/
































































































































































































































































































































































































































































































































































































































































Похожие




Текст
ТИПОВАЯ
СИСТЕМА
технического
обслуживания
и ремонта
метол ло
И дерево
обрабаты вающего
оборудования
МАШИНОСТРОЕНИЕ
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ
И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
Экспериментальный научно-исследовательский
институт металлорежущих станков
Утверждаю:
Заместитель Министра
Я. А. ПАНИЧЕВ
1986 г.
Согласовано:
Начальник управления
главного механика и главного
энергетика
А. Е. Бирюков
1986 г.
Согласовано;
Начальник технического
управления
В. П. Пакасюк
1986 г.
ТИПОВАЯ СИСТЕМА
ТЕХНИЧЕСКОГО
ОБСЛУЖИВАНИЯ
И РЕМОНТА МЕТАЛЛО-
И ДЕРЕВООБРАБАТЫВАЮЩЕГО
ОБОРУДОВАНИЯ
МОСКВА «МАШИНОСТРОЕНИЕ» 1988
ЗбБК 30.82
Т43
УДК 658.58:621
Редакторы: В. И. Клягин, Ф. С, Сабиров
Т43 Типовая схем? технического обслуживания и
ремонта металле- и деревообрабатывающего обору-
дования/Минстанкопром СССР, ЭНИМС.— Мл Ма-
шиностроение, 1988.— 672 с.
ISBN 5-217-00686-2
Приведены все необходимые для организации технического
обслуживания и ремонта оборудования нормы: структуры и
продолжительности ремонтных циклов и межремонтных перио-
дов; трудоемкость ремонта и технического обслуживания; тари-
фикация ремонтных работ; нормы расхода материалов; нормы
простоев оборудования, а также данные о ремонтосложности
распространенных моделей оборудования и формулы для ее
определения по моделям, отсутствующим в таблицах
Для работников ремонтных служб и экономистов предприя-
тий всех отраслей машиностроения, а также других отраслей
промышленности.
2705010000—522
Т 038(01)—$8
КБ—33—20—88
ББК 30.82
ISBN 5-217-00686-2
© Издательство
«Машиностроение», 1988
ПРЕДИСЛОВИЕ
Основную часть оборудования предприятий любой
отрасли машиностроения составляют станки и машины,
выпускаемые Министерством станкостроительной и ин-
струментальной промышленности СССР.
Предприятия Минстанкопрома непрерывно., работают
лад повышением технического уровне изготрвл&ейого ими
оборудования. Однако достц^енйЬ' црказаТёлёД - техниче-
ского уровня, гарантируемых заводами-йзгртовите'лями,
невозможно без четкого соблютуждя -предприятиями—,
владельцами оборудования кмплё&са-Требований К' его
эксплуатации и выполнения системц.те-хнийеского обслу-
живания и ремонта. Для того ч^обы такая система могла
быть практически осуществимой, необходимо единство
требований по организации технического обслуживания
и ремонта больших групп станков и машин, устранение
разнобоя в правилах обслуживания и ремонта станков
и машин различных моделей, неизбежного при разработке
пх многими заводами-изготовителями.
«Типовая система технического обслуживания и ре-
монта металло- и деревообрабатывающего оборудования»1
состоит из трех частей. Первая часть содержит комплекс
методических указаний и норм, определяющих органи-
зацию и выполнение работ по техническому обслуживанию
и ремонту. Вторая часть включает нормативно-справоч-
ные материалы: содержание типовых работ по техниче-
скому обслуживанию и ремонту и таблицы ремонтослож-
ности оборудования. В третьей части помещена методика
определения ремонтосложности оборудования, не вклю-
ченного в справочные таблицы.
Типовая система подготовлена в результате коренной
1 В дальнейшем для краткости — Типовая система.
1* 3
переработки «Единой системы планово-предупредительного
ремонта и рациональной эксплуатации технологического
оборудования машиностроительных предприятий» (М.:
Машиностроение, 1967), необходимость в которой ин-
ститутами ЭНИМС, ЭНИКМАШ, ВНИИЛИТМАШ и
ВНИИДМАШ была определена на основе комплексных ис-
следований. При этом сохранены основные принципы си-
стемы:
установление ремонтосложности, т. е. сравнительной
оценки капитального ремонта каждой единицы обору-
дования;
пропорциональность затрат на внутрицикловые ре-
монты и техническое обслуживание единицы ремонто-
сложности затратам на капитальный ремонт;
разработка структур ремонтных циклов различных
видов оборудования, т. е. установление числа видов ре-
монта и их чередование.
Переработка осуществлена в направлении сокращения
суммы затрат на функционирование оборудования и по-
терь основного производства от его простоев в результате:
значительного усиления внимания к техническому обслу-
живанию на основе его регламентации и пооперационного
планирования; вывода оборудования в капитальный ре-
монт не по наработанному времени, а по его техническому
состоянию; внедрения хозрасчета в ремонтных службах
и установления двойной оценки ремонтосложности обо-
рудования, отражающей неравномерность снижения тру-
доемкости ремонта различных моделей.
Полностью переработана нормативная база Типовой
системы: структура и продолжительность ремонтных цик-
лов; нормы трудоемкости ремонта и технического обслу-
живания; нормы расхода металлов и других материалов,
тарификация ремонтных работ; нормы простоев обору-
дования. Заново разработаны все нормы для станков
с ЧПУ.
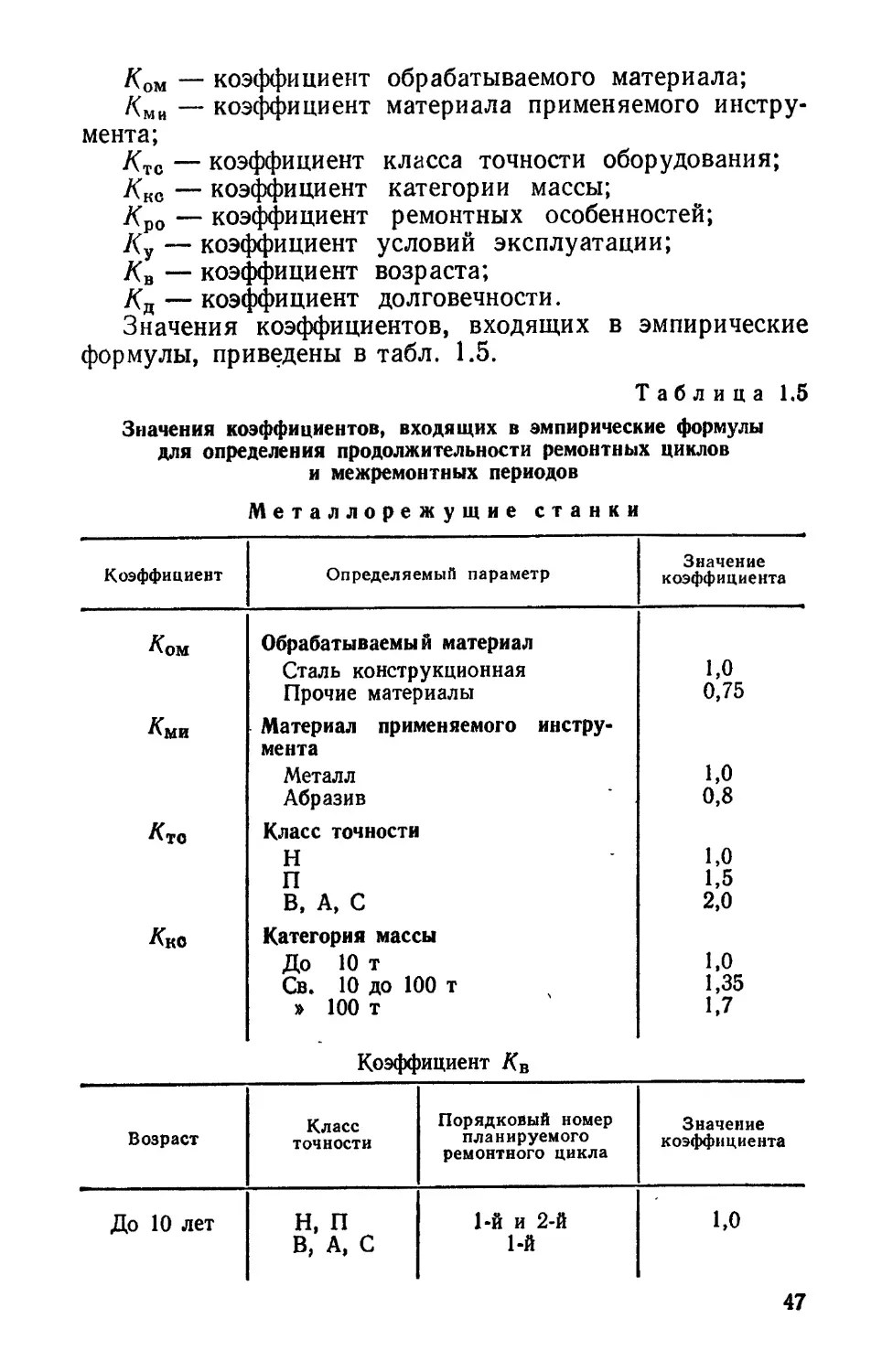
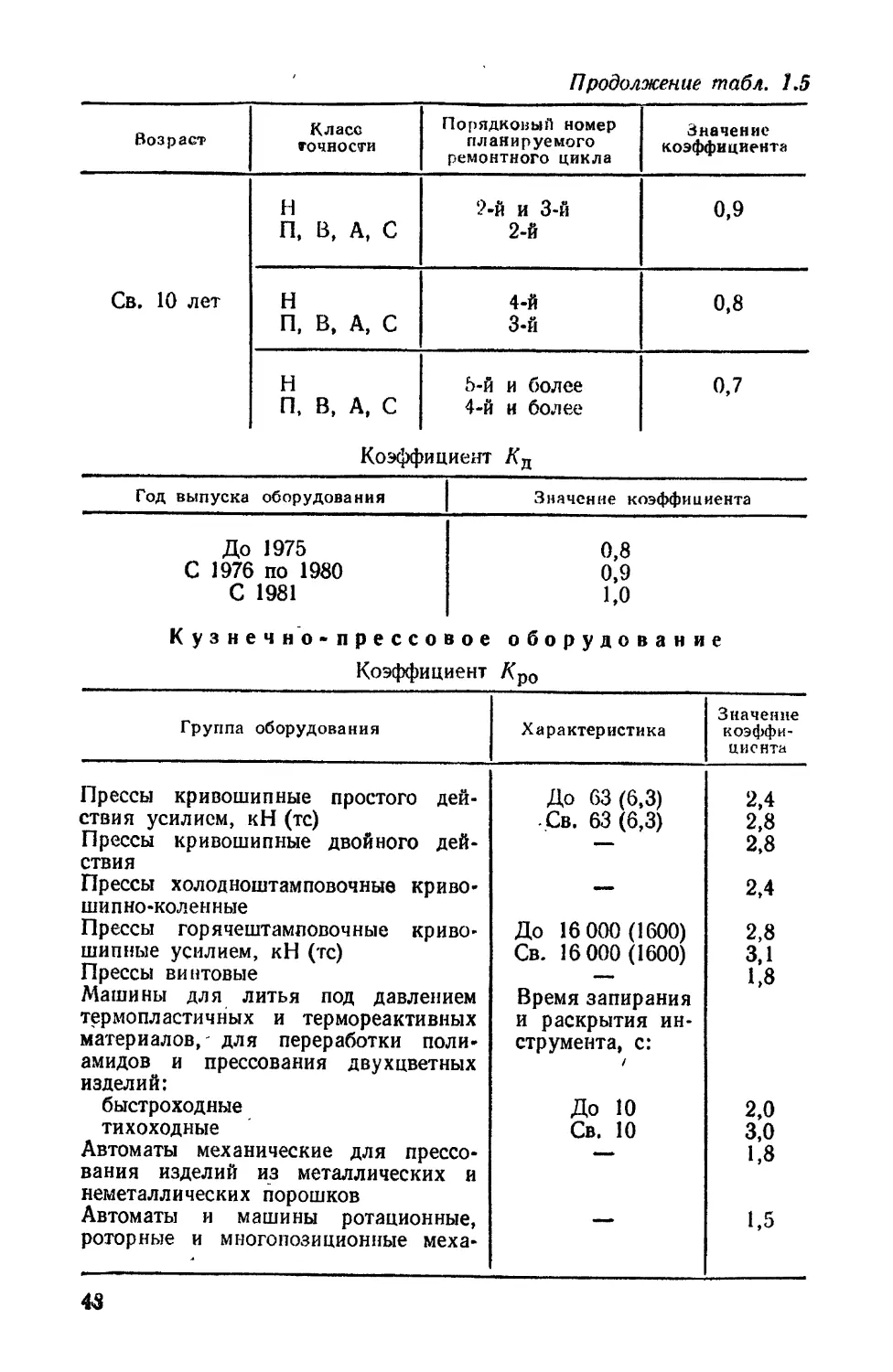
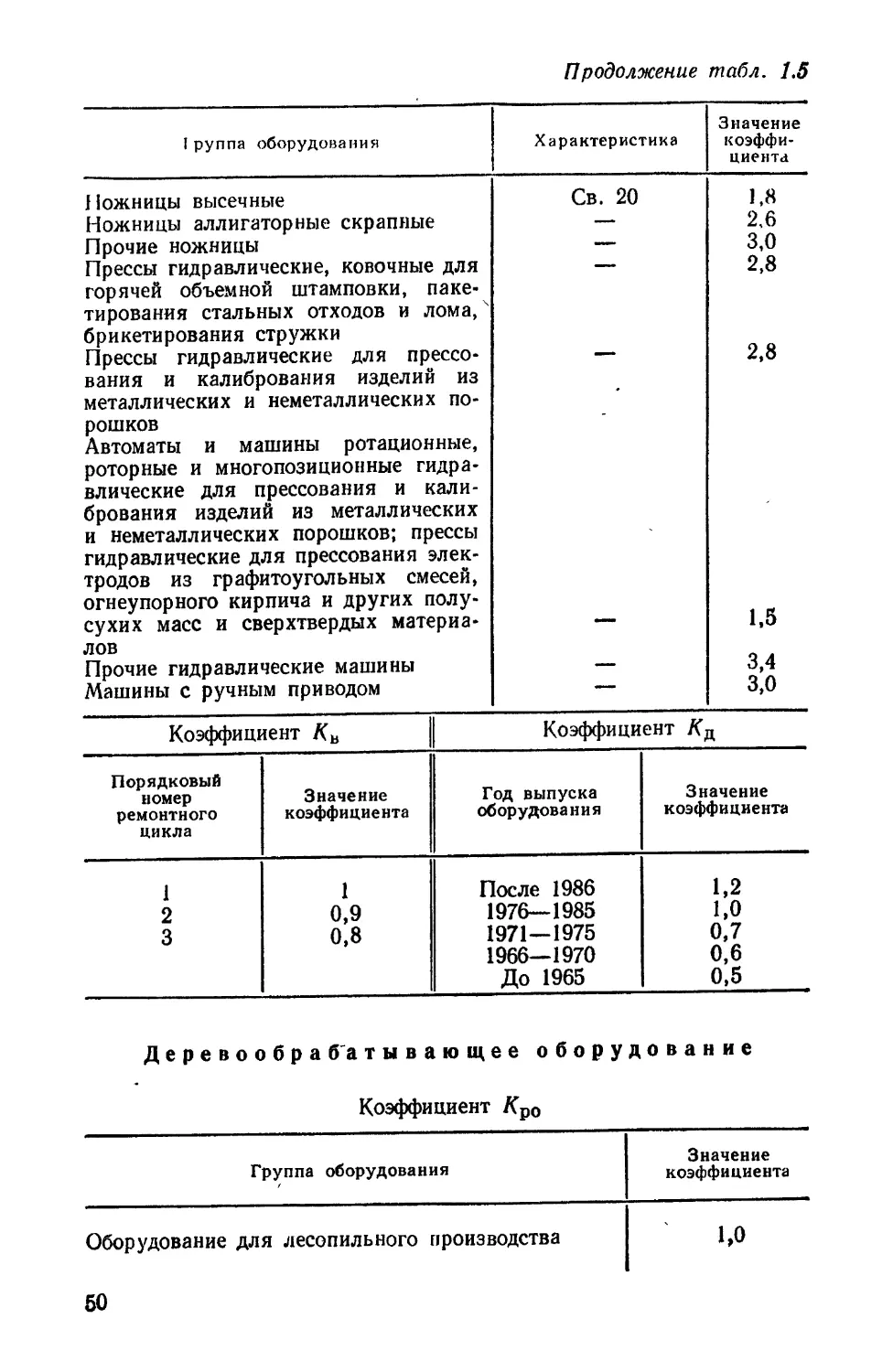
Значительной переработке подверглись эмпирические
формулы для определения ремонтосложности оборудова-
ния, переработаны и значительно пополнены "справочные
данные о ремонтосложности различных групп оборудо-
вания.
Эта система подготовлена ЭНИМСом при участии
институтов ЭНИКМАШ, ВНИИЛИТМАШ и
ВНИИДМАШ. Работа по подготовке Типовой системы
выполнена под руководством В. И. Клягина.
4
Первая часть книги написана В. И. Клягиным, раз-
дел 1.6 — совместно с канд. техн, наук Р. И. Енгалыче-
вым. В разработке материалов раздела 1.2 принимал уча-
стие В. И. Авцин.
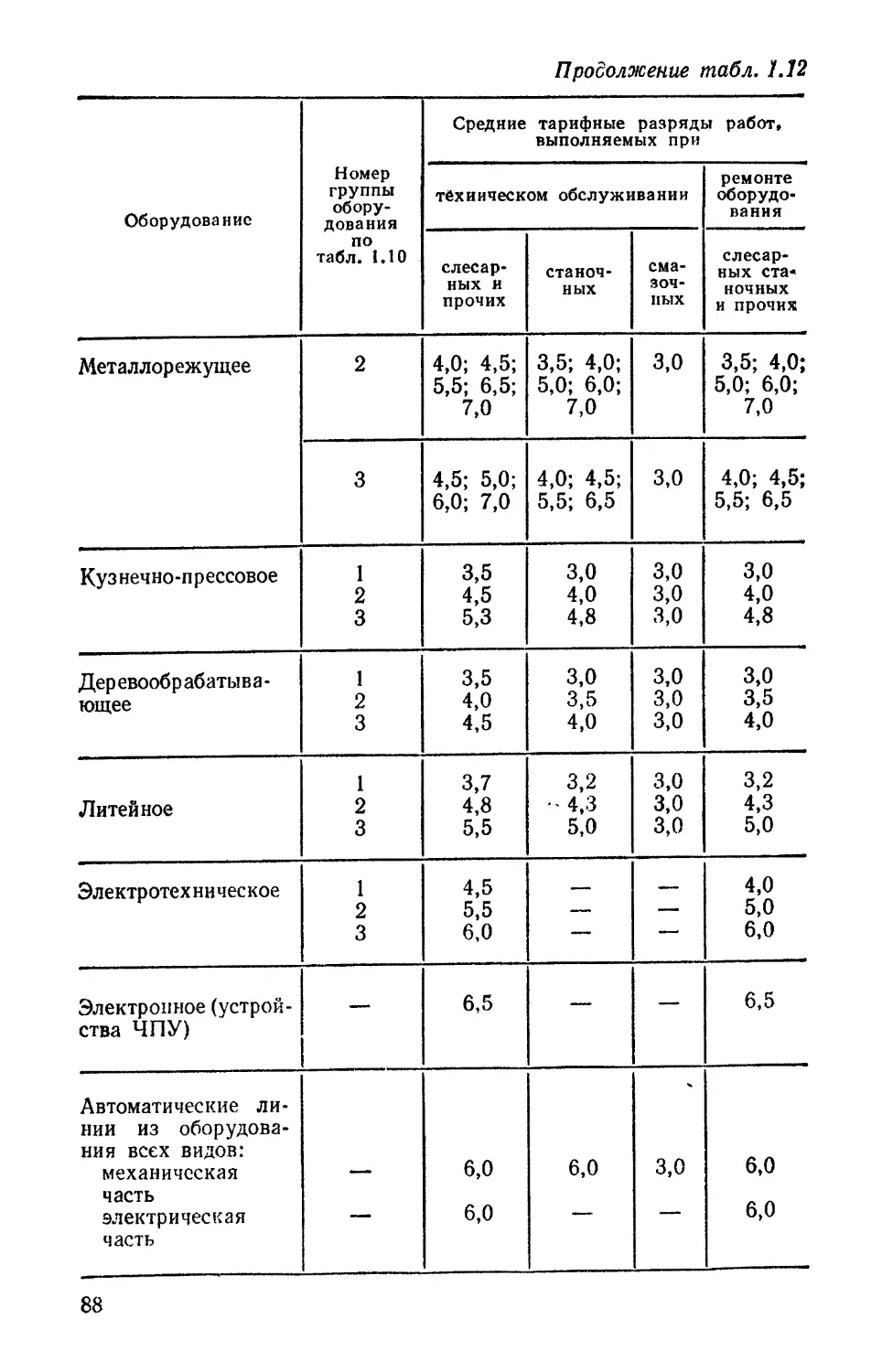
Помещенные в первой части нормативы для металло-
режущих станков: нормы времени на техническое обслу-
живание, тарификацию работ по ремонту и техническому
обслуживанию, трудоемкость ремонта устройств ЧПУ
(табл. 1.10, 1.12, 1.16—1.22 и 1.75) разработали В. Г. Ва-
сина и |В. А. Тарасова|; нормы расхода материалов
(табл. 1.26—1.35) — Г. В. Дергачева и Н. Н. Архангель-
ская.
При разработке норм времени на ремонт и обслужи-
вание устройств ЧПУ использованы результаты исследо-
вания, выполненного канд. техн, наук М. М. Шифёр-
соном.
Нормативы для кузнечно-прессового, литейного и де-
ревообрабатывающего оборудования — структуры и
продолжительность ремонтного цикла (табл. 1.3—1.5),
нормы времени на техническое обслуживание (табл. 1.36—
1.45, 1.45—1.68) — разработали сотрудники
ЭНИКМАШа канд. техн, наук Г. Н. Платонов (руково-
дитель), Н. А. Борисова, В. И. Воинов, П. А. Петров
и В. М. Степанов; сотрудники ВНИИЛИТМАШа:
Г. В. Богомолов (руководитель), Н. П. Гангарт, Д. Д. Бра-
верман и М. М. Калькаев; сотрудники ВНИИДМАШа:
канд. техн, наук С. М. Рудник (руководитель) и канд.
техн, наук 3. И. Чижова.
Нормативно-справочные и методические материалы
типовых работ по техническому обслуживанию и ремонту
разработали: для металлорежущих станков и кузнечно-
прессового оборудования — Г. В. Дергачева (ЭНИМС),
для литейного оборудования — сотрудники ВНИИ-
ЛИТМАШа Г. В. Богомолов, Н. П. Гангарт и Д. Р. Аки-
вис; для деревообрабатывающих станков — сотрудники
ВНИИДМАШа кандидаты техн, наук М. С. Рудник и
3. М. Чижова; для электрооборудования — |В. А. Тара-
сова! (ЭНИМС); таблицы ремонтосложности и эмпириче-
ские формулы для расчета ремонтосложности металлоре-
жущих станков — Н. Н. Архангельская и |В. А. Тара-
сова! (кроме данных о ремонтосложности автоматических
линий, разработанных В. И. Авциным) (ЭНИМС);
5
кузнечно-прессового' оборудования — канд. техн,
наук Г. Н. Платонов, Б. И. Воинов, В. М. Степанов
(ЭНИКМАШ);
литейного оборудования — Г. В. Богомолов, Л. Д. Бра-
верман и Н. П. Гангарт (ВНИИЛИТМАШ);
деревообрабатывающих станков — кандидаты техн,
наук М. С. Рудник и 3. И. Чижова (ВНИИДМАШ).
Институт ВНИИПТМАШ не представил материалы по
корректировке раздела подъемно-транспортного обору-
дования, что заставило исключить этот раздел из книги.
ЭНИМС выражает благодарность всем предприятиям и
организациям, приславшим замечания по первой редак-
ции Типовой системы, оказавшие большую пользу при
окончательной ее доработке.
ЧАСТЬ 1
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
И НОРМАТИВЫ
1.1. ТИПОВАЯ СИСТЕМА И ЕЕ
ОСУЩЕСТВЛЕНИЕ
Типовой системой технического обслуживания и ре-
монта называется совокупность взаимосвязанных поло-
жений и норм, определяющих организацию и выполне-
ние работ по техническому обслуживанию и ремонту обо-
рудования с целью сохранения в течение обусловленного
времени при заданных условиях эксплуатации произво-
дительности, точности и других показателей, гарантиро-
ванных в сопроводительной технической документации
заводов-изготовителей.
Комплекс работ, регламентируемых Типовой систе-
мой, разделяется:
на техническое обслуживание, к которому относят ра-
боты по поддержанию работоспособности станков и машин
при хранении, транспортировании, подготовке к исполь-
зованию и использовании (включая надзор за соблюдением
правил технической эксплуатации оборудования при
хранении, транспортировании и использовании);
на ремонт, к которому относят работы по поддержанию
и восстановлению работоспособности и исправности обо-
рудования.
Типовая система базируется на том, что эффективная
работа оборудования невозможна без своевременного вы-
полнения технического обслуживания и ремонта в опре-
деленных объемах и установленного качества. Она исхо-
дит из определения ремонтных особенностей каждой еди-
ницы оборудования, подлежащей техническому обслужи-
ванию и ремонту, учета ее использования в процессе про-
изводства и объективной оценки ее износа.
Для осуществления технического обслуживания обо-
рудования Типовой системой определены:
состав обязательных регламентируемых операций об-
служивания;
периодичность их выполнения по отработанному опе-
ративному времени;
распределение обязанностей между исполнителями;
7
трудоемкость и стоимость каждой регламентированной
операции;
трудоемкость и стоимость непланового обслуживания;
организация выполнения обслуживания и контроля
его качества;
технологическая и материальная подготовка;
подготовка кадров, тарификация работ и формы оп-
латы труда рабочих;
организация планирования, учета выполнения и ана-
лиза результатов технического обслуживания;
организация надзора за соблюдением правил техниче-
ской эксплуатации станков и машин.
Для осуществления ремонта оборудования в Типовой
системе устанавливаются:
виды плановых ремонтов и их чередование;
плановая продолжительность ремонтных циклов;
периодичность выполнения внутрицикловых ремонтов
по отработанному оперативному времени и техническая
диагностика для уточнения сроков вывода оборудования
в капитальный ремонт;
трудоемкость, материалоемкость и стоимость планируе-
мых ремонтов;
ipудоемкость, материалоемкость и стоимость непла-
новых ремонтов (устранение отказов);
комплекс работ по подготовке ремонта, включающий
технологическую и материальную подготовку, подготовку
кадров и форму оплаты труда рабочих;
тарификация работ в зависимости от ремонтных осо-
бенностей оборудования;
организация вывода оборудования в ремонт;
приемка его из ремонта и контроль качества;
организация планирования, учета выполнения и ана-
лиза результатов ремонта.
Типовая система предусматривает организацию ана-
лиза целесообразности использования, модернизации или
списания оборудования. Реализация результатов такого
анализа позволяет постоянно повышать качество парка
оборудования предприятия, что наряду с регламентацией
технического обслуживания, совершенствованием ре-
монта и оптимизацией сроков вывода оборудования в ка-
питальный ремонт обеспечивает значительное снижение
затрат на ремонт и техническое обслуживание и потерь
основного производства, связанных с простоями станков
и машин.
8
Все положения Типовой системы, кроме особо огово-
ренных, взаимосвязаны и, невыполнение хотя бы одного
из них резко снижает, а иногда и сводит на нет эффектив-
ность выполнения остальных.
1.2. КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯ
Объектами, на которые распространяются методиче-
ские указания и нормы Типовой системы, являются раз-
личные виды металле- и деревообрабатывающего обору-
дования, производимого предприятиями Минстанкопрома.
Ввиду полного конструктивного подобия металло- и
деревообрабатывающего оборудования, производимого
предприятиями других министерств и ведомств СССР,
а также зарубежными фирмами, методические указания и
нормы Типовой системы должны распространяться на
него без каких-либо изменений.
На другие виды оборудования, эксплуатируемого ма-
шиностроительными предприятиями, положения Типовой
системы могут быть распространены только после тща-
тельного анализа, и в ряде случаев будет необходима кор-
ректировка как методических указаний по организации
технического обслуживания и ремонта, так и норм, струк-
тура и взаимосвязь которых могут значительно коле-
баться.
Металло- и деревообрабатывающее оборудование по
технологическому назначению разделяют на следующие
виды: металлорежущие станки; кузнечно-прессовое обору-
дование; деревообрабатывающее оборудование; литейное
оборудование.
Для каждого из видов установлены свои параметры
Типовой системы (продолжительность и структура ре-
монтных циклов, нормы затрат труда и материалов и т. п.),
соответствующие специфике их эксплуатации.
Каждый из видов оборудования по тому же признаку
разделяют на группы (например: металлорежущие станки
разделяют на токарные, сверлильные, фрезерные и т. д.;
кузнечно-прессовое оборудование — на молоты, прессы,
ножницы и т. д.), а группы, в соответствии с конструктив-
ным исполнением, — на типы и типоразмеры (напри-
мер: токарные станки подразделяют на токарно-винторез-
ные, токарно-револьверные, токарно-карусельные и т. д.).
Такая классификация необходима, поскольку каж-
дой группе и типу оборудования присущи свои ремонтные
9
особенности, определить которые можно только на основе
выявления их конструктивных особенностей. Состав
групп, на которые разделяют кузнечно-прессовое и ли-
тейное оборудование, приведен в таблице структур ре-
монтных циклов (см. табл. 1.3), а состав групп и типов
оборудования всех видов — в таблицах эмпирических
формул для определения ремонтосложности (часть 3),
разработанных с учетом конструктивных особенностей
каждой группы и типа оборудования.
Масса оборудования — один из существеннейших па-
раметров, влияющих на трудоемкость его ремонта.
При изменении массы оборудования существенно из-
меняется соотношение затрат труда и материалов на
ремонт. Поэтому в зависимости от массы оборудование
всех видов делят на категории: легкая — до 1 т; средняя—
до 10 т; крупная —до 30 т; тяжелая — до 100 т; уникаль-
ная — св. 100 т.
Кроме того, оборудование массой до 5 т относят к транс-
портабельному, а оборудование массой св. 5 т — к не-
। рнпспортабельпому. Это деление существенно для ор-
ганизации специализированного ремонта. Транспор-
।абельпое оборудование целесообразно доставлять на
(тюцпалнзнронаппые ремонтные заводы (СРЗ); специа-
лизированный ремонт нетранспортабельного оборудова-
ния экономически целесообразно производить выездными
бригадами.
По степени автоматизации все виды оборудования
делят на разновидности:
станок (машина) с ручным управлением—так назы-
вают оборудование, которое для выполнения каждого
отдельного (рабочего или холостого) движения, из которых
слагается рабочий' цикл, нуждается хотя бы в команде
рабочего;
полуавтомат — это станок (машина), выполняющий
рабочий цикл автоматически и требующий вмешательства
рабочего для перврначальной наладки, установки и за-
крепления заготовок, снятия обработанных деталей и
команд на повторение цикла обработки;
автомат — это станок (машина), выполняющий все
рабочие и холостые движения рабочего цикла (включая
снятие обработанных деталей, установку и закрепление
новых заготовок) и нуждающийся лишь в наладке;
станок (машина) с программным управлением (ЧПУ,
ЦПУ) — это полуавтомат или автомат, управление кото-
10
рым производится по заранее составленной и легко за-
меняемой программе.
Полуавтомат может быть превращен в автомат с по-
мощью различных средств автоматизации, например, про-
мышленного робота или манипулятора с программным
управлением, предназначенного для установки и закреп-
ления заготовок, снятия обработанных деталей и подачи
команд на повторение цикла обработки.
Автоматы могут быть соединены в автоматические линии.
Автоматическая линия — это комплекс станков (ма-
шин), соединенных транспортной системой и системами
электро-, гидро- и пневмоавтоматики.
Автоматические линии делятся на одноучастковые или
линии с жесткой связью, между станками (машинами)
которых нет промежуточных накопителей, и на много-
участковые или линии с гибкой связью, между станками
(машинами) которых имеются накопители. Участок —
это один или несколько станков (машин), входящих в
состав автоматической линии, соединенных с другими
участками посредством накопителя.
Классификация по степени автоматизации имеет боль-
шое значение для рациональной организации технического
обслуживания и ремонта оборудования.
Повышение требований к выполнению правил техни-
ческой эксплуатации, к своевременности и качеству вы-
полнения технического обслуживания и ремонта нераз-
рывно связано со степенью автоматизации, определяющей
производительность оборудования. С другой стороны,
повышение степени автоматизации приводит к увеличению
затрат труда на техническое обслуживание и ремонт, а
также к росту квалификационной сложности ремонта и
технического обслуживания оборудования.
В зависимости от точностной характеристики обору-
дование подразделяют на пять классов точности:
нормальной точности — Н
повышенной точности — П
высокой точности — В
особо высокой точности — А
особой точности — С
Подавляющая часть кузнечно-прессового, дерево-
обрабатывающего и литейного оборудования относится к
классу Н и очень небольшая часть — к классу П. Боль-
шая часть металлорежущих станков также относится к
классу Н.
п
Оборудование классов П, В, А и С носит общее на-
звание — прецизионного.
Станки повышенной точности изготовляются на базе
станков нормальной точности и отличаются от последних
в основном более точным выполнением или подбором от-
дельных деталей, а также особенностями монтажа и
эксплуатации у потребителя. Они обеспечивают точность
обработки в среднем в пределах 0,6 отклонений, полу-
чаемых на станках нормальной точности.
Станки высокой и особо высокой точности предназна-
чены для более точной обработки по сравнению со стан-
ками классов Н и П, что достигается специальными кон-
структивными особенностями отдельных элементов и вы-
сокой точностью их изготовления.
Станки высокой точности класса В обеспечивают точ-
ность обработки в пределах 0,4, а особо высокой точности
класса А — в пределах 0,25 отклонений, получаемых на
станках нормальной точности.
Особо точные станки предназначены для достижения
наивысшей точности и применяются для окончательной
обработки деталей типа делительных колес и дисков,
эталонных колес, измерительных винтов и т. д. Допускае-
мые отклонения па этих станках не превышают 0,16
от регламентированных для Станков нормальной точности.
Классификация по точности, с одной стороны, необ-
ходима для ужесточения требований к точности изготов-
ления заменяемых деталей и сборки при ремонте станков
классов В, А и С.
С другой стороны, она необходима для правильной
оценки трудоемкости их ремонта, что находит отражение
в структуре эмпирических формул для определения ре-
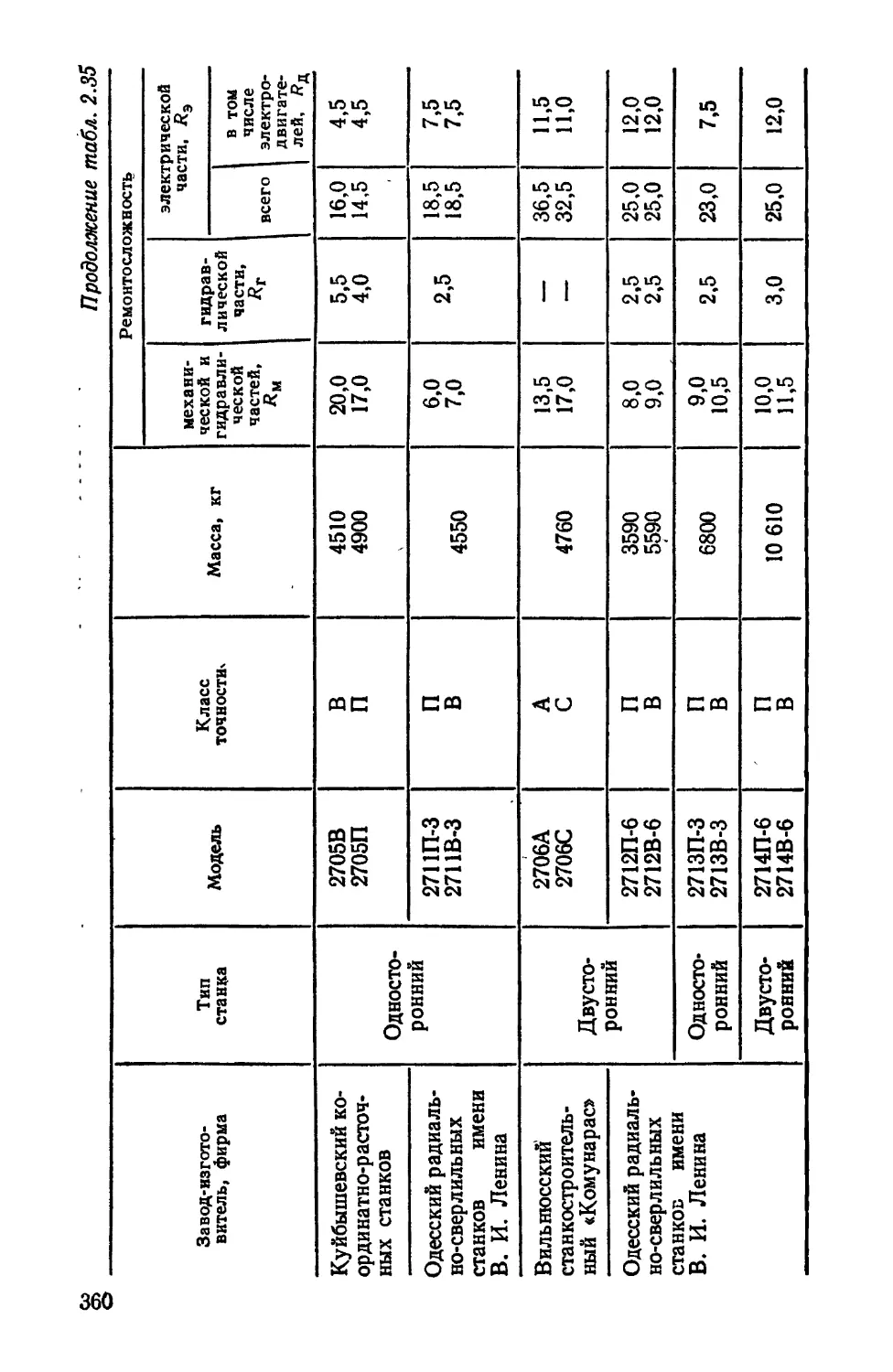
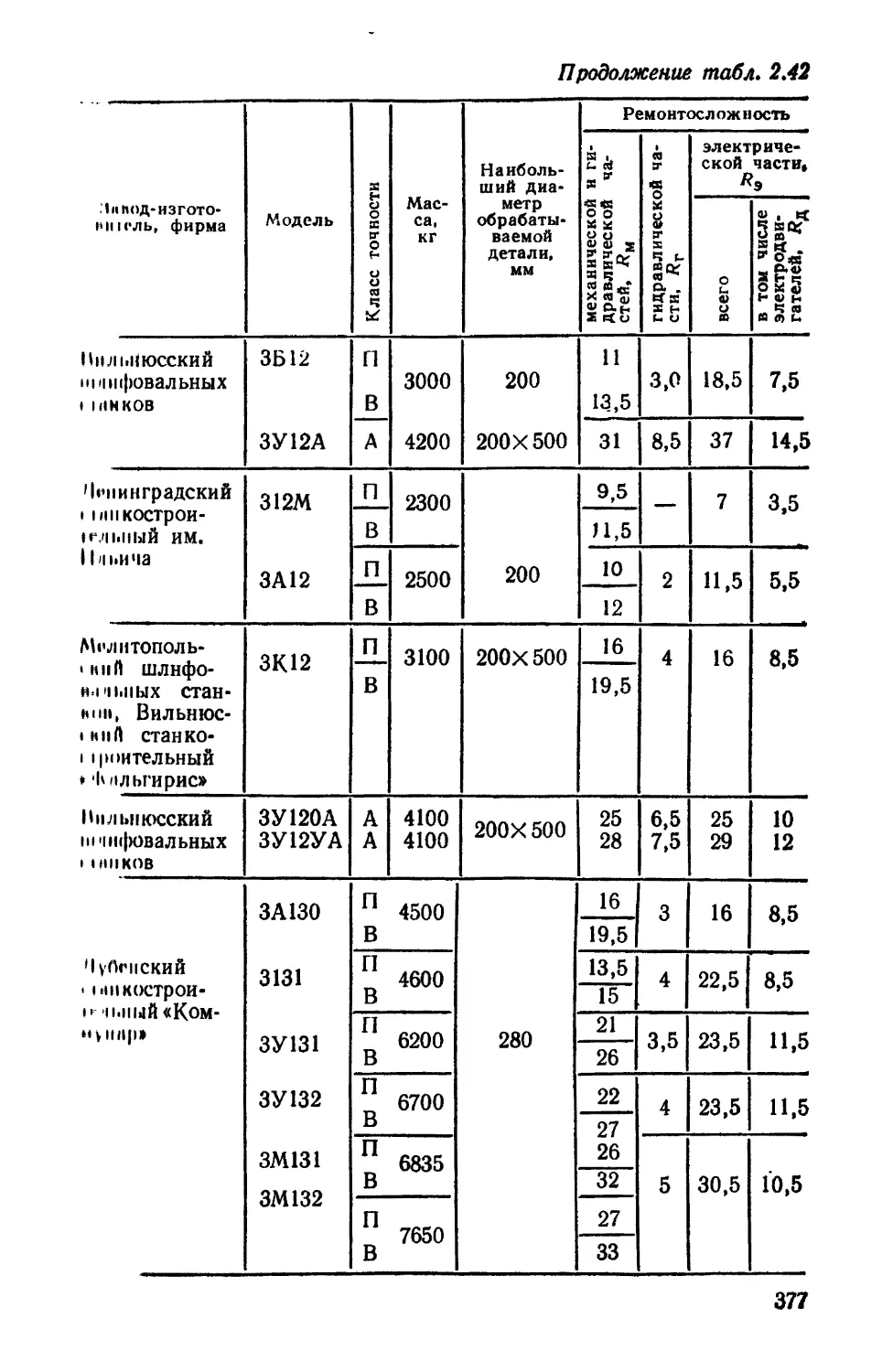
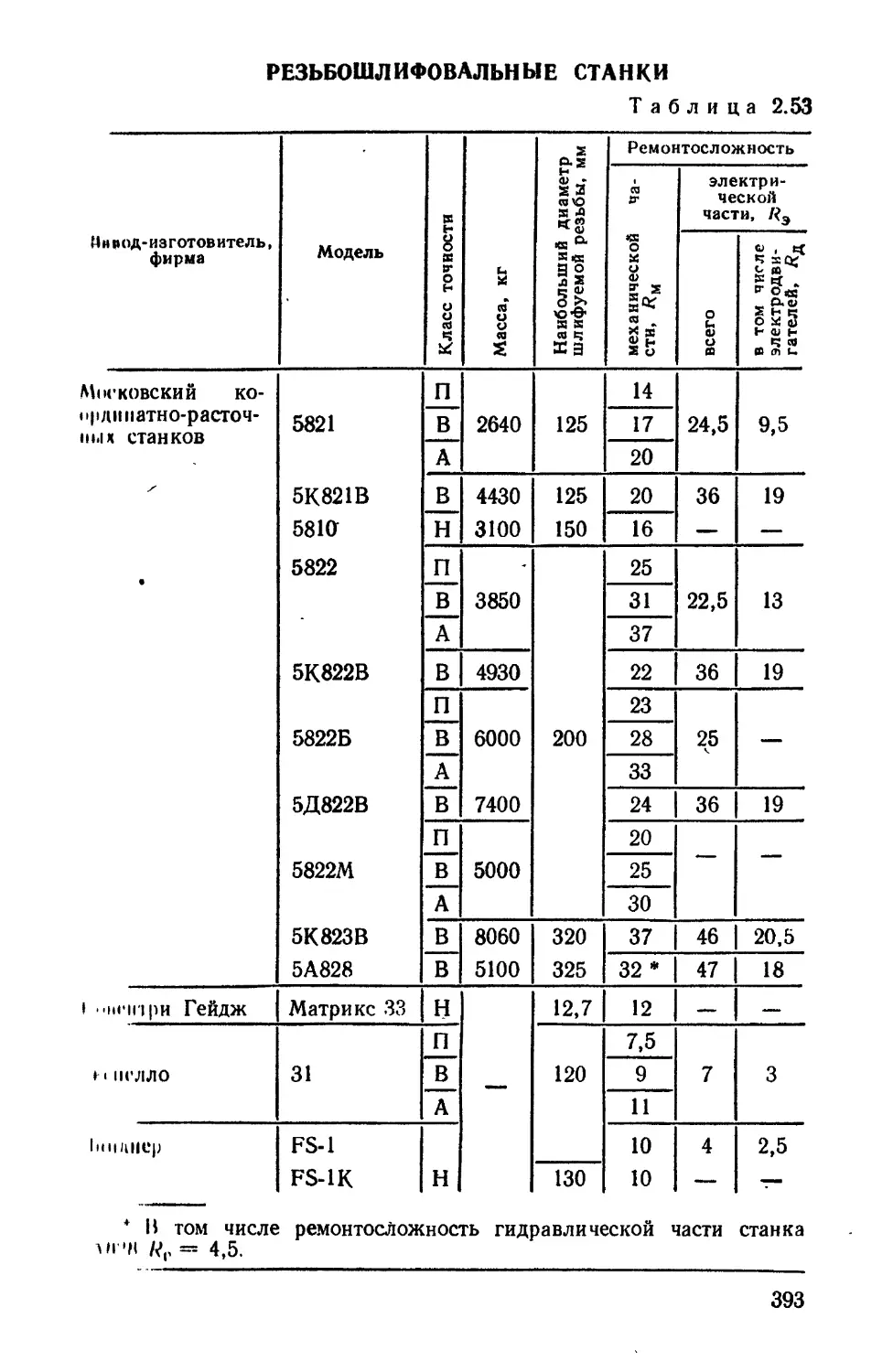
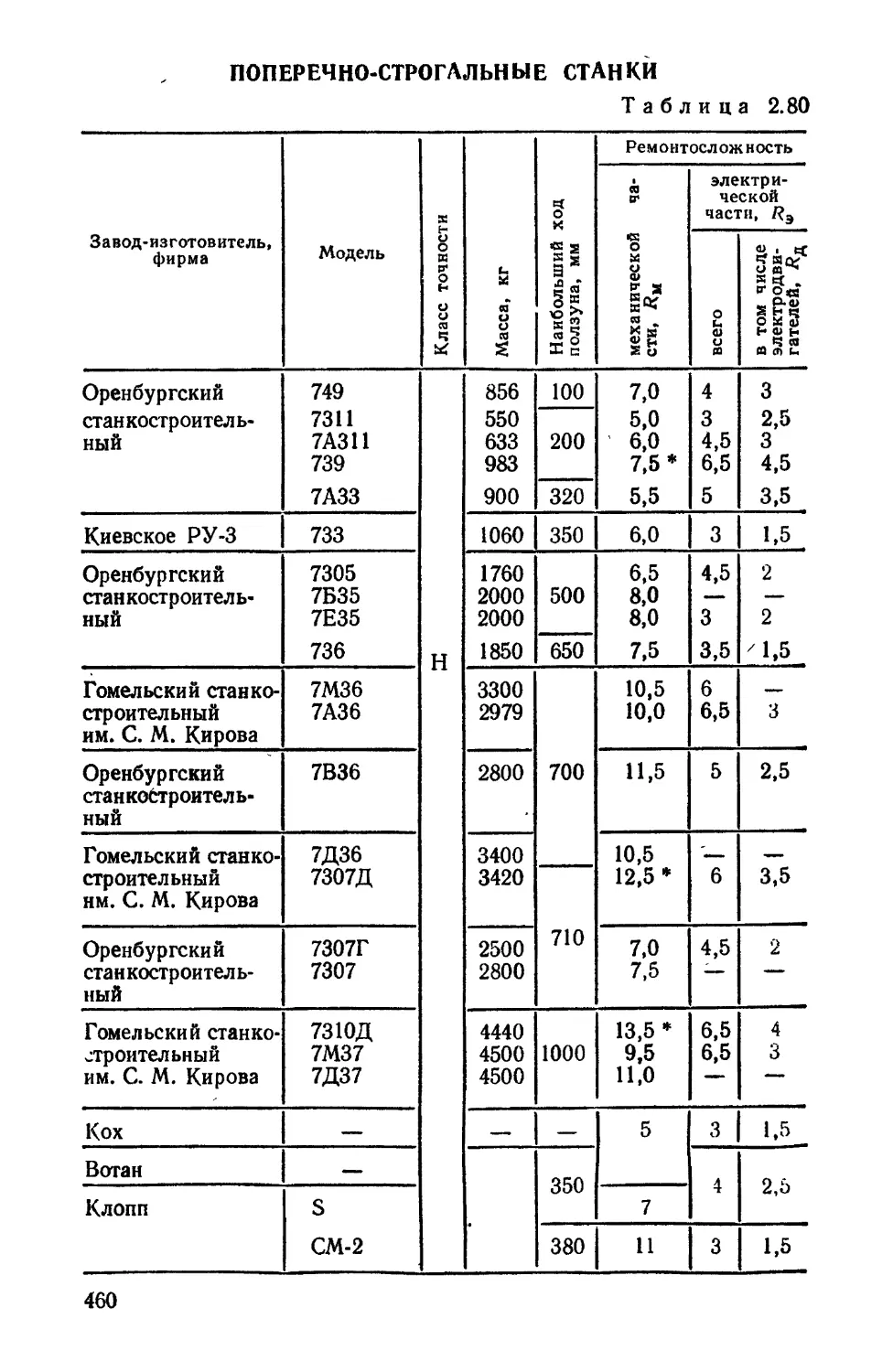
монтосложности. В справочных таблицах, помещенных
во второй части Типовой системы, для некоторых типов
станков приведены различные величины ремонтослож-
ности одной и той же модели в зависимости от класса точ-
ности, до которого доводится станок в результате ре-
монта.
К эксплуатации станков высоких классов точности
устанавливают специальные более жесткие требования.
Металлорежущие станки классифицируют также по
уровню специализации на пять подвидов*.
универсальные — станки, предназначенные для выпол-
нения различных операций на деталях широкой номенкла-
туры (токарно-винторезные, карусельные и т. п.);
12
широкого назначения — станки, предназначенные для
выполнения ограниченного числа операций на деталях
широкой номенклатуры (токарно-отрезные, многорезцо-
вые и т. п.);
специализированные — станки, предназначенные для
обработки деталей одного наименования разных размеров
(коленчатых валов, муфт, шурупов и т. п.);
специальные — станки, предназначенные для обработки
деталей одного наименования и размера;
агрегатные — специальные станки, состоящие из нор-
мализованных взаимозаменяемых узлов.
Классификация по уровню специализации существенна
для организации ремонта и технического обслуживания,
поскольку с понижением уровня специализации (т. е.
с увеличением универсальности) возрастает конструктив-
ная сложность станков, а следовательно, и трудоемкость
их ремонта и технического обслуживания, что учтено при
разработке эмпирических формул для определения ре-
монтосложности. Из этой классификации следует, что
станки, входящие в состав автоматических линий, цак
правило, должны быть специальными или агрегатными,
что обеспечивает меньшую трудоемкость их ремонта по
сравнению с линиями из универсальных станков.
1.3. ОСНОВНЫЕ ПРАВИЛА ТЕХНИЧЕСКОЙ
ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
И НАДЗОР ЗА ИХ ВЫПОЛНЕНИЕМ
Техническое обслуживание оборудования начинается
задолго до сдачи его из монтажа и даже до поступления
на предприятие и продолжается вплоть до списания и сдачи
в лом.
Для получения на вновь смонтированном оборудова-
ний паспортной производительности, точности и других
показателей необходимо предотвратить возможность пов-
реждений его при хранении после поступления на пред-
приятие, распаковке и транспортировании к месту мон-
тажа, а монтаж выполнить в строгом соответствии с тре-
бованиями заводов-изготовителей и на таких основаниях
(фундаментах), которые надежно защищали бы его от
внешних вибрационных воздействий, а окружающее обо-
рудование от вредных воздействий вновь смонтированного.-
Следовательно, необходим надзор:
13
за устройством и состоянием складов оборудования,
ожидающегд монтажа;
за механизацией такелажных работ и соблюдением пра-
вил технической эксплуатации (ПТЭ);
за устройством оснований (фундаментов) под обору-
дование, подлежащее монтажу;
за соблюдением при монтаже требований заводов—
изготовителей оборудования.
Этот надзор является элементом Типовой системы
и должен осуществляться инспекторами службы главного
механика (СГМ).
Одним из важнейших условий длительного сохранения
смонтированным оборудованием паспортной производи-
тельности, точности и качества обработки является соот-
ветствие помещений, в которых оно эксплуатируется,
требованиям защиты от атмосферных осадков и внешних
источников запыления, поддержания температуры и влаж-
ности воздуха в пределах установленного интервала,
освещенности не ниже установленных норм.
Следовательно, необходим надзор:
за исправным состоянием помещений, в которых смон-
тировано оборудование;
за исправным действием осветительных, отопительных
и вентиляционных устройств;
за соблюдением всех требований и правил технической
эксплуатации оборудования в проектах расширения и ре-
конструкции предприятий (цехов) для обеспечения дол-
говечности и безотказности оборудования до прибытия его
на предприятие.
Этот надзор, как один из элементов Типовой системы,
должен осуществляться инспекторами СГМ.
Другим непременным условием долговечности и без-
отказности оборудования является, использование его
только по прямому технологическому назначению с на-
грузками, не превышающими допускаемых его техниче-
ской характеристикой, работа только исправным инстру-
ментом, допуск к оборудованию только обученных и
аттестованных рабочих, иными словами, все то, что за-
висит от производственного персонала (начальников це-
хов, мастеров, “наладчиков, рабочих-станочников).
Следовательно, необходим постоянный надзор за соот-
ветствием действий производственного персонала тре-
бованиям ПТЭ, касающихся использования оборудования,
который также должен осуществляться инспекторами CFM.
и
Только налаженная и четко функционирующая слу-
жба надзора, надежно предохраняющая оборудование от
случайных повреждений вследствие неправильных дейст-
вий производственного персонала, загрязнения воздуха
агрессивными газами, нарушения правил монтажа и
предмонтажного хранения и т. п., позволяет главному
механику предприятия организовать:
планомерное техническое обслуживание для защиты
оборудования от вредных воздействий, являющихся есте-
ственным результатом его использования;
своевременный ремонт для восстановления рано или
поздно утрачиваемой оборудованием работоспособности.
Ниже излагаются наиболее общие ПТЭ и приводятся
нормы, на которые необходимо ориентироваться при
организации надзора, предохраняющего оборудование от
случайных повреждений *.
Устройство помещений
Длительное сохранение металлорежущими станками
и кузнечно-прессовым оборудованием первоначальных
технических показателей возможно только при установке
их в закрытых отапливаемых помещениях, обеспечиваю-
щих: _
защиту от атмосферных осадков;
защиту от внешних источников запыления воздуха;
поддержание температуры в пределах интервала, за-
висящего от точности обработки;
поддержание влажности воздуха в пределах: ,
40—75 % при температуре ниже 24 °C;
40—60 % при температуре ниже 28 °C;
40—55 % при температуре выше 28 °C;
отсутствие в воздухе агрессивных газов (допускаются
только следы газообразных кислот и щелочей).
Станки классов Н и П можно устанавливать в общих
помещениях. При этом для защиты воздуха от загрязне-
ния абразивной и металлической пылью станки, работаю-
щие абразивным инструментом или обрабатывающие пы-
лящие материалы (например, чугун), должны быть обо-
рудованы отсасывающими устройствами.
Тем не менее станки, работающие абразивным инстру-
ментом, желательно устанавливать отдельно от станков, ра-
* Правила технической эксплуатации станков с ЧПУ. МлЭНИМС,
1972. 34 с.
15
ботающих инструментом из металла. Для поддержания
чистоты воздуха помещения должны быть оборудованы
приточно-вытяжной вентиляцией с пылеочистительным
фильтром.
Станки классов В, А и С надо устанавливать только
в изолированных помещениях. При этом недопустима сов-
местная установка станков этих классов, работающих
абразивным инструментом (зубошлифовальных, резьбо-
шлифовальных, круглошлифовальных), со станками дру-
гих типов (координатно-расточными, токарными-и др.).
Не рекомендуется устанавливать резьбошлифоваль-
ные станки классов В и А в одном помещении с зубо-
шлифовальными или круглошли^ювальными станками этих
же классов.
Запрещается совместная установка зубо-, резьбо- или
круглошлифовальных станков класса С в одном помещении
с прецизионными станками других типов того же класса
точности. ,
Приточная вентиляция помещений, в которых уста-
новлены станки классов В, А и С, должна быть обору-
дована устройствами для подогрева воздуха.
Нормальная температура воздуха помещений 20 °C.
Допускаются следующие колебания температуры:
Класс точности станков...... Н П В А С
Допустимые колебания температуры,
°C..........................±10 ±5 ±2 ±1 ±0,5
В зимнее время допустимый температурный интервал
в помещениях для станков классов Н и П можно обе-
спечить центральным отоплением любого типа, в летнее
время — приточно-вытяжной вентиляцией.
Лучшим отоплением помещений для станков классов
В, А и С является воздушное. Допустимо также водяное
отопление, радиаторы которого должны быть расположены
не ближе чем на 1 м от станков и обязательно закрыты теп-
лоизолирующими экранами,
В помещениях для станков класса В температуру мо-
жно регулировать вентилями отопительной системы. По-
мещения для станков классов А и С должны быть обору-
дованы автоматически действующими кондиционерами.
Общее освещение помещений должно выполняться
подвесными светильниками дневного света и в соединении
с местным освещением от сети напряжением не выше 36 В
16, ..... . . .
удовлетворять правилам и нормам искусственного осве-
щения промышленных предприятий.
Размеры и планировка помещений должны обеспечи-
вать свободный доступ ко всем узлам станков во время
работы, свободное размещение стендов (этажерок) для
заготовок и обработанных деталей, установку рабочих
столов и шкафов для инструмента и принадлежностей
вблизи станков, возможность разборки станков на узлы
во время ремонта, а также транспортирование из помеще-
ния в сборе для отправки в ремонт любого станка массой
до 10 т. Для этого в помещениях, предназначенных для
установки четырех и более станков, должен быть преду-
смотрен свободный проход шириной не менее ширины
наибольшего по габаритам транспортабельного станка
плюс 0,5 м.
Помещения должны быть оборудованы шкафами для
хранения обтирочных материалов, емкостей со смазочными
материалами, инвентаря по уходу за станками.
Выход из помещения рекомендуется делать через там-
бур с двойными плотно закрывающимися воротами, по
ширине достаточными для прохода самого крупного из
устанавливаемых станков, с дверями для прохода людей,
обязательно оборудованными устройствами для самоза-
крывания. Тамбур должен быть оборудован тепловой за-
весой.
Выход из помещения для прецизионных станков сле-
дует устраивать только внутрь цеха, а в тамбур подводить
патрубок приточной вентиляции для создания избыточ-
ного давления 10—20 Па.
Пол в помещениях рекомендуется покрывать пласти-
ками (декоррозит фенолит-4, фенолит-5) или линолеумом
по бетонному основанию. Допустимо также применение
плиток каменного литья или метлахских плиток с уклад-
кой вокруг станков резиновой дорожки шириной не менее
700 мм.
Воспрещается ксилолитовое покрытие во избежание
коррозии металла под действием ксилолитовой кислоты.
Оконные проемы в помещениях, в которых установ-
лены металлорежущие станки, должны закрываться двой-
ными глухими рамами без форточек и открывающихся
фрамуг.
В помещениях для прецизионных станков разрешается
устройство окон только с северо-западной, северной и
северо-восточной стороны. Окна с северо-восточной сто-
I17
роны должны быть оборудованы жалюзийными решетками,
исключающими попадание на станки прямых солнечных
лучей, или шторами из плотного материала.
Помещения для установки металлорежущих станков
должны быть оборудованы подъемно-транспортными ме-
ханизмами с электроприводом, число их должно обеспе-
чивать бесперебойную работу всех станков, а грузоподъем-
ность соответствовать наибольшей массе детали, допускае-
мой для обработки.
Желателен мостовой монтажный кран для разборки
станков на узлы при ремонте, выполняемом на месте уста-
новки.
Не рекомендуется координатно-расточные станки обо-
рудовать пневмоподъемниками.
В помещениях для установки станков с ЧПУ необхо-
димо прокладывать шину, соединенную с низкоомным
контуром заземления для присоединения к ней проводов
заземления устройств ЧПУ. Сопротивление контура за-
земления не должно превышать 4 Ом.
В помещениях для установки литейного оборудования
необходимо смонтировать усиленную приточно-вытяжную
вентиляцию для отсоса пыли и газа и подачи свежего
воздуха в рабочие зоны, а также специальные трубопро-
воды с глушителями для отвода отработанного сжатого
воздуха от пневматических машин во избежание пониже-
ния температуры и повышения уровня шума и запылен-
ности рабочих зон.
Устройство оснований и монтаж станков (машин)
Обработка на металлорежущих станках деталей с за-
данной точностью и шероховатостью поверхностей тре-
бует защиты их от внешних вибрационных возмущений,
вызываемых работой близко расположенного оборудова-
ния с ударными нагрузками, с возвратно-поступатель-
ными движениями и с неуравновешенными массами, а
также всеми видами транспорта. То же относится и к
кузнечно-прессовому оборудованию.
Однако даже установка станков и машин в изолиро-
ванных помещениях не может защитить их от вибраций,
передаваемых грунтом.
Для защиты от внешних вибрационных возмущений
металло- и деревообрабатывающие станки следует монти-
ровать на фундаменте или на специальных виброизоли-
рующих опорах.
13
Документация, высылаемая заводами-изготовителями
вместе со станками, обычно содержит указания по уст-
ройству фундаментов и их виброизоляции.
Различные предприятия рекомендуют в качестве
средства изоляции окружать со всех сторон бетонные фун-
даменты слоем пробковой крошки, торфа, шлака или шла-
коваты толщиной 50—100 мм.
В ряде случаев виброизоляция станков может быть
обеспечена установкой их на упругих опорах или про-
кладках без устройства фундамента, непосредственно на
бетонном полу цеха. При этом пол цеха должен быть до-
статочно гладким, чтобы обеспечить хорошее прилегание
прокладок к полу и станине станка, во избежание сни-
жения долговечности прокладок из-за местной пере-
грузки.
При выборе типа основания для любого станка должны
быть учтены следующие основные факторы: класс точности
станка, характер нагрузок при работе, жесткость конст-
рукции и масса станка.
Наилучшим, хотя и дорогим основанием для станков
класса С, следует считать массивные бетонные фундаменты,
установленные на пружины с демпферами для смягчения
колебаний от случайных причин.
Станки класса А следует устанавливать на бетонные
фундаменты, окруженные виброизолирующим слоем, или
изолированным воздушным промежутком шириной не
менее 100 мм.
Легкие и средние станки класса В, имеющие нежест-
кие станины, опирающиеся более чем на три точки, а
крупные и тяжелые — независимо от жесткости станин,
надо устанавливать аналогично станкам класса А.
Станки классов В, П и Н легкой и средней категории
с жесткими трехопорными станинами, не имеющие резко
реверсируемых узлов, могут быть установлены на виб-
роопоры или резиновые прокладки непосредственно на
бетонном полу.
Станки класса П с нежесткими станинами, а крупные
и тяжелые — независимо от жесткости станка, можно
устанавливать на бетонные фундаменты без виброизоли-
рующего слоя, на естественном основании.
Следует иметь в виду, что монтаж прецизионных стан-
ков на виброизолирующих опорах связан с необходимо-
стью применения системы упругожесткой установки,
позволяющей подводить под упруго установленный ста-
19
Таблица 1.1
Минимальная толщина подшаботной части бетонных фундаментов
и дубовой прокладки под шаботы для молотов
Масса падающих частей, т Толщина, м Число гори* зонтальных рядов брусьев
подшаботной части фундамента для бетона марки дубовой прокладки под шабот
100 150 и выше
До 1,0 1,0 0,8 0,2 1
2,0 1,25 1,0 0,4 2
3,0 1,5 1,2 0,45 3
4,0 1,75 1,4 0,5 3
5,0 2,0 1,6 0,6 3
10,0 3,0 2,4 0,8 4
16,0 4,0 3,2 1,0 5
нок временные жесткие опоры при необходимости про-
верки станков с помощью уровня или коллиматора.
При устройстве фундамента на нормальном портланд-
или шлакопортландцементе станок может быть установлен
на нем не ранее чем через семь дней после окончания
укладки бетона, а пуск станка разрешается на двадцать
второй день.
При необходимости ускорения пуска станка приме-
няют быстросхватывающцйся цемент.
Для защиты фундамента от разрушения смазочными
маслами рекомендуется железнение его верхней поверх-
ности цементным раствором с жидким стеклом.
Указания по устройству фундаментов под кузнечные
молоты высылаются заводами-изготовителями вместе с
оборудованием. Фундаменты под штамповочные молоты
сооружают в виде плиты, а под ковочные — в виде блока
с выемкой для установки шабота.
Установка нескольких молотов на одной общей фун-
даментной плите допускается лишь для маломощных мо-
лотов с массой падающих частей не более 1 т. Толщины
подшаботной части фундаментов для молотов должны быть
не меньше величин, указанных в табл. 1.1.
Прокладку под шаботом (подшаботную подушку)
устраивают из деревянных брусьев, уложенных плашмя
в один или несколько щитов. Толщина каждого щита
10—20 см. Болты, стягивающие брусья, располагают
20
в щите через 0,5—1 м. При устройстве прокладок из
нескольких щитов последние укладывают крест-накрест.
Поверхность фундамента под деревянной прокладкой
выравнивают по маякам. Подливка раствора на отвердев-
шую поверхность фундамента не допускается.
Опыт эксплуатации паровоздушных молотов показал,
что чем меньше высота подшаботной прокладки, тем
более жестким получается удар и тем быстрее выходят
из строя шток, баба, стяжные болты и другие детали
молота.
При выборе высоты прокладки необходимо учитывать
также последующее снижение высоты ее при ремонте.
Для формовочных машин, вибросит, вибрационных
конвейеров и выбивных устройств фундаменты распо-
лагают в бетонном котловане или делают в виде монолит-
ных (бетонных) блоков.
Фундаменты, заложенные в бетонном котловане, со-
оружают для формовочных машин с независимым пово-
ротно-перекидным механизмом. Монолитные фундаменты
делают для остальных машин.
Встряхивающие формовочные машины работают с ча-
стыми ударами, поэтому при расчете фундаментов необ-
ходимо учитывать, что грунт под фундаментом должен
выдерживать нагрузку не менее 25 Н/см2; если же грунт
не выдерживает такой нагрузки, то его необходимо упро-
чнить.
При определении давления на грунт учитывают на-
грузку от массы фундамента, формовочной машины и
опоки, наполненной формовочной смесью.
Глубина заложения фундамента не должна быть менее
глубины промерзания грунта.
Фундамент формовочной машины должен лежать на
мягком грунте. При наличии каменистого грунта под фун-
даментом необходимо изготовить подушку из песка и гра-
вия (щебня).
Вокруг боковых стен фундамента по всему его пери-
метру делают засыпку песком, гравием или золой без
трамбования. Это предохраняет соседние формовочные
машины, а также готовые формы от разрушения, так как
удары встряхивающего стола при работе машины пере-
даются грунтом на значительные расстояния. Мягкая
засыпка поглощает колебания от ударов и тем самым
ограничивает распространение колебаний в пределах
самой машины.
21
Толщина слоя засыпки зависит от грузоподъемности
формовочной машины: при грузоподъемности до 1200 кг
слой засыпки принимают 0,3 м, для всех остальных ма-
шин — 0,3—0,8 м.
Транспортирование оборудования классов В, А и С,
а также станков с ЧПУ всех классов с помощью лебедок
на металлическом листе с прокладками из двухкантных
брусьев можно допускать только в помещении с ровным
чистым полом, во избежание потери ими точности в ре-
зультате встряхивания и толчков.
При подвешивании оборудования особое внимание
должно быть уделено правильному уравновешиванию его.
Оборудование, упакованное в ящик, запрещается под-
нимать за крышку. Ящик должен быть подвешен на тро-
сах, подводимых под концы полозьев ящика. Желательно,
чтобы угол между тросами не превышал 45°.
Распаковывать оборудование надо в строгом соответ-
ствии с указаниями завода-изготовителя. Малогабаритное
легкое оборудование можно распаковывать вручную.
При распаковке крупногабаритных, средних и тяжелых
машин в большинстве случаев требуется применять кран.
При подъеме вверх крышки с боковыми стенками ящика
необходимо следить за тем, чтобы не повредить выступа-
ющие части оборудования. Поднимать оборудование стро-
повочными цепями не разрешается. Строповка тросами
должна исключать возможность повреждения окраски
оборудования или деформации выступающих деталей
(рукояток, маховичков и т. п.). В местах соприкосновения
тросов с поверхностью оборудования необходимо прокла-
дывать защитные матерчатые валики. Угол между тросами
должен быть не более 30°.
Очень крупное оборудование поступает в разобранном
на узлы виде. Во избежание повреждений при транспорти-
ровании часто вкладывают пластические прокладки ме-
жду основными направляющими. Удаление транспорт-
ных прокладок требует большой тщательности и квали-
фикации, позволяющей избежать появления царапин
на ответственных поверхностях.
Большую часть прецизионных станков устанавливают на
заранее подготовленном основании свободно без крепле-
ния анкерными болтами и без подливки цементным раст-
вором, на трех или более опорах домкратного типа, с по-
мощью которых основание станка может быть выверено
с точностью 0,01/1000.
22
Станки с возвратно-поступательным движением уз-
лов крепят к фундаменту анкерными болтами и подли-
вают цементным раствором. Пуск подобных станков надо
производить не ранее чем через 72 ч для полного затвер-
девания и схватывания раствора.
По мере монтажа узлов оборудования, доставляемого
с завода в разобранном виде, их освобождают от за-
щитного антикоррозийного покрытия — смазочного ма-
териала или специальной бумаги.
Защитный слой следует удалять чистым бензином или
керосином с помощью технических салфеток. После тща-
тельной очистки и промывки деталей на обработанные по-
верхности наносят тонкий слой смазочного масла.
Оборудование, прибывающее в сборе, следует осво-
бождать от антикоррозийного покрытия по окончании
механо- и электромонтажа. До удаления покрытия пере-
мещение подвижных частей оборудования не разрешается.
Последовательность монтажа отдельных узлов, меха-
низмов и устройств у разных моделей оборудования раз-
лична и должна выполняться в строгом соответствии с за-
водской инструкцией.
При присоединении оборудования к электросети необ-
ходимо внимательно следить за направлением вращения
валов его электродвигателей, которое нередко допуска-
ется только в одну сторону.
Монтаж станков с устройствами ЧПУ достаточно сло-
жен и приступать к нему следует лишь при наличии спе-
циалистов соответствующей квалификации либо зару-
чившись согласием завода-изготовителя об оказании шеф-
монтер ской помощи.
Станки с ЧПУ подключаются к четырехпроводной
сети переменного тока напряжением 380/220 В %,
частотой 50 ± 1 Гц. Для защиты от электрических
помех, создаваемых работой другого электрооборудова
ния, рекомендуется осуществлять питание устройств
ЧПУ от отдельного мотор-генератора или силового транс-
форматора. Подключение станков или другого оборудо-
вания к мотор-генераторам или силовым трансформато-
рам, питающим устройства ЧПУ, не допускается.
При выполнении такелажных работ, монтаже механи-
ческой части и особенно при монтаже электрической части
оборудования, особое внимание должно быть обращено на
технику безопасности. Оборудование не может быть
введено в эксплуатацию без заземления его станины.
23
Следует выдержать оборудование в цехе до опробования
на холостом ходу: летом, в сухое время — не менее суток,
зимой или в сырую погоду — не менее трех суток для
просушки изоляции обмоток электродвигателей и всех
проводов.
По окончании монтажа оборудование подвергают на-
ружному осмотру. Необходимо убедиться, что все кар-
теры и резервуары совершенно чисты, и заполнить их
маслом, равно как и все индивидуальные смазочные точки,
в соответствии со схемой и картой смазывания.
После осмотра металлорежущие и деревообрабатываю-
щие станки испытывают на холостом ходу, под нагрузкой
и в работе, а затем проверяют на точность.
Испытание на холостом ходу начинают с проверты-
вания механизмов и перемещения-узлов вручную. После
первого пуска станка масло, залитое в резервуары центра-
лизованной смазки, заполнит маслопроводы, уровень
его снизится, поэтому масло необходимо долить.
На холостом ходу и под нагрузкой станок должен быть
испытан последовательно на всех частотах вращения и
подачах, должна быть проверена работа всех кинемати-
ческих цепей. Если при этом не будет обнаружено дефек-
тов, препятствующих нормальной' работе станка (стук
в механизмах, вибрация, качка, самопроизвольное пере-
ключение, нагрев подшипников и т. д.), станок может
быть испытан в работе, а затем проверен на точность ме-
тодами и по нормам соответствующего ГОСТа. Продол-
жительность испытания на холостом ходу рекомендуется
не менее двух часов, а в работе — не менее 30 мин.
У станков с ЧПУ после проверки на холостом ходу
в наладочном режиме работы всех кинематических цепей
включают устройство ЧПУ и проверяют работу станка
с ЧПУ на холостом ходу во всех предусмотренных ре-
жимах. При этом могут выявиться неисправности станка
с ЧПУ, вызванные дефектами устройства или приводов.
Если выявленные дефекты могут быть устранены подна-
ладкой станка и устройства ЧПУ, то подналадка должна
производиться в соответствии с эксплуатационной доку-
ментацией.
При нормальной работе станка с ЧПУ на холостом
ходу приступают к испытаниям его под нагрузкой. Ис-
пытания в режиме программного управления произ-
водятся по рекомендациям и инструкциям заводов-
изготовителей станков и устройств ЧПУ.
24
Кузнечно-прессовое и литейное оборудование до сдачи
и эксплуатацию должно подвергаться обкатке: на холо-
стом ходу — семь-восемь часов, при нагрузке не более
50 % номинального усилия — в течение времени, ука-
занного в руководстве по эксплуатации, но не менее 50—
60 ч.
При положительных результатах испытаний обору-
дование передают в эксплуатацию по акту (форма 1)
111) с обязательным участием представителей отдела
главного механика, отдела технического контроля и цеха,
в котором оно смонтировано. В акте должен быть указан
класс точности по паспортным данным, подтвержденным
результатами испытаний.
При неудовлетворительных результатах испытаний,
а также если класс точности оборудования окажется ниже
паспортного, следует вызвать представителя завода-изго-
товителя для составления рекламационного акта.
В течение месяца после сдачи в эксплуатацию не сле-
дует давать оборудованию максимальную нагрузку,
необходимо работать на средних режимах.
Примерно через 200 ч работы следует остановить и
осмотреть оборудование, промыть и заполнить все резер-
вуары, картеры и индивидуальные смазочные точки све-
жим смазочным материалом.
С этого момента оборудование переводят на режим нор-
мальной эксплуатации. На него должен быть составлен
план-график осмотров, проверок точности, промывок и
ремонтов с периодичностью всех видов обслуживания и
надзора, принятой для машин данного типа, за исключением
надзора за осадкой фундамента, который продолжают
еще шесть месяцев.
Работа на станках (машинах)
Оборудование всех видов должно использоваться толь-
ко в соответствии с его технологическим назначением,
оговоренным в технической документации.
Металлорежущие станки независимо от класса точ-
ности следует использовать для выполнения круга работ,
ограничиваемого: технологическим назначением станка,
обеспечиваемой точностью и шероховатостью обрабатывае-
мых поверхностей, наибольшими допускаемыми станком
нагрузками от обработки деталей.
25
На станках классов В, А и С можно выполнять
только те виды работ, которые указаны в заводских ру-
ководствах.
Станки более высокого класса точности не следует
использовать для обработки деталей, которые по точности,
заданной чертежом, могут быть обработаны на станках
низшего класса.
На станках, конструкцией которых предусмотрено
закрепление обрабатываемых деталей на перемещаю-
щемся столе (фрезерные, расточные, координатно-рас-
точные, плоско шлифовальные, карусельные и др.), за-
прещается обработка деталей, масса которых превышает
указанную в руководстве по эксплуатации, во избежание
преждевременного изнашивания направляющих или об-
разования задиров на них. То же требование относится
и к станкам, конструкция которых предусматривает за-
крепление деталей в центрах или в патронах на шпинделе
(токарные, круглошлифовальные, зубообрабатывающие и
др.), во избежание преждевременного изнашивания шпин-
дельных подшипников и потери точности.
Безусловное соблюдение этого правила особенно не-
обходимо по отношению к прецизионным станкам, по-
скольку для них недопустим износ, достигающий всего
нескольких микрометров.
Предварительную обработку отверстий, подлежащих
растачиванию на координатно-расточных станках, сле-
дует производить на сверлильных, фрезерных и расточ-
ных станках нормальной точности с оставлением при-
пуска на растачивание 2—2,5 мм на сторону.
Во избежание ускоренной потери точности установки
координат на координатно-расточных станках, у которых
винты перемещения столов, траверс и шпиндельных бабок
служат одновременно для измерения перемещений, за-
прещается производить фрезерование плоскостей.
Для равномерного изнашивания столов и измеритель-
ных винтов рекомендуется при обработке небольших де-
талей закреплять их на различных участках стола.
На координатно-расточных станках не рекомендуется
обрабатывать детали, габариты которых в плане превы-
шают габариты столов. Особенно нежелательно обраба-
тывать на одностоечных станках детали, ширина которых
превышает ширину стола, свешивающиеся на одну сторону.
Не допускается также чрезмерное затягивание гаек
крепления детали путем усиления ключа с помощью раз-
26
личных удлинителей. Запрещается класть детали и ин-
струмент на столы прецизионных станков, а также на
направляющие металлорежущих станков независимо от
класса их точности.
Детали, обрабатываемые непосредственно на столах
координатно-расточных станков, следует устанавливать
на специальные мерные каленые, шлифованные и дове-
денные прокладки толщиной не менее 25 мм.
Перед установкой детали зеркало стола, прокладки и
базовая поверхность детали должны быть проверены и
тщательно протерты.
Во время работы станка незакрытую деталью поверх-
ность стола надо накрывать специальными щитками для
защиты от случайных повреждений.
С целью увеличения срока сохранения точности зубо-
и резьбошлифовальных станков классов А и С не ре-
комендуется обрабатывать на них детали максимально
допустимого по паспорту диаметра и на предельных ре-
жимах резания.
Заготовки, подлежащие обработке на станках, пред-
назначенных для чистовой обработки, не должны иметь
коррозии, окалины, пригаров формовочной смеси. При
обработке на прецизионных станках базовые поверхности
деталей должны быть чисто обработаны.
При работе абразивными кругами на различных стан-
ках следует соблюдать правила техники безопасности,
предусмотренные ГОСТ 12.3.028—82*.
При каждом шлифовальном и заточном станке дол-
жна находиться инструкция по установке и эксплуатации
шлифовальных кругов.
После установки на шпиндель станка абразивный круг
должен быть отбалансирован и проверен путем враще-
ния не менее 5 мин вхолостую с рабочей скоростью при
закрытом кожухе.
При работе с охлаждением вся рабочая поверхность
круга должна омываться охлаждающей жидкостью. За-
прещается применение охлаждающих жидкостей, разру-
шающих связку круга.
Не допускается работа на станках затупившимся
инструментом Ч
1 Имеющим износ, превышающий допускаемый «Общемашиво-
строительными нормативами резания». М.: НИИМАШ, 1985.
27
Необходимо ежедневно проверять состояние поверх-
ностей хвостовиков инструментов и принадлежностей,
выдаваемых обезличенно из инструментальных кладовых,
и закрепляемых в конусных отверстиях шпинделей и пи-
нолей станков классов Н и П. Аналогичный инструмент
и принадлежности прецизионных станков следует исполь-
зовать только на том станке, для которого они были изго-
товлены.
Перед установкой инструментов и принадлежностей
их конусные хвостовики и конусные гнезда шпинделей и
пинолей станков должны быть проверены и протерты.
Категорически запрещается использовать инструменты и
принадлежности, имеющие хотя бы незначительные по-
вреждения хвостовиков (царапицы, забоины, риски).
При проектировании и установке штампов необхо-
димо руководствоваться следующими требованиями:
нагрузка машины не должна превышать номиналь-
ного значения основного параметра; для этого расчетное
усилие штамповки необходимо увеличивать на 20—30 %
и при установке штампа выбирать ближайшую большую
по усилию машину;
запас по усилию необходим во избежание перегрузок
и заклинивания машины вследствие неточности расчет-
ных формул, колебаний температуры штамповок, зату-
пления штампов и т. д.;
наибольшая работа, затрачиваемая на выполнение
операции, не должна превышать допускаемую по паспорту
машины;
эксцентриситет приложения нагрузки к ползуну дол-
жен быть минимальным.
Не допускается попадание посторонних предметов
(ключей и другого инструмента) в рабочее пространство
машины.
Перед пуском машины следует проверить, нет ли по-
сторонних предметов в рабочем пространстве.
Не допускается перегрев подшипников и других тру-
щихся деталей, электродвигателей и катушек электромаг-
нитов и реле.
Не допускается повышение давления воздуха или ра-
бочей жидкости выше допустимых значений, указанных
в руководстве по эксплуатации машины.
При эксплуатации кривошипных кузнечно-прессовых
машин с пневматическими муфтами и тормозом необхо-
димо обеспечить правильную блокировку, т. е. включение
28
муфты после выключения тормоза и включение тормоза
после выключения муфты.
Не допускается заклинивание (постановка враспор)
кривошипных машин. Наиболее частыми причинами за-
клинивания являются:
перегрузка машины вследствие недопустимого за-
тупления инструмента;
штамповка заготовок с пониженной температурой;
снижение температуры штамповки на 100 °C вызывает
возрастание нагрузки в 1,5—2 раза;
работа при понижении давления воздуха в системе
управления тормозом и муфтой;
неисправность или нарушение надежности крепления
инструмента;
одновременная подача двух заготовок в штамповое
пространство на листоштамповочных прессах и попадание
в штамповое пространство посторонних предметов;
нарушение надежности стопорения механизма регу-
лировки штампового пространства (регулировочных вин-
тов) и хода ползуна (эксцентриковых втулок);
малая частота вращения маховика.
При работе на штамповочных молотах не допускаются
сильные удары верхней половины штампа по нижней и
жесткие удары бойка о боек при работе на ковочных
молотах.
Не допускается работа на машине при ослабленном
креплении инструмента, а также при зазорах в соедине-
ниях и механизмах выше допустимых.
К работе на металлорежущих и деревообрабатываю-
щих станках можно допускать только квалифицирован-
ных рабочих, изучивших конструктивные и технологиче-
ские особенности станков и правила технической эксплу-
атации, прошедших специальный инструктаж, сдавших
экзамен заводской квалификационной комиссии и полу-
чивших специальное удостоверение на право работы на
этих станках.
К наладке станков и устройств ЧПУ могут допуска-
ться только квалифицированные наладчики.
В состав квалификационной комиссии для аттестации
операторов, допускаемых к работе на станках с ЧПУ,
должен обязательно входить специалист по устройствам
ЧПУ.
Лица, не прошедшие специальный инструктаж по
технике безопасности и незнакомые с устройством и прин-
29
ципом работы машины, не должны допускаться к работе
на кузнечно-прессовых машинах, их наладке, обслужива-
нию и ремонту. Соблюдение изложенных выше основных
правил обязательно для всех предприятий, эксплуатирую-
щих металлорежущие станки и кузнечно-прессовые ма-
шины. >
1.4. ОСНОВНЫЕ ВИДЫ РАБОТ
ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
И РЕМОНТУ
Длительное сохранение оборудованием работоспособ-
ности и уменьшение суммы затрат на ее поддержание
(восстановление) и потерь основного производства, свя-
занных с простоями оборудования из-за неисправности,
требуют рациональной организации эксплуатации и обя-
зательного выполнения комплекса работ по его техниче-
скому обслуживанию.
В деятельности СГМ предприятий техническое обслу-
живание оборудования должно стоять на первом месте,
а ремонт, который не должен рассматриваться как само-
цель, на втором.
Рациональная организация технического обслужива-
ния требует четкой регламентации и планирования по
возможности всех входящих в него работ по их содержанию
и периодичности выполнения, а также распределения их
между различными исполнителями.
Однако регламентировать весь объем работ, входящих
в состав технического обслуживания станков и машин,
практически невозможно, так как для этого необходимо
непрерывное наблюдение за возникновением имеющих
случайный характер отказов всех быстроизнашивающихся
деталей и нарушений всех неответственных подвижных
сопряжений и неподвижных разъемных соединений.
Организация такого непрерывного наблюдения в на-
стоящее время экономически неэффективна. Поэтому на-
ряду с регламентированными (плановыми) обязательными
работами техническое обслуживание включает случайные
работы, выполняемые по потребности.
Основные операции, входящие в состав планового
(регламентированного) и непланового технического об-
служивания действующего оборудования, и распределение
их между исполнителями показаны в табл. 1.2.
30
Плановый осмотр (О) — это операция планового тех-
нического обслуживания, выполняемая с целью проверки
всех узлов оборудования и накопления информации об
износе деталей и изменении характера их сопряжений,
необходимой для подготовки предстоящих ремонтов. Вы-
полняется по заранее составленному плану, через уста-
новленное нормами Типовой системы число часов опера-
тивного времени *, отработанных оборудованием, как
правило, без разборки узлов, визуально или с помощью
средств технической диагностики. При осмотре может
производиться устранение мелких неисправностей **.
Ежесменный осмотр(Ое) — это операция планового тех-
нического обслуживания, выполняемая с целью:
выявления и фиксации изменений состояния отдельных
наименее надежных деталей, сопряжений деталей обору-
дования и предотвращения их отказов;
наблюдения за выполнением правил технической эксп-
луатации и требований техники безопасности и преду-
преждения их нарушений.
Выполняется каждую рабочую смену в объеме, пре-
дусмотренном картой планового технического обслужи-
вания, без остановки оборудования. По результатам
осмотра может производиться устранение неисправностей.
Периодический частичный осмотр (Оч) — это операция
планового технического обслуживания, выполняемая с той
же целью, что и ежесменный осмотр, но для более широкой
номенклатуры деталей и сопряжений. Она необходима
лишь для части моделей оборудования (в зависимости от
их надежности). Производится через число часов оператив-
ного времени, отработанных оборудованием, и в объеме,
установленном картой планового технического обслужи-
вания, без остановки оборудования. По результатам ос-
мотра может производиться устранение мелких неисправ-
ностей.
Ежесменное поддержание чистоты оборудования (Че) —
это операция планового технического обслуживания, вы-
полняемая с целью: предотвращения ускоренного изна-
шивания открытых рабочих поверхностей; защиты ра
бочего (оператора) от травмирования; повышения произ-
водительности труда; соблюдения требований промышлен
ной эстетики.. Выполняется, как правило, в конце каждой
* Определение оперативного времени см. с. 97.
** Зачистка забоин, задиров, царапин, заварка трещин и т. п.
31
Таблица 1.2
Плановое и неплановое техническое обслуживание. Операции и исполнители
Шифр Операция 4 Исполнитель работ
слесарь электрик электроник смазчик * оператор (станочник) уборщик
Плановое техническое обслуживание
О Оп Плановый осмотр (полный) механической части электрической части устройств ЧПУ станков и ма- шин + + + + + +
ое оч Ежесменный и периодиче- ский (частичный) осмотр механической части электрической части устройств ЧПУ станков и ма- шин + + 4- + + +
Че Ежесменное поддержание чи- стоты оборудования помещения + +
Се Смазывание ежесменное +
сп Сз Пополнение и замена смазоч- ных материалов через 40 ч работы реже, чем через 40 ч + + +
—- Доставка смазочных материалов +
2 Заказ 503
Пм Промывка механизмов станков и машин смазочных систем с заменой смазочных материалов
ч Периодическая очистка от пыли электрооборудования устройств ЧПУ + +
р Регулирование механизмов, обтяжка крепежных деталей и замена быстроизнашива- ющихся деталей механической части оборудования электрической части оборудо- вания + +
Пр Проверка геометрической и технологической точности обору- дования +
и Профилактические испытания электрооборудования устройств ЧПУ + +
зн Нея Замена случайно отказавших деталей или восстановление их работоспособности лановое техническое обслуживание механической части электрической части устройств ЧПУ е + + +
Рн Восстановление случайных нарушений регулировки уст- ройств и сопряжений механической части электрической части устройств ЧПУ + + +
* Функции смазчика может выполнять слесарь комплексной бригады.
Примечание. К шифрам операций обслуживания механической части добавляют справа индекс М, элек-
трической части — Э, устройств ЧПУ — С. Например, Очм, Очэ, Очс, Чэ, Чс, Рм, Рэ и т. д.
« ________________________________________________________________________________________________________
рабочей смены, но при необходимости может производиться
несколько раз в смену.
Ежесменное поддержание чистоты помещений (Че),
в которых установлено оборудование, — это операция
планового технического обслуживания, выполняемая с той
же целью и в те же сроки, что и поддержание чистоты
оборудования.
Ежесменное смазывание (Се) — это операция планового
технического обслуживания, осуществляемая с целью
создания при запуске оборудования нормальных условий
смазывания трущихся поверхностей взаимно перемеща-
ющихся деталей и поддержания таких условий на про-
тяжении всей смены для предотвращения их ускоренного
изнашивания.
Пополнение смазочных материалов (Сп) в резервуарах
и редукторах—это операция технического обслужива-
ния, производимая с целью предупредить ускоренное из-
нашивание трущихся поверхностей взаимно перемещаю-
щихся деталей в связи с испарением и утечкой смазочного
материала. Может быть плановой, если выполняется через
установленное картой смазывания число часов оператив-
ного времени, отработанных оборудованием, и неплано-
вой при выполнении по сигналу оператора (станочника)
или по результатам осмотра до отработки установленного
числа часов.
Замена смазочных материалов (С3) в резервуарах, редук-
торах и корпусах — это операция планового техниче-
ского обслуживания, выполняемая с целью предупредить
ускоренное изнашивание трущихся поверхностей взаимно
перемещающихся деталей в связи с ухудшением дей-
ствия смазочного материала в результате многократного
нагревания и загрязнения. Выполняется через установ-
ленное картой смазывания число часов оперативного
времени, отработанных оборудованием, и должна сопро-
вождаться промывкой всей смазочной системы, в кото-
рой заменен смазочный материал.
Промывка (77м) механизмов и смазочных систем —
это операция планового технического обслуживания, осу-
ществляемая с целью предупредить ускоренное изнаши-
вание трущихся поверхностей взаимно перемещающихся
деталей в связи с загрязнением пылью и металлоабразив-
ными продуктами обработки изделий. Промывка выпол-
няется через установленное картой планового техниче-
ского обслуживания число часов оперативного времени,
34
отработанных оборудованием. Может не совмещаться с за-
меной смазочного материала.
Периодическая очистка от пыли — это операция пла-
нового технического обслуживания электрической (Чв)
и электронной (Чс) частей оборудования, осуществляемая
с целью:
предупреждения отказов электрических и электронных
систем в связи с замыканиями и утечками через пылевые
перемычки;
предотвращения несчастных случаев в связи с механи-
ческими повреждениями изоляции и цепей заземления,
скрываемыми слоем пыли;
соблюдения требований промышленной эстетики. Вы-
полняется через установленное картой планового тех-
нического обслуживания число часов, отработанных обо-
рудованием.
Регулирование механизмов, устройств, элементов, за-
мена быстроизнашивающихся деталей и обтяжка кре-
пежных деталей (Р) — это операция технического обслу-
живания, выполняемая с целью:
сохранения или восстановления первоначальной произ-
водительности, снижающейся в связи с изнашиванием и
деформацией отдельных деталей;
сохранения или восстановления первоначальной точ-
ности обработки изделий, уменьшающейся по мере изна-
шивания трущихся поверхностей взаимно перемещаю-
щихся деталей;
сохранения или восстановления безопасных условий
работы на оборудовании;
предупреждения прогрессирующего изнашивания и
предотвращения поломок деталей, а также повреждений
сопряженных деталей.
Может быть плановой, если выполняется через уста-
новленное картой планового технического обслуживания
число часов оперативного времени, отработанных обору-
дованием, и неплановой при выполнении по сигналу опе-
ратора (станочника) или по результатам осмотра до от-
работки установленного числа часов.
Проверка геометрической и технологической точности
(Пр) — это операция планового технического обслужива-
ния, выполняемая с целью предупреждения брака точных
изделий и предотвращения аварий. Выполняется через
установленное картой планового технического обслужива-
ния число часов оперативного времени, отработанных обо-
2* 35
рудованием, перечень которого разрабатывается предприя-
тием, эксплуатирующим оборудование.
Профилактические испытания электрической (Иэ) и
электронной (Ис) частей оборудования — это операция
планового технического обслуживания, осуществляемая
с целью: предупреждения отказов и сбоев; предотвращения
несчастных случаев; соблюдения требований «Правил
технической эксплуатации электроустановок потреби-
телей» и «Правил техники безопасности при эксплуатации
установок потребителей». Выполняется через установлен-
ное картой планового технического обслуживания число
часов оперативного времени, отработанных оборудова-
нием.
Бездействующее оборудование, которое в связи с изме-
нением состава или объема продукции или технологии ее
изготовления не подлежит использованию в планируемом
году, но не демонтируется ввиду возможного использова-
ния в будущем, также нуждается в техническом обслужи-
вании.
Консервация (Ск)—это операция планового техни-
ческого обслуживания бездействующего оборудования,
осуществляемая с целью защиты его от коррозии во
время бездействия. Выполняется в соответствии с
ГОСТ 9.014—78 в течение трех месяцев с момента оста-
новки оборудования и повторяется через каждые шесть
месяцев. Консервацию действующего редко используе-
мого оборудования необходимо производить, если пере-
рывы в его использовании превышают три месяца. Перед
началом использования бездействующего законсерви-
рованного оборудования его необходимо подвергнуть
промывке (77м).
Использование оборудования по назначению неиз-
бежно связано с сокращением его ресурса, т. е. прибли-
жением к предельному состоянию, при котором продол-
жение эксплуатации становится невозможным, неэффек-
тивным или опасным для окружающих. Техническое об-
служивание замедляет этот процесс и сокращает число от-
казов и связанные с ними потери основного производства.
Однако рано или поздно наступает необходимость в ре-
монте оборудования для поддержания или восстановления
его работоспособности и исправности.
Современное оборудование может состоять из трех
частей: механической (включающей и гидравлические
устройства), электрической и электронной.
36
О постепенном приближении предельного состояния
деталей механической части, как правило, можно судить
по признакам, обнаруживаемым визуально, инструмен-
тальными замерами и с помощью специальной аппаратуры
(увеличение износа поверхностных слоев, отдельные пов-
реждения, усталостные трещины и т. п.). Возможность
прогнозировать приближение предельного состояния поз-
воляет заменять детали в большинстве случаев заранее
в плановом порядке.
То же относится к взаимно перемещающимся деталям
электрической части и отчасти к изоляции электропрово-
дов и обмоток электродвигателей и электроаппаратов.
Однако приближение отказа ряда неподвижных деталей
и изделий, входящих в состав электрической части,и
радиоэлементов электронных устройств не сопровождается
видимыми признаками и не может быть обнаружено до
наступления отказа. Замена их возможна только в не-
плановом порядке, по потребности. Поэтому по способу
организации Типовая система предусматривает два вида
ремонтов: плановый и неплановый.
Плановый ремонт (ПР) — это ремонт, предусмотрен-
ный Типовой системой и выполняемый через установлен-
ное нормами этой системы число часов оперативного вре-
мени, отработанных оборудованием или при достижении
установленного нормами технического состояния.
, Неплановый^ ремонт (HP) — это ремонт, предусмо-
тренный Типовой системой, но осуществляемый в непла-
новом порядке, по потребности. Трудовые, материальные
ресурсы и время простоя оборудования в неплано-
вом ремонте устанавливаются нормами Типовой си-
стемы.
По составу работ предусматривается три вида плановых
ремонтов: текущий, средний и капитальный.
Текущий ремонт (ТР) — это ремонт, выполняемый
для обеспечения или восстановления работоспособности
оборудования и состоящий в замене и (или) восстановле-
нии отдельных частей.
Средний ремонт (СР) — это ремонт, выполняемый
для восстановления исправности и частичного восстанов-
ления ресурса оборудования с заменой или восстановле-
нием составных частей ограниченной номенклатуры’ и
контролем технического состояния составных частей,
выполняемым в объеме, установленном в нормативно-
технической документации.
37
Капитальный ремонт (КР) — этот ремонт, выполняе-
мый для восстановления исправности и полного или близ-
кого к полному восстановлению ресурса изделия с заме-
ной или восстановлением любых его частей, включая ба-
зовые.
К комплексу работ по восстановлению работоспособ-
ности оборудования относится также аварийный ремонт.
Аварийный ремонт (АР) — это неплановый ремонт,
вызванный дефектами конструкции или изготовления
оборудования, дефектами ремонта и нарушением правил
технической эксплуатации.
1.5. СТРУКТУРА И ПЕРИОДИЧНОСТЬ РАБОТ
ПО ПЛАНОВОМУ ТЕХНИЧЕСКОМУ
ОБСЛУЖИВАНИЮ И РЕМОНТУ
Все работы по плановому техническому обслуживанию
и ремонту выполняются в определенной последователь-
ности, образуя повторяющиеся циклы.
Ремонтный цикл (Др) — это повторяющаяся совокуп-
ность различных видов планового ремонта, выполняемых
в предусмотренной последовательности через установлен-
ные равные числа часов оперативного времени работы
оборудования, называемые межремонтными периодами.
Ремонтный цикл завершается капитальным ремонтом
и определяется структурой и продолжительностью.
Структура ремонтного цикла (Сцр) — это перечень
ремонтов, входящих в его состав, расположенных в по-
следовательности их выполнения. Например, структуру
ремонтного цикла, состоящего из четырех текущих, од-
ного среднего и одного капитального ремонта, -записы-
вают так: КР—TP—TP—СР—TP—TP—КР.
Продолжительность ремонтного цикла (ТцР) — это
число часов оперативного времени работы оборудования,
на протяжении которого производятся все ремонты, вхо-
дящие в состав цикла. Простои оборудования, связанные
с выполнением плановых и неплановых ремонтов и тех-
нического обслуживания, в продолжительность ремонт-
ного цикла не входят.
Продолжительность ремонтного цикла изображают раз-
мерной линией между обозначениями капитальных ре-
монтов, которыми начинается и завершается цикл. Над
размерной линией указывают продолжительность цикла
(в часах), например:
38
кр—тр—тр—ср—тр—тр—кр.
|-----------2000---------1
Межремонтный период (Tuv) — это период оператив-
ного времени работы оборудования между двумя последо-
вательно выполняемыми плановыми ремонтами. Продол-
жительность межремонтного периода равна продолжи-
тельности ремонтного цикла, деленной на число внутри-
цикловых ремонтов плюс 1.
Цикл технического обслуживания (Цо) — это повторя-
ющаяся совокупность операций различных видов пла-
нового технического обслуживания, осуществляемых че-
рез установленные для каждого вида оборудования числа
часов оперативного времени работы, называемые меж-
операционными периодами (Тмо).
Цикл технического обслуживания определяется струк-
турой и продолжительностью.
Структура цикла технического обслуживания (Сцо) —
это перечень операций планового технического обслужи2
вания, входящих в состав цикла, с коэффициентами, пока-
зывающими число операций каждого вида в цикле.
Структуру цикла технического обслуживания изо-
бражают в виде суммы входящих в него операций. Для
обозначения числа операций тех видов технического
обслуживания, которые выполняются ежедневно, в ка-
честве коэффициента употребляют букву «Е» (ежедневно).
Виды технического обслуживания, производимые нере-
монтным персоналом (станочниками, уборщиками), в
структуру цикла технического обслуживания не вклю-
чают. Например, структуру цикла технического обслу-
живания, включающего ежесменный осмотр, четыре по-
полнения смазочного материала, одну замену смазочного
материала, один частичный осмотр, две профилактиче-
ские регулировки и ежесменное смазывание, записывают
так: ЕОе + 4СП + Ca + Оч + 2Р (ежесменное смазыва-
ние, выполняемое станочником, не показывают).
Продолжительность цикла технического обслужива-
ния (Тцо) и продолжительность межремонтного периода
(Тмр) равны между собой, так как все операции планового
технического обслуживания выполняются между двумя
последовательными плановыми ремонтами.
Межоперационный период обслуживания (Тмо) — это
период оперативного времени работы оборудования между
двумя последовательно выполняемыми одноименными
операциями планового технического обслуживания. Пе-
39
риод между двумя последовательными плановыми осмо-
трами называется межосмотровым периодом (То).
Продолжительность межоперационного периода (Тмо)
определяется двумя условиями:
Тмо является ближайшим меньшим числа часов ра-
боты оборудования max Тко, указанного в карте плано-
вого технического обслуживания;
на Тмо делится без остатка продолжительность меж-
ремонтного периода (TMV).
Число одноименных операций планового технического
обслуживания в цикле
Пцо = (Тц0/ТК0) 1 = (Т’мр/^'мо) (1-1)
Карта планового технического обслуживания — это
документ, высылаемый заводом-изготовителем в составе
сопроводительной технической документации с каждой
единицей оборудования и содержащий:
перечень всех подлежащих выполнению видов плано-
вого технического обслуживания с краткой характери-
стикой их содержания;
по операциям Ое, 0ч, О, Пр, Иэ, Иа — число операций
в цикле технического обслуживания;
по операциям Сп, Са, Р, Пм, Чэ, Чс — наибольший
допустимый межоперационный период обслуживания —
max Тмо;
трудоемкость выполнения каждой операции;
состав исполнителей каждой операции.
Карта планового технического обслуживания может
разрабатываться на каждую модель оборудования или на
группу конструктивно близких моделей.
Для различных видов оборудования и различных ус-
ловий эксплуатации однотипного оборудования Типовой
системой определены разные по структуре и продолжитель-
ности ремонтные циклы и числа плановых осмотров в
циклах технического обслуживания. Структуры циклов
технического обслуживания, кроме плановых осмотров,
устанавливают по данным карт планового технического
обслуживания.
Структуры ремонтных циклов приведены в табл. 1.3,
а эмпирические формулы для определения продолжитель-
ности ремонтных циклов и межремонтных периодов —
в табл. 1.4.
Заводы—изготовители оборудования должны норми-
ровать и обеспечивать долговечность базовых деталей
40
Таблица 1.3
Структуры ремонтного цикла
Оборудование Структура ремонтного цикла * Число ремонтов в цикле Число плановых осмотров в межре- монтном периоде
Вид Класс точности Катего- рия (в т) средних текущих
Металло- режущее н До 10 «КР—ТР—ТР—СР— ТР—ТР—КР или КР—ТР—ТР—ТР— ТР—КР 1 4 1
— 4 1
Св. 10 до 100 КР—ТР—ТР—СР— ТР—ТР—КР или КР—ТР—ТР—ТР— ТР—ТР—КР I 4 2
— 5 2
Св. 100 КР—ТР—ТР—СР— ТР!-ТР—КР или КР—ТР—ТР—ТР— ТР—ТР—ТР—КР 1 4 3
— 6 3
п, в, А, С До 10 КР—ТР—ТР—СР— ТР—ТР—СР—ТР— ТР—КР или КР—ТР—ТР—ТР- ТР—ТР—ТР—ТР— ТР—КР 2 6 1
— 8 1
Св. 10 до 100 КР—ТР—ТР—СР— ТР—ТР—СР—ТР— ТР—КР или КР—ТР—ТР- ТР—ТР—ТР—ТР— ТР—ТР—КР 2 6 2
— 8 2
Св. 100 КР—ТР—ТР—СР— ТР—ТР—СР—ТР- ТР—КР или КР—ТР—ТР—ТР- ТР—ТР—ТР—ТР- ТР—ТР—КР 2 6 3
— 9 3
* В зависимости ют конкретных условий эксплуатации.
41
Продолжение табл. L3
Оборудование Структура ремонтного цикла Число ремонтов в цикле Число плановых осмотров в межре- монтном периоде
Вид Группа средних текущих
Прессы механиче- ские КР—ТР—ТР— СР—ТР—ТР— СР—ТР—ТР-КР 2 б 2
Прессы винтовые
Машины для литья под давлением и автоматы литьевые
Автоматы кузнечно- прессовые
Куз- нечно- прес- совое Молоты паровоздуш- ные Машины ковочные с механическим при- водом КР—ТР—ТР— СР—ТР—ТР—КР 1 4 2
Машины гибочные и правильные с меха- ническим приводом
Ножницы с механи- ческим приводом
Молоты пневматиче- ские ковочные КР—ТР—СР— ТР—СР—ТР—КР 2 3 2
Кузнечно-прессовое оборудование с ги- дравлическим при- водом кр—ТР—ТР- ТР-СР—ТР— ТР—ТР—КР 1 6 2
Машины с ручным приводом КР—ТР-ТР—КР — 2 1
42
Продолжение табл. 1.3
Оборудование Структура ремонтного цикла Число ремонтов в цикле Число ’ плановых осмотров в межре- монтном периоде
Вид Класс точности Группа Катего- рия (в т) средних текущих
Дерево- обраба- тываю- тее н Все группы До 5 КР—ТР—ТР— СР—ТР—ТР—КР 1 4 2
Св. 5 КР—ТР—ТР— СР—ТР—ТР— СР—ТР—ТР—КР 2 6 2
Оборудование Структура ремонтного цикла Число ремонтов в цикле Число плановых осмотров в меж- ремонтном периоде
Вид Группа Грузо- подъем- ность, кг средних текущих
Ли- тей- ное Смесеприготови- тельное: смеси- тели чашечные, сита, разрыхли- тели, сепарато- ры, ленточные конвейеры Машины стерж- невые Пескометы Машины для очи- стки отливок (гал- товочные и дро- беметные бараба- ны) КР—ТР—ТР— ТР—ТР—ТР— ТР—ТР—ТР— ТР—КР — 9 2
Машины формо- вочные Машины для вы- бивки форм и стержней До 300 КР—ТР—СР- ТР-СР—ТР— СР—ТР—СР— ТР—КР 4 5 2
Св. 300 до 2500 Св. 2500 до 5000 Св. 5000 1
2
4?
Продолжение табл. 1.3
Оборудование Структура ремонтного цикла Число ремонтов в цикле Число плановых ! осмотров в межре- монтном периоде
Вид Группа Грузо- подъем- ность, кг средних текущих
Ли- тей- ное Машины для спе- циальных видов литья КР—ТР—ТР- ТР—ТР-ТР—- ТР—ТР—ТР- ТР—ТР—ТР- ТР—КР — 12 2
Примечания: 1. Операции технического обслуживания —
см. табл. 1.2,
2. Число операций технического обслуживания в межремонтном
периоде — в соответствии с картой планового технического обслу-
живания.
Таблица 1.4
Эмпирические формулы для определения продолжительности
ремонтных циклов и межремонтных периодов
Оборудование Продолжительность оперативного времени, часы, отработанные оборудованием
Вид Класс точ- ности Струк- тура ре- монтного цикла Катего- рия (в т)
ремонтного цикла межремонтного периода
Метал- лорежу- щее И Трех- видовая До 10 Св. 10 до 100 Св. 100 ТЦр=16 800Х X ^ом^ми* ХКВЛД ^мр = ?*цр : 6
п, в, А, С До К) Св. 10 до 100 Св. 100 ?мр ?цр :
Н Двух- видовая До 10 ^мр = Уцр ' 5
Св. 10 до 100 5=3 ?цр : 6
Св. 100 ?мр = 7цр •* 7
п, в, А, С До 10 Св. 10 до 100 Т'мр = ^пр : 9
Св. 100 ^мр= ♦’ Ю
44
Продолжение табл. 1.4
Оборудование Продолжительность оперативного времени, часы, отработанные оборудованием
Вид Группа ремонтного цикла межремонтного периода
Кузнеч- но-прес- совое Прессы механические Прессы винтовые Машины для литья под давлением и автоматы литьевые 7цр== = 10 00(ИроХ хкЛд ^мр = ?цр •
Автоматы кузнечно- прессовые Молоты паровоздушные Машины ковочные с ме- ханическим приводом Машины гибочные и пра- вильные с механическим приводом Ножницы с механиче- ским приводом Молоты пневматические ковочные Т'мр = ?цр :
Кузнечно-прессовое обо- рудование с гидравли- ческим приводом Т'мр = ?цр • 8
Машины с ручным при- водом Aip == ?цр : з
Оборудование Продолжительность оперативного времени, часы, отработанные оборудованием
Вид Группа Кате- гория (в т) ремонтного цикла межремонтного периода
Дерево- обраба- тыва- ющее Все группы До 5 Тцр=11 200Х X Дро^д ?мр == ?цр • б
Св. 5 ?мр — ?цр :
Литей- ное Смесеприготови- тельное: смесители чашеч- ные, сита, разрых- лители, сепарато- ры, ленточные конвейеры
45
Продолжение табл. 1.4
Оборудование Продолжительность оперативного времени, часы, отработанные оборудованием
Вид Группа Кате- гория (в т) ремонтного цикла межремонтного периода
Литей- ное Машины стержне- вые Пескометы Машины для очи- стки отливок (гал- товочные и дробе- метные барабаны) Машины формо- вочные Машины для вы- бивки форм и стержней Гцр= =6000КроКв ^мр Тцр : 10
Машины для спе- циальных видов литья Т'мр == ?цр : 13
Электродвигатели, комплек- тующие технологическое оборудование Тцр^ = 12 000Х X /Су/Сро Текущие ремонты выполняют одновременно с ремонтами технологиче- ского оборудования
оборудования, равную продолжительности ремонтного
цикла, приведенную в табл. 1.14. Если обеспечение такой
долговечности остальных деталей (кроме быстроизнаши-
вающихся) технически невозможно или экономически
нецелесообразно, то она должна быть равна половине
продолжительности ремонтного цикла с тем, чтобы за-
мена этих деталей производилась при среднем ремонте
трехвидовой структуры либо при третьем текущем ре-
монте шестипериодной или при четвертом текущем ре-
монте восьмипериодной структуры, т. е. в середине цикла.
Эмпирические формулы продолжительности ремонтных
циклов представляют произведение постоянного для каж-
дого вида оборудования сомножителя на следующие коэф-
фициенты, имеющие переменные значения:
46
Ком — коэффициент обрабатываемого материала;
Кми — коэффициент материала применяемого инстру-
мента;
Кю — коэффициент класса точности оборудования;
Кк0 — коэффициент категории массы;
Кро — коэффициент ремонтных особенностей;
Лу — коэффициент условий эксплуатации;
Лв — коэффициент возраста;
Кд — коэффициент долговечности.
Значения коэффициентов, входящих в эмпирические
формулы, приведены в табл. 1.5.
Таблица 1.5
Значения коэффициентов, входящих в эмпирические формулы
для определения продолжительности ремонтных циклов
и межремонтных периодов
Металлорежущие станки
Коэффициент Определяемый параметр Значение коэффициента
^ом Обрабатываемый материал
Сталь конструкционная 1,0
Прочие материалы 0,75
^ми Материал применяемого инстру- мента
Металл 1,0
Абразив 0,8
Класс точности
Н 1,0
П 1,5
В, А, С 2,0
Ако Категория массы
До 10 т 1,0
Св» 10 до 100 т 1,35
» 100 т Коэффициент Ав 1,7
Возраст Класс точности Порядковый номер планируемого ремонтного цикла Значение коэффициента
До 10 лет н, п В, А, С 1-й и 2-й 1-й 1,0
47
Продолжение табл. 1.5
Возраст Класс точности Порядковый номер планируемого ремонтного цикла Значение коэффициента
Св. 10 лет н П, В, А, С 2-й и 3-й 2-й 0,9
н П, В, А, С 4-й 3-й 0,8
Н П, В, А, С 5-й и более 4-й и более о,7
Коэффициент Кд
Год выпуска оборудования Значение коэффициента
До J975 0,8
С 1976 по 1980 0,9
С 1981 1,0
Кузнечно-прессовое оборудование
Коэффициент Кро
Группа оборудования Характеристика Значение коэффи- циента
Прессы кривошипные простого дей- До 63(6,3) 2,4
ствия усилием, кН (тс) -Св. 63 (6,3) 2,8
Прессы кривошипные двойного дей- ствия — 2,8
Прессы холодноштамповочные криво- шипно-коленные —* 2,4
Прессы горячештамповочные криво- До 16 000 (1600) 2,8
шипные усилием, кН (тс) Св. 16 000 (1600) 3,1
Прессы винтовые Машины для литья под давлением термопластичных и термореактивных материалов,' для переработки поли- амидов и прессования двухцветных изделий: Время запирания и раскрытия ин- струмента, с: / 1,8
быстроходные До 10 2,0
тихоходные Св. 10 3,0
Автоматы механические для прессо- вания изделий из металлических и неметаллических порошков 1,8
Автоматы и машины ротационные, роторные и многопозиционные меха- —— 1,5
48
Продолжение табл. 1.5
Группа оборудования Характеристика Значение коэффи- циента
нические для прессования и калибро- вания изделий из металлических и неметаллических порошков Автоматы и линии холодноштампо- Св. 10 1,8
вочные для изготовления винтов, шу- рупов, шариков, роликов, гаек, шплин- тов, пружинных шайб и стержневых изделий; обрезные, резьбонакатные, листоштамповочные, проволочно-гвоз- дильные, для навивки пружин, сетко- плетельные, цеповязальные, холодно- гибочные для круглозвенных цепей, правильно-отрезные; прессы дыропро- бивные; полуавтоматы профиленакат- ные; автоматизированные комплексы Молоты ковочные пневматические с До 160 2,8
массой падающих частей, кг Св. 160 до 250 2,6
Молоты ковочные паровоздушные с » 250 » 400 » 400 » 1000 До 3150 2,4 1,8 2,0
массой падающих частей, кг Св. 3150 1,7
Молоты штамповочные паровоздушные До 1000 1,8
с массой падающих частей, кг Св. 1000 до 2000 1,0
» 2000 » 3150 0,8
Молоты штамповочные высокоскорост- » 3150 » 5000 » 5000 » 8000 » 8000 0,6 0,4 0,3 1,7
ные Молоты листоштамповочные воздуш- - 2,4
ные Машины горизонтально-ковочные уси- До 2 500 (250) 1,8
лием, кН (тс) Св. 2 500 (250) До 4 000 (400) 2,4
Вальцы ковочные для поперечно-кли- Св. 4 000 (400) До 10 000 (1000) Св. 10 000 (1 000) 2,8 3,1 2,1
новой вальцовки Машины гибочные и правильные, кро- 3,0
ме холодногибочных для круглозвен- пых цепей и правильно-отрезных авто- матов Ножницы листовые с наклонным но- До 6,3 3,0
жом, с наибольшей толщиной реза, мм Св. 6,3 до 20 2,8
Св. 20 2,6
49
Продолжение табл. 1.5
I руппа оборудования Характеристика Значение коэффи- циента
Ножницы высечные Св. 20 1,8
Ножницы аллигаторные скрапные — 2,6
Прочие ножницы 3,0
Прессы гидравлические, ковочные для — 2,8
горячей объемной штамповки, паке- тирования стальных отходов и лома,4 брикетирования стружки Прессы гидравлические для прессо- 2,8
вания и калибрования изделий из металлических и неметаллических по- рошков Автоматы и машины ротационные, роторные и многопозиционные гидра- влические для прессования и кали- брования изделий из металлических и неметаллических порошков; прессы гидравлические для прессования элек- тродов из графитоугольных смесей, огнеупорного кирпича и других полу- сухих масс и сверхтвердых материа- 1,5
лов Прочие гидравлические машины — 3,4
Машины с ручным приводом — 3,0
Коэффициент Кь || Коэффициент Кд
Порядковый номер ремонтного цикла Значение коэффициента Год выпуска оборудования Значение коэффициента
1 1 После 1986 1,2
2 0,9 1976—1985 1,0
3 0,8 1971—1975 0,7
1966—1970 0,6
До 1965 0,5
Деревообрабатывающее оборудование
Коэффициент Кр0
Группа оборудования Значение коэффициента
Оборудование для лесопильного производства 1,0
50
Продолжение табл. 1.5
Группа оборудования Значение коэффициента
Оборудование для мебельного производства, сто- лярно-строительных изделий, фанеры, спичек, дре- весно-стружечных плит, клееных деревянных кон- струкций, лыж, ящичной и бондарной тары, для приготовления и нанесения клея 1.0
Оборудование общего назначения для деревообра- батывающего производства 1,125
Оборудование для заточки и подготовки дерево- обрабатывающего инструмента 1,5
Коэффициент /<д
Год выпуска оборудования Значение коэффициента
До 1988 С 1988 1,0 1,4
Литейное оборудование
Группа Грузо- подъем- ность, кг Порядковый номер пла- нируемого ремонтного цикла Зн коэфс^ «в ачение ()ициентов ^ро
Смесеприготовительное: сме- сители чашечные, сита, раз- рыхлители, сепараторы, лен- точные конвейеры 1 1 1 2 3 4 1,0 0,9 0,8 0,7 1,0
Машины стержневые —- 1 2 3 4 1,0 0,9 0,8 0,75 1,67
Пескометы — 1 2 3 1,0 0,85 0,75 1,5
Машины для очистки отли- вок (галтовочные и дробе- метные барабаны) —• 1 2 3 1,0 0,85 0,7 1,0
51
Продолжение табл. 1.5
Группа Грузо- подъем- ность, кг Порядковый номер пла- нируемого ремонтного цикла Значение коэффициентов
*в Яро
До 300 1 2 3 1,0' 0,85 0,75 1,33
- Машины формовочные До 2500 1 , 2 3 1,0 0,85 0,75 1,4
Св. 2500 1 2 3 4 1,0 0,9 0,8 0,75 1,5
Машины для выбивки форм и стержней — 1 2 3 1,0 0,85 0,7 1,0
Машины для специальных видов литья — 1 2 3 4 5 1,0 0,95 0,85 0,75 0,7 2,0
Электродвигатели
Коэффициент Определяемый параметр Значение коэффициента
^ро Исполнение двигателя: закрытое открытое и защищенное 1,0 0,6
ку Помещение, где эксплуатируется двигатель: сухое, чистое сухое, загрязненное сырое, горячее, загрязненное 1,0 0,9 0,7
52
1.6. ОРГАНИЗАЦИЯ РАБОТ
ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
И РЕМОНТУ ОБОРУДОВАНИЯ
Управление техническим обслуживанием и ремонтом
Первым шагом руководителей каждого предприятия,
заинтересованных в эффективном использовании обору-
дования, является организация специального подразде-
ления — службы главного механика — СГМ, на которую
возлагают осуществление системы технического обслу-
живания и ремонта станков и машин.
Независимо от объема выпуска предприятия, СГМ
состоит из управляющей части — отдела главного меха-
ника (ОГМ), являющегося частью заводоуправления, и
административно подчиненной ей исполнительской части, в
зависимости от цеховой структуры предприятия, представ-
ляющей цеховую ремонтную базу (ЦРБ) или ремонтно-
механический цех (РМЦ), филиалами которого являются
ЦРБ производственных цехов или корпусные ремонтные
базы (КРБ), организуемые в корпусах, где расположены
два цеха и более.
На особо крупных предприятиях в состав исполнитель-
ской части СГМ кроме РМЦ могут входить литейный,
кузнечный и котельно-сварочный цехи.
Согласно Закону СССР о государственном предприя-
тии (объединении) от 30 июня 1987 г. предприятиям предо-
ставлено право разрабатывать и утверждать структуру и
штаты цехов и отделов заводоуправления в пределах
установленного норматива фонда заработной платы.
При разработке и утверждении штата СГМ необхо-
димо учитывать, что одной из важнейших сторон
научно-технического прогресса является механизация
и возрастающий уровень автоматизации производствен-
ных процессов, в результате чего сокращается относи-
тельная численность производственных рабочих за счет
увеличения числа и сложности оборудования, а сле-
довательно, и объема работ по его техническому обслужи-
ванию и ремонту. Поэтому нельзя определять численный
и квалификационный состав ИТР и рабочих СГМ на ос-
нове однажды установленного процента к общей числен-
ности рабочих или ИТР предприятия, исходя из объема
продукции предприятия в тысячах рублей, или от стои-
мости основных фондов.
53
Единственно правильным является определение чис-
ленности аппарата СГМ в зависимости от подлежащего
выполнению объема работ по техническому обслуживанию
и ремонту оборудования,связанного с числом станков и
машин, их ремонтными особенностями и структурой пред-
приятия.
Численный и квалификационный состав СГМ является
одним из обязательных положений, невыполнение кото-
рого неизбежно приводит к срывам в осуществлении
Типовой системы.
В зависимости от числа установленного металло-
и деревообрабатывающего оборудования классов Н и П,
учитываемого в единицах ремонтосложности (см. с. 112),
машиностроительные предприятия могут быть распреде-
лены на 12 групп (табл. 1.6). Для каждой из групп пред-
приятий, эксплуатирующих металло- и деревообрабаты-
вающее оборудование без устройств ЧПУ, штаты ОГМ
определяются по табл. 1.6, а номенклатура должностей
по табл. 1.7.
Для предприятий, суммарная ремонтосложность уста-
новленного оборудования которых находится между сред-
ними значениями двух смежных групп, штаты определяют
исходя из пропорциональности прироста численности
приросту ремонтосложности в пределах интервала между
группами.
Для машиностроительных предприятий, эксплуати-
рующих, кроме металло- и деревообрабатывающего обо-
рудования, гальваническое, термическое, окрасочное и
другие виды специального технологического оборудова-
ния, а также подъемно-транспортные машины, суммарную
ремонтосложность находят по всем эксплуатируемым ви-
дам оборудования, а штаты — по табл. 1.6. Численность
группы (бюро) кранового оборудования в табл. 1.6 дана
для случая, когда суммарная ремонтосложность кранов,
кран-балок и лифтов предприятия составляет 5 % сум-
марной ремонтосложности всего оборудования, приведен-
ной в гр. 2 этой таблицы. При другом соотношении ре-
монтосложности численность группы (бюро) кранового
оборудования должна быть пропорционально пересчи-
тана.
Для машиностроительных предприятий с цехами ме-
таллургического цикла приведенные в табл. 1.6 данные
относятся только к технологическому и подъемно-тран-
спортному оборудованию. Дополнительные структурные
54
Т а б л н z а 1.6
Структурные подразделения н численным состав О ГМ
Группа предприятия X Среднее значение суммарной ремонто- сложности установлен- ного обору- дования, тыс. Ям Численность инженерно-технических работников Численность служащих Числен- ность ОГМ
Главный механик Заместитель главного ме- ханика Бюро планирования (БПА) и анализа Группа (бюро) крабового оборудования Конструкторско-техноло- гическое бюро Конструкторское бюро | Технологическое бюро Планово-производственное бюро ППБ
Всего В том числе
инспекторская группа группа смазоч- но-ременного хозяйства группа запас- ных частей группа учета оборудования
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
1 1 1 1 1 3 5
2 2 1 — 1 1 — — — — 4 — — 1 7
3 4 1 — 2 1 — 1 — — 7 1 1 12
4 8 1 1 3 1 — 1 1 1 10 — — 1 1 18
5 12 1 1 5 2 1 1 1 1 14 1 2 25
6 20 1 1 7 3 1 2 1 1 — 13 4 1 2 30
7 32 1 1 9 4 2 2 1 1 — 17 5 1 3 38
8 50 1 1 11 4 2 3 2 2 — 22 6 3 4 50
9 72 1 2 13 5 3 3 2 2 — 28 7 3 5 61
10 100 1 2 14 7 3 3 2 2 — 35 9 4 5 72
11 130 1 2 17 7 3 4 3 3 — 43 11 4 6 87
12 160 1 3 19—23 8—12 4 4 3 3 — 52—60 12—14 5 6 101—115
Примечание. На заводах 1-й и 2-Й группы, где ОГМ выполняет одновременно функции отдела главного энергетика
(ОГЭ), сверх численности, указанной в таблице, добавляют на энергогруппу соответственно одного и двух человек при отно-
шении суммарной ремонтосложности электрической части оборудования к суммарной ремонтосложности механической части
§} Е₽в/Е₽м==0>4/1. При другом соотношении добавляемая численность должна быть пропорционально изменена._______________
Таблица 1.7
Номенклатура должностей ИТР и служащих
отдела главного механика
Группа предприятия 1 2 3 4 5 6 7 8 9 10 н 12
Главный механик Заместитель главного механика Заведующий тех архивом Архивариус Бюро планирования и анализа Начальник бюро Старший инженер-меха- ник Инженер-механик Старший техник Техник Группа кранового хозяй- ства Старший инженер-меха- ник Инженер-механик Старший техник Техник Конструкторско-техноло- гическое бюро Начальник бюро Инженер-конструктор I категории Инженер-конструктор II категории Инженер-конструктор III категории Старший техник-кон- структор' Чертежник Старший инженер-тех- нолог Инженер-технолог Нормировщик Старший техник-техно- лог Техник-технолог Инженер-механик Техник 4- 4- 4- 4- 4- 4- + + + + + + + 4- 4- 4- 4- 4- 4- + 4- 4- 4- + 4- 4- 4- 4- 4- 4- 4- 4- + 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- + 4- + 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- + 4- 4- 4- 4- 4- 4- 4- 4- + + + + + + + + + + + + + + ++ + ++ +.++ + + ++ + + + ++ +++ +++ +++ +++ ++ + + + ++ + + +++ ++ ++ 4-4- ++ ++ ++ +++ + + ++ + + + +4- +4~+ +4~+ 4-4-4- 4-4-4- 4-4- 4- 4- 4- 4-4- 4-4-4- 4- 4-4-4- 4-4- 4-4- 4-4- 1 +++ +++ ++ + + + ++ +++ + 4-4-4- 4-+ 4-4- 4--}-
56
Продолжение табл. 1.7
ности в ОГМ завода соответствующей группы.
подразделения и штаты ОГМ для металлургического обо-
рудования разрабатывают сами предприятия.
Для машиностроительных предприятий, эксплуати-
рующих оборудование классов В, А и С, в состав ин-
спекторской группы ОГМ дополнительно к данным
табл. 1.6 вводят инспекторов: при суммарной ремонто-
сложности прецизионных станков до 3000 7?м— 1 чел.;
до 6000 7?м — 2 чел.; до 9000 7?м — 3 чел.
Для машиностроительных предприятий, эксплуати-
рующих технологическое оборудование с ЧПУ, ремонто-
сложность его механической части включают в суммар-
ную ремонтосложность для определения группы пред-
приятия, а увеличение численности штата ОГМ, опреде-
ляемого по табл. 1.6, находят по табл. 1.8.
