/














































































































































































































































































































































Похожие




Текст
И. 3. Малинский
РЕМОНТ И МОНТАЖ
ОБОРУДОВАНИЯ
ЦЕЛЛЮЛОЗНО-
БУМАЖНОГО
ПРОИЗВОДСТВА
Ремонт и монтаж оборудования целлюлозно-бумажного
производства. Малинский И. 3. М., «Лесная промышлен-
ность», 1975, с. 344.
Рассмотрены монтаж, эксплуатация, износ и ремонт совре-
менного оборудования целлюлозно-бумажного производства,
организация монтажных работ, подготовка оборудования и
фундаментов к монтажу.
Описаны монтаж типовых узлов механизмов, основного
технологического оборудования, организация планово-преду-
предительного ремонта, причины и виды износа деталей машин
и методы его предупреждения.
Таблиц 7, иллюстраций 101, библиография — 20 названий.
Введение
Развитие целлюлозно-бумажной промышленно-
сти связано с быстрым вводом в строй новейшего
сложного оборудования и с максимальным исполь-
зованием действующего за счет совершенствования
технологии производства и правильно организован-
ной системы планово-предупредительного ремонта
оборудования. Это позволит точно планировать ре-
монтные работы, установить нормы трудоемкости
различных видов ремонта, организовать парк за-
пасных частей, определить нормативы времени ра-
боты оборудования между ремонтами и времени
простоя в ремонте.
Работы по монтажу, техническому обслужива-
нию и ремонту оборудования весьма разнообразны
и требуют от техника-механика разносторонней
подготовки по устройству и работе оборудования,
технологии производства, планированию и норми-
рованию труда на ремонтном участке, технике бе-
зопасности и противопожарной технике, а также
умения распознавать признаки и характер износа
деталей различных механизмов.
Задачей предмета «Ремонт и монтаж оборудо-
вания целлюлозно-бумажного производства» явля-
ется изучение основ организации монтажа, техни-
ческого обслуживания и ремонта машин и аппара-
тов основного и вспомогательного производства
целлюлозно-бумажной промышленности. Изложе-
ние материала основывается на знаниях, получен-
ных учащимися при изучении предметов «Техноло-
гия целлюлозно-бумажного производства», «Обо-
рудование целлюлозно-бумажного производства»,
«Грузоподъемные и транспортные установки»,
«Технология металлов», «Техническая механи-
ка» и др.
1
3
Учебник предназначен для учащихся средних
технических учебных заведений, специализирую-
щихся в области подготовки специалистов по экс-
плуатации и ремонту технологического оборудова-
ния предприятий целлюлозно-бумажной промыш-
ленности.
В учебнике изложены основы организации и
производства монтажа, технической эксплуатации
и ремонта основного технологического оборудова-
ния, используемого для производства целлюлозы,
древесной массы, бумаги и картона.
Учебник состоит из пяти разделов: монтаж обо-
рудования; техническая эксплуатация и организа-
ция планово-предупредительного ремонта; износ
оборудования и его предупреждение; ремонт дета-
лей и узлов общего назначения; ремонт основного
технологического оборудования.
В учебнике впервые обобщены сведения по мон-
тажу и ремонту оборудования целлюлозно-бумаж-
ного производства в соответствии с программой
для среднетехнических учебных заведений.
Раздел первый
МОНТАЖ ОБОРУДОВАНИЯ
Глава, I. ОРГАНИЗАЦИЯ МОНТАЖНЫХ РАБОТ
1. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ НА МОНТАЖНЫЕ РАБОТЫ
В строительстве и монтаже любого предприятия принимает
участие несколько организаций. Каждая организация должна
выполнить свой вид работ в строго определенные сроки.
Координация деятельности всех организаций, участвующих
в строительстве и монтаже предприятия, возлагается на одну
из них, которая будет называться генеральным подрядчиком,
а остальные организации — субподрядчиками.
Для качественного выполнения всех работ в установленные
сроки с минимальными затратами труда и средств необходимо:
иметь в полном объеме техническую документацию;
тщательно изучить ее;
выполнить все подготовительные работы (устройство подъ-
ездных путей, временных сооружений, подготовка кадров, по-
лучение оборудования, строительных машин, инструментов).
Техническую документацию по своему назначению подразде-
ляют на первичную, промежуточную и сдаточную.
Первичная документация служит основой для про-
изводства работ и состоит из проектного задания и рабочего
проекта.
В проектное задание входят:
сводный календарный план строительства, сроки производ-
ства монтажа, поставки материалов и оборудования;
расположение дорог, энергетических сетей, водопроводных
магистралей, строительство складов, площадок для хранения и
монтажа оборудования;
размещение производственных баз;
размещение и техническая характеристика основных грузо-
подъемных механизмов.
Рабочий проект является основным документом для ведения
строительства и монтажа, он определяет сроки, объем и органи-
зацию работ.
При подготовке и выполнении работ пользуются технологи-
ческой частью рабочего проекта, которая состоит из рабочих
чертежей, пояснительной записки, сметы и проекта на монтаж-
ные работы.
5
На рабочих чертежах указано размещение оборудования,
указаны все размеры, материал, точность изготовления и каче-
ство обработки, даны ссылки на стандарты и нормали.
В пояснительной записке содержатся необходимые расчеты
и обоснованы все принятые решения.
Расчет стоимости всех работ отражен в смете с учетом стои-
мости материала и оборудования, рабочей силы, эксплуатации
механизмов, а также учтены накладные расходы, плановые на-
копления и депонентские затраты (доплаты за вредность, ра-
боты в зимних условиях и т. д.).
Смета является основанием для расчетов за выполненные
работы. Проект организации монтажных работ определяет наи- -
более целесообразные с технической и экономической точек зре-
ния способы производства работ в установленные сроки, он со-
держит:
календарный график производства работ;
график поступления оборудования и материалов;
график движения рабочих по профессиям;
график работы основных монтажных машин;
генеральный план предприятия с расположением транспорт-
ных путей, схем электроснабжения и водоснабжения, площадок
для складирования и т. д.;
технологические карты на сложные работы и работы, выпол-
няемые новыми методами;
рабочие чертежи временных зданий и сооружений;
решения, обеспечивающие безопасность ведения работ;
краткую пояснительную записку, содержащую обоснования
и расчеты основных решений проекта производства работ.
Особое значение имеет график производства работ, по кото-
рому можно судить об успешности выполнения работ, о потреб-
ности в рабочих по профессиям, о потребности в монтажных ме-
ханизмах и материалах на каждом этапе монтажа.
Промежуточную документацию составляют в про-
цессе производства работ, она отражает качество работ, соот-
ветствие их проекту, а также допущенные отступления от про-
екта. Промежуточная документация включает:
акты и схемы на скрытые работы по устройству фундамен-
тов, прокладке трубопроводов, обработке поверхностей под на-
несение защитных покрытий и т. д.;
формуляры на установку оборудования и отдельных узлов
с указанием фактических размеров контролируемых величин и
величину допустимых отклонений;
протоколы испытаний материалов и оборудования;
протоколы согласования изменений и отступлений от про-
екта.
Сдаточную документацию составляют после окон-
чания монтажа, она состоит из приемо-сдаточных актов, заклю-
чений комиссии по спорным вопросам.
6
Все акты подписывают представители комиссий и представи-
тели всех организаций, участвующих в монтаже и строитель-
стве.
2. ВЫБОР И РАЗРАБОТКА МЕТОДОВ ПРОИЗВОДСТВА
МОНТАЖНЫХ РАБОТ
Проект производства монтажных работ должен соответство-
вать реально существующим условиям, т. е. возможности
поступления оборудования, способам его транспортировки, нали-
чию и мощности грузоподъемных механизмов, местным усло-
виям на монтажной площадке, квалификации рабочих и техни-
ческого персонала монтажной организации и т. д. Он должен
увязывать между собой отдельные этапы монтажа оборудова-
ния, начиная от поставки оборудования заводом и кончая уста-
новкой его на месте.
Выбор вида поставки оборудования, способов его доставки
и установки на место определяется методом выполнения работ.
Выбранный метод должен обеспечить максимальную производи-
тельность труда, соблюдение сроков монтажа, снижение стои-
мости и повышение качества монтажа, а также обеспечить безо-
пасность выполнения работ.
При монтаже оборудования применяют три метода: а) инду-
стриальный метод, б) метод монтажа укрупненными блоками,
в) метод монтажа по месту.
Индустриальный метод монтажа является наиболее
прогрессивным.
При этом методе наибольшее количество работ выполняют
на заводе и в мастерских. Изоляцию и защиту аппаратов от
коррозии осуществляют до установки их на место. Монтажные
работы выполняют параллельно со строительными при макси-
мальной механизации.
Метод монтажа укрупненными блоками во
многом аналогичен индустриальному методу. При этом методе
оборудование поступает на монтажную площадку в виде от-
дельных блоков, и монтаж его ведется при максимальном ис-
пользовании механизмов параллельно со строительством по
своевременному графику. Монтаж укрупненными блоками поз-
воляет сократить сроки монтажа, так как сборку отдельных
блоков можно вести одновременно в разных местах.
Метод монтажа по месту состоит в том, что оборудо-
вание собирают на месте установки из отдельных узлов и
Деталей, используя такелажное оборудование. Этот метод мон-
тажа более длителен, требует высокой квалификации монтаж-
ников, так как подгонку и выверку частей оборудования выпол-
няют в неудобных условиях. Поэтому к методу монтажа по
месту прибегают только в том случае, если невозможно приме-
нить другие методы.
7
3. КОНТРОЛЬ КАЧЕСТВА И СДАЧА ВЫПОЛНЕННЫХ РАБОТ
В процессе строительства и монтажа предприятия необхо-
димо контролировать качество выполняемых работ, особенно на
тех участках, где дефекты невозможно обнаружить после окон-
чания работы. Контроль качества выполняемых работ можно
осуществлять прямым методом, т. е. непосредственной провер-
кой контролируемых участков, и косвенным методом, т. е. про-
веркой качества по образцам, изготовленным в аналогичных ус-
ловиях в процессе выполнения работ.
К прямому методу можно отнести: визуальный осмотр, инст-
рументальную проверку, магнитную и ультразвуковую дефекто-
скопию, гидравлическое и пневматическое испытание и др.
К косвенному методу можно отнести: изготовление образцов-
спутников, выборочную проверку труб, испытание стыков и др.
4. ИНСТРУМЕНТ, ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ
ДЛЯ СБОРОЧНО-МОНТАЖНЫХ РАБОТ
При выполнении монтажных работ применяют разнообраз-
ный инструмент, который можно подразделить на следующие
группы:
инструмент для обработки металла (зубила, ножовки, нож-
ницы, напильники, сверла, метчики, плашки, лерки и т. д.);
инструмент, служащий для сборки (ключи, молотки, оправ-
ки, струбцины и т. д.);
контрольно-измерительные инструменты (линейки, метры,
штихмасы, штангенциркули, микрометры, щупы, уровни, отвесы
и т. д.);
разметочный инструмент (кернеры, циркули, рейсмусы, чер-
тилки, разметочные плиты и т. д.).
Кроме указанного инструмента, применяют монтажное обо-
рудование и приспособления (домкраты, тали, лебедки, поли-
спасты, скобы и др.).
Глава II. ПОДГОТОВКА ОБОРУДОВАНИЯ
И ФУНДАМЕНТА К МОНТАЖУ
1. ПРИЕМКА, ХРАНЕНИЕ И РАСКОНСЕРВАЦИЯ ОБОРУДОВАНИЯ
Приемка оборудования от заказчика производится предста-
вителями монтажных организаций на приобъектном складе.
Оборудование, поступающее в собранном виде, проверяют
внешним осмотром, а поступающее в разобранном виде, — по
заводским спецификациям. Проверяют комплектность оборудо-
вания, соответствие чертежам, отсутствие повреждений, наличие
всех документов (паспорта, актов испытаний, сертификатов на
металл и т. д.).
8
После осмотра оборудования составляют приемо-сдаточный
акт и всю ответственность за сохранность оборудования возла-
гают на монтажную организацию. Если в процессе осмотра об-
наруживают какие-либо дефекты, то их фиксируют в акте и оп-
ределяют способ устранения.
По способу хранения оборудование можно подразделить на
следующие группы:
оборудование, которое не требует защиты от атмосферных
осадков и может храниться на открытых площадках;
оборудование, нечувствительное к температурным измене-
ниям, но требующее защиты от прямого попадания атмосфер-
ных осадков; может храниться под навесами;
оборудование, требующее защиты от атмосферных осадков
и сырости, но малочувствительное к температурным колеба-
ниям; может храниться в закрытых неутепленных складах;
приборы, подшипники, ответственные механизмы и другое
оборудование, чувствительное к температурным изменениям и
требующее защиты от атмосферных осадков и сырости, подле-
жат хранению в закрытых утепленных складах.
Поступающее на склад оборудование разгружают грузо-
подъемными механизмами в склады и на площадки, которые
должны быть хорошо освещены и которые должны соответст-
вовать требованиям техники безопасности и противопожарным
требованиям. Оборудование поступает упакованным в ящики,
частично упакованным и не упакованным. К каждому ящику
прикреплен указатель с наименованием машины, характеристи-
кой и описью состава комплекта.
Для предохранения от коррозии все обработанные поверх-
ности машин защищены специальными покрытиями (законсер-
вированы), обернуты бумагой и закрыты деревянными щит-
ками.
Расконсервацию оборудования выполняют любым из следу-
ющих способов:
растворителями (керосином, бензином, скипидаром, кисло-
той, щелочным раствором и др.);
механическим способом (медными или алюминиевыми скреб-
ками) ;
обдувкой паром;
погружением деталей в ванну с нагретым до температуры
90—120° веретенным маслом с последующей промывкой бензи-
ном Б-70.
2. ПОДГОТОВКА ОБОРУДОВАНИЯ К МОНТАЖУ
Перед началом монтажа необходимо проделать большую
подготовительную работу: изучить чертежи, монтажные и рабо-
чие инструкции, технические требования к оборудованию; пе-
ред монтажом сложных машин составляют технологическую
9
схему сборки, дают описание способов установки и крепления
отдельных узлов и деталей, намечают точки контрольных заме-
ров и величины возможных допусков. Перед монтажом прове-
ряют комплектность оборудования, наличие необходимых мон-
тажных инструментов и приспособлений. Оборудование, с узлов
которого затруднительно снять консервирующую смазку, ча-
стично разбирают; узлы и детали тщательно осматривают, нет
ли на них забоин, задиров, трещин на обработанных поверхно-
стях; проверяют чистоту отверстий, состояние резьб, шпоночных
соединений. Осматривают шейки валов, уплотнительные эле-
менты.
Сборку оборудования выполняют в полном соответствии
с чертежами, техническими условиями и инструкциями завода-
изготовителя.
3. ПРИЕМКА ФУНДАМЕНТОВ ПОД МОНТАЖ
Почти все оборудование устанавливают на фундамент, кото-
рый рассчитывают в соответствии с массой оборудования и ди-
намической нагрузкой. По характеру воздействия работающих
машин различают следующие фундаменты:
под машины общего назначения (редукторы, насосы, венти-
ляторы и т. д.);
под машины с кривошипно-шатунным механизмом (под
поршневые машины, горизонтальные компрессоры и т. д.);
под машины с ударными нагрузками (прессы и др.);
под тяжелое оборудование (турбогенераторы, бумагодела-
тельные машины);
под металлорежущие станки.
Готовый фундамент должен быть полностью освобожден от
строительного мусора и от опалубки, выступающие концы ар-
матуры должны быть срезаны, в местах подливки сделаны на-
сечки бетона.
Применяемые фундаменты должны удовлетворять следую-
щим требованиям:
1) строго соответствовать чертежам, точно согласованным
с размерами оборудования;
2) положение осей и высотных отметок фундаментов боль-
шого объема (более 150 м3) должно быть закреплено плаш-
ками и реперами, т. е. так называемыми знаками, о которых
будет сказано дополнительно;
3) для фундаментов должен быть использован бетон, марки
которого определяются пределом прочности при сжатии образ-
цов через 28 суток после приготовления из рабочей смеси, в ча-
стности:
бетон марки 75-90, он используется под большинство машин
общего назначения со спокойным и уравновешенным режимом
работы и др. (конвейеры, разрезные станки и др.);
10
бетон марки 90-110, он используется под тяжелые машины и
машины с неуравновешенным режимом работы (сушильные
прессы и др.);
бетон марки 110-140, он используется под тяжелые и ответ-
ственные машины, к работе которых предъявляются повышен-
ные требования в отношении возникающих вибраций (бумаго-
делательные машины, паровые турбины);
4) бетон должен быть уплотнен;
5) фундаменты должны быть прочными, осадка должна
быть равномерной и не должна превышать допустимого пре-
дела (раковины, пористость и другие дефекты недопустимы);
6) фундамент должен иметь ровную поверхность в местах
расположения оборудования.
При приемке фундаментов следует обратить внимание на
точность расположения анкерных колодцев и анкерных болтов,
на длину и размер болтов, на состояние резьбы, на наличие
шайб и гаек.
Самый распространенный дефект, который встречается при
установке фундаментных болтов, — смещение их относительных
осей. В зависимости от смещения и диаметра болта применяют
разные способы исправления. Например, болт перегибают на
возможно большей его длине так, чтобы углы перегиба были
как можно тупее.
Допустимые отклонения фундаментных болтов, мм:
отклонение положения болтов от его осей................ ±3
» » торца болта по высоте...............—5; +20
» » оси болта от вертикали на 1 м. —5
4. РАЗБИВКА ОСЕЙ И НАНЕСЕНИЕ ВЫСОТНЫХ ОТМЕТОК
До начала строительства объекта или монтажа оборудова-
ния разбивают главные оси, по которым будут производить за-
меры положения монтируемого оборудования. Для удобства за-
меров разбивают дополнительные рабочие оси. Осевые линии
натягивают струнами диаметром 0,3—0,5 мм. Рабочие оси дол-
жны быть натянуты с возможно большей точностью. Для этого
на главной оси 1 (рис. 1), приблизительно против места за-
крепления рабочей осевой струны 6, навешивают отвесы 2 на
тонкой стальной проволоке диаметром 0,15—0,2 мм. Отмерив
рулеткой расстояние от отвесов, устанавливают приспособления
с микрометрическими винтами. На приспособлениях закрепля-
ют рабочую осевую струну и навешивают с обоих концов от-
весы. Перемещая отвесы на главной оси, устанавливают их про-
тив отвесов, спущенных с рабочей оси, и микроштихмасом 4
(рис. 2) с электроакустическим прибором замеряют расстояние
(аь аг, рис. 1) между отвесами, подводя их в соприкосновение
с головкой микроштихмаса с помощью микрометрических вин-
тов приспособления (рис. 3).
11
После нанесения продольной оси приступают к разбивке пер-
пендикулярной оси (рис. 4). Разбить перпендикулярную ось
можно с помощью угольника (рис. 4, Д), угломерного приспо-
собления (рис. 4, 5) или теодолита.
Рис. 1. Схема параллельного пере-
носа осей:
1 — главная ось; 2—отвесы на главной
оси; 3 — сосуды с маслом; 4 — приспособ-
ление для регулировки положения стру-
ны; 5 — отвесы на рабочей струне; 6 —
рабочая струна; сц, а2 — расстояние между
главной и рабочей осями
Рис. 2. Схема подклю-
чения электроакустиче-
ского прибора:
1 — наушники; 2 — батарея;
3 — провод; 4 — мнкрошТих-
мас; 5 — отвес
Разбивка с помощью угольника наименее точна и при ней
может произойти отклонение в 5 мм на 10 м струны.
Угломерным приспособле-
нием можно добиться боль-
шей точности: до 1 мм на10.и
длины струны. Угломерное
приспособление представляет
собой Т-образную рамку 8,
укрепленную на штативе 5.
Рамка может перемещаться
винтами 6 и 7. На рамке ук-
реплены щупы 1, 2, 3 и два
микрометрических винта 4.
Щупы и микрометрические
Рис. 3. Приспособление для регули-
рования положения осевых струн
винты расположены так, что
при одинаковой установке микрометрических винтов прямая,
соединяющая их концы, составляет угол 90° с прямой, соединя-
ющей концы щупов 1 и 3. Для разбивки перпендикулярной оси
на главной продольной оси навешивают два отвеса: один —
12
в том месте, где должна пройти перпендикулярная ось, вто-
рой— на расстоянии, равном промежутку между щупами 1 и 3
на приспособлении.
Приспособление устанавливают так, чтобы нити отвесов на-
ходились не далее 2—3 мм от щупов. Вращая регулировочные
винты 6 и 7, добиваются, чтобы нити отвесов касались всех трех
щупов. Далее натягивают перпендикулярную струну, навеши-
Рис. 4. Разбивка перпендикулярной оси:
А — угольником; Б — угломерным приспособлением; /, 2, 3 — неподвижные щупы; 4—
микрометрические винты; 5 — штатив; 6, 7 — регулировочные винты поперечного и про-
дольного перемещения рамки; 8— рамка; а — расстояние между отвесами, м; в — рас-
стояние от точки В до ближайшего отвеса; с — расстояние от точки С до ближайшего
отвеса, м; В, С — точки закрепления осевой струны
вают два отвеса против микрометрических винтов 4 на расстоя-
нии не более 2—3 мм и с помощью этих винтов подгоняют
струны отвесов в соприкосновение с приспособлением.
Осевые струны натягивают над оборудованием так, чтобы
оси не мешали выполнять работы.
Положение рабочих осей должно быть зафиксировано зна-
ками, которые заделывают в строительных конструкциях.
Знаки, определяющие положение осей, называют плашка-
м и. Они представляют собой куски стальных балок, швеллеров
и других профилей, приваренных к арматуре и залитых цемент-
ным раствором.
При монтаже положение оборудования выверяют также и
по высоте. Для этого используют другие знаки, называемые
13
реперами. Репером служит стальной стержень с полукруглой
головкой. Верхнюю часть стержня устанавливают на заданной
высоте с точностью ±0,2 мм. Этот репер является основным, и
отметка иа нем называется «нулевой». Если измеряемая точка
находится выше нулевой отметки, то при измерении перед чис-
лом ставится знак « + », если ниже нулевой отметки,— то знак
«—».
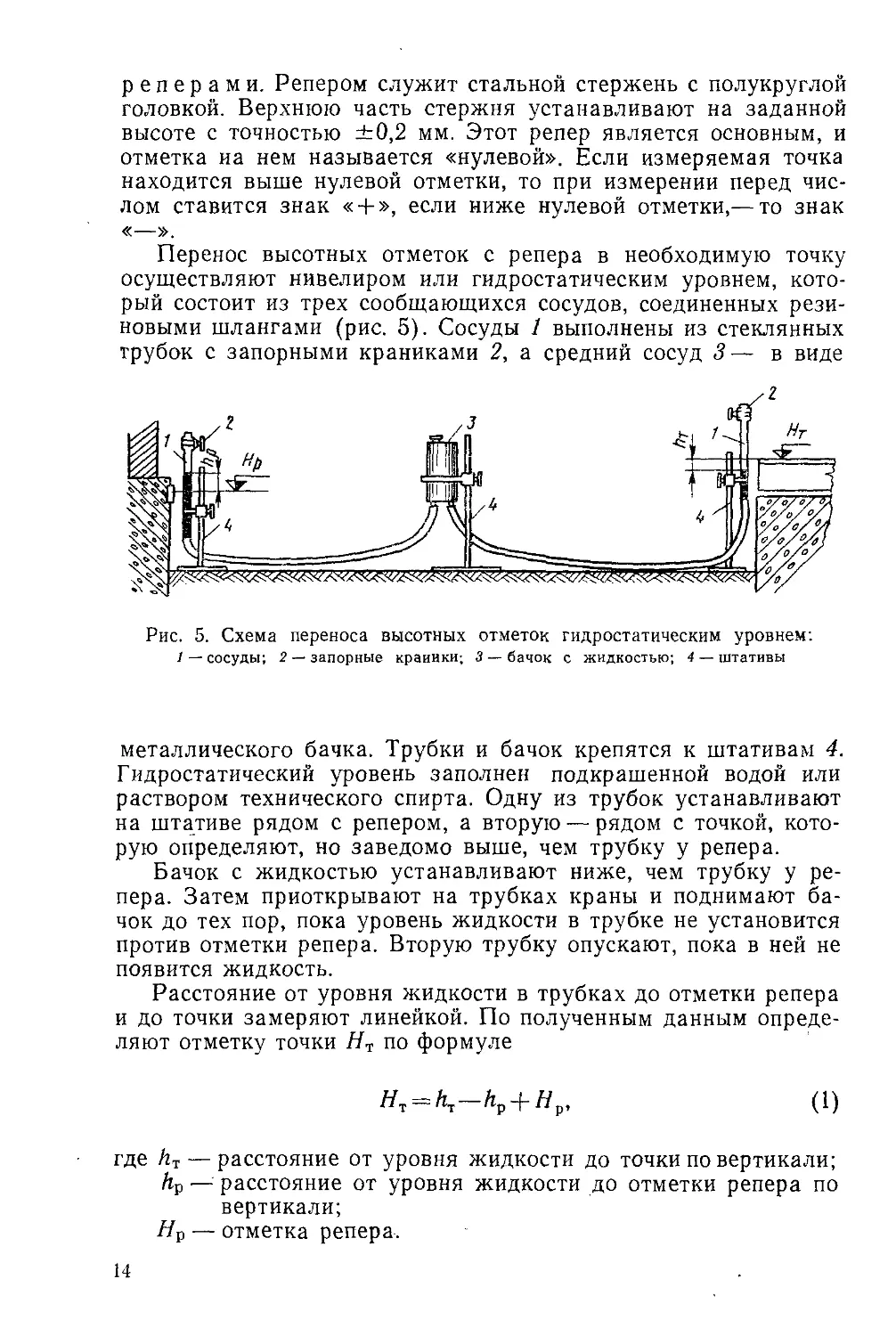
Перенос высотных отметок с репера в необходимую точку
осуществляют нивелиром или гидростатическим уровнем, кото-
рый состоит из трех сообщающихся сосудов, соединенных рези-
новыми шлангами (рис. 5). Сосуды 1 выполнены из стеклянных
трубок с запорными краниками 2, а средний сосуд 3— в виде
Рис. 5. Схема переноса высотных отметок гидростатическим уровнем:
/ — сосуды; 2 — запорные краники; 3 — бачок с жидкостью; 4 — штативы
металлического бачка. Трубки и бачок крепятся к штативам 4.
Гидростатический уровень заполнен подкрашенной водой или
раствором технического спирта. Одну из трубок устанавливают
на штативе рядом с репером, а вторую — рядом с точкой, кото-
рую определяют, но заведомо выше, чем трубку у репера.
Бачок с жидкостью устанавливают ниже, чем трубку у ре-
пера. Затем приоткрывают на трубках краны и поднимают ба-
чок до тех пор, пока уровень жидкости в трубке не установится
против отметки репера. Вторую трубку опускают, пока в ней не
появится жидкость.
Расстояние от уровня жидкости в трубках до отметки репера
и до точки замеряют линейкой. По полученным данным опреде-
ляют отметку точки Ят по формуле
H^ = h^-hv-4-Hv, (1)
где /гт — расстояние от уровня жидкости до точки по вертикали;
ftp — расстояние от уровня жидкости до отметки репера по
вертикали;
//р — отметка репера.
14
Глава III. УСТАНОВКА ОБОРУДОВАНИЯ
НА ФУНДАМЕНТ
1. СПОСОБЫ СТРОПОВКИ ОБОРУДОВАНИЯ
От правильной строповки оборудования зависит сохранность
оборудования во время подъема, а также безопасность выпол-
нения работ.
При строповке следует надежно крепить оборудование и од-
новременно обеспечивать простоту расстроповки после установ-
Рис. 6. Приспособления для строповки аппаратов и монтажных блоков:
а — петлевой строп; б — одноветвевой строп с крюком; в — двухветвевой строп с крюком;
г —траверса с двумя стропами; д — траверса для подъема царг
ки его на место. Для строповки оборудования применяют уни-
версальные и специальные стропы, изготовленные из пеньковых
и стальных канатов (рис. 6).
При определении усилия в ветви стропа необходимо учиты-
„ . в \
ваты заложение ветвей стропа (отношение а к — I и количе-
ство рабочих ветвей в стропе.
На рис. 7 изображены строп из двух ветвей и расчетная
схема стропа.
Усилие ветви стропа определяют по формуле
Р = ТС, ' (2)
апК
где Q — масса поднимаемого груза, тс;
а — высота треугольника, образуемого ветвями стропа, м;
15
п— количество ветвей в стропе, шт.;
К — расчетный коэффициент неравномерности нагрузки на
ветви стропа;
с — длина ветви, м;
В зависимости от количества ветвей принимаем расчетный
коэффициент неравномерности нагрузки ветвей в стропе:
О
Рис. 7. Строповка груза:
/ — строп из двух ветвей; 2 — расчетная
схема стропа
при 1 и 2 ветвях— 1;
при 4 и 8 ветвях — 0,75;
Пример. Определить усилие
в ветвях стропа при подъеме
груза Q = 16 тс. Количество
ветвей п = 4. Размеры стропа
а = 2 м при Ь — 5 м.
Определяем длину ветви
стропа ____________
Расчетный коэффициент для данного количества ветвей п = 4
принимаем 0,75.
Расчетное усилие в ветви стропа составляет
Р
Qc
ап К
16-3,2
2-4-0,75
= 8,55 ТС.
Если при работе стропы подвергаются перегибам, то их из-
готовляют из канатов с 8-кратным запасом прочности. Если пе-
регибов нет, то из канатов с 6-кратным запасом прочности. Пе-
ред работой стропы тщательно осматривают и, если оборвана
прядь или свыше 10% проволок на одном шаге свивки, или име-
ются заломы, то стропы бракуют. Через каждые полгода стро-
пы испытывают, фиксируя результаты на специальной бирке,
прикрепленной к стропу.
Оборудование стропят за специальные петли, проушины,
цапфы, штуцера, за горловины или корпус. Штуцера, петли,
скобы и другие специальные приспособления могут быть прива-
рены к оборудованию на время выполнения работ.
Если приварить приспособления для строповки невозможно
(например, аппарат покрыт изнутри антикоррозионной плен-
кой), применяют специальный стяжной хомут, который удер-
живает аппарат за счет силы трения. Сила трения должна быть
в 2—3 раза больше массы аппарата.
IG
Необходимая сила натяжения хомута определяется по фор-
муле
JV = кгс, (4)
2 л/
где Q — масса аппарата, кг;
К — коэффициент запаса f, равный 2—3;
f — коэффициент трения.
Минимальная ширина хомута определяется из условия проч-
ности стенок аппарата по уравнению
bmin=~N- СМ’ (5)
*~>Одоп
где N— натяжение хомута, кгс;
S — толщина стенок аппарата, см;
Одон — допустимое напряжение при сжатии, кгс/см2.
Если аппарат имеет толстые стенки, то расчетная ширина
хомута может получиться слишком малой и в месте приварки
штуцеров хомут может вмять стенку аппарата. В этом случае
ширину хомута b определяют из условий местной устойчивости
по приближенной формуле
/, = _2£LCM) (6)
аЕД0П
где Q — масса аппарата, кг;
I — длина штуцера, см;
а — ширина усилительной накладки, см;
Рцои— допустимое местное давление на стенку аппарата,
кгс/см2.
2. ВЫБОР МЕТОДА И СПОСОБА УСТАНОВКИ ОБОРУДОВАНИЯ
В зависимости от имеющихся на монтажной площадке гру-
зоподъемных машин, массы оборудования, условий на монтаж-
ной площадке (наличия подъездов, размера площадки и т. д.),
квалификации рабочих и инженерно-технических работников
может быть выбран один из методов монтажа оборудования:
монтаж в полностью собранном виде; монтаж укрупненными
блоками; монтаж по месту из отдельных деталей и узлов.
Установку оборудования на фундамент по выбранному ме-
тоду можно осуществлять различными способами с использова-
нием различных грузоподъемных машин.
От правильности выбора метода и способа установки обо-
рудования зависят сроки и качество работ, трудоемкость их, бе-
зопасность и экономические показатели.
Рассмотрим ряд способов монтажа на примере установки на
фундамент вертикального аппарата (ректификационной колон-
ны) и горизонтальной цистерны.
2
И. 3. Малинский
17
Монтаж ректификационной колонны
Ректификационная колонна имеет высоту 36 м, диаметр 4 м,
массу 60 т. Доставляется на монтажную площадку в виде от-
дельных царг с фланцами высотой 3 м каждая. Масса нижней
царги 7 т, верхней 6 т, а промежуточных 4,7 т.
Рие. 8. Монтаж ректификационной колонны способом наращивания:
/ — башенный кран БК.-300; 2 — гусеничный кран Э-505; 3 — фундамент; 4 — нижний блок
в процессе установки; 5 — средний блок в процессе сборки; 6—царги верхнего блока
Монтаж способом наращивания (рис. 8) ведут с нижней ча-
сти аппарата, последовательно наращивая отдельные царги. Вы-
полняя монтаж данным способом, приходится вести работы на
разной высоте, что усложняет сборку, увеличивает срок и сто-
имость монтажа. Монтаж ректификационной колонны ведут
краном БК-300 грузоподъемностью 25 тс при вылете стрелы
12 м, высотой подъема 54 м и гусеничным краном Э-505 с дли-
ной стрелы 18 м, грузоподъемностью 7,5 тс при вылете стрелы
4,3 м.
В соответствии с имеющимся грузоподъемным оборудова-
нием целесообразно применять метод монтажа укрупненными-
блоками, выбрав способ наращивания. Укрупненную сборку от-
дельных царг в блоки выполняют гусеничным краном. Блоки
собирают в зоне максимальной грузоподъемности башенного'
Рис. 9. Монтаж ректификационной колонны способом подращивания:
А—отдельными царгами неподвижным порталом; Б блоками с помощью качающегося
портала; / — неподвижный портал; 2 — царга; 3— трактор; 4 — монтируемый аппарат;
5 — качающийся портал; 6 — гусеничный кран; 7 — нижний укрупненный блок; 8 — сред*
ний укрупненный блок; 9~ верхний укрупненный блок
крана по четыре царги в блок. Масса I блока 7 + 4,7X3 = 21,1 т;
II блока 4,7X4= 18,8 т; III блока 6 + 4,7x3 = 20,1 т.
Перед установкой в каждом блоке верхней царги привари-
вают кронштейны для мостков, с которых соединяют блоки
между собой.
Монтаж способом подращивания (рис. 9) ведут на одной
высоте, при нем не требуется установка лесов, но необходимы
механизмы, грузоподъемность которых не меньше массы аппа-
рата.
Монтаж ректификационной колонны ведут порталом высотой
50 м и грузоподъемностью 100 тс.
Портал может быть неподвижным (и тогда монтаж ведут
отдельными царгами) или качающимся (в этом случае монтаж
можно вести укрупненными блоками).
При работе с неподвижным порталом монтаж ведут начиная
с верхней части аппарата, которую затаскивают на фундамент
трактором или лебедкой, затем поднимают на высоту, достаточ-
ную для установки под ней следующей части, стыкуют и соеди-
няют их, поднимают на необходимую высоту и т. д. до оконча-'
ния сборки всего аппарата.
Если портал неподвижен, то высоту его определяют по фор-
Муле H = l + m + n + h + 2 м, (7)
где I — расстояние от низа аппарата до места строповки, м;
т— длина строповки, м;
п — длина полиспастов в стянутом состоянии, м;
h— высота фундамента, м.
Рис. 10. Монтаж ректификационной колонны способом поворота вокруг
оси шарнира:
Л — конструкция шарнира; Б — схема подъема; В — заводка анкерных болтов; / — ан-
керный болт; 2 — колодец; 3 — лапы аппарата
Высоту качающегося портала определяют по формуле
Н = Уа2 + (1 + т + п + И.у + 2м, (8)
где а — вылет портала при наклоне, м.
При работе с качающимся порталом (рис. 9, 5) царги пред-
варительно собирают гусеничным краном в блоки. Блоки распо-
лагают (позиция /) так:
нижний — на фундаменте;
средний — слева от фундамента;
верхний — справа от фундамента.
20
Затем портал наклоняют вправо; стропят его верхний блок,
поднимают (позиции II) и, наклонив портал влево, переносят и
устанавливают его на средний блок, соединяют и уже оба блока
переносят и стыкуют с нижним блоком (позиция 111).
При изменении положения портала необходимо следить за
натяжением всех вант, не допуская излишней слабины, особен-
но при переходе портала через нейтральное положение, иначе
возможен рывок, который может вызвать аварию.
Монтаж способом поворота вокруг оси шарнира (рис. 10)
ведут с помощью мачты, портала, стрелового крана и другого
оборудования.
Потребная грузоподъемность механизмов может быть мень-
ше массы аппарата, особенно если центр тяжести аппарата рас-
положен близко к основанию.
На фундаменте крепят анкерными болтами специальный
шарнир, на который укладывают и приваривают нижнюю часть
аппарата, собранного в горизонтальном положении.
Затем следует установить мачту на таком расстоянии от про-
ектной оси аппарата, чтобы блоки полиспастов не сошлись в мо-
мент установки аппарата в вертикальном положении минимум
на 1,5—2 м.
Расстояние от оси аппарата до оси мачты определяют по
формуле „
5+у + / + 2м, (9)
где I — длина полиспаста в собранном состоянии, м;
D — диаметр скруббера, м.
Грузоподъемность полиспаста, усилие в шарнире, мачте и
вантах в момент отрыва аппарата от земли определяют:
а) усилие полиспаста, тс, по формуле
р___________________________QED
~ dH ’
б) усилие в ванте, тс, по формуле
р - Pal
2De
в) вертикальную нагрузку на мачту, тс, по формуле
D D
г) горизонтальное усилие в шарнире, тс, по формуле
р ________________________Ра
~ D ’
где Q — масса аппарата, т;
Н — высота мачты, м;
Е — расстояние от шарнира до центра тяжести аппарата, м;
(Ю)
(Н)
(12)
(13)
21
D — расстояние от оголовка мачты до места строповки, м;
d — расстояние от опорного шарнира до места строповки, м;
а — расстояние от основания мачты до места строповки, м;
I — длина задней ванты, м;
е — расстояние от оси мачты до якоря задней ванты, м.
При переходе центра тяжести аппарата через ось шарнира
аппарат начинает самопроизвольно опускаться под действием
силы тяжести. Чтобы предотвратить это, устанавливают поддер-
живающую лебедку.
Рис. 11. Монтаж ректификационной колонны подъемом за верх с подтаски-
ванием нижней части:
/ — монтируемый аппарат; 2 — неподвижный портал; 3— фундамент; 4— санн; 5 — трос
от саней к лебедке; 6 — лебедка; 7 — трактор; 8 — полиспаст
Усилие Р на трос, поддерживающий лебедку, будет макси-
мальным в момент касания днищем аппарата фундамента и оп-
ределяется по формуле
(14
Lb V '
где Q — масса аппарата, т;
е' — расстояние от центра тяжести вертикально стоящего
аппарата до шарнира в горизонтальной проекции, м;
L—расстояние от шарнира до места закрепления поддер-
живающего троса на аппарате, м;
Ь — расстояние от лебедки до места шарнира, м.
При установке аппарата на фундамент этим способом не
следует заливать анкерные болты до его установки, так как по-
пасть на них отверстиями лап почти невозможно.
Монтаж подъемом за верх с подтаскиванием нижней части
(рис. 11) выполняют неподвижным порталом 2 и гусеничным
трактором 7 или лебедкой 6. Аппарат 1 собирают в горизон-
тальном положении. Верхняя часть его находится на фундамен-
22
те 3, а нижняя укреплена на санях 4, но так, чтобы аппарат
при подъеме мог поворачиваться вокруг узла крепления. Ап-
парат стропят за верхнюю часть и начинают поднимать, одно-
временно подтаскивая сани. При этом следят, чтобы полиспаст
8 находился в вертикальном положении. Когда сани прибли-
зятся к фундаменту, их отвязывают, поднимают аппарат над
фундаментом, совмещают отверстия в лапах с анкерными бол-
тами и устанавливают на фундамент.
Монтаж способом подъема в горизонтальной плоскости с по-
следующим поворотом (рис. 12) ведут мачтой, высота которой
Рис. 12. Монтаж ректификационной колонны способом подъема в горизон-
тальной плоскости с последующим поворотом:
Д —схема подъема; Б — схема строповки; / — внешняя ванта; 2 — внутренняя ванта;
ЦТ — центр тяжести
может быть на 10—15% меньше высоты аппарата. Колонну со-
бирают в горизонтальном положении непосредственно на фун-
даменте, стропят ее за ложные штуцера, приваренные на 40—
50 см выше центра тяжести, а со стороны верхней части крепят
трос уравновешивающей лебедки.
При подъеме уравновешивающая лебедка удерживает ко-
лонну в горизонтальном положении. Колонну поднимают на вы-
соту h большую на 1,5—2 м, чем расстояние от места строповки
до основания, переводят ее в вертикальное положение и опус-
кают на фундамент.
Усилие на уравновешивающую лебедку определяют по фор-
муле
Р=^тс, (15)
где Q — масса аппарата, т;
а — расстояние от центра тяжести до строповки, м;
I — расстояние от места крепления троса уравновешиваю-
щей лебедки до места строповки, м.
23
Монтаж способом выжимания (рис. 13) ведут специальным
подъемником, изобретенным инженерами М. И. Васильевым и
Е. В. Грузиновым.
На фундаменте крепят анкерными болтами специальный
шарнир 7, на который укладывают и приваривают нижнюю
часть колонны 8, собранной в горизонтальном положении. При-
мерно к середине колонны крепят один конец сдвоенной опоры
Рис. 13. Монтаж ректификационной
колонны способом выжимания:
/ — тележка; 2—полиспаст; 3 — лебедка;
4 — направляющие рельсы; 5—короткая
опора; 6 — длинная опора; 7 — шарнир; 8—
колонна; 9—фундамент; 10 — тормозная
система; a — первоначальное положение
аппарата; б — выжимание аппарата корот-
кой опорой; в — выжимание аппарата
длинной опорой
подъемника, второй конец сое-
динен с тележками 1, установ-
ленными на рельсах 4. Тележ-
ки с помощью канатов соеди-
нены с лебедками 3. При натя-
жении канатов тележки дви-
жутся, подтягивая дальний ко-
нец опоры. При этом опора
подъемника идет вверх, выжи-
мая аппарат до установки его
в вертикальное положение.
Сначала работает одна тележ-
ка с короткой штангой, она
стоит к горизонту круче и под-
тягивать ее легче. После того
как она встанет вертикально,
начинает работать более длин-
ная опора, которая в этот мо-
мент уже значительно подня-
лась. Распределение сил в тре-
угольнике «аппарат — рамная
опора — канаты» таково, что
на канаты приходится нагруз-
ка всего 0,75 массы колонны,
что позволяет применять стан-
дартные канаты при большой
массе колонны. Самое большое
напряжение канаты испытыва-
ют в начальный момент, когда
поднимаемый аппарат лежит на земле, затем нагрузка посте-
пенно снижается до нуля. Этот способ обеспечивает безопас-
ность, позволяет выполнять работы в естественных условиях.
Сборку подъемного устройства можно выполнить за несколько
часов, а подъемник легко изготовить на монтажной площадке.
Монтаж горизонтальной цистерны
Монтаж выполняют способом накатывания на фундамент.
В данном случае требуется установить на фундамент цистерну
массой 30 т, длиной 15 м и диаметром 3 м. Высота фундамента
1,6 м. Для накатывания используют лебедки грузоподъемностью
24
2,5 тс. При этом способе подъем цистерны на фундамент может
производиться с применением эстакады, а если условия не поз-
воляют установить эстакаду, то можно выполнить подъем ци-
стерны накатыванием на тросах (рис. 14). Эстакаду делают из
брусьев, двутавровых балок и другого материала, но с таким
расчетом, чтобы длина ее превосходила высоту минимум в 3 ра-
за. Длина эстакады может быть определена по формуле
где Q — масса аппарата, т;
h — высота фундамента, м;
Р — грузоподъемность лебедок, тс;
п — количество лебедок (не менее 2).
Рис. 14. Накатывание цистерны на фундамент:
А —> накатывание с навернутыми на цистерну тросами; Б — накатывание с охватом ци-
стерны тросом; В — подъем цистерны на тросах; / — фундамент; 2 — цистерна; 5 —
эстакада; 4— лебедка; 5 — тяговый трос; 6 — контрольная струна; 7 — ролик
Трос от лебедки наматывают на цистерну и конец закреп-
ляют на аппарате или обводят вокруг цистерны и конец закреп-
ляют на якоре. Количество витков троса, обматываемого вокруг
цистерны, определяют по формуле
к=4+1’5’ <17>
где 5 — общая длина пути аппарата при накатывании, м;
D — диаметр аппарата, м;
1,5 — количество витков трения, снижающих нагрузку на
узел крепления троса.
25
При накатывании аппарата на фундамент по эстакаде необ-
ходимо следить за параллельностью его передвижения. При
накатывании на тросах, если высота фундамента больше диа-
метра аппарата, то в местах, где трос ляжет на фундамент,
необходимо установить ролики. Максимальное усилие на ле-
бедки в этом случае определяют по формуле
где Q — масса аппарата, т;
п — количество лебедок (не более 2);
<р — коэффициент полезного действия отводного блока;
т — количество отводных блоков на одну лебедку.
После накатывания цистерны на фундамент ее домкратом
опускают на посадочные места.
Если приходится устанавливать на фундамент аппарат пря-
моугольной формы, то его укладывают на деревянные или ме-
таллические сани и затаскивают по эстакаде с помощью трак-
тора, лебедки или полиспаста.
При этом необходимое усилие определяют по формуле
-^- + <27
Р=—----------тс, (19)
п
где Q — масса аппарата, т;
h — высота фундамента, м;
I — длина эстакады, м;
п — число лебедок, шт.;
f-—коэффициент трения саней по эстакаде;
Q' — нормальная к поверхности эстакады составляющая
массы аппарата и саней, т.
Для снижения коэффициента трения эстакаду смазывают
маслом, намораживают лед или подкладывают катки.
Глава IV. МОНТАЖ ТИПОВЫХ УЗЛОВ МЕХАНИЗМОВ
В целлюлозно-бумажном производстве применяют разнооб-
разное оборудование. Однако большинство машин имеет ряд
сходных деталей и узлов, монтаж которых выполняют по об-
щим правилам,— это подшипники скольжения и качения, валы,
муфты, ременные и зубчатые передачи и т. д.
1. МОНТАЖ ПОДШИПНИКОВ
Во всех машинах применяют два типа подвижных опор:
опоры с трением скольжения и опоры с трением качения. В пер-
вом случае происходит взаимное перемещение и взаимодейст-
вие рабочих поверхностей, разделенных вкладышем скольже-
26
НИЯ и масляной пленкой. Во втором случае между рабочими по-
верхностями закладывают тела качения. При выборе подшип-
ника учитывают технико-экономические условия эксплуатации
машины, размеры, конструкцию, технические условия на его из-
готовление, установку и эксплуатацию.
Все современное целлюлозно-бумажное оборудование на
98—99% оснащено подшипниками качения и лишь на 1—2% —
подшипниками скольжения. В связи с тем, что подшипники ка-
чения по сравнению с подшипниками скольжения имеют мень-
шие осевые размеры, меньший коэффициент трения при трога-
нии с места и при малых оборотах, их легче смазывать, проще
обслуживание и уход. Кроме того, на изготовление их меньше
расходуется цветных металлов, а при эксплуатации они дают
экономию энергии, меньше простоев оборудования и повышают
к. п. д. машины.
Наряду с достоинствами у подшипников качения есть и не-
достатки, к которым следует отнести: большие радиальные раз-
меры, большую массу, высокую стоимость. Кроме того, их слож-
но подбирать при сочетании высоких радиальных и осевых на-
грузок и скоростей вращения; они требуют высокой точности
изготовления.
При работе механизма на предельно допустимых режимах
упорные и радиально-упорные подшипники не способны обеспе-
чить надежную работу. В этих случаях целесообразно приме-
нять подшипники скольжения, особенно с жидкостным трением
(рис. 15).
Принцип работы такого подшипника состоит в том, что при
всех условиях работы между шейкой и подшипником всегда
сохраняется масляная пленка, которая обеспечивает жидкост-
ное трение. Коэффициент трения не превышает 0,001—0,008,
т. е. он такой же, как и у подшипников качения.
Износ этих подшипников практически отсутствует, они мо-
гут служить более 10—15 лет, допуская при этом удельное дав-
ление 250 кгс/см2 и выше, а окружную скорость цапф 25—
30 м/с.
Упорные подшипники скольжения на водяной смазке имеют
вкладыши из фторопласта, армированного бронзой, и допус-
кают работу при удельном давлении 150 кгс/см2 и скорости
скольжения 35,5 м/с. Отличительной особенностью таких под-
шипников являются высокие допустимые удельные нагрузки,
низкий стартовый коэффициент сухого трения фторопласта, уп-
рощенная конструкция и использование воды в качестве сма-
зывающего материала.
Машины, устанавливаемые на предприятиях целлюлозно-бу-
мажной промышленности, как правило, проходят полную стен-
довую сборку на заводах-изготовителях, и положение подшип-
ников на шинах, фундаментных плитах и станинах фиксируется
штифтами.
27
При монтаже машин и выполнении ремонтных работ прихо-
дится собирать узлы машин, в которых имеются подшипники
скольжения и качения.
Рис. 15. Подшипник жидкостного трения:
1 — коническая втулка; 2 — цилиндрическая втулка-вкладыш с баббитовой заливкой; 3 —
отверстие для подачи смазки; 4 — отверстие для отвода смазки; 5—фланец для восприя-
тия осевых нагрузок; 6, 7 — упорные кольца с баббитовыми поверхностями для восприя-
тия двусторонних осевых усилий; 8 — шпонка для крепления конической втулки, 9—
гайка; 10 — полукольца; 11 — резиновые кольца-уплотнения
Для нормальной работы подшипников скольжения необхо-
димо выдержать следующие условия:
подшипник должен быть установлен соосно с валом, что
обеспечит правильное прилегание вкладышей к шейке вала;
зазор между вкладышем и валом должен соответствовать
техническим условиям;
28
рабочая поверхность вкладышей должна быть подогнана
к шейке вала;
вкладыш должен плотно соединяться с корпусом подшип-
ника;
корпус подшипника должен надежно крепиться к фундамен-
ту и не должен смещаться под действием вибраций;
системы смазки и охлаждения должны работать безотказно.
Подшипники скольжения могут иметь разъемный (рис. 16)
или неразъемный корпус, в котором помещают вкладыши. У не-
Рис. 16. Разъемный подшипник скольжения:
1 — корпус; 2 —крышка; 3 —вкладыши; 4— шпильки; 5—баббит; 6 — прокладка; 7 — по-
лукольцо сальника; 8 — фетровое уплотнение; 9— заглушка; 10— фетровая прокладка.
Светлыми стрелками показаны поверхности, подлежащие проверке на плотность приле-
гания, зачерненными стрелками показаны поверхности, подлежащие пришабриванию
по валу
разъемного подшипника (рис. 17) вкладыш выполнен в виде
втулки, которая запрессована в корпус подшипника. Запрес-
совку можно выполнить с помощью молотка или пресса. Если
нагреть корпус подшипника до 80—100° С или охладить втулку
твердой углекислотой до минус 70—75° С, то запрессовку вы-
полнить значительно легче. После запрессовки внутренний диа-
метр втулки может уменьшиться, а это может не обеспечить
требуемого внутреннего зазора между втулкой и валом. По-
этому внутренний диаметр необходимо проверить по валу или
по калибру и, если это необходимо, то втулку можно расшаб-
рить, пройти разверткой или откалибровать прогонкой поли-
рованной оправки соответствующего диаметра.
Подшипники устанавливают и выверяют по оси совмест-
но с валом (рис. 18). Сначала выполняют предварительную
установку корпусов подшипников без вала и совмещают оси
подшипников с проектной осью вала. Для этого в подшипники
вставляют диски, диаметр которых равен диаметру шейки вала.
29
В центре диска 1 просверлены отверстия диаметром 0,7—0,8 мм.
С осевой струны опускают два отвеса 2 на нитях диаметром
0,2—0,3 мм. Необходимо добиться, чтобы оба отвеса и центр
подшипника находились на одной визирной осевой линии.
Расстояние а от диска до ближайшего отвеса должно быть
цо возможности минимальным. Установив два крайних подшип-
ника, регулируют положение среднего подшипника, чтобы свет
лампы, помещенной против центра одного из них, был виден че-
рез отверстия в дисках всех трех подшипников. Затем уклады-
вают вал и приступают к выверке подшипников по оси относи-
Рис. 17. Запрессовка втулок в кор-
пус неразъемного подшипника:
а —молотком; б — прессом; / — корпус
Подшипника; 2 — втулка; 3—-накладка; 4—
оправка; 5 — плунжер пресса
Рис. 18. Схема выверки подшипника
по оси:
/ — диск с осевыми дисками; 2 —отвесы;
3 — клинья
тельно вала, замеряя зазоры с помощью щупа в четырех диа-
метрально противоположных точках по обоим концам подшип-
ника. Если щуп толщиной 0,05 мм не проходит в нижних
точках, то величина верхнего зазора соответствует техническим
условиям, а боковые зазоры равны между собой. Для регулиро-
рания боковых зазоров разворачивают корпус подшипника, для
регулирования нижнего зазора устанавливают прокладки под
опорные плоскости корпуса.
Прилегание вала к нижнему вкладышу проверяют по краске
или натиру. Для этого собирают подшипник, поворачивают вал
на 60—90° в ту или другую сторону, затем снимают верхний
вкладыш и, приподняв вал, вынимают нижний вкладыш и по
числу пятен определяют степень прилегания к вкладышу. Вал
должен соприкасаться с вкладышем по дуге окружности, рав-
ной 60—70°, а площадь касания должна составлять 60—70%
рабочей площади нижнего вкладыша. Чем больше число оборо-
тов вала, тем точнее должен быть пришабрен вкладыш, что
определяется количеством пятен касания на единицу поверхно-
сти вкладыша (на 1 см2) : особо точная шабровка 6—10 пятен;
30
шабровка 1-го класса 4—5 пятен; шабровка 2-го класса 2—•
3 пятна.
Подшипники качения состоят из двух колец, между кото-
рыми размещены тела качения, шарики или ролики. По харак-
теру воспринимаемых нагрузок подшипники качения делят на
радиальные, воспринимающие радиальные усилия; упорные,
воспринимающие осевые усилия, и радиально-упорные, воспри-
нимающие оба вида усилий. В зависимости от количества рядов
тел качения подшипники бывают однорядные и многорядные.
Если внутренняя поверхность наружного кольца выполнена
в виде сферы, то такой подшипник допускает некоторый пере-
кос оси вала относительно оси корпуса. Такие подшипники на-
зывают самоустанавливающимися.
При монтаже и ревизии подшипниковых узлов необходимо
проверять: качественное состояние подшипников; правильность
посадки подшипников на валу и в корпусе; соосность посадоч-
ных мест в корпусах; качественное состояние сопряженных
с подшипниками деталей; правильность регулировки подшипни-
ков; комплектность и работоспособность системы смазки; на-
дежность и правильность установки уплотнений.
С завода-изготовителя подшипники поступают покрытые
консистентной смазкой. Перед монтажом подшипники тщатель-
но промывают и осматривают.
В качестве промывочного материала используют:
для подшипников — масла индустриальные 12 или 20, нагре-
тые до температуры 100° С; керосин; уайт-спирит; моющие рас-
творы (2—2,5%-ные водные растворы олеинокалиевого или оле-
инонатриевого мыла), нагретые до 75—95° С, с обязательной
последующей промывкой подшипников в горячем (110° С) мине-
ральном масле;
для деталей подшипникового узла — керосин; водный 3—
5%-ный раствор кальцинированной соды, нагретый до 60—80° С',
водный 0,5%-ный раствор мыла; трихлорэтилен, подогретый до
60—80° С.
После промывки детали протирают насухо и покрывают
бумагой.
Качественное состояние подшипников проверяют по внеш-
нему виду, маркировке, легкости вращения, наличию радиаль-
ных зазоров и осевой игры.
Не допускаются к монтажу или после ревизии к дальнейшей
эксплуатации подшипники, у которых обнаружены трещины,
сколы, вмятины, площадки, образованные заклиниванием тел
качения на кольцах, шариках или роликах.
сплошная или местная глубокая коррозия, забоины, лунки,
раковины, шелушение на рабочих поверхностях колец, шариков
или роликов;
разрушения или значительная выработка сепараторов, иска-
жающая геометрическую форму гнезда под тела качения;
31
недостающие тела качения, отсутствие заклепок или распо-
рок в сепараторах;
тугое вращение, заедание, торможение;
отклонение от требующихся норм на радиальные зазоры и
осевую игру;
неравномерное и недостаточное по площади прилегание за-
крепительных втулок к поверхностям вала и подшипника (ме-
нее 75%) •
На дефектные подшипники составляют акт, в котором ука-
зывают фирму, обозначение подшипника, место установки, про-
работанный срок, характер повреждения и выводы.
Если подшипник насаживается на вращающийся вал, то при-
меняют глухую, тугую, напряженную или прессовую посадки
в системе отверстия. Если подшипник насаживают на непод-
вижную ось, то применяют посадки скольжения и движения.
Если корпус неподвижен — наружное кольцо устанавливают
в корпусе на напряженной или скользящей посадке, а если кор-
пус вращается—на глухой или тугой посадке (по системе вала).
Е[ри небольших оборотах и значительных нагрузках приме-
няют более напряженные посадки, при больших оборотах — ме-
нее напряженные.
При сборке подшипниковых узлов подшипник сначала уста-
навливают на ту деталь, которая должна вращаться.
Посадку подшипника можно осуществлять в холодном или
в горячем состоянии. Подшипник нагревают в масляной ванне
до 90—100° С. Вместо нагрева можно применить охлаждение
твердой углекислотой в течение 12—15 мин. При посадке под-
шипника с большим натягом можно применить комбинирован-
ный способ термопосадки — нагрев внутреннего кольца и ох-
лаждение вала. В холодном состоянии посадку осуществляют
с помощью пресса или молотка и медной выколотки (рис. 19).
Выколотку перемещают по окружности после каждого удара,
чтобы не произошло перекоса и заклинивания подшипника. Под-
шипник должен плотно прилегать к заплечикам вала. Клейме-
ное кольцо подшипника должно быть обращено наружу.
Эти способы посадки подшипника являются механическими
и при массовом применении, и при посадке крупногабаритных
подшипников не могут считаться совершенными.
Вместо механических способов посадки и демонтажа под-
шипников применяют гидравлический способ, используя для
этого гидравлическое приспособление для посадки подшипников
качения (рис. 20), особенно при монтаже и демонтаже подшип-
ников с внутренним диаметром 140—150 мм и более, устанавли-
ваемых на конусных переходных втулках или непосредственно
на конусных цапфах.
В отделе главного механика должен быть список всех необ-
ходимых размеров сменных гидравлических гаек, применяемых
в зависимости от конкретного подшипникового узла.
32
Рис. 19. Способы посадки и снятия подшипников качения:
а — монтажной трубой; б, в — съемниками; г — выколоткой
Рис. 20. Гидравлическое приспособление для посадки подшипников качения:
I — коническая втулка; 2—гидравлическая гайка; 3—шланг (трубка) высокого давления;
4—держатель насоса; 5 — манометр; 6 — насос; 7—рукоятка
Для работы с гидравлическими гайками требуется шланг
высокого давления 3, держатель насоса 4, манометр 5 и насос 6.
Гидравлическая гайка 2 навинчивается на резьбовую часть
цапфы так, чтобы поршень гайки упирался в торец втулки 1.
Насосом 6 масло подается в гидравлическую гайку 2. Поршень
Рис. 22. Схема проверки прямолинейности
оси вала:
А — проверка параллельности вала отвесом; Б — про-
верка параллельности вала с помощью приспособле-
ния и отвеса; Л 2— отвесы; 3 —призма; 4 —уровень;
5 — обработанная поверхность
Рис. 21. Гидравличе-
ская гайка:
1 — стальное кольцо; 2—
кольцеобразный пор-
шень; 3, 4—наружное и
внутреннее уплотнитель-
ные кольца; 5, 6 — от-
верстия для соединения
с масляным насосом
(одно отверстие закры-
вается шаровым клапа-
ном)
Рис. 23. Выверка вертикальности валов:
А — отвесом; Б — рамным уровнем; 1 — отвес; 2—
вал; 3—рамный уровень
гайки под давлением масла выдвигается и запрессовывает
втулку в подшипник до требуемой величины уменьшения ради-
ального зазора в подшипнике. Давление, создаваемое в системе,
отражается манометром 5.
Гидравлическая гайка (рис. 21) состоит из стального кольца
1 с внутренней резьбой и цилиндрической канавкой с одной сто-
роны, в которую вставляется кольцеобразный поршень 2. Он
имеет два уплотнительных кольца: наружное 3 и внутреннее 4,
34
которые вставляются в соответствующие кольцевые канавки на
наружной и внутренней цилиндрических поверхностях поршня.
В качестве материала уплотнительных колец служит термопла-
стический кордовый шнур.
Насос может создавать давление около 1000 кгс/см2. В ка-
честве жидкости используют минеральное масло с вязкостью
10—15°Езо (например, МС-20 с добавлением 20% веретенного
масла).
2. МОНТАЖ ВАЛОВ
При монтаже оборудования целлюлозно-бумажных пред-
приятий приходится устанавливать большее количество валов
в горизонтальной и вертикальной плоскостях.
Наиболее ответственной частью вала являются его шейки,
обработанные по 8—10-му классу чистоты, поэтому после изго-
товления их тщательно зачищают от повреждений. Шейки валов
покрывают слоем густой смазки, краской, оборачивают прожи-
ренной бумагой, защищают деревянными или металлическими
колпаками.
Перед монтажом шейки валов тщательно осматривают и об-
наруженные дефекты (ржавчину, задиры, риски, вмятины и т. д.)
устраняют до установки вала. Затем проверяют прямолиней-
ность вала (рис. 22). Для этого вал укладывают на подкладки,
параллельно оси вала натягивают струну и замеряют микромет-
рическим штихмасом расстояние от отвеса 1, опущенного с кон-
трольной струны до отвеса 2, опущенного с вала. Замеры произ-
водят в нескольких точках по длине вала, передвигая для этого
отвесы. Затем вал поворачивают на 90° и снова производят за-
меры. Величина 6 дает расстояние от отвеса, спущенного
с контрольной струны, до оси вала. Мерительным инструментом
ГТ о й '|— Ь
служит электроштихмас. У прямолинейного вала величина —1—
должна быть одинакова для всех точек замера. Если будет об-
наружен изгиб вала, выходящий за пределы допустимого, то вал
подвергают правке.
При монтаже валов выполняют следующие операции: уста-
новку валов по привязкам и отметкам; выверку горизонталь-
ности; выверку вертикальности; выверку перпендикулярности;
центровку; выверку параллельности.
Положение валов при их установке проверяют по монтаж-
ным осевым линиям и по высотным реперам. Горизонтальность
выверяют уровнем 2—3-го класса точности. Вертикальное по-
ложение валов выверяют рамным уровнем либо по отвесу
(рис. 23). Вертикальность вала по рамному уровню проверяют
в двух взаимно перпендикулярных направлениях, прикладывая
Уровень к валу в нескольких точках и фиксируя положение
35
пузырька. Для проверки положения вала по отвесам используют
монтажные струны, с которых опускают два отвеса, смещенных
под углом 90°, и измеряют электроштихмасом расстояние между
валом и отвесами.
Выверять параллельность валов начинают с разбивки осевых
линий. Валы устанавливают по привязкам и отметкам, выверяют
их горизонтальность и, закрепив один из валов, проверяют па^
раллельность второго вала. Если расстояние между валами не
Рис. 24. Выверка параллельности вала:
а— штихмасом; б—стальной рулеткой; в—струной и рейсмусом; 1, 2— валы;
штихмас; 4, 5 — валы; 6 — изогнутый рейсмус; 7 — струна; 8 — скобы; 9 — груз; A, D —
первоначальное положение скоб; С, В—положение скоб после поворота валов на 180°
превышает 1 —1,5 м, можно использовать микрометрический
штихмас. При большем расстоянии между валами можно ис-
пользовать рулетку или рейсмус.
Для выверки параллельности с помощью рейсмуса (рис. 24)
перпендикулярно оси вала натягивают струну, а на валы крепят
изогнутые рейсмусы так, чтобы между струной и концами рей-
смусов был минимальный зазор, равный 0,2—0,3 мм. Затем валы
поворачивают на 180° и вторично замеряют зазор. Передвигая
один конец вала, добиваются такого положения, при котором
зазоры окажутся равными.
36
Взаимно перпендикулярные валы могут быть расположены
в горизонтальной или в вертикальной плоскости.
Выверять их (рис. 25) начинают с установки горизонталь-
ности вала 1. На конец второго вала 2 устанавливают скобу 3
с минимальным зазором, затем поворачивают вал на 180° и за-
меряют зазор. Перемещая конец вала 2, добиваются одинако-
вого зазора.
Центровку валов производят в тех случаях, когда валы
должны быть соединены между собой; ее можно провести с по-
мощью лекальной линейки или скоб (рис. 26). Лекальную ли-
нейку прикладывают к
поверхности соединяемых
валов в трех или четырех
местах по окружности, за-
меряя щупом зазор меж-
ду плоскостью линейки и
каждым валом. Более
точные результаты можно
Рис. 25. Выверка перпендику-
лярности валов:
1, 2—в&лъ\; 3 — скоба; А — перво-
начальное положение скобы; Б —
положение скобы после поворота
вала на 180°
Рис. 26. Способы центровки валов:
А — лекальной линейкой; Б — скобами с заострен-
ными концами; В — скобамн с плоскими торцами;
Г — скобами с фигурным вырезом; I, II, III,
IV — положения вала при повороте на 90°; а, б—
замеряемый зазор; 1 — лекальная линейка; 2, 3—
валы; 4—скоба с заостренными концами; 5 —
скоба с плоскими торцами; 6—скоба с фигурным
вырезом
получить, используя скобы с горизонтальными и вертикальными
чисто обработанными участками, между которыми производят
замеры штангенциркулем с ценой деления 0,05 мм или микро-
метром с ценой деления 0,01 мм в четырех противоположных
точках между плоскостями а и б. Разность величин зазоров a
укажет на наличие перекоса валов, а разность величин зазоров
б — на то, что осевые линии валов лежат не на одной прямой.
3. МОНТАЖ МУФТ
Для соединения отцентрированных валов применяют муфты
сцепления (рис. 27). Эти муфты обеспечивают плавность пере-
дачи и смягчают толчки и удары, возникающие при резких из-
менениях крутящего момента. В зависимости от характера ра-
боты валов их подразделяют на жесткие, эластичные и под-
вижные.
37
Жесткие муфты применяют значительно чаще. Различают
продольно-свернутые и поперечно-свернутые жесткие муфты.
Они просты по конструкции, но требуют точной центровки вала.
Продольно-свернутые муфты удобны тем, что их можно уста-
Рис. 27. Муфты сцепления:
а — поперечно-свернутая; б — продольно-свернутая; в — пружинная; г —дисковая; / —
корпус полумуфты; 2 —- центрующее кольцо; 3 — шпонка; 4 — вал; 5 —узкий паз; 6 — ши-
рокий паз; 7 — болт с гайкой; 8 — кожух; 9 — змеевидная пружина; 10 — эластичная пру-
жина; // — палец
навливать, не сдвигая валов. Поперечно-свернутая дисковая
муфта состоит из двух дисков, насаженных на вал с натягом.
Напряженную посадку применяют при работе со спокойными
нагрузками, тугую — при переменных и при ударных нагрузках.
Посадку производят прессом или вручную с помощью медной
38
кувалды. Правильно расточенная полумуфта при каждом ударе
должна надвигаться на 2—3 мм. Нагретая до 100—150° С пра-
вильно расточенная под тугую посадку полумуфта устанавлива-
ется свободно или легкими ударами молотка.
Если полумуфту при посадке заклинило, то ее снимают
с вала съемником и растачивают до нужного размера. Опили-
вать или шлифовать вал под полумуфту недопустимо, так как
в дальнейшем для этого вала придется производить индивиду-
альную подгонку полумуфт.
Если полумуфта расточена свободно, то ее приходится рас-
точить под переходную втулку. Толщина стенок втулки должна
быть не менее 2 мм. Устанавливается втулка прессованием. По-
лумуфта должна быть установлена без перекосов. Максимально
допустимое радиальное биение 0,1—0,25 мм, торцевое биение
0,2—0,4 мм, в зависимости от диаметра муфты.
При скреплении полумуфт используют точеные болты. Их ус-
танавливают с натягом, они работают на срез и для их затяжки
достаточно небольшого усилия, а болты, установленные с зазо-
ром, работают на разрыв, и они должны быть затянуты с силой,
обеспечивающей необходимое трение между дисками.
В тех случаях, когда допускается взаимное смещение валов,
диски муфты можно соединять стальными точеными пальцами.
Конические хвостовики пальцев закрепляют в отверстиях одного
диска неподвижно, а цилиндрические концы с набором колец из
кожи, резины, фибры заводят в отверстия второго диска с не-
большим зазором.
При монтаже управляемых муфт (фрикционных, зубчатых,
кулачковых) необходимо обеспечить: хорошее прилегание со-
прягаемых рабочих поверхностей (дисков, зубьев, кулачков)
при их включении; легкость включения и выключения; надеж-
ность соединения во время работы; нормальный нагрев и износ
при самом тяжелом режиме работы. Кроме того, при сборке зуб-
чатых и кулачковых муфт следует хорошо отцентрировать валы
для обеспечения одновременной работы всех кулачков и зубьев.
Для правильного сцепления зубьев и кулачков подвижная часть
муфты должна скользить по валу без качения.
Фрикционные муфты позволяют плавно включать механизм
на ходу. По форме поверхностей трения их подразделяют на ко-
нические, цилиндрические и дисковые. Дисковые муфты имеют
несколько поверхностей трения и поэтому выполняются с наи-
меньшими габаритами.
4. МОНТАЖ РЕМЕННЫХ, ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Ременные передачи, в которых усилия передаются от одного
шкива к другому с помощью одного или нескольких бесконеч-
ных ремней, подразделяют на плоскоременные (применяются
значительно реже) и клиноременные.
39
Клиноременная передача имеет ряд преимуществ: при
обрыве одного из ремней не произойдет останова машины; до-
пускает большее передаточное число; допускает меньшее меж-
центровое расстояние. Недостатком клиноременной передачи яв-
ляется зависимость межцентрового расстояния от стандартной
длины ремня. Определяется это расстояние по формуле
1 =
L — —(D + d)
360
2 cos а
ММ,
(20)
где I — расстояние между осями шкивов, мм;
L — длина ремня по средней линии, мм;
а= arcsin"D — d---------угол наклона ветвей ремня к горизонту;
2L — (D -j- d) л.
(21)
D,d — диаметры шкивов по средней линии, мм.
Рис. 28. Натяжные устройства ременных передач:
а — натяжной ролик; б — натяжной винт; в — качающаяся плита с противовесом; 1 —
опора; 2 —натяжной ролик; 3 — натяжной винт; 4 — противовес; 5 — качающаяся плита
Ременные передачи передают усилия за счет трения между
ремнями и шкивом. Увеличегие силы трения за счет натяжения
ремня нежелательно, так как при этом приходится увеличивать
площадь сечения ремня, что делает его более тяжелым и менее
гибким, а также плохо отражается на подшипниках. Увеличение
диаметра шкива возможно лишь в определенных пределах. От
этого изменяется передаточное число, габарит и масса. Поэтому
для увеличения силы трения между ремнем и шкивом стремятся
к увеличению угла обхвата. Для этого применяют натяжные ус-
тройства (рис. 28).
Шкивы для передач изготовляют гладкими (с бомбировкой)
или с клиновыми канавками. Большие шкивы делают разъем-
ными, и сборка их представляет определенную сложность. При
их сборке проверяют, нет ли перелома торцевой плоскости
шкива в месте разъема. Для этого используют специальное при-
40
способление (рис. 29), которое состоит из крестовины и четырех
ползунов со стопорными и контрольными винтами.
На контрольной плите ползуны устанавливают на равном
расстоянии (в зависимости от диаметра шкива), а контрольные
винты вывинчивают в одной плоскости. Если все четыре винта
будут касаться обода шкива, то перелома в месте разъема нет.
Большие шкивы подвергают балансировке. Динамической
балансировке подвергают шкивы машин, устанавливаемых на
жестком фундаменте с соотношением 6/Д^З и окружной ско-
ростью —6 м/с, где Ь — ширина шкива; D — диаметр.
Рис. 30. Выверка торцевого и радиального
биения шкива:
а — рейсмусом; б — индикатором; / — рейсмус на
штативе; 2 — шкив; 3 —вал; 4 — индикатор; бт и
бр — величины торцевого и радиального биения
Рис. 29. Проверка отсутствия
перелома в стыке разъемного
шкива:
1 — приспособление для проверки
излома; 2 — шкив; 3 — подвижный
ползун; 4 — стопорный винт; 5 —
контрольный винт; в — ширина
шкива; с — замеряемый зазор обра-
зующийся при неправильной сборке
При установке машин на нежестком фундаменте (рамах,
перекрытиях) динамической балансировке подвергают шкивы
с соотношением b/Dz^\ независимо от скорости вращения. Во
всех остальных случаях достаточно статической балансировки.
Насадку шкивов на вал осуществляют вручную или специ-
альными приспособлениями аналогично насадке поперечно-свер-
нутых муфт. Насаженный на вал шкив необходимо проверить на
торцевое и радиальное биение с помощью рейсмуса или индика-
тора (рис. 30).
При сборке и выверке ременных передач следят за тем,
чтобы шкивы были отбалансированы, валы шкивов установлены
строго параллельно друг к другу, боковые поверхности канавок
для клиновых ремней были гладко обработаны; чтобы клиновые
ремни имели одинаковую длину и ложились в канавки, не вы-
ступая из них и не упираясь в их дно. Особенно важно, чтобы
направление канавок обоих шкивов совпадало, т. е. чтобы оси
канавок лежали в одной плоскости. Смещение центров канавок
41
Рис. 31. Проверка зацепления зуб-
чатых передач по пятну касания:
a — правильное зацепление; б — оси пере-
дач непараллельны; в — оси передач не-
параллельны и межцентровое расстояние
уменьшено; г — оси передач непараллель-
ны, а межцентровое расстояние увеличено;
д — оси передач параллельны, но межцент-
ровое расстояние увеличено; е — оси пере
• •• " межцентровое рас-
ж — правильное за-
з —
дач параллельны, но
стояние уменьшено;
цепление в конической передаче;
уменьшен угол между осями, отпечаток
смещен к пятке зуба; и — увеличен угол
между осями, отпечаток смещен к носку
зуба; к — недостаточный зазор в зацепле-
нии, отпечаток смещен к ножке зуба; л —
увеличен зазор в зацеплении, отпечаток
смещен к вершине зуба
не должно превышать 0,005—0,006 расстояния между центрами
шкивов. Большее смещение приводит к быстрому односторон-
нему износу ремня.
Зубчатые и червячные передачи при правильной сборке
должны обеспечивать нормальную работу, от которой во многом
зависит бесперебойная эксплуатация оборудования. При непра-
вильной сборке возникают виб-
рации, удары, разбалтывание
соединений и усталостные раз-
рушения деталей.
Показателем правильности
сборки зубчатых передач яв-
ляются осевые и радиальные
зазоры, а также степень при-
легания зубьев друг к другу.
Радиальный зазор устанав-
ливается в пределах (0,154-
4-0,20) т + С, где т — модуль
шестерки; С — величина сум-
марного температурного рас-
ширения шестерен.
Осевой зазор устанавлива-
ется в пределах (0,054-0,1)т.
Радиальный и осевой зазо-
ры проверяют, замеряя штан-
генциркулем толщину отпечат-
ков, полученных на свинцовых
пластинках, заложенных меж-
ду зубьями колес.
Кроме проверки осевых и
радиальных зазоров, опреде-
ляют по отпечатку краски сте-
пень касания зубьев колеса
(рис. 31). При нормальном зацеплении размеры пятна должны
быть в пределах 45—50% высоты и 50—60% длины зуба. От-
печаток не должен доходить на 2—3 мм до края зуба.
Глава V. МОНТАЖ ОБОРУДОВАНИЯ ЛЕСНЫХ БИРЖ
Основным сырьем для целлюлозно-бумажного производства
является древесина хвойных и лиственных пород. Древесина на
предприятия поступает в виде круглого леса и технологической
щепы, для транспортировки которых используют водный, желез-
нодорожный и автомобильный транспорт.
Для выгрузки круглого леса из воды, для разгрузки барж,
железнодорожных вагонов и автотранспорта применяют различ-
ные виды кранового оборудования. Типы кранов, их характери-
42
стика и грузозахватные устройства обусловливаются технологи-
ческим процессом, связанным с поставкой древесины и дальней-
шей ее переработкой.
Для выгрузки технологической щепы служат специальные
приемные устройства, оборудованные ленточными и скребко-
выми транспортерами.
Древесина, поступающая на химическую переработку, хра-
нится на специальных биржах. Существуют четыре типа бирж,
отличающихся способом хранения древесины: штабельные; ку-
чевые; биржи водного хранения; биржи открытого хранения
щепы. Все типы бирж оснащают кранами, транспортерами лен-
точными и цепными, элеваторами, кучеукладчиками и другим
оборудованием.
1. МОНТАЖ ТРАНСПОРТИРУЮЩЕГО ОБОРУДОВАНИЯ
Транспортирующие машины могут быть с тяговым элемен-
том (лента, цепь, канат) и без него (ролики, шнек и др.).
Независимо от рода тягового элемента транспортирующие
машины состоят из приводной станции, натяжной станции, тяго-
вого элемента, поддерживающих устройств, загрузочных и раз-
грузочных приспособлений.
Ленточные конвейеры
Обычно на монтажную площадку ленточные конвейеры
(рис. 32) доставляют в разобранном виде.
•Монтаж конвейера можно вести последовательно, начиная от
приводной или от натяжной станции, либо параллельно, монти-
руя одновременно обе станции и станину конвейера.
Перед монтажом проверяют комплектность и качество узлов
и деталей, после чего приступают к укрупнительной сборке.
Монтаж конвейера начинают с разбивки осевых линий и ус-
тановки станин. Станины монтируют методом наращивания от-
дельных секций. После выверки станины скрепляют болтами
или сваривают, устанавливают кронштейны и роликоопоры. За-
тем устанавливают приводной барабан и соединяют его с при-
водом. Натяжной барабан устанавливают на раму, выверяют и
собирают натяжное устройство. Одновременно по верхним опо-
рам рамы прокладывают и крепят пути для двухбарабанного
сбрасывателя.
Положение станины и станций конвейера контролируют по
натянутой струне со спущенным с нее отвесом. Нити отвесов
должны совпадать с центровыми рисками на поперечинах сек-
ций станций. Допустимые отклонения ±0,1 мм. Горизонталь-
ность станин проверяют уровнем и регулируют подкладками.
Допустимое отклонение от горизонтали составляет 1 мм на
1 м длины станин.
43
Оси барабанов приводной и натяжной станций должны быть
строго перпендикулярны продольной оси конвейера. Допусти-
мый перекос — не более 0,5 мм на 1 м. Выверку производят
Рис. 32. Ленточный конвейер:
/ — станина; 2 — приводная станция; 3— натяжная станция; 4 — натяжной винт; 5 — лента;
6 — ролики верхние; 7 — ролики нижиие; 8 — редуктор
с помощью вспомогательных осевых отвесов и проверочной
планкой (рис. 33).
Параллельно главной осевой линии 1 натягивают вспомога-
тельную осевую линию 8 и перпендикулярно линии 1 — вспомо-
гательную осевую линию 2
Рис. 33. Выверка перпендикуляр-
ности осей приводной и натяжной
станций:
/ — главная монтажная осевая линия; 2 —
осевая линия вала приводной; или натяж-
ной станции; 3, 4— отвесы; 5 —вал; 6 —
шкив; 7 — проверочная плаика; 8 — вспомо-
гательная осевая линия; 9, 10 — отвесы
го перпендикулярно продольной
над местом установки валов
приводного и натяжного бара-
банов. С осевой линии 2 опус-
кают отвесы 3 и 4, по которым
устанавливают вал 5. Затем
к торцу шкива 6 крепят про-
верочную планку 7 длиной 2—
2,5 м. С вспомогательной осе-
вой 8 опускают отвесы 9 и 10
с таким расчетом, чтобы стру-
на отвеса 9 совпала с цент-
ром проверочной планки, по-
ворачивают шкив на 180°, при
этом нить отвеса 10 также
должна совпасть с центром
проверочной планки. Ролики
конвейера устанавливают стро-
оси конвейера. Перпендикуляр-
ность проверяют по шаблону. Затем надевают ленту.
Смонтированный конвейер испытывают на холостом ходу.
При этом проверяют положение ленты, если она на приводном
44
барабане сползает в сторону, то конец барабана, в сторону кото-
рого сползает лента, подают вперед или противоположный ко-
нец — назад. Лента должна идти точно по центру и не должна
задевать за конструкцию конвейера. Конвейер обкатывают вхо-
лостую в течение 2—4 ч. Если лента идет нормально, то начи-
нают проводить испытание конвейера под нагрузкой и одновре-
менно регулируют загрузочное устройство, чтобы груз ложился
по центру ленты.
Обкатка длится от 8 до 24 ч, в зависимости от размеров кон-
вейера, конструкции, требований к работе и от качества мон-
тажа.
Цепные конвейеры
По характеру расположения древесины цепные конвейеры
подразделяют на продольные, поперечные и со смешанным рас-
положением бревен (навалом).
В зависимости от назначения и условий работы применяют
различные цепные'конвейеры: продольные одно- и двухсекцион-
ные лесотаски, поперечные штабельные элеваторы, кучеуклад-
чики (стаккеры).
Продольные одноцепные и двухцепные лесотаски в зависи-
мости от места установки могут быть наклонными, горизонталь-
ными или наклонно-горизонтальными. Они имеют следующие
основные узлы: станины с направляющими, приводную, пово-
ротную и натяжную станции с одной или двумя парами звез-
дочек, гибкий тяговый элемент.
Станины изготовляют из стали, дерева, железобетона.
В качестве направляющих для цепей, катков или захватов
применяют уголки, швеллеры, полосовую или квадратную сталь,
узкоколейные рельсы.
Приводная станция состоит из редуктора и дополнительной
зубчатой или цепной передачи. Для плавного изменения ско-
рости конвейера иногда между двигателем и редуктором уста-
навливают вариатор.
В зависимости от длины конвейера применяют винтовые или
грузовые натяжные устройства.
Движущую силу на тяговые цепи передают через звездочки
или блоки. В качестве гибкого тягового элемента используют
пластинчатые и круглозвенные цепи, снабженные опорными по-
перечинами для захвата бревен. Поперечины скользят или ка-
тятся на катках по направляющим.
Монтаж цепных лесотасок ведется последовательно от при-
водной или от концевой станции и в общем не отличается от
монтажа ленточных конвейеров. Одной из важнейших операций
при монтаже цепных лесотасок является установка и выверка
направляющих, которые должны быть строго симметричны про-
дольной оси конвейера. Симметричность расположения направ-
45
звездочек должны быть строго
<К— з
Рис. 34. Проверка симметричности
и вертикальности расположения
звездочек лесотаски:
/ — звездочка; 2 — груз; 3 — продольная
ось; 4 — уровень; 5 —шаблон; 6 — отвес
ляющих и ширину колеи проверяют раздвижным штихмасом
с укрепленным на нем уровнем. Передвигая штихмас по направ-
ляющим, проверяют ширину колеи и уклон, следя за тем, чтобы
ось штихмаса совпадала с осевой линией лесотаски.
Разность отметок двух направляющих колеи не должна пре-
вышать ±0,5 мм; отклонение от номинальной ширины колеи
±2 мм; величина уступов на стыках направляющих не более
I мм, а величина зазоров не более 3 мм. Положение звездочек
относительно оси и расстояние между боковыми поверхностями
выдержаны для того, чтобы не
заклинивало цепи и не проис-
ходило бы рывков при сбега-
нии цепи с зубьев. Симмет-
ричность и вертикальность
звездочек проверяют шабло-
ном (рис. 34) в четырех взаи-
мопротивоположных точках,
следя за тем, чтобы ось шаб-
лона совпадала с отвесом, опу-
щенным со струны основной
осевой линии. Неправильная
установка звездочек вызовет
повышенное трение цепей о бо-
ковые поверхности зубьев и
повы.шенный износ зубьев и
цепей. Сварные калиброван-
ные цепи состоят из овальных
звеньев, изготовленных из
стальных прутков диаметром
19; 22; 25 мм и с шагом 102;
116; 136 и 150 мм. Предел прочности стали при растяжении
37—45 кгс/мм2. Обычно круглозвенные цепи поставляют на мон-
таж отдельными кусками, которые раскладывают возле лесо-
таски на настиле, и специальными скобами соединяют отдельные
отрезки цепи между собой и с поперечными захватами. Затем
цепь устанавливают на верхнюю колею и постепенно перего-
няют по направляющим на нижнюю ветвь.
Концы цепи стягивают талью или лебедкой и замыкают
соединительной скобой.
После окончания монтажа осматривают крепления, прове-
ряют наличие смазки, натяжение цепей и производят пробный
пуск конвейера и обкатку на холостом ходу. Если лесотаски ус-
тановлены с большим углом наклона 20—40° или 55—90° (у эле-
ваторов), необходимо предусмотреть установку храпового ус-
тройства, чтобы не допустить обратного хода цепей при отклю-
чении электродвигателя. В храповом устройстве должно быть
обеспечено полное прилегание собачки к зубьям храпового
колеса.
46
2. МОНТАЖ КУЧЕУКЛАДЧИКОВ
Кучеукладчики (стаккеры) применяют на кучевых складах
для формирования и разборки куч короткомерной древесины.
Кучеукладчик состоит из передвижного портала на железнодо-
рожном ходу и шарнирно закрепленных на нем одной или двух
наклонных стрел, на которых смонтированы двухцепные кон-
вейеры.
Конвейер оборудован пластинчатыми втулочно-роликовыми
цепями, соединенными между собой стальными траверсами.
Длина стрел достигает приблизительно 62 м, скорость конвей-
00S6
ера 1 м/с, скорость передвижения портала 23,5 м/мин, масса
стаккера (общий вид которого дан на рис. 35) без противовесов
112—160 т. Масса противовеса примерно 100 т.
На монтажную площадку стаккер доставляют разобранным
в виде укрупненных узлов: портала, наклонных стрел, ходовых
платформ, цепных конвейеров, механизмов подъема стрел и пе-
редвижения портала. Узлы и детали стаккера расконсервируют
и производят приемку.
Монтаж стаккера (рис. 36) начинают со сборки холостой
опоры с противовесом и с установки ее на рельсы. Холостую
опору крепят временными подкосами, которые удаляют только
после подъема стрелы. Противовес заполняют балластом: пе-
ском, гравием, бетоном и т. д.
Одновременно с этими работами ведут монтаж опоры стак-
кера. Тележки опоры устанавливают на рельсы и крепят специ-
альной балкой, расположенной по осевой линии рельсов, при
этом наблюдают, чтобы совпали поперечные оси балки и проти-
вовеса. На балку устанавливают вертикальную опору и крепят
ее подкосами, соединяя с тележками с помощью болтов. Затем
47
опору и противовес соединяют платформой, выверяют ее по
осям, по уровню и приворачивают опоры к платформе и балке.
На платформе устанавливают мачту механизма подъема стрелы
и машинное отделение. Стрела стаккера достигает длины 61,5 м
и собирается из отдельных узлов на шпальных выкладках. Вы-
кладки делают такой высоты, чтобы соединительные узлы пор-
тала и собранной стрелы совпали, запасовывают полиспасты
1
Рис. 36. Схема монтажа стаккера:
/ — ходовые тележки; 2 — нижняя часть опоры;
3 — подкос; 4 — платформа; 5 — опора; 6 — специ-
альная балка-затяжка; 7 — противовес; 8 — крон-
штейн
Кабельные краны состоят из двух
подъема стрелы и натя-
гивают ветровые и под-
держивающие канаты.
По окончании монта-
жа производят опробова-
ние и испытание стакке-
ра.
3. МОНТАЖ КАБЕЛЬНОГО
КРАНА
Кабельные краны на-
шли широкое применение
на лесных складах шта-
бельного хранения древе-
сины.
Кабельные краны под-
разделяют на краны: а)
со стационарными опора-
ми; б) с параллельно пе-
редвигающимися опора-
ми; в) радиальные с од-
ной неподвижной, а вто-
рой передвигающейся по
дуге с радиусом, равным
пролету крана, опорами,
башен, соединенных несу-
щим канатом, по которому передвигается грузовая тележка
с полиспастом. Передвижение тележки и подъем груза осуще-
ствляются с помощью тягового и подъемных канатов. В одной
из башен крана размещено машинное отделение с механизмами
управления краном и лебедками подъема и перемещения груза.
Вторая башня поддерживает несущий и рабочие канаты.
Грузоподъемность кабельных кранов, применяемых на лес-
ных складах, до 30 тс, пролет до 750 м, высота башен до 70 м,
диаметр каната 60—70 мм, общая масса крана (без противове-
сов) достигает 1500 т.
Башни крана устанавливают на подкрановые пути, горизон-
тальные или наклонные, в зависимости от направления сил, дей-
ствующих на пути. Угол наклона путей 50—60° и совпадает с уг-
лом наклона подкоса опорной башни, вдоль которого направ-
лена равнодействующая сила. Пути укладывают на шпальном
48
или бетонном основании, которое допускает нагрузку на колесо
соответственно 15—18 тс и 30—50 тс.
На монтажную площадку кабельный кран доставляют разо-
бранным в виде отдельных узлов. Монтаж кабельного крана на-
чинают с подготовки сборочной и монтажной площадки. На
площадке сооружают якоря, выкладывают шпальные клети для
сборки стальных конструкций башен, подводят электроэнергию,
освещение, устанавливают монтажные механизмы, приспособле-
ния, такелажную оснастку и т. д.
Рис. 37. Подъем машинной башни кабельного
крана двумя мачтами:
/ — монтажные мачты; 2 — наклонная ферма; 3 — верти-
кальная ферма; 4 —монтажные тележки под наклонной
фермой; 5—монтажные тележки под вертикальной фер-
мой; 6 — стяжной полиспаст; 7 — монтажные пути; 8 —
тормозной полиспаст; /— / — первоначальное положение
мачт; II—II— положение мачт после переноса
Перед монтажом производят приемку подкрановых путей и
выбор участка под монтаж, при этом необходимо учесть, что
монтажные нагрузки значительно превышают эксплуатацион-
ные, так как при монтаже отсутствуют разгружающие усилия
от натяжения кабелей. Затем приступают к сборке металлокон-
струкций башен и подбашенных тележек. Металлоконструкции
башен собирают по чертежам, соединяя отдельные части бол-
тами с контргайками. При сборке металлоконструкций башен
устанавливают площадки, лестницы, перила и т. д.
В зависимости от условий монтажа подъем башен и уста-
новку их на рельсовые пути можно произвести разными спо-
собами.
Монтаж башен крана двумя мачтами (рис. 37) выполняют
следующим образом: две мачты высотой по 45 м устанавливают
3 И. 3. Малинский
49
рядом с собранными наклонной и вертикальной фермами башни
на расстоянии 12 м. В верхней части фермы соединены шар-
нирно и уложены на четыре подкрановые тележки. Тележки со-
бирают на подкрановых путях в стороне от места сборки башен.
Фермы поднимают домкратами, и ручной лебедкой подкаты-
вают под них тележки. Затем производят запасовку полиспастов
для подъема ферм башни и одновременного стягивания тележек.
