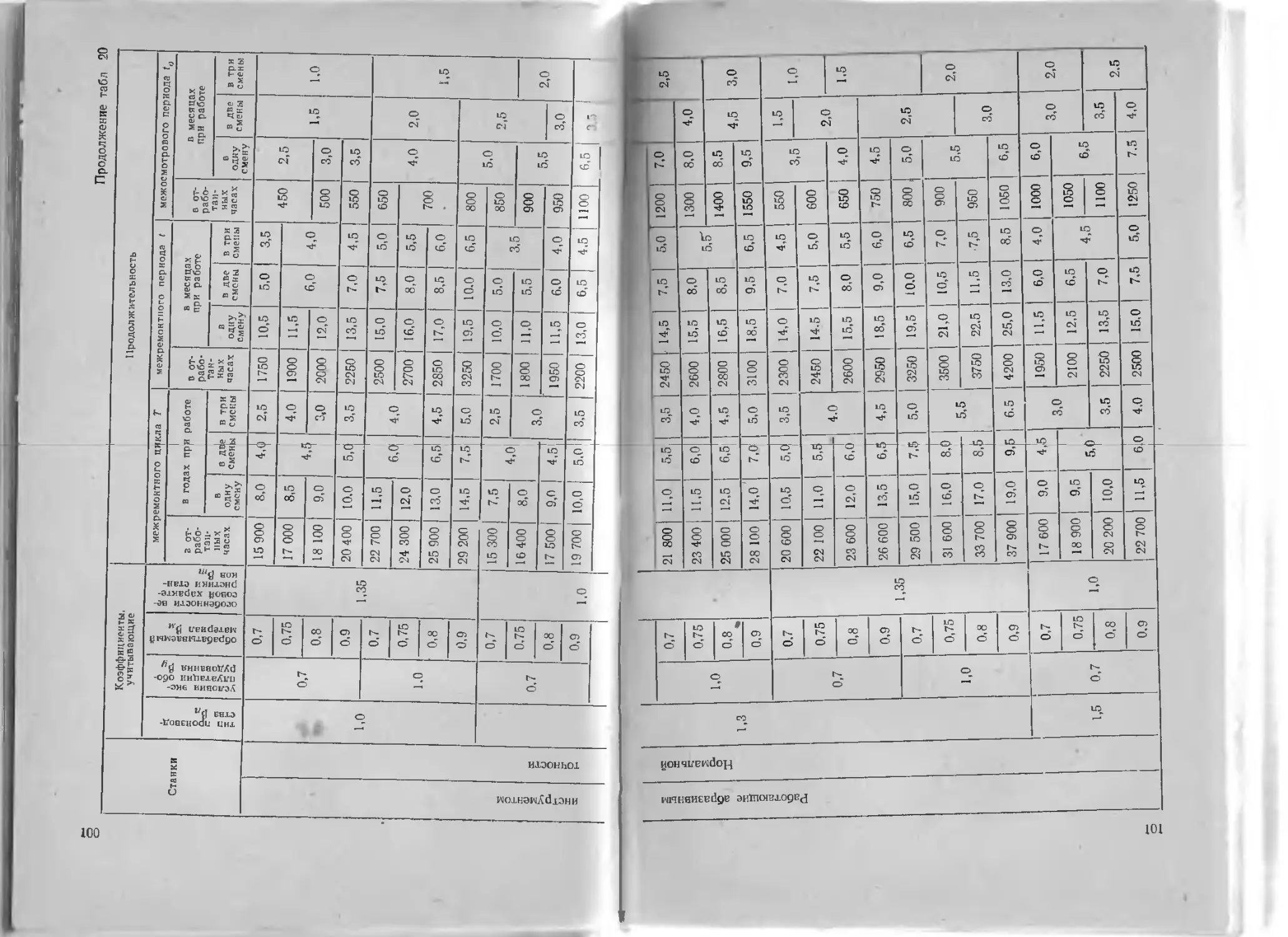
межремонтных и межосмотровых периодов приведены в табл. 5 и 6.
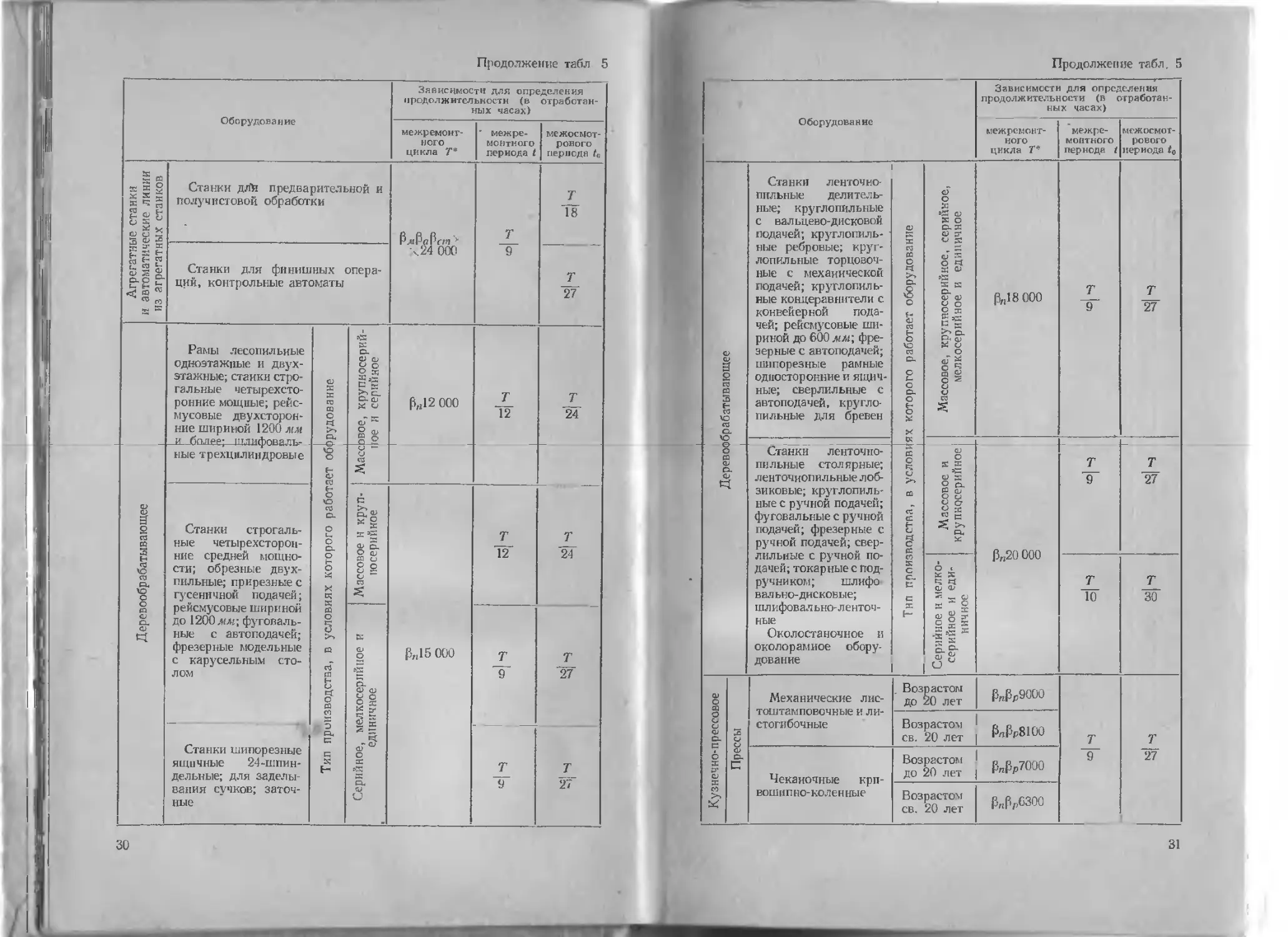
Таблица 5
Зависимости для определения продолжительности межремонтного цикла,
межремонтного и межосмотрового периодов
Оборудование Зависимости для определения продолжительности (в отработан- ных часах)
межремонт- ного цикла Г* ме?к ремонт- li ого периода t межосмотро- вого периода /г
Металлорежущие станки Легкие и средние весом до 10 tn Первого (РлРлРу МА) Последую- щих РпРлР^Р’Л^** Первого п*** тг Т 18
Крупные и тяжелые весом св 10 до 100 т Последую- Т ,ч"х V L 36
Особо тяжелые ве- сом свыше 100 т и уникальные Первого Т 12 Т 48
Последу ю- Т 12
29
Деревообрабатывающее Агрегатные станки и автоматические линии из агрегатных станков О а
Станки строгаль- ные четырехсторон- ние средней мощно- сти; обрезные двух- пильные; прирезные с гусеничной подачей; рейсмусовые шириной до 1200лш; фуговаль- ные с автоподачей; фрезерные модельные с карусельным сто- лом Станки шипорезные ящичные 24-шпин- дельпые; для заделы- вания сучков; заточ- ные ные трехцилиндровы Рамы лесопильиы одноэтажные и двух этажные; станки стрс гальные четырехстс ронине мощные; рейс мусовые двухсторон ние шириной 1200 лы и более- шлий)пва.пн Станки для финишных опера- ций, контрольные автоматы Станки дЛй предварительной и получистовой обработки
е
Тил производства, в условиях которого работает об фудованне
Серийное, мелкосерийное и единичное Массовое и круп- носерийное Масс )вое, крупносерий- ое и серийное
Р„15 ООО ьо о о о .. . ООО ЯР- я » ® •? hf ч°1 И S о Р о
“=1 -s -s 1 мН ’ межре- монтного периода 1 И: Ея®
кН “И | межосмот- рового периода t„ ЗЕ V Sa Ш Л> OI О S н а и ж
Кузнечно-п рессовое Деревофбр аб атывающее _ _j _
Прессы
п о Е £ 3 | 3 л а к а о к Е 2 -с Е я л> го " ь ь s S П Станки ленточно- пильные столярные; ленточиопильные лоб- зиковые; круглопиль- ные с ручной подачей; фуговальные с ручной подачей; фрезерные с ручной подачей; свер- лильные с ручной по- дачей; токарные с под- ручником; шлифо вально-дисковые; шлифовально- ленточ- ные Околостаночное и околорамиое обору- дование Станки ленточно- пильные делитель- ные; круглопильные с вальцево-дисковой подачей; круглопиль- ные ребровые; круг- лопильные торцовоч- ные с механической подачей; круглопиль- ные концеравнители с конвейерной пода- чей; рейсмусовые ши- риной до 600 мм\ фре- зерные с автоподачей; шипорезные рамные односторонние и ящич- ные; сверлильные с автоподачей, кругло- пильные для бревен
S 1
ж 5 Ч я
8? fa 05 ° 8 Й СО ® о Тип производства, в услови гх которого работает оборудование
растом I 20 лет растом 20 лет растом 20 лет №ТЗ О м Ь 3 н g Серийное и мелко- серийное и еди- ничное Массовое и крупносерийное 1 Массовое, крупносерийное, серийное, мелкосерийное и единичное
1 РпРрбЗОО з"° 00 s'0 1g о 00 о S
»| sH “1 -s
ч чи !
Продолжение табл 5 | Продолжение табл.
Продолжение табл. 5
Оборудование Зависимости для определения продолжительности (в отработан- ных часах)
межремонт- ного цикла Т* межре- монтного периода/ межосмот- рового периода /л
X о 1 G О 5 X П & 1 Прессы Кривошипные го- рячештамповочные и обрезные Возрастом до 20 лет Р„Рр 5350 7‘ 9 Т 27
Возрастом св. 20 лет ₽„ft. 4800
Винтовые фрик- ционные Возрастом до 20 лет Рр 14 300
Возрастом св. 20 лет Рр 12 900
Гидравлические ко- вочные Возрастом до 20 лет ₽„ 5950 8 - -т 24
Возрастом св. 20 лет Р„5350
Гидравлические для пластмасс Возрастом —до-20 лет - р„ 17 100
Возрастом св. 20 лет Рп 16 100
Гидравлические прочие Возрастом до 20 лет 25 200
Возрастом св. 20 лет 22 700
Автоматы Кузнечно-прессо- вые: холодновысадоч- ные, обрезные, гаеч- ные, горячевысадоч- ные, для штамповки шариков и роликов, резьбоиакатные, про- волочно-гвоздил ьные, пружиноиавивочные, цепевязальные Возрастом до 20 лет Ир 5200 Т 6 Т 18
Возрастом св. 20 лет Мр 3600
Листоштамповоч- ные с верхним и ниж- ним приводом Возрастом до 20 лет (5„₽р11600
Возрастом св 20 лет P,,|V 10 400
32
Продолжение табл Я
Кузнечнр-прессовое
Зависимости для определения продолжительности (и отработан- ных часах)
Оборудован» межремонт- ного цикла Тл межрс MOHTHOI о периода t hi
3 6 1 Пневматические ко- вочные Возрастом до 20 лет 0„0„ 4950
Возрастом св 20 лет ₽„0р415О
Паровоздушные ко- вочные Возрастом до 20 лет Р„Рр 14 400
Возрастом св. 20 лет Р„рр 13001»
Паровоздушные штамповочные Возрастом до 20 лет Р„РрП450
Возрастом св. 20 лет р„рр 10 300
Ножницы - -Еоризшхтал к н о- ко- вочные машины Возрастом до 20 лет р„рр 2360
Возрастом св. 20 лет 0„0„21ОО т 6 Г 18
Кривошипные* листовые комбинирован- ные Возрастом до 20 лет Р,.рр 10 200
Возрастом св 20 лет 0, ₽,, 9200
Дш ;овьк Возрастом до 20 лет Р Рр21700
Возрастом св. 20 лет Р„Рр 19 500
Сортовые Возрастом до 20 лет РлРр9100
Возрастом св. 20 лет Р„Рр 8200
Бегуны, разрыхлители и сита, выбивные устройства для форм и стержней, очистные галтовочные барабаны, ’ дробеметные аппараты и камеры, дробеструйные аппара- ты и камеры Ря4000
2 *la«ui ЬМ
Продолжение табл 5
Оборудование Зависимости для определения продолжительности (в отработан- ных часах)
межремонт- ного цикла Т* межре- монтного периода t межос мет- рового периода tо
1 Литейное Формовочные машины грузо- подъемностью до 300 кг (при 6 ати) рй4000 т 4 Т 12
Формовочные машины грузо- подъемностью св. 300 до 900 кг (при 6 ати) и стержневые машины р„ 5800 7 6 Т 18
Формовочные машины грузо- подъемностью 900—5000 кг (при 6 ати) Рч7750
Пескометы, машины для песко- метной набивки форм, оборудова- ние для гидровыбивки стержней, машины для регенерации формо- вочных и стержневых смесей 7750 т 9 Т 27
Формовочные машины грузоподъ- емностью св. 5000 кг (при 6 ати) И 600
Машины для литья под давле- нием, кокильные машины, центро- бежные машины, оборудование для литья в оболочковые формы, обо- рудование для литья по выплавляе- мым моделям р„ 9650 Т 36
Транспортеры для горелой фор мовочной смеси ря 5800
Транспортеры для 'свежей фор- мовочной смеси, элеваторы, под- весные н напольные конвейеры Р„7750
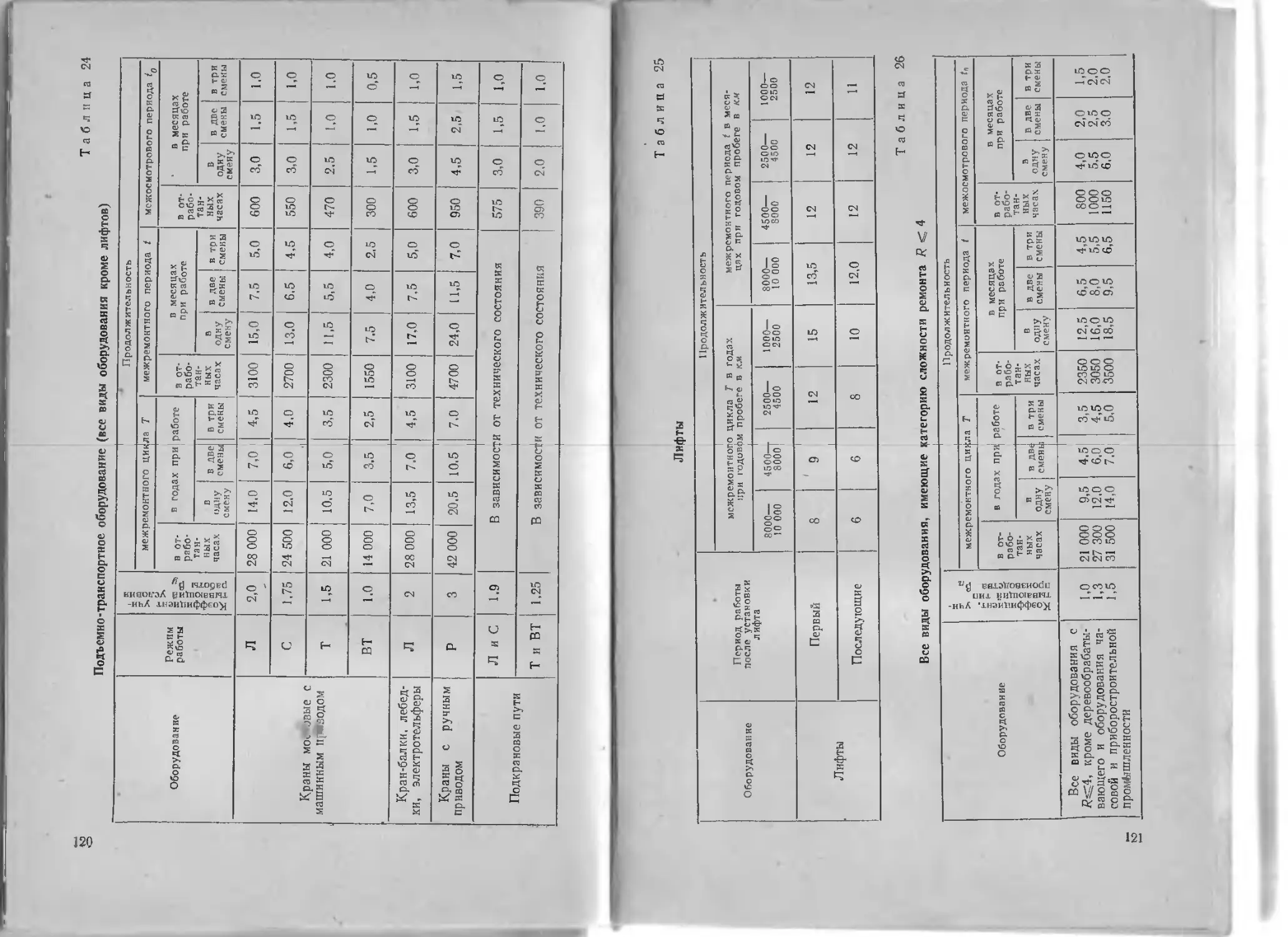
Подъемно-транспортное Краны мостовые, краны ручные, кран-балки, лебедки и электро- тельферы ₽„ 14 000 Т 9 т 45
Подкрановые пути - Планируются в за- висимости от техни- ческого состояния
34
Продолжение табл. 5
Г Зависимости для определения продолжительности (в отработан- ных часах)
Оборудование межре- монтного цикла Г* межре- монтного периода t ме-космо тропого периода
1000— 2500 Первый 15
3 а После- дующие 10
Ф [ пробегом 2500 Первый 12
X о С 4500 Е После- дующие 8
X га 3 m о 4500 8000 О) Первый 9 1
с и 1 5 5 I- ч X к После- дующие 6
й о Е й 8000— 10 000 Первый 8
*5 После- дующие 6
Ленточные транспортеры МО 400 т Т — 21
Все ревооС вой и виды оборудования с R =С 4 (кроме до- рабатывающего и оборудования часо- 1риборостроительной промышленности) 0л 18000 т 9 Т 27
Принятые обозначения: Т — продолжительность межремонтного цикла в отработанных часах; t — продолжительность межремонтного периода в отработанных часах; t0 — продолжительность межосмотрового периода в отработанных часах; R — категория сложности ремонта; — коэффициент, учитывающий тип производства; для всех видов оборудова- ния принимается одинаковым: — коэффициент, учитывающий условия эксплуатации оборудования; Рм — коэффициент, учитывающий род обрабатываемого материала; р" — коэффициент, учитывающий особенности весовой характеристики станков, Рс — коэффициент, учитывающий назначение и исполнение агрегатных станков; fi£/n — коэффициент, учитывающий материал и термообработку направляющих станин; Рр — коэффициент, учитывающий величину основного параметра машины а) прессы механические, гидравлические, горизонтально-ковочные машины— усилие в Г; б) автоматы — диаметр заготовки в мм', в) ножницы — толщина реза в мм; г) молоты — вес падающих частей в кг.
* Для кранов и лифтов указана в годах. * * А —для металлорежущих станков возрастом: до 10 лет- ев. 10 до 20 лет — 23 000; св. 20 лет — 20 000. * ** В = 25% от t. ***» Продолжительность межремонтного цикла во всех формулах таллорежущпх станков, выпускаемых до 1967 года- 24 000; для ме-
2*
35
Таблица 6
Числовые значения коэффициентов, входящих в зависимости
для определения продолжительности межремонтного цикла
Коэффициент £rt для всех видов оборудования,
кроме кранов и лифтов *
Тип производства Значение ря
Массовое и крупносерийное Серийное Мелкосерийное и единичное 1,0 1.3 1,5
Коэффициент рЛ для металлорежущих станков
Станки Значение при обработке
конструк- ционной стали высоко- прочных сталей с пределом прочности сь> > IOOkT/jhju* алюминие- вых сплавов чугуна и бронзы
Нормальной точности Прецизионные ** 1,0
Работающие абрази- вами ... 0,9
Коэффициент для металлорежущих станков
Значение при работе
Инструмент Станки без охла- ждения в нормаль- ных усло- виях меха- нического н о।дельном помещении
Металли- ческий Нормальной точности - 1,1 —
Повышенной точности - 1,2 1,3
Высокой и особо высо- кой точности 1.3 1.4
Абразивный Нормальной точности 0,7 1.0 —
Повышенной точности — 1.1 1,2
Высокой и особо высо- кой точности 1.2 1,3
36
Продолжение табл 6
Коэффициент для подьемно-транспортиого оборудования
Оборудование Режим работы Значение
Краны мостовые с машинным приводом Легкий — Л 2,0
Средний — С 1,76
Тяжелый — Т 1,5
Весьма тяже- лый — ВТ 1,0
Кран-балкн, лебедки, электротель- феры Легкий — Л 2,0
Краны с ручным приводом Ручной — Р 3,0
Подкрановые пути Легкий — Л Средний — С 1,9
Тяжелый — Т Весьма тяже- лый — ВТ 1,25
Коэффициент рт для металлорежущих станков
Станки Значение (Ьт
Легкие и средние ... . . . Крупные и тяжелые .... .... Особо тяжелые и уникальные 1,0 1,36 1,7
Коэффициент рс для агрегатных станков
Станки Значение f>G для станков
горизонтального исполнения вертикального исполнения
Агрегатно-сверлильные — зенковоч- ные и цековочные 1,3 1,35
Агрегатно-фрезерные и агрегатно- расточные 1,2 1,3
Агрегатно-резьбонарезные 1,5 1,7
Коэффициент рспг для станков агрегатных, ие встроенных
в автоматические линии, а также агрегатных, специальных
и специализированных, встроенных в автоматические линии
Направляющие Значение Рст
Чугунные Чугунные закаленные Стальные закаленные и направляющие качения 1,0 1,35 1,6
37
Продолжение табл 6
Коэффициент рр для кузнечио-прессового оборудования
Наименование оборудования Размеры основного параметра Значение |'>р
Прессы механические листоштампо- вочные и листогибочные До 160 Т Св. 160 до 250 Т » 250 э 1000 » » 1000 Т 1,30 1,60 2,00 2,20
Чеканочные кривошипно-коленные До 800 Г Св 800 » 1,50 1,70
Кривошипные горячештамповочные и обрезные До 1600 Т Св. 1600 » 1,70 2.00
Винтовые фрикционные 1,00
Автоматы холодновысадочные, го- рячевысадочные, обрезные, резьбона- катиые, проволоч но-гвоздил ьные, пружинонавивочные и цепевязаль- “ныё- До 4 мм Св 4 до 8 мм » 8 до 12 » » 12 » 16 » Тб мм 1,30 2,00 3,30 4,00 4.7СГ ’
Автоматы листоштамповочные с верхним и нижним приводом До 20 Г Св. 20 до 200 Т » 200 » 1000 » » 1000 Т 1,00 1,30 1,50 1,70
Молоты пневматические До 150 кг Св. 150 » 3.30 2,40
Молоты паровоздушные штампо- вочные До 2000 кг Св. 2000 до 5000 кг » 5000 кг 0,80 0,60 0,50
Молоты паровоздушные ковочные Д.С, 2000 кг Св. 2000 » 0,90 0,70
Горизонтально-ковочные машины До 800 Т Св 800 » ^,40 5.00
Ножницы кривошипные листовые и комбинированные До 1,6 мм От 1,7 до 6,3 мм » 6,4 » 16 » Св. 16 мл 0,80 1,00 1,30 1,50
38
Продолжение табл 6
Наименование оборудования Размеры основного параметра Значение (у,
Ножницы сортовые До 45 мм Св. 45 » 1,50 1.60
Ножницы дисковые До 4 мм Св. 4 » 0,60 0,50
* Коэффициент учитывает также и время, затрачиваемое на подналадку
и переналадку оборудования в различных типах ’ производства.
Под прецизионными станками понимаются станки повышенной, высокой
и особо высокой точности-
Примечание. Для станков нормальной точности, работающих метал
лическям инструментом, при их эксплуатации в запыленных, загазованных и
влажных помещениях ₽ = 0.8.
Таблица 6а
Примерное количество оборудования, подвергаемое ежегодно
плановым ремонтам в %
Таблица составлена на основании приведенных в книге структур межре-
монтных циклов н продолжительностей циклов, межремонтных и межосмотро-
вых периодов
Процент ежегодно ремонтируемого оборудования
Тип производства
оборудовали е &й'д ремонта единичное и мелко- серийное сери йное пр*, иносерий- иое и массо- вое
Металлорежущее Капитальный Средний Малый 10 20 65 14 28 85 18 35 100
Деревообрабатыва- ющее Капитальный Средний Малый 14 30 85 20 40 100 35 65 300
Кузнечно-прессо- вое Капитальный Средний Малый 16 25 80
Литейное Малый Средний Капитальный 130 60 40 150 80 50 200 100 70
1 о. о Е Краны Капитальный Средний Малый 90 30 60
О <0 6 Ленточные транспортеры Капитальный Средний Малый 15 25 45
Подъем Лифты Капитальный Средний Малый 10 16 50
39
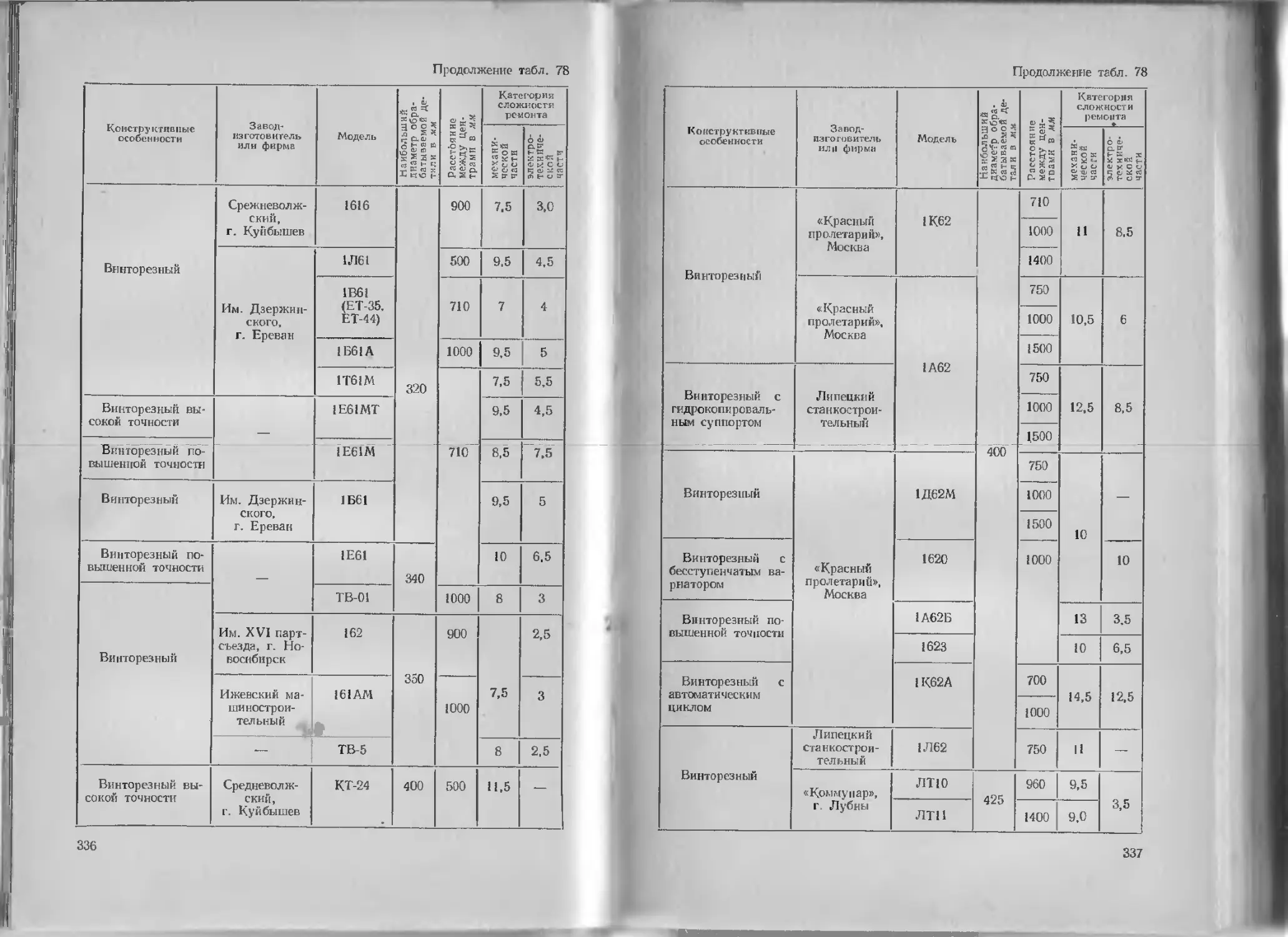
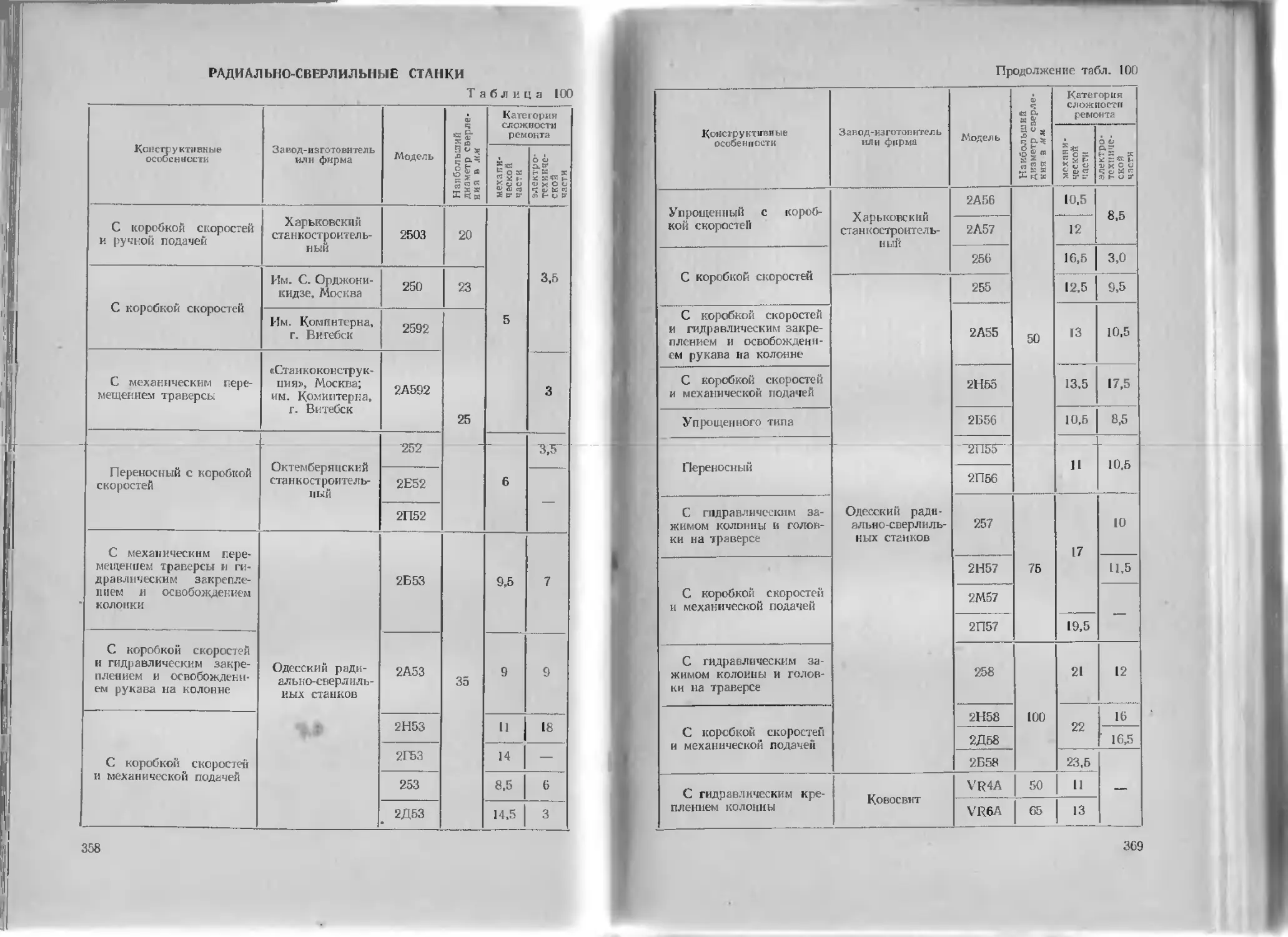
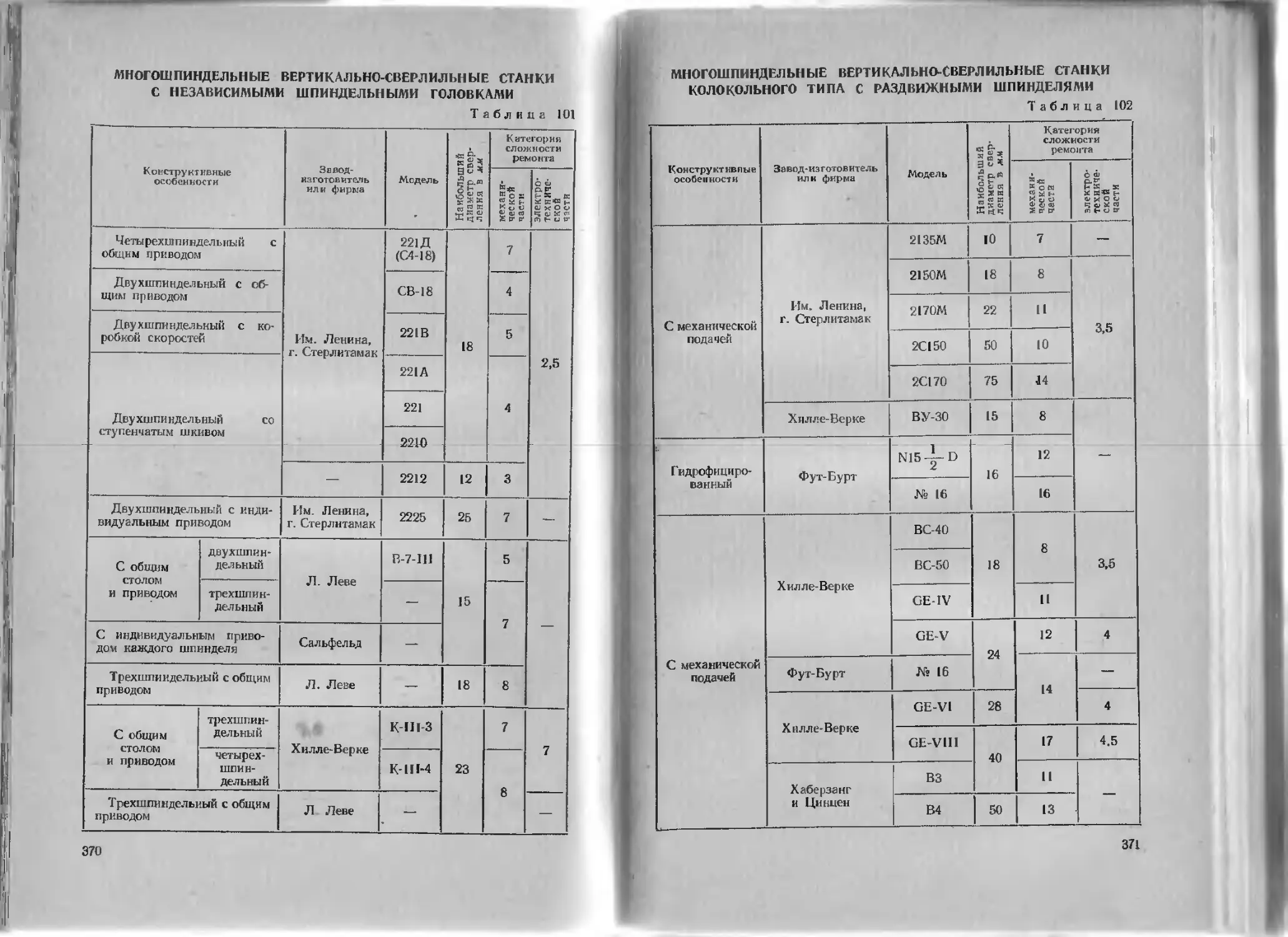
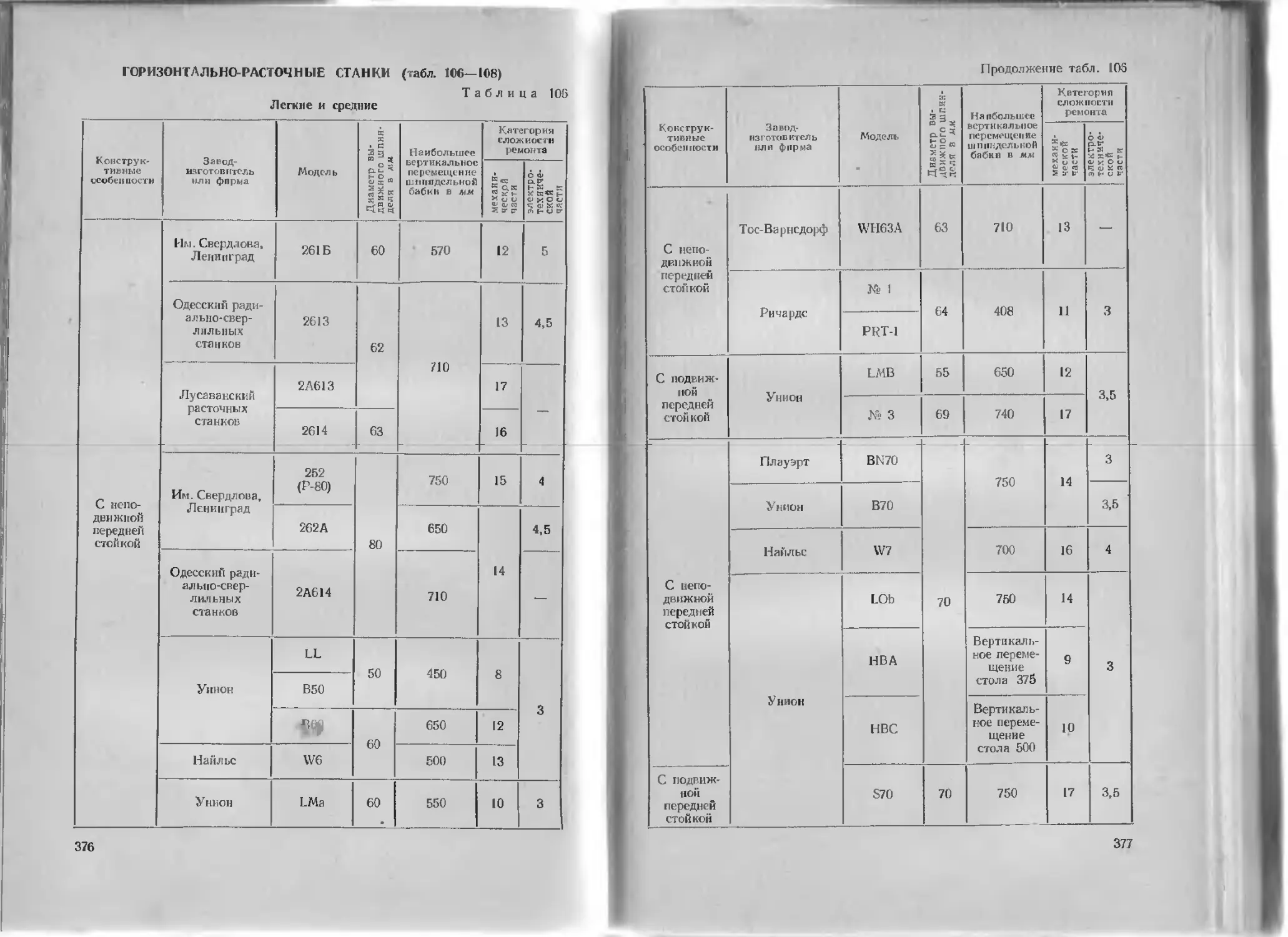
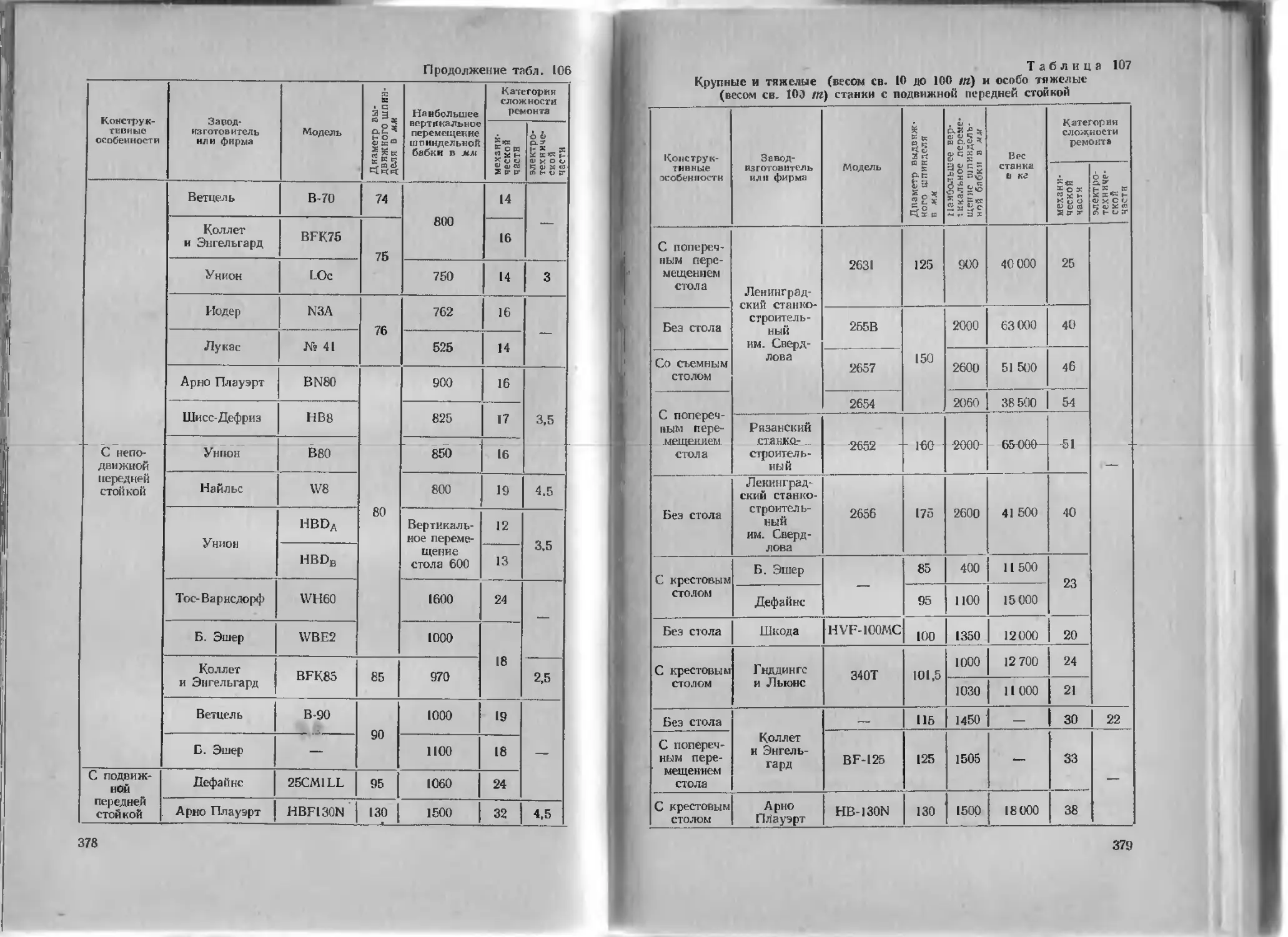
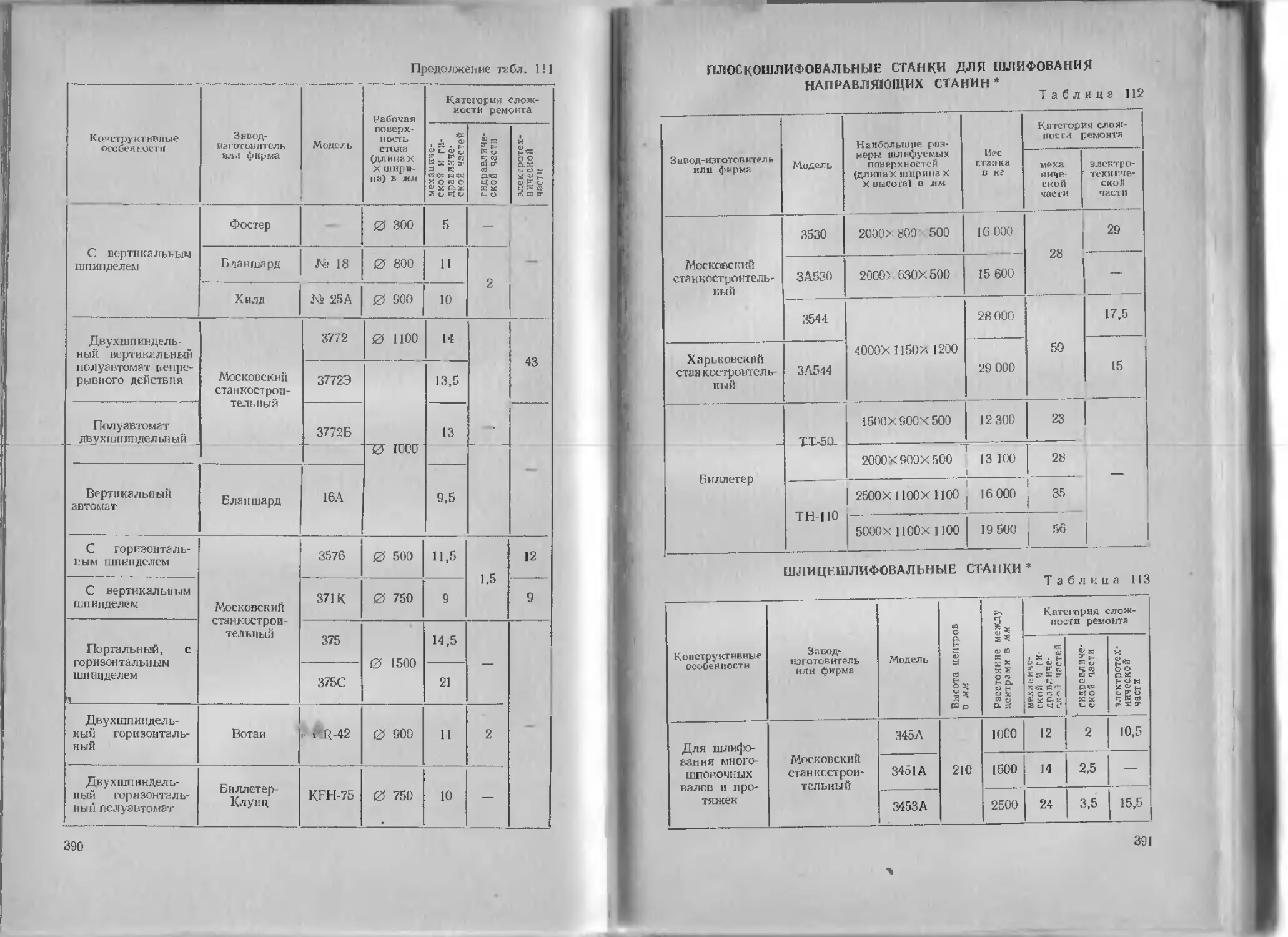
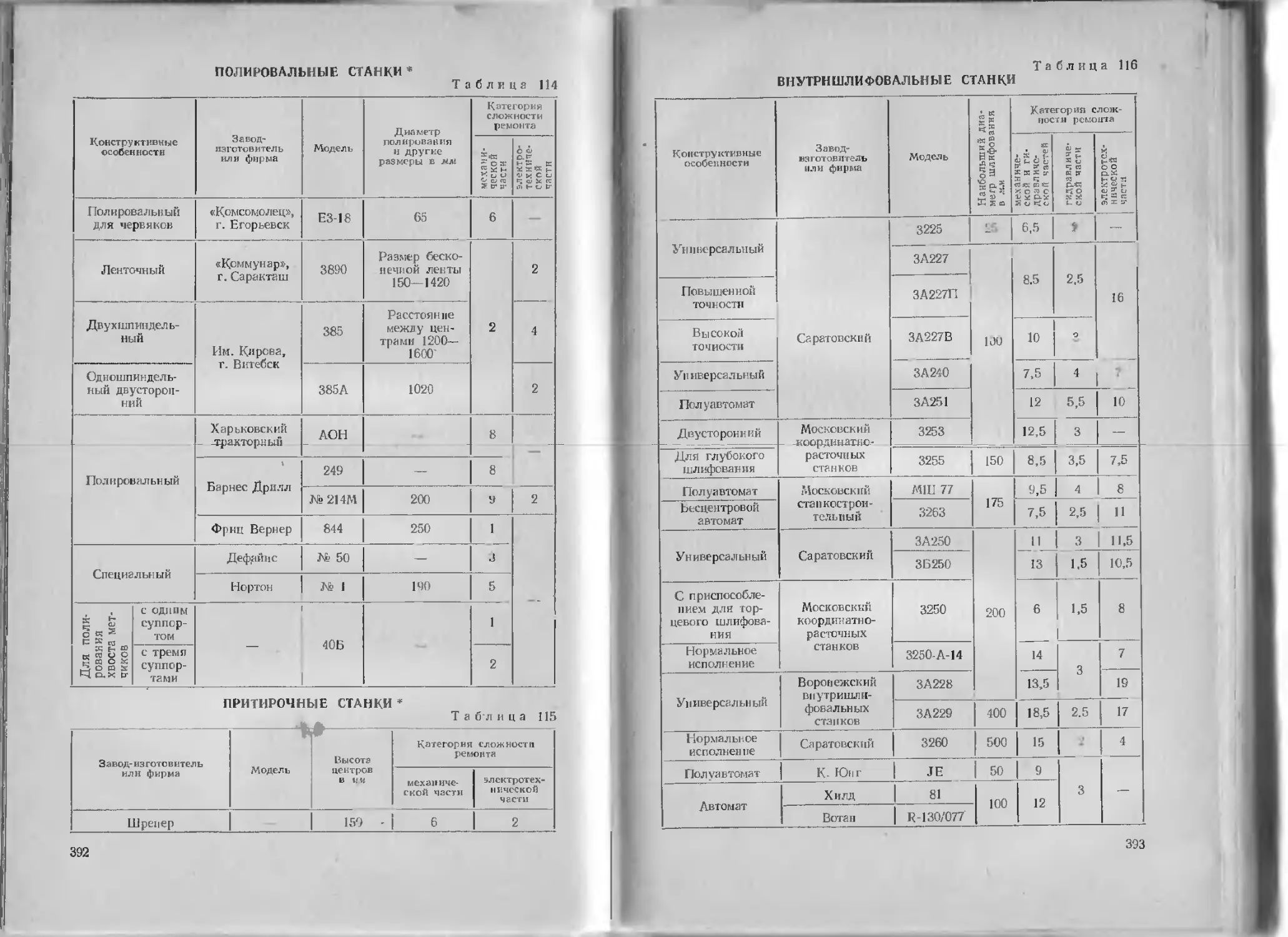
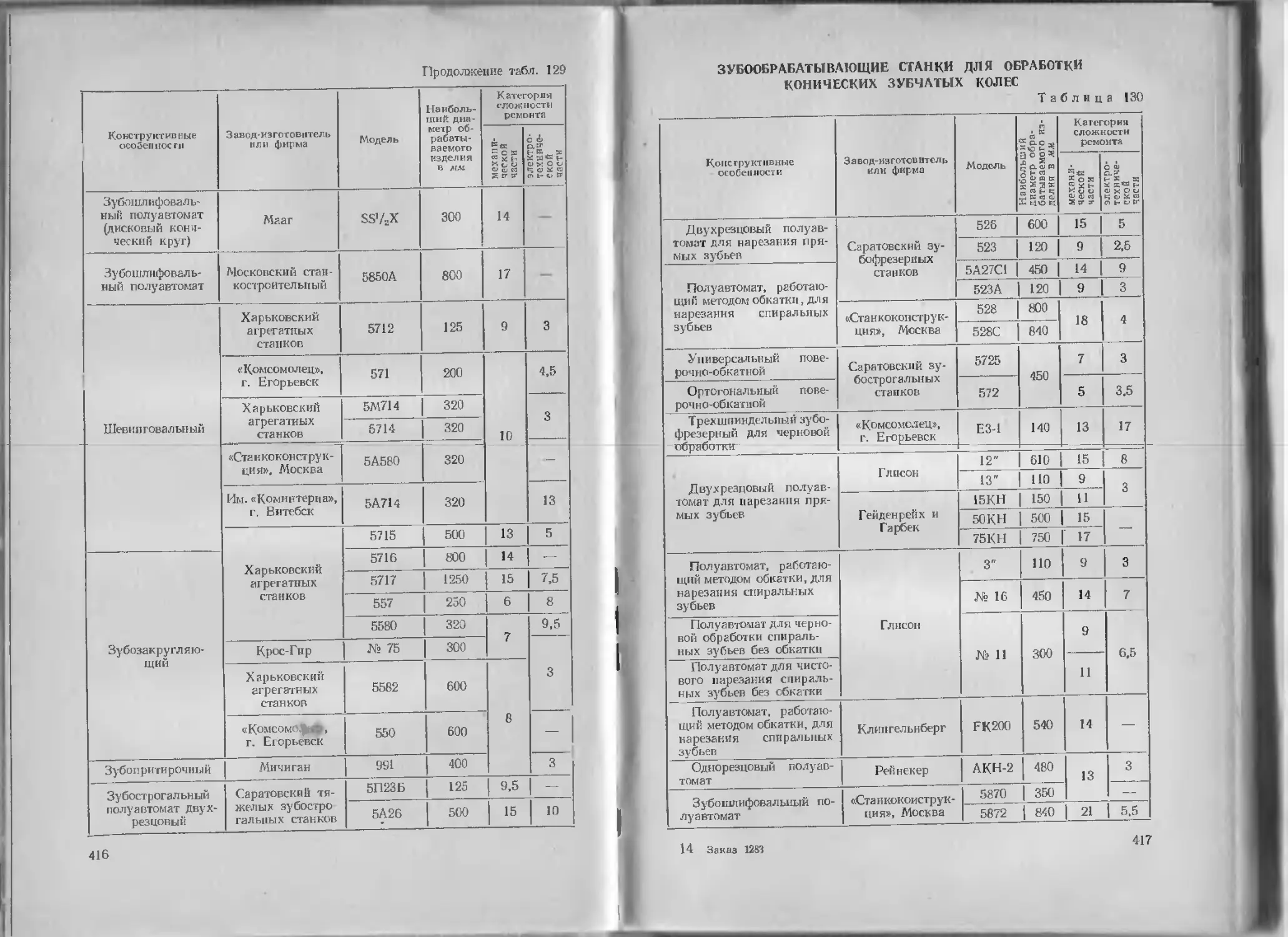
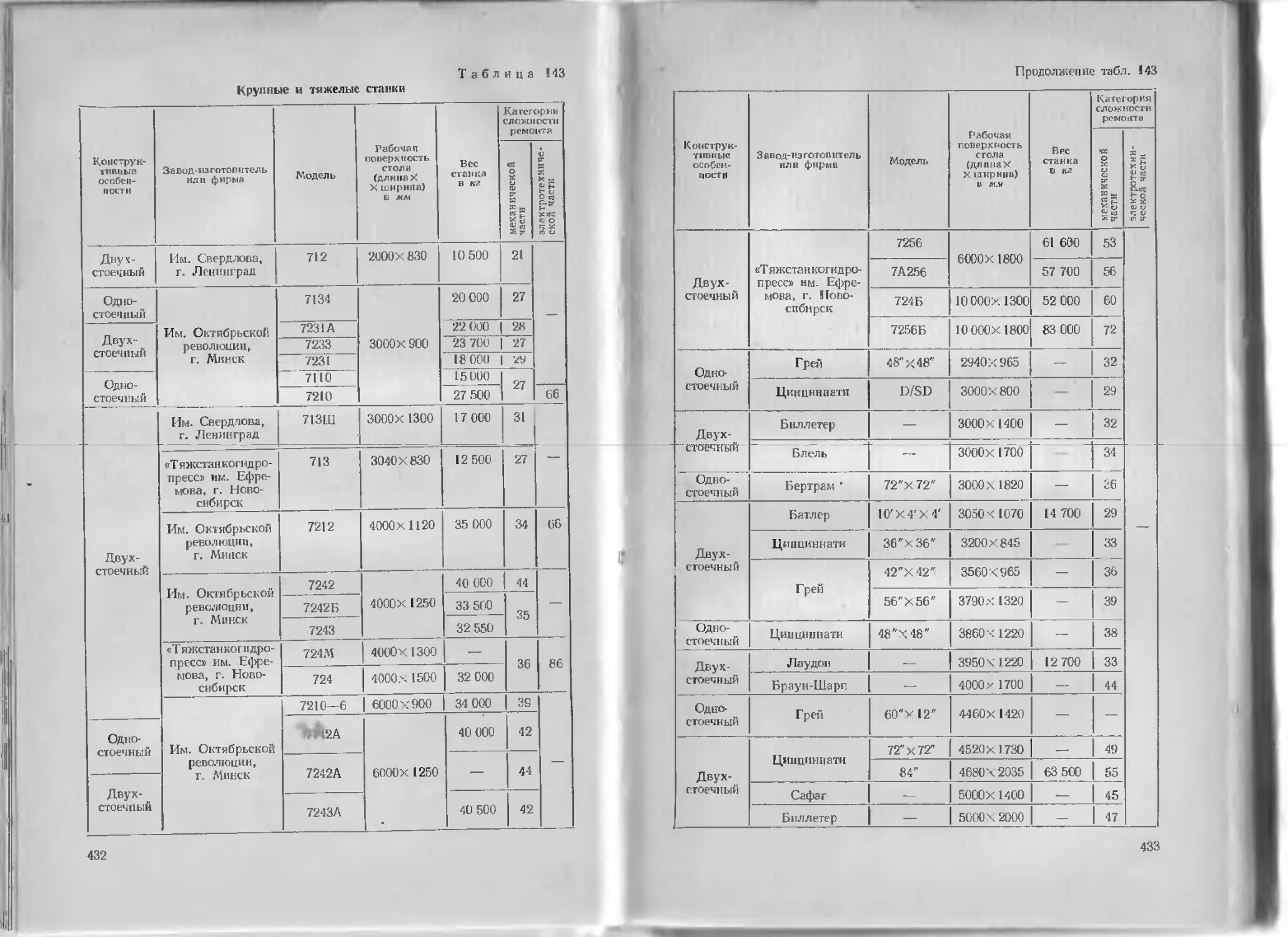
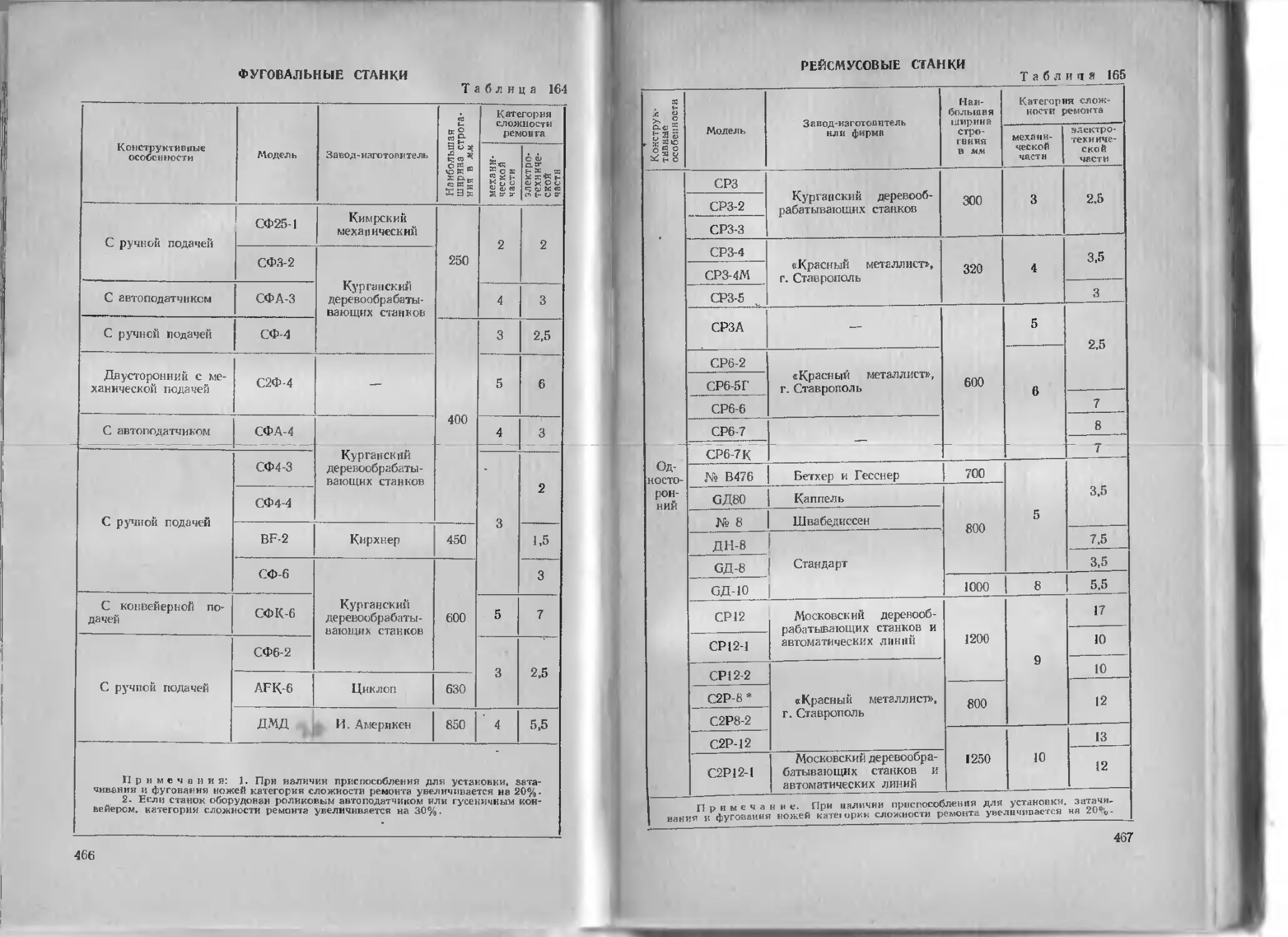
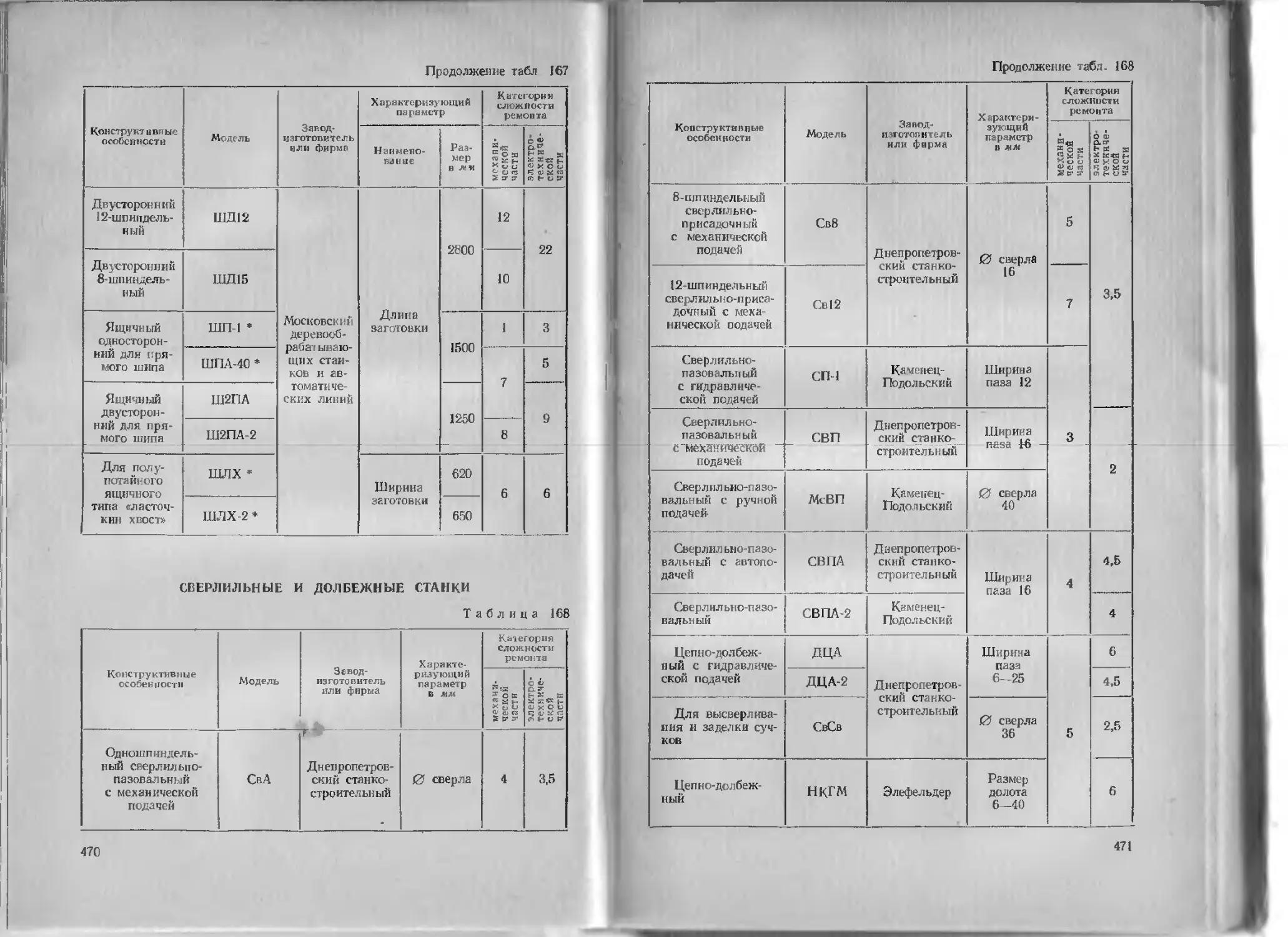
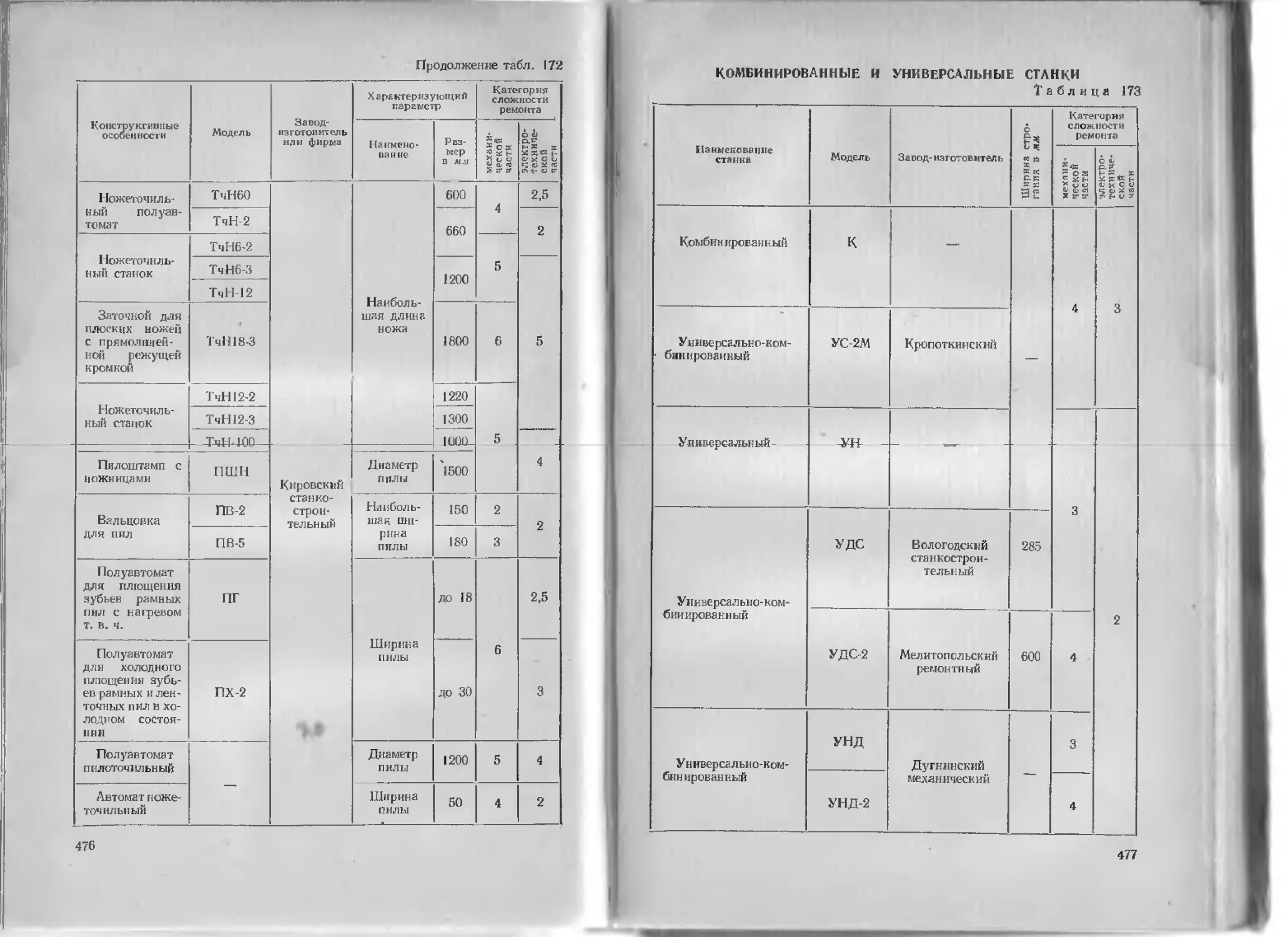
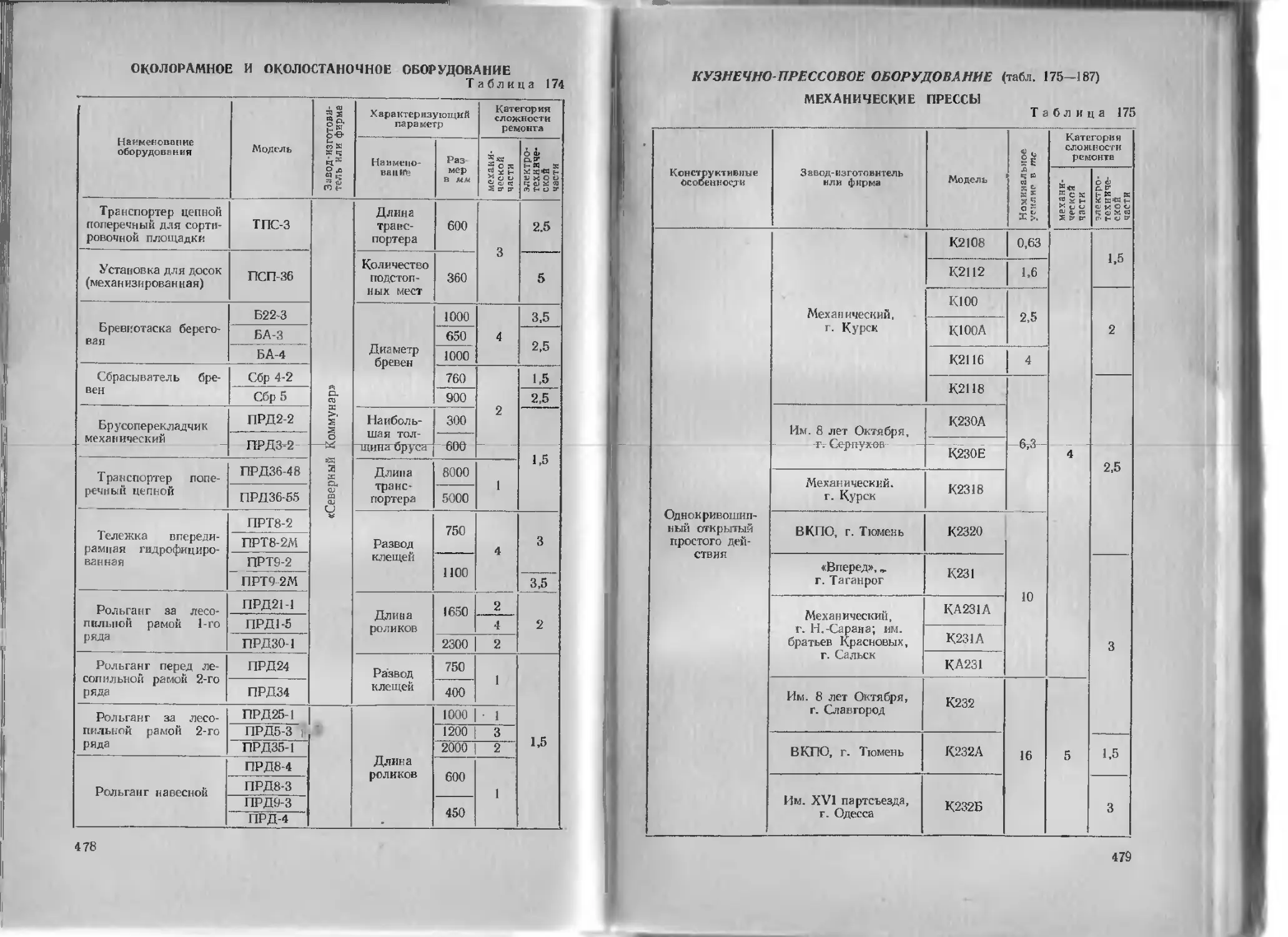
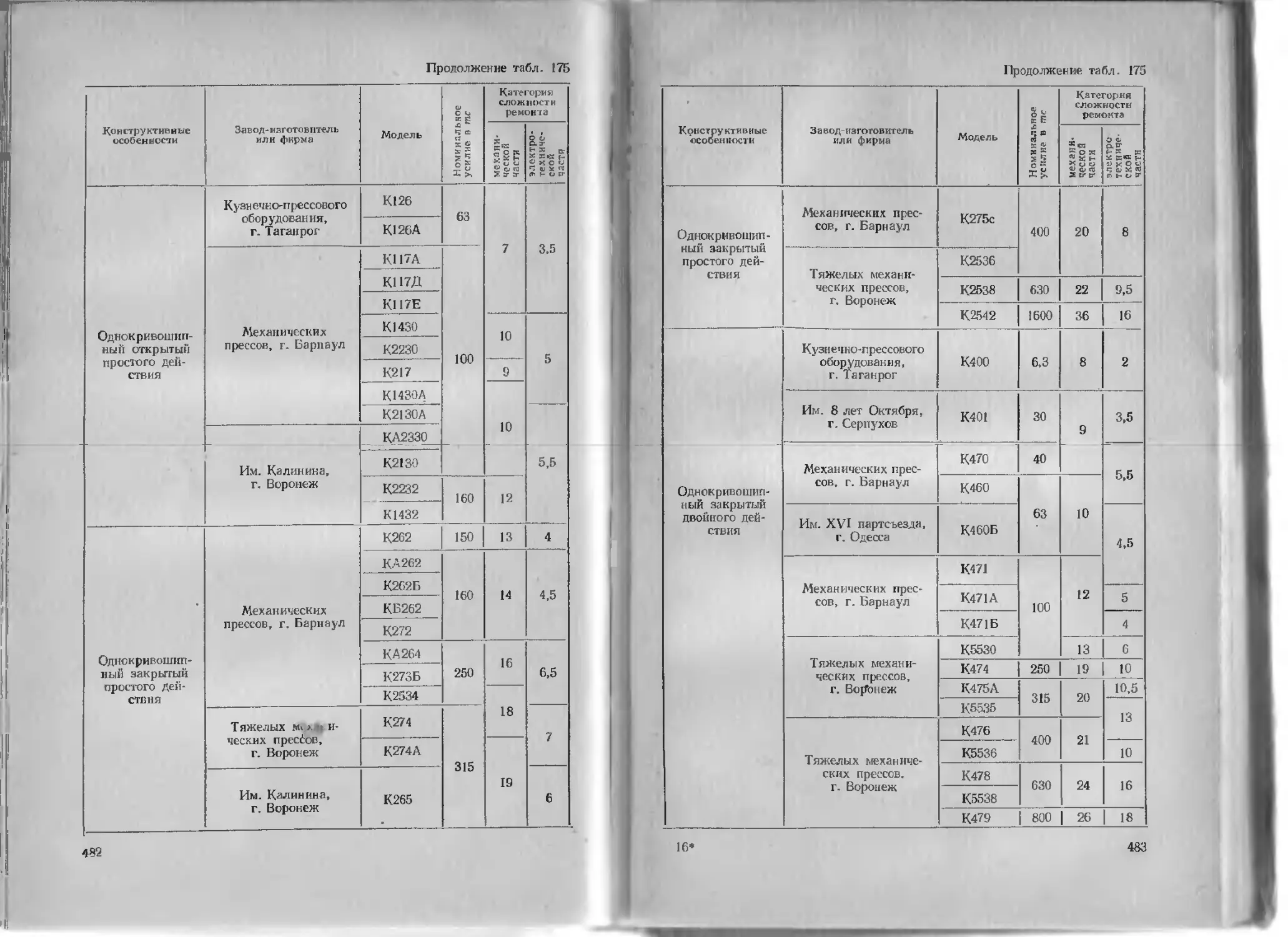
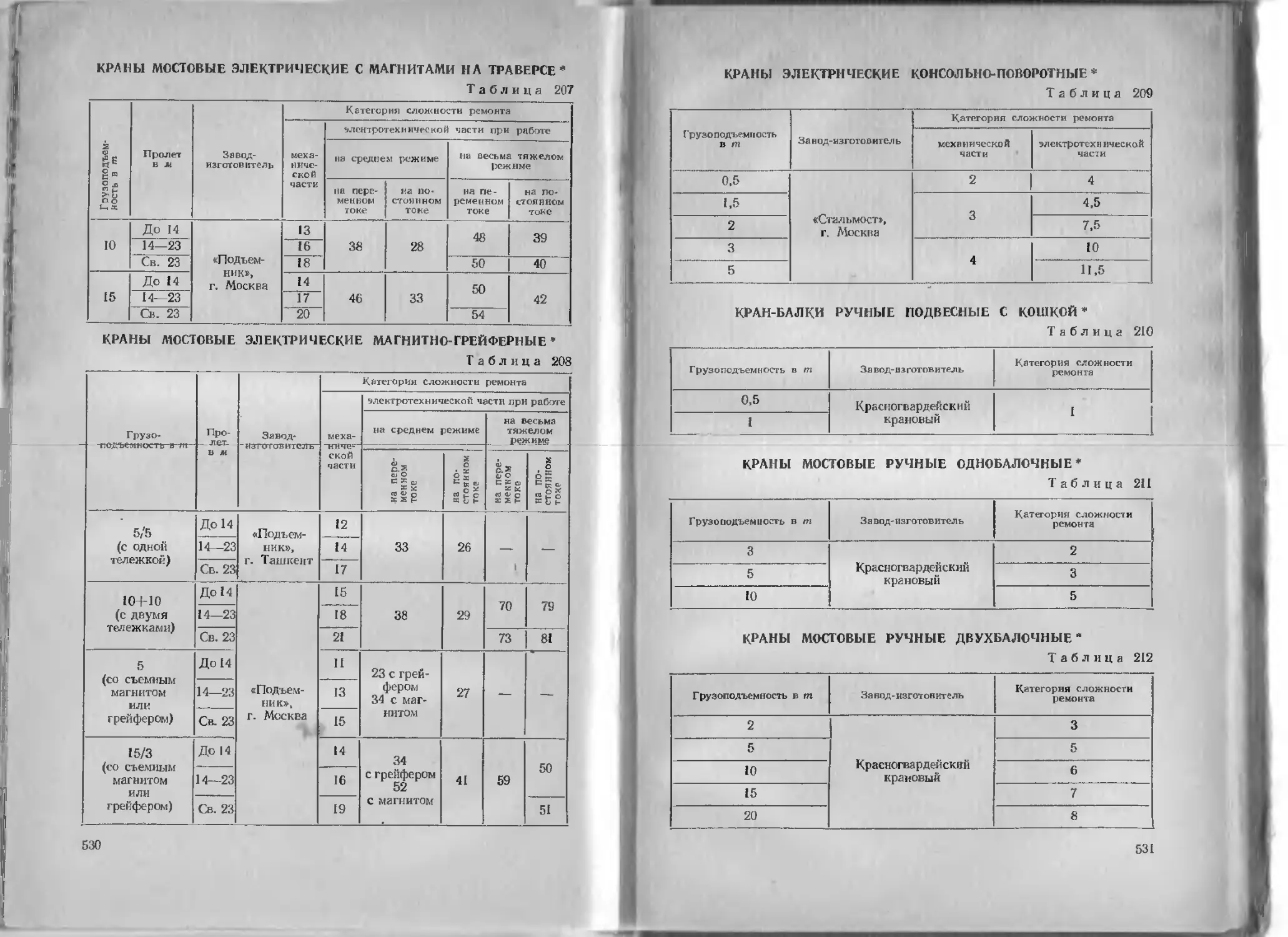
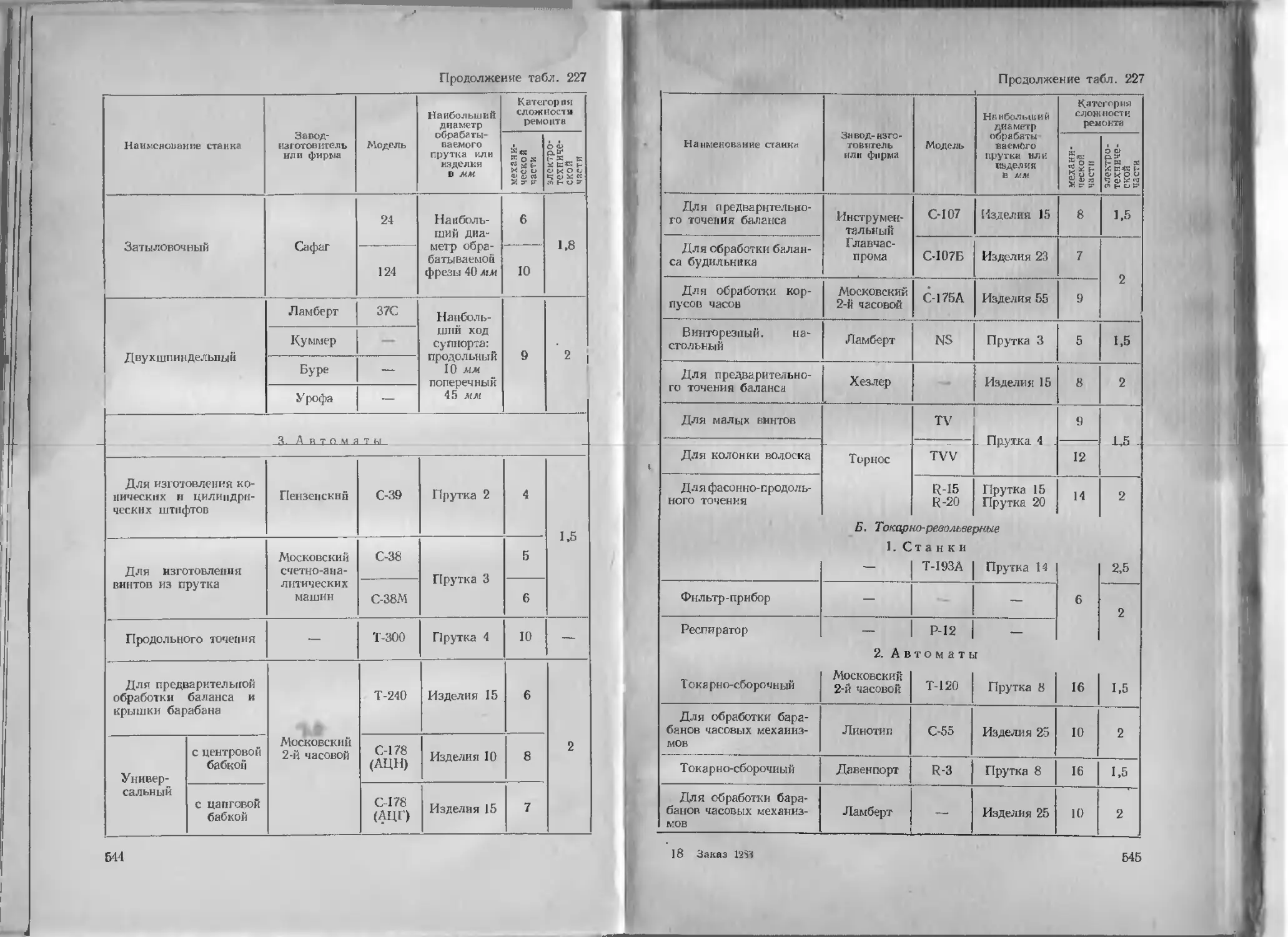
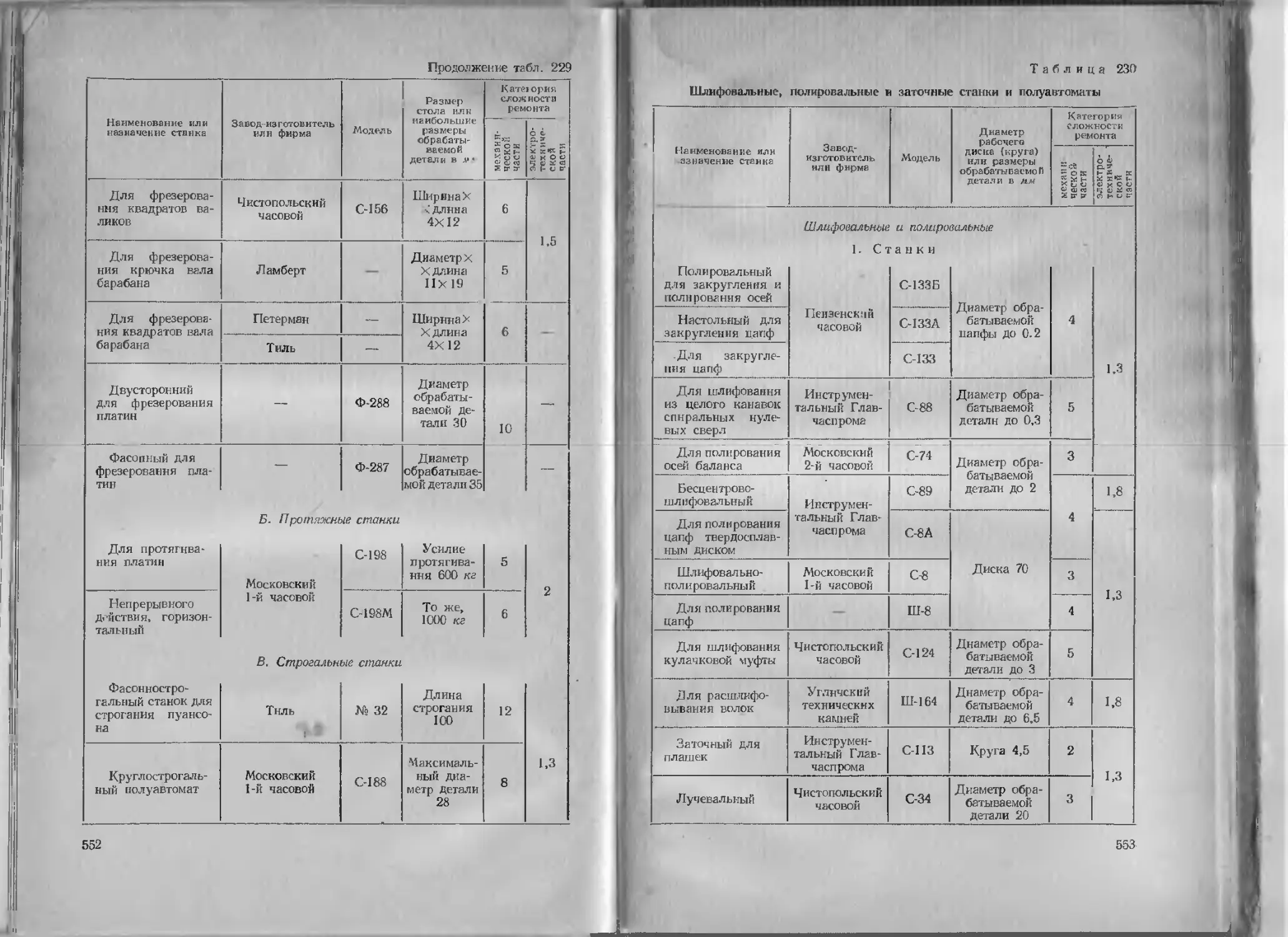
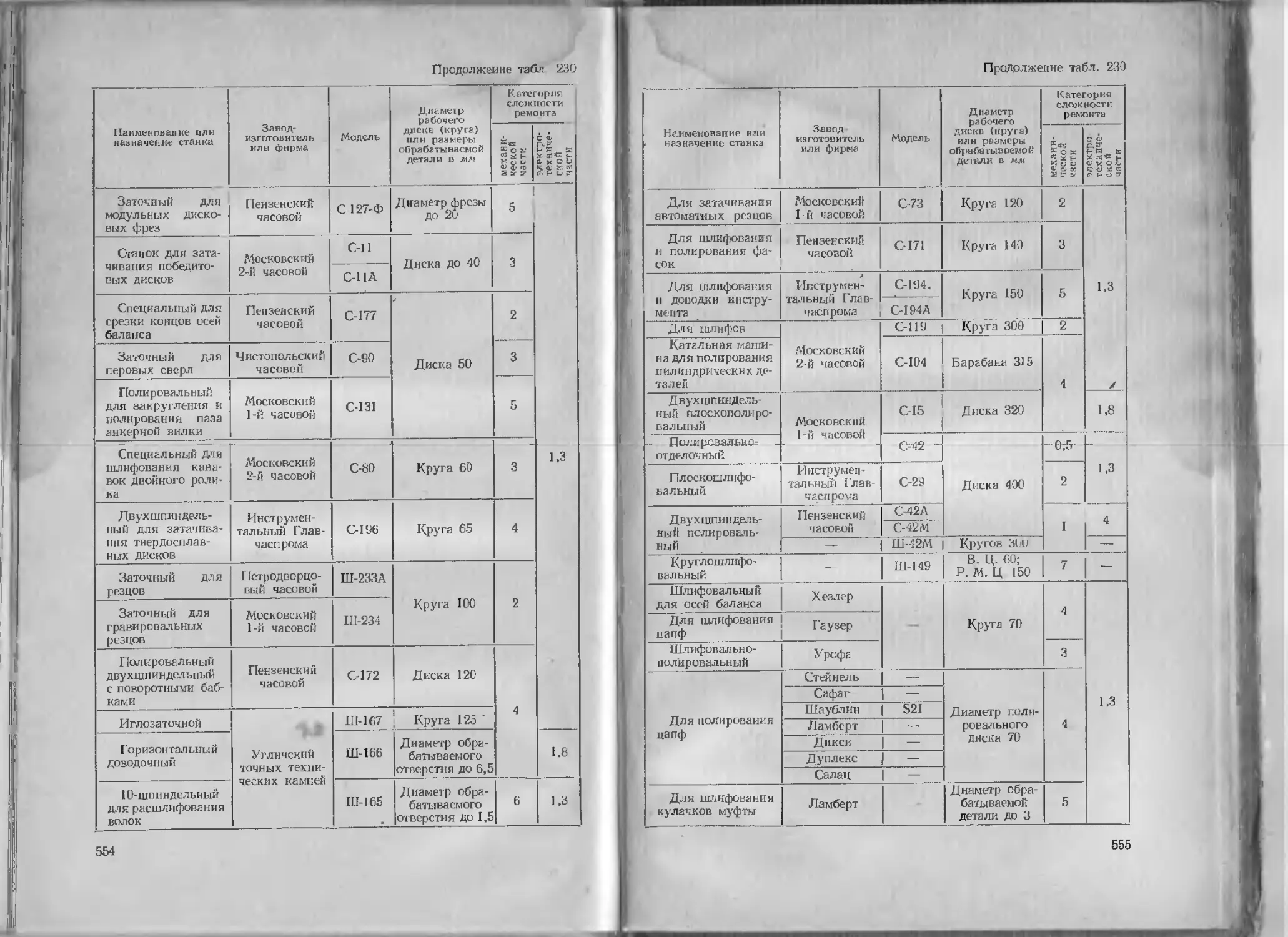
IV. КАТЕГОРИИ СЛОЖНОСТИ РЕМОНТА
Степень сложности ремонта агрегата, его ремонтные особенности оцени-
ваются категориями сложности ремонта. Категория сложности ремонта обору-
дования зависит от его конструктивных и технологических особенностей. Исход-
ными данными для установления, категорий сложности ремонта оборудования
являются технические характеристики, содержащиеся в паспортах.
Для оценки ремонтных особенностей металлорежущего, деревообрабатываю-
щего, кузнечно-прессового, литейного, подъемно-транспортного оборудования за
эталон принята ремонтосложность токарно-винторезного станка 1К62 с наиболь-
шим диаметром обрабатываемого изделия 400 мм и расстоянием между центрами
W00 мм. Агрегату — эталону присвоена 11-я категория сложности ремонта.
Агрегатом-эталоном для электротехнического оборудования принят асин-
хронный электродвигатель с короткозамкнутым ротором, в защищенном испол-
нении, с паспортной мощностью до 0,6 кет, имеющий 1-ю категорию сложности
ремонта. В дальнейшем категорию сложности ремонта будем обозначать бук-
вой R (для механической части машин RM, гидравлической Re, электротех-
нической R3), а ее значение, присвоенное данному агрегату, — коэффициентом
перед этой буквой. Например, \R обозначает агрегат 1-й категории сложности
ремонта, 107? — 10-й категории сложности ремонта. Определение категории слож-
ности ремонта R любого агрегата производится путем сопоставления с ремон-
тосложностью агрегата-эталоиа. Категории сложности ремонта механической и
электротехнической частей технологического и подъемно-транспортного обору-
дования приведены во второй части Единой системы ППР.
Ремонтные особенности оборудования предприятия оцениваются по средней
категории сложности ремонта R. При помощи показателя R можно также оце-
нить среднюю сложность оборудования иа предприятии, по главному управлению
и в целом по министерству или ведомству. Для планирования и учета ремонт-
ных работ, расчетов, наряду с «категорией сложности ремонта», вводится поня-
тие -«Ремонтная- единица#.-Для-отдельного агрегата категория сложностире-
монта и соответствующее этому агрегату число ремонтных единиц совпадают.
Суммирование ремонтных единиц оборудования производится прн опреде-
лении потребного количества рабочих, необходимых для выполнения работ по
плановым ремонтам и межремонтному обслуживанию, при определении штатов
ОГМ, при определении потребного количества станков в ремонтно-механическом
цехе и цеховых ремонтных базах, при определении потребного количества матери-
алов и планировании затрат на ремонт. Что касается электрооборудования
(электромашин, аппаратуры на панели и на агрегате, электропроводки и т. д.),
то необходимо иметь в виду, что состав элементов электрооборудования, посту-
пающего в ремонт, не является постоянным. Кроме того, разные элементы элек-
трооборудования могут иметь различные структуры ремонтных циклов.
По этим причинам определять категорию сложности ремонта R3 электрообо-
рудования всего агрегата без учета особенностей ремонта отдельных элементов
практически нецелесообразно, поскольку по полученным значениям общей кате-
гории сложности нельзя определить расчетом трудоемкость каждого ремонта.
Такая общая категория сложности электротехнической части машины может
лишь служить характеристикой количества, размера и степени сложности все.-о
установленного на машине электрооборудования.
V. НОРМАТИВЫ ДЛЯ ПЛАНИРОВАНИЯ
И РАСЧЕТА РАБОЧЕЙ СИЛЫ
Нормативы предай ачены для планирования и расчета рабочей силы и яв-
ляются предельными, служат они для временного пользования до утверждения
технически обоснованных.
На заводах с высоким уровнем организации и технологии ремонта обору-
дования, обеспечивающим высокое качество ремонтных работ, где нормативы
ниже рекомендуемых, работы по ремонту должны планироваться по достигнутым
уровням. Приведенные в табл. 7 и 8 нормативы предусмотрены для оборудо-
вания, эксплуатирующегося менее'20 лет.
40
Нормативы времени на промывку, проверку геометрической
точности и жесткости, осмотры, малый, средний
и капитальный ремонты
Нормативы на слесарные работы металлорежущего, деревообрабатывающего,
• щечно-прессового, литейного и подъемно-транспортного оборудования пред-
..«мгривают исполнение ремонтных работ в закрытом теплом помещении при
. 1-1НЧИИ простейших грузоподъемных устройств (тали, домкраты, козлы, те-
г-чки и т. п.).
Нормативы для электротехничес-.лго оборудования установлены при усло-
вии нормальной доступности ремонтируемых элементов и средней обеспеченности
«• эпическими средствами для проверки, демонтажа и ремонта электротехнической
•мин (наличие электроизмерительных приборов, грузоподъемных устройств,
инструмента и т. п.).
Приведенные в табл. 7 нормативы иа станочные работы предусматривают
I» мучение запасных деталей, изготовленных централизованным путем, в преде-
।... до 10% от общего потребного количества.
Нормативами не учитываются работы, связанные с транспортировкой обо-
рудования и устройством его фундамента.
Нормативами времени на электрослесарные работы не учитывается восста-
н< имение старого обмоточного провода электродвигателей и пускорегулирующей
ицнаратуры.
При установлении нормативов времени на одну ремонтную единицу учиты-
вался процент их переработки в размере 10%.
Приведенные в табл. 7 нормативы времени на одну ремонтную единицу не
распространяются на специализированные ремонтные заводы и ремонтно-механи-
• । кие цехи, осуществляющие ремонт оборудования централизованно.
Изменения нормативов времени на одну ремонтную единицу, на основании
примечаний к табл. 7, должны быть обоснованы расчетом, утверждены главным
инженером предприятия сотлэтюв а ныг с управлением главного механика и-
। ынного энергетика министерства.
Таблица
Нормативы времени в часах на одну ремонтную единицу
Оборудо- вание Работы Ремонтные работы и работы по техническому уходу
1 Промывка как самостоятель- 1 ная операция Проверка на точность как самостоятель- ная операция Осмотр перед капитальным пемоптом Осмотр | Малый ремонт 1 Средний ремонт ' Капитальный ремонт ।
। Технологи- ческое и 1 подъемно- транспорт- ное Слесарные . . Станочные . . . Прочие (окрасоч- ные, водопроводные, сварочные и др.) 0,35 0,4 1,0 0,1 0.75 0,1 4 2 0,1 16 7 0,5 23 10 2
В с е I о 0.35 0,4 1,1 0,85 6,1 23,5 35
41
Продолжение табл. 7
Оборудо- вание Работы Ремонтные работы п. работы по техническому уходу
Промывка как самостоятель- на и операция Проверка на точность как самостоятель- ная операция Осмотр перед капитальным ремонтом Осмотр | Малый ремонт । Средний ремонт 3 ч h
Электро- техническое Электрослесарные Станочные . . . Прочие .... — — — 1 0,2 5 1 I 11 2
Всего . . . — — — — 1,2 7 15
Футеро- Футерова- вечные ние элек- Прочие тропечей - — — 0,9 4 2 7 4
Всего __ — — — 0,9 6 11
—Теплосило^ вое Основные (обму- ровочные, вальцо- вочные, клепальные и-дрО- г Станочные . . . Прочие ... — -4,6- 0.6 0,7 46;5- 5,3" 1,7 ьэсо ьэ " -ф
—
Всего . . . — — - — 6,1 23,5 35
Примечания' 1. Для оборудования, проработавшего св. 20 лет. норма-
тивы на исполнение слесарных и станочных работ могут быть увеличены на 10%.
2. При механической обработке сопрягаемых поверхностей вместо ручного
шабрения нормативы на слесарные работы должны быть уменьшены на 10—15%.
а на станочные увеличены на одну ремонтную единицу на 1,5—2 ч.
3. При получении готовых запасных деталей со стороны св. 10% от потреб-
ности нормативы на станочные работы должны соответственно уменьшаться.
4. Для кузнечно-прессового оборудования весом св. 5 т при отсутствии
в цехе постоянных подъемно-транспортных средств (кранов, кранбалок и т. п.).
обеспечивающих по грузоподъемности монтаж деталей и узлов оборудования,
нормы времени на одну ремонтную единицу для слесарных работ могут быть
увеличены на 20%.
5. Для предприятий с ремонтными цехами низкой технологической осна-
щенности нормативы времени на одну ремонтную единицу могут быть увели-
чены на 10%. Перечень таких предприятий устанавливается управлением глав
кого механика и главного энергетика министерства, ведомства
6. Для восстановления старого обмоточного провода электродвигателей и
пускорегулирующей аппаратуры предусматривается дополнительное время.
Расчет потребного количества рабочих для выполнения плановых ремонтов
Расчет производится на основании годового плана ремонта оборудования
раздельно для механической и электротехнической частей оборудования по
формуле
Ч- ТгХГС 4“ ‘ГЛ|£ГЛ()
д . Фу
42
f\ — потребное количество рабочих;
2Ы W %гм или
£R3K; ЯВэс&Вэм — суммарное количество ежегодно ремонтируемых еди-
ниц оборудования при малом, среднем или капиталь-
ном ремонтах;
тЛ; тс; тЛ( — нормативы времени на одну ремонтную единицу для
капитального, среднего или малого ремонта в ч
(табл. 7 стр. 41—42);
Ф— действительный годовой фонд времени рабочего в ч;
у — коэффициент переработки норм.
Нормативы межремонтного обслуживания
на одного рабочего в одну смену
Приведенные в таблице нормативы предусмотрены для серийного и единич-
ною производства. Нормативы межремонтного обслуживания установлены на
|п|ботающее оборудование.
Таблица 8
Оборудование
Профессии рабочих
Нормативы
в ремонтных единицах
Гсхно-
ЛОП1-
ческое
Металлорежущее лег-
кое и среднее (кроме авто-
матов и полуавтоматов)
Металлорежущие ав-
томаты и полуавтоматы
Металлорежущее тя-
желое и уникальное
механическое
Автома- _____________
тические термиче-
линии ское. транс-
портное и пр.
900 350
1350 450
1000 300
900 300
500 200
43
Продолжение табл. 8
Профессии рабочих
Слесари по обслуживанию
Е ЗС S X о ГС о Ие В- О) 3J Я Ь t- « С- о о о 14 к с о о и S х X я = го i 2 8 трубопроводов всех назначе- ний с ж к Й sg прочих видов теплосилового оборудования S я X Ег О
Оборудование Нормативы
в ремонтных единицах в физических единицах оборудования, имеющего 1 ременные приводы
Деревоо б рабатываю- -4-50 - 500 500 600 600
Техно- логи- ческое щее Литейное Кузнечное Прессовое Часовой и приборо- строительной промыш- ленности “+350 750 900 1350 1650 256 150 200 300 400 - - 150- 250 250 300 450
Подъемно-транспортное 350 200 — - - —
Технологи- ческого и подъемио- транспорт- ного (кроме в цехах холодной обработки металлов - 900 - -
Электро- техни- ческое в цехах горячей обработки металлов — 650 - - - -
кранов) в дерево- обрабаты- • тающих це- хах - 550 - - - -
Мостовых и электри- ческих кра- нов работающих на тяжелом и весьма тя- желом ре- жимах - 500 - -
44
Продолжение табл. 8
-Ч-teiCTpo -
гехни-
ческое
Мостовых
и электри-
ческих кра-
нов
Оборудование
в ремонтных единицах
работаю-
--щи-х-на-лер-
ком и сред-
нем режи-
мах
Теплосиловое
750 650 I 650
Примечания: 1 В массовом и крупносерийном производствах норма-
тивы межремонтного обслуживания для металлорежущего, деревообрабатываю-
щего, кузпечно-прессового, литейного, подъемно-транспортного и теплосилового
оборудования могут быть понижены на 15%, а для электротехнического на 10%.
2. Для шлифовальных, заточных станков и другого оборудования, работаю-
щего с абразивом, нормативы могут быть понижены на 50е •
3. Для оборудования, проработавшего св. 20 лет, нормативы могут быть
понижены на 10%.
4. Нормативы не распространяются на котлы, компрессоры, кислородные,
ацетиленовые и газогенераторные установки, а также насосные станции.
Для этого оборудования нормативы разрабатываются предприятием в зави-
симости от технического состояния оборудования, температурного режима и дру-
гих условий работы оборудования.
Расчет потребного количества дежурных слесарей для межремонтного
обслуживания нарка оборудования
Расчет производится по цехам и видам оборудования по следующей зави-
симости;
Л' — количество рабочих, потребное для обеспечения межремонтного
обслуживания;
’.г или — сумма ремонтных единиц обслуживаемого оборудования;
k — коэффициент сменности работы оборудования;
Н норматив межремонтного обслуживания на одного рабочего
в смену в ремонтных или физических единицах (табл. 8, стр. 43).
45
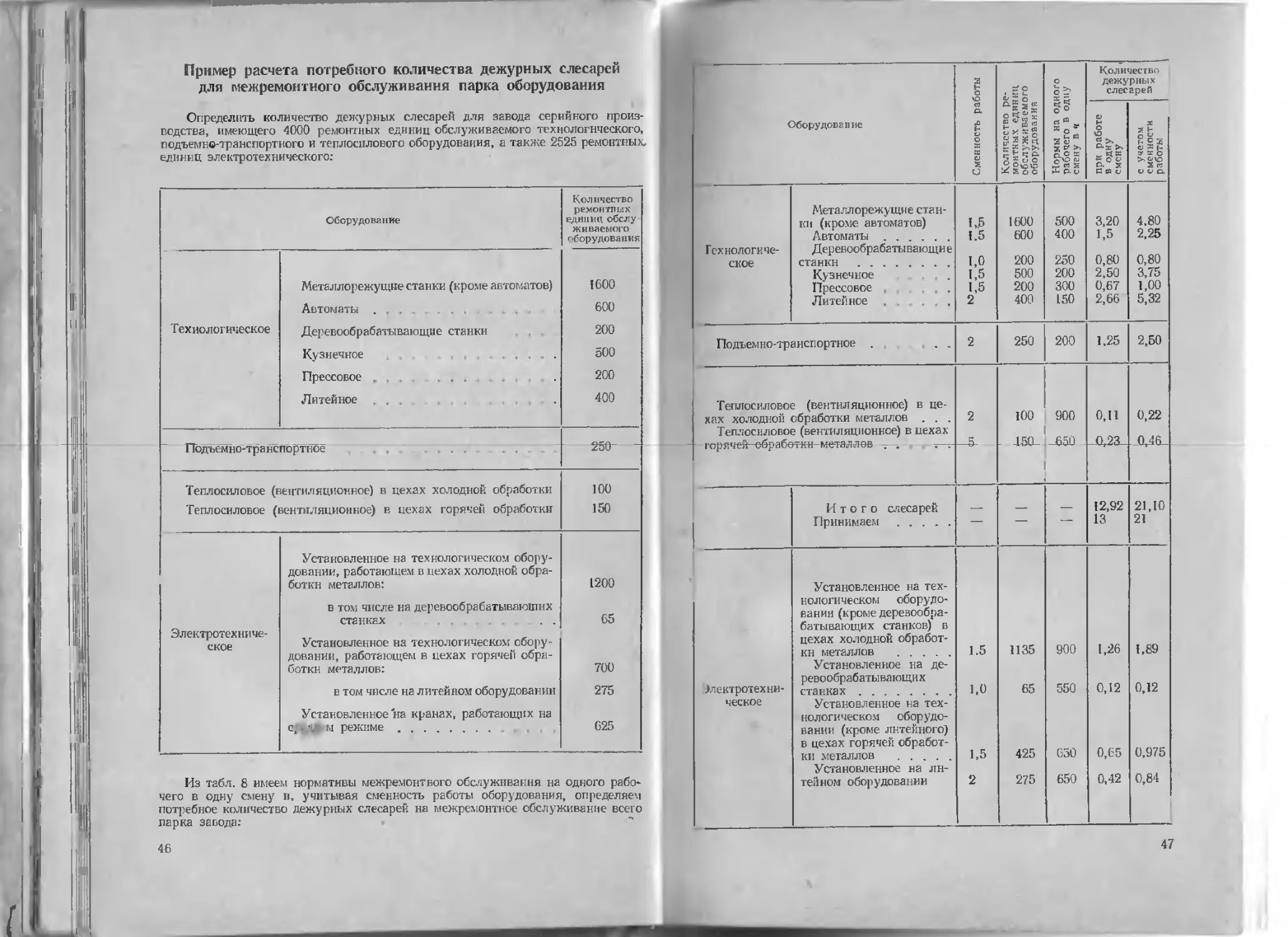
Пример расчета потребного количества дежурных слесарей
для межремонтного обслуживания парка оборудования
Определить количество дежурных слесарей для завода серийного произ-
водства, имеющего 4000 ремонтных единиц обслуживаемого технологического,
подъемно-транспортного и теплосилового оборудования, а также 2525 ремонтных,
единиц электротехнического:
Оборудование Количество ремонтных единиц обслу живаемого ^орудования
Технологическое Металлорежущие станки (кроме автоматов) Автоматы . . . Деревообрабатывающие станки Кузнечное Прессовое ... ... Литейное . . 1600 600 200 500 200 400
Подъемно-транспортное 250
Теплосиловое (вентиляционное) в цехах холодной обработки Теплосиловое (вентиляционное) в цехах горячей обработки 100 150
Электротехниче- ское Установленное на технологическом обору- довании, работающем в цехах холодной обра- ботки металлов: в том числе на деревообрабатывающих станках Установленное на технологическом обору- довании, работающем в цехах горячей обра- ботки металлов: в том числе на литейном оборудовании Установленное на кранах, работающих на с/.-^м режиме 1200 65 700 275 625
Из табл. 8 имеем нормативы межремонтвого обслуживания на одного рабо-
чего в одну смену и, учитывая сменность работы оборудования, определяем
потребное количество дежурных слесарей на межремонтное обслуживание всего
парка завода:
46
Оборудование Сменность работы 1 Количество ре- монтных единиц обслуживаемого оборудования Нормы на одного рабочего в одну смену в ч Количество дежурных слесарей
прн работе в одну смену с учетом сменности работы
Металлорежущие стан- ки (кроме автоматов) 1,5 1600 500 3,20 4,80
Автоматы 1.5 600 400 1,5 2,25
Гохпологиче- Деревообрабатывающи е 250 0,80
ское станки 1,0 200 0,80
Кузнечное 1,5 500 200 2,50 3,75
Прессовое 1,5 200 300 0,67 1,00
Литейное . . 2 400 150 2,66 5,32
Подъемно-транспортное . . , 2 250 200 1,25 2,50
Теплосиловое (вентиляционное) в це- хах холодной обработки металлов . . . 2 100 900 0,11 0,22
Теплосиловое (вентиляционное) в цехах 0,46_
горяче^-обработкн-металдов v—. , , т— . 450- 656 (} 2 ч
Итого слесарей — 12,92 21,10
Принимаем — — — 13 21
Установленное на тех-
нологическом оборудо- вании (кроме деревообра- батывающих станков) в цехах холодной обработ-
кн металлов 1.5 1135 900 1,26 1,89
Установленное на де- ревообрабатывающих 0,12 0,12
Лпектротехни- станках 1,0 65 550
ческое Установленное на тех-
нологическом оборудо- вании (кроме литейного)
в цехах горячей обработ- 0,975
ки металлов 1,5 425 650 0,65
Установленное на ли- тейном оборудовании 2 275 650 0,42 0,84
47
Продолжение
Оборудование С •1гниостк работы Количество ре- . монтных единиц 1 обслуживаемою оборудования Нормы на одного рабочего в одну смену в ч Кол нчес гво дежурных слесарей'
при работе в одну смену с учетом сменности работы ,
Электро гех ни - ческое Установленное на кра- нах, работающих на сред- нем режиме 2 625 650 0,96 1,92
Итого электриков Принимаем . ... - - — 3,41 з.о 5,74 6,0
VI. НОРМАТИВЫ ПРОСТОЯ ОБОРУДОВАНИЯ ИЗ-ЗА РЕМОНТА
Продолжительность простоя оборудования из-за ремонта зависит от вида
ремонта, категории сложности ремонта ремонтируемого агрегата, количествен-
ного состава ремонтной бригады, технологии ремонта и организационно-техни-
ческих условий выполнения ремонтных работ.
Ремонт технологического оборудования, как правило, должен проводиться
в две смены.
Технологическое оборудование лимитирующее производство, к которс.лу
можно отнести тяжелое, особо тяжелое, уникальное оборудование, а также
подъемно-транспортное, необходимо ремонтировать в три смены
Простотгоборудования учитываю гея ттжлиепта остановки агрегата на ремош
до момента приемки его из ремонта контролером отдела технического контроля
по акту.
Эксплуатационные испытания агрегата посте ремонта в простой не засчиты-
ваются, если агрегат в процессе испытания работал нормально.
Простои из-за ремонта электротехнического оборудования при производства
малых, средних и капитальных ремонтов, как правило, не планируются, так каь
эти ремонты должны проводиться одновременно с механическим оборудованием.
Если электрооборудование работает в три смены и необходимый объем ре
монта произвести в выходные дни и межсменные перерывы невозможно, следует
планировать простои оборудования из-за ремонта по его электротехнической
части.
После окончания капитального ремонта сложных агрегатов, имеющих свыше
трех электродвигателей, необходимо произвести на рабочем месте агрегата вос-
становление электросхемы и проверку ее действия. Для этой цели планируется
время на дополнительный простой оборудования в размере 25% от нормы вре-
мени на проведение среднего ремонта электротехнической части оборудования:
/„р 0,25-1.4 £ R„
где tap — продолжительность дополнительного простоя в ч;
V. рэ — сумма ремонтных единиц электротехнической части оборудования;
4,4 — продолжитv г4 .ость простоя при ремонте электротехнической части
агрегата 1-й категории сложности ремонта в ч, полученная путем умно-
жения нормы простоя при среднем ремонте па продолжительность
рабочей смены в ч.
Нормативы продолжительности простоя оборудования из-за ремонта в сут
ках (при различной сменности работы ремонтной бригады) для технологического,
подъе.мпо-транспортного и электротехнического оборудования в неавтоматизиро-
ванном и автоматизированном производствах приведены в табл. 9.
48
Таблица 9
Нормативы продолжительности простоя оборудования из-за ремонта
в сутках при различной сменности работы ремонтной бригады
о) din технологического, подъемно-транспортного,
теплосилового и электротехнического оборудования
в неавтоматизированном производстве
ivHTiiut работы и работы по тех п :< чес кому уходу Нормативы простоя па одну ремонтную единицу
Металлорежущее, деревообра- батывающее, кузнечно-прессо- вое, титейное, подъемно-транс- портное н теплосиловое обору- дование Электро- техническое оборудование
Для всего оборудования Для оборудо- вания часовой и приборо- строительной промышленно- сти с катего- рией сложно- сти ремонта ниже 5
При работе ремонтной бригады
й я s 3 0.1 ь. ф 2 со а х>. а х Ч о '' 2 са о ч = о Ф р; х г» о В о к ГВ oi и ф
Проверка па точность как 1мостоятельная операция Малый ремонт .... Средний ремонт ... Капитальный ремонт . . 0.1 0,25 0,6 1.0 0.05 0.14 0,33 0,54 0,04 0,1 6,25 0,41 0,25 0,6 1,25 0.14 0,33 0,66 0.1 025 0.5 0,125 0,625 1,0 0,07 0,34 0,54 0,05 0,26 0,41
б) для оборудования в автоматизированном производстве
При ремонте отдельных агрегатов
Ремонтные работы
Мп ч ЫЙ ремонт .
t |H’4(inii ремонт . .
тотальный ремонт
Нормативы простоя на одну ремонтную единицу
Автоматическая линия с последе-
нательным и параллельным раСПО-
ложением оборудования
При работе ремонтной бригады
в одну смену в две смены
0,15 0,08
0,45 0,2
0,85 0,4
49
Продолжение табл. 9
При выводе в ремонт по участкам (для линий с последовательным рас положен нем оборудован ня)
Ремонтные работы НаименоВ|1Ние участков
Лнтсйно- термнчсский Механический Контрольно- сборочПо- упа ковочный
Нормативы простоя в сутках
Количества ремонтных единиц
80—100 100—140 180—220
При работе ремонтной бригады в две смены
Средний ремонт .... 3,0—4,0 6,0—7,0 3,0—4,0 6,0—7,0 3,0-4,0 5,0—6,0
Капитальный ремонт . . 11,0—12,0 10,0—11,0 9,0—10,0
Примечания: 1. Время простоя агрегата иа-за ремонта округляется при капитальном ремонте до целых суток, при среднем и малом ремонте до целых смен Округление должно производиться только в большую сторону. 2- В цехах, работающих в три смены, простои для осмотров оборудования перед капитальным и средним ремонтами планируются в размере 0,1 суток на ОДНУ ремонтную единицу. 3. При проведении модернизации во время капитального и среднего ремон- тов нормативы простоя могут быть увеличены в размерах, зависящих от объема работ по модернизации. В этих случаях нормативы устанавливаются главным механиком завода и утверждаются главным инженером. 4- Для прецизионного оборудования нормативы простоев могут быть увели- чены иа 15%. 5. Указанными нормативами продолжительности простоя оборудования не предусматриваются затраты времени на снятие оборудования с фундамента, транспортирование его в ремонтный цех для централизованного ремонта и его монтаж на фундаменте. 6. Для особо тяжелого и уникального оборудования, капитальный ремонт которого связан с большим объемом дополнительных работ, нормативы простоя могут быть увеличены с разрешения главного инженера завода до 50% в зависи- мости от объекта и условий ремонта. 7. Для кранового оборудования нормативы простоя при капитальном ре- монте не должны превД >’ »ь 50% норм, указанных в таблице. Для малого ре- монта простой предусматривается в следующих размерах: для тяжелого режима работы — 0.1 суток иа одну ремонтную единицу; для среднего режима работы — 0,08 суток на одну ремонтную единицу; для легкого режима работы — 0,05 суток на одну ремонтную единицу. 8. Для оборудования с категорией сложности ремонта R < 5 нормативы могут быть увеличены на 15%. 9. Для оборудования, проработавшего св. 20 лет, нормативы могут быть увеличены на 10%.