При числе установленного на предприятии оборудова-
ния с ЧПУ меньше 50 единиц в штат инспекторской
группы Б ПА ОГМ вводят дополнительную единицу —
инженера-инспектора по оборудованию с ЧПУ для над-
зора за соблюдением требований «Правил технической
эксплуатации» и за организацией их ремонта. В группу
запасных частей БПА вводят инженера по планированию
и контролю поступления и расхода изделий и деталей для
устройств ЧПУ, а в штат планово-производственного
бюро ОГМ — инженера для планирования работы произ-
водственной лаборатории по оборудованию с ЧПУ, соз-
даваемой в составе РМЦ.
При числе оборудования с ЧПУ более 50 единиц чис-
ленность инженеров инспекторской группы БПА увеличи-
57
Таблица 1.8
Дополнительная численность штата ОГМ и ОТК
при эксплуатации оборудования с ЧПУ
Дополнительная численность
Установленное оборудование ОГМ ОТК
Группа станков с ЧПУ БПА Конструкторско- технологическое бюро Пл а ново-производ- ственное бюро Итого ИТР —- контролеры оборудования с ЧПУ
Начальник группы Инженеры- инспекторы Инспектор- ская группа Группа по запасным частям
с ЧПУ, единиц
До 50 1 1 1 1 4 1
Св. 50 ДО 100 — — 2 1 1 1 5 2
» 100 » 200 1 2 — 1 2 1 7 4
» 200 » 300 1 3 — 1 3 1 9 5
» 300 » 400 1 4 — 1 4 1 11 6
» 400 » 500 1 5 — 1 5 1 13 8
Номенклатура должностей
ОГМ ОТК
Установленное обооудование. Группа станков с ЧПУ БПА Конструк- торско- техноло- гическое бюро во-производ- ое бюро S №
с ЧПУ, единиц Начальник группы Старший инже- нер-электрон и к Инженер-элек- троник Старший инже- нер-электрон и к Инженер-элек- троник Старший инже- нер-электроник Инженер-элек- троник Инженер Плано] ственн 1 И нженер-электро Техник-электр онг Инженер-механи» Техник-механик
До 50 + + + + +
Св. 50 ДО 100 + + + + + +
100 » 200. + + + + + + + + + +
» 200 » 300 + + + + + + + + + +
» 300 » 400 + + + + + + + + + + +
» 400 » 500 + + + + + + + + + + +
88
вают до двух человек, а при числе более 100 единиц ор-
ганизуют отдельную группу по надзору за оборудованием
с ЧПУ (подобно группе кранового оборудования) в составе
начальника и двух инженеров-инспекторов. На каждые
дополнительные 100 единиц численность инспекторов
группы увеличивают на одного человека. Штат конструк-
торско-технологического бюро ОГМ увеличивают из рас-
чета: один инженер-конструктор-электроник на каждые
100 единиц оборудования с ЧПУ.
Для периодической проверки геометрической и тех-
нологической точности станков с ЧПУ, предусмотренной
ПТЭ, штат ОТК должен быть укомплектован инженерами
или техниками-контролерами, специалистами по обору-
дованию с ЧПУ из расчета: один механик на 150 станков,
один электроник на 150 устройств ЧПУ.
Одним из наиболее существенных факторов для повы-
шения эффективности использования оборудования яв-
ляется правильное и четкое определение функций СГМ
и СГЭ.
На предприятиях 1-й и 2-й группы все функции по
техническому обслуживанию и ремонту как технологиче-
ского, так и энергетического оборудования возлагают
на СГМ. .
На предприятиях 3-й группы и более крупных на
СГЭ должно возлагаться обеспечение всеми видами энер-
гии (пар, вода, сжатый воздух и электроэнергия) и свя-
занные с этим техническое обслуживание и ремонт энер-
гетического оборудования:
котельных с парораспределительными сетями;
насосных станций с водопроводными сетями;
компрессорных с воздухораспределительными сетями;
электростанций или трансформаторных подстанций
с электросетями;
трансформаторов, не входящих в комплект технологи-
ческого оборудования, включая сварочные;
сантехники и вентиляционных устройств, а на СГМ —
бесперебойное функционирование всего технологического
и подъемно-транспортного оборудования и связанное
с этим комплексное техническое обслуживание и ремонт
его механической, электрической и электронной частей.
Такое разделение функций позволяет организовать
обслуживание и ремонт технологического оборудования
комплексными бригадами, состоящими из слесарей, элек-
триков, а в необходимых случаях и электроников. Оно
59
обеспечивает возможность освоения рабочими-ремонтни-
ками смежных профессий и позволяет сократить их чис-
ленность в случаях, когда объем работ не обеспечивает
полной загрузки целого числа рабочих той или иной про-
фессии. Это способствует более четкому планированию
технического обслуживания и ремонта технологического
и подъемно-транспортного оборудования и повышает от-
ветственность СГМ за его бесперебойное функционирование.
Однако, несмотря на очевидные преимущества разгра-
ничения СГМ и СГЭ по вводным «рубильникам» техноло-
гического и подъемно-транспортного оборудования, та-
кая организация на большей части машиностроительных
заводов отсутствует.
Поэтому на ближайшие годы эта организация может
быть только рекомендована и не может предлагаться как
обязательная.
Принятая на большинстве предприятий организация
технического обслуживания и ремонта одного и того же
оборудования двумя службами (СГМ и СГЭ) исходит из
ошибочного предположения, что главный механик не
должен знать электрооборудование станков и машин и
что главный энергетик всегда является электротехником
(хотя он может быть и теплотехником).
Для предприятий, переходящих на комплексное тех-
ническое обслуживание и ремонт всех составных частей
технологического и подъемно-транспортного оборудова-
ния, увеличение численности штата ОГМ за счет сокра-
щения группы электротехнического оборудования и БПА
ОГЭ определяют по табл. 1.9.
Рациональная организация технического обслужива-
ния и ремонта оборудования предусматривает четкое рас-
пределение функций между службами главного механика
и главного технолога. На службу главного механика воз-
лагают техническое обслуживание и ремонт всех узлов
оборудования, как входящих в основной комплект по-
ставки, так и поставляемых за отдельную плату.
Служба главного технолога поддерживает в исправном
состоянии все принадлежности, приспособления и ин-
струментальные наладки, как поставляемые с оборудова-
нием, так и изготовляемые на месте эксплуатации или
приобретаемые.
Ремонт принадлежностей, приспособлений и наладок
должен выполнять инструментальный цех службы глав-
ного технолога завода.
60 ’
Таблица 1.9
Дополнительная численность штата ОГМ и номенклатура должностей при переходе
на комплексное техническое обслуживание и ремонт
технологического и подъемно-транспортного оборудования
Группа предприятия Дополнительная численность
1 2 3 4 5 6 7 8 9 10 11 12
Среднее значение суммарной ремонтосложности электриче- ской части технологического и подъемно-транспортного обо- рудования, тыс. 0,4 0,8 1,6 3,2 5 8 13 20 29 40 52 64
Группа (бюро) электрообору- дования ОГМ —— —~ 1 1 2 2 3 5 6 8 10 13
Номенклатура должностей
Группа предприятия 1 2 3 4 5 6 7 8 9 10 11 12
Группа (бюро) электрооборудо- вания Начальник бюро Начальник группы Старший инженер-электрик Инженер-электрик Техник-электрик 1 + + + + + + + + + ++++ + + + + + +++ + + + + +++ +
Не менее важно и правильное распределение обязан-
ностей между службами главного механика и материально-
технического снабжения.
На СГМ возлагается:
планирование потребности в запасных частях, ком-
плектующих изделиях, основных и вспомогательных ма-
териалах и полуфабрикатах;
составление в установленные сроки заявок на получе-
ние материалов и полуфабрикатов, деталей и комплек-
тующих изделий для технического обслуживания и ре-
монта оборудования и передача их для реализации службе
материально-технического снабжения;
осуществление надзора за хранением запасных ча-
стей, комплектующих изделий, полуфабрикатов и мате-
риалов, а также технического руководства организацией
учета поступления и расхода запасных частей и комплек-
тующих изделий по номенклатуре и количеству.
На службу материально-технического снабжения воз-
лагается:
обеспечение по заявкам СГМ своевременного поступ-
ления материалов, полуфабрикатов, запасных деталей и
комплектующих изделий;
организация приемки, складирования и сдачи на базы
Союзвторчермета и Союзвторцветмета металлических от-
ходов;
организация приемки, складирования и регенерации
либо сдачи на регенерацию отработанных смазочных ма-
териалов.
В заводской практике нередки случаи, когда на СГМ
возлагают решение разнообразных задач;
надзор за состоянием, содержание и ремонт промыш-
ленных зданий и сооружений (т. е. подмена службы глав-
ного архитектора);
монтаж оборудования при выполнении хозяйственным
способом реконструкции и расширения предприятия (т. е.
подмена службы капитального строительства);
изготовление нестандартизированного оборудования,
технологической оснастки, деталей продукции, выпускае-
мой предприятием, а иногда и их сборку.
Выполнение СГМ несвойственных ей функций неиз-
бежно приводит к срывам выполнения планов технического
обслуживания и ремонта технологического оборудования,
ухудшению его технического состояния и в конечном
итоге к срывам выполнения производственного плана пред-
62
приятием. Об эффективности использования оборудова-
ния в подобных случаях говорить не приходится.
Поэтому совмещение функций служб главного меха
ника и главного архитектора не должно допускаться даже
на небольших предприятиях.
В соответствии с «Положением о проведении планово-
предупредительного ремонта производственных зданий
и сооружений», утвержденным постановлением Госстроя
СССР от 29 декабря 1973 г. № 279, строительно-эксплуа-
тационная служба предприятия находится в непосредст-
венном подчинении главного инженера или директора •—
независимо от размеров предприятия.
Выполнение монтажных работ, изготовление нестан-
дартизированного оборудования и оснастки по своему
техническому содержанию близки к ремонту оборудова-
ния. Выполнение СГМ этих работ не требует перестройки
ОГМ, укомплектования его специалистами других квали-
фикаций. Поэтому руководители предприятий в зависи-
мости от конкретных условий могут принимать решение
о создании либо монтажного участка, либо цеха нестан-
дартизированного оборудования или возложить эти ра-
боты на СГМ.
Важно, чтобы объемы этих работ планировались и
СГМ выделялась необходимая численность рабочих по
монтажу или изготовлению оборудования и оснастки
(см. с. 140), а в штат ОГМ вводились дополнительные еди-
ницы в количестве 5 % численности этой группы ра-
бочих.
Выполнение же каких бы то ни было иных работ за
счет численности рабочих и ИТР, необходимых для тех-
нического обслуживания и ремонта технологического
оборудования, лишает смысла применение на предприя-
тии Типовой системы, направленной на повышение эф-
фективности функционирования оборудования.
При переходе на комплексное техническое обслужива-
ние и ремонт СГМ всех составных частей технологического
и подъемно-транспортного оборудования в составе РМЦ
должна быть организована электролаборатория (участок)
для выполнения ремонта электрической части технологи-
ческого и подъемно-транспортного оборудования, совме-
щаемого с капитальным ремонтом этих видов оборудова-
ния, а также для ремонта электроаппаратуры станков
и машин, производимого разновременно с ремонтом тех-
нологического оборудования.
63
Электрические машины (двигатели и генераторы) для
капитального ремонта, связанного с перемоткой обмотки,
отправляют на специализированные электроремонтные
заводы или в порядке внутризаводской кооперации пере-
дают в электроремонтный цех главного энергетика по-
добно тому, как РМЦ изготовляет детали для энергети-
ческого оборудования по заказам главного энергетика.
Руководство электротехнической лабораторией пору-
чают инженеру-электрику — специалисту по электро-
приводу станков и машин. Численность мастеров лабора-
тории должна составлять при численности рабочих в ла-
боратории:
до 25 чел. — один;
до 60 чел. — два;
до 100 чел. — три (в том числе один старший мастер).
Численность ИТР электролаборатории (участка) выде-
ляют дополнительно к данным табл. 1.6.
На предприятиях, эксплуатирующих оборудование
с ЧПУ, для выполнения ремонта и технического-обслужи-
рания этого оборудования в составе РМЦ создают спе-
циальную лабораторию. Руководство лабораторией сле-
дует поручить опытному инженеру-электронику — спе-
циалисту по устройствам ЧПУ.
На каждые 300 единиц (полные или неполные) оборудо-
вания с ЧПУ лаборатория должна быть укомплектована
старшим инженером-механиком и старшим инженером-
электроником с обязанностями, аналогичными обязан-
ностям мастеров РМЦ.
В лаборатории следует сформировать комплексные
бригады из слесарей по ремонту механизмов и гидравличе-
ской части, смазчиков, электриков и электроников по
ремонту устройств ЧПУ. Численность комплексных бри-
гад рассчитывают по нормам на ремонт и техническое об-
служивание механической, электрической и электронной
частей станков с ЧПУ. До 40 % наладчиков устройств
ЧПУ должно быть укомплектовано инженерами-электро-
никами и техниками-электрониками. Такой состав налад-
чиков определяется структурой работ по устранению от-
казов устройств ЧПУ, более 75 % трудоемкости которых
затрачивается на отыскание причин неисправностей, ус-
пешно выполняемое лишь лицами, имеющими необходи-
мую теоретическую подготовку.
На предприятиях, эксплуатирующих станки и машины
со сложным гидрооборудованием, суммарная ремонто-
64
сложность которого составляет более 200 7?г, в составе
РМЦ создают специальную лабораторию по ремонту ги-
дроприводов.
Функции структурных подразделений ОГМ
А. Бюро планирования и анализа (БПА) планирует
все виды работ по техническому обслуживанию и ремонту
технологического и подъемно-транспортного оборудова-
ния; руководит организацией ремонта и правильной экс-
плуатацией его, организацией ременно-смазочного хозяй-
ства, созданием парка запасных деталей, учетом оборудо-
вания; рассчитывает потребность цехов в материалах
и покупных деталях; осуществляет контроль за правиль-
ным расходованием запасных частей; разрабатывает меро-
приятия по рационализации и механизации ремонтных
работ.
Инспекторская группа:
планирует техническое обслуживание и ремонт обору-
дования пц цехам и предприятию на год и по месяцам;
контролирует ход производства ремонтных работ и
участвует в проверке их качества;
инспектирует правильность эксплуатации оборудова-
ния и осуществляет надзор за соблюдением ПТЭ;
ведет учет выполнения цехами работ по техническому
обслуживанию и ремонту и составляет по ним отчеты;
разрабатывает карты планового технического обслужи-
вания оборудования отдельных видов и внедряет их в про-
изводство;
расследует причины аварий, учитывает аварии и раз-
рабатывает мероприятия по их предотвращению;
составляет сметы затрат на капитальный ремонт;
участвует в проведении общественных смотров состоя-
ния оборудования;
контролирует правильность технической эксплуата-
ции и своевременный ремонт и переаттестацию закреплен-
ных за СГЛ1 и СГЭ мер, измерительных приборов и всей
ремонтной оснастки на предприятиях, не имеющих отдела
главного метролога.
Группа учета и хранения оборудования:
ведет учет действующего оборудования предприятия;
следит за перемещением оборудования по цехам пред-
приятия, заполняет технические реквизиты в докумен-
тации по учету и перемещению оборудования, составляет
требуемые оперативные отчеты;
3 Заказ 503 65
контролирует состояние хранения и качества консер-
вации оборудования, находящегося на складе и в цехах
предприятия, обеспечивает проведение периодической
переконсервации оборудования, находящегося в цехах
и на складе СГМ и СГЭ;
реализует приказы руководящих органов о передаче
другим предприятиям излишнего оборудования;
оформляет акты на демонтаж оборудования и передачу
его для хранения на склад СГМ и СГЭ;
оформляет акты на списание в лом негодного оборудо-
вания;
совместно с бухгалтерией проводит ежегодную ин-
вентаризацию и единовременные переписи оборудования,
а также заполняет соответствующие разделы паспорта
завода.
Группа по запасным деталям:
руководит кладовыми запасных деталей;
устанавливает цехам нормы и лимиты на запасные де-
тали и покупные комплектующие изделия (ремни, под-
шипники и т. п.) и составляет годовые, квартальные и
месячные заявки на них;
составляет номенклатуру унифицированных и часто
применяемых заготовок (отливок и поковок) для ремонта
оборудования и обеспечивает наличие необходимого коли-
чества их на складе;
уточняет сроки службы и номенклатуру запасных
деталей и комплектующих изделий на основании практи-
ческих данных.
Группа ременно-смазочного хозяйства:
контролирует выполнение графиков смены масел в ре-
зервуарах и редукторах;
производит инструктаж цеховых смазчиков;
обеспечивает разработку и получение карт и схем сма-
зывания и внедряет их в производство;
контролирует состояние ременного хозяйства;
устанавливает лимиты цехам на смазочные материалы
и план сбора отработанных смазочных масел;
контролирует состояние смазочного хозяйства и ка-
чество смазки оборудования в цехах;
составляет лимиты цехам на вспомогательные мате-
риалы (обтирочные материалы, лакокрасочные и др.),
Б. Группа (или бюро) кранового оборудования:
следит за эксплуатацией и контролирует состояние всех
подъемно-транспортных механизмов и подкрановых путей;
66
составляет графики ремонта и проверок (испытаний)
подъемно-транспортного оборудования и следит за их
выполнением;
участвует в приемке оборудования после ремонта сов-
местно с ОТК;
участвует в аттестации крановщиков и такелажников;
контролирует подготовку цехами подъемно-транспорт-
ного оборудования для предъявления Госгортехнадзору;
контролирует ведение в цехах строповочного хозяйства;
обеспечивает правильное заполнение и хранение тех-
нической документации и ведение шнуровых книг для
кранового оборудования, подлежащего проверке Госгор-
технадзором;
контролирует правильное и своевременное составление
дефектных ведомостей по капитальному ремонту;
контролирует выполнение требований по актам ин-
спекции Госгортехнадзора по предыдущим испытаниям;
разрабатывает е отделом техники безопасности ин-
струкции по эксплуатации;
расследует аварии и разрабатывает мероприятия по
предотвращению их и контроль за выполнением этих
мероприятий;
участвует в приемке нового оборудования с предъяв-
лением технической документации для регистрации в ин-
спекции Госгортехнадзора;
составляет отчеты по ремонту, модернизации и техни-
ческому состоянию грузоподъемных механизмов и под-
крановых путей;
ведет учет наличия кранового оборудования;
совместно с отделом техники безопасности производит
выборочный контроль за выполнением правил технической
эксплуатации кранового оборудования;
проводит испытания и освидетельствования подъемно-
транспортного оборудования, не подведомственного ин-
спекции Госгортехнадзора;
разрабатывает совместно с цеховыми работниками
планы организационно-технических мероприятий по улуч-
шению кранового хозяйства.
В. Конструкторско-технологическое бюро:
осуществляет техническое руководство ремонтом .обо-
рудования, выполняемым во всех подразделениях пред-
приятия;
осуществляет техническое руководство конструкто-
рами ЦРБ;
3*
67
разрабатывает проекты модернизации оборудования;
производит копировальные работы, размножение чер-
тежей и обеспечение ими цеховых (корпусных) ремонтных
баз и цехов службы главного механика и главного энер-
гетика;
обеспечивает правильную организацию архива черте-
жей;
обеспечивает получение изданных альбомов запасных
деталей, составляет эскизы и оформляет чертежи на смен-
ные детали, составляет альбомы чертежей на все эксплуа-
тируемое оборудование, карты смазывания;
планирует и учитывает все выполняемые конструктор-
ские работы;
разрабатывает технологию изготовления трудоемких
сменных и запасных деталей;
разрабатывает типовые технологические процессы и
инструкции, обязательные к исполнению, а также ТУ
для ремонтных операций и внедряет их;
осуществляет технологическую подготовку всех ре-
монтных операций согласно разработанным типовым тех-
нологическим процессам;
разрабатывает мероприятия по снижению трудоем-
кости, внедрению новой техники при ремонте, замене де-
фицитных материалов, экономии материалов, механиза-
ции тяжелых и трудоемких процессов при ремонте обору-
дования;
составляет карты проверки точности оборудования
после капитального ремонта на основании ГОСТов и
ТУ и карты периодической проверки технологической точ-
ности финишного оборудования;
разрабатывает технические задания на проектирование
в технологическом отделе предприятия оснастки для ре-
монта; простую оснастку проектирует своими си-
лами;
планирует изготовление оснастки для ремонтной
службы;
составляет и уточняет номенклатуру и потребность
в режущем, измерительном, вспомогательном и специаль-
ном инструменте;
организует изучение, обобщение и передачу передового
опыта в ремонтном деле;
разрабатывает план организационно-технических ме-
роприятий по ремонтной службе и контролирует его вы-
полнение;
68
осуществляет постоянный надзор за соблюдением тех-
нологической дисциплины при ремонте оборудования.
Г. Планово-производственное бюро:
планирует работу цехов, непосредственно подчиненных
ОГМ;
осуществляет материальную подготовку ремонтов и
обеспечивает изготовление в цехах СГМ или через произ-
водственный отдел предприятия необходимых моделей,
отливок, поковок и заготовок различных видов;
планирует изготовление деталей и узлов для ремонта
и модернизации оборудования в ремонтно-механическом
цехе и в цеховых (корпусных) ремонтных базах;
контролирует работу цехов СГМ, цеховых и корпус-
ных ремонтных баз и обеспечивает учет их работы;
обеспечивает через отдел снабжения приобретение за-
пасных деталей, изготовляемых централизованным путем,
узлов, крупных поковок и отливок со стороны;
составляет годовые, квартальные и месячные заявки
па материалы и инструмент для ремонта и технического
обслуживания;
устанавливает лимиты на материалы по цехам и кон-
тролирует правильность их расходования, уточняет нормы
их расхода;
оформляет через главную бухгалтерию заказы на про-
изводство капитальных ремонтов оборудования и подго-
товку документации о выполнении капитальных ремон-
тов для оплаты Госбанком;
контролирует выполнение графиков ремонтов уникаль-
ного и особо ответственного оборудования;
контролирует ход работ на объектах, выполняемых
цехами СГМ и СГЭ;
контролирует и обеспечивает получение от заготови-
тельных цехов срочных и аварийных заготовок, выполне-
ние аварийных работ в цехах СГМ, а также следит за ра-
ботами по межцеховой кооперации;
производит анализ экономической деятельности всех
звеньев СГМ.
Д. Группа (бюро) электрооборудования:
планирует техническое обслуживание и ремонт элек-
трооборудования по цехам и предприятию на год и по ме-
сяцам;
контролирует ход производства ремонтных работ и
участвует в проверке качества ремонта электрооборудова-
ния;
69
инспектирует правильность эксплуатации электро-
оборудования и осуществляет надзор за соблюдением «Пра-
вил технической эксплуатации электроустановок потреби-
телей» и «Правил техники безопасности при эксплуатации
электроустановок потребителей»;
ведет учет выполнения работ по техническому обслужи-
ванию и ремонту электрооборудования и составляет по
ним отчеты;
разрабатывает карты планового технического обслужи-
вания отдельных видов электрооборудования и внедряет
их в производство;
расследует причины аварий, учитывает аварии и раз-
рабатывает мероприятия по их предотвращению;
участвует в проведении общественных смотров состоя-
ния электрооборудования.
Е. Группа (бюро) станков с ЧПУ:
участвует в приемке новых станков с ЧПУ;
планирует техническое обслуживание и ремонт стан-
ков с ЧПУ по цехам и предприятию на год и по месяцам;
контролирует ход производства ремонтных работ и
участвует в проверке качества ремонта станков с ЧПУ;
инспектирует правильность эксплуатации станков
с ЧПУ и осуществляет надзор за соблюдением ПТЭ;
ведет учет выполнения работ по техническому обслужи-
ванию и ремонту станков с ЧПУ и составляет по ним от-
четы;
разрабатывает карты планового технического обслужи-
вания отдельных видов станков с ЧПУ и внедряет их
в производство;
расследует причины аварий станков с ЧПУ, учитывает
аварии и разрабатывает мероприятия по их предотвраще-
нию;
составляет сметы затрат на капитальный ремонт;
совместно с ОТК принимает участие в периодической
проверке геометрической и технологической точности
станков с ЧПУ;
планирует работы производственной лаборатории ЧПУ
и осуществляет техническое руководство этой лаборато-
рией;
следит за обеспечением лаборатории необходимыми
приборами, инструментом и приспособлениями для вы-
полнения предусмотренных ПТЭ периодических прове-
рок работоспособности станков с ЧПУ и их технологиче-
ской точности;
70
участвует в проведении общественных смотров состоя-
ния оборудования;
организует обучение и инструктаж рабочих комплекс-
ной бригады по вопросам, связанным с конструктивными
особенностями станков с ЧПУ и их эксплуатацией.
Организация технического обслуживания и ремонта
в зависимости от размеров предприятий
и особенностей оборудования
В зависимости от размеров предприятия, занимаемой
им территории, географического положения и особенностей
эксплуатируемого оборудования его ремонт может осу-
ществляться:
централизованно на специализированных ремонтных
заводах;
силами выездных бригад, организуемых специализиро-
ванными ремонтными предприятиями для ремонта тяже-
лого, уникального и прецизионного оборудования;
средствами и силами СГМ предприятия, на котором
эксплуатируется подлежащее ремонту оборудование. .
Основным направлением совершенствования организа-
ции ремонтного производства является межзаводская
централизация и концентрация его на основе создания
межотраслевых специализированных предприятий и объ-
единений. Однако даже при самом высоком уровне меж-
заводской специализации ремонтных работ останется
около 40 % технологического оборудования, капиталь-
ный ремонт которого должны будут производить СГМ
предприятий. На них всегда будет возлагаться выполне-
ние всего объема текущих и неплановых ремонтов подав-
ляющей части оборудования. В связи с этим важное прак-
тическое значение имеет совершенствование внутризавод-
ской организации ремонтных работ, а также работ по тех-
ническому обслуживанию.
Организация технического обслуживания и ремонта
па предприятии требует:
технической подготовки и планирования всех видов
работ; t
применения прогрессивной технологии;
увеличения числа смен работы ремонтных бригад,
в первую очередь при ремонте тяжелого, уникального
оборудования и оборудования, встроенного в автоматиче-
ские линии;
71
механизации слесарных работ; .
применения агрегатного метода ремонта.
Агрегатный метод ремонта предусматривает замену
требующих ремонта агрегатов (узлов) на заранее отремон-
тированные, приобретенные или изготовленные.
Агрегатный метод ремонта удешевляет ремонт и сокра-
щает время простоя оборудования в ремонте. Этот метод
наиболее эффективен при восстановлении работоспособ-
ности:
оборудования, имеющего стандартные узлы (насосы,
гидроаппаратура и т. д.);
одноименных моделей, имеющихся на предприятии
в большом количестве;
лимитирующих производство моделей;
оборудования, состоящего из конструктивно обособ-
ленных узлов (поточных линий, автоматических линий,
конвейеров и т. п.).
На предприятиях, эксплуатирующих оборудование,
ремонт его производит РМЦ или его филиалы — цеховые
(корпусные) ремонтные базы, административно и техни-
чески подчиненные РМЦ.
На предприятиях с бесцеховой структурой, а также
на предприятиях, эксплуатирующих оборудование сум-
марной ремонтосложностью до 5000 /?м, ремонт и техниче-
ское обслуживание всего оборудования следует произво-
дить в РМЦ.
При суммарной ремонтосложности оборудования
св. 5000 7?м капитальный ремонт однотипного оборудова-
ния нормальной точности легкой и средней категории
(по массе), установленного в различных цехах, следует
производить в РМЦ для создания лучших условий спе-
циализации.
Капитальный ремонт однотипного оборудования, со-
средоточенного в одном цехе, следует производить в цехах,
где оно эксплуатируется, избегая, таким образом, затрат
на транспортирование его . в 'РМЦ.
Ремонт оборудования цехов с высокой запыленностью
рабочих зон (например, в литейных цехах) следует выпол-
нять в изолированных помещениях, удовлетворяющих
требованиям, изложенным на с. 15.
Ремонт автоматических линий, тяжелого (нетранспор-
табельного) оборудования следует производить специали-
зированными ремонтными бригадами РМЦ на месте экс-
плуатации. Также должен быть организован ремонт пре-
72
цизионного оборудования, если на месте его установки
имеются условия для получения требуемой точности стан-
ков, вышедших из ремонта. При отсутствии таких условий
необходимо снимать прецизионные станки с фундамента
и транспортировать их в РМЦ.
Ремонт и техническое обслуживание оборудования
с ЧПУ независимо от его размещения по цехам выпол-
няются централизованно специальной лабораторией РМЦ
(см. с. 64).
На предприятиях с суммарной ремонтосложностью
оборудования более 40 000 RM нередко мощность РМЦ
недостаточна для выполнения перечисленных выше работ.
В этом случае СГМ должна разработать проект необходи-
мого расширения РМЦ, а до его осуществления объемы
работ по капитальному ремонту оборудования нормальной
точности независимо от его распределения между различ-
ными цехами производят в ЦРБ (КРБ).
При любой организации капитального ремонта РМЦ
выполняет следующие работы:
изготовление сложных деталей (шпинделей, ходовых
винтов, зубчатых колес, шлицевых валов и т. п.) и выпол-
нение станочных операций, которые не могут быть сде-
ланы цеховыми ремонтными базами;
восстановление изношенных деталей, требующее при-
менения специальной технологической оснастки и обору-
дования;
поверхностную газопламенную или с нагревом ТВЧ
закалку направляющих базовых и корпусных деталей;
шлифование направляющих на специальных и прис-
пособленных для этой цели станках, а также при помощи
переносных приспособлений;
ремонт и изготовление унифицированных агрегатов
оборудования;
ремонт гидравлического оборудования и пневмоап-
паратуры станков и машин всех типов и моделей.
Текущий ремонт и техническое обслуживание всего
оборудования на предприятиях с суммарной ремонтослож-
иостью более 5000 RM выполняют ремонтные бригады
ЦРБ (кроме оборудования с ЧПУ).
Начальник РМЦ оперативно руководит работой цехо-
вых ремонтных бригад. В зависимости от сложившихся
ситуаций в цеховые ремонтные бригады он может временно
направлять слесарей-ремонтников РМЦ, и наоборот. На-
чальник РМЦ может переводить на необходимый срок
73
ремонтные бригады или отдельных слесарей-ремонтников
из одной ЦРБ (КРБ) в другую. В частности, такое уси-
ление ремонтных бригад одного цеха за счет других
(и РМЦ) необходимо при остановке на капитальный ре-
монт автоматических линий с целью выполнения его в сжа-
тые сроки.
При формировании бригад для капитального ремонта
автоматических линий и тяжелого оборудования ре-
монтосложностью 50 /?м и более необходимо составлять
сетевой график ремонта, представляющий графическую
модель выполняемых последовательно и параллельно про-
цессов проверки, разборки, дефектации, восстановления
и изготовления деталей, сборки, регулировки и испыта-
ния подлежащего ремонту оборудования. Сетевой гра-
фик позволяет увязать все работы и дает наглядное пред-
ставление о технологической последовательности работ.
Пользуясь сетевым графиком, руководитель получает
возможность прогнозирования, определения срока окон-
чания всех работ, отыскания узких участков в графике
ремонта и принятия обоснованного решения об усилении
ремонтных бригад на этих участках.
Специализация ремонта и гарантийное
ремонтообслуживание
В настоящее время в системе Главстанкоремналадки
функционируют специализированные заводы (СРЗ) по
ремонту металле- и деревообрабатывающего оборудова-
ния (кроме литейного) и обеспечению его запасными ча-
стями для ремонта. Число СРЗ и их мощность из года
в год возрастают.
СРЗ производят капитальный ремонт прецизионных
станков координатно-расточной, резьбошлифовальной и
зубошлифовальной группы, а также широко распростра-
ненных моделей металлорежущих станков нормальной
точности и деревообрабатывающих станков. Номенкла-
тура ремонтируемого оборудования постоянно возрастает.
Это необходимо учитывать СГМ, поскольку передача капи-
тального ремонта оборудования на СРЗ способствует
повышению эффективности функционирования оборудо-
вания.
Передача капитального ремонта на СРЗ позволяет
предприятию получить более высокое качество ремонта,
чем в РМЦ любого машиностроительного завода, за счет
74
значительно лучшей оснащенности, специализации ра-
бочих на ремонте одной-двух моделей оборудования,
освоения прогрессивной технологии и высокого уровня
механизации всех работ; поэтому продолжительность ре-
монтного цикла оборудования, прошедшего капитальный
ремонт на СРЗ, может быть увеличена по сравнению с про-
должительностью, обеспечиваемой ремонтом в РМЦ или
ЦРБ предприятия;
стоимость ремонта, выполняемого на СРЗ, даже с уче-
том транспортных расходов и прибыли, ниже, чем стои-
мость ремонта такого же объема, выполняемого в РМЦ
или ЦРБ (КРБ);
при недоукомплектованности РМЦ и ЦРБ предприятий
рабочими-ремонтниками передача капитального ремонта
на СРЗ равносильна сокращению численности рабочих,
необходимой для выполнения плана-графика ремонта и
технического обслуживания.
Поэтому все, что может быть отремонтировано на СРЗ,
должно быть обязательно передано СРЗ — таково первое
правило организации ремонта оборудования (см. с. 101).
Не менее важное значение для повышения эффектив-
ности функционирования оборудования имеет обеспечение
запасными частями специализированного изготовления.
Запасные части для моделей станков й машин, не снятых
с производства, изготовляют заводы—изготовители обо-
рудования, а для моделей, производство которых прекра-
щено, — заводы Главстанкоремналадки.
Выполненные из материала требуемого качества, на
основе прогрессивной технологии, запасные части спе-
циализированного изготовления обеспечивают значитель-
ное повышение безотказности отремонтированного обору-
дования, а стоимость их в 1,5—Зраза ниже, чем запасных
частей, изготовляемых в РД1Ц предприятий.
Поэтому вторым правилом организации ремонта обо-
рудования является размещение заказов на поставки
всех необходимых запасных частей на станкозаводах и
iaводах Главстанкоремналадки.
Индустриальные методы ремонта
Для применения индустриальных методов ремонта
необходимо выполнить следующий комплекс работ:
централизовать в ОГМ техническое руководство ре-
монтом;
75
сгруппировать парк оборудования по признаку общ-
ности технологии ремонта и определить номенклатуру и
число типовых технологических процессов для капиталь-
ного ремонта большей части (до 90 %) оборудования;
приобрести или разработать обязательные к исполне-
нию типовые технологические процессы ремонта на каж-
дую ремонтную модель (тип) оборудования;
приобрести или изготовить технологическую и кон-
трольно-проверочную оснастку на каждую оговоренную
технологией ремонтную операцию (переход) в количестве,
обеспечивающем потребность ремонта;
приобрести или разработать обязательные к исполне-
нию технологические инструкции по выполнению унифи-
цированных операций наиболее прогрессивными мето-
дами;
ввести обязательный порядок документально оформ-
ляемой пооперационной приемки всего процесса ремонта
оборудования контролерами ОТК;
разработать систему проверки и ремонта всей оснастки
и ввести Обязательный порядок периодической аттеста-
ции контрольно-проверочных приспособлений;
обучить ремонтный персонал выполнению ремонта'по
типовым технологическим процессам, соблюдению тех-
нологических инструкций и применению технологической
и контрольно-проверочной оснастки;
проинструктировать персонал ОТК о пооперацион-
ной приемке узлов и деталей ремонтируемого оборудо-
вания;
создать участок по изготовлению, ремонту и аттеста-
ции оснастки и организовать при всех цеховых ремонт-
ных базах кладовые ремонтной оснастки;
осуществлять постоянный надзор со стороны ОГМ
за соблюдением технологической дисциплины при ре-
монте оборудования, применением оснастки, поддержа-
нием ее в технически исправном состоянии и четкой ра-
ботой контролеров ОТК.
Внедрение этого комплекса работ позволит:
снизить трудоемкость ремонта на 11—15 % и себестои-
мость на 7—10 %;
увеличить продолжительность тюслеремонтного цикла
на 14—18 %;
снизить средний разряд работ, выполняемых при капи-
тальном ремонте оборудования, примерно на 1 раз-
ряд.
76
Типовые технологические процессы ремонта имеются
в следующих организациях:
Харьковский завод транспортного машиностроения
им. Малышева. Харьков 5, Плехановская, 92;
СКВ «Индикатор». Ленинград, Садовая, 2;
НПО «Ремонт». Волгоград, проспект Ленина, 88;
ЭНИМС, Москва, 5-й Донской проезд, 216;
ПКТИ «Станкосервис», Тула, Косая гора, ул. Шмидта,
16.
Внутризаводской хозрасчет
ремонтно-механического цеха
Передачу цеховых ремонтных баз в подчинение ре-
монтно-механического цеха и создание централизованной,
маневренной службы технического обслуживания и ре-
монта с единым административным и техническим подчи-
нением целесообразно завершить переводом РМЦ на вну-
тризаводской хозрасчет.
Взаимоотношения между РМЦ и остальными цехами
предприятия на основе четко сформулированных взаим-
ных обязательств, закрепленных в хозяйственных дого-
ворах, обеспечивают повышение ответственности РМЦ
за поддержание работоспособности оборудования с за-
данными показателями долговечности и безотказности
при затратах на его функционирование, не превышаю-
щих установленного лимита, а цехов, использующих
оборудование, за соблюдение правил технической экс-
плуатации и передачу оборудования в ремонт в сроки,
установленные месячными планами-графиками, являю-
щимися неотъемлемой частью хоздоговоров. Все это соз-
дает предпосылки для выполнения производственного
плана предприятием и снижения затрат на продукцию.
Предоставление хозяйственной самостоятельности
РА1Ц способствует развитию инициативы и активизации
деятельности его руководителей и руководимого ими
коллектива.
Перевод на внутризаводской хозрасчет обеспечивает
повышение показателей использования оборудования. Поэ-
тому наряду с обязательной организацией учета работы
оборудования, совершенствованием методов планирова-
ния сроков вывода оборудования в ремонт и жесткой
регламентацией технического обслуживания перевод РМЦ
на внутризаводской хозрасчет рекомендуется осуществить
77
всем предприятиям, заинтересованным в эффективной
работе оборудования.
Перевод РМЦ на внутризаводской хозрасчет требует)
разработки планово-расчетных цен на все виды про-
дукции и услуг, оказываемых РМЦ другим цехам пред-
приятия;
введения системы материальной ответственности РМЦ
и обслуживаемых им цехов за выполнение установленных
хоздоговорами обязательств на основе предъявления вза-
имных претензий;
выделения РМЦ оборотных средств в объеме, отвечаю-
щем его лимитированным потребностям;
разработки технико-экономических показателей дея-
тельности РМЦ;
оснащения РМЦ и ЦРБ (КРБ) счетчиками расхода
электроэнергии, воды, пара, сжатого воздуха и т. п.;
обеспечения бухгалтерского и оперативного учета
технико-экономических показателей деятельности РМЦ
и его филиалов (ЦРБ и КРБ);
введения системы экономического стимулирования
ИТР, служащих и рабочих РМЦ по результатам работы.
Перевод РМЦ на хозрасчет может быть осуществлен
в два этапа.
На первом этапе на основе установления планово-
расчетных цен, введения учета выполнения сторонами
хоздоговорных обязательств, разработки системы взаим-
ных компенсаций за ущерб, вызываемый невыполнением
хоздоговоров, и экономического стимулирования работ-
ников РМЦ за их выполнение упорядочиваются органи-
зация технического обслуживания и ремонта оборудова-
ния, выполнение ремонта в оптимальные сроки и строгое
соблюдение регламентов технического обслуживания.
На втором этапе РМЦ выделяют оборотные средства,
разрабатывают для него полный перечень технико-эко-
номических показателей, вводят лимитирование расхода
материалов, запасных частей и прочих затрат на продук-
цию и услуги, организуют контроль и учет затрат и до-
стигнутых показателей работы и завершают, таким обра-
зом, перевод на полный внутризаводской хозрасчет.
При установлении планово-расчетных цен на продук-
цию и услуги, оказываемые РМЦ другим цехам предприя-
тия, не следует вводить в них прибыль.
Цель перевода РМЦ на хозрасчет не в том, чтобы обес-
печить формирование у него прибыли, а в снижении за-
78
трат на функционирование оборудования, являющихся
элементом стоимости продукции предприятия, при сохра-
нении работоспособности оборудования с заданными долго-
вечностью и безотказностью. Однако следует вносить в пла-
ново-расчетные цены отчисления в фонд материального
поощрения для выплаты премий рабочим.
Не менее ошибочной является практика ряда пред-
приятий, которые, учитывая, что капитальный ремонт
входит в товарную продукцию завода, оказывают давле-
ние на СГМ по поводу обязательного выполнения капи-
тального ремонта всех станков (машин), включенных в го-
довой план-график.
Лучшей характеристикой деятельности РМЦ является
возможность в результате высокого качества технического
обслуживания и внутрицикловых ремонтов, а также тща-
тельного надзора за соблюдением правил технической
эксплуатации перенести капитальный ремонт станка или
машины на более поздний срок, чем было намечено по
годовому плану. При этом техническое состояние, допу-
скающее перенос капитального ремонта, должно быть
удостоверено тщательной инспекторской проверкой. Поэ-
тому основой хоздоговоров должны являться только ме-
сячные планы, подлежащие безусловному выполнению.
Организация бригад и оплаты труда рабочих,
осуществляющих техническое обслуживание и ремонт
Для выполнения всех работ по техническому обслужи-
ванию и ремонту оборудования (кроме передаваемых
СРЗ и кроме ремонта приспособлений, который произво-
дится инструментальным цехом), в РМЦ предприятий
4-й и более высоких групп создают:
специализированные бригады по капитальному ре-
монту механической части прецизионного и тяжелого
оборудования, оборудования автоматических линий, а
чакже оборудования нормальной точности легкой и сред-
ней категории, эксплуатируемого предприятием в боль-
шом количестве и установленного в нескольких цехах;
комплексные бригады по ремонту и техническому об-
служиванию механической, электрической и электрон-
ной частей оборудования с ЧПУ.
За специализированными бригадами оборудование за-
крепляют не по территориальному, а по типовому, груп-
повому и, если возможно, по модельному признаку (см.
79
с. 9—10), что способствует повышению производительности
труда и качества капитального ремонта.
В электролаборатории РМЦ формируют комплексные
бригады по ремонту и техническому обслуживанию обо-
рудования без устройств ЧПУ, за которыми закрепляют
отдельные производственные участки, пролеты или цехи.
На крупных заводах, занимающих большую территорию
(8-й группы и выше), бригады электриков постоянно ра-
ботают в ЦРБ (КРБ) закрепленных за ними цехов под
общИхМ контролем механиков цехов и техническим руко-
водством заведующего и мастеров электро лабора-
тории.
В ЦРБ (КРБ) предприятий 4-й и более высоких групп
создают:
комплексные бригады по ремонту и техническому об-
служиванию разномодельного оборудования нормальной
точности легкой и средней категории, эксплуатируемого
в небольших количествах или установленного только в од-
ном цехе;
бригады по техническому обслуживанию и текущему
ремонту оборудования, капитальный ремонт которого
производят специализированные бригады РМЦ.
Закрепление оборудования за бригадами ЦРБ произ-
водят по модельно-групповому признаку, создавая, та-
ким образом, условия для повышения специализации сле-
сарей.
Бригадиры выделяют из состава бригад необходимое
число рабочих для выполнения планового и непланового
технического обслуживания закрепленного за бригадой
оборудования.
Дежурные слесари периодически меняются, что дает
возможность всему составу бригады изучить закреплен-
ное за пей оборудование и ведет к повышению квалифика-
ции слесарей.
На предприятиях 1—3-й группы для ремонта и тех-
нического обслуживания всех видов оборудования соз-
дают комплексные бригады, специализируя их по типам
и группам оборудования, насколько это позволяет число
однотипного и одномодельного оборудования.
В состав комплексных бригад включают и электриков.
Если объем работы меньше нормированной выработки
одного электрика (менее 50 единиц оборудования средней
сложности) или требует малого (менее трех человек) и
не целого числа (21/2—Е/г) электриков, вопрос укомплек-
80
тования бригады решают, организуя освоение смежной
профессии слесаря электриком или наоборот.
Специализированные бригады РМЦ по капитальному
ремонту оборудования нормальной точности легкой и
средней категории целесообразно создавать:
При средней ремонтосложности ремонтируе-
мого оборудования, 7?м .......... 7 9 11 13
Численность, человек . '.......... 4 5 6 7
Такая бригада может обеспечить капитальный ремонт
100—НО единиц установленного оборудования одной или
нескольких моделей, одновременно ремонтируя два станка
или две машины и выполняя ремонт за время, соответ-
ствующее норме простоя, приведенной в табл. 1.23. Число
бригад определяют исходя из объема работ по капиталь
ному ремонту, предусмотренных годовым планом.
Бригады по капитальному ремонту прецизионного и
тяжелого оборудования создают в таком же численном
составе. Каждый раз при выполнении капитального ре-
монта прецизионного или тяжелого оборудования в со-
став специализированной бригады включают слесарей из
бригады ЦРБ, выполняющей техническое обслуживание
и текущий ремонт этого оборудования, численностью,
необходимой для выполнения ремонта в установленный
срок, но не более 50 % численности формируемой на время
ремонта бригады. Это повышает ответственность бригады
ЦРБ за безотказную эксплуатацию прошедшего капиталь-
ный ремонт оборудования и не вызывает затруднений,
поскольку слесари всех ЦРБ получают заработную плату
в РМЦ.
При организации капитального ремонта автоматиче-
ской линии формируют временную бригаду из специали-
зированных бригад РМЦ по ремонту автоматических ли-
ний, бригады ЦРБ (КРБ), выполняющей техническое об-
служивание и текущий ремонт данной автоматической
линии, и слесарей или бригад из других цехов с тем, чтобы,
не нанося ущерба ремонту и техническому обслуживанию
остального оборудования, обеспечить ремонт автоматиче
с кой линии в минимально возможный срок, определяемый
в результате составления сетевого графика (см. с. .74).
Неоценимым резервом в этом случае являются бригады
слесарей по изготовлению оснастки или нестандартного
оборудования.
81
Число слесарей специализированных бригад РМЦ
должно составлять не меньше 30 % временно формируе-
мой бригады.
Комплексные бригады ЦРБ и бригады, выполняющие
текущие ремонты и техническое обслуживание, целесо-
образно создавать в составе 8—10 человек (большее число—
для комплексных бригад).
' Увеличение численности нецелесообразно, так как,
во-первых, снижает материальную заинтересованность
членов бригады в повышении производительности труда
и качества работы, во-вторых, увеличивает число моделей
оборудования, закрепленных за бригадой, что отрицательно
влияет на качество ремонта и обслуживания.
Уменьшение численности бригад снижает их маневрен-
ность и увеличивает простои оборудования в ремонте.
Для максимального сокращения простоев оборудова-
ния из-за технического обслуживания целесообразно сме-
щать часы обеденного перерыва слесарей ЦРБ (КРБ)
и производственных рабочих и планировать выполнение
продолжительных операций технического обслуживания
в нерабочие смены и в выходные дни.
Для сокращения простоев оборудования в текущих ре-
монтах следует часть их выполнять в выходные дни. Капи-
тальные ремонты должны производиться без перерывов
на выходные дни, а тяжелого оборудования и автомати-
ческих линий — в две или три смены. Однако при этом
выполнение отдельных операций или ремонта отдельных
сборочных единиц (узлов) должны начинать и заканчи-
вать одни и те же слесари во избежание обезлички и
снижения качества ремонта..
Выходные дни отдельных членов бригад следует пла-
нировать по скользящему графику.
Средний тарифный разряд рабочих бригады должен
соответствовать среднему тарифному разряду работ, вы-
полняемых бригадой.
В табл. 1.10 приведены средние тарифные разряды
рабочих по ремонту различных гидов оборудования,
в табл. 1.11 средние тарифные разряды рабочих по тех-
ническому обслуживанию, а в табл. 1.12 — средние та-
рифные разряды различных работ, выполняемых при ре-
монте и техническом обслуживании оборудования. Та-
рифные разряды различных работ согласованы с «Единым
тарифно-квалификационным справочником работ и про-
фессий рабочих»..
82
Таблица 1.10
Средние тарифные разряды и часовые тарифные ставки рабочих
по ремонту различных видов оборудования для предприятий,
__________перешедших на новую систему оплаты труда__________
Группа оборудования Средний тарифный разряд
Часовая тарифная ставка, , коп.
№ Наименование Класс точности станка после капитального ремонт?
по пор. Н п в А С
Металлорежущее 3,3 67,0
1 Станки пониженной сложно- сти без зубчатых передач, ме- ханических подач и поверх- ностей шабрения, массой до 1 т — — — —
2 3 Станки нормальной сложно- сти, не входящие в группы 1 и 3, массой до 100 т Станки повышенной сложно- сти с поверхностью шабрения длиной более 19 м, круговы- ми направляющими диаме- тром более 10 м, винтовыми направляющими суппорта, натянутыми направляющими, автоматическим рабочим цик- лом, быстровращающимися де- талями с окружной скоростью свыше 6 м/с, требующими ди- намической балансировки, и все станки массой св. 100 т (уникальные) Кузнечно- прессовое 3,7 4,2 5,2 6,1 7,0
70,5 4,0 75,1 4,5 85,5 5,5 98,8 6,5 123,0
88,0 94,0 108,5 3,3 120,0
1 Все оборудование с ручным приводом
67,0 4,2
2 Ножницы с механическим при- водом; прессы механические усилием до 3000 кН (300 тс) и гидравлические усилием до 4000 кН (400 тс); гибочные машины усилием до 10 000 кН (1000 тс); молоты пневматиче- ские с массой падающих ча- стей до 1000 кг и паровоздуш- ные с массой падающих частей до 2000 кг
75,1
83
Продолжение табл» L10
1 Группа оборудования Средний тарифный разряд
Часовая тарифная ставка, коп.
№ по пор. Наименование Класс точности станка после капитального ремонта
Н п в А С
3 1 2 3 1 2 Прессы механические усили- ем св. 3000 кН (300 тс) и ги- дравлические усилием св. 4000 кН (400 тс); гибочные машины усилием св. 10 000 кН (1000 тс); молоты пневмати- ческие с массой падающих ча- стей св. 1000 кг; паровоздуш- ные с массой падающих частей св. 2000 кг; автоматы холод- новысадочные и горизонталь- но-ковочные машины, машины для литья под давлением и автоматы литьевые Деревообрабатывающее Оборудование пониженной сложности без механической подачи, массой до 1 т Оборудование нормальной сложности, не входящее в группы 1 и 3, массой св. 1 до 15 т Оборудование повышенной сложности с автоматическим рабочим циклом или массой более 15 т Литейное Смесеприготовительное, вы- бивное, очистное оборудова- ние; формовочные машины гру- зоподъемностью до 2500 кг; прочее литейное оборудова- ние и транспортные средства автоматических линий Формовочные машины грузо- подъемностью св. 2500 кг: пескометы и оборудование для специальных методов литья 5,0 83,5 3,3 67,0 3,8 71,0 4,2 75,1 3,4 68,1 4,5 7б,3
84
Продолжение табл. 1.10
Группа оборудования Средний тарифный разряд
Часовая тарифная ставка, коп.
№ по пор. Наименование Класс точности станка после капитального ремонта
Н п в А С
3 1 2 3 Оборудование автоматических линий изготовления форм и стержней (кроме транспорт- ных средств) Электротехническое Аппаратура пускорегулирую- щая, аппараты тормозные и конечные выключатели, вы- прямители селеновые, кабели, провода электропитания, ру- бильники, панели управления Электродвигатели асинхрон- ные короткозамкнутые и с фа- зовым ротором, электродвига- тели взрывобезопасные мощ- ностью до 50 кВт, электриче- ские машины и аппараты на- пряжением до 10 кВ Электрические схемы универ- сальных станков, командосиг- нальная аппаратура электро- машин, электродвигатели взрывобезопасные мощностью св. 50 кВт Электроаппараты различных типов и систем напряжением св. 10 до 15 кВ Аппараты автоматических ли- ний, приборы и аппараты электронных систем, электро- аппараты различных типов и систем напряжением св. 15 кВ Электронное (устройства ЧПУ) Автоматические линии из оборудования всех видов: механическая часть электрическая часть 5,2 85,5 4,2 74,7 5,1 84,9 6,1 99,0 6,5 '120,0 6,0 . 117,0 6,0 117,0
85
Таблица 1.11
Средние тарифные разряды и часовые тарифные ставки рабочих
по техническому обслуживанию оборудования для предприятий,
перешедших на новую систему оплаты труда
Оборудование Номер группы оборудова- ния по табл. 1.10 Средний тарифный разряд
Часовая тарифная ставка, коп.
Класс точности оборудования после капитального ремонта
Н п В А С
Металлорежущее 1 2 3 3,5 68,5 3,8 4,2 5,0 5,8 6,8
71,6 3,8 75,2 4,2 83,8 5,1 94,4 5,4 107,9
85,7 90,1 102,2 107,5
Кузнечно-прессовое 1 2 3 3,4 68,4 4,2 75,3 4,9 82,0
Деревообрабатыва- ющее 1 2 3 3,3 67,3 3,8 71,3 4,2 74,9
Литейное 1 2 3 3,7 70,2 4,6 79,0 5,3 87,5
86
Продолжение табл. 1.11
Средний тарифный разряд
Номер группы оборудова- ния по табл. 1.10 Часовая тарифная ставка, коп.
Оборудование Класс точности оборудования после капитального ремонта
Н П В А С
Электротехническое 1 2 3 4,5 78,0 5,5 90,0 6,0 97,0
Электронное (устрой- ства ЧПУ) — 6,5 120,0
Автоматические ли- нии из оборудования всех видов: механическая часть электрическая — 5,2 103,4 6,0 117,0
Таблица 1.12
Средние тарифные разряды работ по техническому обслуживанию
и ремонту оборудования для предприятий,
перешедших на новую систему оплаты труда
Оборудование Номер группы обору- дования по табл. 1.10 Средние тарифные разряды работ, выполняемых при
техническом обслуживании ремонте оборудо- вания
слесар- ных и прочих станоч- ных сма- зоч- ных слесар- ных ста- ночных и про'чих
Металлорежущее 1 3,5 3,0 3,0 3,0
87
Продолжение табл. I.J2
Оборудование Номер группы обору- дования по табл. 1.10 Средние тарифные разряды работ, выполняемых при
техническом обслуживании ремонте оборудо- вания
слесар- ных и прочих станоч- ных сма- зоч- ных слесар- ных ста* ночных и прочих
Мета л лор ежущее 2 4,0; 4,5; 3,5; 4,0; 3,0 3,5; 4,0;
5,5; 6,5; 5,0; 6,0; 5,0; 6,0;
7,0 7,0 7,0
3 4,5; 5,0; 4,0; 4,5; 3,0 4,0; 4,5;
6,0; 7,0 5,5; 6,5 5,5; 6,5
Кузнечно-прессовое 1 3,5 3,0 3,0 3,0
2 4,5 4,0 3,0 4,0
3 5,3 4,8 3,0 4,8
Деревообрабатыва- 1 3,5 3,0 3,0 3,0
ющее 2 4,0 3,5 3,0 3,5
3 4,5 4,0 3,0 4,0
1 3,7 3,2 3,0 3,2
Литейное 2 4,8 - 4,3 3,0 4,3
3 5,5 5,0 3,0 5,0
Электротехническое 1 4,5 — — 4,0
2 5,5 —1—* — 5,0
3 6,0 — — 6,0
Электронное (устрой- ства ЧПУ) — 6,5 — — 6,5
Автоматические ли- нии из оборудова- ния всех видов:
механическая — 6,0 6,0 3,0 6,0
часть электрическая часть — 6,0 — — 6,0
88
Средние тарифные разряды рабочих по ремонту (тех-
ническому обслуживанию) определены делением суммы
заработной платы за ремонт (техническое обслуживание)
единицы ремонтосложности (см. с. 112) по тарифным став-
кам рабочих различных специальностей, согласно по-
становлению ЦК КПСС, Совета Министров СССР и ВЦСПС
от 17 сентября 1986 г. № 1115, на нормированное время
работы. Разность между полученной часовой тарифной
ставкой и ближайшей меньшей часовой тарифной ставкой
слесарей, деленная на интервал между ближайшей боль-
шей и ближайшей меньшей часовой тарифной ставкой,
равна числу десятых долей разряда сверх ближайшего
меньшего.
Согласно Закону СССР о государственном предприятии
(объединении) от 30 июня 1987 г. предприятиям предо-
ставлено право вводить ту или иную систему оплаты труда
для отдельных бригад и профессий.
Система оплаты труда должна стимулировать рост
производительности труда и повышение качества ремонта
и технического обслуживания с учетом различия условий
работы разных групп рабочих РМЦ и его филиалов.
Рекомендуются, как наиболее эффективные, следую-
щие системы оплаты:
нормативно-сдельная бригадная — для слесарей ком-
плексных бригад ЦРБ, выполняющих все виды ремонта
и технического обслуживания разнообразного оборудова-
ния; для электриков РМЦ, выполняющих все виды ре-
монта и технического обслуживания электрической части
различных видов оборудования; для комплексных бригад
лабораторий по ремонту и техническому обслуживанию
оборудования с ЧПУ;
сдельно-премиальная индивидуальная — для станоч-
ников РМЦ и ЦРБ, обслуживающих не менее 2000 /?м
установленного оборудования;
сдельно-премиальная бригадная — для слесарей спе-
циализированных бригад РМЦ по капитальному ремонту
оборудования; для слесарей ЦРБ (КРБ) по текущему ре-
монту и техническому обслуживанию тех же групп обору-
ювания;
повременно-премиальная индивидуальная — для ста-
ночников ЦРБ (КРБ), обслуживающих менее 2000 7?м
у ста повленного оборудовани я;
аккордная — для оплаты рабочих при выполнении
аварийных работ, при капитальном ремонте крупных стан-
89
ков и машин, лимитирующих производство, при капиталь-
йбм ремонте автоматических линий.
Обязательные условия эффективного применения ак-
кордной оплаты:
выдача наряда до начала работы с указанием сроков
и объемов работы;
строгий контроль качества выполняемых работ;
организация работ, исключающая простои рабочих.
Премирование слесарей-ремонтников устанавливается:
за выполнение месячного плана ремонта в установлен-
ной номенклатуре;
за сокращение времени фактического простоя оборудо-
вания в плановом ремонте;
за сокращение времени фактического простоя оборудо-
вания во внеплановом ремонте в результате высокого ка-
чества выполняемых работ по ремонту и техническому
обслуживанию;
за соответствие требованиям, предъявляемым к со-
стоянию оборудования, закрепленного за комплексной
бригадой.
Станочники-ремонтники премируются за следующие
показатели:
выполнение месячного плана ремонта в установленной
номенклатуре;
сокращение времени фактического простоя оборудо-
вания в плановом ремонте по сравнению со сроком, пре-
дусмотренным планом.
Передача оборудования в ремонт и из ремонта
Типовая система^предусматривает определенный поря-
док сдачи и приемки оборудования в ремонт и из ремонта.
Оборудование в ремонт и из ремонта должно передаваться,
как правило, в соответствии с месячным планом-графиком
ремонта. В случае отказа, требующего выполнения не-
планового ремонта, составляют акт, в котором указывают
внешнее проявление неисправности, ее причину и, в не-
обходимых случаях, виновников отказа.
Акт, подписанный начальником и механиком произ-
водственного цеха, является основанием для передачи
оборудования в неплановый ремонт.
Остановленное для капитального или среднего ре-
монта оборудование должно быть очищено от грязи и
стружки. Л1асло и охлаждающая жидкость должны быть
слиты из всех корпусных деталей и резервуаров.
90
Ответственность за подготовку оборудования для пере-
дачи в ремонт лежит на администрации цеха (начальнике
цеха, участка, старшем мастере) и выполняется станоч-
ником (оператором).
При отправке на специализированный ремонтный за-
вод станок (машина) должен быть упакован в тару, обес-
печивающую его сохранность, а обработанные и неокрашен-
ные поверхности и части покрыты смазочным материалом
или противокоррозионным составом. При доставке с по-
мощью автотранспорта разрешается отправлять оборудо-
вание на полозьях. Перед упаковкой все подвижные части
станка (машины) должны быть закреплены в положении,
при котором он имеет наименьшие габариты.
Ответственность за подготовку к отправке лежит на
механике цеха и выполняется по его заказу упаковочным
цехом, ремонтно-строительным участком или другим под-
разделением предприятия, имеющим плотников.
Вместе с объектом ремонта на специализированный ре-
монтный завод должна быть отправлена следующая тех-
ническая документация:
все документы, прибывшие с завода-изготовителя (пас-
порт, руководство, заводской акт приемки и т. д.);
акт технического осмотра перед ремонтом (форма 2) [11];
ведомость комплекта деталей и узлов, направляемых
в ремонт вместе со станком (машиной).
Электродвигатели, установленные на отдельных са-
лазках и соединенные со станком (машиной) при помощи
ременных, цепных или зубчатых передач или муфт, не
подлежат передаче в ремонт. Салазки таких электродви-
гателей, если они требуют ремонта, направляются вместе
со станком (машиной). Детали, насаженные на валы от-
дельно устанавливаемых электродвигателей (шкивы, звез-
дочки, зубчатые колеса, муфты и т. п.), должны быть
демонтированы, скомплектованы с парными деталями станка
(машины) и подлежат ремонту вместе с ним.
Электродвигатели, установленные непосредственно на
станке (машине), если они не нуждаются в ремонте, при
отправке его в ремонт демонтажу не подлежат. Если такие
электродвигатели требуют ремонта, они демонтируются
для отправки по месту своего ремонта, а детали, насажен-
ные на их валы, сдаются в ремонт вместе со станком (ма-
шиной). В этом случае необходимые испытания после ре-
монта производятся на стенде.
91
Ремонт универсальных принадлежностей не входит
в объем работ по капитальному ремонту оборудования.
Принадлежности, как правило, не подлежат передаче
в ремонт вместе с оборудованием'.
Перед отправкой в ремонт оборудование на месте его
установки должно быть подвергнуто осмотру для опреде-
ления состояния и комплектности. Передаваемое в ремонт
оборудование может состоять из деталей, имеющих раз-
личную степень износа, нуждающихся в восстановлении
или требующих замены, но при любом износе отдельных
деталей или нарушении правильности взаимодействия
узлов оно должно быть укомплектовано, как правило,
всеми деталями.
Ответственность за комплектование технической доку-
ментации, передаваемой с оборудованием на СРЗ, и за
выполнение осмотра лежит на инспекторской группе ОГМ.
Приемку в капитальный ремонт производят по акту
(форма 3) 111].
Каждый выпускаемый из капитального ремонта ста-
нок (машина) должен быть подвергнут приемочным испы-
таниям в такой последовательности: внешний осмотр;
испытание на холостом ходу; испытание под нагрузкой
и в работе. Металлорежущие станки, кроме того, испы-
тывают на точность, жесткость и в случаях, оговорен-
ных в стандарте, — на виброустойчивость.
Оборудование, ремонтируемое на СРЗ, проходит испы-
тания на заводе—исполнителе ремонта, а ремонтируемое
в РМЦ — на месте установки, после монтажа. Результаты
испытаний вносят в акт сдачи оборудования из ремонта.
По результатам всех испытаний и проверок, предусмо-
тренных стандартом, комиссия в составе представителей
цеха-заказчика, РМЦ и ОТК вносит в акт приемки обо-
рудования из ремонта заключение о пригодности его
к эксплуатации.
Акт технического испытания станка (форма 1) [11],
подписанный членами комиссии, является документом,
удостоверяющим качество отремонтированного станка и
гарантирующим соответствие ремонта требованиям ТУ.
Оборудование, прошедшее текущий ремонт, подвер-
гают внешнему осмотру и испытанию на холоттом ходу
и в работе. Комиссия в составе представителя цеха-
заказчика, РМЦ и ОТК оформляет текущий ремонт обо-
рудования записью в карте учета ремонтов (форма 4)
[11 ] без составления акта.
92
Контроль качества работ
по техническому обслуживанию и ремонту
Наблюдение за состоянием находящегося в эксплуа-
тации оборудования производят дежурные слесари и ме-
ханики цехов. Контроль за состоянием установленного
на предприятии оборудования осуществляет инспектор-
ская группа ОГМ.
Контроль предусматривает:
проверку качества технического обслуживания обору-
дования операторами (станочниками), его смазывания,
чистки, соответствия применяемых режимов обработки
установленным технологическим процессам;
выяснение причин преждевременного выхода обору-
дования из строя;
проверку качества режущего инструмента;
проверку правильности передачи оборудования от
смены к смене;
проверку выполнения требований, занесенных в жур-
нал передачи смен.
При нарушении обслуживающим персоналом правил
эксплуатации и ухода за оборудованием механик цеха и
инспектор ОГМ принимают необходимые меры вплоть до
остановки оборудования.
Проверка качества технического обслуживания обору-
дования, выполняемого слесарями, смазчиками, электри-
ками, электрониками, входит в обязанность мастера РМЦ
или цехового механика и контролируется инспекторомОГМ.
Проверку на точность прецизионного и отделочного
оборудования производит контролер ОТК при участии
представителя цеха, а в случае необходимости — предста-
вителя измерительной лаборатории.
Численность контролеров ОТК, необходимых для кон-
троля качества ремонта оборудования, рассчитывается
по нормам, приведенным в табл. 1.13.
Качество работ по техническому обслуживанию и ре-
монту, выполняемых комплексными бригадами ЦРБ
(КРБ), переведенными на нормативно-сдельную оплату
труда, контролируют по техническому состоянию парка
оборудования, закрепленного за комплексной бригадой.
Контроль осуществляет инспектор ОГМ. Обычно приме-
няют способ контроля по числу неплановых ремонтов.
Использование числа неплановых ремонтов для оценки
состояния оборудования создает материальную заинтересо-
93
Таблица 1.13
Нормы времени на проверку точности
и качества ремонта оборудования
Норма времени на единицу
Вид проверки ремонтосложности, ч
Периодическая проверка точности 0,25
Проверка текущего ремонта 0,35
Проверка среднего,ремонта 0,45
Проверка капитального ремонта 0,6
ванность комплексных бригад в уменьшении числа от-
казов, чего можно достигнуть только улучшением качества
ремонтных работ и технического обслуживания, а также
предупреждением нарушений правил эксплуатации со
стороны производственного персонала.
Контроль по числу неплановых ремонтов дополняют
выборочной инспекторской проверкой отдельных станков.
За показатель принимается среднее число условных де-
фектов на единицу оборудования, закрепленного за бри-
гадой.
Инспектор производит проверку оборудования, поль-
зуясь типовыми картами инспекторской дефектации
(форма 5) [И], в которых перечислены наиболее часто
встречающиеся дефекты оборудования данной группы.
Проверке подвергают не менее 60 % оборудования.
Затем выводят среднее число дефектов, приходящихся
на единицу оборудования, по этому показателю опреде-
ляются размеры премии, начисляемой комплексной бри-
гаде. Таким образом, ремонтная бригада оказывается
материально заинтересованной в том, чтобы закреплен-
ное за ней оборудование всегда находилось в хорошем тех-
ническом состоянии.
Техническое диагностирование для уточнения
продолжительности ремонтного цикла
Наряду с повышением долговечности эксплуатируе-
мого оборудования источником сокращения затрат на его
содержание и потерь основного производства является
уточнение сроков вывода оборудования в капитальный
ремонт.
Независимо от нормированной, средней для различ-
ных групп оборудования, продолжительности ремонт-
94
ного цикла отдельные станки и машины следует выводить
в капитальный ремонт только по их действительному тех-
ническому состоянию. Для этой цели служит применение
методов и средств технического диагностирования.
Под техническим диагностированием понимают оценку
износа поверхностей трения отдельных деталей оборудо-
вания и состояния их сопряжений в процессе его эксплуа-
тации без разборки.
Выполнение при внутрицикловых ремонтах и полных
осмотрах инструментальных замеров износа рабочих по-
верхностей базовых деталей и сопоставление полученных
данных с наработкой, соответствующей этому износу,
позволяют уточнить момент вывода оборудования в капи-
тальный ремонт, соответствующий величине предельно
допустимого износа.
Методика выполнения замеров и расчета оптимальных
(роков капитального ремонта разработана ЭНИМСом.
Экономический эффект достигается в результате пол-
ного использования ресурса станков и машин, имеющих
износостойкость выше средней, и за счет своевременной
подготовки к ремонту станков и машин, износостойкость
которых ниже средней.
1.7. ПЛАНИРОВАНИЕ РАБОТ
ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
И РЕМОНТУ
'I и новая система не может быть осуществлена без
ила 111 i । к) на и 11 я:
aaipyaKii оборудования, т. е. режима работы (смен-
ное! и) каждого станка (машины) и использования кален-
дарною и эффективного фонда времени работы, об-
\ слоили ваемых производственной программой предпри-
ми ня;
oGm’mob работ по техническому обслуживанию и ре-
г«1и\ оборудования, определяемых его использованием,
< р.ибнвкой по исполнителям (ЦРБ и КРБ, РМЦ, СРЗ
н лр.);
простоев оборудования в связи с ремонтом и техниче-
( кнм обслуживанием;
|рудоемкости планируемых объемов работ;
численности рабочих, необходимой для выполнения
планируемых объемов работ;
95
потребности в материалах для выполнения планируе-
мых объемов работ и их запасов для своевременной под-
готовки ремонтов;
потребности в запасных частях (включая комплектую-
щие изделия) для выполнения планируемых объемов работ
и их остатков на складах;
затрат, связанных с выполнением планируемых объе-
мов работ.
Учет наличия, движения и использования
оборудования
Планирование технического обслуживания и ремонта
невозможно без точных данных о числе, составе, ремонтных
особенностях и использовании оборудования как объекта
планирования.
Учет количества и стоимости оборудования является
функцией бухгалтерии.
Если на предприятии действует автоматизированная
система управления техническим обслуживанием и ре-
монтом оборудования (АСУТОРО), являющаяся подсисте-
мой АСУП, то на СГМ возлагается заполнение техниче-
ских реквизитов в первичных документах на поступле-
ние, перемещение и выбытие оборудования.
Ведомости наличия и распределения по цехам оборудо-
вания со всеми данными, необходимыми для планирова-
ния работ по техническому обслуживанию и ремонту,
СГМ получает от вычислительного центра в сроки, уста-
навливаемые АСУТОРО.
Если же учет наличия и движения оборудования не
автоматизирован, то одновременно с оформлением пер-
вичных документов работник группы учета БПА ОГМ
вносит необходимые учетные данные в инвентарные книги
или картотеку и в формуляр, заводимый на каждый ста-
нок (машину).
Кроме сведений, характеризующих ремонтные особен-
ности каждого станка (машины), для определения потреб-
ного ему технического обслуживания и ремонта, необхо-
димо располагать данными о его техническом состоянии.
Косвенно об этом может свидетельствовать время (в ч),.
фактически отработанное станком (машиной) с момента
ввода в эксплуатацию или от последнего капитального,
среднего или текущего ремонта, составляющее только
часть (и нередко небольшую) календарного времени экс-
плуатации оборудования.
96 —-
Календарное время смены (Тсм), равное для большин-
• ства машиностроительных предприятий 8 ч, состоит из
оперативного времени работы оборудования (Тро); под-
готовительно-заключительного времени (Тпз); времени
простоя для поддержания или восстановления работоспо-
собности (Тдн); времени простоя по организационно-
техническим причинам (Тпо).
В состав TUQ входит время:
отсутствия оператора (рабочего), работы, заготовок,
ч( р|сжа (или выяснение неясностей в нем), мастера, на-
ладчпка, контролера ОТК, электроэнергии, инструмен-
тов, крапа;
смены инструмента;
нгрг/ia’iii смены, подготовки и уборки рабочего места;
11ч'рiinnoiо отдыха н оставления оператором
Р “urn If) Г II ! |
) Goj»hii (при in рлГн1Н11оп|,гм оборудовании)*.
Н мн I,in /|((1 плодит время па все виды планового и
п< 11лiiiioii)iи н xnii’ieckoio обслуживания и ремонта, свя-
hiiiiioiо с (и । лионкой оборудования, кем бы они ни выпол-
нились (рабочими Cl М, оператором, наладчиком и др.) *.
В состав 7hi, входит время па:
получе ние н ознакомление с чертежом и технологией;
наладку станка с последующей подналадкой *;
установку режимов резания;
утншовку и снятие инструмента и приспособлений;
। личу партии изготовленных деталей контролеру ОТК.
В locian 7’ро металлорежущих станков входит:
машинное время, т. е. время непосредственной обра-
ти о mi ,пн отопки (резание);
вспомогательное время, включающее подвод инстру-
мента к заготовке и отвод в исходное положение, закреп-
'iriine заготовки и снятие со станка обработанной детали,
промеры детали во время обработки и нормируемый от-
ных рабочего.
Структура оперативного времени работы (Тро) части
деревообрабатывающего и кузнечно-прессового оборудо-
вания совпадает со структурой оперативного времени ра-
боты металлорежущих станков.
* Технологи обычно выделяют из Тпо время на смену инструмента
и уборку, из Тпн время на смазывание и уборку, а из Та9 — на подна-
ладку, объединяя эти операции в отдельную группу «Время техниче-
। кого обслуживания рабочего места» (Том)>
4 Заказ 503 97
У другой части деревообрабатывающего и кузнечно-
прессового оборудования, а также у литейных машин от-
сутствует или очень кратковременна и неотделима от ма-
шинного времени операция подвода и отвода инструмента.
У некоторых литейных машин в состав вспомогательного
времени вместо закрепления заготовки и снятия детали
входит операция загрузки и выгрузки машины.
Точное определение Т?о сложно. Однако для большин-
ства станков и машин 7ро незначительно отличается от
времени работы электродвигателей, т. е. времени потреб-
ления силовой электроэнергии (Трэ), учет которого доста-
точно прост. У продольно-строгальных, продольно-фре-
зерных, расточных, карусельных и других станков на про-
тяжении части времени установки, выверки, закрепления
и снятия детали электродвигатели не работают. То же у гал-
товочных барабанов, бегунов, некоторых дробеструйных
камер и других литейных машин. В это время не работают
и не изнашиваются и механизмы этих станков (машин).
Следовательно, для них время работы электродвигателей
еще меньше, чем Тро, отличается от фактического вре-
мени работы, обусловливающей изменение их технического
состояния.
Поэтому в качестве фактически отработанного обору-
дованием времени Тро в Типовой системе принимается для
машин с электроприводом время потребления электроэнер-
гии (в ч).
Для машин с пневмоприводом от сети сжатого воздуха
и для машин с ручным приводом принимают Трэ ж Тр0.
Предварительное планирование сроков ремонта и тех-
нического обслуживания парка оборудования предприя-
тия для расчета необходимой численности ремонтных ра-
бочих, составления заявок на материалы и определения
суммы затрат на поддержание и восстановление работо-
способности оборудования допустимо производить по дан-
ным о фактически отработанном оперативном времени.
Вывод же отдельных станков и машин в капитальный
ремонт независимо от запланированной (средней для дан-
ной группы оборудования) продолжительности ремонтного
цикла следует производить только по их действительному
техническому состоянию (по критерию производительности
для машин и точности продукции при заданной производи-
тельности — для станков).
Использование для планирования ремонта и техниче-
ского обслуживания данных о календарном времени ра-
98
боты оборудования приводит к резкому завышению трудо-
емкое! и, материалоемкости и денежных затрат по сравне-
нию с действительно необходимыми и наносит материаль-
ный ущерб предприятию, т. е. противоречит основным
положениям Типовой системы.
Полому неотложной задачей механиков предприятий
машиностроения является организация учета фактически
(ираба।ывасмого оборудованием оперативного времени,
иля коюрою I нновой системой даны все нормы.
чс1 (|>лк!нчсскп отработанного оборудованием Тро
мижг| они» организован разными способами:'
ио ежемесячно собираемым отделом труда и заработной
о ч.| । ы данным о числе часов, фактически отработанных ра-
iiu'iiimii (но печам), и числе нормированных часов в закры-
н । * ими ы месяц нарядах;
пи (мепным рапортам мастеров о числе часов, отрабо-
ппипд каждой единицей оборудования;
по покапшням счетчиков времени работы или расхода
hick । ро шер! пи, устанавливаемых на станках и машинах.
Наиболее совершенным является учет работы оборудо-
вании но сче'1 чину времени, включаемому в электрическую
ш in. iiiiiaiiiiH его электродвигателей. Показания счет-
4IIIWI не требуют дополнительной математической обра-
тно ЦП
Hanoi ники । руины учета БПА ОГМ ежемесячно запи-
। ыг-и<|| нн it недомоси» показаний счетчиков (форма 6)
III}, а । но- paniocHi в ведомости учета времени работы
iMibiiiiHi (форма 7) |11|, являющиеся разделами фор-
м\ и я । II щ < । анкон н машин.
При оснащении оборудования счетчиками расхода
зле к । рошергнн могут быть получены данные, даже более
•ючпо отражающие изменение его технического состояния.
Но показания счетчика расхода энергии нуждаются в та-
рировании путем параллельного подключения счетчика
времени па 25—30 ч фактической работы каждого вновь
V ।лповлениого или вышедшего из капитального ремонта
। 1ннка(машииы).В дальнейшем при внесении в формуляры
показаний счетчиков расхода электроэнергии необходимо
переводить их в часы оперативного времени работы обору-
дования путем деления на коэффициент отношения рас-
хода электроэнергии (кВт-ч) ко времени работы (в ч),
определенный при тарировании. Увеличение затрат вре-
мени аппарата СГМ — недостаток этого способа, частично
окунающийся тем, что он позволяет рационально органи-
4* 99
зовать техническое обслуживание и ремонт электродвига-
телей с учетом коэффициента спроса.
При наличии АСУТОРО затраты времени аппарата
СГМ снижаются в 2 раза.
Учет фактически отработанного времени по сменным
рапортам мастеров не может претендовать на высокую
точность, поскольку мастера исключают простои оборудо-
вания из времени смены как правило, по памяти,
обычно склонны несколько занижать простои по организа-
ционно-техническим причинам, а подготовительно-за-
ключительное время относить ко времени работы оборудо-
вания. Механики цехов должны периодически инструкти-
ровать мастеров и проверять каждый сменный рапорт.
Использование рапортов может быть рекомендовано лишь
временно, до оснащения оборудования счетчиками вре-
мени или расхода электроэнергии.
Учет времени, фактически отработанного оборудова-
нием, по данным, собираемым отделом труда и заработной
платы, наименее точен, поскольку позволяет определить
лишь суммарное время, отработанное всеми станками и
машинами, на которых работают производственные ра-
бочие цеха или станочники ЦРБ, а не время работы от-
дельных станков (машин) Между отдельными станками
и машинами суммарное время распределяют с неизбеж-
ной неточностью. Однако даже неточное определение вре-
мени, фактически отработанного оборудованием, позво-
ляет значительно уточнить сроки выполнения отдельных
операций технического обслуживания и ремонта и повы-
сить эффективность применения Типовой системы.
Преимуществом этого способа является наличие на
большинстве предприятий необходимых для него исходных
данных, инструкция по обработке которых разработана
ЭНИМСом, что позволяет без особых затруднений приме-
нить его [91.
Планирование объемов работ
по техническому обслуживанию и ремонту.
Единица ремонтосложности
Определение объемов работ по техническому обслужи-
ванию и ремонту оборудования является одной из частей
техпромфинплана предприятия и должно производиться
на основе данных о загрузке оборудования выполнением
производственной программы на планируемый период
времени.
100
За шесть месяцев до начала планируемого года по всей
номенклатуре оборудования, принимаемого в ремонт за-
водами Главстанкоремналадки, производят расчет по-
требности в капитальном ремонте. При этом намечаемое
использование оборудования в планируемом году при-
нимают но данным учета фактически отработанного вре-
мени за предыдущий год.
Ведомость капитальных ремонтов, подлежащих выпол-
iHiiiiio СРЗ, согласовывают с исполнителем и заключают
( ним доктор, являющийся основанием для выделения
лих ремонтов из годовых планов соответствующих цехов
и отдельный план. В ноябре—декабре уточняют сроки
is лип ильного ремонта по каждому станку (машине) и
। (И ллсонывают их с СРЗ.
I <)'iniu»ii иланчрафик ремонта оборудования по основ-
ным и in HoMoiшелиным цехам предприятия составляют
в иояпре декабре предшествующего года по формам 8
и Н ЧПУ III I. Аналогично составляют план-график ре-
Moiiui электродвигателей по форме 9 [111.
Бюро планирования и анализа (БПА)
I. Вносит в форму 8 (8 ЧПУ) [11] все установленное
<»(лрудопа1111е.
? Ио данным ведомостей формы 7 [11] проставляет
но h.i/iuioh единит» фактически отработанное оперативное
|‘|и мн io hoi ,1|нн1п() hiiiiiiН1ЛЫЮГ0 ремонта до начала пла-
HiippMoio юта (7‘(Ш) (в ч) и от последнего внутрицикло-
вою р< мои hi (выполненного после капитального) (Грв)
(в ч) до начала планируемого года.
3. Ио данным отдела главного технолога (ОГТ) или
производственного отдела (ПО) отмечает станки и машины
<н ионных и вспомогательных цехов, которые не будут
н< пользованы в планируемом году для выполнения про-
н шодствспной программы.
4. Ио остальным станкам и машинам вписывает смен-
ное гь, запланированную ОГТ (ПО) и оперативное время
।щ планируемый год по каждой единице оборудования, соб-
людая условие, чтобы суммарное оперативное время по
цеху совпадало с результатом расчета машиноемкостц го-
довой программы.
Б. Проставляет оперативное время работы каждой еди-
ницы оборудования от последнего капитального ремонта
до конца планируемого года (Ткп) и от последнего внутри-
101
циклового ремонта, выполненного после капитального,
до конца планируемого юда — Тсв Очевидно
Т'кп = ^рк4" рп> 1
^св (^тп) = 7"рв + ^рп- (1-3)
6. По данным табл. 1.5 и 1.14 проставляет на каждую
единицу используемого в планируемом году оборудова-
ния продолжительность ремонтного цикла (Тцр) и меж-
ремонтного периода (Тмр). Если на металлорежущем станке
в планируемом и предшествующем годах обрабатываются
детали из различного материала, т. е. коэффициент обра-
батываемого материала (Лом) для этих лет различен, то
Тцр и 7мР нельзя определить непосредственно из табл. 1.14.
Их определяют по формулам:
Гцр — [1 (^рк/^цро)] Тцр 1 4 Трк (1-4)
и
= П Рт/^мр о)} Гмр 1 4* Трт, (1*5)
где Тцр1 и Тмр1 — продолжительность ремонтного цикла
и межремонтного периода по табл. 1.14 для условий пла-
нируемого года; Тцро и Тмр0 —то же для условий пред-
шествующего года.
7. Определяет станки и машины, которые должны нуж-
даться в капитальном ремонте по условию Ткп > Тцр.
8. Определяет время (месяц, декаду) выполнения капи-
тального ремонта по формуле
Ц^12<Л/„, <1.6>
1 рп
где Л'мр — номер месяца остановки оборудования на ре-
монт.
Если дробная часть числа, получаемого по формуле
(1.6), меньше 0,33, то ремонт должен быть выполнен
в I декаде; если она лежит в пределах 0,33—0,66 — во II
декаде, а если превышает 0,66 — в III декаде месяца.
9. Из числа станков и машин, не требующих капиталь-
ного ремонта, отбирает нуждающиеся во внутрицикловом
ремонте СР (ТР) по условию
Т Т
* СП 1 мр-
10. Определяет время выполнения первого внутри-
циклового ремонта СР (ТР) по формуле
102
ПРОДОЛЖИТЕЛЬНОСТЬ РЕМОНТНЫХ циклов
И МЕЖРЕМОНТНЫХ ПЕРИОДОВ
Таблица 1.14
Металлорежущие станки
при Кв = 1, Кд = 1
При трехвидовой структуре ремонтного цикла
1 >) tl 1 »•' <II <1 III Ките го- рня (в т) Обрабаты- ваемый материал Материал рабочего инструмента Продолж операч времен отрабс оборуд ремонт- ного цикла ительность гивного и, часы, >танные ованием межре- монтного периода
Д|> 1(1 ('.ТИЛЬ Металл Абразив 16 800 13 440 2800 2240
Дру1ие материалы Металл Абразив 12 600 10 080 2100 1680
1 lupMii и.' linii (II) Си. 10 (даль Металл Абразив 22 680 18 140 3780 3020
до 100 Другие материалы Металл Абразив 17010 13 610 2840 2270
< II 100 Сталь Металл Абразив 28 560 22 850 4760 3810
/11» У1 нс МНИрИНЛЫ Металл Абразив 21 420 17 140 3570 2860
До Ю (даль Металл Абразив 25 200 20 160 2800 2240
Другие материалы Металл Абразив 18 900 15 120 2100 1680
1 I. tin.i и |e 11 НЧЙ (II) Св. 10 Сталь Металл Абразив 34 020 27 210 3780 3020
до 100 Другие материалы Металл Абразив 25 520 20 420 2840 2270
Св. 100 Сталь Металл Абразив 42 840 34 280 4760 3810
Другие материалы Металл Абразив 32 130 25 710 3570 3860
103
Продолжение табл. 1.14
Класс точности Катего- рия (в т) Обрабаты- ваемый материал Материал рабочего инструмента Продолжительность оперативного времени, часы, отработанные оборудованием
ремонт- ного цикла межре- монтного периода
Высокой, особо высокой и особой (В, А, С) До 10 Сталь Металл Абразив 33 600 26 880 3740 2990
Другие материалы Металл ’ Абразив 25 200 20 160 2800 2240
Св. 10 до 100 Сталь Металл Абразив 45 360 36 290 5040 403 >
Другие материалы Металл Абразив 34 020 27 220 3780 3030
Св. 100 Сталь Металл Абразив 57 120 45 700 6350 5080
Другие материалы Металл Абразив 42 840 34 270 4760 3810
При двухеидоеой структуре ремонтного цикла
Нормаль- ной (Н) До 10 Сталь Металл Абразив 16 800 13 440 3360 2690
Другие материалы Металл Абразив 12 600 10 080 2520 2020
Св. 10 .до 100 Сталь Металл Абразив 22 680 18 140 3780 3020
Другие материалы Металл Абразив 17 010 13 610 2840 2270
Св. 100 Сталь Металл Абразив 28 560 22 850 4080 3260
Другие материалы Металл Абразив 21 420 17 140 3060 2450
104
Продолжение табл. 1.14
|< Mill Г 111’1 )Н 1 п Кнтсго- |) 1! я 0» О Обрабаты- ваемый материал Материал рабочего пне грумеита Продолжительность оперативного времени, часы, отработанные оборудованием
ремонт- ного цикла межре- монтного периода
/1п 10 ( ЛЯЛЬ Металл Абразив 25 200 20 160 2800 2240
Другие материалы Металл Абразив 18 900 15 120 2100 1680
1 i"IH HIP II н-.ц (1!) ( Н 10 (?Н1ЛЬ Металл Абразив 34 020 27 210 3780 3020
Ли 100 Другие материалы Мет алл Абразив 25 520 20 420 2840 2270
(.11 100 Стал ь Металл Абразив 42 840 34 280 4280 3430
Другие Miri ('риал ы Металл Абразив 32 130 25 710 3210 2570
Ли 10 (’ । аль Металл Абразив 33 600 26 880 3740 2990
Другие материалы Металл Абразив 25 200 20 160 2800 2240
hi и 11к<>й। । и иГн 1 IH.H 1 )||(>й Св. 10 Сталь Металл Абразив 45 360 36 290 5040 4030
и ан (|Ппй (Н, Л, С) До 100 Другие материалы Металл Абразив 34 020 27 220 3780 3030
Св. 100 Сталь Металл Абразив 57 120 45 700 5710 4570
Другие материалы Металл Абразив 42 840 34 270 4280 3430
105
Продолжение табл. 1.14
Кузнечно-прессовое оборудование
при Кд = 1 и Кв — 1
ч Группа оборудования Характеристика Продолжительность оперативного вре- мени, часы, отработанные оборудованием
ремонт- ного цикла межре- монтного периода
Прессы кривошипные про- До 63(6,3) 24 000 2670
стого действия усилием, кН (тс) Св. 63 (6.3) 28 000 3110
Прессы кривошипные двой- ного действия 24 000 2670
Прессы холодноштамповоч- ные кривошипно-коленные 28 000 3110
Прессы горячештамповочные До 16 000 (1 600) 28 000 3110
кривошипные усилием кН (тс) Св. 16 000 (1 600) 31 000 3440
Прессы винтовые Машины для литья под да- влением термопластичных и термореактивных материа- лов, для переработки поли- амидов и прессования двух- цветных изделий: Время запирания и раскрытия ин- струмента 18 000 2000
быстроходные До 10 с 20 000 2220
тихоходные Св. 10 с 30 000 3330
Автоматы механические для прессования изделий из ме- таллических и неметалличе- ских порошков — 18 000 3000
Автоматы и машины рота- ционные, роторные и много- позиционные механические для прессования и калибро- вания изделий из металли- ческих и неметаллических порошков 15 000 2500
Автоматы и линии холодно- штамповочные для изготовле- ния винтов, шурупов, ша- риков, роликов, гаек, шплин- тов, пружинных шайб и стержневых изделий 18 000 3000
106
Продолжение табл. 1.14
I pyiiiHi оборудования Характеристика Продолжительность оперативного вре- мени, часы, отработанные оборудованием
ремонт- ного цикла межре- монтного периода
/\iHMKhlli4 <>Л|н* initK’ pi'Jl/io- IIHIMI | J| III 1 Olli 1 HMIKUID’I- lti.fi , |lpt nil I’lH'iНО I ПО.1ДИЛ11- III if /Pill IhlllllllKII Пружин, • । 11< • *м'i< i<*.»ii.in.ir, цгпевя- И 'Ц.11МГ, холодпогнбочные и mi npyi лиiiiriiiibix ni'iiHi, 111 HOI О но о 1 pl' UH.H’, llpITCl.l !< I| > iO ; III 1 И >|l , IK Ml yilll IHMII* 1 1 1 II|M Ii|>|i It IHIIUI 1 III.IC, *IMIO- n 1 III 1111111II fl 1111 !,!<• KoMlUll'KVIll 18 000 30 000
Ab'lnlll Hl ihii'l III4(’ II1 H’llM II1 II • До 160 28 000 4660
и ' b II» ( МЖ1ИЙ II11Д11101ЦНx Св. 160 до 250 26 000 4330
’i-o H И, иг » 250 > 400 24 000 4000
» 400 » 1000 18 000 3000
Al 11.| Ki HU l»| 111.10 ПЛрОВОЗ- До 3150 20 000 3330
it \ hi ill io Г МН11ОЙ 11НД11101Ц11Х H. I(||, hl Св. 3150 17 000 2830
Ab' H.ii.i iiiHiMiioiKi'iiiuc' na- До 1000 18 000 3000
1 "H«t I I \ 11111140 I* MlUTOft IIUJUI- Св. 1000 до 2000 10 000 1670
Н-нПН 'I II li ft, KI » 2000 » 3150 8 000 1330
» 3150 » 5000 6 000 1000
» 5000 » 3000 4 000 670
Ai' H'iil Hll HMIliillii'illl.lt' III.ICO- Hi и hi ipi II 1 11140’ Abt'ltiii.l Л1П 11 >1111 HMIIODO'lllbie К»' Ml \ III 1 l|>|(l » 8000 3 000 17 000 24 000 500 2830 4000
A Vi i Illi 11 l.l 1 (ipIKIOIITajlbllO-KO* Bf ‘OH4t V‘ HJIIK’M, Ki l (тс) До 2 500 (250) Св. 2 500 (250) 18 000 3000
До 4 000 (400) Св. 4 000 (400) 24 000 4000
До 10 000 (1000) 28 000 4666
Св. 10 000 (1 000) 31 000 5160
V « о iii.i коночные для по- ... |м ’in» клиновой вальцов- — 21 000 3500
1 пни цы гибочные и пра- • и IH.H’, кроме холодноги- • 1Н1.1Ч для круглозвенных • и. и и правильно-отрезных I 1 -M.I ЮН — 30 000 5000
107
Продолжение табл. 1.14
Деревообрабатывающее оборудование
при Кд « 1
Группа оборудования Характеристика 11родол длитель- ность оператив- ного времени, часы, отработанные обооудованием
ремонт- ного цикла межре- монтного периода
Ножницы листовые с на- До 6,3 30 000' 5000
клонным ножом, наиболь- Св. 6,3 до 20 28 000 4660
шей толщиной реза, мм Св. 20 26 000 4330
Ножницы высечные — 18 000 3000
Ножницы аллигаторные — 26 000 4330
скрапные Прочие ножницы — 30 000 5000
Прессы гидравлические, ко- — 28 000 3500
вочные для горячей объем- ной штамповки, пакетиро- вания стальных отходов и лома, брикетирования стружки Прессы гидравлические для 28 000 3500
прессования и калиброва- ния изделий из металли- ческих и неметаллических порошков Автоматы и машины рота- 15 000 1880
ционные, роторные и мно- гопозиционные гидравли- ческие для прессования и калибрования изделий из металлических и неметал- лических порошков; прессы гидравлические для прессования электродов из графитоугольных смесей, ог- неупорного кирпича и дру- гих полусухих масс и сверх- твердых материалов Прочие гидравлические ма- 34 000 4250
шины Машины с ручным приводом — 30 000 10 000
108
Продолжение табл. 1.14
1 pynihi оборудования Масса, т Ремонто- сложность Продолжитель- ность оператив- ного времени, часы, отработанные оборудованием
ремонт- ного цикла межре- монтного периода
/1 hl HI • HIII 1|ЫН 1ГО производи 1 ) И 1 До 5 /?н>0,1 11 200 1870
5 и более ^0^3 \Ул сл ел 1240
1 III Mt Гн1 Ml, il( )| () ПрОП.ЧВОД- 1 1 HI, II о и опин инн столяр- 1 pl III 1» Ot.MI.l4 Н*1ДРЛПЙ. Ip ill! pl 1 1 III11||>ц , Д pl'IHTHO- । ip\ фt ’liii.iч iimiii, клееныx >H pi lollillhix KolK 1 pyКЦП6, Hii'b, Н111ИЧПОЙ ii бопдар- • “'il inpl.l, дли нрпттоплс- I'll i H iMiHrffllitn К f|»‘H До 5 /?м>0,1 11 200 1870
Г) и более Лз^о 2 2 V А сл сл 1240
< 0 Hilt i •• III IIHI'II нив для де- 1 ( ii..l(f'.p.|f.<| 11,111/1 It Hill! X flpo- l< >hl. 1. 1 p До 5 А*м> 0,1 12 600 2100
6 и более Rm < 5 1400
1 in bl 111'l I>|| Il ЦП II DlnllKII ‘f 1 < нм и < I» Ill 11 HI к >|||f II) III! - | 1 Л f f ! 1 До 5 RM> 0,1 16 800 2800
II б<инч‘ !_С L* V -J-J -— 1870
Лн iHIihh* оборудование
При Л'п 4 I
1 рупии пборудоввпия Грузоподъ- емность, кг Продолжительность оперативного времени, часы, отработанные оборудованием
ремонтного цикла межремонт- ного периода
• । прн|о‘|()В11телыюе: • «шинглн чашечные, сита, 6 000 600
с »«рыхлители, сепарато- ры, ленточные конвейеры Ь|шпны стержневые 10 000 1000
1» 1 миме ГЫ 9 000 900-
1 НИППЫ ДЛЯ ОЧИСТКИ ОТ- 11 п< н<; । «'I|о|м)‘111ые и дробемет- 6 000 600
HI 1г блрябаны
109
Продолжение табл. 1Л4
Группа оборудования Грузо- подъемность, кг П родолж итель н ость оперативного времени, часы, отработанные оборудованием
ремонтного цикла межремонт- ного периода
Машины формовочные До 300 8 000 800
До 2500 8 400 840
Св. 2500 9 000 900
Машины для выбивки форм 6 000 600
и стержней
Машины для специальных 12 000 920
видов литья
Электродвигатели
Исполнение электро- двигателя Помещение, где эксплуатируется электродвигатель Продолжительность оператив- ного времени, часы,- отрабо- танные оборудованием
ремонт- ного цикла межремонтного периода
Закрытое Сухое, чистое 12 000 Текущий ремонт электро- двигателя выполняется во время текущего ре- монта станка (машины), на котором он устано- влен. Продолжительность межремонтного периода та же, что и у технологи- ческой машины
Сухое, загряз- ненное 10 800
Сырое, горячее, загрязненное 8400 ~
Открытое и защи- щенное Сухое, чистое 7200
Сухое, загряз- ненное 6480
Сырое, горячее, загрязненное 5040
ПО
Если NMp + Тмр < 12, то потребуется еще один вну-
,|||ццикловой ремонт.
Выполнение диагностических процедур при текущих
ремонтах и полных плановых осмотрах позволяет более
1очио определить, какое оборудование будет нуждаться
н капитальном ремонте на протяжении планируемого
юда. В этом случае БПА выполняет онерации:
1) вносит в форму 8 (8 ЧПУ) установленное оборудова-
ние;
2) проставляет по-каждой единице оборудования Трк,
7'рв и, кроме того, Тка — оперативное время, фактически
отработанное от капитального ремонта до последнего те-
кущего ремонта или осмотра, при котором замерялся износ
рабочих поверхностей базовых деталей, и замеренную
величину износа i за время Тка,
3-, 4-, 5- и 6-ю операции выполняет, как указано
па с. 101 — 102;
7) определяет станки и машины, которые будут нуж-
даться. в капитальном ремонте, по условию
(*Пр — 0 Т'кЭ гр гр
: МЛ * КЗ»
(1.8)
где «пр — предельно допустимый износ;
8) определяет месяц вывода станков и машин в ка-
питальный ремонт:
~ - Трк + Ткз] 12/ТрП < Ммр. (1.9)
9-ю и 10-ю операции выполняет, как указано на с. 102.
Определения Тръ, Ткп и Трп даны там же.
Все оборудование, которое, по данным ОГТ, не будет
использовано для выполнения производственной про-
граммы планируемого года, должно быть обесточено и
подвергнуто консервации на протяжении I квартала с пов-
торением ее через шесть месяцев.
В плане ремонта напротив наименований таких стан-
ков и машин пишут «Консервация», а сроки ее выполнения
указывают в плане технического обслуживания, отмечая
в соответствующем месяце Ск.
Объемы работ по техническому обслуживанию и- ре-
монту оборудования РМЦ и ЦРБ (КРБ) определяют по-
сле расчета станкоемкости годовой программы ремонта и
технического обслуживания по основным и вспомогатель-
111
ным цехам предприятия и годовой программы прочих
работ РМЦ и ЦРБ
Объем ремонтных работ на планируемый год опреде-
ляют в физических единицах. Для сравнения объемов
работ, выполняемых при ремонте различных станков и
машин, объемов работ отдельных цехов или предприятий,
а также для сопоставления объемов работ цеха или пред-
приятия за ряд лет или других промежутков времени
необходима единица, которая была бы мерилом физиче-
ского объема работ, осуществляемых при ремонте. Эта
единица должна быть стабильной, не изменяющейся во
времени при изменении организационно-технических усло-
вий выполнения ремонта. Она называется стабильной
единицей ремонтосложности или единицей ремонтослож-
ности. Однако следует йметь в виду, что термин «единица
ремонтосложности» обозначает стабильную единицу, со-
ответствующую определенным неизменным условиям.
В противном случае сопоставление объемов работ, выра-
женных в единицах ремонтосложности, невозможно.
Единица ремонтосложности механической части /м —
это ремонтосложность некоторой условной машины, тру-
доемкость капитального ремонта механической части ко-
торой, отвечающего по объему и качеству требованиям ТУ
на ремонт, равна 50 ч в неизменных организационно-тех-
нических условиях среднего ремонтного цеха машино-
строительного предприятия.
Единица ремонтосложности электрической части гэ —
это ремонтосложность некоторой условной машины, тру-
доемкость капитального ремонта электрической части
которой, отвечающего по объему и качеству требованиям
ТУ на ремонт, равна 12,5 ч в тех же условиях, что и гм.
Объем работ, подлежащий выполнению при капиталь-
ном ремонте механической и электрической частей любого
станка (машины) в неизменных условиях и который может
быть оценен числом единиц ремонтосложности, зависящим
только от его конструктивных и технологических особен-
ностей, называется стабильной ремонтосложностью дан-
ного станка (машины) и обозначается соответственно
₽м и /?8.
Механическая часть станков и машин в общем случае
может состоять из кинематической и гидравлической
частей, ремонтосложность которых обозначают соответ-
ственно /?к и /?г. Таким образом,
Ям = Як+Яг. (1-10)
112
Электрическая часть станков и машин состоит из элек-
троаппаратов, приборов и проводки, ремонтосложность
которых обозначают 7?а, и электродвигателей /?д:
Я# = Яа + Яд- П-1Ч
Исходными данными для определения ремонтослож-
ности различных моделей оборудования являются техни-
ческие характеристики, содержащиеся в паспортах.
Для серийно выпускаемых моделей оборудования во
второй части Типовой системы помещены справочные
•|аблицы величин стабильной ремонтосложности механи-
ческой и электрической частей.
Для распространенных видов оборудования разрабо-
i.iiibi эмпирические формулы, помещенные в третьей части
Типовой системы, позволяющие путем несложных вычис-
лений определить ремонтосложность моделей, не вошед-
ших в справочные таблицы.
Планируемый объем работ по капитальному и теку-
щему ремонту оборудования в RM и Ra вносят в годовые
планы-графики (формы 8, 8 ЧПУ) и соответственно в /?д —
п форму 9 111).
Для упрощения плановых расчетов целесообразно
объем работ по текущему и среднему ремонту механиче-
< кой части оборудования в RM и объемы работ по капи-
i ильному и текущему ремонту электрической части обо-
рудошишя и А’„ принести к эквивалентному по трудоем-
ка hi 1)Гц.|'му риГин по капитальному ремонту механиче-
| 1.11н 'ПК I п и пырп III । ь в А’,,.
ин ремойнкложпость различных видов ремонта
рпшых Ч1К1СЙ оборудования, приведенная к ремонто-
। 11НКШНЧ и капитального ремонта механической части обо-
рудования. Для приведения объемов работ по текущему
и капитальному ремонту, а также ремонта механической
н электрической частей к одному измерителю Ru уста-
1Н111ЛС11Ы коэффициенты перевода.
I. Коэффициенты отношения объема работ при теку-
щем и среднем ремонте механической части к объему работ
при капитальном ремонте Ктм — 0»12; Кем — 0,18.
2. Коэффициент отношения объема работ при текущем
ремонте электрической части к объему работ при капи-
|||лыюм ремонте Ктэ = 0,12.
3. Коэффициент отношения объема работ при капи-
। ильном ремонте электрической части к объему работ при
к и витальном ремонте механической части Квм — 0,25.
из
Применение коэффициентов перевода упрощает расчет
суммарного объема работ по годовому плану ремонта.
Пример. По плану должно быть выполнено: капитальных ренонюв
механической части — 500/?м; электрической части — 3007?э; теку-
щих ремонтов механической части — 2000/?м; электрической части —
1200/?э; средних ремонтов механической части — 500/?м. Определить
приведенный суммарный объем работ S/?n:
2 Rn = 500/?м + 2000/?МКТМ + 500/?мКсм + (300/?э + 1200/?э X
X Кчэ)
2 Rn = 1500 + 2000-0,12 + 500-0,18 + (300 + 1200-0,12) 0,25] Ru =
= 941ЯП,
что эквивалентно 941-50 = 47 050 ч трудоемкости в неизменных орга-
низационно-технических условиях
При составлении годового плана-графика необходимо
учитывать, что при самой лучшей организации техниче-
ского обслуживания и ремонта необходимость выполнения
неплановых ремонтов не может быть полностью устранена.
Игнорирование необходимости выполнения неплановых
ремонтов затрудняет ежемесячное уточнение годового плана
и осложняет его выполнение. В связи с этим преду-
сматривается планирование резерва на непредвиденные
ремонтные работы при составлении годового плана-гра-
фика в размере 5 % объема работ. Его вносят отдельной
строкой в план каждого цеха в графу «Итого за год»
в виде обезличенной ремонтосложности оборудования,
подвергаемого текущему ремонту (/?м)н и (7?э)н.
Устранение потока отказов устройств ЧПУ можно
рассматривать как выполнение неплановых текущих ре-
монтов, а необходимый для устранения отказов объем
работы в соответствии с его трудоемкостью выразить
эквивалентным количеством единиц ремонтосложности ме-
ханической части оборудования, прошедшего текущий
ремонт. Этот объем вносят отдельной строкой в годовой
план-график с равномерным распределением по месяцам,
обозначая 7?сп.
Годовой план-график технического обслуживания со-
ставляют после определения трудоемкости работ по ре-
монту оборудования и уточнения сроков вывода оборудо-
вания в ремонт.
План-график составляют отдельно:
1) на техническое обслуживание механической части
оборудования, не имеющего устройств ЧПУ (форма Юм)
[11];
114
2) на техническое обслуживание электрической части
оборудования, не имеющего устройств ЧПУ (форма 10э)
ПИ;
3) на техническое обслуживание оборудования с уст-
ройствами ЧПУ (форма 10ЧПУ) [11 L
В формах Юм и 10э [111 на каждый станок (машину)
отводят одну строку, а в форме 10 ЧПУ [11]—три
и роки «М», «Э», «С» (соответственно на механическую,
электрическую и электронную часть).
Последовательность составления плана-графика техни-
ческого обслуживания!
I. Из формы 8 (8 ЧПУ) [11] переносят номенклатуру
манков и машин, их модели (и типы устройств ЧПУ);
и и iieiri ар iii.iv номера, ремонтосложность 7?м и /?э, опера-
ihiiikk* время работ па планируемый год (Трп) (в ч),
«и hHpiH'kiiipoB.'iiiin.ie продолжительности ремонтных цик-
'iuii (/ пр) (в ч) п даты (месяц и декада) капитальных и
। гк уши л ремонтов, а также даты консервации и пере-
। (iiicrpBamiii бездействующих станков и машин. Дату
।/ши Н1ЛЫЮГ0 или текущего ремонта отмечают, проставляя
н । рифе соот нет ст в у ни него месяца КР I или ТР III, что
‘начни капитальный ремонт в I декаде или текущий ре-
мош в III декаде,
2. Определяют и вносят в графики величины продол-
>пн|глы1ос1 н циклов технического обслуживания (Тцо)
(и ч) и iNiaiiiipуемое число часов (оперативное время)
р:|Пи|ц мпнр\/iiHiaiiiiii за день (в сут.) (Грд)!
U-12)
ПТр т 1
। ic /1|(| - число внутрицикловых ремонтов по табл. 1.3;
/М|, -- продолжительность межремонтного периода;
^РД ~ ^"ри/^дг, (1*13)
' "«г — число рабочих дней в планируемом году.
.4. 11о данным карт планового технического обслужи-
t'.iiniH о числе операций пао за время Тпо вычисляют
пелпчипы межоперационных периодов обслуживания Тмо
(и ч) для операций О, 0ч, Пр, Иа, Ио по формуле
’“-«-йт <> ,4>
и вносят) в форму Юм в графы операций О, 0я, Пр;
•• (|юрму 10э в графы операций О, 0я, И9; в форму 10 ЧПУ
115
йа строку «М» в графы О, 0ч, /7Р; на строку «Э» в графы О,
Оч, И3; на строку «С» в графы О, 0ч,
4. По данным карт планового технического обслужи-
вания о наибольшей допустимой продолжительности меж-
операционных периодов max Тмо для операций С„,
С8, Л Пм, Ч9, Чс определяют-величины Тмо из условия,
что Тмо равно частному от деления Т,10 на ближайшее
целое число, большее частного от деления Тао на max Тмо,
и вносят:
в форму Юм в графы Са, С3, Р, Пы; в форму 10э
в графы Сп, Ся, Р, Ч3; в форму 10ЧПу на строку <М»
в графы Сп, С3, Р, Пм, на строку «Э» в графы Сп, С8,
Pt Ч3; на строку «С» в графы Са, Р, Чс.
5. Находят календарную продолжительность межопе-
рационных периодов tao в рабочих днях (сутках) по фор-
муле
^МО = 0'15)
и вносят в формы 10, 10э и 10 ЧПУ.
6. Чтобы определить дату любой операции техниче-
ского обслуживания, подлежащей выполнению за время
от начала планируемого года до планируемого ремонта,
к величине межоперационного периода (/м0) прибавляют
число рабочих дней от начала планируемого ремонта до
конца месяца, в котором он запланирован (/рк), завися-
щее от номера декады начала ремонта: >
Вид планируемого ремонта Планируемая декада начала ремонта /рК» рабочие дни
I 17
КР, СР, ТР II 10
III 3
В нижней части табл. 1.15 помещены нарастающие
числа рабочих дней от конца любого месяца до начала
года — 2 4г- Найдя графу месяца, в котором заплани-
ровано начало ремонта, влево от нижней цифры, стоящей
в этой графе, ищут число 2 4г» ближайшее большее,
чем tM0 + /рк. Месяц, в графе которого находится иско-
мое число 2 и является месяцем операции техниче-
ского обслуживания, предшествующей ремонту. Номер
декады определяют, сравнивая 2 4г ° 4™ + 4>к-
116
Если Операция технического
£ *Я ~ (*МО *рК) 7 обслуживания должна быть выполнена
меньше 1 св. 1 до 2 » 2 в I декаде во II » в III »
Ведя далее отсчет от месяца и декады выполнения
1-й операции, аналогично определяют дату (месяц и де-
каду) 2-й операции и т. д., пока не дойдут до начала
планируемого года.
7. Дату операции, подлежащей выполнению после
планируемого ремонта, определяют, суммируя fM0 с чис-
лом рабочих дней от начала месяца, в котором заплани-
Таблица 1.15
Таблица для определения дат выполнения операций
планового технического обслуживания
Техническое обслуживание после планового ремонта
Месяцы
1 н III IV V VI VII VIII IX X XI XII
Число рабочих дней в месяце (на 1988 г.)
20 21 22 21 20 22 21 23 22 20 20 22
Нарастающее число рабочих дней от начала месяца до конца года EfK
20 41 63 84 104 126 147 170 192 212 232 254
21 43 64 84 106 127 150 172 192 212 234
22 43 21 63 41 20 85 63 42 22 106 84 63 43 21 129 107 86 66 44 23 151 129 108 88 66 45 22 171 149 128 108 86 65 42 20 191 169 148 128 106 85 62 40 20 213 191 170 150 128 107 . 84 62 42 22
117
Продолжение табл. 1.15
Техническое обслуживание перед плановым ремонтом
Месяцы
I 1 11 III IV 1Vl VII VIII IX X XI XII
Число рабочих дней в месяце (на 1988 г.)
20 91 22 21 20 22 21 23 22 20 20 22
Нарастающее число рабочих дней от конца месяца до начала года £ /н
254
232
211
192
170
147
126
104
84
63
41
20
234
212
191
172
150
127
106
84
64
43
21
213
191
170
151
129
106
85
63
43
22
191
169
148
129
107
84
63
41
21
170
148
128
108
86
63
42
20
150
128
108
88
66
43
22
128
106
86
66
44
21
107
85
65
45
23
84
62
42
22
62
40
20
42 22
20
рован ремонт, до конца ремонта (7нр), зависящим от вида
ремонта и номера декады его начала:
Вид планируемого ремонта Планируемая декада начала ремонта., *нр» рабочие дни
- I 16
КР 11 23
III 30
I 8
СР II 17
III 25
I 6
ТР II 13
III 20
В верхней половине табл. 1.15, содержащей нараста-
ющие числа рабочих дней от начала любого месяца до
конца года (£ находят графу месяца, в котором за-
планирован ремонт. Вправо от нижней цифры этой графы
118
ищут число 2 ближайшее большее, чем (/мо + /нР).
Месяц, в графе которого находится искомое 2 4<> есть
месяц операции технического обслуживания, выполняе-
мой после ремонта. Номер декады определяют из условия:
в... + Операция технического обслуживания должна быть выполнена
Меньше 1 Св. 1 до 2 » 2 в III декаде во II » в I »
Аналогично определяют даты 2-й, 3-й и т. д. операций
до конца года.
Даты выполнения операций вносят в план-график,
отмечая в графах соответствующих месяцев символ опе-
раций и номер декады, например: Р, I или Сп, II.
Для предприятий, эксплуатирующих более 200 еди-
ниц оборудования, определение дат выполнения каждой
операции технического обслуживания для каждой еди-
ницы оборудования в соответствии с указаниями пп. 6 и 7
является весьма трудоемким. Поэтому впредь до внедре-
ния на этих предприятиях АСУГОРО в планах-графиках
технического обслуживания (формы № Юм, 10э и 10 ЧПУ)
111] даты выполнения отдельных операций не указыва-
ют, ограничиваясь внесением в план-график данных и
определением расчетных величин в соответствии с ука-
заниями на с. 115 и далее в пп. 1—5.
В ходе выполнения годового плана могут возникать
причины, приводящие к необходимости изменения пред-
варительно намеченных сроков остановки на ремонт и
окончания ремонтов отдельных станков и машин.
Такими причинами могут быть:
несоответствие фактического времени работы обору-
дования запланированному;
несоответствие фактически обрабатываемого материала
принятому по годовому плану (только для металлоре-
жущих станков);
несоответствие изменения технического состояния фак-
тически отработанному оборудованием времени;
недоукомплектование рассчитанной по годовому плану
потребной численности ремонтных рабочих;
119
выполнение не предусмотренных планом аварийных
работ в объемах сверх запланированного резерва;
срывы сроков поставки запасных частей специализи-
рованного изготовления и др.
Поэтому необходимо оперативное уточнение годового
плана, производимое путем составления месячных планов,
в которых должно находить отражение:
целесообразное изменение сроков вывода в ремонт
отдельных станков и машин по данным учета фактически
отработанного времени (реже в результате фактической
обработки не того материала, который намечался по го-
довому плану);
целесообразная замена одних видов ремонта другими
по данным диагностических проверок технического со-
стояния оборудования;
вынуждаемый сложившейся ситуацией перенос сроков
ремонта, перераспределение ремонтов между ЦРБ от-
дельных цехов и РМЦ и замена одних ремонтных работ
(и работ по изготовлению деталей) другими.
БПА составляет месячные планы ремонта в тех же
разрезах, что и годовой план, за пять—семь дней до
начала каждого месяца.
Годовой план-график технического обслуживания тре-
бует корректировки в связи с несоответствием фактиче-
ского времени работы и обрабатываемого материала за-
планированному. Отсюда необходимость составления ме-
сячных планов технического обслуживания для опреде-
ления уточненного объема работ на месяц и потребной
численности рабочих.
При изменении загрузки оборудования выполнение
отдельных, операций технического обслуживания должно
производиться через то же число часов его фактической
работы, которое было определено в годовом плане-графике.
При изменении обрабатываемого на металлорежущих
станках материала производят перерасчет продолжитель-
ности цикла технического обслуживания и межоперацион-
ных периодов по всем операциям.
Рациональная организация ремонта и технического
обслуживания требует уточнения сроков выполнения всех
работ, предусмотренных Типовой системой. Именно это
уточнение является предпосылкой сокращения затрат на
функционирование оборудования и потерь основного про-
изводства. Однако оно невозможно без усложнения пла-
нирования.
120
Сократить трудоемкость выполнения уточненных пла-
новых расчетов, сохранив обеспечиваемый ими экономи-
ческий эффект, можно только на основе их автоматизации.
Поэтому АСУТОРО становится одним из важнейших
условий практического осуществления Типовой системы.
Планирование трудоемкости работ и численности
рабочих для технического обслуживания и ремонта.
Уточнение распределения работ по месяцам
Определив годовые объемы ремонтных работ, необ-
ходимых для поддержания и восстановления работоспо-
собности и исправности оборудования, и наметив распре-
деление их по месяцам, следует проверить равномерность
ежемесячной загрузки ремонтных рабочих и оборудова-
ния ремонтной службы.
Для этого необходимо рассчитать трудоемкость всех
работ в организационно-технических условиях планируе-
мого года. Иными словами, в плане должно быть учтено
изменение в планируемом году трудоемкости ремонта,
обеспеченное всей предшествующей работой СГМ по повы-
шению уровня механизации ремонтных работ, освоению
прогрессивных технологических процессов ремонта, осна-
щению его специальными ремонтными приспособлениями,
упрочнению деталей оборудования при предыдущих ре-
монтах и т. д.
Снижение трудоемкости ремонта различных видов и
моделей оборудования происходит неравномерно.
Чем больше имеется на предприятии станков или ма-
шин одной модели и чем меньше продолжительность их
ремонтного цикла, тем быстрее может быть снижена тру-
доемкость ремонта. Частое выполнение ремонта одномо-
дельного оборудования позволяет рабочим приобрести
навыки разборки, сборки и регулировки, создает пред-
посылки для изготовления специальной оснастки и раз-
работки технологического процесса ремонта.
Если же предприятие имеет одну машину некоторой
модели с продолжительным ремонтным циклом, то обе-
спечить снижение трудоемкости ее второго капитального
ремонта по сравнению с первым достаточно трудно.
Поэтому нельзя планировать снижение трудоемкости ре-
монта оборудования на предстоящий год путем уменьше-
ния трудоемкости ремонта 1гм (1гэ) и распространять его
на все модели оборудования. При таком способе (широко
121
применяющемся до сих пор) необоснованно занижается
трудоемкость ремонта уникального редко ремонтируемого
оборудования и завышается трудоемкость ремонта рас-
пространенных часто ремонтируемых, освоенных рабо-
чими и оснащенных приспособлениями моделей обору-
дования.
Необходимо принять решение о возможном снижении
трудоемкости по каждой из моделей подлежащего ре-
монту оборудования с учетом осуществленных по данной
модели конкретных мер, обеспечивающих повышение про-
изводительности труда ремонтных рабочих (внедрение
ремонтной оснастки, механизация работ, совершенствова-
ние технологического процесса).
Технологическое бюро ОГМ заблаговременно подго-
тавливает принятие этого решения. Каждый раз при
разработке и внедрении технологического процесса ре-
монта, восстановлении или упрочнении детали, при освое-
нии ремонтной оснастки или после обучения группы рабо-
чих прогрессивным приемам работы в формуляры соот-
ветствующих станков и машин вносят оценки ожидаемого
сокращения трудоемкости ремонта в часах и нараста-
ющий итог оценок. Предварительные оценки уточняют
(хронометражем, расчетом, экспертными соображениями
и т. п.) и на этой основе перед составлением годового
плана принимают решение о корректировке трудоемкости
ремонта отдельных моделей машин и станков, доводят
его до сведения ремонтных рабочих, разъясняя, чем
обеспечивается снижение трудоемкости, и передают в
ОТиЗ для выполнения установленной процедуры утверж-
дения достигнутых норм трудоемкости.
В годовой план-график (формы 8, 8 ЧПУ и 9) [11]
вместо достигнутых трудоемкостей ремонта вносят до-
стигнутые ремонтосложности соответствующих моделей
оборудования. Это значительно упрощает все плановые
расчеты.
Достигнутая ремонтосложность механической части
станка (машины) 7?дм — это отношение достигнутой тру-
доемкости капитального ремонта механической части 7\м
при изготовлении 100 % заменяемых при ремонте деталей
к-трудоемкости ткм единицы ремонтосложности гм;
= Ткм/^км Км/50.
В соответствии с формулой (1.10) /?дм = /?дк + Rjw-
12g
Достигнутая ремонтосложность электрической части
станка (машины) 7?дэ — это отношение достигнутой тру-
доемкости капитального ремонта электрической части Ткэ
при изготовлении 100 % механических деталей к трудо-
емкости ткэ стабильной единицы ремонтосложности:
~ ~ Т^/12,5.
В соответствии с формулой (1.11) 7?дэ = /?да + Rm.
После утверждения достигнутых трудоемкостей глав-
ным инженером предприятия величины /?дк, /?дг, /?да
й 7?дд вносят в формуляры оборудования.
Подсчитав по каждому месяцу годового плана-гра-
фика (формы 8 и 8 ЧПУ) [11 ] суммы 7?дм и ₽да оборудо-
вания, подлежащего капитальному ремонту (кроме пере-
даваемого на СРЗ), и сумму Rau и /?да оборудования,
подлежащего текущему рёмонту, определяют приведен-
ную суммарную достигнутую ремонтосложность обору-
дования (гм), подвергаемого всем видам ремонта 2 Rxn:
для двухвидовой структуры
2 Ядп = 2 (Ядм)к 4- о, 12 2 (/?дм), +
+ 0,25[2(/?да)в + 0,122(/?да)т]*;
для трехвидовой структуры
2 Ran “ 2 (Rrm)« И- 0,18 2 (^?дм)о 4-
4- 0,12 2 (Ядм)т 4- 0,25 [2 (/?да)к 4- 0,12 2 (/?да)тГ.
Затем находят среднемесячную приведенную ремонто-
сложность ремонтных работ (в /?м):
-----2] *Д»12 . (J ig)
Сопоставляют 2 #яп каждого месяца с 2 Ядп ср
Если 2 Ядп — 2 Ядпср > ± 0,52 Ядпср, т- е- если ре-
монтосложность объемов работ отдельных месяцев отли-
чается от среднемесячной больше чем на 5 %, то необ-
ходимо произвести передвижку капитальных ремонтов
с перегруженных месяцев на недогруженные.
Учитывая увеличенное число отпусков в летние ме-
сяцы, допустимо планировать 2 R^a лля периода с июня
* Ремонтосложностью работ по текущему ремонту электродвига-
телей при ручном счете пренебрегают. При применении ЭВМ она
должна быть учтена.
123
по сентябрь на 10 % ниже 2 /?ДПср. Одновременно,
проверяют, не сосредоточился ли ремонт оборудования
одинакового технологического назначения в одном месяце,
что может осложнить выполнение производственной прог-
раммы этого месяца.
Вывод в ремонт однотипных станков и машин необ-
ходимо планировать не одновременно, а последовательно
один станок (машину) за другим. Если это условие не
соблюдено, следует произвести передвижку ремонтов.
Не следует производить передвижку ремонтов для
сглаживания месячной ремонтосложности и для рассре-
доточения ремонтов однотипного оборудования больше
чем на два месяца, т. е. увеличивать или уменьшать про-
должительность планируемого ремонтного цикла больше
чем на два месяца, так как это снижает эффективность
Типовой системы.
Не'рекомендуется выравнивать приведенную ремонто-
сложность работы по месяцам 2 Кяа за счет передвижки
текущих ремонтов.
Измененные в результате передвижки ремонтов вели-
чины Тцр вносят в формы 8 и 8 ЧПУ 111 1 в графу «Откор-
ректированная продолжительность ремонтного цикла».
После этого могут быть определены годовые объемы работ
по техническому обслуживанию (см. с. 114—119).
Откорректировав распределение ремонтных работ по
месяцам планируемого года, вносят в планы-графики
(формы 8, 8 ЧПУ и 9) [111 5 %-ный резерв на непредви-
денные ремонты (см. с. 114) в 2 (1?дм)н и 2 (₽да)н:
для двухвидовой структуры
в формы 8 и 8 ЧПУ [11J
2 (₽дм)я = 0,416 2 (/?дм)к+0,05 2 (₽дм)т; (1.17)
для трехвидовой структуры
2 = 0,416 2 (7?дм)к + 0,08 2 (/?,м)о + 0,05 2 (Яда)т5
(1.18)
2 (Яда)н = 0,416 2 (/?да)н + 0,05 2 (ЯДа)т5 d -19)
в форму 9 [11 ]
2 (Ядд)н = 0,416 2 (Ядд)к + 0,05 2 (Ядд)т. (1.20)
Затем подсчитывают суммарную трудоемкость работ
(в ч) по ремонту механической и электрической частей
оборудования 2 7\>м и 2 Л» по формулам:
124
Ремонт механической части
Для двухвидовой структуры
Плановый: капитальный 2^км = ткм2(ЯЯм)К) (1-21)
текущий Неплановый 2 ^ТМ ^ТМ 2 (^Дм)т* (1*22)
S Тнм ^ТМ 2 (^дм)т* (1.23)
Итого 2 Трм — 2 Ткм 4“ 1 Гтм Ч~ 2 нм* (1-24)
Для трехвидо вой структуры
Плановый: капитальный 2 в Т'КМ 2 (^дм)к. (1-25)
средний 2 Л>м = тсм 2 (^?дм)с> (1.26)
текущий 2 Пм ~ *тм 2 (^дм)тэ (1.27)
Неплановый 2 Нм ^тм 2 (^дм)н* (1.28)
Итого £ Трм = S 4" 2 Тем + 2] Т’тм + S Т’нм-
(1.29)
Ремонт электрической части
Плановый:
капитальный 2 Т’кэ = ткэ 2 (^да)к. . (1.30)
текущий 27’т9вЪа[£(^Да)т + 2(^дД)т1. (1-31)
Неплановый 2 Тт = тнэ|£(Яда)н + £(/?дД)н|. (1.32)
Итого ЕТрэ-ЕТ^ + ^Лэ + ^нэ, (1.33)
• Де ткм. тсм, Ттм — нормы трудоемкости капитального»
среднего и текущего ремонта 1гм согласно табл. 1.16;
• 10»» Т"ГЭ то же 1г8; 2 (^дм)к» 2 (/?Дм)с» 2 (7?дм)т»
2 (#Дм)н — суммарная достигнутая ремонтосложность ме-
ханической части оборудования, проходящего капиталь-
ный, средний, текущий или неплановый ремонт;
" (#да)к» 2 (/?да)т, 2 (Яда)н — то же. электроаппаратов
и электропроводки оборудования; 2 (R^t, 2 (Ядд)н —
к» же электродвигателей станков и машин, проходящих
ц'кущий или неплановый ремонт.
По станкам с ЧПУ подсчитывают годовые суммы пла-
нируемого оперативного времени работы (в ч) отдельно
ио каждой из шести групп устройств ЧПУ (см. табл. 1.17)
S (^pn)ci; 2 (Трп)с2; 2 (Трп)св и определяют сум-
125
Таблица 1.16
Трудоемкость ремонта и полного планового осмотра оборудования
Вид работ Назначение работ Капитальный ремонт Средний ремонт Текущий ре- монт Плановый . осмотр
перед внутри- цикло- вым ремонтом перед капи- тальным ремонтом
Норма времени, ч на 1гм
М е х а н и ч е с к а я ’ 1 а сть
Станоч- ные На изготовление заменяемых де- талей 10,7 3,0 2,0 о,1 о,1
На восстановле- ние деталей 3,0 —- — —-
На пригонку при сборке 0,3 — ——
Итого 14,0 3,0 2,0 0,1 0,1
Слесар- ные и прочие На изготовле- ние заменяемых деталей и 0,8 0,3 0,2 — —
На восстановле- ние деталей —- — •—
На разборку, сборку, пригон- ку и др. 34,1 5,7 3,8 0,75 1,0
Итого 36,0 6,0 4,0 0,75 1.0
Итого На изготовление заменяемых де- талей 11,8 3,3 2,2 0,1 0,1
На восстановле- ние деталей 3,8 — — —- —*
На разборку, сборку, пригон- ку и др. 34,4 5,7 3,8 0,75 1,0
Всего 50,0 9,0 6,0 0,85 1,1
126
Продолжение табл» 1J6
Вид |'н (lot Назначение работ Капитальный ремонт Средний ремонт Текущий ремонт Пла1 ос» перед внутри- цикло- вым ремонтом новый 4ОТр перед капи- тальным • емонтом
Норма времени, ч на lrg
Саноч- ные Электр На изготовление заменяемых де- талей На восстановле- ние деталей На пригонку при сборке и. ч е с 2, кая част 0,3 Ь —
И того 2,5 __ 0,3 — —
)лектро- слесар- пые и прочие На изготовление заменяемых де- талей На восстановле- ние деталей На разборку, сборку, пригон- ку и др. 0,2 9,8 — 1,2 0,2 0,25
Итого 10,0 — 1,2 0,2 0,25
Итого На изготовление заменяемых де- талей На восстановле- ние деталей На разборку, сборку и др. 2,7 9,8 0,3 1,2 0,2 0,25
Всего 12,5 — 1,5 0,2 0,25
Примечания: 1. Нормами предусмотрено изготовление
100 % заменяемых деталей механической части предприятием, эксплуа-
(ирующим оборудование. При получении части деталей со специали-
|црованных заводов нормы станочных и слесарных работ на изго-
।«юление деталей должны быть уменьшены пропорционально про-
н'пту запасных частей, поступающих со стороны (по массе), как пока-
I.H1O в таблице.