С помощью подъемных полиспастов вертикальную и наклонную
фермы поднимают на высоту 40 м, при этом тележки под верти-
кальной фермой окажутся на расстоянии 18 м от оси мачт. За-
крепив стяжной и тормозной полиспасты на лебедках, освобож-
дают подъемные полиспасты и раздвигают мачты в стороны на
расстояние до 30 м. С помощью лебедок и стяжного полиспаста
заканчивают подъем башни до проектной отметки, окончательно
закрепляют между собой фермы и монтируют горизонтальные
мосты. Собранную башню откатывают и приступают к сборке
второй башни.
После сборки башен устанавливают лебедки подъема груза
и передвижения грузовой тележки, механизм передвижения
крана и противоугонные устройства.
Одновременно ведут работы по монтажу несущих подъемных
и тяговых канатов крана. Несущие канаты кабельного крана за-
крытой конструкции изготовлены из стальной проволоки и сна-
ружи закрыты профильной проволокой. Такие канаты имеют
гладкую поверхность, обладают большой прочностью на растя-
жение и хорошо сопротивляются поперечному сжатию. Запас
прочности К принимают равным 3,5—4,5.
В качестве тяговых и подъемных канатов применяют канаты
двойной свивки с органическим сердечником. Предел прочности
на растяжение 120—180 кгс/мм2. Запас прочности 5—6.
На монтажную площадку канаты подают намотанными на
барабаны (массой до 20 т). Барабан устанавливают на специаль-
ные козлы, имеющие тормозные устройства. Раскладывают де-
ревянные подкладки, и с помощью лебедки или трактора раска-
тывают канат строго по оси грана. Длина каната должна быть
на 5 м больше пролета между башнями. На растянутый канат
у одной из башен устанавливают ходовыми колесами грузовую
тележку. Концы каната должны быть закреплены на башнях.
Для этого один конец каната поднимают на башню с помощью
полиспаста, заводят в концевую муфту и расчеканивают специ-
альными стальными клиньями. Второй конец каната расчекани-
вают в муфте на земле, затем канат и тележку крепят к натяж-
ным полиспастам и поднимают к оголовку башни. Конец каната
заводят через балансирное устройство и натягивают до проект-
ного провеса.
После окончания монтажа выполняют наладку механизмов
крана, обкатывают на холостом ходу, испытывают и сдают кран
в эксплуатацию.
50
Глава VI. МОНТАЖ ОБОРУДОВАНИЯ
ДРЕВЕСНОПОДГОТОВИТЕЛЬНЫХ ЦЕХОВ
Для производства целлюлозы и древесной массы требуется
предварительная механическая обработка древесного сырья. Эта
обработка заключается в распиловке, окорке и подготовке кон-
диционной щепы, что осуществляется в древесноподготовитель-
ных цехах.
1. МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ
На целлюлозно-бумажных предприятиях поперечную распи-
ловку круглого леса осуществляют на круглопильных станках
с механическим надвиганием бревен (слешерах). Иногда на лес-
ных складах с малым объемом перерабатываемой древесины
применяют балансирные и маятниковые пилы, а также цепные
пилы и станки типа «лисий хвост» с возвратно-поступательным
движением пильного полотна. Однако в последнее время эти
станки заменяют слешерами специальной конструкции. Они от-
личаются числом пил, типом поперечной лесотаски, наличием
встроенного торцующего рольганга, типом захватов на цепях,
надвигающих бревна на пилы. По числу пил наиболее распро-
страненными моделями являются - трехпильные слешеры и че-
тырехпильные с 5-й торцующей пилой.
Стальная рама слешера выполнена в виде самонесущих
ферм, связанных между собой поясами из прокатной и листовой
стали. Рама выполнена с подъемом в сторону движения бревен,
что обеспечивает лучший прижим бревен к пилам. Верхняя
плоскость рамы перекрыта деревянным настилом. Пилы распо-
ложены вразбежку так, чтобы бревна распиливались одновре-
менно только одной пилой. Рабочая ветвь цепей движется по
направляющим рамы.
Станину слешера устанавливают на перекрытии так, что под
слешером образуется проем (7,2X10 м), в котором монтируют
бункер для сбора древесных отходов. Под бункером монтируют
конвейер для удаления отходов. Слешер имеет ограждения. Уп-
равление слешером осуществляется с пульта. Все двигатели пил
и лесотасок сблокированы и имеют последовательный пуск и
останов.
Общая масса установки от 22 до 40 т, длина — от 7,6 до
12 м, ширина от 10 до 11 м, высота до 4 м. Угол наклона рам
стола 9°25z.
Слешер поставляют под монтаж в разобранном виде, мон-
таж начинают с приемки фундамента и разбивки монтажных
осей. Затем на перекрытии, над бункером, монтируют станины
слешера, на которые устанавливают укрупненные узлы. Уста-
новленные станины выверяют и закрепляют с подливкой бетон-
ным раствором. На валы лесотаски слешера напрессовывают
3*
51
звездочки, подшипники с корпусами, полумуфты. Собранные
валы, масса которых достигает 1,5 т, устанавливают на место по
отвесам, спущенным со струны. Допустимые отклонения валов
на параллельность между собой 0,5 мм на 1 пог. м. Горизон-
тальность проверяют уровнем, устанавливаемым в нескольких
местах. Допустимое отклонение 0,2—0,3 мм на 1 пог. м.
Осевое смещение проверяют индикатором, допустимое откло-
нение 0,3 мм. Перпендикулярность плоскости зажимной шайбы
к оси вала проверяют индикатором с точностью до 0,1 мм на
1 пог. м. Радиальное биение конца пильного вала проверяют
индикатором с точностью до 0,05 мм.
Монтаж заканчивают установкой площадок, лестниц ограж-
дений и т. д. Испытание проводят в течение 6 ч на холостом
ходу и в течение 4 ч под нагрузкой.
2. МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ ОКОРКИ ДРЕВЕСИНЫ
На предприятиях целлюлозно-бумажной промышленности
применяют различные способы окорки древесины: механиче-
ский, основанный на удалении коры острыми или тупыми но-
жами; фрикционный, при котором окорка происходит
вследствие трения бревен между собой и об окорники; гид-
равлический, с использованием для окорки воды под боль-
шим давлением.
Наиболее прогрессивный метод — окорка древесины трением.
Этот метод заключается в том, что бревна трутся между собой
и о стенки агрегата. Работающее по этому методу оборудование
подразделяют на агрегаты непрерывного действия (барабанные
корообдирки) и периодического действия (бункерные корооб-
дирки) .
Окорочные барабаны различают по длине секций (от 7 до
12 м), по диаметру (от 3,6 до 6 м), наличию или отсутствию
ванны, по опорным конструкциям (ролики, цепи, гидроподшип-
ники), по различному исполнению привода.
На вновь строящихся и расширяемых предприятиях устанав-
ливают окорочные барабаны, позволяющие создавать поточные
линии и обеспечивающие высокую производительность и каче-
ственную окорку.
Барабанная корообдирка на гидроподшипниках
Барабанная корообдирка состоит из одной или из двух сек-
ций длиной 12 м и диаметром 4 м. Секция барабана представ-
ляет собой цилиндр, собранный из четырех чугунных бандажей,
к которым изнутри крепятся болтами обечайки из листовой
стали шириной 1000 мм и толщиной 20 мм. К этим обечайкам
приварены фасонные балки (окорники). Два бандажа являются
опорными, а на третий, расположенный между ними, надевается
цевочная шестерня, связанная с приводом. Между этими банда-
52
жами расположены еще десять стальных колец жесткости, вы-
полненных из двутавровых балок, к которым тоже приварены
окорники. Опорные бандажи устанавливают на гидравлические
подшипники. Корпус подшипника в виде сегмента охватывает
опорный бандаж по дуге на 120°. В верхней кромке корпуса
подшипника сделаны специальные посадочные места, куда
вставляют вкладыши из фторопласта или из древеснослоистого
пластика марки ДСП-6.
В корпус подшипника подается вода под давлением 2,0—
2,5 кгс/см2, и опорные бандажи скользят по водяной подушке.
Окорочный барабан помещен в железобетонную ванну.
На монтажную площадку окорочные барабаны поступают
в виде отдельных узлов и деталей. Бандажи, кольца жесткости,
цевочные шестерни состоят из двух частей и поступают от-
дельно, окорочные балки поступают в пакетах связанные прово-
локой. Масса двух половин бандажа 6—6,5 т, цевочной ше-
стерни 8—10 т, окорочной балки до 1 т, обечайки корпуса до
1,5—2 т. Масса одной секции барабана составляет 60—80 т.
В ванне, где должен расположиться окорочный барабан, де-
лают из бетона временные опоры, на которых устанавливают и
тщательно выверяют поворотные устройства, а также заклады-
вают шпальные выкладки. На поворотные устройства устанав-
ливают ободья, а на шпальные выкладки ставят цевочные ше-
стерни и кольца жесткости. К опорным ободьям и цевочйой ше-
стерне крепят болтами обечайки из листовой стали и к ним
прихватывают электросваркой часть окорочных балок.
Выверив после этого положение опорных ободьев и цевочной
шестерни, прихватывают и окончательно приваривают окороч-
ные балки, постепенно поворачивая барабан на поворотном ус-
тройстве. Затем домкратом поднимают собранную секцию, сни-
мают поворотные устройства и срубают временные бетонные
опоры. К опорным ободьям на специальных скобах подвеши-
вают сегментообразные подшипники. Барабан опускают в ванну,
выверяют положение сегментообразных подшипников и зали-
вают их бетоном. При выверке положения подшипников необхо-
димо обеспечить высокую точность прилегания опорных ободьев
к специальным вкладышам подшипников. Далее приваривают
снаружи барабана лопасти для удаления коры, устанавливают
уплотнители на гидроподшипниках и цевочной шестерне. Для
предотвращения продольного смещения барабана ставят с двух
сторон опорного бандажа стальные катки, монтируют привод и
испытывают барабан вхолостую и под нагрузкой.
Барабанная корообдирка на роликоопорах
Барабанные корообдирки на роликовых опорах состоят из двух
секций: глухой и открытой. Внутренний диаметр 3850 мм, длина
одной секции 10 150 мм. Масса вращающихся частей: глухой
секции 52 т, открытой секции 57,2 т. Число оборотов барабана
53
6 об/мин. Первая секция окорочного барабана представляет со-
бой сплошную, без щелей, обечайку из стального листа толщи-
ной 25 мм. К торцам этого барабана приварены диафрагмы
с отверстиями диаметром 2,4—2,8 м, образующие в барабане
порог для поддержания в нем слоя воды. К внутренней поверх-
ности барабана приварены 16 окорочных балок, а с наружной
стороны насажены два опорных бандажа, которыми барабан
опирается на четыре опорньгх ролика. В местах насадки банда-
жей на барабан по его окружности приваривают 32 стальные
полосы. Открытая секция выполнена из отдельных обечаек, ко-
торые соединены в секцию 32 окорочными балками. Привод
каждой секции индивидуальный, через венцовые шестерни.
Опорные ролики корообдирочного барабана устанавливают на
металлической раме, закрепленной на бетонном фундаменте.
Монтаж окорочных барабанов начинают с разбивки осевых
струн и с навески на них отвесов, определяющих положение
осей и центров роликовых опор. Для каждого опорного бан-
дажа устанавливают по паре опорных роликов так, чтобы по-
верхности качения располагались в одной горизонтальной
плоскости, и выверяют гидростатическим уровнем. Одновре-
менно с установкой роликоопор производят сборку окорочных
секций на сборочном стенде, расположенном рядом с фундамен-
том. Собранные секции подают на роликоопоры грузоподъем-
ными механизмами. При монтаже секций вне здания применяют
самоходные краны, а в здании — предусмотренные проектом
кран-балки и тельферы.
3. МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ РУБКИ ДРЕВЕСИНЫ
Классификация дисковых рубильных машин
Дисковые рубильные машины отличаются по способам по-
дачи древесины и выбросу щепы, типом диска, количеством но-
жей, наличием маховика, приводом.
По способу подачи различают машины с верхней по-
дачей и с горизонтальной подачей, со свободной подачей (с са-
мозатягиванием) и с принудительной подачей древесины.
По способу выброса щепы различают машины с верх-
ним выбросом и нижним выбросом.
Некоторые типы машин имеют насаженный на вал диска
маховик для создания при рубке необходимого махового мо-
мента. У большинства рубильных машин последних моделей
маховик отсутствует, крутящий момент машины компенсируется
электродвигателем, мощность которого достигает 1600 квт.
По типу диска машины могут быть с гладким или с ге-
ликоидальным диском, которые работают со значительно мень-
шими удельными давлениями.
Современные дисковые рубильные машины имеют до 16 но-
жей при диаметре диска до 3000 мм.
54
Монтаж рубильной машины
На монтажную площадку машина поступает в разобранном
виде. Отдельные узлы машины имеют примерную массу: вал
с ножевым диском 7—8 т; маховик 5—6 т; загрузочный патрон
1,5—2 т; станина 1 —1,5 т. Общая масса машины примерно
25—30 т.
Монтаж рубильной машины производят согласно техниче-
ским условиям, инструкциям и указаниям проектных организа-
ций и завода-изготовителя.
Машину монтируют на заранее подготовленном фундаменте.
Монтаж ведут в следующем порядке. Разбивают монтажные
осевые линии, одна из которых послужит для установки вала,
а вторая — для установки диска. Затем на фундамент устанав-
ливают на подкладках и клиньях две плиты, выверяют горизон-
тальность уровнем 2-го класса точности, опускают в колодцы ан-
керные болты с таким расчетом, чтобы конец болта выступал
над контргайкой примерно на 5 ниток и подливают фундамент
бетонным раствором, который заливают через отверстия в пли-
тах так, чтобы он заполнил всю внутреннюю полость. Через 6—
7 суток после подливки подтягивают анкерные болты и вторично
выверяют горизонтальность фундаментных плит. Особое внима-
ние обращают на горизонтальность обработанных поверхностей,
выверяя их гидростатическим уровнем.
Далее монтируют нижнюю часть кожуха машины. На ниж-
ней части кожуха приварены угольники для крепления болтами
к фундаментной плите.
Затем устанавливают упорный нож с винтовым регулировоч-
ным устройством, с помощью которого можно обеспечить зазор
0,8—1,0 мм между упорным ножом и ножами на диске. Диск
соединяют с валом специальной ступицей, надеваемой на вал
в горячем состоянии. Диск устанавливают на ступицу и соеди-
няют призонными болтами, которые должны входить в отвер-
стия от легких ударов.
Затяжку болтов производят постепенно в диаметрально про-
тивоположных направлениях.
Аналогичным образом устанавливают на вал маховик. Затем
с лицевой и приводной сторон на вал устанавливают сфериче-
ские роликоподшипники, обеспечивая при этом необходимые
радиальные зазоры. Собранный вал с диском и маховиком опус-
кают на простроганные плоскости фундаментной плиты, фикси-
руют корпуса подшипников контрольными шпильками, установ-
ленными при сборке машины на заводе, тщательно выверяют
горизонтальность вала и правильность посадки всех вращаю-
щихся деталей.
Загрузочный патрон устанавливают над контрножом, соеди-
няют с верхней частью кожуха и скрепляют с нижней частью
болтами. На диск устанавливают режущие ножи и проверяют
55
зазор между контрножом. Соединяют машину с двигателем,
устанавливают пусковую аппаратуру и производят пробный
пуск в соответствии с инструкцией по эксплуатации.
4. МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ СОРТИРОВАНИЯ ЩЕПЫ
Чтобы отделить крупную и мелкую щепу от щепы нормаль-
ного размера, ее направляют на сортировки. В последнее время
преимущественно применяют высокопроизводительные плоские
вибрационные сортировки, сита которых совершают кругообраз-
ные колебательные движения в горизонтальной плоскости. Сита
сортировки наклонены в сторону выхода щепы под углом 2°, что
обеспечивает продвижение щепы вдоль сита. Сита представ-
ляют собой стальные перфорированные листы. Толщина верх-
него листа 4 мм, среднего 3 мм, нижнего 1,4 мм. Сита крепятся
к опорным угольникам, приваренным к внутренним стенкам ме-
таллического короба. К днищу короба приварены стальные пла-
стины, которые опираются на четыре сдвоенных шарикоподшип-
ника, расположенные по углам короба. Подшипник состоит из
гнезда качения диаметром 100 мм, где перемещается сталь-
ной шар диаметром 38 мм, совершая колебательные движения.
С завода-изготовителя сортировка поступает в разобранном
виде. Она состоит из фундаментных плит, подшипниковых опор,
короба с ситами и привода. Общая масса сортировки дости-
гает 3 т.
Монтаж начинают с приемки фундамента и с разбивки осе-
вых линий. На фундамент устанавливают четыре опорные плиты
с подвешенными на гайках анкерными болтами. Болты опу-
скают в фундаментные колодцы. Выверив положение опорных
плит по осям и по высоте, в фундаментные колодцы заливают
бетонный раствор. После схватывания раствора подтягивают
гайки анкерных болтов и тщательно выверяют горизонтальность
опорных плит уровнем 2-го класса точности, а затем оконча-
тельно подливают бетонным раствором, заполняя им полости
плит. К дну стального короба, по углам, крепят верхние поло-
вины корпусов шарикоподшипников, а нижние половины уста-
навливают на опорные плиты так, чтобы при установке короба
верхние половины корпусов вошли в нижние. Затем короб сни-
мают, крепят нижние половины корпусов подшипников, закла-
дывают в них тела качения, смазывают и окончательно устанав-
ливают короб.
Привод сортировки устанавливают на плитах, укреплен-
ных на боковой поверхности фундамента. При установке элек-
тродвигателя наблюдают за параллельностью тексропных шки-
вов. После установки привода ставят на место стальные сита,
крепят их болтами к угольникам короба, проворачивают при-
вод вручную и затем опробуют на холостом ходу и под на-
грузкой.
56
5. МОНТАЖ ДЕЗИНТЕГРАТОРА
Для измельчения отделяемой на сортировках крупной щепы
применяют различные дробильные агрегаты — дезинтеграторы.
В дробилках молоткового и роторного типа измельченная щепа
получается с мятыми краями. В последние годы начали при-
менять дезинтеграторы ножевого типа, представляющие собой
маленькие многоножевые рубильные машины с верхним выбро-
сом щепы. Диск ножевого дезинтегратора имеет десять ножей
и заключен в стальной кожух, внутри которого установлены
контрножи. Зазор между ножами 0,3—0,4 мм. Вал ножевого
диска установлен на подшипниках качения. Загрузочный лоток
наклонен под углом 40° к горизонтальной оси машины. Выброс
щепы производится вверх в циклон-отделитель.
Габаритные размеры, мм: длина 2510; ширина 2130; высота
1860; масса машины 2 т.
С завода-изготовителя дезинтегратор поступает в собранном
виде, и монтаж его заключается в установке на фундамент,
в выверке и креплении. Перед пуском дезинтегратора прове-
ряют крепление всех узлов, зазор между ножами, наличие
смазки в подшипниках, проворачивают диск вручную и затем
испытывают машину на холостом ходу и под нагрузкой.
Глава VII. МОНТАЖ ОБОРУДОВАНИЯ
ДЛЯ ПРОИЗВОДСТВА ЦЕЛЛЮЛОЗЫ
1. МОНТАЖ ОБОРУДОВАНИЯ КИСЛОТНЫХ ЦЕХОВ
СУ ЛБФИТЦЕ Л ЛЮ ЛОЗНОГ О ПРОИЗВОДСТВА
Варочную кислоту приготовляют в кислотном отделе целлю-
лозного завода. Сернистый газ (SO2) взаимодействует с нерас-
творимым (кальциевым), растворимым (натриевым или аммо-
нийным) и полурастворимым (магниевым) основаниями.
Процесс приготовления варочной кислоты складывается из
следующих операций: из подготовки серы или серусодержащего
сырья; из обжига этих материалов в печах; очистки и охлажде-
ния сернистого газа; поглощения газа в башнях или аппаратах.
Дробильное оборудование
Сернистый газ получают при сжигании серусодержащего
сырья: серы и сернистого колчедана. Сера и колчедан до по-
ступления к печам подвергаются дроблению на дробилках раз-
личных конструкций: щековых, валковых, молотковых, конус-
ных и др.
Щековая дробилка (рис. 38) —это машина, рабочими орга-
нами которой являются две плиты — щеки: одна из них совер-
57
шает колебательные движения вокруг оси, расположенной в ее
верхней части, а вторая неподвижна. Движение плите пере-
дается от привода через эксцентриковое устройство и распор-
ные плиты. Степень дробления регулируют изменением длины
хода клинообразного ползуна.
Масса щековых дробилок колеблется от 2 до 30 т.
С завода-изготовителя щековые дробилки поступают в со-
бранном виде, а особо крупные — отдельными узлами: станина
Рис. 38. Щековая дробилка:'
1 — станина; 2 — неподвижная щека; 3 — боковая плита; 4-—сменная плита подвижной
щеки; 5 — подвижная щека; 6 — ось подвижной щеки; 7 —- эксцентриковый вал; 8 — ша-
тун; 9 — распорные плиты; 10 — тяга; 11 — пружина; 12 — клинья; /3 —маховик
с подшипниками, подвижная щека с осью, шатун, вал с эксцен-
триком, распорные плиты, броневые плиты.
Дробилки, поступающие в собранном виде, устанавливают
на фундамент, выверяют уровнем с точностью ±0,2 мм на 1 м,
заливают бетонным раствором колодцы с анкерными болтами
и нижнюю часть станины на 25—30 мм. Перед пуском произво-
дят ревизию всех узлов.
Монтаж щековой дробилки, поступающей в разобранном
виде, начинают с установки станины на фундамент и с ее вы-
верки в горизонтальной плоскости. Уровень устанавливают па
обработанные поверхности разъема коренных подшипников или
на обработанную накладку на верхней части станины. Отклоне-
ние от горизонтали в обоих направлениях может быть в преде-
лах 0,2 мм на 1 м. Затем заливают бетонным раствором и даль-
нейший монтаж продолжают после того, как бетон приобретет
58
достаточную прочность. Окончательно затягивают анкерные
болты и вторично выверяют горизонтальность установки
станины.
Одновременно с установкой станины собирают шатун с экс-
центриковым валом. При этом проверяют состояние подшипника
шатуна и поверхности эксцентрика: по краске и натиру прове-
ряют их прилегание, а по свинцовым оттискам — зазор между
эксцентриком и нижним вкладышем шатуна. Так как на заводе-
изготовителе дробилка проходит полную заводскую сборку и
регулировку всех узлов, то следует сохранить и использовать
все заводские прокладки. Чтобы не засорить подшипники, все
отверстия для подключения масляной системы закрывают спе-
циальными пробками.
После установки станины ставят на место подвижную щеку
и проверяют прилегание шеек оси к вкладышам подшипников.
Зазор между цапфами оси и верхним вкладышем подшипников
должен быть 0,0020—0,0025 диаметра шейки оси. После про-
верки подвижную щеку прижимают к неподвижной и надежно
крепят в этом положении.
Следующей операцией является установка в подшипники
вала с шатуном и маховиком. Стропят их за маховик или за
необработанные части вала. Зазор между шейками вала и верх-
ним вкладышем подшипников должен быть в пределах 0,0010—
0,0014 диаметра шейки вала, а зазор между галтелями вала и
вкладышем — в пределах 1—2 мм.
После укладки вала шатун опускают в нижнее положение и
устанавливают распорные плиты. Перед установкой плит гнезда
в щеке, шатуне и регулирующем ползуне очищают от грязи и
коррозии, а трущиеся поверхности распорных плит смазывают
густой смазкой. Первой устанавливают на место распорную
плиту между шатуном и подвижной щекой. Чтобы плита не вы-
пала, шатун подтягивают к подвижной щеке до тех пор, пока
распорная плита не будет надежно зажата, и закрепляют его
в таком положении. После этого устанавливают распорную
плиту между шатуном и регулировочным ползуном, который
находится в дальнем от шатуна положении. Ползун надвигают
до тех пор, пока распорная плита не войдет в посадочные места,
после чего освобождают подвижную щеку и регулируют замы-
кающую тягу в соответствии с паспортом дробилки, а с по-
мощью ползуна устанавливают необходимую ширину выходной
щели.
После установки привода вручную прокручивают на 1—•
2 оборота главный вал и, если нет заеданий, то включают при-
вод и обкатывают на холостом ходу в течение 8 ч, при этом
следят за нагревом подшипников (не выше 65°), отсутствием
нагрева сухарей на подвижной щеке, шатуне и заднем упоре,
за нагревом электродвигателя, отсутствием стука в распорных
плитах и др. ’
59
Печи для сжигания серы и обжига колчедана
Для сжигания серы и обжига серусодержащих материалов
применяются печи различных конструкций: вращающиеся и ста-
ционарные серные печи, печи для обжига флотационного колче-
дана во взвешенном состоянии, установки для обжига колче-
дана в кипящем слое.
Основными характеристиками печей являются съем газовой
смеси с одного кубометра объема печи в единицу времени и кон-
центрация сернистого газа в продуктах сгорания. Печи для об-
жига флотационного колчедана во взвешенном состоянии и
в кипящем слое обеспечивают высокую производительность и
минимальные потери серы, уходящей с огарком. Производи-
тельность стационарных серных печей до 50 т в сутки.
Вращающиеся и стационарные печи представляют собой го-
ризонтальный цилиндр из стальных обечаек толщиной 8 мм.
Корпус изнутри обкладывают листовым асбестом толщиной 5 мм
и футеруют огнеупорным кирпичом. Посредине корпуса уста-
новлена первая перегородка, а вторая — на расстоянии трех чет-
вертей длины печи. Расплавленную серу подают насосом к двум
форсункам и распыляют с помощью пара или сжатого воздуха.
Распыленные частицы серы сжигают при температуре 950—
1000° С. Длина печи 9820 мм, наружный диаметр 3716 мм, внут-
ренний диаметр 3000 мм.
Печи для обжига флотационного колчедана во взвешенном
состоянии представляют собой установленную вертикально
стальную цилиндрическую камеру с нижним конусом. Изнутри
корпус печи выложен огнеупорным кирпичом или бетоном. Диа-
метр корпуса печи от 3,3 до 4,1 м. Высота цилиндрической части
от 6,4 до 10,О м. Общая высота печи 9,7—12,0 м. Толщина
стальных листов корпуса печи 8—10 мм. Масса металлических
частей 5,5—16 т, масса футеровки 39—104 т.
Печи этого типа легко пустить в работу, легко остановить,
хорошо поддаются регулировке, однако имеют недостатки: на-
личие подсушивающей камеры перед печью (так как флотаци-
онный колчедан должен иметь не более 4% влаги) и большая
загрязненность газа.
Печи для обжига флотационного колчедана в кипящем слое
широко применяются на предприятиях целлюлозно-бумажной
промышленности. Достоинством печи этого типа является воз-
можность обжига различного вида серусодержащего сырья при
любой влажности.
Корпус печи представляет собой стальной цилиндр, оканчи-
вающийся конусом высотой 1 м. Внутри корпус выложен слоем
асбеста и огнеупорным кирпичом. Сверху корпус накрыт сводом
из огнеупорного кирпича, а нижней частью он опирается на под,
выполненный в виде плиты толщиной, равной примерно 200 мм,
с гнездами для установки сопел. На поде установлены изготов-
60
ленные из жароупорного чугуна или бетона концентрические
насадки с сечением в виде треугольников.
В центре пода установлен конус из стали диаметром в осно-
вании 1860 мм и высотой 1452 мм. Конус имеет водяную ру-
башку для отбора тепла при горении. Ниже основания печи
установлена воздушная камера высотой 1800 мм из листовой
стали. Производительность печей этого типа от 60 до 140 т
в сутки. Наружный диаметр кожуха 5000—7100 мм. Внутрен-
ний диаметр печи 4220—6360 мм. Высота корпуса печи 8—10 м.
Монтаж печей для обжига колчедана в кипящем слое сво-
дится к сборке корпуса из отдельных стальных обечаек и сварке
их, к установке корпуса печи на фундамент, приварке патруб-
ков, навешиванию экранных трубок и к футеровке. Выбор спо-
соба сборки и установки корпуса печи зависит от технической
оснащенности, количества собираемых печей, конкретных мест-
ных условий и т. д. Наиболее целесообразно производить сборку
корпуса печи на стенде в горизонтальном положении с после-
дующей установкой его на фундамент.
Отдельные свальцованные листы собирают в обечайки при
помощи кондуктора, позволяющего точно установить стальные
листы ио форме и размерам. Укрупненная сборка отдельных
свальцованных листов в обечайки производится в специальных
мастерских или на площадках, оснащенных сборочными стен-
дами, специальными приспособлениями (кондукторами и др.) и
аппаратами для автоматической и полуавтоматической сварки.
При сборке листов обечайки под сварку должны быть соблю-
дены определенные допуски: смещение кромок листов 10% от
толщины металла, но не свыше 2 мм; отклонение величины на-
хлестки ±5 мм; отклонение зазора между листами от +2 мм
до —1 мм.
После сборки печь устанавливают на фундамент. Для этого
разбивают монтажные оси: главную — вертикальную и две го-
ризонтальные так, чтобы их пересечение совпало с опущенной
вертикальной осью. Далее устанавливают и выверяют колонны.
В колодцы фундамента опускают анкерные болты и заливают
их бетонным раствором, на колонны печь опирается своими баш-
маками, поэтому при установке их выверяют с особой тща-
тельностью, чтобы верхние поверхности были на одном уровне.
При установке корпуса печи отклонение стенок от вертикали не
должно превышать 10 мм по всей высоте. Смонтированный и
выверенный корпус обвязывают трубопроводами и футеруют
изнутри огнеупорным кирпичом или бетоном.
Для отвода тепла в зоне кипящего слоя печи крепят охлаж-
дающие змеевики из стальных труб диаметром 32x5 мм. Трубы
собраны в секции, что позволяет регулировать поверхность ох-
лаждения путем удаления из печи одной или нескольких секций.
На под печи устанавливают концентрические кольцевые насадки
из жароупорного чугуна, а в центре пода — стальной конус
61
сварной конструкции диаметром в основании 1860 мм и высотой
1452 мм с водяной рубашкой для отвода тепла при сжигании
колчедана. Кольцевые насадки вместе с центральным конусом и
стенками печи образуют расширяющиеся кверху кольцевые кон-
центрические каналы, в которых закреплены клиньями литые
чугунные сопла диаметром 35 мм для подачи воздуха. Верхняя
часть сопел расположена в пазах, благодаря чему сохраняется
гладкая поверхность рабочей части пода и свободное перемеще-
ние по нему колчедана. Для подачи колчедана сбоку печи над
подом устанавливают вибрационный питатель с бункером ем-
костью 1,5 м3. Часть питателя, находящаяся внутри печи, за-
щищена от нагрева водяной рубашкой.
Оборудование для очистки и охлаждения газа
Полученный при сжигании серы или обжига колчедана газ
содержит различные примеси: несгоревшие частицы серы, пыль,
серный ангидрид, селен и др. Эти примеси снижают качество
кислоты, засоряют аппаратуру и должны быть удалены. Приме-
няют два способа очистки печных газов: сухой и мокрый. Для
очистки газа тем или иным способом используют различное обо-
рудование: циклоны, скрубберы, барботажные колонны, абсор-
беры, сухие и мокрые электрофильтры.
Скруббер предназначен для охлаждения и очистки газа от
сублимированной серы и частично серного ангидрида мокрым
способом. Представляет собой полый стальной цилиндр, выло-
женный изнутри асбестовыми листами и футерованный кисло-
тостойкой и теплостойкой защитой. Газ подается через футеро-
ванный штуцер, врезанный внизу корпуса скруббера и, подни-
маясь вверх, орошается водой. Для равномерного распределения
воды в верхней части устанавливают специальный поворотный
винтовой завихритель.
В некоторых случаях внутри скруббера для увеличения по-
верхности теплообмена укладывают насадку из керамических
колец. Нижний слой имеет высоту 2600 мм и состоит из колец
100X100X10 мм, верхний слой высотой 1100 мм состоит из ко-
лец 80X80X8 мм. Высота скруббера достигает 25 м и более,
диаметр 4,5 м. По высоте корпуса в зонах, удобных для обзора
и обслуживания скруббера, монтируют площадки и лестницы.
Барботажные колонны и абсорберы используют для получе-
ния сырой варочной кислоты. Различают безнасадочные или на-
садочные аппараты, в которых происходит насыщение раствора
магниевого или натриевого основания сернистым газом. Барбо-
тажная колонна без насадки собрана из четырех стальных ци-
линдрических царг, скрепленных фланцами. Крышка колонны
имеет сферическую форму, нижнее днище — коническую. Через
одну царгу (во 2 и 4-й) установлено по 10 решетчатых тарелок,
состоящих из трех перфорированных листов из кислотостойкой
62
стали с ребрами жесткости с нижней стороны: Тарелку с по-
мощью колец ставят на опорные балки. Над каждой тарелкой
в корпусе колонны сделаны по два диаметрально расположен-
ных люка для очистки тарелок и по два смотровых окна. Вну-
три колонна гуммирована.
Абсорберы насадочного типа представляют собой вертикаль-
ный сосуд из кислотостойкой стали, состоящий из отдельных
царг, собранных на фланцах. Крышка и днище сферические.
Аппарат по высоте делится с помощью четырех тарелок на не-
сколько зон. В нижней зоне насадки нет, остальные зоны за-
полнены керамической насадкой.
В корпусе имеются монтажные люки для загрузки насадки.
Высота барботажных колонн и абсорберов достигает 20 м,
а диаметр 3 м.
Аппараты башенного и колонного типов устанавливают на
бетонные фундаменты, металлические подставки или на балки
перекрытия этажей.
В зависимости от массы, габарита и конструкции монтаж-
ного оборудования установку аппаратов башенного типа можно
произвести в полностью собранном виде укрупненными блоками
или отдельными царгами способом наращивания или подращи-
вания. Несмотря на значительные размеры и большую массу,
колонные аппараты требуют высокой точности сборки и вы-
верки отдельных элементов. Небольшие колонны, габариты и
масса которых допускает перевозку по железной дороге, посту-
пают на монтаж в полностью собранном виде. Монтаж таких
колонн заключается в установке их на фундамент одним из спо-
собов, описанных в параграфе 2 гл. III, в выверке и испытании
на плотность и прочность.
Заполнение аппарата насадкой осуществляют через люки
вручную. Керамические кольца из-за их хрупкости подают на
площадку в ящиках и осторожно высыпают на решетку. При
укладке колец правильными рядами их подают специальным
элеватором и каждый ряд кладут в шахматном порядке со сме-
щением на половину диаметра.
Электрофильтры
После грубой очистки в циклонах газ поступает на тонкую
очистку в электрофильтры для улавливания пыли, серного
ангидрида, селена, сублимированной серы и др. Печной газ про-
пускается через неоднородное электрическое поле постоянного
тока высокого напряжения 50—70 тыс. В. Газы ионизируются
в электрическом поле, и загрязняющие его частицы оседают на
электродах, откуда периодически удаляются. Различают сухие
и мокрые электрофильтры.
Сухие электрофильтры состоят из корпуса, системы
осадительных и коронизирующих электродов, газораспредели-
тельной решетки и вспомогательных элементов.
63
Корпус имеет ребра жесткости из швеллеров, к которым
привариваются стальные листы толщиной 5 мм. Сверху корпуса
устанавливают опорные" рамы для крепления изоляторов,
снизу — бункер для сбора пыли.
Система осадительных электродов состоит из стальных прут-
ков диаметром 8 мм, подвешенных в два яруса один за другим
при помощи тяг диаметром 16 мм. Для встряхивания осади-
тельных электродов применяют два самостоятельных привода,
состоящих из электродвигателя, клиноременной передачи и ре-
дуктора, с выходным валом которого связан рабочий вал с пят-
надцатью молотками на шарнирных рычагах.
Система коронирующих электродов выполнена из нихромо-
вой проволоки диаметром 2 мм, растянутой вертикальными ря-
дами между осадительными электродами. Проволоки крепятся
к верхней раме и натягиваются грузами. Нижняя рама фикси-
рует положение проводов и не дает возможности им раскачи-
ваться. Встряхивание коронирующих и осадительных электро-
дов производится вибрационными устройствами. На входе
в электрофильтр установлены две газораспределительные ре-
шетки.
Мокрые электрофильтры представляют собой верти-
кальный двухсекционный аппарат. Корпус сварен из листовой
стали и изнутри облицован свинцом. На стальной раме в верх-
ней части электрофильтра подвешены осадительные электроды
в виде шестигранных свинцовых труб, собранных в соты. Вну-
три каждой трубы проходит коронирующий электрод из сталь-
ной проволоки, покрытой свинцом. Коронирующие электроды
подвешены на изоляторах и подключены к отрицательному по-
люсу, осадительные электроды заземлены и подключены к по-
ложительному полюсу агрегата питания. Изоляторы рассчи-
таны на высокое напряжение и установлены в стальных короб-
ках на крышке фильтра. В нижней части корпуса установлены
газораспределительные решетки.
Монтаж электрофильтра начинают с установки на фунда-
мент каркаса, сваренного из швеллеров. Стойки каркаса тща-
тельно выверяют. Допустимое отклонение стоек каркаса от вер-
тикали не более ±3 мм на 1 м, а по высоте всего каркаса не
более ±15 мм. Собранный и выверенный каркас крепят к фун-
даменту болтами и подливают бетонным раствором. Затем кар-
кас закрывают стальными листами толщиной 5 мм. Листы сва-
ривают между собой и приваривают к ребрам жесткости.
Осадительные и коронирующие электроды устанавливают
через верхнюю часть фильтра. Трубки осадительных электродов
должны быть одинаковой длины (±5 мм), не должны иметь
искривлений и вмятин. Осадительные электроды должны висеть
строго вертикально, допустимое отклонение не должно превы-
шать 5 мм, а расстояние между электродами 2 мм. Эти допуски
необходимо выдерживать, чтобы избежать пробоев.
64
После установки осадительных электродов монтируют на
изоляторах верхнюю раму и навешивают коронирующие элек-
троды с теми же допусками, что и осадительные. Особое вни-
мание'следует уделить местам крепления электродов, чтобы из-
бежать надломов и перекручивания проволоки. Далее устанав-
ливают нижнюю раму, коронирующие электроды центрируют
между прутками осадительных электродов (допуск отклонения
от оси 5 мм) и крепят к нижней раме.
Распределительные решетки, механизмы встряхивания, газо-
вые затворы и затвор бункера монтируют одновременно с на-
веской электродов. При монтаже встряхивающих механизмов
надо надежно крепить молотки, кулачки и расцепные меха-
низмы. Затворы должны закрываться легко и плотно. Затем
устанавливают верхнюю крышку и изоляторные коробки.
В мокрых электрофильтрах внутренние стенки, коронирую-
щую и осадительную систему и изоляторные коробки обшивают
свинцовым покрытием (футеровку свинцом, изготовление свин-
цовых частей и осадительных труб выполняют свинцовопаяль-
щики).
По окончании монтажа электрофильтры испытывают на гер-
метичность воздухом при давлении не более 100—200 мм вод. ст.
При падении давления воздуха на 20 мм в течение 1 ч корпус
считается герметичным.
2. МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ ВАРКИ ЦЕЛЛЮЛОЗЫ
Варка целлюлозы может производиться сульфитным, суль-
фатным, нейтрально-сульфитным или моносульфитным спосо-
бом. Особенности каждого способа варки целлюлозы опреде-
ляют конструкцию применяемого оборудования. Процесс варки
может протекать периодически или непрерывно. Периодическая
варка целлюлозы производится в вертикальных котлах перио-
дического действия, непрерывная варка — в аппаратах непре-
рывной варки различных систем.
Варочные котлы периодического действия
Для периодической варки целлюлозы в основном применяют
вертикальные варочные котлы сварной конструкции емкостью
от 100 до 400 м3. Форма корпуса котла характеризуется отно-
шением высоты котла к диаметру и формой верхнего и нижнего
конусов. Для изготовления варочных котлов применяют стали
различных марок 20К с защитой кислотостойкой футеровкой,
двухслойные стали 20К + ОХ17Н16МЗТ, СТЗ + ОХ17Н10Т или
стали марки 1Х25Н5Т (ЭН-811). Варочные сварные котлы из
двухслойной стали по сравнению с клепаными котлами, защи-
щенными изнутри футеровкой, имеют ряд преимуществ: мень-
шую массу котла, меньший расход металла, больший внутрен-
65
ний объем котла, меньший срок монтажа, лучшее качество
швов, возможность автоматизировать процесс сварки котла.
В качестве примера рассмотрим конструкцию биметалличе-
ского котла емкостью 320 м3. Корпус котла имеет верхнюю гор-
ловину внутренним диаметром 1000 мм. На горловине установ-
лена автоматическая крышка и вварены два штуцера диамет-
ром 150 мм. Внутри горловины установлена сдувочная сетка.
Горловина котла сварена с верхним конусом высотой 2235 мм,
объемом 9,85 м3, толщиной стенки 32 мм. В верхний конус вва-
рены два штуцера диаметром 200 мм и один диаметром 100 мм.
Верхний конус соединен с верхним сферическим поясом высо-
той 2120 мм, объемом 50 м3, толщиной стенки 32 мм. Сфериче-
ский пояс соединен с цилиндрической частью высотой 6800 мм,
объемом 192 м3, внутренним диаметром 6000 мм, толщиной стен-
ки 36 мм. Внизу цилиндрической части с внутренней стороны
укреплена съемная сетка для отбора кислоты в циркуляцион-
но-подогревательную систему. Сетка соединена с четырьмя
штуцерами диаметром 200 мм. К цилиндрической части прива-
рен нижний сферический пояс высотой 1500 мм, объемом 38,8 м3,
толщиной стенки 36 мм. В сферический пояс вварены шесть
штуцеров диаметром 100 мм. Сферический пояс сварен с ниж-
ним конусом высотой 2740 мм, объемом 10,75 м3, толщиной
стенки 36 мм. К нижнему конусу присоединена нижняя горло-
вина диаметром 800 мм с укрепленным выдувным коленом. Все
штуцера, фланцы, детали крепления сеток внутри корпуса
котла изготовлены из кислотостойкой стали марки ОХ17Н16МЗТ.
К нижнему конусу снаружи крепят четыре опорных башмака,
которыми котел опирается на колонны. Для компенсации тепло-
вого расширения крепят только один башмак, а три остальные
стоят свободно.
Все детали и узлы котла (сдувочная сетка, встроенный жа-
ровой уплотнитель, коллектор, заборная и вымывная сетки) из-
готовлены из кислотостойкой стали марок ОХ17Н16МЗТ и
Х18Н12МЗТЛ.
В зависимости от имеющихся на монтажной площадке гру-
зоподъемных машин, массы оборудования, условий на монтаж-
ной площадке, квалификации рабочих и инженерно-технических
работников может быть выбран один из методов монтажа ва-
рочного котла (монтаж из листовых заготовок, монтаж укруп-
ненными блоками, монтаж в полностью собранном виде).
Выбранный метод должен обеспечить максимальную производи-
тельность труда, соблюдение сроков монтажа, снижение стои-
мости монтажа и безопасность выполнения работ.
Как указывалось в параграфе 2, наиболее прогрессивными
методами монтажа является индустриальный метод, т. е. мон-
таж в полностью собранном виде и монтаж укрупненными бло-
ками. Монтаж котла из листовых заготовок более длителен,
требует высокой квалификации монтажников, так как подгонка
66
и выверка частей котла производятся в неудобных условиях.
Этот метод применяют только в том случае, когда невозможно
использовать другие методы. На вновь строящихся предприя-
тиях монтаж котлов целесообразно выполнять одновременно со
строительством здания, применив индустриальный или блочный
метод монтажа.
Проверив изготовленный фундамент, устанавливают две
мачты высотой меньше котла на 10—15%. Каждую мачту кре-
пят четырьмя вантами. Внешние ванты располагают под углом
90°, а внутренние — под углом 140—150°. Это необходимо
для того, чтобы внутренние ванты не мешали при подъеме
котла. На мачте подвешивают полиспасты нужной грузоподъем-
ности. Котел подают на монтажную площадку в собранном
виде и укладывают на фундамент так, чтобы он своей средней
частью расположился между мачт. Высота котла 16 м, диа-
метр 6 м, масса 100 т. Стропят котел на расстоянии 0,4—0,5 м
от центра тяжести за приваренные ложные штуцера, а со сто-
роны более легкого конца к котлу крепят трос от уравнитель-
ной лебедки. Затем поднимают котел грузоподъемными поли-
спастами на высоту на 1,5—2 м большую, чем расстояние от
нижней горловины котла до места строповки. Отпуская трос
уравновешивающей лебедки, переводят котел в вертикальное
положение и опускают на шпальную выкладку. После этого на
фундаменте устанавливают опорные колонны и выверяют ги-
дростатическим уровнем горизонтальные верхние поверхности.
На 1 м длины колонны допускается отклонение от горизонталь-
ности до 0,2 мм. Выверенные колонны скрепляют между собой
стальными перемычками, а нижние опорные плиты крепят
анкерными болтами и заливают цементным раствором.
На верхние плоскости опорных колонн устанавливают лапы,
с помощью полиспастов котел приподнимают, удаляют шпаль-
ную выкладку, опускают до соприкосновения с лапами, прихва-
тывают их электросваркой и убедившись, что расстояние между
осями лап не имеет отклонений более чем на ±10 мм, привари-
вают их к корпусу котла. Для установки на фундамент вароч-
ного котла в собранном виде могут быть использованы и дру-
гие способы, указанные в параграфе 2 гл. III.
При поступлении варочных котлов с завода-изготовителя
в виде отдельных заготовок целесообразно произвести на стенде
укрупненную сборку и одновременно со строительством здания
смонтировать из блоков котел. Для монтажа используют ба-
шенные краны, установленные для строительных работ.
Массу укрупненных блоков подбирают в зависимости от гру-
зоподъемности кранов, и она достигает 20—30 т. Первый (верх-
ний) блок составляют из верхней горловины с конусом, верхней
сферической части и одного цилиндрического пояса, ъторой
(средний) блок — из трех цилиндрических поясов и третий
(нижний)—из цилиндрического пояса, нижней сферической
67
к
части, нижнего конуса с горловиной. К нижнему и среднему
блокам приваривают временные площадки, с которых свари-
вают блоки между собой, внутри монтируемого котла возводят
леса, с которых сваривают внутренний защитный слой.
Сварочные работы выполняют согласно требованиям Госгор-
технадзора, предъявляемым к сосудам, работающим под давле-
нием.
Варочные аппараты непрерывного действия
Установки непрерывного действия успешно конкурируют
с обычными варочными котлами, так как имеют ряд существен-
ных преимуществ:
более легкое регулирование процесса варки;
обеспечивают уменьшение и равномерность расхода пара;
увеличивают производительность 1 м3 емкости котла благо-
даря непрерывности процесса;
обеспечивают равномерный выход и высокое качество цел-
люлозы;
имеют меньшие размеры теплоутилизационных установок,
так как сдувка и выдувка происходят непрерывно;
позволяют осуществить полную автоматизацию процесса и
сократить численность обслуживающего персонала и др.
Для производства целлюлозы непрерывным способом при-
меняют вертикальные установки типа «Камюр» и горизонталь-
ные многотрубные установки типа «Пандия».
Корпус варочного котла установки типа «Камюр» состоит из
верхнего и нижнего сферических днищ, трех цилиндрических
различного диаметра секций, соединенных между собой конусо-
образными переходными поясами. Основные размеры котла:
диаметр 3800/4570/4700 мм, высота 33 м, общий объем 460 м3,
масса котла 100—120 т.
С завода-изготовителя котел поступает в собранном виде
или в виде нескольких укрупненных блоков.
Монтируют варочный котел, как правило, до сооружения
здания и в зависимости от конкретных условий одним из спосо-
бов, описанных в параграфе 2 гл. III.
Многотрубные установки типа «Пандия» поступают на мон-
таж в виде отдельных узлов: опорных конструкций, включаю-
щих от 4 до 8 варочных труб длиной 6—10 м и диаметром 600—
1500 мм с установленными в них шнеками; роторных и шнеко-
вых питателей, пропиточных труб, разгрузочных устройств.
Монтаж варочного аппарата начинают с приемки фунда-
мента и установки опорных конструкций, на которых монти-
руют основные узлы. Опорные конструкции цельносварные из
стального проката и для обслуживания аппарата обвязаны
мостками и лестницами, их устанавливают на фундамент, выве-
ряют по монтажным осям и по вертикали, законтривают и под-
68
ливают раствором бетона, а верхние концы стоек приваривают
к закладным деталям потолочных железобетонных балок.
После затвердения раствора монтируют остальные узлы, кото-
рые подают в определенной последовательности в зону мон-
тажа.
Монтаж узлов начинают с установки варочных труб, их по-
дают краном или лебедками и заводят между опорами.
Верхнюю трубу подвешивают на специальных подвесках не-
сколько выше проектной отметки. Затем поднимают следующую
трубу и, подведя под нее опорные балки, выверяют горизон-
тальность трубы и крепят ее к балкам. Так же монтируют все
остальные трубы. Затем между патрубками верхней и нижней
труб устанавливают прокладки толщиной 3 мм и соединяют
патрубки. Между опорными поверхностями оставляют зазор
3—5 мм, так как при работе аппарата происходит температур-
ное расширение труб.
Возможны и другие способы монтажа аппарата, которые
определяются проектом производства работ в зависимости от
конкретных условий.
Вымывные и выдувные резервуары
Вымывные и выдувные резервуары являются вспомогатель-
ным оборудованием варочных цехов, предназначены для при-
ема и аккумулирования массы, удаляемой из варочных кот-
лов.
Вымывные резервуары служат для приема целлюлозы при
концентрации 3—5% в случае, когда промывают ее на вакуум-
фильтрах. Вымывные резервуары изготовляют в виде горизон-
тальных железобетонных бассейнов с мешальными устройст-
вами или в виде вертикальных сварных резервуаров из
двухслойной стали. По форме и устройству они одинаковы с вы-
дувными резервуарами.
Выдувные резервуары (рис. 39) служат для приема целлю-
лозы при концентрации 12—15% и для выгрузки ее в систему
непрерывной промывки после разбавления черным щелоком до
концентрации 3—3,5%. Их изготовляют из обычной стали
марки 20К или из двухслойной стали. По форме корпуса вы-
дувной резервуар похож на варочный котел. В верхней части
резервуара размещен сепаратор для отделения массы от выду-
вочных паров. В центральной, цилиндрической части масса
аккумулируется, а в нижней, конической части врезаны шту-
цера с игольчатыми клапанами, по которым подают щелок
для разбавления массы, внизу конуса установлено мешальное
устройство. Выдувной резервуар устанавливают на колонны
или на бетонную опорную конструкцию в виде пояса. Диаметр
выдувного резервуара 8 м, высота 23 м, толщина стенок от 8
до 20 мм.
69
Выдувные резервуары из-за недостаточной жесткости монти-
руют способом наращивания отдельных заготовок или укруп-
ненных блоков. Для монтажа резервуаров применяют башен-
Рис. 39. Выдувной резервуар объемом
600 м3:
1 — сепаратор; 2 — цилиндр для отделения паро-
газовой смеси от массы; 3 — цилиндрическая
часть резервуара; 4—коническая часть; 5 — шту-
цер для разбавления массы; 6 — мешалка; 7 —
вал; 8 — верхний подшипник скольжения; 9 —
опорные балки для верхнего подшипника; 10 —
нижняя съемная крышка; 11— привод мешалки;
12 — предохранительные клапаны; 13 — опорный
пояс
ные и мостовые краны,
мачты, полиспасты
и т. д.
Укрупненные блоки
монтируют в следую-
щем порядке: сначала
монтируют часть ниж-
него конуса, затем вто-
рой, третий и четвер-
тый пояса нижнего
конуса, пояса цилинд-
рической части и, на-
конец, верхнюю кони-
ческую часть (в соб-
ранном виде).
Рис. 40. Кольцевая
опорная конструкция
резервуара:
1 — опорное кольцо; 2 —
ребро жесткости, 3 —
нижняя половина пане-
ли; 4 — верхняя половина
панели; 5 — кольцевой
фундамент
Монтаж выдувного резервуара начинают с приемки кольце-
вого фундамента и с установки временного фундамента на 0,8 м
выше проектной отметки. На временный фундамент устанавли-
вают краном нижний пояс конуса высотой 2,2 м и большим
70
диаметром 3,5 м и крепят его болтами. Одновременно на кон-
дукторе собирают остальные пояса конуса.
Конус собирают большим диаметром вниз, листы заготовок
сваривают в соответствии с маркировкой, а швы каждого пояса
смещают на половину шага. Снаружи конуса ниже центра тя-
жести приваривают^ два штуцера, за которые производят стро-
повку, узел поднимают, переворачивают, опускают на нижнюю
часть конуса и сваривают стыки. Затем у окончания верхнего
листа конуса размечают и приваривают ребра жесткости опор-
ной конструкции (рис. 40). К ребрам жесткости снизу прива-
ривают опорное кольцо, а сбоку — нижнюю половину бокового
листа опорной конструкции. Далее монтируют первый цилинд-
рический пояс, сваривают его с конусом и с верхней частью бо-
кового листа опорной конструкции. На кольцевом фундаменте
имеются специальные гнезда, куда установлены четыре гидрав-
лических домкрата грузоподъемностью 20 т. Домкраты подво-
дят под опорное кольцо, приподнимают всю конструкцию, уда-
ляют временный фундамент из-под горловины нижнего конуса,
выверяют горизонтальность опорного пояса и опускают на опор-
ное фундаментное кольцо. После установки на фундамент про-
должают наращивать цилиндрические пояса и устанавливают
верхний конус в собранном виде. Для этого устраивают внутри
и снаружи резервуара временные леса. С наружной стороны
резервуара приваривают лестницы, площадки ограждения.
После проверки сварных швов производят гидравлическое ис-
пытание резервуара.
3. МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ ПРОМЫВКИ, СОРТИРОВАНИЯ
И СГУЩЕНИЯ МАССЫ
Промывка целлюлозы необходима для полного отделения от
нее отработанного щелока. Промывку можно производить пе-
риодически (в сцежах, диффузорах) и непрерывно (на бара-
банных фильтрах, шнек-прессах или на дисковых прессах).
Наибольшее распространение для промывки и сгущения массы
получили следующие барабанные фильтры: высоковакуумные,
у которых вакуум создается насосом или барометрическими
трубами; низковакуумные, у которых вакуум создается отводя-
щими дугообразными каналами или трубами; фильтры давле-
Техническая характеристика фильтров
Производительность, т/сутки...................... 450—500
Поверхность фильтрации, м2......................... 82,5
Диаметр барабана, мм............................... 3750
Длина барабана, мм................................. 7000
Число оборотов барабана в минуту .............. 0,680—2,7
Вакуум, мм рт. ст.............................. 200—300
Масса вакуум-фильтра, т............................. 10
71
ния, в которых давление создается над барабаном, закрытым
герметическим колпаком, за счет нагнетания под колпак воз-
духа вентилятором высокого давления.
Наиболее широко применяются высоковакуумные фильтры.
Вакуум-фильтры
Вакуум-фильтр состоит из следующих основных узлов: ба-
рабана, распределительной отсасывающей головки, ванны, при-
способлений для промывки, отжима и съема папки, привода.
Барабан состоит из двух половин, собираемых на болтах,
причем после сборки место стыка сваривают. Наружная обе-
чайка барабана перфорирована и образует фильтрующую по-
верхность, на которую натягивают фильтрующую сетку. Внутри
барабан разделен радиальными перегородками на отдельные
ячейки, которые с помощью соединительных труб соединены
с каналами полой цапфы вала и сообщаются с вакуумной го-
ловкой, прижатой к торцевой поверхности цапфы. Торцевые по-
верхности головки и цапфы имеют сменные шайбы, тщательно
притертые одна к другой. Ванна — сварная из листовой стали,
установлена на опорах, крепящихся к фундаменту. Привод ба-
рабана состоит из трехступенчатого червячного редуктора и
электродвигателя постоянного тока.
Монтируют вакуум-фильтр на фундамент, а если его уста-
навливают на межэтажное перекрытие, то на металлическую
раму. Фундамент или рама должны быть заблаговременно про-
верены и приняты к монтажу.
Монтаж начинают с установки рамы. Раму выверяют по
осям и по уровню с ценой деления 0,1 мм на 1 м. Точность уста-
новки рамы 0,2 мм на 1 м. На раме крепят корпуса подшипни-
ков, куда укладывают барабан, на цапфы которого надеты
двухрядные сферические роликоподшипники. Установке вакуум-
ной головки предшествует предварительная проверка трущихся
поверхностей сменных шайб на плотность прилегания «по
краске». Площадь прилегания должна располагаться равно-
мерно и должна занимать не менее 70% площади шайб. Про-
веренную вакуумную головку устанавливают на место и соеди-
няют болтами с трубой, соединенной, с вакуумным насосом.
Затем устанавливают трехступенчатый червячный редуктор и вы-
веряют его по уровню и по зацеплению зубчатой пары, по сцеп-
лению колеса редуктора с колесом барабана. Электромотор со-
единяют с редуктором клиноременной передачей. После окон-
чания монтажа вакуум-фильтр обкатывают. Перед обкаткой
следует проверить наличие смазки в редукторах и подшипни-
ках, отсоединить редуктор и проверить направление вращения
электромотора. Обкатку вакуум-фильтра начинают с медлен-
ного трогания барабана с места, затем обкатывают его в тече-
ние 1 ч при различных оборотах, наблюдая за температурой на-
72
грева редукторов, подшипников, вакуумной головки. После об-
катки осматривают все механизмы и узлы и, если результаты
работы хорошие, продолжают обкатку в течение 6 ч.
Сортировки
Основное назначение сортировок — сортирование массы
в целях отделения от нее волокнистых и минеральных включе-
ний. По общности конструкции сортирующие машины для отде-
ления волокнистых включений подразделяют на центробежные,
вибрационные и с гидравлическими лопастями. Принцип дейст-
вия указанных сортировок основан на пропускании массы под
напором через отверстия сортирующих сит.
Наибольшее распространение получили сортировки типа СЦ
и типа СЗ — сортировки закрытые с гидродинамическими ло-
пастями различной величины.
Габаритные размеры сортировок примерно 2X2, 5X4 м;
масса 2,5—5 т.
Сортировки поступают с завода-изготовителя в полностью
собранном виде, но без электромотора, который устанавливают
после монтажа сортировки и соединяют с ротором клиноремен-
ной передачей. Монтаж сортировки начинают с приемки фун-
дамента и с разбивки монтажных осей и высотных отметок.
Сортировку устанавливают на фундамент, выверяют горизон-
тальность уровнем с точностью до 0,3 мм на 1 пог. м, затем кре-
пят к фундаменту анкерными болтами и подливают бетонным
раствором, монтируют электромотор и натягивают клиноремен-
ную передачу, предварительно проверив направление вращения
мотора. Перед пуском сортировки проверяют наличие смазки
в подшипниках, легкость вращения ротора, проворачивая его
вручную, и опробуют сортировку на холостом ходу и под на-
грузкой.
4. МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ ОТБЕЛКИ ЦЕЛЛЮЛОЗЫ
Основная задача процесса отбелки — придать целлюлозе
белизну и ряд свойств, делающих ее пригодной для химической
переработки. Отбелку целлюлозы осуществляют в несколько
ступеней: каждую ступень отбелки производят в отбельной
башне, снабженной одно- или двухвальным смесителем, насо-
сом высокой концентрации, системой трубопроводов и прибо-
рами автоматики.
Отбельная башня представляет собой вертикальный сосуд
с соотношением высоты к диаметру 3:6. Башни изготовляют из
листовой стали, сварными, с внутренней антикоррозионной об-
лицовкой или железобетонными с внутренней футеровкой. Вы-
сота башен 12—36 м, диаметр 3,8—6 м, масса от 15 до 120 т.
73
С завода-изготовителя башни поступают в виде отдельных
заготовок или в виде укрупненных узлов, изготовленных из
углеродистой или двухслойной стали. Монтируют башни спо-
собом наращивания, а на вновь строящихся предприятиях —
в полностью собранном виде. При первом способе корпус
башни собирают из отдельных царг в горизонтальном положе-
нии на механизированном стенде. Сначала сваривают основной
слой металла, затем изнутри царг разделывают швы, защищая
кислотостойкий слой от наплывов, возникающих при сварке и
лишь после этого сваривают кислотостойкий слой. У каждой
царги проверяют отклонения от формы и точность установки.
Так, перекос относительно продольной оси башни не должен
превышать 0,25% высоты, овальность не должна превышать 1%
от диаметра корпуса. При втором способе отбельные башни
монтируют укрупненными блоками или в полностью собранном
виде.
Методы и способы установки оборудования изложены в па-
раграфе 2 гл. II.
5. МОНТАЖ ВЫПАРНЫХ УСТАНОВОК
Выпарные установки предназначены для выпаривания влаги
из черного щелока.
В промышленности применяют выпарные аппараты различ-
ной конструкции, в частности: а) вертикальные аппараты с есте-
ственной циркуляцией раствора, к ним относятся аппараты пле-
ночного типа; б) вертикальные аппараты с принудительной
циркуляцией раствора.
В аппаратах с принудительной циркуляцией раствор дви-
жется по трубкам со скоростью 1,5—3,5 м/с. Зона кипения
раствора находится вверху, а следовательно, накипь отклады-
вается в трубках меньше, аппарат имеет более высокий коэффи-
циент теплоотдачи. Недостатком аппарата является значитель-
ный расход мощности насосом. Аппараты этого типа имеют
большие габаритные размеры и большую массу, поэтому завод-
изготовитель поставляет их в виде отдельных узлов или блоков.
В таком виде поставляют корпус парового пространства, паро-
вую камеру, сепаратор, циркуляционные трубы, циркуляцион-
ный насос, обвязанные трубопроводы. Масса отдельных блоков
достигает 15—20 т.
Монтируют выпарной аппарат способом подращивания
(рис. 41), так как он опирается на перекрытие опорами, укреп-
ленными к верхней части, а вся остальная часть аппарата как
бы подвешивается. Начинают монтаж с разбивки осей и уста-
новки на опорах корпуса сепаратора (поз. а). Особенно важно
выдержать вертикальное положение аппарата, так как даже
незначительный наклон аппарата приводит к нарушению уплот-
нений в сальниковых компенсаторах. Отклонение от вертикали
74
оси аппарата не должно превышать 1 мм на 1 м высоты аппа-
рата. Затем монтаж продолжают в следующем порядке:
присоединяют паровую камеру к установленному корпусу
кипятильника (поз. б);
устанавливают циркуляционные трубы (поз. в);
устанавливают и закрепляют временно- в верхнем положении
сальниковые компенсаторы;
устанавливают циркуляционный насос (поз. г);
устанавливают задвижки и компенсаторы;
Рис. 41. Монтаж
выпарного аппарата с принудительной цир-
куляцией способом подращивания:
а ~ монтаж сепаратора*. 6 — монтаж кипятильника; в — монтаж цир-
куляционной трубы; г — монтаж циркуляционного насоса
устанавливают сепаратор;
монтируют обвязочные трубопроводы;
устанавливают предохранительные клапаны и контрольно-
измерительные приборы;
производят гидравлическое испытание при давлении, рав-
ном 1,5 рабочего в течение 5 мин, затем давление снижают до
рабочего и осматривают аппарат. Если выпарной аппарат дол-
жен иметь изоляцию, то необходимо увеличить длину патруб-
ков, чтобы фланцы не попадали в слой изоляции; болты дол-
жны быть расположены гайкой в сторону аппарата, чтобы их
можно было вынуть, не нарушая изоляции.
Глава VIII. МОНТАЖ ОБОРУДОВАНИЯ
ДЛЯ ПРОИЗВОДСТВА ДРЕВЕСНОЙ МАССЫ
Древесная масса — наиболее распространенный полуфабри-
кат, входящий в композицию многих массовых видов бумаг и
картона. Широкое распространение получило производство
75
белой древесной массы, получаемой истиранием окоренной дре-
весины на абразивной поверхности дефибрерного камня. По
принципу действия дефибреры делят на периодические и непре-
рывные, по конструктивным признакам — на прессовые, винто-
вые, цепные и кольцевые.
1. МОНТАЖ ЦЕПНОГО И КОЛЬЦЕВОГО ДЕФИБРЕРОВ
Цепной дефибрер
Шахтные цепные дефибреры нашли наиболее широкое при-
менение, так как они имеют высокую удельную производитель-
ность, обеспечивают высокое качество и постоянный режим,
а также возможность механизации загрузки баланса в шахту.
Отечественный цепной дефибрер типа ДЦ-03 состоит из сле-
дующих основных частей: двух фундаментных плит, двух боко-
вых станин, шахты, механизма подъема и опускания шахты,
механизма подачи баланса, рабочих цепей, аппарата для на-
сечки камня, вала с камнем и подшипниками.
С завода-изготовителя дефибрер поступает в разобранном
виде, узлы и детали упакованы в ящики. Перед поступлением
на монтажную площадку производят расконсервацию деталей и
узлов.
Дефибрер устанавливают на фундамент, который изготов-
ляют по строительным чертежам до монтажа. Фундамент
строят на твердом грунте и тщательно трамбуют бетон, так как
во время работы дефибрера он испытывает значительные ди-
намические нагрузки. Расположение фундамента и его геомет-
рические размеры проверяют по монтажным и фундаментным
чертежам. Проверяют привязку осей фундамента к осям зда-
ния, высоту фундамента, разбивку осей анкерных колодцев, раз-
меры опорных площадок. Готовность фундамента под монтаж
фиксируется актом за подписью представителей заказчика,
строительной и монтажной организаций.
Монтаж дефибрера начинают с разбивки монтажных осе-
вых линий. Осевые струны натягивают из стальной проволоки
диаметром 1 —1,5 мм на высоте, удобной для работы. Главными
осями будут продольная осевая вала дефибрера и перпендику-
лярные оси, проходящие через середину камня и середину элек-
тродвигателя. На осевые струны навешивают отвесы и присту-
пают к монтажу основных частей дефибрера.
Фундаментные плиты укладывают на фундамент. Перед
укладкой плит на фундаменте делают насечку для лучшего
сцепления подливочного слоя с готовым фундаментом. Затем
удаляют грязь, пыль, а поверхность, подлежащую заливке, про-
мывают водой.
На каждой плите сделано по 8 отверстий с резьбой для
установочных винтов. Под установочные винты ставят металли-
76
ческие пластины и приступают к предварительной выверке плит
с точностью ±0,5 мм по осям и ±0,5 мм на 1 м размера по го-
ризонтали. Перед укладкой плит на фундамент в отверстия
вставляют анкерные болты с гайками и опускают их в колодцы.
Анкерные колодцы тщательно продувают воздухом и промы-
вают струей воды, затем заливают раствором бетона до верхней
отметки фундамента. После схватывания раствора (через 6—
8 суток) приступают к окончательной выверке фундаментных
плит совместно с валом дефибрера и боковыми станинами, ко-
торую выполняют для того, чтобы устранить перекосы плит,
окончательно проверить гори-
зонтальность обработанных
поверхностей, устранить все
погрешности предварительной
выверки.
Окончательно выверяют
плиты после монтажа вала
дефибрера с подшипниками
и боковых станин. При этом
проверяют горизонтальность
вала и траверс станины, после
чего заливают под фундамент-
ные плиты с одной стороны
цементный раствор до тех пор,
пока раствор не заполнит все
пространство под плитой.
После затвердения раствора
(через 5—7 дней) подтягивают
анкерные болты и болты, кре-
пящие станины к фундамент-
ной плите.
Так же устанавливают фун-
4 2 7Z
Рис. 42. Станина дефибрера:
1 — фундаментная плита; 2—8 — детали
станины; 9 — специальные приливы
(А, Б, В ~ окна)
даментную плиту под электро-
двигатель привода вала дефибрера. На плите монтируют стойки
с подшипниками ротора электродвигателя. В подшипники ук-
ладывают шаблон из труб, и фундаментную плиту вместе с ва-
лом выверяют на фундаменте так, чтобы валы сцентровались.
Выверяют уровнем 2-го класса точности, причем отклонений
быть не должно. Выверенную плиту подливают раствором бе-
тона 1 : 1 (одна часть цемента и одна часть песка).
Боковые станины (рис. 42) состоят из стальных и чу-
гунных отливок, соединенных болтами в общую рамную кон-
струкцию. Отливки станин имеют коробчатую форму, что со-
здает жесткость и прочность конструкции. Две боковые станины
собирают из четырех частей (каждую). Внизу они связаны
между собой стяжками, в которых проходят трубы спрысков,
а вверху — траверсами, являющимися одновременно опорой
механизма подъема шахты. Верхняя часть станины имеет от-
77
верстия для выхода вала дефибрера. В станине имеются четыре
отжимных болта, с помощью которых осуществляется отделе-
ние верхней части от нижней для удаления последней при за-
мене камня. При этом верхнюю часть подвешивают за приливы
на специальных подвесках к перекрытию загрузочных площа-
док. Внутренняя поверхность станин облицована нержавеющей
сталью. При установке станин необходимо тщательно проверить
вертикальность направляющих для шахты, выверить парал-
лельность боковых станин относительно поперечной оси дефи-
брера и симметричность их расположения относительно про-
дольной оси: На фундаментные плиты с лицевой и приводной
сторон дефибрера устанавливают детали 2, 3 и 4, 5. Соединяют
их между собой и крепят на фундаментной плите болтами. На
эти детали устанавливают по два блока из деталей 6, 7 и 8,
соединяя их между собой болтами.
Шахта с механизмом подъема и опускания со-
стоит из двух основных частей: нижней, главные детали кото-
рой являются стальными отливками, и верхней, выполненной из
фасонных профилей проката. Перед монтажом шахты необхо-
димо снять вал дефибрера с подшипниками. Для этого с боко-
вых станин снимают нижний блок из деталей 4 и 5 (рис. 42),
удаляют вал и ставят блок на место. Затем снимают попереч-
ную верхнюю траверсу и промежуточную стяжную балку,
между станинами заводят нижнюю часть шахты и опускают ее
на шпальную выкладку, уложенную через окно А. После этого
траверсу и стяжную балку устанавливают на место. Механизм
подъема и опускания шахты (рис. 43) монтируют на траверсе
и стяжной балке. Подъемные винты заводят в крепежные при-
способления, установленные на нижней части шахты. Ручным
приводом механизма подъема производят опробование движе-
ния шахты на подъем и спуск, при этом маховик должен вра-
щаться с равномерным усилием.
Проверяют зазоры между направляющими шахты и боко-
выми станинами и выверяют горизонтальность шахты по
уровню. Затем убирают шпальную кладку и монтируют верхнюю
часть шахты в собранном виде с холостыми звездочками и
механизмом натяжения рабочих цепей.
Механизм подачи баланса и рабочих цепей —
это устройство, рабочими органами которого являются специ-
альные цепи с захватами, с помощью которых баланс прижи-
мается к камню. Скорость движения незначительна (до
150 мм/мин), поэтому привод их осуществляется через ступени
червячных редукторов и закрытые цилиндрические зубчатые
передачи.
Перед монтажом следует разобрать боковые станины, для
этого заводят специальные подвески, укрепленные к перекры-
тию загрузочных площадок, за приливы 9 на детали 7 (см.
рис. 42) и подтягивают стяжками. Затем вынимают детали ста-
78
нин 6, и в подшипниковые гнезда укладывают валы 2 и 3 с ве-
дущими звездочками (рис. 44). Проверяют легкость вращения
в подшипниках и устанавливают детали 6 и 7 (рис. 42) на
место. С лицевой стороны дефибрера через окна Б и В (рис. 42)
заводят валы 4 и 5 (рис. 44) с тихоходными червячными пере-
дачами и укладывают их в подшипники. На валы 2, 3 и 4, 5
(рис. 44) насаживают малые и большие косозубые колеса, их
центруют и крепят шпонками. Они в свою очередь через косо-
Рис. 43. Механизм подъема и опускания шахты:
t — подъемные винты; 2 — червячные редукторы; 3 — электропривод; 4 — ручной привод
зубые шестерни соединены с тихоходными червячными редук-
торами, которые через цилиндрическую пару получают враще-
ние от клиноременной передачи и от электродвигателя постоян-
ного тока.
Рабочие цепи подготавливают к установке на специальных
стеллажах, стропят примерно за середину и краном уклады-
вают на холостые звездочки, опущенные в крайнее нижнее по-
ложение с помощью винтов натяжной станции. Ветви цепей
опускают вниз так, что один конец оказывается длиннее вто-
рого примерно на 1 м, охватывают ведущие звездочки и замы-
кают цепи. При укладывании цепей на холостые звездочки
надо учесть, что взаимно противоположные цепи должны быть
79
смещены на половину шага звена. Далее цепи равномерно на-
тягивают натяжными механизмами и закрывают их защитными
ограждениями.
Аппарат для насечки камня (ковочный аппарат) не-
обходим для насечки поверхности дефибрерного камня в про-
цессе эксплуатации дефибрера. Аппарат имеет скользящий суп-
порт с гидроприводом. Суппорт состоит из корпуса, в котором
Рис. 44. Кинематическая схема привода рабочих цепей:
/ — электродвигатель постоянного тока; 2, 3 — валы ведущих звездочек; 4, 5 — выходные
валы редукторов; 6, 7 — левый и правый редукторы; 8, 9 — зубчатая передача; 10 — клино-
ремениая передача
перемещается плунжер. Шарошка насажена на вилку, связан-
ную с плунжером ковочного аппарата. Суппорт установлен на
ползуне, перемещающемся по направляющим трубам и по ци-
линдру гидропривода. Направляющие трубы и цилиндр гидро-
привода закреплены в опорах, которые крепятся на фундамент-
ной плите дефибрера.
Ковочный аппарат доставляют на монтаж в собранном виде.
Аппарат устанавливают на фундаментную плиту и придвигают
к нижней связи до упора направляющих ползуна в нижнюю
связь. Устанавливают контрольные штифты и проверяют гори-
80
зонтальность цилиндра гидропривода с точностью до ±0,1 мм,
а также следят, чтобы направляющие располагались парал-
лельно оси вала дефибрера. После сборки гидропривода прово-
дят проверку работы ковочного аппарата. Кран переключения
хода ползуна должен работать без заедания, и суппорт вместе
с ползуном должен плавно перемещаться по гидроцилиндру.
Вал с камнем подают к дефибреру электротельфером пе-
ред началом опробования. Для установки вала с камнем на
место необходимо удалить из станин с лицевой и приводной
сторон детали 4 и 5 (рис. 42). Для этого освобождают болтовое
крепление этих деталей с фундаментной плитой и другими дета-
лями. Подтягивают стяжки у подвесок, закрепленных за
крюки 9 детали 7 и за перекрытие загрузочных площадок. От-
жимают верхние станины с помощью отжимных болтов и тель-
фером выталкивают детали 4 и 5. С помощью тельферов заводят
вал с камнем, подшипниками и полумуфтой на место, про-
веряют его положение и фиксируют корпуса подшипников цент-
рующими штифтами. Снятые при установке камня узлы уста-
навливают в станины и скрепляют болтами. Затем монтируют
вспомогательные устройства: централизованную систему смазки
подшипников, спрыски, щит уровня массы, ограждения, за-
слонки и т. д. Монтаж их несложен и не требует особых поясне-
ний. Установка вала с камнем является завершающим этапом
монтажа дефибрера.
Кольцевой дефибрер
В кольцевом дефибрере баланс подается к камню с по-
мощью зубчатого кольца, расположенного эксцентрично по от-
ношению к камню. Такое расположение кольца и камня обра-
зует клиновидное пространство. Подающее кольцо и камень
вращаются в одну сторону, затягивают баланс в узкую часть
камеры и истирают его.
Дефибрер состоит из следующих основных узлов: фунда-
ментной плиты, корпуса с винтовым устройством для передви-
жения, вала с дефибрерным камнем и опорными подшипниками,
подающего кольца, аппарата для насечки камня, загрузочной
камеры, камеры дополнительного истирания щепы, гребенки и
ящика для сбора массы. Кольцевой дефибрер имеет примерно
следующие габаритные размеры: длину — 5 м, ширину — 4,5 м,
массу дефибрера — 48 т (без камня), массу электродвигателя —
22 т.
С завода-изготовителя дефибрер поступает в разобранном
виде. Монтаж его начинают с приемки фундамента, разбивок
осевых линий и с установки и выверки фундаментной плиты
в таком же порядке, как и при монтаже цепного дефибрера.
Фундаментная плита чугунная, литая, с приливами для
установки корпуса и опор подшипников. Плиту крепят болтами
4 И. 3. Малинский
81
к бетонному фундаменту, выверяют горизонтальность уровнем
2-го класса точности и подливают плиту цементным раствором.
На фундаментной плите крепят чугунные опоры для подшипни-
ков вала дефибрера, выверяют их горизонтальность и фикси-
руют коническими штифтами. После затвердения цементного
раствора на фундаментной плите монтируют нижнюю часть
корпуса дефибрера с механизмом передвижения. Крепление
узлов корпуса осуществляют болтами. В нижней части корпуса,
в специальные кольцевые' пазы устанавливают опорные катки
и чугунное кольцо. Кольцо собирают из двух половин и уплот-
няют с корпусом двумя резиновыми ремнями. Внутренняя по-
верхность кольца зубчатая, а снаружи кольца укреплен вин-
тами с потайными головками зубчатый венец, соединенный
с малой шестерней привода вращения кольца. Скорость враще-
ния кольца 0,45—0,75 об/мин. Затем монтируют верхнюю часть
корпуса и вал с камнем. Для установки вала с камнем в тор-
цах корпуса предусмотрены отверстия по диаметру камня, за-
крываемые съемными стальными листами. Камень с валом
установлен на роликовых подшипниках, внутренние кольца ко-
торых зажимаются коническими втулками.
Ковочный аппарат монтируют внутри вращающегося кольца
в верхней части корпуса и отделяют от загрузочной камеры
перфорированной подвижной стальной перегородкой. Постоян-
ный зазор между перегородкой и камнем должен быть 20—
25 мм. Устанавливают ловитель для задержания щепы и водяные
спрыски. Дефибрер опробуют на холостом ходу и под нагрузкой.
Опробование и пуск дефибрера выполняют после окончания
монтажа. Перед опробованием производят полную ревизию
дефибрера, очистку и промывку, проверку всех креплений, про-
мывку подшипников и заправку свежей смазкой, заправку
смазкой редукторов и закрытых передач, заправку маслом
централизованной системы смазки подшипников, натяжку
цепей, набивку сальников, а также проверку правильности мон-
тажа электрооборудования. После этого проворачивают вруч-
ную механизм подачи баланса и механизм подъема шахты, про-
веряют работу ковочного аппарата и правильность сборки цент-
рализованной смазки механизма подачи баланса.
После опробования приступают к испытанию дефибрера на
холостом ходу. Включают привод механизма подачи на малой
скорости, проверяют работу движущихся частей, постепенно уве-
личивая скорость до максимальной. Проверяют работу меха-
низма подъема шахты от электропривода. Закончив испытание
отдельных узлов, приступают к испытанию всего дефибрера на
холостом ходу в течение 8—12 ч. Если не будет обнаружено
недостатков, приступают к испытанию под нагрузкой, посте-
пенно ее увеличивая. Во время испытания наблюдают за работой
всех частей установки. После испытания составляется акт о ре-
зультатах испытания и дефибрер передается в эксплуатацию.
82
Глава IX. МОНТАЖ РАЗМОЛЬНОГО ОБОРУДОВАНИЯ
И ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА
БУМАГИ И КАРТОНА
1. МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ РАЗМОЛА МАССЫ
Конические и дисковые мельницы применяют в настоящее
время почти на всех предприятиях для размола массы. Их при-
меняют вместо роллов. Представляют собой аппараты непре-
рывного действия, имеющие большую производительность,
более высокий коэффициент полезного действия. Они позво-
ляют автоматизировать процесс и занимают меньшую произ-
водственную площадь по сравнению с роллами.
Конические и дисковые мельницы с завода-изготовителя по-
ступают в собранном виде. Масса наиболее крупных кониче-
ских и дисковых мельниц (без электрооборудования) до 16 т,
габаритные размеры 4600X 1740x2045 мм.
Монтируют мельницу на подготовленном и принятом фунда-
менте. Мельницу на фундамент устанавливают по осям и вы-
сотным отметкам с применением клиновых подкладок. Горизон-
тальность проверяют уровнем с точностью до 0,3 мм на 1 пог. м.
Установив мельницу на фундамент, заливают анкерные ко-
лодцы и основание станины, предварительно изготовив и уста-
новив опалубку. Закрепив мельницу на фундаменте, ставят
электродвигатель и, сцентровав его, соединяют с мельницей
муфтой. Ротор или диски устанавливают на наибольший зазор
и проворачивают вручную за муфту. Затем запускают мельницу
вхолостую; проверяют температуру нагрева подшипников, на-
личие шума, вибрации, стука; обкатывают мельницу в течение
1 ч и далее под нагрузкой в течение 10 ч, изменяя зазор между
размалывающей гарнитурой.
2. МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БУМАГИ
И КАРТОНА
Бумагоделательные машины
Бумагоделательная машина — это головной агрегат бумаж-
ного производства. Буммашины подразделяют на длинносеточ-
ные, круглосеточные и комбинированные. В настоящее время
для производства бумаги применяются в основном длинносеточ-
ные буммашины.
Бумагоделательная машина состоит из напорного ящика,
сеточной, прессовой, сушильной частей, каландра, наката и при-
вода. Каждая из частей буммашины состоит из большого коли-
чества узлов и деталей.
Современные бумагоделательные машины устанавливают
в здании, рассчитанном на одну-две машины, каждая машина
4* 83
имеет двухэтажное расположение, причем основная часть ма-
шины расположена во втором этаже, а вспомогательное обору-
дование— в первом. Такое расположение создает лучшие усло-
вия для эксплуатации и ремонта машин. Со времени изобрете-
ния бумагоделательная машина прошла длительный путь со-
вершенствования. Скорость современных быстроходных машин
достигла 750—1000 м/мин, ширина 6—10 м, длина ПО—120 м,
масса 3000—4000 т.
Монтируют бумагоделательную машину в готовом здании,
оборудованном двумя мостовыми кранами грузоподъемностью
50—60 тс и 10—20 тс. В помещении электропривода установлен
кран грузоподъемностью 10—15 тс, а в помещении первого
этажа установлен монорельс с подвешенным к нему тельфером
грузоподъемностью 5—10 тс.
С завода-изготовителя бумагоделательная машина посту-
пает в разобранном и упакованном виде.
На монтажную площадку оборудование подают в строгой
последовательности, разгружают с помощью мостовых кранов
в определенные участки бумажного зала, где распаковывают,
принимают согласно спецификации и собирают в узлы. Монтаж
бумагоделательной машины начинают с приемки фундаментов
и с разбивки монтажных осей. По высоте фундамент должен
быть ниже проектной отметки на 50 мм, чтобы после установки
фундаментных шин оставался зазор для подливки бетоном.
Главными монтажными осевыми линиями считаются про-
дольная осевая линия машины и поперечная осевая линия
какого-либо из валов (гауч-вала, нижнего прессового вала
и др.). При монтаже современных больших машин главными по-
перечными осями могут быть ось гауч-вала и ось первого ниж-
него сушильного цилиндра первой или второй группы. Это по-
зволит вести монтаж машины одновременно с двух сторон.
Струны осевых линий подвешивают выше габаритов машины на
скобах, заделанных в стены. После выверки осевых линий на
скобах делают треугольный пропил и фиксируют в нем поло-
жение струн. Со струн опускают отвесы так, чтобы они совпали
с кернами на металлических планках, заложенных в фундамент.
Все узлы бумагоделательной машины устанавливают и кре-
пят на фундаментных шинах. Шины отливают из чугуна, и ра-
бочую плоскость тщательно прострагивают. Шины бывают бес-
пазовые или на рабочей плоскости могут иметь один или два
паза, в которые входят головки болтов для крепления станин
машины. Установка машины на беспазовых шинах требует до-
полнительных трудовых затрат по сравнению с монтажом на
пазовых шинах. Эти затраты связаны с предварительной уста-
новкой, тщательной выверкой, разметкой отверстий, демонта-
жем узлов машины, сверловкой, нарезкой резьбы в отверстиях
шин. Шины крепятся к фундаменту 4—6 болтами. Конструкция
шин недостаточно жестка, поэтому они подвержены коробле-
84
нию, иногда достигающему 5—7 мм. Шины, имеющие большое
коробление, приходится перестрагивать на станке. При незна-
чительном короблении шину устанавливают с помощью отжим-
ных и фундаментных болтов и выверяют (рис. 45). Монтаж шин
по времени занимает 15—20% от общей продолжительности
монтажа машины, а по трудоемкости 5—7%.
Устанавливают шины в два этапа, для этого выполняют
предварительную раскладку и выверку с заливкой бетонным
раствором фундаментных болтов и окончательную подливку
шин с тщательной выверкой. Шины раскладывают вдоль лент
Рис. 45. Выверка шин относительно продольной осевой линии машины:
/ — фундамент; 2 — подкладки и клинья; 3 — шины; 4 — фундаментные болты; 5 — про-
дольная осевая линия; 6 — отвес; 7 — линейка
фундамента, оставляя зазор между торцами 4—5 мм. В разло-
женные шины вставляют фундаментные болты и ввинчивают
отжимные болты. Затем шину устанавливают на фундамент и
анкерные болты опускают в колодцы. Гайки на болты навинчи-
вают с таким расчетом, чтобы резьба выступала над гайкой на
5 мм, что необходимо для правки шин от коробления. При уста-
новке шин на фундамент под каждый отжимный и фундамент-
ный болт подкладывают плоские и клиновые стальные под-
кладки.
Положение шин по горизонтали проверяют поверочной ли-
нейкой и уровнем, установленным на ее середине. При предва-
рительной выверке можно пользоваться уровнем 3-го класса
точности, а при окончательной выверке — уровнем 2-го класса
точности. Окончательно выверяют шины через 7—8 суток после
заливки бетонным раствором анкерных болтов, и еще через 7—
8 суток шины подливают бетонным раствором (рис. 46). После
затвердения раствора подтягивают фундаментные болты и опять
проверяют установку шин.
85
Отклонение от параллельности центральных осей лент фун-
даментных шин приводной и лицевой сторон между собой и
относительно продольной оси машины может быть не более
±0,2 мм. Разность высотных отметок верхних плоскостей шин
приводной и лицевой сторон может быть не более 0,5 мм для
сеточной, прессовой частей, каландра и наката и не более 0,2 мм
для сушильной части. Отклонение от горизонтальности верхней
плоскости каждой шины может быть не более 0,05 мм/м. Раз-
ность высотных отметок прилегающих шин на стыках вдоль
машины не более 0,05 мм. Разность высотных отметок первой
и последней шины вдоль ма-
шины может быть не более
0,5 мм.
В виду того что бумагоде-
лательные машины имеют раз-
личную конструкцию отдельных
узлов и частей, знакомство
с монтажом проведем на при-
мере монтажа машин № 6 и 7
Балахнинского ЦБК.
Бумагоделательная машина
поступает на монтажную пло-
щадку отдельными деталями
и узлами, количество которых
достигает 50 тыс. шт.
Для ускорения и улучшения
качества работ применяют ук-
рупнительную сборку на спе-
циально оборудованных пло-
щадках в зоне действия мо-
Рис. 46. Подливка бетонным рас-
твором:
1—опалубка; 2— шина; 3 — бетонный рас-
твор; 4 — подкладки и клинья; 5 — фунда-
мент
стовых кранов. При укрупнении узлов выполняют наиболее
трудоемкие и ответственные операции сборки — напрессовку
подшипников качения на цапфы валов и цилиндров, горячую по-
садку шестерен, сборку отсасывающих валов и т. д. Сборку от-
сасывающего вала производят в такой последовательности:
осматривают камеру отсоса с проверкой механизмов регу-
лировки ширины отсоса и прижима уплотнений;
устанавливают на место графитовые уплотнения;
устанавливают спрыск и проверяют его работу;
устанавливают камеру отсоса в цилиндр, что является наи-
более ответственной операцией.
Стропят камеру за два крюка, используя специальную тра-
версу. Между стропами и камерой прокладывают деревянные
бруски. Перемещая тележку крана, подают камеру в цилиндр
вала. После того как катки камеры обопрутся на внутреннюю
поверхность цилиндра, освобождают строп, поддерживающий
камеру с приводной стороны. Камеру продолжают подавать
в цилиндр и при этом следят за тем, чтобы графитовые уплот-
86
нения не касались цилиндра. Под основанием корпуса подшип-
ника с лицевой стороны делают выкладку и освобождают ка-
нат, поддерживающий камеру. Запрессовывают камеру на место
равномерной подтяжкой гаек, установочных болтов, одновре-
менно контролируя равномерность запрессовки в различных
точках окружности. После того как камеру запрессуют на-
столько, что можно ввернуть крепежные болты, снимают уста-
новочные болты и запрессовывают камеру обтяжкой крепеж-
Рис. 48. Проверка перпендикулярности
оси вала продольной оси машины с по-
мощью стрелы:
/ — отвесы; 2 — стрела; 3 —хомут; 4 — бачки; 5 —
струна; б- — цилиндр; 7 — микрометрический внит
Рис. 47. Разбивка и выверка
главных монтажных осевых
линий:
I—I и //—// —осевые струны; А —
точка пересечения осевых струн; В,
С —точки над осью шии; I — рас-
стояние от оси /—I до оси шин;
D — вершниа треугольника; А\, Blt
С|, Р] — проекции точек А, В, С,
D; 1, 2, 3, 4 — отвесы
ных болтов, соединяющих крышку с цилиндром. Затем с по-
мощью червячного редуктора поворачивают камеру на задан-
ный угол и фиксируют положение камеры относительно ци-
линдра установочным рычагом.
Сеточную часть бумагоделательной машины монтируют од-
новременно с сушильной частью и начинают с установки отса-
сывающего гауч-вала. Гауч-вал должен быть установлен с пре-
дельной точностью, так как он является основной базой для
выверки всех валов сеточной и прессовой частей машины. Для
этого из точки А пересечения осевых струн (рис. 47) /—I и
II—II опускают отвес. На оси II—II в обе стороны от оси I—I
в точках В и С опускают отвесы 2 и 3, а с оси I—I
в точке D — отвес 4. Отвесы 2 и 3 опускают на равном расстоя-
нии I над шинами буммашины.
Спроектировав точки А, В, С, D на установленные шины и
проекцию продольной оси, получим точки Alt Blt Ci, Di. Заме-
87
рив электроштихмасом расстояние между отвесами, убедимся,
что отрезки Bi, Di и Ci, Di равны, значит, проекция пересече-
ний линий I—I и II—II получена точно. Затем против отвесов
2 и 3 на шинах наносят установочные риски и на некотором
расстоянии от них — контрольные риски (за пределом стоек
гауч-вала).
Одновременно с разбивкой осей производят укрупнительную
сборку вала. Гауч-вал зацепляют за корпус специальными лен-
точными стропами и с помощью траверсы и мостового крана
подают к месту установки и опускают на шины. Станины гауч-
вала устанавливают так, чтобы центры вала совместились с опу-
щенными со струны отвесами 2 и 3 и центровой риской, нане-
сенной на шинах. Затем проверяют горизонтальность вала и
перпендикулярность расположения к продольной оси машины.
Горизонтальность вала выверяют уровнем 2-го класса точ-
ности, который укладывают на вал с лицевой стороны на опре-
деленном расстоянии от его середины, замечают величину от-
клонения, поворачивают его на 180° и укладывают уровень
с приводной стороны вала на таком же расстоянии от сере-
дины. Такие замеры производят в четырех диаметрально проти-
воположных точках, поворачивая вал вокруг оси. Если отклоне-
ния на уровне одинаковые, то вал установлен горизонтально.
Для гауч-вала допустимая величина отклонения от горизон-
тальности 0,05 мм на 1 пог. м и не более 0,2 мм на всю длину
вала.
Перпендикулярность оси вала по отношению к оси машины
проверяют стрелой, которая представляет собой специальную
рейку с креплением и микрометрической головкой на конце
(рис. 48). Рейку крепят по центру вала, с продольной оси опу-
скают два отвеса и микрометрическую головку подводят
к струне. Вал поворачивают на 180°, при этом микрометриче-
ская головка должна коснуться струны второго отвеса.
Корыто гауч-вала спускают на предварительно уложен-
ный настил и с помощью ручных лебедок задвигают под гауч-
вал. Устанавливают корыто в рабочее положение после выверки
валиков сеточного стола.
После установки гауч-вала приступают к монтажу сеточного
стола из укрупненных блоков. Монтаж заключается в установке
станин, ведущего вала сетки, сетковедущих, сетконатяжных и
сеткоправильных валиков, грудного вала с механизмами подъ-
ема и опускания, подсеточной ванны, регистровых валиков, от-
сасывающих ящиков, механизма выдвижения сеточного стола,
вспомогательных балок для выдвижения сеточного стола, деф-
лекторов, формующей доски, мостков, площадок и лестниц
(рис. 49).