50
VII. НОРМЫ РАСХОДА МАТЕРИАЛОВ
Необходимые для выполнения профилактических и ремонтных работ мате-
ри.. 1ы выделяются заводам управлениями министерств и ведомств.
Министерства и ведомства могут в пределах норм, установленных для управ-
ления, корректировать расход отдельных материалов для заводов, учитывая их
I Бобенпости.
Определение потребного количества основных материалов производится по
нормативам, приведенным в табл. 10.
Для оборудования часовой, приборостроительной и оптической промышлеи-
||| >t iii нормы расхода материалов утверждаются директором завода по расчетам,
ц|1сдставленным главным механиком министерства и ведомства. Предприятия
должны руководствоваться этими нормативами при составлении годовых
। лявок.
Нормы расхода покупных комплектующих изделий для систем с программ-
ным управлением рассчитываются и поставляются заводом-изготовителем систем
j правления.
Методика расчета потребного количества
основных материалов
Для подсчета годовой потребности в основных материалах на ремонт и обслу-
нпапие оборудования необходимо исходить из объема работ, предусмотренных
। пдовым планом ремонта оборудования.
Из годового плана ремонта выписывается перечень агрегатов, подлежащих
и данном году плановому ремонту, а также категории сложности ремонта раз-
дельно по каждому виду оборудования и видам ремонта.
___По го луче иным данным для каждого вида_ ремонта подсчитывается суммар-
на * количество категории сложности ремонта (ремонтных единиц гк, гс, гл).
Годовой расход основных материалов на ремонт и обслуживание подсчпты-
"пется по формуле
(l=Wl [2 гк + а У гс + р 2Г«] >
|де X— коэффициент, учитывающий расход основных материалов на осмотры
и межремонтное обслуживание;
Hi — расход материала иа один капитальный ремонт оборудования на одну
ремонтную единицу:
V гк — сумма ремонтных единиц агрегатов, подвергаемых капитальному ре-
монту в течение года;
У гс — сумма ремонтных единиц агрегатов, подвергаемых среднему ремонту
в течение года;
У гм — сумма ремонтных единиц агрегатов, подвергаемых малому ремонту в те-
чение года;
а — коэффициент, характеризующий соотношение между количеством мате-
риала, расходуемым при среднем и капитальном ремонтах:
(А — коэффициент, характеризующий соотношение между количеством мате-
риала, расходуемым при малом и капитальном ремонтах.
11одсчет производится в целом по заводу или цеху раздельно для каждого
иди.риала (стали конструкционной, стали легированной, чугунного литья
II г. д.).
Числовые значения коэффициентов, входящих в формулу определения рас-
ш основных материалов, приведены в табл. 10.
51
Числовые значения коэффициентов,
1. Технологическое и подъемно-транспортнсг
Оборудование К
Металлорежущие станки 1.12
Деревообрабатывающее 1.15
с. с Прессы механические усилием до 160 Т; фрикционные прессы, гидравлические прессы усилием до 630 Г: кузнечно-прессовые ав- томаты; молоты с весом падающих частей до 450 кг; ковочные маши- ны; ножницы: гибочные машины усилием до 630 Т
Прессы механические усилием 200—1600 Т; гидравлические прес-
Кузиечн' с весом падающих частей 500— 5000 кг; ковочные машины; нож- ницы и гибочные машины усилием 800—1000 Т
Прессы механические и гидрав- лические усилием свыше 1600 7; молоты с весом падающих частей св. 5000 кг; ковочные машины и ножницы усилием св. 1000 Т
Литейное Бегуны 1 1,15
Формовочные машины
Машины для литья под давле- нием
Пескометы
Машины для изготовления стержней
Выбивные решетки 'кА
Барабаны очистные галто:-' ные
Барабаны очистные дробеметные
Прочее оборудование
Подъем но-транспортное
Чугунное литье Сталь углеродистая
Значение коэффициен- тов Норма расхода на одну ремонт- ную единицу ” кг Значение коэффициен- Норма расхода на одну ремонт- ную единицу в кг
а И1 а И1
аг 0,15 4.0 0.6 14,0
10.2
38,7 И 7 135,5 26,3 65.8 I 92,1
0.6 0,2 25,0 60,0
40,0 24,0
9.0 13.0
6.0 0,6 69,0
32 15 23
75
м>
V-5
14 20
6.3 50.0 '
52
Таблица 10
Ы*пдищих в формулу расхода материала
-орудование (механическая и гидравлическая части)
Сталь легированная Стальное литье Бронзовое литье
Значение «ффициентов Норма расхода на одну ремонт» ную единицу в кг Значение коэффиияе нтов Норма расхода на. одну ремонт- ную единицу в кг Значение коэффициентов Норма расхода на одну ремонт- ную единицу в кг
II ₽ Я, а ₽ а ₽
0,2 7,0 0.6 0.15 0,25 0.7 0.3 1.3
5,5 0,28 0,38
0.4 40,9 0.2 * 30,2 0,5 0,1 7,2
П 5 13.1 1779“
и, 4 0.1 143,3 105,7 25,1
1.» 0.2 3,0 0,6 0.2 15,0 U.6 0.2 1,0
2,0 14.0 0,5
37 20.0 2,0
6,0 13,0 1.0
2 10 1.5
- - -
10 10
5 —
2 »>.1 4
7.5 0.3 6,75
53
Электросварочные трансфор- маторы Электросварочные преобразо- ватели типа ПС-100-1 .... Электросварочные генерато- ры к сварочным агрегатам АСЕ-300-2 и САК Электросварочные преобразо- ватели постоянного тока типа ПС-300; ПСО-ЗОО Электросварочные преобразо- ватели постоя иного тока типа ПС-500 и ПСМ-500 . ... Электросварочные преобразо- ватели постоянного тока типа ПСМ-1000 Электродвигатели Электрошкафы и ниши с элек- троаппаратурой Электроаппаратура и элек- 1 тропроводка к станкам и прессам-;-. . . ; . .—.- Электроаппаратура и электро- проводка на кранах Электромагнитные плиты . , . Магнитные пускателя Силовые тоанейопматопы . . . Обо руд ев а ние
1 । - 1 1 1 1 1 Г .4* ль ° «Р : 1 Й Значение коэффи- циентов 1 Медь обмоточная
1 II 1 1 ' 1 I 1 -S £ co
1 1 1 1 1 i 1 S S s СП J-
4,5* 0,2 0,-05 0,1 10 13** ' Норма расхода на одну ремонтную единицу
1 1111 III 1 1 £ Я Значение коэффи- циентов I установочный _ Провод гибкий
1 . 1 1 1111'11 1 £ 5C
1 1 [ 1 1 1 iii ( 1 £ >>
1 1 — 1 1 1 i i I1, 1 S Норма расхода на одну ремонтную единицу
1 . 1 1 1 ® , Я .° | w 6 © । Я Значение коэффи- циентов а е о S Ss 1 « 1 в о л »
1 1 1 1 1 1 1'0 l’o cOJ'O P'JO'O- i i 50
1 1 1 1 1 1 c g -z *4 Z i >»
11'1 £ O> = E 1 Э; Норма расхода на одну ремонтную единицу
я
Я
йз
О\
О
1 1 1 1 1 . 1 1 -° 1 J 11 50 сичсние I •эффи- 11СИГ0В ь> Ь № Е si
1 1 1 1 1 1 1 1 £ 1 1 1 >•
1 ’ 1 1 1 1 1 1 £ 1 1 1 1 а: Норма расхода на одну ремонтную единицу
1 1 1 1 1 1 1 Р i । 1 II я | I s2 X я Д tswa _ о о ?о я ыо sfa S S
1 1 1 1 1 1 1 1 1 1 1 II »
1 1 1 1 1 1 _ 1 1 1 1 II II
1 1 1 1 1 1 1 ° 1 1 1 II Норма расхода на одну ремонтную единицу
£ £ £ £ £ £ । । i । । « । C.I СП СЯ СП СП СП я I я о ш fs Провод обмоточ- ный ПБД или АПБД, ПР Г-500 до 16 м н2, ПР Г-500 1X95 ли* в и
° £ £ £ £ £ I i i I ,1 II 50
££££££11111 II
_ 1 । 1 2,99 1 1.85 2,4 1,93 1,05 2,271 й: Норма расхода на одну ремонтную единицу
1 1 1 1 1 1 1 1 1 1 1 II я в а С 1 Значение коэффп- I Проволока медная прямо- угольная в кг
1 1 1 1 I 1 1 1 1 I I II 50
1 1 1 1 1 1 1 1 1 1 1 II У
£ । । । Sil Норма расхода па одну ремонтную единицу
। । । । ,£ II я л S I -иффео» 1 л Провод ШРПС
1 1 1 1 1 1 1 1 1 1 -о 1 1 50
1 1 1 1 1 1 i 1 1 1 'l II У
1 1 1 1 1 1 1 1 1 1 •=- - 1 J5 Норма расхода на одну ремонтную единицу
Электротехническое пЛорудованне
3
§
б. Изоляционные
Оборудование Лента кипернан и м Картон электроизоля- ционный п кг 1
Значение коэффициентов Корма расхода иа одну ремонтную единицу Значение юэффнцие нтои Норма расхода на одну ремонтную 1 единицу
а р X (1 ₽ г. "1
Электродвигателя Электрошкафы и ниши с элек- троаппаратурой Электроаппаратура и электро- проводка к станкам » прес- сам 0.5 0.1 1,1 12,0 1,1 С, 14 1
-Электроаппарат} ра и элект ргт- - проводка на кранах Магнитные пускатели . . Силовые трансформаторы . . . Электросварочные трансфор- маторы Электросварочные преобразо- ватели типа ПС-100-1 .... Электросварочные генераторы к сварочным агрегатам АСЕ-300-2 и САК Электросварочные преобразо- ватели постоян кого тока типа ПС-300; ПСО-300 Электросварочные преобразо- ватели постоянного тиЛ». ПС-500 Электросварочные преобразо- ватели постоянного тока типа 11СМ-10С0 0.5 0.2 0.3 0.3 0.2 0.1 0.3 1.1 34 5,9 0.71 1.7 2,3 13.В 1 0.0 0.5 0.1 1.1 0.0С6 о.в 0,23 0,036 0,146** 0,09*' 0,28** 1
56
Продолжение табл. Ю
материалы
Линоксипоная трубка в м Текстолит электротехниче- ский и гетинакс и кг Фибре в кг
е S о
и ш
Значение « х ПО с z И О Значени Норма расхода на одну ремонт единицу Значение М я « о S * ЙК
коэффицне и точ Норма рас на одну р единицу коэффициентов коэффициентов Норма pa' на одну ] единицу
° ₽ Л И1 а в Л <• f >
0.5 1.1 0.7 - - - - -
- - о.оз - и 1.5 0.1 - 1.1 0,2
- 0.06 1.1 0.3 - -
- о.. 0,1 1.1 0.1 0,1 1.1 0.1
*♦ ,0 1,1 0.03 0.5 - - 0,03
- - - - - 0,0006*“
- - - - - -
- - - - - - - 0,2**
- - - - - - - 0,1**
- - - - - -
0.1 1.2 0.18 -
57
Продолжение табл. Ю
59
Цветные металлы
Оборудование Латунный прокат в кг Припой оловянио- свин новый в кг Медь коллектор ная в кг
Значение коэффи- циентов Норма расхода на одну ' ремонтную единицу Значение коэффи- циентов Норма расхода на одну ремонтную единицу Значение коэффи- циентов Норма расхода на одну ремонтpvtn единицу !
В Л Ct Я X
Электродвигатели . . Магнитные пуска- тели Масляные выключа- тели Осветительные груп- повые щитки .... Эле ктроаппаратура к станкам и прессам Электромагнитные плиты Силовые трансфор- маторы Эле ктросвароч ные трансформаторы. . Элсктросвароч ные преобразователи типа ПС-100-1 . Электросв а рочные генераторы к сва- рочным агрегатам АСБ-300-2 и САК Электросварочные преобразователи постоянного тока типа ПС-300 и ПСО-800 Электрос варочные пр еобразователи постоянного тока типа ПС-500 в ПСМ-500 « ® -° -° i 1 ll 1 .® 1 -= -° 1 сл сл ел сл ! си ел ел 0.1 о,1 0.1 0.1 0,1 0,1 0,1 1.1 1.1 1.1 1,1 1.1 1,1 1,1 O.0G 0,3) 0,09 0,4 0,2 0,18 0,207 0,11 1.5 0.5 0,5 0.5 0,5 0,05 0,1 о,1 1.1 1.1 0.005 0,003 0,036 0.4 0,02 0,008 0.014 0.011** 0,01 1 1 1 1 III - 1 1 ' 1 1 1.46- 0,8*s
Примечания (по материалам для электротехнического оборудования): 1. Рас
(приведенной) мощностью зи ,: ©двигателя до 5 кет. Для средних по заводу (приведен
коэффициенты: при мощности 6 кет —1.1. 4 кет — 0,8, 3 кит — 0.6, 2 кет — 0.5. При
в ленные на технологическом и подъем но-транспортном оборудовании.
2. Средняя (приведенная) мощность электродвигателя определяется путем деле
нием высоковольтных и специальных электродвигателей) на их число.
3. Расход обмоточной меди указан без учета использования старой обмотки ремон
симально 30%.
4. Величины, обозначенные звездочками, принимаются только для капитального
электродвигателей, подвергаемых ремонту в течение года; обозначенные двумя звездой
в течение года, без электродвигателей.
60
Продолжение табл. 10
Прочие материалы
Рези но-асбестовые изделия
1 .М аслостойкая I резина в кг ' Лента асбестовая электроизоля- ционная Б JM Шнур асбестовый в ке Бумага асбестовая в кг Труба в м
1начение КОЭ(|)||)И- I ЦИС1ПОВ 1 И с им и расхода на одну 1 рек 'hTHVjo единицу I Значение коэффи- 1 цнеитов Норма расхода на одну ремонтную единицу Значение коэффи- циентов Норма расхода на одну 1 I ремонтную единицу | Значение коэффи- циентов Норма расхода на одну ремонтную единицу Значение коэффи- циентов Норма расхода на одну ремонтную единицу
а ?. « к И1 а К Hi а К > Hi 1а г
0.5 1.1 0,7 - - 0,0017 0.1 1.1 0,05 - - - - - 0,1 0.08** 0.04** 1 1 1 1 1 1 1 1 1 1 1 1 1 0.14** 0.08“*
ход материалов на одну ремонтную единицу установлен для предприятий со средней
пых) мощностей электродвигателей других значений следует применять поправочные
определении средней мощности в расчет принимаются только электродвигатели, устано-
вки суммарной установленной мощности электродвигателей до 100 кет (за исключе-
тнруемого электродвигателя Использование старой обмотки предусматривается мак*
ремонта и умножаются: обозначенные одной звездочкой — на сумму ремонтных единиц
тми — на сумму ремонтных единиц всего электрооборудования, подвергаемого ремонту
61
VIII. ПЛАНИРОВАНИЕ РАБОТ ПО ТЕХНИЧЕСКОМУ УХОДУ
ЗА ОБОРУДОВАНИЕМ И РЕМОНТУ
При планово-предупредительном ремонте осуществляется обязательное пла-
нирование всех работ по техническому уходу и ремонту оборудования.
План ремонтных работ должен быть подчинен основной задаче наиболее
эффективного использования основных фондов.
Выполнение плана ремонта обязательно для руководителей предприятия
и цехов так же, как и плана выпуска основной продукции завода.
Годовой план ремонта оборудования предприятия составляется отделом глав-
ного механика предприятия на основании установленных положением межре-
монтных периодов с учетом отработанных часов или смен за период от послед-
него планового ремонта каждого агрегата.
Ежегодно в октябре—ноябре месяце необходимо производить технический
осмотр всего оборудования предприятия. В результате технического осмотра
устанавливается фактическое состояние каждого агрегата, его соответствие пла-
нируемому виду ремонта и вносятся необходимые коррективы в ранее состав-
ленный годовой план ремонта оборудования.
При остановке и разборке агрегата при ремонте в зависимости от его тех-
нического состояния разрешается замена одного вида ремонта другим. В этом
случае составляется акт, который подписывается главным механиком, а для
прецизионного, уникального оборудования, а также встроенного в автомати-
ческие линии — главным инженером предприятия.
В план включаются осмотры, малый, средний и капитальный ремонты. Про-
мывку и проверку точности оборудования включают в план в том случае, если их
проводят как самостоятельные операции. Перенос срока вывода машин в ремонт
может производиться в исключительных случаях с разрешения главного инже-
нера предприятия.
Для металлорежущих станков общего назначения, эксплуатируемых в серий-
ном производстве при двухсменной работе, целесообразно капитальный ремонт
планировать в течение их срока службы один-два раза, пе больше, а затем сле-
дует решать вопрос о их замене новыми.
План ремонта для оборудования, поднадзорного Госгортехнадзору, состав-
ляется отдельно от плана на технологическое оборудование, но должен быть
с ним увязан.
На основании годового плана ремонта и модернизации оборудования опре-
деляется общий объем ремонтных работ по заводу. Установленный объем работ
распределяется между ремонтно-механическим цехом и производственными це-
хами в зависимости от располагаемой мощности ремонтно-механического цеха
и цеховых ремонтных баз. При расчете программы ремонтно-механического цеха
следует учитывать, что загрузка ремонтно-механического цеха заказами и рабо-
тами, ие связанными с ремонтом и модернизацией оборудования, допускается
только в тех случаях, когда они могут быть осуществлены без ущерба для плано-
вых работ по ремонту и модернизации оборудования.
Ответственными за правильное использование мощностей ремонтно-механи-
ческих цехов и цеховых ремонтных баз являются главный инженер и главный
механик предприятия.
Годовые планы капитального и среднего ремонтов, рассчитанные по квар-
талам, составляются предпрчй гиями в денежном выражении и натуральных
показателях.
Годовые и квартальные планы капитального и среднего ремонтов утвер-
ждаются руководителем предприятия.
Включение в план капитального и среднего ремонта объектов со сметной
стоимостью свыше 100 тыс. руб. на одни объект производится с разрешения
министерства, ведомства.
62
IX. ПОДГОТОВКА ПРОИЗВОДСТВА РАБОТ ПО ТЕХНИЧЕСКОМУ
УХОДУ ЗА ОБОРУДОВАНИЕМ И РЕМОНТУ
При планово-предуиредительном ремонте осуществляется обязательная тех-
нологическая, материальная и организационная подготовка работ по техниче-
скому уходу и ремонту оборудования.
Технологическая подготовка заключается в составлении типовых техноло-
гических процессов сборки, разборки агрегатов и изготовлении наиболее трудо-
емких и сложных деталей, а также составлении дефектной ведомости. Дефектная
ведомость является исполнительной технологической ведомостью и должна со-
ставляться обязательно при капитальном ремонте, а также при среднем ремонте
с периодичностью свыше одного года.
Дефектную ведомость составляет техник или мастер по ремонту. Предвари-
тельная дефектная ведомость составляется за' 2—3 мес. до остановки агрегата
для ремонта в одни из плановых осмотров. Окончательную ведомость дефектов
уточняют при разборке агрегата для капитального или среднего ремонта.
Технологическую подготовку проводят технологические бюро отдела глав-
ного механика совместно с технологами ремонтно-механического цеха в цехо-
выми механиками.
Подготовка ремонтных работ предусматривает своевременное получение или
изготовление запасных деталей и узлов, заменяющих изношенные, снабжение
инструментами и приспособлениями, а также материалами и покупными комплек-
тующими изделиями.
Количество деталей, хранящихся на складе, должно обеспечить возникаю-
щую в них потребность для всех видов работ по техническому уходу и ремонту
оборудования. В то же время запас деталей не должен превышать количества
утвержденного нормативами.
Нормативы запасных деталей на одну ремонтную единицу7 в рублях приве-
дены в табл. 11.
J а- б~л и ц-а 14
Нормативы запасных деталей на одну ремонтную единицу (предельные)
Оборудование Нормативы запасных деталей па одну ремонтную единицу в руб. (предельные)
единичное и мелко- серийное серийное крупно- серийное и массовое
Металлорежущие станки:
легкие и средние . 3 4 5
крупные и тяжелые 5 6 8
Автоматические линии . 4 6 7
Кузнечное .... 28 35 40
Прессовое 17 25 30
Деревообрабатывающее 4 7 10
Подъемно-транспортное 30 40 50
Литейное 12 20 25
Электротех ническое 1 2 2
Теплосиловое 10 10 10
Примечания: 1. По мере освоения методов восстановления изношен-
ных детален нормативы должны снижаться.
2. Для особо тяжелого н уникального оборудования нормативы запасных
деталей устанавливаются заводом по фактической потребности и утверждаются
управлением министерства, ведомства.
3. Для специального оборудования заводов приборостроения и часовой
промышленности нормативы запасных деталей утверждаются управлением мини-
стерства. ведомства по представлению предприятия.
4. Для электротехнического оборудования указанные нормативы отнесены
к ремонтной единице электротехнической части.
63
Для электротехнического оборудования, кроме нормативов запаса в денеж-
ном выражении, устанавливаются еще примерные нормы технически необходи-
мого резерва в процентах к количеству действующего электротехнического обо-
рудования, приведенные в табл. 12.
Таблица 12
Примерные нормы технически необходимого резерва
электротехнического оеорунования
Оборудование Норма резерва Оборудование
Асинхронные электро- двигатели до 100 кет при наличии в эксплуа- тации электродвигате- лей; До 500 шт. Св. 500 до 1000 шт. Св. 1000 до 2000 шт. Св. 2000 до 3500 шт. Св. 3500 до 5000 шт. 6 5,5 Л 4,5 4 в Воздушные автоматы Пакетные выключате- ли Конечные выключа- тели Тормозные электро- магниты Контроллеры Трансформаторы мест- ного освещения 5 5 5 5 10 2
Св. 5000 до 7000 шт. Св. 7000 до 10 000 шт. Св. 10 000 до 15 000 шт. Св. 15 000 до 20 000 шт. и вы- ше Магнитные пускатели Контакторы . . Барабанные переклю- чатели 3,5 2,5 2 2 5 1 Реле различных на- значений Кнопки управления Электросварочные трансформаторы при на- личии: До 10 шт. Св. 10 » 30 » > 30 » 50 . » 50 шт. . 5 2 10 8 6 4
Исходя из трудоемкости работ по техническому уход)’ и ремонту на основе
нормативов, приведенных в на^трящем положении, отдел главного механика
предприятия в начале года пройяиццит расчет рабочей силы, потребной ремонтно-
механическому цеху и цеховым ремонтным базам для выполнения межремонтного
обслуживания, а также работ по техническому уходу и ремонту всего обору-
дования-
расчеты утверждаются главным инженером предприятия и являются обяза-
тельными для отдела труда н заработной платы при установлении лимитов чис-
ленности рабочей силы ремонтным службам.
64
X. ПОРЯДОК ПЕРЕДАЧИ ОБОРУДОВАНИЯ В РЕМОНТ
И ИЗ РЕМОНТА
При планово-предупредительном ремонте предусматривается определенный
порядок сдачи и приемки оборудования в ремонт и из ремонта. Передача обору-
дования в ремонт и из ремонта должна осуществляться в соответствии с графи-
ком планово-предупредительного ремонта. Основанием для передачи агрегата
в ремонт служит месячный план ремонта, составленный на основании годового
плана. Агрегат перед остановкой для ремонта должен быть тщательно очищен от
стружки, грязи, пыли и охлаждающей жидкости. В случае проведения ремонта
без снятия агрегата с фундамента место около агрегата должно быть освобождено
от деталей, заготовок и тщательно убрано.
Остановка грузоподъемных машин для проведения ремонта осуществляется
по плану-графику и может быть произведена по указанию лица, ответственного
за исправное состояние грузоподъемных машин.
Ответственность за подготовку агрегата для передачи в ремонт лежит на
начальнике производственного цеха или начальнике участка (старшем мастере).
По окончании ремонта, приработки и предварительной проверки качества
ремонта механик цеха или ремонтный мастер предъявляют агрегат представителю
отдела технического контроля для проверки выполненных слесарно-монтажных
работ н точности агрегата.
Прием оборудования из ремонта производится согласно утвержденным Тех-
ническим условиям на ремонт металлорежущих станков.1
Узловая проверка агрегата производится представителем отдела техниче-
ского контроля в процессе ремонта и сборки узлов.
Крановое оборудование после ремонта должно соответствовать правилам
техники безопасности и Правилам Госгортехнадзора.
Разрешение на передачу грузоподъемных механизмов в эксплуатацию после
малого ремонта выдается лицом, ответственным за исправное состояние грузо-
подъемных -машищ после капитального -ремонта передача _о.с.уществляется в со-
ответствии с правилами Госгортехнадзора.
Акт приемки подписывается по истечении испытательного срока работы
агрегата.
Для каждого вида ремонта устанавливается следующий испытательный срок
работы: для малого — 8 ч, для среднего — 16 ч, а для капитального — 24 ч.
XL КОНТРОЛЬ КАЧЕСТВА ВЫПОЛНЕНИЯ РАБОТ ПО ТЕХНИЧЕСКОМУ
УХОДУ ЗА ОБОРУДОВАНИЕМ И РЕМОНТУ.
НАБЛЮДЕНИЕ И КОНТРОЛЬ ЗА ЭКСПЛУАТАЦИЕЙ ОБОРУДОВАНИЯ
Наблюдение за состоянием находящегося в эксплуатации оборудования
производят дежурные ремонтные слесари и механики цехов. Контроль за состоя-
нием установленного на предприятии оборудования осуществляется инспектор-
ской группой.
Контроль предусматривает:
1) проверку качества ухода за оборудованием, его смазку, чистку, соответ-
ствие применяемых режимов обработки установленным технологическим про-
цессом;
2) выяснение причин преждевременного выхода оборудования из строя;
3) проверку качества режущего инструмента;
4) проверку правильности передачи оборудования от смены к смене;
5) проверку выполнения требований, занесенных в журнал передачи смен.
При нарушении обслуживающим персоналом правил эксплуатации и ухода
за оборудованием механик цеха и инспектор отдела главного механика принимают
необходимые меры вплоть до остановки оборудования.
1 Технические условия на ремонт металлорежущих станков. Руководящие
материалы- НИИМАШ, М.» 1966.
3 Заказ 1283
66
Проверка качества дежурного обслуживания оборудования, выполняемого
ремонтными слесарями, входит в обязанность ремонтного мастера или цехового
механика и контролируется инспектором отдела главного механика.
Приемку оборудования после капитального и среднего ремонта производит
отдел технического контроля, а малого — инспектор отдела главного механика.
Приемка производится с участием компетентного представителя цеха.
Оборудование после малого ремонта, помимо внешнего осмотра, испытывают
на холостом ходу и под нагрузкой в процессе обработки детали.
Проверку на точность прецизионного и отделочного оборудования произво-
дит контролер отдела технического контроля при участии представителя цеха,
а в случае необходимости —представителя измерительной лаборатории.
Количество контролеров, необходимых для контроля качества ремонта обо-
рудования, рассчитывается по нормативам, приведенных» в табл. 13.
Таблица 13
Нормативы времени на проверку точности и качества ремонта
оборудования
Вид проверки Норма времени на одну ремонтную единицу в ч
Периодическая проверка точности . . . Проверка малого ремонта .... » среднего ремонта » капитального ремонта 0,25 0,35 0,5 0.6
ХИ. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА РЕМОНТНЫХ РАБОТ,
РАБОТ ПО ТЕХНИЧЕСКОМУ УХОДУ ЗА ОБОРУДОВАНИЕМ
И МОДЕРНИЗАЦИИ
Рациональная организация ремонта требует:
I) технической подготовки производства работ по уходу и ремонту;
2) планирования всех видов работ по техническому уходу и ремонту;
3) применения прогрессивной технологии;
4) увеличения количества смен работы ремонтных бригад, в первую оче-
редь при ремонте тяжелого, особо тяжелого, уникального оборудования и обо-
рудования, встроенного в автоматические линии;
5) механизации слесарных работ;
6) развития прогрессивных форм ремонта (централизованного ремонта на
специализированных заводах или в цехах, а также расширения области приме-
нения узлового ремонта для подъемно-транспортного оборудования и агрегат-
ных станков).
Решение об организационных формах производства ремонта принимается
в зависимости от особенностей оборудования и размеров предприятия. Ремонт
может осуществляться: в
а) централизованно на специалЯз1|рованных ремонтных заводах или в цехах,
специализирующихся на ремонте определенных типомоделей оборудования.
В программу таких заводов или цехов также включается изготовление запасных
деталей н узлов;
б) централизованно силами ремонтно-механических цехов предприятий;
в) силами специализированных комплексных ремонтных бригад службы
цехового механика;
66
г) силами выездных бригад, организуемых при специализированных ремонт-
ных заводах или цехах для ремонта тяжелого, особо тяжелого, уникального
и прецизионного оборудования.
Впредь до создания специализированных заводов или специализированных
ремонтно-механических цехов руководители предприятий в зависимости от ха-
рактера и масштаба производства, состава оборудования устанавливают органи-
зацию ремонтных работ, наиболее рациональную для предприятия. Капитальный
и средний ремонты моделей станков и машин, количество которых на предприятии
превышает [О единиц при их рассредоточении в различных цехах, целесооб-
разно централизовать и производить в ремонтно-механическом цехе пред-
приятия.
При сосредоточении основной массы одномодельных машин в одном цехе
капитальный и средний ремонты этих моделей для всех цехов предприятия целе-
сообразно централизовать в цеховой ремонтной базе цеха, где сосредоточена их
основная масса.
Кроме того, в ремонтно-механическом цехе целесообразно централизовать
следующие работы:
1) ремонт гидро- и пневмоаппаратуры;
2) изготовление зубчатых и червячных колес, червяков, реек, шлицевых
валов, гладких ступенчатых валов сложной конфигурации, шпинделей, ходовых
и суппортных винтов. В ремонтно-механическом цехе следует также сосредото-
чить ремонт прецизионного и особо сложного оборудования независимо от его
количества.
1. На предприятиях при наличии нескольких цехов, каждый из которых
имеет оборудование не более 500 ремонтных единиц, все виды ремонтных работ,
а также модернизацию оборудования целесообразно производить силами ре-
монтно-механического цеха. При этом все виды ремонтов, кроме капитального,
целесообразно производить без снятия агрегата с фундамента.
2. На заводах, цехи которых имеют оборудование свыше 500 ремонтных
еди»иц-до 800, .все виды ремонтники профилактических работ, кроме капиталь-
ного, а иногда и среднего ремонтов, целесообразно производить силами цеховых
ремонтных баз. Капитальный и средний ремонты, а также модернизацию обору-
дования производить в ремонтно-механическом цехе.
При такой организации может быть целесообразным производство капиталь-
ного и среднего ремонтов агрегатов в ремонтно-механическом цехе с привлече-
нием слесарей цеховых ремонтных баз.
3. На заводах, цехи которых имеют оборудование свыше 800 ремонтных еди-
ниц, все виды ремонтов, а также модернизацию целесообразно производить си-
лами цеховых ремонтных баз (ЦРБ) и специализированных ремонтных бригад
под руководством механика цеха.
При такой организации ремонтно-механический цех выполняет следующие
работы:
1) изготовление сменных деталей или выполнение отдельных станочных
операций, выявленных в процессе ремонта, которые не могут быть выполнены
цеховыми ремонтными базами;
2) изготовление запасных деталей, которые в настоящее время не изготов-
ляются централизованным путем, для укомплектования центральной и цеховых
кладовых запасных деталей;
3) централизованное восстановление деталей, требующих применения спе-
циальной технологической оснастки и оборудования;
4) капитальный ремонт отдельных наиболее трудоемких и сложных аг-
регатов.
5) ремонт гидро- и пиевмоаппаратуры.
На всех предприятиях выполнение работ по техническому уходу должно
производиться силами слесарей цехового механика с привлечением при межре-
монтном обслуживании рабочих, работающих на этом оборудованни.
Ремонт технологической оснастки должен производиться инструментальным
цехом и его подразделениями, а измерительных приборов установленной номен-
клатуры — на специализированных прибороремонтных предприятиях.
3*
67
Узловой метод ремонта
В связи с переходом на более высокий уровень организации производства
должен получить широкое применение узловой метод ремонта.
При этом методе узлы агрегата, требующие ремонта, снимают в заме-
няют запасными, заранее отремонтированными, приобретенными или изготов-
ленными.
Узловой метод ремонта сокращает время простоя и может быть реко-
мендован для оборудования, состоящего из конструктивно-обособленных
узлов.
Наиболее целесообразно применять узловой метод ремонта для агре-
гатов:
а) одноименных распространенных моделей, имеющихся на заводе в боль-
шом количестве;
б) лимитирующих производство;
в) кранового оборудования и лифтов (вне зависимости от количества).
Организация' ремонтных бригад
Для выполнения всех работ по техническому уходу и ремонту оборудования,
кроме ремонта приспособлений, который производится инструментальным цехом,
создаются комплексные бригады слесарей, которые прикрепляются к отдельным
производственным участкам, пролетам или цехам.
В обязанность слесарей-ремонтников входит выполнение всех работ по
техническому уходу и ремонту оборудования на закрепленном за ними участке,
отделении цеха (капитальные, средние и малые ремонты, плановые осмотры,
промывки и проверки на технологическую точность), а также осуществление
межремонтного обслуживания.
Состав бригады устанавливается», исходя из трудоемкости планируемых
работ по техническому уходу и ремонту, предусмотренных годовым планом,
и ежедневного межремонтного обслуживания оборудования, закрепленного за
бригадой.
Для повышения ответственности слесарей за состояние оборудования за
каждым слесарем закрепляется группа агрегатов, за состоянием и эксплуатацией
которых он должен ежедневно следить. Кроме того, слесарь должен сле-
дить за выполнением станочниками правил эксплуатации и ухода за оборудо-
ванием.
Бригадир выделяет из состава бригады необходимое количество слесарей
для дежурного обслуживания по сменам. Дежурные слесари периодически ме-
няются, что дает возможность всему составу бригады изучить закрепленное за
ним оборудование и способствует повышению квалификации слесарей.
На заводах массового н крупносерийного производства допускается также
организация специализированных бригад в тех случаях, когда капитальный
ремонт выполняется специально выделенными слесарями.
Для максимального сокращения простоев оборудования из-за ремонта работу
целесообразно планировать так, чтобы обеденные перерывы и выходные дни
производственных рабочих и ремонтных слесарей не совпадали, а также исполь-
зовались смены, когда оборудование не работает.
Выходные дни у ремонтных слесарей устанавливают по скользящему гра-
фику. Количество слесарей, одновременно участвующих в ремонте, зависит от
вида ремонта, габаритов оборудован», я--- его ремонтных особенностей.
Для выполнения ремонта электротехнической части оборудования на заво-
дах, где имеется самостоятельный отдел главного энергетика, отдел главного
механика согласовывает с главным энергетиком месячные планы-графики ремон-
тов для включения электроремоитных работ в план электроцеха отдела
главного энергетика или электрогруппы цеха. Если на предприятии отсут-
ствует отдел главного энергетика, электрик включается в состав комплексной
бригады.
68
XIIL МОДЕРНИЗАЦИЯ ОБОРУДОВАНИЯ
Под модернизацией находящегося в эксплуатации оборудования понимается
приведение его в соответствие с современными требованиями путем внесения
частичных изменений н усовершенствований в конструкцию машин с целью повы-
шения их эффективности.
Необходимая в условиях данного предприятия техническая направленность
и объемы работ по модернизации определяются в первую очередь конкретными
требованиями производства и должны содействовать успешному выполнению
производственной программы предприятия. Вместе с тем в соответствии с перспек-
тивой развития данной отрасли и конкретного производства путем модернизации
должна решаться задача повышения общего технического уровня действующего
парка технологического оборудования.
В зависимости от технической направленности следует различать общетех-
ническую и технологическую (целевую) модернизацию.
В условиях единичного и мелкосерийного производства, характеризующе-
гося широкой номенклатурой выпускаемой продукция, должна преобладать
комплексная общетехиическая модернизация, обеспечивающая потребность в улуч-
шении целого ряда технических и эксплуатационных характеристик действую-
щего оборудования.
В условиях серийного производства с ограниченной номенклатурой изде-
лий, когда требуется улучшение только отдельных технических н эксплуатацион-
ных характеристик действующего оборудования, целесообразно проводить частич-
ную общетехническую модернизацию, обеспечивающую повышение технических
показателей, лимитирующих данное производство.
В результате проведения общетехнической модернизации технические и экс-
плуатационные показатели действующего оборудования приближаются к пока-
зателям современных машин аналогичного назначения.
В условиях крупносерийного и массового производства с узкой номенклату-
рой -выпускаемой продукции наибольшее .значение имеет технологическая (целе-
вая) модернизация, направленная на решение отдельных технологических задач
производства, внедрения прогрессивных технологических процессов и автомати-
зации оборудования.
В зависимости от объема и характера технических мероприятий, выполняе-
мых при целевой модернизации, так же, как и при общетехнической, может иметь
место как комплексная, так и частичная модернизация.
Экономическая эффективность модернизации оборудования может быть зна-
чительно повышена за счет применения типовых узлов н механизмов прн их цен-
трализованном изготовлении.
Проведение модернизации, как правило, следует совмещать с плано-
выми ремонтами с целью экономии времени на разборочно-сборочных ра-
ботах. •
Выбор объектов, установление технической направленности и объемов работ
по модернизации, а также разработка технических заданий выполняется служ-
бой главного технолога предприятия.
Конструктивная разработка и практическое осуществление модернизации
производится службой главного механика с привлечением в случае необходимости
других служб предприятия.
Общее техническое руководство работами по модернизации осуществляется
главным инженером предприятия.
Основные технические и организационные вопросы подробно изложены
в методических указаниях, разработанных головными научно-исследователь-
скими институтами Министерства станкостроительной и инструментальной про-
мышленности СССР (ЭНИМСом, ЭНИКМАШем, НИИЛИТМАШем,
ВНИПДМАШем).
Если при модернизации оборудования изменяются его технологические
и точностные характеристики, а также конструктивные особенности, то
для такого оборудовании должна бвпь пересчитана категория сложности ре-
монта.
69
XIV. ОПЛАТА РЕМОНТНЫХ РАБОТ
Ремонтные работы тарифицируются и оплачиваются в соответствии с Поста-
новлением ЦК КПСС и Совета Министров СССР от 9 апреля 1959 г. № 377 «О пере-
воде иа семичасовой рабочий день и новые тарифные условия оплаты», Постанов-
лением Государственного комитета по вопросам труда и заработной платы в
ВЦСПС от 29 апреля 1959 г. №332, а также Постановлением Государственного
комитета Совета Министров СССР по вопросам труда и заработной платы и пре-
зидиума ВЦСПС от 21 января 1966 года № 27711—2 «Об изменении и дополнении
Типового положения о сдельно-премиальной и повременно-премиальной систе-
мах оплаты труда рабочих предприятий машиностроительной и металлообраба-
тывающей промышленности».
Согласно Положению о социалистическом государственном предприятии,
утвержденному постановлением Совета Министров СССР от 4 октября 1965 года
№ 731, директорам предприятий предоставляется право устанавливать сдель-
ную, повременную или другую форму оплаты труда.
Премирование ремонтных слесарей устанавливается:
а) за выполнение месячного плана ремонта в установленной номенклатуре;
б) за сокращение времени фактического простоя оборудования в плановом
ремонте;
в) за сокращение времени фактического простоя оборудования во внепла-
новом ремонте в результате высокого качества выполняемых работ по ремонту
и техническому уходу;
г) за соответствие требованиям, предъявляемым к состоянию оборудования,
закрепленного за комплексной бригадой.
Начальник цеха по представлению механика цеха илн бригадира ремонтных
слесарей имеет право за плохое качество ремонта и неудовлетворительное состоя-
ние оборудования, нарушение дисциплины н т. д. снижать премию нлн лишать
премирования отдельных работников бригады, а также повышать премию особо
отличившимся работникам.
Оплата станочников ремоитно-Механических цехов или цеховых ремонтных
баз за выполненную работу производится сдельно по действующим нормам, по
нарядам.
Станочники-ремонтники премируются за следующие показатели:
а) за выполнение месячного плана ремонта в установленной номенклатуре;
б) за сокращение времени фактического простоя оборудования в плановом
ремонте по сравнению со сроком, предусмотренным планом.
XV. ИСТОЧНИКИ ФИНАНСИРОВАНИЯ РАБОТ
ПО ТЕХНИЧЕСКОМУ УХОДУ ЗА ОБОРУДОВАНИЕМ,
А ТАКЖЕ РЕМОНТУ И МОДЕРНИЗАЦИИ
Финансирование работ по техническому уходу, малому ремонту, а также
среднему ремонту с периодичностью до одного года осуществляется за счет экс-
плуатационных расходов производства.
Финансирование капитальных ремонтов, а также средних с периодичностью
свыше одного года 1 и работ по модернизации оборудования, проводимых одно-
временно с капитальным ремонтом, а также средним с периодичностью свыше
одного года производится за счет амортизационных отчислений в размерах, пред-
усматриваемых постановлением Совета Министров СССР № 802 от 1 сентября
1961 г. «О единых нормах амортизационных отчислений и о мероприятиях по
сохранности основных фондов».
Наряду с основным источником финансирования работ по модернизации за
счет амортизационных отчислений при проведении наиболее крупных работ по
1 Периодичность ремонта определяется длительностью промежутков времени
между очередными средними ремонтами или между капитальным и средним,
или пуском в эксплуатацию и первым средним ремонтом для нового оборудования.
7и
реконструкции предприятий, цехов или отдельных объектов их финансирование
должно, производиться за счет ассигнований на капитальные вложения или ссуд
банка или других средств с соответствующим увеличением балансовой стоимости
основных фондов.
Порядок планирования, вычисления и использования амортизационных от-
числений должен осуществляться на основании «Положения», утвержденного
3 апреля 1962 года Госпланом СССР, Госэкономсоветом СССР, .Министерством
финансов СССР, Госстроем СССР, ЦСУ СССР и Госбанком СССР.
XVI. РАСЧЕТ СМЕТ ЗАТРАТ НА РЕМОНТ
Затраты на работы по техническому уходу и ремонту оборудования при пла-
нировании группируются по следующим статьям расходов:
I. Основная заработная плата рабочих (по тарифу).
2. Премии.
3. Материалы, полуфабрикаты и покупные комплектующие готовые изделия.
4. Расходы по обслуживанию производства и управлению предприятием
(цеховые и общезаводские расходы).
Заработная плата в примерной смете затрат на плановые ремонты на одну
ремонтную единицу определена исходя из установленных нормативов времени
(табл. 7, стр. 41)-’
Размер премий принят в соответствии с действующим положением и прак-
тикой предприятий — 25% к основной заработной плате (по тарифу).
При составлении сметы затрат на плановые ремонты размер расхода по
статье «материалы» определяется процентом к основной заработной плате ремонт-
ных рабочих.
Примерная стоимость материалов в процентах к основной заработной плате
ремонтных рабочих для разных групп Технологического оборудования приведена
в табл. 14.
Т а б" л и ц а 14
Примерная стоимость материалов, расходуемых при ремонте оборудования
(в процентах к основной заработной плате ремонтных рабочих) *
Оборудование Вид ремонте
капи- тальный средний малый
Стоимость материала в %
Металлорежущее: малой, средней и большой сложности негидрофицированное ... гидрофицированное. особой сложности негидрофипированное гидрофицированное Деревообрабатывающее , . Литейное: бегуны разрыхлители и сита 50-55 65—70 130—150 200—230 50 280 140 85 110 140 190 250 330 35—40 50—55 90—105 190 -200 45 215 105 60 80 105 140 190 240 30—35 40—45 60-75 135—145 40 70 35 25 30 35 50 60 82
формовочные машины грузоподъемностью в кг: до 350 .... св. 350 » 500 .... » 500 » 750 .... » 750 » 1000 . . » 1000 » 1500 » 1500 е.
71
Таблица 15
Примерный расчет сметы затрат на плановые ремонты (на одну ремонтную единицу) в руб.
1. Металлорежущие станки (негидрофицированные)
Статьи затрат Сложность оборудования
малая | средняя | большая | особая
Затраты по видам ремонта в руб.
ма- лый сред- ний капи- таль- ный ма- лый сред- ний капи- таль- ный ма- лый сред- ний капи- таль- ный ма- лый сред- ний капи- таль- ный
Заработная плата (по тарифу) , . . 2,50 9,70 14,45 2,70 10,40 15.40 3.00 11,70 17.30 3.50 13,60 20,00
Премия (25%) . ... 0,63 2,43 3,‘§1 0,68 2.60 3,85 0,75 2,93 4,33 8,75 3,40 5,00
Материалы* ... 0,75 3,39 7,22 0,81 3,64 7,70 0,90 4,07 8.65 2.10 12,24 26,00
Цеховые расходы (90% к заработ- ной плате по тарифу) ... — 8.73 13,0 - 9,36 13,86 - 10,53 15,57 - 12,24 18,00
Общезаводские расходы (60% к заработной плате по тарифу) . 5.82 8.67 — 6,24 9,24 - 7,02 10,38 — 8,16 12,00
Итого. 3,88 30.07 1 46,95 | 4,19 32,24 50,05 4,95 36,25 | 56,23 14,35 | 49,64 81,00
* Процент стоимости материалов для 1 сложности 50, 35, 30, для станков особой металлорежущих станков сложности 130, 90 . 60, в расчете принят равным: для станков малой, средней и большой
Продолжение табл 15
2. Кузнечно-прессовое оборудование
Статьи затрат Сложность оборудования
средняя большая | особая
Затраты по видам ремонта в руб-
малый средний капи- тальный малый средний капи- тальный малый средний капи- тальный
Заработная плата (по та- рифу) . 2,70 10.40 15,40 3,0 11,70 17,30 3,50 13,50 20,00
Премия (25%) 0,68 2,60 3,85 0,75 2,93 4,33 0,88 3.40 5,00
Материалы 2,70 15,60 30,§0 7,50 41,00 86,50 12,30 68,00 140,00
Цеховые расходы (90% к за- работной плате по тарифу) 9,30 13,86 — 10.53 15.57 — 12,24 18,00
Общезаводские расходы (50% к заработной плате по тарифу) - 6,24 9,24 - 7,02 10,38 8,16 12,00
Итого. , . 6,08 44,20 73,1$ 11,25 73,18 134,08 16,68 105,40 195.00
Дополнительная заработная плата рабочих и отчисления в Соцстрах в соот-
ветствии с действующими положениями по учету н планированию включаются
в цеховые расхода.
Расходы иа обслуживание производства и управление предприятием .(цехо-
вые и общезаводские расходы) включаются в стоимость капитального ремонта,
а также среднего с периодичностью свыше одного года, в установленном процент-
ном отношений, скорректированном на расходы, которые не имеют прямого
отношения к производству этих ремонтов. К числу таких расходов относятся
затраты иа содержание и обслуживание специального н уникального оборудова-
ния, а также подъемно-транспортных средств, которые не участвуют в произ-
водстве работ для капитального и среднего ремонтов, выполняемых с периодич-
ностью свыше одного года, а также расходы иа содержание специальных кон-
структорских и технологических бюро, приемщиков ОТ К, специальных цеховых
лабораторий и расходы на исследования, опыты и испытания основной продук-
ции, по изобретательству и рационализации и прочие расходы по организации
производства (перестановка оборудования и другие расходы аналогичного на-
правления).
На работы для капитального ремонта, а также среднего с периодичностью
свыше одного года, выполняемые основными цехами, цеховые расходы относятся
в размере не свыше нормы этих расходов, установленных для ремонтно-механи-
ческих цехов.
Расчет смет затрат производится по группам оборудования в зависимости
от степени их сложности. Для каждой степени сложности оборудования установ-
лен средний тарифный разряд работ.
Размер расходов на обслужииание производства прн расчете сметы затрат
иа ремонтные работы должен определяться в соответствии с Инструкцией по пла-
нированию, учету и калькулированию себестоимости продукции на предприятиях
машиностроения и металлообработки.
В примерном расчете сметы затрат расходы на обслуживание производства
приняты для .предприятий со средним-уровнем технологической оснащенности
в размере: цеховые — 90%, общезаводские — 60% к основной заработной плате
(по тарифу).
Аварийные и другие внеплановые ремонты, происшедшие по вине произ-
водственного персонала, оплачиваются по статье цеховых расходов.
Сметно-финансовые расчеты утверждает директор предприятия.
Если при выполнении капитального или среднего ремонта, с периодичностью
свыше одного года возникает необходимость в демонтаже и монтаже машины, то
стоимость этих операций необходимо включать в смету затрат.
Средние тарифные разряды работ 6-разрядной тарифной сетки я соотноше-
ние средних тарифных разрядов и категорий сложности ремонта приведены
в табл. 17 н 18.
Таблица 17
Средние тарифные разряды работ бригад по ремонту оборудования
Оборудование Степень сложности обору- дования Наименование работ
Слесар- ные, фу- теровоч- ные, об- муровоч- ные, кле- пальные и др. Станоч* ные Прочие
Технологическое и подъемно- Малая 3,0 3,0 3,0
транспортное Средняя 3,5 3,5 3,0
Большая 4,0—5,0 4,0 3,0
Особая . 5,5 5,0 3,0
7о
Продолжение табл. 17
Оборудование Степень сложности обору- дования Наименование работ
Слесар- ные, фу- теровоч- ные, об- муровоч- ные. кле- пальные и др. Станоч- ные Прочие
Электротехническое Средняя Особая 3,5 5,0 3,5 4,5 3,0 4,0
Тепло- силовое Насосы, вентиля- торы - 2,0-3,0 3.0 3,0
Компрессоры, кис- лородные установки и другое оборудование - 3,0—4,0 3,5 3,0
Котлы и котельно- вспомогательное обо- рудование промыш- -ленных—котельных - 3,5—4,0 3.5 3,0
Таблица 18
Примерное соотношение средних тарифных разрядов работ бригад
(или группы людей) и категорий сложности ремонта оборудования
Оборудование Средний тарифный разряд
2 | 3 | 3.5 | 4 | 4.5 | 5 5,5
Категория сложности ремонта оборудования
Малой СЛОЖНОСТИ Сред- ней слож- ности Большой сложности Осо- бой слож- ности
Техно- логиче- ское Метвллорежущее Деревообрабаты- вающее Кузнечно -прессе - ное Литейное - До 6 До 7 До 7 До 8 Св. 6-12 Св. 7—13 Св. 7-14 Св. 8—15 Св. 12—18 Св. 13 Св. 14—20 Св. 15—25 Св. 18—24 Св. 20—29 Св. 25—40 Св. 24—30 Св. 29—35 Св. 40 Св. 30 Св. 35
77
Продолжение табл 18
Оборудование Средний тарифный разряд
2 3 3.6 4.5 5 5.5
Категория сложности ремонта оборудован пя
Малой сложности Сред- ней слож- ности Большой сложности Осо- бой слож- ности
Техно- логиче- ское Часовой и при- боростроител ьной промышленности До 2 Св. 2-5 Св- 5—8 Св. 8—11 Свыше 11 -
Подъемно-транспортное - До 8 Св. 8-15 Св. 15—25 Св. 25-40 Св. 40 -
Электротехническое До 35 - Св. 35 -
Т епло- силовое Насосытгтенти^ ляторы До 6 Св. 6 ’ - - - -
Компрессоры, кислородные уста- новки и другое обо- рудование - До 20 Св. 20—30 Св. 30 - -
Котлы и котель- но-вспомогательное оборудование про- мышленных ко- тельных - - До 3Q Св. 30 - -
Примечания: 1. Для уникального оборудования, а также оборудова-
ния автоматических линий (кроме транспортеров, отводящих стружку и бункеров)
с R < 6 средний тарифный разряд 5,5 вне зависимости от категории сложности
ремонта.
2- Для металлорежущих станков, ^^знечно-прессового и литейного обору-
дования несложной конструкции и нормальной точности с категорией сложности
ремонта выше 25 средний тарифный разряд устанавливается в зависимости от
сложности оборудования главным механиком предприятия и утверждается глав-
ным инженером.
3. Для всех металлорежущих станков повышенной точности средний тариф-
ный разряд — 4.5; высокой точности — 5. а особо высокой точности и особо точ-
ных — 5,5.
78
В дефектно-сметной ведомости на капитальный ремонт, а также средний
с периодичностью свыше одного года должно быть указано, каким способом
произведена обработка сопрягаемых поверхностей (шабрением, шлифованием
н др.) и какие изношенные детали заменены полученными со стороны, изготов-
ленными централизованным путем.
XVII. ЭКСПЛУАТАЦИЯ ДЕЙСТВУЮЩЕГО ПАРКА ОБОРУДОВАНИЯ
В целях сохранения оборудования в работоспособном состоянии и улучше-
ния его использования, а также предупреждения аварий и поломок на всех
предприятиях должна осуществляться рациональная эксплуатация и соблюдаться
строгая ответственность производственного персонала за состояние оборудования,
находящегося в эксплуатации.
Оборудование должно использоваться соответственно его назначению со-
гласно его производственно-техническим данным; инструмент и приспособления
должны применяться согласно технологическому процессу.
Подбору и подготовке инструмента должно быть уделено особое внимание.
Подготовленный к установке на агрегат инструмент должен отвечать требова-
ниям ГОСТ, техническим условиям и нормалям на этот инструмент.
Не разрешается завышать режимы резания, допускать к работе рабочего
без права на самостоятельную работу, работать на неисправном агрегате, а также
без предохранительных и защитных устройств. Оборудование должно своевре-
менно и тщательно смазываться и содержаться в постоянной технической исправ-
ности и чистоте. Должна осуществляться передача оборудования от смены к смене,
заключающаяся в осмотре и проверке состояния его механизмов.
Особое внимание должно быть уделено правильной эксплуатации прецизион-
ного, финишного, крупного, тяжелого, особо тяжелого, уникального, подъемно-
транспортного, электротехнического оборудования, а также оборудования,
встроенного в поточные и автоматические линии.
Передача этого оборудования от смены к тмене должна производиться с
регистрацией замеченных неисправностей в журнал и распиской сдающего
и принимающего данный агрегат.
Рабочий, производственный мастер, ремонтный персонал несут администра-
тивную и материальную ответственность за все поломки агрегата возникшие
по их вине.
При эксплуатации сложного оборудования следует предоставлять рабочим
специальное время в начале смены на смазку, а в конце смены — на чистку
и уборку. Администрация цеха должна обеспечить рабочих необходимым инвен-
тарем для смазки и уборки оборудования.
Основные правила эксплуатации оборудования
Эксплуатация прецизионного оборудования требует строгого соблюдения
специальных правил, а также заводских инструкций, установленных в техниче-
ских руководствах заводов-изготовителей для этой группы оборудования.
К эксплуатации автоматических линий допускаются рабочие и наладчики,
прошедшие техническое обучение и инструктаж по технике безопасности и имею-
щие право па самостоятельную работу на оборудовании этих линий.
При эксплуатации прецизионных станков необходимо обеспечить выполне-
ние следующих особых требований:
а) станки следует использовать только по назначению;
б) не допускать обработки деталей, вес которых превышает установленный
по паспорту;
в) станки классов А, В и С, требующие постоянства температуры, необхо-
димо устанавливать в отдельном изолированном помещении, оборудованном
установкой для стабилизации температуры и влажности;
г) должна быть обеспечена тщательная уборка и смазка станков; для их
протирки следует применять салфетки;
79
а) остановленные на длительное время (свыше суток) станки должны быть
накрыты чехлом;
е) станки должны систематически проверяться на точность согласно спе-
циальному графику;
ж) к работе на прецизионных станках могут быть допущены только высоко-
квалифицированные рабочие, изучившие конструкцию станка, после инструк-
тажа и сдачи специальных экзаменов, дающих право работать на прецизионном
станке.
з) недопустима совместная установка в помещениях координатно-расточ-
ных и резьбо- или зубошлифовальных станков;
и) воспрещается установка зубошлифовальных станков класса С в общем
помещении с прецизионными станками других тНпов;
к) помещения должны оборудоваться подъемно-транспортными механиз-
мами с электроприводом.
К эксплуатации оборудования для электрофизических и электромеханиче-
ских методов обработки предъявляются следующие особые требования:
К обслуживанию и работе на электроэрозионных станках допускаются лица,
имеющие квалификацию не ниже 3-го разряда.
Станки должны быть установлены в хорошо вентилируемом помещении или
иметь местную вентиляцию.
На полу у каждого станка должен быть резиновый коврин.
Вблизи станка необходимо иметь огнетушитель.
Категорически запрещается открывать крышки во время работы станка.
Во время работы станка в помещении должно быть не менее двух человек.
Температура рабочей! жидкости ие должна превышать 55° С.
Эксплуатация кузнечно-прессового оборудования требует строгого соблюде-
ния установленных для этой группы оборудования правил н в особенности при-
веденных ниже.
Включение автоматов следует производить только при- выключенной подаче
материала. Категорически запрещается производить жесткий удар, бойка. молота
о-боек. По иозможйОстьГ следует избегать эксцентричных ударов и не допускать
ковки непрогретых заготовок и заготовок малого сечения (размером менее допу-
стимого для данного молота).
Не допускается работа машин с зазорами в сочленениях больше илй меньше
указанных в руководстве по эксплуатации машин.
У всех молотов должна производиться ежесменная проверка крепежа и за-
тяжка клиновых соединений, а у автоматов — проверка крепления инстру-
мента.
Очистка фильтров и отстойников у гидравлических прессов должна произ-
водиться не реже одного раза в неделю, а замена масла в гидроагрегате — через
3 месяца после пуска его в эксплуатацйю, а затем регулярно через 6 месяцев.
Эксплуатация крупного, тяжелого, особо тяжелого и уникального обору-
дования также требует строгого соблюдения установленных правил.
Требования к эксплуатации прецизионного оборудования, изложенные
в пунктах а, д, ж целиком могут быть отнесены и к этому виду оборудования.
Кроме того, на все крупное и уникальное оборудование должны быть заве-
дены специальные учетные карты и дело с паспортом.
Эксплуатацию подъемно-транспортного оборудования производят в строгом
соответствии с правилами Госгортехнадзора. К управлению и обслуживанию
грузоподъемных машин, к зачаливанию и подвешиванию грузов на крюк, а также
к обслуживанию вспомогательных грузозахватных приспособлений и к выпол-
нению обязанностей сигнальщика моп'$ быть допущены лица не ^юложе 18 лет,
прошедшие медицинское освидетельсЭДтеапне.
Крановщики, машинисты, слесари, монтеры, стропальщики должны быть
обучены по соответствующей программе и аттестованы квалификационной комис-
сией под председательством главного энергетика предприягия. Допуск к работе
должен оформляться приказом по цеху или заводу после выдачи на руки удосто-
верения об обучении. Не реже 1 раза в год производится проверка знаний лиц,
обслуживающих подъемно-транспортное оборудование. ,
80
Инженерно-технические работники, ответственные за исправное состояние
гр узо подъемных машин и за безопасность перемещения грузов кранами, назна-
чаются приказом директора предприятия после проверки знаний ими соответ-
ствующих разделов Правил устройства и безопасной эксплуатации грузоподъем-
ных кранов. Проверка знаний должна производиться комиссией под председа-
тельством инспектора Госгортехнадзора. Очередная проверка проводится не
реже одного раза в три года.
Проведение осмотра и испытание чалочиых цепей, канатов и других грузо-
захватных приспособлений должно быть поручено определенному лицу в соот-
ветствии с правилами Госгортехнадзора 1957 г.
Все работающие по ремонту кранов должны быть ознакомлены с инструк-
циями по технике безопасности.
Правила эксплуатации оборудования автоматических линий должны пред-
усматривать:
1) тщательное выполнение работ, предусмотренных ежедневным межремонт-
ным обслуживанием, в частности, очистку агрегатов от стружки и грязи, смазку
агрегатов согласно картам смазки, устранение дефектов отдельных механизмов
и их регулирование;
2) наблюдение за исправностью режущего инструмента и осуществление
периодической (по графику) его замены;
3) периодическую проверку качества пооперационной обработки.
После окончания работы агрегата необходимо: произвести тщательную
уборку н очистку агрегата от стружки, грязи н т. д ; перед выходным днем или
перед нерабочей сменой необходимо смазать наружные трущиеся поверхности
тонким слоем масла.
Категорически запрещается работать на неисправном оборудовании.
Поощрения за образцовое содержание оборудования
За образцовое содержание оборудования производится материальное поощре-
ние ремонтных бригад.
Для поощрения рабочих, правильно эксплуатирующих оборудование и тем
самым обеспечивающих увеличение длительности межремонтных периодов обору-
дования, рекомендуется:
а) начальникам цехов по представлению мастеров премировать рабочих;
мастера для этой цели могут использовать средства, которые выделяются в их
фонд согласно постановлению Совета Министров Союза ССР от 20 сентября 1955 г.
№ 1722 «О повышении роли мастера и начальника производственного участка
иа предприятиях горной, металлургической, нефтяной, химической, лесной,
бумажной и деревообрабатывающей промышленностей, машиностроения, про-
мышленности строительных материалов, электростанциях, а также на промыш-
ленных предприятиях транспортных министерств и об упорядочении оплаты их
труда»;
б) качество ухода за оборудованием учитывать при повышении рабочих
в разряде.
Ответственность за сохранность оборудования
Все технологическое оборудование, установленное в производственных
цехах, находится в распоряжении начальников цехов (мастерских), которые несут
полную ответственность за общую сохранность и комплектность каждого агре-
гата, а также отвечают за нормальное рабочее состояние этого оборудования,
правильную его эксплуатацию, уход и своевременный ремонт.
Начальник цеха должен обеспечить отдельное помещение для уникальных,
прецизионных и заточных станков.
Надзор за оборудованием возлагается на мастеров цехов, которые обязаны:
а) закрепить агрегаты за рабочими;
81
б) обеспечить выполнение производственными рабочими мероприятий, га-
рантирующих правильную и своевременную смазку, охлаждение, уборку и чистку
оборудования и соблюдение установленного порядка передачи оборудования от
смены к смене;
в) не допускать перегрузки оборудования или его неправильное исполь-
зование в процессе эксплуатации.
Механики цехов и инженеры отдела главного механика я отдела главного
энергетика (инспекторы по оборудованию) обязаны:
а) контролировать качество выполнения в требуемом объеме плановых ре-
монтов и межремонтного обслуживания, а также участвовать в окончательной
приемке агрегатов из капитального, среднего и малого ремонтов;
б) руководить ремонтными бригадами и инструктировать их по вопросам
планово-предупредительного ремонта;
в) анализировать причины поломок и аварий оборудования, выявлять винов-
ных и составлнть акты;
г) осуществлять технический надзор за консервацией бездействующего обо-
рудования;
д) участвовать в проведении инвентаризации, а также в приемке, актирова-
нии вновь прибывшего оборудования.
XVIII. ФУНКЦИИ ПРЕДПРИЯТИЙ И РАЗЛИЧНЫХ ОРГАНИЗАЦИЙ,
ОПРЕДЕЛЯЕМЫЕ ПОЛОЖЕНИЕМ
Функции предприятий, эксплуатирующих оборудование:
I. Осуществляют технический уход, планово-предупредительный ремонт
оборудования, а также его модернизацию;
2. Организуют своевременную и тщательную подготовку работ по техни-
ческому уходу, ремонту и модернизации оборудования;
а) обеспечивают: рациональную организацию работы ремонтно-механических
цехов- и цеховых ремонтных баз, каждую бригаду- ремонтных слесарей рабочим
местом; нормальные условия хранения запасных деталей и узлов в кладовых;
б) пополняют архив чертежами на запасные детали и узлы, а также проек-
тами модернизации;
в) обеспечивают ремонтные службы соответствующим штатом инженерно-
технических работников и ремонтных рабочих; потребное количество ремонтных
рабочих рассчитывают на основании годового плана работ по техническому уходу
н ремонту и нормативов, приведенных в настоящем Положении
3- Обеспечивают соблюдение правил технической эксплуатации и содержа-
ние в нормальном рабочем состоянии эксплуатируемого на предприятии обору-
дования.
4. Обеспечивают правильное расходование средств, выделяемых на ремонт,
определяемых нормами амортизационных отчислений, установленных Постанов-
лением Совета Министров СССР от 1 сентября 1961 г. № 802.
5. Обеспечивают организацию учета работы оборудования в отработанных
часах с целью уточнения срока вывода оборудования в ремонт.
6. Составляют заявки на материалы по нормативам, приведенным в настоя-
щем Положении.
7. Составляют заявки на взаимозаменяемые узлы и запасные детали для
каждого типа оборудования.
8- Изготовляют запасные детали и выполняют отдельные ремонтные работы
по плану кооперации.
Функции предприятий, изготовляющих оборудование
Предприятия, изготовляющие оборудование:
1. Подготавливают технические задания на разработку типовых проектов
модернизации для машин снятых с производства и представляют их головным
институтам на утверждение.
S2
2. Разрабатывают типовые проекты модернизации по утвержденным техни-
ческим заданиям.
3. Производят по заданию министерства или ведомства модернизацию опыт-
ного образца агрегата, согласно утвержденному типовому проекту, и предъяв-
ляют его к приемке.
4. Обеспечивают предприятия, эксплуатирующие оборудование, паспортами
и инструкциями по уходу и эксплуатация н альбомами чертежей на запасные
части, которые поставляют вместе с агрегатом-
5. Изготовляют наиболее трудоемкие запасные детали для выпускаемых
моделей оборудования по номенклатуре, утвержденной вышестоящей органи-
зацией.
6- На вновь выпускаемые серийные машины совместно с головными инсти-
тутами устанавливают категории сложности ремонта.
Функции министерств и ведомств
Министерства и ведомства:
1. Осуществляют контроль внедрения на предприятиях планово-предупре-
дительного ремонта оборудования.
2. Осуществляют контроль за рациональной эксплуатацией оборудования
на предприятиях.
3. Обеспечивают внедрение прогрессивных методов ремонта и восстановле-
ние изношенных деталей.
4. Организуют централизованное и кооперированное изготовление запасных
деталей н узлов для обеспечения ими предприятий, министерств или ве-
домств.
5. Совместно с Госпланами республик организуют централизованное изго-
товление ремонтной оснастки, приспособлений и механизмов.
6, Контролируют внедрение разработанных мероприятий по улучшению
ремонтного хозяйства.
7. Разрабатывают и утверждают типовое положение о службе главного меха-
ника подведомственным предприятиям.
8. Осуществляют контроль за правильным применением положения о глав-
ном механике на предприятиях.
9. Дают заключения по разрабатываемым головными институтами ос-
новным вопросам организации планово-предупреднтельного ремонта обору-
дования.
10. Обобщают и широко распространяют передовой опыт в области новых
форм организации труда н производства ремонта оборудования.
11. Организуют специализированные ремонтные заводы или цехи по центра-
лизованному ремонту оборудования для обслуживания предприятий, входящих
в министерства или ведомства.
12- В экономических районах при специализированных ремонтных заводах
или при станкостроительных заводах, изготовляющих прецизионное оборудова-
ние, создают выездные бригады по ремонту уникального и прецизионного обо-
рудования.
13. Утверждают разработанную головным или отраслевым институтом но-
менклатуру оборудования, подлежащего централизованному ремонту.
Функции проектно-технологических институтов
министерств илн ведомств
Проектно-технологические институты министерств или ведомств:
1. Разрабатывают типовые технологические процессы ремонта оборудова-
ния, а также техническую документацию, необходимую для проведения ремонта
оборудования.
2. Разрабатывают техническую документацию по модернизации технологи-
ческого оборудования по заказам предприятий министерства или ведомства.
83
3. Разрабатывают й внедряют прогрессивные методы ремонта и восстановле-
ния изношенных деталей.
4. По заданию министерства или ведомства осуществляют проверку состоя-
ния ремонтных служб предприятия.
Функции головных научно-исследовательских институтов
Головной научно-исследовательский институт металлорежущих станков —
ЭНИМС руководит работой по совершенствованию Единой системы планово-
предупредительного ремонта и рациональной эксплуатации технологического
оборудования машиностроительных предприятий и подготавливает ее к пере-
изданию совместно с головными отраслевыми институтами; координирует во-
просы организации планово-предупредительного ремонта металлорежущего, де-
ревообрабатывающего, кузнечно-прессового, литейного и подъемио-транспорт-
ного оборудования и по согласованию с головными отраслевыми институтами
вносит необходимые коррективы в Единую систему.
Головные институты разрабатывают:
1. Основные показатели системы планово-предупредительного ремонта, кото-
рые включают:
а) структуру и длительность межремонтного цикла, межремонтного и меж-
осмотрового периодов для различных условий эксплуатации оборудования;
б) зависимости для определения категорий сложности ремонта и определен-
ные по этим зависимостям для наиболее распространенных моделей оборудова-
ния категории сложности ремонта;
в) нормы простоя оборудования из-за ремонта;
г) содержание типовых работ, выполняемых при всех видах плановых ремон-
тов, осмотров и межремонтном обслуживании;
Д) технические условия на приемку станков из ремонта.
2- Организационные методы—производства ремонтных -работ; модернизации
и эксплуатации оборудования, состоящие из;
а) мероприятий по подготовке производства ремонтных работ;
б) порядка передачи оборудования в ремонт и из ремонта;
в) методов ремонта электротехнической части технологического оборудо-
вания;
г) методов ремонта оборудования, встроенного в лоточные и автоматические
линии;
д) основных правил эксплуатации оборудования и ответственности за сохран-
ность находящегося в эксплуатации,оборудования.
Разработка вопросов организации ремонта металлорежущего, деревообраба-
тывающего, кузнечно-прессового, литейного, подъемно-транспортного и электро-
технического оборудования осуществляется по единому методическому плану под
руководством Министерства станкостроительной и инструментальной промышлен-
ности, головными научно-исследовательскими институтами: паучно-исследова-
тельсиим институтом металлорежущих станков (ЭНИМС), Всесоюзным научно-
исследовательским и конструкторским институтом деревообрабатывающего ма-
шиностроения (ВНИИДМАШ), Экспериментальным научно-исследовательским
институтом кузнечно-прессоврго машиностроения (ЭНИКМАШ), Научно-исследо-
вательским институтом литейного машиностроения и технологии (НИИЛИТМАШ),
Всесоюзным научно-исследовательским институтом подъемно-транспортного ма-
шиностроения министерства тяжелого, энергетического и транспортного машино-
строения (ВНИИПТМАШ) и Нау-ью-исследовательским технологическим ин-
ститутом приборостроения (ВНИТИПРИБОР).
3. Производят согласование разработанных показателей и внесенных в них
изменений и организационных методов ремонта оборудования с министерствами
и ведомствами. Согласование производится путем рассылки предложений голов-
ного института и получения на них отзывов и заключений.
Окончательное решение по всем замечаниям и предложениям принимает
Министерство станкостроительной и инструментальной промышленности СССР.
84
4. Осуществляют методическое руководство организацией планово-предупре-
дительного ремонта технологического и подъемно-транспортного оборудования
машиностроительных предприятий.
5- Осуществляют общее методическое руководство модернизацией технологи-
ческого и подъемно-транспортного оборудования, разрабатывают методические
указания и руководящие материалы.
6. Устанавливают номенклатуру технологического оборудования, для кото-
рого должны быть разработаны типовые проекты модернизации, рассматривают
и утверждают технические задания и типовые проекты модернизации, разрабо-
танные предприятиями и организациями министерств и ведомств.
7. Обобщают передовой опыт модернизации оборудования.
8- Подготавливают предложения по централизованному производству типо-
вых средств модернизации.
9. Рассматривают и подготавливают к утверждению Министерством станко-
строительной и инструментальной промышленности СССР инструкции по уходу
и эксплуатации технологического и подъемно-транспортного оборудования, раз-
работанные заводами -изготовителями.
10. Для выполнения работ по ремонту и эксплуатаций оборудования в голов-
ных институтах создаются специальные подразделения.
Функции других организаций
I. Центральное бюро промышленных нормативов по труду при Научно-
исследовательском институте труда разрабатывает нормативы трудоемкости
ремонтных работ и межремонтного обслуживания.
Разработанные нормативы ЦБПНТ согласовывает с головными институтами
(ЭНИМС. ВНИИДМАШ, ЭНИКМАШ. НИИЛИТМАШ, ВНИИПТМАШ и
ВНИТИПРИБОР).
Нормативы трудоемкости ремонтных-работ и межремонтного обслуживания
утверждает Государственный комитет Совета Министров Союза ССР по вопросам
труда и заработной платы.
2. Все организации и предприятия, проектирующие новые модели обо-
рудования, устанавливают совместно с головными институтами (ЭНИМС,
ВНИИДМАШ, ЭНИКМАШ, ВНИИПТМАШ, ВНИТИПРИБОР) на эти модели
категории сложности ремонта и вносят их в паспорт агрегата.
XJX. ПОРЯДОК ВНЕСЕНИЯ ИЗМЕНЕНИЙ И УТОЧНЕНИЙ
В ПОЛОЖЕНИЕ О ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОМ РЕМОНТЕ
По мере совершенствования организации ремонтного хозяйства, повышения
культуры эксплуатации, ухода и текущего обслуживания оборудования, повы-
шения срока службы деталей и механизмов пересматриваются и уточняются
основные показатели системы планово-предупредительного ремонта (структура
и длительность ремонтного цикла, нормы простоя оборудования нз-за ремонта,
нормы на расход основных и вспомогательных материалов) н правила эксплуа-
тации оборудования.
Внесение изменений н уточнений в Положение о планово-предупредительном
ремонте производят головные институты на основе предложений и замечаний
заводов, министерств и ведомств.
Пересмотр и уточнение показателей производятся головными институтами
(ЭНИМС, ВНИИДМАШ, ЭНИКМАШ, НИИЛИТМАШ, ВНИИПТМАШ и
ВНИТИПРИБОР).
Измененный и уточненный проект Положения головные институты рассы-
лают на отзывы, после чего корректируют и представляют его на утверждение
в Министерство станкостроительной и инструментальной промышленности СССР.
ЧАСТЬ ВТОРАЯ
I. ПРОДОЛЖИТЕЛЬНОСТЬ МЕЖРЕМОНТНЫХ ЦИКЛОВ,
МЕЖРЕМОНТНЫХ И МЕЖОСМОТРОВЫХ ПЕРИОДОВ
Продолжительность межремонтных циклов, межремонтных и межосмотро-
вых периодов для технологического и подъемно-транспортного оборудования
определена по зависимостям, приведенным в табл. 5 (стр. 29), и дана в отрабо-
танных часах.
В табл. 20—26 (стр. 88) приведена округленная продолжительность меж-
ремонтных циклов в годах, межремонтных и межосмотровых периодов — в меся-
цах. а в табл. 27 — округленные значения межремонтных циклов и периодов
в месяцах.
Приведенные в табл. 20—26 продолжительности межремонтных циклов уста-
новлены для оборудования, работающего в неавтоматизированном производстве
на режимах, не превышающих предусмотренные общемашиностроительными
нормативами.
При определении продолжительности межремонтного цикла принят действи-
тельный (расчетный) годовой фонд времени работы оборудования, разработанный
институтами Гипротяжмаш (кузнечные цехи), ГСПИ (литейные цехи), Гипростанок
(механические н сборочные цехи), Гипроавтопром (деревообрабатывающие,
инструментальные и ремонтно-механические цехи) в связи с указанием Государ-
ственного комитета Совета Министров Союза ССР по вопросам труда и заработной
платы.
Нормы согласованы с Госстроем СССР и утверждены ГлавНИИпроектом
при Госплане СССР.
Прн определении действительного (расчетного) годового фонда времени ра-
боты оборудования учтены потери из-за простоев оборудования в ремонте. Дей-
ствительный расчетный годовой фонд времени для различных видов оборудования
(табл. 19) различен.
86
Таблица 19
Действительный (расчетный) годовой фонд времени работы
оборудования в часах
Вид оборудования Действительный годовой фонд времени в ч при работе оборудова- ния
в одну смену в две смены в три смены
Металлорежущее и деревообраба- тывающее 2000 3950 5870
Металлорежущее свыше 30 катего- рии сложности ремонта - 3830 5500
Кузнечно-прессовое:
для цехов единичного, мелкосе- рийного и серийного произ- водства — 3910 5745
для цехов крупносерийного и 5550
массового производства . . — 3830
Литейное оборудование:
для цехов мелкосерийного и серийного производства . . 2000 3910 5800
для цехов крупносерийного и массового производства . . - 3870 5685
При определении продолжительности межремонтного цикла в годах для подъ-
емно-транспортного оборудования принят следующий годовой фонд времени
работы:
При работе оборудования
в одну смену а две смены в три смены
2040 4075 1 6110
87
<» Таблицам
ПРОДОЛЖИТЕЛЬНОСТЬ МЕЖРЕМОНТНЫХ ЦИКЛОВ, МЕЖРЕМОНТНЫХ И МЕЖОСМОТРОВЫХ
ПЕРИОДОВ ТЕХНОЛОГИЧЕСКОГО И ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ,
ОПРЕДЕЛЕННАЯ ПО ФОРМУЛАМ, С УЧЕТОМ СМЕННОСТИ РАБОТЫ (Табл. 20—26)
Металлорежущие станки возрастом до 10 лет
Станки Коэффициенты, учитывающие Продол ж ител ь н ость
. ц пронзвод- стйа условия экс- плуатации обо- рудования обрабатываемый материал Рл особенности ве- совой характе- ристики стан- ков межремонтного цикла Т межремонтного периода t межосмотрового периода t0
в от- рабо- тай- ных часах в годах прц работе в от- рабо- тай- ных часах в месяцах при работе в от- рабо- тай- ных часах в месяцах при работе
в одну смену в две смены в три смены в одну- смену в две смены в три смены в одну смену в две смены в три смены
инструментом к и о и В" о н 1,0 0,7 1,0 18 500 9,5 4,51 3,0 2050 12,5 6,0 4,0 1000 6,0 3,0 2,0
0.75 19 800 10,0 5,0 3,5 2200 13,0 6,5 4,5 1100 6,5 3.5 2.5
0,8 21 100 10,5 5,5 2350 14,0 7,0 5,0 1150 7,0
1,0 26 400 13,0 6,5 4,5 2950 17,5 9,0 6,0 1450 8,5 4,5 3,0
0,7 1,35 24 900 12,5 4,0 2750 16,5 8,5 5,5 700 4,0 2,0 1.5
0,75 26 700 13,5 7,0 4,5 2950 17,5 9,0 6,0 750 4,5 2,5
0,8 28 500 14,5 5,0 3150 19,0 9,5 6,5 800 5,0
1.0 35 600 18,0 9,0 6,0 3950 23.5 12,0 8,0 1000 6,0 3,0 2,0
0,7 24 000 12,0 6,0 4,0 2650 16,0 8,0 5,5 1350 8,0 4,0 —
Работающие металлическим
Нормальной 1,3 1.1 0,75 1,0 25 700 13,0 6,5 4,5 2850 17,0 8,5 6,0 1450 9,0 4,5 3,0 ।
0,8 27 500 13,5 7,0 3050 18,5 9,5 1550 9,5
1,0 34 300 17,0 8,5 6,0 3800 23,0 11,5 8,0 1900 11,5 6,0 4,0
0,7 1,35 32 400 16,0 8,0 5,5 3600 21,5 11,0 7,5 900 5,5 2,5 2,0
0,75 34 700 17,5 9,0 6,0 3850 23,0 11,5 950 3,0
0,8 37 100 18,5 9,5 5.5 4100 25,0 12,5 8,5 1050 6,5
1,0 46 300 23,0 11,5 8,0 5150 31,0 15,5 10,5 1300 8,0 4,0 2,5
0,7 1 1,7 40 800 21,0 10,5 7,5 3400 21,0 10,5 7,5 850 5,0 2,5 2,0
0,75 43 800 22,5 11,5 8,0 3650 22,5 11,5 8,0 900 5,5 3.0
0,8 46 700 23,0 12,0 8,5 3900 23,0 12,0 8,5 950
1,0 58 300 29,5 15,0 10,5 4850 29,5 15,0 10,5 1200 7,5 4,0 2,5
1,5 0,7 1,0 27 700 14,0 7,0 4,5 3050 18,5 9,5 5,0 1550 9,5 4,5 3.0
0,75 29 700 15,0. 7,5 5,0 3300 20,0 10,0 5,5 1650 10,0 5,0 3,5
0,8 31 700 16.0 8.0 5,5 3500 21,0 10,5 7,0 1750 10,5 5,5
1,0 39 600 19,5 10,0 6,5 4400 26,5 13,5 9,0 2200 13,0 6,5 4,5
0,7 1,35 37 400 18,5 9,5 4150 25,0 12,5 8,5 1050 6,5 3,0 2,0
0,75 40 100 | 20,0 10.0 4450* 26,5 13,5 9,0 1100 6,5 3,5 2.5
16
OS
инструментом Станки
точности Нормальной точности
тип производ- ства Коэффициенты, учитывающие
ОТ io условия экс- плуатации обо- рудования
1 0.75 1 р о р со 0,75 о о р со р от р о р СО обрабатываемый материал 3,.(
о от от особенности ве- совой характе- ристики стан- ков &т
I 23 400 008 12 28 800 от § 009 13 | ооз ог | 67 300' 006 ES 1 50 500 ' | 47 100 | а § 1 42 700 В ОТ- I рабо- тая- яых часах | межремонтного цикута Т П родол жител ьность
ОТ О от от о | 10,0 | 6‘И | 1 27,5 1 | 26,0 124'° 1 | тэг to от 5 2 ! в годах при работе
от о ОТ от от от о от от от о S71 о от о 12,0 13,5 о 3 п>
о от ОТ Р1 о о от от 112’° р о ю о 00 "от р о о S “ Е S
| 2600 1 | 2450 oosc | 0333 | 2400 | | 2250 8! 3 0034 | 4200 ] 3950 | j 5950 | | 4750 | в от- рабо- тан- ных часах [ межремонтного периода t |
Й 14,5 р о от от 14.5 ОТ от' S ОТ | 27.5 0'93 24,0 1 1 35,5 3'83 | £ я I- в месяцах при работе
со о от р от от о от о | 17,5 | 14,0 ОТ о to "о р о 1 14,51 S’ 2* Ё S
от ОТ о от от р о от р о [ 0'01 | р о СО "от to "о р от г» ГО Н Е X
1300 в 1600 в 0021 | 1100 3 ООН 1050 1000 I 00SI о о В от- рабо- тан- иых часах | мсжосмотрового периода
I Ofc | 08 1 "о р от СО о о от от 00 от о от "от от о р "о о <0 g- в месяцах при работе
ОТ от от о О от да- от от от от от от от га 1
JO от от р от от о р от to о от "о to от х-о Е х
Продолжение табл. 20
36
инструментом ы Я я а
ТОЧНОСТИ
to тип производ- ства Коэффициенты, учитывающие
to co to to условия экс- плуатации обо- рудования Ру
SZ'O p о 00 p Cl p о p to p Cl о о обр аб аты наем ы й материал Р,и
1,35 о особенности ве- совой характе- ристики стан- ков
5O9OG 26-0 13.g| 90 4250 26 0 1-1-5 УЛ) 1050 6J 1 о о I 44 500 I ooz. vs I 43 800 | о о I 38 300 I 50 500 40 400 1 8 j 35 400 ' о s о в от- рабо- тан- ных часах । межремонтного ци^ла Т | Продолжительность 1
S'W 1 | 23,0 27.5 | 22,0 | | 20.5 I I 0‘6I I I 0'SS I 0'05 I p Cl о‘ог | | г 13 в годах при работе
p Cl Cl О p p Cl_ о 10,o' p ci. p b'oi | ж “ S"
to Cl to О tO СЛ Cl О CT> Cl po Cl о to Cl p о О § ° s s
4000 | | 3700 6100 | to о osst osst 0093 +500 Й о G> 006S | 1 в от- рабо- тан- них часах межремонтного периода t I
1 S'K p.o 36.5 0‘63 : 27.0 1 I 25.5 | 33,5 | 27,0 25,0 123’5 |27,0 I 1“ в месяцах при работе
Cl Cl 18.5 j Cl о О to О О 1 i3d to о p о 1 ш 1 2 и 1?
00 сл po о I S’SI p p to Cl Cl p о to Cl to р о и та S
1000 <£> Cl О 1500 | I 0031 osn I OSOI I о о ООП I 0S0I I 0001 | 0SZ3 | в от- рабо- 1 тан- । пых часах । межосмотрового периода t0 1
p o to о о p> oo Cl о Cl p to Cl S g 1“ в месяцах при работе
i i-° Cl to о Cl to cn о Cl to Cl to О о и ia S
p Cl ъ to о Cl p о о p Cl Ъ Cl S ” Е s
Продолжение табл. 20
S6
Работающие металлическим
V6
и нструментом а>
Повышенной точности я я
л •v тин производ- ства
СО to м условия экс- плуатации обо- рудования Ру Коэффициенты учитывают не
О р 00 р сл Р о р оо р сл р О p co 0,75 p обрабатываемый материал Ри
особенности ве- совой характе- ристики стан- ков Рт
сЬ 1 009 89 I OOZ 69 1 | 55 700 | 73 400 I 00 8 55 100 | сл § оог еэ 1 009 09 1 g 005 frt I D> Я r> Е g> X о ф ло 91 X го *= т>
р СП | 32j| s'oe I I28'5 1 37,5 О to со о to р bi со bi 25,0 23,5 | to p 2° 1 S I
to о р bi 16,5 bi р о сл bi bi р bi | 16,0 p p b S" а о . О ₽ я
1л bi О о 13,5 о о о р bi I 5*01 I p bi p о b« О а го -1 ST3 Е s работе |
1 0005 | 1 | 4650 | 6100 | 4900 8 8 000Z. I 0099 5250 | 4900 «X =? В ОТ- : рабо- 2 й □
£ сл | 30.5 | 00 bi bi ъ | 28.0 | 26.5 | 1 0-sv j | s*se | CP bi to bi 5о ® X » £ я Ф X □ I Й
S о р bi 5*91 bi р о сл сл 14,5 р "сл 21,0 | О p о bi 2 “ я и к X тэй р о я ф TJ Я 1 ст я я
£ сл сл О о р сл р bi | 10.0 р о» о bi p bi о о ЕЯ О Ь в>
§ | 1300 to 8 о | 1550 0021 | OSH j 1 0901 | 0SZ.1 I | 1400 I 1300 0S21 I » и ? 9? а <ъ я о
g 00 о сл о р сл bi о р 10,5 p bi p о bi go я§и □ О а о ° о
S о р bi сл о g р Ь СЛ bi bi g г и « X о й а> я о я ф о а 1» я X л>
1 о р сл р Ь р bi bi p © p bi 2 “ ЕЯ Я* W о» Ь 8
Z6
$;8П ЕВЯЙР I,
Работающие металлическим
Высокой и особо высокой
96
инструментом
точности
W тип производ- ства $п
£ со условия' экс- плуатации обо- рудования Ру Коэфф? учиты:
о р 00 р сл р о со 1 ч р О СО 0,75 р обрабатываемы 3 материал Р £ 3 О Е
сл ь особенности совой характ ристики стан ков Рт е- е-
| 54 700 о 001 И 1 38 300 о о 34 900 I 32 600 | 30 600 | 40 600 32 400 | 30 400 | | 28 400 | S = H п о; “ X В от- рабо- X Й
ьэ сл 0*25 | | 20,5 р о'гг | | 17,5 р сл сл | о'ог р р О и» и го S О я S о
1 1410 о СЛ р сл О р р сл сл р о р сл о S“ X я я TJ о я S я
р сл сл о р сл С1 р р сл р о о сл сл р ахэ Е s о» <0
| 6100 | 4850 | 4550 i | 4850 о | 3650 | 3400 .4600 3600 | о о о gx ? , в от- । рабо- X £ •я Д
| 36,5 0'63 | 0‘Д2 | : s‘251 | 29,0 1 23’5 го ъ ГО р сл 27,0 го СЛ I 0'03 1 о'61 а я к о я о ё 1
р сл р о р о СЛ g о р сл СЛ о сл р сл «" к И месяца >и рабо" а Я п> хз я го ь я
р 1 10,0 р р СЛ о р о от о р о ид о р сл S“ <ч н ИЗЭ Е и S х ода t | 3
00SI | I 1200 0SII | 0SOI | | 2400 0S6I | | 1800 00ZI 2250 | 0081 | оол ' 1600 ы S S5? к X : в от- рабо- X § о
р о р сл | 14,5 • сл р СЛ р СЛ сл 10.0 | р сл я я X о
сл р Ъ1 о сл р о р сл р о р сл р о 2 В О ь Ж W Е О месяца 5Я рабо-
ь СЛ о ь О р сл сл р сл S “ £ s л> н
Продолжение табл, 20
m я
Работающие абразивным инструментом Работающие
Нормальной точности Высокой
о
о р от
р со р 00 р от р р СО р СО р от о р со р от р ь р Со р от р
ь
21 600 оог 61 000 81 16 800 | [ 15 100 13 400' 009 21 i о 1 85 700 ! 68 300 00Е W ООО 09 | 79 600 | 1 63 600 | 59 700 | 55 700 j
О р от р о р от ОТ р от от о о от от о от о ° от от р от от от to р от
-S от -ОТ — от р —От р to р —От СО _Ъ_ ъ_ !s-Si го р от от от от
от р to от р от от р от го о о от от о р
§ OSIS 2000 3 0S91 от о о о § 0SU 5700 5350 । 000S 1 6600 | ooes 000S от 8
от о р о о О р р от со о о ОТ от 8 о о от ОТ р от ° от to р от
ОТ от от р от от ОТ от о to р от со о от от to р от от от от
о от о р от о р от от от от to о о от от о р
to 8 от 1 СО 8 00 от от 8 от от о с» о о от о | 1350 I 0S31 1 СП от от 8 to от о 8
О от от о ОТ от от ъ о р СО о от р о 00 о от О
р от р р ОТ to о .от от от о от о ь от
р р о от о ь р от от от от о N 1
яз
металл ячеек им инструментом
н особо ВЫСОКОЙ точности
тип производ- ства Рд Коэффициенты, учитывающие
'Z- ОТ ь. условия экс- плуатации обо- рудования Ру
о р ОТ р от р О р от р от p о р от 0,75 | р обрабатываемый материал Рк
1,35 о особенности ве- совой характе- ристики стан- ков 0/п
ООО 89 | 54 400 000 19 1 47 600' 1 63 200 । | 50 500 | 1 47 400 I to 8 50 400 | 40 300 | 37 800 | 8 § Я _ я g ~ ы м межремонтного цикла Т j Продолжительность
ОТ о O‘ZS | | 25.5 23,5 S4£ 1 25,0 1 ST3 to p о I 0'53 О о 19,0 | от 5 в годах при работе
| 17.0 о | 13,0 |12,6 i 116'° ОТ O'St о 13,01 р о р от- р О § “
ОТ р СО от от о 1 10.5 от сл 9° о сл от от ь р от р о is ЕЯ
§ | 6050 OOSS i | 5300 | 0002. | 8 5250 | 4900 | 8 8 1о2Н 4200 | от § в от- рабо- тан- ных часах межремонтного периода t 1
| 45.0 | 36,0 сл ОТ от 0'3» | |33.5 | s're | 29,5 33.5 | 26,5 | 25,0 | 1 St3 1 •с в месяцах при работе
| 23,0 | 18,0 о | 16,0 1 | 21,0 о- | 16.0 S" О О ОТ от О 12,0 | 1 и S
от от to ОТ от о О от 1 S'01 о о от р от от ОТ о S и к я
| 1900 0091 | ООН | | 1300 : 1750 о о 1 00SI | 0531 | 0083 2250 | I 0013 1 0S6I в от- р а бо- та н- иых часах межосмотрового периода t0 1
сл СО О от сл от о 1 s'01 1 от от co о от р от ОТ от I 5'31 от S 5 !. в месяцах при работе
1 ОТ | 0‘9 | bi О ОТ ОТ от о со от Ъ р от р о В Ja л>
ОТ о р от от ОТ от о p от р о от о ! И S
Продолжение табл.
8
ют
оот
инструментом 2 S
точности
ъ тип производ- ства 0rt Коэффициенты, учитывающие
р о р условия экс- плуатации обо- рудования
р СТ р ОС Si-0 р р ст ОС- 122 р СТ р ОС 0,75 р обрабатываемы й материал
о 1,35 особенности ве- совой характе- ристики стан- ков
002. 61 1 ст 8 ст 8 1 15 300 i | 29 200 | 25 900 | о I 002. ZZ 1 о ос 000 ZI | | 15 900 | г от- рабо- тан- пых часах | межремонтного ц^кла Т 11родолжительность
ст о со ОС ст СТ | 14.5 о р ст ст р ст р ст СО ст о X г •< I" 1 в годах прр работе
сл о ст о ст ст_ ст ст -£ * в дв1е смены
W сл р р ст ст о ст о W ст ст р ст Е х
оогг | 0261 I ОС 8 ООП | 1 3250 to со ст ст 00Z3 1 2500 | | 2250 ооог | 0061 | | 1750 в от- рабо- тай- ных часах а ф Я л S о ы
О СЛ О ст ст 9'61 | о о СТ ст р ст р ст g h в месяцах при работе
р сл о ст сл ст ст | 10.0 СО ОС- о ст о ст о ст ст а Ja Ф
ст ст W сл ст ст ст ст ст ст ст ст о ст I S9 3 S
ООП CD 8 006 850 ос 3 о ст ст ст о ст 450 в от- рабо- таи- ных । часах межосмотрового периода f(J 1
СТ ст ОТ ст ст ст СТ 5 ф ч! в месяцах при работе
р р сл р о от S и Га а го
р ст ст а
Продолжение табл
EOT
Работающие абразивным
Повышенной точности
©
ND г к>
«5 о оо © ОТ р р © © со © от © р со © оо р от © © СО © ос © от р •ч
W ОТ о ©
1 35 000 1 31 200 29 200 | 27 200 32 100 00S S3 26 700 | © © 8 I 000 92 1 23 000 21 600 20 200 1 23 800 | р О о 19 800 ОС 8 '
от от от ОТ СО от Р от ОТ м от СО О ОТ © р © ND © р от © о © 1 от
р ос о • - ОТ 2-. со О. от р © от от от о р © от от от © от
р © от ОТ ОТ о от ОТ от от от о ОТ о р от О р от р о
Со § Й 8 со г Э Сл О о о ОТ от от от S от о 2750 | g о N3 ОТ от ьэ о 1-0 от от от © । 0SS2 | 2200 | | 2050
р ОТ .8 сл © bi ос- © от © от р от от от от от р от р © О р © 5° от
ND о р от р © © о © от © © р от р р © от © 9° © о р от р © ’
00 © о от о от р от р © от от р о от © от от от от © от о
© 3 ос- 8 ос 8 от о оо 8 § § от © ND О 8 § © от © © © © 1 ° fl
от от ОТ о от ОТ от от о от о со о оо © © ОТ 9° © о от | fl
<ОТ о ND ОТ р от © от © р от © СО от ь |
W © от р о от ь от р от sll
1
инструментом W
Нормально! точности X X
сл тип производ- ства
о р О условия экс- плуатации обо- рудования Ру £ °" ii
р to р 00 р сл р р <о р ОС- ст р р CD р Ьа р сл р обрабаты ваемы Л материал 0 ц гё Е я S2
а О особенности ве- совой характе- ристики стан- ков
м 8 со ос- иэ 8 СО ст о S § 8 § to 1 to сл to и 8 со to 8 to Со 8 to § to сл § 3я X ф X ? о я
to to р сл СО о ъ ст ст Сл р р СТ о Сл р р сл 15" о ы
о р О р о ос сл сл Ъ_ р р - ст р со Ъ.... . .сл.. . _о._ ст ст * ш_ X а ТЗ -fc i
л ст сл ст ст о СЛ о р СТ р сл sа ч г s 1
1 5 8 § со 8 g о § о to со о t-o ст ст со ст i 8 О to 8 “ 1 и та о и г й -а л
ко <О о to ст о to сл to р сл р ст рэ ъ о ст о to СЛ р о 9° о О а-г X о о § X я
сл р о р сл Сл р ст р ъ р СТ 9° о о р сл р о 9е ел s " е“ «Ж и и о 2 В" 8
° р Оо сл Сл Ъ с> ст Сл сл ст р р ел £ ° Е s о §
to 8 8 § со 8 § 8 о о ст 8 I 8 сл 8 о Ж Z Г» X о
СТ сл ст о СТ сл ст о СТ ъ р СЛ р сл р 9° ст is» г о
р СТ Ъ р сл р о р сл р о сл 2Я л Ь «2 н о я
р ст р о ст р сл р о Е® ф * я ы
Продолжение табл.
8
о
Продолжение табл. 20
Работающие абразивным I инструментом
Станки
Коэффициенты, учитывающие Продолжительность
о h х s я И I с г. О ГС О -j ч 5 >,с а. обрабатываемый материал 0,, особенности ве- совой характе- ристики стан- KDB межремонтного цикла Т межремонтного периода t межосмотрового периода t„
в ОТ- рабо- тан- ных часах в годах при работе в от- рабо- тан- пых часах в месяцах при работе в от- рабо- тай- ных часах в месяцах при работе
одну смену В две смень в три смены в одну смену в две смены в три смены в одну смену в две смены смены
1,3. 1,1 0,7 1,0 24 000 12,0 6,01 4.0 2650 16,0 8,0 5,5 1350 8,0 4,0 3,0
0,75 25 700 13,0 6,5,' 4.5 2850 17,0 8,5 6,0 1450 8,5 4,5
0,8 27 400 13,5 7,0 3050 18,5 9,5 1550 9,5 5,0
0,9 30 900 15,5 8,0 6,0 3450 20,5 10,5 7,0 1750 10,5 5,5 3,5
1.2 0,7 26 200 13,0 6.5 4.5 2900 17.5 9,0 6,0 1450 8,5 4,5 3,0
0,75 28 100 14,0 7,0 3100 18,5 9.5 6,5 1550 9,5 4,5
0,8 30 000 15,0 7,5 5,0 3300 20,0 10,0 7,0 1650 10,0 5,0 3.5
0,9 33 700 17.0 8,5 5.5 3750 22,5 11,5 7,5 1850 11,0 5,5 4,0
1,1 0,7 1,35 32 400 16,0 8,0 । 3600 21,5 11,0 900 5,5 2,5 2,0
0,75 34 700 17,5 9.0 6,0 | 3850 23,0 11.5 950 3,0
0,8 37 100 18.5 1 9,5 6,5 J «ПО | 25,0 12,5 8,5 1050 6,5
0,9 41 700 21,0 | 10.5 1 7,0 | 4650 | 28,0 | 14,0 9,5 1150 7,0 | 3,5 2,5
Повышенной
1,2 0,7 35 400 | 17,5 9.0 6,0 | 3900 23.5 | 12,0 | 8,0 | 1000 6,0 3,0 2,0
0.75 37 900 19,0 9,5 6,5 | 4200 25,0 13,0 | 8,5 1050 6,5
0,8 40 400 20,0 10,0 7,0 4500 27,0 13,5 9,0 1100 3,5 2,5
0,9 45 500 23,0 11,5 ' 8,0 5050 30,0 15,5 10,5 1250 7,5 4,0
1,5 1 1.1 0.7 1,0 27 700 14,0 7,0 4,5 3050 18,5 9,5 6,0 1550 9.5 4,5 3,0
0,75 29 700 15,0 7,5 5,0 3300 20,0 10,0 6,5 1650 10,0 5,0 3,5
0,8 31 700 16,0 8,0 5,5 3500 21,0 10,5 7,0 1750 10,5 5,5
0,9 35 600 18,0 9,01 6,0 3950 23,5 12,0 8,0 1950 11,5 6,0 4,0
1.2 0,7 30 200 Г5.0 7.5 5,0 3350 20.0 10,0 7,0 1650 10,0 5,0 3,5
0,75 32 400 16,0 8.0 5,5 3600 21,5 11,0 7,5 1800 10,5 5.5
0.8 34 600 17,5 8,5! 6,0 3850 23,0 11,5 8,0 1900 11,5 6,0 4,0
0,9 38 900 19,5 10,0; 6,5 4300 26.0 13,0 9,0 2150 13,0 6,5 4,5
.1,1 0,7 1,35 37 400 18.5 9,5 4150 25.0 12,5 8,5 1050 6,5 3,0 2,0
0,75 40 100 20,0 io,d 7,0 4450 26,5 13,5 9,0 1100 3,5 2,5
0,8 42 700 21,5 11,0 4750 28,5 14,5 9,5 1200 7,0
0,9 48 100 24,0 12,<j 8,0 5350 32,0 I 16,0 11,0 1350 8.0 4,0 3,0
Z01
901
инструментом Станки, г
точности Повышенной точности
сл тип производ- ства Коэффициенты, учитывающие
W То То условия экс- плуатации обо- рудования
о СО р 00 р от от от со со р от р р со р со 0,75 р обрабатываемый материал РЛ
о особенности ве- совой характе- ристики стан- ков $т
IO ос- от о 25 000 ' | 23 400 1 to со 8 | 25 500. 000 £6 1 | 21 600 | 20 200 | 1 oos es 1 от от | 43 700 | 008 0^ | в от- рабо- тай- ных часах 3 га Ж S X о в X га Продолжительность
ъ ' 12.5 от О | 13,0 от от 10.0 cos | 23.5 22.0 в'ог | 1 = с в годах при работе
7.0 от от от о от от от от о от от от о 0‘£1 | р о О | 40.0' £ ” S3 _Е_?»
от о от о р* от от о р от Р о р о от О ш S
| 3400 к 8 | 2600 | 2450 0SS2 | | 2550 оок | | 2250 | 5850 I 5200 ОС- 8 09SV ] в ог- рабо- тан- ных часах межремонтного периода < |
18.5 от от ОТ ОТ ОТ О от от от 13,5 8 О ОТ о 0'62 | I 27,0 5 * г« в месяцах при работе
«О сл 0° от со о от р от 9° от ОТ 117'5 от о ОТ ОТ X w raja s я о; га
от от от от от от от "о от го о 10.5 р со О !з Z я
0SSI | 1 1400 | 1300 0021 | | 1450 | 1300 0031 | 8 0SH | 1 1300 0051 | OStl 1 в от- рабо- тай- ных часах межосмотрового периода tQ
со от рэ ОТ ос О О ос- от р о ОТ от р от р о О О X га X 1" в месяцах при работе
от от р от от от р от от о р от I
о to от о to от р о го от га -4 х-о г =
Продолжение табл.
8
f
— Продолжение табл. 20
Ставки Коэффициенты, учитывающие Продол ж и тел ьн ость
f i а е с®. Е условия экс- плуатации обо- рудования ру обрабатываемый материал Рл особенности ве- совой характе- ристики стан- ков межремонтного цикла Т межремонтного периода t межосмотрового периода Г,
в от- рабо- тан- ных часах в годах при работе в от- рабо- тай- ных часах в месяцах при работе в от рабо- та н- ных часах в месяцах при работе
одну смену В две смены в три смены в одну смену в две смены в три смены в одну смену В две смены в три смены
j инструментом Высокой и особо высокой точности 1.3 1,2 0,7 1,35 35 400 17,5 9,01 6,0 3900 23,5 12.0 8,0 1000 6,0 3,0 2,0
0,75 37 900 19,0 9,51 6,5 4200 25,0 13,0 8,5 1050 6,5
0,8 40 400 20,0 10,0 7,0 4500 27,0 13,5 9,0 1100 3,5 2,5
0,9 45 500 23,0 11,5 . 8,0 5050 30,0 15,5 10,5 1250 7,5 4,0
1.3 0,7 38 300 19,0 9,5 1 6,5 4250 25.5 13,0 8,5 1050 6,5 3,0 2,0
0,75 41 100 20.5 10,5 1 7,0 4550 27,0 14,0 9,0 1150 7,0 3,5 2,5
0,8 43 800 22.0 11,0 7,5 4850 29,0 15,0 10,0 1200
0,9 49 300 24,5 12,5 8,5 5500 33,0 16,5 11,0 1350 8,0 4.0 3,0
1.5 1.2 0,7 1.0 30 200 15,0 7’5 1 5,0 3350 20,0 10,0 7,0 1650 10,0 5.0 3,5
0,75 32 400 16,0 8.0 5,5 3600 21,5 | 11,0 7,5 1800 10,5 5,5
0,8 34 600 17,5 8.5 । 6,0 3850 23,0 | 11,5 8,0 1900 | 11,5 6,0 4,0
0,9 38 900 | 19,5 10,0 6.5 4300 26,0 1 13,0 9,0 2150 | 13,0 6,5 4,5
Работающие абразивным 1800
1.3 0,7 32 800 16,5 8.5 5,5 3650 22,0 11,0 7,5 10,5 5,5 3,5
0,75 35 100 17,5 э.о; 6,0 3900 23,5 12,0 8.0 1950 11,5 6,0 4.0 |
0,8 0,9 37 400 18,5 9.5! 6,5 4150 25,0 12,5 8,5 2100 12,5 6,5 4,5
42 100 21.0 10,5 7,0 4650 28,0 14,0 9,5 2350 14,0 7,0 5.0 |
1,2 0,7 1,35 40 S00 20,5 10,0 4550 27.0 13.5 9.0 1150 7,0 3,5 2,5
0,75 43 700 22,0 11,о1 7,5 4850 29,0 14,5 10,0 1200
0,8 46 600 23,5 12,0 8,0 5200 31,0 16,0 10,5 1300 8,0 4,0
0,9 52 500 26,0 13,0 9.0 5850 35.0 17,5 12,0 1450 8,5 4,5 3,0 '
1,3 0,7 44 200 22,0 11,о1 7.5 4900 29,5 15,0 10,0 1250 7,5 4,0 2,5
0,75 47 400 23,5 12,0i 1 8,0 5250 31,5 16,0 10,5 1300 8.0
0,8 0,9 50 500 25,0 l^ 8,5 5600 33.5 17,0 11,5 1400 8,5 4,5 3,0 1
56 800 28,5 | 14,Е| 9,5 6300 37,5 19,0 13,0 1600 9,5 j 5,0 3,5 ,
Примечания: 1. Продолжительность межремонтных цикло» станков, имеющих на направляющих поаерхноетях базо- вых ц™ У^“ V/ о закаленными направляющими базовых детален должна быть увеличена на 35%, - пе ого межремонтного периода а месяцах для станков, изготовленных начиная с 1967 г., в первом межремонтной циклеувел™»»™” «» ”к“"°мёжремoS+ных n°t™oc"oTp™°x™BOTo” свыше 16 .ttSSeSK»-. 5рШед«»ым₽на етр. 29 о учетом значеннЯ А. указанных в сноске на стр 35.
о
Таблица 21
Деревообрабаты вающее оборудован ие
Оборудование I Коэффициент, учитывающий тин S т. "1 । П родолжи тел ь и ость
межремонтного ци^ла Т межремонтного периода t межосмотрового периода tn
в от- рабо- тан- ных часах в годах при работе в от- рабо- тин- ных часах в месяцах при работе в от- рабо- тай- ных часах в месяцах прп работе
в одну смену в две смены в Три смены в одну смену в две смелы В Три смены в одну в две смены в три смены
Рамы лесопильные одноэтаж- ные и двухэтажные 1,0 12 000 6 3 2 1000 6 3 2 500 3 1,5 1
Станки стр^альные четырех- сторонние мощные; рейсмусо- вые двухсторонние шириной 1200 мм и более; шлифовальные тр ех цилиндровые 1,3 15 000 7,5 4 2,5' 1250 7.5 4 2,5 625 4 2 1.5
Станки строгальные четырех- сторонние средней мощности; обрезные двухпильные; прирез- ные с гусеничной подачей; рей- смусовые шириной до 1200 мм\ фуговальные с автоматической подачей; фрезерные модельные с карусельным столом шипорез- ныедвухсторонние; шипорезные ящичные 24-шпиндельные; для । заделывания сучков; заточные 1,0 15 000 7,5 4 2,5 1250 7,5 4 2,5 625 4 2 1,3
1,3 19 500 10 5 3.5 2170 13 6,5 4,5 725 4,5 2 1,5
1.5 22 500 11,5 6 —1- 4 2500 15 8 5 835 5 2,5 2 1
Станки ленточнопильные де- лительные; круглопильные для бревен; круглопильные с валь- цево-дисковой подачей, кругло- пильные ребровые; круглопиль- ные торцовочные с механиче- ской подачей; круглопильные концеравнители с конвейерной подачей; рейсмусовые шириной до 600 мм\ фрезерные с автома- тической подачей; шипорезные рамные односторонние и ящич- ные; сверлильные с автоматиче- ской подачей 1,0 18 000 9 5 3 2000 12 6 4 660 4 2 1,5
1,3 23 400 12 6 4 2500 15,5 8 5,5 867 5 2,5 2
1,5 27 000 13,5 7 4.5 3000 18 9 6 1000 6 3 2
Станки ленточнопильные сто- лярные; ленточнопильные лоб- зиковые; круглопильные с руч- ной подачей; фуговальные с ручной подачей; фрезерные с ручной подачей; сверлильные с ручной подачей; токарные с подручником; шлифовальные ленточные; шлифовальные ди- сковые; околостаночное и около- рамное оборудование; вальцы клеевые i 1 1,0 20 000 10 5 3.5 2220 13,5 6.5 4,5 740 4,5 2 1
1,3 26 000 13 —Г 6,5 4,5 2890 17,5 9 6 960 5.5 3 2
1,5 30 000 15 7.е1 5 3000 19 9 6 1000 6 3 2
Таблица 22
Кузнечно-прессовое оборудование
Оборудование Размеры ОСНОВ- НОГО пара- метра Коэффициент, учи- 1 тывающий тип" с. га 1 а Продолжительность
межремонтного цн|ла Т межремонтного периода t межосмотрового периода 1.