127
Продолжение табл, 1.16
£ Я U Уменьшение трудоемкости ремонта, ч/1гм
капитального среднего текущего
Я М ОТ и ф *5 0/ 3 ф 3 ф № Ф ф 3 ф 3 ф S к ф 3 ф 3 ф & X ф
g pl „ ® 3 СХЛ а ® 3 и СхЛ 3 ® 3 » ~ СХ 3 S
3 gs Я ь gS Зо 2 « go 3S
5 йс даО ФО о £ «о фО о £ да \О ФО о
° 3 о р 03 «5 я Ь я Ч я ь* * н я Ч Я Н S
- Е в о. У СХ U СХ X >» о сх и СХ к >» и сх О СХ S
10 1,1 о,1 1,2 0,3 — 0,3 0,2 —— 0,2
20 2,1 0,2 2,3 0,6 0,1 0,7 0,4 — 0,4
30 3,2 0,3 3,5 0,9 0,1 1,0 0,6 0,1 0,7
40 4,3 0,4 4,7 1,2 0,1 1,3 0,8 0,1 0,9
50 5,4 0,6 6,0 1,5 0,2 1,7 1,0 0,1 U
60 6,4 0,7 7,1 1,8 0,2 2,0 1,2 0,1 1,3
2. Нормами предусмотрено упрочнение рабочих поверхностей
базовых деталей газопламенной закалкой, наклеиванием стальных
каленых накладок или любым другим методом.
При выполнении капитального ремонта без упрочнения деталей
норма слесарных работ (на пригонку и сборку) должна быть умень-
шена на три часа, а норма станочных,работ (на восстановление) —
на один час.
3. Нормами предусмотрено восстановление рабочих поверхностей
базовых деталей шлифованием. При вынужденной замене шлифова-
ния шабрением норма на станочные работы должна быть уменьшена
на 0,6 ч, а норма слесарных работ увеличена на 2,5 ч.
4. Увеличение объемов ремонта и его трудоемкости для оборудо-
вания, проработавшего более 20 лет, определяется в соответствии
с указаниями на с. 122 и отражается на величине /?дм, а не на норме
трудоемкости. Однако при любых условиях возросшая трудоемкость
не может быть больше первоначальной, соответствующей стабильной
ремонтосложности /?м.
5. Для предприятий с низкой технологической оснащенностью
РМЦ и ЦРБ, перечень которых утверждается по каждому министер-
ству Управлением главного механика, нормы трудоемкости ремонта
в ч/1гм могут быть увеличены на 10 %.
128
Таблица 1.17
Трудоемкость ремонта электронных устройств ЧПУ
к Конструктивная группа устройств ЧПУ Тип устройства ЧПУ Норма времени на 1000 ч, отработан- ных одним устройством ЧПУ, ч
1 Контурная с маг- нитной лентой и УЦИ КЗМИ, К4МИ, ПРС-ЗК, УСУ-1 28
у Позиционная с пер- фолентой, с кодовы- ми датчиками П227, П327, С-68, С-70, С70/3, П-Ш-13, 2П22-1М 67
л Контурная с перфо- лентой и линейным интерполятором К-2П, К-2Т, К2ПТ, К2ПТ-3, К-ЗП, 2П-67, СЦП—5АИВ 70
4 Контурная и комби- нированная с пер- фолентой и линейно- круговым интерпо- лятором, а также построенная на базе микро-ЭВМ и ми- кропроцессоров Фанук 2000С, 2П62-ЗИ, П321-М, К-5П, Н221М, Н331, 1Н22, 1Р22, Н331М, Н332, Н332М, Н531, Н532, СП22-1М, 2С42, 2С85, 2У92, У221, У331, У332, 2У22, 2У32, 2Р32, 2Р22, У521, У522, УМС, ЭМ907, К1-03, 2М43, НЦ-31, Бош Микро 5, Люмо-61, Бош Микро 8, ЛУЧ-430, 2М30 98
h Позиционная с пер- фолентой, с линей- ными и круговыми датчиками переме-' щений Н323, Н323А, Н323Б, Н323В, П323, П323А, 2П23, П323Б, П323В, П323М, П325, Размер 2М, Р-69, У331 (зигзаг), ОСУ-4, П522 104
(1 Универсальная, по- строенная по прин- ципу ЭВМ Н-551, Н-552, 0551, Н55-2Л, Н55-2М, Синуме- рик 7т, Синумерик 8т, Ал- катель 133
Примечание. Ремонт электронных устройств ЧПУ выпол-
няется по потребности и состоит в устранении потока отказов.
5 Заказ 503
129
марную трудоемкость (в ч) устранения потока их отказов
на год S Тро по формуле
VT гг 2 (Тpn)ciTpCl 4" У (7'рп)с2ТрС2 + ‘ 4" 2 (^рп)с«трсв
1 р® — iooo ’
(1.34)
где Tpci, трс2,...» трсв — нормы времени (в ч) устранения
потока отказов на 1000 ч оперативного времени работы
устройств соответственно 1-, 2-, .... 6-й группы по
табл. 1.17.
Определяют объем работ по устранению потока отка-
зов, приведенный к обезличенной сумме /?м, проходящих
неплановый текущий ремонт, и вносят его в годовой план-
график ремонтов (см. с. 114), обозначая /?сп:
^ОП = 2 Т’рс/Гтм = 5 Т’рс/б. (1 .35)
Суммарная.трудоемкость ремонтных работ, подлежа-
щих выполнению в РМЦ и ЦРБ по годовым планам-гра-
фикам форм 8 и 9 [11], будет
2 Тр = 2 Т’рм + 2 Т’рэ + 2 Гро. (1.36)
Трудоемкость в ч станочных (механических) работ
определяют по формулам:
Ремонт механической части
Для двухвидовой структуры
Плановый:
капитальный £ (Ткм)м = ткмм £ (Ядм)ю (1.37)
ТекуЩИИ 2 (^тм)м ^тмм (^Дм)т* (1.38)
Неплановый (^hm)m = ^тмм 5 (^дм)н* (1 *39)
ИТОГО 2 (^рм)м = 2 (?км)м + 2 тм)м 2 (Тнм)м-
Для трехвид Плановый: овой структуры (1.40)
капитальный 2(Л<м)м “ Т'КММ 2 (^дм)к> (1.41)
средний 2(7’см)м ~ ^смм 2 (^дм)с» (1.42)
текущий 2(гтм)м = Ттмм 2 (^дм)т* (1.43)
Неплановый 2(тнм)м = = ^ТММ 2 (^Дм)и* (1.44)
130
Итого: 2 (ТрМ)м — 2 (Ткм)м + 2 (Гсм)м +
+ 2(Гтм)м + 2(Тнм)м. (1.45)
Ремонт электрической части
11 лаповый:
капитальный 2 (Т'кэ)м = 2 (R да)к> (1.46)
'К'КуЩИИ Z (Гтэ)м == хтэм IL (^да)т + S (^дд)т).
(1-47)
Неплановый S(7’H9)M = Т.Г9М[2(/?да)н + 2;(^дд)н1.(1.48)
Нн»го 2(Трэ)1и = 2](7’Ка)м + 2(7,тэ)м + 2](7’на)м. (1.49)
Ремонт электронной части
2(Трв)м«0,022]Трс. (1.50)
It. <ч <1 станочных работ 2] (7\)м = 2 (Т^м + 21 (трэ)м +
+ W»., (1.51)
'..мм. 1..ММ. Ттмм —нормы трудоемкости станочных
ок Mtiiii'iccidix) работ по изготовлению, восстановлению
*• мри । < .ши' дет илей при капитальном, среднем и текущем
I........ 1/м, <<плпспо табл. 1.16; т1(0М, ттэм—то же 1гэ.
1р\...мн... и. (и ч) слсснрпых и прочих (сварочных,
... Kiiiiiui и* и чр ), л iniuhc Mieiciрослссарпых (включая
...........им.и.i'iiii.h') п '»лек1 ровных работ по ре-
...цц ,ли.р\iioiuiiiini может быть определена как разность
'• <» 'ц < \MM.'ipiioli трудоемкостью ремонтных работ и
.... мь.п ило ситочных (механических) работ по фор»
I , I I м
Ремонт механической части
*I и н двухвидовой структуры
11 । ниНП.1Й:
I Hill I ИЛЬНЫЙ 2 (^км)о 2 ^км ~~ 2 (7\м)м> (1.52)
1‘1'УЩПЙ 2j (^тм)о S ^тм — 2 (7\м)м« (1.53)
I 1< и НЛНОПЫЙ 2 (^пм)с ж 2 ^нм S (^hmJm* (1*^4)
Итого 2 (^рм)о — 2 2 (^рм)м* (1.55)
131
Для трехвидовой структуры
Плановый:
капитальный 2 (Ткм)с = £ Лш — 2 «м)м. (1-56)
средний £(ТСм)с = £Тсм —£(ТС„)М, (1-57)
текущий 2 (^тм)о = 2 7\м — £ (Т тм)м. (1.58)
Неплановый £ (Тнм)с = £Т „м — £ (тнм)м- (1 -59)
ИТОГО (^рм)с — X ТрМ X рм)м* (1.60)
Ремонт электрической части
Плановый:
капитальный £ (Тк.3)а = £ Ткэ — £ (Ткэ)м, теку щи й £ (Т Т8)э = £ 7\э — £ (Т тэ)м. Неплановый £ (Тна)э = £ Tm — £ (Тиэ)м. (1.61) (1.62) (1.63)
ИТОГО 2 рэ)э X Грэ X (^рэ)м. Ремонт электронной части X (^рс)н ~ Xi Трс X (7*рс)м« (1.64) (1.65)
Всего ручных работ £ (Тр)р = £ (Трм)0 + £ (Трэ)э +
+ 2(Л>с)«- (1-66)
Трудоемкость годовой программы ремонтов позволяет
определить необходимую численность ремонтных рабочих»
для ремонта механической части
^рм = £Трм/(Фу); (1.67)
для ремонта электрической части
Vp3 = £ Тра/(Фт); (1.68)
для ремонта электронной части (устройств ЧПУ)
^рс«2Трс/(Фт), (1.69)
где Ф — эффективный годовой фонд времени рабочего (ч);
Ф = 1850 ч; у — коэффициент переработки норм; в обыч-
ных условиях у == 1,14-1,15.
Целесообразно рассчитать отдельно численность (в чел.)
рабочих на капитальный, текущий и неплановый ремонт,
132
ин him пи данные необходимы для решения вопроса
о |ifi< 11|1('целс11нн ремонтов между РМЦ и ЦРБ. и - Sr«M (1-70)
^ркм - фу 1
1/ _ S^CM п _ S^M JpCM ~~ фу 9 ^РТМ фу 9 (1.71)
и .... 2ГЯМ (1.72)
РИМ фу 9
и — S7'»8 ^ркэ — фу 9 (1.73)
и Угтэ (1-74)
РТЭ фу 9
и Ег«8 рнэ — фу • (1.75)
Потребность в станочниках, слесарях и рабочих про-
чнч профессий рассчитывают по формулам. 11отребность в . станочниках
и s рм)м ^рмт фу 9 (1.76)
U — ^Рэ^м ^РЭТ фу 9 (1.77)
Ц рс)м ^рст фу • (1.78)
Потребность в слесарях
ц У (^пм)с урмс — фу (1-79)
1 Ьтребность в электриках
Q - Р88 Фу (1.80)
Потребность в электрониках
и _ 4 рсн — фу (1.81)
133
Нормы времени обслуживания оборудования различ-
ных видов неодинаковы. Поэтому расчет суммарной тру-
доемкости технического обслуживания механической ча-
сти 2 Том и электрической 2 Т’оэ части выполняют
раздельно по следующим видам оборудования! металло-
режущему с ручным управлением, металлорежущему
с ЧПУ, кузнечному, прессовому, деревообрабатываю-
щему и литейному.
Для этого подсчитывают:
в плане-графике технического обслуживания механи-
ческой части (форма Юм) [11]:
по каждой единице оборудования — произведение ре-
монтосложности на оперативное время работы в плани-
руемом году КыТ-пр, а по всему графику — сумму про-
изведений 2 (ЯмЛ>п);
сумму RM оборудования, проходящего полный плано-
вый осмотр, 2 (^м)о и осмотр перед капитальным ремон-
том 2 (^м)оп!
сумму RM оборудования, подвергаемого консервации,—
£ (^м)ск»
в плане-графике технического обслуживания электри-
ческой части (форма 10э) [11];
по каждой единице оборудования — величины R9Tpat
а по всему графику — 2 (^эТ’рп);
сумму R9 оборудования, проходящего полный
осмотр, — 2 (Яэ)0;
сумму R9 оборудования, проходящего осмотр перед
капитальным ремонтом, — 2 (&эХ>п;
в плане-графике оборудования с ЧПУ (форма 10 ЧПУ)
111]:
величины RKTpa И 2 (^м^рп)» RJ\m и 2 (^э^рп);
суммы оперативного времени работы в планируемом
году по каждой из шести групп устройств ЧПУ —
2j (^pnlcl ••• (^рп)св (см. С. 125).
Трудоемкость (в ч) технического обслуживания меха-
нической и электрической частей каждого из видов обо-
рудования, занятого выполнением производственной про-
граммы 2 Л>м и S Л>э, составляет
2 рп)
iooo
[(тос 4" Т'ОЗ + **от)п 4“ С^ОО 4* Т'ОЗ 4-
4" хог)н14" ^ом £(Ям)о4- Т'ОПМ (^?м)оп 4" ’’'СК 2(Ям) СК»
(1.82)
134
Ут - £(/?эГр»* ( , ) ।
/ । 1 оэ — 1000 '1°эп * 1оэн/ г
Н“ тоэ 2 (^а)о Н-Тчшэ (^э)оп- (1.83)
I рудоемкость (в ч) технического обслуживания уст-
Р<|||(|ц
ЧПУ 2] тос .
2 (Трп)с1ТОС1 + 2 рп)с2ТОС2 -}-•••+ 2 (7'рп)сбТОС6
1000
(1.84)
1 11 (14м< I тоз + Тот)п — сумма норм времени планового
цинического обслуживания 1гм механической части обо-
1>1 И1111111ИЯ одного вида слесарями, смазчиками и станоч-
ки нами на 1000 ч оперативного времени работы, приве-
Hiiiibix в табл. 1.18, 1.19 и 1.21; (тос + т03 + т0Т)в —
hi же непланового технического обслуживания; тоэп и
।.. - нормы времени планового и непланового техниче-
.ц)1(| обслуживания 1гэ электрической части оборудова-
ния одного вида электриками на 1000 ч оперативного вре-
н) пи работы, приведенные в табл. 1.20; том, топм —
нормы времени полного осмотра и осмотра перед капи-
। ин.ним ремонтом механической части оборудования,
приведенные в табл. 1.16; тоэ, топэ — то же элек-
(рической части, ч/1гэ; тос1, тос2, тоов— нормы времени
н чанового и непланового технического обслуживания
\иройств ЧПУ 1-, 2-, ..., 6-й группы на 1000 ч опера-
iHiiiioro времени работы, приведенные в табл. 1.22; тск —
нормы времени на консервацию, ч/1гм (см. примечания на
. Ml —144).
II» общей трудоемкости работ по техническому обслу-
<|.»| пинию оборудования каждого вида выделяют трудо-
. мшить (в ч) станочных (механических) работ, определяе-
ма ю по формуле
W _ S/?мгр°( . )j_
/ I 1 ОТ 1000 '1°тп ‘ 1ОТН/ I
2 (^м)отомм 2] (^м)оп (T'OIiJmM» (1.85)
' Тотп + Тотн — сумма норм времени обслуживания
. пшочниками 1гм оборудования одного вида на 1000 ч
...ративного времени работы, приведенная в табл. 1.21;
'.мм. (топ)мм—нормы времени станочных (механиче-
. анх) работ при полном осмотре и при осмотре перед
135
Таблиц а 1.18
Трудоемкость технического обслуживания тос слесарями
Операция обслуживания Норма времени на 1гм за 1000 ч, отработанных оборудованием, ч
Металлоре- жущие стан- ки Кузнечное Прессовое Литейное Деревообра- батывающее
Плановое техническое обслуживание
Ежесменный и периодический (ча- стичный) осмотр 1,19 2,95 1,58 1,04 1,05
Периодическое смазывание обо- рудования:
пополнение смазочных и ги- дравлических емкостей 0,10 — — 0,04 0,04
замена масла в смазочных и ги- дравлических системах 0,06 — — 0,02 0,12
Периодическая промывка узлов оборудования 0,27 0,02 0,02 1,06 0,15
Профилактическая' регулировка механизмов, устройств и подвиж- ных сопряжений 0,21 0,42 0,25 0,21 0,46
Профилактическая обтяжка кре- пежных деталей 0,23- 0,67 0,54 1,21 0,02
Профилактическая замена быстро- изнашиваклцихся деталей 0,19 0,44 0,17 1,50 0,10
Периодическая проверка геометри- ческой и технологической точно- сти 0,12 0,04 0,02 — 0,06
Суммарная норма планового об- служивания 2,37 4,54 2,58 6,08 2,00
Неплановое техническое обслуживание 0,83 1,25 1,25 1,46 0,73
Норма планового и непланового обслуживания 3,20 5,79 3,83 7,54 2,73
136
Таблица 1.19
11>y д<емкость технического обслуживания т03 смазчиками_
Операция обслуживания Норма времени на 1гм за 1000 ч, отработанных оборудованием, ч
Металло- режущие станки Кузнечное Прессовое Литейное Деревообра- батывающее
без ЧПУ ЧПУ
II iiiiioiioe техническое обслуживание И.н нпнеа со склада смазочных мпгриалов в цеховую кладовую | Н1|п1вка инвентаря станочников (н||<‘(||1ТОрОВ) Периодическое пополнение сма- 'шчпых и гидравлических емко- . к II И. плавка смазочных материалов н । цеховой кладовой к станкам (машинам): для пополнения смазочных и । пдравлических емкостей для замены смазочного масла и смазочных и гидравлических гмкостях 0,04 0,42 0,65 0,06 0,04 0,04 0,31 0,51 0,04 0,02 0,04 0,02 1,10 0,11 0,13 0,04 0,15 1,02 0,11 0,08 0,08 0,48 0,61 0,06 0,02 6,02 0,27 0,58 0,17 0,06
( уммарная норма планового об- < |уживания Неплановое техническое обслу- жннание 1,21 0,21 0,92 0,21 1,40 0,31 1,40 0,31 1,25 0,31 1,10 0,21
Норма планового и непланового обслуживания 1,42 1,13 1,71 1,71 1,56 1,31
Таблица 1.20
Трудоемкость технического обслуживания тоэ
___________электрооборудования электриками _________
Норма времени на 1гэ за 1000 ч, отработанных оборудованием, ч
Операция технического обслуживания Оборудование
металло- режущее и дерево- обраба- тывающее куз- неч- ное прес- совое литей- ное
Плановое техническое обслуживание 1 жесменный и периодический (частич- ный) осмотр Периодическая замена смазочного Ma- il риала 0,40 0,06 0,45 0,21 0,44 0,15 0,45 0,19
137
Продолжение табл. 1.20
Норма времени на Ir^ за 1000 ч, отработанных оборудованием, ч
Операция технического обслуживания металло- режущее и дерево- обраба- тывающее Оборудование литей- ное
куз- неч- ное прес- совое
Пополнение смазочных емкостей 0,08 0,15 0,12 0,15
Периодическая промывка и очистка от пыли 0,10 0,17 0,15 0,17
Профилактическая регулировка 0,04 0,04 0,04 0,04
Обтяжка крепежных деталей 0,17 0,15 0,15 0,15
Профилактическая замена быстроиз- нашивающихся деталей 0,15 0,10 0,10 0,10
Испытания 0,02 0,02 0,02 0,02
Суммарная норма планового обслужи- вания 1,02 1,29 1,17 1,27
Неплановое техническое обслужива- ние 0,31 0,42 0,42 0,42
Норма планового и непланового об- служивания 1,33 1>71 1,59 L69
капитальным ремонтом, приведенные в табл. 1.16, ч/1гм.
Остальные обозначения даны выше.
Трудоемкость (в ч) работ по техническому обслужи-
ванию слесарями оборудования каждого вида
2 С^мТрп)
Гобб
(тосп + тоон) +
Мо^ОМО 4“ (^м)оп ("14>п)мм 4" Т'СК 2 (^м)ск> (1.86)
где тосп тосн — сумма норм времени обслуживания
слесарями 1гм оборудования одного вида на 1000 ч опе-
ративного времени работы, приведенная в табл. 1.18;
^омс» (топ)мс — нормы времени слесарных работ при
полном осмотре и при осмотре перед капитальным ремон-
том, приведенные в табл. 1.16, ч/1гм.
Численность рабочих (в чел.) для технического обслу-
живания каждого вида оборудования определяют от-
дельно по формулам:
механическая часть
Уом = 2]7’Ом/(Ф7); (1-87)
138
Таблица 1.21
Трудоемкость технического обслуживания
оборудования т0Т станочниками
Оборудование Норма времени на 1гм за 1000 ч, отработанных оборудованием, ч Норма обслуживания Но на одного рабочего, гм
Плановое Техниче- ское об- служива- ние Неплановое техническое обслужива- ние Плановое техническое обслужива- ние Неплановое техническое обслужива-’ ние
Металлорежущее г ручным управле- нием и деревооб- рб /бывающее 0,52 0,21 1920 4800
Mei аллорежущее . ЧПУ К узпечное 0,40 0,16 2526 6000
0,77 0,33 1297 3000
11рс< совое 0,52 0,21 1920 4080
Ли гей ное 0,94 0,39 1067 2526
Примечание. Нормами предусмотрено изготовление 100 %
Ч.1МГПМСМЫХ деталей предприятием, эксплуатирующим оборудование.
При получении части расходуемых деталей со специализированных
м» подов нормы времени обслуживания оборудования станочниками
ih"ukiii.i быть уменьшены пропорционально проценту запасных частей,
ц»"1 учлсмых со стороны (в т). 4
электрическая часть
^оэ = 2Тоэ/(Фт); (1.88)
«лектронная часть
Уос = 2Тос/(Ф?). (1.89)
Hi общей численности рабочих по техническому об-
। n Miiiiiiiiiio механической части оборудования каждого
। ню) пыдсляю'т потребность (в чел.) в слесарях, смазчи-
। -I * и станочниках.
1loiребность в слесарях:
^о„с = 2(Том)м/(Фт). (1-90)
11о!ребность в станочниках:
омт ~ £(Том)с/(Ф?). (1.91)
139
Потребность в смазчиках *:
Уомз ~ Уом Уоме Уомт« (1.92)
После определения суммарной численности рабочих
для ремонта и технического обслуживания металло-
и деревообрабатывающего оборудования необходимо рас-
считать потребность в рабочих для ремонта и техниче-
ского обслуживания других видов оборудования (подъемйо-
транспортного, гальванического, термического и т. п.),
ответственность за нормальное функционирование кото-
рого возложена на СГМ.
Методика расчета может быть аналогична изложенной
выше или определяется указаниями Типовой системы для
специальных видов оборудования. Все нормы для подъ-
емно-транспортного оборудования берут из «Единой си-
стемы планово-предупредительного ремонта» (Мл Ма-
шиностроение, 1967).
Если СГМ выполняет дополнительные функции по
монтажу оборудования и изготовлению нестандартного
оборудования (см. с.62—63), необходимо рассчитать по-
требность в рабочих для выполнения этих видов работ.
Таким образом, суммарная численность 2 Ч рабо-
чих СГМ будет:
S ч = чр + Чо + Урд 4- Уод + Умо 4- Ут0 4- Упр. (1.93)
где Ур и Уо — численность рабочих соответственно для
ремонта и технического обслуживания металло- и дерево-
обрабатывающего оборудования;
Ур = УрмЧ-Ур94-Уро> (1.94)
Уов^ом4-Уоэ4-^ос; (1-95)
здесь Урд и Уод — численность рабочих для ремонта и
технического обслуживания других видов оборудования;
Умо, Уто — численность рабочих по монтажу оборудова-
ния, изготовлению технологической оснастки и для вы-
полнения прочих работ, соответствующая запланирован-
ным объемам работы и определяемая в общем виде по
формуле
(1-96)
* Численность рабочих, занятых работами по смазыванию обо-
рудования. Эти работы могут выполнять как специально выделенные
смазчики, так и слесари комплексных бригад.
140
где Тн — трудоемкость заданного объема работ по нор-
мам, ч.
Расчеты трудоемкости планируемых на год работ и
потребной численности рабочих выполняют, составляя
план по труду (форма 11) [11].
Плдн по труду составляют:
для определения суммарной трудоемкости выполне-
ния запланированных на год работ с разбивкой ее по
пилам работ и оборудования;
для определения необходимой численности рабочих
<• разбивкой по видам работ и оборудования, профессиям
и разрядам;
для определения необходимого фонда прямой заработ-
ной плазы рабочих по видам работ и оборудования, ис-
м«ini и । чпсопых тарифных ставок, соответствующих видам
р(|Оо|, оборуДО1ПП1111О и разрядам рабочих (см. с.198—200);
для расчета фонда материального поощрения;
для определения численности вспомогательных рабо-
чих РМЦ;
для расчета средней месячной заработной платы рабо-
чих РМЦ и ЦРБ и принятия (если это окажется необхо-
димым) через руководство предприятия мер к упорядоче-
нию оплаты труда ремонтных рабочих, исключающему
нежелательную утечку кадров или снижение произво-
|||Нсльности труда.
11е следует забывать, что урегулирование до начала
и >iitпаруемого года вопроса о заработной плате ремонтных
рабочих является существенным фактором поддержания
работоспособности оборудования, а следовательно, одним
я । обязательных элементов Типовой системы.
К нормам времени на плановое техническое обслужи-
вшие оборудования должны применяться следующие
поправочные коэффициенты:
при обслуживании оборудования в разных цехах норму
примени (см. табл. 1.18—1.20 и 1.22) умножать на 1,10;
при обслуживании оборудования, проработавшего
< пыше двух до четырех ремонтных циклов, норму времени,
прицеленную в табл. 1.18, 1.20 и 1.22, умножать на 1,05;
при обслуживании оборудования, проработавшего
> ni.inie четырех ремонтных циклов, норму времени, .при-
iH'iieiinyio в табл. 1.18, 1.20 и 1.22, умножать на 1,10.
Техническим обслуживанием бездействующего обо-
рудования является его консервация, выполняемая сле-
141
гм
ьо t— № группы
в Кон ной
I •о ч
я а 2
о я я я о
№ Я g g со я.» я ° а у’стр ЧПУ I X
о я 1 W X W
я ш X
а TJ sg W
□ «с*
О со
ьэ
Д-S в?
И
й я
м £ S •3 »
н
О 0
8 чэ Л
о д
о 00 Я ч
р
-СМ
о о Осмотр устройства ЧПУ ° « И ?
р р Чистка фотосчитывающёго сл g
-ч "Ч устройства (ФСУ) О f
СП СП Проверка лентопротяжного £ I
о о механизма S
п
сл Удаление пыли из шкафа S я Й i $
о Сл устройства ЧПУ а л> V я X л
Осмотр состояния паек и разъ- и X 0 к я X
00 Со емных соединений электрон- 43 р о
о о ных блоков OV и
о о Проверка и регулировка пи- 2 ж (Р я я & о
СЛ -ч тающих напряжений аг Ч
43 Я
функционирования элек- о 0 0
тронных узлов и каналов Я Й 0
со связи с интерполяторами “0 О н 0 X
U га
л>
СО со работы схемы контроля 43 X
о о технологических команд и
>4Ь
СЛ № СО Суммарная норма планового обслуживания
о Неплановое техническое обслуживание
Трудоемкость технического обслуживания устройств ЧПУ электрониками за 1000 ч,
отработанных устройством, ч
я
J3
w
й
• ’41]] ip
Koerrypsas c rec«-
лентой и л и веяньем
интерполятором
4
Контурная и комби-
нированная с перфо-
лентой и линейно-
круговым интерполя-
тором, а также по-
строенная на базе
микроЭВМ и микро-
процессоров
5 Позиционная с пер-
фолентой, с линей-
ными и круговыми
датчиками переме-
щений
6 Универсальная си-
стема, построенная
по принципу ЭВМ
К-2П, К-2Т, К2ГТТ, К2ПТ-3,
К-ЗП, 2П-67, СЦП-5АИВ
Фанук 2000С, 2П62-ЗИ,
П321-М, К-5П, Н221М,
Н331, 1Н22, 1Р22, Н331М,
Н332, Н332М, Н531, Н532,
СП22-1М, 2С42, 2С85, 2У92,
У221, У331, У332, 2У22,
2У32, 2Р32, 2Р22, У521,
У522, УМС, ЭМ907, К1-03,
2М43, НЦ-31, Бош Микро 5,
Бош Микро 8, ЛУЧ-430,
2М30, Люмо-61
Н323, Н323А, Н323Б, Н323В, П323, П323А, 2П23, П323Б, П323В, П323М, П325, Размер 2М, Р-69, У331 (зигзаг), ОСУ-4, П522 20,8
Н-551, Н-552, 0551, Н55-2Л, Н55-2М, Синумерик 7т, Си- нумерик 8т, Алкатель 25,0
18,8
18,8
,7 ,7 5Л 5,0 12,5 12,5 8,0 10,0 1,0 0,3 6,3 6,3 3,0 3,0 61,3 62,6 2,2 2,2
»,7 5,0 20,0 20,0 0,3 6,4 3,0 82,2 2,2
,7 5.0 20,0 24,0 0,3 6,4 3,0 90,4 2,9
сарями и смазчиками. Норма времени на консервацию —
0,2 ч/1гм. Норма времени на расконсервацию бездейство-
вавшего оборудования равна норме времени на консер-
вацию.
Планирование простоев оборудования
Продолжительность простоя оборудования в ремонте
зависит от вида ремонта, ремонтосложности оборудова-
ния, численности ремонтной бригады, технологии ре-
монта и организационно-технических условий выполнения
ремонтных работ.
Ремонт технологического оборудования в неавтома-
тизированном производстве организуют в одну, две или
три смены в зависимости от того, насколько лимитирует
производство простой данной единицы оборудования.
Ремонт автоматических линий производят в две или
три смены.
Простои оборудования учитывают с момента остановки
оборудования на ремонт до момента приемки его из
ремонта контролером отдела технического контроля по
акту.
Эксплуатационные испытания после ремонта в про-
стой не засчитываются, если станок (машина) в процессе
испытания работал нормально.
Простои из-за ремонта электротехнического оборудо-
вания при производстве текущих ц капитальных ремон-
тов не планируются, так как эти ремонты должны про-
водиться одновременно с механическим оборудованием.
Большую часть операций планового технического об-
служивания оборудования в неавтоматизированном про-
изводстве — ежесменный осмотр, периодический частич-
ный осмотр, пополнение и замену смазочных материалов,
чистку электрической и электронной частей оборудования
и регулировку механизмов — осуществляют без про-
стоев — в нерабочие смены и праздничные дни. Однако
полные плановые осмотры (включая осмотры перед ка-
питальным ремонтом) должны выполняться в первой
смене и поэтому связаны с простоями. При промывках
требуется присутствие контролера ОГМ, при проверках
на технологическую точность — присутствие контролера
ОТК. Испытания электрической части оборудования не-
редко связаны с присутствием представителя Госэнерго-
надзора. Поэтому все эти операции должны выполняться,
144
кик правило, в первой смене и, если они не совмещаются
с ремонтами или осмотрами, связаны с простоями обо-
рудования. Все виды технического обслуживания авто-
матических линий необходимо организовать в нерабочее
время, без простоев, которые на эти операции не плани-
руют.
Нормы продолжительности простоя из-за ремонта и
'1схиического обслуживания в неавтоматизированном и
пигоматизиропаппом производстве при различной смен-
ное in рабо|ы оборудования приведены в табл. 1.23.
По этим нормам рассчитывают и вносят в планы-гра-
фики ремонта (формы 8, 8 ЧПУ) 111] и технического
обслуживания (формы Юм, 10э, 10 ЧПУ) 111] время
простоя в часах и в сутках по каждой единице оборудова-
ния в неавтоматизированном производстве Тпн и по
|:|»1сшй автоматической линии Гпа, затем суммируют по
иенам и по заводу в целом.
Суммарное время простоев оборудования (в ч) в не-
н hi типизированном производстве на планируемый год
V /‘||Ц может быть определено по формуле
Ll I ini*ss S (^дм)к ^ак I Zj (^дм)т S (^?дм)н1 ^пт 4~
0,77 Lj 7*рС 4“ Ll (^дм)э ^по + Zj (^дм)оп^поп 4“
I' L (^дм)им^пм Zj (^дм)пр^пр + ZJ (^дэ)иэ^пиэ* (1.97)
Для трехвидовой структуры к этой формуле добав-
ляют слагаемое ^(/?дМ)Лс- Для расчета необходимо
мГн)рудованпе сгруппировать по сменности работы и рас-
• чи1лп> суммарные простои оборудования, работающего
и пипу, в две и в три смены, отдельно.
Суммарное время простоев £ Аш оборудования
Zj ^пн 5=55 Zj Т’пн/^вд, (I *98)
I Ч‘ \ (/?дм)ю L (^дм)с» Z (^дм)т> Z (^?дм)н ПЛаНИ-
1«н м,ц| суммарная ремонтосложность механической части
»юи||ул<>иапия, проходящего капитальный, средний, теку-
Н1нй и неплановый ремонт, по данным годовых планов-
||ыфпков ремонта оборудования (формы 8, 8 ЧПУ) 1111,
। |юмг передаваемого на специализированные ремонтные
miui/ii,i; £ Трс— планируемая трудоемкость устранения
• »1Ю1юв устройств ЧПУ по данным годового плана по
Ц>УДУ (<|юрма 11) [11] (^дм)о» Zj (^дм)оп, Zj (^дм)пм'
Z 1А‘дм)||р— планируемая ^суммарная ремонтосложность
145
Таблица 1.23
Нормы продолжительности простоя оборудования в ремонте
и при техническом обслуживании
Для оборудования в неавтоматизированном производстве
Вид работ Норма простоя, ч/1гм
При работе оборудования
в одну смену в две смены в три смены
Капитальный ремонт 16* 18 * 20*
Средний ремонт 3,0 * 3,3 * 3,6 *
Текущий ремонт 2,0* 2,2 ♦ 2,4 *
Осмотр перед капитальным ремонтом 0,5 0,5 < 0,5
Плановый осмотр (полный) 0,4 0,4 0,4
Проверка точности — самостоятельная 0,2 0,2 0,2
операция
Промывка — самостоятельная опера- 0,2 0,2 0,2
ция
Испытания электрической части — 0,1 0,1 0,1
самостоятельная операция
* Простой станка (машины) независимо от ремонтосложности
не должен превышать:
в КР — 240/480/720 ч при 1/2/3 сменах работы;
в СР — 72/144/126 ч то же
в ТР — 48/96/144 ч »
Для оборудования в автоматизированном производстве
при выводе в ремонт всей линии или отдельных участков
Вид работ Смен- ность работы линии Ремонтосложность участка дм
60—100 ЮО—140 140—180 180—220
Норма простоя, ч
Капитальный ре- монт 1 2 3 80—120 112—176 132—204 120—140 176—208 204—240 140—160 208—240 240—276 160—180 240—272 276—312
146
Продолжение табл. 1.23
Вид работ Смен- ность работы линии Ремонтосложность участка Ядм
60—100 100—140 140—180 180 — 220
Норма ыростоя, ч
1 36—48 48—54 54—60 60—63
(.рединА |н‘м<)111 2 50—70 70—80 80—90 90-95
3 60—84 84—90 90—105 105—110
1 24—32 32—36 36—40 40—42
ГгкущиЙ ремонт 2 34—48 48—54 54—60 60—64
3 40—56 56—62 62—70 70—74
Примечания: 1. При проведении модернизации во время
I* hi и мл иного ремонта нормы простоя могут быть увеличены в раз-
nt ч. зависящих от объема работ по модернизации. В этих случаях
нормы устанавливает главный механик предприятия и утверждает
। минный инженер.
? Нормами продолжительности простоя оборудования не преду-
» мири каются затраты времени на снятие оборудования с фундамента,
ip импортирование в ремонтный цех для ремонта и монтаж на фунда-
мт к». Время на эти операции определяет главный механик и утвер-
‘ммгг главный инженер.
3. Для оборудования, проработавшего св. 20 лет, нормы могут
лын, увеличены на 10%.
мн чл и и ческой части оборудования, проходящего осмотры,
шмотры перед капитальным ремонтом, промывки (не
• ।вмещаемые с осмотрами и ремонтами) и проверки точ-
н.к hi (также не совмещаемые), по данным годового плана-
иниЬнка технического обслуживания оборудования без
ЧПУ и с ЧПУ, слесарями и смазчиками (формы Юм
и 10 ЧПУ) [111; 2(/?Дэ)иэ— планируемая суммарная
1>< моптосложность электрической части оборудования, про-
♦•цищего испытания (не совмещаемые с ремонтами и осмо-
||ымн), по данным годового плана-графика технического
• »а« луживания оборудования без ЧПУ и с ЧПУ, электри-
। 1М11 (форМЫ 1 Оэ И 10 ЧПУ) [11], ^пк» ^нс> ^пт» ^по> ^поп»
/ *м. /цР и /пиэ — нормы простоя оборудования в неавто-
ч ин шрованном производстве из-за капитального, сред-
iituo и текущего ремонтов, полного планового осмотра
и осмотра перед капитальным ремонтом, промывок, про-
147
верок точности и испытания электрооборудования, при-
веденные в табл. 1.23; Тад—номинальное время работй
оборудования за день (сутки), равное в зависимости от
сменности 8, 16 и 24 ч.
Время простоя Таа (в ч) автоматической линии на
планируемый год:
для двухвидовой структуры
Тпа ~ Т’пка Ч~ Т’пта» (1.99)
для трехвидовой структуры
Тпа = Тпка Тпса Тпта,
где Тлна, Тцса, Тпта — время простоя (см. табл. 1.23)
в капитальном, среднем и текущем ремонтах линии, вклю-
ченных в план-график ремонтов на планируемый год
(форма 8) [И].
Время простоя iaa (в сут.) автоматической линии со-
ставляет
/па = Тпа/Тпя. (1.100)
Суммарное время простоев оборудования всех видов
на планируемый год
S7nH+£Tna, (1.101)
S/n= IX + 'na. (1-102)
Суммарное время простоев оборудования по каждому
цеху вносят как одно из обязательств РМЦ в его хозрас-
четные договоры с цехами предприятия.
Время нормированного простоя каждой единицы обо-
рудования необходимо для правильной организации ра-
боты ремонтных бригад.
Во всех случаях, когда это возможно, следует ремонт
оборудования производить в одну смену с тем, однако,
чтобы простой в ремонте не превышал установленной
нормы.
В неавтоматизированном производстве численность
Чр, о ремонтной бригады, занятой на ремонте данной
единицы оборудования, определяют приближенно по урав-
нению:
%.б = /?Дм/б4-12, (1.103)
при Рим • • до 20 св. 20 до 40 св. 40 до 60 св. 60 до 80 св. 80
Чр. б • • • Ядм/8 «Ядм/12
148
Коэффициент Кем, обеспечивающий простой оборудо-
вания в ремонте, не превышающий установленной нормы,
определяют по формулам;
при капитальном ремонте
/<0М = 47У:д> о-104)
°*пк*р. б
при среднем ремонте
= (1-Ю5)
О*ПС’р. б
при текущем ремонте
ксм = ДтЛсГГ> <1Л06)
огпт“р. б
где (Т|(М)р0 — норма времени на слесарные работы по
разборке, сборке и пригонке при капитальном ремонте,
ранная (согласно табл. 1.16) 34,1 ч/1гм; (тсм)рс — то
же при среднем ремонте, равная 5,7 ч/1гм; (ттм)рс — то
же при текущем ремонте, равная 3,8 ч/1гм; /пк— норма
простоя при капитальном ремонте, ч/1гм (по данным
1абл. 1.23); /п0— то же при среднем ремонте, ч/1гм;
/(|Т — то же при текущем ремонте, ч/1гм.
При ремонте автоматической линии [или отдельных
с танков (машин) большой ремонтосложности! коэффи-
циент сменности работы ремонтной бригады, как правило,
ранен коэффициенту сменности работы линии.
Необходимую численность ремонтной бригада (в
чел/смену) определяют по уравнению
ч m 1^)рс^дмт„д , (1.Ю7)
। ас Тпа — простой линии (в ч) при ремонте, по данным
|нбл. 1.23.
Чтобы выявить наличие фронта работы для рассчи-
।пиной численности ремонтной бригады, составляют се-
тной график ремонта. Если фронт работы не позволяет
н>пользовать расчетную численность рабочих, коррек-
шруют в сторону увеличения сменность работы.
Планирование потребности в материалах
для ремонта и технического обслуживания
Определив объемы работ по ремонту и техническому
иЛглуживанию оборудования в планируемом году и не-
оЛходнмую для их выполнения .численность рабочих,
149
следует рассчитать потребность в металле, прочих основ-
ных материалах, комплектующих изделиях и вспомога-
тельных материалах.
Для этого используют следующие выходные данные
годовых планов-графиков ремонтов технологического обо-
рудования и электродвигателей:
суммарную ремонтосложность механической части
2 (/?м)к станков и машин, которым запланирован капи-
тальный ремонт, их электропроводки и аппаратуры и
отдельно электродвигателей 2 (/?а)к и 2 (₽д)к;
суммарную ремонтосложность механической 2 (^м)с>
2 (₽м)т и электрической частей станков и машин, которым
запланирован средний и текущий ремонт их электроаппа-
ратуры и проводки и отдельно электродвигателей 2 (/?а)т
и 2 (/?д)т;
число станков и машин, которые будут находиться
в эксплуатации в планируемом году.
Нормы расхода материалов и комплектующих изделий
на ремонт и техническое обслуживание станков и машин
разработаны отдельно на механическую, элактрическую и
электронную части (устройства ЧПУ).
По материалам, большая часть которых потребляется
при ремонте механической, электрической и электронной
частей, приведены нормы расхода на капитальный ре-
монт 1гм и 1гэ и на 1000 ч оперативного времени работы
одного устройства ЧПУ. По материалам (смазочным, обти-
рочным и промывочным), большая, часть которых потреб-
ляется при эксплуатации машин, приведены нормы рас-
хода на 1000 ч оперативного времени работы 1гм, 1гэ
и одного устройства ЧПУ.
Нормы расхода материалов на капитальный ремонт
установлены для двухвидовой структуры ремонтного
цикла.
Для определения расхода материалов на текущий ре-
монт и техническое обслуживание даны поправочные
коэффициенты (/<т и Ко).
Для трехвидовой структуры ремонтного цикла при-
ведены поправочные коэффициенты материалоемкости ка-
питального, среднего, текущего ремонтов и технического
обслуживания (Кк, Кс, Ко).
Нормы расхода металла дифференцированы по катего-
риям и технологическим группам станков и машин.
Рекомендуется предприятиям для своего парка рас-
считать средневзвешенную массу станков (машин), кото-
150
рым в течение года будет необходим капитальный ремонт.
Нормы расхода металла на капитальный ремонт, со-
ответствующие средневзвешенной массе, следует вписать
н пустую графу с правой стороны табл. 1.26, 1.36, 1.45
и 1.56.
Полученными нормами можно будет пользоваться
и течение десяти лет для расчета потребности в металле
без дифференциации по группам станков различной массы.
По остальным материалам нормы даны без дифферен-
циации по категориям станков и машин.
Нормы расхода металла на капитальный ремонт ме-
ханической части машин установлены для предприятий,
и п'отовляющих собственными силами 100 % деталей,
вменяемых при ремонтах. При получении части расхо-
цусмых деталей со стороны годовой расход металла Л4М. г,
рлссчнгаипый по табличным данным, должен быть умно-
жен па коэффициент /Ссо> равный отношению массы де-
1ллей собственного изготовления к общей массе деталей,
расходуемых на ремонт и техническое обслуживание.
При составлении годовых заявок потребность Мм. г
и ремонтных материалах каждого наименования для ме-
ханической части машин определяют по нормам и попра-
110411ЫМ коэффициентам, приведенным в табл. 1.26, 1.28—
I 33, 1.36, 1.38—1.43, 1.46, 1.48—1.53, 1.56, 1.58—1.63,
которые подставляют в одну из двух формул в зависимо-
। hi от действующей на предприятии структуры ремонт-
ного цикла:
для двухвидовой структуры
Л1М. г = 1,05Ммв[2(Ям)к + /G2(Ям)т](1 + К0)Кс6;
(1.108)
для трехвидовой структуры
Мм. г = 1,05Л4мй [Хк 2 (Хм)к 4- Хс Ъ (U 4*
4- Хм S (Ям)м] (1 4- Хо) Хее. (1 -109)
। к- Л1мц — нормы расхода материала данного наименова-
ния на капитальный ремонт 1гм (по таблицам); Кк, Кс,
I',, Ко — коэффициенты различных видов ремонта
и технического обслуживания (по таблицам); Ков —
। |»ффициент доли запасных деталей собственного изго-
। |кления; j (Хм)к, £ (Хм)с, S (Хм)т — суммарная
ремонтосложность механической части машин, под-
•к жащих в течение года соответственно капитальному,
151
среднему или текущему ремонту; 1,05 — коэффициент
на выполнение неплановых ремонтов.
Коэффициент Ксб определяют по формулам:
ксб = бд.с/Еод, илю)
Од. С — S бд Gjb п>
откуда
А'сб=1-0д.п/2Сд, (1.111)
где Од. с — масса деталей собственного изготовления,
расходуемая за год на ремонты и техническое обслужива-
ние, кг; Од. п — масса покупных деталей, расходуемая
за год, кг; £ бд — суммарная масса деталей собственного
изготовления и покупных, расходуемая за год, кг.
Величины Од. с и Од, п берут по данным учета по-
ступления, изготовления и расхода деталей. При отсут-
ствии учета изготовления деталей Асб приближенно
определяют по формуле (1.111), принимая бд. п равной
массе покупных деталей, поступивших за год, предше-
ствующий году выполнения расчета потребности в ме-
талле (Л1м. г), а 2 <?д равной 0,5Л1м. г по формуле
(1.108) или (1.109) при Кеб = 1. Для всех материалов,
кроме металла, значение Кеб в формулах (1.108) и (1.109)
равно единице.
Годовую потребность Л4а.г в материалах каждого
наименования для ремонта электроаппаратуры и электро-
проводки машин определяют, подставляя в формулу
нормы и коэффициенты табл. 1.66 и 1.67:
Л!а. г = 1,05МаЛ [ S (Яа)к + Кт (/?а)т] (1 + Ко). (1.112)
Аналогично годовую потребность электродвигателей
станков и машин в материалах для ремонта определяют
по формуле
Мд.г= l.OSAf^tS^K + K^^Jd+Ko), (1.113)
где Л4ад и Мдп — табличные значения норм расхода
материала данного наименования на капитальный ре-
монт Ifg аппаратуры и электродвигателей; Kt и Ко —
значения коэффициентов по табл. 1.66 и 1.67; 2 (^а)ю
2 (Яд)к, 2 (Яа)т. 2 (Яд)т — суммарная ремонтослож-
ность соответственно аппаратуры и электродвигателей,
подлежащих в течение года капитальному или текущему
ремонту.
152
Таблица 1.24
Значения Ко. в
Частота переналад- ки машины (время обработки деталей одного наименова- ния), смен Ко. в Для оборудования
металло- режущего кузнеч- ного прессо- вого литей- ного дерево- обрабаты- вающего
До 0,5 . 0,63 0,60 0,66 0,82 0,84
Колее 0,5 до 1 0,77 0,70 0,77 0,86 0,89
Более 1 до 3 0,84 0,77 0,83 0,88 0,91
Более 3 0,87 0,78 0,85 0,89 0,92
Без переналадки 0,89 0,80 0,87 0,92 0,93
Годовую потребность Мо# г в эксплуатационных ма-
териалах для технического обслуживания механической
и электрической частей машин определяют по нормам,
приведенным в табл. 1.34, 1.35, 1.44, 1.45, 1.54, 1.55,
1.64, 1.65, 1.68 и 1.69, с помощью формулы
ч 2j^m <э)7,р- п
^1 о. г 1000 * (1.114)
। не Мо — табличное значение нормы расхода материала
данного наименования на 1000 ч оперативного времени
работы станков; £ RM (э) Тр. п — сумма произведений
ремонтосложности механической (электрической) части
машин, для которых рассчитывается годовая потребность
и материале (У?м, /?э) на планируемое оперативное время
н х работы Тр. п, ч;
Тр.п = 252.8^мКз/<о.в, (1-П5)
। де 252 — число рабочих дней в году; 8 — продолжитель-
ность рабочей . смены, ч; /<см — коэффициент сменности
работы станков и машин; Л3 — коэффициент внутрисмен-
|ц>й загрузки станков и машин; Ло. в— коэффициент
доли оперативного времени- в штучно-калькуляционном
времени.
бшчения /<0. в берут из табл. 1.24.
Частоту переналадки (см. табл. 1.24) можно опре-
Д| ди ть по формуле
Чц — ДТк/^см, (1.116)
153
где Тш. „ — штучно-калькуляционное время обработки
одной детали, мин; Д — число деталей в партии, шт.;
Тем—продолжительность смены, мин (480).
Величины Гщ, к и Д берут из нарядов за месяц или
больший период.
Для определения коэффициента сменности Лсм под-
считывают число полных и неполных машиносмен (С),
отработанных машинами (станками) за один из месяцев
данного года в первой, второй и третьей смене. Подсчиты-
вают число установленных и работающих машин (W).
Затем делят число отработанных за месяц машиносмен
на число машин N и на число рабочих дней в данном
месяце (Др):
Кем = С/(УДр). (1.117)
Коэффициент загрузки (Д3) определяют двумя спо-
собами.
Если на предприятии ведется учет простоев оборудо-
вания, применяют первый способ: подсчитанное при опре-
делении Кем число полных и неполных машиносмен, от-
работанных станками (машинами) (С), умножают на ка-
лендарную продолжительность смены (8 ч) и получают
календарную продолжительность рабочих смен Тр. с —
— 8С, включающую время внутрисменных простоев.
По данным учета простоев определяют суммарное
время (в ч) внутрисменных простоев машин за тот же месяц
(кроме простоев полную смену) Гп. в
К, = (Тр.с-Тп.в)/Тр.с. (1.118)
Если на предприятии не учитывают простои оборудо-
вания, применяют второй способ: по нарядам за тот же
месяц подсчитывают суммарное штучно-калькуляционное
время (Тшк), выработанное на станках. По данным
ОТиЗ устанавливают коэффициент у переработки норм
рабочими, работающими на оборудовании данного вида.
Разделив Тщц на у, получают календарное время- работы
машин за месяц Тк. р.
Коэффициент Ка определяют по формуле
Кз = Тк.р/7’р,с. (1.119)
Однако наиболее эффективной является организация
на предприятии учета оперативного времени работы ма.
154
шин, обеспечивающая получение по каждому станку
величины Тр, п (в ч), необходимой для расчета годовой
потребности в эксплуатационных материалах.
При расчете потребности в смазочных и обтирочных
материалах необходимо иметь в виду следующее.
Рекомендации отечественных станкостроительных заво-
дов по смазке станков и машин отличаются очень большим
и не всегда оправданным разнообразием. Некоторые из
них устарели. Строгое следование заводским рекомен-
дациям потребовало бы организации неоправданно слож-
ного смазочного хозяйства и привело бы к смазыванию
одинаковых по конструкции и условиям работы узлов
различными маслами.
Зарубежные фирмы в своих руководствах указывают
марки смазочных материалов, не изготовляемых в Совет-
ском Союзе, поэтому подлежащих замене на отечественные.
И табл. 1.25 показана средняя периодичность замены
и пополнения смазочных масел в редукторах и резервуа-
рах оборудования для ориентировки заводам — изгото-
вителям станков и машин.
Однако на предприятии, эксплуатирующем оборудо-
вание, для каждого станка и машины следует устанавли-
вать в карте планового обслуживания максимальную
периодичность замены смазочного масла в каждом ре-
дукторе по данным карты смазывания, составленной
«вводом- изготовителем.
Расчет годовой потребности в смазочных материалах
выполняют по формуле (1.114) и нормам табл. 1.35,
I 45, 1.55, 1.65, 1.69, потребности в бензине и обтирочных
мд сериалах по той же формуле и по нормам табл. 1.34,
I 44, 1.54, 1.64 и 1.69.
Величины 2 Тр. и берут: для технологического
оборудования из плана-графика (формы 8 и 8 ЧПУ)
1111, для электродвигателей — из формы 9 111].
С целью предохранения деталей станков (машин) от
коррозии применяют: для внутренних поверхностей —
рабочие масла, для наружных поверхностей — смазку
ИНК (ГОСТ 19537—83).
11орму расхода смазочных материалов на консервацию
принимают равной 10 % нормы расхода смазочных мате-
риалов па одну физическую единицу за 1000 отработанных
•»>н он по табл. 1.35, 1.45, 1.55, 1.65 и 1.69. /
Годовую потребность в ремонтных и эксплуатационных
миц'риалах каждого наименования для электронной части
J55
Таблица 1.25
Периодичность замены и пополнения смазочного масла, часы
отработанные оперативного времени
Максимальная периодичность замены смазочного 1ОПОЛ- о ма-
масла станков, работающих
Количество м и. О
смазочного металлическим абразивным Л St
масла, заливае- инструментом на инструментом и у О
мого в редук- обработке непылящих на обработке О со Л CQ
тор или резер- вуар, кг материалов пылящих материалов 3* S X о _ cf 03
Класс точности q.5 я
О) Я О.
Н, П | В, А, С | I Н, П | В, А, С z: я "
В коробках, бабках, редукторах
До 20 720—850 830—980 660—770 760—890 60
Св. 20 до 100 1050—1230 1190—1400 930—1100 1090—1300 90
100 » 200 1280—1500 1450—1710 1150—1350 1330—1560 120
В резервуарах
До 20 930—1100 1080—1270 850—1000 970—1150 60
Св. 20 до 100 1360—1600 1570—1850 1220—1430 1400—1690 90
» 100 » 200 1660—1950 1900—2230 1500—1760 1700—2000 120
200 3270—3850 3800—4450 3000—3500 3400—4000 250
В подшипниках качения
| 1360—1600 I 1570—18201 1220—1430 | 1400-16901 120
В открытых сопряжениях узлов и деiалей
Положение со- пряжений горизонталь- 8 4
ное
вертикальное 4 4 —
Примечания: 1. Периодичность замены смазочных масел
в редукторах и резервуарах кузнечно-прессовых машин, работающих
в горячих цехах, и литейных машин принимают, как для металло-
режущих станков класса Н, обрабатывающих пылящие материалы,
а для прессовых машин, работающих в холодных цехах, и дерево-
обрабатывающего оборудования — как для металлорежущих станков
класса Н, работающих инструментом из металла на обработке непы-
лящих материалов.
2. Периодичность пополнения смазочных масел для всех видов
оборудования одинакова.
156
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Нормы расхода материалов на ремонт
и техническое обслуживание механической части
Таблица 1.26
Нормы расхода металла (кг/1гм)
Материал Нормы расхода на капитальный ремонт станков массой, т
До 1 св. 1 до 5 св. 5 до 10 св. 10 до 30 св. 30 до 100 св. 100
Mr । аллы ('тальмой прокат: 7,4 12,2 16,2 21,4 27,8 48,1
углеродистый кон- <‘1|)УКЦИОННЫЙ пПыкновенного ка- чества В к)м числе: проволока пру- 0,015 0,024 0,032 0,042 0,055 0,095
жинная проволока для 0,10 0,16 0,22 0,29 0,38 0,65
металлизации легированный 3,2 5,2 6,9 9,2 11,9 20,6
()|ливки: г । ильные 0,2 0,4 0,5 0,6 0,8 1,3
чугунные 2,4 3,9 5,2 6,9 9,0 15,5
алюминиевые 0,63 1,10 1,42 1,89 2,51 4,25
Цшчпые сплавы 0,4 0,7 0,9 1,2 1,6 2,7
Hi них: оIливки бронзо- 0,251 0,441 0,567 0,755 1,010 1,700
вые оишвки латун- 0,065 0,113 0,146 0,194 0,256 0,436.
ные прокат медный 0,003 0,006 0,008 0,010 0,014 0,023
прокат латунный 0,001 0,002 0,002 0,003 0,004 0,007
прокат прочих 0,009 0,015 0,019 0,026 0,034 0,058
цветных метал- лов ЦАМ 0,057 0,099 0,127 0,170 0,226 0,382
ПнЛбит 0,010 0,017 0,022 0,030 0,040 0,067
припой 0,004 0,007 0,009 0,012 0,016 0,027
Средневзвешенная
норма для данного
предприятия
157
Таблица 1.27
Поправочные коэффициенты к нормам расхода металла
на капитальный ремонт 1гм
Коэффициент Обозна- чение Величина
Для двухвидовой структуры ремонтного цикла
Коэффициент отношения расхода металла на текущий ремонт к табличному расходу на капитальный ремонт —
Для стального проката углеродистого конструк- ционного обыкновенного качества КТ, у 0,26
легированного , Кт. л 0,15
Для отливок стальных чугунных алюминиевых *9 *9 Н ® Л О
0,25
Для цветных сплавов Кт. ц
Коэффициент отношения годового расхода ме- талла на техническое обслуживание к суммар- ному расходу на капитальный и текущие ре- монты за год Ко 0,12
Для трехвидовой структуры ремонтного цикла
Коэффициент отношения расхода металла на капитальный ремонт к табличному расходу на капитальный ремонт при двухвидовой струк- туре К* 0,93
Коэффициент отношения расхода металла на средний ремонт к табличному расходу на капи- тальный ремонт при двухвидовой структуре Ло —
Для стального проката углеродистого конструк- ционного обыкновенного качества легированного Кс. у 0,35
Кс, л 0,28
Для отливок стальных чугунных алюминиевых Кс. с
Кс. Ч Кс. а 0,4!
158
Продолжение табл. 1.27
Коэффициент Обозна- чение Величина
Для цветных сплавов Кс. ц 0,35
Коэффициент отношения расхода металла на текущий ремонт к табличному расходу на ка- питальный ремонт при двухвидовой структуре Кт ' —
Для стального проката углеродистого конструк- ционного обыкновенного качества легированного Кт. у , 0,25
Кт. л 0,14
Для огливок стальных чугунных алюминиевых Кт. с
Кт. ч Кт. а 0,22
Для цветных сплавов Кт. Ц 0,25
Коэффициент отношения годового расхода на н хническое обслуживание к суммарному расхо- ду на капитальный и внутрицикловые ремонты UI год Ко 0,12
Таблица 1.28
Нормы расхода труб и фитингов (кг/1гм)
Материал Норма расхода на капи- тальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кт | Кк Кс *1 1 к0
1 рубы < ьин-ные: ки।иные мшутые подогазопроводные и di иные коррозионно-стой- кие 1 Ин । пые: медные ’инунные ФHI ИНГИ 0,24 0,24 0,03 0,26 0,12 0,93 0,35 0,25 0,12
0,10 0,15 0,25 0,14
0,03 0,010 0,25 0,35 0,25
0,01 0,26
159
Таблица 1.29
Нормы расхода метизов
Материал Едини- ца из- мерения Норма расхода на капитальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кт *о *с кт *0
Сетка латунная Электроды Крепежные дета- ли стандартизо- ванные: чистые черные Канаты стальные м2/1гм кг/1гм » » в 0,013 0,25 0,12 0,93 0,35 / 0,25 0,12
0,62 0,95 0,45 0,0004 0,26
Таблица 1.30
Нормы расхода резинотехнических изделий
Материал Единица измерения Норма расхода на капитальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Ко «к Кс *т Ко
Ремни плоские ре- зинотканевые Ремни клиновые Рукава резиновые напорные Рукава бензостой- кие Резина листовая Пластикат листо- вой Паронит Асбестовый картон Картон Кожа м2 про- кладки/ I'M усл. ед./ I'm 0,034 1 4,34 1 1 1 4
0,19 3,0
м/1гм в в кг/1 гм в в в в 0,745 0,128 0,4 0 0 0,5 0
0,040 0,045 0,0025 0,0015 0,0015 0,005
160
Продолжение табл. 1.30
Материал Единица измерения Норма расхода на капитальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кт Ко Кк Кс кт *0
Шнур асбестовый Войлок Фетр Текстолит Фрикционный ма- териал (ферродо И др.) Набивка пенько- вая Резина сырая Оргстекло кг/1 Гм » » » м2/1гм кг/i Гм » » 0,009 0,036 0,004 0,224 0,006 0,03 0,050 0,020 0,14 0,12 0,93 0,27 0,13 0,12
Таблица 1.31
Нормы расхода химикатов
Материал Едини- ца изме- рения : Норма расхода 1 на капитальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кт Ко К* Ко Кт Ко
< мола эпоксидная hypa Нашатырь Паста ГОИ Клей резиновый клей карбиноль- ный клей № 88 клей столярный К вннфоль кярбид кальция 1’ н« лород ’ идя каустическая кг/1гм » » » » » » » » » м8/1гм кг/1гм 0,045 0,010 0,013 0,010 0,002 0,002 0,005 0,001 0,004 0,040 0,020 0,210 0,14 0,12 0,93 0,27 0,13 0,12
О Ляказ БОЗ
161
Таблица 1.32
Нормы расхода лакокрасочных материалов (кг/1гм)
Материал Норма расхода ва капи- тальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехввдовсй структуры
*Т *0 *к «с «о
Грунтовка Шпатлевка Эмаль Нитрорастворитель Уайт-спирит Нитролак Цапон лак Лак битумный Сурик Сиккатив Берлинская лазурь Сольвент каменно- угольный 0,640 0,980 1,410 1,060 0,830 0,015 0,010 0,010 0,034 0,010 0,005 0,270 0 0,50 0,93 0,40 0 0,12
Таблица 1.33
Норма расхода комплектующих изделий
Изделие Едини- ца изме- рения Норма расхода на капитальный ремонт Поправочный коэффициент
для двух- Вид овой структуры для трех- видовой структуры
кс Кт /о
Шарикоподшипники Свободные шарики Свободные ролики Цепи втулочно-роли- ковые Цепи бесшумные Масленки колпачко- вые Фильтры (фильтро- элементы) Маслонасосы Предохранительные клапаны шт/1гм ъ » 5,00 3,95 3,95 0 0 1 0 0 0
••/I'm 0,168 0,066 0,15 0,93 0,28 0,14
шт/1гм » » 0,059 0,306 0,26 0,14 0,12 0,35 0,28 0,25 0,14 0,12
0,12 0,1 0,15 0 0,28 0,14 0
162
Продолжение табл. 1.33
Изделие / Едини- ца изме- рения Норма’ расхода на капитальный ремонт Поправочный коэффициент
для двук- видовой структуры для трек- видовой структуры
Кт «о «к «с Ко
Комплектующие изде- лия для станков от- дельных групп Станки с оптикой
Линейка масштабная 1000 мм Линейка масштабная 600 мм Линейка масштабная без корпуса: 1000 мм 300 мм Проектор Труба осветительная Комплект оптиче- ских стекол шт/1 гм » » » » » в 0,002 0,003 0,0016 0,0016 0,001 0,002 0,0023 0 0 1 0 0 0
Станки с пневмати- кой
Фильтр-влагоотдели- юль марки 22-12-40 Маслораспылитеяь Ипевиоклапан ре- дукционный марки 122-12 Цилиндр вращаю- щийся пневматиче- 1 кий » » » » 0,08 0,08 0,08 0,08 0,2 0 1 1 0 0
Ноддухораспредели- нмп» марки В63-23 » 0,08
( «дики без ЧПУ с ги- дряяликой |Ънсль марки Г34/14 Клапаны разных ти- » » 0,04 0,08
пол 1*рла давления 1 ндромотор 1 Эмулятор расхода, нрогссль Iiuioiiihk включе- нии манометра » » » » 0,033 0,023 0,007 0,027 0,4 0 1 0 0,5 0
0е
163
Продолжение табл. 1.33
Изделие Едини- ца изме- рения Норма расхода на капитальный ремонт Поправочный коэффициент
для двух- видовой структуры для трех- видовой структуры
Кт *о Кк «с «о
Манометр Насос лопастный одинарный Насос двойной Аккумулятор Цилиндр Ротор насоса Барабан насоса Плунжер насоса Толкатель насоса Фильтроэлемент Станки с ЧПУ с ги- дравликой Электрогидравличе- ский шаговый привод Насос марки 2Г15-14 Панель марки ГЗЗ-14 Клапаны разных ти- пов Кран марки НБГ 71-31 Реле давления Гидромотор Регулятор расхода, дроссель Золотник включения манометра Манометр Насос лопастный одинарный Насос двойной Аккумулятор Цилиндр Ротор насоса Барабан насоса Плунжер насоса Толкатель насоса Фильтроэлемент Шариковые винто- вые пары шт/1 » > » » » » » 0,130 0,033 0,020 0,013 0,027 0,107 0,107 0,107 0,107 0,4 0 1 0 0,5 0
» 0,060 1 3 1 1 3
шт/1гм » » » » > > » » » » » » » 0,070 0,027 0,027 0,080 0,027 0,033 0,023 0,010 0,027 0,130 0,020 0,013 0,013 0,027 0,107 0,107 0,107 0,107 0,4 0 1 0 0,5 0
0,060 1 3 1 1 3
» 0,05 0,4 0 0 0,4 0
164
Таблица 1.34
Нормы расхода материалов для обтирки и промывки
Материал Единица измерения Норма на 1000 ч оперативного времени работы оборудования ♦
Салфетки: хлопчатобумажные М2/1гм 0,22
фланелевые » 0,022
технические » 0,30
Марля » 0,20
Чамша оленья дм2/1гм 0,01 ♦♦
Вата оптическая кг/1гм 0,02 ♦*
Ветошь » 0,905
Вензин » 0,11 ***
Керосин 0,10
Спирт этиловый » 0,04 **
* В том числе на цикл: на капитальный ремонт — 2,6 %; вну-
трицикловые ремонты— 1,8%; техническое обслуживание — 95,6 %.
** Только для металлорежущих станков с оптическими устрой-
с юами.
*** Только для станков классов П, В, А иС.
Таблица 1.35
Норма расхода смазочных материалов (кг/1гм)
Тип станков Инду- стриаль- ное масло И20А— ИЗОА и др. Вазели- новое масло Т Пла- стичная смазка, смазка 1-13, солидол С Анти- скачковое масло ИНСп-20, ИНСп-40
Норма на 1000 ч оперативного времени работы *
( ивр л ильные 1аточные < Ирмиые 2,3 — 0,15 —•
Шлицефрезерные К ннсольно-фрезерные 11родольно-строгальные 11ротяжные 4,95 — 0,35 —
1< нординатно-р неточные 1 »»р изо и тально-расточные A '1 мая но-расточные 1 у б. ^обрабатывающие 4,95 0,7 0,35 0,45
165
. Продолжение табл. 1.35
Тип станков Инду- стриаль- ное масло И20А— ИЗОА и Др. Вазели- новое масло Т Пластич- ная смазка, смазка 1 — 13, солидол с Антв- скачковое масло ИНСп-20, ИНСп-40
Норма на 1000 ч оперативного времени работы *
Лобоюкарные Токарно-карусельные Токар но-винторезные Токар но-револьвер ные Автоматы и полуавтоматы Продольно-фрезерные 7,15 — 0,55 —
Долбежные Электроэрозионные Агрегатные Резьбонарезные Прочие 11,3 — 0,65 —
Хонинговальные Шлифовальные 11,1 1,35 0,8 —
* В том числе на цикл: на капитальный ремонт — 1,3 %; внутри-
цикловые ремонты — 6,5%; техническое обслуживание 92,2 %.
КУЗНЕЧНО-ПРЕССОВОЕ ОБОРУДОВАНИЕ
Нормы расхода материалов на ремонт и техническое
обслуживание механической части
Таблица 1.36
Нормы расхода металла (кг/1гм)
Материал
Стальной прокат: уг-
леродистый конструк-
ционный обыкновен-
ного качества
Нормы расхода на капитальный ремонт машин массой, т Средневзвешенная норма для данного предприятия
ДО 1 св. 1 ДО 5 св. 5 До 10 св. 10 до 30 св. 30 до 100 св. 100 до 200
5,6 20,9 36,1 61,2 105,7 161,6
166
Продолжение табл 1.36
Материал Нормы расхода на капитальный ремонт машин массой, т Средневзвешенная норма для данного предприятия
до 1 св. 1 до 5 св. 5 до 10 св. 10 до 30 св. 30 до 100 св. 100 до 200
В юм числе:
проволока пружин- ная 0,163 0,610 1,050 1,782 3,080 4,700
проволока свароч- ная 0,163 0,610 1,050 1,782 3,080 4,700
проволока для ме- таллизации 0,016 0,061 0,105 0,178 0,308 0,470
легированный Отливки: 8,4 32,8 59,2 88,3 152,7 232,7
стальные 6,7 17,3 42,2 75,8 116,2 185,3
чугунные 9,79 35,5 62,3 101,8 189,3 259,2
алюминиевые — •—- —— — — ——
Цветные сплавы:
отливки бронзовые 1,987 4,638 9,936 16,089 25,837 37,763
отливки латунные — — —— — —- —
прокат медный 0,022 0,052 0,113 0,182 0,292 0,427
прокат латунный 0,022 0,052 0,113 0,182 0,292 0,427
прокат прочих цвет- ных металлов 0,009 0,020 0,043 0,070 0,112 0,164
ЦАМ 0,049 0,114 0,244 0,395 0,635 0,926
баббит 0,008 0,018 0,038 0,061 0,098 0,143
припой 0,003 0,006 0,013 0,021 0,034 0,050
Таблица 1.37
Поправочные коэффициенты к нормам расхода металла
на капитальный ремонт 1гм
Коэффициент Обозна- чение Величина
Для двухвидовой структуры ремонтного цикла Коэффициент отношения расхода металла на Кт
ткущий ремонт к i 1ЛЛЫ1ЫЙ ремонт Или стального абличному расходу на капи- углеродистого конструк- Кт. у 0,30
проката ционного обыкновенного качества легированного ^Т. Л 0,50
167
Продолжение табл. 1.37
Коэффициент Обозна- чение Величина
Для ОТЛИВОК стальных чугунных алюминиевых о » «в еЗ ь 0,10 0,10 0,10
Для цветных сплавов *т. ц 0,10
Коэффициент отношения годового расхода ме- талла на техническое обслуживание к суммар- ному расходу на капитальный и текущие ре- монты за год 0,15
Для трехвидовой структуры ремонтного цикла Коэффициент отношения расхода металла иа капитальный ремонт к табличному расходу на капитальный ремонт при двухвидовой струк- туре Коэффициент отношения расхода металла на средний ремонт к табличному расходу на ка- питальный ремонт при двухвидовой структуре к* 1,0
Ко
Для стального проката углеродистого конструк- ционного обыкновенного качества легированного Кс. у Хс. л 0,41
Для отливок стальных Яс. с 0,14
чугунных алюминиевых К*. ч Кс. а
Для цветных сплавов Кс. ц 0,34
Для прочих металлов Кс. пр
/ Коэффициент отношения расхода металла на текущий ремонт к табличному расходу на ка- питальный ремонт при двухвидовой структуре /<т
Для стального проката углеродистого конструк- ционного обыкновенного качества легированного Кт. у Кт. л 0,25 0,50
Для отливок стальных чугунных алюминиевых со « о 0,07
168
Продолжение табл, 1,37
Коэффициент Обозна- чение Величина
Для цветных сплавов Кт. ц 0,13
Для прочих металлов Кт. пр 0,25
Коэффициент отношения годового расхода ме- талла на техническое обслуживание к суммар- ному расходу на капитальный и внутрицикло- вые ремонты за год Ко 0,15
Таблица 1.38
Нормы расхода труб и фитингов (кг/1гм)
Материал Норма расхода на капи- тальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры *
Кт Кк «с Кт Ко
Трубы стальные: катаные тянутые водогазопровод- ные цветные: медные латунные Фитинги 1,03 0,4 0,25 0,35 0,06 0,03 0,03 0,3 0,15 1,0 0,41 0,25 0,15
0,1 0,1 0,34 0,13
0,03 1 0,3 0,41 0,25
Таблица 1.39
Нормы расхода метизов
Материал Единица измере- ния Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
хт Ко Кк Кс Кт Ко
(ггка латунная Мгктроды Крепежные дета- ли стандартизо- нмипые: •1 петые мерные м2/1гм кг/1гм 0,01 0,1 0,15 1,0 0,34 0,13 0,15
0,59 1,5 0,7 0,3 0,41 0,25
169
Таблица 1.40
Нормы расхода резинотехнических изделий
Материал Единица камере- • НИЯ Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кт Ко «к Кс Кт Ко
Ремни: клиновые усл. ед./1гм 0,15 1,0 4,0 1.0 1.0 1,0 2,5
Рукава: резиновые напорные высокого давления Шнур асбестовый Фрикционный мате- риал (ферродо и др.) Резина листовая Пластикат листовой Паронит Войлок Фетр Асбестовый картон Кожа Набивка пеньковая Шланги дюритовые Картон Текстолит Резина сырая м/1гм 0,06 0 0,5 0,4 0 0
> 0,4 0 1J 0 0 М
кг/1гм 0,009 0,300 0,05 0,05 0,010 0,02 0,004 0,007 0,01 0,030 0,200 0,010 0,3 0,05 0,14 0,15 0,27 0,13 0,15
м*/1гм
кг/1гм » » » » »
м/1гм
кг/1гм » »
Таблица 141
Нормы расхода химикатов
Материал Единица измере- ния Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двук- видовой структуры для трехвидовой структуры
кт Ко Кк Кс кт Ко
Канифоль Карбид кальция Кислород Нашатырь кг/1гм » м8/1гм кг/1гм 0,003 0,04 0,02 0,01
170
Продолжение табл. 1.41
Материал Единица измере- ния Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кт «о Кк «С Кт *о
Сода каустическая кг/1гм 0,21
Бура 0,009
Наста ГОИ » 0,004 0,14 0,15 1,0 0,27 0,13 0,15
Клей, всего » 0,018
В том числе:
клей 88 > 0,005
клей карбинольный » 0,003
клей резиновый » 0,003
клей БФ-2 > 0,003
клей ВС-350 » 0,004
Таблица 1.42
Нормы расхода лакокрасочных материалов (кг/1гм)
Материал Норма расхода на капи- тальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
кт Ко Кк Кс /<т Ко
Шпатлевка Эмаль 11итрорастворитель 1 руптовка Цапон лак УйАт-спирит < ольвент каменно- VI ильный 1,51 3,4 1,22 0,35 0,03 1,23 0,22 0 0,5 1,о 0,4 । 1 0,15
171
Таблица 1.4r
Нормы расхода комплектующих изделий (Ко в 0)
Изделие ' Единица измере- ния Норма расхода на капитальный ре- монт Поправочный коэффициент
для двухви- довой струк- туры кт для трехвидовой структуры
*с к.
Масленки колпачковые Рукава гибкие металличе- ские Комплектующие изделия для КПМ отдельных групп КПМ с шарикоподшипника- ми и роликоподшипниками Подшипники качения Свободные шарики Свободные ролики шт/1гм м/1гм шт/1гм » 0,21 0,2 0,4 2,0 2,0 0,2 1,0 0,21 0,0'
Кузнечио-прессовые машины с пневматическим приводом Маслораспылитель Пневмоцилиндр Вентиль электропневмати- ческий Влагоотделитель Запорный вентиль Пневмодроссель ' Пневмор аспредел ител ь Пневмоклапан обратный Пневмодвигатель Пневмоклапан последова- тельности Пневмоклапан предохрани- тельный Клапан управления Манометр Кузнечно-прессовые маши- ны с цепным приводом Цепи: втулочно-роликовые шт/1гм » > » » » » » > » > » м/1/м 0,13 0,06 1.0 0,14
0,007 0,18 0,08 0,08 0,08 0,31 0,08 0,2 0,03 0,07 0,02 0,05 1
0
0,05
0,02 0,06 0,14
0,16 0,02 0,05
0,10 0
172
Продолжение табл. 1.43
Изделие Единица измере- ния Норма расхода на капитальный ре- монт Поправочный коэффициент
для двухви- довой струк- туры Кт для трехвидовой структуры
«к Кс
аубчатые с внутренними направляющими пластин- ками аубчатые с боковыми на- правляющими пластин- ками м/1гм > 0,02 0,02 0,06 1,0 0 14 0
Кузнечно-прессовые маши- ны с гидроприводом Фильтр Манометр Гидроциливдр до 120 мм Насосы: радиально-поршневые а кси ал ь но-поршневые пластинчатые шестеренные эксцентриковые Г идроприжим Гидромотор 1 (нсвмогидроаккумулятор Гидроусилитель Клапан: обратный предохранительный последовательности наполнения разгрузочный редукционный Дроссель Распределитель 11певмоклапан редукцион- ный < таратор магнитный шт/1гм > » » » » » » » в » » » » » 0,26 0,28 0,07 0 1,0 0 0
0,01 0,07 0,02 0,008 0,04 0,06 0,14
0,01 0 0
0,005 0,02 0,05
0,004 0,003 0,43 0,06 0,14
0,23 0,02 0,05
0,09 0,05 0,002 0,06 0,14
0,06 0,02 0,05
0,03 0,06 0,14
0,39 0,02 0,05
0,Ю5 0,014 0,06 0,14
173
Таблица 1.44
Нормы расхода материалов дли обтирки и промывки
Материал Единица намерения Норма на 1000 ч оперативного времени работы оборудования *
Салфетки: хлопчатобумажные 0,11
технические в 0,48
фланелевые (вафельные) » 0,025
Марля » 0,02
Вата оптическая кг/1гм 0,01
Ветошь » 0,905
Керосин в 0,03
* В том числе: на капитальный ремонт — 2,6 %; внутрицикловые
ремонты — 2,2 %; техническое обслуживание — 95,2 %.
Таблица L45 * **
Нормы расхода смазочных материалов (кг/1ги)
Группа оборудования Инду- стриальное масло 45 Пластичные смазки * Цилиндровое масло 24
Норма на 1000 ч оперативного времени работы
Прессы механические, нож- ницы, ковочные машины, пра- вильные и гибочные машины 2,0—2,5 0,8-1,2 —
Прессы гидравлические »© со 0,4—0,6 —
Автоматы КП 5,5—6,5 0,2—0,4 —
Молоты 0,4—0,6 0,4—0,6 3,5-4,5
♦ Марки пластичных смазок заказывают согласно руководству
по эксплуатации.
** В том числе: на капитальный ремонт—1,4%; внутрици-
кловые ремонты — 8,4 %; техническое обслуживание — 90,2 %.
174
ДЕРЕВООБРАБАТЫВАЮЩИЕ СТАНКИ
Нормы расхода материалов на ремонт
и техническое обслуживание механической части
Таблица 1.46
Нормы расхода металла (кг/1гм)
Материал Норма расхода на капитальный ремонт ставков Массой, т Средне- взвешенная норма для данного предприятия
до 1 от 1 ДО 5 от 5 до 10 св. 10
Стальной прокат:
углеродистый кон- струкционный обыкно- венного качества В том числе: 7,8 10,2 13,5 22,2
проволока пружинная 0,015 0,019 0,025 0,042
проволока сварочная 0,058 0,077 0,101 0,167
проволока для метал- лизации 0,131 0,172 0,227 0,374
легированный Отливки: 2,0 2,1 3,2 3,8
стальные 0,2 0,5 0,8 1,0
чугунные 2,4 4,0 5,2 8,6
алюминиевые Цветные сплавы: 0,06 0,11 0,17 0,20
отливки бронзовые 0,161 0,241 0,321 0,402
прокат медный 0,015 0,023 0,031 0,038
прокат латунный 0,015 0,009 0,023 0,031 0,038
припой 0,013 0,017 0,022
Таблица 1.47
Поправочные коэффициенты к нормам расхода металла
на капитальный ремонт 1гм
Коэффициент" Обозна- чение Для двух- видовой струк- туры ремонт- ного цикла Для трех- видовой струк- туры ремонт- ного цй-кла
Коэффициент отношения расхода ме- 1ша на текущий ремонт к таблично- му расходу на капитальный ремонт ят
175
Продолжение табл. 1.47
Коэффициент Обозна- чение Для двух- видовой, струк- туры ремонт- ного цикла Для трех- видовой струк- туры ремонт- ного цикля
Для стального углеродистого кон- *т. у 0,22 0,2
проката струкционного обык- новенного качества легированного ^т. л
Для отливок стальных Кт.ч? 0,14
чугунных алюминиевых £т. ч Ат. а 0,15 0,19
Для цветных сплавов Кт. ц 0,25 0,22
Коэффициент отношения годового рас* хода металла на техническое обслужи- вание к суммарному расходу на капи- тальный и текущие ремонты за год Ко 0,11 ** 0,11
Коэффициент отношения расхода ме- талла на капитальный ремонт к таб- личному расходу на капитальный ре- монт при двухвидовой структуре к* 0,95
Коэффициент отношения расхода ме- талла на средний ремонт к табличному расходу на капитальный ремонт при двухвидовой структуре Kq
Для стального проката углеродистого кон- струкционного обык- новенного качества легированного *с. у Кс. л — 0,36
Для отливок стальных Кс. с —
чугунных алюминиевых Кс. ч Ко. а — 0,27
Для цветных сплавов Кс. ц — 0,43
176
Таблица 1.48
Нормы расхода труб и фитингов (кг/1гм)
Материал Норма расхода на капи- тальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
*о Кк кс К? «о
Трубы и фитинги Стальные В том числе: катаные тянутые водогазопроводные 0,92 0,18 0,27 0,47 0,22 0,11 0,95 0,36 0,2 г
Цветные: медные латунные 0,028 0,014 0,014 0,25 0,43 0,23 0,11
Таблица 1.49
Нормы расхода метизов
Материал Единица измере- ния Норма расхода иа капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кг К0 Кк Кт Ко
Сетка латунная м»/1гм 0,02 0,25 0,43 0,23
Электроды кг/1гм 0,56 0,11
Крепежные дета- ли стандартизо- ванные: 0,22 0,11 0,95 0,36 0,2
чистые 0,8
черные 0,4
177
Таблица 1.50
Нормы расхода резинотехнических изделий
Материал Единица измерения Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
кт «о Кк Кс Кт «о
Ремни плоские резинотканевые Ремни клиновые Шланги дюрито- вые Рукава резиновые Текстолит Пластикат листо- вой Резина листовая Войлок Фетр Картон Асбестовый картон Набивка пенько- вая Шнур асбестовый Фрикционный ма- териал (ферродо и др.) м2 прокла- док I'm усл. ед. I'm 0,1 0,15 0 11,0 1,о 0 0 11,0
м/1гм » 0,17 0,6 0 0
кг/1гм » » » » » » м2/1гм 0,29 0,06 0,045 0,027 0,0025 0,003 0,0017 0,05 0,01 0,01 0,14 0,11 0,95 0,27 0,13 0,11
Нормы расхода химикатов
Таблица 1.51
Материал Едини- ца из- мерения Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кт «к «с Кт «о
Бура Нашатырь Паста ГОИ Канифоль Карбид кальция Кислород кг/1гм » » » » м3/1гм 0,006 0,01 0,003 0,005 0,040 0,02 0,14 0,11 0,95 0,27 0,13 0,11
178
Продолжение табл. 1.51
Материал Едини- ца из- мерения Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
«Т «о КТ «о
Клей: резиновый ВС-350 88 БФ-2 Сода каустическая кг/1гм » » > 0,0005 0,003 0,003 0,004 0,21
Таблица 1.52
Нормы расхода лакокрасочных материалов (кг/1гм)
Материал Норма расхода на капи- тальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кг Ко Кк «С Ко
Шпатлевка Грунтовка Эмаль Нитрорастворитель Ксилол Уайт-спирит Сольвент каменно- угольный" 0,42 0,53 1,56 0,03 0,01 0,03 0,27 0 0,11 1,0 0 0 0,11
Таблица 1.53
Нормы расхода комплектующих изделий
Изделие Единица измере- ния Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
кт Ко Кк Кс КТ Ко
Подшипники качения Цепи втулочно-роли- ковые 1 (епи зубчатые с вну- тренними направля- ющими пластинками шт/1гм м/1гм 2 0,90 0,8 0 0 1,0 0 0 0
179
Продолжение табл. 1.53
Изделие Единица измере- ния Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кт Ко Кк ке К? Ко
Масленки колпачковые Свободные шарики Свободные ролики шт/1гм » » 1,0 3 3
Таблица 1.54
Нормы расхода материалов для обтирки и промывки
Материал Единица измерения Норма расхода на ремонтную единицу на 1000 ч, кг/1гм •
Салфетки: м2
технические » 0,34
фланелевые » 0,03
Марля В 0,03
Ветошь кг 1,0
Керосин л 0,15
Спирт этиловый » 0,05 *♦
* В том числе: на капитальный ремонт — 2,6 %; внутрицикло-
вые ремонты — 1,5%; техническое обслуживание — 95,9 %.** Только
для оборудования с ЧПУ.
Таблица 1.55
Нормы расхода смазочных материалов (кг/1гм)
Группа оборудования
Станки ленточнопильные
Станки круглопильные
Станки фуговальные
Станки рейсмусовые односторонние
Станки рейсмусовые двусторонние
Станки строгальные четырехсторонние
Станки фрезерные
Станки шипорезные односторонние
Станки шипорезные двусторонние
Станки сверлильно-пазовальные
Станки токарные
Станки круглопильные
Станки шлифовальные
Станки заточные
Индустриаль- Пластичные
ное масло смазки "" " "" '
Норма на 1000 ч *
оперативного времени
работы
2,1—3,0
3,0—4,0
0,6——1,5
1,3—3,6
3,6—4,0
4,0—5,1
3,0—3,6
1,5—2,1
4,0—5,1
2,1—2,5
7,9—10,0
2,3—3,6
4,5-5,5
2,1—2,5
1,7—2,1
1,3—3,0
0,9—1,3
2,5-3,6
3,6—4,0
1,3—4,0
2,1—3,0
4,5—5,5
0,9—1,3
0,9-^1,3
0,6—1,1
0,9-1,3
0,9—1,3
* В том числе: на капитальный ремонт— 1,3%; внутрицикло*
вые ремонты — 4,5 %; техническое обслуживание — 94,2 %.
130
ЛИГТТЙНОЕ ОБОРУДОВАНИЕ
Нормы расхода материалов на ремонт и техническое обслуживание механической части
Таблица 1.56
Нормы расхода металла (кг/1ги)
Материал Норма расхода на капитальный ремонт машин разных технологических групп Средневзвешенная норма для данного предприятия
Сита полигональ- ные Бегуны смешива- ющие Машины формовочные грузоподъемностью, кг Пескометы формо- вочные Машины Решетки выбив- ные Барабаны Столы и камеры дробеметиые
оое св. 300 до 2500 св. 2500 до 5000 св. 5000 стержневые для литья под давле- нием галтовочные дробеметиые
Стальной прокат: углеродистый 26,4 109,4 22,6 19,2 21,0 24,7 37,1 27,4 19,4 18,2 284,2 90,1 46,8
конструкцион- ный обыкновен- ного качества в том числе: проволока пру- 0,351 0,012 0,046 0,121 0,007 0,040 0,332 0,017 6,282 0,113 0,183 0,001
жинная проволока сва- 0,004 0,890 — 0,312 1,300 1,780 1,197 0,445 0,207 —. 1,776 2,060 9,160
рочная проволока для 0,001 0,037 0,009 0,054 0,050 0,012 0,025 0,039 0,002 0.002 0,005 0,003 —
металлизации легированный — 4,1 — 2,3 0,817 1,010 1,246 0,7 7,8 31,4 9,1 8,8 1,5
Продолжение табл. 1.56
Норма расхода на капитальный ремонт машин разных технологических групп Средневзвешенная норма для данного предприятия
Сита полигональ- ные Бегуны смешива- ющие Машины формовочные грузоподъемностью, кг Пескометы формо- вочные Машины Решетки выбив- ные Барабаны Столы и камеры дробеметные
до 300 св. 300 до 2500 св. 2500 до 5000 св. 5000 | стержневые для литья под давле- нием галтовочные дробеметные
в том числе: проволока сва- 0,009 0,817 1,010 1,246
рочная корро- зионно-стойкая Отливки: стальные 21,0 38,4 40,8 96,4 15,8 23,4 46,5 11,5
чугунные 10,7 39,7 37,2 51,6 55,2 60,8 5,3 24,2 14,0 8,9 9,0 , 10,8 10,3
Прокат алюминие- — — — 0,001 0,012 0,021 — 0,024 0,002
вый Цветные сплавы 0,010 0,5 0,2 0,4 0,6 1,0 0,9 1,2 1,2 0,053 0,051 0,010 0,8
Из них: отливки бронзо- 0,009 0,247 0,192 0,073 0,100 0,966 0,700 0,274 0,909
вые прокат медный 0,075 0,107 0,002 0,846 0,179 0,040
прокат латунный — 0,158 0,005 0,217 0,499 0,032 0,107 0,032 0,101 0,053 Ю,006 0,006
припой 0,001 0,020 0,003 0,003 0,001 0,002 0,091 0,048 0,011 — 0,005 0,004 —
Таблица 1.57
Поправочные коэффициенты к нормам расхода металла
на капитальный ремонт 1гм
Коэффициент Обозна- чение Величина
Для двухвидовой структуры ремонтного цикла
Коэффициент отношения расхода материала на текущий ремонт к табличному расходу на капи- тальный ремонт к? 0,15
Коэффициент отношения годового расхода мате- риала на техническое обслуживание к суммар- ному расходу на капитальный и текущий ре- монты за год Для трехвидовой структуры ремонтного цикла Ло 0,15
Коэффициент отношения расхода материала на капитальный ремонт к табличному расходу на капитальный ремонт при двухвидовой структуре Кк 0,83
Коэффициент отношения расхода материала на средний ремонт к табличному расходу на капи- тальный ремонт при двухвидовой структуре Ко 0,41
Коэффициент отношения расхода материала на текущий ремонт к табличному расходу на ка- питальный ремонт при двухвидовой структуре Кт 0,13
Коэффициент отношения годового расхода ма- териала на техническое обслуживание к сум- марному расходу на капитальный ремонт и в нутрицикловые ремонты за год Ко 0,11
Таблица 1.58
Нормы расхода труб и фитингов (кг/1гм)
Материал Норма расхода на капи- тальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кт 1 I *О Кк «с Кт Ко
Трубы: стальные катаные тянутые водогазопроводные катаные коррозион- но-стойкие цветные Фи 1 ИНГИ 1,14 0,41 0,32 0,31 0,10 0,04 0,15 0,15 0,83 0,41 0,13 0,11
0,05
183
Таблица 1.59
Нормы расхода метизов
Материал Едини- ца из- мерения Норма расхода иа капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
кт «о *к *т Ко
Сетка латунная Электроды Крепежные дета- ли стандартизо- ванные: чистые черные м2/1гм кг/1гм 0,01 0,70 0,40 0,30 0,15 0,15 0,83 0,41 0,13 0,11
Таблица 1.60
Нормы расхода резинотехнических изделий
Материал Единица изме- рения Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
кт Ко Кк Кс Ко
Ремни: клиновые плоские резино- тканевые Рукава резиновые Рукава напорные высокого давле- ния Шнур асбестовый Фрикционный ма- териал (ферродо И др.) Резина листовая Пластикат листо- вой Паронит усл. ед. I'm 0,16 0 9 1,0 0 0 9
м2 про- кладки I'm 0,20 0 0
м/1гм » 0,50 0,43
кг/1гм м»/1гм кг/1гм » 0,009 0,002 1,5 0,01 0,017 0,15 0,15 0,83 0,41 0,13 0,11
184
Продолжение табл. 1.60
Материал Единица изме- рения Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
К? Ко Кк кс Ко
Войлок Фетр Кожа Набивка пенько- вая Шланги дюрито- вые Картон Фибра листовая Текстолит Лента конвейер- ная Резина сырая КГ/1гм » » » 0,02 0,0003 0,001 0,068
м/1гм 0,096 0 0 1,0 0 0 0
кг/1/-м » » м/1гм кг/1гм 0,105 0,001 0,083 0,07 0,365 0,15 0,15 0,83 0,41 0,13 0,11
Таблица 1.61
Нормы расхода химикатов
Материал Единица изме- рения Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
«о «к кс Ко
Канифоль Карбид кальция Кислород Нашатырь 1 од я каустическая Нура Паста ГОИ 11ропан-бутан КлгЙ, всего II том числе: Н8 карбинольный резиновый ЬФ-2 кг/1гм м3/1гм кг/1гм » » » м'*/1гм кг/1гм » » » » 0,002 0,03 0,13 0,005 0,21 0,003 0,004 0,04 0,015 0,006 0,001 0,002 0,006 0,15 0,15 0,83 0,41 0,13 0,11
185
Таблица 1.62
Нормы расхода лакокрасочных материалов (кг/1гм)
Материал Норма расхода на капи- тальный ремонт Поправочный .коэффициент
для двух- видовой структуры для трехвидовой структуры
«о Кк «с кт Ко
Шпатлевка Эмаль Нитрор аствор ител ь Нитролак Грунтовка Сурик Уайт-спирит Сольвент каменноуголь- ный 0,245 1,37 0,45 0,04 0,471 0,154 0,6 0,22 0 0,15 1.0 0 0 0,15
Таблица 1.63
Норма расхода комплектующих изделий
Изделие Единица изме- рения Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кт Ко Кк Кс Кт Ко
Подшипники каче- ния Цепи втулочно- роликовые Цепи зубчатые с внутренней на- правляющей Масленки колпач- ковые шт/1гм м/1гм 1,5 0 0 1,0 0 0 0
0,4 0,11 0,15 0,26
шт/1гм 0,4 0,15 0,15 0,83 0,14 0,13 0,11
Редуктор Клапан раздели- тельный Маслор аспыл итель Тройник Ниппель Регулятор давле- ния руб/1гм в » в в в
186
Продолжение табл, 1.63
Изделие Единица изме- рения Норма расхода на капиталь- ный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Кт Кк Кс Кт *0
Пневмоклапан вы- дсржки времени Кран муфтовый Кран пробко- спускной Насос перекачной 1 lacoc густой смаз- ки руб/1гм руб/ км » » в 26,14 0 0 1,0 0 0 0
Питатель двухли- нейный Смазочная панель Клапан трехли- нейный Фильтр влагоот- дел ительный. Кран спускной Угольники Тормоз Вибратор Мотор-редуктор 1 рязесъемник Фильтр воздуш- ный Кран обратный в в в в в в в в в в в в
Таблица 1.64
Нормы расхода материалов для обтирки и промывки
. Материал Единица измерения Норма на 1000 ч оперативного времени работы оборудования*
< плфетки технические М2/1гм 0,30
Ветошь кг/1гм 1,00
Керосин в 0,25
* В том числе: на капитальный ремонт — 2,6 %; внутрицикло-
йьн’ ремонты — 1,2 %; техническое обслуживание — 96,2 %.
187
Таблица 1.65
Нормы расхода смазочных материалов (кг/1гм)
Группа оборудования Инду- стриальное масло Пластичные смазки *
Норма на 1000 ч оперативного времени работы *♦
Сита полигональные Бегуны смешивающие Формовочные машины грузоподъемностью, кг: до 300 300—2500 2500—5000 св. 5000 Пескометы формовочные Машины стержневые Машины для литья под давлением Решетки выбивные Барабаны галтовочные Барабаны дробеметные Столы и камеры дробеметные 4,5—5,2 8,5—9,3 3,0—3,7 10,0—10,3 25,0—25,1 28,5—29,5 8,3—8,9 5,8—6,2 11,3—11,7 4,0—4,7 2,5—2,8 2,6—3,0 1,6—2,0 3,0-4,3 1,4—2,0 0,4—0,7 1,6—1,9 4,2-6,7 4,3—5,7 3,0—3,6 1,8—2,2 1,1—1,7 1,3—2,0 1,1—1,4 0,8-1.2 0,6- 0.7
* Марки пластичных смазок выбирают согласно указаниям ру-
ководств по эксплуатации.
* * В том числе: на капитальный ремонт— 1,5%; внутрицикло-
вые ремонты — 4,5 %; техническое обслуживание — 94 %.
Нормы расхода материалов на ремонт
и техническое обслуживание электрической части
Таблица 1.66
Нормы расхода металла, кабельных изделий, метизов,
изоляционных и резинотехнических изделий, химикатов
_____________и лакокрасочных материалов______________
Материал Единица измере- ния Норма на капитальный ремонт 100 гэ Поправоч- ный коэф- фициент
электро- де игате- лей электро- аппара- туры и проводки для двух- видовой структуры
кт
Металл Прокат: латунный алюминиевый медный кг » 11,0 16,0 11,0 1,50 0,24 0,50 0,25 0,12
0 0
188
Продолжение табл. 1.66
Материал Единица измере- ния Норма на капитальный ремонт 100гэ Поправоч- ный коэф- фициент
электро- двигате- лей электро- аппара- туры и проводки для двух- видовой структуры
Кт «о
Припой: оловянно-свинцовый медно-фосфористый Кабельные изделия Медь обмоточная Провод: гибкий установочный эмалированный ШРПС Метизы Электроды Мсталлорукава 1 рубы газовые Крепежные детали стан- дартизованные чистые Изоляционные и резино- зежнические изделия Иектрокартон 11рсссшпан Ьжстолит и гетинакс Ьумяга телефонная by мага асбестовая Фибра 11 'мсти кат прокладочный Пикоткань (стеклоткань) Мн HI ИТ Миканит и микалента Инна: миткалевая и юляцнонная минерная ।нфтяпая '||П1оксиновая трубка ньллпк ’ Нин изоляционный »’ дельная масса КГ в в м в КГ м кг м кг в в м2 кг в в в в м2 кг в м в в в в кг в 0,50 0,50 1,50 1,50 0,25 0,12
450,0 11,30 0 0
133,0 2880,0 6,0 100,0 0,25 0,12
2,5 25,0 0,26 0
2,0 200,0 8,0 0,26
10,0 1,0 2,0 2,0 50,0 1,0 300,0 2,0 25,0 1,0 9,0 2,0 5,0 13,0 100,0 0,14
0 0
0,14 0,12
0 0
5,0 25,0 0,14 0,12
300,0 50,0 0 0
600,0 70,0 35,0 100,0 1,0 10,0 1,0 0,14 0,12
189
Продолжение табл. 1.66
Материал Едини- ца изме- рения Норма расхода на капитальный ремонт ГО0гэ Поправочный коэффициент
электро- двигате- лей электро- аппара- туры и проводки для ДВуХ- fl ИДОВОЙ структуры
«о
Химикаты Смола эпоксидная Канифоль Лакокрасочные материа- лы Нитрорастворитель Эмаль КГ » » 0,15 2,4 0,20 0,14 0,12
15,0 25,0 5,0 5,0 0 0,12
Примечание. Нормы расхода материалов на ремонт и тех-
ническое обслуживание электродвигателей и аппаратуры рассчитаны
для предприятий, имеющих электродвигатели со средней мощностью
3—10 кВт. Для других мощностей применяют следующие коэффи-
циенты:
Мощность, кВт «п Мощность. кВт
До 0,6 0,5 Св. 10 до 40 1,3
Св. 0,6 до 3 0,8 » 40 » 100 1,6
>3 » 10 1,0 » 100 2,0
Среднюю мощность электродвигателей определяют путем деления
суммарной установленной мощности электродвигателей (за исключе-
нием высоковольтных) на их число.
Таблица 1.67
Нормы расхода комплектующих изделий (шт.)
Изделия Норма на капитальный ремонт 100гэ Поправоч- ный коэф- фициент
электро- двигате- лей электро- проводки для двух- ввдовой структуры
кт «о
Трансформаторы: трехфазные однофазные Реостаты, ящики сопротивлений Арматура местного освещения 10,8 0,8 0,8 8,3 0
190
Продолжение табл. 1.67
Изделия Норма на капитальный ремонт 100гэ Поправоч- ный коэф- фициент
электро- двигате- лей электро- проводки для двух- видовой структуры
кт Ко
Контакторы, командоаппараты; контроллеры 4 Рубильники трех- и однофазные Кнопочные станции и кнопки управ- ления Выключатели путевые н конечные Диоды, триоды и другие электрон- ные элементы Резисторы и тиристоры Тиристорные приводы Конденсаторы Колодки агрегатные и штекерные плзъемы г Моры зажимов Клеммники Пилки Розетки Интроны различных типов Микропереключатели Амперметры, вольтметры и другие щитовые электроизмерительные приборы Днгчики разного назначения Реле времени программные Колодки предохранительные К «тушки электромагнитные Нынрямители селеновые, кремние- ныс Выключатели и переключатели па- печ ные, барабанные, тумблеры и др. Реле тока, напряжения, времени электромеханические, контроля ско- рости, мощности и др. Муфты электромагнитные Игктромагниты разные Аккумуляторы и батареи Арматура сигнальная Лнмпы коммутаторные Пускатели магнитные и автоматы Предохранители, плавкие вставки, пробки Чнмны накаливания 8,5 0,05 21,7 18,4 369,5 316,7 2,5 158,5 83,5 8,4 83,5 13,4 13,4 8,4 0,2 0 0
37,6 4,2 2,5 5,0 25,0 16,7 2,5 12,7 50,0 5,0 1,7 0,3 1,7 8,3 3,6 0,4
1,0
50.0 0,8 4
191
Продолжение табл. 1.67
Изделие 4 Норма на капитальный ремонт 100 rQ Поправочный коэффициент
электро- двигате- лей электро- проводки для двух- видовой структуры
кг «о
Коллекторы и кольца контактные Катушки полюсные Щеткодержатели Наконечники кабельные Щиты подшипниковые Крышки подшипниковые Щетки Подшипники 18,8 112,0 0,33 0
18,8 7,5 15,0 15,0 1.0
56,3 3
100,0 0 0
Таблица 1.68
Нормы расхода материалов для обтирки и промывки_
Материал Единица измере- ния Норма ин 1000 ч оперативного времени работы *
электро- двигателей на 100гэ электро- аппаратуры и проводки на 100г9
Салфетки хлопчатобумажные М2 9,0 14,0
Ветошь кг 15,0 10,0
Керосин » 2,0 —
Бензин » 1,0 3,0
♦ В том числе:
на капитальный ремонт 3% 3%
на внутр ицикловые ремонты 2% ' 2%
на техническое обслуживание 95% 95%
Таблица 1.69
Нормы расхода смазочных материалов
на 1600 ч работы электродвигателя
Мощность электродвига- теля, кВт Подшипники скольжения Подшипники качения
Емкость картера, кг Масло ин- дустриаль- ное И20А, кг/1гэ Емкость картера, кг Смазка 1-13, кг/1гэ
До 0,6 0,15 0,32 0,05 0,09
Св. 0,6 до 1,5 0,15—0,2 0,60 0,05—0,15 0,11
1,6—3,0 0,13
192
Продолжение табл. 1.69
Мощность электродвига- теля, кВт Подшипники скольжения Подшипники качения
Емкость картера, кг Масло ин- дустриаль- ное И20А, кг/1гэ Емкость картера, кг Смазка 1-13, кг/1гэ
3,1— 5,0 0,2—0,25 0,95 0,15—0,20 0,17
5,1—7,0 0,25—0,3 1,20 • 0,21
7,1—10,0 0,3—0,35 1,50 0,20—0,25 0,24
10,1—15,0 0,35—0,40 1,80 0,28
15,1—20,0 0,40—0,50 2,10 0,25—0,35 0,30
20,1—30,0 0,50—0,70 2,40 0,35—0,40 0,34
30,1—40,0 0,70—0,90 2,80 0,40—0,45 0,39
40,1—55,0 0,90—1,20 3,30 0,45—0,55 0,46
55,1—75,0 1,20—1,50 4,15 0,55—0,70 1,04
75,1—100,0 1,50—2,0 5,00 0,70—0 80 0,67
100,1—125,0 2,0—2,50 6,08 0,80—1,0 0,80
125,1—155,0 7,34 1,0—1,10 0,94
155,1—180,0 2,5—3,0 8,60 1,1—1,2 1,08
180,1—215,0 9,95 1,23
Примечания: 1. Расход смазочного материала и емкость
картера указаны на оба подшипника электродвигателя.
2. Для всех электродвигателей с частотой вращения до 1500 об/мин
применяют пластичную смазку 1-13, а с частотой вращения св.
I !»00 об/мин — консталин.
3. Для электродвигателей, работающих в условиях пониженной
нмпературы, добавляют в смазочный материал животный жир, а для
работающих в условиях повышенной температуры применяют смазку
мшсталин.
4. Из циклового расходу смазочных материалов: на капитальный
ремонт—1,5%; на внутрицикловые ремонты — 7,5%; на техниче-
• кое обслуживание — 91,0 %.
7 Заказ 503
193
Таблица 1.70
Нормы расхода материалов
на ремонт и техническое обслуживание устройств ЧПУ
Материал Едини- ца из- мерения Норма расхода на 1000 ч оперативного времени работы одного устройства ЧПУ
Группа устройства ЧПУ *
1 2 3 4 5 6
Припой оловянно- свинцовый КГ 0,10 0,12 0,14 0,16 0,18 0,20
Крепежные изделия стандартизованные чистые » 0,20 0,25 0,30 0,35 0,40 0,45
Провод эмалирован- ный 0,05 0,055 0,06 0,065 0,07 0,075
Провод установочный м 1,00 1,10 1,20 1,30 1,40 1,50
Текстолит и гетинакс кг 0,50 0,55 0,60 0,65 0,70 0,75
Канифоль » 0,02 0,02 0,03 0,03 0,04 0,04
Лак изоляционный » 0,02 0,02 0,03 0,03 0,04 0,04
Спирт этиловый » 0,40 0,45 0,50 0,55 0,60 0,65
Салфетки технические ма 0,30 0,35 0,40 0,45 0,50 0,60
Вата оптическая кг 0,10 0,10 0,10 0,10 0,10 0,10
Масло вазелиновое » 0,01 0,01 0,01 0,01 0,01 0,01
Подшипники качения шт. 0,25 0,25 0,25 0,25 0,25 0,25
1 № группы 1 Конструктивные особенности групп Модели устройств, входящих в группы
1 Контурная с магнитной лентой КЗМИ, К4МИ, ПРС-ЗК, УСУ-1
2’ Позиционная с перфо- лентой, с кодовыми дат- чиками П227, П327, С-68, С-70, С70/3, П-Ш-13, 2П22-1М
3 Контурная с перфолен- той и линейным интер- К-2П, К-2Т, К2ПТ, К2ПТ-3, К-ЗП, 2П-67, СЦП-5АИВ
4 полятором Контурная и комбини- рованная с перфолентой и линейно-круговым ин- терполятором, а также построенная на базе микроЭВМ и микропро- цессоров Фанук 2000С, 2П62-ЗИ, П321-М, К-5П, Н221М, Н331, 1Н22, 1Р22, Н331М, Н332, Н332М, Н531, Н532, СП-22-1М, 2С42, 2Р22, 2С85, 2У92, У221, У331, К1-03, У332, 2У22, 2У32, 2Р32, У521, У522, УМС, ЭМ907, 2М43, НЦ-31, Бош Микро 5, Бош Микро 8, ЛУЧ-430, 2М30, Люмо-61
194
Продолжение табл. 1.70
! А» группы 1 Конструктивные особенности групп Модели устройств, входящих в группы
5 Позиционная с перфо- лентой, с линейными и круговыми датчиками перемещений Н323, Н323А, Н323Б, Н323В, П323, П323А, 2П23, П323Б, П323В, П323М, П325, Размер 2М, Р-69, У331 (зигзаг), ОСУ-4, П522
6 Универсальная, постро- енная по принципу ЭВМ Н-551, Н-552, 0551, Н55-2Л, Н55-2М, Синумерик 7т, Си нумер и к 8т, Алкатель
станков с ЧПУ Мс, г определяют по нормам, приведен-
ным в табл. 1.69, подставляя их в формулу
.. _ ^01 Т'р. I1C1 Ч~ МС2 У, Тр. ПС2 + • • • + У] гп. дс8
/Ио. г — ; Гбоо ' : ’
(1.120)
где Л1С1, Л1С2, .... Мсв—табличные значения норм рас-
хода материалов различных наименований, приведенные
н табл. 1.69; £ТР. псь .... S Tv. п св — суммарное
планируемое оперативное время работы на год соответ-
ственно устройств первой, второй и т. д. группы Tv. п
каждого устройства равно Тр. п станка; его значение
определяют по формулам (1.115)—(1.118).
Планирование потребности в запасных частях
Годовую потребность (в кг) в запасных частях, полу-
чаемых со стороны, определяют по формулам:
для двухвидовой структуры
М„г = 1,05M3R [ S (/?„)« + /<т S (Ям)т] (1 + Коз) (1 - Ксб);
(1.121)
для трехвидовой структуры
М8Г = 1,05Мзн s (/?м)к + к0 s (Ям)с +
+ Кт2(Ям)м](1 +Коз)(1 -КсД (1-1.22)
где MSR — нормы расхода (в кг) запасных частей на ка-
питальный ремонт 1гм по табл. 1.71—1.74; £ (/?м)к,
У (/\’м)с> £(Ям)т — суммарная ремонтосложность меха-
7* 195
Таблица 1.71
Металлорежущие станки (кг/1гм)
Станки массой, т Норма расхода на капи- тальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
кт ^03 *к Кс Кт Kqs
До 1 Св. 1 до 5 » 5 » 10 » 10 » 30 » 30 » 100 » 100 7,1 11,8 15,6 20,6 26,8 46,3 0,23 0,12 0,93 0,36 0,21 0,12
Таблица 1,72
Кузнечно-прессовые машины (кг/1гм)
Оборудование массой, т Норма расхода запасных частей на капи- тальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой струк1уры
«т К оз Кк /<с Кт ^03
До 1 Св. 1 до 5 » 5 » 10 » 10 » 30 » 30 » 100 » 100 » 200 16,5 48,5 84,1 151,5 307,2 507,3 0,25 0,15 1,0 0,34 0,21 0,15
Примечание. При точных расчетах отдельных машин, масса
которых близка к границе интервалов массы (например, 0,9; 0,1; 4,8;
5,2 и т. д.), следует пользоваться эмпирической формулой зависи-
мости расхода запасных частей Л)зД от массы G кузнечно-прессового
оборудования: M3R = 25,1G0»6.
Таблица 1.73
Деревообрабатывающие станки (кг/1гм)
Станки массой, т Норма расхода на капи- тальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
Хт ^03 «к «с /<т Коз
До 1 Св, 1 до 5 » 5 » 10 » 10 7,5 9,8 13,0 21,3 0,23 0,12 0,93 0,36 0,21 0,12
196
Таблица 1.74
Литейные машины (кг/1гм)
Оборудование Норма расхода на капи- тальный ремонт Поправочный коэффициент
для двух- видовой структуры для трехвидовой структуры
/<т ^03 /<К Кс к? К ОЗ
Сита полигональные Бегуны смешивающие Машины формовоч- ные грузоподъемно- стью, кг: до 300 св. 300 до 2500 » 2500 » 5000 25,976 121,625 41,982 77,681 126,984
Пескометы формовоч- ные Машины стержневые Машины для литья под давлением Решетки выбивные Барабаны галтовоч- ные Барабаны дробемет- ные ('толы и камеры дро- беметные 41,129 37,272 28,808 53,993 210,731 107,996 49,288 0,15 0,15 0,83 0,42 0,12 0,11
пической части станков и машин, подлежащих в течение
года соответственно капитальному, среднему или теку-
щему ремонту; Кк, Кс> Ат» Ао. 3— табличные значения
коэффициентов различных видов ремонта й технического
обслуживания; Асб — коэффициент доли запасных частей
собственного изготовления.
Нормы расхода запасных частей предназначены для
составления (и контроля) годовых заявок на запасные
части в номенклатуре, составляемых предприятиями и
представляемых территориальным управлениям Госснаба
СССР.
В пределах рассчитанной, как указано выше, массы
запасных частей предприятие имеет право заказать через
территориальную контору Госснаба СССР необходимые
запасные части по номенклатуре действующих прейску-
рантов № 27-01—38 и изданных дополнений к нему.
197
Заявку на запасные части специализированного изго-
товления по моделям составляют по форме 13 [11].
По получении от территориальной конторы Госснаба
фондовых извещений на поставки запасных частей специа-
лизированного изготовления работники группы запасных
частей БПА ОГМ формируют годовую программу РМЦ
(в кг) по изготовлению запасных частей в объеме разности
между рассчитанной годовой потребностью (в кг) и мас-
сой их, ожидаемой к получению со стороны.
Эта программа подлежит уточнению при составлении
месячных программ РМЦ (в кг) и номенклатуре деталей
по данным частичных и полных осмотров, вносимых
в журнал (форма 14) [11], предварительных дефектно-
сметных ведомостей (форма № 3) [11] составляемых при
осмотрах перед капитальными ремонтами, а в дальнейшем
после освоения методов технического диагностирования,
проводимого с целью уточнения объемов предстоящих
ремонтов, а также по данным диагностических процедур.
Ниже приведены нормы расхода запасных частей на ре-
монт и техническое обслуживание механической части
станков и машин.
Планирование затрат на техническое
обслуживание и ремонт
Разработка годового плана СГМ завершается состав-
лением сметы затрат на техническое обслуживание и ре-
монт оборудования. Затраты (в руб.) на техническое
обслуживание и ремонт С определяют по формуле
С = /7тс + /7п + См + Ар, (1.123)
где /7ТС — заработная плата рабочих (по тарифу), руб.;
/7П — премия рабочим за выполнение показателей, уста-
новленных принятой системой оплаты, руб.; См — стои-
мость основных материалов, комплектующих изделий
и покупных полуфабрикатов, руб.; Лр— косвенные рас-
ходы, руб.
Сумму заработной платы определяют при составлении
плана по труду.
Часовые тарифные ставки рабочих по техническому
обслуживанию и ремонту различных видов оборудования,
приведенные в табл. 1.10 и 1.11, предназначены для
оплаты труда рабочих. Ими пользуются при выдаче на-
рядов бригадирам.
198
Составление сметы затрат на техническое обслужива-
ние и ремонт оборудования по данным табл. 1.10 и 1.11
было бы очень трудоемко.
Для расчета фонда заработной платы на планируемые
объемы ремонта и технического обслуживания следует
пользоваться средними тарифными ставками, приведен-
ными в табл. 1.75. Средние тарифные разряды и ставки
соответствуют структуре парка оборудования машино-
строения.
Поскольку на отдельных предприятиях структура
нарка отличается от средней, рекомендуем по данным
табл. 1.10 и 1.11 вывести средневзвешенные тарифные
ставки, которыми можно в дальнейшем пользоваться 10 лет.
При составлении плана по труду фонд заработной платы
(в руб.), необходимый для ремонта и технического обслу-
живания отдельных видов оборудования, рассчитывают
по формуле
= 2 Т’рм^рм "4“ ^2 Т’рэСрэ 4" 2 ^рс^рс 4” 2 T'ovfion 4-
4-2Л>эСОэ4- 27’осСос. (1.124)
где Л Три, 2 Л>э» 2 ^рс — суммарная трудоемкость
ремонта механической, электрической и электронной ча-
стей неавтоматизированного оборудования одного вида
(например, металлорежущих станков) по данным годовых
планов-графиков ремонта форм 8 и 8 ЧПУ [11]; 2 Т01Л,
2 Т’оэ, 2 Т’ос — суммарная трудоемкость технического
обслуживания того же вида оборудования по данным
графиков форм Юм, 10э, 10 ЧПУ; Срм, Срэ, Срс— сред-
ние часовые тарифные ставки на ремонт механической,
» лектр и ческой и электронной частей неавтоматизирован-
ного оборудования (табл. 1.75); Сом, Соэ, Сос — то же
па техническое обслуживание.
По этой же формуле рассчитывают фонд заработной
платы на ремонт и техническое обслуживание неавтома-
тзированного оборудования других видов и отдельно
автоматических линий. Суммируя результаты расчетов
по всем видам оборудования, получают годовой фонд
мработной платы рабочих по тарифу /7ТС.
При составлении сметы затрат из плана по труду
(форма 11) выписывают годовой фонд заработной платы
отдельно: на капитальные ремонты /7ТК, на средние ре-
монты /7ТС, на текущие ремонты /7ТТ и на техническое
обслуживание /7ТО по каждому виду оборудования.
199
Таблица 1.75
Средние тарифные разряды и часовые тарифные ставки
для планирования затрат на ремонт и техническое обслуживание
оборудования для предприятий, перешедших
на новую систему оплаты труда
Оборудование Условия выполнения ремонта и техниче- ского обслуживания Средний тарифный разряд
Часовая тарифная ставка, коп.
Ремонт Техническое обслужи- вание
Металлорежущее В холодных цехах 5,2 85,5 5,0 83,8
Кузнечно-прессовое 50 % ремонта и тех- обслуживания в горя- чих цехах 4,2 79,6 3,8 75,6
Деревообр абатыва- ющее В холодных цехах 3,8 3,8
71,4 71,4
Литейное В горячих цехах 4,0 4,2
77,3 «4,0
Электрооборудование (все виды) В холодных цехах В горячих цехах Среднее значение 5,1 84,9 5,1 5,5 90,0 - 5,5
95,1 5,1 85,6 ,101,0 5,5 91,0
Электронное (устрой- ства ЧПУ) В холодных цехах 6,5 6,5
120,0 120,0
Автоматические ли- нии из оборудования всех видов (механиче- ская и электрическая части) В холодных цехах В горячих цехах Среднее значение 6,0 5,5
117,0 6,0 108,0 5,5
131,0 6,0 121,0 5,5
119,0 109,3
200
Сумму премий рабочим Пп определяют исходя из
утвержденной системы' оплаты и принятых показателей
оценки труда ремонтников.
Стоимость материалов, запасных частей, полуфабри-
катов и комплектующих изделий определяют по нормам
расхода на капитальный ремонт в руб/1гм и в руб/1г9,
приведенным в табл. 1.76. Для определения расхода на
средний и текущий ремонт и техническое обслуживание
п табл. 1.77 даны поправочные коэффициенты Кс, К? и Ко
по видам' оборудования. Порядок расчета аналогичен
порядку, изложенному на с. 150—153 для расчета потреб-
ности в металле.
В табл. 1.78 приведены поправочные коэффициенты
к нормам затрат на комплектующие изделия механической
части металлорежущих и деревообрабатывающих станков.
Нормы затрат на материалы в табл. 1.76 дифферен-
цированы по категориям массы оборудования. Расчет
может быть значительно упрощен, если согласно рекомен-
дациям на с. 150—151 определена средневзвешенная масса
оборудования в тоннах. В этом случае расчет стоимости
материалов выполняют по нормам, соответствующим сред-
невзвешенным массам оборудования различных видов.
Годовые затраты (в руб.) на материалы, запасные
части, комплектующие изделия для ремонта и техниче-
ского обслуживания машин и станков определяют по
следующим формулам: '
Механическая часть
При двухвидовой структуре ремонтного цикла
Смм = 1,05Chm[E(^m)k + ^tE(^m).](1+^o) X
X [КдмКсб + (1 - Кдм) + Кдм (1 - Кеб) Кос). (1-125)
При трехвидовой структуре ремонтного цикла
б'мм “ 1 ,05Сдм IX (7?м)к 4" Zj (^м)с 4" *М Е (^?м)м] х
X (1 4“ ТСо) [^дмАсб 4" (1 ^дм) 4- ^(дм (1 Кеб) Кос]-
(1.126)
Электрическая часть
При двухвидовой структуре ремонтного цикла
Смэ = 1,05 {СВа [ S (Яа)к + К, S (Яа) J 4-
4-СЛд[2(/?д)к4-^Е(Лд)т]}(1 4-Коэ). (1.127)
201
Таблица 1.76
Нормы затрат на материалы и комплектующие изделия
для капитального ремонта
Вид оборудования Норма расхода. РУб/1гм
Механическая часть оборудования
Металлорежущие станки массой, т:
ДО СВ. 1 1 до 5
5 » 10
» 10 » 30
» 30 » 100 х
» 100 Кроме того (независимо от массы станка):
станки с оптикой
станки с пневматикой
гидрофицированные станки с ручным управлением
гидрофицированные станки с ЧПУ
все станки с ЧПУ (шариковые п4ры)
Кузнечно-прессовое оборудование массой, т:
27-00
32—00
37—00
43—00
51—00
69—00
5-00
9—50
44—21
73—68
30—00
ДО 1
св. 1 до 5
» 5 » 10
» 10 » 30
» 30 » 100
» 100 200
50—90
109-00
166—70
262—50
454—10
675—00
Деревообрабатывающее оборудование массой, т:
до 1
св. 1 до 5
» 5 » 10
» 10
Кроме того (независимо от массы станка):
станки с пневматикой
гидрофицированные станки с ручным управлением
Литейное оборудование
Сита полигональные
Бегуны смешивающие
Формовочные машины грузоподъемностью, кг:
до 300
св. 300 до 2500
» 2500 » 5000
» 5000
Пескометы формовочные
Машины стержневые
Машины для литья под давлением
19—00
22—00
24-00
26—00
9—50
44—21
51—76
95—09
61—73
95—65
98—64
141—21
64—55
59—83
56—03
202
Продолжение табл. 1.76
Вид оборудования
Решетки выбивные
Барабаны галтовочные
Барабаны дробеметные
Камеры дробеметные
Норма
расхода,
РУб/1Гм
72—44
100—64
97—69
65—39
Электрическая часть оборудования
Материалы и комплектующие изделия:
для электродвигателей 15—00
для электроаппаратуры и проводки 23-00
Электронная часть оборудования
Материалы и комплектующие изделия:
для устройств ЧПУ (в руб. на 1000 ч работы одного
устройся ня)
420—00
11 р и м е ч а н и е. Нормы включают: а) по механической части
оборудования — стоимость материалов для изготовления и восстанов-
ления деталей при ремонте и стоимость покупных комплектующих
деталей, заменяемых при ремонте; б) по электрической части оборудо-
вания — стоимость материалов для ремонта электродвигателей, элек-
чрошкафов с аппаратурой, магнитных пускателей: для замены электро-
аппаратуры на оборудовании и электропроводки, а также стоимость
покупных комплектующих изделий, заменяемых при ремонте.
Нормы предусматривают изготовление 100 % заменяемых деталей
механической части предприятием, эксплуатирующим оборудование.
11ри получении части деталей со специализированных заводов нормы
нитрат на материалы, запасные части и комплектующие изделия опре-
деляют по формулам (1.125)—(1.128).______________________________
Таблица 1.77
Поправочные коэффициенты к нормам расхода материалов
и комплектующих изделий на капитальный ремонт (табл. 1.76)
Механическая часть
Коэффициент
ч о
ь Ф
ф s
жа-
Электриче-
ская часть,
двигатели
аппаратура
Для двухвидовой структуры ремонтного цикла
Коэффициент отношения 1 ок'хода в руб/1гм на те- кущий ремонт к таблич- ному расходу на капи- 1 ильный ремонт — Кт 0,15 0,13 0,1 0,13 0,13 0,42
203
Продолжение табл. 1.77
Коэффициент Механическая часть Электриче- ская часть, двигатели аппаратура
Металлорежу- щие станки Кузнечно-прес- совое оборудо- вание Деревообраба- тывающее обо- рудование Литейное обо- рудование
Коэффициент отношения годового расхода в руб/ 1гм на техническое обслужи- вание к суммарному рас- ходу на капитальный и текущие ремонты за год — Ко 0,95 0,22 0,79 0,44 0,58 0,13
Для трехвидовой структуры ремонтного цикла
Коэффициент отношения расхода в руб/1гм на ка- питальный ремонт к таб- личному расходу на ка- питальный ремонт при двухвидовой структу- ре — Кк 0,96 0,99 0,90 0,86
Коэффициент отношения расхода в руб/1гм на средний ремонт к таблич- ному расходу на капи- тальный ремонт при двухвидовой структу- ре— Кс 0,24 0,28 0,18 0,30
Коэффициент отношения расхода в руб/1гм на те- кущий ремонт к таблич- ному расходу на капи- тальный ремонт при двухвидовой структу- ре— Кт 0,15 0,06 0,10 0,05
Коэффициент отношения годового расхода в руб/ 1гм на техническое обслужи- вание к суммарному рас- ходу на капитальный и внутрицикловые ремон- ты за год — Ко 0,71 0,30 0,89 0,35
204
Продолжение табл. 1.77
Коэффициент Механическая часть Электриче- ская часть, двигатели аппаратура
Металлорежу- щие станки Кузнечно-прес- совое оборудо- вание Деревообраба- тывающее обо- рудование Литейное обо- рудование
При любой структуре цикла
Коэффициент доли за-
трат на материалы для
изготовления 100 % де-
талей в общей стоимости
материалов и комплек-
тующих изделий — Лдм
Коэффициент отношения
средней стоимости 1 т за-
пасных частей специали-
зированного изготовле-
ния к средней стоимости
I т материалов, расходу-
емых РМЦ, — Кос
0*2 0,58
6,4 2,0
Таблица 1.78
Поправочные коэффициенты к нормам затрат
на комплектующие изделия механической части отдельных групп
металлорежущих и деревообрабатывающих станков
Комплектующие изделия Коэффи- циент Значение коэффи- циента
При двухвидовой структуре ремонтного цикла
Оптика прецизионных станков кт 0
Ко 0
11невматика Кт 0,25
Ко 0
Гидравлика станков без ЧПУ и с ЧПУ Кт 0,4
Ко 0,01
Шариковые пары станков с ЧПУ кт 0,4
Ко 0
При трехвидовой структуре
Оптика прецизионных станков . *0 0
Кт 0
Ко 0
205
Продолжение табл, 1.78
Комплектующие изделия Коэффи- циент Значение коэффи- циента
Пневматика х Кс 0,73
Кт 0,07
Ко 0
Гидравлика станков без ЧПУ и с ЧПУ Ко 0,002
Кт 0,5
Ко 0,01
Шариковые пары станков с ЧПУ Кс 0
Кт 0,4
Ко 0
При любой структуре цикла
Оптика, пневматика, гидравлика и ша- Кд. м 0
риковые пары Ко. с 0
Электронная часть (устройства ЧПУ)
^мс = Orc 2Трп:1000, (1.128)
где CRK, CR&, СЛд, СКо — нормы затрат на материалы
и комплектующие изделия механической части (м), аппа-
ратуры и проводки (а), электродвигателей (д) и устройств
ЧПУ (с) металло- и деревообрабатывающего оборудования
по табл. 1.76, руб.; 2 (₽м)к, 2 (#м)с> 2 (Ям)т, 2 (^а)к,
2 (#а)т> 2 (^д)к. 2 (^д)т — суммарная ремонтослож-
ность механической части (м), электродвигателей (д),
аппаратуры и проводки (а), проходящих в течение года
капитальные, средние и текущие ремонты; Кк, /<с, Кт,
К о, Коэ, КЛм и Кос — коэффициенты по табл. 1.77;
Кс6 — коэффициент снижения потребности в материалах
в связи с получением запасных частей со стороны, опре-
деляемый по формулам (1.110) или (1.111).
На сумму основной заработной платы, расходуемой на
капитальный ремонт, должны быть начислены косвенные
расходы (цеховые и общезаводские).
Процент косвенных расходов к заработной плате
определяет плановый отдел предприятия. Расходы на
текущий ремонт, неплановые ремонты и техническое об-
служивание являются частью цеховых расходов соответ-
ствующих цехов. Поэтому на заработную плату, расходуе-
мую на текущий ремонт или техническое обслуживание,
цеховые расходы не начисляют. В стоимость этих видов
206
ремонта и обслуживания должны быть включены лишь
дополнительная заработная плата и начисления на зара-
ботную плату, составляющие 15 % основной заработной
платы.
Зная средние часовые тарифные ставки и нормы тру-
доемкости различных видов ремонта и полных плановых
осмотров, величину премии в процентах к основной за-
работной плате, нормы затрат на материалы и процент
косвенных расходов на основную заработную плату,
рассчитывают стоимость капитального и текущего ре-
монта, полного планового осмотра перед внутрицикловым
и перед капитальным ремонтом одной единицы ремонто-
сложности кТеханической, электрической и электронной
частей различных видов и групп оборудования. Анало-
гично рассчитывают стоимость планового и непланового
обслуживания 1гм и 1гэ различных видов оборудования
за 1000 отработанных часов. Таким образом определяют
расценки на все виды работ и услуг ремонтно-механиче-
ского цеха производственным цехам и другим цехам и
службам завода, являющиеся основой межцеховых расче-
тов при переводе РМЦ на хозрасчет.