Станины начинают монтировать с установки на шинах
стоек под поперечные балки. Стойки выверяют относительно
продольной и поперечной оси машины и контролируют симме-
88
тричность установки заме-
рами расстояний между
осями стоек по диагоналям.
Положение стоек по высоте
выверяют с точностью до
0,05 мм гидростатическим
уровнем.
На стойки устанавли-
вают поперечные балки и
выверяют параллельность,
горизонтальность и симмет-
ричность установки балок
по отношению друг к другу.
Поперечные балки закреп-
ляют к поворотным стой-
кам и проверяют легкость
их вращения вокруг своих
шарниров.
Продольные балки в
сборе с катками устанавли-
вают на поперечные так,
чтобы шестерни ведущих
катков вошли в зацепление
с зубчатыми рейками, при-
варенными к поперечным
балкам, а зазоры между
ребордами направляющих
катков и боковыми плоско-
стями поперечных балок
были бы одинаковыми.
Катки заклинивают от вра-
щения и устанавливают
поперечные связи продоль-
ных балок.
При выверке парал-
лельности продольных ба-
лок выдерживают одинако-
вые расстояния от отвесов,
опущенных с внешних сто-
рон балок до продольных
осей на шинах, и контроли-
руют размеры по диагона-
лям. Отклонение от парал-
лельности центральных
осей продольных балок
между собой и относитель-
но продольной оси машины
допускают не более 0,2 мм.
Рис. 49. Сеточная часть бумагоделательной машины:
— грудной вал; 2 —формующая доска (ящик); 3 — регистровый валик; 4 — продольная балка; 5 — поперечная балка; 6 — отражатель; 7 —
отсасывающие ящики; 8 — форматная линейка; 9 — равнитель; 10 — отсасывающий ящик с подвижной лентой (типа «Ротобельт»); 11 —
подвижные водяные спрыски для отсечки кромки бумажного полотна; 12 — отсасывающий гауч-вал; 13 — ведущий вал сетки; 14—сетковеду-
щий вал; 15 — шабер; 16 — сеткоиатяжка; 17 — сеткоправка; 18 — стойка напорного ящика
89
Несмотря на то, что почти все оперные узлы валиков, под-
держивающих сетку, формующей доски, дефлекторов и отсасы-
вающих ящиков имеют компенсационную регулировку по вы-
соте, балки сеточного стола как продольные, так и поперечные
монтируют с высокой точностью. Высокая точность выверки ба-
лок связана с сопряжением отдельных узлов, расположенных
на балках, и с работой механизма выдвижения стола. Винтовые
домкраты устанавливают на шинах и выверяют по опорным по-
душкам, закрепленным на нижних плоскостях продольных ба-
лок. С помощью домкратов устанавливают балки в горизонталь-
ное положение и выверяют уровнем 2-го класса точности. Откло-
нение от горизонтальности допускается не более 0,1 мм/м.
Ведущий вал сетки устанавливают по рискам на
шинах и выверяют на горизонтальность и параллельность от-
носительно гауч-вала. Отклонение от параллельности допускают
±0,05 мм, от горизонтальности 0,05 мм/м и не более 0,2 мм
на всю длину вала. Симметричность расположения рабочей по-
верхности вала относительно продольной оси машины прове-
ряют с помощью отвесов и рулетки. Затем устанавливают на
проектные места механизмы сеткоправки и сетконатяжки и при-
ступают к установке сетковедущих, сетконатяжных и сеткопра-
вильных валиков.
Валики выверяют относительно продольной и поперечной оси
машины на параллельность и горизонтальность. Симметрич-
ность установки относительно продольной оси машины и па-
раллельность валиков проверяют с помощью отвесов и рулетки,
горизонтальность — уровнем. После монтажа механизма выдви-
жения стола и вспомогательных балок сеточный стол выдвигают
в положение для замены сетки и с помощью штихмаса окон-
чательно выверяют параллельность валов, установленных на
шинах, относительно гауч-вала.
Для окончательной выверки положения валиков, закреплен-
ных на продольных балках, стол устанавливают в рабочее по-
ложение и штихмасом выверяют эти валики по ближайшим
валикам, закрепленным на шинах. Отклонение от параллель-
ности соседних сетковедущих валиков допустимо не более
0,1 мм, от горизонтальности 0,1 мм/м и не более 0,2 мм на всю
длину.
Грудной вал начинают монтировать с установки червяч-
ных редукторов механизма подъема и опускания вала. Редук-
торы и поворотные опоры грудного вала закрепляют на про-
дольных балках сеточного стола. В редукторы заводят подъ-
емные винты и собирают шарнирные соединения подъемных
винтов с поворотными опорами. Опоры поднимают и опускают
несколько раз в целях выявления и устранения дефектов. За-
тем устанавливают грудной вал в сборе с корпусами подшип-
ников на поворотные опоры и с помощью червячных редукто-
ров регулируют положение вала по высоте.
90
Выверяют вал относительно продольной оси машины и гауч-
вала с помощью отвесов и рулетки. Отклонение от параллель-
ности допускается не более ±0,05 мм, от горизонтальности
0,04 мм/м и не более 0,2 мм на всю длину. Затем устанавливают
синхронный валик, связывающий червячные валы редукторов
механизма подъема и опускания. Если после затяжки болтов
соединительных муфт одного из червячных валов и синхронного
валика, например на лицевой стороне, окажется, что отверстия
полумуфты на червячном валу редуктора приводной стороны
и полумуфты синхронного валика сместятся относительно друг
друга, то червячный вал этого редуктора поворачивают вруч-
ную до совмещения отверстий и устанавливают соединительные
болты полумуфт. Работу механизма подъема и опускания про-
веряют вручную от механического привода.
Подсеточная ванна поступает в разобранном виде,
отдельными секциями, которые закрепляют между собой на
продольных балках и поперечных связях стола. После закреп-
ления секций монтажные крюки, приваренные к листам, срезают
и места их крепления зачищают пневматической шлифоваль-
ной машинкой. Стыковые соединения секций тщательно подго-
няют друг к другу и соединяют электросваркой. Все болты
креплений ванны смазывают водостойкой пастой и после за-
тяжки фиксируют электросваркой. При электросварочных рабо-
тах обрезиненные валики защищают от искр отработанным
сукном.
Регистровые валики устанавливают на специальные
винты типа «ласточкин хвост» и с помощью рулетки предвари-
тельно выверяют параллельность грудному валу. Для предва-
рительной выверки по высоте через грудной вал и гауч-вал на
лицевой и приводной сторонах параллельно продольной оси
машины натягивают две струны.
После установки валиков по высоте струны снимают и при-
ступают к окончательной выверке. Поверочной линейкой дли-
ной 5 м и уровнем 2-го класса точности проверяют горизон-
тальность валиков. В процессе выверки поверочную линейку
с уровнем переносят в продольном направлении машины по
лицевой, а затем по приводной стороне начиная от грудного
вала. Затем дополнительно проверяют горизонтальность каж-
дого валика посредине. Параллельность валиков выверяют
штихмасом. Отклонение от параллельности двух соседних вали-
ков допускается не более 0,1 мм, от горизонтальности 0,1 мм/м
и не более 0,2 м на всю длину.
Отсасывающие ящики устанавливают на продоль-
ные балки и проверяют на параллельность от ближайшего,
окончательно установленного и временно закрепленного от по-
ворачивания регистрового валика. По высоте выверяют ящики
так, чтобы верхние плоскости планок были горизонтальными и
располагались на одной высоте с регистровыми валиками.
91
Механизм выдвижения сеточного стола мон-
тируют на продольной балке приводной стороны. Устанавли-
вают червячный редуктор и корпуса подшипников трансмисси-
онных валов. Трансмиссионные валы закрепляют в корпусах
подшипников и соединяют шарнирными муфтами с червячным
редуктором и ведущими катками, при этом тщательно выве-
ряют горизонтальность и соосность.
Вспомогательные балки монтируют на приводной
стороне машины. Опорные стойки устанавливают на фунда-
ментные плиты, выверяют по диагоналям согласно проектным
размерам и по высоте гидростатическим уровнем. На стойки
монтируют вспомогательные балки так, чтобы их осевые линии
были продолжением осевых линий соответствующих поперечных
балок. Горизонтальность балок выверяют уровнем 2-го класса
точности, параллельность — замерами между концами балок,
симметричность по отношению друг к другу — замерами по
диагоналям.
Монтаж дефлекторов выполняют с большой осто-
рожностью, чтобы не повредить облицовку регистровых вали-
ков. Зазоры между дефлекторами и соседними валиками выдер-
живают одинаковыми, верхние плоскости должны быть гори-
зонтальны и расположены на одной высоте с регистровыми
валиками.
Формующую доску устанавливают после выверки ме-
ханизма точной регулировки напускной щели напорного ящика.
Выверяют ее положение относительно грудного вала и по вы-
соте. Верхняя плоскость формующей доски должна быть го-
ризонтальна и расположена на одной высоте с регистровыми
валиками.
Мостки обслуживания площадки и лестницы монти-
руют параллельно со станинами сеточного стола, чтобы обеспе-
чить нормальные условия работы монтажников.
Прессовую часть монтируют следующим образом. До на-
чала монтажа через проем прессовой части (рис. 50) спускают
сукноведущие и сукноразгонные валики, сукномойки, сукнона-
тяжки и сукноправки, устанавливаемые на балках первого
этажа. По рискам на шинах монтируют стойки, между кото-
рыми на уровне фундаментных шин временно подвешивают ко-
рыта прессов.
На стойки устанавливают нижние прессовые валы, прове-
ряют их положение относительно проектных осей на горизон-
тальность. Прессовые валы имеют бомбировку, поэтому при
выверке горизонтальности уровень устанавливают на цапфы
вала. Отклонение фактических размеров от проектных по осям
двух последующих прессов допускают не более 1,5 мм, по осям
первого и последнего прессов ±1 мм.
Параллельность нижних валов выверяют нутромером
(рис. 51): вал передаточного пресса — по ведущему валу
92
сетки, вал второго отсасывающего пресса — по первому верх-
нему сушильному цилиндру, вал первого отсасывающего прес-
са— по валам передаточного и второго отсасывающего прессов.
Нижний вал первого пресса устанавливают так, чтобы отклоне-
ния при выверке относительно передаточного и второго прессов
Рис. 50. Схема прессовой части бумаго-
делательной машины:
1 — отсасывающий гауч-вал; 2 — пересасываю-
щий вал; 3 — первый сдвоенный пресс; 4 —
второй пресс; 5 — сукномоечный пресс; 6 —
станина; 7 — водосборный желоб; 8 — меха-
низм подъема пересасывающего вала; 9—меха-
низм прижима; 10 — сукноведущий вал; 11 —
сукноправка; 12 — сукнонатяжка; 13 — сукно-
мойка; 14— шабер; 15 — сукно
были наименьшими и в допустимых пределах. Отклонения от
параллельности нижних прессовых валов допускают не более
0,3 мм, от горизонтальности 0,05 мм/м и не более 0,2 мм на
всю длину.
Устанавливают колонны станин, выверяют их по осям бли-
жайших прессовых валов относительно продольной оси ма-
шины и на вертикальность. На колоннах закрепляют продоль-
93
ные балки и устанавливают поперечные связи балок. Симме-
тричность продольных балок контролируют замерами по диаго-
налям, горизонтальность — уровнем. После выверки и закреп-
ления станин на рычаги механизмов прижима валов устанав-
ливают гранитные валы и верхний вал передаточного пресса.
К продольным балкам и колоннам станин крепят угловые
кронштейны пересасывающего вала. На кронштейнах монти-
руют механизмы подъема и опускания вала, состоящие из чер-
вячных редукторов в сборе с подъемными винтами и пневмати-
Рис. 51. Схема выверки валов прессовой части
бумагоделательной машины:
/-гауч-вал; 2 — ведущий вал сетки; <3 — пересасы-
вающий вал; 4—передаточный пресс; 5 — первый от-
сасывающий пресс; 6 — второй отсасывающий пресс;
7— сукнопромывной пресс; 8—первый верхний су-
шильный цилиндр; 9—первый нижний сушильный
цилиндр
ческих устройств для аварийного подъема при обрывах, и за-
крепляют поворотные рычаги с шарнирными устройствами. Пе-
ресасывающий вал с корытом заводят со стороны гауч-вала и
закрепляют к поворотным рычагам. С помощью крана опускают
вал, шарнирно закрепленный на кронштейнах, до проволоки,
обозначающей сетку. Выдвигают подъемные винты в крайнее
положение и собирают шарнирные соединения винтов с поворот-
ными рычагами.
Горизонтальность вала проверяют уровнем 2-го класса точ-
ности и регулируют с помощью червячных редукторов. Затем
устанавливают синхронный валик, связывающий редукторы и
привод механизма подъема пересасывающего вала. При проб-
ном пуске машины регулируют конечные выключатели меха-
низма подъема и опускания так, чтобы пересасывающий вал от-
жимал сетку между гауч-валом и ведущим валом вниз на
10 мм. Параллельность верхних валов прессов и пересасываю-
щего вала выверяют в два этапа.
94
Предварительно валы выверяют нутромером в такой после-
довательности: верхний вал второго пресса — по первому верх-
нему сушильному цилиндру, верхний вал первого пресса — по'
нижнему валу второго пресса, пересасывающий вал — по гауч-
валу и нижнему валу передаточного пресса.
Пересасывающий вал устанавливают так, чтобы отклонения
при выверке относительно гауч-вала и нижнего вала гауч-пресса
были наименьшими и в допустимых пределах. Верхний вал пе-
редаточного пресса выверяют параллельно пересасывающему
валу. При окончательной выверке в каждом прессе проверяют
смещение и отсутствие скрещивания верхних валов относительно-
нижних. С поверхности вала на равных расстояниях от концов
опускают два отвеса. Между струнами отвесов и поверхностью
вала подкладывают полоску бумаги толщиной 0,07—1,0 мм.
Нутромер устанавливают на поверхности нижнего вала и раз-
двигают до тех пор, пока между его головкой и струной оста-
нется просвет. После удаления бумажных полосок просвет дол-
жен исчезнуть. Разность замеров по концам вала не должна пре-
вышать 0,3 мм. Измерения повторяют, поворачивая валы на 90°,
и определяют среднее значение размеров. Параллельность верх-
них валов относительно нижних в вертикальной плоскости регу-
лируют винтами прижимных рычагов, используя для замеров
щуп и плоскопараллельные плитки. Отклонение верхних валов
относительно нижних в вертикальной плоскости допускается не
более 0,5 мм.
Транспортер мокрого брака устанавливают в собранном виде
на стойки станин первого пресса перпендикулярно продольной
оси машины. Одновременно монтируют кронштейны, сукнона-
тяжки, сукноправки, шаберы, мостки обслуживания, лест-
ницы и др.
Так же монтируют валы сукнопромывочного пресса. Верти-
кальные сукнонатяжки прессовых сукон поступают на монтаж
в собранном виде. Станины сукнонатяжек устанавливают на
проектные места в сборе с подшипниками и подъемными вин-
тами. Фундаментные болты станин заводят в колодцы на колон-
нах и после выверки станин приваривают в арматуре колонн,
а колодцы подливают бетонным раствором. Перпендикулярно
продольной оси машины натягивают оси сукнонатяжных вали-
ков. Выверяют положение станин относительно продольной оси
машины и оси сукнонатяжного валика с помощью отвесов и ру-
летки. Вертикальность станин проверяют отвесами и рамным
уровнем, симметричность установки — перекрестными замерами
между осями подъемных винтов. На станины устанавливают
подшипники сукнонатяжного валика и синхронный валик. Ко-
нические шестерни валика вводят в зацепление с коническими
шестернями подъемных винтов. Устанавливают сукнонатяжные
валики и проверяют их горизонтальность уровнем 2-го класса
точности.
95
Рис. 52. Схема установки основа-
ния напорного ящика по контроль-
ным рискам грудного вала:
I — основание напорного ящика: 2 — сле-
сарный уровень; 3 — поверочная линейка;
4 — регистровый валик; 5 — отвес; 6 — груд-
ной вал
Сукнонатяжные валики могут быть одновременно и разгон-
ными, поэтому надо учитывать при их установке направление
спиральной нарезки. Сукномойки выверяют на проволоке, обо-
значающей сукно, и натянутой по валикам. Окончательно уста-
навливают корыта, ограждения, лестницы, спрыски.
Напорный ящик монтируют, приняв за базу для монтажа
грудной вал. Основание напорного ящика с нижней губой
(рис. 52) устанавливают на фундаментные шины и выверяют
таким образом, чтобы торцевая кромка нижней губы распола-
галась в вертикальной плоскости осевой линии грудного вала.
Грудной вал поднимают в рабочее положение и выверяют уров-
нем его горизонтальность. Находят точку на одном из концов
верхней образующей вала, для
фиксации которой на торцах
рубашки грудного вала нано-
сят по четыре контрольные ри-
ски, расположенные в двух вза-
имно перпендикулярных пло-
скостях.
На грудной вал и первый
регистровый валик последова-
тельно с лицевой и приводной
сторон устанавливают пово-
ротную линейку с уровнем.
Перемещая регистровый валик
по высоте, устанавливают по-
верочную линейку в горизон-
опускают отвес таким образом,
чтобы он касался рубашки грудного вала. От отвеса по линейке
откладывают расстояние, равное половине диаметра грудного
вала.
Поворачивая вал, подводят одну из контрольных рисок в най-
денную точку и заклинивают вал от вращения. Основание на-
порного ящика домкратами перемещают в направлении к груд-
ному валу так, чтобы торцевая кромка нижней губы и риски
вала лежали в одной вертикальной плоскости. Затем центруют
основание относительно продольной оси машины. Для облегче-
ния центровки на концах рубашки грудного вала наносят коль-
цевые риски. Расстояния от торцевых стенок нижней губы до
рисок выдерживают одинаковыми с лицевой и приводной сторон.
Горизонтальность основания выверяют уровнем 2-го класса
точности. Высоту верхней поверхности нижней губы по отноше-
нию к грудному валу замеряют штангенциркулем. Отклонение
от параллельности нижней губы и оси грудного вала в го-
ризонтальной плоскости допускают не более 0,25 мм, а в вер-
тикальной ±0,02 мм. Закрепив основание поверхностей, сопри-
касающихся с массой, временно закрывают их - сукном для
защиты от повреждений.
тальное положение. С линейки
96
Монтируют большие боковые стенки лицевой и приводной
сторон, заднюю стенку, турбулентную камеру, неподвижную
часть передней стенки, заднюю часть крышки напорного ящика,
подвижную переднюю стенку и малые боковые стенки лицевой
и приводной сторон, закрывающие турбулентную камеру сбоку.
Все стыки уплотняют водостойкой пастой. Выверяют распреде-
лительный коллектор на опорах и соединяют его с турбулентной
камерой.
Перфорированные валики и их приводы монтируют после
монтажа корпуса напорного ящика. Валики опускают через
люк в крышке ящика и закрепляют на проектных местах.
При выверке валиков проверяют их горизонтальность и па-
раллельность между собой. Зазоры между стенками напорного
ящика и торцами валика выдерживают 1 мм, а между образую-
щими валиков и дном напорного ящика 3 мм для малого и
5 мм для больших валиков. Эти зазоры регулируют с помощью
эксцентриковых корпусов подшипников. Спрысковые трубы, как
и валики, монтируют так, чтобы они могли свободно вращаться
от руки.
При монтаже крышки люка обращают внимание на то, чтобы
не было перекоса в петлях, а уплотнения лежали бы в надле-
жащих местах.
Монтируют механизмы перемещения подвижной передней
стенки. Верхней губе придают такое положение, при котором
кромка ее будет параллельна торцевой кромке нижней губы
и смещена в горизонтальной плоскости на расстояние, указанное
в чертеже. Параллельность верхней губы относительно нижней
в вертикальной плоскости выверяют с помощью плоскопарал-
лельных плиток и щупа.
Верхнюю губу относительно нижней в вертикальной и гори-
зонтальной плоскостях устанавливают вручную с помощью ме-
ханизма подъема и поворота подвижной части передней стенки.
Червячные редукторы механизмов подъема и поворота перед-
ней стенки соединяют синхронными валиками. Проверяют па-
раллельность планки точной регулировки верхней губы. Планку
регулируют с помощью специальных винтов. Мостки обслужи-
вания монтируют одновременно с монтажом напорного ящика.
На выверку верхней и нижней губ составляют схему (см.
рис. 51).
Сушильную часть начинают монтировать с установки балок
под нижние сукносушильные цилиндры, сукноведущие валики,
сукноправки и сукнонатяжки. Балки монтируют на колоннах
фундамента машины в первом этаже. Одновременно с монта-
жом балок выполняют укрупнительную сборку узлов сушиль-
ной части машины и опускают их мостовым краном в первый
этаж, где устанавливают их на балках и предварительно выве-
ряют. Окончательно выверяют после монтажа нижних ци-
линдров.
97
Рис. 53. Сушильный цилиндр:
/ — цилиндр; 2 — крышка левой стороны; 3 — крышка правой стороны; 4 — смотровой люк; 5 — выточка для заправочного канатика; 6, 7 —
корпус с подшипником качения; 8— шестерня; 9 — паровпускная головка; 10 — станина приводной стороны; // — фундаментная шина; 12— труба
для подачи пара в цилиндр; /3 — неподвижный сифон для отвода конденсата; 14—щит
На фундаментных шинах обозначают рисками основные и
вспомогательные оси первых цилиндров (нижнего ряда) привод-
ных групп и последнего цилиндра сушильной части. Кроме по-
перечных рисок осевых линий цилиндров, наносят продольные
риски, обозначающие положение внутренних боковых обрабо-
танных плоскостей станин на приводной стороне и внутренних
боковых обработанных плоскостей опорных стоек сушильных
цилиндров верхнего ряда на лицевой стороне.
Для выверки контрольных цилиндров относительно продоль-
ной оси машины натягивают вспомогательную струну на высоте
2 м от поверхности фундаментных шин, фиксирующую положе-
Рис. 54. Установка подшипников сушильных цилиндров:
а — положение призм при работе цилиндра; б—установка призм в момент монтажа;
1 — призмы; 2 — опорные подушки; 3 — корпус подшипника лицевой стороны; 4 — ци-
линдр; 5 — подшипник; 6 — гайка
ние продольной оси машины. Вспомогательную струну закреп-
ляют на металлических стойках, установленных по концам су-
шильной части.
За исходную базу для монтажа сушильной части принимают
первый нижний сушильный цилиндр (рис. 53). Его устанавли-
вают по рискам осей, нанесенным на шинах. Перпендикуляр-
ность цилиндра относительно вспомогательной продольной оси
машины проверяют специальной стрелой с микрометрическим
винтом, укрепленной на цилиндре стальным хомутом. Горизон-
тальность выверяют уровнем 2-го класса точности.
Сушильные цилиндры во время работы испытывают темпе-
ратурные деформации. Для компенсации температурных расши-
рений корпуса подшипников с лицевой стороны опираются на
стальные призмы (рис. 54). Наклон призм устанавливают по
шаблону в сторону привода, смещая подушки относительно ра-
бочего положения на 5 мм. Наклон рассчитан таким образом,
чтобы при температурном расширении цилиндра призмы повер-
нулись в вертикальное положение. После монтажа нижних су-
сушильных цилиндров в приводные коробки устанавливают
99
чтобы шестерни вошли в
ней. Первый верхний щ
Z
Рис. 55. Выверка парал-
лельности сушильных ци-
линдров:
1 — штихмас; 2 — сушильные
цилиндры
паразитные шестерни, затем промежуточные приводные коробки,
при этом следят, чтобы шестерни правильно вошли в зацепле-
ние и зазоры между стыками приводных коробок были не более
0,1 мм. Зазоры заполняют специальной пастой или бакелито-
вым лаком. После установки коробок, образующих станины
с приводной стороны, монтируют опорные стойки с лицевой
стороны машины, выверяя их по осевой линии первого нижнего
цилиндра. Устанавливая первый верхний цилиндр, проверяют,
зацепление с промежуточной шестер-
1линдр выверяют с особой тщатель-
ностью, так как по нему монтируют
остальные цилиндры верхнего ряда.
Параллельность проверяют штихма-
сом (рис. 55), а перпендикулярность
к продольной оси машины — специ-
альной стрелой. Одновременно с мон-
тажом сушильных цилиндров осу-
ществляют укрупнительную сборку
промежуточных приводных коробок
верхних цилиндров. Перед установ-
кой приводных коробок монтируют
паразитные шестерни.
Затем проверяют зацепление ше-
стерен. Через люки промежуточных
приводных коробок замеряют боко-
вой зазор в зацеплении паразитных и
промежуточных шестерен и регули-
руют его перемещением промежуточ-
ных коробок. Радиальный зазор не регулируют. После про-
верки зацепления устанавливают распорные пластины между
смежными промежуточными коробками, подгоняя их по месту.
Сушильные цилиндры монтируют по схеме расположения ци-
линдров, рекомендуемой заводом-изготовителем, в порядке по-
следовательного уменьшения длин окружностей. Такое располо-
жение цилиндров позволяет получить различные окружные ско-
рости вращения их в пределах каждой приводной группы и
создать благоприятные условия для усадки бумажного полотна
по его длине в процессе сушки. На торцевой крышке каждого
цилиндра нанесены порядковый номер, длина окружности, дата
изготовления, номер паспорта и направление вращения.
На лицевой стороне машины устанавливают промежуточные
связи опорных стоек верхних сушильных цилиндров. Между ци-
линдрами опускают шаберы в сборе с подшипниками и сукнове-
дущие валики нижнего ряда и закрепляют их на проектных ме-
стах. Сукноведущие валики верхнего ряда временно закреп-
ляют на связях лицевой стороны и станинах приводной стороны.
Под верхние сукноведущие валики и сукносушильные ци-
линдры монтируют рамы станин с лицевой и приводной сторон.
100
Устанавливают и выверяют верхние сукносушители и сукнове-
дущие валики нутромером и уровнем 2-го класса точности.
Монтируют мостки обслуживания, сукноправки и опорные
стойки под верхние балки, сукнонатяжки и окончательно кре-
пят верхние сукноведущие валики. Нижние сукносушильные ци-
линдры выверяют относительно ближайших сушильных цилинд-
ров, используя отвесы и рулетку, а нижние сукноведущие ва-
лики— по сукносушильным цилиндрам.
При монтаже канатиковой заправки шкивы выверяют по ка-
натику, уложенному в канавки цилиндров и шкивов. Канатик
не должен касаться стоек и стенок фундамента.
Требования к точности монтажа (по техническим условиям)
Отклонения от горизонтальности сушильных цилиндров,
мм/м.........................................±0,15
Отклонение от параллельности двух соседних сушиль-
ных цилиндров, мм ............................±0,2
Отклонение от параллельности первого и последнего су-
шильных цилиндров в группе, мм...............±0,75
Отклонение от параллельности сукноведущих валиков, мм ±0,3
После монтажа сушильной части производят гидравлическое
испытание цилиндров, используя специальное приспособление
(рис. 56). Цилиндры наполняют водой через паровой коллек-
тор (давление 2,5 кгс/см2). На место паровпускной головки
крепят специальное устройство с двумя фланцами для соедине-
ния сушильного цилиндра с трубой. В приспособление врезаны
трубки для слива воды из цилиндра, выпуска воздуха и под-
ключения гидропресса. Паровой вентиль, перекрывающий по-
дачу воды в сушильный цилиндр, закрывают после того, как
вода начнет вытекать через воздушную трубку. Далее подъем
давления в цилиндре осуществляют ручным гидропрессом.
Приспособление для гидравлического испытания сушильных
цилиндров обеспечивает надежность работы, быстрое наполне-
ние цилиндров водой и подъем давления. После гидравличе-
ского испытания подсоединяют паровпускные головки и монти-
руют устройства для удаления конденсата. Заборные части
сифонов устанавливают в направлении, обратном вращению ци-
линдров. Между заборной частью и внутренней поверхностью
цилиндра выдерживают зазор 2 мм.
Машинный каландр начинают монтировать с предваритель-
ной установки корпусов подшипников нижнего вала по рискам
на шинах. Нижний вал в сборе с подшипниками устанавливают
в корпуса подшипников и выверяют горизонтальность и парал-
лельность последнему нижнему сушильному цилиндру. Откло-
нение от параллельности допускают не более ±0,05 мм, от го-
ризонтальности 0,05 мм/м и не более 0,2 мм на всю длину.
На фундаментные шины вплотную к корпусам подшипников
нижнего вала монтируют станины каландра с установкой по-
перечных балок. Станины выверяют по осям перекрестными
101
замерами и на вертикальность — отвесами и рамным уровнем
2-го класса точности. Верхние валы в сборе с корпусами подшип-
ников, шарнирными соединениями и промежуточными деталями
устанавливают в направляющие станин. Между корпусами под-
шипников подкладывают дубовые бруски, чтобы не допустить
касания валов в процессе монтажа. Параллельность валов выве-
ряют относительно нижнего вала каландра. Для этого перпенди-
кулярно шинам устанавливают две поверочные линейки длиной
по 5 м. К каждой из линеек закрепляют рамный уровень. Ли-
нейки подводят к поверхности
Вода От пресса От насоса
Рис. 56. Приспособление для гид-
равлического испытания сушильных
цилиндров:
/ — цилиндр; 2 — патрубок; 3 — подача во-
ды от действующего водопровода; 4 — по-
дача воды от гидропресса; 5 — трубка для
выпуска воздуха; 6 — трубка для слива
воды; 7 — манометр; 8 — воздушный кран;
9 — вентили
нижнего вала и выверяют та-
ким образом, чтобы они рас-
положились на равных рас-
стояниях от концов вала и
были строго вертикальными.
После выверки линейки за-
крепляют к корпусам под-
шипников одного из верхних
валов.
Параллельность каждого
вала по отношению к повероч-
ным линейкам выверяют нут-
ромером. Отклонение от парал-
лельности компенсируют под-
кладками из фольги, которые
устанавливают между направ-
ляющими станин и промежу-
точными деталями корпусов
подшипников. Отклонение от
параллельности на любом из
валов .каландровой батареи не должно превышать 0,1 мм.
Равномерность соприкосновения поверхностей валов проверяют
на просвет с помощью переносной электрической лампочки.
Монтируют механизм подъема и прижима валов, состоящий
из цилиндрического и червячных редукторов, электродвигателя,
соединительных валов и шпинделей, и гидравлические устрой-
ства для вылегчивания валов.
Устанавливают и выверяют бумаговедущие валики и ша-
беры, Заправочные устройства предварительно закрепляют
к станинам. Окончательно выверяют эти устройства при об-
катке машины под нагрузкой. В последнюю очередь устанавли-
вают паровпускные головки каландровых валов. Мостки об-
служивания, лестницы и ограждения монтируют параллельно
с монтажом каландра.
Накат устанавливают и выверяют по осям в продольном
и поперечном направлениях предварительно по рискам на ши-
нах, окончательно — после установки цилиндра наката в проект-
ное положение.
102
Цилиндр наката выверяют вместе со станинами параллельно
нижнему валу каландра, относительно продольной и попереч-
ной осей и на горизонтальность. Отклонение от параллельности
допускают не более ±0,05 мм, а от горизонтальности 0,05 мм/м
и не более 0,2 мм на всю длину. Для выверки используют нутро-
мер и уровень 2-го класса точности.
Собирают систему водяного охлаждения цилиндра (водя-
ную головку и сифон).
Монтируют шарнирные рычаги с зубчатыми секторами, пред-
назначенные для крепления тамбурного валика в рабочем по-
ложении, и механизм поворота рычагов, состоящий из электро-
двигателя, редуктора и зубчатых передач. Шестерни, установ-
ленные на приводном валу, заводят в зацепление с зубчатыми
секторами рычагов. Приводной вал закрепляют таким образом,
чтобы зазоры зубьев были одинаковыми в зацеплениях шестерни
вала с секторами, а зубья располагались друг против друга.
На станины устанавливают каретки с пневматическими ме-
ханизмами прижима намотанного рулона к цилиндру наката.
Между колесами кареток и направляющими рычагами регули-
руют зазоры в пределах 0,1—0,3 мм. Штоки пневмоцилиндров,
передвигающих каретки, устанавливают параллельно направ-
ляющим станин. Пневмоцилиндры закрепляют к станинам, уста-
навливают рычаги и соединительный валик. При сборке рыча-
гов и осей, передвигающих каретки с тамбурным валиком, валик
прижимают вплотную к цилиндру наката. Положение пнев-
матических цилиндров регулируют с помощью прокладок. Про-
веряют легкость перемещения кареток по направляющим. Уста-
навливают шаберы, устройства для воздушной заправки бумаги
и подвода воздуха к пневмоцилиндрам. В последнюю очередь
собирают ременную передачу, предназначенную для разгона
тамбурного валика до рабочей скорости.
Шаберы устанавливают на валиках сеточной части. Они
имеют лезвия, которые изготовлены из целорона. Целороновое
лезвие хорошо прирабатывается к валу, поэтому при выверке
шаберов сеточной части не требуется такой точности, какая
предъявляется к выверке шаберов со стальными лезвиями,
установленных на гранитных валах прессов, сушильных цилинд-
рах, каландровых валах и цилиндре наката. Стальные лезвия
прирабатываются плохо и при неточной подгонке могут повре-
дить вал. До установки целороновые лезвия выдерживают двое
суток в воде при 45—50° для предупреждения неравномерного
намокания и коробления лезвий во время эксплуатации.
Держатели шаберов устанавливают так, чтобы они были па-
раллельны осям валов. Зазор между держателем и валом опре-
деляют на просвет или с помощью щупа с точностью 0,05 мм.
Угол наклона шаберов с целороновыми лезвиями выверяют уг-
ловым калибром, а угол наклона шаберов со стальными лез-
виями — предварительно угловым калибром и окончательно —
юз
специальным угломером. В паз держателя вставляют лезвие и
прикладывают угловой калибр к кромке лезвия так, чтобы он од-
новременно прикасался к поверхности лезвия и вала. Для ис-
правления наклона шабер с корпусами подшипников передви-
гают в продольном направлении машины (от вала или к валу).
При выверке не допускают перекоса оси держателя в корпу-
сах подшипников.
Одновременно с установкой угла наклона специальным уров-
нем проверяют, находятся ли оба конца лезвия на одинаковой
высоте по отношению к валу. Если лезвие не поддается выверке,
вынимают его и шабрят неприлегающие участки держателя.
Рис. 57. Схема выверки шаберов:
а — установка угла наклона лезвия по угловому калибру; б — установка угла наклона
лезвия по уровню; / — угловой калибр; 2 —лезвие; 3 — вал; 4 — уровень; 5 — винт; 6 —
диск угломера; 7 — стойка
После шабрения держателя устанавливают лезвие и оконча-
тельно выверяют шабер (рис. 57) специальным угломером, для
этого перед выверкой на угломере устанавливают диск (на
окружности которого нанесены градусные деления) на задан-
ный угол 20; 25 или 30° по отношению к неподвижному указа-
телю на стойке угломера и закрепляют его винтом. Угломер
устанавливают на вал так, чтобы боковая поверхность стойки
была прижата к кромке лезвия шабера. Если угол выдержан
точно, то воздушный пузырек уровня, закрепленного на диске,
находится посередине. При отклонении пузырька от среднего
положения угол наклона лезвия исправляют перемещением ша-
бера (по отношению к валу). Когда угол и положение шабера
отрегулированы, проверяют, с одинаковым ли прижимом при-
легают лезвия к валу. Это выявляют по звуку, слегка простуки-
вая лезвие по всей длине его прилегания к валу.
Привод бумагоделательной машины монтируют одновре-
менно с монтажом основных частей машины.
Современные бумагоделательные машины, как правило,
оснащают многомоторным дифференциальным или клиноремен-
104
ним приводом. Монтаж этих приводов сложен, особенно монтаж
дифференциального привода для широких быстроходных ма-
шин, так как количество приводных точек этого привода колеб-
лется от 10 до 20 (в зависимости от конструкции машины и
вида вырабатываемой бумаги). Масса дифференциального при-
вода достигает 145—150 т, а длина дифференциального вала
80—100 м (рис. 58).
За основную осевую линию дифференциального привода
принимают ось главного вала с привязкой к продольной оси
машины. Осевые линии промежуточных редукторов размечают
в соответствии с монтажным чертежом от осевой линии главного
вала. Фундаментные плиты дифференциального привода уста-
навливают, принимая за базу фундаментные шины одной из
сушильных групп. На установленную фундаментную плиту ста-
вят редуктор и центруют его с приводимым и промежуточным
валами. После выверки редуктор снимают и подливают фунда-
ментную плиту бетонным раствором. Фундаментную плиту выве-
ряют с особой тщательностью гидростатическим уровнем. По
первой выверенной плите устанавливают остальные фундамент-
ные плиты дифференциального привода. Допустимое отклоне-
ние фундаментных плит по высоте относительно базовой воз-
можно в пределах 0,09—0,15 мм.
После выверки и подливки бетонным раствором всех фунда-
ментных плит монтируют остальные редукторы и предвари-
тельно центруют приводимые и промежуточные валы. Валы
дифференциального привода центруют следующим образом: про-
межуточные валы — по приводимым валам; зубчатые редук-
торы— по промежуточным валам: дифференциальные редук-
торы— по зубчатым; части главного приводного вала — с диф-
ференциальными редукторами и электродвигателями. Центруют
валы очень тщательно, так как все они связаны с общим при-
водным валом и центровка каждого последующего вала зави-
сит от центровки предыдущего.
После установки всех частей привода обтягивают крепежные
болты и повторно проверяют центровку валов, редукторы про-
ворачивают вручную, затем устанавливают магнитно-фрикцион-
ные муфты. Все редукторы и корпуса подшипников приводных
валов фиксируют штифтами.
Монтаж одиночных приводов выполняют одновременно
с монтажом дифференциального привода.
Машины к поагрегатному и комплексному опробованию го-
товят следующим образом. Проверяют крепление болтовых со-
единений, снимают консервирующую смазку с валов, цилиндров,
сетковедущих и сукноведущих валиков, промывают и заправ-
ляют свежей смазкой подшипники, зубчатые муфты и редук-
торы; набивают сальники, смазывают наружные поверхности
трущихся деталей, промывают централизованную систему
смазки; проверяют направление вращения циркуляционных
105
Рис. 58. Схема привода бумагоделательной машины:
А — схема дифференциального привода; Б — выверка горизонтальности вала редукторов дифференциального привода; В — выверка по оси
вала; Г — выверка индикаторами; I, II /77 — группы привода сушильной части; / — электродвигатель; 2 — продольный вал; 3 — дифферен-
циальный редуктор; 4— цилиндрический редуктор; 5 —муфта; 6 — вал бумагоделательной машины; 7 — приспособление; 8 — индикатор; S —
ось вала; 10 — отвес; 11 — стрела; 12 — центроискатель; /3 — вал редуктора
устройств насосов; устанавливают приводные ремни, пальцы и
ограждения на муфты приводов. Тщательно проверяют зубча-
тые зацепления привода, зазоры в зацеплениях, центровку при-
водных валов и зазоров в лабиринтовых уплотнениях цапф
сушильных цилиндров, поворачивая сушильные группы вручную.
Перед опробованием устанавливают и закрепляют одежду
машины (сетку, прессовые и сушильные сукна), подают воду.
Промывают сетку и прессовые сукна. Готовят к пуску отсасы-
вающие валы, сукномойки и отсасывающие ящики. Бассейны
промывают и заполняют водой. Насосы, конические мельницы и
циркуляционные устройства обкатывают вхолостую и запол-
няют водой. При обкатке напорного ящика и сеточной части
проверяют вращение валиков, работу спрысков, отсечек, сетко-
натяжек, сеткоправок и привода шаберов. На прессовой части
проверяют работу механизмов прижима валов, транспортеров
мокрого брака, спрысков, привода шаберов, натяжек и правок
сукон. Запускают турбовоздуходувки и проверяют смазочную
систему, работу подшипников и привода. Дифференциальный
привод обкатывают вхолостую на скорости 20—50 м/мин в те-
чение 2 ч, увеличивают скорость до 150 м/мин и обкатывают
в течение 5 ч, а затем до 1000 м/мин, повышая ее через каждый
час на 100 м/мин. Обкатав привод вхолостую, подключают су-
шильные группы и запускают привод на скорости 150 м/мин.
Затем скорость постепенно увеличивают до 750 м/мин. Обкатку
проводят в течение 150 ч. В сушильные цилиндры и сукносу-
шители при скорости 450 м/мин подают пар под давлением не
более 0,2 кгс/см2 в течение 4—5 ч прогрева, поднимают давле-
ние не более 0,5 кгс/см2 в час с доведением давления до рабо-
чего. При обкатке сушильной части проверяют работу паро-
впускных головок и сифонов на различных скоростях, отсут-
ствие парения в системе подачи пара и отвода конденсата,
работу централизованной системы смазки, автоматических сук-
нонатяжек и сукноправок. При обкатке каландра проверяют ра-
боту механизмов прижима, подъема и опускания валов, нагрев
и охлаждение валов, работу паровпускных головок и центра-
лизованную систему смазки.
После опробования агрегатов и машины вхолостую и устра-
нения выявленных дефектов оформляют необходимую докумен-
тацию:
акты приемки фундаментов под монтаж оборудования с ис-
полнительными схемами;
акты на «скрытые» работы, заливку фундаментных болтов,
подливку шин, плит привода и т. д.;
монтажные формуляры;
акт на гидравлическое испытание сушильных цилиндров и
сукносушителей;
акты гидравлического испытания трубопроводов;
акты испытаний системы смазки, гидравлики и пневматики;
107
акты испытаний отдельных частей машины и вспомогатель-
ного оборудования вхолостую;
комплект рабочих чертежей на монтаж;
акт готовности машины к комплексному опробованию и
о сдаче в эксплуатацию, подписанный рабочей комиссией.
Картоноделательные машины
В зависимости от вида вырабатываемого картона и по кон-
структивным признакам современные картоноделательные ма-
шины можно условно разделить на три группы:
а) длинносеточные картоноделательные машины, в принципе
не отличающиеся от аналогичных бумагоделательных машин;
б) круглосеточные картоноделательные многоцилиндровые
машины;
в) многосеточные столовые картоноделательные машины и
комбинированные с длинносеточной и круглосеточной частями.
Длинносеточные картоноделательные машины служат для
выработки тонкого однослойного или двухслойного картона. От-
личительной особенностью сеточной части является наличие
у некоторых машин второго закрытого напорного ящика, кото-
рый устанавливают над отсасывающими ящиками и служит
для нанесения покровного слоя. Прессовая часть машины со-
стоит обычно из двух прямых отсасывающих прессов, для
улучшения дальнейшего обезвоживания на прессах установлена
сушильная группа цилиндров, после которой следует прямой от-
сасывающий (горячий) и сглаживающий прессы. Все прессы,
кроме сглаживающего, имеют сукна. Основная сушильная сек-
ция размещена между сглаживающим прессом и первым ма-
шинным каландром. Затем следует досушивающая секция без
сукон и второй машинный каландр. Накат — периферический.
Круглосеточные (многоцилиндровые) картоноделательные
машины предназначены для получения многослойного картона.
Круглосеточная часть машин состоит из нескольких последова-
тельно установленных сеточных цилиндров диаметром 1220—
1500 мм.
Обычно круглосеточная часть машины комплектуется сеточ-
ными цилиндрами с ваннами прямоточного типа и противоточ-
ного типа (ванна, в которую масса поступает навстречу вра-
щению цилиндра). Прессовая часть машины состоит из 5—
6 предварительных прессов с чередованием обычных и отсасы-
вающих и нескольких основных прессов (2—4), из которых по-
следний пресс — сглаживающий. Сушильная часть машины со-
стоит из сушильных цилиндров и закрыта колпаком. За су-
шильной частью устанавливают два семи- или девятивальных
каландра, между которыми установлены 2—4 досушивающих
цилиндра, которые используются иногда как холодильные. На-
кат — периферический.
108
Многосеточные столовые и комбинированные картонодела-
тельные машины отличаются от других машин наличием не-
скольких плоскосеточных столов, обычно расположенных один
над другим. Количество сеточных столов достигает семи. Ско-
рость таких машин значительно более высокая по сравнению со
скоростью круглосеточных машин. Прессовая, сушильная и от-
делочная части многосеточных машин такие же, как и у опи-
санных выше машин.
Комбинированные картоноделательные машины состоят из
круглосеточной и длинносеточной частей с компоновкой в раз-
личных вариантах.
Сеточный цилиндр с предварительными прессами уста-
навливают под сеточным столом или на одной отметке с ним.
Элементарные слои картона, получаемые на сеточных цилинд-
рах, сукном переносятся на сеточный стол, где они соединя-
ются под равнителем плоской сетки.
Сеточный стол устанавливают над сеточными цилинд-
рами. Покровный слой с сеточного стола подается к первому
главному прессу, на котором он соединяется со слоями, полу-
чаемыми на сеточных цилиндрах.
При наличии двух сеточных столов один из них устанавли-
вают перед сеточными цилиндрами, а второй — под ними.
Самосъемочные машины работают со скоростью до
1200 м/мин (по приводу 1600 м/мин). На этих машинах за-
правка полотна бумаги с гауч-вала на прессовую часть и за-
тем на сушильный цилиндр большого диаметра осуществляется
специальным съемным сукном. Напорный ящик закрытого типа
с изогнутой верхней губой. Верхняя губа укреплена в ящике
шарнирно и может при необходимости перемещаться к сетке
или от сетки. Нижняя губа ящика частично огибает грудной
вал. Грудной вал и гауч-вал отсасывающего типа. Регистровые
валики желобчатые, иногда вместо валиков ставят дефлекторы.
Сеточный стол консольного типа, короткий, на обратной ветви
всего 3—4 сетковедущих валика, один из которых натяжной,
остальные предназначены для правки сетки, после гауч-вала
устанавливают поворотный валик, что облегчает съем полотна
с сетки и уменьшает износ ее. Прессовая часть машины состоит
из двух отсасывающих прессов с линейным давлением валов
60 кгс/см. Передача полотна с сетки на прессовую часть про-
изводится верхним самосъемным сукном, внутри которого име-
ются один или два гладильных цилиндра, прижатых к ло-
щильному цилиндру. Лощильный цилиндр закрыт колпаком
высокоскоростной сушки. Каландр предназначен для тиснения
и размягчения крепа. Накат — периферический. Иногда, кроме
лощильного цилиндра, устанавливают дополнительную группу
сушильных цилиндров.
Особенность монтажа картоноделательных (плоскосеточных)
машин состоит в том, что для изготовления двухслойного
109
картона над отсасывающими ящиками монтируют второй напор-
ный ящик, который поступает в собранном виде. Устанавли-
вают его на место краном. Масса напорного ящика до 6 т.
А в остальном их монтируют так же, как и бумагоделатель-
ные машины.
При монтаже круглосеточной картоноделательной машины
или комбинированной с 5—8 сеточными цилиндрами и плоской
сеткой на шинах размечают поперечные осевые линии сеточных
цилиндров, принимая за базовую — осевую линию первого или
последнего цилиндров. На фундаментных шинах размечают осе-
вую линию, а над нею, выше сеточного цилиндра, натягивают
струну и проверяют отвесом точность совпадения ее с осевой
линией. Ванны устанавливают на фундаментные шины краном,
при этом отвесы, опущенные со струны, должны совпадать
с рисками, нанесенными на опорных поверхностях кронштейнов
боковых стенок ванны и обозначающими среднее положение
подшипников вала сеточного цилиндра.
Корпуса подшипников сеточного цилиндра устанавливают на
кронштейны стенок ванны, прй этом струны отвесов должны
совместиться с центрами на торцах цапф. Затем на вал и по-
верхность цилиндра ставят уровень 2-го класса и выверяют го-
ризонтальность, поворачивая вал каждый раз на 45°.
Особенностью монтажа самосъемочной машины является
трудность подачи и установки на место лощильного цилиндра
массой примерно 70 т и диаметром 4,5 м. Грузоподъемное обо-
рудование, установленное в цехе, имеет недостаточную грузо-
подъемность для установки таких цилиндров и поэтому прихо-
дится либо возводить специальные сооружения, либо устанав-
ливать цилиндры на место в процессе монтажа строительных
конструкций, используя порталы, мачты, лебедки, полиспасты.
Можно применять шпальные выкладки и гидравлические дом-
краты. Установленный на место цилиндр оставляют в упаковке
до окончания строительных работ.
3. МОНТАЖ ПРОДОЛЬНО-РЕЗАТЕЛЬНОГО СТАНКА
Продольно-резательный станок служит для разрезания бу-
маги и картона. Намотанная на тамбурные валы бумага или
картон поступает от наката бумагоделательной и картоноде-
лательной машин на разрезные станки, где ее разрезают на
определенные форматы и наматывают в рулоны.
Продольно-резательный станок состоит из следующих основ-
ных узлов: станины, накопителя, раската, несущих валов с при-
водом, прижимного вала с каретками и с механизмом подъема,
направляющей балки, механизма продольной резки, механизма
бесштанговой намотки, расправочной линейки, механизма стал-
кивания рулонов. Все эти узлы монтируют на фундаменте, яв-
ляющемся продолжением фундамента машины. Для этого на
НО
него мостовым краном устанавливают фундаментные плиты
с анкерными болтами и выверяют их с точностью ±0,5 мм по
осям и ±0,1 мм на 1 м длины по горизонтали. Затем анкер-
ные колодцы заливают бетонным раствором и, после того как
бетон затвердеет, окончательно выверяют фундаментные плиты
с точностью по осям ±0,1 мм и по горизонтали ±0,04 мм на
1 м длины. После выверки под плиты подливают бетонный
раствор и дают ему затвердеть.
Станины станка устанавливают на фундаментные плиты, кре-
пят болтами без затяжки и соединяют их между собой че-
тырьмя поперечными балками. Поперечные балки тщательно
выверяют по горизонтали и вертикали и окончательно затяги-
вают болтовые соединения, фиксируя их контрольными шпиль-
ками. Две балки являются несущими для нижних ножей, одна —
несущей для верхних ножей и балка-опора — для синхрони-
зирующего вала. Между опорными балками нижних ножей
устанавливают мост.
С особой тщательностью монтируют направляющий стол,
стыки направляющих шлифуют наждачной бумагой, так как не-
ровности оставляют следы на бумажном полотне. Мост выве-
ряют в горизонтальном положении на такой высоте, чтобы
верхняя точка нижних ножей была в одной плоскости с верхней
поверхностью направляющего стола.
При монтаже прижимного вала необходимо следить, чтобы
цепи с обеих сторон станка от отмеченных зубьев звездочек
синхронизирующего вала до прижимного вала имели по одина-
ковому количеству звеньев.
Несущие валы устанавливают на фундаментные плиты и вы-
веряют с точностью по осям ±0,1 мм и по горизонтали ±0,04 мм
на 1 м длины, затем закрепляют корпуса подшипников болтами
и фиксируют контрольными шпильками. Далее монтируют при-
емный стол, устройство для сталкивания рулонов и устройство
для опускания рулонов, узлы раската, тормозной генератор
С' .тормозным устройством раската и привод несущих валов
станка.
Одновременно монтируют гидравлическую систему управле-
ния станком, пневматическую систему заправки бумаги и уда-
ления обрезков и пыли.
По окончании монтажа обкатывают станок на холостом
ходу и под нагрузкой, проверяя качество монтажа.
4. МОНТАЖ СУПЕРКАЛАНДРА
Суперкаландр предназначен для каландрирования бумаги.
Основными узлами его являются: станины, раскат, бумагове-
дущие валики, батарея валов, накат, механизм прижима и
подъема валов, привод суперкаландра, подъемник для заправки
бумаги, площадки и лестницы для обслуживания.
111
Монтаж суперкаландра начинают с проверки соответствия
фундамента монтажному чертежу и остальным требованиям,
предъявляемым к фундаментам. Мостовым краном устанавли-
вают станины суперкаландра с подвешенными анкерными бол-
тами на фундамент и выверяют с точностью ±0,5 мм по осям
и ±0,1 мм на 1 м длины по горизонтали и вертикали, затем
выверяют перекрестными замерами (рулеткой) и отвесами, опу-
щенными со струн. К станинам в верхней части крепят попе-
речную связующую балку. Устанавливают на свои места стойки
подъемника, выверяют и заливают анкерные колодцы бетон-
ным раствором. После того как бетон затвердеет, оконча-
тельно выверяют станины. Для этого па подушки станин уста-
навливают нижний вал с подшипниками и, опустив отвесы,
выверяют уровнем установку: по горизонтали — с точностью
до ±0,5 мм, устанавливая уровень на нижний вал, а по вер-
тикали— с точностью до ±0,04 мм на 1 м высоты, устанав-
ливая уровень на обработанные поверхности вертикальных
направляющих станин. Станины и стойки подъемника по окон-
чании выверки подливают бетонным раствором и лишь после
того, как бетон затвердеет, на станины суперкаландра уста-
навливают остальные детали: механизм прижима и подъема
валов, остальные валы суперкаландра (снизу вверх), заводят
в корпуса подшипников подвески подъемного механизма и
гайками регулируют расстояние между поднятыми валами, об-
разуя зазор 4—6 мм, монтируют шаберы и бумаговедущие
валики. Одновременно монтируют накат и раскат суперка-
ландра, а также лестницы, площадки, перила, ограждения.
Устанавливают привод всех точек суперкаландра и производят
пробный пуск, прокручивая только нижний вал, затем пооче-
редно опускают остальные валы, останавливая каждый раз
суперкаландр, и обкатывают с заправленной бумагой.
5. МОНТАЖ РУЛОНОУПАКОВОЧНОГО СТАНКА
Рулоноупаковочный станок предназначен для упаковки га-
зетной, типографской и писчей бумаг. В рулоноупаковочный ста-
нок входят следующие основные узлы: несущие валы, вращаю-
щие рулон при упаковке; раскат для разматывания полотна
оберточной бумаги с проклейкой и подачей ее на упаковывае-
мый рулон; торцевой пресс для оклейки торцов рулонов; привод
рулоноупаковочного станка.
Монтаж рулоноупаковочного станка начинают с разбивки
монтажных осевых линий и с приемки и проверки соответствия
всех размеров фундамента монтажному чертежу. На фундамент
рулоноупаковочного станка устанавливают нижние части ста-
нин с анкерными болтами, фундаментные плиты под подшип-
ники несущих валов, фундаментные плиты под торцевой пресс
и тщательно выверяют с точностью ±0,1 мм по осям и ±1 мм
112
по горизонтали. После выверки заливают бетонным раствором
колодцы с анкерными болтами. Затем, когда бетон в колодцах
приобретет достаточную прочность, на фундаментные плиты
устанавливают несущие валы, торцевой пресс и станины станка,
на которых крепят все остальные части. До окончательной вы-
верки фундаментных шин болты, крепящие станины, корпуса
подшипников, торцевой пресс остаются не затянутыми и лишь
после окончательной выверки с точностью ±0,1 мм по осям и
±0,04 мм на 1 м длины по горизонтали фундаментные плиты
подливают бетонным раствором и окончательно крепят все
болтовые соединения. Затем собирают привод, проверяют зацеп-
ление шестерен, крепление муфт, пневматические сталкиватели,
магистраль сжатого воздуха, наличие смазки во всех узлах,
наличие и состояние ограждений. Обкатывают на холостом ходу.
При отсутствии неполадок включают станок в работу под
нагрузкой.
Глава X. МОНТАЖ ТЕХНОЛОГИЧЕСКИХ
ТРУБОПРОВОДОВ
Сооружение предприятий целлюлозно-бумажной промышлен-
ности связано с монтажом большого количества насосов, ком-
прессоров, резервуаров, котлов, бумагоделательных машин и
другого технологического оборудования, соединяемых между
собой трубопроводами.
Трубопроводами называют устройства, представляю-
щие собой непрерывные линии труб с различными приборами и
предназначенные для транспортирования жидких, газообразных
и сыпучих продуктов.
Трубопроводы состоят из соединенных между собой прямых
и криволинейных участков труб с вентилями, задвижками, кла-
панами, компенсаторами, приборами контроля и т. д. Техноло-
гическими называют трубопроводы, по которым транспортируют
материалы, являющиеся сырьем, полуфабрикатами, продуктами
или отходами технологических процессов производства, а также
вспомогательные материалы, обеспечивающие ведение произ-
водственного процесса: пар, воду, воздух, смазку и т. д. Техно-
логические трубопроводы в зависимости от места их располо-
жения делят на цеховые и межцеховые. Трубопроводы, уста-
новленные на аппараты и соединяющие отдельные аппараты,
называют обвязочными.
1. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
Технологические трубопроводы изготовляют из самых разно-
образных материалов: из углеродистой и легированной сталей,
чугуна, цветных металлов, пластмасс, неметаллических мате-
5
И. 3. Малинский
113
риалов. Разнообразие применяемых материалов объясняется
различными условиями эксплуатации трубопроводов: темпера-
турой, давлением, химическими свойствами и т. д.
Углеродистые стали применяют для изготовления большин-
ства технологических трубопроводов, работающих при неболь-
ших температурных средах. Верхним пределом такой среды
является температура 435—450° (при неагрессивной среде). Дав-
ление возможно любое, встречающееся на практике.
Легированные стали применяют при транспортировке про-
дуктов с высокой химической активностью, а также в тех слу-
чаях, когда от деталей требуется повышенная прочность в ус-
ловиях высоких температур (выше 450°). Применяют стали ма-
рок 1Х18Н9Т; Х23Н18; Х18Н16МЗТ; Х18Н12М2Т и др.
Чугуны в технологических трубопроводах применяют в ос-
новном для изготовления арматуры и редко для изготовления
труб и фасонных деталей. Используют серый чугун, модифици-
рованный серый, ковкий, высокохромистый, высококремнистый
(ферросилид, антихлор).
Цветные металлы и сплавы служат для изготовления труб,
арматуры и соединительных деталей при транспортировании
высокоагрессивных продуктов. Используют алюминий, медь,
бронзу, латунь, их сплавы и другие металлы.
Весьма широкое применение находят пластмассы. Это вини-
пласт, фаолит, текстолит, асбовинил, полиэтилен и др. Их по-
ложительные свойства: небольшой удельный вес, высокая хи-
мическая стойкость. Недостатком является узкий интервал тем-
ператур, при которых сохраняются механические свойства.
Стеклянные трубопроводы применяют при транспортирова-
нии агрессивных жидкостей и газов, не допускающих загряз-
нения. Стеклянные трубопроводы устойчивы по отношению
к растворам щелочей и кислот, спиртам, эфирам, но могут рас-
творяться в плавиковой кислоте и неустойчивы к горячей фос-
форной кислоте. Для изготовления труб применяют боросили-
катное термостойкое и простое кварцевое стекло. Изделия из
простого кварцевого стекла выдерживают резкие повышения
температуры на 50° и понижения на 30—40°. Изделия из термо-
стойкого стекла выдерживают температурные колебания до
70—90°. Помимо перечисленных неметаллических материалов,
для изготовления трубопроводов, арматуры, уплотнений, наби-
вок и т. д. применяют фанеру, резину, фарфор, паронит, кожу,
асбест и др.
2. СОЕДИНЕНИЯ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
Для соединения труб в трубопровод применяют разъемные
и неразъемные соединения. К разъемным соединениям относят
фланцевые, резьбовые, муфтовые; к неразъемным — сварные,
клеевые и раструбные. Вид соединений выбирают в зависимости
114
от условий работы, свойств материала, необходимой надежно-
сти и т. д.
Фланцевые соединения являются самыми распространен-
ными соединениями. Это обусловлено удобством разборки, со-
единения и применения фланцевой арматуры. Герметичность
фланцевых соединений достигается зажатием прокладок между
торцами фланцев. Фланцы применяют на трубопроводах с лю-
бым давлением и температурой среды. Недостатки этого вида
соединений: большой расход металла на изготовление деталей,,
высокая стоимость, большая трудоемкость изготовления дета-
лей, занимают больше места.
Сварные соединения имеют также широкое распространение.
Трубы сваривают из сталей, цветных металлов, чугуна, вини-
пласта и других материалов. Стоимость сварного соединения
во много раз ниже стоимости фланцевого соединения. Оно яв-
ляется прочным, плотным, долговечным, не требует ремонта,
занимает меньше места.
Основными требованиями, предъявляемыми к сварным
швам,— прочность и плотность соединения. Сварные швы не
должны иметь дефектов (трещин, непроваров, шлаковых вклю-
чений и др.). Прочность металла швов должна быть на 10—
15% выше основного металла. Трубы не сваривают, когда трубо-
провод часто разбирают для промывки, а также при монтаже
трубопроводов в действующих огне- и взрывоопасных цехах.
Резьбовые соединения применяют на водогазопроводных ли-
ниях и при обвязке технологических аппаратов. Соединение
труб осуществляется с помощью муфт. Их изготовляют из ков-
кого чугуна или стали и внутри нарезают резьбу. На соединяе-
мых Отрезках труб тоже нарезают резьбу: на одном — корот-
кую, а на другом — длинную, позволяющую навернуть на нее
муфту и контргайку. Это облегчает соединение и разборку труб.
Герметичность стыков обеспечивается за счет подмотки пеньки,
асбеста и других волокнистых материалов. Резьбовые соедине-
ния в 3—5 раз дороже сварных и требуют больших затрат руч-
ного труда.
3. КОМПЕНСАТОРЫ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
Во время эксплуатации трубопроводы подвергаются нагреву
и охлаждению. Температурные колебания вызывают изменение
геометрических размеров трубопроводов. При этих условиях
жесткое крепление трубопроводов недопустимо, так как возни-
кающее тепловое напряжение в несколько раз превышает рас-
четное допустимое напряжение и может разорвать трубопровод,
искривить ось трубопровода и сорвать его с опор.
Для поглощения температурных расширений трубопровода
по его длине устанавливают компенсаторы. В зависимости от
конструкции и принципа работы их подразделяют на гнутые
5*
115
П-образные и лирообразные, сварные П-образные с крутоизогну-
тыми или сварными отводами, линзовые, сальниковые.
Компенсаторы устанавливают на прямых определенной длины
участках трубопроводов. На участках, расположенных под уг-
лом друг к другу, компенсаторы не устанавливают, поглощение
деформаций трубопровода происходит за счет упругого изгиба
прямых участков, т. е. происходит самокомпенсация трубо-
провода.
Гнутые и сварные компенсаторы устанавливают на трубо-
проводах для любых давлений и температур. Компенсаторы
крепят к трубопроводам сваркой и реже на фланцах, так. как
во время работы компенсаторов фланцы могут ослабнуть. П-об-
разные компенсаторы имеют хорошую компенсирующую спо-
собность (до 400—500 мм), просты в изготовлении и эксплуата-
ции, могут хорошо работать при перекосах трубопроводов.
К недостаткам этих компенсаторов можно отнести большие раз-
меры и дополнительные сопротивления движению продуктов.
Линзовые компенсаторы представляют собой штампованные,
сварные или полученные путем гофрирования целые линзы
(волны), изготовленные из стали, алюминия, меди с различной
толщиной стенок волны.
Компенсация происходит за счет прогиба волн. Компенси-
рующая способность волны зависит от ее диаметра и толщины
стенки и находится в пределах 7—10 мм на одну волну. С уве-
личением толщины стенки волны компенсирующая способность
резко падает. Толщина стенки волны находится в прямой зави-
симости от давления и достигает 5—10 мм. Поэтому линзовые
компенсаторы устанавливают на трубы диаметром свыше
100 мм и с давлением до 7 кгс/см2. Повысить компенсирующую
способность за счет увеличения количества волн нельзя из-за
неравномерного распределения усилий; крайние волны рабо-
тают напряженнее средних. Наибольшее количество волн 5—10,
что соответствует компенсирующей способности 70—100 мм.
Преимуществом линзовых компенсаторов является их ком-
пактность, недостатками — сложность изготовления, большие
сопротивления движению продукта, ограниченные пределы при-
менения. Присоединение компенсаторов к трубам осуществляют
сваркой, на фланцах и муфтами.
Сальниковые компенсаторы по конструкции делят на одно-
сторонние и двусторонние. Компенсатор состоит из корпуса,
стакана и сальника. Стакан и корпус соединены с трубопрово-
дом фланцами. Корпус крепится к опоре. В качестве сальнико-
вой набивки применяют асбестовые кольца, натертые графитом.
Преимуществом этих компенсаторов является их компактность
при значительной компенсирующей способности (до 300 мм и
более). К недостаткам относится необходимость периодической
замены набивки сальников, что вызывает остановку трубопро-
вода, а также возможность прорыва сальника.
116
4. ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ АРМАТУРА
Трубопроводная арматура — это различные устройства, поз-
воляющие управлять транспортируемой средой путем измене-
ния площади прохода. Арматуру делят на приводную, в которой
подъем и опускание затвора осуществляется вручную или дви-
гателем, и самодействующую, в которой затвор приводится
в действие автоматически за счет изменения заданных парамет-
ров среды.
В зависимости от выполняемых функций арматуру делят на
запорную — для отключения части трубопровода; дроссе-
лирующую— для понижения давления; невозвратную,
автоматически закрывающую проход при изменении направле-
ния движения среды; предохранительную — автоматиче-
ски открывающую проход в случае, если давление превысит
заданную величину; регулирующую — автоматически регу-
лирующую параметры среды; аварийную — мгновенно авто-
матически перекрывающую движение среды.
5. МОНТАЖ ТРУБОПРОВОДОВ
Монтаж технологических трубопроводов, приемка и сдача
их должны производиться в соответствии со строительными
нормами и правилами техники безопасности, охраны труда,
противопожарной безопасности, а также с соблюдениями требо-
ваний проекта и технических условий на производство работ.
Монтаж трубопроводов сводится к укрупнительной сборке
полностью подготовленных элементов и к установке их на ме-
сто согласно проекту. Перед монтажом наружную и внутреннюю
поверхности элементов трубопроводов осматривают и очищают
от грязи и ржавчины.
Монтажные соединения трубопроводов могут быть разъем-
ными (фланцевыми, резьбовыми) и неразъемными (сварными).
На межцеховых трубопроводах применяют неразъемные соеди-
нения, за исключением мест присоединения к аппаратам, арма-
туре и др. Участки трубопроводов с неразъемными соедине-
ниями должны быть такими, чтобы можно было произвести
монтаж и демонтаж внутри цеха.
При сборке монтажных стыков трубопроводов' возможны
случаи несовпадения осей и кромок труб и т. п. Устранение
дефектов стыка нагревом кромок трубы, стягивание их или
искривление осей труб запрещается. При сборке стыков разре-
шается подгибать трубы вне зоны стыка в холодном или в горя-
чем состоянии в зависимости от диаметра. После горячей под-
гибки легированных труб места нагрева подвергают термиче-
ской обработке.
Перед монтажом трубопроводов размечают прокладку ком-
муникаций и размещение опор для них, нанося оси проклады-
ваемых трубопроводов на элементы строительных сооружений.
117
Одновременно проверяют наличие закладных частей в эле-
ментах здания для установки и закрепления кронштейнов, под-
весок и отверстий в перекрытиях и стенах для прохода трубо-
проводов.
Важным условием качественного монтажа является раз-
метка осей, определяющих положение трубопроводов в про-
странстве. Оси и отметки трубопроводов наносят от сетки осей
и отметок здания. Сначала разбивают ось главной магистрали
трубопровода, а затем оси его ответвлений к аппаратам, маши-
нам и др. По осям размечают места расположения компенсато-
ров, опор, подвесок, кронштейнов и др. Разбивку осей сверяют
с проектом, после чего приступают к установке опорных кон-
струкций, кронштейнов, подвесок. В производственных цехах
технологические трубопроводы в большинстве случаев прокла-
дывают открытым способом, т. е. по стенам, колоннам, подвес-
кам и др. Открытым способом прокладывают также трубопро-
воды вне зданий: по эстакадам, мачтам, столбам и т. д. Длину
пролета между опорами определяют в зависимости от допусти-
мого прогиба многоопорной балки по формуле
I = 1 / > (22)
у 100g
где I — длина пролета, м;
Ои — допустимое изгибающее напряжение на изгиб, кгс/см2
(для стальных труб сти = 250 кгс/см2);
W— момент сопротивления см3;
g — масса 1 пог. м трубопровода, наполненного раствором
и покрытого изоляцией, кг.
Расчетную вертикальную нагрузку на одну опору опреде-
ляют по формуле
<2вер=1,5^/ кгс. (23)
Расстояние между подвижными опорами зависит от внутрен-
него диаметра труб. Например:
Внутренний диаметр
труб, мм............. 50 76 100 125 150 200 250 300
Расстояние между опо-
рами, м............... 3 4 4,5 5 6 7 8 9
По характеру крепления труб различают: подвижные опо-
ры — скользящие, катковые и подвесные и неподвижные — хо-
мутовые, приварные и упорные (рис. 59). Скользящую опору
применяют для трубопроводов в малодоступных местах, катко-
вую опору — для трубопроводов диаметром 100 мм (и больше)
с большим тепловым удлинением. Подвесные опоры применяют
для трубопроводов диаметром до 200 мм, расположенных в зда-
ниях под перекрытиями и площадками. Неподвижную хомуто-
вую опору используют при небольших тепловых удлинениях
или при отсутствии их.
118
При разбивке мест под опоры необходимо правильно пре-
дусмотреть расположение компенсаторов и тех элементов тру-
бопровода, которые должны быть неподвижны (тройники, кре-
стовины). Если при тепловом удлинении магистрали тройник
будет перемещаться вдоль оси трубопровода, это вызовет рас-
стройство соединения перпендикулярной линии. В связи с этим
в местах расположения крестовин и тройников размещают не-
Рис. 59. Опоры трубопроводов:
а, б, в — подвижные опоры; г, д, е — неподвижные опоры; а — скользящая; б — катковая;
в — подвесная; г — хомутовая; д — приварная; е — упорная
подвижные опоры, а между ними при наличии теплового расши-
рения обязательно устанавливают компенсатор.
В зависимости от строительной конструкции, по которой
прокладывается трубопровод, от массы труб и количества их
устанавливают несущие конструкции (кронштейны, подвески,
стойки, этажерки). Они изображены на рис. 60. Кронштейны
можно заделать в стену или крепить болтами и связями к стен-
кам и колоннам. На кронштейны укладывают от одной до трех
труб.
Подвески на одной или на двух тягах крепят к металличе-
ским или железобетонным балкам или к перекрытиям. Стойки
делают из углового или швеллерного проката, устанавливают
на фундамент и используют для прокладки от одной до трех
119
труб. Этажерки устанавливают в тоннелях, реже в открытых
местах и используют для прокладки ряда трубопроводов.
Монтаж неметаллических трубопроводов имеет некоторые
особенности. Дело в том, что особые свойства неметаллических
материалов (винипласта, фаолита, стекла и др.) создают неко-
торые отличия в способах соединения труб, методах их кре-
пления, порядке сборки, технологии монтажа и в испытании
трубопроводов.
I*** I
ИбЗИбйббббИбббЯгг
Рис. 60. Несущие конструкции трубопроводов:
а, б, в, г — кронштейны, укрепленные к стене и колонне; д, е — подвески на одной
и двух тягах
Монтаж неметаллических трубопроводов включает те же
операции, что и монтаж металлических трубопроводов. Подъем
и опускание элементов выполняют легким краном или талями.
Трубы стропят с прокладками.
Трубопроводы из винипласта монтируют из эле-
ментов и узлов. Отдельные узлы укрупняют в блоки до разме-
ров, при которых нет опасности их повреждения. Особое вни-
мание при монтаже винипластовых трубопроводов уделяют
опорным конструкциям. При прокладке трубопровода на крон-
штейнах с диаметром труб до 50 мм расстояние между опорами
должно быть не более 1,5 м; с диаметром более 50 мм —
в пределах 2—2,5 м. Между опорой и трубой укладывают про-
кладку для предохранения труб от вмятин. Трубы к опорам
крепят хомутами свободно, без затяжки. Стыки и сварные швы
не должны располагаться на опорах. Вертикальные участки
труб должны опираться на опоры с помощью специальных ви-
нипластовых колец, приваренных к трубам. На линиях с раз-
ностью температур среды 36° и выше устанавливают компен-
саторы. Соединение компенсаторов выполняют фланцами, а со-
120
единение труб — сваркой или фланцами. Прокладывать вини-
пластовые трубопроводы рядом с «горячими» или «холодными»
линиями не допускается. После окончания монтажа трубопро-
вод продувают сжатым воздухом, промывают и испытывают
гидравлическим способом.
Трубопроводы из фаолита ввиду хрупкости мате-
риала монтируют из отдельных деталей. Их обычно уклады-
вают в желоба из дерева с разрывами у фланцев. На фаолито-
вых трубопроводах устанавливают только сальниковые компен-
саторы.
Стеклянные трубопроводы из-за малой прочности
материала монтируют из отдельных деталей. Сборку трубопро-
вода начинают с установки арматуры, от которой проклады-
вают все остальные элементы. Арматуру крепят самостоятельно
к подвескам или к кронштейнам металлическими скобами, уста-
навливают сальниковые или линзовые компенсаторы. Сборку
линии производят на специальных фланцах с резиновыми тол-
стыми прокладками, стянутыми хомутами.
После окончания монтажа технологические трубопроводы
осматривают, испытывают на прочность и плотность, промы-
вают и продувают, а в некоторых случаях подвергают допол-
нительному пневматическому испытанию на плотность с одно-
временным определением падения давления за время испы-
тания.
Испытание трубопроводов осуществляют в соответствии
с требованиями, из которых следует, что:
трубопроводы с внутренним покрытием из пластмасс или
резины должны испытываться на плотность внутреннего по-
крытия;
испытание трубопроводов может быть гидравлическим и
пневматическим (как правило, трубопроводы испытывают гид-
равлическим способом);
метод испытания должен предусматриваться проектом;
присоединение вновь сооружаемого трубопровода к дейст-
вующим допускается только после его испытания и приемки;
дефекты, обнаруженные при испытании, должны быть устра-
нены, а испытание проведено повторно;
устранять дефекты трубопроводов, находящихся под давле-
нием, категорически запрещается;
трубопроводы должны испытываться под непосредственным
руководством производителя работ или мастера в строгом со-
ответствии с правилами Госгортехнадзора, с правилами техники
безопасности и в соответствии со специальными инструкциями
проекта;
о проведении испытания трубопровода должен составляться
акт.
Испытательное давление на прочность устанавливается про-
ектом и должно быть:
121
для стальных трубопроводов при рабочих давлениях до
5 кгс/см2 и при температуре стенки выше 400° С — выше рабо-
чего в 1,5 раза, но не ниже 2 кгс/см2;
для стальных трубопроводов при рабочих давлениях от
5 кгс/см2 — выше рабочего в 1,25 раза, но не ниже 3 кгс/см2;
для остальных трубопроводов — выше рабочего в 1,25 раза,
но не ниже 2 кгс/см2 (для чугунных, винипластовых, стек-
лянных) ;
для трубопроводов из цветных металлов и сплавов —
1 кгс/см2;
для фаолитовых трубопроводов — 0,5 кгс/см2;
для вакуумных линий— 1,5 кгс/см2.
Испытательное давление выдерживают в течение 5 мин,
после чего его снижают до рабочего и трубопровод осматри-
вают.
После испытания вакуумной линии гидравлическим давле-
нием устанавливают рабочее разрежение и испытывают линии
в течение 15 мин.
Пневматическое испытание трубопроводов на плотность про-
изводят только после предварительного испытания на прочность
(любым методом). Пневматическое испытание на прочность
надземных чугунных, фаолитовых и стеклянных трубопроводов
запрещаетеся, кроме того, не разрешается проводить такое ис-
пытание в действующих цехах, а также в местах, где уложены
действующие трубопроводы.
Результаты испытаний, сдачу и приемку трубопроводов
в эксплуатацию оформляют актом.
Раздел второй
ТЕХНИЧЕСКАЯ ЭКСПЛУАТАЦИЯ
ОБОРУДОВАНИЯ И ОРГАНИЗАЦИЯ
ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОГО РЕМОНТА
Глава XI. ЕДИНАЯ СИСТЕМА ПЛАНОВО-
ПРЕДУПРЕДИТЕЛЬНОГО РЕМОНТА
ОБОРУДОВАНИЯ НА ПРЕДПРИЯТИЯХ
ЦЕЛЛЮЛОЗНО-БУМАЖНОЙ ПРОМЫШЛЕННОСТИ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
Для поддержания оборудования в работоспособном состоя-
нии нужен систематический надзор и уход за ним, своевремен-
ный и качественный ремонт. Эти мероприятия должны не
только восстанавливать первоначальную производительность
машин, но и обеспечивать их длительную и бесперебойную ра-
боту, предупреждать преждевременный износ оборудования.
В целлюлозно-бумажной промышленности утверждена си-
стема планово-предупредительного ремонта (ППР),охватываю-
щая весь круг мероприятий, направленных на поддержание
оборудования в рабочем состоянии. Система планово-предупре-
дительного ремонта-—это совокупность организационных и тех-
нических мероприятий предупредительного характера, направ-
ленных на поддержание оборудования в постоянной исправности
при минимальных затратах времени и средств. Она предус-
матривает: а) надзор и уход за оборудованием, б) периодиче-
ские осмотры и проверку технического состояния оборудо-
вания, в) периодические ремонты (текущий, средний и капи-
тальный).
Всем ремонтам предшествует период межремонтного обслу-
живания, основная задача которого — обеспечить квалифициро-
ванную эксплуатацию оборудования между ремонтами и повсе-
дневно контролировать соблюдение правил технической экс-
плуатации, одним из основных элементов которой является
надзор за оборудованием. Он состоит в систематическом наблю-
дении, уходе, в соблюдении правильного режима работы, в конт-
роле за качеством ремонта, в выявлении причин аварий, в пре-
дупреждении простоев оборудования.
Система ППР предусматривает так же:
1. Проведение подготовительных работ к планово-предупре-
дительному ремонту.
2. Периодичность и сроки останова оборудования на ППР.
3. Расчет количества ремонтов и простоя оборудования.
123
Система ППР включает следующие виды ремонтов:
1. Текущий ремонт и наладку машин, т. е. устранение от-
дельных неисправностей, возникающих в процессе эксплуатации
машин и мешающих нормальной работе.
2. Средний ремонт, т. е. выполнение всех работ текущего
ремонта, а также замену отдельных деталей и узлов машины.
3. Капитальный ремонт, т. е. ремонт всех узлов, полную
разборку, очистку, промывку и смазку.
Для правильной организации ППР необходима ремонтная
база, которая обеспечивала бы все виды ремонта. В нее должны
входить:
слесарно-механический, трубопроводно-котельно-сварочный,
кузнечно-термический, санитарно-технический, гальванический,
антикоррозионный, электроремонтный и другие цеха;
ремонтные мастерские (в основных технологических цехах);
смазочное хозяйство с установкой для регенерации масел.
База должна иметь хорошо разработанные инструктивные
и нормативные материалы:
инвентарные карты и паспорта на оборудование;
альбомы чертежей и технические условия на изготовление
деталей;
типовые технологические карты на ремонт оборудования;
установленные сроки и периодичность останова оборудова-
ния на ремонт;
типовые нормы времени и расценки на ремонтные работы
для оборудования каждого типа;
нормы хранения и расхода быстроизнашивающихся деталей;
инструкции по уходу за оборудованием, осмотру и проведе-
нию ремонтов и др.;
сметы на ремонт оборудования.
Инвентарная карта оборудования содержит опись машины
(по типу и количеству единиц) с краткой технической характе-
ристикой и указанием завода-изготовителя, в ней указаны га-
барит оборудования, масса и другие данные. Инвентарная
карта необходима для учета оборудования, ведущегося бухгал-
терией, а также для технических расчетов, проводимых техниче-
ским и производственным отделами, отделами главного меха-
ника (ОГМ) и главного энергетика (ОГЭ) и др.
Паспорт на оборудование составляют отдельно на каждую
единицу оборудования. Он содержит полную техническую ха-
рактеристику машин, т. е,- описание машины с чертежом об-
щего вида и разрезами; кинематическую схему машины и ее
описание; габаритный чертеж машины; схему и описание распо-
ложения опор; технологический расчет машины; схему смазки
машины и нормы расхода масел; отдельные листы для записей.
Паспорт на оборудование облегчает инженерно-техническим
работникам и рабочим правильно разобраться в устройстве
оборудования.
124
Альбом чертежей и технические условия на изготовление
деталей составляют для того, чтобы по ним изготовить доста-
точное для проведения ППР количество сменных деталей. В ра-
бочих чертежах указывают особенности изготовления и обра-
ботки деталей; среду, в которой будет работать деталь и усло-
вия приемки.
Номенклатуру и расходные нормы быстроизнашивающихся
деталей определяют опытным путем и проверяют по фактиче-
скому расходу деталей.
Типовые технологические карты на ремонт оборудования
составляют для каждого вида ремонта (среднего и капиталь-
ного), и они должны содержать основные требования, предъяв-
ляемые к ремонту: последовательность операций; перечень
основных ремонтных работ вместе с разборкой и сборкой обору-
дования; указания по проведению ремонта, испытаниям и ре-
визиям; правила приемки оборудования из ремонта; перечень
деталей и узлов, подлежащих замене; допуски на точность
сборки основных узлов; наименование и количество материала,
потребного для ремонта; перечень мероприятий по борьбе с кор-
розией оборудования; способы проверки качества выполнения
ремонта.
В типовых технологических картах также указывают: время,
необходимое для выполнения работ; состав и квалификацию
членов бригады; инструмент, приспособления и оснастку, ис-
пользуемые в процессе ремонта.
2. ПЕРИОДИЧНОСТЬ И СРОКИ ОСТАНОВА ОБОРУДОВАНИЯ
НА ППР
Система ППР предусматривает применительно к различным
видам оборудования и условиям эксплуатации разную продол-
жительность ремонтных циклов, межремонтных и межосмотро-
вых периодов.
Межремонтным циклом называют период работы оборудо-
вания (без простоев) между ремонтами. Например, для вновь
установленного оборудования межремонтным циклом является
период работы от начала ввода его в эксплуатацию до первого
капитального ремонта, для оборудования, находящегося в экс-
плуатации,— период работы между двумя капитальными ре-
монтами. Длительность межремонтного цикла не является по-
стоянной и может изменяться в зависимости от общего отрабо-
танного времени, количества проведенных ремонтов, условий
эксплуатации и состояния оборудования.
В промежутке между двумя капитальными ремонтами про-
водят средний и текущий ремонты оборудования, каждому из
них должно предшествовать межремонтное обслуживание.
Чередование этих видов ремонта и межремонтного обслужи-
вания в определенной последовательности и через определен-
125
ные промежутки времени называют структурой межре-
монтного цикла. Время между двумя очередными ремон-
тами данного вида называют периодичностью ремонта
или межремонтным периодом. Структура межремонт-
ного цикла зависит от условий работы оборудования и его кон-
структивных особенностей. Правильное определение периодич-
ности ремонтов, межремонтных циклов и его структуры для
каждого вида оборудования имеет большое технико-экономиче-
ское значение, так как этим определяются затраты на ремонт-
ные работы, длительность простоев оборудования в ремонте и
степень использования оборудования в работе.
Для планирования работы технологического оборудования,
а также для составления графиков на ремонт оборудования
необходимо правильно определить простой оборудования в ре-
монте, так как это существенно отражается на производитель-
ности.
3. РАСЧЕТ КОЛИЧЕСТВА РЕМОНТОВ И ПРОСТОЯ ОБОРУДОВАНИЯ
Для определения количества ремонтов на планируемый год
надо установить календарное время работы оборудования и ко-
эффициент использования оборудования по календарному вре-
мени.
Коэффициент использования оборудования по календарному
времени определяют из соотношения
= (24)
* к
где Тф — фактическое время работы оборудования, ч;
Тк — календарное время работы оборудования, ч (принято
8760 ч в год).
Количество ремонтов в год по каждому виду ремонта и типу
оборудования определяется:
для капитального ремонта по формуле
Кв (&к ~Ь 8760) . (25)
"__________________________________Л1ц
для среднего ремонта по формуле
Сп = ^в(Ве + 8760> __кп; (26)
мс
для текущего ремонта по формуле
Гп==~-(ВТл^8760)~(Кп + Сп)’ (27)
где Кв — коэффициент планируемого использования оборудо-
вания по календарному времени;
Вк— длительность работы оборудования от даты послед-
него планового капитального ремонта для действую-
ще
щего оборудования или от даты ввода его в эксплуа-
тацию для нового оборудования до начала планируе-
мого года, ч;
Вс — длительность работы оборудования от даты послед-
него планового среднего ремонта до начала планируе-
мого года, ч;
Вт — длительность работы оборудования от даты послед-
него планового текущего ремонта до начала плани-
руемого года, ч;
Л4Ц — длительность межремонтного цикла, ч;
Л4С—длительность межремонтного периода среднего ре-
монта, ч;
Mr—длительность межремонтного периода текущего ре-
монта, ч;
Длительность простоя машин в ремонте исчисляется с мо-
мента останова их для ремонта до момента сдачи в эксплуа-
тацию. Она зависит от объема работ, т. е. от трудоемкости ре-
монта (выраженной в человеко-часах), состава ремонтной
бригады, сменности при выполнении ремонта, метода проведе-
ния ремонта (узлового, стендового и др.), а также от органи-
зации ППР.
Следует различать длительность собственно ремонта, т. е.
время, в течение которого ремонтная бригада занята ремонтом
машины, и общий простой машины, т. е. время, затраченное
на чистку, ремонт и сдачу. При правильной организации ре-
монта оборудования и ухода за ним межремонтный период уве-
личивается, а продолжительность ремонта и, следовательно,
простой сокращается.
4. ОБЕСПЕЧЕНИЕ ЗАПАСНЫМИ ДЕТАЛЯМИ
Своевременная заготовка быстроизнашивающихся деталей
и узлов обеспечивает сокращение простоя оборудования в ре-
монте. Заготовка деталей осуществляется в соответствии с ут-
вержденными нормами расхода быстроизнашивающихся дета-
лей, а также с устанавливаемыми на материально-техническое
снабжение нормами на оборотные средства. При хорошо орга-
низованном надзоре, уходе и ремонте оборудования запас смен-
ных деталей может быть небольшим.
Для правильной организации парка запасных частей и уста-
новления требуемого запаса материалов для ремонта необхо-
димо разработать:
1. Номенклатуру запасных частей, в которую включаются:
быстроизнашивающиеся детали со сроком службы до 6 ме-
сяцев;
детали со сроком службы, превышающим 6 месяцев;
трудоемкие и крупные детали, требующие длительных сро-
ков изготовления;
127
все сменные детали (независимо от срока их службы) для
уникального и особо ответственного оборудования.
2. Номенклатуру материалов, необходимых для ремонта
оборудования.
3. Норму хранения и расхода запасных деталей.
При определении количества запасных деталей необходимо
использовать графики ремонтов, типовые технологические карты
ремонтов, нормы расхода и хранения запасных деталей, ведо-
мости учета дефектов и отчетные данные по расходу сменных
деталей.
Норма запаса деталей подсчитывается по формуле
р К , (28)
где Р—норма запаса (количества) деталей одного наимено-
вания;
О — количество одинаковых деталей в машине;
П — количество оборудования одного типа;
3—запас в месяцах (принимается от 3 до 6 месяцев);
К. — коэффициент понижения количества запасных частей
в зависимости от установленного количества их на всех
машинах по данной группе;
Т — срок службы запасных частей в месяцах.
Коэффициент К, в зависимости от количества одинаковых
деталей в машинах однотипного оборудования, определяют по
следующим данным:
0-77 1—5 10 20 30 40 55 70 80 100 125
К 1 0,9 0,8 0,7 0,6 0,5 0,45 0,4 0,35 0,3
Во избежание излишнего накопления запасных деталей сле-
дует систематически проверять движение их на складе и в ма-
стерских и в случае необходимости вносить коррективы в нормы
хранения. На основании норм расхода деталей, заявок, посту-
пающих из цехов, на детали для всех видов ремонта опреде-
ляется общая годовая потребность в деталях и материалах.
Часть деталей, снятых во время ремонта и пригодных к работе
после восстановления, направляется в цеховые ремонтно-меха-
нические мастерские для несложной реставрации (проточки,
выправки или расточки и др.), а большая доля изношенных де-
талей для проведения полного ремонта направляется в ремонт-
но-механический цех.
При определении количества деталей, подлежащих рестав-
рации, необходимо исходить из технико-экономических показа-
телей стоимости реставрации.
Новые детали изготовляют в ремонтно-механическом цехе.
Количество деталей, которое может изготовить этот цех, зави-
сит от оснащенности его металлорежущим и другим оборудова-
128
нием. План изготовления новых деталей в ремонтно-механиче-
ском цехе составляют на год. За 15 дней до начала месяца ме-
сячный план корректируют.
5. МЕЖРЕМОНТНОЕ ОБСЛУЖИВАНИЕ
Производительное использование оборудования возможно
лишь при правильной его эксплуатации и бережном отношении
к нему обслуживающего персонала, поэтому неотъемлемой ча-
стью межремонтного обслуживания оборудования являются ор-
ганизация квалифицированной эксплуатации его между ремон-
тами и повседневный контроль за соблюдением правил техни-
ческой эксплуатации оборудования, транспортных средств и
коммуникаций.
Межремонтное обслуживание оборудования осуществляется
силами цехового механика совместно с обслуживающим персо-
налом цеха; для этого необходимо:
обучить рабочих правилам технической эксплуатации;
обеспечить обслуживающий персонал правилами и инструк-
циями по уходу за оборудованием;
обеспечить рабочих необходимым набором инструментов,
смазочных и обтирочных материалов;
иметь на каждом рабочем месте инструкции по обслужива-
нию агрегатов и отдельных видов оборудования, из которого
состоят агрегаты;
обеспечить правильный учет работы оборудования и остано-
вов его на ремонт с внесением всех установленных показателей
в паспортную документацию.
В межремонтное обслуживание оборудования входят:
смазка, обтирка, чистка, регулярный наружный осмотр обору-
дования; выявление наружных дефектов; проверка работы
предохранительных устройств, трущихся частей и состояния
масляных и охлаждающих систем, наличия и исправности ог-
раждающих устройств; наблюдение за работой контрольно-из-
мерительных приборов и автоматических устройств, за натяже-
нием и состоянием ремней, тросов и цепей (особенно мест их
соединения и крепления), а также за состоянием и подтяжкой
ослабших болтовых, шпоночных, клиновых соединений и кре-
пежных деталей; проверка действия тормозов и приспособлений
для моментальной аварийной остановки машин. Межремонтным
обслуживанием предусматривается обязательная, правильно
организованная передача оборудования по сменам (сменными
мастерами, бригадирами, машинистами, аппаратчиками, дежур-
ными слесарями). Принимая оборудование, сменный мастер,
бригадир, машинист, аппаратчик, дежурный слесарь лично про-
веряют состояние оборудования. Все замеченные неисправности
в работе оборудования фиксируют в журналах приемки и сдачи
смен и немедленно устраняют.
129
6. ТЕКУЩИЙ РЕМОНТ
Оборудование, работающее в непрерывном цикле, останав-
ливают для проведения текущего ремонта в установленные гра-
фиком сроки; работающее периодически, как правило,— в нера-
бочую смену. При текущем ремонте производят разборку от-
дельных узлов оборудования; тщательно проверяют состояние и
действие крепежных деталей, особенно несущих переменную
нагрузку (болтов, муфт, шпилек); регулируемых деталей
(клиньев, затяжных втулок, подшипников), при этом проверяют
зазоры в них,, состояние масляной и охлаждающей систем, мас-
лопроводов, масляных ванн и масленок, трансмиссий, зубчатых
зацеплений, приводных ремней и цепей, фрикционов, сальни-
ков, различных уплотнений, трубопроводной арматуры, а также
состояние изоляции и поверхностей, подверженных коррозии.
Обнаруженные во время ремонта дефекты немедленно устра-
няют, при этом выполняют следующие основные работы: за-
мену мелких, быстроизнашивающихся и срабатываемых дета-
лей; зачистку поверхностей трущихся деталей от забоин и за-
диров; регулировку зазоров; притирку кранов, клапанов и
смену их; замену набивок сальников и прокладок в трубопро-
водах; подтяжку крепежных деталей; проверку на точность,
чистку трубопроводов.
На текущий ремонт составляют дефектную ведомость и гра-
фик ремонта. Текущий ремонт бумагоделательных, картоноде-
лательных, сушильных машин и другого оборудования рекомен-
дуется приурочивать к смене одежды. Текущий ремонт произ-
водится силами цехового ремонтного персонала с привлечением
обслуживающего персонала.
Оборудование после текущего ремонта принимает начальник
цеха, о чем делается отметка в журнале приемки и сдачи смен.
Результаты проверки заносят в ремонтный журнал или прила-
гают к нему в виде отдельного документа.