в от- рабо- тан- ных часах в годах при работе в от- рабо- тай- ных часах в месяцах прн работе в от- рабо- тай- ных часах в месяцах при работе
одну смену в две смень в три смены одну смену в две смены в три смены в одну в две смены в три смены
До 160 1,0 1.3 12 219 15 855 6,5 8,5 3,0 4,0 2,0 3,0 1358 1762 9,0 11,5 4,0 5,5 3,0 4,0 453 587 3,0 4,0 1,5 2 0 1.0 1,5 1,5
1.5 18 329 9,5 5,0 3,5 2037 13,0 6,5 4.5 679 4,5 2,0
Св. 160 1,0 14 746 7.5 4,0 2,5 1638 10,5 5,0 3,5 546 3,5 2,0 1.0 1.5
до 250 1,3 19 770 10,0 5,0 3,5 2130 14,0 6,5 4,5 710 4,5 2.0
Механические листоштампо- 1,5 22 119 11,5 6,0 4,0 2458 16,0 8,0 5,5 819 5.5 2,5 2,0
вочные и листогибочные Св. 250 до 1000 1,0 1,3 1,5 17 827 23 175 9,5 12,0 4,5 6,0 3,0 4,0 1981 2575 13,0 17,0 6,0 8,0 4,5 5,5 660 858 4,5 5,5 2,0 2,5 1.5 2,0 2,0
26 741 14,0 7,0 5,0 2971 19,5 9.5 6,5 990 6,5 3,0
Св. 1000 1.0 1.3 19 592 25 470 10,0 13,5 н 5,0 6,5 3,5 4,5 2177 2830 14,0 18,5 7,0 9,0 4,5 6,0 726 943 4,5 6,0 2,5 3 0 1.5 2 0
1,0 29 388 15,5 7,5 5,5 3265 21.0 10,0 7,0 1088 7,0 3.5 2,5
m g До 800 1,0 1.3 10 500 13 650 5,5 7,0 2,5 3,5 2,0 2,5 1167 1517 7,5 10,0 3,5 5,0 2,5 3,5 389 506 2,5 3 5 1,0 1,5. 2.0 1.0 1.0 1.5
Чеканочные u 1,5 15 750 8,0 4.0 3,0 1750 11,5 5.5 4,’О 583 4,0
кривошипно- L
Прессы
коленные и
S 1,0 12 600 6,5 3,5 2,5 1400 9,0 4,5 3,0 467 3,0 1.5 1,0
у Св. 800 1,3 16 380 8,5 4,5 3,0 1820 12,0 6,0 4,0 607 4,0 2,0 1.5
Ра 1,5 18 900 10,0 5,0 3,5 2100 13,5 6,5 4.5 700 4,5 2,0 1.5
1,0 8 993 4,5 2.5 1,5 999 6,5 3,0 2,0 333 2,0 1.0 0,5
До 1600 1,3 11 690 6,0 3,0 2.0 1299 8,5 4,0 3,0 433 3,0 1,5 1.0
Кривошипные горячештампо- вочные и 1,5 13 490 7,0 3,5 2,5 1499 9,5 4,5 3,0 500 3,0 1.5 1.0
обрезные 1,0 10 412 5,5 2,5 2,0 1157 7,5 3,5 2,5 386 2,5 1,0 1.0
Св. 1600 1,3 13 536 7.0 3,5 2,5 1504 10,0 4,5 3,0 501 3,5 1,5 1.0
1.5 15 618 8,0 4.0 3,0 1735 11,5 5,5 3,5 578 4,0 2,0 1.0
Винтовые 1,0 14 740 7,5 4.0 2,5 1638 10,5 5,0 3,5 546 3,5 1.5 1,0
1,3 19 162 10,0 5,0 3,5 2129 14,0 6,5 4,5 710 4,5 2,0 1.5
фрикционные 1,5 22 НО 11,5 6,0 4,0 2457 16,0 7,5 5,5 819 5,5 2,5 2,0
Гидравличе- 1.0 5961 3,0 1,5 1.0 745 5,0 2,5 1,5 248 1,5 1.0 0,5
1.3 7750 4,0 2,0 1,5 968 6,5 3,0 2,0 323 2,0 1,0 0,5
ские ковочные 1.5 8942 4,5 2,5 1.5 1118 7,5 3,5 2.5 373 2,5 1,0 1,0
Гидравличе- 1,0 17 885 9,5 4,5 3,0 2235 14,0 7,0 5,0 745 4,5 2,5 1,5
ские для 1,3 23 250 12,0 6,0 4,0 2906 18,0 9,0 6,5 969 6,0 3,0 2,0
пластмасс 1,5 26 828 14,0 7.0 5,0 3353 21,0 10,5 7,0 1118 7,0 3,5 2,5
Продолжение табл. 22
Оборудование Размеры ОСНОВ- НОГО пара- метра Коэффициент, учи- тывающий тип производства, &п J 1родол житель кость
межремонтного цикл|а Т межремонтного периода t . межосмотрового периода tn
а от- рабо- тан- ных часах в годах при работе в от- pa бо- тан- нЫх часах в месяцах при работе в от- рабо- тан- ных часах в месяцах при работе
в одну смену в две смены в три смены в одну смену в две. смены в три смены в одну смену смены в три смены
Автоматы Холодное^. а- дочные, гг*’- чевысадочные, обрезные, про- волочно- гвоздильные, пружинно- навивочные, резьбонакат- ные, цепе- вязальные | Наибольший диаметр обрабатываемой детали в мм До 4 1,0 1,3 1,5 7 094 9 222 10 641 3,5 5,0 5,0 2,0 2,5 3,0 1,0 1,5 2,0 1182 1537 1774 7,5 9,5 11,0 3,5 5,0 5,5 2,5 3,5 4,0 394 512 591 2,5 3,0 3,5 1,0 1,5 2,0 1.0 1.0 1,5
Св, 4 до 8 1,0 1,3 1,5 10 540 13 702 15 810 5,5 7,0 8,0 3,0 3,5 4,0 2,0 2,5 3,0 1757 2284 2635 11,0 14,5 16,5 5,5 7,0 8,5 4,0 5,0 5,5 586 761 878 3,5 5,0 5,5 2,0 2,5 3,0 1,5 1,5 2,0
Св. 8 до 12 1,0 1.3 1,5 13 305 17 297 19 958 7,0 9,0 10,5 3,5 4,5 5,0 2,5 3,0 3,5 2218 2883 3326 14,0 18,0 21,0 7,0 9,0 10.5 5,0 6,0 7,0 739 961 1109 4,5 6,0 7,0 2,5 ЗгО 3,5 1,5 2,0 2,5
Св. 12 до 16 1,0 1,3 1,5 15 831 20 580 23 747 8,0 10,5 12,5 4,0 5,5 6,0 3,0 3,5 4,5 2639 3430 3958 16,5 21,5 25,0 8,5 10,5 12,5 5,5 7,5 8,5 880 1143 1319 5,5 7,0 8,0 3,0 3,5 4,0 2,0 2,5 3,0
Св. 16 1,0 1,3 1.5 19 117 24 852 28 676 10,0 13,0 15,0 5,0 6,5 7,5 3,5 4,5 5,0 3186 4142 4779 20,0 26,0 30,0 10,0 13,0 15,0 7,0 9,0 10,5 1062 1381 1593 6,5 8,5 10,0 3,5 4,5 5,0 2,5 3,0 3,5
До 20 1,0 1,3 1,5 12 000 15 606 18 000 6,0 8,0 9,5 3,0 4,0 4,5 2,0 3,0 3,0 2000 2601 3000 12,5 16,0 19,0 6,0 8,0 9,5 4,5 5,5 6,5 667 867 1000 4,0 5,5 6,0 2,0 2,5 3,0 1,5 2,0 2,0
Листоштампо- вочные с верхним и нижним приводом Усилие пресса в Т
Св. 20 до 200 1,0 1,3 1,5 15 11-7 19 652 22 676 8,0 10,0 12,0 4,0 5,0 6,0 3,0 3,5 4,0 2519 3275 3779 15,5 20,5 23,5 8,0 10,5 12,0 5,5 7,0 8,0 840 1092 1260 5.0 7,0 8,0 2,5 3,5 4,0 2,0 2,5 3,0
Св. 200 до 1000 1,0 1,3 1,5 17 692 23 000 26 538 9,0 12,0 14,0 4,5 6,0 7,0 3,0 4,0 5,0 2948 3833 4422 18,5 24,0 27,5 9,0 12,0 14,0 6,5 8,0 9,5 983 1278 1475 6,0 8,0 9,0 3,0 4,0 4,5 2,0 3,0 3.0
Св. 1000 1,0 1,3 1,5 19 830 25 779 29 745 10,5 13,5 15,5 5,0 6,5 8,0 1 3,5 4,5 5,5 3305 4296 4958 20,5 27,0 31,0 10,5 13,5 15,5 7,0 9,5 10,5 1102 1432 1653 7,0 9,0 10,5 3,5 4,5 5.0 2,5 3,0 3,5
1,0 16 373 8,5 4,5 3,0 2728 17,0 8,5 6,0 909 5,5 3,0 2,0
До 150 1,3 21 285 '11,0 5i5i 4,0 3547 22,0 11,0 7,5 1182 7,5 3,5 2,5
Пневматиче- ские ковочные 1,5 24 560 13,0 6,5 4,5 4092 25,5 13,0 9.0 1364 8,5 4.5 3,0
о 1,0 И 800 6,0 3,0 2,0 1967 12,5 6,0 4,0 655 4,0 2,0 1,5
эВ ы Св. 150 1,3 15 345 8,0 4,0 3,0 2557 16,0 8,0 5,5 852 5,5 2,5 2,0
5 га з4 1,5 17 706 9,0 4,5 3,0 2951 18,5 9,0 6,5 983 6,0 3,0 2,0
5 £ -3 i 1,0 13 320 7,0 3.51 2,5 2220 14,0 7,0 5,0 740 4,5 2,5 1,5
До 2000 1,3 17 316 9,0 4,5, 3,0 2886 18,0 9. U 6,0 962 6,0 3,0 2,0
Паровоздуш- ные ковочные о а 1,5 19 980 10,5 5,0 3,5 3330 21,0 10,5 7,0 1110 7.0 3,5 2,5
1,0 9 990 5.0 2,5; 2,0 1665 10,5 5,0 3,5 555 3,5 1.5 1,0
Св. 2000 1,3 12 987 7,0 3,5i 2,5 2164 13,5 7,0 4,5 721 4,5 2,5 1,5
i 1,5 14 985 8,0 4,0 2,5 2498 15,5 8,0 5,5 833 5,0 2,5 2,0
03
Оборудование Размеры ОСНОВ' ного пара- метра Коэффициент, учи тывающий тип производства. — — межремонтного цик па Т ! 1родолжительность межремонтного периода t . таил, -z межосметрового периода (
в от- рабо- тан- ных часах в годах при работе в от- рабо- тан- ных часах в месяцах при работе в ОТ- рабо- тан- ных часах в месяцах при работе
в одну смену В две смены в три смены в одну смену в две смены в три смены в одну смену В две смены в три смены
1 Молоты ПаровоздШл- ные штампо- вочные 1 Вес падающих частей в кг До 2000 1,0 1,3 1,5 9 688 12 595 14 532 5,0 6,5 7,5 2,5 3,5 4,0 , 1,5 2,0 2,5 1615 2099 2423 10,0 13,0 15,0 5,0 6,5 7,5 3,5 4,5 5,0 538 700 807 3,5 4,5 5,0 1,5 2,0 2,5 1,0 1.5 2.0
Св. 2000 До 5000 1,0 1,3 1,5 7046 9160 10 569 3,5 5,0 5,5 1 2,0 2,5 3,0 1,5 2,0 2.0 1175 1527 1763 7,5 9,5 11,0 3,5 5,0 5,5 2,5 3,5 4,0 392 509 588 2,5 3,0 3,5 1,0 1,5 2,0 1,0 1.0 1,5
Св. 5000 1,0 1,3 1,5 6165 8015 9248 3,0 4,0 5,0 1,5 2,0 2,5 1,0 1,5 1,5 Ю2& 1336 1542 6,5 8,0 9,0 3,0 4,0 4,5 2,0 3.0 3,0 342 445 513 2,0 3,0 3,0 1.0 1,5 1,5 0,7 1.0 1,0
Горизонтально- ковочные машины Усилие в Т До 800 1,0 1,3 1,5 5745 7469 8618 3,0 4,0 4,5 1,5 2,0 2,5 1,0 1.5 2,0 958 1245 1437 6,0 8,0 9.0 3,0 4,0 4,5 2,0 2,5 3.0 319 415 479 2,0 2,5 3,0 1,0 1,5 1,5 0,5 1.0 1,0
Св. 800 1,0 1.3 1,5 11 691 15 198 17 537 6,0 8,0 9,0 3,0- 4,0 4,5 — 2,0 2,5 3,0 1948 2533 2922 12,0 15,5 18,0 1 6.0 8,0 9,0 4.0 5,5 6,5 649 844 I 974 4,0 5,5 6,0 2,0 2,5 3,0 1,5 2,0 2,0
Кривошипные, листовые, ком- бинированные, арматурные, аллигаторные з и сортовые в И § г Толщина или диаметр (0) разрезаемого материала в мм 1 До 1,6 1,0 1,3 1,5 8 562 11 118 12 828 4,5 6,0 6,5 2,0 3,0 3,5 1,5 2,0 2.5 1425 1853 2138 9,0 11,5 13,5 4,5 6,0 6,5 3,0 4,0 4,5 475 618 713 3,0 4,0 4.5 1,5 2,0 2,0 1,0 1,5 1,5
1.7-6,3 1..0 1.3 1,5 11 063 14 382 16 595 6,0 7,5 8,5 3,0 4,0 4,5 2,0 2,5 3,0 1844 2397 2766 11,5 15,0 17,5 6,0 7,5 8,5 4,0 5,0 6,0 615 799 923 4,0 5,0 6.0 2,0 2,5 3,0 1,5 1,5 2,0
6,4—16 0 45 1,0 1.3 1,5 13142 17 085 19 713 7,0 9,0 10,0 3,5 4,5 5,0 2,5 3,0 3,5 2190 2847 3285 13,5 18,0 20,0 7,0 9,0 10.5 4,5 6,0 7,0 730 949 1095. 4.5 6,0 7,0 2,5 3,0 3,5 1,5 2,0 2,5
Св. 16 0 св.45 1,0 1,3 1,5 15 614 20 298 23 421 8,0 10,5 12,0 4,0 5,5 6,0 3,0 3,5 4,0 2602 3383 3903 16,0 20,0 24,5 8,0 10,5 12,0 5,5 7,5 8,5 868 1128 1302 5,5 7,0 8.0 2,5 3,5 4,0 2,0 2,5 3,0
Дисковые До 4 1,0 1,3 1,5 13 521 17 577 20 282 7,0 9,0 10,5 3,5 4,5 5.5 2,5 3,0 3,5 2254 2930 3381 14,0 18,5 21,0 7,0 9.0 10,5 5,0 6,5 7,5 752 977 1128 4,5 6,0 7,0 2,5 3,0 3,5 1.5 2,0 2,5
Св. 4 1,0 1,3 1,5 10516 13 671 15 774 5,5 7,0 8,0 2,5 3.5 4,0 2,0 2,5 3,0 1752 2278 2628 11,0 14,0 16,5 5,5 7,0 8,0 4,0 5,0 5,5 584 759 876 3,5 4,5 5.5 2,0 2,5 3,0 1,5 1,5 2,0
Примечание. Расчет продолжительности межремонтных циклов в годах, межремонтных и межосмотровых периодов в месяцах произведен при рабочем временя машины, составляющем 100% от времени смены. При других значениях коэффициента загрузки машины необходимо сделать пересчет продолжительности межремонтного цикла, межремонтных и межосмотровых перио- дов по формуле _ Т-100 где Тк — продолжительность межремонтного цикла, межремрнтного и межос метрового периодов в годах или месяцах при коэффициенте загрузки К', Т — значение продолжительности по данной таблице; К _ коэффициент загрузки, равный отношению времени работы машины в течение смены к полному времени смены в /в. * - 1 -
Таблица 23
Литейное оборудование
Оборудование Коэффициент, учи- тывающий тип производства. _ П родол ж ител ь в остъ
межремонтного цнкра Т межремонтного периода t межосмотрового периода t
в орг- рабо- та н- ных часах в годах при |работе в от- рабо- тай- ных часах в месяцах при работе в от- рабо- тай- ных часах в месяцах при работе
в одну смену в две смены в три 1 смены в одну смену в две смены в три смены одну в две смены в три смены
Бегуны, разрыхлители и си- та, выбивные устройства для форм и стержней, очистные галтовочные „барабаны, дробе- метные аппараты и камеры, дробеструйные аппараты и ка- меры 1,0 1,3 1,5 4000 5200 5000 2,0 2,5 3,0 1,0 1,5 1,5 0,5 1,0 1,0 650 850 1000 4,0 5,0 6,0 2,0 2.5 3,0 1,5 2,0 2,0 200 300 350 1,0 2,0 2,0 0,5 1,0 1,0 0.5 0,5 0,5
' Формовочные машины грузе* подъем костью до 300 кг (при 6 ати) 1,0 1,3 1,5 4000 5200 6000 2,0 2,5 3,0 1,0 1.5 1,5 0,5 1.0 1,0 950 1250 1450 6,0 7,5 9,0 3,0 4,0 4,5 2,0 2.5 3,0 300 400 500 2,0 2,5 3,0 1.0 1,0 1,5 0,5 1,0 1,0
Формовочные машины грузо- подъемностью свыше 300 до 900 кг (при 6 ати) и стержне- вые машины 1,0 1,3 1,5 5800 7550 8700 3.0 4,0 4,5 1,5 , 2,0 2,5 1,0 1,5 1,5 950 1250 1450 6,0 7,5 9,0 3,0 4.0 4,5 2,0 2,5 3,0 300 400 $00 2,0 2,5 3,0 1,0 1.0 1.5 0,5 1,0 1,0
Формовочные машины грузо- подъемностью свыше 900' до 5000 кг 1,0 1,3 1,5 7 750 10 000 11 600 4,0 5,0 5,5 2,0 2,5 3,0 1,5 2,0 2,0 ’ 1300 1650 1950 8,0 10,0 12,0 4,0 5,0 6,0 3,0 3,5 4.0 450 550 650 2,5 3,5 4.0 1,5 1,5 2,0 1,0 1,0 1.5
Формовочные машины грузе- 1,0 11 600 6,0 3,0 2,0 1300 8,0 4,0 3,0 450 2,5 1,5 1.0
1.3 15 000 8,0 4,0 2,5 1650 10,0 5,0 3,5 550 3,5 1,5 1,0
подъемностью свыше 5000 кг 1.5 17 400 9,0 5,0 3,0 1950 12,0 6,0 4,0 650 4,0 2,0 1,5
Пескометы, .машины для пе-
скометной набивки форм, ма- шины для регенерации формо- 1,0 7 750 4,0 2,0 1,5 850 5,0 2,5 2,0 300 2,0 1,0 0,5
1,3 10 000 5,0 2,5 2,0 1100 6,0 3,0 2,5 350 2,0 1,0 0,5
вочяых и стержневых смесей, оборудование для гидровыбивки стержней 1,5 11 600 5.5 3,0 2.0 1300 8,0 4,0 3,0 450 2,5 1,5 1.0
Машины для литья поддавле-
нием, кокильные машины, цен- тро"ежные машины, обору- 1,0 9 550 5,0 2,5 1.5 1050 6,5 3,5 2.0 250 1,5 1,0 0,5
давание для литья в оболоч- 1,3 12 500 6,5 3,0 2,0 1400 8,5 4,5 3,0 350 2,0 1,0 0,5
ковые формы, оборудование для литья по выплавляемым моде- лям 1,5 14 500 7,5 3,5 2,5 1600 9,5 5,0 3,5 400 2,5 1,5 1,0
Транспортеры для горелой 1,0 1,3 5800 7550 3,0 4,0 1,5 2,0 1,0 1,5 650 850 4,0 5,0 2,0 2,5 1,5 2,0 100 150 0,5 1,0 0,5 0,5 0,5 0,5
формовочной смеси 1,5 8700 4,5 2,5 1,5 950 6.0 3,0 2.0 200 1,0 0,5 0,5
Транспортеры для свежей 1,0 7 750 4,0 2,0 1,5 850 5,0 2,5 2,0 150 1,0 0,5 0,5
формовочной смеси, элеваторы. 1,3 10 000 5.0 2.5 , 2,0 1100 6,5 3,5 2,5 250 1,0 1.0 0,5
подвесные и напольные кон- вейеры 1,5 11 600 5,5 3,0 2,0 1300 8,0 4,0 3,0 350 ’2,0 1,0 0.5
i
Таблица 24
Подъемно-транспортное оборудование (все виды оборудования кроме лифтов)
Оборудование Режим работы Коэффициент учи- тывающий условия работы П р о до л ж ит ел ь н ость
межремонтного ци^ла Т межремонтного периода t межосмотрового периода
а от- рабо- тан- ных часах в годах при работе в от- рабо- тай- ных часах в месяцах при работе в от- рабо- тан- ных часах * в месяцах при работе
в одну смену в две смены В три смены в одну смену в две смены в три смены в одну смену в две смены в три смены
Л 2,0 28 000 14.0 7,0 । । 4,5 3100 15,0 7.5 5,0 600 3,0 1.5 1.0
Краны мо«ллвые с машинным прйводом с 1.75 24 500 12.0 6,0 4.0 2700 13.0 6.5 4,5 550 3,0 1,5 1,0
т 1,5 21 000 10.5 5,0 3,5 2300 11,5 5,5 4,0 470 2.5 1.0 1.0
ВТ 1.0 14 000 7,0 3.5 2,5 1550 7.5 4,0 2.5 300 1,5 1,0 0,5
Кран-бал ки. лебед- ки, электротельферы л 2 28 000 13,5 7.0 4,5 3100 17,0 7,5 5,0 600 3,0 1,5 1,0
Краны с ручным приводом р 3 42 000 20.5 10.5 4700 24,0 11,5 7,0 950 4,5 2,5 1,5
Подкрановые пути Л и С 1.9 В зависимости от технического состояния — । 575 3,0 1,5 1,0
Т и ВТ 1,25 В зависимое^ от технического состояния 390 2.0 1.0 1.0
Таблица 25
Лифты
Оборудование Период работы после установки лифта 11родолжительноеть
межремонтного цикла Г в годах при годовом пробеге в км межремонтного периода t в меся- цах при годовом пробеге в км
8000— 10 000 1— 4500^ 8000 2500— 4500 1000— 2500 8000— 10 000 4500— 8000 2500— 4500 1000— 2500
Лифты Первый 8 9 । 12 15 13,5 12 12 12
Последующие 6 6 8 10 12.0 12 12 11
Таблица 26
Все виды оборудования, имеющие категорию сложности ремонта R < 4
П родол ж ител ь ность
межремонтного ци» ла Т межремонтного периода t межосмотрового периода tn
Оборудование Коэффициент, тывающий тиг производства в от- рабо- в годах при работе в от- рабо- в месяцах при работе в от- рабо- в месяцах при работе
тай- ных часах одну смену В две смеиь в три смены тай- ных часах в одну смену в две смены в три смены ных часах в одну смену в две смены в три смены
Все виды оборудования с Rs^4, кроме деревообрабаты- вающего и оборудования ча- совой и приборостроительной промышленности 1,0 1,3 1,5 21 000 27 300 31 500 9,5 12.0 14,0 4.5 6.0 7.0 3,5 4,5 5,0 2350 3050 3500 12,5 16,0 18,5 6,5 8,0 9,5 4,5 5,5 6,5 800 1000 1150 4,0 5.5 6.0 2,0 2,5 3.0 1,5 2.0 2.0
ПРОДОЛЖИТЕЛЬНОСТЬ МЕЖРЕМОНТНЫХ циклов
И МЕЖРЕМОНТНЫХ ПЕРИОДОВ ЭЛЕКТРОТЕХНИЧЕСКОГО
ОБОРУДОВАНИЯ (табл. 27)
Как правило, все виды ремонтов электротехнического оборудования выпол-
няются без простоев оборудования в выходные дни и межсменные перерывы или
одновременно с ремонтом механической части, когда сроки ремонта близки или
совпадают. Осмотры и плановые ремонты главных крановых троллей.совмещаются
с осмотрами и ремонтами кранов.
Периодичность ремонта электротехнической части агрегата автоматической
станочной линии устанавливается по электродвигателю.
Для электронных систем управления ремонт заранее не планируется, а про-
изводится лишь по мере отказа системы. Среднее количество реыовтов за опре-
деленный промежуток времени пр определяется по формуле
где Тн,р — время непрерывной работы системы в ч;
tcp — среднее время наработки системы на отказ в ч;
р — календарный срок, в течение которого требуется определить ожи-
даемое количество ремонтов, в рабочих дннх.
Таблица 27
Продолжительность межремонтных периодов и межремонтных
циклов электротехнического оборудования при двухсменной работе
Оборудование Продолжительность в месяцах
между малым и очередным’ ремонтом между средними —ремонтами- межремонт- ного цикла-
Электродвигатели переменного и постоянного тока, работающие в чи- стых и сухих помещениях .... 6 12 120
То же, ио работающие в цехах хо- лодной обработки металлов: открытого и защищенного ис- полнения 4 8 120
закрытого исполнения . . . 6 12 120
То же, но работающие в горячих цехах на влажных и загрязненных участках: открытого и защищенного ис- полнения 2 4 60
закрытого исполнения 4 6 96
То же, но работающие в деревооб- рабатывающих цехах и в цехах с боль- шим содержанием пыли: открытого и защищенного ис- полнения 1 4 60
закрытого исполнения . . 2 6 96
То же, но работающие на стайках по обработке чугуна и иа шлифоваль- ных станках: открытого и защищенного ис- полнения 1 4 60
закрытого исполнения 2 6 96
122
Продолжение табл. 27
Оборудование Продолжительность в месяцах
между малым и очередным ремонтом между средними ремонтами межремонт- ного цикла
Электромагнитные муфты . . Электромагнитные плиты .... Электрокары Электрическая часть кранов и подъемников кроме троллей: металлургические цехи механические цехи .... Щиты и панели управления, элек- трошкафы, силовые и осветительные сборки с электроаппаратурой Сборки Гольдберга Внутрицеховая электросеть, про- ложенная изолированными проводами Кабельные электросети ..... Воздушные электросети .... Сети заземления ...... Осветительная арматура Масляные выключатели . Разъединители Трансформаторы тока и напряже- ния 1,5 1,5 1 1 3 2 3 3 3 3 3 6 12 12 12 6 12 6 8 8 8 6 12 9 12 12 72 144 24 48 60 120 72 144 168 180 36 36 36 36. 48 60 36
Аккумуляторные-батареи- . . . Статические конденсаторы . . Ртутные выпрямители Селеновые выпрямители .... Электроизмерительные приборы 3 6 4 2 *6 24 12 12
Примечания: 1 Определение периодичности при другой сменности производится путем умножения периодичности, указанной в данной таблице, иа соответствующий коэффициент для трех смен 0,6, для одной смены 1.4. 2 Рассчитанные для трех- и односменной работы длительности межремонт- ных периодов следует округлять до 0.5 мес., а продолжительность циклов — др 0,5 года.
Продолжительность межосмотровых - периодов троллей
Оборудование Ре- жим ра- боты Коэфф и- циент учиты- вающий условия работы Продолж ительность межосмотрового периода tP
в от- рабо- тон- ных часах в месяцах при работе
одну смену в две сМены в три смены
Главные троллеи (жесткие) все 2,0 600 3,0 1.5 1,0
Главные троллеи (гибкие) 1,5 470 2,5 1,5 1.0
123
Пример расчета ожидаемого количества ремонтов
Определить tip электронной системы управления в течение месяца (р~ 23 дня)
при условии, что может отказать любой из л элементов системы.
О' 2000 0000 0000 8000 п
Рнс. 1. Кривая зависимости tcp от коли-
чества элементов.
Количество элементов п = 10 000 шт.
Время непрерывной работы 7’м.р = 16 ч.
По кривой на рис. 1 (или по паспорту системы) определяем icp — 50 ч
и далее по формуле
23 = 7,4.
ПЕРИОДИЧНОСТЬ ПРОМЫВОК ОБОРУДОВАНИЯ
Рекомендуемая периодичность промывки указана в табл. 28 для различных
групп оборудования с учетом их особенностей и условий эксплуатации (тепло-
образование, засорение абразивной пылью, формовочной землей, воспламеняю-
щимися сплавами, чугунной пылью и т. д.).
Таблица 28
Периодичность промывок оборудования
Оборудование Длитель- ность работы оборудова- ния между промывками в ч
Литейное оборудование — очистное, выбивное, смесепригото- вительное и простейшие формовочные машины 190
Металлорежущие станки, обрабатывающие воспламеняющиеся сплавы 190
Металлорежущие станки, работатЯие с абразивным инстру- ментом: шлифовальные, хонинговальные, заточные, абразивно- отрезные. Молоты, ковочные машины, конвейеры, рольганги, пилы н ножницы для резки металлов, краны, работающие в ли- тейных цехах, точные формовочные машины и машины для литья под давлением 380
124
Продолжение табл. 28
Оборудование Длитель- ность работы оборудова- нии между промывками в ч
Металлорежущие станки, работающие металлическим инстру- ментом 750
Крупные и тяжелые металлорежущие станки и гидравличе- ские прессы .' 570
Прецизионное оборудование (координатно-расточные станки, доводочные,резьбошлифовальные) и лабораторное оборудование 190
При промывке производят разборку отдельных узлов агрегата, предусмотрен-
ных перечнем, разработанным ОГМ, очистку разобранных узлов от стружки,
грязи, абразивной или чугунной пыли, после промывки — протирку сухими
концами, сборку узлов и монтаж их на агрегате.
В координатно-расточных станках промывкё подвергаются фильтры и оп-
тическая система станка.
Промывке подвергают шлифовальные головки, револьверные головки, столы
некоторых шлифовальных- и заточных станков и т. д.
II. СОДЕРЖАНИЕ ТИПОВЫХ РЕМОНТНЫХ РАБОТ,
ВЫПОЛНЯЕМЫХ ПРИ ПЛАНОВЫХ РЕМОНТАХ
МЕТАЛЛОРЕЖУЩЕЕ ОБОРУДОВАНИЕ
Осмотр
1. Наружный осмотр без разборки для выявления дефектов состояния и ра-
боты станка в целом и по узлам (регулирование, проверка прочности и плотности
неподвижных Жестких соединений — станин с фундаментом; столов, кронштей-
нов, стоек со станиной; блоков станины между собой, шкивов, маховиков, звездо-
чек, зубчатых колес, фрикционных дисков и т. и.).
2. Вскрытие крышек узлов для осмотра и проверки состояния механизмов.
3. Регулирование зазоров винтов и гаек суппортов, кареток, траверс, ходо-
вых винтов и др.
4. Регулирование подшипников шпинделя.
5. Проверка правильности переключения рукояток скоростей и подач.
-6. Регул и рование фри кц ионов, подтяжка- тормозов.
7. Регулирование плавности перемещения столов, суппортов, кареток, пол-
зунов, долбяков; подтяжка клиньев станин, прижимных планок.
8. Проверка состояния направляющих станин, кареток, траверс и других
трущихся поверхностей; зачистка забоин, царапин, задиров.
9. Проверка и регулирование натяжения пружин.
10. Подтяжка, зачистка или замена расслабленных или изношенных крепеж-
ных деталей — шпилек, гаек, винтов и др.
11. Проверка исправности действия ограничителей, переключателей, упоров.
12. Чистка, натяжка, ремонт или замена целей, ремней, лент.
13. Разборка и промывка узлов, указанных в операции «промывка».
14. Проверка состояния и мелкий ремонт системы охлаждения.
1S. Проверка состояния и ремонт оградительных устройств.
16. Проверка состояния н мелкий ремонт системы смазки и гидравлики.
17. Регулирование станка и сдача его производственному мастеру (в тече-
ние 1 ч) для проверки правильности регулирования.
18. Выявление изношенных деталей, требующих замены при ближайшем
плановом ремонте, с записью в предварительные ведомости дефектов.
Примечание. При проведении осмотров выполняются те из
перечисленных выше работ, которые вызываются состоянием агрегата.
Осмотр перед капитальным ремонтом
Работы, выполняемые при осмЬтрах перед другими видами ремонтов, и,
кроме того, выявление деталей, требующих замены при капитальном ремонте,
с записью в ведомость дефектов, эскизированне части изношенных деталей, не
имеющих чертежей, из узлов, подвергающихся разборке.
Примечание. При,'проведении осмотров выполняются ге из
перечисленных выше работ, необходимость в которых обусловлена состоя-
нием агрегата.
Малый ремонт
1 Частичная разборка агрегата. Подетальная разборка двух-трех узлов,
подверженных наибольшему износу и загрязнению Вскрытие крышек для вну-
треннего осмотра и промывки остальных узлов.
2. Протирка всего агрегата, промывка деталей разобранных узлов.
3. Разборка шпинделя, зачистка шеек шпинделя, поверхностей под
инструмент и приспособления; зачистка или пришабривавие подшипников,
сборка шпинделя и регулировка подшипников. t
Примечание. Шпиндельные узлы прецизионных, крупных,
тяжелых, особо тяжелых и уникальных станков при малом ремонте не
разбираются.
4 Проверка зазоров между валиками н втулками, замена изношенных
втулок. Регулирование подшипников качения, замена Изношенных подшип-
ников.
5. Добавление фрикционных дисков, пришабривание конусов фрикционов,
регулирование фрикционных муфт и тормозов.
6. Зачистка заусенцев на зубьях колес, замена колес с выкрошенными
зубьями.
7. Замена изношенных и сломанных наружных крепежных деталей у
•резцедержателей, клиньев, планок и др.; зачистка остальных крепежных
деталей.
8. Пришабривание или зачистка регулировочных клиньев, планок.
9. Зачистка винтов суппортов, кареток, траверс, ходовых вннтов н др.;
замена изношенных гаек.
10. Проверка работы и регулирование рычагов и рукояток включения пря-
мого и обратного ходов, переключения скоростей и подач блокирующих, фикси-
рующих, предохранительных механизмов и ограничителей
11. Замена изношенных деталей, которые не выдержат эксплуатации до оче-
редного планового ремонта.
12. Зачистка задиров, царапин, забоин и заусенцев на трущихся поверх-
ностях направляющих станин, кареток, суппортов, траверс-колонн и т. п.
13. Ремонт оградительных устройств — кожухов, футляров, щитков, экра-
нов, а также устройств для защиты обработанных поверхностей от стружки
и абразивной пыли.
14. Выполнение работ, связанных с ремонтом системы смазки и гидравлики
и заменой масла.
15. Регулирование плавности перемещения столов, суппортов, кареток,
ползунов; подтяжка клиньев, прижимных планок.
16. Регулирование натяжения пружин у падающих червяков и других подоб-
ных механизмов.
17. Проверка исправности ограничителей, переключателей, упоров.
18. Проверка и ремонт системы охлаждения; устранение утечек жидкости
через сочленения трубопроводов, подтекания кранов; малый ремонт насосов
и арматуры.
19. Выявление деталей, требующих замены при ближайшем плановом ремонте
(среднем, капитальном), с записью в предварительной ведомости дефектов.
20. Зачистка рабочих поверхностей столов.
2|. Проверка точности агрегатов, которые включены в список оборудова-
ния, подвергаемого профилактической проверке точности.
22. Испытание станка на холостом ходу на всех скоростях и подачах, про-
верка на шум, нагрев и по изготовляемой детали на точность и чистоту обра-
батываемой (Поверхности.
Примечание. При малом ремонте выполняются те из указан-
ных- в данном содержании работ, которые вызываются состоянием ремон-
тируемого агрегата, за исключением работ, предусмотренных в лп. 19,
21 и 22, которые выполняются во всех случаях. 1
127
Средний ремонт
1. Проверка на точность перед разборкой.
2. Измерение износа трущихся поверхностей перед ремонтом базовых де-
талей.
3. Частичная разборка станка.
4. Промывка, протирка деталей разобранных узлов, промывка, очистка
от грязи неразобранных узлов.
5. Осмотр деталей разобранных узлов-.
6. Уточнение предварительно составленной дефектно-сметной ведомости.
7. Шлифование шеек шпинделя и замена или пришабривапне подшипников.
8. Замена или восстановление валиков.
9. Замена всех изношенных втулок, подшипников качения.
10. Замена или добавление дисков фрикционов, расточка конусов фрикцио-
нов, переклепка феродо у фрикционных дисков а тормозов.
11. Замена изношенных зубчатых колес и червячных пар.
12. Восстановление или замена изношенных винтов и гаек поперечных
и продольных винтов подач.
13. Замена изношенных крепежных деталей, зачистка остальных.
14. Замена или восстановление и пришабривапне регулировочных клиньев
и прижимных планок.
15. Восстановление точности ходового винта (путем его прорезки).
16. Проверка и зачистка неизношенных деталей, оставляемых в механизмах
станка.
17. Ремонт насоса охлаждения в арматуры насоса.
18. Ремонт масляного насоса н системы смазки и гидравлики.
19. Контрольное шабрение или шлифование нуждающихся в ремонте направ-
ляющих поверхностей: станины, суппортов, каретки, столов, консоли хобота,
траверсы, колонны, ползуна и др., если их износ превышает допустимый.
20—Ремонт или замена сградительных устройств, установленных в соот-
ветствии с правилами техники безопасности, а также устройств для защиты обра-
ботанных поверхностей станков от стружки и ^абразивной пыли (протекторы,
футляры, экраны, щитки-«гармошки»).
21. Сборка отремонтированных узлов станка, проверка правильности взаи-
модействия узлов и всех механизмов станка.
22. Окрашивание наружных нерабочих поверхностей станка с подшпак-
левкой.
23. Обкатка на холостом ходу на всех скоростях и подачах. Проверка на
шум, нагрев.
24. Проверка на точность по ГОСТу универсального оборудования и по
техническим условиям агрегатов, постоянно работающих с кондукторами или
приспособлениями, определяющими технологическую точность обработки.
25. Испытание на жесткость в соответствии с ГОСТом.
Примечание. Универсальные станки, переведенные с разреше-
ния директора завода на операционную работу, можно принимать после
среднего ремонта на технологическую точность обрабатываемой детали.
Капитальный ремонт
1. Проверка на точность перед разборкой.
2. Измерение взноса трущнт я- поверхностей перед ремонтом базовых
деталей.
3. Полная разборка станка и всех его узлов.
4. Промывка, протирка «всех деталей.
5. Осмотр всех деталей.
6. Уточнение предварительно составленной дефектно-сметной ведомости.
7. Замена изношенных деталей или их восстановление.
8. Ремонт системы охлаждения и арматуры насоса.
128
9. Смена масляного насоса й ремонт системы смазкй й гидравлики.
10. Шлифование или шабрение всех направляющих поверхностей: станин,
столов, кареток, суппортов, колонн, стоек, траверс и г. п.
11. Замена или восстановление столов с выкрошенными Т-образными пазами.
12. Ремонт или замена оградительных устройств, установленных в соот-
ветствии с правилами техники безопасности, а также устройств для защиты
обработанных поверхностей станков от стружки и абразивной пыли (протекторы,
футляры, экраны, щиткк-«гармошки»).
13. Сборка всех узлов станка, проверка правильности взаимодействия $злов
и всех механизмов станка
14. Шпаклевка и окраска всех внутренних и наружных необработанных
поверхностей по техническим условиям для отделки нового оборудования.
15. Обкатка на холостом ходу па 'всех скоростях и подачах. Проверка на
шум, нагрев.
16. Проверка точности по ГОСТу универсального оборудования н по тех-
ническим условиям агрегатов, постоянно работающих с кондукторами или при-
способлениями, определяющими технологическую точность обработки.
17. Для станков, установленных на фундаменте, проверка состояния фун-
дамента, исправление его, проверка установки станка и подливка цементным
раствором.
18. Снятие с фундамента станка при капитальном ремонте рекомендуется
при централизованной системе организации ремонта, для агрегатов, работающих
в потоке, для агрегатов весом до 2—2,5 m при шлифовании направляющих ста-
нин на специальных станках. При ремонте крупных, тяжелых, особо тяжелых
и уникальных станков снятие их с фундамента не рекомендуется. Работы должны
выполняться или на месте установки станка или в РМЦ, куда должны быть
доставлены узлы или весь ставок.
19. Испытание на жесткость в соответствии с ГОСТом.
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
Осмотр
1. Промывка трущихся поверхностей, не защищенных от попадания пыли.
2. Проверка состояния быстроизнашивающихся механиз.мов станков, замена
изношенных деталей, выявление деталей, требующих замены или ремонта
при ближайшем плановом ремонте, с фиксацией в предварительной ведо
мости дефектов.
3. Мелкий ремонт пли замена крепежных элементов ножовых валов, пиль-
ных валов и шпинделей.
4. Регулирование зазоров основных деталей станков и подтяжка клиньев.
‘5. Зачистка забоин, царапин, задиров на рабочих поверхностях станка.
6. Проверка исправности и мелкий ремонт смазочных устройств н гидро-
системы, смена масла и промывка мест, заливаемых маслом, если осмотр совпа-
дает с временем смены масла.
7. Проверка состояния, ремонт оградительных и других устройств, установ-
ленных в соответствии с правилами техники безопасности.
Примечание. При проведении осмотров выполняют те из пере-
численных выше в данном содержании работ, которые вызываются состоя-
нием агрегата.
Малый ремонт
1. Частичная разборка станка — узлов и деталей, подверженных наиболь-
шему износу и загрязнению.
2. Промывка разобранных узлов и протирка всего станка.
3. Составление или уточнение предварительно составленной ведомости
дефектов.
Заказ 1аВ
129
4. Ремонт или замена изношенных детален, которые по своему состоянию
не выдержат эксплуатации до следующего планового ремонта.
5. Проверка состояния и в случае необходимости ремонт ножовых валов,
пильных валов и шпинделей.
6. Ремонт или замена быстроизнашивающихся подшипников.
7. Зачистка направляющих и других трущихся поверхностей.
8. Зачистка рабочих поверхностей столов, кареток, направляющих линеек
и планок.
9. Регулирование элементов гидросистемы и ремонт смазочных устройств,
смена масла и промывка мест, заливаемых маслом.
10. Сборка разобранных узлов и механизмов станка, ремонт или замена
приводных ремней.
11. Ремонт и установка оградительных и других устройств, установленных
в соответствии с правилами техники безопасности.
12. Обкатка станка на холостом ходу, проверка на шум и нагрев
Средний ремонт
1. Частичная разборка агрегата.
2. Промывка, протирка деталей разобранных узлов, промывка и очистка
от грязи неразобранных узлов.
3. Осмотр деталей разобранных узлов.
4. Уточнение предварительно составленной дефектно-сметной ведомости.
5. Замена или восстановление подшипников качения.
6. Восстановление ножовых валов, пильных валов и шпинделей.
7. Зачистка рабочих поверхностей столов, кареток, направляющих линеек
и планок.
8. Контрольное шабрение или шлифование нуждающихся в ремонте на-
правляющих и трущихся поверхностей.
9. Замена изношенных крепежных деталей, зачистка остальных.
- Проверка-и--зачне-тка неизнетнешных-деталей^-оставяяемых-в-ме-ханизмах
агрегата.
11. Ремонт гидросистемы и системы смазки.
12. Восстановление или замена приводных ремней.
13. Ремонт или замена оградительных и других устройств, установленных
в соответствии с правилами техники безопасности.
14. Сборка отремонтированных узлов станка, проверка правильности взаи-
модействия узлов и всех механизмов станка.
15. Окрашивание наружных нерабочих поверхностей станка с подшпак-
левкой.
16. Обкатка на холостом ходу. Проверка на шум и нагрев.
17. Проверка точности и чистоты обрабатываемой детали по ГОСТам или
техническим условиям.
Капитальный ремонт
1. Полная разборка агрегата и всех его узлов.
2. Промывка, протирка всех деталей.
3. Осмотр всех деталей.
4. Уточнение предварительно'составленной дефектно-сметной ведомости.
5. Замена изношенных деталей или их восстановление.
6. Строгание рабочих поверхностей столов, направляющих линеек и планок.
7. Шабрение или шлифование все* нуждающихся в ремонте направляющих
и трущихся поверхностей.
8. Ремонт гидросистемы и системы смазки.
9. Замена приводных ремней.
10. Ремонт или замена оградительных и других устройств, установленных
в соответствии с правилами техники безопасности.
11. Сборка всех узлов агрегата, проверка правильности взаимодействия
узлов и всех механизмов агрегата.
130
12. Шпаклевка и окраска всех внутренних и наружных необработанных
поверхностей по техническим условиям для отделки нового агрегата.
13. Обкатка на холостом ходу, проверка на шум, нагрев.
14. Проверка точности н чистоты обрабатываемой детали по ГОСТам или
техническим условиям.
15. Для агрегатов, установленных на фундаменте, проверка состояния фун-
дамента, исправление его, проверка установки агрегата и подливка цементным
раствором.
КУЗНЕЧНО-ПРЕССОВОЕ ОБОРУДОВАНИЕ
Осмотр
1. Вскрытие всех люков, крышек, осмотр и проверка состояния всех узлов
и механизмов, замена изношенных или сломанных деталей. Особо тщательной
проверке подвергаются быстроизиашнвающиеся механизмы.
2. Выявление деталей, требующих замены или ремонта при ближайшем
плановом ремонте, с записью в предварительные ведомости дефектов.
3. Регулирование зазоров основных узлов машины, подтяжка клиньев.
4. Проверка правильности переключения и исполнения команд, поданных
с пульта управления.
5. Регулирование фрикционных муфт, подтяжка тормозов.
6. Регулирование плавности перемещения столов, ползунов, траверс, што-
ков. подтяжка клиньев, прижимных планок, регулировочных винтов.
7. Проверка состояния направляющих станин, ползунов, траверс и других
трущихся поверхностей, зачистка забоин, царапин, задиров.
8. Подтяжка, зачистка или замена расслабленных нли изношенных кре-
пежных деталей; шпилек, гаек, винтов и др.
9. Проверка исправности ограничителей и упоров.
10^ Проверка и подтяжка разъемных соединений с целью устранения утечек
"Проверка дейстей^^етшЪттшёсТГкх ^Гпрёдохранй^ельных“устройств.
Очистка всех механизмов от грязи и отходов. Устранение люфтов, ремонт
нли замена ремней, лент.
Проверка состояния и мелкий ремонт системы смазки н гидравлической
системы, смена масла и промывка мест, заливаемых маслом, если осмотр совпа-
дает с графиком смены масла.
11. Проверка состояния, ремонт и установка оградительных и других
устройств, предусмотренных правилами техники безопасности.
12. Проверка состояния и мелкий ремонт системы смазки и гидравлической
системы.
Результаты осмотра должны оформляться в соответствующем журнале.
Примечание. При проведении осмотров выполняются те из
* перечисленных выше работ, которые вызываются состоянием агрегата.
Осмотр перед капитальным ремонтом
Работы, выполняемые при осмотрах перед другими видами ремонтов, и,
кроме того, выявление деталей, требующих замены при капитальном ремонте,
с записью в ведомость дефектов, а также эскизированне части изношенных дета-
лей. ие имеющих чертежей, из узлов, подвергающихся разборке.
Примечание. При проведении осмотров выполняются те из
перечисленных выше работ, необходимость которых вызвана состоянием
агрегата.
Малый ремонт
1. Частичная разборка агрегата. Подетальная разборка двух-трех узлов,
подверженных наибольшему износу (ползун, привод и т. п.).
2. Протирка всей машины, продувка сжатым воздухом, осмотр, промывка
деталей разобранных узлов, базовых плоскостей и направляющих.
131
3. Составление или уточнение предварительно составленной ведомости де-
фектов и выявление деталей, требующих замены или ремонта при ближайшем
плановом ремонте (средний, капитальный), с записью в предварительной ведо-
мости дефектов.
4. Ремонт или замена изношенных деталей, которые по своему состоянию не
могут проработать до следующего планового ремонта.
5. Регулирование подшипников качения, замена изношенных подшип-
ников.
6. Добавление фрикционных дисков, пришабривание конусов и регулирова-
ние фрикционных муфт и тормозов.
7. Замена изношенных и сломанных наружных крепежных деталей.
Проверка и замена сальников, манжет и уплотнений.
Шабрение или шлифование прижимных и направляющих планок ползуна,
если в этом имеется необходимость.
Замена колес с выкрошенными зубьями и зачистка заусенцев на зубьях
колес.
Регулирование плавности перемещения столов, ползунов, траверс, штоков;
подтяжка клиньев, прижимных планок, регулировочных винтов.
Проверка и опробование ремонтируемых деталей и узлов и частичная вы-
верка координат.
8. Проверка работы и регулирование органов управления, блокирующих,
предохранительных и ограничительных устройств.
9. Зачистка обнаруженных заднров, царапин, забоин и заусенцев на направ-
ляющих ползунов, колоннах гидропрессов и на других трущихся поверх-
ностях.
10. Ремонт оградительных устройств.
11. Выполнение работ, связанных с ремонтом системы смазки и гидравлики,
замена масла.
12. Зачистка рабочих поверхностей столов и ползунов.
13, Исп-ытание-агрегата-на-холос; голг ходу .-Проверка на.-шум_и. нагрев_Ислы-
тапие на точность по основным параметрам и под нагрузкой (при этом изготов-
ляются детали, закрепленные за данным прессом).
Примечание. При малом ремонте выполняют те из указанных
выше работ, которые вызываются состоянием ремонтируемого агрегата.
Средний ремонт
1. Разборка всех узлов, кроме крупных базовых деталей, станины, стоек,
замена или восстановление изношенных деталей, ремонт несменяемых базовых
деталей к восстановление координат пресса.
2. Промывка, протирка разобранных узлов и очистка от грязи неразобран-
ных узлов.
3. Осмотр деталей разобранных узлов.
4. Уточнение предварительно составленной дефектно-сметной ведомости.
5. Шлифование шеек коленчатого вала, замена нли пришабривание под-
шипников.
6. Замена или восстановление изношенных валов и втулок, замена изно-
шенных подшипников качения.
7. Замена или добавление дисков фрикционов, расточка конусов фрикцио-
нов, переклепка ферродо у фрикционных муфт н тормозов. Ремонт парораспреде-
лительных механизмов.
Частичная смена амортизационных пружин и крепежных деталей цилинд-
ров (не снимая цилиндров с подштамповой плиты).
8. Замена изношенных зубчатых колес. Замена пальцев соединения пол-
зуна с шатуном.
9. Замена изношенных крепежных деталей, зачистка остальных.
10. Замена или восстановление н пришабривание регулировочных клиньев
и прижимных планок.
132
11. Проверка и зачистка неизношенных деталей.
12. Ремонт насоса охлаждения и арматуры насоса.
13. Ремонт масляного насоса и системы смазки и гидравлики.
14. Контрольное шабрение или шлифование нуждающихся в ремонте на-
правляющих поверхностей ползунов, колонн и других деталей, если их износ
превышает допустимый.
15. Опиловка и зачистка Т-образных пазов столов. Частичная смела пру-
жин, гаек и контргаек, крепление стоек к основанию. Выверка положения на-
правляющих.
Смена поршневых колец, зачистка канавок, подгонка поршневых колец,
притирка клапанов парораспределительных коробок.
16. Ремонт или замена оградительных устройств, установленных в соответ-
ствии с правилами техники безопасности.
17. Сборка отремонтированных узлов машины, проверка правильности
взаимодействия узлов и всех механизмов агрегата.
18. Окрашивание наружных нерабочих поверхностей машины с подшпак-
левкой.
19. Обкатка на холостом ходу, проверка на шум и нагрев.
20. Проверка точности по ГОСТам или техническим условиям, проверка
мощности и производительности.
Капитальный ремонт
1. Полная разборка машины и всех ее узлов.
2. Промывка, прогирка всех деталей.
3. Осмотр всех деталей.
4. Уточнение предварительно составленной дефектно-сметной ведомости.
5. Проведение работ, предусмотренных ремонтом:
для кривошипных-машип—--замена или-ремонт дфивошищщш. и. привод^
ных валов, шатунов, регулировочных винтов, подпятников, червнка и червяч-
ных колес механизма регулировки, цилйндров-уравновешивателей, ступиц
муфт включения, тормозных шкивов, поршней муфты включения, зубчатых
колес;
для гидравлических прессов — замена или ремонт плунжеров, цилиндров,
поршней, штоков, колонн, замена гидроагрегата и насоса;
для молото# пневматических ковочных — расточка рабочего и компрес-
сорного цилиндров станины, ремонт или замена кранов управления, рубашек
и шабота;
для молотов паровоздушных — ремонт стыковых поверхностей шабота,
стоек анкерной плиты и цилиндра, ремонт паза шабота под штамподержатель,
расточка цилиндра или замера гильзы, а также расточка отверстий под зо-
лотниковую систему цилиндров.
6. Сборка всех узлов машины, проверка правильности взаимодействия
узлов и всех механизмов машины и восстановление координат.
7. Шпаклевка и окраска всех внутренних и наружных необработанных
поверхностей в соответствии с техническими условиями для отделки нового обо-
рудования.
8. Обкатка на холостом ходу. Проверка на шум и нагрев.
9. Для машин, установленных на фундаменте, проверка состояния фунда-
мента, исправление его, проверка установки машины и подливка цементным
раствором.
10. Снятие с фундамента машины при капитальном ремонте рекомендуемся
при централизованной системе организации ремонта. При ремонте тяжелых, особо
тяжелых и уникальных машин снятие с фундамента производится только в слу-
чае разрушения фундамента.
II. Проверка точности по ГОСТам или техническим условиям, проверка
под нагрузкой мощности и производительности.
133
Пример типового содержания работ по видам ремонта
применительно к паровым штамповочным молотам
Малый ремонт Средний ремонт
1. Смена поршневых колец 1 Смена поршневых колец
2. Проверка всех кре- пежных болтов и замена изношенных 2. Проверка всех крепежных болтов, шпилек и смена сработанных
3. Смена подшипников и пальцев механизма уп- равления 3. Смена подшипников и пальнев механизма управления
4. Смена шпилек саль- ника и чек 4. Смена всех чек, подкладок под чеки
5. Смена шпилек крышки золотника, фланца золотника, дрос- селя и фланца дросселя 5. Смена пружины дросселя
6. Смена пружины дросселя 6. Смена сектора и ручки регулятора
7. Наварка и подгон- 7. Наварка и подгонка распорных труб
“ка-распарттБоструб
8. Проверка и смена вкладыша буксы саль- ника 8. Проверка и смена вкладыша буксы сальника
9. Смена доски педали 9. Смена доски педали
10. Проверка золотни- ка и дросселя 10. Смена педального валика
11. Притирка вентиля впуска пара 11. Проверка износа золотника и дросселя
12. Набивка всех сальников 12 Набивка всех салышков
13. Промывка и ре- монт лубрикаторов 13. Притирка вентилей паропроводки
14. Продувка и ре- монт трубок маслопро- вода 14 П ’л ывка лубрикатора и продувка труб маслопровода
15. Смена болтов, клиньев направляющих 15. Смена болтов, клиньев направляющих с гай- ками
134
Продолжение
Малый ремонт Средний ремонт
16. Очистка и окраска молота 16. Смена пальцев направляющих
17 Ремонт трубопро- вода 17. Проверка и смена болтов направляющих
18. Смена стопорных болтов круглых гаек 18. Смена скалкн уса
19. Проверка тяг луб- рикатора и ремонт 19. Смена скалкн золотника
20. Строжка хвоста штамподержателя 20. Смеиа скалки дросселя
21. Подклепка штока на месте 21. Наварка н строжка штамподержателя
22. Расточка работавшей бабы под втулку: по
становка ее, наварка хвоста и строжка (при пали
чии втулки — замена)
23. Вставка прокладок под клинья направляю-
щих-
24. Наварка и строжка клиньев износа
25. Смена болтов клиньев износа
26. Притирка плунжера
27. Проверка всех пружин и смена осевших
28. Проверка тяг управления, смена я наварка
29. Восстановление рычагов педали
30. Восстановление коромысла золотника
31. Смена втулки дросселя с притиркой дроссе-
ля
32. Смена буксы сальника и кольца буксы
33. Восстановление рычага дросселя
34. Наварка анкерной плиты и подгонка
35. Проточка рубашки
135
Продолжение
Малый ремонт Средний ремонт
36. Очистка, промывка и окраска
37. Посадка станины, анкерной плиты при сбор-
ке на тавот
38. Зачистка направляющих гребешков у бабы
и направляющих
Капитальный ремонт
Шабот
1. Зачистка гнезд для посадки стоек
2. Развертка отверстий в ушках для педали с по-
становкой бронзовых втулок
3. Установка нового термически обработанного
штамподержателя с новой шпонкой и клином кре-
пления штамподержателя с термообработанными
концами
Падающие части
Смена бабы, штока и поршневых колец
Стойки станины
1. Места износа стоек — нижние боковые (без
клиньев) части, верхние поперечные и кулачковые
замки навариваются и фрезеруются по эксизам.
фиксирующим износ
2. Расточка отверстия для втулки стопорного
болта и постановка новой втулки
3. Для смазки тавотом низа стоек просверлить
отверстия и поставить ниппель
4. Смена клина регулирования направляющих
с термообработаиными пальцами. Подгонка напра-
вляющих к бабе на краску
5. Посадка стоек на тавот
6. Смена чек и подкладок шаботных шпилек
7. Проверка и смена износившихся шаботных
шпилек
8. Пв ш эка и смена осевших шаботных пружин
9. Смена стопорных болтов с гайками
Анкерная плита
1. Наварка замка стоек станины и замка цилин-
дра; фрезерование по эскизам, фиксирующим износ
136
Продолжение
Малый ремонт
Капитальный ремонт
2. Проверка н замена износившихся анкерных
шпилек
3. Проверка и замена осевших анкерных пру-
жин
Цилиндры
1. Заварка электросваркой и зачистка вручную
мест износа цилиндра от чек шпильки сальника
2. Смена втулки направления штока (при от-
сутствии втулки цилиндр растачивается и запрес-
совывается новая втулка)
3. Смена втулки дросселя, дросселя, втулки
золотника и золотника
4. Смена втулки цилиндра
5. Смена скалки золотника, кулачка и серьги
6. Смена колец предохранительного цилиндра
7. Проверка и смена болтов предохранительно-
го цилиндра
Механизм управления
1. Смина-ггодшп пшгкев-и-пагНгцев
2. Смена валика педали
3. Смена рычагов педали
4. Смена регуляторов
5. Проверка тяг, заварка и расточка ушек
6. Смена скалки уса
7. Проверка уса и балансира; замена в случае
износа
Система смазки
Редюит лубрикатора и тяг: продувка и ремонт
маслопроводных трубок
Паропроводка
1. Ремонт вентилей
2. Ремонт компенсационных труб и всей паро-
проводки
Сборка
Очистка молота, окраска и сдача на ходу
137
«Питейное оборудование
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Бегуны Осмотр 1. Осмотр и проверка состояния узлов и меха- низмов машины 2. Проверка н подтяжка болтовых соединений 3. Смена отвалов и износившихся вкладышей днища чаши 4. Проверка работы и регулировка механизмов загрузки сухих и мокрых компонентов, выгрузки смеси и отбора проб 5. Проверка креплении и работы пневмоцилин- дров. Проверка состояния сальников н уплотне- ний 6. Проверка работы системы вентиляции 7. Проверка состояния крепления обечайки 8. Зачистка забоин, царапин и заусенцев напра- вляющих и трущихся поверхностей 9. Проверка состояния втулок, осей, валов и других деталей 10. Проверка состояния открытых зубчатых пе- редач 11. Проверка состояния и замена износившихся пальцев и резиновых вкладышей муфт 12. Проверка и регулирование. зазоров. отвалов., с обечайкой и днищем чаши; между катков с обе- чайкой и днищем чаши 13. Осмотр всех смазочных устройств; проверка поступления смазки во все смазочные точки со- гласно карте смазки 14. Осмотр уплотнений и устранение утечек в во- допроводных трубах, запорном кране, мерном бач- ке и других устройствах 15. Подтяжка, зачистка или замена ослаблен- ных или изношенных крепежных деталей: шпилек, гаек, винтов и др. 16. Проверка исправности ограничителей, пере- ключателей и упоров 17. Проверка состояния оградительных устрой- ств, установленных по правилам техники безопас- ности 18. Выявление дефектов, требующих устранения при ближайшем плановом ремонте, с записью в предварительную ведомость дефектов
Малый ремонт 1. Чашечная разборка машины 2. Проверка машины, разборка узлов, подвер- женных наибольшему износу и загрязнению 3. Разборка и промывка узлов горизонтального вала. Шабрение или замена втулок
138
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Бегуны Малый ремонт 4. Разборка механизма выгрузки, зачистка ци- линдра, поршня, осей, пальиев. Смена уплотнений н крепежных деталей 5. Регулировка подшипников качения, замена изношенных подшипников 6. Проверка исправности ограничителей 7. Удаление масла из корпуса передачи, про- мывка редуктора жидким маслом н наполнение корпуса маслом средней вязкости 8. Ремонт оградительных устройств 9. Проверка всех соединений воздухопроводен и клапанов с целью устранения утечки сжатого воздуха 10. Зачистка заусенцев на зубчатых колесах, замена колес и шестерен с выкрошенными зубьями 11. Выявление дефектов, требующих устранения при ближайшем плановом ремонте, с записью в предварительную дефектную ведомость 12. Испытание машины на холостом ходу и под нагрузкой с проведением необходимых регулиро- вок
Средний ремонт 1. Частичная разборка машины, промывка, про- тирка и очистка от грязи разобранных узлов и ме- ханизмов 2. Уточнение предварительно составленной де- фектной ведомости 3. Разборка узлов горизонтального и вертикаль- ного вала; зачистка втулок, шеек валов, осей; сме- на изношенных валов, втулок, подшипников 4. Выверка по уровню горизонтального вала и чаши 5. Замена полного комплекта кольцевых вста- вок днища чаши 6. Разборка пиевмоцилнндров. Зачистка или проточка цилиндров и поршней 7. Смена всего комплекта сальников и уплотне- ний 8. Проверка крепления обечайки, ремонт про- тертых частей обечайки 9. Замена регулировочных болтов и перенарезка резьб 10. Замена осей отвалов и катков 11. Проверка и зачистка деталей, оставляемых в механизмах машины 12. Проверка всех соединений воздухопровода с целью устранения утечки сжатого воздуха, смена клапанов 13. Слив отработанного и заливка нового масла в корпуса редукторов
139
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Бегуны Средний ремонт 14. Смена резиновых обечаек чаши и катков 15. Проверка состояния креплений тумб и рам к фундаменту, замена анкерных болтов. Проверка состояния и ремонт фундамента 16. Ремонт или замена оградительных устройств, установленных в соответствии с правилами техни- ки безопасности 17. Восстановление на наружных поверхностях шпаклевки и окраски 18. Испытание машины на холостом ходу и под нагрузкой Проверка основных параметров по техническим условиям и ГОСТам
Капиталь- ный ремонт 1. Полная подетальная разборка всех узлов и механизмов машины 2. Промывка, протирка и дефектация всех дета- лей -3. Составление дефектно-сметной ведомости 4. Замена дншца чаши 5. Замен а-обечайки 6. Замена катков 7. Замена узла приводного вала 8. Замена открытых зубчатых передач 9. Замена узла вертикального вала 10. Ремонт редуктора привода катков. Замена изношенных зубчатых шестерен, втулок, валов и подшипников. Смена масла 11. Рихтовка фундамента, ремонт стоек и рам, перенарезка резьбовых гнезд, замена анкерных болтов 12. Шпаклевка, окраска всех необработанных поверхностей машины по техническим условиям для отделки нового оборудования 13. Замена изношенных табличек, восстановле- ние надписей, указателей, номеров и т. д. 14. Приемка машины по техническим условиям и ГОСТу. Испытание машины на холостом ходу и под нагрузкой. Проверка паспортных данных
Формовоч- ные и стержневые машины Осмотр 1. Ocwolfc и проверка состояния всех^механнз- мов машины 2. Проверка креплений цилиндров и поршней, прессовых траверс и колодок, протяжных рамок и подъемных штифтов, кронштейнов, поворотных столов, а также креплений валов и перекидных ры- чагов
140
Продолжение
Оборудо ванне Ремонтные н профи- лактические работы Содержание работ 1
Формовоч- ные и стержневые машины Осмотр 3. Проверка работы встряхивающего механизма на частоту ударов и высоту подъема стола, прес- сового механизма на силу прессования, поворот- ного механизма на надежность и скорость пово- рота. В процессе проверок производятся необхо- димые регулировки 4. Проверка уровня масла в масляных резер- вуарах, наличия смазки в лубрикаторе и в капель- ных масленках, а также поступления масла в места назначения 5. Проверка и подтяжка болтовых соединений, замена ослабленных или изношенных крепежных деталей 6. Регулировка и подтяжка сальников, манжет и других уплотнительных устройств 7. Зачистка забоин, царапин и задиров направ- ляющих и трущихся поверхностей 8. Проверка исправности ограничителей, пере- ключателей, упоров, клапанов 9. Проверка горизонтальности протяжной рамки или нивелирующего механизма 10. Проверка работы и регулировка механизмов поворота траверсы-и- ек-ребка, зажиме» опоки,-пе- ремещения шибера или резервуара, вибраторов. Проверка работы механизма поворота стола. Смена изношенных и поломанных деталей И. Проверка состояния вытяжного устройства 12. Проверка работы механизма выдувки, на- дежности уплощения между выдувным резервуа- ром и шибером 13. Проверка состояния выдувных отверстий 14. Проверка и подтяжка разъемных соединений масло- и пневмопроводов с целью устранения уте- чек 15. Проверка состояния и ремонт оградитель- ных устройств 16. Выявление дефектов, требующих устранения при ближайшем плановом ремонте, с записью в предварительной ведомости дефектов
Малый ремонт 1. Частичная разборка машины 2. Протирка машины, разборка узлов, подвер- женных наибольшему износу и загрязнению, де- фектация деталей 3. Замена изношенных деталей разобранных узлов 4. Разборка прессового механизма, зачистка поршня и цилиндра. Ревизия анкерных болтов кре- пления станины и выверка станины по уровню
141
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Формовоч- ные и стержневые машины Малый ремонт 5. Разборка встряхивающего механизма, зачи- стка поршня и цилиндра, проверка креплений, смена поршневых колец. Ремонт амортизаторов и выверка их по уровню, замена изношенных и по- ломанных деталей амортизаторов. Зачистка и ре- гулирование направляющих планок, штырей и вту- лок. В случае коробления встряхивающего стола производится его строгание 6. Разборка поворотного механизма, зачистка поршня и цилиндра. Ревизия и замена изношен- ных пружин, цепей, направляющих втулок и дру- гих деталей. Зачистка цапф, осей и шеек поворот- ного вала; шабрение и замена изношенных втулок. Разборка, ремонт и регулирование упорного при- способления. В случае коробления поворотного стола производится его строгание 7. Разборка приемно-вытяжного механизма, за- чистка цилиндров и поршней. Проверка крепле- ний штифтов протяжных рамок, приемных столов, рычагов, уравнительных валов и других деталей. Замена уплотнений сальников, манжет и прокла- док. Регулировка работы нивелирующего и штиф- тового мо.х'снпз.-юн, проверта горизонтальности протяжной рамки 8. Разборка механизмов поворота траверсы, скребков, перемещения шибера и резервуара, за- жимов опоки или стержневых ящиков. Зачистка цилиндров н поршней, смена осей и пальцев, про- верка состояния и подтяжка крепежных деталей 9. Разборка вибраторов, замена плунжеров, пру- жин, подшипников и других изношенных деталей 10. Разборка, промывка и очистка механизма привода мешалки. Смена лопаток, зачистка зубьев конических шестерен 11. Выверка под модельной плиты 12. Проверка работы системы управления ма- шины, подтяжка болтовых соединений и смена прокладок 13. Проверка зазора между направляющими втулками и штырями 14. Проверка состояния пневмо- н гидросистем. Устранение течи масла. Проверка работы и ремонт вентилей, клапанов и колонок управления 15. Ремлц~ оградительных устройств 16. Вы». .’„ние дефектов, требующих устранения при ближайшем плановом ремонте (среднем, капи- тальном), с записью в предварительной ведомости дефектов 17. Испытание машины на холостом ходу и под нагрузкой с проведением необходимых регулировок
142
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Формовоч- ные II стержневые машины Средний ремонт 1. Частичная разборка машины. Промывка, про- тирка деталей узлов и механизмов 2. Уточнение предварительно составленной де- фектной ведомости 3. Замена поломанных и изношенных деталей разобранных узлов и механизмов 4. Разборка встряхивающего механизма. Про- точка цилиндра и поршня, смена изношенных поршневых колец и других изношенных деталей. Ремонт амортизаторов, смена износившихся сталь- ных дисков и резины, выверка амортизаторов по уровню. При короблении встряхивающего стола производится строгание его поверхности, при нали- чии трещин — заварка. 5. Разборка прессового механизма. Ремонт ста- нины, переиарезка резьбовых гнезд. Выверка ста- нины по уровню, подтяжка и замена анкерных бол- тов. Зачистка или проточка цилиндра и поршня, смена уплотнений. При наличии трещин в цилин- дре и поршне произвести их заварку 6. Разборка поворотного механизма, зачистка -или-лроточка поршня и цилиндра. Шабрение н за- мена втулок, зачистка пальцев, шеек валов, осей. Заливка баббитовых подшипников. Смена крепеж- ных деталей кронштейнов и рычагов, смена накла- док 7. Разборка приемно-вытяжного механизма. За- чистка или проточка цилиндров и поршней. Ре- монт нивелирующего механизма, строгание ниве- лирных планок, фрикционных стоек, проточка на- правляющих 8. Разборка и ремонт механизмов поворота тра- версы и скребков, перемещения шибера и резер- вуара. зажима опок и стержневых ящиков. Зачи- стка или проточка цилиндров и поршней, смена деталей уплотнений 9. Растачивание и шлифование цилиндров, за- прессовка гильз, замена поршней 10. Разборка механизма перемешивания смеси, смена лопаток и смена элементов зубчатых передач 11. Осмотр и промывка резервуаров. Выпуск отработанного и заливка нового масла (если сред- ний ремонт совпал с графиком смены масла) 12. Ремонт или замена оградительных устрой- ств, установленных в соответствии с правилами техники безопасности 13. Сборка отремонтированных узлов машины и выверка их по уровню, проверка правильности взаимодействия всех узлов и механизмов машины
143
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Формовоч- ные И стержневые машины Средний ремонт И. Окраска нерабочих наружных поверхностей машины с подшпаклевкой; восстановление повре- жденных надписей 15. Испытание машины на холостом ходу и под нагрузкой. Проверка основных параметров по тех- ническим условиям и ГОСТам
1 Капиталь- ный ремонт 1. Полная подетальная разборка всех узлов и механизмов машины 2. Составление дефектно-сметной ведомости 3. Ремонт встряхивающего, прессового, поворот- ного, вытяжного механизмов, а также механизмов поворота траверсы и скребка, перемещения шибера и выдувного резервуара, захватов опок, зажима стержневого ящика и других механизмов произ- водится в объеме среднего ремонта; прн этом заме- няются основные детали: встряхивающие и пово- ротные столы, цилиндры и поршни, рычаги и крон- штейны, колонки, цапфы, валы, оси и другие де- тали 4. Замена всего комплекта амортизаторов 5. Ремонт деталей н узлов пневмо- и гидрообо- рудовання с подгонкой и сборкой мест соединений. Замена отдельных участков пневмо- и гидросети, клапанов, вентилей, муфт и других деталей. Про- дувка сети сжатым воздухом 6. Освидетельствование и гидравлическое испы- тание сосудов, работающих под давлением (в соот- ветствии с требованиями Котлонадзора), если капи- тальный ремонт совпал со сроком освидетельство- вания 7. Перепрессовка ослабленных муфт, колес, вту- лок 8. Шабрение или шлифование направляющих станины, стола, колонны, стоек и траверсы 9. Замена всех крепежных деталей 10. Проверка состояния фундамента и его ре- монт. Замена деревянного настила над котлованом фундамента 11. Полная смена всей смазки 12. Шпаклевка, окраска всех необработанных поверхнолчЛ машины по техническим условиям для отдел кь нового оборудования. Замена табличек, восстановление надписей, указателей и номеров 13. Приемка машины по техническим условиям и ГОСТам. Испытание машины на холостом ходу и под нагрузкой. Проверка паспортных данных
144
Продолжение
Оборудо- вание Ремонтные, и профи- лактические работы Содержание работ
Пескометы Осмотр 1. Осмотр и проверка состояния узлов и меха- низмов 2. Проверка, подтяжка болтовых соединений, крепежных и фиксирующих деталей 3. Проверка работы метательной головки 4. Проверка прогиба метательной головки при вытянутых в одну линию рукавах, а также при рас- положении осн малого рукава под углом 90° отно- сительно оси большого рукава (прогиб ие должен превышать 5 л.ч) 5. Проверка зазора между направляющей дугой метательной головки и ковшом (зазор должен быть отрегулирован с помощью натяжных болтов напра- вляющей дуги до величины, не превышающей 0,5 лш) 6. Проверка вертикальности осей поворота боль- шого и малого рукава 7. Проверка состояния механизмов подъема и поворота рукавов пескомета 8. Проверка состояния элементов сочленения малого рукава пескомета с большим н большого рукава с центральной поворотной осью 9. Проверка углов поворота большого и малого рукавов пескомета 10. Проверка состояния транспортерных леит, ременных передач, опорных и натяжных устройств 11. Проверка состояния сита, ковшового элева- тора, пластинчатого питателя 12. Проверка состояния непиых передач: элева- тора, питателя, магнитного шкива и тележки пе- редвижения пескомета 13. Регулирование натяжения транспортерных лент большого и малого рукавов, цепей элеватора и пластинчатого питателя с помощью соответству- ющих натяжных устройств 14. Проверка системы смазки: проверка коли- чества масла в редукторах; подача масла во все смазочные точки согласно паспорту смазки 15. Проверка работы магнитного шкнва на при- тяжение и отвод металлических включений 16. Проверка состояния открытых зубчатых пе- редач 17. Проверка действия автоматических и предо- хранительных устройств 18. Проверка правильности посадки сменных бункеров пескомета; проверка работы затвора рас- крытия дна бункера 19. Проверка н регулирование муфт и тормоз- ных устройств
145
Продолжение
'Оборудо- ван не Ремонтные и профи- лактические работы Содержание работ
Пескометы Осмотр 20. Проверка состояния органов управления работой пескомета: кнопок, рукояток управления н т. д. 21. Выявление дефектов, требующих устране- ния при ближайшем плановом ремонте, с записью в предварительной ведомости дефектов
Малый ремонт 1. Частичная разборка машины 2. Подетальная разборка узлов, подверженных наибольшему износу 3. Осмотр н протирка всей машины; промывка деталей разобранных узлов 4. Замена изношенных и сломанных крепежных деталей 5. Разборка метательной головки с заменой де- талей и проверкой состояния подшипников; балан- сировка ротора метательной головки 6. Проверка правильности соединения концов транспортерной ленты и перезатяжка ленты в слу- чае необходимости 7. Ремонт элеватора с частичной заменой ков- шей, скоб (болтов) и звеньев лелей 8. Регулировка хода сита путем изменения экс- центриситета муфты, регулировка сита по вы- соте при помощи резиновых амортизаторов 9. Проверка соединения большого и малого ру- кавов, подтяжка крепления тяг и рамы транспор- теров 10. Проверка состояния гидрооборудования, под- тяжка мест соединений н уплотнений [ 1. Проверка состоянии н мелкий ремонт колес, тормозов, приводных цепей, редуктора и других узлов тележки передвижения пескомета 12. Проверка рельсового пути: стыковых соеди- нений, креплений н состояний пути. Выверка рель- сов в горизонтальной плоскости по уровню 13. Проверка исправности ограничителей, упо- ров переключателей 14. Выявление дефектов, требующих устранения при ближайшем плановом ремонте, с записью в предварительной ведомости дефектов 15. Испытание машины на холостом ходу и нс- пы-'чь’че под нагрузкой
Средний ремонт 1. Частичная разборка машины; промывка, про- тирка и осмотр деталей разобранных узлов и меха- низмов 2. Уточнение предварительно составленной де- фектно-сметной ведомости
146
Продол ж^нче
Оборудо ванне Ремонтные и профи- лактические работы Содержание работ
Пескометы Средний ремонт 3. Замена сломанных и изношенных деталей ра- зобранных узлов я механизмов 4. Разборка транспортеров большого и малого рукавов с заменой транспортерных лент, опорных роликов, стяжек, детален натяжного устройства и др. 5. Ремонт и регулирование натяжных устройств транспортеров, элеватора и пластинчатого пита- теля 6. Проверка и подтяжка стоек и других деталей крепления сита; замена сетки и резиновых аморти- заторов 7. Проверка герметичности в местах соединений гидросистемы; разборка гидроцилиндров с заме- ной уплотнительных колец, манжет и прокладок 8. Замена направляющих салазок и ползушки механизма подъема рукавов 9. Разборка муфт с заменой пальцев втулок, колеи и других деталей 10. Разборка тормоза передвижения тележки с заменой тормозных колодок, пальцев, рычагов, пружилл. других .деталей... 11. Замена ремней всех клиноременных передач пескомета 12. Сборка отремонтированных узлов и меха- низмов 13. Монтаж и настройка гидроаппаратуры 14. Проверка правильности взаимодействия уз- лов и механизмов машины 15. Окраска наружных нерабочих поверхностей машины с подшпаклевкой; восстановление повре- жденпых надписей 16. Испытание машины на холостом ходу и под нагрузкой. Проверка основных параметров по тех- ническим условиям и ГОСТам
Капиталь- ный ремонт 1. Полная подетальная разборка всех узлов и механизмов машины 2. Промывка, протирка и осмотр всех деталей 3. Составление дефектно-сметной ведомости 4. Полная замена всех изношенных крепежных деталей 5. Полная разборка метательной головки с за- меной кожуха, ротора, подшипников, планок и других деталей. Балансировка ротора метательной головки в собранном виде
147
Продолжение
Оборудо- вание Ремонтные - и профи- лактические работы содержание работ
Пескометы Капиталь- ный ремонт 6. Полная разборка элеватора; замена роли ко- втулочных цепей, звездочек, ковшей, верхних и нижних роликов, подшипников, осей, втулок и других деталей; замена изношенных частей ко- жуха, направляющего рукава и лотка 7. Полная разборка пластинчатого питателя; замена пластин, цепей, звездочек, опорных роли- ков, осей, подшипников и других деталей; ремонт натяжного устройства с заменой винта, гайки, пол- зуна и других деталей 8. Разборка редукторов с заменой червяков, шестерен, подшипников, втулок, прокладок н дру- гих деталей 9. Разборка механизма передвижения с заменой скатов, осей, цепной передачи, подшипников и дру- гих деталей 10. Заварка трещин в рамах отдельных узлов пескомета, в стойках и тягах большого и малого рукавов и другие сварочные работы 11. Сборка отремонтированных узлов и меха- низмов 12. Монтаж и настройка гидроаппаратуры со-
гласно гидросхемё и паспортным данным 13. Проверка правильности работы основных органов пескомета раздельным или комбиниро- ванным пуском механизмов; обкатка машины на хо- лостом ходу 14. Шпаклевка и окраска всех необработанных поверхностей по техническим условиям для от- делки нового оборудования 15. Для стационарных пескометов — проверка установки машины и состояния фундамента, под- тяжка или замена фундаментных болтов, исправле- ние фундамента путем подливки цементного рас- твора. Для передвижных пескометов — проверка состояния и замена отдельных участков рельсового пути, замена деталей стыковых соединений и рель- совых креплений, выверка рельсов в горизонталь- ной плоскости по уровню 16. Испытание машины под нагрузкой. Приемка по техническим условиям п ГОСТам. Проверка со- ответствия параметров пескомета паспортным дан- ным
Выбивные решетки Осмотр 1. Осмотр и проверка состояния основных узлов решеток 2. Проверка и подтяжка соединений крепежных деталей 3. Проверка состояния сварных швов
148
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Выбивные решетки Осмотр 4. Проверка и регулирование упругой муфты, соединяющей вал электродвигателя с эксцентрико- вым валом 5. Проверка состояния резиновых амортизато- ров (не допускается наличие трещин; непараллель- ность противолежащих плоскостей допускается в пределах не выше 2 мм 6. Проверка состояния пружин инерционных решеток; верхние торцы пружин должны нахо- диться на одном горизонтальном уровне (пружи- на не должна иметь остаточных деформаций, пру- жины перед установкой нужно испытывать под нагрузкой); для инерционно-ударных решеток про- веряется соответствие паспортным данным зазо- ра между полотном решетки и плоскостью при- емных рельсов 7. Проверка состояния деталей привода: шар- нирной подставки, салазок и пружины 8. Проверка состояния клнноременлой переда- чи: шкивов и клиновых ремней 9. Проверка состояния защитных кожухов ре-
10. Проверка состояния электропроводки (про- вода должны быть бронированы или заключены в стальные трубы) 11. Проверка системы охлаждения подшипников подвижной рамы с целью устранения утечек воды 12. Проверка состояния корпусов подшипников; подача масла во все смазочные точки согласно кар- те смазки 13. Регулирование угла наклона эксцентриковой решетки путем перестановки соответствующих бол- тов 14. Выявление дефектов, требующих устранения при ближайшем плановом ремонте, с записью в предварительной ведомости дефектов
Малый ремонт 1. Частичная разборка машины 2. Разборка узлов, подверженных наибольшему износу н загрязнению 3. Осмотр и протирка всей машины; промывка деталей разобранных узлов 4. Замена поломанных и изношенных крепеж- ных деталей 5. Разборка упругой муфты с заменой пальцев и втулок
149
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Выбивные решетки Малый ремонт 6. Замена резиновых амортизаторов в случае обнаружения трещин, вмятин, непараллельное^ опорных плоскостей и других дефектов 7. Замена изношенных ремней клииоременной передачи 8. Замена пружин инерционных решеток, не от- вечающих техническим требованиям (наличие ос- таточных деформаций, трещин и других дефектов) 9. Проверка исправности ограничителей, упоров, автоматических и предохранительных устройств 10. Выявление дефектов, требующих устранения при ближайшем плановом ремонте (среднем, ка- питальном), с записью в предварительной ведомости дефектов 11. Испытание выбивных решеток: эксцентрико- вых — на холостом ходу и под нагрузкой; инерци- онных — только под нагрузкой
Средний ремонт 1. Частичная разборка машины; промывка, про- тирка и осмотр деталей разобранных узлов
2. Уточнение предварительно составленной де- фектно-сметной ведомости 3* Замена поломанных и изношенных деталей разобранных узлов 4. Разборка приводного вала с заменой деталей упругой муфты, подшипников, корпусов подшип- ников, прокладок шкивов и других деталей 5. Проверка состояния приводного вала 6. Проверка перемещения регулируемого не- уравновешенного груза при вращении винта; за- мена винта, исправление резьбы под винт или за- мена груза 7. Полость водяного охлаждения подшипников подвижной рамы подвергается гидравлическому испытанию для проверки герметичности сварного соединения 8. Замена пружины и пальца шарнирной под- ставки под электродвигатель у инерционных ре- шеток 9. Сварочные работы по ремонту полотна ре- шетки и подвижной рамы * 10. Ремонт или замена оградительных устройств, установленных согласно правилам техники без- опасности 11. Проверка состояния фундамента; проверка и подтяжка фундаментных болтов; частичная за- мена настила над котлованом фундамента 12. Сборка и проверка правильности взаимо- действия отремонтированных узлов машины
150
Продолжение
Оборудо ванне Ремонтные и профи- лактические работы Содержание работ
Выбивные решетки Средний ремонт 13. Восстановление повреждений окраски и надписей 14. Испытание выбивных решеток под нагрузкой. Проверка основных параметров решеток по техни- ческим условиям и ГОСТам
Капиталь- ный ремонт 1. Полная подетальная разборка всех узлов 2. Промывка, протирка и осмотр всех деталей 3. Составление дефектно-сметной ведомости 4. Полная замена всех изношенных крепежных деталей 5. Полная разборка всех деталей приводного ва- ла; замена приводного вала, подшипников, про- кладок, муфты и др. 6. Замена пружин и амортизаторов 7. Замена ремней и шкивов клиноременных пе- редач 8. Сварочные работы по рамам, каркасу, полот- ну решетки, боковинам и другим деталям 9. Сборка отремонтированных узлов; на собран- ной машине полотно инерционной рещетки должно находиться в горизонтальной плоскости; эксцентрн-
ковая решетка может быть установлена горизон- тально или под углом в зависимости от условий эксплуатации 10. Настройка решетки для обеспечения опти- мального режима выбивки: для эксцентриковых решеток — путем подбора шкивов приводного ва- ла и электродвигателя, для инерционных реше- ток — путем подбора жесткости опорных пружин, шкивов и величины переменного дебалавса 11. Проверка правильности взаимодействия уз- лов мящин 12. Проверка установки машины if состояния фундамента; фундаметные балки перед оконча- тельной затяжкой и заделкой должны быть тща- тельно выверены в горизонтальной плоскости. Проверка, подтяжка или замена фундаментных болтов; исправление фундамента путем подливки цементного раствора. Боковые зазоры между ко- жухом машины и угольниками, уложенными по контуру проема в фундаменте должны быть не ме- нее 15 мм 13. Шпаклевка и окраска всех нерабочих по- верхностей машины по техническим условиям для отделки нового оборудования 14. Испытание выбивных решеток: эксцентрико- вых — на холцстом ходу н под нагрузкой; инерци- онных — только под нагрузкой. Приемка по техни- ческим условиям и ГОСТам. Проверка соответ- ствия параметров решеток паспортным данным
151
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Дробемет- ные и дро- беструйные камеры Осмотр 1. Осмотр и проверка состояния узлов и меха- низмов 2. Проверка, подтяжка болтовых соединений, крепежных и фиксирующих деталей 3. Проверка состояния стальных швов 4. Проверка состояния листовой обшивки камер, защитных кожухов и резиновых экранов 5. Проверка мест соединений камеры с целью устранения утечек дроби 6. Проверка работы пылеотсасывающей системы 7- Проверка и подтяжка разъемных соединений трубопроводов с целью устранения утечки воздуха 8. Проверка состояния быстроизиашивающихся деталей дробеметного аппарата 9. Проверка резиновых шлангов, замена сопел дробеструйного аппарата 10. Проверка состояния цепей ковшового эле- ватора 11. Проверка крепления секций шнекового транс- портера и смена сетки 12. Проверка работы механизмов вращения сто- ла, тарелок, передвижения тележки и скипового
подъемника 13. Регулирование натяжения цепных передач 14. Проверка состояния открытых зубчатых пе- редач 15. Проверка системы смазки, проверка коли- чества масла в редукторах, подачи масла во все сма- зочные точки согласно карте смазки 16. Регулирование подшипников; проверка уп- лотнений н замена сальников 17. Проверка натяжения ремней клииоременных передач 18. Проверка состояния и мелкий ремонт огра- дительных устройств 19- Проверка состояния органов управления 20. Проверка действия автоматических и предо- хранительных устройств 21. Выявление дефектов, требующих устранения при ближайшем плановом ремонте, с записью в предварительную ведомость дефектов 1
Малый ремонт 1. Ч 1шчиая разборка 2. Подетальная разборка узлов, подверженных наибольшему износу 3. Осмотр и протирка всей машины; промывка де- талей разобранных узлов 4. Замена изношенных и сломанных крепежных деталей
152
Продолжение
Оборудо ванне Ремонтные II профи лактичсскне работы Содержание работ
Дробемет- ные и дро- беструйные камеры 1 Малый ремонт 5. Разборка дробеметной головки с заменой де- талей и проверкой состояния подшипников; ба- лансировка ротора дробеметной головки 6. Проверка параллельности валов элеватора 7. Разборка элеватора с частичной заменой ков- шей и скоб (болтов); замена или ремонт изношен- ных звеньев цепей 8. Разборка шнека с заменой секций 9. Ремонт цепных передач с заменой звеньев, звездочек п других из кошенных деталей 10. Проверка рельсового пути, стыковых соеди- нений, креплений и состояния пути; выверка рель- сов в горизонтальной плоскости по уровню 11. Разборка редуктора с заменой изношенных деталей 12. Проверка исправности ограничителей, упо- ров, переключателей 13. Выявление дефектов, требующих устранения при ближайшем плановом ремонте, с записью в предварительной ведомости дефектов 14 Испытание машины на холостом ходу и ис- пытание под нагрузкой
1 Средний ремонт 1. Частичная разборка камеры; промывка, про- тирка и осмотр деталей разобранных узлов и ме- ханизмов 2- Уточнение предварительно составленной де- фектно-сметной ведомости 3. Замена изношенных деталей разобранных узлов и механизмов 4. Разборка дробеструйного аппарата; замена прокладок, клапанов и обечаек 5. Разборка элеватора с заменой изношенных ковшей и деталей натяжного устройства 6. Ремонт механизма передвижения тележки, замена изношенных тросов, роликов, барабана; проверка крепления тележки 7- Замена опорных роликов и тросов скипового подъемника 8. Ремонт и регулирование натяжных устройств с заменой отдельных участков цепей, звездочек, роликов, подшипников и других деталей 9. Замена ремней всех клииоременных передач 10. Ремонт листовой обшивки камер л защитных кожухов с заменой резиновых экранов 11. Проверка всех соединений воздухопроводов с целью устранения утечек 12. Сборка отремонтированных узлов и меха- низмов 13. Проверка правильности взаимодействия уз- лов и механизмов машины
153
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Дробемет- ные и дро- беструйные камеры Средний ремонт 14. Окраска нерабочих наружных поверхностей машины с подшпаклевкой; восстановление повре- жденных надписей 15. Испытание машины на холостом ходу и под нагрузкой. Проверка основных параметров по тех- ническим условиям и ГОСТам
Капиталь- ный ремонт 1. Полная подетальная разборка всех узлов и механизмов 2. Промывка, протирка и осмотр всех деталей 3. Составление дефектно-сметной ведомости 4. Полная замена всех изношенных крепежных деталей 5. Полная разборка дробеметного аппарата; за- мена распределительной камеры, распределитель- ного и рабочего колеса, подшипников, шкивов, защитных плит, резиновых экранов и других де- талей Балансировка рогора дробеметного аппарата в собранном ваде 6. Полная разборка дробеструйного аппарата; замена шлангов, пружин, клапанов, прокладок и других деталей
1 7. Полная разборка элеватора; замена подшип- ников, ковшей, валов, втулок и других деталей. Замена изношенных частей оградительного кожуха 8. Полная разборка шнека с заменой секций и подшипников 9. Полная разборка механизмов поворота стола и вращения тарелок, замена валов шкивов, звездо- чек, ремней, цепей и других деталей 10. Полная разборка механизма передвижения тележки; замена опорных колес, тросов, барабана, натяЖных роликов, стоек и других деталей 11. Полная разборка подвижного пода; замена пластин конвейера, боковых дисков, звездочек, цепей и других деталей 12. Полная разборка скипового подъемника, за- мена блоков, тросов, опорных роликов, направляю- щих швеллеров, заварка и исправление рамы 13. Полная разборка редукторов с заменой чер- вяков, шестерен, подшипников, втулок, прокладок и других деталей 14. Сварочные работы по восстановлению листо- вой обшивки, каркаса, кожухов, оградительных устройств, стоек и других деталей 15. Ремонт запорных и шарнирных устройств, выправка дверей, крышек и листовой брони 16. Проверка состояния к замена отдельных участков рельсового пути, замена деталей стыко- вых соединений и рельсовых креплений, выверка рельсов в горизонтальной плоскости по уровню
154
Продолжение
Оборудо- вание Ремонтное и профи- лактические работы Содержание работ
Дробемет- ные и дро- беструйные камеры Капиталь- ный ремонт 17. Ремонт м замена деталей и узлов пневмо- оборудования. Подгонка и сборка мест соедине- ний пневмосистемы 18. Сборка отремонтированных узлов и механиз- мов; проверка правильности взаимодействия 19. Шпаклевка и окраска всех необработанных поверхностей по техническим условиям для от- делки нового оборудования 20. Проверка установки машины и состояния фундамента, подтяжка фундаментных болтов, ис- правление фундамента путем подливки цементного раствора 21. Испытание машины под нагрузкой Проверка основных параметров по техническим условиям и ГОСТам
Машины для литья под давле- нием 1 Осмотр 1. Осмотр и проверка состояния механизмов, за- мена поломанных деталей 2. Проверка и подтяжка креплений машины; замена ослабленных, изношенных н поломанных деталей крепления 3? Проверка состояния сети-питания машины ра- бочей жидкостью; подтяжка соединений трубопро- водов 4. Регулировка клапанов и вентилей 5. Проверка состояния системы смазки; подачи масла во все смазочные точки 6. Проверка состояния направляющих колонн, салазок, штаиг, тяг, штоков и других деталей, имеющих трущиеся и направляющие поверхности 7. Проверка состояния устройств управления ра- ботой машины: педалей прессования и закрытия формы, рукояток, тяг, рычагов, кнопок и др. 8. Проверка работы механизма прессования; проверка крепления направляющих планок тра- версы прессующего поршня 9. Проверка работы механизма запирания пресс- формы 10. Проверка работы телескопического устрой- ства, коллектора и гидравлического привода стерж- ней 11. Проверка действия автоматических и предо- хранительных устройств 12. Проверка состояния уплотнений: сальников, прокладок, манжет, колец и других деталей 13. Проверка состояния цилиндров, штоков, фланцевых соединений и других деталей, поддаю- щихся наружному осмотру
155
Продолжение
Оборудо- вание Ремонтные >1 профи- лактические работы Содержание работ
Машины ДЛЯ ЛИТЬЯ под давле- нием Осмотр 14. Смена быстроизпашивающихся деталей: на- полнительного стакана, литниковой втулки, прес сующего пуансона, нижнего плунжера (пятки) и других деталей 15. Регулирование концевых гаек направляющих колонн машины 16. Проверка исправности ограничителей, упо- ров, предохранителей 17. Проверка соосности прессующего пуансона и наполнительного стакана 18. Проверка провисания подвижной плиты фор- модержителя па направляющих колоннах 19. Проверка состояния системы охлаждения прессформы, камеры прессования и прессующего пуансона 20. Проверка состояния, ремонт и установка ограждения к машине и Других устройств по тех- нике безопасности 21 - Выявление дефектов, требующих устранения при ближайшем плановом ремонте, с записью в предварительной ведомости дефектов
Малый ремонт 1. Частичная разборка машины. Подетальная’ разборка узлов, подверженных наибольшему из- носу 2. Осмотр и протирка всей машины, промывка детален разобранных узлов 3. Замена или ремонт изношенных деталей, ко- торые по своему состоянию не могут проработать до очередного планового ремонта 4. Замена изношенных и сломанных крепежных деталей 5. Частичная разборка механизмов запирания пресс-формы и прессования с заменой изношенных деталей уплотнений: манжет, колец, сальников, прокладок и других деталей 6. Разборка клапанных коробок: закрытия фор- мы, прессования, управления стержнями, срезки литника и др. Разборка главного золотникового распределителя н других распределительных устройств. Манжетные кольца и прокладки, имею- щие повреждения, заменяются. Клапаны, седла и золотники, имеющие на рабочих фасках незначи- теЛЫЬэ выработку, подвергаются притирке 7. Разборка, очистка и промывка фильтров 8. Проверка герметичности в местах соединений трубопроводов, устранение течи рабочей жидкости по всей длине сети питания машины, в местах уп- лотнений и соединений трубопроводов, у ниппелей и сливных пробок: замена негодных деталей сети питания
156
Продолжение
Оборудо ванне Ремонтные и профи- лактические работы Содержание работ
Машины для литья под давле- нием Малый ремонт 9. Настройка гидроаппаратуры машины 10. Зачистка задиров, забоин, царапин и заусен- цев на трущихся поверхностях направляющих ко- лонн, траверс, тяг и других детален 11. Ремонт, регулирование или замена ограничи- телей, упоров и предохранителей 12. Ремонт или замена оградительных устройств, установленных по правилам техники безопасности 13. Выявление дефектов, требующих устранения при ближайшем плановом ремонте, с записью в предварительной ведомости дефектов 14. Сборка отремонтированных устройств и ме- ханизмов 15. Испытание машины на холостом ходу и ис- пытание под нагрузкой
Средний ремонт 1. Частичная разборка машины 2. Промывка, протирка деталей разобранных узлов и очистка неразобранных узлов 3. Осмотр деталей разобранных узлов 4. Уточнение предварительно составленной де- фектно-сметной ведомости
5. Разборка горизонтального блока машины: пневмоцилиндра закрывания прессформы, муль- типликатора, коленчатого-рыжачиого и клинового механизма запирания прессформы, телескопиче- ского устройства и гидравлического привода стерж- ней 6. Разборка прессующего механизма 7. Проточка внутренних и наружных рабочих поверхностей поршней, имеющих выработку, риски и царапины, с последующим шлифованием 8. Ремонт цилиндров с расточкой внутренней поверхности, хромированием и последующим шли- фованием 9. Замена поршневых колец, манжет и втулок 10. Разборка трубопроводов с промывкой и про- дувкой; замена отдельных участков трубопроводов, уплотнений, ниппелей и других деталей 11. Разборка клапанных коробок и распредели- тельных аппаратов с заменой манжет, прокладок, пружин, толкателей, пробок и других деталей 12. Замена клапанов, седел и золотников, не поддающихся восстановлению путем проточки и притирки 13. Заварка трещин в корпусах клапанных и рас- пределительных аппаратов 14. Разборка коленчато-рычажного и клиново- го механизмов; замена пальцев и втулок шарнир- ного соединения, вкладышей клиньев и других де- талей
157
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Машины ДЛЯ литья под давле- нием Средний ремонт 15. Замена направляющих втулок подвижной плиты формодержателя 16. Сборка отремонтированных узлов в меха- низмов; выверка машины в горизонтальной пло- скости по уровню 17- Монтаж и настройка гидроаппаратуры 18. Обновление состава рабочей жидкости 19. Проверка состояния фундамента, исправле- ние его; проверка и подтяжка фундаментных болтов 20. Окраска наружных нерабочих поверхностей машины с подшпаклевкой; восстановление повре- жденных таблиц, надписей, указателей, номеров 21. Проверка правильности взаимодействия уз- лов и механизмов: раскрытия, закрытия пресс- формы и холостого прессования 22. Испытание машины на холостом ходу и под нагрузкой. Проверка по ГОСТам и техническим условиям
Капиталь- ный ремонт 1. Полная подетальная разборка всех узлов и механизмов машины 2. Промывкат-протирка «-осмотр всех деталей 3. Составление дефектно-сметной ведомости 4. Полная замена всех изношенных крепежных деталей 5. Замена деталей клапанных и распределитель- ных коробок: золотников, клапанов, седел, ман- жет, прокладок, пружин, толкателей, пробок и др. 6. Замена штокрв, поршней и цилиндров, не подлежащих восстановительному ремонту 7. Замена втулок поршней и втулок подвижной плиты формодержателя 8. Заварка трещин, имеющихся в стакние ма- шины 9. Замена деталей клинового и коленчато-ры- чажного механизма запирания прессформы: кли- ньев, вкладышей, пальцев, втулок и других дета- лей 10. Ремонт или замена всех оградительных уст- ройств и защитных приспособлений, установлен- ных согласно правилам техники безопасности 11. Сборка машины нз отремонтированных уз- лов и механизмов; выверка машины в горизонталь- ной ’Siockocth по уровню 12. Монтаж и настройка гидроаппаратуры со- гласно гидросхеме и паспортным данным 13. Проверка правильности взаимодействия уз- лов и механизмов машины
156
Продолжение
Оборудо- вание Ремонтные и профи- лактическ не работы Содержание работ
Машины ДЛЯ ЛИТЬЯ под давле- нием Капиталь- ный ремонт 14. Проверка состояния фундамента; проверка подтяжка или замена фундаментных болтов; ис- правление фундамента путем подливки цементным раствором 15. Обкатка па холостом ходу: раскрытие, за крытие прессформы и холодное прессование 16. Полная окраска всех наружных нерабочих поверхностей машины; восстановление таблиц н надписей 17. Испытание машины под нагрузкой. Прием- ка по техническим условиям и ГОСТам. Проверка паспортных данных
Примечание. В содержание типовых работ, выполняемых при ремонте механической части машин для литья под давлением, не включены операции по ремонту оснастки (прессформ) н насосной установки.
Вагранки Малый ремонт Очистка шахты от шлаковых и чугунных насты- лей; ремонт футеровки шахты; смена поврежден ных фурм; набивка пода; смена некоторых чугун- ных деталей; ремонт желоба; ремонт искрогасите- ля; проверка основных размеров вагранки после ремонта
Средний ремонт Все операции малого ремонта и, кроме того, ремонт копильника, смена отдельных листов ко- жуха вагранки, постановка заплат, заварка отдель- ных поврежденных мест, ремонт откидного днища
Капиталь- ный ремонт Полная смена футеровки; замена копильника
Прочее Осмотр 1. Осмотр и проверка состояния механизмов, за- мена изношенных деталей 2. Регулирование, подшипников, фрикционов, подтяжка тормозов, натяжение пружин и пр. 3. Регулирование плавности перемещения плит, кареток, ползунов и других деталей 4. Проверка и подтяжка болтовых соединений, зачистка или замена поломанных и изношенных крепежных деталей 5. Проверка исправности ограничителей, пере- ключателей, упоров 6. Чистка, натяжка, ремонт пли замена цепей, ремней, лент 7. Регулирование и подтяжка направляющих стаканов и сальниковых устройств
159
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Прочее Осмо гр 8. Зачистка забоин, царапин и задиров направ- ляющих и трущихся поверхностей 9. Проверка и подтяжка разъемных соединений с целью устранения утечки воздуха 10. Проверка состояния и мелкий ремонт си- стемы охлаждения 11. Проверка действия масляной системы, авто- матических и предохранительных устройств 12. Проверка состояния, мелкий ремонт огради- тельных устройств 13. Выявление деталей, требующих замены при ближайшем плановом ремонте, с записью в пред- варительно составленную дефектно-сметную ведо- мость
Малый ремонт 1. Частичная разборка машин. Подетальная раз- борка узлов, подверженных наибольшему износу и загрязнению 2. Протирка всей машины, осмотр, промывка де- талей разобранных узлов 3. Замена или ремонт изношенных деталей, ко- торые по своему состбямйю'йё могут проработало; до очередного планового ремонта 4. Проверка зазоров между валиками и втулка- ми, замена изношенных втулок 5. Регулирование подшипников качения, замена изношенных подшипников 6. Замена сальниковых набивок и манжет 7. Ремонт запор<ных устройств 8. Регулирование фрикционных муфт и моторов 9. Зачистка задиров, царапин, забоин и заусен- цев на трущихся поверхностях направляющих ста- нин, колонн н других деталей 10. Замена изношенных и сломанных наружных крепежных деталей 11. Ремонт оградительных устройств 12. Регулирование плавности перемещения каре- ток, ползунов, штоков; подтяжка клиньев, при- жимных планок и регулировочных винтов 13. Проверка исправности ограничителей, пере- ключателей, упоров 14. Выявление деталей, требующих замены при бд. тж^йшем плановом ремонте (среднем, капи- тальном), с записью в предварительно составлен- ную дефектно-сметную ведомость 15. Выполнение работ, связанных с ремонтом системы смазки и гидравлики; замена масла 16. Испытание машины на холостом ходу й ис- пытание в работе
160
Продолжение
Оборудо-
вание
Ремонтные
и профи-
лактические
работы
Содержание работ
Прочее
Средний
ремонт
1. Частичная разборка машины
2. Промывка, протирка деталей разобранных уз-
лов и очистка неразобранных узлов
3. Уточнение предварительно составленной де-
фектно-сметной ведомости
4. Шлифование шеек валов и замена или при-
шабривание вкладышем
5. Переклепка тормозных накладок и дисков
фрикционов
6. Замена изношенных зубчатых колес и чер-
вячных пар
7. Ремонт запорных устройств
8. Замена изношенных крепежных деталей
9. Ремонт масляного насоса, системы смазки н
гидравлики
10. Ремонт или замена оградительных устройств,
установленных в соответствии с правилами техни-
ки безопасности
11. Сборка отремонтированных узлов машины,
проверка правильности взаимодействия узлов и
всех механизмов машины
12. Окрашивание наружных нерабочих поверх-
ностей машины с подшпаклёвкои
13. Испытание машины на холостом ходу и под
нагрузкой. Проверка по техническим условиям и
ГОСТам
Капиталь-
ный ремонт
1. Полная разборка машины
2. Осмотр, промывка и протирка всех деталей
3. Уточнение предварительно составленной де-
фектно-сметной ведомости
4. Замена изношенных деталей или их восста-
новление
5. Растачивание и шлифование цилиндров на
новый размер
6. Шабрение или шлифование нуждающихся в
ремонте всех направляющих поверхностей стани-
ны, кареток, колонн, стоек и других деталей
7. Замена или ремонт масляного иаСоса и си-
стемы смазки и гидравлики
8. Ремонт или замена оградительных устройств,
установленных в соответствии с правилами техни-
ки безопасности, а также защитных приспособле-
ний — кожухов, щитков и пр.
9. Замена-или ремонт всего пневмооборудования
10. Сборка всех узлов; проверка правильности
взаимодействия узлов и всех механизмов машины
6 Заказ 1283
161
Продолжение
Оборудо- вание Ремонтные и профи- лактические работы Содержание работ
Прочее Капиталь- ный ремонт 11. Шпаклевка и окраска всех внутренних и на- ружных необработанных поверхностей по техни- ческим условиям для отделки нового оборудовании 12. Для машин, установленных на фундаменте, проверка состояния фундамента, исправление его, проверка установки машины и подливка цемент- ного раствора 13. Испытание на холостом ходу и под нагрузкой. Приемка по техническим условиям и ГОСТам. Про- верка соответствия параметров решеток паспорт- ным данным
Примечания: I - При проведении осмотров и плановых ремонтов (ма- лого, среднего и капитального) выполняются те из перечисленных работ, которые требуются по состоянию ремонтируемого агрегата. 2- Вспомогательные устройства (землераспределигельные, транспортные I др.), имеющиеся при основном технологическом оборудовании (бегуны, формо- вочные машины, выбивные решетки и ДР-). подвергаются ремонту одновременно с основным оборудованием в объеме, зависящем от состояния вспомогательного устро Яства
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
Оборудование Ремонтные работы и работы по техниче- скому уходу Содержание работ
Краны, тали электрические, тележки однорельсовые Осмотр 1. Осмотр и замена изношенных дета- лен: канатов, ходовых колес, подшипни- ков, соединительных муфт 2. Осмотр и замена шпоночных и болто- вых соединений 3, Замена отдельных узлов п их выверка 4. Ремонт п регулировка тормозов 5. Ус гранение дефектов в сварных и кле- паных элементах металлоконструкций 6 Вскрытие и осмотр отдельных узлов, недоступных для непосредственного наблю- дения 7. Внешний осмотр механизмов и де- талей 8. Выполнение предписаний органов надзора 9 Ревизия блочной подвески 10. Проверка правильности работы всех механизмов и устранение обнаруженных дефектов 11, Уточнение объема работ, которые необходимо выполнить при последующем ремонте
12. Замена смазки и ремонт смазочных систем
Малый ремонт 1. Внешний осмотр всех механизмов, под- шипников, ограждений и их креплений 2. Осмотр состояния тормозов, замена колодок, регулировка тормозов 3. Проверка износа канатов и крюков, ходовых колес, соединительных муфт, бара- банов и состояния их крепления 4. Внешний осмотр доступных частей ме- таллоконструкций моста и тележки 5. Проверка исправности смазочных си- стем н наличия смазки 6. Проверка состояния открытых зубча- тых передач 7. Устранение мелких неисправностей 1 8. Проверка действия всех механизмов 9. Контроль правильности ведения запи- 1 сей в журналах приемки и сдачи смен кра- новщиками
б*
163
Продолжение
Продолжение
Оборудование Ремонтные работы и работы но техниче- скому уходу Содержание работ
Краны, тали электрические, тележки однорельсовые Капиталь- ный ремонт 1. Полная разборка и замена всех изно- шенных пли поврежденных узлов и дета- лей механизмов 2. Ремонт металлоконструкций 3. Ремонт буферов 4. Полная замена всей смазки и ремонт смазочных систем 5. Смена подтележечного рельса 6. Замена канатов, ходовых колес, блоч- ной подвески 7, Модернизация крана (перевод на под- шипники качения и т. и.) 8. Унификация деталей механизмов 9. Выполнение работ по предписанию органов надзора 10. Замена открытых передач на редук- торах i И. Выверка положения ходовых колес моста 12. Обкатка механизмов 13. Окраска металлоконструкций 14. Замена трафаретов, инструкций.
восстановление подписей и указателей
Конвейеры лен- точные мехаио- сборочных цехов Осмотр 1. Проверка натяжения ленты; подрегу- лировка в случае необходимости 2. Проверка количества масла в редук- торах, смазюк в подшипниках, добавление масла и смазки 3. Проверка наличия и ликвидация течи из редукторов 4 Проверка состояния втулок эластич- ных муфт 5. Проверка состояния открытых зубча- тых передач 6 Проверка наличия сорванных или ослабленных крепежных и фиксирующих деталей 7. Проверка правильности работы маши ны, наличия неравномерных шумов и стуков 8- Проверка крепления ограждений (.1
Конвейеры лен- точные механо- сборочных цехов Малый ремонт 1. Регулировка натяжения лепты 2 Осмотр и смена изношенных втулок эластичных муфт 3. Осмотр зубчатых передач и муфт
1Ъ4
Оборудование Ремонтные работы и работы по техниче- скому уходу Содержание работ
Конвейеры лен- точные механо- сборочных цехов 4 Осмотр и регулировка подшипников качения, ремонт подшипников скольжения 5. Проверка наличия и ликвидация течи масла из редукторов 6. Проверка сальников, манжет и уплот- нений 7. Промывка и смена масла в редукто- рах 8. Проверка и подтяжка всех болтовых соединений механизмов, крепежных н фик- сирующих деталей 9. Проверка состояния резьбовых дета- лей в винтовых натяжных устройствах и подвеска груза в грузовых натяжных устройствах 10. Проверка наличия сорванных или ослабленных болтов и заклепок в металло- конструкции и их замена 11. Проверка правильности работы ма- шины, наличия неравномерных шумов и стуков 12. Ремонт ограждений
13. Выявление -деталей,-требующих- ре- монта, и составление дефектной ведомости
Средний ремонт 1. Осмотр состояния ленты; замена в случае необходимости 2. Вскрытие, осмотр и промывка узлов без распрессовки напрессованных деталей 3. Осмотр и смена изношенных деталей муфт 4. Промывка подшипников качения, смеиа изношенных, набивка новой смазки, регулировка подшипников 5. Осмотр и зачистка шеек валов 6. Проверка наличия и ликвидация на- личия течи масла из редукторов; проверка и смена изношенных промазок, сальников, манжет и уплотнений 7. Проверка состояния натяжного устройства и крепления груза 8. Проверка и ремонт всех крепежных и фиксирующих деталей 9. Полный осмотр и ремонт частей ме- таллоконструкций и ограждений; проверка и подтяжка деталей, их соединений 10. Проверка правильности работы ма- шины, наличия неравномерных шумов н сту- ков, регулировка работы машины
165
1 Тродолжение
Оборудование Ремонтные работы и работы по техниче- скому уходу Содержание работ
Конвейеры лен- точные механо сборочных цехов Средний ремонт 11 Восстановление поврежденной окра- ски 12. Составление дефектной ведомости
Капиталь- ный ремонт 1. Подетальная разборка и промывка всех узлов машины 2. Ремонт или замена изношенных дета- лей и узлов 3. Смена или ремонт ленты 4. Промывка подшипников качения, смена или ремонт уплотнений (сальников, манжет) Б. Смена или ремонт изношенных ро- ликов и барабанов 6 Проверка, ремонт или смена всех крепежных и фиксирующих деталей 7. Перепрессовка разболтанных муфт, втулок 8. Полная смена всей смазки 9. Ремонт металлоконструкций и огра- ждений, удаление дефектной части швов
Примера боты, которые до. дится в инструкц данного типа маш и и е- При <>г жны проводит 1ЯХ по экс плуг ин. и новая зарарка этих мест, смена или ре- монт металлоконструкций, имеющих дефек- ты, замена или ремонт крепежных деталей металлоконстру кций 10. Сборка и монтаж механизмов, регу- лировка работы машины 11. Полная окраска рсапни содерхсания работ не перечислены ра- ьея ежедневно Содержание этих работ приво- тнцмн. разработанных за вода ми-изготовит ел ям и
Подкрановые пути, балки и другие сооружения Осмотр 1. Проверка положения и крепления подкрановых путей, балок, тормозных ферм, тупиковых упоров 2. Проверка состояния ограждений (пе- рил, поручней, лестниц) 3. Выравнивание смещения подкрановых путей по высоте и в плане 4. Промывка и протирка промасленных головок рельсов 5. Выявление необходимости в рихтовке подкрановых путей или частичной (или полной) замене рельс
166
ЛИФТЫ (механическая и электротехническая части)
Ремонтные и
профилактиче-
ские работы
Содержание работ
1. Профи-
лактические
работы, выпол-
няемые:
А Ежесмен-
но
1. Проверка исправности устройств освещения машин-
ного помещения, шахты, приямка и площадок перед две-
рями шахты
2. Проверка исправности ограждений шахты, кабины
и агрегатов лифтов
3. Внешний осмотр аппарата магнитных станций, про-
верка пробным пуском лифта из машинного отделения пра-
вильности работы электрической схемы управления при
передвижении кабины по шахте; проверка действия блоки-
ровочных и защитных устройств, расположенных в ма-
шинном и блочном помещениях, в соответствии с инструк-
цией о сдаче и приемке смены; проверка исправности сигна-
лизации на магнитных станциях
4. Проверка работы лебедки, тормоза и электрических
машин на шум и нагрев; проверка уровня масла в картере
редуктора лебедки
5. Проверка работы кабины при движении на нормальной
скорости (точной остановки, освещения, сигнализации, дей-
ствия кнопок «Стоп» и «Мимо», отработки приказов, выбора
направления, работы дверей и действия замков дверей шах-
ты; действия блокировочных и защитных устройств кабины
и в шахте в соответствии с инструкцией о сдаче и приемке
смены; телефонной связи)
6; Внешний осмотр щеток- и поверхности коллектора
электрических машин
7. Уборка машинного помещения, пола кабины и лазов
порогов дверей кабины и шахты
Примечание. При обнаружении неисправностей устранить их.
Б. Ежеде- 1. Проверка плавких вставок
кадно 2. Проверка сопротивления изоляции всех цепей упра-
вления и главных цепей постоянного и переменного тока
3. Проверка пайки наконечников и проводов; надежно-
сти крепления контактных соединений главных цепей и
цепей управления постоянного н переменного тока у элек-
трических машин, трансформаторов, сопротивлений, селе-
нов, емкостей и аппаратов магнитных станций; проверка
шплинтовки реле, наличия нагара и значительного искре-
ния контактов; очистка клеммников электрических машин,
аппаратов и проводов магнитных станций от пыли
4, Проверка действия электрических выключателей,
ограничителя скорости, слабины подъемных канатов СПК,
ловителей ВКЛ, запасной двери кабины ВДК, двери приям-
ка ВДП, натяжных устройств, ограничителя скорости
СКОС и уравновешивающих тросов НБ-1 и НБ-2,
предварительных конечных ВКН-1 и ВКВ-1, основ-
ных конечных В КН и В КВ; контактов реле: реле
блокировки РМ, реле контроля тока Р1\Т, реле обрыва
поля РОП, реле ограничителя скорости 2РН, реле кон-
167
Продолжение
Ремонтные н
профилактиче-
ские работы
Содержание работ
1 Профи-
лактические
работы, выпол-
няемые:
Б Ежеде-
кадно
троля дверей РКД; автоматов безопасности А-1 и А-2 и
кнопки «Стоп»
5. Осмотр всей поверхности коллекторов электриче-
ской машины; проверка равномерности нажатия, износа
и «зеркала» контактной поверхности щеток; очистка кол-
лектора, щеток и обоймы щеткодержателей, от угольной
пыли
6. Осмотр тормозного устройства лифта; осмотр элек-
тромагнита тормоза и шарниров тормозной системы; про-
верка хода штока электромагнита, износа феродо, состояния
рабочей поверхности тормозного шкива, зазоров между
феродо и шкивом; проверка работы тормозного контакта
ТК и крепления тормоза
7. Осмотр ограничителя скорости; проверка зазоров
между клином, тросом и вкладышем; осмотр поверхности
клина (кулачка) и паза вкладыша; проверка износа брон-
зовой втулки и сбрасывания собачки; наличия масла (есля
надо, добавить масла в картер), очистка ограничителя ско-
рости от масла, грязи и пыли
8. Проверка работы подшипников отводного блока на
шум и нагрев
9. Внешний осмотр несущих, уравновешивающих ка-
- -натов и каната ограничителя скорости; проверка крепления
канатоведущего шкива к ступице; осмотр.подвесок, несущих
и уравновешивающих канатов кабины и противовеса
10. Осмотр ловителей кабины (противовеса); проверка
подвижности клина, клещей в механизма включения;
проверка зазоров между губками и клиньями ловителей
и направляющей; проверка крепления троса ограничителя
скорости и всех соединений ловителей
11. Осмотр дверей кабины и механизма открывания
дверей; проверка крепления направляющей линейки,
подвесок створок и отводки; осмотр соединений рычажной
системы; проверка уровня масла в редукторе; проверка
работы выключателей ДК, В1\О, В КЗ; очистка крыши
кабины, роликов подвесок створок и направляющей ли-
нейки от грязи
12. Осмотр дверей шахты; проверка надежности механи-
ческого запирания дверей; проверка крепления направ-
ляющих линеек, гибкой связи, подвесок створок, замков
и коробок дверей; проверка работы контактов дверей шахты
ДШ-1 и ДШ-2 на всех этажах; очистка от пыли н грязи ро-
ликов подвесок створок и направляющих линеек
13. Проверка {заботь! натяжных устройств ограничителя
скорости и уравновешивающих канатов на шум
14. Осмотр буферов кабины и противовеса; проверка
уровня масла; осмотр рабочей поверхности плунжера;
проверка выхода плунжера
168
Продолжение
Ремонтные и профилактиче- ские работы Содержание работ
1. Профи-
лактические
работы, выпол-
няемые:
Б. Ежеде-
кадно
15. Проверка запоров дверей приямка; освещения в про-
ходах к приямкам; очистка приямков н проходов к ним
от грязи и мусора
Примечания: 1, На лифтах переменного тока (пассажирских, грузовых и
др.) дополнительно выполняются следующие работы:
а) осмотр ловителей мгновенного действия; проверка состояния чугунных
клиньев и отсутствия проворачивания на валу втулки механизма включения лови-
телей;
б) проверка работы подвижной электромагнитной отводки дверей;
2. При обнаружении неисправностей устранить их.
В. Каждые 6
мес.
1. Проведение регулировки и наладки электрических
аппаратов магнитных станций; проверка нажатия, раствора
и провала на контактных реле и контакторов, замена не-
исправных контактов; проверка настройки реле РИЗВ,
РИЗН, РИЗП, РИТОВ, РИТОН и РИС-ов на четкую ра-
боту при перепаде напряжения 4- 10% и —15% от номи-
нального
2. Проведение ревизии электромагнита тормозного
устройства (на безредукторных лифтах)
3. Пополнение смазки подшипников электрических ма-
шин и масленок Штауфера у тормозного устройства (на
безредукторных лифтах), отводного блока и натяжных
устройств; проверка поступления смазки в подшипники
4. Проверка крепления пальцев и состояния резиновых
втулок или вкладышей у соединительных полумуфт
5. Проверка состояния экранирования, перевязки и
крепления подвесного кабеля под кабиной и у коробки № 2
6. Вскрытие крышки и проверка состояния электри-
ческих контактов и соединений всех конечных выключателей
блокировки и защиты (типа ВК-211 и В-10)
7. Проверка износа натяжения и вытяжки тросов несу-
щих, уравновешивающих и ограничителя скорости; про-
верка износа каиатоведущего шкива; очистка несущих,
уравновешивающих тросов и троса ограничителя скорости
от грязи и масла
8. Осмотр направляющих роликов и башмаков кабины
и противовеса; проверка крепления роликов и рычагов,
исправности пружин, наличия шплинтов н контргаек, за-
зоров между направляющими и губками башмаков
9. Очистка от пыли и грязи клеммных коробок № 1,
2 и 3, поэтажных коробок, панели проводника, кнопок
вызовов, универсального переключателя; проверка и вос-
становление маркировки проводов, проверка контактных
соединений на клеммных рейках
10. Осмотр и проверка крепления внутренней обли-
цовки и оборудования шахты; очистка шахты от грязи
и пыли
169
Продолжение
Ремонтные и профилактиче- ские работы Содержание работ
1 Профи- ля ктичеекне работы, выпол- няемые: В Каждые 6 мсс. II р и м е ч устранить. 2. Условно отческий через 3. При вы г предусыотре н ные 4. Шахтные постоянно. Напр 5. Приводи 6. По мере тричсскнс щетки 11. Очистка от пыли и грязи табло сигнализации ня диспетчерском пульте, в машинном помещении и кабине, протирка этажных указателей и стекол освещения в ка- бине; проверка крепления электрических контактов 12. Кроме того, на лифтах переменного тока пассажир- ских грузовых и др. дополнительно выполняются работы: а) проверка работы фрикциона на преодоление усилия не более 2Б кг б) проверка штихыаса направляющих линеек створок дверей кабины и шахты; осмотр цепи и звездочки; про- верка износа направляющих башмаков створок в) доливка масла в смазывающие аппараты направля- ющих скользящих башмаков кабины и противовеса; про- верка поступления смазки на направляющие алия: 1. Обнаруженные неисправности надлежит немедлен по обозначение профилактического ремонта ПР-6, т. е. профилак- мес. олненпи профилактического ремонта выполняются все работы, ежедекадным осмотром. Н кабинные двери и связанное с ними оборудование ревнзируются являющие кабины и противовеса очищаются по мере надобности, ые, отводные и натяжные шкивы чистится но мере надобности, необходимости заменяются ролики кабины, противовеса, элек- селеновые выпрямители, электрические контакты и др.
2. Плановые ремонты: А. Малый Лебедка 1 Смена масла и промывка редуктора 2. Устранение течи масла 3 Проверка состояния болтов, крепящих червячную шестерню и каиатоведущий шкив 4. Проверка износа канатоведушего шкива, при необ ходимости проточить или заменить 5. Проверка крепления плиты и редуктора и состояния полу муфты 6. Смена масла в СПП Тормоз 1. Очистка феродо тормозных колодок от масла и грязи, осаживание выступающих заклепок 2 Разборка электромагнита с зачисткой и смазкой штока 3. Сборка, регулировка зазоров и проверка правильно- сти работы тормоза Ограничитель скорости 1. Устрансьие течи масла 2. Проверка крепления кулачков 3. Регулировка и настройка ограничителя скорости и зажимного устройства (установка зазоров, проверка усиления на протягивание троса, скорости срабатывания ограничителя скорости)
170
Продолжение
Ремонтные и
профилактиче-
ские работы
- Содержи ине работ
2. Плановые
ремонты:
А. Малый
Блок, отводной
Проверка состояния крепления блока и плите
Направляющие кабины и противовеса
1- Проверка по штихмасу
2. Проверка зазоров между (пунтами и датчиками
3. Проверка состояния болтовых креплений на стыках
и к закладным (на выборку, но не менее 30%)
4 Замена лопнувших Пружинных шайб, сорванных гаек
и болтов
Примечание. Пункты I и 2 выполняются эксплуатационным персона-
лом до составления ведомости дефектов на лифт.
Противовес
1. Проверка крепления рамы и груза
2 При Наличии ЛбвиТелеЙ произвести их разборку,
промывку, сборку н регулировку
Кабина и механизм открывания дверей
1 Проверка крепления кабины
2 . Ловители: разобрать, промыть, собрать и отрегули-
ровать. согласно .Техническим условиям.. .... ___
3 . Привод дверей: добавить смазку в подшипники дви-
гателя, сменить масло в редукторе
4 Проверка состояния подвесок, рычажной системы,
цепи Галля, пружины тягового колеса, нижних направ
ляющих роликов, кабинной линейки крепления отводки
с устранением выявленных дефектов
5 Регулировка работы кабинных дверей
6 , Проверка крепления рамы, редуктора и двигателя
7 . Для грузовых лифтов — разборка фрикциона, осмотр
пружин и дисков, регулировка фрикциона и створок на
усилия 25 кг
Башмаки кабины и противовеса
1. Замена роликов и пружин
2 Устранение заедания рычагов
3. Смена износившихся втулок рычагов
4. Проверка крепления контрольных и направляющих
башмаков
5. Установка зазоров
6. Для грузовых лифтов смена чугунных вкладышей и
скользящих башмаков
Шахтные двери
1. Проверка состояния подвесок, замков, электрокоробки
и блок-контактов, линейки нижних направляющих роликов,
гибкой связи с заменой изношенных деталей
2. Установка зазоров между створками п порталами
171
Продолжение
Ремонтные я профилактиче- ские работы Содержание работ
2. Плановые ремонты: А. Малый 3. Проверка крепления лииеек дверных порталов, между- этажных щитов 4. Регулировка работы дверей Буфер масляный 1. Профильтровка масла 2. Устранение течи масла 3. Проверка выхода плунжера на скорости ревизии 4. Зачистка имеющихся задиров и смазка поверхности плунжера тавотом для предотвращения ржавления 5. Проверка крепления
Примечав не. Раз в 2 года буфер разбирается для тщательного осмотра
пружин, плунжера, ускорительной головки в внутренней поверхности корпуса.
Натяжные устройства уравновешивающих канатов
и ограничителя скорости
1. Проверка крепления нижнего блока контакта
2. Проверка крепления уравновешивающих канатов под
кабиной противовесом
Электромашины
I. Проверка состояния крепления электромашин, под-
шипниковых щитов и крышек, установка недостающих бол-
тов, гаек и т. д.
2. Продувка сжатым воздухом и протирка сухом тряпкой
всех Доступных частей
3. Пополнить смазку в подшипниках
4. Проверить воздушные зазоры; заменить подшипник,
если нижннй зазор превышает норму
5. Проверка по наружному виду целостности и надеж-
ности защитного заземления
6. Проверка исправности муфт сцепления, правильности
центровки
Примечание, раз в 2 года производи гея смена смазки и промывка
подшипников.
Магнитные станции
1 Очистка от пыли панелей и аппаратуры
2 Проверка правильности работы вольтметров (через
КИП)
3. Замена .ь •. .травных контактов, селенов, пружин и
других деталей аппаратов
4. Проверка предохранителей типа ПР-1
5. Проверка по наружному виду целостности и надеж-
ности защитного заземления
6. Проверка состояния монтажа проводов, сопротивле-
ний и т. п.
172
Продолжение
Ремонтные ii профилактиче- ские работы Содержание работ
2. Плановые ремонты А Малый 7. Проверка и восстановление утраченной маркировки проводов и кабеля 8. Проверка крепления панелей 9. На лифтах переменного тока — проверка состояния автоматов (через КИП) Трансформаторы, реакторы, пусковые сопротивления 1. Очистка от пыли, проверка состояния клеммников и на- конечников 2. Устранение шума от вибрации 3. Проверка по наружному виду целостности и надеж- ности защитного заземления 4. Проверка крепления Кабельная проводка 1. Осмотр и чистка кабельных каналов 2. Восстановление нарушенной или утраченной марки- . ровки в коробках № 1, 2, 3 и поэтажных 3. Проверка по наружному виду целостности и надеж- ности заземления Фильтр проходной 1. Очистка от ныли и грязи 2. Проверка состояния наконечников 3. Замена пробитых конденсаторов Испытание, наладка и сдача лифта Инспекции Госгор технадзора 1. Произвести статистическое испытание лифта (грузом, равным двойной грузоподъемности лифта) 2. Произвести динамическое испытание лифта грузом, равйым 1,1 грузоподъемности лифта (проверка действия ловителей, масляных буферов, тормоза, системы точной остановки) 3. Настройка и проверка действия всех защитных, предо- хранительных и блокировочных устройств 4. Произвести замеры сопротивления изоляции и зазем- ления электрооборудования и системы управления лифтом 5. Проверка скорости движения лифта с грузом и без груза при движении вверх и вниз ’6 . Проверка работы узла автоматического выбора на- правления движения. Наладка работы реле РСТ и РСП 7. Наладка реле импульса на изменение напряжения 4-10 и —16% номинального 8 Проверка диаграммы лифта (разгон, заземление, точная остановка)
173
Продолжение
Ремонтные и профилактиче- ские работы Содержание работ
2. Плановые ремонты А. Малый 9. Проверка режимов работы электросхемы управления лифтом 10. Сдача Инспекции Госгортехнадзора
Общие замечания; Выполнение таких ремонтных операций, как
укорачивание н замена тросов, шлифование, проточка и продороживание коллек-
торов. замена кабеля, смена линолеума, полирование кабины производится по
мере надобности
П р и ы е ч а п и я. I При текущем ремонте выполняются все декадные
я 6-ыесичные работы
2. Настоящий перечень работ являете»! основой для составления ведомости
дефектов Действительный объем ремонта устам а вливаете и при составлении ведо-
мости.
Б. Средний
Лебедка
1 Смена масла и промывка редуктора
2 Устранение течи масла
3 Промывка и смена смазки подшипников ступицы
4 Проверка правильности установки червяка и червяч
него колеса в соответствии с техническими условиями, тща-
тельный осмотр червяка и червячного колеса
5 Проверка износа канатоведущею/пкива— при не-
обходимости проточить или заменить
6 Проверка состояния болтов, крепящих червячную
-шестерню и канатоведущий шкив
7 . Смена масла в СПП
8 . Разборка соединительной муфты с проверкой состоя-
ния резиновых втулок, пальцев, полумуфт
9 . Проверка крепления подлебедочной плиты и редук-
тора
Тормоз
1. Полная разборка тормозного устройства и электро-
магнита с зачисткой и смазкой трущихся частей и заменой
неисправных деталей (пружины, болты н т. д.)