1.8. ПОДГОТОВКА ПРОИЗВОДСТВА РАБОТ
ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
И РЕМОНТУ
Как бы тщательно не был рассчитан плйн, предусма-
тривающий оптимизацию сроков вывода оборудования
в ремонт и выполнения операций технического обслужи-
вания станков и машин, он может быть реализован только
при условии всесторонней подготовки запланированных
работ, включающей:
заблаговременное обеспечение технической докумен-
тацией, необходимой для ремонта и технического обслу-
живания оборудования;
подготовку производственной базы, имеющей мощность,
достаточную для выполнения предусмотренных планом
объемов работ, и поддержание в исправности ее обору-
дования;
материальное обеспечение работ, предусмотренных пла-
ном, упорядочение хранения материалов и деталей, под-
держание в исправности инструмента и приспособлений:
подготовку рабочих, освоение ими прогрессивных,
207
производительных приемов работы и требований, содер-
жащихся в технической документации;
организационную подготовку: юридическое оформле-
ние взаимоотношений СГМ с другими службами и це-
хами и определение форм оплаты труда рабочих, способов
контроля производимых работ и проверки состояния обо-
рудования.
Конструкторская и технологическая подготовка
Конструкторская подготовка ремонтных работ состоит
в заблаговременном приобретении или изготовлении черте-
жей на подлежащие замене и восстановлению детали.
Технологическая подготовка ремонта включает: при-
обретение или разработку типовых технологических про-
цессов разборки и сборки агрегатов; приобретение или
разработку типовых технологических процессов изготов-
ления заменяемых деталей (как правило, только сложных
в конструктивно-технологическом отношении) и восста-
новления незаменяемых деталей; приобретение чертежей
либо конструирование и изготовление технологической
и контрольно-поверочной оснастки, специального инстру-
мента и средств механизации ремонтных работ; составле-
ние дефектно-сметных ведомостей на оборудование, про-
ходящее в планируемом году капитальный ремонт.
Составление дефектно-сметной ведомости (в составе
акта формы 3) Ill) разделяется на два этапа. Предвари-
тельно форму 3 заполняют при полном осмотре, предше-
ствующем капитальному ремонту, по данным визуальной
проверки вскрываемых узлов и инструментального за-
мера износа отдельных деталей, вносимых в журналы
периодических осмотров (форма 14) 111 ]. На с. 1 формы 3
заполняют только реквизиты станка (машины), с. 3 не
заполняют.
Окончательную дефектно-сметную ведомость состав-
ляют путем внесения уточнений в форму 3 [111 при
разборке и дефектации деталей в процессе капитального
ремонта. При этом вносят все недостающие данные на
с. 1 и заполняют с. 3 формы 3. Ведомость составляют
инспектор ОГМ и (или) мастер РМЦ.
По данным предварительной дефектно-сметной ведо-
мости группа запасных частей БПА производит комплек-
тование деталей на складе и оформляет заказ на изготов-
ление в РМЦ деталей, отсутствующих на складе и не
208
могущих быть полученными со специализированных за-
водов. Поэтому крайне важно, чтобы уточнение предвари-
тельной ведомости в процессе дефектации и объем сроч-
ного заказа на изготовление недостающих деталей были
минимальными.
Технологическая подготовка работ по техническому
обслуживанию включает:
разработку карт планового технического обслужива-
ния па конструктивно близкие группы моделей оборудо-
вания (<]хэрма 15) [11];
разработку инструкционно-технологических карт (фор-
ма 16) [11] на отдельные операции технического обслу-
живания, требующие выполнения в определенной тех-
нологической последовательности, непонятной без иллю-
стративного пояснения;
разработку типовых инструкций на выполнение опе-
раций технического обслуживания с регламентированными
переходами, не требующими иллюстративного пояснения;
конструирование и изготовление орг- и техоснастки,
инвентаря, тары и т. п., способствующих повышению про-
изводительности труда при техническом обслуживании-
Обеспечение технической документацией РМЦ и ЦРБ
возлагается на конструкторско-технологическое бюро
ОГМ. Альбомы чертежей на каждую эксплуатируемую
модель оборудования и контрольные экземпляры типовых
технологических процессов хранят в техническом ар-
хиве ОГМ.
Во всех случаях следует предпочитать приобретение
документации, оснастки, инвентаря и т. д. изготовлению
собственными силами. Это позволит высвободить часть
персонала ОГМ и РМЦ для выполнения таких работ,
которые могут производиться только на месте эксплуа-
тации оборудования, и получить документы и изделия
более высокого качества. В частности, при заказе нового
оборудования всегда следует включать в комплект по-
ставки рабочие чертежи его сборочных единиц и деталей.
Подготовка производственной базы
После составления годового плана технического об-
служивания, ремонта оборудования и других работ, под-
лежащих выполнению в РМЦ (см. с. 60), необходимо
проверить, достаточна ли мощность РМЦ и ЦРБ для его
выполнения.
209
Проверку производят:
сопоставляя численность рабочих, необходимую для
выполнения работ, предусмотренных годовым планом,
с имеющейся численностью;
сравнивая площадь, необходимую для выполнения
слесарно-сборочных и разборочных работ при ремонте
оборудования, изготовлении изделий; изготовлении и вос-
становлении деталей для ремонта и технического обслу-
живания, с имеющейся площадью слесарного отделения
РМЦ и слесарных участков ЦРБ (КРБ);
сопоставляя количество оборудования, необходимое
для изготовления и восстановления деталей при всех
видах ремонта и технического обслуживания, а также
для изготовления изделий с имеющимся количеством обо-
рудования.
Проверку мощности производственной базы по числен-
ности рабочих производят ежегодно по формуле
<?ф, (1.129)
где 2 Ч — расчетная численность рабочих СГМ; 4$ —
фактическая численность рабочих СГМ.
Если расчетная численность оказывается больше фак-
тической, должен быть подготовлен проект распоряжения
главного инженера ОТиЗу об увеличении численности
рабочих РМЦ на £4— 4$ и отделу кадров — об уком-
плектовании штата СГМ.
Если по каким-то причинам увеличение численности
невозможно, то годовой план подлежит изменению.
Должны быть исключены такие объемы неремонтных
работ, чтобы восстановилось равенство (1.129).
Изменение плана за счет исключения работ по ремонту
и техническому обслуживанию категорически запре-
щается. Однако должна быть тщательно изучена возмож-
ность передачи на СРЗ ремонтов сверх предусмотренного
планом количества.
Если расчетная численность рабочих оказывается
меньше фактической, то должно быть произведено изме-
нение годового плана путем увеличения объемов нере-
монтных работ до восстановления равенства (1Л29).
Технический прогресс связан с неуклонным повыше-
нием уровня механизации и автоматизации производства
любого предприятия, а следовательно, с увеличением
объема работ СГМ.
210
Таблица 1,79
Нормы площади на одного рабочего различных профессий
Профессия Площадь на Г чел., м2
в РМЦ в ЦРБ
Слесарь:
по ремонту оборудования 16 6
по техническому обслуживанию 6 6
по монтажу оборудования 3 —•
Смазчик 6 6
Электрик по ремонту й техническому обслужи- ванию 6 4
Электро ни к по ремонту и техническому обслу- живанию 5 4
Подготовка квалифицированных ремонтных рабочих
требует нескольких лет. Поэтому на сокращение факти-
ческой численности рабочих РМЦ следует идти лишь
в самых крайних случаях.
Проверка по приведенной выше формуле не обеспечи-
вает соответствия расчетной и фактической численности
рабочих РМЦ и ЦРБ по отдельным профессиям. Такого
соответствия достигают, следуя рекомендациям, изло-
женным на с. 80.
Проверку мощности производственной базы по пло-
щади для выполнения слесарных работ производят по
(|юрмулам.
1. Площадь (в м2) слесарного отделения РМЦ (вклю-
чая электролабораторию, лабораторию оборудования
с ЧПУ и др.)
Ре» > {( 16Чрмс + 6 (У р9э + Чомс + У 0МЗ + У09) +
+ 5 (Урси 4- Уо0)) (1 + -Ч^~ч°л) +
+ 6 + ЗУМ0| -А-, (1.130)
где Урмс — численность слесарей для ремонта металло-
п деревообрабатывающего оборудования, выполняемого
п РМЦ, по формуле (1.79), чел.; Урэ9 — то же численность
члектриков по формуле (1.80), чел.; Чрса —то же числен-
ность электроников по формуле (1.81), чел.; Уомс — чис-
211
ленность слесарей по техническому обслуживанию, вы-
полняемому РМЦ, по формуле (1.90), чел.; 70МЗ —то же
численность смазчиков РМЦ по формуле (1.92), чел.;
70э—то же численность электриков, по формуле (1.88),
чел.; Чос —то же численность электроников по формуле
(1.89), чел.; 7Р и Чо — численность рабочих для ремонта
и технического обслуживания металле- и деревообраба-
тывающего оборудования; Чря и Чод — численность ра-
бочих для ремонта и технического обслуживания других
видов оборудования; 7М0, 7т0, Чпр — численность рабо-
чих по монтажу оборудования, изготовлению технологи-
ческой оснастки и выполнению прочих работ; 16, 6, 5
и 3 — площадь РМЦ на одного слесаря, электрика,
электроника и т. д., согласно табл. 1.79.
2. Суммарная площадь (в м2) слесарного отделения
цеховых (корпусных) ремонтных баз
Гсц = {[6(7рмс 7омс “Ь 7омз) “Ь
+ 4 (7рээ + 70э + 7рсн + 70С)] х
В формулу (1.131) подставляют численность рабочих
по ремонту и техническому обслуживанию оборудования,
выполняемому в цеховых (корпусных) ремонтных базах,
согласно итоговым данным плана по труду (форма 11) [111.
Проверка мощности производственной базы по пло-
щади для выполнения слесарных работ служит для того,
чтобы установить, возможна ли организация капиталь-
ного ремонта оборудования в соответствии со с. 72—74.
Она является условной, поскольку при недостаточности
площадей РМЦ и ЦРБ для выполнения капитальных
ремонтов часть из них всегда может производиться непо-
средственно на местах эксплуатации оборудования.
Однако следует учитывать, что неудобства выполнения
капитального ремонта на местах эксплуатации станков
и машин приводят к снижению производительности труда
ремонтных рабочих и, следовательно, ухудшаются тех-
нико-экономические показатели работы РМЦ.
Поэтому один раз в пять лет эту проверку производят
обязательно. Если при этом оказывается, что площадь
РМЦ, предназначенная для выполнения слесарных работ
212
при ремонте и техническом обслуживании оборудования,
меньше необходимой, то должны быть приняты решения:
об увеличении сменности работы ремонтных бригад;
о выполнении ремонта части станков и машин на ме-
стах их эксплуатации;
об изменении организации ремонта, изложенной на
с. 72—74, и о перераспределении ремонтов между РМЦ
и ЦРБ;
о расширении площади РМЦ, предназначенной для
слесарных работ.
Проверку мощности производственной базы по нали-
чию основного оборудования (станков) производят еже-
годно при разработке планов-графиков ремонта (форма 8)
111] и технического обслуживания (формы 10м и 10э)
111] оборудования РМЦ по формуле
V Т
«сф «ср + «сц‘» «ср + «сц — 2030КсмКОк *
где пСф — фактически установленное количество основ-
ного оборудования в РМЦ и всех ЦРБ (КРБ), единиц;
«ср» «сц — расчетное количество основного оборудова-
ния (станков) соответственно в РМЦ и ЦРБ (КРБ), еди-
ниц; 2030 — эффективный фонд времени станка (машины)
при односменном режиме работы, ч; Кок — коэффициент
отношения оперативного времени работы станков РМЦ
и ЦРБ (КРБ) к действительному фонду, принимаемый
при расчете Кок — 0,5; £ТМ — суммарная трудоемкость
(в ч) станочных (механических) работ СГМ согласно годо-
вому плану, определяемая по формуле
Zj л, — [ Zj (Тр)м + Zj (^от)мр “Ь S (^от)мч 4~
+ Zj (ТОт)ко + Zj(7'oT)no4" Zj (7'от)до +
+ 2 (Т’от)ло] ( 1 + + ‘/пр) Ф?»
(1.133)
где 2 (7’р)м — суммарная трудоемкость станочных работ
при ремонте металло- и деревообрабатывающего оборудо-
вания (см. с. 131) согласно плану по труду (форма 11)
111]; 2 (Тот) — суммарная трудоемкость технического
обслуживания станочниками оборудования отдельных ви-
213
Таблица 1.80
Нормы площади на единицу основного оборудования
ремонтно-механического цеха и цеховых ремонтных баз
Ремонтно-механический цех Цеховые ремонтные базы
Число физиче- ских единиц основного обо- рудования РМЦ Средняя общая площадь цеха на единицу основного обо- рудования, м2 Число физиче- , ских единиц основного обо- рудования РМЦ Средняя общая площадь цеха на единицу основного обо- рудования, м2
15—40 41—60 61—100 101 и выше 40—39 39—38 37—35 34—32 2—6 7—10 11—15 16 и выше 28—27 26—25 24—22 22
Примечания: 1. Большие значения площадей для цехов
с меньшим числом станков.
2. Средняя общая площадь дана без учета служебно-бытовых по-
мещений, термического, кузнечного, электроремонтного и трубопро-
водно-жестяницкого отделений.
3. Площадь кладовой запасных частей в производственном цехе
принимается в размере: для механических и литейных цехов 10—15 %,
для прессовых и кузнечных 15—20 % общей площади ремонтной базы.
4. Для цехов предприятий тяжелого машиностроения к нормам
общей площади на единицу основного оборудования РМЦ применяют
коэффициент 1,1, для РМЦ и ЦРБ предприятий приборостроения — 0,8,
для РМЦ и ЦРБ заводов часовой промышленности — 0,6.
5. Для ремонтных цехов, в состав которых входит электроремонт-
ное отделение, к нормам общей площади следует применять коэффи-
циент 1,2; если в цехе имеется трубопроводное отделение— коэффи-
циент 1,15.
Таблица 1.81
Состав минимального комплекта основных ставков
ремонтно-механического цеха
Тип станка Техническая характеристика, мм Число станков
Наибольший диаметр обра- ботки X межцентровое р ас-
стояние:
Токарно-винторезный 400X710 1
400Х 1000 2
» 400Х 1400 1
630Х 1400 1
630X 2800 1
Радиально-сверлильный 050 1
214
Продолжение табл. 1.81
Тип станка
Техническая
характеристика, мм
Число
станков
У ниверсаль но-фрезер ный
Вертикально-фрезерный
! 1оперечно-строгальный
Долбежный
Круглошлифовальный уни-
версальный
11лоскошлифовальный
Зубофрезерный
Размер стола:
320Х 1250
320Х 1250
Ход:
700
200
Диаметр 280, длина 700
Размер стола 200x630
Наибольший диаметр ше-
стерни 320
2
1
1
1
1
1
1
Итого:
15
Примечание. При отсутствии в цехах предприятия круп-
ных станков, а также в случае невозможности кооперирования с дру-
гими предприятиями района в минимальный комплект станков ре-
монтно-механического цеха допускается включать продольно-стро-
гальный, расточный и радиально-сверлильный станки.
лов по формуле (1.85); с индексами: мр —металлорежу-
щих станков с ручным управлением; мч —то же с ЧПУ;
ко — кузнечного оборудования; по — прессового обору-
дования; до — деревообрабатывающего оборудования; \
ло — литейного оборудования; Чр и Чо — численность
рабочих для ремонта (р) и технического обслуживания (о)
металло- и деревообрабатывающего оборудования со-
гласно плану по труду (форма 11) [111; Чрд, Чоя — то же
других видов оборудования; ЧТ0, Чар — то же для вы-
полнения технологической оснастки и выполнения про-
чих работ.
Если при проверке окажется, что псф < пср + псц,
т. е. фактическое число основных станков в РМЦ и ЦРБ
(КРБ) меньше расчетного, то должно быть принято ре-
шение:
об увеличении сменности работы оборудования РМЦ
в пределах, допускаемых численностью рабочих-станоч-
ников;
об исключении из программы РМЦ части неремонтных
работ;
215
Таблица 1.82
Состав вспомогательного оборудования
ремонтно-механических цехов
Группа оборудования
Обдирочно-шлифовальный станок
Настольно-сверлильный станок
Переносной плоскошлифовальный
станок
Сверлильные станки с диаметром
сверления до 50 мм
Гидравлический пресс
Ручной пресс
Сварочный трансформатор
Моечная машина
Моечная ванна
Приводные ножницы
Фрезерно-отрезной станок
Установка газовой сварки, резки
и наплавки
Установка для импульсно-дуговой
наплавки
Стенд для газопламенной закалки
Молот ковочный
Итого:
Число единиц основного оборудования
16 25 40 63 100 160 250
1 1 1 1 2 2 3
1 2 3 3 5 7 11
— — 1 1 1 1 1
1 2 3 4 5 7 10
— 1 1 1 2 2
1 2 2 2 3 4 5
1 1 1 2 3 4 5
— ч — 1 1 2
1 1 1 1 1 1 1
— — — 1 1 1 1
1 1 1 1 2 2 3
1 1 1 2 3 4 5
— — 1 1 1 1 2
— — — 1 1 1 1
— 1 1 1 — — —
8 12 17 22 30 38 52
Примечание. При отсутствии на предприятии кузнечного
цеха допускается предусматривать кузнечный участок вспомогатель-
ных цехов.
Таблица 1.83
Типаж оборудования ремонтно-механических цехов
Тип станков Соотно- шение, % Тип станков Соотно- шение, %
Токарные и револьвер- 50—40 Радиально-сверлильные 2-3
ные Фрезерные 7—9
Карусельные, лобото- 2—3 Строгальные 7—8
карные * Долбежные 2—3
Расточные 3—4 Шлифовальные 10—12
Вертикально-сверлиль- 7—8 Зуборезные 6—7
ные Прочие (специальные) 4—3
наличии крупного оборудования, подвер-
* Включаются при
гающегося ремонту.
216
Таблица 1.84
Состав оборудования цеховых ремонтных баз
Станок Модель Техническая характеристика, мм Число основных станков в ЦРБ
3 4 5 6 7 9 10 И 12
Токарно-винторезный 16Б16П Наибольший диа- метр обрабаты- ваемой деталиX X расстояние ме- жду центрами 320X750 1 1 1 1 1 1 1 1 1
(1К62) (400X710,
16Б16П (1КЪ2) 320X1000 (400Х 1000) — — — 1 1 1 1 1 1
1Б16П 320X1400 1 1 1 1 1 1 1 1 1
(1К62) (400Х 1500)
1М63Б 630X 2800 i 1
Универсально-фрезер- ный 6Т82 Размеры стола 320Х 1250 — — 1 1 1 1 1 1 1
Вертикально-фрезер- ный 6Т12 320Х 1250 — — — — — — 1 1 1
Продолжение табл. 1.84
Станок Модель Техническая характеристика, мм Число основных станков в ЦРБ
3 4 5 6 7 9 10 11 12
Поперечно-строгаль- ный 737Г Ход ползуна 710 — 1 - 1 1 1 1 1 1 1
Долбежный 7402 Ход долбяка 200 — 1
Вертикально-свер- лильный 2П125 Наибольший диаметр сверления 25 1 1 1 1 1 1 1 1 1
У ниверсал ь но -кру г - лошлифовальный 3M173 Наибольший диаметр обрабаты- ваемой детали 400 — — — — 1 1 1 1 1
Плоскошлифовальный ЗЕ711В Стол 200X 630 — — — 1 1 1 1
Радиально-сверлиль- ный 2А554 Наибольший диаметр сверления 50 — — — — — 1 1 1 1
о выполнении объема станочных работ для СГМ, соот-
ветствующего дефициту станков, в производственных це-
хах завода;
о доукомплектовании РМЦ необходимым числом
станков.
В последнем случае необходимо проверить, будег ли
достаточной площадь механического отделения РМЦ для
размещения добавочного числа станков по нормам
табл. 1.80.
Если окажется, что фактическое число станков РМЦ
больше расчетного, то должно быть принято решение
о догрузке РМЦ изготовлением деталей для основного
производства или выпуска деталей в порядке внутри-
отраслевой специализации изготовления запасных частей
при обязательном условии доукомплектования РМЦ ра-
бочими-станочниками .
Если расчетное число станков РМЦ оказывается
меньше 15 единиц, в РМЦ должен быть установлен мини-
мальный комплект основных станков по табл. 1.81.
Состав вспомогательного оборудования ремонтно-ме-
ханического цеха следует принимать по данным табл. 1.82.
Примерный типаж оборудования ремонтно-механиче-
ского цеха приведен в табл. 1.83, примерный состав обо-
рудования цеховых ремонтных баз — в табл. 1.84.
Материальная подготовка
Материальная подготовка производства работ по тех-
ническому обслуживанию и ремонту предусматривает
своевременное получение или изготовление запасных ча-
стей и узлов для замены изнашивающихся, снабжение
приспособлениями и инструментами, материалами, за-
готовками и комплектующими изделиями.
Число деталей, хранящихся на складе, должно обес-
печивать возникающую потребность в них для всех видов
работ по техническому обслуживанию и ремонту. В то же
время запас деталей не должен превышать величины рас-
хода за время, необходимое для восстановления запаса.
В табл. 1.85, 1.87, 1.89, 1.91 приведены нормы склад-
ских остатков материалов и комплектующих изделий,
а в табл. 1.86, 1.88, 1.90, 1.92 — запасных частей, обес-
печивающих бесперебойное выполнение графика ремонта
и технического обслуживания машин и позволяющих кон-
тролировать планируемую оборачиваемость средств, вло-
женных в ремонтное производство.
219
Таблица 1.85
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Нормы складских запасов материалов
_____и комплектующих изделий____
Материал и изделие Норма складского запаса
дни натуральное выражение руб.
На 1000гм механической части работающих станков всех групп
Металл Метизы (трубы, электроды, крепеж- ные изделия, сетка и др.) 360 180 7 т * 450 кг 2600 500
Резинотехнические изделия: ремни прорезиненные ремни клиновые рукава и шланги прочие Химикаты Лакокрасочные материалы Смазочные материалы Обтирочные материалы: марля, салфетки ветошь, вата Промывочные материалы Комплектующие изделия: подшипники качения цепи пластинчатые и др. прочие (маслонасосы, клапаны, филь- троэлементы и др.) Комплектующие изделия для рабо- тающих станков отдельных групп: оптика прецизионных станков пневматика станков гидравлика станков с ЧПУ гидравлика станков без ЧПУ шариковые пары станков с ЧПУ 60 22 м2 250
90 усл. ед.
50 м
16 кг
90 20 кг 240 кг 2,4 т 450 м2 14 160 480 650
60
90
530 кг
60 44 кг 6
90 150 шт. 770
50 м
360 —
— 340 2 330 26 600 16 600 10 800
На 1000г3 электродвигателей работающих станков всех групп
Металл Кабельная продукция: медь обмоточная провода, кабели 360 130 кг 210
180 425 кг 638
260 м 13 .
* При изготовлении на предприятии, эксплуатирующем обору-
дование, всех деталей, заменяемых при ремонте.
220
Продолжение табл. 1.85
Материал и изделие Норма складского запаса
дни натуральное выражение руб.
Метизы (электроды, трубы, металло- рукава, крепежные детали) 180 4 KI 1
Изоляционные и резинотехнические изделия: электрокартон, текстолит, фибра, бумага, эбонит, миканит, пла- 60 26 кг 53
стикат и др. Лента изоляционная, трубка линокси- 540 м 30
новая и др.
Прессшпан, лакоткань и др. Химикаты 26 м2 46
90 0,1 кг 0,2
Лакокрасочные материалы 20 кг 18
Смазочные материалы 60 590 кг 130
Обтирочные материалы: 43 м2 50
салфетки, марля 90
ветошь, вата 72 кг 62
Промывочные материалы Комплектующие изделия: 60 10 кг 100 пи. 1 75
подшипники качения 90
прочие 360 — 685
На 1000г9 электроаппаратуры и проводки
работающих станков всех групп
Металл Кабельные изделия: медь обмоточная провода, кабели z Метизы (электроды, трубы, крепежные детали ц др.) 11золяционные и резинотехнические изделия: электрокартон, текстолит, (|я^бра, бумага, эбонит, пластикат и др. Лента изоляционная, трубка линокси- новая и др. 1 [рессшпан, лакоткань и др. Химикаты Лакокрасочные материалы (обтирочные материалы Промывочные материалы Комплектующие изделия 360 16 кг 103'
180 16 кг 47
4530 м 140 ,
305 кг 75
60 16 кг 27
78 м 2
12 м2 7
90 1,5 кг 6
4 кг 3
48 кг 44
60 360 10 кг 1 1520
221
Продолжение табл. L85
Материал и изделие Норма складского запаса
дни натуральное выражение руб.
На одно устройство ЧП< Комплектующие изделия | 360 | У - 1 800
Таблица 1.86
Нормы складских остатков запасных частей на 1000гм
механической части работающих станков
Запасные части для ремонта И технического обслужива- ния, изготовляемые пред- приятием, эксплуатирующим оборудование, % Норма складского запаса, т
запасных частей
металла собственно- го изготов- ления поступающих со стороны
Дни
360 60 360
100 7,0 0,60 0
90 6,3 0,54 0,35 ’
80 5,6 0,48 0,70
70 4,9 0,42 1,05
60 4,2 0,36 1,40
50 3,5 0,30 1,75
КУЗНЕЧНО-ПРЕССОВОЕ ОБОРУДОВАНИЕ
Таблица 1.87
Нормы складских запасов материалов и комплектующих изделий
Материал и изделие
Норма складского запаса
дни натуральное выражение руб.
На 1000ги механической части работающих машин всех групп
Металл Метизы: трубы, электроды, крепежные детали сетка латунная 360 67 т * 40 853
180 0,7 т 1 м2 795 9
* При изготовлении на предприятии, эксплуатирующем оборудо-
вание, всех деталей, заменяемых при ремонте.
222
Продолжение табл. 1.87
Материал и изделие Норма складского запаса
Дни натуральное выражение руб.
Резинотехнические изделия: ферродо ремни клиновые рукава, шланги, ремни прочие Химика! ы: кислород прочие Лакокрасочные материалы Смазочные материалы ()Гнпрочные мп।ерпалы: марля, еллфеткп ветошь, вата 1 |ромывочные материалы Комплектующие изделия: подшипники качения IU4III прочие На 1000гэ электродвигателей рабогг Металл 60 8 м2 60 усл. ед. 19 м 0,02 т 20 39 51 47
90 1,25 м8 0,02 т 0,3 ' 2
0,3 т 252
60 1,4 т 333
90 275 м2 0,4 т 282 403
60 0,005 т 0,3
90 шющих 360 18 шт. 0,6 м 196 шт. машин всех < 169 кг 47 2,5 3 групп 273
Кабельная продукция: медь обменочная HpOllO/l.l. IQlfH’Jlil Mr i изы: электроды, трубы, металлорукава, крепежные детали 1 Гюляционные и резинотехнические изделия: электрокартон, текстолит, фибра, бумага, эбонит, миканит, пла- тинат и др. Лента изоляционная, трубка липокси- новая и др. Прессшпан, лакоткань и др. Химикаты Лакокрасочные материалы Смазочные материалы Обтирочные материалы: салфетки, марля ветошь, вата 180 553 кг 338 м 829 17
5 кг 1
60 34 кг 69
702 м 39
34 м2 60
90 0,1 кг 0,3
26 кг 23
60 1 767 кг 169.
90 56 м2 94 кг 65 81
223
Продолжение табл, 1,87
Материал и изделие Норма складского запаса
дни натуральное выражение руб.
Промывочные материалы 60 13 кг 1
Комплектующие изделия:
подшипники качения 90 130 шт. 98
прочие 360 — 891
На 1000гэ электроаппаратуры и проводки
Металл 360 14 кг 92
Кабельная продукция:
медь обмоточная 180 14 кг 42
провода, кабели 4032 м 125
Метизы: электроды, трубы, крепежные 271 кг 67
детали и др.
Изоляционные и резинотехнические 14 кг 24
изделия: электрокартон, текстолит,
фибра, бумага, эбонит, пластикат и др. 60
Лента изоляционная, трубка линокси- 69 м 2
новая и др.
Прессшпан, лакоткань и др. 11 м2 6
Химикаты 1 кг 5
Лакокрасочные материалы 90 4 кг 3
Обтирочные материалы 43 кг 39
Промывочные материалы 60 9 кг 1
Комплектующие изделия 360 — 1353
Таблица 1.88
Нормы складских остатков запасных частей на 1000гм
механической части работающих машин
Запасные части для ремонта и технического обслужива- Норма складского запаса, т
запасных частей
металла собственно- го изготов- поступающих
ния, изготовляемые пред- приятием, эксплуатирующим оборудование, % ления со стороны
Дни
360 | 1 60 1 I ‘ 360
100 67,0 5,60 0
90 60,3 5,04 3,35
80 53,6 4,48 6,70
70 46,9 3,92 10,05
60 40,2 3,36 13,40
50 33,5 2,80 16,75
224
ДЕРЕВООБРАБАТЫВАЮЩИЕ СТАНКИ
Таблица 1.89
Нормы складских запасов материалов и комплектующих изделий
Материал и изделие Нормы складского запаса
дни натуральное выражение руб.
На 1000гм механической части рабоп Металл Метизы: трубы, электроды, крепежные детали, сетка и др. Резинотехнические изделия: ремни прорезиненные ремни клинопыг руКПНА И И1ЛННГИ прочие Химикаты Лакокрасочные материалы Смазочные материалы Обтирочные материалы: марля, салфетки ветошь, вата Промывочные материалы Комплектующие изделии: подшипники качении цепи плпс'1иичя1ые и др. чающих 360 : станков всех 9 т * :групп 2800
180 940 кг 1000
60 48 м2 500
90 усл. ед.
42 м
48 кг
90 44 кг 8
260 кг 240
60 2,6 т 480
90 200 м« 660
500 кг
60 75 кг 3
90 175 шт. 450
140 м
На 1000г,д электродвигателей работающих станков всех групп
Металл Кабельная продукция: медь обмоточная провода, кабели Метизы: электроды, трубы, металло- рукава, крепежные детали Изоляционные и резинотехнические изделия: электрокартон, текстолит, фибра, бумага, эбонит, миканит, пла- стикат и др. Лента изоляционная, трубка линокси- повая и др. Прессшпан, лакоткань и др. 360 130 кг 210
180 425 кг 260 м 638 13
180 4 кг 1
60 26 кг 53
540 м 30
26 м2 46
8 Заказ 503
225
Продолжение табл. 1.89
Материал и изделие Нормы складского запаса
ДНИ натуральное выражение руб.
Химикаты Лакокрасочные материалы Смазочные материалы Обтирочные материалы: салфетки, марля ветошь, вата Промывочные материалы Комплектующие изделия: подшипники качения прочие 90 0,1 кг 20 КГ 0,2 18
60 590 кг 130
90 43 м2 50
72 кг 62
60 10 кг 1
90 360 100 шт. 75 685
На 1000гъ электроаппаратуры и проводки работающих
станков всех групп
Металл
Кабельная продукция:
медь обмоточная
провода, кабели
Метизы: электроды, трубы, крепежные'
детали и др.
Изоляционные и резинотехнические
изделия: электрокартон, текстолит,
фибра, бумага, эбонит, пластикат и др.
Лента изоляционная, трубка линокси-
новая и др.
Химикаты
Лакокрасочные материалы
Обтирочные материалы
Промывочные материалы
Комплектующие изделия
360 22 кг 143
180 22 кг 6280 м 65 194
420 кг 103
60 22 кг 37
ПО м 3
90 2 кг 8
‘ 5,5 кг 4
66 кг 60
60 360 14. кг 1 2100
* При изготовлении на предприятии, эксплуатирующем обору-
дование, всех деталей, заменяемых при ремонте.
226
Таблица 1,90
Нормы складских остатков запасных частей на 1000гм
механической части работающих станков______________
.Чэна» иып части для ремонта u ium пнческиго обслужива- нии, изготовляемые пред- принт пом, обслуживающим "Порудоппние, % Нормы складского запаса, т
металла запасных частей
собственно- го изготов- ления поступающих со стороны
Дни
360 60 360
100 90 80 70 80 Ы) 9,0 8,1 7,2 6,3 5,4 4,5 0,75 0,68 0,60 0,53 0,45 0,38 0 0,45 0,90 1,35 1,80 2,25
ЛИТЕЙНОЕ ОБОРУДОВАНИЕ
Таблица 1.91
Нормы складских запасов материалов и комплектующих изделий
Материал и изделие Нормы складского запаса
Дни натуральное выражение РУб.
Ни 10(Югм механической части оборудования всех групп
Me । мл м ним 1||уЛ|,|, млсчироды, крепежные ДР! ilJIil poiHiKiicxiiiPiecKHC изделия: рем пн прорезиненные ремни клиновые рукава, шланги прочие X IIMHIUIIы JbnvHtpiKочные мл|ерналы (’,м лк pi 111 ие мп lepiuuibi Обтирочные: салфетки ветошь 11ромывочные Комплектующие изделия: подшипники цепи пластинчатые и др. • прочие 360 180 65 т * 1 т 24 142 1 100
60 100 м2 144 усл. ед. 80 м 287 кг 650
90 53 кг 37
460 кг 310
60 5,1 т 1785
90 210 м2 675 кг 245 607
60 110 л 170 шт. 87 м . 7 4420
90
8*
227
Продолжение табл. 1.91
Материал и Изделие Нормы складского запаса
дни натуральное выражение руб.
На Ю00г$ электродвигателей работаю Металл Кабельные изделия: медь обмоточная провода и кабели Метизы: электроды, трубы, металло- рукава, крепежные детали Изоляционные и резинотехнические изделия: электрокартон, текстолит, фибра, бу- мага, эбонит; пластикат и др. лента изоляционная, трубка ли- ноксиновая и др. Прессшпан, лакоткань и др. Химикаты Лакокрасочные материалы Смазочные материалы Обтирочные материалы: салфетки, марля ветошь, вата Промывочные материалы Комплектующие изделия; подшипники прочие На lOOOr# электроаппарат работающего оборудован Металл щего о( 360 Зорудования в( | 312 кг sex групп 504
180 1020 кг 624 м 1531 31,2
9,6 кг 2,4
60 62,4 кг 1296 м 62 ма 127 72 110,4
90 90 60 0,24 кг 48 кг 1416 кг 0,5 43,2 312
90 103 кг 172 кг 120 149
60 90 360 пуры и шя всех 360 24 кг 240 шт. проводки : групп 59 кг 2,4 180 1647 381
Кабельные изделия: медь обмоточная провода и кабели Метизы: электроды, крепежные дета- ли, трубы и др. Изоляционные и резинотехнические изделия: электро картон, эбонит, текстолит, фибра, бумага, пластикат и др. лента изоляционная, трубка ли- ноксиновая и др< прессшпан, лакоткань 180 59 кг 16 760 м 174 518
1128 кг 277
60 59,2 кг 99,9
288 м 7,4
44,4 мг | 25,9
228
Продолжение табл. 1.91
Материал и изделие Нормы складского запаса
ДНИ Натуральное выражение руб.
Химикаты Лнкокрпсочпые материалы < >л। ироч иые материалы 90 5,5 кг 14,8 кг 177,6 кг 22,2 11,1 162,8
11|»11мыш1’1ныр материалы h dMiuivKivioiiiHC изделия 60 360 37 кг 3,7 5624
* При изготовлении на предприятии, эксплуатирующем обору-
днпйииа, 1ктх деталей, заменяемых при ремонте.
Таблица 1.92
Нормы складских остатков запасных частей на 1000 Гм
механической части работающих машин
Норма складского запаса, т
запасных частей
Itaitai ныл чисти для ремонта н ।нм пичгского обслужива- нии, н,к (поилнемые пред* ЩИ1Н । ним, обслуживающим металла собственно* го изготов- ления поступающих со стороны
обпрудовпиис, % дни
360 G0 360
1(H) 65,0 5,6 0
ио 58,5 5,04 3,2
но 52,0 4,48 6,4
70 45,5 3,9 9,6
60 39,0 3,36 12,8
50 32,5 2,8 16,0
Нормы складских запасов определяются существую-
шей п стране организацией обеспечения предприятий ма-
чернилами, комплектующими изделиями и запасными
’остями. При совершенствовании этой организации нормы
могут ужесточаться.
Нормы запасов в натуральном выражении опреде-
ляются уровнем использования станков (машин) в маши-
ностроении, который характеризуется коэффициентами:
сменности — 1,34; внутрисменного использования — 0,9;
оперативного времени — 0,8.
229
Таблица 1.93
Нормы технически необходимого резерва
электротехнического оборудования
/ Норма Норма
Оборудование СТ Оборудование ст
Асинхронные электро- Магнитные пускатели 2
двигатели до 100 кВт Контакторы 2
при наличии в эксплуа- Барабанные переключа- - 5
тации электродвигате- тели
лей: Пакетные выключатели 5
до 500 шт. 6 Конечные выключатели 5
св. 500 до 1 000 шт. 5,5 Тормозные электрома- 5
в 1 000 » 2 000 шт. 5 гниты
в 2 000 > 3 500 шт. 4,5 Контроллеры 10
в 3 500 в 5 000 шт. 4 Трансформаторы мест- 2
в 5 000 в 7 000 шт. 3,5 ного освещения
в 7 000 в 10 000 шт. 3 Реле различных назна- 5
в 10 000 в 15 000 шт. 2,5 чений
» 15 000 шт. 2 Кнопки управления 2
При возрастании этих коэффициентов использования
станков (машин) нормы складских запасов в натуральном
выражении должны быть увеличены, при снижении —
уменьшены.
Нормы запасов (в руб.) соответствуют ценам на мате-
риалы и изделия, введенным с 1 февраля 1982 г., и в слу-
чае изменения цен — подлежат корректировке.
Норма складского запаса металла дана для изготов-
ления 100 % деталей (запасных частей), заменяемых при
ремонте и техническом обслуживании предприятием,
эксплуатирующим станки.
При получении части деталей со стороны эта норма
должна уменьшаться, как показано в табл. 1.86, 1.88,
1.90 и 1.92.
Для электротехнического оборудования, кроме норм
запаса в денежном выражении, устанавливают нормы тех-
нически необходимого резерва в процентах к количеству
действующего электротехнического оборудования, при-
веденные в табл. 1.93, и нормы складского остатка запас-
ных частей, приведенные в табл. 1.94.
Запасные части к металле- и деревообрабатывающему
оборудованию обеспечиваются путем:
централизованных поставок по фондам;
изготовления их непосредственно на предприятиях —
потребителях станков как по планам кооперированных
230
Таблица 1.94
Нормы складского запаса детален
электротехнического оборудования
3 пи ясные части Единица измерения Норма запаса На какое число однотипных агрегатов Примечание
Ь№Н1|юдии1птели до 500 В и до 100 кВт
1 ’» mi и н< и к Muni । и и и ки t |i mi н н 111 н ц к ц; ШТ. 2 10
пр. hi-ц inijp » 2 10
П |ПП||1Н|||4Р 2 10 Но не менее
Ь Щ1ННП 1 НИИрПИЙ 0бМ0'1КП комплект 1 10 одного ком-
ПЬч кндгржл н»Л И 1 10 плекта на каждый тип
Ьлш КО1ПДК1НЫ0 с гай- I» НМ II » 1 10 Каждого размера
ki hi । >ni । пыо кольца bit щродв и га гели свыше ftOO II и более 100 кВт » 1 30
( ин инн обмоток:
1 1 Hlopll % 10 1
||| 1111|).| % 10 1
1»НЦННЧ! М1НННЫЧ ПО'ПОГОД шт. 2 1
Гн'НП*') II likipIlUOIIUHlIllllb НИН 11 » 2 1
11Н 'I Ш1141НII 1II)Д|IIИ1111IIКН комплект 1 1
11 L< । и । ни* р ж л 1 ел II ШТ. 1 1
Миминные пуски гели
Kill у 111 li II III НГН1ПНО1ЦНС h < in । лк iiii: » 1 20
1 || HHilhH» комплект 1 20
ними! ii I tvihIIIJ ’ шт. 1 20
I Ip \ ihllllhl комплект 1 20
lillDlt null HI К 1 hl шт, 1 20
I bit рГШПГЛЬПЫС Ш1СМ?1ПЫ » 1 20
1 fcKpoi щ-нтслы1ыс камеры Кош роллеры и сопротивле- ния 1 30
(дтмепты комплект 1 40
Кулачки шт. 2 1
1 bun,цы » 1 3
231
Продолжение табл. 1.94
Запасные части Единица измерения Норма запаса На какое число ! однотипных агрегатов Примечание
Барабаны в сборе шт. 1 30
Маховички » 1 50
Звездочки » 1 30
Пружины 1 5
Элементы сопротивления 1 10
Шайбы-изоляторы 20 15
Контакторы Контакты: неподвижные комплект 1 20
подвижные 1 10
Пружины: контактные » 1 10
отключающие » 1 20
блок-контактные 1 20
Мостики контактные шт. Д 20
Гайки, винты контактные комплект 1 20
Соединения гибкие 1 20
Катушки втягивающие шт. Г 10
Камеры дугогасительные 1 10
Электрошкафы и силовые сборки Рубильники » 1 50 Установленных
Предохранители » 1 30 рубильников Установленных
Вставки плавкие 1 25 предохрани-
Изоляторы проходные и 1 . 25 телей Установленных
опорные Клеммы контактные 10 200 изоляторов Установленных
Кнопки управления » 1 10 клемм
Клеммники » 1 10
232
поставок министерств или ведомств, так и по планам
()ГМ завода.
Централизованное производство запасных частей к ме-
чаллорежущим станкам осуществляют заводы-изготови-
юлн для моделей станков серийных выпусков, а также
<игцпализированные предприятия и цехи для моделей
ci ликов широкого применения, снятых с производства.
Запасные части к импортным станкам, а также спе-
циализированным станкам, агрегатным и прочим несе-
рийных выпусков изготовляют по планам централизован-
но! о производства, составляемым министерствами или
ведоме। нами или непосредственно на предприятиях, экс-
11 л у лт и р у ют! । х это обор удование.
Порядок обеспечения предприятий запасными ча-
IHIMH до opi/шизацни оптовой торговли следующий.
Пл iHiiiiMP выделяемых фондов в денежном выражении
Н||< лпри и । и я ио|рсб||тели составляют заявки на необ-
ходимые нм для ремонтно-эксплуатационных нужд запас-
ные част и и направляют их заводу-изготовителю для вклю-
чении в план производства. За вод-изготовитель уведом-
няг| 1аклзчпка о сроке изготовления и поставки требуемых
чшигиых частей по ценам, установленным прейскурантом
пи юных цен па запасные части к металлорежущим стан-
кам Поставка запасных частей может производиться
по желанию заказчика отдельными деталями или узлами.
При imuiie запасных частей обязательно указываются
полир ( HiiikH шнода ini отопителя, год его выпуска.
I fa о( попе п lyneiniH фактического расхода и удовлетво-
|н1||ц| по1ргПпос'П1 в запасных частях механики цехов
индию। заявки в ОГМ предприятия на необходимые им
для ремонтно-эксплуатационных нужд запасные ча-
4 111.
Инспектор по оборудованию отмечает имеющиеся в на-
личии па складе запасных частей наименования и число
д<’|алей, а ио недостающим деталям выдает заказ ремонтно-
мечаипчегкому цеху. Основанием для заказа необходи-
мых запасных частей служат дефектные ведомости, аль-
бомы чертежей запасных деталей, а также ведомости цен-
трального склада на недостающие запасные части широ-
кого применения.
Псе запасные детали, изготовленные в РМЦ и ЦРБ,
должны быть взяты на учет и занесены в специальные
учетные карточки, заведенные на каждое наименование
детали. По картотеке в любое время можно получить
23.3
необходимые сведения о наличии и движении расхода
запасных частей.
На каждом предприятии должен быть организован
центральный склад запасных частей, административно
подчиненный отделу материально-технического снабже-
ния. На заводах 5-й группы и выше (см. табл. 1.6) кроме
центрального склада должны быть созданы при крупных
цехах цеховые (корпусные) кладовые запасных частей.
В цеховой кладовой хранят детали оборудования,
установленного в данном цехе. Крупногабаритные детали
молотов, прессов и т. п. хранятся вблизи оборудования,
для которого они предназначены, и находятся на учете
цеховой кладовой.
Помещение для кладовой запасных частей должно
соответствовать техническим условиям на складские поме-
щения; его площадь принимается равной 0,01—0,03 ма
на одну ремонтную единицу в зависимости от габарита
оборудования. Помещение, предназначенное для хране-
ния запасных частей, должно быть:
сухим и чистым;
по возможности с постоянной температурой;
достаточно изолированным от производственных уча-
стков цеха и от проникновения производственной пыли
и грязи;
оборудованным необходимым складским инвентарем:
стеллажами с ячейками для хранения деталей, стеллажами
для хранения валов, ящиками для мелких деталей,
хранящихся в большом количестве; баками для смазоч-
ных и обтирочных материалов; шкафом для картотеки
и документации и, кроме того, должна быть в наличии
ручная тележка.
В ячейках стеллажей запасные части должны храниться
чистыми, смазанными соответствующим смазочным ма-
териалом; по мере его высыхания или загрязнения дета-
лей их необходимо промыть и снова смазать.
Детали должны храниться по моделям и типам обо-
рудования: детали одной группы станков, например то-
карных, — на одном стеллаже, фрезерных — на дру-
гом и т. д.
Не должны укладываться вместе детали одноименного
типа разных групп станков: шестерни, втулки и т. п.,
только длинные валы, ходовые винты и т. п. можно хра-
нить вместе на специальных стеллажах в вертикальном
положении.
234
Наиболее тяжелые детали должны храниться внизу
псллажей, а легкие и мелкие — выше, часто употребляе-
мые — в первом ряду, реже употребляемые — сзади них.
Запрещается сдача в кладовую изношенных деталей.
Унифицированные заготовки, а также заготовки, пред-
< 1лнликлцие производственные заделы, должны храниться
и кладовой заготовок.
Запасные детали и узлы оборудования автоматизиро-
1шш1ого производства следует хранить в отдельной кладо-
ний пли па особых стеллажах в общей кладовой.
Возобновление запаса деталей производят по системе
грех ючек («максимума», «минимума» и «заказа»), позво-
ляющей поддерживать число запасных частей на складе
не более максимального и не менее минимального.
I In особо дефицитные детали рекомендуется завести
пл in тральном складе запасных частей специальную
книгу с проел дефицитных деталей, отсутствующих на
4 К ЛЛД4*.
В целях изучения сроков службы и причин изнашива-
ния деталей все снятые с оборудования детали с прикреп-
ленными к ним бирками должны быть сданы на централь-
ный заводской склад запасных деталей, где для их хра-
нении должно быть предусмотрено специальное помеще-
ние, 1 |л бирке должны быть указаны модель машины,
у юл и наименование детали.
Все детали, проходящие через кладовую запасных
дивлен, следуй y’liriьпчпь. Приемка в кладовую изго-
I он ценных, oi пемон’1 и роили пых или приобретенных на
। троне деылгп производится но накладным. На деталях
должно бып» клеймо ОТК; укладывать их следует на
<1елллжи но ячейкам.
К каждой детали или к партии одноименных деталей
прикрепляют бирку с указанием наименования, номера
детали и номера ячейки.
Выдачу деталей со склада производят по требова-
ниям, подписанным механиком цеха. Детали, принятые
н кладовую по накладным, заносят в карточку учета
и графу «Приход», а выданные — в графу «Расход».
Карточки учета заполняют в одном экземпляре и хранят
в кладовой.
Когда имеющееся в наличии число деталей окажется
равным «точке заказа», заведующий кладовой выдает
заявку технику ОГМ по запасным частям для оформления
заказа на приобретение или изготовление новой партии
235
запасных деталей (для пополнения до «точки макси-;
мума»).
Один раз в год производят инвентаризацию запасных
деталей в кладовой. По результатам инвентаризации
анализируют наличие запасных деталей, устанавливают
причины залеживания отдельных деталей. Детали, не
пригодные для использования вследствие модернизации
оборудования или списания его в лом, должны быть
списаны после соответствующего оформления. Учет
(в руб.) запасных деталей производит бухгалтерия на
основании первичных документов и цен на детали, уста-
новленных по калькуляции.
Взамен получаемых новых запасных деталей цеховые
ремонтные базы должны сдавать изношенные детали,
подлежащие восстановлению. Инженер ОГМ по запасным
деталям совместно с механиками цехов определяют номен-
клатуру изношенных деталей, которые подлежат ремонту
и восстановлению в централизованном порядке ремонтно-
механическим цехом.
Одноименные детали, подлежащие восстановлению,
передают в ремонтные цехи ОГМ для соответствующей
обработки, откуда их возвращают в кладовую и хранят
наравне с новыми деталями с указанием на бирке «Вос-
становленные».
Ремонтных рабочих снабжают стандартизованным ин-
струментом и приспособлениями через инструментально-
раздаточные кладовые (ИРК) цехов наравне с производ-
ственными рабочими. Для специального инструмента,
применяемого только ремонтными рабочими, выделяют
отдельный стеллаж.
Пополнение ИРК стандартизованным инструментом и
приспособлениями для ремонтных рабочих производит
инструментальный отдел предприятия по заявкам заве-
дующих ИРК, в которых учитываются заявки механиков
цехов.
Снабжение ремонтных рабочих специальным инстру-
ментом и приспособлениями производят через ИРК цехов,
ОГМ и ОГЭ.
Пополнение ИРК и РМЦ специальным инструментом и
приспособлениями осуществляет инструментальный отдел
(или бюро инструментов и приспособлений) по разверну-
тым квартальным заявкам, составленным ППБ с учетом
нужд цеховых ремонтных баз и цехов ОГМ и утвержден-
ным главным механиком завода. Заявки, предусматриваю-
236
|циг годовую потребность в инструменте, составляет ОГМ
в утверждает главный инженер предприятия.
11лч»ип.11ик ИРК получает из ЦИСа специальный ин-
ырумгпт и приспособления по требованиям в пределах
у i игр неценной номенклатуры и месячных-лимитов.
Периодическую проверку специального инструмента,
нпшрольпо-измерительных средств (плит, линеек, кон-
।рольных приспособлений и т. п.) и приспособлений про-
п тодит специальная мастерская (участок), организуе-
мнн при ОГМ.
I ехполо!ическая оснастка для ремонта должна изго-
। онля। i.cii централизованно по чертежам ОГМ в ремонтно-
Mi xiinii'iecKoM или инструментальном цехе. Для хранения
।гхоологической оснастки необходимо в кладовой запас-
ных in-1 илей отнести определенное место. Применяемая
Jilin pi мои in оснастки должна периодически проверяться
i<।>и।|>i>.)цр<>м (ПК,
Ии in iioiuiiiiHi планов ремонта и действующих норм на
рш ход материала, приведенных в табл. 1.26—1.70 для
ни х видов оборудования, БПЛ п ППБ отдела главного
хи х.inn ин составляет годовые и квартальные- заявки на
ii.niриалы для ремонта, которые после утверждения их
। ii!iiiiii,iM механиком передают для реализации в отдел
< iiiiciikciiiiii. Заявки составляют в виде спецификаций
|м с х материалов, потребных для ремонтно-эксплуата-
HlllHlIII.I х нужд,
И opieiie (||||Пжсппн должен быть организован спе-
ты 'ii.ni.nl VH । материалов, расходуемых для ремонтных
и \ ж II
lii.iiui'iy материалов производят по требованиям меха-
ников цехов и патальника ремонтного цеха ОГМ согласно
лимитам, утвержденным главным механиком завода.
Дефицитные материалы и покупные детали (бронза,
< пениальные и прецизионные шарико- и роликоподшип-
ники, цепи и т. п.) выдает центральная кладовая запас-
ных деталей ОМТС в пределах соответствующих лимитов,
ныдгленных для бригады, цеха. Если лимит будет пере-
расходован, выдачу можно производить только с раз-
решения оГм.
Все отработанные шарико- и роликоподшипники и
наношенные бронзовые детали цехи сдают по накладным,
отработанное масло — на регенерационную станцию.
Для выполнения ремонта оборудования индустриаль-
ными методами необходимо заблаговременное приобре-
237
тение или изготовление комплектов оснастки, преду-
смотренной разработанными типовыми технологическими
процессами ремонта. Приобретение оснастки, изготов-
ленной на специализированных предприятиях, не тре-
бует дополнительной мощности РМЦ.
Стоимость оснастки специализированного изготовле-
ния всегда ниже, чем оснастки собственного изготовле-
ния, а качество обычно достаточно высоко. Однако при
этом не отпадает необходимость в создании собственного
участка по производству ремонтной оснастки, для опе-
ративного оснащения вновь разрабатываемых техноло-
гических процессов, изготовления оснастки, не изготов-
ляемой централизованно, и для ремонта эксплуатируе-
мой оснастки.
Высокое качество ремонта и производительность могут
быть обеспечены при условии, что оснастка постоянно
находится в надлежащем техническом состоянии. Особую
важность представляет сохранение точности плоскостного
инструмента и контрольных приспособлений. Поэтому
периодическая аттестация плоскостного инструмента и
контрольных приспособлений является одним из обяза-
тельных условий высокого качества ремонта. Для этого
необходимы учет оснастки, наличие аттестата на каждую
единицу оснастки и периодическая (по графику) проверка
Каждой единицы.
При переходе к индустриальным методам ремонта
следует создать на предприятии систему эксплуатации
ремонтной оснастки. В кладовую Должна поступать по-
купная, вновь изготовляемая и отремонтированная ре-
монтная оснастка.
Каждую единицу контрольно-поверочной оснастки
после изготовления предъявляют ОТК. Приняв инструмент
или приспособление, ОТК выписывает на него аттестат
в двух экземплярах. В аттестате указывают техническую
характеристику оснастки, допустимые отклонения на
износ, периодичность проверки (раз в 3 месяца, раз
в 6 месяцев и т. д.) и номер, который присваивается дан-
ному экземпляру оснастки. Номер клеймят на оснастке
в оговоренном чертежом месте. Под этим номером экзем-
пляр оснастки заносят в специальную книгу, которую
ведет ОТК. В книге указывают цех, в который оснастка
отправляется для использования. При отправке к ос-
настке прилагают аттестат, который сопровождает ее по-
стоянно. Второй экземпляр аттестата хранится в ОТК.
238
Покупной плоскостной инструмент регистрируют на-
ряду с изготовляемым. Ему также присваивают номер,
он а и сн уется й включается в действующую систему
4IU 11 л у и । л ним.
Н конце каждого месяца ОТК просматривает дубли-
|<>пн а и гетитов, выбирает оснастку, которую надо про-
рн| к и следующем месяце, н составляет список оснастки
пп иеху, <‘рок пропгрки которой наступил. Списки кон-
। ролик» поверочной оснастки, подлежащей проверке в дан-
ном мп пне, iicpranio'icM работникам ОТК, обслуживаю-
щим ..... ш н । вующис цехи. Работники ОТК отправляют
/1.Н1Пую единицу оснастки в мастерскую для проверки и
I ГМОП1И, При необходимости представитель ОТК при-
«< HiiuiiuiiiiuirT приемку операции, осуществляемой с по-
Miinijn ши 1румгптн нлп приспособления, срок годности
iiiinpi.iH iH iek Изъятая из эксплуатации контрольно-
I'oiit piHiioiH оснастка направляется в мастерскую при
< >1 М для приведения ее в порядок.
При приемке оснастки после проверки и ремонта
< И К делает соответствующую пометку в обоих экземпля-
I их аттестата. Осуществление этой системы исключает
н» 1М(»жность использования износившейся контрольно-
noiu po’iiiofl оснастки и связанный с этим брак в работе.
Рациональная организация смазывания оборудования
|ребует подбора смазочных материалов, установления
норм расхода на каждую модель оборудования, обяза-
нш1(»п» cori пиления карт смазывания (в первую очередь
л »|и п|teiiii пк>пн(но, тяжелого, уникального оборудова-
нии, a hi к же встроенного в автоматические линии);
opiшипящим правильного хранения, лабораторного кон-
троля качества поступающих смазочных материалов, ис-
пользования отработанного масла и др. Поступившие
< мязочные материалы выбранной номенклатуры и про-
веренного качества необходимо оберегать от загрязне-
ния, начиная с момента поступления до внесения их
в станок.
Перевозка смазочных материалов с нефтебазы должна
производиться только в чистой и исправной таре, надежно
закрывающейся пробками, крышками и т. д.
Смазочные масла, поступающие в железнодорожных
цистернах, следует сливать через шланги (закрытый
слив). Использование для этой цели желобов (открытый
слив) не допускается. Рекомендуется производить при-
нудительное перекачивание с помощью насосов.
239
Запас смазочных материалов, обеспечивающий 1,5—
2-месячный расход, должен храниться в специальных
маслохранилищах, оборудованных отдельными емкостями
для каждого сорта масла с отдельными трубопроводами
для залива и раздачи. На каждой емкости рекомендуется
написать название масла, для которого она предназна-
чена, и нарисовать условное изображение (символ), при-
своенное данному сорту масла.
Во избежание образования осадков внутри смазывае-
мых узлов категорически запрещается наливать смазочное
масло в мелкую тару, содержащую остаток другого масла.
Не рекомендуется наливать масло в предварительно не-
промытую тару. Для предотвращения ошибок при за-
ливке раздаточной тары на ней должны быть изображены
те же символы, что и на стационарных емкостях склада
масел.
Не допускается транспортирование масел по цехам
в незакрытой или неплотно закрытой таре.
При заполнении масленок и бачков станочников и при
доливе масел из бачков в редукторы и резервуары масло-
насосов оборудования рекомендуется пользоваться сет-
ками-фильтрами с отверстиями не более 0,025 мма для
защиты от стружки, грязи и пыли.
Емкости и раздаточную мелкую тару следует очищать
не реже одного раза в шесть месяцев, а трубопроводы —
один раз в год. Очистка раздаточной тары должна произ-
водиться на складе масел в специальном помещении и
включать слив загрязненного масла, пропарку, мойку
и сушку.
Цеховой запас смазочных масел рекомендуется хра-
нить в передвижных баках с плоскими днищами вмести-
мостью 150—200 л, транспортируемых на авто- и электро-
карах и устанавливаемых на специальные стационарные
подставки в закрывающемся шкафу. На каждом баке
должен быть изображен символ, присвоенный сорту масла,
для которого бак предназначен.
На каждый станок (машину) должна быть составлена
схема смазывания с указанием мест смазывания, приме-
няемых смазочных материалов, способов их внесения и
периодичности, а также карта смазывания, содержащая
перечисление мест смазывания, сгруппированных по оди-
наковой периодичности, с указанием сортов смазочных
материалов.
240
Таблица 1.95
Цвета символов смазывания и периодичность пополнения масла
Циот окраски иимполов Периодичность пополнения смазочного материала Кто пополняет смазочный материал
Красный Нплый Синий Ежесменно или несколько раз в смену Еженедельно Ежемесячно и реже Станочник Смазчик Слесарь
Схема и карта смазывания, вывешиваемые около станка
(машины), служат для справок, контроля и обучения моло-
дых рабочих. Кроме того, на каждом станке около мест
<мл‘11.1нп11п>1 изображаются символы, соответствующие
«оргу смаючпого материала; они окрашиваются в цвета,
о шамающие периодичность пополнения смазочного ма-
териала и одновременно показывающие, кто должен
пополнять его (табл. 1.95).
За каждым станком (машиной) закрепляют масленки,
шприцы и бачки, число которых определяется числом
। ортов смазочных материалов. Смазочный инвентарь мар-
кируют соответствующими символами, окрашенными
н красный цвет. На смазочном инвентаре, закрепленном
за смазчиком, соответствующие символы окрашиваются
и белый цист.
Подготовка рабочих
Для успешного применения типовых технологических
процессов, освоения приемов и приобретения навыков
пользования ремонтной оснасткой, а главное, для преодо-
ления привычки выполнения всех операций ремонта
вручную, без применения приспособлений, необходимо
организовать обучение слесарей-ремонтников.
Для контролеров ОТК организуют обучение поопера-
ционно-попереходной приемке восстанавливаемых деталей
и сборочных единиц ремонтируемого оборудования с при-
менением приспособлений, предусмотренных типовыми
технологическими процессами.
Обучение слесарей и контролеров необходимо перио-
дически повторять для освоения вновь разрабатываемых
технологических процессов и ознакомления с измене-
ниями, вносимыми в действующие процессы.
241
Рабочие комплексных бригад должны быть детально
ознакомлены с конструктивными особенностями закреп-
ленных за ними станков. В большей степени это относится
к рабочим, за которыми закрепляются оборудование
с ЧПУ, автоматические линии и высокоточные станки.
Организация обучения рабочих возлагается на руково-
дящий инженерный состав РМЦ и ОГМ.
Комплектуя бригаду по техническому обслуживанию
и ремонту оборудования с ЧПУ, желательно направить
ее в полном составе для трех-четырехмесячной стажировки
на одно из предприятий, имеющих опыт эксплуатации
такого оборудования.
При получении новых моделей станков и машин не-
обходимо организовать изучение их конструкции. Без
предварительного теоретического и практического освое-
ния новых станков и машин рабочими не может быть до-
стигнута производительность труда, определяемая нор-
мами трудоемкости ремонта и технического обслужива-
ния, приведенными в табл. Г.16—1.22.
Применение повышающих поправочных коэффициен-
тов к нормам времени на ремонт и техническое обслужива-
ние новых моделей оборудования на период их освоения
допускается с разрешения главного инженера только при
условии организации обучения рабочих, которым пору-
чаются ремонт и техническое обслуживание этого обо-
рудования.
Организационная подготовка
Подготовка производства работ по техническому об-
служиванию и ремонту оборудования завершается юриди-
ческим оформлением организационных решений, приня-
тых в соответствии с методическими указаниями, изложен-
ными в п. 1.6. '
Если на предприятии отсутствует «Положение о службе
главного механика», его разрабатывают; если оно имеется,
рассматривают его с точки зрения соответствия Типовой
системе и вносят необходимые коррективы, после чего
директор утверждает его и узаконивает, таким образом,
взаимоотношения службы главного механика со служ-
бами главного энергетика, главного технолога, отделом
материально-технического снабжения и т. д.
В соответствии с утвержденным Положением уточ-
няют и утверждают штат ОГМ, РМЦ и цеховых (корпус-
ных) баз.
242
Директор утверждает также разрабатываемое ОГМ:
«Положение о переводе РМЦ на хозяйственный
расчет», предусматривающее административное подчине-
ние начальнику РМЦ цеховых (корпусных) ремонтных
баз;
расценки на все виды работ и услуг, оказываемых ре-
монтно-механическим цехом остальным цехам и службам
завода;
формы оплаты труда различных групп рабочих РМЦ
и ЦРБ, создающие условия повышения производительно-
сти труда и качества выполняемых работ.
Индустриализация ремонта возможна при условии,
что разрабатываемые ОГМ типовые технологические про-
цессы обязательны для всех исполнителей. Контроль
применения типового процесса осуществляется путем по-
операционной приемки ремонтируемого оборудования кон-
тролером ОТК, отмечающим каждую принятую операцию
в «Ведомости приемки по технологическому процессу»,
прилагаемой к наряду. Ремонт оплачивается только при
наличии «Ведомости приемки» со штампом контроля
против всех операций.
Распоряжение об обязательности применения типовых
технологических процессов ремонта и о порядке оплаты
ремонтов, выполняемых по типовому процессу, подготов-,
ленное ОГМ, утверждает главный инженер.
Главный инженер утверждает также: решения, выте-
кающие из проверки достаточности мощностей ремонтно-
механического цеха и цеховых ремонтных баз; подготов-
ляемые ОГМ предложения об организации групп пере-
подготовки рабочих по техническому обслуживанию и
ремонту новых типов и моделей оборудования; хозрасчет-
ные договоры между РМЦ и остальными цехами и служ-
бами предприятия с прилагаемыми к ним планами ремонта
и технического обслуживания.
1.9. ОТВЕТСТВЕННОСТЬ ЗА СОХРАННОСТЬ
, ОБОРУДОВАНИЯ
Все технологическое оборудование, установленное
в производственных цехах, находится в распоряжении
начальников цехов (мастерских), которые несут полную
ответственность за общую сохранность и комплектность
каждого агрегата, а также отвечают за нормальное рабо-
чее состояние этого оборудования, правильную его экс-
плуатацию, уход и своевременный ремонт.
243
Надзор за оборудованием возлагается на мастеров
цехов, которые обязаны:
закрепить оборудование за рабочими;
обеспечить выполнение производственными рабочими
мероприятий, гарантирующих правильное и своевремен-
ное смазывание, охлаждение, уборку и чистку оборудова-
ния и соблюдение установленного порядка передачи обо-
рудования от смены к смене;
не допускать перегрузку оборудования или его не-
правильное использование в процессе эксплуатации.
Механики цехов и инженеры ОГМ (инспекторы по
оборудованию) обязаны:
контролировать качество выполнения в требуемом
объеме плановых ремонтов и технического обслуживания,
а также участвовать в окончательной приемке оборудова-
ния из капитального и текущего ремонтов;
руководить ремонтными бригадами и инструктировать
их по всем вопросам, связанным с выполнением ремонта;
анализировать причины поломок и аварий оборудо-
вания, выявлять виновных и составлять акты;
осуществлять технический надзор за консервацией
бездействующего оборудования;
участвовать в проведении инвентаризации, а также
в приемке вновь прибывшего оборудования.
Под аварией понимается выход из строя машины или
ряда машин, сопровождающийся нарушением производ-
ственного процесса и повреждением ответственных узлов,
механизмов, отдельных деталей.
Под поломкой понимается повреждение узлов или де-
талей машины, не нарушающее производственного про-
цесса на участке, в цехе.
Аварии и поломки оборудования разделяются на три
основные группы. К первой группе относятся аварии и
поломки, обусловленные дефектами конструкции и нека-
чественным изготовлением деталей; ко второй — непра-
вильной эксплуатацией (некачественным обслуживанием,
неправильной наладкой, неправильными приемами ра-
боты, использованием станка не по назначению и др.);
к третьей — дефектами ремонта (некачественным техни-
ческим обслуживанием, недостатками монтажно-демон-
тажных работ, некачественной пригонкой деталей).
При аварии агрегата составляется акт не позднее 24 ч
с момента ее возникновения. Аварийный акт составляется
244
инспектором ОГМ на каждую аварию и поломку, которые
влекут за собой вынужденный простой машины:
больше 30 мин;
меньше 30 мин, но с затратами не меньше 10 р. (стои-
мость ремонта).
Перед заполнением аварийного акта причина аварии
или поломки должна быть тщательно изучена. При круп-
ных авариях в комиссии по ее расследованию участвуют
главный механик или главный энергетик и начальник
цеха. При особенно крупных авариях комиссию возглав-
ляст главный инженер.
В акте должны быть указаны следующие данные:
характеристика оборудования; конкретная причина ава-
рии или поломки; общая продолжительность простоя
в результате' аварии в часах; стоимость ликвидации
аварии в рублях, а также организационно-технические
мероприятия, направленные на устранение подобных ава-
рий и поломок.
Об аварии, происшедшей с оборудованием, мастер
пролета (участка) обязан немедленно известить началь-
ника цеха, ОГМ. В тех случаях, когда причина аварии
снизана с конструкцией машины или дефектами ее изготов-
ления (для машин отечественного производства), главный
механик завода ставит в известность завод-изготовитель.
Акты на крупные аварии утверждает главный инженер.
Ликвидацию аварий оборудования необходимо произ-
водить вне очереди; исполнительные документы следует
снабжать штампом «Аварийно».
Аварии и поломки оборудования могут произойти из-за
некачественно выполняемого ремонта. Имеют место случаи
аварии или поломки из-за неправильной выбраковки де-
фектных деталей, некачественного выполнения чертежей
на заменяемые и ремонтируемые детали, а также непра-
вильной технологии их изготовления, некачественного
выполнения пригоночных и сборочных работ.
Основными нарушениями являются: работа на завы-
шенных режимах резания; отсутствие или недостаточность
смазочного материала; переключение шестерен коробки
скоростей и подач во время работы станка и др.
Для предупреждения такого рода аварий и поломок
прежде всего необходимо строго придерживаться правил
эксплуатации. Кроме того, необходимо:
не допускать к работе на оборудовании рабочего без
удостоверения на право самостоятельной работы;
245
рабочему, не приступать к работе на неисправном обо-
рудовании;
строго выполнять инструкцию по уходу и эксплуатации
оборудования и не превышать режимы резания, указан-
ные в карте технологического процесса.
При учете аварий станков с ЧПУ следует учитывать
специфику работы электронных систем управления. Выход
из строя какого-либо электронного элемента системы
управления аварией не считается.
Частота выхода из строя электронных элементов опре-
деляется сложностью схемы и конструктивными особен-
ностями системы управления и обычно задается в паспорт-
ных данных на систему в виде среднего времени наработки
на отказ.
1.10. РЕКОМЕНДАЦИИ ПО ЭКОНОМИЧЕСКОМУ
АНАЛИЗУ РЕЗУЛЬТАТОВ ОСУЩЕСТВЛЕНИЯ
ТИПОВОЙ СИСТЕМЫ ч
В соответствии с положениями, изложенными на с. 7,
ОГМ должен вести постоянное наблюдение за результа-
тами работы исполнительской части СГМ (см. с. 53),
выявлять имеющиеся резервы и разрабатывать мероприя-
тия, обеспечивающие сокращение суммы затрат на ремонт
и техническое обслуживание оборудования и потерь
основного производства, связанных с простоями обо-
рудования, вызванными восстановлением и поддержанием
его работоспособности и исправности.
Для этого необходима организация учета и анализа
информации, характеризующей:
состав и использование оборудования, потери времени
станками и машинами по причинам и связанные с ними
денежные потери производства;
уровень организации ремонтных служб, характеризую-
щийся затратами на ремонт и техническое обслуживание
оборудования труда и денежных средств, включающими
стоимость оборудования, приобретаемого взамен утрачи-
вающего работоспособность, несмотря на проводимые
ремонты и техническое обслуживание.
Целесообразно начинать аналитическую работу с из-
учения технико-экономических показателей за последние
2—3 года, создав базу сравнения для последующего си-
стематического анализа. На основе этих данных должна
246
ныниляться динамика тех или иных показателей, затем
рпзрпбятываются предложения, которые должны вклю-
чи п.си и план оргтехмероприятий либо реализоваться
и н'кущем порядке.
Пи основании исходных данных учета и отчетности,
имеющихся в плановом отделе и бухгалтерии предприя-
ПП1, а также в ОГМ, рекомендуется составлять аналити-
ческие таблицы по формам, охватывающим содержание
ociioiiiiiiix вопросов анализа.
Состояние основных фондов. Возрастной состав тех-
нологического оборудования, косвенно свидетельствую-
щий о физическом и моральном износе парка станков и
Мишин, характеризуется удельным весом возрастных
।руин:
удельный вес оборудования той или иной возрастной
। руины в процентах к установленному оборудованию,
распределенному по возрастному составу;
удельный вес модернизированного оборудования той
пли иной возрастной группы в процентах к общему коли-
честву модернизированного оборудования:
Вид и группа пПорудонания Возрастная группа оборудования
До 10 лет 10—20 лет 20—30 лет Св. 30 лет
удельный вес модернизированного оборудования в про-
центах к установленному оборудованию по годам анали-
зируемого периода:
Виды » группы <‘борудо1ип111Я Годы анализируемого периода
До 10 лет 10—20 лет 20 — 30 лет Св. 30 лет
Использование основных фондов. Сменность работы
и внутрисменное использование оборудования:
24.7
Группа и модель оборудо- вания Чис- ло, шт. Фактически отработано за год Коэффи- циент сменно- сти ♦* Коэфф и < - циент внутри- . сменного исполь- зова- ния
в первой смене во второй смене в третьей смене
смен/ч ♦ смен/ч ♦ смен/ч *
1 2 3 4 5 6 7
Группа Модель И т. д.
Итого
* Часов оперативного времени.
р 0 _ знаменатели (гр, 3 + гр. 4 + гр. 5)
~~ знаменатель гр. 3
»♦ г у — знаменатели (гр. 3 + гр. 4 + гр. 5)
~~ числители (гр. 3 + гр. 4 + гр. 5)Х8
Полезная отдача оборудования (в ч)
Группа и модель оборудования Годовой номиналь- ный фонд времени при работе в две смены Фактически отработано оперативного • времени Простои оборудо- вания
Группа Модель и т. д.
Итого:
Потери времени (простои) оборудования (в ч)
Вид обору- дования Причины простоев Итого
Плановые ремонты и осмотры Организа- ционные Аварии и полом- ки Прочие
248
Работа ремонтных служб. Удельный вес отремонтиро-
ванного оборудования (% ко всему - оборудованию) по
видам ремонта:
Оборудование Вид ремонта
Капиталь- ный Средний Текущий
в . физиче- ских едини- цах в ремонтных единицах в физиче- ских едини- цах в ремонтных единицах в физиче- ских едини- цах в ремонтных единицах
Сравниваемые периоды
Мп шин »|н’жу|цг<1 Ку HIPMIKPliprrCOHO© и т. д.
Удельные затраты на содержание и ремонт оборудо-
вания предприятия (в руб. на одну ремонтную единицу):
i.tnihH расхода Всего В том числе
заработная плата услуги других цехов прочие
1 iiii’ivckoo обслужива- нии обор УДО1Н11111И 14мою оборудовании: и нущп(| iргдппА каши альныП
Всего:
Удельные затраты на техническое обслуживание и
ремонт оборудования предприятия в рублях на 1000 р.
балансовой стоимости:
Показатель Сравниваемый период
Затраты на ремонт и техни- ческое обслуживание обору- дования руб.
руб/1000 ба- лансовой стои- мости
249
Удельный вес затрат на содержание и ремонт обору-
дования предприятия в процентах к себестоимости изго-
товленной продукции:
Показатель Сравниваемый период
Затраты на ремонт и техническое обслуживание оборудования
Производительность труда рабочих ремонтных служб:
* «м. Т'рп— произведение суммарной ремонтосложности всех ви-
дов оборудования на среднее оперативное время работы каждого вида
оборудования, ч/год; Ур, Чо — численность рабочих, занятых ремон-
том и техническим обслуживанием металле- и деревообрабатывающего
оборудования; %д, Чоя — численность рабочих, занятых ремонтом
и техническим обслуживанием всех других видов оборудования.
Рекомендуемые таблицы являются общими для анализа
работы всех предприятий, но могут быть изменены в соот-
ветствии со спецификой предприятия и в зависимости от
задач анализа.
1.11. ПОРЯДОК СОВЕРШЕНСТВОВАНИЯ
ТИПОВОЙ СИСТЕМЫ И ФУНКЦИИ
ГОЛОВНЫХ ИНСТИТУТОВ
МИНСТАНКОПРОМА
Головной научно-исследовательский институт метал-
лорежущих станков — ЭНИМС руководит работой по
совершенствованию Типовой системы, координирует раз-
работку вопросов организации технического обслужива-
ния и ремонта металлорежущего, кузнечно-прессового,
250
деревообрабатывающего и литейного оборудования, по
согласованию с головными отраслевыми институтами вно-
си г в Типовую систему необходимые коррективы и со-
имсстпо с головными отраслевыми институтами подго-
III или идет ее к переизданию.
Институты ЭНИМС, ЭНИКМАШ, ВНИИЛИТМАШ,
ВНИИДМАШ и ВНИТИПРИБОР осуществляют разра-
ботку вопросов организации технического обслуживания-
и ремонта металло- и деревообрабатывающего оборудова-
нии по единому координационному плану, подготавли-
ваемому Мппстанкопромом и утвержденному ГКНТ.
< л>нср|пепствование Типовой системы является по-
< lofiinioli функцией головных отраслевых институтов.
/|||н 11|.111олне1111я исследований, на основе результатов
..... должны корректироваться нормы и методиче-
. 1 <«» \|'.|1<1нпн I пноной cHcicMbi, в головных отраслевых
пи. । и । \ pi и (оонпокн спепна льные подразделения.
В пополнение к I ппоной системе головные отраслевые
HHiiiiiyihi piripnGii।I.IHIIIOT и в дальнейшем уточняют и
нгрерлбнтынают общие правила технической эксплуата-
ции о।дельных видов металло- и деревообрабатывающего
оборудования и общие ТУ па их капитальный ремонт,
и in к же рабочие инструкции, формы документации,
меюдикп выполнения расчетов, необходимых для осу-
iiici' । влепи я Типовой системы, алгоритмы, программы
и 1сх11ологпчсскис инструкции по использованию ЭВМ
ii'hi управления организацией технического обслужива-
нии н ремонт оборудования.
I Icpet Moip и уточнение норм и методических указаний
I пповой системы должны производиться каждые пять лет.
Выпуск в свет нового издания должен приурочиваться
к началу первого года пятилетки.
Согласование изменений, вносимых в нормы и методи-
ческие указания Типовой системы головными отраслевыми
институтами, производится путем рассылки широкому
кругу предприятий и организаций и получения отзывов
и замечаний. Окончательное решение по замечаниям и
предложениям принимает Минстанкопром СССР.
ЧАСТЬ 2
СПРАВОЧНЫЕ МАТЕРИАЛЫ
2.1. СОДЕРЖАНИЕ ТИПОВЫХ РАБОТ
ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
И РЕМОНТУ
ОБОРУДОВАНИЕ НЕАВТОМАТИЗИРОВАННОГО
ПРОИЗВОДСТВА
МЕТАЛЛОРЕЖУЩЕЕ, ДЕРЕВООБРАБАТЫВАЮЩЕЕ
И КУЗНЕЧНО-ПРЕССОВОЕ ОБОРУДОВАНИЕ
Таблица 2.1
Содержание работ Металлорежу- щие станки Деревообраба- тывающее обо- рудование Кузнечно- прессовое оборудование
Ежесменный осмотр Наружный осмотр без разборки для выявления + + +
дефектов состояния и работы станка (машины) в целом Проверка правильности переключения рукояток +
скоростей и подач Проверка правильности переключения и испол- — +
нения команд» поданных с пульта управления Осмотр состояния направляющих станин каре- + — +
ток, траверс и других трущихся поверхностей Подтяжка ослабленных крепежных деталей + +
Подтяжка расслабленных крепежных деталей — +
ножевых валов, пильных валов, шпинделей Проверка исправности действия ограничителей, + + +
переключателей, упоров и других автоматиче- ских устройств Проверка натяжения ремней, лент, цепей + + +
Проверка наличия и исправности оградитель- + + +
ных устройств (предохранительных щитков, ко- жухов и др.) Проверка отсутствия вибраций узлов оборудо- + + +
вания Проверка уровня шума оборудования + + +
252
Продолжение табл. 2.1
Содержание работ Металлорежу- щие станки Деревообраба- тывающее обо- рудование Кузнечно- прессовое оборудование
11|мнн'ркй нагрева подшипников + + +
11|н1нрркм ипдсжности зажима заготовок + +
Нрмпррнй сосюяния смазочных систем, пневма- IIIин и гидравлики (отсутствие утечек масла, по приборам, уровень масла по указа- 0|<*у1сгпие ударов при работе гидросистем, рмннин при реверсировании; отсутствие плав- пн» hi ппремеищпия узлов) Пгрнпдичсский (частичный) осмотр hi и опери min ежесменного осмотра и кроме । * и п + + +
в. и pid । не крышек отдельных узлов для осмотра н прпперкп состояния механизмов + + +
npMHrpiwi исправности действия фрикционов U HipMtridB + + +
нринеркд НЛИВНОС1И перемещения столов, суп- intpliiH, керенок, ползунов, долбяков; ПОДТЯЖ- hd h'IHIII.CH1, НрНЖИМПЫХ ПЛ3110К + + +
fM’HH iHH плНопп, mipiiiiiiii, задиров на на- !.р;нын!нннк । । iiiiin, luipeioK, ipHiiepc и на , и Н М м И 1 II Ifirp к II111'1 н к + + +
«1 । =i | Hihr-illl Н llpyihllli » ^iiHii<t| ipiii пчмепл ослабленных II Mi ьэн( ш₽Н1И Ik hpriitihllNM ДГ1.1ДГЙ (ИП1ИЛСК, 1 -H 1. hiili lull II др ) -|" -1- +
up)н^рнп пи imiiiiin ciicicMN охлаждения + — +
iii.iiiivipiiiih изношенных деталей, требующих в и м on ы при ближайшем текущем и капиталь- ном ремонте, с записью в предварительные недомости дефектов деталей, подлежащих за- М1Ч1П при капитальном ремонте + + +
Ф1МГИЙ изношенных деталей, которые не вы- держи г эксплуатации до очередного осмотра или i (л ивового ремонта Полный осмотр Иге операции периодического (частичного) iH Moipa и кроме того: + + +
регулирование зазоров винтовых пар + + 4*
регулирование натяжения пружин + + 4-
регулирование подшипников шпинделя + ,
253
Продолжение табл. 2 Л
Содержание работ Металлорежу- щие станки Деревообраба- тывающее обо- рудование Кузнечно- прессовое оборудование
чистка, ремонт или замена ремней, лент, це- пей регулирование етанка (машины) и сдача ма- стеру промывка трущихся поверхностей, не защи- щенных от попадания пыли Замена смазочных материалов + + +
+ + +
— + , —
Слив отработанного масла + + +
Очистка емкостей системы от осадков, грязи и остатков масла + + 4-
Протирка емкостей и корпусов салфетками без ворса + + +
Промывка всей системы щелочным раствором в течение 10—15 мин + + +
Слив щелочного раствора 4- + +
Промывка системы свежим маслом в течение 10—15 мин 4- 4- +
Слив промывочного масла + + +
Заливка резервуара маслом Промывка механизмов и смазочных систем Все операции, что и при замене смазочных ма- териалов, и кроме того: + 4- 4-
промывка сопряжений взаимно перемещаю- щихся узлов + + +
Примечание. При замене смазочных материалов и промывке
механизмов литейных машин выполняются работы, перечисленные выше
Регулирование действия механизмов, устройств, элементов; замена быстроизнашивающихся де- талей и обтяжка крепежных деталей Регулирование зазоров винтовых пар Регулирование подшипников качения (шпин- + + + + + +
деля, коленчатого вала и др.) Регулирование фрикционов, подтяжка тормозов
+ + +
Регулирование плавности перемещения столов, суппортов, кареток, ползунов, долбяков; под- тяжка клиньев, прижимных планок Регулирование натяжения пружин 4- 4- +
+ + +
Подтяжка, зачистка или замена ослабленных или изношенных крепежных деталей (шпилек, гаек, винтов и др.) 4- + 4-
254
Продолжение табл. 2,1
Содержание работ
I Ihhuiu'iiiio ремней, лент, цепей
«и» пи быстроизнашивающихся деталей и обтяж-
• |.|н нежных деталей:
и> |гм охлаждения
• и рчднтельных устройств
• iiricM смазывания и гидравлики
I > । учнрование станка (машины) и сдача мастеру
+
+
+
+
Примечание. Операцию регулировки вносят в карту тех-
|иг|ггкого обслуживания для сопряжений деталей и узлов, не выдер-
Ф|пипо1цих эксплуатации между плановыми осмотрами или ремонтами
н • регулирования, подтяжки или замены.
Проверка геометрической
и технологической точности
Проверка геометрической точности (установле-
ние точности изготовления, взаиморасположе-
нии, перемещения и соотношения движений ра-
f-n'iiix органов, несущих заготовку и инстру-
Mi иг, путем измерений с помощью приспособле-
ний и приборов, а также путем промеров обра-
липшных образцов изделий):
производится в соответствии с требованиями
действующего ГОСТа «Общие условия к стан-
дартам на нормы точности»;
об нем проверяемых параметров в соответствии
<• требованиями действующих ГОСТов «Нормы
ючпости» для различных технологических
ipynn оборудования
Проверка технологической точности (проверка
|"|опности к производству деталей с необходи-
мей точностью)
Производится в соответствии с требованиями
л-Панующего ГОСТа «Общие условия к стан-
nip гам на нормы точности»
<ин,ем проверок включает ограниченное число
операций, предусмотренных ГОСТами «Нормы
и phi ости» и оказывающих наибольшее влияние
и л ючпость оборудования с обязательной про-
веркой станка (машины) в работе (на обрабаты-
и п мой детали)
255
Продолжение табл. 23
Содержание работ Металлорежу- щие станки Деревообраба- тывающее обо- рудование 1 Кузнечно- ! прессовое । оборудование
Текущий ремонт
Частичная разборка станка (машины). Поде- тальная разборка узлов, подверженных наи- большему износу и загрязнению. Вскрытие крышек для внутреннего осмотра и промывки остальных узлов Протирка всего станка (машины) + . + +
Промывка деталей разобранных узлов + + - -
Осмотр деталей разобранных узлов + + — -и
Выявление деталей, требующих замены при ближайшем текущем и капитальном ремонте, с записью в предварительной ведомости дефек- тов деталей, подлежащих замене при капиталь- ном ремонте + +
Проверка зазоров между валиками и втулками, замена изношенных валов и втулок + + +
Регулирование и при необходимости замена изно- шенных подшипников качения + + +
Замена изношенных и сломанных крепежных деталей Замена деталей, которые не выдержат эксплуата- ции до очередного планового ремонта + + +
+ + +
Проверка работы и регулирование рычагов и рукояток включения прямого и обратного хода, переключения скоростей и подач блокирующих, фиксирующих, предохранительных механизмов и ограничителей +
Регулирование натяжения пружин + + +
Зачистка задиров, царапин, забоин и заусенцев на трущихся поверхностях направляющих ста- нин, кареток, ползунов, суппортов, траверс, колонн и т. п. + + +
Зачистка рабочих поверхностей столов и ползу- нов + — +
Разборка шпинделя, зачистка или шлифование шеек шпинделя, поверхностей под инструмент и приспособления; зачистка или пришабривание подшипников; сборка шпинделя и регулировка подшипников +
Примечание. Шпиндельные узлы прецизионных, крупных,
тяжелых, особо тяжелых и сверхтяжелых станков не разбирают
256
Продолжение табл. 2.1
Содержание работ
I'-.... но « * ни* Н rinll, Hit'll.НЫЧ nn.noB И 1И11ИИ-
о о Н
I-< >н н нт фри 1«нм*И1П1.1 х дисков; пришабрива-
>..р ь.1н\1мн фрпкппипоп; регулирование фрик-
Н1МН1НИЧ муф| и ЮрМ(Н()В
U'niiihi i iy> I’Hin'ii пп зубьях колес; замена
« и < < Hi lb р« <1111 ИНЫМИ 'lyOhHMH
«> >>« •• i iHHiinii । \ niinpiDii, кареток, траверс,
• ।’.ин н и up , himciiii изношенных гаек
th ’(.« • и» пр HHioi iii д<‘йс1вня и, при необхо-
•= . и» piMoiii (или замена) ограничителей,
> |>» । ii'fl целей, yilUpOD
ь и iiipi’ihiiiiio плавности перемещения столов,
, инорKin, клреюк, ползунов; при необходи-
• •11» нр11ншбрнвание или зачистка и подтяжка
» ....., прижимных и направляющих планок
нг.1нрн.| и, при необходимости, ремонт системы
• • н|«»||’нпм; устранение утечек жидкости через
• • • нпенни трубопроводов, подтекания кранов,
[•* м*'111 насосов и арматуры
г»миц| сцсц‘мы смазывания и гидравлики
I'lM’UII ()1 РЛДНН‘ЛЫ1ЫХ устройств (кожухов, фут-
трон, пин коп, экранов)
’•imiiiii у(‘11юйсн1 для защиты обработанных
• ii'iii’pxпос ien oi пружки и абразивной пыли
» ixipioi разобранных узлов станка (машины),
iii’iiiii'pKH правильности взаимодействия узлов
I Ipiiiii’phn ючпости станков, включенных в спи-
• ни оборудования, подвергаемого проверке на
М ч ПИЛО! п вескую точность
11-П1.1НП1ПС станка (машины) на холостом ходу
• м в* с* скоростях и подачах, проверка на шум
и II о pt и
и- ши ним» в работе, проверка на точность и на
>” piooiiijiorib поверхности по изготовляемой
'It HI/I||
Металлорежу- щие станки Деревообраба- тывающее обо- рудование Кузнечно- прессовое оборудование
— + ——
+ + +
+ + +
+ + —
+ + +
+ + +
+ — +
+ + +
+ 4- +
+ — —
+ + +
+ —
+ + +
+ — —
Примечание. При двухвидовой структуре ремонтного цикла
ни время текущего ремонта может выполняться:
восстановление точности ходового винта пу-
н’м его прорезки
«имена или восстановление и пришабривание
регулировочных клиньев и прижимных планок
О Ии на а Г>03
257
Продолжение табл. 2.1
Содержание работ Металлорежу- щие станки ДеревоЪбраба- тывающее обо- рудование Кузнечно- прессовое оборудование
Средний ремонт
Выполнение перед разборкой операции — про- верка геометрической точности + — —-
Все операции текущего ремонта и кроме того: + +
восстановление точности ходового винта пу- тем его прорезки + —-
замена или восстановление и пришабрива- ние регулировочных клиньев и прижимных планок 4- 4- 4-
окрашивание наружных нерабочих поверх- ностей 6 подшпатлевкой Выполнение после ремонта операций: + + +
проверка геометрической точности + —— —
проверка технологической точности 4- — +
испытание на жесткость в соответствии с дей- ствующими ГОСТами Капитальный ремонт Все операции текущего, среднего ремонта и кро- ме того:- +
проверка на точность перед разборкой + . — —
измерение износа трущихся поверхностей пе- ред ремонтом базовых деталей 4- — 4-
полная разборка станка (машины) и узлов + + 4-
промывка, протирка разобранных деталей осмотр деталей + 4- +
4 4- 4-
уточнение предварительно составленной де- фектно-сметной ведомости выполнение работ, определяющих капиталь- ный ремонт, в соответствии с ГОСТ 18322—78*: 4- 4- 4
шлифование или шабрение направляющих поверхностей базовых деталей +' + 4-
у кривошипных машин — замена или ремонт кривошипного и приводных валов, шатунов, регулировочных винтов, подпятников, червя- ков и червячных колес механизма регулиров- ки, цилиндров-уравновешивателей, ступиц муфт включения, тормозных шкивов, поршней муфты включения, зубчатых колес 4*
у гидравлических прессов — замена или ре- монт плунжеров, цилиндров, поршней, што- ков, колонн, замена гидроагрегата и насоса 4-
258
Продолжение табл. 2.1
< пдррж11!1ие работ Металлорежу- щие станки Деревообраба- тывающее обо- рудование Кузнечно- прессовое оборудование
... * н *ин пмнin веских ковочных — расточ- » • । • him п компрессорного цилиндров ста- । м |и Muni или замена кранов управления, । к и шабота — — '+
i и..».чии паровоздушных — ремонт стыко- *.•». unlit рчпосгсй шабота, стоек анкерной • л пнлиидря, ремонт пода шабота под . . и ржа i ель, расточка цилиндра или за- - м III II.H.I, а также расточка отверстий под * • г* in и ы тую систему цилиндров +
и • 1,|1|<»|»лспие (ремонт) деталей (кроме ба- ’ inn), имеющих износ или повреждения, \ ipiiiciiiio которых технически возможно и * мн чески целесообразно + + +
ч .M»ihi де тлей (кроме базовых), имеющих н н|н жцгння, устранение которых либо не- нчмижно но техническим причинам, либо si • пи»мпчески нецелесообразно + + +
ib'ipini cihiiku (машины) из деталей и узлов + + +
шил i лепка и окраска всех внутренних и на- pyiiuihix необрпбоп111ных поверхностей по тех- ническим условиям для отделки нового обору- н • • на 1111 я + + +
«и иЫ1 липе на холостом ходу (металлорежущих • । hiiuhi — на всех скоростях и подачах); про- «• ркл на шум, нагрев + + +
и nine под нагрузкой и в работе + + +
н .лишне па точность универсальных стан- ♦ н (ч иннн) по ГОСТам; специализированных л ш Hii iJihiiiiix — по техническим условиям + + +
I- ми мп и«’ па жесткость в соответствии с 1 ‘ « 1 ими + — +
и "I нппрудоваиия, установленного на фунда- м» пи», проверка состояния фундамента, и справ- li uno <*ю, проверка установки оборудования и и •'чиним цементным раствором + + +
259
ЛИТЕЙНОЕ ОБОРУДОВАНИЕ
Формовочные машины
Ежесменное техническое обслуживание (Е)
Очистка от смеси, грязи и масла механизмов, подвер-
гаемых осмотру.
Внешний осмотр на отсутствие поломок, утечек масла
и воздуха и устранение выявленных дефектов.
Проверка и подтяжка крепежных деталей механизмов,
подверженных вибрации и ударным нагрузкам.
Пополнение разделительной жидкостью емкостей опры-
скивания моделей.
Проверка состояния конечных выключателей, при не-
обходимости устранение неисправностей.
Проверка неисправности защитных кожухов, огражде-
ний, ограничителей.
Смазывание в соответствии с картой смазывания.
Регулировка и подналадка механизмов.
Еженедельное техническое обслуживание (Н)
Проведение работ согласно перечню (Е).
Регулировка механизма вытяжки.
Проверка крепления и работы электромагнитов (при
наличии вибрации, гудения, нагрева произвести ремонт).
Проверка состояния моделей (при наличии забоин и
царапин на моделях, выпорах, стояках произвести ремонт).
Проверка втулок, штырей, рабочих поверхностей опок
(при наличии неисправностей или отклонений от уста-
новленных ремонтных размеров произвести ремонт).
Осмотр (О)
Проведение работ согласно перечню (Н).
Проверка и подтяжка креплений цилиндров и поршней,
прессовых траверс и колодок, протяжных рамок и подъ-
емных штифтов, кронштейнов, поворотных столов, пере-
кидных рычагов, валов.
Проверка работы:
встряхивающего механизма на частоту ударов
в минуту, высоту подъема стола;
прессового механизма на усилие прессования,
поворотного механизма на надежность и скорость
поворота.
260
II ирппи (у проверок производятся необходимые регу-
Iпр»nil*и, иргдусмолренные руководством по эксплуатации
и и HiiMH । ним условиям проверяемой машины.
pi\/i состояния соединений элементов пневмо-
! I» МЫ
пплипдров и аппаратуры управления (обратив
особое внимание на затяжку всех болтовых соеди-
111*1111 и);
in м чу х<распределителей и клапанов, труб и шлан-
н>|| (добиться полного устранения утечки воз-
лу ха);
аппаратуры управления и исполнительных ор-
Iлпов.
11р<мирка работы и регулировка механизмов поворота
• I «м р> ы и скребка, зажимов опоки, вибраторов.
Нрмигрка работы механизма поворота стола, стоек,
и* ।, рычагов, цапф и пневмоцилиндра. Смена изношен-
н|и и поломанных деталей.
11ронсрка исправности ограничителей, переключателей,
« । шанов, упоров и др.
Проверка состояния всей гидросистемы и смазочных
\ • । poiic । в:
наличие масла в резервуарах, лубрикаторах, в кол-
пачковых и капельных масленках и других сма-
зочных точках. Устранение утечек;
регулировка подачи масла к трущимся поверх-
|ин । нм механизмов. '
Текущий ремонт. (ТР)
Проведение работ согласно перечню (О).
P.ii6opi<a и ремонт встряхивающего механизма. Про-
Mhiniui п очистка, замер и дефектация деталей. Замена
। .ни, пружин, уплотнений и других деталей, подвер-
iini.ih п niocy. Зачистка задиров поршней и цилиндров
ни| *н дующим шлифованием. При короблении встряхи-
1МПН ю гюла производят строгание его поверхностей;
«иhi и 1ЛНЧ11Н трещин — заварку.
Проверка состояния анкерных болтов крепления ста-
Нины и выверка станины по уровню.
Проверка и замена при износе деталей амортизаторов.
Нчпегка задиров и регулирование направляющих
»|| шок, штырей и втулок встряхивающего механизма.
1’л 1борка вытяжного механизма с дефектацией деталей,
bi'iiii |кд задиров поршня и цилиндра. Проверка крепле-
261
ния штифтов, протяжных рамок, приемных столов, рыча-
гов, уравнительных валов. Замена уплотнений сальников,
манжет, резиновых (пластмассовых) прокладок, колец.
Разборка и ремонт механизмов поворота траверсы
зажима опок.
Зачистка цилиндров и поршней, смена осей пальцев,
проверка состояния и подтяжка крепежных деталей, за-
мена уплотнений.
Выверка горизонтальной плоскостности подмодельной
плиты и проверка отклонений допустимых размеров
направляющих втулок и штырей.
Разборка, проверка состояния и ремонт вибраторов
о заменой плунжеров, пружин, подшипников и других
изношенных деталей.
Подтяжка крепления крышек подшипников.
Осмотр и ремонт спутников.
Проверка состояния пневмо- и гидросистемы, устра-
нение течи масла и воздуха.
Проверка работы и ремонт вентилей клапанов и коло-
нок управления.
Испытания машины на холостом ходу согласно ТУ.
Средний ремонт (СР)
Проведение работ согласно перечню (ТР).
Ремонт или замена оградительных устройств, установ-
ленных в соответствии с правилами техники безопасности.
Растачивание и шлифование цилиндров, запрессовка
гильз, замена поршней; шлифование направляющих, ко-
лонн, стоек.
Осмотр и промывка резервуаров и емкостей; очистка
и промывка или замена фильтров, выпуск отработанного
и заливка нового масла (если средний ремонт совпал
с графиком смены масла).
Проведение лабораторного анализа качества масла на
соответствие [паспортным физико-химическим показа-
телям.
Сборка отремонтированных узлов, проверка правиль-
ности взаимодействия всех узлов и механизмов машины.
Окраска нерабочих наружных поверхностей машины
с подшпатлевкой; восстановление поврежденных надписей
и указателей.
Испытание машины на холостом ходу и под нагрузкой.
Проверка основных параметров по ТУ и ГОСТам.
262
Капитальный ремонт (КР)
11....l inn и in тотальная разборка всех узлов и механизмов
М III I I
11||""н.||11(||, протирка деталей узлов и механизмов.
• । in'iciiiie дефектно-сметной ведомости.
I’• м, at । встряхивающего, прессового, поворотного, вы-
.. . .. механизмов, механизмов поворота траверсы и
। ।и га,и, захвата опок.
biMi iin выбракованных основных деталей: встряхиваю-
к>||' и поворотных столов, цилиндров и поршней, прессо-
> i.i и и 'in ндра, рычагов и кронштейнов, колонок, штырей,
и unit, пплов, осей.
(имена поршневых колец, манжет, воротников, вту-
Hi, । нльз, штоков, скалок. Замена всего комплекта амор-
I II >11 |<>ров.
Ремонт зажимных приспособлений, механизма фи-
। > iiiiiiii.
. (имена выбракованных муфт, зубчатых колес, шесте-
I'tii, реек.
(имена элементов гидро- и пневмооборудования, сма-
||||Ц|Й системы, ремонт трубопровода и элементов его
।и ии пений.
Ремонт или замена оградительных и защитных уст-
I II ilie । и в соответствии с требованиями техники безопасности.
( борка, монтаж и испытание отремонтированных узлов
и механизмов на холостом ходу и под нагрузкой.
11роверка состояния фундамента и его ремонт. Замена
и реняпиого настила. При наличии трещин отбивка це-
hiiiii и заливка высокопрочными марками цемента.
Полная замена смазочного материала.
Шпатлевка, окраска всех необработанных поверхностей
| 1П1111П.1 по ТУ для отделки нового оборудования.
LiMeiia табличек, восстановление надписей, указа-
। Il li в номеров.
I Ь цы । и пне машины на холостом ходу и под нагрузкой.
iipii.Mi.ii машины по ТУ и стандартам.
Смесители литейные чашечные
I жссменное техническое обслуживание (Е)
< >‘Ш( гка рабочих поверхностей смесителя от смеси
н I рн III.
< >паунка воздухом траверсы, разжимающего устрой-
nil, редукторов, прибора системы регулирования фор-
-1.1 мт in смеси, панели управления.
263
Опрыскивание внутренней рабочей поверхности бегу-
нов маслом из пульверизатора.
Проверка работы смазочных систем.
Проверка состояния отвалов, скребков, плужков и
штырей катков, при необходимости — регулировка, за-
мена.
Проверка состояния защитных кожухов, ограждений,
ограничителей и т. п.
Проверка работы смесителя и редукторов на шум и
вибрацию.
Еженедельное техническое обслуживание (Н)
Проведение работ согласно перечню (Е).
Проверка и регулировка натяжения ремней.
Проверка состояния и работы муфты в соответствии
с руководством.
Проверка состояния- электромагнитов (при наличии
нагрева или гудения устранить выявленный недостаток).
Проверка уровня масла в редукторах, при необхо-
димостй — пополнение.
Проверка температуры масла редукторов.
Осмотр (О)
Проведение работ согласно перечню (Н).
Наружный осмотр для выявления дефектов узлов и
механизмов смесителей; составление ведомости дефектов.
Подтяжка крепежных деталей и замена изношенных
дефектных деталей отвалов, скребков, плужков, вклады-
шей, пальцев и резиновых вкладышей муфт, втулок, осей,
штоков, валов, шпилек, гаек, винтов и др.
Осмотр и устранение утечек в цилиндрах, редукторе,
в мерном бачке, в запорном кране, смазочных устрой-
ствах, трубопроводах и пневмоаппаратуре.
Зачистка забоин, царапин, задиров и заусенцев.
Проверка работы и регулировка:
механизма загрузки сухих и мокрых компонентов;
механизма выгрузки смеси и отбора проб;
механизма открывания и закрывания разгрузоч-
ных люков, загрузочных и дозирующих устройств;
пневмоцилиндров;
системы вентиляции;
прибора формуемости смеси;
устройств смазочной системы;
ограничителей, переключателей и упоров;
264
к ппinipi'Mcinibix передач;
hi 11 iniiit’jiidiux устройств в соответствии с требо-
HiiiiiHMii техники безопасности.
11|м.ш |п<1| соосности валов в соответствии о ТУ.
11|<..н« |1|<н износа катков, осадки пружин.
I’» и >iiipoiiKii зазоров между днищем чаши и нижней
। ! • н.п!) oiitiuia; между боковой кромкой скребка тумбы
и пг.1. пнцкой тумбы (для смесителей с вертикально вра-
i.i ..himhch катками — в соответствии с ТУ).
Текущий ремонт (ТР)
Проведение работы согласно перечню (О).
1'ц1борка узлов горизонтального или вертикального
• ill, очистка от грязи, обдувка, промывка и замер из-
.... I, шчистка втулок и осей валов. Втулки заменяются
••I. износе.
1(роверка износа втулок рычагов и осей катков.
Регулировка и при необходимости замена подшипников
|. 141'111111.
Проверка износа обечайки и днища чаши. Замена
। n'li.neiibix вставок днища чаши.
hi мена катка и резиновой облицовки (для центробеж-
ных смесителей).
Проверка крепления обечайки.
1.1мепа отвалов, скребков и плужков.
.l.iMcna регулировочных болтов и перенарезка резьб.
Проверка состояния кронштейнов.
Ртборка и проверка состояния деталей механизма
II II ручки.
Ршборка, зачистка поршней, осей, пальцев, а также
.в пп сальников, уплотнений и всех крепежных деталей.
Проверка состояния деталей шнековых дозаторов.
inмена ремней клиноременной передачи и проверка
.и’.|пмых отклонений размеров канавок шкивов.
I (роверка состояния и замена элементов муфт.
I (роверка состояния крепежных лумб и рам к фунда-
|. иIV. Проверка состояния и ремонт фундамента.
I (роверка всех соединений воздухопроводов. Особое
"uiMiiiiiie обратить на целостность шлангов и их крепле-
ii'ii', и также клапанов, с целью устранения утечек ежа-
... воздуха из пневмосистемы.
1(роверка параллельности промежуточного вала и
• ।!• |р<>ходных валов редуктора согласно ТУ.
265
Проверка на соосность выходного вала редуктора и
вертикального вала согласно ТУ.
Проверка непараллельности осей вращения шкивов и
смещение осей канавок шкивов.
Испытание машины на холостом ходу и под нагрузкой
с проведением необходимых регулировочных работ и
проверки параметров в соответствии с ТУ.
Выявление и запись дефектов, требующих устранения
при капитальном ремонте.
Капитальный ремонт (КР)
Очистка от грязи, продувка и промывка наружных
частей. Слив масла из емкостей.
Полная подетальная разборка всех узлов и механиз-
мов. Промывка деталей.
Дефектация деталей и составление дефектно-сметной
ведомости.
Как правило, при капитальном ремонте на смесите-
лях замене или восстановлению подлежат: редуктор,
подшипники, валы, втулки, штоки, поршни, гильзы ци-
линдров, уплотнения, крепежные детали, кронштейны,
анкерные болты, стойки и рамы, обечайка и днище чаши,
ободы катков, пружины, рычажные механизмы.
Поверхности бункеров, дверей, люков и резервуаров
(из углеродистой стали) выправляют, подвергают песко-
струйной обработке в местах наличия коррозии, затем
грунтуют и закрашивают.
При износе старую облицовку снимают и заменяют
новой.
Бункеры, резервуары, емкости и т. д. из коррозионно-
стойкой стали при отсутствии значительного износа
только рихтуют.
Восстановление фундамента.
Очистка от коррозии, шпатлевка и окраска всех не-
обработанных частей машины в соответствии с ТУ на
отделку нового оборудования.
Восстановление или замена элементов: пневмообо-
рудования, смазочного оборудования, электросистемы,
таблиц, указателей, номеров, надписей.
Испытание под нагрузкой и сдача в эксплуатацию
в соответствии с ТУ и ГОСТами на новое оборудова-
ние.
266
Стержневые машины
I v,,, ценное техническое обслуживание (Е)
•...... и। ( нржневой смеси, грязи и масла всех узлов
ши шин машин, подвергаемых техническому об-
им illllln
। ..не пескодувной насадки, очистка ее от стержне-
• II । mi i и, промывка и проверка ее состояния.
। ни ни1 пескодувной гильзы, очистка ее и щелей от
. • । । in нпй смеси, промывка и проверка состояния
... Mi
। >111>рожнсние и очистка приемного бункера, вибро-
|'пi ni ,in и пескодувного резервуара от стержневой смеси.
11пг1111111Й осмотр на отсутствие поломок и утечек
н । ii ipii и пневмооборудовании, системе водоохлаждения
и । нм емс газового нагрева с устранением выявленных
...ирпппостей; спуск конденсата из влагоотделителей.
11|к>всрка состояния конечных выключателей, их регу-
ц|||||пка и устранение неисправностей.
I IpouepKa состояния стержневой оснастки.
11ронерка и подтяжка крепежных деталей, подвержен-
ии н вибрации и периодическим нагрузкам.
I (роверка состояния оградительных устройств и за-
Н111Н1ЫХ кожухов, устранение неисправностей.
Еженедельное техническое обслуживание (Н)
11роведение работ согласно перечню (Е).
Регулировка работы зажимных устройств, досылателей
и фиксаторов.
11роверка состояния уплотнений пескодувной гильзы,
Hiiificpiioro устройства и пескодувной насадки.
11роверка состояния диафрагмы клапанов вдува и
i l l хлопа.
11роперка состояния элементов органов управления
пн реключателей, кнопок управления, сигнальных ламп
•I 11р.).
11ровсрка работы и состояния деталей шиберного
11|< Фетва, клапанов вдува и выхлопа, вибропитателя.
11роперка уровня масла в баках, резервуарах и других
• • нч>< । ях; проверка наличия масла в маслораспылителях
и inпюльных масленках и смазочного материала в колпач-
...... масленках; проверка поступления масла в .места
h i 'ппчения.
Проверка состояния системы газового нагрева стерж-
III ПЫХ ящиков.
267
Проверка состояния системы электронагрева стержне-
вых ящиков; проверка состояния трубчатых электрона-
гревателей.
Проверка состояния пирометрической системы кон-
троля и поддержания заданной температуры нагрева
стержневых ящиков.
Осмотр (О)
Проведение работ согласно перечню (Н).
Проверка и подтяжка креплений в зажимных устрой-
ствах, фиксаторах, цепных передачах рольгангов.
Проверка величины щелей пескодувной гильзы и ее
замена при величине щелей более 0,5 мм.
Проверка состояния поверхностей шибера и надувной
плиты; при наличии забоин, задиров, рисок глубиной
0,3 мм и более произвести замену или ремонт.
Осмотр и проверка состояния роликов и их крепления
на рольгангах; замена роликов, имеющих дефекты (износ
по периметру, эксцентриситет и др.).
Проверка и подтяжка болтовых соединений, замена
ослабленных или изношенных крепежных деталей.
Проверка состояния цилиндров, штоков, фланцевых
соединений и других деталей пневмогидросистемы, под-
дающихся наружному осмотру.
Проверка действия предохранительных и автоматиче-
ских устройств.
Выявление дефектов, требующих устранения при бли-
жайшем плановом ремонте, с записью в предварительной
ведомости дефектов.
Текущий ремонт (ТР)
Проведение работ согласно перечню (О).
Осмотр и промывка резервуаров и емкостей; очистка,
промывка или замена фильтров. Выпуск отработанного
и заливка нового масла (если текущий ремонт совпал с гра-
фиком смены масла). Проведение лабораторного анализа
-качества масла на соответствие паспортным физико-хими-
ческим показателям.
Разборка механизма подъема и прижима стержневого
ящика к насадке, механизма дутья с клапанами вдува и
выхлопа, шиберного устройства, вибропитателя и других
узлов и механизмов, подверженных наибольшему износу;
дефектация деталей, замена изношенных деталей разобран-
ных узлов и механизмов.
268
Ih ifinHi пн»' дефектов, требующих устранения при по-
и» Ц1ХНПМ iuiiiii।ильном ремонте с записью в предвари-
к ....в in'iomix hi дефектов.
I |<1<,| пи прямолинейность рабочей поверхности
... ч ....ших (отклонение не должно превышать 0,2 мм
। - । nine 1000 мм).
I ipiniepKii на параллельность рабочей поверхности по-
। •.ро» null рпмы и опорной поверхности фланца крепления
> > । <<>1\иной насадки (1 мм на длине 1000 мм).
I'.i if'iipitii и ремонт пневмогидравлических цилиндров
। >.imi пой изношенных деталей, уплотнений и других
। । Hiiiiигхпических изделий.
Капитальный ремонт (КР)
I Ьишая подетальная разборка всех узлов и механизмов
и >|||1|||||>|.
I фомывка, протирка и осмотр всех деталей.
« оставление и уточнение дефектно-сметной ведомости.
Полная замена всех изношенных крепежных деталей.
Ремонт механизма подъема стержневого ящика, меха-
ми (мп прижима стержневого ящика к насадке (или меха-
пн 1мп опускания насадки), механизма разборки стержне-
niiiii ящика, механизма дутья с клапаном вдува и выхлопа,
механизма перемещения траверсы и других механизмов,
и тверженных износу. Ремонт шиберного устройства,
пноропитателя и других узлов.
Замена основных выбракованных деталей: пескодувной
। нльзы, надувных плит с вентами, цилиндров и поршней,
Рычагов, кронштейнов, колонок, цапф, валов, осей и др.
Ремонт и замена приспособлений зажима и фиксации,
пенных и зубчатых передач конвейеров и их эле-
ме|||ОВ.
Ремонт пневмогидравлического оборудования и си-
। п’ми водоснабжения с заменой элементов пневмогидра-
|> |||||сской аппаратуры; ремонт трубопроводов и устране-
ние утечек по всей длине сети питания.
Ремонт и замена элементов смазочной системы.
Ремонт электрооборудования с заменой элементов
* и'мроаппаратуры и трубчатых электронагревателей, си-
н мы нагрева стержневых ящиков.
Ремонт газовой системы нагрева стержневых ящиков
। шмепой элементов газовой аппаратуры; ремонт трубо-
н|н||||>дов и устранение утечек.
269
Ремонт пирометрического оборудования системы кон-
троля и поддержания заданной температуры нагрева
стержневых ящиков.
Ремонт или замена оградительных и защитных уст-
ройств в соответствии с требованиями техники безопас-
ности.
Проверка установки машины и состояния фундамента.
Проверка, подтяжка или замена фундаментных болтов;
исправление фундамента путем подливки цементного рас-
твора.
Полная замена масла: выпуск отработанного и за-
ливка нового масла. Проведение лабораторного анализа
качества масла на соответствие паспортным физико-хими-
ческим показателям.
Сборка машины из отремонтированных узлов и меха-
низмов.
Проверка правильности взаимодействия узлов и меха-
низмов машины.
Окраска наружных нерабочих поверхностей машины
с подшпатлевкой; восстановление поврежденных таблиц,
надписей, указателей и др.
Испытание машины на холостом ходу и под нагрузкой.
Проверка соответствия машины паспортным данным и
нормам точности, указанным в руководстве по эксплуа-
тации.
Приемка в соответствии с ТУ на машину и ГОСТами.
Пескометы
Ежесменное техническое обслуживание (£)
Очистка от грязи, смеси и масла.
Проверка крепления ковша и дуги.
Проверка зазора между верхней кромкой ковша и
дугой. При установке нового ковша этот зазор не должен
превышать 0,5—0,7 мм.
Проверка натяжения и отсутствия смещения конвейер-
ной ленты малого и большого рукавов питателя.
Проверка натяжения клиноременных передач, каната
механизмов подачи и цепи привода ленты питателя.
Проверка уровня масла в гидробаке.
Проверка работы:
механизмов перемещения тележки и моста (для
пескометов мостового типа);
механизмов поворота большого и малого рукавов,
гидросистемы;
270
hhioiikii на холостом ходу;
и 'Минин'। и хода тележки механизма подачи.
/ «». ш <1сл1>ное техническое обслуживание (Н)
lipi.ni и нас работ согласно перечню (Е).
11|">|ч I'hti и подтяжка крепежных деталей ротора ме-
• и Hull головки.
। мп 1|.|1111нпе в соответствии с картой смазывания.
' I'iiki кп приямков от формовочной смеси и смазыва-
....... крытых зубчатых передач.
11|ц|||<рка количества масла в редукторе.
Осмотр (О)
Проведение работ согласно перечню (Н).
11р<терка работы пескометной головки при вытянутых
и и ту линию рукавах, а также при расположении оси
• и'... рукава под углом 90° относительно большого
С \ h.iiin (провисание не должно превышать 5 мм).
11роверка вертикальности осей поворота большого и
милого рукавов.
11роверка состояния элементов сочленения малого
р\ кипа пескомета с большим и большого с центральной
нипоротной осью.
I (роверка углов поворота большого и малого рукавов.
11роверка смазочной системы:
количества и состояния масла в редукторах;
подачи масла во все смазочные точки согласно
паспорту машины;
наличие смазки в подшипниковых узлах.
Проверка состояния открытых зубчатых передач.
Проверка действия автоматических и предохранитель-
ных устройств.
11роверка и регулирование муфт и тормозных УСТ-
РОЙСТВ.
Проверка состояния фундамента и фундаментных
Голтов.
Проверка состояния конвейерных лент.
Текущий ремонт (ТР)
Проведение работ согласно перечню (О).
(’.лив масла, промывка масляных резервуаров и гидро-
i нс !емы.
< )смотр и протирка всей машины.
Разборка пескометной головки и замена изношенных
л»'hi лей.
271
Балансировка ротора пескометной головки.
Проверка состояния колес, тормозов, приводных це-
пей/ редуктора и других сборочных единиц тележки пере-
движения пескомета.
Проверка состояния механизмов поворота большого
и малого рукавов.
Проверка рельсового пути: стыковых соединений,
креплений и состояния пути. Выверка рельсов в горизон-
тальной плоскости по уровню.
Проверка правильности соединения концов ленты и
перетяжка ленты в случае необходимости.
Проверка соединения большого и малого рукавов,
подтяжка крепления тяг и рамы конвейеров.
Проверка состояния гидрооборудования, подтяжка
соединений и уплотнений.
Проверка исправности ограничителей упоров переклю-
чателей.
Выявление дефектов, требующих устранения при бли-
жайшем плановом ремонте, с записью в предварительной
ведомости дефектов.
Испытание машины на холостом ходу и под нагрузкой.
Капитальный ремонт (КР)
Полная подетальная разборка всех узлов и механиз-
мов машины.
Промывка, протирка и осмотр всех деталей.
Составление дефектно-сметной ведомости.
Полная замена всех изношенных крепежных деталей.
Полная разборка метательной головки с заменой
кожуха, замена головки. Балансировка ротора метатель-
ной головки в собранном виде.
Разборка редукторов с заменой червячной пары, ше-
стерен, подшипников, втулок, прокладок и других де-
талей.
Разборка механизма передвижения с заменой скатов,
осей, цепной передачи, подшипников и других деталей.
Проверка сварных швов и заварка трещин.
Сборка отремонтированных узлов и механизмов.
Слив масла из резервуаров и промывка системы трубо-
проводов.
Монтаж и настройка гидроаппаратуры согласно гидро-
схеме и паспортным данным.
272
11|н1|Н|пп1 ирлкильпости работы основных органов
. .. рпм» in |ч11111'.|||>пым или комбинированным пуском ме-
пг>нц| кн машины на холостом ходу.
Шни и iihii и окраска всех необработанных поверх-
к и ин 1У для отделки нового оборудования.
I ин । । .щионарных пескометов проверка состояния и
। Min фундамента (подтяжка или замена фундаментных
< Инин, исправление фундамента путем подливки цемент-
|| р н । пором). Для передвижных пескометов — про-
|.i । пи । пиния и замена отдельных участков рельсового
hi, i.iMciia деталей стыковых соединений и рельсовых
и iciiiiii, выверка рельсов в горизонтальной плоскости
“ \ pillUIIO.
II. пытание машины под нагрузкой. Приемка по ТУ
> I < »<: | ам. Проверка соответствия параметров пескомета
I и in >р । пым данным.
Выбивные решетки
Ежесменное техническое обслуживание (Е)
После окончания работы решетка должна быть осво-
ьиндена от опок (для решеток с выбивкой опоки на по-
ни по решетки) и очищена от смеси и отливок.
Осмотр состояния привода.
Проверка состояния упругих опор и крепежных дета-
iicii вибратора.
Проверка температуры нагрева корпусов подшипников.
Проверка и подтяжка крепления полотна колоснико-
вых секций решетки.
Проверка уровня масла (для жидких ванн) в вибровоз-
ьудителе.
Еженедельное техническое обслуживание (//)
Проведение работ согласно перечню (Е).
Проверка и подтяжка всех крепежных деталей.
Осмотр (О)
Проведение работ согласно перечню (Н). /
Замена изношенных крепежных деталей.
Проверка состояния и подварка полотна колоснико-
вых секций и корпуса решетки.
Проверка состояния и замена упругих элементов.
Проверка состояния электропроводки.
273
Проверка состояния подшипниковых узлов и валов.
При наличии утечек масла заменить уплотнения и ман-
жеты.
Текущий ремонт (ТР)
Проведение работ согласно перечню (О).
Проверка состояния и замена изношенных деталей
вибровозбудителя. Добавление густого смазочного ма-
териала.
Проверка состояния и подтяжка фундаментных болтов.
Составление предварительной дефектной ведомости де-
талей, требующих ремонта или замены при СР.
Проверка работоспособности выбивной решетки в со-
ответствии с ТУ.
Средний ремонт (СР)
Проведение работ согласно перечню (ТР).
Уточнение предварительно составленной дефектно-смет-
ной ведомости.
Снятие и полная разборка вибровозбудителя, промывка
деталей подшипниковых узлов, замена подшипников с за-
кладкой свежего смазочного материала.
Замена секций полотна решетки.
Восстановление разрушенных мест боковин, колосни-
ковых секций, опорных балок.
Проверка работоспособности решетки в соответствии
с ТУ.
Восстановление повреждений окраски и надписей.
Капитальный ремонт (К.Р)
Полная подетальная разборка всех узлов.
Промывка, протирка и осмотр всех деталей.
Составление дефектно-сметной ведомости.
Замена изношенных деталей (валов, подшипников,
болтов, муфт и т. д.).
Ремонт или замена боковин, опорных балок, колосни-
ковых секций.
Полная замена смазочного материала.
Проверка состояния фундамента и установка опорной
рамы.
Окраска решетки, восстановление табличек, надписей,
указателей.
Испытание выбивной решетки в соответствии с ТУ.
Приемка выбивной решетки из КР согласно ТУ.
274
Дробеметиые камеры и барабаны
/ >«!'< игнцое техническое обслуживание (Е)
11|... pint дроби (наличия абразива и количества битой
<>1< II) ।и> I У,
Iipiuii'piui правильности настройки сепаратора.
11ропгрка работы затворов и путевого выключателя
11 о in iiiiiro подъемника.
Проверка состояния шпинделя рабочего колеса, бы-
.pun нпппивающихся деталей.
Проверка возможного засорения системы циркуляции
...пи и местах затворов, патрубке, наличия крупных
। ..inn металла на сепараторе барабанного сита.
h< ин роль равномерного натяжения тросов скипового
...к мппка и передней двери.
Проверка плотности затяжки всех болтовых соедине-
нии и наличия стопорных шайб (особенно пластинчатого
। онпейера и дробеметного аппарата).
Осмотр (О)
11роведение работ согласно перечню (Е).
< )• мотр и проверка состояния узлов и механизмов:
|р|»г>еметпого аппарата, пластинчатого и винтового кон*
и верив, сепаратора, элеваторов, скипового подъемника,
.... затворов дроби.
11роверка состояния сварных швов.
I (роверка состояния защитной облицовки камеры,
i ipiioiibix дисков и двери. В случае предельного износа
производится частичная замена или ремонт.
11роверка мест соединений системы циркуляции дроби
। целью устранения утечек дроби.
11роверка работы пылеотсасывающей системы.
Проверка и подтяжка разъемных соединений трубо-
проводов для устранения утечки воздуха.
11роверка состояния и замена быстроизнашивающихся
шлей дробеметного аппарата.
11роверка состояния ленты или цепей ковшового эле-
|| нора.
Проверка состояния питателей и барабанного сита
•еппратора, смена сетки.
Проверка работы механизмов вращения стола, таре-
'|ок передвижения тележки и скипового подъемника.
11роверка и регулирование натяжения цепных и кли-
н<'ременных передач.
275
Проверка исправности смазочной системы, проверка
количества масла в редукторах и качества подачи масла
во все смазочные точки согласно карте смазывания.
Регулирование подшипников, проверка уплотнений и
замена изношенных сальников и манжет.
Проверка состояния и ремонт оградительных устройств.
Проверка состояния органов управления.
Проверка действия автоматических и предохранитель-
ных устройств.
Выявление дефектов, требующих устранения при бли-
жайшем плановом ремонте.
Текущий ремонт (ТР)
Проведение работ согласно перечню (О).
Проверка состояния узлов, подверженных наиболь-
шему износу:
внутренней облицовки камеры, торцовых дисков и
двери, пластинчатого и винтового конвейеров, сепаратора
с заменой изношенных деталей.
Разборка дробеметного аппарата с заменой (при износе)
рабочего колеса и быстроизнашиваюцихся деталей и
проверка состояния подшипников, балансировка рабочего
колеса дробеметного аппарата.
Промывка Деталей разобранных узлов.
Подтяжка ленты пластинчатого конвейера, клиновых
ремней дробеметного аппарата, ленты элеваторов и цеп-
ных передач.
Замена изношенных (поврежденных) крепежных
деталей.
Проверка параллельности валов элеватора.
Проверка рельсового пути, стыковых соединений, креп-
лений и состояния пути; выверка рельсов в горизонтальной
плоскости по уровню.
Проверка исправности ограничителей, упоров, пере-
ключателей.
Проверка правильности взаимодействия узлов и ме-
ханизмов машины.
Выявление дефектов, требующих устранения при ка-
питальном ремонте, с записью в предварительную ведо-
мость дефектов.
Испытание машины на холостом ходу и под нагрузкой
по ТУ и ГОСТам.
276
Капитальный ремонт (КР)
11олпая подетальная разборка всех узлов и механизмов.
Промывка, протирка и осмотр всех деталей.
Замена дробеметного аппарата.
Балансировка ротора дробеметного аппарата в собран-
ном сиде.
Полная замена всех изношенных крепежных деталей.
Полная замена деталей дробеструйного аппарата:
шлангов, пружин, клапанов, прокладок и других деталей.
Полная разборка элеватора: замена подшипников,
ковшей, валов, втулок и других деталей, а также замена
и шошенных частей оградительного кожуха.
11олная разборка шнека с заменой секций и подшипников.
Полная разборка механизмов поворота стола и вра-
щсния тарелок.
Разборка элеватора с заменой изношенных ковшей и
кшлепок (болтов), замена или ремонт ленты элеватора.
Разборка винтового конвейера с заменой секций.
Полная разборка механизма передвижения тележки:
имена изношенных опорных колес, тросов, барабана,
натяжных роликов, других деталей.
Полная разборка подвижного пода, полная замена
и шошенных пластин конвейера, боковых дисков, звездо-
чек, цепей и других деталей.
Разборка скипового подъемника, замена блоков тросов,
<шорных роликов, направляющих швеллеров, заварка и
ik'ii явление рамы.
Полная разборка редукторов с заменой червяков, ше-
(черен, подшипников, втулок, прокладок и других деталей.
Замена изношенных ремней и шкивов всех клиноре-
мспных передач.
Ремонт запорных и шарнирных устройств, крышек,
листовой брони, выправка дверей.
Окраска всех необработанных поверхностей согласно
IУ для отделки нового оборудования.
Испытание машины на холостом ходу и под нагрузкой
миласно ТУ и ГОСТам.
Машины литья под давлением
Ежедневное техническое обслуживание (Е)
Очистка поверхности машины от металлических брызг
и грязи.
I (роверка состояния гидросистемы (утечки недопу-
। ।имы).
277
Проверка состояния смазочной системы.
Проверка усилия запирания.
Проверка работы системы нагрева и охлаждения.
Контроль затяжки крепежных деталей крышек, флан-
цев и всех соединений гидравлической системы. Особое
внимание обратить на стыки, расположенные вблизи
печей и пресс-формы.
Проверка состояния ограждения и других устройств
обеспечения безопасности работы.
Осмотр (О)
Проведение работ согласно перечню (Е).
Подтяжка крепежных деталей, замена изношенных и
сломанных деталей крепления шлангов, крестовины
к штоку гидроцилиндра, неподвижной траверсы к ста-
нине машины, планок траверсы прессующего поршня,
электродвигателя и насоса, штанг концевых выключа-
телей.
Проверка состояния соединений элементов гидравлики.
Проверка наличия масла во всех точках трущихся
соединений.
Регулировка элементов гидросистемы: устранение уте-
чек, при наличии вибрации трубопровода подтяжка креп-
ления трубопроводов или крепление дополнительными
стяжками; при наличии вспенивания масла или вибрации
насоса проверка всасывающей линии гидронасоса.
Проведение лабораторного анализа качества масел на
соответствие паспортным физико-химическим показателям.
Проверка и регулировка клапанов вентилей (с полной
ревизией запорной арматуры системы подачи азота).
Разборка и промывка фильтра. В случае наличия
осадка в гидробаке промывка внутренней поверхности
баков, аккумуляторов, трубопроводов, агрегата впры-
скивания.
Проверка работы системы нагрева и охлаждения масла
(допускаемый нагрев не более 50 °C).
Проверка соединения прокладок, манжет, колец и
других уплотнительных соединений на герметичность.
Проверка контрольно-измерительных приборов (мано-
метров, реле давления и пр.), а также электрической
аппаратуры (реле времени, автоматов и пр.).
Проверка состояния системы охлаждения пресс-формы
и прессующего плунжера.
278
Наружный осмотр на отсутствие задиров, забоин, вмя-
itui, наносов на направляющих колонках, салазках,
иноках, элементах механизма запирания.
Проверка соосности стакана и плунжера.
Смена быстроизнашивающихся деталей» плунжера, те-
ле! конов, стакана, литниковой втулки и других вышед-
ших из строя деталей.
11роверка и регулировка плавности хода (отсутствия
рынков, ударов и заеданий).
11роверка исправностей ограничителей, упоров, пре-
дохранительных устройств, ограждений, предохранитель-
ною щита.
11роверка состояния устройств управления работой
юпннны: рукояток, тяг, рычагов, кнопок и т. д.
11роверка состояния контрольно-измерительных при-
боров.
11роверка сопротивления заземления машины.
Проверка параллельности подвижной и неподвижной
। рннсрс.
Составление ведомости дефектов с выделением дефек-
ю||, требующих устранения при ближайшем плановом
р< мойте.
Текущий ремонт (TPlt ТР3, .... ТРЦ)
I Доведение работ согласно перечню (О).
Устранение дефектов, выявленных при осмотре, со-
। '1ЛГИО дефектной ведомости.
Центровка подвижной траверсы относительно колонн.
I (роверка зазора между втулками подвижной траверсы
и колоннами (допуск не должен превышать размера, уста-
новленного в соответствии с чертежами).
11роверка параллельности подвижной и неподвижной
ipiiiiepc (допустимая непараллельность в соответствии
. I.V).
11роверка зазоров на гайках передвижения траверс
( |||цустимый зазор резьбового соединения в соответствии
. 1У).
I (роверка горизонтальности установки машины на
•Pv пцамепте (необходимая точность установки в обоих
и травлениях 0,5 мм на 1000 мм). Подтяжка фундамент-
ных болтов.