7. СРЕДНИЙ РЕМОНТ
Средний ремонт производят, как правило, на месте уста-
новки агрегата, аппарата, машины. Его разрешается начинать
только при наличии всех требующихся для замены частей и де-
талей, а также необходимых для ремонта материалов. В при-
мерный перечень основных работ, выполняемых при среднем ре-
монте, входят: ремонт отдельных узлов с полной заменой их
или с заменой части деталей, замена валов, цапф, крышек, ци-
линдров и их шлифовка и др.; перезаливка подшипников;
замена тормозных лент, тросов, цепей; замена прокладок, гар-
нитуры, арматуры, труб, уплотнений и крепежных деталей; про-
точка клапанов с последующей притиркой их, замена поршне-
вых колец; ремонт футеровок и антикоррозионных покрытий
с частичной заменой; освидетельствование аппаратуры, рабо-
130
тающей под давлением, и сдача ее инспекции Госгортехнадзора
(производится в сроки, установленные инспекцией); исправле-
ние или замена износившейся арматуры и трубопроводов, регу-
лировка предохранительных клапанов, ремонт прочей вспомо-
гательной аппаратуры.
На средний ремонт составляют дефектную ведомость с при-
ложением необходимых чертежей и графика ремонта, а на
средний ремонт с периодичностью свыше одного года состав-
ляют также смету расходов, которую утверждает руководитель
предприятия. Средний ремонт оборудования производит ре-
монтный персонал службы главного механика, подрядная орга-
низация с привлечением цехового ремонтного персонала. Основ-
ное оборудование принимает из среднего ремонта начальник
цеха, о чем составляется акт.
8. КАПИТАЛЬНЫЙ РЕМОНТ
Капитальный ремонт может производиться на месте уста-
новки оборудования или вне производственного цеха (со сня-
тием его для ремонта). При капитальном ремонте производят
полную разборку машины или аппарата, замену деталей и уз-
лов и проверку работы всех механизмов с последующей сбор-
кой. При капитальном ремонте оборудования, как правило, вос-
станавливают его первоначальную точность, мощность и произ-
водительность. В объем капитального ремонта входят: замена
всех изношенных деталей и узлов или исправление их с дове-
дением размеров до монтажных допусков; проверка осей, ста-
нин, заделка выработанных мест, обработка рабочих плоско-
стей, замена отдельных узлов; тщательная выверка и центровка
машины; выверка (в случае необходимости) шин, станины или
рамы под машиной или перезаливка их бетоном; замена футе-,
ровок, восстановление защитных покрытий; модернизация аг-
регата с учетом унификации запасных деталей. На капиталь-
ный ремонт оборудования составляют дефектную ведомость и
смету расходов с приложением необходимых чертежей, а также
разрабатывают план организации работ с учетом нормативов
длительности ремонта. Дефектную ведомость утверждает глав-
ный механик, а смету и план ремонта — руководитель предприя-
тия. На подготовку и проведение капитального ремонта наибо-
лее сложных машин и агрегатов рекомендуется составлять се-
тевые графики. Останов оборудования на капитальный ремонт
допускается лишь при полном обеспечении ремонтных органов
материалами, запасными частями и рабочей силой.
Капитально отремонтированное оборудование испытывается
вхолостую, под нагрузкой и принимается в рабочем состоянии
технической комиссией, назначенной руководителем предприя-
тия, а на ведущее оборудование, определяющее программу
Цеха, завода — комиссией в составе главного механика
131
предприятия, начальника и механика цеха, а также лица, ответ-
ственного за проведение ремонта. Акт приемки на ведущее обо-
рудование утверждается главным инженером предприятия. Акт
должен храниться в паспорте оборудования.
При проведении капитального ремонта, связанного с модер-
низацией оборудования, необходимо предварительно подгото-
вить техническую документацию. Проекты модернизации основ-
ного технологического оборудования утверждает главный инже-
нер предприятия. При капитальном ремонте для сокращения
сроков его проведения желательно применять метод узлового
ремонта. Для этого необходимо заблаговременно подготовить
резервное оборудование или отдельные именные узлы, наиболее
трудоемкие в ремонте.
Капитальный, а также средний ремонт (с периодичностью
свыше одного года) крупного технологического оборудования
рекомендуется производить по отдельным частям с обязатель-
ным производством одного ремонта каждой такой части в пре-
делах межремонтного цикла. При этом суммарное время про-
стоя при ремонте расчлененным методом не должно быть более
предусмотренного нормативами. Капитальный ремонт основного
технологического оборудования должен приурочиваться к цело-
дневным простоям цеха, предприятия или к остановам, связан-
ным с реконструкцией технологического потока или с капиталь-
ным ремонтом здания, в котором установлено оборудование.
В отдельных случаях по согласованию с главным механиком
предприятия средний и капитальный ремонты производят си-
лами цехового ремонтного и обслуживающего персонала.
9. ОРГАНИЗАЦИЯ РЕМОНТНЫХ РАБОТ
Форма организации ремонта может быть централизованной,
децентрализованной и смешанной.
Наиболее экономична централизованная форма, пре-
дусматривающая проведение всех видов ремонтов силами отдела
главного механика. Она позволяет успешно внедрять передовые
методы ремонта, сосредоточивать квалифицированные кадры и
материально-технические ресурсы под единым руководством и
обеспечивать их лучшее использование.
Децентрализованная система предусматривает про-
ведение всех видов ремонтов силами и средствами цеховых ре-
монтных баз под руководством цеховых механиков; отдел глав-
ного механика и главный механик осуществляют общее руко-
водство работой, планирование и техническую подготовку.
Смешанная форма предусматривает проведение текущего
и среднего ремонтов силами специализированных бригад, а ка-
питального ремонта и модернизации — ремонтным персоналом
отдела главного механика.
Подготовка оборудования к ремонту состоит в том, что обо-
132
рудование перед сдачей в ремонт должно быть очищено от
грязи и шлама, промыто и отключено от коммуникаций. Обору-
дование, связанное с производством взрыво- и пожароопасных,
агрессивных или вредных для здоровья людей веществ, пере-
дается в ремонт обязательно нейтрализованным, пропаренным,
провентилированным и отключенным от системы с помощью
специальных заглушек. Указанные работы проводятся силами
цеха-заказчика.
Подготовленное к ремонту оборудование руководитель ре-
монтных работ принимает от начальника цеха по акту. До на-
чала ремонтных работ должно быть проверено отключение
всех механизмов во избежание случайного включения обору-
дования в работу и должны быть вывешены щитки с предупре-
дительными надписями.
В соответствии с характером ремонтируемого оборудования
особое внимание должно быть уделено вопросам безопасного
ведения ремонтных работ (обеспечение рабочих мест проверен-
ным грузоподъемным оборудованием, низковольтными или взры-
вобезопасными переносными лампами, неискрящим инструмен-
том, изолирующими шланговыми противогазами, переносными
вентиляторами, средствами пожаротушения), а также должен
быть проведен инструктаж по технике безопасности. В случаях,
когда оборудование вышло из строя вследствие аварии и на-
правлено на ремонт, при сдаче его в ремонт предъявляют ава-
рийный акт.
Приемка оборудования после капитального (среднего) ре-
монта производится по акту. Заполненные ремонтные журналы,
акты приемки оборудования из ремонта и прочие документы на
вновь установленные детали, а также на материалы, из которых
они изготовлены, описание и техдокументация на произведен-
ные конструктивные изменения оборудования, протоколы, жур-
налы испытаний и технологической проверки оборудования при-
лагаются к паспортам оборудования или к акту приемки обору-
дования из ремонта.
10. ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ РЕМОНТНОЙ СЛУЖБОЙ
Управление ремонтным хозяйством на предприятии осущест-
вляется ремонтной службой. В состав ремонтной службы вхо-
дит отдел главного механика. (ОГМ) с ремонтно-механическим
цехом (заводом) и ремонтно-строительным участком (отделом,
управлением), конструкторское бюро, заводские и цеховые ре-
монтные службы.
Основными функциями отдела главного механика являются:
руководство в административном и техническом отношении
непосредственно подчиненными ему подразделениями;
организация эксплуатации и ремонта оборудования, подъем-
но-транспортных средств, зданий и сооружений;
133
организация антикоррозионной защиты оборудования, зда-
ний и сооружений, работающих в агрессивных средах;
проведение всех подготовительных работ, связанных с осу-
ществлением планово-предупредительного ремонта;
контроль за соблюдением правил технической эксплуатации,
за уходом и обслуживанием оборудования;
методическое руководство заводскими и цеховыми ремонт-
ными службами; разработка сметно-нормативной документации;
учет действующего оборудования и контроль за перемеще-
нием оборудования по цехам предприятия;
организация и пополнение парка запасных частей;
организация смазочного хозяйства;
планирование работы цехов, непосредственно подчиненных
отделу главного механика;
составление сводных отчетов по выполнению планов работ
ремонтной службы для представления их в вышестоящие ор-
ганизации;
анализ экономической деятельности ремонтной службы.
Основными функциями конструкторского бюро отдела глав-
ного механика являются: .
составление и ведение альбомов чертежей на запасные ча-
сти; разработка технической документации по усовершенство-
ванию отдельных узлов оборудования и его модернизации,
а также по механизации тяжелых и трудоемких работ;
организация работы технического архива;
производство копировальных работ и работ по размножению
чертежей и обеспечению ими цеховых ремонтных служб.
Основными функциями ремонтно-механического цеха (за-
вода) являются:
производство капитальных и средних ремонтов оборудо-
вания;
изготовление запасных частей и сменных деталей для ре-
монта производственного и энергетического оборудования;
централизованное восстановление и упрочнение деталей,тре-
бующее специальной технологической оснастки и обработки;
централизованное выполнение станочных, сварочных, мед-
ницких, такелажных, котельных и других работ.
Основными функциями ремонтно-строительного участка (от-
дела, управления) являются:
организация технического надзора за содержанием произ-
водственных зданий и сооружений;
производство всех видов ремонта производственных зданий
и сооружений;
выполнение строительных работ, связанных с ремонтом тех-
нологического и сантехнического оборудования, коммуникаций,
канализации, а также выполнение футеровочных, обмуровочных
и других работ.
134
Раздел третий
ИЗНОС ОБОРУДОВАНИЯ
И ЕГО ПРЕДУПРЕЖДЕНИЕ
Глава XII. ПРИЧИНЫ И ВИДЫ ИЗНОСА ДЕТАЛЕЙ
МАШИН
1. МЕХАНИЧЕСКИЙ И КОРРОЗИОННЫЙ ИЗНОС. ФАКТОРЫ,
ВЛИЯЮЩИЕ НА ИЗНОС
Машины и станки выходят из строя вследствие износа их
деталей. Изнашивание — это процесс постепенного изменения
размеров деталей во время эксплуатации машины. При этом
изменяются форма и состояние рабочих поверхностей деталей,
В зависимости от условий работы детали изнашиваются не-
равномерно. Для каждой детали установлен предельно допусти-
мый износ, при котором дальнейшая эксплуатация этой детали
недопустима. Обычно предельные износы деталей устанавли-
вают по следующим признакам: по снижению прочности и
надежности деталей, по изменению характера сопряжений,
по влиянию изношенных деталей на работу других деталей
узла.
Быстрота изнашивания деталей оборудования в большей
степени зависит от условий и режима их работы, а также от
материала, характера смазки, от удельного давления и скоро-
сти, от температуры в зоне сопряжения и от окружающей
среды.
В практике износ разделяют на две группы: а) на естест-
венный, или нормальный, б) на аварийный.
Естественный износ возникает при действии сил трения, при
этом величина нарастания износа происходит в течение дли-
тельного времени эксплуатации оборудования. Аварийный из-
нос нарастает интенсивно в течение короткого времени и дохо-
дит до таких, размеров, при которых дальнейшая эксплуатация
оборудования становится невозможной.
Естественный износ может перейти в аварийный при нару-
шении правил эксплуатации оборудования. По сущности явле-
ний, происходящих на поверхности трущихся деталей, разли-
чают следующие виды износов: механический, молекулярно-
механический и коррозионный.
Механический износ возникает в результате действия сил
трения. При скольжении одной детали по другой происходит
135
срезание поверхностного слоя металла и постепенное изменение
геометрических размеров.
Молекулярно-механический износ возникает при большом
удельном давлении, при недостаточной смазке, когда две по-
верхности сближаются настолько плотно, что начинают действо-
вать молекулярные силы, приводящие к схватыванию поверх-
ностей при трении.
Для уменьшения механического и молекулярно-механиче-
ского износов большое значение имеет регулярная и правильная
смазка трущихся поверхностей. Смазанные поверхности разде-
ляются слоем масла и мельчайшие неровности не соприкасаются
между собой. Смазка уносит частицы срезанного металла из
зоны трения и отводит тепло. Когда поверхности двух деталей
полностью разделены слоем смазки и нагрузка воспринимается
смазочной пленкой, имеет место так называемое жидкост-
ное трение. Коэффициент жидкостного трения равен 0,001—
0,008. Возникновение жидкостного трения зависит от величины
относительной скорости трущихся поверхностей, способа по-
дачи смазки, вязкости ее.
Полужидкостное трение происходит в том случае, когда
большая часть сопряженных поверхностей разделена слоем
смазки, но отдельные элементы поверхностей соприкасаются.
Коэффициент трения при этом равен 0,008—0,08. При полужид-
костном трении работают тяжело нагруженные валы со ско-
ростью вращения до 400 об/мин и детали, совершающие воз-
вратно-поступательное движение. Когда скользящие поверхно-
сти разделены слоем смазки толщиной всего 0,1 мк и менее,
то трение между поверхностями называется граничным.
Сухое трение появляется в тех случаях, когда очень трудно
или невозможно подвести смазку или сопряженные детали ра-
ботают при высокой температуре (свыше 300°С). Коэффициент
сухого трения — от 0,1 до 0,8. Если между двумя трущимися
поверхностями слой смазки разделяет их лишь частично, то
такое трение называется полусухим.
Коррозионный износ возникает у деталей, при воздействии
внешней среды (воды, воздуха, температуры, химических ве-
ществ). В результате коррозии изменяются состав и свойства
материалов. Коррозионный процесс можно подразделить на
электрохимический и химический.
Электрохимическая коррозия возникает при действии на ме-
талл раствора электролитов и обусловливается наличием мест-
ных токов. По виду коррозионного процесса электрохимическую
коррозию подразделяют на сплошную и местную. При сплош-
ной коррозии поражается вся поверхность металла. Если кор-
розия распространяется примерно с одинаковой скоростью по
всей поверхности, она называется равномерной, если с различ-
ной скоростью на отдельных участках — неравномерной. Мест-
ная коррозия поражает отдельные участки поверхности ме-
136
талла, при этом остальные участки могут не разрушаться. Мест-
ная коррозия может иметь разновидности:
а) подповерхностная коррозия начинается с по-
верхности и развивается в глубь металла; на поверхности
металла образуется вспучивание и расслоение;
б) точечная коррозия характеризуется поражением от-
дельных точек на поверхности и развивается в глубь металла;
в) пятнистая коррозия развивается по поверхности, вы-
зывая поражение отдельных участков;
г) избирательная коррозия разрушает только одну
структурную составляющую или один компонент сплава;
д) межкристаллитная коррозия распространяется по
границам зерен металла, разрушая кристаллическую решетку,
и быстро развивается вглубь, резко снижая механические свой-
ства металла—прочность и пластичность. Обычно местная
коррозия более опасна, чем сплошная, из-за худших условий
для контроля.
В целлюлозно-бумажном производстве электрохимическая
коррозия металлов и сплавов имеет наибольшее распростране-
ние из-за переработки и применения агрессивных сред в виде
растворов электролитов. Химическая коррозия возникает при
действии на металл сухих газов и жидких сред, не проводя-
щих электрический ток.
Из химических видов коррозий наибольшее значение в прак-
тических условиях имеет коррозия в газовых средах при высо-
ких температурах — газовая коррозия. К газовой коррозии от-
носится окисление арматуры печей, деталей двигателей внут-
реннего сгорания, коррозия в сушильных камерах, мокрых
газовых электрофильтрах и т. д.
Для количественной характеристики скорости коррозионного
разрушения металлов в СССР принята десятибалльная шкала
(табл. 1) согласно ГОСТ 5272—68.
Таблица 1
Коррозионная шкала
Группа стойкости Коррозия, мм/год Балл
I Совершенно стойкие Менее 0,001 1
II Весьма стойкие Свыше 0,001 до 0,005 2
Свыше 0,005 до 0,01 3
III Стойкие Свыше 0,01 до 0,05 4
Свыше 0,05 до 0,1 5
IV Относительно стойкие Свыше 0,1 до 0,5 6
Свыше 0,5 до 1,0 7
V Малостойкие Свыше 1,0 до 5,0 8
Свыше 5,0 до 10,0 9
VI Нестойкие Свыше 10,0 10
137
При коррозионных испытаниях определяют обычно потерю
₽еса. Для пересчета скорости коррозии из весового показателя
К глубинный П определяют по формуле
77 = -7—-°- = 8,76 — , (29)
10 000у 7
где П — глубинный показатель коррозии, мм/год;
К — весовой показатель, гс/м2-ч;
у — плотность металла, г/см3;
8760 — количество часов в году.
Скорость коррозионного разрушения зависит не только от
состава агрессивной среды, температуры, давления и скорости
потока жидкости, но и от конструктивных особенностей отдель-
ных узлов аппаратов и сооружений. Неудачная конструкция
узлов и деталей в некоторых случаях вызывает сосредоточение
на отдельных участках остаточных напряжений, которые уве-
личивают коррозию этих участков. Остаточные напряжения
чаще всего наблюдаются на участках резких переходов, по-
этому различные выточки, галтели и другие переходы следует
делать по возможности плавными. При конструировании аппа-
ратов следует избегать местных перегревов отдельных участ-
ков, греющие змеевики должны быть полностью погружены
в жидкость, иначе они быстро выходят из строя. Следует избе-
гать контакта двух разнородных металлов, которые в ряду
напряжений имеют сильно разнящиеся электрохимические по-
тенциалы, например железо — медь, алюминий — медь, медь —
нержавеющая сталь и др. Во всех этих случаях медь работает
как катод и, следовательно, не подвергается коррозии, другой
же металл работает как анод и разрушается. При необходи-
мости сочетания в конструкции двух и более различных метал-
лов их следует изолировать друг от друга неэлектропроводными
материалами. Наиболее опасным разрушение может быть тогда,
когда на металл одновременно действует коррозионная среда
и механические напряжения, причем разрушение происходит
именно на этих, более напряженных участках в виде трещин.
Опасным видом коррозионного разрушения металлов явля-
ются также межкристаллитная коррозия и коррозионное рас-
трескивание металла в условиях работы аппаратов под стати-
ческим напряжением растяжения. В этом случае может про-
изойти неожиданное падение прочности металла. Поэтому при
проектировании оборудования следует предусматривать конст-
рукции с наименьшим коэффициентом остаточных напряжений.
Известно, что при сварке металлов в зоне наплавленного ва-
лика и параллельно ему возникают большие остаточные напря-
жения растяжения, иногда превышающие предел текучести ме-
талла. Поэтому особенно важно правильно конструировать свар-
ные соединения. Опыт эксплуатации показал, что обечайки и
другие детали, сваренные внахлестку, выходят из строя значи-
138
тельно быстрее, чем сваренные встык. Применение накладок на
стыковых швах и точечная сварка приводят к сохранению ос-
таточных внутренних напряжений в зонах сварки, и эти участки
подвергаются большей коррозии.
Остаточные напряжения могут быть уменьшены до мини-
мальных значений правильным конструированием сварных сое-
динений и рациональной технологией изготовления. Кроме
конструктивных решений, заложенных в оборудовании, для за-
щиты деталей от износа имеют значение подбор материалов
для оборудования; качество изготовления деталей, качество
сборки, обработка среды, защитные покрытия, система смазки
и свойства масел.
2. МЕТОДЫ ЗАЩИТЫ ОТ ИЗНОСА
Технологические процессы целлюлозно-бумажного производ-
ства связаны с применением большого количества химических
веществ и большим расходом воды, которая содержит различ-
ные микроорганизмы. Попадая в благоприятные условия, мик-
роорганизмы быстро образуют слизистые отложения в трубо-
проводах и аппаратах. Это вызывает большие разрушения и
обязывает использовать все способы защиты оборудования от
износа.
Метод подбора материалов для изготовления оборудования
сводится к тому, что при конструировании, кроме условий ра-
боты машин в отношении нагрузок, режима работы и др., не-
обходимо учитывать и среду, в которой будет работать машина,
и в соответствии с этим для изготовления деталей определяется
такой материал, который будет наиболее стоек в данной среде.
Однако при подборе материала учитывают и экономические
факторы, имеющие целью удешевить стоимость машины.
Кислоты разрушают черные металлы, причем на поверхно-
сти их быстро развивается слизь. Это заставляет ограничить
применение их и использовать материалы с высокой коррози-
онной стойкостью. Такими материалами будут: медь, стали’ма-
рок 1X13, 2X13, Х18Н9Т, Х14Г14НЗТ, ОХ22Н5Т и др., а также
двухслойные стали, резина, эбонит, стонит, пластмассы, стекло,
цемент и бетон, техническая керамика, материалы из металли-
ческих порошков, керамико-металлические материалы и другие.
Так, для изготовления варочных котлов применяют двухслой-
ные стали марок 20К + ОХ17Н16МЗТ, Ст. 3 + ОХ17Н10Т, Ст. 3 +
Х18Н12М2Т, Ст. 3 + OX17H16M3T и другие, барабанов фильт-
ров для промывки и сгущения целлюлозы — сталь ОХ21Н5Т,
ванны — сталь Х17Н13М2Т, рубашки конических мельниц —
сталь марки 2X13. Корпуса напорных ящиков изготовляют из
стали Ст. 3 + ОХ22Н5Т, отсасывающие гауч-валы — из бронзы
марки Бр. ОЦЮ-2 или из нержавеющей стали 1Х13Л в виде
пустотелых рубашек. Выполнение рубашек отсасывающих
139
валов из нержавеющих сталей позволяет снизить толщину сте-
нок, так как прочность стали значительно выше, чем у бронзы,
стоимость же заготовок в три и более раза дешевле.
Условия работы сушильной части значительно отличаются
от работы сеточной и прессовой частей с точки зрения возник-
новения коррозии. Цилиндры и валы не корродируют так
сильно, как валы сеточной части. Поэтому сукноведущие валы
не защищают антикоррозионным покрытием, а сушильные ци-
линдры делают из чугуна марки СЧ18—36 или из стали без
защитного покрытия. К каландровым валам предъявляются вы-
сокие требования в части стойкости на истирание и в меньшей
степени в части коррозии. Поэтому их изготовляют из отбелен-
ного чугуна.
Для изготовления валов пресса высокого давления при-
меняют высокопрочный чугун с шаровидным графитом марки
Вч40-10, допускающий линейное давление 430 кгс/см. Из высо-
копрочных чугунов отливают крышки с цапфами для сушиль-
ных цилиндров, барабаны накатов, основные детали насосов и
ряд других ответственных деталей. Высокопрочные чугуны от-
личаются высокой износостойкостью, сопротивлением усталости
и устойчивостью против внезапных перегрузок.
В целлюлозно-бумажной промышленности начали применять
цветные металлы, получаемые методом порошковой металлур-
гии.
Развитие химической промышленности позволяет экономич-
нее расходовать дорогостоящие металлы и широко применять
более дешевые полимерные материалы.
Качество изготовления деталей зависит от следующих фак-
торов: правильного подбора материала детали, метода изготов-
ления и обработки детали. При подборе материала для изго-
товления детали следует учитывать: прочность материала (раз-
рыв, сжатие, излом, скалывание, кручение и др.), характер
работы деталей (статические и динамические нагрузки), уси-
лия трения (определение удельной нагрузки), воздействия ок-
ружающей среды, характер смазки.
Значение правильного подбора материалов можно рассмот-
реть на примере работы вкладыша трущейся пары, изготовлен-
ного из антифрикционного чугуна марки СчЦ2 и серого чугуна.
Продолжительность работы вкладыша из чугуна СчЦ2 в 2—3
раза больше продолжительности работы вкладыша, изготовлен-
ного из серого чугуна (при одинаковых условиях смазки).
Состояние поверхности детали влияет на скорость протека-
ния коррозии. Так, поверхности, грубо обработанные напильни-
ком, разрушаются в 4 раза быстрее, чем полированные. Таким
образом, износостойкость деталей зависит не только от свойств
материала, но и от метода изготовления, термообработки, со-
стояния поверхности, условия монтажа и эксплуатации (темпе-
ратура, загрязненность, влажность), качества смазки и других
140
факторов, в зависимости от которых срок службы деталей мо-
жет изменяться в широких пределах.
В условиях бумагоделательного машиностроения при изго-
товлении современных бумагоделательных машин вопросы точ-
ности изготовления отдельных деталей связаны с качеством
вырабатываемой на них продукции и их производительностью.
Точность изготовления узлов и чистота их обработки улучшают
эксплуатационные качества машины. Так, верхнюю поверхность
фундаментных шин обрабатывают по 5—6-му классам чистоты,
поверхность нижней губы напорного ящика — по 9—10-му клас-
сам, наружную поверхность грудного и ведущего валов — по
7-му классу, наружную поверхность сушильного цилиндра —
по 8—10-му классам и наружную поверхность каландровых ва-
лов— по 9—10-му классам чистоты.
Правильная сборка и установка оборудования при нормаль-
ных условиях эксплуатации обеспечивают минимальный износ,
продолжительную безаварийную работу. При сборке и уста-
новке машин и аппаратов необходимо учитывать следующие
основные требования:
1. Все детали, поступающие на сборочное место, должны
быть в подготовленном для сборки виде, т. е. зачищены от
забоин, заусенцев, сварочных брызг, окалин, песка и коррозии.
2. Необрабатываемые места должны быть обезжирены и
прогрунтованы.
3. Размеры и геометрия посадочных мест должны быть тща-
тельно проверены по диаметрам и линейным размерам.
4. Соблюдена чистота обработки сопрягаемых поверхностей.
5. Должны быть проверены наличие, расположение, а иногда
и размеры необходимых галтелей, фасок, смазочных отверстий
и канавок и чистота их поверхностей, наличие входных фасок
на валу и в отверстиях сопрягаемых деталей — «заходы».
6. .Машина или аппарат должны быть установлены в строго
горизонтальном и вертикальном положениях на все точки опоры.
7. Движущиеся узлы должны провертываться легко, без
ощутимого заедания (торможения).
8. Поступательно-возвратные движения узлов должны быть
плавными (без прерывистых движений, если таковые не пре-
дусмотрены конструкцией машины).
9. Превышение расхода электроэнергии при обкатке должно
быть минимальным.
Кроме перечисленных требований, могут быть и другие.
Метод обработки среды заключается в том, что искусственно
создаются условия, изменяющие агрессивную среду, вызываю-
щую коррозию металлов, находящихся в ней. Из среды, в кото-
рой работают металлы, удаляют наиболее вредные элементы
(удаление воздуха из воды, химическая очистка воды, про-
мышленная вентиляция и др.). В некоторых случаях создают
искусственно нейтральную среду, в которой металлы не
141
разрушаются или процесс протекает замедленно, но это не всегда
возможно, так как очень часто технологический процесс произ-
водства связан с необходимостью создания агрессивных сред
(pH в подсеточной ванне бумагоделательной машины). Этот
метод может быть применен выборочно.
Метод защитных покрытий распространен во всех областях
промышленности. Защитные покрытия должны надежно предо-
хранять материалы от коррозии, возникающей под действием
окружающей среды, и в то же время удовлетворять эксплуа-
тационным и эстетическим требованиям. Помимо этого, покры-
тия выполняют ряд других функций — повышают износостой-
кость, твердость, отражательную способность поверхности, при-
дают электроизоляционные и электропроводящие свойства
и т. д.
Защитные покрытия подразделяют на три группы: 1) по-
лучаемые химической и электролитической обработкой поверх-
ности, 2) металлические защитные покрытия, 3) неметалличе-
ские защитные покрытия.
Нанесению любого покрытия должна предшествовать тща-
тельная подготовка поверхности. Требуемая чистота поверхно-
сти зависит от вида и назначения покрытия. Перед фосфатиро-
ванием достаточна чистота поверхности 4—6-го классов, перед
оксидированием 6—10-го классов, перед нанесением матовых и
полуглянцевых покрытий 4—7-го классов, а для нанесения
блестящих покрытий не менее 9—10-го классов.
Существуют механические, химические, электрохимические
и термические методы подготовки поверхностей.
Механические методы подготовки в свою очередь подразде-
ляют на следующие виды обработки поверхности:
обдирку или грубое шлифование абразивными кругами (при-
меняют для удаления грубых неровностей, зачистки сварных
швов, окалины, заусенцев);
шлифование (для сглаживания поверхностей и устранения
грубых рисок, оставшихся после обдирки);
матирование или засаливание (для сглаживания мельчай-
ших неровностей);
полирование (для придания поверхности высокой степени
чистоты и зеркального блеска).
В зависимости от вида обработки пользуются твердыми аб-
разивными кругами или мягкими кругами из фетра, войлока
и т. д. с приклеенным к ним абразивом или с нанесенной абра-
зивной или полировочной пастой. Мелкие детали, которые не-
удобно обрабатывать кругами, обрабатывают в барабанах.
В зависимости от условий проведения обработки в барабанах
можно осуществить обдирку, шлифование, полирование. Об-
дирку и шлифование в барабанах называют галтовкой.
Для полирования вместе с деталями в барабан помещают
полированные стальные шарики или дробь, а в качестве смачи-
142
вающей среды — мыльную воду, полирующие смеси или эмуль-
сии.
Крацевание — обработка поверхности щетками из про-
волоки, капрона или морской травы.
Струйный метод очистки основан на ударном действии
струй абразива, распыляемого сжатым воздухом из сопла ап-
парата. При этом поверхность приобретает равномерную мик-
рошероховатость и матовость. Для струйной обработки исполь-
зуют кварцевый песок, стальные опилки. Полное устранение
пыли достигается при гидропескоструйной или гидроабразивной
очистках, заключающихся в распылении водяной пульпы песка
или абразива.
Химические и электрохимические методы подготовки поверх-
ностей применяют для удаления жировых веществ, которыми
покрыты металлические изделия. Их удаляют водными раство-
рами щелочей (едким натром, углекислой содой, тринатрийфос-
фатом), органическими растворителями и водными эмульсиями
растворителей. Для облегчения процесса обезжиривания в рас-
твор-добавляют эмульгаторы — жидкое стекло, мыло и др.—
и подогревают до 70—80° С.
Электрохимическое обезжиривание производится в целях ус-
корения процесса при той же температуре и в тех же раство-
рах, что и химическое, но менее концентрированных. Эмульга-
тор добавляют в малых количествах или совсем не добавляют.
Обезжиривание с применением постоянного тока позволяет ус-
корить процесс по сравнению с химическим в 2—3 раза. Обез-,.
жиривание с применением ультразвука обеспечивает большую
скорость процесса (30—50 с) и высокое качество. Это обус-
ловлено большим давлением, которое оказывает обезжириваю-
щая жидкость на поверхность деталей.
Обработка ультразвуком наиболее рентабельна для очистки
мелких деталей. Для обработки деталей можно применять обез-
жиривание органическими растворителями (бензином, кероси-
ном и др.), обезжиривание эмульсиями (вода в бензине, керо-
сине). Эмульсии дешевле органических растворителей. Для уда-
ления окалины и других окисных пленок, коррозии применяют
травление в растворах серной, соляной и азотной кислот, реже
в щелочах. Перед травлением деталь обезжиривают.
В качестве термических методов обработки, т. е. для удале-
ния жирных веществ и окалины, применяют нагрев детали до
300—400° С.
Покрытия, получаемые химической и электролитической об-
работкой, представляют собой пленки нерастворимых продук-
тов, образующиеся в результате химического взаимодействия
металлов с внешней средой. Поскольку многие из них пористы,
их применяют преимущественно в качестве подслоя под смазки
и лакокрасочные покрытия, увеличивая защитную способность
покрытия и обеспечивая надежное сцепление. Некоторые виды
143
покрытий применяют в качестве износостойких или декоратив-
ных, например оксидирование.
Оксидирование — это окисление поверхностного слоя
металлических изделий для предохранения их от коррозии. Ок-
сидирование стали осуществляют термическим, термохимиче-
ским, химическим и электрохимическим способами.
В зависимости от толщины и цвета получаемой пленки раз-
личают операции синения и воронения. При синении пленка
получается очень тонкой — 5000 А с синим цветом побежало-
сти. При воронении толщина пленки может достигать 10 мк
и более; черный цвет ей придает окись железа. Нержавеющие
стали оксидированию не поддаются. Недостатком термического
и термохимического способов оксидирования является необхо-
димость нагрева деталей до нескольких сот градусов, что мо-
жет вызвать изменение механических свойств металла и короб-
ления толстостенных деталей.
Наиболее распространен химический способ оксидирования,
называемый щелочным воронением. Детали погружают
в концентрированный раствор едкой щелочи, содержащий окис-
лители: азотнокислый либо азотистокислый натрий или оба
вместе. Раствор нагревают до температуры 135—145° С. Полу-
чаемая пленка состоит из магнитной окиси железа толщи-
ной 0,5—1,2 мк и при двухступенчатом оксидировании — до
1,5 мк.
В зависимости от подготовки поверхности и состава элект-
ролита покрытие может быть блестящим или матовым. Оксиди-
рование применяют для деталей, работающих в сравнительно
благоприятных условиях: в сухом помещении или при постоян-
ной смазке в процессе эксплуатации. Пленка плохо выдержи-
вает истирание и не отличается большой твердостью, сильно
пористая. Для повышения защитных свойств пленку обраба-
тывают горячим раствором мыла, затем промывают, сушат и
погружают на 5—7 мин в минеральное масло при температуре
120° С.
Оксидированию могут быть подвергнуты: алюминий и его
сплавы, при этом получают защитную пленку от 5 до 30 мк;
медь и ее сплавы — получают пленку толщиной 1 мк глубокого
черного цвета и блестящую на полированной поверхности; цинк,
кадмий, титан, их сплавы и другие металлы.
Металлические покрытия наносят на металлы и неметалли-
ческие материалы (стекло, пластмассы, слюду, бумагу и др.).
Для нанесения металлических покрытий на металлы приме-
няют: электролитическое осаждение, химическое осаждение,
горячее нанесение, термодиффузионную обработку, плакирова-
ние, металлизацию газопламенным напылением.
Для нанесения металлических покрытий на неметаллические
материалы применяют: осаждение восстановлением металлов
из растворов солей, осаждение восстановлением из неустойчи-
144
вых газообразных соединений, испарение металлов в вакууме,
напыление, электролитическое осаждение, вжигание.
Электролитическое осаждение — наиболее рас-
пространенный способ нанесения покрытия, так как позволяет
получать при незначительных расходах и потерях металла раз-
нообразные покрытия, прочно удерживаемые на поверхности.
Осаждение производят в ваннах с раствором электролита, со-
держащим ионы осаждаемого металла. Детали загружают
в ванну, являющуюся катодом в цепи постоянного тока, анодом
служат пластины металла, из которого получают покрытие.
Важным показателем работы электролитических ванн явля-
ется их рассеивающая способность, дающая возможность полу-
чить покрытия равномерной толщины на деталях сложного про-
филя.
Покрытия цинком являются самыми распространенными.
Их наносят на сталь, медь, латунь и иногда на алюминий. Цин-
ковые покрытия имеют среднюю твердость (50—60 ед. по Бри-
неллю), при низких температурах становятся хрупкими, плохо
поддаются пайке и сварке, плохо выдерживают развальцовку
и изгибы. Во влажном воздухе и в воде цинк покрывается
слоем основной углекислой белой соли, защищающей его от
дальнейшего разрушения. В воде при температуре выше 65° С
защитные свойства цинка резко ухудшаются. Цинк взаимодей-
ствует с сероводородом и сернистыми соединениями; в кисло-
тах и щелочах он разрушается. Толщина покрытий от 3 до
50 мк. После цинкования детали осветляют, погружая их на
2—3 с в раствор азотной или хромовой кислоты с добавлением
серной.
Для повышения прочности цинковых покрытий промытые и
высушенные детали подвергают термической обработке при
230—250° С в течение 2 ч в целях удаления водорода.
Покрытия медью имеют красивый розовый цвет и легко по-
лируются. Медные покрытия непригодны для защиты стали и
других металлов от коррозии, так как относятся к катодным
покрытиям и обычно пористы. В щелочах, за исключением ам-
миака, медь устойчива. В кислотах медные покрытия разру-
шаются, особенно быстро в азотной и хромовой. Медные покры-
тия выдерживают изгибы, развальцовку, глубокую вытяжку,
хорошо поддаются лужению, пайке, сварке.
Медные покрытия применяют в качестве подслоя под нике-
левые, хромовые, серебряные и другие виды покрытий, а так
же для придания притирочных свойств поверхностям деталей
станков, механизмов (например, шейкам коленчатых валов, ку-
лачкам у кулачковых валов) для уменьшения шума при тре-
нии. Толщина медных покрытий зависит от их назначения. Под-
слой меди под другие покрытия имеет толщину 5—30 мк, слой
меди для защиты от науглероживания 20—40 мк. В некоторых
случаях, например при меднении валов для машин глубокой
6 И. 3. Малинский
145
печати, толщина покрытия может быть 3000 мк. Твердость по-
крытий, получаемых в цианистых ваннах, 120—150 ед. по Бри-
неллю, а в сернокислых 60—80.
Покрытия никелем имеют серебристый цвет с желтым от-
тенком, хорошо полируются. Покрытия имеют мелкокристалли-
ческую структуру, но в слоях толщиной до 25 мк пористы, на-
носят их на подслой меди, что уменьшает расход никеля и раз-
деляет никель и сталь, так как никель по отношению к стали
является катодным покрытием. На медные и латунные детали
никель осаждается без подслоя. Твердость обычных никелевых
покрытий равна 250—270 кгс/мм2. Покрытия стойки к действию
щелочей; в органических кислотах не растворяются. Разруша-
ются в серной, соляной и особенно быстро в азотной кислоте.
Общая толщина покрытия 15—45 мк. Медный подслой обычно
В 2 раза толще никеля.
Покрытия хромом имеют серебристо-стальной цвет с голу-
бым оттенком. Твердость хромовых покрытий выше, чем всех
остальных, и достигает 1000—1100 ед. (алмазной пирамидой).
Они устойчивы к действию концентрированной азотной кислоты,
растворов щелочей, органических кислот, сероводорода; раство-
ряются в соляной и горячей серной кислотах. Покрытия хромом
наносят на сталь, медь, цинк и другие металлы. Хромовые по-
крытия не смачиваются расплавленными металлами, к ним не
прилипают пластические массы, хорошо выдерживают динами-
ческие нагрузки, если они распределены равномерно по всей
поверхности, но разрушаются под действием местных ударов,
имеют низкий коэффициент трения.
Недостатки хромовых покрытий — снижение усталостной
прочности стали на 20—30% из-за больших остаточных напря-
жений, возникающих при формировании покрытия, а также
хрупкость, приобретаемая деталями. Поэтому хромировать пру-
жины и подобные им детали не рекомендуется.
Толстые слои хромового покрытия (более 10 мк) не сгла-
hi и/»
острых краях впадин, чем на самих впадинах.
В зависимости от назначения различают защитно-декора-
тивное и твердое хромирование. При защитно-декоративном
хромировании вначале наносят подслой медь — никель и поверх
никеля — слой хрома толщиной 1 —1,5 мк. При твердом хро-
мировании покрытие наносят без подслоев непосредственно на
металл. Толщина слоя покрытия от 3 до 250 мк. Различают
три разновидности твердого хромирования: размерное, износо-
стойкое и пористое. При размерном хромировании не требуется
последующего шлифования и доводки деталей. Слой хрома
наносят такой толщины, при которой неравномерность его со-
ответствует допуску на изготовление детали. Износостойкое
хромирование применяют при покрытии штампов для холодной
146
штамповки металла матриц, пуансонов и прессформ и др. По-
ристое хромирование используют для улучшения смачиваемости
трущихся поверхностей смазкой и для притираемости.
Аналогичными способами на защищаемую поверхность на-
носят покрытия и другими металлами: оловом, свинцом, палла-
дием и др.
Горячее нанесение покрытий благодаря своей
простоте широко применяют при нанесении сравнительно низко-
плавких металлов — цинка, олова, свинца — на сталь или чугун.
Иногда его применяют для нанесения алюминия. Чтобы нанести
такие покрытия, достаточно хорошо очищенные изделия погру-
зить в расплавленный металл. К недостаткам способа относят:
невозможность получения равномерного покрытия на изделиях
сложного профиля; большой расход металла, так как покрытия
значительно толще, часть металла теряется на испарение
(угар). Поэтому горячее нанесение применяют преимуществен-
но для полуфабрикатов металла: листов, труб, проволоки, лент
и изделий несложной конфигурации.
Термодиффузионная обработка позволяет на-
нести на поверхности стальных изделий слой сплава вследствие
диффузии металла, находящегося в газообразном состоянии,
в кристаллическую решетку стали. Этим способом можно обра-
ботать поверхность медью, цинком, бором, бериллием, алюми-
нием, титаном, кремнием, ванадием, ниобием, танталом, хро-
мом, мышьяком, молибденом, вольфрамом, марганцем, золотом,
а также одновременно двумя элементами и более. Толщина
диффузионного покрытия зависит от температуры и продолжи-
тельности процесса. Получающиеся поверхностные сплавы не
имеют резкой границы с металлом, отличаются твердостью и
жаростойкостью.
Более часто, чем другие виды диффузионной обработки,
в промышленности применяют термодиффузионное алитирова-
ние, термохромирование, хромоалитирование и хромосилициро-
вание. Диффузионную обработку осуществляют в порошкооб-
разной, жидкой или газовой средах при температурах 900—
1200° С в течение 3—60 ч, в зависимости от диффундируемого
компонента и среды.
Порошкообразной средой служит смесь из порошка металла
или его ферросплава (феррохром, ферроалюминий и др.), раз-
бавителя (каолин, глинозем), применяемого во избежание спе-
кания смеси и прилипания ее к изделиям, активатора (хлорис-
тый аммоний), ускоряющего процесс. Детали помещают в форму
с порошкообразной смесью. При нагревании активатор разлага-
ется, выделяющийся хлористый водород действует на частицы
ферросплава, образуя пары хлористого железа и хлористой
соли диффундируемого металла. Диффузия происходит в ре-
зультате обменной реакции между хлористой солью и поверх-
ностью стальных деталей.
6*
147
Для обработки в жидкой среде пользуются расплавами
солей.
При обработке в газовой среде процесс ускоряется за счет
предварительного получения газовой смеси. Толщина диффузи-
онного слоя — от нескольких десятков микрон до 0,5 мм, при-
чем содержание диффундированного металла по мере удаления
от поверхности в глубину резко уменьшается. При обработке
размеры детали увеличиваются. Термодиффузионным методом
рекомендуется покрывать толстостенные детали с закруглен-
ными кромками и углами. Механическую обработку производят
до термодиффузионной.
Плакирование — это способ нанесения покрытий, кото-
рый заключается в том, что на плиту основного металла накла-
дывают с одной или с двух сторон листы другого металла,
затем весь пакет подвергают горячей прокатке, получая в ре-
зультате диффузии частиц одного металла в другой прочное
соединение. Таким способом сталь плакируют медью, латунью,
никелем, алюминием, нержавеющей сталью и др. Применение
таких биметаллических материалов дает большую экономию
цветных металлов и нержавеющей стали, придает поверхности
необходимые свойства. Плакированный лист обладает лучшей
теплопроводностью и способностью к деформациям, чем сплош-
ной лист той же толщины. Толщина плакированного слоя со-
ставляет от 8 до 20 % общей толщины листа.
Металлизация методом газопламенного на-
пыления заключается в напылении расплавленного металла
на поверхность из специальных газовых или электродуговых
аппаратов (металлизаторов). Металл поступает в металлиза-
тор в виде проволоки и расплавляется в газовом пламени
(кислородно-ацетиленовом) или в электрической дуге. Расплав-
ленный металл распыляется сжатым воздухом (давлением 4—
6 кгс/см2). Скорость подачи проволоки до 2,5 м/мин. Этим спо-
собом можно наносить на поверхность различные металлы и
Сплавы толщиной от 30 мк до 10 мм и более, покрывая крупно-
габаритные детали и конструкции из металла, стекла, дерева,
цемента, бумаги и др. Недостатки способа — значительные по-
тери металла при распылении (10—40%), сильная пористость
покрытия в тонких слоях и недостаточно прочное сцепление его
с поверхностью металла.
Для улучшения сцепления поверхность подвергают гидро-
пескоструйной обработке или подогревают. Уменьшение порис-
тости достигается нанесением слоя металла такой толщины,
при которой сквозные поры отсутствуют (0,1—0,2 мм), а так
же последующим нанесением одного или двух слоев лака.
С развитием порошковой металлургии стало возможным по-
давать металл в металлизатор в виде порошка, подсасываемого
из бункера сжатым воздухом. Это облегчает расплавление ме-
талла. Порошок должен иметь температуру плавления не выше
148
1200—1300° С и размеры частиц 0,07—0,15 мм. Форма частиц
должна быть шарообразной или округлой. Для напыления при-
меняют только порошки из цветных металлов: свинца, цинка,
меди, алюминия и других. Нанесение частиц углеродистой стали
невозможно из-за их сгорания. Хорошие результаты получают
при нанесении порошка сплава, состоящего из 70—80% ни-
келя, 11—16% хрома и 3—4% бора. После термообработки
твердость таких покрытий по Роквеллу равна 40—50 ед. По-
крытия порошкового напыления менее пористы, чем покрытия
из проволоки.
Неметаллические покрытия — это лакокрасочные покрытия,
покрытия смолами, пленочными материалами, резиной, эма-
лями, смазками и пастами, керамические покрытия.
Лакокрасочные покрытия получают нанесением ла-
кокрасочных материалов на поверхность изделий. Высыхая, эти
материалы образуют пленку, которая прочно сцепляется с по-
верхностью. Преимуществами лакокрасочных покрытий перед
металлическими являются простота нанесения и восстановле-
ния. Однако они уступают металлическим покрытиям по твер-
дости, износостойкости и термостойкости. В целлюлозно-бумаж-
ной промышленности для защиты оборудования от коррозии
применяют различные лакокрасочные покрытия: битумно-мас-
ляные, бакелитовые, фуриловые лаки, лак-этиноль и другие ма-
териалы на основе смол.
Лакокрасочные покрытия наносят (кистью, шпателем, валь-
цами, распылением, обливанием, окунанием) на очищенную по-
верхность в несколько слоев толщиной от 10 до 25 мк, затем
сушат их холодным или горячим способом. При первом способе
покрытия сушат на воздухе при температуре не ниже 12° С
и относительной влажности не более 65%, при втором спо-
собе— конвекционно (горячим воздухом), радиационно (инфра-
красными лучами), индукционно (токами промышленной или
высокой частоты). При выборе температуры сушки учитывают
природу материала. Сушку горячим воздухом осуществляют
в сушилках. В зависимости от лакокрасочного материала и
температуры она длится от 0,5 до 6 ч. Процесс сушки идет от
поверхностного слоя вглубь. Сушка инфракрасными лучами
длится 10—12 мин, лучи проникают через покрытие, разогре-
вают металл, и процесс сушки идет из глубины к поверхност-
ным слоям. Это ускоряет сушку и предотвращает образование
пузырей.
Сушку токами высокой частоты применяют при окраске из-
делий из стали и других металлов, обладающих магнитной про-
ницаемостью. К окрашенной поверхности подводят электромаг-
ниты (с частотой тока от 50 до 700 гц). Образующееся магнит-
ное поле вызывает отставание намагниченности металла (гис-
терезис) и токи Фуко, при этом металл быстро разогревается
и покрытие высыхает в течение 2—5 мин.
149
Покрытия смолами типа алкидных, меламино-формаль-
дегидных, эпоксидных применяют с широким диапазоном свойств
в зависимости от исходных компонентов смол, модифицирую-
щих добавок и режимов отверждения. Например, эпоксидные
смолы отверждают различными отвердителями: аминами, фос-
форной кислотой, растительными маслами и др., причем раз-
личные отвердители придают покрытию разные свойства. Так,
эпоксидные смолы, отвержденные аминами, обладают сильной
адгезией (способностью сцепления) к металлам и другим ма-
териалам, большой стойкостью к действию сильных щелочей,
слабых кислот и растворителей, малой усадкой, хорошей элас-
тичностью, высокой механической, электрической, термо- и ат-
мосферостойкостью.
В качестве недостатков следует отметить: малую жизнеспо-
собность смеси (1—6 ч), токсичность аминов и их паров, воз-
можность образования оспин или раковин.
Покрытия смолами наносят в виде обмазок и мастик в рас-
плавленном состоянии кистью, окунанием или распылением,
а также газопламенным и вихревым напылением.
Покрытия пленочными материалами — полиэти-
леновыми, полиамидными, поливинилхлоридными пленками
применяют для защиты металла от коррозии.
Пленки крепят специальными клеями или путем подогрева
металла. Пленки полиэтилена при нормальной температуре
устойчивы к воздействию серной кислоты до 94, уксусной — до
78, соляной—до 33, азотной — до 10 %-ной концентрации, воды
и других сред.
Покрытия листовыми материалами — фтороплас-
том, винипластом, текстолитом, стеклопластиком нашли широ-
кое применение в целлюлозно-бумажной промышленности как
антикоррозионные покрытия.
Фторопласт — высокомолекулярное соединение является пол-
ностью фторированным этиленом. Его практически не разру-
шает ни одна из известных кислот и щелочей, самые сильные
окислители не оказывают на него никакого действия даже при
высоких температурах. Недостаток фторопласта — сложность
переработки и отсутствие адгезии к любому материалу. Для
склейки фторопласта необходимо обработать его поверхность
расплавленным щелочным металлом, либо 1%-ным раствором
металлического натрия в безводном аммиаке и другими реаген-
тами. Плотность фторопласта 2,1—2,2 г/см3. Относительное уд-
линение при разрыве 250—500%. Предел прочности при рас-
тяжении 170—450 кгс/см2. Максимальная рабочая температура
при эксплуатации +250°С.
Винипласт получают из полихлорвиниловой смолы со ста-
билизатором и другими добавками. Он устойчив к воздействию
почти всех кислот, щелочей, растворов солей любых концентра-
ций. Исключением являются сильные окислители, например
150
азотная кислота при концентрации выше 50%, олеум и др. Лис-
товой винипласт выдерживает температуру от —20 до +60°С.
Хорошо обрабатывается механическим путем, штампуется, сва-
ривается струей горячего воздуха при температуре 230—240° С.
Винипластовые листы изгибают в нагретом состоянии при тем-
пературе 130—150° С.
Текстолит относится к слоистым пластическим массам. Он
спрессован из хлопчатобумажной ткани или другого материала,
пропитанного фенол- или крезолформальдегидными смолами и
отвержденного при температуре 130—140° С. Текстолит устой-
чив к действию минеральных кислот средних концентраций
(кроме азотной) и растворов солей. Растворы щелочей при
концентрации выше 5% разрушают его.
Покрытия резиной отличаются эластичностью, обла-
дают хорошими диэлектрическими свойствами, водо- и газо-
непроницаемы, стойки к истиранию, а также к действию хими-
ческих агрессивных сред. Нанесение этих покрытий называется
гуммированием. Наиболее распространенный метод гуми-
рования — облицовка листами каландровой резиновой смеси
с последующей вулканизацией. В состав резиновой смеси вхо-
дят каучук, сажа (упрочнитель), сера (вулканизирующий
агент), ускорители вулканизации, антистарители и другие ком-
поненты. Гуммирование выполняют кислотостойкими сортами
мягкой резины, полуэбонитами и эбонитами (твердые резины).
Покрытия мягкими резинами эластичней покрытий эбонитом,
но уступают им по химической стойкости. Термостойкость по-
крытия из мягкой резины 70—80° С, а эбонита — не более 60—
65° С.
Полуэбонит и эбонит крепят к стали клеем из эбонитовой
смеси, а к ним клеем «Термопрен» мягкую резину. В процессе
вулканизации пластичная резиновая смесь превращается в элас-
тичную резину, которая прочно сцепляется с эбонитом или
с металлом. На целлюлозно-бумажных комбинатах гуммирова-
нием защищают аппараты для отбелки, трубопроводы, прессо-
вые валы, регистровые валики на бумагоделательных машинах
и др.
Покрытия смазками применяют для защиты металла
от коррозии во время хранения и транспортировки. Они пред-
ставляют собой невысыхающие составы, основным компонентом
которых является минеральное масло. Для загущения масла
в него вводят парафин, церезин или алюминиевые, литиевые и
другие мыла жирных кислот. В смазки по стали добавляют
немного щелочи для нейтрализации образующихся со временем
органических кислот. Для смазки по стали используют пушеч-
ную смазку, по алюминию — технический вазелин. Хорошими
защитными свойствами в условиях повышенной влажности
обладают смазки ПП-95/5 (петролатум 95%, парафин 5%),
ГОИ-54, АМС-3 и др. Жировые покрытия эффективны только
151
в том случае, если их наносят на совершенно чистую поверх-
ность, недостатки — плохое удержание на вертикальных поверх-
ностях, быстрое высыхание, растрескивание и необходимость
периодического восстановления жирового слоя.
Керамические покрытия используют для футеровки
металлической аппаратуры и для теплоизоляции жаропрочных
металлов от окислительного действия при высоких темпера-
турах.
Для футеровки применяют керамиковые, диабазовые, мет-
лахские, стеклянные, угольные и другие плитки. Их уклады-
вают в 1—2 и более рядов и цементируют кислотоупорными
замазками. Замазки готовят на основе жидкого стекла, в ко-
торое вводят инертные наполнители (диабазовую или андези-
товую муку) и ускоритель отвердения (кремнефтористый нат-
рий или кислотоупорный цемент). Швы верхнего ряда плиток
располагают обычно так, чтобы они были сдвинуты по отноше-
нию к нижнему ряду на 7з ширины плитки.
В целлюлозно-бумажной промышленности керамические по-
крытия широко используют и для защиты от коррозии. Так,
печи для получения сернистого газа футеруют огнеупорным
кирпичом, скрубберы для очистки и охлаждения сернистого
газа облицовывают кислотоупорным кирпичом на диабазовой
замазке, электрофильтры защищают кислотоупорным кирпичом
на силикатной кислотоупорной замазке, внутренние стенки турм
защищены кислотоупорными керамическими плитками, а ниж-
няя часть — кислотоупорным кирпичом на кислотоупорной ан-
дезитовой замазке, регенерационные цистерны защищены бе-
тоном и керамическими плитками на цементно-шамотной или
андезитовой основе, варочные котлы защищены внутри двумя-
тремя слоями термокислотной плитки (иногда применяют слой
угольной плитки) и т. д.
Общие недостатки керамических покрытий — значительное
увеличение массы оборудования, плохое сопротивление удар-
ным нагрузкам и изгибу.
Глава XIII. СМАЗОЧНЫЕ МАТЕРИАЛЫ
И ОРГАНИЗАЦИЯ СМАЗОЧНОГО ХОЗЯЙСТВА
1. СМАЗОЧНЫЕ МАТЕРИАЛЫ И ИХ СВОЙСТВА
Правильно подобранная смазка способствует уменьшению
трения, снижает нагрев, замедляет износ трущихся частей, со-
кращает расход энергии в процессе эксплуатации оборудова-
ния. Смазочные материалы подбирают в зависимости от ско-
рости движения и испытываемой трущимися поверхностями
нагрузки.
152
Основные требования, предъявляемые к смазочным мате-
риалам:
возможно большее сцепление частиц;
достаточно жидкая консистенция;
устойчивость на воздухе, нечувствительность к перепадам
давления и к изменениям температуры;
соответствие показателей основным физико-химическим
свойствам: вязкости, температуре вспышки, температуре вос-
пламенения, температуре застывания, содержанию механиче-
ских примесей и воды, кислотостойкости.
Вязкость — это свойство газов, жидкостей и твердых тел
сопротивляться течению (в зависимости от температуры). Вяз-
кость масла характеризуется скоростью истечения и определя-
ется как отношение времени истечения 200 мл масла при тем-
пературе 50 или 100° С через калиброванное отверстие прибора
ко времени истечения того же количества воды при темпера-
туре 20° С из этого же отверстия и обозначается Е50; Еюо=16,4.
Обозначение дано в градусах Энглера, а числа 50 и 100 пока-
зывают, что определение производилось при температуре масла
50 или 100° С и масло вытекало в 16,4 раза медленнее, чем
вода.
Смазки характеризуются также физическим параметром —
кинематической вязкостью, т. е. отношением динамической вяз-
кости жидкости к ее плотности при температуре определения.
За единицу кинематической вязкости принят стокс, сотая доля
стокса — сет.
Температура вспышки — это температура, при кото-
рой пары нагретого масла вспыхивают, если к маслу поднести
огонь.
Температура воспламенения — это температура,
при которой загорается само масло и горит не менее 5 с. Чем
выше температура воспламенения, тем выше вязкость масла.
Температура застывания — это температура, при
которой масло перестает течь.
Кислотность масла должна быть минимальной, так как
оказывает вредное действие на механизмы. Кислотное число
выражается в миллиграммах (мг) едкого калия, пошедшего на
нейтрализацию 1 г испытуемого масла.
2. ВЫБОР СМАЗОЧНЫХ МАТЕРИАЛОВ
Для смазки применяют жидкие минеральные масла и кон-
систентные смазки.
Минеральные масла получают из сланцев и из нефти с па-
рафиновым, асфальтовым и нафтановым основаниями, а также
из нефти со смешанным основанием. Нефти с парафиновым ос-
нованием дают масла с высокой точкой замерзания, нефти
с асфальтовым основанием — масла с более низкой температу-
153
рой застывания и широкими пределами значений вязкости. Ми-
неральные масла, полученные из сланцев, имеют невысокую
вязкость, склонны к осмолению и застывают при температуре
близкой к 0°С. Эти масла используют главным образом как
пропиточные.
Жидкие минеральные масла имеют ряд преимуществ перед
консистентными смазками: они стабильнее по структуре, могут
использоваться при больших оборотах и более высоких темпе-
ратурах (тогда как консистентные смазки могут утратить сма-
зывающие свойства), пригодны для работы при более низких
температурах, ими можно смазывать детали без разборки и
промывки узла.
Недостатки жидких минеральных масел — возможность сво-
бодного вытекания из корпусов, что заставляет изготавливать
более сложные уплотнения; необходимость частого пополнения,
что вызывает надобность в специальных устройствах.
Консистентные смазки представляют собой смесь минераль-
ного масла (75—95%) с кальциевым, натриевым или другим
мылом. Мыло, применяемое для загущения минеральных масел,
обычно изготовляют из растительных масел, животных и син-
тетических жиров на различных основаниях.
Эксплуатационные качества консистентных смазок, т. е. тем-
пература каплепадения, консистенция (пенетрация) и другие
физико-химические свойства зависят от количества и характера
применяемого мыла, а также от входящего в их состав мине-
рального масла.
Основное назначение консистентных смазок — уменьшать
между двумя работающими поверхностями трение скольжения,
возникающее под действием нагрузок; отводить тепло, выделяю-
щееся при работе трущихся поверхностей; предохранять тру-
щиеся поверхности от коррозии; улучшать работу уплотнений
путем заполнения зазоров между вращающимися и неподвиж-
ными узлами и деталями, препятствуя тем самым проникнове-
нию пыли и влаги в зону трения; облегчать осевое перемеще-
ние плавающих подшипников в корпусе или на валу при удли-
нении вала от нагрева.
К преимуществам консистентных смазок относятся: способ-
ность не вытекать из корпусов, что значительно упрощает кон-
струкцию уплотнений; заполнение зазоров между подвижными
и неподвижными деталями узлов; хорошие и правильно подоб-
ранные консистентные смазки не требуют смены в течение про-
должительного срока эксплуатации (6—10 месяцев).
К отрицательным свойствам консистентных смазок следует
отнести: больший коэффициент внутреннего трения по сравне-
нию с жидкими маслами, что не дает возможности применять
их при низких температурах и высоких числах оборотов; неста-
бильность качества разных варок; необходимость полной раз-
борки узла при смене смазки.
154
Консистентные смазки, применяемые для узлов трения, в за-
висимости от основания (щелочи), которое входит в состав
мыла, подразделяют на кальциевые, натриевые, кальциево-нат-
риевые (комбинированные) и алюминиевые. Кальциевое мыло
не растворяется в воде, и поэтому его применяют, когда есть
опасность попадания влаги.
Кальциевые смазки имеют гладкую, неволокнистую
структуру, дают хорошее уплотнение корпуса и имеют меньший
коэффициент внутреннего трения по сравнению с натриевыми
смазками. ,
Натриевые смазки обладают более высокой температурой
плавления, способны при охлаждении (после плавления) снова
застывать, не теряя своих первоначальных свойств. Натриевые
смазки следует применять для оборудования, работающего в су-
хом помещении, так как они легко растворяются в воде. Из-за
губчатой структуры и волокнистости натриевые смазки имеют
больший коэффициент трения, а следовательно, и больший рас-
ход энергии.
Комбинированные смазки изготовляют путем загу-
щения минерального масла кальциево-натриевыми мылами.
Имеют гладкую неволокнистую структуру, свойственную каль-
циевым смазкам, и хорошую стабильность, свойственную нат-
риевым смазкам. Наличие натриевых мыл придает смазке бо-
лее высокую температуру плавления по сравнению с темпера-
турой плавления смазок, изготовленных на чистокальциевых
мылах (от 90—120° С). Наличие в смазке кальциевых мыл делает
ее менее чувствительной к влаге (по сравнению с чисто натрие-
выми смазками), ее можно применять в условиях небольшой
влажности.
Алюминиевые смазки получают при загущении мине-
рального масла алюминиево-стеариновыми мылами. Эти смазки
не подвержены действию влаги, температура плавления их
выше, чем кальциевых, но ниже, чем натриевых. По структуре
алюминиевая смазка не волокниста, достаточно пластична и
липка, вследствие чего она не разбрасывается центробежными
силами.
Изложенные выше свойства различных смазок ясно показы-
вают, что смазки не универсальны и там, где одна смазка дает
хорошие результаты, другая может оказаться непригодной. По-
этому при выборе смазки для какого-либо узла следует тща-
тельно рассмотреть условия работы, сопоставить их с харак-
теристиками смазок и только после этого можно остановиться
на наиболее подходящей.
При выборе смазочного материала необходимо учитывать:
давление на единицу площади смазываемых поверхностей; ско-
рость движения поверхностей; температурные условия, в кото-
рых используется масло; экономическую целесообразность при-
менения того или иного смазочного материала.
155
Нормы расхода смазочных материалов устанавливают
обычно на основании опытных данных, а также определяя рас-
четным путем по формулам Фальца [8]:
расход смазки для подшипников с капельной системой по
формуле
_0,Зр(£> —Д)8.
(30)
расход смазки для подшипников при смазке под давлением
по формуле
<2давл = (7р+1ООр')
где Q—расход смазки, л/мин;
(D ~ d)3
(l — d)z ’
(31)
р'— давление масла в подводящем канале, кгс/см2;
р — среднее давление в подшипнике, кгс/см2;
D— диаметр подшипника, см;
d — диаметр цапфы, см;
I — длина подшипника, см;
г— средняя динамическая вязкость масла в смазочном
слое, кгс-с/м2.
Масла для подшипников скольжения
Вязкость масел следует определять в зависимости от ре-
жима работы подшипника по формуле
V50 = 1,1К tyhm 106 сСт (сантистокс), (32)
где V50 —кинематическая вязкость при 50° С в сСт;
К — коэффициент;
Рт—удельное давление в подшипнике, кгс/см2;
v — окружная скорость цапфы, м/с;
ф — относительный зазор в подшипнике;
Ф = —,
d
где Sp — радиальный зазор, d — диаметр цапфы;
hm — минимальная толщина слоя масла, определяемая по
формуле
' = + + + мк, (33)
где Rz\ Rz— соответственно высота неровностей рабочих по-
верхностей цапфы и вкладыша согласно классам
чистоты (для цапфы 7—8-й класс, для вкладыша
6—7-й класс), мк;
бф ; 6фа — допустимые отклонения геометрической формы
цапфы и вкладыша;
hx— прогиб и перекосы упругой линии вала на длине
подшипника.
156
Значение коэффициента К выбирают по табл. 2 в зависи-
мости от отношения длины вкладыша к диаметру цапфы, т. е.
от —, а также в зависимости от отношения двойной толщины
d
минерального масляного слоя к радиальному зазору в под-
шипнике
(34)
sp
где Sp — радиальный зазор (мк), зависящий от принятой по-
садки (по системе отверстия или по системе вала);
Для расчета принимают среднюю величину радиаль-
ного зазора для проектируемых подшипников, а для
работающих — фактическую величину, определяемую
замерами. „ , „
r Т аблица 2
Значения коэффициента К.
1 d Значение К при к
0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50
0,8 1,65 1,75 1,90 2,10 2,30 2,50 2,75 3,00 3,20
1,0 1,35 1,50 1,60 1,75 1,90 2,10 2,20 2,30 2,40
1,5 1,05 1,10 1,15 1,25 1,35 1,50 1,60 1,65 1,70
Для подшипников скольжения применяют консистентные
смазки: солидол УС-2 (Л); консталин УТ-1, УТ-2 и ЦИАТИМ-201.
Масла для подшипников качения
Вязкость масла рекомендуется подбирать в зависимости от
окружной скорости цапфы и ожидаемой рабочей температуры
масла по табл. 3. _. , „
Таблица 3
Вязкость масла для подшипников качения
Окружная скорость цапфы, м/с Вязкость масла при 50°С в сСт при рабочей t масла, °C
менее 30 30-60 60—80 80—100 более 100
0,5 74 ПО 200 310
0,5—1,5 36 51,5 155 200
1,5—3,0 24,5 44 74 ПО 155
3,0—5,0 5,0—8,0 16 11 36 24,5 51,5 36 74 ПО
>8,0 6 16 24,5 44 74
Для подшипников качения применяют: масла — индустриаль-
ное, цилиндровое, сепараторное Л или Т, велосит Л, вазелино-
вое Т, П-28, МК-22, МС-24, МС-14; солидолы — УС-1, УС-2,
УС-3; консталин УТ-1 и УТ-2; смазки ГОИ-54 и другие.
157
Масла для зубчатых и червячных передач
и для различных трущихся поверхностей оборудования
Вязкость масла для закрытых передач (зубчатые колеса из
стали) определяют по эмпирической формуле Шмиттера
(35)
где Р — давление на единицу длины зуба, кгс/см;
К — коэффициент, зависящий от окружной скорости зуб-
чатых колес.
Таблица 4
Вязкость масла для зубчатых цилиндрических и конических и червячных
передач
Материал зуб- чатого колеса (большего из пары) Режим ра- боты пере- дач Окружная скорость колеса, м/с
до 0,5 0,5—1 1—2,5 2,5-5 5-10 10—15 15—25 свыше 25
вязкость масла, сСт при 50° С
Цилиндрические и конические передачи
Чугун, брон- за, пласт- массы А Б В 163 259 НО но 163 74 74 НО 52 52 74 44 44 52 44 36 44 36 28 36 28 —
Мягкая сталь А 259 163 НО 74 52 44 36 28
Б 370 259 163 ПО 74 52 44 36
В 163 НО 74 52 44 36 28 28
Закаленная А 370 290 259 163 ПО 74 52 44
сталь Б 370 370 259 163 163 НО 74 52
В 163 163 НО НО 74 52 44 36
Червячные передачи
Бронза А 266 266 259 163 НО 74 52 44
Б 355 355 266 259 163 НО 74 52
В 163 163 НО 74 52 44 36 36
П р и м е ч а н и е. 7 — при норм альной темп эратур Э, npF СПОК ойных
или переменных нагрузках без ударов, при тем-
пературе ниже 0° С непрерывная работа;
Б — при температуре окружающей среды выше 35°С
и рабочей температуре передач до 90° С; при
ударных нагрузках в условиях непрерывной ра-
боты, при сильных ударах постоянная односмен-
ная работа;
В — при наружной работе при температуре ниже
5° С для периодической или односменной работы
и при температуре—15° С для непрерывной ра-
боты; температуру застывания масла принимают
не выше — 10° С.
158
Давление на единицу длины зуба подсчитывают по фор-
где N — передаваемая мощность, квт;
v — окружная скорость зубчатого колеса, м/с;
В —длина зуба, см.
Например, при вращении зубчатых колес со скоростью 8 м/с
К равен 1,6, от 8 до 10 м/с—1,2, от 10 до 25 м/с— 0,85.
Когда известен материал зубчатых колес, окружная скорость
и режим работы, вязкость масла рекомендуется выбирать по
табл. 4- Вязкость масла для червячных передач можно опреде-
лить также по скорости скольжения в зацеплении и удельной
нагрузке на зуб согласно табл. 5.
Таблица 5
Вязкость масла для червячных передач
Скорость скольже- ния в зацеплении, м/с Удельная нагрузка на зуб, кгс/мм-
0—1,0 3
1—2,5 2-3
2,5—5,0 1—2
5,0—10,0
10,0—15,0
15,0—25,0
25
Вязкость масла, сСт, при температуре,
°C
100 50
40 30 20 14 10 8 45
Марки масел выбирают в зависимости от типа оборудова-
ния. Для цилиндрических и коническо-цилиндрических редукто-
ров со стальными колесами, для двух- и трехступенчатых масло
выбирают раздельно для каждой пары зацепления, по наиболее
нагруженной и тихоходной паре или по той паре, которая тре-
бует большей вязкости масла. Для зубчатых муфт применяют
трансмиссионное, автотракторное и цилиндровое 24; для цепных
передач — цилиндровое 11, индустриальное 45, автотракторное
АКп-10; АК-15 и др.; для направляющих скольжения — инду-
стриальное 20—30 или 45, автотракторное АКп-10, АК-15, ци-
линдровое Ни т. д. масла.
При выборе консистентных смазок следует учитывать, что
они расходуются безвозвратно, а по стоимости они дороже жид-
ких минеральных масел.
Кроме того, жидкие масла служат не только для смазки уз-
лов трения, но и для отвода тепла и продуктов износа. В про-
цессе эксплуатации жидкие масла можно очищать и использо-
вать многократно, что повышает экономическую эффективность
их применения.
159
3. ТРЕБОВАНИЯ К ЭКСПЛУАТАЦИОННЫМ СВОЙСТВАМ МАСЕЛ
Смазочные материалы должны соответствовать требованиям
технических условий. Независимо от назначения необходимо,
чтобы качество смазочных материалов в процессе работы изме-
нялось в возможно меньшей степени. В процессе работы обору-
дования смазочные материалы загрязняются посторонними при-
месями и окисляются. Окисление вызывает коррозию, приго-
рание и засорение маслопроводов. Для уменьшения вредного
действия процесса окисления к маслу добавляют присадки, рас-
творяющие коллоидные продукты окисления и предупреждаю-
щие их отложение на деталях машины.
Старение смазочных материалов происходит под влиянием:
загрязнения механическими примесями, появляющимися
в виде продуктов износа трущихся деталей, пылью, окалиной
и т. д.;
воздействия высоких и низких температур, вызывающих раз-
ложение молекул, испарение и частичное сгорание масла;
воздействия на масло паров воды, вызывающих эмульгиро-
вание и пенообразование, а также воздействия кислорода воз-
духа, вызывающего интенсивное окисление. Скорость процесса
окисления и его характер зависят от химической природы масла,
от температуры окружающей среды, давления воздуха и от на-
личия веществ, способных замедлять или ускорять этот процесс,
а также от общей продолжительности работы масла и способа
его подачи к точкам смазки. При температуре 20—30° С и нор-
мальном давлении процесс окисления идет медленно.
С повышением температуры процесс окисления ускоряется,
а начиная с 60° С скорость окисления возрастает вдвое на каж-
дые 10° С.
Пригодность масла к дальнейшему использованию опреде-
ляют в основном по показателю кислотности.
4. ОРГАНИЗАЦИЯ СМАЗОЧНОГО ХОЗЯЙСТВА
В связи с наличием большого количества оборудования, тре-
бующего постоянной смазки, необходимо организовать на пред-
приятиях целлюлозно-бумажной промышленности смазочное
хозяйство, состоящее из склада масел, цеховых кладовых, от-
деления регенерации масел, лаборатории смазочных материа-
лов. Все смазочное хозяйство подчиняется отделу главного ме-
ханика, а цеховые смазочные участки — механику цеха.
Склад масел строят чаще всего совместно с отделением ре-
генерации масел и проектируют в соответствии с расходом и но-
менклатурой смазочных материалов, а также количеством по-
ступающего отработанного масла. На складе и в отделении
регенерации необходимо строго соблюдать правила противопо-
жарной безопасности. Склад должен быть оснащен механиз-
мами для транспортировки масел.
160
Для хранения суточного запаса масел и инвентаря преду-
сматривают отдельную кладовую, где должны находиться баки
для хранения суточного запаса смазочных материалов, разли-
вочная тара, тележки для доставки смазочных материалов к ра-
бочим местам, масленки различных конструкций, насосы и
шприцы для выкачивания и набивки масел.
Рабочее место смазчика должно быть организовано так,
чтобы он мог работать с высокой производительностью. На ра-
бочем месте вывешивают инструкцию по смазке оборудования,
по смене масел в системах и резервуарах. Смазчик должен
сдать техминимум по смазке и технике безопасности, хорошо
знать ассортимент масел и устройство оборудования в обслужи-
ваемом цехе. На складе и в отделении регенерации должен быть
налажен точный учет расхода и поступления смазочных мате-
риалов. Качество смазочных материалов и регенерированных
масел контролирует лаборант.
5. ОЧИСТКА И РЕГЕНЕРАЦИЯ ОТРАБОТАВШИХ
СМАЗОЧНЫХ МАТЕРИАЛОВ
Очистку масел производят для поддержания эксплуатацион-
ных свойств масел и повышения их стойкости в процессе экс-
плуатации, для чего необходимо регулярно отделять из масла
воду и механические примеси (рис. 61). Это выполняют на се-
параторах типа НСМ.-2/11, СМ-1, 5А и СЦ-3/11. Производи-
тельность 500 л/ч при вязкости масла до 74 сСт и темпера-
туре 50° С.
Регенерация масел — это восстановление физических и хими-
ческих свойств отработавших смазочных материалов. На каж-
дом предприятии должен быть организован сбор отработанных
смазочных материалов всех марок. Непригодные для дальней-
шей работы смазочные материалы после восстановления можно
использовать вторично.
Регенерацию осуществляют:
физическими методами — отстоем, фильтрацией, цен-
♦ трифугированием, промывкой водой, отгоном горючего;
химическими методами — обработкой масел серной
кислотой и щелочью, а также контактированием масел с отбе-
ливающими землями, жидким стеклом и силикагелями;
физико-химическими методами'— совмещением
физической и химической обработки смазочных материалов.
Отстой и фильтрацию применяют для масел, работавших
в нормальных условиях и не подвергавшихся значительным хи-
мическим изменениям. Отстой, контактирование с отбеливаю-
щими землями и фильтрацию, а также обработку кислотой при-
меняют для масел, работавших при повышенных температурах.
Отстой, обработку щелочью или кислотой, контактирование и
фильтрацию применяют для восстановления масел, подверг-
161
шихся глубоким химическим изменениям. Отстой, отгон горю-
чего, контактирование и фильтрацию применяют для восстанов-
ления автотракторных масел, содержащих керосин, бензин или
соляровое масло.
Для отстоя масел применяют цилиндрические резервуары
с отношением диаметра к высоте 1,5:2 или центрифуги (сепа-
раторы).
После отстоя масла фильтруют, для чего используют
фильтры грубой, нормальной, тонкой и особо тонкой очистки.
Рис. 61. Схема расслоения
масла при центрифугиро-
вании:
/ — масло; 2 —вода; 3 — осадок
механических примесей; 4—ба-
рабан центрифуги
Фильтрация обязательна при всех спо-
собах очистки масла от механических
примесей.
В зависимости от метода регенера-
ции отработавшего масла применяют
различные схемы регенерационных
установок. После регенерации масла
должны удовлетворять качественным
показателям, установленным соответ-
ствующими ГОСТами на свежие мас-
ла с допусками по отдельным показа-
телям.
6. СМАЗОЧНЫЕ УСТРОЙСТВА
Смазку трущихся поверхностей де-
талей осуществляют смазочными уст-
ройствами. Существуют индивидуаль-
ные и централизованные смазочные
устройства. К первым относят масленки различных конструк-
ций. Централизованную смазку выполняют насосами (автома-
тическим способом). Через трубки — маслопроводы масло на-
гнетается к трущимся поверхностям или в центральный рас-
пределитель—маслосборник, откуда оно самотеком поступает
к местам смазки. Централизованная смазка совершеннее инди-
видуальной, так как при ней смазка механизмов осуществляется
регулярно, экономится расход смазки и время.
Для индивидуальной смазки применяют ручные и автомати-
ческие устройства. К первым относят ручные масленки (недо-
статок их в том, что рабочему приходится часто повторять опе-
рацию смазки), ко вторым — масленки автоматического дейст-
вия, лучше обеспечивающие смазку и сокращающие время
обслуживания оборудования (рис. 62).
Непрерывно действующая фитильная масленка показана на
рис. 62, е. Из нее масло в нужных количествах попадает к месту
смазки через фитиль 1, очищаясь при этом от грязи. Конец фи-
тиля у места смазки всегда расположен ниже конца, находя-
щегося в резервуаре 2 масленки. Количество подаваемого масла
зависит от толщины фитиля и плотности его посадки в канале
162
масленки. Чем плотнее он посажен, тем меньше подается масла.
Фитиль изготовлен из шерстяных ниток и введен в петлю 4,
сделанную из мягкой тонкой проволоки. С помощью петли,
а также усиков 5 фитиль устанавливают на ту или иную глу-
бину в канале 3 масленки.
Централизованная подача жидкой смазки к смазываемым
точкам осуществляется под давлением, создаваемым насосами,
Рис. 62. Масленки индивидуальной смазки:
а — масленка с шариковым клапаном; б — масленка с вращающейся крышкой; в — ма-
сленка с откидной подпружииеиной крышкой; г — масленка с шариковым клапаном; д —
колпачковая масленка; е — фитильная масленка; ж — капельная масленка; / — фитиль;
2 — резервуар; 3 — канал масленки; 4 — проволочная петля; 5 — установочные усики; 6 —
регулировочная гайка для изменения количества вытекающей смазкн; 7 — запорная игла;
8 — калиброванное отверстие.
причем нагнетаемое масло циркулирует по замкнутой системе.
Система автоматической централизованной смазки (рис. 63)
состоит из резервуара с подогревателем и поплавковым всасы-
вающим устройством, насосов, фильтров, маслоохладителя,
пресс-бака, конденсатоотводчика, сепаратора масла, маслоподо-
гревателя, трубопроводов, клапанов, задвижек, контрольно-из-
мерительной и регулирующей аппаратуры.
Резервуар для масла сварной, в передней стенке имеются
окна для наблюдения за уровнем и отстоем воды, сверху сделан
люк для внутреннего осмотра. Внутри резервуара установлен
трубчатый пароподогреватель.
163
Масло из резервуара насосом подается через фильтры в тру-
бопровод системы смазки оборудования. При повышении тем-
пературы масла выше нормы электроконтактный термометр
переключает запорный вентиль и масло пропускается через мас-
лоохладитель. Из узлов смазки масло возвращается в резер-
вуар. Для периодической очистки масла от воды и механиче-
ских примесей установлен сепаратор. В случае обесточивания
системы и невозможности быстрого останова оборудования
масло будет подаваться в систему из пресс-бака сжатым воз-
Рис. 63. Схема автоматической централизованной системы жидкой смазки
с установкой сепаратора масла:
^ — резервуар с паровым подогревателем и поплавковым всасывающим устройством;
2 — маслоохладитель кожухотрубный; 3 — манометр; 4 — указатель подачн масла; 5 —
указатель течения масла; 6 — командный электропневматический прибор; 7 — электрокон-
тактный термометр; 3 — дифференциальное реле давления; 9— манометр электрокоитакт-
ный; 10— пресс-бак; И—пластинчатые фильтры; 12> 13 — клапаны; 14 — насос (основной
и резервный); 15 — конденсатоотводчик; 16 — вентиль зяпооный- /7—сепаратор масла;
1§ — электроподогреватель; СМ — трубопровод для смены масла; СШ — спуск шлама;
СВ — сжатый воздух; ПВ и ОВ — подвод и отвод воды
духом. При выходе из строя рабочего насоса автоматически
включается резервный.
Для перекачивания масла применяют шестеренные и рота-
ционно-поршневые насосы. Шестеренные насосы просты в изго-
товлении, надежны и долговечны в работе, компактны, обеспе-
чивают равномерную подачу масла, имеют высокий к. п. д.
Ротационно-поршневые насосы обеспечивают лучшую произво-
дительность, поддерживают постоянное давление, но сложны по
конструкции и к. п. д. их ниже.
Для непрерывной очистки масла от механических примесей
применяют дисковые (пластинчатые), сетчатые, магнитно-сет-
чатые, войлочные, тканевые и другие фильтры. Выбор типа
фильтра определяют размерами задерживаемых частиц меха-
нических примесей. Тонкость фильтрации зависит от зазора или
от плотности фильтрующего материала. По тонкости фильтра-
164
ции различают фильтры грубой (0,2 мм), нормальной (0,2—
0,01 мм), тонкой (0,01—0,005 мм) и особо тонкой (0,005—
0,001 мм) очистки. При смазке зубчатых зацеплений, подшип-
ников скольжения и качения общего назначения используют
фильтры нормальной очистки. В системе жидкостной смазки
фильтруют обычно весь поток масла, причем фильтры тонкой и
нормальной очистки ставят на нагнетательном трубопроводе,
а грубой — на сливной трубе. Конструкцию фильтров выбирают
такой, чтобы при замене фильтрующего элемента не требовалось
демонтировать фильтр и сливать масло из всей системы.
Для снижения температуры масла применяют кожухотруб-
ные охладители. Их, как правило, устанавливают горизонтально
над резервуаром системы смазки для уменьшения габаритных
размеров системы и для удобства слива масла и воды при
остановах.
Раздел четвертый
РЕМОНТ ДЕТАЛЕЙ И УЗЛОВ МАШИН
ОБЩЕГО НАЗНАЧЕНИЯ
Глава XIV. ВИДЫ, СПОСОБЫ И СРЕДСТВА РЕМОНТА
1. ОПРЕДЕЛЕНИЕ И СОДЕРЖАНИЕ РЕМОНТА. ЭТАПЫ
РЕМОНТНЫХ РАБОТ
Как известно, единой системой ППР установлены три ос-
новных вида планового ремонта: текущий, средний и капиталь-
ный. Каждый вид ремонта определяется характером и объемом
проводимых ремонтно-профилактических работ, временем, за-
траченным на эти работы, местом их выполнения, составом ис-
полнителей и статьей финансирования. Трудоемкость ремонт-
ных работ зависит от сложности ремонтируемой машины, т. е.
от ее конструкции, размеров и технологических особенностей.
Степень сложности ремонта оценивается в категориях слож-
ности. Для оценки степени сложности в качестве агрегата-эта-
лона принят токарно-винторезный станок 1Д62 с высотой цент-
ров 200 мм и межцентровым расстоянием 1000 мм. Этому агре-
гату-эталону присвоена десятая категория сложности ремонта.
Категорию сложности ремонта обозначают буквой R, а ее зна-
чение, присвоенное данному агрегату,— коэффициентом, постав-
ленным перед этой буквой. Например, 10R означает, что этот
агрегат десятой категории сложности ремонта. Категорию слож-
ности ремонта (R) определяют сравнением с агрегатом-этало-
ном. Трудоемкость капитального ремонта машины измеряют
в ремонтных единицах, обозначаемых буквой Ч. Трудоемкость
капитального ремонта машины первой категории сложности ре-
монта (1R) равна одной ремонтной единице (14). Значения R
и Ч для любого агрегата совпадают. По числу установленных
ремонтных единиц (Ч) судят об объеме ремонтных работ.и
о необходимом количестве материалов.
Технология ремонта определяет способы и средства восста-
новления и замены вышедших из строя в результате эксплуа-
тации машин, узлов и деталей. Способы и средства ремонта
естественно изношенных частей могут быть объединены в опре-
деленную систему, и восстановление их осуществляют в опреде-
ленном плановом порядке. Восстановление частей машины, вы-
шедших из строя в результате аварий, не может быть уложено
в систему и не может планироваться ни по объему работ, ни
по времени, ни по характеру операций. Причиной аварий обычно
166
является грубое нарушение правил технической эксплуатации
оборудования. Организованное на предприятиях целлюлозно-
бумажной промышленности ремонтно-профилактическое хозяй-
ство благодаря системе ППР полностью исключает возможность
возникновения аварий и аварийных ремонтов.
В зависимости от способов ремонта оборудования ремонт-
ные операции можно объединить в три основные группы:
ремонт — восстановление первоначальных размеров и чи-
стоты рабочих поверхностей изношенных или поврежденных де-
талей и узлов;
ремонт деталей и узлов машин с переводом их в очередные
ремонтные размеры;
восстановление деталей и узлов машин с помощью деталей-
компенсаторов.
В технологический процесс ремонта машин входят следую-
щие работы:
разборка ремонтируемой машины, очистка и промывка де-
талей;
составление дефектной ведомости;
восстановление изношенных деталей;
подбор и изготовление новых деталей взамен изношенных;
сборка узлов машины с пригонкой деталей и регулировкой;
общая сборка;
выверка взаимодействия отдельных узлов машины;
испытание и сдача отремонтированной машины.
При выполнении ремонта руководствуются тремя докумен-
тами: 1) перечнем предлагаемого объема работ; 2) технологи-
ческим процессом при выполнении среднего и капитального ре-
монтов; 3) дефектной ведомостью. Перечень предполагаемого
объема работ дает общую ориентировку и определяет укруп-
ненно общий объем работ. Технологический процесс, разрабо-
танный для данного типа машин, регламентирует ориентиро-
вочно выполнение определенных ремонтных операций. Типовой
технологический процесс не может учитывать особенности ре-
монтных работ для каждого конкретного экземпляра машин,
так как даже совершенно одинаковые машины, работающие
в разных условиях, требуют разного объема и содержания ре-
монта.
Дефектная ведомость конкретизирует объем ремонтных ра-
бот применительно к данной машине и дополняет технологиче-
ский процесс в решении вопросов, не охватываемых этим доку-
ментом.
Работы по выполнению слесарных и сборочных операций
при ремонте оборудования требуют высокой квалификации сле-
сарей-сборщиков. Качество ремонта определяют исходя из того,
насколько хорошо выполнены следующие работы: восстановле-
ние геометрической правильности основных деталей; правиль-
ная увязка основных узлов; сборка, регулировка и отладка ме-
167
ханизмов; качество деталей, монтируемых взамен изношенных.
Первое условие в значительной части, а второе и третье це-
ликом обеспечивают слесари-сборщики, от умения которых за-
висит качество ремонта. В целях уменьшения влияния индиви-
дуальных качеств исполнителей на ход и результаты ремонта
следует широко внедрять ремонт машин по типовым техноло-
гическим процессам. Основная идея, заложенная в этом реше-
нии, заключается в том, что выполнение запроектированного
технологического процесса с применением предусмотренной про-
цессом оснастки резко снижает требования, предъявляемые
к квалификации слесарей, подсказывает им правильные реше-
ния наиболее сложных задач, максимально механизирует руч-
ной труд и облегчает выполнение особо точных операций. С по-
мощью технологического процесса вводятся единые методы вы-
полнения ремонта, обеспечивающие стандартное его качество.
Типовой технологический процесс проведения слесарно-сбо-
рочных работ при ремонте представляет собой документ, синте-
зирующий опыт лучших работников. По мере накопления нового
опыта процесс совершенствуется. Последовательность выполне-
ния отдельных операций, методы их наиболее рационального
осуществления, оснастка, облегчающая выполнение данной
операции и гарантирующая ее хорошее качество, краткие тех-
нические условия, облегчающие приемку данной операции ра-
ботником технического контроля,— все это находит отражение
в технологическом процессе. В результате выполнения работ по
технологическому процессу повышается точность агрегата, появ-
ляется возможность проводить ремонт отдельных узлов парал-
лельно без опасения, что появятся неточности при общей сборке.
2. СОСТАВЛЕНИЕ ДЕФЕКТНОЙ ВЕДОМОСТИ И ВЫЯВЛЕНИЕ ДЕФЕКТОВ
В начале ремонта составляют дефектную ведомость, в кото-
рой подробно перечисляют дефекты машины в целом, каждого
узла в отдельности и каждой восстанавливаемой детали. Де-
фектную ведомость составляют механик цеха, начальник цеха
и начальник бюро ППР. Утверждает дефектную ведомость глав-
ный механик.
Дефектную ведомость составляют на каждую поступающую
в ремонт машину. Ведомость является конкретным документом
и существенным дополнением к технологическим процессам на
ремонт машины. Составление дефектной ведомости следует по-
ручать работникам, имеющим высокую квалификацию и прак-
тический опыт по ремонту и эксплуатации оборудования.
При дефектации, т. е. при разборке и осмотре ремонтируе-
мой машины, все ее детали подразделяют на две группы: год-
ные и негодные. Годными деталями являются те, которые к мо-
менту разборки имеют допустимые износы и не имеют сущест-
168
венных изъянов, препятствующих их нормальной работе. Де-
тали, имеющие недопустимый износ, поломку, изгиб, местные
задиры, вогнутости, выпуклости, забоины и т. д. считаются не-
годными. Негодные детали делят на две категории: детали, ко-
торые могут быть восстановлены, и детали окончательно не-
годные, т. е. такие, которые нельзя восстановить средствами,
имеющимися в распоряжении данной ремонтной службы, или
восстановление которых является экономически невыгодным,
т. е. обходится дороже, чем изготовление новых.
Дефектную ведомость заполняют следующим образом:
перечисляют дефекты по машине в целом и дают решения
по их исправлению;
перечисляют дефекты по каждому узлу с указанием, какие
детали следует заменить новыми, а какие восстановить, при
этом указывают и метод восстановления их.
После составления дефектной ведомости конструктор при-
ступает к проработке ее и выдаче чертежей для ремонта. Про-
работка ведомости состоит в том, что конструктор подбирает
по альбому чертежи и указывает их номера в соответствующей
графе дефектной ведомости. По деталям, подлежащим восста-
новлению, конструктор подготовляет эскизы, на которых указы-
вает, какие поверхности должны быть восстановлены и каким
методом. Если нет альбомных чертежей, их создают, делая эс-
кизы с натуры при разборке машины. Процесс разборки машин
определяется видом ремонта (текущим, средним, капитальным)
и конструкцией машины. Каждому виду ремонта соответствует
определенный объем разборочных работ: текущему — минималь-
ный, капитальному — максимальный. Разборка машины состав-
ляет до 30% от общего объема работ. Она заключается в разъе-
динении на узлы и детали, очистке, промывке и просушке разо-
бранных узлов и деталей, определении степени износа узлов и
деталей машины и возможности их дальнейшего использования.
Машину разбирают в строгой последовательности, с учетом
маркировки узлов и деталей, чтобы облегчить последующую
сборку, особенно тех узлов и деталей, которые должны распо-
лагаться в определенном положении относительно друг друга.
При разборке сложных машин, на которые отсутствуют сбороч-
ные чертежи, следует составлять сборочные схемы-
Детали после промывки и просушки направляют на дефекта-
цию. Существуют различные способы выявления дефектов: ос-
мотр, измерение, проба на керосин, рентгеновское просвечива-
ние, магнитная дефектоскопия, люминесцентный метод и др.
Метод магнитного контроля дает возможность выявить де-
фекты в деталях и заготовках до их разрушения. Этот метод
прост, не требует сложной аппаратуры и позволяет контролиро-
вать детали любой формы и размеров. Через проверяемую де-
таль пропускают магнитный поток. Если он равномерно отра-
жается в индукционной катушке искателя, то деталь без
169
дефекта. Если дефект в детали имеется, то изменяется магнит-
ный поток и в наушниках телефона раздается характерный сиг-
нал. Люминесцентный метод обнаружения дефектов состоит
в том, что проверяемую деталь очищают от загрязнений, опус-
кают в ванну с флуоресцирующей жидкостью (0,5 л светлого
трансформаторного масла, 0,5 л бензина и 1,0 л керосина)
на 10—15 мин. После извлечения детали из ванны ее промы-
вают в струе холодной воды и сушат сжатым воздухом.
Высушенную деталь облучают ультрафиолетовыми лучами
(ртутно-кварцевой лампой ПРК-2 или ПРК-4). В процессе облу-
чения флуоресцирующая жидкость выходит из трещин, раковин
и других дефектов на поверхность детали и светится зелено-
желтым светом. Размер и расположение дефекта определяют
по величине светящейся поверхности.