2. Очистка феродо тормозных колодок от масла и грязи;
утопить заклепки, если они выступают
3. Проверка крепления
4. Сборка, регулировка зазоров и проверка правильно-
сти работы тормоза
Ограничитель скорости
1. Смена масла и промывка картера ограничителя ско-
рости
2. Разборка ограничителя скорости и зажимного устрой-
ства с осмотров ч промывкой всех деталей
3. Устранение Нчи масла
4 Проверка крепления кулачков и ограничителя ско-
рости
5. Регулировка и настройка огранидотеля скорости и
зажимного устройства (установка зазоров, проверка уси-
лия на протягивание троса, срабатывание ограничителя
скорости)
174
Продолжение
Ремонтные и профилактиче- ские работы Содержание работ
2. Плановые ремонты Б. Средний Блок отводной 1. Проверка крепления блока к плите 2. Осмотр ручьев шкива 3. Промывка и смена смазки подшипников Направляющие кабины и противовеса 1. Проверка по штихмасу 2. Проверка зазоров между шунтами и датчиками 3. Проверка состояния болтовых соединений на стыкал ни закладных частях и крепление силуминовых уголков а та кисе сварочных швов 4. Замена лопнувших пружинных шайб, сорванных raei и болтов
Примечание. Пункты i й 2 выполняются эксплуатационным персо-
налом до составления ведомости дефектов на лифт.
Противовес
1. Проверка крепления рамы и груза
2. Проверка состояния и смена изношенных ушковых
болтов, втулок, пружин, пальцев, коушей
3. При наличии ловителей произвести разборку, про-
мывку, сборку и регулировку их; проверить, состояние,
механизма включения и тормозной колодки
Кабина и механизм открывания дверей
1. Проверка крепления кабины
2. Ловители: разобрать, промыть, собрать и отрегули-
ровать согласно техническим условиям; проверить состоя-
ние механизма включения ловителей л тормозной колодки
3. Привод дверей: разборка и сборка привода дверей
(редуктор, двигатель муфты) с проверкой состояния под-
шипников и других деталей
4. Смена смазки в редукторе и подшипниках двигателя
5. Рычажная система: замена смазки в подшипниках
букс, замена втулок и пальцев, тщательный осмотр цепи
Галля, кабинной линейки, нижних направляющих роли-
ков, отводки, тягового колеса, дверной пружины, с регули -
ровкой работы дверей
6. Проверка состояния кабельных каналов и проводки
на кабине
7. Проверка состояния и смена изношенных ушковых
болтов, пружин, пальцев коушей, втулок
Для лифтов переменного тока
1. Смена пружин фрикциона и кулачков
2. Проверка работы н крепление балансирной подвески
3. Ревизия подвижной отводки
175
Продолжение
Ремонтные и профилактичс- ' силе работы Содержание работ
2. Плановые ремонты Б. Средний Башмаки кабины и противовеса 1. Разборка башмака с промывкой подшипников н сменой смазки 2. Смена роликов, пружин, износившихся втулок, устра- нение заедания рычагов 3. Проверка крепления контрольных и направляющих башмаков 4. Установка зазоров 5. Для грузовых лифтов: разборка башмаков с осмотром и смазкой пружины, смена чугунных вкладышей и сколь- зящих башмаков Шахтные двери 1. Проверка состояния подвесок, замка электроне роб кв и блок-контактов, линейки, нижних направляющих ро- ликов, гибкой связи с заменой изношенных деталей 2. Установка зазоров между створками и порталами 3. Проверка крепления линеек, дверных порталов, меж- дуэтажных щитов 4. Регулировка работы дверей 5. Для грузовых лифтов: проверка состояния цепей Галля, тяг, смена смазки и промывка подшипников в звез- дочках
II р и м е ч осмотра пружин корпуса. 2. На лифт чаются пружинь Буфер масляный 1. Профильтровка масла, проверка его вязкости 2. Устранение течи масла 3. Проверка выхода плунжера на скорости ревизии 4. Зачистка имеющихся задиров и смазка поверхности плунжера тавотом для предотвращения ржавления 5. Проверка крепления буфера и ригелей (закладных) а н и я: 1. Раз в 2 года буфер разбирается для тщательного плунжера, ускорительной головки и внутренней поверхности ах с пружинными буферами проверяется их крепление, осматрм- Натяжные устройства уравновешивающих канатов и ограничителя скорости 1. Разборка с промывкой подшипников и сменой смазки 2. Проверка крепления нижнего блока контакта на- правляющих 3. Проверка оепления уравновешивающих канатов под кабиной и •отквовесом Электромашины 1. Полная разборка, тщательная чистка (кроме импорт- ного оборудования, которое разбирается при капитальном ремонте), продувка сжатым воздухом
176
Продолжение
Ремонтные и профилактиче- ские работы Содержание работ
2. Плановые ремонты Б. Средний 2 Осмотр н ремонт изоляции обмоток, обработка обмо- ток лаками 3 Замена подшипников, смена резиновых колодок и втулок эластичных муфт 4 . Ремонт траверс, щеткодержателей 5 Проверка исправности эластичных муфт и плотности их посадки на валу, центровка агрегатов 6 Проверка воздушных зазоров, замена подшипника, если нижний зазор превышает норму 7 Проверка по наружному виду целостности и надеж- ности защитного заземления 8 . Проверка состояния крепления электромашин, под- шипниковых щитов и крышек, установка недостающих ч болтов, гаек и т. д.
П р п м е ч смена смазки. а н и е Раз в 2 года производится промывка подшипников и Магнитные станции 1. Проверка наличия и пригодности для дальнейшей эксплуатации всех деталей, замена взносившихся или под- горевших деталей новыми, пропитка катушек лаками 2. Ремонт или замена проводки 3. Сборка, регулировка ^аппаратов, проверка нажатия- и зазоров 4. Проверка и восстановление маркировки проводов и кабелей 5. Проверка правильности работы вольтметров (через КИП) 6. Проверка по наружному виду целостности и надеж- ности защитного заземления 7. Проверка состояния автоматов, универсального пере- ключателя и диспетчерского пульта 8. Очистка от пыли панелей и аппаратуры, проверка крепления аппаратуры 9. Проверка действия всей электрической схемы и бло- кировки Трансформаторы, реакторы, пусковые сопротивления и датчики 1. Очистка от пыли, наружный осмотр и устранение обна- руженных дефектов 2. Обработка обмоток лаками 3. Устранение шума от вибрации 4. Проверка по наружному виду целостности и надеж- ности защитного заземления 5. Проверка крепления
177
Продолжение
Ремонтные и профилактиче- ские работы Содержание работ
Кабельная проводка
2. Плановые ремонты Б. Средний 1. Ремонт и чистка кабельных каналов 2. Восстановление нарушенной или утраченной марки- ровки в коробках № 1, 2, 3 и поэтажных 3. Перетяжка, изоляция концов, перепайка иаконеч ников 4. Проверка по наружному виду целостности и надеж- ности защитного заземления 5. Проверка крепления кабелей по шахте
Фильтр проходной
1. Очистка от грязи и пыли 2. Проверка состояния наконечников и крепления короб- ки фильтра 3. Замена пробитых конденсаторов
Окраска оборудования е машинном отделении
Примечания: 1. При среднем ремонте выполняются все работы, которые производятся ежедекадно пли один раз в 6 мес. * 2 Настоящий перечень является основой для составления ведомости де- фектов- Действительный объем ремонта устанавливается при самом составлении ведомости.
Лебедка
В. Капиталь- ный 1. Полная разборка редуктора с промывкой и проверкой состояния подшипников 2. Смена червячной пары и канатонедущего шкива в слу- чае износа 3. Разборка соединительной муфты с проверкой состоя- ния резиновых втулок, пальцев, тормозного и моторного шкивов, проверка плотности посадки полумуфт 4. Тщательная проверка состояния корпуса 5. Сборка редуктора с регулировкой 6. Заливка свежего масла 7. Проверка крепления подлебедочной плиты и редук- тора 8. Осмотр амортизаторов и регулировочных болтов, же- лезобетонной плиты 9. Разборка и проверка состояния СПП
Тормоз и электромагнит
1. Полная разборка тормозного устройства и электро- магнита с зачисткой и смазкой трущихся частей и заменой неисправных деталей (пружины и болты) 2. Смена феродо 3. Сборка, регулировка зазоров и проверка правиль- ности работы тормоза
178
Продолжение
Ремоптные и профилактйче ские работы одержание раб" Ограничитель скорости
2. Плановые ремонты В. Капиталь- ный 1 Полная разборка ограничителя скорости и зажимного устройства с промывкой картера и деталей 2. Смена подшипников, пружин, совпреновых колец, шестерен и других деталей в случае Износа 3. Проверка состояния корпуса 4. Регулировка и настройка ограничителя скорости и зажимного устройства (установка зазоров, проверка уси- лия на протягивание троса ограничителя скорости, сраба- тывания ограничителя скорости) Блок отводной 1. Полная разборка блока с проверкой состояния под- шипников н ступицы 2. Смена смазки 3. Проверка шкива на биение, при необходимости про- точка 4. Проверка состояния болтов, крепящих блок к плите Направляющие кабины и противовеса 1. Проверка по штихмасу и виску 2: Проверка зазоров “между “шунта мя~й" датчиками 3. Проверка состояния болтовых соединений на стыках, закладных частях и крепление силуминовых уголков, а также сварочных швов 4. Замена лопнувших пружинных шайб, сорванных болтов и геек 5. Проверка крепления ригелей Противовес 1. Тщательный осмотр каркаса противовеса и проверка крепления рамы и груза 2. Проверка состояния н смена изношенных ушковых болтов, втулок, пружин, пальцев, коушей; заварка раз- работанных отверстий в верхней траверсе 3. При наличии ловителей полная их разборка (со сня- тием траверсы) с последующей регулировкой 4. Проверка состояния механизма включения ловителей тормозной колодки Кабина и механизм открывания дверей 1. Проверка крепления кабины 2. Ловители: разобрать полностью ловители и клещи, осмотреть и смазать детали, собрать и отрегулировать 3. Привод дверей: смена червячной пары, проверка со- стояния корпуса, редуктора, смена подшипников, цепи Гал- ля. дверной пружины
179
Продолжение
Ремонтные и профилактиче- ские работы Содержание работ
2. Плановые ремонты В. Капиталь- ный 4. Рычажная система: замена смазки в подшипниках букс, замена втулок и пальцев кабинной линейки, ниж- них направляющих роликов, отводки тягового колеса с регулировкой работы дверей 5. Ремонт кабельных каналов и проводки на кабине 6. Проверка состояния и смена изношенных ушковых болтов, втулок, пружин, пальцев, коушей 7. Заварка разработанных отверстий в верхней траверсе 8. Ремонт архитектурно-художественной отделки Для лифтов переменного тока 1. Ревизия фрикциона, смена кулачков 2. Ревизия балансирной подвески 3 Ревизия подвижной отводки и ВУ-250 Башмаки кабины и противовеса 1. Разборка башмака с промывкой подшипников и сменой смазки 2. Смена роликов, износившихся пружии и втулок, устра- нение заедания рычагов 3. Проверка крепления контрольных и направляющих
башмаков 4. Ремонт или смена корпуса башмаков 5. Установка зазоров Для грузовых лифтов Разборка башмаков с осмотром и смазкой пружины, смена чугунных вкладышей и скользящих башмаков Шахтные двери 1. Смена изношенных подвесок, замков, электрокоробок, блок-контактов, линеек, нижних направляющих роликов, гибкой связи 2. Установка зазора между створками и порталами 3. Проверка крепления линеек, дверных порталов, меж- дуэтажных щитов 4. Ремонт архитектурно-художественной отделки створок 5. Регулировка работы дверей 6. Для грузовых лифтов: проверка состояния цепей Галля, тяг, смена смазки и промывка подшипников в звез- дочках Буфер масляный 1. Смена масла 2_ Устранение течи масла 3. Проверка выхода плунжера на скорости ревизии
180
Продолжение
Ремонтные >i
профилактиче скйе работы Содержание работ
2. Плановые ремонты В. Капиталь- ный 4. Зачистка задиров и смазка поверхности плунжера тавотом для предотвращения ржавления 5. Проверка крепления буфера и ригелей
Примечания: 1. Раз в 2 года буфер разбирается для тщательного
осмотра пружин плунжера ускорительной головки и внутренней поверхности
корпуса.
2. На лифтах с пружинными буферами проверяется состояние крепления
буфера, осматриваются пружины.
Натяжные устройства уравновешивающих
канатов и ограничителя скорости
1. Полная разборка с проверкой состояния подшипников
и заменой смазки
2. Проверка износа канавок, крепления направляющих
и тросов под кабиной и противовесом
Электромашины
1. Полная разборка, тщательная чистка, продувка сжа-
тым воздухом
2, Перемотка- обмоток- статора» -ротора,- полюсов-
3. Замена или исправление вала
4. Замена подшипников, резиновых колодок и втулок
эластичных муфт
5. Ремонт траверс, щеткодержателей
6. Проверка плотности посадок муфт на валу, цен-
тровка агрегатов
7. Проверка по наружному виду целостности и надеж-
ности защитного заземления
8. Ремонт корпуса
9. Переборка коллектора нли установка нового
10. Полное испытание машин с проверкой сопротивления
изоляции повышенным напряжением, испытание на холо-
стом ходу и под нагрузкой
11 Проверка состояния амортизаторов
Примечание. Раз в 2 года производится промывка подшипников
и смена смазки.
Магнитные станции
Все операции среднего ремонта
Трансформаторы, реакторы, пусковые сопротивления
и датчики
1. Перемотка обмоток
2. Пропитка, сушка
3. Проверка по наружному виду целостности и надеж-
ности защитного заземления
4. Проведение испытаний
181
Продолжение
Ремонтные и профилактиче- ские работы Содержание работ
Кабельная проводка
2. Плановые ремонты В. Капиталь- ный 1 1. Ремонт и чистка кабельных каналов 2. Восстановление нарушенной или утраченной марки- ровки 3. Проверка по наружному виду целостности и надеж- ности защитного заземления 4. Частичная или полная замена в случае необходимости участков кабельной сети 5. Проверка крепления кабеля и кабельных закладных по шахте
Филыпр проходной
1. Очистка от пыли и грязи 2. Проверка состояния наконечников и крепления ко- робки фильтра г 3. Замена пробитых конденсаторов. Окраска оборудова- ния машинного отделения, шахты, кабины и приямка
Примечания: t. При капитальном ремонте выполняются все работы, которые производятся ежедекадно или один раз в 6 нес. 2. Настоящий перечень является основой для составления ведомости де- фектов.
ГИДРАВЛИЧЕСКАЯ ЧАСТЬ ОБОРУДОВАНИЯ
Ремонт гидрооборудования (гидронасосов, гидроаппаратуры и трубопрово-
дов, как правило, производится одновременно с ремонтом механической части
агрегата; исключение составляют лишь гидравлические насосы.
Практика машиностроительных предприятий показала, что гидроаппара-
тура изнашивается незначительно н обычно подвергается только частичному
ремонту.
Ремонт лопастных и шестеренчатых насосов осуществляют во время капи-
тального ремонта, а поршневых — во время малого, среднего н капитального
ремонта. Трудоемкость этих работ изменяется в зависимости от конструктивных
особенностей.
Ремонт гидроцилиндров выполняют при среднем и капитальном ремонтах,
и заключается он главным образом в смене уплотнений штоков и поршня в необ-
ходимой при этом разборке н сборке цилиндров.
Данные о периодичности смены уплотнений и насосов приведены в табл. 29
и 30.
Таблица 29
Периодичность смены уплотнений
Вид уА^-*Ьения Количество часов, отра бота иных агрегатом
Уплотнительные резиновые кольца Кольца уплотняющие для поступательного движения Манжеты кожаные или резиновые . ... Кольца чугунные поршневые .... . . . 2 400 4 800 4 800 12 000
182
Таблица 30
Периодичность замены насосов
Насосы Коли- чество отрабо- тан вых часов
Шестеренчатые 3000
Лопастные . . 3000
Поршневые ... 5000
Приведенные в табл. 29 данные по количеству отработанных часов характе-
ризуют периодичность смены уплотнений п не учитывают возможных специфи-
ческих условий эксплуатации уплотнений (различные скорости перемещения
органов гидроприводов’ качество и состав рабочей жидкости, температуру и т. д.).
Возможно значительное отклонение срока службы уплотнений как в сторону
увеличения, так и в сторону уменьшения.
Приведенные в табл. 30 данные по количеству отработанных часов, харак-
теризующие периодичность смены насосов, являются величинами средними, не
учитывающими условий работы станка в качества насосов. При эксплуатации
могут иметь место значительные отклонения срока службы насосов в сторону
уменьшения.
Содержание работ по видам ремонта приводится ниже.
Осмотр
При осмотре хидрооборудования необходимо проверить:
1. Правильность работы агрегата по заданному циклу и осуществление
органами стайка рабочих перемещений установленных величин;
2) наличие течи по соединениям трубопроводов;
3) чистоту фильтрующих механизмов.
В случае обнаружения ненормальностей в работе агрегата следует:
а) произвести настройку гидроаппаратуры согласно гидросхемё и паспорт-
ным данным агрегата; настройку давления гидрооборудования производить по
манометрам, устанавливаемым в требуемых местах оборудования согласно гидро-
схеме;
б) произвести подтяжку гаек трубных соединений в местах течи масла:
в) проверить подтяжку сальниковых втулок;
г) выявить дефекты в гидросистеме агрегата, которые подлежат устране-
нию при ближайшем плановом ремонте.
Осмотр перед капитальным ремонтом
Все операции осмотра, которые должны производиться перед другими видами
ремонтов, и, кроме того, выявление деталей, требующих замены при капиталь-
ном ремонте, с записью в ведомость дефектов, эскнзирование части изношенных
деталей (не имеющих чертежей) из узлов, подвергающихся разборке.
Примечание. При проведении осмотров выполняются те из
перечисленных выше работ, необходимость которых обусловлена состоя-
нием агрегата.
Малый ремонт
1. Произвести смену загрязненного масла и очистку гидрооборудования.
2. Произвести операции, перечисленные в разделе «Осмотр» в пунктах а—г.
183
Средний ремонт
1. Произвести промывку и очистку гидрооборудования, сменить масло
в гидросистеме.
2- Проверить и, если требуется, устранить неисправности гидронасосов.
Наиболее часто встречающиеся дефекты шестеренчатых насосов и методы их
устранения:
а) взнос зубьев колес; устраняется только путем смены колес;
б) износ уплотнений; устраняется сменой уплотнений;
в) надир и износ по торцам зубчатых колес; устраняется зачисткой, шлифо-
ванием и притиркой торцов;
г) износ подшипников; устраняется сменой подшипников;
д) износ и врезание зубчатых колес в корпус из-за износа подшипников;
этот дефект неисправим, необходимо сменить весь насос.
Наиболее распространенные неисправности лопастных насосов и методы их
устранения:
а) износ и надир у торцов дисков: устраняется притиркой торцов дисков или
проточкой торцов на агрегате;
б) износ и надиры на рабочей поверхности статора; устраняются сменой
статора;
в) износ уплотнений; устраняется сменой уплотнений.
В поршневых насосах наиболее часто встречаются следующие неисправности:
а) износ распределительной втулки ротора; устраняется сменой втулки тт
шлифованием оси насоса;
б) износ торцов поршней; устраняется шлифованием торцов поршней;
в) износ реактивных колец; устраняется сменой колец;
г) износ по цилиндрической поверхности поршней; устраняется сменой порш-
ней, разверткой и притиркой отверстий под поршни.
3. Испытать на стенде или на агрегате отремонтированные насосы для опре-
деления -производительности .к .объемного_к. „п-_ д._. _... _ _ _ __
4. Проверить и при необходимости произвести ремонт гидроцилиндров,
в частности сменить частично или полностью уплотнения, сменить поршневые
кольца или поршень, проверить и при необходимости устранить овальность
и конусность в корпусах цилиндров.
5. Разобрать и промыть клапаны золотников и другой гидроаппаратуры,
проверить прилегание нх к седлам. При плохом контакте клапаны притереть.
6. Произвести смену негодных труб и соединительных фитингов.
7. Произвести монтаж и настройку гидроаппаратуры согласно схеме и пас-
портным данным агрегата.
Капитальный ремонт
В объем капитального ремонта входят операции среднего ремонта, перечис-
ленные в пунктах 1, 4—6, и, кроме того, ремонт и испытание гидроцнлиндров.
Примечание. При капитальном ремонте гидропривода агрегата
насосы в большинстве случаев подвергают замене как пришедшие в негод-
ность, но в отдельных случаях насосы ремонтируют; тогда объем работ
предусматривается пунктами 2 и 3 из среднего ремонта.
ЭЛЕКТРОТЕХНИЧЕСКОЕ ОБОРУДОВАНИЕ
Оборудование Вид реыон«2 Содержание работ
Электродвигатели переменного и постоянного тока Малый Проверка креплений электродвигателя, исправности заземления, степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и рото- ром, правильности подбора плавких вставок.
184
Продолжение
Оборудование Вид ремонта Содержание работ
Малый наличия ненормальных шумов в работе электродвигателя, исправности работы венти- ляции и охлаждения. Чистка и обдувка элек- тродвигателя без его разборки; подтяжка контактных соединений у клеммных щитков и подсоединение проводов; зачистка колец и коллекторов; регулирование и крепление траверсы щеткодержателя; восстановление изоляции у выводных концов; смена элек- трощеток; смена или долив масла в подшип- ники Примечание. Когда периоды между средними ремонтами более 6 мес., производится промывка подшипников и закладка в них смаз- ки, а в случае необходимости их замена
Эл ектродвигател и Средний Все операции малого ремонта и, кроме того, полная разборка электродвигателя с устра- нением повреждений отдельных мест обмотки без ее замены; промывка узлов и деталей электродвигателя; замена неисправных пазо- вых клиньев и изоляционных втулок; мойка, пропитка и сушка обмотки электродвига-
переменного и постоянного тока теля; Покрытие 'обмотки покровным лаком, - проверка крепления вентилятора и его ре- монт; проточка шеек вала ротора и ремонт «беличьей клетки» (в случае необходимости), проверка зазоров; смена фланцевых прокла- док; промывка и закладка смазки в подшип- ники качения; замена изношенных подшип- ников качения; промывка подшипников скольжения и при необходимости их пере- заливка; при необходимости заварка н про- точка крышек электродвигателя, частичная пропайка петушков; проточка и шлифование колец; ремонт щеточного механизма и кол- лектора; проточка коллектора и его продо- рожка; сборка и проверка работы электро- двигателя на холостом ходу и под нагрузкой
1 При разраб дительный ремонт Временные руково Капиталь- ный отке раздела энергетическо цящие указан i Полная или частичная замена обмотки; правка, проточка шеек или замена вала ро- тора, переборка колец или коллектора; балансировка ротора; замена вентилятора и фланцев; полная пропайка петушков; чистка, сборка и окраска электродвигателя и испытание его под нагрузкой спользован материал книги «Планово-предупре- го оборудования промышленных предприятий, я. М.. Госэнергоиздзт, 1955.
185
Продолжение
Оборудование Вид ремонта г одержание работ
Электромагнит ные фрикционные муфты Малый Проверка нагрева корпуса муфты и ди- сков, закрепления корпуса от осевых пере- мещений, закрепления контактных колец на корпусе, легкости перемещения якоря и четкости включения и отключения муфты, исправности системы подачи масла; смена изношенных щеток; регулирование щетко- держателей, чистка контактных колец и протирка поверхностей трения (без разбор- ки); измерение сопротивления обмотки
Средний Все операции малого ремонта и, кроме то- го, разборка муфты; чистка и протирка деталей, замена ленты феродо; проверка износа дисков; при необходимости замена ди- сков и разводных колец; проверка зазора между направляющей втулкой якоря и ва- лом; при необходимости замена втулки; врошлифовывание контактных колец; смена
уплотнений; проверка четкости работы муф- ты и измерение величины передаваемого крутящего момента
Капиталь- ный Все операции малого и среднего ремонта и, кроме того, полная разборка муфты; за- мена или ремонт полумуфты, магнитопри- вода, обмотки, контактных колец, дисков, выпрямителя, испытание муфты
Электромагниты Малый Проверка крепления электромагнита и его кожуха, наличия маркировки, креплений проводов, нагрева катушки, исправление мелких дефектов, смена катушки Ь. Ль
Средний Все операции малого ремонта и, кроме того, полная разборка электромагнита с проверкой и заменой отдельных деталей, покрытие катушки покровным лаком, про- верка изоляции и хода сердечника
186
Продолжение
Оборудование Вид ремонта Содержание работ
Магнитные пускатели и контакторы Малый Проверка наличия и ликвидации видимых повреждений, полного втягивания и отпада- ния якоря магнитомровода, перегрева на- конечников н выплавления припоя из них, наличия и исправности искрогасительных перегородок, исправности заземления, соот ветстеия нагревательного элемента теплово- го реле мощности защищаемого токоприем- ника. исправности пусковой кнопки, кожуха, креплений аппаратуры. Подтяжка контакт- ных соединений; зачистка или замена кон- тактов
Средний Все операции малого ремонта и, кроме то- го, проверка и регулирование хода и нажа- тия подвижных рабочих контактов: регу- лирование одновременности выключения по фазам; проверка действия и регулирование механизма теплового реле; измерение сопро- тивления изоляции токоведущих частей; ре- гулирование величины зазора между подвиж- ными и неподвижными рабочими контактами, а также положения отхода якоря магнито- провода -при -отключенной “катушке;- испы- тание действия защиты от постоянного ис- точника тока; замена неисправных деталей, окраска кожуха
Путевые и ко- нечные выклю- чатели Малый Проверка креплений КВ к станку, плот- ности крышки и уплотнений, наличия мар- кировки, крепления фиксаторов на станке; притирка корпуса и рычага КВ; чистка кон- тактов, мелкий ремонт отдельных деталей КВ
Средний Все операции малого ремонта и, кроме того, полная разборка КВ с чисткой и про- веркой всех деталей, замена износившихся деталей; регулировка рычага по отношению к фиксатору; проверка изоляции токоведу- ших частей
Рубильники всех видов Малый Проверка исправности заземления, исправ- ности кожуха, наличия и ликвидация пере- грева контактов, исправности рукоятки ру- бильника, надежности крепления рубиль- ника, очистка ог пыли и нагара. Регулиро- ванию на одновременность включения’ и вы- ключения ножей рубильника по фазам; под- тяжка контактных соединений
187
Продолжение
Оборудование Вид ремонта Содержание работ
Рубильники всех видов Средний Все операции малого ремонта н, кроме того, устранение перекоса ножей и пинцетов ру- бильника; измерение сопротивления изоля- ции токоведущих частей; опиловка н за- чпсгка контактных поверхностей ножей и пинцетов; смена отдельных деталей рубиль- ника; окраска кожуха и панели
Пусковые н регулирующие реостаты Малый Проверка нагрева элементов сопротивле- ния, нагрева масла в реостате, уровня масла в кожухе реостата, ликвидация обрывов, подгорания контактов, исправности зазем- ления, исправности кожуха и механизма при- вода. Внутренняя н наружная очистка рео- стата с частичной разборкой и спуском ма-j ела-, зачистка обгоревших контактов; регу- лирование нажатия контактов; доливка масла в реостат
Средний Все операции малого ремонта и, кроме того, промывка масляного бака, замена под- горевших контактов; замер сопротивления .изоляции; ремонт и регулирование механи- ческой части реостата; замена отдельных неисправных элементов сопротивления; сбор- ка реостата; испытание в рабочих условиях
Капиталь- ный Все операции среднего ремокта с полной разборкой реостата и, кроме того, переборка реостата с заменой неисправной изоляции и поврежденных элементов сопротивлений; сборка реостата; заливка маслом
Электрошкафы и ниши с элек- троаппаратурой Малый Проверка состояния корпуса электрошка- фа и его герметичности, ремонт запоров и блокировки открытия дверок. Подтяжка крепления аппаратов; осмотр всей схемы и электроаппаратуры; чистка и протирка элек- троаппаратуры и электрошкафа; проверка исправности заземления; проверка наличия видимых повреждений электроаппаратуры и электропроводки; протирка и зачистка рабочих контактов (в случае необходимости ► < замена); ликвидация перекосов рабочих контактов, препятствий для полного втяги- вания и отпадания якоря магннтопровода, перегрева наконечников н выплавления спла- ва в них, наличия и исправности искрогаси- тельных перегородок, исправности сигналь- ной аппаратуры
188
Продолжение
Оборудование Вид ремонта Содержание работ
Электрошкафы и киши с электро- аппаратурой Средний Все операции малого ремонта и, кроме то- го, проверка п регулирование хода и нажа- тия подвижных рабочих контактов; про- верка работы термической защиты и испыта- ние действия защиты; измерение сопроти- вления изоляции схемы н в случае необхо- димости частичная замена электропроводки и ремонт изоляции, замена отдельных неис- правных электроаппаратов
Капиталь- ный Полный демонтаж панели электрошкафа с перемонтажом схемы и с заменой вышедшей из строя электроаппаратуры
Электроаппара- тура и электро- проводка на станке Малый Проверка наличия и ликвидация перегре- ва, обугливания к механических поврежде- ний изоляции электропроводки, исправности сети заземления, креплений электропроводки и электроаппаратуры, подтяжка контактных соединений, протирка, обдувка, чистка электроаппаратуры, установленной на стап- _ке, и зачистка рабочих, контактов _Необх.о- димый ремонт электроаппаратов и замена отдельных деталей и изоляпни поврежден- ных мест электропроводки
Средний Все операции малого ремонта и, кроме того, измерение сопротивления изоляции электропроводки; замена неисправных участ- ков электропроводки; исправление и замена поврежденных фитингов, газовых труб, ме- таллических и резиновых рукавов; замена отдельных неисправных электроаппаратов
Капиталь- ный Полный перемонтаж всей электропроводки и замена вышедшей из строя электроаппара- туры и поврежденных участков трубопровода
Электрическая часть мостовых кранов, кранбалок, лебедок и электро- тельферов Осмотр Проверка работы аппаратуры управления, приборов безопасности, освещения, состоя- ния контактов, аппаратов и защитной панели Проверка наличия и состояния средств защиты и срока их годности Устранение мелких неисправностей
189
Продолжение
Оборудование Вид ремонта Содержание работ
Электрическая часть мостовых кранов, кран- балок, лебедок и электро- тельферов Малый ремонт Проверка исправности работы всех аппара- тов управления, приборов безопасности, защитной панели Зачистка и замена контактов н щеток у дви- гателей Проверка работы якорей электрона! ни гов тормозов Замер сопротивления Замена поврежденных катушек Проверка сопротивлений и креплений про- водов под клеммами Подтяжка контактных соединений Выполнение всех работ в объеме осмотра
Капиталь- ный ремонт Замена электропроводки и аппаратуры Ревизия или замена электродвигателей Переборка или замена сопротивлений Замена токосъемников и троллей крапа* Проверка сопротивления изоляции элек- тропроводки и обмотки электродвигателей Проверка действия электросхемы Проверка работы приборов безопасности Ремонт, регулировка или замена защитной панели Восстановление надписей и указателей
Главные троллен кранов Осмотр Проверка крепления главных троллеи н изоляторов ( Проверка подвижных н неподвижных то- коведущих частей, контактов Замена изношенных кулис, башмаков Зачистка контактных поверхностей Определение необходимости проведения ремонта и его объема
Цеховые элек- трические сети (силовые и осветительные) Малый Проверка прочности соединительных мест, механической защиты, особенно в местах выхода нз труб, вводов в аппараты и клемм- ные щитки, проходов сквозь стены и пере- крытия; взаимного расположения проводов, натяжения проводов; устранение касания стен, металллическкх конструкций и т. д.; Доливка мастикой кабельных воронок; про- верка изоляции спусков к светильникам; протирка изоляторов и смена разбитых ро- ликов; проверка состояния надписей и пред- упредительных плакатов; восстановление на- ь 'Шенной или утраченной маркировки; проверка соответствия плавких вставок п предохранителей номинальным токам и их замена; проверка изоляции мегомметром; ревизия понижающих трансформаторов мест- ного освещения; ревизия штепсельных розе- ток, выключателей и предохранителей со сменой негодных
190
Продолжение
Оборудование Вид ремонта Содержание работ
Цеховые электрические сети (силовые ! и осветительные) Средний Все операции малого ремонта и, кроме того, перетягивание отдельных участков сети; смена или ремонт отдельных износившихся участков сети — муфт, воронок н т д.; пе- репайка отдельных наконечников; перераз- дел ка кабельных воронок
Капиталь- ный Все операции малого и среднего ремонтов и, кроме того, смена свыше 35% участков сети, ремонт или замена щитков и групповых распределительных пунктов
Кабельные сети Малый Осмотр и чистка кабельных каналов, тун- нелей трасс, открыто проложенных кабелей, проходов через туннели, мосты, колодцы и пр., осмотр и чистка концевых воронок и соединительных муфт; рихтовка кабелей; восстановление нарушенной или утрачен- ной маркировки; проверка изоляции мегом- метром; определение температуры нагрева кабеля; проверка наличия и' ликвидация коррозии КЕбельнь:х оболочек(согласно мест- ным ее инструкциям); проверка заземления и устранение обнаруженных дефектов; про- верка доступа к кабельным колодцам и ис- правности крышек колодцев и запоров на них
Средний Перекладка отдельных участков кабель- ной сети; испытание повышенным напряже- нием (для кабелей выше 1 кв) или проверка изоляции мегометром (для кабелей низке 1 кв)', доливка кабельной мастикой воронок и соединительных муфт; измерение угла диэлектрических потерь (желательно); ре- монт кабельных каналов, траншей (устране- ние завалов, просадок или подмывов засыпки траншей; устранение разрушений траншей и навалов, обнажений кабелей и т. п.)
Капиталь- ный Частичная или полная замена (по мере необходимости) участков кабельной сети; окраска кабелей и кабельных конструкций; переразделка отдельных концевых воронок кабельных муфт и соединительных муфт; замена береговых креплений и опознаватель- ных знаков подводных кабелей; устройство , дополнительной механической защиты в ме- | стах возможных повреждений кабеля
191
Продолжение
Оборудование Вид ремонта Содержание работ
Воздушные элек- трические сети Малый Проверка состояния установки опор и столбов (отклонения, перекосы элементов и пр.); прочности соединительных мест опор и столбов; наличия следов перекрытия; нали- чия заземляющего провода и устранение об- наруженных дефектов; состояния противо- гнилостных средств (бандажей, обмазок и пр.); определение стрелы провеса прово- дов; наблюдение в ночное время эа нагревом контактов; проверка наличия под проводами посторонних предметов, случайных и вре- менных строений и т. п.; проверка наличия набросов и устранение их; проверка со- хранности предупредительных плакатов, опознавательных знаков, нумерации и т. д..
Средний Перетягивание отдельных участков сети; ремонт опор, столбов и поддерживающих конструкций; замена поврежденных изоля- торов и сгнивших элементов отдельных опор; удаление ржавчины на бандажах и хомутах й их покраска, возобновление противогни- _ло.с.тных.о.бм.аз.о.к.б.а.ндйжей и т. п,; расчистка просек, выборочная рубка разросшихся де- ревьев; ревизия и ремонт разрядников, де- монтируемых на зимнее время; верховой осмотр проводов, тросов н креплений; изме- рение сопротивления заземлений и проверка состояния заземлителя; определение загни- вания древесины; замер мегомметром сопро- тивления изоляции линии на землю и между фазами; определение падения напряжения пли нагрева соединителей; измерение рас- стояний в местах пересечений
Воздушные элек- трические сети Капиталь- ный Плановая замена после многолетней ра- боты столбов, опор, поддерживающих кон- струкций; перетяжка линий, сплошное при- менение на действующей линии противогни- лостных средств; окраска металлических опор, выправление опор, подтяжка болтов, регулировка оттяжек; испытание сетей в со- ответствии с электротехническими правилами ;< нормами
Сети заземления Малый Наружный осмотр сетей заземления и ликвидация обрывов
192
Продолжение
Оборудование Вид ремонта Содержание работ
Сети заземления Средний Все.операции малого ремонта и, кроме того, испытание сопротивления сетей спе- циальным аппаратом; проверка отдельных стыков; замена отдельных участков сетей за- земления; окраска сетей и закладка нового очага заземления взамен старого, утративше- го эффективность
Осветительная арматура Малый Удаление со светильников пыли и про- мывка абажуров; крепление патронов, нип- пелей и контактов с частичной заменой; про- верка наличия занулений и заземлений и ис- правление обнаруженных дефектов; испра- вление подвесок светильников, кронштейнов и бра, а также кронштейнов местного осве- щения
Средний Перезарядка проводов в светильниках; смена рефлекторов и отдельных светильни- ков, окраска светильников, кронштейнов,
мачт сети нйруЖйбгб бсвйцения и т. п., за- мена тросов, растяжек
Масляные выключатели Малый Наружный осмотр масляного выключателя и места его установки; проверка изоляторов и протирка их бензином или спиртом; про- верка контактных соединений, болтовых соединений, состояния тросов для спуска бака и уровня масла, приводного механиз- ма, заземляющей проводки; смазка трущихся частей привода незамерзающей смазкой; осмотр световой сигнализации и блокировки; подкраска токоведущих шин и шин заземле- ния; взятие пробы масла для анализа; смена масла (прн необходимости)
Капиталь- ный Полная разборка всех узлов масляного выключателя; ремонт арматуры и чистка бака; ремонт вводов, изоляции, подвижной части; ремонт или замена контактов, дупо- гасительных камер; регулировка контактов; ремонт п регулировка приводного механиз- ма; испытание отдельных узлов и деталей на электрическую прочность; сборка И уста- новка на место
>.»3 15
193
Продолжение
1 Оборудован i<f Вид ремонт? Содержание работ
Акку мул яторные батареи Малый Проверка целости банок, исправности пе- ремычек, саморазряда величины напряжения отдельных банок, ликвидация течи электро- лита, выпадания активной массы пластин, коробления пластин, проверка исправности вентиляции помещения сигнализации, кон- троль плотности электролита и его долив
Средний Все операции малого ремонта и, кроме того, удаление осадков из электролита, промывка раствором соды и водой стеллажей и ящиков, смена неисправных пластин и перемычек, ремонт ошиновки и контактов, проверка изоляции и плотности электролита
Капиталь- ный Все операции среднего ремонта и, кроме того, анализ н замена электролита, замена неисправных баков, смена пластин в объеме не менее 30%, проверка емкости, определе- ние степени вредности воздуха в помещении
Статические конденсаторы Малый Ликвидация загрязнения изоляторов и ко- жухов, механических повреждений, течи из баков, проверка положения конденсаторов, исправности заземления и разрядного устройства, исправности токоведущих ча- стей, ликвидация перегрева
Средний Все операции малого ремонта и, кроме того, чистка конденсаторов, проверка соот- ветствия вставок предохранителей, замена неисправных конденсаторов, проверка зазем- ления и сопротивлений, ревизия разрядного устройства
Капиталь- ный ъВсе операции среднего ремонта и, кроме ' того, контрольное испытание выпрямленным током повышенного напряжения, замена неисправных изоляторов и банок конденса- торов не менее 30%, окраска металлических частей
191
Продолжение
Оборудование Вид ремонта Содержание работ
Ртутные выпрямители Малый Визуальный осмотр деталей вакуумного насоса через смотровое стекло; проверка предварительного разрежения, системы воз- буждения, зажигания, сеточного устройства; проверка системы охлаждения, кабелей си- ловой цепи и цепи управления, а также па- нели щита управления н изоляции всех ча- стей выпрямителя; измерение параметров вспомогательных трансформаторов собствен- ных нужд; переборка ртутного насоса с очист- кой ртути; проверка предела откачки масля- ного и ртутного насосов, проверка натека- ния системы предварительного разрежения; чистка смотрового стекла насоса предвари- тельного разрежения; прочистка патрубков и шлангов охлаждения корпусов выпрями- теля и ртутных насосов; очистка от пыли корпуса и всей аппаратуры
Средний Все операции малого ремонта и, кроме того, проверка системы предварительного разрежения с переборкой масляного насоса, -смена масла -и проверка предела-о-ткачки- масляного иасоса и натекания, переборка компрессионного манометра с очисткой рту- ти, смена и ремонт неисправных частей
Капиталь- ный Все операции малого и среднего ремонтов п, кроме того, полная разборка масляного и ртутного насосов, переборка электродвига- теля масляного насоса, смена более 25% деталей или их ремонт, опробование и регу- лировка выпрямителя
Селеновые и купроксные выпрямители Малый Проверка креплений шайб, соединитель- ных контактов, нагрева трансформаторов, селеновых вентилей и реостата, измеритель- ных приборов, пусковой аппаратуры; чистка и обдувка выпрямителя; проверка работы вентилятора и воздушных реле; испытание изоляции
Средний Все операции малого ремонта и, кроме того, разборка выпрямителя, частичная за- мена шайб, ремонт реостата и трансформа- тора, смена масла, лабораторная проверка электроизмерительных приборов и реле. Испытание работы выпрямителя 1
7*
195
Продолжение
Оборудование Вцд ремонта Содержание работ
Селеновые и купроксные выпрямители Капиталь- ный Все операции малого и среднего ремонтов и, кроме того, полная разборка выпрямителя, смена шайб или целых столбиков, перемотка трансформатора (в случае необходимости), замена измерительных приборов, реле и пу- сковом аппаратуры Окраска и испытание выпрямителя
Измерительные приборы Малый Проверка (внешним осмотром) исправно- сти работы измерительных приборов и ис- правности электропроводки и пломб; внеш- няя чистка приборов
Средний Разборка, чистка и сборка прибора; за- точка концов полуосей; ремонт подпятников и стрелок; подбор и припайка моментных пружин; уравновешивание подвижной части прибора; намагничивание магнитов, ремонт корпуса; перемотка измерительных катушек; ремонт переключателей пределов; ремонт шуптов и добавочных сопротивлений; гра- дуировка прибора
Приборы защиты •и автоматики Малый Проверка исправности крепления крышек приборов и реле, чистоты приборов и реле, наличия и исправности пломб, состояния контактов маркировки проводов, исправно- сти клеммных сборок, наличия подгорания контактов, нахождения подвижных частей приборов в исходном положении, ликвида- ция шума при включенном реле, проверка электропроводки
Средний Установка реле и приборов в исходное по- ложение; испытание изоляции катушек; про- верка хода подвижных систем, ликвидация срывов, исправности пружин и упоров; ре- монт механической части; зачистка неисправ- ных контактов; ремонт часового механизма; проверка взаимодействия реле и приборов в схеме; испытание реле и приборов от посто- »<Йнего источника тока; снятие рабочих характеристик с реле и приборов; определе- ние тока трогания;- проверка выдержки вре- мени; ремонт и проверка дефектных реле и приборов в мастерской и электролаборато- рпи
196
Продолжение
Оборудован in Вид ремонта Содержание работ
✓ Кома ндоаппарат Малый Проверка исправности ограничителей обо- ротов, действия тормоза, взаимодействия отдельных механизмов и узлов, iiaipeea контактных соединений, заземления; чистка контактов, долив масла в редуктор
Средний Все операции малого ремонта и, кроме того, полная разборка редуктора н его ремонт; замена негодных контактов пружин и дру- гих износившихся деталей; проверка кре- плений барабанных секторов; переклепка тормозных колодок; регулировка фиксации по отношению к указателю положений ко- ма ндоаппаратов; проверка состояния изоля- ции, окраска аппарата
Искатели Малый Проверка крепления центрального штур- вала, плотности контактных соединений; за- мена сигнальных ламп и исправление мелких дефектов
Средний
повреиедений Все операции малого ремонта и; кроме того, смена верхнего диска ПП, протирка и чистка подвижного ползунка; чистка по- движных контактов; проверка правильности фиксации по отношению к стрелке ИП, изоляции панели диска и подводящих про- водов
III. ЗАПАСНЫЕ ДЕТАЛИ
Для снижения простоев агрегата необходимо к началу ремонта иметь в на-
личии большую часть деталей, подлежащих замене, п технологические решения
восстановления деталей.
Детали, заменяемые при ремонте оборудования новыми нли отремонтирован-
ными, называются сменными, а те из них, которые целесообразно держать в кла-
довой в постоянно возобновляемом запасе, называются запасными.
В номенклатуру запасных деталей входят:
а) все быстроизнашиваюшиеся детали со сроком службы, не превышающим
продолжительности межремонтного периода;
б) детали, срок службы которых превышает продолжительность межремонт-
ного периода, но расходуемые в большом количестве вследствие наличия боль-
шого числа одинаковых деталей в агрегате или большого количества одиомодель-
ного оборудования;
в) крупные, сложные и трудоемкие детали, требующие для изготовления
сложных поковок, или отливок, и. детали, .изготовляемые на стороне;
г) все сменные детали независимо от срока их службы для уникального
особо точного и лимитирующего производство оборудования.
Детали, срок службы которых значительно превышает межремонтный пе-
риод и составляет 1.5—2 г. и больше, целесообразно не держать в кладовой
в запасе, а заблаговременно заказывать, учитывая цикл производства этих дета-
лей. Покупные комплектующие изделия, узлы и аппаратура, применяемые
в большом количестве (подшипники качения, гидроаппаратура, насосы, клиновые
ремни, манжеты, цепи, а также запасные и нормальные крепёжные детали) должны
находиться в запасе на складе деталей в количестве, обеспечивающем бесперебой-
ную эксплуатацию и ремонт оборудования.
Номенклатура сменных запасных деталей составляется заводами, изготов-
ляющими оборудование.
Номенклатуру запасных деталей уточняет в зависимости от условий эксплуа-
тации оборудования бюро ППР, ОГМ и ОГЭ исходя из приведенного выше опре-
деления на основании тщательного изучения и обобщения данных дефектных
ведомостей на средние и капитальные ремонты в заявок потребности в запасных
деталях. При этом учитывается также степень загрузки оборудования и специ-
фика его эксплуатации.
В зависимости от назначения запасные детали должны поступать в кладовую:
а) в окончательно готовом виде, когда деталь ставится на место без доделки
и подгонки;
б) в предварительно обработаны^ аде с припуском на окончательную под-
гонку по сопрягаемой детали с учетом ее фактического износа;
в) в виде черновой заготовки (поковка, штамповка, чугунное, стальное
и цветное литье).
Необходимо также широко практиковать хранение сопрягаемых деталей
комплектно (винты с гайками, валики со втулками и т. п.).
Для ремонта уникального и многомоделыюго оборудования рекомендуется
иметь в кладовой некоторые узлы в собранном виде, например головки для агре-
198
гатных станков, гидропанели, коробки скоростей, шлифовальные головки, штоки
с поршнем п поршневыми кольцами и др.
Для ремонта подъемно-транспортного оборудования необходимо иметь
в кладовой запасные узлы.
Для ремонт*, электротехнического оборудования необходимо иметь в кла-
довой запасные детали определенной номенклатуры, приведенной в табл. 31
Таблица 31
Номенклатура запасных частей электротехнического оборудования
и нормы их хранения на складах
Запасные части Единица измерения Норма за- паса о* Ф р .•? ш ° V * О га £i ~ га аре Е * о га Примечание
Электродвигатели до 500 в и до 100 кет
Роликоподшипники . . . . Бронзовые подшипники . . Баббитовые подшипники . . Катушки статорной обмотки Щеткодержатели .... Болты контактные с гай- ками Контактные кольца .. ШТ » » компл. » 2 2 2 1 1 1 I 10 10 10 10 10 10 . .3.0 Но ие менее од- ного комплекта на каждый тип Каждого размера
Электродвигатели свыше 500 в и более 100 квпг
Секции обмоток статора . . » » ротора . . Катушки главных полюсов Ролико- и шарикоподшип- ники Вкладыши подшипника , . Щеткодержатели % % шт. » компл. шт. 10 10 2 2 1 I 1 I 1 1 1 1
Магнитные пускатели
Катушки втягивающие Главные контакты .... Вспомогательные контакты Пружины Блок-контакты Нагревательные элементы Искрогасительные камеры шт. компл. шт. компл. шт. » * 1 1 1 1 1 1 1 20 20 20 20 20 20 30
Контроллеры и сопротивления
Сегменты Кулачки . Пальцы Барабаны в сборе Маховичок . Звездочка компл шт. » 1 2 1 1 1 1 40 1 3 30 50 30
199
Продолжение табл. 31
Запасные части Единица измерения Норма за- паса t о" «- “ 5 в> St е£ ге £ ? ге Ex oJ5 Примечание
Пружина шт. 1 5
Элементы сопротивления » 1 10
Шайбы-изоляторы . . » 20 15
Контакторы
Контакты неподвижные компл. 1 20
» подвижные . » 1 10
Пружины контактные . . . » 1 10
» отключающие . . » 1 20
» блок-контактные » 1 20
| Мостики контактные . . . шт. 1 20
Гайки, винты контактные компл. 1 20
Гибкие соединения .... >' 1 20
Катушки втягивающие шт. 1 10
Камеры дугогасительные » 1 10
Воздушные автоматы Отключающие катушки . . шт. 1 20
Минимальные катушки » 1 20
Главные контакты . . Контакты подвижные и не- .КОМПЛ. - 1 10 -
подвижные 1 10
Сварочные аппараты для дуговой сварки
Катушки обмоточные для трансформаторов компл. 1 5
Контактные болты с гайками Провод шланговый . . » 1 20 1 5
Электрододержатель , . • 2 5
Электропечи
Элементы нагревателя компл. 1 2 Па однотипные
Электроды для соляных электропечи
ванн » 1 1
Гибкие контакты, шины Болты контактные с гай- компл 1 i
камн > 2 1
Предохранители ... Электрошкафы и силовые < L 2 1
сборки
Рубильники ..... шт. 1 50 Установленных рубильников
Предохранители . . • 1 30 Установленных
- предохранителей
200
Продолжение табл. 31
Запасные части Единица измерения Норма за- паса hb Хмоя Примечание
Плавкие вставки ШТ. 1 25 Предохраните- лей
Изоляторы .проходные и опорные 1 25 Установленных изоляторов
Клеммы контактные . . . 10 200 Установленных клемм
Электросети
Провод установочный типа ПР М 50 1000 Находящегося в эксплуатации
Кабель разного назначения % 1—5 То же
Кабельная масса . . Соединительные муфты кг шт. 2—5 1 10 На каждые 10 воронок и муфт, находящихся в
эксплуатации, но не менее одной каждого типораз- мера
Станочная электроаппара- тура управления
Кнопки управления . . . шт. I 10
Клеммники » 1 10
Силовые трансформаторы
Обмотки высокого напря- жения компл. 1 5
Обмотки низкого напряже- ния > 1 10
Выводы со стороны В и Id напряжения ........ S. 1 5
Радиаторный кран .... шт 1 5
Газовое реле ...... а 1 5
201
Продолжение табл. 31
Запасные части Единица измерения Норма за- паса ©5 9 tj к г"Е х е о о ё I X с Примечание
Масляные выключатели
Изоляторы опорные или про- ходные . . компл. 1 3
Контакты подвижные м не- подвижные а 1 1 На каждый тип масляною выклю- чателя, но не бо- лее 3 компл.
Наконечник контактный компл. 1 3 То же
Палеи неподвижного рабо- чего и дугогасительного кон- тактов 1 3 »
Щетки неподвижного рабо- -
чего контакта .... > 1 3
Пружины 1 3 »
Катушки к приводам . . . шт. 1 3 Но не более 3 компл.
Разъединители
Изоляторы опорные .... шт. .1 5
Контакты .... компл. 1 5
Нож комплектный .... 1 5
Акк у At у ля торные батареи
Пластины положительные и отрицательные % 10 От наличия
Банки ... % 5 То же
202
ОБЕСПЕЧЕНИЕ ЗАПАСНЫМИ ДЕТАЛЯМИ
Необходимые для ремонтно-эксплуатационных нужд запасные частя к метал-.
лорежущим станкам обеспечиваются путем.
а) централизованных поставок по фондам,
б) изготовления их непосредственно на заводах-потребителях станков как
по планам кооперированных поставок министерств или ведомств, так и по пла-
нам ОГМ завода.
Централизованное производство запасных частей к металлорежущим стан-
кам осуществляюг заводы-изготовители станков для моделей станков серийных
выпусков, а также специализированные предприятия и цехи для моделей стан-
ков широкого применения, снятых с производства.
Запасные части к импортным станкам, а также специализированным стан-
кам, агрегатным и прочим, несерийных выпусков изготовляются по планам цен-
трализованного производства, составляемым министерствами или ведомствами
или непосредственно иа заводах, эксплуатирующих это оборудование.
Порядок обеспечения предприятий запасными частями путем централизо-
ванных поставок следующий-
На основе выделяемых фондов в денежном выражении заводы-потребители
составляют заявки на необходимые им для ремонтно-эксплуатационных нужд
сменные запасные части, в первую очередь быстроизнашнвающиеся и направляют
их заводу-изготовителю для включения в план производства. Завод-изготовитель
уведомляет заказчика о сроке изготовления и поставки требуемых запасных
частей по ценам, установленным прейскурантом оптовых цеп на запасные части
к металлорежущим станкам. Поставка западных частей может производиться
по желанию заказчика отдельными деталями или узлами.
При заказе запасных частей обязательно указывается номер-станка завода-
изготовителя, год его выпуска.
Порядок планирования изготовления запасных частей на заводе-потребителе
оборудования .должен быть -следующий.
На основе изучения фактического расхода и удовлетворения потребности
в запасных частях механики цехов подают заявки в отдел главного механика
завода на необходимые им для ремонтно-эксплуатационных нужд запасные
части.
Инспектор по оборудованию отмечает имеющиеся в наличии на складе запас-
ных частей наименования и количество деталей, а по недостающим деталям выдает
заказ ремонтно-механическому цеху. Основанием для заказе необходимых запас-
ных частей служат дефектные ведомости, альбомы чертежей сменных запасных
деталей, а также ведомости центрального склада на недостающие запасные части
широкого применения.
Все запасные детали, изготовленные в ремонтно-механическом цехе н в цехо-
вых ремонтных базах, должны быть взяты на учет и занесены в специальные
учетные карточки, заведенные на каждое наименование детали. По картотеке
d любое время можно получить необходимые сведения о наличии и движении
расхода запасных частей.
Срок службы однотипных деталей (для одного н того же агрегата или для
нескольких однотипных агрегатов) определяется по формуле
„ MAD
р ’
где М — количество месяцев в рассматриваемом периоде;
А —- количество однотипных агрегатов, на которые поставлены детали,
в шт.;
D — количество однотипных деталей в агрегатах, в шт.;
Р — расход в течение рассматриваемого периода, в шт.
Срок службы запасных деталей может определяться также в днях.
Детали, заменяемые из-за аварий или поломки, в расчет не прини-
маются.
203
Н0РЛ1Ы ЗАПАСА
Нормальное количество хранящихся на складе запасных деталей должно
обеспечить возни кающую в них потребность для всех видов ремонтов и для нужд
эксплуатации. В то же время запас деталей не должен превышать определенную
норму; детали не должны пролеживать в кладовой длительное время без движе-
ния во избежание замораживания оборотных средств предприятия.
Бюро ППР и механики цехов устанавливают экономически целесообраз-
ные нормы запаса одноименных и других запасных деталей. При определении
норм запаса на крупные трудоемкие детали необходимо учитывать фактический
цикл производства для каждой детали, время на получение заготовки, на коопе-
рацию и т. д.
К таким деталям относятся штоки, бабы, коленчатые валы к молотам, ком-
прессорам и двигателям внутреннего сгорания; корпусные детали к металлоре-
жущим станкам; цилиндры и поршни к формовочным машинам, компрессорам,
воздуходувкам; обмотка крупных электрических машин и силовых трансфор-
маторов и т. д.
Нормативы запаса сменных деталей в кладовых устанавливаются в денежном
выражении на одну ремонтную единицу по видам оборудования по данным,
приведенным в табл. 11 (стр. 63). Для электротехнического оборудования, кроме
нормативов запаса в денежном выражении, устанавливаются примерные нормы
технически необходимого резерва в процентах от количества действующего элек-
тротехнического оборудования, которые приведены в табл. 12 (стр. 64).
На новых заводах запас деталей в пределах нормативов, указанных в табл. 11,
создается путем приобретения запасных деталей, изготовленных централизованно,
и выдачи задания ремонтно-механическому цеху на их изготовление.
Не разрешается приобретение и изготовление малоходовых деталей при
наличии на складе минимума, обеспечивающего бесперебойный ход ремонта
и обслуживания оборудования.
ХРАНЕНИЕ
На каждом заводе должна быть организована центральная кладовая запас-
ных деталей, подчиненная ОГМ и ОГЭ. На больших заводах, кроме централь-
ных кладовых, должны быть созданы при крупных цехах с большим количеством
оборудования филиалы центральной кладовой или цеховые кладовые.
В центральной кладовой хранятся запасные детали одинаковых агрегатов,
находящихся в разных цехах, дефицитные покупные детали, а в цеховых кладо-
вых — детали для агрегатов, имеющихся только в данном цехе, а также детали,
расходуемые в большом количестве. Крупногабаритные детали молотов, прессов
и т. д. хранятся вблизи от агрегатов, для которых они изготовлены, и находятся
на учете в центральной или цеховой кладовой.
Помещение для кладовой запасных деталей должно соответствовать техни-
ческим условиям на складские помещения; его площадь принимается равной 0,01—
0,03 на одну ремонтную еданицу в зависимости от габарита оборудования.
Помещение, предназначенное для хранения запасных частей, должно быть:
а) сухим и чистым;
б) по возможности с постоянной температурой;
в) достаточно изолированным от производственных участков цеха и от про-
никновения производственной пыли и грязи;
г) оборудованным необходимым4сд шдским инвентарем; стеллажами с ячей-
ками для хранения деталей, стеллажами для хранения валов, ящиками для мел-
ких деталей, хранящихся в большом количестве; баками для смазочных и обти-
рочных материалов; конторкой для картотеки и документации и, кроме того,
должна быть в наличии ручная тележка.
В ячейках стеллажей запасные части должны храниться чистыми, смазан-
ными соответствующей смазкой; по мере высыхания смазки или загрязнения
деталей их необходимо промыть и заново смазать.
204
Летали должны храниться fro моделям и типам оборудования: детали одной
группы станков, например ч ок ар пых, — на одном стеллаже, фрезерных — на
другом и т. д.
Не должны укладываться вместе детали одноименного типа разных групп
станков: шестерни, втулки и т. п.; только длинные валы, ходовые винты и т. п.
молено хранить вместе на спецпЗШьнйгх стеллажах в вертикальном поло-
жении.
Наиболее тяжелые детали должны храниться внизу стеллажей, а легкие
и мелкие — выше, часто употребляемые — в первом ряду, реже употребляемые —
сзади них. Запрещается сдача в кладовую изношенных деталей. Унифицирован-
ные заготовки, а также заготовки, представляющие производственные заделы,
должны храниться в кладовой заготовок.
Запасные детали и узлы оборудования автоматизированного производства
следует хранить в отдельной кладовой или на особых стеллажах в общей кла-
довой.
УЧЕТ И ВОЗОБНОВЛЕНИЕ ЗАПАСА
Возобновлять запас деталей, требуемых наиболее часто, рекомендуется по
системе максимум—минимум. При достижении количества деталей, соответствую-
щего минимуму, дается заказ на недостающее до максимума количество, тем
самым поддерживается постоянное количество запасных частей. На особо дефи-
цитные детали рекомендуется завести па центральном складе запасных частей
специальную книгу спроса дефицитных деталей, отсутствующих на складе.
Цеховые кладовые запасных частей должны быть филиалами’ центрального
склада запасных деталей, на которые в равной степени должна быть распростра-
нена система хранения и учета запасных частей.
В целях изучения сроков службы и причин износа деталей, все снятые с агре-
гата детали с прикрепленными к ним бирками должны быть сданы на центр аль-
ный-заводс-кой -склад заласных-дет-алещ- где-длй-нх- храиекия-должио быт-ь-пред--
усмотрено специальное помещение. На бирке должны быть указаны модель ма-
шины, узел и наименование детали.
Все детали, проходящие через кладовую запасных деталей, следует учи-
тывать.
Приемка в кладовой изготовленных, отремонтированных или приобретенных
на стороне деталей производится по накладным. На деталях должно быть клеймо
ОТ К; укладывать их следует иа стеллажи по ячейкам.
К каждой детали или к партии одноименных деталей прикрепляют картон-
ную или металлическую бирку с указанием наименования, номера детали и но-
мера ячейки.
Выдачу деталей со склада производят по требованиям, подписанным меха-
ником цеха.
Детали, принятые в кладовую по накладным, заносятся в карточку учета
в графу «Приход», а выданные — в графу «Расхода.
Карточки учета заполняются в одном экземпляре и хранятся в кла-
довой.
Когда имеющееся в наличии количество деталей окажется равным норме
запаса, заведующий кладовой выдаст заявку технику ОГМ по запасным частям
для оформления заказа на приобретение или изготовление новой партии запас-
ных деталей.
Один раз в год производят инвентаризацию запасных деталей в кладовой.
По результатам инвентаризации анализируют наличие запасных деталей, уста-
навливают причины залеживания отдельных деталей. Детали, не пригодные для
использования вследствие модернизации агрегата или списания его в лом, должны
быть списаны после соответствующего оформления. Ценностной учет запасных
деталей производит бухгалтерия на основании первичных документов и цен на
детали, установленные по калькуляции.
Взамен получаемых новых запасных деталей цеховые ремонтные базы должны
сдавать изношенные детали, подлежащие восстановлению. Инженер ОГМ и ОГЭ
205
по запасным деталям совместно с механиками цехов определяет номенклатуру
изношенных деталей, которые подлежат ремонту и восстановлению в централи-
зованном порядке силами ремонтно-механического цеха.
Одноименные детали, подлежащие восстановлению, передают в ремонтные
цехи ОГМ и ОГЭ для соответствующей обработки, откуда их возвращают в кла-
довую и хранят наравне с новыми деталями с указанием на бирке «Восстанов-
ленные».
IV. СНАБЖЕНИЕ ИНСТРУМЕНТАМИ
И ПРИСПОСОБЛЕНИЯМИ
Ремонтных рабочих снабжают нормализованным инструментом н приспо-
соблениями через инструментально-раздаточные кладовые (ЙРК) цехов наравне
с производственными рабочими. Для специального инструмента, применяемого
только ремонтниками, выделяют отдельный стеллаж.
Пополнение ИРК нормализованным инструментом и приспособлениями для
ремонтников производит инструментальный отдел завода по заявкам заведую-
щих ИРК, в которых учитываются заявки механиков цехов.
Снабжение ремонтных рабочих специальным инструментом и приспособле-
ниями производят через ИРК цехов, ОГМ и ОГЭ.
Пополнение ИРК и РМЦ специальным инструментом и приспособлениями
производит инструментальный отдел завода (или бюро инструментов н приспо-
соблений) по развернутым квартальным заявкам, составленным бюро ППР
с учетом нужд- цеховых ремонтных баз и цехов ОГМ и ОГЭ и утвержденным глав-
ным механиком завода. Заявки, предусматривающие годовую потребность в ин-
струменте, составляет ОГМ и утверждает главный инженер завода.
Начальник ИРК получает из ЦИСа специальный инструмент и приспособле-
ния по требованиям в пределах утвержденной номенклатуры и месячных
лимитов.
Периодическую проверку“ специального инструмента, контрольно-измери-
тельных средств (плит, линеек, контрольных приспособлений и т. п.) и приспо-
соблений оборудования производит инструментальный цех завода на общих
основаниях.
Технологическая оснастка для ремонта должна изготовляться централизо-
ванно по чертежам ОГМ в ремонтно-механическом или инструментальном цехах
завода. Для храпения технологической оснастки необходимо в кладовой запас-
ных деталей отвести определенное место. Применяемая для ремонта оснастка
должна периодически проверяться контролером ОТ К.
V. снабжение материалами
На основании планов ремонта и действующих нормативов на расход мате-
риала, приведенных в табл. 10 и 32—38 для всех видов оборудования, бюро ППР
п планово-диспетчерское бюро (ПДБ) отдела главного механика н главного
энергетика завода составляют годовые, квартальные н месячные заявки на мате-
риалы для ремонта, которые после утверждения их главным механиком или
главным энергетиком передают для реализации в отдел снабжения.
Месячные заявки составляются в виде спецификаций всех материалов, по-
требных для ремоитно-эксплуатационных нужд. Заявки передают.за 2 недели
до начала планируемого месяца.
В отделе снабжения должен быть f реализован специальный учет материалов,
расходуемых для ремонтных нужд.
Выдачу материалов производят по требованиям механиков цехов и началь-
ника ремонтных цехов ОГМ и ОГЭ согласно лимитам, утвержденным главным
механиком завода.
Дефицитные материалы и покупные детали (бронза, специальные и преци-
зионные шарико-и роликоподшипники, цепи и т. п.) выдает центральная кла-
206
девая запасных деталей ОГМ и ОГЭ в пределах соответствующих лимитов, выде-
ленных для бригады, цеха. Если лимит будет перерасходован, выдачу можно
производить только с разрешения ОГМ и ОГЭ.
Все отработанные шарико- и роликоподшипники и изношенные бронзовые
детали цехи сдают по накладным- Отработанное масло цехи сдают иа регенера-
ционную станцию.
VI. ОРГАНИЗАЦИЯ СМАЗОЧНОГО И РЕМЕННОГО
ХОЗЯЙСТВА
Правильная организация смазочного хозяйства требует соответствующего
рационального подбора смазочных материалов, установления норм расхода на
каждую модель оборудования, обязательного составления карт смазки (в первую
очередь для прецизионного, тяжелого, уникального оборудования, а также
встроенного в автоматические линии); организации правильного хранения, лабо-
раторного контроля качества поступающих смазочных материалов, использова-
ния отработанного масла н др.
Карты смазки на каждую модель отечественного оборудования составляет
завод-изготовитель и приводит их в руководстве, приложенном к агрегату.
В этих картах приводится перечень занумерованных смазочных отверстий, ука-
зывается номенклатура смазочных материалов, нормы расхода, способ, режим
смазки, график промывки емкостей и смены масла в них. Карты являются основ-
ным документом для организации правильной смазки оборудования.
На крупных заводах целесообразно для хранения масел организовать цен-
тральные кладовые масел, обслуживающие несколько цехов или все цехи завода.
Смену масла в емкостях необходимо приурочить к периодическим промыв-
кам оборудования, а также к осмотрам и плановым ремонтам.
Работу по- смазке оборудования осуществляют -рабочие, обслуживающие
данный агрегат.
Особо точное и лимитирующее производство оборудование ила отдельные
смазочные устройства выделяются для централизованного обслуживания смаз-
чиками.
Наблюдение за исправностью смазочных систем и приспособлений, а также
ликвидация обнаруженных дефектов производятся совместно с дежурным слеса-
рем. Смазчикам выдаются передвижные бачки для смазки станков и другой сма-
зочный инвентарь, который окрашивается в соответствующий цвет, присвоенный
каждому сорту И марке масла.
Масленки, выделенные для обслуживания агрегата станочником, также скра-
шиваются в соответствующие сорту и марке масла цвета.
Доставка смазочных масел со склада в цеховые кладовые и к расходным
бочкам производится в чистой и закрываемой таре, а расходные бочки снабжаются
кранами для разбора масел и крышками.
В картах смазки агрегатов приводится перечень механизмов, смазываемых
рабочими, обслуживающими данный агрегат.
В обязанности смазчика входит:
а) проверка нового смазочного маета на загрязненность, наличие воды или
присутствие других смазок;
б) наблюдение за состоянием масел в процессе работы оборудования (за-
грязнение масла, образование осадка);
в) смазка по картам смазки оборудования и отдельных механизмов за исклю-
чением тех, которые смазывает рабочий, обслуживающий данный агрегат;
г) смена отработанных масел в емкостных системах в установленные сроки
согласно графику смены масел;
д) промывка и чистка емкостных систем, фильтров и т. д.; продувка эле-
ментов смазочных систем;
е) своевременное наполнение масленок и шприцев, которыми пользуется
рабочий, обслуживающий агрегат;
207
ж) получение смазочных материалов со склада;
з) наблюдение за исправностью смазочных систем н приспособлений и устра-
нение обнаруженных дефектов совместно с дежурным слесарем. Запрещается
смазчикам самостоятельно производить замену марок масел.
При капитальном и среднем ремонте слив масла, промывку и чистку емкост-
ных систем, продувку элементов смазочных систем производят слесари, ремон-
тирующие данный агрегат. Смазчик после ремонта производит залив систем
маслом.
При эксплуатации оборудования, работающего с охлаждением, необходимо
следить, чтобы охлаждающие масла не попадали в картерные емкости.
Применяемые при обработке металлов охлаждающие жидкости доставляются
в цехи и хранятся, в том же порядке, что н смазочные материалы; выдаются они
на станки для заливки систем охлаждения в чистой и проверенной посуде.
Ответственность за смазочное хозяйство в цехе несет механик цеха, который
следит:
а) за состоянием смазочных систем н надлежащим уходом за ними;
б) за правильностью соблюдения режима смазки, сроков смазки, смены
смазки в емкостях и пр.;
в) за состоянием цехового маслохранилища, масляного инвентаря и т. п.;
г) за сбором и сдачей отработанных масел для регенерации;
д) за правильным учетом смазочных материалов в цеховых кладовых.
Отработанные смазочные масла, загрязненные в процессе работы механиче-
скими примесями, обводненные и окисленные, должны быть собраны и подверг-
нуты регенерации (восстановлению) и вновь использованы в производстве по
прямому назначению.
Регенерация масел производится различными способами в зависимости от
вида масла и технических возможностей, которыми располагает завод. Смеши-
вание масел как при хранении свежих, так и прн сборе отработанных для реге-
нерации — не допускается.
Уход за приводными ремнямн носит профилактический характер. Шорники
должны производить ежедневный осмотр приводов и устранять замеченные не-
исправности.
VII. АВАРИИ ОБОРУДОВАНИЯ
И ИХ ПРЕДУПРЕЖДЕНИЕ
Под аварией понимается выход из строя машины или ряда их. сопрово-
ждающийся нарушением производственного процесса или повреждением ответ-
ственных узлов, мехаш;?/ в, отдельных деталей.
Под поломкой понимается незначительное повреждение узлов или деталей
машины, не нарушающее производственного процесса на участке, в цехе.
Аварии и поломки оборудования разделяются иа три основные группы.
К первой группе относятся аварии и поломки, обусловленные дефектами кон-
струкции и некачественным изготовлением деталей; ко второй — неправильной
эксплуатацией (некачественным уходом, неправильной наладкой, неправиль-
ными приемами работы, использованием станка не по назначению и др.);
к третьей — дефектами ремонта (некачественным межремонтным обслуживанием,
недостатками монтажно-демонтажных работ, некачественной пригонкой де-
талей).
Прн аварии агрегатов составляются акты не позднее 24 ч с момента их воз-
никновения. Аварийные акты соста ,;ш^тся инспектором ОГМ или ОГЭ иа ка-
ждую аварию н поломку, которые вляК* за собой вынужденный простои машины:
а) больше 30 мин',
б) меньше 30 мин, нс с затратами не меньше 10 руб. (стоимость ремонта).
Перед заполнением аварийного акта причина аварии или поломки должна
быть тщательно изучена. При крупных авариях в комиссии по ее расследова-
нию участвуют главный механик или главный энергетик н начальник цеха.
При особенно крупных авариях комиссию возглавляет главный инженер завода.
208
В акте должны быть указаны следующие данные: характеристика агрегата,
конкретная причина аварии или поломки, общая продолжительность простоя
агрегата в результате аварии в часах, стоимость ликвидации аварии в рублях,
а также организационно-технические мероприятия, направленные на устранение
подобных аварий и поломок.
Об аварии, происшедшей с агрегатом, мастер пролета (участка) обязан
немедленно известить начальника цеха, ОГМ или ОГЭ. В тех случаях, когда при-
чина аварии связана с конструкцией машины или дефектами ее изготовления
(для машин отечественного производства), главный механик завода ставит в из-
вестность завод-изготовитель.
Акты на крупные аварии утверждает главный инженер завода.
Ликвидацию аварий оборудования необходимо производить вне очереди;
исполнительные документы следует снабжать штампом «Аварийно».
Аварии и поломки оборудования могут произойти из-за некачественно
выполняемого ремонта. Имеют место случаи аварии или поломки из-за непра-
вильной выбраковки дефектных деталей, некачественного выполнения чертежей
на заменяемые и ремонтируемые детали, а также неправильной технологии их
изготовления, некачественного выполнения пригоночных и сборочных работ.
Основными нарушениями являются, работа на завышенных режимах реза-
ния, отсутствие или недостаточность смазки, переключение шестерен коробки
скоростей и подач во время работы станка н др.
Для предупреждения такого рода аварий и поломок прежде всего необходимо
строго придерживаться правил эксплуатации, указанных на стр. 79 н 209-
Кроме того, необходимо:
а) не допускать к работе на агрегате рабочего без удостоверения на право
самостоятельной работы;
б) рабочему не приступать к работе на неисправном оборудовании;
в) строго выполнять инструкцию по уходу и эксплуатации оборудования
и не завышать режимов резания, указанных в карте технологического
-процесса.
При учете аварий станков с цикловым или числовым программным управле-
нием следует учитывать специфику работы электронных систем управления.
Выход из строя какого-либо электронного элемента системы управления аварией
не считается.
Частота выхода из строя электронных элементов определяется сложностью
схемы и конструктивными особенностями системы управления и обычно задается
в паспортных данных на систему в виде среднего времени выработки на отказ — /сд.
VIII. ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ»
ПРЕДЪЯВЛЯЕМЫЕ К ЭКСПЛУАТАЦИИ,
ТЕХНИЧЕСКОМУ УХОДУ И РЕМОНТУ
ОБОРУДОВАНИЯ
СТАНКИ ПОВЫШЕННОЙ точности
Ремонт станков должен производиться строго по графику, отступление от
которого может быть допущено только с письменного разрешения главного
инженера.
Поддержание станков в работоспособном состоянии обеспечивается свое-
временно проводимыми профилактическими мероприятиями и высококачествен-
ным дежурным обслуживанием.
К ремонту прецизионных станков предъявляются следующие особые требо-
вания: *
а) избегать излишней разборки станка, в особенности узлов, определяющих
их конечную точность (шпиндельной группы винторезной цепи н т. д.); лримеие-
209
иие электротельферов для съемки ответственных деталей и узлов при разборке
станка запрещается;
б) смазку станков производить только маслами, указанными в паспорте
станка или карте смазки; масло перед заливкой фильтровать и допускать к ис-
пользованию после соответствующих анализов лаборатории;
в) перед разборкой для проведения среднего или капитального ремонта
обязательно получить или разработать техническую документацию по ремонту
станка и наиболее ответственных и точных сменных деталей (шпинделей под-
шипников, гильз, винтов, корригирующих линеек и т. д.);
г) во избежание излишних простоев в ремонте разборку станка разрешать
только после получения или изготовления всех ответственных, крупных слож
ных и трудоемких в изготовлении сменных деталей к нему (шпинделей, винтов,
гаек, гильз, корригирующих линеек и т. п.); снятые узлы должны храниться
на столах, а детали разобранных узлов — на специальных стеллажах;
д) ремонт прецизионных станков выполнять специально подобранной и
обученной бригадой ремонтных слесарей высокой квалификации и проводить
под руководством специально подготовленного механика цеха;
е) ремонт и наблюдение за состоянием оптических устройств поручать спе-
циалисту и проводить под контролем измерительной лаборатории;
ж) проверку точности ответственных деталей, узлов и станка в целом про-
водит ОТ к с привлечением измерительной лаборатории;
Применяемые измерительные инструменты и приборы должны быть прове-
рены в измерительной лаборатории.
СТАНКИ высокой И ОСОБО высокой точности
К этим группам станков, кроме требований, предъявляемых к станкам повы-
шенной точности, предъявляются особые требования:
а) станки должны быть установлены в отдельных помещениях на фундамен-
тах, изолированных -от-внбрашюнных-нввздействий- б-лнзке раснолож-енното обо-
рудования.
б) размеры и планировка помещения должна обеспечивать: свобод-
ный доступ ко всем узлам станка, возможность расположения стендов для
укладки заготовок и готовых деталей, возможность разборки станка при ремонте,
транспортирован не из помещения для отправки в ремонт, надлежащее хранение
инструмента и принадлежностей, установку рабочего стола, ящика дли стружки
н отходов, шкафа для хранения контрольных принадлежностей и прочего инвен-
таря, необходимого рабочему в процессе работы;
в) воздух в помещениях должен быть кондиционированным; температура
воздуха должна быть равной 4-20° С ± 1° прн скорости изменения от максималь-
ного до минимального значения за 1 ч;
г) перед обработкой каждого изделия в крупных стайках или перед обра-
боткой партии изделий (для легких и средних станков) станки должны подвер-
гаться обкатке на холостом ходу в течение времени, определенного инструк-
цией по обслуживанию;
д) заготовки, поступающие для механической обработки, не должны иметь
следов ржавчины, окалины и формовочной земли, а базовые поверхности должны
быть чисто обработанными;
е) максимально допускаемая температура подшипников и передач при ра-
боте под нагрузкой прн любых режимах не должна превышать: для станков
высокой точности 40° С, для станков особо высокой точности 30’ С, а для особо
точных станков 2Б' С;
ж) запрещается смазывать станки старыми маслами, бывшими в употреб-
лении;
з) при уборке станков ие допускается применять сжатый воздух;
н) транспортирование станков па катках запрещается;
к) у каждого станка должна быть вывешена схема смазки;
л) войлочные уплотнители должны промываться в сроки, предусмотренные
графиком промывок;
210
м) ремонт станков высокой и особо высокой точности следует выполнять
специально подобранной и обученной бригадой слесарей высокой квалификации
и осуществлять под руководством специального инженера (механика) ОГМ;
и) проверка точности станков после плановых ремонтов должна произво-
диться в полном соответствии с предусмотренными ГОСТами или специальными
утвержденными техническими требованиями.
СТАНКИ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ И ЭЛЕКТРОХИМИЧЕСКИХ
МЕТОДОВ ОБРАБОТКИ
Станки электрофизической группы включают: сгзето- и электролучевые,
электроз розненные, электроконтактные и ультразвуковые станки.
В свою очередь, электроэрозионные станин подразделяются на электроим-
пульсные, анодно-механические и электроискровые.
К обслуживанию и работе на перечисленных выше станках допускаются
лица, изучившие конструкцию станка и вспомогательных узлов к нему, прошед-
шие инструктаж по технике безопасности, электробезопасности и пожарной без-
опасности работы на станке
На станках электрохимических методов обработки запрещается работа с не-
проверенной системой вентиляции рабочей камеры.
Запрещается использовать бензин в качестве рабочей жидкости. В процессе
эксплуатации станков необходимо следить за сохранением точности координат-
ных перемещений рабочей камеры, особенно за легкостью н плавностью хода
каретки н шпинделя головки н появлением люфтов в направляющих головки
шпинделя, рабочей камеры и вибратора.
Необходимо следить за состоянием фильтра рабочей жидкости по величине
перепада давления на нем.
Через каждые 50 ч работы бак рабочей жидкости должен очищаться от за-
грязнений.
.Д1о.верх1ю.ст1ь,._н.а_кшо рые попадает.-жидкос1Ь-или._абразив,-следуе-т очищать
в конце каждой смены. В случае попадания рабочей жидкости или абразива на
узлы и детали станка, подвергающиеся коррозия, их необходимо протереть
пассивирующим раствором NaNO-z (10%) и просушить воздухом.
Необходимо следить за чистотой всех узлов и агрегатов. В станках электро-
химических методов обработки необходимо следить за уровнем электролита в ра-
бочем баке, за степенью его загрязнения (максимальная работоспособность элек-
тролита не более 25 о-ч-л), за состоянием электроконтактов цепи технологи-
ческого тока и за чистотой контактного стола для установки обрабатываемой
детали.
Все трущиеся поверхности станка должны быть покрыты густой смазкой.
11 е реже двух раз в месяц должен осуществляться профилактический осмотр
ставка.
Пополнение смазки в шарикоподшипниках необходимо производить через
каждые 500—600 ч работы.
В конце каждой смены трущиеся поверхности анодно-механических станков
должны очищаться паром или большим количеством горячей воды от попавшей
рабочей жидкости.
КРУПНОЕ, ТЯЖЕЛОЕ, ОСОБО ТЯЖЕЛОЕ
И УНИКАЛЬНОЕ ОБОРУДОВАНИЕ
В номенклатуру тяжелого и уникального оборудования включены агрегаты,
указанные в классификации на стр. 8 и 9. Крупным, тяжелым, особо тяжелым
и уникальным агрегатам должно уделяться особое внимание как наиболее
дорогому и лимитирующему производство оборудованию.
К эксплуатации этих агрегатов предъявляются следующие требования:
а} должны строго соблюдаться технологические режимы;
б) рабочие, обслуживающие оборудование, должны пройти специальное
обучение;
211
в) должен быть обеспечен обязательный порядок передачи оборудования по
сменам с регистрацией его состоянии в особом журнале.
Должны бьнь заведены: личное дело с паспортом агрегата; описи рабочих
чертежей и чертежей наиболее ответственных и сложных деталей, запасных
частей, фундамента; исполнительные чертежи кабельных электрических, трубо-
проводных сетей и пульта управления.
Подготовка ремонта крупного, тяжелого, особо тяжелого и уникального
оборудования должна начинаться за 3—4 месяца до ремонта. Подготовительными
работами предусматривается составление предварительной дефектной ведомости,
в которой необходимо указать перечень операций, подлежащих выполнению
прн ремонте, а также перечень деталей, подлежащих замене или ремонту. При
остановке агрегата на ремонт составляется рабочая дефектная ведомость. Пред-
варительная ведомость корректируется в период разборки агрегата.
Проверку точности ответственных деталей и узлов проводит ОТК с привле-
чением измерительной лаборатории
Подготовительные работы включают:
а) составление предварительных дефектных ведомостей и осмотр, предше-
ствующий ремонту;
б) подбор чертежей сменных деталей и составление недостающих чертежей
на детали, подлежащие замене или ремонту;
в) составление технологии ремонта;
г) подготовку необходимого инструмента и приспособлений для проведения
данного вида ремонта;
д) подбор материалов для изготовления заменяемых детачей;
е) изготовление деталей, подлежащих замене; эти детали могут быть изго-
товлены как по окончательным, так и по предварительным размерам;
ж) проверку наличия и исправности грузоподъемного и такелажного обору-
дования, а также специальных устройств;
з) укомплектование ремонтной бригады; инструктирование рабочих ремонт-
ной бригады.,_в. том числе, подсобных рабочих;
и) подготовку рабочей площадки с указанием мест размещения узлов агре-
гата; площадка должна быть отгорожена от эксплуатируемых агрегатов;
к) обеспечение необходимыми запасными узлами и деталями.
Одновременно с капитальным ремонтом крупного и уникального оборудова-
ния желательно производить их модернизацию.
ОБОРУДОВАНИЕ АВТОМАТИЧЕСКИХ И ПОТОЧНЫХ ЛИНИЙ
Правильная организация эксплуатации и ремонта оборудования, установлен-
ного в потоке и в автоматических линиях, имеет крайне важное значение, так как
выход из строя нли кратковременная остановка одного агрегата может привести
к остановке всей линии и к временному прекращению выпуска продукции.
Для автоматических и поточных линий обязательна тщательная подготовка
к проведению ремонта и, в частности:
а) образцовая постановка чертежного хозяйства;
б) обязательная технологическая подготовка ремонтов;
в) наличие запасных деталей и узлов в необходимом количестве н нужной
номенклатуры.
К эксплуатации автоматических линий допускаются лица, прошедшие спе-
циальное обучение, получившие удостоверение на право самостоятельного обслу-
живания оборудования этих линий. . I
Особое внимание прн эксплуатации автоматических станков и линий необ-
ходимо уделять работе смазочйых систем, чистоте и правильности применяемых
смазочных материалов, своевременному доливу или смене масла в гидробаках
и масляных емкостях отдельных агрегатов; с тем чтобы обеспечить смазку меха-
низмов более надежно, чем это имеет место для обычных станков.
Гидроприводы должны быть залиты чистыми, предварительно дважды про-
фильтрованными минеральными маслами
212
Охлаждающая пода для теплообмеппиков гидробаков должна иметь темп^
ратуру па входе не выше 16—18s С и не должна содержать кислот н щелочей,
с тем чтобы нагрев масла не превышал 40—45° С.
Заливка масла в бачки насосов смазки, в шпиндельные коробки, а также
гндробаки станций гидропривода должна производиться только через заливочные
горловины с фильтрами. Фильтры необходимо прочищать 1 раз в 2 месяца и про-
мывать керосином.
На агрегатные станки и другое оборудование автоматических линий следует
поместить карты смазки.
Эксплуатацию автоматических линий рекомендуется осуществлять в две
смены.
Автоматические линии, состоящие из агрегатных, специальных и специали-
зированных станков, для более полного использования оборудования и умень-
шения простоев делятся на участки — ряд машин, расположенных между бун-
керными устройствами и работающих в общем взаимодействии. По этому признаку
автоматические линии бывают одно- и многоучастковыми.
При организации ремонтных работ следует учитывать:
1) технологическое назначение оборудования;
2) структуру линии и систему управления, координирующую работу обо-
рудования и участков линии;
3) конструктивные особенности отдельных агрегатов, встроенных в участки
(одно- или многопозициоииые агрегаты, агрегаты с механическим и гидравличе-
ским приводом и т. д.);
4) сложность агрегатов;
5) сменность работы линни.
Осмотровые операции, промывка отдельных узлов, проверка точности агре-
гатов должны проводиться без простоев в нерабочее время оборудования и вы-
полняться наладчиками и ремонтными слесарями.
Плановые ремонты оборудования автоматических линий должны произво-
-дитвея по -трафику-rtptt каименылих-простоях? например^уззговыхгметодим.
Отремонтированные узлы специальных и агрегатных станков должны быть
испытаны на холостом ходу и под нагрузкой; точность их должна быть прове-
рена до монтажа на станке.
Ремонт автоматических линий, состоящих из блока агрегатных станков,
необходимо производить поузловым методом, путем ремонта или замены пооче-
редно каждого агрегата в выходные дни. Должен быть обеспечен обязательный
порядок передачи оборудования по сменам с регистрацией его состояния в жур-
нале.
При ремонте оборудования поточных линий, если имеется резервный агрегат,
агрегат, требующий ремонта, снимают с фундамента н ремонтируют вне потока.
Порядок проведения работ по техническому уходу и плановому ремонту
оборудования, встроенного в автоматические липин, определяется нх структурой
и конструктивными особенностями, зависящими от назначения и условий ра-
боты линии.
Одноучастковые автоматические линии
а) С последовательно расположенным оборудованием
Малый и средний ремонты целесообразно проводить в выходные
и другие нерабочие дни, с учетом условий производства и состояния отдельных
агрегатов.
2. Ремонт производят слесари, подчиненные механику цеха, н наладчики
с привлечением в случае необходимости слесарей ремонтно-механического
цеха.
Капитальный ремонт агрегатов проводится в рабочее время силами слесарей
ремонтно-механического цеха с привлечением наладчиков, обслуживающих дан-
ную линию.
213
6) С параллельно работающими агрегатами
Малый и средний ремонты целесообразно проводить в рабочее время
с остановкой одного из параллельно работающих агрегатов участка. Ремонт таких
агрегатов проводят слесари, подчиненные механику цеха, или слесари ремонтно-
механического цеха.
Капитальный ремонт целесообразно проводить с остановкой отдель-
ных агрегатов линии или всей линии (в последнем случае должен быть подготов-
лен задел) в рабочее время силами слесарей ремонтно-механического цеха с при-
влечением наладчиков, обслуживающих данную линию.
Многоучастковые автоматические линии
а) С последовательным 1>асположенисм оборудования
Малый н средний ремонты целесообразно выполнять по участкам
одновременно всех агрегатов.
Ремонт целесообразно проводить силами наладчиков и слесарей, подчинен-
ных механику цеха.
Капитальный ремонт следует проводить по участкам в рабочее время
силами слесарей ремонтно-механического цеха с привлечением наладчиков, обслу-
живающих данную линию.
б) С параллельным или комбинированным расположением оборудования
Малый и средний ремонты целесообразно проводить в рабочее
время, останавливая для ремонта по одному из агрегатов участка. Ремонт агре-
гатов выполняют слесари, подчинённые механику цеха.
Агрегаты участка, которые не имеют дублеров, ремонтируются по выходным
дням и в нерабочее время. Ремонт общих транспортных средств производится
го выходным дням и в нерабочее время силами слесарей, подчиненных меха-
нику цеха.
Капитальный ремонт оборудования этих линии целесообразно про-
изводить следующим образом:
а) параллельно работающего оборудования — ремонт агрегатов производят
последовательно с учетом условий производства и состояния агрегатов в ре-
монтно-механическом цехе;
б) агрегатов, не имеющих дублеров, — в выходные дни силами слесарей
ремонтио-механического цеха с привлечением наладчиков.
Если представляется возможность создать задел, обеспечивающий беспере-
бойную работу остальных участков линии, то ремонт проводят в рабочее время
силами слесарей ремонтно-механического цеха. Рекомендуется до начала раз-
борки провести проверку точности агрегатов, особенно для финишных опе-
раций.
Рабочее место бригады ремонтных слесарей должно быть организовано
вблизи ремонтируемых объектов и оснащено приспособлениями и подъемно-
транспортными механизмами.
Отремонтированные узлы специальных, и агрегатных станков линии должны
быть испытаны па холостом ходу и, ga нагрузкой и точность их должна быть
проверена до монтажа на станке.
Ремонт автоматических линий, состоящих из блока агрегатных станков,
необходимо производить поузловым методом путем ремонта или замены пооче-
редно каждого агрегата в выходные дин.
При ремонте оборудования поточных линий, при наличии резервного агре-
гата агрегат, требующий ремонта, снимают с фундамента и ремонтируют вне
потока.
214
ЭЛЕКТРОННЫЕ СИСТЕМЫ ЧИСЛОВОГО
ПРОГРАММНОГО УПРАВЛЕНИЯ
Надежность- работы станка с числовым программным управлением опреде-
ляется в основном надежностью электронной системы управления. Выход из
строя хотя бы одного элемента системы управления в большинстве случаев при-
водит к браку детали, поэтому следует особенно тщательно выполнять эксплуата-
ционные инструкции.
Ремонт системы осуществляется при отказе элементов, так как износ элемен-
тов заранее определить невозможно.
В целях уменьшения постедствий влияния отказов следует выполнять сле-
дующие профилактические мероприятия:
а) в начале работы каждой смены включать под напряжение систему управ-
ления на 20—30 <иин;
б) после выдержки системы под напряжением включить тестовую программу
для проверки правильности ее отработки на холостом ходу привода станка,
продолжительность такой проверки должна быть в 1,5 раза больше времени
отработки детали, которую предстоит изготовить па данном станке;
в) систематически, не рейсе одного раза в месяц, осуществлять профилакти-
ческий контроль системы при повышением и пониженном напряжении питания
по тест-лрограммам, рассчитанным для каждой системы управления. Эксплуа-
тация систем с программным управлением требует проведения ряда организацион-
ных мероприятий: на систему должен быть заведен эксплуатационный журнал,
в который должны заноситься все случаи отказа системы с указанием времени,
потраченного на ремонт, и причины отказа. В эксплуатационном журнале должно
указываться время включения и выключения системы, отмечаться дата прове-
дения всех видов профилактических проверок. К эксплуатации системы н осо-
бенно к ее ремонту должны допускаться лица соответствующей квалификации,
изучившие данную систему управления.
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
Проверка грузоподъемных машин слесарями и электромонтерами должна
производиться иа месте постоянной стоянки машины при отключенном рубиль-
нике в кабине крановшика и снятых плавких вставках.
Для записи результатов осмотра грузоподъемных машин и грузозахватных
приспособлений и отметок об устранении выявленных при осмотре неисправ-
ностей должен быть заведен журнал периодических осмотров. Остановленная на
ремонт машина не должна находиться над проходами и местами производства
работ.
Ремонт мостовых кранов необходимо производить в специально отведенных
местах цеха. Внизу, под ремонтируемым краном, место должно быть ограждено;
около этого места вывешивается плакат с надписью «Проход воспрещен, вверху
работают».
Все работающие по ремонту кранов должны быть ознакомлены с инструк-
циями по технике безопасности.
Крановое оборудование, подвергающееся действию атмосферных осадков,
должно находиться под особым наблюдением ремонтного персонала и кранов-
щиков.
Необходимо систематически очищать механизмы этих крапов от снега, не
допускать обледенения подкрановых путей и особенно тщательно производить
смазку механизмов. Для обеспечении нормальной работы кранов необходимо
точно соблюдать режим смазки, указанный в картах смазки. Смазку канатов
на крапах, работающих в незапылениой среде, необходимо производить не реже
одного раза в месяц. Такие канаты следует покрывать тонким слоем смазкн,
предварительно с,мыв с них оставшуюся прежнюю смазку и грязь. Смазку кана-
тов на кранах, работающих в условиях высокой запыленности, производить
не следует.
216
Во время работы грузоподъемных механизмов обслуживающему персоналу
запрещается производить крепление, смазку, ‘регулировку, осмотр канатов,
зачистку коллекторов и колец.
Запрещается нарушение сроков вывода в ремонт подъемно-транспортного
оборудования, установленных графиком.
Все краны должны быть оборудованы специальными ящиками для хранения
инструмента.
После смены канатов или цепей, а также после ремонта или переустройства
крана последний может быть допущен к эксплуатации лишь после его освиде-
тельствования согласно действующим правилам Госгортехнадзора.
Порядок проведения строительных или монтажных работ с моста крана дол-
жен быть согласован с Госгортехнадзором.
На заводах, где имеется специальный отдел главного энергетика, ответствен-
ным за обслуживание и ремонт электротехнической части подъемно-транспортного
оборудования является главный энергетик.
ЛИФТЫ
Профилактические операции по обслуживанию лифтов выполняются еже-
сменно, ежедекадно и один раз в шесть месяцев.
Ремонт производится согласно ремонтному циклу один.раз в год перед предъ-
явлением лифта для технического освидетельствования инспекцией Госгортех-
надзора, которое производится через каждые 12 месяцев согласно «Правилам
устройства и безопасной эксплуатации лифтов» Госгортехнадзора. Все ремонтные
работы выполняются по дефектным ведомостям, которые составляются перед
ремонтом по сменному журналу обслуживания лифтов.
Перед предъявлением лифта к переосвидетельствованию производится на-
ладка электротехнического и механического оборудования, а также статическое
и динамическое испытания и проверка действия блокировочных и защитных
устройств и т. д._, после,которых составляется акт предварительных-испытаний,.
После приемки лифта инспектором Госгортехнадзора дефектная ведомость и акт
предварительных испытаний подшиваются в дело лифта.
Ремонт электрооборудования лифта должен проводиться не менее чем двумя
лицами. Ремонт без помощника запрещается.
ГИДРАВЛИЧЕСКОЕ ОБОРУДОВАНИЕ
Для нормальной работы гидравлического оборудования необходимо соблю-
дать следующие условия:
а) применять только чистое минеральное масло, свободное от кислот и щело-
чей, воды и разных механических и химических примесей;
б) менять масло не реже одного раза в шесть месяцев;
в) следить, чтобы в масло не попадал воздух;
г) не допускать применения концов для очистки и протирки;
д) следить, чтобы масляный бак был постоянно'закрыт;
е) температура в баке не должна превышать 60° С;
ж) при разборке и сборке напорного золотинка необходимо следить за тем,
чтобы как в золотник, так и в стык корпуса с крышками не попадала грязь;
если обнаружится грязь, детали клапана следует промыть;
з) если клапан высокого давления сбрасывает давление, необходимо прове-
рить исправность работы насоса;
и) во избежание подсоса воздух; ь систему и наружной течи необходимо
следить за тем, чтобы уплотняющие кольца регулировочных винтов клапанов
высокого и низкого давлений были подтянуты гайками и колпачками;
к) при необходимости смены резиновых уплотнений не следует заменять их
другими типами, из других материалов и других размеров, кроме тех, которые
рекомендуются в указаниях по монтажу п эксплуатации;
л) при перегрузке электродвигателя насосов н нагреве масла следует про-
верив настройку клапана низкого давления, следя.за тем, чтобы клапан низкого
216
давления был настроен на давление более низкое, чем клапан высокого давления;
следует проверить также, не защемляется ли клапан низкого давления; разность
настройки клапанов низкого н высокого давления не должна быть меньше 10 кг!сл^\
м) при холостом ходе станка, когда масло сливается нз раздельной панели
на бак, необходимо подтянуть регулировочный винт клапана низкого давления;
и) при появлении наружной течи масла крана управления золотника сле-
дует проверить исправность уплотнения, а также не засорилось ли дренажное
отверстие.
ПНЕВМООБОРУДОВАНИЕ
Для нормальной эксплуатации пневмооборудовапия необходимо: а) влаго-
отделителн чистить через два-три месяца работы; б) следить за тем, чтобы при
эксплуатации уровень конденсата в стакане не поднимался выше заслонки; в) не
допускать утечек воздуха (при наличии утечек подтягиваются крепежные винты,
а в случае необходимости заменяются уплотнения); г) следить за тем, чтобы при
эксплуатации пневмопривода с применением воздухораспределителей стыкового
исполнения типа В63-23 в трубопроводах управления воздухораспределителями
давление воздуха было не ниже давления основной магистрали, питающей пиев-
моцилиндры.
При несоблюдении указанного требования может произойти самопроизволь-
ное срабатывание воздухораспределителей.
IX. НОРМЫ РАСХОДА ПОКУПНЫХ комплектующих
ИЗДЕЛИЙ (табл. 32 36)
Таблица 32
А. Металлорежущее, деревообрабатывающее
и подъемно-транспортное оборудование
Нормы расхода цветных сплавов, стали, метизов, подшипников,
резине-ременных материалов и изделий из них
Материал Назначение Вид оборудования Единица измерения Потребное ко- личество мате- риала в год для оборудования, работающего в две смены
Медные н ла- тунные прутки Цветные спла Детали арматуры гидроприводов вы и изделия из ни Металлорежу- щие и деревооб- рабатывающие станки X Физи- ческая единица 0,8 кг
Медные и ла- тунные листы Прокладки 0,4 кг
Трубки медные н латунные Маслопроводы Все виды, име- ющие маслопро- воды 0,15 кг
Проволока бронзовая Металлизация Все виды 0,12 кг
Сетка латун- ная Фильтры Металлорежу- щие, деревообра- батывающие стан- ки, имеющие ма- п фоводы 0,05 л2
Баббит безоло- вянистый и ма- лооловянистый Заливка подшипников Оборудование, имеющее баббито- вые подшипники 1,0 кг
218
Продолжение табл. 32
Материал Назначение Вид оборудования Единица измерения Потребное ко- личество мате- риала в год для оборудования, работающего в две смены
Припой I ЮС-30 Лужение подшипников под заливку Оборудование, имеющее баббито- вые подшипники Фнзи- ческая единица 0.025 кг
Припой ПОС-18 Пайка и про- чие ремонт- ные работы Оборудование, имеющее масло- проводы 0,01 кг
Изделия из стали
Цепи втулочно- роликовые Цепной Привод Оборудование с цепным приво- дом Фиэи- ческая единица 3,0 м
Це ин бесшум- ные 2.5 м
Проволока стальная Металлизация Все виды Физи- ческая единица 0,5 кг
Проволока пружинная Пружины 0,1 кг
Электроды стальные Сварка 3,0 кг
Масленки кол- пачковые Смазка оборудования 100 физи- ческих единиц 20 шт
Специальные рельсы для мо- стовых кранов Ремонт под- крановых путей Краны мосто- вые Физи- ческая единица 8 м
Крепежные де- тали черные — Метизы Все виды Физи- ческая единица 1,5 кг 3,0 кг
Крепежные де- тали чистые —
219
Продолжение табл 32
Материал Назначение Вид оборудования Единица измерения Потребное ко- личество мате- риала в год для оборудования, работающего в две смены
Подшипники качения
— Металлорежу- щие станки 5 шт.
Подшипники качения - Деревообраба- тывающее Физи- ческая единица 8 шт.
— Подъемно- транспортное I шт.
— Рольганги, транспортеры, конвейеры 1 пог. м 2 шт.
Свободные ша- рики Все виды обо- рудования с ша- рикоподшипни- ками Физи- ческая единица 10 шт.
Свободные ро- лики Все виды обо- рудования с ро- ликоподшипни- ками 10 шт
Р Ремни проре- зиненные езино-ременные Приводы технические мате На один уста- новленный агре- гат риалы Физи- ческая единица 1,5 л2 про- кладок
Ремни клино- вые Оборудование с клииоременным приводом 6 услов- ных единиц*
Шланги дюри- товые Масло- и гид- роприводы Металлорежу- щие и деревооб- рабатывающие станки, на кото- рых установлены шланги Физи- ческая единица 0,35 м
Шланги рези- новые Эмульсо- проводы и воздухо- проводы ' ‘Все виды обо- рудования, рабо- тающие с охлаж- дающими ЖИДКО- СТЯМИ и пневма- тическими уст- роистнами 2 м
220
Продолжение табл 32
Материал Назначение Вид оборудования Единица измерения Потребное ко- личество мате- риала в год для оборудования, работающего в две смены
Кожа листовая Манжеты, прокладки и т- Д- Все виды обо- рудования с про- кладками из этих материалов Физи- ческая единица 0,05 кг
Асбестовый шнур Прокладки уплотнения 0,05 кг
Транспортер- ная лента Для горелой земли Все виды транс- портеров 1 А ленты при ши- рине 1 м 8 а3
Для свежей земли 3 м2
Ферродо Тормозная лента Металлорежу- щие станки Физи- ческая единица 0,015 и2
Мостовые кра- ны 0,25 л(г
Текстолит Накладки Все станки, име1ощие_^тексто- литовые накладки 1 А2 -.направ- ляющих при тол- щине 12 ми 16,8 кг
Хлорвинил У плотняющие манжеты Все виды с хлорвиниловыми манжетами Физи- ческая единица 0,2 кг
Севониг То же Все виды с се- воинтовыми ман- жетами 0,2 кг
Фетр Уплотняющие прокладки Все виды 0,026 кг
Войлок Уплотняющие прокладки и фильтрующий материал при регенерации масел 0,1 кг 0,1 кг
Резина листо- вая Экраны пескоструй- ных аппара- тов, про- кладки 1! Пр.
221
Продолжение табл 32
Материал Назначение Вид оборудования Единица измерения Потребное ко- личество мате- риала в год для оборудования, работающего в две смены
Набивка пень- ковая Сальниковые уплотнения С сальниковы- ми уплотнениями Физическая единица 0,28 кг
Дерматин Для защитных устройств Металлорежу- щее 0,043 if
Сшивка сыро- мятная Для сшивки ремней Все виды с ре- менными приво- дами 5 шт.
Спирт этило- вый Промывка оптики станков Координатно- расточные станки 1 станок в ме- сяц 0.1 л'
-в . ТОД 1,2 л
Бура Как флюс при пайках и сварке Все виды Физи- ческая единица 0,03 кг
Нашатырь Как флюс при пайках и лужении 0,040 кг
Клей карби- нольный Склейка поломанных деталей 0,01 кг
Паста ГОИ Притирка трущихся поверхностей деталей 1 Все оборудова- ние, ремонтируе- мое капитальным и средним ремон- 0,050 кг
Трубы Тру Трубопроводы бы стальные Все виды Физи- ческая единица 4,0 кг
222
Таблица 33
Б. Кузнечно-прессовое оборудование
Материал Назначение Вид оборудования Единица измерения Потребное ко- личество мате- риала в год для оборудования, работающего в две смены
Цветные сплавы и изделия из них
Медные и ла- тунные прутки Детали арматуры гидропривода Имеющее гид- 0,06 кг
Медные и ла- тунные листы Прокладки ропривод Ремонтная единица 0,03 кг
Трубы медные и латунные Маслопроводы Имеющее мас- лопроводы 0,015 кг
Проволока бронзовая Металлизация Все виды 0,012 кг
Сетка латунная Фильтры Гидравличе- ские прессы и обо- рудование, имею- щее маслопрово- ды Физическая единица 0.05 ла
Припой пос-зо Лужение подшипников под заливку Все виды Ремонтная единица 0,0025 кг
Припой ПОС-18 Пайка и прочие монтажные работы Имеющее мас- лопроводы 0,001 кг
Медная фольга Прокладки 0,001 кг
Баббит Заливка подшипников Имеющее баб- битовые подшип- ники 0,05 кг
Цинковый сплав (ЦАМ) или его составляю- щие: цинк Вкладыши подшипников Все виды 0,1 кг
0,0863 кг
алюминий 0,0102 кг
медь 0,0058 кг
223
Продолжение табл 33
Материал Назначение Вид оборудования Единица измерения Потребное ко- личество мате- риала в год для оборудования, работающего в две смены
Цепи Цепи втулочно- роликовые Цепи и Цепной привод изделия из стали С цепным при- водом Физическая единица 3,0 м
Цепи зубчатые с внутренними направляющими пластинками 0,5 м
Цепи зубчатые с боковыми на- правляющими пластинками 0,5 м
Изделия из стали -Проволока стальная -Металлизация Все виды Ремонтная единица G;O5-№
Проволока пружинная Пружина 0,01 кг
Электроды стальные Сварка 0,3 кг
Масленки кол- пачковые Смазка оборудования 100 физи- ческих единиц 20 шт.
Сетка металли- ческая проволоч- ная Защитные ограждения Ремонтная единица 0,01 кг
Рукава гибкие металлические Система смазки Физическая единица 0.1 м
Крепежные де- тали черные - Метизы Все виды Ремонтная единица 0,15 кг
Крепежные де- тали чистые - 0,3 кг
224
Продолжение табл 33
Материал Назначение Вид оборудования Единица измерения Пшребное ко- личество мате- риала в год для оборудования, работающего в две смелы
Подшипники качения Пс дишпники С шарикопод- шипниками Физическая единица - 1 шт
Свободные ша- рики — С роликопод- шинниками 10 шт
Свободные ро- лики — 10 шт.
Ремни .клино- вые Резиновые и ш Приводы ехнические материи С клиноремен- ными передачами лы Физическая единица 6 услов- ных единиц*
Шланги дюри-- товые Масло- и гидропроводы На" котором ус- тановлены шлан- ги 0,35 я
Шланги рези- новые Воздухо- проводы С пневматиче- скими устройст- вами 0,35 м
Кожа листовая Манжеты, прокладки и т. д. С этими видами прокладок п уп- лотнений Ремонтная единица 0,05 кг
Асбестовая нить и шнур Асбест листо- вой Манжеты, прокладки и т. д. С этими видами прокладок и уп- лотнений 0,005 кг 0,1 кз
Лента ферродо Тормозная лента Фрикционные прессы, ковочные машины и меха- нические прессы с фрикционной муфтой включе- ния Физическая единица 0,6 м*
8 Заказ 12<S3
225
Продолжение табл 33
Материал Назначение Вид оборудования Единица измерения Потребное ко- 1 лпчество мате- риала в год для оборудования, ' работающего 1 в две смены
Текстолит Накладки С текстолито- выми направля- ющими 1 -и3 на- правляю- щих при толщине 12 мм 16,8 кг
Хлорвинил Уплотнения, манжеты . С хлорвинило- выми манжетами Ремонтная единица 0.02 кг
Севонит Ссевоиитовыми манжетами 0,02 кг
Фетр листовой Уплотняющие прокладки Все виды 0,003 кг.
Войлок Уплотняющие прокладки н фильтрующий материал при регенерации масел 0.01 кг
Резина листо- вая Прокладки и пр. 0,01 кг
Набивка пень- ковая Сальниковые уплотнения С сальниковы- ми уплотнениями 0,03 кг
Паронитлисто вой Для про- кладок Все виды Физическая единица 0,02 кг
Клей резино- вый — 0,02 кг
Набивка сухая иля пропитанная антифрикционной массой Сальниковые уплотнения Молоты Ремонтная единица 10,0 кг
Картон про- кладочной Для про- кладок Все виды 0,001 кг
Фибра листо- вая Уплотнения Гидропрессы 0,8 кг
226
Продолжение табл. 33
Материал Назначение Вид оборудования Единица измерения Потребное ко- личество мате- риала в год для оборудования, работающего в две смены
Канифоль — Все виды Физическая единица 0,01 кг
Карбид каль- ции Ацетиленовая сварка и резка 0,18 кг
Кислород 0,05 л?
Лазурь маляр- ная сухая (лазурь берлинская. ОСТ 10474—39) Для окраски 0,01 кг
Керосин осве- тительный (ГОСТ 4753—49) Дли промывки 2,0 кг
Бензин (ГОСТ 1012—54) 1,0 кг
Сшивка сыро- . .мятная Для сшивки ремней С ременным приводом Привод 5 шт.
Бура Как флюс при пайке и сварке Все виды Ремонтная единица 0,003 кг
Нашатырь Как флюс при пайке и лужении 0,004 кг
Клей БФ-2 и БФ-4 (ТУ МХП 1367—53) или клей карбинольный Склейка поломанных деталей 0,002 кг
Паста ГОИ Притирка трущихся поверхностей деталей Ремонтируемое капитальным и средним ремонтом Физическая единица 0,005 кг
Трубы газовые (ГОСТ 3262—62) Тру Трубопроводы )Ы стальные Все виды Ремонтная единица 0,2 кг
Трубы сталь- ные бесшовные: а) горячеката- ные (ГОСТ 8732-58) б) холоднотя- нутые и холодно- катаные (ГОСТ 8734- 58)
8*
227
Таблица 34
В. «Питейное оборудование
Нормы расхода цветных сплавов, стали, метизов, подшипников,
резине-ременных материалов и изделий из них
Матерная Назначение Вид оборудования Единица измерения Потребное ко- личество мате- риала в год для оборудования, работающего в две смены
Цветные сплавы и изделия из них
Трубки медные н латунные Маслопроводы 0.15 кг
Проволока бронзовая Металлизация Литейное 10 ремонтных единиц 0,12 кг
Баббит Б6 Заливка подшипников Формовочные машины 230 труп- пы и типа Герман 20 кг
Припой пос-зо Лужение подшипников под заливку 0,05 кг
Припой ПОС-18 Пайка и про- чие ремонтные работы Все литейное 0,02 кг
Проволока стальная Изде Металлизация шя из стали Литейное 10 ремонтных единиц 0,5 кг
Проволока пружинная Пружины 0.1 кг
Электроды стальные Сварка 4,5 кг
Масленки кол- пачковые Смазка оборудования 4 шт.
Листовое же- лезо 5 кг
Сталь марки 35X1ОА Клапаны Машины для литья под давле- нием 2 кг
Сталь 15 Плунжеры 3 кг
228
Продолжение табл. 34
Магер иа.’ Назначение Вил оборудовании Единица измерения !bh- IsUli Us °s“o ; С ч —□ tt
Метизы
Крепежные де- тли черные Литейное 10 ремонтных единиц ' не
Крепежные де- тали чистые — 3 кг
Трубные соеди- нения — 0,5 кг
Подшипники качения
Подшипники качения Ролы ЕНГИ, транспортеры, конвейеры 1 пог Л1 2 шт
Свободные хпа- "рйквГ - Формовочные -кгапптны” 10 -ремонтных- единиц 3 шт
Свободные ро- 'MKU Рольганги, транспортеры, конвейеры Физическая единица 10 шт
Шланги рези- новые гзини-ременные Эмульсо- проводы и воздухо- проводы технические ми те Литейное риалы 10 ремонтных единиц 2 м
Кожа листовая Манжеты, прокладки и т. д. 0,15 кг
Асбестовый шнур Прокладки уплотнения 0,05 кг
Транспортер- ная тента Для горелой земли Л птейные тран- спортеры 1 м ленты 8 ж2
Для св( ... и земли 3 м1
229
Продолжение табл 34
Материал Назначение Вид оборудования Единица измерения Пот.ребпос ко- личество мате- риала В ГОД ДЛЯ оборудования, работающего в две смены
Хлорвинил Уплотняющие манжеты Литейное с хлор виниловыми манжетами 10 ремонтных единиц 0,3 кг
Севапит То же Литейное с се- ванитовыми ман- жетами 0,2 кг
Войлок Уплотняющие прокладки и фильтрующий материал при регенерации масел 0,1 кг
Фетр Уплотняющие прокладки Литейное 0,026 кг
Резина листо- вая Экраны песко- струйных аппаратов, прокладки и пр. 0,2 кг
Сшивка сыро- мятная Для СШИВКИ ремней Литейное с ре- менными приво- дами 5 шт.
Бура Как флюс при пайке и сварке Литейное 0,03 кг
Нашатырь Как флюс при пайке и лужении 0,04 кг
230
Продолжение табл. 34
Материал Назначение Вид оборудования Единица измерения Потребное ко- личество мате- риала в год для оборудования, работающего в две смены
Клей карби- нольный Склейка поломанных деталей Литейное 0,010 кг
Паста ГОИ Притирка трущихся поверхностей деталей Литейное, ре- монтируемое ка- питальным н средним ремонтом 0,050 кг
Резина листо- вая Для прокладок 0,2 кг
Маслостойкая Уплотнения Формовочные и 0,2 кг
резина стержневые ма- шины 10 ремонтных единиц
Облицовочная резина Для облицовки бегунов Бегуны типа 115 20 кг
0,1 кг
Фибра листо- вая Для прокладок
Ремни тексто- литовые Для приводов Вентиляторы типа В-2400 1 услов- ная еди- ница *
Клиновидные ремни — Выбивные ре- шетки 2 пог. м
Трубы Трубы стальные Трубопроводы | Литейное Ремонтная единица 1 кг
* За одну условную единицу принимается ремень профиля В длиной 2—3 м
или профиля А и О длиной 3—4 м. Длина ремней до 2 м принимается за 2 м
Длина ремней свыше 2 м принимается за 3 м и т. д
231
Таблица 35
Г. Электротехническое оборудование
Цветные сплавы и изделия из них
1 Материал Назначение Вид оборудования Ц^ниица измерения Потребное ко- личество мате- риала В 1 од ДЛЯ оборудования, работающего в "в₽ емрнч
Свинец листо- вой и рольный -- Кабельные сети 100 пог м 3 кг
Припой - Кабельные сети 0,03 кг
— Электросило- вые и осветитель- ные сети 100 пог. м 0.03 кг
'' Бронекабель и контрольный ка- | бель Кабельные сети 100 пог. м 2.5 л
। Кабель ВРГ и СРГ Кабельные сети ВРГ и СРГ 8 м
Шланговый ка- -бель- — Передвижные —агрегаты-’ Физическая 4 я
Троллеи Электрический подъемный кран 5 Т единица 5,5 кг
Лента медная Электрические мостовые краны 5 Т Физическая единица 15 кг
Электросвароч- ные машины Ремонтная единица 0,31 Л-.- |
Кабельные сети 100 пог. м кабеля, на- ходящегося в эксплуа- тации 1 кг
Сталь сортовая Детали крепления Электросило- вые и осветитель- сети 100 пог. * провода 0,3 к- 1
Воздушные электросети 5 кг
- Сети заземле НИЯ 100 лог. м 5,8 кг
Сталь листовая - Кабельные сети 100 пог м 1,5 кг |
232
Продолжение табл. 35
Материал Назначение Вид оборудования Единица измерения Потребное коли- чество материала в год Для обо- рудования, ра- ботающего в дйс смены
Сталь листовая Электросн ле- вые и осветитель- ные сети 100 tfbz. м 0,7 кг . ।
Электроды Электросило- вые и осветитель- ные сети 100 пог. м 0,6 кг
- Сети заземле- ния 0,15 кг
Труб я стальные Кабельные сети 2,3 кг
Трубы газовые Электросило- вые и осветитель- ные сети 100 пог At 1,5 кг
п р с а о да
Установочный провод вые и осветитель- ные сети 100 по?, м
Шнур освети- тельный Сети освице ния Светисая точка внутри помещения 1.5 At
Компенсацион- ный провод - Электросети пирометрии 100 пог. м 12 .« 1
Голый провод Воздушные се- ти 1 KAt одно- проводкой линии, при- веденной к сечению 70 мм3 40 кг
Электролампы г Местное освещение н сигнали- зация р о ч е е На агрегат Физическая единица 2 шт.
Электрошетки На электрома- шины коллектор- ные и с кол ьп тми 5 шт.
Шарнкопод- Ш (ПИНКИ Электродвига- тели Ремонтная единица 1 шт.
233
Таблица 36
Нормы расхода канатов для подвешивания грузов к подъемным механизмам
Диаметр стальных прово- лочных канатов в мм Грузо- подъемность кра на в Т Нормы на один уста- новленный подъемный механизм в кг в год при работе в две смены Диаметр стальных - проволочных канатов в мм Грузо- подъемность крана в Т Норма на один уста- новленный подъемный механизм в кг в год прн работе в две смены
17,5 5 16 30 30/5 100
17,5 10 30 50 50 185
24 15 35 50 50/10 220
24 20 50 56 75/20 300
24 20/5 60 56 100 350
30 30 90 65 150 400
— — — 65 200/30 450
Норма расхода некалиброванных цепей — 30 кг на один установленный подъ- емный механизм. Норма расхода пеньковых канатов — 40 кг на один установленный подъемный механизм.
Таблица 37
Нормы расхода стальных проволочных канатов для эксплуатации и ремонта
подъемных механизмов
Подъемный механизм Грузо- подъем- ность Норма на один уста- новленный механизм в кг в год при работе в две смены Подъемный механизм Грузо- подъем- ность Норма1 на один уста- новленный механизм в кг в год при работе в две смены
Электротали 0.5—0.75 3 Электрические мостовые краны 15/3 105
1,0—1,5 4 15/5 115
Электро- тельферы 2,0—3,0 11 20 125
5 25 20/5 132
Электрические мостовые краны 2 11 25/5 150
3 28 30/5 175
5 50 30/7,5 185
10 70 40/10 215
15 92 50/10 300
?34
Продолжение табл. 37
Подъемный механизм Грузо- подъем- ность в Т Норма на один уста- новленный механизм в кг в год при работе в две смены Подъемный механизм Грузо- подъем- ность в Т Норма на один уста- новленный механизм в кг в год при работе в две смены
Электрические мостовые краны 50/15 310 Краны 0,5—1 7,5
60/10 380 консольные
75/15 450 Краны консольные, укосины и переносные краны строи- тельного типа 3 17
75/20 500
75/25 540
100,20 600 Лифты грузовые 0,5—1 100
100/25 650 3 250
125/20 700
5. 450
150/30 850
Электрические лебедки 2 50
150/50 940
3 70 -
200/30 1500
5 90
Краны на железно- дорожном ходу 3 70
6 130 Передвижные одноковшовые экскаваторы - 150
7,5 150
15—18 200
Копры для разбивки лома - 80
25/10 450
50 550
Примечания: I. При работе в мартеновских, литейных и кузнечных
цехах нормы увеличиваются в 2,5 раза,
2- При работе на открытых площадках нормы увеличиваются в 1,5 раза.
3. Для кранов высотой пролета более 8 м нормы устанавливаются отделом
главного механика и утверждаются 1Лавным инженером'завода.
235
X. НОРМЫ РЛСХОДЛ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
НА ОДНУ РЕМОНТНУЮ ЕДИНИЦУ
УСТАНОВЛЕННОГО ОБОРУДОВАНИЯ
Таблица 38
Технология окраски Применяемые материалы Назначение материалов Потреб- ное ко- личество материа- лов в кг в гол
а) Для окраски технологического и подъемно-транспортного оборудования
Металлорежущие станки
Гру нтовка Г Ф- 020 ГОСТ 4056-63 Для грунтования 0.05
Бензо н-рестворит ель (уайт-спирит) ГОСТ 3134—52 Для промывки и раз- ведения эмали 0.10
Распылением Шпаклевка ПФ-00-2 ГОСТ 10277-62 или шпаклевка XВ ПО-5 ГОСТ 10277—62 Для шпаклевания питья о..