Разборка шарнирного механизма и проверка износа
hi улик и пальцев (допустимый зазор между втулкой и
н мп.нем в соответствии с чертежами. Не допускается
279
использование втулок и пальцев, имеющих следы задиров
глубиной 0,3 мм).
Замена уплотнений и грязесъемников механизма прес-
сования.
Проверка соосности прессующего штока относительно
прессующего стакана.
Проверка наличия утечек в гидроцилиндрах. При на-
личии утечек провести осмотр и заменить уплотнения.
Проверка перпендикулярности прессующего гидроци-
линдра относительно неподвижной траверсы.
Проверка плоскостности плиты станины.
Проверка параллельности подвижной и неподвижной
траверс.
По усмотрению механика проводятся работы по от-
дельным или всем пунктам осмотра.
Сборка отремонтированных устройств и механизмов.
Испытание машины на холостом ходу и под нагрузкой.
Испытание гидросистемы при давлении выше рабочего
на 25 %.
Текущий ремонт (ТРа, ТРЪ ..., ТР1а)
Проведение работ согласно перечню ТРХ, ТР3, ТР6
и дополнительно: замена всех уплотнений и грязесъем-
ников, замена направляющих втулок, измерение вели-
чины износа, установление наличия задиров, забоин на
зеркале цилиндров, поршнях, направляющих втулках,
штоках; внесение результатов измерений в дефектные
ведомости.
При наличии отклонения провести ремонтные работы
или заменить дефектные детали.
Капитальный ремонт (КР)
Полная подетальная разборка всех узлов и механизмов
машины. •
Промывка, протирка, осмотр и замеры износа всех
деталей машины.
Составление полной дефектно-сметной ведомости.
Полная замена всех изношенных крепежных деталей.
Замена изношенных деталей и узлов клапанных и рас-
пределительных коробок! .насоса, золотников, клапанов,
седел, манжет, прокладок, пружин, толкателей, пробок.
Замена втулок, поршней и втулок подвижной плиты
фор модер жателя.
280
biMf ни /воплей клинового и коленчато-рычажного
-mu ‘мн ни111|Н111пя пресс-формы: клиньев, вкладышей,
<.н и nt н 1н\чнк и других деталей.
чн q.i‘d । рицин станины.
Ш 1»н| иннинг внутренних и наружных рабочих поверх-
. и п ннчнндров, имеющих выработку, риски и цара-
• -«I. । последующим хромированием.
Г и |Г.|1|1|Ц| трубопроводов с промывкой и продувкой,
4>ин| 1НДГЛЫ1ЫХ участков трубопроводов, уплотнений,
мм»н h и других деталей.
lipHinpiui параллельности и плоскостности основания
millhl
При нлличии отклонений следует провести восстанови-
о пыг работы согласно чертежу.
Ирмпгрка правильности установки станины на фунда-
• ‘м (необходимая точность установки в обоих направ-
< hihih 0,1 мм на 1000 мм).
Проверка состояния фундамента. Проверка, подтяжка
»iMfiui фундаментных болтов.
Hi правление фундамента согласно ТУ на изготовление
। и Iлмента.
Монтаж отремонтированных механизмов на станине.
АЬптаж и настройка гидроаппаратуры согласно ги-
Р‘н чгме и ТУ.
Проверка правильности взаимодействия узлов и ме-
ти 1мов машины.
Проверка перпендикулярности прессующего гидроци-
..... относительно неподвижной траверсы.
11роверка соосности прессующего штока относительно
• 1“ < ующего стакана.
Проверка параллельности подвижной и неподвижной
р -ИЧ'рС.
( вкатка на холостом ходу: раскрытие, закрытие пресс-
• рмы и холодное прессование.
Полная окраска всех наружных нерабочих поверх-
«• • и й машины.
I’«(«(‘становление таблиц и надписей.
Испытание машины под нагрузкой.
Приемка в соответствии с ТУ и ГОСТами.
Проверка соответствия машины паспортным данным.
Примечание. В содержание типовых работ, выполняемых
। •» piMdiuax механической части машины для литья под давлением,
• । ih-'ieiibi операции по ремонту оснастки (пресс-форм) и насосной
* -m.liKH .
281
Кокильные машины
Ежедневное техническое обслуживание (£)
Очистка поверхности машин от металлических брызг
и грязи.
Проверка работы системы охлаждения.
Проверка смазочной системы.
Проверка состояния сети питания машины рабочей
жидкостью.
Проверка состояния ограждения к машине и других
устройств обеспечения безопасности работы.
Осмотр (О)
Проведение работ согласно перечню (Е).
Осмотр и проверка состояния механизмов, замена не-
исправных деталей.
Проверка и подтяжка креплений машины; замена
ослабленных, изношенных и неисправных крепежных
деталей.
Проверка состояния сети питания машины рабочей
жидкостью, подтяжка соединений трубопроводов.
Регулировка клапанов и вентилей.
Проверка смазочной системы (проверка подачи масла
во все смазочные точки согласно карте смазки).
Проверка состояния поверхности роликов.
Проверка состояния износа поверхности скалок, рель-
сов, штанг, толкателей, фланцевых соединений.
Проверка состояния поверхностей стержней.
Регулировка тяг, связанных с гидроцилиндрами пере-
мещения стержней и подвижной плиты поддона.
Проверка состояния пружин.
Проверка поворота диска в механизме выталкивания.
Проверка работы шарниров, роликов, рычага возврата
выталкивателей.
Замена пальцев и втулок шарнирного соединения.
Проверка состояния уплотнений: сальников, прокла-
док, манжет, колец и других деталей.
Смена быстройзнашивающихся деталей: втулок, вкла-
дышей и др.
Проверка состояния устройств системы управления
работой машины: педалей, рукояток, тяг, рычагов, кно-
пок и др.
Проверка состояния, ремонт и установка ограждения
к машине и других устройств обеспечения безопасности
работы.
282
Ih.iпиление дефектов, требующих устранения при бли-
। liitiii M плановом ремонте, с записью в предварительной
it HiMiti in дефектов.
Текущий ремонт (ТР)
1фонедспие работ согласно перечню (О).
«"tiieiKa и промывка поверхностей механизмов ма-
..... Частичная разборка узлов, подверженных наи-
1.и тему износу.
Прпмывка, протирка деталей разобранных узлов.
\ < ।ранение дефектов, выявленных при осмотре, со-
> if по дефектной ведомости.
biMciia быстроизнашивающихся деталей: втулок, вкла-
I иней, осей.
(имена всех уплотнений: манжет, колец, сальников,
i |fкладок и грязесъемников.
11.1мерение величины износа и проверка состояния
н шрпнляющих, втулок, скалок, штанг, штоков, роликов.
1фн наличии отклонений провести ремонтные работы или
• инну.
Регулировка тяг, штанг, проверка осадки пружин.
Разборка шарнирного механизма и проверка выработки
11 елок и пальцев (допустимый зазор между втулкой и
и.ни.нем — в соответствии с допусками по чертежу).
Во всех гидро- и пневмоцилиндрах проверка наличия
\ Il 'ICK.
1фоверка герметичности в местах соединений трубо-
проводов; устранение течи рабочей жидкости по всей
и чипе сети питания машины, в местах уплотнений и соеди-
III пай трубопроводов, ниппелей и сливных пробок.
Испытание гидросистемы машины в соответствии
. IOCT 15595—84* Е.
Ремонт, регулирование и замена ограничителей, упо-
...
I фоверка работы органов управления, защитных, Пре-
H.хранительных устройств и блокировок.
I фоверка прямолинейности установочных поверхно-
... плит для крепления кокилей в различных направле-
НН II ч.
11|ювсрка параллельности установочных плит для креп-
ч» инн кокилей.
Проверка перпендикулярности плиты поддона и бо-
। нhi,is установочных поверхностей плит для крепления
। икп.ней.
283
Ремонт или замена оградительных устройств, обеспе-
чение их функции в соответствии с правилами техники
безопасности.
Проверка работы клапанов и вентилей. При наличии
отклонений — заменить.
Сборка отремонтированных устройств и механизмов.
Испытание машины на холостом ходу и под нагрузкой.
Капитальный ремонт (КР)
Полная подетальная разборка всех узлов и механизмов
машины.
Очистка от грязи, промывка, протирка и осмотр всех
деталей.
Составление дефектно-сметной ведомости.
Дефектация и замена изношенных крепежных деталей.
Восстановление базовых деталей; подкокильных плит,
станины, стоек, корпуса поддона, плиты поддона. Заварка
трещин станины машины. Проверка на плоскостность
рабочих поверхностей подкокильных плит; при отклоне-
нии — фрезеровка (для машин, предназначенных для
отливок из черных металлов).
Замена штоков, поршней, колец, цилиндров, не под-
лежащих восстановительному ремонту.
Замена деталей перераспределительной аппаратуры;
манжет, прокладок, пружин, толкателей, пробок и рас-
пределительных коробок электроаппаратуры.
Замена втулок, вкладышей, грязесъемников, штанг,
осей, серег, роликов.
Ремонт и замена всех оградительных устройств и
защитных приспособлений.
Сборка машин из отремонтированных узлов и меха-
низмов.
Проверка прямолинейности установочных поверх-
ностей плит для крепления кокилей.
Шпатлевка, грунтовка и окраска всех наружных не-
рабочих поверхностей машины, восстановление таблиц
и надписей.
Проверка состояния фундаментов, исправление фун-
дамента путем подливки цементного раствора, проверка
и замена фундаментных болтов.
Проверка правильности взаимодействия всех рабочих
механизмов машины. Проверка электро-, гидро-, пневмо-
оборудования в пооперационном, полуавтоматическом и
автоматическом режиме на холостом ходу.
284
I li iiimuiue машины под нагрузкой. Приемка по ТУ
и I(К.Гам.
Центробежные машины
Ежедневное техническое обслуживание (Е)
Очистка от брызг металла и грязи.
I (роверка работы смазочной системы.
1(роверка наличия подачи смазочного масла во все
। оч|>н смазочной системы.
1(роверка утечек воздуха.
I (роверка нагрева: масла в масляных резервуарах
и.. не более 50 °C), насосов, подшипниковых узлов
। -Iрусели.
Проверка исправности предохранительных и т'ормоз-
|>| i\ устройств, обеспечивающих безопасность работы.
1(роверка наличия посторонних шумов и вибрации
при работе механизмов, вызванных неисправностью эле-
...юн машины и электропривода.
I (роверка наличия рисок, задиров, забоин на откры-
111 ч трущихся поверхностях.
Осмотр (О)
I (роведение работ согласно перечню (Е).
< (смотр, проверка и замена дефектных деталей.
I (роверка, подтяжка креплений машины и замена
• ыбленных, изношенных и поломанных деталей креп-
пни.
Проверка состояния направляющих, шпинделя и опор-
> и*, нажимных роликов.
Регулировка клапанов и вентилей.
I (роверка подачи масла во все смазочные точки.
Проверка системы во доохлаждения.
I (роверка на герметичность гидросистемы привода пе-
।' «1ИЦСНИЯ корпуса и общей системы.
I (роверка всех уплотнений, замена манжет, прокладок.
I (роверка состояния деталей цилиндров подрыва и
। > 11 ||.1|кпвания отливок.
Проверка исправности ограничителей, упоров, предо-
р нннслей.
Проверка состояния, ремонт и установка ограждения
H.iniiiiie и других устройств обеспечения безопасности
| 1
285
Текущий ремонт (ТР)
Проведение работ согласно перечню (О).
Подетальная разборка механизма выталкивания отли-
вок и механизма вращения изложницы, подверженных
наибольшему изнашиванию.
Промывка, протирка и дефектация деталей механизма
выталкивания отливок и вращения изложницы.
Замена быстроизнашивающихся деталей: втулок, осей,
колец.
Замена всех уплотнений: манжет, колец, сальников
и т. д.
Проверка состояния и замена дефектных роликов.
Проверка уплотнения подшипников, при необходимо-
сти — замена.
Заполнение подшипниковых узлов пластичным сма-
зочным материалом.
Проверка системы охлаждения металлических форм.
Замена сальников или арматуры.
Проверка смазочной системы и состояния масла.
Проверка состояния деталей гидро- и пневмоаппара-
туры.
Проверка герметичности в местах соединений трубо-
проводов; устранение течи жидкости по всей длине сети
питания машины, в местах уплотнений и соединений тру-
бопроводов, ниппелей и сливных пробок.
Замена уплотнений, утративших герметичность.
Проверка затяжки крепежных деталей крышек, флан-
цев, всех соединений гидро- и пневмосистемы.
Настройка гидро- и пневмоаппаратуры машины. Испы-
тание гидросистемы машины.
Проверка состояния шпинделя. Замена подшипников
шпинделя.
Проверка состояния клиноременной передачи. Замена
клиновых ремней.
Разборка шарнирного механизма и проверка выработки
втулок и пальцев.
Ремонт, регулирование и замена ограничителей, упо-
ров, предохранителей.
Проверка работы электро-, пневмо-, гидрооборудова-
ния.
Проверка норм точности машины по ТУ.
Испытание машины на холостом ходу и под нагруз-
кой.
286
Капитальный ремонт {КР)
11одстальная разборка всех узлов и механизмов ма-
нишь).
()чпстка от грязи, промывка, протирка и осмотр всех
Hl I и,ней.
< оставление дефектно-сметной ведомости.
(имена или ремонт всех изношенных и имеющих де-
Ф« мы деталей.
I фоверка состояния фундаментных болтов и фунда-
m и in (при необходимости замена фундаментных болтов
и фундамента).
11ромывка гидросистемы. Замена масла.
I фоведение капитального ремонта электросистемы.
( .борка и проверка правильности взаимодействия всех
механизмов электро-, гидро-, пневмооборудования в ра-
ги||> на холостом ходу.
Испытание под нагрузкой.
11риемка по ТУ и ГОСТам.
Гидравлическое, пневматическое оборудование
и смазочные системы
Ежесменное техническое обслуживание {Е)
Проверка по манометрам давления масла и воздуха
и пневмо- и гидросистемах.
I фоверка трубопроводов гидравлики и пневматики по
наличию утечек: устранение утечек дополнительной за-
пинкой соединений (при наличии неустранимых утечек
< 1менить соединения), при наличии трещин в трубопро-
iHi/ie заменить участок трубопровода.
I фоверка температуры нагрева масла в гидросистеме.
I фоверка наличия повышенного шума при работе
।пниосистемы.
I фоверка наличия равномерного движения механизмов.
I фоверка скорости движения механизмов.
I фоверка уровня масла в гидросистеме и смазочной
in шме, при необходимости — долив.
I фоверка количества подачи смазочного материала
I- механизмы встряхивания и вибраторы. Регулировка при
...о ходи мости.
Еженедельное техническое обслуживание (Н)
I фоведение работ согласно перечню (Е).
I фоверка состояния и работы дросселей и связанных
। ними копиров. Проведение регулировок.
287
Проверка качества смазывания механизмов (за исклю-
чением механизмов встряхивания и вибраторов). Регули-
ровка элементов системы смазки.
Регулировка скорости движения гидроцилиндров в со-
ответствии с циклограммой.
Проверка скорости торможения й плавности хода тор-
мозных цилиндров. Проведение регулировок.
Проверка и промывка фильтров.
Работы, проводимые через месяц (М)
Проверка шлангов и их соединений в местах наиболь-
шего трения (изношенные и со следами трещин — за-
менить) .
Проверка наличия посторонних включений в масле
(лабораторный анализ масла и заполнение акта анализа).
Проверка крепления трубопроводов к неподвижным
конструкциям (при наличии колебаний трубопроводом
подтянуть имеющиеся или установить дополнительные
стяжки или крепления).
Работы, проводимые при текущем ремонте (ТР)
Проведение работ согласно перечню (ЛА).
Замена грязесъемников.
Проверка работы золотников (подать воздух попере-
менно в левую, затем в правую полость золотника. При
утечке воздуха заменить уплотнительные элементы или
золотник).
Разборка и дефектация деталей, сборочных единиц,
смазывание.
Проверка посторонних включений в масле (проведение
лабораторных исследований). При наличии посторонних
включений в масле — масло слить. Промыть гидробаки
и трубопровод.
Работы, проводимые при капитальном ремонте (КР)
Полная разборка пневмо- и гидросистемы.
Промывка всех элементов пневмо- и гидросистемы:
гидробаков, трубопроводов, гидроаппаратуры.
Ремонт или замена насосов.
Проведение дефектации и замена вышедшей из строи
аппаратуры и той, которая не сможет проработать до
следующего капитального ремонта.
Испытание аппаратуры на стенде.
Сборка гидросистемы и регулировка аппаратуры.
288
ЭЛЕКТРОТЕХНИЧЕСКОЕ ОБОРУДОВАНИЕ
Таблица 2.2
Содержание работ по ремонту
| Морудо- ннние Вид ремонта Содержание работ
)лектро- дингатели н генера- торы Текущий Все операции технического обслуживания и, кроме того, демонтаж и разборка электрома- шины с промывкой узлов и деталей, а при необходимости: устранение повреждений отдельных мест обмотки, пропитка, сушка и покрытие ла- ком, замена неисправных пазовых клиньев и изоляционных втулок; проточка коллек- тора или замена его, пропайка петушков, проточка и шлифование колец; замена из- ношенных подшипников качения и сколь- жения (перезаливка баббитовых подшип- ников), фланцевых прокладок и уплотне- ния ремонт «беличьей клетки», щеточного ме- ханизма, подшипниковых щитов и кры- шек. вала ротора, вентилятора и его креп- ления, вентиляционных шаберов, засло- нок и их приводных механизмов заварка трещин, перенарезка изношенных и забитых резьбовых отверстий, установка рым-болтов Сборка машины Испытание на холостом ходу и под нагрузкой (для многоскоросгных машин — при всех частотах вращения) по ГОСТ 7217—87, ГОСТ 10169—77** и ГОСТ 10159—79** Монтаж и подсоединение Проверка сопротивления заземления
»'1Г1(ТрО- ‘«Hiii й гели « н’пера- !"|Н4 Капи- тальный Все операции текущего ремонта, полная за- мена обмотки, а при необходимости, кроме того, ремонт ротора (якоря) — перезаливка или замена стержней и замыкающих колец короткозамкнутой обмотки, ремонт и про- пайка старых И установка новых бандажей, балансировка; ремонт сердечника активной стали сгатора и ротора Примечание. Ремонт ротора и сердечника статора и ротора без замены обмот- ки не может рассматриваться как капиталь- ный ремонт
289
Н* 1ян*г> ПОЗ
Продолжение т^.бл. 2.2
Оборудо- вание Вид ремонта Содержание работ
Измери- тельные приборы Текущий Все операции технического обслуживания и, кроме того, демонтаж и разборка с промыв- кой деталей, смазывание механизмов, а при необходимости: ремонт корпуса, шунтов и добавочных ре- зисторов, переключателей, подпятников и стрелок; замена пружин, заточка концов осей, уравновешивание подвижной части прибора, намагничивание магнитов Сборка. Испытание, монтаж и подсоединение
Капи- тальный Все операции текущего ремонта и, кроме того, перемотка или замена измерительных катушек и переградуирование
Электро- шкафы и ниши 0 электро- аппара- турой Текущий Все операции технического обслуживания и, кроме того, измерение сопротивления изоля- ции схемы, а при необходимости: частичная замена электропроводки и ре- монт изоляции, замена неисправных элек- троаппаратов и контактов, ремонт запоров и блокировки открывания дверок Испытание работы схемы
Капи- тальный Все операции текущего ремонта и, кроме того, демонтаж панели электрошкафа, пере- монтаж схемы, проверка и наладка автома- тики
Магнитные пускатели и контак- торы Текущий Все операции технического обслуживания и, кроме того, проверка и регулирование хода, нажатия и одновременности выключения по фазам подвижных рабочих контактов, про- верка действия и регулирование теплового реле, регулирование зазора между подвиж- ными и неподвижными контактами и отхода якоря, а при необходимости ремонт или за- мена катушек и изношенных деталей Измерение сопротивления изоляции токове- дущих частей
Пусковые и регули- рующие реостаты Текущий Все операции технического обслуживания и, кроме того, демонтаж и разборка реостата( промывка масляного бака, а при необходи- мости ремонт переключающего устройства и замена контактов. Сборка. Регулирование. Испытание. Монтаж и подсоединение. Проверка сопротивления заземления
Капи- тальный Все операции текущего ремонта и, кроме того, перемотка обмотки или переборкя эле- ментов сопротивления
290
Продолжение табл. 2.2
1 1ft.»|i УДИ- ИЙ II но Вид ремонта Содержание работ
1 ринофор- мн горы Текущий Все операции технического обслуживания и, кроме того, измерение сопротивления изоля- ции и при необходимости подтягивание па- кета магнитопровода и напайка вводных концов
Капи- тальный Все операции текущего ремонта и, кроме того,, демонтаж, разборка и перемотка обмот- ки или замена катушки Сборка и испытание (проверка коэффициен- та трансформации) Монтаж, подсоединение и проверка сопротив- ления заземления
1 ‘еле "|Ч1|1.'1СПИЯ II НИКИТЫ Текущий Все операции технического обслуживания, и, кроме того, испытание изоляции катушек и при необходимости замена контактов, ослаб- ленных пружин, поврежденных катушек и других деталей Испытание реле в сборе
1‘ нММНДО- нппираты Текущий Все операции технического обслуживания и, кроме того, разборка и промывка деталей, а при необходимости ремонт корпусных де- талей, колес, осей, подшипников редуктора; замена контактов, ослабленных пружин и других деталей; переклепка тормозных коло- док (дисков) Сборка и регулирование
Капи- тальный Все операции текущего ремонта и, кроме того, замена редуктора
Ь|< К Ц)О- |‘1'"1юдка |-| 11лике (мнinn не) Текущий Все операции технического обслуживания и, кроме того, измерение сопротивления изоля- ции электропроводки, а при необходимости замена неисправных участков электропровод- ки, правка или замена поврежденных газовых труб, а также замена фитингов металлических и резиновых рукавов Испытание
Капи- тальный Все операции текущего ремонта и, кроме’то- го, полный перемонтаж всей электропровод- ки, опробование и наладка электросхемы
291
Продолжение табл 2.2
Оборудо- вание Вид ремонта Содержание работ
Выключа- тели, пе- реключа- тели Текущий Все операции технического обслуживания, и, кроме того, проверка правильности и регу- лирование взаимного расположения подвиж- ных и неподвижных контактов и плотности блока пакетов выключателя, регулирование одновременности включения и выключения ножей рубильника, а при необходимости за- мена обгоревших контактов, ослабленных пружин и восстановление изоляции токовс- дущих частей
Путевые и конечные выключа- тели Текущий Все операции технического обслуживания и» кроме того, разборка с промывкой деталей, а при необходимости замена изношенных
Кнопки управления и кнопоч- ные станции Все операции технического обслуживания и, кроме того, проверка правильности и регу- лирование взаимного расположения внутрен- них деталей и контактных поверхностей кноп- ки, а при необходимости замена контактов, ослабленных пружин, стержней н других деталей
Освети- тельная арматура Все операции технического обслуживания и, кроме того, при необходимости ремонт подвесок и кронштейнов, замена патронов, ниппелей, контактов, проводов, рефлекторов и других деталей
Электро- магниты и электро- магнитные муфты Все операции технического обслуживания и, кроме того, демонтаж и разборка с промыв* кой деталей Проверка зазора между направляющей втул* кой якоря и валом и при необходимое И устранение повреждений отдельных мост обмотки, пропитка, сушка и покрытие лаком или замена катушки, шлифование или замена контакгных колец, замена ленты ферродое дисков и разводных колец, втулок, выпри* мителя и уплотнений Сборка и испытание. Монтаж и подсоедини* ние ' ' - ' —
292
€вг
I. .Осмотр а) ежесменный (частичный) При ежесменном осмотре проверяют: функционирование аппаратов и приборов исправность заземления и зануления нагрев корпусов, подшипниковых щитов и дисковых муфт наконечников проводов и элементов сопротив- ления отсутствие — вибрации корпуса и подшипни- ков искрения на коллекторах и кольцах шума при работе и включении / Операция
+ + + + ++ Электродвигатели и гене- ! раторы
+ Измерительные приборы
+ Электрошкафы и ниши с электроаппаратурой ।
4- 4-4- Магнитные пускатели и контакторы
4- ++ Пусковые и регулирую- щие реостаты
4- 4-4- Трансформаторы
+ + Реле управления и за- щит*!
+ 4-4- Командоаппараты
Электропроводка на станке (машине)
+ ++ , Выключатели, пере- ключатели и рубильники
+ Путевые и конечные выключатели
4-4- Кнопки управления и кнопочные станции
4- Осветительная арматура
+ + + + 4 4 । Электромагнитные муфты и электромагниты ।
nr 1
б) периодический (полный) При периодическом осмотре выполняют все опе- рации ежесменного осмотра и, кроме того, про- веряют: исправность — корпусов, кожухов и креп- ления электропроводки и схемы рукояток, механизмов при- вода упоров и ограничителей систем маслоподачи состояние контактов, пружин, дисков наличие — маркировки и надписей пломб, искрогасительных перего- родок уровень масла и его нагрев Операция
+ + Электродвигатели и гене» раторы
++ + Измерительные приборы
+ + Электрошкафы и ниши с электроаппаратурой
+ + + Магнитные пускатели и контакторы
+ + + + Пусковые и регулирую* щие реостаты
+ Трансформаторы
+++ + + Реле управления и за* щиты
+ ++ + Командоаппараты
+ + Электропроводка на станке (машине)
Ч—h + + Выключатели, пере- ключатели и рубильники
+ + + Путевые и конечные выключатели
++ + Кнопки управления и кнопочные станции
+ Осветительная арматура
++ + Электромагнитные муфты н электромагниты
Продолжение табл. 2.3
Операция
Электродвигатели и гене-
раторы
II. Пополнение смазочных материалов
Ш. Периодическая очистка от пыли и протирка
IV. Профилактическая регулировка, обтяжка
крепежных деталей и замена быстроизнашиваю-
щихся деталей
Обтяжка крепления с заменой изношенных кре-
пежных деталей
Зачистка и опиловка колец, коллекторов и кон-
тактов
Регулирование контактов и щеткодержателей
Замена электрощеток
V . Профилактические испытания
Измерение сопротивления заземления
VL Случайная замена деталей или восстановлен
н»е^»х р абоФсхжюобности
§ ___________________________________________
СЛ , _ _______ _______ . ..- -----—
Измерительные приборы Электрошкафы и ниши с электроаппаратурой Магнитные пускатели и конта кторы Пусковые и регулирую- щие реостаты Трансформаторы Реле управления и за- щиты Командоаппараты Электропроводка на станке (машине) Выключатели, пере- ключатели и рубильники Путевые и конечные выключатели Кнопки управления и кнопочные станции Осветительная арматурн Электромагнитные муфни и электромагниты
+ + + + + + + + + + + + + + +
+ + + + + + + + + + + + +
+ + + + + +
+ + + + +
+ + + + + + + + + + + + + + + + + + + + +
ЭЛЕКТРОННЫЕ УСТРОЙСТВА
ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ
Таблица 2.4
Состав операций технического обслуживания
Вид работ Содержание работ
Ежесмен- ный осмотр При ежесменном осмотре проверяют: функционирование индикации и сигнализации, лен- топротяжного механизма - выполнение без сбоя программ
Периоди- ческий осмотр При периодическом осмотре выполняют все операции ежесменного осмотра и, кроме того, проверяют: функционирование электронных узлов и каналов свя- зи с интерполяторами, схемы контроля технологи- ческих команд исправность экранов, паек, разъемов и заземлений проверяю! и регулируют: питающие напряжения функциональных блоков и узлов временное соотношения и параметры сигналов; замеряют переходное сопротивление: каждого из стыков частей заземления шины заземления от устройств ЧПУ до контура заземления
Очистка от пыли Очистка или промывка: тракта лентопротяжного механизма фотосчитывающего устройства (ФСУ) узлов ввода программ, монтажа, контактов реле и разъемов
Профилак- тические испытания Проверка работоспособности станка с ЧПУ в автомати- ческом режиме по тест-программе на холостом ходу станка
ОБОРУДОВАНИЕ АВТОМАТИЗИРОВАННОГО
ПРОИЗВОДСТВА
МЕХАНИЧЕСКАЯ ЧАСТЬ АВТОМАТИЧЕСКИХ ЛИНИЙ
Вид работ Содержание работ
Ежесмен- ный осмотр Внешний осмотр: проверка состояния устройств защиты направляю- щих проверка наличия смазочно-охлаждающей жидкости; подготовка линии к пуску проверка исправности защитных корпусов, ограни- чителей и т. п.
296
Продолжение табл, 2,4
Ннд рмбот
Содержание работ
I посмен-
ный осмотр
сосюяния упоров, переключателей» фикса-
состояния кондукторных втулок
приборов ручного и автоматического кон-
проверка
торов
проверка
проверка
троля
подтяжка ослабленных и замена изношенных крепеж-
ных деталей
I |г|>ИОДИ-
•1ГСКИЙ
( МС1НЧНЫЙ)
осмотр
I Нишый
не MOTp
Все операции ежесменного осмотра и, кроме того:
проверка состояния и натяжения цепей и ремней при-
водов
проверка состояния тормозных устройств
проверка состояния механизмов зажима
проверка плавности движения исполнительных меха-
низмов (силовых столов и г. п.)
проверка состояния штоков гидроцилиндров
проверка механизмов на шум и нагрев (силовых голо-
вок, шпиндельных коробок, гидронасосов и др.)
проверка герметичности и регулирование работы
гидросистемы и смазочной системы
проверка подачи смазочного материала во все смазоч-
ные точки
выявление изношенных деталей, требующих замены
при ближайшем текущем и капитальном ремонте, о
записью в предварительные ведомости дефектов де-
талей, подлежащих замене при капитальном ремонте
замена изношенных деталей, которые не выдержат
эксплуатации до очередного осмотра или планового
ремонта
Все операции периодического (частичного) осмотра и,
кроме того:
проверка состояния и зазоров в направляющих
проверка состояния тяг и крепления противовесов
проверка состояния приводных муфт
проверка состояния механизмов фиксации и поворота
промывка фильтров гидросистемы, смазочной систе-
мы
проверка состояния деталей и узлов конвейеров
проверка осевых, радиальных зазоров в подшипни-
ках шпинделей
проверка зазоров в паре винт—гайка
297
Продолжение табл. 2А
Вид работ Содержание работ
Текущий ремонт Демонтаж силовых головок со шпиндельными короб- ками: разборка основных изнашивающихся узлов (силовых головок, шпиндельных коробок, гидроцилиндров и т. д.) в зависимости от их технического состояния (потребности в ремонте) промывка деталей разобранных узлов замена изношенных деталей, которые не выдержат эксплуатации до очередного ремонта подтяжка подшипников ремонт узлов смазки замена изношенных крепежных деталей зачистка направляющих и регулировочных планок станин, корпусов силовых головок, силовых столов и др. монтаж узлов, проверка на точность согласно ТУ испытание станка на холостом ходу, проверка на шум, нагрев и на соответствие наладки заданному циклу обработки испытание станка на точность и производительность в составе автоматической линии
Капиталь- ный ремонт Полная разборка с ганка (машины): промывка и дефектация деталей замена или ремонт изношенных деталей, выявленных при дефектации ремонт или замена гидро-, пневмооборудования, сма- зочной системы шабрение или шлифование направляющих станин, еюек, силовых столов ремонт зажимных приспособлений, механизмов фиксации, поворота и т. д. ремонт деталей и узлов конвейеров замена изношенных цепей, тросов на вертикальных или наклонных станках ремонт или замена оградительных и защитных ус1ройств в соответствии с требованиями техники безопасности сборка, монтаж и испытание отремонтированных узлов и агрегатов на холостом ходу и под нагрузкой; монтаж отремонтированных узлов и проверка цикла работы и норм точности согласно техническим тре- бованиям испытание станка на точность и производительность в составе автоматической линии на холостом ходу и под нагрузкой
Примечание. Содержание типовых работ по техническому
обслуживанию и ремонту электрической части оборудования автома-
тических линий см. табл. 2.3.
298
11|»<ни‘дспие специальных испытаний при жестких ре-
miiMiix ее работы.
11ри испытаниях проводят проверки: на потерю давле-
нии, на герметичность и величину внутренних и наружных
\ Ц|'кч(; на диапазон регулирования подач дросселями;
ни правильность чередования элементов рабочего цикла;
h i равномерность подачи при изменении нагрузок от ми-
нимальной до максимальной.
Устранение неисправностей, выявленных при испыта-
нпнх.
2.2. ТАБЛИЦЫ СТАБИЛЬНОЙ
РЕМОНТОСЛОЖНОСТИ ОБОРУДОВАНИЯ.
ОБЩИЕ МЕТОДИЧЕСКИЕ ПОЛОЖЕНИЯ
Для планирования и организации ремонта оборудова-
нии данные о ремонтосложности каждой модели станков,
, |пновленных на предприятии, совершенно необхо-
димы.
Ремонтосложность механической части различных мо-
•I» licit станков (машин) может быть определена расчетом
• помощью эмпирических формул для каждой тех-
ни логической группы и конструктивного исполне-
нии по данным об их основных технических пара-
»« IplIX.
Ремонтосложность гидравлической части станков рас-
чи пинают по данным, содержащимся в гидросхеме и спе-
ни<1111 кации гидрооборудования.
Для определения ремонтосложности электрической ча-
||п необходимы данные, содержащиеся в спецификации
а н'кгрооборудования и его монтажной электросхеме.
1 ||нГ>ы избавить СГМ предприятий от затрат труда, свя-
=> шпых с определением ремонтосложности эксплуатируе-
• uiiii ими оборудования, разработаны таблицы стабильной
pt моптосложности распространенных моделей станков (ма-
•.... (с. 300 — 607).
Или определения ремонтосложности моделей станков,
•••• включенных в справочные таблицы, служат эмпириче-
... формулы, помещенные в части 3 Типовой системы
I. । .08 — 659).
299
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Таблица 2.5
Токарные станки массой до 10 т)
Завод-изго- товитель, фирма Модель Класс точности Масса, кг Наибольший диаметр обрабатываемой де- тали, мм Расстояние между центрами, мм Ремонтосложность
механической ча- сти. «м электри- ческой ча- сти, R3
всего в том числе электродви- гателей, Яд
Кировакан- ский пре- цизионных станков 1600 П R 2Ь 100 125 2,2 2,4 1,5 1,0
1600В В А 25 125 2,0 2,1
16Т01П П В 30 180 2,4 2,6 2 1,1
1Д601П П В — 125 180 2,2 2,4
16Т02П п в 70 250 2,3 2,5
16Т02А в А 60 2,4 2,6 1,1
Одесский станко- строитель- ный 1601 п в 210 185 3,6 4,1 4 1
1602 п в —- 130 250 3,9 4,5 — —
Кировакан- ский пре- цизионных станков 16Т03П п в 580 160 250 4,7 5,5 3 1
16Т03А в А 846 6,5 7,5 8 3
1603 п в 550 5,0 6,0 3 1
1603В в А 600 6,5 7,5 4,5 2
16У03П П в 670 6,0 7,0 4,5 2
?300
i § »S — 2 ьэ « S я « 2 ± “та as ® £ <т> я: X ' ’ 1ркутский станко- гроитель- ный 5ч^ z 2 я в a w О' -1 ” 9
1Д603 ТВ-16 Модель
оз □ Класс точности
600 150 Масса, кг
160 Наибольший диаметр обрабатываемой де- тали, мм
со СП О 250 Расстояние между центрами, мм
4,8 5,6 2,9 механической ча- сти, Ям | Рем онтосложность
ьэ ел 00 всего электри- ческой ча- сти, Я9
— Н-* в том числе электродви- гателей, Яд
Продолжение табл. 2.5
Продолжение табл. 2.5
Завод- изго- товитель, фирма Модель Класс точности Масса, кг Наибольший диаметр обрабатываемой де- тали, мм Расстояние между центрами, мм Ремонтосложность
механической ча- сти, RM электри- ческой ча- сти, R3
о - в том числе электродви- гателей,
1623 П В 3000 400 1000 11,5 14,0 6,5 4,5
Московский станко- строитель- ный «Крас- ный проле- тарий» им. А. И. Ефре- мова 1К62 Н 2160 2200 2400 710 1000 1400 10,5 9,0 5,5
1К62Б п в 2160 2290 710 1000 12,5 15,0 8,5 3,5
п в 2400 1400 13,0 16,0 12,5 5,5
1К62А н 2400 2530 710 1000 9,0 12,5
Алма-Атин- ский им. 20-летия Октября 16Е20 1850 710 7,5 10,5 5,0
Московский станко- строитель- ный «Крас- ный проле- тарий» им. А. И. Ефре- мова I6K20 н 2740 2910 3130 3590 710 1000 1400 12,0 9,0 4,7
2000 12,5
Липецкий станко- строитель- ный 1А62 н 2040 2105 750 1000 8,5 6 2,5
2370 1500 9,0
1Л62 2105 750 8,5 — —
302
КОНСКИЙ VIKHKO- »пюнтель- mill «Крас- ni iA нроле- «Н1.11Й» им. а II Ефре- МОПИ в п «ч роитель- ный (Воро- шнловград- ская 11|1Ц||ОВСКИЙ С1ННК0-
1К625 1622 лт-пс лт-пм ЛТ-11 ЛТ-10 ЛТ-10С ЛТ-10М SSXS нннн SSSS iS
X
to § 2330 2400 4425 1200 1095 1000 1140 1330 1190 1370
СП о о 450 425
2000 £ о о о оо 2500 1400 096 1000 1400 1000 1400
о о о 13,5 О О^О СЛ СЛОИ о о о ООО ОСЛО о
00 оо 00^4^ СИ 4^ >4*00 сл о о о о сл о
303 ьэ сл to to to N3MW со оо оо оэ Ъ1Ъ»
gS **0*0 л * § а *s ? з ? 2 Й ? 7 л =1^ Z g S К h И - о
16К20К 16К20М 16Д20П | 16Д20 16К20Г СЛО со оз 16К20П Модель
□ X D0 сод ооа Класс точности
3300 3480 2850 2850 2790 2960 3180 3110 2940 2920 2740 Масса, к?
400 Наибольший диаметр обрабатываемой де- тали, мм
710 710 1000 1000 710 1000 1400 1000 о i 710 Расстояние между центрами, мм
,ся*. - £ ост о о » » ДО О i—* о X о 14,0 17,0 механической ча- сти, RM | Ремонтосложность
СОЮ СО СО СЛ О о о <О О СЛ СЛ 9,0 всего электри* ческой ча- сти, Яэ
О О О1 О1 4,7 5,5 СЛ о в том числе электродви- гателей,
Продолжение табл. 2.5
304
Одесский станкострои- тельный Кировакан- ский пре- цизионных станков Средне- волжский сганко- етроитель- ный Рязанский станко- строитель- ный
1613Д С193Н 16Т04П 16Т04А | 16У04П 16К04В | 1Е604 М01 00 оо 1633
СОЗ со □ сэд > 03^ 03 Соз да >03
47( 350 625 о 750 940 1 3100 3905 t
240 200 to to So
270 500 350 710 630 8000
о о о 6,0 7,0 6,0 О Со 7,5 * СЛ 4^ О Ст 11,0 12,5 18,5 22,0
2,5 3,5 1 8,5 О 5 СО ООО ъ ос
— — 3,3 ьо N3 3,5 JO 00 3,5
1 Московский станко- строитель- ный «Крас- ный проле- тарий» им. А. И. Ефре- мова Кирова кан- ский пре- цизионных станков Завод-изго- товитель, фирма
1624 1624М ©5 о> оэ о to to to to СП СП щщ 16К25 Модель
СЕ Класс точности
2500 со со со оз to о о> ю оооо 2820 2990 Масса, кг
500 Наибольший диаметр обрабатываемой де- тали, мм
1000 1400 2000 1000 1400 710 1000 Расстояние между центрами, мм
сс о о to bo COJO СЛ СЛ О СР 12,0 механической ча- сти, RM Ре м о нтос л ож н ость
СЛ СО сл из х> со сс ООО© О о всего электри- ческой ча- сти. R3
Со to 4,7 4,7 4,7 4,7 4.7 в том числе электродви- - гателей, R&
Прадалженир табл. 2.5
s
ж
<?
16И05А A 1455 11.5 * 18.5
в том числе
электродви-
гателей, 7?д
2
g
Класс точности
Масса, кр
Наибольший диаметр
обрабатываемой де-
тали, мм
Расстояние между
центрами, мм
механической ча-
сти, Ям
всего
s X л
- О X
з
о
3
а
X
8
5*
§
g
Продолжение табл. 2.В
Завод-изго- товитель, фирма Модель Класс точности Масса, кг Наибольший диаметр обрабатываемой де- тали, мм Расстояние между центрами, мм Рем OHTGC л ож н ость
механической ча- сти, Ям электри- ческой ча- сти, Яэ
всего в том числе электродви- гателей, Яд
Ереванский : станко- строитель- ный им. Ф. Э. Дзер- жинского 1М61П П В 320 710 7,5 9,0 5,0 2,5
1В61 (ЕТ-35, ЕТ-44) н 1275 6,5 4 2
1Б61 1500 8,5 5 2,5
1Т61М 1100 6,0 5,5 2,5
Средне- волжский станко- строитель- ный 1А616 1500 7,5 6 2,5
1А616К — 8 3
16Б16А в А 2045 11,0 17,5 12,0 6,0
16Б16П П 2170 12,5 13,0 6.5
1А616П П В 1500 9,0 11,0 6 2,5
16М16 Н 2650 15,0* 4,0 1,5
Ейский станко- строитель- ный 1622Б п в 3360 530 2500 12,5 15,0 —
п в 4810 5000 15,0 18,5 —- —
Рязанский «танко- строитель- ный 163 н 4350 5500 630 1400 2800 12,5 13,5 14 6
1М63 4350 5000 1400 12,5 13,5 11 4,5
2800
1М63Б 5490 14,0 11,0 4,5
1М63Д 4495 1400 12,5 12,0 5,0
1М63М 4040 13,0 10,5 5,0
1Л64 6200 800 2800 15,5 11 4,5
РТ-39 9850 1000 —— 14,0 14,5 2,6
306
4 1 м НО* OMIH'KO и h уЛ/ШН Ьмшнм* !КШ0 rnilltli <*# >м|
VF-250 EJN 120VM 102VM EMUS-200 EMU-200 EMUS-160 NN-80
>»□ >ио >ио изд >»□ >С5Д
1 1
250 230 200 091 160
530 500 009 500 350 280
oo -q сл •—‘ с© 00 00 о> -*q о О) ел оо-^сл C5 СЛ фь
СЛ сел Слеп о о bi ел ел О о ClQl cob ООО
фь
Ol
307 1 to 1
Чнрх Ими Д1 1ппоСИ" НрСКНЙ । пи ко- рни гель- ий ИМ. \ 1 нарт- * ыпда ННД-1ПГО- • НИ |ГЛЬ, фирма
КД-50 1А95 Модель
>шд X Класс точности
1 2050 Масса, кг
100 420 Наибольший диаметр обрабатываемой де- тали, мм
180 1000 Расстояние между центрами, мм
о>сл ООО 8,5 механической ча- сти, r№ Ремонтосложность
2,5 11,5 всего электрик ческой ча* сти, R3
1— 5,5 в том числе электродви- гателей, /?д
Продолжение табл, 2.5
Мицубиси Провема Роблинг Смарт- Браун Тос-Чела- ковицы Де Вольер
HL-300 LZ-140 600S 1024 S2B Н130С EZN
33 >33 >33 >33 >3 >3
1
Техно-
импекс
Лорх Завод-изго- товитель, фирма
EZN EMU250 B27LZ Модель
>33 33 >33 Класс точности
1 Масса, кг
320 300 280 260
500 750 600 0019 750 700 750
0-4 О© 3 to о сл оо о 00 сг> сл о сл о сл сл w^o слсл с> «э сл сл о о"
1 сл 5,5 1
1 2,5 to сл 1
Наибольший диаметр
обрабатываемой де-
тали, мм
сл о о 009 560 Расстояние между центрами, мм
ООО -4 СЛ СЛ О оо сл о сл 0-4 О СЛ Ц1 о механической ча- сти, RK | Ремонтосложность
всего электри- ческой ча- сти, яэ
в том числе электродви- гателей, Яд
I
и
§
а
* Н гом числе ремонтосложность гидравлической часги станков
(• ->«»!< II 16К20М ₽г=1.1; 16К04В Rr = 2,2; 16И05А Rr = 1,9;
' 1 импваг HWF Тгхно- нмпеке Арад VDF BWF
MVE-280 DLZ-400 Е-400 SN-400 33SVDF DLZ-315
I СОД СОД сод X сод
1 1 1
590 405 400 390 330
2000 3000 500 1500 1000 750 СЛ О ОО о о 500
►Р- со СЛ СП coj- ело to о bi о О СЛ 5^5° сл сл 10,5 11,0 СЛ Ю О ОСЛО ГО о сл о
5,5 ОО сл 1 1 1 9,5 -4 8,5
со 3,5 1 1 1 4,5 3,5 3,5
TOS Шаублин Злвод-изго- товитель, фирма
SV-32 135 Модель
со В >»□ Класс точности
/ Масса, кг
320 Наибольший диаметр обрабатываемой де- тали, мм
750 630 Расстояние между центрами, мм
ООО сл сл 5 СОМ Ц1 О СП механической ча- сти, Ям | Ремонтосложность
6,5 1 всего электри- ческой ча- сти, яэ
о 1 в том числе электродви- гателей, Яд
Продолжение табл. 2.5
Я о
е «
§
сл
S
5 5я
£
t
6F
Класс точности
Масса, кг
Наибольший диаметр обраба-
тываемой детали, мм
Расстояние между центрами, мм
механической части, Ям
всего
в том числе элек-
тродвигателей, Яд
-=|5
к
s О
Я £С
£
ТОКАРНЫЕ СТАНКИ (массой свыше 10 f
XIlillPuii .-КПА нргпан- пА меха- орского ппрудо* ПИНИЯ роцлав- и А меха- 1‘НСКОГО Аорудо- пипия ? = = = = =1 ~ • 2 о е s= за ’ о зд н ж О << SS Ж *-с> • 3Q '? * 1 Н1НСКИЙ • hi н ко- ik отель- ный
650/8125 650/5300 | 650 > §с 1 TR90 TR70B TUD63 TUD50 ill 166
Ж
31 700 §5. S © 38 750 со 00 О о о 50 000 12 500 1 85 000 60 300 108 800 , 23 450
1280 0^1 1180 | I ООП | 900 680 630 СЛ о о 1300 1600 2000 1300
8125 1 | 8350 9000 3000 | 5380 12 000 | 1500 | 3000 | 1500 6000 I . 1000 1 2000- 1500 1 00 (50 00 ©ОО ООО ©©© 6500
34,0 24,0 О 40,0 52,0 27,0 1 57,5 го о о | 18,5 16,5 ьо 00 о 17,5 сл 1 15,5 71,0 64,0 77,0 ьэ ©
15,5
00
Н Hl )Д-И spo- il mi! ЮЛЬ, фирма
Модель
Класс точности '
Масса, кр,
Наибольший диаметр обраба- тываемой детали, мм
Расстояние между центрами, мм
механической части, Ям Ремонтослож* ность
всего электри- ческой части, R
в том числе элек- тродвигателей, Яд
Продолжение табл. 2.6
<g
S
Модель
Класс точности
Масса, кг
механической ча-
сти, jRM
т
Ч
09
О
S3
S
J3
СО
ТОКАРНЫЕ СТАНКИ (массой свыше 100 т)
Продолжение табл, 2 6
©
иорский тя- • • стан ко- шп им. Чубаря Г 5- X S о •о н г о ю X X
ОО 00 © 00 !> > о N) to ф. к? £ £ сл g g СЛ О -о сл Модель
X Класс точности
120 000 | © о о о © © © © 50 000 22 000 Масса, кг
1000 700 650 [ 500 Высота центров, мм
35,0 1 14,5 | 24,0 16,0 механической ча- сти, Ям 1 Рем онтосложность
1 14,5 ! 21,5 © 1 | 7,5 | всего электри- ческой 43’ сти, Яэ
1 8,0 10,0 8,0 1 | 4,5 в том числе электродви- гателей, Яд
ю
с*
Sa
s
ВАЛЬЦЕТОКАРНЫЕ СТАНКИ
Н том числе ремонтосложносгь гидравлической части станков
Г, 1Б922Д(Е) /?г = 5,0; 1Б922 Rr = 6,5.
X Т" £- » а £ О» ч » •о S 20 X S 2 Агинский и кострой- ‘дпеволж- й с ганко- ni сильный пд-иэгото- гль, фирма
1Е95 1Б922Д । 1Б922Г 1Б922 Модель
(Е)
ас Класс точности
1902 4030 4030 4600 Масса, кг
400Х 1000 400X1400 200X 500 Наибольший диаметр резьбы Xдлину, мм
ОО о ЦТ СО 00 сл о о ♦ * * механической сти, RM ча- Ремонт Таб
8 Sa
!2,5 05 05 05 оо© всего элек чес1 1асти ь о £ И ц
о »£ь слсл сл в том числе электродви- гателей, Яд - х н О<О 0> юсть а 2.8
резьботокарные станки
ТРУБОНАРЕЗНЫЕ И ТРУБООТРЕЗНЫЕ СТАНКИ
Таблица 2.10
Ремонтосложность
атель, к ш л « н tf О СО tr электри- ческой части, К.,
Группа Завод-изготов фирма л 5 1 Класс точное! Масса, кг Наибольший , обрабатываем! бы, мм механической сти, RM всего в том числе | электродви- гателей. '
Отрез- ной Тбилис- ский стан- 91А11М 9152 6 230 6 400 114 150 14,5 * 6,5 30,0 3,5 9,5 2.0
Нарез- иой кострои- тельнын им. С. М. Ки- рова 9М14Д — 190 13,5 11,0 4,8
Отрез- ной 9Г153 ТТ2402 9157 ТТ2501 9158 н 12 660 15 400 20 950 30 000 250 380 426 530 650 13,0 23,0 * 16,0 24,0 * 25,0 7,5 64,0 64,0 4.5 25.0 25,0
Фаско- отрезнсй 9197А 49 000 820 36,0 —
Нарез- ной Рязанский станко- строитель- ный 9140 1983М 1Н983 10 500 7 845 8 690 121 290 290 13,0 11,5 17,5 9,5 21,0 4Л 9,0
* В том числе ремонтосложность гидравлической части станков
91А11М Дг =4,0: ТТ2402 и ТТ2501 Яг = 5,0.
МУФТООТРЕЗНЫЕ, МУФТОРАСТОЧНЫЕ
И МУФТОНАРЕЗНЫЕ СТАНКИ
Таблица 2.11
Группа Завод-изготовитель, фирма Модель Класс точности Масса, кг Пределы диаметров обрабатываемых труб, мм Ремонтосложность
механической ча- сти. Ям электри- ческой части,
всего в том числе электр од в и- nsuei, Яд
Отрез- ной Тбилисский станкостро- ительный им. С. М. Кирова 9162 9Г163 н 7 050 11 360 48—141 55—250 11,0 10,0 5,0 3,0
Расточ- ный 9В183 21 000 95—243 8,0 — —
814
ТОКАРНО-КАРУСЕЛЬНЫЕ СТАНКИ (массой до 10 т)
Таблица 2.12
3 авод-изготовитель,
фирма
Модель
X Класс точности
05 4Ь> »— оо о © ело О ООО О ООО Масса, кр
2 7/8"- 8 5/8" 8 5/8" 163/4" 1 1/2"— 4 1/2" Пределы диаметров обрабатываемых труб, мм
Ф» со м о о о о © механической ча- сти, RM Ремонтосложность
.w -w 1 1 Сл СЛ 1 всего электри* ческой части, R3
tO to I * о © 1 ' в том числе электродви- гателей, /?д
Продолжение табл. 2.11
ТОКАРНО КАРУСЕЛЬНЫЕ СТАНКИ (массой от 10 до 100 т)
Таблица 2.13
Буллард | Цинциннати Буллард Шисс-Дефриз | Найльс Шисс-Дефриз Бертье | Завод-изготови- тель, фирма
ю 5598 СО ЕК-З ЕК $ о кэ Модель
Класс точности
1 Масса, кг
ООО 00 -4 U1 ООО 1 1 1000 | 970 Наибольший диаметр устанавливаемого изделия, мм
17,0 1 0*91 о 00 CJi о о о механической ча- гтв. R„ I Рем онтосложность
1 сл 00 1 всего электри- ческой ча- сти,
1 3,5 о 1 в том числе электродви- гателей,
Продолжение табл. 2.12
Продолжение табл. 2.13
о. Ремонтосложность
Я о я О и св я электри- ческой ча- сти, /?9
4ПП()Д-ИЗГОТО- pnicjib, фирма л I § я я о ь о и св £ 3 ® a S 8 <з s о я ч ® ь 8 •я о я и си £ * я^ ев н а о гом числе ’КТрОДВИ- гелей, 7?д
ж 1-» & S CD £ SB о «32
К рлеподарский • 1 ликострой- 1553 35 000 2100 43 — —
1М553 30 000 35 43 19
1ГЛ1>НЫЙ им. 1 М. Седина 1525 1525.300 30 640 31 980 2500 2500 40 40 45 55 17 20,5
Коломенский 1556 47 000 2250 50
1яжелого
нмнкострое- ния
Краснодарский i! i ан кострой- 1«ЛЬНЫЙ им. Г. М. Седина 1Л532 1Л532.300 н 36 100 37 140 3150 3150 43 42 44 55 18 20,5
1557 1М557 46000 43 000 2800 49 40 —
1М532 55 000 3080 54
Коломенский тяжелого панкострое- ния 1532 1532Т 1540Т 1540 70 000 90 340 134 140 99 940 3100 3150 4000 4000 60 100 ♦ 127* 108* 95 95 95 56 56 56
— SK-12 SE-2E 1180 1300 26 28 35 10 12 6
DKZ-2000 42 37 14
1 Нисс-Дефриз Цинциннати II lure-Дефриз Найльа ZK-200 84* 2К300 ZK-51 24 500 39 000 50 000 37 500 2000 2130 2600 2800 36 45 51 44 — —•
—* DKZ-4000 — 3500 53 75 39
II hire-Дефриз < ,сллерс 4К-450 14"-В 90 000 98 500 4000 4216 101 110 — —
* В том числе ремонтосложность гидравлической части станков
17 Г, 1640 и 15 ЮТ Яг = 10Д
317
ТОКАРНО-КАРУСЕЛЬНЫЕ СТАНКИ (массой свыше 100 т)
Таблица 2.14
За вод-изгото- витель, фирма Модель Класс точности Масса, кг Наибольший диаметр уста и а вл ива ем ого изделия, мм Ремонтосложность
механической ча- сти, электри- ческой ча- сти, Яэ
о <и % в том числе электродви- гателей, Яд
Коломенский тяжелого 1550 1550Т . 140 415 189 890 5000 116* 141 * 95 56
станкостроения КУ-50 116 500 102
КУ-63 1570 190 000 368 000 5600 6200 144 210 — —
1563 222 890 6300 154 * 95 56
1580Л н 247 704 8000 159 — —•
Ульяновский тяжелых и уникальных станков
Шисс-Дефриз 5К-500 5К-600 6К-800 7GK-14000 144 000 178 500 265 000 1090 000 4 650 5 400 7 200 14 000 118 137 170 330 —* ——
* В том числе ремонтосложность гидравлической части станков
1550, 1550Т, 1563 /?г = 10,0.,
ЛОБОВЫЕ ТОКАРНЫЕ СТАНКИ
Таблица 2.15
Завод-изготови-
тель, фирма
Московский стан-
костроительный
«Красный проле-
тарий» им.
А. И. Ефремова
Модель I Класс точности Масса, кг Диаметр обрабатываемого, изделия, мм Ремонто- сложность
механической части, Ям электри- ческой части, Яэ
всего в том числе электродви- гателей, Яд
МК-179 4 600 1400 10 4 3
1Н692 н 14 300 1600 14
318
нт Лавг льб лун
8 ьэ fe w w «S^SX&X X о о X да S Ч о * МВ-1 AS *о *р *р *р *р й rfb. со to to N о о сл о to о
д
1
00 00 СП to >— О СО М <J 0 4^ О О О ND СП »— 05 »— *-* О ОО ООО О СП о со оо 1 1 1 1200 1500 3000 4000 '
tObO о 00 с© *4 СП со оо о о
1 5,5 СП 4,5 5 1 4^ СП 4,5 4х
1 . 3,5 СО 2,5 сою сп 1 to со ю *сл to
сс-Дефриз । вменений тя- ого станко- К'НИЯ им. Я. Чубаря ННОД-ИЗГОТОВЫ* ЮЛЬ, фирма
ЗБН-145 Л Т-2 1693 1 1А693 Модель
Д Класс точности
1 17 164 28 500 63 500 Масса, кг
1 2000 2500 3200 Диаметр обрабатываемого изделия, мм
1—* 16 24 53 механической части, RM п
4,5 всего Я ТЭ « о ГС 2 п> л> 5 аа
1
1 2,5 в том числе электродви- гателей, Яд то* )СТЬ ктри- ской ги, Яэ
Продолжение табл. 2.15
ТОКАРНЫЕ МНОГОРЕЗЦОВЫЕ ГОРИЗОНТАЛЬНЫЕ
ПОЛУАВТОМАТЫ
Таблица 2.16
Завод-изгото- витель, фирма Модель Класс точности Масса, кг Наибольший диаметр обрабатываемого изде- лия, мм Расстояние между цен- трами, мм Ремонто- сложность
механической части, Ям электри- ческой части, R9
всего в том числе электродви- гателей, Яд
Новосибир- ский станко- строительный им. XVI парг- съезда 1А720 2030 150 300 7,0 7.5 4,5
Ейский 1708 4000 160 500 15,5 22 6,5
станкострои- тельный 1713 1Е713 5000 6740 200 500 710 18,0 28* 22 53 6,5 14
1716Ц 5700 400 750 24* 30 10,5
Новосибирский 1А730 3740 200 500 8,5 7,5 4,5
станкострои- тельный им. XVI парт- съезда 1Н713 3633 710 18,5 8,5
Московский 1722 н 4700 800 14,5 16 6
станкострои- 1722А 6000 250 16,5
тельный им. Серго Орджо- никидзе 1731 1732Б 7650 9000 1250 16,0 22,5
Московский опытный «Станкокон- струкция» 1П734 6500 100 320 18,5 —-• —
Санстренд г. Штенцель № 10 6МС 100 558 350 6,0
Ф. Вайперт HVF 600 7,0
Санстренд 8X15" 108 381 8,0
Нойбеккер VB-100 135 260 6,0 3,5 2
Л. Леве FZS н — 140 300 4 2,5
NS0 150 600 7.0 — —
320
И 1внй । hUJ
ОО
to
iDIICKHA hiiko* mil ГЛ b- • Кряс- iipojie- IIlb им. Гфре- идиз го- ни ель, 1нрма
Восьми- шпиндель- ный Шести- шпиндель- ный Восьми - шпиндель- ный Тип полуавтомата
1283 1284Б 1А283 1282 1К282 Модель
X Класс точности
to — — О Ф GO *4 00 ООО to Ф» О Оф СЛ ФО о о о оо Масса, кг
400 со to ю о ел о О ОФ Наибольший диаметр обрабатываемого изде- лия, мм
л. 00 ф» -*J to сл — * » механической части, Ям Ремонто- сложность
11 23 9,5 23 всего электри- ческой части, Яэ
1 О СЛ <0 1 I СЛ ’ в том числе электродви- гателей, Яд
is
Я
J3
со
ьэ
ТОКАРНЫЕ МНОГОШПИНДЕЛЬНЫЕ
ВЕРТИКАЛЬНЫЕ ПОЛУАВТОМАТЫ
1 Пнсс-Дефриз РИД 1 ХиАлеман 1йНОД*НЗГ0Т0- нинии», фирма
D-170 R-185 С—10 1FAV-350 1FAV Модель
Д Класс точности
1 Масса, кг
ЬЭЬЭ ЬО Н-Н- чсл о оо сл ело о ело Наибольший диаметр обрабатываемого изде- лия, мм
1000 500 750 880 Расстояние между цен- трами, мм
ОСО О ООО о о о о о механической части, Ям Ремонто- сложность
1 всего электри- ческой части, Яэ
1 в том числе электродви- гателей, Яд
Продолжение табл. 2J6
Продолжение табл. 2.17
Завод-изго- товитель» фирма । Тип полуавтомата Модель Класс точности Масса» кг Наибольший диаметр обрабатываемого изде- лия, мм Ремонто* сложность
механической части, 7?м электри- ческой части, R3
всего в том числе электродви- гателей, Яд
Краснодар- ский стан- кострои- тельный им. Г. М. Се- дина Шести- шпиндель- ный 1Б284 14 595 400 30 19,5 10,6
Восьми- шпиндель- ный 1285Б 1А286-8 21 730 34 455 500 500 46 64 * 14,5 39 7,6 12,5
Шести - шпиндель- ный 1А286-6 35 080 630 56* 39 12,5
—- Шести- шпиндель- ный с гид- равличе- ской по- дачей 10RD 90 39
Буллард Шести - шпиндель- ный 16' Н 550 39
Восьми* шпиндель- ный 16D 12D 12* —- 566 578 600 50 — —-
Магдебург Шести - шпиндель- ный с гид- равличе- ской по- дачей 20RDH VA-630 720 740 44
Буллард Шести- шпиндель- ный 12 А 1040
* В том числе ремонтосложность гидравлической части стан кой
1К282 и 1283 ft = 6.0; 1А286-6 ft « 8,6; 1А286-8 Rr = 10.
.499
КОЛЕСОТОКАРНЫЕ СТАНКИ
324 Лоуден | Гегеншайдт | Общество поль- ских механиков Найльс | Селлерс | Бромлей | Рафамет | Бромлей | Фельзер | Найльс | Вейхельг | Завод-изготови- тель, фирма
1 S | | ЗТСН| | Модель
Класс точности
1 Масса, кг
| 1300 i 1 1200 0211 1 1125 | ООН 1 1150 | ООП к: ст Высота центров, мм
OWE 1 0SS7. 1 2600 I ?£ Ь00£ 1 | 3300 о о | 3040 j 3000 Расстояние между центрами, мм
£ g СО а X СГ механической части, Ям 1 Ремонтосложность
1 всего электриче- ской ча- сти, яэ
1 в том числе электродви- гателей, Яд
пальцеобточные станки
X
О
fe
S
р
£
Вагнер | Найльс , Чарутти | Найльс | Московский стан- костроительный «Красный проле- тарий» им. А. И. Ефремова Завод-изгото- витель, фирма
| 8 1 8 8 88 ю >> сл Модель
X Класс точности
10 700 48 000 50 000 32 800 Масса, кг
о 350 | 220 | 1 1200 1 400 Высота центров, мм
| 3150 I | 2600 | | 2500 | 1 ооог 1 | 3000 | 2800 | 2000 Расстояние между цен- трами, мм
о От £ № О 00 механической части, Ям Ремонто- сложность
1 41,5 1 всего электри- ческой части, Яэ
1 о 1 в том числе электродви- гателей, Яд
н
СО
О
fa
S
р
05
ьэ
5
ТОКАРНО-ОСЕВЫЕ СТАНКИ
ЮКАРНО-РЕВОЛЬВЕРНЫЕ ОДНОШПИНДЕЛЬНЫЕ АВТОМАТЫ
Таблица 2.22
КОЛЕСНО-ШЕЕЧНЫЕ СТАНКИ
Продолжение табл, 2.22
Завод-изготови< тель, фирма Модель Класе точности Масса, кг Наибольший диаметр обрабатываемого прутка, мм Ремонто- сложность
механической части, Ям электри- ческой части, Яэ
всего в том числе электродви- гателей, Яд
Киевский станков- автоматов им. М. Горького 1А124 Н 2150 24 10,0 17 1,5
Ленинградский станков-автоматов им. Я. М. Свердлова 1Б125 Н 2300 25 11,5 13 3,5
Хабаровский станкостроительный 1Б124 Н 1750 9 11 3,5
Киевский станков- автоматов нм. М. Горького 1А136 1Б136 н и 2130 1750 36 10,0 9 17 10 1.5 3,5
Ленинградский стан ков-автоматов им. Я. М. Свердлова 1Б140 н 2400 40 13 14 4
Хабаровский станкостроитель- ный 1Е140 1Е140П 1П140П н п п 2590 2590 2690. 15 17,5 18* 17 17 22 5,5 5,5 8
Шкода А12 н — 12 И 2,5 1,5
Ган и Кольб Индекс 12 11,5 1,0
Индекс 18 18
Шкода А20 20 '| 1 13,5 1,5
Ган и Кольб Индекс B3G 24 16,5 14,5 13,5 15 16,5 — —-
Индекс 24 Индекс 25 Индекс 36 Индекс В42
25 36
2,5 —
40 —
Шкода А 40 15 3 1,5
Ган и Кольб Индекс 52 Индекс В 60 52 15,5 16
— —
*В том числе ремонтосложность станка Ш140П /?г == 1,5.
326
ТОКАРНЫЕ ОДНОШПИНДЕЛЬНЫЕ АВТОМАТЫ
ДЛЯ ФАСОННОГО И ПРОДОЛЬНОГО ТОЧЕНИЯ
Таблица 2.23
3ввод-изготови- тель, фирма Модель Класс точности Масса, кг Наибольший диаметр обрабатываемого прут- ка, мм Рем онто- сложность
механической части, электри- ческой части,
о 8 в том числе электродви- гателей, /?д
МФ-122 П В 370 5,5 6,5 3 1
Шнуляйский 11лнкостроитель- иый 1103 в А 400 4 7,0 8,0 6 1
1Р103 П В А 380 6,0 7,0 8,0 3,5 1
1Б10А В А 8,0 9,5 Z
1Б10П П В 630 6 7,0 8,5
Лгиниградский »। ап к подавтоматов нм. Я. М. Сверд- *1<Н1Д 1Б10В п в А 6,5 8,0 9,5
1А10П п в 550 6.5 7,5 4 1,5
1А10ПС п в А 7 6,5 8,0 9,0 —- —
1А10ПС! П В А 6,5 8,0 9,0 — —
ШОА П В 660 10 7,0 8,5 2,5 1
327
Ленинградский станков-автоматов им. Я. М. Сверд- лова Заводтизготови- тель, фирма
1П12 1П12С! 1А12П Модель
ИЗ >С0Д ООП Класс точности
900 800 Масса, кг
to о Наибольший диаметр обрабатываемого прут- ка, мм
ф оо СЛ О Sjooo сл о 7,5 9,0 механической части, Ям Ремонто- сложность
GO 1 СЛ всего электри- ческой части, /?э
сл 1 2,5 . в том числе электродви- гателей, /?д
Продолжение табл, 2.23
М-32
RR-20
9Itf
Модель
>003 Класс точности
Масса, кг
© © Наибольший диаметр обрабатываемого прут- ка, мм
КЗ — О ©СО о © © 5©Ео ООО механической части, Ям Ремонто- , сложность
№ всего электри* ческой части, Яэ
-© в том числе электродви- гателей,
Продолжение табл. 2.23
Харьковский учеб- но-эксперимен га л ь- ный ХММИ Завод-изготовитель, фирма Таблица 2.96
На- рез- ной Группа
1000 Модель
Класс точности
I Пределы диаметров на- резаемой резьбы, мм
00 механической части, /?м Ремонто- сложность
U1 всего электри- ческой части, Kg
— в том числе здежтродш- ’ if t 1
АВТОМАТЫ ДЛЯ ОБРАБОТКИ ШУРУПОВ
s^s1
г й 2
• о «
. 6» в>
g“
&»
3
«
X
X
«
S
S*
№
&
X
8
&
е
"О
X
я
со
мх«.
3
X
Модель
Масса, кт
всего
в том числе
механической
части,
S
s
Класс точности
Наибольший диаметр
обрабатываемого прут-
ка, мм
g л 5
2 л> б>
S 2 *
2 45
О о
ТОКАРНЫЕ ОДНОШПИНДЕЛЬНЫЕ
ФАСОННО-ОТРЕЗНЫЕ АВТОМАТЫ
о
и
nd
It ЛИ
О *— Р и В поз РЕ GF-1 тз > > >
X
6—10 3,5—10 4—6,5 to ГТ о а> 3—5,5 00 00 -г Y 00 to оо •-Г
aS о 00 о <1
ъ
т • и 1» июльский стан- ♦ |м>111 гльный им. । ‘н|»|брЯ 1 । минский учеб- ки нгрименталь- н ХММИ uni кий «Азстан- ‘ рИЙ* и н отовитель, Фи рма
Группа
РИ 8^ <о Хсо 2 Т2010 1001 Модель
Класс точности
1 г'т г сл to т сл Y 4^ ьо I Пределы диаметров на- резаемой резьбы, мм
СП О 00 с© м механической части, RM Ремонтов сложность
СП всего электри- ческой части, Яэ
Г-» в том числе электродви- гателей, /?д
Продолжение табл. 2.25
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
Таблица 2.20
Завод-изгото- витель, фирма Модель Класс точности Масса, кг Наибольший диаметр обрабатываемого прут- ка, мм Ремонтосложность
механической ча- сти, Ям электри- ческой части, К9
всего в том числе электродви- гателей, Яд
Новочеркасский станкозавод 1Е316П п 1180 16 7,5 12,5 5,5
Кироваканский прецизионных станков С193А 350 2,5 3 1
Новочеркасский стан костроитель- ный 1Б318 1318 500 530 18 4,5 3,4 5 3,5 2
1П318 1Н318 1100 1080 7,5 7 10 2,5 3
1Н318Р н 1000 7,0 8,5 3
1А318 570 4,2 4,5 2,5
1Н325 1П326 1300 25 8,5 9,0 10 9 3,5 4,5
Алапаевский стан- костроительный 1Г325 1Д325П п 1300 1640 9,0 11,5 11 19 о СО i
— 1336ИР 1210 36 8,5 4 2.5
Киевский стан- ков-автоматов им. М. Горького 1336М 1550 9,0 2,5 1,5
1340А н 17,5 7,5 —'
1340 2200 13,5 —
Бердичевский станкостроитель- ный «Комсомолец» 1341 1А341 40 10 11 16,5 3,<» 4,5
1Г340 1Г340П , 1 3070 12,5* 14 * 23 7,5 7,5
332
Продолжение табл. 2.26
1йН<|Д-113Г0Т0- fetiit'jii.i фирма Модель Класс точности Масса, кг Наибольший диаметр обрабатываемого прут- ка, мм Ремонтосложность
механической ча- сти, Ям электри- ческой части,
о (U м в том числе электродви- гателей, Яд
м.н КОНСКИЙ стан- - ||ин1тельный > 1 ( г pro Орджо- .МНИЛ К! 1341Т н 2200 40 10 11,5 3,5
* ииигвский стан- " ।р< тельный 1К36 н 3650 12,5 3,5 2
1365 1Е365БП п 3600 5200 65 14,5 24 * 7 14 4,5
1П365 1П365А н 3900 20 15 16 12 3,5 4,5
1П371 1А425 6300 4790 23,5 250 11,5 18,5* 8 4,5
ьнминский стан- - 1 |н»Ц гсльный • 1 ‘<’рго Орджо- .«h IIД1С 1К37 3650 85 14 4
1М37П 16,5 3,5 2,5
• нН Лсйнен REV-10 R-12 REV-25 DRT-80 10 12 25 80 5 6 10,5 11,5 8 7 6 16 3,5 2,5 3,5 5
* II гом числе ремонтосложность гидравлической части станков
•| КП и 1Г340П Яг= 2,0; 1Е365БП Яг = 5,5; 1А425 Яг = 6,0.
333
ТОКАРНЫЕ МНОГОШПИНДЕЛЬНЫЕ
ГОРИЗОНТАЛЬНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
Таблица 2.27
Завод- изгото- витель, фирма У Тип Модель Класс точности Масса, кг Наибольший диаметр обрабаты- ваемого прутка, мм Ремонто- сложность
механической части, /?м электри- ческой части, R^
всего в том числе элек- тродвигателей.
Киевское СПО Шести- шпиндель- ный прутковый автомат 1Б216-6К 1Б225-6К п п 5420 6800 16 32 31 21 22 5,6 7.5
25
Москов- ский станко- строи- тельный им. Сер- го Ор- джони- кидзе То же » 1А225-6 н 5700 24 И
Жито- мирский станков- автома- тов 1Б240-0 8000 32 23 21 6
Москов- ский станко- строи- тельный им. Сер- го Ор- джони- кидзе 1240-6 н 9000 40 24
334
Продолжение табл. 2.27
4 «ннД <<4> нН) f I'«₽ *11" :| 1)|< МН Тип Модель Класс точности Масса, кр Наибольший диаметр обрабаты- ваемого прутка, мм Ремонто- сложность
механической части, RM - электри- ческой части, 7?э
всего в том числе элек- тродвигателей,
1' IIIO- Н|И кий инисш- -’Н1ИМ11" him Шести- шпиндель- ный прутковый автомат 1Б240-6 1Б240-6К н п 11 600 40 32* 38 22 22 3 6
Шести- шпиндель- ный патронный автомат 1Б225П-6К 1Б240П-6 1Б240П-6К п н п 6 800 11 500 И 500 25 130 130 29* 29* 34* 22 24 24 7,5 8 8
1.Ч ипм- ' НИЙ МИЙО- • f Ц.ИЫЙ НМ ( .Гр- ... ()р- МН till 11- Н II Д1(1 Четырех- шпиндель- ный прутковый автомат 1240-4 8700 40 22,5
Шести- шпиндель- ный прутковый автомат 1А240-6 н 9000 32 31,5 10
1‘ ||F||* ' нпй • .ИНОМ" «Н»МН- н им. 1261М 1262М 7000 6500 50 27 26 7 5,5 4 3,5
' 111||||- HHI и Восьми- шпиндель- ный прутковый автомат 1Б265-8К п 13 780 50 28 8
335
Продолжение табл. 2.27
* Завод- изгото- витель, фирма Тип Модель Класс точности Масса, кг Наибольший диаметр обрабаты- ваемого прутка, мм Рем онто- сложность
механической части, RM электри- ческой части, R3
всего в том числе элек- тродвигателей, Яд
Киев- ский станков- йвтома- тов им. М. Горь- кого Шести- шпиндель- ный прутковый автомат 1265 1Б265-6К 1265М-6 н п н 13 000 13 805 13'500 65 Г 35 49 31 5 28 3,5 8
Четырех - шпиндель- ный прутковый автомат 1290 н 16 000 100 36 5 3,5
Шести- шпиндель- ный патронный автомат 1261П 6900 130 27 11,5 4.»
Восьми- шпинделъ- ный прутковый автомат 1Б265П-8К п 13 265 130 50 * 30 9,5
336
Продолжение табл. 2,27
S я ХЭ Ремонто- сложность
О. о о о. электри- ческой части, R3
♦ Hi (ИО- Фирма Тип Модель Класс точности Масса, кг Наибольши диаме! ваемого прутка, мм механической части, всего в том числе элек- тродвигателей, /?д
h 11(41- 1 И ИЙ 1 1 HIIKOD- яигома- (•♦II ИМ. м Горь- кого Шести- шпиндель- ный патронный полуавто- мат 1А290-6 1А240П-6 Н 19 000 8 500 100 150 37 30 35,5 13
Шести- шпиндель- ный прутковый автомат 1Б290-6К 1Б265П-6К 1Б290П-6К п 21 180 13 305 17 710 100 160 200 53* 47* 41 * 31 30 31 9,5 9,5 9,5
1 Шютте й Авто- мат V22S 22
сх с »s 3 X л Полу- авто- мат VH22 30 12
ч (U §1 3 8 И Н Авто- мат V35 V48 V52 н — 35 48 52 15 16 17 4 2,5
Четыре вый ав Полу- авто- мат V//130 VH48 130 155 19 21
* В том числе ремонтосложность гидравлической части станков
" МО 6 Яг = 3,5; 1Б225П-6К, 1Б240П-6 и 1Б240П-6К Яг == 3,5;
м люп ак = 4,7; 1Б290-6К, 1Б290П-6К ЯР = 4,0; 1Б265П-6К
' - ЗЛ
337
СПЕЦИАЛЬНЫЕ ТОКАРНЫЕ СТАНКИ
_____________________ Таблица 2.28
Завод-изго- товитель» фирма Группа Модель Класс точности Масса, кг Высота центров, мм Ремонто- сложность
механической части, электри- ческой части»
всего в том числе элек- тродвигателей,
Московский Многорез- 184 350 15 4,5 2
станко- строитель- ный «Крас- ный про- летарий» им. А. И. Еф. ремова цовый полуавто- мат для обработки коленчатых валов 1875 15 7 4,5
Для обра- ботки пары шатунных шеек 187 430 14
Для обра- ботки коренных шеек 1870 15
Для обра- ботки коленчатых валов 9-1875 н 16 —
Краматор- ский тяже- лого стан- костроения им. В. Я. Чу- баря Слитко- отрезной 1865 525 13
Рийдингер Для обра- Р-1100 750 14 — —
Шисс- ботки KZA-75 18 4,5 2
Дефриз коленчатых валов KZA-125 п — 0 об- работки
1250 24 5 3
KZA-150 (типа Моль) 1500 25
KZA-285 2850 45 5,Ь
338
Таблица 2_25
Завод-изготови- тель, фирма Тип Модель Класс точности Масса, кг Диаметр обрабатываемой заготовки, мм Ремонтосложность
механи- ческой части, Ям электрической части, Яэ
всего в том числе электро- двига- телей, Яд
Ижевский машино- строительный \ 250ИТА 250ИТВ 250ИТП А В 1376 1110 1110 240 10,5 11 9 8 26,5 26,5 4,5 3,5 3,5
П
Кироваканский прецизионных станков КП-69 310 Диаметр обработки, мм 160 4,1 2,6 1,6
Московский авто- матических линий им. 50-летия СССР Для снятия фасок МЕ254С1 н 650 Наибольший диаметр поршневого кольца X наи- большая толщина, мм 180X7,5 5 4,5 2,2
2 О
t Завод-нзготови- тель, фирма Тип Модель Класс точности
Московский авто- матических линий им. 50-летия СССР Для снятия фа- сок МЕ300С1 Н
МЕ304С1
Рязанский станко- строительный Бандажировоч- ный РТ5001 РТ5002 Н
Продолжение табл. 2.29
Масса, кг Диаметр обрабатываемой заготовки, мм Рем оитосложность
механи- ческой части. электрической части,
всего в том числе электро- двига- телей, *Д
3480 Максимальный диаметр кольца, мм 160 12* 23,5 7,5
665 Максимальный диаметр X X ширина кольца, мм 60X20 3,3 4 1,5
3430 3720 Наибольший диаметр бандажа изделия X X длина, мм 800X 2000 800X 3000 9 9 5,5 5,5 3 3
2
Завот-изготови- тель, фирма Тип Модель Класс точности
Рязанский станко- строительный Винторезный РТ45003 РТ45004 н
Слиткообдироч- ный РТ503 РТ503-01
Вальцетокарный калибровочный РТ50200
Винторезный РТ646 РТ774 РТ77403 н п п
’ ^ip’ihii' начтииит^г.^ m^.iUL 2' J.I1L
Per LgTQCJi.'JUBJCrb
Масса, кг i Диаметр обрабатываемой заготовки, мм механи- ческой части, «м электрической части, Яэ
всего в том числе электро- двига- телей, *Д
10 000 Наибольший диаметр изделия X X длина, мм 90 X 2500 14,5 9 5,5
10 450 90X4000 14,5 t 9 5,5
24 050 500X2000 31 40 17
21 890 32 40 17
13 275 500X 2500 20 23 8,5
37 870 Наибольший диаметр изделия X X длина, мм 500X1000 43* 91 39
15 270 100X6300 32 * 33 12
11 400 100X 5000 26* 33 12
Завод-изготови- тель, фирма Тип Модель Класс точности
Рязанский станко- строительный Винторезный РТ77404 П
Сасовский автома- тических линий Автомат для фа- сонной обточки СА311С Н
Барановичский ав- томатических ли- ний Фронтальный па- тронный полу- автомат СБ374 н
Фронтальный двухшпиндель- ный полуавтомат СБЭ401 н
Ульяновский ма- шиностроительный рм. Володарского Винторезный УТ16А А
Продолжение табл. 2,29
Масса, кг Диаметр обрабатываемой заготовки, мм Ремонтослож ность
механи- ческой части, *м электрической части, Яэ
всего в том числе электро- двига- телей, *Д
15 270 100X6300 28* 33 12
2420 Диаметр изделия X X длина, мм 604-130X25 15,5* 19,0 3,0
7890 Диаметр изделия, мм 320 21 ♦ 57 10
7620 34,4 18,5* 36 7,5
1830 — 12 13,5 8
_ 5ШС1ИйЛ!ЯПЕ?В1|ЯР HCDCL JlL. - — "
Завод-изготови- тель, фирма Тип Модель Класс точности Масса, кг Диаметр обрабатываемой заготовки, мм Ремонтосл зжзость
механи- ческой части, *м электрической части, R3
всего в том числе электро- двига- телей, «д
Шауляйский стан- козавод Продольный ав- томат 1В04В 1В06А В А 490 690 4 6 8,5 11 5,5 5,5 3,4 3,4
Московский авто- матических линий им. 50-летия СССР Для обработки внутреннего диа- метра канавок поршневых колец МЕ305С1 П 3235 Максимальный диаметр кольца» мм 160 14,5* 27 6,5
Вертикальный специальный двухшпиндель- ный для обработ- ки гильз двига- телей МЕ271С0 Н 15 900 Диаметр гильзы X X высота» мм 2200X 400 43* 40 16,5
* В том числе ремонтосложность гидравлической части станков МЕ300С1 Rv = 5; РТ646 Rt = 2,6; РТ774
7?, = 6,0; РТ77403, РТ77404 /?р=5,5; СА311 R,= 6,5; СБ374, СБЭ401 Rt= 6,5; ME305C1 £,= 2,3;ME271C0
Яг = 11.5.
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Таблица 2.30
Завод-изготовитель Модель Класс точности Масса, кг Наибольший диаметр свер- ления, мм Ремонто- сложность
механической ча- сти, Ям электриче- ской части, -
всего в том числе электродви- гателей, Яд
Кироваканский пре- цизионных станков С-155 п в 35 50 3 1,9 2,0 1,9 2,0 — —
2М1РЗП п в 1,4 1,0
Ереванский станко- строительный им. Ф. Э. Дзержинского 2Г106П 2Г106П-2 2Г106П-3 2Г106П-4 п 75 165 255 230 6 2,1 2,8 3,5 3,3 2,5 7 9,5 11,5 1 4 5 6
Витебский станко- строительный им. Ко- минтерна 2А106 н 82 6 1,9 1,5 1
Молодечненский стан костроител ьный 2Н106П 2А106П п в .95 2,1 2,2 1,8 . I.9 2,5 1
п в 73 10 7,5 з
Витебский станко- строительный им. Ко- минтерна СН12-А н 120 12 2,1 2 1
Вильнюсский станко- строительный «Кому- нарас» НС-12А 2М112 НС 125 87 115 180 1,9
2 2,4 2,5 1 1
Одесский радиально- сверлильных станков им. В. И. Ленина 2118 450 3,5 2 1
Сысертское РУ-35 2118А 430 3,4
344
•намикский • ниппельный и И Лепина И иненекий • " Ниппельный 'll 1ИМЛКСКИЙ • •» iроительный П II. Ленина ’‘Н.ещ’КИЙ станко- ие/||,цый имени 11 Фрунзе • ннимякский “•и (роительный h II, Ленина “ ниреченский роительный М ||. Фрунзе • •1ГЧПСНСКИЙ и нт ! роительный кий станко- н Н’ЛЬПЫЙ ИМ. Ко- •н РКП i жнд изготовитель
2Н150 2Г175Б 2Г175 2Н135Л 2А135 2Н135 2Н135-1 2Н135Б 2Б125 2А125 2Н125 2Г125 2Н118 2Н118-1 2Н125Л 2Б118 МоДель
Класс точности
►£*. GO ►— № tO 00 со со со О № О ПОС Со н- >— о сл — со со сл о о СО о о о 710 00 00 о S 780 СЛ СЛ Ф* СЛ СЛ 00 000 450 Масса, кг
00 м сл ОСЛО 35 СЛ to СЛ to сл to СЛ 00 Наибольший диаметр свер- ления, мм
чосл сл Ъ1 5,5 ОСТ» <£» Ф*. О сл "ст> сл 3,5 4 4,3 сл СО СО со "со "сося 3,5 механической ча- сти, Ям Ремонто- сложность
to — СО СТ) О сл СЛ сл о> о сл СЛ сл 3,5 сл to сл 5,5 5,5 7,0 4,7 2,5 всего 1 электриче- ской части,
00*4 00 . to _ст> to to to , осл сл to s‘z S‘l 2,5 ьо СО — to to — в том числе электродви- гателей, #д
Продолжение табл. 2.30
РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Таблица Z3I
Завод- изготовитель, фирма Модель Класс точности Масса, кг Наибольший диаметр свер- леиняхвылет шпинделя,мм механической ча- сти, 2 v емонто южное элей- ской 1 о ь п в том числе 1* = = I вмв^ейза- * * Н 1 , ллинпиД» , X
Витебский станкострои- тельный имени Коминтерна 2А592 780 3,3 3 1Л
Октемберян- ский станко- строительный 252 2Е52 1000 980 25X800 3,9 3,7 3,5 14
Гомельский станочных уз- лов 2К52-1 н 1195 7 2,1 i.t
Октемберян- ский станко- строительный 2532 2290 35X1000 8 7,5 М
2532Е 2532Л 3810 2090 10* 7,5 11,5 8 4.1 3,1
Одесский ради- ально-свер- лильных стан- ков имени В. И. Ленина 2А53 2Н53 2Г53 2Д53 3 050 3 000 6000 20 000 Наи- больший диаметр сверле- ния, мм 35 8,5 8 12,5 28 9 18 3 ! £ <
Октембер ян- ский станко- строительный 2Л53 2Л53У-АСЧ 2400 2090 6 6,5 7 8’ У
Одесский ради- ально-сверли- льных станков им. В. И. Ле- нина 2554Ш 2М55 7795 4370 50 39 ♦ 20 * 35 16 IS т
346
Продолжение табл. 2.31
la иод* hi шойнтель, Фирма Модель Класс точности Масса, кг Наибольший диаметр свер- ления, мм механической ча- сти, RM Ремонт ложно» элек1 с кой I о О) Й la л’о 2 о в том числе w g s v * электродви- 5 х гателей, s *
» мпй ради- ни сиср- »ннх стан- > имени * 11 Ленина 2М55-1 2Ш55 2М57-2 2А55 2Н55 2П55 2П56 н 4 370 8 НО 10 700 4 100 4 350 5000 7 100 50 19 * 30 * 27* 8,5 10,5 11,5 13,5 17 36 18,5 10,5 17,5 10,5 7 15 6,5 5,5 7 5,5
257 2Н57 2М57 2П57 258 2М58-1 2587 2Н58 2Д58 2Б58 н 9 500 9 500 10 500 35000 18000 17 300 17 340 18000 25 000 42 000 75 100 16,5 16 17,5 43 21 29* 40* 25 31 45 10 11,5 12 18 18,5 16 16,5 6 6 6,5 6 9 7,5 7,5
Г 1МЖКИЙ * »|н| о стан- i Ч-иРНИЯ им. г НП1 СССР 2М58 18 000 22 18,5 8
1 нН Г VP4A 50 11 —
и. PR-3A 60 13,5 8 5
1 н||| VP6A 65 13 — —•
‘ I IIIHKO- >ильный и II. Ле- 2А150 2Н150 2170 2250 1880 3750 50 5,5 5,5 8 5,5 6 8 2,5 3 4
Н юн числе ремонтосложность гидравлической части станков
• - 2; 2554Ш R, == 13,0; 2М55 = 7,0; 2М55-1 Rv = 7,5;
А', - 8,0; 2М57-2 RP « 8,5; 2М58-1 /?р « 6,5; 2587 Rv = 17,0.
347
МНОГОШПИНДЕЛЬНЫЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ
СТАНКИ С НЕЗАВИСИМЫМИ ШПИНДЕЛЬНЫМИ ГОЛОВКАМИ
Таблица
Загод-изго- товитель, фирма Тип станка Модель Класс точности Масса, кг Наибольший диаметр свер- ления, мм Ремонто- сложность
механической ча- сти, электрнч* СКОЙ ЧНС1Н Rt
всего зА** ш сп М О
Молодеч- ненский станко- строитель- ный Двухшпин- дельный 2Н106П-2 п в 200 6 2,8 3,1 4 ‘J
Трехшпин- дельный 2Н106П-3 п в 300 3,4 3,9 6,5 3
Четырех - шпиндель- ный 2Н106П-4 п в 400 3,7 4,2 8,5 4
Л. Леве Двухшпин- дельный В-7-111 н — 15 5,0 — -*
Трехшпин- дельный — 7,0 9,0
Салфельд —
Л. Леве Трехшпин- дельный 18 8,0
Хилле- Верке к-ш-з 23 8,0 7
Четырех - шпиндель- ный К-Ш-4 9,0
Л. Леве Трехшпин- дельный —- 7,5 —
348
МНОГОШПИНДЕЛЬНЫЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ
СТАНКИ С ГОЛОВКОЙ КОЛОКОЛЬНОГО ТИПА
И РАЗДВИЖНЫМИ ШПИНДЕЛЯМИ
Таблица 2.33
1 a hi ц- изготовитель, фирма Модель Класс точности Масса, кг Наибольший диаметр свер- ления, мм Рем онто- сложность
механической ча- сти, ям электриче- ской части, Яэ
всего в том числе электродви- гателей,
.»рлптамакский • ^нкостроительный м В И. Ленина 2150М 2170М 2С150 2С170 Н 3500 4500 3000 4180 10 22 50 75 8 11 10 14 3,5 2
и ин* Верке ВУ-30 — 15 8 — —
11 Вурт N15-4-D № 16 16 12 16
н иц’ Верке ВС-40 ВС-50 18 8 3,5 2
GE-IV GE-V 11
24 12 4 2.5
> 1 1 >V|ir № 16 14 — —
м l ie Верке GE-VI GE-VIII 28 4 2,5
40 17 4,5 3,5
Ч'ыпг и Цинцен ВЗ 11 —
В4 50 13
349
КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
Таблица 2.34
Завод* изготови- тель, фирма Тип стайка Модель Класс точности 1 Масса, кг Размеры рабочей поверхно- сти стола, мм механической части, 2 45 iMOHTO' эжност эле к чес част! о <и Г Я 23 сг • в том числе элек- трсдаягателеА. •
Каунасский станко- строитель- ный имени Ф. Э. Дзер- жинского Одностоечный 2411 В А 1434 200X360 16,5 19,5 10 3.5
Одесский фрезерных станков им. С. М. Кирова 2А420 В А 800 200X400 15,0 18,0 13 3,5
Каунасский станко- строитель- ный имени Ф. Э. Дзер- жинского 2421 2У430 2Б420 В А П В В А 1578 1500 1800 250X450 17,5 21,0 8,5 10,0 18,5 22,0 10 5 ЭЛ 2
Одесский фрезерных станков им. С. М. Кирова 2А430 В А 2305 280X 560 17,5 21,0 10 2.5
Каунасский станко- строитель- ный им. Ф. Э. Дзер- жинского 2431С 2431СФО С 3170 320X560 21,0 23,0 4,6
2431 В А 3703 28,0 33,0 23,5 7,5
350
Продолжение табл. 2.34
hl под» НИ 1НОВИ- н 'и., фирма Тип станка Модель Класс точности 1 Масса, кг Размеры рабочей поверхно- сти стола, мм Ремонто- сложность
механической части, Ям электри* ческой части,
всего в том числе элек- тродвигателей, Яд
1» упбышев- ।ниА коор- 2444 В А 3700 400Х 710 28,0 33,0 — —
IIIIIIHTHO- р неточных 2Е440А А 3760 400X710 23,0 19,0 7,0
<’ 1 ников
Московский П 22,0
координат- 2440 В 5600 27,0
норясточ- А 32,0 — —-
нык станков 2Б440 В А 3600 400x800 27 32,0
2В440 В А 3600 27 32,0 23 9,5
1< уйбышев- • кий коор- »s 3 2В440А В А 3950 400X 800 33,0 40,0 17,0 5,5
ДН ПЯТНО- X
|О1С точных 8
1 ТАНКОВ ь
Московский о X РЗ П 26
ююрдипат- о 2450 В 7500 32 21 4,5
но рясточ- А 38
»ни станков 2Б450 11 В 7500 31 38 20 5,5
2Л450 В А 7500 630X1100 36 43
П 26 —
2450М В 7500 31
А 37
2А450 В А 7300 36 43 22 • 7,5
2Е450А В А 8580 630X1000 27 32 / 39 20
351
Продолжение табл. 2.34
Завод- изготови- тель, фирма Тип станка Модель Класс точности Масса, кг Размеры рабочей поверхно- сти стола, мм Ремонто- сложность
механической части, электри- ческой части,
всего в том числе элек- тродвигателей, ^д
Московский координат- но-расточ- ных станков КР-450 В А 1200 380X520 14 16,5 — —
КР-450П П В 1200 11,5 14,0 10 4.5
2А435 П В А 2000 400X 560 16,5 20 24 —
Куйбышев- ский коор- динатно- расточных станков ечный КР-2455 П В А 9400,. 630X900 30 37 44 31 7
§ >> 2455 В А 61 73 45,5 14
Ленинград- ский стан- кострои- тельный им. Я. М. Сверд- лова 2В460 П В 22 000 1000Х 160С 87 108 130 — —
2Е460А А 16 770 83 * 74 24
2Е470А А 31 270 1400 x 2240 99* 74 24
2470 В А 36000 1400X2200 115 138
2А470 А 35 660 138
* В том числе ремонтосложность гидравлической части стан кои
2Е460А /?г == 9,0; 2Е470А /?г - 9,0
352
Продолжение табл. 2.34
3авод- на готови- н'ль, фирма Тип станка Модель Класс точности Масса, кг Размеры рабочей поверхно- сти стола, мм Ремонто- ;ложность
механической части, Ям электри- ческой части,
всего в том числе элек- тродвигателей, Яд
СИП Одностоечный 2G В А — 200Х 450 14,5 17,0 — —
Хаузер 2АЗ в> А 650 230X340 15,5 18,0
2А В А — 240X340 13,5 16,0
2А2 В А 600 13,5 16,0
СИП МР-1Н П В А 1200 250X 400 18,5 22,0 26,0
СИП
МР-2С П В А 750 270X450 15 18 21 — —
Линднер LB-12 В А 2000 250X 500 21 25 10 3,5
Хаузер 2ВА В А 1200 310X450 19 22 — —
Мнкромат В КОЕ В А 2000 315X450 21 25 6 2
СИП МР-2Р П В А 1900 317X700 21 25 29 2 1.0
1'^ 1пкаэ 503
353
Продолжение табл. 2..1-I
Завод- изготови- тель, фирма Тип станка \ Модель Класс точности Масса, кг Размеры рабочей поверхно- сти стола, мм Ремонти- сложност
механической части, Ям >лек' чесь час™ о о> tr з том числе элек- Р Б х трааихгателе!, 1
Пратт- Уитней | Одностоечный 103В п В А — 320X450 18,5 22 26 — —*
Хаузер ЗВА В А 1015 320X550 19 22 5 3
Хилле- Верке 4 П В А — 395X640 21 26 31 — —
Хаузер 3 1/2 В А 1850 400X 650 21 25 — —
Линднер LB-14 В А 3400 400X800 26 30 23 м
Пратт- , Уитней 2А П В А 4300 406X762 21 25 29 — чай
Микромат BLE В А — 450X800 28 33 28 33 12 18 0 3, е
ВКОЕ В А 4450
СИП МР-4 В А — 480X680 22 26
Хаузер 4В В А 2050 500X 700 22 26
354
Продолжение табл, 2,34
InПОД* Mil OI'OBH- ^01., фирма | Тип станка Модель Класс точности Масса, кг Размеры рабочей поверхно- сти стола, мм Ремонто- сложность
механической части, Ям электри* ческой части, Яэ
о Ш м в том числе элек- тродвигателей, Яд
Линднер LB-15 В А 6200 600X1100 32 37 —— —
LB-15A В А — 600X1150 31 36 25 5,5
11ратт- У и гн ей »s я £ ЗВ П В А 7000 610Х 1270 31 37 43
Хилле- Верке i □а 5L П В А 3000 695Х 1000 24 29 34
5В П В А 4700 706Х1000 29 34 40
5ВА П В А — 750X1100 29 35 41 — «м*
Дикси 3SO В А 9500 37 43
8 3SA В А 10 500 8ЮХ1000 44 52
в 1 750 В А 38 45
75AN В А 12 350 40 47
IV
355
Продолжение табл. 2.34
Завод* изготови- тель» фирма Тип станка Модель Класс точности Масса, кг Размеры рабочей поверхно- сти стола, мм Ремонто- сложность
механической части, Ям элек чес1 част] о L, V СП в том числе элек- тродвигателей, /?-
Дикси Двухстоечный 75AG В А — 38 45 —•
СИП МР-ЗК В А 1775 350X450 20 24 8 —
МР-ЗС В А 1200 380X520 19 22 —
Хаузер 4 В А 4400 400Х 660 28 33 7 4
СИП МР-4В , В А 494Х 700 24 28 4 —
Хаузер 4С В А 3000 520X700 25 29 —• —
СИП MP-4G В А 3030 600X700 25 29 15 8
Хаузер Xs 5 В А 3500 620X 750 26 31 15 6,5
сип МР-5В В — 706Х 1000 29 34 ——
Хилле- Верке BL-5 П В А — 750Х 1000 28 34 41 10 п
356
Продолжение табл. 2.84
Зййод- 1ИГ0Т0ВИ- фирма Тип станка Модель Класс точности Масса, кг Размеры рабочей поверхно* сти стола, мм Ремонто- сложность
механической части Ям электри- ческой части, Яэ
§ й в том числе элек- тродвигателей, Яд
Хаузер 5В В А 4700 750X1100 29 34
Микромат BLZ В А 5000 30 35
BKOZ В А 800Х1250 34 40
П 26
MP-5G В 4100 812X1100 32
А 38
’S
СИП гтоечнь Гидроп- тик В В А 5500 812Х 1000 31 36 —
X
>» CQ Гидроп- тик 6 В А 7000 33 39
- 842X1100
Гидроп- тик 6А В А 9500 37 43
Гидроп- тик 7 В А 10 000 1000Х1560 38 44
Гидроп- тик 7А В А 14 500 1024X1570 43 50
Гидроп- тик 7Р В А 11 950 1000Х 1400 40 47
357
Продолжение табл. 2.34
Завод- изготови- тель, фирма Тип станка Модель Класс точности Масса, кг Размеры рабочей поверхно- сти стола, мм Ремонто- сложность
механической части, Ям электри- ческой части,
всего в том числе элек- тродвигателей, Rn
СИП Гидроп- тик 8 В А 13 500 1000Х 1560 41 48
Гидроп- тик 8Р В А 16 900 1024Х 1570 45 53
Хилле П 32
6 В 7000 1000Х 1500 39
А 46
сип оечный МР-6 В А — 1024Х1500 41 48
Двухст МР-6В В А 7750 34 40
Мицуи* Сейки № 7 В А 1200 1024Х 1600 19 22
Хилле- П 48
Верке 6Ь В 58
А 1040Х 1500 68
П 50
6ВА В 60
А 70 —
358
ЯЛЖАЗЖХРДьСТ’&ЧпЬГЕ ПАНО
Т а б л я п a 2-35
Завод-изгото- витель, фирма Тип станка Модель Класс точности Масса, кг / Ремонтосложность
механи- ческой и гидравли- ческой частей, Ям гидрав- лической части, Яг электрической части, Яэ
всего в том числе электро- двигате- лей, Яд
Майкопский стан- костроительный им. М. В. Фрунзе Одношпин- дельный 277А Н 2430 5,5 — — —
Одесский радиаль- но-сверлильных станков имени В. И. Ленина Двусто- ронний полуавто- мат с по- движными головками 2722-4 * п в — 13,5 16,5
2722-6 п в 24,0 30,0
2722-8 п в 27,0 34,0
Двусторон- ний полу- автомат 2706П-6 2706В-6 п в 3860 6,5 7,5 2,0 25,0 12,0
Односто- ронний 2710 1 н — 10,5 — — —
§} * Цифра после дефиса означает число шпинделей.
СО . ...... .... , - ------------------ ----------
CO
8________________________________________________________
Завод-изгото- витель, фирма Тип станка Модель Класс ТОЧНОСТИ'
Куйбышевский ко- ординатно-расточ- ных станков Односто- ронний 2705В 2705П В П
Одесский радиаль- но-сверлильных станков имени В. И. Ленина 2711П-3 2711В-3 п в
Вильнюсский' станкостроитель- ный «Комунарас» Двусто- ронний 2706А 2706С А С
Одесский радиаль- но-сверлильных станков имени В. И. Ленина 2712П-6 2712В-6 П В
Односто- ронний 2713П-3 2713В-3 П В
Двусто- ронний 2714П-6 2714В-6 П В
Продолжение табл, 2.35
Масса, кг Ремонтосложность
механи- ческой и гидравли- ческой частей, *м гидрав- лической части, /?г электрической части, Яэ
всего в том числе электро- двигате- лей, /?д
4510 20,0 5,5 16,0 4,5
4900 17,0 4,0 14,5 4,5
6,0 2,5 18,5 7,5
4550 7,0 18,5 7,5
13,5 36,5 11,5
4760 17,0 — 32,5 11,0
3590 8,0 2,5 25,0 12,0
5590 9,0 2,5 25,0 12,0
6800 9,0 10,5 2,5 23,0 7,5
10 610 10,0 11,5 3,0 25,0 12,0
Завод-изгото- витель, фирма Тип стайка Модель Класс точности
Одесский радиаль- но-сверлильных станков им. В. И. Ленина Односто- ронний 2715 Н
Двусто- ронний 2716-6 Н
Вильнюсский станкостроитель- ный «Кому нар ас» Односто- ронний полу- автомат 2731П п
Майкопский стан- костроительный им. М. В. Фрунзе Двусто- ронний полу- автомат 2733П п
Куйбышевский координатно-рас- точных станков 2742В 2742П в п
Одесский радиаль- но-сверлильных станков им. В. И. Ленина 2754П 2754В п в
2762П 2762В п в
Масса, кг Ремсжтослажиэстъ
механи* ческой и гидравли- ческой частей, *м гидрав- лической части, /?г электрической части, Яэ
всего в том числе электро- двигате- лей, Яд
. — 11,0 — 5,0 3,0
14,5 — — —
4840 14,5 4,5 24,0 8,0
4990 19,0 — 11,5 5.0
4360 4360 10,0 8,5 2,0 2,0 38,5 38,5 13,5 13,5
5130 9,0 10,5 2,4 30,0 11,5
7570 14,5 18,0 4,5 42,0' 13,5
8? to
Завод-изгото- витель, фирма Тип станка Модель Клас точное
Одесский радиаль- но-сверлильных станков имени В. И. Ленина Односто- ронний полу- автомат 2781П 2781В п В
Двусторон- ний полу- автомат 2782П 2782В п В
2784В; п В
Группа Модель Класс точности
Отделочно- расточный с подвиж- ными головками Р1В0С6666 Р1П0С6666 Р2ВОС804Г Р2ПСО8041 РЗВСО6297 РЗПСО6297 В п В п в п
Продолжение табл. 2.35
Ремонтосложность
с Масса, кг механи- ческой и гидрав- электрической части,
та гидравли- ческой частей, *м лической части, лг всего в том числе электро- двигате- лей,
5840 10,5 12,0 2,4 30,0 11,5
6070 10,5 12,0 14,0 16,0 2,4 30,0 11,5
8370 3,6 30,0 11,5
Масса, кг Рабочая поверхность стола, мм
9 100 9 100 8 480 8 480 16 990 16 990 1400X 800 1400X 800 1000X500 1000X 500 1250 X 630 1250X630 21,0 18,5 23,0 20,0 44,0 38,0 7,0 7,0 7,0 7,0 9,5 9,5 35,0 35,0 48,0 48,0 66,0 66,0 11,5 11,5 16,0 16,0 20,0 20,0
СТАНКИ ДЛЯ ЦЕНТРОЬАЯНЯ
И ОБРАБОТКИ ТОРЦОВ
Таблица 2.36
Завод-изготовн- тель, фирма Группа Модель Класс точности Масса, кг Наибольший диаметр уста- навливаемого изделия X X длина, мм Ремонтосложность
механи- ческой и гидрав- лической частей, «м гидрав- лической части, ₽г электрической части, R3
всего в том числе электро- двигате- лей, #д
Ереванский стан- костроительный им. Ф. Э. Дзер- жинского Центро- вально- подрезной полу- автомат двусто- ронний 2А931 н 2300 50X1000 9,5 — 23,0 9,0
2
СТАНКИ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ И РАСТАЧИВАНИЯ
_____________________________ Таблица 2.37
Завод-изготови- тель, фирма Тип стайка Модель Класс точ- ности Масса, кг Диаметр сверления X X глубина сверления, мм Ремонтосложность
механи- ческой и гидрав- лической частей. гидрав- лической части, электрической ' части, Яэ
всего в том числе электро- двигате- лей, Яд
Одесский радиаль- но-сверлильных станков имени В. И. Ленина Верти- кальный переносный ОС-402М Н 3000 12X300 11,0 2,0 17,0 9,0
Бакинский стан- костроительный Горизон- тальный полу- автомат 2805П 2810П ' 2825П 2830П П 5 375 7 930 22 000 22 700 12X630 12X400 404-250X4000 40-7-320X4000 19,0 20,0 49,0 50,0 1,0 9,5 2,5 2,5 45,0 42,0 61,0 61,0 17,5 19,5 25,0 25,0
Рязанский стан- костроительный Горизон- тальный одношпин- дельный РТ50100' РТ601 РТ604110 н 21 960 22 300 42 300 80 X 4000 80X9000 33,0 28,0 64,0 1,0 1,5 1,5 51,0 49,0 40,0 20,0 22,0 21,0
Специаль- ный гори- зонтальный РТ533 РТ533-01 н н 17 100 20 622 Диаметр раз- вертывания X X глубина развертыва- ния, мм 32,0 34,0 i J 2,1 2,1 38,0 38,0 19,0 19,0
40 X 1,5 40X2,5
ВЕРТИКАЛЬНЫЕ АЛМАЗНО-РАСТОЧНЫЕ СТАНКИ
Таблица 2.38
Завет-изгото- витель, фирма Модель Класс точности Масса, кг i Максимальный диаметр расточки, мм Ремонто- сложность
механической ча- сти, электри- ческой части, Кэ
всего в том числе электродви- гателей, R&
Майкопский стан- костроительный 2Б697 — 80 10,5 2 1
2А865 н 665 125 2 1,5 1
нм. М. В. Фрунзе
279 70 2 1,5 1
278Л п в 1415 7,5 9,0 2,5 1
278Н п в 1840 165 8,0 9,5 2,5 1
277Б н — 11,0 — —-
278 п в 2250 8,5 10,0 2,5 1
2Е78Л п в 1770 7,5 9,0 6,0 3,5
2Е78П п в 2770 200 10,5 12,5 10,5 5,0
2Е78ПН п в 2170 8,0 9,5 7,0 3,0
< Одесский радиаль- но-сверлильных 2697 н — 165 12,5 2,5 1
2776П-ОС-8209 п 12 200 630 30* 32 9,5
11 ликов имени
II. И, Ленина
2776В-ОС-8209 в 12 200 34* 32 9,5
2777П-ОС-8230 п 14 620 800 42* 35 10,5
2777В-ОС-8230 в 14 620 47* 35 10,5
* В том числе ремонтосложность гидравлической части станков
VIHW 1-ОС и 2776В-ОС Яг = 9,5; 2777П-ОС и 2777В-ОС Яг = 10,5.
3.;5
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ
(массой до Ют)
Таблица 2.39
Завод-изго- товитель, фирма Модель Класс точности Масса, кг Диаметр выдвижного шпинделя, мм Наибольшее вертикальное перемещение шпиндельной бабки, мм Ремонто- сложность
механической части, /?м электри< ческой части,
всего в том числе элек- j тродвигателей, R&
Лусаван- ский расточных станков 2А613 2614 н 7000 62 63 710 17 21 — —-
Одесский радиально- сверлиль- ных станков имени В. И. Ленина 2А614 6900 80 20 — —
Чаренца- ванский станко- строитель- ный 2М614-1 8830 80 Рабочая поверхность стола, мм 900Х1000 18,0 29,0 10,5
Унион LL £50 50 Наибольшее вертикальное перемещение шпиндельной бабки, мм 450 8 3 1
Найльс W6 60 500 13 3 1
Унион LMA В 60 550 650 10 12 1,5 1
366
Продолжение табл. 2.39
Г«под-изго- товитель, фирма Модель Класс точности Масса, кг Диаметр выдвижного шпинделя, мм Наибольшее вертикальное перемещение шпиндельной бабки, мм Ремонто* сложность
механической части, электри- ческой части, R9
всего в том числе элек- тродвигателей,
Тос-Варнс- дорф WH63A 63 710 13 — —
Ричардс № 1 PRT-1 н 64 408 11 3 1,5
Унион LMB № 3 65 69 650 740 12 17 3,5 1,5
НВА НВС 70 375 500 9 10 3 3 1,5 1,5
Найльс W7 16 4 1,5
Плауэрт BN70 14 3 1,5
Унион В70 70 750 14 3,5 1,5
LOB н — 3 1,5
S70 17 3,5 1,5
Ветцель В-70 74 800 14 — —
Унион LOC 750 3 1,5
Коллег и . Жгельгард BFK75 75 800 16
Лукас Xs 41 76 525 14
307
Продолжение табл. 2.39
Завод-изго»- товитель, фирма Модель Класс точности Масса, кг Диаметр выдвижного шпинделя мм Наибольшее вертикальное перемещение шпиндельной бабки, мм Ремонт <• слож ноет*
механической части, электри- ческой части, /?э
всегс Tov Числе *лек гродвигателей, /?д
Иодер N ЗА н — 76 762 И — —
Унион НВДА НВДВ 80 Вертикальное перемещение стола, мм 600 12 Н 3,5 1,5
Найльс W8 800 19 4,5 1.5
Шисс- Дефриз НВ8 825 17 3,5 1,5
Унион В80 850 16 3,5 1,5
Арно Плауэрт BN80 900 16 3,5 1,5
TOS Н-80
21 7,5 4
Б. Эшер WBE-2 1000 18 —
Тос-Варнс- дорф WH80 1600 24
Коллет и Энгельгард BFK85 85 970 18 2,5 1
Ветцель В-90, 90 1000 19 —• —-
Б. Эшер — 1100 18
Дефайнс 25CM1LL 95 1060 24
Арно Плауэрт HBF130N 130 1500 32 4,5 2.П
368
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ
С ПОДВИЖНОЙ ПЕРЕДНЕЙ СТОЙКОЙ
(массой свыше 10 т)
Таблица 2.40
1ннод-изго- н житель, фирма Модель Класс точности Масса» кг Диаметр выдвижного шпинделя» мм Наибольшее вертикальное перемещение шпиндельной бабки» мм Ремонто- сложность
механической ча- сти, Ям электри-. ческой части, 7?э
всего в том числе электродви- гателей, Яд
Нснииград- (кий стан- кострои- 1 tV/ЦвПЫЙ им. Н М. Сверд- 2631 Ю 00с 125 900 65
265В 2654 63 000 38 500 150 2000 2060 66 — —•
лова 2657 51 000 2600 73
2Е656 2Е656Р 41 500 51 500 160 —• 40 56 70 70 32 32
Рпзанский 1'ПШКО- ।|роитель- ный 2652 71 300 2000 59
Мининград- • кий стан- к острой- мч!|.Ц|,|Й им. Н М. Сверд- лова 2656 Н 41 000 175 2600 62
• 1 нжстан- и iirii дро- прссс» им. А И. Еф- ремова 2660 2А660 116 700 135 000 200 220 3800 3000 77 84
1» )шер 11 500 85 400 18,5
МефийнС 15 000 95 1100 20
Шкода HVF-100MC 12 000 100 1350 19
369
Продолжение табл. 2.40
Завод-изго- товитель, фирма Модель Класс точности 1 Масса, кг Диаметр выдвижного шпинделя, мм Наибольшее вертикальное перемещение шпиндельной бабки, мм Ремонто- сложность
механической ча- сти, /?м электр п- ческой част и.
всего в том числе электродви- । гжтеле*,
Гиддингс и Льюис 340Т 12 700 11 000 101,5 1000 1030 19 18,5
Коллет и Энгельгард BF-125 115 125 1450 1505 30 33 22
Арно Плауэрт HB-130N 18 000 130 1500 22
HBAN-150 24 500 40 000 650 1800 26 34 —
Коллет и Энгельгард BF(-150 BF-150 25000 28000 1900 26 2S *2бТ
— — 33
Шисс- Дефриз WUBF-15 WBF-15 Н 28 000 26 400 .. 150 2000 28 27 —«а
Коллет и Энгельгард BFt-150 1600 34 26,5
Арно и — 1670
Плауэрт BN-150 32 000 1800 30
Ветцель В-150 29 000 28
Гиддингс и Льюис 360Е 28 200 1830 28 —-
Асквит — 26 000 152 1972 27
Селлерс 6НТ 23 380 1480 25
Гиддингс и Льюис 560Т 53 500 2032 42
370
Ч «арией >* • М| л от и » ‘1 ы ярд Шисс- /1п|>риэ Нейл ьс 1ндднигс и Лыоис Асквит Шисс- Д<ч|)риз 1 иддингс и Льюис Асквит 1 нддингс и Лыоис К (шлет и Ипсльгард 3 Z Ричардс НаНОД-ИЗГО- 1 «тигель, фирма
1 D250/200 со Л UBF-22 1 780 780F 00 WBF-180 UBF-180 WBF-20 3 о 570Т HD-65 570F BF-175 D13a 9 «М Модель
Класс точности
1 82 000 1 81 600 25 000 54 400 1 63 650 СЛ N3 сло>о> о со ООО ООО 006 6t> 62 400 61 500 88 000 1 1 о о о 1 42 700 Масса, кг
250 231 220 205 £02 200 180 178 175 170 153 Диаметр выдвижного шпинделя, мм
2230 4100 4350 3500 700 1829 3380 3300 со ьо о ООО ООО 1524 2642 1829 3505 3420 GO to О № О о о о 2200 1556 Наибольшее вертикальное перемещение шпиндельной бабки, мм
СО сл сл 101 5 to о О 00 3 СО фь N3 -q go -ч о оо О 8 СЛ СО Ф* сл со со со о механической ча- сти, Ям Ремонто- сложность
1 всего электрик ческой части, Яэ
1 в том числе электродви- гателей, Яд
Продолжение табл. 2.40
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ
С НЕПОДВИЖНОЙ ПЕРЕДНЕЙ СТОЙКОЙ
(массой свыше 10 т)
Таблица 2.41
Завод-изго- товитель, фирма Модель Класс точности Масса, кг Диаметр выдвижного шпинделя, мм Наибольшее вертикальное перемещение шпиндельной бабки, мм Ремонто- сложиость
механической ча- сти, Ям электри ческой части. Я,
всего в том числе электродви- гателей. Яд
Ленинград- ский стан- кострои- тельный им. Я. М. Сверд- лова 262 (Р-80) 11 700 80 750 19 4 2
2621 11 600 85 755
262Г - 11 750 19,5 — —
260Б 12 000 19,5
2620 2620А 2620В 12 100 12 100 12 500 90 33 32 28 47 12,9
2620Е 12 000 20,5 38 11
- 2620Г 11 400 1000 18,5 42 11
2622В 2622П 2622Б 2622А н 12 200 11 800 11 800 11 800 110 19,5 19,5 19,5 19,5 47 14 47 12.1 12.6
Ивановский тяжелого станко- строения им. 50-ле- тия СССР 2622Г И 100 18 42 11
Ленинград- ский стан- кострои- тельный им. ?Я. М. Сверд- лова 262Д 11 350 по 755 18,5
2630 23 000 38
2А635 2В635 26 700 26 650 125 1400 48 45 58
372
Продолжение табл, 2.41
1*П0Д-ИЗГ0- г ти гель, фирма Модель Класс точности Масса, кг Диаметр выдвижного шпинделя, мм Наибольшее вертикальное перемещение шпиндельной бабки, мм Ремонто- сложность
механической ча- сти, Ям электри- ческой части, Я9
всего в том числе электродви- гателей, Яд
1 tin II опеки й 1»1желого гГИПКО- 1 । роения им. ЬО-летия СССР 2636 2636Г 2637 2637Г н 36 730 32 760 36 140 32 370 125 125 Рабочая поверх- ность, мм 1600Х 1800 1600Х 1800 62* 53* 56* 52* 77 77 77 77 33 33 33 33
160 1600Х 1800 1600Х 1800
и пнпград- •ннй стай- ное грои- ^н.пый им. *1 М. Сверд- лова 2Б635 2Г635 25 800 25 630 160 Наиболь- шее верти- кальное пе- ремещение шпиндель- ной бабки, мм 43 43 58 —
1400
1ндднпге н Льюис 330RT 12 800 76 990 21 — —
1‘||ЧП|1ДС № 3 12 200 88 686 20
1 »ч|»л йнс 25А 25В 11 500 13 400 89 762 914 19 22
1 Hbll.C W9 10 500 90 1150 17
373
Продолжение табл. 2.4t
Завод-изго- товитель» фирма Модель Класс точности Масса, кг Диаметр выдвижного i шпинделя, мм Наибольшее вертикальное перемещение шпиндельной бабки, мм Ремонто- сложность
механической ча- сти, электри- ческой части, R*
о а в том числе электродви- гателей,
Арно Плауэрт BN95 Я100А В FT-100 н 10 750 И 950 13 200 95 1200 17,5 —- —
100 1120 19,5 6,5 3
22 10,5 з.ь
Коллет и Энгельгард Dd3 14 500 1300 24 — —
Ветцель В110 13 000 350 21
Селлерс 4НТ 12 700 102 875 21
Лукас 42 10 500 980 17
Гиддингс и Льюис 340RT 13 700 990 23
Арно Плауэрт HBF-110 —- НО 1500 26
Найльс W-10 1250 27
Ветцель W-110 13 000 1200 21
Найльс w-u 15 300 1250 25
Арно Плауэрт BN 110 15 000 1500 25
*14
Арно I BN130 11>1«у»рт 1 * В том числе рем hi, Л136Г, 2637 и 263 3X s> 5 S’ f IllliCC- Цефриз b 5 Ри чар до •з Ь ь о “О о •< X со о 1 нддингс и Льюис Ричардс X 09 Q Цгфайнс Ветцель Нвид-изго- 11 тигель, фирма
© E CO о C X E co © z сл сл X н сл £ 00 сл о н яэ сл Z 8 © to © co © 1
•ч о = 2 Д Класс точности
24 300 осложни 11 5 о о to to Й 8 о о о s 00 о о to GO 00 О 00 S СО © сл © о to сл о о о to © to © to to <6 © © © © © © ©© © © Масса, кг
оЦ — »* Со о NO >—Л to сл © Диаметр выдвижного шпинделя, мм
09 - . " g se 2 S ° 8 § § ( о сл о oo о о oo о о to to о О © g § § СИ 00 © о © СЛ to © © сх| 5 л Д в» Е-о^з ь> С*Е fl> d s я •£ s Е s -Й S о • 2 в » S Й "Й Ь tr _ tr л> гр » S я к я И *S58«
§ £ CO to CO co СЛ © X» to о и-* со о to to сл to co © © © to to to механической ча« ста, Лм 2 чз о о §1
3 1 Q - - - - . всего X Ф М х & о О о но® X X н ' О'О л”? <0
н - • - 1 аэ © ® СЛ fid в том числе электродви- гателей, Яд
Продолжение табл. 2.41
КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
Таблица 2.42
Завод-изгото- витель, фирма Модель Класс точности Мас- са, кг Наиболь- ший диа- метр обрабаты- ваемой детали, мм Ремонтосложность
механической и ги- дравлической ча- стей, ям гидравлической ча- сти, RT электриче- ской части.
всего в том числе электродви- гателей, Я-
Ленинградский ЗА10П П 580 6 22,5 11,5
станкострои- тельный имени ТГ 100 7 —
Ильича 310П П 450 5,5
! В 6,5
Вильнюсский шлифовальных станков ЗУ10А ЗУ10В ’А В 1950 1960 100Х160 19,5 15,5 2,8 2,2 21 21 9 9
Тбилисский ЗА НО п 7
шлифовальных станков в 1200 8,5 — —
А 10 2
31 ЮМ П 1150 140 7 7 4,5
В 8,5
Вильнюсский ЗБ153У П 3000 11 2,5 17,5 9
шлифовальных станков В 13,5
3M153 3M153A ЗМ153У П А П 4500 4300 4100 140X 500 24 28 19,5 7,5 6,5 6 34 32 22 11,в 12,в вл
Харьковский 3151 Н 3200 10 10 5 (
станкострои- тельный имени П 3230 11,5 2 8 4
С. В. Косиора 3151П В 14
ЗА151 п в 3800 200 12 14,5 25 13,0
ЗБ151 п в 4200 12 14,5 3 23,5 13,0
3152 н 3500 10,5 8 4
376
Продолжение табл. 2.42
‘1«под-изгото- мисль, фирма Модель г, Класс точности Мас- са, кг Наиболь- ший диа- метр обрабаты- ваемой детали, мм Ремонтосложность
механической и ги- дравлической ча- стей, Ям гидравлической ча- сти, Rr электриче- ской части»
всего в том числе электродви- гателей, Яд
Вильнюсский нншфовальных 1 ННков ЗБ12 ЗУ12А П В 3000 4200 200 200X500 И 13,5 з,о 18,5 7,5
А 31 8,5 37 14,5
Прпинградский »iни кострой- |ГЛ1|||ЫЙ им. 11 '1 ьича 312М ЗА12 П 2300 200 9,5 — 7 3,5
В 11,5
П 2500 10 2 11,5 5,5
В 12
М (МИ ТОПОЛЬ- 41 II й шлнфо- нн’н.пых стан- кип, Вильнюс- • ннй станко- 11|тигельный * ‘К ильгирис» ЗК12 П 3100 200X500 16 4 16 8,5
В 19,5
Нилыпосский in чнфовальных | 1 ников ЗУ120А ЗУ12УА А А 4100 4100 200X500 25 28 6,5 7,5 25 29 10 12
ЧуАгнекий • »НИ кострой- f^II.IIЫЙ«K0M мVННр» 3A130 3131 ЗУ131 ЗУ132 3M131 3M132 П 4500 В 280 16 3 16 8,5
19,5
В 4600 13,5 4 22,5 8,5
15
П 6200 В 21 3,5 23,5 11,5
26
& 6700 22 4 23,5 11,5
27 26
в 6835 5 30,5 10,5
32
П 7650 В 27
33
377
Продолжение табл. 2.42
Завод-изгото- витель, фирма -в» Модель Класс точности Мас- са, кг Наиболь- ший диа- метр обрабаты- ваемой детали, мм Ремонтосложность
механической и ги- дравлической ча- стей, ₽м гидравлической ча- сти, Rr электриче- ской част, Дэ
всего в том числе электродви- гателей. я.
Харьковский станкострои- тельный им. С. В. Косиора ЗА161 3132 ЗМ151 п 4200 280 13,5 3 25,0 13,5
в 16,5 14,5
п 4600 3 18,0 8,5
в 17,5
п 5170 200 16,0 5 33,0 12,0
в 19,5
БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЕ СТАНКИ
Таблица 2.4.3
Завод-изгото- витель, фирма Модель Класс точности Масса, кг Наибольший диаметр обрабатываемой дета- ли, мм Ремонтосложность
механической и ги- дравлической ча- стей' Дм гидравлической части, 7?г электри- ческой части,
всего в том числе электродви- гжтелеС
Витебский ЗГ180 Н 1000 4 1 5 2 15 7
станкострои- тельный им. ЗГ182 п 2467 11,5 3,5
С. М. Кирова в 14
ЗВ182 в 6420 29 4,5 28 12
А 25 34,5
п 17
ЗМ182 в 3470 21 — — •—
А 25
3E183A А 4550 40 37 4 51 12.»
3E183B В 4290 40 30 4 51 13
3184 Н 4931 75 11 3,5 19 7
378
и ебс кий инкострои- ЛЫ1ЫЙ им. М. Кирова Яппод-изгото- мнель, фирма
СО СО СО СО СО га гага g;ra ДИ га ЗМ184 ЗЕ184 ЗЕ184А ЗЕ 184В Модель
гагаЗ дд >оаз С0>3 Класс точности
888 8g CO О OO СЛ О О -‘JO 6850 сл to to ООО Масса, кг
ООО О СЛ ООО оо 8 Наибольший диаметр обрабатываемой дета- ли, мм
4*Ф*СО tOtO GOfcObO СО СО О О О СЛО 4^ 'сл СЛ СО fb to 4^ Со 00 механической и ги- дравлической ча- стей, RM Ремонтослож ность
1 сл сл сл гидравлической части, Яг
СО GO GO I СЛ | ООО сл сл сл сл ООО всего электри» ческой части, R3
ООО ОСЛ 1 ро оо оо СЛО1СЛ в том числе электродви* гателей,
Продолжение табл. 2.43
Продолжение табл. 2М
Завод-изгото- витель, фирма Модель Класс точности Масса, кг Наибольший диаметр обрабатываемой дета- ли, ММ Ге интосложнисть
механической и ги- доавлической ча- гтей RM "идравлической части, RT элек ри чесю i части, R ,
всего В ТОМ числе электоодви-
Харьковский стан кострой* тельный им. С. В. Косиора 3172 3174 Н 30 000 35 000 55G 750 45 52 2,5 17,5 10,1>
Гермаи-Хаузер Число ступеней скорости шпинделя изделия—6 н 100 11 — — —
Кейиг-Бауер Мульти- матик 9 2
Герман Хаузер Число ступеней скорости шпинде- ля—2 10
Кениг-Бауер Мультима- тик 115 13 1
Цинциннати Диаметр шлифоваль- ного круга 700 мм Т1 125 12 10
Лендис № 12 11 3
Цинциннати № 3 130 13 2
9,5
Герман-Хаузер —— 150 11 — —
380
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
Таблица 2.44
Завод-изго- товитель, фирма Модель Класс точности Масса, кг Рабочая поверхность стола, мм Ремонтосложность
механической и ги- дравлической ча- стей, Ям гидравлической ча- сти, Яг электри- ческой части, 7?э
всего в том числе электродви- гателей, Яд
Витебский станко- строитель- ный им. С. М. Кирова 371М 371М1 С п[ Н >ямоугол 1900 1ЬНЫМ столом 200X600 8 2 8 3,5
П В — 9 2 5 —
11
ЗГ71 п в А 1900 , 200X 630 8,5 10,5 12,5 1,5 12 4,5
Оршанский станко- строи- тельный «Красный борец» 3711 В 2950 19,5 2 22 10
А 23
ЗГ71М П 2250 Н,5 1,5 10 4,5
В 14
А 16,5
Московский шлифоваль- ных станков 373 372Б 3722 Н Н 5000 4500 300Х 750 300Х 1000 10,5 8,5 2 2 14,5 11 5,5 5
П 7150 320Х 1000 24 3,5 21,5 7,5
В 30
Липецкий СТаНКО- СТрОИ- ТГЛЬНЫЙ ЗБ722 ЗД722 ЗЛ722А п 6950 320Х 1000 18,5 3 18 8,5.