При выявлении дефектов необходимо в первую очередь уста-
новить причину возникновения данного дефекта. Установив при-
чину и проверив состояние деталей и узлов, определяют основ-
ные ремонтные операции для их восстановления. Восстановле-
ние первоначальных размеров, формы и чистоты поверхности
осуществляют различными способами: способом ремонтных раз-
меров, механическим способом, сваркой и наплавкой, электро-
искровым способом, склеиванием деталей, применением пласт-
масс как заменителей металла, пригоночными работами, вос-
становлением размеров изношенных деталей и узлов с помощью
деталей-компенсаторов, металлизацией, гальваническими покры-
тиями и химической обработкой и др.
3. СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПРИ РЕМОНТЕ
Чтобы выбрать способ восстановления и упрочнения детали,
необходимо знать сроки службы новых и восстановленных де-
талей. Выбирая способ восстановления, целесообразно пользо-
ваться коэффициентом износостойкости, который показывает,
во сколько раз износостойкость данного покрытия детали
больше или меньше износостойкости основного материала, при-
меняемого для изготовления новой детали. Значения коэффи-
циентов износостойкости устанавливают сравнительными испы-
таниями покрытий и материалов при определенных условиях
изнашивания. Целесообразность применения того или иного-
способа восстановления детали в каждом отдельном случае
предопределяют следующие факторы.
1. Факторы, влияющие на предварительный выбор техноло-
гического процесса восстановления:
условия работы деталей, сопряженных в машине (подвиж-
ная или неподвижная посадка, величина и характер действую-
щих нагрузок, скорость взаимного перемещения, условия
смазки);
величина и характер износа;
прочность детали к моменту ремонта;
170
требование технических условий на восстановление;
конструкция, материал и термическая обработка;
наличие ремонтных средств;
количество однотипных деталей с одинаковым износом, под-
лежащих одновременному восстановлению.
2. Факторы, влияющие на выбор наивыгоднейшего техноло-
гического процесса восстановления детали:
сравнительная износостойкость и усталостная прочность;
длительность пребывания деталей в ремонте (трудоемкость);
дефицитность материалов и величина затрат на них;
величина производственных затрат на восстановление детали
и сопряжения;
относительная себестоимость восстановления детали и сопря-
жения в целом, т. е. себестоимость восстановления детали, от-
несенная к сроку службы ее после ремонта.
Таким образом, при выборе способа восстановления изношен-
ной детали следует исходить из соображений технической и эко-
номической целесообразности этого способа.
При наращивании слоя толщиной, измеряемой в сотых
долях миллиметра, лучше всего применять электрическое покры-
тие хромом. Для слоя 1,5—2 мм — осталивание; для слоя тол-
щиной 10—12 мм — металлоизоляцию. Если допустима дефор-
мация детали, то наращивание можно выполнить электродуго-
вой наплавкой и т. д.
Способ ремонтных размеров позволяет многократно исполь-
зовать изношенные или поврежденные сопряженные детали. При
конструировании машин расчетные размеры деталей по кон-
структивным соображениям приходится увеличивать. Таким об-
разом, в деталях, изготовленных по существующим номиналь-
ным размерам, запас прочности, как правило, выше расчетного.
Исходя из этого, можно перевести деталь в очередной ремонт-
ный размер, лежащий между номинальным и предельным раз-
мерами. Номинальный размер получается расчетным пу-
тем и округляется до целых миллиметров. Предельный —
не должен изменяться и ниже его или выше доводить размер
детали недопустимо. Учитывая номинальный размер деталей,
можно при ремонте пойти на увеличение напряжений на 15—
20% и за счет этого уменьшить номинальный размер детали. (
Предельные размеры для валов со сплошным сечением оп-
ределяют следующим образом:
а) условия прочности для вала — по формуле
<т = ^ = [а], (37)
где о — допустимое напряжение (кг/см2) для стальных валов
с учетом предела усталости и возможных концентра-
ций напряжений (определяется по таблицам из спра-
вочника) ;
171
Л4пр— приведенный максимальный момент в опасном сече-
нии, кг/см;
W — момент сопротивления круглого цельного вала, см3;
б) момент сопротивления — по формуле
№ = —, (38)
32 '
где D — диаметр проверяемого вала, см.
Уменьшив сечение вала, получим увеличение испытываемых
валом напряжений в а раз, т. е.
<т1 = сш. (39)
Поскольку действующие на вал усилия остаются неизмен-
ными, т. е. Afnp = const, должен изменяться моментом сопротив-
ления W. Тогда
а1 = ^Р = аа, т. е = (40)
Момент сопротивления вала со сплошным сечением, нахо-
дящегося под одновременным действием изгибающих и крутя-
щих сил, равен __
wz nD3 г, 32 №
№ = —, откуда D =у —. (41)
С изменением момента сопротивления должен изменяться и
диаметр _____ ___
<42>
Допустив увеличение фактически испытываемых валов. на-
пряжений на 20% (а= 1,2), получим:
W^ — W = — W 0,83117;
а 1,2
<43>
Таким образом, уменьшая размер вала на 6%, заведомо уве-
личиваем его напряжения на 20%, что вполне допустимо.
Предельные размеры деталей с отверстием определяют так
же, как и размеры для валов со сплошным сечением. Факти-
чески испытываемые ступицей напряжения на срез выражены
формулой
т=А, (44)
откуда
(45)
172
Уменьшая толщину ступицы, допускаем, что тем самым уве-
личиваем испытываемое ступицей напряжения в а раз:
тх — ат. (46)
Поскольку действующие на ступицу усилия остаются посто-
янными, Р=const, то должна меняться площадь
Л = —.
ат
Из предыдущих формул следует, что Л= — F, (47)
где
F = 2[~^l = 2tl; (48)
F1 = 2 I = Мг1 (49)
Подставив значения F и Fi, получим
h=^-t. (50)
Величина, на которую уменьшится ступица, равна
K = t—--------= — (51)
1 а I а у х '
Но di = d+2K; подставив значение Л, получим
d1 = d + 2t(l — -Д. (52)
Допустив увеличение фактически испытываемых ступицей на-
пряжений на срез на 11% (а=1,11), получим
d1 = d + 0,2t (53)
Следовательно, толщину ступицы можно уменьшить на 20%.
Механический способ восстановления изношенных деталей
при ремонте машин применяют довольно широко. Для исправ-
ления геометрической формы детали, соединения с вновь изго-
товленной частью, прекращения распространения трещин и др.
пользуются ручной и механической обработкой деталей. Наибо-
лее часто применяемые способы ручной обработки изношенных
поверхностей — это рубка зубилом, шлифование абразивами и
шабрение. Механическую обработку осуществляют на станках.
Она состоит в снятии минимально возможного слоя металла
или в снятии слоя металла, величину которого определяют оче-
редным ремонтным размером. В первом случае стараются как
можно меньше нарушить размеры обрабатываемой детали, со-
хранить наружный твердый слой, не ослаблять деталь и т. д.
Во втором случае, т. е. при обработке до ремонтного размера,
173
необходимость сохранения поверхности отпадает, деталь, со-
прягаемую с обрабатываемой, заготовляют заранее тоже по ре-
монтным размерам. Технологический процесс восстановления
деталей обработкой ничем не отличается от общего технологи-
ческого процесса ремонта узлов и деталей, который будет рас-
смотрен ниже.
Восстановление деталей сваркой и наплавкой — это наибо-
лее часто применяемый способ восстановления деталей при ре-
монте машин. Подлежащие восстановлению детали очищают от
грязи, промывают в керосине, растворе каустической соды, очи-
щают пескоструйной обработкой и другими способами. Затем
детали подготавливают к заварке. Трещины расчищают и по
краям засверливают на 3—4 мм больше глубины трещины или
насквозь. Если сверление выполнить невозможно, то металл во-
круг трещины вырубают так, чтобы получился плавный переход
к здоровому металлу. Кромки свариваемых деталей должны
быть разделены под углом 70—90°. При сварке деталей тол-
щиной до 12 мм делают зазор 1—2 мм, а свыше 12 мм 3,5 мм.
Такой зазор необходим для лучшего расплавления металла
в местах сварки и образования прочного соединения. При ре-
шении вопроса о ремонте деталей сваркой (наплавкой) необхо-
димо учитывать свариваемость металла, т. е. его способность
давать при сварке хорошие сварные соединения.
Свариваемость стали зависит от ее химического состава,
главным образом от содержания углерода. С увеличением коли-
чества углерода и легирующих элементов свариваемость стали
ухудшается. В ремонтной практике применяют чаще электроду-
говую сварку металлическими электродами диаметром 1—Змм
с обмазкой, улучшающей горение дуги и повышающей механи-
ческие свойства наплавленного шва. Важно правильно выбрать
режим сварки соответственно толщине свариваемой детали, ха-
рактеру шва, диаметру электрода и применяемой обмазке.
Наплавкой восстанавливают многие детали (зубья шесте-
рен, цапфы валов и др.). Наплавку цапф ведут слоями парал-
лельно оси цапфы на диаметрально противоположных участ-
ках, чтобы предупредить деформацию. Ширина наплавляемого
слоя не должна превышать двойной толщины электрода. Напла-
вив слой, зачищают его стальной щеткой. Следующий слой дол- .
жен покрывать предыдущий на одну треть ширины.
При восстановлении чугунных деталей (а также деталей
из углеродистой стали толщиной менее 3 мм) применяют газо-
вую сварку. Сварку чугуна ведут кислородно-ацетиленовым пла-
менем с небольшим избытком ацетилена. Чтобы предохранить
расплавленный металл шва от окисления, применяют флюсы.
Детали из серого чугуна можно сваривать «горячей» свар-
кой, предварительно подогрев их в горне до 500—700° С, «полу-
горячей»— при подогреве до 250—450° С и «холодной» — без
подогрева.
174
Детали из ковкого чугуна плохо поддаются сварке. При
сварке применяют латунные электроды или из монель-металла.
Чугунные детали, сваренные электродуговой сваркой, следует
охлаждать медленно, засыпав их сухим песком или золой.
Восстановление и упрочнение деталей электроискровой об-
работкой— это способ, который основан на свойстве электроис-
крового разряда отрывать и переносить частицы металла с элек-
трода на поверхность детали или снимать металл с детали за
счет эрозионного разрушения. Электроискровую обработку, в про-
цессе которой осуществляется разрушение металла, применяют
при прошивке отверстий в закаленных деталях, в сложных
штампах, при извлечении сломанных частей инструментов,
при разрезке твердых сплавов и т. д. В этом случае обра-
батываемую деталь подключают к аноду ( + ), а электроинстру-
мент— к катоду (—). Обрабатывают деталь в ванне с мине-
ральным маслом или с керосином, являющемся непроводником
электрического тока. Разрушение металла происходит потому,
что при искровом разряде выделяется большое количество со-
средоточенного на небольшом участке тепла, которое мгновенно
нагревает металл до температуры плавления и испарения. При
этом происходят микровзрывы расплавленного металла, ча-
стицы которого осаждаются на дно ванны.
Электроискровое наращивание и упрочнение поверхности де-
тали осуществляют при обратной полярности тока, т. е. деталь
подключают к катоду (—), а электроинструмен — к аноду ( + )•
Процесс протекает на воздухе. Электроинструмент получает от
электровибратора возвратно-поступательное движение, перио-
дически замыкает и размыкает электроцепь, при этом происхо-
дит разряд конденсатора, при котором мгновенный ток и осо-
бенно плотность тока в месте разряда достигают больших
величин, а температура 10 000° С. Так как эти мгновенные им-
пульсы следуют один за другим, то на поверхности детали
происходит расплавление, кипение и испарение металла, а сама
деталь почти не нагревается. Металл с электрода переносится
на деталь, образуя на поверхности очень твердый и износо-
стойкий закаленный слой.
Для электроискрового упрочнения деталей применяют не-
сколько типов аппаратов, работающих на выпрямленном пуль-
сирующем токе. Так, установка КЭП-1 питается постоянным
током напряжением ПО—220 В от генератора с независимым
возбуждением мощностью 5 кВт или от выпрямителя.
Установка (рис. 64) состоит из переключателя 1, трансфор-
матора 2, выпрямителя 3, конденсатора 4, разъемов 5 и 6, виб-
ратора 7. Обрабатываемая деталь 8 подключается к отрица-
тельному полюсу, а упрочняющий материал закладывается в за-
жимы вибратора, соединенного с положительным полюсом.
Восстановление деталей склеиванием приобретает все боль-
шее значение: клеевая сборка и ремонт металлических деталей,
175
Рис. 64. Схема установки для электро-
искрового упрочнения:
1 — переключатель; 2 — трансформатор; 3 —
выпрямитель; 4 — конденсатор; 5, 6 — разъемы;
7 — вибратор; 8 — обрабатываемая деталь
деталей из древесины, пластмасс и других материалов имеет
много преимуществ по сравнению с механическим креплением.
При клеевой сборке конструкция не утяжеляется, деталь не ос-
лабляется за счет отверстий под болты или заклепки, нагрузка
равномерно распределяется по всей зоне соединения, технология
склейки простая, а себестоимость низкая. Клеями заделывают
трещины в корпусах, накладывают заплаты, устанавливают де-
тали-компенсаторы, приклеивают тонкостенные втулки и вы-
полняют много других работ. Клеевой шов непроницаем и не
разрушается от воздействия кислорода воздуха, воды, мине-
ральных масел и сохраняет
свою прочность при темпе-
ратуре примерно от —50 до
+ 130° С. Склеенные детали
можно обрабатывать на ме-
таллорежущих станках с ох-
лаждением и без него. Од-
нако при клеевом креплении
требуется, чтобы конструк-
ция изделия не допускала
возникновения несимметрич-
ных нагрузок на соедине-
ния, особенно несимметрич-
ного отрыва. Если невоз-
можно этого избежать, то
применяют комбинирован-
ное крепление, т. е. клеевой
шов с механическим крепле-
нием. Для повышения проч-
ности клеевого соединения склеиваемые поверхности обезжири-
вают и, если возможно, придают им шероховатость.
При ремонте деталей широкое применение получили универ-
сальные клеи, например карбинольный, который хорошо склеи-
вает металлы и приклеивает к ним другие материалы. Карби-
нольный клей составляют из карбинольного сиропа и перекиси
бензоила в соотношении 100:3. Если к клею прибавить порт-
ландцемент марки 400—600 или технический тальк в количе-
стве 50—100% от массы карбинольного сиропа, получится кар-
бинольный клей-цемент, который используют для заделки тре-
щин, герметизации, вместо сварки, пайки и т. д.
Наряду с карбинольными клеями применяют клеи типа БФ,
представляющие собой спиртовой раствор различных смол. Для
создания теплостойкости шва детали при работе в кислотной
среде применяют клей марки БФ-2, а при работе в щелочной
среде — БФ-4, при соединении деталей, которые при работе пе-
реносят виброконтактные нагрузки и удары, применяют клей
БФ-6. Клей БФ-2 затвердевает при температуре 140—160° С
в течение 1—3 ч; БФ-4—при температуре 60—90° С в течение
176
3—4 ч; БФ-6 при температуре 140—160° в течение 15—16 ч. Эти
клеи водо-, масло- и бензостойки. Рабочая температура от —60
до +60° С, прочность при сдвиге 200—400 кгс/см2, при отрыве
500 кгс/см2.
Перед склеиванием поверхности деталей обезжиривают спир-
том, бензином, ацетоном, а чугунные детали подогревают до
200—250° С для удаления масла из пор. Затем выжидают
15 мин, пока растворитель выветрится, и наносят первые два
слоя клея с интервалом 30 мин, затем еще слой при 60° С с вы-
держкой 30 мин или при температуре 90° С в течение 15 мин.
Еще более широкое применение в ремонтной практике нашли
эпоксидные клеи, получаемые из синтетической эпоксидной
смолы.
Основные составляющие эпоксидного клея — эпоксидная
смола ЭД-5, ЭД-6 или Э-40 и др., которую берут в количестве
80—100 ч, и отвердитель — полиэтиленполиамин, который берут
от 7 до 16 ч по массе. В состав клея добавляют еще 10—60 ч
(по массе) пластификатора — дибутилфталата; он уменьшает
хрупкость, повышает ударную вязкость и эластичность клеевой
пленки. Механическая прочность склеивания этим клеем повы-
шается, если ввести в его состав 20—60 ч (по массе) какого-
нибудь наполнителя типа металлических порошков из чугуна,
стали, бронзы, алюминия или цемент, фарфоровую муку, квар-
цевую муку, графит и др. Этот клей отвердевает при комнатной
температуре за 24 ч, а при температуре 60° С за 4 ч- Эпоксид-
ная смола быстро отвердевает при введении в нее отвердителя
(через 25—40 мин), а смесь смолы с пластификатором и на-
полнителем, но без отвердителя может храниться в закрытой
таре в течение года.
При сдвиге скленных металлов стали со сталью предел проч-
ности равен 300 кгс/см2, стали с чугуном или чугуна с чугуном
200 кгс/см2, стали с бронзой или бронзы с бронзой 130 кгс/см2.
Механическая прочность склеенных деталей не снижается при
повышении температуры до 100° С и зависит как от качества
клея, так и от качества подготовки поверхностей, причем наибо-
лее прочное соединение у поверхностей шероховатых, обработан-
ных по 4—5-му классам чистоты. Поверхности детали зачи-
щают, протирают тампоном, смоченным в авиационном бензине,
ацетоне или спирте, до тех пор пока на тампоне, прове-
денном по обезжиренной поверхности, не останется темных сле-
дов. Затем на поверхность детали капают воду, если вода рас-
плывается, то сцепление с эпоксидным клеем будет хорошим.
На подготовленные поверхности наносят слой клея толщиной
около 0,1 мм и накладывают склеиваемые поверхности так,
чтобы вытеснить воздух и равномерно распределить клей, уда-
ляют излишки выступившего на шве клея и проводят склейку
в соответствии с выбранным режимом (температура, выдержка,
давление и т. д.).
7 И. 3. Малинский
177
4. ПРИМЕНЕНИЕ ПЛАСТМАСС В КАЧЕСТВЕ ЗАМЕНИТЕЛЕЙ МЕТАЛЛОВ
ПРИ РЕМОНТЕ ОБОРУДОВАНИЯ
Развитие химической промышленности открывает большие
возможности для применения пластмасс в машиностроении.
Машины целлюлозно-бумажной промышленности работают
в условиях воздействия на них химически агрессивных сред.
Этим объясняется большой объем использования цветных метал-
лов и нержавеющих сталей в целлюлозно-бумажном оборудо-
вании.
Пластмассы могут быть использованы не только в качестве
защитных покрытий, о чем говорилось выше, но и в качестве
конструкционных материалов, позволяющих заменять большое
количество дефицитных цветных металлов и нержавеющих
сталей. Некоторые пластмассы по своим механическим свой-
ствам не уступают металлам, а иногда и превосходят их по
прочности, имеют низкую удельную массу, высокие антифрик-
ционные, фрикционные и диэлектрические свойства. Себестои-
мость деталей, изготовленных из пластмасс, в большинстве
случаев ниже себестоимости деталей из других материалов.
Пластмассы хорошо поддаются обработке на металлорежущих
станках, при этом трудоемкость изготовления их меньше при-
мерно в 10 раз по сравнению с трудоемкостью изготовления
таких же деталей из металла.
Из большого количества пластмасс, используемых в целлю-
лозно-бумажной промышленности для изготовления деталей,
применяют текстолит, винипласт, древеснослоистый пластик,
стеклопластики, капрон, гетинакс, стиракрил, фаолит, фторо-
пласт, резину, эбонит, стонит и др.
Текстолит изготовляют из прессованных полотнищ хлоп-
чатобумажной ткани, пропитанной фенол- или крезолформаль-
дегидными смолами или смесью этих смол. Текстолит выпу-
скают в виде листов толщиной от 0,5 до 70 мм или в виде
стержней и втулок.
В целлюлозно-бумажной промышленности из текстолита де-
лают подшипники скольжения, шестерни, планки отсасывающих
валов, шаберы на мокрой части и др., для этого используют
текстолит марок ПТ, ПТ-1, ПТ-2, ПТ-2Б, ПТ-3, ПТК. и др. Тек-
столит хорошо поддается обработке, хорошо склеивается
I клеями, обладает высокой химической и механической проч-
ностью. Он устойчив к действию слабых растворов кислот и ще-
лочей, концентрированных растворов солей и органических
растворителей, мало истирается, хорошо поглощает вибрации,
выдерживает давление до 200 кгс/см2, но из-за низкой тепло-
проводности требует интенсивного охлаждения. При работе
текстолита в качестве подшипника в паре со стальной цапфой
коэффициент трения составляет при смазке водой 0,03—0,07;
маслом 0,03—0,05, в зависимости от скорости.
178
В зависимости от температуры, при которой текстолитовое
изделие будет работать, используют клеи:
При температуре до 60° С... БФ-2, БФ-4 (карбиноль-
ный)
При температуре 80° С......ВК-32-ЭМ, Л-4, ВЦАМ-Б-3
При температуре 100° С....... ВС-350, ВК-32-200
Древеснослоистые пластики (ДСП) изготовляют
из древесного шпона, склеенного между собой смолами при воз-
действии термической обработки и высокого давления.
Промышленность выпускает древеснослоистые пластики сле-
дующих марок: ДСП-A, ДСП-6, ДСП-Б-а, ДСП-Б-э, ДСП-Б-м,
ДСП-Б-т, ДСП-В, ДСП-Г и др.
Порядок укладки шпона в пластике обозначен буквами:
А — волокна древесины во всех слоях имеют параллельное
направление или каждые четыре слоя с параллельным
направлением чередуются с одним слоем, имеющим на-
правление волокон под углом 20—25° к смежным слоям;
Б — каждые 5—20 слоев с параллельным направлением во-
локон чередуются с одним слоем, в котором направле-
ние волокон перпендикулярно направлению их в смеж-
ных слоях (чередование слоев с поперечным направле-
нием волокон определяют при заказе);
В — волокна во всех смежных слоях взаимно перпендику-
лярны.
Г — волокна в смежных слоях последовательно смещены
на угол 20—30°.
Строчные буквы определяют назначение материала:
а — материал для авиационной промышленности;
э —материал для электротехнической промышленности;
м — материал самосмазывающийся, т. е. пропитанный после
прессования минеральным маслом;
т — материал для текстильной промышленности.
Для изготовления деталей в ЦБП применяют пластики
ДСП-Б, ДСП-Б-М, ДСП-В, ДСП-В-М, ДСП-Г, ДСП-Г-м.
Плотность этих пластиков равна 1,3 г/см3, теплостойкость
150—170° по Мартенсу. За 24 ч они поглощают 5% воды.
При изготовлении подшипников из ДСП следует распола-
гать слои шпона вдоль оси вала. При смазке водой коэффи-
циент трения уменьшается с увеличением удельной нагрузки и
скорости скольжения. Для деталей из ДСП допустимая рабо-
чая температура 80° С. Теплопроводность ДСП очень низкая,
поэтому цапфы валов необходимо интенсивно охлаждать.
В воде ДСП набухают до 20—25%. Для предотвращения раз-
бухания вкладыши изготовляют наборными в металлических
кассетах.
Древеснослоистые пластики используют в качестве замени-
теля бронзы и баббита в подшипниках скольжения узлоловите-
лей, мешальных устройств лопастных бассейнов, щеполовок и
7*
179
других механизмов, из ДСП-В делают шаберы для сеточной ча-
сти и холодильных цилиндров бумаге- и картоноделательных
машин. Из ДСП-7 изготовляют шестерни, работающие при дав-
лении 12—20 кгс/см2 и скорости 5—35 м/с. Шестерни работают
бесшумно, эластично, имеют малую массу, но боятся ударных
нагрузок и поэтому в реверсивных станках их не применяют.
Винипласт выпускают в виде листов, пленок, прутков,
труб и деталей трубопроводов. Винипласт обладает высокой
прочностью: сопротивлением разрыву 500—700 кгс/см2 и сопро-
тивлением изгибу 800—1200 мгс/см2. Винипласт не горюч,
в пламени только обугливается, хорошо работает при темпера-
турных перепадах от —20 до 4-60° С, а трубы до +40° С при
давлении от 0,5 до 6 кгс/см2. Детали винипласта можно изго-
товить методом штамповки, сварки и механической обработки.
Капрон представляет собой твердую смолу (П-6, П-68),
обладающую хорошими литьевыми качествами, высокой меха-
нической прочностью, особенно к истиранию, упругостью, низ-
ким коэффициентом трения, стойкостью к маслам и бензину,
простотой механической обработки. Плотность 1,13—1,14 г/см3,
предел прочности при растяжении 600—650 кгс/см2, при сжа-
тии 700—800 кгс/см2, при изгибе 700—900 кгс/см2. Недостаток
капрона — его низкая теплопроводность (в 200—400 раз ниже
теплопроводности металлов) и большой коэффициент линей-
ного расширения (в 8—11 раз больше, чем у металлов).
Детали из капрона получают тем же способом, что и из
винипласта. При правильной технологии изготовления поверх-
ность деталей получается ровная, чистая и не требует допол-
нительной обработки. Механическую обработку капроновых
деталей применяют в тех случаях, когда требуется подогнать со-
прягаемые поверхности или изготовить деталь сложной конфи-
гурации, а также для выборки пазов, нанесения резьб, снятия
заусенцев. При всех видах механической обработки надо
охлаждать деталь водой или масляной эмульсией. Из кап-
рона изготовляют уплотняющие втулки, покрытия отсасываю-
щих ящиков, мундштуки центриклинеров, вкладышей подшипни-
ков и др.
Таблица 6
Зазоры и натяги втулок из капрона
Диаметр сопрягаемой детали, мм Натяг в непо- движных соеди- нениях, мм Зазор в подвижных соединениях, мм Рекомендуемая толщина стенок втулки, мм
вращательное движение колебательное движение
До 30 0,10—0,20 0,06—0,07 0,03—0,04 1,5—2,5
30—50 0,20—0,30 0,07—0,08 0,04—0,05 2,5—3,5
50—80 0,30—0,40 0,08—0,10 0,05—0,06 2,5—3,5
80—120 0,40—0,50 0,10—0,15 0,06—0,07 2,5—3,5
120—180 0,50—0,65 0,15—0,25 0,07—0,09 3.5—5,0
180
При изготовлении втулок и вкладышей подшипников из кап-
рона необходимо учесть, что капрон обладает высоким коэффи-
циентом линейного расширения и низкой теплопроводностью,
поэтому неправильный подбор зазоров вызовет интенсивный
износ деталей. Рекомендуемые зазоры и натяги приведены
в табл. 6.
Расчетный (радиальный) зазор в подшипнике с учетом рас-
ширения капрона определяется по формуле
А = 6[а(/—/0)4-0,03] мм, (54)
где 6 — толщина стенки втулки, мм;
а — коэффициент линейного расширения;
t — рабочая температура, °C;
t0 — температура окружающей среды, °C.
Стиракрил широко применяют при ремонте изношенных
деталей. Он представляет собой самотвердеющую полимериза-
ционную пластмассу. При применении в производстве стира-
крил приготовляют из порошка и жидкости. При их смешении
образуется однородная жидкотекучая масса, отвердевающая
при обычной температуре в течение 30—70 мин и приобретаю-
щая окончательную твердость НВ 12—15 в течение 10 ч. Плот-
ность стиракрила 1,16—1,18 г/см3; предел прочности при рас-
тяжении 400—450, при изгибе 490—950, при сжатии
700—850 кгс/см2; коэффициент трения 0,14.
Стиракриловая масса составляется из 100 частей порошка
и 50—100 частей (по массе) жидкости. Это соотношение зави-
сит от величины и конфигурации восстанавливаемой детали.
Если деталь имеет узкие и сложные каналы, то следует приме-
нять более жидкую массу. Деталь должна быть чистой и ше-
роховатой для лучшего сцепления со стиракрилом.
После отвердения стиракрил легко поддается обработке
и в случае необходимости может быть удален нагреванием
до 150—200° С. Стиракрил огнеопасен. Срок хранения — один
год.
Стеклопластики — это пластмассы, в которых связую-
щим веществом является синтетическая смола в сочетании с от-
вердителем и другими добавками, а наполнителем, придающим
повышенную прочность, является стеклянное волокно. Различ-
ные виды стеклянного волокна, применяемые в технике, разли-
чаются между собой как по длине и диаметру волокон, так
и по способу их производства и по дальнейшей переработке.
Существуют два принципиально различных типа стеклянного
волокна: непрерывное, длинное (20 км и более); штапельное,
короткое (от 5 до 50 см). Диаметр стеклянных волокон колеб-
лется в широких пределах от 0,1 до 30 мк.
Детали из стеклопластика хорошо противостоят действию
ударных нагрузок, хорошо гасят вибрацию, примерно в 4,5 раза
181
легче стальных деталей и не уступают им по прочности. Из
стеклопластика можно вырабатывать детали самые разнооб-
разные по форме и размерам. Детали можно изготовлять кон-
тактным, вакуумным, автоклавным, центробежным способами,
методом намотки и др.
Стеклопластики могут подвергаться всем видам химической
обработки (при этом инструмент следует интенсивно охлаж-
дать сжатым воздухом), из них изготовляют многие детали и
узлы для целлюлозно-бумажной промышленности, например:
колпаки над фильтрами, над бумаге- и картоноделательными
машинами, вентиляционные воздуховоды, водоотделители к ва-
куумным насосам, потокораспределители к напорным ящикам,
корпуса отсасывающих ящиков. Стеклопластиками облицовы-
вают регистровые и другие валы на бумаго-и картоноделатель-
ных машинах.
Резину, стонит’, эбонит1 2 применяют в целлюлозно-бумажной
промышленности не только как антикоррозионные, но и как
конструкционные материалы.
Резину и эбонит получают путем добавления в каучук
серы и других добавок с последующей вулканизацией. В зави-
симости от количества добавляемой серы и технологического
процесса вулканизации можно получать резину различной твер-
дости. При 2—4% серы получают мягкую резину, при 30—60%
серы— эбонит. Резина обладает высокой эластичностью, позво-
ляющей выдерживать значительные деформации без разруше-
ния, способностью гасить колебания, хорошо сопротивляется
истиранию. В отличие от резины эбонит хрупок и чувствителен
к температурным колебаниям. Изделия из резины и эбонита
можно обрабатывать механическими способами, склеивать
между собой и приклеивать к дереву, металлу и другим мате-
риалам.
Из резины и эбонита изготовляют эластичные втулки, амор-
тизаторы, приводные ремни, шланги, уплотнители, прокладки,
шаберы. Резину и эбонит используют в качестве облицовоч-
ного материала для облицовки валов машин и другого обору-
дования.
С то нит применяют для облицовки прессовых валов, ис-
пользуемых взамен гранитных валов. Стонитовые покрытия де-
шевле, более долговечны, позволяют многократно переоблицо-
вывать валы по мере износа, позволяют легче исправлять де-
фекты, допускают большее давление на вал по сравнению
с давлением на гранитный вал. Облицовку крепят на эбонито-
вом подслое.
1 Стонит — смесь резины с наполнителем: каучук 13%; кварцевый песок
59; сера 4,5; мумия 16, окись магния 5,5; ускорители и мягчители 2—3%.
2 Эбонит — твердая роговая резина с содержанием 30—37% серы.
182
Глава XV. РЕМОНТ ДЕТАЛЕЙ ПЕРЕДАЧ
ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
1. РЕМОНТ ВАЛОВ
В машинах применяют валы, различные по конструкции и
размерам. Валы изготовлены из материала в зависимости от
предъявляемых к ним требований и условий эксплуатации.
Обычно для изготовления их применяют конструкционные угле-
родистые стали марок Ст. 35, Ст. 40, Ст. 45 и др., а так же ле-
гированные стали марок 40Х, 45Х, 40Г, 50Г, 35ХГС, 12ХНЗ,
40ХН и др.
При изготовлении валов и осей необходимо соблюдать сле-
дующие технические условия:
соосность и прямолинейность всех участков вала и оси дол-
жны быть в пределах установленных допусков;
радиальное биение посадочных шеек допускается в пределах
0,02—0,03 мм, а для валов прецизионных эти допуски еще бо-
лее жесткие;
эллипсность и конусность обработанных шеек должны быть
в пределах 2/з допуска на диаметр;
поверхность посадочных шеек для подшипников, зубча-
тых колес и других деталей должна быть обработана с чисто-
той Д 7;
трещины, раковины и другие дефекты в материалах для ва-
лов и осей не допускаются;
исправление дефектов материала заваркой не допускается;
обработанные поверхности валов и осей должны быть по-
крыты антикоррозионной смазкой.
В процессе эксплуатации валов изнашиваются посадочные
места шеек валов, шпоночные канавки, шлицы, резьба, появ-
ляется изгиб вала. Способ ремонта изношенного вала выбирают
после того, как соответствующей проверкой установят харак-
тер и степень износа.
Шейки валов, имеющие небольшие царапины, риски, оваль-
ность до 0,1 мм, ремонтируют шлифованием. Если износ значи-
тельный, шейки валов протачивают и шлифуют под очередной
ремонтный размер, при этом диаметр шеек при ударной на-
грузке не должен уменьшаться более 5%, а при спокойной на-
грузке более 10%.
В тех случаях, когда необходимо восстановить первоначаль-
ные размеры шеек, на шейки после их обточки напрессовывают
или устанавливают на эпоксидном клее переходные втулки,
которые затем обтачивают и шлифуют. Изношенные поверхно-
сти валов можно ремонтировать также наращиванием металла
металлизацией, хромированием, осталиванием, наплавкой и
другими методами. Наплавку шеек валов ведут вдоль оси, и во
183
избежание деформации вала наплавляемый шов кладут преры-
вистыми частями, затем поворачивают вал для следующего
шва на 180°. При наличии на вале излома, трещин на глубину
более 10% диаметра вала, при скручивании на угол более 10°
вал следует заменить. Если вал работает без ударных нагру-
зок и имеет продольную трещину менее 10% диаметра, тре-
щину разделывают до здорового тела и заваривают, а затем
вал отжигают для снятия остаточных напряжений.
Погнутые валы выправляют холодным или горячим спосо-
бом. Холодную правку выполняют вручную при помощи че-
канки, винтовых скоб или под прессом. При диаметре вала бо-
лее 60 мм и стреле прогиба более 0,008 длины вала применяют
горячую правку. Вал устанавливают выпуклой стороной вверх
и вокруг места наибольшего прогиба обкладывают мокрым
асбестом. Свободный от асбеста участок вала нагревают авто-
геном в течение 5 мин до температуры 500—550° С, перемещая
все время горелку. При нагреве участка вала происходит его
деформация, а при остывании—его выпрямление. Затем отпу-
скают вал в местах правки. Для этого вал нагревают до
300—350° С при медленном вращении с подъемом температуры
не выше 200° С в час. Температуру нагрева вала контролируют
по цветам побежалости или оловянной, свинцовой и цинковой
проволокой, которую прикладывают к нагреваемому валу, и по
температуре плавления проволоки определяют температуру на-
грева вала. Температура плавления олова 232, свинца 327 и
цинка 419°. При температуре 300—350° вал выдерживают не ме-
нее 1 ч, затем место нагрева закрывают асбестом и, не прекра-
щая вращения, дают валу охладиться.
Для соединения вала с зубчатым колесом, шкивом, муфтой
и др. на шейке вала делают шпоночный или шлицевой паз.
Сечение шпонок, шпоночных пазов и шлицев в соединяемых де-
талях подбирают в зависимости от диаметра вала, передавае-
мых усилий и характера сопряжений. Шпоночные соединения
просты, надежны и удобны при сборке и разборке. Однако
главный недостаток их заключается в том, что шпоночные пазы
ослабляют сечение деталей и уменьшают жесткость при круче-
нии, что нередко приводит к разрушению деталей соединения.
Шлицевые соединения обеспечивают большую прочность, так
как вал меньше ослабляется шлицами, чем гнездами под
шпонки. Износу в шпоночных соединениях подвергаются, как
шпонки, так и шпоночные пазы. Возможной причиной износа
(помимо нормального) может быть небрежная подгонка
шпонки по месту или применение неправильной посадки.
Шпонки обычно не ремонтируют, а заменяют новыми. Изношен-
ные шпоночные пазы ремонтируют:
обработкой пазов обеих деталей до следующего по стан-
дарту большего размера шпоночного соединения (кроме пазов
в ответственных деталях);
184
заваркой шпоночных пазов электронаплавкой с обработкой
новых в другом месте;
заваркой стенок изношенных пазов больших размеров с по-
следующим фрезерованием до стандартного размера.
Размеры паза в сопрягаемых деталях следует тщательно
подгонять, добиваясь плотного сопряжения шпонки с поверхно-
стями пазов. Призматические шпонки подгоняют по боковым
сторонам, добиваясь скользящей или напряженной посадки.
Клиновые шпонки подгоняют по верхней и нижней рабочим по-
верхностям. Наклонную плоскость клиновой шпонки выполняют
с наклоном 1 : 100; соответственно паз в ступице должен иметь
такой же уклон. Клиновую шпонку следует забивать так, чтобы
при ослаблении соединения оставалась возможность осадить
шпонку, т. е. между торцом детали и головкой шпонки должно
оставаться расстояние не менее 1—1,5 высоты шпонки.
При износе шлицев их можно ремонтировать путем раздачи
зубьев вручную, на токарном или строгальном станках. Если
шлицы закалены, их сначала отжигают и затем чеканами раз-
дают каждый шлиц в продольном направлении. Для этого
вдоль шлица наносят риску и зубилом надрубают канавку, ко-
торую раздают чеканом до номинального размера с припуском
0,1—0,2 мм для механической обработки. После этого канавки
заваривают, вал дополнительно отжигают, рихтуют, обраба-
тывают шлицы под номинальный размер и подвергают термо-
обработке. Если необходимо раздать шлицы в отверстиях, то
для этого применяют специальную прошивку, которую продав-
ливают через шлицевое отверстие с помощью гидравлического
пресса. Затем шлицевое отверстие калибруют шлицевой про-
тяжкой, при этом снимают излишне выдавленный металл и
придают детали требуемый размер.
2. РЕМОНТ ЗУБЧАТЫХ ПЕРЕДАЧ
При ремонте оборудования приходится заменять и восста-
навливать большое число зубчатых передач. Среди них пере-
дачи с цилиндрическими зубчатыми колесами (прямозубые, ко-
созубые, шевронные), червячные передачи, конические пере-
дачи с прямыми, косыми и криволинейными зубьями колес,
реечные передачи, в которых рейка сцепляется с прямым, косо-
зубым цилиндрическим колесом или с червяком. Зубчатые ко-
леса изготовляют из конструкционных и легированных сталей,
серого чугуна, бронзы и неметаллических материалов. По тех-
ническим условиям зубчатые колеса должны изготовляться из
соответствующих материалов, иметь заданный размер и про-
филь. Долговечность зубчатых колес и их нормальная эксплуа-
тация зависят от точности выполнения их основных элементов.
Основные требования, предъявляемые к зубчатым колесам: кон-
центричность начальной окружности и осевого отверстия;
185
точность размера осевого отверстия; равномерность шага и тол-
щины зубьев; правильность профиля зуба; чистота поверхности
профиля зубьев V6 — V9; чистота поверхности посадочного от-
верстия V7; перпендикулярность торцов колеса к отверстию.
В процессе эксплуатации машин зубчатые колеса могут
иметь следующие дефекты: износ зубьев по рабочему профилю;
излом одного или нескольких зубьев; трещины в венце, ступице
или спицах; смятие поверхностей отверстия или шпоночной ка-
Рис. 65. Схема измерения износа зуба:
5 — шкалы; 2, 4—нониусы; 3 — упор-движок
ружность выступа зуба и сдвигают
с профилем зуба. Нониусами 2 и 4
навки в ступице; смятие
шлицев, торцов зубьев;
под действием контакт-
ных напряжений на по-
верхности зубьев образу-
ются осповидные разру-
шения.
Эти дефекты опре-
деляют измерением и
внешним осмотром. Так,
износ зубьев можно заме-
рить штангензубомером
(рис. 65). Штангензубо-
мер имеет две шкалы (1 и
5), перпендикулярные од-
на другой. Шкала 1 слу-
жит для высоты головки
зуба h, а шкала 5 для из-
мерения толщины зуба а.
При измерении вначале
устанавливают упор-дви-
жок 3 с нониусом 2 на
высоту головки зуба h' со-
гласно формуле h' = m
(модуль). Закрепив упор
с нониусом, устанавлива-
ют штангензубомер на ок-
губки до соприкосновения
отсчитывают размер изно-
шенного зуба. Разность между толщиной нового зуба и факти-
ческой толщиной, измеренной штангензубомером, и есть вели-
чина износа зуба.
Методы ремонта зубчатых колес выбирают в зависимости от
назначения передачи, класса точности и условий производства.
Зубчатые колеса можно ремонтировать наплавкой изношенных
зубьев, установкой зубьев-шипов или зубьев-штифтов (рис. 66).
Однако эти способы ремонта являются временными мерами.
Наплавку зубьев ведут толстообмазанными электродами
ЭЗУ, Э42, ОММ-5 и др. До начала наплавки подготавливают
участок шестерни, зачищая зубья до металлического блеска,
186
срубают остатки зуба. Обработка наплавленных зубьев доста-
точно сложна. Чтобы ее облегчить, наплавляют зубья средних
и больших модулей с помощью пары медных шаблонов, имею-
щих форму впадин между зубьями. Для ведения наплавки мед-
ные шаблоны скрепляют между собой планками и прикреп-
ляют к венцу колеса струбцинами так, чтобы они не мешали
наплавке. Во время наплавки надо следить, чтобы не было за-
теков металла к основанию зуба и подреза ножек зуба элек-
тросваркой. Наплавку зуба ведут слоями, зачищая каждый
слой стальной щеткой. После окончания наплавки и в переры-
Рис. 66. Ремонт зубчатых колес:
а — крепление зубьев винтами; б —крепление зубьев сваркой; в — наплавка зубьев, ос-
нова которых образована ввернутыми шпильками; г — наплавка зубьев по медным шаб-
лонам; 1 — крепежный винт; 2 — шпильки; 3 — вставной зуб; 4 — планка для соединения
медных шаблонов; 5 —планки для соединения шаблонов с венцом шестерни
вах в работе нагретые участки шестерни накрывают асбестом
для равномерного и медленного охлаждения.
При ремонте чугунных или стальных шестерен, работающих
с малой и средней нагрузкой, можно установить зубья-штифты
или зубья-шипы. Устанавливают такие зубья различными спо-
собами. Ремонт трещин на ступице, ободе, спицах выполняют
заваркой или стяжкой накладками и болтами. По обе стороны
от излома приваривают стальные уголки с отверстиями и стя-
гивают шестерню болтами. Затем с обеих сторон трещины свер-
лят отверстия в зависимости от размера обода шестерни. В от-
верстия вставляют стальные точеные пальцы, на которые в го-
рячем состоянии надевают две стальные пластины, у которых
межцентровое расстояние между отверстиями меньше, чем рас-
стояние между центрами пальцев. Планки остывают и прочно
стягивают шестерни.
Однако эти способы ремонта следует применять лишь в ка-
честве временной меры. Изношенные зубчатые передачи сле-
дует заменять новыми парами даже в тех случаях, когда одно
187
колесо в заменяемой паре существенного износа не имеет.
Исключение составляют зубчатые колеса с большой разностью
диаметров. В этом случае значительно быстрее изнашивается
малое колесо, которое и подлежит замене. Как при работе, так
и при замене зубчатых колес необходимо проверять угол за-
цепления зубьев. Обычно угол зацепления 20, а иногда 15°.
3. РЕМОНТ ШКИВОВ
Для передачи вращения и плавного регулирования скорости
машин и станков используют шкивы для плоских и клиновых
ремней. Шкивы изготовляют из чугуна Сч12-28 или Сч15-32 и
реже из сталей Ст. 45. У шкивов для плоских ремней из-за
проскальзывания ремня изнашивается обод, возникают над-
ломы обода, трещины на спицах, износ посадочного отверстия
и шпоночного паза. У шкивов клиноременных передач изнаши-
ваются поверхности канавок, надламываются буртики. При из-
носе посадочного отверстия можно применить различные спо-
собы ремонта. Отверстие растачивают и запрессовывают
втулку, которую надежно стопорят винтами, затем отверстие
втулки растачивают, обеспечивая необходимую посадку на
валу. Посадку втулки в шкиве можно осуществить и с помощью
клея. Для этого втулку пригоняют по отверстию шкива с за-
зором 0,05 мм на диаметр. Этот зазор заполняется клеем, обра-
зующим при застывании пленку толщиной 0,02—0,025 мм. При
износе шпоночного паза свыше 10% первоначальной ширины
его расширяют долблением до следующего нормального раз-
мера или выдалбливают паз в другом месте. У шкивов клино-
ременных передач поверхность обода и стенок канавок обтачи-
вают до устранения износа, а дно канавок углубляют.
Изломы и трещины устраняют заваркой. Перед заваркой
шкив равномерно нагревают по всему диаметру, чтобы избе-
жать появления внутренних остаточных напряжений на зава-
риваемом участке и образовании трещин в других местах. По
окончании заварки шкив кладут в нагретый песок для медлен-
ного охлаждения. Если при ремонте уменьшается диаметр
шкива, то для сохранения передаточного отношения между
шкивами допускается обточить до соответствующего диаметра
и второй работающий в паре шкив.
4. РЕМОНТ ПОДШИПНИКОВ
Подшипники скольжения
В процессе работы у подшипников скольжения (рис. 67) на-
рушается геометрическая форма трущихся поверхностей, появ-
ляются риски и задиры, расслаивается и выкрашивается бабби-
товый слой и т. д. Когда износ трущихся поверхностей дости-
188
4 2
Рис. 67. Подшипник скольже-
ния:
1 — корпус подшипника; - 2 — масло-
подающее кольцо; 3 — вырез в верх-
нем вкладыше; 4 — масло. Стрел-
ками показано направление враще-
ния вала и маслоподающего кольца
гает предельно допустимой величины, вал и подшипник ремон-
тируют (вал шлифуют, а у подшипника восстанавливают пра-
вильную геометрическую форму заменой втулок и вкладышей).
Восстанавливая баббитовые вкладыши, необходимо удалить
старый слой баббита. Для этого вкладыши подогревают до
температуры 250—300° С. Подогрев ведут с тыльной стороны
вкладыша, чтобы уменьшить процесс межкристаллитной кор-
розии баббита. После удаления старого баббита внутреннюю
поверхность вкладыша тщательно очищают механическим пу-
тем и протравливают в 10—15%-ном растворе серной или
в 50 %-ном растворе соляной
кислоты, затем промывают теплой
водой и обезжиривают 80%-ным
раствором каустической соды с
последующей промывкой и суш-
кой.
Для получения качественной за-
ливки баббита поверхности вкла-
дыша лудят чистым оловом или
третником (70% свинца и 30%
олова), в результате чего поверх-
ность вкладыша должна иметь чи-
стый блестящий вид. Серый туск-
лый цвет полуды или желтый цвет
свидетельствует о том, что лужение
произведено некачественно.
После лужения вкладыши собирают в заливочной форме, по-
догревают до 200—250° С и при строго определенной темпера-
туре заливают баббитом. При заливке недогретым баббитом
получается плохое сцепление баббита с поверхностью вкла-
дыша, могут появиться раковины, трещины, сыпь. Заливка пе-
регретым баббитом вообще не допускается, так как перегрев
ведет к мгновенной межкристаллитной коррозии. Плавка баб-
бита должна производиться в графитовых тиглях. Тигли подо-
гревают, укладывают в них свежий баббит и расплавляют его
под слоем древесного угля (толщиной 25 мм и размером зерен
3—10 мм) для предохранения от окисления. При приготовле-
нии высокооловянистых баббитов допускается применять смесь,
состоящую из свежего баббита (65%) и переработанных
отходов.
Приготовление баббита из переработанных отходов анало-
гично приготовлению свежего баббита. После расплавления
отходы раскисляют нашатырем. Его вводят рафинировальни-
ком, т. е. металлической закрывающейся ложкой с отверстиями.
Для предохранения баббита от выплескивания вследствие бур-
ной реакции нашатырь заворачивают в бумагу. Раскисление ве-
дут до тех пор, пока протекает реакция. Заливку подшипников
осуществляют вручную в специальной форме или центробежным
189
способом на токарном станке. При этом следует давать
припуск на обработку вкладыша. Величина припуска зависит
от способа заливки и качества приспособлений. После заливки
вкладышей в целях уменьшения усадки баббита во время ра-
боты следует предварительно уплотнить баббитовый слой.
Уплотнить его можно обкаткой роликом на токарном станке
или проколачиванием через отверстие свернутых вкладышей, ме-
таллической оправки, имеющей конусную и цилиндрические
части. Общая длина оправки должна быть от 1,5—2 длин вкла-
дыша, причем конусная часть составляет 2/з длины, а конус-
ность принимается равной
K=r^~ = Q,Ql. (55)
Общее уплотнение допускается в пределах 0,5—0,8 мм на
одну сторону. При уплотнении применяют обильно смазанные
и подогретые до температуры 80—100° С два-три конуса. Вкла-
дыш подогревают примерно до 200° С.
При ремонте подшипников скольжения следует тщательно
обработать смазочные канавки на рабочей поверхности вкла-
дыша. Это улучшит распределение смазки по длине подшип-
ника. Канавки обрабатывают на станках точением, фрезерова-
нием, долблением, протягиванием, а также прорубают вручную
по разметке согласно чертежу или образцу. Канавки прорубают
специальным крейцмейселем-канавочником, режущая кромка
которого имеет размер и форму смазочной канавки. Края ка-
навок, выходящие на поверхность вкладыша, необходимо сгла-
живать и закруглять, иначе их кромки будут снимать слой
смазки с шейки вращающегося вала. Для лучшего удержания
масла продольные канавки делают закрытыми, т. е. не доходя-
щими до торцов примерно на 0,1 длины вкладыша или втулки.
Ширина и глубина канавок должны соответствовать размерам
подшипников. При диаметре до 60 мм принимают глубину ка-
навки 1,5 мм и ширину 5—6 мм, а для подшипников больших
диаметров — глубину примерно 0,025 и ширину 0,1 внутреннего
диаметра вкладыша. Не рекомендуется располагать канавки на
нагруженном участке подшипника, так как они снижают не-
сущую способность смазочного слоя.
Прилегание вала к нижнему вкладышу проверяют по краске
или натиру, определяя степень прилегания по числу пятен на
вкладыше. Чем больше число оборотов вала, тем точнее дол-
жен быть пришабрен вкладыш. Шабрят его по отпечаткам
краски, меняя направление шабера при каждом новом про-
ходе. При этом добиваются прилегания вала к вкладышу по
дуге 60°. Выше этого угла боковые грани вкладыша должны
быть сняты, т. е. сделаны холодильники. На набегающей сто-
роне вкладыша в холодильнике собирается смазка, захваты-
ваемая валом. Холодильник расположен на сбегающей стороне
190
за наиболее узким местом зазора и способствует быстрому
охлаждению масла. Холодильники выбирают на глубину
5 = 0,35 В (рис. 68) со скосом кромок примерно 30° и на длину
/ = 0,64-0,8 L, где В — толщина слоя баббита, L — длина вкла-
дыша. У торцовых стенок вкладыша в целях уменьшения вы-
текания масла оставляют точно пригнанные по валу участки
шириной от 5 до 20 мм, в зависимости от размера вкладыша.
Образование смазочного слоя в подшипниках возможно при на-
личии зазора между валом и вкладышем.
Зазор между валом и вкладышем определяют различными
способами: точными замерами шейки вала и отверстия подшип-
ника с помощью микро-
метрических инструмен-
тов; с помощью свинцо-
вой ленты или проволоки
(только для разъемных
подшипников); щупом—
если позволяет зазор. За-
меры производят в двух-
трех равноотстоящих по-
перечных сечениях по
длине мест посадки в че-
тырех точках и двух вза-
имно перпендикулярных
направлениях. Величина
масляного зазора зависит
от многих факторов: ско-
Рис. 68. Вкладыш подшипника скольжения
роста вращения, удельных давлений вала на опоры, расстояния
между опорами, характера нагрузки. Величину зазора указы-
вают в чертеже. Проверку верхнего зазора свинцовой проволо-
кой выполняют следующим образом. На цапфу и на разъем
вкладыша с обеих сторон укладывают на солидоле по три от-
резка свинцовой проволоки толщиной до 1 мм и длиной при-
мерно 15 мм, закрывают подшипник, щупом замеряют равно-
мерность зазора, затем, открыв подшипник, замеряют микро-
метром толщину сплющенных участков проволоки, определяют
величину верхнего зазора. Эта величина будет равна разности
между показателем толщины верхней проволоки и полусуммой
толщин проволок в разъемах, что можно видеть из табл. 7.
Величина потолочных зазоров составит, мм:
/х = С1—gl+?J- = 0,86—°’44 + °’46 = 0,41;
2 2
I = с = 0,92—°’48 + °'44 = 0,46;
2 2 2 2
I = с аз+&з = 0 88_0.42+_0'_5_° = 0,42.
2 2
191
Средний потолочный зазор будет
, 0,41 +0,46 + 0,42 п
1ср=—---1—т--—-— = 0,43 ММ.
3
Таблица 7
Толщина сплющенных отрезков свинцовой проволоки в плотности разъема
вкладыша и цапфы
С одной стороны вала С другой стороны вала Между вкладышем и верх- ней частью вала
обозначение проволок толщина, мм обозначение проволок толщина, мм обозначение проволок толщина, мм
«1 0,44 61 0,46 С1 0,86
а2 0,48 62 0,44 с2 0,92
а3 0,42 Ь3 0,50 с3 0,88
Подшипники качения
В процессе эксплуатации за подшипниками качения должно
быть установлено систематическое наблюдение. Основные фак-
торы, характеризующие условия эксплуатации,— это темпера-
тура корпуса, характер шума подшипников и эффективность
уплотняющих устройств. При отклонении от норм эксплуатации
необходимо остановить агрегат, вскрыть подшипниковый узел,
выявить причины, вызвавшие дефекты в работе узла, и только
после полного их устранения допустить агрегат к дальнейшей
эксплуатации.
Подшипники качения в ремонтных цехах предприятий не
ремонтируют, а только восстанавливают посадочные поверхно-
сти деталей, сопрягаемых с подшипниками, т. е. корпусов и ва-
лов (наплавкой, хромированием, металлизацией, нанесением
эпоксидной смолы и другими способами).
При выявлении признаков усталостного износа на беговых
дорожках и телах качения, выкрашивания бортов, деформации
сепаратора, ржавчины на рабочих поверхностях подшипник
следует заменить.
В процессе работы подшипник нагревается. Нормальным
можно считать повышение температуры подшипника не более
чем на 20—25° С по сравнению с температурой окружающей
среды. Если температура повысилась больше нормы, необхо-
димо выявить причину чрезмерного нагрева, который может
быть вызван загрязнением подшипника посторонними твер-
дыми частицами, избытком смазки в подшипниковом узле,
трением сопряженных с подшипником деталей (шайб, гаек, ла-
биринтовых уплотнений), чрезмерным трением уплотняющих на-
бивок о вал, дефектами установки или неправильной регули-
ровкой подшипника, неправильным выбором и применением
192
подшипника, естественным износом или разрушением деталей
подшипника.
Большой шум и хруст при работе подшипника свидетель-
ствует о загрязнении, повреждении рабочих поверхностей или
сепаратора.
Выбрасывание масла из подшипника происходит из-за вы-
работки уплотнений. Уплотнения предназначены для защиты
подшипников от действия внешней среды (попадания пыли,
грязи, влаги и т. д.), а также для предотвращения вытекания
смазки из рабочей камеры. Уплотняющее устройство разраба-
тывают для каждого конкретного узла в зависимости от ха-
рактера среды, числа оборотов подшипника, от применяемой
смазки, рабочей температуры и конструктивных особенностей
подшипникового узла. Наиболее простыми являются защитные
шайбы и войлочные уплотнения, наиболее сложными — пружин-
ные конструкции и уплотнения комбинированного типа. За-
щитные шайбы и отражательные кольца мало эффективны, и
их применяют лишь для узлов, работающих в чистой и сухой
среде. Войлочные и фетровые уплотнения весьма распростра-
нены и значительно эффективнее защитных шайб и отражатель-
ных колец. Их применяют в подшипниковых узлах, работающих
на консистентной смазке при окружных скоростях, не превы-
шающих 3—5 м/с. При особо тщательной полировке шейки
вала возможно применение при скоростях до 6—7 м/с. Вой-
лочные уплотнения можно применять с уплотнениями других
типов, при этом эффективность уплотнения значительно повы-
шается. Уплотнения манжетного типа значительно эффектив-
нее, чем войлочные и хорошо работают на густой и жидкой
смазке в менее благоприятных условиях, допуская окружную
скорость до 5—6 м/с, а при полированных поверхностях до
8—10 м/с.
Лабиринтовые уплотнения могут хорошо работать в тяже-
лых условиях, когда уплотнения других типов непригодны. Они
работают на густой и жидкой смазках, допуская большие ско-
рости. Однако из-за сложности и большой стоимости их при-
меняют весьма ограниченно.
Глава XVI. СБОРКА УЗЛОВ ОБЩЕГО НАЗНАЧЕНИЯ
Комплекс работ, выполняемых по соединению в определен-
ной последовательности деталей для получения узлов, а из
узлов — машин и аппаратов, соответствующих техническим
требованиям, называется сборкой. Способность сопрягаемых
деталей входить при сборке в узел, а узлов в машину без ка-
ких-либо пригоночных работ называется собираемостью.
Собираемость находится в прямой зависимости от уровня орга-
низации производства, т. е. от совершенствования конструктор-
ских, технологических и производственных мероприятий. Кон-
193
структоры обеспечивают собираемость правильным примене-
нием допусков и посадок и тщательной проверкой и отработкой
размеров.
Для облегчения сборки должны быть предусмотрены: выбор
установочных баз; достаточная чистота обработки деталей;
уменьшение ручных работ; обеспечение выполнения чертежных
размеров, максимальное сокращение сверления отверстий и на-
резания резьб при сборке; своевременная и комплексная по-
дача деталей на сборку; оснащение сборщиков оборудованием
и инструментом, грузоподъемным оборудованием, нагреватель-
ными и охлаждающими средствами, необходимыми крепеж-
ными деталями.
В процессе выполнения сборочных работ приходится соби-
рать и разбирать неподвижные и подвижные разъемные соеди-
нения, неразъемные неподвижные соединения, механизмы пере-
дач вращения, а также оси, валы, муфты и т. д. Сборку всех
узлов и деталей выполняют по определенным допускам и по-
садкам.
1. ДОПУСКИ И ПОСАДКИ
Машины и аппараты собирают из отдельных узлов и дета-
лей, входящих одна в другую, причем одна деталь охватываю-
щая, а вторая охватываемая. Охватывающая деталь — это от-
верстие, а охватываемая — вал.
При конструировании детали конструктор устанавливает на
чертеже необходимый по условиям работы размер. Этот раз-
мер называется номинальным размером и является
общим для вала и отверстия, составляющих соединение. Учи-
тывая погрешности, которые могут возникнуть при изготовле-
нии детали, конструктор рядом с номинальным размером ста-
вит допустимые размеры — наибольший предельный размер и
наименьший предельный размер. Разность между ними назы-
вают допуском на обработку или просто д о п у с к о м.
Допуск на обработку в чертеже дается в виде двух отклонений
от номинального размера. Одно отклонение называют верхним
(ВО), а другое — нижним (НО). Верхним отклонением явля-
ется разность между наибольшим предельным размером и номи-
нальным, нижним отклонением — разность между наименьшим
предельным и номинальным размерами.
Если при соединении деталей размер отверстия больше раз-
мера вала, то в соединении будет зазор, если же размер вала
больше размера отверстия, то в соединении будет натяг. Ха-
рактер соединения двух деталей, зависящий от величины за-
зора или натяга, полученных при сборке узлов, называется
посадкой.
По характеру соединений посадки подразделяют на подвиж-
ные, переходные и неподвижные.
194
Подвижные посадки обеспечивают зазор в соедине-
нии; это — скользящая (С), посадка движения (Д), ходовая
посадка (X), легкоходовая (Л) и широкоходовая (Ш) посадки.
Переходные посадки предназначены для неподвиж-
ных соединений с дополнительным креплением шпонками,
штифтами, болтами и т. д.; это — глухая (Г), тугая (Т), напря-
женная (Н) и плотная (П) посадки.
Неподвижные посадки обеспечивают неподвижные
соединения без дополнительного крепления: это—горячая (Гр),
прессовая (Пр) и легкопрессовая (Пл) посадки.
Выбирая тот или иной вид соединений, следует познако-
миться с подобными соединениями деталей в других машинах,
работающих в аналогичных условиях. Если таких примеров нет,
приходится делать расчет зазоров и натягов и проверять де-
таль в работе.
При выборе подвижной посадки стремятся обеспечить ми-
нимальное трение двух поверхностей, а следовательно, и мини-
мальный износ. При выборе прессовой посадки стремятся обес-
печить прочность неподвижного соединения двух деталей за
счет силы трения. Поэтому при выборе прессовой посадки опре-
деляют допустимое значение максимального и минимального
натягов. Если натяг окажется больше допустимого, то деталь
может разрушиться, если меньше необходимого, сила трения
может оказаться недостаточной и при работе произойдет сме-
щение деталей. На прочность прессового соединения влияют
величина поверхности сопряжения, способ соединения и тол-
щина стенок соединяемых деталей.
При соединении двух деталей с применением нагрева проч-
ность соединения получится значительно выше, чем при запрес-
совке с помощью пресса. Это происходит потому, что при за-
прессовке детали срезаются неровности поверхностей. При по-
садке с нагревом имеются свои недостатки: может возникнуть >
неравномерная деформация детали.
гг X
Краткая характеристика основных посадок
Скользящие посадки (С) находятся на грани между -
подвижными и переходными посадками, так как у них наимень-
ший зазор равен нулю. Применяют в узлах, подвергающихся
частой разборке и сборке.
Посадки движения (Д) применяют в соединениях,
требующих гарантированного зазора для легкой разборки и
для свободного перемещения. При этой посадке детали хо-
рошо центрируются и при перемене нагрузки работают без
ударов.
Ходовые посадки (X) имеют заметный зазор, их при-
меняют в деталях, работающих без ударных нагрузок при по-
стоянных скоростях.
195
Легкоходовые посадки (Л) имеют относительно
большие зазоры, их применяют для подвижных соединений,
когда скорость вращения выше средней (выше 1000 об/мин),
или при большом количестве опор.
Широкоходо вые посадки (Ш) имеют относительно
большие зазоры, их применяют для соединения деталей, рабо-
тающих с большими скоростями, с возможными перекосами,
прогибами, неточной центровкой, в многоопорных соединениях
деталей, размеры которых изменяются под действием темпера-
туры, и при работе деталей в загрязненной среде.
Посадки тепловые ходовые (ТХ) применяют для
соединения деталей, работающих при высокой температуре,
когда рабочий зазор может изменяться из-за неоднородного
теплового расширения деталей.
Глухие посадки (Г) применяют при редкой разборке
деталей в тех случаях, когда машина работает с большими
динамическими нагрузками (удары, вибрация). При изготовле-
нии деталей по 1-му классу получается гарантированный натяг,
а по 2-му и 2а вместо наименьшего натяга получается зазор.
Тугие посадки (Т) применяют в тех случаях, когда
нельзя применять глухую посадку из-за меньшей прочности ма-
териала, при более частой сборке узлов, при более тонких стен-
ках.
Напряженные посадки (Н) применяют при частой
сборке и разборке, которые выполняют без значительных уси-
лий (молотком).
Плотные посадки (П) применяют при частой и бы-
строй сборке и разборке узлов. Они обеспечивают хорошее
центрирование и медленное осевое перемещение деталей.
Прессовые посадки (Пр) обеспечивают жесткие со-
единения деталей без дополнительного крепления.
2. РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Разъемные соединения бывают неподвижными и подвиж-
ными. В неподвижных соединениях детали не могут взаимно
перемещаться, а в подвижных они перемещаются.
Неподвижные разъемные соединения
В процессе ремонта и эксплуатации оборудования большой
объем работ приходится на разборку и сборку резьбовых со-
единений.
К резьбовым соединениям предъявляется ряд требований:
резьба должна быть исправной и чистой; в соединениях не
должно быть зазоров; резьбовые детали должны завертываться
до упора на полную высоту резьбы; перекос не допускается,
потайные болты (винты) с круглыми головками, со шлицами
196
или с внутренним шестигранником должны иметь зазоры между
диаметрами головки и потайного отверстия, а головки должны
быть утоплены на глубину от 1,5—3 мм; у болтов (винтов)
с потайными конусами головками оси болтов и конусных отвер-
стий должны совпадать, а головки должны быть утоплены не
менее чем на 1 —1,5 мм.
Резьбовые соединения должны затягиваться с определенным
усилием и сохранять его во время работы. Заданное усилие
обеспечивается:
применением динамометрических ключей, имеющих указа-
тель усилия, или предельных ключей с регулировкой на тре-
буемое усилие затяжки, при достижении которого они выклю-
чаются;
измерением индикатором или микрометром вытяжки болта;
измерением угла поворота гайки при помощи шайбы с де-
лениями (гайку заворачивают до упора и сверху накладывают
шайбу с делениями так, чтобы нулевое деление совпадало
с гранью рукоятки ключа, поворот до соответствующего деле-
ния покажет заданное усилие).
При затяжке резьбовых соединений с большим количеством
болтов необходимо соблюдать определенную последователь-
ность и постепенную затяжку сначала на половину усилия,
а затем в том же порядке дотянуть болты до полного усилия.
Отвертывают в обратном порядке.
Подвижные разъемные соединения
Шпоночные и шлицевые соединения применяют в зависимо-
сти от передаваемого усилия. Они бывают следующих видов:
призматические и сегментные шпонки (передающие только кру-
тящий момент); клиновые шпонки — врезные, тангенциальные,
фрикционные и на лыске (передающие крутящий момент и
осевые усилия).
Призматические шпонки соединяют деталь с валом и уси-
ливают посадку с натягом. Правильно пригнанная призматиче-
ская шпонка (рис. 69) входит в шпоночный паз вала при лег-
ких ударах молотка, причем посадку ее в ступицу производят
свободнее, чем в вал (в пределах допусков).
Клиновые шпонки (врезные или тангенциальные) приме-
няют для предупреждения ослабления натяга в процессе ра-
боты. При правильной пригонке клиновая шпонка должна при-
легать по длине паза не менее чем на 2/3.
Тангенциальные шпонки применяют на валах с большим
диаметром, передающих большие нагрузки.
Посадку шпонок осуществляют по ширине b в системе вала.
Шпонки по ширине изготовляют с допуском по В3 или по Х3.
Ширину паза втулки под шпонку обрабатывают с допуском
по А3 или по специальному допуску, который предусмотрен
197
в стандарте с обозначением ПШ1 (посадка шпонок); на ширину
паза вала предусмотрены также специальные допуски с обо-
значением ПШ. Шпонка с пазом вала имеет посадку типа пе-
реходной, а с пазом втулки — типа скользящей или подвижной.
На другие параметры шпонки и пазов предусмотрены допуски
по более грубым классам точности:
на высоту h — по В4, на
глубину паза вала и
втулки (на рисунке раз-
меры t и ti) — по А5, на
длину паза — по В7.
В механизмах, пере-
дающих большую мощ-
ность, шпоночные соеди-
нения заменяют более
Рис. 69. Призматические шпонки прочными шлицевыми со-
единениями: прямобоч-
ными, эвольвентными,
трапецеидальными и треугольными. Из них наиболее распро-
странены прямобочные (рис. 70) и эвольвентные (рис. 71).
Шлицевые соединения, имеющие глухую, тугую, напряженную
или плотную посадку, собирают запрессовкой на прессе или за
счет изменения температуры. Шлицевые соединения, имеющие
Рис. 71. Эвольвентные шлицевые
соединения:
Da, dA—диаметры отверстия;
£>ь, rfb — диаметры вала; S — ши-
рина впадины зубьев
Рис. 70. Прямобочные шлицевые сое-
динения:
а — с центрированием по D; б — с центри-
рованием по d; в —с центрированием по b
ходовую или легкоходовую посадку, собирают приложением
усилия от рычага или от руки в зависимости от величины де-
тали и качества обработки. Контролируют размеры шлицев
с помощью калибров или шаблонов.
Штифтовые и конусные соединения применяют для фикса-
ции положения сопрягаемых деталей, дополнительного креп-
ления, а для осуществления повторной точной установки при-
меняют штифты гладкие и резьбовые. Сопрягаемые детали
точно устанавливают и жестко крепят болтами, затем в опре-
деленном удобном месте выполняют засверливание и развертку
отверстий. Отверстия сверлят и развертывают на станке или
198
вручную, затем отверстие очищают, смазывают и ударами мо-
лотка по оправке в него запрессовывают штифт. Если отвер-
стие для установки штифта глухое, то перед развертыванием
проверяют глубину отверстия и наличие канавки для отвода
воздуха.
В местах, неудобных для выбивания, устанавливают резь-
бовые штифты, имеющие на концах резьбу с гайкой для уда-
ления их при разборке.
Для посадки шкивов, муфт, шестерен, маховиков и других
деталей на концы валов вместо цилиндрических применяют
конические соединения. Детали на валу крепят гайками, навер-
тываемыми на хвостовик вала. Для надежной передачи крутя-
щего момента коническое соединение выполняют с натягом и
фиксируют шпоночным соединением. При сборке таких соедине-
ний необходимо проверить углы конусов и плотность прилега-
ния конических поверхностей по краске. Сборку конических
соединений выполняют затяжкой по резьбе, ударными уси-
лиями, запрессовкой давлением, а при наличии большого на-
тяга применяют нагрев.
3. НЕРАЗЪЕМНЫЕ НЕПОДВИЖНЫЕ СОЕДИНЕНИЯ
Эти соединения создаются прессовой посадкой, сваркой,
клепкой, пайкой, заливкой, склеиванием.
Прессовое соединение достигается запрессовкой или путем
изменения температур соединяемых деталей (термопосадкой).
При этом минимальный натяг должен обеспечить прочность со-
единения, а максимальный — не должен вызвать нарушения
прочности самих деталей.
Соединение запрессовкой может быть выполнено ударами
молотка, прессом, домкратами, струбцинами, клиньями или
с помощью грузов, если отсутствуют другие приспособления.
Соединение деталей изменением температуры выполняется: на-
гревом охватывающей детали водой, маслом, горелками, в печах
или током высокой частоты; охлаждением охватываемой детали
в жидком азоте, воздухе, кислороде или в твердой углекислоте;
комбинированными способами, т. е. нагревом охватывающей
детали и охлаждением охватываемой детали.
При запрессовке деталей наибольшая прочность достига-
ется при строго цилиндрических формах сопрягаемых поверх-
ностей деталей, правильной форме фасок, галтелей. Усилие за-
прессовки должно быть направлено точно вдоль оси, а скорость
запрессовки должна быть не более 2—4 мм/с, особенно при
больших натягах. При запрессовке давлением сопрягаемые по-
верхности деталей обязательно следует смазывать, что пред-
охранит их от заедания. От способа запрессовки зависит проч-
ность соединения, поэтому при выборе способа необходимо
учесть следующие факторы:
199
запрессовка давлением применима для любых деталей (не-
закаленных, закаленных, имеющих упрочненные поверхности)
и позволяет получить соединения требуемой прочности;
при запрессовке с помощью нагрева до очень высокой тем-
пературы возникает окисление поверхности детали и растрески-
вание окисленного слоя; неравномерность нагрева или непра-
вильный выбор последовательности нагрева ухудшают проч-
ность детали;
при остывании детали длина ее изменяется, в результате
чего образуется зазор между упорными торцами.
Запрессовка с помощью охлаждения детали применима для
многих деталей с разной механической и термической обработ-
кой, не портит защитные покрытия, нанесенные на поверхности
деталей, и позволяет получать соединения высокой прочности.
Однако при запрессовке охлаждением недопустимы значитель-
ные усилия и удары, так как некоторые металлы при замора-
живании приобретают хрупкость, которая исчезает при после-
дующем нагревании до исходной температуры. Нельзя также
применять глубокое охлаждение подшипников качения, так как
при этом их металл подвергается структурным и объемным
изменениям и коррозии.
Перед запрессовкой давлением или способом изменения тем-
пературы необходимо проверить размеры посадочных мест —
диаметр, длину, радиусы галтелей и фасок; перпендикуляр-
ность торца охватывающей детали к оси охватываемой; чи-
стоту обработки поверхностей, отсутствие рисок, забоин; на-
личие центрирующих фасок на заходных сторонах вала и
отверстия; при запрессовке в глубокое отверстие — наличие ка-
навки или отверстия для выхода воздуха; при запрессовке с по-
мощью пресса — обеспечена ли смазка сопрягаемых поверхно-
стей; каким концом надо запрессовать вал.
Кроме того, при сопряжении деталей в определенном по-
ложении (например, шлицев) наносят риску на каждую из них,
указывающую это положение; перед запрессовкой одна из де-
талей должна быть закреплена неподвижно; при соединении
деталей способом изменения температуры заранее подсчиты-
вают необходимый зазор, чтобы обеспечить осуществление по-
садки без риска преждевременного охватывания деталей.
Зависимость между расширением (или сжатием) детали
(по диаметру) и температурой нагрева (или охлаждения) под-
считывают по формуле
/С — dat, (56)
где К — расширение (или сжатие), мм;
d — диаметр посадки, мм;
а — коэффициент линейного расширения (сжатия) металла
детали;
t— температура нагрева (или охлаждения) детали, °C.
200
F
Линейное удлинение (укорочение) детали подсчитывают по
ф0.рмуле K, = to. (57)
где Ki — линейное удлинение (или укорочение) детали, требуе-
мое для осуществления запрессовки, мм;
I — длина детали до изменения температуры, мм.
Перед запрессовкой должны быть подготовлены приспособ-
ления (молот, подставка), подвешен на кране груз для оконча-
тельной запрессовки на случай, если насаживаемая с помощью
нагрева деталь не дойдет до места. При запрессовке давлением
величину усилия определяют по формуле
P = f3ndlp, (58)
где f3 — коэффициент трения при запрессовке;
d — диаметр отверстия сопрягаемой детали, мм;
I—длина сопрягаемой детали, мм;
р— удельное давление, кгс/см2.
В некоторых случаях возникает необходимость разборки
прессового соединения, при этом усилие распрессовки в на-
чальный момент примерно в полтора-два раза выше усилия
запрессовки, особенно после горячей посадки.
Распрессовка может быть выполнена с помощью стяжных
приспособлений, грузов, динамических усилий, нагревом или
комбинированными способами с применением масляной уста-
новки, нагнетающей масло в соединение под большим давле-
нием.
В некоторых случаях, когда распрессовать детали этими
способами не удается, можно применить следующий способ.
Детали погружают в соляной раствор, подогревают до
500—600° С и дают медленно остыть. Во время охлаждения
раньше остынет охватывающая деталь и отверстие останется
несколько увеличенного размера, так как вал будет еще горя-
чим и будет постепенно сжиматься. Когда вал окончательно
остынет, натяг вследствие остаточной деформации отверстия
окажется ослабленным. Затем детали вынимают из раствора
и быстро нагревают горелкой только охватывающую деталь,
предохраняя от нагрева вал, и съемником стягивают ее.
В некоторых отдельных случаях соединение распрессовать
вообще невозможно, тогда приходится вырезать одну из сопря-
женных деталей, чтобы сохранить другую.
4. БАЛАНСИРОВАНИЕ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ
Детали машин, вращающиеся с большой скоростью, должны
быть отбалансированными для устранения вибраций. Баланси-
ровкой устраняют два вида неуравновешенности: статическую
и динамическую. Статической неуравновешенно-
стью называют несовпадение центра тяжести детали с осью
201
вращения, при этом возникает неуравновешенная центробеж-
ная сила, пропорциональная квадрату числа оборотов. Вели-
чину неуравновешенной центробежной силы С определяют по
формуле
С = mco2r, (59)
где т — неуравновешенная масса;
GH — масса (вес) этой массы;
g — ускорение силы тяжести;
со— угловая скорость I со =—; п — число оборотов в ми-
нуту) ;
г — расстояние неуравновешенной массы от оси вращения.
Динамической неуравновешенностью называют
неравенство нулю центробежных моментов инерции (т. е. дина-
мическая балансировка обеспечивает совпадение центра тяже-
сти любого радиального сечения детали с ее осью вращения).
Практически в деталях возникает комбинация статического и
динамического дисбаланса, которую устраняют одновременно
на стендах или на специальных станках для динамической ба-
лансировки.
Статическую балансировку выполняют на специальных ба-
лансировочных стендах с линейками или роликами. На массив-
ных передвижных тумбах закреплены жесткие каленые линейки
треугольного сечения с тщательно отшлифованными направляю-
щими плоскостями шириной 3—4 мм. Длина линеек 2,5—3 м.
Линейки устанавливают строго горизонтально с точностью
0,02 мм на длине 1000 мм; допустимая непараллельность не
более 1 мм на 1000 мм длины. Роликовые стенды применяют
в основном для балансировки тяжелых деталей. Уравновеши-
ваемую деталь устанавливают на оправку возможно меньшего
диаметра и с одинаковыми по длине концами. Деталь с оправ-
кой слегка подталкивают и дают ей возможность свободно
остановиться, при этом более тяжелая часть займет нижнее по-
ложение. Теперь необходимо утяжелить диаметрально противо-
положный участок детали прикреплением груза либо облег-
чить тяжелую часть, удалив лишний металл.
Динамическую балансировку выполняют на специальных,
станках при быстром вращении, вызывающем колебательное
движение опор под влиянием неуравновешенных масс. По коле-
баниям вычисляют неуравновешенность и положение добавоч-
ных грузов. Балансировочные станки применяют на машино-
строительных заводах при изготовлении нового оборудования,
в условиях ремонта проводят приблизительную динамическую
балансировку, притом лишь ответственных деталей.
202
Раздел пятый
РЕМОНТ ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ
Глава XVII. РЕМОНТ ОБОРУДОВАНИЯ ЛЕСНЫХ БИРЖ
И ДРЕВЕСНОПОДГОТОВИТЕЛЬНЫХ ЦЕХОВ
1. РЕМОНТ ПЯТИПИЛЬНОГО СЛЕШЕРА
Конструктивное описание слешера приведено в разделе
«Монтаж оборудования».
Профилактический осмотр слешера осуществляют при каж-
дой замене пил. Системой ППР для слешера предусмотрен меж-
ремонтный цикл 17 580 ч. За это время выполняют 22 текущих
ремонта продолжительностью по 8 ч, 1 средний ремонт 72 ч
и 1 капитальный ремонт 144 ч.
При текущем ремонте выполняют следующие работы:
проверяют состояние деталей крепления пил;
ревизию соединительных муфт и подшипников пильного вала
с заменой смазки и сальниковых уплотнений;
ревизию цепей слешера с проверкой состояния звеньев, паль-
цев, втулок, пластин и частичную подклепку неисправных
звеньев;
ревизию привода цепей с проверкой состояния зубчатых ко-
лес и регулировку зацепления;
вскрытие и осмотр подшипников приводного, ведомого и
поддерживающих валов, проверку состояния вкладышей, шеек
валов, замену смазки и сальниковых уплотнений (при необхо-
димости) ;
подтяжку крепежных деталей и проверку состояния ограж-
дений.
При среднем ремонте, помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы:
замену изношенных участков цепи (до 20% от общей длины)
с изготовлением захватов, пальцев и переклепкой цепей;
регулировку натяжения цепей;
ревизию привода цепей слешера с проверкой соединительных
муфт, дефектацией и частичной заменой изношенных пальцев
и резиновых колец, реставрацию зубчатых колес и регулировку
зацепления;
ревизию редуктора привода с разборкой, промывкой, заме-
ной смазки, прокладок и изношенных деталей;
203
ремонт изношенных звездочек с наплавкой зубьев и обра-
боткой;
ремонт деревянного настила стола;
ремонт поврежденных фундаментов и подкраску.
При капитальном ремонте помимо работ, выполняемых
в среднем ремонте, выполняют следующие работы:
перешлифовку на ремонтный размер изношенных шеек при-
водного, ведомого и поддерживающих валов или замену но-
выми;
дефектацию и замену изношенных вкладышей, звездочек,
поврежденных масленок;
ревизию металлоконструкций, бункера, лотков для отторцо-
вок,разделку и подварку швов;
замену изношенного деревянного настила, направляющих
для цепей, ремонт и замену ограждений;
сборку слешера с подгонкой и регулировкой;
опробование и обкатку на холостом ходу и под нагрузкой.
2. РЕМОНТ КОРООБДИРКИ ОК
Наиболее распространенными моделями являются окороч-
ные станки марок 0К-1М и ОК-66М. Они идентичны по конст-
рукции и отличаются только габаритами. Станок 0К-1М пред-
назначен для окорки древесины диаметром не более 35 см,
станок ОК-66М — для окорки древесины диаметром 66 см. Ме-
ханизм подачи древесины направляет бревно через вращающийся
кольцеобразный ротор, внутри которого шарнирно укреплены
коросниматели. Вращаясь вокруг бревна, которое продвигается
вперед, коросниматели по винтовой спирали сдирают кору.
Окорочный станок состоит из станины, ротора, механизма
подачи и привода. Окоряющий ротор представляет собой мас-
сивное кольцо с пятью стаканами, в которых монтируют ва-
лики короснимателей; коросниматель входит в прорезь валика
ротора и зафиксирован болтами. Валики опираются на кони-
ческие подшипники, укрепленные в стаканах ротора. На
противоположные шлицевые концы валиков насажены крон-
штейны с пальцами. Вокруг этих пальцев поворачиваются
кронштейны, а вместе с ними и коросниматели. На ступицу
шкива ротора надето натяжное кольцо, в выступы которого
впрессованы втулки. Втулки и пальцы кронштейнов соединены
между собой резиновыми кольцами, которые предварительно
растягиваются поворотом натяжного кольца относительно ро-
тора. Резиновые кольца стремятся сжаться и смыкают концы
короснимателей к центру, создавая усилие прижима кулачков
к бревну. Величина смыкания короснимателей ограничена упо-
рами с резиновыми подушками. Для регулировки натяжения
резиновых колец натяжное кольцо поворачивают на определен-
ный угол и удерживают в этом положении замком или винтом
с упором. Ротор установлен в статоре на проволочно-шариковом
204
подшипнике и приводится во вращение электродвигателем (че-
рез клиноременную передачу).
Профилактический осмотр корообдирки проводят каждую
смену во время перерыва в работе.
Системой ППР для корообдирки предусмотрен межремонт-
ный цикл 17 280 ч. За это время выполняют 22 текущих ре-
монта продолжительностью по 8 ч, 1 средний ремонт 24 ч и 1
капитальный ремонт 48 ч.
Во время текущего ремонта выполняют следующие работы:
частичную разборку и ревизию узлов, подверженных наи-
большему износу;
проверку состояния и регулировку зазора в проволочно-ша-
риковом подшипнике ротора;
ревизию и замену пришедших в негодность резиновых колец
и ножей;
выверку центричности скребков и проверку центровки ро-
тора;
ревизию привода ротора и регулировку натяжения ремней;
ревизию подающих роликов (рябух) с регулировкой зазоров
в подшипниках и конических шестернях, наварку и заточку
шипов, замену неисправных резиновых прокладок, ревизию при-
вода подающих роликов;
осмотр демпфера с добавлением рабочей жидкости и регу-
лировкой;
подтяжку крепежных деталей, осмотр и ремонт ограждений;
опробование перед пуском.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
полную разборку ротора и статора с промывкой, протиркой
и дефектацией деталей;
ревизию и ремонт подающих роликов с частичной заменой
головок, валов, конических шестерен, подшипников, прокладок;
ремонт привода подающих роликов с частичной заменой кли-
новых ремней, рабочих цепей, звездочек, подшипников и др.;
ремонт демпфера с заменой резиновых трубок, резиновых
колец и рабочей жидкости;
ремонт фундамента и окраску машины.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
ревизию и замену проволочно-шарикового подшипника ро-
тора с регулировкой зазора;
ревизию и замену изношенных ножедержателей, кронштей-
нов, ножей, резиновых колец, корпуса, обоймы, подшипников,
крылаток;
замену изношенных крепежных деталей и ремонт огражде-
ний;
ремонт статора с подваркой швов;
опробование перед пуском.
205
3. РЕМОНТ ОКОРОЧНОГО БАРАБАНА
Конструктивное описание окорочного барабана приведено
в разделе «Монтаж оборудования».
Профилактический осмотр окорочного барабана проводят при
каждом останове. Системой ППР для окорочного барабана пре-
дусмотрен межремонтный цикл 26 280 ч. За это время выпол-
няют 33 текущих ремонта продолжительностью по 24 ч, 2 сред-
них ремонта по 96 ч и 1 капитальный ремонт 1080 ч.
При текущем ремонте выполняют следующие работы:
осмотр корпуса окорочного барабана, проверку состояния
и крепления окорочных балок и гребков для выгрузки коры
с устранением неисправностей;
проверку состояния направляющих и опорных бандажей;
проверку состояния опорных роликов, гидроподшипников;
ревизию привода барабана с проверкой состояния шесте-
рен, звездочек, редукторов, подшипников и муфт;
осмотр и прочистку спрысков;
осмотр и прочистку ванны барабана;
осмотр и ремонт затвора барабана;
подтяжку крепежных деталей и ремонт ограждений.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
разборку узлов, подверженных наибольшему износу, с про-
мывкой и дефектацией деталей;
ремонт корпуса окорочного барабана с подваркой швов и
заваркой трещин;
ремонт направляющих и опорных роликов или гидроподшип-
ников с ревизией подшипников качения и скольжения, реви-
зией вкладышей на гидроподшипниках, замену смазки в под-
шипниках и их уплотнений;
ремонт трубопроводов, спрысков запорной арматуры с за-
меной прокладок, сальниковой набивки и крепежных деталей;
ремонт фундаментов, подтяжку всех крепежных деталей,
подготовку поверхностей к окраске и окраску.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку всех узлов с промывкой и дефектацией
деталей;
ремонт или замену шестерен, звездочек, шкивов, муфт, под-
шипников, ремонт редуктора с заменой смазки;
замену изношенных окорочных балок или при необходимо-
сти всей секции барабана.
4. РЕМОНТ РУБИЛЬНОЙ МАШИНЫ
Наиболее распространенной рубильной машиной является
десятиножевая рубильная дисковая машина, которая позво-
ляет рубить бревна диаметром в комлевой части до 48 см. Эти
206
машины предусматривают возможность верхнего и нижнего
выброса щепы. Различные исполнения десятиножевых рубиль-
ных машин позволяют обрабатывать короткомерную древесину
(машины с верхней подачёй древесины) и длинник (машины
с горизонтальной подачей древесины).
Рассмотрим конструкцию и принцип работы отечественной
дисковой многоножевой рубильной машины типа АЗ-01
(рис. 72), предназначенной для рубки короткомерной древе-
сины. Машина состоит из следующих основных узлов: ноже-
вого диска с валом и маховиком, подшипников вала, станины,
на которой установлены корпуса подшипников и прикреплен
контрнож, загрузочного патрона, кожуха, электродвигателя,
устройства для выброса щепы.
Машина установлена на железобетонном фундаменте и при-
креплена к нему анкерными болтами. Электродвигатель обычно
устайавливают на специальных салазках для возможности пе-
ремещения мотора при монтаже и демонтаже, так как конструк-
ция зубчатой муфты требует осевого перемещения мотора при
его установке.
Ножевой диск с валом и маховиком (рис. 73) прикреплен
к валу с помощью ступицы, надетой на вал в горячем состоя-
нии, и зафиксирован призонными болтами. Для возможности
обработки гнезд, служащих для установки ножей, диск диамет-
ром 2440 мм состоит из двух частей — толщиной 52 и 150 мм,
скрепленных между собой заклепками, плотно установленными
в отверстия из-под развертки.
Для предохранения диска от истирания древесиной к нему
болтами прикреплены десять секторных защитных листов, ко-
торые при истирании заменяют. Диск имеет десять окон, на-
клоненных по ходу вращении к радиусу под углом 15°30'. Эти
отверстия служат для выхода щепы. В гнездах, расположенных
над окнами, с помощью прижимных планок, крепятся ножи.
Каждая прижимная планка крепится к диску специальными
болтами. Ножи из стали марки 9ХС представляют собой плас-
тины размерами 70X92X18 мм. Длину выпуска ножа регули-
руют установочными винтами с гайками, размещенными в тор-
цевой части ножа. Для увеличения махового момента рубиль-
ной машины на вал насажен маховик диаметром 2440 мм,
толщиной 150 мм, который прикреплен к валу так же, как ноже-
вой диск. Маховик одновременно служит тормозным шкивом.
Тормоз — ленточный (стальная лента, футерованная асбестом),
включается с помощью рычажного устройства после остановки
двигателя. Для выброса щепы вверх на диске укреплены ло-
патки.
Подшипники вала, в которых с лицевой и приводной сторон
укреплен вал, являются радиальными сферическими. Они вмон-
тированы в чугунные стаканы, которые могут перемещаться
вдоль чугунных разъемных корпусов, установленных на стани-
207
7000
Рис 72 Дисковая рубильная машина типа АЗ-01
нах. Стакан лицевого подшипника перемещается принудительно
от винтового устройства, а стакан подшипника, расположенного
на приводной стороне, свободно перемещается вместе с валом.
Винтовое устройство для осевого перемещения подшипника и,
следовательно, диска с маховиком обеспечивает регулировку
зазора между ножами, закрепленными на диске, и контрножом.
Рис. 73. Ножевой диск и узел крепления ножей:
/ — защитные листы; 2 — окна для выхода щепы, 3 — прижимные планки для крепления
ножей, 4— ножи; 5 — болты; 6 — установочный винт; 7 — лопатка
Станина состоит из двух частей: на одной установлен ли-
цевой подшипник, контрнож и загрузочный патрон, на другой
расположен задний подшипник. Выполнена из чугуна. Контр-
нож закреплен болтами в выемке с пазом, расположенным
с лицевой стороны станины, что позволяет вести регулировку
положения контрножа. Для увеличения долговечности режущей
кромки контрножа на его рабочую поверхность нанесен твер-
дый сплав.
Загрузочный патрон изготовлен из листовой и профильной
стали на сварке, состоит из корпуса прямоугольной формы и
8 И. 3. Малинский
209
полукруглой крышки. Корпус и крышка на фланцах соединены
болтами. Верхняя часть патрона имеет фланец для крепления
загрузочного лотка, нижняя — для крепления патрона к ста-
нине.
Корпус патрона футерован изнутри защитными стальными
листами. Патрон наклонен к диску во всех трех плоскостях.
Угол наклона относительно горизонтальной плоскости состав-
ляет 52°, проекция его повернута относительно оси вала на
угол 20°. Для обеспечения скатывания древесины малого диа-
метра по дну патрона к центру вала и сохранения условий не-
прерывного резания патрон повернут относительно нормали
к диску. Такое положение патрона относительно диска обеспе-
чивает самоподачу к диску и создание косого реза щепы отно-
сительно направления волокон древесины.
Кожух ножевого диска ограждает диск с ножами и явля-
ется направляющим каналом для потока щепы. Он изготовлен
сварным из листовой стали и состоит из двух частей: корпуса
и крышки, соединенных болтами. Для удобства монтажа ма-
шины верхняя часть кожуха выполнена съемной.
Кожух для машины с выбросом щепы вверх имеет форму
цилиндра с рукавом для выброса щепы. В верхней половине
кожуха имеются отверстия: одно — для патрона и другое —
для присоединения рециркуляционного воздуховода, а также
два отверстия для замены ножей, расположенных с обеих сто-
рон кожуха. Кроме того, в нижней части кожуха имеются от-
верстия для чистки кожуха при его засорении, для установки
контрножа и измерения зазора между ножами диска и конт-
ножом.
Во время работы все отверстия, кроме воздуховодного, за-
крыты дверцами. Кожух прикреплен к фундаменту болтами.
Для машины с выбросом щепы вниз кожух имеет форму
цилиндра, срезанного внизу по хорде. В верхней половине ко-
жуха имеется отверстие для присоединения патрона. Нижняя
часть (открытая) заканчивается фланцем для присоединения
кожуха к бункеру для щепы.
Устройства для выброса щепы бывают двух типов: с выбро-
сом щепы вверх и с выбросом щепы вниз.
При работе машин с выбросом щепы вверх щепа под дей-
ствием центробежных сил выбрасывается к кожуху диска, от-
куда потоком воздуха, создаваемым лопастями, направляется
по трубопроводу в циклон. Ударяясь о кожух и лопасти, круп-
ная щепа дробится вдоль волокон.