Шпаклевка НЦ-00-8 ГОСТ 10277 G2 Для выправления по- верхности станка U.045
Нитроглифталевая | > чадаль НЦ-132 красна Я МРТУ 6-10-570-63 (ГОСТ 6631—65*); ин- троглифталевая алю- миниевая ТУ МХП 1709 47 Для окраски внут- ренних поверхностей деталей 0,06
236
Продолжение табл. 38
Технология окраски [Применяемые материалы Назначение материалов Потреб- ное ко- личество материа- лов в кг в год
Распылением Нитроэмаль для стан- ков НЦ 246 и НЦ-246 «К» МРТУ 6-10-509-66 фисташкового, зелено- голубого, серого, свет- ло-серого цветов Для окраски 0,09
Растворитель .N° 646 ГОСТ 5630-51 Для разведения ни- троэмалей и нитроглиф- талевых эмалей 0,125
Нитроглифталевая эмаль НЦ-132 ГОСТ 6631—65* Для окраски по шпак- левке ПФ-00-2 0,025
Грунт ГФ-020 ГОСТ 4056—63 Для грунтования 0,05
Бензи н- растворител ь (уайт-спи рит) Для промывки и раз- ведения эмали 0,1
Кистью Шпаклевка ПФ-00-2 ГОСТ 10277—62; X В-00-5 ГОСТ 10277—62 Для шпаклевания литья 0,1
Нитроглифталевая эмаль НЦ-132 красная МРТУ 6-10-570-63 (ГОСТ 6631-65*); ии- троглифталевая алю- миниевая ТУ МХП 1709—47 Для окраски внутрен- ней поверхности дета- лей 0,06
Лак подмазочный № 74 Для добавления в шпаклевку 0,005
Мел молотый Для добавления в шпаклевку 0,01
Шпаклевка НЦ-00-8 ГОСТ 10277—62 Для выправления по- верхности станка 0,045
Нитроглифталевая эмаль НЦ-132 ГОСТ 6631-65' Для окраски по шпа- клевке ЛГ11-1 0,025
.Нитрорастворитель № 649 Для разведения эма- ли НКО 0,02
237
Продолжение табл. 38
Технология окраски Применяемые материалы Назийчсн ис материалов Потреб- ное ко- личество материа- лов в кг в год
Деревообрабатывающие станки
Грунтовка ГФ-020 ГОСТ 4056—63 Для грунтования 0,05
Распылением Бензин-растворитель (уайт-спирит) Для промывки и раз- ведения эмали 0,01
Шпаклевка ПФ-00-2 ГОСТ 10277—62; X В-00-5 ГОСТ 10277—62 Для шпаклевания литья 0.1
Шпаклевка НЦ-00-8 ГОСТ 10277—62 Ннтроглифталевая эмаль НЦ-132 ГОСТ 6631—65*; алюминиевая ТУМХП 1709—47 Для выправки по- верхности станка Для окраски внутрен- них поверхностей де- талей 0.03 0,06
Ннтроглифталевая эмаль НЦ-132 ГОСТ 6631—65* Для окраски 0.06
Лак подмаэочный № 74 Для добавления в шпаклевку 0,007
Растворитель № 646 ГОСТ 5630-51 Для разведения ни- троэмалей и нитроглиф- талевых эмалей 0,005
Экстракт № 2 (сикка- тив № 64) Для добавления в масляные эмали 0,01
Клей животный Для приготовления клеевой шпаклевки 0,005
Мел молотый Для добавления в шпаклевку 0,013
Ку С приме- нением ма- сляной эмали знечво-прессово Глифталевый грунт № 138 е оборудование Для грунтования 0,075
Бензин-растворит^. Для промывка и раз- ведения эмали 0,13
Лаковая шпаклевка ЛШ-1 Для шпаклевания литья 1,4
238
Продолжение табл. 38
Технология окраски Применяемые материалы Назначение материалов Потреб- ное ко- личество материа- лов в кг в год
С примене- нием масляной эмали Ннтроглифталевая эмаль НКО № 21 Для окраски внутрен- них поверхностей дета- лей 1,5
Масл я но- гл ««{палевая эмаль № 1425 Для окраски по шпак- левке ЛШ-1 0.075
Лак подмазочный № 74 Для добавления в шпаклевку 0,014
Нитрорастворигель № 646 Для разведения эмалн 0,01
Экстракт № 2 (сикка- тив № 64) Для добавления в масляные эмали 0,016
Клей животный Для приготовления клеевой шпаклевки 0,007
Мел молотый- Для добавления в шпаклевку 0,-019
Литейное оборудование
Грунт ГФ-020 ГОСТ 4056—63 Для грунтования 0,20
Распылением Бензин-растворитель (уайт-спирит) Для разведения эмалн и промывки 0,2
Нитрогл ифтал ева я НЦ-246 и НЦ-246 «К» МРТУ-6-10-609 -66 Для окраски 0.25
Шпаклевка МПФ-00-2 ГОСТ 10277—62 или X В-005 ГОСТ 10277—62 Для шпаклевания литья 0,02
Растворитель № 646 ГОСТ 5630—51 Для разведения нитро- эмалей и иитроглифта- левых эмалей 0,025
Шпаклевка НЦ-00-8 ГОСТ 10277—62 Для выправления поверхностей машины 0,05
Ннтроглифталевая эмаль НЦ-132 ГОСТ 6631—65* Для окраски по шпаклевке 0,03
239
Продолжение табл. 38
Технология окраски Применяемые материалы Назначение материалов Потреб- ное ко- личество материа- лов в кг В ГОД
Распылением Мел молотый Для добавления в шпаклевку 0,01
Лак № 74 подмазоч- ный Для добавления в шпаклевку 0,05
Подъемно-транспортное оборудование
Глифталевый грунт № 138 Для грунтования 0,025
Бензи н-р аствор ител ь Для разведения эмали и промывки 0,045
С приме- нением ма- сляной эмали Масл я но-гл ифтал евая эмаль № 1425 Для окраски 0,03
Нитрорастворитель № 646 Для разведения эмали нко 0,0025
Лаковая шпаклевка ЛШ-1 Для шпаклевания литья 0,3
Экстракт № 2 (сикка- тив № 64) Для добавления в масляные эмали и шпак- левку 0,003
Клей животный Дл я прнготовлена я клеевой шпаклевки 0,004
Мел молотый Для добавления в шпаклевку 0,013
Лак № 74 поды заоч- ный Для добавления в шпаклевку 0.01
240
Продолжение табл. 38
Технология окраски Применяемые материалы Назначение материалов Потреб- ное ко- личество материа- лов в кг в год
С приме- нением ма- сляной эмали б) Для пропитывания и электротехнического Электрода! Лак изоляционный золя ци и и окраски оборудования г а т е л и Для пропитки изол я- ции 0,72
Эмаль изоляционная 0,16
Эмаль неизоляцион- ная Для окраски и по- крытия лобовых частей изоляции 0,02
* Взамен ГОСТа 6631—53. Примечания: 1. Для окраски шлифовальных станков взамен нитро- эмалей применяются лерхлорвиниловые эмали ХВ-124 ГОСТ 10144—62 или XB-II3 ВТУ УХП 181—60 фисташкового, светло-серого, кремового цветов. 2. Для разведении перхлорвиниловых эмалей применяется растворитель Р-4 ГОСТ 7827—55
XI. НОРМЫ РАСХОДА СМАЗОЧНЫХ
И ОБТИРОЧНЫХ МАТЕРИАЛОВ
ОСНОВНЫЕ СВЕДЕНИЯ О СМАЗОЧНЫХ МАТЕРИАЛАХ
Основными смазочными материалами, применяемыми для смазки техноло-
гического оборудования, являются масла и консистентные смазки.
Важнейшим показателем качественной характеристики смазочных масел,
определяющим их поведение в смазочных системах и на поверхностях трения,
является вязкость.
Вязкостью называют сопротивление, оказываемое маслом перемещению его
частиц под влиянием действующих на жидкость сил.
В ГОСТе различают условную и кинематическую вязкость масел.
Условной вязкостью называют отношение времени истечения определенного
количества испытываемого масла ври температуре 20, 50 и 100° С ко времени исте-
чения такого же объема дистиллированной воды при тех же условиях при 20° С.
Кинематическая вязкость (удельный коэффициент внутреннего трепня) изме-
ряется в стоксах.
Стокс -характеризует вязкость масла; плотноегь которого равна I
и которая оказывает силой в 1 дину сопротивление перемещению двух слоев
масла площадью 1 см2, находящихся на расстоянии I см друг от друга и пере-
мещающихся относительно друг друга со скоростью I см!сек. Сотая часть стокса
называется сантистоксом (ест). В ГОСТе вязкость масел обозначается в санти-
стоксах .
Для смазывания технологического оборудования машиностроительных пред-
приятий применяются масла, приведенные в табл. 39.
Таблица 39
Наименование масла Вязкость при 50° в ест Температура застывания в °C
По ГОСТу Старое наименование
Масло для высокоскорост-
ных механизмов Л Велосит 4,0—5,1 -25
Масло для высокоскорост-
ных механизмов Т Вазелиновое 5,1—8,5 -20
Индустриальное 12 * Веретенное 2 10—14 -30
» 20 * . . » 3 17—23 —20
» 20В » ЗВ 17—23 —15
в 30 ... . г. 1иное Л 27—33 —15
в 45 ... . в С 38—52 —10
» 45В . в СВ 33—52 g
Цилиндровое легкое 11 Цилиндровое 2 9—13** +5
» » 24 . . Вискозин 20—28
* Цифры 12, 20 обозначают вязкость в сантистоксах. ’• Вязкость указана при 100° С-
242
Консистентные смазки представляют собой масла, загущенные мылами —
кальциевыми, натриевыми, кальциево-натриевыми и др
Важнейшим качественным показателем консистентных смазок ивлиется
температура каплепадения. Температурой каплепадения называется темпера-
тура, при которой происходит падение первой капли смазки, нагреваемой в опре-
деленных условиях.
Применяемые консистентные смазки разграничиваются согласно данным,
приведенным в табл. 40.
Таблица 40
Наименование смазки Основание смазки Темпе- рвтура капле- падения в °C Отношение к влаге
По ГОСТу Старое наименование
УС УТ УТВ Солидол Консталнн Смазка 1-13 Кальциевое Натриевое Смешанное <100 >100 <100 Влагостойкий Водочувствнтельиый Влагостойкая
Примечание. В ГОСТе название смазок обозначается путем сочета-
ния начальных букв слов, характеризующих их качественные особенности. Так,
У — означает универсальность применения; Т — тугоплавкость; С — средне-
плавкость; Н — низкоплавкость; В — влагостойкость.
Замену одних смазочных материалов другими следует производить с учетом
наибольшего приближения (по качественным признакам) заменители к заменяе-
мому. При замене масел можно руководствоваться рекомендациями, приведен-
ными в табл. 41.
Таблица 41
Масло заменяемое Масло-заменитель
Масло для высокоскоростных ме- ханизмов Л (велосит) Масло для высокоскоростных ме- ханизмов Т (вазелиновое) Индустриальное 12 Индустриальное 20 » 30 Цилиндровое легкое II » » 24 (вискозин) Масло для высокоскоростных ме- ханизмов Т (вазелиновое) и инду- стриальное 12 Индустриальное 12 » 20, индустриаль- ное 30 Индустриальное 30 в 45 Автотракторное АК-15 Масло для прокатных станов (П-28)
При замене консистентных смазок следует исходить из данных, приведен-
ных в табл. 42.
Таблица 42
Смазка заменяемая Смазка- заменитель Смазка заменяемая Смазка- заменитель
Солидол жировой УС-2 Солидол синтетиче- ский УСс-2 УСс-2 УС-2 Смазка жировая УТВ (М3) Консталнн жировой УТ-1 УТ-1 УТВ (1-13)
243
Ремонтная единица оборудования является удобным и достаточно достовер-
ным критерием для установления потребного количества смазочных материалов.
Нормы расхода смазочных материалов для различных видов технологиче-
ского оборудования приведены в табл. 43.
Таблица 43
Нормы расхода смазочных материалов на технологическое
оборудование за 8 ч работы
Оборудование Нормы расхода в г за 8 ч работы иа одну ремонтную единицу Основные рекомендуемые марки масел
Металлорежущие станки
Токарно-карусельные станки, ло- ботокарные, трубо- и муфтоотрезные 25—35 Индустриальное 45
Токарные, револьверные гюлуавто маты, автоматы, горизонтально-рас- точные, фрезерные, шлицефрезерные, зубообрабатывающие, строгальные, долбежные, резьбонарезные, болто- резные, резьбонакатные, отрезные пи- лы, балансировочные, центровальные, электроэрозионные 20—30 Индустриальные 20, 30 и 45
Сверлильные: вертикальные, ра- диальные, заточные 15—25 Индустриальные 20 и 30
Коорди натио-расточные, алмазно- расточные, шлифовальные, хонинго- вальные, доводочные, отделочные 25—35, Индустриальные 12. 20 и 30
Деревообрабатывающее оборудован tie
Станки ленточнопильные 20 Индустриальное 30
15 УС-1
Станки круглопильные 15—20 Индустриальное 30
10—25 УС-1
Станки фуговальные 5—10 Индустриальное 30
10 УС-1
10—25 Индустриальное 30
20—25 УС-1
244
Продолжение табл 43
Оборудование Нормы расхода в г за 8 ч работы на одну ремонтную единицу Основные рекомендуемые марки масел
Станки рейсмусовые двусторонние 30 Индустриальное 30
30 УС-1
Станки строгальные четырехсторон- иие 30—40 Индустриальное 30
10—30 УС-1
Станки фрезерные 25 Индустриальное 30
— УС-1
Станки шипорезные односторонние 10 Индустриальное 30
20 УС-1
Станки шипорезные двусторонние 20 Индустриальное 30
40 усТ
Ста и к и сверл ил ь но- пазовал ъные 15 Индустриальное 30
10 УС-1
Станки шлифовальные 8 Индустриальное 30
10 УС-1
Станки заточные 15 Индустриальное 30
10 УС-1
Станки токарпые 1\узнечн0' п рессоб Мол Пневматические паровоздушные 25 Индустриальное 30
1и ое оборудован ОТЫ 35—45 УС-1 ие Индустриальное 45 Цилиндровое 11 и 24 Banop С
245
Продолжение табл 43
Оборудование Нормы расхода в г за 8 « работы на одну ремонтную единицу Основные рекомендуемые марки масел
Рессорные рычажные 20-30 с с ы 25—30 Индустриальное 45 Цилиндровое 11
Фрикционные Пре Штамповочные Banop С Индустриальное 45 Индустриальное 45
Парогидравлические, гидравличе- ские 20—35 Индустриальное 12 и 45 Цилиндровое 11 Автол 18
Эксцентриковые. кривошипные, фрикционные 30—35 Индустриальное 45 Смазки УС-1 УС-2
Ножницы Гильотинные | 15 Литейное оборудование
Смешивающие бегуны 15—20 Индустриальное 45 Смазки УС-1 и УС-2
Разрыхлители и сита 6—8 То же
Формовочные машины 20—25 Индустриальное 20 и 45 Смазки УС-1 и УС-2
Стержневые машины 12-15 То же
Пескометы 12—15 Индустриальное 45 Смазки УС-1 и УС-2
Выбивные машины 10—15 Индустриальное 45
Очистное оборудование 10—15 Индустриальное 45 Смазки УС-1 и УС-2
Оборудование для литья в обойо* - ковые формы 15-20 То же
Оборудование для литья по вы- плавляемым моделям 10-15 Индустриальное 20 и 45 Смазки УС-1 и УС-2
246
Продолжение табл. 43
Оборудов а н не Нормы расхода в г за 8 ч работы на одну ремонтную един нцу Основные рекомендуемые марки масел '
Машины для центробежного литья 10-15 Индустриальное 20 и 45. Смазки УС-1 и УС-2
Кокильные машины 8—10 Смазка УС-1
Машины для литья иод давлением 15—20 Индустриальное 20 и 45 Смазки УС-1 и УС-2
Ленточные транспортеры и элева- торы 8—10 Индустриальное 45 (машинное С)
Рольганги и конвейеры П одъемно- mpancnof. Мостовые электрические краны 8—10 тное оборудс 20—25 Цилиндровое 11 и 24 ванне
Мостовые, ручные краны, электри- ческие лебедки 15—20
Электротельферы 12—15 Индустриальное 30 и 45 Цилиндровое 11 н 24 Смазки УС-1 и УС-2 Banop Т
Ручные катучие балки
Поворотные паровые краны на же- лезнодорожном ходу 100—125
Поворотные краны на автомобиле, поворотные краны на гусеничном ходу 150—200
Поворотные консольные краны с электроприводом 20—25
Велосипедные электрические краны 25—30
Пневматические подъемники 15—20
Лифты 30—40
Транспортеры 80—100
Элеваторы 60—80
Электрокары 12—15
247
Продолжение табл 43
Оборудование Нормы расхода в г за 8 ч работы на одну ремонтную единицу Основные рекомендуемые марки масел
Для облегчения работы п предо- хранении от ржавления каната 500 г на 1 пог. м Канатная мазь ИК Вазелин технический УН Пушечная смазка УНЗ Смазка АМС-3
Примечание. Смазывание каната с предварительной очисткой от грязи производится прн весьма тяжелом режиме работы через 5 дней, при тяжелом режиме — через 15 дней, а при среднем и легком режимах работы — 1 раз в месяц.
Меньшие значения относятся к индивидуальному и мелкосерийному произ-
водству, а большие—-к массовому.
ФИЛЬТРУЮЩИЕ, ОЧИСТИТЕЛЬНЫЕ И СМАЗОЧНЫЕ УСТРОЙСТВА
Для эффективного осуществления смазки металлорежущих станков рекомен-
дуется применять фильтрующие и смазочные устройства конструкции ЭНИМСа.
перечень которых приводится ниже.
-1, Фяльтры-длредназнаиаются-тиш-очцсиасмасла-от-мехашгчесютх. примесей,
они могут устанавливаться па линии всасывания перед насосом (приемные сет-
чатые фильтры) или на линии нагнетания за насосом Приемные сетчатые фильтры
должны обладать большой пропускной способностью с малым сопротивлением
и монтироваться в маслобаках или картерах станочных механизмов. Фильтры,
устанавливаемые за насосом, могут иметь более высокое сопротивление, чем
приемные фильтры; изготовляются они для грубой, нормальной и тонкой филь-
трации смазочного масла. К фильтрам грубой фильтрации относятся фильтрую-
щие пакеты, задерживающие частицы диаметром до 150 мк; для нормальной
очистки до 25- 40 лк; для тонкой очистки — до 5—10 мк.
В табл. 44 приведен перечень фильтрующих и очистительных устройств,
предназначенных для работы на индустриальных маслах.
Таблица 44
Фильтрующие и очистительные устройства
Устройство Модель Тонкость фильтра- ции в як Пропускная способность В д!л11Ш Рабочее давлен не в кГ/с.ия Рекомен- дуемое место установиi Завод изгото- витель
Приемный фильтр С41-1 300 -» .'8; 35; 70 0.06 (разря- жение) Всасы- вающая маги- страль системы Н ико- лвенский гидроап- паратуры
Пластинча- тый фильтр Г41-1 Г41-2 МН 4650-63 80 120 200 3; 8; 18; 35 5; 12; 25; 50 8; 18; 38; 70 64 Напор- ные ма- гистрали системы
Продолжение табл. 44
i’CTpofiCiuii MujIUvl ь Тонкость фильтра- ция в мк Пропускная способность в л{мин * Рабочее давление в кГ/с.я$ Рекомен- дуемое место устансвки Завод изгото- витель
Сетчатый фил ьтр С42-1 С42-2 МН 4651-63 80 150 3; 8; 18; 35 18: 35: 70; Напор- ные маги- страли системы Нико- лаевский гидро-
Магнитно- сетчатый фильтр ФМС 80 18; 35 6 Напор- ные аппара- туры
Магнитный фильтр ФМ 10 (наи- меньшая) 8; 12; 25; 50 70; 100; 200; 400 и слив- ные маги- страли Елецкий «Г идро- привод»
Щелевой фильтр тонкой очистки ** Г41-3 5 5; 12; 18 6 Системы смазок преци- зионных подшип- ников
Воздушный фильтр (секции) Г45-22 25 70 Масля- ные резер- вуары Нико- -лаевекяй гидро- аппара- туры
Магнитный уловитель (пробки) МН 4652-63 М 16x1,5; М27Х1.5; М42Х1.5 Картеры- меха- ннзмов, масло- баки
Магнитные патроны Г42-1; Г42-11 Г42-11А Г42-12 Г42-12А Г42-13 Г42-13А Г42-14 Г42-14А 14 х 132 14 <87 20x185 20 \ 145 28x238 28x184 38’<315 38x234 - Масля- ные резер- вуары
* Для магнитных -уловителей—присоединительная резьба; для магнитных
патронов—диаметр ч длина мм
*’ Будет выпускаться с 1969 г.
2. Плунжерные насосы и лубрикаторы. Плунжерные насосы небольшой про-
изводительности должны применяться в металлорежущих станках при непре-
рывной смазке трущихся поверхностей под давлением. Подача масла насосами
осуществляется возвратно-поступательным движением плунжера, ход которого
не менее 3 мл, а количество двойных ходов не выше 600 в минуту.
Централизованная непрерывная смазка под давлением с наибольшим коли-
чеством трущихся пар 12 осуществляется многоточечными лубрикаторами:
а) с механическим приводом и ручной подкачкой:
б) с ручным приводом.
Краткая характеристика насосов и лубрикаторов приведена в табл. 45.
249
Таблица 45
Смазочные устройства
Плунжерные насосы
Смазочные устройства Модель Рабочее давлей нс в кг/см* Наиболь- шая про- изводи- тель- ность за один двойной ход плунже- ра в см* Наи- боль- ший ход плун- жера в мм Ззвод- НЗГОТОВИ- тсль
1 Насос плунжерный для 1 смазки I С13-1; МН 13 0,25 6 Елецкий «Гидро- привод»
1 Насос смазочный одно- плунжерный ручной с ре- зервуаром С16-21 — 1.5 20
Насос одноплунжерный с ручным приводом для густой смазки Лубрикатор многоточеч- НРГ 100 10 54 Елгавский машино- строитель- ный
ный с ручным приводом С17-1 10 0,05 4 Елецкий «Гидро-
Лубрикатор многоточеч- ный с механическим при- водом. л.-ручной подкачкой.. С18-1 10 0,10 4 привод»
Продолжение табл. 45
Ротационные насосы
Смазочные устройства Модель Рабочее давление в кГfсмл Произво- дитель- ность в л (мин Высота всасы- вания в мм Завод- изгото- витель
Насос шестеренчатый ГН-1 6 5; 8 500 Ново- Вятский механи- ческий
Насос шестеренчатый с электродвигателем иа плите БГ11-1
Насос шестеренчатый с фланцевым электро- двигателем впы
Насос лопастной С12-12 С12-2 1,5 2,5 6 1,5; 3; 5; 8 Елецкий «Гидро- привод»
Насос лопастной ре- версивный С12-4 2,5 1,5; 3; Б; 8
250
3. Насосы ротационные. В циркуляционных системах смазки применяются
насосы ротационные шестеренчатые и лопастные. Шестеренчатые насосы при-
годны для нагнетания масел вязкостью 17—40 ест, лопастные 17—150 ест.
Диапазон чисел оборотов в минуту составляет: для шестеренчатых насо-
сов 500—1440, для лопастных 500—1000.
Лопастные насосы не имеют уплотнения приводного вала и рекомендуются
-только для установки внутри механизмов.
Краткая характеристика шестеренчатых и лопастных насосов приведена
в табл. 45.
4. Контрольные и предохранительные устройства. Маслораспределители
устанавливаются в случае необходимости смазывания нескольких трущихся пар
от одного источника подачи масла.
Маслоуказатели предназначаются для контроля уровня масла в баках и кар-
терных емкостях. Для автоматического контроля подачи, уровня и давления
масла рекомендуется применять реле контроля. К контрольным устройствам
без сигнализации относятся предохранительные клапаны.
Перечень и назначение контрольных и предохранительных устройств при-
веден в табл. 46.
Таблица 46
Контрольные и предохранительные устройства
Контрольные и предохранительные устройства Модель Техническая характеристика Завод- изготовитель
Маслораспределитель нерегулируемый сзы Наибольший расход через один отвод —- 3 л!мин Наибольшее рабочее давление —10 kTc'cm? Наибольшее число отводов: радиальных— 8; осевых 3. Серийно ие изгото- вляются
Маслораспределитель регулируемый с визу- альным контролем С32-4 Наименьший расход через отвод — 30 см9{мин Номинальное рабочее давление — 1 кГ.'саР. Ч пело отводов — 2; 4; 6 Елецкий «Гидро- привод»
251
Продолжение табл 46
Контрольные и предохрани- тельные устройства Модель Техническая характеристика Завод изготовит ель
Маслорас- п ределитель регулируемый двухмаги- стральный пд Наибольшая подача за ход в один отвод — 2; 5; 10; 25 с.я3 Наибольшее рабочее давление — 150 кГ/см- Число отводов — 1; 2; 3; 4 Елецкий «Гидро- привод»
Маслоуказа- тель мп 176-63 Круглый «Карболит»
Удлиненный
Масчоуказа- тель МН 177-63 Диапазон контролируемых уровней масла — 60—600 мм
- Реле- кон- троля уровня масла -€53'5- Ha-H-MeiHiffliiit -расход -ерабатыытння- реле — 0,5—2 л/мин Наибольший расход — 8 л/чин Рабочее давление — 6 кГ'см2
Предприя- тия Киргизской ССР
Реле кон- троля подачи масла С55-5 Наименьшее контролируемое давле- ние — 1 кГ!смг Наибольшее контролируемое давле- ние — 6 кГ,см2
Реле кон- троля давле- ния С57-5 Чувствительность срабатывания — 0,3 кес'см2
Клапан пре- дохранитель- ный шарико- вый концевой С58-1 Расходы: 1,5; 3; 5; 8 л, мин Наибольшее рабочее давление — 6 кГ см2 Елецкий «Гидро- привод»
252
Нормы расхода смазочных и обтирочных материалов даны в табл. 47—50.
Таблица 47
Нормы расхода смазочных материалов для электродвигателей
за 7 ч работы на одну ремонтную единицу
Мощность электро- двигателя в кет Подшипники скольжения Подшипники качения
Масло индустриальное 20 Смазка 1-13
Расход в г Емкость картера в кг Расход в г Емкость картера В КР
До 0,5 1,0 0,15 0,5 0.50
0,5—1 1,5 0,15—0,2 0,1-0,15
1—2 2.0
2—3 3,0 0.15—0,2
3—4 3,5 0,5—0,25
4—5 5,0 0,2—0,25
5—6 5,5
-6—7 -6,0- .Д.25—0,-3- -
7—10 7,0 0,3—0,35 1,0 0,2—0,25
10—15 8,0 0,35—0,4
15—20 8,5 0,34—0.5 1,5 0,25—0,3
20—30 9,0 0,5—0,6 0,3—0,35
30—40 10,0 0,7—0,9 0,35—0,4
40—50 11,0 0,9—1,0 0,4—0,5
50—75 15,0 1.2—1,5 2,0 0,5—0,7
75—100 20,0 1.5-2,0 2,5 0,7—0,8
Примечания: I- Расход смазки и емкость картера указаны на оба
подшипника _ электродвигателя.
2. Для'всех электродвигателей с числом Оборотов до 1500 в минуту приме-
нять консистентную смазку УТВ.
3- Для электродвигателей с числом оборотов св. 1500 в минуту применять
смазку УТ-1.
4. Для электродвигателей, работающих в условиях пониженной темпера-
туры, добавлять п мазь животный жир.
5. Для электродвигателей, работающих в условиях повышенной темпера-
туры, применять кокета л ин УТ-1.
6. Для электродвигателей с кольцевой смазкой мощностью до 100 кет при-
менять масло индус три ал г. и ное 20.
253
Таблица 48
Средние нормы расхода смазочных материалов, единовременно
заливаемых в картерные емкости, в кг на одну ремонтную единицу
Станки Едино- временный залив в кг (на долив берется 10%)
Работающие абразивным инструментом » металлическим инструментом Тяжелые и уникальные * * Норма устанавливается отделом главного механика завода ия главным инженером. 1—1,5 0.8—1,2 утверждается
Таблица 40
Периодичность смены масел в циркуляционных системах (картерах)
при работе оборудования в одну смену
Емкость картера в кг Время в месяцах между сменой масел в станках, работающих в условиях Время в дпя.к между заливами требуемого уровня
нормальных проникновения абразивной пыли пли иной загрязненной среды
До 10 4—4,5 3=33’ “5^6
10-50 5-6 3,5-Л 5-6
Св. 50 6—6,5 4—4.5 6—8
Для подшипников качения 6—6,5 4—4,5 8—10
Таблица 50
Нормы расхода обтирочных материалов для эксплуатации
технологического оборудования на одну ремонтную единицу за 8 ч работы
Характер производства Нормы расхода в ч
Единичное ... 6
Серийное . . ... 8
Массовое н крупносерийное .... ........ — _ „ 10
ПРЕДОХРАНИТЕЛЬНЫЕ СМАЗКИ
Предохранительные смазки применяют для защиты деталей станков от
разрушающего действия окружающей среды.
Защиту металлических частей станка от коррозии можно обеспечить предо-
хранительными смазками лишь при условии предварительной тщательной
очистки этих частей, иначе процесс коррозии будет происходить и под смазкой.
254
Смазку для предохранения точных механизмов и узлов станков от коррозии
изготовляют на местах потребления.
В состав такой смазки входит:
а) масло вазелиновое 73—75%;
б) воск пчелиный фильтрованный 25—27%.
Эти два материала смешиваются при температуре 50—80° С.
Предохранительные смазки и области их применения приведены в табл. 51.
Таблица 51
Предохранительная смазка Назначение и область применения
Вазелин технический УН Предохранение деталей станков от коррозии
Пушечная смазка Предохранение деталей узлов и станков от кор- розии
Солидол жировой УС-2 Смазывание трущихся поверхностей и предо- хранение станков от коррозии
СООТНОШЕНИЕ РАСХОДА МАСЕЛ И СМАЗОК
Единовременный расход смазочных материалов после ремонта станков
обычно равен двухсменному расходу при нормальной эксплуатации.
Жидкие масла-, -применяемые -на -предприятий-, могут-быть -сведены макси--
мально к пяти-шести маркам, а консистентные смазки — к двум-трем.
Примерное соотношение расходуемых масел и смазок, применяемых при экс-
плуатации машин приведено в табл. 52.
Расход смазочных материалов на консервацию металлорежущих станков
приведен в табл. 53.
Нормы расхода керосина и бензина на одну ремонтную единицу в год при
ведены в табл. 54 и 55.
Таблица 52
Примерное соотношение
расходуемых масел и смазок
Таблица 53
Расход смазочных материалов
на консервацию металлорежущих станков
Смазочные материалы Jis
Индустриальное масло 12-20 20—40
Индустриальное масло 30-45 . . 70—40
Консистентная смазка 3—6
Прочие масла .... 7—14
Всего. . 100
Условия хранения оборудо в а н п я Увеличи- вается норма против рас- хода за 8 ч па одну ремонтную единицу Перио- дичность смены смазки в мес.
В помещении В 15 раз 10—12
На открытом воздухе .... » 20 » 5—6
При длитель- ном транспор- тировании i> 25 » -
255
Таблица 54
Нормы расхода керосина в год на одну ремонтную единицу
Состояние оборудования Норма в е
Оборудование, находящееся в эксплуатации » подлежащее монтажу илн ремонту (разовый расход) Оборудование, находящееся в консервации » подлежащее межремонтному обслуживанию. . 350—400 300-500 100—120 40
Таблица 55
Нормы расхода бензина в год на одну ремонтную единицу
Оборудован ие Норма и г
Станки повышенной, высокой, особо высоком точности, а также особо точные и уникальные . Электрооборудование . 200 60
XII. ОПРЕДЕЛЕНИЕ МОЩНОСТИ
РЕМОНТНО-МЕХАНИЧЕСКИХ ЦЕХОВ
И ЦЕХОВЫХ РЕМОНТНЫХ БАЗ
Мощность ремонтно-механического цеха (РМЦ) завода и цеховых ремонтных
баз (ЦРБ) должна обеспечить выполнение работ по плановым ремонтам и изго-
товлению тех сменных и запасных деталей, которые в настоящее время не изго-
товляются централизованно. Количество станков и рабочей силы, необходимое
для выполнения плановых ремонтных операций, определяется на основании
годовых планов ремонтов.
Запрещается загрузка ремонтно-механического цеха заказами и работами,
не связанными с ремонтом и модернизацией оборудования, согласно постановле-
нию правительства.
Выполнение работ по автоматизации, по изготовлению специального обору-
дования и других, не имеющих отношения к ремонту и модернизации оборудо-
вания, разрешается в объеме, который может быть выполнен без ущерба для ра-
бот по ремонту и модернизации. Объем таких работ должен определяться в начале
года исходя из утвержденного плана ремонта и модернизации оборудования,
а также мощности ремонтно-механического цеха и цеховых ремонтных баз.
Для укрупненных расчетов мощности ремонтно-механическнх цехов и цехо-
вых ремонтных баз можно принимать количество оборудования РМЦ в зависи-
мости от количества физических единиц установленного иа предприятии техно-
логического оборудования (табл. 56).
Таблица 56
Количество металлорежущих станков ремонтно-механического цеха
и цеховых ремонтных баз в зависимости от средней категории
сложности ремонта оборудования, установленного на заводе,
и серийности производства
Количество физических единиц обслуживаемого технологиче- скою и подъемно-транспортного оборудования цехов завода Средняя категория сложности ремонта
ю -4* С1 - о 1Л о ю о г' ю О «о
Количество станков в РМЦ и ЦРБ
А. 500 800 1000 I 500 2000 3000 4000 5000 м 33 51 61 85 105 148 180 219 а с 31 48 56 80 98 140 166 сов 27 42 50 71 87 122 150 183 о е 26 40 48 69 83 Г19 146 177 и к 25 39 46 66 79 ИЗ 137 166 Р У 23 35 42 60 73 103 128 154 Н О 22 33 40 56 69 96 123 147 сер 21 32 38 53 66 89 115 139 и й 20 31 37 52 64 87 111 134 о е 19 29 34 48 60 83 107 129 пр 19 28 33 46 58 81 103 123 О И 3 18 27 32 43 56 78 99 119 в о 18 27 31 43 54 74 95 112 с т 17 25 30 42 52 71 80 107 О м. К. 23 28 39 47 67 86 102
9 Зак. Цс->3
257
Продолжение табл. 56
тво Физических единиц ваем'ого технологиче- подъем но-транспортного 1ЯНИЯ цехов завода Средняя категория сложности ремонта
V? ф сч - о «5 СЪ ю СО о ю О
о 5 о с ^ооо Количество станков в л. РМЦ и ЦРБ
6 000 250 230 212 206 193 180 173 161 155 148 142 134 128 122 116
8000 308 299 274 266 246 230 223 205 197 190 179 171 — — —
10000 375 364 332 321 300 278 268 246 237 224 214 203 — — —
Б. Серийное производство
500 26 23 21 20 20 18 17 16 15 15 13 м. к. м. к. \1. к. м. к.
800 39 35 32 30 29 28 26 25 24 23 21 20 19 18 '8
1000 49 43 38 36 35 33 30 29 28 27 25 24 22 21 20
1500 66 61 53 51 50 46 42 40 39 37 35 34 31 29 28
2 000 79 75 67 62 60 58 52 49 47 45 43 41 39 34 32
3 000 113 106 90 87 84 80 74 71 67 64 61 58 55 48 45
4 000 137 129 111 107 103 99 95 90 86 81 77 73 64 56 55
5000 166 154 134 128 123 118 112 107 101 97 92 86 — — —
6 000 192 180 154 147 142 134 128 122 11=3 110 103 96 —. — —
8 000 246 230 197 190 179 172 162 154
10000 300 278 237 224 214 203 193 183 — — — — — __ —
В. Мел к о се р и й н о е и е д и н и ч {о е производство
500 21 20 18 17 16 15 15 14 м. к. м. к. м. к. м.к. м. к. м. к. м. к.
800 32 80 27 26 26 22 21 20 20 19 18 18 15 м.к. м. к.
1 000 40 35 31 30 29 27 26 25 24 23 21 19 18 17 16
1500 55 51 45 43 42 39 37 35 34 32 30 27 26 24 23
2 000 56 62 56 54 51 49 47 45 43 41 39 34 32 30 28
3000 93 90 77 74 71 67 64 61 58 55 51 47 45 42 38
4 000 111 107 98 95 90 86 81 77 73 69 64 60 — — —
При составлении табл. 56 использованы материалы Гнпроавтопрома. Коли-
чество станков по сравнению с приведенными Гппроавтопромом в* «Единых нор-
мах технологического проектирован,»/-- ремонтного хозяйства машиностроитель-
ных заводов» скорректировано с учетом необходимости ремонта оборудова-
ния РМЦ, ЦРБ.
Приведенные в табл. 56 (стр. 257) данные заимствованы из «Единых норм
технологического проектирования ремонтного хозяйства машиностроительных
заводов», разработанных Гппроавтопромом и утвержденных 30 декабря 1962 г.
б. Госкомитетом Совета Министров СССР по автоматизации и машиностроению,
по согласованию с Госстроем СССР.
258
По мере повышения степени надежности и долговечности оборудования,
а также создания специализированных цехов и заводов по капитальному ремонту
оборудования количество металлорежущих станков, занятых на ремонте, должно
снижаться. В количество единиц обслуживаемого технологического оборудова-
ния не включены:
а) ремеханизированные печи п ванны;
6) электродвигатели, трансформаторы н другое электротехническое обору-
дование;
в) отопительно-вентиляционное и другое сантехническое оборудование.
К расчетному количеству единиц обслуживаемого технологического и подъ-
емно-транспортного оборудования цехов завода может добавляться до 10% на
прочее неучтенное оборудование.
Для промежуточных величин количества обслуживаемого оборудования
количество станков РМЦ и ЦРБ определяется путем интерполяции между нор-
мами, приведенными в табл. 56.
Для заводов с количеством технологического и подьемно-траиспортного обо-
рудования меньше 500 единиц количество станков РМЦ и ЦРБ принимается
во норме, как для заводов с 500 физическими единицами.
В тех случаях, когда по расчету в РМЦ получается менее 12 единиц обору-
дования, принимается минимальный комплект основных станков по табл. 57.
Таблица 57
Состав минимального комплекта (м. н.) основных станков
ремонтно-механического цеха при количестве основных станков
по расчету меньше 12
Станки Техническая характеристика Модель станка Коли- чество станков
Токарно- винторезный Наибольший диаметр обрабатываемой дета- ли X расстояние между центрами в мм 320X 500 1Л61 1
400X710 400Х 1000 400X1500 1К62 1 1 1
615X1500 615 X 3000 1Д63А 1 1
Вертикально- сверлильный Наибольший диаметр сверления в мм 25 2А125 1
Универсально- фрезерный Размеры рабочей по- верхности стола в мм 320X1250 6Н82Г 1
Поперечно- строгальный Ход ползуна в мм 700 7А35 1
Долбежный Ход долбяка в мм 200 7А420 1
Универсальный круглошли- фовальный Наибольший диаметр обрабатываемой дета- ли X расстояние между центрами в мм 200 X 500 ЗБ12 I
9*
259
Продолжение табл. 57
Станки Техническая характеристика Модель ствнка Коли- чество станков
Зубофрезерный Наибольший диаметр обрабатываемой детали в мм 450 5325 1
Плоскошли- фовальный Размеры' стола в мм 300Х1000 3731 1
Горизонтально- протяжный Усилие протягивания в Т 10 7А510 1
Итого. . . 14
Примечание. При отсутствии в цехах завода крупных станков, а также в случае невозможности кооперирования с другими предприятиями района, в ми- нимальный комплект станков ремонтно-механического цеха допускается включать продольно-строгальный, расточной и радиально-сверлильный станки.
Состав вспомогательного оборудования ремонтно-механического цеха мо-
жет быть принят по табл. 58.
Таблица 58
Состав вспомогательного оборудования ремонтно-механических цехов
Оборудован ие Количество основных станков ремонтно-механического цеха
15 30 40 50 60 80 100 120
Количество единиц вспомогатель- ного оборудования
Приводная ножовка . . 1 1 1 2 2 2 2 2
Дисковая пила .... — 1 1 1 1 1 2 2
Шлифовальный перенос- ной станок с гибким валом 1 1 1 1 1 1 1 2
Центровочный станок . . — — — — 1 1 1 1
Настольно-сверлильный станок 1 2 2 2 3 3 4 4
Гидравлический пресс — — — __ — 1 1 1
Ручной пресс 1 2 2 2 2 3 3 4
Обдирочно-шлифовальный станок 1 1 2 2 2 3 3 3
Болторезный станок — — — — — 1 1 1
Сварочный трансформатор 1 1 1 1 2 2 2 3
Итого. . . 6 9 10 11 14 18 20 23
260
Таблица 59
Поправочные коэффициенты (к табл. 56), учитывающие
удельным вес автоматизированного оборудования
Удельный вас автоматизирован- ного оборудования в % Коэффициент к табл. 56 Удельный вес авгомагнзировац- пого оборудования в % Коэффициент к табл. 56
10 1.0 :<s 1.2
20 м 50 1.3
Таблица 60
Поправочные коэффициенты к табл. 56, учитывающие
получение запасных деталей со стороны и выполнение
капитальных ремонтов оборудовании на стороне
Запасные детали Капитальный ремонт Запасные детали Капитальный ремонт
ж • 3 & а> о х 3? ° о Jhg С С х о Коэффи- циент к табл. 56 Процент выполне- ния на стороне Коэффи- циент к табл. 56 : Процент । получе- ния со стороны ; Коэффи- циент к табл. 56 Sg*S SsSB t- m x t> Коэфф и- , циент к табл. 56
10 20 30 1,0 0,92 0,84 10 20 30 0,97 0,94 0,91 40 50 60 0,76 0,68 0,6 40 50 60 0,88 0,85 0,82
В состав автоматизированного оборудования включаются: станки автомати-
ческих линий, автоматы, полуавтоматы, а также оборудование с загрузочны-
ми приспособлениями.
Распределение общего количества станков ЦРБ по ремонтным базам отдель-
ных цехов производится в зависимости от количества н сложности обслуживае-
мого оборудования цеха и объема выполненных ремонтных работ в данной ре-
монтной базе по нормам табл. 61. Приведенные в таблице нормы количества стан-
ков ЦРБ предусматривают выполнение работ по малым ремонтам, осмотрам
и межремонтному обслуживанию.
Таблица 61
Количество физических единиц установленного оборудования в цехах Количество основных ста и к оз ремонтной базы
механическом кузнечном прессовом литейном
150—200 Св. 200—300 » 300—400 » 400—500 » 500—600 » 600—700 » 700—800 » 800—900 » 900—1000 100—150 Св. 150—200 » 200—250 » 250—300 » 300—400 » 400—450 » 450—600 » 500-600 » 600—700 75—100 Св. 100—150 » 150—200 » 200—250 » 250—300 » 300—350 » 350—400 » 400—450 » 450—500 100—150 Св. 150—200 » 200—250 » 250—300 » 300—350 » S50—400 » 400—450 » 450—500 » 500—600 3 4 5 6 7 9 10 П 12
Примечание. Прн изменении объема ремонтных работ изменяется
коли честно станков
261
Распределение станков между ремонтно-механическим цехом и цеховыми
ремонтными базами производится в зависимости от принятого метода организации
ремонта на заводе: централизованного, смешанного или децентрализованного
и приводится в табл. 62. При распределении станков между РМЦ и ЦРБ сумма
их ие должна превышать нормы, приведенной в табл. 56.
Таблица 62
Общее количество основных станков РМЦ и ЦРБ Процент станков в ЦРБ от общего количества основных станков РМЦ и ЦРБ Общее количество ОСНОВНЫХ ста и кон РМЦ и ЦРБ Процент станков в ЦРБ от общею количества основных станков РМЦ и ЦРБ
До 50 51—100 101—150 151—200 25—30 31—40 41—45 46—50 201—250 251—300 301 и выше 51—55 56-60 61—65
Примерный типаж оборудования ремонтно-механического цеха может быть
установлен по данным, приведенным в табл. 63.
Таблица 63
Типаж оборудования ремонтно-механического цеха
Станки Соотношение в % Станки Соотношение в %
Токарные и револь- верные Карусельные, лобото- карные* Расточные Вертикально-свер- лильные ... • Включаются прн ремонту. 45-50 2-3 3-4 7—8 наличии круп Радиально-сверлиль- ные Фрезерные . Строгальные . . Долбежные Шлифовальные . Зуборезные Прочие (специальные) ного оборудования, подве 2-3 7—9 7—8 2—3 10—12 6—7 4—3 ргающегося
При ремонтио-механическом цехе рекомендуется организовать восстановле-
ние детален методом металлизации, наплавки и т. п. Кузнечное, термическое
и сварочное отделения при РМЦ организуются в зависимости от местных
условий.
Примерный состав обору-'Л>аиия цеховых ремонтных баз машино-
строительных заводов приводится в табл. 64.
Для вновь сооружаемых цехов н реконструируемых заводов в табл. 65
приводятся нормы общей удельной площади, приходящейся иа единицу
основного оборудования РМЦ и ЦРБ.
Нормы размеров пролетов и грузоподъемности подъемно-транспортных
средств приведены в табл. 66.
262
Таблица 64
Стапки Модель Техническая ха рактср мсти ка Количество основных станков в ЦРБ
3 4 Г> 6 7 9 10 11 12
Токарно- винто- резный 1К62 Наиболь- ший дна- метр обра- батываемой детали X X расстоя- ние между центрами в мм 400 X 710 1 1 1 1 1 1 1 1 1
400Х Х1000 — — 1 1 1 1 1 1
400Х Х1500 1 1 1 1 1 1 1 1 1
1Д63А 615 х хзооо 1 1
Универ- сально- фрезерный 6Н82Г Размеры стола в мм 320Х Х1250 - - 1 1 1 1 1 1 1
Верти-_ калько- фрезерный 6Н12 320 X XI250 1 1 1
Поперечно- строгаль- ный 7А36 Ход ползуна 700 мм - 1 1 1 1 1 1 1 1
Долбежный 7420 Ход долбяка 160 мм - 1
Верти- кально- сверлилfa- ный 2А125 Наибольший диаметр сверления 25 мм 1 1 1 1 1 1 1 1 1
Универ- сальный кругло- шлифо- вальный 3164 Наибольший диаметр обраба- тываемой детали 350 мм — — — — 1 1 1 1 1
Плоско- шлифо- вальный 371 Ml Стол 600 X 200 мм 1 1 1 1
Радиально- сверлиль- ный 2А55 Наибольший диаметр свер- ления 50 мм — 1 1 1 1
263
Таблица 65
Нормы площади на единицу основного оборудования
ремонтно-механического" цеха и цеховых ремонтных баз
Ремонтно-механический цех Цеховые ремонтные базы
Количество физиче- ских единиц основ- ного оборудования РМЦ Средняя общая пло- щадь цеха на одну физическую еди- ницу основного обо- рудования В JW* Количество физиче- ских единиц основ- ного оборудования, в ЦРБ Средняя общая пло- щадь цеха на*одну физическую еди- ницу основного обо- рудования в мх
15—40 41G0 61—too 101 и выше 40—39 39—38 37—35 34—32 2—6 7—10 11—15 16 и выше 28—27 26-25 24—22 22
Примечания: 1. Большие значения площадей относятся к цехам с меньшим количеством станков. 2. Показатели средней общей • площади даны без учета служебно-бытовых помещений термического, кузнечного, электроремонтиого и трубопроводно-жестя- ницкого отделений. _ 3. Площадь кладовой запасных частей к оборудованию в производственном цехе принимается в размере: для механических и литейных цехов 10—15%, для прессовых и'кузнечных 15—20% от общей площади ремонтной базы (со средними габаритами цеха). 4- Для цехов заводов тяжелого машиностроения к нормам общей площади па единицу основного оборудования РМЦ применяется коэффициент 1,1, для РМЦ и ЦРБ заводов приборостроения — коэффициент 0,8, для рМЦ и ЦРБ заво- дов часовой промышленности — коэффициент С,(У. 5. Для малых ремонтных цехов, в состав которых входит электроремонтное отделение, кэ нормам общей площади следует применять коэффициент 1.2, если в состав цехов входит трубопроводное отделение — коэффициент 1,15.
Таблица 66
Отделение или участок к Е Подъемно транспорт- ные средства Высота в м
Наимено- вание Макси- мальный вес ремон- О С. С га № S а а ге И й! . ж s га н е о.>. ахс 1зг с о я га ч
узлов в г й ?i а 1ИШ ; Шаг 1 три S И 2. Я С В) ДО F стро 6a.Tf (Фер
Участок крупных До 5 1 18—24 12 Подвесная крап-балка. 5 — 6
станков и слесарно- сборочное отделение До Ю 1 18—24 12 напольный транспортер, 10 8,15 10,8
До 20 1 18—24 12 мостовой край 20 9,65 12,6
Остальные __ 1 18 12 Подвесная кран-балка. 2—3 - 6
РМЦ — — 24 - Напольный транспортер 1—5 • - 7,2
Примечания: 1. Размерь1? пролетов даны применительно к размеще-
нию РМЦ в унифицированных зданиях в блоке с механосборочными и другими
цехами.
2. Прн наличии в блоке цехов кранового пролета рекомендуется при ком-
поновке блока участок крупных станков, слесарно-сборочное, термическое и куз-
нечно-сварочные отделения РМЦ размещать на части кранового'•пролета.
3. При выборе транспортных средств следует учитывать возможность при-
менения напольного транспортера.
264
XIII. РЕКОМЕНДАЦИИ ПО ЭКОНОМИЧЕСКОМУ АНАЛИЗУ
РАБОТЫ РЕМОНТНЫХ СЛУЖБ ПРЕДПРИЯТИЯ
Управление экономикой ремонтного хозяйства невозможно без организа-
ции постоянного учета и анализа технических и экономических показателей,
характеризующих уровень эксплуатации оборудования и организации его
ремонта. Служба главного мех аника предприятия обязана следить за’ резуль-
татами работы'ремонтных-служб, выявлять имеющиеся резервы и разрабаты-
вать мероприятия, обеспечивающие повышение фондоотдачи, улучшение каче-
ства ремонта и снижение.стоимости ремонтных работ.
Рекомендуется анализировать следующие основные технико-экономические
показатели:
1) характеризующие состояние и использование основных фондов (техно-
логического оборудования) предприятия;
2) характеризующие работу ремонтных служб.
Целесообразно начинать аналитическую работу с изучения технико-эконо-
мических показателей за последние два-три года, создав базу сравнения для
последующего систематического анализа. На основе этих данных должна вы-
являться динамика тех или иных показателей, затем разрабатываются предло-
жения, которые должны, включаться в план оргтехмероприятии либо реализо-
ваться в текущем порядке.
На основании исходных данных учета н отчетности, имеющихся в пла-
новом отделе и бухгалтерии предприятия, а также в отделе главного механика,
рекомендуется составить аналитические таблицы по следующим формам, охва-
тывающим содержание основных вопросов анализа:
1. Состояние основиых,.фондов (возрастной состав технологического обору-
дования), т. е. степень изношенности и технический уровень парка станков и
машин, характеризующиеся удельным весом возрастных групп:
а) удельный вес оборудования той или иной возрастной группы в процен-
тах к установленному оборудованию,’ раСпредоленнояуТю-возрастному’составу
Группы оборудования Возрастные группы оборудования
До 10 лет 10—20 лет 20—30 лет Св. 30 лет
б) удельный вес модернизированного оборудования той или иной возраст-
ной группы в процентах к общему количеству модернизированного оборудования
Группы оборудования Возрастные группы оборудования
До 10 лет 1U—20 лет 20—30 лет Св. 30 лет
в) удельный вес модернизированного оборудования в процентах к устано-
вленному оборудованию по годам анализируемого периода
Группы оборудования Годы анализируемого периода
265
2. Использование основных фондов:
а) сменность работы оборудования
Оборудование Коли- чество в шт. Фактически отработано часов за год при работе Коэффи- циент смен- ности
в первой смене во второй смене в третьей смене
Группа оборудования . . Модель № И Т. д.
Итого .
б) полезная отдача оборудования (в ч)
Сбор удо ваи ие 1одовой номиналь- ный фонд времени при работе в две смены Фактически отработано Простом оборудова - НИЯ
Группа оборудования ... Модель № И Т. д.
Итого. . .
в) потери времени (простои) оборудования (в ч}
Оборудование Причины простоев Итого
Плановые ремонты и осмотры органи- зацион- ные аварии и поломки прочие
г) эффективность использования основных фондов (фондоотдача)
266
3. Работа ремонтных служб:
а) удельный вес отремонтированного оборудования (в % ко всему обору-
дованию) по видам ремонта
Оборудование Виды ремонта
Капитальный Средний Малый
в физи- ческих едини- цах к 35 . . ® = о fc В: В.М к X » ж в физи- ческих едини- цах | s P.S S X 2 ctra с О» в физи- ческих едини- цах И . • £ s ₽.» « х 2 и 3 <и —
Металлорежущее Кузиечно-лрессовое и т. д.
б) удельные затраты на содержание и ремонт оборудования предприятия
(в руб. иа одну ремонтную единицу)
Статьи расхода Всего В том числе
Зара- ботная плата Услуги других цехов Прочие
1. Содержание оборудования 2. Ремонт оборудования: текущий (малый) средний капитальный
Всего. . .
в) удельные затраты на содержание и ремонт оборудования предприятия
в руб. на 1000 руб. балансовой стоимости
Показатели Сравниваемые периоды
Затраты на ремонт и со- держание оборудования
г) удельный вес затрат на содержание и ремонт оборудования предприя-
тия в процентах к себестоимости изготовленной продукции
Показатели Сравниваемые нериолы
Затраты на ремонт и содержание оборудования
267
д) производительность труда рабочих ремонтных служб
Рекомендуемые таблицы являются общими для анализа работы всех пред-
приятий, но могут быть изменены в соответствии со спецификой предприятия
и в зависимости от задач анализа.
XIV. СРЕДНИЕ КАТЕГОРИИ СЛОЖНОСТИ РЕМОНТА
ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ В. РАЗНЫХ
ОТРАСЛЯХ МАШИНОСТРОИТЕЛЬНОЙ
п ромы шлен нести
Отрасль машиностроения Средняя категория сложности ремонта техноло- гического оборудова- ния
Производство металлургического и прокатного оборудования 15
Турбостроение . ... ... 14
Производство котельной арматуры 12
Производство стационарных судовых турбин 11,5
Авиационное двигателестроение. Производство тяжелых ди- зелей- Тяжелое станкостроение ... . ... 11
Производство автомобилей и тяжелых тракторов. Судострое- ние. Самолетостроение 10
Тракторостроение. Комбайностроение ... 9,5
Вагоностроение товарное и пассажирское 9
Станкостроение 9
269
Продолжение
Отра сл ь маш «построен ня или производство Средняя категория сложности ремонта техноло- гического оборудовя НИЯ
Производство ПОДШИПНИКОВ И МОТОЦИКЛОВ . . . . 8.5
Крупное электромашиностроение. Электровозостроение. Крупное и точное приборостроение
Производство велосипедов, автотракторных запасных частей. Машиностроение химическое, лесобумажное. Компрессорное и гидромашиностроение. Мелкое станкостроение 8
Инструментальная промышленность 7,5
Машиностроение текстильное, продовольственное, кожевенно- обувное. Производство арматуры и противопожарного оборудо- вания . ...
Производство газовой аппаратуры . 7,0
Производство низковольтной аппаратуры 7,0
Производство весов 7,0
Электроприборостроение 6,0
Производство посевных и почвообрабатывающих машин . 6,0
Мелкое приборостроение. Часовое производство 5,5
XV. ЗАВИСИМОСТИ ДЛЯ ОПРЕДЕЛЕНИЯ
КАТЕГОРИЙ СЛОЖНОСТИ РЕМОНТА
(табл. 67—77)
Зависимости для определения категорий сложности ремонта агрегатов (с до-
статочным для практических целей приближением) разработаны с учетом кон-
структивных и технологических особенностей, а также весовой характеристики
агрегата.
Расчет категорий сложности ремонта производится по данным паспортов
агрегатов.
Принятые в зависимостях обозначения по возможности унифицированы;
так, например, буквой D в формулах для всех видов оборудования обозначаются
диаметр, буквой S — ход, буквами L или I — длина, буквой С — сложность
ремонта отдельных механизмов и дополнительных- приспособлений, буквой-
— категория сложности ремонта гидрооборудования, буквой а конструктив-
ные особенности.
В нижеприведенных зависимостях буквой п обозначается количество ступе-
ней скорости шпинделя, планшайбы, шлифовального круга, долбяка и т. Д. Чис-
ловое значенке коэффициента К3 при п указано для односкоростного электро-
двигателя. При установке на агрегате многоскоростного электродвигателя чис-
ловое значение Ка должно быть уменьшено пропорционально количеству ско-
ростей.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ ИЗ АГРЕГАТНЫХ СТАНКОВ
(табл. 67—71)
ФОРМУЛЫ И ЧИСЛОВЫЕ ЗНАЧЕНИЯ КОЭФФИЦИЕНТОВ ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
(табл. 67—69)
Таблица 67
Станки Формулы для определения R Значения
коэффициентов других величин
Ki Кг *3 а ко вструктив пые особенности
Токарные Легкие и средние >ные Тяжелые, особо тяжелые и уни- кальные а (К^ + ^зЯ) + + с+ кг a (KtD + KtL + + Кз«)+С + 7?г а + + с + аг Для станков легких и средних весом до 10 т 0,018 Для крупных весом св. 10 до 30 т 0,016 Для тяжелых си. 30 т, особе лых и уника. 0,03 Для стан- ков легких, сред- них и круп- ных весом ДО 30 7 < 5000 мм 0,001 Для стан- ков с L > > 5000 мм 0,002 весом тяже- ЬЙЫХ 0,001 G — С = 0,5.v4- С, + CS 4-С.. где л — количество дополни- тельных суппортов свыше 1; Сг — категория сложно сти ремонта меха- низма бесступенча- того регулирования скорости шпинделя
Д!пя станков ci коробкой Скоростей: легких и средних 0,15, крупных 0.2 Для станков со ступенча- тым шкивом ! 0.1 Исполнение Нормальное пли затыловочные <4 1,0
Без ходового винта 0,9
где D — наибольший диа- метр обрабатываемой де- тали в мм; L — расстояние между центрами и мм; п — количество ступеней скорости шпинделя, полу- чаемых коробкой скоростей при прямом ходе и ступен- чатыми шкивами; С —со- ставляющая, характери- зующая особенности и сложность ремонта отдель- ных механизмов; ^—ка- тегория сложности ремонта гидрооборудоваиия. опре- деляется по табл. 76 (стр. 329) Без ходового винта а вала 0,9
Весовая характеристика as Значения Cs:
Легкие, средние, крупные и тяжелые Особо тяжелые 1,0 1.5 для станков с наи- большим диаметром об- рабатываемой детали до 400 мм для станков с наи- большим диаметром обрабатываемой детали свыше 400 мм 2 4
Точность а.
273
Нормальная 1,0 С в — категория сложности ремонта гядрокопироваль- ного суппорта; Cs = 2; С4—категория сложности ремонта: перебора с4 —0,5; двойного перебора С4 = 0,75 Rg — 2,5 для станков с ги- дравлическим переключени- ем скорости шпинделя
Повышенная 1,25
Высокая 1.4
Особо высокая 1,5
Особо точные 1.6
Исполнение а.
быстроходные прн п > > 2000 об!мин 1,1
Токарно- карусельные a (A'iD + /С,Я -1- W ф- + С + Rs, где D—диаметр план- шайбы в мм; Н— высота обрабатываемой детали в лмг; л — количество ступе- ней скорости планшайбы, получаемых коробкой ско- ростей; С — составляющая, характеризующая слож- ность ремонта суппортов; R3 — категория сложности ремонта гидрооборудова- пия. определяется по табл. 76 (стр. 329) 0,005 0,0035 0,42 Весовая характеристика а С = Rs + Сй 4- С3 Сг—1,5х, где х— количество суп- портов; Cs=5 —для станков с бес- ступенчатым регулирова- нием скорости планшайбы; R .=6,0—для станкоа сги- драалнческим переключе- нием скорости планшайбы
Средние до 10 m 1,0
Крупные св. 10 до 30 m 1,5
Т яжелые св. 30 до 60 tn 1,7
Тяжелые св. 60 до 100 m 1.8
Особо тяжелые и уникальные св. 100 ш 2,1
Продолжение табл 67
Станки Формулы для определения ₽ Значения
коэффициентов других величин
Ki Kt 1 *3 а конструктивные особенности
Токар ные многорезцо- вые горизонталь- ные полуавтоматы a(Kih + KzL + K* л) 4 4-С+Яе. где h — высота центров над станиной в мм: L — расстояние между центра- ми в мм; п — количество ступеней скорости шпинде- ля. получаемых коробкой сковостей при прямом ходе; С составляющая, харак- те -чующая сложность ре- монта суппортов; /?й— ка- тегория сложности ремонта гидрооборудов а ния 0,025 0,002 0,05 Нормального исполнения 1.0 С = х + Rs 4- С„ где х — количество суп- портов; Сг = 1,5 — для станков с изменением чи- сел оборотов шпин- деля изделия зуб- чатыми колесами ^«1.5
Универсальн ого исполнения 1,2
Токарные многорезцо- вые вертикальные полуавтоматы ЯД-1-+ K«S+ + KS2 + ₽g, где V* — количество сек- ций; L — наибольшее рас- стояние от торца шпинделя до нижней кромки суппор- та в мм: S —наибольший ход вертикального суппорта в мм: г — количество шпин- делей; 2?г— категория слож- ности ремонта гидрообору- дования 2,0 0,01 Ki =0,03, - Я .,= 10
Шурупные автоматы а(/М + Kii} +С, где d— наибольший диаметр нарезаемой резьбы в мм; z — количество кареток; С — составляющая, харак- теризующая сложность ре- монта питательного меха- низма и патрона 0,8 1.0
Токарно-револьверные Прутковые u(K1d+Ktn'> + С, гдей — наибольший диаметр обрабатываемого прутка в мм; п — количество сту- пеней скорости шпинделя изделия, получаемых ко- робкой скоростей; С — со- ставляющая, характери- зующая сложность ремонта револьверной головки с автоматическим поворотом Для станков с горизон- тальной осью револь- верной головки 0,1 Для станков с вертикаль- ной осью револьверной головки 0,15 -
** Под секцией понимается колонна с суппортами.
- Исполнение а С=С14-С», где Сг — категория сложно- сти ремонта пита- тельного механиз- ма
Резьбонарезные 1.0
Голов кообточные 0.9
С предваритель- ной обточкой под нарезку 1,1 Значения С,
ножового 1,0
С редуктором 1,2 тарельчатого 2.0
С3 — категория сложности ремонта патрона, Са = 1,&г. где х — количество патро- нов. Для патронов типа Маль- ыеди-Фогельзанг Ct = 1.0
0,45 Исполнение а С = 5 — для станков с ав- томатическим поворотом ре- вольверной головки и авто- матическим переключением скорости и подачи
С ручным поворотом револьверной головки 1,0
С преселектив- ным и автомати- ческим переклю- чением скорости шпинделя я подачи 1,3
Продолжение табл. б?
Станин Формулы для определения R 1 - — Значения
коэффициентов других величии
Kt Кз | *3 а конструктивные особенности
То кар но -револьвер ные Патронные a (KiD +Ka«h где D — наибольший диа- метр обрабатываемой де- тели в мм; п — количество ступеней скорости шпин- деля изделия, получаемых коробкой скоростей • 0,02 - 0,45 Исполнение а -
С ручным пово- ротом револьвер- ной головки 1.0
G преселектив- ным и автома- тическим переключением скорости шпин- деля н подачи 1,3
Токарные многошпин- дельные гори- зонтальные автоматы и полу- автоматы а/Сг + KJ + К3л) + С, где d — наибольший диа- метр обрабатываемого прут- ка или наибольший диаметр обрабатываемой детали в мм; 1— наибольший ход продольного суппорта в мм; п — количество ступеней скорости шпинделя, полу- чаемых коробкой скоростей при прямом ходе; С — со- ставляющая, характеризую- щая сложность ремонта суп- портов и учитывающая сложность отдельных ме- ханизмов; Кг — коэффи- циент, учитывающий влия- ние числа шпинделей стан- ка Для Станков пруткового исполнения 0,03 0,03 0,2 Автоматы 1,0 При 2 к.
2 1,75
4 2,0
Для станков патронного исполнеиия 0,025 Полуавтоматы 0,9 5 2.25
5 2,5
где z — количество шпинде- лей .станка; С = 1,2хЛ-С4. где х — количество суппор- тов; Са = 1,0 —для етанков со сменными зуб- чатыми колесами
d -pKj/ + К3П) + С,
— наибольший диа-
метр обрабатыва-
емого прутка в мм;
— наибольшая длина
протачивания в мм;
— количество ступе-
ней скорости шпин-
деля, получаемых
коробкой скоростей
(правых и левых);
— составляющая, ха-
рактеризующая
сложность ремонта
дополнительных
суппортов и от-
дальных механиз-
мов
Для станков
с d до 15 мм
0,2
Для станков
с d св. 15
до 30 мм 0.15
Для станков
с d св. 30
до 50 мм 0,1
Для станков
с d св. 50 мм
0,07
Для
стан-
ков
с I до
60 мм
0,15
Для
стан-
ков
с I св.
60 мм
0.11
С=Сг+С,;
С, = 1,0—для станков с бес-
ступенчатым регулирова-
нием скорости шпинделя
(ЭМУ);
С&— 0,5х,
где х — количество допол-
нительных суппор-
тов: у револьвер-
ных свыше 2, а у
станков фасонно-
продольного точе-
ния свыше 4
Продолжение табл, 67
Ставки Формулы для определения Д Значения
коэффициентов других величин
Ki Ка ^3 а конструктивные особенности
Одношпиндельные автоматы Фасон но-продольного точе н и я (Ktrf -j- K.2l Ksn) 4- С, где d — наибольший диа- метр обрабатываемого прут- ка в мм; 1 — наибольшая длина протачивания в мм; я—количество ступеней скорости шпинделя, полу- чаемых коробкой скоростей (правых и левых); С—со- ставляющая, хар акт ер и- rv 'щая сложность ремонта Л.молнительных суппортов и отдельных механизмов Для станков с d до 5 мм 0,6 Для станков с d св. б до 18 мм 0.45 Для станков с d св. 18 мм 0,4 Для стан- ков с 1 до 30 мм 0,2 Для стан- ков с 1 св. 30 до 60 мя 0,1 Для стан- ков с 1 св, 60 до 100 мм 0.07 Для стан- ков е 1 ся. 100 мм 0,04 0,3 Точность а ѫѱ + С8; С2 = 1,0 — для станков с бесступенчатым регулиро- ванием скорости шпинделя (ЭМУ); С3=0,5х, где х — количество допол- нительных суппортов: у револьверных свыше 2, а у станков фасонно-продоль- ного точения свыше 4
Повышенная 1,0
Высокая 1,1
Особо высокая 1,2
1
I
Радиально- сверлвльные и одно- шпнн дельные вертикально- сверлильные а (Кid + KaL +Лал) +₽£+-C, где d — наибольший диаметр сверления в мм; L—наи- больший вылет шпинделя в мм; п—количество сту- пеней скорости шпинделя, получаемых коробкой ско- ростей при прямом ходе; Rs — категория сложности ремонта гидрооборудова- ния, определяется по табл. 76 (стр. 329) Для радиаль- ных 0,1; для верти- кальных 0,08 Для ра- ди аль ных 0,02; для верти- каль- ных 0,01 0,25 Точность а С = 1,5—для станков с бесступенчатым регул про-
Нормальная 1,0 ванием скорости шпинделя
Повышенная 1.1
Многошпии- дельные вертикально- сверлильные с независи- мыми шпин- дельными головками аКг (К^+К^ + К^З), где d — наибольший диаметр сверления в мм; L — наи- больший вылет шпинделя в мм; S — ход шпинделя в мм; K.z— коэффициент, учитывающий алияние ко- личества шпинделей 0,1 0.002 /<4 = 0,015 Исполнение а При 2
с коробкой скоростей
с механической подачей 1,0 1 1,0
с ручной подачей 0.9 1,2
со ступенчатым шкивом 3 1,4
с механической подачей 0,9 4 1.6
с ручной подачей 0,8 5 1,3
6 2,0
7 2,2
8 2.4
где z— количество шпинде- лей станка
Продолжение табл. 67
Станки Формулы для определения R Значения
коэффициентов других величин
Kt Кг 1 а. ко и ст руктивные особенности
Мяогошпнн- дельные вертикально- сверлильные колокольного типа с раздвиж- ными । шпинделями alKtd + KsL + KiS) 4 + С + Re. где d — наибольший диаметр сверления в мм; L — вылет центра сверлильной голов- ки (колокола) в мм; S — максимальный ход свер- лильной головки в мм; 2 — составляющая, харак- теризующая сложность ре- монта механизма раздвига- ния шпинделей; R&— ка- тегория сложности ремонта гмдрооборудова и ия 0.1 0.002 #4 = 0,01 а= ata:as Значения С
Исполнение Од При 2 С
Нормальное 0,9 До 8 2,0
Полуавтомат 1,0 Св. 8 2,5
Стол «4 где 2 — количество шпинде- лей стайка Яг-2,5
Подвижный 1,1
Неподвижный 1.0
Исполнение
С коробкой скоростей 1.0
Со ступенчатым шкивом 0.9
__________________________t
Горизон- тально- расточные о (#jD 4- KjS -j- #4^ -|- + Ks&) + с + Re, где D — диаметр выдвижно- го шпинделя в мм; S — вер- тикальное перемещение шпиндельной бабки или стола для станков с непо- движной шпиндельной баб- кой в мм; 1 — продольное перем ещеи не стол а; для станков, не имеющих сто- ла, — продольное перемеще- пне передней стойки в мм; Ь— поперечное перемещение стола; для станков, не имею- щих стола, — поперечное пе- ремещение передней стойки в мм; С — составляющая, характеризующая сложность ремонта передвижных стоек для станков, имеющих кре- стовый стол: катего- рия сложности ремонта ги- дрооборудования, определя- ется по табл. 76 (стр. 329) 0,08 0.06 #4 =0.003 Kt = 0,001 a = chajaj С=Са + С8 Cj = 0,004/. где Z — продольное или по- перечное перемеще- ние стойки для станков, имеющих крестовый стол; Cs = 3 — для станков с ме- ханическим бессту- пенчатым вариатором
Вес.одая характеристика Я1
Крупные весом до 30 т 1.25
Тржедые весом св. 30 до 100 т 1,4 ‘
Особо тяжелее, уникальные весом св.' 100 т 1.8
®2 ^2
а2
Без задней стойки 0,9
'4'
Без планшайбы и радиального суппорта 0,9
«2
С механической коробкой подач 0,9
•Точность » | - а3
Нормальная 1.0
Повышенная 1,3
Горизон- тальные алмазно- расточные а#2(#1<*+#2/ + #4В) + + с + Rs< где d — наибольший диаметр растачивания в мм; 1-~ наи- большая длина растачива- ния в мм; В— ширина сто- ла в мм; Кг — коэффи- циент, учитывающий влия- ние количества шпиндель- ных головок; С —состав- ляющая, характеризующая сложность ремонта одно- сторонних и двусторонних станков; Rs~ категория сложности ремонта гидро- оборудования, определяется по табл. 7G (стр. 329) 0,015 0,005 Ki = 0,003 (X = Пр» 2 кг
Со столом" <Х| 1 1,12
Неподвижным 1,0 о 1 9К
Перем еща ющи^ся в одной плоскости 1,05 4 1.5
6 • 1,75
Перемещающимся в двух плоскостях 1Д5 3 2.0
Исполнение а2 Для односторонних С = 1,0
Нормальное 1.0 Для двусторонних С = 1,5
Полуавтоматы ’ 1.1
Продолжение табл. 67
282
Станки Формулы для определения R Значения
коэффициентов других величия
Ki Ks «3 а ко и стру ктяв ные особенности
Вертикаль- ные алмазно- расточные a (Kid+Ksl +KtS), где d — наибольший диаметр расточки в мм; 1 — наи- большая длина расточки в мм; S — длина хода стола в мм 0,02 0,005 ,1 К* ~ 0,007 Со столом
Неподвижным 1.0
П ерем ещающим ся в одной плоскости 1.05
Перемещающимся в двух плоскостях 1,1
Круглошли- фовальные Q (X1D 4- Кг^-) + С> где D — наибольший диа- метр обрабатываемой дета- ли в мм; L — длина шли- фования в мм; С—состав- ляющая, характеризующая сложность ремонта меха- низма подач и наличие на станке дополнительных шлифовальных головок 0,015 0.003 1 1 1 1 С = йе+С, + С9+С4+С3, где R-— категория сложно- ‘ сти ремонта гидро- оборудования, оп- ределяется по табл. 76 (стр. 329); С2 —0,4 —для станков с дополнительной головкой для внут- реннего или торцо- вого шлифования; Cj =0,6 —для полуав- томатов, имеющих механизм автома- тической попереч- ной подачи шлифо- вальной бабки при продольном шли- фовании; С4 -= 0,4 — для станков с механизмом ба- лансировки шли- фовального круга; Ct, = 0,25 — для станков е прибором актив- ного контроля
Исполнение «1
Нормальное 1,0
Универсальный или врезной 1Д
Полуавтомат 1,2
Автомат 1,3
Точность 01
Нормальная и повышенная 1,0
Высокая 1,3
— — ' ин , W
Плоскошлифозальные С Круг- лым СТОЛОМ Ct X г (К.1Р + КдЛ K4S)-j- С 0,007 - о,.1 Ki = 0,004 J а = «1 «г При 2
Исполнение а.
Нормаль- ное С ручной вертикаль- ной пода- чей шли- фовальной бабки 0,9 1 1,1
с прямо- уголь- ным столом аХ 2 (/q-B + + /<4S) +с, 0,005 2 1.2
с автома- тической вертикаль- ной пода- чей шли- фовальной бабки 1,0 где г — количество шпинде- лей
Для станков с гидравли- ческим перемещением стола н шлифовальной бабки С = R. -f- Сг С# + + с4 -|- Ct, где R, — категория с ложно- " сти ремонта пере- оборудования, оп- ределяется по табл. 76 (стр, 329); С 2 — категория слож- ности ремонта ме- ханического ' бес- ступенчатого ва- риатора, С 2 =2,0; Са—для станков с ме- ханическим пере- мещением стола или ускоренным перемещением шли- фовальной бабки. Для ставков без поворота шлифо- вальной бабки cs= = 1,5; при наличии поворота шлифо- вальной бабки <78=2,5; С4 = 0,4 — для станков с механизмом ба- лансировки шли- фовального круга; С* = 0,25 — для станков с прибором актив- ного контроля
где D — диаметр стола в мм; п — количество ступе- ней скорости стола, полу- чаемых коробкой скоро- стей при прямом ходе; S — вертикальное переме- щение шлифовальной баб- ки в жж; В — ширина стола в мм; L — длина стола в мм; С — составляющая, ха- рактеризующая сложность ремонта механизма подач; Кг — коэффициент, учиты - вающий влияние количест- ва шпинделей
Полуавтомат 1,1
Автомат 1,2
Точность аг
Нормальная и повышенная 1,0
Высокая 1,3
te 00 Продолжение табл. 67
Станки Формулы для определения /? Значения
коэффициентов других величин
Ki Kg «3 а конструктивные особенности
Бесцеит- роко- шлифоваль- ные a (Kid + KtD + К3п) 4 +с, где d — наибольший диаметр обрабатываемой детали в мм; D — диаметр шл ифо • вального круга в о; п — количество ступеней ско- рости ведущего круга, по- лучаемых коробкой скоро- стей при прямом ходе; С — составляющая, харак- теризующая сложность ре- монта гидрооборудования, механизма регулирования скорости шпинделя ведуще- го круга, балансировки и активного контроля 0,025 0.01 0.3 U = П1С&2 С = Z?a + Cs + Ci + C4. где С2 — категория сложно- сти ремонта меха- низма бесступен- чатого регулиро- вания скорости шпинделя ведуще- го круга, Сг = 1; С-=0,4 — для станков с механизмом ба- лансировки шли- фовального круга; С4= 0,25 —для станков с прибором актив- ного контроля; 7?г категория сложно- ети ремонта гидро- обору дования,опре- деляется по табл. 76 (стр. 329)
Исполнение П1
Нормаль- ное Для наруж- ного шлифо- вания 1,0
Для внутрен- него шлифо- вания 1,1
Полу- автомат Для наруж- ного шлифо- вания 1,15
Для внутрен- него шлифо- вания 1,25
Автомат Для наруж- ного шлифо- вания 1.25
Для внутрен- него шлифо- вания 1,35
ко CD СЛ । Точность Оз
Нормальная и повышенная 1,0
Высокая 1,3
Внутри- шлифоваль- ные а(К^ + Кг1 + К3п) +С, где d — наибольший диа- метр шлифования в мм; Z — длина шлифования в мм; п —количество ступе- ней скорости шпинделе из- делия; С — составляющая, характеризующая слож- ность ремонта гидрообору- дования, механизма подач и наличие на станке допол- нительной шлифовальной головки 0,01 0,01 0,3 a = aiO8 Для станков с гидравли- ческой подачей: С= /?.,+(?,+ с,- где Rs — категория сложно- сти депонта гидро- оборудования, оп- ределяется по табл. 76 (стр 329) Для станков одношпин- дельных С3 = 0.4. Для станков с двумя го- ловками,С2 = 3,4. Ддя станков'с механиче- ской подачей С = Ct 4* Cg 4- С»4" С*4* С»; с'= 1,5
Исполнение а1
Нормальное 1,2
С полуавтоматиче- ским циклом 1,4
С автоматической’ установкой и съемом детали 1.5
Точность а2 Са Для станков с бесступенчатым ре- гулированием ско- рости шпинделя нз- делия 3
Нормальная и повышенная 1,0
Для станков’ со сменными зубчаты- ми колесами или шкивами о,й
Высокая 1,3
С4 =0,4-г для станков с механизмом балансировки шлифовального круга Cs =0,25 —для станков с прибором активного конт- роля ’
к
Продолжение табл. 67
Станки Формулы для определения R Значения
коэффициентов других величин
Ki Кз К* а конструктивные особенности
Резьбошли- фовальные a [Kid -f- KsS 4- КзП) 4* 4-с, где d — наибольший дно* метр шлифуемой резьбы в мм; S — длина шлифова- ния в мм‘, п — количество ступеней скорости шпинде- ля изделия, получаемых коробкой скоростей при Прямом ходе; С — состав- црющая, характеризующая сложность ремонта допол- нительных механизмов и приспособлений станка Для станков с d до 400 мм 0,1 G — GjCtg Величина С суммируется при наличии на станке различных дополнительных механизмов и приспособле- ний с =- яе+ с3 + Cj+c44-Cs. где Я,—категория сложно- *" стн ремонта ги- дрооборудов а н и я, определяется по табл. 76 (стр. 329); Cj = 2 —для станков с бесступе нчатым регулированием скорости шпинде- ля изделия
и.ичэ 0,002 Станок Точность
Для станков с d свыше 400 мм 0,025 нор- маль- ная и повы- шен- ная высо- кая и особо высо- кая
С авто- матиче- ским рабочим циклом 1.1 1,4
Приспособление Сз
С ручным управле- нием 1,0 1,3 для внутреннего шлифования 1
для правки шлифо- бального круга автома- тическое 3
сц
ручное 1,5
Со смен- ными зуб- чатыми колесами 1.0 Механизм для много- профильного шлифо- вания 1,5
Корректирующий механизм 1,5
Со смен- ными винтами 0,9 С4 = 0,4 —для станков с механизмом балансиров- ки шлифовального круга;
Г4 't— '<'!, = 0,25 — для станков с прибором активного конт- роля
Универсаль- но-заточные a (.Kid ±KSL 4-ад, где d — наибольший диа- метр обрабатываемой дета- ли в мм\ L—расстояние между центрами в мм; b — поперечный ход стола в мм 0,008 0,004 = 0,005 Перемещение стола а 1
Ручное 1,0
Механи- ческое ручное управле- ние 1,15
полуавто- матиче- ское управле- ние 1.25
Гидрав- лическое управле- ние руч ное управле- ние 1.2
полуавто- матиче- ское управле- ние 1.3
Заточные для сверл a(Kid+ KtD), где d — наибольший диа- метр затачиваемого сверла в мм; D — наибольший диа- метр шлифовальною круга в мм 0,05 0,01 Ручное вращение державки сверла 1,0 -
Механическое вращение державки сверла 1,1
Полуавтоматы 1,2
Автоматы 1,25
Продолжение табл. 57
Станки Формулы для определения R Значения
коэффициентов других величин
К, Кз к*' а конструктивные особенности
Фрезерные Универсальные, вертикальные и горизонтальные a (KiB + Ksn) + C, где В—ширина рабочей поверхности стола в мм; п — количество ступеней скорости шпинделя, полу- чаемых коробкой скоростей при прямом ходе; С —со- ставляющая, характеризую- щем особенности и слож- пвгть отдельных механиз- мов Примечание. Для станков, имеющих верти- кальные и горизонтальные шпиндели, принимается расстояние от торца вер- тикального шпинделя до стола 0.03 - 0,125 (X —— CtjCtgCtg С= где Я,—категория с лож но- с сти ремонта гидро- оборудования, оп- ределяется по табл. 76 (стр. 325); С5 = 0,4 — для станков со сменными зуб- чатыми колесами
Исполнение а,
Широкоунивер- сальные и бескоксольные 1,25
Вертикальные с поворотной головкой 1,07
Точность а3
Нормальная 1
Повышенная 1.2
Высокая 1,3
Станки Os
Быстроходные 1,1
10 Заказ PS'i
Продольные a (KiL + КзВ + KtS + + К& +С, где L— длина рабочей по- верхности стола в мм; В — ширина рабочей по- верхности стола в мм; S — наибольшее рас- стояние от осп шпинделя до сто- ла — для станков с горизонтальными шпинделями или расстояние от торца шпинделя до стола для станков с вер- тикальными шпин- делями в мм; г —количество шпин- делей; С—постоянная, учиты- вающая конструк- тивные особенно- сти станка в целом Примечание- Для станков, имеющих верти- кальные и горивонтэльные шпиндели, принимается расстояние от торца вер- тикального шпинделя до стола 0,0025 0,005 К4 =±0,008 J Станки а 4^1 С = Re + Cs + Cg, где R. — категория сложно- сти ремонта гид- рообо рудов а н и я; ^=1,5
Средние и круп- ные весом до 30 т 1,0
Кл Крупные и тяжелые весом св. 30 до 50 т 1.1
Станки сг
Для станков средних 1.5 Тяжелые весом св. 60 до 100 т 1,3
Средние весом до 10 т 0,05л *
Особо тяжелые, уникальные весом св. 100 т 1,6
Крупные, тяжелые, особо тяжелые, уникальные весом св. 10 т 0,2л
। Для станков крупных и тяже- 1 лых 2.0
Регулирование подачи стола С3
Сменными зубчатыми колесами 1,0
1 Для станков 1 особо тяжелых, уникаль- ных 2,5
Бесступенчатое 3.0
*п — количество подач стола
Продолжение табл. 67
Станки Формулы для определения R Значения
коэффициентов других величин
Kt 1 к, к’ а конструктивные особенности
«г Q е Копировальные а + K»n) -+• С. где Б — ширина рабочей по- верхности стола и л<л; л — количество ступе- ней скорости шпин- деля, С — спст.ч1 ляющая, учи- тывающая слож- •* ность ремонта до- пел и и тельных ме- ханизмов 0,02 0,2 П = Gj- Пе ’ G* С = Re + Сг -j- Сj, где Rs — категория слож- ности ремонта гидрооборудова - ния, определяется по табл. 76, стр.323 С3 = 0,6—для станков с электромагнитны- ми муфтами; С, =0,5—для станков с поворотной шпин- дельной бабкой
Исполнение а.
о о. Е § О о = I о 1 с пантогра- фом н меха- ническим движением копирования 0,8
с пантогра- фом и ручным движением копирования 0,75
без панто- графа с меха- ническим движением копирования 1.0
для объемного копировавия 1.4
универсальные 1.6
Исполнение а.
нормальное 1.0
полуавтомат 1.2
Весовая характеристика а»
Крупные, тяжелые; особо тяжелые и уникальные весом св. 100 т 1,2
Карусельные (Kt& 4* KtS + Ki2) 4- С, где D— диаметр рабочей поверхности стола в мм; S — наибольшее расстоя- ние от поверхности стола до торца шпинделя в мм, г—количество шпинделей; С — составляющая, учиты- вающая сложность ремонта дополнительного приспо- собления и гидрооборудова- ния 0,005 0,01 К* = 2,0 - С — Rs Сз, где R,— категория сложно- сти ремонта гидро- оборудопания. оп- ределяется по табл, 76 (стр. 329); С г — категория сложно- сти ремонта до- полнительного приспособления;
Продолжение табл. 67
Станки Формулы для определения R Значения
коэффициентов других величия
Кг ка *3 а конструктивные особенности
Горизонталь- но- фрезерные автоматы и полуав- томаты для фрезерования канавок сверл K,d + K2L 4- С, где d — наибольший диа- метр обрабатываемой дета- ли в мм; L— длина на- правляющих станины в мм; С — составляющая, учиты- вающая конструктивные омйвнности станка в целом 0,12 0.004 - - С для станков при
d С 20 мм d > 20 мм
4,0 3,0
Реэьбо- фрезерные, шлице - фрезерные а(К^ + КгЬ+К»П) + С, где d — наибольший диа- метр обрабатываемой дета- ли в мм; L — расстояние между центрами в мм; п — количество ступеней скорости шпинделя фрезы, получаемых коробкой ско- ростей при прямом ходе: С — составляющая, харак- теризующая сложность ре- монта дополнительных при- способлений 0,01 Для наре- зания резьб и шли- цев длиной - д° 250 мм К, = = 0,02 0,5 Резь- бофре- зерныс без автома- тического цикла 1,0 С =1,2
с полуавто- матическим ЦИКЛОМ 1,3
с автомати- ческим циклом 1,5
Для наре- зания резьб и шли- цев длиной свыше 260 мм Ка = = 0,004
Шлицефрезерные 1,4
Продольно- строгальные a (KiL J- KVBH-/O + rKtH) + C, где L—длина рабочей по- верхности стола в мм; В — ширина рабочей по- верхности стола в мм; л —количество ступеней скорости рабочего хода сто- ла, получаемых коробкой скоростей прн прямом ходе; Н — наибольшая высота строгания в мм; С—со- ставляющая, учитывающая сложность ремонта суп- портов и фрезерной головки 0,003 0,004 0.1 К, = 0,004 Весовая характери- стика а Для легких и средних станков С = 1,2* + Са, где х — количество суппор- тов; Сх — категория сложно- сти ремонта фрезер- ной головки
Средние весом до 10 т 1,0
Крупные и тяжелые весом св. 10 до 60 т 1,3
Для станков При количестве фрезерных головок
Тяжелые весом св. 60 до 100 т 1.5
— 2
Значения Са
Особо тяжелые, уникальные весом св. 100 т 1,8
Средних 2,0 4,0
Крупных и тяже- лых 2,2 4.4
Особо тяжелых, уникаль- ных 3,0 0,0
Для крупных, тяжелых, особо тяжелых, уникаль- ных станков С = 1,4*+Сг+^, где у — коэффициент, учи- тывающий сложность меха- низма перемещения стола с приводом ГД (Леонардо)
Стол У
с одной рейкой (ши рииа стола 2500 мм 2
с двумя рейками (ширина стола 2500 мм и выше) 3.4
Продолжение табл. 67
Станки Формулы для определения R Значения
коэффициентов других величин
Ki «3 а конструктивные особенности
Поперечно- строгальные a (K.S + Ksl + А',«) + R3, где S — ход ползуна в мм; 1 — поперечный ход стола в мм; га—количество сту- пеней скорости (двойных ходов) ползуна, получае- мых коробкой скоростей при • рямом ходе; RB — катего- 1*я сложности ремонта гид- рооборудования 0,008 0.035 0,25 а — OjCtj Для станков с гидравли- ческой подачей R6 = 2.0
Исполнение ai
Нормальное 1,0
Модели фирмы Шютте и Г. Эбергард 1,2
Весовая характеристика as
Крупные в тяжелые 1.3
Долбежные a (7<tD + Kss + Ksn) + + c-bRe- где D—диаметр или дли- на рабочей поверхности сто- ла в деле; S — наибольший ход долбяка в л л; я — ко- личество ступеней скоро- сти долбяка при прямом ходе; С — составляющая, характеризующая слож- ность ремонта гитары; R г — категория сложности ремонта гидрооборудоваиия 0,003 0,01 0.5 П = QjClj С
Исполнение 01 С рейкой 2,0
С коробкой скоростей 1,0 С винтовой передачей 1,5
Со ступенчатым шкивом 0,9 С кулисой 1.0
Весовая характеристика «г С кривошипной передачей 0,75
Тяжелые 1,2
С Г a Qtt А з±31 I 2 , Э
перемещением I
долбяка J
Протяжные С (/CjQ -f- KjS) С, где Q — наибольшее тяговое усилие ползуна в з; S — наибольшее продольное пе- ремещение ползуна в мм; С — составляющая, харак- теризующая сложность ре- монта механизма подач 0,09 0,0025 (X — ttjtlgGgilj Для станков с гидравли- ческим перемещением пол- зуна и стола С = Re+ 1.5х. где R.— категория сложно- сти ремонта гидро- оборудования, оп- ределяется по табл. 76, стр. 329; х — количество ползу- нов. Для станков с механиче- ским перемещением пол- зуна С ~ 1,50, где у — количество ходовых винтов
Применение G1
Для наружного протягивания 1,1
Для внутреннего протягивания 1,0
Исполнение as
Г оривонтальное 1,0
Вертикальное 1,2
Точность as
Нормальная 1,0
Повышенная 1,3
Весовая характеристика а4
Тяжелые 1,3
Болторезные a XjO.lSd + RB, где d — наибольший диа- метр нарезаемой резьбы в мм; Кг — коэффициент, учитывающий влияние ко- личества шпинделей; RB — категория сложности ре- монта гидрооборудоваиия а = OjOj При 2 л.
Исполнение а,
с коробкой скоростей 1,0 1 1,25
2 1.5
со сменными зубчатыми колесами 0,2 4 2,0
где 2 — количество шпин- делей Яг = !,5
Исполнение а,
с полуавтоматиче- ским циклом 1,1
Продолжение табл. 67
Станки Формулы для определения R Значения
оэффициентов других величия
А'1 A's а конструктивные особенности
Гайконарез- ные автоматы и полу- автоматы а/<г0,08с? 4- л 4 С, где d — наибольший диа- метр нарезаемой резьбы в лле; К г — коэффициент, учитывающий влияние ко- личества шпинделей; С — составляющая, учитываю- щая влияние формы мет- »• а; п — коэффициент, у -тысающий количество с . пеней скорости шпинде- ля. получаемых коробкой скоростей при прямом ходе - Исполнение а При 2
1 1.0
С полным а втом этическим циклом 1.2 2 1.3
3 1.6
С полуавтоматиче- ским циклом 1.0 4 ’.9
ч 2.2
6 2,5
8 3.1
10 3.7
12 4.3
где 2— количество шпинде- лей
При количе- стве скоростей Значение п
1 0,6
2 1.2
3 1.8
4 2.4
3 3,0
6 3.6
С
С прямым метчьком 2,0
С изогнутым метчиком 3,2
§ и «3 а W 5 «5 л £ С пло- скими плаш- ками a (Kid ±KaS + KtB) 0,1 Для став- ков с пло- скими плаш- ками 0,009 Для стан- ков с круг- лыми плаш- ками 0.02 Ki, = 0,015 а = ctiOj Исполнение Яе = 3,0
С круг- лыми плаш- ками а (К^ -J- KtD) + Rg. где «/—наибольший диа- метр накатываемой резьбы в мм; S — ход ползуна в мм; В —ширина ползуна в лиг, D ~ диаметр резьбо- накатного ролика в мм; R г — кате гор ия сложности ремонта гидрооборудования С полным автома- тическим циклом 1.0
С полуавтоматиче- ским циклом 0,9
С редуктором 1.1
Пилы вое Ди- сковые Ножо- воч- ные • Д значенр а (/<,£> +Кgrf-l-Kgn) 4-С ® (K]L 4 Kid 4 КгП), где D — диаметр пильного диска в мм; L — длина но- жовочного полотна в мм; d — наибольший диаметр разрезаемого материала в мм; п — количество сту- пеней скорости диска или двойных ходов кривошипа, получаемых коробкой ско- ростей при прямом ходе ля станков, на которых устав е Ks уменьшается пропорцио 0.006 овлеи односко нально количе 0,01 остной тву скс ЭЛ ро 0,25 !ктродвигате ;тей. Дисковые С механической подачей пильного диска С гидравлической подачей пильного диска С гидравлической подечей пильного диска и автомати- ческим зажимом материала Ножовочные а 1.0 1,05 1.1 а Для станков диаметром пильного диска до 300 мм С« 1.5 электродвигателя число-
С механическим подъемом и опуска- нием пильной рамы и подачей при разрезке и.«
С гидравлическим подъемом и опуска- нием пильной рамы и подачей при разрезке ль. Для многое корост 0,9 ого
Таблица 68
Зубообрабатывающие станки для цилиндрических зубчатых колес
R — gRd 4- С, где Rd — категория сложности ремонта основных узлов станка, уста- новленная по наибольшему диаметру нарезаемого зубчатого колеса; а — коэффициент, учитывающий конструктивные особенности станка в целом; С — составляющая, учитывающая количество шпинделей.
Тип станка Инструмент Коэффициент а для станков
нормаль- ной точности повышен- ной точности
Вертикальные ав- томаты с магазин- ной загрузкой Червячная и ди- сковая фрезы 1,2
Вертикальные уни- версальные Червячная фреза 1,0 1.2
Вертикальные по- луавтоматы гидро- фицированные 1.1 1,3
Дисковая фреза 0,9 -
Горизонтальные Червячная фреза 1,3 1,5
Зубофре- зерные для цилиндрических прямозубых и косо- зубых колес
Горизонтальные для турбинных ко- лес Червячная фреза и 1.6
Пальцевая фреза 1,2 —
Горизонтальные для червячных ко- лес Червячная фреза 0,9 1.2
Гор изон тальн ые для глобоидных пар Червячная фреза, резцовая головка, единичные резцы 1,2 —
Горизонтальные для нарезания реек Дисковая фреза 0,5 —
Зубостро- гальные и зубодол- бежные Для прямозубых, косозубых и шеврон- ных колес Гребенка 1,0 - —
Для л р ямозубых Долбяк 0,9 —
и косозубых колес Резцовая головка 1,1 —
Для шевронных колес Долбяк L2 —
298
Продолжение табл. 68
Тип станка Инструмент Коэффициент а для станков
нормаль- ной точности новышен- ТОЧЧОСТИ
Зубошли- фовальный Для обработки цилиндрических ко- лес, долбяков и ше- веров Фасонный и та- рельчатый круг, дисковый круг 1,0 —
1.0 —
Абразивный червяк 1,2 -
Зубошевин- говалъный Для обработки цилиндрических ко- лес Шевер-колесо и шевер-рейка 1,0 -
Зубозакру- гляющий Для закругления зубьев колес Пальцевая фреза и летучий резец 1.0
Трубчатая фреза 1.0
Зубопри- тирочный Для прямозубых и косозубых колес Зубчатые притиры 0,8 —
Трибополи- ровальный Для трибок полирования Полировальный круг 0,2
Количество
шпинделей стан ка Значение С
1 0
2 5
3 9
Тип ставка Наибольший диаметр нарезаемого зубчатого колеса и а станке в мм
° S S ° 1 1 1
Значение Rjy
Зубофрезерный 5 6 7 8 9 9 10 12 14 18
Зубострогальный и зубодол- бежный — - 8 9 10 11 12 14 16 18
Зубошлифовальиый — — — 13 14 15 16 17 18 —
Зубошевинговальный - — __ 9 10 10 13 14 15
Зубозакругляющий - — — — 6 7 8 9
Зубоприти рочный — — — 6 7 7 8 9 - -
Т рибополи ровальный 5 —
299
Таблица 69
Зубообрабатывающие станки для конических зубчатых колес
/? — CiRy + С, где /?д — категория сложности ремонта основных узлов станка, устано- вленная по наибольшему диаметру нарезаемого зубчатого колеса; а — коэффициент, учитывающий конструктивные особенности станка; С — составляющая, учитывающая количество шпинделей г.
Rd С
Наибольший диаметр нарезаемого зубчатого колеса на ставке в мм при Z для ловерочио и притирочных станков
от ° К ° ° § -
8 9 10 11 12 13 14 16 18 0 3 6 8 0
Типы станков а
для ЧИСТО- ВОЙ об- работки ДЛЯ черно- вой об- работки
Пол уавтоматы для обработки зубьев кониче- ских колес ! С прямыми н косыми зубьями Однорезцовые 0,95 0,75
Двух резцовые ’ 1,05 0,85
Фрезерные и протяжные 1.0 0,80
Шлифовальные 1,10 -
Со спиральны- ми зубьями Нарезные с об- каткой 1,00 0,80
Нарезные без обкатки 0,95 0,75
Шлифовальные 1,25 -
Поверочно-обкатные Ортогональные 0,40 -
Универсальные 0,50 —
Поверочно-прити рочные Ортогональные 0,70 -
Универсальные 0,80 —
300
Таблица 70
Агрегатные станки для сверления, растачивания, фрезерования
и резьбонарезания
п и п п п
R - Л + £ Сг. + £ (0,1г + су + £ th + K^L + С,
1=1 1=1 1=1 Z=1 i=l
где Г» — категория сложности ремонта силовой резьбонарезной и фрезер-
ной головок; силово^и подрезно-расточной бабок;
Сг. — категория сложности ремонта силового и поворотного стола;
f!i — категория сложности ремонта направляющих плит (салазок);
z — количество шпинделей;
Cz — составляющая, зависящая от конструктивных особенностей
шпиндельной коробки:
со шпинделем на шарикоподшипниках Со ~ 0,5;
со шпинделем на роликоподшипниках С2 = 1,0;
/Сл — коэффициент, учитывающий ширину направляющих станин и
колонн;
К.2—коэффициент, учитывающий метод ремонта направляющих:
при шабрении Ко~ 1 >0;
при чистовом строганин и последующем шабрении /0=0,8;
при шлифовании /(г ~ 0,5;
L — длина направляющих станин и колонн;
С—составляющая, учитывающая конструктивные особенности агре-
гатного станка в целом.
Категория сложности ремонта головки
ндравлической механ и ческей
СИЛОВОЙ резьбой арез ной винтовой пинольной
Тил h Тип Тип г.
Малая: а) мощностью 0,45—0,7 кет 1,5 АУ313 2,5 АУ325 МУ41Ы0 АУ311-10А 2,5
б) для сверления отверстий до 20 мм 2,0
Категория сложности ремонта, головки
гидравлической механической
самодействующей рез ьбонарезной винтовой ПИНОЛЬНОЙ
Гии г, Тип Г[ Тип г. Тип h
ЗУ4021. 5У4021 1.5 5У4531 1,5 423 3,0 А1311, 1У3111, УМ2214 3,0
У403, 1У4031, 1У4304В, У4032, У4032В, ЗУ4031, 5У4051 2,0 5У4532
5У4541 2.0
301
Продолжение табл. 70
Категория сложности ремонта головки
гидравлической механической
самодействующей резьбонарезной винтовой пинольной
Тип г- Тин г, Тип г. Тип Г1
У4О4, 1У4041, 1У4О42, ЗУ4О41, 5У4041 3,0 5У4542 2,0 414, У4142, 5У4527 3,5 УМ2223 1,5
УМ2233
5У4551 2,5 Резьбо- нарез- ная ус- тановка СК15-1 УМ2243 2,5
У405, 1У4051Г, 1У4051В, У4052. ЗУ4051. 5У4О51 5У4552
5У4561 5У4562 3,0 УМ2253 3.0
У406, 1У4062, 1У4062В, 1У40626, ЗУ4061, 5 У4061 4 5У4571 5 У4572 3.5
Категория сложности ремонта бабки
силовой фрезерной (головки) подрезно-р асточ ной
1 ип 1ип • 1
УМ2511 0.5 1М3631 2,5 УМ3451 6,5
УМ2521
УМ2531 1М3641
УМ2541 0.75
УМ2551
1М3651 3,0
УМ2561 1.0
УМ2571
Категория сложности ремонта стола
гидравлического | механического гпдравл ичес кого механического
силового поворотного
Тип СГ( Тип Тип crf Тип
5У4631 5У4632 5У4641 5У4642 2.0 УМ2414 ЗУ2851 2,0 УМ4114 2,0
УМ2424 УМ4124
ЗУ2861 2,5
КМ2434 УМ4134 2,5
5У4651 5У4652 5У4661 5У4602 2.5
УМ2144 2.5
5У2861 УМ4144
УМ2454
УМ2464 3,0 УМ4154 3,0
5 У4671 5У4672 3,0 5У237Р 3,0
УМ2174 УМ4164
302
Продолжение табл. 70
Для направляющих станин и колони
Значение горизонтальны х вертикальных
ширины напра- вляющих в ЛЛ 50 60 70 80 100 125 50 60 70 80 10U 125
коэффициента 0,5 0,6 0,7 0,8 1,0 1.2 0,6 0,7 0.8 1.0 1,2 1,4
Тип силовых головок Расположение головок Количество сто- рон или компо- новка станка С на станок
Малые гидравлические и электромеханические Горизонтальное и вертикальное - На го- лов- ку 0,2
А1313, АУЗН, УМ2214, УМ2223, УМ2233, ЗУ4021, 5У4021, У403, 413, 1У4031, 1У4О31В, У4032, У4032В, ЗУ4031, 5У4031, 5У4527; 5У4531, 5У4532 Горизонтальное Односторонний Двусторонний Трехсторонний 0,75 3,00 1,5
Вертикальное Комбинированное — 1.0 1.5
У404, 1У4041, 1У4042, ЗУ4041, 5У4041, 414, У4142, УМ2243, 5У4541, 5У4542 Горизонтальное Односторонний Двусторонний Трехсторонний 1,0 1.5 2,0
Вертикальное Комбинированное — 1,5 2,0
У405, 1У4051, 1У4051В, 1У4051Г, 415, У4052, ЗУ4051, 5У4051, УМ2253, 5У4551, 5У4552 Горизонтальное Односторон НИЙ Двусторонний Трехсторонний 1,0 1,5 2,0
Вертикальное Комбинированное — 1,5 2,0
У406, 1У4062, 1У4062В, 1У40626, ЗУ4061, 5У4061, 5У4561, 5У4562, 5У4571, 5У4572 Горизонтальное Односторонний Двусторонний Трехсторонний 1,5 2,0 3,0
Вертикальное Комбинированное — 2,0 3,0
303
Продолжение табл. 70
Категория сложности ремонта направляющих плиты (салазок)
Тип и исполнение ni Tun и исполнение ni
при шаб- рении при шлифо- вании при шаб- рении при шли- фова НИИ
ЗУ 1321 1 11 0,5 0,25 5У1321 1 11 5У1331 II IV 0,5 0,25
ЗУ1331 1 11 111 5У1341 III V VI 0,75
5У1351 III V VI 1,0
ЗУ1341 П 111 IV 0,75
5У1361 IV VI 5У1371 IV VI 1,5 0.5
ЗУ 1351 II 111 IV 1,0
УМ2414 0,25 0,25
УМ2424 УМ2434 0,5
ЗУ1351 V VI VII 1,5 0,5 1
УМ2444 УМ2454 0,75 0,5
ЗУ 1361 п Ill IV V УМ2454 1,0
| УМ2474 2,0
Примечание. Категории сложности ремонта силовых головок спе-
циальных конструкций устанавливаются ОГМ завода путем сопоставления с дан-
ными настоящей таблицы
304
Таблица 71
Формулы и числовые значения коэффициентов
для автоматических линий из агрегатных станков
Ra — Я + 0,25£.! -|- + С2) аап -| (а3£с + С) + С3, где V J? — сумма категорий сложности ремонта агрегатных станков, входящих в линию; Ц — длина рольгангов в м; па — количество перемещающихся элементов транспортера деталей (собачек, флажков и т. д.); п — количество механизмов поворота; Lc •—длина транспортера стружки в л; С — категория сложности ремонта привода транспортера стружки; С — 1,5; С2 — категория сложности ремонта привода транспортера изделия; Са = 2, Oj — коэффициент, учитывающий конструкцию элементов переме- щений; аа — коэффициент, учитывающий конструкцию механизма поворота; а3 — коэффициент, учитывающий конструкцию транспортера стружки; С3 — категория сложности ремонта вспомогательного оборудования.
а, для элементов перемещений
Штанга с откидной собачкой, цепь с откидной собачкой Штанга с флажками, цепь с крюками
0,1 0,05
а2 для механизмов поворота и перегружателей типа as для транспортера стружки
барабанов поворотных столов ленточ- ного цепного со скреб- ками шнеко- вого
с гидрав- лическим приводом с механи- ческим приводом с гидрав- лическим приводом с механи- ческим приводом
2,5 3,5 2,0 3,0 0,1 0,3 0,4
Пр и меча и не. При наличии в линии дополнительных агрегатов, как, например. контрольных приспособлений, специальных механизмов для смазки инструмента, поворотных приспособлений для удаления стружки — перегружа- телей, бункеров, их категории сложности ремонта устанавливаются ОГМ завода и прибавляются к определенной по формуле категории сложности ремонта авто- матической ЛИНИН.
305
ПРИМЕРЫ РАСЧЕТА КАТЕГОРИЙ СЛОЖНОСТИ
РЕМОНТА 7? СТАНКОВ
1. Определить /? токарно-винторезных станков 1616П и 1660А.
а) Из технической характеристики стайка 1616П весом 1850 кг имеем: D ~
~ 320 мм, п ~ 24.
Из табл. 67 (стр, 272) имеем для легких и средних токарных станков:
R = a (A\D + K3n) -I- С-| Re;
а = а1ага3а4, где аг = 1; а2 = 1,25; аэ = 0; а4 — 0;
Ki = 0,018; Аз = 0,15;
R = 1,25 (0,018 -320 + 0,15 - 24) = 11,7 11,5.
б) Из технической характеристики тяжелого токарного станка мод. 1660А
весом 85 Т имеем
D = 1300 мм, 1= 18 000 мм. х=2, /?г = 2,5; С = 0,5*= 0,5-2 = 1;
R = 1 (0,03 • 1300 4- 0,001 • 18 000) + 1 + 2,5 = 60,5 да 61.
2. Определить R токарно^кдрусельного станка мод. 153.
Из технической характеристики станка имеем D = 1030 мм, Н = 1000 мм,
п = 12, х = 2.
Из табл. 67 (стр, 272) имеем
R = a (KtD + К2Н + Kan) +С+ RSi
Где а = 1; = 0,005; К8 = 0,0035; Ко = 0,42;
С = 1,5х = 1,5 -2 = 3; Re = 0;
R = 1 (0,005-1030 + 0,0035-1000 4- 0,42-12) + 3 = 16,69 ъ 16,5.
3. Определить R горизонтально-расточного станка мод. 262Г.
Из технической характеристики станка имеем: D = 85 мм, S — 755 мм,
I — 1140 мм, b — 850 мм.
Из табл. 67 (стр. 272) имеем
R = a (KiD + K2S 4- Ktl 4- КЪЬ} + С,
где ах= 1,25; аа = 0,9; аз =1,0; ^ = 0,08; К2 = 0,006; /(, = 0,003;
КБ = 0,001; а=1,25 0,9-1,0=1,125;
R= 1,25(0,08-85-1-0,006-755 + 0,003-1140 + 0,001-850)= 17,55 17,5
306
ПРИМЕР РАСЧЕТА КАТЕГОРИИ СЛОЖНОСТИ РЕМОНТА R
АГРЕГАТНОГО СТАНКА
Определить R двустороннего 26-шпинцелыюго вертикально-сверлильного
станка мод. С1, входящего в автоматическую линию 1Л83.
Из технической характеристики станка С1 имеем; две силовые головки
мод. 5У4031 с Г/= 2; два стола 5У4641 с С?у = 2; г — 26; Rz = 1; П[ = 0,75;
при ширине направляющих 50 мм = 0,6; при шабрении Ка= 1; длина на-
правляющих станин 1,5 ли; С = 1,5,
я = jh + Дсг, + 2^0.1г + се) + 2nt+2 k,k2l + с.
R = 2-2 + 2-2-Ь (0,1-26 4- l)4-0,75-2-t- 0,6-1-1,5-24- 1.5 =
= 4 4- 4 4- 3,6 4- 1,5 4- 1,8 4- 1,5 = 16,4 « 16,5.
Таблица 72
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
Формулы и числовые значения коэффициентов
Оборудование Формулы для определения R Значения
коэффициентов других величин
Ki кг а конструктивные особенности
Окорочные станки KjD+KbS+Kzn, где D—наибольший диаметр бревна; S—количество ножей; п—число оборотов ножевого ро- тора 0,045 0,15 0,005 -
Лесопильные . рамы a №SKart+C), где$—ход пильной рамки в мм; п—число оборотов коронного вала; С—составляющая, учи- тывающая конструктивные осо- бенности 0,002 0,025 Исполнение а С= СчП- С3~ С4
Двух- этажные 1,1 Для рам с просветом с2
Одно- этажные 1,0
Быстро- ходные облегчен- ные 0,5 До 500 мм 0
Св. 500 до 650 мм 0,5
Двух- этажные тяжелые тихоход- ные 1,3 Св. 650 до 750 мм 1.0
Св. 750 до 1100 мм 1,5
Подъем вальцев: С,
ручной 0,5
механиче- ский 1,0
Подача подающими вальцами С,
двумя парами 1,0
тремя парами 1,5
четырьмя парами 2,0
Токарные стан- ки a где h—высота центров в мм; L—расстояние между центрами я мм; С—составляющая, харак- теризующая сложность ремонта механизма подачи 0,004 0,001 — Исполнение а С=1,3
С ручной подачей суппорта 1,00
С подруч- ником 0,80
С механи- ческой подачей суппорта 1,25
Продолжение табл. 72
Оборудование Формулы для определения Д 1 Значения
коэффициентов других величин
Ki Ks К* а конструктивные особенности
Круглопильпые станки (^s^^s+ад+с, где В—рабочая ширина стола или расстояние между пилами в мм; S—длина хода каретки в мм; я—количество ступеней скорости редуктора; С—соста- вляющая, характеризующая сложность ремонта механизма подачи 0,0015 0,001 0,2 С-С2-г0,6х+1, где х—количе- ство суппортов; С2 — для станков с подачей:
ручной 0
гидравли- ческой 1,2
гусеничной 1,7
вальцовой 2,2
Ленточнопиль-. ные станки a (tfiD)-f-C, где D—диаметр пильного шки- ва в мм; С—составляющая, характеризующая сложность механизма подачи 0.002 — — Исполнение а С=1,0
С ручной подачей материала 1,0
С механи- ческой подачей материала 1,25
f— Четырех сгорев- ние строгальные станки a где В~ наибольшая ширина строгания в мм; z—количество режущих головок и ножовых валов; С—составляющая, ха- рактеризующая сложность ре- монта механизма подачи — 0,02 — 0,9 Исполнение а Подача подающими вальцами С
Без пита- тельного стола 1,0
одной парой 0,9
С вальцо- вой пода- чей стола 1,1 двумя парами 1,8
тремя парами 2,7
С цепной подачей стола 1,05 четырьмя парами 3.6
вальцово- гусеничная 2,7
Фуговальные станки с ручной подачей a (K^B'tf-C, где В—наибольшая ширина строгания в мм; С—составляю- щая, характеризующая слож- ность ремонта механизма подачи 0,0025 Исполнение а Подача С
Без при- способле- ния для установки, заточки и фуговки ножей 1,0
ручная 1,0
механиче- ская 1,5
С приспо- соблением для уста- новки, заточки и фуговки ножей 1,2
Продолжение табл. 72
Оборудование Формулы для определения Д — Значения 1
। коэффициентов 1 других величин
А’1 As а конструктивные особенности
Рейсмусовые односторонние станки ' а (^В)+С, где В—наибольшая ширина строгания в мм; С—составля- ющая, характеризующая слож- ность ремонта механизма по- дачи 0,005 — — Исполнение а С=1,5
Ьез при- способле- ния для установки, заточки ножей 1,0
С приспо- соблением для уста- новки заточки ножей 1,2
Фрезерные станки a (A'jLH *3z)-F-C, где L—длина рабочей поверх- ности стола в мм; z—количество пт и н д ел ей; С—составл яющ а я, характеризующая сложность ремонта механизма подачи стан- ка 0,001 0,7 - Исполнение а С
Нормаль- ное 1,00
для одно- шпиндель- ных 1,5
С механи- ческой по- дачей или кареткой 1,25
для двух- шпиндель- ных 3.0
Формулы не распространяются на модельные фрезерные станки типа ФМ и на карусельно-фрезерные Копиро- вально- фрезерные 1,10
Шипорезные рамные станки а (^L-F^+^S+ад, где L—рабочая длина конвейера подачи в мм; определяется по расстоянию между осями ве- дущего и ведомого туеров; 1— наибольшее расстояние между заплечиками (для двусторон- него шипореза) в мм; S—длина хода каретки в мм; z—коли- чество шпинделей, несущих но- жовые головки 0,0023 0,0003 Кл 0,0023 *5=0,6 В качестве ШПИПДРЛЯ вал элек- тродвига- теля 1,0
Шпиндель в виде са- мостоятель- ного узла 1,1
Сверлильные, сверлильно-пазо- вальные и цепно- долбежные стан- ки где z—количество шпинделей; S—вертикальное перемещение стола в мм; Si—ход шпинделя в мм; b—поперечное перемеще- ние стола в мм; С—составля- ющая, характеризующая слож- ность ремонта механизма пода- чи станка 0,5 0,003 Kt 0,005 *5=0,01 Одношпин- дельные и многошпин- дельиые 1,0 С-0,6 *г=1,5; Кг принимается при наличии гидравлики или редуктора и определяется по табл. 76, стр. 329
Много- шпиндель- ные упро- щенной кон- струкции прн Sj=O 0,5
Заточные стан- ки где L—длина затачиваемого но- жа или диаметр пилы у кругло- пильных пил в мм; S—ход ка- ретки в мм 0,0015 0,005 С-1,5
* Д^я станков, на которых установлен односкоростной электродвигатель. Для миогоскоростного электродвигателя число-
вое значение л, уменьшается пропорционально количеству скоростей.
W
ПРИМЕРЫ РАСЧЕТА
1. Определить 2? токарного стайка мод. ТЛ300.
Из технической характеристики станка имеем: h —
— 2000 мм, L — 1060 мм.
Из табл. 72 (стр. 308) имеем:
R = a (Kyh + /C2L) + С,
где ее = 1,0; = 0,004; К2= 0,001; С= 1,3;
£ = 1,0 (0,004-2000 + 0,001 -1060) + 1,3 = 1036 да 10,5.
2. Определить 2? круглопильного станка мод. ЦДК-4.
Из технической характеристики станка имеем: В =
= 650 лл«, п = 2, х=2, S=0, С=1,7, подача гусеничная.
Из табл. 72 (стр. 308) имеем
R = (КуВ + tf2S + К3п) + С,
КАТЕГОРИЙ СЛОЖНОСТИ РЕМОНТА R ОБОРУДОВАНИЯ
где Ку = 0,0015; ЯГ3 = 0,2; С = С2 + 0,6х + 1 = 1,7 +
+ 0,6-2+ 1 = 3,9;
R = (0,0015-650+ 0,2-2) + 3,9 = 5,27 да 5.
3. Определить R ленточнопильного станка мод. ЛС-40
й ручной подачей материала.
Из технической характеристики станка имеем D =
4= 400 мм.
Из табл. 72 (стр. 308) имеем
R = a (KyD + С),
Где а = 1; Ку = 0,002; С 1;
R = 1 (0,002-400) + 1 = 1,8 да 2.
Таблица 73
КУЗНЕЧНО-ПРЕССОВОЕ ОБОРУДОВАНИЕ
Формулы и числовые значения коэффициентов
Оборудование Формулы для определения В Коэффи- циент Конструктивные особе я костя а
О) S X о> S я W X 41 Однокриво- шинные открытые простого действия 3,2а 4-A'i-P. где Р — усилие пресса в Т 0.05 1 ’ а = CiajCtsaittsOgajas
Исполнение а. Подшипники приводного вала а?
С жёсткой муфтой 1,0 Разъемные 1,0
С пневмофрикцнонной муфтбй 1.2 Неразъемные 1.1
Тормоз «а Стол а.
Лейтонный и колодочный 1.0 Неподвижный 1,0
Дисковый ... Передвижной с рогом 1,1
Прессы
Однокрмво- шипные закрытые простого действия 11а + к, р, где Р — усилие пресса в Т 0,014
Однокризо- шипные закрытые двойного и тройного действия з,2а Ktp +С *, где Р — усилие пресса в 1; С — составляющая, учи- тывающая сложность ре- монта прессов двойного и тройного действия Примечание. Для прессов усилием св. 100 т постоянная при а равна 11. Для прессов усилием до 100 Т 0,05 Для прессов усилием свыше 100 Т 0,014
Ход ая Привод а,
1ерегулнруемый 1.0 Одноступенчатый 1.0
’егулируемый 1.1 Дв ухступсн ч атый 1.1
Вал о. Пресс а,
Терпендикулярвый фрон- пресса 1.0 Без уравновешивания 1.0
Параллельный фронту пресса С уравновешивателем 1.1
а = О1Огаа
Исполнение °1 Привод «S
п д> пневматической или дропненматической по- шкой 1,2 Открытый 1.0
Исполнение аг
С консольной муфтой и тормозом 1.0 Закрытый 1.2
С межопорной муфтой и тормозом 1.1
a =s cttGa
Исполнение СЦ Привод а»
3 консольной муфтой и рмоэом 1.0 Открытый 1.0
то 1 межопорной муфтой в >М030М 1.1 Закрытый 1.2
Продолжение табл. 73
Оборудование Формулы для определения R Коэффи- циент Kt Конструктивные особенности a
Прессы механические Двухкриво- шипные закрытые простого действия 12а 4- Xi Р, где Р — усилие пресса Т 0,014 a
Привод a
Открытый 1,0
— 1 Закрытый 1,2
Четырех- кривошипные закрытые простого действия KiP + ^1, где Р — усилие пресса в Г | — — -
Чеканочные кривошипно- коленные, горячештам- повочные и обрезные 14a + KiP, где Р — усилие пресса в Т 0,014 а
Исполнение a
" 1 С консольной муфтой и тормозом 1,0
С межопорной муфтой н тормозом 1.1
I
Вантовые фрикционные 9а + Л'1Р. где Р — усилие пресса в Т
Прессы гидрав- лические правйль- ные и для прессо- вания изделий из пластмасс 8 + К,Р, где Р — усилие пресса в Т 0,023 a
Исполнение a
С групповым приводом 1.0
С индивидуальным приводом 1.2
й о ч S. Ковочные пневматиче- ские 3,5a + KiP, где Р — вес падающих ча- стей в ке 0,02 а = a,as
Привод -- । Ох Исполнение «г
Одноступенчатый без редуктора 1,0 С цельнокорпусным ша- ботом 1.0
С редуктором 1 1,2 С шаботом, выполнен- ным отдельно от станины 1,1
Паровоздуш- ные ковочно- штамповоч- ные 10a + KtP, где Р —вес падающих ча- стей в кг 0,014 1 a — OiOnO^
Исполнение Qi Исполнение а,
Корочный 1,0 Одностоечный 0.9
Штамповочный !,3
Да ух стоечный 1.0
Листоштамповочный 1.3
Продолжение табл. 73
Оборудование Формулы для определения R Коэффи- циент Ki ,. г Конструктивные особенности а 1 -
Р 0 § S Паровоздуш- ные ковочно- штамповоч- ные ICa + KiP. где Р — усилие машины в Т 0.014 Исполнение Оз
Со сменной гильзой цилиндра 1.0
Без гильзы цилиндра 1 . 1.1
Машины горизон- тально-ковочные К,Р+21. где Р— усилие машины в Т 0,0213 1 j
Ножницы криво- шипные листовые ба + КД где 6 — наибольшая тол- щина разрезаемого листа в мм 0,5 1 Ct = (Xjtl.tXj 1
Муфта а. Привод в,
Жесткая 1.0 Посредством цилиндри- ческих зубчатых колес 1,0
1 ' Пневмофрикционная 1.2
Прижим
Механический
Гидравлический
Посредством червячного
редуктора
Автоматы холод-
новысадочные
где d — наибольший диа-
метр заготовки
в Л!Л1;
В — расстояние между
направляющими
в мм‘
С — составляющая,
характеризующая
сложность ремонта
автоматов в зави-
симости от конст-
рукции машин
0.015
Автоматы
а8
!есовая характеристика
Одноударные
а тяжелые
Трехударные
Двухударные
Много позиционные —
комбайн
Особо тяжелые, уникаль-
ные
Для штамповки шариков
а =
01
* Значения величины С следующие: для автоматов с цельной матрицей и однокривошипиых закрытых прессов двойного
действия с = 3; для автоматов с разъемной матрицей и одаокривошипных закрытых прессов тройного действия С = 6.