в п 23 23
8700 5 35 16
в 28 27
А 7090 320Х 1250 3,7 46 23
Московский шлифо- пильных ( ИШКОВ 3724 Н 1700 400X2000 23 4 16 . 8,5
381
Продолжение табл. 2.44
Завод-изго- товитель, фирма Модель Класс точности Масса, кг Рабочая поверхность стола, мм Ремонтосложнос! ь
механической и ги- дравлической ча- стей, RM гидравлической ча- сти, Rr электри- ческои части,
всего в том числе электродви- гателей, R^
Воронеж- ский стан- кострои- тельный им. 50-лети я Ленинского комсомола ЗБ724 ЗД725 ЗД725В П В 14 950 400x2000 25 31 4 16 10,5
П 15 420 630Х 2000 32 5,5 37 17
В 40
В 15 875 О30Х 2000 51,5 6 46,5 22 "
К. Юнг DR н —- 200Х 800 11 3 — —
Эльба Верке SWH-2 205x956 10 — 3,5 1,5
Абразив ЗВ 250X700 9 —— — —
С круглым столом
Московский шлифоваль- ных станков 3740 п 3750 400 16 2 11,5 5,5
в 19,5
Липецкий станко- строи- тельный ЗБ740 п 3260 15 2 17 6,5
в 18,5
Московский шлифоваль- ных станков 3756 п 7300 750 16,5 —- 16 6
в 20
Липецкий станко- строи- тельный ЗБ756 н 7163 800 18 2 25,5 9
Воронеж- ский стан- кострои- тельный им. 50-летия Ленинского комсомола ЗЕ756 п 9740 22 — 29 13
в 27
882
Продолжение табл. 2.44
Завод-изго- товитель, фирма Модель Класс точность Масса, кг Рабочая поверхность стола, мм Ремонтосложность
механической и ги- дравлической ча- стей, Ям гидравлической ча- сти, Rr электри* ческой части, R3
всего в том числе электродви- гателей, Яд
Московский шлифоваль- ных станков 3772Б 3772Э 3772 Н В 11 500 1000 25 31 23 19,5 — — —
Н 12 500 12 000 13 43 16,5 16,5
ч 1100
Фостер — — 300 5 —• —
Бнллетер- Клунц КЕН-75 750 9 1,5 9
Бланшард № 18 800 11 2 —
Хилд Вотан № 25А HR-42 900 10 11
Ьланшард 16А 1000 9,5 —
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
ДЛЯ ШЛИФОВАНИЯ НАПРАВЛЯЮЩИХ СТАНИН
Т а б л и ц а 2.45
Зппод-изгото* витель Модель Класс точности Масса, кг Наибольшие размеры шлифуемых поверхно- стей, мм Ремонто- сложность
механической ча- сти. ям электри- ческой части, Яэ
всего в том числе электродви- гателей, Яд
Мпсковский ннш(]ювальных 1 1 ников 3530 3544 н 15 117 28000 2000Х X 800X 500 33 42 29 17,5 8,5
4000Х XI150X1200
Хнрьковский 1 Ml II кострой- М 'Н.ПЫЙ им, <_ II, Косиора ЗА544 29 000 43 15
383
Продолжение табл, 2Л$
Завод-изгото- витель Модель Класс точности Масса, кг Наибольшие размеры шлифуемых поверхно- стей, мм Ремонто- сложность
механической ча- сти, Ям электри- ческой части, Р,
о о а в том числе электоодви- -ателе*. Р-
Воронежский станкострои- тельный им. 50-летия Ле- нинского ком- сомола ЗД544 П 27 570 1250X4000 65* 50 23
Биллетер ТТ-50 ТН-110 П 12 300 13 100 1500Х X 900X 500 2000Х X 900X500 31 32 34 36 — —
16 000 19 500 2500Х XI100X1100 5000Х XI100X1100
числе ремонтосложность гидравлической части стаи к»
* В том 1
ЗД544 /?г = 8.
ШЛИЦЕШЛИФОВАЛЬНЫЕ СТАНКИ
Таблица 2.45
Завод- изгото- витель Мо- дель Класс точности Мас- са, кг Наиболь- ший диа- метр шлифо- вания, мм Длина изделия, мм механической и ги- дравлической ча- стей- «м «? гидравлической ча- g сти, Яг g о ложн< эле че< част о о> ос п. ктрн :кой и, W, Й • и за* з| Я tr oJ pi J г
Москов- ский шлифо- вальных станков 3451 ЗП451 п 3900 3000 125 500 500 21 4 4 15 17 7 7
в п 26 21
в 26
384
I । Imkmj 603
I
Полиро- вальный двусто- ронний Группа
со со со U5*. го Модель
Д Класс точности
| 240 850 | 680 Масса, кг
СО Ю ООО ООО Диаметр круга, мм ф
СЛСО ООО механической ча- сти, Ям Ремонто- сложность
1 всего электри- ческой части, Яэ
1 в том числе электродви- гателей, Яд
ПОЛИРОВАЛЬНЫЕ И ПРОФИЛЕШЛИФОВАЛЬНЫЕ
СТАНКИ
Таблица 2.47
Продолжение табл. 2А6
Продолжение табл. 2 47
Завод-изго- товитель, фирма Группа Модель Класс точности Масса, кг Диаметр круга, мм Ремонто- сложность
механической ча- 1 сти, электри- ческой части, И
всего в том числе электродви- гателе*. Р- 1
Ленинград- ский стан- кострои- тельный им. Ильича Оптический 395М П В 1800 150Х 60 11 13,5 — —
395М1 п 1950 150X60 14 21 9
- Расстоя- ние между центра- ми, мм
Барнес Дрил Полиро- вальный 249 № 214М 200 8. 9 2 1,5
Фриц Вернер 844 250 1 —
Дефайнс Специаль- ный № 50 — 3
Нортон № 1 190 5
* 0? К « SC о Ю S Л Гт- С од- ним суп- портом н — 1 —
Для полир< хвоста мет1 С тре- мя суп- пор- тами 40Б — 2 —-
386
ДОВОДОЧНЫЕ И ПРИТИРОЧНЫЕ СТАНКИ
Таблица 2.48
1а над-изготовитель Модель Класс точности Мас- са, кг Диаметр дисков, мм Ремонтослож ность
механической ча- сти, Лм электриче- ской части,
всего в том числе электродви- гателей, #д
3807В п 4420 1060 14,5 12 5
в 17,5
Майкопский стан- мк’|»оительный нм, М. В. Фрунзе 3807ТВ п 4020 1060 12,5 12 5
в 15,0
ЗЕ817 п 8920 1060 20 * 14,5
в 24 *
ЗЕ814 п 1095 450 7,5 5 2,5
в 9
1 «упасский шли- |« шильных стан- । ин 3814ПС п ,2600 450 17 18 8,5
в 21 *
3806Л п 2130 710 9
в 11 6,5 2,5
ч hi конский стан- • - ниппельный и » М В. Фрунзе ЗЕ816 п в А 6940 750 18* 22* 26* 44 14,5
Высота
П 1|НЧ|(*|1 — н — центров, мм 150 6 2 1,5
♦ В том числе ремонтосложность гидравлической части станков
Mil41 к; /?г = 2,5; ЗЕ816 яг= 4,5 и ЗЕ817 Rr = 4,5.
387
ВНУТРИШЛИФОВАЛЬНЫЕ СТАНКИ
Таблица 2 4’>
Завод* изгото- витель, фирма Модель Класс точности Масса, кг Наибольший диаметр шлифуемого отвер- стия, мм Ремонтосл ож иость
механической и ги- дравлической ча- стей, 7?м гидравлической ча- сти, Rr электриче- ской части, *э
всего в том числе электродви- , гателей.
Саратовский 3225 П 1120 8 2
станкострои- тельный В 9,5
п 25 10,5
3225П в 2000 13,0 2,5 22,5 И
А 15,5
П 14,5
ЗК225В В 2800 50 17 4 13 5,5
А 21
ЗК225А В 2630 16,5 4,5 13,5 7
А 19,5
ЗА227 П 2700 12,5 2,5 16 7
В 15
ЗА227П П 3300' 14,5
В 100 18 2,5 16 7
А 21
ЗА227В В 2600 15,5 3,0 16 /
А 18,5
П 18,5
ЗК227В В 4350 150 20 4,5 17,5 к
А 27
ЗК227А В 4350 19,5 4,5 16 9
А 23
ЗА251 ЗА250 Н Н 4500 100 17 15 5,5 3,0 10 11,5 5
Московский шлифовальных станков МШ-77 Н 5250 175 9 4 8
388
ритовский ш кострой- н.пый ронежский in кострой- П.ПЫЙ им. лети я Ле- ।ского ком- лол а рп говский III кострой- 11.11 ый 1АПОД-ИЗГОТО- нтсль, фирма
ЗК228В ЗА228 ЗК228А ЗБ250 Модель
>С0 3 >1 я Класс точности
6240 5140 6240 3900 Масса, кг
200 200 Наибольший диаметр шлифуемого отвер- стия, мм
19,5 24 29: 16 28 сл механической и ги- дравлической ча- стей, Ям Ремонтосложность
сл СЛ оо СЛ СЛ гидравлической ча- сти, Яг
18,5 05 СО СЛ 10,5 всего электриче- ской части, Лэ
10,5 «ООО сл в том числе электродви- гателей,
Продолжение табл. 2.49
и?
Класс точности
механической и ги-
г- драйлической ча-
60 стей, ₽м
гидравлической ча-
сти, Rr
всего
в том числе
алектрсдви-
О
Sa
S
&
КООРДИНАТНО-ШЛИФОВАЛЬНЫЕ СТАНКИ
Продолжение табл ? *г
со
1 'пениальный вертикально-хонинговальный станок.
Класс точности
Масса, кг
СЛ СЛСЛСЛООСО QOQO to ю
О о о о to to oto оо
Наибольший диаметр
обрабатываемого от-
верстия, мм
15,5 I СЛ слсл сл to сл СП 9‘Я 01 механической дравлической стей, RM и ги- ча- *0 (Т> g
to to Ю нй- to СЛ О1 4 2,5 4^ ГО гидравлической ча- сти, /?г о X 8
to rf* ЬЭ W £3 to сл и- О сл to ООО всего элек чес1 части о X § (Т
о ЧОЧ ООО сл сл 8,5 17 в том числе электродви- гателей, £д три- кой
Н
со
оч
ь,
S
р
вэ
to
bi
ХОНИНГОВАЛЬНЫЕ СТАНКИ
Продолжение табл. 2,51
Наибольший диаметр обрабатываемого от- верстия, мм Ремонтосл ож и ость
Завод-изго- товитель, фирма Модель Класс точности Масса, кг механической и ги- дравлической ча- стей, Ям гидравлической ча- сти, Rr элек чес: части о <и й в том числе ’о-о электродви- » s га телей, Я, *
Красно- реченский станко- строитель- ный им. М. В. Фрунзе ЗГ833 3K833 1205 1515 125 125 4,8 7,5 2,5 8,5 12 3,5 6
Одесский радиально- сверлиль- ных станков им. В. И. Ле- нина ЗА84 ЗН85 385 386 ЗН86 н 5 800 10 580 14 000 17 500 13 980 200 320 500 500 500 12 24 13 14 26 8 8,5 20 16 20 оо । ос ।
Джон Барнес 671В 160 12
Гилле PZ11 200 10
Мейер Шмидт РВ 300 12
Геринг 1Z1600 500 13
ЦЕНТРОВАЛЬНЫЕ СТАНКИ
Таблица 2.52
Завод- изготов итель Модель Класс точности Масса, кг Диаметр центрируе- мой детали, мм Ремонтосл ожность
механической ча- сти, RM электриче- ской части, Лэ
О <и о а в том числе электродви- гателей, Яд
Московский «Крас- ный пролетарий» им. А/Й. Ефре- мова 1831 н 23 500 285 5 — —-
Московский «Ста н коконстр у к- ни я» А982 А982Г — — 9
392
резьбошлифовальные станки
Таблица 2.53
Ин иод-изготовитель, фирма Модель Класс точности Масса, кг Наибольший диаметр шлифуемой резьбы, мм механической ча- *о сти, Ям 2 с 1ТОСЛОЛ эле че част о о 0 g о Рч в том числе о-о о электродви- X; ц гателей, Яд г
Московский ко- ординатно-расточ- ных станков X • 5821 5К821В 58ia 5822 5К822В 5822Б 5Д822В 5822М 5К823В 5А828 п 2640 125 14 24,5 9,5
В 17
А 20
В 4430 3100 125 150 20 36 19
н 16
п 3850 200 25 22,5 13
в 31
А 37
В 4930 22 36 19
п 6000 7400 23 25 —
в 28
А 33
В 24 36 19
П 5000 20 — —
В 25
А 30
В 8060 5100 320 325 37 46 20,5
В 32 * 47 18
i -'HriripH Гейдж Матрикс 33 н 12,7 12 —«— —
н ислло 31 п 120 130 7,5 7 3
в 9
А 11
1ннпнер FS-1 FS-1K н 10 10 4 2,5
* В том числе ремонтосложность гидравлической части станка
vr'H = 4,5.
393
, Продолжение табл. 2.5'1
Завод-изготовитель, фирма Модель Класс точности Масса, кг Наибольший диаметр шлифуемой резьбы, мм Ремонтосложнос гь
механической ча- сти, ям электри- ческой части, R f
всего в том числе электродви- гателей.
п 13
сип RU2 в 150 15,5
А 18 — —
Эксцелло 33 П В А 153 10,5 12 14
Джон Ламсон TG-615 TG-636 Н 153 165 13 15 9,5 9,5 4,5 4,5
FS-2 Н 180 13 8,5 4,5
Линднер FS-3 Н П 14 15,5
FS-20 В 18
А 21
П 15
FS-30 В — 200 17,5 —
- А 20
П 15,5
GU В 18
А 21
Рейскауэр NRK П В А 15 18 22
Эксцелло 35 39А Н Н 241 16,5 22 7 3,5
Линднер FS-5 п в А 300 20,5 25 29 7 3,5
Джон Ламсон TG-1245 305 22 9,5 4,5
Ковентри Гейдж Матрикс 24 н 16,5 10 5
Линднер FS-500 500 20,5
FS-10 550 22 11,5 6
394
ОБДИРОЧНО-ШЛИФОВАЛЬНЫЕ СТАНКИ
Т а б л и ц а 2.54
Завод-изготовитель Модель Класс точности Масса, кг Диаметр шлифовального круга, мм Ремонто- сл ожн ость
механической ча- сти, /?м электри- ческой части, Яэ
всего в том числе электродви- гателей, Яд
Ншсбскрй станко- • । роптельный им. < М. Кирова ЗБ631А 339 н 50 50 100 2 4 3 1,5
Крбентский шлифо- 1» । 'Iiiiibix станков 3E375 * 495 500 3 3,9 2,5
• прпкташский прес- • оных узлов «Комму- II пр» 3A332 1300 750 4,5 3,5 2
Ihii обский станко- । |роительный им. । М. Кирова 3334 2500 1340 5 4,5 3
Мукнчевский станко- । |роительный им. < М. Кирова 3K631 ЗБ634 3M636 МЗ-48Л (П) МЗ-49Л (П) 45 425 800 1310 1880 150 400 600 600 750 2,2 3 2,6 5,5 6 1,3 4 2,6 4 3,5 1 2,5 2,1 2 2
* Подвесной обдирочно-шлифовальный станок.
ТОЧИЛЬНО-ШЛИФОВАЛЬНЫЕ СТАНКИ
Таблица 2.55
hi вод-изготовитель Модель Класс точности Масса, кг Диаметр шлифоваль- ного круга, мм Ремонтослож ность
механической ча- сти. Ям электриче- ской части, «э
всего в том числе электродви- гателей, Яд
илневский станко- 3E631 21 150 1,8 1,7 0,7
»|'Ц|| юльный им. ЗБбЗЗ Н 275 •300 3 4 2,7
• М Кирова 3K633 255 — 3,3 3,9 2,0
3K634 370 400 3 4,5 2,5
395
УНИВЕРСАЛЬНО-ЗАТОЧНЫЕ СТАНКИ
Таблица 2.56
Завод-изготовитель, фирма Модель Класс точности Масса, кг Наибольший диаметр обрабатываемой дета- ли, мм Ремонтосложность
механической ча- сти, Ям электричс ской части, «э
всего в том числе электродви- гателей.
Витебский станко- строительный им. С М. Кирова 3641 н 500 80 4 2,5 1
Витебский заточных станков им. XXII съезда КПСС 3640 ЗА64М п 300 100 3 — —*
в 3,5
н 1040 5 7,5 3
Витебский заточных станков им. XXII съезда КПСС, Читинский станко- строительный ЗВ641 п в 790 160 9 10,5 4,5
11
Мукачевский станко- строительный имени С. М. Кирова ЗМ641 ЗД641Е п п 790 845 160 7 9* 11,5 15,5 6 7,5
Витебский заточных станков им. XXII съезда КПСС ЗВ642 ЗА64 ЗА64Д п в 1285 250 10 12 10 4,5
н н 1200 6 6 2 9 1 4,5
Л. Леве SW12E н — 140 " 4 1,5 1
Рейнекер UWS-1 200 6 3,5 У
Л. Леве SW2E 230 6 2 1
Рейнекер - UWS 245 7 3,5 2
Альфред Шютте WU3 WU4 250 6 7 2 1
* В том числе ремонтосложность гидравлической части станке
ЗД641Е /?г = 2,2.
398
СТАНКИ ДЛЯ ЗАТОЧКИ СВЕРЛ
Таблица 2.57
Мм под-изготовитель, фирма Модель Класс точности Масса, кг Максимальный диа- метр затачиваемого сверла, мм Ремонтослож ность
механической ча- сти, RM электриче- ской части, *э
всего в том числе электродви- гателей, Яд
К нуивеский специ- нмьпых станков «Пре- нии лс» 3651 Н 303 5 4 3,5 2
Пн ггбеки й заточных ЗБ652 н 350 12 3 4 2
♦ ншков им. XXII съез- НН КПСС 3659А 3659М н н 870 1200 80 5 6 4,5 6 2 2,5
III I ок ВО BN 1S н — 10 13 15 2 1,5 1
ВР 75 6 2 1
СТАНКИ ДЛЯ ЗАТОЧКИ ТВЕРДОСПЛАВНЫХ
МНОГОГРАННЫХ ПЛАСТИН
Таблица 2.58
Завод- ни । »повитель, фирма Модель Класс точности Масса, кг Максимальный диаметр вписанной окружности пластин, мм Ремонтослож иость
механической и ги- дравлической ча- стей, RM гидравлической ча- сти, Rr электри- ческой части, R3
всего в том числе электродви- гателей, Яд
Московский МШ-289 В 2810 19 15 5 25 10
hhIk шальных МШ-289А в 3060 26 16,5 6,5 28 9,5
< ИШКОВ МШ-295 в 2860 26 16,5 6,5 28 9,5
397
СТАНКИ ДЛЯ. ЗАТОЧКИ КРУГЛЫХ ПЛАШЕК,
РЕЗЦОВ, ФРЕЗ
Т а б л и ц а 2.59
Завод* изгото- витель, фирма Группа Модель Класс точности Масся, кг Главный параметр Ремонто- СЛОЖНОСТ1.
механической части, электри ческой части, «э
всего з том числе элек- трахгигателей.
Мелито- польский станко- строи- тельный им. 23 Ок- тября Для заточ- ки резцов ЗА625 Н 900 Размер прямо- угольно- го резца, мм 40X60 5 3,5 2
Мука- чевский стан ко- строй- тельный им. С. М. Ки- рова Алмазно- доводочный для резцов 3622Д п в 460 Наи- большая высота резца, мм 25 2,6 4,6 4,6 2.6
Заточный электрохи- мический 3622Э п 735 25 2 13,5 6,5
Алмазно- заточный (доводоч- ный) ЗВ622Д в 465 25 5 7,5 1
Заточный алмазно- эрозионный полуавто- мат ЗВ624 п 1535 50 7 * 12,5 3,5
398
Продолжение табл. 2.59
Зивод- ипгото- итель, фирма Группа Модель । Класс точности Масса, кг Главный параметр Ремонто- сложность
механической части, /?м электри- ческой части, «э
всего в том числе элек- тродвигателей,
Мука- 'К'ВСКИЙ гмнко- гтрои- 1гльный им. < . М. Ки- рова Алмазно- заточный полуавто- мат ЗЕ624 П 1370 50 6,5* 9 6
Заточный электро- эрозионный полуавто- мат ЗЕ624ЭР п 1700 50 9* 10 4
Алмазно- заточный полуавто- мат ЗВ626 п 1230 50 8,5* 16,5 5
Алапаев- ский < INHKO- <1рОИ- 11 '!||ПЫЙ Доводоч- ный для резцов 3818М н 360 Наи- большая высота резца, мм 50 2,5 2,5 1,0
* В том числе ремонтосложность гидравлической части станков
I (ГЛЭР 1,5; ЗВ626 2,0; ЗВ624 R, == 1,5; ЗЕ624 /?г-
7,0
399
Продолжение табл. 2.59
Завод- изгото- витель, фирма Группа Модель Класс точности Масса, кг Главный параметр Ремонто- сложность
механической части, /?м / электри- ческой части, R,
всего в том числе элек- тродвигателей.
Витеб- ский заточных станков им. XXII съезда КПСС Для заточ- ки червяч- ных фрез 3660 3662 н 170 1800 Наи- больший диаметр червяч- ной фре- зы, мм 50 200 3 8 2 7,5 1,0 3,5
Шугофф Для заточ- ки центров ASM — Пределы диаме- тров об- рабаты- ваемых изделий, мм до 6 6,0 1.5 1
Шток Для заточ- ки фрез ВНЕ WHS н 1—11 11—30 30—-80 2 1
7,0
Эльшиф Для заточ- ки резцов — н —- 6,0 2 1
Шисс- Дефриз IASS — 8,0
М. Мо- нополь — —
Вейхельт VSP800 7,0 — ——
400
ПОЛУАВТОМАТЫ ДЛЯ ЗАТОЧКИ ДИСКОВЫХ, ОТРЕЗНЫХ,
ЛЕНТОЧНЫХ И СЕГМЕНТНЫХ ПИЛ И НОЖЕЙ
Таблица 2.60
Завод- изготовитель Модель Класс точности Масса, кг Наибольший диаметр за- точки, мм Ремонто- сложность
механической ча- сти, RM электри- ческой части, Яэ
всего в том числе электродви- гателей, Яд
Витебский заточ- ных станков им. ХХП съезда КПСС 3692 3694 3691 н п 1050 1050 650 1250 2000 Наи- больший диаметр пилы, мм 315 5 5 5 6,5 5,5 8 3,5 3,5
5 им. С. М. Кирова Полуавто- мат для заточки и разводки ленточных пил МЗ-24М МЗ-26Л (П) 1150 735 Ширина пилы, мм 8 2,5 6,5 3,5 2,2 1,5
1 Полуавто- мат для заточки свеклорез- ных ножей M3-36HM н 160 60 2,5 6,5 3
- Мтхачеккнй с 1 Полуавто- мат для утонения свеклорез- ных ножей МЗ-36У МЗ-37П M3-37T 645 770 515 3,5 3 3 8,5 4,5 4,5 4,5 1,5 2,5
401
СТАНКИ ДЛЯ ЗАТОЧКИ РЕЗЦОВЫХ ГОЛОВОК
Таблица 2.61
Завод-изготовитель Модель Класс точности Масса, кг Наибольший диаметр затачиваемой резцовой головки, мм Ремонтосложность
механической ча- сти, электри- ческой части, R'}
всего в том числе электродви- гателей. Ад
Витебский заточных станков им. 3665 650 160 3,5 4,5 2
XXII съезда КПСС ЗР666 3666 н 1800 3400 500 7,5 13,5 7 10,5 3 4,5
< Мелитопольский стан- костроительный им. 23 Октября 3667 1500 630 6,5 6 3,5
СТАНКИ ДЛЯ ЗАТОЧКИ И ШЛИФОВАНИЯ ПРОТЯЖЕК
Таблица 2.62
Завод-изготовитель Мо- дель Класс точности Масса, кг Наибольший размер обрабатываемой про- тяжки (диаметр X дли- на), мм Рем онтосл ож вость
механической ча- сти, Ям электри- ческой части,
всего в том числе электродви- гателей, Яд
Ленинградский стан- костроительный им. Ильича, Витебский заточных станков им. XXII съезда КПСС 360 Н 1900 100Х 1500 6 5 3
Витебский заточных станков им. XXII съезда КПСС 360М Н 1700 6,5 5,5 3
4G2
С>Т1ЕЗ*ФИНИШНЫЕ СТАНКИ
Таблица 2.63
Завод- изготовитель Группа Модель Класс точности Масса, кг Наибольший диаметр X длина, мм Ремонтосложность
механической и гидравлической частей, RM гидравлической части, Rr электрической части, R3
всего в том числе электро- двигате- лей, R&
Витебский станко- строительный им. С. М. Кирова Центровой по- луавтомат для гладких деталей ЗД870Б ЗД871Б ЗД871БК В 1470 2290 3250 140X360 280Х 170 280Х 1400 14 14,5 16,5 2,5 3,5 4 15 17,5 17,5 6,5 8 8
Универсальный врезной ЗД873 1100 70X250 13,5 4,0 14,5 5,5
Бесцентровый по- луавтомат для работы напроход ЗД878 ЗД879 ЗД879Б ЗД880 В 1460 1600 1600 2890 Наибольший диаметр изде- лия, мм 32 60 125 125 . 17 18 18 24 4 4 5,5 4 13,5 13,5 14 18,5 5,5 5,5 5,5 6,5
Завод- изготовитель, фирма \ Группа и тип Модель Класс точности Масса, кг Наибольший диаметр обрабатываемой детали, мм Ремонто- слож н ость механической части, R
Шлифовальные и доводочные станки для обработки торцов колец и роликов
Витебский станко- строительный им. С. М. Кирова Двусторонний торцешли- фовальный ВШ-80М Н — 18 14
Автомат для шлифова- ния сферических торцов роликов МШ-26М-1 25 И
Московский шли- фовальных стан- ков Полуавтомат для шли- фования сферически* торцов роликов МШ-26 10
ЗГПЗ Т ор цешл ифова ль ный 2734 36 8
Двухшпиндельный полу- автомат для шлифова- ния торцов роликов 2733 9
Двухшпиндельный авто- мат для шлифования торпов РОЛИКОВ — 14
Гарднер Для торись ролике» з4 115 Н — Зс 3
Двухшпиндельный авто- мат для шлифования торцов роликов — 40 15
Жаклин Для шлифования торцов роликов 34 50 8
VKF Торцешлифовальный DES Диаметр круга, мм 50 9
Шмальц Универсальный плоско- шлифовальный RVU Диаметр стола, мм 800 14,0
Завод- изготовитель, фирма Группа и тип \ Модель Класс точности Масса, кг Наибольший ди- аметр обра- батываемой детали, мм / Ремо! механи- ческой части, 1ТОСЛОЖНОС1 электроч всего, «э гь асти в том числе, дд
Беи 1 ГПЗ хентрово-шлифовальные и i Бесцентрово-внутр ишл и- фовальный автомат ЮВОДОЧНЫС С1 6С104 ганки д Н ля обр азующей колец я I роликов 23 — —
Витебский станко- строительный им. С. М. Кирова Бесцентрово-шлифоваль- ный 3184 4300 — 11,0* 19,0 7,0
Продолжение табл. 2.64
Завод- изготовитель, фирма Группа и тип Модель Класс точности Масса, кг Наибольший ди- аметр обра- батываемой детали, мм Ремонтосложность
механи- ческой части, «м электрочасти
всего, «э в том числе.
Ленинградский станкостроитель- ный им. Ильича Бесцентрово-шлифоваль- ный 3249 Н — — 25 — —
VEB Бесцентрово-внутришли- фовальный автомат SASZ 400 25
Фиат RSCj-75 80 16
Фишер Б есцентр ово- ш л ифова л ь- ный М-11 Камень 0 500 мм 10
Кругло- и внутришлифовальные станки для посадочных отверстий, беговых дорожек и бортиков
Московский авто- матических линий ' им. 50-лети я СССР 1 Внутр ишлифовальный автомат для цилиндри- ческих и конических ко- лец подшипников ЗА484В В 4595 85 17,5 * 31 9,5
В нутр ишл ифоваль ный автомат 1 МЕ384ВО В 5275 80 25 * 40 13
„ ex** - ТьиХАлл - . «y^C-teUfT frJT x/- rii им. Ильича автомат
Московский авто- матических линий им. 50-летия СССР Круглошлифовальный автомат для цилиндри- ческих дорожек качения МЕ374ВО
4 ГПЗ В ну тр ишл ифова л ь ный полуавтомат 324-А 18 325
Московский авто- матических линий им. 50-летия СССР В нутр ишлифовал ь ный автомат для цилиндри- ческих и конических ко- лец подшипников ЗА484ГВ ЗА485В ЗА485ГВ
Ленинградский станкостроитель- ный им. Ильича Кр у гл ошл ифова ль ный для бортиков внутрен- них колец ЛЗ-12 ЛЗ-12М
Харьковский станкостроитель- ный им. С. В. Ко- сиора Круглошлифовальный для конусных дорожек 3486
Круглошлифовальный 3487А
Рейнекер Внутришлифовальный IS
п — 50 21 — —
В 6655 100' 30* 31 11
Н — 50 13 — —
100
В 4590 4695 4690 100 150 150 19 * 17,5* 19,5 * 27 31 27 8,0 9,5 8,0
н 1900 120 8
4100 300 17
6500 600 18
— — 50 11
408
Завод- изготовитель, фирма Группа и тип Модель
Новарезе Шестипозиционный вну- тр ишл ифова ль ный гори- зонтальный автомат Новоматик
Трехпозиционный вну- тр ишл ифова ль ный гори- зонтальный полуавтомат
VKF VEB Внутр ишл ифова ль ный NV-1G SI-125
Фиат Круглошлифовальный для бортиков колец RES-2
RIY В нутришлифовальный 7006R 8001RCEE
Вотан RI-53 BS-1 R1433/56
RIV Круглошлифовальный для бортиков колец 14009
Вотан В нутришлифовальный RIN-44 RI-17 RS-33
Продолжение табл, 2,64
Масса, кг Наибольший ди- аметр обра- батываемой детали, мм Рем онтосл ож н ость
Класс точности механи- ческой части, Ям электрочасти
всего. «3 в том числе.
Н — 60 23
80 21 —
75 125 8 14
150 8
200 13 15
16
, 240
250 13
— 19
280 16
> ami'll.. । гшйжжтепштсжи
ста гкостро ягель- ный им. Ильича А Желобошлифовальнын полуавтомат
4 ГПЗ Желобошлифовальный автомат
Ленинградский станкостроитель- ный им. Ильича Желобошлифовальный полуавтомат Желобошлифовальный автомат Желобошл ифова ль ный полуавтомат Желобошл ифоваль ный автомат
ntauwe гпияеж mi тазужэчых «мк5 иши —м——
ЛЗ-31 1170 40 5,5
зз-жн — 50 8
33 ЛЗ-8 Н 50 100 8 10,5 — —
ЛЗ-8М 3483 2100 100 150 10,5 8
ЛЗ-5 ЛЗ-5М 2500 200 12,5 9,5
ЛЗ-29 ЛЗ-10 Н-1 Н 2800 680 300 350 400 14,0 15,5 3,0 — —
ЛЗ-191А П 3900 Посадочный диаметр колец, мм 15—80 17,5 * 21 5,5
a
Завод- изготовитель, фирма Группа и тип Модель
Московский шли- фовальных еган- ков Сферошлифовальный ав- томат 3484-Н
Норман, Фиат Желобошл ифова ль ный полуавтомат 33
Норман Сферошлифовальный по- луавтомат 70
Шмальн Желобошлифовальный полуавтомат LRS-1 1RS-1 1RS-0
Нормав Сферошлифовальный по- луавтомат 639
Продолжение табл. 2.64
Класс точности Масса, кг Наибольший ди- аметр обра- батываемой детали, мм Ремонтосложность
механи- ческой части, «м электрочасти
всего, «а в том числе, Лд
н 7200 Наибольший диаметр обра- батываемой детали, мм 450 31 — —
40 8
90 9
— 100 11
10
те^ъугскаг MRIS-1 . Ок .2
Нейман, Фиат | Ленинградский станкостроитель- ный им. Ильича Желобошл ифова льный полуавтомат Желобо- и сферошлифовал Желобошлифовальный 41 ьные станки j ЛЗ-41М Н 1ЛЯ BHJ Н 'трении 1200 190 х колец подшит 20 11 пиков 5,5 — —
Желобошл ифова ль ный полуавтомат для двух- рядных колец ЛЗ-26С 2000 40 8
Желобошл ифоваль ный полуавтомат ЛЗ-190А П 3495 50 16 * 23,0 7,0
Сферошлифовальный по- луавтомат ЛЗ-41 Н 1200 80 7 — —
Желобошлифовальный автомат ЛЗ-40 2500 100 8,5
Сферошлифовальный ав- томат ЛЗ-63 — 10
Желобошл ифоваль ный полуавтомат ЛЗ-9М 2100 140 8,5
Завод- изготовитель, фирма Группа и тип Модель
Ленинградский станкостроитель- ный им. Ильича Желобошлифовальный автомат ЛЗ-9
Желобошлифовальный полуавтомат ЛЗ-192А
Сферошлифовальный по- луавтомат ЛЗ-ЗО
Московский шли- фовальных стан- ков Сферошлифовальный ав- томат 348-H3
Ленинградский станкостроитель- ный им. Ильича Желобошлифовальный автомат ЛЗ-256П
Сферошлифовальный ав- томат В-1
Продолжение табл. 2.64
Класс точности Масса, кг Наибольший ди- • аметр обра- батываемой детали, мм . Ремонтосложность
механи- ческой части, м электрочасти
всего. в том числе, *д
Н 'х 140 9
п 5485 160 21 ♦ 23 6,5
н 3500 200 9,5 — —
— 380 12 — —
в 4490 120 16* 26 7,5
400 11
Сферошлифовальный по- луавтомат n.A>*v Н ои 12 —
Шмальц IRS-1 IRS-2 ARS-2 — 11 12
Желобошлифовальный ARS-1 75 10
ГДР Желобошлифовальный полуавтомат RAS-1 120 11
Шмальц Желобошлифовальный IRS-2 175 12
ГДР MRAS-1 280 11
Норман Желобошлифовальный полуавтомат 648 400 12
Полировальные, доводочные и притирочные станки
4ГПЗ Доводочный для жело- бов колец ГЗБН-24 — 40 6 — —
Продолжение табл. 2.64.
Завод- изготовитель, фирма Группа и тип Модель Класс точности Масса, кг Наибольший ди- аметр обра- батываемой детали, мм Ремо1 механи- ческой части, 1ТОСЛОЖНОС1 электро’ всего, *9 'Ь 1асти в том числе, лд
1 гпз Доводочный автомат АД-50 АД-150 50 150 12
Ленинградский станкостроитель- ный им. Ильича ЛЗ-261 В 3300 90 26 * ' 34 14,5
1 ГПЗ LL Автомат с элеватором [ароопиловочн ШОС-13 ые ста нки 3,5—13 9 -
Витебский станко- строительный им. С. М. Кирова Автомат с вертикальной осью шпинделя ВШ-32 _L_ i_L_ 8 16 10
Фиат Станок LS-1 LS-1/A LS-2/A 17V 8
Шарошлифовальные станки
Московский шли- фовальных стан - ков Автомат с горизонталь- ной осью шпинделя мш-зз Н 5400 1 1 г 9,5
Псьху’аэтсзмат 3451 5" ’ 16 9.0
строительный им. С. М. Кирова Станок ВШ-16 iC.C
Фиат Полуавтомат RUS-1/A Г 5* 8,0
8 16
Автомат 10,0
Станки для доводки шаров
4 ГПЗ Доводочный М-38 М-23 — 1,5—16 7—25 6 8
Шисс Односторонний с гори- зонтальной осью шпин- деля — н 7/8' 11
Фишер Автомат 1' 7
* В том числе гидравлическая часть станков 3184; ЗА484В = 3,5; МЕ384ВО и МЕ374В 7?г 5,0;
/?г = 3,5; ЗА485ГВ и ЗА484ГВ Rr “= 5,0; ЛЗ-191А Rr « 4,0; ЛЗ-190А Яг = 4,5; ЛЗ-192А Rr = 4,0;
Rr = 4,3.; Л3-261 Яг = 7,0.
ЗА485В
ЛЗ-256П
РАЗНЫЕ ШЛИФОВАЛЬНЫЕ СТАНКИ
Таблица 2.65
Завод- изготовитель Группа Модель Класс точности Масса, кг Диаметр устанавли- ваемого изделиях Хдлина изделия, мм Ремонтосложность
механической и ги- дравлической ча- стей, Ям гидравлической ча- сти, яг электриче- ской части, «э
всего в том числе электродви- гателей, Яд
Дербентский шли- фовальных стан- ков Для ручного шлифова- ния наружного профи- ля рабочей части тур- бинных лопаток ДШ-110А н 530 —- 3 — 3 1,8
ДШ-ПОПР 530 3 3 1,8
Полуавтомат кругло- шлифовальный магнит- но-абразивный ДШ-203-100 п 2230 100X250 11 28 12
Коломенский за- вод тяжелого стан- костроения Шлифовальный станок для лопастей цельных гребных винтов КУ-398М н 36 820 Диаметр изделия, мм 2000 48 8,5 71 30
ХУНЮБРАБАТЫВАЮЩИЕ СТАНКИ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Таблица 2.66
• Зайод-изготбвитель, фирма Модель Класс точно- сти Масса, КГ Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтосложность
• W © Группа механи- ческой и гидрав- лической частей, *м гидрав- лической части, .Яг электрической части,
всего в том числе электро- двигате- лей, Яд
Зубофре- Вильнюсский станко- 53А02В В 610 12 12,5 4 18 8,5
з ер ный строительный им. 40-ле- тия Октября .. 53А08П 530А п н 1760 360 20 25 13,5 4 4,5 17,5 .2 4,5 1
530 н 350 4 — 3 1
- 530П п в 431 5,5 6,5 7 3
5303В в 620 50 10,5 2,6 13 4,5
5303П п 620 9 2,6 13 4,5
53А05В в 490 9,5 2,6 10 4,5
53А05П п 490 8,5 2,6 10 4,5
53Р05П п 490 8,5 2,6 10 4,5
.... - . .. 5А308 н 450 4,4 - -3’ 1
- 5304П п 2395 80 10 17 7,5
5304В в 2565 12 17 7,5
$ •м— Саратовский зубостро- 5П23А н 1600 125 9,5 8 3,5
гальных станков
Группа Завод- изготовитель, фирма Модель Класс точно- сти
Зубофре- зерный Егорьевский станко- строительный «Комсо- молец»; Клинский стан- костроительный 5А301 Н
Вильнюсский филиал энимс 53А10 53А10А П А
Вильнюсский станко- строительный им. 40-ле- тия Октября 5К301П 53А13 П
Егорьевский станко- строительный «Комсо- молец» ЕЗ-11 ЕЗ-21 ЕЗ-22 5310 Н
Вильнюсский станко- строительный им. 40-ле- тия Октября 53А20А 5Б310П 53А20 53А20В А П Н В
Продолжение табл. 2.66
Масса, кг Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтослйжность
механи- ческбй и гидрав- лической частей, *м гидрав- лической части, Яг электрической части, Яэ
всёго В том числе электро- двигате- лей, Яд
750 5 3,5 2
2830 125 24 8 32 13
2850 31 3 32 13
1730 15,5 4,5 9,5 5,0
6200 27 8.5 23 10
13 000 135 18,5 20 9,5
9300 9500 190 15 15,5 — —
1550 200 7 4,5 2,5
4630 200 32 5.5 20 7.5
2340 200 17 5 10 3,5
4795 200 24,5 5,5 20 7,5
4700 200 32 5,5 24 8
Группа Завод-изготовитель, фирма Модель Класс точно- сти
Зубофре- зерный Витебский станкострои- тельный им. Комин- терна; Кл и некий стан- костроительный 5 КЗ 10 Н
Витебский станкострои- тельный им. Комин- терна 5А312 5В312 5Д312
Егорьевский станко- строительный «Комсо- молец» 5320 ЕЗ-40С6 ЕЗ-50С6 5325 5324
53А50 53А50Н П н
Витебский станкострои- тельный им. Коминтерна 53А30П п
Пл&Ьляенж iwbi 2 6л
Масса, КГ к Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтосложность
механи* четкой и гидрав- лической частей, «м гидрав- лической части, «г электрической части, Яэ.
всего В TQM числе электро- двигате- лей, Яд
4350 200 2$ —- — —
5150 13 19 6,5
5370 320 21 6 17 6.5
5450 23 6,5 29 9
2100 8 «_>.
6770 320 14 6,5 18 6,5
5710 15 6,5 21 8,5
—— 450 10,5 3,5 1,5
2900 500 10 7 —
9650 500 24. 3 31 11,5
9650 500 20 3 32 12,6
5720 320 25 •5,5 19,5 7
420.
Группа Завод-изготовитель, фирма ‘ ' г Модель । Класс точно- сти
Зубофре- зерный Егорьевский станко- строительный «Комсо- молец» , 5К32А 5К324А 5К324П Н
П В
Коломенский тяжелого станкостроения 5370 КУ-8 Н
5371 В А
Егорьевский станко- строительный «Комсо- молец» 5326 н
5К32
5К32П. п , в
5М32Д н
5Д32
5Е32
Продолжение-табл*--2.66
Масса, кг Наи- больший диаметр обраба- тываемо- го изде- лия, мм Рем онтосложность
механи- ческой и гидрав- . лической частей, *м гидрав- лической части, , «г электрической, части, Кэ
всего В ТОМ* <<исле электро- двигате- лей»,
6400 6400 14 14 — —- —
,' 6000 500 15,5 19 2 18 6,5
25 000 34 4 2
48 58 — — —-
— 750 15 9,5 4,5
7200 15 2 16 5,5
1 — 800 17,5 21 Л 8 6,5 ..
15 2,5 22,5 8
3650 9,5 —. — '4,5 2,5
3900 9,5 \ 10 " _±£_
Группа Завод-изготовитель, фирма Модель
Зубофре- зерный Егорьевский станко- строительный «Комсо- молец» 5Е32П
5А326
53А80Д
Коломенский тяжелого станкостроения 5373
Егорьевский станко- строительный «Комсо- молец! ЕЗ-5 5327 5К328А
Коломенский тяжелого станкостроения 5В375
5342 5330
5А342П 5А342
Витебский станкострои- тельный им. Комин- тёрна ' ' 5А352П
П^одллжшш wrfi 1Ж
Масса, кг Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтосложностъ
Класс точно- сти механи- ческой и гидрав- лической частей, «м гидрав- лической Части, электрическое части, Яэ
всего в том числе электро- двигате- лей, Яд
п в —-• 800 13,5 16,5 — —• —
н 8300 14 5,5 3
10 600 22 3 31 11,5
в А 23 800 47 56 2,5 —
Н 4 200 8 700 13 980 8 14,5 17,5 3,5 4,5 16 1,5 6,5
1250
58 740 48 3,5 54 24
23 200 25 200 29 900 31 800 1400 1600 32 46 — 9Л 6*Л
П Н 2000 47 42 3,5 2,5 47 44 16 14
П 7280 27 4,5 60 21
Группа За вод-изготовитель, фирма Модель Класс точно- сти
Зубофре- зерный Коломенский тяжелого станкостроения 5343П 5В345П 5В348 П П н
Зубошли- фовальный Егорьевский станко- строительный «Комсо- молец» 5Д831 5832 А Н
Московский шлифо- вальных станков 5892А В А
5892 В А
5831 Н
5А841 п в А
5М841 В
5851 В А
5А851 А
Продолжение табл. 2.66
Масса, КГ Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтосложность
механи- ческой и гидрав- лической частей, Ям гидрав- лической части, Яг электрической части, R3
всего в том числе электро- двигате- лей, Яд
79 140 3200 74 4,5 61 25
142 380 5000 120 9 158 63
292 300 8000 137 8 159 68
6080 125 47 9,5 61 27
6400 200 20 — 11,5 6
2700 250 19,5 23
27С0 19,5 23 — 5 2,5
1 4500 17,5 10 5
36
7910 37 5 31 13
320 54
1 7910 37 5 31 13
5520 44 5,5 21 _8,5 .
7360 66 6 38,5 ' 10,5
Группа Завод-изготовитель, фирма Модель Класс томно- сти
Зубошли- фовальный Егорьевский станко- строительный «Комсо- молец» 5В833 П В А
5Д833 5Д833Д А
Саратовский тяжелых зуборезных станков 58П70В В
Московский шлифо- вальных станков 5А868Д А
Московский «Станко- конструкция» 5П84 Н
Московский шлифо- вальных станков 5843 В
5853 В А
5860А SA868 Н А
Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтосложностъ
Масса, кг механи- ческой и гидрав- лической частей, Ям гидрав- лической части, «г электрической части, R3
всего в том числе электро- двигате- лей, Яд
7130 320 27 33 40 ' 4,5 44 22
8160 8160 50 52 10 10 61 61 27 27
8980 47 8 42 15,5
14 000 600 73 9 39,5 14,5
— 500 21 — 7,5 3,5
9585 800 36 5 31 13
9694 57 68 5,5 21 8
И ООО 14 000 20 73 - ,9 ‘ 39?5 - 14,5
Группа Завод-изготовитель, фирма Модель Класс точно- сти
Зубошлифо- вальный Егорьевский станко- строительный «Комсо- молец» 5В836 В
Саратовский тяжелых зуборезных станков 5А872В в
Московский шлифо- вальных станков 5861 н
Зубошевин- говальный и зубохо- нинговаль- ный Корсунь-Шевченков- ский станкостроитель- ный им. Богдана Хмельницкого 5712 н
Витебский станкострои- тельный им. Комин- терна 5701 п в А
Харьковский агрегат- ных станков 5М714 5714 Н
Продолжение табл. 2.66
Масса, кг Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтосложность
механи- ческой и гидрав- лической частей, гндрав- лической части, Яг электрической части, Яэ
всего в том числе электро- двигате- лей, Яд
12 385 800 42 7 43 19
13 630 62 6,5 35 15
15 800 1250 31 — —
1030 125 4,5 — 3 1,5
1 1600 8 9,5 11 14 4,5
3350 3100 320 8,5 9 3 я 3,5
Группа За вод-изготовитель, фирма Модель
Зубошевин- говальный и зубохо- нииговаль- ный Витебский станкострои- тельный им. Комин- терна 5702В
5Б702В 5А714
5А913
Зубошевин- говальный Корсу нь-Шевченков- ский станкостроитель- ный им. Богдана Хмельницкого 5712 5715
Витебский станкострои- тельный им. Комин- терна 5Б703
Егорьевский станко- строительный «Комсо- молец» 5716 5717 5Н580
tlpo&’AJbenje табл
Класс точно- сти Масса, кг Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтосложность
механи- ческой и гидрав- лической частей, «м гидрав- лячеекой части, электрической части, R9
всего в том числе электро- двигате- лей, Яд
п в А 5230 16 19,5 23 3 17 6
В 5250 320 18 3,5 28 7,5
П В А —* 8,5 10 11,5 — 13 3,5
П В 3350 11,5 14 3,5 15 4,5
н 1030 2500 125 500 4,5 8 —• 3 5 1,5 2,5
в 3640 500 17 4 16,5 6
н 12 000 6 800 800 , 1250 29 17,5 — 7,5 3,5
3 130 320 15,0 4,5 17,0 7,0
8
Группа Завод-изготовитель, фирма Модель
Зубозакруг- ляющий Харьковский агрегат- ных станков 5580
5582
Витебский станкострои- тельный им. Комин- терна 5Б525 5Б25 5Б525-2 5527
Зубодол- бежный Харьковский агрегат- ных станков 5107
Корсу нь-Шевченков- ский станкостроитель- ный им. Богдана Хмельницкого 5111
5121 5122 5122В
5В12
Егорьевский станко- строительный «Комсо- молец» 514 5А140П 5140 5А140
Продолжение'табл. 2:66
Класс точно- сти Масса, кг Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ре м оитосл рж ность
механи- ческой и гидрав- лической частей. гидрав- лической части, электрической части, £э
всего в том числе электро- двигате- лев. Ra
Н 2775 320 8,0 9,5 3,5
3600 10,0 3,0 1,5
315 500 3.5 — 7,0 3,5
303 4,0 8,0 3,0
340 3,5 8,5 4,5
700 1600 4,0 12,0 6,0
Н 850 75 5,5 2,0 1,0
п 1770 80 11,0 2,5 15,0 4,5
н 3700 11,5 2,5 20,0 7,5
н 4350 200 15,0 3,0 21,0 7,0
в 4400 20,0 3,0 23,0 8,5
Н 1950 220 6,0 3,0 1,5
н 3530 220 7,5 6,5 3,5
п 7415 30,0 6,5 30,0 12,5
4400 500 12,5 4,5 17,5 7,0
н 7500 22,0 3,5 35,0 14,5 ~
ьэ
Группа 3 а вод- изготовитель, фирма Модель Класс точно- сти
Зубодол- бежный Корсунь-Шевченков- скнй станкостроитель- ный им. Богдана Хмельницкого 5140 Н
Харьковский агрегат- ных станков 5М14
Егорьевский станко- строительный «Комсо- молец» 5А150 5Б150
Кл и некий станкострои- тельный 5В150 5М150 5М150П 5М161 5В161
Егорьевский станко- строительный «Комсо- молец» 5161 5162
Масса, кг Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтосложность
механи- ческой и гидрав- лической частей, гидрав- лической части, . «г электрической части, Яэ
всего в том числе электро- двигате- лей, Яд
4400 500 12,5 4,5 17,5 7,0
3450 8,0 7,0 3,5
10 200 800 13,5 4 11,5 2 4,5
10 200 800 15,5 18,5 8
10 310 18,5 21 18,5 1 28,5 9,5
10 510 10 200 1250 1250
15,5 •** 18,5 8
9 500 12 100 1250 1600 11 16 4 2,5
Группа Завод- изготовитель, фирма Модель Класс точно- сти
Субодол- бежный Витебский станкострои- тельный им. Комин- терна 5Б703 П В А
Зубофре- зерный Пфаутер Тиль-84 V-4 PS 00 PS0 PS1/2 PS1 Н
Реечно- фрезерный Рейнекер SZF0
Зубошли- фовальный Мааг SSVjX
Гир-Грайдинг 99-30
Найльс PS5
Зубозакруг- ляющий Кросс-Гир № 75
Зубопри- дирочный Мичиган 991
Зубодол- бежный Феллоу 70
Лоренц 5
Продолжение табл. 2.66
Масса, кг Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтосложность
механи- ческой и гидрав- лической частей, гидрав- Лнческой части, «г электрической части,
всего в том числе электро* двигате- лей.
3670 500 14,5 17 19,5 4 16,5 6
40 100 200 350 500 750 10,5 12,5 9,0 10,0 11,5 13,0 > 3 4,5 3 3 3 3 1 2 1,5 1,5 1,5 1,5
£==1000 9,0 4,5 2
300 15,0
— 500 16,0 — •— —
16,0
300 6,5 3 1
400 5,5 3 1
200 9,0 3 1,5
450 10,5 3,5 1,5
ЗУНЮЕРМАТЫВАЮЦЯЕ СТАНКИ ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ~
Таблица 2.67
Группа Завод-изготовитель, фирма Модель Класс точно- сти Масса, кг Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтосложность
механи- ческой и гидрав- лической частей, гидрав- лической части, «г электрической части, #9
всего в том числе электро- двигате- лей, Яд
Зуборезный Егорьевский станко- строительный «Комсо- молец» ЕЗ-1 Х н 4000 140 9 —“ 17 7,5
5С23П п 3 780 125 17 1,8 12 5,0
Саратовский тяжелых зубострогальных стан- 5С270П 525 п н 11 650 7 500 500 33 23 5,5 20 8 7,5 4,0
ков 5С280П п 15 800 800 44 5,0 29 8,0
5А284 42 890 1600 46 3,8 34 16,5
Московский «Станко- конструкция» 528 528С 12 200 14 200 800 840 28 29 — 4 2,0
Зубостро-. гальный Саратовский зубостро- 523 5П23Б н 1000 1800 125 7 12 —- 2,5 -г-, КО
гальных станков 5П23БП п в 1970 13 16 : з 6,0 . 2,0
Группа Ззвод-изг<?т9витель, фирма Модель Класс точно- сти
Зубостро- гальный Саратовский зубостро- гальных станков 5Т23В 5236П п в А
п в
Саратовский тяжелых зуборезных станков 5А250 н
5А250П п в
5А26 5282 н
Зубофре- зерный 5С237
Контроль- но-обкатный Саратовский зубостро- гальных станков 5А725 5725М 5Б725 SC268
п
Зубопро- тяжной п
Продолжение табл. 2.67
Масса» кг Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремоитосложность
механи- ческой и гидрав- лической частей, «э гидрав- лячеекой части, /?г электрической части,
всего в том числе электро- двигате- лей, Яд
3100 125 17 20 25 2 9,5 4.5
3100 15,5 19,5 13 9,5 4,5
8000 22 3 10,5 3,5
8700 500 27 22 3 10,5 3,5
6 500 19,5 10 4,5
12 500 800 29 —
3780 125 16,5 1?8 12 Ко
4000 3200 500 12,5 7,0 2,5 6,5 4,0 3,0 13
3020 11,0 2,6 9,0 3,5
968Р 320 ' 41,0 10,5 20,0 6,5"’
Продолжены табл. 2£7
Группа Завод-изготовитель, фирйа модель Класс ТОЧНО- СТИ Масса» кг Наи- больший диаметр обраба- тываемо- го изде- лия, мм Ремонтосложность
механи- ческой и гидрав- лической частей, ^М гидрав- лической части, «г электрической части, #£
всёго в том числе элёктро- двигатё* ** лей, Яд
3" 110 8,5 3 1.5
Зуборезный Глисон № 11 Н — 300 9,0 ♦ .11,0 ♦♦ 6,5 3,5
№ 16 450 13,5 7 4
Зуборезный Клингельберг Глисон FK-200 13ж Н 540 ПО 14,5 9,0 3 1.5
Эубостро- Гейденрейх и Гарбек Рейнекер 15КН АКН-2 — 150 480 10,0 13,0 — Т L5
гальный Гейденрейх и Гарбек Глисон Гейденрейх и Гарбек 50КН 12’ 75КН 500 610 750. 14,5 15,5 17,0 |<ю 1 4~
* Ремонтосложность полуавтомата для черновой обработки спиральных зубьев без обкатки.
** Ремонтосложность полуавтомата для чистовой обработки Спиральных зубьёв без обкатки.
ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Таблица 2.68
ЗавоД- • изготовитель, . фирма Модель Класс точности Масса, кг Рабочая поверх- ность , стола (ширина X X длина), мм Ремонта сложность
механической , ча- сти, ям электри- ческой ‘- частй,
всего в том числе Электродви-
Вильнюсский 6802Г 6803Г 6804Г 440 600 720 100X400 125X500 160X 630 3,5 3,8 5,0 5 . 2
станкостроитель- ный «Жальгирис» 6П80Г 1350 7,0 3 1,5
6М80 6М80Г 1400 1750 7,5 9,0 8 3,5
6Р80 6Т80 1260 200X800 10,5 7,5 10 4
Горьковский фре- зерных станков 1320 7,5 4
6Т80Ш 10,5 11 4,5
6Р80Г 1240 10,5
Дмитровский фре- зерных станков 6Н81Г 6Р81Г 6Р81 6Р81Ш 2000 2210 2280 2500 250Х 1000 10,5 8,5 9,0 12,5 7,5 4,0
6М82Г 6М82ГБ н 2700 13,5 13,5 11 4
Горьковский фре- зерных станков 6Н82Г 6Н82ГБ 6Р82Г 2800 2700 2830 320Х 1250 14,0 13,5 9,5 8,5 10,5 11 4 4 4,5
6Н83Г — 14,0 12,5 3,5
6М83Г 6Р83Г 3850 3700 400Х1600 14,5 12 41 4 4,5
Фриц Вернер — 153X 630 5,5
Браун Шарп N000 . 200X 654 6,5
Фриц Вернер 4100 150X700 7,0 3 1,5
225X 725 8,0
Л. Леве — 240X880 7,5 *
43?
Продолжение табл. 2.&L
Завод- изготовитель, . фирма Модель Класс точи ости Масса, кг Рабочая поверх- ность стола (ширина К X длина)» мм Ремоято- сложность
механической ча- сти- электри- ческой части. Яэ
всего в том числе электродви- гателей Яд
Вандерер 1АЕ Н — 300Х 1000 9,0 3,5 1,5
Браун Шарп 12 305Х 1235 9,5
Цинциннати 2МН 267Х 1245 8,5
Тос Куржим FA3H 250Х 1250 9,0 —- —k
Вандерер 2DE900 350Х1400 12,0 4 2
Тос Куржим ЕВ32Н 320Х1400 10,0 — —’
Керней-Треккер ЗН 343X1625 12,0 4 2
Вандерер 3DE900 400Х 1650 13,5
Тос Куржим FA4H 315X1600 11,0 —-• —
FB40H 560Х 1800 19,0
ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Т а б л и ц а 2.69
Завод- изготовитель, фирма Модель Класс точности Масса, кг Рабочая поверх- ность стола (ширинах X длина), мм Ремонтослож кость
механической ча- сти, ям электр и- . ческой части. Яэ
о а в том числе электродви- гателей. Яд
Вильнюсский станкострои- тельный «Жальгирис» 6Н10 6П10 6Т10 Н 1160 1400 1310 200X 800 6,5 7,5 8,5 7,5 6,0 10 1,5 4
Дмитровский фрезерных станков 610Г — 225X750 7,5 4,5 2,&
433
Продолжение табл. 2 69
Завод- изготовитель, фирма Модель Класс точности Масса, кг Рабочая поверх- ность стола (ширинах X длина), мм Рем онтосл ож ность
механической ча- сти, /?м электри- ческой части, R3
всего в том чйсле электродви- гателей, Яд
Вильнюсский станкострои- тельный «Жальгирис» 610В 610 — 225Х 750 7.5 7,5 4,5 2,5
Львовский фрезерных станков 6520К 3600 250X630 15,0 — - —
Дмитровский фрезерных станков 6Н11 6Р11 6В11 6В11Р 2000 2348 2000 250X 1000 9,0 10,0 10,0 10,0 8,0 8,5 10,0 8,0 3,5 4,0 3.5 3,5
Львовский фрезерных станков 6530К 3220 320X 800 16,5 * 17,5 7,5
Горьковский 6Н12П 6М12 6П12 Н — 13,5 13,5 13,5 10,5 9,0 22,0 4,0 4,5
фрезерных станков 6Р12 6Р12Б 3065 11,0 10,5 11,0 11,0 4,5 4,5
6Р12К 3850 320Х 1250 12,5 11,5 4,0
Дмитровский фрезерных станков 6Н12ПБ 3150 14,0
6М12ПБ 6М12П 3200 14,5 14,5 7,5 7,5 4,0
Горьковский 6Н13ПБ 6Р13 4220 4080 13,0 12,0 9,5 11,0 5,0
фрезерных станков 6Р13Б 4150 460Х1600 12,5 11,5 5,0
6М13П 4250 13,0 7,5 4,0
6М13ПБ 6М13К 5450 4500 13,5 13,0 8,0 4,5
* В том числе ремонтосложность гидравлической части станки
6530К Яг = 5,5,
434
Продолжение табл. 2.69
Завод- изготовитель, фирма Модель Класс точности Масса, кг Рабочая поверх- ность стола (Ширинах ХДлина), мм Ремонтосложность
механической ча- сти, JRM электри- ческой части, R
всего . \ _ в том числе электродви- | гателей, R
Чаренцаван- ckw станко- строительный 6950 7500 500Х1250 20,0 —: —
Ульяновский тяжелых и уникальных станков 654 10600 630X1600 17,5 20,5 ' 4,0
Фриц Вернер ! 2231 — 200X 700 7,0 3,0 1,5
Тос Куржим 1 FA2V 200Х1000 8,0 — । —
Е^недерер OFV IA IAS 250X 800 9,5 3 1,5
300Х 1000 10,5 3,5 1,5
Тос Куржим FV2a ЗООХ 1350 13,0 —- —
TOS FA-4V 315X1600 13,5 12 4
Вандерер ‘ 2DV900 . 325X1400 11,5 4 2
Арчдейль 34 350X 1600 12,0 4 2
Фриц Хеккерт Верке FSS 400X1600 16,0 11 3
Вандерер 3DV900 400X1650 13,5 4 . 2
1сю Кружим FB40V 560X1800 19,0 — —.
435
УНИВЕРСАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Таблица 2.70
Завод- изготовитель, . фирма Модель Класс точности Масса, кг Рабочая поверхность стола (ширинах X длина), мм механической ча- сти, Ям' ' s о [ТОСЛОИ эле Че часа е о в том числе о«3 5 электродам- Л®» 3 гателей, Яд *
Ереванский фрезерных станков 6А73П п В 460 125X320 6,5 7,5 6 3
Одесский фре- зерных стан- ков им. С. М. Кирова 678М н — 195X550 11,0 4,5 2,5
675П Г1 В 770 200X 500 7,0 8,5 4,0 2,0
6720В В 1380 12,5 18,5 8,5
Вильнюсский станкострои- тельный «Комунарас» 6Т75 п В А 1400 200X500 11,5 14,0 16,5 5,5 2,5
Ереванский фрезерных станков 675 П В 635 200X 630 6,5 7.5 5 2
67К16В 67К16П В п 690 690 160X400 160X400 7,5 6,5 13,0 13,0 5,0 5,0
Вильнюсский станкострои- тельный «Жальгирис» 676П п в 1350 200X630 11,0 13,5 4,5 2,5
6725В п в 1730 250X630 12,5* 14,5* 18,0 7,0
6Т80 6Т80Ш 6М80Ш н н п в 1320 1420 200X800 7,5 10,5 10# 11# 4,0 , 4,5
1500 12,5 15,0 10,0 4,5
Горьковский фрезерных станков; Вильнюсский станкострои- тельный «Жальгирис» 6П80 6П80Ш н п в 1400 1500 7,5 9,5 11,5 5,0 7,0 2,5 2,5
* В гом числе ремонтосложность гидравлической части станка
6725В Rr ~ 4,5.
436
Продолжение табл. 2.70
Завод- изготовитель, фирма Модель Класс точности Масса, кг Рабочая поверхность стола (ширина X X длина), мм Ремонтослож ность
механической ча- ста. Ям электри- ческой части, R3
всего в том числе электродви- гателей, R*
Одесский фре- зерных стан- ков им. С. М. Кирова 676 П В 1300 250X 800 10,5 12,5 5,5 2,0
Дмитровский фрезерных 6Н81 6Р81 6Р81Г 6Р81Ш н 2100 2250 2180 2330 250Х1000 9,0 9,5 9,5 11,5 8,0 8,5 8,5 11,0 4,0 4,0 4,0 5,0
станков 6Н81А гь в — 10,5 13,0 3,0 1,5
Одесский фре- зерных стан- ков им. С. М. Кирова 679 н 1525 260X 700 11,0 4,5 2,5
6820 н — 300X1250 9,5 5,0 2,5
6Н82 н 2800 10,0 11,0 3,5
6М82Ш п в 3150 12,5 15,0 14,0 5,5
6Н82Ш п в — 320Х1250 13,5 16,5 14,5 5,5
Горьковский фрезерных 6М82 6Р82 6Р82Г н н 2800 2860 2790 9,0 10,5 10,0 8,0 1.1,0 11,0 4,0 4,5 4,5
станков 6Р82Ш п в 3240 13,5 16,5 12,0 5,5
> 6Н83 н 3800 10,5 8,5
6Н83Ш п в 4400 15,0 18,5 — —-
6М83Ш п в 4300 400Х 1600 13,5 16,5 14,0 5,5
6М83 6Р83 6Р83Г н н н 3750 3740 3640 10,0 н,о 11,0 12,0 11,5 11,5 4,5 5,0 5Д
437
Продолжение табл. 2.70
Заведу- ют отовитель, фирма Модель Класс точности Масса, кг Рабочая поверхность стола (ширина X X длина), мм механической ча- сти, RM g О 1ТОСЛОХ эле че< част о U £ в том числе §-3 о электродви- 5о ®* ® ч гателей. Яд * у
Горьковский фрезерных станков 6Р83Ш II В 3980 400x1600 15,0 17,5 13,0 6,0
Шаублин Sh-13 П В А — 210Х 600 12,0 14,5 17,0 5,5 3,5
Унимак FM-1 П В 240X 600 13,0 16,0 6,0 1,5
Деккель FP-2 П В А 240X800 15,0 19,0 23,0 4,0 2,0
TOS FN-25 Н 240Х 800 250X800 13,0 5,0 —
Вандерер OFN Н 8,5 3,0 1,5
Тос Куржим FA3V Н 250Х 1250 9,0 — —
Шаублин Sh-53 П В А 255X1100 16,0 20,0 24,0 8,0 3,5
Тиль-Дуплекс D-58 П В 260X 720 16,0 19,5 2,5 —
FUW п в 13,5 16,0 2,5 1,0
Деккель FP1 н 300X600 10,5 3,0 1,0
Тос Куржим 1AV 300Х 1000 10,0 3,5 1,5
Тиль-Дуплекс D-59 п в 320X 830 17,0 21,5 5,5 3,5
Вандерер N3 2DV900 н 320Х 1350 ЗЗОХ 1400 12,0 3,0 4,0 !,!> 2,0
— VF-2 п в 400Х 1280 23,0 28,5 9,0 3,5
TOS FA-5U н 400Х 2000 16,0 14,5 6,5
Тос Куржим FB40V 560Х 1800 19,0 — —
438
ПРОДОЛЫЮ-*е£3£РНЫЕ СТАНКИ (жкЫ ж> ГО т)
Т а б л.й а 9 £71
Тип Завод- изготовитель, фирма Модель Класс точно- сти Масса, кг Рабочая поверхность стола (ширинах Хдлина), мм Ремонтослож н ость
механи- ческой и гидрав- лической частей, «и гидрав- лической части, «г электрической части,
всего в том числе электро- двигате- лей.
Двухшпиндельный, одношпи ндельный Дмитровский фрезерных станков 661 Н 5000 320Х1250 13,5 —- 'ОС 4
Двухшпиндельный Горьковский фрезерных станков 6622 8000 450X1600 13,0 < 10,5 5
Одношпиндельный Вандерер РАО 200X 500 6,5 3 1,5
Рейнекер PF-0 200X 600 7,0 3 1 \
Двухшпиндельный Курд и Нубе 200x800 280X 800 11,0 4,5 2,5
Тип Завод- изготовитель, фирма i Модель
Одношпи ндель ный Рейнекер PF-1
Двухшпиндельный Вандер ер 51PD
Одношпиндель ный Кг 1
Одношпиндельный Цинциннати 3X36* 4X48*
Двухшпиндёльный Вацдерер РАЗ
Одношпиндельный
Двухшпиндельный
Продолжение табл. 2.71
Класс точно- сти Масса, кг Рабочая поверхность стола (ширина X X длина), мм Ремонтосложность
механи- ческой и гидрав- лической частей, *м гидрав- лической части, электрической части, /?э
всего в том числе электро- двигате- лей, /?д
Н — 290X800 8,5 t 3 1,5
300X1000 10,5 4,5 2,5
300X1100 9,0 3,5 1.5
305Х 1270 407Х 1660 10,0 12,5 3,5 4 1,5 2
450Х1750 12,5 14,0 — —г
450X 2250 14,0 4 2
15,5 —
Таблица 2.72
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ (массой свыше 10 т)
Тип Завод-изготовитель, фирма Модель Класс точности Масса, кг Рабочая поверхность стола (ширина X Хдлина), мм Ремонтосложность
механической и ги- дравлической ча- стей, /?м гидравлической ча- сти, яг электриче- ской части,
всего в том числе электродви- гателей, Яд
Двухшпиндельный Трехшпиндельный Двухшпиндельный Горьковский фре- зерных станков 6Г605 6Г606 6606 6632Д 6632 Н 13 920 21 890 22 500 500X1600 630X1600 630X 2000 32,0 46,0 30,0 6,5 9,1 7,5 45,0 61,0 76,0 19,0 28,0 42,0
18 500 23 000 650X 2200 22,0 26,0 —- —
Трехшпиндельный 6Г608 30 000 800X 2500 34,0
Минский станко- строительный им. Октябрьской рево- люции 6608 31 000 800X 3000 45,0 61,0 34,0
Двухшпиндельный одностоечный 6308 25,0 11,0 58,0 32,0
Четырехшпиндельный Горьковский фре- зерных станков А664Д 30 000 900X 3000 40,0 — — —
Минский станко- строительный им. Октябрьской рево- люции; Горьковский фрезерных станков 6642 30 000 32,0 41,5
442
Тип За вод- изготовитель, фирма Модель
Четырехшпиндельный Горьковский фре- зерных станков 6Г610 6610
Трехшпиндельный одностоечный Двухшпиндельный Минский станко- строительный им. Октябрьской рево- ЛЮЦИИ 6310
Двухстоечный 6610 Б
Четырехшпиндельный Горьковский фре- зерных станков 6АС5
Двухшпивдельный одностоечный Ульяновский тяже- лых и уникальных станков 6641 6У312 6У612
Четырехшпиндельный Горьковский фре- зерных станков 6652 6653 6654
Четырехшпиндельный двухстоечный Ульяновский тяже- лых и уникальных станков 6У616
Продолжение табл. 2.72
Класс точности Масса, кг Рабочая поверхность стола (ширинах X дли на), мм Ремонтосложность *
механической и ги- дравлической ча- стей, Ru гидравлической ча- сти, Rr электриче- ской части, я»
всего в том числе электродви- гателей, Яд
35 000 39 000 1000X3150 1000X 4000 48,0 60,0 — 63,0 35,0
32 000 1000X 4000 35,0 11,0 57,0 32,0
39 000 45,0 17,5 58,0 32,0
48 000 1000X 5500 48,0 —• — —-
Н 39 000 52 700 71 200 1250X 4000 56,0 76,0 121,0. 9,0 9,5 59,0 71,0 111,0 32,0 35,0 52,5
64 000 69 000 76 000 1250X 4250 1290X 6000 1250X8860 56,0 58,0 61,0 — — —
75 000 1600X5000 95,0 9,5 111,0 52,5
Тип 3 авод-нзготовнтель, фирма Модель
Четырехшпиндельный Горьковский фре- зерных станков 6662
Четырехшпнндельный двухстоечный Ульяновский тяже- лых и уникальных станков 6620 6625
Четырехшпиндельный Горьковский фре- зерных станков 6672
Двухшпиндельный Геллер LFD 160/2000
Дрооп-Рейн DPR
Четыр ехшп индел ь ный Вандерер ' 4R
Ингерсол 1000/5500
Трехшпиндельный Ньютон D-4 1/2—84"
6 Четырехшпиндельный D-4 1/2’—79*
Продолжение табл- 2.72
Класс точности Масса, кг Рабочая поверхность стола (ширина X X длина), мм Ремонтосложность
механической и ги- дравлической ча- стей, RM гидравлической ча- сти, Rr электриче- ской части, . Л,
1 в том числе электродви- гателей, «д
80 000 1800X 6000 62,0 — — —
121 900 2000X6300 2500X 8000 161,0 156,0 9,0 100,0 100,0 54,5 54,5
150 000
2500X 8500 109,0 — — —
н — 630 X 2000 22,0
640X 4000 27,0
900X 3650 33,0
1065X 5500 42,0
46 000 2000X 6000 53,0
—• 2000X 5000 51,0
ГОРИЗОНТАЛЬНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
ДЛЯ ФРЕЗЕРОВАНИЯ КАНАВОК СВЕРЛ
Таблица 1.Т
Завод- изготовитель, фирма Модель Класс точности Масса, кг Наибольший диаметр обрабатываемого изде- лия, мм Ремонтослож ност_
механической ча- сти, /?м электри- ческой части,
всего в том числе электродви- гателей, ’ ‘
Сестрорецкий ин- струментальный им. С. И. Воскова 6787А 1000 2 8,0 4,5 2,«
Алапаевский стан- костроительный 6790 1800 10
6791У 1870 16 — —
Егорьевский стан- костроительный 6792У 6793 2270 25 40 9,0 11,0 5,0 2,5
«Комсомолец» 6793У 6794 Н 3000 3200 40 60 11,0 12,0 — —
Дмитровский фре- зерных станков 6997 4800 32 15,5* 21,0 11,0
Вессельман FA2 FA4 4 10 6,5 10,5 2,0 2,5 1,0 1,о
мар2 — 15 8,0 4,5 2,0
Шток MAQ МАО 24 39 7,5 11,0 5,0 2,5
MF 52 14,5 — —
* В том числе ремонтосложность гидравлической части станка
6997 R? =» 3,5.
444
КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Таблица 2.74
-Н 7- За вод- на готовитель, фирма Модель Класс точности • Масса, кг Рабочая поверхность стола (ширинах Хдлина), мм Ремонтосложность
механической ча- сти, RK электриче- ской части, «э
всего в том числе электродви- гателей, Яд
Одесский фрезерных станков им. С. М. Киро- ва 6463 Н 270 200X 300 3,5 — —
Одесский фрезерных станков им. С. М. Киро- ва; Львов- ский фре- зерных станков 6Л463 6Т463 6А461 300 450 560 200X320 3,7 4,2 4,5 3,0 8,0 1,0 3.0
Львовский фрезерных станков 6464 650 250X450 6,5 2,0 1,0
Дмитров- ский фре- зерных станков 6Г463 6М11КП 6Н81КП 260 2450 250X500 3,7 9,5 17,0 2,0 1,0
250Х 1000 — —— ‘
Горьков- ский фре- зерных панков 6Н12К 6М12К 3700 320Х 1250 11,0 13,0
< >десский фрезерных 1 1 МП к<)11 НМ. 1 М. Ки ро- ил 642 642К 2900 2780 9,0 10,5
445
Продолжение табл. 2.7±
Завод- изготовитель, фирма Модель Класс точности Масса, кг Рабочая поверхность стола (ширина X X длина}; мм Ремонтослож ноств
механической ча- сти, /?м электриче- ской части, «э
2 £ в том числе электродви- гателей,
Львовский фрезерных станков 6М42К н 2800 320X1250 9,0 11,5 4,5
Горьков- ский фре- зерных станков 6М13К 4700 400Х 1600 14,5 — —
Ленинград- ский стан- кострои- тельный им. Я. М. Сверд- лова 6441Б 6444 6Б443Г 7 500 19 000 11 200 630X1200 I25OX1620 630X1250 16,5 35,0 47,0х 30,0 105,0 84,0 30,0
6В444Г 6А445 6В445 21 900 38 200 33 810 1000X2000 1600X3150 1600X3150 63,0 2 64,0 2 57,0 2 84,0 85,0 58,0 30,0 I 31,0 22,5
ЛР05 ЛР105А 19 000 125ОХ 1620 35,0 105,0 —
6445 (ЛР93 и ЛР93А) 31 000 1750X 2800 61,0 123,0
6446 (ЛР-63) 50 000 2500Х 4700 84,0
1 В том числе ремонтосложность гидравлической части стаи кг
6Б443Г Яг = 3,0.
* В том числе ремонтосложность гидравлической части станков
6В444Г, 6А445 Яг = 3,5; 6В445 Яг = 6,5.
446
УСЕЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
БАРАБАННО-ФРЕЗЕРНЫЕ СТАНКИ
РЕЗЬБО- И ШЛИЦЕФРЕЗЕРНЫЕ СТАНКИ
Таблица 2,7'
Группа и тип Завод-изго- товитель, фирма Модель Класс точности | Масса, кг Максимальный диаметр обрабатываемой детали, мм Ремонто- слож кость
механической ча- сти. .электри- ческой - части. /?э
всего ’ в том числе электродви- гателей, .
Резьбофре- зерный Средне- волжский станко- строитель- ный 563 5Б63 Н 2430 60 80 8,0 7,5 3 12,5 1 4,5
Резьбофре- зерный по- луавтомат Мелито- польский станко- строитель- ный им. 23 Октября 5К63 2400 100 8,0 10 : 4,5
Шлицефре- зерный Средне- волжский станко- строитель- ный 5Б63Г 5618А 2710 3200 80 100 8,0 9,5 12,51 4,г 5,5j 3
Резьбофре- зерный для коротких фрез 5636 — 150 8,0 3 | 1
Шлицефре- зерный Егорьев- ский стан- кострои- тельный «Комсомо- лец» 534 . — 11,5 — J —
448
Продолжение табл» &77
Группа и тип Завод-изго- товитель, фирма Модель Класс точности Масса, кг Максимальный диаметр обрабатываемой детали, мм Ремонто- сложность
механической ча- сти, Ям электри- ческой части, Яэ
всего в том числе электр одви- } гателей, Яд
Шлицефре- зерный полуавтомат Средне- волжский станко- строитель- ный 5350 5350А н 3650 3980 150 10,0 — —
13,0* 15 7,5
Шлицефре- зерный 5617 — 175 11,5 3 1
Резьбофре- зерный 561 — 200 12,5
5М5Б62 2800 7,5 9,5 4,5
Резьбофре- зерный полуавтомат
Резьбофре- зерный полуавтомат для корот- ких резьб» патронный 563В 1450 4,5 — -—
5618 — 270 15,5 4 2
Шлицефре- зерный Барбер Кольман D 150 13,5 — —
Резьбофре- зерный Вандерер GWF-0 200 18,5 3 1,5
Лис Бреднер N4 254 14,5 16,5
N6
Вандерер GFV-500 360 8,0 14,5 21,0 23,5 28,5
GFV-1000 GFV-1500 GFV-2000 GFV-3000
* В том числе ремонтосложность гидравлической части станка
1Ш0Л /?г = 4,5.
11> Заказ 503
449
ШПОНОЧНО-ФРЕЗЕРНЫЕ СТАНКИ
Таблица 2.78
Тип Завод- изготовитель, фирма Модель Класс точно- сти Масса, кг Наибольшая ширина фрезеруе- мого паза, мм Рем онтосл ож ность
механи- ческой части, ^м электрической части, /?э
всего в том числе электро- двигате- лей,
Двухшпиндельный полуавтомат Дмитровский фрезерных станков ДФ96С1 ДФ-96 н 1645 1050 1300 2125 1970 4 ч 14 20 10 25 10,5* 15,0 8,0 9,5* 12,0* 11,5 5,0
15,5 9,5 6,5 3,5
Одношпиндельный вертикальный полу- автомат 692А ДФ88ДУ1 692Р
Двухшпиндельный полуавтомат с коп ир- ным барабаном ДФ-87 Наибольшее рас- стояние между осями шпинделей 100 мм 10,0 — —
Автомат для фрезе- рования торсионной канавки в поршневых кольцах ДФ-107 Наружный диа- метр поршневого кольца 125 мм 9,0
ТЧ1"1'1' .«’WJUfl' Шл.
Тип Завод- изготовитель, фирма Модель Класс точно- сти Масса, кг Наибольшая нирина фрезеруе- мого паза, мм Pew 2 -ST-XT ГЖ® 2С—i
механи- ческой части, электрической части,
всего в том числе электро- двигате- лей,
Фрезерный полуавто- мат для канавок спи- ральных сверл 6997 н 4800 Диаметр изделия, мм 10—32 15,5* 21,0 11,0
Круглофрезерный по- луавтомат для обра- ботки шатунных шеек и щек коленчатых валов Коломенский тяжелого станкострое- ния КУ-436 39 100 Диаметр описан- ной окружности, мм 75,0 * 58,0 33,0
Длина вала, мм 280 1600
Специальный для ка- либровки замка пор- шневых колец Сасовский ав- томатических линий СА312С 750 Диаметр изде- лия Хдлина, мм 150Х 14 7,0 7,5 3,5
* В том числе ремонтосложность гидравлической части станков 6997 Яг ==3,5; КУ-436 Яг а= 14,5; ДФ96С1
/?г = 4,5; ДФ88ДУ1 и 692Р Яг = 3,5.
Й ПРОДОЛЬНО-СТРОГАЛЬНЫЕ СТАНКИ
to
Таблица 2.79
Тип Завод-изготовитель, фирма Модель Класс точно- сти Масса, кг Рабочая поверхность (ширинах Xдлина), мм механической части, RM 2 ионтослс элек*1 час всего эжность ’рической гги, в том числе электро- двигате- лей, Яд
Массой до 10 т
Одностоечный Минский станко- строительный им. Октябрьской рево- люции 712В 718 7110
Двухстоечный
Бакинский станко- строительный 7124
Одностоечный Биллетер-Клунц —
Двухстоечный
Робер —
Ульбрихт
Линде
Блель
Цинциннати B1/SD
н — 600X 2000 12,0 13,5 3,0 1,5
1000X3000 28,0 34,0 18,0
720 X 2140 14,0 2,5 1,5
500X 1000 8,0 2,5 1,5
370X1150 7,5
400Х 1500 10,0
500X 1500 11,0 3 —
550Х 1500 | 12,0
650X1500 1 10,5
600X1800 I 14,0 2,5 1,5
жТроайлхаое пшкл.
Тип Завод-изготовитель» фирма Модель Класс точно- сти Масса, кг Рабочая поверхность (ширинах ХДлина), мм Ремонтосложность
механической части, Ям электрической части, R3
всего в том числе электро- двигате- лей, Яд
Двухстоечный Блель 1 н — 600X 2000 12,0 3 2
Ульбрихт 12,0
Одностоечный Биллетер-Клунц 800X2000 13,5
Двухстоечный К. Юнг 450X2150 12,0
Зальцер 500X2500 14,5
Вальдрих 650X2500 15,5
Батлер 3 14,0
Биллетер-Клунц — 700X2500 15,0
Ферман — 700X2500 15,0
Ульбрихт 400X2750 13,0
Массой от 10 до 100 т
Двухстоечный Ленинградский стан- костроительный им. Я. М. Свердлова 712 Н 10 500 830X2000 18,0 — —
s
Тип Завод-изготовитель, фирма / Модель
Одностоечный Минский станко- строительный им. Октябрьской рево- люции 7134 7231А 7233 7231
Двухстоечный
Одностоечный 7110 7А110
Двухстоечный 7210 7А210
Ленинградский стан- костроительный им. Я. М. Свердлова 713Ш
Новосибирский «Т яжстанкогидро- пресо им. А4 И. Еф- ремова 713
Продолжение табл. 2.79
Класс точно- сти Масса, кг Рабочая поверхность (ширина X Хдлина), мм Ремонтосложность
механической части, Ям электрической части, Яэ
всего в том числе электро- двигате- лей, Яд
20 000 19,0
21 000 21 000 22 000 1000X 3000 22,0 22,0 23,0 — —
25 635 28,0 34 18
25 065 1000X3200 30,0 56,0 29,0
н 25 615 25 050 1000X 3000 1000X 3200 29,0 31,0 34 56,0 18 29,0
17 000 1300X3000 20,0
12 500 830X3040 18,5
Тип Завод- изготов итель, фирма Модель
Одностоечный Минский станко- строительный им. Октябрьской рево- люции 7112 7А112 7212 7А212 7242 7242Б 7243
Двухстоечный
Новосибирский «Т яжстанкогидро- пресс» им. А. И. Еф- ремова 724М 724 7Б220 7210—6
Одностоечный Минский станко- строительный им. Октябрьской рево- люции 7142А
Двухстоечный 7242А 7243А 7216 7А216
Одностоечный 7116 7А116
ЖДСС. *
Класс точно- сти Масса, кг Рабочая поверхность (ширинах Xдлина), мм Ремонтослсжзость
механической части, электрической части, /?э
всего в том числе электро- двигате- лей, Яд
н 32 895 32 335 32 875 32 320 34 000 34 000 1250X 4000 32,0 35,0 32,0 37,0 31,0 27,0 29,0 40 70 40 70 23 40 23 40
32 000 90 000 36 000 1300X4000 1500 X 4000 1800 X 5000 900X6000 36,0 28,0 54,0 30,0 86
138 54,5
— —
40 000 39 000 45 380 44 870 46 400 45 885 1250X 6000 26,0 29,0 31,0 41,0 44,0 37,0 43,0
1600 X 6000
41 70 41 70 23 40 23 40
Тип Завод-изготовитель, фирма Модель
Двухстоечный Новосибирский «Т яжста нкогидро- пресс» им. А. И. Еф- ремова 7256 7А256
724Б 7256Б
Одностоечный Грей 48"Х48"
Цинциннати D-SD
Двухстоечный Биллетер —
Блель
Одностоечный Бертрам 72"Х72"
Двухстоечный Батлер 10"Х4"Х4"
Цинциннати 36"Х36"
Грей 42"Х42* 56"Х56"
Одностоечный Цинциннати 48*Х48"
Двухстоечный Лаудон
Продолжение табл. 2.79
Класс точно- сти Масса, кг Рабочая поверхность (ширинах X длина), мм Ремонтосл ож ность
механической части, RM электрической части, R3
всего в том числе электро- двигате- лей, Лд
Н 61 600 57 700 1800X6000 40,0 39,0 37,0 51,0 — —
52 000 83 000 1 300 X 10 000 1 800Х 10 000 ,
— 965X2940 31,0 — —
800X3000 29,0
1400X3000 32,0
1700X3000 34,0
1820X3000 35,0
1070X3050 29,0
845X3200 33,0
965X3560 35,0
1320X3790 39,0
1220 X 3860 38,0
1220X3950 33,0
Тип Завод-изготовитель, фирма Модель
Двухстоечный Браун-Шарп —
Одностоечный Грей 60"Х 12"
Двухстоечный Цинциннати 72"Х72"
84"
Сафаг —
Биллетер
Хьллопл анстир к
Либерти
Циммерман
Вальдрих WZH-VIIIA
Бомаг —•
Про&ихеяае J-7.1
Класс . точно» сти Масса, кг Рабочая поверхность (ширинах Хдлина), мм S Ремонтосложность
механической части, Ям электрической части, R3
всего в том числе электро- двигате- лей, Яд
н 1700X 4000 44,0 __
1420X4460 44,0
1730X4520 49,0
63 50G 2035X4680 55,0
— 1400X5000 45,0
2000X5000 47,0
1270X 5020 42,0
1800X 5500 49,0
1885X5500 53,0
2000X5750 57,0
84 750 2700 X 6000 64,0
— 1200X 6000 43,0
сл 00 -
Тип Завод-изготовитель, фирма Модель Класс точно- сти
Одностоечный Нилес — н ше 100 т
Биллетер
Либерти
Двухстоечный Уквард WZH-IIIA
Вальдрих —
Селлерс 84*Х84"Х84“
Одностоечный WMW HZS^- 8000
Шисс-Дефриз
Двухстоечный Двухстоечный AWG
Биллетер Минский станко- строительный им. Октябрьской рево- люции DB-8500 Массой свы 7Б225 ♦ 7А278
Продолжение табл, 2.79
Масса, КР Рабочая поверхность (ширинах Хдлина), мм Ремонтосложность
механической части, Ям электрической части, Яэ
всего в том числе электро- двигате- лей, Яд
— 11'50X 6000 46,0 — —
1250X 6000 45,0
1400X6000 49,0
2000X 6200 50,0
38 400 1000X6250 41,0
48 000 1820X 7000 55,0
— 1800X8000 65,0
2400 X 8000 66.0
1750X8150 61,0
47 700 1150X 8500 52,0
105 000 2250X 6500 61,0 138,0 54,5
120 000 2500X 8000 68,0 — ——
П^всдаяхгязж к£л. £
Тип Завод-изготовитель, фирма Модель Класс точно- сти Масса, кг Рабочая поверхность (ширина X XДлина), мм Ремонтосложность
механической части, 7?м электрической части, R3
всего в том числе электро- двигате- лей,
Двухстоечный Новосибирский «Т яжстанкогидро- пресс» им. А. И. Еф- ремова 7278 7228* 7288 Н 119 600 135 710 350 000 2 700X8 000 2 800X8 000 3 600Х 12 000 71,0 75,0 101,0 156,0 66,0
— —
Вальдрих — 102 000 2800X6000 80,0
Селлерс ЮР 110 000 3000X7960 98,0
Найльс 120'Х 120"Х Х20" 138 000 2790X9130 100,0
Шисс-Дефриз Шисс-Дефриз 7Н 4Н GEH 8Н — 3 700X10 000 2 000Х 10 800 2 600Х 12 000 4 000Х 12 000 2 300Х 13 000 3 000Х 15 800 4 200 X 19 400 111,0 93,0 109,0 131,0 103,0 132,0 177,0
313 300 371 000
* В том числе ремонтосложность гидравлической части станков 7228 /?г = 4,0; 7Б225 Rv = 3,5.
<Х> ---- " .... .............- ' ...............—— —
поперечно-строгальные станки
Таблица 2.80
Завод-изготовитель, фирма Модель Класс точности Масса, кг Наибольший ход ползуна, мм Ремонтосложность
механической ча- сти, электри- ческой части, /?э
всего в том числе электродви- гателей,
Оренбургский 749 856 100 7,0 4 3
станкостроитель- 7311 550 5,0 3 2,5
ный 7А311 633 200 6,0 4,5 3
739 983 7,5* 6,5 4,5
7АЗЗ 900 320 5,5 5 3,5
Киевское РУ-3 733 1060 350 6,0 3 1,5
Оренбургский 7305 1760 6,5 4,5 2
станкостроитель- 7Б35 2000 500 8,0 ——> —
ный 7Е35 2000 8,0 3 2
736 н 1850 650 7,5 3,5 z 1,5
Гомельский станко- 7М36 3300 10,5 6 —
строительный им. С. М. Кирова 7А36 2979 10,0 6,5 3
Оренбургский 7В36 2800 700 11,5 5 2,5
станкостроитель- ный
Гомельский станко- 7Д36 3400 10,5 —
строительный нм. С. М. Кирова 7307Д 3420 12,5* 6 3,5
Оренбургский 7307Г 2500 710 7,0 4,5 2
станкостроитель- ный 7307 2800 7,5 — —•
Гомельский станко- 7310Д 4440 13,5* 6,5 4
строительный 7М37 4500 1000 9,5 6,5 3
им. С. М. Кирова 7Д37 4500 11,0 — —
Кох — — 5 3 1 1 1.5 .
Вотан — 350 4 2,5
Клопп S 7
СМ-2 380 11 3 1,5
460
Продолжение табл. 2.80
Мп под- изготовитель, фирма ' Модель Класс точности Масса, кг Наибольший ход ползуна, мм Рем онтосл ож н ость
механической ча- сти, RM электри* ческой части, /?э
всего в том числе электродви- гателей,
Шульц 32 Н — 400 5,0 6,0 10,0 8,0 3 1,5
Гсйнеман —
Клопп М6Н
3N 417
Г. Эбергард 16" 449 9,0 3,5 2
Л. Шютте HS-4505 450 3 1,5
Клопп 10D СМ24* 500 6,0 7,0 3,5 2
Вотан — 525 9,0 5,5 3
Г. Эбергард 20* 527 10,0 4 2,5
— , PW-550 550 8,5 3,5 1,5
Кренцлер В24А 600 11,0 4 2,5
Клопп Е-52 PSF-500 13,0 — —
9,0 4 2
Вотан IC
Гейнеман S400 7,0 — —
Г. Эбергард 20—24* 24* 629 11,0 12,0 3 1,5
Вотан 1244 640 8,0 10,0 4 2
650 5,5 3,5
Крафт — 11,0
Вотан — 700 10,0 6,5 1
Г, Эбергард 28’ 32’ 36’ 729 13,0 3 1,5
834 14,0 3,5 2
936 15,0
* В том числе ремонтосложность гидравлической части станка
/39 /?г = 1,0; 7307Д и 7310Д £г = 3,5.
461
Таблица 2.81
ДОЛБЕЖНЫЕ СТАНКИ
Завод-изготови- тель, фирма Модель Класс точности Масса, кг Ход долбяка, мм Диаметр стола или длина, мм Ремонтослож ность
механической ча- сти. ям электри- ческой ча- сти,
всего в том числе электродви- гателей, #д
Оренбургский станкострои- тельный 7412 7А412 720 1200 100 310 360 4,0 6,0 2,5 —
Бакинский станкострои- тельный 7401 7402 1040 1940 100 200 — 6,5 8,0 6,5 9,0 3,5 5,0
Оренбургский станкострои- тельный 7А420 н 2236 200 500 8,0 6,5 2,5
Гомельский станкострои- тельный имени С. М. Кирова 7М430 7Д430 7430 7М450 7Д450 7450 5200 5700 5500 7750 8700 8000 320 320 380 500 500 580 630 650 800 900 12,0 12,5 12,0 14,0 14,5 14,0 9,0 8,5 3,5 9,5 8,5 8,5 4,0 4,5 4,0 4,5
Минский станкострои- тельный имени Октябрьской революции 745А 17 000 1000 1250 21,0 30,5 18,0
Гомельский станкострои- тельный имени С. М. Кирова 7410 7414 28 520 35 960 1000 1400 — 67,0* 72,0* 71,0 85,0 31,0 42,0
Батлер н 102 356 5,0
Л. Леве 120 400 5,0
* В том числе ремонтосложность гидравлической части станков
7410 и 7414 Яг = 9,5.
462
Продолжение табл. 2.81
Знвод-изготови- тсль, фирма Модель Класс точности Масса, кг Ход долбяка, мм Диаметр стола или длина, мм Ремонтосложность
механической ча- сти, RM электри- ческой ча- сти, R3
о ф % в том числе электродви- гателей, Яд
Штемпинг н — 125 400 6,0 — , —'
Б. Эшер —— 140 450
Малик и Вальков 150 650
Рошер-Айхлер 600 5,0
Пратт-Уитней 6 152 502 6,0 2,5
Рошер-Айхлер St-111 180 650 —
Мюллер EW 200 400
Батлер 1 203 508 7,0
М. Хопфен- гартнер — 210 420
Б. Эшер V3-S 250 500
Мерров — 260 600 8,0
Хор гантер — 270 520
Общество польских ме- хаников 2DA 300 600
Пратт Уитней 12 305 660 3,0
Батлер 3 305 610 —-
Густлов-Верке —- 500 1000 12,0
Хилле Верке 650 1120
463
ПРОТЯЖНЫЕ СТАНКИ
Таблица 2.82
Тип Завод-изготовитель, фирма Модель Класс точности Масса, кг Наибольшее тяговое усилие ползуна, кН (тс) Ремонтосложность
механической и гидравлической ча- стей, Ям гидравлической части, Яг электриче- ской части,
всего в том числе электродви- гателей, Яд
Вертикальный 7612 3325 40 (4) 15,0 3,4 25,0 7,5
Минский станко- строительный им. С. М. Кирова 7А705В 7Б705 7Б705В 7712 Н 3400 4800 3600 50 (5) 50 (5) 9,0 8,0 10,0 13,5 3,0 3,5 6,5 14,0 17,5 6,0 6,5
Московский «Стан- коконструкция» 774 775 7710В 3500 6300 5300 100 (10) 8,0 12,5 11,0 2,0 4,0 3,0 16,0 11,6 6,0 2,5
7623 7600 23,0 5,5 28,0 6,0
Минский станко- строительный им. С. М. Кирова 7А710Д 7Б710 н 9000 5800 100 (10) 16,0 8,0 4,0 3,0 — —
7723 7243 22,0 6,0 23,0 6,5
7Б720 7А720Д 8 000 14 000 200 (20) 14,5 23,0 4,0 4,5 . — —
Тип Завод-изготовитель, фирма Модель Класс точности
Вертикальный Минский станко- строительный им. С. М. Кирова 7720В 776 766Н123 7Б66 н
7633
7733
Лапойнт —
Б л ель —
Форет SF
Ойль-Гир ХС-10
Футбурт —
Эльба-Верке AG
Ойль-Г ир XD30-66 XS-30
~ПЛЕЛ.
Масса, кг Наибольшее тяговое усилие ползуна, кН (тс) Ремонтосложность
механической и гидравлической ча- стей, RM гидравлической части, Rr электриче- ской части,
всего в том числе электродви- гателей, Яд
8 000 7 750 11 600 200 (20) 14,5 13,0 15,0 19,5 5,5 4,5 5,0 4,0 17,5 22,0 3,0 6,5 9,0
10 690 250.(25) 24,0 6,5 30,0 11,5
10 050 22,0 6,5 28,0' 11,5
— 40 (41 10,0 3,5 — —-
63 (6,3) 8,5 4,0
100 (10) 14,0 7,5 3 о
11,0 4,0
11,5 4,5 — —
5,0 3,5
294 (29,4, 300 (30) 11,0 15,0 4,0 7,5 4,5 3,5
OS OS
Тип Завод-изготовитель, фирма Модель Класс точности
Горизонтальный Минский станко- строительный им. С. М. Кирова 7А5Ю 7Б510 Н
7А520 7Б520
7523 7534
7А540 7540
7545 7Б57 7552
Дольце и Злотта DSN11 DSN111 DSN1
Футбурт —
Форет
Ойл Гир ХВ-12 XL-12
Продолжение табл 2.82
Масса, кг Наибольшее тяговое усилие ползуна, кН (тс) Ремонтосложность
механической и гидравлической ча- стей, RM гидравлической части, Rr электриче- ской части,
всего в том числе электродви- гателей,
3900 4218 100 (10). 6,5 9,0 4,5 4,5 3,5 17,0 2,5 7,0
6500 5124 200 (20) 8,0 9,0 3,0 5,0 12,5 13,5 —
4100 6250 100 (10) 250 (25) 15,5 16,0 5,0 6,0 14,5 25,0 3,5 10,5
9 150 10 500 400 (40) 10,0 8,5 6,0 6,5 15,0
12 150 13 000 17 400 630 (63) 630 (63) 1000 (100) 24,0 19,0 16,0 7,5 6,5 3,0 22,0 22,0 7,5 8,5
70(7) 8,0 3,5 2,5 1,5
3,0 2,0
2,5 1,5
— 100 (10 8,5 4,5 2,0
9,5 2,0
120 (121 9,5 9,0 4,5 4,0 5,0 3,0
Тип Завод-изготовитель, фирма Модель Класс точности
Г оризонтальный Лапойнт НР75 X н
Эльба-Верке RWH-15
Ойл-Гир XL-20
Протяжной автомат непре- рывного дей- ствия Клинский станко- строительный КСЗ-25М19
КСЗ-40М1 КСЗ-40М4
Непрерывно- протяжной
Ротационно- протяжной РПС-710
Масса, кг , Наибольшее тяговое усилие ползуна, кН (тс) Рем онтосл ож ность
механической и гидравлической ча- стей, RM гидравлической части, /?г электриче- ской части,
всего в том числе электродви- гателей,
150 (15) 14,0 7,5 — —
11,0 4,5
200 (20) 10,0 4,5 5,0 3,0
3430 18 (1,8) 13,5 — 10,5 4,1
8100 50 (5; 44,0 12,5 15,0 4,5
6530 Наибольшее усилие реза- ния, мм 4000 34,0 14,0 17,0 5,5
3380 2000 6,5 — 19,5 5,0
ОБОРУДОВАНИЕ НАПИЛОЧНЫХ ЗАВОДОВ.
ПИЛОНАСЕКАЛЬНЫЕ СТАНКИ
Таблица 2.83
Группа Завод-изготови- тель, фирма Модель Класс точности Масса, кг Наибольшая длина обра- батываемого напильника, мм Ремонтр- сложность механиче- ской части, [ *м
Пилона- секаль- ные станки и полуав- томаты Ворошиловград- ский напилочный им. Д. Ф. Рудя Т-19 Т-15 Н — — 5,0 6,0
Т-8 T-3V2 Т-За ВН-06 ВН-05 Т-9 7,0
7,0
Т-7 Т-6 Т-4 Т-2 Т-1 400 250 6,0
— 300 7,0
400 800 450 6,0
1600 7,0
Сестрорецкий ин- струментальный им. С. И. Воско- ва Т-921 — 12,0
Фровейн 6 10 9 7 11 3 2 1 200 250 4,0
400 5,0
450
4,0
6,0 7,0
Беше № 16 № 19 — 5,0
Гесс 2 4 7 11 6,0
468
ПРОЧЕЕ ОБОРУДОВАНИЕ
Таблица 2.84
Группа Завод-изготови- тель, фирма Модель Класс точности Наибольший размер обраба- тываемого на- пильника, мм Ремонтослож- ность механи- ческой части, «м
Шлифовальный Витебский стан- костроительный им. С. М. Кирова ВШ-6 ВШ-6К н 14,0 16,0
Харьковский ста н костроител fa- ный имени С. В. Косиора ХШ-91 — 17,0
Московский ин- струментальный МИ-02 — 12,0
Роли непра- вильная ма- шина для правки заго- товки напиль- ников Серпуховский опытный кузнеч- но-прессового оборудования им. 8-летия Ок- тября И001-А 12X45 или 22X22 10,0
Для испыта- ния напильни- ков на работо- способность ТФ-18-6 — 6,0
Вальцы про- катные для носков на- пильников Миасский напи- лочный —
Таганрогский кузнечно-прессо- вого оборудования С-151 7,0
Воронежский кузнечно-прессо- вого оборудова- ния имени М. И. Калинина С-153 9,0
Вальцы про- катные для хвостовиков напильников Миасский напи- лочный —- 6,0
Вальцы прокатные Ворошиловград- ский напилочный им. Д. Ф. Рудя ВИЗ 0 22
11рокатный стан 015-Х 7,0
469
СТАНКИ ДЛЯ ДИНАМИЧЕСКОЙ БАЛАНСИРОВКИ
Таблица 2.8-
За вод-из- готовитель Модель Класс точности се о я 3 Высота центров над ста- ниной, мм Масса балансируемого изделия, кг Ремонтосл ож НОСТЬ
механической ча- сти, Ям электриче- ской части,
всего в том числе электродви- ТЯТОД^Й, #
9720 4 500 1050 25 15,0
Московский «Стан кокон - струкция» МА-22 9А736А н 50 11 500 — 10 000— 16000 6,0 20,0 — —
9А734 6 500 1200 300—3200 25,0 13,5 4
Одесский прецизион- ных станков 9713 9714 9764 370 440 650 — 0,1—10 0,3—30 0,1—10 2,9 3,2 4,1 9,0 11,0 18,0 5 8 4
Минский станко- строитель- ный им. Октябрь- ской рево- люции 9715Р 9765М 770 1990 — 1—100 1—100 5,0 8,0 8,0 18,5 1,5 6,5
ОТРЕЗНЫЕ СТАНКИ
Таблица 2.86
Завод-изгото- витель, фирма Модель Класа точности Масса, кг Наибольший диаметр разрезаемого материала, мм Ремонтослож- ность
механической ча- сти, Ям электриче- ской части.
всего в том числе электродви- гателей, Яд
Минский станко- строительный нм. С. М. Кирова 8641 8В66А Кр н углопиль 2400 3980 •ные 160 240 6,0 1 11,0 I — —
470
Л енточноотрезн ые
1з
2
Класс точности
Масса, кг
Наибольший диаметр
разрезаемого материала,
мм
механической
сти,
всего
в том числе
электродви-
гателей, 7?д
Продолжение табл. 2.86
Продолжение табл. 2.86
За вод-изгото- витель. фирма Модель Класс точности Масса, кг Наибольший диаметр разрезаемого материала, мм Ремонтослож- ность
механической ча- сти, ям электриче- ской части.
всего в том числе электродви- гателей, R&
Геллер 2441-0 350 п,о 3,0 2,0
SS-4 400 12,5
Вагнер 1Z 450 13,5
MF 650 19,0 3,5 2,5
Ножовочные
Майкопский стан- костроительный им. М. В. Фрунзе 872 872А Н 490 100 3,0 3,5 2,5 2,0 1,2 1,5
650 250
Краснодарский эк- спериментальный им. М. И. Калини- на 8Б72 872М 8725 8А725 655 600 670 1100 3,5 3,0 4,5» 8,0* 5,0 3,7 12,5 2,0 2,5 5,0
Армстронг А 180 5,0 2,0 1,0
* В том числе ремонтосложность гидравлической части станков
8725 Rr = 1,0; 8А725 Rr « 2,5; 8544 Rr « 5,0; 8Б531 /?г= 1,0; 8Г662
Лг « 3,5.
БОЛТОРЕЗНЫЕ СТАНКИ
Таблица 2.87
Завод-изготови- тель, фирма Модель Класс точности Масса, кг Наибольший диаметр разрезаемого материа- ла, мм Рем онтос л ож ность
механической ча- сти, Ям электриче- ской части,
всего в том числе электродви- гателей, R*
Лубенский станко- строительный «Коммунар» 5А07 Н —• 10—39 6,0 3,0 2,0
472
ГАЙКОНАРЕЗНЫЕ АВТОМАТЫ, ПОЛУАВТОМАТЫ
И РЕЗЬБОНАРЕЗНЫЕ СТАНКИ
Таблица 2.88
Класс точности
Масса, кг
Наибольший диаметр
разрезаемого материа-
ла, мм
О механической ча-
о сти,
о
всего *
в том числе
электродви-
гателей,
Продолжение табл. 2.87
Продолжение табл. 2.&
Завод-изготови- тель, фирма Модель Класс точности Масса, кг Пределы диаметров на- резаемой резьбы, мм механической ча- сти, «м J 2 энтослс ность элект с КОЙ ’ £ о ф m в том числе и £ электродви- н л •
Молодечненский станкострои- тельный 2062 2А062 370 1400 Мб—М10 Мб—М10 4,5 9,5 2,0 16,0 1,0 7,5
Витебский станкострои- тельный имени Коминтерна 5085 5085А 5084 680 680 491 М8-М10 М8—М10 М5—Мб 4,0 4,0 3,5 2,5 2,5 2,0 1,0 1,0 1,0
Молодечненский станкострои- тельный 2063 2А063 2056 640 2395 407 М12—М20 М12—М20 М18 4,0 12,0 3,2 2,5 18,0 5,0 1,5 9,0 2,2
Витебский станкострои- тельный имени Коминтерна 5087 1190 М24 4,5 2,5 1,5
Молодечненский станкострои- тельный 2064 2А064 н 985 3315 М22—МЗО М18—М27 4,0 14,5 2,5 19,0 1,5 9,5
Читинский станкострои- тельный 5Д07 5993 1200 1600 MIO—М39 М12—М42 6,0* 7,5* 6,0 10,5 3,5 5,0
Лангер — 4,0
Альфред Дефрнз Нурка 111 мю 5,0
Ган Кольб HS1 6,0 —
Альфред Дефриз Нурка 114 MIO—М20 7,0
Акме IV/ M13—М38 15,0
Универсаль — М16 5,0
♦ В том числе ремонтосложность гидравлической части станков
5Д07 Rr — 1,5; 5993 RF= 1,4.
474
Модель
________________Д
Класс точности
Масса, кг
Пределы диаметров
нарезаемой резьбы,
мм
механической и
гидравлической ча-
стей, Ям
гидравлической
части, Яг
всего
в том числе
электродви-
гателей, Яд
РЕЗЬБОНАКАТНЫЕ СТАНКИ
Н
ОК
ь
S
р
О»
ьо
8-
>
Sa
1 HMSd Нурка 117 Модель
X Класс точности
Масса, кг
Пределы диаметров на
резаемой резьбы, мм
механической ча-
сти, RM
всего
в том числе
электродви-
гателей,
Продолжение табл. 2.88
Продолжение табл. 2.89
Завод-изготови- тель, фирма . Модель Класс точности Масса, кг Пределы диаметров нарезаемой резьбы, мм Рем о нтосл ож ность
механической и гидравлической ча- стей, RM гидравлической части, Rr электри- ческой части,
всего в том числе электродви- гателей,
Гомельский стан- костроительный им. С. М. Кирова А255/Д-1 А265 Н — 16—20 20—25,4 14,0 16,0 — 4 —
Ватербюри — 4,5—12,7 7,0 2,0 1.5
Ковентри 5—12 8,0
Кайзер 6—12 10,0
Манвилл 375С 500С 10 12 6,0
8,0
Мальмеди — 12
Универсаль 16 10,0 2,5 2,0
С круглыми плашками
Московский ре- жущих инстру- ментов «Фрезер» им, М< И. Калини- на МФ-103 2 7,0 3,0 2,0 1,5
— 5933 — 6—33 5,0 — 2,0 1,5
Новочеркасский станкостроитель- ный НР-1 2—14 11,0 3,0 2,0 1,5
Читинский станко- строительный 5А935 1800 60 15,0 3,0 2,0 1,5
Московский «Станкоконструк- ция» 5964В 5964Р 60 Диаметр вала, мм 26—140 12,5 1,5 2,0 1,5
Пи-Ви Тип IV 3—80 13 30 16,0 10,0 12,0 3,0 2,0 2,0 3,0 1,5 1,5 2,5
476
СТАНКИ ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ И ЭЛЕКТРОФИЗИЧЕСКИХ МЕТОДОВ ОБРАБОТКИ
Таблица 2.90
Группа Завод-изгото- витель Модель Класс точ- ности Масса, кг Характеризу- ющий параметр, мм Ремонтосложность
механической ча- сти, Ям электрической части, Яэ
всего в том числе электродви- гателей, Яд
Электроискровой уни- версальный копироваль- но-прошивочный на- стольный Троицкий станко- строительный 4Б721 Н 130 Рабочая по- верхность стола 200X600 3,4 —— —
Электроэрозионный для профильной вырезки по контуру Кироваканский прецизионных станков 4531 525 Наибольшие размеры обра- батываемой де- тали, мм 180X120X30 5,0 14,0 3,7
Электроэрозионный ко- пировально-прошивоч- ный 4В721 130 Рабочая по- верхность стола, мм 160X250 5,5
Троицкий станко- строительный 4Г721М 4Е723 4Е724 1050 4900 8300 200X 360 400X 630 400X 630 4,7 16,0 19,5 10,0 6,5
— —
Продолжение табл» 2.90
Группа Завод-изгото- витель Модель Класс точ- ности Масса, кг Характеризу- ющий параметр, мм Ремонтосложность
механической ча- сти, электрической части,
всего в том числе электродви- гателей, 7?д
Эдектроэрозионный ко- пировально-прошивочный Каунасский стан- костроительный ,пм. Ф. Э. Дзер- жинского 4Д722А * В А 4700 400X 630 19,5 23,0 32,0 П,5
Универсальный электро- импульсный копироваль- но-прошивочный Троицкий станко- строительный 4Б722 4723 4А722 473 Н 1500 1800 1500 1500 Рабочая по- верхность стола, мм 250X400 400X500 400X250 400X500 16,0 19,5 9,0 9,0 19,0 14,0 25,0 11,0
—
Переносный электроим- пульсный для извлече- ния сломанного инстру- мента Молодечненский станкостроитель- ный 4611 270 320X 250 4,0
* В том числе ремонтосложность гидравлической части станка 4Д722А =» 2,0.
Группа Завод-изгото- витель Модель
Электроимпульсный универсальный копиро- вально-прошивочный Троицкий станко- строительный 4724
Анодно-механический отрезной дисковый Троицкий станко- строительный 4А820 4А821
Анодно-механический отрезной ленточный 4822 4822
4А822 4А822М МЭ-12 4850
. . Г’*'!'" ЛТГсЧХ f rr^J 2 .X
Ремонтосложность
Класс точ- ности Характеризу- ющий параметр, мм а в* электрической части, R3
Масса, кг механической сти, ям всего в том числе электродви- гателей, /?д
н 2000 800X630 15,0 — —-
4500 4000 Наибольший диаметр обра- ботки, мм 75 160 10,0 18,0
н 3500 3500 Рабочая по- верхность стола, мм 1200X700 18,0
1 500 1 300 4000 12 500 Наибольший диаметр обработки, мм 350 350 300 400 18,5 18,5 19,0 36,0
s
Группа Завод-изгото- витель Модель
Анодно-механический ленточный для разрезки слитков и проката Троицкий станко- строительный ; МЭ-31
Анодно-механический отрезной ленточный 4А823
Ультразвуковой универ- сальный копировально- прошивочный 4772М 4772А , 4Б772 4Д772Э
Продолжение табл. 2.90
Класс точ- ности Масса, кг Характеризу- ющий параметр, мм Ремонтосложность
механической ча- сти, RM электрической части,
всего в том числе электродви- гателей, /\д
10 000 600 26,0
Н 9000 750 29,0
700 1200 Рабочая по- верхность стола, мм 250X350 Диаметр сто- ла, мм 300 7,0 10,5 14,0 — —
2200 320 13,0
10 Заказ 503
Группа Завод-изготови- тель Модель
Ультразвуковой универ- сальный прошивочный Молодечненский станкостроитель- ный 4770
Троицкий станко- строительный 4772 4773
Универсальный электро- химический МА-4423
таЕл. 2JC
РеХОЕТОСЛ ок ность
Класс точ- ности Характеризу- ющий параметр, мм а электрической части, /?э
Масса, кг механической ти, Ям всего в том числе электродви- гателей, Яд
н 155 Рабочая по- верхность стола, мм 165Х 125 4,5
600 1500 7000 250X250 400X 500 Наибольшие размеры обра- батываемой де- тали, мм 350X 480X 300 11,0 12,5 26,0 — —
СТАНКИ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Таблица 2.91
Группа Завод-изготови- тель Модель Класс точности Масса, кр Наибольший диа- метр обрабатывае- мого изделия, мм Наибольшая вы- сота обрабатывае- мого изделия, мм механической и гидравлической ча- стей, R„ гидравлической ча- | сти, Rr н J Я сложное элект ской t R о 8 в том числе ф » s ? электродви- н £ гателей, г •
Многооперацион- ный токарно-ре- вольверный прут- ковый автомат Новосибирский станкостроитель- ный им. XVI партсъезда 11Б40ПФ4 п 6675 Диаметр прутка, мм 40 — 14,5 1,5 i 32,0 13,0
Токарно-револь- верный Новочеркасский станкостроитель- ный 1325Ф30 3450 25 14,5 1,5 32,0 13,0
Бердичевский станкостроитель- ный «Комсомолец» 1В340ПФЦ 1Г340ПФЦ-01 1Г340ПЦ 1Г340ПЦ-01 1В340Ф30 3040 3160 3165 3215 3530 40 40 40 40 40 16,5 17,0 17,0 17,0 17,0 4,5 3,0 3,0 3,0 4,5 27,0 29,0 29,0 29,0 30,0 7,0 8,0 8,0 8,0 14,5
Алапаевский станкостроитель- ный 1П426ДФЗ 7930 65 27,0 5,5 38,0 25,0
♦ Группа Завод-изготовитель Модель
Токарно-карусель- ный одностоечный Краснодарский станкостроитель- ный им. Г. М. Се- дина 1512Ф1 (исп. 041) 1512Ф1 (исп. 423) 1512Ф1041 1512Ф2 1512ФЗ 1512Ф3271 1516Ф1 (исп. 041) 1516Ф1 (исп. 423) 1516Ф1041 1516Ф2 1516ФЗ 1516Ф3271 1525Ф1 (исп. 041) 1525Ф1 (исп. 423)
СО W - Краснодарский станкостроитель- ный им. Г. М. Се- дина 1525Ф1041 1525Ф2 1Л532 (исп. 041) 1Л532Ф1 (исп. 423)
Прсдслх&ае naZi. Л* 7
Ремонтосложность
5 S 2 ® gs я электриче-
я п X S* ской части,
5! s £ о з2 X о S« о эХ о R э
О X S я «1 я сз « X X О 4> О • >-г С X
g X Э £ 2 л 3 s а я а S з а 8 X S X S is*
О СО 3 § я - \О>О К 55 - ^ОХЭ к s Я X механик гидравл стей, R гидравл сти, 7?г о ?ом ч ‘КТрО, елей,
& £ xfl о ш «52
н 16 710х 1250 1000 27,0 53,0 14,5
18 090 1250 1000 26,0 53,0 32,0
17 000 1250 1000 27,0 53,0 14,5
16 850 1250 1000 35,0 48,0 11,0
14 610 1250 1000 24,0 61,0 35,0
15 500 1250 1000 30,0 ---
20 690 1600 1000 29,0 53,0 14,5
22 090 1600 1000 28,0 58,0 32,0
21 000 1600 1000 29,0 53,0 14,5
21 000 1600 1000 41,0 48,0 11,0
48 120 1600 1000 28,0 58,0 32,0
19 000 1600 1000 34,0
32 410 2500 1600 42,0 45,0 18,5
33 810 2500 1600 42,0 63,0 36,0
36 000 2500 1600 42,0 45,0 18,5
н 36 500 2500 1600 46,0 — 51,0 12,5
37 880 3150 1600 44,0 45,0 18,5
39 280 3150 1600 44,0 45,0 18,5
2
Группа Завод-изготовитель Модель Класс точности 1
Т окарно- карусель- ный двухстоечный Коломенский тя- желого станко- строения 1540Ф1 1540Ф1 1К540Ф1 1К540ФЗ 1А540Ф4 1А540МФ4 1К640Ф4 Н П
Токарный Одесский станко- строительный 16Б05АФ1 А
— Кироваканский прецизионных станков 16Б05АФ102 Н
Продолжение табл. 2.91
сх. Ремонтосложность
S 2 ® 22 высота ого из- сз Я « о электриче- ской части, *э
« <5 S5 Я а ® а к и сз cd 55 а О СГ о к — м а V ж ч s5 о ю «К
Масса, 1 Наибол! обрабат! делия, и Наиболь обрабат! делия, » механич гидравл 1 стей, гидравл! сти, Z?r всего В ТОМ 4J ! электро; гателей,
103 290 104 855 124 460 4000 4000 4000 2000 2000 2000 111,0 111,0 84,0 10,5 10,5 7,0 95,0 95,0 238,0 56,0 56,0 111,0
128 960 102 595 104 680 121 960 4000 4000 4000 4000 2500 2000 2000 2500 112,0 108,0 112,0 93,0 8,5 8,5 9,0 7,0 207,0 201,0 205,0 192,0 96,0 105,0 108,0 96,0
Расстоя- ние меж-
1245 250 ду цен- трами, мм 500 12,0 —- 8,0 3,4
1245 250 500 12,0 — 8,0 3,4
set
Токарный Группа
Средневолжский станкостроитель- ный Ереванский стан- костроительный им. Ф. Э. Дзер- жинского Средневолжский станкостроитель- ный Одесский станко- строительный \ За вод-и зготовнтел ь
16Б16Т1 16Б16ФЗ-21 16Б16ФЗ-05 1А616ФЗ 1А616ФЗС2 16Б16ФЗ сл сл сл о сл ооооо СИ СП си си СП ф>>>> со ф 0 Ф 0 ° 2? ьэх ~ о о о Модель
> Класс точности
2770 2430 3140 2000 2000 2790 00 СЛ СЛ Ф* Ф СП -0 СИ сл о о спелСЛ Масса, кг
320 СО СО to nd о о со со со ND ND ND ООО to to ND ND to 8S8S8 Наибольший диаметр обрабатываемого из- делия, мм
710 710 710 ООО СЛ СЛ Ф» сл сл 88888 Расстояние между цен- трами, мм
8,5 7,0 12,0 со о о ООО X Ф о о jo оослсло механической и гидравлической ча- стей, Ям Ремонтосложность
о 1 сл 1 1,0 3,0 ГГРЯГ сл сл о гидравлической ча- сти,
38,0 СЛ О to *-* -4 ОО — О О СИ фь toco ►— н-сл фк СО 00 о о оосл всего электриче- ской части, R3
16,5 00 00 сиси ° 1 о» сл о 00 -м СО СО 00 О СЛ о'юсл в том числе электродви- гателей, Яд
8
Группа Завод-изготовитель Модель Класс точности
Токарный Алма-Атинский станкостроитель- ный им. 20-летия Октября 16Е20Ф102 н
Московский стан- костроительный «Красный проле- тарий» им. А. И. Ефремова 16К20ВФ1 16К20ВФ1 16К20ПФ1 16К20Т1.00 16К20Т1-01 16К20Т1-02 1К62ПУ 16К20РФЗС19 16К20ФЗС19 16К20ФЗС32 16К20РФЗС18 16К20ФЗС13 16К20ФЗС5 16К20ФЗС2 в п
Продолжение табл. 2.91
Масса» кг Наибольший диаметр обрабатываемого из- делия, мм Расстояние между цен-J трами, мм Ремонтосложность
механической и гидравлической ча- стей, Ям гидравлической ча- сти, Яг электриче- ской части, Лэ
всего в том числе электродви- гателей, Яд
2000 400 710 7,5 — 12,0 4,5
2930 400 710 18,0 11,5 5,5
3100 1 400 1000 18,0 11,5 5,5
2910 400 1000 14,0 10,5 4,7
3975 400 710 13,5 28,0 6,5
4275 400 710 13,5 30,0 7,5
3925 400 910 14,0 28,0 14,0
2700 400 1000 10,5 0,5 17,0 6,5
3980 400 1000 13,0 32,0 14,5
4080 400 1000 13,5 32,0 14,5
4082 400 1000 13,5 32,0 14,5
4190 400 1000 13,0 32,0 10,5
4240 400 1000 13,5 32,0 10,5
4840 400 1000 15,0 1,0 27,0 10,0
4900 400 1000 14,5 — 21,0 6,5
Z8>
Токарный Группа
I Московский стан- костроительный «Красный проле- тарий» им. А. И. Ефремова Алма-Атинский станкостроитель- ный им. 20-летия Октября Московский стан- костроительный «Красный проле- тарий» им. А. И. Ефремова Завод-изготовитель
1К62ФЗС1 1К62ФЗС4 МК-6733 16КЗОФЗ 16Д20ПФ1-01 16К20РФЗС5 16К20ФЗС5С13 16К20РФЗС5 16К20ФЗС18 Модель
□ Класс точности
о ф» оо со <£> О Ф» Ф» сооо 2930 5040 5090 5400 4240 Масса, кр
gigs 400 400 400 400 400 Наибольший диаметр обрабатываемого из- делия, мм
1000 1000 1400 1000 iiii Расстояние между цен- трами, мм
р cS^ ~ слЬоо 14,5 ►—* СО м СЛ ООО механической и гидравлической ча- стей, /?м Ремонтосложность
tO 1 COCO О 1 о о 1 СЛ 1 сл гидравлической ча- сти, Rr
СО 00 tO >— (ООЮЧ О ООО 13,5 со to to to tO О ООО всего электриче- ской части, R3
»— 00 ор Ъ1 сл сл сл сл р ррр U1 о сл о в том числе электродви- гателей, /?д
£
Группа Завод-изготовитель Модель Класе точности
Рязанский стан- костроительный 16К30Ф323 16КЗОФЗЗЗ П
16К30Ф335 Н
16К30Ф353 П
Токарный 16К40Ф1 16К40ПФ1 16К40Ф101 16К40ПФ101 1М63Ф1-01 Н П п п н
1М63ФЗ п
Токарно-винторез- ный специальный РТ4002ФЗ РТ4ООЗФЗ в в
Продолжение табл. 2.91
Масса, кг Наибольший диаметр обрабатываемого из- делия, мм Расстояние между цен- трами, мм Ремонтосложность
механической и гидравлической ча- стей, Ям гидравлической ча- сти, яг электриче- ской части,
всего в том числе электродви- гателей,
6870 630 1400 20,0 2,0 63,0 24,0
7070 630 1400 20,0 1,5 54,0 18,5
6950 630 1400; 19,0 5,0 41,0 13,5
2000;
2800
7550 630 1400 21,0 1,5 53,0 18,5
7340 800 17,5 23,0 8,5
7340 800 20,0 23,0 8,3
7090 800 16,5 — 21,0 7,5
7090 800 19,0 21,0 7,5
5600 630 2800 14,5 — —
5000 630 710 13,5 0,5 21,0 7,0
5650 1400 14,0 0,5
16 670 125 5000 41,0 3,0 36,0 12,5
12 700 125 8000 43,0 4,5 36,0 12,5
69»
Токарный много- резцовый полуав- томат Т окар но-винторез- ный Группа
Ейский станко- строительный Новосибирский станкостроитель- ный им. XVI парт- съезда Краматорский тяжелого станко- строения имени В. Я. Чубаря Ижевский маши- ностроительный О) ю я я я 1 5 S О’
1713ФЗ 1713МФЗ 1М713П 1А660200Ф1 1А665100Ф1 1А670Ф1 250ИТАФ1 250ИТВФ1 Модель
X 3 со > Клаве точности
5330 4800 4520 45 800 57 300 111 700 ЬЭ О О Масса, кг
250 1250 1600 2000 № ГО й 8 Наибольший диаметр обрабатываемого из- делия, мм
710 710 500 О со 1 1 Расстояние между цен- трами, мм
СП СО о о СЛ 2338 ООО сл о механической и гидравлической ча- стей, Ям Ремонтослох кость
СЛ СР 00 1 1 1 гидравлической ча- сти, Яг
ьэ о> о о о 19,0 1 8,0 27,0 всего электриче- ской части.
р~ ело сл 1 сл Ъх в том числе электродви- гателей, Яд
Группа За вод-изготовитель Модель
Токарный полуав- томат Средневолжский станкостроитель- ный 1П717ФЗ КТ-141П
Токарный верти- кальный патрон- ный полуавтомат Минский автома- тических линий им. 60-летия Ве- ликого Октября 1723ФЗ
Токарный полуав- томат с инструмен- тальным магазином Ейский станко- строительный 1725МФЗ
Токарно-центровой полуавтомат Московский станкостроитель- ный им. С. Орд- жоникидзе 1Б732ФЗ
Рязанский стан- костроительный РТ705Ф312 РТ706Ф312
Продолжение табл. 2.91
Класс точности 1 Масса, кг | Наибольший диаметр обрабатываемого из- делия, мм ( Расстояние между цен- трами, мм Рем онтосл ожн ость
механической и гидравлической ча- стей, Ям гидравлической ча- сти, яр электриче- ской части, яэ
всего в том числе электродви- гателей, Яр
Н п 2830 5690 160 200 100 11,5 18,0 2,0 2,5 26,0 35,0 п,о 15,0
6000 200 — 20,5 4,5 55,0 15,0
н 6500 250 1000 20,5 4,5' 78,0 >24,0
п п 10 000 11 500 13 000 320 1000 1400 2000 32,0 33,0 34,0 7,0 40,0 12,0
5000 5500 630 630 710 1400 14,5 15,0 2,0 2,0 31,0 31,0 10,0
Группа Завод-изготовитель Модель Класс точности
Специальный то- карный Рязанский стан- костроительный РТ735Ф306 РТ735Ф378 РТ745Ф308 Н
Лоботокарный па- тронный полуавто- мат 1690ФЗ (РТ 725ФЗ) п
Токарный верти- кальный патрон- ный полуавтомат Минский автома- тических линий им. 60-летия Ве- ликого Октября 1734ФЗ 1751ФЗ н
Токарный верти- кальный патрон- ный полуавтомат с ннструменталь- ё ным магазином Ейский станко- строительный 1П752МФЗ 1П752МФ305
Масса, кг Наибольший диаметр обрабатываемого из- делия, мм Расстояние между цен- трами, мм Ремонтосложность
механической и гидравлической ча- стей, /?м гидравлической ча- сти, RF электриче- ской части, «э
всего в том числе электродви- гателей, /?д
19 980 350 31,0 3,0 82,0 36,0
17 280 350 27,0 1,5 82,0 35,0
21 690 350 59,0 7,5 85,0 32,0
8000 630 150 18,5 2,5 33,0 6,0
10 730 320 26,0 4,5 55,0 15,0
10 000 500 — 26,0 4,5 55,0
9200 250 250 24,0 3,5 37,0 10,0
9200 250 250 24,0 3,5 37,0 10,0
Токарный одно- шпиндельный по- луавтомат про- дольного точения Токарный фрон- тальный патрон- ный полуавтомат Токарный полуав- томат для обработ- ки труб- Токарный патрон- ный полуавтомат Группа
Ленинградский станкои-автома- тов Барановичский автоматических линий Тбилисский стан- костроительный им. С. М. Кирова Рязанский стан- костроительный Завод-изготовитель
ЛА155Ф30 СБ 1732ПФ0 i 91Н18ФЗ 1П756ДФЗ Модель
со □ Ж □ Класс точности
2210 11 430 17 740 8640 Масса, кр
Диаметр прутка, мм 16 320 Наиболь- ший диа метр тру- бы, мм 170 500 Наибольший диаметр обрабатываемого из- делия, мм
* 1 1 320 Расстояние между цен- трами, мм
21,0 28,0 £ о 19,5 механической и гидравлической ча- стей, | Ремоитосложность
5,0 о сл 11,5 1 гидравлической ча- сти, Яг
42,0 106,0 38,0 66,0 всего электриче- ской части, Яэ
о 45,0 16,0 26,0 в том числе электродви- гателей,
Продолжение табл. 2.91
Группа Завод-нзготовитель Модель
В ертика льно-свер- лильный (для сверления печат- ных плат) Одесский фрезер- ных станков ОФ-99Ф2 ОФ-ЮОФ2
Вертикально-сгер- л иль ный Молодечненский станкостроитель- ный 2Е118Ф2
Специальный че- тырехшпиндель- ный для сверле- ния печатных плат 8 Каунасский стан- костроительный им. Ф. Э. Дзер- жинского КД-41
Продолжаю табл. 23
Класс точности Масса, кг Наибольший диа- метр сверления, мм Ремонтосложность
механической и гидравлической ча- стей, Ям гидравлической ча- сти, Яг электриче- ской части, *Э
всего в том числе электродви- гателей, Яд
П 550 3 12,0 16,5 7,5
В 3340 3 21,0 24,0 12,5
Н 1720 18 11,5 47,0 9,5
П 2400 —• 13,0 23,0 10,0
1‘.