При работе рубильной машины с выбросом щепы вверх
(в циклоны) возникают трудности, связанные с неравномерно-
стью подачи щепы на приемный конвейер и на сортирование,
поэтому в некоторых моделях машин циклоны заменены урав-
нительными бункерами — аккумуляторами щепы. Они представ-
ляют собой бункера, в нижней части которых размещается шне-
210
ковый выгружатель. В торцевой стенке бункера по вертикали
установлены три уровнемера, которые регулируют скорость по-
дачи щепы из бункера на конвейер. Если уровень щепы выше
верхнего уровнемера, угловая скорость шнеков автоматически
увеличивается и происходит быстрое опоражнивание бункера.
При достижении щепой уровня в зоне расположения нижнего
уровнемера, наоборот, угловая скорость шнеков уменьшается
или они вообще останавливаются.
Рубильные машины с верхним выбросом с наклонным пат-
роном находят широкое применение, т?к как значительная
высота выброса щепы позволяет подать щепу из циклона или
уравнительного бункера непосредственно на расположенный
под ним распределительный скребковый конвейер подающий
щепу к сортировкам или непосредственно в сортировки. При
этом отпадает необходимость в дополнительных конвейерах для
подъема щепы вверх к сортировкам.
При работе машины с выбросом щепы вниз щепа под дей-
ствием центробежных сил отбрасывается к кожуху диска. Для
разбивания крупной щепы на кожухе предусмотрена гребенка,
укрепленная болтами к его задней стороне. Из кожуха щепа
падает в бункер. В бункере установлены отбойные щиты, ко-
торые предохраняют от износа приемный транспортер для
щепы. Щиты крепятся на шарнирах так, чтобы угол наклона
можно было менять.
Для рубильных машин с нижним выбросом щепы необхо-
димы глубокий приямок в фундаменте машины, траншея для
установки ленточного конвейера для щепы и дополнительные
транспортные устройства для подъема щепы от указанного
ленточного конвейера к сортировкам. Однако расход мощности
у рубильных машин с нижним выбросом на 15—20% меньше
расхода мощности у машин с верхним выбросом.
Профилактический осмотр машины проводят каждую смену.
Системой ППР для рубильной машины предусмотрен межре-
монтный цикл 26 280 ч. За это время выполняют 33 текущих
ремонта, продолжительностью по 8 ч, 2 средних ремонта по
72 ч и 1 капитальный ремонт 240 ч.
При текущем ремонте выполняют следующие работы:
вскрытие кожуха, снятие патрона и очистку узлов машины
от загрязнений;
замену ножей диска, их установочных винтов и крепежных
деталей при необходимости;
проверку состояния и крепления контрножей, замену их
при необходимости или наплавку;
проверку состояния и крепления защитных (броневых) лис-
тов диска, патрона и кожуха с частичной заменой крепежных
деталей;
проверку крепления лопаток диска с устранением неисправ-
ностей;
8*
211
регулировку зазора между ножами диска и контрножами;
ревизию подшипников вала с прочисткой, заменой уплотне-
ний и смазки;
ревизию тормозного устройства с проверкой состояния и кре-
пления тормозной ленты, устранением неисправностей и регули-
ровкой рычажной системы;
ремонт привода: ревизию зубчатой муфты с добавлением
смазки и заменой уплотнений; проверку крепления шкивов и
состояния ремней с регулировкой их натяжения, ревизию упру-
гих муфт с проверкой состояния упругих колец, креплением
пальцев и устранением неисправностей;
ревизию подающего механизма с проверкой состояния и
крепления звездочек, шестерен и устранением неисправностей,
ревизию узла червячной передачи, регулировку натяжения це-
пей;
осмотр циклона и трубопроводов, ремонт ограждений;
опробование перед пуском.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы:
замену изношенных защитных листов диска, патрона и ко-
жуха;
ревизию тормозного устройства с переклепкой тормозной
ленты;
ремонт циклона, трубопровода, ограждений, окраску ма-
шины;
ремонт фундамента.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку рубильной машины;
замену ножевого диска в случае необходимости с баланси-
ровкой его на валу;
замену держателей, накладок и подкладок ножевого диска;
реставрацию вала ножевого диска (при необходимости);
замену подшипников, зубчатых муфт и изношенных шкивов
привода;
сборку машины'с пригонкой и регулировкой;
опробование машины на холостом ходу и под нагрузкой.
5. РЕМОНТ ПЛОСКОЙ ВИБРАЦИОННОЙ СОРТИРОВКИ
Конструктивное описание сортировки приведено в разделе
«Монтаж оборудования».
Профилактический осмотр сортировок проводят каждую
смену. Системой ППР для сортировки предусмотрен межре-
монтный цикл 26 280 ч. За это время выполняют 15 текущих
ремонтов продолжительностью по 12 ч, 2 средних ремонта ио
32 ч и 1 капитальный ремонт 72 ч. При текущем ремонте вы-
полняют следующие работы:
212
осмотр состояния ящика и сортирующих сит, проверку креп-
ления;
проверку состояния угловых подшипников с устранением не-
исправностей и набивкой смазки;
осмотр узла эксцентрикового вала с проверкой крепления
эксцентрика и набивкой подшипников смазкой;
проверку натяжения ремней;
осмотр узла удаления и транспортировки щепы и опилок;
осмотр защитных ограждений;
опробование перед пуском.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы:
разборку сит, чистку их от смолы, замену изношенных кре-
пежных планок и болтов, ремонт сит;
ремонт ограждений, лестниц, площадок.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
осмотр состояния ящика и его ремонт;
ремонт и полную замену изношенных сит или отдельных
секций;
замену опорных подшипников (при необходимости);
полную разборку узла эксцентрикового вала с промывкой,
чисткой подшипников и шеек вала, заменой буксовой втулки;
сборку узла с заменой подшипников и уплотнений при не-
обходимости;
ремонт узла удаления и транспортировки опилок;
окраску сортировки;
опробование перед пуском.
Глава XVIII. РЕМОНТ ОБОРУДОВАНИЯ
ДЛЯ ПРОИЗВОДСТВА ЦЕЛЛЮЛОЗЫ
1. РЕМОНТ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА
ВАРОЧНОЙ КИСЛОТЫ
Щековая дробилка
Все рабочие органы дробилки расположены внутри станины.
К станине крепится рифленая неподвижная щека, а на оси —
подвижная щека. Обе щеки защищены съемными плитами из
отбеленного чугуна или марганцовистой (хромистой) стали. На
эксцентриковом валу укреплен шатун, соединенный с подвиж-
ной щекой и скользящим регулировочным подшипником, двумя
распорными плитами. Для предохранения рабочих частей дро-
билки от поломок при случайном попадании в нее кусков
213
металла одна из распорных плит имеет слабое сечение и легко
разрушается, если нагрузки превысят допустимые. Эксцентри-
ковый вал поднимает и опускает шатун, приводя в колебатель-
ное движение подвижную щеку. При подъеме шатуна щеки
сближаются и дробят материал. При опускании шатуна под-
вижная щека отходит и раздробленный материал высыпается.
Ширина выходного отверстия регулируется скользящим регу-
лировочным подшипником и стопорным болтом. На концах экс-
центрикового вала насажены маховики для более равномерной
работы.
Профилактический осмотр дробилки проводят каждую
смену. Системой ППР для дробилки предусмотрен межремонт-
ный цикл 17 520 ч. За это время выполняют 20 текущих ремон-
тов продолжительностью по 8 ч, 3 средних ремонта по 48 ч
и 1 капитальный 120 ч.
При текущем ремонте выполняют следующие работы: .
проверку состояния рабочих поверхностей броневых плит и
их креплений, ремонт рабочих поверхностей плит, смену их по-
ложения или замену (при необходимости);
разборку подшипников эксцентрикового вала, пришабрение
вкладышей и реставрацию шеек вала в случае износа;
проверку состояния и ремонт при необходимости скользя-
щего подшипника и замену распорных плит;
проверку состояния пружины и тяги, регулировку пружин-
ного узла возврата щеки;
ревизию привода с проверкой крепления шкивов и регули-
ровкой натяжения ремней;
осмотр и ремонт защитных ограждений, подтяжку крепеж-
ных деталей и его замену;
опробование перед пуском.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
перезаливку вкладышей подшипников эксцентрикового вала,
пришабрение и реставрацию шеек;
ревизию и ремонт втулок оси держателя подвижной щеки;
ремонт узла возврата подвижной щеки с заменой оси и пру-
жины;
ремонт фундаментов, подготовку поверхности машины к ок-
раске и окраску.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разработку дробилки с очисткой и дефектацией де-
талей;
замену броневых плит, эксцентрикового вала с перезаливкой
или заменой изношенных вкладышей;
ремонт узла регулировки зазора с заменой стопорного винта,
тяги, оси и пружины;
опробование перед пуском.
214
Печи для обжига колчедана во взвешенном
состоянии и в кипящем слое
Печь для обжига флотационного колчедана во взвешенном
состоянии представляет собой полую, выложенную огнеупор-
ным кирпичом или жароупорным бетоном цилиндрическую ка-
меру. Она относится к малоинерционным печам: ее легко пус-
кают в работу и быстро останавливают, она хорошо поддается
регулировке. Остановка печи не сопровождается выделением
газа. Недостаток печей
этого типа — необходи-
мость подсушки колче-
дана в специальных су-
шильных установках пе-
ред подачей его в печь и
значительный унос кол-
чедана печными газами.
Печи для обжига фло-
тационного колчедана во
взвешенном состоянии по
способу подачи колчедана
в печь подразделяют на
печи с верхней и нижней
Рис. 74. Печь для обжига колчедана во
взвешенном состоянии с нижней подачей
колчедана:
1 — воздуходувка; 2 — эжектор; 3 — тарельчатый
питатель; 4 — бункер для сухого колчедана; 5 —•
колено; 6 — форсунка; 7—корпус; 8 — футеровка;
9 — коллектор вторичного воздуха; 10— верхний
экран; И — боковой экран
подачей.
Печи с верхней
подачей колчедана
при одном и том же объ-
еме по сравнению с пе-
чами с нижней подачей
имеют интенсивность
(т. е. съем газовой смеси с 1 м3 печи в сутки) в 2 раза мень-
шую и поэтому не нашли
применения в кислотных цехах цел-
люлозных заводов.
Печи с нижней подачей колчедана (рис. 74) —
это установки, в которых флотоционный колчедан влажностью
не более 4% из бункера тарельчатым питателем подается
в эжектор пневматической линии и через форсунку поступает
в печь. Форсунка размещена в нижней, конусной части печи
под углом 10—12° к вертикальной оси печи. Скорость потока
пылевоздушной смеси 27—35 м/с. Частицы флотационного кол-
чедана, поднявшись на некоторую высоту, под действием силы
тяжести и направления газового потока падают на дно бункера
печи, подвергаясь обжигу. Газ из печи отводится через газо-
ход, расположенный в нижней части цилиндра печи. Отвод из-
быточного тепла осуществляется экранами печей, состоящими
из труб диаметром от 250 до 800 мм. В зависимости от количе-
ства пропускаемой воды в экранах получают горячую воду
температурой до 80° или пар давлением до 0,7 кгс/см2. Кроме
215
верхних экранов, находящихся на своде печи, у которых коэф-
фициент теплопередачи составляет 45—50 ккал/м2-ч-град., ус-
танавливают дополнительные боковые холодильные элементы,
у которых коэффициент теплопередачи 60—80 ккал/м2-ч-град.
Для обеспечения равномерного распределения температуры
по всей высоте печи, кроме первичного воздуха, подаваемого
вниз печи вместе с колчеданом, в печь подается вторичный воз-
дух через коллектор, расположенный на расстоянии 1,5—2,5 м
от верхнего свода печи. Обычно отношение первичного воздуха
печи к вторичному составляет 1 : 0,7.
Установка для обжига флотационного колчедана в кипя-
щем слое представляет собой печь для обжига рядового и фло-
тационного колчедана и широко применяется на предприятиях
целлюлозно-бумажной и основной химической промышленности.
Достоинствами печей являются: возможность обжига колчедана
любой влажности, универсальность печи, заключающаяся в том,
что в ней можно сжигать различные виды серусодержащего
сырья — дробленый рядовой колчедан, флотационный, углистый;
широкий диапазон производительности печи, высокая концент-
рация SO2 в газе (до 15%), низкое содержание серы в огарке
(до 0,5%).
Создано несколько конструкций печей, не имеющих принци-
пиальных отличий. НИИХиммаш созданы три типоразмера уни-
версальных печей с расширяющимся кипящим слоем (УРКС)
производительностью 60; 100, 140 т/сутки.
Рассмотрим конструкцию и принцип действия такой печи
(рис. 75).
Корпус печи представляет собой цилиндрическую сталь-
ную оболочку, выложенную внутри шамотным кирпичом, с теп-
ловой изоляцией между корпусом и кладкой. Свод корпуса
печи плоский из жароупорного бетона со стальным каркасом
или сферический из фасонного шамотного кирпича. Нижняя
часть корпуса печи выполнена в виде усеченного конуса высо-
той около 1 м с углом образующей конуса к горизонту, рав-
ным 75°. Нижнее основание этого корпуса представляет собой
под, выполненный в виде плиты из жароупорного бетона тол-
щиной 200 мм, с гнездами для установки сопел. На основании
пода печи установлены концентрические кольцевые насадки
с сечением в виде треугольника, изготовленные из жароупор-
ного чугуна или бетона. В центре основания корпуса установ-
лен конус из листовой стали сварной конструкции диаметром
основания 1 860 мм и высотой 1 452 мм с водяной рубашкой для
отбора тепла при сжигании колчедана. Кольцевые насадки
вместе с центральным конусом и стенками печи образуют рас-
ширяющиеся кверху кольцевые концентрические каналы.
Литые чугунные сопла диаметром 35 мм входят снизу, за-
креплены клиньями в гнезда и расположены по окружности
с обеих сторон каждого канала. Верхняя часть сопла скрыта
216
в пазах, благодаря чему обеспечивается гладкая поверхность
рабочей части пода и свободное перемещение по нему колче-
дана.
Отверстия для выхода воздуха расположены в боковых стен-
ках сопел и направлены в сторону каналов.
Рис. 75. Печь для обжига колчедана в кипящем слое:
I — стальная оболочка корпуса печи; 2—защита шамотным кирпичом; 3 — плоский свод
из жароупорного бетона; 4 — усеченный ко'иус нижией части печи; 5 — под печи; 6 —
гнезда для сопел; 7 — концентрические кольцевые насадки; 8 — стальной конус; 9— вы-
ходной газоход; 10 — сопла вторичного воздуха; // — воздуходувная камера; 12—охлаж-
дающие змеевики; 13 — бункер; 14 — вибрационный питатель; 15—штуцер для уда-
ления огарка
В верхней части корпуса печи размещен газоход для выхода
газа. Вторичный воздух подается в корпус печи посредством
четырех сопел, расположенных под углом к радиусу печи на
высоте 2,5 м над уровнем пода печи.
217
Первичный воздух для создания кипящего слоя поступает
в сопла через воздушную камеру.
Воздушная камера высотой 1800 мм выполнена из листовой
стали и размещена под основанием печи. Для равномерного
распределения воздуха между соплами воздух от турбовоздухо-
дувок направляется в камеру тангенциально по двум трубам,
расположенным под углом 30° к радиусу камеры.
Охлаждающие элементы осуществляют отвод тепла
от печи охлаждающими змеевиками из стальных труб диамет-
ром 32X5 мм. Змеевики введены через боковые отверстия кор-
пуса печи и размещены радиально в зоне кипящего слоя печи.
Каждый змеевик состоит из двух параллельных секций, что
дает возможность в случае необходимости уменьшать поверх-
ность охлаждения удалением из печи одной или нескольких
секций змеевиков. !
Бункер и ви бропитатель служат для подами
колчедана в печь. Емкость бункера 1,5 м3. Вибрационный
питатель расположен наклонно к горизонтальной плоскости
бункера. Колчедан подается в печь вибропитателем через боко-
вое отверстие, расположенное на небольшой высоте от основа-
ния печи. Часть питателя, находящаяся внутри печи, защищена
от нагревания водяной рубашкой. '•
Предусмотрена возможность грануляции флотоколчедана
путем подачи воды в питатель.
Удаление огарка осуществляется через штуцер, расположен-
ный диаметрально противоположно по отношению к загрузоч-
ному штуцеру печи. Стальной штуцер для огарка защищен из-
нутри жароупорным бетоном. Предусмотрена возможность ре-
гулирования выхода огарка с помощью секторного затвора
с электроприводом.
Работа печи осуществляется следующим образом. Вибра-
ционным питателем бункера колчедан равномерно набрасыва-
ется на под печи. В печи поддерживается температура 900—
950° С. Поступающий через сопла первичный воздух поддержи-
вает слой огарка в полувзвешенном состоянии, благодаря чему
создаются хорошие условия для ’контакта частиц колчедана
с воздухом. Если скорость воздуха, выходящего из сопел, недо-
статочна, слой колчедана на поду остается неподвижным, что
приводит только к фильтрации воздуха через слой колчедана;
если же скорость воздуха, подаваемого через сопла пода печи,
велика, происходит выбрасывание большого количества мелких
частиц колчедана из слоя, что приводит к большому пылеуносу.
Обычно скорость поступления первичного воздуха в печь
составляет 10—20 м/с. Печь разогревают мазутом с помощью
растопочной форсунки, установленной в корпусе печи в непо-
средственной близости от кипящего слоя. Первоначально на под
печи укладывают слой материала, состоящего из 75% огарка и
25% колчедана. После того как температура в печи поднима-
218
ется до температуры воспламенения колчедана, в печь начи-
нают подавать через сопла первичный воздух.
Дополнительный вторичный воздух способствует равномер-
ному распределению температуры по всей высоте печи и обес-
печивает окисление частиц колчедана, выброшенных струей пер-
вичного воздуха из кипящего слоя.
Соблюдение нормального теплового и воздушного режимов
при равномерной подаче колчедана обеспечивает нормальную
работу печи.
Профилактический осмотр печей проводят при каждом оста-
нове. Системой ППР для печей предусмотрен межремонтный
цикл 51 840 ч. За это время выполняют 18 текущих ремонтов
продолжительностью по 4 ч, 5 средних ремонтов по 72 ч и
1 капитальный ремонт 720 ч. При текущем ремонте выполняют
следующие работы:
осмотр бункера колчедана и ревизию устройства, регули-
рующего подачу колчедана;
ревизию и чистку узлов питателя колчедана;
проверку состояния системы водяного охлаждения и дутья;
наружный осмотр и чистку циклонов, пыльников и газохо-
дов;
ревизию запорной арматуры с набивкой сальников, подтяж-
кой и заменой крепежных деталей;
ревизию узла выгрузки огарка из печи и устранение неис-
правностей;
осмотр защитных ограждений, площадок, лестниц и их ре-
монт;
проверку контрольно-измерительных приборов и замену не-
исправных.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
ремонт бункера и устройства, регулирующего подачу кол-
чедана;
частичную разборку питателя с приводом, чистку, ремонт
или замену изношенных узлов и деталей;
полный осмотр циклонов, пыльников и газоходов, чистку их
и ремонт в случае необходимости;
ремонт запорной арматуры (без снятия ее с трубопроводов)
с чисткой, набивкой сальников, постановкой на новые про-
кладки;
ремонт узла выгрузки огарка из печи с заменой изношен-
ных узлов и деталей;
ремонт поврежденных участков фундамента;
частичную окраску кожуха печи и др.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
отключение печи от коммуникаций;
чистку печи от огарка;
219
полную разборку питателя с приводом, чистку и ремонт
с заменой изношенных узлов и деталей;
ремонт футеровки печи;
ремонт систем водяного охлаждения и дутья с заменой по-
врежденных участков коммуникаций;
ремонт арматуры со снятием ее с трубопроводов и с полной
разборкой и замену полностью изношенной арматуры;
подключение печи к системе коммуникаций и сдачу в экс-
плуатацию.
Вращающиеся серные печи
Вращающаяся серная печь состоит из горизонтального сталь-
ного цилиндра с конусами на концах, питателя для подачи
твердой серы в печь, камеры дополнительного сгорания. Внут-
ренняя поверхность камеры и печи выложена огнеупорным кир-
пичом. Воздух в печь подается через дверцу с регулируемой
величиной прорезей в переднем конусе цилиндра. Дополнитель-
ный воздух поступает через решетки на газоходе между печью
и камерой дополнительного сгорания.
Сера поступает в печь автоматически, непрерывно, в твер-
дом или в расплавленном виде. Благодаря вращению печи рас-
плавленная сера прилипает к стенкам цилиндра и горит по
всей его внутренней поверхности. Образовавшиеся печные газы
поступают в камеру, где догорают несгоревшие частицы серы.
Печные газы с температурой 900—1000° С из камеры направля-
ются на очистку и охлаждение.
Печной газ содержит сернистого газа 12—15, азота 79 и
кислорода 6—9%. Производительность серной печи до 30 т
серы в сутки.
Профилактический осмотр печи проводят при перерывах
в работе. Системой ППР для печей предусмотрен межремонт-
ный цикл 17 520 ч. За это время выполняют 22 текущих ре-
монта продолжительностью по 8 ч, 1 средний ремонт 240 и 1
капитальный ремонт 480 ч. При текущем ремонте выполняют
следующие работы:
наружный и внутренний осмотр печи с устранением дефек-
тов;
проверку состояния опорной конструкции с ревизией и смаз-
кой подшипников;
ревизию приводной части с регулировкой зацепления зуб-
чатых передач;
ревизию шнекового питателя с приводным механизмом и
устранение дефектов;
наружный и внутрений осмотр камеры дополнительного сго-
рания и устранения дефектов;
наружный осмотр воздуховодов, газоходов и элементов воз-
душного дутья;
220
ревизию запорной арматуры с набивкой сальников, подтяж-
кой, зачисткой или заменой крепежных деталей;
опробование перед пуском.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы:
отключение печи от коммуникаций;
реставрацию футеровки с заменой поврежденных участков;
ремонт или замену барабана (для печей с внутренней каме-
рой дополнительного сгорания);
частичную разборку опорных конструкций, промывку узлов
и деталей, замену изношенных;
частичную разборку приводной части, промывку, закрепле-
ние шестерен, регулировку зацепления, замену вкладышей и
замену масла в редукторе;
частичную разборку шнекового питателя с приводным меха-
низмом, промывку и ремонт изношенных деталей;
ремонт запорной арматуры без снятия с трубопроводов;
подключение печи к системе коммуникаций, опробование и
сдачу в эксплуатацию.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
ремонт корпуса печи;
полную разборку опорной конструкции, промывку и ремонт
с заменой роликов, осей, вкладышей, крепежных деталей;
ремонт или замену уплотнительных устройств;
полную разборку приводной части, промывку, замену в слу-
чае износа подвенцовой пары, шестеренчатых передач, вклады-
шей, осей, подшипников и шестерен редуктора, регулировку за-
цепления зубчатых передач;
ремонт шнекового питателя с полной разборкой, промывкой
и заменой изношенных деталей;
ремонт корпуса камеры дополнительного сгорания и внут-
ренней футеровки;
ремонт воздуховодов, газоходов с заменой отдельных участ-
ков, прокладок, опор и подвесок;
полный ремонт запорной арматуры со снятием с мест уста-
новки;
ремонт ограждений и окраску печи;
проверку контрольно-измерительных приборов;
подключение к коммуникациям, опробование и сдачу в экс-
плуатацию.
Электрофильтры
Электрофильтры предназначены для очистки печного газа
от пыли, селена и серного ангидрида. Конструктивное устрой-
ство сухих и мокрых электрофильтров дано в разделе «мон-
таж оборудования». Профилактический осмотр электрофильт-
ров проводят при каждом перерыве в работе. Системой ППР
221
для мокрого электрофильтра предусмотрен межремонтный цикл
43 800 ч. За это время выполняются 25 текущих ремонтов, про-
должительностью по 10 ч, 4 средних ремонта по 72 ч и 1 капи-
тальный ремонт 240 ч.
При текущем ремонте выполняют следующие работы:
отключение электрофильтра от электросети и газового по-
тока с частичной разборкой узлов;
осмотр системы электродов, проверку их креплений, подвес-
ку оборвавшихся грузов, центрирование электродов и их регу-
лирование;
проверку поверхности освинцованных узлов и деталей с уст-
ранением дефектов (пайка трещин);
осмотр корпуса с устранением дефектов;
ревизию запорной арматуры;
подключение электрофильтра и испытание под напряжением
на холостом ходу и сдачу в эксплуатацию.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
осмотр системы коронирующих электродов и замену их (до
20%);
частичную окраску корпуса.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку всех узлов;
ревизию газораспределительных решеток, ремонт или за-
мену при износе;
замену до 25% осадительных электродов, проверку крепле-
ний подвеса;
ремонт системы коронирующих электродов, замену изношен-
ных (до 40%);
проверку поверхности освинцованных узлов, частичную или
полную замену облицовочного материала;
ремонт изоляторных коробок;
ремонт или замену запорной арматуры;
окраску корпуса;
подключение электрофильтра к системе и сдачу в эксплуа-
тацию.
Системой ППР для сухого электрофильтра предусмотрен
межремонтный цикл 17 520 ч. За это время выполняют 22 те-
кущих ремонта по 24 ч, 1 средний ремонт 96 ч и 1 капитальный
ремонт 240 ч.
При текущем ремонте выполняют следующие работы:
отключение электрофильтра от коммуникаций;
осмотр системы осадительных и коронирующих электродов
с устранением дефектов;
проверку работы механизмов встряхивания осадительных и
коронирующих электродов, смазку цепей, регулировку натяже-
ния, ревизию привода;
222
осмотр приспособления для удаления пыли с проверкой со-
стояния цепей, скребков, смазку привода;
осмотр защитных приспособлений;
подключение электрофильтра к сети, испытание и сдачу
в эксплуатацию.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы:
внутренний осмотр фильтрующей камеры, золоудаления, га-
зоходов, чистку стенок, устранение дефектов;
осмотр системы осадительных и коронирующих электродов
с проверкой мест крепления, заменой деталей подвеса, провер-
кой и подвеской оборвавшихся грузов;
центровку осадительных и коронирующих электродов;
ревизию запорной арматуры;
частичную окраску электрофильтра.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку всех узлов и чистку от пыли и грязи;
осмотр газораспределительных экранов и защитных листов
с устранением неисправностей;
ремонт системы осадительных и коронирующих электродов,
осмотр балок подвеса с заменой изношенных подвесных бол-
тов, замену и правку осадительных и коронирующих электродов;
ремонт механизма встряхивания осадительных и коронирую-
щих электродов, ревизию подшипников, смазку и замену из-
ношенных деталей, разборку приводного приспособления, чистку,
промывку;
ремонт приспособления для удаления пыли, разборку скреб-
кового транспортера с проверкой состояния и крепления цепных
колес, заменой скребков, заменой цепей в случае износа, ре-
монт шнека с заменой лопастей и изношенных подшипников;
ремонт защитных ограждений;
сборку узлов с заменой прокладок и уплотнений;
окраску фильтра;
подключение электрофильтра, испытание под напряжением
и сдачу в эксплуатацию.
2. РЕМОНТ ОБОРУДОВАНИЯ ДЛЯ ВАРКИ ЦЕЛЛЮЛОЗЫ
Варочные котлы периодического действия
Конструктивное описание варочных котлов периодического
действия дано в разделе «Монтаж оборудования». По способу
защиты от коррозии варочные котлы подразделяют на футеро-
ванные котлы и котлы с защитным слоем из двухслойной стали.
Для изготовления типовых варочных котлов емкостью от 100
до 400 м3, отвечающих современному техническому уровню и
223
новым технологическим процессам варки сульфитной и сульфат-
ной целлюлозы с предгидролизом, намечено применение двух-
слойной стали марки 20К+ОХ17Н16МЗТ, для обычной сульфат-
ной целлюлозы — котельной стали марки 20К, двухслойной стали
марки Ст. 3 + ОХ17НЮТ или стали марки 1Х25Н5Т. Профилак-
тический осмотр варочных котлов проводят после каждой варки.
Системой ППР для варочных котлов предусмотрен межремонт-
ный цикл 43 800 ч. За это время выполняют 28 текущих ре-
монтов по 64 ч и 1 капитальный ремонт — 900 ч целлюлозо-ва-
рочных котлов сульфитной варки на замазке «Ферганит-1» и
55 текущих ремонтов по 32 ч, 4 средних ремонта по 120 ч и 1 ка-
питальный ремонт (700 ч) котлов на замазке силикатной в 2 слоя
плиток; 59 текущих ремонтов по 24 ч и 1 капитальный ремонт
240 ч биметаллических варочных котлов с наружной теплоизоля-
цией; 55 текущих ремонтов по 12 ч, 4 средних ремонта по 32 ч и
1 капитальный ремонт 168 ч целлюлозо-варочных котлов суль-
фатной варки без футеровки с наружной теплоизоляцией.
При текущем ремонте выполняют следующие работы:
отключение котла от коммуникаций;
частичную разборку арматуры и гарнитуры котла;
установку приспособлений для производства ремонтных ра-
бот и подачи материалов;
осмотр наружных стенок котла и устранение дефектов;
ремонт кислотоупорной защиты: а) котла футерованного —
вырубку и удаление поврежденных плиток; очистку и промывку
поверхности, освобожденной от плиток, подготовку и подачу ма-
териалов для ремонта футеровки, футеровку дефектных участ-
ков и промазку швов; б) котла биметаллического — подго-
товку материалов для восстановления защитного слоя, зачистку
коррозийных участков, заварку раковин и шлифовку, обработку
восстановленных участков раствором азотной кислоты с после-
дующей промывкой водой; в) котла сульфатного — проверку
состояния внутренней поверхности, плотности швов и стыков
с устранением дефектов, ревизию штуцеров отбора проб;
осмотр циркуляционных сеток, прочистку их и проверку
креплений;
проверку состояния верхней крышки котла и крепежных де-
талей с заменой изношенных;
ревизию циркуляционных колонок с продувкой и заменой
прокладок;
ревизию запорной арматуры с набивкой сальников, подтяж-
кой, зачисткой или заменой крепежных деталей;
наружный осмотр коммуникаций и устранение неисправно-
стей;
проверку контрольно-измерительных приборов;
осмотр площадок, лестниц и их ремонт;
подключение котла к коммуникациям и сдачу в эксплуата-
цию.
224
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
ремонт стенок котла сульфатной варки — зачистку повреж-
денных коррозией участков, заварку раковин и шлифовку; об-
варку стыков, швов и заклепок в случае необходимости;
промывку системы коммуникаций, ревизию опор и подве-
сок с заменой дефектных, замену прокладок и крепежных де-
талей;
ремонт наружной теплоизоляции котла;
окраску наружной поверхности котла и узлов, включенных
в комплект установки.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку арматуры и гарнитуры котла;
ремонт кислотоупорной защиты: а) котла футерованного —
разборку футеровки с удалением отходов из котла; очистку и
промывку поверхности, освобожденной от плиток, и насечку по
бетону; бетонирование и футеровку внутренних стенок котла
с последующей промазкой швов; просушку футеровки котла го-
рячим воздухом; б) котла биметаллического и сульфатного —
выполняют все операции, перечисленные в среднем ремонте, но
в большем объеме;
замену циркуляционных и сдувочных сеток и ремонт их
крепления;
ремонт штуцеров ввода кислоты, пара, воды, для удаления
щелоков, сдувочных газов, отборку проб и замену изношенных;
ремонт арматуры котла (горловины с защитными кольцами,
вымывное колено, верхняя крышка) или замену в случае пол-
ного износа;
ремонт уплотнителя щепы;
ремонт циркуляционных колонок с чисткой труб и гидравли-
ческим испытанием;
ремонт запорной арматуры с полной разборкой и снятием
с мест установки, набивкой сальников, постановкой на новые
прокладки и установкой новых комплектов в случае полного
износа;
сборку арматуры и гарнитуры котла;
гидравлическое испытание котла и установки в целом и
сдача инспектору Госгоркотлонадзора;
окисловку котла с медленными варками по особому графику
(котлы футерованные);
ввод котла в эксплуатацию.
Варочные аппараты непрерывного действия
Для производства целлюлозы непрерывным способом приме-
няют вертикальные установки типа «Камюр» и горизонтальные
многотрубные установки типа «Пандия».
225
Рис. 76. Схема непрерывной варки системы «Камюр»:
/ — бункер для щепы; 2 — дозирующий шнек; 3 — ротационный питатель низкого давле-
ния; 4 — горизонтальная пропарочная камера высокого давления; 5—ротационный пи-
татель высокого давления; 6 — вертикальный загрузочный шнек; 7 — труба возврата
циркуляционного щелока; # —самоочищающаяся сетка циркуляционного щелока; 9 —
самоочищающаяся сетка черного щелока; 10 — метальное устройство; 11— выдувной
вентиль; 12 — расширительный бак; 13— бак хранения промежуточного черного щелока;
14 — насос белого щелока; 15 — циркуляционный насос варочного щелока; 16 — циркуля-
ционный насос черного щелока; /7 — насос охладительного щелока; 18—ситочный кон-
центратор; 19 — подогреватель черного щелока
В установку типа «Камюр» (рис. 76) входит следующее обо-
рудование.
Конвейеры щепы, представляющие собой обычный на-
клонный ленточный транспортер с шириной ленты 1000 мм, ско-
ростью движения ленты 2—2,2 м/с. Приводная станция распо-
ложена внизу, а натяжная вверху. Над конвейером (вверху)
установлен магнитный сепаратор. Щепа с ленты транспортера
через рукав подается на расположенный ниже передвижной ре-
версивный конвейер. Этот конвейер предназначен для распреде-
ления щепы по бункерам варочного котла. Рама конвейера уста-
новлена на колесах и передвигается по рельсам, проложенным
над бункером варочного котла. Передвижение конвейера осу-
ществляется через редуктор от электродвигателя, установлен-
ного на раме конвейера. Длина конвейера 18 м, скорость пере-
движения тележки 0,46 м/с.
Магнитный сепаратор для удаления из щепы воз-
можных металлических предметов. Он установлен над лентой
на высоте 250 мм и представляет собой электромагнит в прямо-
угольном кожухе. Сброс собранного металла в приемный бун-
кер осуществляется отводом электромагнита в сторону и отклю-
чением электроэнергии.
Бункера и воронка для создания запаса щепы для
непрерывной работы. Емкость каждого бункера 400 м3. К ниж-
ней части бункера крепится воронка объемом 8,1 м3 для приема
поступающей из бункера щепы и направления ее в дозатор.
Воронка снабжена смотровым люком и патрубком диаметром
150 мм, через который в воронку поступает пар от питателя
низкого давления. В месте соединения воронки с дозатором уста-
новлен шиберный затвор. Для устранения зависаний щепы на
бункере и воронке установлены вибраторы.
Дозатор щепы для подачи щепы в питатель низкого
давления и для одновременного дозирования количества щепы,
подаваемой в варочный котел. Производительность дозатора
120 л/об. Скорость вращения 7,21 об/мин. Дозатор щепы состоит
из корпуса сварной конструкции, чугунных торцевых крышек
с гнездами подшипников, ротора из литой стали и вала с под-
шипниками. В верхней части корпуса дозатора имеется смотро-
вое стекло и люк с крышкой для осмотра и чистки ротора.
В нижней части имеется люк для отбора проб щепы. Дозатор
крепится верхним фланцем к щеповой воронке, а нижним —
к питателю низкого давления. Червячный редуктор и вариатор
крепятся болтами на фундаментной плите, которая болтами
крепится к основанию, оно в свою очередь приварено к пропа-
рочной камере. Ротор дозатора имеет 7 карманов. Щепа запол-
няет карманы ротора и высыпается из них в питатель низкого
давления при повороте ротора на 180°. Регулируя число оборо-
тов ротора, можно регулировать количество щепы, поступающей
на варку.
227
А
01000
2760
060/
щепы
Рис. 77. Питатель низкого давления:
I — стальной корпус; 2 — конический ротор; 3 — сферические роликовые подшипники; 4 — упорный подшипник; 5 — сальниковое устройство; 6 —
механизм присадки; 7 — привод; 8 — шабер
Питатель низкого давления (рис. 77) для непре-
рывной подачи щепы в пропарочную камеру. Является одновре-
менно запорным устройством между атмосферным давлением и
повышенным давлением в пропарочной камере. Он состоит из
отлитого стального корпуса и вращающегося в нем конического
5-камерного ротора. На корпусе имеется паровая рубашка для
подогрева питателя перед пуском. Отлитые из стали торцевые
крышки с гнездами для подшипников прикреплены к корпусу
болтами. Ротор с цапфами также соединен болтами. Сальнико-
вые буксы и набивка препятствуют утечке пара из полости кор-
пуса питателя. В питателе имеется шабер, задерживающий щепу
от попадания в пространство между ротором и корпусом. Боль-
шое значение в работе питателя имеет правильное направление
вращения ротора и свободный выход пара в воронку щепы.
Аксиальная нагрузка вала ротора воспринимается упорным
подшипником, расположенным на лицевой стороне. Основное
назначение этого подшипника — регулировать положение ро-
тора в аксиальном направлении с помощью маховика.
Пропарочная камера для приема щепы, поступающей
из питателя низкого давления, для пропарки ее и подачи шне-
ком в питательную трубу. Емкость камеры 11,6 м3. Скорость
вращения шнека 3,6—14,4 об/мин.
Питательная труба для транспортировки щепы в пи-
татель высокого давления. Труба сварной конструкции, прямо-
угольного сечения 350X900 мм, толщина стенки 12 мм. Верх-
няя часть трубы 450X900 мм. В трубе размещено сито с раз-
мерами 350x900x1130 мм. Толщина 6 мм, размер шлиц
2 мм, шаг 7 мм. За ходом щепы наблюдают через смотровые
окна.
Питатель высокого давления (рис. 78), который
подает щепу вместе со щелоком в верхнюю часть варочного
котла. Производительность 840 л/об. Скорость 4—5 об/мин. Он
представляет собой отлитое из стали гнездо-корпус, в котором
вращается конический ротор. В роторе имеется 4 сквозных кар-
мана, расположенные под углом 45° так, чтобы внутренняя по-
верхность корпуса была защищена манель-металлом. Торцевые
крышки отлиты из стали и крепятся к корпусу болтами.
В крышках сделаны гнезда под подшипники. Цапфы ротора
прикреплены к ротору болтами. Вал ротора вращается на сфе-
рических подшипниках. Для восприятия осевого давления уста-
новлен упорный подшипник, связанный с маховиком для пере-
мещения ротора. Питатель имеет камеру для обогрева паром.
Ротор отлит из нержавеющей стали. Все патрубки подачи, вы-
вода щелока и щепы облицованы листовой кислотоупорной
сталью.
Смесительный резервуар для бесперебойного
снабжения щелоком насоса высокого давления. Емкость 10 м3,
диаметр 2180x3200 мм. Для осмотра сделан люк.
229
Варочный котел, состоящий из верхнего и нижнего
сферических днищ, трех цилиндрических секций различного
диаметра, соединенных между собой конусообразными поясами.
Основные размеры котла 3800/4570/4700 мм, высота 33 м, об-
щий объем 460 м3. Верхнее днище котла снабжено двумя отвер-
стиями, в которые установлены загрузочные устройства
Рис. 78. Питатель высокого давления:
1 — литой стальной корпус; 2 — конический ротор; 3 — стальные торцевые крышки; 4 —
сферические роликоподшипники; 5 — сальниковые уплотнения; 6 — маховик механизма
присадки; 7 — сито
(рис. 79), состоящие из цилиндрического сита и вращающегося
внутри него вертикального шнека с указателем уровня щепы.
Шнек (диаметром 1093 мм, длиной 1404 мм) имеет шаг 640 мм
и вращается со скоростью 30 об/мин. Щепа и транспортирую-
щий ее щелок, пройдя по питательному трубопроводу, посту-
пают в загрузочное устройство, щелок проходит сквозь верти-
кальное сито в камеру, образованную перегородками, и отби-
рается из камеры насосом в питатель высокого давления. Шнеки
загрузочного устройства при своем вращении очищают поверх-
230
ность сита. Из верхней части котла щепа под собственной мас-
сой опускается в среднюю часть котла, где установлено две
зоны сит варочных циркуляционных систем. Сита имеют шлицы
3 мм. Промежуток между корпусом и ситами разделен на ка-
меры, к которым присоединены по 4 всасывающих штуцера диа-
метром 150 мм. Отбор
щелока через верхнее
или нижнее сито осуще-
ствляется поочередно.
В нижней части котла
также установлены два
нояса сит для отбора
щелока от целлюлозы.
Шлицы в ситах 1,3 мм.
Для облегчения вы-
дувки массы в днище
котла установлен узел
опоражнивания (рис. 80),
который состоит из трех
частей: верхней части,
нижней части и привод-
ного устройства.
Верхняя часть узла
представляет собой дон-
ный шабер с централь-
ной трубой и конусом.
Полый вал шабера слу-
жит трубой для подачи
щелока, предназначен-
ного для охлаждения
массы и поддержания
гидравлического давле-
ния в котле. Закреплен-
ные на вертикальном
валу лопасти шабера по-
стоянно вращаются. Вал
вращается на сфериче-
ских роликоподшипниках
с регулируемым через
вариатор числом оборо-
тов. В центре нижней
крышки варочного котла имеется сальниковое гнездо с буксами,
а по бокам — каналы-патрубки для направления выдуваемой
массы. Сальниковое устройство снабжено водяным охлаждением.
Нижняя часть узла опоражнивания представляет собой ниж-
нюю крышку котла, вал и шестеренчатую пару с коробкой.
Приводное устройство состоит из электродвигателя, вариа-
тора и редуктора. Скорость вращения шабера 2,34—5,86 об/мин.
Рис. 79. Загрузочное устройство варочного
котла:
1 — цилиндрическое сито; 2 — вертикальный шнек;
3 — указатель уровня щепы; 4 — крышка; 5 — при-
вод шнека; в — вал шнека; 7 — сальниковое уп-
лотнение; 8 — штуцер подачи щепы
231
Рис. 80. Выгрузочное устройство варочного котла:
/ — метальное устройство; 2— опорный конус; 3 — полый вал; 4—труба; 5—наконеч-
ник; в—сферический роликоподшипник; 7 — сальниковое уплотнение; 8 — штуцер для
выдувки массы; 9 — нижняя крышка; 10 — шестеренная пара; // — приводное устройство;
12 — уплотнительное устройство; 13 — штуцер для подачи охлажденного щелока
Для разжижения массы вокруг шабера в донную часть котл^
через спрыски добавляется щелок. I
Подогреватель щелока для подогрева циркулирую-
щего щелока, подаваемого в котел. Поверхность нагрева 206 м2,
длина подогревателя 9040 мм, диаметр кожуха 872 мм, количе-
ство труб 257 шт., размер труб: диаметр'-32^, длина 8000 мм.
Верхняя крышка изготовлена из стального литья. На крышке
предусмотрены подводящие и отводящие щелок штуцера диа-
метром 250 мм. Кожух подогревателя — из котельного литья.
К нему приварены опорные лапы, штуцер (диаметром 150 мм)
для подвода пара, штуцер (диаметром 80 мм) для отвода кон-
денсата. Нижнее днище — из котельной стали. На днище сде-
лан контрольный люк и выпускной штуцер. Внутреннее днище —
из котельной стали, соединено фланцем с нижней трубной
доской.
Расширительный резервуар, состоящий из двух
верхней и нижней (испарительной) частей. Каждая часть слу-
жит для отделения вторичного пара из щелока. Вторичный пар
из верхней части направляется в пропарочные камеры, а щелок
переходит в нижнюю часть. Вторичный пар из нижней части
поступает в скипидарный теплообменник, а щелок откачивается
в выпарной цех. Резервуар рассчитан на рабочее давление
2 кгс/см2 и имеет емкость 73 м3, диаметр 3,0 м, высоту 11,5 м.
Ситочный концентратор (рис. 81) для регулирова-
ния концентрации массы, выдуваемой в резервуар, состоит из
корпуса, внутри которого расположены три вращающихся си-
точных диска. Корпус снабжен патрубками для подвода массы,
двумя патрубками для отвода массы, патрубком для отвода
щелока и тремя смотровыми отверстиями с крышками. Ситоч-
ные диски представляют собой каркасы из литой стали, к кото-
рым приварены перфорированные диски. Ситочные диски наса-
жены на полый вал и соединены между собой промежуточными
втулками. Ситочные диски очищаются шабером, который кре-
пится к специальным выступам в корпусе концентратора.
Выдувной резервуар, служащий промежуточной ем-
костью между варочным котлом и промывной установкой. Пред-
ставляет собой емкость цилиндрической формы с конической
нижней частью, в которой установлена мешалка. Для разбавле-
ния массы в конусной части резервуара установлено 10 автома-
тических игольчатых клапанов для подачи и выгрузки массы,
отвода паров. Размеры резервуара: диаметр 5000 мм, высота
22 600 мм, емкость 325 м3.
Магнитная ловушка для улавливания включений из
массы. Состоит из корпуса, выпрямителя и электромагнита.
Корпус представляет собой цилиндрический резервуар из нержа-
веющей стали диаметром 1900 мм и высотой 2010 мм. Электро-
магнит, представляющий собой сердечник с обмоткой, питаю-
щейся постоянным током 220 В, силой 5,5 А, помещен в цилин-
233
Люк
И5
585r
360
230
Вход
массы
пнсчод'мич
120
15
50
E
2Z3
285
285
'Выход щелока
2900
тальной плоскости
(6разрезе условно)
&
ts
Зона сит
а щело-
Рис. 81. Ситочный концентратор:
/ — корпус; 2— вал ситочных дисков; 3 — ситочные диски; 4 — шабер для очистки дисков; а — мешалка; 6 — вал мешачки- 7 — скребок- 8 —
сальниковое уплотнение; 9 — подшипники; 10 — шкив привода мешалки; // — дроссельный выгрузочный клапан
Ру 300
----П=215об/нин----
9
Вода на ох-
лаждение
0520,
110
10
ESS
300
025
cum
без oc-
бора
щело-
ка
положены о горизон-
пульсирую-
\шего отбо-
60
дрический корпус, заполненный маслом. Количество заливае-
мого масла 75 л.
Системой ППР предусмотрен межремонтный цикл 43 200 ч.
За это время выполняют .24 текущих ремонта продолжитель-
ностью по 24 ч, 11 средних ремонтов по 72 ч и 1 капитальный
ремонт 240 ч.
При текущем ремонте выполняют следующие работы.
1. При ремонте дозатора щепы:
наружный осмотр корпуса дозатора с устранением дефектов;
чистку карманов дозатора;
ревизию подшипников ротора и их смазку;
ревизию сальниковых уплотнений;
ревизию приводов (редуктора, вариатора, клиноременной и
цепной передач);
осмотр защитных ограждений и их ремонт;
проверку и подтяжку крепежных деталей.
2. При ремонте питателя низкого давления:
наружный осмотр корпуса с проверкой на герметичность
в местах соединений, осмотр шабера, чистку пароотводной
трубы;
ревизию подшипников ротора, их смазку и регулировку по-
ложения ротора;
ревизию сальниковых уплотнений;
ревизию привода (редуктора и цепной передачи);
осмотр и ремонт защитных ограждений;
проверку и подтяжку крепежных деталей.
3. При ремонте пропарочной камеры:
наружный осмотр корпуса пропарочной камеры и всех трубо-
проводных соединений с устранением дефектов;
ревизию подшипников подающего шнека и их смазку;
ревизию сальниковых уплотнений и системы водяного ох-
лаждения;
ревизию привода (редуктора и цепной передачи);
осмотр и ремонт ограждений;
проверку и подтяжку крепежных деталей;
проверку состояния контрольно-измерительных приборов.
4. При ремонте питательной трубы:
наружный осмотр питательной трубы и соединений с устра-
нением дефектов.
5. При ремонте питателя высокого давления:
наружный осмотр корпуса с проверкой на герметичность,
чистку паровой трубы и нижней сетки питателя;
ревизию подшипников ротора, их смазку и регулировку при-
садки ротора;
ревизию сальниковых уплотнений с полной заменой набивки;
ревизию приводов — редуктора и клиноременной передачи;
осмотр и ремонт ограждений;
проверку и подтяжку крепежных деталей.
235
6. При ремонте верхнего котла со вспомогательным обору-
дованием:
осмотр загрузочного устройства с ревизией привода, под-’
шипников шнека и сальниковых уплотнений, замену набивки
и смазки подшипников, чистку системы водяного охлаждения
подшипников;
осмотр узла опоражнивания с ревизией привода, подшипни-
ков вертикального вала, сальникового уплотнения, замену
смазки подшипников;
наружный осмотр варочного котла и всех трубопроводных
соединений с устранением дефектов;
проверку контрольно-измерительной аппаратуры.
7. При ремонте ситочного концентратора:
наружный осмотр корпуса и всех трубопроводных соеди-
нений;
проверку состояния ситочных дисков и крылатки инди-
катора;
ревизию подшипников и их смазку;
ревизию сальниковых уплотнений;
ревизию привода с проверкой степени износа и натяжения
ремней;
осмотр ограждений и их ремонт.
8. При ремонте выдувного резервуара:
наружный осмотр резервуара и всех трубопроводов;
ревизию подшипников мешального устройства и их смазку;
ревизию сальниковых уплотнений с заменой набивки;
ревизию привода мешального устройства — редуктора и кли-
ноременной передачи;
осмотр и ремонт защитных ограждений;
проверку контрольно-измерительной аппаратуры.
9. При ремонте резервуаров, трубопроводов, запорной ар-
.матуры:
наружный осмотр резервуаров и всех трубопроводных соеди-
нений с устранением дефектов;
ремонт поврежденных мест с помощью ремонтных муфт, хо-
мутов, бандажей и подваркой отдельных стыков стальных
труб;
перебивку сальниковых компенсаторов, замену уплотнений
фланцевых соединений и ослабленных крепежных деталей;
ревизию запорной арматуры, набивку сальников, подтяжку
крепежных деталей;
ревизию конденсатоотводчиков.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы.
1. При ремонте дозатора щепы:
осмотр ротора с проверкой степени износа карманов, соос-
ности ротора, зазора между корпусом и ротором и устранение
дефектов;
236
ревизию привода: частичную разборку узлов вариатора и ре-
дуктора, промывку их, замену непригодных деталей, замену
масла, проверку крепления звездочек цепной передачи, замену
цепей и регулировку натяжения;
окраску дозатора.
2. При ремонте питателя низкого давления:
наружный и внутренний осмотр корпуса со снятием торце-
вых крышек, проверку шабера и его крепления, чистку пароот-
водящих труб;
осмотр ротора с проверкой выработки, наплавку лопастей,
проточку и подгонку к корпусу;
ревизию привода с.частичной разборкой, замену изношенных
узлов;
окраску питателя.
3. При ремонте пропарочной камеры:
наружный и внутренний осмотр корпуса с устранением де-
фектов;
осмотр подающего шнека и ремонт (при необходимости);
ревизию привода с частичной разборкой узлов редуктора,
промывкой и заменой изношенных; замену масла, осмотр цеп-
ной передачи и ее ремонт;
окраску пропарочной камеры.
4. Средний ремонт питательной трубы не выполняют.
5. При ремонте питателя высокого давления:
наружный и внутренний осмотр корпуса со снятием торцевых
крышек, чистку нижней сетки питателя и паровой трубы, про-
верку на герметичность подводящих и отводящих трубопро-
водов;
осмотр ротора и его посадочных гнезд в корпусе, устранение
дефектов, регулировку присадки;
ревизию привода с частичной разборкой редуктора, промыв-
кой и дефектацией, замену масла; осмотр клиноременной пере-
дачи с проверкой профиля ручья по шаблону, замену ремней и
регулировку их натяжения;
окраску питателя.
6. При ремонте варочного котла со вспомогательным обо-
рудованием:
отключение котла от коммуникаций;
частичную разборку узлов загрузочного устройства, чистку
и промывку их, проверку состояния шнека, сит, указателя
уровня щепы, ревизию подшипников шнека, привода, устранение
неисправностей;
наружный и внутренний осмотр котла всех трубопроводных
соединений с заменой прокладок и крепежных деталей;
проверку перфорированных решеток варочного котла, ремонт
или замену в случае неисправности;
частичную разборку узла опоражнивания и промывку дета-
лей, проверку состояния шабера, вертикального вала, ревизию
237
подшипников, сальниковых узлов, устранение неисправностей и
замену изношенных узлов, деталей и набивку;
осмотр и чистку системы для подачи охлажденного щелока;
проверку всех устройств и приспособлений безопасной экс-
плуатации варочного котла и ремонт (при необходимости).
7. При ремонте ситочного концентратора:
ревизию ситочной части и ремонт (при необходимости);
ревизию крылатки индикатора и ремонт (при необходи-
мости) ;
ревизию подшипников ситочного концентратора, их смазку
и замену изношенных;
ревизию привода ситочной части и индикатора с частичной
разборкой узлов, чисткой их и заменой непригодных к дальней-
шей эксплуатации, замену клиновых ремней и. регулировку их
натяжения;
окраску ситочного концентратора.
8. При ремонте выдувного резервуара:
наружный и внутренний осмотр резервуара и замену про-
кладок и крепежных болтов;
осмотр мешального устройства с проверкой состояния верти-
кального вала и лопастей, ревизию подшипников, их смазку
или замену;
окраску резервуара. .
9. При ремонте резервуаров, трубопроводов, запорной арма-
туры:
наружный и внутренний осмотр резервуаров и всех трубо-
проводных соединений с устранением дефектов;
наружный осмотр трубопроводов, промывку в целях удале-
ния осадков, замену отдельных дефектных участков;
ревизию опор, подвесок с заменой дефектных;
переработку фланцевых соединений с заменой прокладок,
фланцев и крепежных деталей;
полную ревизию запорной арматуры, конденсатоотводчиков
и ремонт (при необходимости);
проварку сварных швов, дающих течи, с последующим гид-
равлическим испытанием;
восстановление изоляции и окраску резервуаров и трубо-
проводов;
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
1. При ремонте дозатора щепы:
полную разборку дозатора, промывку узлов и их внешний
технический осмотр;
ремонт корпуса дозатора;
ремонт ротора или замену его (при необходимости), замену
подшипников, замену сальниковой набивки;
полную разборку привода и ремонт узлов и деталей или
замену их.
238
Разборку дозатора щепы начинают с отсоединения торцевых
крышек, затем вынимают ротор с валом. При износе ротора
производят его замену. Возможны случаи протирания корпуса
дозатора. При невозможности замены корпуса на протертые
места с наружной стороны приваривают пластины.
2. При ремонте питателя низкого давления:
полную разборку питателя, промывку узлов и деталей и их
внешний технический осмотр;
ремонт корпуса питателя (при необходимости);
ремонт ротора с подгонкой его к корпусу, осмотр цапф и ре-
монт их или замену в случае износа;
ремонт привода с полной разборкой, чисткой, промывкой и
заменой деталей, не пригодных к эксплуатации;
окраску питателя.
Разборку питателя начинают со снятия маховика и колпака.
Одновременно с колпаком снимают запор. Снятие колпака со
шпинделя производят вращением его. Удаляют стопорный винт
и шпиндель вывертывают из гнезда упорного подшипника. За-
тем удаляют упорный подшипник, основной подшипник и кони-
ческие штифты торцевых крышек. Ротор питателя вместе с цап-
фами и торцевой крышкой вынимают по направлению к лицевой
стороне питателя. Отсоединяют сальниковую буксу, и торцевую
крышку снимают с вала. На приводной стороне вначале уда-
ляют крышку подшипника, подшипник, буксу и затем торцевую
крышку. Цапфы ротора снимают, предварительно вывернув
крепежные болты. После полной разборки питателя детали
промывают и осматривают, замеченные дефекты устраняют или
заменяют детали новыми. Особое внимание нужно обратить на
ротор. Если выработка ротора настолько велика, что нет запаса
присадки в гнездо, то наплавляют лопасти слоем кислотоупор-
ной стали, затем протачивают и шлифовкой подгоняют ротор
к корпусу. В случае задира корпуса и ротора делают проточку
и пригонку. Сборку выполняют в обратном порядке.
3. При ремонте пропарочной камеры:
полную разборку пропарочной камеры;
наружный и внутренний осмотр корпуса, замер толщины
стенки, ремонт наваркой вальцовых листов, проверку всех тру-
бопроводных соединений, люков; замену смотровых стекол, про-
кладок, крепежных деталей;
осмотр вала шнека, ремонт наваркой вала и лопастей с по-
следующей обработкой;
замену подшипников подающего шнека, ремонт сальниковых
уплотнений;
ремонт привода с полной разборкой;
ремонт теплоизоляции и окраску камеры.
Разборку пропарочной камеры начинают со снятия подшип-
ников и их гнезд. Вывернув болты, снимают днища, затем вы-
нимают шнек. После разборки подшипники промывают, внима-
239
тельно осматривают и при необходимости заменяют. Одновре-
менно осматривают вал и шнек и в случае износа наваривают
с последующей обработкой. Замеряют толщину стенки корпуса
пропарочной камеры засверловкой. Сборку выполняют в обрат-
ном порядке, набивая подшипниковые гнезда смазкой.
4. При ремонте питательной трубы:
полную разборку трубы и внешней технический осмотр;
проверку состояния смотровых стекол и замену в случае
необходимости;
ремонт или замену сита;
окраску питательной трубы.
К ремонту питательной трубы приступают только после сня-
тия радиоактивного элемента, разбалчивая верхнее фланцевое
соединение загрузочной горловины с пропарочной камерой, за-
тем разбалчивают нижнее фланцевое соединение с питателем
высокого давления и снимают питательную трубу. Осматривают
сита, подваривают их или заменяют в зависимости от износа.
Осматривают смотровые стекла.
5. При ремонте питателя высокого давления:
полную разборку питателя, промывку узлов и деталей и их
внешний технический осмотр;
замену подшипников ротора и ремонт сальниковых узлов;
замену нижней сетки;
ремонт привода с полной разборкой;
сборку питателя с проверкой на герметичность;
окраску питателя.
Прежде чем приступить к ремонту питателя, надо выпустить
из системы щелок, отсоединить отводящие и подводящие трубо-
проводы, очистить питатель. Разборку питателя начинают со
снятия маховика, затем отвинчивают болты колпака и удаляют
запор, после этого вращением снимают со шпинделя колпак.
Отвернув блокирующие винты, вывертывают шпиндель из
гнезда упорного подшипника. После этого удаляют упорный
подшипник, основной подшипник и конические штифты торце-
вых крышек. Отвернув болты торцевых крышек, вынимают ро-
тор питателя вместе с цапфами и торцевой крышкой через
отверстие корпуса с лицевой стороны питателя. Удалив саль-
никовые буксы и основной подшипник с приводного опорного
вала, свободно отсоединяют торцевую крышку. По окончании
разборки производят промывку и технический осмотр деталей.
В случае поломки или значительного износа детали заменяют.
Сборку питателя выполняют в обратном порядке, заполняя
смазкой узлы.
6. При ремонте варочного котла со вспомогательным обору-
дованием:
отключение котла от коммуникаций;
полную разборку узлов загрузочного устройства, чистку и
промывку их, ремонт шнека наваркой дополнительных пластин
240
на лопасти, ревизию подшипников шнека, смазку их или замену
изношенных, разборку клиноременного привода;
полную разборку узла опорожнения, чистку и промывку де-
талей; проверку состояния шабера, полого вала, нижней
крышки котла и ремонт с заменой изношенных деталей; реви-
зию подшипников; смазку их; ремонт сальникового уплотнения
с заменой набивки; ремонт привода;
осмотр внутренней поверхности котла с устранением де-
фектов;
ремонт теплоизоляции котла;
проверку и замену изношенных перфорированных решеток
варочного котла;
чистку и ремонт системы для подачи охлаждающего черного
щелока;
обкатку узлов варочного котла перед сдачей;
гидравлическое испытание котла и сдачу его инспекции.
Приступая к ремонту загрузочного устройства, надо убе-
диться, что котел опорожнен и загазованности в нем нет. После
этого отбалчивают и снимают двигатель и приводное устрой-
ство. Затем отбалчивают крышку с опорной рамой и талью под-
нимают и переносят на специальное место, где снимают червяч-
ное колесо, вал и корпуса с подшипниками. Снимают нижний
подшипник и вынимают вал загрузочного шнека. При необходи-
мости вынимают указатель уровня щепы. По окончании полной
разборки шнека производят промывку сит загрузочного устрой-
ства, их ремонт или замену. Сборку выполняют в обратном по-
рядке, заполняя смазкой узлы.
Прежде чем приступить к ремонту узла опорожнения, необ-
ходимо промыть котел. Сначала снимают кожух узла опорожне-
ния, а затем центральную трубу. Шабер снимают с вала и при-
ступают к разборке нижней части. Отсоединяют крышку под-
шипника и затем подшипник. Гнездо снимают с места вместе
с шестерней и подшипником, затем снимают коробку передачи.
Крышку удаляют вместе с сальниками и коленом. Снимают под-
шипник, втулку и коробку передачи, затем большую шестерню.
Удалив шестерню, крышку подшипника, подшипник, сальнико-
вую буксу, вынимают вал узла опорожнения. По окончании
разборки производят промывку деталей и их технический осмотр.
По возможности детали ремонтируют, а с большим износом —
заменяют. Сборку ведут в обратном порядке.
7. При ремонте ситочного концентратора:
полную разборку, промывку узлов и деталей и их внешний
технический осмотр;
ремонт ситочной части и крылатки индикатора с заменой из-
ношенных узлов и деталей;
ремонт привода ситочной части и индикатора с полной раз-
боркой узлов, чисткой и заменой неисправных;
окраску ситочного концентратора.
9
И. 3. Малинский
241
8. При ремонте выдувного резервуара:
отключение резервуара от коммуникаций;
полную разборку узлов мешального устройства, чистку, про-
мывку и ремонт;
ремонт привода мешального устройства с полной разборкой;
ремонт сальниковых уплотнений с заменой набивки и изно-
шенных деталей;
окраску резервуара.
Разборку мешального устройства выдувного резервуара на-
чинают со снятия полумуфты с нижнего конца вала. Затем сни-
мают сальниковую буксу с набивкой. Отсоединяют лопасти ме-
Рис. 82. Дозатор щепы:
1—корпус сварной конструкции; 2 — чу-
гунные торцевые крышки; 3 — смотровое
стекло; 4 — люк для осмотра; 5 — ротор;
6 — вал ротора; 7 — люк для отбора проб
щепы
шалки от вала, расположенные
внутри выдувного резервуара.
Теперь вал освобожден и его
вынимают через направляю-
щие подшипники, для чего на
верхнем конце вала имеется
пружина для строповки. Про-
веряют состояние текстолито-
вых вкладышей подшипников
или заменяют их (при сильном
износе). Лопасти ремонтируют
наваркой. Сборку ведут в об-
ратном порядке.
9. При ремонте резервуа-
ров, трубопроводов, запорной
арматуры:
частичную или полную за-
мену противокоррозионной и
тепловой изоляции трубопро-
водов;
окраску трубопроводов,
резервуаров и арматуры.
В установку типа «Пандия» входит следующее основное обо-
рудование.
Загрузочная воронка для равномерного питания до-
затора щелока. В верхней части она имеет цилиндрическую
форму, в нижней — форму усеченного конуса. Конструкция во-
ронки— сварная, из нержавеющей стали (из-за корродирую-
щего действия паров, проникающих в воронку из пропарочной
трубы). Воронка установлена на четырех пружинных опорах.
Дозатор щепы (рис. 82), предназначенный для дозиро-
вания щепы, подаваемой из загрузочной воронки в пропароч-
ную трубу. По конструкции идентичен дозатору установки си-
стемы «Камюр». Дозатор установлен на загрузочном патрубке
пропарочной трубы и крепится к нему нижним фланцем кор-
пуса, а верхним фланцем — к загрузочной воронке.
Пропарочная труба для непрерывной пропарки щепы,
242
поступающей из дозатора. Состоит из цилиндрического корпуса,
закрытого с торцов крышками. Внутри корпуса установлен шнек
для перемещения щепы. Корпус — сварной, из двухслойной
стали. В верхней части трубы имеется люк, в крышке которого
расположены два штуцера: один — для сдувок, осуществляемых
через сетку, и второй — для продувки сетки. Вал шнека выпол-
нен из полой трубы, к концам которой приварены цапфы. Вал
облицован нержавеющей сталью. Витки шнека выполнены из
листовой нержавеющей стали. Вал шнека вращается на ролико-
вых подшипниках, установленных на кронштейнах, приваренных
к торцевым крышкам. В местах прохода цапф через крышки
расположено сальниковое уплотнение. Привод шнека пропароч-
ной трубы является одновременно и приводом дозатора.
Питатели низкого и высокого давления для не-
прерывной подачи щепы под противодавлением 4—8 кгс/см2. По
конструкции питатели идентичны питателям низкого давления
установки непрерывной варки системы «Камюр». Питатель низ-
кого давления смонтирован на загрузочном патрубке пропиточ-
ной трубы, к которому присоединен нижним фланцем корпуса.
Питатель высокого давления смонтирован на раме агрегата
с помощью опорных лап. Верхним фланцем корпуса питатель
присоединен к приточной трубе, а нижним — к верхней трубе
варочного аппарата.
Пропиточная труба для непрерывной пропитки щепы
варочным щелоком перед варкой. По конструкции одинакова
с пропарочной трубой, но несколько больше по размерам и эле-
менты выполнены усеченными, сальниковое уплотнение имеет
водяное охлаждение, а для предотвращения попадания щепы
в зазор между валом шнека и крышкой внутри корпуса на
крышках выполнены кольцевые трубы с мелкими отверстиями,
к которым подводится пар. Пропиточная труба смонтирована на
раме агрегата с помощью опорных лап.
Многотрубный варочный аппарат в зависимости
от производительности имеет от 3 до 8 горизонтальных труб.
Конструкция их идентична конструкции приточной трубы. Ва-
рочные трубы смонтированы на раме аппарата.
Разгрузочное устройство (рис. 83) предназначено
для непрерывной выгрузки волокнистой массы из аппарата. Со-
стоит из корпуса, четырехлопастной мешалки и привода. Четы-
рехлопастная мешалка состоит из вертикального вала с лопаст-
ным ротором, смонтированным в корпусе. Корпус верхним
фланцем соединен с выгрузочным патрубком нижней варочной
трубы. В верхней части корпуса расположена приемная камера,
внутри которой вращается ротор мешалки. Приемная камера
имеет два выгрузочных патрубка. Ротор мешалки измельчает
поступающую массу и специальными скребками очищает отвер-
стия для выгрузки массы из камеры. Вал ротора вращается
в двух роликовых подшипниках.
9*
243
Выдувной резервуар с «живым дном», состоя-
щий из сепаратора, в котором происходит отделение паров от
волокна, корпуса и днища с горизонтальными шнеками. Сепара-
тор размещен в верхней части корпуса и представляет собой
сварной цилиндрический циклон с трубой для отвода паров.
Корпус выдувного резервуара — цельносварной из двухслойной
1 Вход массы
0 830 ’
0 827
0 700 ~~~
Рис. 83. Разгрузочное устройство:
/ — корпус; 2 — ротор с лопастями; 3—вал; 4—роликоподшипники; 5 — сальник С водя-
ным уплотнением; 6 — клиноременная передача; 7—электродвигатель
стали и присоединен к днищу, в котором размещены шнеки. Ко-
личество шнеков и их размер зависят от производительности
установки и емкости резервуара.
Конденсатор паров выдувки для конденсации паров
выдувки и утилизации их тепла для нагрева производственной
воды. Для этого используются одноходовые кожухотрубные кон-
денсаторы с линзовыми компенсаторами.
Бак варочного щелока, представляющий собой цель-
носварной вертикальный цилиндрический резервуар с плоским
дном и крышкой, изготовлен из двухслойной стали.
244
Системой ППР предусмотрен межремонтный цикл 26 280 ч.
За это время выполняют 33 текущих ремонта по 12 ч, 2 средних
ремонта по 72 ч и 1 капитальный ремонт 240 ч.
При текущем ремонте выполняют следующие работы:
1. При ремонте дозатора щепы:
наружный осмотр корпуса дозатора с устранением обнару-
женных дефектов;
осмотр барабана с проверкой крепления скребков и заменой
изношенных;
ревизию подшипников барабана и их смазку;
ревизию сальниковых устройств;
ревизию привода вариатора и цепной передачи;
осмотр состояния защитных ограждений и их ремонт;
подтяжку всех крепежных изделий с заменой изношенных.
2. При ремонте пропиточной камеры:
наружный осмотр корпуса пропиточной камеры с устране-
нием обнаруженных дефектов;
ревизию подшипников шнека и их смазку;
ревизию сальниковых устройств и системы водяного ох-
лаждения;
ревизию привода (редуктора, вариатора и цепей передачи);
осмотр защитных ограждений и их ремонт;
подтяжку всех креплений с заменой изношенных;
проверку исправности контрольно-измерительных при-
боров.
3. При ремонте вертикального уплотнительного пресса:
наружный осмотр корпуса с устранением дефектов;
ревизию подшипников шнека и их смазку;
ревизию сальниковых устройств с частичной или полной за-
меной набивки;
ревизию привода (редуктора и соединительных муфт);
осмотр защитных ограждений и их ремонт;
подтяжку всех крепежных приспособлений.
4. При ремонте шнекового питателя:
наружный осмотр узла шнекового питателя;
ревизию подшипникового узла и замену смазки;
ревизию сальниковых устройств;
ревизию привода шнека (редуктора и цепной передачи);
осмотр ограждений и ремонт их;
подтяжку крепежных приспособлений;
проверку исправности контрольно-измерительных и регули-
рующих приборов.
5. При ремонте варочных труб:
наружный осмотр варочных труб и всех трубопроводных
соединений с устранением дефектов;
ревизию сальниковых устройств и системы водяного охлаж-
дения;
ревизию подшипников шнеков и их замену;
245
ревизию привода шнеков (редуктора, вариатора, цепной пе-
редачи; осмотр защитных ограждений и их ремонт);
подтяжку всех крепежных приспособлений;
проверку исправности контрольно-измерительных и регули-
рующих приборов.
6. При ремонте разгрузочного устройства:
наружный осмотр корпуса с проверкой на плотность соеди-
нений;
ревизию подшипников вала ротора и центральной системы
смазки;
ревизию сальниковых устройств и системы охлаждения;
ревизию выдувных клапанов с заменой сальниковой набивки;
ревизию привода клиноременной передачи с проверкой про-
филя ручья шкивов по шаблону;
осмотр защитных приспособлений.
7. При ремонте выдувного резервуара с «живым дном»:
наружный осмотр резервуара и всех трубопроводных сое-
динений;
ревизию сальниковых устройств с частичной или полной за-
меной набивки;
ревизию подшипников шнеков и смазку их;
ревизию привода (редукторов, вариаторов и цепных пе-
редач);
осмотр защитных ограждений и их ремонт;
проверку исправности контрольно-измерительных и регули-
рующих приборов.
8. При ремонте трубопроводов с запорной арматурой:
наружный осмотр и обтяжку фланцевых соединений, под-
весок, опор, компенсаторов с ремонтом или заменой изно-
шенных;
ремонт поврежденных мест для устранения утечек с поста-
новкой ремонтных муфт, хомутов, бандажей и подваркой
стыков;
переборку сальниковых компенсаторов, замену уплотнений
фланцевых соединений;
ревизию запорной арматуры (без снятия с трубопроводов),
набивку сальников;
ревизию конденсационных горшков;
проверку контрольной арматуры.
При выполнении среднего ремонта помимо работ, выпол-
няемых при текущем ремонте, выполняют следующие работы и
процессы:
1. При ремонте дозатора щепы:
ревизию привода с частичной разборкой узлов вариатора,
промывкой и смазкой;
окраску дозатора.
2. При ремонте пропиточной камеры:
ревизию привода с частичной разборкой узлов редуктора и
246
вариатора, промывку их и замену масла, осмотр цепной пере-
дачи с проверкой степени износа цепей;
окраску пропиточной камеры.
3. При ремонте вертикального уплотнительного пресса;
разборку узла уплотнительного пресса;
осмотр шнека и ремонт (при необходимости);
ревизию привода с частичной разборкой узлов редуктора,
промывку, замену масла, ревизию и ремонт соединительных муфт;
окраску уплотнительного пресса.
4. При ремонте шнекового питателя:
частичную разборку узла шнекового питателя;
ремонт шнека наплавкой с последующей обработкой;
замену ножей-планок и изношенных крепежных деталей;
осмотр пробкообразователя и ремонт его (при необходи-
мости) ;
ревизию привода с частичной разборкой редуктора, промыв-
кой и заменой масла;
ревизию предохранительного клапана;
окраску узла шнекового питателя.
5. При ремонте варочных труб:
ревизию привода с частичной разборкой узлов редуктора ва-
риатора, промывку их и замену масла, осмотр цепной передачи
с проверкой степени износа;
окраску привода и защитных ограждений.
6. При ремонте разгрузочного устройства:
ремонт защитных ограждений;
окраску разгрузочного устройства и привода.
7. При ремонте выдувного резервуара с «живым дном»:
разборку люков и лазов;
наружный и внутренний осмотр резервуара и всех трубопро-
водных соединений с заменой прокладок и крепежа;
проверку состояния шнеков, ревизию подшипников и замену
изношенных;
ревизию предохранительного клапана и ремонт резервуара
и защитных ограждений.
8. При ремонте трубопроводов с запорной арматурой:
отключение трубопроводов от магистрали;
осмотр, промывку отдельных участков;
переборку фланцевых соединений с заменой дефектных флан-
цев, прокладок и крепежных деталей;
полную ревизию запорной арматуры и конденсационных
горшков с заменой набивки, прокладок и крепежных деталей;
переварку сваренных швов, дающих течи, с последующим
гидравлическим испытанием;
восстановление изоляции и окраску трубопровода.
При выполнении капитального, ремонта помимо работ, вы-
полняемых в среднем ремонте, выполняют следующие работы
и процессы:
247
1. При ремонте дозатора щепы:
разборку узла дозатора;
ремонт корпуса дозатора с реставрацией поврежденных
участков;
ремонт барабана дозатора с заменой скребков и подшип-
ников;
сборку узла дозатора;
ремонт привода с полной разборкой узлов вариатора, чист-
кой, промывкой и заменой изношенных частей.
2. При ремонте пропиточной камеры:
разборку пропиточной камеры;
наружный и внутренний осмотр корпуса с проверкой всех
трубопроводных соединений, люков, лазов, замену смотровых
стекол, прокладок и крепежных деталей;
осмотр шнека, ремонт или замену его в случае полного
износа;
ремонт привода с полной разборкой редуктора и вариатора,
чистку и промывку их, замену дефектных узлов и деталей, за-
мену масла, разборку цепной передачи, замену звездочек;
окраску пропиточной камеры.
3. При ремонте вертикального уплотнительного пресса;
разборку уплотнительного пресса;
ремонт шнека или замену в случае полного износа;
ревизию подшипников и сальниковых устройств с заменой
изношенных подшипников, вкладышей и набивки;
ремонт привода и полную разборку редуктора, чистку и про-
мывку узлов, замену дефектных частей, замену масла, ремонт
или замену соединительных муфт;
окраску уплотнительного пресса.
4. При ремонте шнекового питателя:
разборку шнекового питателя;
замену питательного шнека и пробкообразователя;
замену ножей планок;
ремонт привода с полной разборкой редуктора и цепной пе-
редачи, чистку, промывку, дефектацию;
сборку шнекового питателя, замену прокладок, набивки
в сальниковых уплотнениях и крепежных деталей;
окраску шнекового питателя.
5. При ремонте варочных труб:
разборку варочных труб;
проверку состояния внутренней облицовки с реставрацией
поврежденных участков;
проверку состойния шнеков, ремонт их или замену в случае
износа;
сборку варочных труб с заменой подшипников, прокладок
на соединйтельных патрубках и торцевых крышках;
ремонт сальников с заменой втулок, набивки и крепежных
деталей, ревизию и ремонт системы водяного охлаждения;
248
ремонт привода с полной разборкой редуктора вариатора,
с чисткой и промывкой, заменой изношенных частей и масла,
разборку и ремонт цепной передачи;
восстановление наружной теплоизоляции варочных труб;
гидравлическое испытание варочных труб и окраску.
6. При ремонте разгрузочного устройства:
разборку разгрузочного устройства;
проверку состояния ротора, вала, замену защитной втулки;
ремонт централизованной системы смазки подшипников;
ремонт привода с полной разборкой клиноременной пере-
дачи и дефектацией;
ремонт выдувных клапанов с заменой изношенных деталей,
прокладок и набивки;
окраску разгрузочного устройства и привода.
7. При ремонте выдувного резервуара с «живым дном»:
разборку выдувного резервуара;
осмотр шнеков, ремонт их или замену в случае износа, реви-
зию подшипников;
ремонт сепаратора;
ремонт предохранительных клапанов с заменой прокладок
и набивки;
наружный и внутренний осмотр резервуара и всех трубопро-
водных соединений, замену прокладок, восстановление повреж-
денных участков теплоизоляции;
ремонт привода с полной разборкой редуктора-вариатора,
чистку и промывку, замену изношенных деталей, замену масла,
ремонт цепной передачи;
восстановление поврежденных участков теплоизоляции ре-
зервуара;
окраску резервуара и привода.
8. При ремонте трубопроводов с запорной арматурой:
отключение трубопроводов от магистрали;
осмотр, промывку и замену дефектных участков трубо-
провода;
ревизию конденсационных горшков, ремонт, установку новых;
ревизию запорной арматуры с полной разборкой, промывкой,
чисткой, заменой дефектных деталей, сальниковой набивки, про-
кладок и установку новых комплектов;
гидравлическое испытание трубопроводов;
частичную или полную замену противокоррозионной и тепло-
вой изоляции трубопроводов;
окраску трубопроводов.
3. РЕМОНТ ОБОРУДОВАНИЯ ДЛЯ ПРОМЫВКИ, СОРТИРОВАНИЯ
И СГУЩЕНИЯ МАССЫ
Промывка целлюлозы необходима для полного отделения от-
работанного щелока от сваренной целлюлозной массы. Промы-
вать целлюлозу можно периодическим способом на сцежах или
249
Рис. 84.
Рис. 84. Высоковакуум-
ный фильтр БВУ:
1 — барабан; 2 — распреде-
лительная головка; 3 — ван-
на; 4 — спрыски для про-
мывки; 5 — привод бараба-
на; 6 — внутренняя обечай-
ка; 7 — приемные карманы;
8 — отводящие трубы; 9 —
ступица барабана; 10—смен-
ная ячейковая шайба; 11 —
цапфы; 12 — черпаковое уст-
ройство; 13 — кольца для
увеличения жесткости; 14 —
двухрядный сферический ро-
ликоподшипник
1600-
1500
диффузорах или непрерывным способом на барабанных филь-
трах, шнек-прессах или дисковых прессах, а также комбиниро-
ванным способом на фильтрах и шнек-прессах или дисковых
прессах. Наибольшее распространение для промывки любых
видов целлюлозы получили барабанные фильтры. Основное на-
значение сортирования массы — отделение от нее различных
волокнистых и минеральных включений. Сортирующие машины
для отделения волокнистых включений можно разделить на три
основных типа: центробежные, вибрационные и с гидродинами-
ческими лопастями. Независимо от типа принцип действия всех
сортирующих машин основан на пропускании массы в виде вод-
но-волокнистой суспензии через отверстия сортирующих сит под
воздействием напора, создаваемого тем или иным способом. Для
сортирования древесной массы и целлюлозы применяют центро-
бежные сортировки (типа Ковен и СЦ). Из вибрационных сор-
тировок применяют сортировки с вибрирующим ситом. Их в ос-
новном применяют для грубого сортирования, т. е. заменяют
щеполовки и сучколовители (типа Джонсона и СВ-01Р). Сорти-
рующие машины с гидродинамическими лопастями имеют ряд
преимуществ: закрытое исполнение, высокую производительность,
небольшой габарит, малый расход металла, бесшумность, боль-
шой срок работы сит, высокую степень очистки, минимальную
потребность в обслуживании и ремонте. Применяют два вида
251
конструкции сортирующих машин с гидродинамическими ло-
пастями: с одним сортирующим ситом (селектифайеры УЗ-01 —
УЗ-04) и с двумя сортирующими ситами (центрискрины УЗ-13А).
Для сгущения массы применяют сгустители и вакуум-фильтры.
Сгустители предназначены для сгущения массы в пределах от
0,4 до 7%, вакуум-фильтры — от 0,5 до 10—15%.
Вакуум-фильтры для промывки целлюлозы бывают (рис. 84)
следующих типов:
а) высоковакуумные фильтры, у которых вакуум создается
барометрическими трубами или вакуум-насосами;
б) низковакуумные фильтры, у которых вакуум создается
отводящими дугообразными каналами или трубами, величина
вакуума у этих фильтров ограничена диаметром барабана;
в) фильтры давления, в которых давление создается над
барабаном, закрытым герметичным колпаком, за счет нагнета-
ния под колпак воздуха вентилятором высокого давления.
Описание конструкции фильтров приведено в разделе «Мон-
таж оборудования».
Профилактический осмотр вакуум-фильтра проводят при пе-
рерывах в работе. Системой планово-предупредительного ре-
монта вакуум-фильтра предусмотрен межремонтный цикл
26 280 ч. За это время выполняют 9 текущих ремонтов продол-
жительностью по 16 ч, 2 средних ремонта по 96 ч и 1 капиталь-
ный ремонт 240 ч.
При текущем ремонте выполняют следующие работы:
осмотр ванны и напускного ящика фильтра с проверкой со-
стояния внутренней облицовки и устранение неисправностей;
ревизию барабана с прочисткой сетки, проверкой ее состоя-
ния, крепления и устранением неисправностей;
ревизию вакуумной головки фильтра с прочисткой ее и
устранением неисправностей;
проверку состояния рабочих поверхностей отжимных, реб-
ристых и массосъемных валов с устранением дефектов;
проверку состояния транспортирующего шнека с устране-
нием обнаруженных дефектов;
ревизию всех подшипников с заменой в них смазки и уплот-
нений (при необходимости);
проверку работы механизмов прижима валов с устранением
неисправностей и регулировкой;
проверку состояния и крепления шаберных ножей, заточку
ножей и их пригонку;
проверку состояния всех уплотнений с ремонтом или за-
меной;
ревизию привода барабана, шнека и съемного валика:
а) проверку состояния и крепления звездочек и шкивов
с устранением неисправностей;
б) проверку состояния цепей и клиновых ремней с устра-
нением неисправностей и регулировкой их натяжения;
252
в) проверку состояния соединительных муфт с устране-
нием неисправностей;
осмотр трубопроводов и спрысков с прочисткой их и устра-
нением неисправностей, ревизию запорной арматуры с заменой
сальниковой набивки;
проверку состояния и крепления защитных заграждений, об-
служивающих площадок и лестниц с устранением неисправностей;
обтяжку крепежных деталей.
При выполнении среднего ремонта помимо работ, выполняе-
мых при текущем ремонте, выполняют следующие работы:
ремонт вакуумной головки с прочисткой ее, заменой уплот-
нений при необходимости и реставрацией изношенных деталей;
регулировку клапана (при необходимости);
ремонт ребристых, отжимных и массосъемных валов с ре-
ставрацией рабочих поверхностей;
ремонт транспортирующего шнека с реставрацией рабочих
поверхностей;
ремонт приводов барабана, шнека и массосъемного валика:
а) ревизию редукторов и вариаторов с промывкой и про-
веркой состояния зубчатых передач, подшипников и уплот-
нений, замену смазки;
б) проверку состояния звездочек и шкивов с устранением
неисправностей;
в) проверку состояния цепей и клиновых ремней с заме-
ной изношенных и регулировкой их натяжения;
г) ревизию соединительной муфты с заменой изношен-
ных деталей;
ремонт фундаментов;
опробование перед пуском в эксплуатацию;
частичную окраску установки.
При- капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку фильтра с очисткой узлов и деталей от
загрязнений; дефектацию узлов и деталей;
ремонт ванны фильтра с устранением повреждений;
ремонт или замену барабана;
ремонт вакуумной головки с заменой изношенных деталей;
ремонт или замену отжимных, ребристых и массосъемных
валов;
замену изношенных подшипников барабана, шнека и всех
валов;
ремонт приводов барабана, шнека и массосъемного валика
с заменой изношенных деталей;
ремонт трубопроводов, спрысков и запорной арматуры
с полной разборкой, промывкой, чисткой, заменой деталей,
сальниковой набивки и прокладок, установку новой арматуры;
ремонт защитных ограждений;
полную окраску установки.
253
4. РЕМОНТ ЦЕНТРОБЕЖНОЙ СОРТИРОВКИ ТИПА СЦ
Корпус сортировки состоит из литой нижней части, к кото-
рой на болтах присоединены две литые боковые стойки, свя-
занные поверху стальной связью. К одной стойке со смещением
от оси корпуса присоединен литой штуцер для подачи массы
в сортировку. На штуцере имеется кронштейн для установки
подшипника вала ротора и сальника. На другой стойке укреп-
лен штуцер для выхода отходов. По оси ротора на стойке сде-
ланы сальниковое устройство и кронштейн для крепления при-
водного подшипника. Обе стойки имеют кольцевые буртики для
крепления к ним сита. Ротор сортировки — сварной конструк-
ции, состоит из вала, распределительного цилиндра с отвер-
стиями для выпуска массы, лопастей из листовой стали, прива-
ренных к валу, перегородки, разделяющей сортировку на две
зоны сортирования, и подпорного кольца. Вал ротора — полый,
с отверстиями и соединен одним концом со сплошной цапфой,
а другим — со штуцером для подачи воды, разбавляющей
массу. Сортирующее сито состоит из трех соединенных между
собой секций из нержавеющей стали. Сито приварено к кар-
касу. Ротор вращается через клиноременную передачу от элек-
тродвигателя.
Профилактический осмотр сортировки производят при каж-
дом перерыве в работе. Системой ППР для сортировки преду-
смотрен межремонтный цикл 17 520 ч. За это время выполня-
ются 22 текущих ремонта продолжительностью по 12 ч, 1 сред-
ний ремонт 48 ч и 1 капитальный ремонт 96 ч.
При текущем ремонте выполняют следующие работы:
осмотр статора сортировки с проверкой состояния и крепле-
ния кожуха и устранением неисправностей;
проверку состояния сортирующих сит и их ремонт при не-
обходимости;
проверку плотности прилегания каркаса к кольцам и бурти-
кам с устранением неисправностей;
осмотр ротора с проверкой крепления лопастей, прочистку
спрысковой части вала, ревизию подшипников ротора с заме-
ной смазки, изношенных уплотнений и прокладок;
ревизию сальниковых узлов и запорной арматуры с заме-
ной изношенных сальников, прокладок и крепежных деталей;
ревизию привода сортировки:
а) осмотр шкивов с проверкой их креплений, ревизию текс-
ропной передачи с проверкой состояния ремней;
б) ревизию редуктора с заменой смазки и проверкой состоя-
ния шестерен, подшипников, уплотнений;
осмотр защитных ограждений, перил, лестниц, площадок;
опробование сортировки перед пуском в эксплуатацию.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
254
проверку состояния крепления патрубков с устранением не-
исправностей и заменой прокладок и крепежных деталей;
ремонт защитных ограждений, площадок и лестниц;
ремонт фундаментов;
обтяжку всех крепежных деталей с заменой изношенных;
опробование сортировки перед пуском;
окраску сортировки.
При капитальном ремонте помимо работ, выполняемых
в среднем ремонте, выполняют следующие работы:
полную разборку сортировки с очисткой и дефектацией всех
узлов и деталей;
ремонт кожуха сортировки;
ремонт патрубков;
замену каркасов сортирующих сит;
замену при необходимости ротора и подшипников;
замену изношенных деталей сальниковых узлов;
замену при необходимости шкивов, шестерен и подшипни-
ков привода;
ремонт или замену изношенной арматуры.
5. РЕМОНТ УЗЛОЛОВИТЕЛЕЙ ЗАКРЫТОГО ТИПА
(СЕЛЕКТИФАЙЕРОВ И ЦЕНТРИСКРИНОВ)
Узлоловители данной конструкции применяют Для тонкой
очистки волокнистых материалов. Изготовляемые отечествен-
ными заводами узлоловители марки УЗ-01, УЗ-02, УЗ-ОЗ и
УЗ-04 состоят из следующих основных узлов: корпуса, ротора,
головки ротора, сита, пневматической задвижки и привода
(рис. 85). Корпус узлоловителя разъемный, отлит из чугуна
марки Сч 18-36 и состоит из основания, средней и верхней ча-
стей и крышки с механизмом подъема. Основание имеет улито-
образный желоб для отвода отходов. Желоб заканчивается па-
трубком, к которому крепится пневматическая задвижка. Н
основании корпуса смонтирован ротор и каркас сита, который
закреплен упорным кольцом в верхней части корпуса. В месте
прохода вала ротора через основание установлено уплотнение
манжетного типа с двумя кольцами. В полость верхнего кольца
подается вода под давлением, превышающим давление массы
в узлоловителе примерно на 0,1 кгс/см2, а в полость нижнего
кольца — смазка из пресс-масленки. На основании корпуса ус-
тановлена средняя часть, имеющая разгрузочный патрубок для
отвода очищенной массы, а на ней — верхняя часть корпуса
с улитообразным патрубком для подачи массы в узлоловитель.
Все части корпуса соединены болтами. Корпус закрыт крыш-
кой с устройством для подъема и отвода ее в сторону при ре-
монте и осмотре узлоловителя. Ротор состоит из вала и головки
с гидродинамическими лопастями. Вал ротора установлен на
сферических роликоподшипниках, смонтированных на буксовых
255
втулках. Головка ротора крепится на верхнем конусном конце
вала с помощью шпонки и гайки. На нижний конец вала наса-
жен шкив при клиноременной передаче или полумуфта при ре-
дукторной передаче. Лопасти выполнены из бронзы, нержавею-
щей стали или из пластмассы на четырех стержнях из нержа-
веющей стали. Стержни имеют резьбу для регулировки зазора
между лопастями и внутренней поверхностью сита в пределах
от 0.5—1,5 мм. Лопасти укреплены под углом 10° к вертикали
4
Рис. 85. Узлоловитель закрытого типа
марки УЗ-02:
1 — опора; 2 — основание; 3 — средняя часть; 4 —
верхняя часть; 5—крышка; 6 — механизм подъ-
ема; 7 — улитообразный желоб; 8 —ротор; 9—
каркас сита; 10—вал; 11— головка; 12 — лопасти;
13 — электродвигатель; 14 — клиноременная пере-
дача
по направлению враще-
ния ротора для лучшего
продвижения массы вниз
корпуса. Сито — из тон-
кой нержавеющей стали
марки 1Х18Н9Т толщи-
ной 1,5 мм со штампо-
ванными отверстиями
диаметром 1,4; 1,6; 1,8;
2; и 2,4, в зависимости от
вида массы и требований
к ее чистоте. На цилиндр
сита надеты и прекреп-
лены опорный фланец,
бандаж и верхний фла-
нец, изготовленные из
стали Х17Т.
Конструкция узлоло-
вителя марки УЗ-13А
(рис. 86) включает сле-
дующие основные узлы:
корпус, ротор, сита (на-
ружное и внутреннее) и
привод. Корпус сортиров-
ки разъемный. Верхняя
и нижняя части корпуса
соединены между собой
болтами. Детали корпуса изготовлены из литой кислотоупор-
ной стали. Внутри корпуса установлены два цилиндрических
сита из кислотостойкой стали. Ротор сортировки имеет четыре
лопасти для очистки наружного ситового барабана и четыре ло-
пасти для очистки внутреннего сита. Лопасти крепятся на валу
к крестовине и скреплены в нижней части опорным кольцом,
образуя жесткую конструкцию. Крестовина ротора крепится
к приводному диску, насаженному на верхний конусный конец
вала ротора на шпонке и закрепленному специальной гайкой.
Вал ротора поддерживается двумя сферическими роликовыми
подшипниками. Детали ротора, соприкасающиеся с массой, из-
готовлены из кислотостойкой стали. Вращение вала ротора
осуществляется от электродвигателя через клиноременную пере-
256
дачу. Узлоловитель марки УЗ-13 имеет некоторые конструктив-
ные отличия: а) ротор имеет по две лопасти в наружном и
внутреннем ситовом барабане, б) в днище нижней части кор-
пуса имеется лишь один штуцер для отвода отходов, а штуцер
для ввода разбавляющей жидкости отсутствует.
Профилактический осмотр узлоловителя проводят при оста-
нове машины.