Примечание. Для автоматов шариковых в формулу вместо диаметра заготовки подставляется наибольший диаметр
штампуемого шарика.
ПРИМЕРЫ РАСЧЕТА КАТЕГОРИЙ СЛОЖНОСТИ РЕМОНТА Р ОБОРУДОВАНИЯ
1. Определить /? однокривошипного открытого пресса
простого действия мод. К2130.
Из технической характеристики пресса и табл. 73
имеем:
усилие пресса Р = 100 7;
муфта пневмофрикцион на я сц= 1,2;
тормоз ленточный а2 = 1,0;
ход ползуна регулируемый а3 = 1,1;
вал параллелен фронту пресса аа = 1,1;
подшипники вала неразъемные а5 - 1,1;
«в = 15 «а = 1;
привод двухступенчатый а,* — 1,1.
R = 3,2а + /(jP;
/<х = 0,05;
а= 1,24,04,14,1-1,14,04,14,0 = 1,76;
R = 3,24,76 4 0,05 400 = 10,63 да 10,5.
Таблица 74
ЛИТЕЙНОЕ ОБОРУДОВАНИЕ
Формулы и числовые значения коэффициентов
— Значения коэффициентов Значение других величии
Оборудование Формулы для определения R Ki К2 Кз К* а конструктивные особенности
. Смесеприго- товительные машины по типу бегунов где: D—диаметр чаши в мм; d—диаметр катка в мм; N—номинальная мощ- ность привода в кет 0,001 0,005 0,15 i 1 -
Формовоч- ные и стерж- невые встря- хивающие ма- шины где: —диаметр встряхи- вающего цилин- дра в мм; 0,015 0,007 0,005 О.ооз 0,002 а = а^Ол “1 С = Л~зХ d3i + /=1 т ^4 X У d$i + i=i
11 Заказ НП
—дв в метры цилин- дров прессового и горизонтального перемещения сто- ла в мм; С—составляющая, характеризующая сложность ремон- та вспомогатель- ны.х механизмов Полуавтоматиче- ские формовочные машины Ctg ' • 1.5 + /<s У ад, 1=1 где rfgiT—диаметры цилиндров пово- рота стола в мм; d^i—диаметры цилиндров вы- тяжки в мм; doi—диаметры цилиндров в мм пневматических зажимов, поворо- та скребка, пово- рота траверсы и других вспомога- тельных движе- ний
Встряхивающие машины без подпрес- совки 1.5
Со штифтовым съемом опок при наличии уравнитель- ного вала или вы- тяжного цилиндра, имеющего ось под- вески С откатной тележ- кой и поворотно- вытяжным цилин- дром, имеющим ось подвески 1,5 1.8
С перекидным сто- лом 1,8
Продолжение табл. 74
Оборудование Формулы для определения R Значения коэффициентов Значение других величин
Ki Кг Кз К* к6 а конструктивные особенности
Стержневые пескодувные и пескострель- ные машины аКг (К/Н- Z(2D+ 04-Re где1 G—максимальный вес стержня в кг; D—диаметр цилин- дра прижима стержневого ящика в мм; С—coots вл яющая, характеризующая сложность ре- монта механиз- мов вспомога- тельных движе- ний; Re—составляющая, х а ра ктер изу юща я сложность ре- монта гидрообо- рудования; Кг~ коэффициент, учитывающий количество пози- ций 0.16 0,005 0.015 ,6 С ручным поопе- рационным управле- нием С полуавтоматиче- ским циклом 1,0 1,3 С= 2 d+ + №. d—диаметр ци- линдра перемеще- ния шибера или резервуара, пово- рота стержневого ящика, вытяжки и других вспомога- тельных движе- ний В ММ\ N—мощность механизма при- вода мешалок в кет
При z Кг
1 4 6 где г—ко позиций 1,0 1,3 1,5 лячество
Пескометы a (ZQP+ Rs, где: Р—максимальный радиус действия 0,002 0,008 — - — Стационарные Передвижные: на однорельсовом пути 1,0 1,2 —
метательной го- ловки в мм; И—высота элеватора в мм; Re—составл яюща я, характеризующая сложность ремон- та гидрооборудо- вания (табл. 76, стр. 329) на двухрельсовом пути 1,3
Выбивные решетки a(KjL+K2B), где: L—длина решетки в мм; В—ширина решетки в мм 0,0005 0,002 — — — Пневматические Электромеханиче- ские 1.0 2,0 —
Очистные галтовочные барабаны a (Z(tD+Z<y. bZ<3W), где: D—диаметр барабана в свету в мм; L—длина барабана в мм; N—номинальная мощность при- вода в кет 0,0035 0,001 0,12 Для барабанов, имеющих длину L — =7-г12 м 0,15
Примечание. При коэффициенте для в зависимости от сечения барабана принимаются следующие пара- метры барабанов: круглых — диаметр, восьмигранных — диаметр вписанной окружности, квадратных — сторона поперечного сечения, прямоугольных — длина большой стороны
Продолжение табл. 74
Значения коэффициентов
Оборудование Формулы для определения R Ki Кг К> К* Kt а конструктивные особенности Значение других величии
Очистные дробеметные и дробеструйные камеры cc(KlV+KzD+K3zA- + 4- KtH + + 4- 7<fi), где. V—внутренний объем камеры в л3; D—диаметр стола или поворотного кру- га в м; z—количество дробе- метных аппаратов; гх—количество дробе- струйных аппара- тов; /f—высота элеватора В М', 1—длина шнека в м Д 0,25 Дл 0.1 ля дробеметньц камер 1,5 | 1,5 | | я дробеструйных камер 1.5 1 /<з=1| i 0,5 С подвижным ПО- ДОМ С вращающимися тарелками С передвигающей- ся тележкой Остальные камеры 1.15 1,1 1,1 1,0 Для дробемет- ных камер, имею- щих устройство в виде подвижного пода, Кв=1,5В/ь где В—ширина пластин пода в м; /д—общая длина подвижного пода в м
Машины для литья под давлением а(К^+^+^Р)+Ре, где: Q—наибольшее за- порное усилие в 1—наибольшее рас- крытие между подвижной и не- подвижной пли- тами в мм; 0,05 Ма за 0,025 0,007 ШИНЫ пиранй и в 0,005 ... уСИЛ! я 400 ыше 0,07 ем т\ • — Машины с холод- ной камерой и ги- дравлическим запо- ром прессформ Машины с механи- ческим запором прессформ 1,0 1,2 —
w
Ul
Р—наибольшее уси- лие прессования в Т; Рг —составл яюща я, х а р актер изу юща я сложность ремон- та гидрооборудо- вания (табл. 76, стр. 329)
Машины для центро- бежного литья a (Z^D-b Re, где: D— наружный диа- метр отливки в мм; L—длина отливки в мм; ^—категория слож- ности ремонта ги- дрооборудования (табл. 76, стр. 329) 0,03 Маи OTJ дл 0,01 0,003 айны: ивки я зал и 0,001 1ЛЯ цен тулок вки вту битом (’робея И диск док бг ной ов, б- Револьверная Для отливки вту- лок с автоматическим установом ограничи- тельной крышки и приводом заливочно- го желоба Для отливки ка- нализационных труб Прочие машины Для отливки заго- товок изложниц 3,0 1,6 1,15 1,0 0.5
Примечание. При определении категории внутренний диаметр трубы. сложности ремонта центробежных машин для отливки труб принимается
326
II
+
О
8
СЛ
+
р
+
ел
II
ее
И
ро
Я
II
к>
о
X
11
р
8
*11
о
8
>
II
Р
йз
II
я
+
+
s
S
а>
+
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
Таблица 75
Оборудо- вание Формулы для определения К Значения
коэффициентов других величин
к3 К» к4 К3 а конструктивные особенности
Подвесные конвейеры о (Ki«i + К3п3 + + + + X*n. + X.L), где гц—количество при- водных станций; п»—количество ре- дукторов в при- воде; nt—количество на- тяжных станций; nt—количество по- воротных звез- дочек; nt—количество не- сущих элемен- тов; L—длина тяговой цепи в ,и Привод простой Ki= 1,0; СЛОЖНЫЙ К, = 2,0 Редуктор Р-5, Р-10 «30, Kj=2,0, Р Т-5-50 «50, К2=4,0; KTB-400i i=3300,! к«=9,о,; где 1—пере- flaTO4HoeL отношен ие редуктор^ 1.0 0,5 0,025 Кв=0,02 Шаг тяговой цепи в мм а -
80 0.9
100 1.0
160 1,05
Напольные конвейеры (формовоч- ные, заливочные) о (Kj«i + K3nt + КэЯ» + + KtL- -Ь~Кь1 + XeG)> где л»—количество при- водных станций; п3—количество ре- дукторов в при- воде; п3—количество те- лежек; L—длина тяговой цепи в мм', 1—длина привод- ной цепи в м; Ц—длина тележки в м Привод простой К,= 1.0; сложный К,= 2,0 Редуктор Р-5, Р-10 «30, Кг- 2.0: РТ-5-50 «50, Кг= 4,0;; КТВ-400' (=3300,: Кг=9,0, где i— пере- даточное отношение редуктора 0.1 0,15 0,3 К.= 10 Нормальное исполнение конвейера Исполнение с одной тележ- кой (для камер) 1.0 0.1
ГИДРАВЛИЧЕСКОЕ ОБОРУДОВАНИЕ
Таблица 76
Формулы и числовые значения коэффициентов
Re - КгБ + + K3n 1- YK4Q 4 КЬМ, где Re — категория сложности ремонта гидрооборудования; L — длина ци- линдра в лш; D — диаметр цилиндра в лл; п — количество цилиндров; Q — производительность насоса в , т — количество клапанов; Кг, Кг, Кя> Ка, Ki—постоянные коэффициенты, характеризующие слож- ность ремонта отдельных элементов гидрооборудовання; у — коэффициент, учитывающий конструктивные особенности насоса.
К, К» Кз К* Кв у для насосов
ло- паст- ных оди- нар- ных' лопаст- ных сдвоен- ных шесте- ренчатых порш- не- вых - поршне- вых не- регули- руемых. сдвоен- ных с ло- пастными
_0.Л01... ода 0.5 ода 1J) . 1.9 1.2 . 1,5 2,2
Примечания: 1. При наличии нескольких цилиндров расчет произ- водят по цилиндру наибольшего диаметра и наибольшей длины. 2. При двух насосах расчет Re производят по суммарной производительности.
Зависимости для определения категорий сложности ремонта Re гидронасосов высокого давления (трехплунжериых) Re «= KiP 4- КгО 4- с, где Re — категория сложности ремонта гидронасоса; Р — рабочее давление в кГ/смй-, Q — производительность в л/мин\ С — коэффициент, учитывающий конструктивные особенности на- соса; К\ и Кг — постоянные коэффициенты.
Kt Кз
0,01 0,015 4
329
ПРИМЕРЬ! РАСЧЕТА КАТЕГОРИЙ СЛОЖНОСТИ
РЕМОНТА R? ОБОРУДОВАНИЯ
1. Определить гидрооборудования плоскошлифовального станка мод. 371.
Из технической характеристики станка видно, что станок имеет одни шесте-
ренчатый насос Q — 70 л/мин, клапанов т ~ 2, цилиндров п — 2 (один диа-
метром до 100 мм и длиной до 300 мм, а другой диаметром до 100 мм н длиной
600—900 мм), L = 900 мм, D = 100 мм.
Из табл. 76 имеем
Ki = 0.001; К2 = 0,003; К» = 0,5; = 0,003; /<6 = 0,03.
Re — KjL + К2О 4- К3п 4- уКйО. 4- К6/п;
Рг = 0,001 -900 4- 0,003 4 00 4- 0,5-2 4- 1,2-0,003-70 4-
4- 0,03-2= 2,51 » 2,5.
2. Определить категорию сложности ремонта трехплунжерного насоса Г302Л.
Из технической характеристики имеем: Р —320 кГ!см*\ Q= 1000 л!мин.
Подставляя значения в формулу
Re = KiP 4- KzQ + С.
имеем
Re = 0,01 -320 4- 0,015-1000 4- 4 = 22.
ЭЛЕКТРОТЕХНИЧЕСКОЕ ОБОРУДОВАНИЕ
Формулы и числовые значения коэффициентов
Категории сложности ремонта электротехнического оборудования и аппа-
ратура, установленных на металлорежущих и деревообрабатывающих станках,
кузнечно-прессовом, литейном и подъемно-транспортном оборудовании, опреде-
ляется в зависимости от количества установленной аппаратуры, оборудования
и его мощности по приведенным ниже формулам (табл. 77).
Таблица 77
1) Для металлорежущих станков, автоматических линий, деревооб- рабатывающего, кузнечно-прессового и литейного оборудования 2^=2^+ *» + 2) для кранов мостовых и однобалочных электрических (крюковых, магнитных, грейферных, магнитогрейферных, талей и лифтов) где /?> — категория сложности ремонта электродвигателя; /? 2 — категория сложности ремонта панели управления с аппаратурой, расположенной в шкафах, нишах и шкафопультах; /? 3 — категория сложности ремонта электроаппаратуры и электро- проводки, расположенных непосредственно на агрегате; R4 — категория сложности ремонта электроаппаратуры и электро- проводки подъемно-транспортного оборудования; /? 6 — категория сложности ремонта троллей. Формулы для определения Rlt /?2, R3, /?4 н Rs
Ri «1 «4
По табл. 221 (стр. 535) № R,+ + 0.08п, 0,15ла 0,3 2 /?14- 4~ 0,15па 0,03/i 4- 0,01/а
330
Продолжение табл. 77
где К = 0,3 — для металлорежущих станков, деревообрабатывающего,
кузнечно-прессового и литейного оборудования, а также
агрегатных станков и автоматических линий из агрегатных
станков с числом электродвигателей более двух;
Д’ — 0,1 — для металлорежущих станков, деревообрабатывающего,
кузнечно-прессового н литейного оборудования с одним
или двумя электродвигателями;
— количество электроаппаратов в шкафах (магнитные пуска-
тели, контакторы, пакетные выключатели, универсальные
переключатели, рубильники, предохранители, кнопочные
станции, реле всех назначений, сигнальная арматура, вы-
прямители, понизительные трансформаторы;
— количество электрооборудования и электроаппаратуры,
установленных непосредственно на агрегате (электродви-
гателя, магнитные пускатели, контакторы, пакетные, путе-
вые и конечные выключатели, микропереключатели, элек-
тромагниты, электромагнитные муфты, клеммники, много-
полосные штепсельные разъемы, барабанные переклю-
чатели, аппараты местного освещения, сигнальная арматура
и другая аппаратура, размещенная на станке);
п3 — количество электрооборудования и аппаратуры, устано-
вленных на подъемно-транспортном оборудовании, включая
электродвигатели, контроллеры, командоаппараты, всю
аппаратуру магнитных контроллеров и защитных панелей,
конечные выключатели, тормозные электромагниты, сопро-
тивления, оборудование и аппаратуру для подъемных ма-
гнитов; . ..
и /2 —общая длина жестких н гибких троллей в л.
Примечания: 1. При определении £ Кэ для автоматических линий
в формуле вместо /?» принимается 2 Яз-
2. 10 клемм, установленных на станке, принимаются за один аппарат-
3. Каждая магнитная муфта принимается аа одни аппарат.
4. Лампа, транзистор, торнстор, автомат (иногда счетчик) принимаются за
один аппарат.
5. 5 диодов принимаются за один аппарат.
6 10 сопротивлений принимаются за один аппарат.
7. 5 конденсаторов принимаются за один аппарат.
8. Кнопочная станция принимается за один аппарат
Для систем программного управления
категория сложности ремонта определяется
количеством радиоэлектронных элементов,
входящих в систему. Категория сложности
ремонта в зависимости от количества эле-
ментов определяется по кривой, изображен-
ной на рис. 2.
Рис. 2. Кривая зависимости категории слож-
ности ремонта ст количества элементов.
За основу взят коэффициент /?э= 1 (1,2 ч)
331
ПРИМЕР РАСЧЕТА КАТЕГОРИЙ СЛОЖНОСТИ
РЕМОНТА ОБОРУДОВАНИЯ
Определить электрооборудования вертикально-фрезерного станка
мод. 654 при условии, что ремонту подвергается все электрооборудование станка
и для всех элементов производится ремонт одного вида.
Из технической характеристики станка имеем:
1) электродвигатель асинхронный, с короткозамкнутым ротором, мощ-
ностью 13 кет;
2) электродвигатель постоянного тока мощностью 4,5 кет;
3) электродвигатель насоса охлаждения мощностью 0,125 кет;
4) электродвигатель насоса смазки мощностью 0,27 кет;
5) прочих аппаратов на станке — 20 шт.;
6) аппаратура, установленная вне станка, 89 шт.
Из табл. 221 (стр. 535) имеем
2 Ri = 2,6 + 3,4 + 1,0 4- 1,0 = 8,0.
Из табл. 77 (стр. 330) имеем:
Я2 = 0,3-8 + 0,08-89 = 9,52;
/?з= 0,15-20= 3,0.
= 8 + 9,52 + 3 = 2052 ₽=> 20.5.
ПРИМЕР РАСЧЕТА КАТЕГОРИИ СЛОЖНОСТИ РЕМОИТА
СИСТЕМЫ ПРОГРАММНОГО УПРАВЛЕНИЯ
Определить категорию сложности ремонта R3 для системы программного
управления, если количество элементов в ней п = 10 000. При кривой ряс. 2
находим #э в зависимости от п. В данном случае R» ~ 5,8.
XVI. категории СЛОЖНОСТИ ремонта
ОБОРУДОВАНИЯ
В табл. 78—220 приведены категории сложности ремонта металлорежущего,
деревообрабатывающего, кузнечно-прессового, литейного и подъемно-транспорт-
ного оборудования, а в табл. 227—241 — оборудования часовой и приборо-
строительной промышленности.
Категории сложности ремонта электротехнической части указанного выше
оборудования рассчитаны по паспортным данным и приводятся в тех же самых
таблицах. Категории сложности ремонта электромашин вращающихся напряже-
нием до 500 в приведены в табл. 221. Для других видов оборудования категории
сложности ремонта принимаются по табл. 222—226.
В таблицах для моделей; обозначенных звездочкой *, категории сложности
ремонта механической части агрегатов приняты на основании практических
данных заводов.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ (табл. 78-158)
ТОКАРНЫЕ СТАНКИ (табл. 78—81)
Легкие и средние станки (весом до 10 Г)
Таблица 78
Конструктивные особенности Завод- изготовитель мл» фирма Модель Наибольший диаметр обра- батываемой де- тали в мм Расстояние между цен- трами в мм Категория сложности ремонта
® «5 = о х 5 х ь g и и S «Г ST о Ф 1*0 t
Винторезный по- вышенной точности Одесский опыт- но-меха ниче- скин 1601 125 185 5 4
1602 130 250 —
Прецизионных станков, г. Кировокан Т-1А 200- 280 2.5
Винторезный по- вышенной точности Одесский опыт- но-механиче- ский 1604 350 6.5 7
333
Продолжение табл. 78
Конструктивные особенности Запод- изготовитель или фирме Модель Наибольший : диаметр обра- ! батываемой де- 1 тали в мм «и 4 5 р: s»S (£ Е И Категория сложности ремонта
® о к й ё я g.s £ я® ь
Винторезный по- вцшенной точности Прецизионных станков, г. Кировокан С193Н 200 500 5,5 4
Винторезный по- вышенной точности 1610 200 350 8 2,5
Винторезный осо- бо высокой точно- сти 1Р610 5,5
Винторезный по- вышенной точности 1613Д 240 270 8,5 2,5
Винторезный Одесский опыт- но-механиче- ский ИЖ-250 250 500 8 7,5
Винторезный по- вышенной точности ИЖ-250П 10
1П611 8 4,5
1И611П 9,5 7,0
Винторезный - 1612В 260 5,5 2,5
Винторезный - ТС-135 270 6 2.5
Винторезный по- вышенной точности ТП1М 300 750 9 -
334
Продолжение табл. 78
Конструктивные особенности Завод- изготовитель или фирма Модель Наибольший диаметр обра- батываемой де- тали в нм « i 3 и: га О> га. Р. г ь Категория СЛОЖНОСТИ ремонта
® о ® Осс; £ ж* ® щ X О с
Винторезный Им. Дзержин- ского, г. Ереван 1615А 300 750 7 2,5
Винторезный по- вышенной точности — ТВ-320П 320 500 10,5 4,5
Винторезный Троицкий ТВ-320 710 8.5 2.5
- МТБ-150
Средневолж- ский, г. Куйбышев 1А616 9 6
I6J6 750 7,5
Винторезный по- вышенной точности 1А616П 710 12
Винторезный Им.Дзержин- ского, г. Ереван 1615 750 7 4
1615М
Винторезный по- вышенной точности Средневолж- ский, г Куйбышев 1616П 11.5 5
— 1Т61 7,5 3
Винторезный Ижевский ма- шинострои- тельный 1И61 1000 9,5 5,5
Винторезный по- вышенной точности Им. Дзержин- ского, г. Ереван 1П61 500 9 4,5
710
1000
335
Продолжение табл. 78
Констру ктивные особенности Завод- изготовитель или фирма Модель , Наибольший диаметр обра- батываемой де- ти л и в мм sj! £ a s & Категория сложности ремонта
•Е о к 5 sc t- * и и о « s я- я- 6 е|вг Sgs?
Винторезный Срежневолж- ский, г. Куйбышев 1616 320 900 7.5 3.0
Им. Дзержин- ского, г. Ереван 1Л61 500 9.5 4.5
1В61 (ЕТ-35, ЕТ-44) 710 7 4
1Б61А 1000 9.5 5
1Т61М 716" 7,5 5.5
Винторезный вы- сокой точности - 1Е61МТ 9,5 4,5
Винторезный по- вышенной точности 1Е61М 8,5 ”'7,5
Винторезный Им. Дзержин- ского, г. Ереван 1Б61 9,5 5
Винторезный по- вышенной точности - 1Е61 340 10 6.5
Винторезный ТВ-01 1000 8 3
Им. XVI парт- съезда, г. Но- восибирск 162 350 900 7,5 2,5
Ижевский ма- шинострои- тельный 161АМ ТВ-5 1000 3
8 2.5
Винторезный вы- сокой точности Средневолж- ский, г. Куйбышев КТ-24 400 500 11,5 -
336
Продолжение табл. 78
Конструктивные особенности Завод- изготовитель или фирма Модель Наибольший диаме-fp обра- батываемой де- тали в мм ell £ ж® Категория сложности ремонта
® ° S * о о Si “ о ё> CL О’ S X М (- q о S «
Винторезный «Красный пролетарий», Москва «Красный пролетарий», Москва 1К62 400 710 И 8.5
1000
1400
1А62 750 10,5 6
1000
1500
Винторезный с гидрокопироваль- ным суппортом Липецкий станкострои- тельным 750 12.5 8,5
1000
1.500
Винторезный «Красный пролетарий», Москва 1Д62М 750 10 -
1000
1500
Винторезный с бесступенчатым ва- риатором 1620 1000 10
Винторезный по- вышенной точности 1А62Б 13 3.5
1623 10 6,5
Винторезный с автоматическим циклом IK62A 700 14,5 12,5
1000
Винторезный Липецкий станкострои- тельный 1Л62 750 11 -
«Коммунар», г. Лубны ЛТ10 425 960 9,5 3,5
ЛТП 1400 9.0
337
Продолжение табл. 78
Конструктивные особенности Завод- изготовитель или фирма Модель Наибольший диаметр обраба- тываемой детали Я мч Расстояние между центра- ми в мм Категория сложности ремонта
= о я х и о И £ ®>g н
Винторезный с бесступенчатым ва- риатором «Красный пролетарий», Москва 1620 450 1400 11 12
Винторезный осо- бо высокой точно- сти 1622 2500 5000 13 8
Винторезный 1К625 500 1000 12,5
1400
2000
Винторезный с -гидрокопироваль- _ ним суппортом 1000 14,5
1400
2000
Винторезный «Станкокон- струкния», Москва 1П625 юоо 11,5 3.5
12
Винторезный - 1624
Винторезный вы- сокой точности для нарезки ходовых винтов Рязанский станкострои- тельный 1633 8000 15 8
Винторезный - >» 1624М 1000 11.5 5
Универсально- затыловочный Средневолж- скнй, г. Куйбышев 1Б811 520 710 7
338
Продолжение табл. 78
Констру ктнвпыс особенности Завод- изготовитель или фирма Модель Наибольший диаметр обра- батываемой де- тали в мм S га ё» о >. о «Ч га С. £ га Категория слоисности ремонта
s S о £ §i Н S — S id Ь
Винторезный по- вышенной точности «Красный пролетарий», Москва 1622Б 530 2500 14.5 -
5000
Винторезный Ейский стан- костроитель- ный 1Д63А 615 3000 14 5
Рязанский тяжелого станкостроения 163 630 1400 15 14
-2800
Настольный то- карный высокой точности Лорх КД-50 100 180 5,5 -
Настольный вин- торезный высокой точности Тос-Челако- ВИЦЫ MN80 150 280 6
Винторезный Техноимпекс EMUS-160 350 7,5
Винторезный по- вышенной точности EMU200 200
Винторезныйосо- бо высокой точно- сти Шаублин 102VM 500 9
120VM 230 600 10
339
Продолжение табл. 78
Конструктивные особенности Завод- изготовитель или фирма Модель Наибольший диаметр обра- батываемой де- тали в мм Расстояние между центрами в мм Категория сложности ремонта
« £ « * О Ь ь = а я«и ь м о о ч ф g я
Винторезный вы- сокой точности Вальмер VF250 250 530 10,5 —
Повышенной точ- ности Техиоимпекс EML250 250 610 6,5
Высокой точ- ности EIN 500 7,0
Высокой точ- ности без ходового винта Лорх B27LZ 560 8,5
Винторезный вы- сокой точности Техиоимпекс E2N" - 500 9,5
760
Винторезный осо- бо высокой точности Де вольер HL30C 260 700 11,5
Винторезный вы- сокой точности Тос-Челако- вицы S28 280 750
Смарт Браун 1024 6100 12,5
Шаублии 135 320 630 9,5
Без ходового винта, повышенной точности Мицубиси HL300 500
V Техноимпекс Е400 400 750 - И
1000
1500
340
Таблица 79
Крупные и тяжелые станки (весом св. 10 до 100 т)
Кон- струк- тивные особен- ности Завод-изготовитель или фирма Модель Наибольший диаметр обра- батываемой де- тали В Л/.И >"5 ® _ о 5s у Я га с1 tX Ж ь k и га И га 8 СП Категория сложности ремонта
5 ® ® о s * S и Ж? ” . я . о ь О <и % 0.3" га НК1 <d X® ч £ о m Ь К
Винто- резный Рязанский стан- костроител ьвый 1А64 800 2 800 11 700 20 10,5
Коломенский тя- желого станкостро- ения; «Красный пролетарий», Моск- ва 1Д65 1000 3 000 10 200 21 -
5000 И 700 23
Рязанский стан- костроительный 165 2 800 12 500 24 11,5
5 000 16 000 26
1658 8 000 21 000 37 —
Краматорский тяжелого станко- строения 1660Г 1250 8 300 66 200 49
1660 1660—12 6 300 12 300 44 900 60 000 46 53
1660—16 16 300 80000 54
1А660 6300 35000 44
Рязанский стан- костроительный 166 1300 6 500 20 500 35 15,5
Краматорский тяжелого станко- строения 1660А 18 000 85 000 61 -
Без хо- дового винта 1А665 1500 8000 52 000 56
1А670 2000 94000 61
Винто- резный быстро- ходный Механического оборудования, г. Вроцлав ТПД50 500 1 500 - 16,5
2 000 17,0
тидез 600 1 000 28,0
6 000 30,0
Винто- резный Монарх с 690 10 350 25 700 35
Механического оборудования, г. Парева TR70B 680 1 500 - 19
3 000 20
TR90 900 1 500 22
12 000 41
341
342
Без хо- дового винга Винто- резный 11 S с Без хо- Винто- резный Без хо- дового винта Винто- резный Кон- струк- тивные особен- ности
* Я Харвей Вальдрих Кревен Симонс Вальдрих Фрорип Вальдрих Найлс VDF Найлс Завод- из готовитель или фирма
СО ьэ DWSD-80 WSD-75 0О W-613 1 650/8125 650/5300 WSD650 АР48Н 1 й X Модель
1 630 сл о 1 600 1 580 06V 1 1 300 о 1240 1180 ООП Наибольший диаметр обра- батываемой де- тали 0 мм
6180; 9 150 9 200 17 000 5 250 7 620 6 300 20 500 8 125 5300 8 350 9 000 3 000 5 380 Расстояние между цен- трами в мм
S § 41 000 37 000 22 800 35 000 50 000 § , 31 700 22 000 38 750 0008Е 60 000 12 500 Вес станка в кг
8 <! й со ОЭ Сл О и» а ю 8 5 W СО 8 Категория сложности ре- монта механи- ческой части
ТОКАРНО-КАРУСЕЛЬНЫЕ СТАНКИ (табл. 82-84)
Таблица 82
Средние станки
Зявод-изготовитель или фирма Модель Диаметр планшайбы и мм Категория слож- ности ремонта
механи- ческой часгя электро- чехпиче- ской части
«Красный пролетарий», Москва; им. Седина, г. Красно- дар 152 845 16 5,5
Им. Седина, г. Краснодар 153 1030 16,5 6,5
Буллард 24" 625 12 3,5
Шисс-Дефриз — 750 10 4
Цинциннати 30" 762 14 —
Найльс 14 800
Д" 855
Буллард 15
36" 860
Шнсс-Дефриз — 900 4,5
Цинциннати 36" 915 -
Бертье 6970,712 97U 16
Шнсс-Дефриз 4 1С00 18 8
Найльс ЕК-3 17 4
ЕК 15
Шисс-Дефриз 3 16 5
Буллард 5598 1050 17
Цинциннати 42" 1070
Буллард 1080
344
Таблица 83
Крупные и тяжелые станки
Завод-изготовтель или фирма Модель Диаметр планшай- бы в мм Вес станка Категории сложности ремонта
<0«= X © ф * S о © о а*
Им. Седина, г. Краснодар 1531 1120 12 000 28 —
1531М 14 150 34 23
1541 1400 17 800 36
1551 21 000 33 -
Им. Седина, г. Краснодар 1553 2100 34 000 45
154553 30 500 51 43
Коломенски и тяжелого стан- костроения 1556 2250 47 000 44 -
Им. Седпна'.'т.“Краснодар __J557 151557 “2800“ “ШХ)0- 49 55
Им. Седина, г. Краснодар; Коломенский тяжелого стапко- строния 151532 3080 60 000 60
Коломенский тяжелого стан- костроения 1532 3100 70 000 59
1532Т 3200 86 000 49
1540Т 4000 100000 60
1540 92 000 57
Шисс-Дефриз ZK-200 2000 24 500 33 -
Цинциннати 84" 2130 39 000 41
Шнсс-Дефриз 2К300 2600 50 U00 49
Найльс ZK-51 2800 37500 50
Шисс-Дефриз 4К-450 4000 90 000 71
Селлерс 14'-В 4216 98 500 66
345
Таблица 84
Особо тяжелые и уникальные станки
Завод-изготовитель или фирма Модель Диаметр планшай- бы в мм Вес станка в кг Категория СЛОЖНОСТИ ремонта
h ®S я х S 1 электротех- i нической части
Коломенский тяжелого станко- строения 1550 4500 131 ооо 74
I550T 79
1М565 140000 77
1565 140 000 83 9,5
КУ-50 112 000 70 —
КУ-63 5600 185000 85
1570 6200 368000 104
1563 6300 217 000 98
Коломенский и Ульяновский тяжелого станкостроения 1580Л 7100 242 000 106
Им. Свердлова, г. Ленин- град УК-159 8740 500 000 138
Коломенский и Ульяновский тяжелого станкостроения 1591 8750 650000 134
III исс-Дефриз 5К-500 4650 144 000 94
5К-600 5400 178 500 104
6К-800 7200 265 000 126
7GK-14000 14 00С 1 090 00С 211
346
ЛОБОВЫЕ ТОКАРНЫЕ СТАНКИ
Таблица 85
Завод-изготовитель или фирма Модель Диаметр планшайбы в ил Категория сложности ремонта
механиче- ской части электротех- нической части
«Красный пролета- рий». Москва МК-58 750 16 -
МК-158 - 14 8
МК 164С1 — 13 5
— СРД - 12 -
«Серп и молот» Т Л-1671 8
«Красный пролета- рий», Москва МК-164С - 13 11
МК-163 1000 5
МК-И4 1400 14 -
МК-179 15 4
Рязанский станко- строительный 1Н692 1600 16 -
Коломенский тяже- лого станкостроения ЛТ-2 2000 14 4,5
1693 2500 17
Шисс-Дефриз ЗЕН-145 - -
347
Продолжение табл. 85
Завод-изготовитель или фирма Модель Диаметр планшайбы в мм Категория сложности ремонта
механической части электротех- нической части
Бруан Р-20 1200 10 4
Р-25 1500 4,5
Р-30 3000 16
Р-40 4000 18 5
PZZ-20 - 13 4
Кольб МВ-1 - 5 —
AS -
Джон Лапг 18" 460 7 4,5
24" 610 5
32Х 10" 713 9 4,5
30" 760 8
36" 915 5
42X5" 1070 10
42X5" 1150 9 5,5
48" 1220
52X9" 11
5" 1500 -
6" 1800 12
348
ТОКАРНЫЕ МНОГОРЕЗЦОВЫЕ ГОРИЗОНТАЛЬНЫЕ ПОЛУАВТОМАТЫ
Таблица 86
Констру к- тивные особен- ности Завод-изготовитель пли фирма Модель : Высота центров ! над станиной i в мм gi § gP* о >, s о у я я Я <М о. IX 2 F Категория сложности ремонта
те ° ® и и Ь S Р1 Г S. £ а ь к; Й § ст
Нормаль- ное испол- нение Им. С. Орджоникидзе, Москва 116 182,5 800 10 4
«Станкоконструк- ция», Москва А983М 230 600 13 =-
А984М
А983Р 560
«Красный пролета- рий», Москва 1А16-2 255' 450 11 4
116-2 800
1Б16-2 1200 12
Им. С. Орджоникид- зе, Москва 118 118А 395 600“ 14 “4.5
118Б 1000 5
118В
Универ- сальный «Красный пролета- рий», Москва 1720 150 300 9
Им. XVI партсъезда, г. Новосибирск 1А720 8 7,5
1А730 200 500 10
«Красный пролета- рий», Москва, им. С. Орджоникидзе, Москва 1730 И 8
1721 245 750 14 5
«Красный пролета- рий», Москва 1Б16 255 800 13 4
173! 292 870 •
349
Продолжение табл. 86
Конструк- тивные особен- ности Завод- изготовитель или фирма Модель Высота центров над станиной в мм <u i 3 ® 2 * gfs Категория сложности ремонта
®« « ° ® й о о £ ? “ es х х X ® е
Универ- сальный Им. С. Орджоникид- зе, Москва 1722 250 800 15 16
Ейский 1722А 1250 17
Им. С. Орджоникид- зе, Москва 1732А 280 800 15
1732 1250 17 18
1732Б 1600 -
Нормаль- ное испол- нение Саистренд № 10 100 558 6
г. Штенцель 6МС 350
Ф. Вайперт HVF 600 7
Саистренд 8X15" 108 381 8
Нойбеккер VB-100 135 260 6 3.5
Л. Леве FZS 140 300 4
NSO 150 500 7 -
Гейнеман D-170 150 880 9
Р-185 185 8
PUD С-10 200 1000 10
Шисс-Дефриз 1FAV-350 250 500 9
1FAV 275 750 10
350
ТОКАРНЫЕ МНОГОРЕЗЦОВЫЕ ВЕРТИКАЛЬНЫЕ ПОЛУАВТОМАТЫ
Таблица 87
Станок 3 а иод- изготовитель или фирма Модель Наибольшее расстояние от торца шпинделя до нижней кромки суппорта Категория сложности ремонта
5® “ о к v CJ й г V а- о о о.® S S’® ь <V X о о Ч а> к л ь о S
Шести- шпиндель- ный «Красный пролета- рий», Москва 23—1283 530 39 4,5
Им. Седина, г. Крас- нодар, «Красный про- летарий», Москва 1284 544 10,5
Восьми- -шпиндель- ный «Красный пролета- рий», Москва _ 128.4Б 546 . .49.
Шести - шпиндель- ный 1А283 564 40 9,5
Восьми- шпиндель- ный 1282 570 50 11
Шести- шпиндель- ный М-24 580 40 -
К-57 840 44
Восьми- шпиндель- ный 1285Б 883 53 14.5
351
Продолжение табл. 87
Станок Завод-мзготов итель или фирма Модель Наибольшее расстоя и ие от торца шпинделя до нижней кромки суппорта В JHJU Кате! орпя сложности ремонта
£«5 « ° к * V й S sr й- 6 с о. в; 5 з:« ь <U >! С U
Шест и- шппндель- ный с ги- дравличе- ской пода- чей - ю-яд 90 39
Шестн- шпипдель- ный Буллард 16" 550
Восьми- пнтиидель= иый 16Д 566 50-
Г2Д 578
12" 600
Шести- шпиндель- ный с гм- дравличе- ской пода- чей 20-RAH 720 44
Магдебург VA-630 740
Шестп- шп и п дель- ный Буллард 12А 1040
Одношпии- дельный «Станкоконструк- ция», Москва 1П734 Расстояние между цен- трами 320 13 -
14
Одношпи li- дел Ы1ЫЙ с расточной головкой
352
Таблица 88
КРУПНЫЕ И ТЯЖЕЛЫЕ КОЛЕСНО-ТОКАРНЫЕ СТАНКИ •
Завод- из готовнтель или фирма Модель Вы- сота цен- тров в мм Расстоя- ние между центрами в мм Категория слож- ности ремонта
механи- ческой части электро- техниче- ской части
«Двигатель революции», г. Горький RCB 600 2500 26
Краматорский тяжелого станкостроения 1935 3000 31
«Двигатель революции», г. Горький 1937 RVB 700 2800 27 -
1939 RXB 950 2700 31 -
Краматорский тяжелого станкостроения 1838 2800 40 -
Дойчланд — 600 2650 30 -
Гегеншайдт _DRA-600 2600 31
Рафа мет ITCH 2430
Селлерс 50" 625 3000 28
Герлях Пульст — 640 2700 22 -
Вейхельт — 670 2400
Фельзер 700 2700 24 —
Газу Денки 1400 2S00 27 —
Найльс — 3000 24 —
Бромлей — 750 2650 22 -
Рапид — 805 2700
Гегеншайдт DRA-920 920 2800 36 —
Лоуден — 920 3000 32 —
Вейхельт — 1000 2700 27 —
Фельзер — 30 -
Газу Денки 2000 2800 32
Кревен — 1065 3000 36 —
Дойчланд — 1100 2650 42
12 Заказ 1283
353
КРУПНЫЕ И ТЯЖЕЛЫЕ ТОКАРНО-ОСЕВЫЕ СТАНКИ*
Таблица 89
За вод-мэ готов итель или фирма Модель Вы- сота цен- тров В МЛ) Расстоя- ние между центрами в МЛ) Категория слож- ности ремонта
механи- чес кой электро- техн иче- ской части
«Красный пролетарий», Москва 1835 400 2000 17 -
МК-177С
183; 183А 2800 18 41,5
1832 1200 3000 20 -
Найльс - 220 2000 14 -
Чарутти - 350 2500 15 -
Найльс ODF 2600
Вагнер - 410 3150 19 -
КРУПНЫЕ И ТЯЖЕЛЫЕ ПАЛЬЦЕОБТОЧНЫЕ СТАНКИ ’
Таблица 90
Заиод-изготовитель или фирма Модель Вы- сота цен- тров в мм Расстоя- пне между центрами в мм Категория слож- ности ремонта
механи- ческой части электро- техниче- ской части
Краматорский тяжелого станкостроения - 1190 3500 17 -
Вейхельт г» 1025 3000
Найльс - 1100
Фельзер — 16 —
Бромлей 1150 17
354
Продолжение табл. 90
3 авод-изготовитель или фирма Модель Вы- сота цен- тров В ЛОИ Расстоя- ние между центрами в мм Категория слож- ности ремонта
механи- ческой части электро- техниче- ской части
Рафамет зтсн 1100 3040 36 -
Бромлей — 3000 28
Селлерс 80' 3300 36 -
Найльс - 1125 3000 32 -
Общество польских ме- хаников - 1170 2600 30 -
Гегеншаидт 1200 2350 42 -
Лоуден - 1300 3000 41
КРУПНЫЕ И ТЯЖЕЛЫЕ КОЛЕСНО-ШЕЕЧНЫЕ СТАНКИ *
Таблица 91
Завод-изготовитель или фирма Модель Высота центров в мм Расстоя- ние между центрами в мм Категория слож- ности ремонта
механи- ческой части электро- техниче- ской части
«Красный пролетарий», Москва 1335 320 2900 20
Беттс-Бричфорд (Кон- солвдейтед) - 600 2600
Рафамет TBG 635 2572
Вагнер — 700 2800 17 -
Чарутти - 720 2500 24 -
Дойчланд — 1100 2800 19 —
Найльс - 1125 -
12*
355
ТОКАРНО-РЕВОЛЬВЕРНЫЕ ОДНОШПИНДЕЛЬНЫЕ АВТОМАТЫ*
Таблица 92
Завод-изготовитель или фирма Модель Наиболь- ший диа- метр об- рабаты- ваемого прутка в мм Категория слож- ности ремонта
механи- ческой части электро- техниче- ской части
Им. Фрунзе, г. Пенза 1112 12 11 2,5
Им. 23 Октября, г. Мелнтопвль 1А112 И ,5 5,0
1Б112 14 9,5
Им. Фрунзе, г. Пенза 1118 18 И 2.5
Им. 23 Октября, г. Мелитополь 1А118 11,5 4,5 9,5
1Б118 14
Киевский станко в-автоматов 1124 24 14,5 3
1А124 25 14 17
Ленин градский станков- автома- тов; Хабаровск и й 1Б125 18 13
1Б124 16 11
Киевский станков-автоматов изб- - 36 14.5 3 -
1А136 14 17
Хабаровский 1Б136 16 10
Ленинградский станков-автома- тов 115140 40 18,5 14
Шкода А12 12 11 2,5
Гаи Кольб Индекс 12 11.5
Индекс 18 18
Шкода А 20 20 11
Ган и Кольб Индекс ВЗО 24 16,5 —
Индекс 24 13,5
Индекс 25 25 12,5 2.5
Индекс 35 35 15
Индекс В42 40 16,5 3
Шкода А40 15
Ган и Кольб Индекс 52 52 16.5
Индекс В60 —
356
ТОКАРНЫЕ ОДНОШПИНДЕЛЬНЫЕ АВТОМАТЫ ДЛЯ ФАСОННОГО
И ПРОДОЛЬНОГО ТОЧЕНИЯ*
Таблица 93
За вод - из готов итель или фирма Модель Наибольший диаметр обрабаты- ваемого прутка в лш Категория сложности ремонта
механи- ческой части электро- технической
Ленинградский стан- ков-автоматов МФ122 4 6,5 3,0
1103 8 6.0
1Б10А 6 И
1Б10П 9
1Б10В 10
ПО 7 9 2,5
ПОП 10
Им. Дзержинского, г. Ереван 1А10П 8.5 4.0
1А10ПС 10 -
ШОА 10 9 2,5
Ленинградский стан- ков-автоматов 1П12С, 12’ 12.5
112 9,5 2,5
1П12 11,5 3.5
1117 17 15 20
1125 25 17
Петерман РЗ 3 5 2,5
Р4 4 7,5
Р7 9,5 2.0
Торное М—7 7 11,5 2,5
Н7
ЛЮ 11,5 12,5
Петерман Р16 R16 16 16
Торное
RR—20 20 17
М—25 25 21,5 -
Петерман Р—25 25,4 18
Торное М—28 28 22,5
М—30 30 23,5
М—32 32 25
357
ТОКАРНЫЕ ОДНОШПИНДЕЛЬНЫЕ ФАСОННО-ОТРЕЗНЫЕ АВТОМАТЫ *
Таблица 94
Завод изготовитель или фирма Модель Наибольший диаметр обрабаты- ваемого прутке в мм Категория сложности ремонта
механи- ческой части электро- технической части
Ленинградский стан- ков-автоматов 1106М 8 10,5 2.5
Им. Фрунзе, г. Май- коп 1032 10 11.5
Гап и Кольб Индекс 00N 6 8
Индекс 0N8 8 11
Фриц Вернер —
Ган и Кольб Индекс 0N12 12
ШУРУПНЫЕ АВТОМАТЫ
Таблица 95
Констру ктпвные особенности Завод-изготовитель или фирма Модель Пределы диаметра наре- заемой резьбы в мм Категория СЛОЖНОСТИ ремонта
® О я “ к ь * V о Ж ₽• V о о ь S к Ф О cj «и X то m ь о я
Нарезной Им. 23 Октября, г. Мелитополь 1012 1,5—3 7 1,5
Г оловкообточной 1002 1,5—3 6
Нарезной Учебно-эксперимен- тальный ХММ11, г. Харьков 1000 1,2—4 8
«Азстан кострой», г. Баку 1001 2—4 7
Учебио-экст-.fw мен- тальный аММИ, г. Харьков 2.3—4
Им. 23 Октября, г. Мелитополь № 2 2,5—5 9
Т2 010 2 3—5 8
358
Продолжение табл. 95
Конструктивные особенности Завод- из готов итель или фирма Модель Пределы Категория сложности ремонта
наре- заемой резьбы в мм «« ® О S И о о S S § и И® ь ч Й м § .M-U У
Резьбонарезной (для нарезания резьбы и обточки конуса шурупов) Им. 23 Октября, г. Мелитополь 1013 3—5 10 2
Для обточки го- ловок шурупов 1003 5 9
Нарезной (за- острение конца и нарезание резьбы) 1014 3.5—5 8
№ 3 3,5—6
Нарезной 1004 4—7 1.5
Кайзер PU 1.3—2,4 5
Мальмеди А 1,35—2,7 7
Мальмеди- Фо гел ь- занг А 1.35—2.7
Кайзер РА 1,3—3 6
Енглер и К° GF-1 1,35—3,5
Кайзер РЕ 3—5,5 8
Мальмеди В 2,4—6 9
С 4—6 2
Кайзер Р и В 4—6.5
Роршак 1 3,5—10 13
Мальмеди D ^10
359
ТОКЛРНО-РГВОЛЬВЕРНЫЕ СТАНКИ
Таблица 96
Завод- изготов нтсль или фирма Модель На нболыиий диаметр обрабаты- ваемого надел ця нт прутка В JWJH Категория сложности ремонта
механи- ческой части электро- технической
Прецизионных стан- ков, г. Кировокан С193А 18 12 3
Новочсркасский 16318 8.5 5
1318 6.5 3.5
1П318 II 7
Алапаевский 1Г325 25 17.5 II
1325 5 2,5
Новочеркасский 1П326 13,5 9
Ижевский 1338 36 8 3
Киевский станков-ав- томатов 1336М 9 2.5
1336 6,5 4,5
I336P > • 9
1340А 40 17,5 7.5
1340 17 13,5
360
Продолжение табл. 96
За вод-и эготовител ь или фирма Модель Наибольший диаметр обрабаты- ваемого изделия из прутка И л-и Категория сложности ремонта
механиче- ской части электро- технической части
Бердичевский станко- строительный 1341 40 15 11
Алапаевский; им. С. Орджоникидзе, Москва 135 50 10 3
Алапаевский 136 63 15 3,5
Алапаевский; им. С. Орджоникидзе, Москва IM36
Алапаевский 1К36 65 19,5
1365 23 7
1П365 0 500 в патроне 20 12
1П365А
1П371 0 630 в патроне 23,5 -
Им. С. Орджоникид- зе, Москва 137 85 18 -
1К37 24 4
1М37П 16,5 3,5
361
токарные многошпиндельные горизонтальные
АВТОМАТЫ И ПОЛУАВТОМАТЫ
Таблица 97
Конструктивные особенности Завод-изготовитель или фирма Модель Наибольший диа- метр обрабатывае- мого прутка (из- делия) в мм Категория сложности ремонта
* О S S * Ь »< у о О) ГС о ii О.Р" t- к X id Ь <u g о и
Четырех шпиндель- ный прутковый автомат Им. С. Орджони- кидзе, Москва 122 20 14 3
1225-4 25 4,5
Шести шп ин дельный прутковый автомат 1225-6 21 4
1А225 17 14
Четырехшпиндель- ный прутковый автомат 123 36 20 4
Шестишпиндельный прутковый автомат 1240-6 40 23 4,-5-
Четырехшпиндель- ный прутковый автомат 1240-4 18
Четырехшп индель- иый отрезной автомат 1240-0 9 15
Шестишпиндельный прутковый автомат Киевский стан- ков-автоматов 1A240-G 38 31,5
1261М 50 21 7
1262М 18 5,5
Четырех шп и н дел fa- ный прутковый автомат Им. С. Орджони- кидзе, Москва 126 58 21
Шестишпиндельный автомат «Красный проле- тарий», Москва 01С05 65 34 —
Шестишпиндельный прутковый автомат Киевский стан- ков-автоматов 1265 65 27 5
Четырехшпиндель- ный прутковый авто- мат 1265-4 80 23 18.5
1290 100 24 5
352
Продолжение табл. 97
Конструктивные особенности За вод- из готов ител ь или фирма Модель Наибольший диа- метр обрабатывае- мого прутка (из- делия) в ММ Категория сложности ремонта
== О S « SC F- о S « S В" Сг * £ Ф х о V
Дву хшл индельный автомат «Красный проле- таркй», Москва 01С04 100 23 -
Одношпиндельный автомат 020)3 12'2 16
Шестишпиндельный патронный полуавтомат Киевский стан- ков-автоматов 1261П 130 23 11,5
Четырехшпиндель- ный патронный полу- автомат 1262П 19 9
Восьмишпин дельн ый патронный полуавтомат 1265П-8 30 18,5
Шестишпиндельный патронный полуавтомат 1А240П-5 150 40 36,5
Восьмишпиндельный двухблочный автомат «Красный проле- тарнй», Москва 02С01 160 43 -
02С02
Шестишпнндельный патронный полуавтомат Киевский стан- ков-автоматов 1265П-6 29 18.5
127 180 27 3.5
Четырехшпиндель- ный патронный полу- автомат 1265П-4 200 26 16,5
Четырех- шпиндель- ный прут- ковый автомат А. Шютте V22S 22 12 4
полуав- томат VH22 30
автомат V35 35 15
V48 48 16
V52 Б2 17
полуав- томат VH130 130 19
VH48 165 21
363
специальные токарные станки
Таблица 98
Станки Завод-изготовитель или фирма Модель Высота центров в мм Категория сложности ремонта
5 Х>= Е Ч ф S г
Многорезцовый полуавтомат для обработки кулачков рас- пределитель- ных валиков «Красный проле- тарий», Москва 1895 150 13 -
1891 (МК71) 250 14 5,5
Многорезцовый полуавтомат для обработки распредели- тельных вали- ков 1892 (МК72) 5
Многорезцовый полуавтомат для обработки кулачков рас- предел ительн ых валиков 1893 (МК73) 4
Многорезцовый полуавтомат для обработки коленчатых валов 184 350 15 4.5
1875 430 7
Для обработки пары шатун- ных шеек 187 14 -
364
Продолжение табл. 98
Станки Завод-изготовитель или фирма Модель Высота центров в мм Категория сложности ремонта
«SS х 5 U £8? с, я" t- S S & IC |- я О о Т О) и л н. о с
Для обработки коренных шеек «Красный проле- тарий», Москва 1870 430 15 -
Для обработки коленчатых валов 9-1875 16
Слпткоразрез- ной Краматорский тя- желого станко- строения 1855 525 17
Многорезцовый полуавтомат для черновой обработки ва- гонных осей Уралмашзавод им. Орджоникид- зе. г. Свердловск 183 750 16 10
Для обточки шеек коленча- тых валов Рийдингер R-1100 14 -
Шисс-Дефрнз KZA-75 18 4,5
KZA-150 (типа Моль) 0 обра- ботки 1500 25 5
KZA-125 0 обра- ботки 1250 24
KZA-285 0 обра- ботки 2850 45 5,5
365
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ ОДНОШПИНДЕЛЬНЫЕ СТАНКИ
Таблица 99
Конструктивные особенности За вод- кзготов ите л ь или фирма Модель aS * Категория сложности ремонта
® с ± О S S 5С f- * О V Ji <v <в Я в- в* с н tu 5 в ® ХОц в) X п 1- Q 3-
Настольный по- вышенной точ- ности Кировоканский пре- цизионных станков 0155 3 4
Настольный - 2I0A 5 2 1.5
Настольный по- вышенной точ- ности Им. Коминтерна, г. Витебск 2А106 6 3
Настольный по- вышенной точности Молодечненский станкостроительный 2А106П 10 3,5 7,5
- 2110 (НС-10) 4 2
Настольный Им. Коминтерна, г. Витебск СН12А 12
Жальгирис, г. Ново- Вильня; Кыштымский HCI2A 5
Настольный со ступенчатыми шкивами Им. Масленникова, г. Куйбышев; им. Коминтерна, г. Витебск; Жальгирис, г. Ново* Вильни НС-12 5,5 .5
С коробкой ско- ростей и ручной подачей РУ-35, г. Сысерть 2118А 18 5 2
365
Продолжение табл. 99
Конструктивные особенности Завод-изготовитель или фирма Модель Наибольший ' диаметр свер- ления в мм Категория СЛОЖНОСТИ ремонта
«ох Й-5С Sr " И к X Х«= Ь «V X О CJ
С коробкой ско- ростей Радиально-сверлиль- ных станков, г. Одесса; им. Коминтерна, г. Витебск 2118 18 4,5 ао
Им. Коминтерна, г. Витебск 2Б118 5 2,5
Универсальный Молодечненски й станкостроительный 2Н118 5,5 5,5
С коробкой ско- ростей Им. Ленина, г. Стер- литамак 2125 25 6 4,5
2А125 6,5
2121 7
Со ступенчатыми шкивами Им. Октябрьской ре- волюции 214 35 7,5 2
Им. Ленина, г. Стер- литамак; Каунасский станкостроительный; Октемберяиский 2135
С коробкой ско- ростей Им. Ленина, г. Стер- литамак 2135М
2135А 8.5
2А135 8 5.5
2А150 50 10,5
2150 9
215А 10 3
215 12
2170 75 8
2175 13 6
367
РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Т а б л и ц а 100
Конеwу ктнвные особенности Завод-изготовитель или фирма Модель <и ч «£ «SS 3- « и Категории сложности ремонта
= « Е О S ” f- £t)O s₽ ? г* -* Ж « К* ь 01 X О о Т ф В я Ji [- и 3
С коробкой скоростей и ручной подачей Харьковский станкостроитель- ный 2503 20 5 3,5
С коробкой скоростей Им. С. Орджони- кидзе, Москва 250 23
Им. Коминтерна, г. Витебск 2592 25
С механическим пере- мещением траверсы «Стаикоконструк- ция», Москва; им. Коминтерна, г. Витебск 2А592 3
Переносный с коробкой скоростей Октемберяпский станкостроитель- ный 252 6 3,5“
2Е52 -
2П52
С механическим пере- метением траверсы и ги- дравлическим закрепле- нием и освобождением колонки Одесский ради- ально-сверлиль- иых станков 2Б53 35 9,5 7
С коробкой скоростей и гидравлическим закре- плением и освобождени- ем рукава на колонне 2А53 9 9
С коробкой скоростей и механической подачей 2Н53 11 18
2Г53 14 —
253 8.5 6
2Д53 14,5 3
358
Продолжение табл. 100
Конструктивные особенности Завод-изготовител ь или фирма Модель « о. «8 9 о 3 sh ха® Категория сложности ремонта
Sox £ О о Я ¥ ”
Упрощенный с короб- кой скоростей Харьковский станкостроитель- ный 2А56 50 10,5 8,5
2А57 12
С коробкой скоростей 256 16,5 3,0
Одесский ради- ально-сверлиль- ных станков 255 12.5 9.5
С коробкой скоростей и гидравлическим закре- плением и освобождени- ем рукава на колонне 2А55 13 10,5
С коробкой скоростей и механической подачей 2Н55 13.5 17,5
Упрощенного типа 2Б56 10.5 8,5
Переносный •-2П55~ 11 10.5
2П56
С гидравлическим за- жимом колонны и голов- ки на траверсе 257 2Н57 75 17 10
С коробкой скоростей и механической подачей U.5
2М57 -
2П57 19,5
С гидравлическим за- жимом колонны и голов- ки на траверсе 258 100 21 12
С коробкой скоростей и механической подачей 2Н58 22 16
2Д58 2Б58 16,5
23,5 -
С гидравлическим кре- плением колонны Ковосвит VR4A 50 11
VR6A 65 13
369
МНОГОШПИНДЕЛЬНЫЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
С НЕЗАВИСИМЫМИ ШПИНДЕЛЬНЫМИ ГОЛОВКАМИ
Таблица 101
Конструктивные особенности Завод- изготовитель или фирма Модель Наибольший диаметр свер- ления в мм Категории сложности ремонта
® С : {" о о ж S S
Четырехшпиндельный с общим приводом Им. Ленина, г. Стерлитамак 221Д (С4-18) 18 7 2,5
Двухшпиндельный с об- щим приводом СВ-18 4
Двухшпиндельный с ко- робкой скоростей 221В 5
Двухшпиндельный со ступенчатым шкивом 221А 4
221 2210
- 2212 12 3
Двухшпиндельный с инди- видуальным приводом Им. Ленина, г. Стерлитамак 2225 25 7 -
С общим столом и приводом двухшпин- дельный Л. Леве В-7-111 15 5 -
трехшпин- дельный - 7
С индивидуальным приво- дом каждого шпинделя Сальфельд -
Трехшпиидельиый с общим приводом Л. Леве - 18 8
С общим столом и приводом трехшпин- дельный Хилле-Верке к-ш-з 23 7 7
четырех- шпин- дельный K-IIM 8
Трехшпиидельиый с общим приводом Л Леве - -
370
МНОГОШПИНДЕЛЬНЫЕ ВЕРТИКАЛЬНО-СВЕРЛ ИЛЬНЫЕ СТАНКИ
КОЛОКОЛЬНОГО ТИПА С РАЗДВИЖНЫМИ ШПИНДЕЛЯЛ1И
Таблица 102
Конструктивные особенности Завод-изготовитель или фирма Модель ih и « § Категория сложности ремонта
® о ей S ы ь Sen e-i х SC sc E-
С механической подачей Им. Ленина, г. Стерлитамак 2I35M 10 7 -
2150М 18 8 3,5
2170М 22 11
2CI50 50 10
2С170 75 44
Хилле-Верке ВУ-30 15 8 -
Гидрофициро- ванный Фут-Бурт N15-A-D 16 12
№ 16 16
С механической подачей Хилле-Верке ВС-40 18 8 3,5
ВС-50
GE-IV 11
GE-V 24 12 4
Фут-Бурт № 16 14 —
Хилле-Верке GE-VI 28 4
GE-VIII 40 17 4.5
Хаберзанг и Цикцен вз 11 —
В4 50 13
371
КООРДИНЛТНО-РАСТОЧНЫЕ СТАНКИ
Таблица 103
Констру ктивньге особенности 3 а под-изготовитель или фирма Модель Размеры рабочей поверхности стола (ширинах длина) в мм Категория сложности ремонта
S*5 ® о s S til Н К S « 1- 4) X О U г; а> а га Л 1- и ST
Одностоечные С коробкой ско- ростей Одесский нм. Кирова 2420 200X400 21 —
2А42О 13
СИП 2G 200Х 450 17 -
С бесступенча- тым регулирова- нием скорости Хаузер 2АЗ 230X 340 18
2А 240Х 340 16
2А2 240X340
С коробкой ско- ростей Одесский им. Кирова 2430 280X540 22 16,5
С коробкой ско- -роетей--и- одним- расточным шпин- делем 2А430 280X 560 10
Хвлле-Верке 4 395X640 26 -
С бесступенча- тым регулирова- нием скорости Московский координатно-рас- точных станков 2440 400 x 800 28 -
2Б440
2В440 23
Линднер Н -
С двумя расточ- ными шпинделями СИП МР-4 480X680 26
С коробкой ско- ростей н одним расточным шпин- делем Хаузер 4В 500X 700 •30
4С 520X 700
С коробкой ско- ростей и одним расточным шпин- делем Хилле-Верке 5L 695X1000 35
5В 706Х1000 35
372
Продолжение табл. 103
Конструктивные особенности Завод- изготовитель или фирма Модель Размеры рабочей поверхности стола (ширина X длина) в ям Категория сложности ремонта
S о ® « Sri ь !< и О X» ” электро- I техниче- ской части
Одностоечные С бесступенча- тым регулирова- нием скорости Московский координатно- расточных станков 2450 630X1100 35 21
2Л450 2450М -
Хаузер 2ВА 310X450 22
С коробкой ско- ростей Пратт Уитней 103В 320X 450 22
Хаузер 3VB 400X650 27
Пратт Уитней 2А 405X762 25
С бесступенча- тым регулирова- нием скорости Линднер 15 600X1100 35
С коробкой ско- ростей Пратт Уитней зв" 610X1271 ’ 37
Хилле-Верке - 5ВА 750X1100 39
1 Двухстоечные 1 С коробком ско- ростей — КР 450 380 X 520 494v 700 28
СИП МР-ЗС МР-4В
Хаузер 4С 520 X 700 30
СИП МР-5В 706x1000 34
Хаузер 5В 750x1100
С гидравличе- ской подачей сип В 810.Х 1000 45 -
С коробкой скоростей МР-6 1024 X Х1500 48
С коробкой ско- ростей и тремя расточными шпинделями МР-6В 65
С коробкой ско- ростей и одним расточным шпин- делем Хилле-Верке 6L 1040Х XI500 58 -
6ВА 60
373
ГОРИЗОНТАЛЬНЫЕ АЛМАЗНО-РАСТОЧНЫЕ СТАНКИ
Таблица 104
Конструктивные особенности Завод- изготоиитель или фирма Модель Максимальный диаметр рас- точки в мм Категория сложности ремонта
® о В 5 И F- °& В й с t
Одношпк сдельный Им. Фрунзе, г. Майкоп 277А 165 8 -
Двусторонний с подвижными голов- ками полуавтомат двухшпиндельный Радиально- сверлиль- ных станков, г. Одесса 2722 10
шестишпи ндельны й 12
восьыишпин дельный 13
g.2 is rt t= О двухшпиндельнып 2А710 200 9
трехшп и ндельны й 10
четырехшпиндельный 11
Двусторонний полуавтомат четырехшпи ндельны й 2А715 12 7,5
шестишпи ндел ьны й 14
восьмишпиндельный 16
Односторонний четырех- шпиндельный Радиально- сверлиль- ных станков, г. Одесса 2710 200 11 5
Двусторонний четырехшпин- дельный 2715 12
Двусторонний двухшпин- дельный повышенной точности 2А716 15
Двусторонний шестишпин- дельный Рйлмлыю- сверлиль- ных станков, г. Одесса 2716 200 16
Двусторонний двухшпнн- дельный Эксцелло I212A 152 9 —
Хилд 49 8
374
Продолжение табл. 104
Конструктивные особенности Завод- из готов итель или фирма Модель з . § Os Категория сложности ремонта
“1г х g S S н» <u X О о Ч в) X « а> t- о?
Односторонний двухшпин- дельный Эксцелло 112А 202 10 2
Двусторонний двухшпин- дельный 215А 13
Односторонним двухшпив- дельный Хилд 47А 230 12 -
Двусторонний двухшппн- дельиый Эксцелло № 54 14
ВЕРТИКАЛЬНЫЕ АЛМАЗНО-РАСТОЧНЫЕ СТАНКИ
Таблица 105
Конструктивные особенности Запод- изготовитель или фирма . .Модель. Максималь- ный Диаметр расточки в мм Категория слож- ности ремонта
механи- ческой части •электро- техниче- ской части
С перемещающимся столом в двух плоско- стях Им. Фрунзе, г. Майкоп 2Б697 80 10 2
Переносный 2685 120 4 2
Со сменными шпинде- лями н неподвижным столом 278Л 165 5 2,5
2Г697 2
С неподвижным сто- лом 278Н 2,5
С перемещающимся столом в одной плоско- сти 277Б II —
278 12 2,5
С перемещающимся столом в двух плоско- стях 2А697 2,5
Радиально- сверл иль- ных станков, г. Одесса 2697
С неподвижным сто- лом Им. Фрунзе, г. Майкоп 2В697 8 5
С перемещающимся столом в двух плоско- стях 9
375
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ (табл. 106—108)
Таблица 106
Легкие и средние
Конструк- тивные особейпости Завод- изготовитель или фирма Модел ь Диаметр вы- движного шпин- деля а мм Наибольшее вертикальное перемещение шпиндельной бабки в мм Категория сложности ремонта
механи- ческой части электро- техниче- ской части
С непо- движной передней стойкой Нм. Свердлова, Ленинград 261Б 60 570 12 5
Одесский ради- ально-свер- лильных станков 2613 62 710 13 4,5
Лусаванский расточных станков 2А613 17 -
2614 63 16
Им. Свердлова, Ленинград 252 (Р-80) 80 750 15 4
262А 650 14 4,5
Одесский ради* а лыго-свер- лильных станков 2А614 710 -
Умной LL 50 450 8 3
В50
60 650 12
Найльс W6 500 13
Унион LMa 60 550 10 3
376
Продолжение табл. 106
Конструк- тивные особенности Завод- изготовитель пли фирма Модель Диаметр вы- движного шпин- деля в мм На ибольшее вертикальное перемещение шп недельной бабин в мм Категория сложности ремонта
jS. 2 м ь * и о Sf“ ф i? о
С непо- движной передней стойкой Тос-Варнсдорф WH63A 63 710 13 —
Ричардс № 1 64 408 11 3
PRT-1
С ПОДВИЖ- НОЙ передней СТОЙКОЙ Унион LMB 55 650 12 3,5
№ 3 69 740 17
С непо- движной передней стойкой Плауэрт BN70 70 750 14 3
Унион В70 3,5
Найльс W7 700 16 4
Унион LOb 750 14 3
НВ А Вертикаль- ное переме- щение стола 375 9
НВС Вертикаль- ное переме- щение стола 500 10
С подвиж- ной передней стойкой S70 70 750 17 3,5
377
Продолжение табл. 106
Конструк- тивные особенности Зарод- изготовитель или фирма Модель Диаметр вы- движного шпин- деля в мм Наибольшее вертикальное перемещение шпиндельной бабки в мм Категория сложности ремонта
Ё*» 5 ° ® 5 ы н ssa I «г в- Ш?
С непо- движной передней стойкой Ветцель В-70 74 800 14 —
Коллет и Энгельгард BFK75 75 16
Унион 1-Ос 750 14 3
Иодер N3A 76 762 16 -
Лукас № 41 525 14
Арно Плауэрт В К 80 80 900 16 3,5
Шисс-Дефриз НВ8 825 17
Унпон В80 850 16
Найльс W8 800 19 4.5
Унион hbda Вертикаль- ное переме- щение стола 600 12 3,5
HBDb 13
Тос-Варнсдорф WH60 1600 24 -
Б. Эшер WBE2 1000 18
Коллет и Энгельгард BFK85 85 970 2,5
Ветцель В-90 90 1000 19 -
Б. Эшер — 1100 18
С подвиж- ной передней СТОЙКОЙ Дефайнс 25CM1LL 95 1060 24
Арно Плауэрт HBFI30N 130 1500 32 4,5
378
Таблица 107
Крупные и тяжелые (весом св. 10 до 100 /я) и особо тяжелые
(весом св. 103 tn) станки с подвижной передней стойкой
Конструк- тивные особенности Завод- изготовнтсль или фирма Модель Дна метр выдвиж- ного шпинделя в мм O.S5 £ Ц U * <v R я “ = S|J Вес станка в кг Категория сложности ремонта
X о О о (у eq S Я У X f- 1> И с
С попереч- ным пере- мещением стола Ленинград- ский станко- строитель- ный им. Сверд- лова 2631 125 900 40 000 25 -
Беа стола 255В 150 2000 63 000 40
Со съемным столом 2657 2600 51 500 46
С попереч- ным пере- .мещенлем стола 2654 2060 38 500 54
Рязанский станка-., строитель- ный -2652 160 2000 65000- 51
Без стола Ленинград- ский станко- строитель- ный им. Сверд- лова 2656 175 2600 41 500 40
С крестовым Б. Эшер — 85 400 11500 23
столом Дефайнс 95 1100 15000
Без стола Шкода HVF-100MC 100 1350 1000 12000 20
С крестовым столом Гиддингс и Лионе 340Т 101.5 12 700 24
1030 11000 21
Без стола Коллет и Энгель- гард 115 1450 — 30 22
С попереч- ным пере- мещением стола BF-I25 125 1505 - 33 —
С крестовым столом Арно Плауэрт HB-130N 130 1500 18000 38
379
Продолжение табл. 107
Конструк- тивные особенности Завод- изготовитель или фирма Модель Диаметр выдвиж- ного шпинделя в мм Наибольшее вер- тикальное переме- щение шпиндель- ной бабки в мм Вес станка в кг Категория сложности ремонта
Я а- сг X х*= £
Без стола Коллет и Эигель- гард - 150 2000 - 54 -
Фрезерно- расточной Шисс- Дефриз WUBF-15 28000 33
WBF-15 26400 35
Без стола Арно Плауэрт HBAN-150 1800 40000 43
650 24 500 31
С короткой станиной Коллет и Энгель- гард BFt-150 1900 25000 33
BF-150 28 000 26,5
Арно Плауэрт HBAN-150 1800 40 000 43
Гиддингс и Лыоис 360F 152 1830 28 200 29
560Т 2687 - 40
Без стола 2032 53500 33 -
Асквит — 1972 26000 28
Дроопп- Рейн Д13а 170 2200 39
Коллет и Энгель- гард BF-175 175 2200 41 000 43
3600 - 54
Гиддингс и Льюис 57CF 3420 - 53
Асквит НД-65 178 3505 88 000 59
Шисс- Дефриз UBF-180 180 2700 56 400 56
WBF-180 1800 26 300 35
Гиддингс и Льюис 780F 200 3380 - 68
Асквит 8*> 3300 63 650 65
Шисс- Дефриз WBF-20 3000 45 000 49
Найльс - 205 700 25000 24
380
Продолжение табл. 107
Конструк- тивные особенности Завод- изготовитель пли фирма Модель Диаметр выдвиж- ного шпинделя в мм Наибольшее вер- тикальное переме- щение шпиндель- ной бабки в мм Вес станка Категория сложности ремонта
-OS X О и Я S’ ” 6 <Ь &= ЬЯ S ы k*s е- У х g и
Без стола Шисс- Дефриз UBF-22 220 3500 81 600 51 -
Коллет и Энгель- гард Д2507200 250 4100 82000 73
С крестовым столом Ветцель В-150 150 1800 29 000 36
Арно Плауэрт 1670 — 34
Коллет и Энгель- гард BF/-I50 1600 26,5
Арно- Плауэрт BN-159 1800 32000 53
С попереч- ным пере- мещением стола Селлерс 6НТ 152 1480 23 380 26 —
С подвиж- ным столом Гиддингс и Льюис 560Т 2032 53500 33
С кресто- вым столом Ричардс N6 153 1556 42700 38
С подвиж- ным столом Гиддингс и Лыоис 570Т 178 1524 62 400 45
2642 61 500 42
770 1829 49 900 32
780 203 54 400 37
С подвиж- ной перед- ней стойкой без стола Новосибир- ский «Тяж- станко гид- ропресс» 2660 200 3800 И 250 66
2А660 220 3000 135000 78
2670 250 4000 158 300 93
2680 320 5000 235 000 115
2А680 242000 124
Фрорип 9" 231 4350 - 101
Харвей — 250 2230 95
381
Таблица 108
Крупные и тяжелые станки весом св. 10 до 100 т с неподвижной передней
стойкой
Конструк- тивные особенности Завод- изготовитель или фирма Модель Диаметр выдвиж- ного шпинделя В ММ Наибольшее вер- тикальное переме- щение шпиндель- ной бабки в мм Вее станка в кг Категория сложности ремонта
§ ₽• я ® я SS ж " нчв о с с, я к 1 ь Ч ® га
С подвиж- ным СТОЛОМ Ленинград- ский станке- строитель- кый им. Сверд- лова 2621 262Г 85 755 11 600 18
11 800 17,5
260Б 90 1000 12 000 20
2620 22 47
2620А
2620В 11800
2622В ПО 12000
С подвиж- ным столом повышенной точности 2622П 11 800 28 -
С подвиж- ным столом 2622Б 19,5 14
2622 22 47
2622А
262Д 755 11600 20 —
2630 125 1400 23 100 28
2А635 28820 34 58
2В635 26650 31 —
_ 2Б635__ 2Г635 160 27900 34 58
25630 28 —
С подвиж- ным столом Гиддингс и Лыоис 330RT 76 990 12800 15
С кресто- вым столом Ричардс N3 88 686 12 200 19
Дефайнс 25А 89 762 11500 17,5
25В 914 13 400 20
С кресто- вым столом Найльс W4 90 1150 10 500 22
Арно Плауэрт BN95 95 1200 10 750 23
С подвиж- ным столом Коллет и Энгель- гард даз 100 13С0 14500 21
Ветцель В110 850 13000 22
382
Продолжение табл 108
Конструк- тивные особенности Завод- нзготовктель или фирма Модель 1 Диаметр выдвиж- 1 кого шпинделя в мм Наибольшее вер- тикальное переме- щение шпиндель- ной бабки в мм 3 е 2 я со е Категория сложности ремонта
1 ® электротех- нической части
С попереч- ным пере- мещением стола Селлерс 4НТ 102 875 12 700 17,5 —
Лукас 42 980 10 500 17
С подвиж- ным столом Гиддингс и Льюис 340RT 990 13700 17,5
Арно Плауэрт HBF-110 НО 1500 - 26
С кресто- вым столом Найльс W-10 1250 27
Ветцель W-110 1200 13000 26
Найльс W-1I 1250 15 300
Арно Плауэрт BN110 1500 15000 27
С продоль- ным пере- мещением стола Ветцель B11Q 850 13 000 23 _
ИЗО 13600
С кресто- вым столом Дефайнс 26 114 1524 22 900 24
С попереч- ным пере- мещением стола Лука: 4536 880 20120 18
С подвиж- ным столом Ричардс PRTSN 125 1800 25 000 35
Найльс W-13 127 1220 23 800 29
С ПОДВИЖ- НЫМ СТОЛОМ Гиддингс и Льюис 350RT 1295 15 400 22
С попереч- ным пере- мещением стола Лукас 548 880 24 970 19,5
Селлерс 5НТ 1180 18 160 22
С кресто- вым столом Ричардс N5 1004 24 380 26
Найльс W13 1220 23 800 28
С подвиж- ным столом Щисс- Дефриз UHB13 130 1800 25000 33
С кресто- вым столом Ветцель В130 1000 21600 27
1500 2о75О 31
Найльс WI3 1300 19 100 29
Арно Плауэрт BN130 1500 24 300 30
383
Таблица 109
КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
Конструктивные особен ноет 3 а вод- из готовитель или фирма Модель Наибольший диа- метр обрабатывае- мой детали в мм Категория слож- ности ремонта
S 5 i о S 2 е* S s ч 3 кк яс о C.S i в: s о Ч я И й- га О.® Ct о х g h ss?
Нормальное исполнение Им. Ильича, г. Ленинград 3150 90 2,5 8,5
зюп 100 -
Универсаль- ный Тбилисский шлифовальных станков ЗА НО 140 6.5 2 -
31 ЮМ 5,5 7.0
Полуавтомат Вильнюсский шл ифовальных станков ЗБ ЮЗУ 7,5 2.5 17,5
Московский станкостроитель- ный 3I5M 150 3,0 7,0
« Станкоконструк- ция», Москва ЗГ153 11,5 5,0 15,5
Нормальное исполнение Харьковский стан костроител ь- ный 3151 200 7 2 10
ЗБ151 8 3 23,5
Универсальный Станкостроитель- ный, г. Вильнюс ЗБ12 18,5
Нормальное исполнение Харьковский станкостроитель- ный 316 250 9,5 2 9,5
316М 11 3 10,0
3TI6 —
Универсаль- ный «Коммунар», г. Лубны 3131 280 13 4 22,5
384
Продолжение табл. 109
Конструктивные особенности Завод-изготовитель или фирма Модель Наибольший диа- метр обрабатывае- мой детали в мм Категория слож- ности ремонта
. i , Е = s К Ч х о а о JiX о.к >= s Ч и m т о.® < о и * К Е £> к 0J £ о ч ® <в
Нормальное исполнение Харьковский ста н кост роитель - ный ЗБ161 280 10 3 23,5
3161 зсо 11,5 4 11,0
3160А 11 3,5 10,5
3164А 400 18,5 12,5
ЗА 164 15 7,5
3164 15,5 12,5
3172 550 22 2 17,5
3174 750 29 2,5 -
Им. Кирова, г Тбилиси 31 ЮМ 140 5,5 2 9.5
Им. Ильича, г. Ленинград 312М 200 8,5 3 7
— ЗГ-12М-1 200 7,5
Универсаль- ный 14м. Ильича, г. Ленинград ЗА12 200 7,5 2 11,5
Шлифовал ы 1ых счанков, г. Ленинакан
Жальгирис, г. Ново-Вильня
Харьковский станкострои- тельный ЗА 130 280 9,5 2,5 20
3130 300 11,0 3 16
Повышенной точности Им. Ильича, г- Ленинград; Вильнюсский шлифовальных станков; Жальгирис, г. Ново-Вильня 3153М 130 5,5 2 9
Харьковскии станкострои- тельный 315111 200 7 8
Торцекругло- шлифовальный 31611 400 13 4 7,5
Воезной 3152 200 8 3 8
ЗА151 200 9,5 25
полуавтомат ЗА161 280 12
3162 300 13 4 11,5
13 Заказ 12Ъ
385
БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЕ СТАНКИ
Таблица 110
Конструктив йые особенности 3а вод-изготовитель ИЛИ фирм» Модель Наибольший диа- метр шлифуемого изделия в мм Категория слож- ности ремонта
меха киче- | СВОЙ и ги- i дравличе- i ской частей i 1“ П «3 И 9 <0 «О к м ь- о о о f- о я О Е о
Для наружного шлифования Им. Кирова, г. Витебск ЗГ180 4 5 2 15
«Ста н коконстр ук- цияэ, Москва 01С83 24 13 -» -
Нм. Кирова, г. Витебск ЗГ182 25 8.5 3.5
Им. Кирова, г. Витебск 3180 75 11 1,5 11.5
-ЗД180 ю 2 - _
— 3181 10,5 - 5,5
Им. Кирова, г. Витебск 3184 12,5 3,5 19
Им. Кирова, г. Витебск 3183 150 13 1 -
ЗГ185 11 — 15,5
Московский координатно- расточных станков 3182 150 13 1 12
Герман Хаузер RR-2% 80 9 1,5 3,5
Цинциннати : № 2 90 13 2 6
Герман Хаузер Количество ступеней скорости шпинделя изделия—6 100 11 -
386
Продолжение табл ПО
Конструктивные особенности Завод- изготовитель или фирма Модель Наибольший диа- метр шлифуемого изделия н мм Категория слож- ности ремонта
механячс- си ой н гид- рам ли чес кой части a v S X U V к ш £ X о 5 ° * «" 1- и
Для наружного шлифования Кениг Бауер Мульти- матик 100 10 2 —
Герман Хаузер Количество ступеней скорости шпинделя изделия—2
Кениг Бауер Мульти- матик 115 13 2
Цинциннати Диаметр шлифо- вального круга 700 льи 125 12 1
Т1 10
Лендис № 12 11 3
Цинциннати 130 13 2
№ 3 150 9,5
Герман Хаузер 11 -
Для внутреннего шлифования Им. Ильича, г. Ленинград 01С23 01С23А 40 14 -
01С25 49 22 4
02С32 107 19 2,5
02СЗЗ 22
02СЗЗА 21
Московский станкостроитель- ный 3263 175 12 4 25
13*
387
Таблица 111
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
Коистру кт ив ные особенности Завод- изготовитель или фирма Медель Рабочая поверх- ность стола (длинах X шири на) в mi Категория слож- ности ремонта
механиче- ской и ги- дравличе- ской частей й gg Cl S' (MS cf О К у. у Я2
А. С прямоугольным столом
С горизонталь- ным шпинделем Борисовский станкоре- монтный 371М 600Х 200 8,5 2 8
Московский стан построи- те льный 371 10,5 8 2,5
Им. Кирова, г. Витебск СК-371
С горизонталь- ным шпинделем по- вышенной точности 371М1 10 2 5
Ун иверсальн ый высокой точности с горизонтальным шпинделем ЗГ71 630Х 200 13,5 1.5 12
С горизонталь- ным шпинделем и меха н нческой по- дачей Им. Калинина, Ленинград 372В 670X205 6 - 3
372 700Х 200 8 2 5
С горизонталь- ным шпинделем Московский станкострои- тельный 372А 720Х 250 8,5 10
373 750X 300 11,5 14.5
С вертикальным шпинделем 3732 10,5 2,5 12
372АМ 11 2 10
С вертикальным шпинделем полу- автомат | ЗБ732 800Х 32С 19,5 7,5 18,5
С горизонталь- ным шпинделем Им. Калинина, Ленинград 372Б 1000X 300 11 2 11
Московский станкострои- тельный 3731 12 2,5 12
388
Продолжение табл, ill
Конструктивные особенности Завод- изготовитель или фирма Модель Рабочая поверх- ность стола (длинах X in ирн- na) в Л1Л1 Категория слож- ности ремонта
я s s ? raxs <я >- ч> ° C-SC Я О «1CJ h я 3 ci О a W <- О h 1- Jj s
С вертикальным шпинделем полуав- томат Московский станкострои- тельный 3722 1000X 320 16 3,5 21.5 j
Универсальный повышенной точ- ности Липецкий плоскошли- фовальных станков ЗБ722 17,5 3 18 1
С горизонталь- ным шпинделем Московский станкострои- тельный 3724 2000X 400 23 4 161
Воронежский внутришлн- фовальных станков- ЗБ724 24 4 16
Двухшпиндель- ный горизонталь- ный Абразив ЗВ 700X 250 9 - -
К- Юнг DR 800 x 200, 11 3
С вертикальным шпинделем Эльба Верке SWH-2 956205 10 - 3,5
Б. С круглым столом
С горизонталь- ным шпинделем - 3573 0 300 4 - -
С горизонталь- ным шпинделем по- вышенной точности Московский станкострои- тельный 3740 0 400 8 2 11.5
3756 0 750 10,5 - 16
С вертикальным шпинделем Липецкий плоскошли- фовальных станков ЗБ756 0 800 12 2 25,5
Универсальный с горизонтальным шпинделем Московский станкострои- тельный ЗА741 14 3.5 15
356 0 850 9.6 — -
389
Продолжение табл. 1! 1
Конструктивные особенности Завод- изготовитель пл.1 фирма Модель Рабочая поверх- ность стола (длинах X шири- на) в мм Категория слож- ности ремонта
мехаинче- i ской и ги- дравличе- ; ской частей | j = Чо Я SC U о £«= н=
С вертикальным шпинделем Фостер 0 300 5 —
Бтаншард № 18 0 800 11 -
Хилд № 25А 0 900 10 2
Двухшпиндель - ный вертикальный полуавтомат непре- рывного действий Московский станкострои- тельный 3772 0 1100 14 43
3772Э 0 1000 13,5
Полуавтомат двухшп ин дел ьн ый 3772Б 13
Вертикальный автомат Бланшард 16А 9,5
С горизонталь- ным шпинделем Московский станкострои- тельный 3576 0 500 11,5 1.5 12
С вертикальным шпинделем 371К 0 750 9 9
Портальный, с горизонтальным шпинделем 1 375 0 1500 14,5 -
375С 21
Двухшпиндель- ный горизонталь- ный Вотан i’R-42 0 900 11 2
Двухшп недель- ный горизонталь- ный полуавтомат Бнллетер- Клунц KFH-75 0 750 10 -
390
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ ДЛЯ ШЛИФОВАНИЯ
НАПРАВЛЯЮЩИХ СТАНИН*
Таблица 112
3 а вод- изгстов нте л ь или фирма Модель Наибольшие раз- меры шлифуемых поверхностей (длинах ширинах X высота) в мм Вес станка в кг Категория слож- ности ремонта
меха н те- ской части электро- техн иче- СКОЙ части
Московский стан костроитель- ный 3530 2000X 809 500 16 000 26 29
3A530 2000? 630X 500 15 600 -
3544 4000X1150х 1200 28 000 59 17,5 15
Харьковский стан костроитель- II ый ЗА544 29 000
Биллетер ТТ-50- 1500X 900X 500 12 300 23
Т 2000X 900X 500 13 100 I 28
ТН-110 2500Х1100Х 1100 16 000 35
5000X1100X1100 19 500 56
ШЛИЦЕШЛИФОВАЛЬНЫЕ СТАНКИ *
Таблица 113
Конструктивные особенности Занод- изготовнтель или фирма Модель Высота центров в мм Расстояние между центрами в мм Категория слож- ности ремонта
= » = г IC ш=- * С га с h rt О х и: t_ и ° ° е.к f- S « £ 6- о g о
Для шлифо- вания много- шпоночных валов 1! про- тяжек Московский станкострои- тельный 345А 210 1000 12 2 10,5
3451А 1500 14 2,5 -
3453А 2500 24 3,5 15,5
391
Для поли- розания хвоста мет- чиков Специальный Пол провал ьн ый Одношпиндель- ный двусторон- ний Двухшпиндель- ный S3 ГО О US я £ Полировальный для червяков в с а я 1 S Констру ктввные
с тремя суппор- тами с одним суппор- том
1 Нортон | Дефайнс | Фриц Вернер | Барнес Дрилл Харьковский 1 -тракторный Им. Кирова, г. Витебск «Коммунар», г. Саракташ «Комсомолец», , г. Егорьевск или фирма Завод-
406 g 8 00 №214М | М го ДОН 385А со 3890 ЕЗ-18 j
i 1 СЛ ьэ 8 1 1020 Расстояние между цен- трами 1200— 1600' Размер беско- нечной лепты 150-1420 8 о м Z = О »_ ?§ В S Диаметр полирования
го - сл «: со ос кэ механи- ческой части Категория сложности ремонта 1. .
• N3 1 го * 1 электро техииче ской части
S С & Полуавтомат Нормальное исполнение 1 i 1 Нормальное 1 исполнение С приспособле- нием для тор- цевого шлифова- ния Универсальный Бесцентровой автомат Полуавтомат | Для глубокого 1 шлифования | 1 Двусторонний I 1 Полуавтомат | I Универсальный Высокой точности Повышенной точности Универсальный л 8 2 25 3I
Вотан 1 Хилд | К. Юнг | Саратовский Воронежский внутришли- фовальных станков 5 5? о 03 Московский координатно- расточных Саратовский | станкострои- тельный I Московский I расточных ставков к 5 g I о S о П л т. - Ее Саратовский Завод- изготовитель пли фирма
| R-130/077 1 81 аг | | 3260 | ЗА229 | ЗА22В | 3250-А-14 0SSS | 36250 I ЗА250 © W | ЛИЦ 77 | 3255 | | 3253 I ЗА251 | ЗА240 | ЗА227В ЗА227П I 1 ЗА227 | 3225 Модель
о о СП СЛ о оо» | 200 а сл § г- Наибольший диа- мегр шлифования В Л4.М
се © сл се сл 5‘S1 1 Z сл je сл 00 сл сл сл сл о се сл 03 СЛ механиче- ской и ги- дравличе- ской частей Категория слож- постн ремонта
W со сл СО СП сл II 1 S'5 | СО сл и> <о JO СЛ >* гидравличе- ской части
1 • 5 00 a-oi | сл о> сл о ст> 1 электротех- нической части
ПОЛИРОВАЛЬНЫЕ СТАНКИ* В Таблица 116
Таблица 114 || ВНУТРИ ШЛИФОВАЛЬНЫЕ СТАНКИ
Продолжение табл. 116
Конструктивные особенности Заеод- нзготовитель или фирма Модель Наибольший диа- метр шлифования в мм Категория слож ности ремонта
.1 S tss § we- in es О' S с М ж и чо 5>* S о Й _ f-4 О О СьМ 5 Я! Н S S «
Двусторонний полуавтомат Хилд 72А 100 13 3 -
Самако А-10 300 15
Нормальное исполнение К. Юнг SF6 50 9 3
EF5 75 8
SH8 100 10 1,5
16В 8 3
Вотан R130 10 —
SS
К. Юнг FSD-200 120 7 1.5
Вотан RJ30 10 3 -
Хилд 72А 11 -
Рейнекер 150 -
К. Юнг SG8 175 10 -
Хилд 72А 190 11 10,5
Вотан RJ-49 200 12 -
Браянт 16А28 10 -
К. Юнг ! R-18 11 -
Хилд 72А 13 -
К. Юнг - 9 -
Браянт № 16-38" 250 11 -
394
Таблица 117
ХОНИНГОВАЛЬНЫЕ СТАНКИ •
Конструктивные особенности Завод- изготовитель или фирма Модель Наиоольший диаметр обра- батываемого от- верстия в мл Категория сложности ремонта
S*3 га ° и * о о « " ° Ж з" Р" электро- техниче- ской части
Притирочный Им. Кирова, г. Одесса • ОФ-20 50 9 4,5
Вертикальный Им. Ленина, г. Стерлитамак 383 85— 150 10 8
Гйдрофнцироваиный вертикалью ый одно- гипинцельный 3A83 160 11 -
Г идрофицированный вертикальный двух- шпиндельный СС27 13 -
Вертикальный- .одно.- шпин дельный Им. 23_JОктября» . г. Мелитополь --3A833- -165- 10
Гидрохон ин тоталь- ный одношпиндельный Им. Ленина, г. Стерлитамак 384 200 11 3
Вертикальный гид- равлический Одесский радиально- сверлильных станков ЗА 84 12 -
385 500 13
386 14 16
Нормальное испол- пение Джон Барнес 671В 160 12 —
Гилле PZ11 200 10
Мейер Шмидт РВ 300 12
Геринг 1Z1600 500 13
395
ЦЕНТРОВАЛЬНЫЕ СТАНКИ
Таблица 118
Конструктивные особенности Завод- изготовитель или фирма Модель Диаметр цен- трируемой де- тали в мм Кате1 ори я сложности ремонта
-os * * о О ГО I S |Г S-5
Для точного центри- ровал ня - 38В 8—16 3 1,5
Двухшпиндельиый «Красный проле- тарий», Москва 2831 ЦС-150 150 4 -
Фрезерно-центро- вальный четырехшпин- дельный полуавтомат Им. С. Орджони- кидзе, Москва 481 4815 5
Центровал ьный «Красный проле- тарий», Москва ПС-15 4
2231
Двусторонний Им. Кирова, Москва 283-283А 160 3
Центровальн ый 286 -
Отрезной полуав- томат «Красный проле- тарий», Москва 1831 285 5 -
Центровальный «Стан коконсгрук- ция», Москва А982 9
А982Г
А982М
396
Таблица 119
РЕЗЬБОШЛИФОВАЛЬИЫЕ СТАНКИ ••
Конструктивные особенности Завод изготовитель или фирма Модель 1 Наибол^кшнй диаметр шли- фуемой резьбы в мм Категории сложности ремонта
Йз: Я г е 011
Для наружного шлифования с ручной подачей Универсальный Московский координатно- расточных станков 5821 125 9,5 24,5
582 200 18* -
5Б82
Универсальный для шлифования длинных детален 5822 15 22,5
5822Б - 14 - —,25—
С ходовым вин- том 5824 250 17 4,5
Настольный с ХОДОВЫМ винтом Ковентри-Гейдж Матрикс 33 12,7 7* -
Со сменными ко- пировальными винтами Эксцелло 31 120 в,5 7
С ходовым вин- том Линднер FS 1 9,5 4
С ходовым вин- том и приспособ- лен нем для вну- треннего шлифова- ния FS-1K 130 10.5 -
СИП RU2 150 14,5
Со сменными ко- пировальными винтами Эксцелло 33 153 11.5
397
Вн утри шли ровал ь- ные станки • Категории сложност *• Приведенные в табл1 учета дополнительных меха а) многопрофильного 1 шлифовального круга; г) гц Полуавтоматы для наружного шлифования 1. Крист» у ктив ные особенности
С ходовым вин- том С ходовым ВИЯ- ТОМ и приспособле- нисм для внутрен- него шлифования С ходовым вин- том С ходовым вин- том и приспособле- нием для внутрен- него шлифования Со сменными ко- пировальными винтами У н иверсал ьаый с ходовым винтом С ходовым вин- том
j Эксцелло и ремонта станков, п| ице категория сложи низмов, поставляемы: шлифования; б) кор( >нбора активного кон- Московский координатно- расточных станков & я Ь * § о Джон Ла мео н Завод-изготователь или фирма
расточиI станко! Московси оординаз
" й о в»
« 2 _ п к sph б оо TG-1245 W СЛ ы сл ' TG-636 TG-615 1 ОЭ сл W о Модель
« И и ND *1 s i “ со ND О < S № g 8 а 8 OI о сл о НТ!03ЛЬШИИ диаметр шли- фуемой резьбы в л .и
н СО ND £ со сл W СП о 1С механи- ческой части Категория сложности ремонта
ы без )ОЕКИ Р СП 1 «О СП - 1 электро- техниче- ской ; части
1
3-
S
i
£
S'
ОБДИРОЧНО-ШЛИФОВАЛЬНЫЕ СТАНКИ *
Таблица 120
Конструктивные особенности Завод-изготов итель или фирма Модель Диаметр шли- фозальнЬгЪ круга в мм ^Категория сложности ремонта
® § Г И = g S5=g Н
Для наружного и внутреннего шлифова- ния колец Им. Кирова, г. Витебск 339 100 6 3
Передвижной с гиб- ким валом Им. Седина, г. Краснодар 3781 200 1 2.5 2
Им. Ильича, Ленинград «Коммунар», г. Саракташ 378 3382
Подвесной «Коммунар», г. Саракташ; Закарпатский нм. Кирова 3374К 400 2 3
Двусторонний 3M634
Подвесной «Коммунар», Гт-Саракташ 3374 500 2.5
Точи л ыго-обд проч- ный с двумя кругами Им. Кирова, г. Витебск 3636 3 3,5
Двусторонний «Коммунар», г. Саракташ 3M636 600 2
Плоскошл пфова л ь- ный вертикальный 3A332 750 3
Двусторонний для плоских поверхностей «Коммунар», г. Саракташ; им. Кирова, г. Витебск 3327
ПлоскошлiitjjoBа, ь- ный вертикальный Им. Кирова, г. Витебск 3334 1340 5 4,5
БЕСЦЕНТРОВО-ОБДИРОЧНЫЕ СТАНКИ *
Таблица 121
Завод- из готов итель или фирма Модель • Диаметр обрабаты- ваемого изделия в мм Категория сложности ремонта
механи- ческой части электротех- нической части
Им. Кирова, г. Тбилиси 175 15—80 6 3
Им. Кирова, г. Гомель 175А 5
400
УНИВЕРСАЛЬНО-ЗАТОЧ НЫЕ СТАНКИ
Таблица 122
Конструктивные особенности За вод- изготовитель или фирма Модель Максимальный диаметр обраба- тываемой детали Категория сложности ремонта
« ° ® ggg S э- э- электро- техниче- ской части
У и иверсал ьный лвухкамневый для заточки мелкого ин- струмента Им. Кирова, г. Витебск 3641 80 4 2.5
Универсальный Заточных стан- ков, г. Витебск 3640 100 2,5 —
ЗА64М 4,5 7,5
С ручным переме- щением стола Им. Ильича, Ленинград УТ-ЗА64 247 6 3,5 "Г"
3641 УЗ 3641А 250 5
ЗА64 2
Заточных стан- ков, г. Витебск; им. Ильича, -Лентттрад- ЗА64
Л. Леве SW2E 230 6
SW12E 140 4 1.5
С механической по- дачей стола Рейнекер UWS-1 200 6 3,5
С гидравлической подачей стола UWS 245 7
С полуавтоматиче- ским перемещением стола Альфред Шютте WU3 250 6 2
WU4 7
ЗАТОЧНЫЕ СТАНКИ ДЛЯ СВЕРЛ
Таблица 123
Конструктивные особенности Завод-нз готов итель или фирма Модель Максимальный диаметр зата- чиваемого свер- ла в мм Категория сложности ремонта
s=s -OS И t- М cj о s § ? 6 2 s ч 3 м и
Нормальное ис- полнение «Фрезер», Москва 64А 1.5 1 2
С ручным враще- нием сверла Им. Ильича, Ленинград 3652 10 2 1.5
365 13 2
401
Продолжение табл. 123
Конструктивные особен пости Завод- из готовитель или фирма Модель Максимальный диаметр зата- чиваемого свер- ла в мм Категория сложности ремойга
«« ® О S X Й £ х хВД ® а X О о ч ш * «
С ручным враще- в нем сверла — 3652 ЗА652 15 2 2
Заточных станков, г. Витебск ЗБ652 12
Дв ухпозиционн ый полуавтомат Заточных станков, г. Витебск B3-32 15 3
С механическим вращением сверла Им. Ильича, Ленни град 3657 75 7 2 3,5
3658
Полуавтомат _для заточки сверл, трех- и четырехперых зен- керов Заточных станков^ г. Витебск 3659 8
Полуавтомат дл я заточки правых спи- ральных сверл, трех- и четырехперых зеи- керов Заточных станков, г. Витебск; Орехов- ский механический 3659А 80 4,5
Заточных станков, г. Витебск 3659М 8,5 6
С' ручным враще- нием сверла Шток ВО 10 2 1,5
BN 13
15 15
ВР 75 6 2
402
СТАНКИ ДЛЯ ЗАТОЧКИ КРУГЛЫХ ПЛАШЕК, РЕЗЦОВ, ФРЕЗ*
Таблица 124
Конструктивные особенности Завод-изготовитель или фирма Модель Пределы диаметров обрабнты- цаемых изделий и Другие размеры в мм Категория сложности ремонта
механи- ческой части ® .К X о о ч «> sc S О н и Р
Для заточки кру- глых плашек «Фрезер», Москва Т-27 3—52 4 1,5
Для -заточки-рез^- ЦОВ Учебный ком- бинат хтз 362 Размер прямо- угольного резца 30X30 3 2
Заточных стан- ков, г. Витебск; им. 23 Октября, _ г- Мелитополь. 3628 То же, 30X45 5 4,5
Им. 23 Октября, г. Мелитополь; Ореховский механический ЗА625 То же, 40X60 3,5
Им. 23 Октября, г. Мелитополь; Алапаевский 3625 То же, 50x60
Доводочный для резцов Алапаевский 3818 Наиболь- шая вы- сота 50 2,5
3818М 6
Для заточки рез- цов Им. Ильича, Ленинград ОЗР Размер прямо- угольного резца 46X20 4
Для заточки мел- ' комодульных чер- вячных фрез Заточных стан- ков. г. Витебск 3660 45 2
403
Продолжение табл. 124
Конструктивные особенности 3 авод- изготов итель или фирма Модель Пределы диаметров обрабаты- ваемых изделий и другие размеры Е лн« Категория сложности ремонта
га О S К v о с га 6 О> н к sBss
Полуавтомат для заточки червячных фрез Заточных стан- ков, г. Витебск 3662 125 7 7,5
ЗА642М 8 6,5
Для заточки чер- вячных фрез Им. Ильича, Ленинград 3642 150 5 3,5
Полуавтомат для заточки червячных фрез Заточных стан- ков, г. Витебск ЗА642 200 8 5,5
Для заточки цен- Шутофф ASM до 6 1,5
тров 6
Для заточки фрез Шток ВНЕ 1—11 2
- 11—30
WHS 30—80 7
Для заточки рез- цов Эльшлиф - - 6
Шисс-Дефриз IASS 8
М Монрполь -
Вейхельт VSP800 7
404
СТАНКИ ДЛЯ ЗАТОЧКИ дисковых И СЕГМЕНТНЫХ пил*
Таблица 125
Конструкт 11В11ЫС особенности Завод- изготовитель или фирма Модель X « h m Д Г) Л й р х Е Ji s ffl -а Кчди Категория сложности ремонта
Я S’ се О 3J О-У Р = _ S
Полуавтомат Заточных' станков, г. Витебск 3692 1200 6 6,5
3694 2000 8 5.5
СТАНКИ ДЛЯ ЗАТОЧКИ РЕЗЦОВЫХ ГОЛОВОК
Таблица 126
Конструктивные особенности 3 а вод-из готов ител ь или фирма Модель Наи- большие диаметр затачи- ваемой резцовой головки Категория сложности ремонта
Е ® о я 5 SI ь йгй Sirs’ шяоо Ч <u si я <ъ t- CJ ST
Для заточк-и--резцо— вых головок 3665 6" 6 4.5
Заточных стан- ЗР666 7
Полуавтомат для за- точки резцовых голо- вок ков, г. Витебск 3666 18" 7 10,5
Полуавтомат для за- точки фрезерных голо- вок Им- 23 Октября, г. Мелитополь 3667 700 льи 9 6
СТАНКИ ДЛЯ ЗАТОЧКИ ПРОТЯЖЕК
Таблица 127
Конструктивные особенности Завод-изготовитель или фирма Модель Наиболь- ший раз- мер об- рабаты- ваемой протяж- ки (дли- на X ши- рина) в мм Категория сложности ремонта
!°« s Si ь * CJ JJ <1) « К в- г о <Ь O.V t- X Е я ж«= ь ФХ О и
Для заточки и шлифования Им. Ильича, Ленинград 360 1500/4 200 9 5
Заточных станков, г. Витебск 350М 5,5
405
Таблица 128
ФИНИШНОЕ ОБОРУДОВАНИЕ ПОДШИПНИКОВОЙ
ПРОМЫШЛЕННОСТИ
Конструктивные особенности Завод-изготовитель или фирма Модель Наибольший диаметр обрабаты- ваемой детали в мм Категория сложности ре- монта мехаии- tecKofl гаетп |
А. Шлифовальные и доводочные станки для обработки торцов колец и роликов
Двусторонний торце- шлифовальный ВШ-80М 18 14
Автомат для шлифо- вания сферических тор- цов роликов Им. Кирова, г. Витебск МШ-26М-1 25 11
Полуавтомат для шли- фования сферических торцов роликов Московский шли- фовальных стан- ков МШ-26 10
МШ-155 36 12
МШ-25
Тор цешл ифовал ьный ЗГПЗ 2734 36X36 8
Двухшпнндельный по- луавтомат для шлифо- вания торцов роликов 2733 9
- Двухшпинделышй-аВ' томат для шлифования торцов роликов 14
Для шлифования тор- цов роликов Гарднер 84 8
115
Двухшпнндельный ав- томат для шлифования торцов роликов — 40 15
Для шлифования тор- цов роликов Жаклин 34 50 8
Торцешлифовальный VKF DES 0 круга 500 9
Универсальный пло- скошлифовальный Шмальц RVL) 0 стола 800 14
Б. Бесцентров для о Бесцентровый внутри- шлифовальный автомат ^-шлифовальные и доводочные erne бракующей колец и роликов НТВ | 6С104 нки 23
Бесцентрово-шлифо- вал ьный Им. Кирова, г. Вще£гк 3184 — 17
Им. Ильича, Ленинград 3249 — 25
Бесцентровый внутри- шлифовальный автомат VEB SASL 400 25
Фиат RSC1-75 80 16
Бесцентрово-шлифо- вальный Фишер . М-11 Камень 0 500 10 <
406
Продолжение табл. 128
Конструктивные особенностк Завод- изготов ител ь или фирма Модель Наибольший диаметр обрабаты- ваемой детали в мм Категория сложности ре- монта механи- ческой: части
В. Круг для посадочных on Вн утр ишл ифовал ьный автома г io- и внутршилифое 1верстий, беговых о Им. Ильича, Ленинград альные стань орожек и бор ЛЗ-73 и пиков колец 50 21
Внутришлнфовальный полуавтомат 4ГПЗ 324-А и 18 13
— 325 100
Круглошлифовальный для бортиков внутрен- них колец Им. Ильича, Ленинград ЛЗ-12 120 10
ЛЗ-12М
Круглошлифовальный для конусных дорожек Харьковский станкостроитель- ный 3486 300 17
Круглошлифовальный 3487А 600 18
Внутришлнфовальный Рейнекер JS 50 11
Шестипозиционный внутришлнфовальный горизонтальный автомат Новарезе Новаматик 60 23
Трехиозицнонный вну- тришлифовальный гори- зонтальный автомат 80 21
Внутришлнфовальный VKF NV-1G 75 8
VEB SJ-125 125 14
Круглошлифовальный для бортиков колец Фиат RES-2 150 8
Внутришлнфовальный RIV 7006RF 200 13
S001RGLE 15
Вотан RJ-53 16
BS-1
RJ-133/5G 240
Круглошлифовальный для бортиков колец RJV 14009 250 13
В нутришлифов ал ьный Вотан RJN-44 — 19
RJ-17 280 16
RJ-33
407
Продолжение табл. 128
Констру ктивные особенности * Завод-изготов птсль или фирма Модель Наибольший диаметр обрабаты- ваемой детали в л.ч Категория сложности ре- монта механи- ческой части
Г. Желобо- и сферошлифовальные станки для колец подшипников а) Для наружных колец
Им. Ильича. ЛЗ-31 40 9
Желобошлифовальный полуавтомат Ленинград зз-жн 50 8
4ГПЗ 33
Им. Ильича, Ленинград ЛЗ-8 100 10
Желобошлифовальиый автомат 16
Желобошлифовальиый полуавтомат ЛЗ-8М 10
3483 150 8
Желобошлифовальиый автомат ЛЗ-5 200 18
ЛЗ-5М 11
Желобошл j 1фова ЛЫ1 ый полуавтомат ЛЗ-29 300 12
ЛЗ-10 350 11
Н-1 400
Сферошл ифовал ьн ый полуавтомат Московский стан- кост ро ительный 3484-Н 450 12
Сферошл ифовал ьн ый полуавтомат с автоопе- ратором 17
Желобошлифовальный почуавтомат Норман, Фиат 33 40 8
Сфере шлифовальный полуавтомат Норман 70 90 0
Желобошлифовальный полуавтомат Шмальц LRS-1 100 11
1RS-1
1RS-0
Сфе рошл ифовал ьн ый полуавтомат Норман 639 10
Желобошлифовальиый полуавтомат VEB R1S-1 130 12
MRJS-1
Норман, Фиат . 41 190 И
408
Продолжение табл. 128
Конструктивные особенности Завод-изготовитель нли фирма Мрдсль Наиболып ий диаметр обрабаты- ваемой детали в мм Категория сложности ре- монта механи- ческой части
б) д Желобошлифовальиый ия виутренн Им Ильича, Ленинград 1х колец ЛЗ-41М 20 11
Желобошлифовальный полуавтомат для двух- рядных колец ЛЗ-26С 40 10
Желобошлифовальный автомат для двухряд- ных колец ЛЗ-26С 15
Сферошлифовальный полуавтомат Л 3-41 80 9
Желобошлифовал ьн ый автомат Л 3'40 100 15
Сферошлифовал ьн ый автомат ЛЗ-63 10
Желобошлифовал ьиы й ЛЗ-9.М 11
полуавтомат 140 10
Желобошлифовальный автомат ЛЗ-9 14
Сферошлифовалькый полуавтомат ЛЗ-ЗО 200 12
Сферошл ифовальи ый автомат Московский стаи- костроительный 3484-В 350 17
348-H3 380 12
Сферошлифовальный полуавтомат Им. Ильича, Ленинград В-1 400 И
VEB RAS-0 50 12
Шмальц 1RS-1 — И
1RS-2; ARS-2 12
Желобошлифовальиый ARS-1 75 10
Желобошлифовал ьн ый полуавтомат 1ДР RAS-1 120 И
Шмальц 1RS-2 175 12
Желобошлифовал ьный ГДР MRAS-1 280 11
Желобошлифовальиый полуавтомат Норман 648 400 12
409
Продолжение табл. 128
Конструктив пые особенности 3 авод-кзготов итель или фирма Модель Наибольший диаметр обрабаты- ваемой детали в j«jh «Ер g-gя; «jagg
Д. Полировальные, доводочные и притирочные станки
Доводочный для же- лобов колец 4ГПЗ ГЗБН-24 40 е
Доводочный автомат Е Оборудо а) Автомат с элеватором 1ГПЗ ванне для обработк Шарооп и л о 1ГПЗ АД-50 50 12 9
ДА-150 и шаров и ш о ч н ы е ШОС-13 150 араков 3,5—13
Автомат с вертикаль- ной осью шпинделя Им. Кирова, г. Витебск ВШ-32 1- 1" 10 9
Московский стан- костроительный МШ-32 8 16
- Станок— Фиат- LSI - Пг,' &
- LS-JL/A __
LS-2/A
б) Автомат с горизон- тальной осью шпинделя Шарошлнфог Московский шли- фовальных стан- ков; им. Кирова. г. Витебск а л ь и ы е мш-зз 10
Полуавтомат Московский стан- костроительн ый 3481 1Е/„" 9
Шарошлифовальный Им. Кирова, г. Витебск ВШ-16 IVs-4" 10
Полуавтомат Фиат RL'S-1/А ’/в”—Б/16 ” 8
Автомат 10
в) Доводочный Для д о'в о д к шаров М-38 1,5—16 6
Автомат с загрузоч- ным элеватором 10
Доводочный 4ЕПЙ 8
Автомат с загрузочным элеватором М-23 10
Односторонний с го- ризонтальной осью шпин- деля Шисс 11
Автомат Фишер • - 1 1"
410
ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ ДЛЯ ОБРАБОТКИ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Таблица 129
Конструктивные особенности 3 авод- изготов итель или фирма Модель Наиболь- ший дна- метр об- рабаты- ваемого изделия в мм Категория сложности ремонта
® о я о ф d К tr er
Зубофрезерный вертикальный ав- томат Делительных го- ловок, Ленинград 530А 25 6 2
530 50 7 3
Зубофрезерный вертикальный по- луавтомат гидро- фицированный 5А308 80 8
Зубофрезерный гори- зонтальный автомат Вильнюсский зу- борезных станков 5А308П И 6,5
Зубофрезс-р ный полуавтомат Саратовский зубо- строгальных стан- ков 5П23А 125 9 8
Зубофрезерный вертикальный по- луавтомат гидро- фнцнрованпый «Комсомолец», г. Егорьевск; Кли некий 5АЗО1 -3;5
3 убофрезериый вертикальный ско- ростной « Комсомолец», - г. Егорьевск ЕЗ-11 135 11 —
ЕЗ-21 190 15
ЕЗ-22
5310 200 10 4,5
Зубофрезерный полуавтомат «Станкоконструк- ция», Москва 5312 300 11
Витебский стан- костроительный им. «Коминтерна» 5А312 320 12 19
Зубофрезерный вертикальный двухсекционный полуавтомат « Комсомолец», г. Егорьевск 5320 10 —
ЕЗ-11 330 14 20
Зубофрезерный вертикальный по- луавтомат гндро- фицированный 5325 450 10 3,5
5324 500 И 7
Зуборезный полу- автомат Саратовский тя- желых зуборез- ных станков 525 13.5 8
411
Продолжение табл. 129
Коиструктивн ые особенности Завод-изготовитель или фирма Модель Наиболь- ший диа- метр об- рабаты- ваемого изделия в мм Категория сложности ремонта
Ё « § ° в *' t !. ж tr V 6 о ь- к s ~ V <и к о о П О) g я
Зубофрезерный «Комсомолец», г. Егорьевск 5К32А 500 15,5
5К324А
3 убофрс-зер ный вертикальный ско- ростной 5326 750 12 9,5
Зубофрезерный вертикальный по- луавтомат ЭФ-01 3.5
Для предвари- тельного прореза- ния пазов дисков турбин «Комсомолец», г.- Егорьевск- ЕЗ-5 800 17
Зубофрезерный вертикальный по- луавтомат гидро- фицированный 5Д32 13 4,5
Зубофр езерный вертикальный ав- томат 5Е32 11 10
Зубофрезерный вертикальный 5Е32П 13 -
Зубофрезерный полуавтомат Саратовский тя- желых зуборез- ных станков 528С 13,5
Зубофрезерный вертикальный по- луавтомат гидро- фицированный «Комсомолец», г. Егорьевск 5А326 13 5,5
5327 1250 15 4,5
Коломенский тя- желого станко- строения 5330 1600 20 9,5
Зубошлифоваль- ный с копиром Московски^ •ьн- костр оител ьный 5892А 250 15
Зубошлифоваль- пый полуавтомат (дисковый кони- ческий круг) Мааг SS'/2X 300 14
412
Продолжение табл. 129
Коистру ктив ные особенности 3 а вол- из готовит ель или фирма Модель Наиболь- ший дна- метр об- рабаты- ваемого изделия в мм Категория сложности ремонта
ф й га P.S Ь к S ai а® н g И С g
Зубошлифоваль- иын полуавтомат Московский стан- костроительный 5850А 800 17
Шевип (овальный Корсу нь -Шевчеи - вовекий им. Хмельницкого 5712 125 9 3
«Комсомолец», г. Егорьевск 571 200 10 4,5
Харьковский агрегатных станков 5М714 320 3
5714 8
«Станкоконстру к- ция», Москва 5А580 —
Им. «Коминтерна», г. Витебск 5А714 13
Зубозакругляю- щий Корсунь-Шевчен- ковский им. Хмельницкого 5715 500 13 5
«Комсомолец» г. Егорьевск 5716 800 14 —
5717 1250 15 7,5
Харьковский аг- регатных стайков 557 250 6 8
5580 320 7 9,5
Крос-Гир № 75 300 3
Харьковский агрегатных станков 5582 500 8
«Комсомолец», г. Егорьевск 550 500 —
Зубопритирочный Мичиган 991 400 3
Зубостро гал ь ный полуавтомат двух- резцовый Саратовский тя- желых зубостро- гальных станков 5П23Б 125 9,5 —
5А26 500 15 10
413
Продолжение табл. 129
Конструктивные особенности Завод- изготов итель или фирма Модель Наиболь- ший дна- метр об- рабаты- ваемого изделия в мы Категория сложности ремонта
Jos «* sd f- К и и г & “ 6 ф °-Г bS к ш я о и Ч Ш X я я ь и а
Зубофрезерный вертикальный уни- версальный Пфаутер RSOO 200 9 3
«Комсомолец», г. Егорьевск 531 350
Пфаутер RS0
RSV, 500 10
«Комсомолец», г. Егорьевск 532 750 12 7
Пфаутер RS1 3
Зубофрезерный вертикальный ско- ростнои Коломенский тя- желого"станко- ~ строения ЕЗ-11 800 20
Зубофрезерный вертикальный 5342 1400 15 —
Реечнофрезериый Рейиекер SZF0 /.=1000 9 4.5
Зубсфрезерный гор изонта льный Коломенский тя- желого станко- строения 5370 (КУ-8) 500 16 4
Зубофрезерный горизонтальный особо высокой точности 5373 800 19
Зубсфрезерный горизонтальный 5375 1250 20 —
Зу бофрезер ный горизонтальный 5371 3200 . 29
Зубодолбежиый Харьковский аг- регатных станков 5107 75 7 2
«Комсомолец», г. Егорьевск 5А12 200 9 3
Феллоу 7Q
414
Продолжение табл. 129
Коистру КТИВII Ые особенности Завод-изготовитель или фирма Модель Наиболь- ший дна- метр об- рабаты- ваемого изделия в мм Катеюрня сложности ремонта
= о к S к р X и с <» о> <в Е У У о х’о В
Зубодолбежный Корсунь-Шевчен- ковскнй нм. Хмельницкого 5В12 220 10 3
«Комсомолец», г. Егорьевск; Харьковский ма- лых агрегатных станков 514 500 6,5
Лоренц S5 450 3,5
« Комсомолец», г. Егорьевск 5А150 800 13 4
5161 1250 14
Зубодолбежный универсальный 5Б150 800 13 -
Зубодолбежный вертикальный по- луавтомат 5162 ~Т600~ 16
Зубодолбежн ын Харьковский агрегатных станков 5.М14 500 И 7
3 у бошл ифовал ь- ный (фасонный круг) Московский стан- костроительный 5892 250 20 5
Гир-Грайдииг 99—30 500 16
Московский стан- костроительный 5861 1250 18
5831 320 15 10
Зубошлифоваль- ный (дисковый конический круг) «Станкоконструк- ция», Москва 584 500 16 —
5П84 7,5
Найльс RS5 —
Зу бошлифовал ь- ный (абразивный червяк) « Комсомолец», г. Егорьевск 5832 200 17 11,5
Зубошлифоваль- ный с копиром Московский стан- костроительный 5892А 250 15
415
Продолжение табл. 129
Конструктив ные особей нос гл Завод-изготовитель или фирма Модель Наиболь- ший диа- метр об- рабаты- ваемого изделия в мм Категория СЛОЖНОСТИ ремонта
®«= о о м Е О' V ths
Зубошлифоваль- ный полуавтомат (дисковый кони- ческий круг) Мааг SS’/aX 300 14 —
Зубошлифоваль- ный полуавтомат Московский стан- костроительный 5850А 800 17 -
Шевии гова л ьный Харьковский агрегатных станков 5712 125 9 3
«Комсомолец», г. Егорьевск Б71 200 10 4,5
Харьковский агрегатных станков 5М714 320 3
5714 320
«Ста икоконстру к- ция», Москва 5А580 320 —
Им. «Коминтерна», г. Витебск 5А714 320 13
Харьковский агрегатных станков 5715 500 13 5
Зубозакругляю- щий 5716 800 14 —
5717 1250 15 7,5
557 250 6 8
5580 320 7 9,5
Крос-Гир № 75 300 3
Харьковский агрегатных станков 5582 600 8
«Комсомо^ф, г. Егорьевск 550 600 -1
Зубопритирочный Мичиган 991 400 3
Зубострогальный полуавтомат двух* резцовый Саратовский тя- желых зубостро гальных станков 5П23Б 125 9,5 —
5А26 500 15 10
416
ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ ДЛЯ ОБРАБОТКИ
КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Таблица 130
Конструктивные особенности За вод-изготов итель или фирма Модель Наибольший диаметр обра- батываемого из- делия в мм Категории сложности ремонта
5*з ® О S S а: ь * ч о £25 электро- техниче- ской части
Двухрезцовый полуав- томат для нарезания пря- мых зубьев Саратовский зу- бофрезериых станков 526 600 15 5
523 120 9 2,5
Полуавтомат, работаю- щий методом обкатки, для нарезания спиральных зубьев 5А27С1 450 14 9
523А 120 9 3
«Стан коконстру к- ция», Москва 528 800 18 4
528С 840
Универсальный пове- рочно-обкатной Саратовский зу- бострогальных станков 5725 450 7 3
Ортогональный пове- рочно-обкатной 572 5 3.5
Трехшниндельлый зубо- фрезерный для черновой -обработки «Комсомолец», г. Егорьевск ЕЗ-1 — 140 13 17
Двухрезцовый полуав- томат для нарезания пря- мых зубьев Глисон 12" 61 с 15 8
13" 110 9 3
Гейденрейх и Гарбек 15КН 150 П
50КН 500 15 -
7SKH 750 17
Полуавтомат, работаю- щий методом обкатки, для нарезания спиральных зубьев Глисон 3" ПО 9 3
№ 16 450 14 7
Полуавтомат для черно- вой обработки спираль- ных зубьев без обкатки № 11 300 9 6,5
11
Полуавтомат для чисто- вого нарезания спираль- ных зубьев без обкатки
Полуавтомат, работаю- щий методом обкатки, для нарезания спиральных зубьев Клипгельнберг FK200 540 14 —
Однорезцовый полуав- томат Рейнекер АКН-2 480 13 3
Зубошпифовальный по- луавтомат «Ста нкокоиструк- ция», Москва 5870 350 —
5872 840 21 5.5
14 Заказ 1283
417
ГОРИЗОНТ АЛЬ НО-ФРЕЗЕРНЫЕ СТАНКИ
Таблица 131 ।
3 авод- из готоеитель или фирма Модель Рабочая поверхность •стола (длинах X ширина) В Категория сложности ремонта
механиче- ской части электротех нлческой части
Им Фрунзе, г. Mail коп 6853 390Х 155 5 3
Жальгирис, г. Ново- Внльня 6802Г 400X100 4,5 —
— 672А 450X125 4 3
Жальгирис, г. Ново- Вильня 6803Г 500X125 6.5 —
— 651 500X 250 9,5 3
6856 6004 125 4
Жальгирис, г. Ново- Вильня 680-1Г 630Х 160 6,5 5
Горьковский фрезерных станков 680М 750Х 225 8 3
Жальгирис, г. Ново-Вильня; Горьковский фрезерных станков 680Г 7
6П80Г 800X200 7,5
Жальгирис, г. Ново- Вильня 6М80 8
6М80Г
6Б82Г 1160X300 11 5
ТГД-2 1245X270 9,5 3,5
Горьковский фрезерных станков 6М82Г 1250X 320 12 11
6М82Г£ . 13
6Н82Г 8,5
6Н82ГБ 10,5
6Г82 13ЮХ 270 9.5 3,5
418
Продолжение табл. 131
Завод- изготов ител ь или фирма Модель Рабочая поверхность стола (длина X X ширина) в мм Категория сложности ремонта
механиче- ской части электротех- нической части
I орьког.ский фрезерных станков 6Н83Г 1600Х 400 14 12.5
6М83Г 14.5 12
6Г83 1500X 420 4
Фриц Вернер 630Х 153 5,5 3
Браун Шарп № ООО 654X200 6.5
Фриц Вернер 4100 700Х 150 7
- 725X 225 8
Л. Леве -| У&ПХ- 940 7 5
Вандерер 1АЕ 1000X 300 9 3.5
Браун Шарп 12 1235X305 9,5
Цинциннати 2МН 1245X 267 8,5
Тос-Куржим FA3H 1250Х 250 9
Вандерер 2DE900 1400X350 12 4
Тос-Куржим ЕВ32Н 1400x320 10
Керпей Треккер ЗН 1625x343 12 4
Вандерер 3DES00 1650 х 400 13,5
Тос-Куржим FA4H 1600X 315 11
FB40H 1800x580 19
14*
419
ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Т а б л и ц а 132
Конструктивные особенности Завод-изготовитель или фирма Модель Рабочая поверх- ность стола (длина X X шири- на) В Л1.М Категория сложности ремонта
* «= о ж X 1- и V Oj <0 а- в- ui о t
Консольный Дмитровский фре- зерных станков 61 ог 750Х 225 9 4,5
Консольный бы- строходный Горьковский фре- верных станков 61 ОБ 7
Консольный 61 ОМ
С поворотной го- ловкой Жальгирис, г. Ново-Вильня 610В 7,5
610 8
6Н10 800Х 200 7,5
6П10 7,5 6
ГВД-1 900Х 270 «Г.5 3
Консольный Дмитровский фре- зерных станков 6H1I 1000X250 8
— 6В11 10 10
— ТВД-2 1245x270 9,5 3.5
Горьковский фре- зерных станков 612 1250Х 270 4,5
6Б12 1250X 300 10,5 5
6Н12 1250X320 • 12 8,5
Консольный с ко- яирным устройст- вом 6П12 10.5 22
14 11
Консольный с по- воротной головкой Дмитровский фре- зерных станков 6Н12ПБ
Горьковский фре- зерных станков 6М12ПБ 7.5
6М12П 2,5
615 1500Х 420 14,5 4
Консольный
6Н13 1600X400 14 5
6Н13ПБ 15 9,5
420
Продолжение табл. 132
Ко иструктив ные особенности Завод-изготов ятел ь лли фирма Модель Рабочая поверх- ность (длинах X шири- на) в м.« Категория сложное-! и ремонта
и 08 И о
Консольный с по- воротной ГОЛОВКОЙ Горьковский фре- зерных станков 6M13II 1600X400 15 7,5
6М13ПБ 15,5 8
Консольный с по- воротной ГОЛОВКОЙ и копир ным ус- тройством 6М13К 15
Консольный с программным упра- влением 6М13Э2 (6М13Пр) 14 14.5
Бесконсольиый Ульяновский тя- желых н уникаль- ных станков 654 1600Х 630 26 20,5
Горьковский фре- зерных станков _ 6А54-1 2200Х 650 27 8
- 6А54-- 25ООХ 750- - 28—
Консольный Фриц Вернер 2231 700 <200 7 3
С поворотной го- ловкой Вандерер OFV 800Х 250 9
Тос-Куржим FA2V 1000X200 8
FV2a 1350Х 300 13 10,5
Консольный Вандерер 1А 1000X300 3.5
1AS
2DV900 1400x325 11,5 4
- Арчдейль 34 1600x350 12
Вандерер 3DV900 1650X 400 13,5
- Тос-Куржим FB40V 1800X 560 19 -
-121
Таблица 133
УНИВЕРСАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Конструктивные особенности Завод- изготовитель или фирма Модель Рабочая поверх- ность стола (длинах X шири- на! в .«.-И Категория сложности ремонта
~ OS “ SC н 6 4 5 =<= Н Ъ X О и Ч о- * гс -т. н о е
Широкоунивер- сальпый Фрезерных стан- ков им. Кирова, г. Одесса 675П 500 х 200 13 7
Со сменными зуб- чатыми колесами 678 550X195 7 3
С коробкой ско- ростей 678М 8 4,5
Со сменными зуб- чатыми колесами — УФ-09 б 3
Широкоунивер- сальный повышен- ной ТОЧНОСТИ Ереванский фре- зерных станков 675 630X200 12 5 4,5
С коробкой ско- ростей Фрезерных стан- ков им. Кирова, г. Одесса 679 700X260 9
Со сменными зуб- чатыми колесами Горьковский фре- зерных станков; Жальгирис, г. Ново-Вильня 680 750х 225 7 3
680У
6П80 800 Х20С 7.5 5
6П80Ш 12 7
Широкоунивер- сальный Жальгирис, г. Ново-Вильня 6М80Ш 11 10
Шнрокоунивер- сальный повышен- ной ТОЧНОСТИ Фрезерных стан- ков им. Кирова, г. Одесса 676 800X250 14 5,5
С коробкой СКО- ростей Дмитровский фре- зерных станков 681 SO0X 180 9.5 3
—- ТУД-1 900Х 270 3,5
Со сменными зуб- чатыми колесами Дмитровский зерных станков 6Н81 1000X250 10 8
6Н81А 3
С копирным ус- тройством 6Н81К 9,5 7.5
С коробкой ско- ростей - ТУД-2 1245Х 271 зд
422
Продолжение табл. 133
Конструктивные особенности Завод-изготовитель или фирма Модель Рабочая поверх- ность стола (длинах X шири- на) в мм Категория сложности —ремонта
«« — О S 5 s н 888 4) X О О 5 О ® «
С коробкой ско- ростей Горьковский фре- зерных станков 682 1250x 270 12 3,5
6Б82 1250Х30С 10.5 5
6820 11,5
6Н82 1250X 320 12 11
Широкоунивер- сальный повышен- ной точности 6М82Ш 18 14
Широкоунивер- сальный консоль- ный 6H82UJ 15 14.5
Универсальный консольный 6М82 12 8
- - С- коробкой- СКО- - ростей Широкоунивер- сальный 6Н83- 1600X 400 -Н.-& 8.5
6Н83Ш 18 —
Широкоунивер- сальный повышен- ной точности 6М83Ш 21,5 14
Универсальный консольный 6М83 14 12
С коробкой ско- ростей 683 1600Х 420 14,5 4
684 1800X 500 17 4,5
Деккс-ль FP1 600X300 10,5 3
Вандерер OFV 800X 250 8,5
Тос-Куржим FA3V 1250Х 250 9 —
1AV 1000Х300 10 3,5
Со ступенчатыми шкивами Вандерер № 3 1350Х 320 12 3
С коробкой ско- ростей 2DV900 1400X330 4
Универсальный Тос-Куржим FB40V 1800X 550 19 —
423
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ (табл. 134. 135)
Таблица 134
Средние станки
Кепструхтив и ые особенности Завод-изготовитель или фирма Модель Рабочая поверхность стола (ширинах X длина) В JWJH Категории сложности ремонта
механи- ческой части х О и Ч о Ьй св иное
Одпошпиндельный Горьковский фре- зерных станков 6А53 300X1000 0 5.5
Двухшпнндельмый 6А63 И
Дмитровский фре- зерных станков 661 320*. 1250 8
Одноши и пдельпый 661Б 10 3.5
-Горьковский. фре- 6Г55 450X1250 11 9.0
Двухшпиндельнып 6Г65 13 11
Одношпиндельный 6Г55Н 12 9.0
Двухшпиндельный 6Г65Н 14 11
_ Одношпиндельный 655 12 5.5
Д ву хшпи и де л ьн ый верных станков 665 450Х 1600 14 6
Одношп иидел ьный А662В 12 13 10
Двухшпиндельный А662
6622 10.5
Т рех шпиндельный ГФ-5 15 15
Одношп и ндел ьиый Рейнекер PF-0 200x 600 7 3
Двухшп индел ьный Курд н Нубе 280 X 800 280Х 800 11 4.5
Одношп и ндел ьиый Вандерер РАО 200X 500 7 3
Рейнекер PF-I 290X 800 9
Двухшп индел ьный Вандерер 51PD 300X1000 И 4.5
Одношп» ндельн ый № 1 300X1100 10 3.5
Цинциннати 3X36" 305Х1270
4Х 48" 407Х1660 13 4
Вандерер РАЗ 450X1750
Двухшпиндельный 14 —
Одношпиндельный 450Х 2250 4
Двухшпиндельный 15 —
424
Таблица 135
Крупные, тяжелые, особо тяжелые и уникальные станки
Конструктивные особенности Завод- изготовитель или фирма Модель Рабочая поверхность стола (ширинах X длин а) в мм Вес станка в кг Категория сложности ремонта
и ° в 2 tr ₽ о о> г* 3! SI * Хг= 1- -1) X О V
Двух- шп индел ьный Горьковский фрезерных станков 6632Д 6632 650X2200 16 800 18,5
23 000 22
6Г608 800X2500 30 000 »
Трех- шпиндельный Минский Октябрьской революции 6608 800X3000 33 200 31
Четырсх- ш пн пдельпый Горьковский фрезерных станков А664Д 900X 3000 30 000 28
«Лец ста н ко л ит»; Им Октябрьском революции. г. Минск; фрезериых ставков 6642 31 000 29 41,5
Горьковский фрезерных станков 6Г610 1000X3150 35 СОО 26
6610 1000X4000 35 000 39
6АС5 1000X5500 48 000
Двух- шпиндельный одностоечный Минский Октябрьской революцп и 6310 1000X4000 37 500 24 38
Ульяновский тяжелых и уникальных станков 6641 1250Х 4000 39 000 59
Четырех- шпиндельный «Лейста и кол ит»; Горьковский фрезерных станков 6652 1250X4250 64 000 43 -
6653 1250X6000 69 000 56
425
Продолжение табл. 135
Конструктивине особенности Завод- изготовитель или фирма Модель Рабочая поверхность стола (ширинах X длина) в л»л Вес станка в кг Категория сложности ремонта
“os Ф щ« S 1?» « £ о Й о к Ь S 3- м « 41
Четырех- шпиндельный Горьковский фрезерных станков 6654 1250X8860 76 000 63 -
667Г 1350X5000 - 38
Горьковский фрезерных станков 6662 1800X6000 80 000 64
6672 2500X8500 152 000 106
6682 3600X12000 320 000 144
Двух- шпиндельный Геллер LFD 160/2000 630X2000 22 -
Дрооп-Рейн DPR 640X4000 - 28
Четырех- шпиндсльный Вандерер 4R 900X 3650 34
Четырех- шпиндельный Ингере о л 1000/5500 I065X 5500 - 42
Трех- шпиндельный Ньютон D—ч‘ц— 84" 2000Х 6000 46 000 53 -
Четырех- шпиадельныЙ D—4’/£— 79" 2000Х 5000 —* 51
426
ГОРИЗОНТАЛЬНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
ДЛЯ ФРЕЗЕРОВАНИЯ КАНАВОК СВЕРЛ
Т а б л и ц а 136
3 а вод- изготовитель или фирма Модель Наибольший диаметр обрабаты- ваемого изделия В ММ Категория сложности ремонта
механиче ской части электротех- н ическсй части
Сестрорецкий инструмен- тальный им. Воскова 6787 А * 2 8 4.5
6787 * 3
6788 *
6789 * 6
Алапаевский 6790* 1U
Ленинградский станков- автоматов 6791 15 5
« Комсомолец», г. Егорьевск 6791У • 1G -
Ленинградский станков- автоматов 6792* 25 9 5
«Комсомолец», г. Егорьевск 67Э2У * 5
6793 40 11
67«ЗУ * -
6794 60 | 12
Вессельман «ГА, 4 7 I 2
FA4 10 8 2,5
Шток МЛРа 15 4,5
MAQ Ч 9 —8—
MAG 1 3^ 1 41
MF 52 13
* Категории сложности ремонта механической части станков с копирными бара- банами приняты на основании практических данных заводов.
КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ *
Таблица 137
Завод-изготовитель Модель Рабочая поверхность стола (длинах X ширин а) в мм Категория сложности ремонта
механиче- ской части электротех- нической части
Имени Кирова г. Одесса 6461 200X 300 4,0 1,5
6463 3,5
Львовский фрезер- ных станков 6А463 200X320 5.0 2,5
6Т463 -
6А461 6,0 8.0
427
Продолжение табл. 137
Завод- изготовитель Модель Рабочая поверхность стола (длина X X ширина) В Л1ЛС Категория сложности ремонта
механиче- ской части электротех- нической части
Жальгирис г. Ново-Вильня 6П10К 200X 800 11 —
Дмитровский фрезер- ных станков 6Н11КП 250X 1000 16,5
6МПК11 9,0
6Н81К 17,0
6Н81КП
Горьковский фрезер- ных станков 6Н12К 320x1250 16,5
6М12К 642 14,5
Имени Кирова, г. Одесса 11.0
642К 10.0
Львовский фрезерных станков 6М42К 15,0 11,5
Горьковский фрезерных станков 6М13К 400X1600 19,0 —
Имени Свердлова г. Ленинград 6441А 615Х 1200 26,0 9
6441Б бЭОХ 1200 28.0 30
6444 ’ (ЛР105 и ЛР105Д) 1-250X1620- 51,0 105
6445 (ЛР93 и ЛР93А) 1750X2800 71,0 123
6446(ЛР63)| 2500 x 4700 104,0
БАРАБАННО-ФРЕЗЕРНЫЕ СТАНКИ
Т а б л и ц а 138
Конструктивные особенности Завод-изготовитель или фирма Модель Диа- метр бара- бана в ям Категория слож- ности ремонта
механи- ческой части электро- техниче- ской части
Двухшпивдель- ный полуавтомат Дмитровский фре- зерных станков ДФ-50 ДФ-49 480 10 -
Четырехшпин- дельный Горьковский фре- зерных станков 6021 6022 6023 ” 1000 20 12
607 14 -
Шести шпиндель- ный 6021В 20 12
Четырехшпин- дельный 6023Г 25
428
КАРУСЕЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Таблица 139
Констру ктнвные особейпости 3 анод- изготовитель или фирма Модель Рабочая по- верхность стола (диа- метр) в мм Категория слож- ности ремонта
механи- ческой части электро- техниче- частн
Двух шпиндель- ный Горьковский фре- зерных станков 621 1000 14 6
621Б
621М
623 18 6.5
623Б 1500 —
Т рехшпи идель- ный
623В 20 6,5
РЕЗЬБОФРЕЗЕРНЫЁ И ШЛИЦЕФРЕЗЕРНЫЕ СТАНКИ
Таблица 140
Конструктивные особенности 3 а вод- изготов итель или фирма Модель Категория сложности ремонта
Максимальный диаметр обра- батываемой де тали в ж.и
= о я J? о о 2 ? “ эле^тро- техниче- ; ской части
Резьбофрезери ый Средиеволжский, г. Куйбышев 563 60 12 3.0
Шлицефрезерный Средневолжскн й, г. Куйбышев 5618А ' 100 10 5,5
Резьбофрезерпый для коротких резьб 562 150 9 —
5636 8 3
Шлмцефрезерный « Комсомол ец», г. Егорьёвск 534 9
Шпицефрезерный по- луавтомат Средневолжский, г. Куйбышев 5350 15 —
Шл ицефрезерн ый 5617 175 9 3
Резьбофрезерный с приспособлением для нарезания коротких внутренних резьб 561 200 10
5М5Б62 13 9,5
429
Продолжение табл. 110
Констру ктивные особенности Завод-изготовитель или фирма Модель максимальный диаметр обра- 1 батываемой де- тали в леи Категория сложности ремонта
Я» о м О о Ч ф g g
Резьбофрезерный полуавтомат для корот- ких резьб, патронный Средневолжский, г. Куйбышев 563В 200 18 —
5618 270 11 4
Шл нцефрезери ый «Комсомолец», г. Егорьевск 5У34 300 13 4,5
Барбер Кольман D 150 10 —
Резьбофрезерный Вандерер GWF-O 200 3
Барбер Кольман № 3 204 9
Лис Бреднер № 3 254
№ 4 ’ 10
Вандерер GFV-500 360 7
GFV-1000 10
GFV-I500 11
GFV-2000 13
GFV-3000 16
ШПОНОЧНО-ФРЕЗЕРНЫЕ СТАНКИ
Таблица 141
Конструктивные особенности Завод- изготовитель пли фирма Модель Наибольшая ширина фрезеруе- мого паза в л(« Karei ория сложности ремонта
й* Ф Ф <е S tr в- ?£ s
Двух шпиндель- ный полуавтомат Дмитров- ский фре- зерных станков ДФ-96 14 15 —
Одношпи пдель- ный вертикальный 692А 20 8
Двухшпиндель- ный полуавтомат с копнриым бараба- ном ^'Ф-87 Наибольшее рас-’ стояние Между осями шпинделей 100 10
Автомат для фре- зерования торси- онной канавки в поршневых кольца х ДФ-107 Наружный диа- метр поршневого кольца 125 9
430
ПРОДОЛЬНО-СТРОГАЛЬНЫЕ СТАНКИ (табл 142—144)
Таблица 142
Средние станки
Конструктивные особенности Завод-изготовитель или фирма Модель Рабочая поверх- в ость стола (длинах X шири- на) в лш Категория сложности ремонта
- О я X и V £ OJ « ? У» о. О' н S s Я 1-
Одностоечный Ии. Свердлова, Ленинград 761 1200X620 12 5
Им. Октябрьской ре- волюцни, г. Минск 712В 2000Х 600 12 3
Двухстоечный 718 13
«Азстанкострой», г. Баку 7124 2140Х 720 14 2,5
Одностоечный с круглой колонной Им. Октябрьской ре- волюции, г. Минск 782 2300/С 820 18 6
Биллетер-Клунц — 1000X 500 8 2.5
Двухстоечный — 1150X370 7
Робер — 1500,-: 400 10
Ульбрихт — 1500Х 500 11 3
Лннде — 1500Х 550 12
Блель — 1500 <650 10
Цинциннати В1/БД 1800X600 14 2.5
Блель — 2000Х 600 12 3
Ульбрихт —
Одностоечный с круглой колонной Биллетер-Клунц — 2000 x 800 13
Двухстоечн ый К. Юнг — 2150 X 450 12
Зальцер — 2500X 500 14
Вальдрих — 2500Х 650 15
Батлер 3 14
Биллетер-Клунц — 2500Х 700 15
Фермам —
Ульбрихт — 2750Х 400 13
431
Таблица 143
Крупные и тяжелые станки
Конструк- тивные особен- ности Завод-изготовитель или фирма Модель Рабочая поверхность стола (длина X X ширина) в мм Вес станка в кг Категории слеш и сети ремонта
о X ё tr я й» 9 S я ь 6 в. о
Двук- стоечный Им. Свердлова, г. Ленинград 712 2000X 830 10 500 21 -
Одно- стоечный Им. Октябрьской революции, г. Минск 7134 3000X 900 20 000 27
Двух- стоечный 7231А 22 000 28
7233 23 700 27
7231 18 000 2У
Одно- стоечный 7110 15000 27
7210 27 500 G6
Им. Свердлова, г. Ленинград 713Ш 3000X 1300 17 000 31 -
Двух- стоечный «Т яжстанкогндро- пресс» нм. Ефре- мова, г. Ново- сибирск 713 3040 X 830 12 500 27
Им. Октябрьской революции, г. Минск 7212 4000X1120 35 000 34 66
Им. Октябрьской революции, г. Минск 7242 4000Х 1250 40 000 44 -
7242Б 33 500 35
7243 32 550
«Т яжстанкогпдро- пресс» им. Ефре- мова, г. Ново- сибирск 724М 4000X 1300 — 36 86
724 4000.x 1500 32 000
Им. Октябрьской революции, г. Минск 7210—6 6000 x 900 34 000 39 -
Одно- стоечный 7Л2А 6000X1250 40 000 42
7242А — 44
Двух- стоечпый
7243А 40 500 42
432
Продолжение табл. 143
Конструк- тивные особе!1.- Завод-изготовитель или фирма Модель Рабочая поверхность стола (длинах X шприца) В JH.W Вес станка в кг Категория сложности ремонта
h И |«
Двух- стоечный «Т яжстанкогндро- пресс» им. Ефре- мова, г. Ново- сибирск 7256 6000X1800 61 600 53
7А256 57 700 56
724Б 10000X1300 52 000 60
7256Б 10 000X1800 83 000 72
Одно- стоечный Грей 48"х48" 2940X965 - 32
Цинциннати D/SD 3000X800 — 29
Двух- ~ стоечный Бнллетер — 3000x1400 - 32
Блель 3000X 1700 34 -
Одно- стоечный Бертрам ’ 72"Х72* 3000X1820 — 36
Двух- стоечный Батлер 1О'Х4'Х4' 3050X1070 14 700 29
Цинциннати 36"Х36* 3200X845 33
Грей 42*Х 42* 3560 <965 - 36
56"Х56" 3790X1320 — 39
Одно- стоечный Цинциннати 48 "'<48" 3860X1220 — 38
Двух- стоечный Лаудон - 3950 \ 1220 12 700 33
Браун-Шарп — 4000 у 1700 — 44
Одно- стоечный Грей 60яX12* 4460Х 1420 - -
Двух- стоечный Цинциннати 72"х72" 4520Х 1730 — 49
84* 4680 X 2035 63 500 55
Сафа г — 5000X1400 — 45
Биллетер — 5000X2000 — 47
433
Продолжение табл. 143
Категория СЛОЖНОСТИ ремо и та
Конструк- тивные особен- ности Завод- изготовитель или фирма Модель Рабочая поверхность стола (длинах X ширина) в мм Вес станка в кг । механической части h S3 £2 О о Ч О
Хиллопланстирк 5020XI270 - 43
Либерти — 5500Х 1800 49
Двух- стоечный - 5500Х 1885 - 54
Циммерман - 5750x2000 — 57
Вальдркх WZH-VIHA 6000Х 2700 84 750 64
Бомаг 6000X1200- 44
Нялес 6000х 1150 46
Одно- стоечный Биллетер - 6000.x 1250 45
Либерти - 6000X1400 49
Уквард — 6200X2000 — 50
Двух- стоечный Вальдрих WZH-lIIa 6250X 1030 38 400 41
Селлерс 84ЯХ84"Х Х84" 7000X1820 48 000 55
Одно- стоечный WMW HZS-^- , 8000 8000X1800 - 65
Шисс-Дефриз 8000X 2400 67
Двух- стоечиый AWG — 8150X1750 — 61
Биллетер DB-8500 8500X 1150 47 700 52
434
Таблица 144
Особо тяжелые, уникальные станки
Кон- струк- тивные особен- ности Запод-изготовитель или фирма Модель Рабочая поверхность стола (длинах X ширина) в мм Вес станка в кг Категория сложности ре- монта мехами- ческой части
Двух- стоеч- нын сТяжстанкоги- дропресс» им. Ефремова, г. Новосибирск 7А278 8000x2500 110 740 87
7278 8000X 2700 119 600 88
7288 12 000X 3600 350 000 146
7А288 304 100 129 134
7288Ф 12 000x3710 360 000
7289 15 120X 4500 365 000 143
Вальдрих - 6000X2800 102 000 77
Селлерс ЮР 7960Х 3000 ноооо 95
Найльс 120"Х 120"Х 20* 9130X 2790 138 000 100
Шисс-Дефриз 7Н 10 000 X 3700 — 111
Шисс-Дефриз - 10 800X 2000 - 93
4Н 12 000x 2600 - 106
GEH 12 000X 4000 313 300 128
- 13 000 X 2300 - 103
- 15 800X 3000 — 129
8Н 19 400X4200 371 000 178
435
ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ СТАНКИ
Таблица 145
Конструктивные особенпости 3 а вод- изготовитель „ли фирма Модель Наи больший ХОД ползуна в мм Категория слож- ности ремонта
®*= £ О И “ Ы ь W ш « Q.P ай ь g о о
С коробкой ско- ростей Оренбургский стан костроител ь- ный 7311 200 3 3
— UJ-2A 325 5
РУ-3, г. Киев 733 350 7
Со ступенчатым шкивом Машиностроитель- ный техникум, г. Одесса Ш-350 4
С коробкой ско- ростей Артель «Станко- строй», Ле- нинград Ш734А (Ш-3) 400 6
С трехступенча- тым шкивом — 734 (Ш-2) 450 5
С коробкой ско- ростей - Ш-ЗА 6
Саратовский им. Кирова, г. Гомель 735 (Ш-4) 500 8 3,5
ШМЗ 7
- 7С35 3
Оренбургский 7Б35 8 —
Боровичский механический 7А35 525 3,5
Ш-525 7 3
Машиностроитель- ный техникум, г. Одесса Ш-550 550 7 4
Жальгирис, г. Ново-Вильня 735 600 8 —
Оренбургский 736 (Ш-5) 660 9 3,5
С гидроприводом Им. Кирова, г. Гомель 736
7М36 700 10 6
С коробкой ско- ростей — СПС-01 4
С гидроприводом Им. Кирова, г. Гомель 7А36 5,5
737 900 12
7М37 1000 13 6,5
Тяжелый с элек- троприводом и поворотной стой- кой Коломенский тя- желого станко- строения 7М386 1600 30 40
436
Продолжение табл. 145
Конструктпвные особенности 3 авод- изготовитель или фирма Медель Паи- больший ход ползуна в мм Категория слож- ности ремонта
Jos S se н * zj rj С7 О’ « S 3- в* я» _ К Ж«= “ С я о о
С коробкой ско- ростей Кох — 350 5 3
4
Вотан —
С гидравлической подачей стола Клопп S 7
СМ-2 380 П 3
С коробкой ско- ростей Шульц 32 400 5 3
Гейнеман - 6
С гидравлической подачей стола Клопп М6Н 10
С коробкой ско- ростей 3N 417 6
Г. Эбергард 16" 449 9 3,5
А. Шютте HS-4505 450 3
Клопп 10 D 500 6 3.5 5.5
СМ 24" 7
С гидравлической подачей стола Вотан — “ “525 V
С коробкой ско- ростей Г. Эбергард 20" 527 10 4
Крен цл ер В24А 600 11
С гидравлической подачей стола Клопп Е-52 13 -
С коробкой ско- ростей RSE-500 9
Вотан !С 4
Гейнеман S400 7
Г. Эбергард 20—24" 629 11 3
24" 12
С гидравлической подачей стола Вотан 1244 640 8 4
— 650 10 5,5
Крафт — 11
С гидроприводом Вотан — 700 10 6,5
С коробкой ско- ростей Г. Эбергард 28" 729 13 3
32" 834 14 3.5
36" 936 15
437
ДОЛБЕЖНЫЕ СТАНКИ
Таблица 146
Завод- изготовитель или фирма Модель Ход долбя ка в км Диаметр стола или длина в ми Категория слож- ности ремонта
механи- ческой части электро технмче СКОЙ части
Оренбургский 7412 100 310 5 2,5
7А412 360 -
7417 160 500 6 2,5
7420
Им. Кирова, г. Гомель 741 (ДМ) 200 450 5
«Двигатель революции», г. Горький 741 (Д-1) 7
Оренбургский 7А420 ’ 500 6,5
«Двигатель революции», г. Горький 742 (Д-2) 320 650 8 3,5
Им. Кирова, г. Гомель 742
743 610
7М430 630 9
7430 380 650 S 3,5
7М450 500 800 10 9,5
7450 580 600 11 3,5
Им. Октябрьской рево- люции, г. Минск 745А ' 1000 1250 19 30,5
Коломенский тяжелого станкостроения 747М 1400 1600 25 34,5
Батлер 102 356 5 —
438
Продолжение табл. 146
Завод-изготовитель или фирма Модель Ход долбякя Диаметр стола или длина в мм Категория слож- ности ремонта
механи- ческой части электро- техниче- ской части
Л. Леве - 120 400 5 —
Штампинг — 125 6 —
Б. Эшер - 140 450
Малик и Вальков - 150 650
Рошер-Айхлер - 600 5 -
Пратт Уитнев 6 152 502 6 2,5
Рошер-Айхлер St-111 180 650 —
Мюллер 200 400 —
EW
Батлер 1 203 508 7 —
М. Хопфенгартнер — 210 420
Б. Эшер V3-S 250 500
Мерров — 250 600 8 —
Хоргантер 270 520 —
Общество польских ме- хаников 2DA 300 600 —
Пратт Уитней 12 305 660 3
Батлер 3 610 —
Густлов-Верке — 500 1000 12 -
Хилле-Верке — 650 1120
439
ПРОТЯЖНЫЕ СТАНКИ
Таблица 117
Констру ктивные особенности Завод- изготовитель или фирма Модель £ S 3$> о = К О 5 xgi Категория сложности ремонта
s . о П ИзК 2 о » ф га? с.£ ь S « И С. £ 5 X® Н ф X О о Ч о X 2 1- о
А. Вертикальные
Универсальный Им. Кирова, г. Минск; Троицкий 7705 5 7 3 3
Для внутрен- него протягива- ния Им. Кирова, г. Минск 7705В
7А705В -
Для наружного протягивания 76705 8 6,5
7705А 7 3
7А705 9 4
Двусторонний для наружного протягивания «Станкокон- струкция», Москва 774 10 12 2 -
Для внутрен- него протягива- ния Им. Кирова, г. Минск 7751 9 — 3
7710В 3 11
Для наружного протягивания 7А710 10 3,5
Двусторонний для наружного протягивания 77 ЮД 11
7А710Д 4 —
Для наружного протягивания 7720 12 3 4
7Б710 9 -
6720 7720Д 20 13 5
Двусторонний для наружного протягивания 15 4
7А720Д 14 4.5 -
7720В 5,5 4
440
Продолжение табл. 147
Констру кт явные особен нос ги Завод- изготовитель или фирма Модель “ё- э § о » ю в > х о 2 g К О Категория сложности ремонта
gss И Я о СО О О) « 2 о.<и ь к и И £ V CV ф В- Я. <0 2 tf 1- ч Г ч=: о К ® гс 1- Ч 3- S,g Ё * О В
Для внутренне- «Стаикокоп- струкцвя», Москва МА-1 20 8 4 —
го протягивания Им. Кирова, г. Минск 7740В 40 18 4,5 18.5
Лапойнт — 4 10 3,5
Б л ель — 6,3 9 4
Для внутренне- го протягивания Форет SF 14 7,5 3
Ойл-Гнр XS-10 10 1 1 4
Футбурт — 4,3
Эльба-Верке AG 5 3,5
—
С механической подачей с двумя ходовыми винта- ми Дельце и Злотта DSNI1 10 14 3
С гидравличе- ском подачей Ойл-Гир XD3C-66 29,4 И 4 4,5
Для внутренне- го протягивания XS-30 30 15 7,5
Б. Горизонтальные
Для внутренне- го протягивания 7505 6,5 9 3,5 7,5
С гидравличе- ской подачей 751 10 10 4 3
С механической подачей Им. Кирова, г. Минск 753 5 — 5
Для внутренне- го протягивания с гидравлическом подачей 7510 10 4,5
7А510 9 3 3,5
441
Продолжение табл- 147
Конструктивные особенности Завод- изготовитель или фирма Модель ggg к р g Категория сложности ремонта
. s .« 5 о 03 о S a BS е «» tvs Яя Е tr и Ч В1 . о S3 М а-ё Е <5 и s s га <- ч в- &Е е ®_ s и t- ч KS «
Для внутренне- го протягивания с гидравлической —додаче-й Им. Кирова, г. Минск 7А520 20 10 3 12.5
7Б520 15,5 5 13,5
7520 11 3 4
7530М 30 14 5
7А540 40 22 6 15
7540 18 5 -
Коломен- ский - -тяжелого станко- строения 7552 100 23 3
Дольце и Злотта DSNII 7 8 3,5 2,5
DSNIIi 3 2.5
DSNI
Футбурт - 10 9 4,5
Форет - 10
Двухш пиндель- ный Онл-Гир Лапойнт XB-I2 12 9 4,3 5
Для внутренне- го протягивания с гидравлической подачей XL-I2 4,2
HP7S 15 14 7,5 -
Эльба-Верке RWH-15 10 4,4
Ойл-Гир XL-20 20 4,5 5
412
ОБОРУДОВАНИЕ НАПИЛОЧНЫХ ЗАВОДОВ*
Таблица 148
Насека льиые станки
Коп етруктивн ы с особенности Завод- изготовитель или фирма Модель Наибольшая длина обра- батываемого напнлыгика Категория слож аости ремонта механиче- ской части
Пилонасекальный станок Луганскип напилочный им. Рудь Т-19 - 5
Т-15 6
Т-8 7
Т-31/.
Т-За
ВН-06
ВН-05
Т-9
Т-7 250 6
Т-6 300 7
Т-4
450 6
Т-2
Т-1 7
Насекальный полуавтомат Сестрорецкий Т-921 450 12
Пилонасекальный станок Фровейн 6 200 4
10 250
9 400 5
7 450
11 4
3
2 6
1 7
Беше № 16 - 5
№ 19
Гесс 2 6
4
7
11
443
Таблица 149
Прочее оборудование
Констоу кти вл ые особенности Завод- изготовитель или фирма Модель Наиболь- ший раз- мер обра- батывае- мого на- пильника В JHW К ате- горня слож- ност п ремонта механи- ческой части
с) Шлифовальные
Для плоских на- пильников Витебский им. Ки- рова ВШ-6 14
ВШ-6К 16
С прямоугольным столом Харьковский стан- костроител ьный ХШ-91 17
Для полукруглой стороны напильника Московский ин- струментальный МИ-02 12
Роликопра вйльная машина для правки заготовок напильни- ков б) Разные 8 лет Октября, г. Серпухов И001А 12X45 или 22X22 1
Для испытания на- пильников па рабо- тоспособность - ТФ-18-6 - 6
Вальцы прокатные для носков напиль- ников Миасский напи- лочный —
Таганрогский С-151 7
Воронежски й СГ 153 9
Вальцы прокатные хвостовиков напиль- ников Миасский напи- лочный - 6
Вальцы прокатные Луганский на пи- лочиый им. Рудь виз 022
Прокатный стан 015-х 7
444
Таблица 150
СТАНКИ ДЛЯ ДИНАМИЧЕСКОЙ БАЛАНСИРОВКИ
Кепструктивн ые особенности За вод- пзготовитель млн фирма Модель Высота центров чад станиной в ли х « О® о. Категория СЛОЖНОСТИ ремонта
® о к sO С с. с. с ь
С автоматиче- ским ПИКЛОМ «Станкокон- струкцня», Москва 97-20 1050 360 15 -
Настольный МА-22 - 6 -
- 9В725 - 1250 17 -
- Им. Октябрь- ской рево- люции, г. Минск 9А730 2000 18 -
Для динамиче- ской балансиров- ки тяжелых ко- ленчатых валов 9А736А - 6300 20 -
С перемещаю- щимися по стани- не стойками 9А734 1200 25 13,5
445
ОТРЕЗНЫЕ ДИСКОВЫЕ И НОЖОВОЧНЫЕ ПИЛЫ
Таблица 151
Конструктивные особенности Завод-изготов нтел ь или фирма Модель О. 0? 3^2 * ч е-р ю Ss * g г Категория сложности ремонта
= « й s « и S и 6 §!
Отрезная диско- вая с гидравличе- ской подачей Им. Кирова, г. Минск 860Г 75 5 2
Отрезна я диско- вая с мех эпической подачей СреДневол жскнй, г. Куйбышев 860 80
Ножовочная с ме- ханической подачей Мастерские шко- лы механизации сельского хозяй- ства, г. Херсон НС1Б 150 4
Отрезная диско- вая с гидравличе- ской подачей Им. Кирова, г Минск 8641 160 6 -
Отрезная диско- вая с механической подачей - Р-2 200 3
Ножовочная с ги- дравлической пода- чей - 872 220 5
Ножовочная с ме- ханической подачей Троицкий; им. Кирова, г. Минск, им Фрунзе, г. Майкоп 4 2
Отрезная диско- вая с гидравличе- ской подачей Им. Кирова, г. Минск 866 240 8 2,5
8Б66 9 —
Ф резерно-отрезной полуавтомат 8Б66 9
Ножовочная с ме- ханической подачей Им. Фрунзе, г. Майкоп; «Молот», г. Новороссийск 872А 250 5 2
Отрезная с ножо- вочным полотном Краснодарский им. Калинина 872М 5,5 5
446
Продолжение табл. 151
Ко нстру ктмвные особенности Завод-изготов ител ь или фирма Модель 2 «0 f- S 55 ч e-c01 § « ® “ Категория сложности ремонта
® О S й м
Отрезная диско- вая с механической подачей Средневол жски й, г. Куйбышев; Клин- ский станкострои- тельный 862 255 8 3
867 350 11
Отрезная диско- вая с гидравличе- ской подачей Им. Кирова, г. Минск 8А67 12 -
8А68 500 16
Отрезная диско- вая с механической подачей 868 15 3
Ножовочная с ги- дравлической пода- чей Армстронг А 180 5 2
Отрезная диско- -вая- с- гидравличе- ской подачей Вагнер DH 200 8 2,5
Отрезная диско- вая с механической подачей 210 6 3
Отрезная диско- вая с гидравличе- ской подачей Геллер SS-2 230 8
Ойлер 660 250
Геллер SS-3 325 10
VZ-800 350 3,5
Ньютон V82-A 11
Геллер 2441-0 3
SS-4 400 12
Вагнер MF 450 14
1Z 650 19 3,5
447
БОЛТОРЕЗНЫЕ СТАНКИ
Таблица 152
Конструктивные особенности За вод-изготов нтель или фирма Модель Пределы диа- метров наре- заемой резьбы в мм Категории сложности ремонта
« ° ® X v oj <u rt S B’S Is p X> * О <J
Одношпиндельный с коробкой скоро- стей Радиально-свер- лильных станков, г. Одесса ВЛ-1 До 20 3 2
507А 6—20
Одношпи 1 (Дельный со сменными зубча- тыми колесами Bp До 38 5
P's" До 38
Одношп и пдельпый с коробкой скоро- стей «Станок», г. Тби- лиси 9101 Б 6—38 6
Им. Кирова, г. Тбилиси 507 10—39
Одношпиндельный со сменными зубча- тыми колесами «Станок», г. Тби- лиси; «Коммунар», г. Лубиы 5А07 10—39
- Одиошпиидель-ный- с коробкой скоро- стей Им. Кирова, г. Тбилиси -5Д07 19—-Ю
Двухшпиидельный с коробкой скоро- стей 507В 20—64 12 2
Одношпиндельный с коробкой скоро- стей АКМЕ */4-1 " 6-25 4
Ч етырех шли ндел ь- пый с коробкой ско- ростей Лендис 3/4—1" 6—27 7
В-1 6—27 5
Двух шпи н де л ьн ый с коробкой скоро- стей
Одношпиндельный с коробкой скоро- стей АКМЕ Ч2-1>4" 12—38 6
Двухшпиндельный с коробкой скоро- стей Остер 915 9—38 7
Лендис 1’./ 8—39 8 2,5
Примечал и е. Все станки имеют электронасосы мощностью 0,125 кет.
которые в категорию сложности ремонта электротехнической части агрегата не
включены.
448
ГАЙКОНАРЕЗНЫЕ автоматы и полуавтоматы
Таблица 153
Ко нстру кт явные особенности Завод- изготовитель или фирма Модель Пределы диа- метров наре- заемой резьбы в а и Категория сложности ремонта
*os о s У Ь S S К я® t- с. g О о
Верти кал ьн ый н а - стольный повышенной точности Кировокан- скнй преци- зионных станков PI30 1,2—3 4 —
12-шпиндельный авто- мат с прямым метчиком — СТ20 3—6 7 2.5
Д вухшпинде л ьный автомат с изогнутым метчиком Им. Комин- терна. г. Витебск 5084 5—6 5 2
Полуавтомате изогну- тым метчиком Станкострои- тельный, г. Минск 508 5—10 4
Д ву хшпиидел ьн ый автомат Им. Кирова, г. Минск 508В 5—12 7 2,5
Двухшп индел ьн ый автомат с изо|нутым метчиком «Станко- нормаль», Москва — 5—30 8 _
Полуавтомат Им. Комин- терна, г. Витебск 5А05 6—18 7 5,5
Д ву хш г и ндел ьн ы й автомат с изогнутым метчиком 5085, 5085А 8—10 6 2,5
5086, 5086А 12—16 7
Им. Кирова, г. Минск 508Г 12—22 8 -
Гайконарезной станок Им. 23 Ок- тября, Мелитополь 508 12—27 10
Вертикальный станок Им. Ильича, г. Ленинград — 13 4
Двухшпиидельный автомат с изогнутым мет- чиком Им. Комин- терна, г. Витебск 5087 24 9 2,5
Многошпи ндел ьный автомат Им. Кирова, г. Минск 508-Д 30 3
Полуавтомат 5Д07 39 8 7
Двух шпиидел ьный станок Лангер - 10 4 -
15 Заказ 12S3
449
4Б0
я g I 1 Автомат 1 С ПЛОСКИМИ i Универсаль- ный станок с круглыми плашками Автомат с плоскими плашками автомат с круглыми плашками Конструктивные особенности
1 «Станок», 1 г. Тбилиси ! 1 IS3V 1 Учебно-экспе- риментальный хмми, г. Харьков «ч>резер», Москва Завод- изготовитель или фирма
А253 ' 12НА 5933 5959 и МФ-103 Модель
00 1. S | 8—12 6—33 4-6 | 3—6 to Пределы диа- метров обкаты- ваемой резьбы в мм
1 1 1 I ел W Категория сложности ре- монта гидро- оборудования
00 сл t I механи- ческой части Категория сложности ремонта
С*э СЛ КЗ электро техниче- СКО.Й части
а а . X В V £ и а о • о и 3 и 1 Универсаль- ный станок с круглыми 1 плашками Автомат с ПЛОСКИМИ плашками Станок с круглыми плашками □ ° h Я > Универсаль- ный станок с круглыми плашками Универсаль- ный полуавтомат Автомат с круглыми плашками Автомат с плоскими плашками Полуавтомат с круглыми плашками ?! ° | ° 2 §5 0 S
“ Ь| СО 1 SS а Н
од трансмиссии Мощность мотора взята по аналогии с другими 1 «Станкокон- струкция». Москва ПИ-ВИ Универсаль ин-ии | Мальмедк | Манвилл Кайзер | | Ковентри | [ Ватербюри | ПИ-ВИ Читинский Новочеркас- ский Им Кирова, г. Гомель Новочеркас- ский Завод- изготовитель или фирма
А253Б 5964 Р S964B | 1 1 1 1 500с * | 375с*| 1 1 1 Тип IV ! -5А935 НР-3 А265 А255/Д-1 НР-1 Модель
1 СП о о ет й NO to О | 31—9 СИ 1. to 3—80 о W СП 20—25.4 ] | 16—20 | to £ Пределы диа- метров обкаты- ваемой резьбы в ял
1 СП и> 1 и 1 1 1 1 1 1 W 1 1 W Категория сложности ре- монта гидро- оборудовання
00 - <£> о 00 ег> О 00 55 tO о 2 00 механи- ческой части Категория сложности ремонта
1 W to СП ю 1 1 1 1 1 электро- техниче- ской части
Продолжение табл. 153 _________________________________Продолжение табл. 154
СТАНКИ ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ
И ЭЛЕКТРОФИЗИЧЕСКИХ МЕТОДОВ ОБРАБОТКИ
Таблица 155
Конструктивные особенпости Завод- изготовитель или фирма Модель Хара ктеризующи й параметр в мм Категория сложности ремонта
механи- ческой части 0> X о и
Электроискро- вой универсальный копировально- прошивочный настольный Троицкий станко- строитель- ный 4Б721 Рабочая поверхность стола 200 X 600 10 -
Электроэро- зионный для профильной вырезки по контуру Кирово- капский прецизион- ных станков 4531 Наибольшие размеры обрабатываемой детали 180X120 X 30 12
Универсальный электро- эразионный копировально- прошивочный — 4В721 Рабочая поверхность стола 160X250 11
-Электроэро- ЗИОИНЫЙ для профильной вырезки с числовым программным управлением - - Кирово- - канский прецизион- ных станков 4532 Наибольшие размеры ©бра батываемой детали 320 X 320X 60 12
Универсальный электро- импульсный копировально- прошивочный Троицкий станко- строитель- ный 4Б722 Рабочая поверх- ность стола 250X400 И
4723 400x500 8 19
Электроны- нульсный универсальный копировально- прошивочный 4А722 400\250 11 14
473 400X 500 10 25
Переносной электро- импульсный для извлечения сломанного инструмента Молодеч- ненскнй станко- строитель- ный 4611 320X 250 -
Электроны* пульсный универсальный копнровалыю- прошивочный Троицкий станко- строитель- ный 4724 Рабочая поверхность стола 800X630
452
Продолжение табл. 155
Конструктивные особенности Завод- изготовитель или фирма Модель X а р а ктер пзу ющи й параметр в лж Категории сложности ремонта
“ О S 5 и н < и о О с Я Я tr s- 6 ь 0-2 н д* к ЯХОО
Анодно-меха- нический 4А820 Наибольший диаметр обработки 75 10
отрезной дисковый 4А821 Наибольший диаметр обработки 160 11
Анодно- механической 4822 Рабочая поверхность стола 1200X 700
отрезной ленточный 4А822 350
МЭ12 300
Анодно- механический ленточный для разрезки слитков и проката Т роицкнй станко- строитель- ный МЭ-31 Наи- больший диаметр обра- ботки 600 10
Анодно- механический отрезной ленточный 4А823 - - 75tf- -
Ультразвуко- вой универсальный копировально- прошивочный 4772М Рабочая поверхность стола 250 X 350 6,5
4772А 0 стола 300 10
4Б772 12
Ультразвуко- вой универсальный Молодеч- ненский станко- строитель- ный 4770 Рабочая поверх- ность 165‘Х 125 9
копировально- прошивочный 4772 стола 250 X 250
Троицкий станко- строитель- ный 4773 400X500
Универсальный электро- химический МА-4423 Наибольшие размеры обрабатываемой детали 350X 480X 300 8
453
Таблица 156
ТРУБОНАРЕЗНЫЕ И ТРУБООТРЕЗНЫЕ СТАНКИ
Конструктивные особенности Завод- изготовитель или фирма Модель Пределы диа- метров обраба- тываемых труб Категория сложности ремонта
® С X й О й О) «V SB? О О' в. Е ь к а ч Й g «
Отрезной А. Отрезные ТО-2 4 2
Длн отрезки и разрезки Радиально- сверлиль- ных станков, г. Одесса 915 3" 5 4,5
Длн отрезки концов труб, снятия наружной фаски и зачистки внутренних за- усенцев Им. Кирова, г. Тбилиси 9152 38—150 мм 3,5
Для отрезки труб и сня- тая_фа.сок 9153 I'A-W,” 8 7,5
Длк отрезки я разрезки Радкально- сверл иль- ных станков, г. Одесса 910 250 мм 7 5
Для разрезки, снятия фасок и заусенцев Им. Кирова, г. Тбилиси 9Г153 100—250 мм 3,5 5
Для отрезки концов труб, снятия наружной фаскн и зачистки внутренних за- усенцев 9Г153С1 38—250 мм
Для отрезки и разрезки Радиально- сверлиль- ных станков, г. Одесса 910А 300 мм
юв 6—12’
Для отрезки труб и сня- тия фаски Им. Кирова, г. Тбилиси 9Б155 41/,- 16%* 10 9
Для отрезки концов труб, снятия наружной фаски и зачистки внутренних за- усенцев 9157 114—426 мм 9 —
454
Продолжение табл. 156
Конструктивные особенности Завод- изготовитель или фирма Модель Пределы диа- метров обраба- тываемых ipy6 Категория сложности ремонта
£*= S о я р.» 11 X о о ?> Ь V э-
Четырехсуппортный по- луавтомат Им. Кирова, г. Тбилиси 9158 245—650 мм 10
Двусторонний для СНЯ- ТИЯ фасок и отрезки корот- ких концов на трубах Б. Фаскообрезные Им. Кирова, 1 9197А г. Тбилиси 426-820 мм 9 -
Полуавтомат В. Нарезные Им. Кирова, г. Тбилиси 9140 40—121 мм 10 -
Для отрезки концов труб, снятия наружной фаски и зачистки внутренних за- усенцев 9192 57—146 мм 9
Для обтачивания и иаре.-. зания концов труб 914А 30—170 мм 6 3
914Б 30—190 мм
Для нарезания кониче- ской и цилиндрической резьбы 914М 7 -
Для нарезания кониче- ской резьбы Им. С. Орд- жоникидзе, Москва 9В143 IV,- 85 8 ' 9 3.5
9143 7 5.5
Для обтачивания концов труб, шланг и нарезания резьбы Им. Кирова, г. Тбилиси 1983 70—250 мм 4
Для токарной обработки и нарезания конической и цилиндрической резьбы- Без задней бабки 1983М 70—290 мм 8 9,5
Для нарезания наруж- ной резьбы Радиально- сверлиль- ных станков, г. Одесса 912 5—12" 5
Для нарезания кониче- ской резьбы Им. С. Орд- жоникидзе, Москва 9145 4V2- I6V4" 9 6
455
МУФТООТРЕЗНЫЕ, МУФТОРАСТОЧНЫЕ И МУФТОИЛРЕЗНЫЕ СТАНКИ
Таблица 157
Конструктивные особенности Занод- изготови те ль или фирма Модель Пределы Диаметров обрабаты- ваемых муфт Категория сложности ремонта
механи- ческой электро- техни- ческой части
А. Отрезные
Автомат для отрезки соединительных муфт 9162 48—141 мм 11 —
11м. Кирова, 9Г153 55—250 мм 10 5
Полуавтомат для от- резки соединительных муфт г. Тбилиси 9163 У'я— 1634" 12 10
9Б165 4*4— 16а/4" 11 9
Б. Расточные
Вертикальный двух- 1А290П 40—105 12 7
шин ндел ьн ы й Им. Кирова,
Полуавтомат для рас- точки на конус г Тбилиси 9В183 95—243 мм 8 -
Для расточки и на- резки муфт Им. Сверд- лова, Ленинград 911 300 мм 9 3,5
Для навертывания муфт на трубы со смен- ными патронами В. Навгрт очные 9В173 8%" 6 —
Им. Кирова, г. Тбилиси 9В175 16s/.” 7 —
Вертикальный двух- ишиндельный полуавто- мат Г. Нарез ные 9BI12 13
Им. Кирова, г. Тбилиси 9BII3 2’4—8r,4" 14 3.5
Для ниппелей к гео- логоразведочным тру- бам для нарезания на- ружной цилиндрической резьбы 9192Н 57—146 мм 8 __
456
АГРЕГАТНЫЕ СТАНКИ
Таблица 158
Конструктивные особенности Завод- изготовитель или фирма Модель Коли- чество силовых головок Кате- гория слоэк- исСти ремонта механи- ческо й части
Четырехсторонний 12-шпин- дельный сверлильный «Стадк 'koi: - струкция», Москва 4Э01 4 23
Горизонтальный двухшпин- дельный сверлильный 4Э09 I 7
Горизонтальный 44-шпин- дельный нарезной 4321 2 20
Горизонтальный четырех- шпн ндельм ый токарно-центро- вал ьный А824Д 4 25
Горизонтальный 36-шпин- дельный сверлильный 1А15 2 20
Двусторонний семншпии- дельный фрезерио-расточный 1AI8
Горизонтальный двусторон- ний шестишпиндельный рас- точный 4Э19 16
Вертикальный 10-шпиндель- ный сверлильный 4Э27 1 11
Вертикальный 10-шпиндель- ный нарезной 4Э28
Горизонтальный двусторон- ний четырехшпиндельный рас- точный A2I7 2 14
Горизонтальный двусторон- ний 10-шпиндельный сверлиль- нд-расточный Им. Орджони- кидзе, Москва А278
Горизонтальный четырехсто- ронний сверлильный «Станкокон- струкция», Москва 1А394 4 17
457
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ (табл. 159-171)
ОКОРОЧНЫЕ СТАНКИ
Таблица 159
Кепстру кт ивн ые особенности Модель Завод- изготовитель ! Диаметр брев- на в вершине В М.И Категория сложности ремонта
« ° и Ф ci га о гг е к Ж Ж» н <1> X о О Ч а X «
Окорочный ОК-35 «Волна революции», г. Новозыбков 260 4.5 4,5
ОК-35М 4,0
ОК-66 420 5,0 5,0
ОК-66М 4.5 5.5
Окорочный передвиж- ной ОКП-35 260 4,5
ЛЕСОПИЛЬНЫЕ РАМЫ
Таблица 160
Конструктивные особенности Модель Завод- изготовитель или фирма Просвет пиль- ной рамки э мм сложности ремонта
го ° ® У' О CJ о а> х а« ь g к о v
Двухэтажная Узкопросветная первого ряда РД50-3 «Северный коммунар», г. Вологда 500 14 15
Среднепросвет- ная первого ряда РД75-6 750 13 24
Среднепросвет- ная второго ряда РД75-7 26
Широкоп росвет- ная второго ряда РД110-2 ПО 14 16
Среднепросвет- ная первого ряда с ручным подъемом вальцов РЛ/S-l 750 12 8
Среднепросвет- ная второго ряда с пневматическим подъемом вальцов РД75-2
458
Продолжение табл. 160
Конструктивные особенности Модель Завод- изготовитель или фирма Просвет пиль- ной рамка в мм Категория СЛОЖНОСТИ ремонта
™ a: f- g о га О.Я H Я к Я ь o' g о о
к га S * а п О я 5 Общего назначе- ния ЛР65-1 Даниловский машинострои- тельный 650 10 5
Р65-4
Р65 «Волна ре- волюции», г. Новозыбков
Р65-1
ЛРМ-65 Кушви некий механический 6
ЛРМ-50 500 7 5
ЛРМ-79 _ Смоленский ремонтно-_ механический 420-
С К S ж j 3 ъ XJ г □ 5 : U 3 5 Передвижная РП «Волна ре- волюции», г. Новозыбков 650 10 7
Коротышевая РК 12
Тарная РТМ 300 8
Общего назначе- ния Р63 630 10 7,5
Тарная РТ 300 8 5
РТ-2
РТ-3 12
Горизонтальная РГ-130 «Пролетарская свобода» г. Ярославль 1600 9
459
КРУГЛОПИЛЬНЫЕ СТАНКИ
Таблица 161
Конструктивные особенности Модель Завод- изготовитель или фирма Характеризу- ющий параметр Категория сложности ремонта
Наименование размеров в мм Jos Sss 2 а и s г- р- ei - 5 я о В
Для продольной распиловки [ а OJ в Однопильный ЦЦТ6-2 Уссурий- ский дере- вообраба- тывающих станков Высота про- пила 500 12 6
ЦДТ6М
ЦДТ5 320 6 4.5
ЦДТ5-2
Четырех- пил ьный Т-92 250 11
Восьми- пильный Т-94 160 5
Для поперечной ш ж а) ю S и 8 S Е о га Балансирный с гидропри- водом ЦБ-4 «Тюменский станке-- строитель- ный 360 4 5
ЦБ-3 350 2 3
Автомати- ческий АЦ-1 Уссурий- ский дере- вообраба- тывающих станков 370 3 8,5
Для продольной распиловки га о Ч га К о га о S Е Обрезной двухпильный ЦД-3 Тюменский станко- строитель- ный Наибольшая ширина доски 650 5 5
Ц2Д-5А Вологод- ский стан- кострои- тельный просвет 710 6
Обрезной пятипильный Ц5Д-2 просвет 450
Для ребровой распиловки горбылей и досок ЦР-4 Бежецсель- . змаш Высота пропила 300 8.5
ЦР-2 «Тюменский станкострои- тельный 4
ЦР-5 Бежецсель- хозмаш 8.5
460
Продолжение табл. 161
Конструктивные особенности Модель Завод- изготовитель или фирма Характеризу- ющий параметр Категория СЛОЖНОСТИ ремонта
Наименование размеров в мм Jos S к н S S’ tr о о о.=” «- я ® И 1- «иои Чсйй ИНО-
Для поперечной распиловки пиломатериалов Торцовочный с гидрофи- цированным подъемом пилы ЦКБ-4 Селендум- ский дере- вообраба- тывающих станков На и- большая ширина доски 350 4 3,5
ЦКБ-5 Тюменский станкост- роительный
400 5 4
Торцовочный ЦКБ-3 Кировский станкост- роительный 350 2 3
Для поперечной распиловки Однопильный с качающейся рамкой и пневмати- ческой по- дачей пилы .ТС- - Селендум- ский дере- вообраба- тывающих станков -250-- 4 4
Однопильный с прямоли- нейным пере- мещением пилы и гид- равлической подачей! ЦПА-2 500 4 4,5
ЦПА-40 400 3,5
ЦПА 500
Торцовочный однопильный ЦП 2 2,5
Однопильный торцовочный шарнирный (маятник) цкм Белебеев- ский маши- нострои тельный 1
ЦМЭ 2,0
Торцовочный однопильпый шарнирный с механизи- рованной подачей пилы ЦМЭ-3 400 4
461
Для поперечной распиловки
Для продольной распиловки
Продолжение табл. 161 1 Продолжение табл. 161
Ленточнопиль- ный столяр- ный с меха- нической подачей j ! Ленточнопиль- ный столяр- । ный с ручной | Конструктивные особенности
ЛС100 | ЛС80-4 | ЛС80-3 ЛС40 Модель
ск ии дере- вообраба- тывающих станков Рыбинский механиче- Завод- изготовитель или фирма
Диаметр шкива I в и » Й S 3 к ® л о Характеризующий параметр
1000 800 О а “2-0 > S «
со ьэ механи- ческой части Категория сложности ремонта
3,5 _ю СП электро техниче- ской части
механи-
ческой
части
электро-
техниче-
ской
части
Продолжение табл. 162
Конструктив ные особенности Модель Завод- изготовитель или фирма X арактеризующий параметр Категория сложности ремонта
Наимено- вание Раз- мер в мм Sg® и 5 L о О. «1 “ ф ф П
Ленточнопнль- ный делитель- ный с меха- нической подачей ЛД125 Рыбинский механиче- ский дере- вообраба- тывающих станков Диаметр шкива 1250 4.5 8
TBS Стандарт 1400 4 5
ЛД140 Московский деревооб- рабатываю- щих стан- ков и ав- томатиче- ских линий 5 6
ЛД140-2
«Красный
Ленточнопиль- ный ажурно- лобзиковый АЖС-3 * металлист», г. Ставро- поль Наиболь- шая ширина обрабаты- ваемой доски 600 2Т 3
АЖС-4 * Рыбинский механиче ский дере- вообраба- тывающих станков 1000 3
ЧЕТЫРЕХСТОРОННИЕ СТРОГАЛЬНЫЕ СТАНКИ
Таблица 163
Конструктивные особенности Модель 3 авод-изготовител ь или фирма Л st: s= S a- co S £ как Категория сложности ремонта
® о я ® i 1- ф о S
С вальцово-гусенич- ной подачей СЮ «Пролетарская свобода», г. Ярославль 100 8 14
С10-2 10
Парк-5 Боровичский механический 8 12
Парк-1 И
464
Продолжение табл. 163
Конструктииные особенности Модель Завод- н зго тоните л ь или фирма §8. ЭЕ, Ч и S О Я ш к Е 0 а: Категория сложности ремонта
И О и и <J О hS S1 * ju X О О
С вальцово-гусенич- ной подачей СК15 Московский де- ревообрабаты- вающих станков и автоматиче- ских линий 150 10 12
С16-4 Тарбагатайский машинострои- тельный 160 11 15
С16-5
КС* Робинзон 180" 10 22
С75 * И. Америкен 200 27
СЭР 250 и
27
229 Маттисов
С вальцовой пода- чей С26 «Пролетарская свобода», г. Ярославль 260 12 18
9
С26--2
С вальцово-гусенич- ной подачей № 94 * Белойт 280 16
С вальцовой пода- чей СП-30 «Пролетарская свобода», г. Ярославль 300 10 12
СПЗО-1
PH Михома 12 18
Примечание. При наличии специального загрузочного устройства
категория сложности ремонта станка повышается на 20%.
ФУГОВАЛЬНЫЕ СТАНКИ
Таблица 164
Конструктивные особенности Модель Завод-изготовитель Наибольшая ширина строга- ния в мм Категория СЛОЖНОСТИ ремонта
® <5 ® С S ЙЙЙ Я tr а- lhe sFlJS
С ручной подачей СФ25-1 Кимрский механический 250 2 2
СФЗ-2 Курганский деревообра баты- вающих станков
С автоподатчнксм СФА-3 4 3
С ручной подачей СФ-4 400 3 2.5
Двусторонний с ме- ханической подачей С2Ф-4 - 5 6
С автоподатчиком СФА-4 Курганский деревообрабаты- вающих станков 4 3
С ручной подачей СФ4-3 СФ4-4 3 2
BF-2 Кирхнер 450 1,5
СФ-6 Курганский деревообрабаты- вающих станков 600 3
С конвейерной по- дачей СФК-6 5 7
С ручной подачей СФ6-2 3 2.5
AFK-6 Циклоп 630
ДИД И. Америкен 850 4 5,5
Примечания: 1. При наличии приспособления для установки, зата-
чивания и фугования ножей категория сложности ремонта увеличивается на 20%.
2. Если станок оборудован роликовым автоподатчиком или гусеничным кон-
вейером. категория сложности ремонта увеличивается иа 30%.
466
РЕЙСМУСОВЫЕ СТАНКИ
Таблиц» 165
Конструк- тивные особенности Модель Завод-изготовитель или фирма Наи- большая ширина стро- гания в мм Категория слож- ности ремонта
механи- ческой части электро- техниче- ской части
Од- носто рон- ний СРЗ Курганский деревооб- рабатывающих станков 300 3 2.5
СРЗ-2
СРЗ-З
СРЗ-4 «Красный металлист», г. Ставрополь 320 4 3.5
СРЗ-4М
СРЗ-5 3
СРЗА - 600 5 2.5
СР6-2 «Красный металлист», г. Ставрополь в
СР6-5Г
СР6-6 7
СР6-7 - 8
СР6-7К “ 7
№ В476 Бетхер и Гесснер 700 5 3,5
СД80 Каппель 800
№ 8 Швабедиссен
ДН-8 Стандарт 7.5
СД-8 3.5
ад-io 1000 8 5.5
СР12 Московский деревооб- рабатывающих станков и автоматических линий 1200 9 17
СР12-1 10
СР 12-2 «Красный металлист», г. Ставрополь 10
С2Р-8 * 800 12
С2Р8-2
С2Р-12 1250 10 13
С2Р12-1 Московский деревообра- батывающих станков и автоматических линий 12
Примечание. При наличии приспособления для установки, затачи-
вания и фугования ножей категория сложности ремонта увеличивается ня 20% -
467
ФРЕЗЕРНЫЕ СТАНКИ
Таблица 166
Коистру ктнвные особенности Модель Завод- изготовитель или фирма Размер стола в мм Категории сложности ремонта
* 3 о 6 Ц £ Я *4 ь Ш X О U Йии"
Одношпин- дельный Ф-6 Днепропет- ровский станкострои- тельный 600X800 3 2
Ф-3 600X1000 3
Ф-4 800Х 1000 2,5
Одношпиндель- иый с автопо- датчиком ФА-4 4 4
ФА 1000X 900
ЕН Кирхнер 650Х 1000 3
Одношпин- дельный SF-11 Кнохома 900X1000 3
С шипорезной кареткой ФШ-3 Днепропет- ровскпй станкострои- тельный 800Х 1000 4 2.5
ФШ-4
Двухшпи!!- дельный Ф2-4 6 —3-
351 Витлей 970 X 2100 5
Модельный средний ФМС Днепро- петровский станкострои- тельный 800Х 1000 7 8
Для модельного производства тяжелый ФМ 810X900 8 5
Карусельный одвошпиндель- ный Ф1К 0 1000 14
Карусельный двухшпиндель- ный средний Ф2К 0 2000 10 5
Карусельный одношпиндель- пый W125 Унсруд 0 1800 6
Вертикальный копировальный KO-F фнохома 750X 750 3 2
ВФК-1 Днепро- петровский станкострои- тельный 700Х 760
346 Дефайнс 1000Х 1000 4.5
468
ШИПОРЕЗНЫЕ СТАНКИ
Таблица 167
Ко нструктнвные особенности Модель Завод- нзготовитель или фирма Характеризующий параметр Категория сложности ремонта
Наимено- вание Раз- мер в мм « ° s и и о S яг t? электро- техниче- ской части
Односторонний с гидравличе- ской подачей ШО15Г-5 Московский деревообра- батывающих станков и автоматиче- ских линий Длина шипа 1500 9 9
ШО15Г
Шестипшин- дельный од- носторонний рамный с ручной подачей ШО6 Длина хода 2000 17
Четырехшпин- дельпый од- носторонний рамн ый .с. _ механизиро- ванной пода- чей каретки Ш015А
каретки 1900 9
Четырехшпин- дельный од- носторонний рамный с конвейерной подачей ШО15А-1
Шестишпин- дельный 55* И. Амери- кен Ширина заготовки - 7 7
Двусторонний рамный 8- шпиидельный 1ДД10 Московский деревооб- рабатываю- щих стан- ков и ав- томатиче- ских линий Длина заготовки 2000 9 22
Двусторонний рамный ШД10-3
10
ШД15-2
ШД15-3 2800
469
Продолжение табл 167
Конструкт нвные особенности Модель Завод- изготовитель или фирма Характеризующий параметр Категория сложности ремонта
Наимено- вание Раз- мер В ЛИ 5 «я 5g® * <-> о 5 о * о-Е Ь я W Я Р о X О V
Двусторонний 12-шпиндель- ный ШД12 МОСКОВСКИЙ деревооб- раба, ываю- щих стан- ков и ав- томатиче- ских линий Длина заготовки 2800 12 22
Двусторонний 8-шпиндель- ный ШД15 10
Ящичный ОДБОСТОрОН- НИЙ для пря- мого шипа ШП-1 * 1500 1 3
ШПА-40 * 7 5
Ящичный двусторон- ний для пря- мого шипа Ш2ПА 1250 9
Ш2ПА-2 8
Для полу- потайного ящичного типа «ласточ- кин хвост» Ш.ПХ * Ширина заготовки 620 6 6
ШЛХ-2 * 650
СВЕРЛИЛЬНЫЕ И ДОЛБЕЖНЫЕ СТАНКИ
Таблица 168
Конструктивные особенности Модель Завод- изготовитель или фирма Характе- ризующий параметр Категория СЛОЖНОСТИ ремонта
’os я о о а »-т В М С® 1- 01 X о о
Одношп ин дель- ный сверлилыю- пазовальный с механической подачей СвА Днепропетров- ский станко- строительный 0 сверла 4 3.5
470
Продолжение табл. 168
Конструктив н ые особенности Модель Занод- изготовитель или фирма Характери- зующий параметр » мм Категории сложности ремонта
S S м f- sS § О Ф а» Ь S S 2* Й® Ф О О Ч Ф g я
8-шпиндельный сверлильно- присадочный с механической подачей Св8 Днепропетров- ский станко- строительный 0 сверла 16 5 3,5
12-шпиндельный сверлильно-приса- дочный с меха- нической оодачей Св12 7
Сверлильно- пазовальпый с гидравличе- ской подачей СП-1 Каменец- Подольский Ширина паза 12 3
Сверлильно- пазовальный с мёханичёской _ подачей СВП Днепропетров- ский станко- строительный Ширина паза 16 - 2
Сверлил ьио-яазо- вальный с ручной подачей- МсВП Каменец- Подольский 0 сверла 40
Сверлил ыю-пазо- вальный с автопо- дачей СВПА Днепропетров- ский станко- строительный Ширина паза 16 4 4,5
Сверлил ыю-пазо- вальный СВПА-2 Каменец- Подольский 4
Цепно-долбеж- ный с гидравличе- ской подачей ДЦА Днепропетров- ский станко- строительный Ширина паза 6-25 5 6
ДЦА-2 4,5
Для высверлива- ния и заделки суч- ков СвСв 0 сверла 36 2,5
Цепно-долбеж- ный нкгм Элефельдер Размер долота 6—40 6
471
Таблица 169
токарные и круглопалочные станки
Кон с тру ктнвные особенмости Модель Завод- изготовитель пли фирма Характе- ризующий параметр в мм Категория сложности ремонта
«g? члектро- техниче- ской части
С выемкой в ста- нине ТВ-200 Нальчикский станкострои- тельный Высота центров 200 3 2
ТВ-63 Размер заготовки 634 150 4 3,5
С ручным пере- мещением суппорта МК23 № 1 Бауман и Фальк Высота центров 230 3 2
МК23 № 3 Высота центров 260 4
SG-1 Бетхер и Гесснер Высота центров 280
С выемкой в ста- нине ТВ-300 Нальчикский станкострои- тельный Размер заготовки 63 X 160 3,5
С ручным пере- мещением суппорта МК35 № 3 Бауман и Фальк Высота центров 350 5 2
QB-0 Шмальц Высота центров 450 6 3
РО4 Кирхнер Высота центров 500 5
443 Фай и Иган Высота центров 750 7
24-D Оливер Высога центров 760 6
Кр углова лочн ый для цилиндриче- ских палок ।m КПА-50 к* Нальчикский станкострои- тельный 0 палки 60 5 25
КПА-20 0 палки 20 4
Круглолалочпый КН-55 Кнохома 0 палки 15—55 5 3
472
ШЛИФОВАЛЬНЫЕ СТАНКИ
Таблиц» 170
Конструктивные особенности Модель Завод- изготовитель или фирма Характеризующий параметр Категория сложности ремонта
Наимено- вание Раз- мер В MJH Jos 5 s f- £> а> « 2d I* ь а> X О <>
Ленточный со свободной лен- той ШлСЛ юо 1 2
ШлСЛ-2
Ленточный для плоского шлифования с неподвижным столом,горизон- тальной лентой ШлНС 350 2,5
ШлНС-2
Ленточный для плоского шлифования с ПОДВИЖНЫМ ЧТО-- лом, ручным пе- ремещением сто- ла и утюжка 2
ШлПС-2 «Красный металлист», г. Став- рополь Ширина шлифо- вальной ленты 150
Ленточный для плоского шлифования с пневмогидрав- лическим пере- мещением стола и эластичным утюжком для од- новременного шлифования щита по всей длине ШлПС-4 160 3 3
Ленточный для плоского шлифования с подвижным сто- лом, с механи- зированным пе- ремещением сто- ла и утюжка ШлПС-6 (ШлПС-2М) 2 2.5
473
Продолжение табл. 170
Конструктивные особенности Модель Заиод- изготонитель или фирма X арактер изующи й параметр Категория сложности ремонта
Наимено- вание Раз- мер » мм «=к 5®* * и о SSg hS н * ЯК ь 2 и о о Ч ь S г?
Трехцилинд- ровый с гусенич- ной подачей ШлЗЦ-З «Красный металлист», г Ставро- поль Длина цилиндра 1250 10 11
Трехцилинд- ровый с валь- цовой подачей ШлЗЦВ-З 1750 12
Трехцилинд- ровый с гусе- ничной подачей ШлЗЦ-19 21
Трехцилинд- ровый с валь- цовой подачей DWS-18 Мих ома 180 11 16
Комбиниро- -ванный .(дкск-- бобина) Шл-ДБ «Красный металлист», г. Став- рополь Диаметр шлифо- вального диска _ 750 2 4
Шл-ДБ-2 3 5
Шл-ДБ-3
Двухщеточ- ный для брусков фасонного сече- ния Шл-ПФ-2 Длина обраба- тываемой детали 2000
ПОЛИРОВАЛЬНЫЕ СТАНКИ
Таблица 171
Конструктива ые особенности Модель Завод- изготовитель нли фирма Размер обрабаты- ваемой детали в мм Категория сложности ремонта
5 s® о я * и О S S “ - я Ж « f-
Плоскополироваль- ный для щитовых де- талей с механизиро- ванным перемещением - стола и тампона ПП-3 Боровичский механический 1300x2000 5 6,5
ППА-2 300X1800 4
ППА-3 600Х 1800 6
474
ЗАТОЧНЫЕ СТАНКИ И ОБОРУДОВАНИЕ ПО УХОДУ
ЗА ИНСТРУМЕНТОМ
Таблица 172
Конструктивные особенности Модель Завод- изготовнтель или фирма Характеризующий параметр Категория сложности ремонта
Наимено- вание Раз- мер В /1/4 ге ° Е о у Ж W 3 ь к К ь, а> х Q у Ч о И «о т н «4 Р1
Полуавтомат для заточки рамных, круг- лых и ленточ- ных пил ТчП Кировский станко- строитель- ный Диаметр пилы 200— 1200 2 1.5
Универсаль- ный заточной для рамных, круглых и лен- точных пил ТчПА Московский деревообра- батываю- щих стан- ков й ав-— томати- ческих линий 5 6 4
Пилоточиль- ный для заточки дисковых и рам- НЫХ ПИЛ ТчПЛ-2 3
Универсаль- ный заточной для рамных, круглых и лен- точнопильных рам ТчПА-З 200— 1000
Полуавтомат для заточки рамных пил ТчПР Кировский станко- строи- тельный 1100- 1950 8
Для заточки пил и ножей ТчПН Московский деревообра- батываю- щих стан- ков и ав- томати- ческих линий Наиболь- ший диа- метр кру- глых лил 1200 4 2
ТчПН-2
ТчПН-3
Универсаль- ный заточной для рамных, круглых, лен- точных пил и ножей ТчПН-4
475
Продолжение табл. 172
Конструктивные особенности Модель Завод- изготовитель или фирма Характеризующий параметр Категория сложности ремонта
Наимено- вание Раз- мер в мл 5® « S® Заз S S3* 9 6 « t- И S * Я*= t- Ф М О о
Ножеточиль- ный полуав- томат ТчНбО Наиболь- шая длина ножа 600 4 2,5
ТчН-2 660 2
Ножеточиль- ный станок ТчН6-2 5
ТчН6-3 1200 5
ТчН-12
Заточной для плоских ножей с прямолиней- ной режущей кромкой ТчН18-3 1800 6
Ножеточиль- ный станок ТчН12-2 1220 5
ТчН12-3 1300
г JM-iQQ- 1000- 4
Пилоштамп с ножницами ПШН Кировский станко- строи- тельный Диаметр пилы '1500
Вальцовка для пил ПВ-2 Наиболь- шая ши- рина пилы 150 2 2
ПВ-5 180 3
Полуавтомат для плющения зубьев рамных пил с нагревом т. в. ч. пг Ширина пилы до 18 6 2,5
Полуавтомат для холодного плющения зубь- ев рамных и лен- точных пил в хо- лодном состоя- нии ПХ-2 до 30 3
Полуавтомат пилоточильный - Диаметр пилы 1200 5 4
Автомат ноже- точ ильный Ширина пилы 50 4 2
476
КОМБИНИРОВАННЫЕ И УНИВЕРСАЛЬНЫЕ СТАНКИ
Таблица 173
Наименование станка Модель Завод- иэготовител ь Ширина стро- гания в пм Категория сложности ремонта
механи- ческой части * ® JU X о о
Комбин ированный К - - 4 3
Универсально-ком- бин ированный УС-2М Кропоткинский
Ул иверсальн ый - УН - — 3 2
Универсально-ком- бинированный уде Вологодский станкострои- тельный 285
УДС-2 Мелитопол ьский ремонтный 600 4
Универсалыю-ком- бинированный УНД Дугнинский механический - 3
УНД-2
4
477
ОКОЛОРАМНОЕ И ОКОЛОСТАНОЧНОЕ ОБОРУДОВАНИЕ
Таблица 174
Наименование оборудования Модель Завод-изготови- тель или фирме Характеризующий параметр Категория сложности ремонта
Наимено- вание Раз мер в мм Ils В о 0
Транспортер ценной поперечный для сорти- ровочной площадки тпс-з «Северный коммунар» Длина транс- портера 600 3 2.5
Установка для досок (механизированная) ПСП-36 Количество подстоп- ных мест 360 5
Бревнотаска берего- вая Б22-3 Диаметр бревен 1000 4 3,5
БА-3 650 2,5
БА-4 1000
Сбрасыватель бре- вен Сбр 4-2 760 2 1,5
Сбр 5 900 2,5
Брусоперекладчик механический ПРД2-2 Наиболь- шая тол- щинабруса 300 1,5
ПРДЗ-2 600
Транспортер попе- речнын цепной ПРД36-48 Длина транс- портера 8000 1
ПРД36-55 5000
Тележка впереди- рампая гидрофициро- ванная ПРТ8-2 Развод клещей 750 4 3
ПРТ8-2М
ПРТ9-2 ПРТ9-2М 1100
3,5
Рольганг за лесо- пильной рамой 1-го ряда ПРД21-1 Длина роликов 1650 2
ПРД1-5 4
ПР Д 30-1 2300 2
Рольганг перед ле- солильной рамой 2-го ряда ПРД24 Развод клещей 750 1,5
ПРД34 400
Рольганг за лесо- пильной рамой 2-го ряда ПРД25-1 Длина роликов 1000 • 1
ПРД5-3 । 1200 3
ПРД35-1 2000 2
Рольганг навесной ПРД8-4 600 1
ПРД8-3
ПРД9-3 450
ПРД-4
478
КУЗНЕЧНО ПРЕССОВОЕ ОБОРУДОВАНИЕ (табл. 175-187)
МЕХАНИЧЕСКИЕ ПРЕССЫ
Таблица 175
Конструктивные особениоср-и Завод-изготовитель или фирма Модель h Л ч в £[ Категории сложности ремонте
i В а> к О о К а> » «
Однокривошип- ныи открытый простого дей- ствия Мех ан ический, г. Курск К2108 0,63 4 1,5
К2112 1,6
К100 2,5 2
КЮОА
K2I16 4
К2118 -6,3- 2,5
Им. 8 лет Октября, -г.- С-е-рпухев К230А
К230Е
Механический, г. Курск К2318
ВКПО, г. Тюмень К2320 10
«Вперед»,» г. Таганрог К231 3
Механический, г. И.-Сарана; им. братьев Красновых, г. Сальск КА231А
К231А
КА231
Им. 8 лет Октября, г. Славгород К232 16 5
ВКПО, г. Тюмень К232А 1,5
Им. XVI партсъезда, г. Одесса К232Б 3
479
Продолжение табл. 175
Конструктивные особенности За вод- из готов итель или фирма Модель gs л ч я Я й s 3 я § Категория сложности ремонта
§ о я X о о Я а- ИЯ« Р Ч Й Я cs m <- О ST
Однокривошип- и ый открытый простого дец- ВКПО, г. Тюмень К2322 16 6 3
КА232 5
Им. XVI партсъезда, г. Одесса К242А
Механический, г. Пярну ПЭ-16
К2122
Ку знечн о-п рессового оборудования. г. Сальск К233А
Им. Кирова, г. Стрый КБ 1424 4
Кузнечно-прессового оборудования, К2324
ствия г. Ленинакан 25 6
Им. Кирова, г. Стрый КПЗ 3
Тяжелого кузнечно- прессового оборудо- вания, г. Рязань К233 4.5
Кузнечпо-прессовбго оборудования г. Ленинакан; им. Кирова, г. Стрый КА213 5
Им. Кирова, г. Стрый К2124 4
Кузнечно-прессового оборудования, г. Таганрог кзоп кзо 30 3,5
Механических прес- сов, г. Кувандык К2126 К2126А К1426 40 7 4
Кузнечно-прессового оборудования, г. Таганрог К124 А XI24 Б 6 3
480
Продолжение табл. 175
Конструктивные особен мости Завод-изготовитель или фирма Модель Номинальное усилие в тс Категория сложности ремонта
и° £ X S о ag К КС5 ® О’ X О о 1Т1 но
Однокривошип- ный открытый простого дей- -СТВ-ИЯ Механический, г. H-Сарана; им. братьев Красновых, г. Сальск К234 40 5 3
К234А 6
КА234
Механических прес- сов, г. Кувандык К2326 3,5
Механических прес- сов, г. Барнаул Эр-50 50
Кузнечно-прессового оборудования, г. Таганрог; «Коммунар», К115 3
КН5А
КИбБ
Кузнечно-прессового оборудования, г. Таганрог КП6 63 3,5
КП6А
К116Б
КП6Г
— К2328 8 4,5
К1428
Им. Калинина, г. Воронеж КБ245
Кузнечно-прессового оборудования, г. Таганрог К223
КА235 7 3,5
Им. Калинина, г. Воронеж КВ235 8 4,5
16 Заказ 1283
481
Продолжение табл. 175
Коястру ктив ные особен мости Завод-изготовитель или фирма Модель Ч а h й Категория сложности ремонта
Ьз Q. У Ь S в; К I- <u X О JJ
Однокривошип- ный открытый простого дей- ствия Кузн ечно-прессового обор удован ия, г. Таганрог К126 63 7 3.5
К126А
Механических прессов, г. Барнаул КИ7А 100
КП7Д
К117Е
К1430 10 5
К2230
К217 9
К1430А 10
К2130А
КА2330
Им. Калинина, г. Воронеж К2130 5.5
К2232 160 12
К1432
Однокривошип- иый закрытый простого дей- ствия Механических прессов, г. Барнаул К262 150 13 4
КА262 160 14 4.5
К262Б
КБ262
К272
КА264 250 16 6,5
К273Б
К2534 18
Тяжелых Mi а* и- ческих прессов, г. Воронеж К274 315 7
К274А 19
Им. Калинина, г. Воронеж К265 6
482
Продолжение табл. 175
Констру ктив ные особенности За вод-изготовитель или фирма Модель s t г;® Ss ££ Категория СЛОЖНОСТИ ремонта
«с S к ! я ° & ?S S * ДЖ Ь X О V г ho”
Однокривошип- ный закрытый простого дей- ствия Механических прес- сов, г. Барнаул К275с 400 20 8
Тяжелых механи- ческих прессов, г. Воронеж К2536
К2538 630 22 9,5
К2542 1600 36 16
Кузнечно-прессового оборудован!) я, г. Таганрог К400 6.3 8 2
Им. 8 лет Октября, г. Серпухов К401 30 9 3,5
Однокривошип- ный закрытый двойного дей- ствия Механических прес- сов, г. Барнаул К470 40 5,5
К460 63 10
Им. XVI партсъезда, г. Одесса К460Б 4,5
Механических прес- сов, г. Барнаул К471 100 12
К471А 5
К471Б 4
Тяжелых механи- ческих прессов, г. Воронеж К5530 13 6
К474 250 19 10
К475А 315 20 10,5
К553Б 13
Тяжелых механиче- ских прессов, г. Воронеж К476 400 21
К5536 10
К478 630 24 16
К5538
К479 800 26 18
16*
483
Продолжение табл. 175
Конструктивные особенности Завод-изготовитель или фирма Модель Е £ л 45 П Sg s 5 s § Категория сложности ремонта
« ё V К " “ 2-S gSSS
Двух кривошип- ный открытый простого дей- ствия Им. Калинина, г. Воронеж К372 160 14 4,5
К372А
К372Б 19 10
К372Г 21 8,5
К3732
К374А 250 10,5
К374Б К374В ‘
К366А 400 24 10
Двухкривошип - ный закрытый простого дей- ствия К3537 500 29 11,5
К365А 30
К3539 _ 800 34 13
К367 28 _ 7
К367Б 34 11.5
Тяжелых механи- ческих прессов, г. Воронеж К378А 1000 37 16
К3545В 3150 70 22
К664 500 48 20,5
Четырех кр иво- шиппый закры- тый простого действия КА664 20
К665 800 52 25
К669 1600 62
К650 2000 69 28,5
Чеканочный кривошипно- коленный Механических чрес- сов, г. Барнаул К8432 100 15 3,5
К843Л 250 19 4
. К844Б 400 21 4,5
К845А 630 24
К846Б 800 27 7
К846В
К847 1000 29
К849А 2000 43 7,5
К849с 9
К8444 2500 49 12 '
484
Продолжение табл. 175
Конспективные особенности Завод-изготов итель или фирма Модель Л Ч и Е>. Категории сложности ремонта
® О S ф ° ° и £« Р 01 М О О Ч о g g
Кривошипный ковочно-штам- повочный для горячей объем- ной штамповки Тяжелых механи- ' чсскнк прессов, г. Воронеж К862 630 24 6
К8538 8
К854О 1000 28 9,5
K8S40A
КА864 1600 36
К8542 15
К865с 2000 43 18
К866с 50
“2500”
К8544 49
Ново- Кра маторский машиностроительный ПККШ4000 4000 71 24
Обрезной кривошипный закрытый Тяжелого станко- строения, г. Коломна К806 4000 71 15
Механических прес- сов, г. Барнаул К9532 160 15 8,5
Тяжелых механи- ческих прессов, г. Воронеж К983 250 19 10
КА9534
К9534 315 20
485
Продолжение табл. 175
Конструктивные особенности За вод- изготовитель или фирма Модель р Ч И « . г» И Категория сложности ремонта
Sos S S? t- к 5. X О С Ч <v К К Я' но Г
Им. Калинина, г. Воронеж К984 315 20 7
К985 400 21 11,5
К985с 10,5
Обрезной кривошипный закрытый К9536 12
К9538 630 24 13,5
К987 12
Тяжелых механи- ческих прессов, г. Воронеж К9540 1000 20 18
К969с 15
К9542 1600 38 17
К960 2500 49 20
Винтовой фрикционный двухдисковый Им. Калинина, г. Чимкент Ф122 63 10 3,5
ФА 122
Ф1228
Ф123 100 4
ФА 123
Ф1230
Ф12 160
ФА124 11
ФА1232
ФА125 180 12
ФА 127 250 13
5
Ф1234
Ф127 300 6
Ф128 400 15
Ф1238 630 18 7,5
486
ПРЕССЫ ГИДРАВЛИЧЕСКИЕ, УНИВЕРСАЛЬНЫЕ,
ПРАВИЛЬНЫЕ И ШТАМПОВОЧНЫЕ
Таблица 175
Конструктивные особенности За вод- изготов «Тель или фирма Модель S S«> К » о = Х>. Категория сложности ремонта
® о В g У t- Ж Я ” 6 j X ай н о> X О и g ш X я
Для прессования изделий из пласт- масс «Гидропресс», — г. Оренбург - ДА2420 10 8 3
П462 25 9 5,5
П480А 4,5
П481А 40 4
П472А 63 11 — 9 4,5
П472Б
П483
П452 8 3
П6452
_П525 11
П454 100 12 5.5
ПА454
П454А
ПБ474
П474А 5
ПБ474
ПВ474 6
П476 160 13
ПД476 5.5
Им. 8 лет Октябри, г. Серпухов ПА457 200 14 6,5
Д2434А 250
ПБ458 315 17
П479 400 20 6
П459 630 24 7
Прессов, г. Одесса Д2238 630 24 7
487
Продолжение табл. 176
Констру ктив пые особен кости Завод-изготовитель или фирма Модель h ii Категория сложности ремонта
i*= ®gg * о о S * " О О ав- ь а к а а« н о> к о о <ч ь о а
Правильные «Г идропресс», г. Оренбург П412 10 10 2
Мех а пическ ий, г. Тамбов П413 25 2,5
ПА413
П414 40 11
ПА414
ПА415 63 3
П452А 3,5
«Г идропресс», г. Оренбург П418 160 13 4
МОЛОТЫ ПНЕВМАТИЧЕСКИЕ КОВОЧНЫЕ
Таблица 177
Завод-иаготовитель или фирма Модель Ном и- нальпый вес па- дающих частей в кг Категория слож- ности ремонта
механи- ческой части электро- техниче- ской части
Белогорский механический ПМ50 М410 50 5 3
Кузнечно-прессового оборудо- вания г. Н.-Сарана М411 75
MA4I1 3,5
М4129 80 6
Им. Калинина, г. Воронеж М412 150 7 4
Им. Калинина, г. Воронеж; им. Куйбышева, г. Хмельницкий МБ412 8
Им. Калинина, г. Воронеж МВ412 7
Им. Куйбышева, г. Хмельниц- кий М413 250 10 4,5
488
Продолжение табл. 177
Завод-изготовитель или фирма Модель Номи- нал ьный вес па- дающих частей в кг Категория слож- ности ремонта
механи- ческой части электро- техниче- ской чзсти
Им. Калинина, г. Воронеж М415 400 13 5,5
М415А
7И417 750 20 7
М418 1000 25 9
М132 14 -
М132А
Ml 340
М133 2000 18
М133А
Ml 343
М134 3000 22
М1345 3150 26
М156А
М156Б 25
М1545
Ml 36 5000 30
МА136
М1547
МОЛОТЫ ПАРОВОЗДУШНЫЕ ШТАМПОВОЧНЫЕ
Таблица 178
Завод-изготовитель или фирма Модель Номи- нальный вес па- дающих частей в кг Категория слож- ности ремонта
механи- ческой части электро- техниче- ской части
Им. Калинина, г. Воронеж М210 630 16
М2 И 1000 17
М212 2000 21
М213 3150 25
Старо-Краматорский им. С- Орд- жоникидзе 17КП 5000 33
18КП 10 000 53
489
МОЛОТЫ ПАРОВОЗДУШНЫЕ ЛИСТОШТАМПОВОЧНЫЕ
Таблица 179
Завод-изготовитель или фирма Модель Номи- нальный вес па- дающих частей в кг Категория сложности ремонта
механи- ческой части электро- техниче- ской части
Им Калинина, г. Воронеж МЛ-0,8 1440 12
МЛ-1,5 2950 16
МЛ-3 5620 23
МЛ-5 14 320 65
ГОРИЗОНТАЛЬНО-КОВОЧНЫЕ МАШИНЫ
Таблица 180
Завод-изготовитель или фирма Модель Номи- налы ое усилие в Г Категория слож- ности ремонта
механи- ческой части электро- техниче- ской _части.
Прессов-автоматов им- Калинина, г. Чимкент Bill 160 24 4
В112 250 26 5
Кузнечно-прессового оборудова н и я, г. Азов ВИЗА 400 30 5,5
Прессов-автоматов им- Калинина, г. Чимкент ВИЗ 500 6,5
Кузнечно-прессового оборудования, г. Азов Bin 630 34 8,5
Ново-Краматорский машинострои- тельный ГКМ800 800 38 10
Тяжелого кузнечно-прессового обо- рудования, г. Рязань В115 15
В! 139 15,5
•1141 1250 48 18,5
Но во-Кра маторс кий маш инострои- тельный Г КМ 1250
20
ГКМ2000 2000 63 24
ГКМ3150 3150 88 28
490
ножницы КРИВОШИПНЫЕ ЛИСТОВЫЕ
С НАКЛОННЫМ НОЖОМ (гильотинные)
Таблица 181
Зеьод-взготовитель или фирма Модель Номи- нальная толщина разре- заемого листа в мм Категория слож- ности ремонта
механи- ческой части электро- техниче- ской части
Кузнечно-прессового оборудо- вания, г. Таганрог Н420 0,6 5 3
нззю 1
нззп 1,25
Н421 1,5 6
H33I2 1,6
Н472
Н3314 2,5
Кузнечно-прессового оборудо- вания, г. Ленинакан Н3314А
Кузнечно-прессового оборудо- вания, г. Таганрог Н473
Электромонтажных изделий, г. Харьков нгз 3
Кузнечио-прессового оборудо- вания, г. Таганрог Н461
Н462 4 7
Машиностроительный, г. Львов НБ474 3.5
Кузнечно-прессового оборудо- вания, г. Таганрог НВ474
Машиностроительный, г. Львов Н475 6,3 8 4
Механический, г. Н.-Сарана НА475
Н3218
Кузнечно-прессового обо рудо - вания. г. Азов НБ477 12,5 14 5
Кузнечно-прессового оборудо- вания, г. Таганрог Н477
Кузнечно-прессовых а втоматов, г. Чимкент Н3112
Кузнечио-прессового оборудо- вания, г. Азов; механический, г. Н.-Сарана Н478А 16 16 6
Кузнечио-прессового оборудо- вания, г. Азов НБ478
H48IA 20 18 8
Н482 25 20 9
491
Таблица 182
АВТОМАТЫ ХОЛОДНОВЫСАДОЧНЫЕ
Конструктивные особенности Завод-изготовитель нли фирма Модель Наибольший диаметр стержня изделия в мм (для шариковых — наи- больший диаметр шарика) Категория сложности ремонта
«я Й * й к S х Ш ь
Легкие и средние
Двухударный с цельной матрицей — МВ к-01 2,6 7 2
Одноударвый с цельной матрицей Им. XVI парт- съезда, г. Одесса АПО 3 3
Двухударный с цельной матрицей Им. 8 лет Ок- тября, г. Серпухов А120 9 2,5
Им. XVI парт- съезда, г. Одесса АА120 4 10 —
52ВА 5 11 3
Трехударный с цельной матрицей 53ВА 13 -
Двухударный с цельной матрицей «Красная Этна», г. Горький 2ХВА-5 11 —
Им. XVI парт* съезда, г. Одесса А121 6 15 3,5
Двухударный с разъемной матрицей Им. 8 лет Октя- бря, г. Серпухов А16! 4
Одноударный с цельной матрицей Им. XVI парт- съезда, г. Одесса АН! 3,5
Многопози цион н ый комбайн А101 21
Для штамповки шариков А141 6,3 7
Двухудариый с разъемной матрицей А169 8 20 —
492
Продолжение табл. 182
Конструктивные особенности Завод- изготовитель или фирма Модель Наибольший диаметр стержня изделия в мя : (для шариковых — наи- больший диаметр шарика) Категория сложности ремонта
о g “ н о ш Ж В- я К к ft» ь Н L> O.f к « ч g
Двухударный с цельной матрицей — 82ВА 8 15 4
Многопозиционный комбайн Им. XVI парт-i съезда, г. Одесса А102 24 4,5
Для штамповки шариков Им. XVI парт- съезда, г. Одесса, I-й ГПЗ, г. Москва А142 8 8 4
Двухударный с ^разъемной матрицей Им. XVI парт- съезда, г. Одесса А162 10 23
«Красная Этна», г. Горький 2П0М-Ю 21
Для штамповки шариков Им. XVI парт- съезда, г. Одесса А142А 10
А143
1-й ГПЗ, г. Мо- сква ДР-5П1М 16 15 —
Для штамповки роликов ДР-5РМ 13 13 —
Одноуда р ный с цельной матрицей Кизерлинг ”Л„" 5 11 -
Для штамповки шариков VKF 7
Двухударвый с цельной матрицей Ватербюри 9,5 17
Двухудариый с разъемной матрицей Манвиль 22
Для штамповки шариков VKF 12 13 5,5
Гринвуд—Батлей № 4 16 15 6
493
Продолжение табл. 182
Конструктивные особенности Завод-изготовитель или фирма Модель Наибольший диаметр стержня изделия в ял (для шариковых — наи- больший диаметр шарика) Категория сложности ремонта
«S S I «» х 5 ф « Е =г электротехниче- ской части
Крупные, тяжелые, особо тяжелые, уникальные
Холодновысадоч- ный двухударный с цельной матрицей Прессов-автома- тов им. Калинина, г. Чимкент А123 А123Б 12 23 5,5
Дли изготовления шестигранных гаек Ейский А411 18
Двух ударный с разъемной матрицей — 122ВА 12 26 4,5
Прессов-a втома- тов им. Калинина, г. Чимкент А163 5,5
А163Б —
Многопозиционный комбайн Одноударный с цельной матрицей Двухударный с цельной матрицей А103 34 11,5
А113 20
«Красная Этна», г. Горький 1ХВ12 18 3
132ВА 13 24 —
494
Продолжение табл 182
Конструктивные особенности Завод-нзготовнтель или фирма Модель Наибольший диаметр стержня изделия и мм (для шариковых—наиболь- ший диаметр шарика) Категория сложности ремонта
го F X о я я х я <и ь •- о о. га к «а <11 о ч к го о
Двухударный с разъемной матрицей Прессов-автома- тов им. Калинина, г. Чимкент А124 16 27 6,5
АА124 31 6
А164
АА164 7,5
Для изготовления шестигранных гаек Ейский АН 2 19 23
Двухударный с разъемной матрицей Горьковский фре- зерных станков Al 66 25 51 10
Для штамповки шариков Прессов-автома- тов им. Калинина, г. Чимкент А148А 21 —
А148 28 29 6,5
Двухударный с цельной матрицей Ватербюри "4" 12,5 23 4.5
Двухударный с разъемной матрицей Манвиль 28
Трех ударный с разъемной! матрицей Ватербюри 16 37 6
Для штамповки шариков VKF КР5 25 25 7
49В
ЛИТЕЙНОЕ ОБОРУДОВАНИЕ (табл. 183—202)
Смесеприготовительное оборудование (табл. 183—185)
БЕГУНЫ
Таблица 183
Конструктивные особенности Модель Завод-изготов итель или фирма Диаметр катка и диаметр чаши в мм Категория сложности ремонта
“"о к «2 £ а> tv w S tr Р* Ё £ Ч Й s: « <т> н v V
ЗМ-2 «Красная Пресня», г. Москва 755X1820 7 3,0
111 «Красная Пресня», г. Москвй; Волковысский литейно-механиче- ский, БССР 750Х 1800
IAII Волковысский литейно-механи- ческий, БССР 700Х1600
Смешивающие с вертикалыю- вращающимися катками ЗМ-З «Красная Пресня», г. Москва 900Х 2405
112 «Красная Пресня», г. Москва; Волковысский литей но-механи - чески й, БССР 900X 2400 11 5,0
1А12 Машиностроитель- ный им. Кирова, г. Тирасполь; Волковысский литейно-механи- ческий, БССР
2 Симпсон 755X1850 7 3.5
3 900Х 2405 11 5,0
зсм «Станколит», г. Москва 900X 2500 13 6,0
С-367 Горьковский автозавод 900X 2790 15 7,5
496
Продолжение табл. 183
Констру ктивные особенности Модель Завод- изготовитель или фирма Диаметр катка и диаметр чаши в мм Категория сложности ремонта
® OS Sgt cLg S Р <и X о о Ч О) * га л е га г
Смешивающие с вертикально- вращающимися катками 114 «Стан колит», г. Москва; Волковысский литейно-мехаии- ческий, БССР 900—2800 13 7,5
9 Симпсон 912Х 2435 6,0
Размалыва- ющие с вра- щающейся чашей 118 Машиностроитель- им. Кирова, г, Тирасполь 800Х1700 7 3.5
1А118 850X1700
Центробежные с горизон- тально-вра- щающимися катками 113 Амурлитмаш, г. Комсомольск- на-Амуре 450X1250 8 5
1А14 515X1500 13 9,0
115 «Красная Пресня», г. Москва 810Х 1925 17 13,0
115М 19
116 Амурлитмаш, г. Комсомольск- на-Амуре 830X 2300 23 14,5
I16M 24 17,0
Спид- мюллер № 70 Бардслей энд Пайпер 810X1925 17 13,0
497
Таблица 184
РАЗРЫХЛИТЕЛИ И СИТА
Тип установки Завод-изготовитель или фирма Модель Производитель- ность в «’/« Категории сложности ремонта
я с s X й о <u <U я S tr S' Bi . o k О t 4 <y К « <* i- t) ?
Раз- рыхли- тель Передвижной ленточный «Красная Пресня», г. Москва 121 8 2,0
«Пролета рек и й молот», г. Борисов ЗМ-10 2
126 10 3 2,0
Грауэ ВК-210 4
Лопастной (аэратор) Литейно-механи- ческий, г. Грозный 132 40 • 3.0
1А32
Волковысский литей но-мехаи и- ческий, БССР ЗМ-6
Дисковый ТДё- зинтегратор) «Пролетарский молот», г. Борисов 141 5 3 2.5
«Красная Пресня», г. Москва ЗМ-8
Сито Передвижное Литей но-меха ни- ческий, г. Грозный 171 3 4 2
Вибрационное подвесное «Красная Пресня», г. Москва ЗМ-18
172 2
Барабанное полигональное Амурлитмаш, г. Комсомольск- на-Амуре; Литейно-механи- ческий. г. Грозный 174 10 4 2,5
175 20 3.5
176 40 6
178 80 7 4,0
«Стан колит», г. Москва 3-17288 40
Плоское инерционное стационарное СМ-50 30 4 2,5
Плоское инерционное подвесное СИ-19 27
498
МАШИНЫ ДЛЯ РЕГЕНЕРАЦИИ ФОРМОВОЧНЫХ
И СТЕРЖНЕВЫХ СМЕСЕЙ *
Таблица 185
Тип машины Модель Завод- изготовитель или фирма Про из во- натель- ное г ь 8 щ/ч Категории слож- ности ремонта
механи- ческой части ЭЛЕКТрО- гехяиче- сиой части
Сепаратор элек- трокоронвый ба- рабанный 181 «Красная Пресня», г. Москва I 6 —
Сепаратор элек- трокоронный ка- мерный 180 2,5
187М 5 4,5
189М 10 7,5
ФОРМОВОЧНОЕ ОБОРУДОВАНИЕ (табл. 186—189)
ФОРМОВОЧНЫЕ МАШИНЫ
Таблица 186
Тип-машвны Завод- изготовитель или фирма Модель Диаметр цилиндров в чн категория сложности ре- монта механи- ческой части
встряхй- I вающег^о |
I. Прессовая «Красная Пресня», г. Москва 222 — 380 3
ПФ-3 525 4
ПФ-4 650 6
ПФ-5 1000 8
Лансберг Лансберг 525 4
11. Внбропрес- совая «Красная Пресня», г. Москва; Литейного обору- дования, г. Усмань 226 85 380 5
91226Б 7
Московский завод дорожных машин ВП 1 125 200 3
С поворотно- вытяжным -устройством и от- катной тележкой Осборн 405-0У 305 - 11
406-7 330 13
Харьковский тракторный ВПФ-1,5 — 14
ВПФ-2,5 880 16
499
Продолжение табл. 186
Тип машины Завод-изготовитель нли фирма Модель Диаметр цилиндров в мм Категория сложности ре- монта механи- ческой части
= £ х е с 3 si ® £ о-о с а
«Красная Пресня», г. Москва ВФ-20 150 8
ВФ-13 190 10
ВФ-12 330 13
231 150 8
«Красная Пресня», г. Москва; Литмаш, г. Павлоград 232 190 10
233 330 14
Балтийский завод, г. Ленинград 233М
«Красная Пресня», г. Москва; Снблит- 234 380 17
234А
234М 420 18
С перекидным столом маш, т. Новосибирск 235 550 28
236 900 41
Тяжелого машине- строения, г. Электросталь ФМ-5 600 31
ФМ-17 1100 52
Герман 750 150 8
1500 190 К)
3000 330 14
6000 380 17
10000 550 28
20000 900 41
Народное предприя- тие Дессау. ГДР 3000 — 14
6000 310 17
10000 412 28
Автоматическая «Амурлитмаш», г. Комсомольск- иа-Амуре 91265 250 630 14
«Красная Пресня», г. Москва 96264 200 380 27
’94268 220 420 1 19
5Q0
Продолжение табл 183
Тип машины Завод-изготовитель или фирма Модель Диаметр цилиндров в мм Кагегирия сложности ре- монта механи- ческой части
й £ И а> 1! 6 С1 era
III. Встряхива- ющая с допрес- совкой: для безопочной формовки «Красная Пресня», г, Москва ВФ-2 75 254 3
ЦКБ 121 271 (1949) 100 380 4
Сельхозмашино- строения им. Ухтом- ского, г. Москва; - Ростсельмаш, г. Ростов РСМ 254 3
Горьковский автозавод С-549 300 4
Минский автозавод МАЗ-350
Осборн _ 275=1
75 254 3
Адамс Адамс
со штифтовым съемом опок «Красная Пресня», г. Москва 261 100 380 5
271 (1950)
274 11
9127IA 8
91271Б 7
с протяжной рамкой ВФ-3 150 350 5
ВФ-4 200 460 6
ВФ-17 180 430
«Амурлитмаш», г. Комсомольск- на-Амуре 266 200 450 7
266М
265 250 630 9
265М
2М265
SOI
Продолжение табл. 186
Тип машины За вод- изготовитель или фирма Модель Диаметр цилиндров в мм Категория сложности ре- монта механи- ческой части
«=г н 2 S 2 0-0 е <и
111. Встряхива- ющая с допрес- совкой: «Аму рл итмаш», г. Комсомольск- на-Амуре 267 330 800 11
267М
268 360 900 14
794 200 700 9
Горьковский С-122 180 430 6
С-142 203 457 7
автозавод С-117 230 535 8
С-127 330 840 12
Николс 14 152 356 5
16 180 430 6
18 203 457 7
с протяжной рамкой
33 330 840 12
«Красная Пресня», г. Москва ВФ-14 200 410 7
ВФ-11 250 480 8
Осборн 818 218 457
702 200 410
Волюградский трак- торный; им. Октябрь- ской революции г. Одесса; Литмаш г. Павлоград По типу Осборн 703 250 480
10
Харьковский тракторный ФМ-2
ФМ-3 300 650
с поворотным столом «Красная Пресня», г. Москва ВФ-9 180 410 6
ВФ-10 230 . 480 8
253 200 420 7
253М
254 230 560 9
254М
502
Продолжение табл. 186
Тип машины 3 а вод- из готов ител ь пли фирма Модель Диаметр цилиндров в лм Кате] ория сложности ре- монта механи- ческой части
= 2 и а- S2
III. Встряхива- ющая с допрес- совкой: с поворотным столом «Амурлитмаш», г. Комсомольск- на-Амуре 255 280 630 10
255М
Горьковский автозавод С-135 180 410 6
С-829 229 482 8
Осборн 332 180 410 6
333 229 482 8
с поворотом механизмов встряхивания и прессования Народное предприя- тие Фердинанд Кунерт, ГДР W II — —
W III
Вефомат 20
IV. Встряхива- ющая без допрес- совки: со штифтовым съемом Опок «Красная Пресня», г. Москва 242 250 7
242М
243 330 9
244 380 И
845-С ВФ-7 350 10
Харьковский тракторный ВВФ-1,5 — 13
ВВФ-2,5 880 15
Осборн 550-14 254 7
550-21
4O5-S 350 10
с поворотно- вытяжным устройством и откатной тележ- кой «Красная Пресня», г. Москва ВФ-18 300 11
845
846 410 15
503
Продолжение табл. 186
Тип машины Завод-изготовитель или фирма Модель Диаметр цилиндров в мм Категория сложности ре- монта механи- ческой части
X О) к 5 6 со О 0.0 С со
С поворотно- вытяжным уст- ройством и откат- ной тележкой Осборн 405-0V 406-7 305 330 - 11 13
Харьковский тракторный ВПФ-1,5 ВПФ-2,5 880 14 16
«Красная преспя», г. Москва ВФ-20 ВФ-13 ВФ-12 231 150 190 330 150 8 10 13 8
«Красная пресня», г. Москва; Литмаш, г. Павлоград 232 190 10
233 330 14
С перекидным столом Балтийский завод, г. Ленинград 233М
«Красная пресня», г. Москва; Сиблитмаш, г. Новосибирск 234 360 17
234А
235 550 28
236 900 41
Т яжелого машиностроения, г. Электросталь ФМ-5 ФМ-17 600 1100 31 52
Герман 750 1500 3000 6000 10000 20000 150 190 330 380 550 900 - 8 10 14 17 28 41
Народное предприя- тие Дессау, ГДР 3000 6000 10000 310 412 14 17 28
504
Таблица 187
СТЕРЖНЕВЫЕ МАШИНЫ
Тип машины Модель Завод-изготовится ь или фирма Техническая ха ра ктер нстика Категория сложности ремонта
Р «S ч§ е if trSoJr- S к E к с ь Ч й Ш Я Е U Л ч « о к S О' К 5 “к Яж&са ® о X 2 ? “ н к , S О> И с V
Встряхива- ющая ручная 283 Усмаяский механический — - 2
С-3 «Красная Пресня», г. Москва — —
С-4 —• -
40 Осборн -
42 -
Встряхива- ющая ппевма- тическая 284 «Красная Пресня», г. Москва 100 — 5
284М 6
20 «Интернационал», США — — 3
Пескодувная 285“ ’ «Красная Пресня», г. Москва 150 1 2
285М
286 480 4 5 1,5
287 380 15 7 -
С-216 Горьковский автозавод 460 10 5
АС-3 Чугунолитейный им. Войкова, г. Москва 2,4 7
Д-12 480 20 12 3.0
Пескострель- на я СВ-15 Чемпион — 6 3 -
91 Осборн 460
92 16 5
348 Механический, г. Усмапь 105 2,5 3
305 «Краевая Пресня», г. Москва 390 5 6
28БЗ * 500 6 3,0
28Б5 650 16 9
28Б7 * «Литмаш», г. Павлоград 350 40 15* 4,5
28Б9* 460 100 25 —
* Категории сложности ремонта указаны вместе с поворотпо-вытяжным
станком.
505
Таблица 188
ПЕСКОМЕТЫ
Конструктивные особенности Модель Завод- из готов итель или фирма Максимальный ра- диус действия ме- тательной головки в ММ Категория слож- ности ремонта
j 1. i и » И S ? ««С к с я о S х о-х А Ы ГТ и h S о «5 <я 0S Си« =1 о X X и и о о S я я-
Передвижной консольный 291 «Стан колит», г. Москва 4750 12 2 12,5
Стационарный с ситом 292 «Красная Пресня», г. Москва 4000 7 - 8
293 9 2 9.5
2А93 4500 10
2АП93
293М
293С
Стационарный со сменным бункером 294 4000 2 19.5
Передвижной со сменным бункером- 295 15 22.5
Передвижной консольный 296 «Стан колит», г. Москва 6800 19 5 21,5
296М 29,0
Передвижной со сменным бункером 297 «Красная Пресня», г. Москва 12 000 37 64,0
Стационарный с ситом Барделей энд Пайпер 4500 8 — 8,5
МАШИНЫ ДЛЯ ПЕСКОМЕТНОЙ НАБИВКИ ФОРМ*
Таблица 189
Конструктивные особен пости Завод- из готовится ь или фирма кг Модель Диаметр цилиндра в мм Кате> орня сложности ре- монта механи- ческой части
тово- ВЫ тяж- ки
Поворотно-вы- тяжная машИиа «Красная Пресня», г. Москва 774 Два по 800 ООО 20
Чугунол нтей ный, г. Дубно Тульской обл. Ф-71 — 200 5
506
Выбивное оборудование (табл. 190 и 191)
ВЫБИВНЫЕ УСТРОЙСТВА ДЛЯ ФОРМ И СТЕРЖНЕЙ
Таблица 190
Тип привода Наимено- вание выбивных устройств Зэвод- нзготовитель или фирма Модель Техническая характеристика Категория сложности ремонта
Дли решеток размеры в мм (длинах шири- на), для вибра- ционных машин н траверс соот- ветственно про- изводительность и грузо- подъемность о <и в в- S к к н с S я» к S В ₽
Пневма- тический Решетка вибрацион- ная «Красная Пресня», г. Москва 421 1400Х 1200 3 -
0-12 25004 1000
0-13 3500X1250 4 -
Машина вибрацион- ная для выбивки стержней 411 120 отливок в час 3 -
0-15
Станней*
Траверса вибрацион- ная «Красная - Пресня», - г. Москва U-10* 2 т 2 —
455* —
-0-П*~ 3 т -
456*
Элек- троме- жаниче- ский Решетка эксцентри- ковая «Пролетар- ский молот» БССР 422 1560X 950 5 2,5
4-22М
423 1800Х 1650 8 3
«Станко- лит», г. Москва МР-9
МР-22 2200ч1650 9
МР-24 1500ч1600 7
МР-43 1ооо >: 1зоо 6
МР-69 1250x860 5
Ростсель- маш, г. Ростов- на-Дону С-1646 2550Х1300 8
Автозавод нм. Лиха- чева, г. Москва 43861-А 2020Х 980 6
- «Красная Пресня», г. Москва 425 1500Х1800 9 3,5
607
Продолжение табл. 190
Тип привода Наимено- вание выбивных устройств Завод- изготовитель или фирма Модель Техническая ха рактер исти ка Категория сложности ремонта
Для решеток размеры в мм (длинах шири- на), для вибра- ционных машин и траверс соот- ветственно про- изводится ьность и грузо- подъемность о В" 1 = М о OJ се Ж f к s к t- •х й Н tr с еда ь о Ы и t? а ст> ~
Электро- механи- ческий Решетка инерцион- ная Стале- литейный, г. Бежица 30 3000X 2600 13 4,0
Решетка инерционно- ударная «Станко- лит», г. Москва ИР-12 I800X 1400 7 2,5
ИР-12А
ИР-41 1600Х 1600 8
Тбилисский механиче- ский нм. Кали- нина ИР-120 1850X1330 7 3,5
ИР-410 1600x1600 8 4
• Категории сложности ремонт.1 механической части приняты беч расчета^
ОБОРУДОВАНИЕ ДЛЯ ГИДРОВЫБИВКИ СТЕРЖНЕЙ
Таблица 191
Наименование оборудова ния Завод- изготовитель или фирма Модель Техническая характеристика Категория сложности ремонта
5 ок S £ и ь £ я >1 ь ч Ш S «
Гидрокамера с поворотными столами «Стаиколит», г. Москва «Гидро- станок», Ленинград- ское отделение, чертеж Т-18 Размеры камеры 8000Х Х6000Х X 3600 ми, гру- зоподъемность стола 15 т 30 3,5
Плунжерный насос высокого давления Им. Седина, г. Краснодар ГС-347 Производи- тельность 200 л!мин 10 6,5
Центробежный насос для подачи шлама (песковый насос) Машинострои- тельный нм. Котлякова, г. Ленинград ЗПНЗ Производи- тельность 840 л!мин 5 3,5
508
Очистное оборудование (табл. 192—194)
ОЧИСТНЫЕ ГАЛТОВОЧНЫЕ БАРАБАНЫ
Таблица 192
Завод- изготов ите ль или фирма Форма барабана Модель Характерные размеры в мя Категория сложности ремонта
Длина барабана Для круглых н восьми- гранных — диаметр, для квадратных —длина сто роны поперечного сечения, для прямоугольных — длина большей стороны г =я о sd и tr S к X к электротехнической части
«Красная Пресня», г. Москва Цилин- дрическая ОБ-780 1340 780 - 3
Тбилисский меха- нический мм. Кали- нина ОБ-800 1250 600 5
«Пролетарский мо- лот», г. Борисов _ -3LL _ 1500-
ЗАП 1400 900 6
«Красная Пресня», г. Москва ЦКБ-29 1540 775 5
313 1850 1200 8 3,5
Автозавод нм. Ли- хачева, г. Москва — 2080 934 7
Горьковский авто- завод 850 850 3 2
1525 762 5 3
1800 835 6
2100 ИЗО 8 3,5
Волгоградский тракторный 800 760 4 2
1200 750
2070 1200 8 3.5
«Стапколит», г. Москва 2400 1200
1750 1000 7 4
1150 8
509
Продолжение табл. 192
Завод- изготов нтель или фирма Форма барабана Модель Характерные размеры в лом Категор ия сложности ремонта
Длина барабана Для круглых и восьми- гранных— диаметр, для квадратных — длина сто- роны поперечного сечения, для прямоугольных — длина большей стороны в- « о И га К а» Я электротехнической части
Уральский тяже- лого машинострое- ния. г. Свердловск Цилиндри- ческая 2310 1400 12 6,5
Сельскохозяй- ственного машино- строения, г. Ростов- на-Дону 1800 1200 8 3,5
Р600 1050 600 3 2
Р800 1030 775 4
«Грауз», ФРГ Р1000 1236 935 5 3
Р125О 2000 1250 8 3,5
Р1500 1680 1500 9 4.5
«Амурлитмаш», г. Комсомольск-на- Амуре Квадратная 317 2500 1700 16 4
«Стаиколит», г. Москва Квадратная КБ-2 1750 1200 11 5,5
КБ-48 1300
— 1826 1230 9 —
— 2500 1250
Прямо- угольная f 3200 1380 10 4
Волгоградский тракторный Восьми- гранная 1750 2000 8
— 3000 1250 10
— 2230 1200 8 3
- 2000 760 6
5l0
Таблица 193
ДРОБЕМЕТНЫЕ АППАРАТЫ И КАМЕРЫ
Наимено- вание Модель Завод- изготовитель или фирма Техническая характеристика Категория сложности ремонта
Произво- дительность • Коли- чество Дробе- метиых аппа- ратов h» a v в- 5 £« ь les?