Группа Завод-нзготовнтель Модель
Вертикально-свер- лильный с револь- верной головкой, крестовым столом Стер л итамакский станкостроитель- ный им. В. И. Ле- нина 2Р118Ф2
Вертикально-свер- лильный с кресто- вым столом 2Н135Ф2
2Р135Ф2 2Р135Ф2-1
Вертикально-свер- лильный с револь- верной головкой, крестовым столом
Многоцелевой вер- тикальный свер- л иль но-фр езер ный Молодечненский станкостроитель- ный 2103Н7Ф4
Многоцелевой свер- лильно-фрезерный ' Гомельский стан- костроительный им. С. М. Кирова 21104Н7Ф4
Продолжение табл, 2,91
Класс точности Масса, кр Наибльший диаметр сверления, мм Рабочая поверхность стола, мм Ремонтосложность
механической и гидравлической ча- стей, Ям гидравлической ча- сти, Rr электриче- ской части, «э
всего в том числе электродви- гателей, Яд
Н 2500 18 13,0 31,0 6,0
?600 35 14,0 17,0 5,5
5000 5255 35 35 21,0 17,0 31,0 46,0 6,5 13,0
7050 16 30,0 6,0 61,0 18,0
7571 400X630 31,0 4,4 63,0 22,0
Группа 3 а вод-нзГотовител ь Модель Класс точности
Вертикально-свер- лильно-фрезерный с крестовым сто- лом, автоматиче- ской сменой ин- струмента и авто- матической сменой заготовок Стерлитамакский станкостроитель- ный им. В. И. Ле- нина 21105Н7Ф4 н
Многоцелевой (сверлильно-фре- зерно-расточный) вертикальный Вильнюсский станкостроитель- ный «Жальгирис» 2201ВМФ4 2201ВМФ4 в
Многоцелевой (сверлильно-фре- зерно-расточный) горизонтальный Одесский преци- зионных станков 2204ВМ1Ф4 2204ВМФ2 2204ВМФ4
Продолжение табл. 2JH
Масса, кг Главный параметр С Ремонтосложность
механической и гидравлической ча- стей, Ям гидравлической ча- сти ям электриче- ской части,
всего в том числе электродви- гателей, Яд
10 160 Ширина стола- спутника, мм 32,0 6,0 68,0 20,0
! 500
Ширина стола, мм
3130 250 27,0 94,0 53,0
4860 250 34,0 79,0 44,0
6920 400 68,0 4,0 85,0 46,0
6030 Рабочая поверх- ность стола, мм 37,0 — 77,0 34,0
400X 500
4770 400X 500 35,0 — 73,0 36,0
4*
8 ___________________________________________________
Группа Завод-изготовитель Модель
Многоцелевой (сверлильно-фре- зерно-расточный) вертикальный Одесский преци- зионных станков 2254ВМ4 2254ВМ1Ф4
Фрезерно-свер- лильный Московский «Станкоконстру к- ция» МА2235МФ4
Радиально-свер- лильный с наклад- ным крестовым сто- лом Одесский ра- диально-свер- лильных станков им. В. И. Ленина 2Н55Ф2 2Н55КСУ
Радиально-свер- лильный 2587Ф1
Продолжение табл. 2.91
Класс точности Масса, кг Главный параметр Ремонтосложность
механической и гидравлической ча- стей, RM гидравлической ча- сти, /?г электриче- ской части, R3
всего в том числе электродви- гателей, Яд
В 5370 7520 Диаметр выдви- жного шпинделя, мм 400 400 37,0 67,0 4,0 69,0 93,0 33,0 50,0
8000 —* 42,0 7,0 87,0 18,5
Н 7000 7000 50 50 16,0 16,0 7,0 7,0 21,0 21,0 8,0 8,0
17 340 Диаметр сверла X X вылет шпинде- ля, мм 100X3150 40,0 17,0 18,5 9,0
Группа Завод-изготовитель Модель Класс точности
Координатно-свер- лильный с пере- мещающейся стой- кой / Одесский ра- диально-свер- лильных станков им. В. И. Ленина 2550МФ2 2550МФ2-1 2550Ф2 2550Ф2-1 н
Горизонтальный расточно-фрезер- ный с инструмен- тальным магази- ном Московский «Станкоконструк- ция» МА260Ф4
Горизонтально- расточный Ивановский тяже- лого станкрстрое- ния им. 50-летия СССР 2611Ф2
ЗП!Ш01Ь£В1ЕИЙиШР masfk. 2 «г J
Масса, кг Рабочая поверх» и ость стола, мм Ремонтосл аж весть
механической и гидравлической ча- стей, ям гидравлической ча- сти, Яг электриче- ской части,
всего в том числе электродви- гателей, Яд
7 450 1000X 2000 32,0 6,5 53,0 21,0
6 950 1000X 2000 36,0 11,0 49,0 23,0
10 100 1000X 2000 30,0 8,5 41,5 17,5
9 600 1000X2000 25,0 7,5 36,5 18,0
— 630X 630 51,0 6,0 48,0 21,5
12 800 800X 900 33,0 2,0 16,5 9,0
498'
Группа 3 а вод- и зг отовител ь Модель
Ленинградский станкостроитель- ный имени Я, М. Свердлова 2А620Ф1 2А620Ф1-1 2А620Ф2-1 2А622Ф1-1 2А622Ф2-1 2623ПФ4
Горизонтально- расточный Ивановский тя- желого станко- строения им. 50- летия СССР 2636Ф1 2А636Ф1 2636ГФ1 2636ГФ2 2А636Ф2
Продолжение табл, 2.91
Класс точности Масса, кг Рабочая поверх- ность стола, мм Ремонтосложность
механической и гидравлической ча- стей, RM гидравлической ча- сти, электриче- ской части,
всего в том числе электродви- гателей, /?д
15 000 1120X1250 49,0 2,0 | 55,0 | | 20,0
н 17 500 18 000 16 500 1120X1250 1120X1250 1120X1250 54,0 56,0 51,0 — — —-
17 000 1120X1250 53,0 2,0 55,0 20,0
Гп" 23 500 1120X1250 73,0 — — —
Диаметр шпин- деля, мм
39 790 Рабочая поверх- ность стола, мм 58,0 11,0 77,0 33,0
36 680 32 500 33 020 125 57,0 56,0 56,0 12,0 11,0 11,0 75,0 77,0 77,0 30,0 33,0 33,0
н 1600Х1800 125
36 810 57,0 12,0 72,0 30,0
1600Х 1800
Группа Завод-изготовитель Модель
Горизонтально- расточный Ивановский тя- желого станко- строения им. 50- летия СССР 2637Ф1 2637ГФ1 2А637Ф1 2637ГФ2 2А637Ф2 2П637 2П637МФ4
Коломенский тя- желого станко- строения 2Н636ГФ1 2Н637ГФ1
Новосибирский «Тяжстанкогидро- прес» имени А* И. Ефремова 2Г660Ф2 2Б660Ф2
.и. 2 -
Класс точности Масса, кг Диаметр шпинделя Рем осгтослож ность
механической и ! гидравлической ча- стей, Ям гидравлической ча- сти, /?г электриче- ской части, «э
всего в том числе электродви- гателей, Яд
Рабочая поверх- ность стола, мм
24 560 32 500 160 55,0 54,0 11,0 11,0 77,0 77,0 33,0 33,0
36 070 32 500 1600X1800 55,0 54,0 12,0 11,0 75,0 77,0 30,0 33,0
Н 36 300 55,0 12,0 72,0 30,0
П 38 850 160 100,0 8,0 121,0 55,0
41 840 1600Х 1800 119,0 10,0 112,0 47,0
Н 34 600 33 500 Диаметр шпинде- ля, мм 125 160 47,0 45,0 7,0 70,0 33,0
144 210 152 000 220 220 5 117,0 143,0 4,5 150,0 51,0
§
Группа Завод’изготовитель Модель / Класс точности |
Горизонтальный фрезерно-свер- л ильно-расточный Одесский преци- зионных станков им. XXV съезда КПСС 6904ВМФ2 В
Витебский стан- костроительный им. С. М. Кирова 6906ВМФ2
Горизонтально- фрезерно-расточ- но-сверлильный с крестовым пово- ротным столом, ин* струментальным магазином Московский «Станкоконструк- ция» МА6907ПМФ4 п
Продолжение табл, 2,91
Масса» кг Рабочая поверх- ность стола, мм Ремонтосложность
механической и гидравлической ча- стей, Ям гидравлической ча- сти, Яг электриче- ской части, «э
всего в том числе электродви- гателей, Яд
6500 400X 500 37,0 — 62,0 21,0
10 000 630X800 56,0 —- — —
1000 800X 800 33,0 6,5 47,0 24,0
— - -
Группа Завод-изготовитель Модель Класс точности
Многоцелевой (сверлильно-фре- зерно-расточный) Ивановский тя- желого станко- строения им. 50- летия СССР ИР320ПМФ4 ИР500ПМФ4-01 П
ИР500ПМФ4-09 ИР500ПМФ4-29
ИР500ПМ1Ф4 ИР500ПМ1Ф4-01
ИР500ПМ1Ф4-09 ИР500ПМ1Ф4-29
ИР800МФ4 ИР800ПМФ4-01 ИР800ПМ1Ф4 ИР800ПМ1Ф4-01 ИР800ПМ.2Ф4
Масса, кг Ширина стола, мм Ремонтосл оокв ость
механической и гидравлической ча- • стей, гидравлической ча- сти, /?г электриче- ской части, «э
всего в том числе электродви- гателей, Яд
10 210 320 45,0 10,5 81,0 34,0
12 710 500 55,0 12,0 61,0 28,0
13 540 67,0 20,0 100,0 46,0
17 850 500 70,0 9,0 77,0 34,0
17 860 74,0 11,5 76,0 34,0
19 930 74,0 19,0 106,0 46,0
14 170 66,0 13,0 74,0 32,0
13 820 68,0 19,0 61,0 28,0
23 170 800 86,0 12,0 85,0 36,0
23 170 86,0 21,0 84,0 32,0
19 340 78,0 17,5 112,0 42,0
§
Группа Завод-изготовитель Модель Класс точности
Многоцелевой (сверлильно-фре- зерно-расточный) Ивановский тя- желого станко- строения им. 50- летия СССР ИР160Ф4 ИР1600МФ4 ИР500МФ4 П Н
Координатно- расточный одно- стоечный Московский ко- ординатно-расточ- ных станков 2Е450АФ1-1 2Д450АФ2 2Д450АМФ2 2Е450АФ4 А
Многоцелевой сверлильно-фре- зерно-расточный (координатный) одностоечный 2Е450АМФ4
Продолжение табл. 2.91
Масса, кг Диаметр выдвижного шпинделя, мм Ремонтосложность
механической и гидравлической ча- стей, RM гидравлической ча- сти, электриче- ской части,
всего в том число электродви- гателей, Яд
36 920 160 50,0 5,5 92,0 42,0
84 650 160 91,0 9,0 120,0 56,0
13 070 Ширина стола, мм 52,0 10,5 74,0 32,0
500
Рабочая поверх- ность стола, мм 1630X1120
8590 36,0 49,0 21,0
7370 630X1120 41,0 65,0 22,0
7350 630X1120 44,0 73,0 26,0
8920 630X1120 33,0 — 37,0 17,0
9240 630X1120 36,0 48,0 21,0
Группа 3 авод-изготовитель Модель
Координатно- расточный двух- стоечный Куйбышевский координатно-рас- точных станков 2455АФ1
Горизонтальный одношпиндельный для глубокого свер- ления Рязанский стан- костроительный 2840П 2850П
Круглошлифо- вальный полуав- томат Ленинградский шлифовальных станков ЗМ153ДФ2 (032)
Харьковский станкостроитель- ный им. С. В. Ко- сиора ЗМ151Ф2
ПJJ.*
Масса, кр Рабочая поверхность стола, мм Ремонтослож ность
Класс точности механической и гидравлическое иа- стей, Ям гидравлической ча- сти, RT электриче- ской части, Rs
всего в том числе электродви- гателей, Яд
А 7000 630X 900 41,0 5,0 44,0 15,5
П 35 670 39 200 Диаметр сверле- ния X глубина сверления, мм 80X 5000 80X 5000 63,0 66,0 2,5 2,5 63,0 66,0 29,0 32,0
3800 Наибольший диа- метр изделия X X длина, мм 140X710 20,0 5,5 41,0 12,0
6500 400X 2800 20,0 — — —
§_____________________ -
Группа Завод-изготовитель Модель
Круглошлифо- вальный полуавто- мат для дорожек качения внутрен- них колец роли- коподшипников Московский авто- матических ли- ний им. 50-летия СССР МЕ252СО
МЕ386АФ МЕ376А6
Круглошлифо- вальный полуавто- мат для шатунных шеек коленчатых валов Лубенский стан- костроительный «Коммунар» ЛТ-2-10
Круглошлифо- вальный автомат Ленинградский станкостроитель- ный им. Ильича ЛЗ-269Ф1 ЛЗ-270
Продолжение табл. 2.91
Класс точности Масса, кг 'Наибольший диаметр обработки* мм Ремонтосл ож ность
механической и гидравлической ча- стей, ям гидравлической ча- сти, Яг электриче- ской части, «э
всего в том числе электродви- гателей, Яд
В 10 935 185 41,0 8,0 35,0 13,0
9 350 460 36,0 6,0 43,0 10,5
А 10 595 500 19,0 4,0 43,0 JJXO
П 11 395 Наибольший диа- метр изделия X X длина, мм 400X 630 31,0 10,5 52,0 16,5
А 1500 Наибольший диа- 18,5 1,5 30,0 13,5
В 1150 метр изделия, мм 80 11,0 — 28,0 11,0
Группа Завод-изготовитель Модель Класс точности
Бесцентрово-шли- фовальный полуав- томат Витебский стан- костроительный им. С. М. Кирова ЗЕ183РВФ2Р ЗЕ183ШРВФ2Р ЗЕ183КВФ2Р ЗЕ183ШКВФ2Р ЗЕ184РВФ2Р ЗЕ184КВФ2Р В в
Коор д инатно-шл и- фовальный Одесский фрезер- ных станков ЗВ282Ф1 А
S сл .. Куйбышевский координатно-ра- сточных станков 3289АФ1 А
Продолжает тобл. 2.51
Масса, кг Наибольший диа- метр шлифования, мм Ремонтосложность
механической и гидравлической ча- стей, RM гидравлической ча- сти, Rr электриче- ской части, R3
всего в том числе электродви- гателей, R&
4330 40 28,0 3,5 54,0 22,0
4710 40 29,0 3,5 55,0 23,0
4990 40 23,0 — 52,0 21,0
5320 40 23,0 53,0 22,0
6670 80 32,0 3,5 55,0 23,0
7280 1 80 25,0 '— 53,0 22,0
Ширина стола, мм
1960 250 21,0 — 14,5 7,0
7040 Рабочая поверх- ность стола, мм 38,0 5,0 48,0 20,0
630X 900
§
Группа Завод-нзготовнтель Модель Класс точности
Электрохимиче- ский профилешли- фовальный Оршанский стан- костроительный «Красный борец» ЗЭ70ВФ2 ЗЕ711ВФ1 В В
Плоскошлифоваль- ный ЗЕ711АФ1 ЗЕ721ВФ1-1 В
Заточный для про- тяжек Витебский заточ- ных станков им. XXII съезда КПСС 3602Ф2 п
Заточный полуав- томат для червяч- ных фрез Заточный полуав- томат для зуборез- ных головок ЗБ662ВФ2 ЗБ663ВФ2 ЗБ664ВФ2 ЗМ666ВФ2 в
Продолжение табл. 2.91
Рабочая поверхность стола, мм Ремонтосл ож н ость
механической и гидравлической ча- стей, Rw гидравлической ча- сти, Rr электриче- ской части,
Масса, кг всего в том числе электродви- гателей, /?д
3300 3580 160X 400 200X630 21,0 30,0 — — —
3800 4300 200X 630 320X 630 36,0 33,0 — — —-
8400 Диаметр протяж- ки X длина, мм 500X 2500 46,0 3,5 48,0 22,0
3320 3850 5210 Наибольший диа- метр фрезы, мм 200 320 500 22,0 22,0 26,0 5,5 5,5 8,0 32,0 31,0 32,0 13,0 13,0 13,5
4080 Наибольший диа- метр изделия, мм 500 25,0 2,5 30,0 14,0
§
Группа 3 а вод- изготовитель Модель
Заточный полуав- томат Витебский заточ- ных станков им. XXII съезда КПСС ВЗ-152МФ2
Заточный полуав- томат для выкру- жек на круглых и шлицевых протяж- ках ВЗ-168Ф2
Заточный полуав- томат ВЗ-170Ф2
Заточный полуав- томат для плоских протяжек ВЗ-172Ф2
Плоскошлифо- вальный Воронежский станкостроитель- ный им. 50-летия Ленинского ком- сомола ЗП725Ф2
Продслтыние rtaEi. 2.51
Класс точности Масса, кг Диаметр протяж- ки X длина, мм Ремонтосложность
механической и гидравлической ча- стей, ям гидравлической ча- сти, Яг электриче- ской части,
всего в том числе электродви- гателей, Яд
В 3480 — 26,0 4,0 23,0 9,0
П 7170 200X1800 31,0 4,0 33,0 10,0
5200 200Х1800 33,0 2,5 24,0 9,5
3200 200Х1600 18,0 3,5 50,0 14,0
15 670 Рабочая поверх- ность стола, мм 630X 2000 31,0 5,0 46,0 15,5
i
Группа 3 а вод-из готовнтель^ Модель Класс точности
Профилешлифо- вальный полуавто- мат Вильнюсский шлифовальных станков 3952Ф1 ЗГ95ФЗ В П
Карусельно-шли- фовальный Коломенский тя- желого станко- строения 3762Ф1 ЗН762Ф1 3763Ф1 ЗН763Ф2 ЗН763Ф1 ЗН764Ф1 А ТГ А
Продолжение табл. 2.91
Масса, кг Размеры обрабаты- ваемой плоскостиf мм Ремонтосложность
механической и гидравлической ча- стей, Ям гидравлической ча- сти, Яг электриче- ской части, ^э
всего в том числе электродви-' гателей, Яд
3385 200 28,0 32,0 9,5
2400 200X80 10,5 — —
Диаметр стола X X высота изделия,
мм
36 160 1000X800 108,0 2,0 87,0 41,0
33 660 1000X 400; 106,0 2,0 87,0 41,0
800
46 060 1600X1000 118,0 2,0 87,0 41,0
45 370 1600X 700 80,0 2,0 92,0 45,0
43 560 1600X600 115,0 2,0 87,0 41,0
63 520 2500X 800 144,0 0,5* 87,0 41,0
Группа Завод-изготовитель Модель
Вертикально-до- водочный лвух- дисковый полуав- томат Майкопский ста нкостр оитель- ный имени М. В. Фрунзе ЗЕ816Ф1
В ертикал ь но- кон- турно-шл ифовал fa- ный полуавтомат Московский «Станкокон- струкция» МА396ФЗ МАЗМ96ФЗ
Заточный полуав- томат для круг- лых и шлицевых протяжек Витебский заточ- ных станков име- ни XXII съезда КПСС ВЗ-180Ф2
Заточный полуав- томат для метчиков ВЗ-202Ф2
Продолжение табл. 2S1
Масса, кг Диаметр диска, мм Ремонтосложность
Класс точности механической и гидравлической ча- стей, Ям гидравлической ча- сти,- Rr электриче- ской части,
о L. О> сс в том числе электродви- гателей, Яд
В 6960 \ 750 28,0 5,5 47,5 16,5
в в 10 100 8 980 Размеры стола, мм 500X 1000 500Х 1000 35,0 33,0 3,5 2,4 40,0 40,0 16,5 16,0
п 5330 Диаметр протяж- ки X длина, мм 200X1800 31,0 2,5 44,0 24,0
1160 Диаметр изделия, мм 80 15,5 3,0 25,0 9,0
СЛ
о Группа Завод-изготовитель Модель
Заточный полуав- томат для косозу- бых и прямозу- бых ДОЛ б яков Витебский заточ- ных станков име- ни XXII съезда КПСС ВЗ-2ОЗФ2 ВЗ-208ФЗ
Заточный полуав- томат
Зубофрезерный станок с электрон- ной кинематикой Московский «Станкоконструк- ция» МА73Ф4
Вертикально-фре- зерный консоль- ный Дмитровский фрезерных стан- ков 6Р11ФЗ 6Р11ФЗ-1 6Р11МФЗ-1 6Д12ФЗ
6Д12МФЗ
Горьковский фре- зерных станков 6Р13ФЗ 6Р13РФЗ 6Р13ФЗ-37
Продолжение табл, 2.91
Класс точности 1 Масса, кг Диаметр изделия, мм Ремонтосложность
; механической и гидравлической ча- стей, RM гидравлической ча- сти, /?г элект] ской ч R о о в в том числе g s электродви- g £ гателей, '
П 1680 320 17,5 2,0 33,0 13,0
1750 — 10,0 — 41,0 20,0
Н Размеры стола, мм 34,0 13,5 49,0 16,0
н 3030 3500 5000 3840 250Х 1000 250X1000 250Х 1000 250Х 1000 11,5 12,5 17,5 11,0 2,5 3,5 7,0 3,0 20,0 32,0 43,0 33,0 8,0 16,5 15,0 15,0
2940 320X1250 17,5 7,0 43,0 15,0
5800 6900 3870 400X1600 400X1600 400Х 1000 15,0 20,0 9,0 3,5 21,0 46,0 4,5 21,0
Группа Зав од-изготовитель Модель
Многоцелевой вер- тикально-фрезер- ный консольный Горьковский фре- зерных станков 6Т13МФ4-1 ФП4С2
Вертикально-фре- зерный с кресто- вым столом Львовский фре- зерных станков ЛФ66ФЗ 6520ФЗ ЛФ260МФЗ 6520ФЗ-36
Чаренцаванский станкостроитель- ный 6550ФЗ
Ульяновский тя- желых и уникаль- ных станков 654ФЗ 654РФЗ
Продолжение rr-абл. 2.57
Класс точности Масса, кг Размеры стола, мм Рем онтосложность
механической и гидравлической ча- стей, Ям гидравлической ча- сти, электриче- ской части, *э
всего в том числе электродви- гателей,
6150 400Х 1600 31,0 4,5 62,0 21,0
’4500 400X1600 15,0 3,5 19,0 5,5
3000 320X 800 14,0 2,5 7,5 3,5
Н 3700 250X 630 14,5 5,0, 23,0 11,0
3590 250X 630 17,0 8,0 32,0 15,0
3120 250X 630 14,5 5,0 23,0 11,0
10 500 500Х 1000 25,0 — —
630X1600 35,0 50,0 13,0
47,0 4,0 58,0 15,0
СЛ
•О Группа Завод-изготовитель Модель Класс точности
Фрезерный широ- коуниверсальный (инструменталь- ный) Одесский преци- зионных станков 6Б76ПФ2 6Б76ПМФ2 6Б76ПМФ4 П
Фрезерный широ- коуниверсальный / Ереванский фре- зерных станков 675ПФ1 6720ВФ1 67К20Ф2-0 П В П
Одесский фре- зерных станков 67К20ВФ1 6720ВФ2 1 п
Вильнюсский станкостроитель- ный «Комунарао 6725ПФ2 п
Продолжение табл. 2.91
Масса, кг Рабочая поверхность основного вертикаль- ного стола, мм Ремонтосложность
механической и гидравлической ча- стей, /?м гидравлической ча- сти, /?г электриче- ской части, *э
о <и со в том числе электродви- гателей, /?д
1800 2710 3290 250X 630 10,0 22,0 22,0 — 40,0 81,0 51,0 14,0 28,0 27,0
780 1490 1270 200X500 200X500 200X500 7,5 13,5 12,0 4,0 29,0 19,0 2,0 11,5 7,0
4,5
1290 1420 200X500 200X500 13,5 11,5 4,5 19,0 29,0 7,0 9,5
1730 250X 630 13,5 4,5 19,0 7,0
17 Заказ 503
Группа Завод-изготовитель Модель
Продольно-фрезер- но-расточный двух- стоечный Горьковский фре- зерных станков 6605Ф1 6606Ф1
Минский станко- строительный им. Октябрьской революции 6М608Ф1 6М610Ф1 6М610Ф1-1 6М610Ф1-1-23 6М610Ф1-08 6М610ФЗ 6М610ФЗ-1 6М610Ф4
Продольно-фр езер- но-расточный одно- стоечный Минский станко- строительный им. Октябрьской революции 6М310Ф1 6М310Ф11
Продолжение табл. 2 *2
Класс точности 1 Масса, кт Ширина стола, мм Ремонтосл ож ность
механической и гидравлической ча- стей, гидравлической ча- сти, элек триче- ской части,
о ф я в том числе электродви- гателей, /?д
16 400 500 60,0 11,5 52,0 22,0
н 25 405 630 93,0 18,5 54,0 26,0
39 000 800 64,0
38 930 1000 66,0 17,0 8СхО 43,0
36 485 1000 63,0 22,0 77,0 40,0
45 545 1000 80,0 25,0 105,0 55,0
54 500 1000 97,0 30,0 123,0 59,0
41 400 1000 64,0 14,0 79,0 35,0
35 800 1000 69,0 .
45 900 1000 76,0 22,0 83,0 35,0
46 500 1000 70,0 17,0 86,0 43,0
41 430 1000 64,0 22,0 77,0 40,0
сл
Группа / За вод-изготовитель ь Модель
Продольно-фрезер- но-расточный двух- стоечный Горьковский фре- зерных станков 6Г608Ф1 6Г610Ф1
Минский станко- строительный им. Октябрьской революции 6М610Ф4 6М610МФ4-20 6М612Ф1-1 6М612МФ4 6М616Ф1-1 6М616Ф4 6М616МФ4
Горизонтально- фрезерный для объ- емной обработки Ленинградский станкостроитель- ный им. Я. М. Свердлова 6Б443ГФЗ 6Б444ФЗ 6Б445ФЗ
Продолжение табл. 2.91
Класс точности 1 Масса, кг Рабочая поверх- ность стола, мм Ремонтосложность
механической и гидравлической ча- стей, Ям гидравлической ча- сти, Rr электриче- ской части, Лэ
всего в том числе электродви- гателей, Яд
31 010 1 800X 2500 111,0 16,0 90,0 43,0
35 525 1000X 3200 108,0 16,0 90,0 43,0
Н 38 980 1000 X 3150 89,0 20,0 84,0 41,0
42 940 1000X3150 100,0 23,0 99,0 44,0
47 455 1250X4000 92,0 23,0 67,0 33,0
50 935 1250X4000 108,0 23,0 99,0 44,0
63 455 1600X 5000 98,0 23,0 67,0 33,0
62 985 1600X5000 100,0 20,0 72,0 32,0
66 935 1600X 5000 117,0 23,0 99,0 44,0
10 500 630Х 1250 35,0 3,0 58,0 23,0
20 000 1000X2000 58,0 3,5 58,0 23,0
41 000 1600X 3150 84,0 — 58,0 23,0
46- Группа Завод-нзготовитель Модель
Фрезерный полуав- томат для обработ- ки червяков с пере- менным шагом Дмитровский фрезерных стан- ков ДФ-224Р
Фрезерный полуав- томат для спи- ральных канавок на телах враще- ния сложного про- филя ДФ-824 ДФ-919
Фрезерный полу- автомат для обра- ботки лопастей цельных гребных винтов Коломенский тя- желого станко- строения КУ351МФЗ
Е СЛ . Одесский фре- зерных станков ОФ-120Ф2 ОФ-121ФЗ
Продолжение табл. 2SI
Класо точности Масса, кг Рабочая поверх* ность стола, мм Ремонтосложность
механической и гидравлической ча- стей, /?м гидравлической ча- сти, Rr электриче- ской части, «Э
всего в том числе электродви- гателей, /?д
Н 10 335 320Х1000 19,0 — 60,0 20,0
11 665 10 760 Длина обрабаты- ваемой заготовки, мм 63—405 19,0 23,0 9,0 60,0 29,0 20,0 13,5
69 490 Диаметр винта, мм 600—1500 82,0 5,0 109,0 43,0
п 1406 1410 — 12,0 12,0 — 22,0 22,0 9,5 9,5
сл
5
Группа Завод-изготовитель Модель Класс точности
Строгально-фре- зерный (комбини- рованный) Новосибирский «Тяжстанкогид- ропресс» им. А. И. Ефремова 7Б220М6Ф1 Н
Фрезер но-центро- вальный Московский стан- костроительный им. С. Орджони- кидзе МР021МФ4 МР179Ф4
Электроэрозион- ный копироваль- но-прошивочный Троицкий стан- костроительный 4Д721Ф1 4П724ФЗМ
Продолжение табл. 2.91
Масса, кг Наибольшая ши- рина изделия х X длина рабочей поверхности стола, мм Ремонтосложность
механической и гидравлической ча- стей, Ям гидравлической ча- сти, Яг электриче- ской части, *э
всего в том числе электродви- гателей, Яд
113 500 2000X6300 87,0 6,5 206,0 87,0
10 000 Диаметр цейтри- руемой детали, мм 155 40,0 42,0 11,0 11,0 74,0 74,0 14,5 14,5
1285 6380 Поверхность стола, мм 200X360 800X1120 5,5 10,0 1,5 19,0 57,0 10,5 25,0
X Группа 3 а вод- из г отовитель Модель Класс точности
Электроэрозион- ный копироваль- но-прошивочный координатный Каунасский стан- костроительный им. Ф. Э. Дзер- жинского 4Д722АФ1 4Д722АФЗ Н
Электроэрозион- ный вырезной Кироваканский прецизионных станков 4532ФЗ
СЛ Ь-Л 4732ФЗ 4732ФЗМ
Продслхг^лг 2
Масса, кг Поверхность стола, мм Рем онтосл ож н ость
механической и гидравлической ча- стей,. гидравлической ча- сти, Rr электриче- ской части,
всего в том числе электродви- гателей,
4400 400X630 21,0
4400 400X630 21,0
Наибольшая дли- на X ширина вырезаемого контура, мм
1500 Наибольшая вы- сота изделия, мм 7,0 — 11,5 5,0
200Х 125
80
2205 200Х 125 8,0 17,0 7,0
2150 75 8,5 14,0 8,0
СП
2
Группа Завод-изготовитель Модель
Электрохимиче- ский копироваль- но-прошивочный Бакинский стан- костроительный 4420ФЦ 4421ФЦ
Троицкий стан- костроительный 4А423ФЦ
Электрохимиче- ский горизонталь- ный комбиниро- ванный Ереванский стан- костроительный 4412ФЦ
Продолжение табл. 2.91
Класс точности Масса, кг Поверхность сто- ла (ширинахдлина), мм Ремонтосл ож ность
механической и гидравлической ча- стей, гидравлической ча- сти, электриче- ской части,
всего в том числе электродви- гателей, 7?д
н 2720 4355 125X 200 200X 350 4,6 8,5 — 23,0 32,0 10,0 13,5
10 963 400X630 22,0 29,0 14,0
7335 Диаметр план- шайбы, мм 250 11,5 36,5 16,5
Группа Завод-изготовитель Модель Класс точности 1
Светолучевой Троицкий стан- костроительный 4222Ф2 Н
Лазерный Московский «Станкоконструк- ция» 4Р222Ф2
Отрезной кругло- пильный СП Минский станко- строительный им. С. М. Кирова 8Г662Ф2
Продолжение та6л-2<И
Масса, кр Размеры отвер- стий, мкм Ремонтосложность
механической и гидравлической ча- стей, Z?M гидравлической ча- сти, электриче- ской части,
всего в том числе электродви- гателей, /?д
708 20—200 5,0 — п,о 4,0
1200 20—150 5,0 0,4 9,5 4,5
5400 Диаметр разре- заемого материа- ла, мм 17,5 3,5 37,0 7,0
Диаметр пиль- ного диска, мм 280/800
Продолжение табл. 2.92
Тип Завод-из- готовитель Модель Номинальное усилие, кН (тс) Ремонтосложность
механической ча- сти, /?м электриче- ской части, Дэ
всего в том числе электродви- гателей,
Одно- криво- шипные открытые простого действия Кувандык- ский куз- нечно-прес- сового обо- рудования К2126 К2126А К2326 К1426 400 (40) 7 5 1,5
4
Сальский кузнечно- прессового оборудова- ния КД2126 КД2126А КД2326 КД2126Е КД2326Е КД1426А 400 (40) 7
Таганрог- ский куз- нечно-прес- сового обо- рудования КД2128 КД2328 КД 1428 КА 1428 630 (63) 8 7,5
4,5
8
Сальский кузнечно- прессово- го обору- дования КД2128Е КД2128Б
Барнауль- ский меха- нических прессов К2130 К2130А К2130В К1430 КЕ2130 К1430Б 1000 (100) 10 8,5 9* 4
Двух- криво- шипные откры- Воронеж- ское ПО кузнечно- прессового оборудова- ния им. М. И. Кали- нина К3130А 1000(100) 14 12*
К3132А К3132А.01 1600(160) 19,5 16 22* 5
тые про- стого действия К3034 2500 (250) 28 16
522
Продолжение табл. 2.92
Тип Завод-из- готовитель Модель Номинальное усилие, кН (тс) Ремонтосл ож ность
механической ча- сти, электриче- ской части, «э
О CD в том числе электродви- гателей, /?д
Одно- криво- шипные откры- тые про- стого действия Воронежское ПО кузнеч- но-прессо- вого обору- дования им. М. И. Ка- линина К1430А К2330Б КД2330 1000 (100) 10 8 4
9
КД2330-02 КЕ2330 12 * 10 *
КЕ2330.01 16*
Барнауль- ский завод механиче- ских прес- сов К2232 К1432 К2432 КА2432А К2332А К2332 КА2432 1600 (160) 13 11 4,5
Ивано- Франков- ское ПО кузнечно- прессового оборудова- ния КВ2132 КВ2132.01 1600 (160) 13* 13 * 7*
Воронеж- ское ПО тяжелых механиче- ских прес- сов К2234 2500 (250) 16 9 5
Ивано- Франков- ское ПО кузнечно- прессового оборудова- ния КМ2134А КМ2134АФ1 18 24* 7,5*
523
Продолжение табл. 2.92
г
Тип Завод-из- готовитель Модель Номинальное усилие, кН (тс) Ремонтосложность
механической ча- сти, Ям электриче- ской части, *э
всего Л в том числе электродви- гателей, Яд
Одно- криво- шипные закры- тые про- стого действия Барнауль- ский меха- нических прессов К262 КА262 К262Б КБ262 К272 К9532 1500 (150) 14 9 5
1600(160)
6
Ивано- Франков- ское ПО кузнечно- прессового оборудова- ния КВ9532 КВ9532Ф1 16,5* 24 * 8,5*
23 *
Барнауль- ский меха- нических прессов КА264 К2735 2500 (250) 16 11 5
Воронеж- ское ПО тяжелых механиче- ских прес- сов К2534 КА2534 КБ9534
Ивано- Франков- ское ПО кузнечно- прессового оборудовав ния КВ2534 КВ2534Ф1 17* 24 * 8,5*
23 *
Воронеж- ское ПО тяжелых механиче- ских прес- сов К2535 К2535А КВ2535А К2536 КА2536 К9536 3150 (315) 17 13 6
4000 (400) 19 14
524
Продолжение табл. 2.92
Тип Завод-из- готовитель Модель Номинальное усилие, кН (тс) Ремонтосложность
механической ча- сти, Rw электриче- ской части,
всего в том числе электродви- гателей, Яд
Одно- криво- шипные еа крытые простого действия Воронеж- ское ПО кузнечно- прессового оборудова- ния им. М. И. Ка- линина К2736 К2538 КБ2538 КБ9538 К05.638.01 4000 (400) 22 * 21 * 6.
6300 (630) 30 ♦ 22 * 33 * 7*
23
Воронеж- ское ПО тяжелых механиче- ских прес- сов К2538 К9538 15 6
Воронеж- ское ПО кузнечно- прессового оборудова- ния им. М. И. Ка- линина К2540 К9540 КА2540 КГ2540 КА9540 10000(1000) 31 18 7
36 * 8*
Воронеж- ское ПО тяжелых механиче- ских прес- сов К9542 К2542 КВ2542 КГ2542 К2544 16000(1600) 43 22 10
25000 (2500) 61 25
Двух- криво- шипные закры- тые про- стого действия Воронеж- ское ПО кузнечно- прессового оборудова- ния им. М. И. Ка- линина К3732 КА3732 КБ3732 КВ3732 К3534, . К3534А КБ3534А 1600(160) 20 17 5
2500 (250) 23 17 6
26 * 18*
^25
Продолжение табл. 2.9L
Тип Завод-из- готовитель Модель Номинальное усилие» кН (тс) Ремонтосложностг
механической ча- сти, электриче- ской части,
§ 2 в том числе электродви- гателей.
Двух- криво- шипные закрытые простого действия Воронеж- ское ПО кузнечно- прессового оборудова- ния им. М. И. Кали- нина К3535А К3735 К3735А К3537 КБ3537 К3539 КА3539 КА3539А КВ3539 К05.139.01 3150 (315) 27* 18* 4 *
25 22 7
5000(500) 31 16 6
8000(800) 40 18 8
10
Воронеж- ское ПО тяжелых механиче- ских прес- сов К3540 К3542 К3544 К3546, 10000(1000) 46 20 10
16000 (1600) 65 11
25000(2500) 93 12
40000 (4000) 139 25 14
Четырех- криво- шипные закры- тые про- стого действия К 664 К4537А К665 К4039 5000 (500) 46 28,5 10
14
8000(800) 58 31 12
К4540 К4542 КА4542 К4543 К4546 10000(1000) 66
16000(1600) 90
,20000(2000): 106 32 14
40000 (4000) 186
Одно- криво- шипные закры- тые двойного действия К470 К480 К5528 К471Б К5530 К5530А 400 (40) 23 2,5 2
630(63) 24 5
3,6
1000 (100) 25 7,5 2,5
4
526
Продолжение табл. 2.92
Тип Завод-из- готовитель Модель Номинальное усилие, кН (тс) Ремонтосложность
механической ча- сти, «м электриче- ской части, лэ
всего в том числе электродви- гателей,
Одно- криво- шипные 8а к рытые двойного действия Ивано- Франков- ское ПО кузнечно- прессового оборудова- ния КБ5530 1000/630 (100/63) 17,5* 29 * 8*
Двух- криво- шипные закры- тые двойного действия Воронеж- ское ПО тяжелых механиче- ских прес- сов К5535 К5538 К479 К6037 3150 (315) 6300 (630) 8000 (800) 5000 (500) 32 42 47 38 20 29 30 27 8,5 9,5 13 8 ,
Двух- криво- шипные закры- тые об- резные К9033 К9035 К9036 2000 (200) 3000 (300) 22 26 22 24 6
4000 (400) 30 26 7
Прессы для про- бивки отвер- стий Кувандык- ский меха- нических прессов К1928 630(63) 6 3 * 1,5*
КБ 1931 1250 (125) 12
Коорди- ната о- револь- верные с ЧПУ Чимкент- ское ПО кузнечно- прессового оборудова- ния К0126П К0128АФ4 К0130Ф4 ОЦК0126Ф4 400 (40) 630(63) 18* 21 ♦ 35* 37* —
1000 (100) 400 (40) 22 * 30*
Б27
Продолжение табл. 2.92
Тип Завод-из- готовитель Модель Номинальное усилие, кН (тс) Ремонтосложность
механической ча- •сти. RM электриче- ской части, *э
всего в том числе электродви- гателей, Яд
Чеканоч- ные кри- вошип- но-ко- ленные Барнауль- ский меха- нических прессов К8332 К8334 К8336 1600(160) 2500 (250) 9 10 11 6 3,5
4000 (400)
Пинский КЛАЛ КБ8336 16* 6*
Барнауль- ский меха- нических прессов КБ8338 6300 (630) 13 18* 6,5*
К8338 9 5
К8340 КБ8340 10000(1000) 16 15 6
К8342 КБ8342 16000(1600) 20 21 8
Криво- щипно- колен- ные для холодно- го вы- давлива- ния КА0030 КА0032 К0034 КБ0034 К8234 К0036 КБ0036 К8236 К0038 КБ0038 К8238 1000 (100) 1600(160) 12 14 11,5 5
2500 (250) 16 15 6
4000(400) 20 17 8
6300 (630) 26 21 12
Горяче- штампо- вочные криво- шипные Воронеж- ское ПО тяжелых механиче- ских прес- сов К8538 К8540 К8542 К8544 КА8546 К8548В ЬЗОО (630) 10000(1000) 16 000(1600) 25000 (2500) 40000(4000) 63000 (6300) 20 27 30 55 84 128 15,5 18,5 19 20 , 6 7.5 9 11
35 20
Винто- вые Чимкент- ское ПО кузнечно- прессового оборудова- ния Ф1224 Ф1226 Ф1228 Ф1728А Ф1230 Ф1730 250 (25) 400 (40) 6 ‘ 2,5. 1,5
630 (63) 7 5,5 * 7,5* 2
1000 (100) 8 8,5 3
528
Продолжение табл. 2.92
Тип Завод- изготовитель Модель Номинальное усилие1 кН (тс) Ремонтосложность
механической ча- сти, Ям электриче- ской части,
всего в том числе электродви- гателей,
Винтовые Чимкентское ПО кузнеч- но-прессо- вого обору- дования Ф1232 Ф1732 ФА1732 Ф1234 Ф1734 1600(160) 10 10 4
6 3
2500 (250) 13 9 5
Ф3134 Ф1236 Ф1736 Ф1736А Ф1238 Ф1738 Ф1740 16 * 9 * 6*
4000 (400) 18 12 5
22 8
6300 (630) 26 10 5
10000(1000) 38 17
Автома- ты меха- нические для прес- сования изделий из метал- лических порош- ков Саранский кузнечно- прессового оборудова- ния К0620А КА8122 КА0624 КА8124 100(10) 160 (16) 8 10 6 6,5 * 3
250 (25) 12 8
7* 5*
КА0626 КА8126 К0628 К8130 400 (40) 15 9 * 3
6* 4 *
630 (63) 1000 (100) 19 26 9,5 4
Автома- ты меха- нические для прес- сования ; изделий из по- рошков л вердых сплавов Таганрог- ское ПО кузнечно- прессового оборудова- ния КВ0616 КВ0621 - КВ0626 КВ0628 40 (4) 120(12) 400 (40) 630(63) ♦ 8* 9* 15* 19* 13,5 * 14,5* 15* 15* 9*
* Значение ремонтосложности по данным заводов то же, что в
шбл. 2.93—2.101.
529
Таблица 2.93
ПРЕССЫ ГИДРАВЛИЧЕСКИЕ
Группа Завод-изготовитель Модель Номинальное усилие, кН (тс) Ремо нтос л ож ность
механи- ческой части, Ям электрической части, Яэ
всего в том числе электродви- гателей, Яд
Ковочные с верхним расположением рабо- чих цилиндров Днепропетровское; ПО тя- желых прессов П152 П154 ПА1341 П156 ПА1343 П158 П1345 ПА 1345 8 000 (800) 12 500 (1250) 46 62 23* —
20 000 (2000) 89 31 *
32 000 (3200) 132 —
31 500 (3150) 130 49 *
38*
Для горячей объем- ной штамповки Рязанское тяжелого куз- нечно-прессового оборудо- вания П272А П273А П2547 31 500 (3150) 90 20 12
50 000 (5000) 132 35
120 * 37* 11 *
Группа Завод-изготовитель
Листоштамповочные отбортовочные Днепропетровское ПО тя- желых прессов
Листоштамповочные рамные простого дей- ствия сл 03 Оренбургское ПО «Гидро- пресс»
Продолжение табл. 2 S3
Модель Номинальное усилие, кН (тс) Ремонтосложность
механи- ческой части, Ям электрической части, R3
всего в том числе электродви- гателей, Яд
П3236 38 22,5 15
ПА3236Ф1 ПБ3236Ф1 4000 (400) 44* 63,5 15,5
П3239 56 23,5 18
ПА3239Ф1 ПБ3239Ф1 8000(800) 68» 66* 18»
П3241 78 25 10
ПА3241Ф1 ПБ3241Ф1 12 500(1250) 96* , 69* / 20*
П311 1600 (160) 18
П313 2500 (250) 21 11 4,5
ПА3434 23* 13* 8,5*
П314 4000 (400) 27 15 8
П315 6300(630) 36 18
ПА3438 34* 20* 12*
Группа Завод-изготовитель Модель
Листоштамповочные рамные двойного дей- ствия Оренбургское ПО «Гидро- пресс» П331 П332А ПЗЗЗ
Прессы для безоблой- ной штамповки мно- гоплунжерные Одесское ПО кузнечно- прессовогд оборудования ПА2634 ПА2638 ПА2642
Днепропетровское ПО тя- желых прессов ПБ2640
Трубопрутковые и прутково-профильные Новосибирское ПО ТСГП П8338
Коломенское станкострои- тельное ПО П8339
Новосибирское ПО ТСГП П8739 П8739А
Коломенское станкострои- тельное ПО П8940 П8541А
Продолжение табл. 2.93
Номинальное усилие, кН (тс) Ремонтосложность
механи- ческой части, Ям электр ическо’4 части, Яэ
всего в том числе электродви- гателей, Яд
1600 (160) 30 16 7
2500 (250) 34 18
4000 (400) 40 8
2 500 (250) 6 300 (630) 16 000 (1600) 21,5 ♦ 23* 54* 12* 8,5* 17,5* —
10 000 (1000) 99* 88* 40
6300 (630) 84 65 25
8000 (800) 87
8000 (800) 87 65 25
10000(1000) 12 500 (1250) 91 96 70 80 35 40
633
Группа Завод-изготовитель Модель
Трубопрутковые и прутково-профильные Новосибирское ПО ТСГП ПА8741 ПА8741А
Коломенское станкострои- тельное ПО П8742Б П8743В П8743 ПА8744 П8745
Для холодного вы-, давливания рельеф- ных полостей Одесское ПО кузнечно- прессового оборудования ПО440 П2940 П7640 ПО443 П7644 ПО447
Правильные и мон- тажно-запрессовочные одностоечные Оренбургский «Металлист» П6314 П6316 П6318 П6320
Продолжение табл. 2.93
Номинальное усилие, кН (тс) Ремонтосложность
механи- ческой части, м электрической части, R3
всего в том числе электродви- гателей, 7?д
12 500 (1250) 96 80 40
16 000 (1600) 102 102 42
20 000 (2000) ПО 61 17
25 000 (2500) 120 57 16,5
31 500 (3150) 132 76 35
19 12 3,5
10 000 (1000) 26* 27 * —
13 * 19 * —
20 000 (2000) 34 15 4,5
25 000 (2500) 12 * 17 * —
50 000 (5000) 79 45 12
25 (2,5) 40(4) д 2
63 (6,3) 1.5
100 (10) 2,5
Группа Завод-изготовитель
Правильные и мон- тажно-запрессовочные одностоечные Оренбургский «Металлист» Оренбургское ПО «Гидро- пресс» 1 ।
Продолжение табл. 2.93
Модель Номинальное усилие, кН (тс) Ремонтосложность
механи- ческой части, *м электр час1 о ф 0 S S - 0 в том числе электродеи- w ж гателей, R& g,
ПА6322 П6324 160 (16) 250 (25) 5 3,5 2,5
; П6326 П6328 П6328Б П6330 П6332 ПА6332 П6332Б П3232А П6334 П6334А П6334Б П3234А 400 (40) 630 (63) 6
— — —
1000 (100) 7 4
1600 (160) 10 9,5 3
14* 13*
2500 (250) 13 17* 9,5 20* 3
Группа Завод-изготовитель Модель
Насадочные (монтаж- но-колесные) Одесское ПО «Прессмап» П6730 П6734 П6736 ' П6738 ПА6738 П6738А П6738Б
Насадочные (монтаж- но-колесные) Днепропетровское ПО тя- желых прессов П449 П6743
Для пакетирования металлических отхо- дов Азовское ПО кузнечно- прессового оборудования Б1330 БА1330 Б1334
Одесское ПО «Прессмаш> Б1332
Для брикетирования чугунной и стальной дробленой стружки Одесское <ПО «Прессмаш» Б6234 Б6238 Б6241
Продолжение табл, 2.93
9 Номинальное усилие, кН (тс) Ремонтосложность
механи- ческой части, R^ электрической части, R3
всего в том числе электродви* гателей, R&
1000 (100) 16 А Й
2500(250) 17 V о
4000 (400) 19 4,5
6300 (630) 21 11 5,5
30*
10 000 (1000) 24 23 10
20 000 (2000) 33
1000 (100) 15
2500 (250) 32 —— ——
1600 (160) 30
2500 (250) 15 8 6
6 300 (630) 26 25 8
12 500 (1250) 44 30 12
Группа Завод-изготовитель
Для прессования из- делий из металличе- ских порошков и по- рошков твердых спла- вов Оренбургский «Металлист» Оренбургское ПО «Гидро- пресс» Коломенский тяжелого станкостроения Рязанский тяжелого куз- нечно-прессового оборудо- вания
Для прессования из- делий из пластмасс Оренбургское ПО «Гидро- пресс» Оренбургский «Металлист»
Продолжение табл. 2.93
Номинальное усилие, кН (тс) Ремонтосложность
механи- ческой части, R-f м электрической части, Яэ
Модель всего в том числе электродви- гателей, Яд
Д1524 Д1526 250 (25) 400 (40) 9 10 7 3
Д1528 Д1530 ДА15324 ДА 1534 630 (63) 11 10
1000 (100) 13 14 4
1600 (160) 2500 (250) 16 21 16 20 7
Д1238 6300 (630) 40 30 10
ДА 1238
ДА2420 Д2424 ' ДБ2424А 100 (10) 6 3 1,5
250 (25) 7 7
П481А ДБ2426 400 (40) 9
Группа Завод-изготовитель
Для прессования изделий из пластмасс Оренбургское ПО «Гидро- пресс»
Оренбургское ПО «Гидро- пресс»
S Рязанский ТКПО
Продолжение пжл. 2.5J
Номинальное усилие, кН (тс) Ремонтосложность
механи- ческой части, R-. м электрической части,
Модель всего в том числе электродви- гателей, Яд
П483 ДБ2428 П474А Д2430Б ДБ2430 630 (63) 8 10 1,5
1000 (100) 12
2
ПД476 ДБ2432 Д2434' ДБ2334 ДГ2434 1600 (160) 10 14
2500 (250) 12 12
13*
П479 ДБ2436 ДГ2436 4000 (400) 16 6 3
— —
ДА2238 6300 (630) 22 7 3,5
I________________________________
Группа Завод-нзготовнтёль
Для прессования изделий из пластмасс Одесское ПО кузнечно- прессового оборудования
Днепропетровское ПО тя- желых прессов
Для прессования изделий из пластмасс, колонный Оренбургское ПО «Гидро- пресс»
Прессы-автоматы для прессования и литья изделий из пластмасс Оренбургский «Металлист»
Оренбургское ПО «Гидро- | пресс»
Продолжение табл. 2.93
Номинальное усилие, кН (тс) Ремонтосложность
механи- ческой части, Ям электрической части,
всего в том числе электродви- гателей, Яд
ЛАЗМО 16 000 (1 000) 31 7 3,5
imizk 20 000 (2 000) 56 10 5
Д0430 Д0132 Д0634 Д0436 1000 (100) 8 5 2,5
1600 (160) 10
2500 (250) 4000 (400) 12 16 7 9
ДБ2424Б ДБ2426Б ДБ2426Г 250 (25) 7 4 1,5
400 (40) 5
ДБ2428Б ДБ2428Г ДГ2428 ДГ2428А 630(63) 8 6
10* 13*
Группа Завод-изготовитель
Прессы-автоматы для прессования и литья изделий из пластмасс Оренбургское ПО «Гидро- пресс»
Для синтеза сверх- твердых материалов Рязанское ПО тяжелых прессов
Этажные 8 СО м Днепропетровское ПО тя- желых прессов
Продолжение табл. 2.33
Модель Номинальное усилие, кН (тс) ' Ремонтосложность
механи- ческой части, Ям электрической части, Яэ
всего в том числе электродви- гателей, Яд
ДБ2430Б ДБ2430Г 1000 (100) 8 8
ДБ2432Б ДБ2432Г 1600 (160) 10 ю- 2
ДГ2432 15* 13*
ДА0040 ДА0043 10 000 (1 000) 20 000 (2 000) 31 56 9 * 33* 2* 10*
П713Б Д0336 4000 (400) 8 —
П714Б Д0838А 630 (63) 12 17 34 —»
ПА714 12 —
Д7441 12 500 (1 250) 22 —
ДА7441 38* 64* 17*
Группа Завод-изготовитель
Этажные Днепропетровское ПО тя- желых прессов
Машины однопози- ционные для литья под давлением термо- пластичных масс Хмельницкое ПО термо- пластавтоматов Хмельницкое ПО термо- пласта втоматов Одесское ПО кузнечно- прессового оборудования
Продолжение табл. 2.93
Модель Номинальное усилие, кН (тс) Ремонтосложность
механи- ческой части, Ям электрической части, Rd
всего в том числе электродви- гателей, 7?д
П739 20 000 (2 000) 35
Д7443 46* 82* 18*
Д7444 25 000 (2 500) 58* 92 * 21 *
Д7247 50 000 (5 000) 86 —
ДЕ3127-63Ц1 500 (50) 12 —
ДЕ3130-125Ц1 1000 (100) 13 30 *
ДЕ3132-250Ц1 1600 (160) 24 * ' 38 * —
Д3132-250П ДП3332.Ф1 14 18*
ДП3334.Ф1 2500 (250) 16 —
Д3136-1000 4000 (400) 19 21 *
ДЗ138-2000 6300 (630) 24 37 *
Таблица 2.94
ТЕРМОПЛАСТАВТОМАТЫ
Тип Завод-изготовитель Модель Наибольший объем впрыскивания, см8 Ремонтослож- ность
механической ча- сти, электри- ческой части,
всего в том числе электродви- гателей, Яд
Термопласт- автоматы Хмельницкое ПО кузнечно-прессо- вого оборудова- Д3322 16 11 15 4
Д3325 32
НИЯ 12
Д3328 63 25
Одесский термо- пластавтоматов Д3231 Д3234 125 250 14 16 20 25 5
Д3237 Д3240 500 1000- 21 32 27 8
Д3245 Д3246 2000 4000 53 95 30 40 И
Д3249 8000 179 60 12
Реактопласт- автоматы Хмельницкий термопластавто- матов Д3528 63 12 21 4
Д3431 Д3434 125 250 14 16 24 6
Д3437 Д3440 500 1000 21 32 28 30 8 9
Автоматы литьевые для переработки полиамидов, ДБ3322 16 11 8 3
ДБ3328 63 12 26 4
полиформаль- дегидов, поли- карбонатов ДА3231 125 14
• ДА3234 250 16 28
ДА3237 500 21 30 7
ДА3270 1000 32
541
АВТОМАТЫ КУЗНЕЧНО-ПРЕССОВЫЕ
Т а б л и ц а 2.95
Группа Завод- изготовитель Модель Наиболь- ший диаметр стержня изделия» мм Ремонтослож ность
механической ча- сти, ям электриче- ской части,
всего в том числе электродви- гателей,
Одесский А1214 АА1214 2,6 2,5 5 3 1,5
кузнечно- прессового А1216 4 6 4,5 3
Холодно- оборудова- ния А1218 АА1218 АА1219 6 10 / 5,5 2
высадочные 8 13 3,5
двухудар- ные с цель- ной матри- цей Чимкент- ский куз- нечно-прес- сового обо- А1221 А1221А 12 19 23 * 10 12 * 4 6
А1222 А1222А АА1222 16 25 10
29* 15 * 3
рудования А1223 АБ1223 20 31 34* 15 21* 6,5
Одесский кузнечно- АА161 А1419 А1420 6 8 10 10 13 16 4 2
Холодно- высадочные двухудар- ные с разъ- емной ма- прессового оборудова- ния 6,5
Чимкент- А1421 12 19 7 3,
трицей ский куз- нечно-прес- сового обо- рудования А1422 А1422А 16 8 4,5
Автоматы- комбайны для полного изготовле- ния винтов и шурупов Одесское ПО кузнеч- но-прессо- вого обо- рудования А1914 А1916А А1918 2,6 4 6 14 17 22 14 6,5
542
Продолжение табл. 2.95
Группа Завод- изготовитель Модель Наиболь- ший диаметр стержня изделия, мм Ремонтосложность
механической ча- сти, Лм электриче- ской части,
о CD % в том числе электродви- гателей, Яд
Автоматы кривошип- ные много- позицион- ные для хо- лодного выдавлива- ния металла Барнауль- ский меха- нических прессов К8234 К8236 К8238 Усилие, кН (тс) 2500 (250) 4000 (400) 6300 (630) 15 > 25 38 26* 12 *
Автоматы для холод- ной штам- йовки ша- риков Одесское ПО кузнеч- но-прессо- вого обо- рудования А3718 А3720 Наиболь- ший диа- метр стерж- ня изделия, мм 6,3 10 9 13 4 2
Чимкент- ский куз- нечно-прес- сового обо- рудования А3722 А3723 АА3724 16 20 25 19 24 29 10 а 3
Автоматы для холод- ной штам- повки ро- ликов Чимкент- ский куз- нечно-прес- сового обо- рудования АА3720А А3722А А3724А 10 16 13 19 15*
25 29 10 * 5
Автоматы холодно- штамповоч- ные много- позицион- ные для изделий стержнево- го типа Одесское ПО кузнеч- но-прессо- вого обо- рудования АА1918 6 22 — —
Азовский кузнечно- прессового оборудова- ния АБ1918 ЛВ1918Б
30* 30 * 6*
543
Продолжение табл. 2,95
Группа * Завод- изготовитель Модель Наиболь- ший диаметр стержня изделия, мм Ремонтосложность
механической ча- сти, RM электриче- ской части, «э
всего в том числе электродви- гателей, /?д
к А1919 АБ1919 АБ1919А 8 27 9
Азовский АВ1919Б 33 * 7*
Автоматы холодно- первично- прессовых автоматов А1920 АА1920 АБ1920 10 32 — —
АВ1920Б 35 * 34 * 10
штамповоч- ные много- АВ1921Б 12 41 * 35 *
позицион- ные для Чимкент- ское ПО кузнечно- прессового оборудова- ния А1921 35
изделий стержнево- АБ1922 16 46
го типа АБ1923 20 55 43 * 8,5
Рязанское ПО тяжелых автоматов А1923
А1924 24 64
АБ1924 31 * 14,5
А1725 30 80 35
Наиболь- ший диа- метр резь- бы гайки,
Автоматы холодно- штамповоч- ные много- позицион- ные гаеч- ные Одесское ПО кузнеч- но-прессо- вого обо- рудования А1617А мм 5 13 5 2
Азовский АА1818 АВ1818 6 15 6 •
кузнечно- прессовых автоматов АА1819 А1819А 8 19 7 1 1 3
АВ1819 16 * | 5;*
544
Продолжение табл. 2.95
Группа Завод- изготовитель Модель Наиболь- ший диаметр резьбы гайки, мм Ремонтосложность
механической ча- сти, Ям электриче- ской части, R3
всего в том числе электродви- гателей, Яд
Автоматы холодно- штамповоч- ные много- позиционные гаечные Чимкент- ское ПО кузнечно- прессового оборудова- ния АВ 1820 10 23 7,5 3,5
АБ1821 12 27 8
Азовский кузнечно- прессовых автоматов АВ1821 А1822 АА1822 АВ 1822 — —
16 35 10 4
Рязанское ПО тяжелых прессов АА1823 АВ 1823 А1824 АА1824 АБ1824 20 44 17 14* 6 4,5*
27 58 18 9
62* 16* 8*
Автоматы обрезные Одесское ПО кузнеч- но-прессо- вого обо- рудования АА2318 А2318А А2320 А2320А Наиболь- ший диа- метр стерж- ня изделия, мм 6 10 9,5 5,5
10 16 10
Чимкент- ское ПО кузнечно- прессового оборудова- ния А2322А АА2322 АВ2322 АА2323 16 25 12 6
29 * 18*
20 31 —- —*
18 Заказ 503
4 545
Продолжение табл. 2.95
Группа Завод- изготовитель Модель Наиболь- ший диаметр резьбы, мм Ремонтосл ож ность
механической ча- сти, Ям электриче- ской части, «э
всего в том числе электродви- гателей, Яд
Азовский А2416А 4 8 8,5 4
кузнечно- А2418А 6 9 11 5
прессовых АБ2421 12 12 —
Автоматы резьбо- автоматов АА2423 20 15 — —
накатные с плоскими Одесское А2421 12 12 8 4,5
плашками ПО кузнеч- но-прессо- вого обо- рудования А2423А 20 15 12 7,5
Рязанское ПО тяжелых А2424Б 24 17 17 9
прессов
АА2514 1,6—2,5 7 6
АБ2516 2,5—4 8 11
Автоматы Азовский А2518 6 9
резьбо- накатные кузнечно- АБ2518 4—6 6,5
с роликом прессовых АА2520 10 И 12
и сегментом автоматов АБ2520 6—10
А2522 АБ2522 16 12—16 14 13 7
Усилие, кН (тс) -
Полуавто- А9518 А9518А 63 (6,3) 7 10* 3
маты про- 7 7*
филен а кат- ные (резь- бонакат- ные) двух- А2528 125 (12,5) 8 13,5
А9521 17* 8*
А9524 250 (25) 10 22 * 8*
роликовые А9526 360 (36) 12 14* 9*
А9527 500 (50) 14 21 * 12*
546
Продолжение табл. 2.95
Группа Завод- изготовитель Модель Наиболь- ший диаметр стержня изделия, мм Ремонтосложность
механической ча- сти, электриче- ской части, Дэ
всего в том числе электродви- гателей, Яд
Автоматы горячештам- повочные Рязанское ПО тяже- лых прессов \ АА3424 АБ3424 АА3426 Наиболь- ший диа- метр резь- бы, мм 27 33 * 31 * 28* 30 ♦ 11 * 13 *
36 33 * 10 *
многопози- ционные для изделий типа гаек и колец А0341 76 37*
Автоматы проволочно- гвоздиль- ные Хмельниц- кое ПО ку- знечно- прессового АА4111 АБ4111 Наиболь- ший диа- метр стерж- ня, мм 1,2 4
АА4113 АБ4113 2 5 —
оборудова- ния АА4115 АБ4115 3 6
АА4116 4 7
АА4118 8 Усилие высадки, кН (тс) 11
А4016 200 (20) 17* и * 5*
А4215 200 (20) 15 * 12*
А4216 250 (25) 17
Для изго- товления пружинных шайб А5715 А5719 А5722 А5724 А5727 " Наиболь- шее сече- ние прово- локи, мм 1,0Х 1,0 2,5X2,5 5X5 8X8 12X12 10 11 13 14 17 6,5* 12* 13* 19* 23,5* 2* 4* 5* §* 10*
18*
5Д7
Продолжение табл. 2.95
Группа Завод- изготовитель Модель Наиболь- ший диаметр стержня изделия, мм Ремонтослож ность
механической ча- сти, RM электриче- ской части,
всего в том числе электродви- гателей, Яд
Для ХОЛОД- НОЙ навив- ки пружин (муфтного вида) Хмельницкое ПО кузнечно- прессового оборудова- ния А5209 А5214А А5216 А5218 □о ю сэ 00 О сч -Ф с© till сч о с© о О О —"оо" 10 11 12 14 3 4,5 * 5,5 * 8,5 * 1,5* 2 * 4 *
Азовский кузнечно- прессовых автоматов АБ5220 АА5220 4—10 6,3—10 15 23 * 10 12,5*
АБ5222 6,3—16 19 24 * 13,5 *
Для холод- ной навивки пружин (ку- лисного вида) Хмельниц- кое ПО куз- нечно-прес- сового обо- рудования А5109 АА5109 АБ5114А А5116 0,2—0,8 10 6 1,5 2,5
0,8—2,5 11 7,5
1,6—4,0 12
Для холод- ной навив- ки пружин растяжения с зацепами А5309 0,2—0,8 10 5* 3*
Для холод- ной навив- ки пружин кручения А5810 А5814 0,2—1,0 ©,8—2,5 10 11 4* 1,5*
Цепевязаль- ные холод- ногибочные для кругло- звенных цепей Азовский кузнечно- прессовых автоматов А8117А А8119 АБ8119 А8121 АБ8121 АБ8122 А8122А А8124А 5 19 8* 2,5*
8 22 4,5 2
— —
13 25 6 2
— —
16 20 29 30 15* 6 4,5*
25 34 19 * 11 *
Листоштам- повочные многопози- ционные Барнауль- ский меха- нических прессов А6122 А6124 Усилие, кН (тс) 160 (16) 13 10 3
250 (25) 16
548
Продолжение табл. 2,95
Группа Завод- изготовитель Модель Наиболь- ший диаметр стержня изделия, мм Ремонтосложность
механической ча- сти, Ям электриче- ской части, я9
всего в том числе электродви- гателей, Яд
Листоштам- повочные многопози- ционные Таганрог- ское ПО кузнечно- прессового оборудова- ния АА6124А А6126В 250 (25) 16 13 * 5,5 *
400 (40) 20 12 С
Барнауль- ский меха- нических прессов А6126Б А6128 А6128А.01 А6130 АА6130А АА6132 А6132А
630(63) 26 19 * 12”
1000 (100) 37 14 6
— —
1600 (160) 44
16 7
АА6134 А6134А АА6136 А6136А 2500 (250) 55 43 * 18 12* 7
4000 (400) 73 20 8
Рязанское ПО тяже- лых прессов АА6138 А6140 6 300 (630) 10 000 (1000) 101 145
Прессы- автоматы перфора- ционные Воронеж- ское ПО кузнечно- прессового оборудова- ния им. М. И. Кали- нина А6426 А6436 400 (40) 4000 (400) 16 56 14* 42 * 4,5 * 13,5 *
Автоматы цепекалиб- ровочные Азовский кузнечно- прессовых автоматов А8321 А8324 А8325 Наиболь- ший диа- метр цеп- ной стали, мм 13 24 32 И 14 17 15* 16* 17,5 * 4,5* 5 * 6,5*
Автоматы цепесва- g очные К09.817.50 К09.819.50 К09.821.51 3—6 5-8 9—13 13 * 15 * 19 * 11 * 13 18 2,5 * 4 * 4,5*
549
Таблица 2.96
молоты
Группа Завод-изгото- витель Модель Масса падающих частей, кг Ремонтосл ож ность
механической ча- сти, Ям электриче- ской части,
всего в том числе электродви- гателей, Яд
Ковоч- ные пневма- тические Астраханский кузнечно- прессового оборудования МА4127 М4129 MA4I29 МА4129А М4132 МА4134 50 4 3 2
75 5 3,5
80 5
150 - 6 4
250 7 5,5 3,5
Воронежское < ПО кузнечно- прессового оборудования им. М. И. Ка- линина М4134 МБ4134 МА4134А МА4136 МБ4136
400 9
6* 4,5 *"
М4140 М4140А 1000 16 7 8* 6 6,5 *
Ковоч- ные паровоз- душные арочного и мосто- вого типа М1340 М1343 М1345 М1545 М1547 М1549 1000 2000 13 18* 1,5 * 1,0*
3150 24*
3150
5000 8000 33 48
Штам- повоч- ные паровоз- душные М211 М2140 МА2140 К05.501 М212 М2143 МА2143 М213 М2145 МА2145 1000 14 1,0*
1600 19 1,5*
2000 21
3150 29 1,5 * 1,0*
550
Продолжение табл. 2.96
Группа Завод-изгото- витель Модель Масса падающих частей, кг Ремонтосложность
механической ча- сти, Ям электриче- ской части, Яэ
всего в том числе электродви- гателей, Яд
Штампо- вочные паровоз- душные Новокрама- торский маши- ностроительный 17КП М2147 М2150 М2152 5000 42 —
10 000 77
16 000 119
Молотки выколо- точные пневма- тические Астраханский кузнечно- прессового оборудова- ния М0419 8 4
Серпуховский кузнечно- прессового оборудования МА0421 16
М004 М0423 20
Астраханский кузнечно- прессового оборудования М0424А 25
Молоты листо- штампо- вочные Воронежское ПО кузнечно- прессового оборудования им. М. И. Ка- линина М3139 М3142 МЛ-3 МЛ-5 Наиболь- шая масса верхнего штампа, кг 8,00 16,00 30,00 50,00 12 16 27 42 — —
651
ГОРИЗОНТАЛЬНО-КОВОЧНЫЕ МАШИНЫ
Таблица 2.97
Тип Завод-изго- товитель Модель Номинальное усилие, кН (тс) Рем онтосл ож н ость
механической ча- сти, ям электриче- ской части,
всего в том числе электродви- гателе^ Яд
Горизон- та льно- Рязанское ПО В1132 ВА1132 1600(160) 23 5 20 * 3 *
ковоч- ные тяжелых прессов В1134 ВБ 1134 ВВ1134 2500 (250) 28 7 14 * 24 *
В1136 4000(400) 36 16 * 4 *
В1138 6300 (630) 49 18* 5 *
В1139А 8000 (800) 59 25 *
ВБ 1139 39 * 13 *
В1141 ВВ1141 12 500 (1250) 84 22 * 10 *
РОТАЦИОННО-КОВОЧНЫЕ МАШИНЫ
Таблица 2.98
Тип Завод-изго* товитель Модель Наибольший диаметр прутковой заготовки, мм' Рем онто- сложность
механической ча- сти, Ям электриче- ской части, *э
всего в том числе электродви- гателей, ЯД
Ротационно- ковочные / Таганрог- ское ПО кузнечно- прессового оборудова- ния В2118 6,3 6 2 1,5
В2322 В2324 16 25 7 8 3 2
552
Продолжение табл» 2.98
Тип Завод-изго- товитель Модель Наибольший диаметр прутковой заготовки» мм Ремонто- сложность
механической ча- сти, Яы электриче- ской части, «э
всего в том числе электродви- гателей, Яд
Радиально- ковочная с цикловым программ- ным упра- влением (ЦПУ) Рязанское ПО тяжелых прессов К03.9.32.03 Номиналь- ное усилие, кН (тс) 1600 (160) 37* 29* 6
Радиально- обжимные с ЦПУ ВВ4032Ц В4036Ц1 1600(160) 4000 (400) 38* 39* 42* 85* 20* 34*
ВАЛЬЦЫ КОВОЧНЫЕ
Таблица 2.99
Тип Завод-изгото- витель Модель Номи- нальное усилие, кН (тс) Ремонтосложность
механической ча- сти, электриче- ской части, ^э
всего в том числе электродви- гателей, Яд
Закрытые Воронежско1 ПО кузнечно- прессового оборудования им. М. И. Ка- линина С1237 С1240 1000(100) 2500(250) 12 24 9 7
Консоль- ные од- нокле- тевые С1335 СА1335 К05.436.02 К05.437.01 800(80) 11 12 14* 5*
1000(100) 13 7* 12* 4* 6*
553
Продолжение табл. 2.99
Тип Завод-изгото- витель Модель Номи- нальное усилие, кН (тс) Ремонтосложность
механической ча- сти, «м электриче- ской части, «э
всего в том числе электродви- гателей, Яд
Консоль- Воронежское С1431 125(12,5) 9 6 3
ные двух- ПО кузнечно- С1432 200(20) 10 9* 4 *
клетевые прессового обо- С1434 500(50) 12 13* 6*
рудования им. С0135 800(80) 15 10 5
Консоль- ные клиновые М. И. Калинина К500 10,0* 12* 6*
ножницы
Таблица 2.100
Тип Завод-изгото- витель Модель Наибольшая толщина раз- резаемого листа, мм Ремонто- сложность
механической ча- сти, Ям электриче- ской части, Яэ
всего в том числе электродви- гателей, Яд
Криво- шипные листовые с на- клонным ножом Стрыйское ПО кузнечно- прессового оборудования НБ3312 НД3312Б 1,6 5 3 1,5
НД3314 НД3314Г 2,5 6
НД3316 НД3316Г 4 7 4 2
НД3318 НД3318Г 6,3 8* 4*
Саранский кузнечно- прессового оборудования НВЗИ8 6,3 10* 6 3*
654
Продолжение табл. 2.100
Тип Завод-изгото- витель Модель Наибольшая толщина раз- резаемого листа, мм Ремонте- сложность
механической ча- сти, Ru электриче- ской части,
всего в том числе электродви- гателей, Яд
Криво- шипные листовые с на- клонным ножом Азовское ПО кузнечно- прессового оборудования Н3218В 6,3 8 6 2
Чимкентское ПО кузнечно- прессового оборудования НБ32Г8 11*
Шимановский кузнечно- прессового оборудования НБ3221 Н3121 12 15* 11 6* 7,5 3,5
Чимкентское ПО кузнечно- прессового оборудования Н3221А НБ3222
16 13 6* —-
Азовское ПО кузнечно- прессового оборудования Н481А НА3223 Н483 НА3225 20 15 8 4,5
—
32 21 14 5,5
—-
Пресс- ножницы комби- нирован- ные Кувандыкский механических прессов НБ5220 НВ5221 НБ5222 НВ5222 НБ5224 НБ5225 10 6 4 1,5
13 7
16 8 2
25 10
Комби- нирован- ные 32 12 2,5
НБ5120 НБ5122 10 16 5 6 2 4 Z
Сорто- вые от- крытые Н1226А круг 0 40 2* 3** 1,5*
555
Продолжение табл. 2.100
Тип Завод-изгото- витель Модель Наибольшая толщина раз- резаемого листа, мм Ремонтов сложность
механической, ча- сти, Ям электриче- ской части, «э
о (U м в том числе электродви- гателей, Яд
Скрап- ные ал- лигатор- ные Азовское ПО кузнечно- прессового оборудования Н2228 Н2230 Н2231 0 63 0 100 ОС СЛ 8 о
0 125 9 9 4,5
Сорто- вые Кувандыкский механических прессов НБ1425 НБ1428 НВ 1429 НБ1431 Номиналь- ное усилие, кН (тс) 3200 (320) 6 4 1,5
630 (63) 1000(100) 1250 (125) 7 8 9 2
Арма- турные Ленинград- ский «Строй- машина» СМ3002 С445М Наиболь- шая тол- щина листа (диаметр круга), мм 40 70 4 6 4,5 2
Высеч- ные Саранский кузнечно- прессового оборудования Н4516 4 4 3 1,5
Таганрогский кузнечно- прессового оборудования
Двухди- сковые односто- ечные с на- клон- ными поясами Ленинакан- ский ПО кузнечно- прессового оборудования НА4414 Н4418 2,5 6,3 6 10 4 —-
5 2
Тираспольский литейных машин Н4420 10 13
556
Продолжение табл. 2.100
Тип Завод-изгото- витель Модель Наибольшая толщина раз- резаемого листа, мм Ремонто- сложность
механической ча- стй, RK электриче- ской части, *э
всего в том числе электродви- гателей,
Много- Саранский Н0104 0,25 2 4 1,5
дисковые кузнечно- Н0108 0,63 2 6 2,5
для ру- прессового Н0112 1,6 4 9 4
лонного мате- риала оборудования Н0214 2,5 6 10 5
ГИБОЧНЫЕ МАШИНЫ
Таблица 2.101
Группа Завод-изго- товитель Модель Номинальное усилие, кН (тс) Ремонтосложность
механической ча- сти, Ям электриче- ской части, «э
всего в том числе электродви- гателей. Яд
Прессы листо- гибочные криво- шипные Азовское ПО кузнечно- прессового оборудова- ния ИА 1328 ИА1328А И1330 И1330А И1332 ИА1332А И1334А ИА 1334 И1336 630 (63) 12 7 2
1000 (100) 13 10 4
1600 (160) 19 11 4,5
11,5
2500 (250) 21
12 5
z 4000 (400) 24 16
Прессы листо- гибочные гидрав- лические ИА 1430 ИА1430А ИА 1432А ИА1434А И1436А 1000 (100) 11 18* 4*
1600 (160) 16 20 * 4,5 *'
2500 (250) 4000 (400) 22 32 24 * 26 * 7
То же с ЧПУ ИА1430АП ИА1432АП И1434АП 1000(100) 1600 (160) 2500 (250) 17* 19 * 21 * 22 * 24 * 25* 6*
Й57
Продолжение табл. 2,10.
Группа Завод-изго- товитель Модель Номиналь- ное усилие кН (тс) Ремонтосложность
механической ча- сти, Ям электриче- ской части, «э
всего в том числе электродви- гателей,
Львовский алмазного инстру- мента И2112 Наиболь- шая толщина изгибае- мого листа, мм 1,6 4 2 1,5
ИА2114
Машины листо- гибочные с пово- Стрыйский кузнечно- прессового оборудова- ния ИБ2114АП 2,5 6 4 1,5
ротной гибочной ИБ2116 ИБ2116П 4 9 6 2
балкой ИВ2142П 6,0 И
ИВ2142 7
Нелидов- ский «Ги- ИВ2143 5
ИВ2143П 11
дропресс» ИВ2144 ИВ2144П 4,5 12 — —
ИВ2145 ИВ2145П 4,0 7 13
ИВ2146 ИВ2146П 3,5 7 14
ИБ2213 2 5 17* 7,5*
ИА2214 2,5 14 4,5
Машины Славгород- ИА2216 4 6 16
листо- гибочные трехвал- ковые ский кузнечно- прессового оборудова- ния ИБ2216 19* 10*
ИБ2219 8 8 20»
ИА2220А ИБ2220 10 8 18 21 6 10*
ИА2222А ИБ2222 16 И 20 22» 6 12 *
658
Продолжение табл. 2.101
Группа Завод-изго- товитель Модель Номиналь- ное усилие, кН (тс) механической ча- >и сти, g 1НТОСЛОЯ элекг ской / о а> Й а» a в том числе о ® о электродви- go н гателей, '
Машины листогибо- чные трех- валковые Тирасполь- ский литейных машин И2222 20 7
Рязанское И2224 25 15 25
Машины ПО тяжелых прессов ИА2424 ИБ2424А 25 15 25 23 * 9 11 ♦
листо- гибочные четырех- валковые ИБ2424 28 16
ИА2426 ИБ2426 40 21 27* 12 14,5*
Машины листо- гибочные четырех- валковые с ЧПУ И2416П ИВ2424Ф1 4 28 6 16 16 29* 5 7*
Прессы гибочно- штампо- вочные горизон- тальные (бульдо- зеры) Азовское ПО кузнечно- прессового оборудова- ния И1230 И1232 Номиналь- ное усилие, кН (тс) 1000 (100) 1600 (160) 11 12 4 6 3
1 Машины трубо- гибочные с меха- Москов- ский «Сан- техдеталь» ВМС23 Наиболь- ший наружный диаметр, мм 40 2 4,5 2
Саранский кузнечно- прессового оборудова- ния ГСТМ-21М 60
ническим приводом ИА3428 ИБ3428 ИВ3428 63 3 6* 8* . 3 * 5*
ИА3430 100 4 1 8,5 * 6 *
Б»
Продолжение табл. 2.101
Р бМ 1ШТОС Л ож н ость
Номиналь- ное усилие, кН (тс) та у электриче- ской части,
Группа Завод-изго- товитель Модель механической сти, Рм всего в том числе электродви- гателей,
Машины трубо- гибочные с гидрав- лическим приводом Одесское ПО кузнечно- прессового оборудова- ния ИА3432 160 7 9 * —
Машины трубо- гибочные с гидрав- лическим приво- дом, в том числе с ЧПУ ИА3528 И3532 И3534 60 160 250 6 13 20 9 10 17* 2 5 6
И0622А И06225 20 22 * — —
Машины сорто- гибочные ролико- вые Славгород- ский кузнечно- прессового оборудова- ния И3127 ИБ3129 Наиболь- шие раз- меры уголка, мм 50X50X5 75X 75X9 # ! ю со 3 12* 2 7*
Зигма- Ленина- канское ПО кузнечно- прессового оборудова- ния И2712 Наиболь- шая толщина обрабаты- ваемого материала, Мм 1,6 1,6
шины И2712А 3 5
И2714 И2714А 2,5 4 5,5
И2716 4,0 5 5 2
560
Таблица 2.102
ПРАВИЛЬНЫЕ МАШИНЫ
Группа Завод-изготовитель Модель Диаметр выправ- ляемых прутков, (труб), мм Ремонтосложность
механической ча- сти, Ям электриче- ской части,
всего в том числе электродви- гателей, Яд
Машина двухвал- ковая правильно- полировальная для прутков К 10.092: машина пра- вильно-полиро- вальная двух- валковая для прутков устройство за- грузочно-выгру- зочное для прут- ков Азовское ПО кузнечно-прессового оборудования И5526 с (КЮ.092) Диаметр выправ- ляемых прутков (труб), мм 10—40 23* 57* 19*
И5526 10—40 10,5* 44* 16*
КЮ.092 10—90 12,5* 13* 3*
Машина правиль- но-полировальная двухвалковая с САМ мод. КЮ.092: машина двух- валковая пра- вильно-полиро- вальная устройство за- грузочно-выгру- зочное для прут- ков И5529 (КЮ.092) 20—90 29* 63,5* 22*
И5529 20—90 16,5* 50,5* 19*
КЮ.092 10—90 12,5* 13* 3*
Машина много- валковая трубо- правильная И5622 И5624 3—15 5—25 6* 15,5* 16,5* 5,5* 6,5*
561
Продолжение табл. 2.102
Группа Завод-изготовитель Модель Диаметр выправ- ляемых прутков, (труб), мм Ремонтосложность
механической ча- сти, Я„ электриче- ской части,
всего в том числе электродви- гателей, Яд
Машина много- валковая трубо- правильная с САМ мод. ЗВП7: машина много- валковая пра- вильная устройство за- грузочно-выгру- зочное Азовское ПО кузнечно-прессового оборудования И5626 с (ЗВП7) 10—40 34* 47* 14,5*
И5626 10—40 8* 20* 8*
ЗВП7 10—40 и 20—90 26* 27* 6,5*
Машина много- валковая трубо- правильная с САМ мод. ЗВП7: машина много- валковая трубо- правильная устройство за- грузочно-выгру- зочное И5629 с (ЗВП7) 20—90 42* 59* 21,5*
И5629 20—90 15* 33* 15*
ЗВП7 10—40 и 20—90 27* 26* 6,5*
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
ОКОРОЧНЫЕ СТАНКИ
Таблица 2.103
Завод-изгото- витель Модель Диаметр просвета ротора, мм Ремонтосложность
механи- ческой части, Ям электрической части, Яэ
всего в том числе электро* двигате* лей, Яд
Петрозаводский ОК-35 260 5 9 7
ОК-35М 260 6 9,5 7
ОК-35К 260 6 8 6
662
Продолжение табл. 2,103
Завод-изгото- витель Модель Диаметр просвета ротора, мм Рем о нтосл ож ность
механи- ческой части, Я„ электрической части, R3
-всего в том числе электро- двигате- лей, яЛ
Петрозаводский ОК63 630 7,5 10 8
ОК63-1 630 7 10 8
ОК66 660 10 10 8
ОК80-1 800 9,5 И 9
ЛЕСОПИЛЬНЫЕ РАМЫ
Таблица 2.104
Тип
Завод-изгото- витель Модель Просвет пильной рамки, мм
Ремонто-
слож кость
электриче-
ской части,
Яэ
о v > >4
5S*
ф S &
£ S ас0* °* О« _ а <3
Й я О ф том ект тел
ф н Ч со
2 о 0 а 3 с-
Двухэтажные
Первого ряда Вологодский «Се- РД50-3 500 14,5 17,5 13
Первого ряда верный коммунар» РД75-1 750 12 21 16
Второго ряда РД75-2 750 12 22 17
Первого ряда РД75-6 750 13,5 23 16
Второго ряда РД75-7 750 15 26,5 16
Первого ряда 2Р80-1 800 19 18 13
Второго ряда 2Р80-2 800 18 18 13
Первого ряда 2Р100-1 1000 17 22,5 17
Второго ряда 2Р100-2 1000 17 22,5 17
Одноэтажные
Общего назна- Новозыбковский Р63-2 630 11,5 9 645
чения станкостроитель- ный Р63-4А 630 7,5 11 8,5
Р65 650 7 6 4
Р65-4 650 7 7 4
Даниловский де- ревообрабатыва- Р63-6 630 8 9 6,5
ющих станков Р80 800 7,5 11 8,5
563
Продолжение табл. 2.104
Тип Завод-изгото- витель Модель Просвет пильной рамки, мм Ремонто- сложность
механической ча- сти, Ям электриче- ской части, *э
о а> в том числе электродви- гателей,
Передвижная Новозыбковский станкостроитель- ный РПМ 650 5,5 6,5 5
Для распилов- Даниловский де- РК 630 8,5 9,5 7,0
ки коротких бревен ревообрабатыва- ющих станков РК63-1 630 6 11 8
Тарная Новозыбковский РТ-2 300 6,5 7 4,5
станкостроитель- ный Тарбагатайский деревообрабаты- вающих станков РТМ 300 9 9,5 7
Для распилов- ки брусьев на тарную дощечку РТ36 360 6 6,5 5
Горизонталь- Даниловский де- РПЗО 1600 7,5 10 6,5
ная ревообрабатыва- ющих станков РПЗО-1 1600 7,5 10 6,5
КРУГЛОПИЛЬНЫЕ СТАНКИ
Таблица 2.105
Тип Завод- изгото- витель Модель Высота просвета, мм Ремонто- сложность
механической ча- сти, Ям электриче- ской части,
всего в том числе электродви- гателей, Яд
Для продольной распиловки бревен
Однопильный Воло* ЦДТ5-3 320 7 5 3
годский ЦДТ5М 320 7 5 3
станко- ЦДТ6-3 500 8 16 10,5
строи- ЦДТ6-4 500 8 16 10,5
тельный ЦДТ6М 500 7 7 4
564
Продолжение табл. 2.105
Тип Завод- изгото- витель Модель Высота просвета, мм Ремонто- сложность
механической ча- сти, электриче- ской части, «э
всего в том числе электродви- гателей,
Однопильный с дополнительной верхней пилой ЦДТ7 800 11,5 23, 19
Четырех пиль- ный Т-92 250 6,5 11 9,5
Восьмипильный Т-94 160 -7 11 9,5
Для продольной распиловки пиломатериалов
Двухпильный Ц2Д-5А 710 8 9,5 7,5
обрезной Ц2Д-7 800 7 10 8
Ц2Д-7А 800 7 И 7
Пятипильный Ц5Д-2 450 6 6 3,5
для обрезки и Ц5Д-2А 450 ' 6 7,5 4,5
раскроя Ц5Д-8 500 9,5 15,5 12
Для ребровой распиловки пиломатериалов
Ребровый для Ярослав- ЦР-4 Высота пропила, мм 300 6 9 6
распиловки ский ЦР-4А 300 6 8,5 6
горбылей и до- сок «Проле- тарская свобода» Для поп< ЦР-5 фечной распи 300 1ловки бревен 6 8,5 5
Балансирный Тюмен- ЦБ-3 350 4 4 3
с гидроприво- ский ЦБ-4 360 4 5 3,5
водом станко- ЦБ-5 360 4 7,5 5
строи- тельный ЦБ-6 360 4 7 5
Автоматиче- ский Воло- годский станко- строи- тельный АЦ-1 460 3 9,5 6
565
Продолжение табл. 2.105
Тип Завод- изготови- тель Модель Наибольшая ширина обра- батываемого материала* мм Рем онто- сложность
механической ча- сти» Ям электриче- ской части, Лэ
всего в том числе электродви- гателей, Яд
Для поперечной распиловки пиломатериалов
Торцовочный Тюмен- ЦКБ-3 350 3 4 3
с гидрофици- ский ЦКБ-4 350 4 5,5 3,5
рованным станко- ЦКБ-5 400 4,5 5 3,5
подъемом пилы строи- ЦКБ-40 400 5,0 5,5 3,5
тельный ЦКБ40-01 400 5 5 3,5
Для продольного раскроя досок на заготовки
С механической ЦА-2А 300 5 5,0 3,4
подачей ЦА-2 310 4 5 3
Деленнорееч- ный с вальцо- во-дисковой подачей ЦА-3 315 4 5 3
Прирезной од- ЦДК-4 400 5 6,5 3,5
нопильный ЦЦК4-2 ЦДК4-3 ЦДК5 ЦДК5-2 - 400 315 400 250 5 6 6 6 6 7 6,5 7 3,5 5 4,0 5,0
Прирезной де- Ново- ЦМР-1 320 6 6 4
сятипильный зыбков- ский станко- строи- тельный ЦМР-2 250 6,5 12 8
Для поперечного раскроя пиломатериалов
Торцовочный с нижним рас- Тюмен- ский ТС-2 ТС-3 160 250 4 6,5 3 5 2 3
положением станко-
пилы строи- тельный
566
Продолжение табл. 2.105
Тип Завод- изгото- витель Модель Наибольшая ширина обра- батываемого материала, мм Ремонто- сложность
механической ча- сти, К„ электриче- ской части, «э
всего в том числе электродви- гателей, Яд
Однопильный с прямолинейным перемещением пилы и гидра- влической по- дачей Однопильный торцовочный шарнирно-ма- ятниковый Кропот- кинский дерево- обраба- тыва- ющий ЦПА-2 ЦПА-40 цмэ-з ЦМЭ-ЗА 500 400 500 400 5 4,5 4 5 5 4,5 3 4,5 3,0 3,0 1,6 2,5
Концеравни- тельный дву- сторонний Концеравни- тельный с до- полнительными фрезерными / головками Москов- ский дерево- обраба- тыва- ющих станков и авто- матиче- ских линий Ц2К12-1 Ц2К20-1 Ц2К12Ф-1 Ц2К20Ф-1 Наиболь- шая длина обрабаты- ваемого материала, мм 1250 2300 1250 2300 7 7,5 8 8 8 8,5 15 15 5,5 5,5 10,5 10,5
Концеравни- тельный для обрезки пар- кетной фризы * Боро- вичский дерево- обраба- тыва- ющих станков ПАРК-6 ПАРК-8 400 400 6 6 12 12 9 9
667
Продолжение табл. 2.105
Тип Завод- изгото- витель Модель Наибольшая длина обра- батываемого материала, мм Ремов? о- сложность
механической ча- сти, R„ электриче- ской части. «э
о (U со в том числе электродви- гателей, Яд
& С ненаклоня- ютим валом Круглопиль- ный 1Я попереч Уссу- рийский машино- строи- тельный ной и продол Ц-6 Ц6-2 ьной распило! 400 400 зки 3 3 3 3 2,0 2
Для раафоя плитных и листовых материалов
Форматный Ярослав- ский дерево- обраба- тыва- ющих станков ЦФ-5 Размеры раскроя, мм 1600Х 1600 7 7 4,0
Форматно-об- резной трех- пильный ЦТЗФ-1 1850X 3500 7 9 6
Форматно-об- резной четы- рехпильный ЦТ4Ф 1850X 3700 7 14 8
Форматный для обработ- ки щитов ЦФ2М 1250X2500 6 17 10
С программным управлением для раскроя плит (одинна- дцатипильный) Воло- годский станко- строите- льный ЦТМФ 1850X3750 10 40 30
568
ЛЕНТОЧНОПИЛЬНЫЕ СТАНКИ
Таблица 2.106
Тип Завод-изгото- витель Модель Диаметр шкива, мм * Рем онтосл ож ность
механической ча- сти, ям электриче- ской части, r9
о L> CD £ в том числе электродви- гателей, Яд
Столяр- Андроповский ЛС-40 400 2 2 1,5
ный деревообраба- ЛС40-1 400 3 3 1,5
тывающих ЛС80-4 800 4 3,5 2
станков ЛС80-5 800 Вылет, мм 4 3,5 2
Ажурно- АЖС-4 800 3 3,0 1,5
лобзико- вый АЖС-5 800 3 3,5 2,5
ФУГОВАЛЬНЫЕ СТАНКИ
Таблица 2.107
Тип Завод-изго- товитель Модель Наибольшая ширина обработки, мм Ремо 11тосл ож ность
механической ча- 1 стп, Ям электриче- ской части,
всего в том числе электродви- ; гателей, Яд
Односторонний Курганский СФ4 400 . 3 3 1,5
деревооб- СФ4-4 400 3 3 S 1,5
рабатыва- СФ4-1 400 3 3 1,5
ющих СФ6 600 3 3,5 2,0
станков СФ6-1 630 3 3,5 2
Односторонний с автоподатчиком СФА-4 400 5 4 2,5
Односторонний с конвейерной пода- чей СФК6-1 630 6 7 4,5
Двусторонний с С2Ф4 400 5 6 3,5
механической по- дачей С2Ф4-1 400 5 6 4,5
569
Таблица 2.108
РЕЙСМУСОВЫЕ СТАНКИ
Тип Завод-изго- товитель Модель Наибольшая ширина строгания, мм Рем онтосл ож н ость
механической ча- сти. RM электриче- ской части, «э
всего ~ в том числе электродви- гателей, Яд
Односто- Ставрополь- СРЗ-6 315 3,5 4,5 3
ронний ский СРЗ-7 315 4 5 3,5
«Красный СР6-7 630 4,5 5 3
металлист» СР6-8 630 4,5 5,5 3,5
СР6-9 630 6 5,5 3,5
СР8 800 5 7 4
СР8-1 800 7 7 4
СР 12-3 1250 8 10 7
Двусто- С2Р8 800 9 9,5 8 ''
ронний С2Р8-3 800 9 12 9
С2Р12-2 1250 10 12 11,0
С2Р12-3 1250 10 12 11
ПРОДОЛЬНО-СТРОГАЛЬНЫЕ СТАНКИ
Таблица 2.109
Тип / Завод- изгото- витель Модель Н аиболь- шая ширина обраба- тывае- мого материа- ла, мм Ремонтосложность
механической ча- сти, ям электриче- ской части, ^э
всего в том числе электродви- гателей, Яд
Четырехсторонний Боро- вичский дерево- обраба- тыва- ющих станков CI0-3 С16-1А 100 160 7 8 13 16 8 ' 11
Четырехсторонний с дополнительной калевочной голов- кой С16-2А 160 8 18 13
570
Продолжение табл. 2.109
Тип Завод- изгото- витель Модель Наиболь- шая ширина обраба- тывае- мого материа- ла, мм Ремонтослож ность
механической ча- сти, Ям электриче- ской части, Лэ
всего в том числе электродви- гателей.
Четырехсторонний Боро- С16-4А 160 8,5 15 10
для строжки по- вичский С16-4 160 8,5 13,5 8,0
гонажа с загру- дерево- СК-15 150 8 10,5 7
зочным устрой- обраба-
ством тыва-
Четырехсторонний ющих станков С25-1А 250 10,5 15 10
С25-2А 250 9 16 12
С-26 260 10,5 13,5 10
С26-2М 260 8 15 10
СПЗО-1 300 8 И 7
Четырехсторонний ПАРК-5 100 7 10 7
для паркетной фризы ПАРК-7 70 8 12 8
ФРЕЗЕРНЫЕ СТАНКИ
Таблица 2.110
Тип Завод- изгото- витель Модель Наибольшая толщина обрабаты- ваемого материала, мм Ремонто- сложность
механической ча- сти, /?м электриче- ской части. Лэ
О Q 0Q в том числе электродви- гателей, Яд
Одношпиндельный Днепро- Ф-4 80 3 3 1,6
с ручной подачей петров- Ф-5 100 3 3 2
ский ф-6 125 3 3 1,5
станко- ФЛ 80 3,5 3 1,5
строи- ФС 100 4 3 2
тельный ФТ 125 4,5 3,5 2
Одношпиндельный ФЛА 80 3 3,5 2,5
с механической ФСА 100 4 4,5 3
подачей ФТА 125 4,5 4,5 3
671
Продолжение табл. 2.110
Тип ' Завод- изгото- витель Модель . Наибольшая толщина обрабаты- ваемого материала, мм Ремонто- сложность
механической ча- сти, ям электриче- ской части,
всего в том числе электродви- гателей, Яд
Одношпиндельный Днепро- ФШ-4 80 4,5 3 1,6
с шипорезной ка- реткой петров- ский ФСШ 100 4,5 3,5 2
Одношпиндельный средний с ручной подачей станко- строи- тельный ФС-1 100 4,5 3 2
Фрезерный одно- шпиндельный > средний с шипо- резной кареткой ФСШ-1 100 5 3 2
Фрезерный одно- шпиндельный средний с механи- ческой подачей и шипорезной ка- реткой Фрезерный одно- шпиндельный тя- желый с механи- ческой подачей и шипорезной ка- реткой ФСШ-И 100 5 3,5 2
ФТШ-11 125 5,5 3,5 2
Карусельно- фрезерн ые
Одношпиндельный Двухшпиндельный Ф1К Ф1К-2 Ф2К-2 Ф2К-3 Ф2ВК-2 Наиболь- ший диа- метр обра- батыва- емого материала, мм 1000 1200 2500 2500 2500 6 8 9 9 9,5 7,5 13 8,5 15 7,5 5 8 5,5 8 4
572
Продолжение табл. 2.110
Тип Завод- изгото- витель Модель Наибольшая ширина паза» мм Ремонто- сложность
механической ча- сти* электриче- ской части,
всего в том числе электродви- гателей,
Копировально-фрезерные
С верхним распо- ложением шпинде- ВФК-1 35 3 4,5 2,5
ля С верхним распо- Днепро- ВФК-2 35 4 5 2,5
ложением шпин- деля и с привод- ными съемными роликами для пе- ремещения шаб- лона Фрезерный копи- петров- ский станко- строи- тельный ФКС 35 3 4,5 2,5
ровальный Для черновой об- коп-з Наиболь- шая длина детали, мм 500 4 4,5 2
работки Копировальный КОП-4 500 5 3 1,5
для чистовой об- работки Фрезерно-модель- ный ФМ ФМЛ Горизон- тальный вылет шпинделя, мм 500 6 7 4 4 1,5 1,5
- ФМС ФМ-25 1180 1000 8 6 8 12,5 5,5 8,5
573
Таблица 2.111
ШИПОРЕЗНЫЕ СТАНКИ
Тип Завод-изго- товитель Модель Наибольшая длина шипа, мм Ремонт- сложность
механической ча- сти, Ям электриче- ской части, r9
всего в том числе электродви- гателей, Яд
Рамный ШО-6 60 7,5 11 7
односто- Московский ШОЮ-4 100 7 10 6,5
ронний деревообра- Ш015А 150 7,5 9,5 6
батыва- ШО15Г-5 150 7,5 9,5 6,5
ющих ШО16-4 160 7,5 12 7
станков и ШД-10 100 8,5 18 13,5
Рамный автомати- ШД10-3 100 8,5 18 13,5
двусто- ческих ШД10-8 100 8,5 19 13
ронний линий ШД10-10 100 12,5 23 16,5
ШД12 120 9,0 19 13,0
ШД15-2 150 9,0 19 13
ШД15-3 150 8,5 19 13
ШД16-8 160 Наиболь- 9,5 19 13
шая шири- на детали, мм 5,5 3,5
Односторон- ШПА-40 400 6,5
ний для ящичного
шипа 5,5
Для ящич- ного прямого и клинового шипа, односто- ронний Односторон- ШПК-40 400 6 4
ШЛХ-2 650 6 4,5 2fi
ний для ящичного ШЛХ-3 650 5 4 2
шипа Наиболь- шая длина шипа, мм 55 2,5
Для . ШОТ 6,5 5
круглого ящичного
шипа
574
СВЕРЛИЛЬНО-ПАЗОВЫЕ И ДОЛБЕЖНЫЕ СТАНКИ
Таблица 2.112
Тип Завод- изгото- витель Модель Наибольшая ширина паза, мм Ремонто- сложность
механической ча- стя, Ям электриче- ской части, Дэ
всего в том числе электродви- гателей,
Сверлильно-пазо- Днепро- СВПГ-1 10 4,5 2,5 1,5
вальный горизон- петров- СВПГ-2 16 5 3 1,5
тальный двусто- ронний ский станко- свпг-з 16 5 3 1,5
Сверлильно-пазо- строи- СВПА 16 4 3 2
вальный верти- тельный СВПА-2 16 4 4,5 3
кальный СВА-2М СВА-2 40 40 Диаметр сверления, мм 5,5 4,5 5 3 3 1,5
Сверлильный мно- СГВП 10 6 9 6
гошпиндельный горизонтально- вертикальный СГВП-1 6—30 7 13 9
Сверлильный мно- гошпиндельный с загрузочно-раз- грузочным уст- ройством СГВП-1А 6—30 7 21 16,5
Сверлильно-пазо- вальный восьми- шпиндельный СВ-8 160 5 14 9
Сверлильно-пазо- вальный двена- дцатишпиндельный СВ-12 160 Диаметр сверла, мм 36 7 17,5 13,5
Для высверлива- СВСА 5 3,5 1,5
ния и заделки суч- СВСА-2 36 5 3,5 1,5
ков СВСА-3 25; 35 6 4 2,0
Цепно-долбежные
Цепно-Долбежный легкий ДЦЛ 16 4 3 1.5
Цепно-долбежный ДЦА-2 6—25 4 5,5 3
с гидравлической подачей ДЦА-3 6—25 5,5 4,0 2
575
ТОКАРНЫЕ И КРУГЛОПАЛОЧНЫЕ СТАНКИ
Таблица 2.113
Тип Завод-изго- товитель Модель Наибольший размер загото- вок, мм Ремоито- сложность
механической ча- сти, «м электри- ческой части, R
о О) 03 в том числе электродви- гателей, Яд
Токарные
С выемкой в станине Нальчик- ский стан- кострои- тельный ТВ-200 ТВ-300 ТВ-63 200Х 1600 400Х 1600 630Х 1600 4 4 4 3,5 4,5 4,5 1,5 2,5 2,5
С подруч- ником Городок- ский стан- кострои- ТП40-1 400X1600 3,5 3 1,5
С механи- тельный ТС40 400X1600 4 4 2,5
ческой подачей суппорта ТС63 630Х 1600 6 4,5 2,5
Лобото- карный Новозыб- ковский станко- строи- тельный Тл-30 Круглопал 300 очные Наибольший диаметр обра- батываемого изделия, мм 5,5 7 4
Для цилин- Нальчик- КПА20 20 3,5 2,5 ч
дрических ский стан- КПА20-1 25 4,5 4,5 2,6
палок кострои- КПА50 50 5 3,5 2
тельный КПА50-1 50 5,5 5,5 3,5
576
Таблица 2.114
ШЛИФОВАЛЬНЫЕ СТАНКИ
Тип Завод- ИЗГОТ&- витель Модель Ширина 1 шлифоваль- ной ленты, мм, ширина В материала, ММ Ремонтр- сЛд&ность
механической ча- сти. ям эдектррце- бкой части, Лэ
одеон в том числе электродви- гателей, Яд
Ленточный со Костром- ШлСЛ 100 1 2,5 1,5
свободной лен- тбЙ ской дерево- ШлСЛ-2 100 1 2,6 1,5
обраба- ЩлНС зоо 1 2,5 1,5
Ленточный с неподвижным столом тыва- ющих станков ШлНС-2 350 1 2,5 1,5
Кромкошлифо- вальный ШлНСВ 250 3 5,5 3,5
С подвижным столом и меха- низированным перемещением стола и утюж- ка ШлПС-2М (ШлПС-6) 160 3 3,5 1,5
Ленточный с пневмогидрав- лическим пере- мещением сто- ла и эластич- ным утюжком ШлПС-4 160 3,5 8 X 5
Ленточный с ручным пере- мещением сто- ла и утюжка ШлПС-5П /= 160 В== 850 4 3 2,0
Ленточный с механизирован- ным перемеще- нием стола и ручным пере- мещением утюжка ШлПС-7 /=* 160 В = 850 4 4,5 3
Iе* Чакяз 503
577
Продолжение табл. 2.11с
Тип Завод- изгото- витель Модель Ширина 1 шлифоваль- ной ленты, мм, ширина В материала, мм Ремонто- сложность
механической ча- сти, электриче- ской часть
всего в том числе электродви- гателей,
Двухленточный с протяжным утюжком и кон- вейерной лен- той Широколенточ- ный Широколенточ- ный, двух лен- точный Трехцилиндро- вый с верхним расположением цилиндров Трехцилиндро- вый с вальцо- вой подачей, с нижним рас- положением цилиндров Комбинирован- ный с диском и бобиной Костром- ской дерево- обраба- тыва- ющих станков ШлПС-9 ШлПС-lQ ШлПС-11 ШлК-6 ШлК-8 2ШЛКА ШлЗЦ-З ШлЗЦ12-2 ШлЗЦ-19 ШлЗЦВ19 ШлДБ-2 ШлДБ-3 ШлДБ-4 ШлДБ-5 850 /= 160 /== 160 В== 1100 В « 2000 /=» 160 В= 600 В= 850 / = 1150 В= 1100 1200 1250 1900 1900 Диаметр диска и бобины, мм 750 750 750 750 ; 90 5 5 7 7,5 8 10 7,5 8,5 9,5 9,5 3 3 3 3 9 9 11 5,5 5,5 13 11 15 14 12 5,0 5,0 5,0 5,0 5,5 5,5 6 3,5 3,г 8,5 7.5 И с 9,5 3,5 3,5 3,5 3,5
678
КОМБИНИРОВАННЫЕ И УНИВЕРСАЛЬНЫЕ СТАНКИ
Таблица 2.115
Тип Завод-изго- товитель Модель Наибольшая ширина обра- батываемого материала, мм Ремонто- сложность
механической ча- сти, 7?м электриче- ской части, Л,
всего в том числе электродви- гателей, /?д
Комбинированный Кропоткин- к 250 3,5 4 3
ский дере- кдс-з 280 4 3 1,5
вообраба- КСМ-1 400 3 3,5 2,5
тывающих КС 250 4 4,5 2,5
станков КС-1 250 4 4,5 3,0
Комбинированный Городок- ский стан- К-25 250 4,5 3 1,5
Комбинированный (без рейсмусования) кострои- тельный К-25-1 250 4 3 1,5
Комбинированный (без рейсмусования и фрезерования) К-25-2 250 3 3 1,5
Комбинированный К40 400 4,5 4,5 3
Комбинированный (без рейсмусования) К40-1 400 4 4,5 3
Комбинированный (без рейсмусования и фрезерования) К40-2 400 3 4,5 3
Универсальный УН УН-1 УНД-2 уде УДС-2 700 500 400 400 400 3 3 3 3 4 4 3 2,5 2 2,5 2 1,5 1,5 1,5 1,5
Универсальный со встроенным автопо- датчиком Кропоткин- ский дере- вообраба- тывающих станков УС-2М 400 4,0 4,0 2,5
19*
579
ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ И ПОДГОТОВКИ
ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА
Таблица 2.11с
Тип Завод*изго- товитель Модель Наибольшая длина ножа, мм Ремонто- сложность
механической ча- сти, электри- ческой части,
всего в том числе электродви- гателей, Лд
Для плоских ножей с прямо* линейной ре- жущей кром- кой Для насадных фрез с качаю- щейся шлифо- вальной голов- кой Для стальных и твердосплав- Заточи Кировский станко- строитель- ный ые полуавто ТчНбО ТчН6-2 ТчН6-3 ТчН6-4 ТчН12 ТчН12-2 ТчН12-3 ТчН13-5 ТчН18-3 ТчН18-4 ТчН21-4 ТчН31-4 ТчФА ТчФА-2 маты 600 650 650 670 1200 1220 1300 1320 1800 1800 2120 3150 Размеры затачивае- мых фрез, мм 0 80—180 5= 85 0 80—180 200 4 4 4 4,5 5 5 4,5 5 4,5 4,5 4,5 5 5 5 2,5 4,0 5,5 5,5 5 5 5,5 5,5 6 6 6 6 3 3 1,? 2,5 зл 3,t 3,Е 3,с 3,5 3,5 3,5 3,5 4 4 1/ 1,г
ных насадных цельных и сборных фрез Кировский станко- строитель- ный, Читинский станко- строитель- ный ТчФТ 0 80—200 В= 200 4,5 7 4,5
Станок для концевых фрез и фрезерных цепочек Кировский станко- строитель- ный ТчФК 0 30 2 2 1,0
580
Продолжение табл. 2.116
. Jan Завод-изго- товитель Модель Наибольшая длина ножа, мм Ремонто- сложность
механической ча- сти, Ru электри- ческой части,
о 8 CQ в том числе электродви- гателей, 7?д
Для круглых пил для про- дольной и по- перечной рас- пиловки Кировский станко- строитель- ный ТчПК-4 ТчПК-8 ТчПК8-2„ ТчПК-15 ТчПК16-2 ТчПК22 ТчПТ4 Наиболь- ший диа- метр пил, мм 400 800 800 1600 1600 2200 630 4 5,5 6 6 6 6 5,5 3,5 3,5 4 3 5,5 4 4 2 2 3 2 3,5 2 2
Для твердо- сплавных круг- лых пил Кировский станко- строитель- ный, Дербент- ский стан- кострои- тельный ТчПТб-Гл 630 6 5 3,5
Для рамных пил Кировский станко- строитель- ный и Витебский заточных станков ТчПР ТчПР-2 ТчПР-3 Ширина пил, мм 80—200 80—200 50—200 6 6 6 3,0 3,0 3,0 2 2 2
Для боковых граней наплав- ленных стелли- том зубьев рам- ных и ленточ- ных пил ТчПБ 80—350 6 3 2
Для развода и заточки зубьев ленточных сто- лярных пил Кировский станко- строитель- ный ТчЛ6-2 7—60 5 3 2
581
Продолжение табл, 2.116
Тип Завод-изго- товитель Модель Наибольшая длина ножа, мм Ремонте* сложность
механической ча- сти, Ям электри- ческой части, R9
всего в том числе электродви- гателей, Яд
Для рамных, Кировский ТчПА-2 Размеры затачивае- мых фрез, мм 0 200 5 3 1,5
круглых и лен- точных пил станко- строитель- ТчПА-3 /= 1200 0 200 4,5 4 2,5
Станок для рамных, круг- ный ТчПН-3 ТчПН-4 1 = 1000 4,5 5,0 2 2 1,0 1,0
лых пил и пло- ских ножей Станки да 1Я подготовки ТчПН-6 режущего i инструмента i 5 к ра€ 5 юте 3,0
Полуавтомат ПГ Наиболь- шая ширина пил, мм .. 180 3 3 1,5
для плющения зубьев рамных пил с нагревом ТВЧ Полуавтомат ПХФЛ 75—350 2 3 2
для холодного ПХФ-2 200 2 2,0 1,5
плющения и формирования зубьев ленточ- ных пил Полуавтомат РПК8 Наиболь- ший диаметр пил, мм 800 2 2,0 1
для развода зубьев круг- лых пил 1
582
Продолжение табл. 2.116
Тип Завод-изго- товйтель Модель Наибольшая длина ножа» мм Ремонто- сложность
механической ча- сти, Ям электри- ческой части,
всего в том числе электродви- гателей, Яд
Наиболь- шая толщина пил, мм 6
Для обрезки и Кировский ПЩ-6 1,0 3 1,5
насечки зубь- станко- ПШ-ЗМ 3 1,5 2,0 1,5
ев пил строитель- ный Наиболь-
шая ширина пил, мм 200
Для вальцева- ПВ-20 1,5 2 1,5
ния рамных и делительных ленточных пил пв-38 350 1,5 2 1,5
Для стыковой сварки ленточ- ных пил АСЛП18 175 2,5 1,5 1
ОКОЛОРАМНОЕ И О КО Л ОСТ А НО ИНОЕ ОБОРУДОВАНИЕ
Таблица 2.117
Группа Завод-изготовитель Модель Наибольший диаметр бревна, см Ремонто- сложность
механической ча- сти, Ям электриче- ской части,
всего в том числе электродви- гателей, Яд
Сбрасыватель бре- S’® £ 8 2- tef ® SB СБР4-2 40 2 3,5 ц
вен с продольного (н X в СБР5 2 4,5 2,5
цепного конвейера о Я § и 4> S оО S со * * СБР80-1 80 —
583
Продолжение табл. 2.117
Группа \ Завод-изготовитель Модель Наибольший диаметр бревна, см Ремонте- v ложи ость
механической ча- сти, ям электриче- ской части, Яэ
всего в том числе электродви- гателей, /?д
Тележка (манипу- лятор) перед двух- этажными лесора- мами Роликовый кон- вейер за двух- этажными лесора- мами первого ряда Вологодский «Северный коммунар» ПРТ8-2 ПРТ8-2М ПРТ8-2Д ПРТ9 ПРТ9-2М ПРТ100-2 ПРД63 ПРД80 ПРД100 75 75 70 ПО ПО 100 Длина ро- ликов, мм 140 180 224 4 4 4 "4,5 4,5 6 2,5 2 2,5 3,5 3,5 3,5 4,0 4,0 7 2 2 2,5 2,5 2,5 2,5 3 3 5 1,5 1,5 2
Брусоперекладчик Роликовый кон- вейер с механиз- мом автоматиче- ского центриро- вания брусьев пе- ред лесорамами второго ряда Роликовый кон- вейер навесной для транспорти- ровки и сброса до- сок БрП80 ПРД2-2 ПРЗ-2 ПРДВ80 ПРДН5 ПРДН6 ПРДН8 ПРДН10 Наиболь- шая тол- щина бруса, мм 400 300 “ 600 Развод клещей, мм 120—1000 Длина ро- лика, мм 500 630 800 1000 2 2 2 3 2 2 2 2 3,0 3,0 3,0 6,5 2 2 2 2 1,5 1,5 1,5 4,5 1,5 1,5 1,5 1,5
584
ЛИТЕЙНОЕ ОБОРУДОВАНИЕ
МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ
ФОРМОВОЧНЫХ МАТЕРИАЛОВ
Таблица 2.118
- Ремонто- слож кость
Группа Завод* изго- товитель Модель Произво- дитель- ность, ма/ч механиче- ской части, *м электротех- нической части, R3
Землесеялка Землеприготови- тель барабанный передвижной Сито барабанное полигональное Пинское ПО 171АМ 4 2 1,5
по выпуску литейного оборудования 126АМ 8 3 2
173 173М 5 3 3,5 2,5
174М 174М1 10 4 4,5 2 2,5
175М 20 5 2
176М 178М 40 80 е< 7,5 3
Сито вибрацион- ное грубой очист- Пинское ПО по выпуску литейного оборудования 179 13320 13320А 125 10 к 16 9 5 6,5 3,5 2,5 3
ки 13321 13322 25 40 8,5 10 4
13323 13324 63 100 12,5 17 4,3 5,5
13325 13326 160 240 23 25 7
Сито плоское инер- ционное стацио- нарное Московский «Станколит» СМ-50 30 4 2,5
Волковыский литейного оборудования 13512 40 5 3
685
БЕГУНЫ
(смесители литейные чашечные)
Таблица 2.И
Тип Завод-изго- товитель Модель Объем замеса, м3 Диаметр чаши, мм механиче- о ской части, £4 *15 D О Л *м gs электротех- § и нической £ о части, О' ’
Смешивающие пе- риодического дей- ствия с верти- кально враща- ющимися катками Волковы- ский литейного оборудо- вания 1А11М 1А12М 0,25 0,6 1600 2400 7,5 11 3 5
114 114М 1,0 1,25 2800 13 7,5
(смесители чашеч- ные) Московский «Станколит» ЗСМ — 2500 11,5 6
Центробежные (смесители чашеч- ные) Волковы- ский литейного оборудо- вания 115 115М 0,4 1925 9,5 13
116 0,75 2286 13,5 14,
116М2 151Е16 0,63 —- 9 17,г 15
Смешивающие пе- риодического дей- ствия с верти- кально враща- ющимися катками (смесители чашеч- е 15101 15101СК 0,25 0,3 1346 1400 , 6,0 6J
15102 15102СК 0,5 1614 7,5 11 14,г
ные) 15104 15106 15107 15108 1,0 1,5 2,0 3,7 2020 2286 2540 3024 9,0 10,5 11,5 14,0 9,( 12,С 14, ♦ 19?
Смешивающие сдвоенные непре- рывного действия с вертикально вра- щающимися кат- ками (смесители 1524 15202 15204 15206 15207 1,25X2 0,5X2 1,0X2 1,5X2 2,0X2 2800 1614 2020 2286 2540 23,0 13,0 16,5 18,5 20,5 18,С П? 13,1 15,( 20,♦
чашечные) 15208 15208А 3,7X2 3024 24,5 34,5
586
СМЕСИТЕЛИ ДЛЯ ПРИГОТОВЛЕНИЯ ЖИДКИХ
И ПЛАСТИЧЕСКИХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ
Таблица 2.120
Тип Завод-изго- товитель Модель Произво- дитель- ность, т/ч Ремонто- сложность
механиче- ской части, *м электротех- нической части, R3
Стационарный непре- рывного действия Высокоскор остн ой двуплечий Непрерывного дей- ствия двухжелобный одноплечий с «вихре- вой» головкой Непрерывного дей- ствия двухжелобный одноплечий с «вихре- вой» головкой Павлоград- ский «Литмаш» 4727 19512 19675 19641 19653 19655 19657 2,5 20 2,5—6,3 10 25 13,5 12 46 16,3
1 7 14
2,5 9
6,3 16 10 12,5 15 15,5
Стационарный непре- рывного действия для изготовления стерж- ней из холоднотвер- деющих смесей Московский «Стан колит» СМ-198 СМ-199А 1-1,5 6 4 8 15
Агрегат для пригото- вления глинистой суспензии Волковы- ский литей- ного обору- дования 198М 13 4 6
УСТАНОВКИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
ДЛЯ ОХЛАЖДЕНИЯ ОТРАБОТАННЫХ ФОРМОВОЧНЫХ СМЕСЕЙ
Таблица 2.121
Тип Завод-изгото* витель Модель Производитель- ность, м8/ч f Ремонто- сложность
механиче- ской части, Ям гидравличе- ской части, Яг , электротех- нической части,
Охладитель сме- шивающий Волковыский литейного оборудования 11312 11315 70 240 7,0 19,0 — 10,0 37,0
587
Продолжение табл. 2,12.