Рис. 86. Узлоловитель закрытого типа марки УЗ-13А:
/—верхняя впускная часть корпуса; 2 — нижняя впускная часть корпуса; 3—конусооб-
разная опора ротора; 4 — желоб для отходов; 5 — крышка; 6 — штуцер для отвода воз-
духа; 7 — штуцер подачи массы; 8—штуцер отвода загрязнений; 9, /0 — ситовые бара-
баны; II — крепежное кольцо барабана; 12— штуцер отвода качественной массы; 13 —
штуцер отвода некачественной массы; 14—штуцер для ввода разбавляющей жидкости:
15 — вал ротора; 16 — крестовина; 17 — лопасти; 18 — приводной шкив; 19 — подшипники;
20 — корпуса и крышки подшипников; 2/— уплотнительная камера; 22 —приводной диск;
23 — электродвигатель; 24 — клиноременная передача; 25 — литая чугунная плита
Системой ППР для узлоловителя предусмотрен межремонт-
ный цикл 26 280 ч. За это время выполняют 33 текущих ре-
монта, 2 средних и 1 капитальный ремонт. Время простоя в ре-
монте определяется простоем в ремонте технологической линии.
При текущем ремонте выполняют следующие работы:
вскрытие узлоловителя с очисткой и промывкой всех узлов;
проверку состояния сит с прочисткой отверстий и устране-
нием неисправностей;
проверку состояния и крепления лопастей ротора;
проверку и регулировку зазора между ситом и лопастями,
проверку вращения ротора после сборки;
ревизию сальникового уплотнения с заменой защитной
втулки вала, прочисткой водоподводящего и смазочного кана-
лов и замену смазки;
257
замену смазки подшипникового узла вала ротора;
ревизию задвижек с заменой уплотнений шибера, проверку
работы и регулировку пневматической задвижки;
проверку состояния привода: а) регулировку натяжения
ремней; б) ревизию муфты редуктора с заменой изношенных
колец и пальцев;
подтяжку всех крепежных деталей.
При среднем ремонте помимо работ, выполняемых в теку-
щем ремонте, выполняют следующие работы:
ревизию подшипникового узла вала ротора с заменой рези-
новых уплотнений, проверкой крепления подшипников и заме-
ной смазки;
при ремонте узлоловителя с приводом через редуктор:
а) вскрытие редуктора с промывкой и прочисткой; б) проверку
крепления шестерен с устранением неисправностей; в) проверку
зацепления шестерен; г) замену уплотнений и смазки редук-
тора; д) ревизию муфт с заменой пальцев и резиновых колец;
сборку узлоловителя с проверкой его на водонепроница-
емость и окраску.
При капитальном ремонте помимо работ, выполняемых
в среднем ремонте, выполняют следующие работы:
замену сит;
замену лопастей (при необходимости);
замену вала ротора, подшипников, шестерен, шкивов (при
необходимости);
ремонт фундамента.
Сгустители по степени сгущения бывают бесшаберные, при-
меняемые для сгущения до концентрации 1,5—3%, и шаберные,
сгущающие массу до концентрации 5—7%. Сгуститель состоит
из покрытого сеткой цилиндрического барабана, ванны, при-
жимного валика и шабера. Барабан сгустителей марки СДШ,
СЦБ, СЦШ выполнен сварным из нержавеющей стали. На
трубчатый вал с цапфами приварены на равных расстояниях
друг от друга спицы с ободами, на которые наложены и прива-
рены перфорированные обечайки, образуя цилиндр. На цилиндр
натянута подкладочная и фильтрующая сетка. Барабан вра-
щается на подшипниках качения. Ванна сгустителя может быть
изготовлена бетонной, стальной разъемной или сварной кон-
струкции, с различными антикоррозионными покрытиями. На
торцевых стенках ванны имеются выпускные отверстия для от-
вода отфильтрованной жидкости и специальные приливы для
уплотнительных бандажей, препятствующих вытеканию массы
с оборотной водой. В качестве уплотнений применяют ленты из
сукна, а на современных сгустителях — шнуры из неорганиче-
ских материалов круглого сечения. Ванна в целях уменьшения
потерь тепла и выделений пара в помещение закрыта разбор-
ным колпаком из алюминия. Прижимные валики изготовлены
из чугуна или из нержавеющей стали и снаружи обтянуты сук-
258
ном толщиной 12—50 мм или облицованы резиной твердостью
100—200 пунктов по Пуссей-Джонсу толщиной слоя 12—25 мм.
Профилактический осмотр сгустителя проводят при переры-
вах в работе. Системой ППР для сгустителя предусмотрен меж-
ремонтный цикл 26 280 ч. За это время выполняют 15 текущих
ремонтов продолжительностью по 6 ч, 2 средних ремонта по
12 ч и 1 капитальный 72 ч.
При текущем ремонте выполняют следующие работы:
осмотр ванны и напускного желоба с проверкой состояния
внутренней поверхности и устранением неисправностей;
ревизию барабана с прочисткой сетки, проверкой ее состоя-
ния и крепления, устранение дефектов;
проверку состояния рабочей поверхности шаберного валика
с устранением дефектов;
ревизию подшипников барабана и прижимного валика с за-
меной смазки;
проверку работы механизма прижима прижимного валика;
проверку состояния всех уплотнений с ремонтом или заме-
ной изношенных;
проверку состояния и крепления шаберного ножа, заточку
ножа и его пригонку;
ревизию привода барабана: а) проверку состояния и креп-
ления шкивов с устранением неисправностей; б) проверку со-
стояния и крепления пары цилиндрических шестерен с устра-
нением неисправностей; в) проверку состояния клиновых
ремней и регулировку их натяжения; г) проверку состояния со-
единительных муфт с устранением неисправностей;
осмотр трубопроводов и спрысков с прочисткой их и устра-
нением неисправностей, ревизию запорной арматуры с заменой
сальниковой набивки и прокладок;
обтяжку всех крепежных деталей;
проверку состояния защитных ограждений с устранением
неисправностей.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
ремонт шаберного валика с реставрацией рабочей поверх-
ности;
ремонт привода барабана: а) ревизию редуктора с промыв-
кой и проверкой состояния зубчатых передач, подшипников,
уплотнений; б) замену смазки;
ремонт фундаментов;
опробование перед пуском;
окраску сгустителя.
При капитальном ремонте помимо работ, выполняемых
в среднем ремонте, выполняют:
полную разборку сгустителя с очисткой узлов и деталей от
загрязнений и дефектацию;
ремонт ванны с устранением повреждений;
259
ремонт или замену барабана;
ремонт прижимного валика с реставрацией поверхности или
замену валика;
ремонт привода барабана с заменой изношенных шестерен,
подшипников и других деталей;
ремонт трубопроводов и арматуры: а) ремонт или замену
изношенных спрысков; б) замену отдельных участков трубо-
проводов; в) ремонт запорной арматуры с полной ее разбор-
кой, промывкой, чисткой, заменой изношенных деталей и уста-
новкой новой арматуры взамен изношенной.
Глава XIX. РЕМОНТ ОБОРУДОВАНИЯ
ДЛЯ ПРОИЗВОДСТВА ДРЕВЕСНОЙ МАССЫ
Древесная масса — наиболее распространенный полуфабри-
кат, входящий в композицию многих массовых видов бумаги и
картона. Широкое распространение получило производство бе-
лой древесной массы путем дефибрирования окоренной древе-
сины на дефибрерах. По принципу действия различают дефи-
бреры периодического и непрерывного действия. По конструк-
тивным признакам в зависимости от способа прижима
древесины к камню дефибреры делятся на гидравлические
(прессовые), винтовые, цепные и кольцевые. Прессовые или
гидропрессовые дефибреры относятся к дефибрерам периодиче-
ского действия, цепные, винтовые и кольцевые дефибреры —
к дефибрерам непрерывного действия. Наибольшее распростра-
нение получили современные гидропрессовые дефибреры типа
Грейт Норзерн и цепные дефибреры типа 2В-Европа и ДЦ-01,
ДЦ-02, ДЦ-03. Кольцевые дефибреры по производительности
не уступают гидропрессовым и цепным, но применяют их реже
из-за ряда недостатков: пониженные показатели помола и
прочности волокна, повышенная удельная мощность, неудоб-
ство обслуживания.
1. РЕМОНТ ГИДРОПРЕССОВОГО ДЕФИБРЕРА
Дефибрер состоит из следующих основных частей: корпуса
с фундаментными плитами, камня с валом и подшипниками,
двух прессов, расположенных под углом 7,5° к горизонту, с ме-
ханизмом прижима баланса к камню, двух загрузочных камер
для баланса, двух гидроцилиндров, ковочного аппарата, меха-
низма перемещения шибера, гребенки, ванны, системы гидрав-
лики с трубопроводами. Механизм прижима баланса к камню
представляет собой изогнутой формы башмак из хромистого чу-
гуна с рифленой рабочей поверхностью. Башмак с помощью
штока связан с поршнем, который под действием гидравличе-
ского привода перемещается по внутренней полости гидроци-
линдра. Башмак соединен со штоком шарнирно, что исключает
перекос штока и поршня. Вал камня опирается на подшипники
260
качения и соединен с электродвигателем через эластичную
муфту. В боковых стенках корпуса между камнями и ванной
установлена гребенка. Ковочный аппарат размещен над камнем
на специальных направляющих и передвигается поперек камня
с помощью винта. Винт приводится во вращение от двигателя
с вариатором и тормозным устройством. В корпусе дефибрера
устроены открывающиеся люки для опускания шарошки ковоч-
ного аппарата. Над гидроцилиндрами привода механизма при-
жима баланса размещен механизм перемещения шибера, пере-
крывающего загрузочное отверстие шахты. Он состоит из гидро-
цилиндра с поршнем, штока и шибера. Производительность
40—45 т древесной массы в сутки. Диаметр камня 1575 или
1800 мм на длину балансов 1000; 1220; 1500 мм. В настоящее
время освоен выпуск отечественного двухпрессового дефибрера
ДП-03, предназначенного для выработки белой древесной
массы. Диаметр камня 1800 мм, длина 1700 мм, приводится
в движение от электродвигателя 6300 квт через зубчатую
муфту. Древесная масса собирается в ванне дефибрера, и уро-
вень поддерживается так, что камень может быть погружен на
50—70 мм или дефибрирование можно производить без погру-
жения камня в массу. Производительность по воздушносухому
волокну 90—100 т/сутки. Размеры баланса: длина 1500 мм,
диаметр 40—60 мм. Скорость вращения камня 300 об/мин. Га-
баритные размеры 13 345X9446X4400 мм. Масса с главным
электродвигателем 152 000 кг.
Профилактический осмотр дефибрера проводят при каждой
смене камня. Системой ППР для дефибрера предусмотрен меж-
ремонтный цикл 43 800 ч. За это время выполняются 55 теку-
щих ремонтов продолжительностью по 12 ч, 4 средних ремонта
по 96 ч и 1 капитальный ремонт 240 ч.
При текущем ремонте выполняют:
очистку ванны дефибрера от массы и загрязнений, про-
чистку спрысков;
осмотр состояния загрузочных камер с устранением повреж-
дений;
проверку состояния и крепления гребенок;
ревизию подшипников вала дефибрера с прочисткой смазоч-
ных и охлаждающих каналов, замену смазки;
проверку состояния и крепления шиберов загрузочных ка-
мер с устранением неисправностей;
ревизию цилиндра загрузочного люка с очисткой деталей,
устранение мест течи в гидросистеме с заменой прокладок и
уплотнений;
проверку состояния прессовых коробок, состояния крепления
башмаков с устранением неисправностей;
ревизию цилиндра прессовой коробки, проверку крепления
поршней, устраняют места течи в гидросистеме с заменой уп-
лотнений и прокладок;
261
ревизию ковочного аппарата с проверкой состояния ша-
рошки и заменой ее (при необходимости);
ревизию соединительной муфты вала дефибрера с устране-
нием неисправностей;
осмотр защитных ограждений с устранением неисправно-
стей;
ремонт запорной арматуры с заменой прокладок, набивки и
изношенных деталей;
обтяжку всех креплений;
опробование перед пуском.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
частичную разборку узлов дефибрера, подверженных наи-
большему износу с очисткой и дефектацией деталей;
осмотр внутренней поверхности ванны дефибрера с устране-
нием повреждений;
ремонт щитов, прочистку и ремонт спрысков;
ремонт загрузочных камер с заменой поврежденных уча-
стков;
замену изношенных гребенок;
ревизию цилиндров загрузочных люков с очисткой деталей
и дефектацией, устраняют места течи в гидросистеме с заменой
прокладок, манжет, уплотнений и изношенных деталей;
ремонт прессовых коробок: а) проверку состояния и креп-
ления башмаков с устранением неисправностей, замену баш-
маков, непригодных к дальнейшей эксплуатации; б) проверку
состояния и крепления скребковых планок и предохранитель-
ных шин с заменой изношенных;
ремонт фундамента (при необходимости);
окраску агрегата.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку дефибрера с очисткой и дефектацией
узлов;
ремонт ванны дефибрера;
ремонт спрысков с заменой труб (при необходимости);
ремонт или замену дефибрерного вала с подшипниками;
ремонт или замену загрузочных камер, замену шиберов, за-
мену или ремонт гидравлических цилиндров загрузочных
камер;
ремонт или замену прессовых коробок и гидравлических
цилиндров;
ремонт трубопроводов и запорной арматуры.
2. РЕМОНТ ЦЕПНОГО ДЕФИБРЕРА
Конструктивное описание цепного дефибрера приведено
в разделе «Монтаж оборудования». Профилактический осмотр
дефибрера проводят при каждой замене камня. Системой ППР
262
для дефибрера предусмотрен межремонтный цикл 51 840 ч. За
это время выполняются 42 текущих ремонта продолжитель-
ностью по 12 ч, 5 средних ремонтов по 96 ч и 1 капитальный
ремонт 264 ч.
При текущем ремонте выполняют следующие работы:
очистку ванны дефибрера от массы и загрязнений, про-
чистку спрысков;
осмотр состояния подвижной и неподвижной шахт, про-
верку крепления направляющих полос и их смазку;
проверку состояния и крепления гребенок с заменой при не-
обходимости;
проверку состояния рабочих цепей с прочисткой и смазкой
их, замену при необходимости изношенных втулок и пальцев,
осмотр приводных звездочек, регулировку натяжения цепей;
ревизию подшипников вала дефибрера с прочисткой смазоч-
ных и охлаждающих каналов, замену смазки;
ревизию механизма подъема шахты: а) проверку состояния
и крепления винтов шахты с устранением неисправностей, ре-
визию подшипников винтов с устранением неисправностей и
смазки; б) осмотр состояния шестерен, звездочек и цепей с ус-
транением неисправностей, регулировку натяжения цепной пе-
редачи;
ревизию привода рабочих цепей со вскрытием редукторов,
промывкой деталей и заменой смазки, проверку состояния и
регулировку зацепления зубчатых передач, осмотр состояния и
крепления шкивов, регулировку натяжения клиновых ремней;
ревизию ковочного аппарата: а) проверку состояния ша-
рошки и замену при необходимости; б) устранение мест течи
в гидросистеме с заменой сальниковых уплотнений и про-
кладок;
ревизию соединительной муфты вала дефибрерного камня
с устранением неисправностей;
ремонт запорной арматуры с заменой прокладок, сальнико-
вой набивки и изношенных крепежных деталей;
обтяжку всего крепежа;
опробование перед пуском.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
частичную разборку узлов дефибрера, подверженных наи-
большему износу, с очисткой и дефектацией узлов и деталей;
осмотр внутренней поверхности ванны с устранением по-
вреждений;
ремонт щитов, прочистку и ремонт спрысков (при необходи-
мости) ;
ремонт подвижной и неподвижной шахт с заменой повреж-
денных участков обшивки и направляющих полос;
ревизию механизма подъема шахты: а) вскрытие редукто-
ров с прочисткой и заменой смазки; б) проверку состояния и
263
зацепления зубчатых передач с устранением неисправностей и
заменой изношенных деталей;
ремонт защитных ограждений (при необходимости);
ремонт фундамента (при необходимости);
окраску агрегата;
опробование перед пуском.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку дефибрера с очисткой и дефектацией уз-
лов и деталей;
ремонт ванны дефибрера;
ремонт и замену рабочих цепей, замену звездочек (при не-
обходимости) ;
замену вкладышей подшипников скольжения или замену
подшипников качения вала дефибрера;
ремонт механизма подъема шахты с заменой винтов, под-
шипников, зубчатых пар и приводных цепей;
ремонт привода рабочих цепей с заменой подшипников, ше-
стерен, зубчатых колес и червячных валов (при необходи-
мости) ;
ремонт трубопроводов и запорной арматуры с заменой ее
в случае непригодности к эксплуатации.
Глава XX. РЕМОНТ ОБОРУДОВАНИЯ
РАЗМОЛЬНО-ПОДГОТОВИТЕЛЬНЫХ ЦЕХОВ
1. РЕМОНТ ОБОРУДОВАНИЯ ДЛЯ РАЗМОЛА БУМАЖНОЙ МАССЫ
Размол массы является одним из основных технологических
процессов, обусловливающих физико-механические свойства по-
лучаемой бумаги. Разработку волокнистых материалов осуще-
ствляют на агрегатах периодического действия — роллах и на
агрегатах непрерывного действия — конических, дисковых, ци-
линдрических мельницах и др.
Оборудование для периодического размола массы
Роллы в настоящее время применяют для специальных бу-
маг. Ролл состоит из железобетонной ванны, барабана, выве-
шивающего устройства, планок. Железобетонная ванна ролла
имеет специальный профиль дна, способствующий движению
массы. За барабаном по ходу массы дно ванны поднимается
выше оси вала барабана на 70—250 мм и образует горку, ко-
торая содействует возрастанию скорости движения массы
в ванне. В горке предусмотрено гнездо для установки планки.
Дну ванны придан уклон в сторону барабана до 7°. Перед гор-
кой в дне ванны установлены песочницы для улавливания тя-
желых частиц, содержащихся в массе. В самой низкой части
264
дна ванны вмонтированы массовыпускной и промывной каналы.
Ванна разделена вертикальной перегородкой на два неравных
по ширине канала и облицована глазурованными плитками.
Сверху, над рольным барабаном и задней частью ванны, уста-
новлен колпак для предотвращения разбрызгивания массы.
Размалывающий барабан состоит из нескольких (2—4) чугун-
ных дисков с зубьями, насаженных в горячем состоянии на
стальной вал. Между зубьями дисков попарно закреплены бу-
ковыми клиньями стальные ножи. Сухие клинья крепятся к дис-
кам нержавеющими винтами и после замочки барабана разбу-
хают и плотно держат ножи. Кроме того, в специальные про-
рези ножей и клиньев с торцов барабана в горячем состоянии
посажены два стальных отжимных кольца, удерживающие ножи
и планки от выпадения. Ножи выступают над планками на
25—45 мм. Толщина ножей от 4—12 мм. Вал опирается на под-
шипники скольжения, установленные на траверсах присадоч-
ного устройства. Планка состоит из чугунной рамы и одного-
двух пакетов ножей (20—25 шт.) из нержавеющей стали,
между которыми проложены буковые прокладки, стянутые не-
сколькими шпильками. Присадочное устройство барабана пред-
назначено для регулирования зазора между ножами барабана
и планкой.
Подшипники барабана укреплены на двух горизонтальных,
шарнирно установленных, литых балках-траверсах, связанных
с присадочным устройством. При подготовке массы для боль-
шинства бумаг применяют стальные ножи, а для бумаги, полу-
чаемой из массы жирного помола,— базальтовые или андезито-
базальтовые, обладающие высокой прочностью и пористостью.
Профилактический осмотр ролла проводят при перерывах
в работе. Системой ППР для ролла предусмотрен межремонт-
ный цикл 26 280 ч. За это время выполняют 9 текущих ремон-
тов продолжительностью по 24 ч, 2 средних ремонта по 72 ч и
1 капитальный ремонт 144 ч.
При текущем ремонте выполняют следующие работы:
осмотр наружной и внутренней поверхностей ванны;
ревизию размалывающей гарнитуры: а) вскрытие колпака,
очистку его от массы, проверку состояния; б) ревизию подшип-
ников барабана с прочисткой смазочных каналов и замену
смазки; в) проверку состояния и крепления ножей барабана и
планки; г) осмотр сальниковых уплотнений с заменой сальни-
ковой набивки (при необходимости);
ревизию механизма вывешивания барабана с проверкой со-
стояния подшипников, замену смазки; проверку работы меха-
низма с устранением неисправностей;
проверку состояния выпускного и промывного клапанов
с устранением неисправностей;
ревизию привода ролла: а) регулировку натяжения клино-
вых ремней и проверку креплений шкивов размалывающих
265
барабанов; б) регулировку натяжения плоского ремня, пере-
шивку ремня (при необходимости);
проверку состояния защитных ограждений с устранением
неисправностей;
подтяжку крепежных деталей.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
ремонт внутренней поверхности ванны с заменой облицовоч-
ных плиток и последующей промазкой швов до 2%;
ремонт наружной поверхности ванны с заделкой и затиркой
трещин до 2%;
частичную разборку узлов ролла с очисткой от загряз-
нений;
ревизию размалывающей гарнитуры: а) прострожку дере-
вянных планок, замену ножей планки при необходимости;
б) насечку базальтовых ножей барабана и планки;
сборку узлов ролла с установкой колпака, регулировкой,
подтяжкой и заменой неисправных крепежных деталей;
прициковку ножей;
окраску ролла.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку ролла с очисткой и дефектацией деталей;
ремонт внутренней поверхности ванны с заменой облицовки
и промазкой швов до 10%;
ремонт наружной поверхности ванны с заделкой трещин
до 10%;
ремонт деревянной части ролла;
ремонт размалывающей гарнитуры: а) осмотр состояния
вала и каркаса барабана, реставрацию рабочих шеек вала (при
необходимости), замену барабана в случае необходимости;
б) при ремонте ролла с металлической гарнитурой — замену
ножей барабана и планки с заменой прокладок. Прочистку ба-
рабана и планки после замены ножей; в) при ремонте роллов
с базальтовой гарнитурой — замену базальтовых ножей бара-
бана и планки;
перезаливку вкладышей подшипников с расточкой, пришаб-
рением их по валу, замену вкладышей (при необходимости);
ремонт механизма вывешивания барабана с ревизией под-
шипников, реставрацией или заменой шестерен, втулок изно-
шенных деталей; разборку редуктора механизма вывешивания
с промывкой деталей, заменой изношенных подшипников, уп-
лотнений, прокладок, неисправных крепежных деталей и зуб-
чатой передачи (при необходимости); замену смазки в редук-
торе;
сборку ролла с заменой колпака, регулировкой, подтяжкой
и заменой неисправных крепежных деталей;
прициковку ножей барабана и планки.
266
Оборудование для непрерывного размола массы
В настоящее время почти на всех предприятиях для приго-
товления массы применяют вместо роллов аппараты непрерыв-
ного действия: конические, дисковые, цилиндрические и другие
мельницы, имеющие большую производительность, более высо-
кий коэффициент полезного действия.
Конические мельницы предназначены для непрерывного
размола волокнистых материалов. Коническая мельница со-
стоит из статора и ротора с ножевой гарнитурой. Ротор приво-
дится во вращение электродвигателем через соединительную
муфту. Статор мельницы отлит из чугуна заодно со станиной.
Станина отлита массивной для гашения вибраций, возникаю-
щих во время работы мельницы. Со стороны входа массы сде-
лана камера, где успокаивается поток массы и оседают меха-
нические примеси. Корпус со стороны выхода массы закрыт
крышкой, привинченной откидными болтами. Отверстие для
выхода массы сделано в корпусе либо в крышке. Отверстие для
выхода вала через торцевые крышки перекрыто сальниками,
состоящими из графитовых колец. На мельнице установлены
ножевая наборная гарнитура или литая ножевая рубашка. При
установке наборной гарнитуры для закрепления ножей исполь-
зованы клинья из прямослойной древесины клена или дуба.
При установке литой гарнитуры на ротор и в статор устанав-
ливают ножевые рубашки из нержавеющей стали 2X13 или из
высокомарганцовистой стали с содержанием 13—14% Мп. Та-
кая сталь после соответствующей термической обработки имеет
хорошее сопротивление испытанию. Ножевая рубашка крепится
в корпусе на специальные посадочные места, и ее положение
зафиксировано 2—4 штифтами. Ножи на статоре изогнуты под
углом 170° и установлены так, чтобы ножи ротора набегали на
их вершины, что предотвращает западание ножей.
Ротор состоит из стального вала с двумя дисками разного
диаметра и чугунного корпуса для ножевой рубашки. Вал — из
обычной стали и в местах соприкосновения с агрессивной сре-
дой защищен гильзами из нержавеющей стали. Ротор установ-
лен на двух подвижных опорах качения: с приводной стороны
установлен радиально-сферический роликоподшипник, воспри-
нимающий только радиальные нагрузки, а с лицевой стороны —
два роликосферических упорных подшипника, воспринимающие
двусторонние аксиальные нагрузки, и один роликоподшипник,
воспринимающий радиальные нагрузки. Подшипники вмонтиро-
ваны в стальные стаканы, которые могут перемещаться вместе
с ротором в осевом направлении по направляющим пазам
в опорах корпуса.
После установки ротора на место прициковывают ножи ро-
тора и статора так, чтобы поверхность ножей была равномерно
покрыта пятнами не менее 60% от всей поверхности.
267
Ротор перемещается вдоль оси с помощью механизма при-
садки на 160—190 мм со скоростью 0,72 мм/с.
Профилактический осмотр мельницы проводят каждый ме-
сяц. Системой ППР для конической мельницы с наборной гар-
нитурой (типов МКН-01—МКН-05) предусмотрен межремонт-
ный цикл 8760 ч. За это время выполняют 3 текущих ремонта
продолжительностью по 12 ч и 1 капитальный ремонт 96 ч. Для
конических мельниц с литой гарнитурой (типов МКЛ-01 —
МКЛ-05) предусмотрен межремонтный цикл 17 520 ч. За это
время выполняют 10 текущих ремонтов продолжительностью по
8 ч, 1 средний ремонт 48 ч и 1 капитальный ремонт 96 ч. Для
мельниц с базальтовой гарнитурой (типов МКБ-01 и МКБ-02)
при длительности межремонтного цикла 17 520 ч выполняют 11
текущих ремонтов продолжительностью по 8 ч и 1 капиталь-
ный ремонт 48 ч.
При текущем ремонте выполняют следующие работы:
частичную разборку и очистку мельницы от массы и загряз-
нений;
ревизию подшипников ротора с заменой при необходимости
прокладок, уплотнений и смазки;
наружный осмотр гарнитуры ротора и статора, прострожку
при необходимости прокладок между ножами ротора и статора
при наборной гарнитуре или замер износа ножей при литой
гарнитуре, проверку крепления тонной крылатки;
проверку состояния сальниковых уплотнений, замену на-
бивки, прочистку водяного канала;
ревизию механизма присадки;
ревизию соединительной муфты;
обтяжку всех крепежных деталей и замену неисправных;
гидравлическое испытание мельницы.
При капитальном ремонте помимо работ, выполняемых при
текущем ремонте, выполняют следующие работы:
полную разборку мельницы и очистку от массы, дефектацию
узлов и деталей;
замену ножевой гарнитуры, замочку ротора и статора, про-
точку ротора и балансировку после переборки ножей, замену
при необходимости тонной крылатки;
замену изношенных рубашек ротора и статора;
замену изношенных подшипников ротора, прокладок и уп-
лотнений;
ремонт механизма присадки с заменой изношенных де-
талей;
ремонт привода для мельницы с вариантом исполнения при-
вода через редуктор: полную разборку редуктора с промывкой
всех узлов, заменой шестерен, валов, подшипников, прокладок
и крепежных деталей;
ремонт соединительных муфт с частичной заменой деталей
или муфты в целом;
268
сборку мельницы, прициковку ножей и последующую регу-
лировку;
окраску мельницы;
гидравлическое испытание и обкатку.
Для конических мельниц с литой гарнитурой (типов МКЛ-01
до МКЛ-05) после текущих ремонтов планируются 2 средних
ремонта, при которых выполняют помимо, вышеперечисленных
работ при текущем ремонте мельниц типа МКН, наплавку но-
жевой рубашки ротора с последующей обработкой и замену
ножевой рубашки статора.
При капитальном ремонте этой мельницы вместо замены
ножевой гарнитуры (у мельниц типа МКН) выполняют: замену
ножевых рубашек ротора и статора, затем балансировку ро-
тора, замену тонной крылатки при необходимости.
Дисковые мельницы с горизонтальным расположением оси
дисков широко применяют в производстве бумаги, картона, по-
луцеллюлозы и др. Дисковые мельницы можно применять как
для размола бумажной массы, так и для домалывания и рафи-
нирования. Принцип работы дисковых мельниц тот же, что и
конических. Однако вертикальное расположение ножей на раз-
мольных дисках мельницы имеет то преимущество, что сооб-
щаемое ими массе ускорение в радиальном направлении распо-
лагает волокна параллельно плоскости ножа, что создает луч-
шие условия для обработки волокна. К другим преимуществам
дисковых мельниц по сравнению с коническими следует от-
нести:
меньший (до 15%) расход энергии на размол;
простоту обслуживания и особенно простоту смены размоль-
ных дисков;
автоматическое управление нагрузкой на размольные диски;
возможность работы при более высокой концентрации
массы.
Промышленность изготовляет три типа дисковых мельниц:
а) с одним вращающимся и одним неподвижным дисками;
б) с двумя вращающимися в разные стороны дисками;
в) с тремя дисками, из которых вращается один средний.
Все типы мельниц имеют различные размеры и разную про-
изводительность. Мощность электродвигателей привода от 120
до 2300 кВт.
Мельницы с одним вращающимся и одним неподвижным
диском получили наибольшее распространение. Мельницы раз-
личных фирм состоят из одинаковых основных рабочих орга-
нов, но отличаются конструктивными решениями. Наши отече-
ственные заводы выпускают дисковые мельницы марок МД-1 ЗА,
МДО-23-1, МД-48, МД-56, МД-58, зарубежные фирмы — марок
Сутерленд, Бауер, Спроут-Вальдрон и др.
Дисковая мельница МД-56 состоит из сварной станины, на
которой установлены передняя и упорная опоры вала, соеди-
269
ненные траверсой. Вал одновременно является ротором спе-
циально встроенного электродвигателя, статор которого также
закреплен на станине. К торцевой поверхности передней опоры
прикреплена камера, в которой в двух сферических роликопод-
шипниках установлен вал ротора. Осевое усилие, возникающее
в процессе работы, воспринимается упорным подшипником
скольжения с самоустанавливающимися сегментами, и пере-
дается на силовой гидроцилиндр присадки, который вместе
с редуктором механизма ручной регулировки зазора прикреп-
лен к упорной опоре. На корпус вала, проходящего через ка-
меру, насажен диск с крыльчаткой, центральными и перифе-
рическими размалывающими секторами, которые закреплены
на открывающейся крышке камеры (неподвижном диске). Пе-
риферические секторы установлены в кольце, которое с по-
мощью механизма присадки может перемещаться по выступу
крышки в осевом направлении. Снаружи к крышке прикреплен
шнековый питатель, вращающийся от электродвигателя через
клиноременную передачу. Для смывания массы на размольной
камере установлен коллектор, через который подается вода.
Для подачи смазки к подшипникам и масла к гидроцилиндру
присадки вращающегося диска внутри станины смонтированы
системы циркуляционной смазки и гидроприсадки. В зависимо-
сти от условий эксплуатации в технологических потоках мель-
ница изготовляется со шнеком или без него.
Профилактический осмотр мельницы проводят ежемесячно.
Системой ППР для мельницы предусмотрен межремонтный
цикл 13 140 ч. За это время выполняют 8 текущих ремонтов
продолжительностью по 24 ч и 1 капитальный ремонт 96 ч.
При текущем ремонте выполняют следующие работы:
очистку размольной камеры от массы и загрязнений;
частичную разборку мельницы;
осмотр ротора мельницы: а) проверку состояния и крепле-
ния больших и малых размольных сегментов с заменой изно-
шенных; б) проверку крепления тонной крылатки;
осмотр статора мельницы: а) проверку состояния больших
и малых размольных сегментов с заменой изношенных; б) про-
верку состояния механизма присадки с заменой смазки;
ревизию подшипников главного вала с заменой изношенных
уплотнений;
ревизию сальникового уплотнения размольной камеры с за-
меной набивки и прочисткой смазочных каналов;
ревизию гидравлической системы присадки ротора с устра-
нением неисправностей;
ревизию питательного шнека: а) проверку состояния и креп-
ления шнека; б) проверку состояния сальникового уплотнения
с заменой набивки; в) ревизию подшипников шнека с заменой
смазки и уплотнений; г) осмотр привода шнека с проверкой со-
стояния шкивов и регулировкой натяжения приводных ремней;
270
ревизию системы охлаждения и распределения смазки с усЯ|
транением неисправностей, прочисткой холодильников, филь-
тров и регулировкой клапанов;
осмотр и ремонт запорной арматуры без снятия с трубопро-
водов, с заменой изношенных прокладок, набивкой сальников;
осмотр и ремонт ограждений, обтяжку крепежных деталей;
испытание перед пуском.
При капитальном ремонте помимо работ, выполняемых при
текущем ремонте, выполняют следующие работы:
полную разборку мельницы с очисткой и дефектацией узлов
и деталей;
ремонт ротора мельницы; а) замену размольных сегментов;
б) замену тонной крылатки; в) замену при необходимости
диска;
ремонт статора мельницы: а) замену размольных сегментов;
б) проверку состояния механизма присадки;
ревизию подшипников главного вала с заменой изношенных
уплотнений и подшипников при необходимости;
осмотр состояния главного вала, реставрацию или замену
вала при необходимости, замену защитных втулок вала;
ремонт сальникового уплотнения размольной камеры с за-
меной резиновых колец и сальниковой набивки;
ремонт гидравлической системы присадки ротора с заменой
уплотнений, прокладок и упорного подшипника при необходи-
мости;
ремонт системы механической присадки ротора с заменой
прокладок, уплотнений и смазки;
ремонт питательного шнека: а) реставрацию или замену
шнека; б) ревизию подшипников шнека с заменой уплотнений
и смазкой, замену подшипников при необходимости; в) замену
сальниковой втулки и уплотнения;
ремонт системы охлаждения и распределения смазки с за-
меной прокладок, уплотнений, изношенных участков трубопро-
водов, регулировкой или заменой клапанов, прочисткой филь-
тров и холодильников;
ремонт или замену запорной арматуры, непригодной к даль-^
нейшей эксплуатации;
окраску агрегата;
ремонт ограждений и фундамента;
испытание перед пуском.
2. РЕМОНТ ОБОРУДОВАНИЯ
ДЛЯ РОСПУСКА ВОЛОКНИСТЫХ МАТЕРИАЛОВ
(ГИДРОРАЗБИВАТЕЛИ)
Волокнистые материалы, древесная масса, целлюлоза, ма-
кулатура поступают в подготовительный цех как жидким пото-
ком по трубопроводам, так и в виде сухих листов. Загрузка су-
271
хих листов в роллы снижает их производительность, увеличи-
вает расход электроэнергии, требует лишней рабочей силы.
Загрузка сухих листов в размалывающие аппараты непрерыв-
ного действия вообще невозможна без предварительного рос-
пуска их в массу. Этот процесс осуществляют гидроразбива-
тели. По конструкции их подразделяют на два типа: с верти-
кальным расположением вала и с горизонтальным расположе-
нием вала. Количество роторов в одном гидроразбивателе —
от одного до четырех. Гидроразбиватели отличаются от другого
роспускного оборудования более высокой производительностью,
меньшим расходом электроэнергии на единицу вырабатываемой
продукции, меньшей потребностью в производственной пло-
щади, меньшими расходами на содержание оборудования,
меньшей стоимостью и более простым обслуживанием при
меньшем количестве людей. Вертикальный гидроразбиватель
(ГР-50; от ГРВ-02 до ГРВ-05) состоит из ванны, установленной
на опорах, и дискового ротора с ножами, вращающегося от
электродвигателя через редукторную передачу или через клино-
ременную передачу. Ванна гидроразбивателя сварная. Цилинд-
рическая часть выполнена из стали толщиной 8 мм и состоит
из двух половин. Сферическая часть выполнена из углеро-
дистой стали толщиной 10 мм и собрана из шести частей.
Нижняя часть ванны выполнена из чугунного литья и крепится
к верхней части болтами. Пространство между литым корпусом
и шаровым поясом ванны перекрыто шестью перфорирован-
ными листами, образующими сменное сито с диаметром перфо-
рации 8:12:15 мм. В пространстве под перфорированным си-
том собирается готовая масса и отводится через подпорный
ящик. Дисковый ротор выполнен из чугунного литья и имеет
большие и малые ножи из нержавеющей стали. Подшипнико-
вый узел в вертикальном положении крепится к нижней части
ванны. Вал ротора установлен в подшипниках качения. Верх-
ний подшипник — радиальный, шариковый; нижний — радиаль-
ный роликовый; для восприятия нагрузки установлен упор-
ный шарикоподшипник. Гидроразбиватель имеет грязеотстой-
ник и жгутовытаскиватель. Горизонтальный гидроразбиватель
(ГРГ-02) состоит из установленной на раме горизонтальной
ванны цилиндрической формы, ротора и сита. Сверху ванны
находится загрузочный патрубок. В боковую стенку ванны
вмонтирован ротор с горизонтально расположенным валом,
вращающимся в двух сферических роликовых подшипниках.
Между подшипниками на валу насажен маховик. Ротор разме-
щен внутри конусообразного перфорированного сита. Привод
ротора — от электродвигателя через упругую втулочно-пальце-
вую муфту.
Профилактический осмотр гидроразбивателя проводят при
перерывах в работе. Системой ППР для гидроразбивателя пре-
дусмотрен межремонтный цикл 17 520 ч. За это время выпол-
272
няют 4 текущих ремонта продолжительностью по 8 ч, 1 сред-
ний ремонт 24 ч и 1 капитальный ремонт 72 ч.
При текущем ремонте выполняют следующие работы:
очистку гидроразбивателя от массы и грязи;
проверку состояния сит с прочисткой отверстий и устране-
нием неисправностей;
проверку крепления и состояния ножей ротора с устране-
нием неисправностей, балансировку ротора после реставрации
ножей;
проверку состояния ножей-отражателей с реставрацией их
(при необходимости);
ревизию сальникового уплотнения с реставрацией при необ-
ходимости защитной втулки вала, прочисткой водоподводящего
и смазочного каналов; замену сальников;
замену смазки подшипникового узла вала ротора;
ревизию задвижек с заменой уплотнений и устранением де-
фектов;
проверку состояния и укрепления шкивов с устранением де-
фектов;
при ремонте гидроразбивателей с приводом через редуктор:
ревизию муфты с заменой изношенных резиновых колец и
пальцев;
правку состояния и крепления защитных ограждений и пло-
щадок с устранением неисправностей;
осмотр подпорного ящика с устранением неисправностей;
осмотр и промывку грязевого элеватора;
обтяжку крепежных деталей.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
очистку гидроразбивателя и частичную разборку узлов и
деталей;
ремонт подшипникового узла вала ротора с заменой рези-
новых уплотнений, проверку крепления подшипников с заменой
смазки;
при ремонте гидроразбивателя с приводом через редуктор:
а) вскрытие редуктора с промывкой и очисткой деталей; б) про-
верку состояния и крепление шестерен, устранение неисправно-
стей и регулировку зацепления; в) замену уплотнений и смазки
редуктора; г) ревизию муфт; промывку и осмотр грязевого эле-
ватора; ревизию привода элеватора с заменой смазки, устране-
нием неисправностей;
ревизию жгутовытаскивателя с устранением неисправно-
стей;
сборку гидроразбивателя, проверку на гидронепроница-
емость с устранением неисправностей;
окраску гидроразбивателя;
ремонт фундамента;
опробование перед пуском.
Ю И. 3. Малинский
273
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку гидроразбивателя с прочисткой и дефекта-
цией узлов и деталей;
замену сит;
замену диска ротора (при необходимости);
замену лопастной головки ротора;
замену вала ротора (при необходимости);
ремонт подпорного ящика с заменой перегородок;
ремонт грязевого элеватора с заменой цепей, звездочек, ше-
стерен и других изношенных деталей;
ремонт запорной арматуры с полной разборкой и заменой
неисправных деталей, уплотнений, сальников.
Глава XXI. РЕМОНТ БУМАГОДЕЛАТЕЛЬНЫХ,
КАРТОНОДЕЛАТЕЛЬНЫХ МАШИН
И ОТДЕЛОЧНОГО ОБОРУДОВАНИЯ
На бумажных предприятиях нашей страны эксплуатируется
большое количество бумагоделательных машин с различными
параметрами. В настоящее время в основном применяют пло-
скосеточные машины, на которых бумажное полотно отливается
и формуется на движущейся бесконечной сетке. Основными па-
раметрами бумагоделательной машины являются ее ширина и
скорость. У современных бумагоделательных машин ширина до-
ходит до 7 и более, а скорость — до 600—-1000 м/мин.
Системой ППР для бумагоделательной машины предусмот-
рен межремонтный цикл 43 800 ч. За это время выполняют
180 текущих ремонтов продолжительностью по 16 ч, 1 средний
ремонт 180 ч и 1 капитальный ремонт 360 ч. Данные нормативы
относятся к бумагоделательной машине в целом. Нормативы
для отдельных узлов, составляющих бумагоделательную ма-
шину, приведены ниже. Бумагоделательная машина состоит из
напорного ящика, сеточной, прессовой и сушильной частей, ка-
ландра, наката и привода машины.
1. РЕМОНТ НАПОРНОГО ЯЩИКА
Для получения бумажного полотна хорошего качества необ-
ходимо подавать массу на сеточный стол машины широким по-
током, без перекрестных струй, со скоростью, близкой к ско-
рости сетки. Расширение потока массы, устранение перекрест-
ных струй и завихрений происходит в распределителе потока,
а получение необходимой скорости истечения массы на сетку
машины достигается с помощью различных напускных уст-
274
ройств, подпорных линеек, открытых и закрытых напорных
ящиков. Скорость истечения массы на сетку бумажной машины
должна быть равна или немного меньше скорости движения
сетки. Лучшее формование бумаги происходит при некотором
отставании скорости выхода массы от скорости сетки. Разность
скоростей сетки и массы должна быть не менее 4,5 м/мин и не
более 30 м/мин. Подпорные линейки обеспечивают напор массы
не более 0,2 м, что соответствует скорости выхода массы на
сетку НО м/мин.
Рис. 87. Закрытый напорный ящик
На современных скоростных машинах устанавливают напор-
ные ящики закрытого типа. Напорный ящик закрытого типа (рис.
87) изготовлен из листовой стали и облицован с внутренней
стороны листами полированной кислотоупорной нержавеющей
стали толщиной 2—3 мм. Вся внутренняя поверхность, боковые
стенки, днище, перфорированные валики и особенно напускное
устройство, края губ которого должны быть всегда острые,
тщательно полируются. Это предотвращает образование сгуст-
ков и завихрений в потоке массы. Днище, боковые и задняя
стенки соединены болтами, а стыки промазаны специальным
лаком, стойким против керосина, бензина, масла, а также хо-
рошо выдерживающим высокие и низкие температуры.
Наиболее сложное устройство у передней стенки ящика. Она
должна передвигаться в горизонтальном и вертикальном на-
правлениях для изменения угла напуска массы на сетку и луч-
шего формирования. Передняя стенка сварена из листовой стали
10*
275
толщиной 18—26 мм и облицована с двух сторон листами не-
ржавеющей кислотоупорной стали. Перемещение передней
стенки в вертикальном направлении осуществляется вручную
с помощью двух червячных редукторов, расположенных с обеих
сторон ящика. Горизонтальное перемещение осуществляется
двумя осями с глубокой газовой резьбой, ввернутыми в торцы
передней стенки. Передняя стенка перемещается в сторону
грудного вала и обратно на 50 мм. Для уплотнения стыков ме-
жду передней подвижной стенкой, боковыми стенками и крыш-
кой в специальные пазы вставлена резиновая камера прямо-
угольного сечения с уплотняющей резиновой прокладкой. При
передаче воздуха в камеру давлением 1,5—2 кгс/см2 достигается
полная герметичность.
В напорном ящике по пути движения массы установлены
одиночно или попарно 3—5 перфорированных валиков диамет-
ром 300—600 мм. Живое сечение в первых по ходу массы вали-
ках 35—45%, а перед выпускной щелью 50—52% от всей по-
верхности валика. Такая величина перфорации обеспечивает
достаточное турбулентное движение массы в напорном ящике и
при выпуске ее на сетку машины. Перфорированные валики пе-
ред выпускной щелью установлены под небольшим углом к вер-
тикали и оборудованы устройством для изменения скорости
вращения, а также для перемещения их по горизонтали на 50—
60 мм. Это позволяет изменять угол напуска на сетку. Непра-
вильно подобранная скорость вращения и малое живое сечение
валика приводят к хлопьеобразованию массы.
Для предотвращения образования перекрестных струй вну-
три валиков расположены поперечные диски. Цапфы валиков
опираются на роликовые подшипники, выходят через отверстия
-с сальниковыми уплотнителями в стенке ящика на приводную
сторону бумагоделательной машины. Цапфы валиков соединены
муфтами и промежуточными валиками с редукторами, получаю-
щими вращение от электромоторов мощностью 1 кВт.
Профилактический осмотр напорного ящика проводят при
каждом останове машины. Системой ППР для напорного ящи-
ка предусмотрен межремонтный цикл 43 800 ч. За это время вы-
полняют 15 текущих ремонтов, 4 средних ремонта и 1 капиталь-
ный ремонт продолжительностью в зависимости от времени
простоя машины.
При текущем ремонте выполняют следующие работы:
промывку и проверку состояния внутренней облицовки на-
порного ящика и коллектора, проверку фланцевых соединений
распределительных патрубков с устранением неисправностей,
очистку и устранение дефектов задвижки коллектора;
ревизию спускного клапана и пневмоцилиндра с устранением
обнаруженных неисправностей;
' осмотр рабочей поверхности перфорированных валиков, ре-
визию опор валиков с проверкой износа втулок и уплотнений;
276
осмотр редуктора привода перфорированных валиков, про-
верку исправности цепей, звездочек и устранение дефектов;
ревизию механизма регулирования верхней губы с проверкой
состояния тяг, осей, рычагов, гаек, проверку плавности пере-
движения верхней губы;
осмотр, очистку и промывку всех спрысковых труб, сопел,
запорной арматуры;
' проверку исправности пневмоцилиндра подъема и герметич-
ности закрывания верхнего люка, ревизию воздушного дросселя;
проверку исправности лестниц, мостков, ограждений с ус-
транением неисправностей;
подтяжку всех крепежных деталей;
испытание напорного ящика на герметичность соединения
стенок.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
ревизию эксцентриковых натяжек цепей с заменой манжег
и подшипников, осмотр и ремонт ограждений;
ревизию механизма регулирования верхней губы с провер-
кой состояния и заменой изношенных деталей, проверку плав-
ности передвижения верхней губы с проверкой соответствия
указателя величины открытия щели ее фактической величине;
ревизию пневмодвигателей подъема и поворота передней
стенки напорного ящика с червячными передачами;
прочистку и промывку пеногасителей, ревизию сопел и за-
порной арматуры;
ревизию приводов вращения пеногасителей с проверкой ис-
правности цепей звездочек;
очистку и окраску напорного ящика.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
ревизию приводов перфорированных валиков, промывку и
дефектацию деталей с заменой цепей, звездочек, подшипников,
манжет и колец, шестерен;
разборку механизма регулирования верхней губы с провер-
кой и заменой изношенных деталей, проверкой плавности пере-
движения верхней губы и устранение неисправностей;
разборку приводов вращения пеногасителей с проверкой ис-
правности цепей и звездочек или их замену (при необходимо-
сти) ;
разборку пневмодвигателей подъема и поворота передней
стенки напорного ящика и червячных передач, дефектацию и
замену изношенных деталей;
разборку пневмоцилиндра и воздушного дросселя подъема
и герметичного закрытия верхнего люка напорного ящика с за-
меной изношенных деталей;
проверку исправности контрольно-измерительных прибо-
ров.
277
2. РЕМОНТ СЕТОЧНОЙ ЧАСТИ
Сеточный стол машины (рис. 88) смонтирован на фунда-
ментных шинах, скрепленных с фундаментом болтами. На
шинах установлены вертикальные опоры и горизонтальные про-
дольные и поперечные балки, на которых смонтированы узлы
сеточного стола. Все узлы изготовлены из нержавеющей стали
или защищены специальными покрытиями. Это уменьшает из-
Рис. 88. Сеточная часть бумагоделательной машины
нос деталей и предохраняет оборотную воду и бумагу от за-
грязнения металлом.
Профилактический осмотр проводят при каждом останове
машины для смены одежды. За время межремонтного цикла
выполняют 19 текущих ремонтов и 1 капитальный. При теку-
щем ремонте выполняют следующие работы:
очистку узлов каркаса сеточного стола от загрязнений;
проверку исправности и крепления балок, стоек, связей
с заменой неисправных деталей;
ревизию шарнирных опор и гидродомкратов с проверкой ра-
боты и устранением неисправностей;
проверку состояния и крепления бракеток регистровых вали-
ков с устранением неисправностей;
278
проверку состояния и крепления отражателей с устранением
неисправностей;
ремонт подсеточного корыта (при необходимости);
прочистку и промывку спрысков, отсечек, гидроножа и кол-
лектора, вакуум-привода с устранением неисправностей;
проверку состояния лестниц и мостков с ремонтом (при не-
обходимости) ;
выверку рамы сеточного стола;
окраску мест с поврежденным покрытием.
При капитальном ремонте помимо работ, выполняемых при
текущем ремонте, выполняют следующие работы:
замену опорных рессор;
ревизию механизмов подъема грудного вала с прочисткой,
регулировкой, заменой смазки и уплотнений;
ревизию гидропривода с разборкой насосов, регулировкой,
заменой уплотнений, прокладок, обтяжкой трубопроводов;
ремонт фундамента;
окраску сеточного стола.
Грудной вал установлен на горизонтальных продольных бал-
ках в начале сеточного стола и предназначен для поддержания
сетки. Грудной вал смонтирован на специальном подъемном
устройстве, состоящем из шестеренчатого передаточного меха-
низма или из гидравлических рычагов-домкратов, позволяющих
опустить его при замене сетки под горизонтальные опоры. Груд-
ной вал может подниматься до тех пор, пока между подъемным
рычагом и стопором опорной консоли не образуется определен-
ный установочный зазор (1,6 мм). Если грудной вал не уста-
новлен на необходимый уровень, то в подъемном рычаге может
возникнуть предельное напряжение, рычаг деформируется и
положение вала и грудной доски нарушится. Грудной вал изго-
товлен из стальной тонкостенной трубы диаметром 400—
1000 мм, толщиной стенок 6—8 мм. Снаружи труба защищена
от коррозии медной рубашкой толщиной 3—4 мм или слоем
твердой резины. Конструкция и геометрические размеры вала
должны обеспечивать максимальную жесткость и возможно
меньшую массу. Вал подвергается статической балансировке
при скорости машины до 200 м/мин и динамической при более
высоких скоростях. С торцов в стальную трубу запрессованы
чугунные патроны, а в них — стальные цапфы. Цапфы опира-
ются на подшипники качения, и вал приводится во вращение от
сетки или электропривода.
Для очистки вала от приставших волокон к его поверхности
плотно подогнан деревянный, текстолитовый или пластмассовый
шабер.
Между грудным валом и первыми регистровыми валиками
установлены формующие ящики с планками. Ширина формую-
щего ящика 400—800 мм, иногда до 1200—1500 мм. После пер-
вого формующего ящика возможна установка формующих ящи-
279
ков меньшего размера. Первый формующий ящик установлен
близко (4—5 мм) к грудному валу. За формующими ящиками
в разной последовательности установлены желобчатые и глад-
кие регистровые валики, которые поддерживают рабочую часть
сетки от грудного вала до отсасывающих ящиков и способст-
вуют обезвоживанию массы на сетке.
Профилактический осмотр грудного вала проводят при каж-
дом останове машины. За время межремонтного цикла выпол-
няют 85 текущих ремонтов, 4 средних ремонта и 1 капиталь-
ный ремонт.
При текущем ремонте выполняют следующие работы:
осмотр состояния рабочей поверхности грудного вала;
вскрытие корпусов подшипников и осмотр их состояния, про-
чистку смазочных отверстий и замену смазки;
осмотр рабочей поверхности ножа шабера и регулировку
прижима шабера, пригонку ножа шабера при необходимости;
проверку состояния крепления грудного вала;
подтяжку ослабленных и замену неисправных крепежных де-
талей.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы:
шлифовку отдельных участков поврежденной поверхности
грудного вала;
ревизию шабера грудного вала с заменой ножа шабера, его
пригонкой и регулировкой.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
осмотр состояния рабочей поверхности грудного вала, сня-
тие и шлифовку грудного вала или его замену при необходи-
мости;
полную разборку подшипников грудного вала, промывку и
дефектацию деталей с заменой при необходимости подшипни-
ков и изношенных деталей;
разборку шабера грудного вала с заменой ножа шабера,
его пригонкой и регулировкой;
ревизию всех деталей крепления грудного вала с заменой
изношенных.
Регистровые валики установлены на горизонтальных опорах
сеточного стола с помощью специальных кронштейнов, имею-
щих горизонтальное и вертикальное перемещение, что позволяет
регулировать положение валиков. Основное количество воды
с регистровой части (примерно 80%) удаляется на первых 6—
7 регистровых валиках, на всех последующих валиках интенсив-
ность обезвоживания уменьшается. Поэтому на сеточном столе
устанавливают не более 24 валиков и лишь для массы очень
жирного помола их устанавливают до 30. Диаметр валика зави-
сит главным образом от ширины машины и находится в пре-
делах 80—500 мм. Регистровые валики должны иметь доста-
280
точную прочность, чтобы прогиб от собственной массы не пре-
вышал Vsooo и поэтому их изготовляют из стальных труб с тол-
щиной стенок 4—8 мм и облицовывают медной рубашкой тол-
щиной 2—3 мм или резиной толщиной 10 мм и твердостью от
0 до 5 единиц по Пуссей-Джонсу. Облицовка резиной, кроме
защиты от коррозии, создает хорошо смачиваемую поверхность,
способствующую лучшему удалению воды на регистровой части.
Регистровые валики подвергают динамической балансиров-
ке; они должны легко вращаться в подшипниках качения, так
как приводятся во вращение сеткой. Окружная скорость вали-
ков на 0,5—1% меньше скорости сетки из-за малого угла ох-
вата.
В начале регистровой части после формующих ящиков уста-
новлены 4—5 регистровых валиков с канавками. Валики обли-
цованы твердой резиной. Такие валики меньше отбирают воду
из массы и улучшают формование полотна. Это объясняется
тем, что создаваемый при вращении валика вакуум прерыва-
ется по ширине бумажного полотна воздухом, подсасываемым
под сетку по желобкам. При этом зона обезвоживания пере-
мещается в сторону гауч-вала и в зависимости от количества
формующих ящиков и желобчатых валиков может заканчивать-
ся на 22—24-м валике. Форма и глубина рифления могут быть
разными, но не слишком глубокими во избежание осаждения
в них мелкого волокна. Например, шаг между канавками ра-
вен 7,5—10 мм, ширина канавки 5—6 мм, глубина 1—3 мм.
В зоне установки гладких регистровых валиков обезвожива-
ние протекает весьма интенсивно и при скорости машины свыше
300—350 м/мин струи воды, удаляемые валиками, забрасыва-
ются на нижнюю сторону сетки и на следующий по ходу валик.
Для устранения этого недостатка между регистровыми вали-
ками размещены отражатели (дефлекторы).
На некоторых бумагоделательных машинах регистровые ва-
лики заменяют частично или полностью регистровыми план-
ками. Регулируя зону контакта между сеткой и планками, мо-
жно достичь различной степени обезвоживания.
Профилактический осмотр регистровых валиков проводят
при останове машины. За время межремонтного цикла выпол-
няют 180 текущих ремонтов, 4 средних ремонта и 1 капиталь-
ный ремонт.
При текущем ремонте выполняют следующие работы:
осмотр состояния рабочей поверхности регистровых валиков;
вскрытие корпусов подшипников и осмотр их состояния, про-
чистку смазочных отверстий и смазку;
проверку состояния крепежных деталей и замену изношен-
ных.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют шлифовку поврежденных участков по-
верхности валиков.
281
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
снятие и шлифовку регистрового валика или его замену (при
необходимости);
полную разборку подшипников, промывку и дефектацию де-
талей с заменой (при необходимости).
Рис. 89. Покрытие узлов сето
После регистровой части сеточного стола бумажное полот-
но, содержащее 3—4% абсолютно сухого вещества, поступает
на отсасывающие ящики, где подвергается дальнейшему обез-
воживанию.
Отсасывающий ящик состоит из корпуса и перфорированной
крышки. Внутри ящика установлены две подвижные перегород-
282
ки для ограничения вакуумной камеры ящика в соответствии
с шириной бумажного полотна на сетке. Корпус ящика сварен
из листовой стали. Длина отсасывающего ящика должна быть
больше ширины сетки примерно на 500—600 мм, ширина мо-
чного стола окисной керамикой
жет колебаться в пределах от 200 до 700 мм, а высота должна
быть такой, чтобы между крышкой и слоем воды в ящике было
воздушное пространство. Для поддержания сетки ящик покры-
вают планками или перфорированной крышкой, но так, чтобы
живое сечение было не менее 40—60% от общей поверхности
покрытия ящика. Крышки изготовляют из бука и клена (про-
283
питанных парафином), текстолита, керамики (рис. 89), тефло-
на, полиэтилена, стекловолокна, микарты, покрывают резиной
твердостью 20—30 ед по Пуссей-Джонсу. Отсасывающие ящики
установлены на винтовых опорах, позволяющих регулировать
их положение по отношению к сетке. На некоторых машинах
ящики устанавливают на плоских пружинах и с помощью экс-
центрикового механизма придают вразбежку возвратно-посту-
пательное движение поперек сетки с амплитудой от 3 до 10 мм
и числом двойных колебаний от 10 до 40 в минуту. Это позво-
ляет уменьшить износ сетки и крышек ящиков. В зависимости
от вида вырабатываемой бумаги и скорости машины устанавли-
вают от 3 до 12 ящиков шириной 200—300 мм. Ящики такой
ширины предпочтительнее широких, так как это дает возмож-
ность плавно увеличивать вакуум в каждом последующем ящи-
ке. На тихоходных машинах и машинах со средними скоро-
стями ящики лучше устанавливать вплотную, без промежутков,
так как в промежутках между ящиками происходит обратное
впитывание влаги из сетки. На быстроходных машинах этого
правила можно не придерживаться, так как сетка движется
очень быстро и проходит 50-миллиметровое расстояние между
ящиками за 0,004—0,007 с. В отсасывающих ящиках создается
вакуум от 0,004 до 0,3 кгс/см2, в зависимости от вида вырабаты-
ваемой бумаги.
Для уменьшения износа сетки и расхода мощности на пре-
одоление трения между ящиками и сеткой на некоторых ма-
шинах устанавливают отсасывающее устройство — ротобельт.
Ротобельт может выполнять работу трех обычных отсасываю-
щих ящиков. Срок службы сетки увеличивается на 50—100%,
а расход энергии на привод сеточной части уменьшается на
30—50%.
Ящики отсасывающие, перфорированные
и типа «ротобельт»
Профилактический осмотр отсасывающих ящиков проводят
при остановах машины. За время межремонтного цикла для
перфорированных ящиков выполняют 17 .текущих ремонтов и
1 капитальный ремонт. Для ящиков ротобельт выполняют
85 текущих ремонтов, 4 средних ремонта и 1 капитальный ре-
монт.
При текущем ремонте выполняют следующие работы:
очистку и осмотр отсасывающего ящика, снятие и обработку
рабочей поверхности доски (прослежку, шлифовку);
проверку исправности вакуумметров;
проверку состояния и крепления колен, рукавов и запорной
арматуры;
подтяжку ослабленных, замену изношенных крепежных де-
талей;
при ремонте отсасывающего ящика типа «ротобельт» допол-
284
нительно: а) ревизию подшипниковых узлов валиков с про-
мывкой и заменой смазки; б) прочистку и промывку трубы
спрыска; в) проверку -состояния перфорированной ленты и ре-
гулировку ее натяжения.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы:
разборку отсасывающего ящика с очисткой узлов и деталей;
шлифование рабочей поверхности доски ящика или замену
верхней доски (при необходимости);
ревизию колен, рукавов и запорной арматуры с устранением
неисправностей;
при ремонте отсасывающего ящика типа «ротобельт» до-
полнительно: разборку, промывку и замену смазки подшипни-
ков, лентоведущих валиков;
окраску отсасывающих ящиков.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку отсасывающего ящика с очисткой узлов и
деталей, проверкой состояния и крепления перегородок;
замену планок или верхней доски отсасывающего ящика;
замену уплотнений, осей и шеек форматного шибера;
вскрытие корпусе^/ подшипников лентоведущих валиков
с очисткой деталей; ревизию подшипников; замену смазки, саль-
никовых уплотнений и подшипников (при необходимости);
ревизию подшипников катков, прочистку и промывку, замену
сальниковых уплотнений и смазки;
проверку состояния перфорированной ленты и замену ее при
растяжении.
На сетке некоторых бумагоделательных машин после пер-
вых 3—5 обычных отсасывающих ящиков устанавливают лег-
кий валик, называемый равнителем.
Равнитель обтянут сеткой и служит для выравнивания бу-
маги и нанесения на верхней стороне бумажного полотна от-
печатка сетки, что уменьшает различие между нижней и верх-
ней сторонами бумажного полотна. Диаметр равнителя зависит
от ширины и скорости машины и равен 400—1100 мм, а длина
на 40—70 мм больше ширины сетки. Под равнителем устанав-
ливают два регистровых валика или узкий отсасывающий ящик
с вакуумом до 0,05 кгс/см2. На тихоходных машинах равнитель
вращается от сетки, а на быстроходных машинах от индивиду-
ального электродвигателя, включенного в общую схему привода
машины.
Профилактический осмотр проводят при остановах машины.
За время межремонтного цикла выполняют 15 текущих ремон-
тов, 4 средних ремонта и 1 капитальный ремонт.
При текущем ремонте выполняют следующие работы:
проверку состояния барабана с очисткой его, проверкой кре-
пления сетки и подпайкой отдельных поврежденных участков;
285
осмотр состояния роликов с очисткой их от загрязнений, ре-
визией подшипников и заменой смазки;
проверку узла вывешивания барабана;
прочистку парового и водяного спрысков;
ревизию подшипников вала привода с заменой сальниковых
уплотнений и смазки;
проверку состояния клиновых ремней и регулировку их натя-
жения;
проверку состояния и крепления шкивов и ограждений с ус-
транением неисправностей;
подтяжку всех крепежных деталей.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
проверку сетки и крепления, подпайку или замену сетки
(при необходимости);
замену фартука;
подкраску поврежденных участков.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку равнителя с ремонтом или с заменой из-
ношенного барабана;
замену роликов с подшипниками и смазку;
ремонт узла вывешивания барабана с заменой узлов и де-
талей;
замену изношенных подшипников вала привода;
замену клиновых ремней с последующей регулировкой их
натяжения;
сборку равнителя с заменой изношенных крепежных дета-
лей;
окраску равнителя.
После отсасывающих ящиков обезвоживание бумажного по-
лотна продолжается на гауч-прессе или на отсасывающем гауч-
вале.
Гауч-пресс устанавливали на старых конструкциях машин.
На современных машинах устанавливают отсасывающие гауч-
валы двух типов: ячейковые и камерные. Ячейковые отсасываю-
щие валы устанавливают только на тихоходных бумагодела-
тельных машинах, работающих со скоростью 200 м/мин. Вал
представляет собой полый цилиндр, на поверхности которого
крепятся в профрезерованных пазах бронзовые ребра таврового
сечения с расстоянием между осями примерно 14 мм. Ребра об-
разуют продольные ячейки с щелями на поверхности 2—3 мм.
С торцов вала установлены неподвижные вакуумные камеры,
соприкасающиеся с ячейками в зоне обезвоживания бумажного
полотна. В ячейках создается вакуум от 0,3 до 0,6 кгс/см2, под
действием которого вода всасывается в ячейки и затем выбра-'
сывается оттуда за счет центробежной силы.
На машинах, работающих с большими скоростями (свыше
286
200 м/мин), устанавливают камерные отсасывающие валы. От-
сасывающий вал закрытого типа состоит из перфорированной
вращающейся рубашки, к торцам которой прикреплены при-
водная цапфа и крышка. Внутрь рубашки вставлена неподвиж-
ная вакуумная камера, которая, с одной стороны, поддержи-
вается подшипником качения, расположенным в приводной
цапфе, а с другой (лицевой) стороны, смонтирована в стойке.
С лицевой стороны к пустотелой цапфе прикреплена крышка
с червячным сектором, находящимся в зацеплении с червяком.
Червячная пара не допускает проворачивания камеры и позволя-
ет устанавливать ее на требуемый угол относительно вертикаль-
ной оси цилиндра. Вдоль продольных ребер камеры установлена
рамка с текстолитовым, резиновым или графитовым уплотне-
нием, поджимаемая к внутренней поверхности рубашки резино-
вой пневмокамерой. Для удобства монтажа камера имеет обре-
зиненные ролики, с помощью которых она вкатывается в ру-
башку. Перфорированная рубашка диаметром от 600 до 1500 мм
имеет от 120 до 300 тысяч сверленных отверстий диаметром
от 4,5 до 8 мм, расположенных в шахматном порядке. Отвер-
стия раззенкованы на глубину 5 мм до диаметра 15 мм. Живое
сечение отверстий без учета зенковки составляет 20—25% по-
верхности цилиндра, а с учетом зенковки 55—70%.
При работе вала возникает сильный шум от воздуха, входя-
щего в отверстия с большой скоростью в момент выхода их из
зоны обезвоживания. Для снижения шума отверстия сверлят со
смещением по спирали под углом 8—10°. Рубашка изготовлена
из центробежнолитых труб оловянно-цинковой бронзы ОЦЮ-2,’
содержащей 9—11% олова и 2—4% цинка, или из нержавею-
щей стали 1Х13Л, что позволяет уменьшить толщину стенок и
сократить расход цветного металла. Торцевые крышки и камера
изготовлены из чугуна марки Сч 18-36. Камера может быть из-
готовлена сварной, в этом случае она в 2—2,5 раза легче и хо-
рошо работает в кислотной и щелочной средах, хотя изготовле-
ние ее и более трудоемкое. Ширину отсасывающей камеры
берут в зависимости от скорости машины и ассортимента в пре-
делах от 230 до 400 мм.
Профилактический осмотр отсасывающих валов проводят
при остановах машины. За время межремонтного цикла выпол-
няют 115 текущих ремонтов, 4 средних ремонта и 1 капиталь-
ный ремонт. При текущем ремонте выполняют следующие ра-
боты:
осмотр состояния рабочей поверхности вала;
прочистку и промывку перфорированной поверхности вала;
вскрытие корпусов подшипников вала, прочистку и промывку
их, прочистку каналов смазки и замену смазки;
проверку герметичности водяных и вакуумных трубопрово-
дов с устранением неисправностей, ремонт запорной арматуры
с заменой сальниковой набивки и изношенных деталей;
287
проверку исправности контрольно-измерительных приборов;
подтяжку ослабленных и замену неисправных крепежных де-
талей.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
частичную разборку отсасывающего вала;
разборку, очистку и промывку отсасывающей камеры, шаб-
рование и пригонку продольных и поперечных уплотнений или
их замену при износе;
ревизию механизма вертикального подъема вала, про-
верку исправности винтов, червячных соединений и осевых креп-
лений;
очистку и промывку перфорированной рубашки отсасываю-
щего вала и вакуум-проводов;
окраску поверхностей, подлежащих покрытию.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
разборку отсасывающего вала на узлы, очистку и промывку;
ревизию подшипников вала с заменой при необходимости
подшипников и изношенных деталей;
ремонт отсасывающей камеры с шаброванием и пригонкой
продольных и поперечных уплотнений, проверкой исправности
пневмокамеры прижима уплотнений, замену изношенных дета-
лей при необходимости;
прочистку и промывку перфорированной рубашки вала, шли-
фовку рубашки вала при необходимости;
ремонт механизма вертикального подъема вала с ревизией
винтов, червячных пар и креплений;
проверку герметичности водяных и вакуумных трубопрово-
дов с заменой рукавов, прокладок, ремонт запорной арматуры
с заменой изношенных деталей;
окраску поверхностей, подлежащих покрытию;
проверку исправности контрольно-измерительных приборов.
На сеточном столе для поддержания постоянного натяжения
сетки, а так же для удобства замены ее устанавливают одно
или два натяжных устройства.
Натяжные устройства располагают на нижней .ветви сетки,
в участке, где сетковедущий валик утройства охватывается сет-
кой на 10—30° и может перемещаться вертикально. Натяжное
устройство делают с винтовым приспособлением для предва-
рительной натяжки сетки после замены пневматического при-
способления для регулирования натяжения сетки в процессе
работы машины. Во время работы машины сетка может сме-
щаться относительно оси машины на лицевую или приводную
сторону.
Для регулирования хода сетки применяют автоматические
сеткоправки, они состоят из импульсного и исполнительного
устройств. Импульсные устройства могут быть контактные и
288
бесконтактные, а исполнительные — механические, гидравличе-
ские, пневматические и электромеханические.
Профилактический осмотр проводят при останове машины.
За время межремонтного цикла выполняют 10 текущих ремон-
тов, 4 средних ремонта и 1 капитальный ремонт. При текущем
ремонте выполняют следующие работы:
очистку узлов и деталей натяжки (правки) от загрязнений;
ревизию привода с проверкой состояния и крепления звездо-
чек, цепей, пневмоцилиндров (пневмокамер) и с устранением
неисправностей; вскрытие пневмоцилиндров (пневмокамер),
очистку внутренних рабочих поверхностей; проверку состояния
манжет (диафрагм) и уплотнений с устранением неисправно-
стей; проверку исправности защитного узла штока пневмоци-
линдра (пневмокамер); вскрытие подшипников с очисткой их,
заменой смазки и изношенных уплотнений;
ревизию рычажной системы, поворотного вала с проверкой
состояния трущихся поверхностей, устранение неисправностей;
ревизию импульсного устройства с проверкой его работы и
с регулировкой (при необходимости);
проверку исправности воздухопровода, контрольно-измери-
тельных приборов и запорной арматуры с устранением неис-
правностей;
проверку работы пневмосистемы (пневмокамер).
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
частичную разборку натяжения (правки) с очисткой и де-
фектацией деталей и узлов;
ремонт привода натяжки (правки) с заменой манжет (диаф-
рагмы) уплотнений, реставрацией при необходимости звездо-
чек, цепей, защитного узла штока и деталей крепления;
ревизию импульсного устройства, очистку и промывку, регу-
лировку зацепления зубчатого сектора с червяком и штока
с рейкой, замену пружины при необходимости;
обтяжку всех крепежных деталей и ремонт защитных ограж-
дений при необходимости;
проверку работы натяжки (правки);
окраску.
При капитальном ремонте помимо работ, выполняемых при '
среднем ремонте, выполняют следующие работы:
полную разборку натяжки (правки), промывку и очистку уз-
лов и деталей, дефектацию;
замену при необходимости звездочек, цепей, защитного узла
штока, осей и пальцев привода натяжки;
реставрацию трущихся поверхностей поворотного вала и ры-
чажной системы;
замену пружины и лопатки импульсного устройства;
замену при необходимости запорной арматуры, шлангов,
контрольно-измерительных приборов.
289
3. РЕМОНТ ПРЕССОВОЙ ЧАСТИ
Прессовую часть бумагоделательной машины (рис. 90) ком-
плектуют из двух-пяти отдельных прессов различного типа в за-
висимости от основных параметров в машины. Прессы бывают
двух типов: двухвальные и многовальные.
Двухвальные прессы по конструкции подразделяют на обыч-
ные, обратные отсасывающие, сглаживающие и горячие.
Обычный пресс состоит из двух валов: нижнего и лежа-
щего на нем верхнего вала. Для получения необходимого дав-
ления, кроме массы верхнего вала, используют специальные при-
жимные устройства. Верхний вал смещен на 50—120 мм против
хода бумаги. Это смещение позволяет постепенно увеличивать
давление на бумагу. Величина смещения зависит от диаметра
валов, скорости машины и от места установки пресса.
Нижний вал выполнен в виде пустотелого чугунного или
стального цилиндра с запрессованными стальными цапфами.
Снаружи вал покрыт резиной или стонитом. Резиновое покры-
тие используют в качестве антикоррозионной защиты и для
увеличения ширины площади прилегания между валами, при
этом уменьшается удельное давление и бумажное полотно пре-
дохраняется от раздавливания. Резиновое покрытие приходится
делать двухслойным, так как резина плохо соединяется с ме-
таллом. На металлической рубашке вала нарезана резьба и на-
несен слой эбонита толщиной 10 мм, а на него слой резины
толщиной 20—40 мм. Твердость резины увеличивается от пер-
вого пресса к последнему в пределах от 30 до 75 ед. по Пуссей-
Джонсу.
Твердость резины по Пуссей-Джонсу характеризуется глуби-
ной погружения стального шарика диаметром 3,2 или 5 мм под
действием усилия 1 кгс в течение 1 мин. Погружение изме-
ряется в сотых долях миллиметра и откладывается на шкале
прибора. Верхний вал пресса делают гранитным или металличе-
ским со стонитовым покрытием. На металлический вал наносят
слой эбонита толщиной 5 мм и на него слой стонита толщиной
20 мм. Твердость стонита 30—40 ед. по Шору. Верхний (гра-
нитный) вал состоит из стального сердечника и закрепленного
на нем с помощью цементной заливки и стальных шайб,гранит-
ного цилиндра.
Обратный пресс служит для выравнивания гладкости
бумажного полотна и устранения маркировки от сетки и прес-
сового сукна. Бумажное полотно подается под гладкий вал се-
точной стороной, а лицевая сторона бумаги идет по сукну. Об-
ратный пресс компонуют из обычных валов или из нижнего
обычного и верхнего отсасывающего. Последний вариант лучше,
так как бумага проходит, как в прямом прессе, а следователь-
но, проще обводка сукна и бумаги по валикам и меньше обрыв-
ность бумажного полотна.
290
Рис. 90. Прессовая часть бумагоделательной машины
Отсасывающий пресс компонуют из нижнего отсасы-
вающего и верхнего простого валов. Линейное давление между
валами достигает 20—50 кгс/см. Прессовый отсасывающий
вал идентичен по конструкции отсасывающему гауч-валу, но
для большей прочности цилиндр вала чаще выполняют из не-
ржавеющей стали, что позволяет уменьшать диаметр вала, тол-
щину стенок, улучшает условия обезвоживания. Снаружи ци-
линдр покрыт резиновым слоем толщиной 30—40 мм и твер-
достью 30—35 ед. Диаметр отверстий в цилиндре вала 3,5—
4,5 мм (не зенкуют), диаметр отверстий в резиновой оболочке
на 0,8—1 мм меньше. Ширина отсасывающей камеры, установ-
ленной внутри вала, примерно 150 мм. Вакуум в камере дости-
гает 0,6—0,65 кгс/см2. В последнее время на многих быстроход-
ных машинах в целях интенсификации обезвоживания приме-
няют отсасывающие прессы с прососом воздуха через сукно,
прессы с прокладочной сеткой из синтетических материалов и
прессы с нижним желобчатым валом.
Горячий пресс применяют при изготовлении бумаги боль-
шой массы, когда давление между валами должно быть огра-
ничено, чтобы не раздавить бумагу. На современных машинах
горячий пресс устанавливают после группы сушильных цилинд-
ров. Бумажное полотно нагревается до температуры 80° С, при
этом вязкость воды снижается до 0,3—0,35 спз и поверхностное
натяжение воды — до 63—62 дин/см. Это позволяет работать
при линейном давлении между валами до 60—80 кгс/см. По
конструкции горячий пресс может быть обычным или отсасы-
вающим.
Сглаживающий пресс компонуют из двух валов: ниж-
него металлического с медной рубашкой и верхнего обрезинен-
ного. Толщина медной рубашки после обработки составляет 4—
5 мм. Пресс не имеет сукна и предназначен для сглаживания
бумажного полотна.
Многовальные прессы применяют для большой компактности
снижения расхода мощности, уменьшения числа валов. Много-
вальные прессы компонуют из трех в виде горизонтальных,
вертикальных, с треугольным и наклонным расположением
валов.
Горизонтальный пресс состоит из первого отсасы-
вающего вала, второго — гранитного или стонитового и треть-
его— отсасывающего. Первый и третий валы являются прйвод-
ными и имеют свои сукна. Валы установлены на вертикальных
кронштейнах с шарнирами и с помощью гидравлического при-
жимного устройства могут перемещаться на 30—50 мм.
Вертикальный пресс значительно сложнее по конст-
рукции и в эксплуатации. Пресс состоит из верхнего гранитного
вала и второго и третьего — отсасывающих. В среднем отсасы-
вающем вале установлены две вакуумные камеры для обезво-
живания бумажного полотна, кроме того, нижняя камера обес-
292
печивает надежную переправу бумажного полотна с сукном
нижнего вала на верхние валы.
Пресс с треугольным расположением валов
выполняется в следующих компоновках: а) на нижнем валу
диаметром 1500 мм установлены два обычных вала; нижний
вал приводной, отсасывающий, с двумя камерами, охвачен сук-
ном; б) на нижнем приводном обычном валу большого диамет-
ра установлены два отсасывающих вала с индивидуальными
сукнами; в) на двух нижних приводных отсасывающих валах
установлен обычный вал диаметром 1500 мм. Нижние валы име-
ют индивидуальные сукна или одно общее.
Наклонный пресс представляет собой компоновку трех ва-
лов: нижнего отсасывающего с одной или с двумя камерами
(одна поддерживающая с низким вакуумом, а вторая узкая
обезвоживающая), среднего обычного, гранитного или стонито-
вого, большого диаметра и верхнего — отсасывающего однока-
мерного с индивидуальным сукном.
Вакуум-пересасывающие устройства служат для заправки бу-
мажного полотна с сеточной части на прессовую. Передача его
осуществляется сжатым воздухом. На сетке водяная струя от-
резает от всего полотна узкую полосу. Внутри отсасывающего
гауч-вала установлен спрыск, куда подается воздух давлением
4—6 кгс/см2. Воздушная струя перебрасывает полосу бумаги
шириной 50 мм на сукно первого пресса. Когда узкая полоса
бумаги будет проведена через всю машину, водяной спрыск на
сетке отодвигают постепенно к приводной стороне и все полот-
но окажется заправлено в машину.
При установке вакуум-пересасывающего устройства не-
сколько усложняется конструкция сеточной и прессовой частей
машины. На сеточной части после отсасывающего вала необхо-
димо создать наклоненный под углом 45° участок сетки, над ко-
торым устанавливают вакуум-пересасывающий вал. Для этого
после отсасывающего вала устанавливают ведущий вал, но так
как при этом уменьшается угол охвата сеткой отсасывающего
вала до 45—60°, что не обеспечивает передачи мощности, необ-
ходимой для движения сетки, то установленный ведущий вал
делают большего диаметра (800 мм и более), он охвачен сеткой
на 180° и имеет индивидуальный привод, работающий строго
синхронно с приводом отсасывающего вала, с приводом переса-
сывающего устройства и с приводом передаточного и первого
прессов. При заправке бумажного полотна на наклонный уча-
сток сетки опускают пересасывающий вал. Бумажное полотно
отрывается от сетки и передается на пересасывающее сукно.
Внутри пересасывающего вала установлены две вакуумные ка-
меры: первая предназначена для съема бумажного полотна
с сетки и вакуум в ней поддерживается 0,6—0,7 кгс/см2, а вто-
рая поддерживает полотно на сукне. Вакуум во второй камере
0,4—0,5 кгс/см2. Чтобы обеспечить перемещение пересасываю-
293
щего вала вертикально, двигатель с валом соединен шарнирной
муфтой. Одновременно с перемещением пересасывающего вала
перемещается один из сукноведущих валиков для поддержания
постоянного натяжения сукна. Пересасывающее сукно передает
бумажное полотно на нижнее сукно, общее для передаточного
и первого пресса. Бумажное полотно переходит на верхний вал
первого пресса, затем отсекается узкая полоса бумаги и за-
правляется обычным способом через всю машину, а бумажный
брак счищается с вала шабером и транспортером удаляется
в гауч-мешалку. Шабер состоит из массивной колодки, установ-
ленной на поворотных кронштейнах, и стального ножа, укреп-
ленного с помощью накладки. Шабер лезвием ножа опирается
на поверхность вала и совершает возвратно-поступательное
движение. Движение шабера осуществляется червячным ме-
ханизмом с эксцентриком, связанным с цапфой верхнего вала.
Число двойных колебаний 3—15 в минуту с амплитудой
5—10 мм.
Для получения необходимого линейного давления между
валами прессов на каждом прессе устанавливают механизм
прижима верхнего вала. Линейное давление от собственной
массы вала достигает 10—15 кгс/см, тогда как для хорошего
обезвоживания его необходимо увеличить и регулировать от 20
до 80 кгс/см.
На машинах старых конструкций для увеличения давления
устанавливали винтовой механизм прижима, но из-за жесткости
конструкции и трудности регулирования линейного давления его
заменили более эластичным рычажно-грузовым механизмом.
В настоящее время большинство современных машин оснащают
пневматическими и гидравлическими прижимными устройст-
вами. Гидравлические прижимные устройства устанавливают на
картоноделательных машинах и пресспатах для получения боль-
шого линейного давления. Так как вода или масло практиче-
ски несжимаемы, гидравлическое прижимное устройство не
обеспечивает эластичности и требует беспрерывной подачи жид-
кости. Пневматическое прижимное устройство более чувстви-
тельно и позволяет точно контролировать давление между ва-
лами. Пневматический прижим и подъем валов осуществляется
пневматическими цилиндрами, поршнями или пневматическими
камерами с мембранами. Недостатком пневматических цилинд-
ров является износ уплотнительных колец поршня, что вызывает
колебания линейного давления между валами. В последнее вре-
мя широко применяют пневматические камеры, мембранные или
диафрагменные. Камеры размещают внутри станин. В камерах
установлены гибкие резиновые мембраны, опорные диски, со-
единенные между собой штоком, шарнирно связанным с рыча-
гом механизма прижима. Величина передвижения мембраны
(0,15-4-0,2)D. Диаметр мембраны 300—600 мм. Давление воз-
духа в камере 5—6 кгс/см2. При необходимости создания боль-
294
шего давления между валами соединяют несколько механизмов
прижима, в которых мембраны соединены общим штоком.
На прессе бумагоделательной машины имеется бесконечное
шерстяное сукно, которое предназначено для транспортировки
бумажного полотна, впитывания и отвода отжатой воды, а так
же служит упругой прослойкой, предохраняющей бумажное по-
лотно от раздавливания в прессах. Прессовое сукно движется
по сукноведущим валикам. Их делают из стальной трубы, на
наружную поверхность которой наносят антикоррозионные по-
крытия. Для предотвращения собирания сукна к середине и об-
разования складок один из сукноведущих валиков имеет спи-
ральную левую и правую навивку от середины в обе стороны.
Она напаивается из медного прутка, и шаг ее увеличивается
к краям. На обрезиненных валиках спираль изготовляют во
время нанесения покрытия. На современных конструкциях ма-
шин устанавливают расправляющие наборные валики. В про-
цессе работы прессовые сукна сильно загрязняются, из-за чего
ухудшается обезвоживание бумажного полотна.
Для очистки и промывки сукна на прессах устанавливают
сукномойки различных типов: вальцовые, пневматические, ваку-
умные, перемещающиеся и неподвижные. На современных ма-
шинах применяют вакуумные сукномойки, состоящие -из отса-
сывающего вала диаметром 500—900 мм и из верхнего при-
жимного вала. Сукно охватывает отсасывающий вал, в камере
которого создается вакуум до 0,5 кгс/см2. Сукно смачивается
спрысковой водой и поступает на сукномойку. Отсасывающий
вал сукномойки вращается от своего привода. На каждом прес-
се с сукном имеются устройства для правки и натяжения сукон.
Принцип действия сукноправок такой же, как и сеткоправок и
сетконатяжек. Натяжные устройства должны иметь больший
ход передвижения натяжного валика, примерно до 5—10% от
величины удлинения сукна. Приводятся в движение электро-
приводом, пневматической или гидравлической системой. Авто-
матические сукноправки работают по тому же принципу, что и‘
сеткоправки, но эксплуатация их несколько затруднена из-за
большой поперечной усадки сукна.
Профилактический осмотр обычных прессов проводят при
останове машины. За время межремонтного цикла выполняют
85 текущих ремонтов, 4 средних ремонта и 1 капитальный ре-
монт. При текущем ремонте выполняют следующие работы:
осмотр состояния рабочих поверхностей валов пресса (сук-
номойки) ;
вскрытие корпусов подшипников, прочистку и промывку их,
прочистку каналов смазки и замену смазки;
очистку и пригонку ножа шабера верхнего вала, ревизию ме-
ханизма прижима и осевого перемещения шабера;
ревизию механизма прижима и подъема вала, проверку ис-
правности штоков и диафрагмы;
295
проверку герметичности воздуховодов и спрысков с устране-
нием неисправностей;
осмотр и очистку сливного корыта;
проверку и ремонт при необходимости лестниц и мостков
для обслуживания;
подтяжку крепежных деталей.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы:
разборку отдельных узлов пресса (сукномойки) с очисткой
и промывкой узлов и деталей;
шлифование поврежденных поверхностей валов пресса и сук-
номойки;
частичную разборку и осмотр шабера верхнего вала, реви-
зию механизма прижима и осевого перемещения шабера с заме-
ной ножа шабера и его пригонку по валу;
ревизию механизма прижима и подъема верхнего вала, про-
верку исправности работы пневмокамер с заменой диафрагм и
штоков при необходимости;
ремонт фундаментов при необходимости;
опробование пресса (сукномойки) в сборе перед пуском;
окраску поверхностей.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку пресса (сукномойки) с очисткой и промыв-
кой деталей и узлов;
шлифование рабочих поверхностей валов или замену валов
при необходимости;
ревизию подшипниковых узлов с заменой подшипников и
изношенных деталей;
полную разборку шабера верхнего вала с очисткой и про-
мывкой деталей, ревизию механизма прижима и осевого пере-
мещения шабера с заменой пружин, диафрагм, штоков и ножа
шабера, пригонку ножа шабера по валу;
проверку герметичности воздухопроводов и спрысков с уст-
ранением неисправностей, ремонт запорной арматуры с заменой
изношенных деталей и сальниковой набивки;
очистку, ремонт или замену сливного корыта;
опробование пресса (сукномойки) в сборе перед пуском;
подготовку поверхностей к окраске и окраску.
Профилактический осмотр отсасывающих прессов проводят
при останове машины. За время межремонтного цикла" выпол-
няют 115 текущих ремонтов, 4 средних ремонта и 1 капиталь-
ный ремонт. При текущем ремонте выполняют следующие ра-
боты:
осмотр состояния рабочих поверхностей валов пресса (сук-
номойки) ;
вскрытие корпусов подшипников, прочистку и промывку их,
прочистку каналов смазки и замену смазки;
296
прочистку и промывку отсасывающего вала;
очистку и пригонку ножа шабера верхнего вала, ревизию
механизма прижима и осевого перемещения шабера;
ревизию механизма прижима и подъема верхнего вала,
проверку исправности штоков и диафрагм с устранением де-
фектов;
проверку герметичности водяных, воздушных и вакуумных
трубопроводов с устранением неисправностей, ремонт запорной
арматуры с заменой набивки и изношенных деталей;
осмотр и очистку сливного корыта и ремонт его при необхо-
димости;
подтяжку крепежных деталей, осмотр и ремонт лестниц, пло-
щадок и ограждений при необходимости.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
частичную разборку пресса с очисткой и промывкой всех уз-
лов и деталей;
осмотр состояния рабочей поверхности валов и шлифование
вала с поврежденной поверхностью;
ревизию системы централизованной смазки подшипников
с прочисткой каналов смазки и устранением неисправностей:
разборку, очистку и промывку отсасывающей камеры прес-
сового вала (сукномойки), шабрение и пригонку продольных
и поперечных уплотнений или замену их при износе;
очистку и промывку перфорированной рубашки отсасываю-
щего вала, воздухопроводов, вакуумпроводов и шлифование ра-
бочей поверхности рубашки в случае необходимости;
ремонт шабера верхнего вала с ревизией механизма при-
жима и осевого перемещения шабера и заменой ножа шабера,
пригонку ножа шабера по валу;
ревизию механизма прижима и подъема верхнего вала с час-
тичной разборкой и заменой изношенных деталей;
сборку всех узлов и опробование их работы перед пуском;
подготовку поверхности пресса к окраске и окраску дефект-
ных мест.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку всех узлов отсасывающего пресса (сукно-
мойки), очистку и промывку деталей от загрязнения;
осмотр рабочих поверхностей валов, шлифование их или за-
мену при необходимости;
ревизию подшипников с заменой при необходимости подшип-
ников и изношенных деталей;
ремонт отсасывающей камеры с шабрением и пригонкой уп-
лотнений, проверкой исправности пневмокамер прижима, за-
мену изношенных деталей при необходимости;
проверку исправности сливного корыта, его-ремонт или за-
мену при необходимости;
297
ремонт фундамента, лестниц, площадок, ограждений;
опробование и обкатку пресса перед пуском;
подготовку поверхностей к окраске и окраску.
4. РЕМОНТ СУШИЛЬНОЙ ЧАСТИ
Бумажное полотно, пройдя прессовую часть, поступает на
сушильную часть машины (рис. 91) для окончательного обезво-
живания. На сушильной части удаляется влага в количестве
Рис. 91, Сушильная часть бумагоделательной машины
1,5— 2,5 кг на 1 кг бумаги. В процессе сушки бумажное полотно
приобретает новые свойства: увеличивается его механическая
прочность и гладкость, изменяется в зависимости от режима
объемная масса, усадка, впитывающая способность. На сушиль-
ной части заканчивается проклейка бумаги. Сушка бумаги про-
изводится контактным способом. Так как коробление бумаги не-
допустимо, то при сушке ее прижимают к поверхности цилинд-
ров шерстяными или хлопчатобумажными сукнами.
Сушильная часть состоит из станин коробчатого профиля,
что повышает их жесткость. Станины установлены на шинах,
скреплены болтовыми соединениями, имеют поперечные связую-
щие балки. На станинах установлены бумагосушильные цилин-
дры, сукносушители, сукноведущие и бумаговедущие, прави-
тельные и натяжные валики.
Цилиндры установлены в шахматном порядке в два ряда.
Нижний ряд цилиндров установлен на шинах, а верхний ряд —
298
на основных станинах. Над верхним рядом цилиндров на вспо-
могательных стойках установлены сукносушители. Нижние сукно-
сушители и другие устройства крепятся к специальным балкам,
укрепленным, на выступах колонн фундамента. Цилиндры вра-
щаются в подшипниках качения. Количество бумагосушильных
цилиндров на быстроходных машинах в зависимости от вида
бумаги и производительности достигает 70—80 шт. Каждый ци-
линдр имеет шабер для очистки поверхности и предотвращения
намотки брака при обрывах.
Сушильная часть разбита на группы. Разбивка на группы
производится по приводу и по сукну. Несколько цилиндров верх-
него или нижнего ряда, охваченных сукном, представляют собой
группу по сукну (обычно две группы), верхняя и нижняя группы
по сукну объединяются в группу по приводу. Число цилиндров
в группе зависит от вида бумаги. Основное количество воды
испарений бумаги проходит в виде пара сквозь сукно, но часть
воды остается в сукне. Влажность сукна не должна превышать
5%, так как в этом случае сушка замедляется.
Для просушки сукна, для повышения в нем температуры и
для того, чтобы уменьшить конденсацию, на машине устанав-
ливают сукносушильные цилиндры. Поверхность сукносушителей
должна составлять 25—35% поверхности сушильных цилиндров
при использовании шерстяных сукон и 15—20% при использо-
вании хлопчатобумажных сукон. Если по расчету их получается
по два на одно сукно, то один сукносушитель располагают
в конце холостой ветви, второй — посредине рабочей ветви. При
таком расположении сукносушителей лучше высыхает сукно и
интенсивность сушки увеличивается на 5%.
Сукносушильные цилиндры вращаются от движущегося
сукна, охватывающего цилиндр на 300—320°. На некоторых ма-
шинах применяют сушку сукон продувкой горячего воздуха, это
увеличивает срок службы сукон и равномерную просушку по
всей толщине сукна. Бумажное полотно плотно прижимается
сукном к сушильным цилиндрам. В процессе сушки происходит^,
усадка бумаги: по толщине — примерно в 1,5—2 раза, по ши- )
рине — от 3 до 12%, в зависимости от помола массы, и удлине- !
ние бумажного полотна примерно на 0,5—1%. Чтобы компенси- i
ровать эти изменения, машины работают с разными скоростями, ।
но так как необходимо обеспечить условия для усадки бумаж- 1
ного полотна в пределах одной группы, устанавливают сушиль-
ные цилиндры разных диаметров в сторону уменьшения, но не
более чем на 0,5 мм между соседними цилиндрами.