Аппарат 392М «Амурлит- маш», г. Комсо- мольск-Йа- Амуре; «Красная Пресия», г. Москва 140 кг!мин — 1,5 2,5
393М
Камера проходная дробеметная непрерыв- ного действия 2ПД-6 Автозавод им. Лиха- чева — 6 50 32
ЗПД-12 12 74 38,5
ОМ9984-88С Челябин- ский тракторный 6—12 т!ч 6 28 26
Камера проходная непрерыв- ного действия для очистки цепей 763 «Красная Пресня», г. Москва 45—105 м!ч (цепи) 4 20 -
Камера проходная пульсиру- ющего действия Е-136 Хабаровский завод ото- пительного оборудова- ния 6 из/ч 6 41 —
Е-145 3,2 т!ч
ОМ9984-005 Челябин- ский тракторный 5—8 гп/ч 3 20 19
511
Продолжение табл. 193
Наименова- Модель Завод- изготовитель или фирма Техническая характер истина Категория сложности ремонта
Произво- дительность Коли- чество дробе- метиых аппа- ратов ®ох х u V 2 tr ? о ф я М f- ф х О <-> ч Ф * 1Я ст. Ь U f
Камера периодиче- ского действия с поворот- ным столом ДК-1 Станко- лит, г. Москва 3 т/ч 2 20 9
дк-ю 3,4 т/ч 23 13
Барабан периодиче- ского действия с подвиж- ным подом — Вклибрей- тор, США .2—3 т/ч 1 20 14,5
С-881 Горьков- ский автозавод
" “323 «Амурлит- -маш», г. Ком- сомол ьск- иа-Амуре
762 «Красная Пресня», г. Москва
Камера периодиче- ского действия с поворот- ным столом и враща- ющимися тарелками 353 «Красная Пресня», г. Москва 5—24 т/ч 2 20 9
Камера периодиче- ского действия с поворот- ным столом и дробе- струйной очисткой ДК-1 ОМ «С: 'j о- лит», г. Москва 5 т/ч 2; дробе- струй- ных аппара- тов 1 24 13
512
Продолжение табл. 193
Наимено- вание Модель Завод- изготовитечь или фирма Техническая характер истина Категории сложности ремонта
Произво- дительность Коли- чество дробе- метных аппа- ратов ® ° X X 5 tj
Камера проходная двухпозицн- онная пуль- сирующего действия с дробе- струйной доочисткой ОМ9984-051 Харьковский тепловозо- строитель- ный им. Малы- шева 5—10 т/ч 8; дробе- струй- ных аппара- тов 1 40 —
ДРОБЕСТРУЙНЫЕ АППАРАТЫ Н КАМЕРЫ
Т аб л и ца 194
Категория слож- ности ремонта
Наимено- ван не Модель ЗаиОД- пз готовитель или фирма 1ехническая характе- ристика механи- ческой части электро- техниче- ской части
Аппарат 334М «Красная Пресня», г. Москва; «Литмаш», г. Павлоград Емкость камеры 140 л I —
ОМ9984- 017 Ленинград- ский Кировский Емкость камеры 250 л
331 «Красная Пресня», г. Москва; «Литмаш», г Павлоград Емкость камеры 170 л
Камера периоди- ческого действия с поворотным кругом 361М «Стекло- машина», г. Москва Производи- тельность 2000 кг/ч 19 6
17 Заказ 1283
513
Оборудование для специальных методов литья
(табл. 195—200)
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Таблица 195
Конструктивные особенности Модель Завод- изготовитель или фирма Макси- мальное усилие в tn Про извод ительност ь насосной установки в л/мин Категория сложности ремонта
gsg is ч О х s Й гидравлической части я в С га S
К S га прессования
Холодная .вертикальная камера прессования и гидравличе- ский запор лрессформ 511 «Красная Пресня», г. Москва 77 15,3 40 12 4 5
512 120 28,5 50 16 6
512А 37
CLP-408 (Полак 408) «Вигорлат», Чехосло- вакия 40 8 — 9 2,5 4
CLP85-15 85 16 35 15 4 6 .
Полак 600 71,4 15 40 14
CLP116-28 (Полак 900 ХП1, XIV) 115 28 60 21 5 6,5
CLP 160-30 180 30 24 6 7
CLP220 55-8 (Полак 2255) 220 55 28 6 8
CLP500-70 (Полак 5065) 500 65 100 33 8 9,5
Холодная горизонталь- ная камера прессования 5А11 5А12 Машнно- с гро|-тель- ный им. Кирова, г. Тира- споль 40 63 4,0 6,3 86 91 10 13 4 5 6
514
Продолжение табл. 195
Конструктивные особенности Модель Завод- изготовитель или фирма Макси- мальное усилие в т Производительность насосной установки в л/мин Категория сложности ремонта
§ Я*- о ч £ о. <а Д ж С- s' а ч « же; X с_ о Ж s * гидравлической части ж X S С Р И® 01 О г ё
к № е. S с к к
Холодная горизонталь- ная камера прессования и рычажный запор прессформ 515 «Литмаш», г. Павло- град 130 13 150 18 5 6
5А15 Им. Кирова, г. Тира- споль
Холодная горизонталь- ная камера прессования и гидромеха- нический запор прессформ 515М «Сиблнт- маш», г. Ново- сибирск
516 400 40 200 24 6 7
516М Машино- строитель- ный им. Кирова, г. Тира- споль 32 30
I1/," Рид-Прен- тис. США 130 13 150 19 5 6
Холлдная горизонталь- ная камера прессования и гидравличе- ский клиновой запор прессформ 517М «Сиблит- маш», г. Ново- сибирск 630 45 150 33 7 9
Холодная горизонталь- ная ка.мера прессования н гидравличе- ский запор прессформ 512г 140 20 6 16 4 6
GDH-200 Фердинанд Кунерт, ФРГ 200 24 - 27 6 8
12М Триульци. Италия 500 32 40 28 7 5
16М 750 60 36 8 6,5
Горячая камера прессования и гидравличе скнй запор прессформ 522 «Литмаш», г. Павло- град 100 6,25 40 13 5 -
Примечания: 1. Категории сложности ремонта, приведенные в таб-
лице, даны для машин литья под давлением индивидуального привода и включают
сложность ремонта насосно-аккумуляторной установки.
2. Категории сложности ремонта машин литья под давлением группового
привода, имеющих общую насосно-аккумуляторную станцию, должны быть пере-
считаны в соответствии с зависимостью, приведенной на стр. 324, часть вторая.
17*
515
Таблица 196
КОКИЛЬНЫЕ МАШИНЫ*
Наименование машин Модель 3 а в од- и з готов ите л ь или фирма ПрОИЗВО- днтель- ность (отливок в час) Категории сложности ремонта
«о® Sgt г ? S Ч С SS re Я) f- <J S’
Однопозиционн ый станок с горизон- тальным разъемом кокиля К21 Чугунолитей- ный им. Войкова, г. Москва 10—12 3 __
Однопозиционный станок с вертикаль- ным разъемом ко- киля 592 «Красная Прес- ия», г. Москва 8 4
Автоматическая 12-позиционная ка- русельно-кокильная машина с горизон- К13 «Красная Прес- ня», Чугуноли- тейный им. Вой- кова, г. Москва 120 18
тальным разъемом кокилей 2,0
Автоматическая 12-позиционная ка- русельно-кокильная машина с вертикаль- ным разъемом ко- килей К14 — 120 18
Автоматическая восьмипозиционная кару селыю-кокиль- ная машина с вер- тикальным разъемом кокилей 582 «Красная Прес- ня». г. Москва Л 40—240 16 —
Карусельно-ко- кильиая 12-позици- онная машина с вер- тикальным разъемом кокилей — иг Халл ей ПО 20 2,0
516
ЦЕНТРОБЕЖНЫЕ МАШИНЫ ДЛЯ ОТЛИВКИ ТРУБ И ИЗЛОЖНИЦ
Таблица 197
Наименование машин Модель Завод- изготовитель или фирма Диаметр отли- ваемых труб'и излож- ниц в jhm Категория слож- ности ремонта
§! 1- “ о SS S р Я4Я йе h «ms чо К t- и о о S " ь ф Е и t; S ей ст- К с
Для отливки водопроводных труб 541 «Красная Пресуя», г. Москва 75—150 28 14.5 14,5
15
541Л
543М 200—300 36 15
545 350—450 41 18
Ц13 Полигра- фических машин, г. Рыбинск 100 10 4-
Для отливки канализационных труб Ц23Б Павшим- скин меха- нический 50 8 — 3,5
Ц24 9 -
Ц31А 150 12 - 5
Ц32
Револьверная для отливки ка- нализационных труб Ц61 100—150 32 — 6
Многороторная для отливки ка- нализационных труб Липецк Трубный, г. Липецк — 27 — —
Для отливки заготовок излож- ниц ЦО22А 102 4 — 2,5
ЦО31 210—215 6 — 3
ЦО81 50 5 — 2
517
ЦЕНТРОБЕЖНЫЕ МАШИНЫ ДЛЯ ОТЛИВКИ ВТУЛОК, ДИСКОВ
И ДРУГИХ ДЕТАЛЕЙ
Таблица IS8
Наименование машин Модель Завод- изготовитель или фирма Техническая ха рактернстика (размеры в лш) Категория сложности ремонта
- О S « X Ь S 0? и S ЕГ W S-E Н S. Я е- Ф X О V Ч Ф « « т. н V V
Для отливки дисков 550 «Красная Пресня», г. Москва Диаметр отли- ваемых дисков 0=400; ширина дисков £=30 4 3
Для отливки втулок 552 Диаметр отли- ваемых втулок D~ 200; длина втулок £ -300 5,5
553 Диаметр отли- ваемых втулок D=300; длина втулок £=500 6
ЛМ-1140 — Диаметр отли- ваемых втулок 0=300; длина втулок £=400 3 2
Для заливки металлических втулок баббитом ЛМ-473 Диаметр зали- ваемых втулок 0=100=300; длина втулок L= = 100н-300
С вертикальной осью вращения для отливки де- талей в песчаную форму 563 «Красная Пресня», г. Москва Диаметр стола 0=1000 6.5
Для отливки мелющих тел (шаров и эллип- соидов) Ц91А Павшин- скнй механиче- ский Максимальный диаметр отливае- мых шаров D~ = 120 14 3,5
518
ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ В ОБОЛОЧКОВЫЕ ФОРМЫ*
Т а б л и ц а 199
Наименование оборудова ния Модель Завод- изготовитель или фирма Техническая характе- ристика (йроизводи- тельность) Категория сложности ремонта
“ о и х £ <3 2 ® ” = л! t- - S S «
Маятниковый смеситель для приготовления плакированной формовочной сме- си Конструкция Минского филиала НИИТАвто- прома «Красная Пресня», г. Москва 1.3 т/ч 6 6,5
Установка для приготовления формовочной сме- си Конструкция НИИТракто- росельхозмаша Опытный НИИТрак- торосель- хозмаша 0.35 т/ч 3 2
Полуавтомати- ческая машина для изготовления оболочковых форм СКФ-ЗМ. конструкция ВПТИГ яж- маша «Метал- лист», г. Москва 45 полу- форм в час 10 —
Двух позицион- ная установка для изготовления обо- лочковых полу- форм УКФ-2. конструкция НИИТ Авто- прома - 40 полу- форм в час —
Автомат, для изготовления обо- лочковых полу- форм А КФ-2, конструкция НИИТАвто- прома Горьков- ский автозавод 55—90 полуформ в час 12 —
Машина для изготовления обо- лочковых полу- форм Конструкция НИИЛИТ- МАШа «Красная Пресня», г. Москва 240—300 полуформ в час 20 —
Полуавтомат для получения оболочковых форм УКФ-4, конструкция НИИТракто- росельхозмаша Ивантеев- ский опытный НИИТрак- торосель- хозмаша 30—40 полуформ в час 12 —
Автоматическая установка для из- готовления обо- лочковых стерж- ней цилиндриче- ской формы А КС-4, конструкция НИИТАвто- прома — 30 съемов в час 8 —
519
Продолжение табл. 199
Наименование оборудования Модель Завод- изготовитель или фирма Т exitическая характе- ристика (производи- тельность) Категория сложности ремонта
я ® ® £5 V о 2 ¥ ” Bs SC К Р X О V Ч <u g re
Полуавтомати- ческая центро- бежная машина для изготовле- иия оболочковых стержней ЦУОГ-1 Трактор- ный, г. Влади- мир 40—50 стержней в час 6 —
ЦУОГ-2 «Динамо» им. Ки- рова, г. Москва 30—40 стержней в час
А втоматичсская центробежная ма- шина для изго- товления оболоч- ковых стержней Конструкция ВПТИ- Тяжмаша 30—50 стержней в час 12 -
Установка для изготовления обо- лочковых стерж- ней Конструкция ПИИТА вто- прома Моторный, г. Яро- славль 160 стержней в час 3 -
Полуавтомати- ческая однопози- ционная установ- ка для нанесения клея на оболочку Конструкция НИИТАвто- прома Мотоцик- летный, г. Киев 400 оболочек в час
Пресс для склейки оболоч- ковых форм Конструкция НИИТракто- росельхозмаша Опытный НИИТрак- торосель- хозмаша 20 форм в час 4 -
Пресс для склейки оболоч- ковых форм т.в.ч. Конструкция НИИТАвто- прома Мотоцик- летный, г. Киев 100 форм в час 3 -
Пресс для склейки оболоч- ковых форм 181 Автозавод им. Лиха- чева — 6 -
Установка для заливки оболоч- ковых форм Конструкция НИИТАвто- прома Мотоцик- h летный, г. Ирбит 45 форм в час
Четырех пози- ционная машина для склеивания оболочковых по- луформ 883, конструкция СКТБД «Красная Пресня», г. Москва 240 форм в час 12
520
ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ*
Таблица 200
На нмспованне оборудования Модель Завод- изготовитель или фирма Техническая характе- ристика (производи- тельность) Категория сложности ремонта
^вг « ° s X <2 CJ О 0) & S к М ж® н О X О «J
Установка для приготовления модельного соста- ва Конструкция НИИТракто- росельхозмаша Ивантеев- ский опытный НИИ- Тракторе- сельхоз- маша 120 л!ч 12 -
Шприц-машина для изготовления легкоплавких мо- делей Конструкция НИИТракто- росельхозмаша 200 запрессо- вок в час 3
Автомат для изготовления лег- коплавких моде- лей Конструкция НИИТракто- росельхозмаша Харьков- ский тракторный 180—360 запрессо- вок в час 20
Конструкция - НИИТАвто- прома Московский малоли- тражных автомобилей Мазеп рн- готовн- тельная - чаете- 60 кг/ч 360 запрес- совок в час 30-
Бачок с мешал- кой для обмазки блоков Конструкция НИИТАвто- прома Горьков- ский автозавод Емкость 50 л 3
Полуавтомати- ческая установка для обмазки и обсыпки блоков легковыплавляе- мых моделей Конструкция НИИ Авто- прома Московский малоли- тражных автомобилей 120—180 блоков в час 12
Установка для обсыпки песком легкоплавких мо- делей Конструкция НИИТракго- росельхозмаша Минский автозавод 240 блоков в час 6
Пескосып Конструкция ЙИИТАвто- прома Механиче- ский им. Кали- нина, г. Подольск 1 т/ч 4
Установка для выплавления мо- дельного состава горячей водой ЗИЛ Автозавод нм. Лиха- чева 30—40 блоков в час 2
521
Продолжение табл. 200
Наименование оборудовання Модель Завод- изготовитель или фирма Техническая характе- ристика (производи- тельность) Категория сложности ремонта
;=е о я “ g ь S ? ? 6 Ф P-g 5 s«s £ 2 * о о 5 н § ?
Шкаф для вы- плавки легко- плавких моделей Конструкция НИИТАвто- прома Минский мотовело- завод 70 блоков в час 3 —
Формовочный стол с цепным элеватором Конструкция НИИТАвто- прома 60 опок в час 5
Конвейерная камера для сушки керамических по- крытий Конструкция НИИТракто- росельхозмаша 120 блоков в час 8
Установка для а ммиачно-возду ш- -ной сушки бло- ков моделей СШ-1, конструкция НИИЛитмаша «Красная Пресня»л_ г. Москва 50 блоков в час 2
Виброустаиов- ка для отделения деталей от стояка В УДОД, конструкция НИИТАвто- прома Механиче- ский им. Кали- нина, г. Подольск 20 блоков в час 4
Пресс для отде- ления деталей от стояка Конструкция НИИТАвто- прома Минский мотовело- завод 120 блоков в час 6
Вайна очистная ВО-1, конструкция НИИЛитмаша «Красная Пресня», г. Москва — 2
Агрегат для выщелачивания и нормализации Конструкция НИИТ Авто- прома Минский мотовело- заврд 300 ка]ч 20
Установка для мойки стояков Конструкция НИИТАвто- прома 300 стояков в час 2
522
Таблица 201
ВАГРАНКИ
Наименование оборудования Единица измерения Техническая характе- ристика Категория сложности ремонта
м 0,5 4
» 0,6 6
» 0,75 8
» 0,85 10
» 1,0 12
Вагранки диаметром шахты и свету » М 14
» 1,2 16
» 1,3 18
» 1,4 20
» 1,5 22
» 1,7 24
РАЗНОЕ ОБОРУДОВАНИЕ*
Таблица 202
“Модель' Завод- Категория сложности ремонта
оборудования изготовитель или фирма хара ктер истина «Ой sss о W 0.5- I-S я я а« 1- ч Й S S
Барабан су- шильный гори- зонтальный СМ-45 «Строммаши- на», г. Куй- бышев Производи- тельность 2,5 т!ч 23 4
Сушило верти- кальное механи- ческое на твердом топливе — Чугунолитей- ный им- Войкова, г. Москва Производи- тельность 2,5 т/ч 5 2,5
Шаровая мель- ннца 151 «Красная Пресня», г. Москва Производи- тельность 75 кг!ч 4 2
151М Им. Кирова, г. Тирасполь
523
Продолжение табл. 202
Наименование оборудования Модель Завод- изготовитель или фирма Техническая характеристика Категория СЛОЖНОСТИ ремонта
® о к “ “ О S ₽ § О ш a. s' ь к s М Я О о g «
Вальцы зубча- тые для размола глины В-46 «Станколит», г. Москва Производи- тельность 20 10 4
Питатель та- рельчатый Д-250 Диаметр тарелки 1600 мм 6 3
Питатель шне- ковый ПС-50 Производи- тельность 54 м3/ч 4 2
Питатель шне- ковый ПС-52 «Стаи колит», г. Москва Производи- тельность 36 м3/ч 4 2
ПС-51 2,5
ПС-65
-Питателе лот- ковый ЛП-76 Производи- тельность 25 к/ч
Классификатор спиральный I КС-75 Машинострои- тельный им. Котлякова, г. Ленинград Диаметр шнека 750 мм 4 2
Агитчаи А-42 «Станколит», г. Москва Емкость 2,8 ж3 3 2,5
Краскомешалка КМ-5 Емкость 200 л 2 —
КМ-500 Емкость 500 л 3
Камнедробилка • C-I82A Нязелетров- ский им. Калинина Производи- тельность 7—9 м9/ч 6
Чушколом 642 Машинострои- тельный, г. жДулук Наибольшее ломающее усилие 100 т 5
Рольганг — «Красная Пресня», г. Москва — 0,35 на I пог. м
524
ГИДРАВЛИЧЕСКОЕ ОБОРУДОВАНИЕ
Таблица 203
Категории сложности ремонта R,;
Станок Завод- изготовитель или фирма Модель Насос Количество клапанов Количество цилиндров Категория сложности ремонта
Количество Производитель- ность в л/мин гидравлической части электро- техниче- ской ча- сти при давлении насоса
25 кг/см* 65 кг/см*
Внутришлифо- вальный Саратов- ский 3260 1 70 1 2 2 2,5 3
ЗА250 50 3 3 3 2
3225 18 1 5 2
ЗА251 50 3 7 5,5.
3263 2 70 3 4 2,5
2,5
18 2
Универсаль- ный кругло- шлифовальпый «Станко конструк- ция», г. Москва 31 ЮМ 1 12 4 I 2 2
Вертикально- протяжной для наруж- ного протягивания Им. Кирова, г. Минск 7A7I0 100 2 2 3 3 4
7705А 2 2
Ойлгнр X.D.-30-66 200 7 2 4 — 5,5
X. S.-30 I 1 7,5 —
Им. Кирова, г. Минск 7720 2 2 3 —
7Б720 2 2 5 —
525
Продолжение табл. 203
Станок Запоп- изготовптель или фирма Модель Насос Количество клапанов Количество цилиндров Категория сложности ремонта
I Количество Производитель- ность в л!мин гидр аил нческой части электро- техниче- ской ча- сти При давленин насоса
25 : кг/емг 4
Вертикально- протяжной для наружного про- тягивания Им. Кирова, г. Минск 7720Д I 200 7 4 5 - 5,5
Горизон- тально- протяжной 7520 1 1 3 —
' 7А510 too I 2 3 4
7520 200 1 2 — 5,5
। Плоско- шлифова льн ый Московский станко- строитель- ный 371 70 1 2 2,5 2,5 3
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
(табл. 204—210)
КРАНЫ МОСТОВЫЕ ЭЛЕКТРИЧЕСКИЕ КРЮКОВЫЕ*
Таблица 204
Грузоподъем- ность в т Пролет В JU Завод- изготовнтель Категория сложности ремонта
меха- ниче- ской части электротехнической части при работе
на легком режиме на среднем режиме
на пере- менном токе на по- стоян- ном токе на пере- менном токе стоян- ием токе
5 До 14 «Стальмост», г. Москва 9 16 23 24 27
14—23 11
Св. 23 13
10 До 14 «Подъем- ник», г. Ташкент 10 21 27 28
14—23 12
Св 23 14
До 14 11
15 14—23 «Подъем- ник», г. Москва 13 23 29 29 33
Св. 23 15
15/3 До 14 13 30 38 34 40
14—23 15
Св. 23 17
20/5 До 14 15 32 39 36 42
14—23 17
Св. 23 19
30/5 До 14 Им. Кирова 16 37 35
14—23 19
Св. 23 22
50/10 До 14 18 34 39 36 43
14—23 20
Св. 23 23
527
Продолжение табл. 204
Грузоподъем- ность В т Пролет В Л( Завод- изготовитель Категория сложности ремонта
меха- ниче- ской части электротехнической части при работе
на легком режиме на среднем режиме
на пере- менном токе на по- стоян- ном токе па пере- менном токе на по- стоян- ном токе
75/20 До U Им. Кирова 26 34 39 43 52
14—23 28
Св. 23 32
100/20 До 14 «Сибтяж- маш» 40 44 54
14—23 46
Св. 23 52
125/20 До 14 50
14—23 55
Св. 23 60
150/30 До 14 60 40 41 49
14—23 70
Св. 23 76
200/30 До 14 «Подъем- ник», г. Москва 70 52
14—23 80
Св. 23 87
250/30 До 14 80 41 49 43
14—23 90
Св. 23 98
250/75 До 14 95 — — — . —
14-23 100
Св. 23 11
Примечания: 1. Для всех типов мостовых кранов с бестрансмиссион-
ным приводом категория сложности ремонта принимается соответствующая вели-
чине пролета 14—23 м.
2. Категория сложности ремонта электрооборудования (кранов мостовых
электрических, магнитных, с магнитами на траверсе, магнито-грейферных и грей-
ферных) при среднем режиме работы определена при применении кулачковых
и барабанных контроллеров, а при весьма тяжелом режиме — магнитных кон-
троллеров-
528
Таблица 205
КРАНЫ МОСТОВЫЕ ЭЛЕКТРИЧЕСКИЕ МАГНИТНЫЕ*
й и О К 1 g а £* Пролет И /1 Завод- изготовитель Категория сложности ремонта
меха- ниче- ской части электротехнической части при работе
на среднем режиме на весьма тяжелом режиме
на пере- менном токе СТОЯН- НОМ токе на пере- менном тоне на по- стоян- ном токе
5 До 14 «Стальмост», г. Москва 10 34 27 -
И—23 12
Св. 23 14
10 До 14 «Подъем- ник», г. Москва П 38 28 48 39
14—23 13
Св. 23 15 50 40 |
15 До 14 12 46 34 42
14—23 14
Св. 23 16 54
15/3 До 14 14 52 42 62 53
14—23 16
Св. 23 19 67
КРАНЫ МОСТОВЫЕ ЭЛЕКТРИЧЕСКИЕ ГРЕЙФЕРНЫЕ •
Таблица 206
Грузоподъем- ность в т Пролет в м Заоод- изготовнтель Категория сложности ремонта
меха- ниче- ской части электротехнической части при работе
на легком режиме на среднем режиме
на пере- менном токе на по- стоян- ном токе на пере- менном токе на по- стоян- ном токе
5 До 14 «Подъем- ник», г. Ташкент 11 22 26 55 54
14—23 14
Св. 23 16
10 До 14 «Подъем- ник», г. Москва 13 23 29
14—23 15
Св. 23 18
15 До 14 14 28 32 59 59
14—23 16
Св. 23 19 63 62
20 До 14 19 28 32 — -
14—23 21
Св. 23 24
529
КРАНЫ МОСТОВЫЕ ЭЛЕКТРИЧЕСКИЕ С МАГНИТАМИ НА ТРАВЕРСЕ”
Таблица 207
Г руэоподъем- ность в т Пролет в м Завод- изготовитель Категория сложности ремонта
меха- ниче- ской части электротехнической части при работе
на среднем режиме на весьма тяжелом режиме
на пере- менном на по- стоянном токе на пе- ременном токе на по- стоянном токе
10 До 14 «Подъем- ник», г. Москва 13 38 28 48 39
14—23 16
Св. 23 18 50 40
15 До 14 14 46 33 50 42
14—23 17
Св. 23 20 54
КРАНЫ МОСТОВЫЕ ЭЛЕКТРИЧЕСКИЕ МАГНИТНО-ГРЕЙФЕРНЫЕ»
Таблица 208
Грузо- Про- Завод- Категория сложности ремонта
электротехнической части при работе
на среднем режиме на весьма тяжелом режиме
части на пере- менном токе - I eg а “ £ с O.S о о 2 К « о о 2 Z Н ё !h И О н
5/5 (с одной тележкой) До 14 «Подъем- ник», г. Ташкент 12 33 26 1 —
14—23 14
Св. 23 17
104-Ю (с двумя тележками) До 14 «Подъем- ник», г. Москва 15 38 29 70 79
14—23 18
Св. 23 21 73 81
5 (со съемным магнитом или грейфером) До 14 II 23 с грей- фером 34 с маг- нитом 27 - -
14—23 13
Св. 23 15
15/3 (со съемным магнитом или грейфером) До 14 14 34 с грейфером 52 с магнитом 41 59 50
14—23 16
Св. 23 19 51
530
КРАНЫ ЭЛЕКТРИЧЕСКИЕ КОНСОЛЬНО-ПОВОРОТНЫЕ*
Таблица 209
Г рузоподъемпость в т За нод-изготовитель Категория сложности ремонта
механической части электротехн ической части
0,5 «Сталымост», г. Москва 2 4
1,5 3 4,5
2 7,5
3 4 10
5 11,5
КРАН-БАЛКИ РУЧНЫЕ ПОДВЕСНЫЕ С КОШКОЙ*
Таблица 210
Грузоподъемность в т За вод-изготовитель Категория сложности ремонта
0,5 1 Красногвардейск ий крановый I
КРАНЫ МОСТОВЫЕ РУЧНЫЕ ОДНОБАЛОЧНЫЕ*
Таблица 211
Грузоподъемность в т За вод-изготовитель Категория сложности ремонта
3 Красногвардейский крановый 2
5 3
10 5
КРАНЫ МОСТОВЫЕ РУЧНЫЕ ДВУХБАЛОЧНЫЕ*
Таблица 212
Грузоподъемность в т За вод-изготовитель Категория сложности ремонта
2 Красногвардейский крановый 3
5 5
10 6
15 7
20 8
531
ТАЛИ ЭЛЕКТРИЧЕСКИЕ**
Т а б л и ц а 213
Г рузоподъемность в т Завод- изготовитель Категория сложности ремонта
механической части электрической части
0,25 «Красный металлист» 2 2
0,5
1 3
2 3 3,5
3 Им. Ленина, г. Харьков 4
5
ТАЛИ РУЧНЫЕ*
Таблица 214
Грузоподъемность в т Завод-изготовитель Категория сложности ремонта
1 I
2
3 «Красный блок» 2
5
10
КРАНЫ ОДНОБАЛОЧНЫЕ С ЭЛЕКТРИЧЕСКОЙ ТАЛЫО*
Таблица 215
Грузо- подъемность в т Пролет в м Завод- изготовитель Категории сложности ремонта
меха и ячее кой части электротех н и- ческой части
I 5—7 Им. . г. Харьков 3 9
8—11 5
14—17 7
2 5—7 4 9.5
8—П 6
14—17 8
3 5—7 5 10
8—II 7
14—17 9
5 5—7 6 10,5
8—II 8
14—17 . 10
532
Таблица 216
ТЕЛЕЖКИ ОДНОРЕЛЬСОВЫЕ
Грузоподъемность в т Завод-изготовитель Категория сложности ремонта
3 (грейферная) Им. Ленина» г Харьков 6
3(для разливки металла) 8
КРАНЫ АВТОМОБИЛЬНЫЕ*
Таблица 217
Грузоподъемность в т Jа иод- изготов ител ь Категория сложности ремонта
3 Им. Январского восстания 9
5 12
7 14
10 18
КРАНЫ НА ЖЕЛЕЗНОДОРОЖНОМ ХОДУ*
Т а б ли ц а 218
Грузоподъемность в т Завод-изготовитель Категория сложности ремонта
3 (дизельный) — 17
6 (паровой) Им. Январского восстания 20
7.5 (паровой)
10 (дизельным)
15 (паровой) 24
25 (паровой) 32
25 (дизельный) 27
50 (паровой) 35
50 (дизельный) 31
533
ЛИФТЫ *
Таблица 21$)
Г рузо- подъемность в кг Коли- чество этажей Категория сложности ремонта
механической части электро- техниче- ской части
Шахта глухая Шахта стальная сетчатая
Лебедка наверху Лебедка внизу Лебедка наверху Лебедка внизу
До 100 До 5 8 9 9 10 7
6—8 9 10 10 11 8,5
Св. 100 До 5 12 14 13 15 8
До 2000 6—8 14 16 15 17 10,5
ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ*
Таблица 220
Ширина транспор.- териоЙ ленты в мм Категория сложности ремонта 1 м длины конвейера при общей длине конвейера—в -м
15 50 100 150 Св 150
400 0,35 0,25 0,20 0,15 0,10
550 0,40 0,35 0.25 0,18 0,12
700 0,45 0,40 0,30 0,25 0,18
Примечание. Машинам других заводов-изготовителей или фирм,
имеющих одинаковую конструктивную сложность с приведенными в таблицах
машинами отечественного производства, должны присваиваться категории слож-
ности ремонта согласно таблицам.
Для машин уникальных или имеющих какие-либо конструктивные особен-
ности, не предусмотренные при разработке настоящих таблиц, категории слож-
ности ремонта должны устанавливаться отделом главного механика и утвер-
ждаться главным инженером предприятия.
ЭЛЕКТРОТЕХНИЧЕСКОЕ ОБОРУДОВАНИЕ
(табл. 221—225)
ЭЛЕКТРОМАШИНЫ ВРАЩАЮЩИЕСЯ НАПРЯЖЕНИЕМ ДО 500 в *
Таблица 221
Мощность электромаш ины в кет Категория сложности ремонта машин
асинхронных с короткозамкну- тым ротором асинхронных с фазовым ротором взрывобезопасных и крановых коллекторных машин постоянного в переменного тока
До 0,6 1 1.3 1.6
Св. 0,6—3,0 1,3 1,7 2,5
3,1—5,0 1.6 2,4 3,4
5.1—10.0 2,1 3,1 4,3
10,1—15,0 2,6 3,8 5,2
15,1—20,0 3.1 4.5 6,1
20,1—30,0 3,7 5.2 7,0
30J—40,0 4Л 6,0 8,0
40,1—55,0 5,1 7,0 9,0
55,1—75,0 6.0 8,0 10,0
75.1—100.0 7.0 9.0 11,0
100,1—125,0 8.0 Ю.0 12,0
125,1—155,0 9,0 11,0 13,0
155,1—180,0 10.0 <2.0 14,0
180.1—215.0 П.О 13.0 15,0
' 215,1—240,0 12,0 14.0 16,0
240,1—280,0 14,0 16.0 18,0
280.1—320,0 16.0 18.0 20,0
Примечания: 1. Многоамперные генераторы цехов металлопокрытия принимаются как машины постоянного тока и категории сложности ремонта их увеличиваются в 2 раза против приведенных в таблице. 2- Для электродвигателей со ступенями скоростей категории сложности ремонта увеличиваются в 1,5 раза против приведенных в таблице.
535
Таблица 222
ВЫСОКОВОЛЬТНЫЕ ЭЛЕКТРОДВИГАТЕЛИ
Наименование Мощность в квгн Категория сложности ремонта электродвигателей
с коротко- замкнутым ротором с фазовым ротором
Асинхронные электродвигатели До 100 8 10
150 10 13
230 14 18
300 18 23
350 20 26
450 25 33
525 30 39
625 35 46
700 4U 52
850 45 58
1000 50 65
1200 60 78
Синхронные электродвигатели 200 28
300 33
360 35
470 40
520 45-
600 50
700 55
870 60
536
ПУСКОРЕГУЛИРУЮЩАЯ АППАРАТУРА, ИЗМЕРИТЕЛЬНЫЕ
ПРИБОРЫ Н АВТОМАТИКА*
(низковольтная аппаратура, установленная вне схемы машины)
Таблица 223
Категория слож-
Наименованне хора ктеристнка мости ремонта
5—15 0,5
Магнитные пускатели для элек- 30 0.8
тродвигателя мощностью в кет 55 1.2
75 1,5
Контакторы с током в а До 600 IC00 1,3 2.5
200 2
400 2,5
Воздушные автоматы с током в а 600 3
_800 3,5
150(1 4
Контроллеры с сопротивлением 65 2
для электродвигателем мощностью 80 3
в кет ПО 4
Щитовые электроизмерительные приборы На один прибор 1
Приборы защиты и автоматики на одну питающую линию - 2
Автоматические потенциометры и уравновешивающие мосты На один прибор 3
Милливольтметры пирометриче- ские регулирующие 2,5
537
Таблица 224
ЭЛЕКТРИЧЕСКИЕ СЕТИ
Наименование Раз мер Категория сложности ремонта
Низковольтные панельные щиты с элек- троаппаратурой На 10 питающих линий 2
Силовые распределительные шкафы (сбор- ки) с числом групп 6 групп 8 » 10 » 2 3 4
Осветительные групповые щитки с числом групп 2—3 группы 4—6 групп 7—8 » 9 -10 » I 1,5 2,0 2,5
Сборки Гольдберга На 10 пог. м 2
Внутрицеховая электросиловая сеть, про- ложенная изолированным проводом, на- пряжением до 500 в на 100 пог. и однопро- водной линии с проводами сечением До 35 лл2 Св. 35 до 70 мм2 2 3,5
Кабельные сети на 1000 пог. М’. а) проложенные в земле сечением 70 мм2 95 мм3 и более 5 8
б) проложенные в непроходных ка- налах н по стенам на высоте не выше 2.5 м сечением 70 лои9 95 л/i2 и более 10 14
в) проложенные в проходных кана- лах сечением 70 мм2 95 мм2 и более 8 10
г) проложенные по стенам на высоте более 2,5 л сечением 70 мм2 95 мм2 и более 12 16
Электросети освещения на 100 поз. м шнура сечением До 2,5 мм2 6 » 1.5 2,0
Осветительная арматура Сети заземления Воздушные электросети до 10 кв на дере- вянных опорах Воздушные электросети до 10 кв на ме- таллических опорах 10 шт. 100 пог. м 100 пог. м провода 100 » » » 0,5 1 2.0 1
538
АККУМУЛЯТОРНЫЕ БАТАРЕИ, РТУТНЫЕ, СЕЛЕНОВЫЕ
Н КУПРОКСНЫЕ ВЫПРЯМИТЕЛИ*
Таблица 225
Наименование Техническая характеристина Категория слож- ности ремонта
Аккумуляторные батареи емкостно 200 а-ч 500 > 1000 » 2000 » 10 12 14 16
Ртутные выпрямители металличе- ские иа выпрямляющую силу тока 1000 а 1500 » 3300 » 18 23 33
Ртутные выпрямители стеклянные на выпрямляющую силу тока 20 а 30 » 60 » 100 » 2 4 6 8
Селеновые и купроксные выпрями- тели для электромагнитных плит, измерительных приборов и для за- рядки кислотных аккумуляторов — 0,5
Селеновые й купроксные выпрями- тели для гальванических ванн -200-й- 600 » 2 3
ЭЛЕКТРОННЫЕ СИСТЕМЫ ПРОГРАММНОГО УПРАВЛЕНИЯ
Таблица 22S
Конструктивные особенности системы Количество электронных элементов Типовая модель Категория * сложности ремонта
Система управления с магнитной лентой 500 ПРе-ЗК 1,0
Система управления с магнитной лентой 2000 ПЗе-1-61 2,0
Система управления с встроенным интерполятором 6000 УМС-2 3,5
Система управления с встроенным интерполятором 10 000 С4У-5К 6,0
* Категории сложности ремонта даны без учета электродвигателей и элек- трооборудования, установленного непосредственно на станке.
539
ОБОРУДОВАНИЕ ЧАСОВОЙ И ПРИБОРОСТРОИТЕЛЬНОЙ
ПРОМЫШЛЕННОСТИ*
(табл. 227—241)
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ (табл. 227—234)
Таблица 227
Токарные, токарно-револьверные станки, полуавтоматы и автоматы
Наименование станка Завод- изготовитель или фирма Модель Основные размеры В ЖЛ1 Категория сложности ремонта
Sg О? CQ S' к -*• sih механи- ческой части |hi
А. Токарные станки 1. Нормального исполнения
Настольный Московский 2-й часовой С-95 50 125 1,3
Т-95А ПО —
Настольный для чи- стовых операций - Т-265 65 190 3 -
Настольный для ни- струментальных работ Т-28 220 —
Пензенский С-28 280 1,3
Настольный для се- рийных и массовых ра- бот Московский 1-й часовой С-95А 125
Настольный Московский 2-й часовой С-95Б
С-95В 2
Настольный для точ- ных инструментальных работ Пензенский С-1 90 350 4
Настольный для се- рийных работ С-1А
Универсальный с ва- риатором и приспособ- лениями «Фрезер^ С-193 100 500 6 3.0
Универсальный без вариатора скоростей Московский I-й часовой С-193Б С-193В 4 2,5
— Т193-Б —
540
Продолжение табл 227
Наименование станка Завод- изготовитель или фирма Модель Основные размеры в мм Категория сложности ремонта
сс ег Расстоя- ние ме- жду цен- трами Sos ”. SC н S8S 2 я1 » o-S S ®
С квнллом для раста- чивания цанг Пензенский С-58 102 — 5 3,0
Для серийных работ — Т-1А 285 4 —
Дюбер • 1 50 150 2 1,3
Вольф-Ян — 65 280 3
Дюбер 2
Шаублин CV-65
Ауэрбах —
Арестон —
Настольный Болей и Лейнен DZ 90 350 4 1,3
Микрон —
Лорх —
Артур Герстенс —
К. Рейнер —
Шаублин SV-90
Артур Герстенс -
Дльбен Рознер -
Рихард Генрих —
Урофа —
Дюбер 3
Симонэп —
541
Продолжение табл. 227
Наименование станка Завод изготовитель или фирма Модель Наибольший ход суппорта в мм Категория сложности ремонта
i I- Q.3 попе- речный механи- 1 ческой части о i> X X® К Ф X о и ч Ф И Я СП f- о tr
2. Полуавтоматы Наиболь- ший ход суппорта (продоль- ный X по- перечный) в мм —
Универ СП'lbHi.nl с центровой бабкой Московский 2-й часовой С-178 (ПЦН) 20 х 30 0 обра- ботки 10 6 1.8
с цанговой бабкой С-178 (ПЦГ) 20Х 30 0 обра- ботки от 1 до 15
с патронпой бабкой С-178 (ПП) 20X30 0 обра- ботки 40
Для обточки кулач- ковой муфты Московский счетно-ана- литических машин С-67А 20 20 5 1.3
Цанговый для рас- точки кулачковой муф- ты С-67Б
Патронный для рас- точки гнезд С-67В
Для окончательной обработки обода баланса часов Инструмен- тальный Главчас- прома С-108-А 20 55 7 1.3
Для окончательной обработки обода балан- са часов Инструмен- тальный Главчас- прома С-108 20 55
Для точения крышки барабана Пензенский И-56 25 30 5 1,8
Затыловочный для мо- дульных фрез С-43 Наиболь- ший Диа- метр обра- батываемого изделия 40 мм 6 1,3
542
Продолжение табл. 227
Наименование станка Завод- изготовитель или фирма Модель Наибольший ход суппорта в мм Категория сложности ремонта
л с S о=Е с.3 с и попе- речный S8S 2 tr 17 Н S ц t- 0> X о с.
Цанговый для наруж- ного, внутреннего и тор- цового гонения Московский _ 2-й часдзой С-175 (ИЦ) Наиболь- ший диа- метр обра- батываемого изделия 55 jwjh 8 1.8
Патронный Для на- ружно! о, внутреннего и торцового точения С-175 (ПП)
Двух- шпин- дельный для расточ- ки гнезд в платинах и мостах Линотип С-57 30 32 9
для торцо- вой проточ- ки платин и мостов часовых механизмов С-81
С-81А
для расточ- ки гнезд в платинах и мостах Пензенский Т-129 10 45 9
Отделочный для обра- ботки баланса Московский 2-й часовой Т-229 Диаметр обрабаты- ваемого изделия 12 мм\ п— =30 000 об/мин 10 3,0
Токарный для обра- ботки накладки баланса Т-154 Диаметр обрабаты- ваемого изделия 5 мм 6 1.3
Для расточки баланса Хезлер — 20 55 7 1,3
543
Продолжение табл. 227
Наименование станка Завод- изготовитель или фирма Модель Наибольший диаметр обрабаты- ваемого прутка или изделия в мм Категория сложности ремонта
2 « ® О S X О о у aj сз е- ®—, s ф к О CJ ч а> g «
Затыловочный Сафаг 24 Наиболь- ший Дна- метр обра- батываемой фрезы 40 мм 6 1,8
124 10
Двухшпнндельный Ламберт 37С Наиболь- ший ход суппорта: продольный 10 мм поперечный 45 мм 9 2 1
Куммер —
Буре —
Урофа —
-
Для изготовления ко- нических и цилиндри- ческих штифтов Пензенский С-39 Прутка 2 4 1,5
Для изготовления винтов из прутка Московский счетно-ана- литических машин С-38 Прутка 3 5
С-38М 6
Продольного точения - Т-300 Прутка 4 10 —
Для предварительной обработки баланса и крышки барабана Московский 2-й часовой Т-240 Изделия 15 6 2
Универ- сальный с центровой бабкой С-178 (АЦП) Изделия 10 8
с цанговой бабкой С-178 (АЦГ) Изделия 15 7
544
Продолжение табл. 227
Наименование станка Завод-изго- товитель или фирма Модель Ив нбольш и и диаметр обрабаты ваемого прутка или изделия в мм Категория сложности ремонта
ill в- я ж ;< е- g о v
Для предварительно- го точения баланса Инструмен- тальный Главчас- прома С-107 Изделия 15 8 1.5
Для обработки балан- са будильника С-107Б Изделия 23 7 2
Для обработки кор- пусов часов Московский 2-й. часовой С-175А Изделия 55 9
Винторезный. на- стольный Ламберт NS Прутка 3 5 1,5
Для предварительно- го точения баланса Хезлер Изделия 15 8 2
Для малых винтов Торное Б. Токарг 1. С TV . Прутка 4 9 1,5 .
Для колонки волоска TVV 12
Для фасонно-продоль- ного точения R-I5 R-20 to-револьве танки T-I93A Прутка 15 Прутка 20 оные Прутка 14 14 6 16 2 2,5
Фильтр - прибор - - 2 1,5
Респиратор Тока рно-сборочный 2. А в Московский 2-й часовой Р-12 т о м а т Т-120 Прутка 8
Для обработки бара- банов часовых механиз- мов Линотип С-55 Изделия 25 10 2
Токарно-сборочный Давенпорт R-3 Прутка 8 16 1.5
Для обработки бара- банов часовых механиз- мов Ламберт - Изделия 25 10 2
18 Заказ 1283
545
Таблица 228
Сверлильные м расточные станки, полуавтоматы и автоматы
Наименованне стайка 3 а в од- из гот ов ител ь или фирма Медель Категория сложности ремонта
диаметр сверления h* ESS г в- tr электро- техниче- ской части
А. Сверлильные
1. Станки
Горизонтальный настольный С-20 0,5 1
С-20А 1.5
Вертикальный настольный Моск® вс кий 2-й часовой С-78 1
Двух шпиндель- ный горизонталь- ный С-70 3
Т рехпинольный горизонтальный настольный Московский счетно-аналити- ческих машин С-62 4
Вертикальный настольный Московский -2-й- часовой С-3
Челябинский часовой С-Зм
Двух шпиндель- Московский 2-й часовой С-12 1.5
ный вертикальный настольный Челябинский часовой С-12м
Трехшпиндель- ный вертикальный настольный Московский 2-й часовой С-13 2
Челябинский часовой С-13м 2
Одношпиндель- ный вертикальный С-155 2
Двух шпиндель- ный вертикальный Пензенский часовой C-I55/2 3
Для точных свер- лильных работ, на- стольный Москово- »!• 2-й часовой С-106 2
Трехшпиндель- ный вертикальный Челябинский часовой С-155/3 4
Вертикальный настольный Калязинский техникум С-25 5 3 1.3
546
Продолжение табл. 228
Наименование станка Завод-изготовитель или фирма Модель Наибольший диаметр сверления в' мм Категория сложности ремонта
И» gS t Я tr S £ £ о ЦО U 4 о К я
12 шпиндельный вертикальный Московский 2-й часовой С-111 5 7 1.3
Вертикальный сверлильный Фишер __ 2 1
Дюбер —
Гаузер S1
Ган и Кольб -
Урофа
Франц Кобзерен -
Болей—Леннен
Двухшпиндель- ный вертикальный Гаузер - 1.5 1.8 1.5
Дикси -
настольный Урофа -
Рейнер —
Т рехшпинДель- ный вертикальный настольный Гаузер Ns 1 2 3
Рейнер -
Урофа
Вертикальный одношпиндельный Ган и Кольб — 3
ДвухшпинДель- ный вертикальный —
Настольный вер- тикальный Вебо 2А 2
DSV-2
Настольный вер- тикальный Георг Тиль — 2
Флотт — б т ы 1 3
Вертикальный многошпиндельный Для сверления отверстий в ободе баланса Болей—Лей нен V-80 7 4
Ган и Кольб 2. П о л у Московский I-й часовой в т о м а С-71
Восьмишпин- дельный Московский счетно-ана лита • ческих машин С-44 3 8 2
18*
517
Продолжение табл 228
Наименование станка Завод-изготовитель или фирма Модель Наибольший Категория сложности реноита
диаметр сверления s мм Ф оз CJ электро- техниче- ской гр"ТИ
Ю-шпиндельный Инструменталь- ный Главчаспрома С44-4 3 10
Восьмишпин- дельный горизон- тально-сверл иль- ный Шаублин - 3 8
3. Автоматы
Московский 2-й часовой С-163
Трибосверлнль- ный С-163-А 2 12 2
Давенпорт -
Б. Расточные
Для расточки отверстий, в плата- нах и мостах часо- С-49 Высота центров S0 мм
вых механизмов С-27 4
Московский счетно-аналити- ческих машин С-9 4 1.3
Копировально- расточный настоль- ный С-9А 5
С-79
Копировально- расточный Московский 2-й часовой С-170 10 5 1,8
Токарно-расточ- ный Гаузер 4 4 1.5
2. Полуавтоматы
Сверлильно-рас- точный вертикаль- ный многошпин- дельный Московский 2-й часовой С-208 Наиболь- ший диа- метр свер- ления 6, расточкн 17 3.U
Аллеман - 12
548
Таблица 229
Фрезерные, протяжные, строгальные станки, полуавтоматы и автоматы
Наименование или назначен*"5 станка 3 а вод-из готов 11 гел ь или фирма Модель Размер стола или наибольшие размеры обрабаты- ваемой детали в мм Категория СЛОЖНОСТИ ремонта
ih К О О S = О' * К=« Н О О
А. Фрезерные 1. Станки
Для фрезерова- ния паза под ко- лонку волоска Московский 2-й часовой С-77 Диаметр проволоки 1 2 1,3
Для алх, азной об- работки знаков - Ф-307 Детали 40 7
Для фрезерова- ния гнезда под ку- лачковую муфту Чистопольский часовой С-76 Стола 50 2
Вертикальный для установки люф- тов Московский 1-й часовой С-153 Стола 76
Фрезерный го- ризонтальный . /Московский счетно-аналити- ческих машин С-2 3
Фрезерный ком- бинированный С-2А
Вертикальный Ч истополнекий часовой Ф-157 Стола 100
Фрезерный гори- зонтальный - Ф-2М 3 -
Фрезерный для точных работ — Ф-157М 4
Специальный для автоматических ку- лачков Лесковский 2-й часовой С-158 Диаметры обрабаты- ваемых ку- лачков до 200—250 7 1,8
У ниверсальный Московский счетно-аналити- ческих машин С-169 Поверхность стола 1104 320
Ажуровочный Пензенский часовой C-16IA Ширина об- работки 60 8 25
549
Продолжение табл 229
Наименование или навкачение станка Завод-изготовитель или фирма Модель Размер стола или наибольшие размеры обрабаты- ваемой чета л и в мм Категория сложности ремои га
« ° ® ill >лектро техниче- ской части
Пятишпиндель- ный гравироваль- ный Московский 1-й часовой С-210 Поле об- водки шаб- лона—170Х Х65 от Ml : б до 1 : 50 16 1,8
Горизонтальный Гаузер CD Стола 100 3 1.3
Горизонтальный настольный Дюбер
Горизонтальный Гаузер С
Горизонтальный настольный Урофа -
Вертикальный настольный Дикси — Стола 100 3 1.3
Ган и Кольб —
1 оризонтальный настольный Файл ер —
Шуберт —
Универсальный Шаублпн SV-12 Поверхность стола пах 320 1,8
Ажуровочный Для обрезки копья Тиль 2. П о л у а в Пензенский часовой 860 т о м а т С-85 Ширина об- рабаты- ваемой де- тали 60 Диаметр'-’ Xдлина 12X13 8 1 1.3 1.3
Для фрезерова- ния копья С-86 Диаметр х Xдлина 12X30
Специальный для фрезерования двой- ного ролика MoCKOBCK.lt* . 2-й часовой* С-92А Диаметр фрезы до 1 мм 2
Фасонный для фрезерования пла- тин Пензенский С-50 Диаметр обрабаты- ваемой Де- тали 40 7
Для фрезерова- ния платин — С-50м —
560
Продолжение табл 229
Наименование или назначение станка Завод-изготовитель или фирма Модель Размер столе или наибольш ив размеры обрабаты- ваемой детали в «! Кате! ор ня сложности ремонта
S ° s «st в-Е »- = S® f- О g С V
Фасонный двух- шпиндельный Пензенский С-187 Поверхность обрабаты- ваемой детали 45 у 45 12 d.U
Специальный дну х шпвн Дел ьный для фрезерования анкерной вилки Московский 2-й часовой С-45 Стола 160 4 1.8
Одношпиндель- ный для фрезеро- вания анкерной вилки С 46 3 1.3
Операционный Инструменталь- ный Главчаспрома С-207 Стола 200 7
Двухшни-я-дель’ - - С-47
ный для фрезерова- ния пазов анкерной вилки Московский 2-й часовой Стола 279
С-48 —
Специальный трехшпиндельный вертикальный С-221 Стола 375 3.0 1.3
Фасонный Для фрезерования пла- тин Биллетер - Обрабаты- ваемый диа- метр 40
Фасонный Гаузер — Поверхность обрабаты- ваемой детали 45х 45 12
Для фрезерова- ния анкерной вил- ки Для фрезерова- ния крючка вала барабана Хезлер 3. Авто Московский 1-й часовой маты С-41 Стола 160 ДиаметрХ X длина детали 11X19 4 5 1.8
С-41М
551
Продолжение табл. 229
Наименование или назначение станка Завод-из готовитель или фирма Модель Размер стола или наибольшие размеры обрабаты- ваемой детали в а» • Кате СЛОЙ рем Jos ” о о S в- S юрия ности онта §. S 5 я"» ь
Для фрезерова- ния квадратов ва- ликов Чистопольский часовой С-156 Ширинах .< длина 4X12 6 1.5
Для фрезерова- ния крючка вала барабана Ламберт - Диаметрх XДлина 11X19 5
Для фрезерова- ния квадратов вала барабана Петерман — Ширинах Xдлина 4X12 6 -
Тиль —
Двусторонний для фрезерования платин Фасонный для фрезерования пла- тин Для протягива- ния платин Б. Протяжнь Московский 1-й часовой В. Строгальн Тнль Ф-288 Ф-287 ie станки С-198 Диаметр обрабаты- ваемой Де- тали 30 Диаметр обрабатывае- мой детали 35 Усилие протягива- ния 600 кг 10 5 2 1,3
Непрерывного действия, горизон- тальный Фасонностро- гальный станок для строгания пуансо- на С-198М ые станки № 32 То же, 1000 кг Длина строгания 100 6 12
Круглострогаль- ный полуавтомат Московский 1-й часовой С-188 Максималь- ный диа- метр Детали 28 8
552
Таблица 230
Шлифовальные, полировальные и заточные станки и полуавтоматы
Наименование или азначение станка Завод- изготовитель или фирме Модель Диаметр рабочего диске (круга) или размеры обрабатываемо П детали в л л Категория сложности ремонта - о й о.? Я § ь ® V О «ЯСС О <U « | 0J ~ <0
Поли рова л ьный для закругления и полирования осей Шлифовальные 1. Ci Пензенский часовой и полиро а и к и С-133Б зальные Диаметр обра- батываемой цапфы До 0.2 4 1,3
Настольный для закругления цапф С-133А
-Для закругле- ния цапф С-133
Для шлифования из целого канавок спиральных нуле- вых сверл Инструмен- тальный Глав- часпрома С-88 Диаметр обра- батываемой детали до 0,3 5
Для полирования осей баланса Московский 2-й часовой С-74 Диаметр обра- батываемой детали до 2 3
Бесцентрово- шл ифовал ьный Инструмен- •сальный Глав- часо рома С-89 4 1,8
Для полирования цапф твердосплав- ным диском С-8А Диска 70 1,3
Шлифовально- полировальный Московский I-й часовой С-8 3
Для полирования цапф - Ш-8 4
Для шлифования кулачковой муфты Чистопольский часовой С-124 Диаметр обра- батываемой детали до 3 5
Для расшлифо- вывания волок Угличский технических камней Ш-164 Диаметр обра- батываемой детали до 6,5 4 1.8
Заточный для плашек Инструмен- тальный Глав- часпрома С-113 Круга 4,5 2 1,3
Лучевальный Чистопольский часовой С-34 Диаметр обра- батываемой детали 20 3
553.
Продолжение табл 230
Диаметр рабочего диске (круга) или размеры обрабатываемо fi детали в лл Категория ( сложности ремонта
Наименование или назначение станка Завод- изготовитель или фирма Модель ® О Я « я 1- sss SSot R Ф g га
Заточный для модульных диско- вых фрез Пензенский часовой С-127-Ф Диаметр фрезы до 20 5
Станок для зата- чивания победито- вых дисков Московский С-11 Диска До 40 3
2-й часовой С-11А
Специальный для срезки концов осей баланса Пензенский часовой С-177 2
Заточный для перовых сверл Чистопольский часовой C-SO Диска 60 3
Полировальный для закругления и полирования паза анкерной вилки Московский 1-й часовой С-131 5
Специальный Для шлифования кана- вок двойного роли- ка Московский 2-й часовой С-80 Круга 60 3 1,3
Двухшпиндель- ный для затачива- ния твердосплав- ных ДИСКОВ Инструмен- тальный Глав- часпрома С-196 Круга 65 4
Заточный для резцов Петродворцо- вый часовой Ш-233А
Заточный для гравировальных резцов Московский 1-й часовой Ш-234 Круга 100 2
Полировальный двух шпиндельный с поворотными баб- ками Пензенский часовой С-172 Диска 120
Иглозаточной Ш-167 Круга 125
Г оризонтал ьный доводочный Угличский точных техни- Ш-166 Диаметр обра- батываемого отверстия до 6,5 1.8
10-шпиндельный для расшлифования волок ческих камней Ш-165 Диаметр обра- батываемого отверстия до 1,5 6 1.3
554
Продолжение табл. 230
Наименование или назначение станка Завод - изготовитель или фирма Модель Диаметр рабочего диска (круга) или размеры обраба тываемо й детали в мм механи- ческой — 2 £ части п 2 ч горня ноет к опта а о В ? о £
Для затачивания автоматных резцов Московский I-й часовой С-73 Круга 120 2 1.3 |
Для шлифования и полирования фа- сок Пензенский часовой С-171 Круга 140 3
Для шлифования и доводки инстру- мента Инструмен- тальный 1лав- часпрома С-194. C-I94A Круга 150 5
Для шлифов Московский 2-й часовой С-119 Круга 300 *
Катальная маши- на для полирования цилиндрических де- талей С-104 Барабана 315 4 /
ДвухшпинДель- ный плоскополиро- вальный Московский 1-й часовой С-15 Диска 320 1.8
... Полировально- отделочный Плоскошлнфо- нальный
Инструмен- тальный Глав- часпрома С-29 Диска 400 2 1.3
Двух шпиндель- ный полироваль- ный Пензенский часовой С-42А С-42М I 4
Ш-42М Кругов зьи -
Круглошлифо- вальный - Ш-149 В. Ц. 60; Р. м. Ц 150 7 -
Шлифовальный для осей баланса Хезлер - Круга 70 4 3 1.3
Для шлифования цапф Шлифовально- полировальный Гаузер Урофа
Для полирования цапф Стейнель — Диаметр поли- 4
Сафаг —
Шаублин S2I
Ламберт - ровального диска 70
Дикси -
Дуплекс -
Салац -
Для шлифования кулачков муфты Ламберт Диаметр обра- батываемой детали до 3 5
555
Продолжение табл 230
Н0именование млн назначение станка Завод- изготовитель или фирма Модель Диаметр рабочего диска (круга) или размеры обрабатываемой детали в ад Кате слои рек « 9“ К о о zSg гор ИЯ кости онте э £ Ь Я O'J -. о С -но?
Заточный для плашек Кайцерн Круга 4,5 2 1.3
Ум иверсальны й «аточный для твер- дых сплавов Эрликон NM52 Круга 30,75 8
Для полирования анкерной вилкя Хезлер 6А Диска 50 5
Заточный для победитовых дисков Урофа — Круга 40 3
Салац ——
Шл ифовал ьный для фасок Гаузер — Круга 120 4
Заточный для резцов Петерман 2 1,5
Агатой Круга 150 S 1.8
Ллоскошлифо- вальный Блокоз - Круга 320 4
Ламберт -
Профильно-шли- фовальный Штудер PSM Круга 130 12
Специальный шлифовальный 2. Пол у Московский !-й часовой в т о м а С-220 т ы Круга 6 4 1.5
Для Одновремен- ного полирования двух папф Московский 2-й часовой Ш-263 Кругов 60 7
Полировальный С-201 Диска 70 6 1.5
Для глянцевания цапф оси баланса Пензенский часовой Ш-147 Диска 71 4
Заточный для дисковых фрез Чистопольский часовой С-52 Круга 75
Заточный Для червячных фрез с прямыми канавка- ми Инструмен- тальный Глав- часпрома С-96
Поли рева чьный Гаузер 212 Диска 70 6
Заточный для дисковых фрез Сафаг — Круга 75 4 .3
Урофа —
Универсальный заточный для твер- дого сплава - i • Ш-227 Детали 0 100X50 8
Полировальный Для шлифования аксов будильника 3. А в Московский 2-й часовой Ш-261 о м а т ы С-103 Детачи 0 100X10 Круга 98 4 6 1,8 .
556
Таблица 231
Зубообрабатывающие станки, полуавтоматы и автоматы
Наименование или назначение станка Завод-изготовитель или фирма Модель Наибольший диаметр обра- батываемого изделия а мд< Категории сложности ремонта
механи- ческой части Э Ф а 2 Э X с о д ф « гонца-
I. Станки
Зубополировальный Пензенский часовой С-83 25 2 1.3
Т рибополнроваль- II ый Московский 1-й ча&вой С-6 30
2. Полуавтоматы
Для шлифования плоскости покоя ан- керного колеса Пензенский часовой С-126 4 5 1,5
Для шлифования пятки зуба анкерного колеса С-125
Зубофрезерный — 3-253 8 —
Для шлифования плоскости импульса и фаски анкерного ко- леса Пензенской часовой С-125А 5 Б 1.5
Для нарезания тор- цового зуба Московский счетно-аналити- ческих машин С-51 8
Зубофрезерный се- мишпиидельный Московский 2-й часовой С-109 15 10
Для нарезания зуба фасонных фрез Московский I-й часовой С-152 30 7
Зубоотделочный Пензенский часовой С-61 40 4
Зубофрезерный Инструменталь- ный Главчаспрома С-53 80 6
Для нарезания тор- цового зуба Торное — 8 5
Зубофрезерный для нарезания зубьев ан- керного колеса Гаузер — 15 10
Хезлер —
557
Продолжение табл. 231
Наименование или назначение станка Завод-изготовитель или фирма Модель Наибольший диаметр обра- батываемого наделяя в мл Категория сложное) и ремонта
S ? £ ” £ »*= £ га X С fj Ч a g га
Для нарезания зуба фасонных фрез Сафаг № 10 30 1.5 1.5
№ 11
Зуборезный № 3
Для обкатки часо- вых колес Шаублин SN3 40 4
Зубофрезерный Зубофр езерный Кольман М3 80 6 - 5- -
Гаутнер -
Петерман 3. А йт о г Инс-Фру-менталь- ный Главчаспрома № 2 i а т ы С 40
С-40М
Для фрезерования торцовых зубьев ко- ронных колес Московский счетно-аналити- ческих машин С486 25 6
Зубофрезерный Урсфа 5 5
Петерман —
С- Триппе —
Штраузак -
Тиль 84 40 6
Копфер —
5^<рон —
Марат
Гаутье EN7
Ламберт —
558
Т а б а и п a 232
Резьбонарезные станки, полуавтоматы и автоматы
Наименование или назначение стайка Завод- кзготов итель вли фирма Модел ь Наибольший диаметр каре засмой резьбы В ММ Категория сложи ости ремонта
5® 5 О К 2 к р * и о g F
Вертикальный 1. Ста Московский 2-й часовой к н С-4 2 1,3
Челябинский часовой Р-54 1,5
Горизонтальный для нарезания вала бара- бана С-60 3
Горизонтальный для обода баланса Московский 1-й часовой С-72 2
Вертикальный для нарезания внутренних резьб Челябинский часовой Р-130 3 3
Двухшпиндельный вертикальный свер- лил ьно-резьбона рез- ной С155/1Р 4 б
Т рех шпиндельный вертикальный свер- лил ьно-резьбонарез- ной С-155/2Р
Г оризонтаявный Чистопольский часовой С-7 5 2
Резьботокарный для нарезания метчиков • Московский 1-й часовой С-102А 6 5
Инструменталь- ный Главчаспрома С-102М
С-102
Вертикальный Болей Лей йен — 2 1
Дюбер
Файлер —
Шаублин —
Болей - Лейнен —
Урофа -
Гаузер -
559-
Продолжение табл. 232
Наименование или назначение станка Завод-изготовитель или фирма Модель Наибольший диаметр наре- заемой резьбы в ям Категория сложности ремонта
go о о о а.» а х« к Ш х О о
Горизонтальный для нарезания вала бара- бана Петерман - 1,5 3 1,3
Горизонтальный для нарезания резьбы на балансе Хезлер № 2 2
2. Автоматы
Для нарезания гаек от М2,6-до М4 — С-181 4 4 1.5
Для нарезания резь- бы Инструменталь- ный Главчаспрома ’ С-184В 5 5
Таблица' 233
Агрегатные и комбинированные станки, полуавтоматы и автоматы
Наименование или назначение станка Завод- изготовитель или фирма Модель Наибольший диаметр обрабиты- ваемого изделия или диаметр сверления Категория сложности ремонта
»=я Jos й к н Й 5 j,neKTpo- техниче- ! С кой части
Свер лильно-фрезер - ный полуавтомат для колонки волоска Московский 2-й часовой С-69 Прутка 0,6 6 1,5
Московский 1-й часовой А-230 Сверления 1
Свер лил ьно-шлицо- вочный полуавтомат для колонок волоска Пензенский чассл^ С-173М - ' 3
Сверлнльно-резьбо- нарезной полуавтомат для обработки платин под винты крепления циферблата Московский 1-й часовой А-224 Сверления 2 '5
560
Продолжение табл. 233
Наименование или назначение станка Завод- изготовитель или фирма Модель Наибольший диаметр обрабаты- веемого изделия или диаметр сверления в мм Категория сложности ремонта
® с S о о SE ₽ § о о схв;
Для центрирования, сверления и растачи- вания отверстий под заводной ключ Московский 1-й часовой С-212 Сверления 2 7 1,5
Комбинированный сверлильно-фрезер ный полуавтомат С-215 Сверления 1 8 4,5
Московский 2-й часовой С-216 Изделия 70 14
С-217 3
С-218 4,5
18-позишюнпый сверлильный автомат А-281 26 -
18-позиционный резьбонарезной авто- мат А-283 Изделия 31 30 —
12-позиционный рас- точный автомат - А-284 24
Специальный свер- лильно-резьбонарез- ной автомат А-285 20 -
Специальный свер- лильный автомат — А-286 18 f
18-позиционный то- карно-сверлильный ав- томат А-290 Изделия 30 30 1
Автомат для изго- товления колонки во- лоска Хезлер — - 6 -
19 Заказ 1283
561
Таблица 234
Разные станки, полуавтоматы и автоматы
Наименование или назначение станка Завод- взготовнтель или фирма Модель Размеры в мм Категория сложности ремонта
к ill О 4> Ь Я к 1- <У V С V Ч <U К ГС Я1 Ь О Р'
Двухчашечный для набора винтов в бло- ки Московский 1-й часовой С-14М 2 1,8
Для печатания ци- ферблатов Московский 2-й часовой С-93 - 1,3
Галтовочный бара- бан сдвоенный Пензенский часовой С-205 Диаметр бара- бана 76
Галтовочный бара- бан колокольного типа С-206 Диаметр бара- бана 600 1,8
Автомат для навива- ния гофрированных цилиндрических пру- жин — С-219 — 1,3
Полуавтомат для об- жатия цилиндриче- ских пружин Московский 2-й часовой Пр-237 -
Для печатания ци- ферблатов Пр-145 3
Штифтонаборная машина С-162 1,8
Намоточный полуав томат с планшайбой 0 100 мм - Пр-159 Наибольший диаметр про- волоки 0,6 5 3
Намоточный полуав- томат с планшайбой 0 250 мм Пр-160 Наибольший диаметр про- волоки 3 5 3
Полуавтоматическая ультразвуковая про- мывочная машина Пр-213 -
Для балансирова- ния баланса будиль- ника Московский 2-й часовой С-150 Наибольший диаметр обра- батываемой детали 2 6 1,3
562
Т а б л н ц а 238
Правильные и отрезные станки и автоматы
Наименование или везкачение оборудования Завод- изготовитель или фирма Модель Диаметр обрабаты- ваемого материала Категория сложности ремонта
® с я я йь и о <у Л <у со Е STB1 ° у = К Ж«я t- ч S * 2 л н о »
Правил ьно-отрез- ной автомат Пензенский С-16 До 2,5 4 1,8
С-17 До 7 2.0
Пр авил ьно-пол и- р овал ьный станок «Арматура» С-22 До 18 4
Автомат для на- катки валиков — С-115 8 1.8
Пра вил ьно-отрез- ной автомат Ар но-Лоза DP - 4 —
Ти б л и ц~а-~239“
Волочильные станки
На именован не или назначение оборудования Завод* изготовитель или фирма Модель Диаметр обрабаты- ваемого материала в мм Категории сложности ремонта
® о ж И ж t- 2 D о А Ж и- f~ я _ Е Ж хя Ч X Р V f. £ к
Для холодного волочения элинва- ровой проволоки Московский 2-й часовой С-64 0.5 3 1.3
С-64М
Для холодного волочения Деревообраба- тывающих станков С-18 3 4 1,8
Цепной для про- волоки С-87 5
Для холодного волочения С-19 6,5 2,5
Цепной для прут- ков С-87А 15 6
£67
Вальцы
Таблица 240
Наименование или назначение оборудования Завод- изготовитель или фирма Модель Размеры обрабаты- ваемого материала в мм Категория сложности ремонта
£«= Й Sr X о о (- Я к я t- ю К о и 11 1-0 ?
Для плющения волосков Московский 2-й часовой С-63 Диаметр 1 5 1,3
Прокатные д-бз
Калибровочные Средазхиммаш с-зз 1,2 8 1,8
Листоправиль- ные семивалковые Инструмен- тальный Глав- гаспрома С-31 6-3 5
Калибровочные Зундвигер 8=1,2 8
* С — толщина материала в мм
Таблица 241
Ножницы
Наименование или назначение оборудования Завод- изготовитель или фирма Модель Толщина обрабаты- ваемого материала К ате| ория сложности ремонта
мехами- ' ческой части ° ° н :sja к <Ь й о V
Роликовые для об- резки корпусов бу- дильников С-114 0,5 3 1.3
Рычажные «Арматура» С-21 1,5 2 —
Дисковые С-23 2,5 3 1,8
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
НОРЛ1Ы АМОРТИЗАЦИОННЫХ ОТЧИСЛЕНИЙ ДЛЯ ОБОРУДОВАНИЯ
(извлечения)
Новые нормы амортизации технологического а подъемно-транспортного
оборудования, представленные в таблице, разработаны ЭНЙМСом и отраслевыми
институтами по заданию б. Государственного комитета Совета Министров СССР
по автоматизации и машиностроению и Госплана СССР и установлены с учетом
современных условий эксплуатации и износа оборудования.
Настоящие нормы являются частью норм амортизационных отчислений по
основным фондам народного хозяйства СССР, утвержденных постановлением
Совета Министров СССР для применения в качестве обязательных на всех госу-
дарственных предприятиях и организациях независимо от ведомственной под-
чиненности.
Нормы вводятся в действие с 1 января 1963 г.
ХЭбщая-норма-амортиза-щш-Да-состоит; —
а) из нормы амортизационных отчислений на полное восстановление /7в;
б) из нормы амортизационных отчислений на капитальный ремонт Нк,
состоящей из норм отчислений на капитальный, средний ремонты и модернизацию:
Но = Нв -Ь Нк.
Нормы амортизации установлены с учетом сменности работы оборудования
н типа производства.
Приведенные в таблице нормы амортизации рассчитаны для режима работы
оборудования в две смены. Определение нормы для другой сменности произво-
дится путем умножения нормы, приведенной в таблице, на соответствующий коэф-
фициент: для трех смен до 1,2; для одной смены до 0,8.
К нормам амортизации,- обозначенным звездочкой, поправочный коэффи-
циент не применяется.
Для правильного отнесения предприятий к тому или иному типу произ-
водства предлагается руководствоваться следующими признаками:
1. Массовое производство — производство, при котором изготовление изде-
лий ведется путем выполнения на рабочих местах одних и тех же, постоянно
повторяющихся операций.
2. Крупносерийное производство — производство, приближающееся к орга-
низационным формам массового производства при ограниченной номенклатуре
и большом размере выпуска изделий.
3. Серийное производство — производство, при котором изготовление изде-
лий ведется партиями или сериями, регулярно повторяющимися через опреде-
ленные промежутки времени.
4. Единичное производство — производство, при котором изготовление
изделий или совсем не повторяется или повторяется через неопределенные про-
межутки времени.
5. Мелкосерийное производство — производство, приближающееся к орга-
низационным формам единичного прн разнообразной номенклатуре и незначи-
тельных размерах партий изготовляемых изделий.
569
Продолжение прилож. 1
Нормы амортизационных отчислений на технологическое
и подъемно-транспортное оборудование
(в % к балансовой стоимости)
Группы основных фондов Нормы амортизационных отчисле- ний
Полное восста- новление На капи- тальный, средний ремонты и модер- низацию Общая норма
Металлорежущие станки Массовое и крупносе- рийное производство Универсальные и специализирован- ные, легкие и средние станки весом до 10 т, работающие абразивным ин- струментом 6,7 9.7 16,4
Универсальные и специализирован- ные, легкие и средние станки весом . до ,_1.0__£и рабо1аю1ДЕ.е_неабраааЕ11ым. инструментом 5,6 9,3 14,9
Универсальные и специализиро- ванные, крупные и тяжелые станки весом от 10 до 100 т, работающие аб- разивными инструментами 4,7 7,4 12,1
Универсальные и специализиро- ванные, крупные и тяжелые станки весом от 10 до 100 /п, работающие не- абразивным инструментом 4,2 10,0 14,2
Агрегатные и специальные станки 8.3 5,1 13,4
Автоматические линии 8,3 3,9 12,2
Серийное производство Универсальные и специализиро- ванные, легкие и средние станки ве- сом до 10 т, работающие абразивным инструментом 4,8 7,2 12,0
570
Продолжение прилож. 1
Группы основных фондов Нормы амортизационных отчисле- ний
Полное восста- новление На капи- тальный, средн II й ремонты и модер- низа и и,о Общая норма
Универсальные и специализиро- ванные, легкие и средние станки ве- сом до 10 т, работающие неабразив- ным инструментом 4,6 7,6 12,2
Универсальные н специализиро- ванные, крупные и тяжелые станки весом от 10 до 100 т, работающие аб- разивный инструментом 3,8 6,2 10,0
Универсальные и специализиро- ванные, крупные и тяжелые станки весом от 10 до 100 т, работающие не- абразивиым инструментом 3,5 6,4 11,9
Особо тяжелые и уникальные стан- ки весом свыше 100 т 2,7 2,3 5,0
Агрегатные и специальные станки 6,3 4,0 10,3
Мелкосерийное и еди- ничное производство Универсальные и специализиро- ванные. легкие и средние станки ве- сом до 10 т, работающие абразивным инструментом 4,2 6,5 10.7
Универсальные и специализиро- ванные, легкие и средние станки ве- сом до 10 т, работающие неабразив- ным инструментом 4,0 6,9 10,9
Универсальные и специализиро- ванные, крупные и тяжелые станки весом от 10 до 100 т, работающие аб- разивным инструментом 3,3 5,5 8,8
571
Продолжение прилож. 1
Группы основных фондов Нормы амортизационных отчисле- ний
Полное восста- новлен не На капи- тальный, средний ремонты и модер- низацию Общая норма
Универсальные и специализиро- ванные, крупные и тяжелые станки весом от 10 до 100 т, работающие не- абразивным инструментом 2,9 7,3 10,2
Особо тяжелые и уникальные стан- ки весом свыше 100 т 2.4 2,2 4.6
Деревообрабатывающее оборудование Лесопильные рамы, станки: круг- лопильные тяжелые, строгальные че- тырехсторонние, шлифовальные и по- 9,1 6,0 15,1
лйровальные цилиндрические, фре- зерные, шипорезные
Станки: круглопильные легкие, шлифовальные н полировальные, лен- точные, сверлильные вертикальные и горизонтальные, ленточнопильные делительные, цепнодолбежные, токар- ные, универсальные и комбинирован- ные 8,3 6,8 15,1
Станки: строгальные, рейсмусовые и фуговальные, сверлильно-пазо- вальные, ленточно-пильные, столяр- ные 8,7 6,3 15,0
Кузнечно-прессовое оборудование с: Прессы легкие для обработки ме- талла, прессы для обработки прочих материалов (прессы механические и гидравлические, автоматы, ножницы и правильпо-гибочные машины н т. д.) 5,0 7,1 12,1
572
Продолжение прилож. 1
Нормы амортизационных отчисле- ний
Группы основных фондов Полное восста- новление На капи- тальный, средний ремонты и модер- ii нзацию Общая норма
Прессы тяжелые (прессы механиче- ские и гидравлические, автоматы, ножницы к правильно-гибочные ма- шины и т. д.) весом свыше 30 га 3,3 5,3 8,6
Молоты, ковочные машины 4.5 7.0 11,5
Литейное оборудование Массовое и серийное производство Смесепр и готовитсяьное оборудова- ние 10,0 13,5 23,5
Формовочное и стержневое обору- дование 10,0 8.0 18,0
Выбивное оборудование 33,3 16,2 49,5
Очистное оборудование 12,5 7,0 19,5
Оборудование для литья в метал- лические формы 6,7 3,2 9.9
Вагранки 7,0 15,0 22,0
Примера и и е. Для литейного мелкосерийного производства, к общей меняется коэффициент 0,6. оборудования, работающего в условиях норме амортизационных отчислений прн-
Подъемно~т ранено ртное оборудование Краны мостовые 4,8 4,0 8.8*
Краны консольные 4,8 2.0 6,8*
Подъемники 13,7 6,0 19.7*
573
Продолжение прилож. I
Группы основных фондов Нормы амортизационных отчислений
Полное песета повлекНе На капи- тальный, средний ре- монты и мо- дернизацию Общая норма
Транспортеры ленточные: а) передвижные 16,0 4,0 20,0*
б) сборно-разборные звеньевые 12,0 6,0 18.0*
Лебедки приводные 13,7 10.0 23,7 *
Лебедки ручные и мачты монтаж- ные 13,7 — 13,7 *
Средние сроки службы металлорежущих станков (в годах)
Н Группы станков Производство
массовое и круп- носе- рийное серийное мел ко- сернйное и единичное
1 Универсальные и специали- зированные легкие н средние весом до 10 т, работающие аб- разивным инструментом 15 21 24
2 Универсальные и специализи- рованные легкие и средние весом до 10 иг, работающие неабразив- ным инструментом 18 22 25
3 Универсальные и специализиро- ванные крупные и тяжелые весом 10—100 tn, работающие абразив- ным инструментом 21 26 30
4 Универсальные и специализи- рованные крупные и тяжелые ве- сом 10—100 т, работающие неаб- разивным инструментом 24 29 34
574
Продолжение прилож. 1
№ групп станков Группы станков Производство
массовое и круп- носе- рийное серийное мелко- серийное и единичное
5 Особо тяжелые и уникальные весом свыше 100 т 37 42
6 Агрегатные и специальные 12 16 -
7 Автоматические линии 12 __
Примечания: 1. Средние сроки службы установлены б соответствии
с нормами амортизационных отчислений, предусмотренными постановлением
Совета Министров СССР № 802 от 1 сентября >961 г.
2- Сроки службы относятся к оборудованию, работающему в две смены.
ПРИЛОЖЕНИЕ 2
ШТАТЫ ОТДЕЛА ГЛАВНОГО МЕХАНИКА
И ГЛАВНОГО ЭНЕРГЕТИКА
(рекомендуемые)
Штаты отдела главного механика
Согласно Положению о социалистическом государственном производственном
предприятии, утвержденному Постановлением Совета Министров Союза ССР
от 4 октябри 1965 г. за № 731, директорам предприятий предоставляется право
разрабатывать'и утверждать структуру и штаты цехов и отделов заводоуправле-
ния в пределах установленного предприятию плана по труду и численности
служащих и инженерно-технических работников, руководствуясь типовой струк-
турой* утвержденной вышестоящим органом для данного предприятия в установ-
ленном порядке.
При установлении штата отдела главного механика и главного энергетика
•завода рекомецдуетсяруководствоватьсядаийыми/ приведенными в ta5X I й 2,
в которых указывается количество ИТР и служащих. Количество инспекторов
определяется по табл. 2. Представляется целесообразным распределить машино-
строительные заводы на 10 групп в зависимости от количества действующего
технологического, подъемно-транспортного, электротехнического и теплосилового
оборудования, учитываемого в ремонтных единицах.
Группа Количество ремонтных единиц в тыс. Группа Количество ремонтных единиц б тыс
1 До 2,5 6 Св. 25 до 40
-—2.. Св. 2,5 до 5 7 ЛП «
3 » 5 » 10 -е » О 86'
4 » 10 » 16 9 » 85 » 116 |
5 » 16 » 25 >0 » 115 » 150
Решение об организации отделов главного энергетика принимается для
каждого завода в отдельности управлением министерства или ведомства, кото-
рому подчинен завод. На предприятиям, потребляющих электрическую мощность
менее 2000 кет, отдел главного механика выполняет все функции по эксплуата-
ции и ремонту не только механического, но и энергетического оборудования.
Для предприятий, где отделы главного механика и главного энергетика
существуют раздельно, все вопросы, касающиеся энергетического хозяйства,
выполняет отдел главного энергетика.
Для заводов смешанного производства, т. е. машиностроительного и метал-
лургического, приведенные штаты относятся к машиностроительной части; для
576
металлургической части структуру разрабатывает завод и утверждает управле-
ние министерства ведомства.
Для каждой группы заводов рекомендуемые штаты даны в определенных
пределах и приведены в табл. 1 и 3.
Таблица 1
Рекомендуемые штаты отдела главного механика
Сумма Количество инженерно-технических работников
«=£ ремонт-
« А
<У единиц 5м ё Ort к ® М а,5 к “о® д с Й«и о ц Итого штат
С И лепного обору- дования 3 и Я К а се S £ Ь С Я О ® X £> а> и л ед X й-с g о Egg СОО ugg 1 о О а> о Е& я я ОГМ
(в тыс ) и ж to а Ж и- я &
1 До 1 1 1 1 3 4
2 1—2,5 1 — 1 — 3 1 6 .— 6
3 2,5—5 1 2 6 1 9 10
“о—10 1 1 3 8 1 14 1 15
5 10—15 1 1 5 1 10 1 19 2 21
6 15—25 1 1 6 1 13 1 23 2 25
7 25—40 1 1 9 1 18 1 31 3 34
8 40—60 1 1 И 2 20 3 38 4 42
9 60—85 1 2 13 2 24 3 45 5 50
10 85—115 1 2 15 2 26 4 50 5 55
11 115—150 1 2 21 3 28 4 59 6 65
12 Св, 150 1- .. 3- - . 25 3 47 —57 __ 5_ 84—95 6 _90.—100
Установление штатов ОГМ на каждом предприятии и в цеховых ремонтных
базах крупных цехов производится с учетом особенностей предприятия, его
конкретных производственных условий и настоящих рекомендаций. Дли проме-
жуточных по количеству ремонтных единиц заводов данной группы штат уста-
навливается пропорционально сумме ремонтных единиц установленного обору-
дования данного завода.
Ниже дано рекомендуемое распределение обязанностей между отдельными
службами ОГМ. Рекомендуемые штаты предусматривают выполнение ОГМ
обязанностей в соответствии с объемом, связанным с работами по 111 1Р, и не
включают выполнение работ, связанных с ремонтом зданий и сооружений,
а также с автоматизацией и механизацией оборудования.
Штаты ИТР для ремонтно-механических цехов устанавливаются директором
предприятия.
Бюро планово-предупредительного ремонта (БППР)
Бюро ППР планирует все виды ремонтных н профилактических работ тех-
нологического и подъемно-транспортного оборудования; руководит организацией
ремонта я правильной эксплуатацией его, организацией ременно-смазочного
хозяйства, созданием парка запасных деталей, учетом оборудования; производит
инструктирование ремонтных рабочих по организации и технике ведения системы
ППР; проверяет заявки цехов на материалы н покупные детали и составляет
сводные заявки по всему заводу на материалы, покупные детали и инструмент;
составляет альбомы чертежей на запасные детали на то оборудование, на которое
опи отсутствуют; размещает заказы на запасные детали п осуществляет контроль
за их правильным расходованием; разрабатывает мероприятия по рационализа-
577
пии и механизации ремонтных работ; составляет графте подготовки завода для
работы в зимних условиях совместно с другими группами ОГМ.
На больших заводах (7—6-й групп) внутри бюро организуются следующие
группы; инспекторская, учета и хранения оборудования, кранового хо-
зяйства.
Примечание. На заводах с развитым крановым хозяйством
образуется самостоятельное бюро кранового оборудования.
Функции, выполняемые отдельными группами бюро ППР
Инспекторская группа
а) планирует все ремонтные и профилактические работы по цехам и заводу
на год и по месяцам;
б) инструктирует ремонтных мастеров по организации системы ППР;
в) контролирует ход производства ремонтных работ и участвует в проверке
их качества;
г) инспектирует правильность эксплуатации оборудования;
Таблица 2
Нормы обслуживания на одного инспектора в ремонтных единицах
Вид обслуживаемого оборудовании Количество ремонтных ед ан иц на одного инспектора Вид обслуживаемого оборудования Количество ремонтных единиц на одного инспектора
Металлорежущее . . 8500 Прочее, включая де-
Литейное Молоты и ковочные 5000 ревообрабатывающее Станочное электро- 8500
машины 5000 оборудование 8500
Прессы Подъемио-тра нспорт- ное 6000 4000 Термическое .... Электросварочное . . 6000 6000
П р и м е ч а ним- 1. Указанные нормы относится к предприятиям серий-
ноге производства, работающим в две смены, при работе оборудования в три смены нормы обслуживания должны быть уменьшены на 10%.
2. Для предприятий массового и поточного производства, работающих и две
смены, указанные в таблице нормы обслуживания должны быть уменьшены на 10 % .
3- Управлениям главного механика и главного энергетика министерств, ведомств предоставляется право на отдельных заводах увеличивать нормы обслу- живания на одного инспектора.
д) ведет учет выполнения цехами ремонтных работ и составляет по ним
отчеты для заводоуправления и длн вышестоящих органов;
е) разрабатывает типовые инструкции по уходу за оборудованием отдель-
ных видов и его эксплуатации и впед яст их в производство;
ж) расследует причины аварий, учитывает их и разрабатывает мероприятия
по их предотвращению,
з) составляет сметы затрат на капитальный ремонт;
и) участвует в проведении общественных смотров состояния оборудо-
вания;
к) контролирует правильность технической эксплуатации и своевременный
ремонт в проверку закрепленных за ОГМ и ОГЭ мер и измерительных при-
боров.
578
Группа учета и хранения оборудования
а) ведет учет действующего оборудования на заводе;
б) следит за перемещением оборудования но цехам завода, производит
оформление документации по учету и перемещению оборудования, составляет
требуемые отчеты;
в) контролирует состояние храпения п качества консервации неустановлен-
ного оборудования, находящегося на складе и в цехах завода, обеспечивает
проведение периодической переконсервации в охрану оборудования, находя-
щегося на складе ОГМ п ОГЭ;
г) реализует приказы руководящих органов о передаче другим предприя-
тиям излишнего оборудования;
д) оформляет акты на демонтаж оборудования и передачу его на хранение
в склад ОГМ и ОГЭ;
е) оформляет акты па списание в лом негодного оборудования;
ж) проводит ежегодную инвентаризацию и единовременные переписи обо-
рудования, а также заполнение соответствующих разделов паспорта завода.
Группа по запасным деталям
а) планирует и контролирует изготовление запасных деталей ремонтно-
механическим, электромеханическим и теплосиловым цехами, а также цеховыми
ремонтными базами;
б) руководит кладовыми запасных деталей;
в) устанавливает цехам нормы и лимиты на запасные детали и покупные
материалы (ремни, подшипники и т. п.);
г) составляет номенклатуру унифицированных и часто применяемых заго-
товок (отливок и поковок) для ремонта оборудования и обеспечивает наличие
необходимого-количества их на складе;
д) уточняет сроки службы и номенклатуру запасных деталей и покупных
материалов на основании практических данных.
Группа ремонтно-смазочного хозяйства
а) контролирует выполнение составленных цеховыми механиками графиков
смены масел в картерах;
б) производит инструктаж цеховых смазчиков;
в) обеспечивает разработку н получение паспортов смазки и внедряет их
в производство;
г) контролирует состояние ременного хозяйства и дает заявки в отдел снаб-
жения на ремни;
д) устанавливает лимиты цехам на свежее масло и на сбор отработанного
масла; составляет план регенерации масла и отчитывается в его выполнении;
контролирует работу регенерационной станции;
е) контролирует состояние смазочного хозяйства и качество смазки обору-
дования в цехах завода;
ж) составляет лимиты цехам на обтирочные материалы.
Группа (или бюро) кранового оборудования
а) следит за эксплуатацией и контролирует состояние всех подъемно-транс-
портных механизмов и подкрановых путей;
б) составляет графики ремонта и проверок (испытаний) подъемно-транспорт-
ного оборудования и следит за их выполнением;
в) участвует в приемке оборудования после ремонта совместно с ОТК:
г) участвует в аттестации крановожатых и чальщиков;
д) контролирует подготовку цехами подъемно-транспортного оборудования
для предъявления Госгортехнадзору;
-е) контролирует ведение в цехах чалочного хозяйства;
579
ж) обеспечивает правильное заполнение и хранение технической докумен-
тации и ведение шнуровых книг для кранового оборудования, подлежащего про-
верке Госгортехнадзором;
з) контролирует правильное и своевременное составление дефектных ведо-
мостей по капитальному ремонту;
и) контролирует выполнение требований по актам Инспекции Госгортех-
надзора по предыдущим испытаниям;
к) разрабатывает с ОТБ и ОГЭ инструкции по эксплуатации;
л) расследует аварии и разрабатывает мероприятии по предотвращению
их и контроль за выполнением этих мероприятий;
м) участвует в приемке нового оборудования с предъявлением технической
документации для регистрации в Инспекции Госгортехнадзора;
н) составляет отчеты по ремонту, модернизации и техническому состоянию
грузоподъемных механизмов и подкрановых путей;
о) ведет учет наличия кранового оборудования;
п) совместно с отделом главного энергетика и отделом техники безопасности
производит выборочный контроль за выполнением правил технической эксплуа-
тации кранового оборудования;
р) проводит испытания и освидетельствования подъемно-транспортного
оборудования, не подведомственного Инспекции Госгортехнадзора;
с) разрабатывает совместно с цеховыми работниками планы оргаиизациоино-
техническнх мероприятий по улучшению кранового хозяйства.
Конструкторско-технологические бюро
а) обеспечивает получение изданных альбомов запасных деталей, состав-
ляет эскизы и оформляет чертежи на сменные детали, составляет альбомы черте-
жей на все эксплуатируемое оборудование, составляет карты смазки;
^Осуществляет техническое руководство конструкторами, имеющимися
в штатах цеховых механиков;
в) разрабатывает проекты модернизации оборудования;
г) производит копировальные работы, размножение чертежей и обеспече-
ние ими цеховых механиков и цехов ОГМ п ОГЭ;
д) обеспечивает правильную организацию архива чертежей;
е) планирует и учитывает все выполняемые конструкторские работы;
ж) разрабатывает технологию изготовления трудоемких сменных и запас-
ных деталей;
з) разрабатывает технологические процессы и технические условия для
ремонтных операций и внедряет их;
и) осуществляет через ППБ н цеховых механиков технологическую подго-
товку всех ремонтных операций согласно разработанным технологическим про-
цессам;
к) разрабатывает мероприятия по снижению трудоемкости, внедрению новой
техники при ремонте, замене дефицитных материалов, экономии материалов»
механизации тяжелых и трудоемких процессов при ремонте оборудования;
л) разрабатывает карты проверки точност оборудования на основании
ГОСТов и технических условий;
м) разрабатывает технические зад'аь • j на проектирование в технологическом
отделе завода оснастки для ремонта; простую оснастку проектирует своими
силами;
н) планирует изготовление оснастки для ремонтной службы;
о) составляет и уточняет номенклатуру н потребность в инструменте режу-
щем, измерительном, вспомогательном и специальном;
в) организует изучение, обобщение и передачу, передового опыта в ремонт-
ном деле;
580
р) разрабатывает план организационно-технических мероприятий по ремонт-
ной службе и контролирует его выполнение.
Рекомендуемое количество конструкторов и технологов в приводимых шта-
тах дается ориентировочно. Окончательная потребность должна устанавли-
ваться главными управлениями в зависимости от фактического объема работ на
данном заводе.
Планово-производственное бюро
а) планирует работу цехов, непосредственно подчиненных отделам главного
механика и главного энергетика;
б) проводит материальную подготовку ремонтов и обеспечивает через цехи
ОГМ и ОГЭ или через производственный отдел завода изготовление необходимых
моделей, литья, поковок н заготовок различных видов;
в) планирует изготовление деталей и узлов дли ремонта и модернизации
оборудования в ремонтно-механическом цехе н частично в ремонтных базах
механиков цехов;
г) контролирует работу цехов ОГМ и ОГЭ н цеховых ремонтных баз и обес-
печивает правильный учет их работы;
д) обеспечивает через, отдел снабжения приобретение запасных деталей,
изготовляемых централизованным путем, узлов, крупных поковок и отливок
со стороны;
е) составляет на основании нормативов годовые, квартальные и месячные
заявки на материалы для ремонтных целей;
ж) устанавливает лимиты на материалы по цехам и контролирует правиль-
ность их расходования; уточняет нормы их расхода;
з) оформляет через главную бухгалтерию заказы на производство капи-
тальных ремонтов оборудования и подготовку документации о выполнении капи-
тальных ремонтов для оплаты Госбанком;
и) ведет контроль 33 выполнением графиков ремонтов’уникального” R особо
ответственного оборудования в цехах ОГМ и ОГЭ и на базах механиков цехов;
к) контролирует ход работ на объектах, выполняемых цехами отдела ОГМ
и ОГЭ; в
л) контролирует и обеспечивает получение от заготовительных пехов сроч-
ных и аварийных заготовок, выполнение аварийных работ в цехах ОГМ и ОГЭ,
а также следит за работами по межцеховой кооперации;
м) обеспечивает составление годовых, квартальных и месячных планов ра-
боты для всех звеньев ремонтной службы (кроме графиков ПНР) по представ-
ленным каждым бюро планам и доводит их до исполнителей;
и) составляет сводные отчеты по выполнению планов работ для представ-
ления в вышестоящие организации;
о) проводит анализ экономической деятельности всех звеньев ремонтной
службы для выявления непроизводительных затрат и принятия мер к их устра-
нению.
Штаты отдела главного энергетика
Определение штатов отдеча главного энергетика производится в зависимости
от потребляемой электрической мощности, потребления теплоэнергии, сжатого
воздуха и воды. В табл. 3 .приведены штаты для десяти групп предприятий.
Для промежуточных значений мощностей штат устанавливается пропорционально
потребляемой электрической мощности.
Ниже дано рекомендуемое распределение обязанностей между отдельными
группами отдела главного энергетика.
Бюро или группа планово-предупредительного ремонта
Функции бюро или группы ППР отдела главного энергетика такие же, как
п в отделе главного механика (стр. 57&—581).
581
Таблица 3
Рекомендуемые штаты отдела главного энергетика
Группа теплосилового оборудования
Группа теплосилового оборудования осуществляет технический надзор за
соблюдением службами отдела н цехами завода правил технической эксплуатации
котельных, бойлерных установок, водонасосных и компрессорных установок,
азотно-кислородных, ацетиленовых, газогенераторных станций, сосудов, рабо-
тающих под давлением, промышленных печей, работающих на жидком, газооб-
разном н твердом топливе, и мазутохранилищ. Участвует в составлении пла-
нов ППР, ведет проектирование новых установок и модернизацию существую-
щего теплосилового оборудования, организует обследование и наладку оборудо-
вания с целью увеличения их производительности.
Группа электротехнического оборудования и автоматики
Группа электротехнического оборудования и автоматики осуществляет тех-
нический надзор за соблюдением службами отдела и цехами завода правил тех-
нической эксплуатации трансформаторных подстанций, всех видов электрома-
шин, электропечей, электросварочных машин, приборов автоматики и электро-
измерительных приборов, станочной чпертроаппаратуры, электрочасти подъемно-
транспортного оборудования, высокочастотных установок, многоамперных агре-.
гатов для гальванических цехов, арматуры освещения и всех электросетей.
Группа участвует в составлении планов ППРГ ведет проектирование новых
установок н электросхем станочного парка завода, а также разрабатывает сов-
местно с другими службами завода автоматизацию технологических процессов.
Группа проверяет заземляющие устройства и ведет систематический контроль за
заземляющей сетью. Кроме того, группа производит обследование и наладку
электрооборудования.
582
Группа сантехники и наружных коммуникаций
Группа сантехники в наружных коммуникаций осуществляет технический
надзор за правильной эксплуатацией отопительных систем, кондиционеров, тру-
бопроводов как наружных, так н внутренних, сжатого воздуха, кислорода, аце-
тилена и других газов, мазу то проводов и обеспечивает бесперебойное снабжение
завода всеми видами энергии (кроме электроснабжения); производит проекти-
рование наружных и внутренних коммуникаций при перепланировке цехов завода;
ведет регулирование систем отопления и осуществляет их рационализацию.
Группа участвует в составлении планов ремонта и графиков по подготовке завода
к работе в зимних условиях.
Бюро или группа по вентиляционным установкам
Бюро или группа по вентиляционным установкам осуществляет технический
надзор за правильной эксплуатацией вентиляционных систем, организует и про-
изводит испытание и наладку эффективности работы вентиляционных систем,
проектирует новые и реконструирует старые" установки, производит приемку
новых вентиляционных систем в эксплуатацию, участвует в составлении планов
ремонта вентиляционных систем и приемке их из ремонта. Ведет контроль за
монтажом новых установок. Бюро ведет паспортизацию вентиляционных уста-
новок.
ЛИТЕРАТУРА
Анализ причин аварий и поломок металлорежущих станков, М., 0НП1
Государственного комитета по машиностроению при Госплане СССР, 1965.
Технические условия на ремонт металлорежущих станков (руководящий
материал). М., НИИМАШ, 1966.
Борисов М. С. Планово-предупредительный ремонт оборудования
в промышленности СССР. М., Машгиз, 1949.
В л а д з и е в с к и й А. П. и Якобсон М. О. Монтаж, эксплуатация
п ремонт металлорежущих станков. М., Машгиз, 1946.
М ^нброизоляцня прецизионных станков. Руководящие материалы. ЭНИМС.
Д и к у ш и н В. И. Основные данные для проектирования металлорежущих
станков. Энциклопедический справочник «Машиностроение», Т. 9. М., Маш-
гнз, 1950.
Ди куши н В. И. Агрегатные станки н автоматические линии. Энцикло-
педи.’1еский-справоц14«44-.«Машяностроение»у т. 9. М-,—Машвиз^ 1-959.-
Динамическце расчеты установки станков на фундаментах и впброизолп-
рующнх опорах по заданным относительным перемещениям инструмента и изде-
лия. Руководящие материалы. ЭНИМС. М., 1965.
Справочник механика машиностроительного завода в двух томах. Т. I и 'II.
М., Машгиз, 1958.
X р у щ о в М. М. и Б а б и ч е в М. А. Исследование изнашивания метал-
лов. АН СССР, I960.
ЭНИМС. Положение о планово-предупредительном ремонте технологи-
ческого и подъемно-транспортного оборудования машиностроительных пред-
приятий. М., ЦИНТИАМ, 1963.
ЭНИМС. Организация централизованного ремонта и модернизации метал-
лорежущего оборудования. М., ЦБТИ, 1961.
Я к о б с о и М. О. Шероховатость, наклеп и остаточные напряжения при
механической обработке. М., Машгиз, 1956.
Я к о б с о и М. О. Технология станкостроения. М., «Машинострое-
ние», 1966.
СОДЕРЖАНИЕ
Предисловие к шестому изданию1.... ........ 3
Введение ........................................................... 5
Часть первая
Положение о планово-предупредительном ремонте технологического и
подъемно-транспортного оборудования машиностроительных пред-
приятий .......................................4.................. 7
Введение............................... ... . 7
I. Классификация оборудования . . 8
Металле режущее, оборудование .... ........ 8
Деревообрабатывающее-оборудование ................ . . . 9
Кузиечио-прессовое оборудование . . .... 12
Литейное оборудование............. . . 14
Крановое оборудование........................................ 15
Лифты . . . • .4.............................................. 19
II. Основные виды работ по техническому уходу за оборудованием
и ремонту....................................................... 19
Работы по техническому уходу за оборудованием .............. 19
Ремонтные работы ............................................. 21
111. Структура межремонтных циклов, продолжительность межремонт-
ных циклов, межремонтных и межосмотровых периодов оборудо-
вания .......................................................... 21
Структура межремонтных циклов................................ 21
Продолжительности межремонтных циклов, межремонтных и меж-
осмотровых периодов ................................... 29
IV. Категории сложности ремонта ............................... 39
V. Нормативы для планирования и расчета рабочей силы........... 40
Нормативы времени на промывку, проверку геометрической точ-
ности и жесткости, осмотры, малый, средний и капитальный ре-
монты ...................................................... 41
Нормативы межремонтного обслуживания иа одного рабочего в одну
смену.......................*............................... 43
Пример расчета потребного количества дежурных слесарей для меж-
ремонтного обслуживания парка оборудования.................. 46
VI. Нормативы простоя оборудования из-за ремонта ............. 48
VII. Нормы расхода материалов ................................. 51
VIII. Планирование работ по техническому уходу за оборудованием
и ремонту...................................................... 62
IX. Подготовка производства работ по техническому уходу за обору-
дованием и ремонту . ...................... 63
X. Порядок передачи оборудования в ремонт и из ремонта . 65
585
Павыявманмв
Xi. Контроль качества выполнения работ по техническому уходу за
оборудованием и ремонту. Наблюдение и контроль за эксплуата-
цией оборудования ............................................
XII. Организация производства ремонтных работ, работ по техниче-
скому уходу за оборудованием и модернизации .
Узловой метод ремонта .......................
Организация ремонтных бригад
ХЦ1. Модернизация оборудования
XIV. Оплата ремонтных работ....................................
XV. Источники финансирования работ по техническому уходу за обо-
рудованием, а также ремонту и модернизации............
XVI. Расчет смет затрат на ремонт...................... .
XVII. Эксплуатация действующего парка оборудования
Основные правила эксплуатации оборудования .....
Поощрения за образцовое содержание оборудования ............
Ответственность за сохранность оборудования .................
XVIII. Функции предприятий и различных организаций, определяе-
мые Положением.......................................
Функции предприятий, изготовляющих оборудование
Функции министерств и ведомств ..............................
Функции проектно-технологических институтов, министерств или
ведомств....................................................
Функции головных научно-исследовательских институтов .
Функции других организаций...................................
XIX Порядок внесения изменений и уточнений в Положение о пла-
ново-предупредительном ремонте ........
65
66
68
68
69
70
70
71
79
79
81
81
82
82
83
83
84
85
85
Часть вторая
I. Продолжительность межремонтных циклов, межремонтных и меж-
осмотровых периодов .............................................
Продолжительность межремонтных циклов, межремонтных и меж-
осмотровых периодов технологического и подъемио-транспортного
оборудования, определенная по формулам, с учетом сменности ра-
боты (табл. 20—26)............................................
Продолжительность межремонтных циклов и межремонтных перио-
дов электротехнического оборудования (табл. 27).............
Периодичность промывок оборудования
II. Содержание типовых ремонтных работ, выполняемых при плановых
ремонтах...................... ...
Металлорежущее оборудование .
Осмотр .................................. ................
Осмотр перед капитальным ремонтом .
Малый ремонт ... .......... .....................
Средний ремонт ..... ........................
Капитальный ремонт ....................................
Деревообрабатывающее оборудование . .
Осмотр ..................
Малый ремонт .
Средний ремонт .... . . ....
Капитальный ремонт .... ... ...
Кузнечно-прессовое оборудование ............................
Осмотр ..................................................
Осмотр перед капитальным ремонтом .... ...
Малый ремонт ............................ . ...............
Средний ремонт .............................................
Капитальный ремонт.........................................
Пример типового содержания работ по видам ремонта применительно
к паровым штамповочным молотам ...........................
86
88
122 ,
124 •
126
126
126
126
127
128
1*28
129
129
129
130
130
131
131
131
131
132
133
134
Литейное оборудование .....................
Подъемно-транспортное оборудование........................
Лифты (механическая и электротехническая части)
Гидравлическая часть оборудования . .
Осмотр ............................
Осмотр перед капитальным ремонтом ....
Малый ремонт ......................
Средний ремонт .............
Капитальный ремонт .....
Электротехническое оборудование . .
III. Запасные детали...............
Обеспечение запасными деталями . ...
Нормы запаса................... ...
Хранение.................................- -
Учет и возобновление запаса .................. • • •
IV. Снабжение инструментами и приспособлениями
Vz Снабжение материалами .................._........
VI. Организация смазочного и ременного хозяйства .
VII. Аварии оборудования и их предупреждение.................
VIII. Дополнительные требования, предъявляемые к эксплуатаций,
техническому уходу и ремонту оборудования . .
Станки повышенной точности . ..................
Станки высокой и особо высокой точности ......................
Станки для электрофизических и электрохимических методов обработки
Крупное, тяжелое, особо тяжелое и уникальное оборудование , ...
Оборудование автоматических и поточных линий .........
Электронные системы числового программного управления
Подъем йо-транспортное оборудование....................... ....
Лифты .................................. .... ....
Гидравлическое'оборудование ..........
Пневмооборудование...................................- • • • •
IX, Нормы расхода покупных комплектующих изделий (табл. 32—
37) ......................................................
X. Нормы расхода лакокрасочных материалов на одну ремонтную еди-
ницу установленного оборудования ..........................
XI. Норма расхода смазочных и обтирочных материалов
Основные сведения о смазочных материалах ...........
Фильтрующие, очистительные и смазочные устройства
Предохранительные смазки .............................
Соотношение расхода масел и смазок............................
XII. Определение мощности ремонтно-механических цехов и цеховых ре-
монтных баз.......................................................
XIII. Рекомендации по экономическому анализу работы ремонтных служб
предприятия................................................. • •
X|V Средние категории сложности ремонта технологического обору-
дования в разных отраслях машиностроительной промышлен-
ности ................................... „......................
XV. Зависимости для определения категорий сложности ремонта
(табл. 67—71) ..........................................
Металлорежущие станки и автоматические линии из агрегатных станков
(табл. 67—71) ..............................................
Формулы и числовые значения коэффициентов для металлорежущих
станков (табл. 67—69)...............................
Примеры расчета категорий сложности ремонта станков.........
Пример расчета категории сложности ремонта # агрегатного станка
Деревообрабатывающее оборудование.................................
Формулы в числовые значения коэффициентов..................
Примеры расчета категорий сложности ремонта 7? оборудования
Кузнечно-прессовое оборудование .......................... . . - -
138
163
167
182
183
183
183
164
184
184
198
203
204
204
205
206
206
207
203
209
209
210
211
211
212
215 V
215
216
216
217
218
236
242
242
248
254
255
257
265
269
271
272
272
306
307
308
308
314
314
587
586
Формулы и числовые значении коэффициентов .................
Примеры расчета категорий сложности ремонта R оборудования
Литейное оборудование...........................................
Формулы н числовые значения коэффициентов..................
Примеры расчета категорий сложности ремонта R оборудования
Подьемно-транспортное оборудование .... ...
Гидравлическое оборудование . . .•..................
. Формулы и числовые значения коэффициентов.................
Примеры расчета категорий сложности ремонта Re оборудования
Электротехническое оборудование.................................
Формулы и числовые значения коэффициентов.....................
Пример расчета категорий сложности ремонта ^Ra оборудования
Пример'расчета категории сложности ремонта системы программно-
го управления ...............................
XVI. Категории сложности ремонта оборудования
Металлорежущие станки (табл 78—158) . , . .
Токарные станки (табл. 78—81).........
Легкие и средние станки (табл. 78) . . .
Крупные и тяжелые станки (табл. 79).................... .
Особо тяжелые (весом св. 100 т) и уникальные станки (табл. 80)
Вальцетокарные станки (табл. 81) ..... ...
Токарно-карусельные станки (табл. 82—84) . ........
Средние станки (табл. 82)......................
Крупные и тяжелые станки (табл. 83)............
Особо тяжелые и уникальные станки (табл. 84).......
Лобовые токарные станки (табл. 85)........................
Токарные многорезцовые горизонтальные полуавтоматы (табл. 86).
Токарные многорезцовые вертикальные полуавтоматы (табл. 87) .
Крупные и тяжёлые колесно-токарные станки (табл. 88) . . .
Крупные и тяжелые токарно-осевые станки (табл. 89) .
Крупные и тяжелые пальцеобточиые станки (табл. 90) .
Крупные и тяжелые колесно-шеечные станки (табл. 91) .......
Токарно-револьверные одношпиндельные автоматы (табл. 92) ....
Токарные одношпиндельные автоматы для фасонного и продольного
точения (табл. 93)............................
Токарные одношпиндельные фасонно-отрезные автоматы (табл. 94)
Шурупные автоматы (табл. 95)...............................
Токарно-револьверные станки (табл. 96) .......................
Токарные многошпнндельные горизонтальные автоматы и полуавтома-
ты (табл. 97) ................................................
Специальные токарные станки (табл. 98) .......................
Вертикально-сверлильные одношпиндельные станки (табл. 99) . . .
Ра диал ьно-свер лил ьные ста нкп (табл. 100).................
Многошпиндельные вертикально-сверлильные станки с независимыми
шпиндельными головками (табл. 101) ...........................
Многошпнндельные вертикально-сверлильные станки колокольного
типа с раздвижными шпинделями (табл. 102) ... .
Координатно-расточные станки (табл. 103) .........
Горизонтальные алмаз но-расточные станки (табл. 104)
Вертикальные алмазно-расточные станки (табл. 105) . .
Горизонтально-расточные станки айл. 106—108) .................
Легкие и средние станки (табл! ) ........................
Крупные и тяжелые (весом св. 10 до 100 т) и особо тяжелые
(весом св. 100 tn) станки с подвижной передней стойкой
(табл. 107)................................................
Крупные н тяжелые станки (весом св. 10 до 100 tn) с неподвижной
передней стойкой (табл. 108)..........................
Круглошлифовальные станки (табл. 109) ....
Бесцентрово-шлифовальные станки (табл. 110)
314
320
320
320
326
827
329
329
330
330
330
332
332
333
333
333
333
341
343
343
344
344
345
346
347
349
351
.353
354
354
355
356
357
358
358
360
362
364
366
368
370
371
372
374
375
376
376
379
382
384
386
588
Плоскошлифовальные станки (табл.-Ill) .........................
Плоскошлифовальмые станки для шлифования направляющих станин
(табл. 112)..................................................... 391
Шлице шлифовальные станки (табл. ИЗ) ....... 391
Полировальные станки (табл. 114) ... . ....... 392
Притирочные станки (табл. 115) . . . , . ............. . 392
Внутр «шлифовальные станки (табл. 116) ..... 393
Хонииговальий4р станки (табл. 117) , ........... 395
Центровальные станки (табл. 118) . . , ........ 396
Резьбошлифовальиые станки (табл 119) ........... ... 397
Обдирочно-шлифовальные станки (табл. 120) . 400
Бесцентрово-обдирочные станки (табл. 121) 400
Универсально-заточные станки (табл. 122) .................. 401
Заточные станки для сверл (табл. 123)........................ 401
Станки для заточки круглых плашек, резцов, фрез (табл. 124) 403
Стаи к/для заточки дисковых 5i сегментных пил (табл. 125) .... 405'
Станйн для заточки резцовых головок (табл. 126)............. 405
Станки для заточки протяжек (табл 127)....................... 405
Финишное оборудование подшипниковой промышленности (табл. 128) 406
Зубообрабатывающие станки для обработки цилиндрических зубчатых
колес (табл. 129)............................................... 411
Зубообрабатывающие станки для обработки конических зубчатых колес
(табл. 130)............................................. - - 417
Горизонтально-фрезерные станки (табл. 131) 418
Вертикально-фрезерные станки (табл. 132) . . 420
Универсально-фрезерные станки (табл. 133) 422
Продольно-фрезерные станки (табл- 134, 135) 424
Средние станки (табл. 134)................................ 424
Кру пныё,"тяжёлые,’ особо" тяжелые" и уникальный станки -
(табл. 135) ............................................... 425
Горизонтальные автоматы и полуавтоматы для фрезерования канавок
сверл (табл. 136) ............................................. 427
Копировально-фрезерные станки (табл. 137).................... 427
Барабанно-фрезерные станки (табл. 138)....................... 428
Карусельно-фрезерные станки (табл. 139)...................... 429
Резьбофрезерные и шлицефрезериые станки (табл. 140) . . . 429
Шпоночно-фрезерные станки (табл. 141) 430
Продолыю-строгальные стайки (табл. 142—14-4) ... 431
Средние станки (табл. 142).............. ... 431
Крупные и тяжелые станки (табл. 143) ..................... 432
Особо тяжелые, уникальные станки (табл. 144) 435
Поперечно-строгальные станки (табл. 145) ... ... 436
Долбежные станки (табл. 146).............................. 438
Протяжные станки (табл. 147)................. ... 440
Оборудование напилочных заводов ....... .... 443
Насека л ьные станки (табл. 148) ....... .... 443
Прочее оборудование (табл. 149) .......... ... 444
Станки для динамической балансировки (табл. 150) . . 445
Отрезные дисковые и ножовочные пилы (табл. 151) . 446
Болторезные станки (табл. 152) ...................... 448
Гайконарезные автоматы и полуавтоматы (табл. 153) ............. 449
Резьбоиахатные станки (табл 154) ............................ 450
Станки для электрохимических и электрофизических методов обра-
ботки (табл. 155).............................................. 452
Трубонарезные и трубоотрезные станки (табл. 156) . к......... 454
Муфтоотрезные, муфторасточные и муфтонарезные станки (табл. 157) 456
Агрегатные станки (табл. 158)................................ 457
Деревообрабатывающее оборудование (табл. 159—171) 458
Окорочные станки (табл. 159) , .............................. 458
589
Лесопильные рамы (табл. 160) .... 458
Круглопильные станки (табл. 161)............................ 460
Лепточнопильные, столярные и ажурно-лобзиковые станки (табл 162) 463
Четырехсторонние строгальные станки (табл. 163) . . 464
Фуговальные станки (табл. 164) ...... 466
Рейсмусовые станки (табл. 165) ... 467
Фрезерные станки (табл. 166) ...... 468
Шипорезные станки (табл. 167) ............ 469
Сверлильные и долбежные станки (табл. 168) . . . 470
Токарные и круглопалочные станки (табл. 169) . . 472
Шлифовальные станки (табл. 170)............. . . . 473
Полировальные станки (табл. 171)................................ 474
Заточные станки и оборудование по уходу за инструментом (табл. 172) 475
Комбинированные и универсальные станки (табл. 173).............. 477
Околорамное и околостаночное оборудование (табл. 174) 478
Кузнечно-прессовое оборудование (табл. 175—187).................... 479
Механические прессы (табл. 175)................................ 479
Прессы гидравлические, универсальные, правильные и штамповочные
(табл. 176).................................................. 487
Молоты пневматические ковочные (табл. 177)...................... 488
Молоты паровоздушные штамповочные (табл. 178)................... 489
Молоты паровоздушные листоштамповочные (табл. 179) . . 490
Горизонтально-ковочные машины (табл. 180)....................... 490
Ножницы кривошипные листовые с наклонным ножом (гильотинные)
(табл. 181).................................................... 491
Автоматы холодновысадочные (табл 182) . . 492
Литейное оборудование (табл. 183—202)............................. 496
Gnecenpa^omoea тельное оборудование 183—185) 496
Бегуны (табл. 183) . . ........................................ 496
Разрыхлители и сита (табл. 184)................................. 498
Машины для регенерации формовочных и стержневых смесей
(табл. 185) ................................................. 499
Формовочное оборудование (табл. 186—189) . . . 499
Формовочные машины (табл. 186) .... 499
Стержневые машины (табл. 187) ................................. 505
Пескометы (табл. 188)........................................... 506
Машины для пескометной набивки форм (табл. 189) . 506
Выбивное оборудование (табл. 190 и 191) .... . 507
Выбивные устройства для форм и стержней (табл. 190) . . 507
Оборудование для гидровыбивки стержней (табл. 191) . 508
Очистное оборудование (табл. 192—1-94) ... ... 509
Очистные галтовочные барабаны (табл. 192) . . 509
Дробеметные аппараты и камеры (табл. 193)....................... 511
Дробеструйные аппараты и камеры (табл. 194)..................... 513
Оборудование для специальных методов литья (табл. 195—200) 514
Машины для литья под давлением (табл. 195) .......... 514
Кокильные машины (табл. 196) ............................ 516
Центробежные машины для отливки труб и изложниц (табл. 197) 517
Центробежные машины для отливКг втулок, дисков и других деталей
(табл. 198).................................................. 518
Оборудование для литья в оболочковые формы (табл. 199) ... , 519
Оборудование для литья по выплавляемым моделям (табл. 200) . 521
Вагранки (табл. 201) ........................... ........ 523
Разное оборудование (табл. 202) ... ......... 523
Гидравлическое оборудование (табл. 203)............................ 525
Подъемно-транспортное оборудование (табл. 204—210) . . 527
590
Краны мостовые электрические крюковые (табл. 204) ... 527
Краны мостовые электрические магнитные (табл 205) . . 529
Краны мостовые электрические грейферные (табл. 206) .......... 529
Краны мостовые электрические с магнитами на траверсе (табл. 207; 530
Краны мостовые электрические магнитно-грейферные (табл. 208) , 530
Краны электрические консолыю-поворотные (табл. 209) . . . 531
Кран-балки ручные подвесные’с кошкой (табл 210) . 531
Краны мостовые ручные одвобалочиые (табл. 211) . 531
Краны мостовые ручные двухбалочные (табл. 212) , .531
Тали электрические (табл. 213) ................. 532
Тапи ручные (табл. 214).......................................... 532
Краны однобалочные с электрической талью (табл 215) 532
Тележки однорельсовые (табл. 216)................................ 533
Краны автомобильные (табл. 217) ... . 533
Краны на железнодорожном ходу (табл. 21«8) 533
Лгфт.и (табл. 219).................... 5U
Ленточные конвейеры (табл. 220) : . 534
Электротехническое оборудование (табл. 221—225).................... 535
Электромашины вращающиеся напряжением до 500 в (табл. 221) . , 535
Высоковольтные электродвигатели (табл. 222)...................... 536
Пуекорегулирующая аппаратура, измерительные приборы и автома-
тика (табл. 223).............................................. 537
Электрические сети (табл. 224)................................... 538
Аккумуляторные батареи, ртутные, селеновые и купроксные выпря-
мители (табл. 225) ........................................... 539
Электронные системы программного управления (табл. 226) . 539
Оборудование часовой и приборостроительной промышленности
(табл. 227—241) ............ —. .-. . . . . . .
Металлорежущие станки (табч. 227—234) .......................
Токарные, токарно-револьверные станки, полуавтоматы и автоматы
(табл. 227)..................................................
Сверлильные л расточные станки, полуавтоматы и автоматы (табл. 228)
Фрезерные, протяжные, строгальные станки, полуавтоматы и автоматы
(табл 229)...................................................
•Шлифовальные, полировальные и заточные станки и полуавтоматы
(табл. 230)..................................................
Зубообрабатывающне станки, полуавтоматы и автоматы (табл. 231)
Резьбонарезные станки, полуавтоматы и автоматы (табл. 232) ....
Агрегатные и комбинированные станки, полуавтоматы и автоматы
(табл. 233)...........................................п . . .
Разные станки, полуавтоматы и автоматы (табл. 234)
К узнечно-прессовое оборудование (табл. 235—241) . .
Прессы (табл. 235) ................
Ковочные машины (табл 236) ..........
Гибочные станки и автоматы (табл. 237) ......... ....
Правильные и отрезные станки и автоматы (табл. 238) . . .
Волочильные станки (табл. 239) . .
Вальцы (табл. 240) . ............
Ножницы (табл. 241)
Приложения
Приложение I. Нормы амортизационных отчислений для оборудования
(извлечения) ...................................................
Приложение 2. Штаты отдела главного механика и главного энергетика
(рекомендуемые) ................................................
Литература.............................. .............
540
549
540
546
5П
553
557
559
560
562
563
563
566
566
567
567
568
568
569
Wfi
584
ЕДИНАЯ СИСТЕМА
ПЛ АНОВО-ПРЕДУП РЕДИТЕЛ ЬНО ГО
РЕМОНТА И РАЦИОНАЛЬНОЙ
ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ МАШИНОСТРОИТЕЛЬНЫХ
ПРЕДПРИЯТИЙ
Редактор издательства В. И. Яковлева
Технический редактор В. Д. Элькинд
Корректор В. В. Сидор
Переплет художника С. В. Бекетова
Сдано в производство 14/11 1967 г.
Подписано к печати 31/Х 1967 г. Т-13554.
Тираж 100 000 экз. Печ. л. 37,0. Бум. л. 18.5.
Уч.-изд. л. 42 Темплан 1967 г, № 261.
Формат 60Х90'/и- Цена 2 р. 28 к. Зак. № 1283<
Издательство «МАШИНОСТРОЕНИЕ»,
Москва, Б-66, 1-й Басманный пер., 3.
Глайполиграфпром Комитета по печати при Со-
вете Министров СССР. Отпечатано в Ордена
Трудового Красного Знамени Ленинградской ти-
пографии № 1 «Печатный Двор» им. А. М. Горь-
кого, г Ленинград, Гатчинская ул., 26 с матриц
Ленинградской типографии № 6,
г. Ленинград, ул. Моисеенко. 10