Тип Завод-изгото- витель Модель П р оизводитель- ность, м3/ч Ремоито-
механиче- ской части, О ложность
гидравличе- ской части, *г электротех- нической части,
Охладитель вибра- ционный Пинское ПО по выпуску литейного оборудования 11415 21,5 — 19,0
Установка для - 16413 80 40,5 5,5 29,0
охлаждения отра- 16415 160 37,0 6,0 33,0
ботанных формо- вочных смесей (с пластинчатым кон- вейером) 16416 250 49,5 6,0 34,0
МАШИНЫ ДЛЯ РАЗРЫХЛЕНИЯ ФОРМОВОЧНЫХ СМЕСЕЙ
Таблица 2.121
Тип За вод-изгото- витель Модель Произво- дитель- ность, м3/ч Ремонт* сложность
механиче- ской части, «м электротех- нической чялтм Р9
Аэратор готовой Пинское ПО 16112 20 5 3
формовочной сме- по выпуску 16113 40 6 3,5
си литейного 16114 80 7,5 4
оборудования 16115 125 9,5 5,5
16116 240 12 7,5
Аэратор готовой 16141 25 3,3 2,0
формовочной сме- си (надленточный) 16142 70 4,1 3,0
16143 100 5,0 3,5
16144 150 5,8
16145 200 6,3
16146 240 7,3 □
Аэратор отрабо- 16131 25 2,8 2
танной формовоч- ной смеси (над- ленточный) 16132 70 3,2 3
16133 16134 100 150 3,7 4,1 3,5
16135 200 ' 4,4 5
16136 240 5,1
588
МАШИНЫ ФОРМОВОЧНЫЕ
ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ
Т а б л я ц а 2.123
Оборудование Завод-изго- товитель Модель Диаметры цилиндров, мм Ремонтосл ож ность механической ча- сти, Ru
встряхива- ющего прессового
Пневматическая встряхивающая с допрессовкой без поворота полу- форм Усманский литей- ного оборудова- ния 91271БМ 105 —- 10
Комсомольский- на-Амуре «Амур- литмаш» 266М 265М 2М65 267М 200 450 7
250 630 9
300 800 11
Волковыский ли- тейного оборудо- вания 254М 255М 230 280 560 630 9 10
Пневматическая встряхивающая без допрессовки Усманский литей- ного оборудова- ния 232М 190 — 10,0
Павлоградский «Литмаш» 233М 330 14*0
Новосибирский «Сиблитмаш» 234А 234М 235М 380 420 560 17,0 18,0 28,5
Пневматическая встряхивающе- прессовая без по- ворота полуформы Усманский ли- тейного оборудо- вания 22111 22112 22113 22114 150 200 350 400 7,5 9,0
300 350 630 13,5 14,0
Пневматическая встряхивающе- прессовая с пово- ротом полуформы 22211 22212 22213 22214 150 200 360 380 350 400 450 630 15,0 18,0 22,5 29,5
589
СТОЛЫ ВИБРАЦИОННЫЕ ДЛЯ УПЛОТНЕНИЯ СТЕРЖНЕЙ
ИЗ ХОЛОДНОТВЕРДЕЮЩИХ СМЕСЕЙ
Таблица 2.124
Тип Завод-изго- товитель Модель Размеры стола, мм Грузоп одъем несть, кг Ремонто- сложность
механиче- ской части, «м электротех- нической части,
С неприводным роликовым Павлоград- ский 21422 21423 1000X800 1200Х 1000 600 1250 4 5 3,5 4
конвейером С приводным «Литмаш» 21424 21425 1600Х 1250 2000Х 1600 2000 3000 7,5 8,5 4,5
роли ковым конвейером 21432 1000X 600 600 5,5 5
ПЕСКОМЕТЫ ФОРМОВОЧНЫЕ
Таблица 2.125
Оборудова- ние Завод-изго- товитель Модель Макси- мальвый радиус действия метатель- ной , .головки, мм Ремонто- сложность
механической части, Ям гидравлической части, Rr электротехни- ческой части, «э
Стационар- ный кон- сольный Новосибир- ский «Сиб- литмаш» 2Б93 2Б93М 4600 22 2? 5 16,0 24,0
Передвиж- ной кон- сольный Московский «Стан колит» 296012 296М2 7500 34 38 4 26
Новосибир- ский «Сиб- литмаш» 24437 35,5 30,5
Мостовой портальный ПН40М 2ПН40М 24512 (Н2033) 3000 30 60 30 25 50 25
590
МАШИНЫ СТЕРЖНЕВЫЕ ПЕСКОДУВНЫЕ
_________________ Та$Л1}ЦЗ V2?
Тип Завод-изго- товитель Модель Техническая характери- стика Ремонтослож- ность
Диаметр цилин- дра прижима стерж- невого ящика, мм Максимальная мас- са стержня, кг механической час- ти. Ям гидравлической части, электр отех н ической части, R3
Однопозицион- ная полуавто- матическая Павлоград- ский «Лит- маш» 9128Б5 4544А 9128Б7 9128Б9 4705Б 125 400 16 1! 1 2,5 3 7,5 9
160 200 40 100 2,5 9
Двухпозицион- ная полуавто- матическая 450 16 37 3 _LL
9228Б7Г 160 40 27,5
Усманский литейного оборудова- ния 4554Б2 250 2,5 6 — 6
Восьми пози- ционные кару- сельные авто- матические Павлоград- ский «Лит- маш» 4532Б 4701А 4509А 4509С 250 1320 200 450 1,0 2,5 5,0 16,0 21,5 39 23 21,5 — 15 16 14,5 15
Автоматиче- ская универ- сальная с от- верждением стержней в на- греваемой ос- настке 23223АС 23223Б 23229Б 290 400 710 6,0 6,0 100 9 8,5 22,0 5 3 4 18,5 13 16,5
Автоматиче- ская для изго- товления обо- лочковых стер- жней 23223В 23229В 400 710 6,0 100 8 22 3,5 4 20,5 27
Автоматиче- ская с отвер- ждением стерж- ней в нагре- ваемой оснаст- ке, с верти- кальным разъ- емом стержне- вого ящика 91285 91285Г 280 200 15,0 16,0 9 6,5 2 14,5 7
691
МАШИНЫ СТЕРЖНЕВЫЕ ПОВОРОТНО-ВЫТЯЖНЫЕ
Таблица 2.127
Тип Завод-изго- товитель Модель Техническая характеристика Ремоитослож- ность
Диаметр цилин- дра механизма поворота, мм Диаметр цилин- дра поворота рамы, мм Наибольшая масса стержня, кг механической части, гидравлической части, Rr электротехниче- ской части,
Полуавто- Павлоград- 28П5 80 70 16 6,5 1,0 14
матическая ский «Лит- 28П7 90 80 40 9 1,0 14
поворотно- маш» 28П9 100 100 100 11 1,0 14
вытяжная 28П11 140 140 250 13 1,0 14
РЕШЕТКИ ВЫБИВНЫЕ
Таблица 2.128
Тип Завод-изготовитель Модель Размеры по- лотна (дли- наХширина), мм Ремонтослож- ность
механиче- ской части, *м электротех- нической части,
Вибрацион- ная эксцен- триковая Тбилисский ли- тейного оборудо- вания 421 422 423 1250Х1000 10ООХ 1250 2000Х 1600 5 2
6,5 2,5
8,5 —
Московский «Станколит» МР-43 МР-69 МР-24 МР-9 МР-22 1000Х 1300 1250X860 1500X1600 1800Х 1650 2200Х 1650 6 5 8 8,5 9 3
Вибрацион- ная инер- ционно- ударная Тбилисский ли- тейного оборудо- вания ИР-410 426У 427У 31327 1600Х 1600 8 4
1800X1800 9
ИР-120 31315 31262С 1850Х 1330 1868X1160 5000Х1500 8 10 20,5 3,5 4 5
Московский «Станколит» ИР-41 1600Х 1600 8 —
ИР-12 ИР-12А 1800Х 1400 7,5 2,5
992
Продолжение табл. 2.128
Тип Зя вод-изготовитель Модель Размеры полотна (длина X X ширина), мм Ремонто- сложность
механиче- ской части, электротех- нической части, R3
Инерцион- ная Тбилисский ли- тейного оборудо- вания 31211 31212 31213 1250Х1000 1600Х 1250 2000Х1600 8 10 13 2 2,5 3
31214 424 2240Х 1800 15 12,5 4
Ивано-Франков- ский «Автол ит- маш» 31215 31216 2500X 2000 3150X2000 16,5 17,5 5 6
Новосибирский «Сиблитмаш» 428С 429 3500X2500 4100X3150 12 17 6,5 7
КАМЕРЫ ГИДРАВЛИЧЕСКИЕ ПЕРИОДИЧЕСКОГО
ДЕЙСТВИЯ ДЛЯ УДАЛЕНИЯ СТЕРЖНЕЙ ИЗ ОТЛИВОК
И ПЕРВИЧНОЙ ОЧИСТКИ ОТЛИВОК ОТ ОТРАБОТАННЫХ
ФОРМОВОЧНЫХ СМЕСЕЙ
Таблица 2.129
Тип За вод-изго- товитель Модель Техническая характеристика Ремонтослож- ноеть
Внутренние размеры каме- ры, мм Диаметр пово- ротного стола, мм Количество мо- ниторов, шт. механической части, гидравлической части, Rr электротехни- ческой части,
С дистан- ционным Комсомоль- ски й-на- ЛН-408 414 4,5X4,5 2500 2 22 9 70
управле- Амуре 415 6X6 3200 30,5 18 68
нием мо- нитора- ми «Амурлит- маш» ЛН-407 9Х 4,5 2600 22 9 70
Тупико- вая 417 9X9 4500 3 76 18 55,5
593
УСТАНОВКИ ЭЛЕКТРОГИДРАВЛИЧЕСКИЕ ДЛЯ
УДАЛЕНИЯ стержней из отливок и очистки
ОТЛИВОК ОТ ОСТАТКОВ ОБРАБОТАННОЙ
ФОРМОВОЧНОЙ СМЕСИ
Таблица 2.130
Тип Завод-изготовитель Модель Наибольшая масса загрузки, т Ремонто- сложность
механиче- ской части, электротех- нической части, ₽э
Тупиковая перио- Комсомольски ft- 36121А 2,5 26,5 32,6
дического ствия дей- на-Амуре «Амур- литмаш» 36141А 25,0 71,5 116,5
Проходная дического ствия перио- дей- 36214 10,0 71,5 68,0
БАРАБАНЫ ОЧИСТНЫЕ ГАЛТОВОЧНЫЕ
Таблица 2.131
Тип Завод-изготови- тель Модель Форма барабана Характер- ные разме- ры, мм Ремонто- сложность
Длина бара- бана Диаметр барабана механиче- ской части, ^м электротех- нической части, Яэ
Перио- дическо- го дей- ствия Тбилисский литейного оборудования ОБ-800 ОБ-900 Цилин- дриче- ская 1250 3935 800 900 5 11,5 3 5
Непре- рывного действия Комсомоле- ский-на-Аму- ре «Амурлит- маш» 314 6400 1200 16,5 5,5
594
КАМЕРЫ ОЧИСТНЫЕ ДРОБЕСТРУЙНЫЕ
И ГИДРОНЕСКОСТРУЙНЫЕ
Таблица 2.132
Тип Завод-изго- товитель Модель Техническая характеристика Ремонто- сложность
Производитель- ность, т/ч Число дробе- метных аппара- тов, шт. механической части, RM электротехни- ческой части, Л»
Дробеметн ©-дробе- струйная периоди- ческого действия Гидропескоструй- иая периодическо- го действия с руч- ным управлением Комсомоль- ски й-на- Амуре «Амурлит- мйШ» \ дк-юм 42612 42634 42634М 42638М 42638 42639 42639М 44712 1 15 2 24 43 13 38,5
$ . 60 65 48 50
9—15 18—30 10 169 238 377 364 !й $
—- 1 2 2
Аппарат дробе- струйный Усманский литейного оборудо- вания 334М 1,5 2 1 —
БАРАБАНЫ И КАМЕРЫ ОЧИСТНЫЕ ДРОБЕМЕТНЫЕ
Таблица 2.133
Оборудование Завод-изго- товитель Модель Техническая характеристика Ремонто- сложность
Производитель- ность, кг/мин Количество дро- беметных аппа- ратов, шт. механической части, электротехни- ческой части, Дэ
Непрерывного действия Комсомоль- ский-на- Амуре «Амурлит- маш» Барабаны 317М 42312 1 160 250 2 16 18,5
42313 400 4 34 33
595
Продолжение табл. 2.133
Техническая характеристика Ремонто- с ложность
Оборудование Завод-изго- товитель Модель Производитель- ность, кг/мин Количество дро- беметных аппа- ратов, шт. механической части, RM электротехни- ческой части,
Конвейерный периодического действия, с резиновым ленточным конвейером Комсомоль- ский-на- Амуре «Амурлит- маш» 42223 250 1 21,5 19
Конвейерный 323М 324 160 1 18 14,5 16,5
периодического действия, с пластинчатым 2М326 150 2 23 18
42213 250 1 18 14,5
ленточным конвейером 42214 400 16,5
42216 2 24 18
292М 140
293М 2М392 2М393 120—160 2,5
Аппарат дро- беметный 42114 42124 150—210 200—270 — 1,5 3,5
42Н5 42125 200—270 250—350 4,0
Периодическо- го действия, универсальная 42116 42126 Камеры 42834 300—480 400—590 250 2 13 4,5 24
Непрерывного действия X 376A3 376Б-6 379В-9 376В-12 377 378Б-6 378Б-9 378Г-12 160 3 6 9 12 12 6 9 12 29 41,5 54 66,5 83 52,5 70 88,5 37 58 75 93 83,5 58 75 91
42713 250 4 1 | 30 36,5
696
МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ МОДЕЛЬНОГО
СОСТАВА И ИЗГОТОВЛЕНИЯ МОДЕЛЬНЫХ
ЗВЕНЬЕВ (МОДЕЛЕЙ)
Таблица 2.134
Группа Завод-изго- товитель Мо- дель Производитель- ность Ремонто- сложность
модельного состава, м3/ч запрессовок, моделей аг механиче- ской части, «и электротех- нической части, Яэ
Установка для приготовления мо- дельного состава Тирасполь-, ский «Лит- маш» 651 652 0,063—0,125 0,25—0,4 — 30 42 17,5 25
Автомат для изго- товления модель- ных звеньев -* X 653 — 190 250 360 20. 4
Полуавтомат для изготовления мо- дельных звеньев 654 — 190 250 360 23 4
Стенд для отлад- ки пресс-форм 655 — — 8 —
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ,
НАНЕСЕНИЯ И СУШКИ ОГНЕУПОРНОГО ПОКРЫТИЯ
Таблица 2.135
Группа Завод-изго- товитель Мо- дель Производитель- ность Ремонто- сложность
м*/ч бло- ков/ч механиче- ской части, Ям электротех- нической части, Яэ
Установка для приготовления ог- Тирасполь- ский «Лит- 661 0,032— 0,09 6 5
неупорного покры- тия маш» 662 662А 0,125 12 15,5 20 18,5
597
Продолжение табл, 2,135
Группа Завод-изго- товитель Мо- дель Производитель- ность Ремонто- • сложность
м3/ч бло- ков/ч механиче- ской части, Rm электротех- нической части, Яэ
Автомат для на- Тирасполь- 664 180 18 14
несения огнеупор- ский «Лит- 667 — 180 10 3
ного покрытия маш» 6А67 200 12 5
Агрегат для хра- нения и транспор- тировки огнеупор- ного покрытия 666 — 12 5
ОБОРУДОВАНИЕ ДЛЯ ОТДЕЛЕНИЯ КЕРАМИКИ
И ОТЛИВОК ОТ стояков
Таблица 2.136
Тип Завод-изго- товитель Модель Усилие пресса, кН (тс) Ремонто- сложность
механиче- ской части, *м электротех- нической части, R3
Пресс гидравличе- ский для отделения отливок от стояков Тирасполь- ский «Лит- маш» 694 6А94 250 (25) 9 4
Полуавтомат для от- деления керамики и отливок 6А92 6А93 630 (63) 10 4
598
Таблица 2.137
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Тип 3 а вод-изготов итель Модель Максимальное усилие, кН (тс) Ремонтосложность
запирания прессования механи- ческой части, *м гидрав- личес- кой части, Лг • электро- техниче- ской части, «э
С горизонтальной ка- мерой прессования сл <0 Тираспольский «Литмаш» 5А12 71105 5А13 71106 711А06 5А14 630(63) 63 (6,3) 6
90(9) 12 15,5 2,5 2
1000 (100) 100 (10)
132 (13,2) 9,5
16 — 9
1600 (160) 160 (16) 20,5 3,5 9,5
Павлоградский «Литмаш» 51Б5 11
Тираспольский «Литмаш» 71107 711А07 71108 711А08 711Б08 71109 711А09 200 (20) 13 14
2500(250) 300(30) 26 5 13
26,5 13,5
43,5 47,5
4000(400) 450 (45) 33,5 34 5,5 10 14,5
i
Тип Завод-изготовитель Модель
С горизонтальной ка- мерой прессования Новосибирский «Сиблитмаш» 516М2 ЛН34О4А 71110 711А10 71111 71112 71112С 71113
С горизонтальной хо- лодной камерой прес- сования, с гидравли- ческим запором Тираспольский «Литмаш» 512Г 5Г15
Продолжение табл. 2.137
Максимальное усилие, кН (тс) Ремонтосложноать
запирания прессования механи- ческой части, *м гидрав- лической части, ₽г электро- техннче- 1 ской части, «э
4000 (400) 340 (34) 33,5 5 13
6300 (630) 450 (45) 43 2,5 21 /
670 (67) 43,5 4
5,5 40
8000(800) 800 (80) 49 5 40,5
10 000 (1000) 950(95) 55,5 57 42,5 44,5
12 500 (1250) 1200 (120) 62,5 5,5 47 /
1400 (140) 2500(250) 198 (19,8) 15,5 21,5 3,5 5 6 9
Тип Завод-изготовитель Модель
С вертикальной хо- лодной камерой прес- сования и гидромеха- ническим запором Тираспольский «Литмаш» 71206 71207 71208 71209 71210
С горячей камерой прессования и гид- равлическим запором 71305 71301
71306 71307
71308 71309 71310
Продолжение табл. 2J37
Максимальное усилие, кН (тс) Ремонтосл ож ностъ
запирания прессования механи- ческой части, Ям гидрав- личес- кой части, Кг электро- техниче- ской части, Кэ
100 18 15,5 3,5 6
160 26,5 20,5 4,5 10
250 40 26 12
400 60 33,5 6 13
630 90 43 15 /
63 5,3 13 1,5 —
100 6 10 — 2
100 7,1 17 2,5 14,5
160 9,5 22 4,5 9
250 12,5 28 12
400 17,0 36,5 6 13
630 22,4 46 15
Таблица 2.138
g МАШИНЫ для литья в кокиль
Оборудован» Завод-изго- товитель Модель Техническая характеристика Ремонтосложность
Размеры места на плите для крепления кокиля, мм Наибольшее расстояние меж- ду плитами, мм механи- ческой части, Ям гидрав- личес- кой части, «Г электро- техничес- кой части, «э
С вертикальной плоскостью разъема, с одной подвижной плитой, гидравлическая Тирасполь- ский «Литмаш» 5912 5913 5914 5915 59А15 400X320 400X 400 630X 500 800X 630 640 800 4,5 5,5 2 9
900 6,5 15,5
ИЗО 8,0 10 9
С вертикальной плоскостью разъема, с двумя подвижными плитами и поддоном, гидравли- ческая 5922 5923 5924 5926А 400X 320 500X400 630X 500 1250X 630 720 800 7 9,5 4 > 5,5 14 12
1000 1440 10 14,5 5,5 6 13
С вертикальной плоскостью разъема, с двумя подвижными плитами» поддоном и верхним стержнем, гидравлическая 5944 5946А 5946Б 630X500 1250X 630 1000 1440 10 14,5 9 6 19,5 13
С вертикальной плоскостью разъема, с двумя подвижными плитами, поддоном, с нижним и верхним стержнями, гидравли- ческая 82А303 82303 82403 82407 500X 400 750 12 2,5 14,2
800 9 8,5
3 10
1250Х 1000 1200 25,5 35
i
Оборудование Завод-изго- товитель Модель
С вертикальной плоскостью разъема, с двумя подвижными плитами, поддоном, с нижним, верхним и торцовым стержнями, гидравлическая Тирасполь- ский «Литмаш» 82503 82507
Карусельная шестипозицион- ная, с вертикальной плоско- стью разъема, гидравлическая 59К613 Л125
С горизонтальной плоскостью разъема и верхней поворотной плитой, гидравлическая 5964 5966
Карусельная, с программным управлением, гидравлическая 81745
Карусельная восьмипозицион- ная, с двухпозиционной зали- вочной машиной Л484
Продолжение табл. 2.138
Техническая характеристика Ремонтосложность
Размеры места на плите для крепления кокиля, , мм Наибольшее расстояние меж- ду плитамн, мм механи- ческой части, Ям гидрав- личес- кой части, Яр электро- техничес- кой части, Лэ
500X 400 1250Х 1000 800 1200 9,5 28 3,5 11 35
400X500 800 29,5 12,5 14,5
900 37 9 14
630X 500 1000X800 660 700 6 8,5 5 6,5 14,5 10
800X 630 950 96 19,6 47,0 '
—- 900 48,5 23,5 19
Таблица 2.139
УСТАНОВКИ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ
Тнп Завод-изго- товитель Модель Техническая характеристика Ремонтосложность
Усилие рас- крытия ко- киля, кН (тс) Наибольшее расстояние меж- ду подвижной и неподвижной плитами, мм механи- ческой части, Rm гидрав- личес- кой части, Rr электро-^ техниче- ской части, «э
С вертикальной плоско- стью разъема Тирасполь- ский «Литмаш» 7 83245 (59У44) 125 (12,5) 880 7,5 10 15,5
С горизонтальной пло- скостью разъема 83106 ; (59У66) 200 (20) ИЗО Ю 8 15,5 /
83104 (59У64) 300(30) 1260 10,5 8
С допрессовкой с верти- кальной плоскостью разъ- ема, двухпозиционная АЛУ-1Н 60(6) 900 13 23 16
МАШИНЫ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ
Таблица 2.140
Оборудование ' Завод- изгото- витель Модель Диаметр отливае- мых труб и излож- ниц, мм Ремонтослож- ность
механической части, гидравлической части, 7?г электротехни- ческой частя, R,
Для литья чу- гунных напорных раструбных труб Новоси- бирский «Сиб- литмаш» ЛН102А (ЛН102АЛ) 100—125; 150 19,5 5 51,5
ЛН104А 200—300 27,5 6,5 53,5
Консольная с го- ризонтальной осью вращения для литья загото- вок (втулок) Тирас- поль- ский «Лит- маш» 552—2 553—2 80—200 200—320 4 6 1 11 13
Роликовая с го- ризонтальной осью вращения для литья загото- вок (втулок) 92111 100—200 21 6,0 49,5
МАНИПУЛЯТОРЫ ДЛЯ ЗАЛИВКИ МЕТАЛЛА И
СМАЗКИ ПРЕСС-ФОРМ
Таблица 2.141
Тип Завод- изготови- тель Модель Техниче- ская харак- теристика Ремонтослож- НОСТЬ '
Наибольшая доза заливши, кг Ход блока фор- сунки, мм механической части, гидравлической части, ₽г электротехниче- ской части, R3
Для заливки металла Пинский литейно- го обо- рудо- вания ЛМЗ-1,25 ЛМЗ-10 3,6 20 — 3 1,5 1,5 2,5 9
Для смазывания пресс-форм ЛМС-63 ЛМС-80 — 630 800 2,5 2,5 1,8 2,0 3,2 3,2
Для съема отливок ЛМ10Ц 82,04 Грузо- подъемность 10 кг | — 3,2 2,5 6
605
МАНИПУЛЯТОРЫ ДЛЯ ПЕРЕСТАНОВКИ ОПОК
Таблица
Тип Завод- изготови- тель Модель Размеры опоки, мм Ремонтослс
механичес- кой части, *м
Для перестановки опок и полуформ без переворота Усман- ский литей- ного обору- дования 30111 30113 560X 400 800X700 4 8
Для перестановки опок и полуформ с переворотом на 180° 30211 . 30213 500X400 800X 700 3,6 5,5
КОМПЛЕКТЫ СРЕДСТВ МЕХАНИЗАЦИИ К
ФОРМОВОЧНЫМ ПНЕВМАТИЧЕСКИМ ВСТРЯХИВа
ПРЕССОВЫМ С КОМБИНИРОВАННЫМ УПЛОТНЕ
Таблица
Тип Завод- изготови- тель Мо- дель Размеры опоки в свету, мм Наибольшая про- изводительность цикловая, фсрм/ч Ремог-
механической | части, Ям ’ pai 1ич 7
Комплект средств механизации к машинам формо- вочным 22111, 22211 Усман- ский литей- ного обору- дования 29911 500X400 100
Комплект средств механизации к машинам формо- вочным 22112, 22212 29912 600X500 85
Комплект средств механизации к машинам формо- вочным 22113, 22213 29923 800X 700 70 12
606
КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ
СТЕРЖНЕЙ ИЗ ХОЛОДНОТВЕРДЕЮЩИХ СМЕСЕЙ
Таблица 2.144
Ремонтосл ож ность
Тип
Завод-изго-
товитель
к
S.S .
* S в
382
Для изготовления
мелких стержней
из холоднотвер-
деющих смесей
Павлоград-
ский «Лит-
маш»
УС-6 6,3
120
6,5
(без сме-
сителя)
ПЛАВИЛЬНОЕ ОБОРУДОВАНИЕ
Таблица 2.145
Группа Внутрен- ний диа- метр шах- ты, мм Ремонто- сложность механиче- ской час- ти, Ям Группа Внутрен- ний диа- метр шах- ты, мм Ремонто- сложность механи- ческой части,
Вагранка 700 900 1100 1300 10,5 13 21,0 23,5 Вагранка 1500 1800 2100 2650 28,0 33,5 40 48
Примечания: 1. Ремонтосложность вагранок с коническим
плавильным поясом увеличивается на 10 % относительно табличных
данных.
2. Ремонтосложность вагранок приведена без учета комплектую-
щих устройств и оборудования. При наличии у вагранок комплектую-
щих устройств ремонтосложность их увеличивается в следующих
размерах (%) от табличных данных:
водяное охлаждение плавильного пояса..................на 2
копильник .................................... ....... > 7
искрогаситель мокрый ................................. » 10
искрогаситель из коррозионно-стойкой стали............ » 30
подогрев дутья в рекуператоре с камерой дожигания отходя-
щих газов ............................................ >100
камера дожигания отходящих газов...................... » 20
механизм открывания днища ............................ » 10
Печь сталеплавильная элек- 1,5 17,0 — 14,0
трогидравлическая дуговая 3,0 20,0 — 16,0
5,0 22,0 — 18,0
ЧАСТЬ 3
МЕТОДИКА ОПРЕДЕЛЕНИЯ
РЕМОНТОСЛОЖНОСТИ ОБОРУДОВАНИЯ,
НЕ ВКЛЮЧЕННОГО В СПРАВОЧНЫЕ
ТАБЛИЦЫ
По эмпирическим формулам, связывающим параметры
технической характеристики (высота центров, ширина
рабочей поверхности стола, частота вращения шпинделя
и т. п.) станков и машин с трудоемкостью их ремонта,
может быть приближенно определена ремонтосложность
оборудования, однако в отдельных случаях эмпирические
формулы могут давать весьма значительные отклонения
от реальной потребности в затратах труда на капитальный
ремонт ц, следовательно, от действительной ремонто-
сложности. Поэтому пользование формулами допускается
только для тех моделей станков и машин, на которые
отсутствуют данные о ремонтосложности в таблицах.
3.1. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ТОКАРНЫЕ СТАНКИ
Rm “ Кко (Kid0 + + Ka/lj) + Rom + Rr> (3.1)
где Кко— коэффициент конструктивных особенностей
станка:
Кко ~ КтКхвКцт,
Кт — коэффициент класса точности (табл. 3.1); Л'хв —
коэффициент исполнения:
без ходового винта ’............................... 0,9
с ходовым винтом................................... 1,0
Кчч — коэффициент частоты вращения шпинделя; Кчт =
= 1,0 при частоте вращения <2000 об/мин, Кчт — 1,1
при частоте вращения >2000 об/мин; К3, Ка — коэф-
фициенты технических параметров; значения Ki и К3
приведены в табл. 3.2, К2 — в табл. 3.3, d0 — наиболь-
ший диаметр обрабатываемой детали, мм; LM, п—рас-
608
Таблица 3.1
Таблица 3.2
Класс точ- ности станка Значение «т
Н 1,0
п 1,17
в 1,46
А 1,76
С 2,2
Масса станка, т А1 К.
До Ю 10—30 30—100 100—160 Св. 160 0,012 0,016 0,2
0,024 0,3
0,038
Примечание. Значения К8
даны для станков, на которых установ-
лен односкоростной электродвигатель.
Для многоскоростных электродвигате-
лей значение К8 уменьшается пропор-
ционально числу скоростей.
Таблица 3.3
Смц, мм Kt ^мц» мм Кг
До 2000 0,001 До 6000 0,0018
» 3000 0,0012 6000—15000 0,0020
» 4000 0,0014 Св. 15000 0,0024
» 5000 0,0016 — —
стояние между центрами, мм; пг — число ступеней ско-
рости шпинделя, получаемых от коробки скоростей при
прямом ходе или от ременной передачи ступенчатыми
шкивами; /?ом — ремонтосложность отдельных механиз-
мов;
^ОМ == Rci + #бт + ^?сд,
/?от — ремонтосложность суппортов;
Яот«0,5(Хо-1),
Хо — число суппортов; Ябт — ремонтосложность меха-
низма бесступенчатого регулирования частоты вращения
шпинделя; /?бт =* 2 при do < 400 мм, /?бт = 4 при
d0 > 400 мм; /?Сд — ремонтосложность механизмов, не
входящих в основной комплект станка (см. табл. 3.29);
— см. гл. 3.5.
20 Заказ 503
609
ТОКАРНО-КАРУСЕЛЬНЫЕ СТАНКИ
/?м = Кко (Xi^n 4“ + Х8па) 4- /?ом Rn (3.2)
где Кко — коэффициент конструктивных особенностей
станка; Кко — здесь Х„ — коэффициент класса
точности (см. табл. 3.1); Хм — коэффициент массы (см.
табл. 3.4); = 0,005; - 0,0035; К9 = 0,42; Da —
диаметр планшайбы, мм; Лд — наибольшая высота обра-
батываемой детали, мм; — число ступеней скорости
планшайбы, получаемых от коробки скоростей; /?ом =
в Яси 4-/?бк; Rck = 1,5Х0; Хо — см. формулу (3.1);
R&t — ремонтосложность механизма бесступенчатого ре-
гулирования скорости планшайбы; ₽вк =5; Rr — см.
гл. 3.5.
ТОКАРНЫЕ МНОГОРЕЗЦОВЫЕ
ГОРИЗОНТАЛЬНЫЕ ПОЛУАВТОМАТЫ
/?м я *ко(/<Л 4“ 4* ^ь^з) 4" ^ом 4" Rt> (3.3)
где Хк0 яя Х^Хсм» /<т “* см. табл. 3.1; Хсм“~ коэффи-
циент специализации; Ксм = 1,0 — при обработке детали
в центрах; Ксм =1,2 — при обработке детали в центрах
и патроне; К, = 0,012; К2 = 0,002; Кя — 0,05; d0 — см.
формулу (3.1); £мц — см. формулу (3.1); п3 — число
ступеней скорости шпинделя, получаемых от коробки
скоростей;
/?ом я Rom + Rent
Rom e
/?Рм — ремонтосложность гитары изменения частоты вра-
щения шпинделя; RrM = 1,5; Rv — см. гл. 3.5; Хс —
см. формулу (3.1).
Таблица 3.4
Масеа отаика, т Км Масса станка, т Ки
До 10 1,0 1,5 30—60 1,7
10-30 60—100 Св. 100 1,8 2,1
ею
ТОКАРНЫЕ МНОГОШПИНДЕЛЬНЫВ
ВЕРТИКАЛЬНЫЕ ПОЛУАВТОМАТЫ
Км = Кт (КЛв 4- К2£ш. с + К8Я0 + К<г) 4- Кг, (3.4)
где Кт — см. табл. 3.1;
Ki = 2,0; К2 = 0,01; К8 = 0,03; К4 = 3,0;
Хкв — число колонн, несущих суппорты; £ш. с — наи-
большее расстояние от торца шпинделя до нижней кромки
суппорта, мм; /7С — наибольший ход вертикального суп-
порта, мм; г — число шпинделей; <КГ — см. гл. 3.5.
ТОКАРНЫЕ МНОГОШПИНДЕЛЬНЫЕ
ГОРИЗОНТАЛЬНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
Км = KkoKzm (Kid0M 4~ K2S 4~ K3»i) 4" Ком 4" Кг> (3.5)
где Кко = КтКам; Кт — см. табл. 3.1; Кам — коэффи-
циент автоматизации:
для полуавтомата: ............................................0,9
для автомата................................................. 1,0
К2М — коэффициент числа шпинделей (табл. 3.5); Ki =
= 0,03 — для прутковых станков; Ki = 0,025 — для па-
тронных станков; К2 = 0,03; К3 = 0,2; d0M— наибольший
диаметр обрабатываемого прутка или детали, мм; S —
наибольший ход продольного суппорта, мм;
Ком — Кеа 4“ Кга»
/?оа — ремонтосложность суппортов;
/?са = 1»2ХС;
Таблица 3.5
Число шпинделей । &ZM
2 1,5 1 2,5
3 1,75 2,75
4 2,0 §0
5 2,25
20*
611
₽га — ремонтосложность гитары изменения частоты вра-
щения шпинделя автомата; /?га = 1,0; Яг — см. гл. 3.5;
Хс и Пх — см. формулу (3.1).
АВТОМАТЫ ДЛЯ ОБРАБОТКИ ШУРУПОВ
Rm — Кко (Kidp + KtX кш) 4“ RpMt (3.6)
где Кк0 = КСШКПШ, Кеш — коэффициент специализации:
Головкообточной ..................................0,9
Резьбонарезной . ............................... 1,0
С предварительной обточкой под нарезку........ . . . 1,1
Кшп — коэффициент привода шпинделя; /<пт = 1— при-
вод сменными шкивами или зубчатыми колесами, Киш =
= 1,2 — привод через редуктор;
Кх = 0,8; Kt '= 1,0;
dp — наибольший диаметр нарезаемой резьбы, мм; -Х1(Ш —
число кареток;
Rom = Rнт 4~ ^?рпш»
Rm — ремонтосложность механизма питателя; ₽ат = 1,0
для ножевого, RHT = 2,0 для тарельчатого; /?рпш — ремон-
тосложность патронов;
Rpnui 1>5^сащ,
Хщп — число патронов; для патронов типа Мальмеди—
Фогельзанг Rpaat— 1.0Х пш*
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
Rm = Кко (Kidop 4~ К^ 4* /?ап 4* Rtt (3-7)
где Кв0 = КтКар, Kt — см. табл. 3.1; Кар — коэффи-
циент автоматизации:
при ручном переключении скоростей шпинделя и подач... 1,0
при преселективном и автоматическом переключении... 1,3
Кх = 0,1—для прутковых станков с горизонтальной
осью револьверной головки; Кх = 0,15 — для прутковых
станков с вертикальной осью револьверной головки;
Ki = 0,02 — для патронных станков; Kt — 0,45; dop —
наибольший диаметр обрабатываемого прутка или детали
.612
Таблица 3.6
Таблица 3.7
ЛОР' К, <*ор» мм *1 1о. ММ
До 12 14—20 0,20 I 0,15 30 36—40 0,12 0,10 До 50 0,15 Л 14
22—25 0,14 50 и более 0,08 01/ Св. 60 U, 14- 0,11
(для патронных станков), мм; /?ап — ремонтосложность
механизма автоматического поворота револьверной го-
ловки; Ran = 5; Rr — см. гл. 3.5; п3 — см. формулу (3.3).
ОДНОШПИНДЕЛЬНЫЕ РЕВОЛЬВЕРНЫЕ АВТОМАТЫ
Ям = Кт (Kidop + к2/о + К8п4) 4- Ком, (3.8)
Кт — см. табл. 3.1; Ki и К3 приведены в табл. 3.6 и 3.7;
Ка = 0,5; 10 — наибольшая длина протачивания, мм;
dov — см. формулу (3.7); <п4 — число ступеней скоростей
шпинделя, получаемых от коробки скоростей (правых
и левых); _
Ком = КСО 4-Я во>
Ясо = 0,5(Хо-2);
/?во — ремонтосложность механизма бесступенчатого ре-
гулирования частоты вращения шпинделя; RB0 = 1,0;
Хо— см. формулу (3.1).
ОДНОШПИНДЕЛЬНЫЕ АВТОМАТЫ
ФАСОННО-ПРОФИЛЬНОГО ТОЧЕНИЯ
Ям = к« (Kido 4- Kgl0 4- Kant) 4- 7?ом, (3.9)
К» —см. табл. 3.1; значения Ki и Ка приведены в табл. 3.8
и 3.9; К3 =» 0,23; d0— см. формулу 3.1; l0, nt — см.
формулу (3.8);
ЯОм = ЯСф 4" Ябф»
ЯСф — ремонтосложность суппортов
ЯСф = 0,5 (Хо - 2);
Ябф — ремонтосложность механизма бесступенчатого регу-
лирования частоты вращения шпинделя; /?бф = 1,0; Хс —-
см. формулу (3.1).
613
Таблица 3.8
Таблица 3.9
мм Ki /0. мм Кг /0. “М Ля
До 4 0,45 20 0,12 80 0,07
6-20 0,34 30 0,1 100 0,06
25 и более 0,3 40—70 0,08 150—180 0,04
Таблица 3.10
Исполнение привода Кдр
С коробкой скоростей: с ручной подачей с механической подачей Со ступенчатым шкивом: а ручной подачей с механической подачей 0,9 1.0 0,8 0,9
РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ И ОДНОШПИНДЕЛЬНЫЕ
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Ям = Кко (Kidc + /СаЬвш 4- КгП1) ~Ь Кво + Ке, (3.10)
где
Кко = КтКщ»
— см. табл. 3.1; Кпр — коэффициент исполнения при-
вода (табл. 3.10); Kt = 0,1; Кг = 0,002 — для радиаль-
ных станков; Ki — 0,08; К2 = 0,01 — для вертикальных
станков; К8 = 0,25; d0 — наибольший диаметр сверле-
ния, мм; £вш — наибольший вылет шпинделя, мм; R6e —
см. формулу (3.1), /?бо = 1>5; — см. гл. 3.5; пх—
см. формулу (3.1).
МНОГОШПИНДЕЛЬНЫЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ
СТАНКИ С НЕЗАВИСИМЫМИ ШПИНДЕЛЬНЫМИ
ГОЛОВКАМИ
Ям = ««(«> + K,L вш + ад, (3.11)
где
Кко s KfKuji
614
Таблица 3.11
---------4
Число шпинделей ^ZC Число шпинделей ^2С
1 1,0 5 1,8
2 1,2 6 2,0
3 м 7 2,2
4 1,6 8 2,4
Кт — см. табл. 3.1; КПр—см. табл. 3.10; Кгс — коэф-
фициент числа шпинделей (табл. 3.11);
Кх = 0,08; К2 = 0,01; К8 = 0,25;
de и £вш — см. формулу (3.10); rtj— см. формулу (3.1).
МНОГОШПИНДЕЛЬНЫЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ
СТАНКИ С ГОЛОВКОЙ КОЛОКОЛЬНОГО ТИПА
И РАЗДВИЖНЫМИ ШПИНДЕЛЯМИ
Ям - K»(U + K2Lkk + К8Як) + Я2 + Яг, (3.12)
где
Кко = ЯамЯскЯкш»
Кам — коэффициент автоматизации:
для станков с ручным управлением .............. 0,9
для полуавтоматов ........................... 1,0
Кск — коэффициент сложности конструкции стола;
Кск=1,0 — при неподвижном столе; Кск==1>1 при
перемещающемся столе; Ккш — коэффициент исполнения
привода:
для станков со ступенчатым шкивом................0,9
для станков с коробкой скоростей................ 1,0
Kj — 0,1; К2 = 0,002; К8 = 0,01; dc — см. формулу (3.10);
£кк — расстояние от оси колокола до направляющих
колонны, мм; Нк — максимальный ход колокола, мм;
Rz — ремонтосложность механизма раздвигания шпин-
делей; Rz = 2, если число шпинделей не превышает
восьми; Я2 = 2,5, если шпинделей больше восьми; Яг—*
см. гл. 3.5.
615
Таблица 3.12,
Масса станка, т *МР Масса станка, т ^Мр
До 10 1,0 30—100 1,4
10—30 1,25 Св. 100
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ
= Кцо ИА. 4* 4* (So 4- Snc) 4-
4- Кц (be 4- Ьдс)] 4- Rar + Rr, (3.13)
где ХВо s= ^ЛЛп^кп^мр; X? -— см. табл. 3.1; 7(с,
Кп> ЛКп — коэффициенты упрощения конструкции станка;
Ке — 0,9 при отсутствии задней стойки; Ка = 0,9 при
отсутствии планшайбы и радиального суппорта; Ккп =
= 0,9 при отсутствии механической коробки подач; при
наличии данных узлов коэффициенты равны 1; /<мр —
коэффициент массы станка (табл. 3.12); Ki = 0,08; К8 =
= 0,006; /С8 = 0,003; = 0,001; Ошв — диаметр вы-
движного шпинделя, мм; Яб<5 — вертикальное перемеще-
ние шпиндельной бабки или стола для станков с неподвиж-
ной шпиндельной бабкой, мм; Se — продольное переме-
щение стола, мм; $пс — продольное перемещение перед-
ней стойки, мм; Ьс — поперечное перемещение стола, мм;
ЬПс —- поперечное перемещение передней стойки, мм;
R6r — ремонтосложность механизма бесступенчатого ре-
гулирования частоты вращения шпинделя и величины
подачи:
/?бг = ЗХВВ;
Хвг — число механических вариаторов; Rr — см. гл. 3.5.
ГОРИЗОНТАЛЬНЫЕ АЛМАЗНО-РАСТОЧНЫЕ СТАНКИ
/?м ~ Хко^га (Xidp 4" Х8/р 4* Х$Вга) 4* (3.14)
где
Кко = ХтКсл^аг^иг»
616
Таблица 3.13
Чцсло ипинделей ^z Число шпинделей
1 1,12 „ 4 1,5
2 1,25 6 1,75
3 1,37 8 2,0
Кт — см. табл. 3.1; Лсл — коэффициент сложности кон-
струкции стола:
Неподвижный стол ............ . . . •.............. 1,0
Перемещающийся стол:
в одной плоскости..................................1,05
в двух плоскостях ..................................1,15
/<аг — коэффициент автоматизации:
для станков о ручным управлением ..................... 1,0
для полуавтоматов .................................... 1,1
Кит — коэффициент исполнения:
для односторонних станков ...................... . . 1,1
для двусторонних станков ..........................1,14
~ 0,015; К2 « 0,005; К3 « 0,003;
dp — наибольший диаметр растачивания, мм; /р — наи-
большая длина растачивания, мм; Вгл — ширина стола,
мм; Кг — коэффициент числа шпинделей (табл. 3.13);
/?г — см. гл. 3.5.
ВЕРТИКАЛЬНЫЕ АЛМАЗНО-РАСТОЧНЫЕ СТАНКИ
— К«о (Kjdp 4" + ^З^Св)» (3.15)
где
/<ко КЛсл;
— см. табл. 3.1; 7<Сл — коэффициент сложности кон-
струкции стола:
Неподвижный сгол .................... 1,0
Перемещающийся стол:
в одной плоскости........................1,05
в двух плоскостях .................... . . 1,1
Кх - 0,02; К* - 0,005; = 0,007;
/р — см. формулу (3.14); SCB—ход стола, мм.
617
КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
Км - Кко (КА + Ка/Ш) + Ком + К₽, (3.16)
где
Кко»КтКскКан!
Кт — см. табл. 3.1; КСк = 1»0 для наружного продоль-
ного шлифования; КСк = 1,1 для наружного w внутрен-
него продольного шлифования и врезного шлифования;
Как — коэффициент автоматизации:
Станок с ручным управлением ............................ 1,0
Полуавтомат ........................................... 1,2
Автомат ............................................. . 1,3
Ki = 0,015; = 0,003;
d0 — см. формулу (3.1); /ш — наибольшая длина шли-
фования, мм;
Ком ~ пп + Код»
Кпп — ремонтосложность механизма автоматической по-
перечной подачи шлифовальной бабки при продольном
шлифовании для станков с ручным управлением; /?пп =
= 0,50; Кед — ремонтосложность механизмов, не вхо-
дящих в основной комплект станка (см. табл. 3.29) Кг —
см. гл. 3.5.
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
С КРУГЛЫМ столом
Км ~ КкоКап (KiDc 4* К2Л5 4* КзКШб) 4* Ком 4* Кг, (3.17)
где
Кко = КтКап‘>
Кт — см. табл. 3.1; Кап — коэффициент автоматизации:
Станок с ручным управлением с вертикальной подачей шлифо-
вальной бабки:
ручной ....................................... 0,9
автоматической . ............................ 1,0
Полуавтомат ..................................... 1,1
Автомат ......................................... 1,2
Кгп — коэффициент числа шпинделей; Кгп “= 1,1—один
шпиндель, Кгп= 1,2-идва шпинделя;
Ki = 0,007; К8 = 0,2; К3 = 0,004;
618
Do — диаметр стола, мм; п6 — число ступеней скорости
стола, получаемых от коробки скоростей; Нш6 — верти-
кальное перемещение шлифовальной бабки, мм;
/?ом = Ran 4- Ron 4* Rew
Ran — ремонтосложность механического устройства для
перемещения стола и шлифовальной бабки; Лмп = 1>5 —
без поворота шлифовальной бабки; RKn — 2,5 — с поворо-
том шлифовальной бабки; /?оп — ремонтосложность ме-
ханизма бесступенчатого регулирования скорости вра-
щения стола; R6a = 2,0; /?Сд — см. табл. 3.29; Rr — см.
гл. 3.5.
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
С ПРЯМОУГОЛЬНЫМ столом
Ra ~ RnoRzn (Rl^un 4~ Ri^nn 4" R3Hшб) 4“ Roa 4~ Rr>
(3.18)
где Кг — 0,005; Вт — ширина стола плоскошлифоваль-
ного станка, мм; Lm — длина стола, мм; остальные
обозначения — см. формулу (3.17).
бесцентрово-шлифовальные станки
Ra — Rko (Rlflo 4- Rz^m 4~ Rsnm) -f- /?0M -J- /?r, (3.19)
где
Rko ~ RtReCt
Rt — см. табл. 3.1; /(a0 — табл. 3.14;
Кг = 0,025; K2 = 0,01; Ка = 0,3;
d0 — см. формулу (3.1); Рш — наибольший диаметр шли-
фовального круга, мм; пш — число ступеней скорости
Таблица 3.14
Степень автоматизации Значения при шлифовании
наружном внутреннем
С ручным управлением 1,1
Полуавтомат Автомат $ 1,25 1,35
61$
ведущего шлифовального круга, получаемых от коробки
скоростей;
^ом — ^бб Ч* ^?сд»
/?бб — ремонтосложность механизма бесступенчатого ре-
гулирования скорости шпинделя ведущего шлифоваль-
ного круга;
/?бб ~
/?сд — см. табл. 3.29; 7?г — см. гл. . 3.5.
ВНУТРИШЛИФОВАЛЬНЫЕ СТАНКИ
Rm — .КкоКгв (К1^ш + К^ш + КаП'л) + Rom + Rr> (3.20)
где
^Ско = ^Ст^ав»
Кт — см. табл. 3.1; Кав— коэффициент автоматизации:
Станок с ручным управлением .....................1,0
Полуавтомат ...........................1,17
Автомат .........................................1,25
Кгв — 1,3 — один шпиндель; Ягв=1,8 —два шпин-
деля;
Ki = К2 = 0,01; К3 = 0,3;
dm — наибольший диаметр шлифования, мм; /ш — см.
формулу (3.16); па — см. формулу (3.3);
^?ом ~ RZB + R пн + Ron)
Rzb — ремонтосложность механизма регулирования ско-
рости шпинделя изделия; RZB = 3 при бесступенчатом
регулировании (вариатором), /?2В = 0,5 при регулиро-
вании сменными зубчатыми колесами или ступенчатыми
шкивами; /?пн — ремонтосложность механизма подачи не-
гидрофицированных станков: /?пн=1,5; /?сд — см.
табл. 3.29; /?г— см. гл. 3.5.
резьбошлифовальные станки
Rm — Кко рш К^рш + К8П6) + (3.21)
где
Кко - КтКсрК аш’>
620
Kt — см. табл. 3.1; KCp—коэффициент конструкции
механизма подачи стола; КСр = 0,9 для станков, осна-
щенных механизмом подачи стола со сменными винтами
или копирами, /<ср = 1,0 для станков, оснащенных ме-
ханизмом со сменными зубчатыми колесами; Кат — коэф-
фициент автоматизации:
для станков с ручным управлением ................. 1,0
для полуавтоматов ................................ 1,1
Лх = 0,04 при dpm < 400 мм; Ki = 0,03 при dpm > 400 мм;
К2 = 0,002; К8 = 0,1; dpm — наибольший диаметр шли-
фуемой резьбы, мм; /рш — наибольшая длина шлифова-
ния, мм; nt — число ступеней скорости шпинделя, полу-
чаемых от коробки скоростей при прямом ходе;
Rom = Rop 4" Rnp 4" #кр 4“ Rca>
Rop — ремонтосложность механизма бесступенчатого ре-
гулирования скорости шпинделя изделия; R6p — 2,0;
Rnp — ремонтосложность механизма для правки шлифо-
вального круга; Rnp = 1,5— для ручного механизма,
Rnp » 3,0 — для автоматического; RKp — ремонтослож-
ность корректирующего механизма: RKp = 1,6; Кед — см.
табл. 3.29; Rr — см. гл. 3.5.
универсально-заточные станки
Rm e Кт (Kid0 4- К2Ьма 4* К3В*) 4* Rr» (3.22)
где Rn0 — коэффициент перемещения стола:
Вручную...........................................1,0
От электродвигателя:
с ручным управлением ...........................1,1(1
с полуавтоматическим управлением ...............1,25
Ki = 0,008; Кг = 0,004; К3 = 0,005;
d0, LMn — см. формулу (3.1); В3— поперечный ход
стола, мм; Rr — см. гл. 3.5.
заточные станки для сверл
Rm - кко (Kid, 4- КД8), (3.23)
где
^ко =
621
— см. табл. 3.1; Лаа— коэффициент автоматизации!
Станок о ручным управлением; вращение державки сверла:
вручную .............................................. . . 1,0
от электродвигателя ............................... 1,1
Полуавтомат .............................................. 1,2
Автомат .................................................. 1,25
Ki — 0,05; Кг == 0,01; dj — наибольший диаметр затачи-
ваемого сверла, мм; DKB — наибольший диаметр шлифо-
вального круга, мм,
ВЕРТИКАЛЬНО- и горизонтально-фрезерные станки
- Ям = Яко (Я1Всф + Яап8) + Яом + Яг, (3.24)
где
Яво = ЯтЯифЯчф!
/<т — см. табл. 3.1; Кя$ — коэффициент исполнения:
Вертикальные и горизонтальные ................. 1,0
Универсальные и вертикальные с поворотной головкой ... 1,2
Широкоуниверсальные и бесконсольные ........... 1,25
ЯЧф — коэффициент частоты вращения шпинделя; К,ф =
= 1,0 при частоте < 2000 об/мин, К,ф = 1,1 при частоте
>2000 об/мин;
Kj. = 0,03; Я8 = 0,125;
Всф — ширина рабочей поверхности стола, мМ; п8 —
число ступеней скорости шпинделя, получаемых от ко-
робки скоростей;
Яом = Ягф Ч~ ЯбМ»
Ягф — ремонтосложность гитары сменных зубчатых колес
или сменных шкивов для станков, не имеющих коробки
скоростей; /?гф = 0,4; 7?бм — ремонтосложность меха-
низма бесступенчатого регулирования скорости шпин-
деля: Ябм = 1,8; Яг— см. гл. 3.5.
продольно-фрезерные станки
Ям ~ Ямф (Я1£сп + Я8ЯСП Я83шс) Ц- Rta -J- Ясп Rrt
(3.25)
где КМф — коэффициент массы станка (табл. 3.15);
Ях = 0,0025; Ка = 0,005; Ка = 0,008;
622
Таблица 3.15
Таблица 3.16
Масса станка, т Кмф Масса Значение при шпинделей числе
станка, т
До 30 30—60 60-100 Св. 100 1,0 1,1 1,3 1,6 1 2 3 4
До 10 10—30 30—60 60—100 Св. 100 1,5 2,0 2,2 2,6 4,0 3,0 4,0 4,4 5,2 8,0 4,5 6,0 6,6 7,8 12,0 6,0 8,0 8,8 10,4 16,0
Lon — длина рабочей поверхности стола, мм; Всп —
ширина рабочей поверхности стола, мм; 5ШС — наиболь-
шее расстояние от оси шпинделя до стола для станков
с горизонтальными шпинделями или расстояние от торца
шпинделя до стола для станков с вертикальными шпин-
делями и для станков с вертикальными и горизонтальными
шпинделями, мм; 7?гп — ремонтосложность шпинделей
(табл. 3.16); Rca — ремонтосложность механизма подачи
стола при изменении величины подачи:
Ступенчатом:
коробкой подач.......................................• . . 0,2п
сменными зубчатыми колесами............................. 1,0
Бесступенчатом........................................... 3,0
п — число подач стола; /?г — см. гл. 3.5.
КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
/?м = ^КО (^1^Сф ~Ь + R-OW. 4* ^Г( (3.26)
где
в ^(сф^СафКмф!
КСф — коэффициент специализации (табл. 8.17)j Каф —•
коэффициент автоматизации!
для станков с ручным управлением ............... 1,0
Для полуавтоматов ...............................< 1,2
Кмф = 1,0 ДДя станков массой до 10 т, Кмф = 1,2 для
станков массой более 10 т;
Ki = 0,02; К, = 0,2;
623
Таблица 3.17
Специализация станка ^сф
Для контурного копирования: с пантографом» перемещаемым 0,75
вручную
от электродвигателя 0,8
без пантографа» с перемещением от электродви- гателя 1,0
Для объемного копирования 1,4
Универсальный 1,6
ВСф — ширина рабочей поверхности стола, мм; п7 —
число ступеней скорости шпинделя фрезы;
Яом ~ Rмк + ЯПф1
Ямк — ремонтосложность электромагнитных муфт; Ямк «
= 0,6; /?Пф — ремонтосложность механизма поворота
шпиндельной бабки
— 0,5;
/?г — см. гл. 3.5.
карусельно-фрезерные станки
Ям “ Я1^сф “Ь Я2ЬСШ Ч-Я^ + Яг, (3.27)
где
Kt = 0,005; Я, = 0,01; Я8 » 2,0;
ОСф — диаметр рабочей поверхности стола, мм; £сш —
наибольшее расстояние от торца шпинделя до стола, мм;
г — число шпинделей; — см. гл. 3.5.
ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЕ АВТОМАТЫ
И ПОЛУАВТОМАТЫ ДЛЯ ФРЕЗЕРОВАНИЯ
КАНАВОК СВЕРЛ
Ям = Ядо (Я1^ос (3.28)
где Яд0 — коэффициент, зависящий от диаметра обра-
батываемого сверла:
До 10 мм.................2,5
10—20 мм ................ 1,9
Св. 20 мм ............... 1,4
Я, = 0,12; Я2 = 0,004;
624
d00 — наибольший диаметр обрабатываемого сверла, мм;
L„c — длина направляющих станины, мм.
РЕЗЬБОФРЕЗЕРНЫЕ И ШЛИЦЕФРЕЗЕРНЫЕ СТАНКИ
= Кно (^i^o Ч~ ^а^мц + Ktfhjr- (3.29)
где
К ко в ^ср^(рш>
Кср — см. формулу (3.6); КСр = 1,0— для резьбофре-
зерного станка, Кср = 1,1 —для шлицефрезерного
станка; Крш—коэффициент автоматизации:
Станок - ручным управлением ..................... 1,0
Полуавтомат ....................................... 1,1
Автомат ................ . . ..................... 1,3
= 0,02 при d0 < 100 мм, Ki — 0,015 при d > 100 мм;
значения /<2 приведены в табл. 3.18; Ка — 1,0; d0, Lua —
см. формулу (3.1); п7 — см формулу (3.26).
продольно-строгальные станки
Ям — Ки (/Мсс 4“ КаВео К»п6 + Kjij -J- /?ом -]- /?г,
(3.30)
где /(м — см. табл. 3.19; Ki = 0,003; = 0,004;
/<з = 0,1; Kt «в 0,004; Lcc — длина рабочей поверхности
стола, мм; Вс0 — ширина рабочей поверхности стола,
мм; пъ— см. формулу (3.17); йд—наибольшая высота
обрабатываемой детали, мм;
ЯоМ ~ со Ч" Ям л Ч" Ясд,
ЯСо— ремонтосложность суппортов; RCB = 1,ЗХ0; ЯМл—
ремонтосложность механизма перемещения стола с при-
Таблица 3.18 Таблица 3.19
мм К, Масса станка, Т Км
250 0,007 До 10 1,0
750 0,005 10—60 1,3
1000 0,004 60—100 1,5
Св. 1000 0,003 Св. 100 1,8
625
водом ГД (Леонардо); /?мл = 2 для столов с одной рей-
кой (при В < 2500 мм); ₽мл = 3,4 для столов с двумя
рейками (при В > 2500 мм); /?Сд — см. табл. 3.29; /?г —
см. гл. 3.5; Хо — см. формулу (3.1).
ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ СТАНКИ
Км — Кис (К1<$пп 4“ КзВхс 4” КзИПп) 4“ Кг, (3.31)
где Кмо — 1,0 для станков массой до 10 т; КМс = 1,3 для
станков массой более 10 т; = 0,008; К2 = 0,0035;
Кз = 0,25; Snn — наибольший ход ползуна, мм; Вхо —
поперечный ход стола, мм; паа — число двойных ходов
ползунов; Цр — см. гл. 3.5.
ДОЛБЕЖНЫЕ СТАНКИ
Км - Кио (Кх^сд 4- К2ЯД + К8/1д) + ₽сд + Rp, (3.32)
где
Кко = КидКмд»
КИд — коэффициент исполнения:
для станков со ступенчатым шкивом..........................0,9
для станков о коробкой скоростей......................... 1,0
Кмд -1,0 для станков массой до 10 т; КМд = 1,2 для
станков массой более 10 т; Ki = 0,603; Л2 = 0,01; К9 =
0,5; £>сд — диаметр или длина рабочей поверхности
стола, мм; Ня — наибольший ход долбяка,, мм; пя —
число двойных ходов долбяка; /?сд — ремонтосложность
механизма возвратно-поступательного движения долбяка
(табл. 3.20); Rr — см. гл. 3.5.
Таблица 3.2Q
Конструкция механизма возвратно-поступательного движения долбяка л«д
С кривошипной передачей 0,75
С кулисой 1,0
6 винтовой передачей 1,5
С рейкой 2,0
686
ПРОТЯЖНЫЕ СТАНКИ
₽M»KKO(/<iQn + /<8Sn) + ₽cn4-/?r, (3.33)
где
Хко в ХтХоп^ИП^МИ»
Лт— см. табл. 3.1; Кеа — см. формулу (3.6); Ксп = 1,0
для внутреннего протягивания, Хоп = 1,1 для наружного
протягивания; Кт — коэффициент исполнения:
для горизонтальных станков...................... 1,0
для вертикальных станков..........................1,2
Лмп = 1,0 для станков массой до 10 т; ХМп — 1,3 для
станков массой более 10 т; К.г = 0,009; Х8 = 0,0025;
Qn — наибольшее тяговое усилие ползуна, кН (тс); Sn —
наибольшее продольное перемещение ползуна, мм; /?сп —
ремонтосложность механизма перемещения ползунов и
стола; Ron = 1,5ХП*, Хп— число ползунов (для станков
с гидравлическим перемещением ползуна и стола) или
число ходовых винтов (для станков с механическим пере-
мещением ползуна); — см. гл. 3.5.
БОЛТОРЕЗНЫЕ СТАНКИ
Хм = “Ь Хг, (3.34)
где
К НО “ КцбКкб»
КВб — коэффициент исполнения:
для станков со сменными зубчатыми колесами ... . 0,9
для станков с коробкой передач.................. 1,1
Kat — коэффициент автоматизации:
для станков с ручным управлением ................ 1,0
для полуавтоматов ............................... 1,1
Кгб — коэффициент числа шпинделей (табл. 3.21); Ki =
= 0,13; dP6 — наибольший диаметр нарезаемой резь-
бы, мм; Rr — см. гл. 3.5.
ГАЙКОНАРЕЗНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
— KasKtu(KidpP Kttin) RaBt (3.35)
где Хан — коэффициент автоматизации:
для станков о ручным управлением.................... 1,0
для полуавтоматов ................................ 1,2
627
Таблица 3.21
Таблица 3.22
Число шпинделей *гб Число шпинде- лей ^2Н т Число шпинде- лей л2Н
1 1,25 1 1,0 6 2,5
2 1.3 8 3,1
2 1,5 3 1,6 10 3,7
4 2,0 4 5 1,9 2,2 12 4,3
Лги — коэффициент числа шпинделей (табл. 3.22); а
«= 0,08; К2 = 0,6; dpr — наибольший диаметр нарезае-
мой резьбы, мм; пв — см. формулу (3.21); /?8Н — ремонто-
сложность механизма загрузки и подачи гаек; R№ “
= 2,0 — для прямого метчика, Ran = 3,2 — для изогну-
того метчика.
РЕЗЬБОНАКАТНЫЕ СТАНКИ С ПЛОСКИМИ ПЛАШКАМИ
Ям = Кко + K2SpH 4- K8Bpd) + R„ (3.36)
где
Кк0 — КтКр11К
ПК»
Крп — коэффициент исполнения:
без редуктора............ 1,0
с редуктором ................ 1,1
Квк — коэффициент автоматизации:
для полуавтоматов............0»©
для автоматов.............. 1,0
= 0,1; Кл = 0,009; К8 « 0,015; dpH — наибольший
диаметр накатываемой резьбы; 5рн — ход ползуна, мм;
Вра — ширина ползуна, мм; RB — см. гл. 3.5.
РЕЗЬБОНАКАТНЫЕ СТАНКИ С КРУГЛЫМИ ПЛАШКАМИ
Rm - Кио (Kidp 4- * Ав) 4- Rv (3.37)
где
Кцо = KvKpUKши
628
Kj — см. табл. 3.1; /Срп — коэффициент исполнения:
без редуктора.................... 1,1
с редуктором..................... 1,1
/(Пй — коэффициент автоматизации:
для полуавтоматов ................0,9
для автоматов .................. 1,1
/<! = 0,1; Ла = 0,02; Ррн — диаметр резьбонакатного ро-
лика, мм; — см. гл. 3.5; dpH — см. формулу (3.36).
ОТРЕЗНЫЕ КРУГЛОПИЛЬНЫЕ СТАНКИ
/?м = Кко (KiDa + K2dVM + К3пп + Rr), (3.38)
где
/<ко = КпдКвяКяКао>
Дод — коэффициент подачи пильного диска; Кпд — 1.0
при механической подаче; Кпд = 1,05 при гидравлической
подаче; Квя—коэффициент зажима детали; Квя — 1,0
при ручном зажиме; Квя = 1,05 при автоматическом
зажиме; Кя — коэффициент диаметра пильного диска;
Кя = 1,0 при Рд > 300 мм; Кя — 1,5 при Рд < 300 мм;
Км — коэффициент автоматизации:
Станок с ручным управлением . . 1,0
Полуавтомат ..................... 1,1
Автомат ......................... 1,2
= 0,006; Кг = 0,01; К3 = 0,25;
Рд — диаметр пильного диска, мм; dpM — наибольший
диаметр разрезаемого материала; пп — количество ступе-
ней скорости пильного диска; Rr — см. гл. 3.5.
629
ОТРЕЗНЫЕ НОЖОВОЧНЫЕ СТАНКИ
2?м = ^пм (^i^-нп "I" ^а^рм 4" /<з«р) 4“ Rr> (3.39)
где Лпм — коэффициент подачи материала, подъема и
опускания пильной рамы; Ким — 0,8 при механической
подаче; Кпи = 0,9 при гидравлической подаче;
/<! = 0,006; /<а = 0,01; Ка = 0,25;
Lm — длина ножовочного полотна, мм; пр — число двой-
ных ходов пильной рамы; /?г — см. гл. 3.5; dpM — см.
формулу (3.38). ,
зубообрабатывающие станки
ДЛЯ ЦИЛИНДРИЧЕСКИХ колес
/?м = ^KO^dC 4" Rte 4“ Rn (3.40)
где
^<ко ~ ^<т^<тс»
Кт — см. табл. 3.1; /<тс — коэффициент типа станка
(табл. 3.23); Rd0 — основная часть ремонтосложности,
определяемая типом станка и наибольшим диаметром об-ч
рабатываемого зубчатого колеса (табл. 3.24); Rte — ре-
монтосложность шпинделей многошпиндельных станков
(табл. 3.25); RP — см. гл. 3.5.
зубообрабатывающие станки
для конических зубчатых колес
/?м = KnoRda 4" Rz* 4" Rr> (3.41)
где
/<ко “
Кт — см. табл. 3.1; /<тк — табл. 3.26; Rdtt — основная
часть ремонтосложности, определяемая типом станка и
наибольшем диаметром обрабатываемого зубчатого колеса
(табл. 3.27); RZK — ремонтосложность шпинделей много-
шпиндел^ных станков (табл. 3.28).
В табл. 3.29 приведена ремонтосложность механизмов)
не входящих в основной комплект станка.
630
Т а б л и ца 3.23
Тип станков Инструмент ^то
Зубофрезерные станки: вертикальные автоматы с магазин- ной загрузкой вертикальные универсальные вертикальные полуавтоматы гидрофицированные горизонтальные для цилиндриче- ских прямозубых и косозубых ко- лес горизонтальные для турбинных ко- лес горизонтальные для червячных ко- лес горизонтальные для глобоидных пар горизонтальные для нарезания реек Червячная и дисковая фрезы 1,2 1,0
Червячная фреза 1,1
Дисковая фреза 0,9
Червячная фреза 1,3
Червячная фреза 1,4 ,
Пальцевая фреза 1,2
Червячная фреза 0,9
Червячная фреза 1,2
Резцовая головка
Единичные резцы
Дисковая фреза 0,5
Зубострогальные и зубодолбежные: для прямозубых, косозубых и шев- ронных колес для прямозубых, косозубых колес для шевронных колес Гребенка 1,0
Долбя к 0,9
Резцовая головка 1.1
Долбя к 1,2
Зубошлифовальный для обработки цилиндрических колес, долбяков и шеверов Фасонный и тарельча- тый круг, дисковый круг 1,0
Абразивный червяк 1,2
Зубошевинговальный для обработки цилиндрических колес Шевер-колесо и шевер- рейка 1,0
Зубозакругляющий Пальцевая фреза и лету- чий резец 1,0
Трубчатая фреза 1,0
Шлифовальный круг 1,2
Зубопритирочный для прямозубых и косозубых колес Зубчатые притиры 0,8
Т рибополировал ьный Полировальный круг 0,2
631
Таблица 3.24
Наибольший диаметр обра- батываемого зуб- чатого колеса d, мм Значение Rfa для «танков
зубофрезер- ных и три- бополиро- вальных зубошли- фовальных зубострогаль- ных, зубодол- бежных и зубо- шевингозаль- ных зубозакруг- ляющих и зубоприти- рочных
30 5,0 —
50 5,9 — —
80 7,0 8,0 —
125 8,0 12,9 9,0
200 9,0 14,0 10,0 5,9
320 10,0 15,0 10,9 6,5
500 11,3 16,0 12,1 7,0
800 13,4 17,0 14,0 8,0
1250 16,0 18,0 16,2 9,0
1600 18,0 — 18,0 —
2000 20,0 — — —
Таблица 3.25
Число шпинделей ^zc
1 0
2 5
3 9
Таблица 3.26
Тип станков Значение Ктк
для чиетовой обработки для черновой обработки
Полуавтоматы для обработки кони- ческих колес с прямыми и косыми зубьями: однорезцовые 0,95 0,75
двухрезцовые 1,05 0,85
фрезерные и протяжные 1,0 0,8
шлифовальные 1,1 —
Полуавтоматы для обработки кони- ческих колес со спиральными зубья- ми: нарезные с обкаткой 1,0 0,8
нарезные без обкатки 0,95 0,75
шлифовальные 1,25 ——
632
Продолжение табл. 3.26
Тип станков Значение Ктк
для чистовой обработки для черновой обработки
Поверочно-обкатные: 0,4
ортогональные —
универсальные Поверочно-притирочные: 0,5 —-
ортогональные 0,7 —
универсальные 0,8 ——
Т а б л и ц а 3.27 Таблица 3.28
Наиболь- ший диаметр обрабаты- Зна- Наиболь- ший диаметр обрабаты- Зна- Число шпинделей Значение ^2К
ваемого чок ие ваемого чение
зубчатого RdK зубчатого RdK 1 0
колеса d колеса d. 2 3
мм мм 3 6
80 130 175 8,0 9,0 10,0 440 620 780 13,3 15,15 16,6 4 8
Примечание. Для поверочно-обкатных
240 11,0 12,0 950 18,0 22,3 и поверочно-пригирочных
320 1600 станков (независимо от числа шпинделей) /?>н =
= 0.
РЕМОНТОСЛОЖНОСТЬ МЕХАНИЗМОВ, НЕ ВХОДЯЩИХ
В ОСНОВНОЙ КОМПЛЕКТ СТАНКА
Таблица 3.29
Механизм Тип станков Зна- чение Ясд
Гидр окопир овальный суп- порт Токарно-винторезные 2,0
Механизм балансировки шлифовального круга Круглошлифовальные Плоскошлифовальные 0,4
Прибор активного контроля Бесцентрово-шлифовальные Внутришлифовальные Резьбошлифовальные 0,25
Механизм для торцового или внутреннего шлифования Круглошлифовальчые 0,4
633
Продолжение табл. 3.29
Механизм Тип станков Зна- чение ^сд
Механизм для внутреннего шлифования ' Резьбошлифовальные 1.0
Механизм для многопро- фильного шлифования 1,5
Фрезерная головка Продольно-строгальные мас- сой, т: до 10 10—100 св. 100 2,0 2,5 3,0
3.2. КУЗНЕЧНО-ПРЕССОВОЕ ОБОРУДОВАНИЕ
Ям = КН + Яс, (3.42)
где К — коэффициент технических параметров (табл. 3.30);
Н — основной параметр к у знечно-прессового оборудова-
ния; Яо — дополнительная ремонтосложность отдельных
механизмов (см. табл. 3.30).
Таблица 3.30
Вид куз- нечно- прессово- го обору- дования Наименование кузнечно- прессового оборудования Коэффициенты Основной параметр Н
К «с
Прессы механи- ческие Однокривошипные от- крытые простого дейст- вия усилием до 1600 кН; открытые одностоечные с передвижным столом и рогом 5,6 4,3 Номинальное усилие, МН
Однокривошипные про- стого действия, закры- тые усилием свыше 1600 кН и обрезные 2,0 10,9 То же
Двухкривошипные про- стого действия, закры- тые 3,1 15,2
Четырехкривошипные 4,0 26,0 *
Однокривошипные двойного действия, за- крытые 3,17 22,0
634
Продолжение табл. 3.80
Вид куз- нечно- прессово- го обору- дования Наименование кузнечно- прессового оборудования Коэффициенты Основной параметр Н
К «О
Прессы механи- Чеканочные кривошип- но-коленные 0,75 8,0 Номинальное усилие, МН
ческие Кривошипные горяче- штамповочные 1,9 8,0 То же
Двух кривошипные про- стого действия, откры- тые 9,3 4,66 >
Двух кривошипные об- резные 4,0 14,0
Винтовые с дугостатор- ным приводом 3,3 5,0
Дыропробивные 9,85 0
Для холодного выдав- ливания 2,53 9,7
Прессы гидрав- Монтажно-запрессовоч- ные 3,7 4,13
ли ческие Для прессования изде- лий из пластмасс 2,5 6,04 »
Прессы-автоматы для металлических порош- ков и твердых сплавов 5,1 8,28
Лисгоштамповочные рамные простого дей- ствия 3,8 11,96
Листоштамповочные от- бортовочные простого действия 4,7 18,7
Ковочные 3,6 17,0
Для брикетирования стальной и чугунной дробленой стружки 2,89 7,7
Пакетировочные для металлических отходов 11,5 3,6 э
Насадочные (монтаж- но-колесные) 0,9 15,0 э
Т ермопластавтоматы 2,1 10,94
Автома- ты куз- нечно- Холодновысадочные двухударные с цельной матрицей 1,5 1,0 Наибольший диаметр, мм
ripecco- вые Холодновысадочные многопозиционные для изделий стержневого типа 2,342 8,28 То же
Холодновысадочные 2,047 2,71 »
636
Продолжение табл. 3.30
Вид куз- недно- прессово- го обору- дования Наименование кузнечно» прессового оборудования Коэффициенты Основной параметр Н
К Rc
многопозиционные гаеч- ные
Автоматы кузнечно- Для холодной штампов- ки роликов 1,06 2,3 Наибольший диаметр, мм
прессовые Проволочно-гвоздиль- ные 1,0 3,0 То же
Пружинно-навивочные (муфтного типа) 0,592 9,52
Цепекалибровочные 0,307 6,76 »
Правильно-отрезные для круглого материа- ла 0,793 1,0 »
Цепевязальные 0,705 16,35 »
Для холодного выдав- ливания из цветных ме- таллов 6,1 0,2 Номинальное усилие, МН
Для прессования изде- лий из металлопорош- ков Листоштамповочные многопозиционные уси- лием, кН: 19,0 6,9 То же
до 1000 св. 1000 27,9 11,5 8,54 25,0 »
Листоштамповочные с нижним приводом 14,6 15,3 »
Перфорационные 11,0 11,54
Для чистовой вырубки 9,0 12,66
Профиленакатные 16,0 6,0 »
Резьбонакатные 0,465 6,04 Диаметр резьбы, мм
Молоты Ковочные пневматиче- ские 0,0133 3,67 Масса падаю- щих частей, кг
Ковочные паровоздуш- ные арочного и мостово- го типа 0,00525 7,75 То же
Штамповочные паро- - воздушные двухстоеч- ные 0,0065 7,4
Машины ковочные Горизонтально-ковоч- ные 5,6 14,0 Номинальное усилие, МН
Вальцы ковочные одно- клетевые 7,3 5,2 То же
Вальцы ковочные двух- клетевые 9,0 7,8 »
686
Продолжение табл. 3.30
Вид куз- нечно- прессово* го обору- дования Наименование кузнечно- прессового оборудования Коэффициенты . Основной параметр Н
К «с
Машины гибочные Листогибочные трех- и четырехвалковые 0,421 4,2 Толщина листа, мм Наибольший диаметр, мм
и пра- вильные Трубогибочные с гид- равлическим приводом 0,073 1,57
Трубогибочные с меха- ническим приводом 0,04 0,3 То же
Листогибочные гидрав- лические Листогибочные криво- шипные усилием, кН: 7,0 4,4 Номинальное усилие, МН
до 1000 3,0 10,0 То же
св. 1000 2,0 16,0 »
Гибочно-штамповочные (бульдозеры) 1,6 9,0 »
Зигмашины 1,1 1,0 Толщина об- рабатываемого материала, мм
Нож- ницы Листовые кривошипные с наклонным ножом 0,508 4,72 Наибольшая толщина лис- та, мм То же
Листовые двухдиско- вые с наклонным ножом 0,93 3,6
Пресс-ножницы комби- нированные для листа 0,273 3,24 »
Высечные 0,4 2,2
. Комбинированные для листа 0,2 3,2 »
Многодисковые для ру- лонного материала 1,75 1,125
Сортовые Для резки заготовок 3,32 3,32 5,0 5,0 Номинальное усилие, МН
Скрапные аллигаторные 0,067 1,0 Диаметр раз- резаемого круга, мм
Примечание. Ремонтосложность КПО, не включенного
в таблицу, определяется по конструктивным аналогам, для которых
известны расчетные значения Ям. Аналог выбирается по массе.
637
3.3. ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
ОКОРОЧНЫЕ СТАНКИ
Rm = -|- Ktfif, (3.43)
где Л1 = 0,045; К2 = 0,15; К3 = 0,001; Do — наиболь-
ший диаметр бревна, см; SH — число ножей; пр — ча-
стота вращения ножевого ротора.
ЛЕСОПИЛЬНЫЕ РАМЫ
Rm ~ Кко (^1<5р 4“ К2Пв) -J- Rqm, (3.44)
где Кж> — коэффициент конструктивных особенностей
станка; Кко = 1,0 для одноэтажных рам, Кк0 = 1,1 для
двухэтажных рам; Км = 0,5 для быстроходных облег-
ченных рам, Кко =1,3 для двухэтажных тяжелых тихо-
ходных рам;
Kt = 0,002; К2 =- 0,025;
Sp — ход пильной рамки, мм; пв — частота вращения
коренного вала, об/мин; R0M — ремонтосложность от-
дельных механизмов;
Кои = Rp + К» + Ка>
Rp — ремонтосложность пильной рамы (табл. 3.31); RB—.
ремонтосложность механизма подъема вальцов; RB =
= 0,5 при ручном подъеме вальцов; RB = 1,0 при меха-
низированном подъеме вальцов; Rn — ремонтосложность
механизма подачи (табл. 3.32).
Таблица 3.31
Просвет пильной рамы, мм Др
До 500 0
Св. 500 до 650 0,5
» 650 » 750 1,0
» 750 » 1100 1,5
Таблица 3.32
Подача
Двумя парами вальцов 1,0
Тремя парами вальцов 1,5
Четырьмя парами вальцов 2,0
638
ЛЕНТОЧНОПИЛЬНЫЕ СТАНКИ
««-UKA + 1). (3.45)
где ККо — 1.0 для станков с ручной подачей материала;
Кко = 1,25 для станков с механической подачей мате-
риала; Ki = 0,002; Dm — диаметр пильного шкива, мм.
КРУГЛОПИЛЬНЫЕ СТАНКИ
/?м e KiBc 4- KaSK + Х8пСр 4“ (3.46)
где Ki 0,0015; К2 = 0,001; К3 = 0,2; Во — рабочая
ширина стола или расстояние между пилами, мм; SK —
длина хода каретки, мм; пср — число ступеней редук-
тора; /?ом — ремонтосложность отдельных механизмов;
Rom s Ro 4” ^пк»
Rc — ремонтосложность суппортов; R6 = 0,06Х (X —
число суппортов); /?пк — ремонтосложность механизма
подачи (см. табл. 3.33).
ФУГОВАЛЬНЫЕ СТАНКИ И РЕЙСМУСОВЫЕ
ОДНОСТОРОННИЕ
Rm Кко (Х^сф 4" 1.3)» (3.47)
где Кко — см. формулу (3.1); Kw = 1.0 Для станков без
приспособления для установки, заточки и фуговки ножей;
при наличии данных приспособлений Хк0 =» 1,2; Ki =
= 0,005; Воф — наибольшая ширина строгания, мм.
ЧЕТЫРЕХСТОРОННИЕ СТРОГАЛЬНЫЕ СТАНКИ
Rm = Хво (ХхВсч 4“ 4" ХПч. (3.48)
где Кко — табл. 3.34.
Хх - 0,02; Ка = 0,9;
Таблица 3.33 Таблица 3.34
Механизм педачи D Конструктивные ^пк особенности ^ко
Ручной Гидравлический Гусеничный Вальцовый «’о Без питательного стола n’7 С вальцовой подачей 2 2 С цепной подачей 1:? 1,05
639
Т а б л и ц а 3.35
Механизм подачи Ядч
С одной парой подающих вальцов 0,9
С двумя парами подающих вальцов 1,8
С тремя парами подающих вальцов 2,7
С четырьмя парами подающих вальцов 3,6
Вальцово-гусеничная подача 2,7
Таблица 3.36
Исполнение К ко
Нормальное 1,0
С механической подачей или кареткой 1,25
Копировально-фрезерное 1,10
Воч— наибольшая ширина строгания, мм; гч—число
ножевых головок и валов; Япч — ремонтосложность ме-
ханизма подачи (табл. 3.35).
ФРЕЗЕРНЫЕ СТАНКИ
R* = Kw (KiLa + Кагф + 1,5) *, (3.49)
где Кяо — см. формулу (3.44) и табл. 3.36; Ki = 0,002;
К2 = 0,7; Le — длина стола, мм;
гф — число шпинделей.
ШИПОРЕЗНЫЕ РАМНЫЕ СТАНКИ
Ям - Кно (KiLk + К1/ + Я85ш + (3.50)
где Кко = 1.0, если шпинделем является вал электро-
двигателя; Кко ™ 1,1, если шпиндель является самостоя-
тельным узлом;
Ki = 0,0023; Я2 = 0,0003; К3 = 0,0023;
К3 = 0,6;
LK — рабочая длина конвейера подачи, определяемая
расстоянием между осями ведущего и ведомого туеров, мм;
* Формула не распространяется на модельные фрезерные станки
Типа ФМ и на карусельно-фрезерные,
640
I — наибольшее расстояние между заплечиками (для дву-
стороннего шипорезу), мм; 5Ш — длина хода каретки
шипореза, мм; гш — число шпинделей, несущих ножевые
головки.
\
СВЕРЛИЛЬНЫЕ, СВЕРЛИЛЬНО-ПАЗОВАЛЬНЫЕ
И ЦЕПНО-ДОЛБЕЖНЫЕ СТАНКИ
Ям = Яко (Я12с + + KaS + Я4Ь + Япс). (3.51)
где Яко = 1.0 Для одношпиндельных и многошпиндельных
станков; ЯКо = 0.5 для многошпиндельных упрощенных
конструкций; при 5 = 0 Ях = 0,5; Я2 = 0,003; Я3 =
= 0,005; = 0,01; zc — число шпинделей сверлильного
станка; Н — вертикальное перемещение стола, мм; h —
ход шпинделя, мм; b — поперечное перемещение стола, мм;
Япс — ремонтосложность механизма подачи; RBC = 0,6
без гидравлики или редуктора; при наличии гидравлики
или редуктора /?пс = 2,1.
ТОКАРНЫЕ СТАНКИ
Ям = Яко (Яхй + K,Ln +1,3), (3.52)
где Яко = 1.0 для станков с ручной подачей суппорта;
Яко = 1.25 для станков с механической подачей; Кко =
= 0,8 для станков с подручником; Ki = 0,004; Ка =
= 0,001; h — высота центров, мм; Ln — расстояние между
центрами, мм.
ЗАТОЧНЫЕ СТАНКИ
Ям = ЯхЬн +Я25э+1,5, (3.53)
где Ях = 0,0015; Ка = 0,0015; L„ — длина затачиваемого
ножа или диаметр круглых пил, мм; S3 — ход каретки, мм.
3.4. ЛИТЕЙНОЕ ОБОРУДОВАНИЕ
СИТА БАРАБАННЫЕ ПОЛИГОНАЛЬНЫЕ
Ям = Ях (DOL6)°>38, (3.54)
где Ях — коэффициент технических параметров; Ях =
= 3,75; Do — средний диаметр описанной окружности
барабана, м; Lg— длина барабана, м.
21 Заказ 603 641
МАШИНЫ ДЛЯ ПРИГОТОВЛЕНИЯ
ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ
(смесители литейные чашечные)
/?м ~ ^коК^ч, (3.55)
где Кко — коэффициент конструктивных особенностей
станка;
Кко ~ ^СМ^И^К,
Кем — коэффициент типа смесителей (табл. 3.37); Ка —
коэффициент исполнения смесителя; Ки = 1,0 для оди-
нарного, Кя = 1,8 для сдвоенного; Кк — коэффициент
числа катков в чаше; Кк = 1,0 при числе катков, равном
двум; Кк = 1,2 при числе катков, равном трем; Ki — 4,5;
D4 — внутренний диаметр чаши, м.
АЭРАТОРЫ ДЛЯ РАЗРЫХЛЕНИЯ ФОРМОВОЧНЫХ СМЕСЕЙ
Км = Ка(КгОв + К^в), (3.56)
где Ка — коэффициент типа передачи; Ка — 1,0 для кли-
ноременной передачи; Кп = 1,1 для цепной передачи;
Ki = 5,0; К2 = 0,1 для аэраторов, имеющих съемные
лопасти; К2 = 0,05 с несъемными лопастями; DB — диа-
метр гребенчатого вала, м; гв — число зубьев гребенча-
того вала.
ШНЕКОВЫЕ СМЕСИТЕЛИ
Км — Кпшп (К1^ш 4* К^^-ш), (3.57)
где Кош — коэффициент привода шнекового смесителя;
Апш = 1,0 для привода без редуктора; Кпш — 1,1 для
привода с редуктором; п — число роторов; Ki = 0,5'
Таблица 3.37
Тип смесителей ^см
Для плакированных смесей 1,2
Размалывающие " 1,15
Центробежные для формовочных и стержневых сме- сей 1,0
Остальные 1,8 -
642
Кг — 0,05 для смесителей со съемными лопастями; /<2 =
= 0,01 для смесителей с несъемными лопастями; Llu —
длина шнека, м; гш — число витков или лопастей шнека.
БАРАБАНЫ СУШИЛЬНЫЕ
— KiDqLq, (3.58)
где Ki — 0,77; D6 — внутренний диаметр барабана, м;
L6 — длина барабана, м.
БАРАБАНЫ ГОМОГЕНИЗАЦИИ
Rm = К. (3.59)
где /<! = 2,55; D6 и £б — см. формулу (3.58).
РЕГЕНЕРИРУЮЩИЕ УСТРОЙСТВА
Rm = К1По (So + 1) + K2S„, (3.60)
где /<! = 0,27; K2 = 0,1; п0 — число отражательных
устройств; So — площадь внутренней поверхности отра-
жательного колокола, м2; SK — площадь внутренней
поверхности камеры, м2.
ФИЛЬТР МОКРОГО ОБЕСПЫЛИВАНИЯ
Rm ~ К15ф, (3.61)
где /<! = 0,057; 5Ф — внутренняя площадь фильтра мок-
рого обеспыливания, м2.
ФИЛЬТРЫ СУХОЙ очистки
Ям = К1$фк + S Кшн. (3.62)
где Ki = 0,02; 5фк — площадь поверхности камеры, м2;
п
У /?шя — суммарная ремонтосложность шнеков; ремон-
тосложность шнеков определяется по формуле (3.57).
МЕЛЬНИЦЫ ШАРОВЫЕ, СТЕРЖНЕВЫЕ,
УДАРНО-ОТРАЖАТЕЛЬНЫЕ
Rm = K1D6L6, (3.63)
где Ki = 1,2; D6 и L6 — см. формулу (3.58).
МАШИНЫ ФОРМОВОЧНЫЕ 4
Rm = Кко + D2), (3.64)
где Кко К^КуКкфКсрКмКтКъКдКфу Кт коэффици-
ент типа машины (табл. 3.38); Ку — коэффициент
21* 643
Таблица 3.38
1 Тип машины кт
Ручная без транспортирования опок 1,0
Проходная однопозиционная 1,2
Карусельная четырех позиционная 2,3
Челночная трехпозиционная 2,5
Таблица 3.39
Механизм уплотнения смеси Ку
Прессовый (одноцилиндровый) 0,0065
Встряхивающий 0,008
Встряхивающий с последующей допрессовкой 0,009
Встряхивающий с одновременным прессованием 0,01
Таблица 3.40
Механизм кантования полуформ ^кф
Отсутствует 1,0
С поворотным устройством 1,3
С перекидной плитой 2,8
механизма уплотнения смеси (табл. 3.39); Лкф — коэф-
фициент механизма кантования полуформ (табл. 3.40);
Кср — коэффициент числа секций (п) роликового кон-
вейера; при отсутствии п Кер = 1,0; Кер = 1,1 при п =
~ L~+200’ L? — длина роликового конвейера, мм; Lo —
длина опоки, мм; Км — коэффициент наличия механизма
смены моделей; при отсутствии механизма Км = 1,0,
при наличии — Км = 1,1; Кт — коэффициент прессовой
траверсы (табл. 3.41); Кв— коэффициент механизма вы-
тяжки (см. табл. 3.42); Лд — коэффициент наличия до-
затора; при отсутствии дозатора Ка — 1,0, при наличии —
Кл — 1,5; Кф — коэффициент наличия тележки для вы-
644
Таблица 3.41
Прессовая траверса /<пт
Отсутствует 1,0
С ручным поворотом или стационарная 1,04
С цилиндром поворота 1,1
С откатной тележкой 1,25
Таблица 3.42
Механизм вытяжки
Отсутствует .0,8
Штифтовой 1,0
С протяжной рамкой 1,05
Со столом вытяжки 1,6
катывания форм; при отсутствии тележки Кф = 1,0,
при наличии — Кф = 1,15; D,—диаметр встряхиваю-
щего цилиндра, мм; D2 — диаметр цилиндров прес-
сового и горизонтального перемещения, мм.
п
Для многоплунжерных цилиндров О2 = S<i, где d —
i—l
диаметр цилиндра одного плунжера, мм.
ПЕСКОМЕТЫ ФОРМОВОЧНЫЕ КОНСОЛЬНЫЕ
/?м = Хко(ЬрП + /<1Я), (3.65)
где Кко = 2,0 Для стационарных пескометов; К1(0 — 2,2
для передвижных; £рп — вылет рукавов, м; Ki = 4,0;
Н — высота подъема рукавов, м.
ПЕСКОМЕТЫ ФОРМОВОЧНЫЕ МОСТОВЫЕ (ПОРТАЛЬНЫЕ)
Км = KxLf, (3.66)
где Ki = 10; £г — ход пескометной головки, м.
МАШИНЫ СТЕРЖНЕВЫЕ ПЕСКОДУВНЫЕ
KM = K„0(K1G + K»DB+KBn), (3.67)
где ККо ~ КаКг; Ка — коэффициент автоматизации ма-
шин пескодувных; Ка = 1,0 для ручного пооперацион-
645
Таблица 3.43
Таблица 3.44
Число позиций кг Число позиций Q Ki Ki6
6,0 0,185 1,Н
1 1,0 5 1,43 16,0 0,165 2,64
2 1,15 6 1,50 20,0 0,155 3,10
3 1,26 8 1,63 40,0 0,128 5,12
4 1,35 12 1,80 100,0 160.0 0,085 0,065 8,50 10,40
ного управления; Кя — 1,3 для полуавтомата; Ка =
= 1,5 для автомата; Kz —коэффициент числа позиций
(табл. 3.43); Ki—табл. 3.44; = 5,0; G — максималь-
ная масса стержня, кг; Dn — внутренний диаметр ци-
линдров прижима стержневого ящика, м; 7?вп— ремонто-
сложность механизмов вспомогательных позиций; /?вп =
= 1,5 (<4 + dj + ••• + dn); dt, d2, ..., dn — диаметры ци-
линдра перемещения шибера, поворота стержневого
ящика, вытяжки и других вспомогательных движений, м.
РЕШЕТКИ ВЫБИВНЫЕ
/?м — Ако (^-рв ~Ь А1Врв), (3.68)
где Ако Атп Ая Ар АрВ АтВ Авр Апр, А-ш коэффи-
циент типа полотна; для неразъемных одинарных реше-
ток Атп = 1,0> для полотна из составных съемных эле-
ментов Ктп = 1,2; Кя — коэффициент числа ярусов; для
одноярусных решеток Кя = 1,0; двухъярусных (для сит)—
Ая = 1,2; Лр — коэффициент типа решетки; для выбив-
ных решеток Ар = 1,0; для вибротранспортеров (по
Таблица 3.45
Тип вибратора Коэффициент Тип вибратора Коэффициент
Съемный ^твх 0,8 «тв,
Встроенный 1,0 С двумя моторви- 0,7
/С, ТВ, браторами Одновальный 1,0
Закрытого типа 1,0 Двухвальный 1,3
Открытого типа 0,8 Сегментного типа 1,4
646
конструкции подобных выбивным решеткам) /<р = 0,75;
Крв — коэффициент расположения вибратора; для вибра-
тора, расположенного вверху, Лрв = 0,9; внизу — /Ср„ -=>
— 1,0; Ктв — коэффициент типа вибровозбудителя
^Ств ^Ств,^Ств,^Ств, (табл. 3.45);
КВр — коэффициент типа привода дебалансных масс;
для раздельных масс Лвр = 1,0, для связанных — /Свр =
= 1,1; /<пр— коэффициент типа привода; для привода
с клиноременной передачей или с карданным валом /<пр =
= 1,0; с клиноременной передачей и с карданным ва-
лом — Кар = 1,1; Ki — 4,0; £р. в —длина решетки, м;
Вр. в — ширина решетки, м.
НАПОЛЬНЫЕ КОНВЕЙЕРЫ
(ФОРМОВОЧНЫЕ, ЗАЛИВОЧНЫЕ)
Rm = Кко (К1ПВ + К2Пр -ф К3П? + KiLЦТ F ЦП 4-R.U
(3.69)
где Кко — 1.0— для нормального исполнения; Кко—
— 0,1 для очистных камер с одной тележкой; Ki ~ 1,0
для простого привода; Ki = 2,0 для сложного; К2 = 2,0
для редукторов Р-5, Р-10 с I < 30; К2 = 4,0 для редукто-
ров РТ-5-50 с i 50; /<2 = 9,0 для редукторов КТВ-400
с i = 3300; i — передаточное отношение редуктора; К3 =
— 0,1; Ki — 0,15; Кь = 0,3; К3 = 10,0; пс — число при-
водных станций; пр — число редукторов в приводе;
пт — число тележек; LUT — длина тяговой цепи, м;
/Ц11 — длина приводной цепи, м; /т — длина тележки, м.
КАМЕРЫ I ИДРАВЛИЧЕ( КИЕ И ДРОБЕСТРУЙНЫЕ
Км — Кко (KiV + K2DU 4- х), (3.70)
где
Кко ~ К тцК ЕМ>
Ктк — коэффициент, характеризующий тип камеры; для
тупиковой камеры Ктк — 1.0; для проходной Ктк =
— 1.1; КВм — коэффициент наличия вспомогательных ме-
ханизмов; Квм = 1,0 при отсутствии вспомогательных
механизмов, при наличии — Квм = 1,3;
Кх = 0,1; К2 =* 1,5;
о — внутренний объем камеры, м3; DK — диаметр пово-
ротного стола, м; х — число гидромониторов.
647
КАМЕРЫ ОЧИСТНЫЕ ДРОБЕМЕТНЫЕ
7?м = К ко (^1^ 4" К3ХД 4“ Н9 4" (3»71)
где Кко — Ка; -Кн — коэффициент наличия поворотного
круга; Кя = 1,0 при отсутствии поворотного круга, при
наличии — Ка = 1,1;
Ki « 0,25; К2 = 1,5; К3 = 0,5;
v — см. формулу (3.70); хл — число дробеметных аппара-
тов^ шт.; Н9 — высота элеватора, м; £ш — см. формулу
БАРАБАНЫ ОЧИСТНЫЕ ДРОБЕМЕТНЫЕ
/?м = Кск (KiV 4" К3хл 4- Нэ 4- K3Lm 4- KtSn), (3.72)
где Кок — коэффициент наличия скипового подъемника;
КСк = 1,0 — при отсутствии скипового подъемника, при
наличии — Кок = 1,1; Ki — 0,25; К3 — 1,5; Ks = 0,5;
Kt — 1,5; v — см. формулу (3.70); хл— см. формулу
(3.71); Нэ— см. формулу (3.71); Lm — см. формулу
(3.57); Su — площадь подвижного пода, ма.
БАРАБАНЫ ОЧИСТНЫЕ ГАЛТОВОЧНЫЕ
= Ki 1g (D6L6 + 1), (3.73)
где Ki — 17,5; D6 — см. формулу (3.58); — см. фор-
мулу (3.58).
МАШИНЫ ДЛЯ ЛИТЬЯ ПОД. ДАВЛЕНИЕМ
A^Kko^Q0’38*. (3.74)
где Кко КкпК9,
Ккл — коэффициент, характеризующий камеру; Ккл —
= 1,0 для холодной камеры; Ккл =1,1 для горячей
камеры; К3 — коэффициент, характеризующий запор;
К9 = 1,0 для гидравлического запора, К3 = 1,2 для гидро-
механического запора; Ki = 1,04; Q — наибольшее за-
порное усилие, кН.
МАШИНЫ ЛИТЕЙНЫЕ КОКИЛЬНЫЕ
= КкоКг^, (3.75)
где Кко ” КокКкйКааКоК^КккКдпКок^ ^(рк коэффициент,
характеризующий плоскость разъема; для вертикальной
* Формула дана без учета механизмов съема отливки, автомати-
ческой заливки, смазывания пресс-форм.
648
Таблица 3.46 Таблица 3.47 Т И Л Н II II Я 1 !•*
Число под- вижных стержней кс Число плит выталкива- телей Квк Число Ин !тmill t
0 1 2 3 0,9 1,0 1,1 1,2 0 1 2 1,0 1,07 1,15 1 6 8 12 11,11 h
Табл и II л •••
Тип машины Л
Револьверная Для отливки втулок с автоматической установкой ограничи- тельной крышки и приводом заливочного желоба Для отливки канализационных труб Для отливки заготовок изложниц Прочие .1,0 1,0 1,10 0,5 1.0
плоскости разъема Крн = 1,0, для горизонтальной
Арк — 1,05; /<ки — коэффициент числа подвижных lunri;
Акп = 1,0 — при наличии одной плиты, Акп == 1,3
при наличии двух плит; Кип — коэффициент наличии
подвижного поддона; Каа — 1,0 при отсутствии подвиж-
ного поддона; при наличии подвижного поддона — /(„„
= 1,1; — коэффициент числа подвижных стержней
(табл.. 3.46); Ам — коэффициент, характеризующий нали-
чие механизма поворота плиты; при отсутствии механизма
поворота Ам = 1,0, при наличии —Лм = 1,1; /(„„
коэффициент числа плит выталкивателей (табл. 3/17);
Ацп — коэффициент числа подрывных цилиндров; при
отсутствии Лцп = 1,0, при наличии — /<цп = 1,05; Л,.,,
коэффициент наличия съемника отливок; при отсутствии
Аск = 1,0, при наличии — Кск — 1,06; г— число по-
зиций, шт., Агк — коэффициент числа позиций
(табл. 3.48); I — наибольшее расстояние между пли-
тами, м.
МАШИНЫ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ
Ам “ Ако (Aid -J- /0)> (3.76)
где Ако — табл. 3.49; Ai — 10; d — наружный диаметр
отливки, м; /0—длина отливки, м.
<И1>
ВАГРАНКИ
Ям = Я«о (К1£>ш - 4,8), (3.77)
где
Яко — ЯввЯпЯавЯс,
Явв — коэффициент наличия во доохлаждения; при от-
сутствии водоохлаждения Квв — 1,0, при наличии —
Явв = 1.3; Кп — коэффициент наличия подогрева ду-
тья; при отсутствии подогрева дутья Кп = 1,0, при на-
личии— Ял — 1,1; Яав— коэффициент автоматизации
дозирования и загрузки компонентов; при отсутствии ав-
томатизации Квв = 1,0, при наличии — /Сав = 1,7; Кс —
коэффициент наличия системы дожигания и очистки га-
зов; при отсутствии системы дожигания и очистки газов
Кс — 1,0, при наличии — Яс — 1,1; Я, = 17,6; Дш —
диаметр шахты в свету, м.
ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ, ЛЕНТОЧНЫЕ ОХЛАДИТЕЛИ,
ТРАНСПОРТНЫЕ ЖЕЛОБА, ЭЛЕВАТОРЫ
Ям = ЯК0Ь, (3.78)
где
Яко ~ ЯдЯшЯтрЯоЯк»
Яд — коэффициент длины конвейера (табл. 3.50); —
коэффициент ширины конвейера (табл. 3.51); Ятр — коэф-
фициент типа ролика; для плоского Ятр = 1,0, для желоб-
чатого — Ятр = 1,25; Ко — коэффициент типа оборудо-
вания (табл. 3.52); Кк — коэффициент типа конвейера;
Як = 1,0 — для открытых, Ян 1,05 — для закрытых;
L — длина конвейера, м.
Таблица 3.50 Таблица 3.51
Длина L кон- вейера, м Кд Длина L кон- вейера, м Кд Ширина В конвейера, мм
10 0,500 160 0,286 400 1,0
20 0,400 180 0,279
40 0,360 200 0,272 800 1,15
60 0,340 220 0,265 1200 1,25
80 0,320 240 0,258
100 0,310 260 0,252 1600 1,34
120 0,300 280 0,246 2000 1,40
140 0,293 300 0,240
650
Таблица 3.52
Тип оборудования ко
Для неприводных лент с магнитным вибратором 0,5
Для конвейеров безроликовых 0,8
Для сильно нагруженных лент, установленных под бунке- рами-накопителями 1,2
Для ленточных ковшовых элеваторов и ленточных охлади- телей 1,3
Для магнитных сепараторов 1,4
ЦИЛИНДРЫ
^?мц — Кк0 С^ц К1Рк) Пц,
(3.79)
где
кК0 = кяк
ИЦ»
Кц — коэффициент, характеризующий конструктивные осо-
бенности цилиндров (табл. 3.53); /Снц — коэффициент, ха-
рактеризующий направляющие; при числе направляющих,
равном единице, Лнц — 1,05, при двух — Кт — 1,1;
для телескопических направляющих Киц = 1,6; К, =
= 3,0; Ln — длина цилиндра, м; Dn — диаметр цилиндра,
м; для телескопических цилиндров
Оц = (Dr -f- dr)2;
лц — число цилиндров, шт.; Dr — внутренний диаметр
большой гильзы, мм; dr — внутренний диаметр малой
гильзы, мм.
Т а б л и ц а 3.53
Цилиндр
Одноштоковый, без дополнительных механизмов 1,0
С одним зажимным устройством . 1,05
С двумя зажимными устройствами и плужковым сбра- 1,1
сывателем
С реечным и кулисным механизмом 1,2
651
ПЛУНЖЕРНЫЙ СБРАСЫВАТЕЛЬ; СКРЕБКИ,
МЕХАНИЗМЫ СРЕЗАНИЯ НАПУСКА
ФОРМОВОЧНОЙ СМЕСИ
Ям = Л^ц, (3.80)
где Ki = 1,1; 7?ц — ремонтосложность цилиндра [см.
формулу (3.79)1.
МЕХАНИЗМ ОПРЫСКИВАНИЯ
Rm — КкоКр 4" ^12ф> (3.81)
где Кко — 1,4 —для форсунок опрыскивания; Кко =
= 1,25 — для сопел обдувания; = 0,1; 7?ц — см. фор-
мулу (3.79); — число форсунок (сопел).
РОЛИКИ
~ КкоК1Иро> (3.82)
где Кко ~ КроКорКпр>
Кр0 — коэффициент, характеризующий вид ролика; для
двухопорного /Ср0 = 1,0, для одноопорного — Лр0 =
= 1,1; КОр—коэффициент, характеризующий крепление
осей роликов; при креплении планками Кор — 0,8, при
креплении гайками Кор — 1,0; Кпр — коэффициент на-
личия привода; при отсутствии привода КПр ~ 1,0, при
наличии — КПр = 1,2; Ki —табл. 3.54; пр0 — число ро-
ликов; dp — диаметр ролика, мм; /р — длина ролика, мм.
ЗВЕЗДОЧКИ, «СОБАЧКИ», ЗАХВАТЫ
/?ма = КкоКЛ, (3.83)
где Кко = 1,0 для «собачек»; Кко = 2,0 для захватов;
Кко = 1,0 — для звездочек наружным диаметром d
150 мм; Кко — 1,2 — для звездочек 150 300 мм;
Д, = 0,01; /г3 — число звездочек, «собачек», захватов, шт.
Т а б л и д а 3.54
dp/p. мм , к \ I Vp' мм К
0,5-104 0,01 | 2-104 0,03
1-104 0,015 1 4-104 0,05
6-10* 0,06
652
РЕДУКТОРЫ
Ямп = KxZp, (3.84)
где К, = 2,0 при i < 30; Ki — 4,0 при 30 < i < 50;
i — передаточное отношение; гр — число редукторов в
приводе.
ШТАНГИ И ПЛОСКИЕ НАПРАВЛЯЮЩИЕ,
ПОДВЕРЖЕННЫЕ ИЗНАШИВАНИЮ
Лм — KoO^H^Bt (3.85)
где Кко = 0,1—для штанг; Кк0 — 0,07 для плоских
направляющих; £н — длина штанг, направляющих, мм;
гн — число штанг, направляющих.
ЩЕТКИ ОЧИСТНЫЕ ВРАЩАЮЩИЕСЯ
Кмш ~ Лко2щЛоМ, (3.86)
где Кк0 — 1,05 для щеток с передаточным устройством;
Кк0 — 1,0 без передаточного устройства; иш—число ще-
ток, шт.; R0M — ремонтосложность отдельных механизмов;
Лом = Лщ “Ь Лр,
Лщ — ремонтосложность щетки; Лщ = 0,02/щ, !т —
длина щетки, м; Лмп — ремонтосложность редуктора —
см. формулу (3.84).
РОЛИКОВЫЕ КОНВЕЙЕРЫ
Ям — Кко (ЯМр + Лмз) + ^мц ~Г Кмп, (3.87)
ГДе Кко ~ КаоКпу^
Кво — коэффициент типа передачи; для открытой пере-
дачи Кво — 1,0; для закрытой — Кпо =1,1; Кп? —
коэффициент типа передаточного устройства роликового
конвейера: для цепной передачи Кпу = 1,0, для шесте-
ренной — Кау — 1,15; ЛМр — ремонтосложность роли-
ков, по формуле (3.82); /?мз — ремонтосложность звездо-
чек, шестерен, установленных на конвейере, по формуле
(3.83); Ямц — ремонтосложность цилиндров, по формуле
(3.79); Ямп — ремонтосложность привода (без электродви-
гателя), по формуле (3.84).
653
Таблица 3.55
Таблица 3.56
Привод кантователя Конструкция точек, лотков, склизов ^ко
Электропривод Гидропривод: 1,1 Рельсовые 0,10
цилиндр с рейкой-шестер- ней 1,2 Трубчатые, желобчатые Коробчатые 0,15 0,20
шестерня—зубчатое ко- лесо 1,4 Роликовые 0,25
КАНТОВАТЕЛИ, ТОЛКАТЕЛИ, РАСПАРОВЩИКИ,
УСТАНОВЩИКИ
Rm ~ RkoRom, (3.88)
ГДе Кко = RdkRst»
Кпк — коэффициент привода кантователя (табл. 3.55);
Кзт — коэффициент типа захвата толкателей; для не-
подвижного типа Кзт = 1,0, для подвижного — Кзг —
Rom ~ Rмк “Ь Rmu>
RMK — ремонтосложность роликовых конвейеров, по фор-
муле (3.87); RMn — ремонтосложность цилиндров, по
формуле (3.79).
ТЕЧКИ, ЛОТКИ, склизы
Rm ~ ^ко^тл> (3.89)
где Кк0 — табл. 3.56; £тл — длина течек, лотков, скли-
зов, м.
ПУТИ УЗКОКОЛЕЙНЫЕ, ШИНЫ, НАПРАВЛЯЮЩИЕ
Rm — KLjkjj R0M, (3.90)
где К — коэффициент, характеризующий условия работы;
для нормальных условий работы К — 0,01, для условий
на участках заливки К — 0,05; £пш — длина путей
(шин), м; RoM — ремонтосложность дополнительных уст-
ройств (редукторов, цилиндров и пр.); см. формулы
(3.43)—(3.89).
ДОЗИРУЮЩИЕ УСТРОЙСТВА
Rm = RqRmji ~Ь Rmv + Ямб + Ямш» (3.91)
где Ко — коэффициент сложности ремонта элементов от-
крывания бункера; Кб = 1,2; RM4 — см. формулу (3.79);
654
Таблица 3.57
Таблица 3.58
Детали дотирующих устройств Кщ Коэффициент материала обли- цовки бункера *мо
Челюсти 0,3 Коррозионно-стойкая сталь о,1
Шиберы 0,4 Пластмасса Резина с поддувом воздуха 0,2 0,25
Жалюзи 0,45 Сталь, подверженная корро- 0,55
зии
/?мч — ремонтосложность шибера (жалюзей, челюстей).
Кш — коэффициент сложности ремонта челюстей, шибе-
ров, жалюзей (см. табл. 3.57); Sm — площадь рабочей
поверхности шибера (жалюзи, челюстей), м2; /?ме —
ремонтосложность бункера *:
Кмб ~ 7(M0S(j,
Лмо — коэффициент материала облицовки бункера
(табл. 3.58); So — общая площадь всех рабочих поверх-
носгей бункера, м2; /?мш — ремонтосложность шнека;
^МШ “ 0,0025Ршн -ф- 0,05?шн,
^шп — диаметр шнека, мм; гшн — число витков шнека.
3.5. ГИДРАВЛИЧЕСКОЕ ОБОРУДОВАНИЕ
Эмпирическая формула и числовые значения коэф-
фициентов для определения ремонтосложности гидравли-
ческой части металло- и деревообрабатывающего обору-
дования
/?г = 0,1Р 4- 0.015Q 4- С + O.OOSEyQj 4-
4- 0,001 L 4- 0.003D 4- 0,5п 4- 0,03/п, (3.92).
где Р — рабочее давление трехплунжерного насоса, МПа;
Q — производительность трехплунжерного насоса вы-
сокого давления, л/мин; С — коэффициент, учитывающий
конструктивные особенности трехплунжерного насоса;
С = 4; у — коэффициент, учитывающий конструктивные
* Ремонтосложность бункеров, отстойников и других устройств,
не имеющих механизмов, принимается условно /?мв = 1,0.
655
Таблица 3.59
Значение коэффициента у
Вид насосов V
Лопастные:
одинарные 1,0
сдвоенные 1,9
Шестеренные 1,2
Поршневые 1,5
Поршневые, сдвоенные с лопастными 2,2
особенности насосов остальных типов (кроме трехплун-
жерных) (табл. 3.59); Qt — производительность насосов
остальных типов (кроме трехплунжерных), л/мин; L —
длина цилиндра, мм; D — диаметр цилиндра, мм; п —
число цилиндров; т — число клапанов, золотников, дрос-
селей, реле, регуляторов и т. д.
При наличии нескольких цилиндров расчет произво-
дят по наибольшему диаметру и наибольшей длине ци-
линдров. Полученную по формуле ремонтосложность
округляют до 0,5 7?г.
3.6. ЭЛЕКТРОТЕХНИЧЕСКОЕ ОБОРУДОВАНИЕ
Формула и числовые значения коэффициентов для оп-
ределения ремонтосложности электрической части ме-
талле- и деревообрабатывающего оборудования
Яэ = Яд + Яа. (3.93)
где 7?д — суммарная ремонтосложность электромашин
вращающихся, комплектующих технологическое обору-
дование; /?а — ремонтосложность электроаппаратуры и
электропроводки;
/?д = 2₽дь (3.94)
Дв, = ЯодЛЛс, (3.95)
где /?од — основная часть ремонтосложности, общая для
электромашин всех типов (по табл. 3.60); Кт — коэф-
фициент типа электромашины, определяемый по табл. 3.61;
Кс — коэффициент числа скоростей электромашины, опре-
деляемый по табл. 3.62.
656
Таблица 3.60
Значения основной части ремой тосложности, /?од <
Мощность электро- машин /V, кВт ЯОд i ПРИ п» об/мин
3000 1500 1000 750 600 и менее
До 0,6 1,0 1,1 1,3 1,4 1,5
Св. 0,6 до 1,5 1,0 1,2 1,4 1,5 1,6
1,6—3,0 1,1 1,3 1,5 1,7 1,8
3,1—5,0 1,3 1,6 1,9 2,0 2,1
5,1—7,0 1,5 1,8 2,1 2,3 2,4
7,1—10,0 1,7 • 2,1 2,4 2,6 2.8
10,1—15,0 2,1 2,5 2,9 3,2 3,4
15,1—20,0 2,5 3,0 3,4 3,7 3,9
20,1—30,0 3,0 3,5 4,0 4,5 4,7
30,1—40,0 3,4 4,1 4,8 5,2 5,5
40,1—55,0 3,9 4,7 5,5 5,9 6,3
55,1—75,0 4,6 5,5 6,4 6,9 7,4
75,1-100,0 5,4 6,5 7,6 8,2 8,7
100,1-125,0 6,3 7,5 8,7 9,3 9,9
125,1—155,0 7,1 8,5 9,9 10,5 Н,1
155,1—180,0 7,9 9,4 10,9 11,7 12.5
180,1—215,0 8,8 10,5 12,2 13,1 13,9
Примечание. Для электромашин постоянного Тока с регули-
руемой частотой вращения ротора /?од i выбирают по наименьшей
частоте вращения. Для электромашин многоскоростных, переменного
тока /?од i выбирают по верхней ступени мощности и меньшей частоте
вращения.
Таблица 3.61
Значения коэффициента Кт
/ Тип электромашин
Асинхронные с короткозамкнутым ротором, защищенные и закрытые (кроме серий АО-2 и Т) Асинхронные с короткозамкнутым ротором, защищенные и закрытые единой серии АО-2 и серии Т Синхронные С фазным ротором Взрывобезопасные Крановые Коллекторные постоянного и переменного тока 1,0 0,9 1,2 1,3 1,3 1,3 1,7
657
Таблица 3.62
Значения коэффициента KQ
Число скоростей ротора электромашины «с
Одна Две Три Четыре и более 1,0 1,3 1,7 z 2,1
Примечание. Машины постоянного тока с регулируемой
частотой вращения ротора относятся к односкоростным.
Таблица 3.63
Группировка электроаппаратуры
Группа Электроаппараты, входящие в состав группы Коэффициент ремонтослож- ности
Обозна- чение Зна- чение
Клеммы, предохранители *а, 0,2
^2 Арматура местного освещения и сигналь- ных ламп, конечные выключатели, ми- кропереключатели, реле тепловые (кро- ме встроенных в пусковую аппаратуру), станции кнопочные (двухкнопочные) Ч о,з
^3 Выключатели пакетные, переключатели барабанные пакетные, разъемы, реле разные (кроме программных, тепловых и скорости), рубильники, ящики сопро- тивлений Ка 1
Л4 Автоматы, выпрямители, командоаппа- раты, контакторы, контроллеры, муфты электромагнитные, приборы измеритель- ные, пускатели магнитные, реле ско- рости, трансформаторы, электромагниты 2
^Б Командоаппараты регулируемые, плиты магнитные, реостаты к*. 3
^6 Реле времени программные, усилители магнитные 4
Полученную по формуле ремонтосложность округляют
до 0,5Яд!
Яа - KaRa + 0,1 (A tKa, + ... + Л6/<аЛ (3.96)
где /<п. Ra — ремонтосложность электропроводки; Лп —
коэффициент ремонтосложности электропроводки; Кп —
— 0,1 при числе электромашин вращающихся <2;
Кп. = 0,3 при числе электромашин вращающихся >2;
(ЛЦ . Ав — число электроаппаратуры различных групп
в шкафах, нишах, на пультах и технологическом обору-
довании); Кл, ... Ка, — коэффициенты ремонтосложности
аппаратуры, определяемые по табл. 3.63.
Полученную по формуле (3.95) ремонтосложность окру-
гляют до 0,5/?а.
СПИСОК ЛИТЕРАТУРЫ
L Номограммы для определения ремонтосложности металлоре-
жущего, деревообрабатывающего, кузнечно-прессового и литейного
оборудования: рекомендации/Сост.: В. И. Клягин, Г. В. Дергачева,
Н. А. Борисова. М.: НИИмаш, 1981. 88 с.
2. Нормы расхода и складских запасов материалов, запасных
частей и комплектующих изделий на ремонт и техническое обслужива-
ние металл о- и деревообрабатывающего оборудования/Сост.: В. И. Кля-
гин, Г. В. Дергачева, Н. Н. Архангельская и др. М.: НИИмаш, 1983.
71 с. .
3. Оперативный учет выполнения ремонта и технического обслу-
живания металло- и деревообрабатывающего оборудования: Инструк-
ция/Сост.: В. И. Клягин, В. Г. Васина. М.: ОНТИ ЭНИМС, 1980. 36 с.
4. Организация работ по техническому обслуживанию и ремонту
оборудования машиностроительных заводов: Рекомендации/Сост.:
В. И. Клягин. М.: ОНТИ ЭНИМС, 1982. 46 с.
5. Оценка ремонтопригодности металлорежущих станков на
стадии проектирования: Методические рекомендации/Сост.: В. И. Кля-
гин, О. С. Парфилова, В. А. Тарасова. М.: ОНТИ ЭНИМС,
1981. 54 с.
6. Рациональная система технического обслуживания и ремонта
станков с устройствами ЧПУ/Сост.: В. И. Клягин, Н. В. Корнилова.
М.: НИИмаш, 1979. 83 с.
7. Совершенствование системы эксплуатации и ремонта техно-
логического оборудования машиностроительных предприятий' Рекомсн-
дации/Сост.: В. И. Клягин, В. Г. Васина. М.: ОНТИ ЭНИМС, 1971—
1975.
Вып. I. 1971. 43 с.
Вып. II. 1971. 29 с.
Вып. III. 1973. 34 с.
Вып. IV. 1973. 30 с.
Вып. V. 1975. 58 с.
Вып. VI. 1975. 38 с.
8. Синягин Н. Н., Афанасьев Н. А., Новиков С. А. Система
планово-предупредительного ремонта энергооборудования промышлен-
ных предприятий М.: Энергия, 1975. 376 с.
660
9. Техническое диагностирование металлорежущих станков нор-
мальной точности для уточнения сроков их капитального ремонта:
Инструкция/Сост.: М. М. Шиферсон, В. И. Клягин. М.: ОНТИ ЭНИМС,
1980. 24 с.
10. Учет оперативного времени работы металло- и деревообраба-
тывающего оборудования: Инструкция/Сост.: В. И. Клягин, В. Г. Ва-
сина. М.: ОНТИ ЭНИМС, 1980. 32 с.
11. Формы документов по техническому обслуживанию и ремонту
металло- и деревообрабатывающего оборудования: Рекомендации/Сост.:
С. Г. Розенблюм, В. И. Клягин. С.: ОНТИ ЭНИМС, 1982. 70 с.
СОДЕРЖЛНИе
Предисловие ................................................ 3
Часть 1 МЕТОДИЧЕСКИЕ УКАЗАНИЯ И НОРМАТИВЫ
1.1. Типовая система и ее осуществление................... 7
1.2. Классификация оборудования .......................... 9
1.3. Основные правила технической эксплуатации оборудо-
вания и надзор за их выполнением......................... 13
1.4. Основные виды работ по техническому обслуживанию
и ремонту . . . ’........................................ 30
1.5. Структура и периодичность работ по плановому техни-
ческому обслуживанию и ремонту........................... 38
1.6. Организация работ по техническому обслуживанию и
ремонту оборудования .................................... 53
Управление техническим обслуживанием и ремонтом . . 53
Функции структурных подразделений ОГМ.................. 65
Организация технического обслуживания и ремонта в за-
висимости от размеров предприятий и особенностей обору-
дования ............................................... 71
Специализация ремонта и гарантийное ремонтообслужи-
вание.................................................. 74
Индустриальные методы ремонта.......................... 75
Внутризаводской хозрасчет ремонтно-механического цеха 77
Организация бригад и оплаты труда рабочих, осуще-
ствляющих техническое обслуживание и ремонт......... 79
Передача оборудования в ремонт и из ремонта............ 90
Контроль качества работ по техническому обслуживанию
и ремонту ............................................. 93
Техническое диагностирование для уточнения продолжи-
тельности ремонтного цикла............................. 94
1.7. Планирование работ по техническому обслуживанию
и ремонту ............................................... 95
Учет наличия, движения и использования оборудования 96
Планирование объемов работ по техническому обслужи-
ванию и ремонту. Единица ремонтосложности............. 100
662
Планирование трудоемкости работ и численности рабочих
для технического обслуживания и ремонта. Уточнение
распределения работ по месяцам.......................... 121
Планирование простоев оборудования...................... 144
Планирование потребности в материалах для ремонта и
технического обслуживания............................... 149
Планирование потребности в запасных частях.............. 195
Планирование затрат на техническое обслуживание и ремонт 198
1.8. Подготовка производства работ по техническому обслу-
живанию и ремонту.................................... 207
Конструкторская и технологическая подготовка......... 208
Подготовка производственной базы........................ 209
Материальная подготовка............................... 219
Подготовка рабочих...................................... 241
Организационная подготовка..........................: 242
1.9. Ответственность за сохранность оборудования...... 243
1.10. Рекомендации по экономическому анализу результатов
осуществления Типовой системы.......................... 246
1.11. Порядок совершенствования Типовой системы и функ-
ции головных институтов Минстанкопрома .... 250
Часть 2. СПРАВОЧНЫЕ МАТЕРИАЛЫ ..................... 252
2.1. Содержание типовых работ по техническому обслужи-
ванию и ремонту..................................... 252
Оборудование неавтоматизированного производства . . . 252
Металлорежущее, деревообрабатывающее и кузнечно-прес-
совое оборудование ..................................... 252
Литейное оборудование .......................... 260
Электротехническое оборудование........................ 289
Электронные устройства числового программного управления 296
Оборудование автоматизированного производства........ 296
Механическая часть автоматической линии................. 296
2.2. Таблицы стабильной ремонтосложности оборудования.
Общие методические положения........................ 299
Металлорежущие станки................................. 300
Токарные станки......................................
Резьботокарные станки .................................. 313
Вальцетокарные станки .................................. 313
Трубонарезные и трубоотрезные станки.................... 314
Муфтоотрезные, муфторасточные и муфтонарезные станки 314
Токарно-карусельные станки.............................. 316
' Лобовые токарные станки.................................. 318
Токарные многорезцовые горизонтальные полуавтоматы . 320
Токарные многошпиндельные вертикальные полуавтоматы 321
663
Колесотокарные станки................................. 323
Токари о-осевые станки ....................; . . . . 324
Пальцеобточные станки.......................... 324
Колесно-шеечные станки......................... 325
Токарно-револьверные одношпиндельные автоматы .... 325
Токарные одношпиндельные автоматы для фасонного и про-
дольного точения............................... 327
Токарные одношпиндельные фасонно-отрезные автоматы 330
Автоматы для обработки шурупов................. 330
Токарно-револьверные станки .......................... 332
Токарные многошпиндельные горизонтальные автоматы и
полуавтоматы.......................................... 334
Специальные токарные станки........................... 338
Специальные токарно-винторезные станки................ 339
Вертикально-сверлильные станки........................ 344
Радиально-сверлильные станки...........................346
Многошпиндельные вертикально-сверлильные станки с не-
зависимыми шпиндельными головками..................... 348
Многошпиндельные вертикально-сверлильные станки с
головкой колокольного типа и раздвижными шпинделями 349
Координатно-расточные станки.......................... 350
Горизонтальные алмазно-расточные станки............... 359
Станки для центрования и обработки торцов............. 363
Станки для глубокого сверления и растачивания........ 364
Вертикальные алмазно-расточные станки................. 365
Горизонтально-расточные станки........................ 366
Круглошлифовальные станки............................. 376
Бесцентрово-шлифовальные станки 378
Плоскошлифовальные станки............................. 381
Плоскошлифовальные станки для шлифования направляю-
щих станин............................................ 383
Шлицешлифовальные станки.............................. 384
Полировальные и профилешлифовальные станки............ 385
Доводочные и притирочные станки....................... 387
Внутришлифовальные станки............................. 388
Координатно-шлифовальные станки....................... 390
Хонинговальные станки................................. 391
Центровальные станки.................................. 392
Резьбошлифовальные станки............................. 393
Обдирочно-шлифовальные станки......................... 395
Точильно-шлифовальные станки ......................... 395
Универсально-заточные станки.......................... 396
Станки для заточки сверл ............................. 397
Станки для заточки твердосплавных многогранных пластин 397
664
Станки для заточки круглых плашек, резцов, фрез .... 398
Полуавтоматы для заточки дисковых, отрезных, ленточных
и сегментных пил и ножей ............................. 401
Станки для заточки резцовых головок................... 402
Станки для заточки и шлифования протяжек.............. 402
Суперфинишные станки.................................. 403
Финишное оборудование подшипниковой промышленности 404
Разные шлифовальные станки ........................... 416
Зубообрабатывающие станки для обработки цилиндриче-
ских зубчатых колес .................................. 417
Зубообрабатывающие станки для обработки конических
зубчатых колес........................................ 429
Горизонтально-фрезерные станки....................... 432
Вертикально-фрезерные станки.......................... 433
Универсально-фрезерные станки ........................ 436
Продольно-фрезерные станки............................ 441
Горизонтальные автоматы и полуавтоматы для фрезерова-
ния канавок сверл .................................... 444
Копировально-фрезерные станки......................... 445
Барабанно-фрезерные станки............................ 447
Карусельно-фрезерные станки........................... 447
Резьбо- и шлицефрезерные станки ...................... 448
Шпоночно-фрезерные станки............................. 450
Продольно-строгальные станки.......................... 452
Поперечно-строгальные станки.......................... 460
Долбежные станки ..................................... 462
Протяжные станки ..................................... 464
Оборудование напилочных заводов....................... 468
Пилонасекальные станки................................ 468
Прочее оборудование................................... 469
Станки для динамической балансировки.................. 470
Отрезные* станки...................................... 470
Болторезные станки.................................... 472
Гайконарезные автоматы, полуавтоматы и резьбонарез-
ные станки.........., ........ ....................... 473
Резьбонакатные станки ................................ 475
Станки для электрохимических и электрофизических ме-
тодов обработки.................................. . 477
Станки с числовым программным управлением............. 482
Кузнечно-прессовое оборудование ........................ 521
Прессы механические................................... 521
Прессы гидравлические ................................ 530
Термопластавтоматы.................................... 541
Автоматы кузнечно-прессовые .......................... 542
665
Молоты.......................................... ► . 550
Горизонтально-ковочные машины......................... 552
Ротационно-ковочные машины ........................... 552
Вальцы ковочные . . -................................. 553
Ножницы........................................... 554
Гибочные машины....................................... 557
Правильные машины..................................... 561
Деревообрабатывающее оборудование...................... 562
Окорочные станки...................................... 562
Лесопильные рамы ...........♦........................ 563
Круглопильные станки . < . . ......................... 564
Ленточнопильные станки............................... ' 569
Фуговальные станки ................................... 569
Рейсмусовые станки................................ 570
Продольно-строгальные станки......................... 570
Фрезерные станки...................................... 571
Шипорезные станки.................................... 574
Сверлильно-пазовые и долбежные станки................. 575
Токарные и круглопалочные станки...................... 576
Шлифовальные станки.................................. 577
Комбинированные и универсальные станки................ 579
Оборудование для заточки и подготовки дереворежущего
инструмента........................................... 580
Околорамное и околостапочное оборудование............. 583
Литейное оборудование ............................. . 585
Машины для приготовления формовочных материалов . . . 585
Бегуны...............................:................ 586
Смесители для приготовления жидких и пластических само-
твердеющих смесей .................................... 587
Установки непрерывного действия для охлаждения отра-
ботанных формовочных смесей........................... 587
* Машины для разрыхления формовочных смесей............ 588
Машины формовочные для изготовления литейных форм 589
Столы вибрационные для уплотнения стержней из холодно-
твердеющих смесей .................................... 590
Пескометы формовочные.............................. 590
Машины стержневые пескодувные ....................... 591
Машины стержневые поворотно-вытяжные................. 592
Решетки выбивные .................................... 592
Камеры гидравлические периодического действия для уда-
ления стержней из отливок и первичной очистки отливок
от отработанных формовочных смесей ................... 593
Установки электрогидравлические для удаления стержней
666
из отливок и очистки отливок от остатков отработанной
формовочной смеси ................................... 594
Барабаны очистные галтовочные........................ 594
Камеры очистные дробеструйные и гидропескоструйные 595
Барабаны и камеры очистные дробеметные............... 595
Машины для приготовления модельного состава и изготов-
ления модельных звеньев (моделей).................... 597
Оборудование для приготовления, нанесения и сушки огне-
упорного покрытия ................................... 597
Оборудование для отделения керамики и отливок от стояков 598
Машины для лнтья под давлением ...................... 599
Машины для литья в кокиль ........................... 602
Установки для литья под низким давлением............. 604
Машины для центробежного литья....................... 605
Манипуляторы для заливки металла и смазки пресс-форм 605
Манипуляторы для перестановки опок................... 606
Комплекты средств механизации к машинам формовочным
пневматическим встряхивающе-прессовым с комбинирован-
ным уплотнением...........................'.......... 606
Комплекс оборудования для изготовления стержней из
холоднотвердеющих смесей............................. 607
Плавильное оборудование.............................. 607
Часть 3. МЕТОДИКА ОПРЕДЕЛЕНИЯ РЕМОНТОСЛОЖ-
НОСТИ ОБОРУДОВАНИЯ» НЕ ВКЛЮЧЕН-
НОГО В СПРАВОЧНЫЕ ТАБЛИЦЫ..................... 608
3.1. Металлорежущие станки............................. 608
3.2. Кузнечно-прессовое оборудование .................. 634
3.3. Деревообрабатывающее оборудование................. 638
3.4. Литейное оборудование............................ 641
3.5. Гидравлическое оборудование ...................... 655
3.6. Электротехническое оборудование .................. 656
Список литературы........................................ 660
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
ТИПОВАЯ СИСТЕМА .
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА
МЕТ АЛЛО- И ДЕРЕВООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ
Редактор Г. Ф. Зонтова
Переплет художника В. Д. Епанешникова
Художественный редактор В. Д. Лыськов
Технический редактор Т. С. Старых
Корректоры И. М. Борейша, О. Ю. Садыкова
ИВ № 6494
Сдано в набор 15.06.88. Подписано в печать 31.10.88. Т-17378.
Формат 84X1O8VS8« Бумага книжно-журн. № 2. Гарнитура литературная.
Усл. печ. л. 35,28. Усл. кр.-отт. 35,28. Уч.-изд. л. 37,2.
Тираж 50 000 экз. Заказ 503. Цена 2 р. 20 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Краевого Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
УВАЖАЕМЫЙ ЧИТАТЕЛЬ!
Издательство «Машиностроение» выпустит в 1989 голу
следующие издания по охране труда:
Производственная литература
Г е т и я И. Г., Ш у м и л и н В. К. Безопасность
труда термиста. М.: Машиностроение, 1989.— 5 л.:
ил. — (Б-ка рабочего-машиностроителя по охране тру-
да).— (В обл.): 30 к.
Изложены общие положения по охране труда рабочих-
термистов, вопросы безопасности при организации и про-
ведении технологических операций, требования безопас-
ности к организации рабочих мест, помещениям, техно-
логическому оборудованию и инструменту. Описаны
средства индивидуальной и коллективной защиты и ги-
гиена труда, требования к персоналу, контроль условий
труда.
Для термистов и мастеров термических цехов. Она
может быть использована работниками отделов охраны
труда машиностроительных предприятий.
Давыдов В. Г., Кузьмин А П. Система
управления охраной труда на машиностроительном пред-
приятии. — М.: Машиностроение, 1989. — 10 л.: ил. —
(В обл.): 55 к.
Изложены основные положения по разработке, вне-
дрению и совершенствованию системы управления охра-
ной труда. Даны рекомендации по формированию органи-
зационной структуры системы. Раскрыт опыт реализа-
ции функций и задач управления. Рассмотрены методы
и средства обеспечения безопасных условий труда на пред-
приятии. Описан опыт ПО «ЗИЛ» и других машинострои-
тельных объединений, предприятий.
Для инженеров, технических инспекторов труда и
общественных инспекторов по охране труда.
Елинский И. И. Вентиляция и отопление галь-
ванических цехов машиностроительных предприятий —
М.: Машиностроение, 1989. — 9 л.: ил. — (В обл.): 50 к.
Изложены требования к санитарно-гигиеническому со-
стоянию воздушной среды помещений гальванических
цехов. Описаны мероприятия по защите атмосферного
воздуха от вредных выбросов. Даны практические реко-
мендации по наиболее целесообразным конструктивным
решениям систем вентиляции и отопления. Приведены
расчетные методики и примеры расчета.
Второе издание (1-е изд. 1982 г.) дополнено материа-
лами, отражающими новые конструктивные решения и
расчетные методики, вопросы экономии материальных
и энергетических ресурсов.
Для инженеров и других специалистов предприятий
и организаций.
Матвеев Ю. И. Вибродозиметрия. — М.: Маши-
ностроение, 1989. —8 л.: ил. — (В обл.): 45 к.
Изложены основные положения дозиметрического кон-
троля вибрации, оценка вибрационной опасности, пре-
дельно допустимые значения вибрационных параметров.
Рассмотрены вопросы метрологического обеспечения дози-
метрического контроля вибрации. Приведен анализ ре-
зультатов измерения дозы вибрации на транспортных
машинах, в производственных помещениях, ручного ин-
струмента и т. д.
Для инженеров и других специалистов, занимающихся
вопросами контроля вибрации, а также для работников
отделов охраны труда.
Учебная литература
Вергазов В. С. Машинист мостовых и козловых
кранов: Учеб, пособие для проф. обучения на пр-ве. М.:
Машиностроение, 1989. — 15 л.: ил. — (В пер.): 65 к.
Рассмотрено устройство мостовых и козловых кранов
общего и специального назначения, их основных узлов
и механизмов — грузовых тележек, грузозахватных
устройств и приспособлений, кранового электрооборудо-
вания. Изложены правила безопасной эксплуатации кра-
нов, подъема и перемещения грузов, правила подготовки
крановщиков и стропальщиков.
Материал изложен в оригинальной форме — в виде
вопросов и ответов.
Справочная литература
Справочная книга по охране труда в машиностроении/
Г. В. Бектобеков, Н. Н. Борисова, В. И. Коротков и др.;
Под ред. О. Н. Русака. —Л.: Машиностроение, 1989. —
33 л.: ил. — (В пер.): 2 р. 10 к.
Изложены принципы обеспечения безопасности усло-
вий труда. Даны классификация и перечень опасных
и вредных производственных факторов. Указан характер
их влияния на организм человека. Даны методики иссле-
дования, расчета и нормирования количественных и ка-
чественных характеристик этих факторов. Описаны ме-
тоды и средства защиты, способы расчета их эффектив-
ности.
Избранный авторами принцип систематизации мате-
риала обеспечивает удобство пользования справочником.
Для инженерно-технических работников организаций
и предприятий, занимающихся проектированием и обес-
печением безопасности условий труда в машиностроении.
Средства защиты в машиностроении (расчет и проек-
тирование): Справочник/С. В. Белов, А. Ф. Козьяков,
В. П. Сивков и др.; Под общ. ред. С. В. Белова. —М.:
Машиностроение, 1989. — 35 л.: ил. — (В пер.): 2 р. 20 к.
Приведены нормативные требования безопасности и
современные методы оценки опасных производственных
факторов, характерных для условий труда в машино-
строении. Изложены методика расчета и основы проек-
тирования средств защиты работающих на машинострои-
тельных предприятиях, а также средства защиты терри-
тории предприятий и прилегающих жилых массивов от
промышленных выбросов.
Для инженеров и других специалистов, занимаю-
щихся проектированием средств защиты работающих
в машиностроении, а также специалистов других отраслей
народного хозяйства.
Плака ты
Пожарная безопасность на предприятиях машинострое-
ния: Комплект плакатов/Сост.: Е. И. Голубев, Н. Н. Не-
стеров.— М.: Машиностроение, 1989. — 20 отд. л. в
обертке; цв. офсет; 45 X 60 см. — 4 р.
Цветные плакаты напоминают о соблюдении правил
пожарной безопасности на предприятиях машиностроения.
Для рабочих и служащих машиностроительных пред-
приятий. Могут быть использованы инженерно-техниче-
скими работниками охраны труда при проведении инструк-
тажа по технике безопасности и пожарной безопасности.
Техника безопасности при работе в литейных цехах:
Комплект плакатов/Сост.: В. Л. Михайлова, В. В. Буре-
нин. — М.: Машиностроение, 1989. — 12 отд. л. в обертке;
цв. офсет; 45 X 60 см. — 2 р. 40 к.
Цветные плакаты предупреждают об опасных и запре-
щенных правилами техники безопасности приемах работы
в литейных цехах.
Для рабочих и мастеров литейного производства.
Могут быть использованы инженерно-техническими ра-
ботниками охраны труда при проведении инструктажа
по технике безопасности.
Техника безопасности при работе в прессовых цехах:
Комплект плакатов/Сост. И. Н. Сметанин. — М.: Маши-
ностроение, 1989. — 12 отд. л. в обертке; цв. офсет; 45 X
х 60 см. — 2 р. 40 к.
Цветные плакаты предупреждают об опасных и запре-
щенных правилами техники безопасности приемах работы
в прессовых цехах.
Для рабочих и мастеров прессового производства.
Могут быть использованы инженерно-техническими ра-
ботниками охраны труда при проведении инструктужа
по технике безопасности.
Техника безопасности при работе на сверлильных
станках: Комплект плакатов/Сост.,. Н. В. Машков. —М.:
Машиностроение, 1989. — 12 отд. л. в обертке; цв. офсет;
45 X 60 см. — 2 р. 40 к.
Цветные плакаты предупреждают об опасных и запре-
щенных правилами техники безопасности приемах ра-
боты на сверлильных станках/
Для рабочих и мастеров, выполняющих сверлильные
операции. Могут быть использованы инженерно-техни-
ческими работниками охраны труда при проведении
инструктажа по технике безопасности.
Замеченные опечатки
Стра- ница Строка (модель) Графа Напечатано Должно быть
2 5 сверху схема систем.
48 19 снизу графа 3 2,8 2,4
17 снизу 3 2,4 2.8
109 12 сверху 5 1240 1870
15 сверху 5 1240 1870
18 сверху 5 1400 2100
21 сверху 5 1870 2800
201 2 снизу + Кт £(Ка)т+ +Кт2(Ла)т](1 +
+ Ко) +
1 снизу +*т2(*д)т]}Х +Кт£(Яд)т](1 +
Х(1+Хоэ). + *<,)}•
288 1 снизу Окончание см.
с. 299
289 24 снизу 15 шаберов шиберов
294 6 снизу +
379 12 снизу 7 4 3,5
525 13 снизу мод. КБ9538 7 6 33* 4 22
мод. К05.638.01 6 33*
544 4 сверху 2 первично- кузнечно-
550 10 снизу 6 1,5
9 снизу 6 1,5
8 снизу 6 1,5
575 2 сверху Сверлильно-па- Сверлильно-пазо-
зовые вальные
585 мод. 173 6 2
596 мод. 293М 4 140
мод. 2М393 4 120—160
599 мод. 5А12 6 12
7 2,5
мод. 71106 6 15,5
7 2
601 мод. 71305 8 — 10
607 3 снизу 2 1,5 1,5 т
3 снизу 3 17,0 17,0
3 снизу 4 — —
621 3 снизу 5 14,0 14,0
12 сверху шпинделя, шпинделя изделия,
627 11 сверху Ki = 0,009; К, = 0,009 (0,09);
651 11 снизу Рц- — (Dr + dr) 2; £>ц = (£>г + <4);2»
Типовая система технического обслуживания и ремонта металло-
Ин^ревообрабатывающего оборудования. Минстанкопром СССР.