Сушильные и сукносушильные цилиндры отливают из высо-
кокачественного чугуна. Наружную поверхность тщательно шли-
фуют, а внутреннюю протачивают для придания стенкам оди-
наковой толщины. Диаметр цилиндра 1 500 мм и редко 1 800 мм
для уменьшения длины сушильной части. Длина цилиндра на
10—15% больше обрезной ширины бумаги. Цилиндр с обоих
299
торцов закрыт чугунными крышками, отлитыми вместе с пусто-
телыми цапфами. На широких машинах применяют стальные
цапфы, прикрепленные к крышке болтами. Крышки крепятся
к цилиндру шпильками М-20. Между крышкой и цилиндром для
герметичности ставят клингеритовые прокладки, толщина крыш-
ки от 60 до 80 мм. Масса лицевой крышки 600 кг, приводной —
800 кг. Для выработки большинства видов бумаги давление
пара не превышает 2,5 кгс/см2. Для таких цилиндров можно
делать стальные плоские крышки. Стальная крышка в 2,5 раза
легче чугунной и толщина ее в 2 раза меньше, чем у чугунной,
Следует стремиться к уменьшению толщины стенок сушильного
цилиндра, что повысит эффективность сушки.
Цилиндры с более тонкими стенками (6—10 мм) изготов-
ляют вальцовкой и сваркой стального проката, при этом стои-
мость составит 50% стоимости литых цилиндров.
При работе на повышенном давлении 6—8 кгс/см2 приме-
няют двухстенные цилиндры. Пар поступает через полую цапфу
и по трубчатым спицам идет в промежуток между стенками ци-
линдра. Отводится пар через вторую цапфу. Так как промежу-
ток между стенками небольшой, скорость пара повышается и
вместе с ним уходит воздух и частично конденсат. Основное ко-
личество конденсата удаляется вращающейся сифонной труб-
кой. Сушильная часть с двухстенными цилиндрами при том же
давлении пара, что и с чугунными, имеет к. п. д. выше на 20—
22%. Ввод пара и отвод конденсата могут производиться как
с приводной, так и с лицевой стороны машины. Скопление кон-
денсата в цилиндре недопустимо, так как уменьшается теплоот-
дача. Большое скопление конденсата увеличивает нагрузку,
в результате может произойти гидравлический удар, который
выведет цилиндр из строя. Конденсат удаляют специальными
устройствами: черпаками (при скорости до 300 м/мин), си-
фонными трубками (при скорости свыше 300 м/мин) и двойным
вращающимся сифоном на быстроходных машинах. Конденсат
проходит конденсационный горшок, поступает в сборник кон-
денсата и оттуда в котельную.
В зависимости от конструкции машины, ширины бумажного
полотна, скорости, вида вырабатываемой бумаги и температур-
ного режима применяют различные системы парораспределе-
ния. На старых машинах применяли систему подвода пара без
циркуляции. При такой системе внутри цилиндра накапливается
воздух, плохо используется температура пара, наличие боль-
шого числа конденсационных горшков затрудняет эксплуата-
цию. На новых быстроходных машинах применяют систему
подвода пара с циркуляцией. Все цилиндры разбиты на группы
по подаче пара в зависимости от необходимого температурного
режима. Пар подается навстречу движущейся бумаге. В группу
цилиндров, ближе расположенную к каландру, пар поступает
с магистрали, а в остальные группы перепускается вторичный
300
пар, отделенный от конденсата. При поступлении пара из линии
в первую группу на вводе устанавливают регулятор, автомати-
чески поддерживающий необходимое давление пара, вторичный
пар из первой группы перепускается во вторую группу цилинд-
ров, а из второй — в третью группу и т. д. через регуляторы,
поддерживающие заданное давление между группами. При пе-
реходе из группы в группу от вторичного пара отделяют конден-
сат. Пройдя последнюю группу, пар поступает в конденсатор,
где отделяются воздух и газы, а конденсат поступает в котель-
ную. В сукносушильные цилиндры подают свежий пар по от-
дельной линии.
Есть и другие системы подвода пара и отвода конденсата.
Привод сушильных цилиндров объединяет две группы по
сукну, верхнюю и нижнюю, в одну группу по приводу. Инди-
видуальный привод каждого цилиндра применяют для машин,
вырабатывающих специальную бумагу. Групповой привод мо-
жет быть шахматный или паразитный. С приводной стороны на
цапфу каждого сушильного цилиндра насажена зубчатая ше-
стерня. При шахматном приводе диаметр зубчатой шестерни
больше диаметра цилиндра на 300 мм. Зубчатые шестерни вхо-
дят в зацепление между собой в шахматном порядке. Привод-
ная шестерня входит в зацепление посередине группы с одной
или с двумя ведомыми зубчатыми шестернями, в последнем слу-
чае потребляемая группой мощность передается в двух местах
зацеплений, что уменьшает вдвое нагрузку на зубья шестерен.
Приводные шестерни делают из хромоникелевой стали, осталь-
ные в зависимости от передаваемых усилий — из специального
чугуна или из стали. Шахматный привод прост по конструкции
и имеет невысокую стоимость, но открытые зубчатые передачи
затрудняют обслуживание машины, смазка их недостаточна, по-
вышенный износ, шум и большая опасность при обслуживании
машины с приводной стороны ограничили применение его. На
современных машинах устанавливают паразитный привод
(рис. 92). На цапфы цилиндров насажены шестерни меньшего
диаметра (950 мм), чем диаметр цилиндра. Шестерни нижних
и верхних цилиндров соединены между собой с помощью пара-
зитных шестерен, а нижний и верхний ряды шестерен — за счет
промежуточной шестерни, входящей в зацепление с паразитной.
Средняя в группе паразитная шестерня — ведущая. Все шестерни
закрыты в редукторных коробках и смазаны жидкой смазкой от
циркуляционной системы. Этот привод надежен в работе.
Заправку бумаги на сушильную часть на тихоходных маши-
нах осуществляют вручную. На современных машинах при боль-
шой скорости применяют заправку канатиками или воздухом,
для этого применяют два устройства для заправки канатиками.
В первом канатик размещают в канавках, выточенных в крыш-
ках цилиндров, где он движется все время, хотя его работа
нужна только в момент обрыва. Это сокращает срок службы
301
канатика. Во втором устройстве канатик движется только во
время заправки бумаги. С лицевой стороны на цапфах сушиль-
ных цилиндров установлены на подшипниках качения узкие же-
лобчатые шкивы, а на них натянут канатик. Во время работы
машины шкивы не вращаются, во время обрыва бумажного по-
лотна срабатывают пневматические устройства, установленные
Рис. 92. Паразитный привод сушильных цилиндров с угловым расположением
зубчатых передач;
/ — сушильный цилиндр; 2 — шестерня нижнего ряда цилиндров; 3—паразитная шес-
терня; 4 —шестерня верхнего ряда цилиндров, 5 — вал паразитной шестерни; 6 — подшип-
ник сушильного цилиндра; 7 — подшипник вала паразитной шестерни; 8 — станина с при-
водной стороны; 9—фундаментная шина; 10 — продольная балка
на нескольких цапфах, прижимают шкивы к торцам цилиндров
и канатик приводится в движение. Срок службы канатиков зна-
чительно возрастает.
Вентиляцию сушильной части на современных бумагодела-
тельных машинах осуществляют приточно-вытяжной вентиля-
ционной установкой, обеспечивающей постоянный воздухообмен
и соответственно хорошую работу сушильной части. Все испа-
рения, выделившиеся при сушке бумажного полотна, поглоща-
ются воздухом и удаляются вентиляторами. Количество воздуха,
необходимое для поглощения испаряемой влаги, зависит от
302
климатических условий и от времени года. С повышением тем-
пературы в летний период времени воздух больше насыщен вла-
гой и его способность к поглощению испаряемой влаги снижа-
ется. В летний период времени количество воздуха, подавае-
мое к машине, должно быть больше, чем зимой. Количество
тепла, необходимое для обогрева вводимого в помещение воз-
духа, в зимних условиях больше, чем летом. Эти параметры —
способность воздуха к поглощению пара и наименьшая темпе-
ратура воздуха в зимний период времени — определяют произ-
водительность вентиляторов и площадь теплообменников. Для
удаления 1 кг влаги зимой требуется 17—19 м3 свежего воздуха,
а летом 23—30 м3.
Сушильная часть машины закрыта колпаком. Это улучшает
процесс сушки, предотвращает растекание удаляемого и нагне-
таемого воздуха, уменьшает потери тепла и снижает расход
пара. Применяют открытые и закрытые колпаки. Колпак соби-
рают из отдельных легких щитов. Щиты для боковой части
сушки делают двухслойными пустотелыми, а для крышки —
с теплоизоляционной прослойкой. Открытый колпак установлен
над сушкой и не доходит до пола на 2 м, а закрытый колпак,
установленный на втором и первом этажах, полностью закрывает
сушильную часть машины. Для доступа к сушильной части
щиты с лицевой стороны машины автоматически поднимаются
механическим или гидравлическим устройством. Воздух, подо-
гретый в теплообменниках до 80—100° С, нагнетается центробеж-
ными вентиляторами снизу под колпак и восходящими потоками
поднимается вверх, поглощает пары и вытяжными вентилято-
рами удаляется из-под колпака. Воздух поступает с темпера-
турой 60—70° С в теплообменники, отдает свое тепло свежему
воздуху и выбрасывается в атмосферу.
Производительность бумагоделательной машины во многом
зависит от интенсивности работы сушильной части.
Увеличение производительности может быть достигнуто уско-
рением процесса сушки за счет увеличения числа сушильных ци-
линдров либо за счет применения колпаков скоростной сушки.
Сушка под скоростными колпаками основана на интенсивном
теплообмене и быстрой передаче тепла от воздуха к материалу.
Воздух подается в большом объеме и с высокой температурой
300—500° С и скоростью 50—80 м/с. Воздух нагревается паром
высокого давления до температуры 180° С и газовыми горелками
свыше 180° С. Колпак установлен над цилиндром и охватывает
его на 120° С. Каждый колпак имеет до 10 сопловых камер на
один цилиндр. Число камер зависит от ширины машины.
Колпак выполнен из листового алюминия или из нержавею-
щей стали при высоких параметрах воздуха. В днище и в верх-
нем перфорированном листе вварены трубы для отвода паро-
воздушной смеси. Днище состоит из гофрированного перфори-
рованного листа и приваренных к нему стенок. В гофрах днища
303
Рис. 93. Схема циркуляции паровоз-
душной смеси при применении высо-
коскоростных колпаков:
/ — калорифер; 2 — циркуляционный венти-
лятор; 3 — трубопровод; 4 — колпак; 5 —
сопловая камера; 6 — вентилятор; 7 — су-
шильные цилиндры
Воздух от
турбовоздухо-
дувки
прорезаны щели шириной 0,6—0,7 мм и длиной 50 мм с расстоя-
нием друг от друга 2 мм. Щели расположены в шахматном
порядке и через них подают горячий воздух. Колпак закрыт теп-
лоизоляционной прослойкой. Отвод паровоздушной смеси осу-
ществляется через специальную камеру, соединенную трубами
с зоной сушки. В момент обрыва или ремонта колпак автомати-
чески поднимается на 300—400 мм системой тросов и гидравли-
ческим цилиндром.
На рис. 93 показана циркуляция паровоздушной смеси.
Нагретую в калориферах 1 и камерах сгорания паровоздуш-
ную смесь нагнетают циркуляционным вентилятором 2 по тру-
бопроводу 3 в сопловую каме-
ру 5, откуда через сопла со
скоростью 50—80 м/с ее на-
правляют на бумажное полот-
но. Паровоздушная смесь ув-
лажняется и поступает во
внутреннюю камеру колпака 4.
Часть паровоздушной смеси
отбирается вентилятором 6 и
подается в рекуперационную
установку. Взамен отобранной
части от цилиндров подсасы-
вают воздух с температурой
50—60° С и по трубопроводу
направляют в калориферы /,
где он нагревается и подается
вентилятором 2 в сопловую ка-
меру. Можно взамен подсоса
воздуха от цилиндров подсасы-
вать воздух от турбовоздухо-
дувки прессовой части с темпе-
р атурой 140— 150° С.
Экономический эффект установки этих колпаков определя-
ется снижением расхода тепла на сушку, уменьшением расхода
воздуха на вентиляцию, уменьшением расхода электроэнергии,
за счет уменьшения расхода сукон, а также за счет уменьшения
кубатуры здания. Затраты по установке колпаков скоростной
сушки окупаются в течение 1,5 лет.
Цилиндры
За время межремонтного цикла выполняют 85 текущих ре-
монтов, 4 средних ремонта и 1 капитальный ремонт.
При текущем ремонте выполняют следующие работы:
наружный осмотр рабочей поверхности цилиндра; ревизию
подшипников цилиндра и их смазку; ревизию сальниковых го-
ловок с заменой уплотнений и прокладок;
304
Проверку состояния и пригонку ножа шабера с ревизией его
механизма прижима и осевого перемещения;
осмотр шестерен привода цилиндра и проверку закрепления
ее на валу;
осмотр защитных ограждений.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы:
ревизию подшипников цилиндров с промывкой и прочисткой
смазочных каналов, замену уплотнений подшипников и смазки;
ревизию устройств отвода из цилиндра конденсата с провер-
кой их крепления и устранением дефектов;
гидравлическое испытание цилиндра;
окраску станин и защитных ограждений.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
проверку состояния рабочей поверхности цилиндров и цапф,
шлифовку их при необходимости;
ревизию и замену подшипников цилиндров, ревизию кана-
лов смазки и устранение неисправностей, замену уплотнений
подшипников и смазку;
полную разборку сальниковых головок, ремонт или замену
изношенных узлов и деталей, уплотнений и прокладок;
ревизию конденсатоотводящих устройств, ремонт или замену
дефектных узлов;
ревизию шестерен привода цилиндров, реставрацию или за-
мену при необходимости, регулировку зацепления шестерен;
гидравлическое испытание цилиндра;
окраску станин и защитных ограждений.
Колпаки
За время межремонтного цикла выполняют 9 текущих ре-
монтов и 1 капитальный ремонт.
При текущем ремонте выполняют следующие работы:
очистку колпака от загрязнений;
проверку состояния и креплений деталей каркаса с устра-
нением обнаруженных дефектов;
проверку состояния и креплений потолочных и боковых щи-
тов с устранением дефектов;
прочистку отсасывающих патрубков и проверку их крепле-
ний с устранением неисправностей, проверку работы регули-
рующих клапанов с устранением неисправностей;
проверку состояния раздвижных щитов и их роликов с уст-
ранением неисправностей; проверку плавности перемещения
раздвижных щитов с регулировкой при необходимости;
проверку состояния подъемных щитов, ревизию подъемных
щитов с устранением неисправностей, ревизию ловителей с про-
веркой их работы и устранением неисправностей, замену пру-
жин ловителей при необходимости;
VjH И. 3. Малинский
305
ревизию механизма подъема щитов с проверкой состояния
звездочек и цепей, ревизию подшипников вала с заменой смазки
и сальниковых уплотнений; проверку состояния и крепления
подъемных тросов с устранением неисправностей; проверку со-
стояния и крепления тормозных лент;
наружный осмотр колпака скоростной сушки с ревизией
оборудования циркуляции воздуха, с заменой смазки и уплот-
нений подшипников; ревизию узлов системы подачи подогре-
того воздуха, отсоса паровоздушной смеси, воздуховодов и ре-
гулирующей арматуры;
ремонт мостков, лестниц, ограждений;
окраску колпака в местах, требующих покрытия.
При капитальном ремонте помимо работ, выполняемых при
текущем ремонте, выполняют следующие работы:
замену отдельных щитов колпака, не пригодных к дальней-
шей эксплуатации;
ремонт раздвижных щитов с заменой изношенных деталей;
проверку плавности перемещения раздвижных щитов с регу-
лировкой при необходимости;
ремонт подъемных щитов с заменой изношенных деталей
механизма аварийного останова подъемных щитов и ловителей,
с проверкой их работы и регулировкой;
ремонт механизма подъема щитов с заменой звездочек, це-
пей и тросов при необходимости; ревизию редуктора с заменой
смазки и уплотнений подшипников и регулировкой зацепления
шестерен; ремонт соединительных муфт, ремонт тормоза с за-
меной изношенных деталей и регулировкой работы тормоза;
наружный и внутренний осмотр колпака скоростной сушки,
ревизию оборудования циркуляции воздуха с заменой рабочих
колес, подшипников, их уплотнений и смазки, чистку и реви-
зию системы подачи подогретого воздуха, отсоса паровоздуш-
ной смеси, воздуховодов и регулирующей арматуры с устра-
нением дефектов и заменой уплотнений;
окраску колпака.
Заправка канатиковая
Профилактический осмотр проводят при останове машины.
За время межремонтного цикла выполняют 19 текущих ремон-
тов и 1 капитальный ремонт.
При текущем ремонте выполняют следующие работы:
осмотр роликов с ревизией подшипников, замену смазки и
уплотнений;
проверку состояния канатиков с заменой дефектных участ-
ков или комплекта в целом;
осмотр устройства натяжки канатиков с проверкой крепле-
ния каната и грузов;
проверку и подтяжку крепежных деталей;
306
осмотр и ремонт защитных ограждений;
регулировку натяжения канатиков.
При капитальном ремонте помимо работ, выполняемых при
текущем ремонте, выполняют следующие работы:
полную разборку роликов с очисткой и дефектацией узлов
и деталей, замену изношенных роликов, осей, подшипников
с выверкой и регулировкой положения роликов;
полную ревизию устройства натяжения канатиков с заменой
изношенных узлов и деталей;
замену и подтяжку крепежных деталей, ремонт защитных
ограждений.
Централизованная система смазки
Профилактический осмотр проводят при остановах машины.
За время межремонтного цикла выполняют 150 текущих ремон-
тов, 4 средних ремонта и 1 капитальный ремонт.
При текущем ремонте выполняют следующие работы:
наружный осмотр напорной и сливной магистралей с про-
веркой герметичности соединений и надежности крепления и
трубопроводов;
осмотр маслоподогревателей и маслоохладителей с провер-
кой на герметичность и устранением неисправностей;
проверку исправности оборудования системы (фильтры, на-
сосы, сепаратор) и нормальной циркуляции масла в системе;
ревизию запорной арматуры с набивкой сальников, подтяж-
кой и заменой ослабленных крепежных деталей;
осмотр защитных ограждений.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
опорожнение резервуара от масла;
осмотр внутренней полости резервуара и проверку на плот-
ность резервуара и отсеков; проверку степени загрязнения труб
подогревателя и чистку их; чистку и ремонт сетчатых фильтров;
проверку состояния воздушников и люков;
осмотр внутренней полости маслоподогревателя и маслоох-
ладителя с чисткой трубок и межтрубного пространства, уст-
ранение неисправностей;
частичную разборку узлов сепаратора, чистку и промывку
их, ревизию механизма вращения барабана, насоса и фрикцион-
ной муфты с устранением неисправностей;
разборку узлов фильтра, чистку фильтрующих элементов,
ревизию механического привода и регулировку его;
ревизию насосов с частичной разборкой узлов, чисткой и
устранением дефектов;
наружный осмотр напорной и сливной магистралей, про-
дувку или промывку отдельных участков в целях удаления
307
загрязнений и замену отдельных участков трубопроводов с по-
следующим испытанием на плотность;
ревизию контрольной и регулирующей арматуры с перебор-
кой и ремонтом предохранительных клапанов;
окраску оборудования, трубопроводов, опорных конструкций;
опробование системы перед пуском.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
разборку маслоподогревателя и маслоохладителя, чистку
трубок и межтрубного пространства, замену непригодных
к эксплуатации трубок и прокладок, гидравлическое испыта-
ние аппаратов;
восстановление теплоизоляции пароконденсатопроводов и
маслоподогревателя;
полную разборку узлов сепаратора, чистку и промывку их,
ремонт механизма вращения барабана и насоса с заменой из-
ношенных подшипников и узлов;
полную разборку фильтра, чистку стакана и фильтрующих
элементов, ремонт механического привода с заменой изношен-
ных подшипников и узлов, регулировку зацеплений;
полную разборку насосов, чистку и промывку деталей, ре-
монт и замену изношенных деталей;
полную разборку запорной арматуры с промывкой, чисткой,
заменой дефектных деталей и прокладок, установку новых ком-
плектов вместо изношенных;
гидравлическое испытание магистралей;
ремонт защитных ограждений;
наладку системы перед пуском.
5. РЕМОНТ КАЛАНДРА
После сушильной части на большинстве бумагоделательных
машин полотно бумаги поступает на каландр, где улучшаются
ее свойства: гладкость, лоск, объемная масса, разрывная длина.
Машинный каландр (рис. 94) состоит из вертикальных литых
или сварных станин и 3—10 чугунных валов. Количество валов
подбирается в зависимости от вида бумаги. Нижний вал ка-
ландра соединен с приводом. Заправка бумаги в каландр осу-
ществляется специальным пневматическим устройством. На
современных машинах устанавливают каландр со станинами
открытой конструкции, что облегчает замену каландровых ва-
лов. Станины вверху и внизу соединены балками для прида-
ния жесткости всей конструкции. Наряду с чугунными литыми
станинами внедряются и стальные сварные станины, которые
имеют ряд преимуществ перед литыми чугунными: имеют мень-
шую массу и дают примерно 50—60% экономии металла; обес-
печивают высокую жесткость и быстрое затухание колебаний
при вибрации, у них меньше износ трущихся поверхностей, их
легче обрабатывать, ниже себестоимость.
308
Валы каландра чугунные литые. Для компенсации прогиба,
который не должен превышать —-— ——-— , нижний и
г н 5000 20000
верхний валы бомбируют. Поверхность валов тщательно шли-
фуют. Для охлаждения валов устанавливают вентиляционную
установку с системой сопел, некоторые валы делают пустоте-
лыми и к ним через полую цапфу подводят воду (для обогрева
можно подавать пар). У каждого вала каландра в шахматном
порядке установлены шаберы с лезвием из мягкой стали. Во
Рис. 94. Сдвоенный машинный каландр с односторонними
станинами
время работы машины шаберы находятся в отжатом положе-
нии и автоматически (от импульса фотоэлементов) прижима-
ются к валам при обрыве бумажного полотна. Все шаберы
имеют возвратно-поступательное движение вдоль валов, что
уменьшает износ. Давление между валами каландра создается
собственной массой валов и пневматическим прижимом, позво-
ляющим регулировать давление. Линейное давление между
нижней парой валов десятивального каландра достигает
100 кгс/см. Все валы вращаются на роликовых сферических
подшипниках качения.
Профилактический осмотр проводят во время останова ма-
шины. За время межремонтного цикла выполняют 25 текущих
ремонтов, 4 средних ремонта и 1 капитальный ремонт. При те-
кущем ремонте выполняют следующие работы:
осмотр состояния рабочих поверхностей каландровых валов;
11 И. 3. Малинский
309
снятие и шлифовку валов с поврежденной поверхностью;
вскрытие корпусов подшипников и проверку их состояния,
ревизию системы централизованной смазки подшипников с уст-
ранением неисправностей;
ревизию пароводовыпускных головок с заменой прокладок и
уплотнительного кольца при необходимости;
проверку состояния и пригонку ножей шаберов, проверку
плавности отвода и осевого перемещения шаберов;
проверку крепления предохранительных труб и регулировку
зазоров между валами и трубами;
ревизию и проверку работы механизмов прижима и подъема
каландровых валов;
проверку работы и регулировку масла, пневмосистемы с час-
тичной разборкой, очисткой фильтров, ревизию дросселей, пре-
дохранительных клапанов;
проверку герметичности масляных, паровых и воздушных
трубопроводов, замену уплотнительных прокладок, обтяжку или
замену неисправных крепежных деталей;
ревизию подшипников расправляющего валика с проверкой
их состояния и заменой уплотнений;
подтяжку ослабленных и замену неисправных крепежных
деталей;
проверку работы аварийного останова;
проверку исправности контрольно-измерительных приборов;
опробование перед пуском.
При среднем ремонте „помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
снятие и шлифовку валов или замену вала при необходимо-
сти шлифовку цапф валов;
замену графитовых колец и прокладок пароводовыпускных
головок, проверку состояния запорной арматуры и ее ремонт
при необходимости;
ревизию системы прижима и осевого перемещения шаберов
с частичной разборкой, заменой изношенных деталей и регу-
лировкой;
ревизию механизмов подъема и прижима валов, ревизию'
пневмоцилиндров с заменой уплотнений и манжет (диафрагм),
ревизию винтов с гайками, тяг, рычагов и осей с заменой неис-
правных, ревизию привода с ремонтом или с заменой изношен-
ных деталей, регулировкой и заменой смазки;
ревизию рабочей поверхности расправляющих валиков
с шлифовкой при необходимости, ревизию подшипников вали-
ков с заменой уплотнений;
ревизию системы воздушного охлаждения, ревизию венти-
лятора с очисткой внутренней поверхности, регулировкой зазо-
ров между рабочим колесом и кожухом, проверку состояния
подшипников, наружный осмотр воздуховодов с обтяжкой мест
соединений;
310
осмотр лестниц, мостков, защитных ограждений и их ре-
монт при необходимости;
ремонт поврежденных мест фундамента;
окраску каландра.
При капитальном ремонте, кроме работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку батареи валов каландра, очистку деталей
от загрязнения и дефектацию;
полную разборку узла шабера и очистку от загрязнений, за-
мену ножей шаберов, подгонку ножей, ревизию системы при-
жима и осевого перемещения шабера, замену изношенных дета-
лей, подтяжку и замену крепежных деталей;
полную разборку механизма подъема и прижима валов, очи-
стку деталей от загрязнений, ремонт пневмоцилиндра, ревизию
и ремонт винтов, тяг, рычагов и соединительных осей, проверку
трубопроводов сжатого воздуха, ревизию запорной арматуры
и контрольно-измерительных приборов;
проверку системы воздушного охлаждения и прочистку сопел;
опробование каландра перед пуском.
6. РЕМОНТ НАКАТА
После каландра бумажное полотно поступает на накат, где
наматывается в рулон. На старых машинах намотку осуществ-
ляли на осевых накатах, регулировали плотность намотки и
заправляли бумагу вручную. На современных машинах уста-
навливают периферические накаты, обеспечивающие автома-
тическую заправку и плотную намотку бумаги (рис. 95). Основ-
ные части наката — чугунный цилиндр диаметром 1200 мм и
рычажное устройство, в котором осуществляется намотка бу-
маги. Цилиндр установлен на станинах и приводится во враще-
ние от привода бумагоделательной машины. Бумажное полотно
наматывается на тамбурные валики. Тамбурный валик уклады-
вают во вспомогательные рычаги так, чтобы он был располо-
жен под центром цилиндра, и заправляют бумагу. После того
как диаметр намотки достигает 50—70 мм, тамбур переклады-
вают в основные рабочие рычаги. Вспомогательные рычаги
освобождаются, и их возвращают в первоначальное положение
для закладки нового очередного тамбура. В основных рабочих
рычагах бумага наматывается в рулон диаметром до 2500 мм,
после чего бумажное полотно переправляется с помощью воз-
духа на другой тамбур, а готовый рулон снимается краном.
Бумага приводится во вращение за счет трения о несущий ци-
линдр. Наматываемый рулон опирается на несущий цилиндр,
линейное давление между рулоном и цилиндром изменяется по
мере намотки рулона, что создает неравномерную плотность на-
мотки. На современных машинах устанавливают накаты, в кото-
рых тамбур в процессе намотки расположен на горизонтальных
11*
311
направляющих, прижимается к цилиндру пневматическими
устройствами и необходимое линейное давление поддержива-
ется постоянным.
Профилактический осмотр периферического наката проводят
при остановах машины. За время межремонтного цикла выпол-
няют 55 текущих ремонтов, 4 средних ремонта и 1 капитальный
ремонт. При текущем ремонте выполняют следующие работы:
Рис. 95. Накат бумагоделательной машины
осмотр состояния рабочей поверхности цилиндра, вскрытие
корпусов подшипников и проверку состояния подшипников и
уплотнений, замену смазки;
ревизию водовоздушновыпускной головки с заменой неис-
правных прокладок, сальникового кольца и устранением неис-
правностей;
проверку состояния и прогонку ножа шабера, ревизию меха-
низма прижима шабера, проверку плавности отвода и осевого
перемещения шабера;
ревизию рычагов с проверкой состояния пневмоцилиндра,
направляющих, ползунов и устранением неисправностей;
проверку работы механизма поворота рычагов, осмотр со-
стояния подшипников, секторов, шестерен и храповых меха-
низмов;
ревизию привода механизма поворота рычагов, проверку со-
стояния фрикционной и втулочно-пальцевой муфты с устране-
нием неисправностей;
ревизию тормоза с проверкой состояния и крепления тор-
мозной ленты, проверкой работы тормоза и регулировкой;
.312
проверку герметичности воздушных и водяных трубопрово-
дов, замену прокладок и обтяжку крепежных деталей;
ревизию кареток с проверкой состояния цепей, звездочек,
устранение неисправностей;
осмотр состояния рабочей поверхности тамбурного вала,
вскрытие корпусов подшипников тамбурного вала и проверку со-
стояния подшипников, замену смазки;
ремонт защитных ограждений и проверку их крепления;
проверку работы системы аварийного останова;
опробование наката перед пуском.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы:
осмотр состояния рабочей поверхности цилиндра наката и
его шлифовку при необходимости;
частичную разборку механизма прижима и перемещения ша-
бера, замену негодных деталей и пригонку ножа шабера;
частичную разборку пневмоцилиндров рычагов с заменой
манжет и сальниковых колец;
ремонт поверхностей скольжения ползунов и направляющих
рычагов, регулировку зазора;
проверку состояния и крепления зубчатых секторов, шесте-
рен, соединительных осей и храповых механизмов;
ревизию тормоза привода механизма рычагов с заменой
пружин и тормозной ленты;
проверку пневмоцилиндров кареток с частичной разборкой
и заменой сальниковых колец и манжет;
ревизию и ремонт рабочих поверхностей скольжения кареток
и станин наката;
ревизию трубопроводов с частичной заменой труб и шлан-
гов;
окраску наката.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку наката;
осмотр состояния рабочей поверхности и цапф цилиндра
наката, шлифовку, замену цапф или цилиндра в случае непри-
годности их к дальнейшей эксплуатации.
полную разборку шабера, очистку деталей от загрязнений;
замену ножа шабера, подгонку и замену изношенных дета-
лей шабера;
снятие ползунов и направляющих рычагов, шлифовку и при-
гонку трущихся поверхностей с регулировкой зазоров, замену
изношенных ползунов и направляющих;
полную разборку втулочно-пальцевой и фрикционной муфт,
замену (при необходимости) деталей;
проверку состояния зубчатых секторов, шестерен механизма
поворота рычагов с ремонтом или заменой их при необходи-
мости;
313
ревизию деталей редуктора механизма поворота рычагов
с ремонтом или заменой изношенных деталей, изношенных зуб-
чатых колес, подшипников, прокладок, уплотнений, замену
смазки;
ремонт поверхностей скольжения кареток и станины или за-
мену изношенных направляющих и кареток;
разборку пневмоцилиндров кареток с заменой манжет и
сальниковых колец;
ремонт поврежденного фундамента;
опробование наката перед пуском.
7. РЕМОНТ ПРИВОДОВ
Требования, предъявляемые к приводу бумагоделательных
машин, можно подразделить на следующие группы: технологи-
ческие, по способу управления, по качеству регулирования,
эксплуатационные и экономические.
Технологические требования
1. Привод должен обеспечивать устойчивую работу машины
и диапазон регулирования скорости 1 : 5.
2. Изменение скорости должно осуществляться плавно.
3. Установленные соотношения скоростей не должны про-
извольно изменяться во время работы машины.
4. Привод должен допускать повышение скорости машины
на 20% против проектной максимальной рабочей скорости.
Требования по способу управления
1. Все операции пуска, останова, изменения скорости должны
осуществляться с пульта управления.
2. Каждая секция машины должна пускаться и останав-
ливаться самостоятельно и автоматически.
3. Не допускать повреждений, которые могут быть вызваны
неумелыми действиями со стороны обслуживающего персонала.
4. Система управления должна быть простой и надежной в ра-
боте, иметь звуковую и световую сигнализацию.
Требования по качеству регулирования
Система регулирования должна: а) обеспечивать стабиль-
ность и точность регулирования во время работы машины;
б) обеспечивать быстроту регулирования; в) допускать неза-
висимую установку скоростей для отдельных секций машины.
Эксплуатационные требования
В эксплуатационном отношении привод должен быть про-
стым, должен обеспечивать безопасность работы и не должен
затруднять доступа к машине.
314
Экономические требования
В экономическом отношении привод должен работать на-
дежно, должен обеспечивать высокое качество бумаги, работать
с наименьшей мощностью, не должен допускать останова ма-
шины и обрывов бумажного полотна.
Приводы бумагоделательных машин могут быть однодвига-
тельные или многодвигательные. В первом случае машина при-
водится в работу от одного двигателя с регулируемым числом
оборотов, а скорости секций регулируются ремнями на кониче-
ских шкивах или дифференциалами. Многодвигательный при'
вод имеет электромоторы на каждую секцию машины.
Однодвигательные приводы с плоскими ремнями и кониче-
скими шкивами заменяются клиноременными и дифференциаль-
ными приводами. Плоскоременный привод имеет ряд недостат-
ков: а) обрыв ремня вызывает останов машины, б) вытяжка
ремня вызывает нарушение регулировки скорости и пробуксовку,
в) занимает большую площадь и имеет большую массу, г) со-
здает сильный шум во время работы, д) сложно обслуживать.
На бумагоделательных машинах, работающих на скорости до
300 м/мин, устанавливают клиноременные приводы. Они ком-
пактнее, работают с меньшим шумом, не вибрируют. Такие при-
воды немного дороже плоскоременных, но дешевле многодви-
гательных.
Клиноременный привод состоит из продольной трансмиссии
со шкивами для клиновых ремней, редукторов и устройств для
натяжки ремней. Привод вращается от электродвигателя по-
стоянного тока. Продольная трансмиссия установлена на вы-
соте 600—1000 мм от уровня пола. На валу трансмиссии уста-
новлены раздвижные шкивы, соединенные тексропными рем-
нями со шкивами цилиндрических или конических редукторов.
Редуктор промежуточным валом соединен с секцией машины.
Вал трансмиссии состоит из отдельных секций. Это облегчает
замену узла. Секции соединены зубчатыми муфтами, которые
упрощают монтаж, так как не требуют большой точности вы-
верки валов, и компенсируют температурные расширения ва-
лов. Каждый шкив имеет фрикционную муфту для отключе-
ния секции машины или для перевода его на холостой ход.
Раздвижной шкив регулирует соотношение скоростей между
секциями машины. При раздвижении дисков изменяется поло-
жение клиновых ремней и соответственно рабочий диаметр
шкива. Изменение рабочего диаметра шкива зависит от ди-
аметра шкива и ширины ремней и составляет 12—18%. Раздви-
жение дисков осуществляют вручную или электродвигателем.
Устройство для натяжения ремней состоит из натяжного желоб-
чатого ролика, рычагов подвески и груза. Ролик устанавливают
внутри передачи, что несколько снижает передаваемую мощ-
ность, по меньше изнашивает ремень.
315
Многодвигательные приводы применяют на быстроходных
бумагоделательных машинах. Этот вид привода удовлетворяет
всем требованиям, изложенным выше. Каждая секция бумаго-
делательной машины имеет свой электродвигатель, соединен-
ный с одноступенчатым редуктором. Шестерни в редукторе ко-
созубые или шевронные цилиндрические из высококачественной
стали с закаленными зубьями. Многодвигательный привод по
сравнению с трансмиссионным однодвигательным имеет ряд
преимуществ: машина освобождается от лишних частей, кото-
рые затрудняют доступ с приводной стороны, увеличивается ско-
рость и снижается расход мощности; повышается безопасность
труда и улучшаютя санитарные условия, обеспечивается боль-
шая точность поддержания соотношения скоростей отдельных
секций, простота пуска и останова секций машины, возможность
полной автоматизации машины. Недостатками многодвигатель-
ного привода являются более высокая стоимость и более низ-
кий к. п. д. по сравнению с дефиренциальным. Однако
с увеличением скорости и производительности машин многодви-
гательный привод становится более экономичным. Профилакти-
ческий осмотр привода проводят при останове машины. За время
межремонтного цикла выполняют 15 текущих ремонтов, 4 сред-
них ремонта и 1 капитальный ремонт.
При текущем ремонте выполняют следующие работы:
осмотр валов трансмиссий, контрпривода и промежуточных;
проверку состояния упругих, зубчатых и сцепных (фрикци-
онных, магнитных) муфт с устранением неисправностей;
ревизию подшипников валов с заменой смазки и уплотне-
ний, проверку системы охлаждения подшипников и чистку при
необходимости;
осмотр установки раздвижного шкива с проверкой состоя-
ния регулируемого и ведомого шкивов, натяжного ролика, сте-
пени износа ремней и регулировку их натяжения;
осмотр шкивов плоскоременных передач с проверкой закре-
пления их на валах, перешивкой ремней и регулировкой их на-
тяжения, ревизию механизма перевода ремней;
ревизию редукторов с проверкой состояния смазки;
проверку открытых зубчатых передач и регулировку зацеп-
ления;
проверку и подтяжку всех болтовых соединений, крепежных
и фиксирующих деталей;
проверку наличия и неисправности предохранительных уст-
ройств и защитных приспособлений.
При среднем ремонте помимо работ, выполняемых при теку-
щем ремонте, выполняют следующие работы:
ревизию упругих, зубчатых и сцепных муфт с частичной раз-
боркой, промывкой и заменой изношенных узлов и деталей;
ревизию установки раздвижного шкива с частичной разбор-
кой узлов, чисткой и промывкой их и заменой изношенных под-
316
шипников, уплотнительных манжет, тормозной ленты фрикцион-
ной муфты, мембран и шлангов пневмокамеры и клиновых
ремней;
ревизию редукторов с частичной разборкой узлов, чисткой
и промывкой их, регулировкой зацеплений шестерен, замену
уплотнений, прокладок и смазки;
осмотр всех смазочных устройств с проверкой поступления
смазки во все смазочные точки;
проверку состояния фундамента;
опробование привода на холостом ходу;
окраску.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
ремонт валов привода с заменой отдельных участков, сте-
пень износа которых не обеспечивает их надежной работы;
полную разборку упругих, зубчатых и сцепных муфт, ремонт
их или замену при необходимости;
полную ревизию подшипников с заменой изношенных, ре-
монт системы охлаждения подшипников;
полную разборку установки раздвижного шкива, промывку,
внешний технический осмотр и ремонт с заменой изношенных
узлов подшипников, уплотнений, клиновых ремней с последую-
щей регулировкой;
полную разборку редукторов, чистку и промывку узлов, за-
мену изношенных шестерен, подшипников, уплотнений и смазки;
ремонт открытых зубчатых передач, замену изношенных
шестерен и регулировку зацеплений;
проверку состояния фундамента и ремонт при необходи-
мости;
опробование привода на холостом ходу перед пуском;
окраску.
8. РЕМОНТ ПРОДОЛЬНО-РЕЗАТЕЛЬНОГО СТАНКА
Продольно-резательный станок (рис. 96) состоит из следую-
щих основных узлов: накопителя, раската, несущих валов с при-
водом, прижимного вала с каретками и с механизмом подъема,
направляющей балки, механизма продольной резки, механизма
бесштанговой намотки, расправочной линейки, механизма стал-
кивания рулонов и станины.
Накопитель служит для аккумулирования нескольких на-
мотанных тамбуров бумаги перед продольно-резательным стан-
ком. На опорных чугунных стойках укреплены направляющие из
швеллеров. Направляющие имеют уклон в сторону раската, и
рулоны удерживаются на месте упорами. После освобождения
тамбурного валика на раскате станка упор с помощью пневмо-
цилиндра утапливается и очередной рулон скатывается по на-
правляющим в гнезда раската.
317
Раскат состоит из двух чугунных стоек с опорными гнездами
для установки тамбурных валов с бумагой и снабжен тормоз-
ным генератором постоянного тока. Генератор обеспечивает не-
обходимое натяжение полотна бумаги при размотке рулона,
при заправке бумаги работает как разгонный двигатель, при
обрыве бумаги автоматически и быстро затормаживает рулон
на раскате. На лицевой стойке раската имеется ручная правка
рулона по ходу бумажного полотна, на приводной стойке уста-
новлен механизм для осевого перемещения рулона. Тамбур-
Рис. 96. Продольно-резательный станок с нижней заправкой бумаги
ный вал соединяется с валом тормоза муфтой с приводом от
пневмоцилиндра.
Несущие валы представляют собой стальные толстостенные
трубы с рифленой поверхностью. Второй несущий вал установ-
лен выше первого, что исключает самопроизвольное выбрасы-
вание наматываемой бумаги. Каждый несущий вал приводится'
в движение от индивидуального двигателя постоянного тока.
Второй несущий вал имеет некоторое опережение по скорости
относительно первого несущего вала. Остановка вала осуще-
ствляется колодочными электромагнитными тормозами.
Прижимной вал с механизмом подъема смонтирован на
двух чугунных каретках, соединенных между собой стальной
балкой коробчатого сечения. Каретки, имеющие пазы для пе-
ремещения по направляющим станины, соединены с механизмом
подъема цепной передачей. Прижимной вал создает постоянство
линейного давления между рулоном и несущими валами.
По мере увеличения диаметра рулона во время намотки про-
исходит подъем кареток прижимного вала с помощью гидро-
318
цилиндров механизма подъема. Прижимной вал приводится
в движение от двух электродвигателей постоянного тока через
ременную передачу.
Механизм продольной резки (рис. 97) работает по принципу
ножниц и состоит из верхних ножей с кронштейнами и нижних
чашечных. Последние приводятся в движение асинхронными
электродвигателями. Верхние дисковые ножи (рис. 98) кре-
пятся на кронштейнах, которые можно перемещать вдоль но-
жевой балки и крепить в нужном положении. Дисковые ножи
опускаются и прижимаются к чашечным ножам пневматически.
Рис. 97. Механизм продольной резки
Бумаговедущие валики, кронштейны, корпуса подшипников не-
сущих валов установлены на станине, состоящей из двух литых
чугунных стоек. Кромки бумаги отсасываются вентилятором-раз-
рывателем.
Профилактический осмотр продольно-резательного станка осу-
ществляют при каждой замене ножей. Системой ППР для станка
предусмотрен межремонтный цикл 43 800 ч. За это время вы-
полняют 15 текущих ремонтов по 10 ч, 4 средних ремонта по
72 ч и 1 капитальный ремонт 96 ч.
При текущем ремонте выполняют следующие работы:
проверку состояния и крепления бумаговедущих, ножевых,
прижимного и несущих валов, ревизию их подшипников с про-
мывкой, заменой смазки и уплотнений при необходимости;
проверку состояния и крепления ножей с заменой изно-
шенных;
проверку работы и крепление пневмоцилиндров, проверку
состояния их сальников, уплотнений и замену изношенных;
319
зачистку забоин, царапин и заусенцев направляющих и тру-
щихся поверхностей, регулировку соединений с устранением
люфта;
осмотр каретки подъема с проверкой состояния цепной пере-
дачи подъема каретки и устранением неисправностей;
ревизию редукторов с промывкой деталей, заменой смазки
и уплотнений;
проверку состояния соединительных муфт с устранением не-
исправностей;
Рис. 98. Верхние дисковые ножи с дистанцион-
ным перемещением в рабочее положение
проверку работы тормозных устройств с заменой уплотне-
ний, сальников, смазки и тормозных лент (прокладок) при не-
обходимости;
проверку состояния и крепления ограждений с устранением
неисправностей;
подтяжку всех крепежных деталей с устранением изно-
шенных.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
частичную разборку станины с промывкой и очисткой узлов
и деталей;
проверку состояния и крепления бумаговедущих, ножевых,
прижимного и несущих валов, шлифовку или реставрацию ва-
лов с поврежденной поверхностью;
частичную разборку редукторов с прочисткой деталей, регу-
лировкой подшипников и зацеплений шестерен, заменой про-
кладок, уплотнений и смазки;
320
ремонт ленточного тормоза: а) проверку состояния сальни-
ков и уплотнений с заменой изношенных, б) ревизию подшип-
ников с промывкой и заменой смазки, в) реставрацию рабо-
чей поверхности барабана при необходимости; г) переклепку
тормозных лент (прокладок), д) проверку состояния пружин
и диафрагм с устранением неисправностей;
ремонт вакуум-тормоза: а) проверку состояния поверхности
крышки, шлифовки ее при необходимости, б) проверку со-
стояния уплотнений и устранение неисправностей, в) проверку
состояния вентиляторной установки с устранением неисправно-
стей;
ремонт фундамента;
опробование станка перед пуском;
подготовку поверхностей станка к окраске и окраску.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку станка с промывкой и очисткой от загряз-
нений узлов и деталей;
разборку пневмогидроцилиндров с зачисткой или рестав-
рацией цилиндров и поршней, не пригодных к дальнейшей экс-
плуатации;
проверку трубопроводов на герметичность в местах соедине-
ния с заваркой пропусков, замену отдельных участков трубо-
проводов, ремонт запорной арматуры с полной разборкой, за-
мену арматуры, непригодной к эскплуатации;
шабрение или шлифование направляющих и трущихся по-
верхностей;
проверку состояния звездочек и цепей передачи подъема
каретки с заменой изношенных деталей, замену цепей, не при-
годных к дальнейшей эксплуатации;
разборку соединительных муфт с заменой пальцев, втулок,
колец и других деталей, не пригодных к дальнейшей эксплуа-
тации;
ремонт устройства для отсоса кромок, проверку состояния
трубопровода и прокладок с заменой изношенных, разборку
вентилятора-разрывателя с заменой подшипников и колеса
вентилятора при необходимости;
опробование станка перед пуском.
9. РЕМОНТ СУПЕРКАЛАНДРА
Основные узлы суперкаландра (рис. 99): раскат, станины,
бумаговедущие валики, разгонный валик, батарея валов, накат,
механизм прижима и подъема валов, подъемники для заправки
бумаги. Конструкция раската аналогична конструкции раската
продольно-резательного станка. Раскат размещен на специаль-
ной площадке в непосредственной близости от верхнего вала
суперкаландра. Конструкция металлических валов суперкалан-
321
дра такая же, как и валов машинного каландра. Диаметр ниж-
него вала достигает 1270 мм, верхнего 1070 мм. Набивные валы
представляют собой стальной сердечник, на который напрессо-
вана набивка, удерживаемая двумя торцевыми шайбами. Тол-
Рис. 99. Суперкаландр СК-25М:
1 — станина; 2 — гидравлические цилиндры; 3 — рычаги; 4 — корпус подшипника верх-
него вала; 5 — вертикальные винты с гайками; 6 — рычажно-винтовой механизм; 7 — рас-
кат; 8 — батарея валов; 9 — масляный насос; 10 — накат; И — кран; 12 — винтовой подъ-
емник
щина слоя набивки по радиусу равна 80—150 мм. В качестве
материала для набивки применяют хлопок, бумагу шерстяную,
из сульфатной целлюлозы и асбестовую. Валы после набивки
обтачивают на токарном станке, а затем шлифуют и обкаты-
вают на суперкаландре для повышения твердости набивки.
Валы устанавливают на подшипниках качения с циркуляционной
смазкой. Станины суперкаландра выполнены в виде двух за-
322
крытых или открытых стоек. На двусторонних станинах корпуса
подшипников (кроме нижнего) скользят по направляющим
станин. На односторонних станинах подшипники верхнего и
средних валов либо скользят по
(рис. 100), либо устанавливаются на
шарнирно укрепленных рычагах. Ме-
ханизм прижима и подъема валов осу-
ществляется гидравлическим приво-
дом. Накат суперкаландра перифери-
ческий. Заправочная скорость 10—
20 м/мин. Привод суперкаландра осу-
ществляется от электродвигателя с ре-
гулируемой скоростью в пределах 1:6
через редуктор. Профилактический ос-
мотр суперкаландра проводят при пе-
рерывах в работе.
Системой ППР для суперкаландра
предусмотрен межремонтный цикл
26 920 ч. За это время выполняют 33
текущих ремонта по 24 ч, 2 средних
ремонта по 72 ч и 1 капитальный ре-
монт 120 ч.
При текущем ремонте выполняют
следующие работы:
проверку состояния рабочих по-
верхностей батареи валов суперка-
ландра, шлифовку набивных валов
с поврежденной поверхностью или их
замену при необходимости;
вскрытие корпусов подшипников
батареи валов суперкаландра, прочист-
ку и промывку их, прочистку каналов
смазки, замену смазки и уплотнений
при необходимости;
очистку и пригонку ножей шабе-
ров, ревизию механизма прижима и
осевого перемещения шаберов;
проверку работы механизма при-
жима и подъема валов суперкаланд-
ра, проверку исправности штоков и
гидроцилиндров с устранением де-
фектов;
ревизию системы централизован-
ной смазки и устранение неисправно-
стей;
ревизию сальников валов суперка-
ландра с заменой уплотнительных ко-
лец и прокладок при необходимости;
направляющим станин
Рис. 100. Односторонние
станины и валы суперка-
ландра с подшипниками,
скользящими по направля-
ющим
323
проверку крепления предохранительных труб с регулировкой
зазоров между валами и трубами;
проверку состояния маслопневмосистемы с прочисткой
фильтров, дросселей и предохранительных клапанов с устране-
нием неисправностей;
осмотр состояния рабочих поверхностей бумаговедущих и
расправляющих валиков, вскрытие корпусов подшипников
с прочисткой их и устранением неисправностей;
проверку на герметичность масляных, паровых и воздуш-
ных трубопроводов с заменой прокладок и сальниковых уплот-
нений при необходимости;
проверку состояния привода суперкаландра редуктора с про-
чисткой, промывкой деталей, проверкой исправности шестерен
и подшипников; проверку крепления муфт, регулировку зацепле-
ния шестерен;
осмотр состояния тормозного устройства раската, ремонт
кулачков или шлицевых соединений, замену тормозной ленты
при ее износе;
осмотр состояния рабочей поверхности цилиндра наката
с устранением дефектов, вскрытие корпусов подшипников ци-
линдра, прочистку, промывку их и замену смазки и уплотнений;
проверку работы пневмоцилиндров с устранением неисправ-
ностей и заменой изношенных деталей;
проверку работы системы аварийного останова;
проверку состояния и крепления тросов подъемника с устра-
нением неисправностей;
ремонт лестниц, площадок и ограждений;
подтяжку ослабленных и замену неисправных крепежных
деталей;
проверку исправности контрольно-измерительных приборов;
обкатку перед пуском.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
частичную разборку суперкаландра, прочистку и промывку
узлов и деталей;
осмотр состояния рабочих поверхностей валов, шлифовку
металлических валов с поврежденной поверхностью и замену
набивных валов;
ревизию подшипников валов суперкаландра и замену под-
шипников при их износе;
ревизию механизма подъема и прижима валов, замену ман-
жет, уплотнительных колец гидроцилиндра и других изношен-
ных деталей;
ревизию пароувлажнителя с прочисткой отверстий и про-
мывкой корпуса увлажнителя;
частичную замену отдельных участков труб, шлангов, про-
кладок масляной, паровой и водяной систем, ремонт или за-
мену запорной арматуры;
324
осмотр состояния рабочих поверхностей бумаговедущих и
распределяющих валиков, шлифовку или замену валиков при
необходимости;
ревизию системы воздушного охлаждения с очисткой внут-
ренней поверхности вентилятора, регулировку зазоров между
рабочим колесом и кожухом;
частичную разборку тормозного устройства и механизма
ручного регулирования раската, прочистку и промывку дета-
лей, ревизию тормозного барабана, поводка и подшипников
с заменой кулачков, уплотнительных колец, регулирующего
винта и гаек при необходимости;
ремонт фундамента суперкаландра;
подготовку поверхностей к окраске и окраску их.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку суперкаландра на узлы с очисткой узлов
и деталей от загрязнений;
осмотр рабочей поверхности валов, шлифование или замену
батареи валов;
полную ревизию подшипников валов, прочистку, промывку,
замену сальниковых уплотнений, прокладок и подшипников при
необходимости;
ревизию системы централизованной смазки подшипников;
полную разборку привода суперкаландра на узлы и детали,
прочистку и промывку узлов и деталей, ревизию шестерен, под-
шипников, муфт с заменой изношенных деталей и смазки;
разборку раската на узлы и детали, прочистку и промывку
деталей, ревизию тормозного устройства и механизма ручного
регулирования;
полную разборку наката с прочисткой и промывкой узлов и
деталей, осмотр цилиндра, шлифовку, ревизию подшипников,
муфты, ревизию пневмоцилиндров с очисткой, заменой манжет,
уплотнительных колец, проверку исправности штоков и их за-
мену при необходимости;
обкатку суперкаландра перед пуском.
10, РЕМОНТ РУЛОНО-УПАКОВОЧНОГО СТАНКА
Бумагу и картон выпускают в виде рулонов диаметром от
800 до 1100 мм и шириной рулонов от 420 до 2100 мм. Наи-
большая масса рулонов составляет 800 кг. Упаковку ролевой
бумаги осуществляют завертыванием рулона в несколько слоев
плотной бумаги, загибанием краев и приклейкой к торцевой
поверхности бумажных кругов. От продольно-резательных
станков поступает до 70 рулонов в час при средней массе ру-
лона 300 кг.
В настоящее время созданы и введены в действие поточные
полуавтоматические линии для транспортировки, маркировки,
325
взвешивания и упаковки рулонов бумаги (рис. 101). Одним из
основных узлов поточной линии является рулоноупаковочный
станок. Установленные на раскате 4 рулона разных форматов
упаковочной бумаги позволяют осуществлять поочередную упа-
ковку без переналадки станка. Требуемый формат упаковочной
бумаги определяется автоматически. Для этого на центрирую-
щем устройстве установлены 4 конечных выключателя, поло-
жение которых может быть отрегулировано по длине посту-
пающих рулонов. Плиты, центрируя рулон, нажимают на тот
или иной конечный выключатель, в результате чего и произой-
дет выбор того оберточного полотна, формат которого соответ-
ствует формату поступающего на упаковку рулона. Определе-
ние диаметра поступающего на упаковку рулона, что необхо-
димо для отсчета длины упаковочной бумаги, осуществляется
автоматически. Для этого перед центрирующим устройством
установлены флажок и три конечных выключателя. Рулон при
поступлении на станок воздействует на флажок, а флажок — на
конечный выключатель. При этом сигнал, полученный от конеч-
ного выключателя, соответствующего диаметру поступающего
рулона, запоминается и используется далее в схеме автомати-
ческого обертывания. После поступления рулона на центри-
рующее устройство плиты последнего сходятся, центрируя ру-
лон, а затем возвращаются в исходное положение. Влючается
сталкиватель и перемещает рулон на обертывающее устрой-
ство, затем автоматически включаются несущие валы, верхняя
и нижняя воздушные заправки и поводковая линейка. Не-
сколько раньше включается соответствующий формату тяговый
пресс и подается оберточная бумага сначала без клея, затем
с клеем. По окончании обертывания включается ножевое уст-
ройство и осуществляется отруб оберточной бумаги. На торцы
рулона закладывают сухие круги бумаги и вручную включают
сталкиватель. После поступления рулона на кромкозагибочное
устройство совершаются операции в следующей последователь-
ности: а) сближение кромкозагибочных пластин, б) раздвиже-
ние кромкозагибочных пластин, в) сталкивание рулона на
пресс торцовой упаковки.
К торцам рулона прикладывают бумажные круги с клеем
и сдвигают торцующие нагревательные плиты первого торцую-
щего пресса. Затем рулон сталкивателем переводится во второй
торцующий пресс, где и завершается прессование.
Центрирующее устройство представляет собой сварную раму,
на которой установлены два пневматических цилиндра. К штокам
цилиндров крепятся плиты, центрирующие рулон. Обе плиты
сблокированы цепной передачей, которая обеспечивает одно-
временное перемещение их. В средней части рамы расположены
желобчатые ролики. Упоры, ограничивающие перемещение ру-
лона при его перекатывании, крепятся на двуплечем рычаге,
расположенном также в средней части рамы. На другом конце
326
Рис. 101. Схема автоматической линии упаковки рулонной бумаги:
1 центрующее устройство; 2 — оберточный узел; 3—механизм протягивания бумаги от размоточных устройств к оберточному устройству;
4--подвижная рама с поводковой линейкой для проводки рулонов через загибочное устройство; 5 — кромкозагибочиое устройство; 6 —
торцеклейиый пресс; 7 — раскат для упаковочной бумаги; 8— кран
Двуплечего рычаРа закреплены пластины сталкивателя. Пово-
рот рычагов осуществляется двумя пневматическими цилинд-
рами, закрепленными на фундаменте. При работе сталкива-
теля упоры, ограничивающие перемещение рулона, автомати-
чески утапливаются.
Несущие валы для обертки представляют собой пару сталь-
ных трубчатых валов, смонтированных на подшипниках каче-
ния, и установлены на сварной раме. Валы между собой свя-
заны цепной передачей и приводятся во вращение от электро-
двигателя через вторую цепную передачу и одноступенчатый
цилиндрический редуктор. Для разглаживания поступающего
на обертку полотна предусмотрены ролик и два трубчатых ва-
лика, расположенные на поворотных рычагах. Над валиками
имеются щитки, направляющие полотно в момент заправки.
Валики и ролик служат одновременно упором для рулона при
его закатывании. Поворот рычагов и прижим валиков к рулону
осуществляются от пневматического цилиндра. Удаляются ру-
лоны сталкивателем, поворот которого производится двумя
пневматическими цилиндрами- Цилиндры крепятся на спе-
циальной раме, служащей одновременно помостом для перека-
тывания рулонов. На раме имеется проем, в который входят
разглаживающие валики и ролик в момент удаления рулона.
Батарея тяговых валов служит для подачи оберточного
полотна необходимой ширины и представляет собой 4 тяговых
пресса. Каждый тяговый пресс состоит из валика и прижатых
к нему пружинами двух обрезиненных роликов, которые закреп-
лены на одном валу. По концам вала с роликами расположены
пружины. Ролики могут перемещаться вдоль вала, они распо-
лагаются по краям подаваемого полотна в зависимости от ши-
рины обертки: верхние — для более узкого полотна, а нижние —
для широкого. При таком расположении каждое полотно зажи-
мается только своей парой роликов. На лицевой стороне ва-
лики и валы с роликами связаны между собой зубчатой переда-
чей, а на приводной каждый валик имеет магнитную муфту, че-
рез которую посредством цепных передач осуществлена связь
с приводом, состоящим из червячного редуктора и электродви-
гателя. Включение того или иного тягового пресса обеспечи-
вается соответствующей электромагнитной муфтой.
Для отвода роликов во время заправки имеются линейки, ко-
торые своими скосами при перемещении отводят закреплен-
ные на валу ролики. Линейки перемещаются пневмоцилинд-
рами. Для остановки валиков в момент отключения муфты пре-
дусмотрены электромагнитные тормоза.
Тяговые валики приводятся в движение от электродвигателя
через червячный редуктор. Один валик обрезиненный, второй
имеет стальную поверхность. Путем изменения затяжки пружин
можно отрегулировать необходимый прижим одного валика
к другому.
328
Обрезные ножи, предназначенные для обрезки полотна бу-
маги. Один нож, неподвижный, закреплен на поперечной балке,
второй — на вращающемся барабане. При рубке барабан де-
лает один полный оборот. Вращение барабана осуществляется
от пневматического цилиндра через храповой механизм. При
ходе штока «вперед» обойма поворачивается примерно на ’/s
оборота, собачки обоймы ведут за собой храповик и связанное
с ним зубчатое колесо, которое находится в зацеплении с шестер-
ней, закрепленной на цапфе ножевого барабана. В конечном
положении храповик стопорится фиксаторами, а обойма с собач-
ками возвращается цилиндром в исходное положение.
Клеевое устройство представляет собой два трубчатых вала,
расположенных один над другим, зазор между ними регули-
руется. Валы связаны зубчатой передачей. Нижний вал нахо-
дится в ванне с клеем. При вращении слой клея с нижнего
вала передается на верхний, а через него — на полотно. По-
следнее имеет возможность без касания проходить мимо верх-
него вала. Полотно бумаги к валам с клеем прижимается ва-
ликом, размещенным на рычагах, поворот которых осуществлен
от пневмоцилиндра. Клей в ванну подается насосом. Постоян-
ный уровень клея в ванне поддерживается путем перелива.
Для очистки валов на каждом из них имеются шаберы. Кроме
упомянутых шаберов, на верхнем валу по краям его установлены
два коротких шабера, которые позволяют получать непромазан-
ные клеем края оберточного полотна. Короткие шаберы тягами
соединены с каретками краевых лент и перемещаются с ними,
самоустанавливаясь по ширине формата. Вращение валов осу?
ществляется редуктором тяговых валов.
Несущие валы для загибки отличаются от несущих валов
для обертки конструкцией упора (упором здесь является планка,
а не ролик) и наличием в приводе вариатора.
Загибочное устройство монтируется на двух сварных стани-
нах. По направляющим этих станин в вертикальном направ-
лении перемещаются каретки, связанные между собой трубча-
тыми направляющими. По этим направляющим уже в гори-
зонтальном направлении перемещаются два редуктора с
лопатками, подгибающими кромки.
При поступлении рулона на загибочное устройство начинают
вращаться несущие валы и опускаются каретки. Приводом
для перемещения кареток являются два вертикальных винта,
приводимых во вращение электродвигателем через цепную пе-
редачу и конические зубчатые пары. Опускание кареток продол-
жается до тех пор, пока к рулону не подойдет упорный ролик.
Одновременно с прекращением опускания кареток начинается
горизонтальное перемещение на сближение редукторов. Это пе-
ремещение происходит от вращения двух винтов (для каждого
редуктора свой винт), приводимых также электродвигателями
через цепные передачи. На редукторах имеются щупы, которые
12 И. 3. Малинский
329
при сближении касаются торцов рулона и утапливаются. В этот
момент сближение прекращается и начинается вращение лопа-
ток. На каждом редукторе установлено по две лопатки, распо-
ложенные одна над другой. Лопатки подходят к рулону таким
образом, чтобы кромка оберточной бумаги, выступающая от
торца рулона, попала в зазор между ними. Последнее обстоя-
тельство осуществляется кулачком верхней лопатки, воздей-
ствующим на конечный выключатель. Обе лопатки вращаются
в одну сторону, нижняя лопатка, кроме вращательного, имеет
еще поступательное движение. Приводятся лопатки во враще-
ние от электродвигателя через цепную передачу, шлицевой ва-
лик и зубчатые передачи. При вращении верхняя лопатка под-
гибает складку, а нижняя ее приглаживает. Продолжительность
работы лопаток устанавливается настройкой реле времени в за-
висимости от диаметра упаковываемого рулона. Необходимое
число складок может быть получено путем изменения числа
оборотов несущих валов, изменением передаточного числа ва-
риатора. После срабатывания реле времени происходит оста-
новка лопаток, раздвижение редукторов, подъем кареток и
сталкивание рулона на пресс торцевой упаковки, если он осво-
божден от предыдущего рулона.
Каретки краевых лент представляют собой устройства, на
которых установлены краевые ленты. Каретки (их две) переме-
щаются по двум балкам, соединяющим лицевую и приводную
станины станка. Внутри первой балки трубчатого сечения
имеется винт с правой и левой резьбой. При вращении винта
вдоль него перемещаются гайки. Гайки через продольную про-
резь в балке соединены с каретками. Винт получает вращение
от электродвигателя через редуктор и цепную передачу. Каж-
дая каретка состоит из двух щек, к щекам закреплены подшип-
ники, на которые установлен тамбурный валик с рулоном крае-
вых лент. Один подшипник имеет крышку с тормозом. Кроме
того, на каретках крепятся: бумаговедущий валик и тяговый
пресс, состоящий из двух валиков. Нижний валик этого пресса
приводится электродвигателем через червячный редуктор и цеп-
ную передачу (тоже установлен на каретке). Для подъема
верхнего валика тягового пресса во время заправки предусмот-
рена подпружиненная рукоятка. На каретках имеются ролики,
которыми они опираются на балки и перемещаются по ним при
изменении формата упаковываемых рулонов.
Раскат — это устройство для раскатывания рулона бумаги.
Тамбурные валы раската установлены на открытые крон-
штейны. С лицевой стороны на валах (трубчатого сечения)
имеются шкивки, к которым прижимаются колодки тормозов.
Тормоза через двуплечие рычаги соединены с пневматическими
мембранами. Изменив давление воздуха, можно установить не-
обходимое натяжение оберточного полотна. При установке и
съеме тамбурных валов тормозные колодки отходят в сторону.
330
Тележка с электроталью служит для подъема краевых лент,
она смонтирована на рельсах, закрепленных на станинах, и руч-
ным приводом может перемещаться вдоль них. По балке те'
лежки рулон может перемещаться поперек станка.
Крановая тележка служит для подъема рулонов на раскат,
она представляет собой сварную раму, которая ручным приво-
дом перемещается по рельсам, установленным на станине.
Подъемный механизм, смонтированный на тележке, состоит из-
электродвигателя, червячного редуктора, барабана и блоков.
Для точного останова механизма предусмотрен колодочный
тормоз.
Пресс торцевой упаковки по конструкции основных его уз-
лов: рам, сталкивателей и упора пресса торцевой упаковки
идентичен центрирующему устройству. Плиты пресса стальные,
полые, с расположенными внутри трубчатыми электрическими
нагревателями. Бумажные круги на лицевых поверхностях плит
удерживаются присосом через отверстия, которые трубками
соединены со всасывающим патрубком вентилятора, установ-
ленного на плите. Передвигаются плиты гидравлическими ци-
линдрами. Обе плиты сблокированы цепной передачей. Для
установки и поддержания постоянной температуры плит пред-
усмотрены терморегуляторы.
Станины (полые закрытые крышками полости их) исполь-
зуются для размещения в них подшипниковых узлов и привод-
ных механизмов. В верхней части станин имеются рельсы для
перемещения по ним тележек подъемных механизмов.
Клеевой бак цилиндрический сварной, предназначен для
клея. На станке бака закреплен насос с электродвигателем. На
всасывающем патрубке насоса установлен фильтр. От насоса
клей поступает в ванну клеевого устройства, имеющую перелив.
Излишки клея возвращаются в бак. Количество подачи клея
в ванну клеевого устройства регулируется кранами на маги-
страли, идущей к ванне, и на магистрали перепуска в бак лиш-
него клея. Предусмотренные на трубопроводе краны позволяют
промывать горячей водой отдельно бак, отдельно насос с фильт-
ром или насос с трубопроводами и ванной клеевого устройства.
Воздушная заправка и трубопроводы служат для заправки
полотна оберточной бумаги и краевых лент на рулон, для чего
предусмотрен ряд труб с соплами. Трубопроводы соединяют
все пневматические и гидравлические механизмы станка с при-
борами управления и контроля, расположенными в пульте
управления и на гидравлических станциях.
Мостки и лестницы предусмотрены для обслуживания
станка во время установки рулонов оберточной бумаги и руло-
нов краевых лент, для заправки полотна, регулирования и ре-
монта механизмов станка. Мостки расположены на уровне,
обеспечивающем удобный доступ к механизмам. Мостки и лест-
ницы имеют поручни.
12*
331
Профилактический осмотр станка выполняют при перерывах
в работе. Системой ППР для рулоноупаковочного станка пре-
дусмотрен межремонтный цикл 43 800 ч. За это время выпол-
няют 15 текущих ремонтов продолжительностью по 8 ч, 4 сред-
них ремонта по 24 ч и 1 капитальный ремонт 72 ч.
При текущем ремонте выполняют следующие работы:
проверку состояния и крепления несущих, тяговых, клеевых
и бумаговедущих валов с устранением неисправностей и очи-
сткой валов от клея, ревизию их подшипников с промывкой,
заменой смазки и уплотнений, проверку состояния пружин тя-
говых, клеевых и прижимных валов с устранением неисправ-
ностей;
проверку состояния, крепления и работы пневмоцилиндров
с устранением неисправностей, замену сальников и уплотнений;
проверку состояния и крепления клеевой ванны и шаберов
с устранением неисправностей;
проверку состояния и крепления пневмоножа с устранением
неисправностей и регулировкой хода;
проверку всех соединений трубопроводов с устранением уте-
чек воздуха и заменой изношенных прокладок, запорно-регули-
рующей арматуры;
ремонт привода: а) ревизию редукторов с промывкой, заме-
ной смазки и уплотнений, проверку состояния подшипников и
шестерен; б) проверку состояния крепления открытых зубча-
тых передач; в) проверку состояния и крепления звездочек, со-
единительных муфт, регулировку натяжения цепей; г) проверку
состояния и крепления защитных ограждений с устранением
неисправностей;
подтяжку крепежных деталей с заменой изношенных.
При среднем ремонте помимо работ, выполняемых при те-
кущем ремонте, выполняют следующие работы:
проверку состояния и крепления несущих, тяговых, клеевых
и бумаговедущих валов с реставрацией при необходимости;
проверку состояния и крепления пневмоцилиндров с устра-
нением неисправностей и реставрацией цилиндров и поршней
при необходимости;
проверку состояния фундаментов и ремонт их при необходи-
мости;
подготовку станка к окраске и окраску.
При капитальном ремонте помимо работ, выполняемых при
среднем ремонте, выполняют следующие работы:
полную разборку станка с очисткой и дефектацией деталей;
ремонт и замену изношенных валов станка;
замену изношенных подшипников валов и пружин;
ремонт или замену клеевой ванны;
замену шаберов;
ремонт пневмоцилиндров с реставрацией рабочих поверхно-
стей и заменой изношенных деталей;
332
ремонт пневмоножа или его замену при необходимости;
частичную замену отдельных участков трубопроводов;
замену изношенных зубчатых колес, звездочек, цепей,» под-
шипников и других изношенных деталей привода станка.
11. ОБОРУДОВАНИЕ ДЛЯ ШЛИФОВАНИЯ И БОМБИРОВКИ ВАЛОВ
Шлифование и бомбировка поверхностей валов бумагоде-
лательных машин и отделочных станков осуществляются в шли-
фовальных цехах. Цехи оснащены мостовыми электрическими
кранами грузоподъемностью, равной массе самого тяжелого
вала бумагоделательной машины (обычно массе нижнего вала
машинного каландра или суперкаландра) с учетом массы тра-
версы. В шлифовальный цех обычно входит железнодорожный
тупиковый путь нормальной колеи, по которому на платформах
прибывают валы машин. В шлифовальном цехе должен быть
участок для склада валов. Кроме круглошлифовальных стан-
ков, в шлифовальных цехах иногда устанавливают плоскошли-
фовальные станки для заточки и шлифования плоских ножей
и шаберов. Для проточки цапф валов на крупных бумажных
фабриках установлены токарные станки, которые также раз-
мещены в шлифовальных цехах.
Круглошлифовальные станки позволяют шлифовать валы
диаметром до 2000 мм, длиной 12 м. Обычно станок выбирается
в зависимости от ширины бумагоделательной машины и длины
ее валов. Например, для быстроходных широких машин шли-
фовальные станки должны позволять обрабатывать поверхно-
сти валов длиной около 8 м и устанавливать деталь общей дли-
ной около 12 м. Для более узких машин должны выбираться
шлифовальные станки с меньшим расстоянием между центрами
станка, так как шлифовка и бомбировка поверхностей на стан-
ках с большим расстоянием между центрами малых по длине
валов приводят к снижению точности шлифования и бомби-
ровки.
Рассмотрим конструкцию и принцип действия круглошлифо-
вального станка для шлифования поверхностей валов широких
бумагоделательных машин. Этот станок позволяет устанавли-
вать деталь массой 50 т, длиной 11 500 мм, диаметром 2000 мм.
Обычно габарит шлифуемого изделия определяется расстоя-
нием между центрами передней и задней бабок станка и высо-
той этих центров. Число оборотов планшайбы у таких станков
регулируется от 3 до 30 в минуту. Продольная подача суппорта
шлифовального круга регулируется бесступенчато в пределах
60—3000 мм/мин. Максимальное поперечное перемещение суп-
порта шлифовального круга 400 мм. Диаметр шлифовального
круга 700 мм, ширина 70 мм. Окружная скорость шлифоваль-
ного круга в зависимости от твердости обрабатываемого изде-
лия 20—25 м/с при обработке стальных валов и 16—20 м/с при
333
обработке чугунных валов. Обычно при черновом шлифовании
окружная скорость валов 8—12 м/мин, окружная скорость обра-
батываемого вала при чистовом шлифовании 12—18 м/мин.
Продольная подача суппорта шлифовального станка от 2/з до 3А
ширины круга за один оборот изделия при черновом шлифова-
нии и от ’Д до !/2 ширины шлифовального круга за один обо-
рот изделия при чистовом шлифовании.
Толщина снимаемой стружки при черновом шлифовании от
0,03 до 0,05 мм, при чистовом — от 0,005 до 0,01 мм.
Круглошлифовальный станок рассматриваемой конструкции
состоит из передней бабки, суппорта, шлифовального круга,
задней бабки, станины, люнетов.
Передняя бабка неподвижно установлена на станине. План-
шайба передней бабки получает вращение от электродвигателя
постоянного тока через коробку передач и клиноременные
шкивы. Привод планшайбы передней бабки позволяет бессту-
пенчато регулировать число оборотов обрабатываемого изделия.
Передняя бабка оснащена также разгонным пусковым двига-
телем с повышенным пусковым моментом. Этот электродвига-
тель включают при обработке тяжелых изделий для передачи
крутящего момента обрабатываемому изделию в момент пуска.
Суппорт состоит из салазок, корпуса и коробки подачи. Са-
лазки перемещаются вдоль изделия по направляющим, которые
смазываются маслом непрерывно от системы централизованной
смазки. Продольное движение шлифовального суппорта осуще-
ствляется от электродвигателя через коробку подачи, разме-
щенную на нижних салазках. Реверсивное продольное движе-
ние салазок суппорта осуществляется изменением вращения
вала электродвигателя. Предусмотрено также ручное переме-
щение салазок с помощью маховика.
Суппорт шпинделя шлифовального круга скользит по на-
правляющим призматической формы. В нижней части смонти-
ровано приспособление для шлифования выпуклых и вогнутых
поверхностей, в верхней части — опоры вала шлифовального
круга, механизмы управления и измерительные приборы.
Предусмотрена быстрая перестановка суппорта к изделию
или от него, ручная грубая и точная подача к изделию, автома-
тическая подача к шлифуемому изделию. Шпиндель шлифоваль-
ного круга покоится на двух самоустанавливающихся подшип-
никах с циркуляционной смазкой. Движение шпинделю пере-
дается от электродвигателя постоянного тока с регулируемой
скоростью.
Для мокрой шлифовки валов станки оснащены централизо-
ванной подачей эмульсии. Резервуар с эмульсией размещен
в приямке фундамента станка. Подача эмульсии на шлифо-
вальный круг осуществляется непрерывно с помощью насоса.
Отработанная эмульсия возвращается в резервуар. Шлифоваль-
ный круг балансируется на специальном приспособлении, ко-
334
торым оснащен станок. Круг крепится на шпинделе с помощью
зажимной втулки, затем производится правка круга алмазным
правильным устройством, расположенным на задней бабке.
Задняя бабка установлена на направляющих станины и может
перемещаться в зависимости от длины обрабатываемого изде-
лия по этим направляющим посредством зубчатой рейки и фик-
сируется с помощью храпового механизма. Шпиндель задней
бабки покоится на направляющей и может перемещаться вдоль
направляющих с помощью маховичка с червячной передачей.
Свободный торец шпинделя имеет конусное отверстие для уста-
новки центра.
Станина станка имеет жесткую конструкцию. Направляю-
щие для люнетов и задней бабки направляющих салазок шли-
фовального круга тщательно и точно обработаны.
Очень высокие требования предъявляются к установке станка
на фундаменте. Для исключения передачи вибраций станку фун-
дамент отрезается от прилегающих грунтов. Обычно фунда-
мент окантован каналом шириной до 400 мм с глубиной, рав-
ной глубине заложения фундамента. Для исключения передачи
вибраций станку станина его установлена на специальных ре-
зиновых амортизаторах или на пружинах.
Для точного шлифования и бомбировки валов бумагодела-
тельных машин выпускают шлифовальные станки марки
ХШ-190, ХШ-193.
В настоящее время ведутся работы по внедрению при шли-
фовании и бомбировке валов автоматического программного
управления. В этих системах по программе, задаваемой перфо-
лентой, осуществляется весь комплеск циклов, связанных с об-
работкой валов, т. е. выполнение чернового и получистового
шлифования, правка шлифовального круга, чистовое шлифова-
ние, а также измерение и регистрация результатов измерения
в виде записи размеров вала. В зависимости от характера об-
работки автоматически устанавливаются на станке требуемые
режимы резания — глубина, подача и скорость резания.
СПИСОК ЛИТЕРАТУРЫ
1. Эйдлин И. Я. Бумагоделательные и отделочные машины. М., «Лесная
промышленность», 1970. 624 с.
2. Лазаренко Т. П. Технология бумагоделательного машиностроения. М.,
«Лесная промышленность», 1968. 296 с.
3. Положение о планово-предупредительном ремонте на предприятиях
целлюлозно-бумажной промышленности. М., «Лесная промышленность», 1972.
119 с.
4. Мазарский С. М., Малинский И. 3., Эпштейн К- Ю. Оборудование цел-
люлозно-бумажного производства. М., «Лесная промышленность», 1968. 456 с.
5. Шейнов И. И. Ремонт и монтаж оборудования деревообрабатывающих
производств. М., «Лесная промышленность», 1967. 332 с.
6. Старец И. С. Подшипники качения. М., «Лесная промышленность», 1968.
224 с.
7. Михеев И. И. Смазка заводского оборудования. М., «Машиностроение»,
1967. 212 с.
8. Эминов Е. А., Козорезова А. А. Смазка оборудования промышленных
предприятий. М., «Химия», 1966. 267 с.
9. Смазки. Государственные стандарты СССР, 1967. 511 с.
10. Тростянский Е. Б. Новые материалы в технике. М., «Химия», 1964. 656 с.
11. Иноземцев Д. П. Ремонт и монтаж оборудования заводов химических
ролокон. М.( «Химия», 1967. 251 с.
12. Анучин П. И. Коррозия и способы защиты оборудования лесохимиче-
ских производств. М., «Лесная промышленность», 1970. 390 с.
13. Единая система планово-предупредительного ремонта и рациональной
эксплуатации технологического оборудования. М., Машгиз, 1964. 583 с.
14. Андреев Н. X. Новые материалы в технике. М., «Высшая школа», 1968.
368 с.
15. Вощанов К. П. Ремонт оборудования сваркой. М., «Машиностроение»,
1967. 285 с.
336
16. Деряшкевич Ю. В. Антикоррозионная защита аппаратов и строитель-
ных конструкций в целлюлозно-бумажной промышленности. М., «Лесная про-
мышленность», 1967. 505 с.
17. Бумагоделательное оборудование. Каталог-справочник. М., ЦИНТИ-
Химнефтемаш, 1973. 319 с.
18. Кугушев И. Д. Теоретический анализ перспектив совершенствования
бумагоделательных машин.— «Бумажная промышленность», 1971, № 3, с. 13.
19. Технический отчет о моцтаже высокоскоростных бумагоделательных
машин Балахнинского ЦБК, Минмонтажспецстрой, 1968.
20. Крагельский И. В. Трение и износ. М., 1968. 479 с.
ОГЛАВЛЕНИЕ
Введение............................................................3
Раздел первый. Монтаж оборудования..................................5
Глава I. Организация монтажных работ............................... 5
1. Техническая документация на монтажные работы...................5
2. Выбор и разработка методов производства монтажных работ ... 7
3. Контроль качества и сдача выполненных работ....................8
4. Инструмент, оборудование и приспособления для сборочно-монтаж-
ных работ........................................................8
Глава II. Подготовка оборудования и фундамента к монтажу .... 8
1. Приемка, хранение и расконсервация оборудования................8
2. Подготовка оборудования к монтажу..............................9
3. Приемка фундаментов под монтаж . .......................10
4. Разбивка осей и нанесение высотных отметок....................11
Глава III. Установка оборудования на фундамент.....................15
1. Способы строповки оборудования................................15
2. Выбор метода и способа установки оборудования.................17
Монтаж ректификационной колонны................................18
Монтаж горизонтальной цистерны.................................24
Глава IV. Монтаж типовых узлов механизмов..........................26
1. Монтаж подшипников......................................: : 26
2. Монтаж валов.....................................: : : : : 35
3. Монтаж муфт......................................: : : : : 37
4. Монтаж ременных, зубчатых и червячных передач.................39
Глава V. Монтаж оборудования лесных бирж ..........................42
1. Монтаж транспортирующего оборудования..................... . 43
Ленточные конвейеры......................................: : 43
Цепные конвейеры......................................: : : 45
2. Монтаж кучеукладчиков.......................................: 47
3. Монтаж кабельного крана.......................................48
Г лава VI. Монтаж оборудования древесноподготовительных цехов ... 51
1. Монтаж оборудования для распиловки древесины..................51
2. Монтаж оборудования для окорки древесины......................52
Барабанная корообдирка на гидроподшипниках.....................52
Барабанная корообдирка на роликоопорах ....................... 53
3. Монтаж оборудования для рубки древесины.......................54
Классификация дисковых рубильных машин.........................54
Монтаж рубильной машины....................................... 55
338
4. Монтаж оборудования для сортирования щепы......................56
5. Монтаж дезинтегратора..........................................57
Глава VII. Монтаж оборудования для производства целлюлозы .... 57
1. Монтаж оборудования кислотных цехов сульфитцеллюлозного произ-
водства ............................................................57
Дробильное оборудование ................................... 57
Печи для сжигания серы и обжига колчедана.......................60
Оборудование для очистки и охлаждения газа...................62
Электрофильтры.............................;....................63
2. Монтаж оборудования для варки целлюлозы........................65
Варочные котлы периодического действия..........................65
Варочные аппараты непрерывного действия.........................68
Вымывные и выдувные резервуары..................................69
3. Монтаж оборудования для промывки, сортирования и сгущения массы 71
Вакуум-фильтры ..............................................: 72
Сортировки......................................................73
4. Монтаж оборудования для отбелки целлюлозы.....................73
5. Монтаж выпарных установок......................................74
Глава VIII. Монтаж оборудования для производства древесной массы . 75
1. Монтаж цепного и кольцевого дефибреров...........................76
Цепной дефибрер . ..............................................76
Кольцевой дефибрер ..... ...................................... 81
Глава IX. Монтаж размольного оборудования и оборудования для произ-
водства бумаги и картона.............................................83
1. Монтаж оборудования для размола массы .........................83
2. Монтаж оборудования для производства бумаги и картона .... 83
Бумагоделательные машины........................................83
Картоноделательные машины......................................108
3. Монтаж продольно-резательного станка.........................НО
4. Монтаж суперкаландра........................................111
5. Монтаж рулоноупаковочного станка............................112
Глава X. Монтаж технологических трубопроводов......................113
1. Материалы, применяемые для изготовления технологических трубо-
проводов .........................................................113
2. Соединения технологических трубопроводов .....................114
3. Компенсаторы технологических трубопроводов....................115
4. Промышленная трубопроводная арматура..........................117
5. Монтаж трубопроводов .........................................117
Раздел второй. Техническая эксплуатация оборудования и организа-
ция планово-предупредительного ремонта.............................123
Глава XI. Единая система планово-предупредительного ремонта оборудо-
вания на предприятиях целлюлозно-бумажной промышленности 123
1. Основные положения............................................123
2. Периодичность и сроки останова оборудования на ППР............125
3. Расчет количества ремонтов и простоя оборудования.............126
4. Обеспечение запасными деталями................................127
5. Межремонтное обслуживание.....................................129
6. Текущий ремонт................................................130
7. Средний ремонт................................................130
8. Капитальный ремонт.......................................... 131
9. Организация ремонтных работ...................................132
10. Организация управления ремонтной службой.....................133
Раздел третий. Износ оборудования и его предупреждение . .135
Глава XII. Причины и виды износа деталей машин.....................135
339
1. Механический н коррозионный износ. Факторы, влияющие на износ . 135
2. Методы защиты от износа......................................139
Глава XIII. Смазочные материалы и организация смазочного хозяйства 152
1. Смазочные материалы и их свойства...........................152
2. Выбор смазочных материалов..................................153
Масла для подшипников скольжения............................156
Масла для подшипников качения...............................157
Масла для зубчатых и червячных передач и для различных трущихся
поверхностей оборудования.....................................158
3. Требования к эксплуатационным свойствам масел...............160
4. Организация смазочного хозяйства............................160
5. Очистка и регенерация отработавших смазочных материалов . . .161
6. Смазочные устройства........................................162
Раздел четвертый. Ремонт деталей и узлов машин общего назначе-
ния ......................................................... . . 166
Глава XIV. Виды, способы и средства ремонта.......................166
1. Определение и содержание ремонта. Этапы ремонтных работ . . .166
2. Составление дефектной ведомости и выявление дефектов........168
3. Способы восстановления деталей при ремонте..................170
4. Применение пластмасс в качестве заменителей металлов при ремонте
оборудования .................................................. 178
Глава XV. Ремонт деталей передач вращательного движения...........183
1. Ремонт валов................................................ 183
2. Ремонт зубчатых передач.....................................185
3. Ремонт шкивов.............................................. 188
4. Ремонт подшипников..........................................188
Подшипники скольжения.........................................188
Подшипники качения............................................192
Глава XVI. Сборка узлов общего назначения.........................193
1. Допуски и посадки............................................194
Краткая характеристика основных посадок.......................195
2. Разъемные соединения........................................196
Неподвижные разъемные соединения..............................196
Подвижные разъемные соединения............................... 197
3. Неразъемные неподвижные соединения..........................199
4. Балансирование вращающихся деталей..........................201
Раздел пятый. Ремонт основного технологического оборудования . 203
Глава XVII. Ремонт оборудования лесных бирж и древесноподготови-
тельных цехов.....................................................203
1. Ремонт пятипильного слешера .. .............................203
2. Ремонт корообдирки ОК.......................................204
3. Ремонт окорочного барабана..................................206
4. Ремонт рубильной машины.....................................206
5. Ремонт плоской вибрационной сортировки .................... 212
Глава XVIII. Ремонт оборудования для производства целлюлозы .... 213
1. Ремонт оборудования для производства варочной кислоты .... 213
Щековая дробилка..............................................213
Печи для обжига колчедана во взбешенном состоянии и в кипящем
слое..........................................................215
Вращающиеся серные печи.......................................220
Электрофильтры................................................221
2. Ремонт оборудования для варки целлюлозы......................223
Варочные котлы периодического действия........................223
Варочные аппараты непрерывного действия.......................225
340
3. Ремонт оборудования для промывки, сортирования и сгущения массы 249
4. Ремонт центробежной сортировки типа СЦ........................254
5. Ремонт узлоловитетлей закрытого типа (селектифайеров и центри-
скринов) ...................................................... 255
Глава XIX. Ремонт оборудования для производства древесной массы . . 260
1. Ремонт гидропрессового дефибрера............................ 260
2. Ремонт цепного дефибрера......................................262
Глава XX. Ремонт оборудования размольно-подготовительных цехов . . 264
1. Ремонт оборудования для размола бумажной массы................264
Оборудование для периодического размола массы..................264
Оборудование для непрерывного размола массы....................267
2. Ремонт оборудования для роспуска волокнистых материалов (гидро-
разбиватели) ....................................................271
Глава XXL Ремонт бумагоделательных, картоноделательных машин отде-
лочного оборудования .............................................. 274
1. Ремонт напорного ящика.......................................274
2. Ремонт сеточной части........................................278
Ящики отсасывающие, перфорированные и типа «ротобельт» . . . 284
3. Ремонт прессовой части.......................................290
4. Ремонт сушильной части.......................................298
Цилиндры.......................................................304
Колпаки ......................................................305
Заправка канатиковая ......................................... 306
Централизованная система смазки..............'.................307
5. Ремонт каландра.............................................: 308
6. Ремонт наката................................................311
7. Ремонт приводов ..........................................: 314
8. Ремонт продольно-резательного станка . . ..................317
9. Ремонт суперкаландра..........................................321
10. Ремонт рулоно-упаковочного станка............................325
11. Оборудование для шлифования и бомбировки валов...............333
Список литературы..................................................336
Исаак Зельманович Малинский
РЕМОНТ И МОНТАЖ ОБОРУДОВАНИЯ
ЦЕЛЛЮЛОЗНО-БУМАЖНОГО ПРОИЗВОДСТВА
Редактор издательства Н. Е. Бруева
Художественный редактор В. Н. Журавский
Технический редактор Н. Н. Зиновьева
Корректор В. И. Смирнова
Переплет художника 5. К. Шаповалова
Сдано в набор 19/VII 1974 г. Подписано к печати 12/XII 1974 г. Т-21121.
Формат 60X901/16. Бумага типогр. № 2. Усл. печ. л. 21,5. Уч.-изд. л. 22,2.
Тираж 4800 экз. Изд. № 13/73. Цена 84 коп. Зак. 1701.
Издательство «Лесная промышленность, 101000, Москва, ул. Кирова, 40а.
Ленинградская типография № 4 «Союзполиграфпрома» при Государственном
комитете Совета Министров СССР по делам издательств, полиграфии и книж-
ной торговли, 196126, Ленинград, Ф-126, Социалистическая ул., 14.
НОВЫЕ КНИГИ
Издательство «Лесная промышленность» в 1975 году выпускает
следующие книги:
Каспаров Г. Б. Резервы повышения производительности
труда и снижения себестоимости продукции в целлюлозно-бу-
мажной промышленности. 15 л., ц. 1 р.
Дан анализ производительности труда и себестоимости цел-
люлозно-бумажной продукции, рассмотрены резервы повышения
эффективности производства, изложены рекомендации по сниже-
нию удельных затрат сырья, материалов, полуфабрикатов, энер-
гии при выработке продукции, по совершенствованию органи-
зации труда и производства, снижению трудоемкости работ,
ликвидации различных потерь и т. д.
Рассчитана на инженерно-технических работников целлю-
лозно-бумажных предприятий.
Киселев С. С. Эксплуатация и ремонт дефибреров. 12 л.,
ц. 78 к.
Приведены характеристики основных видов дефибреров, их
кинематические схемы, особенности конструкций, устройство
основных узлов. Изложены принципы эксплуатации отдельных
узлов и машин в целом. Рассмотрены случаи возможных техно-
логических неполадок в процессе дефибрирования и методика
их устранения. Приведены методика организации ремонта и
монтажа отдельных узлов и машин в целом, технология изго-
товления и восстановления наиболее трудоемких и ответствен-
ных деталей узлов. Рассчитана на инженерно-технических работ-
ников, высококвалифицированных рабочих целлюлозно-бумаж-
ной промышленности, полезна также студентам вузов.
Ревис И. А., Левинсон А. М. Повышение износоустойчивости
деталей бумагоделательного оборудования. 8 л., ц. 80 к.
Книга посвящена проблеме повышения износоустойчивости
оборудования бумажной промышленности, в частности деталей
рубильных машин, размольных гарнитур конических и диско-
вых мельниц, крышек отсасывающих ящиков, шаберов бумаго-
делательных машин, ножей для резки бумаги, набивных валов
суперкаландров и др. Книга содержит рекомендации по повыше-
нию износоустойчивости деталей бумагоделательного оборудова-
ния при их изготовлении и эксплуатации.
Рассчитана на инженерно-технических работников целлю-
лозно-бумажных предприятий и заводов бумагоделательного ма-
шиностроения.
Участкина 3. В. Научная организация труда в целлюлозно-
бумажной промышленности. 15 л., ц. 94 к.
Рассмотрены основные направления научной организации
труда, которые должны способствовать повышению эффектив-
ности целлюлозно-бумажного производства и ускорению темпов
343
роста производительности труда в этой отрасли. Все вопросы
организации труда в отрасли рассмотрены с современных на-
учных позиций. Приведены методы осуществления экономиче-
ской эффективности всех мероприятий по научной организаций
рабочих мест и управленческого труда.
Книга рассчитана на инженерно-технических работников
предприятий. Она может быть использована студентами вузов
и техникумов, слушателями курсов повышения квалификации
Книги после выхода в свет можно приобрести в местных
книжных магазинах, распространяющих лесотехническую лите-
ратуру.
Заявку можно также направить в один из следующих мага-
зинов, имеющих отдел «Книга — почтой»: 109428, Москва,
ул. Михайлова, 28/7, магазин № 125; 193224, Ленинград, ул. На-
родная, 16, магазин Кг 93 «Прометей».